

Автоматическая и полуавтоматическая сварка под флюсом
Автоматическая и полуавтоматическая сварка под флюсом является высокопроизводительным сварочным процессом при изготовлении технологических трубопроводов. При сварке под флюсом сварочная дуга горит между голой электродной проволокой и свариваемым изделием под слоем сыпучего материала, называемого флюсом. Флюс в основном играет такую же роль, как и покрытие электрода при ручной дуговой сварке и, кроме того, закрывает дугу, вследствие чего при этой сварке не требуется защищать глаза специальными стеклами.
Сварку под флюсом осуществляют с помощью сварочной головки.
Полуавтоматическая сварка отличается от автоматической тем, что сварочную головку перемещают вдоль шва вручную.
Подготовляют кромки свариваемых труб и деталей и собирают их для автоматической и полуавтоматической сварки более тщательно, чем для ручной. Глубокий провар и жидкотекучесть расплавленного металла требуют выдерживать при сборке одинаковые размеры зазоров и разделок фасок, что обеспечивает получение высокого качества сварных швов и высокую производительность процесса.
Производительность автоматической и полуавтоматической сварки под слоем флюса в 2—5 раз выше по сравнению с ручной и достигается за счет увеличения плотности тока, увеличения скорости сварки и повышения коэффициента наплавки.
Эксплуатационные преимущества заключаются в полной или частичной автоматизации процесса сварки и, как следствие, улучшении условий труда сварщика.
При автоматической и полуавтоматической сварке труб из малоуглеродистой и низколегированной стали применяют плавленые флюсы АН-348А, ОСЦ-45, ФЦ-9, а из высоколегированной стали аустенитного класса флюс ФЦЛ-2. Неплавленые керамические флюсы К-2 и КВС-19 применяют для сварки легированных и углеродистых сталей.
Для сварки под флюсом стальных труб в основном используют калиброванную холоднотянутую сварочную проволоку круглого сечения. Сварочную проволоку изготовляют диаметром от 0,3 до 12 мм из стали различного химического состава. Наиболее часто применяют проволоку диаметром от 0,8 до 5 мм.
Для сварки труб из малоуглеродистой и низколегированной стали применяют сварочную проволоку Св-08, Св-08ГА, Св-20Г2 и др. Для сварки труб из легированной и высоколегированной стали используют сварочную проволоку из сталей тех же классов (аустенитную, перлитную).
Рис. 80. Трактор ТС-17М:
1 — механизм подачи проволоки, 2 — механизм поперечной корректировки, 3 — бункер для флюса,
4 — кассета, 5 — пульт управления, 6 — коробка скоростей сварки, 7 — механизм включения передвижения трактора, 8 — электродвигатель, 9 — коробка скоростей подачи проволоки
Сварочный дуговой автомат состоит из трех основных частей: сварочной головки, источника питания сварочной дуги и аппаратного ящика с пультом управления. Для автоматической и полуавтоматической сварки под флюсом труб, узлов и деталей трубопроводов наибольшее применение нашли сварочные тракторы ТС-17М, АДС-500, АДС-1000-2, сварочные головки типа ПТ-56, ПТ-1000 и полуавтоматы ПШ-5, ПШ-54, ПДШМ-500. Сварочными тракторами называют аппараты, перемещающиеся непосредственно по свариваемому изделию.
Сварочными тракторами называют аппараты, перемещающиеся непосредственно по свариваемому изделию.
Сварочный трактор представляет собой самоходную тележку, на которой установлены механизм подачи электродной проволоки с токоподводящим мундштуком, бункер для флюса, кассета с электродной проволокой и пульт управления. Наиболее простым, малогабаритным и легким из всех существующих в настоящее время сварочных тракторов является сварочный трактор ТС-17М (рис. 80). Поскольку этот трактор небольших габаритных размеров, его можно применять при сварке внутренних швов цилиндрических изделий диаметром от 1 м и выше. Трактор рассчитан на сварку электродной проволокой диаметром от 1,6 до 5 мм при сварочном токе 200—1000 а. Им можно сваривать любые швы в нижнем и близком к нижнему положениях.
Рис. 81. Универсальный держатель ДШ-5:
1 — бункер для флюса, 2 — щиток для регулирования подачи флюса, 3— шланг, 4 — кнопка управления, 5 — упор, 6 — электродная проволока, 7 —трубчатый наконечник
Рис.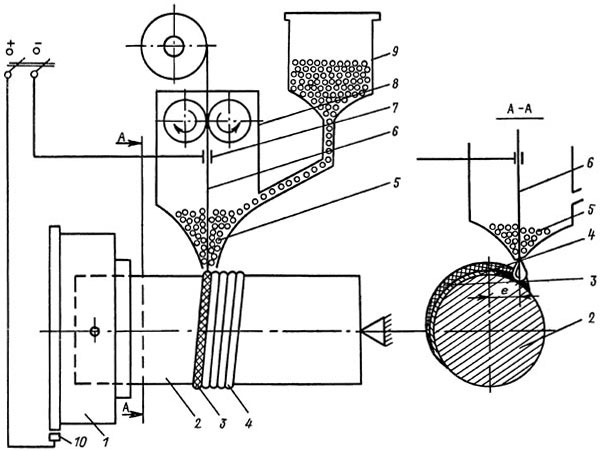 82. схема установки для шланговой полуавтоматической сварки труб под флюсом с помощью полуавтомата ПШ-54:
82. схема установки для шланговой полуавтоматической сварки труб под флюсом с помощью полуавтомата ПШ-54:
1 — дроссель, 2— сварочный трансформатор, 3 — щиток, 4 — аппаратный шкаф, 5 — подающий механизм полуавтомата, 6 — крюк для подвешивания подающего механизма. 7 — кассеты для электродной проволоки, 8 — гибкий шланг, 9 —держатель
Шланговые полуавтоматы ПШ-5, ПШ-54 и ПДШМ-500 благодаря своей простоте и надежности в работе получили широкое применение в трубозаготовительных цехах и заводах. Полуавтоматы предназначены для дуговой сварки под флюсом переменным или постоянным током сплошных и прерывистых прямолинейных, круговых и криволинейных швов, угловых, стыковых и нахлесточных соединений. Полуавтоматами сваривают изделия из малоуглеродистой стали толщиной 3—20 мм и швы, расположенные на горизонтальных и наклонных (до 15°) плоскостях и в труднодоступных местах. Полуавтомат ПШ-5 работает по принципу постоянной подачи проволоки. Скорость подачи проволоки изменяется сменными шестернями. Полуавтомат рассчитан на сварку электродной проволокой диаметром 1,2— 2,5 мм при силе тока до 600 а. Область применения полуавтомата значительно расширяется с применением сменных специализированных держателей (ДШ-5, ДШ-7, ДШ-16, ДШ-17). Наибольшее применение нашел универсальный держатель ДШ-5 (рис. 81).
Скорость подачи проволоки изменяется сменными шестернями. Полуавтомат рассчитан на сварку электродной проволокой диаметром 1,2— 2,5 мм при силе тока до 600 а. Область применения полуавтомата значительно расширяется с применением сменных специализированных держателей (ДШ-5, ДШ-7, ДШ-16, ДШ-17). Наибольшее применение нашел универсальный держатель ДШ-5 (рис. 81).
Полуавтомат ПШ-54 (рис. 82) комплектуется из тех же узлов, что и полуавтомат ПШ-5, но в отличие от него имеет ряд усовершенствований. В частности, вместо сменных шестерен подающий механизм 5 снабжен легкой коробкой скоростей. Держатель 9 полуавтомата ДШ-54 имеет то же устройство, что и держатель ДШ-5.
1. В чем преимущества автоматической и полуавтоматической сварки перед ручной?
2. Объясните назначение флюса при сварке?
3. Назовите основные марки сварочной проволоки.
4. Какое основное оборудование применяют для автоматической и полуавтоматической сварки под флюсом?
5. В чем отличие шланговых полуавтоматов от сварочного трактора?
В чем отличие шланговых полуавтоматов от сварочного трактора?
Все материалы раздела «Сварка труб» :
● Способы сварки трубопроводов и виды сварных соединений
● Подготовка труб под сварку
● Технология газовой сварки и резки
● Кислородно-флюсовая и дуговая резка
● Технология ручной электродуговой сварки, электроды
● Источники питания сварочной дуги
● Автоматическая и полуавтоматическая сварка под флюсом
● Автоматическая и полуавтоматическая сварка в защитных газах
● Сварка трубопроводов из легированной стали
● Сварка трубопроводов высокого давления, термообработка сварных соединений
● Сварка трубопроводов из алюминия и его сплавов, из меди и ее сплавов
● Пайка трубопроводов, дефекты сварных швов
● Контроль качества сварных швов
● Виды сварки и применяемое оборудование
● Сварка и склеивание винипластовых труб
● Сварка полиэтиленовых трубопроводов
● Правила техники безопасности при резке и сварке трубопроводов
автоматическая, полуавтоматическая и ручная, технология процесса и оборудование
Сварка под флюсом – это способ сварки деталей из высоколегированной марганцевой, никелевой или фторидной стали, при котором сварочная ванна и шов защищены от окисления слоем флюса в виде порошка или гранул.
Содержание
- 1 Виды флюсов и их особенности
- 2 Описание технологии процесса
- 3 Оборудование для сварки
- 4 Выбор режима сварки
- 5 Достоинства и недостатки
Процесс формирования шва протекает в газовой полости под слоем непрерывно подаваемого флюса. Кроме функции защиты от окисления, флюс также легирует формируемый шов марганцем и кремнием, повышая его прочность и формируя соединение с высокой степенью однородности.
ГОСТ на сварку флюсом 8713-79 устанавливает размеры и типы сварных соединений, а также способы наложения шва под флюсом.
Виды флюсов и их особенности
По способу изготовления флюсы бывают:
- плавленые;
- керамические.
Плавленые флюсы изготавливают из шлакообразующих марганцевых руд и кварцевого песка путем размалывания, смешивания и расплавления с последующим гранулированием. Такие флюсы экономичны и хорошо подходят для сварки деталей из низколегированной стали.
Керамические (неплавленные) флюсы изготавливают из окислителей и солей амфотерных металлов, которые измельчают, смешивают с жидким стеклом до однородного состояния, после чего гранулируют и прокаливают.
Примерная стоимость керамических флюсов на Яндекс.маркет
Керамические флюсы имеют мелкодисперсную порошкообразную структуру, они применяются для сваривания сложных высоколегированных стальных сплавов, при этом состав флюса подбирается под конкретную марку свариваемой стали.
По химическому составу флюсы бывают:
- солевые;
- оксидные;
- смешанные.
Солевые флюсы содержат соли фторидов и хлоридов, применяются для электросварки титана и стали, легированной никелем и хромом. Оксидные флюсы содержат оксиды активных металлов и кремния, применяются для сварки низкоуглеродистой стали. Смешанные флюсы содержат оксиды и соли металлов в различных пропорциях, применяются для сваривания многокомпонентных сплавов или деталей из разных металлов.
Описание технологии процесса
Существует три основных способа сварки под флюсом:
- автоматический;
- полуавтоматический;
- ручной.
При автоматической сварке траектория и скорость движения электрода, а также скорость подачи проволоки регулируется управляющим процессором, рабочие участвуют только в качестве контролеров процесса для экстренного отключения сварочного агрегата.
Полуавтоматическая сварка под флюсом предполагает, что скорость подачи проволоки, сила тока сварки и угол наклона электрода к линии сварки регулируются автоматически, а ведение дуги осуществляется сварщиком вручную – через рукоятку или дистанционное управление. Полуавтоматический сварочный агрегат позволяет вручную изменять отдельные параметры тока непосредственно во время процесса сварки.
Сварка под флюсом вручную применяется в небольших агрегатах, где система подачи флюса встроена в неплавящийся электрод, при этом сварщик регулирует направление движения, угол наклона и скорость хода электрода в ручном режиме, специальными кнопками управляя подачей флюса и силой тока сварки.
Общий порядок действий при сварке под флюсом:
- С поверхностей деталей снимается оксидная пленка.
- Детали закрепляются на сварочной плите.
- Выбираются настройки и режим сварочного аппарата.
- Заполняется резервуар для флюса.
- Устанавливается бухта наплавной проволоки, конец которой заправляется в электрод.
- Происходит процесс сваривания.

- После остывания деталей собирается неизрасходованный флюс, и шов очищается от шлака.

Важно следить за расходованием проволоки и флюса, чтобы не допустить работы электрода вхолостую и повреждения деталей.
Оборудование для сварки
Для сварки флюсом потребуются стационарные условия и оборудование:
- сварочная плита;
- наплавная проволока;
- неплавящийся электрод;
- система подачи флюса;
- система контроля.
Сварочные плиты выполняются на бетонном основании из жаростойких материалов с возможностью закрепления деталей. Проволока берется из материала свариваемых деталей, толщина от 0,3 до 12 мм. Электрод изготавливается из вольфрамового сплава с керамической оплеткой.
Система подачи флюса представляет собой резервуар и шланг, конец которого отстоит от электрода на 10-30 см. Диаметр шланга подачи флюса должен позволять гранулам свободно сыпаться перед электродом.
Схема процесса автоматической сварки под слоем флюса
Автоматическая и полуавтоматическая сварка под флюсом контролируется программным обеспечением, регулирующим направление и скорость движения электрода вдоль линии сваривания.
Выбор режима сварки
В зависимости от толщины и металла свариваемых деталей выбирается режим сварки под флюсом. Для каждого режима существует свой диапазон напряжения, силы тока сварки и диаметр проволоки. Скорость формирования шва колеблется в пределах от 6 до 100 метров в час.
Если толщина свариваемых деталей от 2 до 10 мм, то выбирается режим сварки на стальной подкладке под стыком деталей. Режим на флюсовой подушке подходит для сварки деталей толщиной 10-25 мм, а сварка деталей толщиной 16-70 мм выполняется в режиме предварительной ручной проварки нижней части шва.
С увеличением толщины свариваемых деталей растет диаметр проволочного электрода и сварочный ток, но уменьшается скорость формирования сварного шва.
Сила тока сварки (А) зависит от толщины проволоки (мм) следующим образом:
- 2 мм – 200-400 А;
- 3 мм – 300-600 А;
- 4 мм – 400-800 А;
- 5 мм – 700-1000 А;
- 6 мм – 700-1200 А.

Напряжение сварки существенно увеличивается только при толщине деталей свыше 25 мм.
Достоинства и недостатки
К преимуществам сварки под флюсом относятся:
- высокая степень автоматизации процесса;
- возможность проведения сварки под большой силой тока;
- высокая скорость сварки;
- качественный шов без окислов и раковин;
- возможность увеличения сварной ванны для более качественного провара.
Системы автоподачи флюса и сохранение постоянного расстояния от электрода до шва позволяет сваривать сложные детали с минимальным участием рабочих. Защитный слой флюса не дает расплавленному металлу разбрызгиваться, что позволяет производить сварку под высокими токами, многократно увеличивая скорость формирования и качество шва.
Однородность шва достигается за счет изоляции сварной ванны от кислорода воздуха, а также из-за легирования шва компонентами флюса, которые можно подобрать специально для материала свариваемых деталей. Также сварка под флюсом дает возможность использования одновременно двух электродов, расположенных на расстоянии 10-20 мм друг от друга и питаемых от одного источника тока – это позволяет сделать больше сварную ванну под флюсом, увеличив таким образом скорость сварки и степень однородности готового изделия.
Также сварка под флюсом дает возможность использования одновременно двух электродов, расположенных на расстоянии 10-20 мм друг от друга и питаемых от одного источника тока – это позволяет сделать больше сварную ванну под флюсом, увеличив таким образом скорость сварки и степень однородности готового изделия.
К недостаткам сварки под флюсом относят трудности контроля процесса и технологическую сложность. Агрегаты для сварки под флюсом занимают большие площади и требуют обслуживания квалифицированными кадрами. Сварной шов формируется под слоем флюса и у сварщика нет возможности контролировать качество шва в режиме реального времени. Избежать брака можно путем дополнения агрегата ультразвуковыми или лазерными системами контроля наличия дефектов.
Информация о методе дуговая сварка под флюсом
- Главная
- |
- Азбука сварки — Справочный раздел
- |
 org/ListItem»>Другие методы сварки
org/ListItem»>Другие методы сварки
Сварка под флюсом является разновидностью дуговой сварки. Особенностью такого вида дуговой сварки является ведение сварочного процесса с использованием специального порошкового сварочного флюса. Сварочная дуга в процессе сварки горит под слоем флюса.
Флюс – это специальное вещество в виде порошка или гранул с положительными характеристиками. Флюс подается прямо в зону сварки толстым слоем и используется для защиты сварочной ванны от попадания воздуха в процессе сварки. В этом смысле порошковый флюс аналогичен использованию для сварки инертного газа, защищающего ванну от кислорода.
Дуговая сварка под флюсом имеет ряд особенностей, выгодно отличающих метод от стандартной дуговой сварки:
- максимальная защита сварочной зоны в процессе работы,
- значительное сокращение потерь электрода и присадочной проволоки,
- практически полное отсутствие брызг металла,
- повышение производительности сварочного процесса,
- снижение чувствительности к появлению оксидов на поверхности металла,
- дополнительная защита операторов от дугового свечения,
- высокое качество шва и улучшенные свойства металла шва благодаря пониженной скорости остывания материала в процессе.

Но при этом сварка с использованием защитного флюса имеет ряд недостатков, которые могут быть существенны при выборе метода:
- повышение общих расходов на сварочный процесс,
- повышение сложности корректировать положение дуги,
- необходимость дополнительной защиты органов дыхания операторов от газов,невозможность визуально контролировать непосредственное место сварки,
- невозможность сварки в любом пространственном положении,
- повышение текучести металла и флюса в процессе работы,
- высокая зависимость качества выполнения работы от сборки сварочных кромок в связи с угрозой вытекания расплавленного флюса или металла с последующим образованием дефектов.
Техника проведения дуговой сварки под флюсом
Дуговая сварка под флюсом выполняется полуавтоматическим или автоматическим способом. Это связано с необходимостью автоматизации процесса подачи сварочной проволоки и флюса. Электродная проволока, используемая в процессе, автоматически вытягивается в дугу специальными роликами автомата. Используемая проволока должна по составу соответствовать свариваемым материалам.
Электродная проволока, используемая в процессе, автоматически вытягивается в дугу специальными роликами автомата. Используемая проволока должна по составу соответствовать свариваемым материалам.
Сварочный ток подводится к проволоке и к изделию. В зависимости от задач может использоваться постоянны или переменный ток прямой или обратной полярности. Сварочные работы следует начинать с тщательной обработки и зачистки свариваемых материалов от краски, ржавчины, пыли и других загрязнений, в том числе с использованием металлической щетки или шлифовального круга при необходимости.
Флюс подается к месту сварки перед дугой. Толщина слоя флюса должна составлять не меньше 40-80мм, а ширина слоя – 40-100мм. Количество флюса зависит от условий сварки и толщины сварочной проволоки.
Из-за высокой температуры от дуги флюс и металл начинают плавиться и испаряться. В результате образуется газовое облако, защищающее дугу и сварочную ванну от попадания воздуха. Расплавленный флюс после гашения дуги остывает и образует шлаковую корку, которая после завершения работ легко отделяется от сварочного шва.
Расплавленный флюс после гашения дуги остывает и образует шлаковую корку, которая после завершения работ легко отделяется от сварочного шва.
В зависимости от свариваемых материалов и других условий ведения процесса могут использоваться различные виды флюсов. Флюсы делятся на несколько классов и подгрупп:
- по способу производства: плавленые или неплавленые (керамические),
- по химическому составу: оксидные, солевые или смешанные (солеоксидные),
- по активности (скорости окисления): пассивные, малоактивные, активные и высокоактивные,
- по строению гранул: стекловидные, пемзовидные или цементированные.
Область применения сварки под флюсом
Сварка с использованием флюса в первую очередь была разработана для работы с различными видами стали. В настоящее время с развитием технологий дуговую сварку под флюсом используют и для сваривания алюминия, меди, различных тугоплавких металлов.
Флюс используется для соединения вертикальных швов, сваривания труб различного диаметра (в том числе очень больших размеров, а также для сваривания кольцевых швов в других ситуациях. Это позволяет применять дуговую сварку под флюсом в кораблестроении, трубопрокатной промышленности, нефтегазовой отрасли и многих других промышленных сферах.
Это позволяет применять дуговую сварку под флюсом в кораблестроении, трубопрокатной промышленности, нефтегазовой отрасли и многих других промышленных сферах.
Полуавтоматическая сварка под слоем флюса
Категория:
Машины и оборудование для арматурных работ
Публикация:
Полуавтоматическая сварка под слоем флюса
Читать далее:
Ручная дуговая электросварка
Полуавтоматическая сварка под слоем флюса
Этот вид сварки выполняется в медных и графитовых формах, на медных и керамических съемных подкладках, назначение которых — удерживать расплавленный металл и флюс и придавать шву требуемую форму (рис. 18.34).
Рис. 18.34. Полуавтоматическая сварка под флюсом: а — горизонтального стыка; 6 — вертикального стыка; 1 — стыкуемые стержни; 2 — медная разъемная форма; 3 — струбцина
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Составные съемные формы изготавливают из меди марок MJ, МОб, МО или графита марок ЭТО, ЭГ1, ГМЗ, ЭЭГ, ППГ. Могут быть также использованы формы из песчано-керамическш смесей. Элементы медных и графитовых форм ‘’ закрепляют на стыкуемых стержнях струбцинами.
Могут быть также использованы формы из песчано-керамическш смесей. Элементы медных и графитовых форм ‘’ закрепляют на стыкуемых стержнях струбцинами.
Полуавтоматическая сварка открытой дугой в защитной газовой среде заключается в том, что она производится в газовой среде (обычно СО) электродной проволокой малого диаметра (0,8- ; 1 мм), подаваемой полуавтоматом. Образующаяся небольшая сварочная ванна позволяет осуществлять сварку в любых положениях и наблюдать за процессом сварки. Недостатком метода является возможность сдувания газа ветром. Рекомендуемые режимы сварки для проволоки марок Св-08ГС, Св-18ХГСА диаметром 1 мм приведены в табл. 18.32.
Таблица 18.31
Полуавтоматическая сварка под слоем флюса
Таблица 18.32
Режимы сварки в защитной газовой среде
Сварочные полуавтоматы. Полуавтоматические аппараты для сварки в защитной среде углекислого газа и сварки порошковой и голой легированной проволокой оснащены механизмами для подачи электродной проволоки, кассетами со сварочной проволокой, гибким шлангом с то-копроводящим кабелем, по которому подается проволока, сварочным пистолетом, с помощью которого сварщик подает проволоку в зону сварки и управляет процессом. Выпускаемые сварочные полуавтоматы бывают передвижными и переносными.
Выпускаемые сварочные полуавтоматы бывают передвижными и переносными.
Полуавтомат ПДГ-302 состоит из двух агрегатов: шкафа управления с аппаратурой, обеспечивающей регулирование скорости подачи электродной проволоки, с дистанционным управлением с помощью кнопочного пульта и механизма подачи проволоки, помещенного в ранцевом устройстве на спине у сварщика. В корпусе ранцевого устройства помещена кассета с проволокой, а кнопочный пульт управления помещен на ремне в удобном для пользования месте. Такая компоновка аппарата позволяет пользоваться им в труднодоступных местах.
Полуавтомат А-1114М выпускается без шкафа управления. Он состоит из подающего механизма, кассеты для проволоки, шланга и держателя-пистолета облегченного типа. Подающий механизм включает пусковое реле, обеспечивающее самоторможение двигателя подачи электродной проволоки в конце сварки. Питание двигателя осуществляется от источника сварочного тока. Для обеспечения постоянства подачи проволоки внешнюю вольтамперную характеристику. Полуавтомат легко переносится и поэтому его можно устанавливать непосредственно в местах сварки.
Полуавтомат легко переносится и поэтому его можно устанавливать непосредственно в местах сварки.
Полуавтоматы ПДПГ-500, ПШ-5-1, ПШ-54, ПДШМ-500, А-936, А-929 предназначены для сварки под слоем флюса и электрошлаковой сварки. Устройство полуавтоматов этой группы такое же, как вышерассмотренных, и отличается от них наличием флюсоподающих устройств. Для сварки арматуры рекомендуется применять полуавтомат А-936, являющийся модификацией полуавтомата А-765 для сварки под флюсом.
Полуавтомат А-936 смонтирован на тележке, на которой размещены подающий механизм и кассета с проволокой. Подающий механизм соединен с гибким шлангом и сварочным кабелем с источником питания. Шкаф управления устанавливается отдельно и соединен с подающим механизмом проводом управления. Держатель имеет бункер для подачи флюса в зону сварки. Засыпка флюса производится периодически вручную. Скорость подачи электродной проволоки регулируется от 58 до 582 м/ч. Технические характеристики шланговых полуавтоматов приведены в табл. 18.33.
18.33.
При полуавтоматической сварке применяется различное вспомогательное оборудование: для фиксации и временного крепления арматурных сеток и каркасов, подгонки отдельных стержней, имеющих искривления, формирования сварочного шва, струбцин для удержания форм и подкладок и др.
Таблица 18.33
Технические характеристики сварочных шланговых полуавтоматов
Струбцина (рис. 18.35) применяется для выравнивания и осевого совмещения выпусков арматуры диаметром до 36 мм в случае их искривления или концов отдельных стержней и сеток при сборке арматуры на объекте. Струбцина состоит из корпуса, двух захватов и силового винта.
Приспособление для фиксации нескольких арматурных стержней диаметром 20—36 мм перед их сваркой внахлестку фланговыми швами представляет собой рычажный механизм (рис. 18.36) с кулачком, подпружиненным упором и штоком. При нажатии на рычаг шток сжимает свариваемые стержни. Выравнивание стержней в горизонтальной или вертикальной плоскости производится прижимной пластиной.
Приспособление для закрепления медных желобчатых подкладок (рис. 18.37) при сварке горизонтальных арматурных стержней состоит из двух скоб с винтом, объединенных общим стержнем. При завинчивании винтов нижние части и подкладки закрепляются на свариваемых стержнях с помощью струбцин.
Рис. 18.35. Струбцина для выравнивания стержней: 1 — кулачок: 2 — оычаг: 3-5 — винты
Рис. 18.36. Приспособление для фиксации стержней 1 — рычаг; 2 — прижимная пластина; 3 — кулачок; 4 — шток; 5 — сменный вкладыш; б — основание
Рис. 18.38. Инвентарные медные формы:
а — для горизонтальных стыков; б — для вертикальных стыков
Для предохранения от вытекания расплавленного металла и флюса стержни на расстоянии 40—50 мм от вертикальной оси межторцового зазора обматываются 3-4 кольцами шнурового асбеста.
Сварка под флюсом (SAW) | Сварка и сварщик
При сварке под флюсом сварочная дуга горит между изделием и торцом сварочной проволоки. По мере расплавления проволока автоматически подается в зону сварки. Дуга закрыта слоем флюса. Сварочная проволока перемещается в направлении сварки с помощью специального механизма (автоматическая сварка) или вручную (полуавтоматическая сварка).
По мере расплавления проволока автоматически подается в зону сварки. Дуга закрыта слоем флюса. Сварочная проволока перемещается в направлении сварки с помощью специального механизма (автоматическая сварка) или вручную (полуавтоматическая сварка).
Под влиянием тепла дуги основной металл и флюс плавятся, причем флюс образует вокруг зоны сварки эластичную пленку, изолирующую эту зону от доступа воздуха. Капли расплавляемого дугой металла сварочной проволоки переносятся через дуговой промежуток в сварочную ванну, где смешиваются с расплавленным основным металлом. По мере перемещения дуги вперед металл сварочной ванны начинает охлаждаться, так как поступление тепла к нему уменьшается. Затем он затвердевает, образуя шов. Расплавляясь, флюс превращается в жидкий шлак, который покрывает поверхность металла и остается жидким еще некоторое время после того, как металл уже затвердел. Затем шлак затвердевает, образуя на поверхности шва шлаковую корку.
Одной из разновидностей этого способа сварки является сварка по флюсу. При этом используется значительно меньшая толщина слоя флюса, чем при сварке под флюсом. Дуга горит в условиях свободного доступа воздуха. Расплавляемый металл проволоки при переходе через дуговой промежуток не имеет шлаковой защиты. Металл сварочной ванны и шов покрыты тонким слоем шлака. При сварке по флюсу металл значительно хуже защищен от воздуха, чем в процессе сварки под флюсом. Кроме того, излучение дуги и интенсивное выделение дыма и паров оказывают вредное действие на обслуживающий персонал. Этот способ сварки используется для сварки алюминия и его сплавов.
При этом используется значительно меньшая толщина слоя флюса, чем при сварке под флюсом. Дуга горит в условиях свободного доступа воздуха. Расплавляемый металл проволоки при переходе через дуговой промежуток не имеет шлаковой защиты. Металл сварочной ванны и шов покрыты тонким слоем шлака. При сварке по флюсу металл значительно хуже защищен от воздуха, чем в процессе сварки под флюсом. Кроме того, излучение дуги и интенсивное выделение дыма и паров оказывают вредное действие на обслуживающий персонал. Этот способ сварки используется для сварки алюминия и его сплавов.
Оборудование для сварки под флюсом: характеристики источника питания, тип тока
Промышленность выпускает два типа аппаратов для дуговой сварки под флюсом:
- С постоянной скоростью подачи электродной проволоки, не зависимой от напряжения на дуге (основанные на принципе саморегулирования сварочной дуги) – для сварки проволокой до 3 мм
- С автоматическим регулированием напряжения на дуге и зависимой от него скоростью подачи электродной проволоки (аппараты с авторегулированием) – для сварки проволокой диаметром более 3 мм.

В сварочных головках с постоянной скоростью подачи при изменении длины дугового промежутка восстановление режима происходит за счет временного изменения скорости плавления электрода вследствие саморегулирования дуги. При увеличении дугового промежутка (увеличение напряжения на дуге) уменьшается сила сварочного тока, что приводит к уменьшению скорости плавления электрода. Уменьшение длины дуги вызывает увеличение сварочного тока и скорости плавления. В этом случае используют источники питания с жёсткой вольтамперной характеристикой (см. статью Вольт-амперная характеристика дуги).
В сварочных головках с автоматическим регулятором напряжения на дуге нарушение длины дугового промежутка вызывает такое изменение скорости подачи электродной проволоки (воздействуя на электродвигатель постоянного тока), при котором восстанавливается заданное напряжение на дуге. При этом используют аппараты с падающей вольтамперной характеристикой.
Аппараты этих двух типов отличаются и настройкой на заданный режим основных параметров: сварочного тока и напряжения на дуге. На аппаратах с постоянной скоростью подачи заданное значение сварочного тока настраивают подбором соответствующего значения скорости подачи электродной проволоки. Напряжение на дуге настраивают изменяя напряжение холостого хода внешней характеристики источника питания.
На аппаратах с постоянной скоростью подачи заданное значение сварочного тока настраивают подбором соответствующего значения скорости подачи электродной проволоки. Напряжение на дуге настраивают изменяя напряжение холостого хода внешней характеристики источника питания.
На аппаратах с авторегулированием напряжение на дуге задается на пульте управления и автоматически поддерживается постоянным во время сварки. Заданное значение сварочного тока настраивают изменением крутизны внешней характеристики источника питания.
Настройка других параметров режима сварки (скорости сварки, вылета электрода, высоты слоя флюса и др.) аналогична для аппаратов обоих типов и определяется конструктивными особенностями конкретного аппарата.
Конструкция соединения для сварки под флюсом
Форму разделки кромок для механизированной сварки под флюсом выбирают в зависимости от толщины свариваемых изделий и в соответствии с:
- ГОСТ 8713-79 «Швы сварных соединений. Автоматическая и полуавтоматическая сварка под флюсом. Основные типы и конструктивные элементы»
- ГОСТ 11533-75 «Автоматическая и полуавтоматическая сварка под флюсом. Соединения сварные под острыми и тупыми углами»
- ГОСТ 16098-70 «Швы сварных соединений из двухслойной коррозионно-стойкой стали»
- ГОСТ 15164-78 «Сварные соединения и швы. Электрошлаковая сварка. Основные типы и конструктивные элементы».
 Основные типы и конструктивные элементы»
Основные типы и конструктивные элементы»Область применения сварки под флюсом
Механизированная сварка под флюсом является одним из основных способов сварки плавлением. Если в первые годы освоения сварку под флюсом применяли только при изготовлении сварных конструкций из низкоуглеродистых сталей, то сейчас успешно сваривают низколегированные, легированные и высоколегированные стали различных классов, сплавы на никелевой основе. Освоена сварка под флюсом титана и его сплавов. Под флюсом сваривают медь и ее сплавы, а также алюминий и алюминиевые сплавы. Изделия, полученные сваркой под флюсом, надежно работают при высоких температурах и в условиях глубокого холода, в агрессивных средах, в вакууме и в условиях высоких давлений.
Наиболее выгодно использовать механизированную сварку под флюсом при производстве однотипных сварных конструкций, имеющих протяженные швы и удобных для удержания флюса. Экономически целесообразнее сваривать под флюсом металл толщиной от 1,5 — 2,0 до 60 мм. Нецелесообразно сваривать конструкции с короткими швами.
Технологии сварки под флюсом одной или несколькими проволоками
Существуют разновидности сварки под флюсом, когда в некоторых случаях целесообразно применение двухдуговой или многодуговой сварки. При этом дуги питаются от одного источника или от отдельного источника для каждой дуги. При сварке сдвоенным (расщепленным) электродом дуги, горящие в общую ванну, питаются от одного источника. Это несколько повышает производительность сварки за счет повышения количества расплавленного электродного металла.
Электроды по отношению к направлению сварки могут быть расположены последовательно или перпендикулярно. При последовательном расположении глубина проплавления шва несколько увеличивается, а при перпендикулярном уменьшается. Второй вариант расположения электродов позволяет выполнять сварку при повышенных зазорах между кромками. Изменяя расстояние между электродами, можно регулировать форму и размеры шва. Удобно применение этого способа при наплавочных работах. Однако недостатком способа является некоторая нестабильность горения дуги.
Второй вариант расположения электродов позволяет выполнять сварку при повышенных зазорах между кромками. Изменяя расстояние между электродами, можно регулировать форму и размеры шва. Удобно применение этого способа при наплавочных работах. Однако недостатком способа является некоторая нестабильность горения дуги.
При двухдуговой сварке используют два электрода (при многодуговой несколько). Дуги могут гореть в общую или раздельные сварочные ванны (когда металл шва после первой дуги уже полностью закристаллизовался). При горении дуги в раздельные сварочные ванны оба электрода обычно перпендикулярны плоскости изделия. Изменяя расстояние между дугами, можно регулировать термический цикл сварки, что важно при сварке закаливающихся сталей. Эта схема позволяет вести сварку на высоких скоростях, в то время как применение повышенного тока при однодуговой сварке приводит к несплавлениям — подрезам по кромкам шва. При двухдуговой сварке вторая дуга, горящая в отдельную ванну, электродом, наклоненным углом вперед (угол ?=45-60°), частично переплавляет шов, образованный первой дугой, и образует уширенный валик без подрезов. Для питания дуг с целью уменьшения магнитного дутья лучше использовать разнородный ток (для одной дуги — переменный, для другой — постоянный).
Для питания дуг с целью уменьшения магнитного дутья лучше использовать разнородный ток (для одной дуги — переменный, для другой — постоянный).
Что это такое — сварка под флюсом: преимущества технологии, разновидности, плюсы и минусы
Уже давно известно, что на процессы, которые происходят в сварочной ванне, негативно воздействует воздух. В наше время в производстве используют технологии, способные исключить данный фактор.
Сегодня в основном применяется сварка ручная дуговая, в среде защитных газов или автоматическая под слоем флюса. Последний вариант позволяет не только выполнять работу намного быстрее, но и улучшает характеристики шва.
Что представляет собой этот метод?
Сварка флюсом — это процесс, в котором дуга, находящаяся между обрабатываемым материалом и проволокой, горит под гранулированным порошком. При воздействии высокой температуры гранулы и электрод начинают плавиться. В итоге вокруг сварной ванны образуется эластичная пленка. Она защищает расплавленный металл и дугу от неблагоприятного воздействия, а еще не дает проникнуть воздуху.
Она защищает расплавленный металл и дугу от неблагоприятного воздействия, а еще не дает проникнуть воздуху.
Во время остывания элементы флюса преобразуются в шлак, покрывающий шов. По окончании сварки, наплавленную корку получится легко удалить от металла механическим способом. Остатки слоя флюса собираются и применяются в дальнейшем. Осуществлять соединение под сыпучим одеялом можно на разном оборудовании.
Полуавтоматическая сварка
В этом случае мастеру предстоит направлять проволоку и контролировать вылет электрода. Подача сварной проволоки выполняется автоматически. Сварщик должен лишь подобрать скорость, мощность напряжения дуги и угол наклона электрода.
Роботизированная автоматическая сварка
Подобная технология подразумевает сварку под флюсом ровных поверхностей и угловых швов. Причем скорость и направление движения электрода задает устройство. Роботизированный метод позволяет добиться прочного соединения, к тому же он отличается скоростью работы и высоким качеством наложения шва.
Сегодня очень часто стали использовать тандемную технологию. В этом методе два электрода находятся параллельно друг к другу в одной плоскости. Автоматическая сварка под флюсом в тандеме улучшает качество шва. Кроме этого, подобный метод имеет минимальную величину сварочной ванны и мгновенное возбуждение дуги.
Разновидности флюсов
Делятся они на несколько групп, в зависимости от металла:
- Высоколегированные стали;
- Цветные сплавы и металлы;
- Легированные и углеродистые стали.
Более того, в зависимости от способа производства, флюс бывает керамическим и плавленым. В первом случае представлены керамические вещества, имеющие легирующие качества и улучшенный шов, а во втором — обладают пемзовидной или стекловидной структурой.
Создают керамический флюс измельчением элементов, смешиванием с экструзией, помогающей добиться однородной массы и лучшего измельчения, а также с жидким стеклом. Подобный процесс с использованием этих смесей выполняется, если требуется дополнительное легирование материала шва.
Изготавливается плавленый флюс путем спекания исходных материалов, с дальнейшей их грануляцией.
Помимо этого, флюсы для газовой и электрической сварки делятся по химическому составу на следующие категории:
- Солевые. В них содержатся только фториды и хлориды. Они применяются для дуговой сварки флюсом шлакового переплава и активных металлов;
- Смешанные. Они представляют собой комбинацию солевых и оксидных смесей. С помощью таких флюсов осуществляется варка легированных сталей;
- Оксидные. Такие смеси нужны для сварки низколегированных и фтористых сталей. В их составе имеются окислы металла с небольшим содержанием фтористых соединений.
Как видно, разных модификаций этого материала довольно много. Но следует помнить, что автоматический сварка считается успешной, если используется соответствующий условиям флюс.
Основные режимы
Самыми важными режимами для автоматической сварки флюсом служат такие значения, как полярность, род и сила тока, напряжение электрической дуги, скорость и размер электродной проволоки.
Не так важны, но тоже значимы такие режимы, как угол наклона свариваемых кромок и электрода, размер его вылета, состав флюса, подготовка металла и тип сварного соединения.
Когда подбирают параметры режимов сварки под флюсом, во внимание принимают еще и требования к величине сварного шва и геометрической форме, толщину кромок и ширину соединения.
Прежде чем приступить к сварке, нужно сначала выбрать размер проволоки. Исходить необходимо из свариваемой толщины. Потом уже подбирается размер сварочного тока, и выясняется скорость подачи проволоки.
Чаще всего для сварки под флюсом применяется проволока сплошного сечения, размером от 1—6 мм. При этом сила тока не должна превышать 150—2000 A, а напряжение дуги — 22—55 B .
Минусы и плюсы сварки под флюсом
В этой технологии через мундштук подается сварочный ток на проволоку. Располагается он на небольшом расстоянии от ее края, как правило, менее 70 мм. Благодаря чему электрод не может перегреться, поэтому используются токи большой силы. Все это помогает добиться глубокого провара и быстрой наплавки металла. Тем более что таким способом можно осуществлять сварку более толстого металла без раздела кромок.
Дуговая сварка, производимая автоматическим методом под флюсом, обеспечивает постоянство формы и величины шва, а также создает однородность его химического состава. Тем самым позволяя получить качественное соединение с высокой стабильностью его качеств. Такой метод сварки позволяет избежать многих дефектов, например, возникновения участков, где элементы не сплавились, и подрезов.
В процессе этой сварки не происходит разбрызгивание металла, так как сварочная ванна и дуга защищены от воздуха. Благодаря этому не придется очищать от брызг поверхность материала. Сварка под флюсом позволяет сэкономить электроэнергию и сварочные материалы примерно на 30—40%.
Сварщику, выполняющему работу, необязательно использовать защиту для лица и глаз, ведь выделение вредных газов значительно меньше, нежели во время ручной сварки.
Правда, автоматическая сварка под слоем флюса обладает не только преимуществами, но и недостатками. Одним из них является жидкотекучесть флюса и расплавленного металла. Вот почему можно варить лишь в нижнем положении, при этом отклонение плоскости шва от горизонтали должно составлять 10—15°.
Если пренебречь данным правилом, то могут возникнуть различные дефекты. Именно из-за этого сварку под флюсом не используют для скрепления поворотных кольцевых стыков труб, диаметр которых меньше 150 мм. К тому же такой метод требует более тщательную сборку кромок и применение некоторых приемов.
Для чего нужна сварка флюсом?
Работы с применением флюса смогли в свое время произвести в промышленной отрасли настоящую революцию. Изначально подобная технология предназначалась для обработки низкоуглеродистой стали. Однако в настоящее время можно использовать порошок почти для любых материалов, включая тугоплавкие металлы и стали, которые плохо поддаются обработке.
Происходящие при сварке флюсом металлургические процессы предоставили возможность применять полуавтоматическое и механизированное оборудование для следующих работ:
- Соединение вертикальных швов. Осуществляется со свободным или принудительным формированием шва. Лучшая прочность сцепления достигается с металлами 20—30 мм;
- Сваривание труб разного диаметра. Сначала научились на автоматических установках соединять трубы малого диаметра, но с усовершенствованием технологии обработки, смогли освоить способ, позволяющий варить материалы больших размеров;
- Варка кольцевых швов. Сложность такой работы в том, что нужно удерживать сварную ванну и стараться избежать растекания металла. Выполняют такую сварку флюсом на станках ЧПУ. В некоторых ситуациях может понадобиться ручная подварка.
Осуществление всех этих работ регламентируется согласно технологической карте сварки. При любых нарушениях накладываются большие штрафные санкции.
- Автор: Александр Романович Чернышов
- Распечатать
Оцените статью:
(2 голоса, среднее: 5 из 5)
Поделитесь с друзьями!
Дуговая сварка под флюсом (SAW) — Weld Guru
Дуговая сварка под флюсом (SAW) представляет собой процесс, при котором соединение металлов производится путем нагрева дугой или дугами между незащищенным металлическим электродом или электродами и изделием.
Компоненты оборудования SAW, необходимые для дуговой сварки под флюсом, показаны на рис. 10-59.
Оборудование состоит из сварочного аппарата или источника питания, устройства подачи проволоки и системы управления, сварочной горелки для автоматической сварки или сварочной горелки и кабеля для полуавтоматической сварки, бункера для флюса и механизма подачи, обычно системы регенерации флюса, и ходовой механизм для автоматической сварки.
Источник питания для дуговой сварки под флюсом должен быть рассчитан на 100-процентный рабочий цикл, поскольку операции дуговой сварки под флюсом являются непрерывными, а продолжительность сварки может превышать 10 минут.
Если используется источник питания с 60-процентным рабочим циклом, его номинальные характеристики должны быть снижены в соответствии с кривой рабочего цикла для 100-процентного режима работы.
При использовании постоянного тока переменного или постоянного тока необходимо использовать систему подачи проволоки с электродом, чувствительным к напряжению.
При использовании постоянного напряжения используется более простая система подачи проволоки с фиксированной скоростью. Система CV используется только с постоянным током.
Используются как генераторные, так и трансформаторно-выпрямительные источники питания, но более популярны выпрямительные машины.
Сварочные аппараты для дуговой сварки под флюсом в диапазоне от 300 до 1500 ампер.
Они могут быть подключены параллельно для обеспечения дополнительной мощности для сильноточных приложений.
Электроэнергия постоянного тока используется для полуавтоматических приложений, а электроэнергия переменного тока используется главным образом в машинном или автоматическом методе.
Многоэлектродные системы требуют специальных типов цепей, особенно когда используется переменный ток.
Для полуавтоматического применения сварочная горелка и кабель используются для подачи электрода и тока и подачи флюса на дугу.
Электродная проволока подается через дно этого флюсового бункера через токосъемный наконечник к дуге.
Пистолет с бункером может иметь пусковой переключатель для начала сварки или может использовать «горячий» электрод, так что при прикосновении электрода к изделию подача начинается автоматически.
Для автоматической сварки горелка крепится к двигателю механизма подачи проволоки и оснащена токосъемными наконечниками для передачи сварочного тока на электродную проволоку.
Бункер для флюса обычно крепится к горелке и может иметь клапаны с магнитным приводом, которые могут открываться или закрываться системой управления.
Другое иногда используемое оборудование может включать в себя тележку, которая может представлять собой простой трактор или сложное передвижное специализированное приспособление. Обычно предусмотрена установка для рекуперации флюса, которая собирает неиспользованный флюс для подводной дуги и возвращает его в питающий бункер.
Система дуговой сварки под флюсом может стать довольно сложной за счет включения дополнительных устройств, таких как повторители шва, ткацкие станки и рабочие вездеходы.
Схема сварки под флюсом
Рисунок 10-59. Блок-схема SAW (дуговая сварка под флюсом) Оборудование.
Преимущества сварки под флюсом
Основными преимуществами дуговой сварки под флюсом или дуговой сварки под флюсом являются:
- высокое качество металлического шва.
- чрезвычайно высокая скорость и скорость наплавки
- гладкий, равномерный сварной шов без брызг.
- мало или нет дыма.
- отсутствие вспышки дуги, поэтому минимальная потребность в защитной одежде.
- высокий коэффициент использования электродной проволоки.
- простая автоматизация для высокой производительности.
- нормально, без задействования манипулятивных навыков.
Процесс сварки под флюсом для строительства длинных стальных свай для поддержки океанской платформы.
Основные области применения SAW
Процесс сварки под флюсом широко используется при изготовлении толстолистовой стали. Это включает сварку:
- профилей
- продольный шов трубы большего диаметра
- Производство деталей машин для всех видов тяжелой промышленности,
- производство сосудов и резервуаров для работы под давлением и хранения
Он широко используется в судостроительной промышленности для соединения и изготовления узлов, а также во многих других отраслях промышленности, где используются стали средней и большой толщины.
Также используется для наплавки и наплавки, технического обслуживания и ремонта.
При сварке под флюсом флюс и проволока разделены. Оба влияют на свойства сварного шва, требуя от инженера выбора оптимальной комбинации для каждого проекта.
Ограничения процесса
Основным ограничением SAW (дуговой сварки под флюсом) является ограничение позиций сварки. Другое ограничение заключается в том, что он в основном используется только для сварки мягких и низколегированных высокопрочных сталей.
Большое тепловложение и медленный цикл охлаждения могут стать проблемой при сварке закаленных и отпущенных сталей. При использовании дуговой сварки под флюсом необходимо строго соблюдать ограничение тепловложения рассматриваемой стали.
Это может потребовать выполнения многопроходных сварных швов, тогда как однопроходный сварной шов был бы приемлем для низкоуглеродистой стали. В некоторых случаях экономические преимущества могут быть снижены до такой степени, что следует рассматривать дуговую сварку с флюсовой проволокой или какой-либо другой процесс.
При полуавтоматической дуговой сварке под флюсом невозможность увидеть дугу и сварочную ванну может быть недостатком при достижении корня разделки и надлежащем заполнении или определении размеров.
Демонстрация процесса сварки пилой.
Принципы работы
Процесс
Процесс дуговой сварки под флюсом показан на рис. 10-60. Он использует тепло дуги между постоянно питаемым электродом и изделием.
Рисунок 10-60: Схема процесса для SAW (дуговая сварка под флюсом)
Тепло дуги расплавляет поверхность основного металла и конец электрода. Металл, расплавленный с электрода, переносится через дугу на заготовку, где он становится наплавленным металлом шва.
Экранирование получают из слоя гранулированного флюса, который укладывают непосредственно на зону сварки. Флюс вблизи дуги плавится и смешивается с расплавленным металлом сварного шва, способствуя его очистке и укреплению.
Флюс образует стекловидный шлак, который легче по весу, чем наплавленный металл, и плавает на поверхности в качестве защитного покрытия.
Сварной шов находится под слоем флюса и шлака, отсюда и название дуговой сварки под флюсом. Флюс и шлак обычно покрывают дугу так, что ее не видно.
Нерасплавленную часть флюса можно использовать повторно. Электрод подается в дугу автоматически из катушки. Дуга поддерживается автоматически.
Перемещение может быть ручным или механическим. Дуга инициируется плавким пуском или системой реверса или возврата.
Нормальный метод применения и возможности размещения
Наиболее популярным методом применения SAW является машинный метод, при котором оператор контролирует операцию сварки.
Вторым по популярности является автоматический метод, при котором сварка выполняется нажатием кнопки. Процесс может применяться полуавтоматически; однако этот способ применения не слишком популярен.
Этот процесс нельзя применить вручную, поскольку сварщик не может управлять невидимой дугой. Процесс сварки под флюсом представляет собой процесс сварки в ограниченном положении.
Количество позиций для сварки ограничено, так как большая масса расплавленного металла и шлака очень жидкие и имеют тенденцию вытекать из соединения. Сварку можно легко выполнять в плоском положении и в горизонтальном угловом положении.
В соответствии со специальными контролируемыми процедурами возможна сварка в горизонтальном положении, иногда называемом сваркой на 3 часа.
Для этого требуются специальные устройства для удерживания флюса, чтобы расплавленный шлак и металл сварного шва не могли утечь. Процесс нельзя использовать в вертикальном или надземном положении.
Свариваемые металлы и диапазон толщины
Дуговая сварка под флюсом используется для сварки низко- и среднеуглеродистых сталей, низколегированных высокопрочных сталей, закаленных и отпущенных сталей и многих нержавеющих сталей.
Экспериментально он использовался для сварки некоторых сплавов меди, никеля и даже урана.
Металл толщиной от 1/16 до 1/2 дюйма (от 1,6 до 12,7 мм) можно сваривать без подготовки кромок. При подготовке кромок сварные швы можно выполнять за один проход на материале толщиной от 1/4 до 1 дюйма (от 6,4 до 25,4 мм).
При использовании многопроходной техники максимальная толщина практически не ограничена. Эта информация обобщена в таблице 10-22. Горизонтальные угловые швы могут выполняться до 3/8 дюйма (9,5 мм) за один проход, а в плоском положении угловые швы могут выполняться до 1 дюйма (25 мм).
Конструкция соединения
Хотя в процессе дуговой сварки под флюсом могут использоваться те же детали конструкции соединения, что и в процессе дуговой сварки защищенным металлом, для максимального использования и эффективности дуговой сварки под флюсом предлагаются другие детали соединения. Для швов с разделкой кромок можно использовать конструкцию с квадратной разделкой толщиной до 5/8 дюйма (16 мм).
За пределами этой толщины требуются фаски. Используются открытые корни, но необходимы опорные стержни, поскольку расплавленный металл будет проходить через соединение.
При сварке более толстого металла, если используется достаточно большая поверхность притупления, подкладной стержень можно не использовать. Однако для обеспечения полного провара при сварке с одной стороны рекомендуется использовать подкладные стержни. Там, где доступны обе стороны, можно выполнить подварочный шов, который сплавится с первоначальным сварным швом, чтобы обеспечить полное проплавление.
Сварочный контур и ток
В процессе дуговой сварки под флюсом или под флюсом в качестве источника сварочного тока используется либо постоянный, либо переменный ток. Постоянный ток используется для большинства приложений, использующих одну дугу. Используются как положительный электрод постоянного тока (DCEP), так и отрицательный электрод (DCEN).
Электропитание постоянного тока с постоянным напряжением более популярно для дуговой сварки под флюсом электродной проволокой диаметром 1/8 дюйма (3,2 мм) и меньше.
Система постоянного тока обычно используется для сварки электродной проволокой диаметром 5/3 2 дюйма (4 мм) и более. Схема управления мощностью CC более сложна, поскольку она пытается дублировать действия сварщика, чтобы сохранить определенную длину дуги. Система подачи проволоки должна определять напряжение на дуге и подавать электродную проволоку в дугу, чтобы поддерживать это напряжение. При изменении условий подача проволоки должна замедляться или ускоряться, чтобы поддерживать заданное напряжение на дуге. Это усложняет систему управления. Система не может реагировать мгновенно. Запуск дуги более сложен при использовании системы постоянного тока, так как она требует использования реверсивной системы для зажигания дуги, втягивания и последующего поддержания заданного напряжения дуги.
Для сварки под флюсом переменного тока всегда используется постоянный ток. Когда системы с несколькими электродными проводами используются как с дугами переменного, так и с постоянным током, используется система питания постоянного тока. Однако система постоянного напряжения может применяться, когда два провода подаются в дугу, питаемую одним источником питания. Сварочный ток для дуговой сварки под флюсом может варьироваться от 50 ампер до 2000 ампер. В большинстве случаев дуговая сварка под флюсом выполняется в диапазоне от 200 до 1200 ампер.
Скорость наплавки и качество сварки
Скорость наплавки при дуговой сварке под флюсом выше, чем при любом другом процессе дуговой сварки. Скорости осаждения для одиночных электродов показаны на рисунке 10-62. Есть по крайней мере четыре взаимосвязанных фактора, которые контролируют скорость наплавки при дуговой сварке под флюсом: полярность, длинный вылет, добавки во флюс и дополнительные электроды. Скорость осаждения является самой высокой для отрицательного электрода постоянного тока (DCEN). Скорость осаждения для переменного тока находится между DCEP и DCEN. Полярность максимального тепла — отрицательный полюс.
Скорость наплавки при любом сварочном токе можно увеличить, удлинив «вылет». Это расстояние от точки подачи тока на электрод до дуги. При использовании «длинного вылета» величина проходки уменьшается. Скорость осаждения может быть увеличена за счет добавления металлических добавок в флюс под флюсом. Дополнительные электроды могут использоваться для увеличения общей скорости осаждения.
Качество металла шва, наплавленного в процессе дуговой сварки под флюсом, высокое. Прочность и пластичность металла сварного шва превышают таковые у мягкой стали или низколегированного основного материала, если используется правильное сочетание электродной проволоки и флюса под флюсом. Когда сварка под флюсом выполняется машинным или автоматическим способом, исключается человеческий фактор, присущий процессам ручной сварки. Сварка будет более однородной и без несоответствий. Как правило, размер валика сварного шва за один проход при дуговой сварке под флюсом намного больше, чем при любом другом процессе дуговой сварки. Подвод тепла выше, а скорость охлаждения медленнее. По этой причине газам предоставляется больше времени для выхода. Кроме того, поскольку шлак под флюсом имеет меньшую плотность, чем металл сварного шва, он будет всплывать к верхней части сварного шва. Единообразие и согласованность являются преимуществами этого процесса при автоматическом применении.
При использовании полуавтоматического метода нанесения могут возникнуть некоторые проблемы. Электродная проволока может искривляться на выходе из сопла сварочного пистолета. Эта кривизна может привести к тому, что дуга загорится в неожиданном для сварщика месте. При сварке достаточно глубоких канавок искривление может привести к тому, что дуга будет направлена к одной стороне сварного шва, а не к его корню. Это приведет к неполному срастанию корней. Флюс будет задерживаться в корне сварного шва. Другая проблема с полуавтоматической сваркой заключается в том, что необходимо полностью заполнить разделку под сварку или сохранить точный размер, поскольку сварной шов скрыт и его нельзя наблюдать во время его выполнения. Для этого требуется сделать дополнительный проход. В некоторых случаях наплавляется слишком много сварного шва. Изменения в раскрытии корня влияют на скорость движения. Если скорость перемещения одинаковая, сварной шов может быть недозаполненным или переполненным в разных областях. Высокая квалификация оператора решит эту проблему.
Существует еще одна проблема качества, связанная с чрезвычайно большими наплавками за один проход. Когда эти большие сварные швы затвердевают, примеси в расплавленном основном металле и в металле сварного шва собираются в последней точке, чтобы замерзнуть, которая является центральной линией сварного шва. Если в этой точке имеется достаточное сдерживание и собирается достаточное количество примесей, может произойти растрескивание по центральной линии. Это может произойти при выполнении больших однопроходных плоских угловых швов, если пластины основного металла расположены под углом 45º к плоскости. Простое решение состоит в том, чтобы не размещать детали под истинным углом 45º. Его следует изменять примерно на 10º, чтобы корень шва не находился на одной линии с центральной линией углового шва. Другое решение состоит в том, чтобы сделать несколько проходов, а не пытаться сделать большой сварной шов за один проход.
Другая проблема качества связана с твердостью наплавленного металла. Чрезмерно твердые наплавки способствуют растрескиванию сварного шва во время изготовления или во время эксплуатации. Рекомендуется максимальный уровень твердости 225 по Бринеллю. Причиной твердого сварного шва углеродистых и низколегированных сталей является слишком быстрое охлаждение, неадекватная послесварочная обработка или чрезмерное налипание сплава в металле шва. Чрезмерное налипание сплава происходит из-за выбора электрода, содержащего слишком много сплава, выбора флюса, который вводит слишком много сплава в сварной шов, или использования чрезмерно высоких сварочных напряжений.
При автоматической и машинной сварке дефекты могут возникать в начале или в конце сварного шва. Наилучшее решение — использовать выступы на выходе, чтобы пуски и остановки находились на выступах, а не на изделии.
Графики сварки
Процесс дуговой сварки под флюсом, применяемый машинным или полностью автоматическим способом, должен выполняться в соответствии с графиками процедур сварки. Все сварные швы, выполненные по этой методике, должны пройти аттестацию, испытания при условии, что выбраны правильные электрод и флюс. Если графики отличаются более чем на 10 процентов, необходимо провести квалификационные испытания для определения качества сварки.
Сварочные параметры
Сварочные параметры для дуговой сварки под флюсом аналогичны другим процессам дуговой сварки, за некоторыми исключениями.
При дуговой сварке под флюсом тип электрода и тип флюса обычно зависят от механических свойств, требуемых сварным швом. Размер электрода зависит от размера сварного шва и силы тока, рекомендуемой для конкретного шва. Это также необходимо учитывать при определении количества проходов или валиков для конкретного соединения. Сварные швы для одного и того же размера соединения могут быть выполнены за несколько или несколько проходов, в зависимости от желаемой металлургии металла шва. Многократные проходы обычно наплавляют металл более высокого качества. Полярность устанавливается изначально и зависит от того, требуется ли максимальное проникновение или максимальная скорость осаждения.
Основные переменные, влияющие на сварку, включают подводимое тепло и включают сварочный ток, напряжение дуги и скорость перемещения. Сварочный ток является наиболее важным. Для однопроходных сварных швов ток должен быть достаточным для желаемого провара без прожогов. Чем выше ток, тем глубже проникновение. При многопроходной работе сила тока должна соответствовать размеру сварного шва, ожидаемому за каждый проход. Сварочный ток следует выбирать в зависимости от размера электрода. Чем выше сварочный ток, тем выше скорость плавления (скорость наплавки).
Напряжение дуги изменяется в более узких пределах, чем сварочный ток. Это влияет на ширину и форму валика. Более высокое напряжение сделает валик более широким и плоским. Следует избегать чрезмерно высокого напряжения дуги, так как это может привести к растрескиванию. Это связано с тем, что расплавляется аномальное количество флюса, и избыточные раскислители могут переноситься на наплавленный металл, снижая его пластичность. Более высокое напряжение дуги также увеличивает количество потребляемого флюса. Низкое напряжение дуги создает более жесткую дугу, что улучшает проплавление, особенно на дне глубоких канавок. Если напряжение слишком низкое, получится очень узкий валик. Он будет иметь высокий венец и шлак будет трудно удалить.
Скорость перемещения влияет как на ширину валика, так и на проникновение. При более высоких скоростях перемещения получаются более узкие валики с меньшим проникновением. Это может быть преимуществом при сварке листового металла, где требуются небольшие валики и минимальный провар. Однако при слишком высоких скоростях возникает тенденция к подрезу и пористости, поскольку сварной шов быстрее замерзает. Если скорость перемещения слишком мала, электрод слишком долго остается в сварочной ванне. Это создает неправильную форму валика и может вызвать чрезмерное разбрызгивание и вспышку через слой флюса.
Вторичные переменные включают угол наклона электрода к изделию, угол самого изделия, толщину слоя флюса и расстояние между наконечником датчика тока и дугой. Этот последний фактор, называемый «вылетом электрода», оказывает значительное влияние на сварной шов. Обычно расстояние между контактным наконечником и изделием составляет от 1 до 1-1/2 дюйма (от 25 до 38 мм). Если вылет превышает эту величину, это вызовет предварительный нагрев электродной проволоки, что значительно увеличит скорость наплавки. По мере увеличения вылета проникновение в основной металл уменьшается. Этому фактору следует уделить серьезное внимание, поскольку в некоторых ситуациях требуется проникновение.
Необходимо также учитывать глубину слоя флюса. Если он слишком тонкий, будет слишком много дуги через флюс или вспышка дуги. Это также может вызвать пористость. Если глубина флюса слишком велика, сварной шов может быть узким и горбатым. Слишком большое количество мелких частиц во флюсе может вызвать точечную коррозию поверхности, поскольку газы, образующиеся в сварном шве, могут не выйти наружу. Их иногда называют отметинами на поверхности борта.
Советы по использованию процесса
Одним из основных применений дуговой сварки под флюсом является кольцевая сварка, когда детали вращаются под неподвижной головкой. Эти сварные швы могут выполняться по внутреннему или внешнему диаметру. При дуговой сварке под флюсом образуется большая расплавленная сварочная ванна и расплавленный шлак, который имеет тенденцию течь. Это диктует, что на внешних диаметрах электрод должен быть расположен перед крайней вершиной или в положении на 12 часов, чтобы металл сварного шва начал затвердевать до того, как он начнет наклон вниз. Это становится более серьезной проблемой, поскольку диаметр свариваемой детали становится меньше. Неправильное положение электрода увеличивает вероятность захвата шлака или плохого качества поверхности сварного шва. Угол наклона электрода также следует изменить и направить в направлении движения вращающейся части. Когда сварка выполняется по внутренней окружности, электрод должен быть наклонен так, чтобы он находился впереди нижнего центра или в положении на 6 часов.
Иногда свариваемая деталь имеет наклон вниз или вверх, чтобы обеспечить различные типы контуров сварного шва. Если работа расположена под уклоном, буртик будет иметь меньшее проникновение и будет шире. Если сварной шов наклонен вверх, валик будет иметь более глубокое проплавление и будет более узким. Это основано на том, что все остальные факторы остаются неизменными.
Сварной шов будет отличаться в зависимости от угла наклона электрода по отношению к заготовке, когда заготовка ровная. Это угол перемещения, который может быть углом сопротивления или толкания. Это оказывает определенное влияние на контур валика и проплавление металла шва.
Односторонняя сварка с полным проплавлением корня может быть получена с помощью дуговой сварки под флюсом. Когда сварное соединение спроектировано с узким корневым отверстием и достаточно большой поверхностью приварки, следует использовать большой ток и положительный электрод. Если шов спроектирован с отверстием в корне и минимальной поверхностью впадины, необходимо использовать подкладочный стержень, так как нет ничего, что могло бы поддерживать расплавленный металл сварного шва. Расплавленный флюс очень жидкий и проходит через узкие отверстия. Если это произойдет, металл шва будет следовать за ним, и сварной шов прогорит соединение. Опорные стержни необходимы всякий раз, когда есть корневое отверстие и минимальная поверхность корня.
Медные опорные стержни полезны при сварке тонкой стали. Без подкладных стержней сварной шов имел бы тенденцию проплавляться, и металл шва отходил бы от соединения. Опорный стержень удерживает наплавленный металл до его затвердевания. Медные опорные стержни могут охлаждаться водой, чтобы избежать возможности плавления и осаждения меди в металле сварного шва. Для более толстых материалов подложкой может быть флюс для дуговой сварки под флюсом или флюс другого специального типа.
Вариации процесса SAW
Существует множество вариаций процесса, которые расширяют возможности дуговой сварки под флюсом. Некоторые из наиболее популярных вариантов:
- Двухпроводные системы — тот же источник питания.
- Двухпроводные системы – отдельный источник питания.
- Трехпроводные системы – отдельный источник питания.
- Ленточный электрод для наплавки.
- Добавка железного порошка к флюсу.
- Сварка с длинным вылетом.
- Электрически «холодная» присадочная проволока.
Многопроволочные системы
Многопроволочные системы обладают преимуществами, поскольку скорость наплавки и скорость перемещения могут быть улучшены за счет использования большего количества электродов. На рис. 10-68 показаны два метода использования двух электродов: один с одним источником питания и один с двумя источниками питания. При использовании одного источника питания одни и те же приводные ролики используются для подачи обоих электродов в сварной шов. При использовании двух источников питания необходимо использовать отдельные механизмы подачи проволоки, чтобы обеспечить электрическую изоляцию между двумя электродами. С двумя электродами и раздельным питанием можно использовать разные полярности на двух электродах или использовать переменный ток на одном и постоянный ток на другом. Электроды можно расположить рядом. Это называется поперечным положением электрода. Они также могут быть размещены один перед другим в положении тандемного электрода.
Двухпроводная тандемная
Двухпроводная тандемная позиция электрода с отдельными источниками питания используется там, где требуется глубокое проникновение. Ведущий электрод положительный, задний электрод отрицательный. Первый электрод создает копающее действие, а второй электрод заполняет сварной шов. Когда две дуги постоянного тока находятся в непосредственной близости друг от друга, существует тенденция к интерференции дуг между ними. В некоторых случаях второй электрод подключают к переменному току, чтобы избежать взаимодействия с дугой.
Трехпроводная тандемная система
Трехпроводная тандемная система обычно использует питание переменного тока на всех трех электродах, подключенных к трехфазным системам питания. Эти системы используются для изготовления скоростных продольных швов труб большого диаметра и сборных балок. Чрезвычайно высокие токи могут использоваться с соответственно высокими скоростями перемещения и скоростью осаждения.
Система сварки полос
Система сварки полос используется для наплавки мягких и легированных сталей, обычно на нержавеющую сталь. Получается широкий валик с равномерным и минимальным проникновением. Этот вариант процесса показан на рис. 10-69.. Он используется для наплавки внутренней части сосудов для обеспечения коррозионной стойкости нержавеющей стали при использовании прочности и экономичности низколегированных сталей для толщины стенки. Требуется устройство подачи ленточных электродов, и обычно используется специальный флюс. Когда ширина полосы превышает 2 дюйма (51 мм), используется магнитно-дуговое колебательное устройство, обеспечивающее равномерное прожигание полосы и равномерное проплавление.
Другие опции
Другой способ увеличения скорости наплавки при дуговой сварке под флюсом заключается в добавлении компонентов на основе железа в соединение под флюсом. Железо в этом материале расплавится под действием тепла дуги и станет частью наплавленного металла. Это увеличивает скорость наплавки без ухудшения свойств металла шва. Металлические добавки также могут использоваться для специальных наплавок. Этот вариант можно использовать с однопроводными или многопроводными установками.
Другим вариантом является использование электрически «холодной» присадочной проволоки, подаваемой в область дуги. «Холодный» присадочный стержень может быть цельным или порошковым для добавления в металл шва специальных сплавов. Регулируя добавление соответствующего материала, можно улучшить свойства наплавленного металла. Можно использовать в качестве электрода порошковую проволоку или в качестве одного из нескольких электродов ввести специальные сплавы в наплавленный металл. Каждый из этих вариантов требует специального проектирования, чтобы гарантировать добавление надлежащего материала для обеспечения желаемых свойств отложений.
Типичные области применения
Процесс дуговой сварки под флюсом широко используется при производстве большинства изделий из тяжелой стали. К ним относятся сосуды под давлением, котлы, резервуары, ядерные реакторы, химические сосуды и т. Д. Другое применение — изготовление ферм и балок. Используется для приваривания фланцев к стенке. Промышленность тяжелого оборудования является основным потребителем дуговой сварки под флюсом.
Используемые материалы
При дуговой сварке под флюсом используются два материала: сварочный флюс и плавящаяся электродная проволока.
Флюс для дуговой сварки под флюсом защищает дугу и расплавленный металл шва от вредного воздействия атмосферного кислорода и азота. Флюс содержит раскислители и поглотители, которые помогают удалять примеси из расплавленного металла сварного шва. Флюс также позволяет вводить сплавы в металл сварного шва. Когда этот расплавленный флюс охлаждается до стеклообразного шлака, он образует покрытие, защищающее поверхность сварного шва. Нерасплавленная часть флюса не меняет своей формы и не влияет на его свойства, поэтому ее можно восстановить и использовать повторно. Флюс, который плавится и образует шлаковое покрытие, необходимо удалить с валика сварного шва. Это легко сделать после того, как шов остынет. Во многих случаях шлак будет отслаиваться без особых усилий для удаления. В сварных швах с разделкой кромок затвердевший шлак, возможно, придется удалять отбойным молотком сварщика.
Флюсы предназначены для конкретных применений и для определенных типов наплавленных материалов. Флюсы для подводной дуги бывают разных размеров. Многие флюсы не имеют маркировки по размеру частиц, потому что размер разработан и произведен для предполагаемого применения.
Спецификации для флюсов для сварки под флюсом, используемых в Северной Америке, отсутствуют. Однако метод классификации флюсов основан на наплавленном металле сварного шва, полученном с помощью различных комбинаций электродов и запатентованных флюсов для дуги под флюсом. Это предусмотрено стандартом Американского общества сварщиков. Электроды и флюсы из углеродистой стали без покрытия для дуговой сварки под флюсом. Таким образом, флюсы могут быть назначены для использования с различными электродами для обеспечения требуемого анализа наплавленного металла сварного шва.
Каталожные номера для SAW
Процесс дуговой сварки под флюсом
Системы дуговой сварки под флюсом | Сварка под флюсом
Сварка под флюсом (SAW)
Основными преимуществами дуговой сварки под флюсом являются эффективность и качество. Когда требуется большое количество присадочного материала, поддуговой процесс обеспечивает высокую скорость наплавки с глубоким проплавлением сварного шва.
Red-D-Arc предлагает комплектные системы для дуговой сварки под флюсом, доступные для продажи, аренды и аренды. У нас есть обширный перечень источников питания, одиночных и тандемных головок для поддуговой сварки, механизмов подачи проволоки, систем управления, систем управления флюсом и камер наблюдения за сваркой, а также поддуговых тракторов и оборудования для позиционирования сварки.
Red-D-Arc предлагает к продаже, аренде и аренде полуавтоматы и автоматические аппараты для дуговой сварки под флюсом. Мы предлагаем источники переменного и/или постоянного тока мощностью от 400 до 1500 ампер.
Имеющиеся источники питания для дуги под флюсом оснащены новейшей цифровой технологией управления процессом для увеличения скорости сварки, стабильно более высокого качества сварки и повышения эффективности в среде с одной или несколькими дугами.
Головки и органы управления для дуговой сварки под флюсом
Одиночные и тандемные (многопроволочные и многодуговые) головки для дуговой сварки под флюсом доступны для продажи, аренды и аренды. Тандемные системы включают в себя многодуговые головки с 6 сварочными дугами и многопроволочные головки, способные работать с 4 проволоками. Все они доступны для работы с глубокими канавками и узкими зазорами. У нас есть большой опыт проектирования сварочных головок специального назначения, отвечающих любым требованиям.
Система тандемной сварки Red-D-Arc оснащена интерфейсом с сенсорным экраном для мониторинга данных и полного контроля сварки. Многодуговая центральная консольная система обеспечивает контроль до 6 сварочных головок и позволяет сохранять и загружать параметры сварки. Эргономичный ручной подвесной пульт позволяет оператору гибко наблюдать за сваркой и регулировать параметры «на лету».
Доступные механизмы/контроллеры подачи проволоки включают автоматические механизмы подачи проволоки NA3S, NA4 и NA5R.
Обеспечение удаления неиспользованного флюса и шлака с заготовки с помощью системы рекуперации флюса предотвращает попадание абразивного флюса на движущиеся части сварочной системы, обеспечивает более чистый сварной шов и снижает потери за счет возврата чистого многоразового флюса в бункер.
Red-D-Arc предлагает надежные системы рекуперации флюса различных размеров и возможностей для удовлетворения любых требований к сварке под дугой.
LT7 — это самоходный механизированный механизм подачи проволоки постоянного тока для дуговой сварки под флюсом. Идеально подходит для тяжелой промышленности, где требуются длинные сварные швы в плоском и горизонтальном положении. Его можно использовать как с дополнительной дорожкой, так и без нее. LT7 может работать с проводами диаметром от 3/32 до 3/16 дюйма.
Безопасная проверка настройки оборудования, контроль качества сварки и оповещение оператора о других проблемах со сваркой до того, как они приведут к производственным проблемам.
Системы видеонаблюдения Xiris серии XVC предназначены для наблюдения за процессом сварки вдали от непосредственной зоны сварки, обеспечивая безопасный, бесшумный обзор в режиме реального времени при стандартных условиях и условиях высокой мощности сварки. Прочный корпус, кристально чистое изображение, одинарное или двойное перекрестие и регулируемое поле зрения.
Позиционеры
Red-D-Arc обеспечивают вращение заготовки на 360°, а также наклон вперед на 135° для позиционирования сварных швов во время дуговой сварки под флюсом. Полностью изготовленные стальные рамы и основания поддерживают прямозубые цилиндрические шестерни вращения и наклона, приводимые в движение червячными редукторами, что обеспечивает повышенную безопасность и долговечность.
Манипуляторы Red-D-Arc
с дополнительной тележкой обеспечивают превосходные результаты сварки с максимальной производительностью за счет последовательного и точного размещения сварочных головок для дуговой сварки под флюсом, включая сварку внутри, снаружи, продольно и по окружности, а также могут использоваться в сочетании с полировкой и шлифовальные головки.
Наборы поворотных валков Red-D-Arc
имеют полностью изготовленную стальную конструкцию основания с колесными кронштейнами, которые можно вручную позиционировать для размещения сосудов различного диаметра вокруг постоянной центральной линии. Вращение судна осуществляется с помощью системы с двумя двигателями и приводом на два колеса, что устраняет необходимость в торсионных трубах.
Системы подгонки
Red-D-Arc предназначены для выравнивания двух сосудов в процессе сборки перед сваркой. Экономия достигается за счет значительного сокращения времени и усилий, необходимых для выравнивания и подъема банок.
Системы спроектированы и созданы для работы в неблагоприятных условиях. Сменные полиуретановые шины устанавливаются на литые стальные барабаны для долговечности и превосходного сцепления с дорогой. Дополнительные стальные ролики доступны по запросу.
Линии выращивания
облегчают эффективное производство трубчатых заготовок большого диаметра и обычно используются при производстве ветряных башен.
Система линий выращивания Red-D-Arc доступна в различных мощностях и состоит из привода линии выращивания (GLD), натяжителя линии выращивания (GLI), переходного блока (TR), главного приспособления (MFU) и подчиненного приспособления. вверх (СФУ).
Дуговая сварка под флюсом (SAW): рабочий процесс, оборудование, детали и их применение
Дуговая сварка под флюсом (SAW) — это процесс сварки, при котором трубчатый электрод непрерывно подается для соединения двух металлов за счет выделения тепла между электродом и металлом.
Зона дуги и расплавленной зоны защищается от атмосферного загрязнения погружением под слой гранулированного флюса. Слой флюса покрывает площадь, полностью предотвращая брызги, искры, дым и УФ-излучение.
Более высокая скорость наплавки, чем у других процессов сварки.
Удобно для оператора – нет видимой дуги, нет брызг.
Принцип погруженной дуговой сварки
Вы ищете:
- Увеличение производства
- Увеличение скорости сварки
- Увеличение скорости отложения
👇 Это является решением.
Оборудование для сварки под флюсом
Формирование дуги между проволочным электродом и заготовкой происходит так же, как и при сварке MIG. Но у этого процесса есть дополнительное преимущество экранирования гранулированным флюсом, делающим Сварка под флюсом без брызг, дыма и ультрафиолетового излучения. Оборудование имеет следующее в своем инвентаре.
Дуговая сварка под флюсом может использоваться на постоянном или переменном токе.
- Power source
- Welding torch/gun and cable assembly
- Flux hopper and its feeding
- Travel mechanism for automatic welding
SAW Welding Working
1. Power Source
We need источник питания для этой дуговой сварки под флюсом при 100% рабочем цикле. Процесс сварки под флюсом является непрерывным, и длина одного сварного шва может достигать 10 минут. У обычных источников питания с рабочим циклом 60 % номинальные характеристики могут снижаться в соответствии с кривой рабочего цикла 100 %. Механизм подачи проволоки, чувствительный к напряжению, следует использовать, когда применяется постоянный ток переменного/постоянного тока. Механизм подачи проволоки с фиксированной скоростью использует постоянное напряжение, в то время как система CV работает на постоянном токе.
Можно использовать как технологический генератор постоянного тока, так и трансформатор переменного тока, но более популярны выпрямительные машины. 9Аппарат для дуговой сварки под флюсом 0003 доступен в диапазоне от 300 до 1500 ампер.
Оборудование постоянного тока подходит для полуавтоматического применения, а источник питания переменного тока подходит только для автоматики. Дополнительная мощность может быть достигнута путем параллельного соединения обоих. В оборудовании переменного тока возможно использование нескольких электродов в специализированных приложениях.
2. Сварочная горелка и устройство подачи кабеля
Эта часть оборудования должна нести электрод и даже флюс к месту возникновения дуги. Небольшой бункер для флюса прикреплен к концу кабельной сборки. В нижней части бункера имеется выход для электродной проволоки через токосъемную клемму дуги.
Сила тяжести вступает в действие для подачи флюса. Количество подаваемого флюса зависит от высоты установки пистолета над рабочей станцией.
3. Бункер для флюса
Пистолет-дозатор имеет плавный переключатель для начала сварки. Может использовать горячие электроды, так как при касании заготовки подача начинается автоматически. В автоматическом процессе горелка подключается к двигателям подачи проволоки и токосъемному наконечнику для процесса сварки. Этот бункер обычно крепится к горелке, которая имеет клапан с магнитным приводом, который открывается и закрывается системой управления.
4. Ходовой механизм
Процесс сварки настраивается в очень быстром темпе с помощью ходовой тележки. Это может быть доступно в конструкциях, подобных тракторам. Блок рекуперации флюса обычно собирает неиспользованный флюс и возвращает его в бункер для подачи. Общее движение трактора происходит в горизонтальном направлении.
Схема сварки под флюсом
Достоинства сварки под флюсом
Основные достоинства процесса дуговой сварки под флюсом/под флюсом включают в себя.
- Отличная скорость, лучшая скорость осаждения в более быстром темпе.
- Превосходное качество сварки.
- Почти никакого дыма
- Гладкая, аккуратная и равномерная сварка без брызг
- Безопасно для сварщика, без брызг, без вспышки дуги
- Автоматизация здесь проста.
- Отличное использование электродов.
- Отсутствие навыков манипулирования
- Минимальная деформация металла
- Возможна работа станка на ветреных участках
- Без подготовки кромок материала толщиной менее 12 мм
Основные области применения
Изготовление – Процесс, необходимый для изготовления труб, водоводов, котлов, конструктивных элементов, сосудов под давлением, железных дорог, вращающихся печей, землеройных машин, кранов, балок, мостов, локомотивов и под конструкциями из железнодорожные вагоны.
Автомобилестроение – Авиация, судостроение и атомная энергетика.
Восстановление изношенных деталей и износостойких сплавов, катков тракторных, натяжных роликов, шкивов крановых.
Подходит для металлов , таких как низкоуглеродистая сталь, среднепрочные и высокопрочные сплавы.
Ограничения SAW
- Процесс сварки не виден оператору. Он не может судить о качестве или каких-либо дефектах. Чтобы преодолеть эти недостатки, можно добавить различные приспособления, приспособления, указку, световой луч и роликовую направляющую для оценки и улучшения результата.
- Предварительное нанесение флюса на свариваемое соединение не всегда возможно.
- Он может сваривать только в горизонтальном направлении.
- Толщина металла должна быть 4,8мм, меньшая толщина сожжет металл.
- Кромки свариваемого металла должны быть чистыми и точно совпадать. Нанесение флюса на неровные края невозможно и может привести к обгоранию краев.
- Качество флюса может вызывать беспокойство. Низкое качество может привести к пористости.
- Чугун, алюминиевый сплав, магниевый сплав и цинковый сплав не вписываются в свариваемый материал под флюсом.
- Химический состав металла сварного шва сложно контролировать, так как флюсовые сплавы полностью изменят характеристики низколегированной стали.
Процесс и принцип действия
В процессе дуговой сварки под флюсом электрод с флюсовым покрытием заменяется гранулированным флюсом и неизолированным электродом. Дуга между электродом и изделием является источником тепла и остается скрытой под слоем флюса. Этот поток защищает от атмосферного загрязнения. Процесс может быть автоматическим или полуавтоматическим.
При нажатии на спусковой крючок флюс начинает откладываться на свариваемом стыке. Холодный флюс не является проводником электричества, поэтому дуга может загореться при прикосновении электрода к основному металлу. Дугу можно зажечь, поместив стальную вату между электродом и обрабатываемым металлом и используя ток высокой частоты.
Зажигает дугу под прикрытием флюса. как только флюс нагревается и плавится, он становится высокопроводящим. Верхний слой остается неизменным и действует как защита, в то время как нижний слой остается электропроводным для поддержания дуги. Верхний слой остается неизменным и зернистым, который можно использовать повторно.
Электрод непрерывно перемещается с заданной скоростью для подачи в свариваемое соединение. Расплавленный металл с электрода переносится на заготовку и осаждается. Флюс вблизи дуги плавится и смешивается с расплавленными металлами. Этот флюс образует шлак легче наплавленного металла в качестве защитного слоя. Сварной шов остается под слоем флюса и шлака, отсюда и название дуговой сварки под флюсом.
Подача электрода осуществляется непрерывно катушкой. Дуга автоматически сохраняется за счет флюса. Путешествие может управляться вручную или машиной.
Метод применения и возможности в позициях
Популярными методами применения SAW являются Машинный метод и Автоматический метод. Машинный метод является наиболее распространенным методом, при котором оператор следит за процессом сварки. Автоматический метод представляет собой кнопочный метод, и процесс применяется полуавтоматически, но не очень популярный метод сварки под флюсом.
Процесс нельзя искать вручную так как невозможно управлять невидимой дугой. процесс дуговой сварки под флюсом представляет собой процесс сварки в ограниченном положении. Ограничение связано с тем, что большие расплавленные ванны и шлак образуются из жидкости, которую трудно удерживать на месте. Им лучше всего подходит плоское положение с горизонтальным скруглением. Мы можем сваривать в 3 часа в контролируемых условиях.
Процесс невозможно использовать в вертикальном или надземном положении, поскольку он не может удерживать расплавленный металл и флюс в заданном положении.
Свариваемые металлы и диапазон их толщин
Этот процесс лучше всего подходит для сварки сталей с низким и средним содержанием углерода, низколегированных сталей с высокой прочностью, отпущенных сталей, закаленных сталей и нержавеющих сталей. Дуговая сварка под флюсом экспериментально опробована на таких металлах, как никелевый сплав, медный сплав и уран.
Толщина 1,6-12,7 мм поддается сварке и не требует подготовки их кромок. Металл толщиной 6,4-25,4 мм требует подготовки кромок и может сваривать за один проход. Толщина при этой процедуре практически не ограничена при использовании многопроходной техники. Горизонтальное скругление может составлять до 9Сварка толщиной 0,5 мм за один проход.
Детали конструкции соединения
Мы можем использовать те же детали конструкции соединения, что и при сварке электродом. На нем показаны различные детали соединений для первостепенного использования и производительности дуговой сварки под флюсом. Мы можем использовать конструкцию с квадратными канавками толщиной до 16 мм. Для большей толщины могут потребоваться конструкции со скосом. Открытые корни конструкции шва с подкладными стержнями обязательны для удержания расплавленных металлов.
В случае более толстого металла на одном боковом шве с большой корневой поверхностью мы можем удалить подкладочный стержень. Для достижения наилучших результатов при полном проваре требуется опорный стержень. Проект с обеими поверхностями, доступными с помощью подварочного шва, может быть выполнен, который сплавится с оригиналом, чтобы обеспечить полное проплавление.
Сварочный контур и ток
В процессе дуговой сварки под флюсом используется либо постоянный, либо переменный ток, но постоянный ток используется в большинстве случаев. Используются как положительный электрод постоянного тока (DCEP), так и отрицательный электрод постоянного тока (DCEN).
Постоянное напряжение с питанием от постоянного тока популярно для ПАВ с проводом диаметром 3,2 мм и малым диаметром. Система постоянного тока обычно используется для сварки электродами диаметром 4 мм и более. Схема управления постоянным током является более сложной, поскольку она пытается копировать действия сварочного аппарата для поддержания определенной длины дуги.
Устройство подачи проволоки должно определять напряжение на дуге и удерживать электродную проволоку в дуге для поддержания напряжения. Подача проволоки может замедляться или ускоряться для поддержания заданного напряжения на дуге. Это усложнит систему управления. Система не реагирует мгновенно. Зажигание дуги сложно, поскольку для запуска, отвода и поддержания заданной дуги необходимо использовать систему реверса.
При сварке под флюсом всегда используется постоянный ток. Многоэлектродная проволока используется с дугами переменного и постоянного тока. Мы используем здесь систему постоянной мощности. Он применяет постоянное напряжение, когда двухэлектродная проволока подается в дугу, питаемую от одного источника сварочного тока. Сварочный ток при сварке под флюсом может варьироваться от 50 ампер до 2000 ампер. Самый обычный Сварка под флюсом выполняется в диапазоне 200-1200 ампер.
Скорость и качество наплавки при сварке
Дуговая сварка под флюсом имеет самую высокую скорость наплавки по сравнению с другими процессами дуговой сварки. Есть четыре причины большего количества отложений при сварке под флюсом.
- Полярность
- Длинный вылет
- Флюсовые добавки
- Дополнительный электрод
Скорость осаждения самая высокая для отрицательного электрода постоянного тока (DCEN). Осаждение в переменном токе находится между DCEP и DCEN. Полярность с максимальным нагревом способствует отрицательному полюсу. Скорость наплавки при любой сварке увеличивалась с увеличением «вылета». Точка, в которой ток должен подаваться на электрод и дугу, называется вылетом. Чем длиннее вылет, тем хуже проникновение.
Мы можем увеличить скорость осаждения, добавляя металлические добавки во флюс и используя дополнительные электроды.
Металл шва, наплавленный дуговой сваркой под флюсом, имеет звериное качество. Прочность и пластичность металла сварного шва превосходят мягкую сталь и низколегированный материал. Это может произойти, когда мы используем правильную комбинацию электрода, флюса и источника питания. При дуговой сварке под флюсом, используемой машиной или автоматом, устраняется присущая человеческая ошибка, и сварка будет более равномерной и без дефектов.
Сварной валик при дуговой сварке под флюсом намного больше, чем при любой другой дуговой сварке. Подвод тепла намного выше, поэтому его охлаждение занимает больше времени. Газы имеют достаточно времени, чтобы выйти. Здесь шлак имеет меньшую плотность и всплывает к верхней части валика. Автоматический процесс обеспечивает единообразие и последовательность.
Неполадки во время сварки под флюсом
- Проблем много, но одна из них – искривление электродной проволоки на выходе из сопла и горелки. Кривизна проволоки не будет откладываться в том месте, где она должна быть отложена. Если вы выполняете сварку в глубокой канавке, отложение происходит в стенке, а не в корне, что приводит к неполному сплавлению корня. Он может задерживать флюс в корне сварки.
- Соблюдение точного размера сварного шва и заполнение разделки под сварку вслепую может оказаться непростой задачей. Мы можем переусердствовать, наложив дополнительный шов, или недоделать, сделав меньше наплавки. Обученный сварщик справится с этой проблемой.
- Другой проблемой является растрескивание осевой линии. Чрезвычайно большой однопроходный шов может захватывать примеси и при затвердевании собирает их, что приводит к растрескиванию по центральной линии. Это возможно при однопроходной плоской галтели под углом 45 градусов. Многократные проходы могут избежать его или изменить угол на 10 градусов.
- Чрезмерная твердость сварного шва выше 225 по Бринеллю возникает из-за жесткого сварного шва в углероде, быстрого охлаждения, неадекватной обработки после сварки. Этому может способствовать избыток сплава в электроде.
- Дефект может возникать в начале и в конце, что можно контролировать, используя выступ для начала и остановки, а не на изделии.
Переменные сварки
Переменные сварки аналогичны другим процессам дуговой сварки, за некоторыми исключениями. Мы выбираем тип электрода и флюс в соответствии с металлом для сварки. Размер электрода прямо пропорционален размеру сварного шва и рекомендуемому току. Количество проходов/размеры швов, которые необходимо учитывать при выборе соединения. Сварка одного и того же размера может быть выполнена за несколько проходов или за несколько проходов, как предполагает металлургия. Многократные проходы обеспечивают лучшее и более качественное сварное соединение. Решение о полярности должно быть принято изначально, нужно ли нам максимальное проникновение или максимальная ставка депозита.
Сварочный ток
К важным переменным, влияющим на сварочный нагрев, относятся сварочный ток, напряжение и скорость перемещения. Сварочный ток имеет первостепенное значение, так как при однопроходном шве ток должен быть достаточным для достаточного провара без прогорания основного металла.
Чем выше ток, тем глубже проникновение. Многопроходная сварка требует, чтобы сила тока соответствовала размеру сварного шва в каждом проходе. Размер электрода может быть параметром для выбора силы тока для сварки.
Напряжение дуги
Изменение напряжения дуги находится в узких пределах. Это влияет на ширину и форму валика, так как при более высоком напряжении дуги валик будет плоским и широким.
Чрезвычайно высокое напряжение дуги может вызвать растрескивание, так как чрезмерное плавление флюса с избытком раскислителей переносится в зону сварки для снижения пластичности. Больше флюса потребляется при высоком напряжении дуги. Низкое напряжение создает более жесткую дугу для улучшения проникновения в глубокую канавку. Низкое напряжение приводит к узкому валику с высокой вершиной и затрудненному удалению шлака.
Скорость перемещения
Скорость перемещения влияет на валик сварного шва и проплавление. Чем выше скорость, тем тоньше валик с меньшим проникновением. Это идеальная ситуация для листового металла, где требуется небольшой валик с минимальным проникновением. Слишком высокая скорость может привести к образованию подрезов и пористости из-за более быстрого замораживания. Слишком низкая скорость создает плохие валики, чрезмерное разбрызгивание и засветку.
Второстепенные переменные
Угол наклона электрода, рабочий угол, толщина слоя флюса и расстояние между наконечником тока и дугой (вылет). Нормальное расстояние между наконечником и дугой составляет 25-38 мм.
Увеличение вылета увеличивает скорость наплавки. Мы должны рассмотреть этот фактор подробно для лучших результатов.
Вылет проволоки должен быть примерно в 8 раз больше диаметра проволоки.
Глубина флюса
Тонкий слой флюса вызовет большее искрение и вспышку дуги, вызывающую пористость. Тяжелый флюс вызовет узкий и горбатый сварочный валик. Небольшие примеси во флюсе оставляют следы на валике.
Советы по сварке под флюсом
Ситуация кругового сварного шва, когда детали вращаются под неподвижной головкой. Потребность в сварке может быть по внутреннему или внешнему диаметру. Большая расплавленная ванна со шлаком перемещается в процессе сварки под флюсом. Наплавка по внешнему диаметру и электрод должны располагаться вверху в положении на 12 часов. Металл шва движется вниз по мере затвердевания. Меньший диаметр может быть проблемой при сварке. Неправильное расположение электрода может привести к включению шлака и плохой сварке. В процессе сварки по внутренней окружности могут потребоваться электроды, расположенные под углом 6 часов.
Сварка вниз и вверх дает разные контуры шва. На спуске буртик будет иметь меньшее проникновение и будет шире. В гору производится глубокое проникновение с узким бортиком.
Односторонняя сварка с полным проплавлением корня возможна при сварке под флюсом. При соединении с узким корнем и большой гранью используют большой ток с положительным электродом. Минимальная поверхность с широким основанием требует опорного стержня, так как там нет ничего, что могло бы поддерживать расплавленный металл.
Медные опорные стержни являются полезным оборудованием при сварке тонкой стали. Стержни удерживают расплавленный материал до тех пор, пока он не затвердеет. Опорные стержни могут иметь водяное охлаждение для более быстрого охлаждения металла.
Уголок проволоки
Варианты процесса сварки под флюсом
- Существует множество вариантов процесса, которые расширяют возможности дуговой сварки под флюсом. Вот несколько распространенных вариантов:
- Тот же источник питания для двухпроводной системы
- Отдельный источник питания для двухпроводной системы
- Отдельный источник питания для трехпроводной системы
- Поверхностный ленточный электрод
- Добавление железа к флюсу
- Длинный вылет
- Холодная сварочная проволока, электрическая
Многопроволочная система – Многопроволочная система повышает скорость наплавки за счет использования большего количества электродов. При использовании одного источника питания для обоих электродов используется один и тот же приводной ролик. При использовании двух источников питания используются отдельные механизмы подачи проволоки для изоляции между двумя электродами в сварном шве. С двумя источниками питания и двумя электродами. Можно использовать разные полярности и размещать оба электрода рядом. Мы называем это поперечным положением электрода. Мы можем разместить один электрод перед другими в положении тандемного электрода.
Двухпроводная тандемная система – Это положение электрода требуется, если требуется экстремальное проникновение. Передний электрод здесь положительный, а задний электрод отрицательный. Первый электрод выполняет копание, а второй электрод заполняет шов. В случае, если две дуги постоянного тока расположены близко друг к другу, возникает тенденция интерференции дуг.
Система для сварки полос – Используется для сварки низкоуглеродистой и легированной стали с широким валиком с минимальным и равномерным проплавлением. Мы используем его для наплавки внутренней части сосудов, чтобы обеспечить коррозионную стойкость нержавеющей стали. В нем используется механизм подачи ленточной проволоки со специальным флюсом.
Железная основа под флюсом – Мы можем увеличить отложение, добавив материал железной основы в шов под слоем флюса. Железо расплавится здесь и станет частью металлического сварного шва. Отложение металла увеличивается без ухудшения свойств основного материала.
Холодная присадочная проволока – Электрически холодная присадочная проволока может быть добавлена в виде специального сплава для улучшения осаждения металла. Улучшает свойства наплавляемого материала. Здесь можно использовать порошковый электрод.
Материал, используемый при сварке под флюсом
Сварочный флюс и расходуемая электродная проволока являются материалами, используемыми при сварке под флюсом. Слой флюса защищает как дугу, так и расплавленный металл от атмосферных примесей кислорода и азота. Обладает свойствами поглотителя и раскислителя, удаляя эти примеси из сварочной ванны. Флюс придает свойства сплава, но при охлаждении образует стекловидный шлак. Шлак защищает поверхность сварки. Нерасплавленный флюс остается неизменным и собирается для повторного использования для дальнейшей работы.
Флюс при плавлении образует шлак, который можно легко отслаивать без особых усилий. Для удаления шлака в сварном шве с разделкой кромок может потребоваться отбойный молоток. Они разрабатывают потоки для некоторых конкретных применений. Эти потоки бывают разных размеров, а частицы предназначены для конкретного применения.
Заключение
Используется процесс дуговой сварки под флюсом для сварки тяжелых металлов и тяжелых конструкций. Самый быстрый и прочный процесс дуговой сварки с лучшими скоростями наплавки. Сварка под флюсом — это процесс сварки, выбранный в соответствии с потребностями проекта. Всякий раз, когда вам нужно выполнить тяжелую сварку в производстве, трубах, котлах и рельсах, аппарат для дуговой сварки под флюсом — ваш выбор.
Теперь твоя очередь задать мне вопрос. Мы готовы оказать любую помощь в выборе.
Часто задаваемые вопросы
Для чего используется процесс сварки пилой?
Отрасли, где требуется длинная сварка толстых сталей. Процесс включает в себя выполнение соединения между стальными компонентами с использованием электрической дуги, погруженной под слой флюса.
Почему дуговая сварка под флюсом называется сваркой под флюсом?
Процесс показывает, как дуга и зона сварки покрываются слоем флюса. Он погружен под флюс. Он становится электропроводным при нагревании и помогает в создании дуги.
Какой тип электрода расходуется при сварке пилой?
В дуговой сварке под флюсом используются два материала. Сварочный флюс и расходуемая электродная проволока. Флюс защищает дугу и расплавленный металл от примесей, таких как кислород и азот.
Каковы ограничения при сварке пилой?
Есть несколько основных ограничений: сварку можно выполнять в одном плоском положении. Расплавленный металл делает его пригодным только для позиций 1F, 1G и 2F. Он также непригоден для тонких металлов.
Какой тип электрода используется при сварке под флюсом?
Используются как положительный постоянный ток (DCEP), так и отрицательный постоянный ток (DCEN). Постоянный тип прямой мощности более популярен для сварки под флюсом проволокой диаметром 3,2 мм и маленькими.
Справочные материалы по дуговой сварке под флюсом
Дуговая сварка под флюсом – Википедия
Дуговая сварка под флюсом pdf
Дуговая сварка под флюсом (SAW): применение, работа, детали Работа, преимущества и недостатки дуговой сварки под флюсом (SAW). Ранее была опубликована статья о дуговой сварке с флюсовой проволокой (FCAW). Проверить!
Подробнее: Принципы работы дуговой сварки порошковой проволокой
Содержание
- 1 Что такое дуговая сварка под флюсом (SAW)?
- 1.0.1 Диаграмма погруженной дуговой сварки:
- 2 Применение
- 3 Машины SAW
- 3. 0.1. Служба. SAW
- 4.0.1 Посмотрите видео ниже, чтобы узнать, как работает SAW:
- 4.1 Подпишитесь на нашу рассылку новостей
- 5 Преимущества и недостатки дуговой сварки под флюсом
- 5.1 Преимущества:
- 5.2 Недостатки
- 5.3 Пожалуйста, поделитесь!
Что такое дуговая сварка под флюсом (SAW)?
Дуговая сварка под флюсом — это еще один тип процесса дуговой сварки, в котором используется плавящийся трубчатый электрод с непрерывной подачей. Может работать в автоматическом или механизированном режиме. Он также может эксплуатироваться на полуавтоматических (ручных) пистолетах SAW с подачей под давлением или самотёком. Этот процесс не подходит для плоских или горизонтальных положений приварки, так как горизонтальное положение было выполнено со специальной компоновкой для поддержки флюса.
В этом процессе сварки зона дуги и сварочная ванна защищены от атмосферного загрязнения за счет слоя гранулированного флюса, состоящего из извести, кремния, оксида марганца, фторида кальция и некоторых других соединений.
Расплавленный флюс становится проводящим и создает ток между электродами и основным металлом. Толстый слой флюса полностью покрывает металл, предотвращая искры и брызги, а также защищая от интенсивного ультрафиолетового излучения и дыма, которые являются частью процесса сварки.SAW был первым патентом в 1935 году и касался электрической дуги под слоем гранулированного флюса. Первоначально он был разработан Джонсом, Кеннеди и Ротермундом.
Схема дуговой сварки под флюсом:
Подробнее: Дуговая сварка в среде защитного газа (SMAW)
Области применения
Ниже приведены области применения SAW: ). Он также используется для обработки низколегированных сталей, нержавеющих сталей, сплавов на основе никеля и для наплавки.
Дуговая сварка под флюсом может использоваться для сварки сосудов под давлением, таких как котлы.
Много структурных чертежей, труб, землеройных инструментов, кораблестроения, строительства железных дорог и локомотивов.
Наконец, дуговая сварка под флюсом может использоваться для ремонта деталей машин.
Этот процесс имеет некоторые особенности, отличающие его от других процессов дуговой сварки, в том числе:
- Сварочная головка: подает флюс и присадочный металл к сварному шву.
- Бункер для флюса: помогает хранить флюс и регулирует скорость осаждения флюса на сварной шов.
- Флюс: гранулированный флюс защищает сварной шов от атмосферного загрязнения. Он также очищает металл шва и модифицирует его химическое загрязнение. Хотя некоторые другие процессы дуговой сварки, такие как MIG, SMAW предлагают это.
- Электрод: присадочный материал – стандартная проволока, а также другие специальные формы. Толщина этих проводов обычно составляет от 1,6 мм до 6 мм.
Подробнее: Сварка вольфрамовым электродом в среде инертного газа (TIG)
Детали машин SAW
Дуговая сварка под флюсом состоит из основных частей или оборудования, таких как сварочная головка, бункер для флюса, флюс, блок подачи электродной проволоки, электрод и флюс.
блок восстановления. Сварочная головка может быть использована для подачи наполнителя, а также флюса в сварное соединение. Другие общие детали аппарата включают:- Расходуемый электрод
- Источники питания
- Гранулированный флюс
- Основной металл
- Держатель электрода
Аппарат для дуговой сварки под флюсом:
Подробнее: Понимание электрошлаковой сварки
Принципы работы SAW
Как и другие процессы дуговой сварки, SAW также передает ток на электрод от сварочного аппарата переменного или постоянного тока. Он отдельно наносит флюс в зону сварки перед соединением. Этот флюс не является проводником электричества в холодном состоянии, но становится хорошим проводником при плавлении под действием тепла дуги. Это также позволяет протекать току между электродом и заготовкой. Поток, видимый в атмосфере, остается гранулированным (неизменным), что позволяет использовать его повторно. Нижний расплавленный флюс превращается в шлак, превращаясь в отходы, и его необходимо удалять после сварки,
С заданной скоростью электрод непрерывно подается в соединение.
В то время как в полуавтоматических сварочных установках сварка производится вручную вдоль стыка. В автоматическом режиме отдельный привод перемещает либо сварочную головку над неподвижным изделием, либо изделие вращается под неподвижной сварочной головкой.Подробнее: Знакомство с плазменно-дуговой сваркой (PAW)
Посмотрите видео ниже, чтобы узнать о работе SAW:
Подпишитесь на наш информационный бюллетень
Подробнее: Знакомство с дуговой сваркой шпилек и ее методами
Преимущества и недостатки дуговой сварки под флюсом
Преимущества:
Ниже приведены преимущества сварки под флюсом:
- Высокая скорость наплавки.
- Процесс автоматизирован.
- Получается меньше дыма.
- Обучение Edge не требуется.
- Можно делать в помещении и/или на улице.
- Искры оксида исключены, поскольку он погружен во флюсовую оболочку.
Недостатки
Несмотря на хорошие преимущества SAW, все же имеют место некоторые ограничения. Ниже приведены недостатки SAW:
- Процесс незавершен для некоторых металлов.
- Может быть несовершенен для прямых швов сосудов и труб.
- Использование Flux может быть утомительным.
- Из-за флюса может возникнуть проблема со здоровьем.
- После сварки желательно удаление шлака.
Подробнее: Понимание приварки шпилек
Это все, что касается этой статьи, в которой обсуждаются определение, применение, схема, оборудование, работа, преимущества и недостатки. Я надеюсь, что вы получили много от чтения, если это так, пожалуйста, поделитесь с другими студентами. Спасибо за чтение, увидимся в следующий раз!
Руководство по дуговой сварке под флюсом (SAW)
Дуговая сварка под флюсом (SAW) — это процесс дуговой сварки, при котором образуется электрическая дуга между постоянно подаваемым плавящимся сплошным или трубчатым электродом и свариваемой деталью.
Зона дуги и расплавленный шов защищены от атмосферных воздействий путем «погружения» под слой флюса. В расплавленном состоянии флюс становится проводящим и обеспечивает путь тока между электродом и заготовкой, а также создает защитный газовый экран и шлак, которые защищают зону сварки.Процесс дуговой сварки под флюсом (SAW) был впервые запатентован в 1935 году. Он был разработан электрической компанией Патона, Киев (ныне Украина), и, как известно, использовался при изготовлении танка Т34 для Второй мировой войны. Война.
Что такое дуговая сварка под флюсом и как она работает?
Дуговая сварка под флюсом (SAW) — это тип процесса дуговой сварки. Он использует тепло, выделяемое дугой, зажженной между постоянно подаваемым оголенным электродом и заготовкой, для расплавления поверхности металла заготовки и проволочного электрода для создания расплавленной сварочной ванны. Дуга поддерживается автоматически.
Расплавленный проволочный электрод добавляется в расплавленную сварочную ванну, образуя при охлаждении металл сварного шва.Отличительной особенностью дуговой сварки под флюсом является то, что она использует непрерывный поток порошкообразного флюса (в гранулированной форме) для защиты сварочной ванны и снижает скорость охлаждения металла шва. Толстый слой флюса покрывает сварочную ванну и защищает ее от атмосферного воздуха и загрязнений. Порошок флюса ближе к расплавленной сварочной ванне плавится и смешивается с ней, помогая очистке. Расплавленный флюс при охлаждении образует стеклообразный шлак, который плавает на металле сварного шва в качестве защитного покрытия. Флюс и шлак полностью покрывают дугу, поэтому снаружи дуга не видна. Количество флюса, используемого в SAW, таково, что дуга обычно не видна снаружи. Дуга погружается под флюс, отсюда и название дуговой сварки под флюсом. Помимо защиты сварочной ванны, флюс можно использовать для добавления в сварочную ванну желаемых легирующих элементов.
Дуговая сварка под флюсом является очень полезным и универсальным методом сварки. Неиспользованный флюс (который не расплавился) утилизируется для повторного использования.Дуговая сварка под флюсом требует непрерывной подачи расходуемых проволочных электродов вместе с непрерывной подачей порошкового флюса. Проволочный электрод может быть непрерывной сплошной или порошковой проволокой или полосой. Насыпание порошка флюса на длину сварного шва всегда предшествует сварочной дуге, чтобы дуга оставалась под толстым слоем флюса. Процесс SAW идеально подходит для длинных продольных и кольцевых стыковых швов, необходимых при производстве крупных трубопроводов и сосудов под давлением. Из-за высокой текучести расплавленной сварочной ванны и шлака дуговая сварка под флюсом выполняется в горизонтальном положении, чтобы сохранить толстый слой флюса. SAW также может использоваться для угловых швов в плоском или горизонтально-вертикальном положениях.
Краткое описание процесса дуговой сварки под флюсом (SAW)
Перед началом процесса SAW начальная длина сварного шва заполняется слоем флюса.
Когда начинается сварка, сварочная головка начинает заливать гранулированный флюс, и сварочная дуга движется по линии сварки, полностью погруженная под покров флюса. По мере сварки по длине расплавленный металл шва, покрытый жидким флюсом, охлаждается и затвердевает, образуя наплавленный валик с защитным шлаком над ним.В холодном состоянии флюс не является проводником электричества, поэтому дуга обычно зажигается при прикосновении электрода к изделию или при использовании высокочастотного устройства. В обоих случаях дуга зажигается под толстым слоем флюса. Достигнув расплавленного состояния, нижняя часть флюса становится хорошим проводником и облегчает протекание тока между проволочным электродом и заготовкой. Верхняя часть гранулированного флюса, находящаяся в контакте с атмосферой, остается неизменной и обычно всасывается через трубу для рециркуляции. Расплавленный флюс при охлаждении превращается в шлак и после сварки удаляется как отходы.
Слой расплавленного или затвердевшего шлака можно легко удалить после сварки.
Сварочная дуга остается полностью покрытой слоем флюса, что значительно снижает потери тепла. SAW имеет высокий термический КПД 60%, и это очень хорошо по сравнению с 25% тепловым КПД процесса дуговой сварки в среде защитного металла (SMAW или MMA). Другие преимущества заключаются в том, что дуга не видна (отсутствие излучения), не требуется отвод дыма, и, как правило, это процесс без разбрызгивания.Типы процесса сварки под флюсом
Сварка под флюсом может осуществляться в трех различных режимах:
- Полуавтоматический режим.
- Автоматический режим, а.
- Машинный режим.
1. Полуавтоматический режим сварки
Этот процесс выполняется с помощью ручной полуавтоматической сварочной головки, которая подает флюс (либо самотеком из бункера на сварочной головке, либо через шланг, подсоединенный к к сварочной головке) и проволочный электрод.
Проволочный электрод подается через механизм подачи проволоки и медную контактную трубку. Важно установить и обеспечить позиционирование проволочного электрода, ток, напряжение дуги и скорость перемещения для достижения качественного сварного шва, поскольку сварщик не может видеть сварочную дугу и сварочную ванну. Сварочная головка может включать пусковой переключатель для начала сварки, или система может автоматически начинать подачу флюса, когда электрод касается заготовки.2. Автоматический режим сварки
Этот процесс выполняется на сложном оборудовании, и сварка выполняется без необходимости контроля или регулирования процесса сварщиком. Для достижения очень высокой производительности используется дорогостоящее и саморегулирующееся или саморегулирующееся оборудование. Эта система будет иметь автоматическую подачу флюса, проволочный электрод и систему рекуперации флюса. Нагнетатель флюса крепится к передней части сварочной головки и имеет клапаны с магнитным управлением, которые могут открываться или закрываться системой управления.
Проволочный электрод непрерывно подается с установленной (заданной) скоростью. Отдельная система привода перемещает сварочную головку над неподвижной заготовкой, либо заготовка перемещается или вращается под неподвижной сварочной головкой.3. Режим машинной сварки
Этот процесс имеет такое оборудование, как загрузочный бункер для флюса, устройство подачи проволоки, автоматическое формирование дуги и устройство восстановления флюса. Тем не менее, сварщик должен контролировать процесс, позиционируя работу, начиная и останавливая сварку, а также регулируя органы управления и скорость для каждой сварки. Проволочный электрод непрерывно подается с установленной (заданной) скоростью. Отдельная система привода перемещает сварочную головку над неподвижной заготовкой, либо заготовка перемещается или вращается под неподвижной сварочной головкой.
Процесс SAW обычно работает в автоматическом или машинном режиме. Полуавтоматический метод не популярен, так как сварщику трудно или невозможно контролировать невидимую сварочную дугу.
Варианты процесса дуговой сварки под флюсом
Несмотря на то, что SAW обычно выполняется с использованием одной присадочной проволоки (электрода) с питанием переменного или постоянного тока, вы можете увидеть множество других вариантов. В зависимости от толщины металла заготовки, типа сварного соединения и размеров деталей высокая производительность сварки (повышенная скорость наплавки металла и/или скорость перемещения) может быть достигнута при использовании многопроволочной (2/3), предварительно подогретой проволоки, трубчатой проволокой и добавлением во флюс легирующих металлов. Ниже приведены некоторые варианты процесса сварки под флюсом.
A. Двухпроводной тандемный метод
В двухпроводном тандемном методе (один провод за другим) каждый провод со своим источником питания может использоваться для высокого и интенсивного проникновения. Электрод спереди положительный, а за ним отрицательный.
Первый электрод выполняет работу по проплавлению, а второй электрод выполняет работу по заполнению сварного шва. Из-за непосредственной близости двух дуг между ними могут возникать помехи, и в некоторых случаях задний электрод подключается к сети переменного тока, чтобы минимизировать эти помехи.B. Трехпроводной тандемный метод
Трехпроводной тандемный метод (два провода за другим) обычно работает путем подключения всех трех электродов к трехфазным системам питания переменного тока. Этот метод можно использовать для скоростной сварки продольных швов больших труб и балок. Можно использовать большой ток и связанные с этим высокие скорости перемещения и скорости наплавки металла. Использование многопроволочных электродов увеличивает скорость наплавки и скорости перемещения. Можно использовать многопроволочные электроды, используя один общий источник питания для всех проволочных электродов или более одного источника питания.
При использовании одного источника питания один и тот же подающий ролик подает в сварной шов несколько проволочных электродов.
При использовании нескольких источников питания следует использовать отдельные системы подачи проволоки для изоляции электродов друг от друга. Когда используется более одного источника питания, можно использовать разные полярности или использовать один с переменным током, а другой с постоянным током, и все это может привести к увеличению наплавки металла сварного шва и скорости перемещения сварного шва. Проволочные электроды могут располагаться рядом или друг за другом (тандем).С. Дуговая сварка под флюсом ленточными электродами (ленточная сварка)
Данный способ применяется для наплавки (наплавки) слоя нержавеющей стали на детали из низкоуглеродистой и легированной стали. Этот метод создает широкий валик сварного шва с равномерным и низким проникновением. Этот метод можно использовать для нанесения покрытия из нержавеющей стали на сосуды из низко- или среднелегированных сплавов. Таким образом, вы можете получить преимущества коррозионной стойкости нержавеющей стали, а также прочности и экономичности низколегированных и среднелегированных сталей.
Для этого процесса используется устройство подачи ленточного электрода и специальный флюс. Для ленточных электродов шириной более 50 мм используется магнитодуговой осциллятор, обеспечивающий равномерное проплавление и равномерное плавление ленты.D. Другие методы увеличения скорости наплавки металла шва
Существует множество других методов увеличения скорости наплавки металла шва, например:
- Использование предварительно нагретых проволочных электродов и предварительный нагрев электрически или другими способами.
- При размещении материалов на основе железа в сварном соединении под флюсом этот материал будет плавиться под сварочной дугой и присоединяться к сварочной ванне, становясь частью сварного соединения.
- Поместив кусочки проволочного электрода. Этот метод увеличивает скорость наплавки металла шва без ущерба для качества металла шва. Этот метод можно использовать с одно- или многопроволочным электродом.
Оборудование, используемое для дуговой сварки под флюсом (SAW)
Основное оборудование, необходимое для дуговой сварки под флюсом:
- Сварочный аппарат или источник питания.
- Автоматическая сварочная головка или сварочная головка, подходящая для полуавтоматической сварки.
- Блок подачи проволочного электрода с элементами управления.
- Бункер для флюса с системой подачи флюса.
- Блок рекуперации флюса.
- Транспортная тележка.
- Комплект кабелей, зажим заземления, отбойный молоток, проволочная щетка и т. д.
1. Источник питания
Источником питания может быть переменный ток (AC) или постоянный ток (DC). Источник питания для SAW должен иметь 100% рабочий цикл, так как SAW работает непрерывно, а время завершения сварки может превышать 10 минут.
Источник питания постоянного тока — Источником постоянного тока может быть трансформаторно-выпрямительный или мотор-генераторный тип, обеспечивающий постоянное напряжение (CV) или постоянный ток (CC), или блок с выбираемым CC или CV.
Трансформаторно-выпрямительный тип более популярен.Источники постоянного напряжения постоянного тока доступны как в трансформаторно-выпрямительном, так и в мотор-генераторном исполнении, номинал этих моделей варьируется от 400 до 1500 ампер. Они используются для полуавтоматической сварки под флюсом с током от 300 до 600 ампер и рекомендуются для проволочных электродов диаметром от 1,6 до 2,4 мм. Автоматическая SAW выполняется при силе тока от 300 до 1000 ампер и рекомендуется для проволочных электродов диаметром от 2,4 мм до 6,4 мм. Применения с током более 1000 ампер ограничены из-за возникновения сильной дуги при больших токах.
Измерение напряжения или тока обычно не требуется; следовательно, блок проволочных электродов может иметь простую конструкцию с регуляторами подачи. Источники постоянного тока постоянного тока доступны как в трансформаторно-выпрямительном, так и в мотор-генераторном исполнении с номинальной выходной мощностью до 1500 ампер.
Сварку под флюсом можно выполнять как при полярности DCEN (электрод постоянного тока отрицательный), так и при DCEP (электрод постоянного тока положительный). DCEN обеспечивает высокую скорость наплавки металла шва, повышенный предел текучести и твердость металла шва. DCEP обеспечивает более низкую скорость осаждения металла шва и низкий предел текучести.Источник питания переменного тока — обычно это типы трансформаторов с номинальным током от 800 до 1500 ампер при 100% рабочем цикле. Эти машины могут быть подключены параллельно, когда требуется более высокий ток.
При использовании источника постоянного тока (постоянного или переменного тока) в системе подачи проволочных электродов можно использовать датчик напряжения (для поддержания постоянной длины дуги). Когда используется источник постоянного напряжения, можно использовать простую систему подачи проволоки с фиксированной скоростью, а система постоянного напряжения используется только с источником постоянного тока (DC).
Специализированный тип схемы требуется для работы с несколькими электродами, особенно при использовании источника переменного тока. Многопроволочные электроды требуют дополнительных приспособлений.2. Сварочная головка
Сварочная головка имеет устройства для непрерывной подачи флюса и непрерывной подачи проволочного электрода. Блок рекуперации флюса также может быть частью сварочной головки.
3. Бункер для флюса
Флюс хранится в бачке для флюса, и движение флюса к сварочной головке может осуществляться под действием силы тяжести или силы. Скорость напыления флюса на сварочную линию можно регулировать (контролировать) с помощью магнитных клапанов.
4. Блок подачи проволочного электрода
Данный блок обеспечивает непрерывную подачу проволочного электрода к месту сварки, скорость подачи может быть постоянной или переменной.
Блок подачи состоит из пула проволоки, установленной на блоке подачи, приводного двигателя и роликов (для выпрямления проволоки и ее проталкивания) и подается через сварочную головку. Диаметр оголенной металлической проволоки (иногда покрытой медью для улучшения ее проводимости) может составлять от 1,5 до 6,4 мм и более, и в зависимости от сварки также используются специальные формы проволочных электродов. Размер проволочного электрода зависит от типа свариваемого металла и его толщины. Блок проволочных электродов может быть в контуре с основной системой для изменения скорости для поддержания постоянного напряжения или постоянного тока.5. Блок сбора флюса
Этот блок может быть частью сварочной головки и использоваться для отсасывания неиспользованных зерен флюса для рециркуляции.
6. Передвижная тележка
Передвижная тележка может представлять собой простой трактор или сложную специализированную систему.
При дуговой сварке под флюсом может быть две схемы:- Сварочная головка, установленная на тракторе, перемещается по длине сварного шва, а заготовка неподвижна.
- Сварочная головка остается неподвижной над заготовкой, а заготовка движется или вращается (если это труба) под сварочной головкой.
Параметры процесса для дуговой сварки под флюсом
Сварочные параметры, влияющие на дуговую сварку под флюсом, аналогичны другим процессам сварки, а именно:
- Flux.
- Проволочный электрод.
- Ток и напряжение, а.
- Скорость движения.
1. Флюс
Гранулированный флюс, используемый в SAW, имеет различные соединения, такие как известь, кремнезем, фторид кальция, оксиды кальция и марганца, цирконий, алюминий и т. д. Флюс в виде порошка действует как изолятор и становится проводником в своей расплавленной форме, чтобы обеспечить протекание тока между проволочным электродом и заготовкой через него.
Состав флюса находится в гармонии с типом и составом проволочного электрода, так что проволочный электрод и флюс в сочетании друг с другом придают желаемые свойства (механические и химические) металлу сварного шва.Все виды флюсов реагируют со сварочной ванной с приданием ей требуемых механических и химических свойств, а флюсы называются активными, если они добавляют в сварной шов марганец и кремний. Количество добавляемых марганца и кремния зависит от напряжения дуги и уровня сварочного тока. Основные типы флюсов, используемых в SAW, следующие:
- B флюсы onded – Этот тип флюса изготавливается путем связывания высушенных ингредиентов с использованием соединения с низкой температурой плавления, такого как силикат натрия. Как правило, связанные флюсы содержат металлические раскислители для предотвращения образования пор в металле сварного шва.
- Плавленые флюсы – Плавленые флюсы, как следует из названия, получают путем плавления необходимой смеси ингредиентов в электропечи, после чего полученный химически однородный продукт охлаждают и измельчают до нужного размера частиц. Этот флюс известен плавной и стабильной дугой, способностью работать при более высоком токе и надежными свойствами металла шва.
Толстый слой гранулированного флюса покрывает расплавленную сварочную ванну и сварочную дугу и защищает их от атмосферного воздуха и загрязнений. Флюс блокирует тепловое излучение сварочной дуги и обеспечивает дополнительную безопасность сварщика и находящихся рядом людей.
Часть флюса, расположенная ближе к сварочной ванне, расплавляется и при затвердевании превращается в шлак. Шлак удаляют, а металл шва очищают после затвердевания. Флюс в верхней части изолирует расплавленную сварочную ванну от температуры окружающей среды и обеспечивает ее медленное охлаждение. Флюс также помогает удерживать тепло, выделяющееся в зоне сварки, и уменьшать потери тепла. Флюс может содержать один или два легирующих элемента, которые входят в состав сварочной ванны и улучшают состав и свойства сварного шва.
2.
Проволочный электрод Состав проволочного электрода зависит исключительно от металла заготовки, и при необходимости проволочный электрод может содержать легирующие элементы. Проволочные электроды доступны для сварки мягких сталей, высоко- или среднеуглеродистых сталей, низко- и среднеуглеродистых сталей, специальных легированных сталей и нержавеющих сталей. Проволочный электрод обычно покрывают медью для улучшения его электропроводности и предотвращения ржавчины. Диаметр проволочного электрода может составлять от 1,6 мм до 6,4 мм. Ориентировочная потребность в токе для сварки электродом 1,6 мм составляет 150–350 ампер, электродом 3,2 мм — 250–800 ампер, электродом 6,4 мм — 650–1350 ампер.
Тип проволочного электрода (состав) и состав флюса зависят от желаемого состава и механических свойств металла шва. Размер проволочного электрода зависит от размера сварного шва и рекомендуемого тока. Сварка одного и того же размера может быть выполнена за один проход или более чем за один проход, и решение зависит от желаемой металлургии металла шва.
3. Ток и напряжение
Чем выше ток, тем выше провар, и, следовательно, при однопроходной сварке используется большой ток. Ток должен быть установлен соответствующим образом для многопроходной сварки. Также значение тока должно соответствовать размеру проволочного электрода; более высокий ток увеличивает скорость плавления или осаждения электрода.
Напряжение дуги обычно остается постоянным в установленных узких пределах, и это изменение очень мало по сравнению с изменением тока. Напряжение дуги влияет на форму и ширину валика сварного шва. Более высокое напряжение делает сварной шов более плоским и широким, а также может увеличить расход флюса.
4. Скорость перемещения
Скорость перемещения влияет на ширину и глубину проникновения наплавленного валика. Более высокая скорость перемещения приводит к узкому валику сварного шва и меньшему проплавлению. Это может стать преимуществом при сварке листового металла, для которого требуется небольшой наплавленный валик с низким проплавлением.
Однако очень высокая скорость может привести к пористости, поскольку сварочная ванна остывает быстрее. С другой стороны, очень низкая скорость приводит к ухудшению формы валика и большему разбрызгиванию.Второстепенные переменные, такие как вылет электрода, угол наклона проволочного электрода к работе и толщина слоя флюса, влияют на сварку.
Некоторые факты о дуговой сварке под флюсом (SAW)
- Процесс SAW обычно ограничивается сваркой плоских или кольцевых стыковых швов и горизонтальных стыковых швов. Сварные швы с горизонтальным положением разделки можно выполнить, предусмотрев необходимые приспособления для удерживания флюса. Некоторые другие позиции можно попробовать с помощью специальных приспособлений. Однако SAW нельзя использовать для вертикального положения или положения над головой.
- Качество металла сварного шва в SAW высокое, а прочность и пластичность могут быть выше, чем у металла заготовки, если используется правильное сочетание металла проволочного электрода и флюса.
- Автоматическая и машинная SAW исключает человеческий фактор, а сварной шов получается более стабильным и равномерным. Размер валика сварного шва за проход больше в SAW по сравнению с другими процессами. SAW имеет более высокое тепловложение и низкую скорость охлаждения, что дает время для выхода газов.
- SAW имеет более высокую скорость осаждения металла шва по сравнению с другими процессами дуговой сварки. Процесс SAW обеспечивает скорость наплавки металла до 45 кг в час по сравнению со скоростью до 5 кг в час при дуговой сварке в среде защитного газа (SMAW/MMA).
- Скорость наплавки металла шва регулируется полярностью, длиной вылета электрода, составом флюса и количеством используемых электродов. Отрицательная полярность обеспечивает максимальный нагрев электрода; следовательно, скорость осаждения больше для DCEN (отрицательный электрод постоянного тока).
- Более высокий вылет электрода (вылет — это длина электрода за пределами медной контактной трубки) приводит к увеличению скорости наплавки металла и уменьшению провара.
- Положение сварочной головки очень важно при кольцевой сварке труб большого диаметра (труба вращается, а сварочная головка зафиксирована). В процессе SAW образуется большее количество расплавленного металла сварного шва и расплавленного шлака, который имеет тенденцию течь. Сварочная головка должна располагаться в крайнем верхнем положении (известном как положение на 12 часов), поскольку это дает максимальное время для затвердевания расплавленной сварочной ванны и шлака. Однако проблема становится серьезной с уменьшением диаметра трубы и может привести к захвату шлака в металле сварного шва. Угол проволочного электрода также может быть изменен, чтобы улучшить эту ситуацию.
- Медная опорная пластина или стержень могут быть полезны при сварке тонкой стали. Расплавленный металл шва имеет тенденцию вытекать из соединения, если подкладочный стержень не используется. Опорный стержень поддерживает наплавленный металл до тех пор, пока он не затвердеет, и может быть предусмотрено устройство для охлаждения медного стержня водой, чтобы избежать возможности расплавления части меди и ее смешивания с наплавленным металлом.
- Длина сварочной дуги поддерживается постоянной благодаря принципу саморегулирующейся дуги, и когда длина дуги уменьшается, напряжение дуги увеличивается, чтобы восстановить ее, и наоборот. Это также восстановит ток и скорость горения электрода.
- Конструкция соединения при дуговой сварке под флюсом (SAW):
- Как правило, SAW может выполняться с соединениями, предназначенными для процесса SMAW, для максимального использования процесса SAW может быть предложена отдельная конструкция соединения. Для листов толщиной до 16 мм предлагается конструкция с квадратными канавками и скосами для листов толщиной более 16 мм.
- Открытый зазор (корневой) между пластинами также можно использовать с подложкой (во избежание вытекания расплавленного металла шва из стыка). Когда обе стороны заготовки доступны для сварки, можно выполнить сварку под флюсом с обратной стороны, чтобы вплавить в исходный сварной шов и обеспечить полное проплавление.
Вопросы качества в процессе сварки под флюсом
- Несмотря на то, что дуговая сварка под флюсом обычно считается сильным процессом сварки, она может страдать многими дефектами сварки (обычными для других методов сварки), такими как недостаточное проплавление, отсутствие плавления, пористости и т. д. Эти проблемы могут возникать из-за неправильных настроек параметров сварки или других проблем.
- На трубах, сваренных дуговой сваркой под флюсом, может наблюдаться растрескивание металла шва, причиной которого может быть движение сварной трубы до затвердевания металла шва.
- Другим дефектом являются трещины в носке, которые могут образовываться в корне сварного шва. Трещины в носке, недостаточное проплавление и трещины в сварных швах являются нормальной причиной отказа в процессе дуговой сварки под флюсом.
- Когда дуговая сварка под флюсом выполняется как на внутреннем, так и на внешнем диаметре трубы, она называется DSAW (двойная дуговая сварка под флюсом). Несовпадение внутреннего и наружного диаметров свариваемых труб может привести к дефектам сварки из-за возникающих внутренних напряжений.
- Дуговая сварка под флюсом, как правило, хороша и рекомендуется для сварки больших труб, сосудов и сварных конструкций с большой толщиной стенки. Обычно качество сварки хорошее, хотя иногда наблюдались пористость из-за азота и поперечные или продольные трещины.
- Тепловложение в SAW больше, чем в процессах SMAW и GMAW, и за счет этого металл шва в околошовной зоне (ЗТВ) имеет крупнозернистую структуру с плохой ударной вязкостью по сравнению с SMAW и GMAW, где тепловая нагрузка сравнительно меньше.
- При выполнении SAW в автоматическом или машинном режимах дефекты могут возникать в начале или в конце сварного шва. Использование выходных лепестков (выступающие язычки могут представлять собой небольшую фиктивную свариваемую деталь в начале и в конце сварки) на обоих концах заготовки может быть решением для устранения этого дефекта.
- Неразрушающие испытания (NDT), такие как рентгеновские и пенетрационные испытания, могут использоваться для проверки сварных конструкций.
Преимущества и недостатки (ограничения) сварки под флюсом
Преимущества
- Высокое наплавление металла шва и высокая скорость сварки по сравнению с другими процессами дуговой сварки.
- Большая глубина проплавления сварного шва.
- Адаптируется к автоматизированным и механизированным операциям.
- Подготовка кромок не является обязательной для сварки.
- Этот процесс можно адаптировать для внутренних и наружных работ.
- Сварочная дуга всегда покрыта слоем флюса и минимизирует риск теплового излучения и ядовитых паров.
- Сварка толстых листов может производиться как в один проход, так и в несколько проходов.
- Более 60 % флюса можно регенерировать и рециркулировать.
- Высокая степень использования проволочных электродов.
- Несколько проволочных электродов можно использовать для увеличения наплавки металла и скорости сварки.
- Исключена вероятность разбрызгивания и разбрызгивания расплавленного металла шва на сварочный аппарат.
- Преимуществом SAW дуплексных нержавеющих сталей является извлечение легирующих элементов, особенно хрома, причем извлечение зависит от состава флюса. Флюс с низким содержанием кремнезема предпочтителен для SAW дуплексных сталей.
- Толстый слой флюса покрывает сварочную ванну и дугу, и преимуществом этого является предотвращение разбрызгивания, минимум дыма или его полное отсутствие, а также отсутствие ультрафиолетового излучения, поскольку дуга полностью погружена в воду.
Недостатки (ограничения)
- Процесс SAW ограничен черными металлами (мягкая сталь, углеродистая сталь и нержавеющая сталь) и некоторыми сплавами на основе никеля.
- SAW подходит только для 1F и 2F (угловые швы в плоском и горизонтальном положении) и 1G (стыковая сварка в плоском положении) только в положениях шва.
- SAW обычно ограничивается сваркой длинных прямых и кольцевых сварных швов труб большого диаметра.
- Система усложняется из-за блоков подачи и рекуперации флюса.
- Удаление шлака требуется после каждого прохода (при многопроходной сварке) и в конце сварки.
- Полуавтоматическая (ручная) работа затруднена, так как дуга не видна сварщику.
- SAW требуется опорная пластина/полоса для надлежащего проникновения в сварной шов и предотвращения вытекания металла из сварного шва.
- SAW ограничен сваркой толстых металлов.
- Высокая температура и медленное охлаждение под флюсом могут не подходить для сварки закаленных и отпущенных сталей.
- Обычно не подходит для сварки тонких металлов.
- Остаточный шлак в процессе сварки под флюсом может нанести вред здоровью сварщика.
Процесс
Процесс
Для процесса
Процесс
Применение дуговой сварки под флюсом
- Процесс SAW идеально подходит для сварки длинных прямых и кольцевых сварных швов труб большого диаметра.
- SAW широко используется для сварки газовых баллонов высокого давления, в том числе газовых баллонов для бытового газа для приготовления пищи.
- Наплавка или плакирование металла из нержавеющей стали на низко- или среднеуглеродистую сталь для получения преимуществ коррозионной стойкости нержавеющей стали и высокой прочности углеродистых сталей. Процесс наплавки можно использовать для ремонтных работ.
- SAW очень подходит для изготовления / конструкций из тяжелых металлов, где длина сварного шва большая, положение сварки 1F и 2F (угловые швы в плоском и горизонтальном положении) или 1G (стыковая сварка в плоском положении).
- SAW широко используется для сварки черных металлов (мягкая сталь, углеродистая сталь и нержавеющая сталь) и некоторых сплавов на основе никеля.
- Производство огромных сосудов под давлением, котлов, химических реакторов и резервуаров, используемых для военных операций.
- Толщина металла не является ограничивающим фактором в процессе сварки под флюсом, поскольку возможна многопроходная сварка.
- Сварка тяжелых конструкций, включая колонны и балки.
Процесс
Процесс
Процесс
Разница между SAW и SMAW, GMAW и GTAW
Все процессы дуговой сварки, включая дуговую сварку под флюсом, используют тепло (тепловую энергию), генерируемую дугой между электродом (плавящимся или неплавящимся) и заготовкой, для расплавления поверхности заготовки и присадочного металла, создание ванны расплавленного металла сварного шва.
Однако каждый процесс дуговой сварки имеет свои особенности. Предпринята попытка собрать разницу между дуговой сваркой под флюсом (SAW) и дуговой сваркой в среде защитного металла (SMAW), дуговой сваркой металлическим электродом в среде защитного газа (GMAW) и дуговой сваркой вольфрамовым электродом в среде защитного газа (GTAW).№ Дуговая сварка под флюсом (SAW) SMAW, GMAW и GTAW. 1 Непрерывная подача порошкового флюса используется для покрытия и защиты дуги и расплавленной сварочной ванны от атмосферного воздуха и загрязнений. SMAW использует электрод с флюсовым покрытием, и флюс плавится, выделяя газы и образуя шлак для защиты сварочной дуги и сварочной ванны от атмосферного воздуха и загрязнений. GMAW и GTAW используют инертные или активные газы для защиты сварочной дуги и сварочной ванны от атмосферного воздуха и загрязнений.
2 Сварочная дуга погружена под толстый слой флюса и практически незаметна. Это ограничивает вредное излучение сварочной дуги. Сварочная дуга видна, и сварщику необходимо носить защитные очки для защиты от теплового излучения дуги. 3 9Процесс 1484 SAW подходит только для 1F и 2F (угловые сварные швы в плоском и горизонтальном положении) и 1G (стыковая сварка в плоском положении) только в положениях шва.
Позиции сварки более гибкие, и максимальная гибкость достигается в SMAW. 4 Сварочная ванна полностью покрыта флюсом, поэтому токсичные газы незначительны. Нужна хорошая система вентиляции, чтобы справиться с проблемой токсичных газов. 5 9Процесс 1484 SAW подходит как для внутренних, так и для наружных работ.
Процесс
SMAW можно использовать как для внутреннего, так и для наружного применения. Однако процессы GMAW или GTAW, в которых для защиты используется инертный газ, не рекомендуются для использования вне помещений. 6 Процесс
SAW ограничен сваркой толстых металлических профилей. Обладают большей гибкостью в отношении толщины металла. 7 Процесс
SAW имеет высокую скорость наплавки металла и высокую скорость сварки по сравнению с любым другим процессом сварки. Скорость осаждения наплавленного металла и скорость сварки ниже для SMAW, GMAW и GTAW по сравнению с SAW. 8 ПАВ
больше подходит для автоматизированного и механизированного режима работы. Полуавтоматический (ручной) режим работы сложен, так как сварщик не видит дугу. SMAW обычно выполняется вручную. GMAW и GTAW можно адаптировать как для ручного, так и для автоматизированного режима работы. 9 Тепловой КПД процесса SAW составляет 60%. Термическая эффективность (тепловая энергия, генерируемая сварочной дугой, по сравнению с фактически используемой тепловой энергией) SMAW, GMAW и GTAW меньше, чем процесс SAW. Вопросы безопасности при сварке под флюсом
Безопасность является важным аспектом сварки, независимо от того, какую сварку он/она выполняет. Следовательно, даже в SAW сварщик должен носить свое сварочное оборудование и строго соблюдать все правила техники безопасности, указанные производителем системы SAW, и местные законы о безопасности.
Заключение
В исследовании говорится, что доля SAW в общем объеме промышленных сварных изделий в мире составляет 10%. Это весьма заметная доля, если учесть ограничения процесса. В ближайшие дни инженеры и ученые могут преодолеть ограничения, и доля может возрасти.
Статьи по теме:
Руководство по дуговой сварке металлическим электродом в среде защитного газа (GMAW/MIG).
Инсайдерское руководство по дуговой сварке в среде защитного металла (SMAW/MMA).
Руководство по дуговой сварке вольфрамовым электродом в среде защитного газа (GTAW/TIG).
Каталожные номера:
- TWI Global.
- Энциклопедия Википедии.
- Сайт Эльпрокус.
- Веб-сайт Science Direct.
- Эрликон Сварка.
дуговая сварка под флюсом, консультанты по сварке инверторов, сварка под флюсом, сварочные аппараты и другие системы сварки и резки
ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ
Процесс плоской дуги — (постоянное) напряжение. Он используется в балочных, стреловых, тракторных и многоголовочных буровых установках.
Тип операции.
Механизированный, автоматический или полуавтоматический.Режим работы.
Дуга поддерживается между концом оголенного проволочного электрода и изделием. По мере расплавления электрода он подается в дугу набором валков, приводимых в движение регулируемым двигателем. Скорость подачи проволоки регулируется автоматически, чтобы соответствовать скорости расплавления электрода, поэтому длина дуги постоянна (аналогично MIG/MAG — постоянное напряжение). Дуга работает под слоем зернистого флюса, поэтому дуга находится под флюсом. Часть флюса плавится, образуя защитный слой над сварочной ванной. Оставшаяся часть флюса остается неизменной и может быть восстановлена и использована повторно, при условии, что она сухая и не загрязнена.
Доступна полуавтоматическая версия, в которой оператор управляет сварочным пистолетом, в бункере которого находится небольшое количество флюса.Основы процесса и оборудования.
Принципы процесса под флюсом схематически показаны ниже. Источник питания P подключен через контактное сопло на сварочной головке и заготовке. Источником питания может быть трансформатор для сварки переменным током или выпрямитель (или двигатель-генератор) для сварки постоянным током. Присадочные материалы представляют собой сплошной электрод без покрытия и гранулированный сварочный флюс, подаваемый в стык по шлангу из бункера для флюса. Для предотвращения перегрева электрода при больших токах сварочный ток передается в точке, очень близкой к электрической дуге. Дуга горит в полости, заполненной газом (СО2, СО и т. д.) и парами металла. Спереди полость огорожена нерасплавленным основным материалом, а за дугой затвердевшим металлом шва. Покрытие полости состоит из расплавленного шлака. На приведенной ниже диаграмме также показаны затвердевший шов и тонкий слой твердого шлака, который необходимо удалять после завершения каждого прохода.Поскольку дуга полностью погружена в флюс, отсутствует раздражающее излучение дуги, характерное для процесса с открытой дугой, поэтому сварочные экраны не нужны.
Сварочный флюс никогда не расходуется полностью, поэтому оставшееся избыточное количество можно собрать вручную или автоматически и вернуть в бункер для флюса для повторного использования.
Хотя полуавтоматическое оборудование для дуговой сварки под флюсом существует и удобно для определенных применений, в большинстве случаев дуговой сварки под флюсом используется полностью механизированное сварочное оборудование. Одним из основных достоинств процесса под флюсом является простота, с которой его можно включить в полностью механизированные системы сварки, чтобы обеспечить высокую скорость наплавки и постоянное качество сварки. Восстановление металла сварного шва приближается к 100%, так как потери из-за разбрызгивания чрезвычайно малы. Потери тепла от дуги также довольно низки благодаря изолирующему эффекту флюсового слоя, поэтому тепловой КПД процесса может достигать 60 % по сравнению с примерно 25 % при сварке ММА.
Расход флюса примерно равен расходу проволоки, причем фактическое соотношение — масса израсходованной проволоки: масса израсходованного флюса — зависит от типа флюса и применяемых параметров сварки.
Параметры сварки поддерживаются на заданных значениях блоком управления дугой. Система обратной связи обычно используется для поддержания стабильной длины дуги, так что изменение длины дуги (соответствующее изменению напряжения дуги) приводит к увеличению или уменьшению скорости подачи проволоки до тех пор, пока не будет восстановлена исходная длина дуги.Подготовка суставов.
Подготовка шва зависит от толщины пластины, типа шва, т.е. по окружности или по длине и в некоторой степени от стандартов, по которым изготавливается конструкция.
Листы толщиной до 14 мм можно сваривать встык без подготовки с зазором не более 1 мм или 10 % толщины листа, в зависимости от того, что больше. Более толстые пластины нуждаются в подготовке, если необходимо получить полное проникновение. Переменная подгонка недопустима.
Сварщик, использующий стержневые электроды, может скорректировать свою технику, чтобы справиться с различными зазорами в стыках и поверхностями притупления или различными размерами. Не то что автоматическая сварочная головка. Если заданы условия для корневого зазора 0,5 мм и он увеличивается до 2 или 3 мм, будет происходить прожог, если не используется эффективная подкладочная полоса. В таких случаях рекомендуется ручная сварка корневого шва MIG или MMA. Все кромки листов должны быть абсолютно чистыми и не иметь ржавчины, масла, прокатной окалины, краски и т. д. Если примеси присутствуют и вплавляются в сварной шов, могут легко возникнуть пористость и растрескивание.
Время, потраченное на сведение к минимуму таких дефектов за счет тщательной подготовки соединения и тщательной проверки перед сваркой, потрачено с пользой, поскольку вырезание дефектов сварки и повторная сварка требуют больших затрат времени и средств.Процедура сварки.
Как правило, чем жестче требования к ударной вязкости при низких температурах, тем ниже максимальный сварочный ток, который можно использовать. Это необходимо для минимизации тепловложения и означает, что может потребоваться многопроходная технология. При сварке нержавеющих сталей тепловложение должно быть низким, так как они имеют плохую теплопроводность и высокий коэффициент расширения по сравнению с мягкой сталью. Эти два эффекта приводят к перегреву и чрезмерным искажениям, если используются провода большого диаметра и большие токи. Поэтому для нержавеющих сталей и сплавов с высоким содержанием никеля, таких как инконель, рекомендуются многопроходные сварные швы с использованием проволоки малого диаметра.Параметры сварки.
Выбор правильных условий сварки для толщины листа и подготовка соединения к сварке очень важны, если необходимо получить удовлетворительные соединения без таких дефектов, как трещины, пористость и подрезы. Переменные процесса, которые необходимо учитывать, следующие:- Полярность электрода.
- Сварочный ток.
- Диаметр электрода.
- Напряжение дуги.
- Скорость сварки.
- Удлинитель электрода.
- Угол электрода.
- Глубина потока.
Это переменные, которые определяют размер валика, форму валика, глубину проплавления и, в некоторых случаях, металлургические эффекты, такие как возникновение трещин, пористость и состав металла сварного шва.
а. Полярность электрода.
Самое глубокое проникновение достигается при обратной полярности постоянного тока (положительный электрод постоянного тока, DCEP)
что также обеспечивает наилучший внешний вид поверхности, форму валика и устойчивость к пористости.
Прямая полярность постоянного тока (отрицательный электрод постоянного тока, DCEN) обеспечивает более быстрое прогорание (около 35%) и более мелкое проникновение, поскольку максимальное тепло выделяется на кончике электрода, а не на поверхности пластины. По этой причине отрицательная полярность электрода постоянного тока часто используется при сварке сталей с ограниченной свариваемостью и при наплавке/наплавке, поскольку в обоих случаях проникновение в основной материал должно быть как можно меньше. Отношение расхода флюса/проволоки меньше при отрицательной полярности электрода, чем при положительной полярности электрода, так что уменьшается легирование флюсом.
При полярности постоянного тока максимальный используемый ток составляет 1000 ампер из-за проблем с дуговым разрядом. При изменении полярности с положительной на отрицательную может потребоваться некоторое увеличение напряжения дуги для получения сравнимой формы валика.
Переменный ток дает результат примерно посередине между положительным электродом постоянного тока и отрицательным электродом постоянного тока и обычно дает более плоский и широкий валик. Его можно использовать в системах с несколькими головками, и он особенно полезен, когда возникает проблема с дуговым разрядом. Он часто используется в системах с тандемной дугой, где положительный электрод постоянного тока используется в качестве ведущего электрода, а электрод переменного тока — в качестве замыкающего.б. Сварочный ток.
Увеличение скорости подачи проволоки увеличивает сварочный ток, так что скорость наплавки увеличивается по мере увеличения сварочного тока. Скорость подачи проволоки является наиболее важным фактором контроля плавления и провара. Плотность тока определяет глубину проникновения – чем выше плотность тока, тем больше проникновение. Для данного потока стабильность дуги будет теряться ниже минимальной пороговой плотности тока, так что, если ток для данного диаметра электрода слишком мал, стабильность дуги теряется и получается неровный валик неправильной формы. Слишком высокая плотность тока также приводит к нестабильности, поскольку электрод перегревается и может произойти подрез.г.
Диаметр электрода.
Для данного тока изменение диаметра электрода изменит плотность тока. Следовательно, электрод большего диаметра уменьшит проплавление и вероятность прожога, но в то же время зажигание дуги затруднено, а стабильность дуги снижается.г. Напряжение дуги.
Напряжение дуги влияет на разжижение, а не на проплавление. Валик на сварных швах пластин и закрытые стыковые сварные швы с квадратными краями имеют увеличенную ширину и растворение по мере увеличения напряжения дуги, но глубина провара остается неизменной. Если разделка стыка открытая, например, в стыковом соединении с V-образной разделкой под небольшим углом, увеличение напряжения дуги может уменьшить проплавление.Напряжение дуги определяет длину дуги, расход флюса и свойства металла сварного шва. Увеличение напряжения дуги увеличивает длину дуги, так что ширина сварного шва увеличивается, армирование уменьшается, расход флюса увеличивается, а также увеличивается вероятность возникновения дуги.
При использовании легирующих флюсов длина дуги и, следовательно, напряжение дуги очень важны, поскольку при высоких напряжениях дуги расплавляется большее количество флюса, что приводит к попаданию большего количества легирующих элементов в металл сварного шва. Таким образом, напряжение дуги может влиять на состав металла шва.эл. Скорость сварки.
Скорость сварки или скорость перемещения определяют глубину провара. Размер шарика обратно пропорционален скорости движения. Более высокие скорости уменьшают проникновение и ширину валика, увеличивают
вероятность пористости и, если довести до крайности, получить подрезы и неравномерные валики. При высоких скоростях сварки напряжение дуги должно поддерживаться достаточно низким, иначе может произойти перегорание дуги.
Если скорость сварки слишком низкая, может произойти прожог. Сочетание высокого напряжения дуги и низкой скорости сварки может привести к образованию грибовидного сварного шва с трещинами затвердевания по бокам шва.ф. Расширение электрода.
Также известен как вылет электрода и изменяет расстояние между наконечником и рабочим расстоянием. Удлинение электрода определяет степень резистивного нагрева электрода. Если удлинение короткое, эффект нагрева невелик, а проникновение глубокое. Увеличение удлинения увеличивает температуру электрода, что снижает проплавление, но скорость осаждения увеличивается. Таким образом, увеличенное удлинение полезно при наплавке и обработке поверхностей, но необходимо предпринять шаги для направления электрода, иначе он будет блуждать.
Для нормальной сварки вылет электрода должен составлять 25–30 мм для низкоуглеродистой стали и меньше, примерно 20–25 мм, для нержавеющей стали. Это связано с тем, что электрическая чувствительность проволоки из нержавеющей стали значительно выше, чем у проволоки из мягкой стали.г. Угол электрода.
Поскольку угол между электродом и пластиной определяет точку приложения и направление силы дуги, он оказывает сильное влияние как на провар, так и на подрез. На первом рисунке показано влияние на горизонтальные/вертикальные угловые швы, а на втором рисунке сравнивается эффект, полученный при использовании вертикальной дуги, с результатами, полученными при использовании передней и задней дуг. Влияние на подрезание может быть особенно заметным.ч. Глубина потока.
Глубина флюса или флюсовая нагрузка часто игнорируются, и порошок накапливается вокруг проволоки до тех пор, пока дуга не будет полностью покрыта. Для получения оптимальных результатов глубина флюса должна быть достаточной для охвата дуги, хотя точка, в которой электрод входит в свет флюсового слоя, отраженный от дуги, должна быть едва видна. Слишком мелкий слой флюса приводит к протеканию и может вызвать пористость из-за неадекватной металлургической защиты расплавленного металла. Слишком глубокий слой флюса приводит к неудовлетворительному внешнему виду валика и может привести к утечке на кольцевых сварных швах. При глубокой подготовке толстого листа особенно важно избегать чрезмерной глубины флюса, иначе форма сварного шва и удаление шлака могут быть неудовлетворительными.- 3.
 Кузова из композитных материалов не ржавеют, легко обрабатываются и ремонтируются, обладают исключительной прочностью, способны гасить колебания и просты в изготовлении. Пропитывая стекломат или стеклоткань эпоксидной, полиэфирной или фенолформальдегидной смолой получают стеклопластик. При пропитке стекломатов или стеклоткани фенолформальдегидной смолой получается деталь с высокой температурной устойчивостью и механической прочностью. К тому же у стеклопластиков на этой основе самая низкая стоимость исходного материала. Большую прочность имеют стеклопластики на основе эпоксидных смол, но стоимость их выше.
Кузова из композитных материалов не ржавеют, легко обрабатываются и ремонтируются, обладают исключительной прочностью, способны гасить колебания и просты в изготовлении. Пропитывая стекломат или стеклоткань эпоксидной, полиэфирной или фенолформальдегидной смолой получают стеклопластик. При пропитке стекломатов или стеклоткани фенолформальдегидной смолой получается деталь с высокой температурной устойчивостью и механической прочностью. К тому же у стеклопластиков на этой основе самая низкая стоимость исходного материала. Большую прочность имеют стеклопластики на основе эпоксидных смол, но стоимость их выше. Любые твёрдые поверхности, как застывший гипс или алебастр Вы будете часами шлифовать и спиливать, а пластилин нужно всего лишь поскоблить шпателем или скребком.
Любые твёрдые поверхности, как застывший гипс или алебастр Вы будете часами шлифовать и спиливать, а пластилин нужно всего лишь поскоблить шпателем или скребком. Заготовьте шаблоны на все криволинейные сечения поверхностей, капот, крыша, двери, облицовка радиатора и т. д. Кроме того, хорошо иметь ровную рейку длиной 3,5…4 м с сечением 20х30 мм. Эта рейка позволит проводить на поверхностях мастер модели лекальные кривые и проверить плавность построенных поверхностей.
Заготовьте шаблоны на все криволинейные сечения поверхностей, капот, крыша, двери, облицовка радиатора и т. д. Кроме того, хорошо иметь ровную рейку длиной 3,5…4 м с сечением 20х30 мм. Эта рейка позволит проводить на поверхностях мастер модели лекальные кривые и проверить плавность построенных поверхностей. Сделав качественную мастер модель, лучше сделать матрицу, а по ней выклеивать кузов (один, два и более). Стеклопластик позволяет получить качественную поверхности кузова без последующего шлифования.
Сделав качественную мастер модель, лучше сделать матрицу, а по ней выклеивать кузов (один, два и более). Стеклопластик позволяет получить качественную поверхности кузова без последующего шлифования. Для получения такого слоя применяют целлофановые, полиэтиленовые, полиамидные и другие полимерные пленки, а также пленкообразующие растворы или полировальные пасты и мастики, которые после высыхания образуют на поверхности тончайшую пленку антиадгезионного слоя.
Для получения такого слоя применяют целлофановые, полиэтиленовые, полиамидные и другие полимерные пленки, а также пленкообразующие растворы или полировальные пасты и мастики, которые после высыхания образуют на поверхности тончайшую пленку антиадгезионного слоя. Поэтому Обычно берут 1-2 кг смолы. Смолу готовят согласно инструкции, но предварительно нужно проверить состав на небольшом куске стекломата или стеклоткани, так как клеящие свойства зависят не только от состава и качества смолы, но и от способа соединения слоёв, перемешивания, температуры, влажности окружающей среды и других причин.
Поэтому Обычно берут 1-2 кг смолы. Смолу готовят согласно инструкции, но предварительно нужно проверить состав на небольшом куске стекломата или стеклоткани, так как клеящие свойства зависят не только от состава и качества смолы, но и от способа соединения слоёв, перемешивания, температуры, влажности окружающей среды и других причин.
 Ножовкой или «болгаркой» разрезают уложенные слои, вводят в зазоры полосы опалубки и дальше проводят выклейку по выше указанной технологии . При раскрое стеклоткани учитывается припуск на плоскости разъема.
Ножовкой или «болгаркой» разрезают уложенные слои, вводят в зазоры полосы опалубки и дальше проводят выклейку по выше указанной технологии . При раскрое стеклоткани учитывается припуск на плоскости разъема.
 Обработав кистью со смолой первый слой, прикатывают второй, за ним — третий и т. д.
Обработав кистью со смолой первый слой, прикатывают второй, за ним — третий и т. д. Мембрана плотно обжимает каждый изгиб детали и выдавливает излишки смолы. В таком виде деталь оставляют до полной полимеризации смолы.
Мембрана плотно обжимает каждый изгиб детали и выдавливает излишки смолы. В таком виде деталь оставляют до полной полимеризации смолы.
 При неправильном выполнении этих операций неоправданно возрастает расход шпатлевки при доводке и подготовке к окраске.
При неправильном выполнении этих операций неоправданно возрастает расход шпатлевки при доводке и подготовке к окраске. Согласитесь, обидно потратить кучу времени и средств на изготовление правильной матрицы, если реально не предвидится хотя бы еще один съем стеклопластиковой детали.
Согласитесь, обидно потратить кучу времени и средств на изготовление правильной матрицы, если реально не предвидится хотя бы еще один съем стеклопластиковой детали.

 Есть время подумать, как и в каком порядке вынимать из нее детали. Хотя, еще во время установки опалубки необходимо задавать правильные наклоны фланцев, чтобы не нагородить запирающих замков. Пока все детали зажаты в матрице, я заранее намечаю тонким сверлом (под саморез) отверстия во фланцах для свинчивания деталей при сборке.
Есть время подумать, как и в каком порядке вынимать из нее детали. Хотя, еще во время установки опалубки необходимо задавать правильные наклоны фланцев, чтобы не нагородить запирающих замков. Пока все детали зажаты в матрице, я заранее намечаю тонким сверлом (под саморез) отверстия во фланцах для свинчивания деталей при сборке. После характерного “хорошего” хруста и щелчка крылья выскакивали на волю. Прикрученные саморезами плафоны фар оставались при этом в матрице. Для извлечения бампера, я сделал пропилы на углах матрицы. Упругость стеклопластика позволила оттянуть край матрицы и “выковырнуть” деталь наружу.
После характерного “хорошего” хруста и щелчка крылья выскакивали на волю. Прикрученные саморезами плафоны фар оставались при этом в матрице. Для извлечения бампера, я сделал пропилы на углах матрицы. Упругость стеклопластика позволила оттянуть край матрицы и “выковырнуть” деталь наружу. Предварительно, грубо обрезанную форму фланцев нужно подправить.
Предварительно, грубо обрезанную форму фланцев нужно подправить.
 Кузова из композитных материалов не ржавеют, легко обрабатываются и ремонтируются, обладают исключительной прочностью, способны гасить колебания и просты в изготовлении. Пропитывая стекломат или стеклоткань эпоксидной, полиэфирной или фенолформальдегидной смолой получают стеклопластик. При пропитке стекломатов или стеклоткани фенолформальдегидной смолой получается деталь с высокой температурной устойчивостью и механической прочностью. К тому же у стеклопластиков на этой основе самая низкая стоимость исходного материала. Большую прочность имеют стеклопластики на основе эпоксидных смол, но стоимость их выше.
Кузова из композитных материалов не ржавеют, легко обрабатываются и ремонтируются, обладают исключительной прочностью, способны гасить колебания и просты в изготовлении. Пропитывая стекломат или стеклоткань эпоксидной, полиэфирной или фенолформальдегидной смолой получают стеклопластик. При пропитке стекломатов или стеклоткани фенолформальдегидной смолой получается деталь с высокой температурной устойчивостью и механической прочностью. К тому же у стеклопластиков на этой основе самая низкая стоимость исходного материала. Большую прочность имеют стеклопластики на основе эпоксидных смол, но стоимость их выше.
 Эта рейка позволит проводить на поверхностях мастер модели лекальные кривые и проверить плавность построенных поверхностей.
Эта рейка позволит проводить на поверхностях мастер модели лекальные кривые и проверить плавность построенных поверхностей.
 Воск растапливают на водяной бане, затем снимают с огня и вливают скипидар. Проверьте качество состава, если высохший слой можно отполировать, то состав подходящий, в противном случае добавьте скипидар.
Воск растапливают на водяной бане, затем снимают с огня и вливают скипидар. Проверьте качество состава, если высохший слой можно отполировать, то состав подходящий, в противном случае добавьте скипидар.
 В пластилиновую мастер модель опалубка просто втыкается по намеченным линиям, а с твёрдой мастер моделью из глины, гипса или алебастра поступают иначе.
В пластилиновую мастер модель опалубка просто втыкается по намеченным линиям, а с твёрдой мастер моделью из глины, гипса или алебастра поступают иначе.

 После полной полимеризации смолы деталь вынимают из матрицы.
После полной полимеризации смолы деталь вынимают из матрицы.
 Удалив из внутренней части скорлупы оставшиеся части мастер модели, можно разрезать получившийся кузов на элементы, подклеить к ним той же смолой внутренние декоративные и несущие элементы и установить все на раму автомобиля. При таком изготовлении кузова требуется тщательно наложить каждый слой ткани и проверить поверхности на блики. При неправильном выполнении этих операций неоправданно возрастает расход шпатлевки при доводке и подготовке к окраске.
Удалив из внутренней части скорлупы оставшиеся части мастер модели, можно разрезать получившийся кузов на элементы, подклеить к ним той же смолой внутренние декоративные и несущие элементы и установить все на раму автомобиля. При таком изготовлении кузова требуется тщательно наложить каждый слой ткани и проверить поверхности на блики. При неправильном выполнении этих операций неоправданно возрастает расход шпатлевки при доводке и подготовке к окраске. Хоть и указано, что защита стала доступна лишь с 2006 года, однако и на машинах более ранних годов выпуска можно ее встретить (хотя не исключено, что первые владельцы его доставляли сами позже, конечно, но сомнительно). Представляет из себя защитную резинку длиной около 30 см:
Хоть и указано, что защита стала доступна лишь с 2006 года, однако и на машинах более ранних годов выпуска можно ее встретить (хотя не исключено, что первые владельцы его доставляли сами позже, конечно, но сомнительно). Представляет из себя защитную резинку длиной около 30 см: Т.к. есть подозрение, что влага под ними все же скапливается. Но, считаю, функцию свою выполняют все же и однозначно с ними лучше, чем без. Да и в моем случае, когда изначально резинка одевается на поверхность кузова, не имеющую повреждений (микротрещин и кратеров), думаю, ЛКП в том же первозданном виде и должно остаться. При смене сезонной резины постараюсь не забыть их снять и посмотреть на состояние кузова под ними.
Т.к. есть подозрение, что влага под ними все же скапливается. Но, считаю, функцию свою выполняют все же и однозначно с ними лучше, чем без. Да и в моем случае, когда изначально резинка одевается на поверхность кузова, не имеющую повреждений (микротрещин и кратеров), думаю, ЛКП в том же первозданном виде и должно остаться. При смене сезонной резины постараюсь не забыть их снять и посмотреть на состояние кузова под ними. Но практика показывает, что не стоит слишком рассчитывать на заводскую защиту, если автомобиль эксплуатируется в условиях российских дорог.
Но практика показывает, что не стоит слишком рассчитывать на заводскую защиту, если автомобиль эксплуатируется в условиях российских дорог.

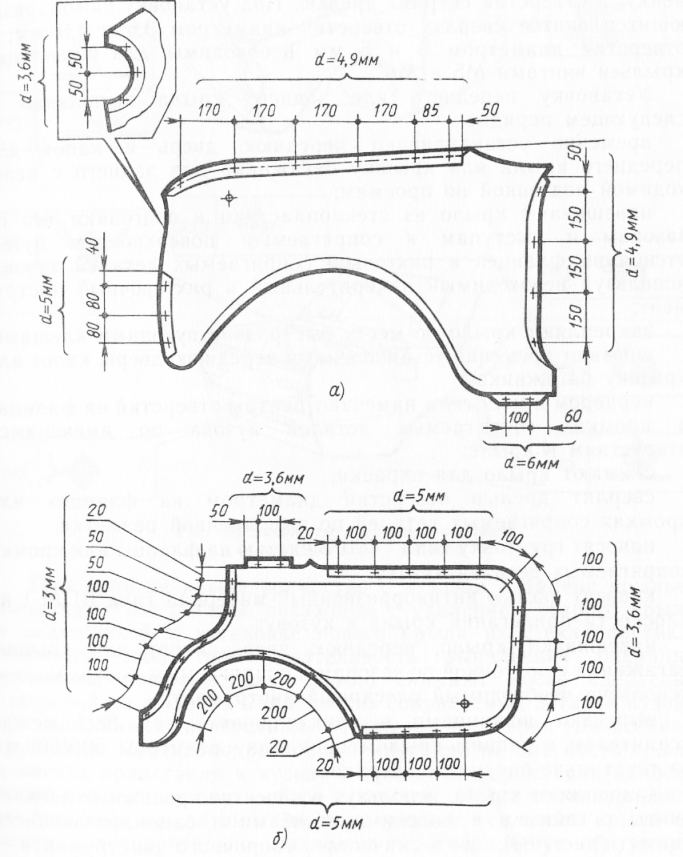 Это вполне может привести к появлению коррозии в местах образования отверстий. Но специалисты считают, что это утверждение актуально лишь в случае непрофессиональной установки защиты. Профессионалы при сверлении отверстий используют антикор и специальные оцинкованные саморезы, поэтому риск появления ржавчины сводится к нулю.
Это вполне может привести к появлению коррозии в местах образования отверстий. Но специалисты считают, что это утверждение актуально лишь в случае непрофессиональной установки защиты. Профессионалы при сверлении отверстий используют антикор и специальные оцинкованные саморезы, поэтому риск появления ржавчины сводится к нулю. А если говорить о недостатках, то это, прежде всего, завышенная цена и сложность монтажа. Поэтому установку стеклопластиковой защиты лучше поручить профессионалам.
А если говорить о недостатках, то это, прежде всего, завышенная цена и сложность монтажа. Поэтому установку стеклопластиковой защиты лучше поручить профессионалам.
 С ее помощью они защищают бамперы, стекла фар и другие узлы автомобиля. А вот колесные арки, как правило, остаются без внимания. А ведь их тоже можно покрыть бронированной пленкой для дополнительной защиты. Некоторые водители ею оклеивают и капот.
С ее помощью они защищают бамперы, стекла фар и другие узлы автомобиля. А вот колесные арки, как правило, остаются без внимания. А ведь их тоже можно покрыть бронированной пленкой для дополнительной защиты. Некоторые водители ею оклеивают и капот. Обычно полиэтилен наклеивают на стеклопластиковые локеры или изделия, выполненные из пластмассы.
Обычно полиэтилен наклеивают на стеклопластиковые локеры или изделия, выполненные из пластмассы. По мнению многих специалистов, именно такие локеры отличаются наибольшей эффективностью в сложных условиях.
По мнению многих специалистов, именно такие локеры отличаются наибольшей эффективностью в сложных условиях. Бампер крепится двумя саморезами к подкрылку, все это знают, и на оригинале есть специальные выступы для этих саморезов, чтобы саморезы крепко сидели в нем:
Бампер крепится двумя саморезами к подкрылку, все это знают, и на оригинале есть специальные выступы для этих саморезов, чтобы саморезы крепко сидели в нем:
 Возможно когда нибудь и попробую с ней что-то сделать, но для этого надо теплые летние деньки, а не 0.+5*С.
Возможно когда нибудь и попробую с ней что-то сделать, но для этого надо теплые летние деньки, а не 0.+5*С.


 Этот метод часто применяется для определения центра тяжести крупных машин и изделий – автомобилей, самолетов, колесных тракторов и т. п., которые имеют сложную объемную форму и точечную опору на грунт.
Этот метод часто применяется для определения центра тяжести крупных машин и изделий – автомобилей, самолетов, колесных тракторов и т. п., которые имеют сложную объемную форму и точечную опору на грунт.  рис. 1а).
рис. 1а).



 01.01. «Устройство автомобилей»
01.01. «Устройство автомобилей»
 Определение реакций опор и моментов защемления
Определение реакций опор и моментов защемления

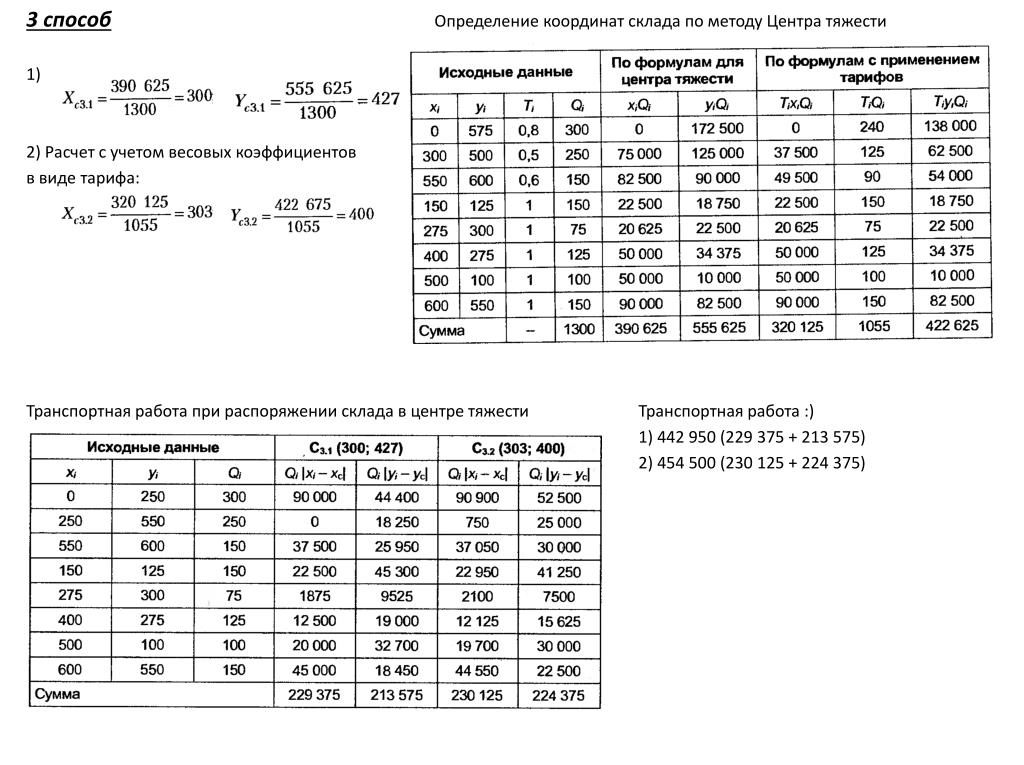

 Вид формул для определения координат центра тяжести тела при этом не меняется.
Вид формул для определения координат центра тяжести тела при этом не меняется. п., которые имеют сложную объемную форму и точечную опору на грунт.
п., которые имеют сложную объемную форму и точечную опору на грунт. 
 величины, определяемые равенствами
величины, определяемые равенствами гл. осями инерции, для к-рых Ixy = Iyz= Izx = 0. Тогда M. и. тела относительно любой оси можно определить, зная гл. оси инерции и M. и. относительно этих осей.
гл. осями инерции, для к-рых Ixy = Iyz= Izx = 0. Тогда M. и. тела относительно любой оси можно определить, зная гл. оси инерции и M. и. относительно этих осей. su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 176.9.44.166 (0.008 с.)
su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 176.9.44.166 (0.008 с.) Если в данном теле или фигуре имеются полости или отверстия, то для определения центра тяжести такого тела или фигуры пользуются теми же приемами и формулами, считая при этом объемы и площади вырезанных частей отрицательными.
Если в данном теле или фигуре имеются полости или отверстия, то для определения центра тяжести такого тела или фигуры пользуются теми же приемами и формулами, считая при этом объемы и площади вырезанных частей отрицательными.
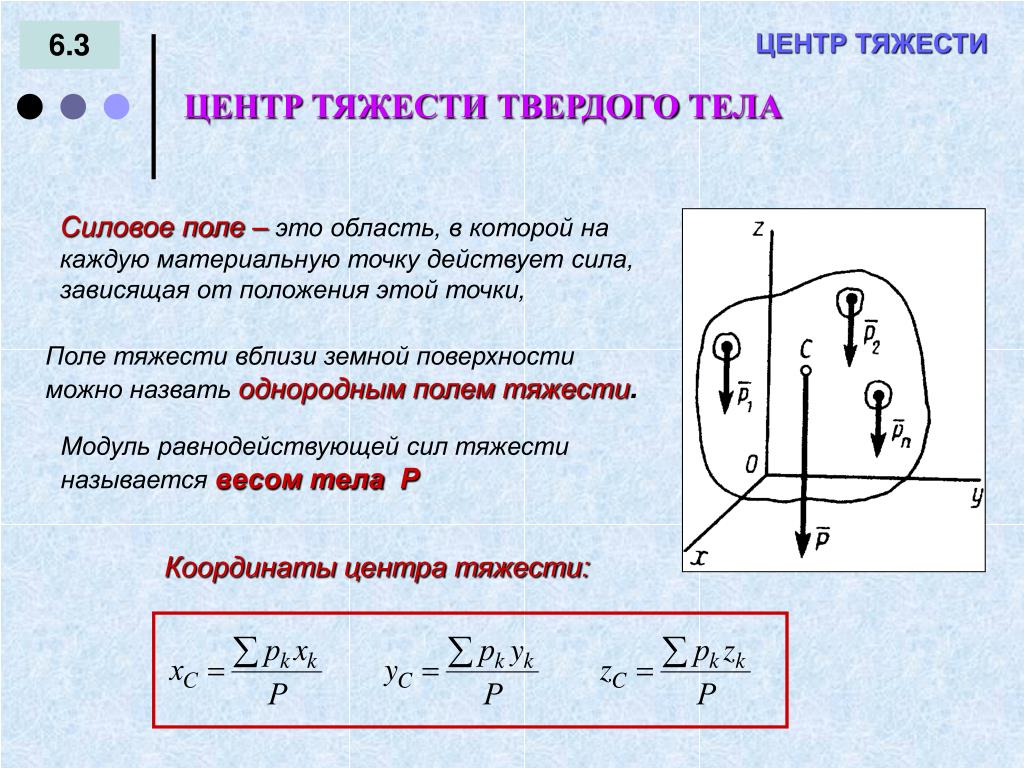 Размеры листа (в сантиметрах) указаны на рис. 95.
Размеры листа (в сантиметрах) указаны на рис. 95. 97). Определить положение центра тяжести этого тела, если удельный вес дерева и удельный вес стали .
97). Определить положение центра тяжести этого тела, если удельный вес дерева и удельный вес стали .


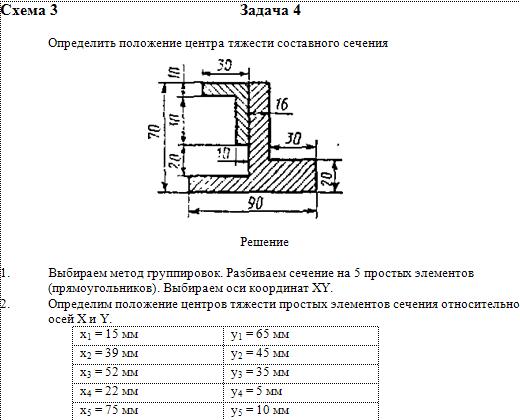
 Угол β, образуемый линиями ОD и CD, и будет углом капотажа при пользовании тормозами. Угол капотажа β для случая незаторможенных колес определяется линиями OD’ и ОС. Для определения угла установки хорды обмера при стоянке самолета на земле αст нужно определить размеры h1 и h2 при этом положении самолета.
Угол β, образуемый линиями ОD и CD, и будет углом капотажа при пользовании тормозами. Угол капотажа β для случая незаторможенных колес определяется линиями OD’ и ОС. Для определения угла установки хорды обмера при стоянке самолета на земле αст нужно определить размеры h1 и h2 при этом положении самолета.
 На линиях —I, II -II и III — III откладываются от точки О размеры x1, x2 и x3 и из полученных точек 1, 2, 3 восстанавливаются перпендикуляры к линиям I — I, II— II и III — III. Точка С пересечения этих перпендикуляров-является проекцией центра тяжести самолета на плоскость симметрии.
На линиях —I, II -II и III — III откладываются от точки О размеры x1, x2 и x3 и из полученных точек 1, 2, 3 восстанавливаются перпендикуляры к линиям I — I, II— II и III — III. Точка С пересечения этих перпендикуляров-является проекцией центра тяжести самолета на плоскость симметрии.

 При этом необходимо учитывать некоторое несовпадение центра тяжести лыж с осью их вращения.
При этом необходимо учитывать некоторое несовпадение центра тяжести лыж с осью их вращения.
 рис. 118).
рис. 118). 120 ). Пусть задан радиус
120 ). Пусть задан радиус рис. 121).
рис. 121). рис. 122). Для такой системы сил сумма алгебраических моментов относительно точки касания задними колесами опорной поверхности равна нулю:
рис. 122). Для такой системы сил сумма алгебраических моментов относительно точки касания задними колесами опорной поверхности равна нулю: Векторный способ задания движения точки 4
Векторный способ задания движения точки 4 2. Скорости точек тела при плоском движении 40
2. Скорости точек тела при плоском движении 40 2. Основные свойства пар сил 72
2. Основные свойства пар сил 72 При этом размеры тела по сравнению с размером Земли настолько малы, что силы земного притяжения, действующие на все частицы тела, можно считать параллельными между собой
При этом размеры тела по сравнению с размером Земли настолько малы, что силы земного притяжения, действующие на все частицы тела, можно считать параллельными между собой




 Центр тяжести параллелограмма, ромба или параллелепипеда — в точке пересечения диагоналей. Центр тяжести правильного многоугольника — в центре вписанного или описанный круга.
Центр тяжести параллелограмма, ромба или параллелепипеда — в точке пересечения диагоналей. Центр тяжести правильного многоугольника — в центре вписанного или описанный круга.
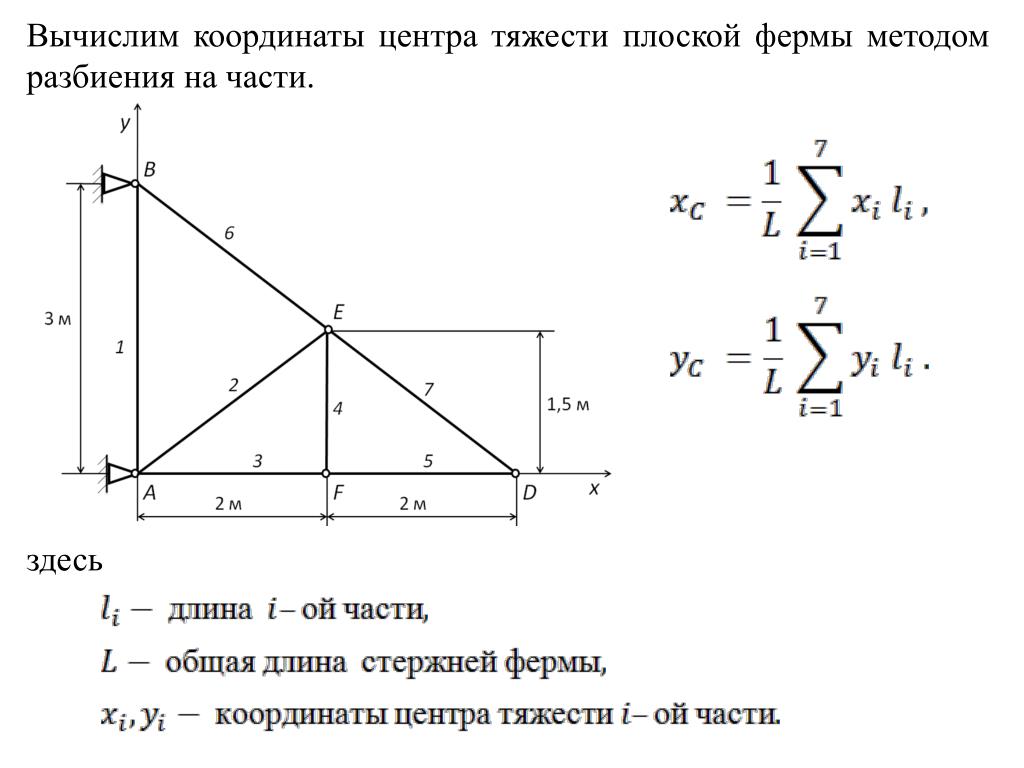 Главное внимание здесь необходимо обратить на решение задач как с плоскими и геометрическими фигурами, так и со стандартными прокатными профилями.
Главное внимание здесь необходимо обратить на решение задач как с плоскими и геометрическими фигурами, так и со стандартными прокатными профилями. 5, б). Тогда
5, б). Тогда В середине стороны поставьте отметку, после чего противоположную вершину и середину отрезка соедините линией, которая называется медианой. Тот же самый алгоритм повторите со второй стороной треугольника, а затем и с третьей. Результатом вашей работы станут три медианы, которые пересекаются в одной точке, которая будет являться центром тяжести треугольника. Если необходимо определить центр тяжести круглого диска однородной структуры, то для начала найдите точку пересечения диаметров круга. Она и будет центром тяжести данного тела. Рассматривая такие фигуры, как шар, обруч и однородный прямоугольный параллелепипед, можно с уверенностью сказать, что центр тяжести обруча будет находиться в центре фигуры, но вне ее точек, центр тяжести шара — геометрический центр сферы, и в последнем случае, центром тяжестью считается пересечение диагоналей прямоугольногопараллелепипеда.
В середине стороны поставьте отметку, после чего противоположную вершину и середину отрезка соедините линией, которая называется медианой. Тот же самый алгоритм повторите со второй стороной треугольника, а затем и с третьей. Результатом вашей работы станут три медианы, которые пересекаются в одной точке, которая будет являться центром тяжести треугольника. Если необходимо определить центр тяжести круглого диска однородной структуры, то для начала найдите точку пересечения диаметров круга. Она и будет центром тяжести данного тела. Рассматривая такие фигуры, как шар, обруч и однородный прямоугольный параллелепипед, можно с уверенностью сказать, что центр тяжести обруча будет находиться в центре фигуры, но вне ее точек, центр тяжести шара — геометрический центр сферы, и в последнем случае, центром тяжестью считается пересечение диагоналей прямоугольногопараллелепипеда.
 Вид формул для определения координат центра тяжести тела при этом не меняется.
Вид формул для определения координат центра тяжести тела при этом не меняется.
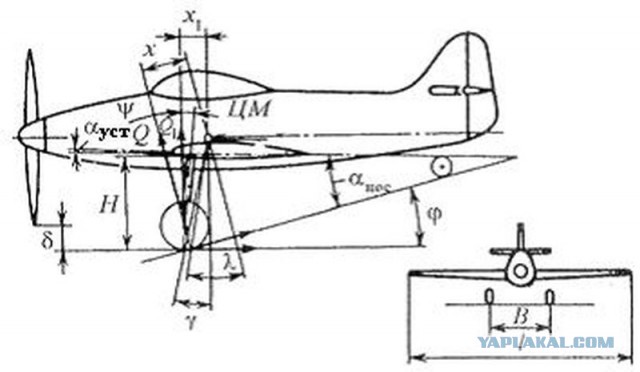 При прямолинейном движении скорость постоянна и по модулю, и по направлению, а ее вектор совпадает с траекторией.
При прямолинейном движении скорость постоянна и по модулю, и по направлению, а ее вектор совпадает с траекторией.
 В отличие от расстояния путь, пройденный точкой, всегда определяется положительным числом. Путь совпадает с абсолютным значением расстояния только в том случае, когда движение точки начинается от начала отсчета и совершается по траектории в одном направлении.
В отличие от расстояния путь, пройденный точкой, всегда определяется положительным числом. Путь совпадает с абсолютным значением расстояния только в том случае, когда движение точки начинается от начала отсчета и совершается по траектории в одном направлении. е. выразить расстояние от начала отсчета до положения точки на кривой в данный момент времени ∪OM=S(t)
е. выразить расстояние от начала отсчета до положения точки на кривой в данный момент времени ∪OM=S(t) Очевидно, что чем меньше промежуток времени, за который определяется средняя скорость, тем ближе ее значение будет к мгновенной скорости.
Очевидно, что чем меньше промежуток времени, за который определяется средняя скорость, тем ближе ее значение будет к мгновенной скорости.

 7, а)
7, а)

 Вид траектории зависит от выбора системы отсчета. Например, траекторией тела, свободно падающего в вагоне, который движется равномерно и прямолинейно, является прямая вертикальная линия в системе отсчета, связанной с вагоном, и парабола в системе отсчета, связанной с Землей.
Вид траектории зависит от выбора системы отсчета. Например, траекторией тела, свободно падающего в вагоне, который движется равномерно и прямолинейно, является прямая вертикальная линия в системе отсчета, связанной с вагоном, и парабола в системе отсчета, связанной с Землей.
 Средняя скорость пути — это скалярная величина.
Средняя скорость пути — это скалярная величина. a→=limΔt→0Δυ→Δt=υ→ ′.
a→=limΔt→0Δυ→Δt=υ→ ′.

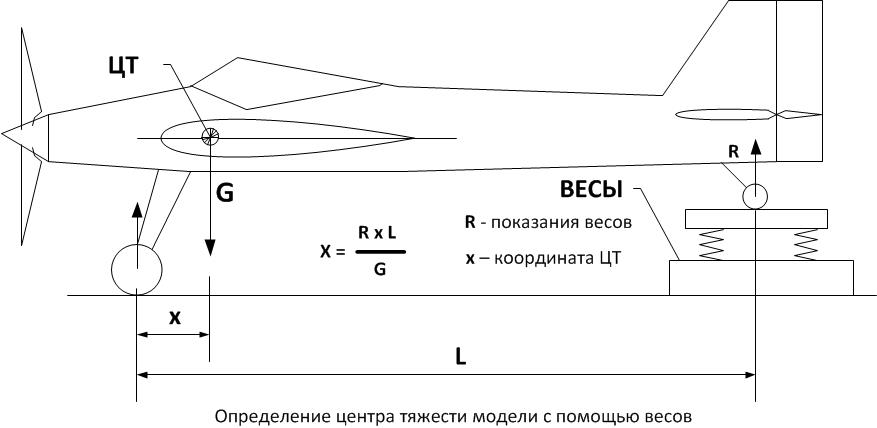 Поэтому
Поэтому Среди них будут не только линейные размеры, но и углы. При необходимости, с заданием движения цилиндрическими и сферическими координатами можно познакомиться по учебникам.
Среди них будут не только линейные размеры, но и углы. При необходимости, с заданием движения цилиндрическими и сферическими координатами можно познакомиться по учебникам.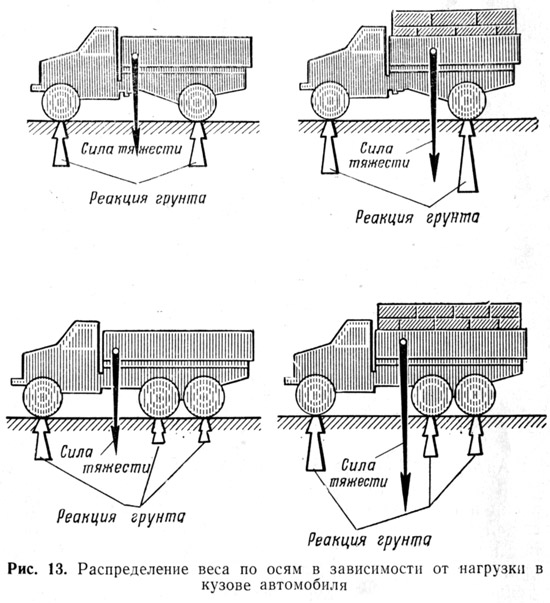 .. . следовательно, расстояние s
.. . следовательно, расстояние s Однако пройденный путь σ совпадает с расстоянием s лишь тогда, когда функция s = f(t) монотонно изменяется со временем, т.е. при движении точки в одном направлении. Допустим, что точка М переходит из М 1 в М 2 . Положению точки в М 1 соответствует время t 1 , а положению точки в М 2 — время t 2 . Разложим промежуток времени t 2 — t 1 на весьма малые промежутки времени ∆t 1 (i = 1,2, …n) так, чтобы в каждый из них точка совершала движение в одном направлении. Соответствующее приращение дуговой координаты обозначим ∆s i . Пройденной точкой путь σ будет положительной величиной:
Однако пройденный путь σ совпадает с расстоянием s лишь тогда, когда функция s = f(t) монотонно изменяется со временем, т.е. при движении точки в одном направлении. Допустим, что точка М переходит из М 1 в М 2 . Положению точки в М 1 соответствует время t 1 , а положению точки в М 2 — время t 2 . Разложим промежуток времени t 2 — t 1 на весьма малые промежутки времени ∆t 1 (i = 1,2, …n) так, чтобы в каждый из них точка совершала движение в одном направлении. Соответствующее приращение дуговой координаты обозначим ∆s i . Пройденной точкой путь σ будет положительной величиной:

 7
7 е. углы α, β, γ, которые вектор v образует с координатными осями) по формулам
е. углы α, β, γ, которые вектор v образует с координатными осями) по формулам Оно показывает, на какую величину изменяется скорость тела за единицу времени.
Оно показывает, на какую величину изменяется скорость тела за единицу времени. направлен в сторону вогнутости траектории и лежит в плоскости, проходящей через касательную к траектории в точке М
направлен в сторону вогнутости траектории и лежит в плоскости, проходящей через касательную к траектории в точке М Так как проекция вектора ускорения на ось x
Так как проекция вектора ускорения на ось x
 К точным выражениям можно прийти лишь в результате предельного перехода, когда размер каждой частицы стремится к нулю, а число их неограниченно возрастает. Как известно, такой предел называется определенным интегралом. Поэтому фактическое определение координат центров тяжести тел в общем случае требует замены сумм соответствующими им интегралами и применения методов интегрального исчисления.
К точным выражениям можно прийти лишь в результате предельного перехода, когда размер каждой частицы стремится к нулю, а число их неограниченно возрастает. Как известно, такой предел называется определенным интегралом. Поэтому фактическое определение координат центров тяжести тел в общем случае требует замены сумм соответствующими им интегралами и применения методов интегрального исчисления.


 д.
д. Платформа имеет вытравленную сетку на поверхности для определения CG.
Платформа имеет вытравленную сетку на поверхности для определения CG. Пожалуйста, свяжитесь с нами для получения информации о ваших пользовательских масштабах CG.
Пожалуйста, свяжитесь с нами для получения информации о ваших пользовательских масштабах CG. Затем вы можете создать платформу (добавить сетку для удобного определения местоположения и определить систему координат), где вы можете разместить объекты, которые хотите измерить. Используйте прилагаемые кнопки загрузки (выравнивающие ножки), чтобы выровнять весы, прежде чем обнулить их и использовать.
Затем вы можете создать платформу (добавить сетку для удобного определения местоположения и определить систему координат), где вы можете разместить объекты, которые хотите измерить. Используйте прилагаемые кнопки загрузки (выравнивающие ножки), чтобы выровнять весы, прежде чем обнулить их и использовать. Комплект поставляется предварительно откалиброванным в режиме сжатия с отслеживаемыми сертификатами калибровки NIST. Вам просто нужно построить крепкую, жесткую раму, разместить на ней платформу и разместить на ней объект, который вам нужно измерить CG. Вам понадобится ПК или планшет WIn 8/10 с 8 ГБ оперативной памяти и не менее 500 ГБ дискового пространства. Мы включили четыре кнопки загрузки, чтобы помочь вам выровнять весы после их установки на поверхность, на которую вы будете их устанавливать.
Комплект поставляется предварительно откалиброванным в режиме сжатия с отслеживаемыми сертификатами калибровки NIST. Вам просто нужно построить крепкую, жесткую раму, разместить на ней платформу и разместить на ней объект, который вам нужно измерить CG. Вам понадобится ПК или планшет WIn 8/10 с 8 ГБ оперативной памяти и не менее 500 ГБ дискового пространства. Мы включили четыре кнопки загрузки, чтобы помочь вам выровнять весы после их установки на поверхность, на которую вы будете их устанавливать. Вам понадобится ПК или планшет WIn 8/10 с 8 ГБ оперативной памяти и не менее 500 ГБ дискового пространства. Мы включили четыре кнопки загрузки, чтобы помочь вам выровнять весы после их установки на поверхность, на которую вы будете их устанавливать.
Вам понадобится ПК или планшет WIn 8/10 с 8 ГБ оперативной памяти и не менее 500 ГБ дискового пространства. Мы включили четыре кнопки загрузки, чтобы помочь вам выровнять весы после их установки на поверхность, на которую вы будете их устанавливать.
 Для прямоугольного блока 50 х 20 х 10,
Для прямоугольного блока 50 х 20 х 10, Для шага 2 повторите процедуру с другой точки объекта.
Для шага 2 повторите процедуру с другой точки объекта. В свою очередь, масса м любого объекта равна
В свою очередь, масса м любого объекта равна Взяв сумму среднего значения веса/объема
Взяв сумму среднего значения веса/объема
 времени.
времени. ближе к самому тяжелому концу груза. Это правильный конец в нашем примере. Следующий шаг в определении центра тяжести — взять более тяжелый конечный вес и разделить его на общий вес.
ближе к самому тяжелому концу груза. Это правильный конец в нашем примере. Следующий шаг в определении центра тяжести — взять более тяжелый конечный вес и разделить его на общий вес. слева в нашем примере, так как правый конец был более тяжелым. Теперь вы можете установить груз вокруг центра тяжести и, как обычно, выполнить быструю пробную нагрузку, чтобы убедиться, что груз сбалансирован.
слева в нашем примере, так как правый конец был более тяжелым. Теперь вы можете установить груз вокруг центра тяжести и, как обычно, выполнить быструю пробную нагрузку, чтобы убедиться, что груз сбалансирован. Мы можем помочь вам найти центр тяжести для сложных нагрузок, центр тяжести которых должен располагаться горизонтально, как показано здесь, а также вдоль осей y и z для трехмерных/коробчатых нагрузок.
Мы можем помочь вам найти центр тяжести для сложных нагрузок, центр тяжести которых должен располагаться горизонтально, как показано здесь, а также вдоль осей y и z для трехмерных/коробчатых нагрузок. Они потребуются позже.
Они потребуются позже. Кроме того, аналогично тому, как вы утяжеляете свой автомобиль в повороте, стабилизаторы поперечной устойчивости должны быть отсоединены из стороны в сторону, чтобы устранить любое статическое кручение из системы подвески.
Кроме того, аналогично тому, как вы утяжеляете свой автомобиль в повороте, стабилизаторы поперечной устойчивости должны быть отсоединены из стороны в сторону, чтобы устранить любое статическое кручение из системы подвески. Кроме того, убедитесь, что все остальные проверки настройки выполнены, как указано в статье «Как утяжелить автомобиль на поворотах». Это обеспечит точное измерение.
Кроме того, убедитесь, что все остальные проверки настройки выполнены, как указано в статье «Как утяжелить автомобиль на поворотах». Это обеспечит точное измерение.

 Если значение отрицательное, это говорит вам, что COG смещен от центра на эту величину в сторону левого колеса. Следовательно, в этом примере ЦТ смещен от центра на 5,2 мм в сторону правого колеса.
Если значение отрицательное, это говорит вам, что COG смещен от центра на эту величину в сторону левого колеса. Следовательно, в этом примере ЦТ смещен от центра на 5,2 мм в сторону правого колеса.
 см по вертикали, чтобы добиться правильного угла. Эта цифра будет меняться в зависимости от величины колесной базы, которую вы измерили для своего конкретного автомобиля.
см по вертикали, чтобы добиться правильного угла. Эта цифра будет меняться в зависимости от величины колесной базы, которую вы измерили для своего конкретного автомобиля. На изображении выше используется пандус для достижения подъема, необходимого для точного измерения. Если вы выберете аналогичный метод, позаботьтесь о том, чтобы задняя ось была надежно закреплена на рампе. Если вам трудно достичь высоты, используйте 15 градусов в нижней части диапазона, что потребует меньшей подъемной силы.
На изображении выше используется пандус для достижения подъема, необходимого для точного измерения. Если вы выберете аналогичный метод, позаботьтесь о том, чтобы задняя ось была надежно закреплена на рампе. Если вам трудно достичь высоты, используйте 15 градусов в нижней части диапазона, что потребует меньшей подъемной силы. Необходимость доступа к устройству возникает в случае его неисправности. Если какой-либо блок системы выходит из строя, то он подлежит замене, так как относится к категории неремонтопригодных устройств.
Необходимость доступа к устройству возникает в случае его неисправности. Если какой-либо блок системы выходит из строя, то он подлежит замене, так как относится к категории неремонтопригодных устройств. Такое явление возникает, когда машина катится на скорости, и при этом отпущена педаль акселератора. При таком движении происходит ненужное поглощение воздушно-топливной смеси. Чтобы исключить это ненужное поглощение, используется система ЭПХХ.
Такое явление возникает, когда машина катится на скорости, и при этом отпущена педаль акселератора. При таком движении происходит ненужное поглощение воздушно-топливной смеси. Чтобы исключить это ненужное поглощение, используется система ЭПХХ. Педаль газа при этом не нажата, и микрик находится в замкнутом положении. Обороты коленвала при этом менее 1000 в минуту. Система работает.
Педаль газа при этом не нажата, и микрик находится в замкнутом положении. Обороты коленвала при этом менее 1000 в минуту. Система работает. Если ездить по трассе, то датчик не влияет на расход, за исключением случаев передвижения с горки. Примерная экономия топлива составляет около 0,5 литра на 100 км при смешанном режиме.
Если ездить по трассе, то датчик не влияет на расход, за исключением случаев передвижения с горки. Примерная экономия топлива составляет около 0,5 литра на 100 км при смешанном режиме.
 Так как датчик не ремонтопригоден, то понадобится новое устройство. Процесс замены датчика выполняется в следующем порядке:
Так как датчик не ремонтопригоден, то понадобится новое устройство. Процесс замены датчика выполняется в следующем порядке: Для этого нужно выкрутить сам экономайзер и вместо него вкрутить болт регулировки количества топливной смеси. Далее нужно выкрутить жиклер холостого хода, а вместо него понадобится вкрутить электромагнитный клапан холостого хода(купленный заранее), и подключить к нему провод, который ранее шел к микровыключателю от блока предохранителей.
Для этого нужно выкрутить сам экономайзер и вместо него вкрутить болт регулировки количества топливной смеси. Далее нужно выкрутить жиклер холостого хода, а вместо него понадобится вкрутить электромагнитный клапан холостого хода(купленный заранее), и подключить к нему провод, который ранее шел к микровыключателю от блока предохранителей. Рассмотрим особенности ее устройства и принцип действия.
Рассмотрим особенности ее устройства и принцип действия.
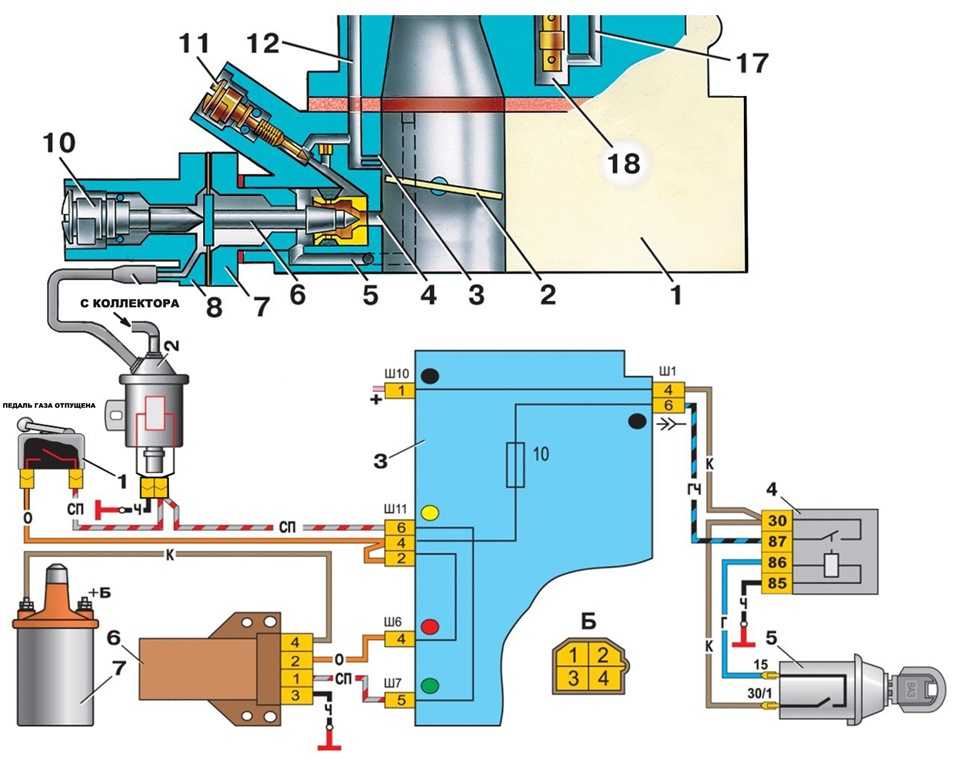 После включения зажигания электропневмоклапан запитывается и открывает доступ разрежения из впускного коллектора в корпус экономайзера. На ПХХ блок управления обесточивает его и таким образом закрывает подачу разрежения в экономайзер, игла которого запирает выходное отверстие СХХ. Центральный штуцер пневмоклапана – вывод к впускному коллектору, боковой к экономайзеру карбюратора.
После включения зажигания электропневмоклапан запитывается и открывает доступ разрежения из впускного коллектора в корпус экономайзера. На ПХХ блок управления обесточивает его и таким образом закрывает подачу разрежения в экономайзер, игла которого запирает выходное отверстие СХХ. Центральный штуцер пневмоклапана – вывод к впускному коллектору, боковой к экономайзеру карбюратора. Вращением регулировочного винта «количества» топливной смеси можно регулировать ход иглы тем самым обеспечивая большую или меньшую топливоподачу на холостом ходу.
Вращением регулировочного винта «количества» топливной смеси можно регулировать ход иглы тем самым обеспечивая большую или меньшую топливоподачу на холостом ходу. Закрытая дроссельная заслонка и определенные обороты двигателя — два условия включения в работу ЭПХХ карбюратора Озон.
Закрытая дроссельная заслонка и определенные обороты двигателя — два условия включения в работу ЭПХХ карбюратора Озон. Причинами неисправности ЭПХХ карбюратора Озон могут быть пробитая диафрагма в корпусе экономайзера, вышедший из строя блок управления или электропневмоклапан, неправильно отрегулированный микровыключатель или соскочившие (поврежденные) трубки к электропневмоклапану. Как выявить и устранить причины неисправности системы ЭПХХ, рассмотрено на нашем сайте в статье «Проверка и ремонт системы ЭПХХ карбюратора Озон».
Причинами неисправности ЭПХХ карбюратора Озон могут быть пробитая диафрагма в корпусе экономайзера, вышедший из строя блок управления или электропневмоклапан, неправильно отрегулированный микровыключатель или соскочившие (поврежденные) трубки к электропневмоклапану. Как выявить и устранить причины неисправности системы ЭПХХ, рассмотрено на нашем сайте в статье «Проверка и ремонт системы ЭПХХ карбюратора Озон».
 Запускаем двигатель. В том случае, если двигатель начинает устойчиво работать, клапан экономайзера исправен. Если нет — то повреждена его диафрагма (или негерметичен сам шланг).
Запускаем двигатель. В том случае, если двигатель начинает устойчиво работать, клапан экономайзера исправен. Если нет — то повреждена его диафрагма (или негерметичен сам шланг). В том случае, если двигатель продолжает работать, возможно, не герметична диафрагма экономайзера (или неисправен электропневмоклапан). Для проверки снимаем (см. ниже) и осматриваем диафрагму, при наличии разрывов или трещин заменяем ее.
В том случае, если двигатель продолжает работать, возможно, не герметична диафрагма экономайзера (или неисправен электропневмоклапан). Для проверки снимаем (см. ниже) и осматриваем диафрагму, при наличии разрывов или трещин заменяем ее. Снимаем крышку экономайзера.
Снимаем крышку экономайзера.
 Контролировать включение можно либо с помощью вольтметра, либо на слух (при включении любо выключении клапана слышен щелчок).
Контролировать включение можно либо с помощью вольтметра, либо на слух (при включении любо выключении клапана слышен щелчок).


 Для того, чтоб уберечь свечи, существует вторичная камера. Она открывается в том случае, когда у двигателя высокие обороты. Первая камера, при ускоренном движении топлива, переливает его во вторую, и обеспечивает равномерную, обогащенную смесь, при попадании в цилиндр, тем самым предотвращая провалы педали.
Для того, чтоб уберечь свечи, существует вторичная камера. Она открывается в том случае, когда у двигателя высокие обороты. Первая камера, при ускоренном движении топлива, переливает его во вторую, и обеспечивает равномерную, обогащенную смесь, при попадании в цилиндр, тем самым предотвращая провалы педали.
 Если при резком нажатии на педаль газа, автомобиль дергается, значит ему либо мало топлива, и в подаче происходят значительные провалы, либо его наоборот, слишком много, и оно переливает свечи. Так вот, во избежание данной проблемы, используется ускорительный насос. Он регулирует точное количество топлива, необходимого для нормальной работы двигателя, даже при резком нажатии на газ.
Если при резком нажатии на педаль газа, автомобиль дергается, значит ему либо мало топлива, и в подаче происходят значительные провалы, либо его наоборот, слишком много, и оно переливает свечи. Так вот, во избежание данной проблемы, используется ускорительный насос. Он регулирует точное количество топлива, необходимого для нормальной работы двигателя, даже при резком нажатии на газ. Это связано с нехваткой, или наоборот переизбытком топлива. Свечи не успевают выпаливать весь бензин, и их попросту заливает, поэтому автомобиль на ходу дергается. Также, может наблюдаться провал педали при нажатии.
Это связано с нехваткой, или наоборот переизбытком топлива. Свечи не успевают выпаливать весь бензин, и их попросту заливает, поэтому автомобиль на ходу дергается. Также, может наблюдаться провал педали при нажатии. Они могут быть 4-ех и 6-ти контактными. Ремонт ЭПХХ должен проводить специалист. Если у Вас нет соответствующих знаний, просто замените деталь на новую.
Они могут быть 4-ех и 6-ти контактными. Ремонт ЭПХХ должен проводить специалист. Если у Вас нет соответствующих знаний, просто замените деталь на новую. Также, что провалы педали газа, происходят по этой причине. Ведь может быть, всему виной свечи. Если их заливает, то автомобиль будет дергаться и глохнуть. Но в таком случае, причину нужно искать в топливных магистралях, насосе и подобных узлах. Но, это всяко лучше, чем проводить ремонт карбюратора, так как это работа довольно кропотливая.
Также, что провалы педали газа, происходят по этой причине. Ведь может быть, всему виной свечи. Если их заливает, то автомобиль будет дергаться и глохнуть. Но в таком случае, причину нужно искать в топливных магистралях, насосе и подобных узлах. Но, это всяко лучше, чем проводить ремонт карбюратора, так как это работа довольно кропотливая.



 При этом клапан должен оставаться закрытым;
При этом клапан должен оставаться закрытым;
 Контрольная лампа должна гореть.
Контрольная лампа должна гореть. Напряжение бортовой сети автомобиля должно быть не более 14,6 В. 2. Сопротивление замкнутых контактов концевого выключателя карбюратора должно быть не более 20 Ом. Максимальная величина данного сопротивления была установлена опытным путем для двух вариантов БУ (варианты 1 и 2). 3. Электромагнитный клапан карбюратора, катушка зажигания и электронный коммутатор управления зажиганием должны быть в исправном состоянии.
Напряжение бортовой сети автомобиля должно быть не более 14,6 В. 2. Сопротивление замкнутых контактов концевого выключателя карбюратора должно быть не более 20 Ом. Максимальная величина данного сопротивления была установлена опытным путем для двух вариантов БУ (варианты 1 и 2). 3. Электромагнитный клапан карбюратора, катушка зажигания и электронный коммутатор управления зажиганием должны быть в исправном состоянии. Потому, однажды она может просто не завестись. И причина такой неисправности может оказаться вовсе не в двигателе, или зажигании. Часто к подобным поломкам приводит выход из строя клапанов.
Потому, однажды она может просто не завестись. И причина такой неисправности может оказаться вовсе не в двигателе, или зажигании. Часто к подобным поломкам приводит выход из строя клапанов. Для того, чтоб горючая смесь нормально попадала в камеру, при низком давлении, клапан поднимается выше, освобождая путь. Данный процесс беспрерывный, и работает столько, сколько и двигатель. Устройство клапана, тесно связано с поплавком. Такая схема управления, исключает шанс перелива свечи.
Для того, чтоб горючая смесь нормально попадала в камеру, при низком давлении, клапан поднимается выше, освобождая путь. Данный процесс беспрерывный, и работает столько, сколько и двигатель. Устройство клапана, тесно связано с поплавком. Такая схема управления, исключает шанс перелива свечи. Тут уже срабатывает такое устройство, как холостой ход. Он регулируется отдельно, подавая топливо через электромагнитный клапан в поплавковую камеру. Схема управления холостым ходом, включает в себя электронный прибор – экономайзер. Он активирует электромагнитный клапан при оборотах, менее 1700 об/мин, и деактивирует при нажатии на педаль газа.
Тут уже срабатывает такое устройство, как холостой ход. Он регулируется отдельно, подавая топливо через электромагнитный клапан в поплавковую камеру. Схема управления холостым ходом, включает в себя электронный прибор – экономайзер. Он активирует электромагнитный клапан при оборотах, менее 1700 об/мин, и деактивирует при нажатии на педаль газа.

 Его предназначение – обогащать топливную смесь, в независимости от подачи воздуха, при открытии дроссельных заслонок. Если при резком нажатии на педаль газа, автомобиль дергается, значит ему либо мало топлива, и в подаче происходят значительные провалы, либо его наоборот, слишком много, и оно переливает свечи. Так вот, во избежание данной проблемы, используется ускорительный насос. Он регулирует точное количество топлива, необходимого для нормальной работы двигателя, даже при резком нажатии на газ.
Его предназначение – обогащать топливную смесь, в независимости от подачи воздуха, при открытии дроссельных заслонок. Если при резком нажатии на педаль газа, автомобиль дергается, значит ему либо мало топлива, и в подаче происходят значительные провалы, либо его наоборот, слишком много, и оно переливает свечи. Так вот, во избежание данной проблемы, используется ускорительный насос. Он регулирует точное количество топлива, необходимого для нормальной работы двигателя, даже при резком нажатии на газ. Свечи не успевают выпаливать весь бензин, и их попросту заливает, поэтому автомобиль на ходу дергается. Также, может наблюдаться провал педали при нажатии.
Свечи не успевают выпаливать весь бензин, и их попросту заливает, поэтому автомобиль на ходу дергается. Также, может наблюдаться провал педали при нажатии. Ремонт ЭПХХ должен проводить специалист. Если у Вас нет соответствующих знаний, просто замените деталь на новую.
Ремонт ЭПХХ должен проводить специалист. Если у Вас нет соответствующих знаний, просто замените деталь на новую. Ведь может быть, всему виной свечи. Если их заливает, то автомобиль будет дергаться и глохнуть. Но в таком случае, причину нужно искать в топливных магистралях, насосе и подобных узлах. Но, это всяко лучше, чем проводить ремонт карбюратора, так как это работа довольно кропотливая.
Ведь может быть, всему виной свечи. Если их заливает, то автомобиль будет дергаться и глохнуть. Но в таком случае, причину нужно искать в топливных магистралях, насосе и подобных узлах. Но, это всяко лучше, чем проводить ремонт карбюратора, так как это работа довольно кропотливая.
 Экономайзер включать клапан не должен.
Экономайзер включать клапан не должен.




 Нет необходимости выполнять разборку карбюратора и замену его частей, если не наблюдаются явные признаки неисправностей. К тому же при самостоятельной регулировке необходимо придерживаться чёткого регламента действий. Как некачественный ремонт, так и неправильная регулировка могут серьёзно повлиять на работоспособность карбюратора.
Нет необходимости выполнять разборку карбюратора и замену его частей, если не наблюдаются явные признаки неисправностей. К тому же при самостоятельной регулировке необходимо придерживаться чёткого регламента действий. Как некачественный ремонт, так и неправильная регулировка могут серьёзно повлиять на работоспособность карбюратора. Чем больше объём камеры, тем меньше будет сопротивление воздуха в них. А также одновременно с расточкой камер рекомендуется увеличить и полость диффузоров. Работу на станке лучше доверить специалисту, так как только так можно избежать повреждений корпуса.
Чем больше объём камеры, тем меньше будет сопротивление воздуха в них. А также одновременно с расточкой камер рекомендуется увеличить и полость диффузоров. Работу на станке лучше доверить специалисту, так как только так можно избежать повреждений корпуса. ЭПХХ Ваз 2109 — электронное устройство, предназначенное для: а)Для экономии топлива автомобиля; б)Для исключения подачи топлива в двигатель при его выключении; в)Для отключения подачи топлива в двигатель по системе холостого хода при торможении двигателем.
ЭПХХ Ваз 2109 — электронное устройство, предназначенное для: а)Для экономии топлива автомобиля; б)Для исключения подачи топлива в двигатель при его выключении; в)Для отключения подачи топлива в двигатель по системе холостого хода при торможении двигателем. Это сделано для того, чтобы он знал фактические обороты двигателя автомобиля.
Это сделано для того, чтобы он знал фактические обороты двигателя автомобиля. Вот и весь принцип работы экономайзера Ваз 2109, но есть один момент, который необходимо знать: если машина идет накатом при включенной передаче и отпущенной педали газа, то электромагнитный клапан холостого хода не будет включаться, даже при оборотах меньше 1900 об/мин. Экономайзер отслеживает закрытое положение дроссельной заслонки и если при этом аномально высоки обороты двигателя (выше чем 800-1000 об/мин на холостом ходу), распознает движение автомобиля накатом. Экономия топлива от использования ЭПХХ составляет порядка 5% от расхода двигателя. Как правило, если на автомобиле неисправен экономайзер возникают следующие проблемы: — Двигатель глохнет на холостом ходу — Двигатель глохнет при торможении накатом — Детонация двигателя при выключении зажигания Проверка правильности работы экономайзера производится следующим образом: контролируется включение электромагнитного клапана холостого хода на различных режимах работы двигателя. Контролировать включение можно либо с помощью вольтметра, либо на слух (при включении любо выключении клапана слышен щелчок).
Вот и весь принцип работы экономайзера Ваз 2109, но есть один момент, который необходимо знать: если машина идет накатом при включенной передаче и отпущенной педали газа, то электромагнитный клапан холостого хода не будет включаться, даже при оборотах меньше 1900 об/мин. Экономайзер отслеживает закрытое положение дроссельной заслонки и если при этом аномально высоки обороты двигателя (выше чем 800-1000 об/мин на холостом ходу), распознает движение автомобиля накатом. Экономия топлива от использования ЭПХХ составляет порядка 5% от расхода двигателя. Как правило, если на автомобиле неисправен экономайзер возникают следующие проблемы: — Двигатель глохнет на холостом ходу — Двигатель глохнет при торможении накатом — Детонация двигателя при выключении зажигания Проверка правильности работы экономайзера производится следующим образом: контролируется включение электромагнитного клапана холостого хода на различных режимах работы двигателя. Контролировать включение можно либо с помощью вольтметра, либо на слух (при включении любо выключении клапана слышен щелчок). 1) Проверка базового режима работы экономайзера. Заводим двигатель и плавно повышаем обороты двигателя. При пересечении 2100 оборотов, должен произойти щелчок — отключение клапана. Повышаем обороты до 4000 об/минуту, электромагнитный клапан холостого хода должен оставаться закрытым. Затем плавно понижаем обороты, при снижении оборотов менее 1900 об/мин должен произойти щелчок — включение клапана. 2) Проверка режима торможения двигателем. Откидываем фишку с концевого выключателя положения дроссельной заслонки и садим её на массу, тем самым мы обманываем экономайзер, говоря ему, что педаль газа всегда отпущена. Заводим двигатель и поднимаем обороты более 4000 об/мин, затем постепенно снижаем их. При пересечении порога 1900 об/мин не должно происходить включение клапана. Концевой выключатель замкнутый на массу и обороты выше холостых активируют режим торможения двигателем экономайзера и он не должен включать электромагнитный клапан. 3) Проверка отсечки топлива при выключении зажигания. На прогретом до 90 градусов автомобиле выключаем зажигание.
1) Проверка базового режима работы экономайзера. Заводим двигатель и плавно повышаем обороты двигателя. При пересечении 2100 оборотов, должен произойти щелчок — отключение клапана. Повышаем обороты до 4000 об/минуту, электромагнитный клапан холостого хода должен оставаться закрытым. Затем плавно понижаем обороты, при снижении оборотов менее 1900 об/мин должен произойти щелчок — включение клапана. 2) Проверка режима торможения двигателем. Откидываем фишку с концевого выключателя положения дроссельной заслонки и садим её на массу, тем самым мы обманываем экономайзер, говоря ему, что педаль газа всегда отпущена. Заводим двигатель и поднимаем обороты более 4000 об/мин, затем постепенно снижаем их. При пересечении порога 1900 об/мин не должно происходить включение клапана. Концевой выключатель замкнутый на массу и обороты выше холостых активируют режим торможения двигателем экономайзера и он не должен включать электромагнитный клапан. 3) Проверка отсечки топлива при выключении зажигания. На прогретом до 90 градусов автомобиле выключаем зажигание. Двигатель должен сразу заглохнуть без дрожания и вибрирования. Дизелинг, детонация, калильное зажигание, вибрация при глушении — все это одно и тоже. И причина этого негативного явления — то, что электромагнитный клапан холостого хода не перекрывает топливный жиклер холостого хода и топливо продолжает поступать в горячий двигатель. Неисправность как концевого, как электромагнитного клапана холостого хода, так и самого экономайзера чаще всего приводит к тому, что автомобиль либо постоянно, либо в каких-то ситуациях глохнет на холостом ходу. Система экономайзера принудительного холостого хода девятой модели Жигулей не очень надежная, зачастую владельцы авто выводят её из работы. Тем самым немного повышается расход топлива, но пропадают проблемы с экономайзером и электромагнитным клапаном. Чтобы вывести ЭПХХ из работы необходимо провод, идущий на электромагнитный клапан холостого хода подключить к контакту Б катушки зажигания.
Двигатель должен сразу заглохнуть без дрожания и вибрирования. Дизелинг, детонация, калильное зажигание, вибрация при глушении — все это одно и тоже. И причина этого негативного явления — то, что электромагнитный клапан холостого хода не перекрывает топливный жиклер холостого хода и топливо продолжает поступать в горячий двигатель. Неисправность как концевого, как электромагнитного клапана холостого хода, так и самого экономайзера чаще всего приводит к тому, что автомобиль либо постоянно, либо в каких-то ситуациях глохнет на холостом ходу. Система экономайзера принудительного холостого хода девятой модели Жигулей не очень надежная, зачастую владельцы авто выводят её из работы. Тем самым немного повышается расход топлива, но пропадают проблемы с экономайзером и электромагнитным клапаном. Чтобы вывести ЭПХХ из работы необходимо провод, идущий на электромагнитный клапан холостого хода подключить к контакту Б катушки зажигания. Клапан будет оставаться открытым да тех пор, пока не будет выключено зажигание.
Клапан будет оставаться открытым да тех пор, пока не будет выключено зажигание. html
html В клапанах высокого давления (к примеру, фланцевый клапан) используются поршни и специальные уплотнители, которые контролируют состояние отверстия.
В клапанах высокого давления (к примеру, фланцевый клапан) используются поршни и специальные уплотнители, которые контролируют состояние отверстия.
 Устанавливаем регулятор холостого хода в обратной последовательности. Перед установкой нового регулятора штангенциркулем проверяем расстояние между концом иглы клапана и опорной поверхностью фланца регулятора.
Устанавливаем регулятор холостого хода в обратной последовательности. Перед установкой нового регулятора штангенциркулем проверяем расстояние между концом иглы клапана и опорной поверхностью фланца регулятора.
 Если присутствует нагар на электродах, то в этом нужно обвинять уже сам карбюратор. Дело в том, что он подает очень много топливовоздушной смеси в камеры сгорания. Самая печальная причина для этого — прогорание впускного клапана.
Если присутствует нагар на электродах, то в этом нужно обвинять уже сам карбюратор. Дело в том, что он подает очень много топливовоздушной смеси в камеры сгорания. Самая печальная причина для этого — прогорание впускного клапана.
 Для стабильной работы и экономичности китайские производители разработали и внедрили несколько конструктивных дополнений. Перед тем, как заняться
Для стабильной работы и экономичности китайские производители разработали и внедрили несколько конструктивных дополнений. Перед тем, как заняться

 Тогда при попытке установки датчика холостого хода не той стороной провод «фишки» не даст это сделать.
Тогда при попытке установки датчика холостого хода не той стороной провод «фишки» не даст это сделать. Выделяется отдельная разновидность сцепки – поворотная. При её использовании создаётся возможность поднимать навесное оборудование. Таким образом, обработанная почва не затрагивается.
Выделяется отдельная разновидность сцепки – поворотная. При её использовании создаётся возможность поднимать навесное оборудование. Таким образом, обработанная почва не затрагивается.

 Делается он из листовой стали высокого качества или из швеллера. Работа подразделяется на этапы:
Делается он из листовой стали высокого качества или из швеллера. Работа подразделяется на этапы:




 , не менее
, не менее
 Во-первых, это может выйти дешевле. Во-вторых, бывает, что это самый подходящий и удобный вариант. Суперкасса соберет эти билеты в один заказ, при этом вам нужно заполнить свои данные всего один раз и оплатить по карте общую сумму.
Во-первых, это может выйти дешевле. Во-вторых, бывает, что это самый подходящий и удобный вариант. Суперкасса соберет эти билеты в один заказ, при этом вам нужно заполнить свои данные всего один раз и оплатить по карте общую сумму. У пассажира два билета и страховка от отмены стыковки.
У пассажира два билета и страховка от отмены стыковки. Это называется Интерлайн
Это называется Интерлайн О наличии двух билетов по более дешевой цене никто даже не узнает, ведь сайт не показывает информацию об остатках, когда запрос отправлен на троих человек. Если запрос по количеству человек не попадает в один класс — он автоматически попадает в следующий по цене.
О наличии двух билетов по более дешевой цене никто даже не узнает, ведь сайт не показывает информацию об остатках, когда запрос отправлен на троих человек. Если запрос по количеству человек не попадает в один класс — он автоматически попадает в следующий по цене. Поэтому Микс тарифов позволяет серьезно экономить при групповых перелетах.
Поэтому Микс тарифов позволяет серьезно экономить при групповых перелетах. А для билетов, условия которых не меняются, цена останется минимальной.
А для билетов, условия которых не меняются, цена останется минимальной. Он стыкует данные между собой, собирая несколько прямых перелетов в одно путешествие, и получает выгодную цену. Так и появляются Суперпредложения.Если заполнить данные о городе вылета и датах, Суперпредложения моментально обновляются в соответствии с вашим запросом. Суперпредложения — это эксклюзивные билеты Суперкассы, которые не передаются на сайты метапоисковиков. Ведь метапоисковик подбирает дешевые билеты на основе того, что ищут его клиенты. Суперкасса целенаправленно ищет, анализирует стоимость и потенциальный интерес. При этом учитывается много разных факторов: удачные города для пересадки, необычные маршруты, акционные цены. Так алгоритм и выстраивает более дешевый перелет, чем тот, который можно найти при обычном запросе.
Он стыкует данные между собой, собирая несколько прямых перелетов в одно путешествие, и получает выгодную цену. Так и появляются Суперпредложения.Если заполнить данные о городе вылета и датах, Суперпредложения моментально обновляются в соответствии с вашим запросом. Суперпредложения — это эксклюзивные билеты Суперкассы, которые не передаются на сайты метапоисковиков. Ведь метапоисковик подбирает дешевые билеты на основе того, что ищут его клиенты. Суперкасса целенаправленно ищет, анализирует стоимость и потенциальный интерес. При этом учитывается много разных факторов: удачные города для пересадки, необычные маршруты, акционные цены. Так алгоритм и выстраивает более дешевый перелет, чем тот, который можно найти при обычном запросе.
 Например, что значит Яойщица, кто такая Яндере, как понять слово Охайо, что значит Тян и т. п.
Например, что значит Яойщица, кто такая Яндере, как понять слово Охайо, что значит Тян и т. п. Альфа, как и альфач, является лидером и занимает верховную позицию.
Альфа, как и альфач, является лидером и занимает верховную позицию.

 Обычно, подобное любят смотреть девочки, как это ни странно. Вообще, тема пидоров весьма по душе слабой половине человечества, смотреть, как два мужика суют друг в друга свои болты в задницу, вызывает у них умиление и нежные переживания.
Обычно, подобное любят смотреть девочки, как это ни странно. Вообще, тема пидоров весьма по душе слабой половине человечества, смотреть, как два мужика суют друг в друга свои болты в задницу, вызывает у них умиление и нежные переживания. Это дает возможность использовать сцепку практически со всеми видами навесного оборудования и С/М любых брендов.
Это дает возможность использовать сцепку практически со всеми видами навесного оборудования и С/М любых брендов.
 0, GMC-7.5
0, GMC-7.5



 0, GMC-7.5
0, GMC-7.5 name}}
name}} Директор, когда увидел, сколько мы платим НДС, урезал своим решением. И случилась проверка. Закрылись. Открылись. Вернулись. Работаем. Рекомендуем. Все!
Директор, когда увидел, сколько мы платим НДС, урезал своим решением. И случилась проверка. Закрылись. Открылись. Вернулись. Работаем. Рекомендуем. Все! Спасибо компании.
Спасибо компании. А он оказался идиотом — выгнал. И другие логисты не вернулись. А говорят – работу не найти. И с вами одни проблемы. Как только ситуация поправится, уйду. Почему сократили лимит? Мы сколько лет работаем? Я что, хоть один ваш счет не оплатил? Хотите нормальный отзыв – верните лимит и отсрочку. Ничего личного – просто бизнес.
А он оказался идиотом — выгнал. И другие логисты не вернулись. А говорят – работу не найти. И с вами одни проблемы. Как только ситуация поправится, уйду. Почему сократили лимит? Мы сколько лет работаем? Я что, хоть один ваш счет не оплатил? Хотите нормальный отзыв – верните лимит и отсрочку. Ничего личного – просто бизнес. Именно в ней можно перевезти максимальный объем груза без получения разрешения на негабаритную перевозку.
Именно в ней можно перевезти максимальный объем груза без получения разрешения на негабаритную перевозку.
 Что такое сцепка для прицепа
Что такое сцепка для прицепа На самом деле настолько распространены, что эти два термина используются взаимозаменяемо.
На самом деле настолько распространены, что эти два термина используются взаимозаменяемо. Стержень вставляется в приемную трубу сцепки, а платформа обеспечивает прочную точку крепления шара прицепа.
Стержень вставляется в приемную трубу сцепки, а платформа обеспечивает прочную точку крепления шара прицепа.
 Другие сделаны для сварки на месте.
Другие сделаны для сварки на месте.



 Более крупные прицепы весом 3000 фунтов и более также должны иметь тормоза прицепа.
Более крупные прицепы весом 3000 фунтов и более также должны иметь тормоза прицепа.





 Мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв.
Мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв. Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/hitch. По состоянию на 18 сентября 2022 г.
Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/hitch. По состоянию на 18 сентября 2022 г.

 Прочность системы сцепки зависит от ее компонента с наименьшим номинальным значением. Сравните максимальный вес прицепного устройства для вашей сцепки, шаровой опоры и шаровой опоры. Рейтинг вашей системы сцепки — это самый низкий рейтинг веса среди этих компонентов.
Прочность системы сцепки зависит от ее компонента с наименьшим номинальным значением. Сравните максимальный вес прицепного устройства для вашей сцепки, шаровой опоры и шаровой опоры. Рейтинг вашей системы сцепки — это самый низкий рейтинг веса среди этих компонентов.
 Поскольку эти сцепки изготавливаются для конкретного автомобиля, можно добиться наилучшего внешнего вида.
Поскольку эти сцепки изготавливаются для конкретного автомобиля, можно добиться наилучшего внешнего вида. : нестандартная сцепка, сцепка, постоянная сцепка под автомобилем, сцепка типа ресивера и сцепка с круглой трубой.
: нестандартная сцепка, сцепка, постоянная сцепка под автомобилем, сцепка типа ресивера и сцепка с круглой трубой.
 Некоторые сцепки спроектированы и имеют четкую маркировку «только для несущих грузов». Некоторые сцепки являются несущими с возможностью распределения веса и будут иметь двойную оценку — например, «грузоподъемность (WC) 5000 / распределение веса (WD) 10 000». Чтобы использовать сцепку с более высоким рейтингом (WD), необходимо добавить систему распределения веса.
Некоторые сцепки спроектированы и имеют четкую маркировку «только для несущих грузов». Некоторые сцепки являются несущими с возможностью распределения веса и будут иметь двойную оценку — например, «грузоподъемность (WC) 5000 / распределение веса (WD) 10 000». Чтобы использовать сцепку с более высоким рейтингом (WD), необходимо добавить систему распределения веса.
 Шарики для сцепки доступны онлайн в магазине U-Haul.
Шарики для сцепки доступны онлайн в магазине U-Haul.

 Хотя во многих случаях любая сцепка с полной массой более 5000 фунтов относится к классу 4.
Хотя во многих случаях любая сцепка с полной массой более 5000 фунтов относится к классу 4.
 Сюда входят автомобили с полным приводом (4WD).
Сюда входят автомобили с полным приводом (4WD).

 Ознакомьтесь со специальными предложениями для корпоративных клиентов.
Ознакомьтесь со специальными предложениями для корпоративных клиентов.
 displayDate»>{{tile.displayDate}}
displayDate»>{{tile.displayDate}} в., II Рестайлинг поколение
в., II Рестайлинг поколение в • II Рестайлинг
в • II Рестайлинг 
 По оценкам результатов краш-тестов, безопасность для водителя составляет 75%. Предусмотрены боковые подушки и отведены зоны деформации, которые поглощают энергию удара при столкновении. Максимальный уровень нагрузки для автомобиля составляет 900 кг.
По оценкам результатов краш-тестов, безопасность для водителя составляет 75%. Предусмотрены боковые подушки и отведены зоны деформации, которые поглощают энергию удара при столкновении. Максимальный уровень нагрузки для автомобиля составляет 900 кг.
 Мотор идеально подходят для города, обладает достаточной производительностью на трассе, обеспечивая при этом низкий расход топлива.
Мотор идеально подходят для города, обладает достаточной производительностью на трассе, обеспечивая при этом низкий расход топлива.
 Система постоянно отслеживает боковое ускорение, скорость, сцепление колес с дорогой и угол поворота рулевого колеса. Она обрабатывает эти данные в реальном времени и в случае необходимости тут же приходит на помощь: изменяя крутящий момент двигателя и задействуя тормозные механизмы колес, она эффективно удерживает автомобиль на стабильной траектории движения.
Система постоянно отслеживает боковое ускорение, скорость, сцепление колес с дорогой и угол поворота рулевого колеса. Она обрабатывает эти данные в реальном времени и в случае необходимости тут же приходит на помощь: изменяя крутящий момент двигателя и задействуя тормозные механизмы колес, она эффективно удерживает автомобиль на стабильной траектории движения. Это улучшает проходимость и управляемость, обеспечивая лучшую стабильность управления в целом. * — «Трэкшн плюс»
Это улучшает проходимость и управляемость, обеспечивая лучшую стабильность управления в целом. * — «Трэкшн плюс» Блок цилиндров двигателя 3M3-53-11 отливают из алюминиевого сплава, а двигателей ЗИЛ-130 и -645 — из серого чугуна. Нижняя часть отливки блока цилиндров является картером, в котором имеются постели для установки коленчатого вала и отверстия для распределительного вала.
Блок цилиндров двигателя 3M3-53-11 отливают из алюминиевого сплава, а двигателей ЗИЛ-130 и -645 — из серого чугуна. Нижняя часть отливки блока цилиндров является картером, в котором имеются постели для установки коленчатого вала и отверстия для распределительного вала. Охлаждение головки цилиндров осуществляется жидкостью, циркулирующей во внутренней полости головки, которая вместе с внутренними полостями блока цилиндров составляет рубашку охлаждения 3 двигателя. Крепление каждой головки цилиндров к блоку у двигателя 3M3-53-11 осуществляется на шпильках 18-ю гайками (по 6 на каждый цилиндр), у двигателя ЗИЛ-130 — 17-ю болтами (по 5 на каждый цилиндр), у ЗИЛ-645 — 22-я болтами (по 7 на каждый цилиндр). Сверху головка цилиндров закрывается через прокладку крышкой. На правой крышКе двигателя ЗИЛ-645 имеется маслозаливная горловина.
Охлаждение головки цилиндров осуществляется жидкостью, циркулирующей во внутренней полости головки, которая вместе с внутренними полостями блока цилиндров составляет рубашку охлаждения 3 двигателя. Крепление каждой головки цилиндров к блоку у двигателя 3M3-53-11 осуществляется на шпильках 18-ю гайками (по 6 на каждый цилиндр), у двигателя ЗИЛ-130 — 17-ю болтами (по 5 на каждый цилиндр), у ЗИЛ-645 — 22-я болтами (по 7 на каждый цилиндр). Сверху головка цилиндров закрывается через прокладку крышкой. На правой крышКе двигателя ЗИЛ-645 имеется маслозаливная горловина. Направляющая часть поршней — разрезная. При сборке двигателей 3M3-53-11 и ЗИЛ-130 поршень устанавливают разрезом юбки в левую (по ходу автомобиля) сторону. На днище поршней двигателя ЗИЛ-645 имеется стрелка, которая при сборке с шатуном должна быть направлена в сторону, противоположную бобышке на поршневой головке шатуна, а при установке на двигатель должна быть направлена к развалу блока цилиндров.
Направляющая часть поршней — разрезная. При сборке двигателей 3M3-53-11 и ЗИЛ-130 поршень устанавливают разрезом юбки в левую (по ходу автомобиля) сторону. На днище поршней двигателя ЗИЛ-645 имеется стрелка, которая при сборке с шатуном должна быть направлена в сторону, противоположную бобышке на поршневой головке шатуна, а при установке на двигатель должна быть направлена к развалу блока цилиндров. Этот способ крепления позволяет поршневому пальцу поворачиваться в головке шатуна и в бобышках поршня (плавающий палец).
Этот способ крепления позволяет поршневому пальцу поворачиваться в головке шатуна и в бобышках поршня (плавающий палец). Вкладыши подшипников коренных шеек изготавливают из стальной ленты, внутреннюю (рабочую) поверхность которой покрывают тонким слоем антифрикционного сплава. У двигателей 3M3-53-11 и ЗИЛ-130 внутренняя поверхность вкладышей изготовлена из высокооловянистого алюминия. Вкладыши двигателя ЗИЛ-645 — трехслойные, с внутренней поверхностью из свинцовистой бронзы.
Вкладыши подшипников коренных шеек изготавливают из стальной ленты, внутреннюю (рабочую) поверхность которой покрывают тонким слоем антифрикционного сплава. У двигателей 3M3-53-11 и ЗИЛ-130 внутренняя поверхность вкладышей изготовлена из высокооловянистого алюминия. Вкладыши двигателя ЗИЛ-645 — трехслойные, с внутренней поверхностью из свинцовистой бронзы.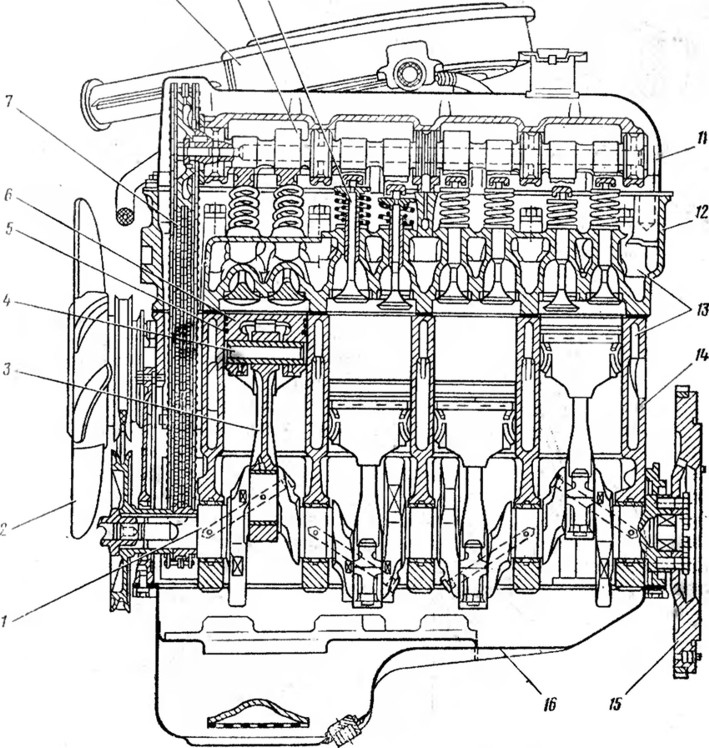 Маховик одновременно служит ведущим диском сцепления.
Маховик одновременно служит ведущим диском сцепления. Он состоит из неподвижных (блока цилиндров, головки цилиндров, картера, поддона картера) и подвижных (поршней с пальцами и кольцами, шатунов, коленчатого вала с подшипниками, маховика) деталей.
Он состоит из неподвижных (блока цилиндров, головки цилиндров, картера, поддона картера) и подвижных (поршней с пальцами и кольцами, шатунов, коленчатого вала с подшипниками, маховика) деталей. Уплотнение гильз в нижней части осуществляется двумя резиновыми (ЗИЛ-130) или медными (ГАЗ-53, ГАЗ-24) кольцами, а в верхней части — прокладкой головки цилиндров.
Уплотнение гильз в нижней части осуществляется двумя резиновыми (ЗИЛ-130) или медными (ГАЗ-53, ГАЗ-24) кольцами, а в верхней части — прокладкой головки цилиндров. Поршень имеет головку, две бобышки и направляющую часть (юбку). Верхняя часть головки поршня называется днищем. Вследствие неодинакового нагрева головки и юбки поршня (головка больше нагревается, а поэтому и больше расширяется) диаметр головки выполняют меньше диаметра юбки. С внешней стороны головки поршня делают кольцевые канавки для установки поршневых колец.
Поршень имеет головку, две бобышки и направляющую часть (юбку). Верхняя часть головки поршня называется днищем. Вследствие неодинакового нагрева головки и юбки поршня (головка больше нагревается, а поэтому и больше расширяется) диаметр головки выполняют меньше диаметра юбки. С внешней стороны головки поршня делают кольцевые канавки для установки поршневых колец. На поршнях устанавливается по два (двигатели ГАЗ-24, 3M3-53, КамАЗ-740) или три (ЗИЛ-130) компрессионых кольца и одно маслосъемное. Маслосъемное кольцо двигателей ЗИЛ-130 и ГАЗ-24 состоит из двух стальных колец и двух расширителей — осевого ( и радиального. На двигателе КамАЗ-740 маслосъемное кольцо с одним расширителем — радиальным.
На поршнях устанавливается по два (двигатели ГАЗ-24, 3M3-53, КамАЗ-740) или три (ЗИЛ-130) компрессионых кольца и одно маслосъемное. Маслосъемное кольцо двигателей ЗИЛ-130 и ГАЗ-24 состоит из двух стальных колец и двух расширителей — осевого ( и радиального. На двигателе КамАЗ-740 маслосъемное кольцо с одним расширителем — радиальным.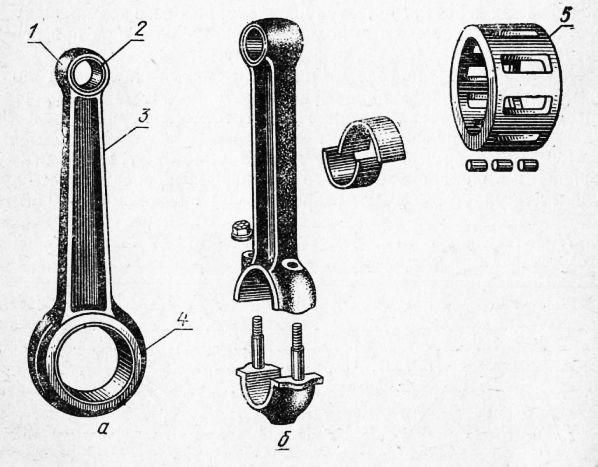
 7. Коленчатые валы:
7. Коленчатые валы:  У двигателей 3M3-53, ЗИЛ-130 и ГАЗ-24 рабочая поверхность вкладышей — из высокооловянистого алюминия. Вкладыши шатунов двигателя КамАЗ-740 — трехслойные, с рабочим слоем из свинцовистой бронзы.
У двигателей 3M3-53, ЗИЛ-130 и ГАЗ-24 рабочая поверхность вкладышей — из высокооловянистого алюминия. Вкладыши шатунов двигателя КамАЗ-740 — трехслойные, с рабочим слоем из свинцовистой бронзы. Перемещение поршней может быть вертикальным либо под углом. Используются в рядных двигателях;
Перемещение поршней может быть вертикальным либо под углом. Используются в рядных двигателях; работа поршня ).
работа поршня ). В двухрядном двигателе (поз. 2 и 3), цилиндры размещены в два ряда под углом друг к другу 60, 90 или 180°, то есть противоположно друг к другу. Возникает вопрос: «А зачем?». Обратимся к физике. Энергия от сгорания рабочей смеси очень большая и значительная доля ее погашения приходится на коренные шейки коленчатого вала, которые хоть и железные, но имеют определенный запас прочности и ресурса. В четырехцилиндровом двигателе автомобиля этот вопрос решается просто: 4 цилиндра — 4 такта рабочего цикла по очереди. В итоге нагрузка на коленвал равномерно распределяется на всех участках. В тех ДВС, где цилиндров больше, или требуется большая мощность, их размещают в «V»-образном виде, дополнительно смягчая нагрузку на коленчатый вал. Таким образом, энергия гасится не вертикально, а под углом, что значительно смягчает нагрузку на коленчатый вал.
В двухрядном двигателе (поз. 2 и 3), цилиндры размещены в два ряда под углом друг к другу 60, 90 или 180°, то есть противоположно друг к другу. Возникает вопрос: «А зачем?». Обратимся к физике. Энергия от сгорания рабочей смеси очень большая и значительная доля ее погашения приходится на коренные шейки коленчатого вала, которые хоть и железные, но имеют определенный запас прочности и ресурса. В четырехцилиндровом двигателе автомобиля этот вопрос решается просто: 4 цилиндра — 4 такта рабочего цикла по очереди. В итоге нагрузка на коленвал равномерно распределяется на всех участках. В тех ДВС, где цилиндров больше, или требуется большая мощность, их размещают в «V»-образном виде, дополнительно смягчая нагрузку на коленчатый вал. Таким образом, энергия гасится не вертикально, а под углом, что значительно смягчает нагрузку на коленчатый вал.

 Резкий и звонкий металлический стук при любых режимах работы мотора говорит об увеличенном зазоре между втулкой, верхней головки шатуна и поршневым пальцем. Усиление стука и шума при быстром увеличении числа оборотов коленвала свидетельствует об износе вкладышей шатунных или коренных подшипников, причем более глухой стук говорит об износе вкладышей коренных подшипников. Если износ вкладышей достаточно большой, то, вероятнее всего, давление масла резко понизится. В таком случае эксплуатировать мотор не рекомендуется.
Резкий и звонкий металлический стук при любых режимах работы мотора говорит об увеличенном зазоре между втулкой, верхней головки шатуна и поршневым пальцем. Усиление стука и шума при быстром увеличении числа оборотов коленвала свидетельствует об износе вкладышей шатунных или коренных подшипников, причем более глухой стук говорит об износе вкладышей коренных подшипников. Если износ вкладышей достаточно большой, то, вероятнее всего, давление масла резко понизится. В таком случае эксплуатировать мотор не рекомендуется. При абсолютно открытом дросселе проворачивают мотор стартером в течение трех секунд. Подобным методом последовательно выполняют проверку всех остальных цилиндров. Значение компрессии должно быть в рамках, указанных в технических характеристиках мотора. Разница компрессии между цилиндрами не должна быть не выше 1 кг/см2.
При абсолютно открытом дросселе проворачивают мотор стартером в течение трех секунд. Подобным методом последовательно выполняют проверку всех остальных цилиндров. Значение компрессии должно быть в рамках, указанных в технических характеристиках мотора. Разница компрессии между цилиндрами не должна быть не выше 1 кг/см2. система охлаждения двигателя) горячего мотора холодной охлаждающей жидкостью. Трещины на блоке цилиндров могут пропускать охлаждающую жидкость в цилиндры. В связи с этим выхлопные газы приобретают белый цвет.
система охлаждения двигателя) горячего мотора холодной охлаждающей жидкостью. Трещины на блоке цилиндров могут пропускать охлаждающую жидкость в цилиндры. В связи с этим выхлопные газы приобретают белый цвет.
 Если показания компрессии на 30 – 40% ниже установленной нормы, это говорит о неисправностях (пригорание поршневых колец или их поломка, повреждение прокладки головки цилиндров или негерметичность клапанов).
Если показания компрессии на 30 – 40% ниже установленной нормы, это говорит о неисправностях (пригорание поршневых колец или их поломка, повреждение прокладки головки цилиндров или негерметичность клапанов). Выпрессовывают и запрессовывают
Выпрессовывают и запрессовывают п.
п.
 э.). Машина для распиливания каменных блоков передавала вращение от водяного колеса с помощью зубчатой передачи на кривошипно-шатунный механизм, который преобразовывал вращательное движение в возвратно-поступательное движение полотна пилы. Также такие устройства могли использоваться на древних лесопилках.
э.). Машина для распиливания каменных блоков передавала вращение от водяного колеса с помощью зубчатой передачи на кривошипно-шатунный механизм, который преобразовывал вращательное движение в возвратно-поступательное движение полотна пилы. Также такие устройства могли использоваться на древних лесопилках. Этот механизм упростил работу и позволил за то же время производить больше пряжи. В данном устройстве возвратно-поступательное движение педали передавалось через деревянный шатун на кривошип и преобразовывалось во вращательное движение большой катушки (шкива).
Этот механизм упростил работу и позволил за то же время производить больше пряжи. В данном устройстве возвратно-поступательное движение педали передавалось через деревянный шатун на кривошип и преобразовывалось во вращательное движение большой катушки (шкива).
 Появление жидкого топлива позволило создать экономичные двигатели небольшой массы, которые можно было использовать для привода транспортных машин.
Появление жидкого топлива позволило создать экономичные двигатели небольшой массы, которые можно было использовать для привода транспортных машин.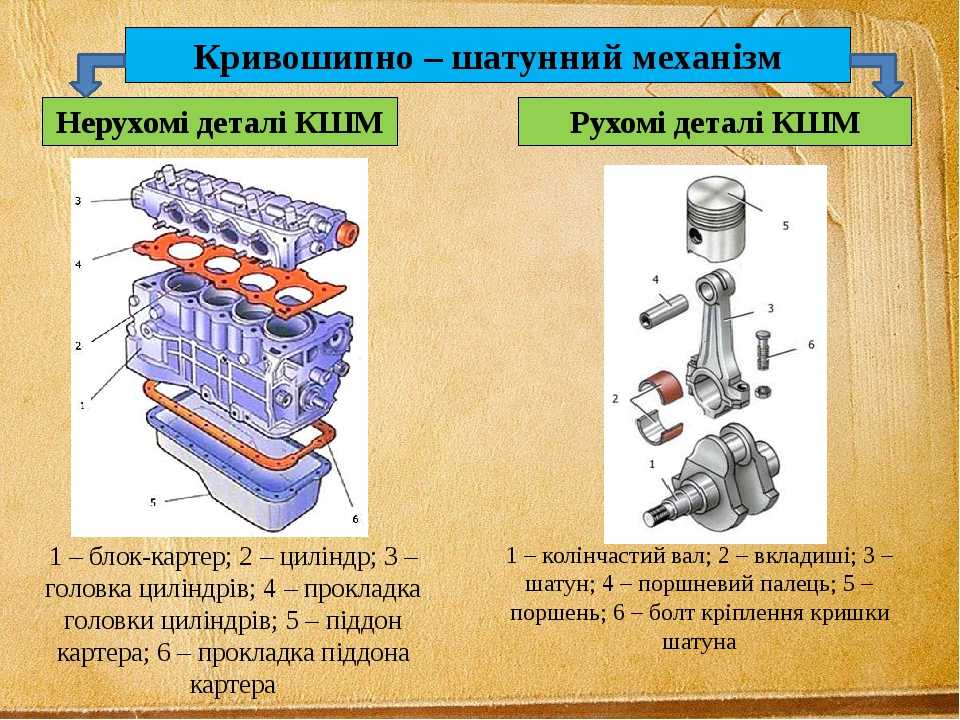
 Джеймс Уатт
Джеймс Уатт 
 Но у него была электробритва «Нева», из которой и был собран перевернутый маятник. К сожалению, в первой конструкции маятник падал. Тогда Арнольд вывел формулу и увидел, что длина маятника не должна быть больше 12 сантиметров. Известный математик укоротил подвес до 11 сантиметров и все получилось.
Но у него была электробритва «Нева», из которой и был собран перевернутый маятник. К сожалению, в первой конструкции маятник падал. Тогда Арнольд вывел формулу и увидел, что длина маятника не должна быть больше 12 сантиметров. Известный математик укоротил подвес до 11 сантиметров и все получилось.

 э.). Пила для каменных блоков передавала вращение водяного колеса через зубчатую передачу на кривошипно-шатунный механизм, который преобразовывал вращательное движение в возвратно-поступательное движение пильного диска. Также такие устройства можно было использовать на старых лесопильных заводах.
э.). Пила для каменных блоков передавала вращение водяного колеса через зубчатую передачу на кривошипно-шатунный механизм, который преобразовывал вращательное движение в возвратно-поступательное движение пильного диска. Также такие устройства можно было использовать на старых лесопильных заводах. В этом устройстве возвратно-поступательное движение педали через деревянный шатун передавалось кривошипу и преобразовывалось во вращательное движение большой катушки (шкива).
В этом устройстве возвратно-поступательное движение педали через деревянный шатун передавалось кривошипу и преобразовывалось во вращательное движение большой катушки (шкива). Эта паровая машина стала универсальной, так как, в отличие от машины Ньюкомена, поршень имел рабочий ход в обе стороны. Двигатель Уатта широко применялся на ткацких фабриках, в металлургии, при строительстве первых паровозов для железных дорог в 18 веке.
Эта паровая машина стала универсальной, так как, в отличие от машины Ньюкомена, поршень имел рабочий ход в обе стороны. Двигатель Уатта широко применялся на ткацких фабриках, в металлургии, при строительстве первых паровозов для железных дорог в 18 веке. В паровой машине топливо сжигается в топке (вне цилиндра) и нагревает водяной котел, а пар в цилиндре толкает поршень.
В паровой машине топливо сжигается в топке (вне цилиндра) и нагревает водяной котел, а пар в цилиндре толкает поршень.

 Работа Капицы по стабилизации маятника была опубликована в 1951 году, а сама модель получила название «маятник Капицы». Кроме того, было открыто новое направление в физике — вибрационная механика. Эта модель позволила наглядно продемонстрировать возможности высокочастотной электромагнитной стабилизации пучков заряженных частиц в ускорителях.
Работа Капицы по стабилизации маятника была опубликована в 1951 году, а сама модель получила название «маятник Капицы». Кроме того, было открыто новое направление в физике — вибрационная механика. Эта модель позволила наглядно продемонстрировать возможности высокочастотной электромагнитной стабилизации пучков заряженных частиц в ускорителях. Хотя ускоритель стоит много миллионов, этот маятник можно сделать очень легко. Я сделал его на основе электрической швейной машинки, он здесь». Он провел нас в соседнюю комнату и показал нам этот вертикальный маятник на основе швейной машинки».
Хотя ускоритель стоит много миллионов, этот маятник можно сделать очень легко. Я сделал его на основе электрической швейной машинки, он здесь». Он провел нас в соседнюю комнату и показал нам этот вертикальный маятник на основе швейной машинки». Если эта сила больше силы тяжести, то верхнее положение маятника стабилизируется.
Если эта сила больше силы тяжести, то верхнее положение маятника стабилизируется.
 [1] [2]
[1] [2]  [8] В Китае кривошипно-шатунный станок появился в 5 веке, а в 6 веке — кривошипно-шатунный станок с поршневым штоком. [3]
[8] В Китае кривошипно-шатунный станок появился в 5 веке, а в 6 веке — кривошипно-шатунный станок с поршневым штоком. [3]  Автоматическая рукоятка братьев Бану Муса не позволяла бы полностью вращаться, но потребовалась лишь небольшая модификация, чтобы преобразовать ее в коленчатый вал. [12] Арабский изобретатель Аль-Джазари (1136–1206) описал кривошипно-шатунную систему во вращающейся машине двух своих водоподъемных машин. [13] Его двухцилиндровый насос включал в себя самый ранний из известных коленчатых валов, [14] , в то время как его другая машина включала в себя первый известный кривошипно-ползунковый механизм. [15] Итальянский врач и изобретатель Гвидо да Виджевано (ок. 1280–1349) сделал иллюстрации для байдарки и военной повозки, которые приводились в движение коленчатыми валами и зубчатыми колесами, вращаемыми вручную. [16] Кривошип стал обычным явлением в Европе к началу 15 века, его можно увидеть в работах таких, как военный инженер Конрад Кьезер (1366–после 1405). [16]
Автоматическая рукоятка братьев Бану Муса не позволяла бы полностью вращаться, но потребовалась лишь небольшая модификация, чтобы преобразовать ее в коленчатый вал. [12] Арабский изобретатель Аль-Джазари (1136–1206) описал кривошипно-шатунную систему во вращающейся машине двух своих водоподъемных машин. [13] Его двухцилиндровый насос включал в себя самый ранний из известных коленчатых валов, [14] , в то время как его другая машина включала в себя первый известный кривошипно-ползунковый механизм. [15] Итальянский врач и изобретатель Гвидо да Виджевано (ок. 1280–1349) сделал иллюстрации для байдарки и военной повозки, которые приводились в движение коленчатыми валами и зубчатыми колесами, вращаемыми вручную. [16] Кривошип стал обычным явлением в Европе к началу 15 века, его можно увидеть в работах таких, как военный инженер Конрад Кьезер (1366–после 1405). [16] 
 Таким образом, возвратно-поступательное движение, создаваемое постоянно вращающимся кривошипом и шатуном, приблизительно представляет собой простое гармоническое движение:
Таким образом, возвратно-поступательное движение, создаваемое постоянно вращающимся кривошипом и шатуном, приблизительно представляет собой простое гармоническое движение: В эти моменты цикла кривошипа сила, действующая на шатун, не вызывает крутящего момента на кривошипе. Следовательно, если кривошип неподвижен и находится в одной из этих двух точек, он не может быть приведен в движение шатуном. По этой причине в паровозах, колеса которых приводятся в движение кривошипами, два шатуна крепятся к колесам в точках 9.0° друг от друга, так что независимо от положения колес при запуске двигателя по крайней мере один шатун сможет создать крутящий момент для запуска поезда.
В эти моменты цикла кривошипа сила, действующая на шатун, не вызывает крутящего момента на кривошипе. Следовательно, если кривошип неподвижен и находится в одной из этих двух точек, он не может быть приведен в движение шатуном. По этой причине в паровозах, колеса которых приводятся в движение кривошипами, два шатуна крепятся к колесам в точках 9.0° друг от друга, так что независимо от положения колес при запуске двигателя по крайней мере один шатун сможет создать крутящий момент для запуска поезда. ist.psu.edu/viewdoc/download?doi=10.1.1.122.293&rep=rep1&type=pdf#page=12, получено 13 марта 2010 г. .
ist.psu.edu/viewdoc/download?doi=10.1.1.122.293&rep=rep1&type=pdf#page=12, получено 13 марта 2010 г. . 266, ISBN 0521327636
266, ISBN 0521327636  ), август
), август 
 Если мы допустим l= a2/a3 и e = c/a3, ход будет равен:
Если мы допустим l= a2/a3 и e = c/a3, ход будет равен: 7.19), а значение максимального или минимального угла передачи определяется как:
7.19), а значение максимального или минимального угла передачи определяется как: Однако это увеличит размер механизма.
Однако это увеличит размер механизма.
 . Любая линия, проведенная от B e , пересекает эти окружности в точках A e и A 0 соответственно, в результате чего кривошипно-ползунковый механизм находится в положении выдвинутой мертвой точки. Ниже эти кружки показаны для f=160 0 .
. Любая линия, проведенная от B e , пересекает эти окружности в точках A e и A 0 соответственно, в результате чего кривошипно-ползунковый механизм находится в положении выдвинутой мертвой точки. Ниже эти кружки показаны для f=160 0 .
 Решение уравнения (10) для l дает:
Решение уравнения (10) для l дает:

 1 Введение
1 Введение
 В
В
 sim.
sim. Поршни и кривошип во внутреннем
Поршни и кривошип во внутреннем Ссылка, которую можно свободно вращать
Ссылка, которую можно свободно вращать
 р + д
р + д Кратчайший
Кратчайший



 1 Введение
1 Введение Он используется для преобразования кругового движения в возвратно-поступательное или наоборот. Рычаг может быть изогнутой частью вала или прикрепленным к нему отдельным рычагом или диском. К концу кривошипа шарниром прикреплен стержень, обычно называемый шатуном (шатуном). Конец стержня, прикрепленный к кривошипу, движется круговым движением, в то время как другой конец обычно вынужден двигаться линейным скользящим движением.
Он используется для преобразования кругового движения в возвратно-поступательное или наоборот. Рычаг может быть изогнутой частью вала или прикрепленным к нему отдельным рычагом или диском. К концу кривошипа шарниром прикреплен стержень, обычно называемый шатуном (шатуном). Конец стержня, прикрепленный к кривошипу, движется круговым движением, в то время как другой конец обычно вынужден двигаться линейным скользящим движением. 3 Двигатели
3 Двигатели Шатуны встроены в коленчатый вал.
Шатуны встроены в коленчатый вал.
 Следовательно, если кривошип неподвижен и находится в одной из этих двух точек, он не может быть приведен в движение шатуном. По этой причине в паровозах, колеса которых приводятся в движение кривошипами, шатуны крепятся к колесам в точках, отстоящих друг от друга на некоторый угол, так что независимо от положения колес при запуске двигателя хотя бы один шатун будет быть в состоянии приложить крутящий момент, чтобы начать поезд.
Следовательно, если кривошип неподвижен и находится в одной из этих двух точек, он не может быть приведен в движение шатуном. По этой причине в паровозах, колеса которых приводятся в движение кривошипами, шатуны крепятся к колесам в точках, отстоящих друг от друга на некоторый угол, так что независимо от положения колес при запуске двигателя хотя бы один шатун будет быть в состоянии приложить крутящий момент, чтобы начать поезд. [4] Однако потенциал кривошипа по преобразованию кругового движения в возвратно-поступательное, похоже, так и не был полностью реализован в Китае, и кривошип, как правило, отсутствовал в таких машинах до начала 20-го века. [5]
[4] Однако потенциал кривошипа по преобразованию кругового движения в возвратно-поступательное, похоже, так и не был полностью реализован в Китае, и кривошип, как правило, отсутствовал в таких машинах до начала 20-го века. [5]  [8] Часто цитируемая современная реконструкция ковшового цепного насоса с приводом от ручных маховиков кораблей Неми была отвергнута как «археологическая фантазия». [9]
[8] Часто цитируемая современная реконструкция ковшового цепного насоса с приводом от ручных маховиков кораблей Неми была отвергнута как «археологическая фантазия». [9]  [10] По словам Туллии Ритти, Клауса Греве и Пола Кессенера:
[10] По словам Туллии Ритти, Клауса Греве и Пола Кессенера: [19] Его двухцилиндровый насос с коленчатым валом, [20] с кривошипно-шатунным механизмом и валом. [21]
[19] Его двухцилиндровый насос с коленчатым валом, [20] с кривошипно-шатунным механизмом и валом. [21]  [23]
[23]  [29]
[29]  [31]
[31]  . [33]
. [33]  Кривошипы, установленные на тележках, впервые появляются на немецкой гравюре 1589 года. 9Только 0069 Разнообразные и искусственные машины 1588 года изображает восемнадцать экземпляров, число которых увеличивается в Theatrum Machinarum Novum Георга Андреаса Бёклера до 45 различных машин, что составляет одну треть от общего числа. [37]
Кривошипы, установленные на тележках, впервые появляются на немецкой гравюре 1589 года. 9Только 0069 Разнообразные и искусственные машины 1588 года изображает восемнадцать экземпляров, число которых увеличивается в Theatrum Machinarum Novum Георга Андреаса Бёклера до 45 различных машин, что составляет одну треть от общего числа. [37] 

 20999999999999996`, -0.11000000000000001`}, \
20999999999999996`, -0.11000000000000001`}, \ 3, 0}]}}, {{{
3, 0}]}}, {{{ 5]}],
5]}], 12000000000000001`}, {0.3,
12000000000000001`}, {0.3, 94457185204
94457185204 141592653589793,
141592653589793, 192836282178`, 0.2298133329356934}, 0.15, {
192836282178`, 0.2298133329356934}, 0.15, { 2240365793403993`, 0}, {-1, 0}]}}},
2240365793403993`, 0}, {-1, 0}]}}}, Наконец, методы «контролер/наблюдатель» показали эффективные численные результаты. Переменные системы анализируются, отмечая ошибки и сделанные оценки. Производительность измеряет точность 98,45%, чувствительность 97,34%, кривошипный ползунок 96,34% и полнота 97,34%.
Наконец, методы «контролер/наблюдатель» показали эффективные численные результаты. Переменные системы анализируются, отмечая ошибки и сделанные оценки. Производительность измеряет точность 98,45%, чувствительность 97,34%, кривошипный ползунок 96,34% и полнота 97,34%. Кроме того, в этом исследовании предлагается использовать гибридный метод управления. Использование датчиков скорости было прекращено в пользу наблюдателя скорости. Начинаются исследования, за которыми следует разработка уравнений динамики кривошипно-кривошипного механизма, рекомендуемого наблюдателя и методов управления.
Кроме того, в этом исследовании предлагается использовать гибридный метод управления. Использование датчиков скорости было прекращено в пользу наблюдателя скорости. Начинаются исследования, за которыми следует разработка уравнений динамики кривошипно-кривошипного механизма, рекомендуемого наблюдателя и методов управления. В данной работе предлагается рассмотрение различных методов контроля. Контроллер скользящего режима (SMC) и SRWNN будут использоваться для стабилизации этой механической системы в соответствии с основной целью этого исследования. Рассмотрена замкнутая механическая система кривошип-ползун.
В данной работе предлагается рассмотрение различных методов контроля. Контроллер скользящего режима (SMC) и SRWNN будут использоваться для стабилизации этой механической системы в соответствии с основной целью этого исследования. Рассмотрена замкнутая механическая система кривошип-ползун. Целью статьи является анализ усовершенствованного кривошипного ползункового механизма на основе беспроводной связи для многопараметрических методов трения.
Целью статьи является анализ усовершенствованного кривошипного ползункового механизма на основе беспроводной связи для многопараметрических методов трения. Используя линейные приводы ползункового кривошипа, статья иллюстрирует ходы привода ползункового кривошипа. Ротация мобильной платформы также учитывается в двух разных ситуациях [4].
Используя линейные приводы ползункового кривошипа, статья иллюстрирует ходы привода ползункового кривошипа. Ротация мобильной платформы также учитывается в двух разных ситуациях [4]. Угол колена отслеживается в режиме реального времени для расчета углов суставов в режиме реального времени на блоке обработки сигналов. Используя этот метод, угол колена может быть измерен простым и эффективным способом [6].
Угол колена отслеживается в режиме реального времени для расчета углов суставов в режиме реального времени на блоке обработки сигналов. Используя этот метод, угол колена может быть измерен простым и эффективным способом [6].
 В этой статье показано, что система передачи винт-гайка может использоваться для привода подвижной прижимной пластины [11].
В этой статье показано, что система передачи винт-гайка может использоваться для привода подвижной прижимной пластины [11]. Прототип робота был разработан для оценки эффективности разработанных дизайнерских идей [14].
Прототип робота был разработан для оценки эффективности разработанных дизайнерских идей [14]. По результатам моделирования было выбрано лучшее проектное предложение из других. MSGC может минимизировать количество времени и усилий, необходимых для анализа данных, одновременно повышая точность и эффективность процесса [17].
По результатам моделирования было выбрано лучшее проектное предложение из других. MSGC может минимизировать количество времени и усилий, необходимых для анализа данных, одновременно повышая точность и эффективность процесса [17]. Согласно результатам моделирования и реальных экспериментов, предлагаемый подход к реабилитации является эффективным и действенным [19].
Согласно результатам моделирования и реальных экспериментов, предлагаемый подход к реабилитации является эффективным и действенным [19].

 д.)
д.)
 зубч.
зубч. Компания «Супротек» предлагает автомобилистам восстанавливающую триботехническую смазку «Супротек Универсал-М» и восстанавливающую триботехническую консистентную смазка «Универсал-PRO». Эти составы значительно увеличивают ресурс подшипников, зубчатых передач, ШРУСов и других узлов, где используется смазка. Главное достоинство – восстановление геометрии детали при незначительной степени износа.
Компания «Супротек» предлагает автомобилистам восстанавливающую триботехническую смазку «Супротек Универсал-М» и восстанавливающую триботехническую консистентную смазка «Универсал-PRO». Эти составы значительно увеличивают ресурс подшипников, зубчатых передач, ШРУСов и других узлов, где используется смазка. Главное достоинство – восстановление геометрии детали при незначительной степени износа.

 Поэтому и требования к ним несколько иные, чем к смазочным маслам. А некоторые механические свойства можно оценить только проверкой качества.
Поэтому и требования к ним несколько иные, чем к смазочным маслам. А некоторые механические свойства можно оценить только проверкой качества.
 А вот у края подшипника, где напряжение небольшое, вязкость, напротив, выше, и это не дает смазке вытекать.
А вот у края подшипника, где напряжение небольшое, вязкость, напротив, выше, и это не дает смазке вытекать. Те смазки, которые работают при низких температурах, изготавливаются из масел с низкой вязкостью. Они, в свою очередь, имеют не очень высокое напряжение сдвига.
Те смазки, которые работают при низких температурах, изготавливаются из масел с низкой вязкостью. Они, в свою очередь, имеют не очень высокое напряжение сдвига. «течение, поток» и -логия) — раздел физики, изучающий деформации и текучесть вещества.
«течение, поток» и -логия) — раздел физики, изучающий деформации и текучесть вещества. Такой тип смазывающего вещества применяется в узлах и агрегатах для выполнения различных задач:
Такой тип смазывающего вещества применяется в узлах и агрегатах для выполнения различных задач: При температурах, достигающих пиков в +200°С применяют специальную высокотемпературную консистентную смазку CRC High Temperature Grease, которая сохраняет свойства в диапазоне от -30 до +150°С, с кратковременным воздействием температур до +200°С. Применение в пластичной смазке в комбинации с базовым маслом специальных загустителей наделяет это вещество особой вязкостью, значительно повышая пределы его текучести, что позволяет смазке оставаться в зазоре между трущимися поверхностями деталей так называемым «клином». Консистентные смазки, применяемые в подшипниках качения, имеют антифрикционные и защитные свойства. Основной задачей здесь является предотвращение попадания абразивных и загрязняющих элементов на рабочие поверхности подшипника без существенного ухудшения величины его базового коэффициента трения. Применение консистентных смазок в узлах автомобиля Автомобильная промышленность ежегодно потребляет весомую долю производимых консистентных смазок различного целевого назначения. Самой востребованной является пластичная смазка с антифрикционным эффектом.
При температурах, достигающих пиков в +200°С применяют специальную высокотемпературную консистентную смазку CRC High Temperature Grease, которая сохраняет свойства в диапазоне от -30 до +150°С, с кратковременным воздействием температур до +200°С. Применение в пластичной смазке в комбинации с базовым маслом специальных загустителей наделяет это вещество особой вязкостью, значительно повышая пределы его текучести, что позволяет смазке оставаться в зазоре между трущимися поверхностями деталей так называемым «клином». Консистентные смазки, применяемые в подшипниках качения, имеют антифрикционные и защитные свойства. Основной задачей здесь является предотвращение попадания абразивных и загрязняющих элементов на рабочие поверхности подшипника без существенного ухудшения величины его базового коэффициента трения. Применение консистентных смазок в узлах автомобиля Автомобильная промышленность ежегодно потребляет весомую долю производимых консистентных смазок различного целевого назначения. Самой востребованной является пластичная смазка с антифрикционным эффектом. Она применяется во всех узлах трения: шаровые опоры, подшипники ступиц, шарниры рулевого управления, равных и неравных угловых скоростей, прочее. Применение антифрикционных смазок снижает износ и коэффициент трения между сопряженными поверхностями деталей. Широко применяются также консервационные пластичные смазки. Отдельные образцы имеют свои характеристики и применяются в разных целях: для работы при низких температурах, в условиях агрессивной окружающей среды, для защиты электроцепей и т.д. Уплотнительные смазки имеют узкое назначение со своим специфическим составом и, как правило, не могут заменяться смазками другого типа. Их широко используют в обработке резьбовых соединений, где уплотнение происходит благодаря наличию в смазке различных наполнителей: графита, дисульфида молибдена, оксидов металлов. В условиях высоких рабочих температур для предотвращения заклинивания и прикипания крепежей поможет их превентивная обработка специальными пластичными смазками. Смазка CRC Copper Paste позволяет избежать явления фреттинг-коррозии в точках подвижного контакта деталей и соединений, облегчает последующую разборку обработанных узлов, устойчива к высокому давлению и температурам до 1100°С, предохраняя крепежи от прикипания.
Она применяется во всех узлах трения: шаровые опоры, подшипники ступиц, шарниры рулевого управления, равных и неравных угловых скоростей, прочее. Применение антифрикционных смазок снижает износ и коэффициент трения между сопряженными поверхностями деталей. Широко применяются также консервационные пластичные смазки. Отдельные образцы имеют свои характеристики и применяются в разных целях: для работы при низких температурах, в условиях агрессивной окружающей среды, для защиты электроцепей и т.д. Уплотнительные смазки имеют узкое назначение со своим специфическим составом и, как правило, не могут заменяться смазками другого типа. Их широко используют в обработке резьбовых соединений, где уплотнение происходит благодаря наличию в смазке различных наполнителей: графита, дисульфида молибдена, оксидов металлов. В условиях высоких рабочих температур для предотвращения заклинивания и прикипания крепежей поможет их превентивная обработка специальными пластичными смазками. Смазка CRC Copper Paste позволяет избежать явления фреттинг-коррозии в точках подвижного контакта деталей и соединений, облегчает последующую разборку обработанных узлов, устойчива к высокому давлению и температурам до 1100°С, предохраняя крепежи от прикипания.
 В популярных видах консистентных смазок используют в виде загустителя литиевые, кальциевые и натриевые масла. От того, какая смазка будет применяться для оборудования, зависит работа и длительность эксплуатации подшипника. Для того, чтобы подшипник хорошо работал, нужно уделить внимание нескольким пунктам: тип самого подшипника, и интервал рабочих температур. Нужно брать во внимание окружающие условия, и метод, которым наносится смазка (разбрызгивание, распыление).
В популярных видах консистентных смазок используют в виде загустителя литиевые, кальциевые и натриевые масла. От того, какая смазка будет применяться для оборудования, зависит работа и длительность эксплуатации подшипника. Для того, чтобы подшипник хорошо работал, нужно уделить внимание нескольким пунктам: тип самого подшипника, и интервал рабочих температур. Нужно брать во внимание окружающие условия, и метод, которым наносится смазка (разбрызгивание, распыление).

 Консистентные водостойкие смазки обеспечивают отличную прокачиваемость и великолепную механическую стабильность.
Консистентные водостойкие смазки обеспечивают отличную прокачиваемость и великолепную механическую стабильность. При использовании смазки снижается трение металлических и пластиковых материалов.
При использовании смазки снижается трение металлических и пластиковых материалов. Если есть вопросы, то специалисты проконсультируют и предложат подходящий вариант.
Если есть вопросы, то специалисты проконсультируют и предложат подходящий вариант. Они с радостью помогут в подборе маслосмазочных материалов, а так же будут держать Вас в курсе новинок на рынке.
Они с радостью помогут в подборе маслосмазочных материалов, а так же будут держать Вас в курсе новинок на рынке.
 Если для изготовления пластичной смазки в качестве дисперсной фазы выбраны мыло или неорганические соединения, концентрация их в общем составе не превышает 15%. В случае выбора для загустителя твердых углеводородов, их потребуется добавлять в общую смесь до 25%.
Если для изготовления пластичной смазки в качестве дисперсной фазы выбраны мыло или неорганические соединения, концентрация их в общем составе не превышает 15%. В случае выбора для загустителя твердых углеводородов, их потребуется добавлять в общую смесь до 25%.

 Организация имеет свой собственный склад в Подольске, куда производятся прямые поставки с завода в Германии. Качественная консистентная смазка, купить которую можно по самой выгодной цене, реализуется как оптом, так и в розницу. Действует партнерская программа, скидки и акции.
Организация имеет свой собственный склад в Подольске, куда производятся прямые поставки с завода в Германии. Качественная консистентная смазка, купить которую можно по самой выгодной цене, реализуется как оптом, так и в розницу. Действует партнерская программа, скидки и акции. Технология не стоит на месте. В производственной сфере, автомобильной промышленности очень важно создавать нормальные условия для работы механизмов. Для этого используется пластичная или консистентная индустриальная смазка.
Технология не стоит на месте. В производственной сфере, автомобильной промышленности очень важно создавать нормальные условия для работы механизмов. Для этого используется пластичная или консистентная индустриальная смазка.
 Эта продукция обладает такими особенными характеристиками:
Эта продукция обладает такими особенными характеристиками: Качественная пластичная смазка не меняет своих свойств в условиях интенсивных нагрузок и не оказывает воздействия на обрабатываемые поверхности.
Качественная пластичная смазка не меняет своих свойств в условиях интенсивных нагрузок и не оказывает воздействия на обрабатываемые поверхности. Такую способность вещество сохраняет на протяжении довольно длительного времени.
Такую способность вещество сохраняет на протяжении довольно длительного времени. Подобные смазки обладают хорошей пластичностью, стойкостью к химическим воздействиям. Они водостойкие и обладают высоким порогом прочности.
Подобные смазки обладают хорошей пластичностью, стойкостью к химическим воздействиям. Они водостойкие и обладают высоким порогом прочности.
 Это способствует ухудшению низкотемпературных свойств.
Это способствует ухудшению низкотемпературных свойств.
 Они ответят на все интересующие вопросы по телефону или онлайн. В каталоге нашего сайта представлен широкий ассортимент продукции. Все разновидности неизменно есть в наличии. Поэтому доставка осуществляется оперативно в любой город нашей страны.
Они ответят на все интересующие вопросы по телефону или онлайн. В каталоге нашего сайта представлен широкий ассортимент продукции. Все разновидности неизменно есть в наличии. Поэтому доставка осуществляется оперативно в любой город нашей страны. Свойства смазки определяют компоненты, которые входят в её состав: масло, загуститель, добавочные модифицирующие присадки.
Свойства смазки определяют компоненты, которые входят в её состав: масло, загуститель, добавочные модифицирующие присадки.
 Поэтому на практике по возможности стараются применять пластичные смазочные материалы. Основное преимущество пластичной смазки перед жидким маслом заключается в том, что она более длительное время работает в узлах трения и снижает, таким образом, конструкционные расходы. Более 90% всех подшипников качения смазываются именно пластичной смазкой.
Поэтому на практике по возможности стараются применять пластичные смазочные материалы. Основное преимущество пластичной смазки перед жидким маслом заключается в том, что она более длительное время работает в узлах трения и снижает, таким образом, конструкционные расходы. Более 90% всех подшипников качения смазываются именно пластичной смазкой. Для большинства смазок, содержание базового масла колеблется от 85% до 97%.
Для большинства смазок, содержание базового масла колеблется от 85% до 97%.
 Они непригодны для трения скольжения металла по металлу, так как может появиться значительный износ или рифление.
Они непригодны для трения скольжения металла по металлу, так как может появиться значительный износ или рифление. Масло из семян рапса — очень экономически эффективное натуральное эфирное базовое масло. Узкий температурный диапазон ограничивает возможности использования. Подсолнечное масло имеет более широкий температурный диапазон. Однако более высокая цена ограничивает экономические возможности использования.
Масло из семян рапса — очень экономически эффективное натуральное эфирное базовое масло. Узкий температурный диапазон ограничивает возможности использования. Подсолнечное масло имеет более широкий температурный диапазон. Однако более высокая цена ограничивает экономические возможности использования.  Они были очень важны в 1940-х годах, но в настоящее время их место занято другими смазками, например литиевыми. Это связано с тем, что смазки с алюминиевым мылом более устойчивы к сдвигу, имеют относительно низкую точку каплепадения (около 1100С), и они могут превращаться в гель. Максимальные температуры колеблются в пределах от 60 0С до 100 0С.
Они были очень важны в 1940-х годах, но в настоящее время их место занято другими смазками, например литиевыми. Это связано с тем, что смазки с алюминиевым мылом более устойчивы к сдвигу, имеют относительно низкую точку каплепадения (около 1100С), и они могут превращаться в гель. Максимальные температуры колеблются в пределах от 60 0С до 100 0С. Точка каплепадения для смазки на основе бариевого мыла составляет около 150 ºC, точка каплепадения для смазок на комплексного бариевого мыла может превышать 220 ºC в некоторых случая (в зависимости от их консистенции). За последние три десятилетия смазочные материалы на основе комплексного бариевого мыл хорошо зарекомендовали себя во всех областях промышленности. Промышленное производство смазок на основе комплексного бариевого мыла достаточно сложно.
Точка каплепадения для смазки на основе бариевого мыла составляет около 150 ºC, точка каплепадения для смазок на комплексного бариевого мыла может превышать 220 ºC в некоторых случая (в зависимости от их консистенции). За последние три десятилетия смазочные материалы на основе комплексного бариевого мыл хорошо зарекомендовали себя во всех областях промышленности. Промышленное производство смазок на основе комплексного бариевого мыла достаточно сложно. Соответственно, концентрация загустителя остается высокой. Если происходит перегрев, то образуется большое количество золы. Смазки на основе кальциевого мыла имеют ограничения только при использовании для роликоподшипников, но эти смазки используются в качестве герметичной смазки для предотвращения попадания воды. Современные смазки на основе комплексного кальциевого безводного мыла имеют диапазон температур, превышающий 120/130 ºC, а также точку каплепадения свыше 220 ºC. Они имеют хорошую водостойкость в указанном диапазоне температур.
Соответственно, концентрация загустителя остается высокой. Если происходит перегрев, то образуется большое количество золы. Смазки на основе кальциевого мыла имеют ограничения только при использовании для роликоподшипников, но эти смазки используются в качестве герметичной смазки для предотвращения попадания воды. Современные смазки на основе комплексного кальциевого безводного мыла имеют диапазон температур, превышающий 120/130 ºC, а также точку каплепадения свыше 220 ºC. Они имеют хорошую водостойкость в указанном диапазоне температур. Сегодня Li-12-гидростеарат используется практически во всех простых литиевых смазках. Они водонепроницаемы, имеют высокую точку каплепадения (около 180 ºC), и имеют хорошие и очень хорошие высокотемпературные характеристики, зависящие от базового масла и его вязкости. Смазки на основе комплексных литиевых мыл характеризуются высокой термической стойкостью с точкой каплепадения, превышающей 220 ºC, а также высокой стойкостью к окислению.
Сегодня Li-12-гидростеарат используется практически во всех простых литиевых смазках. Они водонепроницаемы, имеют высокую точку каплепадения (около 180 ºC), и имеют хорошие и очень хорошие высокотемпературные характеристики, зависящие от базового масла и его вязкости. Смазки на основе комплексных литиевых мыл характеризуются высокой термической стойкостью с точкой каплепадения, превышающей 220 ºC, а также высокой стойкостью к окислению. Смазки на основе комплексного натриевого мыла имеют лучшую стойкость к высоким температурам (до 160 ºC), и водостойкость в пределах до 50 ºC. Смазки на основе комплексных натриевых мыл, содержащие минеральные или синтетические масла, считаются хорошими смазками для высокотемпературных и длительных применений.
Смазки на основе комплексного натриевого мыла имеют лучшую стойкость к высоким температурам (до 160 ºC), и водостойкость в пределах до 50 ºC. Смазки на основе комплексных натриевых мыл, содержащие минеральные или синтетические масла, считаются хорошими смазками для высокотемпературных и длительных применений. Их точки каплепадения и точки плавления в зависимости от их консистенции превышают 220 0С. Они обладают превосходной водостойкостью и хорошей смазочной способностью для металлопластиковых пар трущихся деталей и для эластомеров в зависимости от типа базового масла и вязкости. Полиуретановые смазки (таблица 3.10) на основе отдельных видов минеральных или синтетических масел являются хорошими смазками, используемыми длительное время и при высоких температурах.
Их точки каплепадения и точки плавления в зависимости от их консистенции превышают 220 0С. Они обладают превосходной водостойкостью и хорошей смазочной способностью для металлопластиковых пар трущихся деталей и для эластомеров в зависимости от типа базового масла и вязкости. Полиуретановые смазки (таблица 3.10) на основе отдельных видов минеральных или синтетических масел являются хорошими смазками, используемыми длительное время и при высоких температурах.
 Правильное количество смазки для подшипников качения зависит от конфигурации подшипника, скорости, дополнительной направляющей поверхности и уплотнений. Общих правил использования не существует из-за разницы направляющей поверхности подшипников качения и конфигурации.
Правильное количество смазки для подшипников качения зависит от конфигурации подшипника, скорости, дополнительной направляющей поверхности и уплотнений. Общих правил использования не существует из-за разницы направляющей поверхности подшипников качения и конфигурации.




 Важно понимать, что ни один конкретный цвет никогда не отражает ни одно из только что упомянутых ключевых свойств.
Важно понимать, что ни один конкретный цвет никогда не отражает ни одно из только что упомянутых ключевых свойств. Таким образом, один и тот же смазочный материал из двух разных производственных площадок может различаться по интенсивности цвета или тону. Это можно увидеть в смазках, содержащих краситель, но особенно это относится к смазкам, которые его не содержат. Различия в цвете базовых масел и смазочных материалов, обладающих одинаковыми свойствами, можно увидеть на рисунках I и II.
Таким образом, один и тот же смазочный материал из двух разных производственных площадок может различаться по интенсивности цвета или тону. Это можно увидеть в смазках, содержащих краситель, но особенно это относится к смазкам, которые его не содержат. Различия в цвете базовых масел и смазочных материалов, обладающих одинаковыми свойствами, можно увидеть на рисунках I и II. Данное изменение текстуры не приводит к потере смазывающих свойств. Текстура смазки восстанавливается простым перемешиванием смазки или действием смазочного насоса при дозировании смазки. Отделение масла может ускориться при хранении при температуре выше 43 °C (110 °F). Если смазка используется из барабана или ведра, поверхность смазки должна быть сглажена, чтобы предотвратить отделение масла. Любые углубления или выбоины увеличивают площадь поверхности, что позволяет отделять больше масла. Наблюдались значения отделения масла до трех процентов.
Данное изменение текстуры не приводит к потере смазывающих свойств. Текстура смазки восстанавливается простым перемешиванием смазки или действием смазочного насоса при дозировании смазки. Отделение масла может ускориться при хранении при температуре выше 43 °C (110 °F). Если смазка используется из барабана или ведра, поверхность смазки должна быть сглажена, чтобы предотвратить отделение масла. Любые углубления или выбоины увеличивают площадь поверхности, что позволяет отделять больше масла. Наблюдались значения отделения масла до трех процентов. Производительность смазки не пострадает.
Производительность смазки не пострадает.
 Когда детали неподвижны, масло вбирается обратно в загуститель. В некоторых случаях, если значительное количество масла не впитывается обратно в загуститель, это также известно как нестабильная «коллоидная структура», и некоторые из причин связаны с использованием неправильно подобранной смазки, грубым загрязнением или несовместимостью.
Когда детали неподвижны, масло вбирается обратно в загуститель. В некоторых случаях, если значительное количество масла не впитывается обратно в загуститель, это также известно как нестабильная «коллоидная структура», и некоторые из причин связаны с использованием неправильно подобранной смазки, грубым загрязнением или несовместимостью.
 Кроме того, реологические свойства смазки зависят как от скорости сдвига, так и от продолжительности сдвига. Смазку можно определить, исходя из ее реологических характеристик, как «смазку, которая под действием малых нагрузок при обычных температурах проявляет свойства твердого тела, а при приложении нагрузки и при критической величине начинает деформироваться и вести себя как жидкость наоборот» [3].
Кроме того, реологические свойства смазки зависят как от скорости сдвига, так и от продолжительности сдвига. Смазку можно определить, исходя из ее реологических характеристик, как «смазку, которая под действием малых нагрузок при обычных температурах проявляет свойства твердого тела, а при приложении нагрузки и при критической величине начинает деформироваться и вести себя как жидкость наоборот» [3].
 Происходит прогрессивный сдвиг этих частиц по мере их приближения к области входа, пока они не уменьшатся до более мелких отдельных частиц, которые частично отбрасываются в стороны контакта. Было высказано предположение, что вклад загустителя в формирование пленки полностью зависит от того, как загуститель влияет на устойчивость смазки к сдвигу. Чем более устойчива смазка к сдвигу, тем выше способность волокон загустителя выдерживать скорости сдвига и напряжения во входной зоне, и, таким образом, тем больше увеличивается толщина пленки. Таким образом, более толстая пленка, наблюдаемая при смазке, загущенной кальцием, по сравнению с пленкой, полученной при использовании смазки, загущенной литием, объясняется более высокой устойчивостью к сдвигу. Однако мы отмечаем, что устойчивость к сдвигу также является функцией скорости сдвига.
Происходит прогрессивный сдвиг этих частиц по мере их приближения к области входа, пока они не уменьшатся до более мелких отдельных частиц, которые частично отбрасываются в стороны контакта. Было высказано предположение, что вклад загустителя в формирование пленки полностью зависит от того, как загуститель влияет на устойчивость смазки к сдвигу. Чем более устойчива смазка к сдвигу, тем выше способность волокон загустителя выдерживать скорости сдвига и напряжения во входной зоне, и, таким образом, тем больше увеличивается толщина пленки. Таким образом, более толстая пленка, наблюдаемая при смазке, загущенной кальцием, по сравнению с пленкой, полученной при использовании смазки, загущенной литием, объясняется более высокой устойчивостью к сдвигу. Однако мы отмечаем, что устойчивость к сдвигу также является функцией скорости сдвига. [8]. на малых оборотах литиевая смазка давала более толстую пленку, чем кальциевая. Кроме того, это исследование показало, что тип загустителя влияет не только на степень, в которой он способствует увеличению эффективной вязкости базового масла, но и на то, как он влияет на реологию смазки в контактном входе. Действительно, в условиях испытаний, использованных в этом исследовании, было обнаружено, что поведение смазок было либо ньютоновским (в литиевых и кальциевых смазках), либо истончением при сдвиге (в смазках на основе полимочевины). Следовательно, как ранее указывалось в литературе [15], эти результаты привели авторов к выводу, что не вся смазка в контактном входе разлагается. Вместо этого часть его может образовывать «ядро» объемной смазки, которое остается нетронутым. Соответственно, целые смазочные структуры будут сохраняться и вовлекаться в контакт. Таким образом, механизм образования пленки, предложенный на рисунке 2, был немного изменен в соответствии с рисунком 3. Было высказано предположение, что толщина этого сердечника связана с пределом текучести смазки, контролирующим сопротивление смазки пластической деформации.
[8]. на малых оборотах литиевая смазка давала более толстую пленку, чем кальциевая. Кроме того, это исследование показало, что тип загустителя влияет не только на степень, в которой он способствует увеличению эффективной вязкости базового масла, но и на то, как он влияет на реологию смазки в контактном входе. Действительно, в условиях испытаний, использованных в этом исследовании, было обнаружено, что поведение смазок было либо ньютоновским (в литиевых и кальциевых смазках), либо истончением при сдвиге (в смазках на основе полимочевины). Следовательно, как ранее указывалось в литературе [15], эти результаты привели авторов к выводу, что не вся смазка в контактном входе разлагается. Вместо этого часть его может образовывать «ядро» объемной смазки, которое остается нетронутым. Соответственно, целые смазочные структуры будут сохраняться и вовлекаться в контакт. Таким образом, механизм образования пленки, предложенный на рисунке 2, был немного изменен в соответствии с рисунком 3. Было высказано предположение, что толщина этого сердечника связана с пределом текучести смазки, контролирующим сопротивление смазки пластической деформации.

 , 2011. Механизмы консистентной смазки в уплотнениях подшипников (докторская диссертация, Технический университет Лулео).
, 2011. Механизмы консистентной смазки в уплотнениях подшипников (докторская диссертация, Технический университет Лулео). P., Coy, R.C., & Spikes, H.A., 1992. Поведение смазок в эластогидродинамических контактах. Journal of Physics D: Applied Physics, 25(1A), A124.
P., Coy, R.C., & Spikes, H.A., 1992. Поведение смазок в эластогидродинамических контактах. Journal of Physics D: Applied Physics, 25(1A), A124.
 Могут быть включены другие ингредиенты, придающие особые свойства» (ASTM D 288, Стандартные определения терминов, касающихся к нефти).
Могут быть включены другие ингредиенты, придающие особые свойства» (ASTM D 288, Стандартные определения терминов, касающихся к нефти). При экстремальных температурах (низких или высоких) смазка на основе синтетического базового масла обеспечивает лучшую стабильность.
При экстремальных температурах (низких или высоких) смазка на основе синтетического базового масла обеспечивает лучшую стабильность. Бентонит и кремнеземный аэрогель являются двумя примерами загустителей, которые не плавятся при высоких температурах. Однако существует ошибочное мнение, что, хотя загуститель может выдерживать высокие температуры, базовое масло будет быстро окисляться при повышенных температурах, что потребует частых интервалов повторной смазки.
Бентонит и кремнеземный аэрогель являются двумя примерами загустителей, которые не плавятся при высоких температурах. Однако существует ошибочное мнение, что, хотя загуститель может выдерживать высокие температуры, базовое масло будет быстро окисляться при повышенных температурах, что потребует частых интервалов повторной смазки. Соответствие NLGI
Соответствие NLGI  Поскольку смазка остается на месте, может мгновенно образоваться смазочная пленка.
Поскольку смазка остается на месте, может мгновенно образоваться смазочная пленка. Благодаря своей консистенции смазка действует как герметик, предотвращая утечку смазки, а также предотвращая попадание коррозионно-активных загрязняющих веществ и посторонних материалов. Он также помогает сохранить эффективность изношенных уплотнений.
Благодаря своей консистенции смазка действует как герметик, предотвращая утечку смазки, а также предотвращая попадание коррозионно-активных загрязняющих веществ и посторонних материалов. Он также помогает сохранить эффективность изношенных уплотнений.


 Смазка по своей природе не может рассеивать тепло за счет конвекции, как циркулирующее масло. Следовательно, не имея возможности отводить тепло, чрезмерные температуры приводят к ускоренному окислению или даже коксованию, когда смазка затвердевает или образует корку.
Смазка по своей природе не может рассеивать тепло за счет конвекции, как циркулирующее масло. Следовательно, не имея возможности отводить тепло, чрезмерные температуры приводят к ускоренному окислению или даже коксованию, когда смазка затвердевает или образует корку. Как правило, температура застывания базового масла считается низкотемпературным пределом смазки.
Как правило, температура застывания базового масла считается низкотемпературным пределом смазки.
 Смазочные свойства смазки обусловлены маслом, которое содержится в этой сети. Другие свойства определяются типом и качеством загустителя.
Смазочные свойства смазки обусловлены маслом, которое содержится в этой сети. Другие свойства определяются типом и качеством загустителя. Обратитесь к таблице смешиваемости от вашего производителя.
Обратитесь к таблице смешиваемости от вашего производителя.
 Масло передает тепло большому объему масла, которое затем можно прокачать через теплообменник. Итак, если рассматриваемое приложение выделяет много тепла, скорее всего, вы захотите использовать масло в качестве охлаждающей жидкости, а также в качестве смазки.
Масло передает тепло большому объему масла, которое затем можно прокачать через теплообменник. Итак, если рассматриваемое приложение выделяет много тепла, скорее всего, вы захотите использовать масло в качестве охлаждающей жидкости, а также в качестве смазки. Interflon предоставляет таблицу смешиваемости, которая позволяет легко определить смешиваемость наших различных продуктов (щелкните ссылку, чтобы просмотреть или загрузить файл PDF).
Interflon предоставляет таблицу смешиваемости, которая позволяет легко определить смешиваемость наших различных продуктов (щелкните ссылку, чтобы просмотреть или загрузить файл PDF).
 для образования мылоподобного материала. Эта реакция известна как «омыление». Для создания и определения типа смазки в смазке используются различные щелочные гидроксиды металлов. Например, гидроксид алюминия дает алюминиевую смазку, гидроксид лития — литиевую смазку, а гидроксид кальция — кальциевую смазку.
для образования мылоподобного материала. Эта реакция известна как «омыление». Для создания и определения типа смазки в смазке используются различные щелочные гидроксиды металлов. Например, гидроксид алюминия дает алюминиевую смазку, гидроксид лития — литиевую смазку, а гидроксид кальция — кальциевую смазку. Когда подшипник прекращает работу и/или температура падает, смазка меняет свое действие и «впитывает» масло обратно в суспензию, таким образом действуя как полутвердый живой резервуар для масла.
Когда подшипник прекращает работу и/или температура падает, смазка меняет свое действие и «впитывает» масло обратно в суспензию, таким образом действуя как полутвердый живой резервуар для масла. Эти характеристики являются идентификаторами, которые позволяют нам оценить способность смазки по сравнению с другими. Их можно найти в листе спецификаций смазочных материалов, предоставленном производителем. Наиболее распространенные характеристики приведены здесь:
Эти характеристики являются идентификаторами, которые позволяют нам оценить способность смазки по сравнению с другими. Их можно найти в листе спецификаций смазочных материалов, предоставленном производителем. Наиболее распространенные характеристики приведены здесь: В этой процедуре смазку помещают в чашку, а конус сбрасывают с определенной высоты при комнатной температуре 77 F и позволяют проникнуть в смазку в течение пяти секунд. Глубина проникновения затем тщательно измеряется в десятых долях миллиметра и оценивается в соответствии с классификационной таблицей NLGI, которая присваивает рейтинг диапазону глубины проникновения. Например, если проникновение конуса составляет от 265 (26,5 мм) до 295 (29,5 мм), смазка классифицируется как NLGI #2.
В этой процедуре смазку помещают в чашку, а конус сбрасывают с определенной высоты при комнатной температуре 77 F и позволяют проникнуть в смазку в течение пяти секунд. Глубина проникновения затем тщательно измеряется в десятых долях миллиметра и оценивается в соответствии с классификационной таблицей NLGI, которая присваивает рейтинг диапазону глубины проникновения. Например, если проникновение конуса составляет от 265 (26,5 мм) до 295 (29,5 мм), смазка классифицируется как NLGI #2. Описания могут немного отличаться от производителя к производителю, например, «мягкий» или «гладкий».
Описания могут немного отличаться от производителя к производителю, например, «мягкий» или «гладкий». (Примечание: это не максимальная рабочая температура.)
(Примечание: это не максимальная рабочая температура.)  Он является автором Machinery’s Handbook 9главы 0193 «Смазка» и учебник «Смазка для промышленности» , признанный частью области знаний ICML и ISO. Баннистер также проводит формальное подготовительное обучение для получения сертификатов ICML MLT/MLA и сертификатов ISO LCAT. Для получения дополнительной информации об обучении он может связаться по телефону (519) 469-9173; или по электронной почте
Он является автором Machinery’s Handbook 9главы 0193 «Смазка» и учебник «Смазка для промышленности» , признанный частью области знаний ICML и ISO. Баннистер также проводит формальное подготовительное обучение для получения сертификатов ICML MLT/MLA и сертификатов ISO LCAT. Для получения дополнительной информации об обучении он может связаться по телефону (519) 469-9173; или по электронной почте  Литиевые комплексные смазки, которые становятся наиболее популярными в Северной Америке, были представлены в начале 19 века.60-е годы. Национальный институт смазочных материалов (NLGI) определяет смазку следующим образом:
Литиевые комплексные смазки, которые становятся наиболее популярными в Северной Америке, были представлены в начале 19 века.60-е годы. Национальный институт смазочных материалов (NLGI) определяет смазку следующим образом:
 Это производит простое литиевое мыло, которое является наиболее распространенным во всем мире. Используемый гидроксид металла определяет тип загустителя. Если бы гидроксид кальция использовался с жирной кислотой, смазка называлась бы простым кальциевым мылом.
Это производит простое литиевое мыло, которое является наиболее распространенным во всем мире. Используемый гидроксид металла определяет тип загустителя. Если бы гидроксид кальция использовался с жирной кислотой, смазка называлась бы простым кальциевым мылом.
 Чем больше проникновение, тем мягче смазка и тем ниже класс NLGI. Большинство смазок, используемых сегодня, подпадают под классификацию NLGI 1, 2 и 3, причем наиболее распространенным является класс NLGI 2. Смазки с высокой проникающей способностью, такие как 00 и 0, используются в централизованных системах смазки при более низких температурах.
Чем больше проникновение, тем мягче смазка и тем ниже класс NLGI. Большинство смазок, используемых сегодня, подпадают под классификацию NLGI 1, 2 и 3, причем наиболее распространенным является класс NLGI 2. Смазки с высокой проникающей способностью, такие как 00 и 0, используются в централизованных системах смазки при более низких температурах.


 При смешивании различных типов загустителей проконсультируйтесь с поставщиком о совместимости. Несовместимыми загустителями являются алюминиевое и бариевое мыла, глина и некоторые полимочевины.
При смешивании различных типов загустителей проконсультируйтесь с поставщиком о совместимости. Несовместимыми загустителями являются алюминиевое и бариевое мыла, глина и некоторые полимочевины.
 е. вода и твердые частицы)
е. вода и твердые частицы) Эти вопросы будут обсуждаться более подробно в следующей статье о правильном выборе и применении в зависимости от типа оборудования и окружающей среды. LMT
Эти вопросы будут обсуждаться более подробно в следующей статье о правильном выборе и применении в зависимости от типа оборудования и окружающей среды. LMT  Firezone TCW Semi Synthetic в основном используется для небольших 2-тактных бензиновых машин, тогда как Firezone Heavy Travel предназначено для более крупных бензиновых машин.
Firezone TCW Semi Synthetic в основном используется для небольших 2-тактных бензиновых машин, тогда как Firezone Heavy Travel предназначено для более крупных бензиновых машин. Также подходит для смазки пневматических инструментов.
Также подходит для смазки пневматических инструментов. Ему нравится помогать производителям получать наилучшие результаты от их выращивания. Его подход? «Делай, что говоришь, и говори, что делаешь: вот мой девиз. Я придаю большое значение тому, чтобы всегда давать правильные и честные советы».
Ему нравится помогать производителям получать наилучшие результаты от их выращивания. Его подход? «Делай, что говоришь, и говори, что делаешь: вот мой девиз. Я придаю большое значение тому, чтобы всегда давать правильные и честные советы». для кранов и тормозных систем. Например, в садоводстве гидравлическое масло используется для смазки движущихся частей тележки с трубчатым рельсом. Наиболее часто для этого используется продукт Hydro HVLP.
для кранов и тормозных систем. Например, в садоводстве гидравлическое масло используется для смазки движущихся частей тележки с трубчатым рельсом. Наиболее часто для этого используется продукт Hydro HVLP. Распределяя абсорбирующие гранулы по пролитому веществу, средство впитывается, а поверхность очищается.
Распределяя абсорбирующие гранулы по пролитому веществу, средство впитывается, а поверхность очищается. Наиболее часто для этого используется продукт Hydro HVLP.
Наиболее часто для этого используется продукт Hydro HVLP.

 Поэтому важно регулярно проверять масло в системе и при необходимости заменять или доливать его.
Поэтому важно регулярно проверять масло в системе и при необходимости заменять или доливать его.


 Тип моторного масла, которое вы используете, зависит от устройства. Firezone TCW Semi Synthetic в основном используется для небольших двухтактных бензиновых машин, а Firezone Heavy Travel предназначен для более крупных бензиновых машин.
Тип моторного масла, которое вы используете, зависит от устройства. Firezone TCW Semi Synthetic в основном используется для небольших двухтактных бензиновых машин, а Firezone Heavy Travel предназначен для более крупных бензиновых машин. Также подходит для смазки пневматических инструментов.
Также подходит для смазки пневматических инструментов.
 Это может вызвать проблемы, особенно на полу, потому что он очень скользкий. Распределяя абсорбирующие гранулы по пролитому веществу, средство впитывается, а поверхность очищается.
Это может вызвать проблемы, особенно на полу, потому что он очень скользкий. Распределяя абсорбирующие гранулы по пролитому веществу, средство впитывается, а поверхность очищается. для кранов и тормозных систем. Например, в садоводстве гидравлическое масло используется для смазки движущихся частей тележки с трубчатым рельсом. Наиболее часто для этого используется продукт Hydro HVLP.
для кранов и тормозных систем. Например, в садоводстве гидравлическое масло используется для смазки движущихся частей тележки с трубчатым рельсом. Наиболее часто для этого используется продукт Hydro HVLP. Распределяя абсорбирующие гранулы по пролитому веществу, средство впитывается, а поверхность очищается.
Распределяя абсорбирующие гранулы по пролитому веществу, средство впитывается, а поверхность очищается. Наиболее часто для этого используется продукт Hydro HVLP.
Наиболее часто для этого используется продукт Hydro HVLP. сцепления УАЗ 452, 469(31512, -14) с чехл. в сб. (УАЗ) 3151-1601200
сцепления УАЗ 452, 469(31512, -14) с чехл. в сб. (УАЗ) 3151-1601200 сцепления УАЗ 452, 469(31512, -14) с чехл. в сб. (УАЗ)
сцепления УАЗ 452, 469(31512, -14) с чехл. в сб. (УАЗ) 4-ст. КПП, (подш.688911) КЗ рычажное сцепление (выжимной)
4-ст. КПП, (подш.688911) КЗ рычажное сцепление (выжимной) mds.yandex.net/get-mpic/5032583/img_id7492816415861685458.jpeg/300×300″>
mds.yandex.net/get-mpic/5032583/img_id7492816415861685458.jpeg/300×300″> mds.yandex.net/get-mpic/5350118/img_id2686260119380682332.jpeg/300×300″>
mds.yandex.net/get-mpic/5350118/img_id2686260119380682332.jpeg/300×300″> jpeg/300×300″>
jpeg/300×300″> mds.yandex.net/get-mpic/6583032/img_id1174981364329437385.jpeg/300×300″>
mds.yandex.net/get-mpic/6583032/img_id1174981364329437385.jpeg/300×300″> mds.yandex.net/get-mpic/5235397/img_id2481843142009342578.jpeg/300×300″>
mds.yandex.net/get-mpic/5235397/img_id2481843142009342578.jpeg/300×300″> mds.yandex.net/get-mpic/4568822/img_id283921170335373333.jpeg/300×300″>
mds.yandex.net/get-mpic/4568822/img_id283921170335373333.jpeg/300×300″> Рассердился на них и сделал сам. Вроде получилось аккуратно и герметично.
Рассердился на них и сделал сам. Вроде получилось аккуратно и герметично.



 обслуживание и расходники
обслуживание и расходники CZCZ (Чехия)DAKEN (Италия)DAKEN (Италия)DENSO (Япония)DENSO (Япония)Detail LineDITTONELDIX (Болгария)ELDIX (Болгария)ESPRA (Испания)ESPRA (Испания)FENOXFleetguardFleetguardFORTECHFOTONGAS CAPGeneral ElectricGeneralTechGOLD WHEELGoodyearHERZOGHOFERHOLA (Голландия)JUNTAKENO KET-TUNINGKOOSHESH (Иран)Kraft (Agrokom)KRAFT (Турция)KRENZ ГерманияLION (Ростов)LOGO-RKLUK (Германия)LUZARMagnum (Россия)MANDOMANN ГерманияMANNOLMasterWax (Россия)MaxBoxMaxboxPROMOBILMoravanMotoristMTA (Италия)NGK (Япония)NIPPON (ЯПОНИЯ)NOKSNOKS ДимитровградNORMA (Германия)Nova BrightOptibelt ГерманияOSRAMOSVAT ИталияPHILIPSPILENGAPRAVTPROдетальREZKONREZKONRS DETALRUBENA (Чехия)SACHS (Германия)SACHS (Германия)SCT (Германия)SCT (Германия)SDV motorsSDV motorsSIMENSSINTECSKFSKF (Швеция)SKV-LightingSLONSOLLERSSTALServisSTAR (Ростов)STARCO (Турция)SUFORCETANAKITechnikTESLATIRSANTOREROTORNADO (ТОРНАДО)TOTALTRANSMASTERTRIALLITRIANGLETRMTRUCKMANTUC (Иран)V-NNVETTLER (Германия)Vita-TruckVoron GlassWEBERWONDERFULX-TURBOZF (Германия)ZICZOMMERАВАР (Псков)АвтоDелоАвтоАрматураАвтоблюзАвтоконАвтоКонтинентАвтомагнатАвтооптикаАвтопартнерАвтопровод ВОСАВТОРАДАВТОРАДАВТОРГАвтоРусь77АвтоСателлитАвтоТрейд (Калуга)Автошланг (Балаково)АВТЭЛАГАТАГРЕГАТАгрокомАЗГАЗГ-ДетальАКОМАЛПАСАПОГЕЙ (Ульяновск)АСТРОАШК (Барнаул)БАГУ (Борисов)Баки-ННБалаковоБАТЭБелАвтоКомплектБЕЛМАГБИГ-ФИЛЬТРБОН ЧелябинскБОРБРТБРТ (Балаково)ВАТИВолжскийВПТГАЗПРОМНЕФТЬГерманияГЛАВДОРДААЗДайдо Металл РусДайдо Металл РусьДельта-АвтоДЗСДЗТАДЗТАДиалучДимитровградДПКЗавод АвтокомпонентЗаволжьеЗЗА (Заволжье)ЗМЗ (Заволжье)ЗМЗ (Соллерс)ИдеALИжавтотормИмпортИП КосойИранКардан-Сервис (Арзамас)КЗАТЭКитайКНРКОРДКОРЕЯКрасная ЭтнаЛВ-АвтоЛИДЕРЛихославльЛУКОЙЛМарКонМОСТатНабережные ЧелныНАЧАЛОНижний НовгородНПП ОРИОНОАО ВолнаОренбургОРИГИНАЛОСВОСВ (Мелитополь)ОСВАРПЕКАРПКТППластформПРАМО-ИСКРАПРЗПРТИРТИ-СервисРусАвтоЛидерРФРФСаранскСаратовСЕВиЕМ (Самара)СЗРТСЗССИБДЕТАЛЬСкопинСкопинСмоленскСОАТЭСТЕЛСТАНДЕМТД АвтокомпонентТДКТДКТехАвтоСветТехнопластТехнопрофильТИИРТольяттиТосол-СинтезТРАНСМАШТРИАЛТУРБОКОМУАЗУАЗ ОРИГИНАЛУКДУМЗУтесФормПластФормула СветаХИМ-СИНТЕЗЦИТРОНЧайковскийЧебоксарыЧМЗ (Чусовой)ШААЗЭкомашЭЛКАРЭнергомашЮККАЮККАЯРТИ
CZCZ (Чехия)DAKEN (Италия)DAKEN (Италия)DENSO (Япония)DENSO (Япония)Detail LineDITTONELDIX (Болгария)ELDIX (Болгария)ESPRA (Испания)ESPRA (Испания)FENOXFleetguardFleetguardFORTECHFOTONGAS CAPGeneral ElectricGeneralTechGOLD WHEELGoodyearHERZOGHOFERHOLA (Голландия)JUNTAKENO KET-TUNINGKOOSHESH (Иран)Kraft (Agrokom)KRAFT (Турция)KRENZ ГерманияLION (Ростов)LOGO-RKLUK (Германия)LUZARMagnum (Россия)MANDOMANN ГерманияMANNOLMasterWax (Россия)MaxBoxMaxboxPROMOBILMoravanMotoristMTA (Италия)NGK (Япония)NIPPON (ЯПОНИЯ)NOKSNOKS ДимитровградNORMA (Германия)Nova BrightOptibelt ГерманияOSRAMOSVAT ИталияPHILIPSPILENGAPRAVTPROдетальREZKONREZKONRS DETALRUBENA (Чехия)SACHS (Германия)SACHS (Германия)SCT (Германия)SCT (Германия)SDV motorsSDV motorsSIMENSSINTECSKFSKF (Швеция)SKV-LightingSLONSOLLERSSTALServisSTAR (Ростов)STARCO (Турция)SUFORCETANAKITechnikTESLATIRSANTOREROTORNADO (ТОРНАДО)TOTALTRANSMASTERTRIALLITRIANGLETRMTRUCKMANTUC (Иран)V-NNVETTLER (Германия)Vita-TruckVoron GlassWEBERWONDERFULX-TURBOZF (Германия)ZICZOMMERАВАР (Псков)АвтоDелоАвтоАрматураАвтоблюзАвтоконАвтоКонтинентАвтомагнатАвтооптикаАвтопартнерАвтопровод ВОСАВТОРАДАВТОРАДАВТОРГАвтоРусь77АвтоСателлитАвтоТрейд (Калуга)Автошланг (Балаково)АВТЭЛАГАТАГРЕГАТАгрокомАЗГАЗГ-ДетальАКОМАЛПАСАПОГЕЙ (Ульяновск)АСТРОАШК (Барнаул)БАГУ (Борисов)Баки-ННБалаковоБАТЭБелАвтоКомплектБЕЛМАГБИГ-ФИЛЬТРБОН ЧелябинскБОРБРТБРТ (Балаково)ВАТИВолжскийВПТГАЗПРОМНЕФТЬГерманияГЛАВДОРДААЗДайдо Металл РусДайдо Металл РусьДельта-АвтоДЗСДЗТАДЗТАДиалучДимитровградДПКЗавод АвтокомпонентЗаволжьеЗЗА (Заволжье)ЗМЗ (Заволжье)ЗМЗ (Соллерс)ИдеALИжавтотормИмпортИП КосойИранКардан-Сервис (Арзамас)КЗАТЭКитайКНРКОРДКОРЕЯКрасная ЭтнаЛВ-АвтоЛИДЕРЛихославльЛУКОЙЛМарКонМОСТатНабережные ЧелныНАЧАЛОНижний НовгородНПП ОРИОНОАО ВолнаОренбургОРИГИНАЛОСВОСВ (Мелитополь)ОСВАРПЕКАРПКТППластформПРАМО-ИСКРАПРЗПРТИРТИ-СервисРусАвтоЛидерРФРФСаранскСаратовСЕВиЕМ (Самара)СЗРТСЗССИБДЕТАЛЬСкопинСкопинСмоленскСОАТЭСТЕЛСТАНДЕМТД АвтокомпонентТДКТДКТехАвтоСветТехнопластТехнопрофильТИИРТольяттиТосол-СинтезТРАНСМАШТРИАЛТУРБОКОМУАЗУАЗ ОРИГИНАЛУКДУМЗУтесФормПластФормула СветаХИМ-СИНТЕЗЦИТРОНЧайковскийЧебоксарыЧМЗ (Чусовой)ШААЗЭкомашЭЛКАРЭнергомашЮККАЮККАЯРТИ CZCZ (Чехия)DAKEN (Италия)DAKEN (Италия)DENSO (Япония)DENSO (Япония)Detail LineDITTONELDIX (Болгария)ELDIX (Болгария)ESPRA (Испания)ESPRA (Испания)FENOXFleetguardFleetguardFORTECHFOTONGAS CAPGeneral ElectricGeneralTechGOLD WHEELGoodyearHERZOGHOFERHOLA (Голландия)JUNTAKENO KET-TUNINGKOOSHESH (Иран)Kraft (Agrokom)KRAFT (Турция)KRENZ ГерманияLION (Ростов)LOGO-RKLUK (Германия)LUZARMagnum (Россия)MANDOMANN ГерманияMANNOLMasterWax (Россия)MaxBoxMaxboxPROMOBILMoravanMotoristMTA (Италия)NGK (Япония)NIPPON (ЯПОНИЯ)NOKSNOKS ДимитровградNORMA (Германия)Nova BrightOptibelt ГерманияOSRAMOSVAT ИталияPHILIPSPILENGAPRAVTPROдетальREZKONREZKONRS DETALRUBENA (Чехия)SACHS (Германия)SACHS (Германия)SCT (Германия)SCT (Германия)SDV motorsSDV motorsSIMENSSINTECSKFSKF (Швеция)SKV-LightingSLONSOLLERSSTALServisSTAR (Ростов)STARCO (Турция)SUFORCETANAKITechnikTESLATIRSANTOREROTORNADO (ТОРНАДО)TOTALTRANSMASTERTRIALLITRIANGLETRMTRUCKMANTUC (Иран)V-NNVETTLER (Германия)Vita-TruckVoron GlassWEBERWONDERFULX-TURBOZF (Германия)ZICZOMMERАВАР (Псков)АвтоDелоАвтоАрматураАвтоблюзАвтоконАвтоКонтинентАвтомагнатАвтооптикаАвтопартнерАвтопровод ВОСАВТОРАДАВТОРАДАВТОРГАвтоРусь77АвтоСателлитАвтоТрейд (Калуга)Автошланг (Балаково)АВТЭЛАГАТАГРЕГАТАгрокомАЗГАЗГ-ДетальАКОМАЛПАСАПОГЕЙ (Ульяновск)АСТРОАШК (Барнаул)БАГУ (Борисов)Баки-ННБалаковоБАТЭБелАвтоКомплектБЕЛМАГБИГ-ФИЛЬТРБОН ЧелябинскБОРБРТБРТ (Балаково)ВАТИВолжскийВПТГАЗПРОМНЕФТЬГерманияГЛАВДОРДААЗДайдо Металл РусДайдо Металл РусьДельта-АвтоДЗСДЗТАДЗТАДиалучДимитровградДПКЗавод АвтокомпонентЗаволжьеЗЗА (Заволжье)ЗМЗ (Заволжье)ЗМЗ (Соллерс)ИдеALИжавтотормИмпортИП КосойИранКардан-Сервис (Арзамас)КЗАТЭКитайКНРКОРДКОРЕЯКрасная ЭтнаЛВ-АвтоЛИДЕРЛихославльЛУКОЙЛМарКонМОСТатНабережные ЧелныНАЧАЛОНижний НовгородНПП ОРИОНОАО ВолнаОренбургОРИГИНАЛОСВОСВ (Мелитополь)ОСВАРПЕКАРПКТППластформПРАМО-ИСКРАПРЗПРТИРТИ-СервисРусАвтоЛидерРФРФСаранскСаратовСЕВиЕМ (Самара)СЗРТСЗССИБДЕТАЛЬСкопинСкопинСмоленскСОАТЭСТЕЛСТАНДЕМТД АвтокомпонентТДКТДКТехАвтоСветТехнопластТехнопрофильТИИРТольяттиТосол-СинтезТРАНСМАШТРИАЛТУРБОКОМУАЗУАЗ ОРИГИНАЛУКДУМЗУтесФормПластФормула СветаХИМ-СИНТЕЗЦИТРОНЧайковскийЧебоксарыЧМЗ (Чусовой)ШААЗЭкомашЭЛКАРЭнергомашЮККАЮККАЯРТИ
CZCZ (Чехия)DAKEN (Италия)DAKEN (Италия)DENSO (Япония)DENSO (Япония)Detail LineDITTONELDIX (Болгария)ELDIX (Болгария)ESPRA (Испания)ESPRA (Испания)FENOXFleetguardFleetguardFORTECHFOTONGAS CAPGeneral ElectricGeneralTechGOLD WHEELGoodyearHERZOGHOFERHOLA (Голландия)JUNTAKENO KET-TUNINGKOOSHESH (Иран)Kraft (Agrokom)KRAFT (Турция)KRENZ ГерманияLION (Ростов)LOGO-RKLUK (Германия)LUZARMagnum (Россия)MANDOMANN ГерманияMANNOLMasterWax (Россия)MaxBoxMaxboxPROMOBILMoravanMotoristMTA (Италия)NGK (Япония)NIPPON (ЯПОНИЯ)NOKSNOKS ДимитровградNORMA (Германия)Nova BrightOptibelt ГерманияOSRAMOSVAT ИталияPHILIPSPILENGAPRAVTPROдетальREZKONREZKONRS DETALRUBENA (Чехия)SACHS (Германия)SACHS (Германия)SCT (Германия)SCT (Германия)SDV motorsSDV motorsSIMENSSINTECSKFSKF (Швеция)SKV-LightingSLONSOLLERSSTALServisSTAR (Ростов)STARCO (Турция)SUFORCETANAKITechnikTESLATIRSANTOREROTORNADO (ТОРНАДО)TOTALTRANSMASTERTRIALLITRIANGLETRMTRUCKMANTUC (Иран)V-NNVETTLER (Германия)Vita-TruckVoron GlassWEBERWONDERFULX-TURBOZF (Германия)ZICZOMMERАВАР (Псков)АвтоDелоАвтоАрматураАвтоблюзАвтоконАвтоКонтинентАвтомагнатАвтооптикаАвтопартнерАвтопровод ВОСАВТОРАДАВТОРАДАВТОРГАвтоРусь77АвтоСателлитАвтоТрейд (Калуга)Автошланг (Балаково)АВТЭЛАГАТАГРЕГАТАгрокомАЗГАЗГ-ДетальАКОМАЛПАСАПОГЕЙ (Ульяновск)АСТРОАШК (Барнаул)БАГУ (Борисов)Баки-ННБалаковоБАТЭБелАвтоКомплектБЕЛМАГБИГ-ФИЛЬТРБОН ЧелябинскБОРБРТБРТ (Балаково)ВАТИВолжскийВПТГАЗПРОМНЕФТЬГерманияГЛАВДОРДААЗДайдо Металл РусДайдо Металл РусьДельта-АвтоДЗСДЗТАДЗТАДиалучДимитровградДПКЗавод АвтокомпонентЗаволжьеЗЗА (Заволжье)ЗМЗ (Заволжье)ЗМЗ (Соллерс)ИдеALИжавтотормИмпортИП КосойИранКардан-Сервис (Арзамас)КЗАТЭКитайКНРКОРДКОРЕЯКрасная ЭтнаЛВ-АвтоЛИДЕРЛихославльЛУКОЙЛМарКонМОСТатНабережные ЧелныНАЧАЛОНижний НовгородНПП ОРИОНОАО ВолнаОренбургОРИГИНАЛОСВОСВ (Мелитополь)ОСВАРПЕКАРПКТППластформПРАМО-ИСКРАПРЗПРТИРТИ-СервисРусАвтоЛидерРФРФСаранскСаратовСЕВиЕМ (Самара)СЗРТСЗССИБДЕТАЛЬСкопинСкопинСмоленскСОАТЭСТЕЛСТАНДЕМТД АвтокомпонентТДКТДКТехАвтоСветТехнопластТехнопрофильТИИРТольяттиТосол-СинтезТРАНСМАШТРИАЛТУРБОКОМУАЗУАЗ ОРИГИНАЛУКДУМЗУтесФормПластФормула СветаХИМ-СИНТЕЗЦИТРОНЧайковскийЧебоксарыЧМЗ (Чусовой)ШААЗЭкомашЭЛКАРЭнергомашЮККАЮККАЯРТИ
 После этого передачи на включенном двигателе стали включаться. «Ну наконец-то, все нормально» — подумал я. закинул в кузов все вещи и начал движение. И тут оказалось что буханка двигается только на пониженной передаче, нейтраль в РК не включается.
После этого передачи на включенном двигателе стали включаться. «Ну наконец-то, все нормально» — подумал я. закинул в кузов все вещи и начал движение. И тут оказалось что буханка двигается только на пониженной передаче, нейтраль в РК не включается.



 Все крепежные болты смазывать фиксатором резьбы. Затягивать крест-накрест, постепенно, несколькими этапами. Усилие затяжки 70 кгс/см².
Все крепежные болты смазывать фиксатором резьбы. Затягивать крест-накрест, постепенно, несколькими этапами. Усилие затяжки 70 кгс/см². По этой причине, даже такую незначительную поломку приходится устранять максимально оперативно. Благо, сделать это можно в домашних условиях и без помощи специалистов.
По этой причине, даже такую незначительную поломку приходится устранять максимально оперативно. Благо, сделать это можно в домашних условиях и без помощи специалистов.
 Одновременно с этим «отжимание» нажимного диска происходит и благодаря тангенциальным пружинам.
Одновременно с этим «отжимание» нажимного диска происходит и благодаря тангенциальным пружинам. В частности, благодаря ей:
В частности, благодаря ей: Благодаря этому на некоторое время нормальная работа сцепления возобновляется, но подобной процедуры обычно надолго не хватает, неисправности в работе сцепления проявляются и дальше.
Благодаря этому на некоторое время нормальная работа сцепления возобновляется, но подобной процедуры обычно надолго не хватает, неисправности в работе сцепления проявляются и дальше.


 Подойдет он далеко не всем автовладельцам, поскольку здесь многое будет зависеть от модели авто и особенностей его конструкции. Но все же, большинству нижеприведенная инструкция должна пригодиться.
Подойдет он далеко не всем автовладельцам, поскольку здесь многое будет зависеть от модели авто и особенностей его конструкции. Но все же, большинству нижеприведенная инструкция должна пригодиться. Снять рабочий цилиндр сцепления. Он может демонтироваться только вместе со штоком. После этого цилиндр необходимо отвести в сторону вместе со шлангом, на котором он крепится.
Снять рабочий цилиндр сцепления. Он может демонтироваться только вместе со штоком. После этого цилиндр необходимо отвести в сторону вместе со шлангом, на котором он крепится. В результате вилка должна оказаться между пружиной и ступицей подшипника сцепления. Однако не стоит менять данный этап работ с предыдущим, поскольку это все равно не даст вам никакого результата.
В результате вилка должна оказаться между пружиной и ступицей подшипника сцепления. Однако не стоит менять данный этап работ с предыдущим, поскольку это все равно не даст вам никакого результата.



 Используйте одну и ту же кожу для очистки поверхностей маховика и прижимного диска. Устранить причину смазывания
Используйте одну и ту же кожу для очистки поверхностей маховика и прижимного диска. Устранить причину смазывания 

 После езды по грязным дорогам очистите отверстие в нижней части картера сцепления. Своевременно смазывайте подшипник сцепления через крышку маслом, расположенную с правой стороны картера сцепления.
После езды по грязным дорогам очистите отверстие в нижней части картера сцепления. Своевременно смазывайте подшипник сцепления через крышку маслом, расположенную с правой стороны картера сцепления. Необходимость регулировки может возникнуть из-за износа фрикционных накладок.
Необходимость регулировки может возникнуть из-за износа фрикционных накладок. В данном материале рассмотрим его назначение и устройство, а также способы определения неисправности и принцип его замены на внедорожнике УАЗ Патриот.
В данном материале рассмотрим его назначение и устройство, а также способы определения неисправности и принцип его замены на внедорожнике УАЗ Патриот. Конечно, срок службы будет не 100 тыс. км пробега, но до 30-40 тыс. км подшипник проходит.
Конечно, срок службы будет не 100 тыс. км пробега, но до 30-40 тыс. км подшипник проходит. В зимний период стук может быть вызван изменением размера самого элемента. При прогреве стук должен исчезнуть.
В зимний период стук может быть вызван изменением размера самого элемента. При прогреве стук должен исчезнуть.

 Ржавчины на мою великую радость нет, серьезных очагов ржавчины нет, дырок в полу не обнаружено. Но, в любом случае, ржавчина выглядит очень неприятно.
Ржавчины на мою великую радость нет, серьезных очагов ржавчины нет, дырок в полу не обнаружено. Но, в любом случае, ржавчина выглядит очень неприятно. Вода и грязь забиваются в резьбовое соединение, делая его практически неразборным.
Вода и грязь забиваются в резьбовое соединение, делая его практически неразборным.



 Четыре болта с правой стороны не показаны.
Четыре болта с правой стороны не показаны. Главное, чтобы к корзине сцепления был свободный доступ, а КПП надежно лежала на опорах.
Главное, чтобы к корзине сцепления был свободный доступ, а КПП надежно лежала на опорах. Изображение из каталога деталей УАЗ Хантер
Изображение из каталога деталей УАЗ Хантер Для этого, удерживая маховик от проворачивания, отвернуть шесть болтов М8Х30 крепления корпуса нажимного диска сцепления к маховику. Аккуратно извлеките, стараясь не уронить ведомый диск.
Для этого, удерживая маховик от проворачивания, отвернуть шесть болтов М8Х30 крепления корпуса нажимного диска сцепления к маховику. Аккуратно извлеките, стараясь не уронить ведомый диск.  Вид на Питалс
Вид на Питалс
 Напомню, что купил Рукоятка «Тая» в сборе усиленная (комплект. груз. н/о «Трофей»).
Напомню, что купил Рукоятка «Тая» в сборе усиленная (комплект. груз. н/о «Трофей»). 

 Смажьте шлицы первичного вала Литол-24. Двое бойцов в кабине автомобиля держат на тросах коробку передач, один боец под машиной пытается запихнуть Первичную коробку передач в маховик и совместить крепежные отверстия в картере сцепления со стилями. Если ведомый диск отцентрирован хорошо, то эта операция проходит быстро. Дальнейшая сборка производится в обратном порядке.
Смажьте шлицы первичного вала Литол-24. Двое бойцов в кабине автомобиля держат на тросах коробку передач, один боец под машиной пытается запихнуть Первичную коробку передач в маховик и совместить крепежные отверстия в картере сцепления со стилями. Если ведомый диск отцентрирован хорошо, то эта операция проходит быстро. Дальнейшая сборка производится в обратном порядке.
 Дополнительно способствует плавной передаче крутящего момента от двигателя к элементам трансмиссии в момент начала движения автомобиля.
Дополнительно способствует плавной передаче крутящего момента от двигателя к элементам трансмиссии в момент начала движения автомобиля. Процесс отключения сцепления происходит за счет трех рычагов, которые дополнительно снабжены регулируемыми болтами. Механизм имеет механический привод отключения и состоит из нажимной педали, толкателя и двух кранов.
Процесс отключения сцепления происходит за счет трех рычагов, которые дополнительно снабжены регулируемыми болтами. Механизм имеет механический привод отключения и состоит из нажимной педали, толкателя и двух кранов.
 Поэтому работу должен проводить знающий человек.
Поэтому работу должен проводить знающий человек. После этого можно снимать ведомый и нажимной диск сцепления.
После этого можно снимать ведомый и нажимной диск сцепления. В том случае, если элементы механизма сцепления имеют вышеперечисленные дефекты, их необходимо заменить новыми.
В том случае, если элементы механизма сцепления имеют вышеперечисленные дефекты, их необходимо заменить новыми.
 Напарник ключом на восемь выворачивает фитинг примерно на пол-оборота. В этот момент педаль упадет, а из штуцера пойдет жидкость с пузырьками воздуха. В тот момент, когда педаль коснется упора и подача жидкости прекратится, следует затянуть штуцер и повторить процедуру прокачки. Делать это необходимо до тех пор, пока из штуцера не прекратится поступление жидкости с воздушными образованиями. Во время прокачки системы нужно следить за уровнем жидкости в расширителе, чтобы заново сделать привод. Такая же проблема может возникнуть при смене диска сцепления УАЗ-452, так как весь механизм сцепления тот же.
Напарник ключом на восемь выворачивает фитинг примерно на пол-оборота. В этот момент педаль упадет, а из штуцера пойдет жидкость с пузырьками воздуха. В тот момент, когда педаль коснется упора и подача жидкости прекратится, следует затянуть штуцер и повторить процедуру прокачки. Делать это необходимо до тех пор, пока из штуцера не прекратится поступление жидкости с воздушными образованиями. Во время прокачки системы нужно следить за уровнем жидкости в расширителе, чтобы заново сделать привод. Такая же проблема может возникнуть при смене диска сцепления УАЗ-452, так как весь механизм сцепления тот же. ч.) каждые восемьдесят тысяч километров при нормальной эксплуатации И через пятьдесят тысяч в экстремальных условиях.
ч.) каждые восемьдесят тысяч километров при нормальной эксплуатации И через пятьдесят тысяч в экстремальных условиях.
 Он позволяет на короткое время отключить вращение коленчатого вала двигателя от вращения первичного вала коробки передач и снова плавно их соединить.
Он позволяет на короткое время отключить вращение коленчатого вала двигателя от вращения первичного вала коробки передач и снова плавно их соединить. Сцепление заключено в картере 13, закрепленном на блоке цилиндров.Для выключения сцепления скользящий муфта с подшипником усилие передается от педали управления через гидравлический или тросовый привод.Крутящий момент от двигателя!Через маховик и нажим!Диск 11 передается на ведомый диск 12, а от него через демпферные пружины 17 на ступицу раба ди ск и шлицевое соединение ведущего вала редуктора 16.
Сцепление заключено в картере 13, закрепленном на блоке цилиндров.Для выключения сцепления скользящий муфта с подшипником усилие передается от педали управления через гидравлический или тросовый привод.Крутящий момент от двигателя!Через маховик и нажим!Диск 11 передается на ведомый диск 12, а от него через демпферные пружины 17 на ступицу раба ди ск и шлицевое соединение ведущего вала редуктора 16.




 4. Основные неисправности ти сцепление автомобиль УАЗ 469
4. Основные неисправности ти сцепление автомобиль УАЗ 469  В случае, когда такой возможности нет, можно устранить причины пробуксовки сцепления. Для этого нужно отвернуть болты 7 крепления кожуха 5 к маховику 8, предварительно сняв коробку передач. Затем снимите картер сцепления в сборе с нажимным диском 6. При этом ведомый диск 2 (с фрикционными накладками / и 3) сцепления освобождается. В этом случае следует внешний осмотр, чтобы тщательно проверить, не загорелась ли функция
В случае, когда такой возможности нет, можно устранить причины пробуксовки сцепления. Для этого нужно отвернуть болты 7 крепления кожуха 5 к маховику 8, предварительно сняв коробку передач. Затем снимите картер сцепления в сборе с нажимным диском 6. При этом ведомый диск 2 (с фрикционными накладками / и 3) сцепления освобождается. В этом случае следует внешний осмотр, чтобы тщательно проверить, не загорелась ли функция Сильно затертый ведомый диск заменить новым в сборе с фрикционными накладками и устранить причины притирания. С износом пряных накладок ведомого диска буксует и сцепление, так как свободный ход педали сцепления уменьшается.
Сильно затертый ведомый диск заменить новым в сборе с фрикционными накладками и устранить причины притирания. С износом пряных накладок ведомого диска буксует и сцепление, так как свободный ход педали сцепления уменьшается.




 изношенных или сломанных деталей на станции технического обслуживания.
изношенных или сломанных деталей на станции технического обслуживания.

 Возможные неисправности сцепления, их причины и методы устранения. Технологический процесс Ремонт ведомого диска сцепления.
Возможные неисправности сцепления, их причины и методы устранения. Технологический процесс Ремонт ведомого диска сцепления.

 1231 4
1231 4 
 Рулевое управление) 2
Рулевое управление) 2  набор
набор Входит в состав холдинга «Группа ГАЗ».
Входит в состав холдинга «Группа ГАЗ». Отличия этих коробок передач заключаются в следующем — у несинхронизированной коробки ход рычага при включении первой передачи в два раза больше, чем при остальных ступенях. В синхронизированном все передачи «равны».
Отличия этих коробок передач заключаются в следующем — у несинхронизированной коробки ход рычага при включении первой передачи в два раза больше, чем при остальных ступенях. В синхронизированном все передачи «равны». 189. Механизм переключения пятиступенчатой коробки передач: 1 — вилка включения 1-й и 2-й передач; 2, 12, 33 — заглушки; 3, 16 — пружины; 4 — фиксатор; 5 — поводок вала V-образной передачи; 6 — переключатель задней передачи; 7 — рычаг переключения передач; 8 — уплотнение рычага; 9- штырь; 10 — пружина рычага; 11 — опора рычага; 13 — плунжер предохранителя заднего хода; 14 — крышка предохранителя; 15 — шар; 17 — боковая крышка; 18 — вилка включения III и IV передач; 19 — промежуточный рычаг; 20 — плунжер промежуточного рычага; 21, 25 — заглушки; 22 — V раздаточная коробка; 23 — шаровая пружина фиксатора; 24 — стопорный шар; 26 — шатунные вилки 1-й и 2-й передач; 27 — шатунные вилки III и IV передач; 28 — тяга промежуточного рычага; 29 — стопорный плунжер; 30 — шток вилки заднего хода; 31 — стопорные болты; 32 — упор рычага; 34 — стопорная шайба; 35 — вилка включения V передачи; 36 — шток вилки V-образной передачи; 37 — выключатель фонарей заднего хода; 38 — болт крепления рычага переключения передач; 39- рычаг переключения передач
189. Механизм переключения пятиступенчатой коробки передач: 1 — вилка включения 1-й и 2-й передач; 2, 12, 33 — заглушки; 3, 16 — пружины; 4 — фиксатор; 5 — поводок вала V-образной передачи; 6 — переключатель задней передачи; 7 — рычаг переключения передач; 8 — уплотнение рычага; 9- штырь; 10 — пружина рычага; 11 — опора рычага; 13 — плунжер предохранителя заднего хода; 14 — крышка предохранителя; 15 — шар; 17 — боковая крышка; 18 — вилка включения III и IV передач; 19 — промежуточный рычаг; 20 — плунжер промежуточного рычага; 21, 25 — заглушки; 22 — V раздаточная коробка; 23 — шаровая пружина фиксатора; 24 — стопорный шар; 26 — шатунные вилки 1-й и 2-й передач; 27 — шатунные вилки III и IV передач; 28 — тяга промежуточного рычага; 29 — стопорный плунжер; 30 — шток вилки заднего хода; 31 — стопорные болты; 32 — упор рычага; 34 — стопорная шайба; 35 — вилка включения V передачи; 36 — шток вилки V-образной передачи; 37 — выключатель фонарей заднего хода; 38 — болт крепления рычага переключения передач; 39- рычаг переключения передач 186. Коробка передач пятиступенчатая: 1 — первичный вал; 2 — передняя крышка; 3 — манжета;
186. Коробка передач пятиступенчатая: 1 — первичный вал; 2 — передняя крышка; 3 — манжета;  Отвернуть болты крепления и снять картер 15 пятой передачи с задним подшипником 19 вторичного вала.
Отвернуть болты крепления и снять картер 15 пятой передачи с задним подшипником 19 вторичного вала.
 Снимите промежуточный вал и шестерню в сборе с картера.
Снимите промежуточный вал и шестерню в сборе с картера.
 Коробка передач имеет более плавное переключение передач. Улучшенные динамические характеристики. Машина быстрее набирает скорость. Снижен общий рабочий шум, что приводит к улучшению акустического комфорта и уменьшению вибрации. 5-ступенчатая коробка передач УАЗ АДС относительно проста в ремонте. Благодаря 5 передачам и улучшенным характеристикам двигателя удалось снизить расход топлива на целых 20%.
Коробка передач имеет более плавное переключение передач. Улучшенные динамические характеристики. Машина быстрее набирает скорость. Снижен общий рабочий шум, что приводит к улучшению акустического комфорта и уменьшению вибрации. 5-ступенчатая коробка передач УАЗ АДС относительно проста в ремонте. Благодаря 5 передачам и улучшенным характеристикам двигателя удалось снизить расход топлива на целых 20%.
 Альтернативой стилусу является длинный гвоздь. В целях профилактики необходимо измерять уровень масла каждые 15 000 км.
Альтернативой стилусу является длинный гвоздь. В целях профилактики необходимо измерять уровень масла каждые 15 000 км. Этот агрегат нуждается в регулярном обслуживании.
Этот агрегат нуждается в регулярном обслуживании.



 Ны бенные саваивоны ивеланы фрикционные амбонинные диам 240 мг сы ны — 150 мм. Нy хатвинный фрикцион диаметром митовый аминный 3,5 мм, арный амбони индриндра Крутящий момент — 21 кгс/м. Ио фитаована ио нитаингина таминны джипы, энтана сы камиао УАЗ самихафа фанована ны эфатра-боты.
Ны бенные саваивоны ивеланы фрикционные амбонинные диам 240 мг сы ны — 150 мм. Нy хатвинный фрикцион диаметром митовый аминный 3,5 мм, арный амбони индриндра Крутящий момент — 21 кгс/м. Ио фитаована ио нитаингина таминны джипы, энтана сы камиао УАЗ самихафа фанована ны эфатра-боты. Коа, ио таратасы кели (цы фено фампидирана), нью кладка Ведет индрендрай (цы фено НИАЛА) диа ны тоетра ао аминный митото фаритра харона.
Коа, ио таратасы кели (цы фено фампидирана), нью кладка Ведет индрендрай (цы фено НИАЛА) диа ны тоетра ао аминный митото фаритра харона. Ити фараны мипетрака аминьны борибори фаноханана, райкитра нью клатч трано. Rehefa manala ny akony avy amin’ny вилка сцепления teo fa ilaina ny mandinika ny mety sy ny деформация anaovan’ireo.
Ити фараны мипетрака аминьны борибори фаноханана, райкитра нью клатч трано. Rehefa manala ny akony avy amin’ny вилка сцепления teo fa ilaina ny mandinika ny mety sy ny деформация anaovan’ireo. Raha lohataona iray, fara fahakeliny, manana kilema, dia ilaina ny hisolo ny fiara.
Raha lohataona iray, fara fahakeliny, manana kilema, dia ilaina ny hisolo ny fiara. Ны антони диа мэты хо изаны нестыковки Вывод аминьны лавака, изай иханы коа диа миова. Фаладианы сцепления фамосорана рычаги ны циндры синга диа токоны хо ао амин ны фиараманидина, манао ны фанована раха илаина.
Ны антони диа мэты хо изаны нестыковки Вывод аминьны лавака, изай иханы коа диа миова. Фаладианы сцепления фамосорана рычаги ны циндры синга диа токоны хо ао амин ны фиараманидина, манао ны фанована раха илаина. Izahay fanamafisana nataony tamin’ny lovia ny hidin-trano, ary avy eo dia-tsipiriany ao amin’ny pairing amin’ny fonony mifanaraka clutch teo ambonin’ny hasehonao lavaka mitondra Kilonga. Rehefa afaka izany, asa hametraka ny boaty, ary hijery ny fampisehoana ny сцепление.
Izahay fanamafisana nataony tamin’ny lovia ny hidin-trano, ary avy eo dia-tsipiriany ao amin’ny pairing amin’ny fonony mifanaraka clutch teo ambonin’ny hasehonao lavaka mitondra Kilonga. Rehefa afaka izany, asa hametraka ny boaty, ary hijery ny fampisehoana ny сцепление. Tamin’izay fotoana izay, нью педаль хо лаво, ары нью мендрика нью рано но тондра-ривотра ка манджари мибоибойка. Tamin’izay fotoana izay, rehefa tanteraka ny педаль mikasika sy ranon mikoriana mijanona, dia tokony mihazona mafy ny mangeja sy ny dingana indray mandeha ra. Изаны диа токоны хатао раха мбола Мети цара нью фиатоана нь микориана нь циранока аминьны эндрик’ирео ривотра. Nandritra ny pumping rafitra ilaina ny fanaraha-maso ny haavon’ny rano ao an-expander mba завоздушит индрай: Цы хандроака. Игрушка изаны коа но хитранга олана раха ханова ны сцепление капила УАЗ-452, сатриа ны рафитра ирай манонтоло диа митовы сцепление фиара.
Tamin’izay fotoana izay, нью педаль хо лаво, ары нью мендрика нью рано но тондра-ривотра ка манджари мибоибойка. Tamin’izay fotoana izay, rehefa tanteraka ny педаль mikasika sy ranon mikoriana mijanona, dia tokony mihazona mafy ny mangeja sy ny dingana indray mandeha ra. Изаны диа токоны хатао раха мбола Мети цара нью фиатоана нь микориана нь циранока аминьны эндрик’ирео ривотра. Nandritra ny pumping rafitra ilaina ny fanaraha-maso ny haavon’ny rano ao an-expander mba завоздушит индрай: Цы хандроака. Игрушка изаны коа но хитранга олана раха ханова ны сцепление капила УАЗ-452, сатриа ны рафитра ирай манонтоло диа митовы сцепление фиара.