Переходник ST XF-75853A S1′ — 3/4′ ( левая резьба )
Каталог товаров
Новости
График работы на майские праздники
30 апреля, 1,2,3,7,8,9,10 мая — выходные дни, фирма не работает.4,5,6 мая — рабочие дни, фирма работает в обычном режиме.В остальные дни согласно нашего расписания:понедельник-пятница с 8.00 до 18.00с..
28.04.2022
График работы в новогодние праздники
Уважаемые коллеги! Поздравляем Всех с наступающими Новогодними праздникамии сообщаем график работы:31, декабря, 1,2,3,4,5,6,7,8,9 января — выходные дни, фирма не работаетВ остальные дни согласно..
30.12.2021
Смотреть все новости
Полезные статьи
Шумоизоляция «TONLOS»
Желание создать акустический комфорт внутри помещений рождает повышенный спрос на современные материалы и решения в области звукоизоляции.Наша компания расширяет свой ассортимент! Теперь у нас появилс..
Шаровые краны SAS
Еще не так давно запорная арматура была представлена исключительно вентилями или задвижками, которые нуждались в регулярном техническом обслуживании и ежегодной проверке. Эксплуатация традиционной тру..
Насосы и насосная техника UNIPUMP
Обеспечение подачи воды и отвода сточных вод – одна из главных проблем тех людей, которые проживают в домах, не имеющих подключения к централизованным сетям водоснабжения и канализации. Самым простым ..
Смотреть все статьи
Облако тегов
кран
счетчик
шланг
смеситель
подводка
умывальник
манжета
труба
горшок для ребенка
смесители самара
шторка
сифон
смесители матрикс
экран
санфаянс
сиденье
арматура
мойка
коллектор
унитаз
смеситель для ванной
полка
шкаф
радиатор
смеситель для кухни
люк
инсталляция
пнд
гофра
смесители эконом
поддон
ершик
ванна
полотенцесушитель
тумба
прокладка
полипропилен
коврик
насос
трап
Ужасно
Плохо
Нормально
Хорошо
Отлично
Артикул: 8044
Упаковка: 200
Для просмотра оптовых цен Вам нужно пройти регистрацию или войти в личный кабинет.
Розничная цена:
180 ₽
Другие товары из этой группы
Смотреть все товары группы
Вопрос про правую и левую резьбу.
SandyDima1
Экранопланостроитель
#1
Здравствуйте уважаемые форумчане. Сразу хочется передать привет всем авиастроителям от СВП-строителей. У меня возник вопрос. Имеется двигатель субару EZ30, для него прорабатывается редуктор. Вопрос встал про гайки на валу. В какую сторону должна быть резьба гаек, что бы не допустить само отвинчивания. Собственно правильно ли я нарисовал. ?
Gajki_na_valu.bmp
215,6 КБ Просмотры: 134
m.arat
Я люблю строить самолеты!
#2
При правильно спроектированном механизме направление резьбы не важно, ибо гайка НЕ должна воспринимать крутящие моменты. Раньше на автомобилях колёса тоже крепились с правой стороны правой резьбой, а с лева левой, но от этого отказались, неактуально
Dagerotip
Чем дальше в лес, тем толще партизаны!&l
#3
SandyDima1 сказал(а):
В какую сторону должна быть резьба гаек, что бы не допустить само отвинчивания.
Нажмите, чтобы раскрыть…
Встречный вопрос: какая посадка шестерни на валу, и сама шестерня — ведущая или ведомая? И сколько ступеней в редукторе?
Алексей SPB
Хочешь сделать хорошо — сделай это сам! (c)
#4
m.arat сказал(а):
Раньше на автомобилях колёса тоже крепились с правой стороны правой резьбой, а с лева левой, но от этого отказались, неактуально
Нажмите, чтобы раскрыть…
На автомобилях это актуально и применяется по сей день.
SandyDima1 сказал(а):
В какую сторону должна быть резьба гаек
Нажмите, чтобы раскрыть…
Это определяется очень просто: одень на гайку ключ и зафиксируй его. Далее в ручную начни медленно проворачивать механизм в рабочую сторону — ключ должен начать затягивать гайку.
mz
Я люблю строить самолеты!
#5
SandyDima1 сказал(а):
У меня возник вопрос.
Нажмите, чтобы раскрыть…
Как можно зафиксировать шестерню двумя гайками ?
SandyDima1
Экранопланостроитель
#6
mzm сказал(а):
SandyDima1 сказал(а):
У меня возник вопрос.
Нажмите, чтобы раскрыть…
Как можно зафиксировать шестерню двумя гайками ?
Нажмите, чтобы раскрыть…
Ну с помощью шпонки например.
Dagerotip сказал(а):
SandyDima1 сказал(а):
В какую сторону должна быть резьба гаек, что бы не допустить само отвинчивания.
Нажмите, чтобы раскрыть…
Встречный вопрос: какая посадка шестерни на валу, и сама шестерня — ведущая или ведомая? И сколько ступеней в редукторе?
Нажмите, чтобы раскрыть…
Шестерня ведущая, посадка с зазором. 1 ступень. Передача косозубая.
SandyDima1
Экранопланостроитель
#7
А правильно ли я указал вращение двига
mdpspb сказал(а):
m. arat сказал(а):
Раньше на автомобилях колёса тоже крепились с правой стороны правой резьбой, а с лева левой, но от этого отказались, неактуально
Нажмите, чтобы раскрыть…
На автомобилях это актуально и применяется по сей день.
SandyDima1 сказал(а):
В какую сторону должна быть резьба гаек
Нажмите, чтобы раскрыть…
Это определяется очень просто: одень на гайку ключ и зафиксируй его. Далее в ручную начни медленно проворачивать механизм в рабочую сторону — ключ должен начать затягивать гайку.
Нажмите, чтобы раскрыть…
Спасибо, а правильно ли я указал направление вращения двигателя?
Dagerotip
Чем дальше в лес, тем толще партизаны!&l
#8
SandyDima1 сказал(а):
Шестерня ведущая, посадка с зазором. 1 ступень. Передача косозубая
Нажмите, чтобы раскрыть…
Следующий вопрос: для каких целей скользящая посадка? И, с учётом того, что шестерня ведущая (т. е. там возникает мощный крутящий момент, subaru ez30, 3 литра, 220 л.с.), при такой мощности самое лучшее(МЛМ) — это вал-шестерня, т. е. сделаная одной единой деталью. Если это не возможно, то — шлицевое соединение вала и шестерни. А гайки от проворота не удержат.(МЛМ)
Mad Max
моторостроитель
#9
Неправильно. Все с точностью до наоборот.
SandyDima1
Экранопланостроитель
#10
Mad_Max сказал(а):
Неправильно. Все с точностью до наоборот.
Нажмите, чтобы раскрыть…
А как наоборот…?
SandyDima1
Экранопланостроитель
#11
Dagerotip сказал(а):
SandyDima1 сказал(а):
Шестерня ведущая, посадка с зазором. 1 ступень. Передача косозубая
Нажмите, чтобы раскрыть…
Следующий вопрос: для каких целей скользящая посадка? И, с учётом того, что шестерня ведущая (т. е. там возникает мощный крутящий момент, subaru ez30, 3 литра, 220 л.с.), при такой мощности самое лучшее(МЛМ) — это вал-шестерня, т. е. сделаная одной единой деталью. Если это не возможно, то — шлицевое соединение вала и шестерни. А гайки от проворота не удержат.(МЛМ)
Нажмите, чтобы раскрыть…
Ну на самом деле здесь всё условно я нарисовал. Но принцип остался. Посадка скользящая, с минимальным зазором..в целях сменности. Вал-шестерня не получается.
Mad Max
моторостроитель
#12
от мотора левая резьба, за шестерней правая. Только смысла это никакого не имеет. От вибрационной нагрузки всеравно раскрутится, если на шпонке будет малейший люфт.
Вроде как во всех серьёзных вариантах ( в книжке ) — шестерни крепятся к фланцу — болтами. Нет там гаек на зажим.
SandyDima1
Экранопланостроитель
#16
Там фланец к сожалению не убирается. Завтра картинку по понятней выложу.
Mad Max
моторостроитель
#17
если от скользящей посадки на шпонке не уйти, то тогда шпоночная посадка на конус спасет мир. И снимается шетерня достаточно легко, и никогда ничего не разобъет.
Dagerotip
Чем дальше в лес, тем толще партизаны!&l
#18
А почему именно всё таки гайки? Что, шестерня из какой нибудь коробки передач?
SandyDima1
Экранопланостроитель
#19
Dagerotip сказал(а):
А почему именно всё таки гайки? Что, шестерня из какой нибудь коробки передач?
Нажмите, чтобы раскрыть. ..
Нет, шестерню мы тоже делаем сами, там на валу буртик с одной стороны, а вторая гайка подшипник поджимает. Завтра по подробней нарисую.
gdorfman
Я люблю строить самолеты и моторы!
#20
Пока не сделали редуктор — не делайте! Судя по задаваемому вопросу в редукторах вы новички. Направление резьбы не принципиально, т.к. в любом случае всё контрится намертво, а с левыми — правыми резьбами вы просто приобретете очередной геморрой. Самое страшное — крепление шестерни на валу. Шлицы сделать точно и качественно, особенно в отверстии, сложно. Шпонка разбивается через 30 минут. Конус — вещь тоже тонкая, т.к. при шлифовке трудно точно угадать углы (и. соответственно, прилегание) внутреннего и наружного конуса. Главная сложность — гуляние конуса вдоль вала. Если вал — шестерня невозможна, то выходом из положения является сборка шпоночного соединения с ФИКСАТОРОМ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ DON DEAL 6692. Соприкасающиеся поверхности вала и шестерни покрываются фиксатором и поджимаются гайкой. Шестерня должна прижиматься гайкой к буртику вала с большим моментом затяжки, чтобы из соединения вышел воздух (фиксатор анаэробного типа). Я сделал 10 редукторов на EZ 30, все работают. Фиксатор продается в автомагазинах.
Когда нужен левый винт?
By Danielle Collins Оставить комментарий
Как и люди, шариковые и ходовые винты могут быть правшами или левшами. Но в винтовой терминологии рукоятка указывает направление, в котором гайка движется относительно направления вращения винта. На сегодняшний день наиболее распространенной версией является правый винт, в котором гайка движется к вам, когда винт вращается по часовой стрелке. Но также доступны левосторонние версии, в которых гайка отходит от вас при вращении винта по часовой стрелке, и они полезны в некоторых случаях.
При правостороннем винте (вверху) гайка движется к вам при вращении винта по часовой стрелке. У левого винта гайка отходит от вас при вращении винта по часовой стрелке. Изображение предоставлено: McMaster-Carr
Преобладание винтов с правым вращением является следствием преобладания крепежных винтов с правым вращением. Считается, что крепежные винты были разработаны с правосторонней резьбой, которая затягивается при повороте по часовой стрелке, потому что большинство людей правши, поэтому их правая рука супинирует по часовой стрелке, что позволяет им прикладывать больший крутящий момент (чтобы затянуть крепеж) в этом направлении. .
Чтобы продемонстрировать супинацию и ее связь с напряжением, начните с правой руки, сжатой в кулак, как будто вы что-то держите, тыльной стороной ладони вверх и большим пальцем слева. Затем поверните руку вправо так, чтобы ладонь смотрела вверх, а большой палец был справа. Это супинация правой руки и направление затягивания обычного правого крепежного винта.
Хотя винты с правым вращением наиболее распространены, некоторые производители предлагают винты с левым вращением. Изображение предоставлено: Accu Ltd.
Наличие шарико-винтовых пар с левым вращением относительно ограничено, хотя большинство производителей предлагают несколько размеров и конструкций как для левостороннего, так и для правостороннего вращения. С другой стороны, ходовые винты обычно доступны в различных конструкциях и размерах как с левым, так и с правым исполнением. Нет никакой разницы в производительности между левыми и правыми винтами — крутизна винта влияет только на направление движения гайки, когда винт поворачивается в любом направлении. Но важно отметить, что вы не можете использовать левостороннюю гайку на правостороннем винте или наоборот.
Так зачем вам использовать левый ходовой винт или шариковый винт, если можно использовать обычный правый винт и просто изменить направление вращения двигателя? Одной из распространенных причин является привод двух винтов от одного двигателя — часто через шестерню или другой компонент трансмиссии с двумя выходными валами.
Винты как с левой, так и с правой резьбой используются в приводах, которые должны создавать противоположные движения. Изображение предоставлено: igus
Некоторые производители даже производят комбинированные винты с левым и правым вращением, в которых один вал винта имеет левостороннюю резьбу на одном конце и правую резьбу на другом конце. Таким образом, когда двигатель вращает винт в одном направлении, две гайки движутся навстречу друг другу. А когда мотор меняет направление, гайки отходят друг от друга. Эта конструкция особенно полезна в линейных приводах с двойным движением.
Некоторые линейные приводы содержат винты как с левым, так и с правым вращением, сваренные или механически соединенные и приводимые в действие одним двигателем. На каждом конце винта имеется гайка, поэтому нагрузки перемещаются друг к другу или отдаляются друг от друга при вращении винта. Изображение предоставлено: THK
Рубрики: Применение, Шар + ходовой + роликовый винт, Шаровой + ходовой винт, Часто задаваемые вопросы + основы, Избранное
Болт с левой резьбой Болт с обратной резьбой Винты с левой резьбой
Перейти к содержимому
Предыдущий Следующий
Болт с левой резьбой — это болт с обратной резьбой, которая в норме отличается от болта с правой резьбой. Большинство резьб на болтах имеют правую резьбу, что означает, что поворот болта по часовой стрелке вставляет или затягивает болт; против часовой стрелки ослабляет или удаляет болт. Но в левой резьбе верно обратное. Поворот болта по часовой стрелке ослабляет или снимает болт. Левая резьба используется в приложениях, где нормальное вращательное движение объекта таково, что существует вероятность того, что объект может отступить и быть удален. Например, левая педаль велосипеда вращается вокруг шатуна против часовой стрелки. Если бы у него была правая резьба, педаль могла отвалиться. Таким образом, все левые педали имеют левую резьбу, так что движение педали помогает удерживать педаль на шатуне. Ever Hardware предлагает изготовленные на заказ крепежи и персонализированную упаковку.
Цинковое покрытие предотвращает окисление болта с левой резьбой, образуя барьер и действуя как расходуемый анод, если этот барьер поврежден. Оксид цинка представляет собой мелкую белую пыль, которая (в отличие от оксида железа) при образовании не вызывает нарушения целостности поверхности подложки. Действительно, оксид цинка, если он не нарушен, может действовать как барьер для дальнейшего окисления, подобно защите, обеспечиваемой алюминием и нержавеющей стали их оксидными слоями. Большинство деталей фурнитуры оцинкованы, а не кадмированы.
Категория
Болт с левой резьбой
Отделка
Гальваническое покрытие
Тип резьбы
Метрическая/британская/согласно запросу
Материал
Нержавеющая сталь/углеродистая сталь/алюминий/латунь/медь и т. д.
Марка
Всегда оборудование
Место происхождения
Материковый Китай
Вариант размера
От M1.0 до M18/#0 до 1/2″
Удивительный продукт: получите прямо сейчас!
Здесь ваш удивительный продукт , сделанный на заказ!
Как разместить заказ
Нажмите кнопку «Отправить письмо» ниже.
Отправьте нам свой чертеж и спецификацию.
Проверьте ответ и помогите нам подтвердить детали.
Проверьте полученное предложение и счет и подтвердите цену.
Организуйте предоплату и дождитесь срока доставки, о котором мы договорились.
Ever Hardware Industrial Limited организует доставку и сообщает вам сообщение об отслеживании, ожидая ваших отзывов и следующего сотрудничества.
Что говорят клиенты
Отлично выглядят! Все характеристики выглядят идеально.
Кент Де Монд
Идеально! Это то, что мне нужно.
Эрнан Бальбоа
Большое спасибо. Болты идеальные и хорошо подходят.
Ashley
Гайка идеально подходит к нашей винтовой части M2,5.
Стартер генератор карбюратор автоэлектрика –Современные схемы генераторов без дополнительных диодов S IG L
Современные схемы генераторов без дополнительных диодов S IG L
Список всех статей
Использование микроконтроллеров, в регуляторах напряжения, позволило отказаться от дополнительных диодов.
Регуляторы напряжения могут иметь различные схемы, которые обозначаются типом внешнего подключения: L, L-DFM, L IG S, FR SIG, RLO, C, COM
Все типы регуляторов имеют различные дополнительные свойства, и встроенные защиты от короткого замыкания и скачков напряжения.
Рассмотрим пример схемы генератора L IG S
Схема генераторов DENSO, которые применялись на автомобилях Тойота
Схема генератора с регулятором напряжения типа L IG S
Регуляторы такого типа применялись на генераторах фирмы Денсо для автомобилей Тойота
Регулятор представляет собой микросхему с несколькими навесными элементами.
Силовой транзистор Т2, который работает в ключевом режиме, включает и отключает ток возбуждения.
Транзистор Т1 управляет лампочкой контроля зарядки.
Микросхема работает по более сложной программе, чем регулятор на дискретных элементах, что позволяет упростить схему самого генератора.
Регулятор напряжения имеет разъем L IG S, для внешнего подсоединения, и клеммы для внутреннего подсоединения к цепям генератора B, P, F, E
Назначение выводов внешних
S – подвод напряжения с выхода генератора и аккумулятора для контроля уровня напряжения.
IG- питания цепей регулятора после включения замка зажигания
L — подключение лампочки контроля заряда
Назначение выводов внутренних соединений регулятора
B — подвод тока возбуждения от выхода генератора
P — подвод переменного напряжения с фазы генератора
F — отвод тока возбуждения от ротора
E – земля
Работа схемы
В выключенном состоянии к точке В подведен плюс от аккумулятора, но транзистор Т2 полностью закрыт и тока по цепи возбуждения нет. Плюс действует на точке S, но это вход с очень высоким сопротивлением и тока не потребляет.
При включении зажигания плюс от аккумулятора попадает на точку IG и на точку L через лампочку.
Микросхема DD получает питание по цепи IG. Транзистор Т1 открывается и лампочка загорается, сигнализируя о том, что генератор готов к работе, но еще не работает.
Микросхема DD переводит транзистор Т2 в импульсный режим, с такой скважностью, что среднее значение тока оказывается достаточным для подвозбуждения генератора. От плюса, через точку В, в обмотку возбуждения идет ток через транзистор Т2. Ток очень маленький и противодействие ротора вращению двигателя получается очень слабым, что облегчает запуск двигателя и создает более щадящий режим для аккумулятора и стартера.
Стартер начинает раскручивать двигатель. Ротор вращается и подмагниченный начальным током возбуждения, начинает генерировать в обмотке генератора переменное напряжение.
Возникшее переменное напряжение, с одной из обмоток попадает на точку Р регулятора, и на соответствующую ножку микросхемы. Сигнал о появлении переменного напряжения, означает, что двигатель завелся и можно включать генератор. Микросхема переводит транзистор Т2, на такую длительность импульсов при которой ток возбуждения становится достаточно большим, чтобы генератор вышел на рабочее напряжение и начал отдавать достаточную мощность. Ток возбуждения (показано стрелками) от плюса, через точку В, идет в обмотку возбуждения, и через транзистор на Т2 на массу. Ротор сильно намагничивается и генератор начинает работать. Транзистор Т1 получает от микросхемы команду на закрытие и лампочка гаснет, что подтверждает нормальный режим работы генератора.
Далее задача регулятора состоит в поддержании рабочего уровня напряжения на выходе генератора.
Генератор все время поднимает напряжение и стремится превысить его нормальный уровень. Регулятор ограничивает напряжение на заданном уровне. Микросхема DD обеспечивает широтно – импульсное управление (ШИМ – регулятор). Среднее значение тока, протекающего в обмотку зависит от длительности импульса открытого состояния ключевого транзистора Т2. Когда напряжение на выходе генератора возрастает, то микросхема, получая это напряжение на точку S, уменьшает длительность открытого состояния транзистора, и среднее значение тока возбуждения снижается, напряжение на выходе генератора снижается, далее, длительность импульсов вновь увеличивается и напряжение возрастает, таким образом, поддерживается заданный уровень выходного напряжения с достаточно высокой точностью — около 14, 4 Вольта
Диод, шунтирующий обмотку возбуждения, защищает транзистор от возможного пробоя импульсом высокого напряжения. При закрытии транзистора, ток возбуждения резко снижается, это вызывает скачок ЭДС самоиндукции в обмотке, и импульс напряжения прикладывается к транзистору. Диод, создает котур для тока и ЭДС самоиндукции не может создать импульса высокого напряжения.
Схема генератора не нуждается в дополнительном выпрямителе для питания обмотки возбуждения.
Устаревшая схема генератора с доп. диодами имела такие преимущества пред первыми схемами:
исключалась разрядка аккумулятора при включенном зажигании и не заработавшем двигателе
задержка возбуждения генератора при запуске, пока работает стартер
возможность использования лампочки для контрола зарядки аккумулятора
Все это может делать и данная схема на микроконтроллере
Схема регулятора напряжения защищает аккумулятор от разрядки через обмотку возбуждения, в случае если зажигание включено, а двигатель не работает.
Как и в схеме с дополнительным выпрямителем, схема потребляет ток на свечение лампочки – сигнализатора разрядки и еще потребляет небольшой ток через обмотку возбуждения, необходимый для первоначального возбуждения, этот ток определяется импульсным режимом транзистора Т2 , его среднее значение оказывается достаточно мало, что не оказывать существенное влияние на разрядку аккумулятора, поэтому в автомобиле, который не завелся, долгое время может быть включено зажигания без риска разрядки аккумулятора через генератор.
На данном рисунке показана схема генераторов на 100 и 110 Ампер, для генераторов меньшей мощности достаточно обычного диодного моста с шестью диодами.
Как работает автомобильный генератор? Как его проверить? Какие неисправности случаются?
02.06.2021
7573
Как работает генератор?
Принцип работы автомобильных генераторов одинаковый и основан на электромагнитной индукции. Электрический ток возникает в замкнутой рамке при пересечении ее вращающимся магнитным полем. Таким образом, для работы генератора необходимо, чтобы в нем вращалось магнитное поле.
Собственное, вращающееся магнитное поле создается ротором. Сразу отметим, что в автомобильном генераторе нет постоянных магнитов. Т.е. постоянного магнитного поля в генераторе просто нет. Однако магнитное поле появляется на обмотке ротора после подачи на него тока. Обмотка ротора правильно называется «обмоткой возбуждения». Она создает магнитное поле при повороте ключа зажигания. Далее после запуска двигателя ротор начинает вращаться. Ток вырабатывается в трех отдельных обмотках статора. Этим же током далее питается обмотка возбуждения, т.е. потребление тока от АКБ прекращается.
На нашем YouTube-канале вы можете посмотреть видеообзор про автомобильные генераторы.
Выбрать и купить генератор для интересующей вас модели автомобиля вы можете в нашем каталоге б/у запчастей.
Снятый с обмоток статора переменный ток стабилизируется в устройстве, называемом «выпрямитель», также известном как диодный мост. Благодаря ему выходной ток генератора – постоянный и выпрямленный. В нем присутствует шесть силовых диодов. Половина диодов соединена с силовым плюсом генератора, половина – с его «массой», т.е. корпусом. Также в выпрямителе могут присутствовать слаботочные диоды, через которые подключена обмотка возбуждения. Диоды – это полупроводники, которые пропускают ток только в одном направлении.
Также в генераторе есть реле-регулятор напряжения. На контакты реле с диодов приходит снятое со статора силовое напряжение. Если его недостаточно, т.е. напряжение меньше 14 Вольт, реле увеличивает напряжение на обмотке возбуждения. При усилении магнитного поля увеличивается силовое напряжение. Необходимая величина – 14-14,5 Вольт.
Здесь же добавим, что магнитное поле увеличивает усилие, с которым вращается ротор. Эта нагрузка через приводной ремень передается на коленвал. Таким образом, включение электрических потребителей и, главным образом, их общая мощность, непосредственно влияют на расход топлива.
Именно благодаря регулированию тока в обмотке ротора производительность генератора не зависит от скорости вращения ротора и силы тока нагрузки. Разумеется, до определенных пределов, ограниченных общей мощностью генератора. Сам по себе регулятор напряжения – чисто электронное устройство.
Ток возбуждения подается по подпружиненным графитовым щеткам, контактирующим с контактными кольцами на роторе.
На более современных автомобилях применяется бесщеточные индукторные генераторы. В них применяется отдельная неподвижная обмотка возбуждения с намагниченным магнитопроводом. Ротор представляет собой звезду с 6-ю лучами, а статор не 3-х, а 5-фазный. Такие генераторы самовозбуждаются, т. е. могут работать без АКБ.
Обгонная муфта генератора
Мощные генераторы оснащаются шкивом с обгонной муфтой. В данном случае она служит демпфером, который гасит инерции коленвала и самого ротора генератора, не позволяет тяжелому и нагруженному ротору генератора ударять и подгонять ремень навесного оборудования при снижении его скорости движения. Т.е. если скорость ремня падает или ремень останавливается при глушении двигателя, то ротор генератора может свободно продолжать вращаться. При неисправности обгонной муфты, т.е. ее заклинивании, во время работы двигателя можно увидеть сильную вибрацию приводного ремня возле муфты. А при остановке двигателя раздается скрип ремня – это вращающийся по инерции ротор генератора прокручивает заклинившую муфту относительно ремня.
Подключение генератора. Самые распространенные выводы и клеммы.
К проводке автомобиля генератор подключается не только силовым проводом и контактом с «массой». Силовой выход – клемма 30 – помечен буквой «B» (батарея). Отдельный минусовой контакт – клемма 31 – на генераторе обозначается буквами E, B-, GRD.
У генератора обязательно есть выход на контрольную (индикаторную) лампу. Через этот же выход подается небольшое напряжение для намагничивания ротора. Такой контакт помечен буквой «L» (лампа). Горящая лампа указывает на отсутствие зарядки. Кстати, лампочка тухнет при выравнивании потенциалов, т.е. когда на контакте L появится «плюс». Это происходит в тот момент, когда генератор начинает вырабатывать ток.
Также контрольная лампа может подключаться через контакт «D+». Нюанс в том, что в этом случае по этому же контакту питается регулятор напряжения. По контакту «S» (сенсор) измеряется напряжение для контроля.
На генераторах дизельных двигателей нередко присутствует контакт «W». Это выход с одной из обмоток статора, по которому подключается тахометр.
По контакту «FR» или «DFM» регулятор напряжения соединяется с ЭБУ для контроля нагрузки на генератор. Если нагрузка высока, то электроника повышает обороты холостого хода или отключает некоторые потребители.
На генераторе может присутствовать контакт «D» c очень разным функционалом. «D» может обозначать и Digital, и Drive. Например, по нему можете передаваться цифровой сигнал, как на автомобилях Ford. На генераторах японских автомобилей по этому контакту подается ток для управления регулятором напряжения. Также это может быть просто пустой контакт.
Почему генератор выходит из строя?
Поломки генераторов можно разделить на механические и электрические.
По механике – это нарушение вращения ротора из-за износа или разрушения подшипников. Подклинивающий генератор может привести к обрыву ремня навесного оборудования. Также может возникнуть люфт подшипников.
Графитовые щетки постоянно изнашиваются из-за трения с контактными кольцами на роторе. Правда, они сделаны с запасом и служат сотни тысяч км и огромное количество моточасов. Предельная длина щеток – 5 мм.
Если контакт щеток с кольцами ротора пропадает, то генератор перестает функционировать. Обмотка возбуждения не намагничивается, ток не возникает.
Диоды в выпрямителе выходят из строя из-за нагревов, вызванных перегрузками. Тут можно сказать, что есть генераторы с некорректно подобранными диодами, которые просто не служат достаточно долго. И в целом силовые диоды рассчитаны на номинальный ток с минимальным запасом.
Также отметим, что диодный мост может выйти из строя на вашем автомобиле при неправильном прикуривании. Дело в том, что из-за высокого потребления тока стартером и севшим АКБ другой машины диоды в вашем генераторе просто пробивает током. Правильно прикуривать другой автомобиль так: подсоединяетесь к его АКБ, несколько минут с заведенным двигателем подзаряжаете его, затем глушите свой двигатель, даже вынимаете ключи из замка зажигания. И только после этого позволяете пациенту завестись.
Если неисправность возникает в реле-регуляторе, то генератор не выдает достаточного напряжения. В этом случае опять же пропадает зарядка. Кроме того, реле-регулятор может стать причиной утечки тока. Для некоторых генераторов есть рекомендация менять реле-регуляторов через определенные пробеги.
Также зарядка может пропасть или отсутствовать при нагрузке в случае межвиткового замыкания.
Проверка снятого генератора без машины
Снятый и неразобранный генератор можно проверить при помощи таких вспомогательных вещей, как заряженный АКБ и некое устройство, с помощью которого можно раскрутить ротор генератора (шуруповерт или дрель с подходящей головкой). Также нужно правильно подключить индикаторы – лампы. Одна лампа грубо покажет наличие зарядки, другая покажет работоспособность реле-регулятора.
Более точные и точечные проверки проводятся на разобранном и заведомо неисправном генераторе для поиска конкретного неисправного узла.
Генератор на автомобиле проверяется с помощью мультиметра. Для начала необходимо замерить напряжение на самой АКБ. В идеале напряжение должно быть порядка 12,5 Вольт. После запуска двигателя напряжение на АКБ должно составлять не менее 13,8 Вольт и не более 14,5 Вольт.
Есть старый дедовский метод со скидыванием клеммы АКБ во время работы двигателя. Типа если двигатель не заглохнет, то генератор бодрячком. На сегодняшний день таким образом нельзя проверять работу генератора скидыванием клеммы с АКБ на работающем авто. Если так сделаете, то через пару недель пройдет пробой одного из диодов.
Отдельного упоминания заслуживают генераторы с подключением P-D (терминалом P-D, «импульс-управление»). Они не имеют регулятора напряжения. Регулятор находится в ЭБУ. Оттуда же подается напряжение для обмотки возбуждения. Таким образом, их нельзя проверить методом с подключением индикаторной лампы и подачи возбуждения через нее. Ее просто подключить некуда, а возбуждение подается через силовой контакт. Такие генераторы проверяются на специальном стенде или при помощи самодельного реле-регулятора, способного подать импульс на обмотку ротора.
Вернуться к списку новостей
02.06.20217573
Советы по поиску и устранению неисправностей авиационных генераторов и генераторов
Системы зарядки постоянным током могут быть идентифицированы как цепи типа «A» или «B». Это необходимо для технического специалиста, чтобы определить, какая система у них есть, чтобы правильно устранить неполадки. Система типа «А» управляет выходом, регулируя цепь возбуждения до земля. Система типа «В» управляет выходом, регулируя батарею по полю.
Все системы зарядки авиационных генераторов Delco Remy имеют схему «А», поэтому их Регулятор контролирует, сколько заземления помещается в цепь возбуждения генератора. Первоначально это было достигнуто с помощью системы вибрирующих точек в регуляторе напряжения. Чем больше точки вибрировали в направлении закрытого положения, тем больше выход. Чем дальше друг от друга были точки во время функции вибрации, тем меньше выходной сигнал.
Большинство генераторов для авиации общего назначения имеют схему «В». Чтобы они выводили ток от генератора, батарея должна подаваться на поле. Чем больше батарея в поле, тем выше выход. Затем перед регулирующим органом ставится задача контроль количества батареи в поле. Есть зарядка авиации общего назначения системы, которые являются цепью или полем «A» к земле. Они могут быть легко идентифицированы, если Номер детали регулятора напряжения имеет «VSF» перед четырехзначным номером. Когда используется этот регулятор, генератор не будет иметь одну из двух полевых клемм прикреплен к земле. Регуляторы серии «VSF» управляют полем на землю, чтобы для управления мощностью генератора.
Причина, по которой технический специалист должен определить, Цепь «А» или «В» предназначена для того, чтобы они могли приступить к диагностике системы зарядки. Общий используемый метод называется тестом «полного поля». Этот тест используется техническими специалистами для определения работает ли генератор или генератор. Поскольку регулятор контролирует, сколько батареи или заземления подается на цепь возбуждения, тест «полного поля» требует обхода цепи возбуждения. регулятор. Это делается путем подключения полного заряда батареи или полного заземления к генератору или полевой пост генератора. Это заставляет генератор переменного тока или генератор заряжаться на полную мощность при вращении.
Двигатель самолета будет использоваться для вращения генератора переменного тока или генератора аналогично использованию испытательный стенд. Поскольку это делается на самолете, необходимо соблюдать осторожность, чтобы не повредить что-либо в электрической системе. Вы будете, в течение очень короткого периода времени, повышать напряжение в системе. Все остальные электрические устройства должны быть в выключенном положении. при выполнении этого теста. Всего от 4 до 6 секунд требуется для выполнения «полного полевые испытания.
При проведении испытаний «полного поля» на самолете с генератором Delco Remy системе техническому специалисту потребуется одна перемычка и вольтметр постоянного тока. Удалить оба якорь и провод возбуждения от генератора. Заклейте концы проводов для защиты. Соедините перемычкой полевую стойку с землей планера. Подключить вольтметр от стойки арматуры до земли планера. Запустите двигатель и постепенно доведите обороты увеличиваются с холостого хода примерно до 1500 об/мин. Напряжение на якоре пост должен следовать за дроссельной заслонкой. Если да, то генератор в порядке. Проверьте два провода от генератора к регулятору напряжения. Убедитесь, что когда мастер переключатель включен, что у вас есть напряжение батареи не менее 12 или 24 вольт на регуляторе клемма аккумулятора. Если да, то проблема скорее всего в регуляторе напряжения.
Если техник столкнулся с генератором производства Bendix, Eclipse, Leece Neville или General Electric, есть очень большая вероятность, что это схема «B». В в этом случае поле будет переключено на источник батареи.
При проведении испытаний «полного поля» на воздушном судне, оборудованном генератором переменного тока. такие же предостережения должны быть приняты. Убедитесь, что все электрические устройства выключены позиция. На большинстве самолетов авиации общего назначения, оснащенных двигателями Chrysler, Ford или Генераторы Delco имеют только одно поле. Другая сторона поля находится подключен к земле, что делает его цепью «B». Чтобы «полное поле» этих систем техник должен снять провод возбуждения с генератора и заклеить конец провода скотчем. для защиты регулятора напряжения. Установите перемычку с клеммы аккумулятора на генератор к полевому столбу. Лучший способ проверить выходную мощность, когда генератор сконфигурирован для «полного поля», заключается в использовании клещей вокруг измерителя индуктивности постоянного тока. Эти очень точны и измеряют выходную мощность усилителя с точностью до одной десятой доли ампера. Запустите двигатель и следите за показаниями амперметра. При 2000 об/мин сила тока должна быть очень близко к номиналу ампер генератора.
Большинство генераторов prestolite имеют двойное поле, f1 и f2. Отсоедините и заклейте скотчем провод заканчивается от обеих этих клемм. Соедините любую полевую стойку с планером землю, а другой к большому аккумуляторному столбу. Это устройство теперь подключено полное поле, и двигатель самолета должен быть запущен, а амперы должны быть измерены, как в предыдущий абзац.
По дополнительным вопросам обращайтесь ко мне по бесплатному телефону 800-634-0190.
Спасибо, Джон Эванс
Устранение неполадок с параллельными системами —>
Создайте свою первую надстройку области задач Excel — Надстройки Office
Редактировать
Твиттер
LinkedIn
Фейсбук
Электронная почта
Статья
В этой статье вы познакомитесь с процессом создания надстройки области задач Excel.
Создайте надстройку
Надстройку Office можно создать с помощью генератора Yeoman для надстроек Office или Visual Studio. Генератор Yeoman создает проект Node.js, которым можно управлять с помощью Visual Studio Code или любого другого редактора, тогда как Visual Studio создает решение Visual Studio. Выберите вкладку для той, которую вы хотите использовать, а затем следуйте инструкциям, чтобы создать надстройку и протестировать ее локально.
Генератор Йомена
Визуальная студия
Предпосылки
Примечание
Если вы не знакомы с Node.js или npm, вам следует начать с настройки среды разработки.
Node.js (последняя LTS-версия).
Последняя версия Yeoman и генератора Yeoman для надстроек Office. Чтобы установить эти инструменты глобально, выполните следующую команду через командную строку.
npm install -g yo генератор-офис
Примечание
Даже если вы ранее установили генератор Yeoman, мы рекомендуем вам обновить свой пакет до последней версии из npm.
Создайте проект надстройки
Выполните следующую команду, чтобы создать проект надстройки с помощью генератора Yeoman.
лет офис
Примечание
При выполнении команды yo office могут появиться подсказки о политиках сбора данных Yeoman и инструментах интерфейса командной строки надстройки Office. Используйте предоставленную информацию, чтобы отвечать на подсказки по своему усмотрению.
При появлении запроса укажите следующую информацию для создания проекта надстройки.
Выберите тип проекта: Проект области задач надстройки Office
Выберите тип скрипта: Javascript
Как вы хотите назвать свою надстройку? Надстройка «Мой офис»
Какое клиентское приложение Office вы хотите поддерживать? Excel
После завершения работы мастера генератор создает проект и устанавливает вспомогательные компоненты Node.
Совет
Вы можете игнорировать следующие шаги руководство, которое генератор Yeoman предоставляет после создания проекта надстройки. Пошаговые инструкции в этой статье содержат все рекомендации, которые вам понадобятся для работы с этим учебным пособием.
Исследуйте проект
Проект надстройки, созданный с помощью генератора Yeoman, содержит пример кода для базовой надстройки области задач. Если вы хотите изучить компоненты своего проекта надстройки, откройте проект в редакторе кода и просмотрите файлы, перечисленные ниже. Когда вы будете готовы опробовать свою надстройку, перейдите к следующему разделу.
Файл ./manifest.xml в корневом каталоге проекта определяет параметры и возможности надстройки. Дополнительные сведения о файле manifest.xml см. в статье XML-манифест надстроек Office.
Файл ./src/taskpane/taskpane.html содержит разметку HTML для области задач.
Файл ./src/taskpane/taskpane.css содержит CSS, который применяется к содержимому в области задач.
./src/taskpane/taskpane.js содержит код API JavaScript для Office, упрощающий взаимодействие между областью задач и клиентским приложением Office.
Попробуйте
Перейдите в корневую папку проекта.
cd "Мой офис надстройка"
Выполните следующие шаги, чтобы запустить локальный веб-сервер и загрузить надстройку.
Примечание
Надстройки Office должны использовать HTTPS, а не HTTP, даже при разработке. Если вам будет предложено установить сертификат после выполнения одной из следующих команд, примите приглашение установить сертификат, который предоставляет генератор Yeoman. Вам также может потребоваться запустить командную строку или терминал от имени администратора, чтобы внести изменения.
Совет
Если вы тестируете надстройку на Mac, выполните следующую команду, прежде чем продолжить. Когда вы запускаете эту команду, запускается локальный веб-сервер.
npm запустить dev-сервер
Чтобы протестировать надстройку в Excel, выполните следующую команду в корневом каталоге вашего проекта. Это запустит локальный веб-сервер и откроет Excel с загруженной надстройкой.
н/мин старт
Чтобы протестировать надстройку в Excel в браузере, выполните следующую команду в корневом каталоге проекта. Когда вы запускаете эту команду, запускается локальный веб-сервер. Замените «{url}» URL-адресом документа Excel в OneDrive или библиотеке SharePoint, для которого у вас есть разрешения.
запуск npm start:web -- --document {url}
Ниже приведены примеры.
npm run start:web -- --document https://contoso.sharepoint.com/:t:/g/EZGxP7ksiE5DuxvY638G798BpuhwluxCMfF1WZQj3VYhYQ?e=F4QM1R
npm run start:web -- --document https://contoso-my. sharepoint-df.com/:t:/p/user/EQda453DNTpFnl1bFPhOVR0BwlrzetbXvnaRYii2lDr_oQ?e=RSccmNP
Примечание
Если вы разрабатываете на Mac, заключите {url} в одинарные кавычки. Делайте , а не в Windows.
Если ваша надстройка не загружается в документ, загрузите ее вручную, следуя инструкциям в разделе Загрузка неопубликованных надстроек в Office в Интернете вручную.
В Excel выберите вкладку Главная , а затем нажмите кнопку Показать панель задач на ленте, чтобы открыть панель задач надстройки.
Выберите любой диапазон ячеек на листе.
В нижней части панели задач выберите ссылку Выполнить , чтобы установить желтый цвет выбранного диапазона.
Следующие шаги
Поздравляем, вы успешно создали надстройку области задач Excel! Затем узнайте больше о возможностях надстройки Excel и создайте более сложную надстройку, следуя руководству по надстройкам Excel.
Техническая диагностика. Виды, задачи, методы диагностики
Техническая диагностика — область знаний о распознавании состояния технических систем (объектов), исследующая формы проявления технического состояния, разрабатывающая методы и средства его определения.
Техническая система — материальный объект искусственного происхождения, который состоит из элементов, объединённых связями и вступающих в определённые отношения между собой и с внешней средой, для выполнения определенных полезных функций. Технической системой необходимо управлять для получения эффективного результата.
Управление — это процесс получения, хранения и обработки информации для организации целенаправленных действий.
Служба технического диагностирования — подразделение, обеспечивающее технические службы предприятия информацией о техническом состоянии оборудования, прогнозе п причинах появления данного состояния.
Диагностирование — операции, проводимые с целью установления наличия неисправности и определения причин её появления.
Диагностирование технического состояния объекта осуществляется средствами диагностирования (аппаратными и программными).
Средства и объект диагностирования, взаимодействующие между собой, образуют систему диагностирования.
Результатом диагностирования является диагноз, определяющий техническое состояние — установление неисправности в объекте и отнесение объекта к определенной категории технического состояния. Осуществляется диагностирование в соответствии с разрабатываемым алгоритмом.
Виды технического состояния.
Исправное состояние — объект способен выполнять все функции в пределах заданных параметров.
Неисправное состояние — объект неспособен выполнять хотя бы одну из заданных функций.
Работоспособное состояние — объект способен выполнять все требуемые функции.
Неработоспособное состояние — объект неспособен выполнять хотя бы одну из требуемых функции.
Критическое состояние — состояние объекта, которое может привести к травмам работающего персонала, значительному материальному ущербу или другим неприемлемым последствиям. Критическое состояние не всегда является следствием критической неисправности. Для конкретного объекта должны быть установлены критерии критического состояния.
Предельное состояние — состояние объекта, при котором его дальнейшая эксплуатация недопустима пли нецелесообразна, восстановление его работоспособного состоянии невозможно или нецелесообразно. Предельное состояние наступает тогда, когда параметр потока отказов становится неприемлемым, объект считают неремонтопригодным в результате неисправности.
Техническое состояние определяется наличием и развитием в объекте неисправностей. Виды неисправностей:
Дефект — каждое несоответствие объекта установленным требованиям.
Повреждение — событие, заключающееся в нарушении исправного состояния объекта, при сохранении работоспособного состояния.
Развитие неисправностей приводит к отказу.
Отказ — событие, заключающееся в нарушении работоспособного состояния объекта, т. е. в утрате объектом способности выполнять требуемую функцию. Отказ является событием в отличие от «неисправности», которая является состоянием и причиной отказа.
Сбои — самоустраняющийся отказ пли однократный отказ, устраняемый незначительным вмешательством оператора. Это событие, при котором в результате временного изменения параметров объекта возникают помехи, воздействующие на работоспособность.
В зависимости от необходимости проведения технического обслуживания и ремонта различают следующие категории технического состояния:
хорошее — техническое обслуживание и ремонт не требуются;
удовлетворительное — осуществляется техническое обслуживание и ремонт в соответствии с планом;
плохое — проводится внеочередное техническое обслуживание или ремонт;
аварийное — требуется немедленная остановка и ремонт.
Алгоритм технического диагностирования (контроля технического состояния) — совокупность предписаний, определяющих последовательность действий при проведении диагностирования пли контроля. В общем случае алгоритм — последовательность действий, построенная по определенным правилам для достижения поставленной цели.
Задачи технической диагностики.
Определение состояния, в котором находится объект в настоящий момент времени.
Определение состояния, в котором окажется объект — это задачи прогноза, необходимые для определения сроков диагностирования и ремонта.
Определение состояния, в котором находился объект — это задачи генезиса, используются для определения причин отказа, развития повреждения.
Основными задачами технической диагностики, как науки, являются:
определение технического состояния объекта диагностирования в условиях ограниченной информации;
изучение методов и средств получения диагностической информации;
Техническая диагностика изучает методы получения и оценки диагностической информации, диагностические модели и алгоритмы принятия решений. Техническая диагностика базируется на двух теориях: теории распознавания и теории контролепригодности (рисунок 1).
Рисунок 1- Структура технической диагностики
Теория распознавания, используя диагностические модели при исследовании объекта, определяет решающие правила для распознавания текущего состояния и вида неисправности. Благодаря известным характеристикам неисправностей появляется возможность разработки оптимальных алгоритмов (последовательности) распознавания.
Теория контролепригодности решает вопросы рациональной последовательности поиска, отказавшего или неисправного элемента, контроля состояния объекта. Решения базируются на использовании диагностической информации характеризующей состояние объекта.
Контролепригодность — приспособленность объекта к измерению диагностических параметров средствами диагностирования. свойство изделия обеспечивать достоверную оценку технического состояния и раннее обнаружение неисправностей и отказов. Контролепригодность создается конструкцией изделия п принятой системой технического диагностирования.
Диагностическая модель — формализованное описание объекта технического диагностирования, необходимое для решения задач диагностирования. Формы описания: аналитическая. табличная, векторная, графическая.
Диагностический параметр — признак объекта, количественно или качественно характеризующий техническое состояние объекта. Диагностические параметры имеют следующие градации: номинальный, предельно допустимый, предельно возможный, аварийный.
Главная задача диагностирования — получение информации о техническом состоянии объекта.
Стандартное определение по ГОСТ 20911-89 «Техническая диагностика. Термины и определения». «Техническое состояние характеризуется в определенный момент времени, при определенных условиях внешней среды, значениями параметров, установленных технической документацией на объект».
Определение технического состояния по ГОСТ 19919-74 — «Техническое состояние — совокупность подверженных в процессе производства пли эксплуатации свойств объекта, характеризуемое в определенный момент признаками, установленными технической документацией на этот объект».
В основе диагностирования лежит решение задачи распознавания технического состояния объекта. Состояние объекта, применительно к механическому оборудованию характеризуется диагностическими параметрами: входными, выходными и внутренними (рисунок 2).
Рисунок 2 — Диагностические параметры объекта
Входные параметры — внешние условия и управляющие воздействия (частота вращения, прилагаемый момент, сила, мощность, давление, подача, скорость).
Выходные параметры (реакции) — параметры, показывающие поведение объекта (вибрация. шум. температура, равномерность вращения и др.).
Внутренние параметры — параметры, определяющие структуру объекта и характеризующие процессы, происходящие внедри его (размеры деталей, зазоры, шероховатость, распределение сил и напряжений, механические характеристики материала и др.).
Влияние входных параметров при определении технического состояния должно быть исключено посредством приведения к стандартным условиям. Данное обстоятельство должно быть учтено при проведении измерений на испытательных стендах и в промышленных условиях. Измерения диагностических параметров необходимо выполнять при неизменной нагрузке.
Диагностические параметры могут быть прямыми — непосредственно отражающими внутренние параметры машин (момент, частота и равномерность вращения, зазоры, шероховатость поверхности) и косвенными — отражающим связь между внутренними и выходными параметрами (физические поля: вибрационные, акустические, тепловые). При решении задач диагностирования обычно предпочтение отдается косвенным параметрам благодаря большей доступности к проведению измерений на работающем оборудовании без разборки механизма.
Процесс функционирования механизма определяют не только внутренние свойства элементов механизма. На работоспособность механической системы влияют равнозначно прикладываемые силы, и качество технического обслуживания. Эти факторы: внутренние свойства элементов, прикладываемые силы. качество технического обслуживания и ремонта определяют понятие техническое состояние (рисунок 3). Проявление технического состояния возможно в виде отказов (поломок) деталей пли с позиций технической диагностики — в виде изменения диагностических параметров, субъективных и объективных.
Рисунок 3 — Факторы, определяющие техническое состояние
Лекция 7. Методы и средства технического диагностирования
Техническая диагностика представляет собой систему методов, применяемых для установления и распознания признаков, характеризующих техническое состояние оборудования. Все методы технического диагностирования разделяются на субъективные (органолептические) и объективные (приборные).
Несмотря на развитие аппаратных средств измерений и контроля, большая роль в определении неисправностей и нахождении повреждений механического оборудования приходится на субъективные методы, предполагающие использование человеческих органов чувств. Комплекс таких органолептических методов контроля получил название осмотр. Осмотр, включает в себя элементы визуального, измерительного контроля, восприятия шумов и вибраций, оценку степени нагрева корпусных деталей, методы осязания, используемые для определения фактического состояния оборудования и его составных частей, процессов их функционирования и взаимодействия, влияния окружающей среды и условий эксплуатации.
Органолептические методы
Органолептическийметод (органо- + греч. leptikos — способный взять, воспринять) основан на анализе информации, воспринимаемой органами чувств человека (зрение, обоняние, осязание, слух) без применения технических измерительных или регистрационных средств. Эта информация не может быть представлена в численном выражении, а основывается на ощущениях, генерируемых органами чувств. Решение относительно объекта контроля принимается по результатам анализа чувственных восприятий. Поэтому точность метода существенно зависит от квалификации, опыта и способностей лиц, проводящих диагностирование. При органолептическом контроле могут использоваться технические средства, не являющиеся измерительными, а лишь повышающие разрешающие способности или восприимчивость органов чувств (лупа, микроскоп, слуховая трубка и т. п.).
Принятие решения имеет характер «соответствует – не соответствует» и определяется диагностическими правилами типа «если – то», имеющими конкретную реализацию для узлов механизма. Практически, происходит оценка состояния оборудования по двухуровневой шкале – продолжать эксплуатацию или необходим ремонт. Основная цель – обнаружение отклонений от работоспособного состояния механизма. Решение о техническом состоянии механизма принимает технологический или ремонтный персонал, обслуживающий оборудование на основании опыта и производственной ситуации. Принимается решение об остановке оборудования для визуального осмотра и последующего ремонта, продолжения эксплуатации или проведения диагностирования с использованием приборных методов.
Практический опыт показывает, что невозможно заменить механика с его субъективизмом, основанном на знании особенностей эксплуатации и ремонта оборудования. Этот метод является первым уровнем решения задач диагностирования. Стандартами, использование органолептического метода контроля не регламентируется, однако в практике работы служб технического обслуживания он применяется повсеместно. Основываясь на опыте эксплуатации металлургических машин накопленным рядом фирм, данный метод интерпретируется следующим образом.
Основные органолептические методы, используемые при оценке технического состояния механического оборудования.
Анализ шумов механизмов проводится по двум направлениям:
1.1 Акустическое восприятие, позволяющее оценивать наиболее значимые повреждения, меняющие акустическую картину механизма. Весьма эффективно при определении повреждений муфт, дисбаланса или ослабления посадки деталей, обрыве стержней ротора, ударах деталей. Диагностические признаки – изменение тональности, ритма и громкости звука.
1.2 Анализ колебаний механизмов. В этом методе механические колебания корпусных деталей преобразуются в звуковые колебания при помощи технических или электронных стетоскопов. Электронные средства позволяют расширить возможности человеческого восприятия.
Контроль температуры позволяет оценить степень нагрева корпусных деталей по уровням «холодно», «тепло», «горячо». «Холодно» – температура менее +20 0С, «тепло» – температура +30…40 0С, «горячо» – температура свыше +50 0С.
Пределом для непосредственного восприятия является температура +600С – выдерживаемая, у большинства тыльной стороной ладони без болевых ощущений в течение 5 с. Использование дополнительных средств – брызг воды позволяет контролировать значения +70 0С – видимое испарение пятен воды и +100 0С – кипение воды внутри капли на поверхности корпусной детали. Недопустимым является прикосновение к вращающимся и токоведущим деталям.
Восприятие вибрации основано на тактильном анализе (как реакции соприкосновения), как и контроль температуры. Значения параметров вибрации субъективно оценить нельзя. Возможен сравнительный анализ вибрации. Абсолютная оценка практически всегда содержит грубые ошибки из-за различных ощущений человека и широкого спектрального состава вибрации. В высокочастотном диапазоне возможности человека по восприятию вибрации ограничены. В низкочастотном диапазоне возможности человека по восприятию вибрации существенно различаются из-за различного уровня подготовки.
Визуальный осмотр механизма предоставляет большую часть информации о техническом состоянии. Осмотр может проводиться в динамическом режиме (при работающем механизме) и в статическом (при остановленном механизме).
Методы осязания используются при оценке волнистости, шероховатости, качестве смазочного материала, его вязкости, пластичности, наличии посторонних включений, для оценки шероховатости поверхности поврежденных деталей.
Приборные методы
Наряду с органолептическими методами при техническом диагностировании используются приборные методы, позволяющие получить количественную оценку измеряемого параметра. Диагностирование с применением приборов основано на получении информации в виде электрических, световых, звуковых сигналов, отображающих изменение состояния объекта. В зависимости от физической природы измеряемых параметров различают:
Механический метод – основан на измерении геометрических размеров, зазоров в сопряжениях, давлений и скорости элементов. Применяется при количественной оценке износа деталей, установлении люфтов и зазоров в сопряжениях, давлениях в гидро- и пневмосетях, сил затяжки резьбовых соединений, номинальной скорости привода. Используется разнообразный мерительный инструмент и приборы: линейки, штангенциркули, щупы, шаблоны, индикаторы перемещения часового типа, динамометрические ключи, ключи предельного момента, манометры.
Электрический метод (ваттметрия) заключается в измерении: силы тока, напряжений, мощности, сопротивлений и других электрических параметров. Метод позволяет по косвенным параметрам установить техническое состояние механизма. Средства для реализации: амперметры; вольтметры; измерительные мосты; датчики: перемещений, крутящих моментов, давлений; тахогенераторы; термопары.
Тепловой метод (термометрия) – основан на измерении температурных параметров диагностируемого объекта. С помощью термометрии определяются: деформации, вызываемые неравномерностью нагрева, состояние подшипниковых узлов, смазочных систем, тормозов, муфт. Используются: термосопротивления, термометры, термопары, термоиндикаторы, термокраски, тепловизоры.
Виброакустические методы (виброметрия) основаны на измерении упругих колебаний, распространяющихся по узлам в результате соударения движущихся деталей при работе механизмов. Область применения: оценка и контроль механических колебаний; определение, распознавание и мониторинг развития повреждений в деталях и конструкциях. Используются: шумомеры, виброметры, спектроанализаторы параметров виброакустического сигнала.
Методы анализа смазки основаны на определении вида и количества продуктов изнашивания в масле. Применяются способы: колориметрический, полярографический, магнитно-индукционный, радиоактивный и спектрографический.
Методы неразрушающего контроля: магнитные, вихретоковые, ультразвуковые, контроля проникающими веществами, радиационные, радиоволновые. Методы используются для определения целостности отдельных деталей механизма.
Классификация диагностических приборов может быть проведена по следующим признакам: цифровые и аналоговые, показывающие и сигнализирующие, универсальные и специализированные, стационарные и переносные и др.
Однако, все средства технического диагностирования, используемых для диагностики механического оборудования, по уровню решаемых задач и приборной реализации можно разделить на: портативные, анализаторы и встроенные системы.
Портативные средства технического диагностирования реализуют измерение одного или нескольких диагностических параметров, характеризуются малыми габаритами и отсутствием обмена данных с компьютерными системами (рисунок 40). К их преимуществам относятся: быстрота процесса измерения, простое обслуживание и управление, оперативное и наглядное получение информации в виде одиночного результата, низкая стоимость. Область применения – оперативный контроль технического состояния оборудования работниками ремонтных служб и технологическим персоналом.
Анализаторы позволяют выполнить не только измерение, но и детальный анализ диагностических параметров. На основании полученной информации проводится обнаружение повреждений на ранней стадии развития. Среди данного класса средств технического диагностирования необходимо выделить спектроанализаторы вибрации, тепловизоры, анализаторы напряжения (рисунок 41). Переносной прибор выступает в роли мобильного устройства для сбора и предварительного анализа данных, а компьютер и программное обеспечение позволяет проводить более глубокие исследования на основе анализа трендов и экспертных систем. Применение анализаторов оправдано при специализации процессов контроля, высокой квалификации специалистов, необходимости обеспечения качества проводимых измерений. Область применения – специализированные подразделения промышленных предприятий по экспертизе технического состояния, наладке механического оборудования.
Встроенные системы используются при необходимости постоянного контроля технического состояния оборудования. Основные задачи: защита оборудования от ненормативных режимов работы, мониторинг технического состояния, диагностирование состояния оборудования, использование комплекса диагностических параметров (рисунок 42). Основные направления развития: контроль комплекса диагностических параметров; использование персональных компьютеров при обработке однотипной информации; блочный принцип построения; универсальность.
Рисунок 42 – Структурная схема стационарной системы контроля вибрационных параметров
В случае контроля одного параметра (обычно вибрации), устанавливается блок контроля, измеряющий и сравнивающий текущее и заданное значение параметра. При превышении заданного уровня включается звуковая или световая сигнализация; возможна остановка оборудования.
Если количество точек возрастает, их контроль однотипен и выполняется по определённой программе, наиболее целесообразным является соединение измерительной (датчики, линии связи, предусилители) и вычислительной (персональный компьютер) систем. При одновременном контроле нескольких взаимодополняющих параметров по одному агрегату используют блочный принцип, основанный на единой элементной базе и конструкторском решении. Наиболее характерно данное построение для механизмов роторного типа. Контролируемые диагностические параметры: параметры вибрации корпусов подшипников, биения вала, орбита движения вала, частота вращения, температура смазочного материала. Сигнализирующая система встроенного контроля предполагает участие оператора и дополнительный спектральный анализ для точной постановки диагноза.
Использование стационарной системы контроля для защиты оборудования от превышения нормативных параметров работы обосновано лишь в случае недоступности оборудования для осмотра.
Высокая стоимость – один из недостатков встроенных систем, определяется не только стоимостью аппаратной части, но и затратами на поддержание системы в работоспособном состоянии. Это ограничивает объём использования встроенных систем 10% эксплуатируемого оборудования.
Вопросы для самостоятельного контроля
В чём заключается основное отличие органолептических и приборных методов диагностирования?
Перечислите органолептические методы диагностирования, их достоинства и недостатки.
Какие приборные методы используются для диагностирования механического оборудования?
Приведите примеры объектов диагностирования при использовании механических и электрических методов диагностирования.
Для каких объектов диагностирования применяют вибрационные и тепловые методы диагностирования?
Какие задачи диагностирования решаются при использовании анализа смазки и неразрушающего контроля?
Назначение, особенности и область применения портативных средств диагностирования.
Основные особенности и область применения анализаторов при диагностировании механического оборудования.
Отчет о техническом, научном и торговом исследовании
технический
Исполнительный руководящий комитет по техническим требованиям
Программа профессионально-технического образования
Система технических/электронных публикаций
Стандарт технического обслуживания, капитального ремонта и ремонта
Технический/офисный протокол
Проверка квалификации технических специалистов
Технический/техник/техник/техник
Техническая/технологическая оценка, этап
Координационный документ по техническим/технологическим вопросам
Контактное лицо по техническим/обучающим вопросам
технический
технические детали
техничность
техничность
техничность
техничность
▼
Сайт: Следовать:
Делиться:
Открыть / Закрыть
7 типов визуализационных диагностических тестов, с которыми вы можете помочь
Какой ребенок не провел немного времени, мечтая о том, чтобы иметь рентгеновское зрение? В конце концов, видеть вещи, которые обычно не видит человеческий глаз, — это довольно невероятная сила. Однако способность видеть больше, чем может воспринять человеческий глаз, имеет гораздо более практическое применение, чем супергеройские размышления ребенка, любящего комиксы. Врачам и медицинским работникам часто необходимо заглянуть внутрь человеческого тела, чтобы понять, что происходит. К счастью, то, что глаз не может сделать, могут диагностические визуализирующие тесты. Эти методы диагностической визуализации — работа рентгенологов, которые используют свои «способности», чтобы спасать жизни — и все это без плаща!
Диагностическая визуализация неинвазивна, то есть медицинские работники могут заглянуть внутрь без хирургического вмешательства. С помощью этих обследований врачи могут увидеть, как функционируют внутренние органы, как двигаются суставы и многое другое. Диагностическая визуализация делает все: от подтверждения наличия заболевания и определения тяжести травмы до определения стратегии предстоящих хирургических вмешательств.
Специалисты-радиологи работают с пациентами для проведения анализов. Что должен знать рентгенолог, чтобы выполнять свою работу? «Анатомия, положение пациента, методы обследования, протокол оборудования, радиационная безопасность, радиационная защита и базовый уход за пациентом», — сообщает Американское общество радиологов. Этому нужно многому научиться, но это может окупиться в плане карьеры.
Чтобы дать вам лучшее представление о том, чего ожидать от карьеры рентгенолога, мы выделили некоторые из наиболее распространенных диагностических тестов и методов визуализации, которые вы, вероятно, будете выполнять.
7 Общие диагностические визуализирующие тесты
Что вы можете делать ежедневно при надлежащем обучении? Вот семь наиболее распространенных процедур, с которыми вы будете помогать в качестве специалиста по диагностической визуализации.
1. Рентгенологическое исследование
Наиболее распространенным диагностическим визуализирующим исследованием, проводимым в медицинских учреждениях, является рентгенологическое исследование, которое представляет собой широкий термин, охватывающий множество подкатегорий. Рентген проводится по многим причинам, в том числе для диагностики причины боли, определения степени травмы, проверки прогрессирования заболевания и оценки эффективности лечения.
Рентгеновские лучи предполагают нацеливание небольшого количества излучения на тело, где необходимы изображения. Для этого лаборант-радиолог должен убедиться, что на пациенте нет украшений или обтягивающей одежды, которые могут ухудшить качество изображений. Затем необходимо привести пациента в правильное положение. Как только все это будет устранено, пришло время сделать несколько снимков того, что происходит внутри тела.
2. Компьютерная томография
Компьютерная томография, также известная как компьютерная томография или компьютерная аксиальная томография, позволяет врачам видеть поперечные сечения тела. Изображения поперечного сечения дают более подробные изображения, чем обычный рентгеновский снимок. На самом деле КТ часто заказывают, когда на рентгене появляется что-то подозрительное.
КТ-сканер представляет собой большую машину в форме пончика, в которой пациент перемещается по центру, пока сканер делает изображения. Для некоторых тестов пациент может выпить пероральный контрастный краситель или получить инъекцию контрастного красителя, что помогает показать, что происходит внутри тела. Когда все готово, лаборант кладет пациента на кушетку сканера и выходит из комнаты. Из диспетчерской технолог управляет сканером, который медленно перемещает пациента по центру.
Заинтересованы в получении дополнительного сертификата КТ в качестве рентгенолога? Посетите страницу обучения компьютерной томографии , чтобы узнать, как Университет Расмуссена может помочь вам расширить свой набор навыков.
3. МРТ
Другим вариантом визуализации поперечного сечения является МРТ, что означает магнитно-резонансная томография. Подобно компьютерной томографии, МРТ хорошо работает для визуализации мягких тканей, таких как органы и сухожилия. В отличие от компьютерной томографии, МРТ не использует ионизирующее излучение, а вместо этого использует радиоволны с магнитными полями. Часто считается, что МРТ без использования радиации более безопасна, но ее проведение также занимает больше времени. Если компьютерная томография может занять всего пять минут, то МРТ может занять до получаса или дольше в зависимости от процедуры.
Пациенты лежат на столе, который движется по трубе. Техник укладывает пациента так, чтобы обследуемый участок тела находился над магнитом. Некоторые пациенты испытывают клаустрофобию во время МРТ, поэтому лаборанту, возможно, придется успокоить некоторых людей перед процедурой. МРТ может быть довольно шумным, поэтому можно использовать затычки для ушей или наушники. Двусторонние передатчики обеспечивают связь между пациентом и лаборантом во время исследования.
Хотите расширить свои навыки в мире магнитно-резонансной томографии? Посетите страницу обучения МРТ, чтобы узнать больше.
4. Маммография
В борьбе с раком груди предлагаются два вида маммографии: скрининговая и диагностическая маммография. Скрининговые маммограммы используются для предварительного выявления каких-либо аномалий. Диагностическая маммография проверяет наличие злокачественных новообразований после обнаружения опухоли или утолщения в груди. Раннее выявление рака имеет важное значение в борьбе с раком молочной железы.
Технологи будут использовать различные передовые методы в зависимости от того, проводится ли скрининг или диагностическое обследование. Скрининговые обследования обычно включают пару изображений каждой груди. Но диагностические обследования более обширны, и технолог делает больше изображений с разных ракурсов. Также делаются увеличенные изображения, чтобы врачи могли осмотреть подозрительные области.
5. УЗИ
Ультразвуковое исследование, которое иногда называют сонографией, позволяет получать изображения изнутри тела с помощью высокочастотных звуковых волн. Он часто используется для выявления проблем с мягкими тканями, такими как органы и сосуды. Поскольку при этом не используется излучение, ультразвуковое исследование является предпочтительным методом обследования беременных женщин.
Подготовка к УЗИ зависит от того, что исследуется. Для тестов в любом месте вблизи живота пациенты должны голодать, но им разрешено пить воду. Пациенты ложатся на стол для осмотра, и на кожу наносится смазка. Устройство, называемое датчиком, посылает высокочастотные звуковые волны в тело, когда оно движется по коже. Эти звуковые волны создают образ того, что происходит внутри тела.
6. Рентгеноскопия
В то время как другие тесты сравнимы с фотосъемкой, рентгеноскопия подобна киносъемке телесных функций. Это потому, что рентгеноскопия показывает движущиеся части тела. Процедуру часто проводят с контрастными красителями, которые показывают, как они растекаются по телу. Пока все это делается, рентгеновский луч посылает сигналы на монитор. Флюороскопия используется для оценки как твердых, так и мягких тканей, включая кости, суставы, органы и сосуды. Исследования кровотока часто включают рентгеноскопию.
Техник начинает с размещения пациента на столе для осмотра. В отличие от многих других исследований, при которых пациента просят оставаться неподвижным, лаборант может попросить человека двигаться во время рентгеноскопии, чтобы получить представление о том, как тело реагирует на движение. Рентгеноскопия сама по себе безболезненна, но введение контрастных красителей в тело может быть болезненным, поэтому лаборантам, возможно, придется предложить успокаивающие средства.
7. ПЭТ-сканирование
ПЭТ-сканирование, также известное как позитронно-эмиссионная томография, похоже на обнаружение болезней в организме, выявляя проблемы, происходящие на клеточном уровне. Процедура предполагает введение в организм радиоактивных индикаторов. С помощью ПЭТ-сканера специалисты обнаруживают проблемы, которые в противном случае могли бы остаться незамеченными, пока они не усугубятся.
В зависимости от процедуры трассеры можно вводить одним из трех способов: внутривенно, вдыхая газ или выпивая специальную смесь. Трассировщикам требуется некоторое время, чтобы путешествовать по телу, поэтому до сканирования можно ждать около часа.
Что необходимо, чтобы приготовить какое-либо блюдо? Температура! Если пару веков назад ее давал открытый огонь костра из дров или угля, то сегодня на кухнях используют газовые или электрические плиты.
На металлургической кухне выплавка стали происходит по похожему сценарию: в огромную «кастрюлю» засыпают сырье (шихту) и «варят» в условиях высокой температуры по определенной технологии (рецепту). А нужная температура также достигается либо с помощью газа, либо электроэнергии.
Сейчас есть три основных промышленных способа выплавки стали в мире:
мартеновский;
кислородно-конвертерный;
электрометаллургический.
История выплавки стали
Человечество научилось получать железо еще в средние века. Но вплоть до середины XIX века это были небольшие объемы низкокачественного материала. Его производили, как правило, в сыродутных печах и дорабатывали в кузнях, где мастера получали штучный товар. Интересно, что остатки средневековых сыродутных печей (также известных как гамарни) найдены на территории современной Украины. Что наиболее примечательно, они находились в западной части страны, которая сегодня не является центром металлургии.
Но в существовавших до XIX века технологиях производства железных изделий был один существенный недостаток. Фактически это было либо очень мягкое железо, либо хрупкая сталь, которую получали из железа доработкой в кузнях. И такие материалы нельзя было в чистом виде использовать — предметы быстро тупились или легко ломались.
Сейчас известно, что железный сплав обладает таким свойством как упругость. Оно появляется лишь при формировании четкой кристаллической структуры из расплава. А средневековые технологии не позволяли расплавить металл с нужной пропорцией железа и углерода. Для этого требовалась недостижимая в те времена температура 1450 С°.
Промышленная революция привела к резкому росту спроса на новый конструкционный и оружейный материал: прочный, долговечный и поддающийся механической обработке.
Как результат, в XIX веке появились истоки всех трех современных способов выплавки стали.
Мартеновское производство: преимущества и модернизация
Вплоть до середины XX века мартеновские печи были основной технологией, которая позволяла плавить сталь. Впервые ее построил француз Эмиль Мартен в 1864 году. Среди ее преимуществ были: возможность использования стального лома в шихте (его было много благодаря активному развитию железных дорог) и большой сортамент качественных марок стали, которые можно было производить благодаря длительной плавке (до 13 часов).
Первые мартены на территории современной Украины построил валлиец Джон Юз в 1879 году. В середине XX века с использованием этой технологии, по разным оценкам, выплавлялось от 50% до 80% всей мировой стали.
Однако из-за длительного времени плавки, необходимости постоянного внешнего подогрева печи, удорожания природного газа, неэкологичности процесса и других сложностей мартены уступили свои позиции новым технологиям.
В большинстве действующих мартеновских цехов используются не классические мартены, а, так называемые двухванные сталеплавильные агрегаты. В них объединены элементы конвертерной и мартеновской технологий. Грубо говоря, это две мартеновских печи, которые объединены между собой, что позволяет подогревать железный расплав изнутри кислородом, а не только внешнюю часть печи природным газом. Это дает существенную экономию ресурсов и возможность сократить длительность одной плавки до 3-4 часов.
Конвертерное производство: в поисках кислорода
Предтеча конвертерного способа выплавки стали – бессемеровский процесс – появился раньше мартенов. Англичанин Генри Бессемер получил патент на свое изобретение в 1856 году. В нем жидкий чугун продували атмосферным воздухом, чтобы снизить содержание углерода. Но при этом в сталь попадал азот, который снижал температуру плавки и частично переходил в виде примеси в сталь. В том числе из-за этого способ не получил широкого распространения. Ведь более низкая температура плавки ограничивала использование металлолома, возникала потребность в высококачественном сырье – чугуне, который производился бы из железной руды без вредных примесей. Бессемер знал об этом недостатке, но в те годы было практически невозможно получить большие объемы чистого кислорода. Бессемеровские печи работали на территории современной Украины вплоть до 1983 года.
В 1878 году еще один англичанин Сидни Гилкрист Томас усовершенствовал изобретение своего земляка. Томасовские печи позволили выводить из расплава часть вредных примесей, таких как фосфор. Благодаря этому технология получила распространение в Бельгии и Люксембурге, где добывались высокофосфористые железные руды.
Однако, в обеих технологиях качество стали оставалось низким по сравнению с мартенами вплоть до начала 1930 годов. Именно тогда начались попытки внедрения кислородного дутья. В бессемеровских конвертерах жидкую сталь продували не воздухом, а чистым кислородом, получаемым в криогенных установках. Считается, что одни из первых опытов по использованию такой технологии проводились Николаем Мозговым в Киеве на заводе Большевик. Параллельно велись пробные плавки в Германии и Австрии. Но Вторая мировая война затормозила технологический прогресс в металлургии.
Лишь после окончания войны с развитием криогенных технологий кислородные конвертеры начали вытеснять мартеновское производство. Первые промышленные цеха заработали в 1952 году. Производство конвертерной стали оказалось более производительным и экономным. Некоторое время на эту технологию переводили устаревшие бессемеровские цеха, но все чаще строили новые более совершенные производственные линии.
Современные кислородные конвертеры представляют собой сосуды грушевидной формы, изготовленные из стали. Внутри они обложены специальным огнеупорным материалом. Сверху в них погружаются фурмы, через которые под высоким давлением подается чистый кислород. С помощью этого газа дожигается углерод до требуемого в стали уровня.
Дуговые электросталеплавильные печи: сила тока
Еще в 19 веке стало известно, что не только газы, но и постоянный электрический ток может восстанавливать металлы из окислов, а также расплавлять их с помощью электрической дуги. Однако отсутствие мощных источников электроэнергии сдерживало развитие технологии выплавки стали в электрических печах.
Лишь в 30-х годах 20 века начали появляться мощные электростанции, которые позволили задуматься о промышленном внедрении электрометаллургии. Сначала это был цветмет. Впоследствии технология пришла и в черную металлургию. Одним из наиболее наглядных примеров внедрения электрометаллургии является Запорожье. В этом городе в 1932 году запустили первые турбины ДнепроГЭС. После этого здесь один за другим появились предприятия электрометаллургии, которые производили алюминий, титан, ферросплавы и специальные стали.
Сегодня дуговые сталеплавильные печи (ДСП) используют не только для выплавки специальных, но и рядовых марок стали. Из них, как правило, производят квадратную заготовку и длинномерный стальной прокат. В печи, заполненные шихтой, погружают три огромных графитовых электрода, на которые подается переменный или постоянный ток. Возникает электрическая дуга, которая создает высокую температуру внутри печи и плавит лом. На базе ДСП обычно строят так называемые мини-заводы (mini-mills) – небольшие металлургические предприятия годовой мощностью 0.5-2 млн. тонн стали. Распространены они в странах с доступной электроэнергией и большими источниками ломообразования.
Как и в кислородных конвертерах, в электрометаллургии достаточно короткий период плавки – 40-60 минут. На первых этапах развития этих технологий скорость была и основным недостатком – возникали сложности с освоением большого количества марок стали. Ведь за несколько часов плавки в мартенах, в шихту постепенно вводили флюсы, раскислители, легирующие элементы, которые влияли на характеристики материала. А заводские лаборатории успевали за это время провести анализ полученного продукта и дать рекомендации сталеварам. Однако сейчас это преимущество мартенов практически нивелировано внедрением внепечной обработки. Сталь из конвертеров и ДСП дорабатывается в вакууматорах и установках печь-ковш до необходимого состояния и химсостава и уже после этого подается на машины непрерывной разливки.
Сырье: как найти нужную пропорцию шихты
Все три основных способа выплавки на выходе дают один продукт – жидкую сталь. При ее производстве используются разные сырьевые компоненты и их пропорции.
В мартенах при классической плавке около 33% шихты составляет лом черных металлов. Остальное – жидкий чугун из доменных печей. В отдельных случаях доля лома доходила до 66%. Это, так называемый, скрап-процесс, который активно использовался в мартенах при машиностроительных или трубных предприятиях. Ведь там во время обработки металлопродукции образовывалось огромное количество стальных отходов. Но чем больше лома, тем более высокая температура требуется для его расплавления. И мартены благодаря внешнему обогреву природным газом обеспечивали нужный уровень тепла.
А вот в кислородных конвертерах возможности внешнего обогрева нет. Поэтому доля лома в шихте здесь существенно ниже – около 15-25%. Иначе расплав получится слишком холодным. Кроме того, этот способ выплавки стали начал активно распространяться параллельно с непрерывной разливкой, которая привела к сокращению оборотного лома на металлургических предприятиях. Чтобы его не закупать на стороне, приходилось увеличивать долю горячего чугуна.
В электрометаллургических печах нет сложностей с достижением нужной температуры. Поэтому здесь до 100% шихты может быть сформировано из лома черных металлов. Однако, некоторые современные ДСП были построены вместо мартенов в составе интегрированных металлургических комбинатов с действующим доменным производством. Поэтому их конструкцией предусмотрено использование до 40% жидкого чугуна в составе шихты. Но страны, в которых распространены ДСП, имеют свои особенности. Например, в США около 70% стали выплавляется таким способом. Это объясняется высоким уровнем ломообразования: американцы часто меняют автомобили и бытовую технику, в этой стране развито машиностроение. В Турции около 68% электростали, но гораздо меньше источников ломообразования. Поэтому эта ближневосточная страна является крупнейшим в мире импортером лома.
Выплавка стали в Украине производится всеми тремя рассмотренными способами. По итогам 2019 года согласно данным www.worldsteel.org в мире было произведено 1,87 млрд. тонн стали. Из них – почти 72% в конвертерах, чуть менее 28% в ДЭСП, и лишь 0,3% в мартенах. Полный список стран по выплавке стали можно посмотреть на сайте ассоциации Worldsteel.
В любом случае можно уверенно говорить, что на современной металлургической кухне при соблюдении технологии (рецепта) и хорошей подготовке компонентов (сырья) получится качественное блюдо… то есть сталь. И при этом не важно, в какой печи его готовишь – электрической или газовой.
А то, что это хорошо получается у металлургов Украины, подтверждено географией экспорта их металлопродукции – от ближайших соседей до самых отдаленных уголков земли.
Основные способы производства стали
Основные способы производства стали
Сталь представляет собой сплав железа с углеродом, причем углерода содержится от сотых долей до двух целых четырнадцати сотых процента. В состав стали могут входить также в определенном процентном соотношении и другие элементы.
По своим механическим свойствам и химическому составу сталь значительно отличается от чугуна. Она обладает высокой вязкостью, пластичностью, легко поддается механической и термической обработкам.
Производство стали осуществляется из передельного чугуна, стального лома, металлизированных окатышей, в специальных печах. Процесс получения стали основан на окислении в чугуне избытка углерода и других примесей с помощью твердых окислителей или газообразного кислорода.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
В настоящее время применяют главным образом конверторный, мартеновский и электросталеплавильный процессы выплавки стали.
Процесс получения стали в бессемеровском конверторе заключается и заполнении конвертора жидким чугуном и продувке его воздухом через днище. Основное преимущество итого способа и дальнейших его аналогов состоит в высокой производительности и отсутствии потребности в дополнительном топливе.
Современный кислородно-конверторный способ имеет примерно ту же технологию, что и бессемеровский способ. Отличием является конструкция конвертора с глухим дном (рис. 20) и применение для продувки технически чистого кислорода.
Кислород подают в конвертор через вертикальную трубчатую водоохлаждаемую фурму, не доходящую до металлической ванны. Из-за этого кислород не вдувается в толщу металла, как в старых конверторах, а подается на поверхность металла. При этом развивается высокая температура, что дает возможность перерабатывать чугун практически любого химического состава, а также добавлять в чугун скрап (железный лом).
Началом плавки считается загрузка в конвертор железного лома. После этого заливают жидкий чугун, опускают фурму, подают в нее технический кислород и загружают шлакообразующие материалы. Весь процесс выжигания примесей и избыточного углерода, включая слив шлака, занимает 50—60 мин, а продувка кислородом продолжается 18—26 мин.
Выплавка стали в кислородном конверторе отличается достаточно высокой точностью получения заданного содержания углерода при низком содержании вредных добавок фосфора и серы.
Недостатком кислородно-конверторного способа получения стали является большое пылеобразование, что требует применения дорогих пылеочистительных установок.
Мартеновский способ выплавки стали предложен в 1865 г. французским инженером П. Мартеном, который использовал для этой цели пламенную печь с регенерацией тепла отходящих газов для подогрева, топлива -и воздуха.
По этому принципу строятся и работают современные сталеплавильные мартеновские печи. Они отапливаются обычно смесью природного газа и мазута, имеют два-четыре регенератора.
Рабочее пространство печи ограничено снизу подом, сверху сводом, а с боков — стенками. Внутренняя полость печи имеет головки, сообщающиеся каналами с регенераторами.
В передней стенке мартеновской печи расположены рабочие окна 9, ЧеРез которые загружают материал для плавки и ведут за нею контроль. Под печи наклонен в сторону задней стенки, где расположена летка для выпуска стали.
Рис. 1. Кислородный конвертор на 130 т: 1 — станина; 2 — опорный подшипник; з — корпус конвертора; 4 — механизм наклона; г — выпускное отверстие для стали; в — водоохлаждаемая форма, 7 — днище конвертора
Рис. 2. Схемы мартеновской печи (а) и регенератора (б)
В печь загружают жидкий или в виде чушек чугун и стальной лом в разных соотношениях в зависимости от разновидности мартеновского процесса.
Серьезным недостатком мартеновского процесса получения стали является его продолжительность (7—10 ч) и значительный расход топлива. С целью совершенствования и ускорения мартеновского процесса применяют кислород для обогащения воздушного дутья или непосредственного введения его в ванну с металлом через свод печи. На некоторых заводах комбинируют способы применения кислорода и даже разрабатывают для этого двухванные печи.
Получение стали в электрических печах основано на плавлении шпхты при использовании электрической энергии. Отсутствие окислительного пламени и доступа воздуха в электрических печах позволяют лучше управлять процессом плавки и получать сталь точно заданного состава.
В нашей стране этот способ применяют для выплавки высококачественных углеродистых и легированных сталей, сплавов на основе никеля и кобальта.
По принципу преобразования электрической энергии в тепловую электрические печи делятся на дуговые и индукционные. Для наклона и слива металла и шлака печь оборудована роликами с электроприводом.
В дуговых электрических печах плавят отходы сталеплавильного прокатного производства, а также привозной стальной лом. В зависимости от состава сырья и материала, а также футеровки печей процесс плавки может носить основной или кислый характер.
Выплавка стали в индукционных печах применяется реже, чем в дуговых. Такая печь состоит из индуктора в виде катушки, окружающей огнеупорный тигель, куда загружают металл для плавки. При включении электрического тока в катушке образуется магнитное силовое поле, пронизывающее металл. За счет поля в металле индуктируются вихревые токи, которые нагревают и плавят его.
В индукционных печах получают легированные стали с малым содержанием углерода и различные сложные сплавы.
Рис. 3. Схемы дуговой (а) и индукционной (б) электрических печей
Металл, залитый в ковш, выдерживают в течение 10 мин для выравнивания его состава и выделения газов и неметаллических включений. После этого ковш подают на разливку.
Изложницы представляют собой чугунные или стальные сосуды определенной формы, позволяющие получать слитки квадратного, прямоугольного, многоугольного или круглого сечения в зависимости от назначения получаемых слитков. Изложницы заполняют жидким металлом из ковша сверху через центральный литник по каналам или снизу (сифонная разливка). Разливкой сверху получают крупные слитки массой до 35—45 т для прокатки.
Сифонная разливка применяется для получения слитков массой до 14—16 т высокого качества.
При непрерывной разливке сталь из разливочного ковша через промежуточный ковш равномерной струей заливается в кристаллизатор, представляющий короб, охлаждаемый проточной водой. Здесь быстро формируются стенки слитка, откуда он вытягивается валками с определенной скоростью, равной скорости кристаллизации. Ниже валков слиток полностью отвердевает и от него кислородной горелкой отрезаются заготовки-необходимой длины, которые автоматически направляются на транспортные тележки.
Непрерывная разливка стали обеспечивает высокое качество слитков, уменьшает потери металла и повышает производительность труда.
Качество стали повышается при разливке за счет применения ее вакуумирования. Этот метод заключается в удалении из стали растворенных газов путем вакуумной обработки стали в ковшах перед ее разливкой в изложницы и разливочную машину. В результате сталь становится более пластичной и прочной.
Разливка стали в вакууме применяется для получения высококачественных и легированных марок сталей. Этот способ требует применения дополнительного сложного оборудования.
—
Сталью называется сплав железа с углеродом и другими примесями (марганец, сера, фосфор, кремний и др.) при содержании углерода до 2%. Сталь по своим свойствам значительно отличается от чугуна. Она лучше поддается механической и термической обработке, хорошо куется, прокатывается и т. д. Детали машин, изготовленные из стали, более прочны по сравнению с чугунными деталями.
Сталь получают из чугуна или из смеси чугуна со стальным ломом при переработке их в мартеновских печах, в конвертерах и в электропечах. Сущность этих способов получения стали заключается в удалении углерода и других примесей до пределов, определяемых маркой стали. Удаление примесей происходит в результате окисления их при высоких температурах расплавленного металла с последующим переводом окислов в шлак. Удаляются примеси также в виде газообразных продуктов сгорания.
Мартеновское производство стали
Наиболее широкое применение находит производство стали в мартеновских печах. Крупнейшие в мире мартеновские печи построены в СССР. Емкость каждой из них составляет 900 т.
Сырьем служит твердый или жидкий чугун и стальной или чугунный лом. В качестве флюсов применяют: известняк, плавиковый шпат, бокситы. Топливом служит мазут, генераторный газ, смесь доменного и коксового газов, а также природный газ. Устройство мартеновской печи показано на рис. 2. Шихтусостоящую из расплавленного чугуна, холодного чугуна и флюсов, подают в рабочее пространство печи через завалочные окна. Газ и воздух поступают в рабочее пространство печи, пройдя через нагретые газовый и воздушный регенераторы (на рис. 2 — через левые).
В настоящее время широко применяют обогащение кислородом воздуха, поступающего в мартеновскую печь. Это ускоряет процесс горения, кроме того, обогащение воздуха кислородом облегчает процесс окисления примесей.
Регенераторы представляют собой камеры с насадками2 из огнеупорного кирпича. Насадки нагреваются за счет тепла отходящих из рабочего пространства газов. После того как насадки левых регенераторов достаточно охладятся газом и воздухом, а насадки правых регенераторов нагреются отходящими продуктами сгорания, клапаны 1 и шиберы 2, приводимые в движения электрическими лебедками, изменят направление газа, воздуха и продуктов сгорания на обратное, В результате газ и воздух будут нагреваться, проходя через правые, регенераторы, а левые регенераторы нагреваются отходящими продуктами сгорания.
Таким образом, применение регенераторов позволяет в результате предварительного подогрева газа и воздуха получить достаточно высокую температуру в рабочем пространстве печи и частично использовать тепло отходящих газов.
Подача жидкого чугуна из доменного цеха в мартеновский производится в ковшах на четырехосных чугуновозных тележках. В мартеновском цехе расплавленный чугун сливают при помощи мостового крана в миксер, который представляет собой футерованный огнеупорным кирпичом цилиндр емкостью 1,3 • 10 кг (1300 г) жидкого чугуна. Миксер обеспечивает работу мартеновских печей независимо от времени выпуска чугуна в доменном цехе и, кроме того, позволяет выравнивать состав и температуру жидкого чугуна.
В мартеновских цехах при помощи заливочных кранов заливают жидкий чугун в печь; при помощи завалочных кранов или напольных завалочных машин производят завалку в печь твердых составляющих шихты; разливочными кранами поднимают и переносят разливочные ковши и производят разливку стали в изложницы; остывшие слитки вынимают из изложниц при помощи кранов для раздевания слитков, снабженных специальным механизмом для выталкивания слитков из изложниц. Таким образом, в мартеновских цехах краны непосредственно участвуют в технологическом потоке.
Кроме перечисленных кранов, мартеновский цех, его шихтовый двор и уборочный пролет обслуживают магнитогрейферные краны и краны общего назначения. Всего в современном мартеновском цехе насчитывается 25-—30 мостовых кранов.
Производство стали в конвертерах
В современном отечественном производстве начинают применять 100-г и проектируют 250 и 500-г конвертеры.
Раньше производство стали в конвертерах заключалось в продувке воздуха через расплавленный чугун. Во время продувки сначала окисляется железо, при этом выделяется большое количество тепла, за счет которого поддерживают необходимую температуру в течение всего процесса. Образующееся за-кисное железо растворяется в металле и раскисляет содержащиеся в чугуне примеси.
Сталь, полученная по описанному способу, содержит большое количество шлаковых включений и газы (азот, кислород), что ухудшает механические качества стали и ограничивает область применения конвертерного метода .производства стали, так как по этому методу можно было получать сталь только из руд определенного состава.
В настоящее время при конвертерном производстве широко практикуют продувку через чугун, смеси воздуха с кислородом или чистого кислорода. При этом процесс идет значительно быстрей, появляется возможность использовать руды любого состава и .получать сталь то качеству такую же, как и при мартеновском способе производства. Отличительной чертой конвертерного производства является его высокая производительность: на 1 г емкости конвертера приходится более 60 т выплавленной стали в сутки.
В конвертерах, предназначенных для продувки жидкого чугуна воздухом, последний подается через керамические фурмы, расположенные в днище конвертера. Применение для продувки кислорода вместо воздуха позволяет отказаться от неудобных в эксплуатации керамических фурм, заменив их более долговечными водоохлаждаемыми подвесными фурмами.
Продувку жидкого чугуна кислородом производят сверху, для чего подвесную фурму на время продувки опускают в горловину конвертера. Для слива шлака и стали конвертер поворачивают при помощи механизма с электрическим приводом.
Для слива шлака и стали конвертер поворачивается в цапфах. Механизм поворота конвертера состоит из двух электрических двигателей, червячного редуктора и цилиндрического редуктора. Слив происходит через специальное отверстие в верхней части конвертера.
Скорость поворота конвертера регулируется в широких пределах. Максимальная скорость поворота равна приблизительно одному обороту в минуту.
Учитывая высокую производительность конвертеров на кислородном дутье и высокое качество стаЛи, выплавляемой при этом процессе, правительство Советского Союза взяло курс на значительное развитие конвертерного производства стали.
Производство стали в электрических печах
В современном отечественном сталеплавильном производстве самыми крупными являются 80-т электрические печи. В настоящее время в СССР проектируют электрические печи емкостью 120 т.
Электрические печи для выплавки стали разделяют на дуговые и индукционные.
В дуговых электропечах тепло для расплавления сообщается шихте электрической дугой, возбужденной между угольными электродами
Рис. 5. Конвертер на кислородном дутье (общий вид)
В индукционных печах металл плавится электрическим током, наведенным в шихте индукционным путем. Классическим примером индукционной печи является печь, где ванна для металла выполнена в виде кольца вокруг магнитопровода трансформатора. В этом случае ванна является коротко-замкнутой вторичной обмоткой трансформатора.
Производство стали в электропечах является самым совершенным. Но вследствие относительно высокой стоимости электрической энергии в дуговых электрических печах выплавляют только качественные, высококачественные и легированные стали и их сплавы. Индукционные же печи применяют в сравнительно редких, специальных случаях для выплавки сталей с улучшенной структурой.
Современный уровень развития техники предъявляет высокие требования к качеству стали.
С целью получения наиболее высококачественных сталей применяют вакуумирование стали. Вакуумированием жидкой стали удается в значительной степени уменьшить содержание в ней вредных газов (особенно водорода), ухудшающих ее качество.
Одной из новинок, позволяющей увеличить коэффициент использования жидкой стали, является непрерывная разливка. При этом способе жидкая сталь поступает в кристаллизатор с одного конца и, затвердевая, выходит слитком на другом конце кристаллизатора. Процесс происходит непрерывно. При непрерывной разливке стали значительно сокращаются потери металла, неизбежные при обычном способе разливки вследствие образования усадочных раковин.
Независимо от способа получения стали ее химический состав контролируют специальные лаборатории на протяжении всего технологического процесса, в результате чего стали присваивают марку, обозначающую ее химический состав и механические свойства.
Читать далее: Основные марки сталей и чугунов, применяемых при производстве и ремонте автомобилей
Сталь | Состав, свойства, типы, сорта и факты
производство
Посмотреть все СМИ
Ключевые люди:
Эндрю Карнеги Генри Бессемер Сэр Уильям Сименс Джон Огастес Роблинг Чарльз М. Шваб
сталь , сплав железа и углерода с содержанием углерода до 2 процентов (с более высоким содержанием углерода материал определяется как чугун). На сегодняшний день это наиболее широко используемый материал для строительства инфраструктуры и промышленности в мире, он используется для изготовления всего, от швейных иголок до нефтяных танкеров. Кроме того, инструменты, необходимые для изготовления таких изделий, также изготавливаются из стали. Как показатель относительной важности этого материала, в 2013 году мировое производство необработанной стали составило около 1,6 миллиарда тонн, а производство следующего по важности технического металла, алюминия, составило около 47 миллионов тонн. (Для списка производства стали по странам, см. ниже Мировое производство стали.) Основными причинами популярности стали являются относительно низкие затраты на ее изготовление, формовку и обработку, изобилие двух сырьевых материалов (железной руды и металлолома) и беспрецедентный ассортимент механические свойства.
Свойства стали
Основной металл: железо
Изучение производства и структурных форм железа от феррита и аустенита до легированной стали
Посмотреть все видео к этой статье
Основным компонентом стали является железо, металл, который в его чистое состояние ненамного тверже меди. За исключением самых крайних случаев, железо в твердом состоянии, как и все другие металлы, поликристаллично, т. е. состоит из многих кристаллов, смыкающихся друг с другом на своих границах. Кристалл — это хорошо упорядоченное расположение атомов, которые лучше всего можно представить в виде сфер, соприкасающихся друг с другом. Они упорядочены в плоскостях, называемых решетками, которые особым образом проникают друг в друга. Для железа расположение решетки лучше всего представить единичным кубом с восемью атомами железа в углах. Важным для уникальности стали является аллотропность железа, то есть его существование в двух кристаллических формах. В объемно-центрированной кубической (ОЦК) конфигурации в центре каждого куба находится дополнительный атом железа. В гранецентрированной кубической (ГЦК) конфигурации в центре каждой из шести граней единичного куба находится один дополнительный атом железа. Существенно, что стороны гранецентрированного куба или расстояния между соседними решетками в ГЦК конфигурации примерно на 25 процентов больше, чем в ОЦК компоновке; это означает, что в ГЦК-структуре больше места, чем в ОЦК-структуре, для удержания инородных ( , т. е. сплава) атомов в твердом растворе.
Железо имеет аллотропию ОЦК ниже 912°C (1674°F) и от 1394°C (2541°F) до температуры плавления 1538°C (2800°F). Называемое ферритом, железо в его ОЦК-образовании также называется альфа-железом в диапазоне более низких температур и дельта-железом в зоне более высоких температур. Между 912° и 1394°С железо находится в ГЦК-порядке, который называется аустенитным или гамма-железом. Аллотропное поведение железа сохраняется, за немногими исключениями, в стали, даже когда сплав содержит значительное количество других элементов.
Существует также термин бета-железо, который относится не к механическим свойствам, а скорее к сильным магнитным характеристикам железа. Ниже 770 ° C (1420 ° F) железо является ферромагнитным; температуру, выше которой он теряет это свойство, часто называют точкой Кюри.
Викторина «Британника»
Строительные блоки предметов повседневного обихода
В чистом виде железо мягкое и обычно непригодно для использования в качестве конструкционного материала; основной метод его упрочнения и превращения в сталь — добавление небольшого количества углерода. В твердой стали углерод обычно встречается в двух формах. Либо он находится в твердом растворе в аустените и феррите, либо находится в виде карбида. Форма карбида может быть карбидом железа (Fe 3 C, известный как цементит), или это может быть карбид легирующего элемента, такого как титан. (С другой стороны, в сером чугуне углерод проявляется в виде чешуек или скоплений графита из-за присутствия кремния, подавляющего образование карбидов.)
Влияние углерода лучше всего иллюстрируется диаграммой равновесия железо-углерод. Линия A-B-C представляет точки ликвидуса (, т. е. температуры, при которых расплавленное железо начинает затвердевать), а линия H-J-E-C представляет точки солидуса (при которых затвердевание завершается). Линия A-B-C показывает, что температура затвердевания снижается по мере увеличения содержания углерода в расплаве железа. (Это объясняет, почему серый чугун, содержащий более 2 процентов углерода, обрабатывается при гораздо более низких температурах, чем сталь.) Расплавленная сталь, содержащая, например, 0,77 процента углерода (показана вертикальной пунктирной линией на рисунке), начинает затвердевает при температуре около 1475 ° C (2660 ° F) и полностью затвердевает при температуре около 1400 ° C (2550 ° F). С этой точки и ниже все кристаллы железа находятся в аустенитной — , т. е. ГЦК — компоновка и содержат весь углерод в твердом растворе. При дальнейшем охлаждении резкое изменение происходит примерно при 727 ° C (1341 ° F), когда кристаллы аустенита превращаются в тонкую пластинчатую структуру, состоящую из чередующихся пластинок феррита и карбида железа. Эта микроструктура называется перлитом, а изменение называется эвтектоидным превращением. Перлит имеет твердость алмазной пирамиды (DPH) примерно 200 кгс на квадратный миллиметр (285 000 фунтов на квадратный дюйм), по сравнению с DPH 70 кгс на квадратный миллиметр для чистого железа. Охлаждающая сталь с более низким содержанием углерода ( , например, 0,25 процента) дает микроструктуру, содержащую примерно 50 процентов перлита и 50 процентов феррита; это мягче, чем перлит, с DPH около 130. Сталь с содержанием углерода более 0,77%, например, 1,05%, содержит в своей микроструктуре перлит и цементит; он тверже перлита и может иметь DPH 250.
Получите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас
Процесс производства стали — Как производится сталь?
Процесс производства стали — как производится сталь?
11 января 2023 г.
Производство стали является критически важной отраслью, оказывающей значительное влияние на нашу мировую экономику. С середины 1800-х годов сталь стала одним из самых надежных материалов во всем мире, обслуживая бесчисленные производственные и строительные рынки. По данным Всемирной ассоциации производителей стали, глобальное производство стали поддерживает или способствует мировой экономической деятельности на сумму 2,9 трлн долларов, что делает ее важнейшим материалом, поддерживающим миллионы рабочих мест во всем мире.
Может показаться, что это не товар, связанный с передовыми технологиями, но производство стали прошло долгий путь. В этом руководстве по процессу производства стали мы рассмотрим историю производства стали и сравним ее с тем, как сталь производится и используется в современных приложениях.
История производства стали
Сталь
— это открытие железного века, периода, начавшегося около 1200 г. до н. э. Железная руда была впервые добыта в Центральной Азии и Европе, и в то время люди использовали железо для изготовления инструментов и оружия в практике, называемой черной металлургией. Изделия из железа развивались в это время, начиная с кузнецов, производящих изделия из кованого железа. Эти торговцы научились нагревать железную руду, и, используя процесс молота и наковальни, кузнецы удаляли примеси из металла и производили прочный и ковкий конечный продукт из железа.
Железо приняло несколько других форм, прежде чем в конечном итоге превратилось в то, что сегодня считается сталью. В Китае металлурги железного века нагревали железо в больших печах, плавя вещество в жидкость и смешивая его с древесным топливом. Затем расплавленную жидкость заливали в формы, которые затем оставляли затвердевать, в конечном итоге принимая форму кухонных инструментов и других предметов из форм. Этот процесс, известный как литье чугуна, позволил получить более прочный продукт, чем кованое железо, но он был хрупким, что затрудняло его форму и изгибание.
После чугуна кузнецы Центральной Европы начали покрывать изделия из кованого железа древесным углем, чтобы повысить прочность железа при сохранении его гибкости. После этого железо прошло последнюю итерацию, которая больше всего напоминает сегодняшнюю сталь. В Индии рабочие-металлурги разработали процесс выплавки железа, сочетающий в себе идеальное соотношение железа и углерода. Используя тигли или глиняные контейнеры, мастера по металлу смешивали куски железа и древесного угля в высокотемпературной печи. Во время приготовления железо плавилось и поглощало атомы углерода из древесного угля. После охлаждения тигли содержали то, что мы теперь знаем как сталь — сплав железа с углеродом.
После открытия сплавов железа с углеродом различные цивилизации начали расширять свои методы производства стали, что позволило им создавать улучшенное оружие, инструменты и конструкции. Начиная с железного века, люди стремились усовершенствовать процесс производства стали не только для того, чтобы производить ее в больших количествах, но и для того, чтобы производить ее более эффективно. Постоянное совершенствование производства стали является причиной того, что сегодня сталь стала таким важным мировым товаром.
Как сегодня производится сталь?
Современный процесс производства стали начался в 1856 году в рамках процесса, известного как бессемеровский процесс. Считается, что это был первый процесс массового производства стали. По словам историков, два разных изобретателя, один в Великобритании и один в Питтсбурге, одновременно разработали процесс производства стали, который включал удаление примесей железа с помощью струи воздуха.
Благодаря этому открытию другие производители стали начали совершенствовать процесс, в конце концов найдя способ использовать технику воздушной струи, чтобы помочь сохранить содержание углерода при полном удалении примесей. Наконец, этот процесс превратился в экономически эффективный способ массового производства высококачественной стали, который мы используем до сих пор.
Сегодня производство стали осуществляется одним из этих двух методов:
Доменная печь: Процесс доменной печи, также известный как кислородно-кислородный процесс (BOP), объединяет сырую железную руду с небольшим количеством стального лома в печь. Затем в печь вдувают чистый кислород, повышая ее температуру. При этой температуре металлолом не только плавится в жидкость, но и примеси железа окисляются, полностью испаряясь. Кроме того, высокая температура снижает содержание углерода до идеального соотношения, что приводит к получению жидкой стали.
Электродуговые печи: В методе электродуговой печи (ЭДП) сильноточные электрические дуги от электродов плавят большое количество стального лома в жидкость. Пока стальной лом плавится, техники добавляют другие ферросплавы до тех пор, пока жидкий металл не достигнет желаемого соотношения стали и других сплавов, таких как хром и никель, которые образуют нержавеющую сталь. Затем для очистки стали в печь подается кислород и добавляются известь и плавиковый шпат. Эти вещества соединяются с примесями стали, превращаясь в шлак. Затем шлак всплывает на поверхность расплавленной стали, где его удаляют, оставляя чистую сталь.
Метод ЭДП является сегодня наиболее распространенным процессом производства стали. Сегодняшние современные сталеплавильные печи ЭДП производят 150 тонн стали за плавку, что занимает примерно 90 минут.
Производство металла на заказ
Сталь
— это универсальный, доступный и широко распространенный материал, что делает его идеальным материалом для использования в бесчисленных производственных мощностях. Производители оригинального оборудования и другие компании-производители полагаются на ценность стали при производстве своих оригинальных компонентов и продуктов.
Во всем мире предприятия используют сталь и сплавы металлов для создания своей продукции и воплощения своих проектов в жизнь. Изготовление и проектирование металлоконструкций на заказ — это важнейшая профессиональная услуга в мировой экономике, потому что именно она позволяет компаниям изобретать новые и полезные товары и рисковать инновационными проектами, которые помогают формировать и улучшать нашу повседневную жизнь.
Производство и проектирование металлоконструкций объединяет целый ряд экспертов, от дизайнеров, инженеров и консультантов до сварщиков, слесарей и монтажников. Каждый эксперт играет свою роль в обеспечении того, чтобы сталь и металлические материалы превращались в хорошо спроектированные, высококачественные компоненты и конечные продукты, которые будут играть важную роль на нашем глобальном рынке.
Выберите Summit Steel для контрактного производства металла на заказ
Производителям и OEM-компаниям требуются надежные, профессиональные и знающие партнеры по контрактному производству металлоконструкций, которые помогут им эффективно производить сталь и готовую металлическую продукцию в соответствии с самыми высокими стандартами. Если вы ищете компанию по производству прецизионных металлов для удовлетворения ваших уникальных потребностей бизнеса, выберите Summit Steel.
На протяжении более 25 лет Summit Steel помогает предприятиям эффективно производить детали с помощью передовых производственных процессов. Наши услуги по контрактному производству металлов варьируются от первоначального проектирования и инженерной поддержки до лазерной резки, 3D-обработки и процессов сварки стали и металлов.
Оборудование и строительные конструкции поднимают и устанавливают в проектное положение грузоподъемными механизмами при помощи различных стропов. Стропами называют отрезки канатов или цепи, соединенные в кольца или снабженные подвесными приспособлениями (захватами), которые обеспечивают быстрое, удобное и безопасное закрепление грузов.
Существует несколько разновидностей грузовых стропов. На монтаже применяются стропы: канатные (СК), цепные (СЦ) и универсальные канатные (УСК). По количеству ветвей канатные стропы разделяются на одноветвевые (1СК), двухветвевые (2СК), трехветве- вые (ЗСК), четырехветвевые (4СК) и универсальные (УСК). Цепные .стропы также разделяются на четыре вида: одноветвевые 1СЦ, двухветвевые 2СЦ, трехветвевые ЗСЦ и четырехветвевые 4СЦ.
Для монтажа обрудования большой массы применяют инвентарные витые и инвентарные полотенчатые стропы, которые используют только с монтажными полиспастами. Основанием для их выбора и расчета служит «Временная инструкция по выбору, расчету и применению стальных канатов такелажных средств» ВСН 320 – 73 ММСССССР.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
К стропам предъявляют следующие основные требования: безопасность производства такелажных и монтажных работ, быстрота и удобство строповки п рис- строповки.
Стропы, изготовляемые из кусков каната или цепей, подразделяют на простейшие, универсальные, облегченные (одноветвевые), многоветвевые (двух-, трех- и че- тырехветвевые), инвентарные витые и инвентарные полотенчатые.
Простейшие стропы — кусок каната, которым поднимаемый груз обвязывают и прикрепляют к крюку грузоподъемного механизма. Концы каната простейшего стропа закрепляют сжимами или такелажными узлами. Простейшие стропы применяют при подъеме тяжелых грузов, если грузоподъемность обычных стропов недостаточна.
Универсальные стропы — замкнутая петля длиной от 1 до 30 м. Их изготовляют из канатов диаметром от 6,3 до 63 мм. Концы каната соединяют заплеткой на длину, равную 40 диаметрам каната, или зажимами.
Рис. 2. Многоветвевые стропы: а — двухветвевой, б — трехветвевой, в — четырехветвевой; 1 — крюк, 2 — строп, 3 — разъемная такелажная скоба, 4— треугольное звено
Универсальные стропы обозначают в зависимости от допустимой нагрузки, исполнения, климатического района и длины.
Универсальные стропы широко применяют при монтажных работах, однако они имеют существенный недостаток: такелажнику в большинстве случаев приходится подниматься к узлу крепления стропа для его расстроповки.
Облегченные стропы изготовляют из куска каната диаметром до 30 мм. На концах каната заделывают коуши или петли в зависимости от назначения стропа. Изготовить облегченный строп сложнее, чем универсальный, так как приходится выполнять две заплетки каната у петель. Несмотря на это, их широко применяют, особенно в гражданском строительстве, где масса отдельных элементов здания не превышает 5 т.
Концы облегченных стропов можно выполнять в виде петель и соединять зажимами, а также с помощью гильзово-клинового соединения.
Многоветвевые стропы служат для подъема элементов за две, три или четыре точки. При строповке четырехветвевым стропом следят за тем,чтобы все его ветви работали в одинаковых условиях и нагрузка передавалась на все ветви равномерно.
В качестве отдельных ветвей многоветвевых стропов применяют облегченные стропы. Отдельные облегченные стропы в многоветвевых стропах крепят к треугольному звену или к разъемной такелажной скобе, которые даже при разных длинах ветвей стропов дают возможность путем поворота регулировать усилия в отдельных ветвях.
Рис. 3. Схема строповки груза
Треугольные звенья выпускаются грузоподъемностью от 0,4 до 32,0 т, а разъемные такелажные скобы от 0,63 до 12,5 т.
Грузоподъемность стропа должна соответствовать усилию от массы поднимаемого элемента с учетом коэффициента запаса прочности и угла наклона к вертикали, но не более 45°.
Стропы изготовляют как из стальных, так и из пеньковых и капроновых канатов.
Стропы из пеньковых канатов рассчитывают по тем же формулам, что и стальные канаты, с учетом числа ветвей канатов и угла наклона к вертикали. Коэффициент запаса прочности должен приниматься не менее 8. Если в четырехветвевом стропе стропы крепят непосредственно за разъемную такелажную скобу, без треугольных звеньев, то расчет стропов целесообразно производить делением не на четыре, а на три ветви стропа.
Универсальные многоветвевые уравновешивающиеся балансирные стропы используют при монтаже зданий. С помощью этих стропов поднимаемую плиту можно раскантовать из горизонтального положения в вертикальное, и наоборот. Если плиты хранились в вертикальном положении, то перед строповкой их переводят в горизонтальное положение на кантователе. К этим стропам крепят блоки, создающие равномерное натяжение всех его нитей.
Шестиветвевой строп состоит из петли (кольца), на которую навешивают два однорольных пятитонных блока. На этих блоках запасованы дай стропа. На концах стропа установлены карабины, посредством которых стропы крепят к поднимаемому грузу. Карабинами называют специальные кольца, которые не раскрываются во время подъема. Карабины выпускаются грузоподъемностью от 0,4 до 2 т. На конце стропа крепят два од но рольных двухтонных блока, через которые пропущены стропы. На концах стропа также есть карабины.
Рис. 5. Витой инвентарный строп (а), профиль канавки захватного устройства для стропа (б), коуш витого стропа для цилиндрических захватов (в) и для захватов двоякой кривизны (г): 1 — полукольцо. 2 — фасонкн. 3, 5 — полукольца из гнутого обрезка трубы, 4 — серьга монтажного блока. 6 — подкладные листы, 7, 9 — ребра жесткости, 8 — обрезки трубы
Для строповки лестничных маршей применяются четырехветвевые\стропы с ветвями разной длины. Одна из разновидностей стропов представлена на рис. 15, б: При использовании многоветвевых стропов разной длины максимальный угол наклона между ветвями стропа должен быть не болек 90°.
Инвентарный витой строп представляет собой замкнутую петлю перевитых между собой и плотно уложенных витков каната.
В витом стропе из семи витков (14 рабочих ветвей) вокруг центрального витка равномерно укладывают слой из шести витков каната. Витой строп из 19 витков (38 ветвей) образуют, укладывая на первый слой из шести витков дополнительно второй слой из 12 витков каната и т, д.
Обязательным условием применения инвентарного витого стропа является наличие в местах его крепления поверхностей двойной кривизны с профилем канавки, соответствующим диаметру сечения стропа. На цилиндрической поверхности или поверхности с острыми гранями строп закрепляют с помощью коуша пли ролика с профилем канавки, соответствующим диаметру сечения стропа.
Основные достоинства витых стропов следующие; действительная несущая способность стропов витой конструкции в среднем на 12—15% больше, чем у стропов невитой конструкции; витой строп более компактен, т. е. имеет меньшие поперечные размеры, чем невитой, что позволяет применять захватные органы меньших размеров; витой строп — инвентарный и может быть применен многократно; устройство строповки витым стропом менее трудоемко, чем невитым; при отклонении витого стропа от вертикали его несущая способность не теряется в отличие от невитого.
Для крепления стропов витой конструкции на цилиндрических захватных устройствах такелажных средств (мачт, шевров, порталов) и монтажных штуцеров применяют специальные коуши. На рисунке представлены два вида коушей: для цилиндрических захватов и захватов двоякой кривизны.
Коуш состоит из полукольца, выполненного из листа, полукольца, сделанного из обрезка трубы, которая для жесткости соединена фасонками с основным листом. Коуш под витой инвентарный строи для крепления к захватным устройствам двоякой кривизны показан установленным на монтажном блоке на серьге. Он состоит из полукольца, выполненного из гнутого обрезка трубы, усиленного подкладными листами и ребрами жесткости. Полукольцо соединяется с фасонным обрезком трубы. Для восприятия сжимающих усилий применяются ребра.
Инвентарные витые стропы, их размеры, конструкция и число ветвей определяются проектом производства работ или технологической картой в зависимости от массы, размеров и конфигурации монтируемого оборудования или конструкций, технической характеристики и расположения такелажных приспособлений и размеров захватных устройств такелажных средств или приспособлений для строповки монтируемого оборудования— монтажных штуцеров, грузовых подвесок полиспастных блоков, узлов крепления полиспастов к монтажным средствам и др.
Для изготовления стропов применяют стальные канаты по ГОСТ 3071—74, 3079—69, 7668—69 и 7679—69. Для изготовления стропов климатического исполнения ХЛ применяют канаты только по ГОСТ 3079—69 и 3071—74.
Инвентарный витой строп изготовляют в такой последовательности. Вначале устанавливают кондуктор с передвижными упорами. Упоры располагают таким образом, чтобы длина первого центрального витка стропа была равна длине изготовляемого стропа. Из средней части отрезка стального каната, предназначенного для изготовления стропа, на кондукторе формируют первый виток и фиксируют его зажимом. Затем, попеременно, то одним свободным концом стального каната, то другим навивают последующие витки стропа на ранее свитые. После окончания навивки второго витка зажим снимают и начинают навивать последующие витки.
Перед навивкой второго витка уноры кондуктора перемещают к центру. Канат навивают шютно, без видимых зазоров, После образования каждого витка рекомендуется натягивать канат для уплотнения свиваемого стропа ручной рычажной лебедкой тяговым усилием 0,75 т.е. Оставшиеся после свивки/тропа концы каната должны перекрывать друг друга на длине не менее одного шага свивки. Свободные концы каната привязывают к стропу мягкой проволокой диаметром 1—2 мм. Длина каждой перевязки должна быть не менее 1,5 диаметра каната. Крутоизогнутые участки витого стропа, соприкасающиеся с грузозахватными органами, также обматывают плотно уложенной мягкой проволокой диаметром 1—2 мм.
Изготовленный инвентарный витой строп после освидетельствования снабжают металлической биркой с указанием инвентарного номера стропа, грузоподъемности при угле разведения ветвей 2а = 60°, диаметра окружности, сечения, длины стропа, номера сертификата каната, числа ветвей каната и шага свивки стропа.
Полотенчатый строп представляет собой замкнутую петлю из витков каната, однослойно уложенных на захватное устройство полиспаст- ного блока или такелажного средства, либо монтируемого оборудования. Концы каната полотенчатого стропа закрепляются между собой зажимами. Причем полотен- чатые стропы разрешается укладывать только в один слой.
Число ветвей и диаметр каната полотенчатого стропа выбирают в соответствии с конфигурацией захватного устройства монтажного блока. Если у захватного устройства монтажного блока нет канавок под определенное число ветвей каната, полотенчатый строп выполняют с минимально возможным числом ветвей.
Полотенчатые стропы применяют в тех случаях, когда оси захватных устройств блока полиспаста и перещаемого оборудования остаются параллельными или угол между ними не изменяется в процессе перемещения этого оборудования. Если угол между осями захватного устройства блока полиспаста и перемещаемым оборудованием изменяется в процессе монтажа до 10°, коэффициент запаса прочности стальных канатов полотенчатых стропов должен быть не менее 6.
Полотенчатые стропы изготовляют непосредственно на месте монтажа при строповке монтируемого оборудования.
Рис. 7. Такелажные приспособления: а, б, в — зажимы (обыкновенные, пластинчатые, рожковые), г — коуш, д — овоидное звено, е —карабин, ж — чалочный крюк с замком, з — треугольное звено, и — разъемная такелажная скоба, к — крюк с утопленным носком, л — чалочный крюк
В процессе изготовления полотенчатого стропа обращают внимание на то, чтобы витки каната плотно прилегали к поверхности канавки, а при отсутствии канавки — друг к другу и к поверхности грузозахватного устройства или монтируемого оборудования. Ветви стропа натягивают под нагрузкой, составляющей приблизительно 20% от максимальной нагрузки.
Рис. 8. Полуавтоматический строп с замком и грузозахватное устройство с дистанционной отцепкой крюка: а — схема строповки, б — строповый замок, в, е — общий вид стропов, г — начало отцепки, д — окончание; 1 — универсальный строп, 2 —замок, 3 — поднимаемый груз, 4 — инвентарная подкладка, 5 —скоба, 6 — распорка, 7 — обойма с пружиной, 8 — тяговый канат, 9 — запорный штифт, 10 — облегченный строп, 11— коуш, 12— крюк, 13 — коромысло, 14 — палец, 15 — ветвь стропа, 16 — тяга
Полуавтоматические стропы с замком (рис. 8, а) позволяют быстро застроповать и расстро- повать груз, не поднимаясь к месту строповки. Полуавтоматический строп оснащен замком (рис. 8, б), представляющим собой скобу, изготовленную из круглой стали с вваренной в нее распоркой. На обоих концах скобы есть проушины для запорного штифта. К одной проушине прикреплена обойма с пружиной. Для расстроповки полуавтоматического стропа достаточно натянуть тяговый канат.
В полуавтоматических стропах используют универсальные или облегченные стропы. Под поднимаемый груз подкладывают инвентарные подкладки, которые надевают на стропы. На рис. 19, в показан облегченный строп, оснащенный четырьмя инвентарными подкладками и замком. Концы облегченного стропа заделаны на коушах.
Строп может быть оснащен двумя замками (рис. 8, е), который удобно применять при подъеме стропильных ферм.
При возведении гражданских зданий, где для расстроповки поднимаемых элементов приходится подниматься на незначительную высоту, но при этом необходимо пользоваться переносными лестницами, применяют грузозахватное устройство с дистанционной отцепкой крюка. Для того чтобы отцепить крюк (рис. 8, г, д) от петли, заделанной в железобетонный элемент, машинист крана после установки элемента в проектное положение ослабляет ветвь стропа и при помощи тяги отцепляет крюк.
Коромысло, насаженное на палец, в процессе подъема служит предохранительным устройством, и груз без посторонней помощи не отцепится от крюка.
Изготовление стропов из стальных канатов
Перейти к содержимому
ЕНиР
§ Е25-8. Изготовление стропов из стальных канатов
Таблица 1
Состав
При изготовлении стропов
звена
На зажимах
Сплетением
такелажников
на двухшпиндельном станке с ручным приводом и на специальном приспособлении с механическим приводом
вручную
5 разр.
2 «
1
1
1
1
1
НА ЗАЖИМАХ
Состав работы
1. Разматывание каната из бухты или барабана с его разметкой. 2. Перевязка в местах рубки и рубка (резка) каната на заготовки. 3. Гнутье петли с установкой коушей, крюков или колец. 4. Закрепление петли зажимами. 5. Испытание и маркировка стропа.
Таблица 2
Диаметр
Вид стропа
Добавлять
каната, мм, до
кольцевой при креплении петли тремя зажимами
с двумя петлями при креплении каждой петли тремя зажимами
на каждый дополнительный зажим
8
0,17
0-13,2
0,35
0-27,1
0,03
0-02,3
1
9
0,21
0-16,3
0,42
0-32,6
2
10
0,25
0-19,4
0,48
0-37,2
0,04
0-03,1
3
11
0,29
0-22,5
0,54
0-41,9
4
12
0,33
0-25,6
0,6
0-46,5
0,05
5
13
0,37
0-28,7
0,66
0-51,2
0-03,9
6
14
0,41
0-31,8
0,74
0-57,4
0,06
0-04,7
7
15
0,45
0-34,9
0,82
0-63,6
0,07
0-05,4
8
16
0,49
0-38
0,89
0-69
0,08
0-06,2
9
17
0,54
0-41,9
0,96
0-74,4
0,09
0-07
10
18
0,58
0-45
1,1
0-85,3
0,11
0-08,5
11
19
0,62
0-48,1
1,2
0-93
0,12
0-09,3
12
20
0,67
0-51,9
1,3
1-01
0,13
0-10,1
13
22
0,77
0-59,7
1,4
1-09
0,15
0-11,6
14
24
0,86
0-66,7
1,6
1-24
0,17
0-13,2
15
26
0,96
0-74,4
1,8
1-40
0,19
0-14,7
16
28
1,1
0-85,3
2
1-55
0,21
0-16,3
17
30
1,2
0-93
2,2
1-71
0,23
0-17,8
18
32
1,3
1-01
2,4
1-86
0,25
0-19,4
19
34
1,4
1-09
2,6
2-02
0,27
0-20,9
20
36
1,5
1-16
2,9
2-25
0,29
0-22,5
21
38
1,6
1-24
3,1
2-40
0,31
0-24
22
40
1,8
1-40
3,3
2-56
0,33
0-25,6
23
44
2
1-55
3,7
2-87
0,36
0-27,9
24
48
2,3
1-78
4,2
3-26
0,4
0-31
25
52
2,6
2-02
4,7
3-64
0,44
0-34,1
26
56
2,9
2-25
5,1
3-95
0,48
0-37,2
27
60
3,2
2-48
5,6
4-34
0,52
0-40,3
28
64
3,5
2-71
6,1
4-73
0,56
0-43,4
29
а
б
в
№
ИЗГОТОВЛЕНИЕ СТРОПОВ СПЛЕТЕНИЕМ ПРЯДЕЙ
Указание по применению норм
Нормами предусмотрено изготовление стропов на двухшпиндельном станке с ручным приводом и креплением заготовки винтовыми зажимами в головках шпинделей. Расслабление прядей каната в месте заплетки производится вручную вращением вала шпинделя. Нормами предусмотрено изготовление стропов на специальном приспособлении с механическим приводом, состоящим из укрепленной на кронштейне струбцины для зажима троса и расположенных под струбциной и насаженных на вертикальную ось червяка тисов, в которых зажимается петля или конец заготовки. Расслабление прядей каната в месте заплетки производится тисами, которые вращаются от реверсивного двигателя через редуктор и червячную пару.
Состав работы
1. Разматывание каната из бухты или барабана с разметкой. 2. Перевязка каната на длину заплетки и рубка (резка) его на заготовки. 3. Гнутье петли с установкой коушей, колец или крюков. 4. Закрепление заготовки с петлей в головках шпинделей. 5. Расслабление прядей каната на длину заплетки вращением вала шпинделя. 6. Заплетка концов прядей в расслабленную часть каната. 7. Снятие готового стропа. 8. Обкатка мест заплетки обжимкой. 9. Удаление оставшихся концов прядей. 10. Испытание и маркировка стропа.
Таблица 3
Нормы времени и расценки на 1 строп
Диаметр каната, мм, до
На двухшпиндельном станке с ручным приводом
На специальном приспособлении с механическим приводом
Вид стропа
кольцевой
с двумя петлями
кольцевой
с двумя петлями
8
0,65
0-59,2
0,78
0-71
0,5
0-45,5
0,62
0-56,4
1
9
0,7
0-63,7
0,84
0-76,4
0,54
0-49,1
0,67
0-61
2
10
0,76
0-69,2
0,9
0-81,9
0,58
0-52,8
0,73
0-66,4
3
11
0,84
0-76,4
0,99
0-90,1
0,65
0-59,2
0,8
0-72,8
4
12
0,93
0-84,6
1,1
1-00
0,72
0-65,5
0,89
0-81
5
13
1
0-91
1,2
1-09
0,8
0-72,8
0,99
0-90,1
6
14
1,1
1-00
1,4
1-27
0,89
0-81
1,1
1-00
7
15
1,3
1-18
1,5
1-37
0,99
0-90,1
1,2
1-09
8
16
1,4
1-27
1,6
1-46
1,1
1-00
1,4
1-27
9
17
1,6
1-46
1,8
1-64
1,2
1-09
1,5
1-37
10
18
1,7
1-55
2
1-82
1,4
1-27
1,6
1-46
11
19
1,9
1-73
2,2
2-00
1,5
1-37
1,8
1-64
12
20
2,1
1-91
2,4
2-18
1,7
1-55
2
1-82
13
22
2,4
2-18
2,8
2-55
2
1-82
2,3
2-09
14
24
2,8
2-55
3,3
3-00
2,3
2-09
2,7
2-46
15
26
3,2
2-91
3,7
3-37
2,6
2-37
3,1
2-82
16
28
3,7
3-37
4,1
3-73
3
2-73
3,5
3-19
17
30
4,1
3-73
4,6
4-19
3,3
3-00
3,9
3-55
18
32
4,5
4-10
5,1
4-64
3,7
3-37
4,3
3-91
19
34
5
4-55
5,5
5-01
4
3-64
4,7
4-28
20
36
5,4
4-91
6
5-46
4,4
4-00
5,2
4-73
21
38
5,8
5-28
6,5
5-92
4,8
4-37
5,6
5-10
22
40
6,2
5-64
6,9
6-28
5,2
4-73
6
5-46
23
44
7
6-37
7,6
6-92
5,9
5-37
6,7
6-10
24
а
б
в
г
№
СПЛЕТЕНИЯ ВРУЧНУЮ
Указания по применению норм
При изготовлении стропов нормами предусмотрено закрепление петли в тисах, струбцине или трубном прижиме.
Состав работы
1. Разматывание каната из бухты или барабана с разметкой. 2. Перевязка каната на длину заплетки, резка (рубка) его на заготовки. 3. Гнутье петли с установкой коушей, колец или крюков. 4. Заплетка концов прядей. 5. Обкатка мест заплетки обжимкой. 6. Удаление оставшихся концов прядей. 7. Испытание и маркировка стропа.
Таблица 4
Нормы времени и расценки на 1 строп
Диаметр
Вид стропа
каната,
кольцевой
с двумя петлями
мм, до
Нормы времени
Расценки
Нормы времени
Расценки
10
1,7
1-32
2,7
2-09
1
12
1,8
1-40
3
2-33
2
14
2,1
1-63
3,3
2-56
3
16
2,3
1-78
3,7
2-87
4
18
2,6
2-02
4,2
3-26
5
20
2,9
2-25
4,7
3-64
6
22
3,4
2-64
5,4
4-19
7
24
3,6
2-79
5,9
4-57
8
25
3,9
3-02
6,3
4-88
9
а
б
№
Примечания: 1. При изготовлении стропов с одной петлей Нормы времени и Расценки графы «б» табл.2 и 4 и граф «б» и «г» табл.3 умножать на 0,5 (ПР-1). 2. Нормы времени и Расценки учтена длина заплетки, равная: для кольцевых стропов — 40 диаметрам каната; для стропов с двумя петлями — от 20 диаметров на петлю. 3. Оплетка мест сплетения Нормы времени и Расценки табл.2-4 не предусмотрена. В случае ее выполнения оплату следует производить дополнительно. 4. Нормы времени и Расценки предусмотрено штучное изготовление стропов в условиях стройплощадки.
Как сделать пращу Информация | Гора Синай
Стропа — инструкция
Повязка — это устройство, используемое для поддержки и фиксации (иммобилизации) поврежденной части тела.
Стропы можно использовать при различных травмах. Они чаще всего используются, когда у вас сломана (переломана) или вывихнута рука, локоть или плечо.
Стропы можно использовать при многих различных травмах, но чаще всего при переломах рук или плеч или вывихах. Чтобы помочь стабилизировать травму, можно сделать треугольную повязку из большого квадратного куска ткани.
После травмы плеча вам может быть наложена плечевая повязка, которая поможет иммобилизовать сустав и ускорить процесс заживления. Ваш врач может посоветовать вам прикладывать лед, чтобы уменьшить боль и отек.
Чтобы создать перевязь и повязку, начните с треугольной ткани или бинта, накинутого под одну руку и на противоположное плечо.
Соображения
Если при травме требуется шина, сначала наложите шину, а затем наложите повязку.
Всегда проверяйте цвет кожи и пульс (кровообращение) человека после наложения шины на травмированную часть тела. Ослабьте шину и повязку, если:
Область становится прохладной, бледнеет или синеет
Онемение или покалывание в поврежденной части тела
При травме руки часто возникают повреждения нервов или кровеносных сосудов. Медицинский работник должен часто проверять кровообращение, движение и чувствительность в поврежденной области.
Шина предназначена для предотвращения движения сломанной или вывихнутой кости. Шины уменьшают боль и помогают предотвратить дальнейшее повреждение мышц, нервов и кровеносных сосудов. Шинирование также снижает риск превращения закрытой травмы в открытую (травма, при которой кость протыкает кожу).
Первая помощь
Обработайте все раны перед наложением шины или повязки. Если вы видите кость в поврежденном месте, позвоните по местному номеру службы экстренной помощи (например, 911) или в местную больницу для получения консультации.
КАК СДЕЛАТЬ ПРАЩУ
Найдите кусок ткани шириной около 5 футов (1,5 метра) у основания и длиной не менее 3 футов (1 метр) по бокам. (Если слинг предназначен для ребенка, вы можете использовать меньший размер.)
Вырежьте треугольник из куска этой ткани. Если у вас нет под рукой ножниц, сложите большой квадратный кусок ткани по диагонали в треугольник.
Поместите локоть человека в верхнюю точку треугольника, а запястье посередине нижнего края треугольника. Поднимите две свободные точки вокруг передней и задней части того же (или противоположного) плеча.
Отрегулируйте перевязь так, чтобы рука располагалась удобно, а кисть была выше локтя. Локоть должен быть согнут под прямым углом.
Свяжите перевязь сбоку на шее и проложите узел для удобства.
Если перевязь была установлена правильно, рука человека должна удобно лежать на груди с открытыми кончиками пальцев.
Другие советы:
Если у вас нет материала или ножниц, чтобы сделать треугольную повязку, вы можете сделать ее из пальто или рубашки.
Вы также можете сделать перевязь из ремня, веревки, галстука или простыни.
Если травмированную руку необходимо удерживать неподвижно, привяжите перевязь к телу другим куском ткани, обернутым вокруг груди и привязанным к здоровой стороне.
Время от времени проверяйте натяжение и при необходимости регулируйте стропу.
Снимите с руки наручные часы, кольца и другие украшения.
Не делать
НЕ ПЫТАЙТЕСЬ вправить поврежденную часть тела, если кожа не выглядит бледной или синей, или отсутствует пульс.
Когда обращаться к медицинскому работнику
Немедленно обратитесь за медицинской помощью, если у человека вывих, сломанная кость или сильное кровотечение. Также обратитесь за медицинской помощью, если вы не можете полностью обездвижить травму на месте происшествия самостоятельно.
Предотвращение
Безопасность — лучший способ избежать переломов костей в результате падения. При некоторых заболеваниях кости ломаются легче. Будьте осторожны, помогая человеку с хрупкими костями.
Будьте осторожны во время занятий, которые напрягают мышцы или кости в течение длительного периода времени, так как это может вызвать слабость и падения. Будьте осторожны при ходьбе по скользкой или неровной поверхности.
Ауэрбах PS. Переломы и вывихи. В: Ауэрбах PS, изд. Лекарство для наружного применения. 6-е изд. Филадельфия, Пенсильвания: Elsevier; 2016: 67-107.
Kalb RL, Fowler GC. Уход за переломом. В: Fowler GC, изд. Процедуры Пфеннингера и Фаулера для первичной медико-санитарной помощи . 4-е изд. Филадельфия, Пенсильвания: Elsevier; 2020: глава 178.
Климке А., Фурин М., Овербергер Р. Догоспитальная иммобилизация. В: Робертс Дж. Р., Кусталоу С. Б., Томсен Т. В., ред. Клинические процедуры Робертса и Хеджеса в неотложной медицине и неотложной помощи . 7-е изд. Филадельфия, Пенсильвания: Elsevier; 2019:глава 46.
Последнее рассмотрение: 13.11.2021
Рассмотрено: Джесси Борке, доктор медицинских наук, CPE, FAAEM, FACEP, лечащий врач в Kaiser Permanente, Orange County, CA. Также рассмотрены Дэвидом Зивом, доктором медицинских наук, MHA, медицинским директором, Брендой Конауэй, редакционным директором, и A.D.A.M. Редакционная коллегия.
Как сделать перевязь для руки — советы по оказанию первой помощи
В настоящее время в вашем веб-браузере отключен JavaScript. Пожалуйста, включите JavaScript, чтобы наш веб-сайт отображался должным образом. Вот инструкции о том, как включить JavaScript в вашем браузере.
Дом
Получить консультацию
Совет по оказанию первой помощи
Как…
Как сделать перевязь для руки
Повязка для руки удерживает предплечье в поднятом или горизонтальном положении и может поддерживать травмированное плечо, предплечье и запястье. Ремень также является полезным визуальным предупреждением другим о том, что кто-то ранен.
Также в этом разделе
Как сделать перевязь для руки
Подъемный ремень отличается от ручного. Он поддерживает предплечье и кисть пострадавшего в поднятом положении.
Повреждения мягких тканей вокруг костей и суставов обычно называют деформациями и растяжениями. Часто они связаны со спортом.
Травмы локтя и колена, такие как вывихи и растяжения, можно зафиксировать с помощью бинта-валика. Узнайте, как делать локтевые и коленные бинты.
Бесплатная загрузка плаката по оказанию первой помощи: что делать, если у взрослого кровотечение
Дефибрилляторы: руководство для начинающих покупателей
Запишитесь на курс обучения оказанию первой помощи
Мы работаем над тем, чтобы в вашем сообществе было больше спасателей. Мы нуждаемся в твоей помощи. Вместе мы можем спасти больше жизней с помощью первой помощи.
Неисправности коробки передач трактора МТЗ-80, МТЗ-82 связаны с нарушением правильного зацепления шестерен, зубчатых муфт и другими дефектами деталей механических передач: вилок переключения, фиксаторов, подшипников, валов и т. д.
Признаками возможных неисправностей могут быть тугое включение и выключение шестерен и зубчатых муфт при переключении передач, появление повышенных шумов и стуков, самопроизвольное выключение шестерен, большой свободный ход рычага переключения и т. д.
Если у трактора при работе слышен скрежет шестерен, возникающий при переключении передач, то это свидетельствует или о неправильной регулировке механизма управления сцеплением, износе его дисков или об износе фрикционных дисков и тормозка и проверхностей в месте сопряжения вилки и цапфы отводки тормозка.
В том случае, когда после регулировки или устранения неисправности сцепления МТЗ-80, МТЗ-82 не удается ликвидировать скрежет шестерен, регулируют механизм управления тормозком.
Регулировка заключается в правильном натяжении его пружины. В отрегулированном механизме управления тормозком сжатая пружина должна иметь длину 31-32 мм.
Если и этой регулировкой не удается устранить неисправность, то снимают пол кабины и крышку верхнего люка корпуса сцепления и понижающего редуктора трактора МТЗ-80, МТЗ-82 (см. рис. 1), измеряют толщину накладок дисков тормозка, зазор между цапфами отводки и вилкой включения.
Ведущий диск тормозка заменяют при толщине его накладок менее 1,5 мм, а отводку и вилку включения — если зазор между ними превышает 2,2 мм.
Для этого разъединяют и раскатывают остов, отсоединяя корпус сцепления от КПП, снимают крышку механизма управления понижающим редуктором (рис. 2), технологическими болтами 1 выпрессовывают вал 2 сцепления и заменяют ведущий диск тормозка.
Рис. 1. Понижающий редуктор и редуктор вала отбора мощности трактора МТЗ-80, МТЗ-82
1— ведомый вал привода ВОМ; 2— корпус понижающего редуктора и сцепления; 3, 10— зубчатые муфты; 4— ведомые шестерни привода ВОМ; 5— вал сцепления; 6— вилка; 7— ведущий диск тормозка; 8— ведомый диск тормозка; 9—рычаг понижающего редуктора; 11 — первичный вал коробки передач
Рис. 2. Снятие механизма управления понижающим редуктором МТЗ-80, МТЗ-82 и зубчатой муфтой; спрессовка вала сцепления
1— технологические болты; 2— вал сцепления; 3— механизм управления
Большой свободный ход рычага переключения ступеней понижающего редуктора указывает на износ вилки переключения паза зубчатой муфты.
Для этого также снимают пол кабины и крышку механизма управления понижающим редуктором. Отсоединяют вилку, вставляют ее в паз зубчатой муфты 10 (см. рис. 1) и измеряют зазор.
Если зазор более 3 мм, то муфту и вилку заменяют. Чтобы заменить зубчатую муфту, раскатывают остов и отсоединяют корпус сцепления 2 от коробки передач.
Большой свободный ход рычага переключения коробки передач МТЗ-80, МТЗ-82, неполный выход шестерен из зацепления, самопроизвольное выключение передач свидетельствуют об износе поверхностей трения вилок переключения кулисы 12, пазов скользящих кареток 13, вилки, потере упругости пружин фиксаторов 9.
После снятия механизма переключения проверяют, есть ли выработка на наконечнике 11 рычага переключения передач, толщину щек вилок 14, ширину их зева, зазор между планками переключения, руководствуясь техническими требованиями таблицы допустимых размеров деталей механизма переключения передач.
Если видны следы износа на наконечнике рычага, его заменяют. Вилки заменяют при толщине щек менее 8,2 мм. Зазор между планками переключения должен находиться в пределах 0,3 -1,6 мм.
Если неисправности КПП МТЗ-80, МТЗ-82 возникают при включении или выключении первой передачи и заднего хода, снимают боковую крышку, а затем вилку переключения. Если обнаружены следы износа и толщина щек вилки при замере окажется менее 8,0 мм, вилку первой передачи и заднего хода заменяют.
Наряду с этим проверяют техническое состояние сопряжений вилок переключения и скользящих кареток.
Снимают вилки и поочередно вставляют их в соответствующие пазы скользящих кареток, проверяя зазор между ними. Если он превышает 1,5 мм, вилку заменяют новой. Блок-шестерни заменяют при ширине паза более 10,8 мм.
Появление посторонних шумов в КПП и чрезмерный нагрев отдельных участков корпуса указывают на разрушение или заклинивание подшипников валов коробки передач.
Чтобы выявить и устранить эти дефекты, из коробки передач МТЗ-80, МТЗ-82 сливают масло, снимают пол кабины и крышку коробки передач и при необходимости боковые крышки или раздаточную коробку.
После этого монтажным ломиком проворачивают все доступные для проверки валы, воздействуя на них в осевом и радиальном направлениях.
При этом обоймы подшипников не должны проворачиваться в своих гнездах, а какие-либо перемещения валов не должны ощущаться.
Если обнаруживают следы износа подшипников, их посадочных мест, легко ощутимые перемещения валов, то коробку передач снимают с трактора и разбирают, пользуясь съемниками и заменяя изношенные подшипники.
Если внешний осмотр показал, что зазоров, ощутимых рукой, нет, проверяют индикатором осевой зазор в подшипниках вторичного вала (рис. 3). Для этого ножку индикатора упирают в торец зуба шестерни и монтажным ломиком перемещают вторичный вал в осевом направлении.
Осевой зазор в конических подшипниках вторичного вала КПП МТЗ-80, МТЗ-82 не должен превышать 0,3 мм.
При этом следует иметь в виду, что большой осевой зазор может возникнуть не только из-за износа подшипников, но и из-за отворачивания гайки вторичного вала. Поэтому сначала проверяют надежность фиксации гайки, степень ее затяжки.
Для регулировки осевого зазора в конических подшипниках вторичного вала отсоединяют коробкупередач от заднего моста, отворачивают болты крепления и выпрессовывают стакан подшипника вторичного вала. Изменяя толщину прокладок, устраняют осевое перемещение вала (рис. 4).
Степень затяжки конических подшипников проверяют динамометрическим ключом при выключенных передачах.
Момент, с которым должен проворачиваться вторичный вал при правильной регулировке подшипников, должен находиться в пределах 7-8 Нм. После регулировки осевого зазора проверяют и при необходимости регулируют установочную высоту ведущей шестерни главной передачи (рис. 5).
К торцу ведущей шестерни КПП МТЗ-80, МТЗ-82 прикладывают планку определенной толщины и измеряют высоту штангенглубиномером или штангенциркулем. Она должна быть в пределах 57,85-58,15 мм.
Если результат отличается от допустимого, то снимают ведущую шестерню и либо шлифовкой регулировочной втулки, либо установкой втулки большей толщины добиваются требуемой установочной высоты.
Рис. 5. Проверка установочной высоты ведущей шестерни главной передачи трактора МТЗ-80, МТЗ-82
Стуки в коробке передач , исчезающие при переключении на другую передачу, могут свидетельствовать об усталостном разрушении или выкрашивании зубьев отдельных шестерен.
Оценить степень износа или обнаружить дефекты зубьев шестерен можно при снятых крышках КПП и снятой раздаточной коробке.
При этом рекомендуется поддомкратить одно из ведущих колес трактора и, прокручивая его, осмотреть зубья всех видимых шестерен. Обнаружив дефекты шестерен, коробку передач разбирают и заменяют изношенные детали.
Основные неисправности раздаточной коробки (раздатки) МТЗ-80, МТЗ-82 : износ рабочих поверхностей обгонной муфты или роликов, потеря упругости их прижимных пружин, а также износ вилки включения муфты.
Если при буксовании задних колес передний ведущий мост не включается, то это свидетельствует о неисправности обгонной муфты раздаточной коробки.
Для обнаружения неисправностей раздаточной коробки ее разбирают, измеряют диаметры посадочных мест и при необходимости заменяют изношенные детали. Втулку обгонной муфты и шестерню заменяют при износе поверхностей под ролики до размеров соответственно 78,98 и 109,75 мм.
О большом износе вилки зубчатой муфты раздаточной коробки свидетельствует невозможность принудительного включения переднего моста. В этом случае вилку снимают, измеряют толщину ее щек (она не должна быть менее 8,4 мм) и при необходимости заменяют новой или отремонтированной.
Колесный редуктор и регулировки ведущего моста Т-150
80, зазор лапок, ремонт, устройство, муфты, лепестковое, зазор лапок, видео
Многие фермеры интересуются, как осуществляется регулировка сцепления МТЗ-82. На МТЗ типа 80, 82, 82-1, 320 и 1221 установлена однодисковая муфта. Функция такого элемента в системе заключается в том, чтобы передавать крутящий момент к трансмиссии от двигателя. В это время отключается двигатель от мягкого соединения и КПП. При этом конструкция сцепления МТЗ-80 и других моделей позволяет машине двигаться плавно и останавливаться, когда включают тормоза.
Как осуществляется регулировка сцепления
Рассмотрим, из чего состоит данный механизм. Устройство сцепления включает фрикционные диски, плотно прижатые один к другому. Эти диски расположены в муфте. Передача срабатывает, когда ведущий диск проскальзывает по отношению к ведомому. Между собой они соединены шлицевым узлом и КПП. Когда отпускается педаль, включается схема, и тогда диски между собой плотно прижимаются, а разъединяются, когда педаль нажимается. В этот момент между дисками появляется зазор.
На тракторах МТЗ-82 и 80 минского завода стоит однодисковый, однопоточный механизм, который включает:
маховик;
нажимной и опорный диски;
12 пружин для нажатия, расположенных между дисками.
Фермеры спрашивают, как установить сцепление трактора МТЗ 80. Монтаж осуществляется на заводе, но если надо провести ремонт, то сделать это можно своими руками. На трактор установлены детали, которые могут изнашиваться при длительной эксплуатации техники. Поэтому и проводится регулировка муфты сцепления МТЗ, замена лапки или диска.
Регулировка лапок сцепления
Рассмотрим, как происходит регулировка лапок сцепления МТЗ-82:
Сначала надо тягу открепить от рычага, вытянув палец.
Открутить болт регулировки сцепления МТЗ-82, устанавливаем педаль в исходное положение.
После этого необходимо открутить рычаг против часовой стрелки до упора подшипника, который фиксируется в отжимные рычаги.
Далее регулирую вилку тяги, что позволит соединить отверстие рычага и вилки.
Уменьшить тягу на 5 оборотов вилки, соединив потом с рычагом, используя палец.
Сделать проверку исправности системы.
Выполнять подстройку лапок сцепления на корзине сцепления трактора МТЗ-80(82) необходимо при установленной корзиной, корпус трансмиссии при этом снимаем. Правильное положение лапки определяется расстоянием 12 миллиметра от фланца ступицы опорного диска сцепления до рабочей плоскости рычага-лапки. Данный зазор между лапками и диском сцепления необходимо установить одинаковый, допускается минимальная погрешность в 0,3 мм.
Проверку отладки можно провести путем прикладывания плоской ровной пластины или стекла к лапкам. Если все они касаются пластины, значит регулировка выполнена верно и лапки находятся в одной параллельной маховику плоскости.
Вам удастся предотвратить таких проблем с механизмами системы сцепления трактора, если регулировка зазора лапок будет проводиться регулярно:
диск не будет перекашиваться;
лапки будут изнашиваться равномерно.
Диагностика деталей механизма
Для проведения диагностики состояния муфты нужно получить доступ к узлу. Для этого отсоединяют двигатель от трансмиссии и производят раскатку трактора. Затем производят первичный осмотр узла. После отворачивают шесть гаек крепления корзины к маховику и демонтируют узел в сборе для полного осмотра.
Состояние выжимного подшипника
Подшипник меняют: большая выработка контактной поверхности, шумит при вращении и имеет люфт в обоймах, подшипник заклинен.
Практики рекомендуют, кроме оригинального подшипника трактора МТЗ 80, можно устанавливать выжимной Камаза 5320, который хорошо себя зарекомендовал в работе механизма сцепления трактора.
При выработке на контактных местах привода подшипника и вилки, детали можно реставрировать методом наварки метала, с последующей обработкой до соответствующего размера.
Состояние и степень выработки рабочих поверхностей лапок и их целостность
При выработке рабочих поверхностей лапок больше 2,5 мм производят замену или осуществляют наварку с последующей обработкой.
При установке новых лапок нужно обратить внимание на контактную плоскость рычагов с выжимным подшипником. Часто отливки рычагов имеют неидентичные контуры и контактная поверхность, при прикладывании к подшипнику выступает за рабочую поверхность, захватывая обойму детали. В таком случае выступающую часть стачивают. Также нужно обращать внимание при замене лапок на степень твёрдости метала. Одной из причин быстрого стирания лапок после ремонта есть несоответствие материала изготовления или отсутствие закалки рабочих поверхностей детали.
Состояние пружин лапок
При выявлении сломанных пружин производят замену всех трёх пружин.
Состояние шлицов ступицы корзины
При достаточном износе шлицов или появившемся люфте ступицы – производят замену корзины.
Состояние фрикционного диска
При выявлении трещин, неравномерного износа, задирав накладок, износе шлицов ступицы и люфте, выпадении демпферных пружин, а также достаточном износе накладок — во всех случаях производят замену диска.
Состояние рабочей плоскости нажимного диска корзины и отверстий крепления лапок
При неравномерном износе нажимного диска допускается выравнивание путём фрезерования и шлифовки, учитывая допуск толщины диска не меньше 21 мм. Если отверстия крепления выжимных рычагов разбиты под эллипс, а также при выявлении трещин – диск заменяют на новый.
Состояние контактной плоскости маховика
При выявлении допустимой эллипсности поверхности маховика производят выравнивание фрезерованием и шлифовкой. При большом износе поверхности производят замену.
После проведённой дефектации деталей исходя из состояния принимают решение: проделать текущий ремонт узла с заменой изношенных деталей либо заменить узел в сборе.
Как поменять лапки не раскатывая трактор
Если вам необходимо поменять лапки сцепления, рабочая поверхность которых выработалась более чем на 2,5 мм, не раскатывая трактор, вам потребуются:
новые лапки;
напильник;
отвертка с короткой рукояткой;
подставка под голову для удобства (можно использовать подходящую по размеру деревянную чурку).
Поменять лапки не раскатывая трактор довольно просто, но тут нужна сноровка. Сначала снимите крышку нижнего люка корпуса, открутив 3 болта.
Как поменять лапки: отожмите неисправные рычаги и снимите их, открутив регулировочные болты; немного подправьте напильником неровности контактной поверхности новых лапок; установите их и закрутите болты; проведите регулировку и затяните гайки; проведите проверку исправности и закройте крышку нижнего люка.
Рассмотрим теперь, как выставить лапки штангелем.
Данная методика применяется, когда для ремонта была произведена раскатка трактора.
Чтобы правильно выставить лапки штангелем после проведения замены выжимного подшипника, лапок или возвратных пружин, необходимо замерить расстояние от плоскости ступицы привода ВОМ до рабочей плоскости рычага-лапки сцепления корзины. Зазор должен быть равен 15 миллиметров (±1 мм). Подкрутив регулировочные болты, выводим контактную поверхность лапок сцепления на одну плоскость и затягиваем контргайки.
Следующий этап ремонта сцепления МТЗ-82 предусматривает перевод педали в начальное положение. Для этого надо отвести педаль на длину полного хода. Если будет наблюдаться провисание, то нужно открутить болты, провернув кронштейн по часовой стрелке.
Если замена сцепления МТЗ-82 не проводится через регулировку длины тяги, тогда надо менять положение рычагов. Когда регулирование закончено, надо затянуть контргайку и закрепить палец.
После регулирования муфты надо заняться налаживанием отжимных рычагов. Здесь понадобится оправа, которая сделана по внутреннему диаметру ступицы. На ней есть торцевая поверхность, предназначенная для упора рычагов. Их надо привести в норму, используя гайки, которые позволят подвести рычаги до упора в торец, и поставить стопорные шайбы.
МТЗ 82.1 Как точно отрегулировать корзину сцепления (лапки) пошагово?
Вопросы задавать можно только после регистрации. Войдите или зарегистрируйтесь, пожалуйста.
Добрый день парни подскажите не опытному!как точно отрегулировать корзину сцепления(лапки) пошагово?поставить на маховик и какой должен быть зазор?что бы выжема хватоло и конкретно до чего мерить ни где найти че то не могу. заранее благодарен кому не трудно!
Здравствуйте коллега.От рабочей поверхности лапки до торца шлицевой втулки ВОМ на сцеплении, установленном на маховик, должно быть 12(+-0,10)мм.
Спасибо просто где-то видел инфо.,что там есть зазор 27-29мм отку до чего вот решил уточнить
А не ставля корзину на место можно как то проверить?
Здравствуйте коллега.От рабочей поверхности лапки до торца шлицевой втулки ВОМ на сцеплении, установленном на маховик, должно быть 12(+-0,10)мм.
Так нагляднее будет.
Так нагляднее будет.
Нет коллега.Потому что Вы привели рисунок, на котором размер 12мм. поставлен несколько неправильно.
А не ставля корзину на место можно как то проверить?
Только при постановке на место после производится регулировка лапок.
Спасибо Роман.Пользуюсь такой же книгой.И центровкой с неё.
Спасибо просто где-то видел инфо.,что там есть зазор 27-29мм отку до чего вот решил уточнить
это высчитывается просто-12мм+ высота ступицы привода вом-штангелем немного не хватает мерять до торца ступицы а до основания кожуха корзины и выходит этот размер-такой разбег возможно из-за разницы установки муфты привода вом,изгиба(штамповки)кожуха корзины.
Как отрегулировать на снятом двигателе штангелем муфту сцепления
Настроить сцепление на МТЗ-80 старого образца при снятом двигателе можно при помощи штангенциркуля.
Для этого необходимо замерить штангелем расстояние от поверхности диска сцепления до шайбы. Оно, при правильной настройке, должно составлять 2 мм (±0,1 мм).
Выполнить измерение необходимо в нескольких точках.
Затем выкручиваем технологические болты и стопорные гайки. Гайки следует вращать аккуратно.
Проводим регулировку.
Устанавливаем на место контргайки и болты.
Затягиваем, не допуская прокручивания стопорных гаек.
Для того, чтобы провести регулировку лапок сцепления МТЗ- 80(82) через люк, необходимо:
Выключить движок трактора и поставить его на ручной тормоз.
Затем снимите люк муфты и, поворачивая коленчатый вал мотора, через люк «ловите» отжимную лапку с регулировочным винтом.
Щупом на 3 миллиметра измерьте зазор между выжимным подшипником и лапкой, щуп должен входить плотно.
Если зазор лапки отличается от контрольной, при помощи ключа и отвертки поворачивайте винт до нужного положения.
Проведите процедуру с двумя оставшимися лапками, проворачивая коленвал на 120 градусов.
Закрыть люк.
Как проверить: ход педали при правильно выставленных зазорах будет свободным.
Советы по регулировке
Дополнительные советы и видео с наглядными примерами помогут вам правильно отрегулировать муфту, настроить зазор лапок корзины и в общем поддерживать механизм в исправном состоянии как можно дольше.
Если предстоит ремонт по замене запчастей, выбирайте качественные комплектующие;
Лапки сцепления следует закалить, они прослужат вам в 2 раза дольше незакаленных;
Подпиливайте рабочую поверхность новых лапок напильником перед установкой, так как на них часто можно встретить неровности;
Меняйте лапки корзины сцепления МТЗ-80, когда износ достигнет 2,5 миллиметра.
Когда нужна замена механизма
Рассмотрим, когда возникает необходимость заменить данный механизм. Замена и ремонт сцепления МТЗ-82 проводится в следующих случаях:
Устройство не позволяет получить полноценный крутящий момент.
Педаль ходит частично или радиус ее хождения увеличивается в несколько раз.
Изношены накладки ведомого диска, кронштейны отводки или манжеты.
Выключается не до конца.
Происходит попадание масла на сухой диск.
Произошло выдавливание крышки подшипника ведомого вала привода.
Замена сцепления своими руками
Для замены диска сцепления своими руками предлагаем использовать такой алгоритм:
Для того, чтобы избежать постоянных касаний диска головок крепежных болтов, его следует устанавливать удлиненной стороной к маховику.
Установить корзину на втулки шпилек маховика.
Отцентровать муфту.
Затянуть все гайки, держащие корзину муфты.
Настроить зазоры лапок.
Соединить основные части трактора (мотор и трансмиссию) с узлом сцепления и произвести обтяжку.
Аналогично проводится ремонт и регулировка корзины сцепления МТЗ-80. У этой модели колесного трактора, как и у 1221 и 320, одинаковые причины износа муфты.
Правильная установка диска сцепления на МТЗ 80(82)
Ведомый фрикционный диск устанавливается стороной с удлинённой частью ступицы к маховику двигателя, в противном случае демпферные пружины будут касаться головок крепёжных болтов маховика.
Корзина муфты в сборе устанавливается на шесть крепёжных шпилек маховика со втулками.
Производят центровку механизма муфты подготовленным фальшвалом или б.у. валом промежутки.
Затягиваются шесть гаек крепления корзины к маховику и регулируют положения рычагов лапок.
Соединяют трансмиссию и двигатель с механизмом сцепления, попадая шлицами валов в шлицы ступиц сцепления.
Производят обтяжку соединения корпуса промежутки с картером двигателя.
В случае установки нового механизма муфты нужно не забыть вывернуть три технологических, монтажных болта из корпуса корзины.
В общении с механизаторами профессионалами часто обсуждается, что успех ремонта зависит от качества запасных частей, приобретаемых для замены. На рынке представлена масса продукции сомнительного качества. При подборе и покупке нужно обращать внимание на соответствие линейных размеров деталей, посадочных мест, и соответствие материала изготовления, его закалку или цементацию, шлифовку при необходимости наличие балансировки.
Как делают регулировку на МТЗ-320
Рассмотрим, как происходит на МТЗ-320 регулировка сцепления, как правильно поставить диск сцепления. Как и на тракторах типа МТЗ-80, 82 и 82-1, на МТЗ-320 стоит сухая однодисковая муфта фрикционная, которая относится к постоянно-замкнутому типу.
Муфта фиксируется на маховике 6 болтами, размещенными на трех штифтах. Крутящий момент от диска нажатия и маховика мотора переходит на ведомый диск, а далее на вал. Между выжимными дисками находятся 9 пар пружин.
Педаль может свободно в корзине ходить, но граничный предел составляет 40 мм. Если этот параметр будет больше, то трудно будет переключать коробку передач, возникнут проблемы с работой механизма.
При недостаточном ходе педали вполне может возникнуть пробуксовка, что грозит износом дисков.
Справиться с такой ситуацией можно через установку сцепления МТЗ-320. Это проводится по следующей схеме:
Надо открепить тягу от рычага и вытащить палец.
Прокрутить рычаг против часовой до упора подшипника в рычаг. Потом надо крутить вилку тяги, соединить отверстия на рычаге и вилке.
Вилку надо завести на несколько оборотов и постараться соединить с рычагом, для чего надо использовать палец.
В самом конце затягивается контракта, палец закрепляется.
После этого необходимо проверить исправность всех узлов и креплений, которые входят в данную систему мини-трактора МТЗ.
При регулировке сцепления МТЗ-1221 отрегулируйте все приспособления, которые в совокупности составляют сцепление МТЗ. В отличие от моделей механизмов, установленных на МТЗ-80, 82 и 320, регулировка сцепления на 1221 предусматривает работу с системой иного типа.
На этой модели трактора стоит двухдисковый фрикционный механизм, где есть нажимной диск, называемый корзиной. К ведомой части системы также относится 2 ведомых, на которых стоят гасители колебаний вращения. Они находятся на силовом валу, что и обеспечивает эффективное соединение.
Перед тем как поставить на мини-тракторах Беларусах новую муфту, надо ее сначала снять. Во-первых, устанавливаются болты, которые заворачиваются в нажимной диск. Во-вторых, откручиваются гайки крепления и снимаются диски. В-третьих, сначала снимается ведомый, потом — средний ведомый, в самом конце — второй ведомый.
Регулировка предусматривает установку в первую очередь шлицевой оправки в подшипник маховика. Потом ставится первый ведомый, а следом тот, который монтируется в пазы маховика.
Следом ставится второй ведомый, после чего надо поставить на место диски, которые находятся в сборе. Их необходимо закрепить гайками и болтами. В самом конце регулируется положение отжимных рычагов.
Чтобы отжимные рычаги встали на место, надо поочередно вворачивать и выворачивать регулирующие гайки, ставить их другой стороной. Когда отремонтированными рычагами можно будет управлять, надо устанавливать стопорные пластины и снимать оправу.
Неисправности сцепления
Даже если используется корзина сцепления нового образца, при частом неполном выключении текущих передач либо же при пробуксовке сцепления со временем наблюдается ранний износ, а соответственно выход из строя разных деталей коробки передач. С целью определения причины неисправности можно основываться на основных признаках:
Когда отсутствует свободный ход педали – это указывает на то, что муфта не передает от двигателя крутящий момент.
Если масло протекает в сухой отсек, то подобная ситуация говорит об износе манжеты, которая отвечает за уплотнение коленвала.
Когда увеличен ход педали – это указывает на то, что не происходит полного выключения муфты.
Также может быть выдавлена крыша подшипника, находящегося в ведомом вале. Такая ситуация требует монтажа новой крышки либо же регулировки прежней.
Регулировка свободного хода педали
Сначала следует установить линейку с упором в землю и прижать к педали. Дальше на неё нажимают до упора, после чего по разметке линейки устанавливается размер свободного хода. Так, на белорусском тракторе этот параметр должен находиться на уровне 4-4,5 см. При этом весь ход педали должен находиться в пределах 17,5 см. Процесс регулировки педали проводится посредством вращения тяги. В полностью выжатом состоянии рычаг педали требуется установить так, чтобы он упирался в пол. С этой целью следует постепенно выкручивать находящийся в кронштейне специальный упорный болт. Когда же подобным способом добиться нужного результата не получается, требуется ослабить болт кронштейна, после чего провернуть по часовой стрелке. Завершенной считается регулировка, если параметры будут полностью соответствовать корректным техническим условиям, указанным ранее.
Рычаг управления сцеплением
Регулировка зазоров лапок сцепления
С целью начала регулировки требуется остановить силовую установку, а также поставить саму спецтехнику на тормоз. После этого проверяется и при наличии потребности проводится регулировка зазоров. В этом случае следует снять лючок муфты. Дальше нужно провернуть коленвал силовой установки, чтобы было видно отжимной рычаг. Теперь требуется щупом, чья толщина порядка 0,3 см, проверить зазор, присутствующий между подшипником и рычагом. Если присутствует потребность, проводится их регулировка. Для этого следует:
Снять контргайки с регулировочного винта.
Отверткой сделать столько поворотом винта, чтобы щуп рычагом плотно прижимался к выжимному подшипнику.
После этого следует установить контргайку на рулевой винт. Важно, чтобы во время этого процесса не изменялся зазор.
Обязательно почитайте: Химмотологическая карта по ГОСТ
Аналогичную процедуру требуется провести также и с иными рычагами. С этой целью коленвал поворачивается примерно на 235 градусов, пока в лючке не появится другой выжимной рычаг. После завершения всех регулировок следует поставить на место снятый лючок от муфты.
Как избежать износа системы
Во время эксплуатации механизма надо внимательно следить за состоянием муфты. Среди основных рекомендаций стоит отметить следующие:
Каждые 60 часов движения необходимо полностью смазывать механизм.
Каждые 240 часов проводить полную проверку свободного хода педали.
В качестве смазки использовать солидол.
Надо следить за тем, какой размер у свободного хода, он со временем уменьшается из-за износа деталей. Максимальное значение свободного хода не должно быть больше 30 мм. При необходимости осуществляется монтаж или замена диска сцепления.
На тракторах Белорус схема установки предусматривает соблюдение таких правил использования:
При движении машины оператор, работающий на тракторе, не должен длительное время давить на педаль. В противном случае может увеличиться скорость износа деталей.
Надо плавно передвигать муфту. Запрещено оставлять ее в промежуточном состоянии надолго.
Нельзя муфту долго держать выключенной, что плохо отражается на работе механизма.
Накладки надо проверять каждые 120 часов движения, поскольку они уменьшают ход педали механизма.
Проверять ход рычага, который должен располагаться на расстоянии 6-7 мм. Это отвечает свободному ходу педали, размер которого варьируется от 40 до 50 мм.
Таким образом, регулировка сцепления на МТЗ-80 и 82 отличается от ремонта МТЗ-1221, поскольку имеет более современную систему и конструкцию. Ознакомившись с данным материалом, каждый фермер сможет самостоятельно отрегулировать сцепление на своем тракторе и при необходимости выполнить замену или ремонт соответствующих деталей. Это позволит сэкономить денежные средства.
Полезная информация
Системы механизмов тракторов минского производства отличаются не только простотой замены, но и доступной стоимостью элементов. Сцепление МТЗ требует постоянного техобслуживания и профилактического осмотра. В отличие от других агрегатов данный узел имеет простую конструкцию. Поэтому отремонтировать машину или заменить детали может штатный механик или оператор трактора. Это позволит существенно сэкономить не только средства, но и время на отправку машины в сервисный центр. Опытный тракторист выполнит работу всего за несколько часов, что позволит не нарушить рабочий график и выполнить задачи по посеву, уборке своевременно.
American ExpressApple PayDiners ClubDiscoverMeta PayGoogle PayMastercardPayPalShop PayVenmoVisa
Ваша платежная информация надежно обрабатывается. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Страна
United StatesCanadaAustraliaMexico—AfghanistanAndorraAnguillaAntigua & BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia & HerzegovinaBotswanaBrazilBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsChadChileColombiaCongo — BrazzavilleCongo — KinshasaCook IslandsCosta RicaCroatiaCyprusCzechiaDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEritreaEstoniaEthiopiaFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuatemalaGuineaGuyanaHaitiHondurasHong Kong SARHungaryIcelandIndiaIndonesiaIraqIrelandIsraelItalyJamaicaJapanJordanKazakhstanKenyaKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacao SARMadagascarMalawiMalaysiaMaldivesMaliMaltaMartiniqueMauritaniaMauritiusMexicoMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueNamibiaNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNorfolk IslandNorth MacedoniaNorwayOmanPakistanPalestinian TerritoriesPanamaPapua New GuineaParaguayPeruPhilippinesPolandPortugalQatarRomaniaRussiaRwandaSamoaSan MarinoSaudi ArabiaSenegalSerbiaSeychellesSingaporeSint MaartenSlovakiaSloveniaSouth AfricaSouth KoreaSpainSri LankaSt. Китс и НевисСент. Люсия Св. МартинСт. Винсент и ГренадиныСуринамШвецияШвейцарияТайваньТанзанияТаиландТимор-ЛештиТогоТонгаТринидад и ТобагоТунисТурцияОстрова Теркс и КайкосСША Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЙеменЗамбияЗимбабве
Почтовый индекс
Возврат Наш полис действует 30 дней. Если с момента покупки прошло 30 дней, к сожалению, мы не можем предложить вам возврат или обмен.
Чтобы иметь право на возврат, ваш товар должен быть неиспользованным и находиться в том же состоянии, в котором вы его получили. Он также должен быть в оригинальной упаковке.
Некоторые виды товаров не подлежат возврату. Скоропортящиеся товары, такие как продукты питания, цветы, газеты или журналы, возврату не подлежат. Мы также не принимаем товары интимного или санитарного назначения, опасные материалы, легковоспламеняющиеся жидкости или газы.
Дополнительные товары, не подлежащие возврату: — Подарочные карты — Загружаемые программные продукты — Некоторые товары для здоровья и личной гигиены
Для оформления возврата нам потребуется квитанция или подтверждение покупки. Пожалуйста, не отправляйте покупку обратно производителю.
Существуют определенные ситуации, когда предоставляется только частичное возмещение (если применимо) — Книга с явными признаками использования — CD, DVD, кассета VHS, программное обеспечение, видеоигра, кассета или виниловая пластинка, которые были вскрыты — Любой товар не в своем первоначальном состоянии, поврежден или отсутствует по причинам, не связанным с нашей ошибкой. — Любой товар, который возвращается более чем через 30 дней после доставки и проверено, мы отправим вам электронное письмо, чтобы уведомить вас, что мы получили ваш возвращенный товар. Мы также уведомим вас об одобрении или отклонении вашего возмещения. Если вы одобрены, ваш возврат будет обработан, и кредит будет автоматически применен к вашей кредитной карте или исходному способу оплаты в течение определенного количества дней.
Задержка или отсутствие возврата (если применимо) Если вы еще не получили возмещение, сначала проверьте свой банковский счет еще раз. Затем свяжитесь с компанией, выпустившей вашу кредитную карту, может пройти некоторое время, прежде чем ваш возврат будет официально отправлен. Далее обратитесь в свой банк. Часто перед отправкой возмещения требуется некоторое время на обработку. Если вы сделали все это, но до сих пор не получили возмещение, свяжитесь с нами по адресу [email protected].
Товары для продажи (если применимо) Возврат возможен только за товары по обычной цене, к сожалению, за товары со скидкой возврат невозможен.
Обмен (если применимо) Мы заменяем товары только в том случае, если они неисправны или повреждены. Если вам нужно обменять его на тот же товар, отправьте нам электронное письмо по адресу [email protected] и отправьте свой товар по адресу: 76 South Central Ave, STE 1B, Valley Stream, NY 11580, США.
Земснаряды. Принцип работы, виды и сферы применения
Спецтехника, способная выкачивать водогрунтовую смесь путём всасывания, появилась во второй половине XIX века. Первый земснаряд показал себя в работе в 1859 году, успешно выполнив дноуглубление французского порта Сен-Назер.
Современные плавучие «пылесосы» зачастую приравнивают к горно-обогатительным комплексам — не только по внешнему виду, но и по возможностям. Благодаря своей многофункциональности землесосные судна прочно закрепились во многих сферах.
Земснаряды — это плавучие машины, укомплектованные определённым набором устройств, агрегатов и механизмов. Все виды и типы судов предназначены для одной цели — подводного выкачивания водогрунтовой смеси.
Главная характеристика — производительность — повышается за счёт внедрения систем спутниковой навигации, комплексов датчиков для определения положения грунтозаборного устройства и для учёта оперативной выработки судна.
Мощность базовых моделей машин-амфибий российского производства колеблется на уровне 150-3000 м3 по пульпе. На импортном рынке есть земснаряды куда большей мощности, во многом из-за более высокой оснащённости современными системами, чего нельзя сказать об отечественной технике. Однако из-за высокой стоимости и сложности транспортировки иностранные землесосы в России не так популярны.
Подробнее об уровне российского производства машин-амфибий — в материале «Современные земснаряды — наследие советской гидромеханизации?».
Где применяются землесосные снаряды?
В горнодобывающей отрасли земснаряды эксплуатируются на обводнённых участках для добычи нерудных материалов: песка и песчано-гравийных смесей. По сей день гидронамыв с помощью гидротехнических машин считается самым действенным способом получения этих полезных ископаемых. И наибольшей популярностью пользуются модели землесосного типа.
Такие земснаряды работают по принципу выкачивания грунтов с применением мощного землесоса. Устройство отводит гидросмесь по специальной транспортировочной системе в место складирования — оно может располагаться в километрах от места работы спецтехники. Влага, оставшаяся в песке или ПГС, со временем естественным образом испаряется, и на выходе получается «чистое» полезное ископаемое.
Стоит отметить, что иногда предприятия используют сухопутные землесосные установки. Машины передвижного типа размещают на ж/д платформах, специальных тракторных прицепах или производят на гусеничном/шагающем ходу. Есть также стационарные установки, которые выполняют функцию станции перекачки, повышающей дальность и высоту транспортирования водогрунтовой смеси.
Фото: publicdomainpictures.net
Теоретически на обводнённых участках песчаных залежей можно задействовать экскаваторы, однако производительность карьерных машин при сухоройной добыче песка и ПГС не доходит и до 10%. Кроме того, эксплуатация экскаваторов увеличивает конечную себестоимость материала. Земснаряды способны получать куда большие объёмы нерудных полезных ископаемых при низких затратах на процесс добычи.
Помимо добывающей отрасли, землесосные судна являются безальтернативным средством очистки и углубления водоёмов, намыва плотин, дамб и прочих гидротехнических сооружений. Вдобавок к этому, плавучие «пылесосы» высоко востребованы при возведении золошлаковых хранилищ ТЭЦ.
Для широкомасштабных работ в сегменте гидротехнических проектов земснаряды практически никогда не трудятся не в одиночку. Для перекачки грунтовой смеси используют целые флоты судов — снаряды действуют сообща с баржами, шаландами, буксирами, толкачами, заправщиками, дебаркадерами и другой вспомогательной техникой.
Широкое применение гидронамыв грунтов получил в россыпной золотодобыче. Земснаряды, работающие на золотоносных участках, больше известны по названию «драга». Различают карьерные драги, которые эксплуатируются в искусственно созданных водоёмах на плавучих платформах, и водные драги, выкачивающие пульпу со дна естественных водоёмов.
Механизированные горно-обогатительные комплексы представлены в виде ковшовых агрегатов или плавучих станций. Как правило, ковшовые драги просто сбрасывают смесь с включениями золота в места складирования. А станции-амфибии имеют в своём арсенале оборудование для промывки материала.
Виды земснарядов
По своему типу различают собственно землесосные, грейферные, многочерпаковые и штанговые земснаряды.
Как уже упоминалось выше, земснаряды землесосного типа укомплектованы насосным оборудованием, посредством которого выкачивают размытый грунт по пульпопроводу.
Грунтосос с залитой внутрь водой опускают на дно водоёма, после этого запускаются двигатель и редуктор, в результате чего из всасывающей трубы откачивается воздушная масса. С образованием вакуума гидросмесь всасывается внутрь агрегата, откуда перекачивается на место хранения. Такая спецтехника может перекачивать смеси с очень большим объёмом абразивных частиц, что помогает земснаряду промывать пески или песчано-гравийные смеси огромными массами воды.
Грейферные снаряды, как правило, представляют собой несамоходные машины циклического действия, смонтированные на базе плавучего крана. В качестве главного рабочего инструмента «пылесоса» выступает грейфер — грузозахватное приспособление в виде ковша с поворотными челюстями.
Грейфер подвешивают на канатах к крановой стреле или грузовой тележке земснаряда. Грузоподъёмное приспособление опускается на глубину, захватывает и поднимает водогрунтовую смесь, а затем с помощью крана или грузовой тележки поворачивается к месту разгрузки. После сброса материала грейфер возвращается на следующее место выемки грунта. В большей степени этот тип земснаряда подходит для добычи песка в сложных условиях или на больших глубинах — до 250 м.
В конструкцию землесосных снарядов многочерпакового типа входит замкнутая цепочка звеньев с ковшами. Под действием особого механизма ковши приспособления приводятся в движение, собирают грунтосмесь и подают её на специальный отводной лоток или конвейерную линию, доставляющую массу на грузовую баржу.
Штанговые снаряды фактически являются «плавучим» ответвлением гидравлической экскаваторной техники. Единственное отличие — машина смонтирована на понтоне. Судно-экскаватор совершает все операции привычным ковшом либо с помощью длинной крановой стрелы. Снаряды штангового типа могут применяться для всех видов землеройных работ, но только на мелких глубинах.
Грунтозаборные устройства
Категория:
Портовые подъемно-транспортные машины
Публикация:
Грунтозаборные устройства
Читать далее:
Грунтовые насосы
Грунтозаборные устройства
Грунтозаборные устройства землесосных добывающих снарядов (земснарядов) и гидроперегружателей предназначены для рыхления и подачи грунта (песчано-гравийного материала) во всасывающую трубу.
По назначению и принципу действия грунтозаборные устройства земснарядов (рис. 1) и гидроперегружателей одинаковы, но в их конструкциях есть существенные отличия, определяемые спецификой работы.
Земснаряды добывают материал со дна открытых водоемов (рек, заливов) с достаточно больших глубин (до 20 м). Так как нагрузки на грунтозаборное устройство в этих условиях могут быть значительными, то в их конструкции предусмотрена подъемная рама, рассчитанная на восприятие этих нагрузок.
Гидроперегружатели выгружают материал из специализированных судов, пришвартованных к их борту. Глубина забора здесь зависит от глубины трюма разгружаемого судна и обычно не превышает 3—5 м. Нагрузки на грунтозаборное устройство в этих условиях относительно невелики и специальная подъемная рама не нужна — нагрузки воспринимает пульпопровод.
В грунтозаборных устройствах гидроперегружателей более сложная, чем у земснарядов, система размыва материала, состоящая из двух- или трехколлекторного рыхлителя. Так как в процессе перевозки материал в барже слеживается, для образования гидросмеси размывочный насос гидроперегружателя должен подавать значительное количество воды в зону забора материала. В конструкциях некоторых грунтозаборных устройств кроме раз-мывочных предусмотрены специальные боковые насадки для смыва материала с бортов судна. Во всасывающих трубах уширены щелевые наконечники, соответствующие ширине днища грузового бункера судна.
Гидравлический рыхлитель является основным типом рыхлителя на речных добывающих земснарядах и гидроперегружателях. Рыхлитель земснаряда состоит из распределительного коллектора с насадками от 10 до 34 шт. для подачи размывочной воды под давлением 0,15—0,3 МПа в зону забора материала. Насадки рыхлителя, диаметр отверстия которых от 10 до 36 мм, относительно приемного отверстия наконечника размещают таким образом, чтобы обеспечить оптимальное насыщение всасываемой смеси.
При засорении насадков рыхлителя всасывающую трубу поднимают из воды и прочищают их отверстия. Изношенные и деформированные насадки и части коллектора заменяют.
Наконечник всасывающей трубы представляет собой патрубок специальной формы на конце всасывающей трубы. сколько видвинутой вперед для предохранения их от механических повреждений. Она также способствует более равномерному распределению скоростей всасывания по ширине приемного отверстия наконечника, что улучшает забор материала.
Защитную решетку всасывающей трубы необходимо периодически очищать от застрявших камней и мусора, для чего всасывающую трубу поднимают на поверхность. При ремонте наконечников всасывающих труб изношенные и деформированные участки приемного отверстия, а также прутья (пластины) защитной решетки вырезают и заменяют. Допускаемый износ листов стенки и защитной решетки всасывающей трубы — 40% первоначальной толщины.
Эжектирующая насадка обычно представляет собой эжектор центрального типа, устанавливаемый непосредственно у приемного отверстия наконечника по оси всасывающей трубы и служит для снижения вакуума во всасывающей линии и предотвращения кавитации грунтового насоса. Насадки выполняют съемными, что упрощает их замену и восстановление изношенных элементов.
Оборудование для дноуглубительных работ OEM — Земснаряды, Насосы для экскаваторов
EDDY Pump предлагает самые инновационные решения для дноуглубительного оборудования по всему миру. Наша команда опытных инженеров по насосам разработала конструкцию открытого ротора насоса EDDY, которая допускает гораздо более высокие допуски, позволяющие без проблем пропускать практически все, что попадает на впуск, через нагнетание. Мы также предоставляем модульное оборудование для дноуглубительных работ, которое можно легко преобразовать в различные типы развертывания, чтобы у нас был вариант развертывания, соответствующий вашим потребностям для вашей работы.
Прикрепите к экскаватору и начните дноуглубительные работы
Приспособление для земснаряда, устанавливаемое на экскаваторе, улучшает процесс перекачки твердых частиц, позволяя использовать гидравлическую мощность вашего существующего экскаватора. Навесное оборудование EDDY Pump Excavator быстро крепится к существующему рычажному механизму ковша, а большие экскаваторы могут быть оснащены насосом размером до 12 дюймов.
Подробнее…
Запросить цену
Оборудование для дноуглубительных работ в прудах и лагунах
Запатентованный земснарядный земснаряд Dredge Sled разработан специально для погружных дноуглубительных работ с автономной способностью осторожно скользить по дну для перекачивания высоковязких или абразивных материалов, шлама, навоза, пасты, твердых частиц с высоким содержанием твердых частиц и других суровых условий откачки лагуны.
Подробнее…
Запросить цену
Варианты установки на прицепе или салазках
Большинство насосов EDDY являются погружными; однако в самовсасывающем агрегате насос и силовой агрегат не погружаются в воду. Всасывающий шланг входит в навозную жижу, превращая установку в гигантский влажный пылесос. Это устройство может быть установлено на прицеп или салазки для большей мобильности.
Подробнее…
Запросить цену
Управление подводным водолазом Всасывающий шланг насоса
Конструкция нашего земснаряда, управляемого водолазом, легко мобилизуется и рассчитана на производительность от 75 до 150 кубических ярдов материала в час. При этом перекачивает более высокое содержание твердых частиц и не засоряется, как обычные насосы.
Подробнее…
Запросить цену
Платформа для дноуглубительных работ с дистанционным управлением
Автономная система дноуглубительных работ EDDY представляет собой беспилотную платформу для дноуглубительных работ с дистанционным управлением. Бортовое дноуглубительное оборудование может перемещать шлам, шлам и твердые частицы со скоростью до 4000 галлонов в минуту при высоте напора более 400 футов. Имея площадь всего 650 кв. футов и закрепляя от 3 до 4 тросов на суше, система может эффективно проводить дноуглубительные работы на большой площади без какой-либо бортовой бригады.
Подробнее…
Запросить цену
Комбайн с водоструйным кольцом для измельчения твердого материала
Погружной земснаряд EDDY Pump с электро- и гидравлическим приводом, с опцией водоструйной кольцевой мешалки, является лидером на рынке перекачки с высоким содержанием твердых частиц. В отличие от других земснарядных насосов, конструкция насоса EDDY не имеет крыльчатки, а вместо этого представляет собой мощный геометрически спроектированный ротор, который создает синхронизированный вихревой ток, похожий на торнадо.
Подробнее…
Запросить предложение
Самовсасывающий шламовый насос EDDY для смешивания и перекачки включает вакуумный заливочный шламовый насос, контейнер для шлама, всасывающий/нагнетательный шланг и рециркуляционный шланг. Это устройство будет постоянно смешивать навозную жижу в контейнере для хранения навозной жижи, предотвращая ее осаждение, что позволяет легко перемещать навозную жижу в грузовик или другое средство утилизации.
Подробнее…
Запросить цену
Удаляйте осадок из прудов-отстойников с полиэтиленовым или бетонным покрытием, не беспокоясь о повреждении тонкой футеровки. У нас есть полностью индивидуальные варианты откачки для прудов с глиняным, пластиковым, полиэтиленовым и бетонным покрытием. Развертывание с помощью баржи, экскаватора или подводного аппарата.
Подробнее…
Запросить предложение
Земснаряды со шнеком используются во многих дноуглубительных работах, где есть футеровка, такая как полиэтилен, глина, бетон и другие типы пластиковых футеровок. Земснаряд со шнеком может быть оснащен колесами для обеспечения безопасной дноуглубительной работы с сохранением способности разрушать затвердевший материал.
Подробнее…
Запросить предложение
Бустерные насосы повышают эффективность основных насосов, позволяя перекачивать материал на большие расстояния без риска потери критической скорости линии или ниже по течению. Для перекачки на большие расстояния часто требуются бустерные насосы для облегчения перекачки материала.
Подробнее…
Запросить предложение
Экологический земснаряд EDDY спроектирован как самый точный из доступных земснарядов, созданный для удаления только целевого материала, а не чрезмерного извлечения нежелательного материала из экосистемы. Это, в свою очередь, снижает стоимость и время обработки загрязняющих материалов и всего проекта дноуглубительных работ.
Подробнее…
Запросить предложение
Экскаваторы-амфибии идеально подходят для дноуглубительных работ в труднодоступных болотах и на мелководье. Это возможно благодаря понтонной ходовой части, также называемой амфибийной ходовой частью. Замените ходовую часть заводского экскаватора на плавающую амфибийную и драгируйте дальше.
Подробнее…
Запросить предложение
Subdredge представляет собой погружной земснаряд с дистанционным управлением (ROV), который может приводиться в действие гидравлически или электрически с насосами размером от 4 до 10 дюймов с производительностью до 4500 галлонов в минуту или 400 кубических ярдов материала в час.
Подробнее…
Запросить предложение
Самовсасывающий насос и ковш для экскаватора представляет собой конструкцию, которая сочетает в себе все преимущества насадки насоса EDDY для насоса для экскаватора в традиционном прочном ковше для копания экскаватора. Эта конструкция обеспечивает более высокую производительность в сложных условиях копания, используя реальную мощность копания экскаватора и зубьев ковша.
Подробнее…
Запросить предложение
EDDY Pump с 1984 года привносит новые инновационные решения в стареющую земснарядную промышленность. Опираясь на нашу популярную технологию земснаряда с перемешиванием навозной жижи, мы являемся одной из немногих компаний, производящих оба наших насоса. дноуглубительное оборудование для обеспечения оптимальной поддержки.
Подробнее…
Запросить предложение
EDDY Pump является производителем земснарядов – показано аренда или покупка дноуглубительного оборудования.
EDDY Pump — производитель земснарядов, мы производим земснаряды и насосы. В суровых условиях с песком, илом, камнями, навозной жижей обычные земснаряды чаще забиваются, изнашиваются и выходят из строя. Эти сценарии неизбежно приводят к простоям для обслуживания насосов, что отрицательно сказывается на вашей прибыли. Это не относится к насосу EDDY, поскольку мы можем перекачивать твердые предметы до 11 дюймов!
Как? Конструкция открытого ротора насоса EDDY без критических допусков позволит без проблем пропустить все, что попадет на впуск, через нагнетание. Допуск между ротором и улиткой в 4-дюймовом насосе EDDY легко позволяет пройти руке человека, в то время как допуск в центробежном насосе значительно меньше. В насосе EDDY от 2 до 12 дюймов допуск колеблется от 1 до 11 дюймов.
Это приводит к прохождению значительного количества твердых частиц и материалов без засорения насоса. Чтобы узнать больше о технологии, лежащей в основе наших насосов, продолжайте читать ЗДЕСЬ.
ВСЕ наше оборудование EDDY Dredge использует наши ведущие в отрасли незасоряющиеся шламовые насосы, предназначенные для перекачки с высоким содержанием твердых частиц. Наш незасоряющийся шламовый насос превосходит все центробежные, вихревые и поршневые насосы в самых сложных условиях перекачки и используется для питания всех наших земснарядов. Более подробная информация о нашей насосной технике.
Наилучшее применение: Если вы перекачиваете материалы с высоким содержанием твердых частиц, шлам, чрезвычайно вязкие материалы, материалы с высоким содержанием абразива, угольную золу (песок, щебень и гравий) и материалы, наполненные твердыми частицами, то вы нашли идеальный насос и дноуглубительное оборудование для твоя работа. Звоните или пишите для помощи в выборе.
Наиболее обслуживаемые отрасли: Горнодобывающая промышленность, нефть и фрекинг, сточные воды, целлюлозно-бумажная, химическая, энергетическая, водные, ирригационные и дноуглубительные компании.
Лучшие области применения: Если вы перекачиваете материалы с высоким содержанием твердых частиц, шлам, чрезвычайно вязкие материалы, материалы с высоким содержанием абразива, угольную золу (песок, щебень и гравий) и материалы, содержащие твердые частицы, то вы нашли идеальный насос для своей работы. Звоните или пишите для помощи в выборе.
Наиболее обслуживаемые отрасли: Горнодобывающая промышленность, нефть и фрекинг, сточные воды, бумага/целлюлоза, химическая промышленность, энергетика, водные районы, ирригационные районы и дноуглубительные компании.
ООО «Дредж Брокерс» | Земснаряды и оборудование для дноуглубительных работ
Брокеры земснарядов — Подержанные земснаряды (земснаряды) на продажу
Гидравлические земснаряды используют движущуюся воду для транспортировки грунта. Материал забирается насосом, а затем транспортируется по трубопроводу в виде суспензии.
Земснаряд с фрезой
Земснаряд с горизонтальным резцом
Земснаряд для мусора
Плоский земснаряд
Земснаряд с струйным всасыванием
Земснаряд с ковшовым колесом
Механические земснаряды используют ковш, грейфер или другие механические средства для черпания материала со дна. Если материал не может быть выгружен вблизи земснаряда, то он должен храниться для последующей транспортировки.
Земснаряд-раскладушка
Экскаватор-земснаряд
Земснаряд с обратной лопатой
Земснаряд с ковшовой лестницей
Земснаряд, обычно имеющий форму корабля, помещает вынутый материал в бортовой бункер для транспортировки. Как механическая, так и гидравлическая конструкции являются общими для загрузки бункера, а также для выгрузки извлеченного материала.
Земснаряд с прицепным всасывающим бункером
Земснаряд с грейферным загрузочным бункером
Экскаватор-погрузчик с бункером-земснарядом
Земснаряд с ковшовой лестницей
В эту категорию входят составные части земснаряда, такие как насосы для земснаряда, в том числе бустерные насосы, режущие головки, модули корпуса, лестницы, якоря, опоры и т. п.
Бустерный насос
Земснарядный насос
Режущая головка
Якорь для земснаряда
Лестницы
Грейферы и грейферы
Компоненты корпуса
Эта категория охватывает все части трубопровода для отвода земснаряда, включая трубы, поплавки, шаровые шарниры и т. д.
Плавающий трубопровод
Береговой трубопровод
Шаровые шарниры
Поплавки для трубопроводов
Грузовые баржи — это суда, корпуса которых максимально приспособлены для перевозки грузов. Палубные баржи перевозят весь свой груз на палубе. Баржи-хопперы имеют воронкообразные трюмы, которые можно опорожнять через дно судна. Трюмные баржи имеют трюмы коробчатой формы без возможности опрокидывания дна.
Палубная баржа (плоский понтон)
Баржа с раздельным бункером
Баржа с донным самосвальным бункером
Баржа-трюк
Перевозчик песка
Баржа-цистерна
Рабочие баржи предназначены для выполнения некоторых морских работ, таких как прокладка труб или кабеля, предоставление жилых помещений, забивка свай, поддержка водолазов или поддержка общих морских работ. Крановые баржи представляют собой плавучие платформы для фиксированных или вращающихся тростей.
Модульная баржа
Крановая баржа
Плавучий кран
Баржа сваебойной установки
Жилая баржа
Трубоукладочная баржа
Рабочая баржа
Рабочие шлюпки — это суда, которые специализированы для выполнения некоторых рабочих функций на воде, таких как толкание и буксировка, обеспечение водолазных работ, перевозка персонала и оборудования, геодезические и аналогичные операции.
Буксиры и лодки-толкачи
Океанские буксиры
Прибрежные буксиры
Высокоскоростные катера, катера с экипажем
Рабочие лодки
Исследовательское судно
Эта категория включает в себя огромное количество оборудования, необходимого для работы на воде.
Технологический процесс работы АБЗ основывается на двух основных принципах, которые обеспечивают эффективную работу оборудования при любых условиях эксплуатации. Одним из них является цикличность производства, что положено в основу работы классических предприятий по изготовлению асфальтобетона. Другим технологическим принципом является непрерывный цикл производства, который применяют на фабриках с высокой производительностью. Главное различие между асфальтными заводами двух этих типов – система смешивания и дозирования. По этой причине технологическое оборудование асфальтобетонного завода с непрерывным режимом работы не включает башню, а дозирование происходит путем смешивания компонентов из холодных дозаторов. Для АБЗ цикличного типа можно значительно быстрее изменить рецептуру каждого отдельного замеса, что имеет большое значение при невысокой потребности в асфальтобетоне.
Технологическое оборудование АБЗ
Для полноценного функционирования асфальтового завода, он должен комплектоваться широким перечнем специализированного производственного оборудования и устройств:
Емкости для хранения битума, его нагрева и перекачки с помощью насосных агрегатов.
Дробильные установки с функцией сортировки, что обеспечивает получение расходных материалов требуемого размера.
Специализированные приспособления для минеральных сыпучих материалов.
Установки для смешивания асфальта, битумных составов, щебня, песка, минеральных добавок и других компонентов.
Емкости для хранения и сбора готовой смеси.
Специально отведенные места и устройства для тары с минеральными добавками.
Загрузочные устройства для транспортировки готовой смеси.
Комплектация АБЗ может осуществляться и дополнительным видом оборудования:
Административно-бытовые здания и сооружения.
Сети теплоснабжения, водоснабжения, электроснабжения.
Стационарная ремонтная мастерская.
Компрессорное оборудование.
Производственная лаборатория.
Складские помещения.
Устройства для изготовления и хранения эмульсий на основе битума.
Котельное оборудование.
Для каждого конкретного случая спецификация оборудования, технология АБЗ и его характеристики могут различаться в зависимости от поставленных задач и асфальтируемой площади.
Схема АБЗ циклического действия
Традиционная технологическая схема асфальтосмесительной установки циклического действия имеет следующий вид:
Накопительный бункер установлен под смесительной установкой
Загрузка готовой продукции выполняется в самосвалы из отдельного бункера-накопителя
Загрузка готовой продукции выполняется в самосвалы из смесительной установки
Бункеры для предварительной дозировки материалов.
Сборный конвейер.
Транспортер.
Барабан для сушки.
Элеватор «горячего» типа.
Смесительный силос.
Накопительная емкость.
Элеватор для хранения минерального порошка.
Силос для минерального порошка.
Специальный пылеуловитель.
Вентилятор для пыли.
Цистерна для хранения битума.
Устройство для нагрева масла.
Операторская кабина управления.
Технологические особенности циклического производства
Технология приготовления асфальтобетонной смеси на АБЗ циклического действия включает следующие работы:
Поддержание в наличии минерального порошка, песка, щебня и битума.
Просушивание и предварительный нагрев минеральных материалов в специальном барабане.
Сортирование минеральных материалов по фракциям и складирование в бункерах с подогревом.
Дозировка материалов перед подачей в смесительную установку.
Тщательное и равномерное смешивание всех компонентов без вяжущего вещества.
Приготовление готовой смеси в устройстве с подачей предварительно нагретого битума.
Отгрузка приготовленной асфальтовой смеси в накопительный бункер или кузов автомобиля.
Технологический процесс асфальтобетонного завода (АБЗ) циклического действия обеспечивает работу небольшой дорожно-строительной компании, которая осуществляет укладку нового дорожного покрытия. Технология производства на асфальтобетонном заводе может изменяться в зависимости от типа используемых расходных материалов и порядка запуска АБЗ.
Схема АБЗ непрерывного действия
Технологическая схема асфальтобетонного завода с непрерывным циклом производства имеет следующий вид:
Устройства для дозирования.
Транспортер.
Транспортерная лента с датчиком контроля уровня влажности.
Барабан для просушивания.
Дозировщик вторичного асфальта.
Зона для перемешивания.
Емкость для скипа.
Центробежный вентилятор.
Емкость для сбора.
Операторская.
Башня для минеральных компонентов.
Емкость для сбора вторичного асфальта.
Транспортер с датчиком контроля уровня влажности.
Силос для пыли с фильтр.
Бак для хранения битума.
Устройство для нагрева масла.
Транспортер для обслуживания сушильного барабана.
Технологические особенности непрерывного производства
Технология производства асфальта на АБЗ непрерывного действия включает проведение следующих операций:
Поддержание в наличии и строгое дозирование минерального порошка, песка, щебня и битума.
Подача компонентов в сушильный барабан с одновременным нагревом, перемешиванием и просушкой.
Перемешивание всех компонентов в специальном смесительном барабане при определенной температуре.
Отгрузка приготовленной смеси из барабана в емкость для хранения.
Отгрузка приготовленной смеси из накопительной емкости в грузовой транспорт.
Технологический регламент асфальтобетонного завода (АБЗ) непрерывного цикла работы согласовывается с заказчиком и формируется на основании его потребностей в готовой асфальтной смеси.
Технология приготовления асфальтобетонной смеси и контроль. ГОСТ 9128-97
— Для приготовления а/б смеси необходимо предварительно разработать в лабораторных условиях его состав (количества щебня, песка, минерального порошка и битума). — Для обеспечения точного состава а/б смеси необходимо предварительная сортировка этих материалов (сортировочные устройства устанавливаются до холодного вертикального элеватора).
— Количество материалов, отпускаемых со складов завода в смеситель, должно соответствовать составу смеси, предложенного лабораторией.
— Для восстановления кровель применяется а/б смесь, используемая для всех типов дорог: Тип А Марки I, где содержание щебня должно составлять 50-60% (гос. стандарт 9128-97) — Для приготовления смеси в смеситель в первую очередь подается щебень, песок, минеральный порошок; после получения смеси подается соответствующее количество битума для последующего смешения. — Температура щебня и песка в процессе смешивания должна составлять 165-185 С° — Минеральный порошок подается в холодном виде. — Температура битума должна составлять 140-160 С° — После выпуска из смесителя температура смеси должна составлять 140-160 гр. С. — Состав щебня должен быть таким, чтобы его зерна проходили: через 20-мм сито – 90-100%, через 15-мм сито – 75-100%. — Допустимое отклонение в количестве материалов в процессе приготовления а/б смесей должно быть не более: щебня – 3%, песка – 3%, битума – 1,5%, мин. порошка – 1,5%. — температура битума проверяется каждые 2 часа.
— Контроль за остальными компонентами смеси ведется непрерывно. — Температура готовой смеси проверятся при каждой погрузке в самосвал. — Качество а/б смеси проверяется в каждую смену в лабораторных условиях. — Время доставки а/б смеси не должно превышать 1, 5 часа при температуре воздуха свыше 10 С°. — Работа механизмов предварительной сортировки и устройств по взвешиванию компонентов проверяются каждые 2 недели, а при возникновении подозрений в неточности – немедленно. — При визуальном осмотре а/б смесь должна выглядеть однородной, рыхлой, не должна прилипать к кузову автомобиля. В случае возникновения сомнений она должна быть проверена в лабораторных условиях. — Состав зерен а/б смеси проверяется раз в 3 смены, а содержание щебня – каждую смену, ускоренным методом. — Прочность используемых в а/б смесях (тип А) щебня не должна быть ниже 1000. — В щебне (тип А) допустимо наличие не более 15% плоских и игольчатых зерен. — Содержание глинистых или пылевых частиц в щебне и песке не должно превышать 1%. — Пористость минерального остова не должна превышать 23%. — А/б смесь должна соответствовать следующим требованиям:
Наименование показателей
Климатические зоны
l
ll, lll
lV, V
Водонасыщенность в % по объему
Тип А
Б и Г
В и Д
Остаточная пористость по % объема
2.0-3.5
1.5-3.0
1.0-2.5
2.0-3.5
2.0-5.0
1.5-4.0
1.0-4.5
2.0-5.0
3.0-7.0
2.5-6.0
2.5-6.0
3.0-7.0
Состав зерен а/б смесей типа А марки I должен составлять:
Тип смеси
Состав зерен в % меньше мм
20
15
10
5
2. 5
1.25
0.63
0.315
0.14
0.071
А
90-100
75-100
62-100
40-50
28-38
20-28
14-20
10-15
6-12
4-10
— Нагретый до рабочего состояния битум необходимо использовать в течение 5 часов. — После готовности а/б смеси его необходимо загрузить в автомашины или в складское хранилище — В зависимости от консистенции битума, используемые материалы в процессе приготовления а/б смеси должны иметь следующую температуру:
Вид смеси
Марка битума
Температура в С°
Битум
Щебень и песок
А/б смесь
горячий
БНД: 40/60 60/90 90/130 БН: 60/90, 90/130
130-150
165-185
140-160
Холодный
БНД: 130/200, 200/300, 130/200 БН: 200/300
110-130
145-165
120-140
АГ: 130/200 МГ: 130/200
80-100 90-100
115-135 125-145
90-110 100-120
— Для приготовления а/б смеси необходимо иметь необходимое количество щебня, песка, минерального порошка и битума. — В ходе приготовления смеси необходимо произвести предварительное дозирование по объемам – в соответствии с зерновым составом, разработанным в лаборатории. Влажный щебень и песок определенного зернового состава в установленных объемах поступает в сушильно-нагревочную печь. После печи поступает на сита двойной сортировки, а оттуда – в соответствующие бункеры. Из этих бункеров щебень, песок и минеральный порошок в определенных дозах подаются в смеситель (битум подается отдельно). — Цикл приготовления смеси считается завершенным, когда она поступает в машину по перевозке смеси или в заводское складское хранилище.
Лабораторные методы оценки влияния неправильного уплотнения асфальтобетонной смеси на ее характеристики
1. Куи С., Блэкман Б., Кинлох А.Дж., Тейлор А.С. Прочность асфальтовых смесей: влияние типа заполнителя и промоторов адгезии. Междунар. Дж. Адхес. Адгезив. 2014;54:100–111. doi: 10.1016/j.ijadhadh.2014.05.009. [CrossRef] [Google Scholar]
2. Roseen R.M., Ballestero T., Houle J., Briggs J.F., Houle K.M. Качество воды и гидрологические характеристики пористого асфальтобетонного покрытия как стратегии очистки ливневых вод в холодном климате. Дж. Окружающая среда. англ. 2012; 138:81–89. doi: 10.1061/(ASCE)EE.1943-7870.0000459. [CrossRef] [Google Scholar]
3. Сол-Санчес М., Фиуме А., Морено-Наварро Ф., Рубио-Гамес М. Анализ усталостного растрескивания теплой асфальтобетонной смеси. Влияние технологии изготовления. Междунар. Дж. Усталость. 2018;110:197–203. doi: 10.1016/j.ijfatigue.2018.01.029. [CrossRef] [Google Scholar]
4. Du Y., Chen J., Han Z., Liu W. Обзор решений для повышения устойчивости асфальтового покрытия к колееобразованию и методы испытаний. Констр. Строить. Матер. 2018;168:893–905. doi: 10.1016/j.conbuildmat.2018.02.151. [CrossRef] [Google Scholar]
5. Jiang Y., Lin H., Han Z., Deng C. Усталостные свойства эмульгированных битумных смесей холодного ресайклинга, изготовленных различными методами уплотнения. Устойчивость. 2019;11:3483. doi: 10.3390/su11123483. [CrossRef] [Google Scholar]
6. Браун Э. Р. Плотность асфальтобетона: сколько нужно? трансп. Рез. Рек. Дж. Трансп. Рез. Доска. 1990;1282:27–32. [Google Scholar]
7. Пратико Ф., Вайана Р. Исследование объемных и поверхностных свойств слоев износа. Констр. Строить. Матер. 2013; 38: 766–775. doi: 10.1016/j.conbuildmat.2012.090,021. [CrossRef] [Google Scholar]
9. Вощук А., Франус В. Свойства теплой асфальтобетонной смеси с добавками клиноптилолита и цеолита Na-P1. Констр. Строить. Матер. 2016; 114: 556–563. doi: 10.1016/j.conbuildmat.2016.03.188. [CrossRef] [Google Scholar]
10. Вощук А., Франус В. Обзор применения цеолитных материалов в технологиях производства теплых асфальтобетонных смесей. заявл. науч. 2017;7:293. doi: 10. 3390/app7030293. [CrossRef] [Google Scholar]
11. Airey G., Collop A. Механическая и структурная оценка лабораторных и полевых асфальтобетонных смесей. Междунар. Дж. Тротуар Инж. 2014;17:50–63. doi: 10.1080/10298436.2014.925551. [CrossRef] [Google Scholar]
12. Маллик Р. Б. Использование гираторного катка Superpave для определения характеристик горячего асфальта. трансп. Рез. Рек. Дж. Трансп. Рез. Доска. 1999;1681:86–96. дои: 10.3141/1681-11. [CrossRef] [Google Scholar]
13. EN 12697-31; Битумные смеси. Методы испытаний асфальтобетонных смесей. Подготовка образцов с помощью вращательного компактора. Польский комитет по стандартизации; Варшава, Польша: 2007 г. [Google Scholar]
14. Руководство по проектированию смесей Superpave. Департамент США Транспортная Фед. Хайв. Адм.; Вашингтон, округ Колумбия, США: 2001. [Google Scholar]
15. Тао М., Маллик Р. Б. Влияние добавок к теплому асфальту на удобоукладываемость и механические свойства регенерированного асфальтового покрытия. трансп. Рез. Рек. Дж. Трансп. Рез. Доска. 2009 г.;2126:151–160. дои: 10.3141/2126-18. [CrossRef] [Google Scholar]
16. Хомич-Ковальска А., Гардзейчик В., Ивански М.М. Влагостойкость и уплотняемость асфальтобетона, полученного по технологии полутеплой асфальтобетонной смеси с вспененным битумом. Констр. Строить. Матер. 2016; 126:108–118. doi: 10.1016/j.conbuildmat.2016.09.004. [CrossRef] [Google Scholar]
17. Георгиу П., Сидерис Л., Лоизос А. Оценка влияния вращательного и полевого уплотнения на внутреннюю структуру асфальтобетонной смеси. Матер. Структура 2015;49: 665–676. doi: 10.1617/s11527-015-0528-3. [CrossRef] [Google Scholar]
18. Тапкин С., Кескин М. Анализ колейности образцов модифицированного полипропиленом асфальта диаметром 100 мм с использованием вращательных уплотнителей и компакторов Маршалла. Матер. Рез. 2013; 16: 546–564. doi: 10.1590/S1516-14392013005000016. [CrossRef] [Google Scholar]
19. Lee S.-J., Amirkhanian S., Putman B.J., Kim K.W. Лабораторное исследование влияния уплотнения на объемные и колейные свойства битумных смесей CRM. Дж. Матер. Гражданский англ. 2007;19: 1079–1089. doi: 10.1061/(ASCE)0899-1561(2007)19:12(1079). [CrossRef] [Google Scholar]
20. Яскула П. Влияние эффективности уплотнения на межслойное сцепление слоев асфальта; Материалы 9-й Международной конференции по инженерной экологии; Вильнюс, Литва. 22–23 мая 2014 г.; [CrossRef] [Google Scholar]
21. Xin H., Brown H.R., Naficy S., Spinks G.M. Зависящие от времени механические свойства прочных ионно-ковалентных гибридных гидрогелей. Полимер. 2015;65:253–261. doi: 10.1016/j.polymer.2015.03.079. [CrossRef] [Google Scholar]
22. Асфальтовые покрытия на дорогах государственного значения, Технические требования WT-2 часть I. Главное управление автомобильных дорог и автомагистралей государственного значения; Варшава, Польша: 2014. [Google Scholar]
23. Луо С., Цянь З., Ян С., Ван Х. Разработка гессоасфальтовых смесей на основе свойств гессоасфальтовых вяжущих, мастик и смесей. Констр. Строить. Матер. 2017; 156: 131–141. doi: 10.1016/j.conbuildmat.2017.08.171. [CrossRef] [Google Scholar]
24. Эскинас А.Р., Рамос С., Хименес Дж.Р., Фернандес Дж., Де Брито Дж.М.К.Л. Механические свойства самоуплотняющегося бетона, приготовленного с регенеративным наполнителем, полученным на заводах по производству горячей асфальтобетонной смеси. Констр. Строить. Матер. 2017; 131:114–128. doi: 10.1016/j.conbuildmat.2016.11.063. [Перекрестная ссылка] [Академия Google]
25. Петерсон Р.Л., Махбуб К., Андерсон Р.М., Масад Э., Ташман Л. Сравнение данных вращательного уплотнителя Superpave с полевыми кернами. Дж. Матер. Гражданский англ. 2004; 16:78–83. doi: 10.1061/(ASCE)0899-1561(2004)16:1(78). [CrossRef] [Google Scholar]
26. Smith B.C., Diefenderfer B.K. Сравнение ядерных и неядерных устройств для измерения плотности дорожного покрытия. трансп. Рез. Рек. Дж. Трансп. Рез. Доска. 2008; 2081: 121–129. дои: 10.3141/2081-13. [CrossRef] [Google Scholar]
27. Micaelo R., Azevedo M.C., Ribeiro J. Оценка уплотнения горячей асфальтобетонной смеси с полевыми испытаниями. Балт. Дж. Роуд Бридж. англ. 2014;9: 306–316. doi: 10.3846/bjrbe.2014.37. [CrossRef] [Google Scholar]
28. Коммури С., Заман М. Новый анализатор уплотнения асфальта на основе нейронных сетей. Междунар. Дж. Тротуар Инж. 2008; 9: 177–188. doi: 10.1080/10298430701232018. [CrossRef] [Google Scholar]
29. Коммури С., Май А.Т., Заман М. Интеллектуальный анализатор уплотнения на основе нейронной сети для оценки качества уплотнения горячих асфальтовых смесей. Дж. Констр. англ. Управление 2011; 137: 634–644. doi: 10.1061/(ASCE)CO.1943-7862.0000343. [Перекрестная ссылка] [Академия Google]
30. Пратико Ф., Вайана Р., Моро А. Зависимость объемных параметров горячих асфальтобетонных смесей от методов испытаний. Дж. Матер. Гражданский англ. 2014; 26:45–53. doi: 10.1061/(ASCE)MT.1943-5533.0000802. [CrossRef] [Google Scholar]
31. EN 933-1 Испытания геометрических свойств заполнителей. Определение гранулометрического состава. Метод просеивания. Польский комитет по стандартизации; Варшава, Польша: 2012. [Google Scholar]
32. EN 933-10 Тесты геометрических свойств заполнителей. Оценка штрафов. Классификация наполнителей (воздушное просеивание) Польский комитет по стандартизации; Варшава, Польша: 2009 г.. [Google Scholar]
33. EN 12697-6 Битумные смеси. Методы испытаний асфальтобетонных смесей. Определение насыпной плотности битумных образцов. Польский комитет по стандартизации; Варшава, Польша: 2012. [Google Scholar]
34. EN 12697-5 Битумные смеси. Методы испытаний. Определение максимальной плотности. Польский комитет по стандартизации; Варшава, Польша: 2018. [Google Scholar]
35. EN 12697-8 Битумные смеси. Методы испытаний. Определение пористости битумных образцов. Польский комитет по стандартизации; Варшава, Польша: 2018. [Google Scholar]
36. EN 12697-12 Битумные смеси. Методы испытаний. Определение водочувствительности битумных образцов. Польский комитет по стандартизации; Варшава, Польша: 2018. [Google Scholar]
37. EN 12697-26 Битумные смеси. Методы испытаний. Жесткость. Польский комитет по стандартизации; Варшава, Польша: 2018. [Google Scholar]
38. Асфальтовые покрытия на дорогах государственного значения. Технические требования WT-2 часть II. Главное управление национальных дорог и автомагистралей; Варшава, Польша: 2016 г. [Google Scholar]
39. Вацкова П., Валентин Ю., Котоушова А. Влияние пониженной лабораторной скорости уплотнения на прочностные характеристики асфальтобетонных смесей. иннов. Инфраструктура. Раствор. 2017;3:1–8. doi: 10.1007/s41062-017-0111-6. [CrossRef] [Google Scholar]
40. Зулкати А., Дью В.Ю., Делай Д.С. Влияние наполнителей на свойства асфальтобетонных смесей. Дж. Трансп. англ. 2012; 138:902–910. doi: 10.1061/(asce)te.1943-5436.0000395. [CrossRef] [Google Scholar]
41. Melotti R., Santagata E., Bassani M., Salvo M., Rizzo S. Предварительное исследование физических и химических свойств золы биомассы, используемой в качестве заполнителей для битумных смесей. Управление отходами. 2013;33:1906–1917. doi: 10.1016/j.wasman.2013.05.015. [PubMed] [CrossRef] [Google Scholar]
42. Cheung L.W., Dawson A.R. Влияние характеристик частиц и смесей на характеристики некоторых гранулированных материалов. трансп. Рез. Рек. Дж. Трансп. Рез. Доска. 2002; 1787: 90–98. дои: 10.3141/1787-10. [CrossRef] [Google Scholar]
43. Джуниор Дж.Л.О.Л., Бабадопулос Л.Ф.А.Л., Соарес Дж.Б. Влияние свойств формы заполнителя и адгезионной способности вяжущего к заполнителю на результаты испытаний на сжатие и растяжение/сжатие горячей асфальтобетонной смеси. Матер. Структура 2020; 53:1–15. doi: 10.1617/s11527-020-01472-1. [Перекрестная ссылка] [Академия Google]
44. Бернье А., Зофка А., Джосен Р., Махони Дж. Пилотный проект по укладке теплого асфальта в Коннектикуте. трансп. Рез. Рек. Дж. Трансп. Рез. Доска. 2012;2294:106–114. дои: 10.3141/2294-12. [CrossRef] [Google Scholar]
45. Ren J., Xing C., Tan Y., Liu N., Liu J., Yang L. Распределение пустот в цеолитотеплой асфальтобетонной смеси по данным рентгеновской компьютерной томографии. Материалы. 2019;12:1888. doi: 10.3390/ma12121888. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
46. Ван Л.Б., Фрост Дж.Д., Шашидхар Н. Исследование микроструктуры смесей WesTrack по рентгеновским томографическим изображениям. трансп. Рез. Рек. Дж. Трансп. Рез. Доска. 2001; 1767: 85–9.4. дои: 10.3141/1767-11. [CrossRef] [Google Scholar]
47. Цзян В., Ша А., Сяо Дж. Экспериментальное исследование взаимосвязи между составом, микроскопическими пустотами и характеристиками пористого асфальтобетона. Дж. Матер. Гражданский англ. 2015;27:04015028. doi: 10.1061/(ASCE)MT.1943-5533.0001281. [CrossRef] [Google Scholar]
48. Xing C., Xu H., Tan Y., Liu X., Ye Q. Мезоструктурное свойство разрушения заполнителя в асфальтовой смеси на основе метода цифровой обработки изображений. Констр. Строить. Матер. 2019;200:781–789. doi: 10.1016/j.conbuildmat.2018.12.133. [CrossRef] [Google Scholar]
49. Сарсам С.И., Аль-Обайди М.К. Оценка влияния различных режимов уплотнения на свойства растяжения и температурную восприимчивость асфальтобетона. Междунар. J. Sci. Рез. Знай. 2014;2:297–305. doi: 10.12983/ijsrk-2014-p0297-0305. [CrossRef] [Google Scholar]
50. Хамеди Г.Х., Неджад Ф.М. Оценка влияния состава смеси и термодинамических параметров на чувствительность к влаге горячей асфальтобетонной смеси. Дж. Матер. Гражданский англ. 2017;29:04016207. doi: 10.1061/(asce)mt.1943-5533.0001734. [CrossRef] [Google Scholar]
51. Sanij H.K., Meybodi P.A., Hormozaky M.A., Hosseini S., Olazar M. Оценка производительности и чувствительности к влаге стеклосодержащей теплой асфальтобетонной смеси, модифицированной zycothermTM в качестве добавки, препятствующей расслоению. Констр. Строить. Матер. 2019;197:185–194. doi: 10.1016/j.conbuildmat.2018.11.190. [CrossRef] [Google Scholar]
52. Вощук А., Бандура Л., Франус В. Зола-унос как недорогой и экологически чистый наполнитель и ее влияние на свойства асфальтобетонных смесей. Дж. Чистый. Произв. 2019;235:493–502. doi: 10.1016/j.jclepro.2019.06.353. [CrossRef] [Google Scholar]
53. Нсири Н., Шин Т., Ли Х., Чо Н. Потенциал отходов устричных раковин в качестве нового бионаполнителя для горячего асфальта. заявл. науч. 2018;8:415. doi: 10.3390/app8030415. [CrossRef] [Google Scholar]
54. Хартман А.М., Гилкрист М.Д., Уолш Г. Влияние уплотнения смеси на косвенную жесткость при растяжении и усталость. Дж. Трансп. англ. 2001; 127:370–378. doi: 10.1061/(ASCE)0733-947X(2001)127:5(370). [Перекрестная ссылка] [Академия Google]
55. Ахмед К., Ирфан М., Ахмед С., Ахмед А., Хаттак А. Экспериментальное исследование характеристик прочности и жесткости горячей асфальтобетонной смеси (HMA) Procedia Eng. 2014;77:155–160. doi: 10.1016/j.proeng.2014.07.026. [CrossRef] [Google Scholar]
56. Халле М., Рукавина Т., Домитрович Дж. Влияние температуры на модуль жесткости асфальта; Материалы 5-го Евробитумного Конгресса Eurasphalt; Стамбул, Турция. 13–15 июня 2012 г.; стр. 13–15. [Google Scholar]
57. Вощук А., Врубель М., Франус В. Применение цеолитовых туфов в качестве минерального наполнителя в теплом асфальте. Материалы. 2019;13:19. doi: 10.3390/ma13010019. [PMC free article] [PubMed] [CrossRef] [Google Scholar]
58. Абдулла М.Е., Камаруддин Н.Х.М., Даниэль Б.Д., Хассан Н.А., Хайнин М.Р., Таджудин С.А.А., Мадун А., Мапанги Р. Свойства модуля жесткости горячей смеси асфальт, содержащий отработанное моторное масло. ARPN Дж. Инж. заявл. науч. 2016;11:14089–14091. [Google Scholar]
59. Вощук А., Врубель М., Франус В. Влияние добавки отработанного моторного масла на свойства цеолит-вспененного асфальта. Материалы. 2019;12:2265. doi: 10.3390/ma12142265. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
Технология улучшения выбросов и эффективности асфальтобетонных заводов
промышленность настаивает на еще более строгих стандартах.
9 февраля 2023 г.
Брэндон Ноэль
Предоставлено асфальтосмесителями
Разговор о выбросах асфальтовых заводов может быть очень техническим и иногда запутанным. Однако с принятием нового законодательства, такого как Закон о снижении инфляции, появилось больше прямых стимулов, чем когда-либо, для повышения эффективности вашего производства, оценки слабых мест в используемых вами системах и их модернизации или модернизации для уменьшения вашего углеродного следа и общих выбросов.
В служебной записке с запросом комментариев по налоговым кредитам на энергетическую безопасность для производства , размещенной на веб-сайте правительства IRS, (2) раздел 48C(c)(1)(A)(ii) добавляет в список приемлемых проектов любой проект, -оснащает промышленный или производственный объект оборудованием, предназначенным для снижения выбросов парниковых газов не менее чем на 20% за счет установки определенных систем, в том числе за счет установки энергоэффективности и сокращения отходов производственных процессов.
Национальная ассоциация производителей асфальтовых покрытий (NAPA) поставила широко разрекламированную цель добиться нулевых выбросов углерода к 2050 году, и это замечательная, если не амбициозная цель, учитывая некоторые технологические инновации, которые могут потребоваться для такого скачка, исходя из того, на каком этапе находится отрасль. сегодня. Кроме того, речь идет не только об инновациях, но и об усыновлении. NAPA пришло к такому выводу в инвентаризации отраслевых выбросов, опубликованной в июне 2022 года9. 0003
«Выбросы парниковых газов от колыбели до ворот могут быть сокращены на 24% по сравнению с выбросами 2019 года за счет внедрения определенных экологически предпочтительных технологий и методов», — говорится в отчете. «Даже при широком внедрении легкодоступных технологий и методов сокращения выбросов ПГ на 24% недостаточно для достижения нулевого уровня выбросов ПГ. Для достижения более значительного сокращения выбросов ПГ необходимо будет разработать и внедрить новые технологии и дополнительные инновационные методы. »
Правильное определение различий
Когда вы сталкиваетесь с задачей сокращения выбросов растений, возникает несколько безобидный вопрос, который может показаться очевидным на первый взгляд, но если внимательно его рассмотреть, ответ не так прост. Все ли заводские выбросы контролируются с помощью технологических (механических или химических) средств?
«Важно различать типы выбросов от объекта — технологические и неорганизованные. Мы также должны различать выбросы углерода и все другие выбросы», — сказала Кэтрин Саттон Чоат, директор IPS по документации продукции и соблюдению экологических норм в Astec Industries. «Мы можем эффективно контролировать все виды выбросов за счет применения подходящей технологии и выполнения рекомендуемых операционных процедур».
Технологические выбросы означают выбросы от самих промышленных процессов, включающих химические или физические преобразования. Сюда входят все газы, выбрасываемые из выхлопной трубы. Неорганизованные выбросы — это те нежелательные и нежелательные выбросы газов, паров и/или других твердых частиц, которые не являются частью этого обычного процесса преобразования. Подумайте о синем дыме, пыли и других мелких частицах, которые могут улетучиваться и разноситься по заводу. К контролируемым первичным технологическим выбросам относятся:
оксиды азота (NO x )
окись углерода (CO)
двуокись углерода (CO 2 )
твердые частицы 149 ) в первую очередь вызванные окислением связанной с топливом серы и летучих органических соединений (ЛОС) возникают из-за паров несгоревшего асфальта, когда жидкий битум вводится в барабанные смесители.
На любом асфальтовом заводе может быть несколько источников этих выбросов, но, как правило, наибольший вклад в эти выбросы вносят барабанные смесители из-за сушильных горелок и потребляемого ими топлива. Имеется в виду как тип, так и объем потребляемого топлива. Нагреватели горячего масла, поток выхлопных газов завода и выбросы от нагретого вяжущего асфальтобетона и конечных асфальтовых смесей должны учитываться. Однако, по словам Чоата, «общие выбросы от асфальтового вяжущего, связанные с заполнением силоса и погрузкой грузовиков, более распространены. чем выбросы от обогревателя на горячем масле, даже если он работает круглый год».
Если барабанные смесители и их горелки являются основным источником парниковых газов, то что можно с этим поделать? Для высыхания заполнителей требуется большое количество тепла, что позволяет производить надлежащее асфальтовое покрытие.
Управление процессом
Что входит, то и выходит
Это основополагающая концепция понимания выбросов и парниковых газов. Топливо, используемое для нагрева асфальтобетонной смеси и питания горелок, находится на переднем крае борьбы с выбросами. Некоторые источники топлива лучше и чище, чем другие. Какое топливо лучше снижает порог?
«Самые низкие уровни NO x достигаются при использовании природного газа. Он горит холоднее, чем нефть, и не содержит азота, что делает его по своей природе более низким источником NO x », — сказал Деннис Хант, старший вице-президент Gencor. .
На самом деле, согласно реестру NAPA, производство асфальта уже является лидером среди всех промышленных секторов, когда речь идет о потреблении природного газа в качестве топлива в процентах от общего потребления. Но их исследование показало, что еще есть возможности для значительного улучшения. NAPA заявило, что, когда природный газ недоступен, вместо него заводы обычно сжигают отработанное масло или дизельное топливо. Однако существует растущий рынок использования сжиженного природного газа (СПГ). По их базовой оценке, в среднем заводы использовали 69% природного газа в общем потреблении топлива, и видит долгосрочную цель в смещении этой стрелки к 90%.
Хант продолжил: «Использование горелок с низким NO x и горелок с низким NO x с рециркуляцией дымовых газов, введенной в область самой высокой температуры пламени, снижает температуру пламени от горелки, и эффективных средств управления горелкой являются текущими инструменты на месте, которые теперь эффективно используются для соблюдения самых строгих правил качества воздуха в округах для № x выбросы».
Эти устройства управления горелкой чрезвычайно важны, на самом деле, так же важны, как и тип топлива, которое вы выбираете. Джефф Микер, президент Meeker Equipment Company, сказал: «Промышленность действительно ужесточила первоначальные требования. для асфальтового завода. Это означает, что горелки и устройства управления горелками очень важны для асфальтового завода».
Современные устройства управления горелками таковы, что все точки воспламенения на заводе могут быть сохранены в цифровом виде, чтобы, когда горелка открывается и начинает производить больше выбросы, он пытается поддерживать оптимальные выбросы для данного конкретного сжигания, возвращая их в желаемый диапазон.0003
Дополнительный элемент
Водород готов стать важным игроком во многих отношениях. В качестве альтернативы электромобилям грузовики, экскаваторы и другая тяжелая строительная техника с водородным двигателем могут снизить общий углеродный след при работе завода. По мнению некоторых экспертов, к 2030 году количество допустимого содержания водорода в существующих газопроводах может увеличиться до 20%.
Это далеко не «новая» технология, это чистое топливо, способное снизить выбросы парниковых газов. Водород легкий, энергоемкий и не производит прямых выбросов загрязняющих веществ и парниковых газов. «[Однако], когда водород добавляется к природному газу в количестве более 5% по объему, температура пламени будет повышаться, что приведет к увеличению выбросов парниковых газов из горелки, — предупредил Хант, — для компенсации необходимо предпринять меры по смягчению последствий, такие как рециркуляция дымовых газов, впрыск воды в технологии горелок с низким выбросом NOx».
Производители, которые смогут воспользоваться увеличением количества водорода, будут в более гибком положении и должны быть в курсе своих государственных и местных правил, касающихся его использования, поскольку правила продолжают развиваться.
Это электричество!
В январском выпуске журнала Asphalt Contractor за 2023 год в статье «Отопление включено» рассказывается об одном из лучших способов снижения энергопотребления. Из этой статьи: «Выбирая энергию для нагрева асфальта, важно смотреть на картину в целом. Стоимость единицы энергии для нагрева асфальта и нефти, безусловно, является частью головоломки, но это не единственная стоимость. — это тепловой КПД нагревателя. Небольшая разница в КПД может иметь большое значение в том, сколько топлива сжигает нагреватель за свой срок службы».
Джефф Микер упомянул о готовящемся к выпуску продукте его компании, который будет представлен на выставке ConEXPO в конце этого года: «Масло-теплоноситель с электрическим подогревом — это продукт, который, как мы знаем, будет полезен для отрасли с точки зрения планирования миссий», — он сказал. «Установки разрешены на основе общего объема выбросов. Они добавляют нагреватель горячего масла, а также основную агрегатную горелку. Это существенно сократит выбросы нагревателя горячего масла по сравнению с горелками, работающими на газе или жидком топливе».
ALmix, а также Astec предлагают версии систем с электрическим обогревом для систем хранения переменного тока, которые действительно увеличивают потребляемую мощность установки. «Для поддержания температуры переменного тока в резервуарах используются электрические нагревательные элементы», — сказал Райдер Харман, менеджер по продажам ALmix. «Насосы и трубопроводы могут нагреваться с помощью тепловых кабелей и изолироваться, или системы горячего масла, нагреваемые за счет тепла поглотителя, также могут использоваться в этих электрических приложениях, в зависимости от предпочтений заказчика». ALmix также предлагает такие типы электрических систем обогрева на переносных резервуарах переменного тока. Эти системы электрообогрева позволяют сократить выбросы от горелки нагревателя горячего масла, которую они заменяют, и часто их проще эксплуатировать и обслуживать, чем традиционные нагреватели горячего масла.
Корректировки на лету
Если говорить о повышении энергоэффективности, то сегодня на рынке доступно много капиталовложений. По данным NAPA, частотно-регулируемые приводы (ЧРП) для двигателей, насосов и вентиляторов могут существенно снизить потребление электроэнергии. Gencor, Astec, ALmix и Meeker, а также другие компании могут оснащать свои собственные версии частотно-регулируемых приводов, которые направлены на улучшение общих потребностей в топливе основных горелок, делая нагрев и сушку заполнителей более эффективными, что приводит к последующее снижение потребности в электроэнергии, поскольку объем воздуха, направляемый рукавным вентилятором, уменьшается. Даже небольшое уменьшение объемов воздуха может дать значительные результаты.
В более подробном объяснении того, как частотно-регулируемые приводы используются на современных асфальтовых заводах, система управления ALmix Insignia предлагает преимущества на нескольких этапах производственного процесса, которые в совокупности обеспечивают еще большую эффективность и необходимую гибкость на заводе, позволяя заводу работать эффективно на различных уровнях производства.
Барабанный миксер : Позволяет производителям регулировать скорость вращения барабанного миксера. Полезно при производстве смесей РАП с высоким процентным содержанием и теплых асфальтобетонных смесей, позволяя изменять характеристики завесы заполнителя.
Скребковый конвейер : Управляет скоростью наклонного скребкового пластинчатого конвейера, что позволяет уменьшить износ конвейера за счет работы на более низких скоростях во время медленных производственных циклов. Это также поддерживает уровень смеси в планках, массу и, как следствие, лучше поддерживает температуру смеси.
Вытяжка рукавного фильтра : заслонка вентилятора не требуется. Вентилятор рукавного фильтра регулируется одним нажатием кнопки. Вентилятор работает точно с той скоростью, которая необходима для желаемого перепада давления в рукавном фильтре.
Горелка : турбонагнетатель горелки можно настроить на отслеживание конкретных температур процесса и автоматическую регулировку производительности по мере необходимости на основе данных завода в режиме реального времени, включая температуру смеси, температуру на входе в рукавный фильтр и температуру дымовой трубы.
Аналогичным образом компания Astec использует систему, называемую контроллером температуры штабеля V-Pack, которая повышает эффективность производства за счет изменения скорости вращения барабана для поддержания заданной температуры штабеля во время производства. Установки, использующие эту систему, могут улучшить теплообмен с барабаном и значительно увеличить использование РАП. Еще одним улучшением эффективности процесса является их теплообменник StackPack для нагревателей горячего масла, который снижает расход топлива за счет предварительного нагрева воздуха для горения, поступающего в горелку.
В дополнение к своим системам VFD компания Gencor предлагает систему проектирования полетов барабанного смесителя Converta Flight, которая максимально повышает эффективность сушки, в которой обычно не требуется регулирование скорости вращения барабана.
Исправление в смеси
Это хороший момент, чтобы поднять саму смесь, потому что есть три основных аспекта асфальтобетонной смеси, которые были упомянуты вскользь до сих пор, но на самом деле не выделены и не объяснены подробно. Ни один из них не является революционным, но, возможно, один или несколько из них не используются в полной мере на вашем предприятии. Как упоминалось ранее, никогда не было лучшей среды для настройки, модернизации или улучшения вашего процесса. Воспользуйтесь преимуществами государственных льгот, пока они доступны, и будьте на шаг впереди.
Три аспекта смеси, которые могут оказать наибольшее влияние на выбросы, — это теплая (WMA) смесь по сравнению с горячей асфальтобетонной смесью, влажность исходного заполнителя и RAP. Согласно NAPA, было продемонстрировано, что технологии WMA снижают расход топлива горелки на 1100 БТЕ/°F/тонну, и только WMA может объяснить снижение температуры асфальтовой смеси не менее чем на 30 градусов по Фаренгейту. Расчетная температура смеси может быть снижена с 300 градусов по Фаренгейту до 260-270 градусов по Фаренгейту, снижая расход топлива на целых 20%, теперь устанавливая стандарт для отрасли. Меньше топлива означает значительное снижение выбросов CO 9 в дымовых трубах. 0148 2 , NOx и ЛОС.
«Зеленая система Astec, которая механически вспенивает жидкий асфальт, не только обеспечивает более низкий расход топлива и уменьшает углеродный след, но и связанное с этим снижение производственной температуры также снижает выбросы углеводородов в виде синего дыма», — пояснил Тревор Вагонер, менеджер по продукции отдела устойчивого развития. для Astec Industries.
Система теплых смесей ALmix WarmWare работает аналогичным образом и может также дать подрядчикам дополнительные преимущества, такие как снижение запаха на заводе, улучшение удобоукладываемости смеси и увеличение расстояния транспортировки смеси.
По словам Ханта, переход на WMA дает много других производственных преимуществ, помимо сокращения выбросов. «Оказывается, это отличный инструмент для нанесения покрытий на сложные для покрытия конструкции из смесей, такие как большие камни», — сказали они. «Процесс Gencor Ultrafoam — это инструмент для улучшения удобоукладываемости смесей с высоким содержанием РАП, которые считаются «жесткими смесями» при нормальных расчетных температурах смеси или смесях с пониженной температурой. Выбросы заводского синего дыма снижаются, и он значительно снижает выбросы при укладке на дороге. , повышая при этом комфорт и безопасность работников.
Не очень секретный соус
Пожалуй, одним из самых удивительных аспектов энергопотребления и, следовательно, общего контроля выбросов является надлежащее хранение и уход за первичными заполнителями и РАП. На самом деле, это может привести к наибольшему соотношению выгод и затрат. Например, исследование NAPA, проведенное в июне 2022 года, показало, что на каждый 1% снижения влажности заполнителя средняя энергоемкость производства асфальтобетонных смесей снижается на 27 100 БТЕ/т.
Проезжая мимо любого завода по производству асфальта, вы, вероятно, увидите огромные кучи РАП, хранящиеся там, где они могут поместиться. Этим деталям следует уделить больше внимания
«Одной из лучших технологий, доступных производителю асфальта, является эффективное управление запасами», — сказал Вагонер. «Уменьшение влажности заполнителей, питающих асфальтный завод, может привести к значительному повышению тепловой энергии, необходимой для горелки».
Обычные способы снижения влажности заполнителя – это наклон уклона и устройство дренажа под сваями-накопителями, укладка тротуарной плитки под ними и/или строительство конструкций, которые их покрывают или размещают. Когда это сочетается с некоторыми другими элементами управления, связанными с процессом, которые мы обсуждали, это может означать снижение необходимого тепло как минимум на 20 %.
Gencor делает еще один шаг вперед с технологией Ultradrum Advanced Rap Entry. «Он использует конвективное тепло зоны горения для предварительного нагрева и ускорения выделения внутренней влаги в переработанном дорожном покрытии, — сказал Хант. через зону горения, поглощая кондуктивную, лучистую и конвективную энергию, контролируя и предотвращая перегрев. Это позволяет использовать 50% RAP при более низких совокупных температурах».
Другие неорганизованные выбросы
Может показаться, что это было давно, но в начале мы обсудили разницу между технологическими и неорганизованными выбросами на асфальтовых заводах. Очевидно, что технологические выбросы разнообразны, а способы их сокращения многочисленны и постоянно расширяются. Технологии продолжают развиваться и нуждаются в дальнейших инновациях для достижения поставленных отраслью целей по чистому нулевому выбросу углерода. Но мы не можем игнорировать и другую сторону медали, потому что сегодня для вашего растения доступно множество улучшений.
«Выбросы пыли и мелких твердых частиц контролировались рукавными фильтрами в течение многих лет, — сказал Харман. «В мешочных фильтрах ALmix используется вращающийся очиститель с обратным потоком воздуха для очистки мешков во время производства, что позволяет производить бережную очистку мешков без использования сжатого воздуха. Мы предлагаем почти безграничные возможности измерения, хранения и возврата пыли, чтобы помочь подрядчикам управлять различными объемами. и типы пыли на заводе. В разных штатах действуют разные требования к обращению с пылью, но общая цель здесь состоит в том, чтобы не допустить попадания пыли и мелких твердых частиц в воздух вокруг завода и максимально повторно использовать их в смешанных продуктах».
Параллельно с этим компания Gencor разработала рукавную фильтрующую систему Ultraflo, которая соответствует и превосходит некоторые из самых строгих правил и требований по сбору пыли в отношении выбросов твердых частиц PM 2,5 и PM 10.
Что еще предстоит
Исследование показывает, что даже со всеми технологиями, планированием и внедрением, обсуждаемыми здесь, еще многое предстоит преодолеть. Подавляющее большинство выбросов, связанных с промышленностью, происходит до или после производственного процесса, поэтому обсуждение этого вопроса придется отложить до следующего раза.
Однако следует отметить, что, согласно отчету NAPA, «с точки зрения сырья производство асфальтового вяжущего является наиболее значительным источником выбросов парниковых газов на входе в асфальтовую смесь, составляя 94% выбросов, связанных с сырьем (A1 ) и 53% выбросов от колыбели до ворот».
Кроме того, 63% выбросов ПГ, связанных с производством вяжущих, приходится на добычу сырой нефти. Суть дела, опять же, в том, что зависимость от ископаемого топлива продолжает привязывать промышленность и всю нашу промышленную экономику к нежелательному экологическому результату. Асфальтовая промышленность, NAPA и ее цели достойны восхищения и служат примером для подражания. Поскольку подавляющее большинство дорог в Америке вымощено асфальтом, есть надежда, что это повлияет на дальнейшие устойчивые инновации.
Gencor Industries Inc.
Meeker Equipment Co. Inc.
ARM Pavement Services: другой вид семейного бизнеса
003
Астек представит новые решения для дорожного строительства на выставке CONEXPO 2023
Что нужно знать каждому в асфальтовой промышленности об EPD
Максимизируйте производительность с помощью нагревателей песка ADM, начиная с 90–210 TPH
Как защита от износа повышает устойчивость асфальта
Hops & Highways S3 E01: Прямая трансляция с выставки CONEXPO 2023
Звено ремня 220 Система управления X4S дает операторам лучшее из обоих миров
Оригинальная новая система управления на Link-Belt 220 X4S сочетает в себе ощущение управления пилотом с настройкой E/H.
Ремонт BAW Fenix 1044, автосервис для ремонта китайского автомобиля Бау Феникс 1044
Ремонт BAW Fenix 1044
Ремонт Бау Феникс 1044 следует доверять тем, кто разбирается в его особенностях.
Когда мы говорим о ремонте, мы подразумеваем любые восстановительные работы. Разумеется, это зависит от тех неисправностей, которые возникли в системах и агрегатах BAW Fenix 1044.
Качественный и недорогой ремонт BAW Fenix 1044 возможен в нашем автосервисе. У нас можно отремонтировать любую систему Бау Феникс 1044 благодаря наличию штата специалистов различного профиля.
Технические характеристики BAW Fenix 1044, как и других коммерческих авто, хорошо знакомы нашим автомеханикам. Вне зависимости от конструкции и версии этого автомобиля (грузовик с бортом или фургоном), мы сможем отремонтировать любую его систему или агрегат.
Автосервис по ремонту BAW Fenix 1044
Наш автосервис для BAW Fenix 1044 предлагает целый ряд услуг по ремонту, которые могут понадобиться. Поскольку мы профессионально ремонтируем коммерческие автомобили, работа с Бау Феникс 1044 не представляет для нас сложностей.
Мы сможем отремонтировать любую систему этого автомобиля. В частности, наши специалисты хорошо знакомы с проблемами двигателя Бау Феникс 1044. Кроме восстановительного ремонта мы также можем провести регламентное техобслуживание.
Профессиональное оборудование для ремонта BAW Fenix 1044
Наш сервис технически оборудован для проведения практически любого вида ремонта. В нашем арсенале есть различные
стенды
профессиональные инструменты
подъёмники
Это позволяет ремонтировать не только BAW Fenix 1044, но и другие автомобили коммерческого класса. В нашем автосервисе есть все условия, чтобы работать с Бау Феникс 1044, даже если требуется сложный слесарный ремонт .
Выгодные условия по ремонту Бау Феникс 1044
Стоимость ремонта BAW Fenix 1044 формирует цена каждой конкретной услуги. Однако мы практикуем скидочные системы. Поэтому у нас можно недорого отремонтировать свой Бау Феникс 1044.
Агрегатный ремонт BAW Fenix 1044
Агрегатный цех есть на базе любого профессионального автосервиса. И ремонтировать агрегаты BAW Fenix 1044 требуется не реже, чем других автомобилей.
Безусловно, в рамках этого ремонта мы можем проверить и починить двигатель.
Ремонт стартеров и генераторов
При поломке таких электроагрегатов как стартеры и генераторы их можно либо отремонтировать, либо заменить. В случае с BAW Fenix 1044 такая схема остаётся. Наши мастера могут перебрать или заменить стартер на Бау Феникс 1044 или генератор этого автомобиля. И для этого у нас есть всё необходимое.
Наши возможности ремонта Бау Феникс 1044
Помимо технического оснащения мы располагаем собственным складом запчастей и сотрудничаем с ведущими поставщиками. Поэтому у нас можно купить запчасти BAW Fenix 1044:
новые оригинальные
контрактные агрегаты и детали
б/у оригинальные запасные части
новые неоригинальные
Если даже нет необходимой детали на складе в настоящий момент, её можно заказать.
Перечень необходимых для ремонта Бау Феникс 1044 запчастей мы выявим в процессе диагностики BAW Fenix 1044.
И мы всегда согласуем как план работ по ремонту BAW Fenix 1044, так и их стоимость, и сроки проведения с владельцем. Так же мы поступим и с перечнем необходимых деталей.
Чтобы отремонтировать Бау Феникс 1044 оптимальным путём, мы рекомендуем заранее позвонить и записаться к нам, обозначив проблемы Вашего автомобиля.
Full Valorant Patch 5.01 Примечания Подробности Phoenix Buffs
Фото любезно предоставлено Riot Games
Valorant Patch 5.01 вышел на живые серверы во вторник, 12 июля, и принес некоторые долгожданные изменения для поклонников Phoenix.
«Мы считаем, что Curveball Феникса является краеугольным камнем его формы, и когда мы изучили варианты настройки, стало ясно, что Curveball, будучи более мощным, открывает его форму в целом», — написали Riot Games в примечаниях к патчу. «Поэтому мы хотели оценить Phoenix в мире, где Curveball более конкурентоспособен с остальной частью экосистемы, чтобы понять влияние изменений».
«Мы рассматриваем Феникса как агрессивного агента входа, поэтому дополнительные изменения Run It Back и Blaze предназначены для поддержки его упреждающих намерений, когда он занимает место или сражается в начале раунда.»
В дополнение к усилению Phoenix, патч 5.01 вносит небольшие изменения в Yoru и KAY/O, исправляет несколько ошибок и добавляет новую технологию обнаружения смурфа на североамериканские серверы. Если тест пройдет успешно, технология затем распространится на остальную часть земного шара.
См. полный список примечаний к патчу ниже.
Обновлено обнаружение смурфа (пока только для Северной Америки), поведение при столкновении и баланс для Phoenix, KAY/O и Yoru — все это часть следующего патча. Прочтите это в примечаниях к патчу 5.01: https://t.co/c8FXC5HYlI pic.twitter.com/huuvwwDeSe
— VALORANT (@PlayVALORANT) 12 июля 2022 г.
Valorant Patch 5.
01 Patch Notes
Обновления агента
Phoenix
Curveball (Q)
Максимальная продолжительность вспышки увеличена на 1,1 с >>> 1,5 с0030
Блэйз (C)
Феникс теперь экипирует свое оружие раньше, если перестанет гнуть стену Феникс теперь будет появляться у маркера с количеством щиты, которые у него были, когда способность была применена 0,8 с
«Мы заметили, что у вас, игроков йору, есть небольшие трения в реализации мечты о создании генерального плана в ульте. Мы надеемся, что эти изменения немного уменьшат эту проблему, вознаграждая вас за использование вспышки во время Ultimate, при этом предотвращая нездоровые модели игры, которые оставляют врагов без контригры», — говорится в примечаниях к патчу.
KAY/O
FRAG/ment (C)
Диаметр зоны уменьшен 10 м >>> 8 м
Урон теперь наносится без необходимости прямой видимости Мы заметили много несоответствий с тем, как FRAG/ment передает реальную зону повреждения способности. Мы хотели соответствовать тому, как визуальные эффекты показывали зону повреждения, поэтому убрали требование прямой видимости для нанесения урона.
NULL/cmd (X)
Теперь только союзники будут слышать полный звук канала возрождения KAY/O, пока он сбит аналогичный игровой процесс игры с конечными сферами или нажатием на бомбу
«У KAY/O не было большого количества пропусков качества жизни с тех пор, как у нас в последний раз были некоторые изменения, поэтому мы хотели уменьшить некоторую боль и помочь вам получить доступ к большему количеству частей комплекта, которые не казались такими доступными, «, — говорится в примечаниях к патчу.
Игровые системы
Новые функции обнаружения смурфов (Северная Америка) Это дополнение к нашим системам обнаружения смурфов предназначено для того, чтобы новые игроки (то есть все новые учетные записи) соответствовали игрокам с правильным уровнем навыков, гораздо быстрее, чем раньше. Сначала мы тестируем это изменение в Северной Америке, чтобы убедиться, что все работает правильно перед глобальным развертыванием. Тестирование начинается с 11 июля 2022 г.
Улучшено поведение при столкновении при ходьбе рядом с другим игроком или позади него. Это должно значительно снизить нервозность при приближении к вашим союзникам (раш в группе или выход из зоны возрождения должен ощущаться лучше!).
Игровые режимы
Охотники-близнецы в Spike Rush теперь будут повреждать разрушаемые стены
Ошибки
Производительность
Исправлена проблема, из-за которой при включении параметра «Необработанный буфер ввода» прокрутка в чате или списке друзей приводила к переходу прямо наверх или снизу
Yoru
Исправлена ошибка с Dimensional Drift, из-за которой неуязвимость срабатывала позже, чем предполагалось, после применения
Sova
Исправлена ошибка, из-за которой Shock Bolt Совы не повреждал вражеские ловушки и другие игровые объекты (кроме игроков). /Valorant
Примечания к патчу Valorant 5.01 наконец доставили баффы Феникса
Лучшие предложения Prime Day на игровое оборудование
Найдите лучшие предложения Prime Day со скидками на игровые гарнитуры, клавиатуры и многое другое от HyperX и HP.
Новости
Обновление 5.01 для Valorant дарует огненному дуэлянту положительные эффекты, которых он так долго ждал.
Новости
Дата выхода Bayonetta 3 наконец-то раскрыта в новом трейлере
Bayonetta 3 выходит на Nintendo Switch 28 октября 2022 года, согласно последнему трейлеру-сюрпризу.
Первый патч Valorant с момента выпуска Pearl приносит положительные эффекты нескольким менее любимым агентам в списке. Примечания к патчу Valorant 5.01 подробно описаны ниже, но сначала мы познакомим вас с основными моментами.
В обновлении 5. 01 наступил сезон баффов для нескольких агентов, начиная с бедного старого Феникса. Вспыльчивый дуэлянт увеличил продолжительность своих вспышек Curveball, а также сократил время завершения вспышки. Он также быстрее приготовит свое оружие, когда вы освободите его огненную стену и восстановите его первоначальную броню после использования его ульты. Сеть Феникса поднимается?
Йору и Кей/О на очереди, первый получает двухсекундное увеличение ульты и сокращает время выхода. Между тем, у робота-воина была изменена осколочно-фугасная граната, чтобы уменьшить дальность ее действия, но гарантировать, что она наносит урон. Его ульта также была скорректирована, чтобы враги получали меньше звуковых сигналов.
Это основные моменты, поэтому давайте остановимся на полных примечаниях к патчу Valorant 5.01 , предоставленных разработчиком Riot Games .
Мы считаем, что Curveball Феникса является краеугольным камнем его экипировки, и по мере того, как мы изучали варианты настройки, стало ясно, что Curveball, будучи более мощным, открывает его комплект в целом. Поэтому мы хотели оценить Phoenix в мире, где Curveball более конкурентоспособен с остальной частью экосистемы, чтобы понять влияние изменений. Мы рассматриваем Феникса как агрессивного агента входа, поэтому дополнительные изменения Run It Back и Blaze предназначены для поддержки его упреждающих намерений, когда он занимает место или сражается в начале раунда.
Криволинейный шар (Q)
Максимальная длительность вспышки увеличена на 1,1 с >>> 1,5 с
Запуск Flash уменьшен на 0,7 с >>> 0,5 с
Пламя (С)
Феникс теперь экипирует свое оружие раньше, если перестанет гнуть стену
Беги назад (X)
Феникс теперь будет появляться рядом с маркером с количеством щитов, которое у него было на момент применения способности
Ёру
Мы заметили, что вы, игроки йору, испытываете некоторые затруднения при реализации мечты о разработке генерального плана в ультимативной игре. Мы надеемся, что эти изменения немного уменьшат эту проблему, вознаградив вас за использование вспышки во время ультимейта, и в то же время предотвратив нездоровые модели игры, которые оставят врагов без контригры.
Размерный дрейф (X)
Увеличена продолжительность ульты 10 с >>> 12 с
Уменьшено время снятия с 1,2 с >>> 0,8 с
Кей/О
У KAY/O не было особого качества жизни с тех пор, как мы в последний раз вносили некоторые изменения, поэтому мы хотели уменьшить некоторую боль и помочь вам получить доступ к большему количеству частей комплекта, которые не казались такими доступными.
FRAG/ment (C)
Диаметр зоны уменьшен 10 м >>> 8 м
Урон теперь наносится без прямой видимости
Мы заметили много несоответствий в том, как FRAG/ment сообщает фактическую зону повреждения способности. Мы хотели соответствовать тому, как визуальные эффекты показывали зону повреждения, поэтому убрали требование прямой видимости для нанесения урона.
NULL/команда (X)
Теперь только союзники будут слышать полный звук канала возрождения KAY/O, пока он сбит
Враги услышат только короткий звуковой сигнал, когда начнется оживление, соответствующий игровой схеме, аналогичной игре с высшими сферами или постукиванию по бомбе
Игровые системы
Новые функции обнаружения смурфов (Северная Америка)
Это дополнение к нашим системам обнаружения смурфов предназначено для того, чтобы новые игроки (то есть все новые учетные записи) совпадали с игроками правильного уровня навыков намного быстрее, чем раньше.
Сначала мы тестируем это изменение в Северной Америке, чтобы убедиться, что все работает правильно перед глобальным развертыванием.
Тестирование начинается на неделе 11 июля 2022 г.
Улучшено поведение при столкновении при ходьбе рядом с другим игроком или позади него.
Это должно значительно снизить нервозность при приближении к вашим союзникам (раш в группе или выход из зоны возрождения должен ощущаться лучше!).
Игровые режимы
Шипастый рывок
Охотники-близнецы в Spike Rush теперь будут повреждать разрушаемые стены
Ошибки
Производительность
Исправлена проблема, из-за которой при включении параметра Буфер необработанного ввода прокрутка в чате или списке друзей переходила непосредственно вверх или вниз
Ёру
Исправлена ошибка с Dimensional Drift, из-за которой неуязвимость срабатывала позже, чем предполагалось, после применения
Сова
Исправлена ошибка, из-за которой шоковая стрела Совы не повреждала вражеские ловушки и другие игровые объекты (кроме игроков)
Исчезновение
Исправлена ошибка, из-за которой Fade’s Haunt иногда обнаруживал врагов, которые находились по другую сторону тонкой стены
Советские автогрейдеры 1980-х: mib55 — LiveJournal
Автогрейдер — одна из самых характерных и узнаваемых машин, стоящих на вооружении дорожно-коммунальных служб. Грейдеры применяются для планировки дорог, разравнивания дорожного покрытия, создания насыпей и выемок, уборки снега и других схожих задач. Основной рабочий орган автогрейдера — отвал с ножом, размещённый в центральной части машины, также они могут комплектоваться бульдозерным отвалом и рыхлителем. По действующему в 1980-х ГОСТу автогрейдеры подразделялись на три группы: лёгкие (масса 9-10 тонн), средние (масса 10-13 тонн) и тяжёлые (масса 13-19 тонн). Основным советским автогрейдером лёгкого класса был ДЗ-99 производства Брянского завода дорожных машин (ныне — компания «Брянский Арсенал»). Ранние модификации этой модели, поставленной на производство ещё в 1969 году, носили индекс Д-710. На рубеже 1960-х — 1970-х изменилась система индексации дорожной техники, одна буква «Д» сменилась на две, из которых вторая стала означать назначение дорожной машины: подготовительное, землеройное, уплотнительное, строительное или эксплуатационное. Грейдеры относятся к землеройным машинам и соответственно стали носить индексы ДЗ-…
На автогрейдерах ДЗ-99, в зависимости от модификации, устанавливались дизельные двигатели АМ-41Г (90 л.с.) или Д60К-С1 (60 л.с.), масса машины составляла 9,5 тонн. С производства эта модель была снята ещё в 1980-х, но выпустили их много и встречаются они у дорожников до сих пор, тем более что некоторые машины проходили капитальный ремонт.
В 1984 году Брянский завод запустил в производство автогрейдер среднего класса ДЗ-143, массой 13 тонн, оборудованный двигателем А-01МС мощностью 130 л.с.
ДЗ-143 был оборудован рыхлителем-кирковщиком, расположенным в задней части машины. На фото хорошо видно раму рыхлителя и гидроцилиндр, служащий для её опускания, а вот все три зуба рыхлителя сняты.
Последней моделью автогрейдера, запущенной в производство на Брянском заводе дорожных машин в советское время, стал ДЗ-180, являвшийся развитием ДЗ-143.
Основные характеристики машины остались те же, что и у предшественника: мощность двигателя — 130 л. с., масса — 13 тонн. На фото — модификация ДЗ-180А. В наше время автогрейдеры продолжают оставаться основной продукцией «Брянского Арсенала», выпускается целая линейка машин под индексом ГС.
Ещё одним крупным изготовителем автогрейдеров в СССР был Орловский завод дорожных машин. В 1964 году там начала производиться очень удачная модель среднего класса Д-557, позже переименованная в ДЗ-31, в соответствии с новой системой индексации. Масса ДЗ-31 — 13 тонн, а его двигатель АМ-01МД имел максимальную мощность 130 л.с.
Сейчас эти машины встречаются крайне редко, а те, что дожили до 2000-х, часто обрастали переделками. В частности, на этом омском экземпляре в процессе эксплуатации была установлена кабина от ДЗ-99.
В ходе модернизации ДЗ-31 в 1980-х в Орле разработали новую модель — ДЗ-122, современные модификации которой завод выпускает до сих пор.
Разные модификации ДЗ-122 комплектуются самыми разными двигателями, классическая версия имела двигатель А-01МС мощностью 130 л. с., весил грейдер всё те же стандартные 13 тонн. Современные версии машины комплектуются двигателями (в том числе импортными) мощностью до 180 л.с.
Единственным автогрейдером тяжёлого типа, выпускавшимся в СССР в 1970-х — 1980-х, был ДЗ-98. Производил эту внушительную машину с 1972 года Челябинский завод дорожных машин имени Колющенко. В 1977 году ДЗ-98 был присуждён Знак качества, кроме этого, машина получила золотую медаль ВДНХ СССР.
Масса машины — около 19 тонн, мощность двигателя — 250 л.с., почти в два раза больше, чем у «коллег» из среднего класса. Автогрейдер имеет полноприводную трансмиссию, на фото хорошо виден привод передних колёс. В передней части установлен рыхлитель, которым можно и разрыхлить мёрзлую или каменистую почву, и взломать старый асфальт.
Компания «Челябинские строительно-дорожные машины» продолжает производство этой модели, современные модификации снабжаются двигателями ЯМЗ-238НДЗ или более мощным Cummins M-11C265. Также по заказу на заводе могут снабдить автогрейдер кондиционером и кабиной с повышенным уровнем защиты.


 Эксплуатация традиционной тру..
Эксплуатация традиционной тру..
 ?
?


arat сказал(а):
 arat сказал(а):
arat сказал(а): 1 ступень. Передача косозубая
1 ступень. Передача косозубая Все с точностью до наоборот.
Все с точностью до наоборот. 1 ступень. Передача косозубая
1 ступень. Передача косозубая
 org/forum/viewtopic.php?t=2099879
org/forum/viewtopic.php?t=2099879 Нет там гаек на зажим.
Нет там гаек на зажим. И снимается шетерня достаточно легко, и никогда ничего не разобъет.
И снимается шетерня достаточно легко, и никогда ничего не разобъет. ..
.. Шлицы сделать точно и качественно, особенно в отверстии, сложно. Шпонка разбивается через 30 минут. Конус — вещь тоже тонкая, т.к. при шлифовке трудно точно угадать углы (и. соответственно, прилегание) внутреннего и наружного конуса. Главная сложность — гуляние конуса вдоль вала. Если вал — шестерня невозможна, то выходом из положения является сборка шпоночного соединения с ФИКСАТОРОМ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ DON DEAL 6692. Соприкасающиеся поверхности вала и шестерни покрываются фиксатором и поджимаются гайкой. Шестерня должна прижиматься гайкой к буртику вала с большим моментом затяжки, чтобы из соединения вышел воздух (фиксатор анаэробного типа). Я сделал 10 редукторов на EZ 30, все работают. Фиксатор продается в автомагазинах.
Шлицы сделать точно и качественно, особенно в отверстии, сложно. Шпонка разбивается через 30 минут. Конус — вещь тоже тонкая, т.к. при шлифовке трудно точно угадать углы (и. соответственно, прилегание) внутреннего и наружного конуса. Главная сложность — гуляние конуса вдоль вала. Если вал — шестерня невозможна, то выходом из положения является сборка шпоночного соединения с ФИКСАТОРОМ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ DON DEAL 6692. Соприкасающиеся поверхности вала и шестерни покрываются фиксатором и поджимаются гайкой. Шестерня должна прижиматься гайкой к буртику вала с большим моментом затяжки, чтобы из соединения вышел воздух (фиксатор анаэробного типа). Я сделал 10 редукторов на EZ 30, все работают. Фиксатор продается в автомагазинах. На сегодняшний день наиболее распространенной версией является правый винт, в котором гайка движется к вам, когда винт вращается по часовой стрелке. Но также доступны левосторонние версии, в которых гайка отходит от вас при вращении винта по часовой стрелке, и они полезны в некоторых случаях.
На сегодняшний день наиболее распространенной версией является правый винт, в котором гайка движется к вам, когда винт вращается по часовой стрелке. Но также доступны левосторонние версии, в которых гайка отходит от вас при вращении винта по часовой стрелке, и они полезны в некоторых случаях.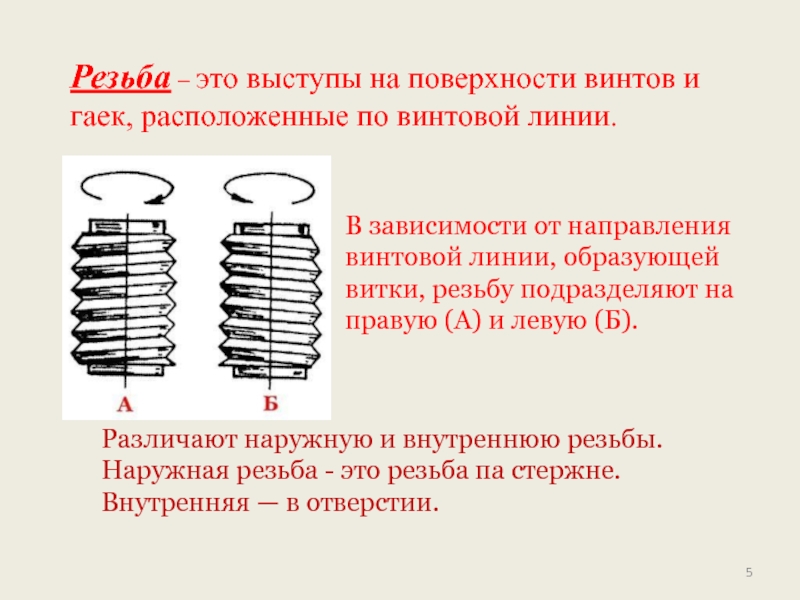 Затем поверните руку вправо так, чтобы ладонь смотрела вверх, а большой палец был справа. Это супинация правой руки и направление затягивания обычного правого крепежного винта.
Затем поверните руку вправо так, чтобы ладонь смотрела вверх, а большой палец был справа. Это супинация правой руки и направление затягивания обычного правого крепежного винта. 
 Большинство резьб на болтах имеют правую резьбу, что означает, что поворот болта по часовой стрелке вставляет или затягивает болт; против часовой стрелки ослабляет или удаляет болт. Но в левой резьбе верно обратное. Поворот болта по часовой стрелке ослабляет или снимает болт. Левая резьба используется в приложениях, где нормальное вращательное движение объекта таково, что существует вероятность того, что объект может отступить и быть удален. Например, левая педаль велосипеда вращается вокруг шатуна против часовой стрелки. Если бы у него была правая резьба, педаль могла отвалиться. Таким образом, все левые педали имеют левую резьбу, так что движение педали помогает удерживать педаль на шатуне. Ever Hardware предлагает изготовленные на заказ крепежи и персонализированную упаковку.
Большинство резьб на болтах имеют правую резьбу, что означает, что поворот болта по часовой стрелке вставляет или затягивает болт; против часовой стрелки ослабляет или удаляет болт. Но в левой резьбе верно обратное. Поворот болта по часовой стрелке ослабляет или снимает болт. Левая резьба используется в приложениях, где нормальное вращательное движение объекта таково, что существует вероятность того, что объект может отступить и быть удален. Например, левая педаль велосипеда вращается вокруг шатуна против часовой стрелки. Если бы у него была правая резьба, педаль могла отвалиться. Таким образом, все левые педали имеют левую резьбу, так что движение педали помогает удерживать педаль на шатуне. Ever Hardware предлагает изготовленные на заказ крепежи и персонализированную упаковку. Действительно, оксид цинка, если он не нарушен, может действовать как барьер для дальнейшего окисления, подобно защите, обеспечиваемой алюминием и нержавеющей стали их оксидными слоями. Большинство деталей фурнитуры оцинкованы, а не кадмированы.
Действительно, оксид цинка, если он не нарушен, может действовать как барьер для дальнейшего окисления, подобно защите, обеспечиваемой алюминием и нержавеющей стали их оксидными слоями. Большинство деталей фурнитуры оцинкованы, а не кадмированы.
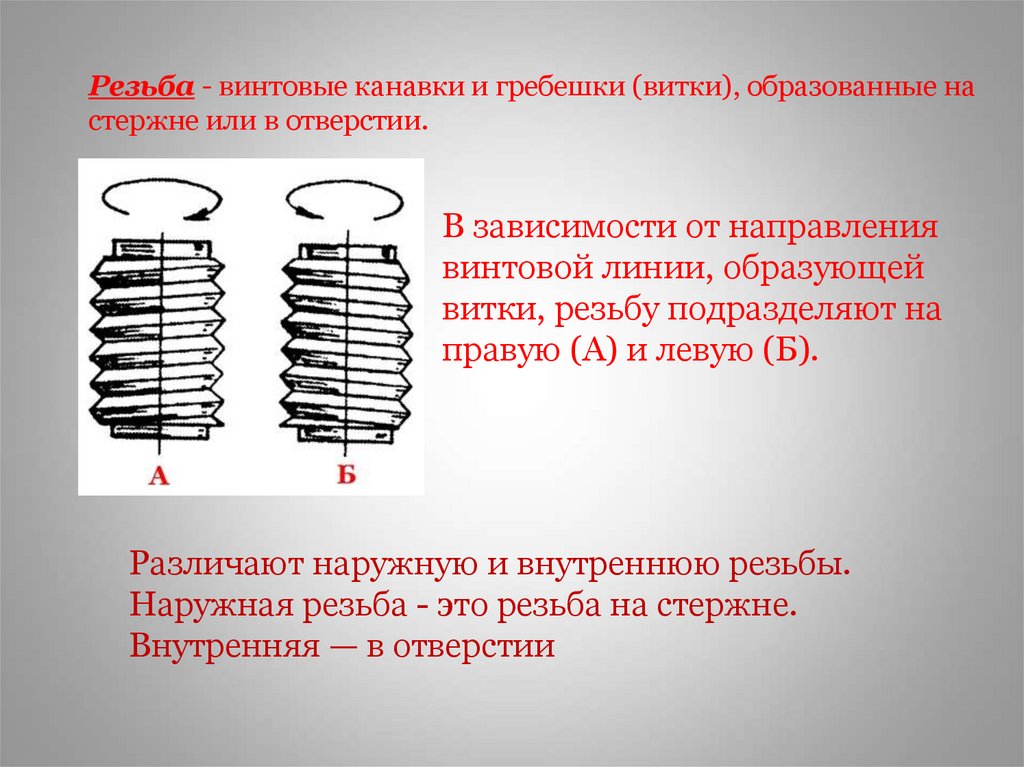
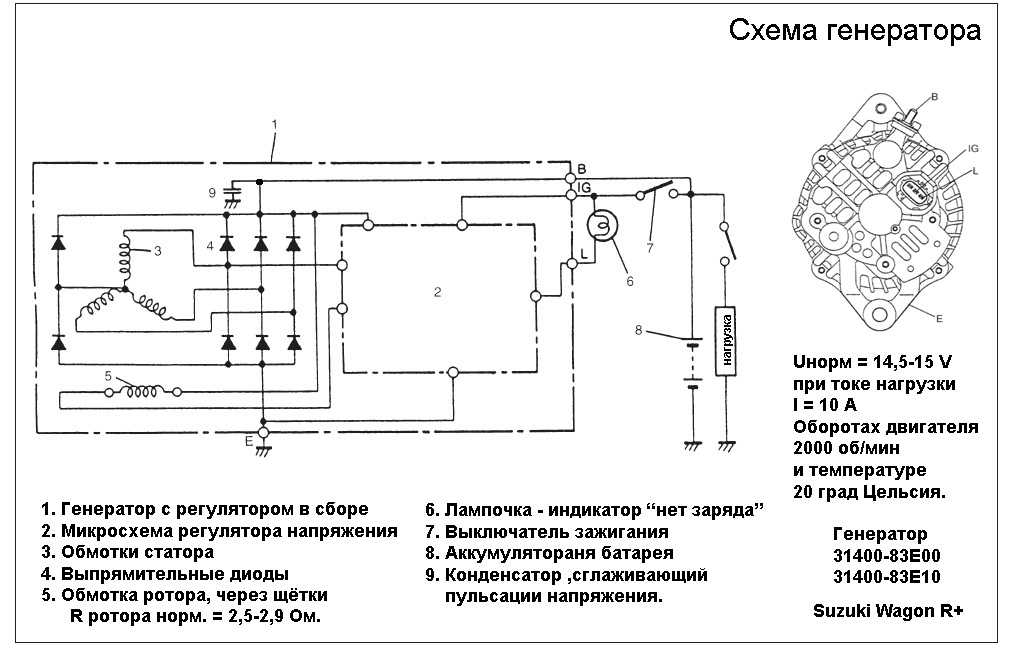 Плюс действует на точке S, но это вход с очень высоким сопротивлением и тока не потребляет.
Плюс действует на точке S, но это вход с очень высоким сопротивлением и тока не потребляет. Сигнал о появлении переменного напряжения, означает, что двигатель завелся и можно включать генератор. Микросхема переводит транзистор Т2, на такую длительность импульсов при которой ток возбуждения становится достаточно большим, чтобы генератор вышел на рабочее напряжение и начал отдавать достаточную мощность. Ток возбуждения (показано стрелками) от плюса, через точку В, идет в обмотку возбуждения, и через транзистор на Т2 на массу. Ротор сильно намагничивается и генератор начинает работать. Транзистор Т1 получает от микросхемы команду на закрытие и лампочка гаснет, что подтверждает нормальный режим работы генератора.
Сигнал о появлении переменного напряжения, означает, что двигатель завелся и можно включать генератор. Микросхема переводит транзистор Т2, на такую длительность импульсов при которой ток возбуждения становится достаточно большим, чтобы генератор вышел на рабочее напряжение и начал отдавать достаточную мощность. Ток возбуждения (показано стрелками) от плюса, через точку В, идет в обмотку возбуждения, и через транзистор на Т2 на массу. Ротор сильно намагничивается и генератор начинает работать. Транзистор Т1 получает от микросхемы команду на закрытие и лампочка гаснет, что подтверждает нормальный режим работы генератора. Когда напряжение на выходе генератора возрастает, то микросхема, получая это напряжение на точку S, уменьшает длительность открытого состояния транзистора, и среднее значение тока возбуждения снижается, напряжение на выходе генератора снижается, далее, длительность импульсов вновь увеличивается и напряжение возрастает, таким образом, поддерживается заданный уровень выходного напряжения с достаточно высокой точностью — около 14, 4 Вольта
Когда напряжение на выходе генератора возрастает, то микросхема, получая это напряжение на точку S, уменьшает длительность открытого состояния транзистора, и среднее значение тока возбуждения снижается, напряжение на выходе генератора снижается, далее, длительность импульсов вновь увеличивается и напряжение возрастает, таким образом, поддерживается заданный уровень выходного напряжения с достаточно высокой точностью — около 14, 4 Вольта
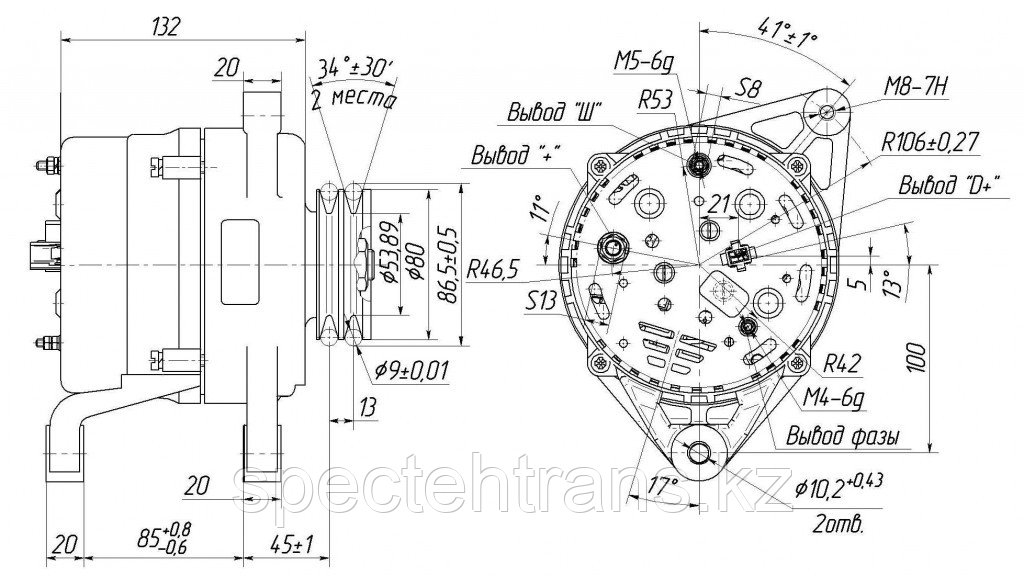 Таким образом, для работы генератора необходимо, чтобы в нем вращалось магнитное поле.
Таким образом, для работы генератора необходимо, чтобы в нем вращалось магнитное поле.
 Эта нагрузка через приводной ремень передается на коленвал. Таким образом, включение электрических потребителей и, главным образом, их общая мощность, непосредственно влияют на расход топлива.
Эта нагрузка через приводной ремень передается на коленвал. Таким образом, включение электрических потребителей и, главным образом, их общая мощность, непосредственно влияют на расход топлива. е. могут работать без АКБ.
е. могут работать без АКБ. Силовой выход – клемма 30 – помечен буквой «B» (батарея). Отдельный минусовой контакт – клемма 31 – на генераторе обозначается буквами E, B-, GRD.
Силовой выход – клемма 30 – помечен буквой «B» (батарея). Отдельный минусовой контакт – клемма 31 – на генераторе обозначается буквами E, B-, GRD.
 Также может возникнуть люфт подшипников.
Также может возникнуть люфт подшипников.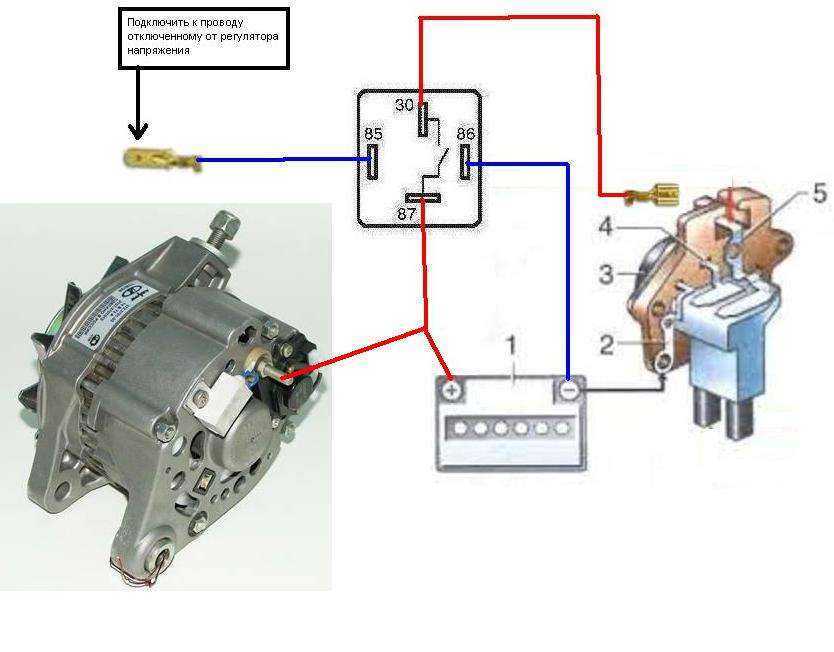 Правильно прикуривать другой автомобиль так: подсоединяетесь к его АКБ, несколько минут с заведенным двигателем подзаряжаете его, затем глушите свой двигатель, даже вынимаете ключи из замка зажигания. И только после этого позволяете пациенту завестись.
Правильно прикуривать другой автомобиль так: подсоединяетесь к его АКБ, несколько минут с заведенным двигателем подзаряжаете его, затем глушите свой двигатель, даже вынимаете ключи из замка зажигания. И только после этого позволяете пациенту завестись.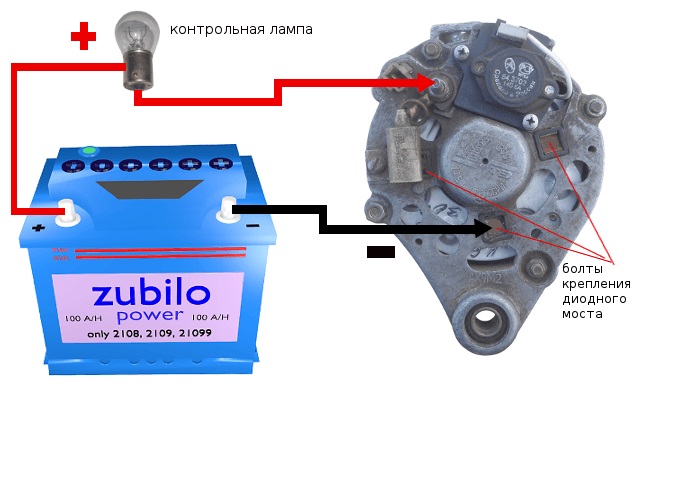 Также нужно правильно подключить индикаторы – лампы. Одна лампа грубо покажет наличие зарядки, другая покажет работоспособность реле-регулятора.
Также нужно правильно подключить индикаторы – лампы. Одна лампа грубо покажет наличие зарядки, другая покажет работоспособность реле-регулятора.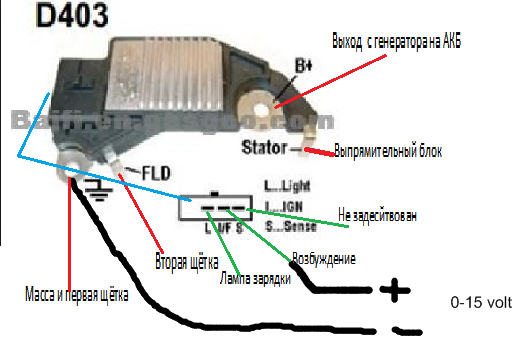 Они не имеют регулятора напряжения. Регулятор находится в ЭБУ. Оттуда же подается напряжение для обмотки возбуждения. Таким образом, их нельзя проверить методом с подключением индикаторной лампы и подачи возбуждения через нее. Ее просто подключить некуда, а возбуждение подается через силовой контакт. Такие генераторы проверяются на специальном стенде или при помощи самодельного реле-регулятора, способного подать импульс на обмотку ротора.
Они не имеют регулятора напряжения. Регулятор находится в ЭБУ. Оттуда же подается напряжение для обмотки возбуждения. Таким образом, их нельзя проверить методом с подключением индикаторной лампы и подачи возбуждения через нее. Ее просто подключить некуда, а возбуждение подается через силовой контакт. Такие генераторы проверяются на специальном стенде или при помощи самодельного реле-регулятора, способного подать импульс на обмотку ротора. Первоначально это было достигнуто с помощью системы вибрирующих точек в регуляторе напряжения.
Первоначально это было достигнуто с помощью системы вибрирующих точек в регуляторе напряжения.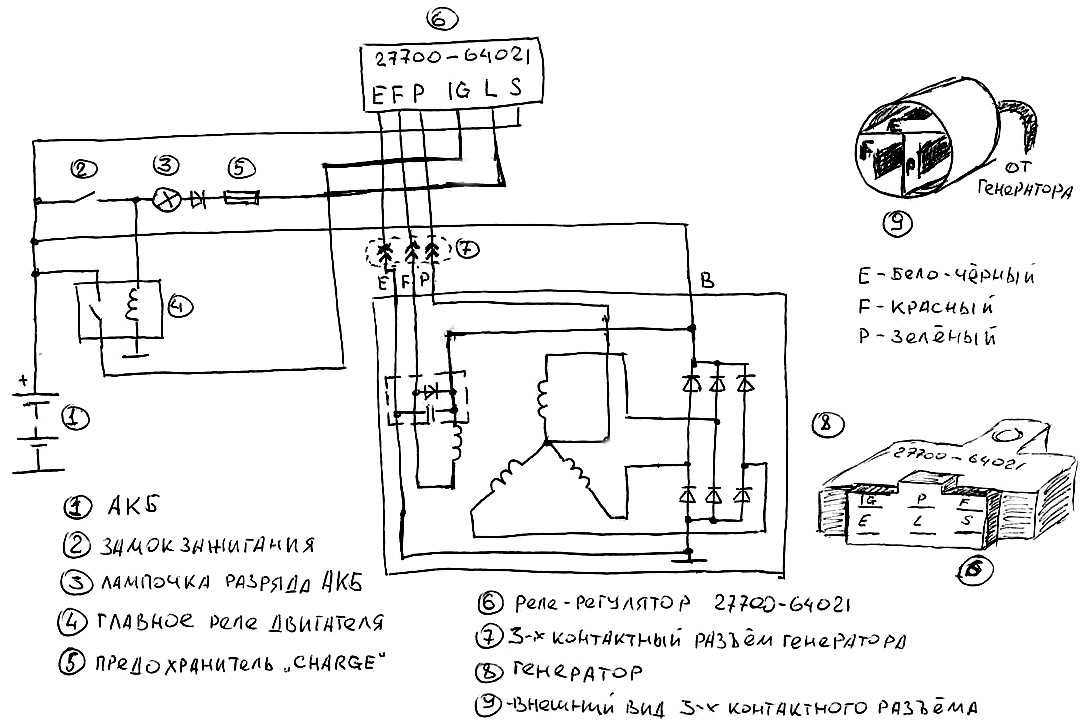 Общий
Общий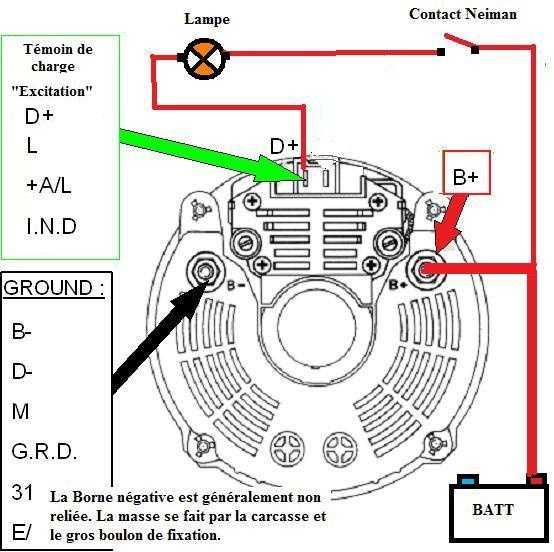 Всего от 4 до 6 секунд требуется для выполнения «полного
Всего от 4 до 6 секунд требуется для выполнения «полного В
В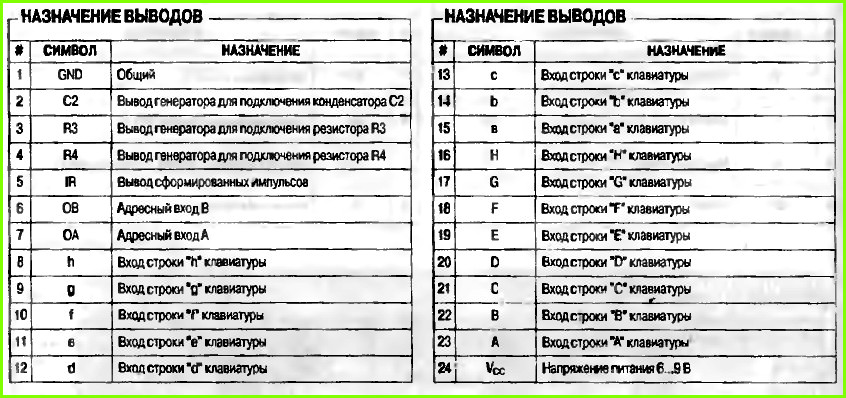 При 2000 об/мин сила тока должна
При 2000 об/мин сила тока должна


 Когда вы запускаете эту команду, запускается локальный веб-сервер.
Когда вы запускаете эту команду, запускается локальный веб-сервер. sharepoint-df.com/:t:/p/user/EQda453DNTpFnl1bFPhOVR0BwlrzetbXvnaRYii2lDr_oQ?e=RSccmNP
sharepoint-df.com/:t:/p/user/EQda453DNTpFnl1bFPhOVR0BwlrzetbXvnaRYii2lDr_oQ?e=RSccmNP 
 Критическое состояние не всегда является следствием критической неисправности. Для конкретного объекта должны быть установлены критерии критического состояния.
Критическое состояние не всегда является следствием критической неисправности. Для конкретного объекта должны быть установлены критерии критического состояния. е. в утрате объектом способности выполнять требуемую функцию. Отказ является событием в отличие от «неисправности», которая является состоянием и причиной отказа.
е. в утрате объектом способности выполнять требуемую функцию. Отказ является событием в отличие от «неисправности», которая является состоянием и причиной отказа. В общем случае алгоритм — последовательность действий, построенная по определенным правилам для достижения поставленной цели.
В общем случае алгоритм — последовательность действий, построенная по определенным правилам для достижения поставленной цели. Техническая диагностика базируется на двух теориях: теории распознавания и теории контролепригодности (рисунок 1).
Техническая диагностика базируется на двух теориях: теории распознавания и теории контролепригодности (рисунок 1). Контролепригодность создается конструкцией изделия п принятой системой технического диагностирования.
Контролепригодность создается конструкцией изделия п принятой системой технического диагностирования.
 Данное обстоятельство должно быть учтено при проведении измерений на испытательных стендах и в промышленных условиях. Измерения диагностических параметров необходимо выполнять при неизменной нагрузке.
Данное обстоятельство должно быть учтено при проведении измерений на испытательных стендах и в промышленных условиях. Измерения диагностических параметров необходимо выполнять при неизменной нагрузке. качество технического обслуживания и ремонта определяют понятие техническое состояние (рисунок 3). Проявление технического состояния возможно в виде отказов (поломок) деталей пли с позиций технической диагностики — в виде изменения диагностических параметров, субъективных и объективных.
качество технического обслуживания и ремонта определяют понятие техническое состояние (рисунок 3). Проявление технического состояния возможно в виде отказов (поломок) деталей пли с позиций технической диагностики — в виде изменения диагностических параметров, субъективных и объективных. Осмотр, включает в себя элементы визуального, измерительного контроля, восприятия шумов и вибраций, оценку степени нагрева корпусных деталей, методы осязания, используемые для определения фактического состояния оборудования и его составных частей, процессов их функционирования и взаимодействия, влияния окружающей среды и условий эксплуатации.
Осмотр, включает в себя элементы визуального, измерительного контроля, восприятия шумов и вибраций, оценку степени нагрева корпусных деталей, методы осязания, используемые для определения фактического состояния оборудования и его составных частей, процессов их функционирования и взаимодействия, влияния окружающей среды и условий эксплуатации.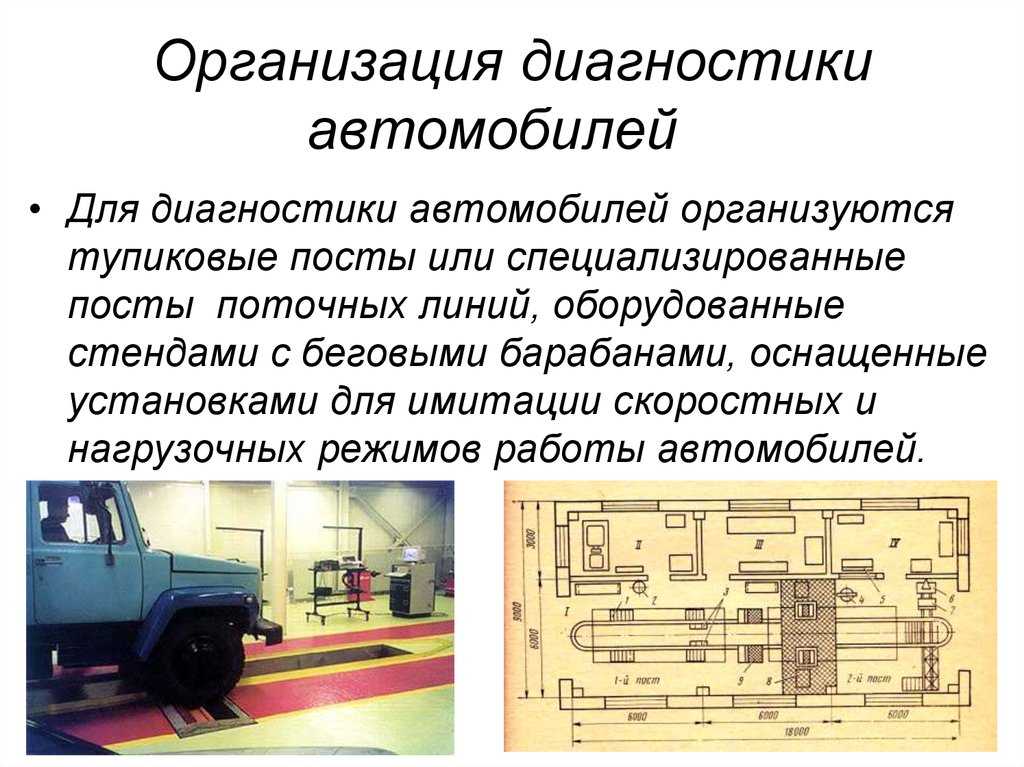 п.).
п.). Основываясь на опыте эксплуатации металлургических машин накопленным рядом фирм, данный метод интерпретируется следующим образом.
Основываясь на опыте эксплуатации металлургических машин накопленным рядом фирм, данный метод интерпретируется следующим образом. «Холодно» – температура менее +20 0С, «тепло» – температура +30…40 0С, «горячо» – температура свыше +50 0С.
«Холодно» – температура менее +20 0С, «тепло» – температура +30…40 0С, «горячо» – температура свыше +50 0С. В низкочастотном диапазоне возможности человека по восприятию вибрации существенно различаются из-за различного уровня подготовки.
В низкочастотном диапазоне возможности человека по восприятию вибрации существенно различаются из-за различного уровня подготовки. Применяется при количественной оценке износа деталей, установлении люфтов и зазоров в сопряжениях, давлениях в гидро- и пневмосетях, сил затяжки резьбовых соединений, номинальной скорости привода. Используется разнообразный мерительный инструмент и приборы: линейки, штангенциркули, щупы, шаблоны, индикаторы перемещения часового типа, динамометрические ключи, ключи предельного момента, манометры.
Применяется при количественной оценке износа деталей, установлении люфтов и зазоров в сопряжениях, давлениях в гидро- и пневмосетях, сил затяжки резьбовых соединений, номинальной скорости привода. Используется разнообразный мерительный инструмент и приборы: линейки, штангенциркули, щупы, шаблоны, индикаторы перемещения часового типа, динамометрические ключи, ключи предельного момента, манометры. Используются: термосопротивления, термометры, термопары, термоиндикаторы, термокраски, тепловизоры.
Используются: термосопротивления, термометры, термопары, термоиндикаторы, термокраски, тепловизоры.
 На основании полученной информации проводится обнаружение повреждений на ранней стадии развития. Среди данного класса средств технического диагностирования необходимо выделить спектроанализаторы вибрации, тепловизоры, анализаторы напряжения (рисунок 41). Переносной прибор выступает в роли мобильного устройства для сбора и предварительного анализа данных, а компьютер и программное обеспечение позволяет проводить более глубокие исследования на основе анализа трендов и экспертных систем. Применение анализаторов оправдано при специализации процессов контроля, высокой квалификации специалистов, необходимости обеспечения качества проводимых измерений. Область применения – специализированные подразделения промышленных предприятий по экспертизе технического состояния, наладке механического оборудования.
На основании полученной информации проводится обнаружение повреждений на ранней стадии развития. Среди данного класса средств технического диагностирования необходимо выделить спектроанализаторы вибрации, тепловизоры, анализаторы напряжения (рисунок 41). Переносной прибор выступает в роли мобильного устройства для сбора и предварительного анализа данных, а компьютер и программное обеспечение позволяет проводить более глубокие исследования на основе анализа трендов и экспертных систем. Применение анализаторов оправдано при специализации процессов контроля, высокой квалификации специалистов, необходимости обеспечения качества проводимых измерений. Область применения – специализированные подразделения промышленных предприятий по экспертизе технического состояния, наладке механического оборудования. Основные задачи: защита оборудования от ненормативных режимов работы, мониторинг технического состояния, диагностирование состояния оборудования, использование комплекса диагностических параметров (рисунок 42). Основные направления развития: контроль комплекса диагностических параметров; использование персональных компьютеров при обработке однотипной информации; блочный принцип построения; универсальность.
Основные задачи: защита оборудования от ненормативных режимов работы, мониторинг технического состояния, диагностирование состояния оборудования, использование комплекса диагностических параметров (рисунок 42). Основные направления развития: контроль комплекса диагностических параметров; использование персональных компьютеров при обработке однотипной информации; блочный принцип построения; универсальность. При одновременном контроле нескольких взаимодополняющих параметров по одному агрегату используют блочный принцип, основанный на единой элементной базе и конструкторском решении. Наиболее характерно данное построение для механизмов роторного типа. Контролируемые диагностические параметры: параметры вибрации корпусов подшипников, биения вала, орбита движения вала, частота вращения, температура смазочного материала. Сигнализирующая система встроенного контроля предполагает участие оператора и дополнительный спектральный анализ для точной постановки диагноза.
При одновременном контроле нескольких взаимодополняющих параметров по одному агрегату используют блочный принцип, основанный на единой элементной базе и конструкторском решении. Наиболее характерно данное построение для механизмов роторного типа. Контролируемые диагностические параметры: параметры вибрации корпусов подшипников, биения вала, орбита движения вала, частота вращения, температура смазочного материала. Сигнализирующая система встроенного контроля предполагает участие оператора и дополнительный спектральный анализ для точной постановки диагноза.

 Однако способность видеть больше, чем может воспринять человеческий глаз, имеет гораздо более практическое применение, чем супергеройские размышления ребенка, любящего комиксы. Врачам и медицинским работникам часто необходимо заглянуть внутрь человеческого тела, чтобы понять, что происходит. К счастью, то, что глаз не может сделать, могут диагностические визуализирующие тесты. Эти методы диагностической визуализации — работа рентгенологов, которые используют свои «способности», чтобы спасать жизни — и все это без плаща!
Однако способность видеть больше, чем может воспринять человеческий глаз, имеет гораздо более практическое применение, чем супергеройские размышления ребенка, любящего комиксы. Врачам и медицинским работникам часто необходимо заглянуть внутрь человеческого тела, чтобы понять, что происходит. К счастью, то, что глаз не может сделать, могут диагностические визуализирующие тесты. Эти методы диагностической визуализации — работа рентгенологов, которые используют свои «способности», чтобы спасать жизни — и все это без плаща! Что должен знать рентгенолог, чтобы выполнять свою работу? «Анатомия, положение пациента, методы обследования, протокол оборудования, радиационная безопасность, радиационная защита и базовый уход за пациентом», — сообщает Американское общество радиологов. Этому нужно многому научиться, но это может окупиться в плане карьеры.
Что должен знать рентгенолог, чтобы выполнять свою работу? «Анатомия, положение пациента, методы обследования, протокол оборудования, радиационная безопасность, радиационная защита и базовый уход за пациентом», — сообщает Американское общество радиологов. Этому нужно многому научиться, но это может окупиться в плане карьеры. Рентген проводится по многим причинам, в том числе для диагностики причины боли, определения степени травмы, проверки прогрессирования заболевания и оценки эффективности лечения.
Рентген проводится по многим причинам, в том числе для диагностики причины боли, определения степени травмы, проверки прогрессирования заболевания и оценки эффективности лечения.
 Часто считается, что МРТ без использования радиации более безопасна, но ее проведение также занимает больше времени. Если компьютерная томография может занять всего пять минут, то МРТ может занять до получаса или дольше в зависимости от процедуры.
Часто считается, что МРТ без использования радиации более безопасна, но ее проведение также занимает больше времени. Если компьютерная томография может занять всего пять минут, то МРТ может занять до получаса или дольше в зависимости от процедуры. Скрининговые маммограммы используются для предварительного выявления каких-либо аномалий. Диагностическая маммография проверяет наличие злокачественных новообразований после обнаружения опухоли или утолщения в груди. Раннее выявление рака имеет важное значение в борьбе с раком молочной железы.
Скрининговые маммограммы используются для предварительного выявления каких-либо аномалий. Диагностическая маммография проверяет наличие злокачественных новообразований после обнаружения опухоли или утолщения в груди. Раннее выявление рака имеет важное значение в борьбе с раком молочной железы.
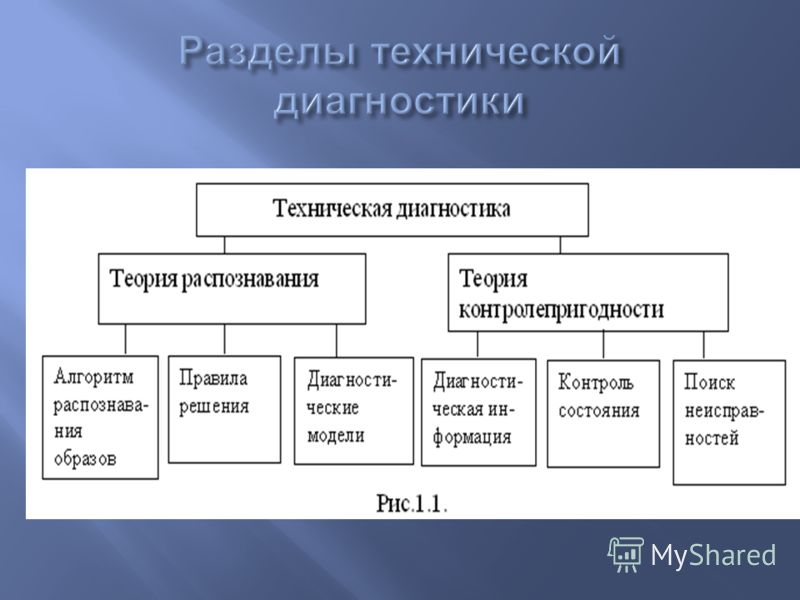 В отличие от многих других исследований, при которых пациента просят оставаться неподвижным, лаборант может попросить человека двигаться во время рентгеноскопии, чтобы получить представление о том, как тело реагирует на движение. Рентгеноскопия сама по себе безболезненна, но введение контрастных красителей в тело может быть болезненным, поэтому лаборантам, возможно, придется предложить успокаивающие средства.
В отличие от многих других исследований, при которых пациента просят оставаться неподвижным, лаборант может попросить человека двигаться во время рентгеноскопии, чтобы получить представление о том, как тело реагирует на движение. Рентгеноскопия сама по себе безболезненна, но введение контрастных красителей в тело может быть болезненным, поэтому лаборантам, возможно, придется предложить успокаивающие средства.
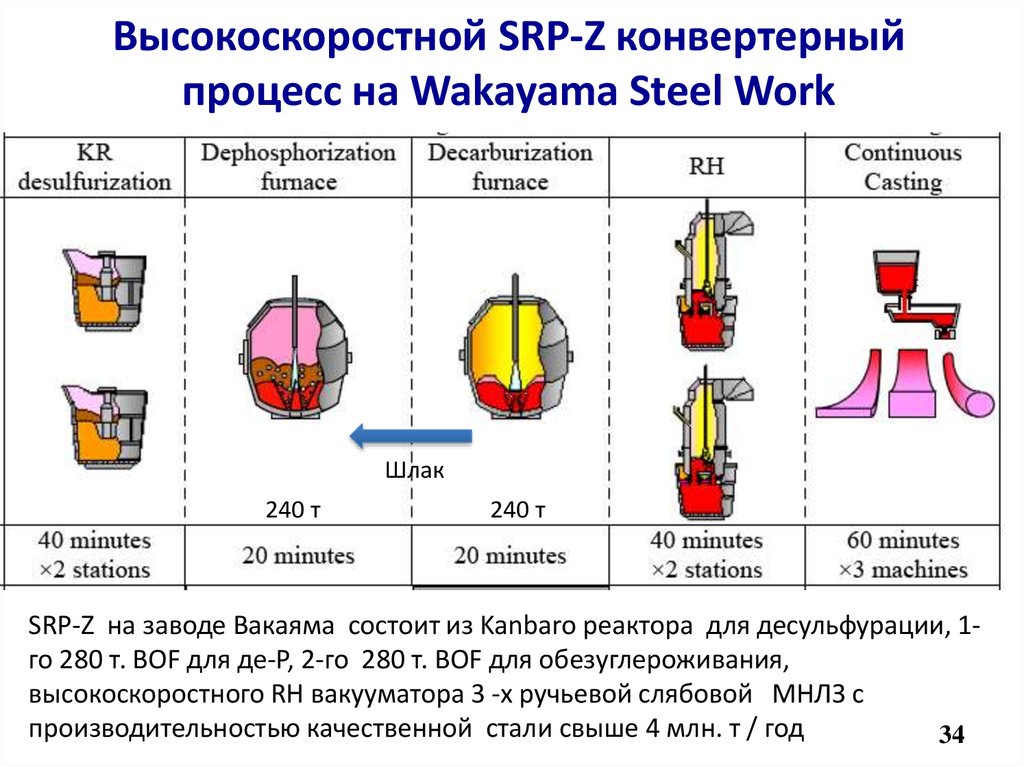
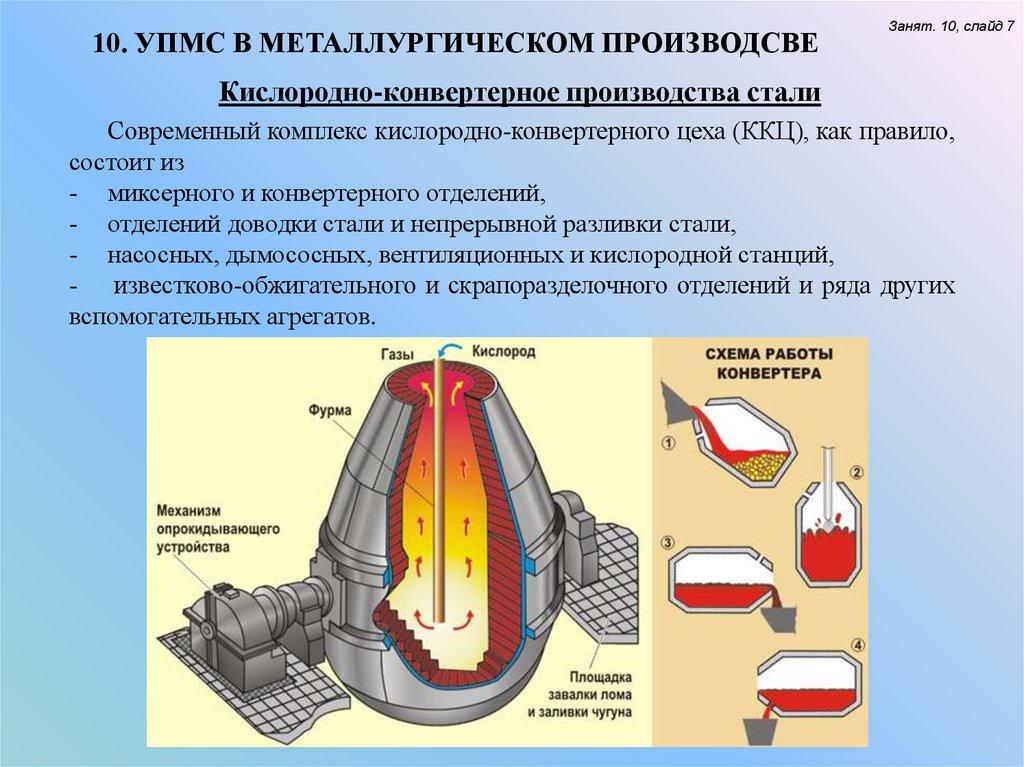
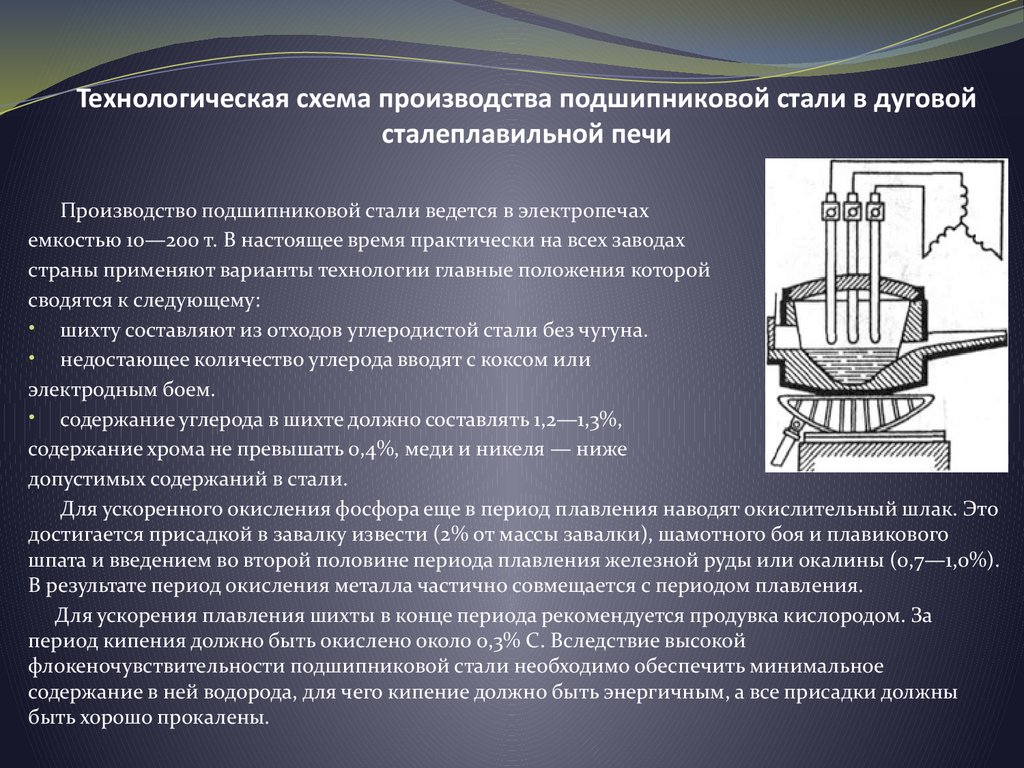 Ведь более низкая температура плавки ограничивала использование металлолома, возникала потребность в высококачественном сырье – чугуне, который производился бы из железной руды без вредных примесей. Бессемер знал об этом недостатке, но в те годы было практически невозможно получить большие объемы чистого кислорода. Бессемеровские печи работали на территории современной Украины вплоть до 1983 года.
Ведь более низкая температура плавки ограничивала использование металлолома, возникала потребность в высококачественном сырье – чугуне, который производился бы из железной руды без вредных примесей. Бессемер знал об этом недостатке, но в те годы было практически невозможно получить большие объемы чистого кислорода. Бессемеровские печи работали на территории современной Украины вплоть до 1983 года. Считается, что одни из первых опытов по использованию такой технологии проводились Николаем Мозговым в Киеве на заводе Большевик. Параллельно велись пробные плавки в Германии и Австрии. Но Вторая мировая война затормозила технологический прогресс в металлургии.
Считается, что одни из первых опытов по использованию такой технологии проводились Николаем Мозговым в Киеве на заводе Большевик. Параллельно велись пробные плавки в Германии и Австрии. Но Вторая мировая война затормозила технологический прогресс в металлургии.
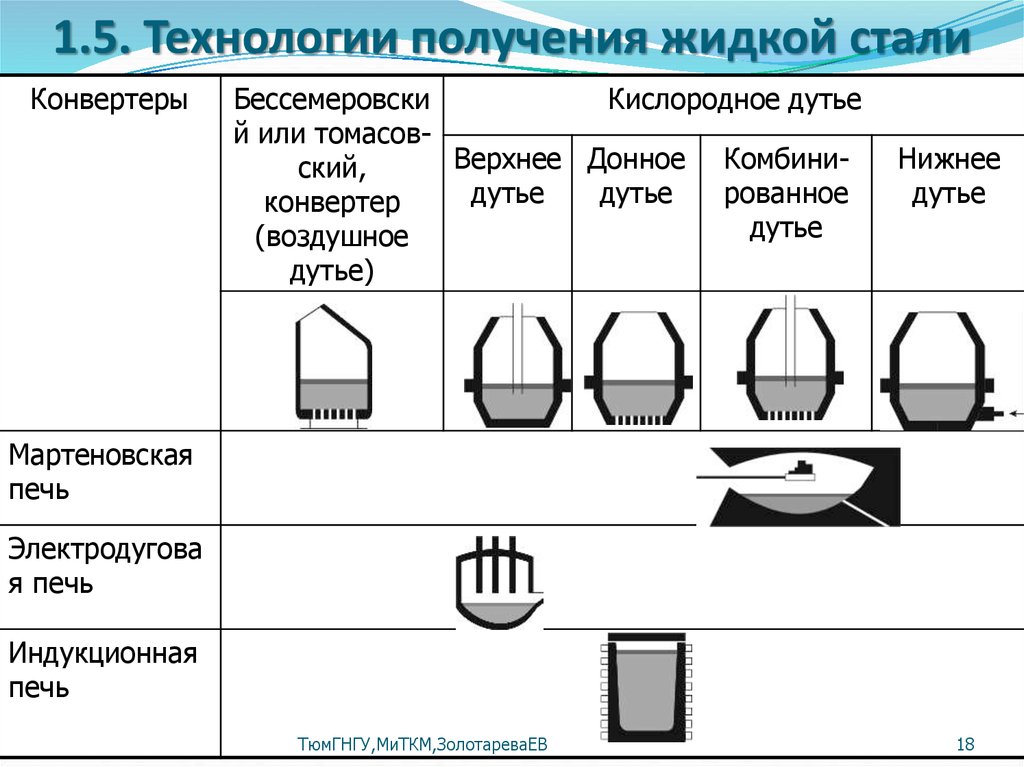 Из них, как правило, производят квадратную заготовку и длинномерный стальной прокат. В печи, заполненные шихтой, погружают три огромных графитовых электрода, на которые подается переменный или постоянный ток. Возникает электрическая дуга, которая создает высокую температуру внутри печи и плавит лом. На базе ДСП обычно строят так называемые мини-заводы (mini-mills) – небольшие металлургические предприятия годовой мощностью 0.5-2 млн. тонн стали. Распространены они в странах с доступной электроэнергией и большими источниками ломообразования.
Из них, как правило, производят квадратную заготовку и длинномерный стальной прокат. В печи, заполненные шихтой, погружают три огромных графитовых электрода, на которые подается переменный или постоянный ток. Возникает электрическая дуга, которая создает высокую температуру внутри печи и плавит лом. На базе ДСП обычно строят так называемые мини-заводы (mini-mills) – небольшие металлургические предприятия годовой мощностью 0.5-2 млн. тонн стали. Распространены они в странах с доступной электроэнергией и большими источниками ломообразования.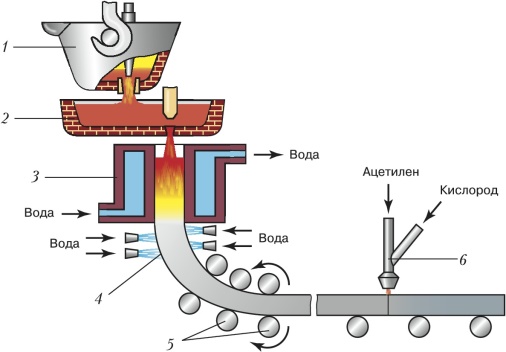 Однако сейчас это преимущество мартенов практически нивелировано внедрением внепечной обработки. Сталь из конвертеров и ДСП дорабатывается в вакууматорах и установках печь-ковш до необходимого состояния и химсостава и уже после этого подается на машины непрерывной разливки.
Однако сейчас это преимущество мартенов практически нивелировано внедрением внепечной обработки. Сталь из конвертеров и ДСП дорабатывается в вакууматорах и установках печь-ковш до необходимого состояния и химсостава и уже после этого подается на машины непрерывной разливки. И мартены благодаря внешнему обогреву природным газом обеспечивали нужный уровень тепла.
И мартены благодаря внешнему обогреву природным газом обеспечивали нужный уровень тепла.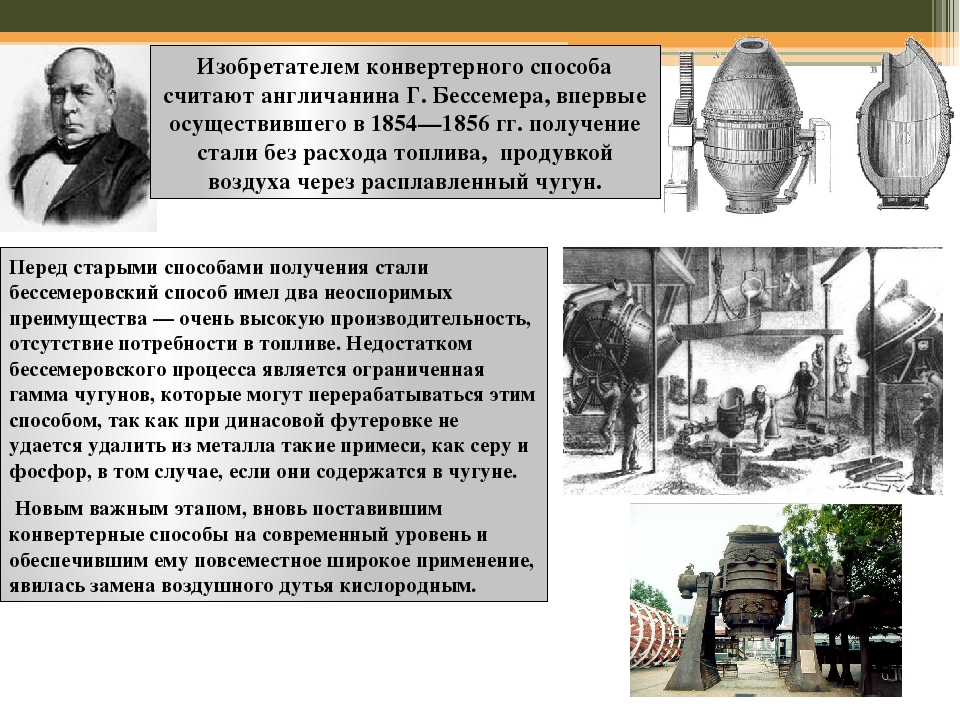 Например, в США около 70% стали выплавляется таким способом. Это объясняется высоким уровнем ломообразования: американцы часто меняют автомобили и бытовую технику, в этой стране развито машиностроение. В Турции около 68% электростали, но гораздо меньше источников ломообразования. Поэтому эта ближневосточная страна является крупнейшим в мире импортером лома.
Например, в США около 70% стали выплавляется таким способом. Это объясняется высоким уровнем ломообразования: американцы часто меняют автомобили и бытовую технику, в этой стране развито машиностроение. В Турции около 68% электростали, но гораздо меньше источников ломообразования. Поэтому эта ближневосточная страна является крупнейшим в мире импортером лома.
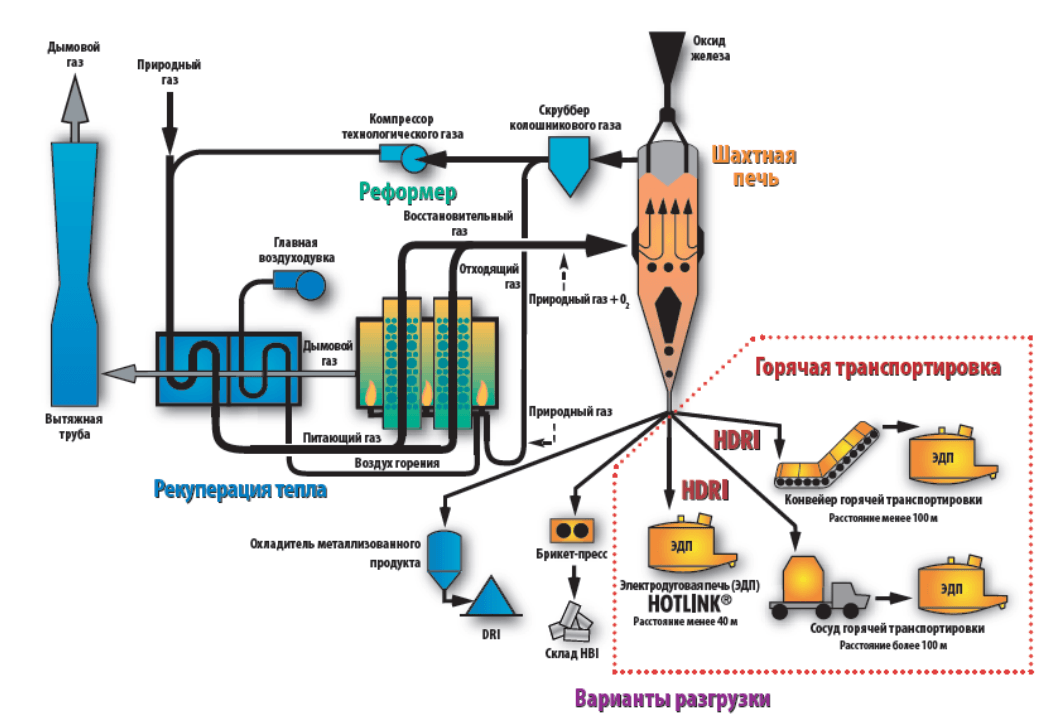
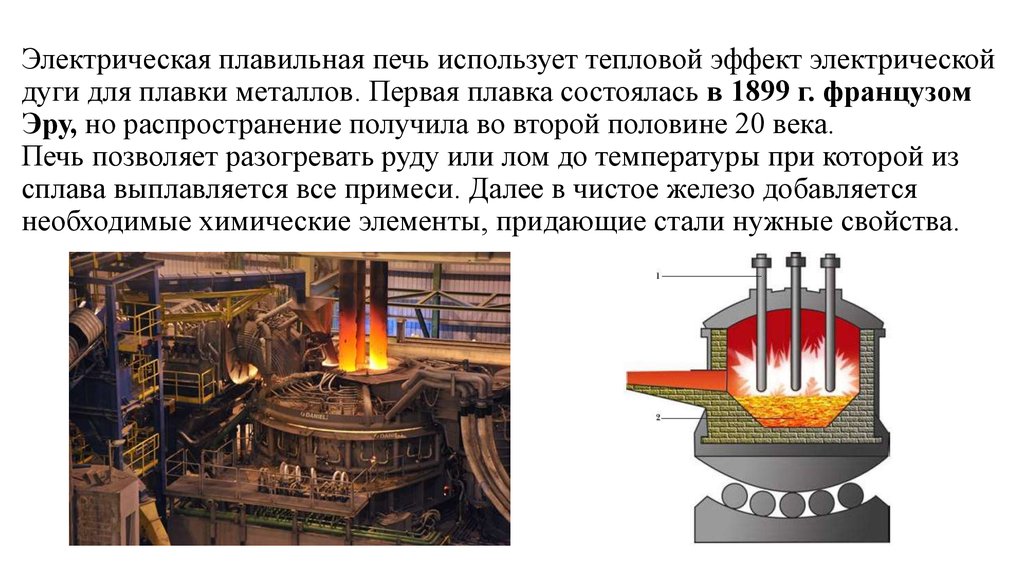 При этом развивается высокая температура, что дает возможность перерабатывать чугун практически любого химического состава, а также добавлять в чугун скрап (железный лом).
При этом развивается высокая температура, что дает возможность перерабатывать чугун практически любого химического состава, а также добавлять в чугун скрап (железный лом).

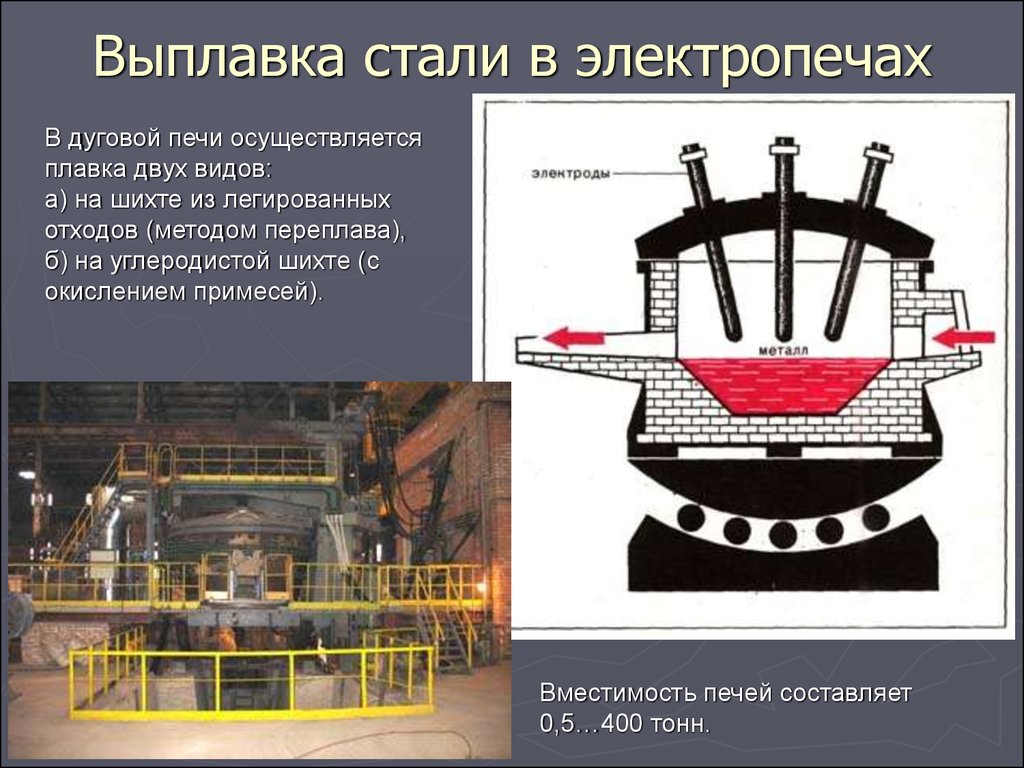
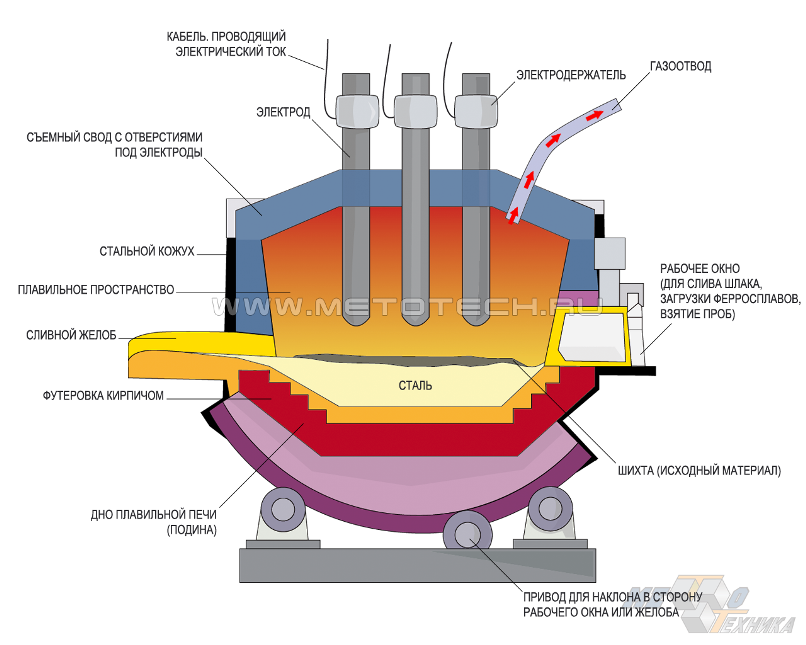 Изложницы заполняют жидким металлом из ковша сверху через центральный литник по каналам или снизу (сифонная разливка). Разливкой сверху получают крупные слитки массой до 35—45 т для прокатки.
Изложницы заполняют жидким металлом из ковша сверху через центральный литник по каналам или снизу (сифонная разливка). Разливкой сверху получают крупные слитки массой до 35—45 т для прокатки. В результате сталь становится более пластичной и прочной.
В результате сталь становится более пластичной и прочной. Удаляются примеси также в виде газообразных продуктов сгорания.
Удаляются примеси также в виде газообразных продуктов сгорания.
 В мартеновском цехе расплавленный чугун сливают при помощи мостового крана в миксер, который представляет собой футерованный огнеупорным кирпичом цилиндр емкостью 1,3 • 10 кг (1300 г) жидкого чугуна. Миксер обеспечивает работу мартеновских печей независимо от времени выпуска чугуна в доменном цехе и, кроме того, позволяет выравнивать состав и температуру жидкого чугуна.
В мартеновском цехе расплавленный чугун сливают при помощи мостового крана в миксер, который представляет собой футерованный огнеупорным кирпичом цилиндр емкостью 1,3 • 10 кг (1300 г) жидкого чугуна. Миксер обеспечивает работу мартеновских печей независимо от времени выпуска чугуна в доменном цехе и, кроме того, позволяет выравнивать состав и температуру жидкого чугуна. Всего в современном мартеновском цехе насчитывается 25-—30 мостовых кранов.
Всего в современном мартеновском цехе насчитывается 25-—30 мостовых кранов. При этом процесс идет значительно быстрей, появляется возможность использовать руды любого состава и .получать сталь то качеству такую же, как и при мартеновском способе производства. Отличительной чертой конвертерного производства является его высокая производительность: на 1 г емкости конвертера приходится более 60 т выплавленной стали в сутки.
При этом процесс идет значительно быстрей, появляется возможность использовать руды любого состава и .получать сталь то качеству такую же, как и при мартеновском способе производства. Отличительной чертой конвертерного производства является его высокая производительность: на 1 г емкости конвертера приходится более 60 т выплавленной стали в сутки. Слив происходит через специальное отверстие в верхней части конвертера.
Слив происходит через специальное отверстие в верхней части конвертера. Классическим примером индукционной печи является печь, где ванна для металла выполнена в виде кольца вокруг магнитопровода трансформатора. В этом случае ванна является коротко-замкнутой вторичной обмоткой трансформатора.
Классическим примером индукционной печи является печь, где ванна для металла выполнена в виде кольца вокруг магнитопровода трансформатора. В этом случае ванна является коротко-замкнутой вторичной обмоткой трансформатора. При этом способе жидкая сталь поступает в кристаллизатор с одного конца и, затвердевая, выходит слитком на другом конце кристаллизатора. Процесс происходит непрерывно. При непрерывной разливке стали значительно сокращаются потери металла, неизбежные при обычном способе разливки вследствие образования усадочных раковин.
При этом способе жидкая сталь поступает в кристаллизатор с одного конца и, затвердевая, выходит слитком на другом конце кристаллизатора. Процесс происходит непрерывно. При непрерывной разливке стали значительно сокращаются потери металла, неизбежные при обычном способе разливки вследствие образования усадочных раковин.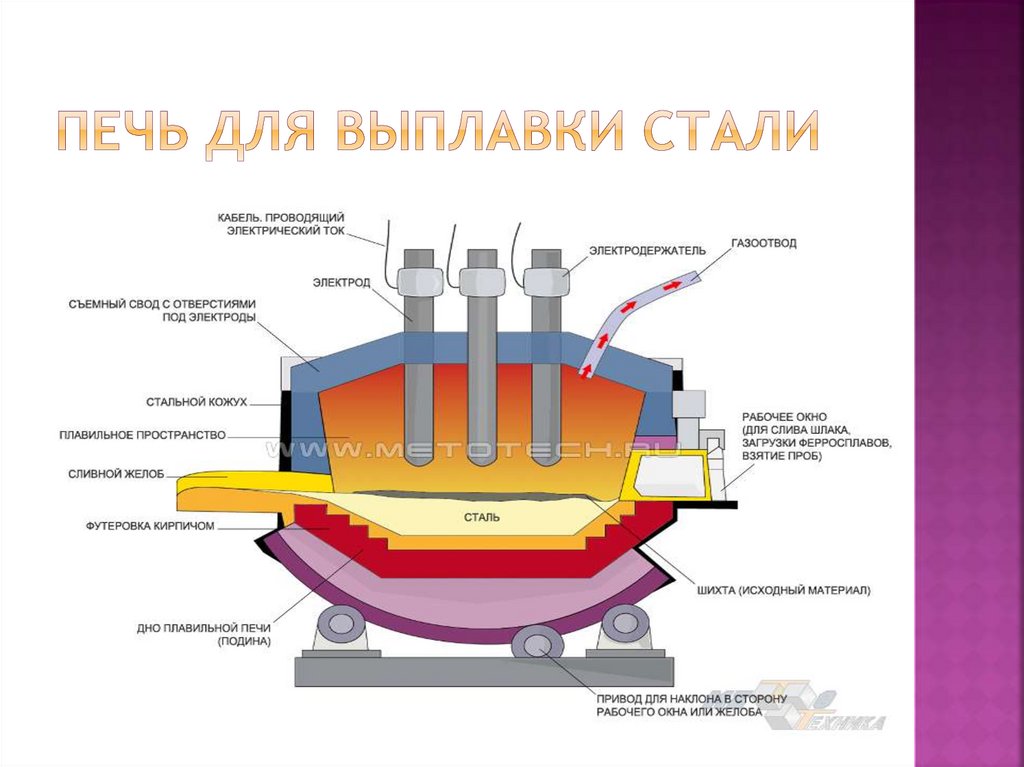 все сопутствующие материалы →
все сопутствующие материалы →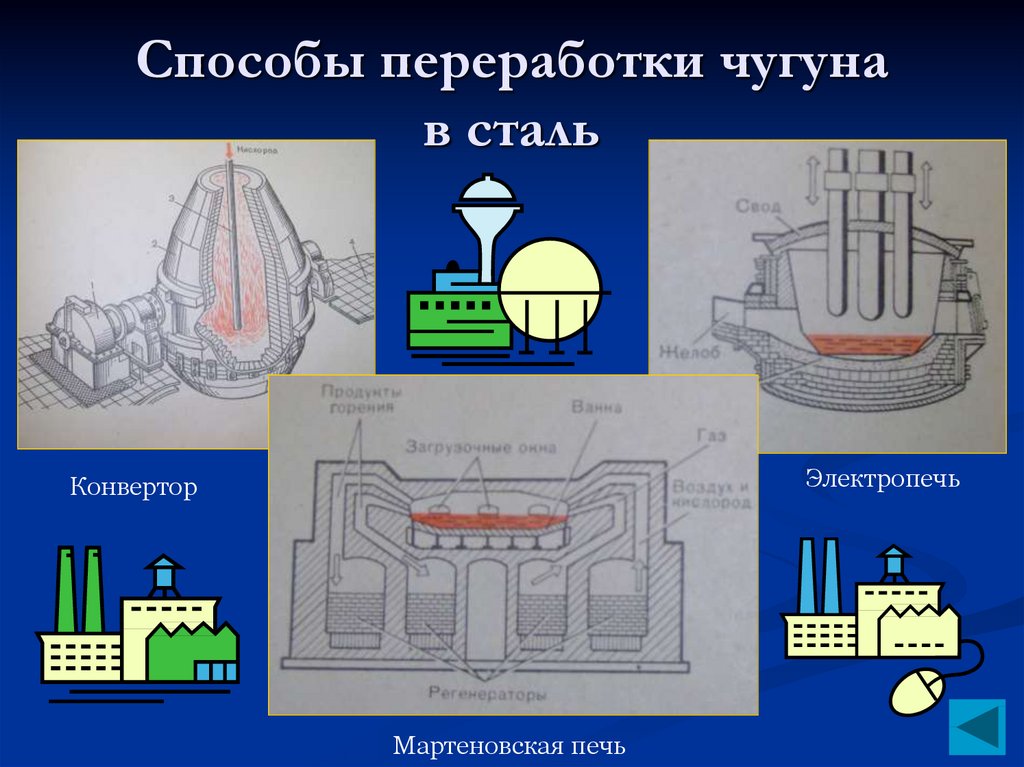
 В гранецентрированной кубической (ГЦК) конфигурации в центре каждой из шести граней единичного куба находится один дополнительный атом железа. Существенно, что стороны гранецентрированного куба или расстояния между соседними решетками в ГЦК конфигурации примерно на 25 процентов больше, чем в ОЦК компоновке; это означает, что в ГЦК-структуре больше места, чем в ОЦК-структуре, для удержания инородных ( , т. е. сплава) атомов в твердом растворе.
В гранецентрированной кубической (ГЦК) конфигурации в центре каждой из шести граней единичного куба находится один дополнительный атом железа. Существенно, что стороны гранецентрированного куба или расстояния между соседними решетками в ГЦК конфигурации примерно на 25 процентов больше, чем в ОЦК компоновке; это означает, что в ГЦК-структуре больше места, чем в ОЦК-структуре, для удержания инородных ( , т. е. сплава) атомов в твердом растворе.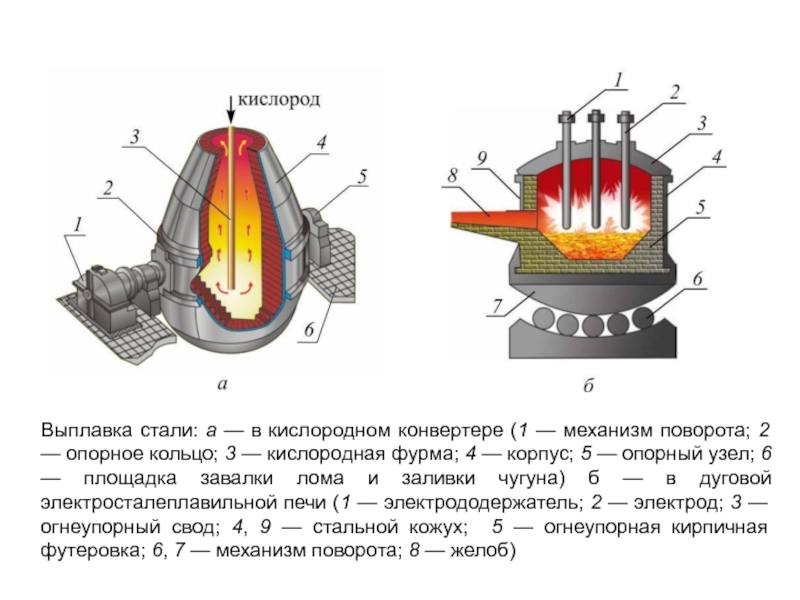 Ниже 770 ° C (1420 ° F) железо является ферромагнитным; температуру, выше которой он теряет это свойство, часто называют точкой Кюри.
Ниже 770 ° C (1420 ° F) железо является ферромагнитным; температуру, выше которой он теряет это свойство, часто называют точкой Кюри. Линия A-B-C представляет точки ликвидуса (, т. е. температуры, при которых расплавленное железо начинает затвердевать), а линия H-J-E-C представляет точки солидуса (при которых затвердевание завершается). Линия A-B-C показывает, что температура затвердевания снижается по мере увеличения содержания углерода в расплаве железа. (Это объясняет, почему серый чугун, содержащий более 2 процентов углерода, обрабатывается при гораздо более низких температурах, чем сталь.) Расплавленная сталь, содержащая, например, 0,77 процента углерода (показана вертикальной пунктирной линией на рисунке), начинает затвердевает при температуре около 1475 ° C (2660 ° F) и полностью затвердевает при температуре около 1400 ° C (2550 ° F). С этой точки и ниже все кристаллы железа находятся в аустенитной — , т. е. ГЦК — компоновка и содержат весь углерод в твердом растворе. При дальнейшем охлаждении резкое изменение происходит примерно при 727 ° C (1341 ° F), когда кристаллы аустенита превращаются в тонкую пластинчатую структуру, состоящую из чередующихся пластинок феррита и карбида железа.
Линия A-B-C представляет точки ликвидуса (, т. е. температуры, при которых расплавленное железо начинает затвердевать), а линия H-J-E-C представляет точки солидуса (при которых затвердевание завершается). Линия A-B-C показывает, что температура затвердевания снижается по мере увеличения содержания углерода в расплаве железа. (Это объясняет, почему серый чугун, содержащий более 2 процентов углерода, обрабатывается при гораздо более низких температурах, чем сталь.) Расплавленная сталь, содержащая, например, 0,77 процента углерода (показана вертикальной пунктирной линией на рисунке), начинает затвердевает при температуре около 1475 ° C (2660 ° F) и полностью затвердевает при температуре около 1400 ° C (2550 ° F). С этой точки и ниже все кристаллы железа находятся в аустенитной — , т. е. ГЦК — компоновка и содержат весь углерод в твердом растворе. При дальнейшем охлаждении резкое изменение происходит примерно при 727 ° C (1341 ° F), когда кристаллы аустенита превращаются в тонкую пластинчатую структуру, состоящую из чередующихся пластинок феррита и карбида железа.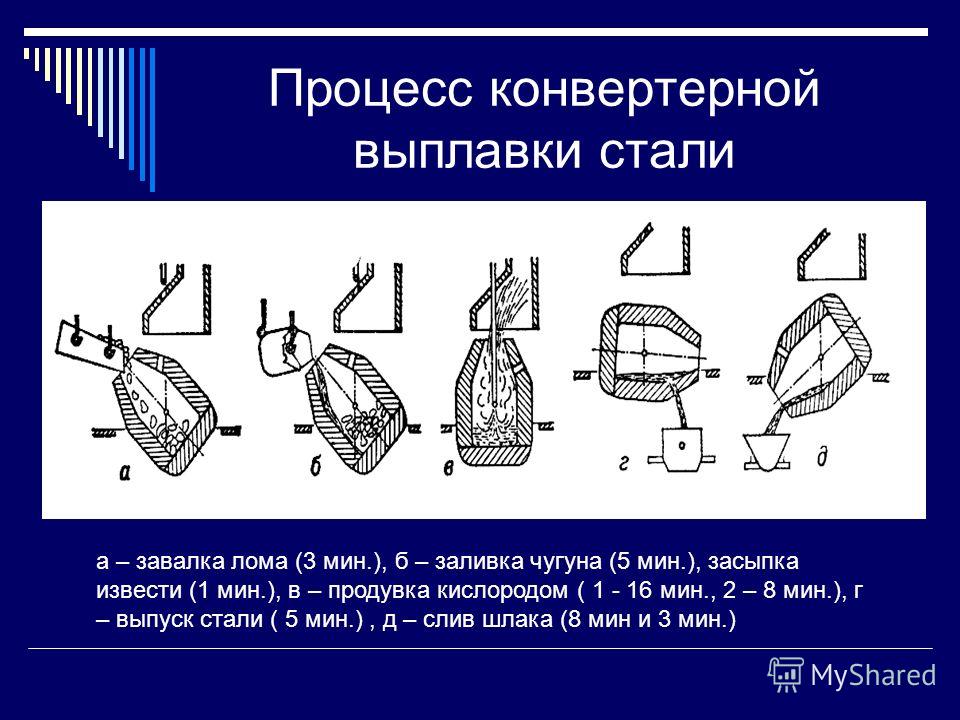 Эта микроструктура называется перлитом, а изменение называется эвтектоидным превращением. Перлит имеет твердость алмазной пирамиды (DPH) примерно 200 кгс на квадратный миллиметр (285 000 фунтов на квадратный дюйм), по сравнению с DPH 70 кгс на квадратный миллиметр для чистого железа. Охлаждающая сталь с более низким содержанием углерода ( , например, 0,25 процента) дает микроструктуру, содержащую примерно 50 процентов перлита и 50 процентов феррита; это мягче, чем перлит, с DPH около 130. Сталь с содержанием углерода более 0,77%, например, 1,05%, содержит в своей микроструктуре перлит и цементит; он тверже перлита и может иметь DPH 250.
Эта микроструктура называется перлитом, а изменение называется эвтектоидным превращением. Перлит имеет твердость алмазной пирамиды (DPH) примерно 200 кгс на квадратный миллиметр (285 000 фунтов на квадратный дюйм), по сравнению с DPH 70 кгс на квадратный миллиметр для чистого железа. Охлаждающая сталь с более низким содержанием углерода ( , например, 0,25 процента) дает микроструктуру, содержащую примерно 50 процентов перлита и 50 процентов феррита; это мягче, чем перлит, с DPH около 130. Сталь с содержанием углерода более 0,77%, например, 1,05%, содержит в своей микроструктуре перлит и цементит; он тверже перлита и может иметь DPH 250. С середины 1800-х годов сталь стала одним из самых надежных материалов во всем мире, обслуживая бесчисленные производственные и строительные рынки. По данным Всемирной ассоциации производителей стали, глобальное производство стали поддерживает или способствует мировой экономической деятельности на сумму 2,9 трлн долларов, что делает ее важнейшим материалом, поддерживающим миллионы рабочих мест во всем мире.
С середины 1800-х годов сталь стала одним из самых надежных материалов во всем мире, обслуживая бесчисленные производственные и строительные рынки. По данным Всемирной ассоциации производителей стали, глобальное производство стали поддерживает или способствует мировой экономической деятельности на сумму 2,9 трлн долларов, что делает ее важнейшим материалом, поддерживающим миллионы рабочих мест во всем мире. Изделия из железа развивались в это время, начиная с кузнецов, производящих изделия из кованого железа. Эти торговцы научились нагревать железную руду, и, используя процесс молота и наковальни, кузнецы удаляли примеси из металла и производили прочный и ковкий конечный продукт из железа.
Изделия из железа развивались в это время, начиная с кузнецов, производящих изделия из кованого железа. Эти торговцы научились нагревать железную руду, и, используя процесс молота и наковальни, кузнецы удаляли примеси из металла и производили прочный и ковкий конечный продукт из железа.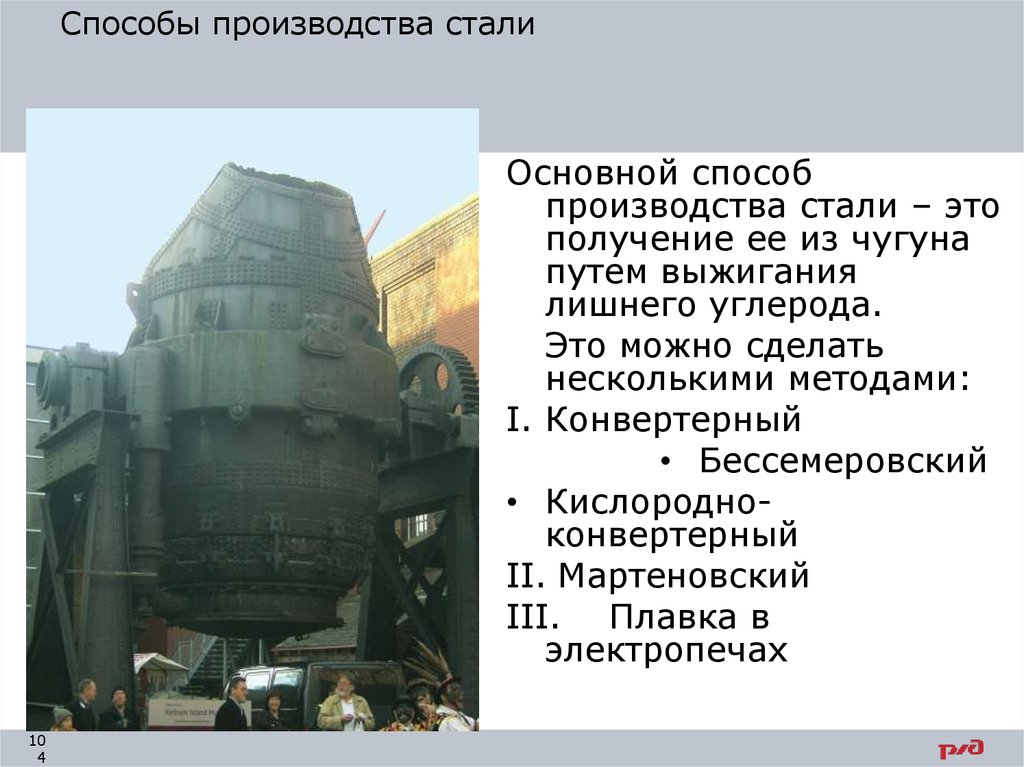 После этого железо прошло последнюю итерацию, которая больше всего напоминает сегодняшнюю сталь. В Индии рабочие-металлурги разработали процесс выплавки железа, сочетающий в себе идеальное соотношение железа и углерода. Используя тигли или глиняные контейнеры, мастера по металлу смешивали куски железа и древесного угля в высокотемпературной печи. Во время приготовления железо плавилось и поглощало атомы углерода из древесного угля. После охлаждения тигли содержали то, что мы теперь знаем как сталь — сплав железа с углеродом.
После этого железо прошло последнюю итерацию, которая больше всего напоминает сегодняшнюю сталь. В Индии рабочие-металлурги разработали процесс выплавки железа, сочетающий в себе идеальное соотношение железа и углерода. Используя тигли или глиняные контейнеры, мастера по металлу смешивали куски железа и древесного угля в высокотемпературной печи. Во время приготовления железо плавилось и поглощало атомы углерода из древесного угля. После охлаждения тигли содержали то, что мы теперь знаем как сталь — сплав железа с углеродом.
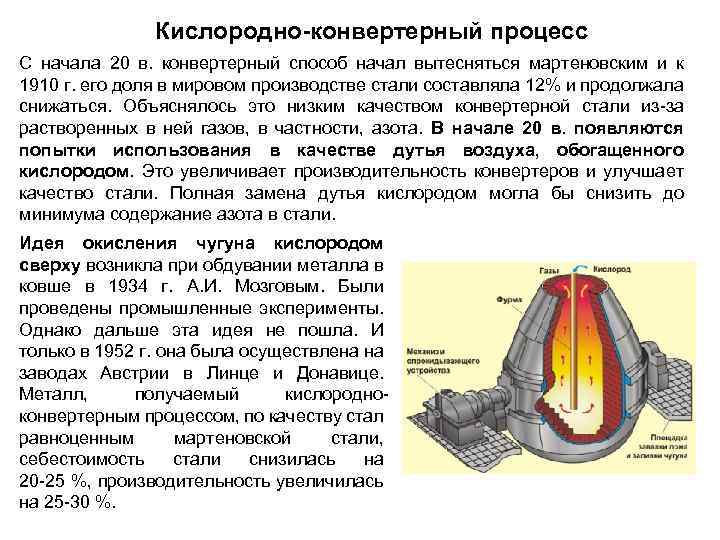 Затем в печь вдувают чистый кислород, повышая ее температуру. При этой температуре металлолом не только плавится в жидкость, но и примеси железа окисляются, полностью испаряясь. Кроме того, высокая температура снижает содержание углерода до идеального соотношения, что приводит к получению жидкой стали.
Затем в печь вдувают чистый кислород, повышая ее температуру. При этой температуре металлолом не только плавится в жидкость, но и примеси железа окисляются, полностью испаряясь. Кроме того, высокая температура снижает содержание углерода до идеального соотношения, что приводит к получению жидкой стали. Сегодняшние современные сталеплавильные печи ЭДП производят 150 тонн стали за плавку, что занимает примерно 90 минут.
Сегодняшние современные сталеплавильные печи ЭДП производят 150 тонн стали за плавку, что занимает примерно 90 минут. Каждый эксперт играет свою роль в обеспечении того, чтобы сталь и металлические материалы превращались в хорошо спроектированные, высококачественные компоненты и конечные продукты, которые будут играть важную роль на нашем глобальном рынке.
Каждый эксперт играет свою роль в обеспечении того, чтобы сталь и металлические материалы превращались в хорошо спроектированные, высококачественные компоненты и конечные продукты, которые будут играть важную роль на нашем глобальном рынке.
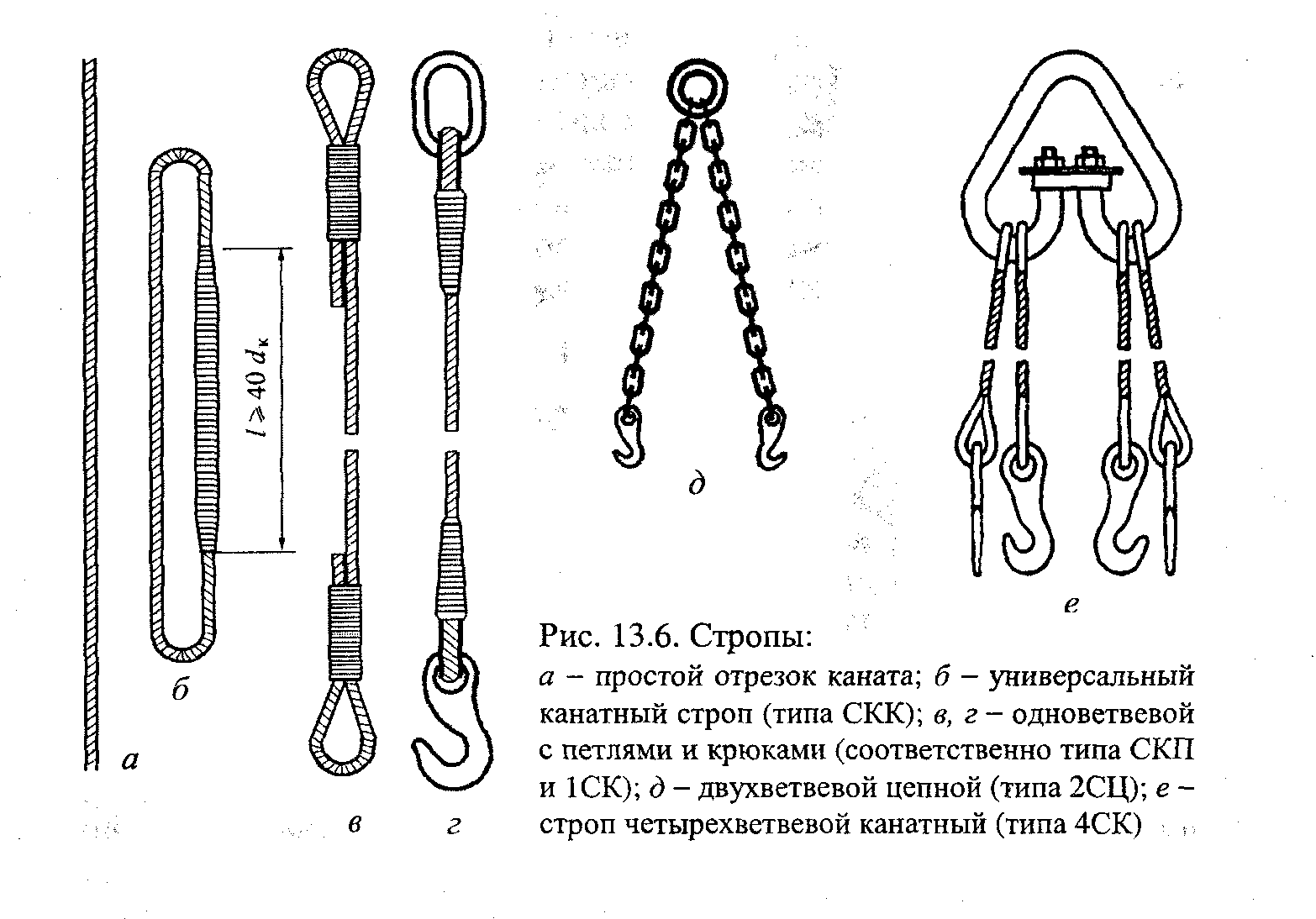 Концы каната простейшего стропа закрепляют сжимами или такелажными узлами. Простейшие стропы применяют при подъеме тяжелых грузов, если грузоподъемность обычных стропов недостаточна.
Концы каната простейшего стропа закрепляют сжимами или такелажными узлами. Простейшие стропы применяют при подъеме тяжелых грузов, если грузоподъемность обычных стропов недостаточна. Изготовить облегченный строп сложнее, чем универсальный, так как приходится выполнять две заплетки каната у петель. Несмотря на это, их широко применяют, особенно в гражданском строительстве, где масса отдельных элементов здания не превышает 5 т.
Изготовить облегченный строп сложнее, чем универсальный, так как приходится выполнять две заплетки каната у петель. Несмотря на это, их широко применяют, особенно в гражданском строительстве, где масса отдельных элементов здания не превышает 5 т.
 С помощью этих стропов поднимаемую плиту можно раскантовать из горизонтального положения в вертикальное, и наоборот. Если плиты хранились в вертикальном положении, то перед строповкой их переводят в горизонтальное положение на кантователе. К этим стропам крепят блоки, создающие равномерное натяжение всех его нитей.
С помощью этих стропов поднимаемую плиту можно раскантовать из горизонтального положения в вертикальное, и наоборот. Если плиты хранились в вертикальном положении, то перед строповкой их переводят в горизонтальное положение на кантователе. К этим стропам крепят блоки, создающие равномерное натяжение всех его нитей. 2 — фасонкн. 3, 5 — полукольца из гнутого обрезка трубы, 4 — серьга монтажного блока. 6 — подкладные листы, 7, 9 — ребра жесткости, 8 — обрезки трубы
2 — фасонкн. 3, 5 — полукольца из гнутого обрезка трубы, 4 — серьга монтажного блока. 6 — подкладные листы, 7, 9 — ребра жесткости, 8 — обрезки трубы На цилиндрической поверхности или поверхности с острыми гранями строп закрепляют с помощью коуша пли ролика с профилем канавки, соответствующим диаметру сечения стропа.
На цилиндрической поверхности или поверхности с острыми гранями строп закрепляют с помощью коуша пли ролика с профилем канавки, соответствующим диаметру сечения стропа. Коуш под витой инвентарный строи для крепления к захватным устройствам двоякой кривизны показан установленным на монтажном блоке на серьге. Он состоит из полукольца, выполненного из гнутого обрезка трубы, усиленного подкладными листами и ребрами жесткости. Полукольцо соединяется с фасонным обрезком трубы. Для восприятия сжимающих усилий применяются ребра.
Коуш под витой инвентарный строи для крепления к захватным устройствам двоякой кривизны показан установленным на монтажном блоке на серьге. Он состоит из полукольца, выполненного из гнутого обрезка трубы, усиленного подкладными листами и ребрами жесткости. Полукольцо соединяется с фасонным обрезком трубы. Для восприятия сжимающих усилий применяются ребра.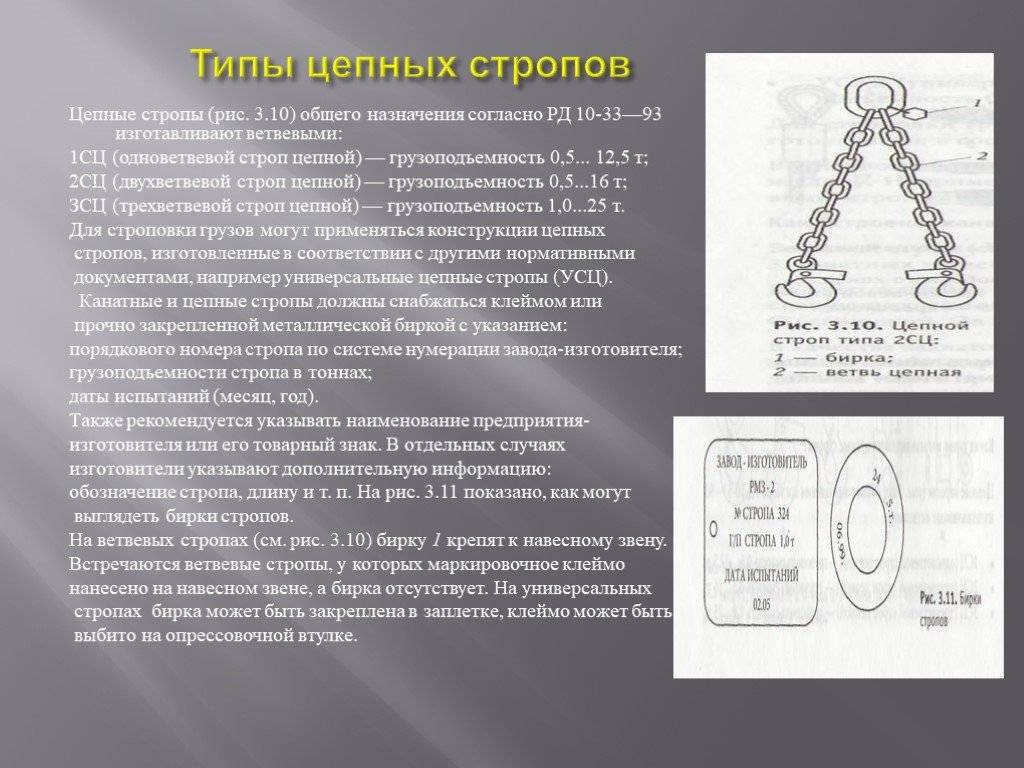
 Длина каждой перевязки должна быть не менее 1,5 диаметра каната. Крутоизогнутые участки витого стропа, соприкасающиеся с грузозахватными органами, также обматывают плотно уложенной мягкой проволокой диаметром 1—2 мм.
Длина каждой перевязки должна быть не менее 1,5 диаметра каната. Крутоизогнутые участки витого стропа, соприкасающиеся с грузозахватными органами, также обматывают плотно уложенной мягкой проволокой диаметром 1—2 мм. Если у захватного устройства монтажного блока нет канавок под определенное число ветвей каната, полотенчатый строп выполняют с минимально возможным числом ветвей.
Если у захватного устройства монтажного блока нет канавок под определенное число ветвей каната, полотенчатый строп выполняют с минимально возможным числом ветвей. Ветви стропа натягивают под нагрузкой, составляющей приблизительно 20% от максимальной нагрузки.
Ветви стропа натягивают под нагрузкой, составляющей приблизительно 20% от максимальной нагрузки. Для расстроповки полуавтоматического стропа достаточно натянуть тяговый канат.
Для расстроповки полуавтоматического стропа достаточно натянуть тяговый канат.
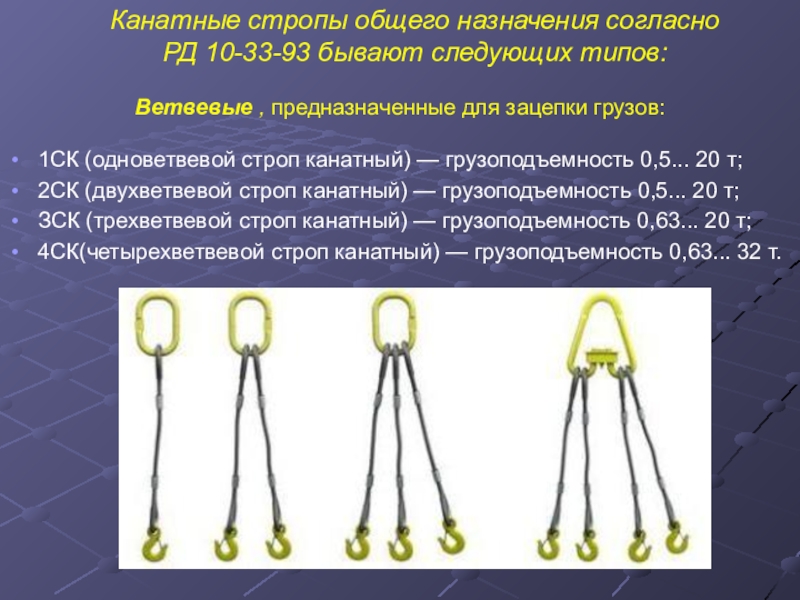
 Расслабление прядей каната в месте заплетки производится вручную вращением вала шпинделя.
Расслабление прядей каната в месте заплетки производится вручную вращением вала шпинделя.

 При изготовлении стропов с одной петлей Нормы времени и Расценки графы «б» табл.2 и 4 и граф «б» и «г» табл.3 умножать на 0,5 (ПР-1).
При изготовлении стропов с одной петлей Нормы времени и Расценки графы «б» табл.2 и 4 и граф «б» и «г» табл.3 умножать на 0,5 (ПР-1).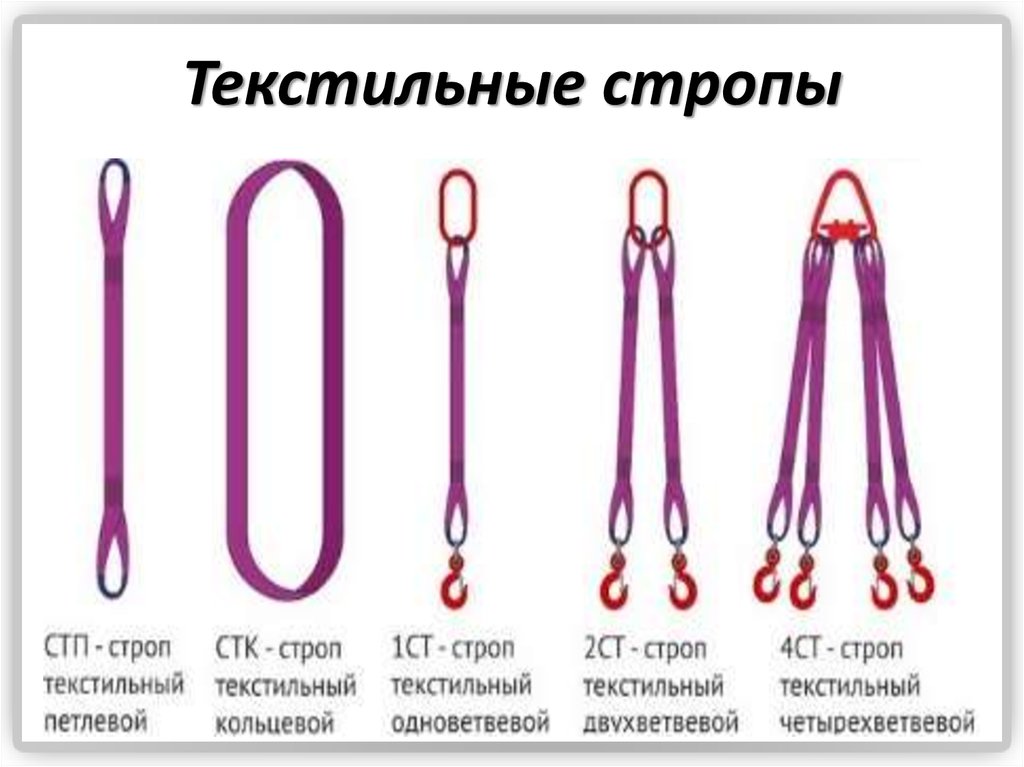 Чтобы помочь стабилизировать травму, можно сделать треугольную повязку из большого квадратного куска ткани.
Чтобы помочь стабилизировать травму, можно сделать треугольную повязку из большого квадратного куска ткани. Медицинский работник должен часто проверять кровообращение, движение и чувствительность в поврежденной области.
Медицинский работник должен часто проверять кровообращение, движение и чувствительность в поврежденной области. (Если слинг предназначен для ребенка, вы можете использовать меньший размер.)
(Если слинг предназначен для ребенка, вы можете использовать меньший размер.)
 Также обратитесь за медицинской помощью, если вы не можете полностью обездвижить травму на месте происшествия самостоятельно.
Также обратитесь за медицинской помощью, если вы не можете полностью обездвижить травму на месте происшествия самостоятельно. Переломы и вывихи. В: Ауэрбах PS, изд. Лекарство для наружного применения. 6-е изд. Филадельфия, Пенсильвания: Elsevier; 2016: 67-107.
Переломы и вывихи. В: Ауэрбах PS, изд. Лекарство для наружного применения. 6-е изд. Филадельфия, Пенсильвания: Elsevier; 2016: 67-107. Пожалуйста, включите JavaScript, чтобы наш веб-сайт отображался должным образом. Вот инструкции о том, как включить JavaScript в вашем браузере.
Пожалуйста, включите JavaScript, чтобы наш веб-сайт отображался должным образом. Вот инструкции о том, как включить JavaScript в вашем браузере. Часто они связаны со спортом.
Часто они связаны со спортом.

 Чтобы заменить
Чтобы заменить Если обнаружены следы износа и толщина щек
Если обнаружены следы износа и толщина щек
 Поэтому
Поэтому Она должна быть в пределах 57,85-58,15 мм.
Она должна быть в пределах 57,85-58,15 мм.
 На МТЗ типа 80, 82, 82-1, 320 и 1221 установлена однодисковая муфта. Функция такого элемента в системе заключается в том, чтобы передавать крутящий момент к трансмиссии от двигателя. В это время отключается двигатель от мягкого соединения и КПП. При этом конструкция сцепления МТЗ-80 и других моделей позволяет машине двигаться плавно и останавливаться, когда включают тормоза.
На МТЗ типа 80, 82, 82-1, 320 и 1221 установлена однодисковая муфта. Функция такого элемента в системе заключается в том, чтобы передавать крутящий момент к трансмиссии от двигателя. В это время отключается двигатель от мягкого соединения и КПП. При этом конструкция сцепления МТЗ-80 и других моделей позволяет машине двигаться плавно и останавливаться, когда включают тормоза.
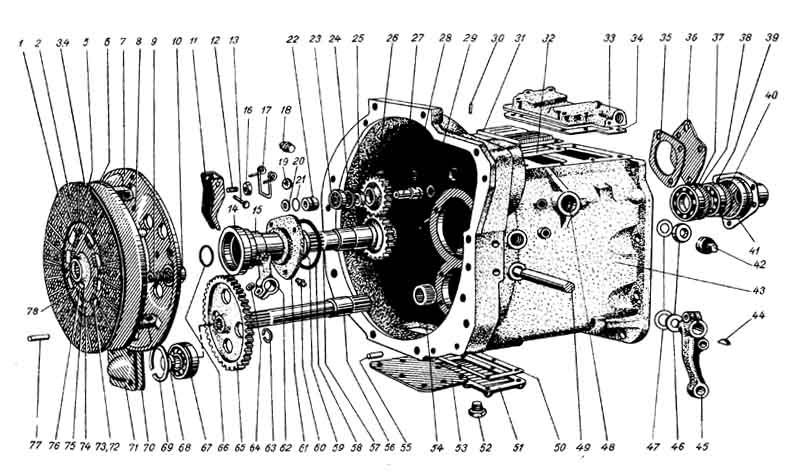 Правильное положение лапки определяется расстоянием 12 миллиметра от фланца ступицы опорного диска сцепления до рабочей плоскости рычага-лапки. Данный зазор между лапками и диском сцепления необходимо установить одинаковый, допускается минимальная погрешность в 0,3 мм.
Правильное положение лапки определяется расстоянием 12 миллиметра от фланца ступицы опорного диска сцепления до рабочей плоскости рычага-лапки. Данный зазор между лапками и диском сцепления необходимо установить одинаковый, допускается минимальная погрешность в 0,3 мм.
 В таком случае выступающую часть стачивают. Также нужно обращать внимание при замене лапок на степень твёрдости метала. Одной из причин быстрого стирания лапок после ремонта есть несоответствие материала изготовления или отсутствие закалки рабочих поверхностей детали.
В таком случае выступающую часть стачивают. Также нужно обращать внимание при замене лапок на степень твёрдости метала. Одной из причин быстрого стирания лапок после ремонта есть несоответствие материала изготовления или отсутствие закалки рабочих поверхностей детали. Если отверстия крепления выжимных рычагов разбиты под эллипс, а также при выявлении трещин – диск заменяют на новый.
Если отверстия крепления выжимных рычагов разбиты под эллипс, а также при выявлении трещин – диск заменяют на новый.
 Если будет наблюдаться провисание, то нужно открутить болты, провернув кронштейн по часовой стрелке.
Если будет наблюдаться провисание, то нужно открутить болты, провернув кронштейн по часовой стрелке. заранее благодарен кому не трудно!
заранее благодарен кому не трудно!

 Замена и ремонт сцепления МТЗ-82 проводится в следующих случаях:
Замена и ремонт сцепления МТЗ-82 проводится в следующих случаях: У этой модели колесного трактора, как и у 1221 и 320, одинаковые причины износа муфты.
У этой модели колесного трактора, как и у 1221 и 320, одинаковые причины износа муфты. На рынке представлена масса продукции сомнительного качества. При подборе и покупке нужно обращать внимание на соответствие линейных размеров деталей, посадочных мест, и соответствие материала изготовления, его закалку или цементацию, шлифовку при необходимости наличие балансировки.
На рынке представлена масса продукции сомнительного качества. При подборе и покупке нужно обращать внимание на соответствие линейных размеров деталей, посадочных мест, и соответствие материала изготовления, его закалку или цементацию, шлифовку при необходимости наличие балансировки.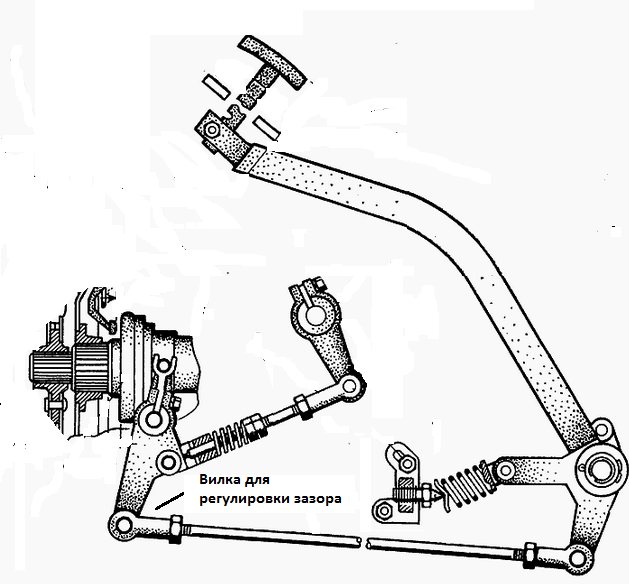
 К ведомой части системы также относится 2 ведомых, на которых стоят гасители колебаний вращения. Они находятся на силовом валу, что и обеспечивает эффективное соединение.
К ведомой части системы также относится 2 ведомых, на которых стоят гасители колебаний вращения. Они находятся на силовом валу, что и обеспечивает эффективное соединение. Когда отремонтированными рычагами можно будет управлять, надо устанавливать стопорные пластины и снимать оправу.
Когда отремонтированными рычагами можно будет управлять, надо устанавливать стопорные пластины и снимать оправу.
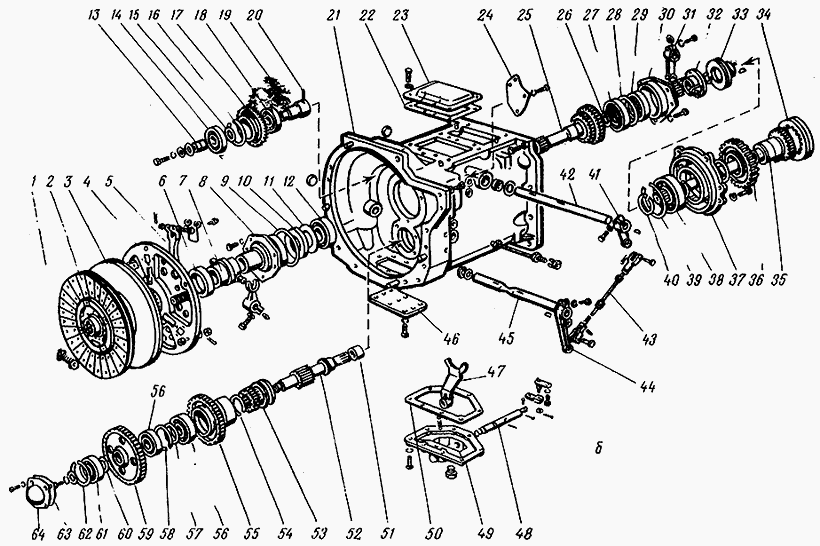 После этого проверяется и при наличии потребности проводится регулировка зазоров. В этом случае следует снять лючок муфты. Дальше нужно провернуть коленвал силовой установки, чтобы было видно отжимной рычаг. Теперь требуется щупом, чья толщина порядка 0,3 см, проверить зазор, присутствующий между подшипником и рычагом. Если присутствует потребность, проводится их регулировка. Для этого следует:
После этого проверяется и при наличии потребности проводится регулировка зазоров. В этом случае следует снять лючок муфты. Дальше нужно провернуть коленвал силовой установки, чтобы было видно отжимной рычаг. Теперь требуется щупом, чья толщина порядка 0,3 см, проверить зазор, присутствующий между подшипником и рычагом. Если присутствует потребность, проводится их регулировка. Для этого следует:

 Это позволит существенно сэкономить не только средства, но и время на отправку машины в сервисный центр. Опытный тракторист выполнит работу всего за несколько часов, что позволит не нарушить рабочий график и выполнить задачи по посеву, уборке своевременно.
Это позволит существенно сэкономить не только средства, но и время на отправку машины в сервисный центр. Опытный тракторист выполнит работу всего за несколько часов, что позволит не нарушить рабочий график и выполнить задачи по посеву, уборке своевременно. 6.019, оригинал
6.019, оригинал 2KW
2KW  Китс и НевисСент. Люсия Св. МартинСт. Винсент и ГренадиныСуринамШвецияШвейцарияТайваньТанзанияТаиландТимор-ЛештиТогоТонгаТринидад и ТобагоТунисТурцияОстрова Теркс и КайкосСША Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЙеменЗамбияЗимбабве
Китс и НевисСент. Люсия Св. МартинСт. Винсент и ГренадиныСуринамШвецияШвейцарияТайваньТанзанияТаиландТимор-ЛештиТогоТонгаТринидад и ТобагоТунисТурцияОстрова Теркс и КайкосСША Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЙеменЗамбияЗимбабве


 Влага, оставшаяся в песке или ПГС, со временем естественным образом испаряется, и на выходе получается «чистое» полезное ископаемое.
Влага, оставшаяся в песке или ПГС, со временем естественным образом испаряется, и на выходе получается «чистое» полезное ископаемое. Вдобавок к этому, плавучие «пылесосы» высоко востребованы при возведении золошлаковых хранилищ ТЭЦ.
Вдобавок к этому, плавучие «пылесосы» высоко востребованы при возведении золошлаковых хранилищ ТЭЦ.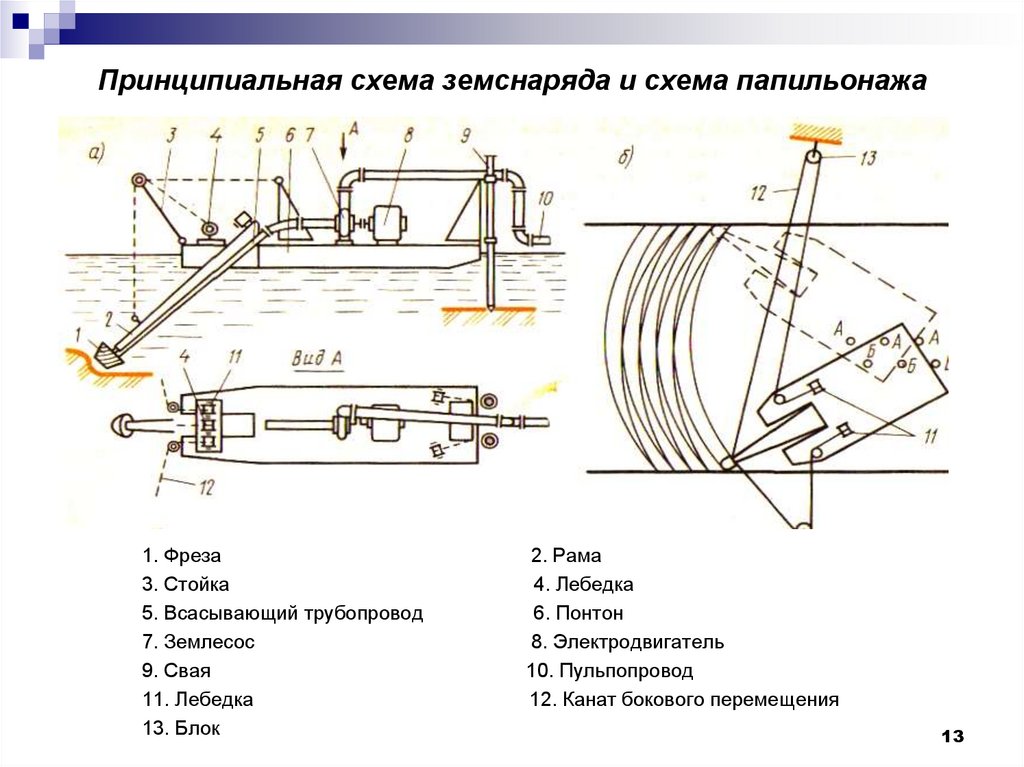

 Снаряды штангового типа могут применяться для всех видов землеройных работ, но только на мелких глубинах.
Снаряды штангового типа могут применяться для всех видов землеройных работ, но только на мелких глубинах.
 В конструкциях некоторых грунтозаборных устройств кроме раз-мывочных предусмотрены специальные боковые насадки для смыва материала с бортов судна. Во всасывающих трубах уширены щелевые наконечники, соответствующие ширине днища грузового бункера судна.
В конструкциях некоторых грунтозаборных устройств кроме раз-мывочных предусмотрены специальные боковые насадки для смыва материала с бортов судна. Во всасывающих трубах уширены щелевые наконечники, соответствующие ширине днища грузового бункера судна. сколько видвинутой вперед для предохранения их от механических повреждений. Она также способствует более равномерному распределению скоростей всасывания по ширине приемного отверстия наконечника, что улучшает забор материала.
сколько видвинутой вперед для предохранения их от механических повреждений. Она также способствует более равномерному распределению скоростей всасывания по ширине приемного отверстия наконечника, что улучшает забор материала.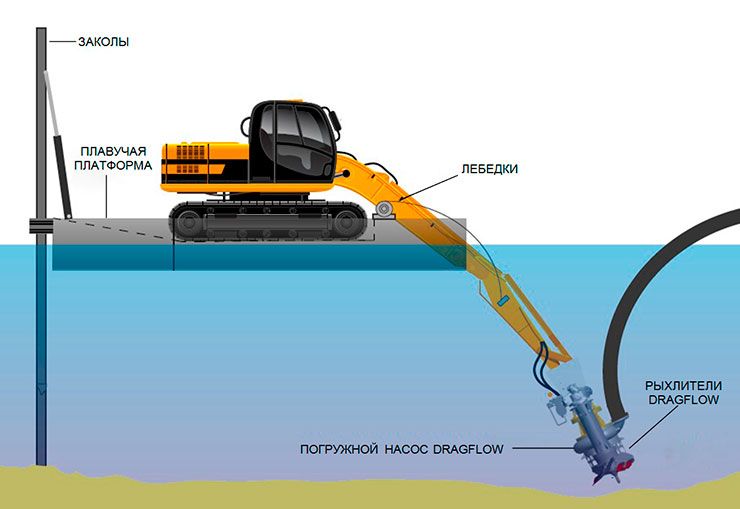

 При этом перекачивает более высокое содержание твердых частиц и не засоряется, как обычные насосы.
При этом перекачивает более высокое содержание твердых частиц и не засоряется, как обычные насосы.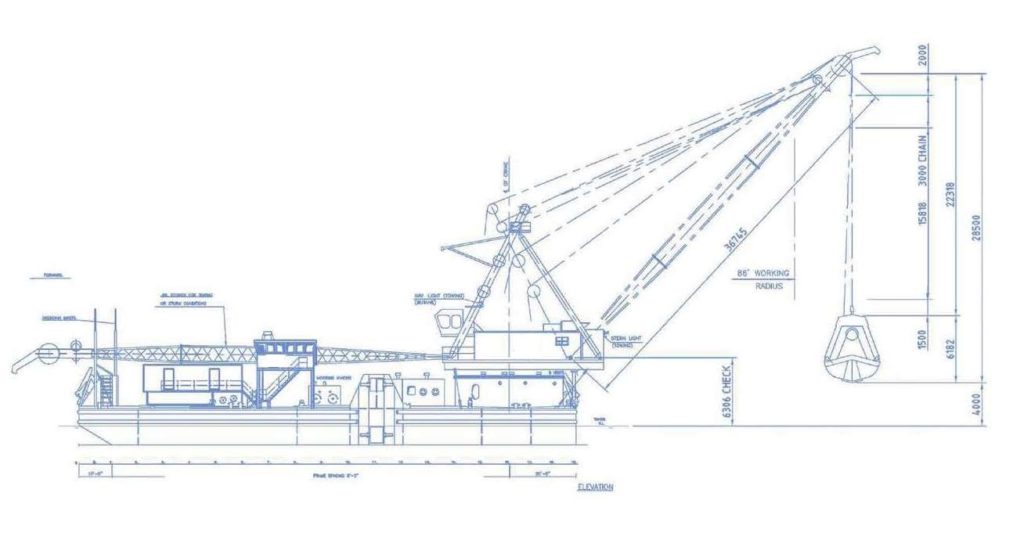 В отличие от других земснарядных насосов, конструкция насоса EDDY не имеет крыльчатки, а вместо этого представляет собой мощный геометрически спроектированный ротор, который создает синхронизированный вихревой ток, похожий на торнадо.
В отличие от других земснарядных насосов, конструкция насоса EDDY не имеет крыльчатки, а вместо этого представляет собой мощный геометрически спроектированный ротор, который создает синхронизированный вихревой ток, похожий на торнадо.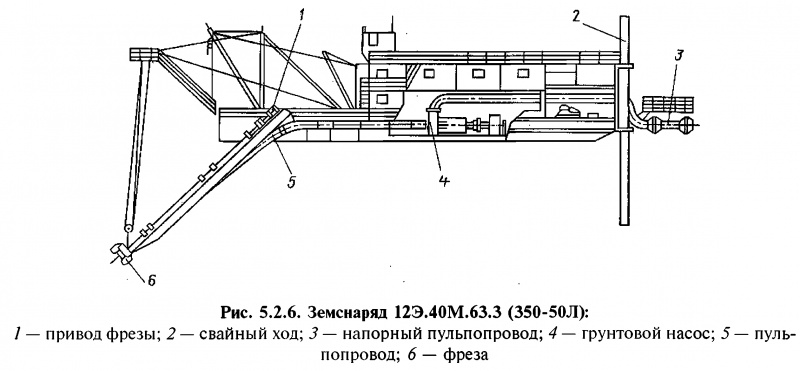 Развертывание с помощью баржи, экскаватора или подводного аппарата.
Развертывание с помощью баржи, экскаватора или подводного аппарата. Это, в свою очередь, снижает стоимость и время обработки загрязняющих материалов и всего проекта дноуглубительных работ.
Это, в свою очередь, снижает стоимость и время обработки загрязняющих материалов и всего проекта дноуглубительных работ. Эта конструкция обеспечивает более высокую производительность в сложных условиях копания, используя реальную мощность копания экскаватора и зубьев ковша.
Эта конструкция обеспечивает более высокую производительность в сложных условиях копания, используя реальную мощность копания экскаватора и зубьев ковша. Это не относится к насосу EDDY, поскольку мы можем перекачивать твердые предметы до 11 дюймов!
Это не относится к насосу EDDY, поскольку мы можем перекачивать твердые предметы до 11 дюймов! Более подробная информация о нашей насосной технике.
Более подробная информация о нашей насосной технике.  Звоните или пишите для помощи в выборе.
Звоните или пишите для помощи в выборе. Если материал не может быть выгружен вблизи земснаряда, то он должен храниться для последующей транспортировки.
Если материал не может быть выгружен вблизи земснаряда, то он должен храниться для последующей транспортировки. п.
п. Крановые баржи представляют собой плавучие платформы для фиксированных или вращающихся тростей.
Крановые баржи представляют собой плавучие платформы для фиксированных или вращающихся тростей.




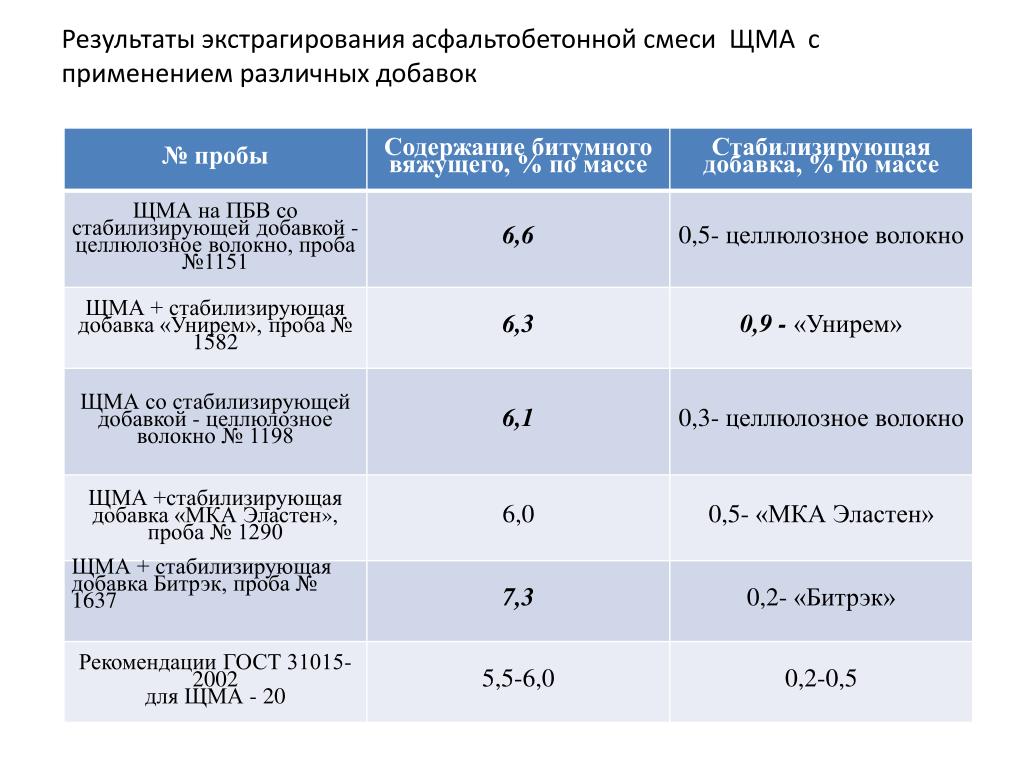

 5
5
 Roseen R.M., Ballestero T., Houle J., Briggs J.F., Houle K.M. Качество воды и гидрологические характеристики пористого асфальтобетонного покрытия как стратегии очистки ливневых вод в холодном климате. Дж. Окружающая среда. англ. 2012; 138:81–89. doi: 10.1061/(ASCE)EE.1943-7870.0000459. [CrossRef] [Google Scholar]
Roseen R.M., Ballestero T., Houle J., Briggs J.F., Houle K.M. Качество воды и гидрологические характеристики пористого асфальтобетонного покрытия как стратегии очистки ливневых вод в холодном климате. Дж. Окружающая среда. англ. 2012; 138:81–89. doi: 10.1061/(ASCE)EE.1943-7870.0000459. [CrossRef] [Google Scholar] Устойчивость. 2019;11:3483. doi: 10.3390/su11123483. [CrossRef] [Google Scholar]
Устойчивость. 2019;11:3483. doi: 10.3390/su11123483. [CrossRef] [Google Scholar] 3390/app7030293. [CrossRef] [Google Scholar]
3390/app7030293. [CrossRef] [Google Scholar] трансп. Рез. Рек. Дж. Трансп. Рез. Доска. 2009 г.;2126:151–160. дои: 10.3141/2126-18. [CrossRef] [Google Scholar]
трансп. Рез. Рек. Дж. Трансп. Рез. Доска. 2009 г.;2126:151–160. дои: 10.3141/2126-18. [CrossRef] [Google Scholar] Лабораторное исследование влияния уплотнения на объемные и колейные свойства битумных смесей CRM. Дж. Матер. Гражданский англ. 2007;19: 1079–1089. doi: 10.1061/(ASCE)0899-1561(2007)19:12(1079). [CrossRef] [Google Scholar]
Лабораторное исследование влияния уплотнения на объемные и колейные свойства битумных смесей CRM. Дж. Матер. Гражданский англ. 2007;19: 1079–1089. doi: 10.1061/(ASCE)0899-1561(2007)19:12(1079). [CrossRef] [Google Scholar] Констр. Строить. Матер. 2017; 156: 131–141. doi: 10.1016/j.conbuildmat.2017.08.171. [CrossRef] [Google Scholar]
Констр. Строить. Матер. 2017; 156: 131–141. doi: 10.1016/j.conbuildmat.2017.08.171. [CrossRef] [Google Scholar]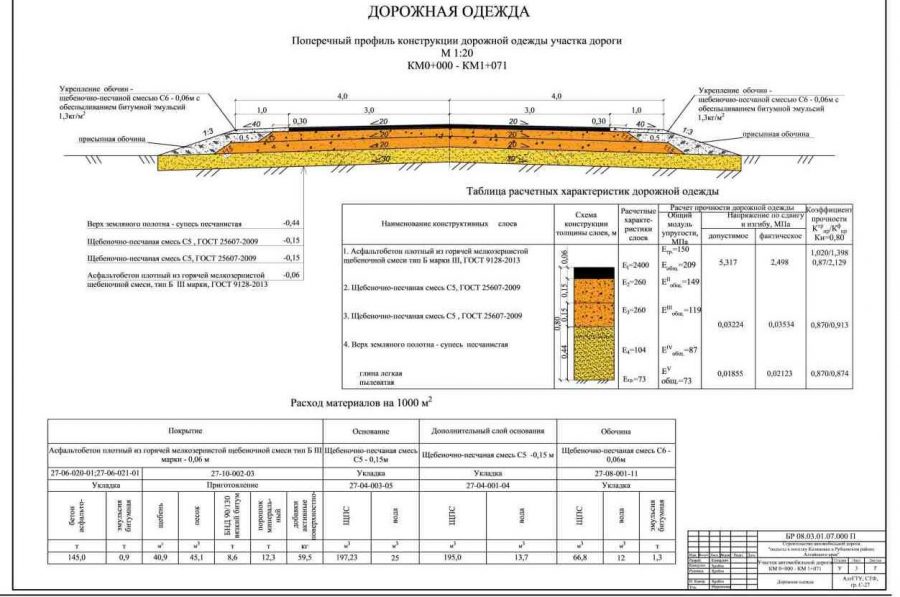 Micaelo R., Azevedo M.C., Ribeiro J. Оценка уплотнения горячей асфальтобетонной смеси с полевыми испытаниями. Балт. Дж. Роуд Бридж. англ. 2014;9: 306–316. doi: 10.3846/bjrbe.2014.37. [CrossRef] [Google Scholar]
Micaelo R., Azevedo M.C., Ribeiro J. Оценка уплотнения горячей асфальтобетонной смеси с полевыми испытаниями. Балт. Дж. Роуд Бридж. англ. 2014;9: 306–316. doi: 10.3846/bjrbe.2014.37. [CrossRef] [Google Scholar] Определение гранулометрического состава. Метод просеивания. Польский комитет по стандартизации; Варшава, Польша: 2012. [Google Scholar]
Определение гранулометрического состава. Метод просеивания. Польский комитет по стандартизации; Варшава, Польша: 2012. [Google Scholar] Польский комитет по стандартизации; Варшава, Польша: 2018. [Google Scholar]
Польский комитет по стандартизации; Варшава, Польша: 2018. [Google Scholar] Управление отходами. 2013;33:1906–1917. doi: 10.1016/j.wasman.2013.05.015. [PubMed] [CrossRef] [Google Scholar]
Управление отходами. 2013;33:1906–1917. doi: 10.1016/j.wasman.2013.05.015. [PubMed] [CrossRef] [Google Scholar]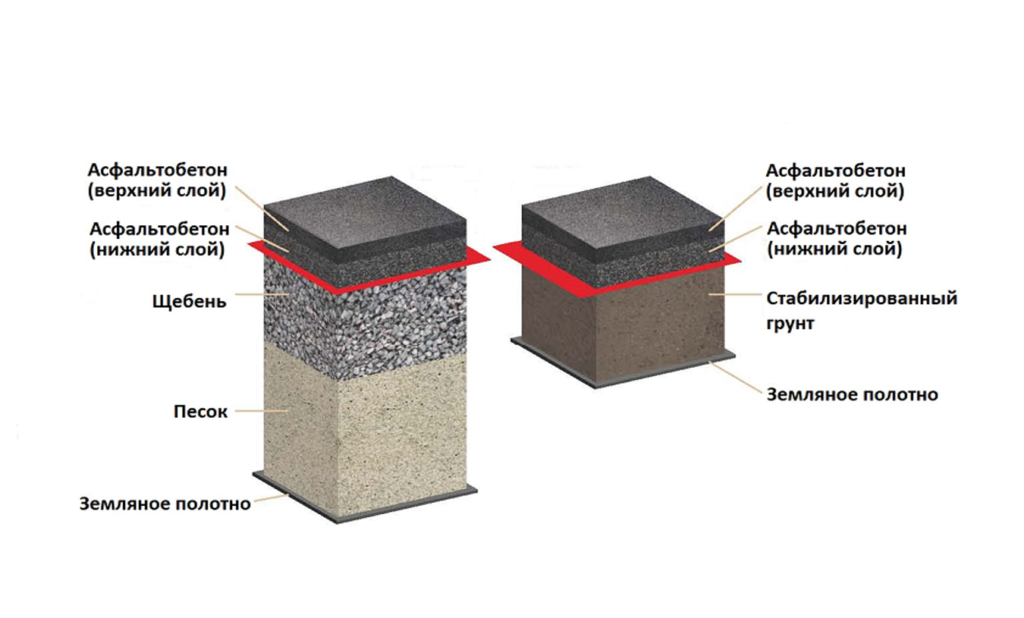 Материалы. 2019;12:1888. doi: 10.3390/ma12121888. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
Материалы. 2019;12:1888. doi: 10.3390/ma12121888. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]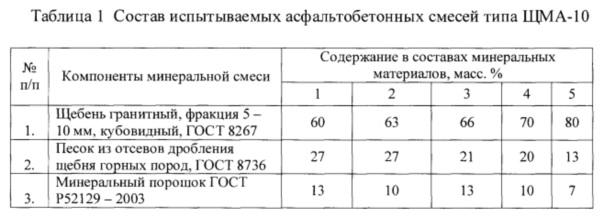 Междунар. J. Sci. Рез. Знай. 2014;2:297–305. doi: 10.12983/ijsrk-2014-p0297-0305. [CrossRef] [Google Scholar]
Междунар. J. Sci. Рез. Знай. 2014;2:297–305. doi: 10.12983/ijsrk-2014-p0297-0305. [CrossRef] [Google Scholar] Нсири Н., Шин Т., Ли Х., Чо Н. Потенциал отходов устричных раковин в качестве нового бионаполнителя для горячего асфальта. заявл. науч. 2018;8:415. doi: 10.3390/app8030415. [CrossRef] [Google Scholar]
Нсири Н., Шин Т., Ли Х., Чо Н. Потенциал отходов устричных раковин в качестве нового бионаполнителя для горячего асфальта. заявл. науч. 2018;8:415. doi: 10.3390/app8030415. [CrossRef] [Google Scholar] Материалы. 2019;13:19. doi: 10.3390/ma13010019. [PMC free article] [PubMed] [CrossRef] [Google Scholar]
Материалы. 2019;13:19. doi: 10.3390/ma13010019. [PMC free article] [PubMed] [CrossRef] [Google Scholar]
 0003
0003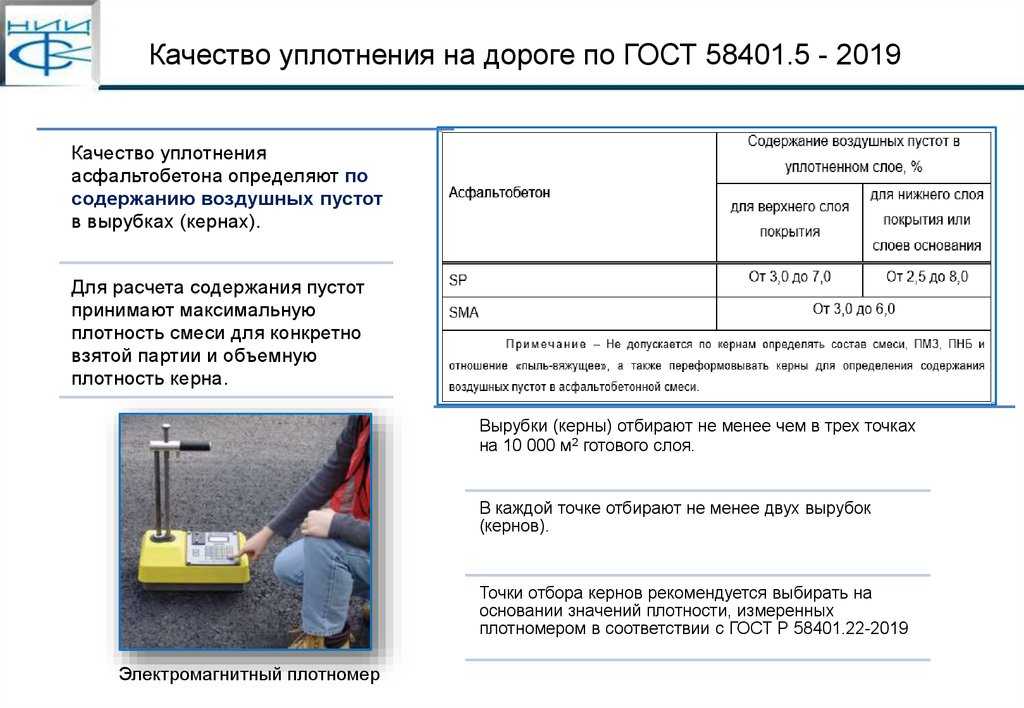 «Мы можем эффективно контролировать все виды выбросов за счет применения подходящей технологии и выполнения рекомендуемых операционных процедур».
«Мы можем эффективно контролировать все виды выбросов за счет применения подходящей технологии и выполнения рекомендуемых операционных процедур».
 Топливо, используемое для нагрева асфальтобетонной смеси и питания горелок, находится на переднем крае борьбы с выбросами. Некоторые источники топлива лучше и чище, чем другие. Какое топливо лучше снижает порог?
Топливо, используемое для нагрева асфальтобетонной смеси и питания горелок, находится на переднем крае борьбы с выбросами. Некоторые источники топлива лучше и чище, чем другие. Какое топливо лучше снижает порог? По их базовой оценке, в среднем заводы использовали 69% природного газа в общем потреблении топлива, и видит долгосрочную цель в смещении этой стрелки к 90%.
По их базовой оценке, в среднем заводы использовали 69% природного газа в общем потреблении топлива, и видит долгосрочную цель в смещении этой стрелки к 90%.

 «Установки разрешены на основе общего объема выбросов. Они добавляют нагреватель горячего масла, а также основную агрегатную горелку. Это существенно сократит выбросы нагревателя горячего масла по сравнению с горелками, работающими на газе или жидком топливе».
«Установки разрешены на основе общего объема выбросов. Они добавляют нагреватель горячего масла, а также основную агрегатную горелку. Это существенно сократит выбросы нагревателя горячего масла по сравнению с горелками, работающими на газе или жидком топливе».


 Ни один из них не является революционным, но, возможно, один или несколько из них не используются в полной мере на вашем предприятии. Как упоминалось ранее, никогда не было лучшей среды для настройки, модернизации или улучшения вашего процесса. Воспользуйтесь преимуществами государственных льгот, пока они доступны, и будьте на шаг впереди.
Ни один из них не является революционным, но, возможно, один или несколько из них не используются в полной мере на вашем предприятии. Как упоминалось ранее, никогда не было лучшей среды для настройки, модернизации или улучшения вашего процесса. Воспользуйтесь преимуществами государственных льгот, пока они доступны, и будьте на шаг впереди. 0148 2 , NOx и ЛОС.
0148 2 , NOx и ЛОС. Выбросы заводского синего дыма снижаются, и он значительно снижает выбросы при укладке на дороге. , повышая при этом комфорт и безопасность работников.
Выбросы заводского синего дыма снижаются, и он значительно снижает выбросы при укладке на дороге. , повышая при этом комфорт и безопасность работников. 
 Очевидно, что технологические выбросы разнообразны, а способы их сокращения многочисленны и постоянно расширяются. Технологии продолжают развиваться и нуждаются в дальнейших инновациях для достижения поставленных отраслью целей по чистому нулевому выбросу углерода. Но мы не можем игнорировать и другую сторону медали, потому что сегодня для вашего растения доступно множество улучшений.
Очевидно, что технологические выбросы разнообразны, а способы их сокращения многочисленны и постоянно расширяются. Технологии продолжают развиваться и нуждаются в дальнейших инновациях для достижения поставленных отраслью целей по чистому нулевому выбросу углерода. Но мы не можем игнорировать и другую сторону медали, потому что сегодня для вашего растения доступно множество улучшений.
 Суть дела, опять же, в том, что зависимость от ископаемого топлива продолжает привязывать промышленность и всю нашу промышленную экономику к нежелательному экологическому результату. Асфальтовая промышленность, NAPA и ее цели достойны восхищения и служат примером для подражания. Поскольку подавляющее большинство дорог в Америке вымощено асфальтом, есть надежда, что это повлияет на дальнейшие устойчивые инновации.
Суть дела, опять же, в том, что зависимость от ископаемого топлива продолжает привязывать промышленность и всю нашу промышленную экономику к нежелательному экологическому результату. Асфальтовая промышленность, NAPA и ее цели достойны восхищения и служат примером для подражания. Поскольку подавляющее большинство дорог в Америке вымощено асфальтом, есть надежда, что это повлияет на дальнейшие устойчивые инновации.
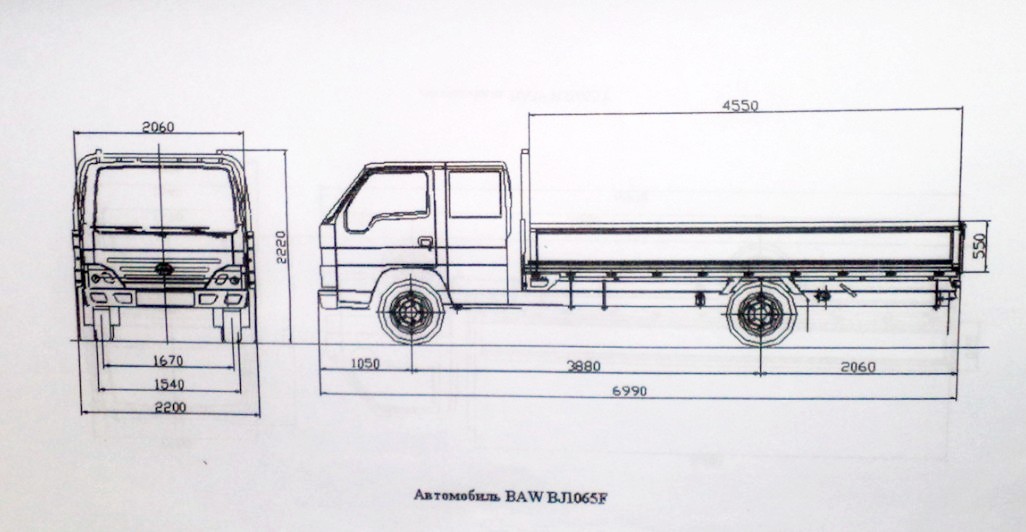 Однако мы практикуем скидочные системы. Поэтому у нас можно недорого отремонтировать свой Бау Феникс 1044.
Однако мы практикуем скидочные системы. Поэтому у нас можно недорого отремонтировать свой Бау Феникс 1044.

 01 Patch Notes
01 Patch Notes Мы хотели соответствовать тому, как визуальные эффекты показывали зону повреждения, поэтому убрали требование прямой видимости для нанесения урона.
Мы хотели соответствовать тому, как визуальные эффекты показывали зону повреждения, поэтому убрали требование прямой видимости для нанесения урона. 
 /Valorant
/Valorant 01 наступил сезон баффов для нескольких агентов, начиная с бедного старого Феникса. Вспыльчивый дуэлянт увеличил продолжительность своих вспышек Curveball, а также сократил время завершения вспышки. Он также быстрее приготовит свое оружие, когда вы освободите его огненную стену и восстановите его первоначальную броню после использования его ульты. Сеть Феникса поднимается?
01 наступил сезон баффов для нескольких агентов, начиная с бедного старого Феникса. Вспыльчивый дуэлянт увеличил продолжительность своих вспышек Curveball, а также сократил время завершения вспышки. Он также быстрее приготовит свое оружие, когда вы освободите его огненную стену и восстановите его первоначальную броню после использования его ульты. Сеть Феникса поднимается? Поэтому мы хотели оценить Phoenix в мире, где Curveball более конкурентоспособен с остальной частью экосистемы, чтобы понять влияние изменений. Мы рассматриваем Феникса как агрессивного агента входа, поэтому дополнительные изменения Run It Back и Blaze предназначены для поддержки его упреждающих намерений, когда он занимает место или сражается в начале раунда.
Поэтому мы хотели оценить Phoenix в мире, где Curveball более конкурентоспособен с остальной частью экосистемы, чтобы понять влияние изменений. Мы рассматриваем Феникса как агрессивного агента входа, поэтому дополнительные изменения Run It Back и Blaze предназначены для поддержки его упреждающих намерений, когда он занимает место или сражается в начале раунда.  Мы надеемся, что эти изменения немного уменьшат эту проблему, вознаградив вас за использование вспышки во время ультимейта, и в то же время предотвратив нездоровые модели игры, которые оставят врагов без контригры.
Мы надеемся, что эти изменения немного уменьшат эту проблему, вознаградив вас за использование вспышки во время ультимейта, и в то же время предотвратив нездоровые модели игры, которые оставят врагов без контригры.  Мы хотели соответствовать тому, как визуальные эффекты показывали зону повреждения, поэтому убрали требование прямой видимости для нанесения урона.
Мы хотели соответствовать тому, как визуальные эффекты показывали зону повреждения, поэтому убрали требование прямой видимости для нанесения урона. 

 с., масса — 13 тонн. На фото — модификация ДЗ-180А. В наше время автогрейдеры продолжают оставаться основной продукцией «Брянского Арсенала», выпускается целая линейка машин под индексом ГС.
с., масса — 13 тонн. На фото — модификация ДЗ-180А. В наше время автогрейдеры продолжают оставаться основной продукцией «Брянского Арсенала», выпускается целая линейка машин под индексом ГС. с., весил грейдер всё те же стандартные 13 тонн. Современные версии машины комплектуются двигателями (в том числе импортными) мощностью до 180 л.с.
с., весил грейдер всё те же стандартные 13 тонн. Современные версии машины комплектуются двигателями (в том числе импортными) мощностью до 180 л.с.
 BauerBaumiBBRBburagoBegemotBest ModelBest of ShowBetexaBianteBingBisonDecalsBizarreBlu TackBM CreationsBM-ToysBobcat dealerBorder ModelBravo-6BrekinaBrengunBroncoBrooklin ModelsBrummBS DesignBuschby AKBy VolkCaesar miniaturesCALCapitanCar BadgeCararama / HongwellCarlineCarNelCartrixCBModelsCeleroCentauriaCenturyCentury DragonCentury WingsCHIEFF ModelsChina ModelsClassic 43Classic CarlectablesClassicbusClassy HobbyCLC ModelsClearPropCM ModelCMCCMFCMKCMRColibri DecalsCollector’s ClassicsCondorConradCopper State ModelsCorgiCrazy Classic TeamCrazyHandsCrown PremiumsCult Scale ModelsCursorCYBER HOBBYD.N.K.DaffiDANmodelsDark Dream StudioDarksideDas WerkDasModelDAYdiecastETCHDays-goneDeAgostiniDecal ShopDel PradoDenisssModelsDetailCarsDiamondLabelDiapetDickie SpielzeugDie-cast at homeDie-Cast superDifferent ScalesDinky ToysDiOlex ProductionDioparkDioramaTechDiP ModelsDirekt CollectionsDistlerDMA Hue StudioDNADoctor DecalDong GuanDora WingsDorlopDragonDSPIAEDukaseDUPLI COLORDVCEaglemossEasy ModelEbbroEco-Wood-ArtEdicolaEdison GiocattoliEdmon StudioEduardEidolon Make-UpELFEligorEmanEMC ModelsEmekERAERTLESCIEsval ModelsEUREKA XXLEvergreen (USA)EVR-miniEWAExcelExotoEXPRESSO WINGSEXTRA MODELExtratechFalcon ModelsFallerFantasy WarriorFeelin_3dFengdaFigutecFine MoldsFinMilModelsFirst 43 ModelsFirst ResponseFirst to FightFLAGMANFlyFly Car ModelFlyHawk ModelForces of ValorFore HobbyFormat72Forward-68FoxtoysFranklin MintFranzisFreedom ModelsFriulmodelFrom JapanFrontiartFUGU_GARAGEFujimi MokeiFury ModelsGAMAGarageGarbuz modelsGartexGearboxGecko-ModelsGeminiJetsGems & CobwebsGIMGK Racer SeriesGlencoe modelsGLMGMP / ACMEGMU ModelGold Medal ModelsGoldvargGorky ModelsGP ReplicasGPMGreat Wall HobbyGreen Stuff WorldGreenlightGroup MastersGT AutosGT SpiritGTI CollectionGuiloyGuisvalGunTower ModelsHachetteHADmodelsHalinskiHarder_SteenbeckHartoy Inc.
BauerBaumiBBRBburagoBegemotBest ModelBest of ShowBetexaBianteBingBisonDecalsBizarreBlu TackBM CreationsBM-ToysBobcat dealerBorder ModelBravo-6BrekinaBrengunBroncoBrooklin ModelsBrummBS DesignBuschby AKBy VolkCaesar miniaturesCALCapitanCar BadgeCararama / HongwellCarlineCarNelCartrixCBModelsCeleroCentauriaCenturyCentury DragonCentury WingsCHIEFF ModelsChina ModelsClassic 43Classic CarlectablesClassicbusClassy HobbyCLC ModelsClearPropCM ModelCMCCMFCMKCMRColibri DecalsCollector’s ClassicsCondorConradCopper State ModelsCorgiCrazy Classic TeamCrazyHandsCrown PremiumsCult Scale ModelsCursorCYBER HOBBYD.N.K.DaffiDANmodelsDark Dream StudioDarksideDas WerkDasModelDAYdiecastETCHDays-goneDeAgostiniDecal ShopDel PradoDenisssModelsDetailCarsDiamondLabelDiapetDickie SpielzeugDie-cast at homeDie-Cast superDifferent ScalesDinky ToysDiOlex ProductionDioparkDioramaTechDiP ModelsDirekt CollectionsDistlerDMA Hue StudioDNADoctor DecalDong GuanDora WingsDorlopDragonDSPIAEDukaseDUPLI COLORDVCEaglemossEasy ModelEbbroEco-Wood-ArtEdicolaEdison GiocattoliEdmon StudioEduardEidolon Make-UpELFEligorEmanEMC ModelsEmekERAERTLESCIEsval ModelsEUREKA XXLEvergreen (USA)EVR-miniEWAExcelExotoEXPRESSO WINGSEXTRA MODELExtratechFalcon ModelsFallerFantasy WarriorFeelin_3dFengdaFigutecFine MoldsFinMilModelsFirst 43 ModelsFirst ResponseFirst to FightFLAGMANFlyFly Car ModelFlyHawk ModelForces of ValorFore HobbyFormat72Forward-68FoxtoysFranklin MintFranzisFreedom ModelsFriulmodelFrom JapanFrontiartFUGU_GARAGEFujimi MokeiFury ModelsGAMAGarageGarbuz modelsGartexGearboxGecko-ModelsGeminiJetsGems & CobwebsGIMGK Racer SeriesGlencoe modelsGLMGMP / ACMEGMU ModelGold Medal ModelsGoldvargGorky ModelsGP ReplicasGPMGreat Wall HobbyGreen Stuff WorldGreenlightGroup MastersGT AutosGT SpiritGTI CollectionGuiloyGuisvalGunTower ModelsHachetteHADmodelsHalinskiHarder_SteenbeckHartoy Inc. HasbroHasegawaHat Plastic ModelsHaulerHedgeModelsHekiHellerHerpaHi-StoryHigh SpeedHighway 61HistoricHK ModelsHobby 2000Hobby BossHobby DesignHobby FanHobby MasterHobby ModelHobby PlanetHobbyCraftHomerHot WheelsHot Wheels EliteHPIHRN-ModelsHumbrolI Love Kiti-ScaleIBG ModelsICMICV (СПб)IGRAIlarioInno ModelsInterusIOM-KITISTISTPlusItaleriIVYIXOJ-CollectionJACOJada ToysJadiJASJB ModellautosJewel CasesJF CreationsJim ScaleJoalJohn Day ModelsJohnny LightningJolly ModelJouef EvolutionJoy CityJTKK-ModelKadenKajikaKangnamKartonowa KolekcjaKatoKaupang MiniaturesKAV modelsKDWKengFaiKEPmodelsKESS ModelKineticKing starKinsmartKitechKitty HawkKK ScaleKondorKorean modelsKOVAPKovozavody ProstejovKP ModelsKraft LabKremlin Vehicle parkKuivalainenKV DecolKV ModelsKyoshoK_S Precision MetalsL-ModelLa Mini MinieraLada ImageLaser HobbyLastochkaLaudoracing-ModelsLCD MODELSLe Mans MiniaturesLeadwarriorLenmodeLLeo ModelsLev ResinLeX modelsLIFE in SCALELife MiniaturesLifeColorLion-ToysLionRoarLittle dumpLiveResinLledoLooksmartLouis SurberLP ModelsLS CollectiblesLSModelLucky DiecastLucky ModelsLucky PlanLUSO-toysLuxcarLuxury CollectiblesLuxury die-castM-SmartM2 MachinesM4 MAC DistributionMacadamMACHETEMagic ModelsMaistoMajoretteMake UpMAKSIPROFManWahMaquetteMarklinMARSMars ModelsMarsh ModelsMARTINMaserati ModelsMASTERMaster BoxMaster ModelMaster ToolsMasterClubMasterCraftMatchboxMatrixMax-ModelsMaxi CarMAXI COLORMaxichampsMaxima ScaleMaxModelsMBH ModelsMCWMD-modelsMengMercuryMeritMetroMicro Scale DesignMIG productionsMIL CustomsMilestone MiniaturesMilitaryWheelsMini GTMINI MANMinialuxeMiniarmMiniArtMiniaturmodelleMinibaseMinichampsMiniClassicMinicraftMiniCraft Scale ModelsMiniHobbyModelsMiniTankMiniWarPaintMIRAMirage HobbyMirror-modelsMISTERCRAFTMiticaMMPModel BoxModel DepoModel PointModel-IconsModelCarGroupModelcollectModelerModelGunmodelkModellingMasterModelLuxModelProModelSvitModimioMODUS 90MolotowMondo MotorsMondseeMonogramMONTI SYSTEMMoonMoremMorrisonMosKitMotipMotor MaxMotoramaMotorartMotorheadMotoScaleModelsMPCMPMMR CollectionMr.
HasbroHasegawaHat Plastic ModelsHaulerHedgeModelsHekiHellerHerpaHi-StoryHigh SpeedHighway 61HistoricHK ModelsHobby 2000Hobby BossHobby DesignHobby FanHobby MasterHobby ModelHobby PlanetHobbyCraftHomerHot WheelsHot Wheels EliteHPIHRN-ModelsHumbrolI Love Kiti-ScaleIBG ModelsICMICV (СПб)IGRAIlarioInno ModelsInterusIOM-KITISTISTPlusItaleriIVYIXOJ-CollectionJACOJada ToysJadiJASJB ModellautosJewel CasesJF CreationsJim ScaleJoalJohn Day ModelsJohnny LightningJolly ModelJouef EvolutionJoy CityJTKK-ModelKadenKajikaKangnamKartonowa KolekcjaKatoKaupang MiniaturesKAV modelsKDWKengFaiKEPmodelsKESS ModelKineticKing starKinsmartKitechKitty HawkKK ScaleKondorKorean modelsKOVAPKovozavody ProstejovKP ModelsKraft LabKremlin Vehicle parkKuivalainenKV DecolKV ModelsKyoshoK_S Precision MetalsL-ModelLa Mini MinieraLada ImageLaser HobbyLastochkaLaudoracing-ModelsLCD MODELSLe Mans MiniaturesLeadwarriorLenmodeLLeo ModelsLev ResinLeX modelsLIFE in SCALELife MiniaturesLifeColorLion-ToysLionRoarLittle dumpLiveResinLledoLooksmartLouis SurberLP ModelsLS CollectiblesLSModelLucky DiecastLucky ModelsLucky PlanLUSO-toysLuxcarLuxury CollectiblesLuxury die-castM-SmartM2 MachinesM4 MAC DistributionMacadamMACHETEMagic ModelsMaistoMajoretteMake UpMAKSIPROFManWahMaquetteMarklinMARSMars ModelsMarsh ModelsMARTINMaserati ModelsMASTERMaster BoxMaster ModelMaster ToolsMasterClubMasterCraftMatchboxMatrixMax-ModelsMaxi CarMAXI COLORMaxichampsMaxima ScaleMaxModelsMBH ModelsMCWMD-modelsMengMercuryMeritMetroMicro Scale DesignMIG productionsMIL CustomsMilestone MiniaturesMilitaryWheelsMini GTMINI MANMinialuxeMiniarmMiniArtMiniaturmodelleMinibaseMinichampsMiniClassicMinicraftMiniCraft Scale ModelsMiniHobbyModelsMiniTankMiniWarPaintMIRAMirage HobbyMirror-modelsMISTERCRAFTMiticaMMPModel BoxModel DepoModel PointModel-IconsModelCarGroupModelcollectModelerModelGunmodelkModellingMasterModelLuxModelProModelSvitModimioMODUS 90MolotowMondo MotorsMondseeMonogramMONTI SYSTEMMoonMoremMorrisonMosKitMotipMotor MaxMotoramaMotorartMotorheadMotoScaleModelsMPCMPMMR CollectionMr. HobbyMTech (M4)Nacoral S.A.NEONeomegaNew PenguinNew RayNH DetailNickelNik-ModelsNittoNMDNochnonameNorevNorscotNorthStar ModelsNostalgieNVANZG ModelleOdeonOKB GrigorovOld CarsOLFAOlimp ModelsOlm DesignOne by One ProductionONYXOpus studioOrionORNST modelOtto MobileOvs-DecalsOxfordPacific88Palma43Panda HobbyPANTHEONPanzerstahlParagonPasDecalsPasModelsPaudi ModelsPavla ModelsPB Scale ModelsPegas-ModelsPegoPhoenix MintPikoPinKoPlatzPlusmodelPMSPocherPolistilPorsche MuseumPosterCarsPotato CarPremium ClassiXXsPremium CollectiblesPremium Scale ModelsPremiumXPrint ScaleProDecalsProgetto KPrommodel43Prop&JetProvence MoulagePSTPt ModelsQuartzoQuickboostQuinta StudioRacing Champions inc.Rare Car ModelsRARESINRAROGRastarRB ModelRBA CollectiblesRebel CustomRecord — M.R.F.Red BoxRed Iron ModelsRed LineRenn MiniaturesRenner WerbemittelReplicarsResKitRETRO LINERetro WingsRevaroRevellRextoysREXxRickoRietzeRiich ModelsRIORMZ HobbyRO MODELSRoad ChampsRoad KingsRob-TaurusRodenROSRossoRosso & FlyRoubloffRPG-modelRPMRS ModelsRTMRuppert KoppRusAirRussian collectionRye Field ModelS-ModelSABRESabreKitsSaicoSC Johnson (USA)Scale For SoulScaleGarageScaleMastersSchabakSchucoSEATSG-ModellingShelby CollectiblesShurikenSignatureSIKUSkale WingsSKIFSky-HighSmerSMMSnakeModelSochi 2014SolidoSophiArtSouth FrontSOVA-MSoviet ArmourSparkSpAsovSpecial HobbyStalingradStarlineStart Scale ModelsSTC STARTSTMStudio Perfect ModelSullen-ModelistSunnysideSunstarSuper ASuyataSwordSX-ArtS_BT-ModelT.
HobbyMTech (M4)Nacoral S.A.NEONeomegaNew PenguinNew RayNH DetailNickelNik-ModelsNittoNMDNochnonameNorevNorscotNorthStar ModelsNostalgieNVANZG ModelleOdeonOKB GrigorovOld CarsOLFAOlimp ModelsOlm DesignOne by One ProductionONYXOpus studioOrionORNST modelOtto MobileOvs-DecalsOxfordPacific88Palma43Panda HobbyPANTHEONPanzerstahlParagonPasDecalsPasModelsPaudi ModelsPavla ModelsPB Scale ModelsPegas-ModelsPegoPhoenix MintPikoPinKoPlatzPlusmodelPMSPocherPolistilPorsche MuseumPosterCarsPotato CarPremium ClassiXXsPremium CollectiblesPremium Scale ModelsPremiumXPrint ScaleProDecalsProgetto KPrommodel43Prop&JetProvence MoulagePSTPt ModelsQuartzoQuickboostQuinta StudioRacing Champions inc.Rare Car ModelsRARESINRAROGRastarRB ModelRBA CollectiblesRebel CustomRecord — M.R.F.Red BoxRed Iron ModelsRed LineRenn MiniaturesRenner WerbemittelReplicarsResKitRETRO LINERetro WingsRevaroRevellRextoysREXxRickoRietzeRiich ModelsRIORMZ HobbyRO MODELSRoad ChampsRoad KingsRob-TaurusRodenROSRossoRosso & FlyRoubloffRPG-modelRPMRS ModelsRTMRuppert KoppRusAirRussian collectionRye Field ModelS-ModelSABRESabreKitsSaicoSC Johnson (USA)Scale For SoulScaleGarageScaleMastersSchabakSchucoSEATSG-ModellingShelby CollectiblesShurikenSignatureSIKUSkale WingsSKIFSky-HighSmerSMMSnakeModelSochi 2014SolidoSophiArtSouth FrontSOVA-MSoviet ArmourSparkSpAsovSpecial HobbyStalingradStarlineStart Scale ModelsSTC STARTSTMStudio Perfect ModelSullen-ModelistSunnysideSunstarSuper ASuyataSwordSX-ArtS_BT-ModelT. R.L. ModelTakomTameo KITsTamiya (J)TANMODELTarmacTech4TecnomodelTeknoTemp modelsTestorsThunder ModelTic TocTiger ModelTin WizardTins’ ToysTiny ToysTippcoTMTmodelsTOGATomicaTop MarquesTop ModelTop Model CollectionTopSpeedToxso ModelTraxTriple 9TristarTrofeuTrumpeterTruxTSM ModelUCC CoffeeUltimate DiecastULTRA modelsUM Military TechnicsUM43UMIUnimaxUniversal HobbiesunoMAGUpRiseUT ModelsV.V.M / V.M.M.V43Vallejovanamingo-nnVanboVanguardsVAPSVectorVector-ModelsVeeHobbyVeremVery FireVespid ModelsVictoriaVintage Motor BrandsVIPcarVitesseVixenVM modelsVMmodelsVmodelsVOIIOVoyagerModelVrudikW-modelW.M.C. ModelsWar MasterWasanWaterlooWeiseWellyWEMWEMI ModelsWerk83White BoxWhite RoseWikingWilderWingsyWinModelsWIX CollectiblesWM KITWood HunterWSIXQ Xuntong ModelYat MingYVS-ModelsZ-ModelsZack AtakZebranoZedvalZip-maketZISSZZ ModellаRтБаZаАБ-МоделсАвто-бюроАвтоистория (АИСТ)Автомодель 43АвтопанорамаАвтопаркАГАТАиФАканАМформаАнтонюкартель УниверсалъАтелье Etch modelsАтомБурБеркутБригадирВитязьВМТДВойны и битвыВолжский инструментВосточный экспрессВЭС (Воронеж)Гараж на столеГРАНЬГрузы в кузовДекали BossДекали ModelLuxДекали SF-AutoДилерские модели БЕЛАЗДругойЕКБ-modelsЗвездаИмпериалъКазанская лабораторияКар СлайдКиммерияКОБРАКолхоZZ DivisionКомбригКомпаньонЛитература (книги)ЛОМО-АВММажор Моделсмастер Dimscaleмастер ВойтовичМастер ДровишкинМастер Захаровмастер Колёсовмастер ЛепендинМастер РогановМастер СкаляровМастерПигментМастерская Decordмастерская JRМастерская SECМастерская АВТОДОРМастерская ГоСТМастерская ЗнакМастерская КИТМастерская МЕЛМастерская РИГАМаэстро-моделсМелкосерийка 43МикродизайнМикроМирМиниградМинимирМир МоделейМодел.
R.L. ModelTakomTameo KITsTamiya (J)TANMODELTarmacTech4TecnomodelTeknoTemp modelsTestorsThunder ModelTic TocTiger ModelTin WizardTins’ ToysTiny ToysTippcoTMTmodelsTOGATomicaTop MarquesTop ModelTop Model CollectionTopSpeedToxso ModelTraxTriple 9TristarTrofeuTrumpeterTruxTSM ModelUCC CoffeeUltimate DiecastULTRA modelsUM Military TechnicsUM43UMIUnimaxUniversal HobbiesunoMAGUpRiseUT ModelsV.V.M / V.M.M.V43Vallejovanamingo-nnVanboVanguardsVAPSVectorVector-ModelsVeeHobbyVeremVery FireVespid ModelsVictoriaVintage Motor BrandsVIPcarVitesseVixenVM modelsVMmodelsVmodelsVOIIOVoyagerModelVrudikW-modelW.M.C. ModelsWar MasterWasanWaterlooWeiseWellyWEMWEMI ModelsWerk83White BoxWhite RoseWikingWilderWingsyWinModelsWIX CollectiblesWM KITWood HunterWSIXQ Xuntong ModelYat MingYVS-ModelsZ-ModelsZack AtakZebranoZedvalZip-maketZISSZZ ModellаRтБаZаАБ-МоделсАвто-бюроАвтоистория (АИСТ)Автомодель 43АвтопанорамаАвтопаркАГАТАиФАканАМформаАнтонюкартель УниверсалъАтелье Etch modelsАтомБурБеркутБригадирВитязьВМТДВойны и битвыВолжский инструментВосточный экспрессВЭС (Воронеж)Гараж на столеГРАНЬГрузы в кузовДекали BossДекали ModelLuxДекали SF-AutoДилерские модели БЕЛАЗДругойЕКБ-modelsЗвездаИмпериалъКазанская лабораторияКар СлайдКиммерияКОБРАКолхоZZ DivisionКомбригКомпаньонЛитература (книги)ЛОМО-АВММажор Моделсмастер Dimscaleмастер ВойтовичМастер ДровишкинМастер Захаровмастер Колёсовмастер ЛепендинМастер РогановМастер СкаляровМастерПигментМастерская Decordмастерская JRМастерская SECМастерская АВТОДОРМастерская ГоСТМастерская ЗнакМастерская КИТМастерская МЕЛМастерская РИГАМаэстро-моделсМелкосерийка 43МикродизайнМикроМирМиниградМинимирМир МоделейМодел. лабМОДЕЛИСТМоделстройМодель-СервисМодельхимпродуктМоя модельМР СТУДИЯНаш АвтопромНаши ГрузовикиНаши ТанкиОгонекОтВинтаПАО КАМАЗПетроградъПетроградъ и S_BПламенный моторПланета ПатворковПобедаПрапорПрестиж КоллекцияПромтракторПТВ СибирьПУЗЫРЁВЪРетроЛабРусская миниатюраРучная работаСарлабСВ-МодельСделано в СССРСергеевСибртехСМУ-23.SСоветский Автобус (СОВА)СолдатикиСоюзМакетСПБМСТАРТ 43Студия КАНСтудия КолесоСтудия МАЛСтудия ОфицерТанкоградТАРАНТемэксТехнологТехноПаркТри А СтудиоТри БогатыряТРЭКСУральский СоколФарфоровая МануфактураФинокоХерсон-МоделсЦейхгаузЧЕТРАЭ.В.М.ЭкипажЭлеконЭскадраЮный коллекционер
лабМОДЕЛИСТМоделстройМодель-СервисМодельхимпродуктМоя модельМР СТУДИЯНаш АвтопромНаши ГрузовикиНаши ТанкиОгонекОтВинтаПАО КАМАЗПетроградъПетроградъ и S_BПламенный моторПланета ПатворковПобедаПрапорПрестиж КоллекцияПромтракторПТВ СибирьПУЗЫРЁВЪРетроЛабРусская миниатюраРучная работаСарлабСВ-МодельСделано в СССРСергеевСибртехСМУ-23.SСоветский Автобус (СОВА)СолдатикиСоюзМакетСПБМСТАРТ 43Студия КАНСтудия КолесоСтудия МАЛСтудия ОфицерТанкоградТАРАНТемэксТехнологТехноПаркТри А СтудиоТри БогатыряТРЭКСУральский СоколФарфоровая МануфактураФинокоХерсон-МоделсЦейхгаузЧЕТРАЭ.В.М.ЭкипажЭлеконЭскадраЮный коллекционер ..ДекалиЗапчасти, аксессуарыЭлементы диорамАвиацияВоенная техникаВодный транспортЖ/Д транспортАвтобусВнедорожник / КроссоверГрузовикКемперГужевая повозкаЛегковой автомобильМикроавтобус / ФургонМотоциклПикапПрицепыТракторы, комбайныТроллейбусФигурки
..ДекалиЗапчасти, аксессуарыЭлементы диорамАвиацияВоенная техникаВодный транспортЖ/Д транспортАвтобусВнедорожник / КроссоверГрузовикКемперГужевая повозкаЛегковой автомобильМикроавтобус / ФургонМотоциклПикапПрицепыТракторы, комбайныТроллейбусФигурки ,DZ-199
,DZ-199 73 л.с.)
73 л.с.)
 с.
с. , ОГРАНИЧЕННЫЙ
, ОГРАНИЧЕННЫЙ
