

ИНСТРУКЦИЯ ПО ОХРАНЕ ТРУДА для машиниста экструдера
1. Общие требования безопасности.
1.1. К самостоятельному обслуживанию оборудования линии экструдирования допускаются
лица, не моложе 18 лет, прошедшие медицинский осмотр, вводный
инструктаж, первичный инструктаж на рабочем месте, обучение профессии в
учебном комбинате, прошедшие стажировку на рабочем месте не менее 12-15 смен под руководством лица, назначенного приказом, имеющего необходимую подготовку и стаж работы не менее 3-х лет, прошедших проверку знаний (допуск) квалифицированной комиссией предприятия.
1.2. Работник
должен соблюдать правила внутреннего трудового распорядка предприятия,
исключить употребление алкогольных, наркотических и токсических средств
до и во время работы. Курение
допускается только в установленных местах. Работник должен знать и
выполнять требования безопасности при пользовании лифтом. При ходьбе по
лестницам необходимо держаться за перила.
При нахождении на территории соблюдать меры предосторожности.
1.3. При обслуживании лини экструдирования на работника могут воздействовать опасные и вредные производственные факторы:
— вращающиеся детали;
— электрический ток;
— шум.
1.4. Для
обеспечения пожаро- и взрывобезопасности экструдерщик осуществляет
контроль за режимом работы оборудования (температура, давление),
производит своевременную смазку подшипников, очистку магнитной защиты,
контроль за натяжкой приводных ремней, за работой средств автоматизации и
блокировки.
1.5. В случаях травмирования работник или очевидец должен немедленно сообщить об этом начальнику
смены или начальнику цеха, который обязан организовать помощь. В случае
необходимости пострадавшему должна быть оказана врачебная помощь. В
случае обнаружения неисправностей оборудования, нарушений технологического процесса работник сообщает об этом начальнику смены, начальнику цеха.
1.7.
Работник должен уметь оказать первую доврачебную помощь при несчастных
случаях: наложить жгут при кровотечениях, делать искусственное дыхание.
1.8. При выполнении работы по обслуживанию линии экструдирования работник должен соблюдать правила личной гигиены.
1.9. Работник
несет ответственность за нарушение требований настоящей инструкции в
порядке, установленном Правилами внутреннего трудового распорядка
организации и действующим законодательством
2. Требования безопасности перед началом работы.
2.1. Внимательно осмотреть рабочее место и проверить:
— нет ли на рабочем месте посторонних предметов;
— свободны ли проходы;
— наличие необходимого инвентаря, инструментов, приспособлений.
2.2. Проверить исправность оборудования, температуру подшипников, электродвигателей, нагрузку:
— наличие и исправность ограждений приводов;
— наружным осмотром проверить исправность электроаппаратуры и приводов, средств сигнализации;
— исправность электроосвещения, средств заземления;
— работу аспирационных сетей.
2.3. При
сменной работе необходимо ознакомиться с результатами работы предыдущей
смены, выяснить все имеющиеся технические неполадки в работе
оборудования, их причины.
2.4. Запрещается стоять против выходного отверстия винтовой части во время пуска, наладки и работы экструдера.
2.5. Перед пуском оборудования линии экструдирования следует убедиться, что в машинах нет посторонних предметов, а также в исправности всех механизмов и приборов и наличии ограждений приводов.
3. Требования безопасности при выполнении работы.
3.1. Вращающиеся части и механизмы должны быть ограждены со всех сторон. Выступающие концы валов должны быть закрыты глухими футлярами.
3.2. Запрещается:
· проталкивать смесь руками или какими — либо другими предметами в приемную воронку экструдера;
· производить пуск экструдера с забитой продуктом винтовой частью;
· прочищать отверстие выходной втулки при работающем экструдере.
· в процессе демонтажа выходного стакана находиться обслуживающему персоналу перед винтовой частью. Следует учитывать, что под давлением перерабатываемой смеси выходной стакан может быть отброшен вперед, а горячая смесь попасть в глаза и лицо. Демонтаж проводить после остывания винтовой части до температуры не более 40 0С;
· производить разборку винтовой части при температуре выше 900С без термостойких рукавиц.
3.3. При обслуживании сепаратора А1-БИС-12:
а) очистку сит производить с помощью ручной щетки, при этом не становиться на ограждение или станину;
б) уборку под сепаратором производить щеткой с длинной ручкой;
в) при возникновении дисбаланса эксцентрикового привода вала и ситового кузова и появлении значительной вибрации машину следует остановить и отбалансировать;
г) не следует во время работы сепаратора становиться на ситовеечный кузов, очищать руками осадочные камеры;
3.4. Приводные валы, редукторы, муфты, приводящие в движение шлюзовые затворы, должны быть надежно ограждены.
3.5. Опробывание вращения крыльчатки шлюзового затвора должно производиться от руки за конец вала, вращение крыльчатки за лопасти запрещается.
3.6.
При попадании в шлюзовый затвор постороннего предметы или его завала
продуктом, изъятие постороннего предмета или ликвидация завала должны
производиться после отключения электродвигателя от эл. сети и полной
остановки вращения крыльчатки.
3.7.
Стационарные цепные транспортеры и шнеки должны быть заключены в
прочные короба со съемными крышками. Крышки должны быть закрыты. Под
съемными крышками должны быть установлены предохранительные решетки.
Рабочие должны помнить, что открытые люки не только способствуют запылению цеха, но и создают опасность случайного попадания рукой или ногой в рабочую зону цепного транспортера или шнека, что может быть причиной травмы.
3.8.
При завале цепного транспортера, шнека или попадания в них постороннего
предмета, изъятие предмета или ликвидацию завала машины можно
производить только при полной остановке машины. Завал нории можно ликвидировать только после полной ее остановке специальным скребком.
Завал нории можно ликвидировать только после полной ее остановке специальным скребком.
Скребок должен находиться в руке свободно, закреплять его на кисти руки запрещается.
4. Требования безопасности при техническом обслуживании.
4.1. Лица, выполняющие работы по техническому обслуживанию линии экструдирования, должны работать в специальной одежде, головном уборе и иметь при себе термостойкие рукавицы.
4.2. Перед началом работы по всем видам технического обслуживания необходимо:
· проверить наличие и качество крепления заземляющих элементов;
· отключить электродвигатель привода от сети.
4.3. Затяжку гаек производить только стандартными ключами.
5. Требования безопасности в аварийных ситуациях.
5.1. К аварийным или несчастным случаям могут привести:
— попадание в оборудование постороннего предмета;
— наличие напряжения на корпусах оборудования;
— пробуксовка приводных ремней;
— появление посторонних звуков при работе оборудования;
— повреждение, искрение или загорание проводки или электрооборудования;
— завал оборудования продуктом.
5.2. При возникновении аварийных ситуаций линию экструдирования необходимо немедленно остановить, сообщить начальнику смены или начальнику цеха.
5.3. В случаях травмирования пострадавшему необходимо оказать первую доврачебную помощь, при необходимости вызвать скорую помощь.
6. Требования безопасности по окончании работы.
6.1. Произвести
удаление пыли, подтеков смазки с наружной поверхности оборудования,
используя при этом щетку – сметку, для уборки пола – щетку с длиной ручкой.
6.2. Сообщить о неисправностях, замеченных во время работы, начальнику смены, начальнику цеха, по смене — сменщику.
6.3. По окончании смены работник должен убрать спецодежду в гардероб.
6.4. Оставаться в цеху, на территории предприятия после окончания смены без ведома руководства не допускается.
Организация технологического процесса изготовления рукавной пленки
Экструдер представляет собой комплекс электронного, электромеханического, механического оборудования, что обусловливает выполнение определенных требований в процессе установки и эксплуатации данного оборудования.
Экструдер устанавливается в помещении, отвечающем санитарным нормам и требованиям техники безопасности (вентиляция, освещение, габариты).
Линии для производства рукавных пленок предназначены для работы в условиях закрытого помещения. Необходимо принять меры по недопущению резкого перепада температур и попадания прямых солнечных лучей. Класс помещений П-11а по ПУЗ, климатическое исполнение — У, категория — 4 по ГОСТ 15150.
Должны быть учтены параметры нагрузки для фундамента или полов. Фундамент или полы должны выдерживать вес в 1,5 раза превышающий вес оборудования.
Питающий электрический кабель может быть как медным, так и алюминиевым, сечением согласно потребляемой оборудованием мощности в соответствии со спецификацией. Подсоединение к общему силовому кабелю осуществляется через автомат-пускатель АП необходимой мощности.
В случае импульсных помех в электросети и отклонении напряжения от номинала более чем на 5% необходима установка источников бесперебойного питания, позволяющих стабилизировать напряжение в сети.
На протяжении всего срока эксплуатации экструдера для производства пленки (оборудования) необходимо выполнять все требования данной инструкции, в противном случае ПОСТАВЩИК оборудования не несет ответственности за работу оборудования.
Действия оператора на различных этапах производства. Наладка и пуск оборудования.
Пуск оборудования – обязанность оператора. Но существуют в практике отличия в его действиях в зависимости от того, пускается ли оборудование:
- впервые (новое оборудование) или после капитального ремонта;
- после текущего или аварийного ремонта;
- после очередной (плановой) остановки в связи с переходом на другой тип пленки, чисткой или сменой оснастки, остановкой оборудования на выходные или праздничные дни;
- при переходе на новую партию сырья.
В случаях (I) и (II) пуск оборудования сочетается с его испытанием и приемкой, которые проводятся в обязательном присутствии ответственных специалистов, монтировавших или ремонтировавших оборудование и инженера-технолога, который руководит испытанием. Оператор в данном случае в основном выполняет по указанию инженера-технолога ряд последовательных операций, предусмотренных программой испытаний.
Оператор в данном случае в основном выполняет по указанию инженера-технолога ряд последовательных операций, предусмотренных программой испытаний.
Схема центрирования экструзионной головки относительно вытяжного устройства
Действия наладчиков при наладке оборудования
- Оборудование выставить по уровню регулировочными винтами; после монтажа экструзионной установки выровнять ролик вытяжного устройства путем регулировки позиционных болтов на основании, как показано на рис. 9; для проверки необходимо воспользоваться уровнем; выставить по уровню экструзионную головку; затем при помощи отвеса отрегулировать центр экструзионной головки таким образом, чтобы он приходился на середину, по касательной, к тянущему валу (рис. 10).
- При участии квалифицированного электрика подсоединить электрический кабель к панели управления. Все переключатели находятся в положении «выкл.» («off») и «0».
- Укрепить кольцевой зазор для подачи воздуха и гибкий воздушный рукав для нагнетательного вентилятора.

-
Проверить правильность подключения фаз по вращению вентилятора обдува рукава в соответствии с указанием стрелки; проверить направление вращения двигателя в соответствии с указанием стрелки. Если направление неверно, электрик отрегулирует кабели по вводам R, S, Т.
-
Проверить нет ли излишнего провисания или натяжения приводного ремня главного двигателя и задевания шкивов о кожух; обеспечить параллельность шкивов двигателя и экструдера.
-
Проверить наличие масла в пневморедукторе, подключив пневмопровод к пневморедуктору, проверить работу всех пневмоузлов на синхронность и утечку.
-
Проверить плотность прилегания нагревателей к поверхности цилиндра и головки и термопар в гнездах (неплотное прилегание приводит к неправильным показаниям приборов и, как следствие, к искажению автоматической регулировки температур в процессе экструзии). Проверить диапазоны нагревателя, чтобы убедиться, что нагреватели прогреты до установленной температуры (температуру устанавливать в соответствии с применяемыми видами полимеров).
Вскрыть крышку шнековой зоны и проверить работу каждого нагревателя по току и температуре. Сравнить температуры на шкафных термоконтроллерах и на зоне нагрева. После достижения нужной температуры проверить температуру в центре головы (дорна) и запустить главный двигатель. Нагреватели должны достигать установленной оператором температуры в заданное время; особенно важно это для экструзионной головки. В том случае, если экструдер начинает работать без предварительной проверки температуры, это может повлечь за собой повреждение агрегата, а также представляет серьезную опасность для оператора. -
Проверить нагнетательный вентилятор на предмет обдува цилиндра.
-
Убедиться, что при замене сетки фиксатор остается зафиксированным должным образом. Обеспечить соосность отверстия в фиксаторе с отверстием в адаптере головки.
-
Проверить болты головки, поскольку в ходе транспортировки они могли ослабнуть.
Кроме того, при помощи болтов можно регулировать толщину. -
Надеть на намоточное устройство бумажную гильзу и приготовиться к началу работы, для тонких пленок во избежание проскальзывания намотать скотч на гильзу.

 Вскрыть крышку шнековой зоны и проверить работу каждого нагревателя по току и температуре. Сравнить температуры на шкафных термоконтроллерах и на зоне нагрева. После достижения нужной температуры проверить температуру в центре головы (дорна) и запустить главный двигатель. Нагреватели должны достигать установленной оператором температуры в заданное время; особенно важно это для экструзионной головки. В том случае, если экструдер начинает работать без предварительной проверки температуры, это может повлечь за собой повреждение агрегата, а также представляет серьезную опасность для оператора.
Вскрыть крышку шнековой зоны и проверить работу каждого нагревателя по току и температуре. Сравнить температуры на шкафных термоконтроллерах и на зоне нагрева. После достижения нужной температуры проверить температуру в центре головы (дорна) и запустить главный двигатель. Нагреватели должны достигать установленной оператором температуры в заданное время; особенно важно это для экструзионной головки. В том случае, если экструдер начинает работать без предварительной проверки температуры, это может повлечь за собой повреждение агрегата, а также представляет серьезную опасность для оператора.
 Кроме того, при помощи болтов можно регулировать толщину.
Кроме того, при помощи болтов можно регулировать толщину.
Рабочая установка рамы
Установка стабилизатора
Действия наладчиков при запуске оборудования
- Поднять опору натяжного устройства на необходимую высоту (при работе с полиэтиленом высокой плотности ПЭНД или пленкой большей толщины опора должна подниматься выше для лучшего охлаждения, а при работе с полиэтиленом низкой плотности ПЭВД опора может быть установлена ниже).
- Проверить все температурные настройки. Время прогрева оборудования зависит от габаритов головки и цилиндра, а также от марки сырья. Температурные интервалы переработки ПЭВД: 170-190°С; ПЭНД: 180-205°С. Затем загрузить полимер в загрузочный бункер и запустить главный двигатель экструдера. Вначале частота вращения главного двигателя должна составлять до 60 оборотов в минуту. После того, как полимер выдавлен из головки, следует увеличить скорость.
- Установить центральную колонну (стабилизатор) для полимеров ПЭНД (рис. 11). Высоту (h) установки стабилизатора считают равной 7-10 диаметрам кольцевой щели головки. Проверить целостность покрытия стабилизатора.
- Пропустить шнур или шпагат (тканый или полипропиленовый) через валы.
- Закрепить экструдат, выходящий из экструзионной головки, в петле на одном конце шпагата. Во избежание слипания рукава — начинать постепенный его раздув, после чего сомкнуть тянущие валы и протянуть экструдат валами.
- Включить тянущие валки.
- Уплотненную часть экструдера обрезать и убрать.
- Протягивая надутую пленку, проходящую через прижимной вал тянущего устройства, прижать вал при помощи пневматического переключателя и отрегулировать частоту вращения двигателя натяжного устройства таким образом, чтобы можно было протянуть пленку (рукав) без разрывов от экструзионной головки через вытяжное устройство и промежуточные направляющие ролики к бумажной гильзе на устройстве намотки. Первичная намотка производится на настроечную втулку.
- Далее накачивать внутрь рукава воздух не резко, а плавно, пока ширина пленки не достигнет необходимого размера, при этом следует отрегулировать объем нагнетания воздуха вентилятором так, чтобы охлаждение пленки соответствовало скорости экструзии. При чрезмерном раздуве рукава для уменьшения ширины пузыря следует проколоть пленку ножом и выпустить часть воздуха до достижения заданной ширины рукава. Изменяя скорость вытяжки, регулируют толщину пленки. После выхода на заданную толщину пленки при необходимости заложить фальцы нужного размера.
- Настроечный рулон составляет технологические потери при наладке пленки.
- Отрегулировать деревянную раму сжатия и устройство (клинья) для закладок. Рама должна быть выставлена точно по линейке таким образом, чтобы угол между сторонами рам был симметричным, а также был приблизительно равным углу клиньев для закладок (рис.10). Рекомендуется при переработке рукавной пленки на основе ПЭВД устанавливать раму выше для предотвращения слипания рукава, а при экструзии ПЭНД, соответственно, раму опустить ниже для избежания «гуляния» рукава из-за сквозняков.
- Установить рабочую втулку и производить намотку рулона.
- Намотка пленки в рулон должна осуществляться без складок, заломов и перекосов на всей ширине рукава. После работы экструдера в течение 4-5 часов, необходимо достать сетку и проверить ее на наличие металлических включений и целостность. Если они есть, выяснить причину их появления. Проверить весь тракт на наличие мест выдавливания материала.
 После того, как полимер выдавлен из головки, следует увеличить скорость.
После того, как полимер выдавлен из головки, следует увеличить скорость.
 Первичная намотка производится на настроечную втулку.
Первичная намотка производится на настроечную втулку.

Пленка должна быть однородной по своей структуре на всем диаметре и соответствовать требованиям ГОСТ 10354-82. Проверить качество пленки на поперечный и продольный раздув. Разнотолщинность проверять на всех участках рулона, отклонения не должны превышать ±5-10% (ГОСТ 10354-82). Измерить линейкой размер закладок и толщиномером (микрометром) толщину пленки. Для этого вырезать быстро, резким движением, не растягивая пленку, фрагмент длиной не менее 1 м. на участке перед намоточным рулоном и измерить его толщину по окружности и длине рукава. Сравнить полученные результаты с требованием ГОСТ 25951-83.
В случаях (III) и (IV) оператор запускает оборудование самостоятельно и приступает к работе после достижения заданных значений температур в зонах цилиндра и головки экструдера.
Случай (IV) отличается от предыдущих тем, что оборудование останавливается на короткий период, в течение которого температура изменяется незначительно. Основная задача оператора — быстро очистить экструдер от старого сырья и перейти к выпуску продукции из новой партии сырья, получив при этом минимальное количество отходов.
Источник: Линия по производству рукавной пленки: инструкция пользователя. Лебедев П.Г., Лебедева Т.М., Митина Л.Н.
Меры предосторожности при экструзионно-выдувном формовании
Опубликовано автором Admin
Как и в любом процессе, связанном с использованием машин, безопасность имеет первостепенное значение. Экструзионно-выдувное формование является прекрасным примером. Оператор, использующий экструзионно-выдувную машину , должен пройти тщательный инструктаж по технике безопасности. Правильно выполняя все этапы экструзионно-выдувного формования, производитель может производить продукт высшего качества без какого-либо риска для человека, выполняющего работу.
Оператор, использующий экструзионно-выдувную машину , должен пройти тщательный инструктаж по технике безопасности. Правильно выполняя все этапы экструзионно-выдувного формования, производитель может производить продукт высшего качества без какого-либо риска для человека, выполняющего работу.
Хотя вы можете использовать различные машины как часть производственного процесса, вы обнаружите несколько явных преимуществ экструзионно-выдувного формования. Например, процесс экструзии требует меньшего давления, и, следовательно, вы можете рассчитывать на меньшую плату за изготовление продукции с использованием экструзионно-выдувной машины. Мало того, что сама экструзионная машина сравнительно дешевле, чем другие, она также может с высокой точностью изготавливать большие открытые детали и компоненты.
Что касается безопасности, операторы соблюдают определенные стандарты безопасности. Некоторые из наиболее важных включают в себя:
- Поддержание рабочей среды без масла или смазки
- Никогда не браться за кожух машины или под него
- Никогда не носите ничего, что свисает, например ожерелья, подтяжки, часы, кольца или свободную одежду, чтобы предотвратить защемление или затягивание конечностей в машину
- Никогда не отключайте и не обходите предохранительные выключатели ограждения
- Использование только качественных материалов, указанных для данного процесса выдувания
- Никогда не лазайте между стяжками во время работы гидравлического насоса
- Всегда надевайте защитные перчатки при регулировке коллекторов или компонентов на горячей резьбонарезной головке
- Никогда не лезьте в горловину машины во время работы гранулятора
- Знание местоположения ближайшего огнетушителя
- Всегда носите утвержденные защитные наушники для защиты от шума
- Никогда не используйте стальные инструменты на линии разъема, литейных стержнях и полостях
- Знание местонахождения ближайшей аптечки
- Всегда носить защитные очки и сапоги со стальными носками
- Никогда не стойте прямо под формой, подвешенной в воздухе
- Регулярный осмотр электрических шнуров и воздушных шлангов
- Использование надлежащего защитного оборудования при подъеме тяжелых заготовок
- Никогда не используйте экструзионно-выдувную машину без разрешения и соответствующего обучения
Несмотря на то, что при работе с этим типом выдувной машины существует множество других мер предосторожности, вы можете видеть, что оператор несет значительную ответственность в своей роли.
Безопасность и качество превыше всего
Компания PET All Manufacturing подчеркивает важность соблюдения всеми операторами выдувных машин строгих отраслевых и корпоративных правил техники безопасности. Если вам нужна качественная машина для вашего производственного бизнеса, мы можем помочь. Вы можете получить информацию о нашей компании и различных продуктах, которые мы предлагаем, позвонив или посетив наш веб-сайт.
Эта запись была размещена в Экструзионно-выдувные формы и помечена как Экструзионно-выдувные машины от Admin. Добавьте постоянную ссылку в закладки.
Благодарим Вас за интерес, проявленный к продукции Pet All. Чтобы запросить расценки или задать вопрос,
Пожалуйста, отправьте нам сообщение!
ОСНОВНОЙ КОНТАКТНЫЙ НОМЕР
СВЯЗАТЬСЯ С НАМИ
АДРЕС:
85 Royal Crest Court Markham, L3R 9X5, Онтарио, Канада
ТЕЛЕФОН: 905-305-1797
ФАКС: 905-305-0013
ЭЛЕКТРОННАЯ ПОЧТА: obrandau@petallmfg. com
com
Денис Дюфур
ТЕЛЕФОН: 514-831-6623
ЭЛЕКТРОННАЯ ПОЧТА: [email protected]
Миннесота Адрес:
620 Minnie Street, Paynesville, MN
56362, USA
ТЕЛЕФОН: 3 19-883-9264
ЭЛЕКТРОННАЯ ПОЧТА: ahobson@ petalmfg.com
Г-н Вальдемар Хармс, г-н Карлос Эдуардо
МОБИЛЬНЫЙ: +55 11 98919-6210
ТЕЛЕФОН: +55 11 5641- 4453
ЭЛЕКТРОННАЯ ПОЧТА: [email protected]
Майк Лю
ТЕЛЕФОН: 86 139 624 78740
WeChat ID: 13962478740
ЭЛЕКТРОННАЯ ПОЧТА: [email protected]
РОМАН РОДРИГЕС
ТЕЛЕФОН: 011-521-333-189-8611
ЭЛЕКТРОННАЯ ПОЧТА: [email protected]
9000 2 ВИЛЬЕВАЛЬДО РОДРИГЕС
ТЕЛЕФОН: 011-251-333-137 -2771
ЭЛЕКТРОННАЯ ПОЧТА: maquiblow@gmail. com
com
ЛИН МЕРРИК
ТЕЛЕФОН: 078 4026 9935
ЭЛЕКТРОННАЯ ПОЧТА: [email protected]
Есть быстрый запрос? Свяжитесь с нами, заполнив свои данные ниже, и мы свяжемся с вами в ближайшее время.
Имя *
Фамилия
Электронная почта *
Телефон *
Страна
Комментарии *
Код безопасности
Основы экструзии: безопасность дома и на работе
Изображение: Фрэнсис/Adobe Stock
На фабрике нет места риску. На экструзионном полу важно учитывать потенциальную опасность тепла, электричества, давления, химикатов, а также то, что выше, может упасть, а то, что ниже, может споткнуться.
Аллан Грифф | 16 октября 2020 г.
В наши дни все думают о безопасности и часто обсуждают в новостях, и это правильно. Есть еще много тех, кто видит славу и силу в риске, концепция, заслуживающая большего внимания, но не здесь.
Есть еще много тех, кто видит славу и силу в риске, концепция, заслуживающая большего внимания, но не здесь.
На фабрике нет места риску, и может потребоваться больше мужества, чтобы требовать, следовать и поощрять разумные меры безопасности, чем игнорировать их. Да, с этим можно переусердствовать, как и со всем остальным, но это не умаляет ценности устоявшихся практик плюс «лишняя миля» сейчас, чтобы свести к минимуму разрушительное воздействие COVID-19.и поддерживать фабрику и рабочих в продуктивной форме.
При экструзии мы должны учитывать следующие проблемы.
Тепло. В основном это касается защиты пальцев и рук, поэтому при необходимости надевайте изолирующие перчатки. Экструдеры снаружи могут быть теплыми, но они не должны быть настолько горячими, чтобы быть опасными. Знайте, как пользоваться бесконтактным инфракрасным термометром, который сейчас повсеместно используется для определения лихорадки COVID. Держите средства от ожогов рядом с машинами, а также ведро с водой (обозначено 9). 0193, а не для использования на чем-либо электрическом). Убедитесь, что все, особенно новички и сотрудники фронт-офиса, знают, что экструдированный пластик опасно горячий, даже если он выглядит твердым.
0193, а не для использования на чем-либо электрическом). Убедитесь, что все, особенно новички и сотрудники фронт-офиса, знают, что экструдированный пластик опасно горячий, даже если он выглядит твердым.
Электричество. Это действует мгновенно, поэтому мы не получаем предупреждения. Электрики знают об этом — пусть ваши подскажут, как быть осторожным. Накрывайте клеммы, заземляйте оборудование, носите незаземляющую обувь, протирайте шваброй и предотвращайте утечки воды, а также держите блокираторы на мощных шкафах. Электрик должен постоянно находиться на связи, если не в помещении, вместе с уполномоченным органом для поддержки отключения по соображениям безопасности. В некоторых линиях может накапливаться статическое электричество и создавать проблемы, но есть способы избежать такого накопления.
Давление. На большинстве экструзионных линий установлены манометры, но не все они показывают правильные показания, и очень немногие из них вызывают тревогу. Часто калибруйте. Изолируйте трубы подачи расплава и помните об опасности их поломки или отрыва при расширении расплава при повторном нагреве после полной остановки. И держитесь подальше от отверстия штампа, насколько это возможно.
Часто калибруйте. Изолируйте трубы подачи расплава и помните об опасности их поломки или отрыва при расширении расплава при повторном нагреве после полной остановки. И держитесь подальше от отверстия штампа, насколько это возможно.
Вес. Многие экструзионные головки тяжелые и требуют соответствующего обращения. Это означает использовать подъемники и тележки для их перемещения и думать, прежде чем разбирать голову. Можем ли мы избежать этого и сэкономить время, используя чистку? Должны ли мы заменить менее обтекаемый внутренний компонент на более обтекаемый, чтобы уменьшить потребность в разборке? И носим ли мы защитную обувь со стальными наконечниками? Они могут выглядеть как обычная обувь и казаться очень легкими, а также могут иметь нескользящую подошву.
Мешки со смолой или добавками обычно весят 50 фунтов/25 кг. Не каждый может безопасно поднять такую сумку. Знайте свои пределы и знайте, как поднимать ноги с прямой спиной. Что касается барабанов и бочек, то можно смело катать барабан весом в сотни фунтов, но это под силу далеко не каждому. Получите помощь, включая вилочный погрузчик, когда это необходимо.
Получите помощь, включая вилочный погрузчик, когда это необходимо.
Скорость. Ускорение работы может привести к превышению безопасных пределов для таких механизмов, как съемники, намотчики и резаки, а также по току двигателя (ампер). Эти ограничения следует знать и соблюдать. Обычное стремление бежать быстрее может производить больше продукции и зарабатывать больше денег, но только в том случае, если это увеличение может быть выгодно продано. В противном случае гонка за скоростью может привести к снижению точности размеров и может потребовать больше смолы для обеспечения достаточной толщины продукта, возможно, получить больше нестандартного лома и, таким образом, напрасно тратить деньги. Для таких продуктов, как трубы, изменение размеров может вызвать проблемы с фитингами, поэтому слишком большое внимание к скорости может даже привести к потере клиентов.
Быстро движущаяся проволока также может представлять опасность, и ее путь необходимо охранять как до, так и после штампа. Роликовые зажимы также нуждаются в охранниках и часто тестируемом аварийном шнуре, чтобы открыть их. И вообще никаких галстуков и свободной одежды. Рубашки навыпуск могут вызывать споры, но правила должны быть четкими и зависеть от того, какая экипировка имеется.
Роликовые зажимы также нуждаются в охранниках и часто тестируемом аварийном шнуре, чтобы открыть их. И вообще никаких галстуков и свободной одежды. Рубашки навыпуск могут вызывать споры, но правила должны быть четкими и зависеть от того, какая экипировка имеется.
Высота. Часть экструзии, в частности пленка, выдуваемая с раздувом, направляется вверх в градирню. Могут быть места, где инструменты или другие незакрепленные предметы могут быть оставлены, и их падение может привести к травмам людей или повреждению оборудования.
Этаж. Посмотрите вверх, чтобы заметить предметы, которые могут упасть, но также смотрите вниз. Пеллеты, вода и масло — мои главные заботы. Обувь с шипами помогает избежать соскальзывания гранул; вытирать утечки и капли масла не так просто, так как вода не смешивается с маслом. На нефтеперерабатывающих заводах, где часты утечки нефти, используют специальные растворители. На экструзионном заводе может помочь очистка швабры в воде с высоким содержанием моющих средств, и современные специалисты по уборке будут знать больше. Не полагайся на меня, кроме как на того, кто говорит: «Не забывай об этом».
Не полагайся на меня, кроме как на того, кто говорит: «Не забывай об этом».
Химикаты. Много шума поднимается о «токсичности» пластмасс — это не так, — но когда пластмассы перегреваются, некоторые из них могут разлагаться на соединения, которые вредны для дыхания. Это еще одна причина держаться как можно дальше от открытия штампа. Мы все знаем, что такое социальное дистанцирование в шесть футов, и оно применимо и здесь. И маски тоже. Мне приходилось носить маску 95% во время некоторых посещений завода, и, к счастью, я сохранил несколько и использую их сейчас. (Совет: когда вы стираете маску, используйте моющее средство, а если вам нужно быстрое высыхание, повесьте ее над обычным настольным охлаждающим вентилятором.) Также небрежная подача порошка может привести к попаданию порошка в окружающий воздух. Если область вокруг вашего бункера выглядит так, будто только что выпал снег, проверьте, откуда он идет. Подача порошка может быть надежно закрыта, но уплотнения и проходы могут нуждаться в обслуживании.
Дым на губах. Маски здесь мало помогают, но может помочь воздуходувка с вентиляцией (сторона впуска). Это может быть безвредная влага, но это маловероятно, если продукт выглядит нормально, так как слишком влажный корм (выше 0,1%) оставляет на продукте оспины и пунктирные линии. Для некоторых смол, таких как ПЭТ и нейлон, для ослабления продукта требуется гораздо менее 0,1%. Эти смолы должны быть высушены перед подачей или через хорошо расположенное вентиляционное отверстие в стволе (и достаточно высокие обороты). Дым может быть летучей добавкой или даже выкипающим остаточным мономером, особенно если температура расплава слишком высокая в течение слишком долгого времени. Если это добавка, в вашем продукте может быть меньше, чем вы думаете. В любом случае выясните, что это такое — уплотните и проанализируйте. Если оставить неизвестным, это способствует страху.
Пожар бывает редко, но очень серьезно. Большинство пластиков легко воспламеняются, но не взрывоопасны (кроме порошков). Огнетушители должны быть хорошо заметными, достаточно большими и подходящего типа (т. е. не на водной основе). Утечка расплава в головке может самопроизвольно воспламениться на воздухе, сигнализируя о том, что она должна работать более прохладно или, при необходимости, медленнее.
Огнетушители должны быть хорошо заметными, достаточно большими и подходящего типа (т. е. не на водной основе). Утечка расплава в головке может самопроизвольно воспламениться на воздухе, сигнализируя о том, что она должна работать более прохладно или, при необходимости, медленнее.
Тишина. Это угроза безопасности, если люди боятся сообщить об опасности или просто слишком заняты, чтобы что-либо предпринять. На моей первой работе в отрасли мы проводили совещание по вопросам безопасности каждый понедельник в 8 часов утра. Мы, технические специалисты, по очереди выступали в роли докладчиков, а менеджер по безопасности предоставлял нам множество материалов. Он потерял руку в результате несчастного случая на заводе, и простое общение с ним напомнило нам о необходимости работать безопасно. Мы также рассмотрели внешние опасности, такие как вождение в нетрезвом виде и опасности дома. Это был способ убедиться, что мы все явились вовремя в понедельник утром после выходных. Но самое главное, она поддерживала культуру безопасности, которая создает командный дух и подавляет естественные и во всем остальном приятные аспекты риска.
Но самое главное, она поддерживала культуру безопасности, которая создает командный дух и подавляет естественные и во всем остальном приятные аспекты риска.
Об авторе
Аллан Грифф — опытный инженер по экструзии, начавший свою карьеру в технической службе у крупного поставщика полимеров, а теперь уже много лет работающий самостоятельно в качестве консультанта, свидетеля-эксперта в суде. случаев, и особенно в качестве преподавателя через вебинары и семинары, как открытые, так и внутренние, а теперь и в его новой аудиовизуальной версии. Он написал Технология экструзии пластмасс , первую практическую книгу по экструзии в США, а также Руководство по эксплуатации экструзии пластмасс, обновляется почти каждый год и доступно на испанском, французском и английском языках. Узнайте больше на его веб-сайте www.griffex.com или напишите ему по электронной почте [email protected] .
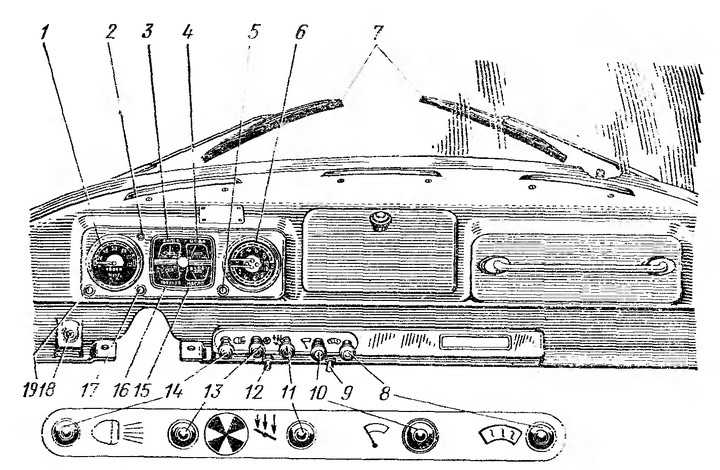
 Дополнительно на автомобиле ЗИЛ-131 устанавливается контрольная лампа включения переднего моста, а на «Урал-375Д» — сигнальные лампы аварийного состояния тормозов и минимального давления воздуха в воздушных баллонах колес.
Дополнительно на автомобиле ЗИЛ-131 устанавливается контрольная лампа включения переднего моста, а на «Урал-375Д» — сигнальные лампы аварийного состояния тормозов и минимального давления воздуха в воздушных баллонах колес. Приборы делятся на две группы. К первой относятся приборы, контролирующие работу машины и ее правильную эксплуатацию (спидометр, счетчик моточасов, тахометр, манометр тормозной системы с пневматическим приводом, шинный манометр), ко второй — приборы, сигнализирующие о нарушении режима работь отдельной системы или механизма (указатели температуры охлаждающей жидкости и масла, давления масла в системе смазки, уровня топлива в баке, заряда и разряда аккумуляторной батареи и др.). По принципу действия контрольно-измерительные приборы подразделяются на индукционные, электромагнитные и термовибрационные.
Приборы делятся на две группы. К первой относятся приборы, контролирующие работу машины и ее правильную эксплуатацию (спидометр, счетчик моточасов, тахометр, манометр тормозной системы с пневматическим приводом, шинный манометр), ко второй — приборы, сигнализирующие о нарушении режима работь отдельной системы или механизма (указатели температуры охлаждающей жидкости и масла, давления масла в системе смазки, уровня топлива в баке, заряда и разряда аккумуляторной батареи и др.). По принципу действия контрольно-измерительные приборы подразделяются на индукционные, электромагнитные и термовибрационные.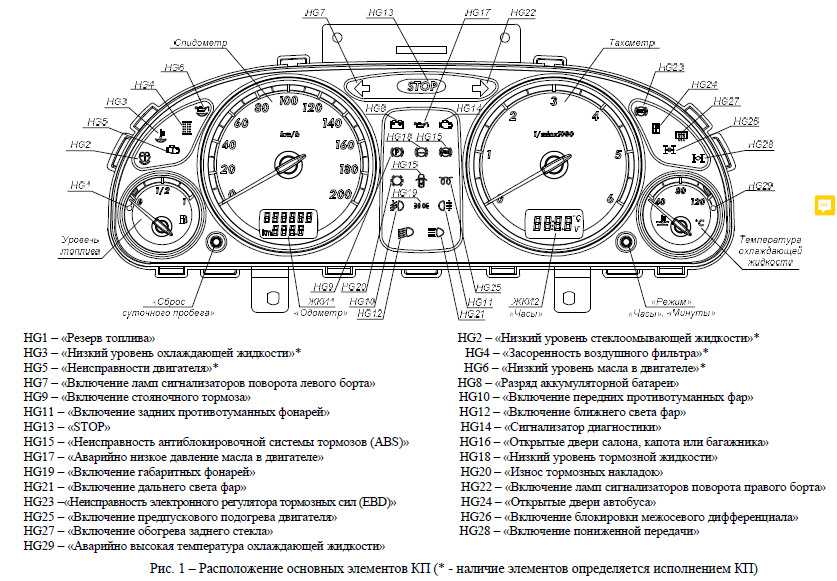 Датчик состоит из корпуса, внутри которого помещены неподвижный контакт на основании и биметаллическая пластина с обмоткой из константанового провода и с контактом. Пластина сжимает контакты с определенным усилием. В корпусе приемника размещена П-образная биметаллическая пластинка с обмоткой из константановой проволоки. Рабочее плечо пластины соединено со стрелкой.
Датчик состоит из корпуса, внутри которого помещены неподвижный контакт на основании и биметаллическая пластина с обмоткой из константанового провода и с контактом. Пластина сжимает контакты с определенным усилием. В корпусе приемника размещена П-образная биметаллическая пластинка с обмоткой из константановой проволоки. Рабочее плечо пластины соединено со стрелкой. е. продолжительность замкнутого состояния контактов будет велика и в приемник будут поступать продолжительные импульсы тока. Биметаллическая пластина приемника будет при этом интенсивно нагреваться, отводя стрелку по шкале в сторону. По мере повышения температуры жидкости пластина датчика нагревается быстрее, а остывает медленнее, т. е. время замкнутого состояния контактов будет сокращаться. В результате биметаллическая пластина приемника будет получать более короткие и редкие импульсы тока и, охлаждаясь, начнет выпрямляться, перемещая стрелку в сторону высоких температур.
е. продолжительность замкнутого состояния контактов будет велика и в приемник будут поступать продолжительные импульсы тока. Биметаллическая пластина приемника будет при этом интенсивно нагреваться, отводя стрелку по шкале в сторону. По мере повышения температуры жидкости пластина датчика нагревается быстрее, а остывает медленнее, т. е. время замкнутого состояния контактов будет сокращаться. В результате биметаллическая пластина приемника будет получать более короткие и редкие импульсы тока и, охлаждаясь, начнет выпрямляться, перемещая стрелку в сторону высоких температур.
 Указатели могут быть с непосредственным отсчетом показаний и дистанционные. По принципу действия дистанционные указатели могут быть электромагнитными, магнитоэлектрическими, электротепловыми и гидростатическими.
Указатели могут быть с непосредственным отсчетом показаний и дистанционные. По принципу действия дистанционные указатели могут быть электромагнитными, магнитоэлектрическими, электротепловыми и гидростатическими. Таким образом, через обмотку течет суммарный ток. Если топливный бак полон, то сопротивление реостата включено полностью. При этом суммарное магнитное поле обоих электромагнитов устанавливает якорек в положение, при котором стрелка показывает на деление Я шкалы. По мере расхода топлива поплавок опускается, выводя реостат из первой цепи. При этом сила тока в первой цепи возрастает в большей степени, чем уменьшается во второй. В результате ток, проходящий через обмотку, будет увеличиваться, а через обмотку — уменьшаться. Сердечник притягивает якорек и поворачивает стрелку к нулевому делению шкалы.
Таким образом, через обмотку течет суммарный ток. Если топливный бак полон, то сопротивление реостата включено полностью. При этом суммарное магнитное поле обоих электромагнитов устанавливает якорек в положение, при котором стрелка показывает на деление Я шкалы. По мере расхода топлива поплавок опускается, выводя реостат из первой цепи. При этом сила тока в первой цепи возрастает в большей степени, чем уменьшается во второй. В результате ток, проходящий через обмотку, будет увеличиваться, а через обмотку — уменьшаться. Сердечник притягивает якорек и поворачивает стрелку к нулевому делению шкалы.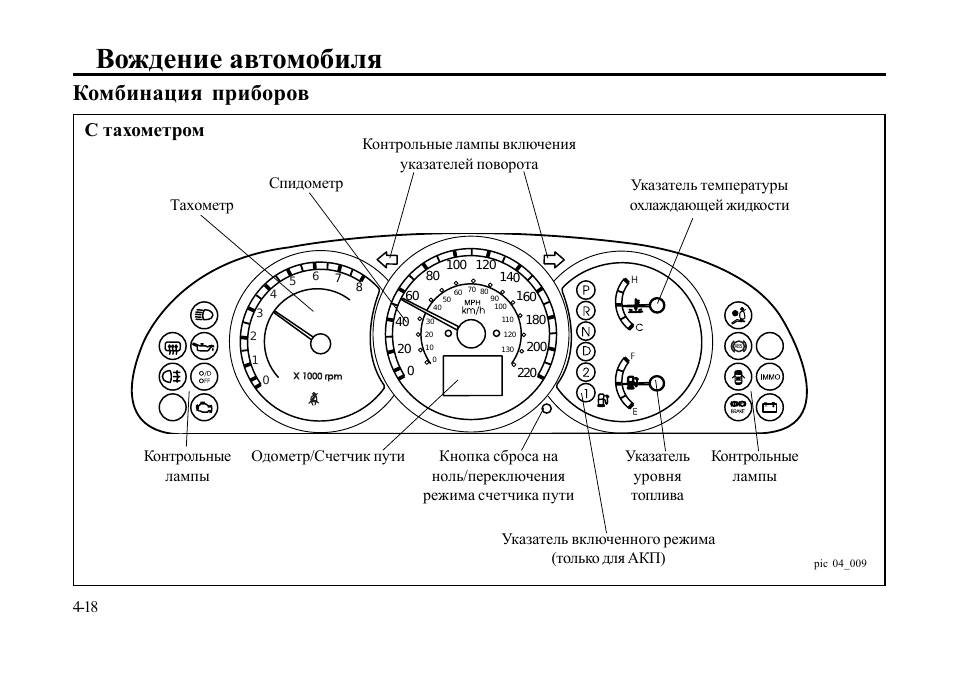
 В результате взаимодействия магнитных полей якорек поворачивается в сторону вращения магнита. Чем быстрее вращается магнит, тем больше угол поворота якорька и стрелки, т. е. угол поворота стрелки прямо пропорционален скорости движения машины. От влияния посторонних магнитных полей магнит и якорек защищены экраном. Для устранения искажений в показаниях прибора при изменении температуры установлен термокомпенсатор.
В результате взаимодействия магнитных полей якорек поворачивается в сторону вращения магнита. Чем быстрее вращается магнит, тем больше угол поворота якорька и стрелки, т. е. угол поворота стрелки прямо пропорционален скорости движения машины. От влияния посторонних магнитных полей магнит и якорек защищены экраном. Для устранения искажений в показаниях прибора при изменении температуры установлен термокомпенсатор. Каждый последующий барабанчик поворачивается в 10 раз медленнее предыдущего и показывает десятки, сотни, тысячи и десятки тысяч километров.
Каждый последующий барабанчик поворачивается в 10 раз медленнее предыдущего и показывает десятки, сотни, тысячи и десятки тысяч километров.
 Величина и направление угла поворота якоря и стрелки зависят от силы и направления тока в шине. Отклонение стрелки амперметра к знаку «-» показывает разряд аккумуляторной батареи, а отклонение к знаку «+» показывает заряд батареи.
Величина и направление угла поворота якоря и стрелки зависят от силы и направления тока в шине. Отклонение стрелки амперметра к знаку «-» показывает разряд аккумуляторной батареи, а отклонение к знаку «+» показывает заряд батареи.
 Датчик сигнализатора представляет собой корпус с латунной гильзой. Внутри гильзы находится неподвижный контакт, который соединяется с массой, и подвижный контакт, закрепленный на упругой биметаллической пластине. Биметаллическая пластина изолирована от массы и соединена с зажимом снаружи корпуса. Сигнальная лампа на щитке приборов соединяется при помощи провода с зажимом.
Датчик сигнализатора представляет собой корпус с латунной гильзой. Внутри гильзы находится неподвижный контакт, который соединяется с массой, и подвижный контакт, закрепленный на упругой биметаллической пластине. Биметаллическая пластина изолирована от массы и соединена с зажимом снаружи корпуса. Сигнальная лампа на щитке приборов соединяется при помощи провода с зажимом. Одна из катушек указателя соединена с массой через резистор, который выполняет роль температурного компенсатора. Такая конструкция позволяет уменьшить влияние температуры на точность показания прибора. Для дополнительного контроля за давлением масла на автомобилях устанавливают сигнализатор аварийного давления масла. Он состоит из контрольной лампы, которая располагается на приборном щитке, и датчика. Датчик включает в себя корпус, диафрагму, а также контактное устройство, пружину и изолированный вывод. Если давление масла понижается ниже допустимого значения, контакты смыкаются и лампа загорается. При повышении давления диафрагма прогибается, контакты размыкаются, и лампа гаснет.
Одна из катушек указателя соединена с массой через резистор, который выполняет роль температурного компенсатора. Такая конструкция позволяет уменьшить влияние температуры на точность показания прибора. Для дополнительного контроля за давлением масла на автомобилях устанавливают сигнализатор аварийного давления масла. Он состоит из контрольной лампы, которая располагается на приборном щитке, и датчика. Датчик включает в себя корпус, диафрагму, а также контактное устройство, пружину и изолированный вывод. Если давление масла понижается ниже допустимого значения, контакты смыкаются и лампа загорается. При повышении давления диафрагма прогибается, контакты размыкаются, и лампа гаснет. Ползунковый реостат находится снаружи топливного бака, а поплавок с рычагом — внутри. При уменьшении уровня топлива сопротивление, включаемое реостатом, уменьшается, а при увеличении увеличивается. Конструкция указателя уровня топлива аналогична указателю температуры охлаждающей жидкости.
Ползунковый реостат находится снаружи топливного бака, а поплавок с рычагом — внутри. При уменьшении уровня топлива сопротивление, включаемое реостатом, уменьшается, а при увеличении увеличивается. Конструкция указателя уровня топлива аналогична указателю температуры охлаждающей жидкости. compliet
compliet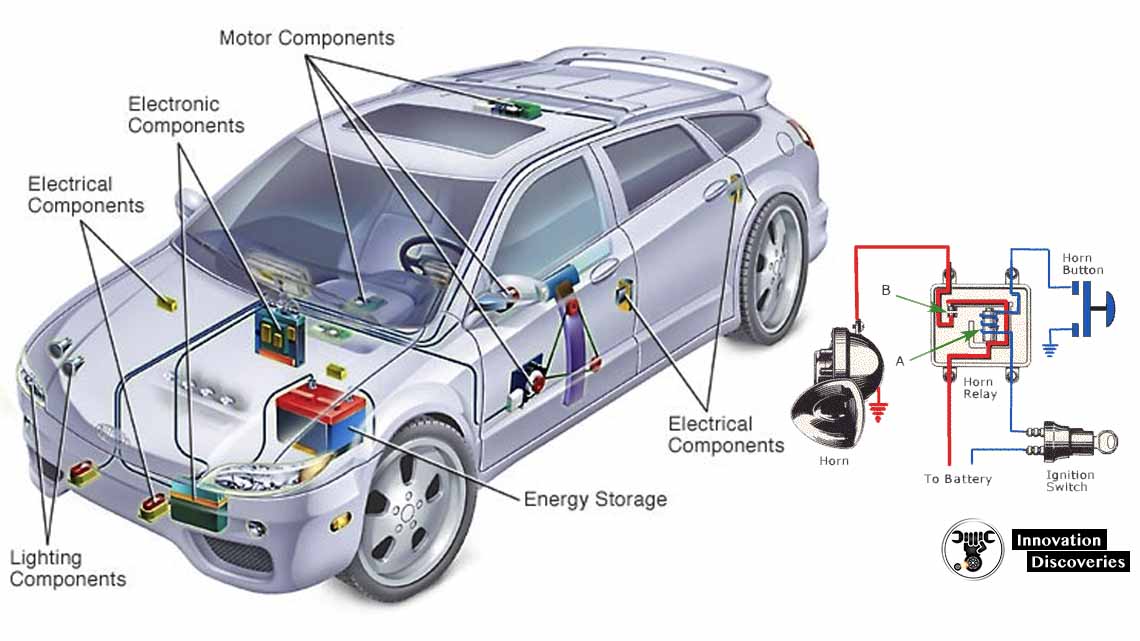 Детали:
Детали:
 org/OpeningHoursSpecification»> Пятница 09:00 — 17:00
org/OpeningHoursSpecification»> Пятница 09:00 — 17:00 Позвоните по телефону (254) 774-9222, чтобы записаться на прием или узнать больше об услугах Kip’s Automotive.
Позвоните по телефону (254) 774-9222, чтобы записаться на прием или узнать больше об услугах Kip’s Automotive.

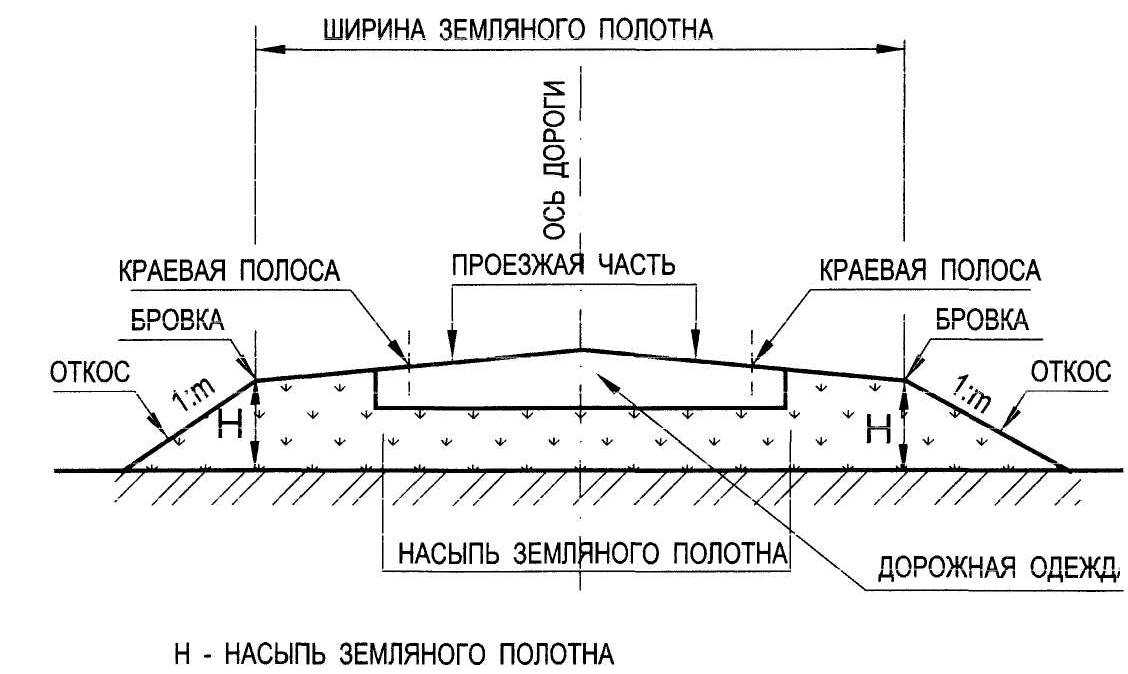
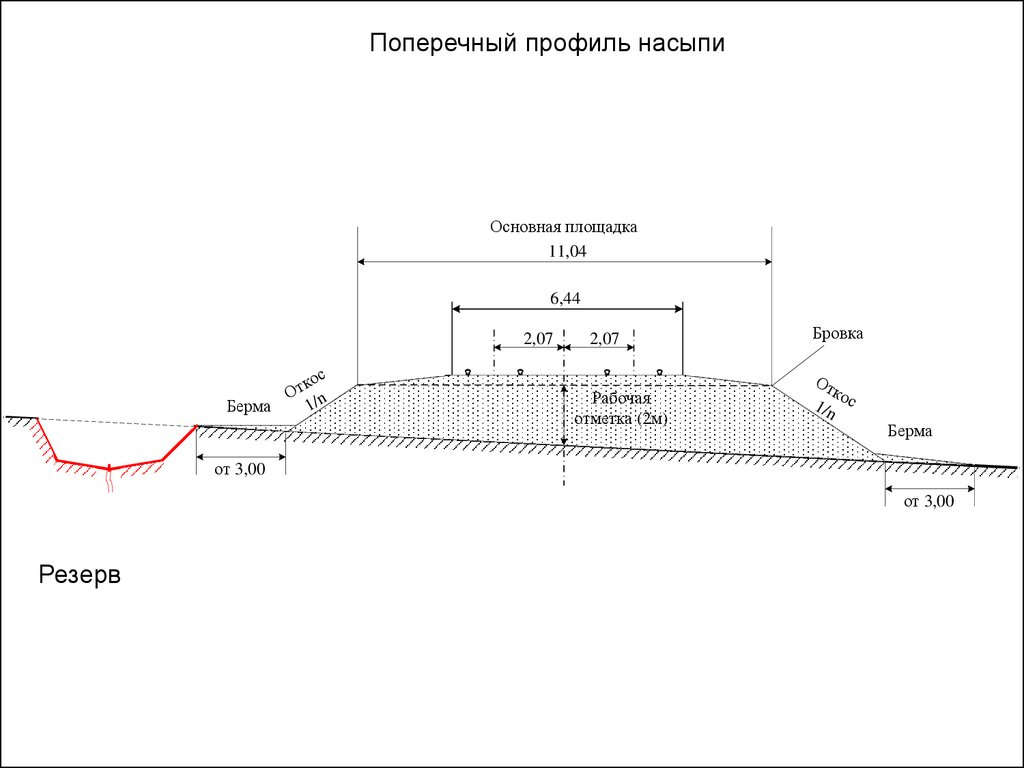 В состав З. п. входят все сооружения, предназначенные для осушения дороги и отвода от неё воды, – боковые канавы (кюветы), нагорные и забанкетные канавы, дренажи, а также укрепительные и защитные сооружения (противоналёдные, противообвальные, лавинозащитные).
В состав З. п. входят все сооружения, предназначенные для осушения дороги и отвода от неё воды, – боковые канавы (кюветы), нагорные и забанкетные канавы, дренажи, а также укрепительные и защитные сооружения (противоналёдные, противообвальные, лавинозащитные). Протяженность автомобильной дороги составит порядка 3 километров. Она будет служить подъездом к парковочным площадям аэровокзала, там в рамках инвестиционного соглашения обустроят парковку более чем на 900 машиномест», — сказал заместитель министра транспорта и дорожного строительства Камчатского края Максим Логинов.
Протяженность автомобильной дороги составит порядка 3 километров. Она будет служить подъездом к парковочным площадям аэровокзала, там в рамках инвестиционного соглашения обустроят парковку более чем на 900 машиномест», — сказал заместитель министра транспорта и дорожного строительства Камчатского края Максим Логинов.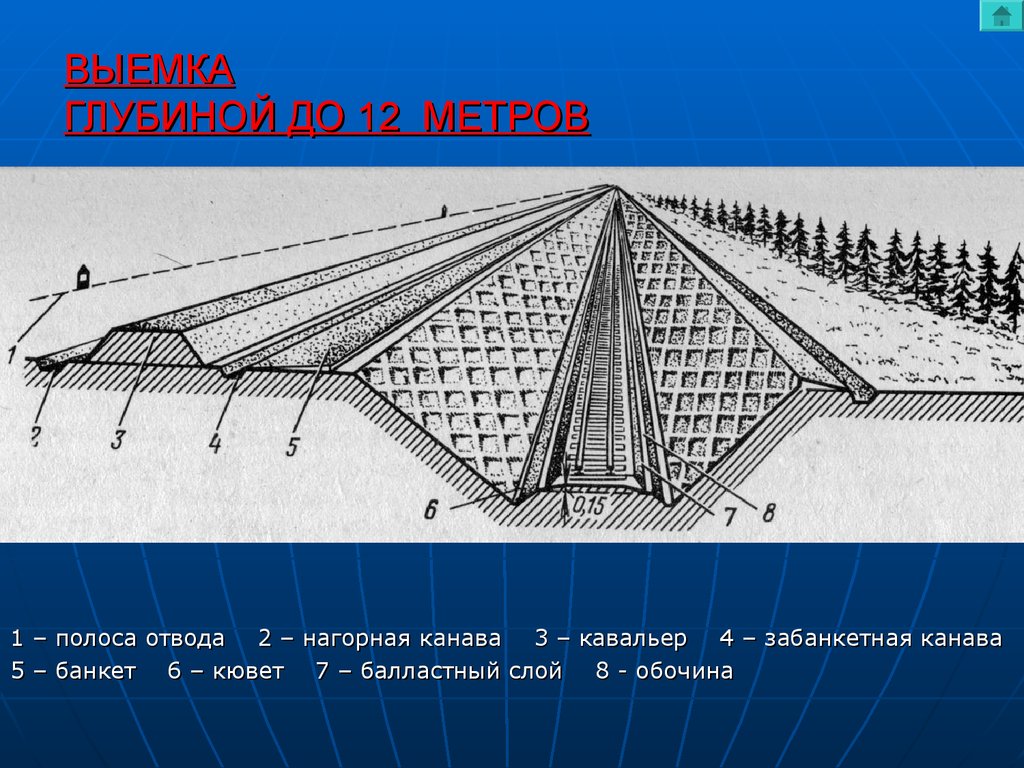
 М. Логинов
М. Логинов . Уклон дороги может быть повышен по ряду причин, а именно:
. Уклон дороги может быть повышен по ряду причин, а именно:
 м
м


 м.
м. Они широко используются, напр. в качестве насыпей водохранилищ, в качестве насыпей автомобильных, железных дорог и взлетно-посадочных полос аэропортов на транспорте, но здесь мы обсуждаем методологию последовательности земляных работ в насыпях для дорожных работ.
Они широко используются, напр. в качестве насыпей водохранилищ, в качестве насыпей автомобильных, железных дорог и взлетно-посадочных полос аэропортов на транспорте, но здесь мы обсуждаем методологию последовательности земляных работ в насыпях для дорожных работ. 0 Объем работ:
0 Объем работ: 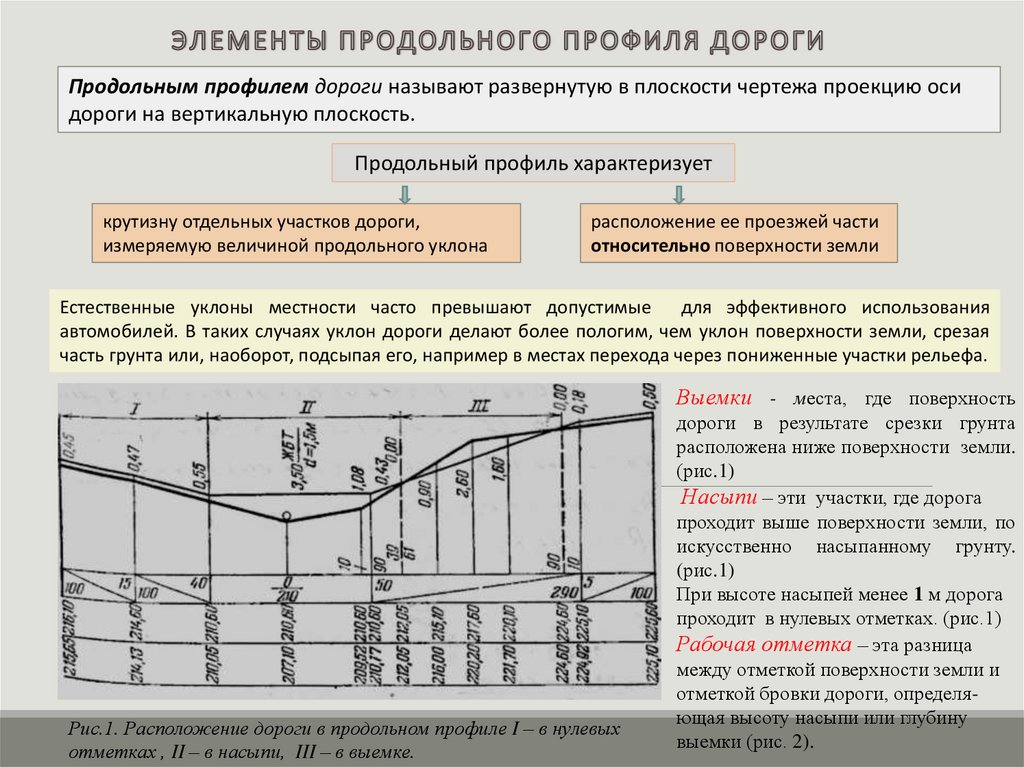 1 Материал:
1 Материал:  При желании подрядчик должен продемонстрировать эффективность используемого типа оборудования до начала работ.
При желании подрядчик должен продемонстрировать эффективность используемого типа оборудования до начала работ. Неподходящий материал, встречающийся в основании насыпи, должен быть удален в соответствии с указаниями и одобрением Инженера и заменен утвержденными материалами, уложенными слоями и надлежащим образом уплотненными до требуемой и указанной степени уплотнения. Земляные работы на утвержденных карьерных площадях в соответствии с пунктом 305.2.2.2 должны выполняться экскаватором, а транспортировка вынутого материала — самосвалами/тракторной тележкой.
Неподходящий материал, встречающийся в основании насыпи, должен быть удален в соответствии с указаниями и одобрением Инженера и заменен утвержденными материалами, уложенными слоями и надлежащим образом уплотненными до требуемой и указанной степени уплотнения. Земляные работы на утвержденных карьерных площадях в соответствии с пунктом 305.2.2.2 должны выполняться экскаватором, а транспортировка вынутого материала — самосвалами/тракторной тележкой.
 проходов, необходимых для конкретного типа грунта, отсыпаемого под насыпь, для достижения плотностей, указанных в таблице 300-2 Технической спецификации. По результатам испытаний фактическое уплотнение будет выполнено с требуемым номером. проходов почвоуплотнителя до достижения заданной плотности. Укатка должна проходить параллельно центральной линии дороги, равномерно перекрывая каждую предыдущую колею на одну треть ширины. Прокатку продолжают до достижения заданной плотности по таблице 300-2. В случае, если определенное уплотнение не достигается, материал в мягкой зоне должен быть удален и заменен утвержденным материалом. Плотность должна быть проверена методом замещения песка / ядерным плотномером.
проходов, необходимых для конкретного типа грунта, отсыпаемого под насыпь, для достижения плотностей, указанных в таблице 300-2 Технической спецификации. По результатам испытаний фактическое уплотнение будет выполнено с требуемым номером. проходов почвоуплотнителя до достижения заданной плотности. Укатка должна проходить параллельно центральной линии дороги, равномерно перекрывая каждую предыдущую колею на одну треть ширины. Прокатку продолжают до достижения заданной плотности по таблице 300-2. В случае, если определенное уплотнение не достигается, материал в мягкой зоне должен быть удален и заменен утвержденным материалом. Плотность должна быть проверена методом замещения песка / ядерным плотномером.
 4 Запрещается постоянно оставлять машины или оборудование на существующей дороге или обочине без присмотра, если они не защищены должным образом и не закреплены безопасным образом.
4 Запрещается постоянно оставлять машины или оборудование на существующей дороге или обочине без присмотра, если они не защищены должным образом и не закреплены безопасным образом.
 Цинк используется в порошковой форме, поскольку гранулы имеют высокую площадь поверхности, что позволяет увеличить скорость реакции и обеспечить более высокие потоки электронов. Иногда добавляют оксид цинка, чтобы ограничить коррозию анода.
Цинк используется в порошковой форме, поскольку гранулы имеют высокую площадь поверхности, что позволяет увеличить скорость реакции и обеспечить более высокие потоки электронов. Иногда добавляют оксид цинка, чтобы ограничить коррозию анода.
 По сравнению с цинково-углеродной батареей, ее основным конкурентом, щелочная имеет более высокую плотность энергии, а также более длительный срок хранения. Однако она обладает высоким внутренним сопротивлением. Чем быстрее разряжается аккумулятор, тем меньше емкость или нагрузка, с которыми он может справиться.
По сравнению с цинково-углеродной батареей, ее основным конкурентом, щелочная имеет более высокую плотность энергии, а также более длительный срок хранения. Однако она обладает высоким внутренним сопротивлением. Чем быстрее разряжается аккумулятор, тем меньше емкость или нагрузка, с которыми он может справиться.
 В процессе переработки уменьшается количество вредных веществ, которые могут проникнуть в почву или воду, причинив вред окружающей среде. Правильная утилизация щелочных аккумуляторов снижает риск причинения вреда здоровью. Все АКБ содержат химические вещества, которые со временем высвобождаются из корпуса.
В процессе переработки уменьшается количество вредных веществ, которые могут проникнуть в почву или воду, причинив вред окружающей среде. Правильная утилизация щелочных аккумуляторов снижает риск причинения вреда здоровью. Все АКБ содержат химические вещества, которые со временем высвобождаются из корпуса.


 Перед тем как покупать подобное оборудование, потребуется ознакомиться со всеми положительными и отрицательными сторонами, а также особенностями аппарата.
Перед тем как покупать подобное оборудование, потребуется ознакомиться со всеми положительными и отрицательными сторонами, а также особенностями аппарата. Благодаря этому элементу обеспечивается долгая деятельность агрегата.
Благодаря этому элементу обеспечивается долгая деятельность агрегата.
 А также можно применять раствор из щёлочи.
А также можно применять раствор из щёлочи. Но необходимо подобрать правильное зарядное устройство.
Но необходимо подобрать правильное зарядное устройство. В большинстве случаев плюсы перевешивают минусы.
В большинстве случаев плюсы перевешивают минусы.
 А также такой режим используют после того, как АКБ была полностью разряжена.
А также такой режим используют после того, как АКБ была полностью разряжена. Чтобы разделить источники питания, обычно используют виниловые пластины и обычную резину.
Чтобы разделить источники питания, обычно используют виниловые пластины и обычную резину.

 Все пробки должны быть плотно прижатыми к устройству. Транспортировку можно производить только в том случае, если батарея подготовлена к длительному хранению. С другими источниками питания нежелательно хранить щелочные АКБ.
Все пробки должны быть плотно прижатыми к устройству. Транспортировку можно производить только в том случае, если батарея подготовлена к длительному хранению. С другими источниками питания нежелательно хранить щелочные АКБ.
 Что скажете?
Что скажете? Подскажите на тнвд двигателя А-41 дт 75, должен ли стоять перепускной клапан?
Подскажите на тнвд двигателя А-41 дт 75, должен ли стоять перепускной клапан? Подскажите, как можно сделать выжим сцепления помягче, а то надо двумя ногами выжимать? трактор дт 75 казахстан с малой кабиной сцепление без цилиндра
Подскажите, как можно сделать выжим сцепления помягче, а то надо двумя ногами выжимать? трактор дт 75 казахстан с малой кабиной сцепление без цилиндра От качества проведения данных операций по настройке и регулировке плугов зависит качество пахоты.
От качества проведения данных операций по настройке и регулировке плугов зависит качество пахоты.
 Такое же требование относится к отвалам подплужника и корпуса. Для многокорпусного агрегата лезвия лемехов надо устанавливать параллельно Носки и пятки надо располагать на параллельных прямых. Проверить регулировку можно с помощью отрезка шпагата. Отклонение не может превышать более 5 мм.
Такое же требование относится к отвалам подплужника и корпуса. Для многокорпусного агрегата лезвия лемехов надо устанавливать параллельно Носки и пятки надо располагать на параллельных прямых. Проверить регулировку можно с помощью отрезка шпагата. Отклонение не может превышать более 5 мм.
 Он и прослужит дольше, и рабочие поверхности будут меньше изнашиваться. Легче и трактору: нагрузка на него уменьшается, а следовательно возникает меньше непредвиденных поломок и экономится горючее. При грамотной регулировке плуга улучшается качество пахоты: аккуратные борозды, равномерная глубина вспашки, остатки стерни перерабатываются лучше.
Он и прослужит дольше, и рабочие поверхности будут меньше изнашиваться. Легче и трактору: нагрузка на него уменьшается, а следовательно возникает меньше непредвиденных поломок и экономится горючее. При грамотной регулировке плуга улучшается качество пахоты: аккуратные борозды, равномерная глубина вспашки, остатки стерни перерабатываются лучше.
 Расстояние между носком захвата и колесом должно составлять примерно 32 см. Ширина захвата на этом плуге составляет 30 см, поэтому второй корпус настраивать не надо.
Расстояние между носком захвата и колесом должно составлять примерно 32 см. Ширина захвата на этом плуге составляет 30 см, поэтому второй корпус настраивать не надо.
 Делается это для того, чтобы полевая доска не изнашивалась. Если она будет идти по дну борозды, опираясь на пятку, то быстро сотрется Положение полевой доски регулируется центральным винтом. Закручиваем винт — полевая доска поднимается, откручиваем — опускается.
Делается это для того, чтобы полевая доска не изнашивалась. Если она будет идти по дну борозды, опираясь на пятку, то быстро сотрется Положение полевой доски регулируется центральным винтом. Закручиваем винт — полевая доска поднимается, откручиваем — опускается.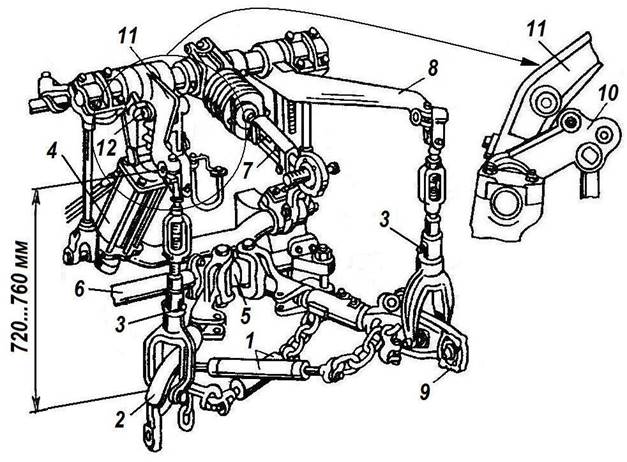 Когда колесо стоит напротив первого корпуса, заднему корпусу не на что опереться и он зарывается глубже в землю. Возникает эффект рычага, при этом колесо является точкой опоры. Соответственно, задний корпус опускается вниз, а задняя ось трактора разгружается, то есть немного приподнимается. Возникает неравномерная нагрузка на систему плуг-трактор, что требует большего тягового усилия и ведет к заметному расходу топлива.
Когда колесо стоит напротив первого корпуса, заднему корпусу не на что опереться и он зарывается глубже в землю. Возникает эффект рычага, при этом колесо является точкой опоры. Соответственно, задний корпус опускается вниз, а задняя ось трактора разгружается, то есть немного приподнимается. Возникает неравномерная нагрузка на систему плуг-трактор, что требует большего тягового усилия и ведет к заметному расходу топлива.
 Один раз настроили оптимальную конфигурацию, записали, и при замене навесного оборудования не вспоминаем все заново, а берем готовые размеры.
Один раз настроили оптимальную конфигурацию, записали, и при замене навесного оборудования не вспоминаем все заново, а берем готовые размеры. Наша полная линейка оборудования для борьбы со снегом и льдом позволяет вам очищать больше участков быстрее и с проверенной надежностью.
Наша полная линейка оборудования для борьбы со снегом и льдом позволяет вам очищать больше участков быстрее и с проверенной надежностью. Все плуги Ram Lot Pro стандартно поставляются со снегоотражателем и системой Nite Sabre 9.0021 ® Светодиодные фонари.
Все плуги Ram Lot Pro стандартно поставляются со снегоотражателем и системой Nite Sabre 9.0021 ® Светодиодные фонари. Благодаря контроллеру пистолетной рукоятки и независимо управляемым расклешенным крыльям вы можете легко выбрать конфигурацию с V-образным, ковшовым или прямым лезвием одним нажатием кнопки. Изготовленный из углеродистой или нержавеющей стали, Super-V3 оснащен цилиндрами блокировки двойного действия, дефлекторами снега и лучшим в отрасли дорожным просветом для лучшей штабелирования и меньшего проседания. Все плуги Ram Super-V3 стандартно поставляются с Nite Sabre 9.0021 ® Светодиодные фонари.
Благодаря контроллеру пистолетной рукоятки и независимо управляемым расклешенным крыльям вы можете легко выбрать конфигурацию с V-образным, ковшовым или прямым лезвием одним нажатием кнопки. Изготовленный из углеродистой или нержавеющей стали, Super-V3 оснащен цилиндрами блокировки двойного действия, дефлекторами снега и лучшим в отрасли дорожным просветом для лучшей штабелирования и меньшего проседания. Все плуги Ram Super-V3 стандартно поставляются с Nite Sabre 9.0021 ® Светодиодные фонари. 0021 ® Светодиодные фонари.
0021 ® Светодиодные фонари. Плуг Ram Lot Pro LD имеет длину 7 футов 6 дюймов и высоту 28 дюймов и в стандартной комплектации поставляется со снежным дефлектором и светодиодными фонарями Nite Sabre ® .
Плуг Ram Lot Pro LD имеет длину 7 футов 6 дюймов и высоту 28 дюймов и в стандартной комплектации поставляется со снежным дефлектором и светодиодными фонарями Nite Sabre ® . 
 Момент затягування болтів 0,35-0,4 кН х м (35-40 кГс х м).
Момент затягування болтів 0,35-0,4 кН х м (35-40 кГс х м).
 tk
tk 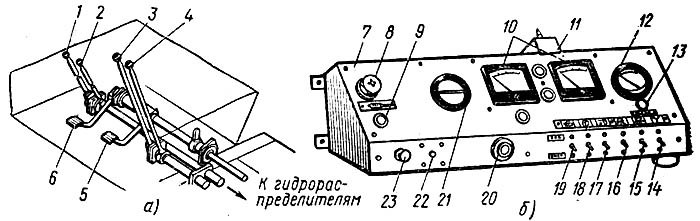 Снаряженная масса 7 тонн, полная масса 18,225 тонны. При грузоподъемности 11 075 т допустима нагрузка 4,5 т на переднюю и 13 725 т на заднюю ось.
Снаряженная масса 7 тонн, полная масса 18,225 тонны. При грузоподъемности 11 075 т допустима нагрузка 4,5 т на переднюю и 13 725 т на заднюю ось.

 Возможна установка тента, создающего грузовой отсек объемом 32 м 3 .
Возможна установка тента, создающего грузовой отсек объемом 32 м 3 . Общий радиус поворота составляет 9,8 м.
Общий радиус поворота составляет 9,8 м. Максимальная скорость составляет 50 км/ч.
Максимальная скорость составляет 50 км/ч.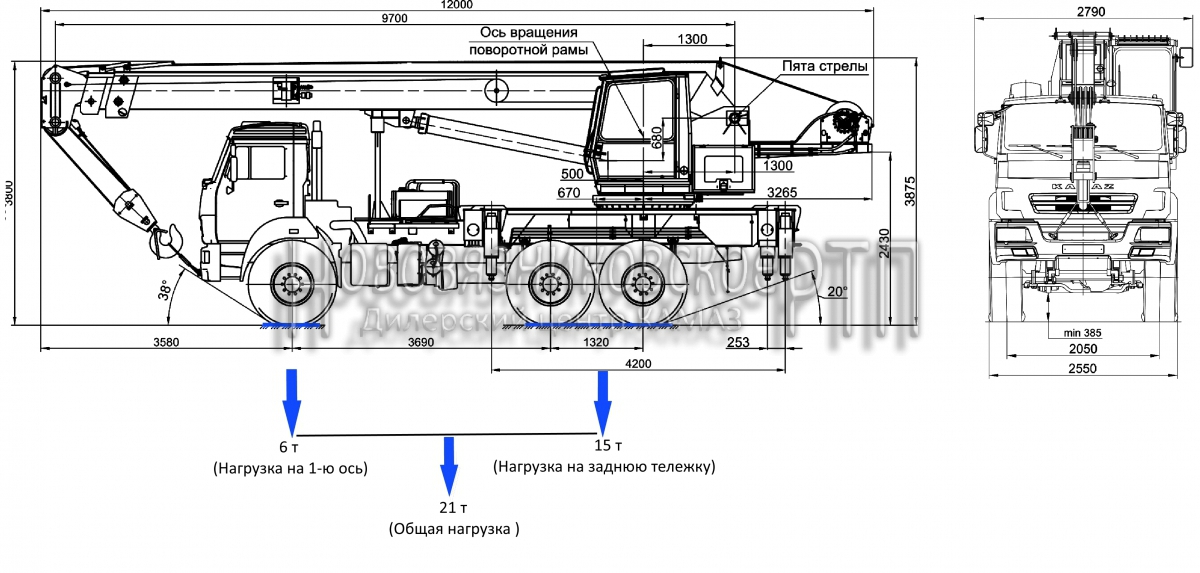
 гов
гов
 Велосипед был впервые представлен в 2009 году и благодаря лаконичному дизайну и простой конструкции быстро зарекомендовал себя в моделях марки. Версия S55 появилась в 2014 году и впервые использовалась на M3 и M4. Помимо замечательной мощности почти в 500 л.с., двигатель также предлагает впечатляющий звук, что делает его еще более желанным.
Велосипед был впервые представлен в 2009 году и благодаря лаконичному дизайну и простой конструкции быстро зарекомендовал себя в моделях марки. Версия S55 появилась в 2014 году и впервые использовалась на M3 и M4. Помимо замечательной мощности почти в 500 л.с., двигатель также предлагает впечатляющий звук, что делает его еще более желанным. с., причем по-настоящему брутальным образом.
с., причем по-настоящему брутальным образом.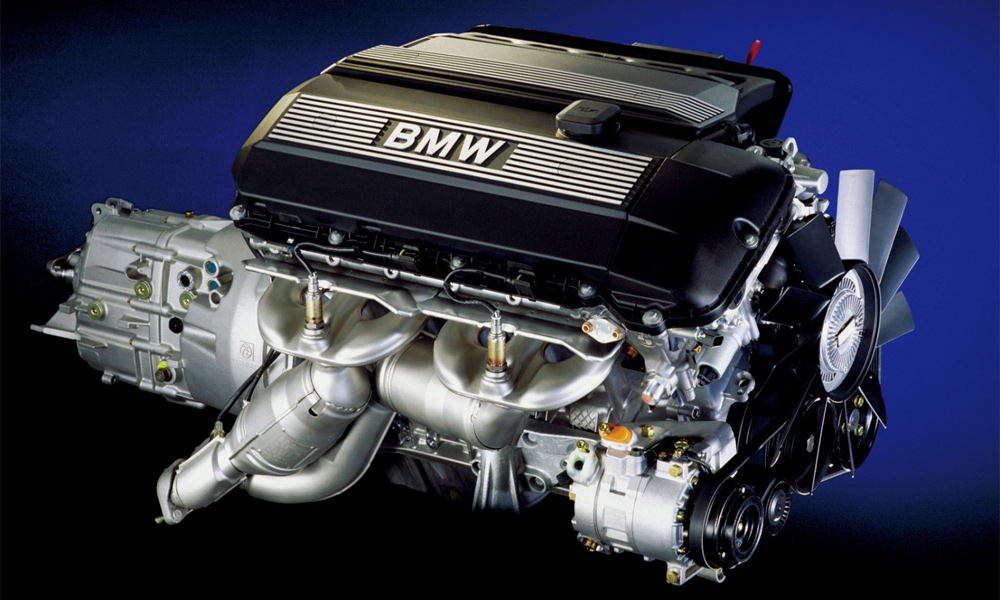
 Он обладает чудовищным потенциалом для производительности, дебютировав с R31 Skyline, который стал эмблемой поколения R32 в 1989 году. Доступен только на Skyline GT-R и некоторое время на универсале Stagea на базе Skyline.
Он обладает чудовищным потенциалом для производительности, дебютировав с R31 Skyline, который стал эмблемой поколения R32 в 1989 году. Доступен только на Skyline GT-R и некоторое время на универсале Stagea на базе Skyline.
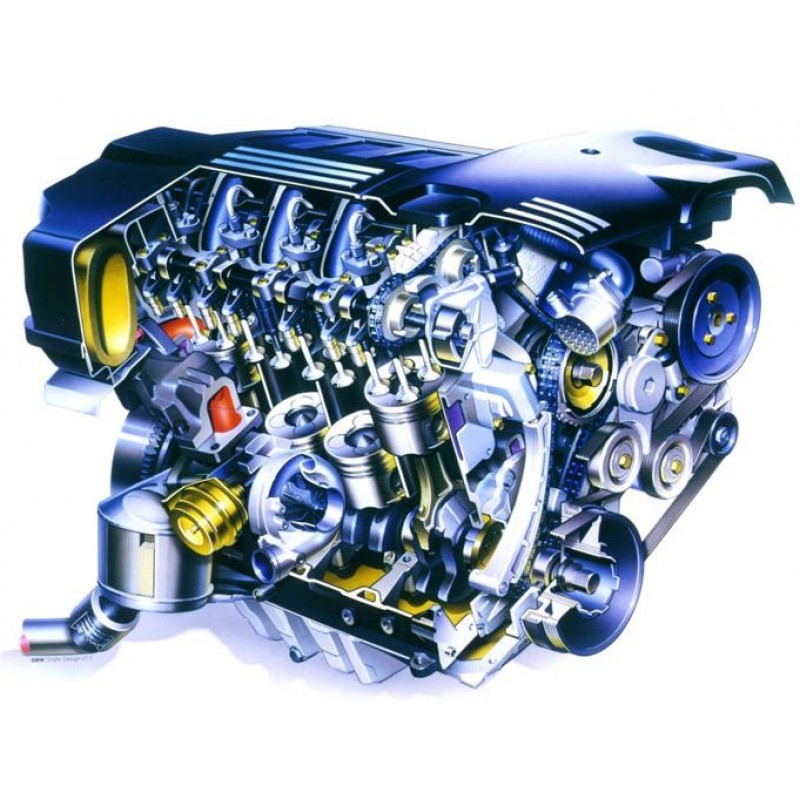
 Мощность B38 зависит от версии и колеблется в значительных пределах: 75–231 л. с. Мотор выпускается с 2014 года до настоящего времени, на момент начала производства он являлся одним из самых высокотехнологичных. Им комплектуются отдельные модификации следующих линеек:
Мощность B38 зависит от версии и колеблется в значительных пределах: 75–231 л. с. Мотор выпускается с 2014 года до настоящего времени, на момент начала производства он являлся одним из самых высокотехнологичных. Им комплектуются отдельные модификации следующих линеек: Замену моторного масла желательно производить каждые 7500–8000 км, заправлять бак бензином исключительно марки Аи-98. Крайне не рекомендуется использовать дешевые расходные материалы.
Замену моторного масла желательно производить каждые 7500–8000 км, заправлять бак бензином исключительно марки Аи-98. Крайне не рекомендуется использовать дешевые расходные материалы.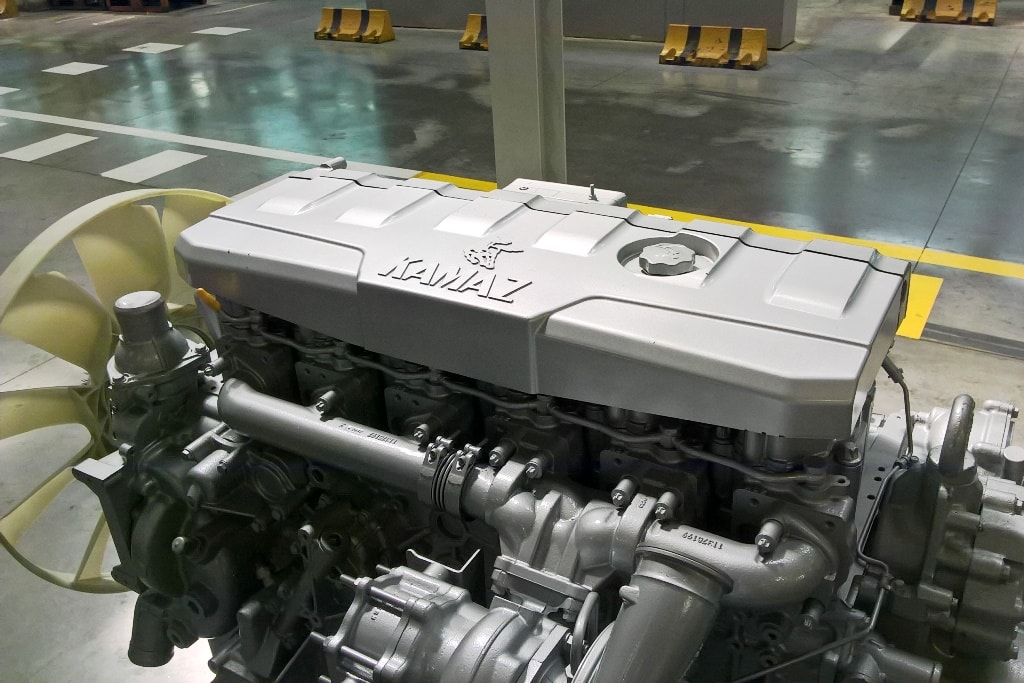

 Средний ресурс до капремонта составляет 250 000 км, но отдельные экземпляры вырабатывали и по 400 000 км.
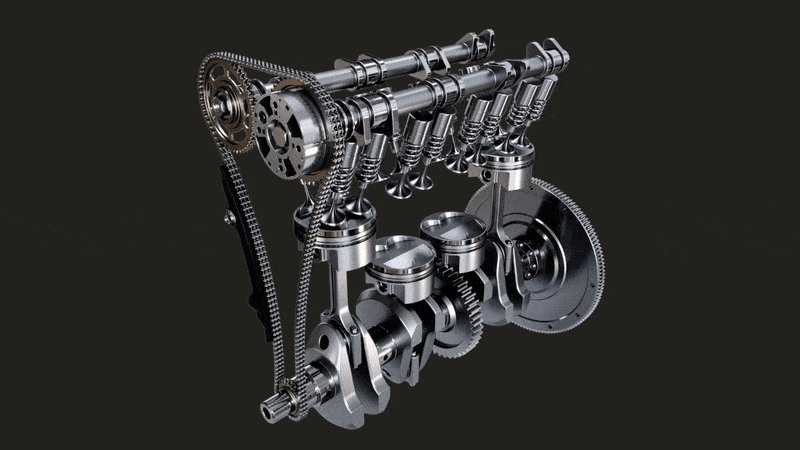
Средний ресурс до капремонта составляет 250 000 км, но отдельные экземпляры вырабатывали и по 400 000 км.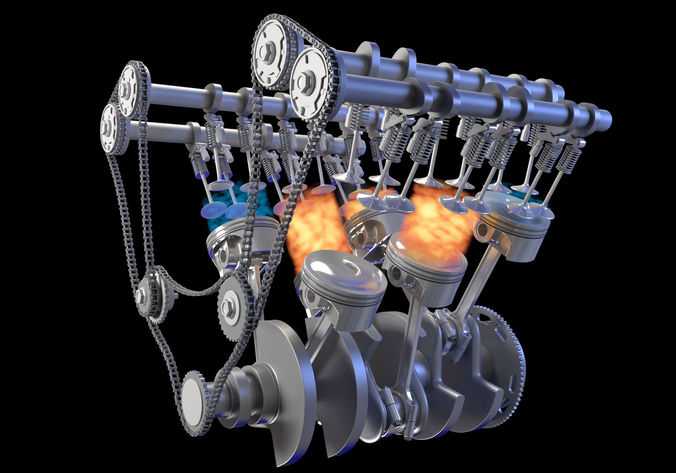 Газораспределительный механизм снабжен цепным приводом. Заявленный срок эксплуатации силового агрегата без капремонта — свыше 250 000 км.
Газораспределительный механизм снабжен цепным приводом. Заявленный срок эксплуатации силового агрегата без капремонта — свыше 250 000 км. 21
21
 Не говоря уже о том, что искусственный воздух усиливает пони, но у нас есть кое-что более знаковое. Безнаддувная рядная шестерка! Все перечисленные здесь силовые установки без наддува обладают невероятной сырой мощностью и долговечностью.
Не говоря уже о том, что искусственный воздух усиливает пони, но у нас есть кое-что более знаковое. Безнаддувная рядная шестерка! Все перечисленные здесь силовые установки без наддува обладают невероятной сырой мощностью и долговечностью.
 Они были менее мощными, чем версии с турбонаддувом, но не были медленными! Отсутствие слов TT в конце означает, что двигатель не имеет турбонаддува, что отличает его от культового RB26DETT.
Они были менее мощными, чем версии с турбонаддувом, но не были медленными! Отсутствие слов TT в конце означает, что двигатель не имеет турбонаддува, что отличает его от культового RB26DETT.
 Тем не менее, машины подвержены нормальному износу, поэтому контроль за обычными жидкостями может сэкономить доллары.
Тем не менее, машины подвержены нормальному износу, поэтому контроль за обычными жидкостями может сэкономить доллары. Тем не менее, 195 — последний рядный 6-цилиндровый двигатель без наддува в линейке Barra. Ford Barra 195 выдает 261 лошадиную силу при 6000 об/мин и 288 Нм крутящего момента всего при 3250 об/мин.
Тем не менее, 195 — последний рядный 6-цилиндровый двигатель без наддува в линейке Barra. Ford Barra 195 выдает 261 лошадиную силу при 6000 об/мин и 288 Нм крутящего момента всего при 3250 об/мин. Как и у Jaguar E-Type, этот двигатель также вне времени.
Как и у Jaguar E-Type, этот двигатель также вне времени. Он не гнушается делать тысячи километров! Взгляните на этот Datsun 240Z с двигателем S54 под капотом.
Он не гнушается делать тысячи километров! Взгляните на этот Datsun 240Z с двигателем S54 под капотом. BMW не изобретал рядную шестерку; эта конфигурация широко использовалась в авиации, когда этот прототип летал. Баварцы также не были пионерами автомобилей с рядной шестеркой. Spyker был первым, в 1903, а к 1909 году только в Британии были десятки производителей рядных шестицилиндровых автомобилей. Но BMW — единственный крупный производитель, который создал современную, неизменную идентичность с двигателями, в которых все шесть цилиндров расположены по прямой линии. Таким образом, история компании помогает пролить свет на сильные стороны макета, независимо от того, кто его строит.
BMW не изобретал рядную шестерку; эта конфигурация широко использовалась в авиации, когда этот прототип летал. Баварцы также не были пионерами автомобилей с рядной шестеркой. Spyker был первым, в 1903, а к 1909 году только в Британии были десятки производителей рядных шестицилиндровых автомобилей. Но BMW — единственный крупный производитель, который создал современную, неизменную идентичность с двигателями, в которых все шесть цилиндров расположены по прямой линии. Таким образом, история компании помогает пролить свет на сильные стороны макета, независимо от того, кто его строит.
 После многообещающих первых летных испытаний IIIa правительство Германии заказало предварительный запуск 600 единиц. К октябрю 1918 года BMW зарекомендовала себя в качестве ключевого поставщика для военных нужд: примерно 3500 сотрудников занимались производством 150 авиадвигателей в месяц. Но к ноябрю война закончилась. Производство было остановлено по Версальскому договору, запрещавшему разработку самолетов в Германии. Для BMW ликвидация казалась единственным выходом вперед. Совет директоров компании призывал инвесторов сидеть сложа руки: для восстановления Европы необходимо производство сельскохозяйственной техники, авиационные двигатели можно перепрофилировать для грузовых автомобилей, приобретение обувной фабрики может оказаться прибыльным. Тем временем тайно началась работа над новым шестицилиндровым авиадвигателем. Чтобы избежать обнаружения случайными поисками союзников, чертежи были спрятаны в подземных теплопроводах завода.
После многообещающих первых летных испытаний IIIa правительство Германии заказало предварительный запуск 600 единиц. К октябрю 1918 года BMW зарекомендовала себя в качестве ключевого поставщика для военных нужд: примерно 3500 сотрудников занимались производством 150 авиадвигателей в месяц. Но к ноябрю война закончилась. Производство было остановлено по Версальскому договору, запрещавшему разработку самолетов в Германии. Для BMW ликвидация казалась единственным выходом вперед. Совет директоров компании призывал инвесторов сидеть сложа руки: для восстановления Европы необходимо производство сельскохозяйственной техники, авиационные двигатели можно перепрофилировать для грузовых автомобилей, приобретение обувной фабрики может оказаться прибыльным. Тем временем тайно началась работа над новым шестицилиндровым авиадвигателем. Чтобы избежать обнаружения случайными поисками союзников, чертежи были спрятаны в подземных теплопроводах завода. Новая шестерка подняла биплан на высоту мирового рекорда в 31 825 футов. Летчик-испытатель Франц Димер, который боролся со своим куском дерева и проводами на высотах авиалайнера и температурах ниже 40 градусов ниже нуля, считал, что двигатель мог бы работать выше, но он не выдержал бы кислородного голодания.
Новая шестерка подняла биплан на высоту мирового рекорда в 31 825 футов. Летчик-испытатель Франц Димер, который боролся со своим куском дерева и проводами на высотах авиалайнера и температурах ниже 40 градусов ниже нуля, считал, что двигатель мог бы работать выше, но он не выдержал бы кислородного голодания. Этот фундамент позволил компании реинвестировать время и средства в свою силу, а шестерка BMW обрела свой вечный дом: автомобиль.
Этот фундамент позволил компании реинвестировать время и средства в свою силу, а шестерка BMW обрела свой вечный дом: автомобиль. ) Лайонс, несомненно, знал об успехе 328-го, и ранние прототипы Jaguar XK отражали сложную толкающую шестерню автомобиля. Его инженеры также добились успехов в более ранних двигателях BMW; Британцы совершили набег на чертежи немецкой компании в качестве возмездия после Первой мировой войны. Новая шестерка Jaguar отличалась головкой из алюминиевого сплава, двумя верхними распределительными валами, двумя карбюраторами SU и полусферическими камерами сгорания. Он выдавал 160 л.с. при 5000 об/мин. Дизайн был основан на стремлении к гонкам, но также отражал послевоенную строгость, стремясь в равной мере к эффективности и ярости. Он дебютировал в 1948 со спортивным автомобилем Jaguar XK120.
) Лайонс, несомненно, знал об успехе 328-го, и ранние прототипы Jaguar XK отражали сложную толкающую шестерню автомобиля. Его инженеры также добились успехов в более ранних двигателях BMW; Британцы совершили набег на чертежи немецкой компании в качестве возмездия после Первой мировой войны. Новая шестерка Jaguar отличалась головкой из алюминиевого сплава, двумя верхними распределительными валами, двумя карбюраторами SU и полусферическими камерами сгорания. Он выдавал 160 л.с. при 5000 об/мин. Дизайн был основан на стремлении к гонкам, но также отражал послевоенную строгость, стремясь в равной мере к эффективности и ярости. Он дебютировал в 1948 со спортивным автомобилем Jaguar XK120. пребывание на французском испытательном треке. Рекордная долговечность марки принесла дивиденды — XK6 производился и использовался в той или иной форме в течение следующих 40 лет. Мощность XK6 жила в E-type, Mark 2, XJ и почти во всех других великих серийных автомобилях Jaguar восьмидесятых годов. Было построено более 700 000 экземпляров двигателя, а последний был установлен в моторном отсеке лимузина Daimler DS420 в 1919 году.92. До этой элегантной коды многие XK использовались в британских легких танках и бронемашинах, пройдя строгие военные испытания пыток, а двигатель служил на Фолклендах, в Боснии и Ираке.
пребывание на французском испытательном треке. Рекордная долговечность марки принесла дивиденды — XK6 производился и использовался в той или иной форме в течение следующих 40 лет. Мощность XK6 жила в E-type, Mark 2, XJ и почти во всех других великих серийных автомобилях Jaguar восьмидесятых годов. Было построено более 700 000 экземпляров двигателя, а последний был установлен в моторном отсеке лимузина Daimler DS420 в 1919 году.92. До этой элегантной коды многие XK использовались в британских легких танках и бронемашинах, пройдя строгие военные испытания пыток, а двигатель служил на Фолклендах, в Боснии и Ираке. Попутно он даже выигрывал гонки в Ле-Мане и Ла Каррера Панамерикана.
Попутно он даже выигрывал гонки в Ле-Мане и Ла Каррера Панамерикана. Уменьшенная сложность и повышенная эффективность по сравнению с V-8 сделали шестерку национальной опорой на десятилетия. GM производила рядную шестерку второго поколения с 1937 по 1963 год, в этот период в первом Corvette была установлена трехкарбюраторная Blue Flame Six. Рядная шестерка Ford объемом 300 кубических дюймов продержалась от 19От 65 до 1996 года, многолетний фаворит на фермах от легких до средних. Chrysler Slant Six, производство которого началось в 1960 году, проделал долгий путь до восьмидесятых, а 30-градусный наклон двигателя был вдохновлен силовой установкой 300 SL. Эта наклонная конфигурация позволяла установить капот в легковых автомобилях ниже, а водяной насос можно было установить со смещением, что сократило длину двигателя. Slant Six нашел свое применение в моделях Valiant, полноразмерных Plymouth и Dodge Dart, среди прочих, и продавался здесь до 1987.
Уменьшенная сложность и повышенная эффективность по сравнению с V-8 сделали шестерку национальной опорой на десятилетия. GM производила рядную шестерку второго поколения с 1937 по 1963 год, в этот период в первом Corvette была установлена трехкарбюраторная Blue Flame Six. Рядная шестерка Ford объемом 300 кубических дюймов продержалась от 19От 65 до 1996 года, многолетний фаворит на фермах от легких до средних. Chrysler Slant Six, производство которого началось в 1960 году, проделал долгий путь до восьмидесятых, а 30-градусный наклон двигателя был вдохновлен силовой установкой 300 SL. Эта наклонная конфигурация позволяла установить капот в легковых автомобилях ниже, а водяной насос можно было установить со смещением, что сократило длину двигателя. Slant Six нашел свое применение в моделях Valiant, полноразмерных Plymouth и Dodge Dart, среди прочих, и продавался здесь до 1987. Рядных шестерок стало не хватать. Большинство компаний постепенно переводили производство двигателей на более компактные модульные двигатели V-6 и V-8. Jaguar и Mercedes прекратили производство рядных шестицилиндровых двигателей во второй половине девяностых. BMW, тот первопроходец, остался единственным мейнстримным фанатиком, сохранившим компоновку в основе своего бренда. И все же все больше компаний возрождают рядную шестерку, ожидая будущего. Рядные четырехцилиндровые двигатели с турбонаддувом теперь являются нормой во всем, от малолитражных автомобилей до небольших пикапов. Турбочетвёрка компактна, эффективна, достаточно мощна — в современной отделке, новый Двигатель Народа, с одной лишь проблемой: отсутствие характера и звуковое очарование Disposall, жующего мокрую кору.
Рядных шестерок стало не хватать. Большинство компаний постепенно переводили производство двигателей на более компактные модульные двигатели V-6 и V-8. Jaguar и Mercedes прекратили производство рядных шестицилиндровых двигателей во второй половине девяностых. BMW, тот первопроходец, остался единственным мейнстримным фанатиком, сохранившим компоновку в основе своего бренда. И все же все больше компаний возрождают рядную шестерку, ожидая будущего. Рядные четырехцилиндровые двигатели с турбонаддувом теперь являются нормой во всем, от малолитражных автомобилей до небольших пикапов. Турбочетвёрка компактна, эффективна, достаточно мощна — в современной отделке, новый Двигатель Народа, с одной лишь проблемой: отсутствие характера и звуковое очарование Disposall, жующего мокрую кору. В прошлом году Jaguar Land Rover представил новую рядную шестерку. GM только что представила новый 3,0-литровый дизельный рядный шестицилиндровый двигатель для полутонных грузовиков, вернувшись в сегмент, где Ford и Chrysler решили предложить V-образные двигатели. И старый крепкий Mercedes, завершивший восемь десятилетий непрерывной эксплуатации рядных шестицилиндровых двигателей в 1999, вернулся в 2017 году с одним из самых перспективных экземпляров рядной шестерки, когда-либо построенных.
В прошлом году Jaguar Land Rover представил новую рядную шестерку. GM только что представила новый 3,0-литровый дизельный рядный шестицилиндровый двигатель для полутонных грузовиков, вернувшись в сегмент, где Ford и Chrysler решили предложить V-образные двигатели. И старый крепкий Mercedes, завершивший восемь десятилетий непрерывной эксплуатации рядных шестицилиндровых двигателей в 1999, вернулся в 2017 году с одним из самых перспективных экземпляров рядной шестерки, когда-либо построенных. Вспомогательные ремни были удалены в пользу блинчатого двигателя (и компрессор кондиционера, и водяной насос имеют электрический привод), который служит встроенным стартером и подключен к 48-вольтовой электрической системе. В моделях AMG эта яростная фрисби приводит в действие вспомогательный электрический компрессор, который работает как нагнетатель и устраняет запаздывание турбонагнетателя двигателя. При необходимости блин может передать крутящий момент в 160 фунт-фут непосредственно на коленчатый вал. Результатом стала традиционная плавность хода рядной шестерки, доведенная до компактности, эффективности и ультрасовременности.
Вспомогательные ремни были удалены в пользу блинчатого двигателя (и компрессор кондиционера, и водяной насос имеют электрический привод), который служит встроенным стартером и подключен к 48-вольтовой электрической системе. В моделях AMG эта яростная фрисби приводит в действие вспомогательный электрический компрессор, который работает как нагнетатель и устраняет запаздывание турбонагнетателя двигателя. При необходимости блин может передать крутящий момент в 160 фунт-фут непосредственно на коленчатый вал. Результатом стала традиционная плавность хода рядной шестерки, доведенная до компактности, эффективности и ультрасовременности.

 30-260 (есть модификации с двигателями: КАМАЗ-7403.10-260, КАМАЗ-740.13-260)
30-260 (есть модификации с двигателями: КАМАЗ-7403.10-260, КАМАЗ-740.13-260)
 А теперь поговорим о его поистине РЕВОЛЮЦИОННЫХ ИННОВАЦИЯХ.
А теперь поговорим о его поистине РЕВОЛЮЦИОННЫХ ИННОВАЦИЯХ.  с./350 л.с.
с./350 л.с. С RX Розенбауэр раздвинул границы возможного. Несмотря на свою вместительность, RX имеет ширину всего 92,5 дюйма, что позволяет аварийным бригадам быстро и надежно добраться до места назначения даже при движении по узким улицам и узким проходам. Два электродвигателя обеспечивают беспрецедентную для пожарной машины продольную динамику. Это обеспечивает быстрое ускорение, особенно в плотном потоке. Конструкция привода с низким центром тяжести и сбалансированным, равномерным распределением нагрузки по осям обеспечивает важную управляемость в любой ситуации, снижая риск несчастных случаев. Кроме того, недавно разработанная подвеска колес позволяет увеличить угол поворота рулевого колеса; это значительно уменьшает радиус поворота, особенно в системе полного привода.
С RX Розенбауэр раздвинул границы возможного. Несмотря на свою вместительность, RX имеет ширину всего 92,5 дюйма, что позволяет аварийным бригадам быстро и надежно добраться до места назначения даже при движении по узким улицам и узким проходам. Два электродвигателя обеспечивают беспрецедентную для пожарной машины продольную динамику. Это обеспечивает быстрое ускорение, особенно в плотном потоке. Конструкция привода с низким центром тяжести и сбалансированным, равномерным распределением нагрузки по осям обеспечивает важную управляемость в любой ситуации, снижая риск несчастных случаев. Кроме того, недавно разработанная подвеска колес позволяет увеличить угол поворота рулевого колеса; это значительно уменьшает радиус поворота, особенно в системе полного привода. Концепция транспортного средства без карданного вала позволяет выдвигать отсеки оборудования вниз, снижая физическую нагрузку на аварийные бригады. В рабочем режиме кузов также можно опустить до высоты входа всего 10 дюймов. Множество систем помощи RX помогают экипажу оставаться в безопасности и предотвращают несчастные случаи в сложных ситуациях. Сюда входят электронные зеркала заднего вида с увеличенным полем зрения, полный задний обзор за счет встроенной камеры заднего вида, автоматическое распознавание объектов во избежание столкновений и функция ночного видения. Связь в кабине для аварийной бригады улучшена за счет поворотных сидений командира и овального расположения сидений. Кроме того, мощные светодиодные ленты обеспечивают бестеневое освещение рабочей зоны и во многих сценариях устраняют необходимость в осветительной мачте на аппарате.
Концепция транспортного средства без карданного вала позволяет выдвигать отсеки оборудования вниз, снижая физическую нагрузку на аварийные бригады. В рабочем режиме кузов также можно опустить до высоты входа всего 10 дюймов. Множество систем помощи RX помогают экипажу оставаться в безопасности и предотвращают несчастные случаи в сложных ситуациях. Сюда входят электронные зеркала заднего вида с увеличенным полем зрения, полный задний обзор за счет встроенной камеры заднего вида, автоматическое распознавание объектов во избежание столкновений и функция ночного видения. Связь в кабине для аварийной бригады улучшена за счет поворотных сидений командира и овального расположения сидений. Кроме того, мощные светодиодные ленты обеспечивают бестеневое освещение рабочей зоны и во многих сценариях устраняют необходимость в осветительной мачте на аппарате. с. и зарядной мощностью 150 кВт. Это означает, что батареи могут снова достичь полной эффективности практически мгновенно благодаря гибкой зарядке. Эта система электропривода предлагает большое преимущество на дороге: нулевые местные выбросы. Аккумуляторы RX гарантируют, что топливо не будет сжигаться во время движения. Кроме того, рекуперативное торможение с помощью электродвигателей снижает износ тормозов и образование мелких частиц пыли. Это приносит значительную пользу людям и окружающей среде, особенно в городских районах. При остановке автомобиля двигатель автоматически отключается, так как освещение и оборудование питаются напрямую от аккумуляторов. Это значительно снижает уровень шума на месте происшествия, облегчая работу спасателям и принося пользу местным жителям. Кроме того, выхлопные газы не выбрасываются, когда не требуются длительные операции откачки. Это значительно улучшает качество воздуха в непосредственной близости от автомобиля. RX также сочетает в себе современный шестицилиндровый дизельный двигатель с электродвигателем в качестве генератора энергии, чтобы обеспечить дополнительный прирост энергии для более длительных операций.
с. и зарядной мощностью 150 кВт. Это означает, что батареи могут снова достичь полной эффективности практически мгновенно благодаря гибкой зарядке. Эта система электропривода предлагает большое преимущество на дороге: нулевые местные выбросы. Аккумуляторы RX гарантируют, что топливо не будет сжигаться во время движения. Кроме того, рекуперативное торможение с помощью электродвигателей снижает износ тормозов и образование мелких частиц пыли. Это приносит значительную пользу людям и окружающей среде, особенно в городских районах. При остановке автомобиля двигатель автоматически отключается, так как освещение и оборудование питаются напрямую от аккумуляторов. Это значительно снижает уровень шума на месте происшествия, облегчая работу спасателям и принося пользу местным жителям. Кроме того, выхлопные газы не выбрасываются, когда не требуются длительные операции откачки. Это значительно улучшает качество воздуха в непосредственной близости от автомобиля. RX также сочетает в себе современный шестицилиндровый дизельный двигатель с электродвигателем в качестве генератора энергии, чтобы обеспечить дополнительный прирост энергии для более длительных операций. Его можно использовать для питания RX, а также внешних устройств, если батареи разрядились.
Его можно использовать для питания RX, а также внешних устройств, если батареи разрядились.
 Электрическая пожарная машина Rosenbauer 82, единственная…
Электрическая пожарная машина Rosenbauer 82, единственная… Он прибыл в LA City Fire’s Hollywood…
Он прибыл в LA City Fire’s Hollywood… Он прибыл в LA City Fire в Голливуде…
Он прибыл в LA City Fire в Голливуде…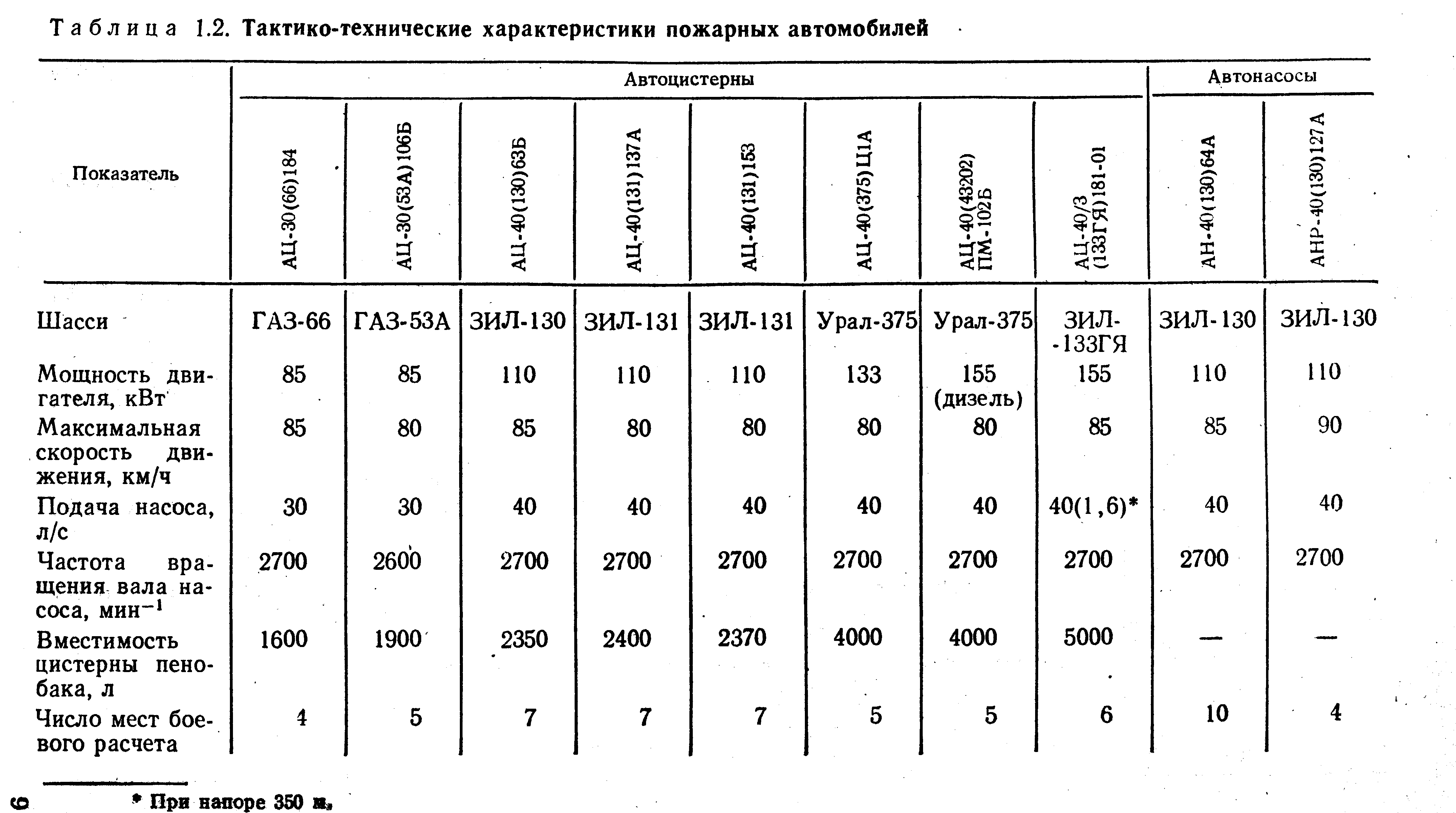 В марте Национальная администрация безопасности дорожного движения объявила, что расследует 16 смертельных аварий Tesla с участием системы автопилота.
В марте Национальная администрация безопасности дорожного движения объявила, что расследует 16 смертельных аварий Tesla с участием системы автопилота.

 Особенности вождения заднеприводного автомобиля во многом зависят и от погоды. Таким образом, время года значительно отражается на технике торможения. Летом применяется всем известная традиционная техника с выключенной КПП или же выжатым сцеплением.
Особенности вождения заднеприводного автомобиля во многом зависят и от погоды. Таким образом, время года значительно отражается на технике торможения. Летом применяется всем известная традиционная техника с выключенной КПП или же выжатым сцеплением. Для того чтобы избежать заноса, водитель должен за счет управления руля препятствовать ему. Если же этих действий не достаточно, то необходимо срочно снизить скорость движения. Так что можно сказать, что, управляя заднеприводным авто, водитель постоянно борется с возможными заносами, а вероятность их возникновения довольна высокая из-за конструктивных особенностей таких машин.
Для того чтобы избежать заноса, водитель должен за счет управления руля препятствовать ему. Если же этих действий не достаточно, то необходимо срочно снизить скорость движения. Так что можно сказать, что, управляя заднеприводным авто, водитель постоянно борется с возможными заносами, а вероятность их возникновения довольна высокая из-за конструктивных особенностей таких машин. До конца прошлого века именно эта компоновка была у почти всех легковых машин большинства производителей. Однако, всё изменилось с началом 21 века. Переднеприводные авто стали активно вытеснять классику и заметно в этом преуспели. Безусловно, у автомобиля с ведущими передними колёсами имеется масса плюсов.
До конца прошлого века именно эта компоновка была у почти всех легковых машин большинства производителей. Однако, всё изменилось с началом 21 века. Переднеприводные авто стали активно вытеснять классику и заметно в этом преуспели. Безусловно, у автомобиля с ведущими передними колёсами имеется масса плюсов. Просто у заднеприводных авто имеются свои особенности безопасного управления в зимних условиях, которые необходимо соблюдать. Любой автоинструктор в столице расскажет вам о таких нюансах. А мы в настоящей статье опишем основные из них.
Просто у заднеприводных авто имеются свои особенности безопасного управления в зимних условиях, которые необходимо соблюдать. Любой автоинструктор в столице расскажет вам о таких нюансах. А мы в настоящей статье опишем основные из них. Это бесполезно. Только зароете колёса в снег. На машине с МКПП трогайтесь на второй передаче. Автомат запускаем плавно, нажимая на педаль газа лишь слегка. Если есть «зимний режим», пользуемся им. Ещё, чтобы машина шла хорошо и своевременно откликалась на команды водителя, в холодное время года прогревайте двигатель и коробку, переключая все передачи на холостом ходу.
Это бесполезно. Только зароете колёса в снег. На машине с МКПП трогайтесь на второй передаче. Автомат запускаем плавно, нажимая на педаль газа лишь слегка. Если есть «зимний режим», пользуемся им. Ещё, чтобы машина шла хорошо и своевременно откликалась на команды водителя, в холодное время года прогревайте двигатель и коробку, переключая все передачи на холостом ходу. Так ли это, решать вам.
Так ли это, решать вам. Передача мощности на задние колеса дает много преимуществ, включая превосходную управляемость, ускорение и торможение.
Передача мощности на задние колеса дает много преимуществ, включая превосходную управляемость, ускорение и торможение.
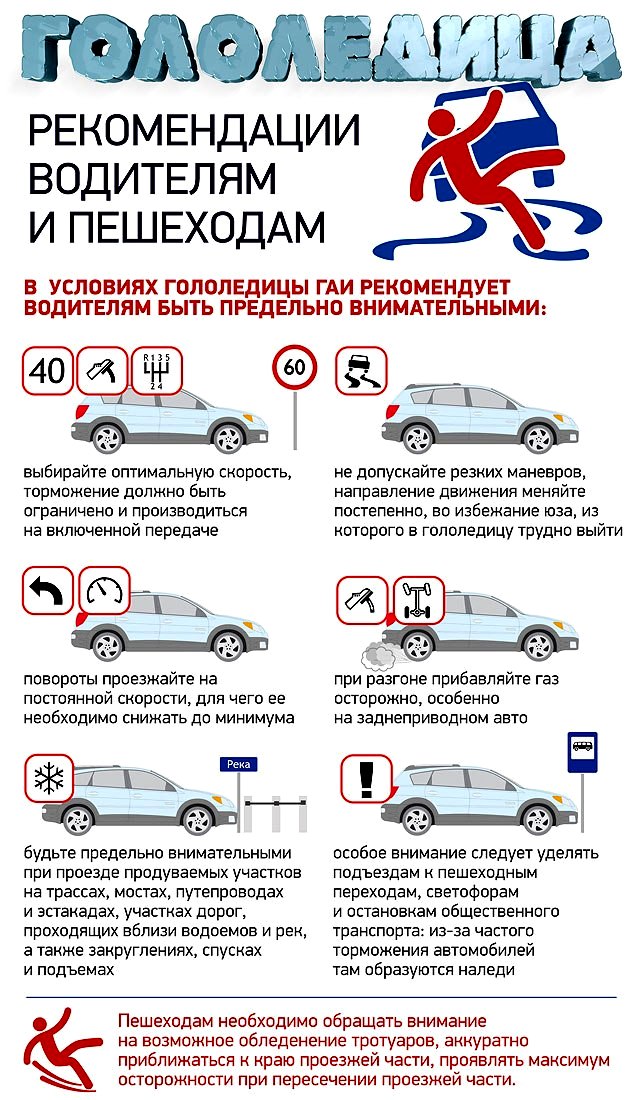


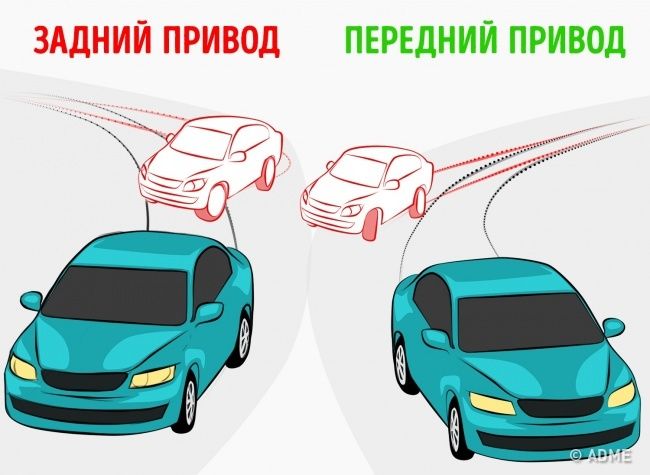

 Автопроизводители исправили эту проблему, разделив трансмиссию на главную передачу и коробку передач (обычно с 1:1 в качестве высшей передачи). Более быстрое вращение вала снижает крутящий момент и вес автомобиля.
Автопроизводители исправили эту проблему, разделив трансмиссию на главную передачу и коробку передач (обычно с 1:1 в качестве высшей передачи). Более быстрое вращение вала снижает крутящий момент и вес автомобиля.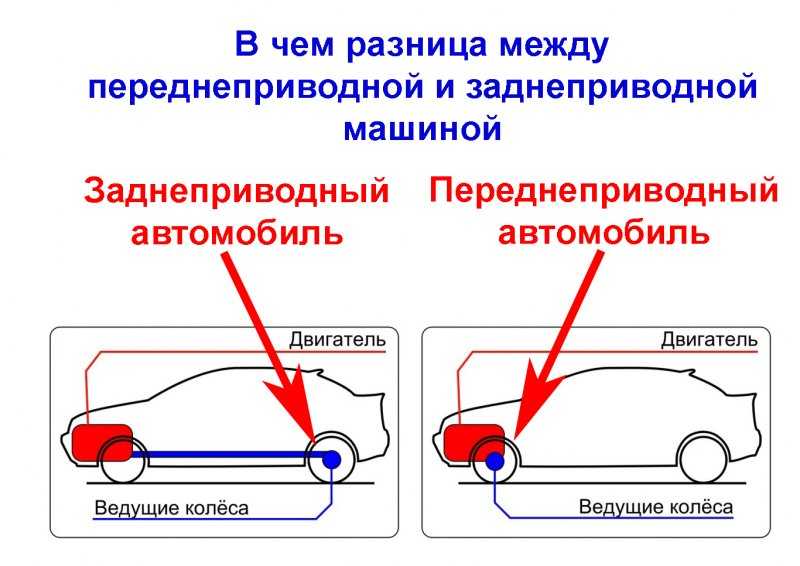 Однако сначала важно понять преимущества FWD, в том числе экономию места за счет отделения карданного вала от двигателя, расширения доступного пространства для пассажиров и груза. Автомобили FWD также имеют лучшее сцепление на скользких дорогах в ненастную погоду.
Однако сначала важно понять преимущества FWD, в том числе экономию места за счет отделения карданного вала от двигателя, расширения доступного пространства для пассажиров и груза. Автомобили FWD также имеют лучшее сцепление на скользких дорогах в ненастную погоду. Это явление, известное как подруливание по крутящему моменту, требует от вас соответствующей регулировки рулевого управления. Эта проблема редко встречается в автомобилях с задним приводом. Когда вы ускоряетесь в переднеприводном автомобиле, вес смещается на задние колеса. Это смещение веса ограничивает тягу в этом типе транспортных средств, в то время как в автомобилях с задним приводом оно фактически обеспечивает дополнительную тягу, когда вам это нужно больше всего.
Это явление, известное как подруливание по крутящему моменту, требует от вас соответствующей регулировки рулевого управления. Эта проблема редко встречается в автомобилях с задним приводом. Когда вы ускоряетесь в переднеприводном автомобиле, вес смещается на задние колеса. Это смещение веса ограничивает тягу в этом типе транспортных средств, в то время как в автомобилях с задним приводом оно фактически обеспечивает дополнительную тягу, когда вам это нужно больше всего. Однако это можно легко исправить, просто нажав на газ, когда вы почувствуете, что автомобиль начинает заносить. Вы сразу заметите лучшее сцепление с дорогой на поворотах и большую мощность, что удерживает автомобиль на дороге и снижает риск потери контроля.
Однако это можно легко исправить, просто нажав на газ, когда вы почувствуете, что автомобиль начинает заносить. Вы сразу заметите лучшее сцепление с дорогой на поворотах и большую мощность, что удерживает автомобиль на дороге и снижает риск потери контроля. Эта функция обеспечивает улучшенную управляемость даже в городских условиях, а также исключительную экономию топлива для автомобиля такого размера. Тем не менее, вы можете переключиться на полноприводную Tacoma, если планируете ездить на своем грузовике по бездорожью.
Эта функция обеспечивает улучшенную управляемость даже в городских условиях, а также исключительную экономию топлива для автомобиля такого размера. Тем не менее, вы можете переключиться на полноприводную Tacoma, если планируете ездить на своем грузовике по бездорожью.
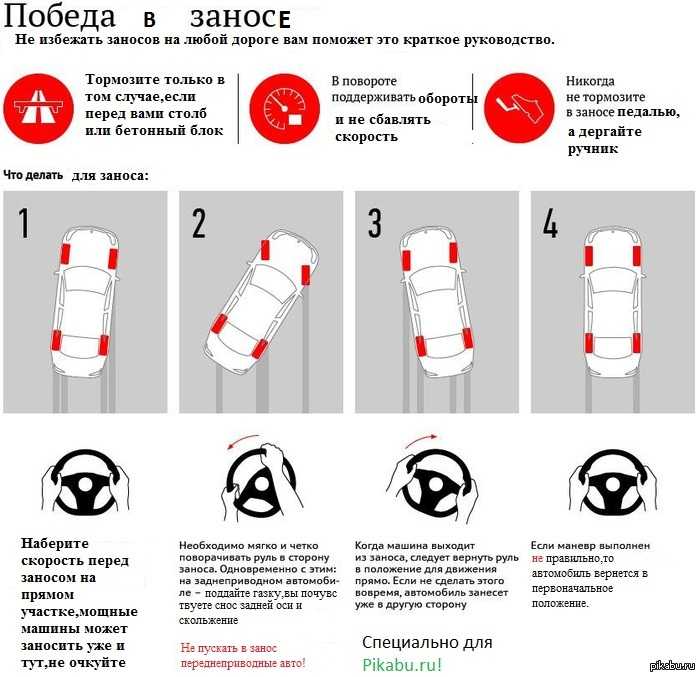

 Необходим непрерывный стаж работы водителем 2 класса более 2 лет на одном предприятии.
Необходим непрерывный стаж работы водителем 2 класса более 2 лет на одном предприятии. Оформление полиса ОСАГО будет намного дешевле, если не попадать в ДТП в течение последнего страхового года. Страховщики назначают водителям водительские классы для того, чтобы опледелять уровень мастерства автовладельца. Чем меньше аварий было оформлено через страховую компанию за конкретный промежуток времени, тем выше категория класса водителя и тем меньше он заплатит за покупку полиса ОСАГО. Страховая система включает в перечень назначения классности водителей не только безаварийное вождение, но и другие факторы, такие как возраст водителя, его стаж вождения автомобилей, даты присвоения категорий по водительскому удостоверению, и т.д.
Оформление полиса ОСАГО будет намного дешевле, если не попадать в ДТП в течение последнего страхового года. Страховщики назначают водителям водительские классы для того, чтобы опледелять уровень мастерства автовладельца. Чем меньше аварий было оформлено через страховую компанию за конкретный промежуток времени, тем выше категория класса водителя и тем меньше он заплатит за покупку полиса ОСАГО. Страховая система включает в перечень назначения классности водителей не только безаварийное вождение, но и другие факторы, такие как возраст водителя, его стаж вождения автомобилей, даты присвоения категорий по водительскому удостоверению, и т.д.
 Правильно и пошагово это сделать вам поможет предлагаемая публикация.
Правильно и пошагово это сделать вам поможет предлагаемая публикация.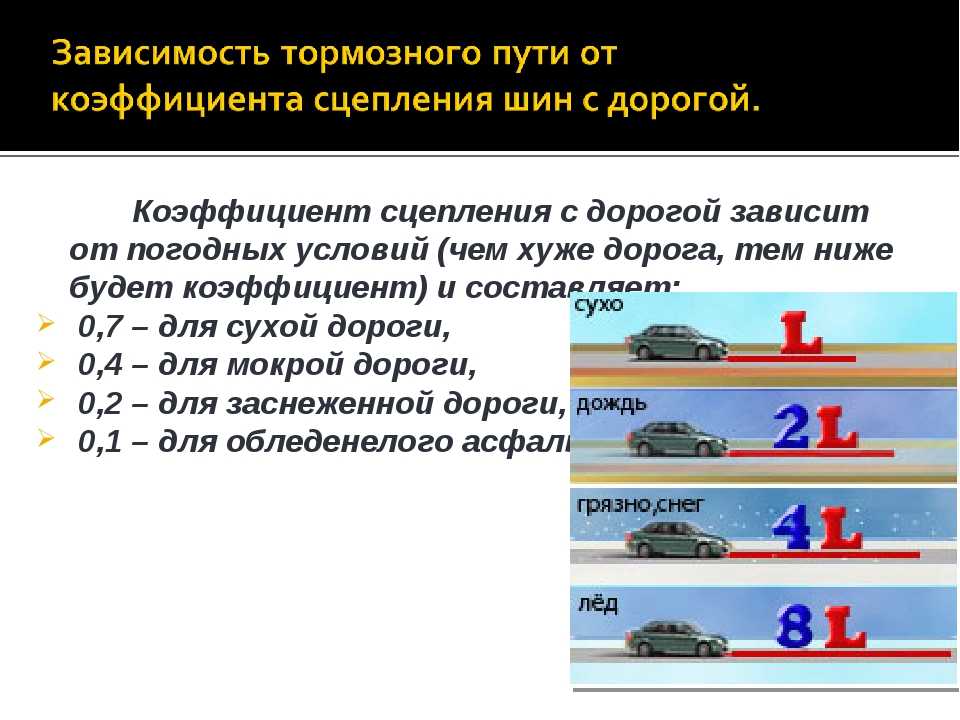 Он может иметь такое право, если это предусмотрено законодательством (как в бюджетных организациях) или в ЛПА, в трудовом договоре.
Он может иметь такое право, если это предусмотрено законодательством (как в бюджетных организациях) или в ЛПА, в трудовом договоре.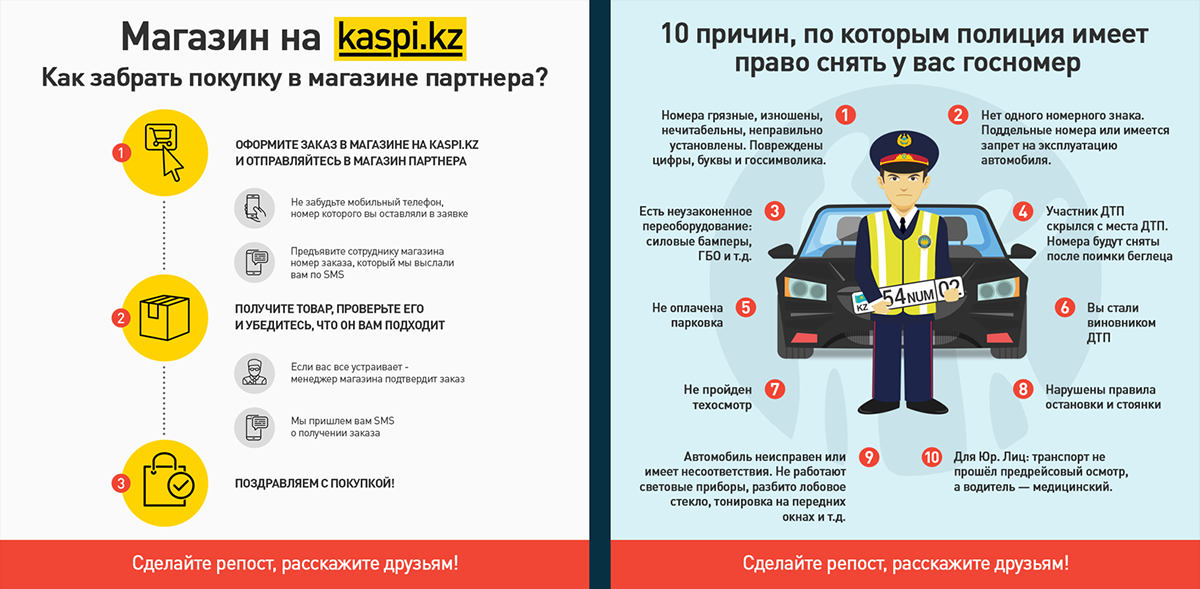 3 формы ПУ-2.
3 формы ПУ-2.
 табл. 1):
табл. 1): Присвоение и оформление классов водителям автомобилей
Присвоение и оформление классов водителям автомобилей
 Издание приказа (распоряжения) о присвоении класса водителю автомобиля.
Издание приказа (распоряжения) о присвоении класса водителю автомобиля. е. только по профессии рабочего «водитель автомобиля», тарифно-квалификационная характеристика по которой предусмотрена § 1а раздела «Автомобильный и городской электрический транспорт» выпуска 52 ЕТКС (см. табл. 2).
е. только по профессии рабочего «водитель автомобиля», тарифно-квалификационная характеристика по которой предусмотрена § 1а раздела «Автомобильный и городской электрический транспорт» выпуска 52 ЕТКС (см. табл. 2). п., класс в ПУ-2 не отражается, хотя заметим, что по профессиям рабочих «водитель трамвая», «водитель троллейбуса» соответствующими примечаниями к тарифно-квалификационной характеристике предусмотрена возможность присвоения классов.
п., класс в ПУ-2 не отражается, хотя заметим, что по профессиям рабочих «водитель трамвая», «водитель троллейбуса» соответствующими примечаниями к тарифно-квалификационной характеристике предусмотрена возможность присвоения классов. Рекомендуем отслеживать разъяснения ФСЗН по данному вопросу.
Рекомендуем отслеживать разъяснения ФСЗН по данному вопросу. 02.2022
02.2022
 Вы можете пропустить занятия с нашим 1) онлайн-курсом для самостоятельного изучения, адаптированным для мобильных устройств/ПК, и 2) уроками вождения для вашего подростка. Это полный онлайн-курс, который преподаете вы, родитель. Тест на разрешение DPS доступен при обновлении. Вы получите мгновенный сертификат об окончании. Этот курс готов для IOS, Android и Windows Mobile.
Вы можете пропустить занятия с нашим 1) онлайн-курсом для самостоятельного изучения, адаптированным для мобильных устройств/ПК, и 2) уроками вождения для вашего подростка. Это полный онлайн-курс, который преподаете вы, родитель. Тест на разрешение DPS доступен при обновлении. Вы получите мгновенный сертификат об окончании. Этот курс готов для IOS, Android и Windows Mobile. https://virtualdriveoftexas.com/checkouts/first-class-driving-parent-taught/
https://virtualdriveoftexas.com/checkouts/first-class-driving-parent-taught/ водители должны иметь коммерческие водительские права (CDL) для управления определенными коммерческими транспортными средствами (CMV). Типы транспортных средств и операций, требующих CDL, описаны ниже. Федеральное управление безопасности автомобильных перевозчиков (FMCSA) разработало и выпустило стандарты для государственных испытаний и лицензирования владельцев CDL. Эти стандарты требуют, чтобы государства выдавали CDL определенным водителям CMV только после того, как водитель пройдет проверку знаний и навыков, проводимую государством и относящуюся к типу транспортного средства, которым водитель собирается управлять. Водители должны получить и иметь CDL, если они работают в межгосударственной, внутригосударственной или внешней торговле и управляют транспортным средством, которое соответствует одной или нескольким классификациям CMV, описанным ниже. Ограничения накладываются на CDL, когда водитель проходит проверку навыков на транспортном средстве, в котором отсутствует критическое оборудование, присутствующее в определенных типах CMV.
водители должны иметь коммерческие водительские права (CDL) для управления определенными коммерческими транспортными средствами (CMV). Типы транспортных средств и операций, требующих CDL, описаны ниже. Федеральное управление безопасности автомобильных перевозчиков (FMCSA) разработало и выпустило стандарты для государственных испытаний и лицензирования владельцев CDL. Эти стандарты требуют, чтобы государства выдавали CDL определенным водителям CMV только после того, как водитель пройдет проверку знаний и навыков, проводимую государством и относящуюся к типу транспортного средства, которым водитель собирается управлять. Водители должны получить и иметь CDL, если они работают в межгосударственной, внутригосударственной или внешней торговле и управляют транспортным средством, которое соответствует одной или нескольким классификациям CMV, описанным ниже. Ограничения накладываются на CDL, когда водитель проходит проверку навыков на транспортном средстве, в котором отсутствует критическое оборудование, присутствующее в определенных типах CMV. Примеры этих ограничений перечислены ниже. Таким образом, чтобы избежать ограничений, водители должны сдавать тест на квалификацию на том же типе транспортного средства, для которого они хотят использовать CDL.
Примеры этих ограничений перечислены ниже. Таким образом, чтобы избежать ограничений, водители должны сдавать тест на квалификацию на том же типе транспортного средства, для которого они хотят использовать CDL.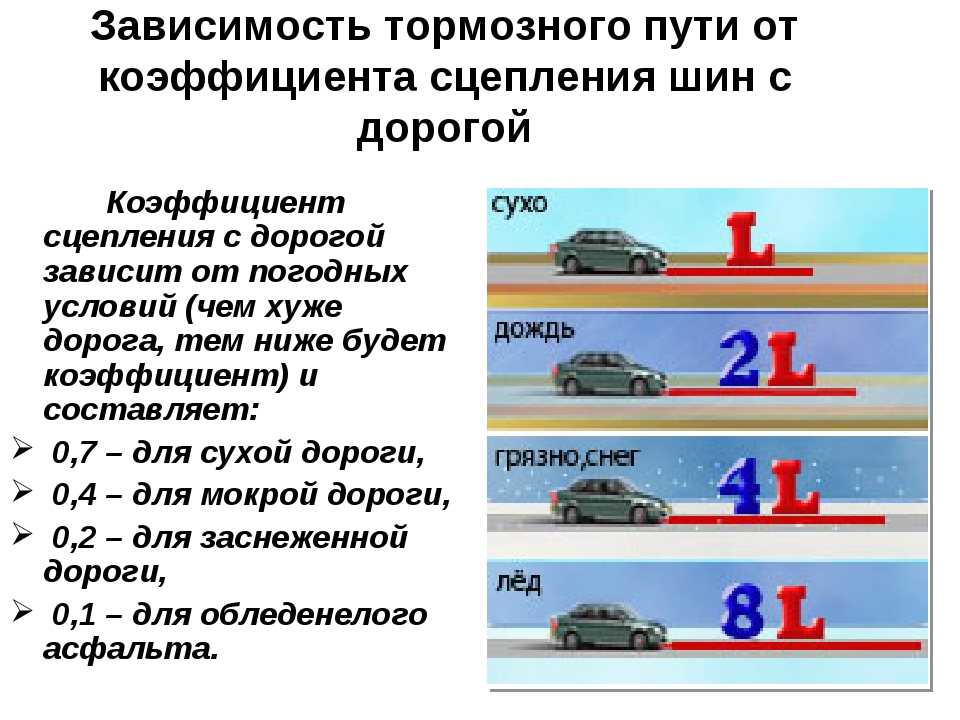 Водители будут искать поставщика услуг обучения с помощью реестра поставщиков услуг обучения FMCSA (https://tpr.fmcsa.dot.gov). Для получения дополнительной информации см. страницу обучения водителей начального уровня.
Водители будут искать поставщика услуг обучения с помощью реестра поставщиков услуг обучения FMCSA (https://tpr.fmcsa.dot.gov). Для получения дополнительной информации см. страницу обучения водителей начального уровня.
 25. (а)(1).
25. (а)(1).
 связь.
связь.
