Прокладочные материалы для трубопроводной и запорной арматуры
Для изготовления прокладок применяются как неметаллические материалы, так и металлы. Металлические прокладки используются для ответственных объектов в тяжелых условий работы арматуры (высокой температуры, высокого давления и т. д.), но они требуют значительно больших усилий затяга соединения, чем мягкие прокладки.
Неметаллические материалы. Резина является наиболее пригодным материалом для уплотнения разъемных соединений. Она эластична, требует небольших усилий затяга уплотнений, практически непроницаема для жидкостей и газов. Резина применяется до температуры 50° С, а теплостойкая резина — до 140° С.
Для прокладок обычно применяется листовая техническая резина по ГОСТ 7338—65 без тканевых прослоек, так как при наличии прослоек иногда создается протечка среды через волокна прослойки. По твердости резину под¬разделяют на мягкую, средней твердости и твердую. Существует пять типов резины: маслобензостойкая (марки А, Б и В в зависимости от степени стойкости), кислотощелочестойкая, теплостойкая, морозостойкая и пищевая.
Прокладки из целлюлозного прокладочного картона широко используются в арматуре для пара низкого давления и воды при рабочей температуре tp < 120° С и рабочем давлении Pp до 0,6 МПа, для масла при tp < 80° С и Pр < 4 МПа и в других случаях. Применяется картон водонепроницаемый и прокладочный (пропитанный), последний используется и для нефтепродуктов при tр <= 85° С и рр < 0,6 МПа. Для картона допускается контактное давление не более 55 МПа. Для высоких температур целлюлозный картон не пригоден, так как обугливается.
Фибра листовая (ФЛАК) представляет собой бумагу или целлюлозу, обработанную хлористым цинком и затем каландрированную. Применяется для прокладок в арматуре при температуре до 100° С. Используется при работе на керосине, бензине, смазочном масле, кислороде и углекислоте. Коэффициент трения между фиброй и сухой сталью μ = 0,33.
Асбест в качестве прокладочного материала используется в арматуре при повышенных и высоких температурах. Материал минерального происхождения в технике используется после переработки в виде листового картона пли шнура. При 500° С прочность асбеста снижается на 33%, а при 600° С — на 77%. К щелочам асбест устойчив, к кислотам устойчив антофилит-асбест.
Асбестовый непропнтанный картон имеет рыхлое строение, низкую прочность, ио высокую жаростойкость, используется для арматуры, работающей при температуре до 600° С; задвижек для горячего дутья, генераторных и дымовых газов и для другой арматуры, не работающей на жидкости. Пропитанный натуральной олифой асбестовый картон может быть использован для нефтепродуктов при давлении до 0,6 МПа и температуре tp < 180° С, однако замена его при смене прокладок или ремонте арматуры затруднена, так как он прилипает к металлическим поверхностям. Для уплотнения средних фланцев газовых больших задвижек используется также асбестовый шнур, который укладывается спиралью на поверхности фланца, предварительно смазанной техническим вазелином. Кроме того, для прокладок используются специальные ткани с пряжей из мягкой латунной или никелевой проволоки. Изготовляют также комбинированные прокладки из колец различной формы и сечений, сердцевина которых выполняется из асбеста, а облицовка из тонкого металлического или пластмассового листа. Такие прокладки имеют хорошие эксплуатационные свойства, но сложны в изготовлении.
Листовой паронит (ГОСТ 481—71) изготовляется из смеси асбестовых соло-кон (60—70%), растворителя, каучука (12—15%), минеральных наполнителей (15—18%) и серы (1,5—2,0%) путем вулканизации и вальцевания под большим давлением. Теплостойкость паронита зависит от количества в нем резнни.
Паронит является универсальным прокладочным материалом и используется в арматуре для насыщенного и перегретого пара, горячих газов и воздуха, растворов щелочей и слабых растворов кислот, аммиака, масел и нефтепродуктов при температуре до 450°С. Коэффициент трения паронита по металлу μ =0,5. Упругость паронита невелика. При контактном давлении свыше 32 МПа все неплотности в материале устраняются. Релаксация напряжений в период, ближайший после затяга, значительна. После обжатия при контактном давлении 70 МПа герметичность соединения сохраняется и при контактном давлении на прокладке, равном рабочему. Наибольшее допускаемое контактное давление на паронит 130 МПа, Чтобы улучшить герметичность соединения и увеличить сопротивление распору прокладки средой, на уплотнительных поверхностях соединения обычно создают две-три узкие канавки треугольного сечения, в которые паронит вдавливается под действием усилия затяга. Такие канавки делаются и при использовании других неметаллических прокладок. Листы паронита изготовляются толщиной до 6 мм. Прокладку целесообразно применять возможно более тонкую» но толщина ее должна быть достаточной для герметизации соединения при данной шероховатости обработанных поверхностей и площади уплотнения. Паронит листовой выпускается следующих марок: ПОН, ПМБ, ПА, ПЭ (см. табл. 4.29), ПС и ПСГ (последние две — специальные).
4.29. Условия применения паронита (по ГОСТ 481—71)
Продолжение табл. 4.29
Паронит марок ПОН и ПА испытывается на уплотнительную способность в среде пара при температуре 450° С и давлении 10 МПа. Прокладка наружным диаметром 120 мм и внутренним 80 мм, смазанная маслографитовой пастой, должна при контактном давлении 22,5 МПа сохранять герметичность в течение 30 мин. Кроме того, паронит этих марок, а также марки ПМБ испытывается на уплотняющую способность в керосине при температуре 20° С и давлении 15 МПа. Прокладка наружным диаметром 120 мм и внутренним 80 мм, смазанная маслографитовой пастой, при контактном давлении 32,4 МПа должна сохранять герметичность в течение 30 мин.
Паронит специальной марки ПС предназначен для этилового спирта, жидкого кислорода, масла Л-1 и воздуха. Применяется для давлений до 7,5 МПа при рабочей температуре от —182 до +400° С в зависимости от типа соединения и рабочей среды. Паронит марки ПСГ (паронит специальный графитированный) предназначается для этилового спирта, водяного пара и парогаза. Применяется для давлений до 7,5 МПа при рабочей температуре до 450° С (для спирта — до 50° С). Листы паронита имеют размеры от 0,3 X 0,4 до 1,5 X 3,0 м, толщина листов паронита марки ПОН — от 0,4 до 6,0 мм. Каждая марка паронита имеет свой диапазон размеров и толщин.
Пластмассы для прокладок арматуры применяются при невысоких температурах среды. Пластикат поливинилхлоридный по эластичности наиболее близко подходит к резине, используется для арматуры в химических производствах при сравнительно узком интервале температур (от —15 до 4-40° С). Полиэтилен в качестве прокладок может использоваться при температуры среды от —60 до +50° С. Фторопласт-4 и фторопластовый уплотнительный материал (ФУМ), выпускаемый в виде шнуров различных профилей и сечений, применяются для температур от —195до +200°С. Винипласт как прокладочный материал используется ограниченно.
Металлические материалы. Металлические прокладки изготовляются в виде плоских колец прямоугольного сечения из листового материала или в виде колец фасонного сечения из труб или поковок. К последним относятся линзовые прокладки чечевичного сечения, прокладки сечением в виде овала, расположенного параллельно оси прокладки, и гребенчатые прокладки, имеющие сечение прямоугольника с треугольными выступами в виде гребенки. Помимо этого изготовляются комбинированные прокладки, состоящие из мягкой сердцевины (асбеста или паронита), облицованной листовым материалом из алюминия, малоуглеродистой стали или коррозионностойкой стали 08Х18Н10Т или 12Х18Н10Т. Достоинства металлических прокладок: достаточная плотность при высоких давлениях и температурах среды, коэффициент температурного расширения близок к коэффициенту температурного расширения материала фланца и шпилек или болтов, возможность повторного использования после соответствующего ремонта. К недостаткам следует отнести: необходимость создания больших усилий для обеспечения герметичности соединения, относительно низкие упругие свойства, значительную релаксацию напряжений и относительно высокую сто¬имость изготовления. В табл. 4.30 приведены некоторые сведения о металлах, применяемых для изготовления прокладок арматуры.
4.30. Металлы, применяемые для изготовления прокладок
Виды прокладочных материалов.
Автор статьи — Olga Grasser
Не секрет, что важную функцию при изготовлении одежды выполняют прокладочные материалы. Их применяют для дублирования некоторых деталей или определенных областей деталей, для сохранения их формы в процессе носки.
Существуют различные виды прокладочных материалов. Иногда в одной модели необходимо применять несколько видов прокладок.
Прокладка подбирается в зависимости от плотности и свойств основного материала и от формы, которую она будет держать.
Прокладочные материалы бывают тканными и неткаными. Тканные прокладочные материалы растяжимы в косом направлении, но стабильны в долевом и поперечном, поэтому при раскрое нужно учитывать это обстоятельство.
Нетканые прокладочные материалы представляют собой прессованную смесь волокон, иногда такие волокна могут быть просто нетканые, а могут быть игло-пробивные и игло-прошивные. В нетканых материалах не осыпаются срезы. Однако и в таких прокладках существует направление вдоль полотна, в котором полотно растягивается меньше, чем в поперечном.
Существуют еще и трикотажные прокладки.
Они эластичны и используются для дублирования эластичных материалов.
Например в трикотажных изделиях необходимо использовать прокладочные материалы на трикотажной основе.
Тканные и нетканые прокладочные материалы могут быть с клеевым покрытием или без него. Клеевые прокладочные материалы содержат на одной стороне специальное плавкое покрытие. Они очень просты в использовании и освобождают от значительного объема ручной работы. Такую прокладку накладывают на изнаночную сторону детали и придавливают горячим утюгом без пара!
Следует знать, что в высококачественных изделиях практически всегда используют неклеевые пришивные тканые прокладки. Если вы используете такую прокладку, помните, что она может дать усадку. Поэтому ее надо предварительно продекатировать.
Нельзя использовать клеевые прокладочные материалы при шитье изделий из тканей с рельефной и скользкой поверхностью, а также изделий, которые будут в дальнейшем подвергаться длительному воздействию тепла и влаги.
Прокладочные материалы бывают разной плотности, со специальным покрытием. Например прокладка для воротников и манжет должна быть более жесткой, чем прокладка для стабилизации обтачек, низа рукава и изделия.
Чтобы выбрать наиболее подходящую прокладку, надо проверить, как будет выглядеть материал вместе с прокладкой, а для этого надо приклеить пробный кусочек прокладки на лоскут:
Сделайте несколько образцов с разными прокладками.
Проверьте прочность клеевого соединения материала с прокладкой. Разъединить их должно быть очень трудно.
Под прокладкой не должно оставаться пузырьков воздуха или не приклеенных участков. Если пузырьки воздуха все же остались, отпарьте прокладку так, чтобы ее можно было отделить, и приклейте на это место новую прокладку.
При дублировании деталей идеально использовать не утюг, а пресс. Пресс обеспечивает высокую температуру, хорошее давление и большую площадь дублирования! Что безусловно даёт хорошее качество и клеевая прокладка не отваливается в процессе эксплуатации изделия!
Купить прокладочные материалы вы можете в нашем интернет-магазине.
Руководство по выбору материала прокладки | Изготовление прокладок по индивидуальному заказу
Прокладки представляют собой механические уплотнения, используемые в оборудовании для обработки и обработки жидкостей, чтобы предотвратить утечку технологических жидкостей и попадание загрязняющих веществ в чувствительные зоны. Из-за важной функции, которую они выполняют, очень важно выбрать правильный вариант для данной системы. Одним из ключевых факторов, который следует учитывать при проектировании и выборе прокладки, является конструкционный материал. Материал прокладки существенно влияет на то, как она будет работать по назначению. Однако, учитывая широкий спектр доступных материалов прокладок, некоторым компаниям может быть сложно выбрать тот, который соответствует их потребностям. К счастью, команда Custom Gasket готова помочь вам.
Основными услугами компании Custom Gasket Manufacturing является изготовление нестандартных прокладок для различных областей применения. Обладая обширным производственным опытом, наша команда обладает знаниями, навыками и инструментами, чтобы предоставить клиентам идеальную прокладку для их нужд. Ниже мы приводим важную информацию о выборе прокладочных материалов , чтобы помочь профессионалам отрасли определить, какой материал лучше всего подходит для их применения.
Типы прокладочных материалов
Как указано выше, существует множество материалов для прокладок, каждый из которых обладает уникальными характеристиками, которые делают его пригодным для различных применений. Вот некоторые из прокладочных материалов , с которыми мы регулярно работаем:
Резина
Резина бывает нескольких составов и марок, что делает ее идеальной для широкого спектра применений в различных условиях окружающей среды и эксплуатации. Его можно обрабатывать с помощью множества различных производственных процессов, в зависимости от деталей и производственных спецификаций.
Бутил
Тканевая вставка (CI)
Токопроводящий силикон
Диафрагма
EPDM
EPDM Нейлоновая вставка
Отверждение перекисью EPDM
Одобрен FDA (пищевой)
Фторсиликон
Hypalon ®
Латекс
Натуральный каучук
Неопрен 9 0040® (хлоропрен)
Неопрен Нейлоновая вставка
Нитрил (Buna-N)
Полиуретан
Сантопрен ®
SBR (красный каучук)
Силикон
Термопластичная резина (TPR)
Уретан
Витон ® , фторуглерод
Резиновые формовочные смеси
Резиновые формовочные смеси используются в операциях формования, например, при компрессионном формовании, трансферном формовании и литье под давлением, для создания прокладок различных форм и размеров.
Неопрен ® , Хлоропрен (CR)
Нитрил, Buna-N (NBR)
Гидрогенизированный акрилонитрил (HNBR)
Эпихлоргидрин (EPI)
Этилен-пропилен (EPDM, EP, EPT)
Viton ® , Фторуглерод (FKM)
Силикон (VMQ)
Фторсиликон (FVMQ, FMQ)
Полиуретан (AU, EU)
Бутил (IIR)
Стирол-бутадиен (SBR)
Натуральный каучук, полиизопрен (IR, NR)
Hypalon ® (CSM)
Полиакрилат-акрил (ACM)
Этилен-акриловый эластомер, Vamac ® (AEM)
Индивидуальные составы и красители
Губчатая резина с закрытыми порами
Закрыть Губчатая резина d-cell имеет ячейки, которые полностью отделены от окружающих ячеек, чтобы предотвратить проникновение жидкостей. Он бывает мягкой, средней и жесткой плотности.
Неопреновая губка
Смесь неопрена/EPDM/SBR губки
Губка EPDM
Губка ПВХ-нитрил
Губка с эпихлорогидрином (ЭХГ)
Силиконовая губка
Витон ® Губка
Губчатая резина с открытыми порами
9 0002 Губчатая резина с открытыми порами имеет взаимосвязанные ячейки, которые позволяют газам, жидкостям и другим средам проходить через материал. Он доступен в мягкой, средней, средней жесткости, твердой и сверхтвердой плотности.
Неопреновая губка с открытыми порами
SBR с открытыми порами губка
Натуральная губка с открытыми порами
Прессованные безасбестовые материалы
Прессованные безасбестовые материалы состоят из несодержащих асбеста волокон (например, стекловолокна или арамидных волокон) в сочетании с каучуком. Эта формула приводит к лучшим характеристикам температуры и давления.
Френзелит ® Новапресс
Термосил ® (Клингерсил ® )
Гарлок ® Blue-Gard
Durlon ®
Teadit ®
Пробка
Пробка обладает высокой сжимаемостью и гибкостью. Сочетание пробки с каучуком (например, нитрилом или неопреном) позволяет получить прокладочный материал, устойчивый к воздействию топлива, масел и растворителей.
Состав Пробка
Пробка/синтетический каучук
Пробка/смесь EPDM
Пробка/хайпалон ® Смесь
Пробка/смесь неопрена
900 21 Смесь пробки и нитрила
Смесь пробки/силикона
Пробка/витон ® Смесь
Электрическая изоляция
Электрическая изоляция относится к используемым материалам в электротехнике из-за отсутствия электропроводности.
Номекс ®
Лексан ® Поликарбонат
Майлар ®
Рыбная бумага
K apton ® Полиимидная пленка
Formex ®
Statex ®
Hitex
VHR-115 ®
E-FR ®
Фенопласты (CE, LE, G10/FR4 ® )
Valox ®
Вулканизированное волокно
Экранирование от электромагнитных и радиопомех 90 006
Экранирование EMI/RFI относится к материалам, используемым для защиты электрических и электронных устройств от электромагнитных и радиочастотных помех.
Проводящая силиконовая резина
Chomerics ® Soft-Shield
Chomerics ® Metalastic
Fiber 9000 6
Волокно, также называемое волокном, включает различные материалы на основе волокна, такие как целлюлозное волокно, изоляционное волокно, растительное волокно и синтетическое волокно.
Колотушка из целлюлозного волокна Ad
Колотушка из целлюлозы/синтетического каучука Ad
Колотушка из целлюлозы/нитрилового каучука Ad
Bucote ®
Целлюлозно-волокнистая плита
Целлюлозно-волокнистая бумага
Прессованное волокнистое полотно
Рыбная бумага
Lexide
Nicote ®
Безасбестовое арамидное волокно NBR
Растительное волокно (Detroiter)
Velbuna ®
Velcar B-10 ® 9002 2
Веллумоид ®
Веллутерм ®
Виктопак ®
Вулканизированное волокно ®
Пена
Пена — это общий термин для материалов, образованных путем захвата газа во взаимосвязанных или отдельных ячейках внутри твердого тела или жидкости.
Пена EVA с закрытыми порами
Фильтрующая пена
Неопреновая пена
Микропористая уретановая пена
Многоплоскостная пена EMI
Гофрированная пена Egg-Crate 900 22
Полиэфирная пена
Полиэфирная пена
Полиуретановая пена
Вспененный полиэтилен
Вспененный полистирол
Сшитый вспененный полиэтилен
Volara ®
Порон ® Вспененный
900 21 Ensolite ® Пена
Силиконовая пена
Звуковая пена
Виниловая пена
Войлок 900 17
Войлок представляет собой материал на основе шерсти, полученный путем воздействия на него влаги, тепла и давления.
Марки SAE
Шерстяной войлок
Полиэстеровый войлок
Листовой войлок
Акустический класс
Иглопробивной войлок
Влагоотводящий войлок
Войлок для снятия изоляции
Шерстяной войлок
9 0021 Декоративный чистый войлок
Гибкий графит
Гибкий графит состоит из минерального графита с содержанием углерода от 95 до 99%. Три наиболее распространенных типа: листы из чистого графита, листы из графита с хвостовиком и листы из ламинированного графита со вставкой из нержавеющей стали.
Grafoil ®
Frenzelit ® Novatec
Flexitallic ® Flexicarb
Thermoseal ® (Klinger ® )
Durlon ®
Teadit ®
Пластик
Пластмассы представляют собой полимеры, смешанные с другими веществами для добавления или улучшения их характеристик.
АБС
Ацеталь (делрин ® )
Ацетат
ПТФЭ
Расширенный
Майлар ® Полиэстер
Лексан ® Поликарбонат
Нейлон
9 0021 Nylatron ®
Полиэтилен низкой плотности (LDPE)
Полипропилен высокой плотности (HDPE)
Ультравысокомолекулярный вес (UHMW)
Ударопрочный полистирол
Полипропилен
Peek
PETG
PVC
Phenolic
Стандартная прокладка (цветовая маркировка)
Винил (жесткий и гибкий)
Высокотемпературные материалы
Высокотемпературные материалы рассчитаны на воздействие высоких температур.
Kapton ® , Viton ® , Mylar ®, и Vamac ® являются зарегистрированными товарными знаками DuPont ™ .
Добавление основы из клея, чувствительного к давлению (PSA)
Большинство материалов, перечисленных выше, доступны с или без основы из клея, чувствительного к давлению (PSA), в зависимости от потребностей клиентов. Хотя добавление подложки из PSA сокращает время и трудозатраты на установку прокладки, оно не рекомендуется для следующих применений:
При использовании прокладок, экранирующих электромагнитные помехи (клей может снизить эффективность экранирующего материала)
Когда стойкость к растворителям имеет решающее значение (клей подвержен разложению и повреждению растворителями)
Когда площадь плоской поверхности мала (клей не может сформировать адекватное клеевое соединение без достаточной площади поверхности)
Когда прокладка будет подвергаться регулярному воздействию нагрузка (со временем клей может потерять целостность)
Основные соображения по выбору материалов прокладок
При выборе материала прокладки необходимо учитывать несколько факторов, чтобы убедиться, что выбранный материал подходит для предполагаемого применения. Вот некоторые из ключевых соображений :
Температура: какой температурный диапазон он должен выдерживать?
Давление: какой диапазон давления он должен выдерживать?
СМИ: с какими материалами он будет подвергаться? (например, являются ли технологические жидкости абразивными или коррозионными?)
Воздействие УФ-излучения и озона: будет ли он подвергаться воздействию УФ-излучения и озона?
Стандарты на продукцию: Подпадают ли под действие каких-либо отраслевых требований к продукции? (например, нужны ли ему свойства экранирования электромагнитных помех?)
Отраслевые стандарты: Подпадает ли он под какие-либо другие отраслевые стандарты? (например, должно ли оно соответствовать требованиям ASTM, UL или Mil-spec?)
Обратитесь к экспертам компании Custom Gasket, чтобы узнать о решениях по изготовлению пользовательских прокладок
Производство пользовательских прокладок специализируется на производстве прокладок, уплотнений и других резиновых изделий на заказ. Наши производственные возможности включают высечку, специальную резку (например, мгновенную, лазерную и гидроабразивную резку), формование резины и экструзию резины. Если клиенту нужна нестандартная прокладка или другой продукт, наша команда предоставит высококачественное решение в срок и в рамках бюджета. Чтобы узнать больше о наших нестандартных прокладках и других решениях, свяжитесь с нами сегодня. Для получения подробной информации о ценах запросите коммерческое предложение.
Позвоните по телефону 800-985-6750 или отправьте запрос по адресу [email protected].
27 Материалы для нестандартных прокладок и их назначение
Содержание
Существуют тысячи материалов на выбор при изготовлении индивидуальной прокладки, каждый из которых имеет различные свойства и допуски на выбор.
Некоторые из наиболее распространенных категорий материалов для изготовления нестандартных прокладок, а также общие рекомендации относительно того, когда они могут подойти, подробно описаны ниже.
Имейте в виду, что эта статья предназначена для предоставления общих рекомендаций, и в каждой категории существует множество материалов с различными свойствами и характеристиками. Сужение до вашего окончательного материала лучше всего делать с помощью эксперта. Это руководство предназначено для того, чтобы помочь вам начать процесс выбора материала, прежде чем углубляться в мельчайшие детали.
Вы также можете использовать это оглавление, чтобы сразу перейти к материалу, о котором хотите узнать больше:
Твердые материалы
Силикон
Фторсиликон
Неопрен
Нитрил
ЭПДМ
Фторэластомер
Бутил
Губчатые материалы
Силиконовая губка
Смесь неопрена/EPDM
Прямая губка из EPDM
Вспененные материалы
Силиконовые пены
Пенополиуретан
Поролоновые фильтры
Полиолефин
Форма на месте Материалы
Силикон
УФ-материалы
Электромагнитные материалы
Экранирование электромагнитных помех
Силиконовые профили
Силикон
Фторсиликон
Никелированная тафта Ткань/пена
Материалы, поглощающие микроволновое излучение
Материалы для термоинтерфейса
Силиконовый заполнитель зазоров
Акриловый заполнитель зазоров
Материалы Sil-Pad
Термолента
Термопаста
— Статья продолжается ниже —
Избегайте частых ошибок при проектировании с помощью нашего бесплатного руководства.
Твердые материалы
Твердые материалы часто выбираются на основе простого предпочтения между твердыми и губчатыми материалами. В целом, вы можете делать то же самое с твердыми и губчатыми материалами, но твердые материалы продлят срок службы вашей прокладки и сделают ее более долговечной. Твердые материалы часто продлевают срок службы устройства до 2 раз дольше, чем губчатый материал.
Кроме того, сила сжатия твердого тела всегда будет больше силы сжатия губки. Если ваше приложение имеет или может выдерживать большие силы сжатия, лучшим выбором будет твердый материал.
Твердые материалы могут быть превращены в прокладки с помощью высечки, гидроабразивной резки, ЧПУ или цифровой резки. Кроме того, из твердых материалов можно формовать более трехмерные (а не плоские) прокладки, если этого требует ситуация.
Силикон
Твердый силикон предназначен для использования вне помещений, где физические свойства не являются критическими, но все же требуется устойчивость к экстремальным температурам. Это может включать ситуации, когда деградация может произойти из-за воздействия солнечного света или озона.
Фторсиликон
Покрытие из фторсиликона
предназначено для использования в тех же условиях, что и силикон, с дополнительной химической стойкостью. Стойкость к экстремальным температурам и устойчивость к химическим веществам, таким как масла и топливо, делают его идеальным материалом для подачи топлива в аэрокосмической, автомобильной и оборонной промышленности. Вы обнаружите, что из-за дополнительной химической стойкости фторсиликон стоит немного дороже, чем силикон.
Неопрен
Неопрен
является более экономичным вариантом, чем силикон или фторсиликон. Рекомендуется для приложений, требующих устойчивости к жидкостям, таким как вода, масло и другие растворители. Он также устойчив с высокой степенью эластичности. Обладая большим удлинением и прочностью на разрыв, чем силиконы общего назначения, этот материал устойчив к истиранию и усталости.
Нитрил
Нитрил — это материал, специально разработанный для коммерческого или промышленного применения, где экстремальные условия окружающей среды и износ являются важным фактором. Нитрил проявляет устойчивость к химическим веществам, таким как топливо и масла. Это прочный, долговечный материал.
Доступны версии нитриловых материалов, одобренные FDA, что делает их обычным выбором для применения в сельском хозяйстве или пищевой промышленности.
ЭПДМ
EPDM (этилен-пропилен-диен-метилен), отвержденный перекисью, используется в широком диапазоне применений, где требуется каучук общего назначения с отличной водостойкостью, устойчивостью к атмосферным воздействиям, ультрафиолетовому излучению и озону. Процесс отверждения EPDM, отвержденного перекисью, обеспечивает термостойкость, что делает его устойчивым к высоким температурам и пару. В некоторых случаях этот материал может быть дешевле силикона. EPDM не рекомендуется для применений, подверженных воздействию масла.
Фторэластомер
Фторэластомер, лучший выбор для твердых материалов, известен тем, что предлагает лучшее из всего. Он обеспечивает устойчивость к экстремальным диапазонам температур, демонстрирует высокую устойчивость к химическим веществам и хорошо подходит для большинства применений. Таким образом, это также самый дорогой из всех твердых материалов. Распространенным применением, в котором необходимы все эти свойства, являются варианты использования в аэрокосмической отрасли.
Прочтите сейчас: руководство от начала до конца по изготовлению прокладок по индивидуальному заказу.
Бутил
Бутил – это синтетический каучук, который хорошо противостоит влаге и прохождению газов. Кроме того, он обладает высокой устойчивостью к маслам и химическим веществам, что делает его обычным выбором для автомобильных и даже медицинских применений.
Губчатые материалы
Губчатые материалы
обычно выбирают для применений, когда требуются низкие силы сжатия. Это может иметь место, если есть опасения по поводу деформации или изгиба корпуса во время сборки, если требуется пластиковый корпус или если есть опасения по поводу растрескивания упоров сжатия в любом месте корпуса. Кроме того, губчатые материалы значительно облегчают сборку, поскольку требуются гораздо меньшие силы сжатия.
Кроме того, губчатые материалы иногда предпочтительнее твердых из-за огнестойкости UL. Гораздо проще найти силиконовые губчатые материалы с классом воспламеняемости UL94V-0, чем твердый силикон.
Силиконовая губка
Силиконовая губка с закрытыми порами мягкой плотности
— отличный материал для прокладок и прокладок, где требуется мягкий сжимаемый материал. Он устойчив к экстремальным температурам, что делает его идеальным для наружного применения, и обеспечивает хорошую остаточную деформацию при сжатии. Кроме того, его не связанные между собой закрытые ячейки предотвращают поглощение воды.
Силиконовая губка имеет самый долгий срок службы из всех вариантов материала губки. Как правило, силиконовая губка бывает мягкой, средней, твердой и сверхтвердой плотности.
Смесь неопрена
Неопреновая смесь — отличный выбор для прокладок и герметиков, где требуется мягкий и податливый материал. Он считается более дешевой альтернативой твердой резине и другим губчатым материалам. Он обычно используется для поглощения ударов, в качестве теплового барьера, для защиты от атмосферных воздействий и в качестве основного решения для герметизации в промышленности.
Кроме того, его не связанные между собой закрытые ячейки делают его чрезвычайно непроницаемым для поглощения воды. Эта губчатая резина обычно бывает пяти видов жесткости: Soft, Medium, Medium-Firm, Hard и Extra-Firm.
Губка EPDM
Губчатый материал EPDM обладает почти такими же качествами, что и неопреновая смесь, описанная выше, но проявляет большую устойчивость к озону, что делает его полезным в тех случаях, когда губчатый материал лучше всего подходит, но воздействие озона вызывает беспокойство. Таким образом, он немного дороже смеси неопрена.
Пенные материалы
Подобно губчатым материалам, вспененные материалы используются там, где требуется низкая сила сжатия. На самом деле, они обеспечивают даже более низкую силу сжатия, чем губчатые материалы. Кроме того, пены обычно дешевле, чем твердые или губчатые.
Как правило, пеноматериалы используются для обеспечения простой герметизации в первую очередь от воздуха и пыли, но не обеспечивают истинную изоляцию от окружающей среды. Он лучше всего подходит, если в вашем приложении требуется просто базовое уплотнение между двумя материалами, и он не подходит для критических наружных применений.
Силиконовые пены
Ячеистая силиконовая пена обладает устойчивостью к экстремальным температурам и упругостью, необходимой для многих типов герметизации, амортизации, изоляции и виброизоляции. Обычно материалы из силиконовой пены доступны в шести различных вариантах, от ультрамягких до сверхтвердых.
Пенополиуретан
Пенополиуретаны
предлагают широкий спектр дизайнерских решений для уплотнения, герметизации и поглощения энергии. Они обеспечивают баланс более низкой стоимости, чем силиконовые пены, и имеют очень низкую остаточную деформацию при сжатии. Как правило, полиуретановые пены могут иметь широкий диапазон жесткости и различной плотности в пределах каждой рецептуры.
Поролоновые фильтры
Поролоновые фильтры
предназначены почти исключительно для фильтрации пыли. Они позволяют дышать или впускать и выводить поток воздуха, но не пропускают пыль. Как таковые, они обычно используются в электронных приложениях, где пыль может вызвать проблемы.
Полиолефин
Полиолефин
предназначен для недорогого или недорогого материала для изготовления основных прокладок. По большей части этот материал выбирается, когда просто необходимо заполнить пространство, чтобы две стороны детали не соприкасались друг с другом.
Форма на месте Материалы
Материалы
Form in place (FIP) лучше всего подходят, когда у вас очень маленькая прокладка, которую трудно высечь и затем собрать на вашем производственном предприятии. Очень маленькие и тонкие прокладки хлипкие и трудные в обращении, что увеличивает усилия и время, которые должны быть затрачены на сборку. Это становится все более и более распространенным из-за меньших форм-факторов и нехватки места в современных электронных сборках.
Таким образом, в таких случаях обычно выбирают прокладки FIP, чтобы снизить стоимость сборки. Поскольку прокладка распределяется непосредственно на блоке, а затем отверждается перед отправкой обратно на производственное предприятие, она экономит этап (и деньги) в процессе сборки.
Кроме того, при использовании нестандартных прокладок для приложений, связанных с электромагнитными помехами, выбор FIP в качестве метода производства может сократить отходы, тем самым снижая затраты на более дорогие материалы. Из-за своего типичного размера материалы FIP обычно используются для создания эффективного уплотнения для электронных устройств.
Силикон
Однокомпонентный силиконовый герметик и клей, отверждающийся при воздействии влажности окружающей среды при комнатной температуре. Этот материал обладает превосходными герметизирующими свойствами, отличной атмосферостойкостью, устойчивостью к озону и сжатию, а также электроизоляционными свойствами, типичными для силикона.
Пастообразная консистенция этого состава позволяет наносить его на вертикальные и потолочные поверхности в дополнение к горизонтальным поверхностям при определенной вязкости. Неотвержденной массы этого материала также достаточно для прилипания мелких предметов в процессе отверждения. Силикон, используемый для FIP, проявляет гибкость как при низких температурах, так и при высоких температурах.
Поскольку силикон легко доступен и обладает таким широким диапазоном свойств, он является наиболее часто используемым материалом для производства прокладок FIP.
УФ-материалы
УФ-материалы
обычно используются, когда важным фактором является производство или время выполнения заказа. Эти материалы не требуют такого же времени отверждения после дозирования, как силикон, и поэтому их можно переворачивать намного быстрее. УФ-материалы обычно выбирают в тех случаях, когда наиболее важными соображениями являются большие объемы и производительность.
Материалы EMI FIP
Вероятно, наиболее распространенным типом используемых прокладок FIP являются прокладки из материалов EMI. Эти материалы отвечают всем требованиям к электромагнитным помехам, но их можно использовать, когда требуется небольшая и точная прокладка. Материалы EMI обладают способностью экранировать между двумя сторонами прокладки и очень часто используются в широком спектре приложений, включая испытательное оборудование, связь, спутники и аэрокосмическую промышленность.
Экранирование электромагнитных помех
Материалы EMI
используются, если требуется экранирование между двумя областями продукта или детали.
Силиконовые профили
Разработчикам больше не нужно выбирать между защитой от воздействия окружающей среды и экранирующей прокладкой от электромагнитных помех. Силиконовые экструзии объединяют оба типа прокладок в один продукт. Материалы этой категории имеют тонкий электропроводящий экран, полученный путем совместной экструзии на высокоэффективной основе из силиконового каучука.
Силиконовые профили
обычно выбирают, когда у вас есть канавка, в которую вы хотите поместить прокладку. В большинстве случаев вы будете выбирать между экструзией или прокладкой FIP, и ваше решение будет основываться на размере канавки. Если канавка слишком мала для экструзии, вероятно, единственным вариантом является дозирование FIP. Кроме того, экструзия обеспечивает более низкое усилие сжатия, так как это более мягкий материал, чем используемый при дозировании FIP.
Силикон
Как правило, силиконовые изделия, предназначенные для экранирования электромагнитных помех, делают проводящими путем введения в материал проводящего наполнителя, часто серебра, алюминия, меди или никеля. Этот тип материала очень гибкий и может быть изготовлен для самых разных размеров и дизайнов. Обычно он не выдерживает очень суровых условий окружающей среды, таких как воздействие солнечного света, едких химикатов, топлива или масел, которые могут нарушить экранирующие и герметизирующие свойства. Таким образом, он обычно используется в основном на печатных платах (PCB) или в качестве прокладок разъемов на портах в электронике.
Фторсиликон
Проводящие фторсиликоновые материалы вместо этого используют основу из фторированного силиконового эластомера, чтобы предотвратить разрушение при контакте с вышеупомянутыми химическими веществами или факторами окружающей среды. Изделия из фторсиликона также делают проводящими путем введения в материал проводящего наполнителя, часто серебра, алюминия, меди или никеля. Прокладки, изготовленные из фторсиликона, обладают высокой устойчивостью к углеводородам, присутствующим во многих более суровых условиях окружающей среды.
Как и описанный выше силикон, этот материал обычно используется в печатных платах и выбирается, когда требуется более химически стойкий материал. Если вы опасаетесь, что материал прокладки вступит в контакт с ацетонами или моющими средствами, которые могут вызвать эрозию материала, вам подойдет фторсиликон. Таким образом, он также обычно дороже силикона.
Никель Тафта Ткань / Пена
Этот материал лучше всего подходит для областей, где требуются очень низкие усилия сжатия. Чаще всего он используется для серверов и в шкафах, где электроника размещается слоями друг над другом. Как правило, это дешевле, чем другие материалы EMI.
Материалы, поглощающие микроволновое излучение
Плотные поглотители на основе каучука и пены, устойчивые к ультрафиолетовому излучению, озону, экстремальным температурам и пламени. Как правило, эти материалы представляют собой тонкий листовой материал с магнитной нагрузкой, обладающий высокими потерями на микроволновых частотах при сохранении желаемых характеристик эластомерных связующих. Эти материалы предназначены для снижения добротности полостей и ослабления колебаний полости.
Технически эти материалы сами по себе не являются материалами ЭМП, но часто используются в приложениях ЭМП. Вместо этого их работа состоит в том, чтобы поглощать частоты, излучаемые электронными компонентами, а не «отражать» их обратно, как материалы с электромагнитными помехами.
Материалы для термоинтерфейса
Материалы теплового интерфейса
используются для рассеивания тепла в детали. Тип материала, который вам нужен, будет зависеть от количества энергии, вырабатываемой в течение определенного периода времени. Оттуда вы можете выбрать правильную проводимость материала для рассеивания необходимого тепла. Чем больше тепла вам нужно рассеять, тем дороже материал, поэтому вы будете искать материал, который рассеивает именно то количество тепла, которое вам нужно, и не больше, чтобы избежать лишних затрат.
Силиконовый заполнитель зазоров
Эта группа материалов обычно используется для изготовления нестандартных прокладок для микросхем или печатных плат. Вы захотите использовать его там, где части корпуса совпадают, и у вас есть пробел, который необходимо заполнить. Силикон обычно выбирают, когда здесь есть большой зазор. Идея состоит в том, что прокладка будет передавать тепло вашему алюминиевому металлическому корпусу, который затем рассеивает тепло.
Акриловый заполнитель зазоров
Материалы этого класса обладают теми же преимуществами, что и описанные выше силиконовые заполнители зазоров, но обладают дополнительными свойствами, препятствующими выделению газов. Эти акриловые прокладки не содержат силоксановых летучих органических соединений или масляных пятен, которые связаны с силиконовыми продуктами и часто могут вызывать отказ устройства. Выделение силикона может вызвать загрязнение, что может стать проблемой, особенно для жестких дисков в электронных приложениях. В этих случаях лучше всего подходят акриловые наполнители Gap, так как они не имеют проблем с дегазацией.
Материалы Sil-Pad
Материалы Sil-Pad
(названные в честь силиконовых прокладок) используются в тех случаях, когда вы бы выбрали силиконовый заполнитель зазоров, но зазор очень тонкий. Колодки дают возможность вписаться в гораздо меньшие зазоры, но предлагают те же преимущества материала.
Термолента
Термоленты
лучше всего подходят, когда вам нужно создать структурную связь с вашей индивидуальной прокладкой. Если у вас есть две стороны детали, которые нужно склеить, и вы хотите рассеивать тепло, термолента — это то, что вам нужно. Эти материалы обычно используются для соединения радиатора с печатными платами и в производстве электронных товаров.
Дело в бобине: как устроена и как работает катушка зажигания
Главная
Статьи
Дело в бобине: как устроена и как работает катушка зажигания
Автор: Евгений Балабас
Катушка зажигания – «потомственный немец». В 1851 году механик из Германии Генрих Румкорф (проживавший, правда, в Париже) изобрел катушку с прерывателем, вырабатывающую импульсы высокого напряжения, а в 1925 году компания Роберта Боша начала массово применять её как элемент батарейной системы зажигания бензинового автомобильного мотора. Давайте посмотрим, в каком виде катушка зажигания дошла до наших дней, и каковы особенности ее работы.
Маслонаполненная бобина
Более чем полвека эволюции карбюраторных бензиновых моторов с контактной системой зажигания катушка (или как ее часто называли шоферы прошлых лет – «бобина») практически не меняла конструкцию и облик, представляя собой высоковольтный трансформатор в металлическом герметичном стакане, заполненном трансформаторным маслом для улучшения изоляции между витками обмоток и охлаждения.
Неотъемлемым партнером катушки был трамблер – механический коммутатор низкого напряжения и распределитель высокого. Искра должна была появляться в соответствующих цилиндрах в конце такта сжатия топливовоздушной смеси – строго в определенный момент. Трамблер осуществлял и зарождение искры, и синхронизацию ее с тактами работы мотора, и распределение по свечам.
Классическая маслонаполненная катушка зажигания — «бобина» (что по-французски и означало «катушка») — была чрезвычайно надежна. От механических воздействий ее защищал стальной стакан корпуса, от перегрева – эффективный теплоотвод через заполняющее стакан масло. Однако согласно малоцензурному в оригинальном варианте стишку «Дело было не в бобине – идиот сидел в кабине…», получается, что надежная бобина таки порой подводила, даже если даже водитель не такой уж идиот…
Если посмотреть на схему контактной системы зажигания, то можно обнаружить, что заглушенный мотор мог останавливаться в любом положении коленвала, как с замкнутыми контактами прерывателя низкого напряжения в трамблере, так и с разомкнутыми. Если при предыдущем глушении мотор остановился в положении коленвала, в котором кулачок трамблера замыкал контакты прерывателя, подающего низкое напряжение на первичную обмотку катушки зажигания, то когда водитель по какой-то причине включал зажигание, не запуская мотор, и оставлял ключ в таком положении надолго, первичная обмотка катушки могла перегреться и сгореть… Ибо через нее начинал проходить постоянный ток в 8-10 ампер вместо прерывистого импульсного.
Официально катушка классического маслонаполненного типа неремонтопригодна: после сгорания обмотки она отправлялась в утиль. Однако когда-то давно на автобазах электрики умудрялись ремонтировать бобины – развальцовывали корпус, сливали масло, перематывали обмотки и собирали заново… Да, были времена!
И лишь после массового внедрения бесконтактного зажигания, при котором контакты трамблера сменились на электронные коммутаторы, проблема сгорания катушек почти исчезла. В большинстве коммутаторов было предусмотрено автоматическое отключение тока через катушку зажигания на включённом зажигании, но не запущенном двигателе. Иными словами, после включения зажигания начинался отсчет небольшого временного интервала, и если водитель за это время не заводил мотор, коммутатор автоматически выключался, защищая и катушку, и самого себя от перегрева.
Сухие катушки
Следующим этапом развития классической катушки зажигания стал отказ от маслонаполненного корпуса. «Мокрые» катушки сменились на «сухие». Конструктивно это была практически та же самая катушка, но без металлического корпуса и масла, покрытая сверху слоем эпоксидного компаунда для защиты от пыли и влаги. Работала она совместно с тем же самым трамблером, и часто в продаже можно было встретить и старые «мокрые» катушки, и новые «сухие» на одну и ту же модель авто. Они были полностью взаимозаменяемыми, соответствовали даже «уши» креплений.
Для рядового автовладельца в изменении технологии с «мокрой» на «сухую» не было, по сути, никаких преимуществ или недостатков. Если последняя, конечно, была изготовлена качественно. «Профит» получали только производители, поскольку изготовить «сухую» катушку несколько проще и дешевле. Однако если «сухие» катушки иностранных производителей автомобилей изначально продумывались и изготавливались достаточно тщательно и служили почти столько же, сколько и «мокрые», советские и российские «сухие» бобины снискали дурную славу, поскольку имели массу проблем с качеством и выходили из строя достаточно часто без каких-либо причин.
Так или иначе, сегодня «мокрые» катушки зажигания полностью уступили место «сухим», а качество последних даже отечественного производства практически не вызывает нареканий.
Были и катушки-гибриды: обычную «сухую» катушку и обычный коммутатор бесконтактного зажигания иногда объединяли в единый модуль. Такие конструкции встречались, к примеру, на моновпрысковых Фордах, Ауди и ряде других. С одной стороны, это выглядело в некоторой степени технологично, с другой – снижалась надежность и увеличивалась цена. Ведь два изрядно нагревающихся узла объединили в один, тогда как по отдельности они и охлаждались лучше, и при выходе из строя того или иного замена обходилась дешевле…
Ах да, еще в копилку специфических гибридов: на стареньких Тойотах нередко встречался вариант катушки, интегрированной прямо в распределитель трамблера! Интегрировалась она, конечно, не намертво, и при выходе из строя «бобину» можно было без труда снять и приобрести отдельно.
Модуль зажигания – отказ от трамблера
Заметная эволюция в катушечном мире произошла в период развития инжекторных моторов. Первые инжекторы имели в своем составе «частичный трамблер» – низковольтную цепь катушки уже коммутировал электронный блок управления двигателем, а вот искру по цилиндрам по-прежнему раздавал классический бегунковый распределитель, приводимый во вращение от распредвала. От этого механического узла стало возможным полностью отказаться, применив комбинированную катушку, в общем корпусе которой скрывались отдельные катушки в количестве, соответствующем числу цилиндров. Такие узлы стали называть «модулями зажигания».
Электронный блок управления двигателем (ЭБУ) содержал в себе 4 транзисторных ключа, которые поочередно подавали 12 вольт на первичные обмотки всех четырех катушек модуля зажигания, а те в свою очередь отправляли искровой импульс высокого напряжения каждая на свою свечу. Еще чаще встречаются упрощенные варианты комбинированных катушек, более технологичные и дешевые в производстве. В них в одном корпусе модуля зажигания четырёхцилиндрового мотора помещается не четыре катушки, а две, но работающие, тем не менее, на четыре свечи. В такой схеме искра на свечи подается попарно – то есть, на одну свечу из пары она приходит в нужный для воспламенения смеси момент, а на другую – вхолостую, в момент выпуска отработавших газов из этого цилиндра.
Следующим этапом развития комбинированных катушек стал перенос электронных коммутирующих ключей (транзисторов) из блока управления двигателем в корпус модуля зажигания. Вынос мощных и греющихся при работе транзисторов «на волю» улучшил температурный режим ЭБУ, а при выходе из строя какого-либо электронного ключа-коммутатора достаточно было заменить катушку, а не менять или паять сложный и дорогущий блок управления. В котором ещё часто прописаны индивидуальные для каждого авто пароли иммобилайзера и тому подобная информация.
Каждому цилиндру – по катушке!
Еще одно типичное для современных бензиновых автомобилей решение в сфере зажигания, существующее параллельно с модульными катушками, – это индивидуальные катушки для каждого цилиндра, которые устанавливаются в свечной колодец и контактируют со свечой непосредственно, без высоковольтного провода.
Первые «персональные катушки» были именно катушками, но потом в них переехала и коммутационная электроника – так же, как это произошло и с модулями зажигания. Из плюсов такого форм-фактора – отказ от высоковольтных проводов, а также возможность замены при выходе из строя только одной катушки, а не целого модуля.
Правда, стоит сказать, что в этом формате (катушки без высоковольтных проводов, монтируемые на свечу) существуют и катушки в виде единого блока, объединенные общим основанием. Такие, к примеру, любят использовать GM и PSA. Вот это воистину кошмарное техническое решение: катушки вроде бы отдельные, но при выходе из строя одной «бобины» приходится менять в сборе крупный и очень дорогой блок…
К чему мы пришли?
Классическая маслонаполненная бобина была одним из самых надежных и неубиваемых узлов в карбюраторном и ранних инжекторных автомобилях. Внезапный выход ее из строя считался редкостью. Правда, ее надежность, к сожалению, «компенсировал» неотъемлемый напарник – трамблер, а позже – и электронный коммутатор (последнее, правда, относилось только к отечественным изделиям). Пришедшие на смену «масляным» «сухие» катушки по надежности были сопоставимы, но все же несколько чаще выходили из строя без видимых причин.
Инжекторная эволюция заставила избавиться от трамблера. Так появились разнообразные конструкции, не нуждавшиеся в механическом высоковольтном распределителе – модули и отдельные катушки по числу цилиндров. Надежность таких конструкций еще более снизилась в связи с усложнением и миниатюризацией их «потрохов», а также крайне тяжелыми условиями их работы. Через несколько лет работы с постоянным нагревом от двигателя, на котором катушки были смонтированы, на защитном слое компаунда образовывались трещины, через них влага и масло попадали на высоковольтную обмотку, вызывая пробои внутри обмоток и пропуски зажигания. У отдельных катушек, которые установлены в свечных колодцах, условия работы еще более адские. Также не любят нежные современные катушки мойку моторного отсека и увеличенный зазор в электродах свечей зажигания, образующийся в результате длительной работы последних. Искра всегда ищет наиболее короткий путь, и нередко находит его внутри обмотки бобины.
В итоге на сегодняшний день наиболее надежной и правильной конструкцией из существующих и применяемых можно назвать модуль зажигания со встроенной коммутирующей электроникой, установленный на двигателе с воздушным зазором и соединенный со свечами высоковольтными проводами. Менее надежны раздельные катушки, установленные в свечных колодцах головки блока, и совсем неудачно, с моей точки зрения, решение в виде объединенных катушек на единой рампе.
практика
Новые статьи
Статьи / Интересно
Десять фишек «китайцев»: на зависть грандам автопрома
Китайские бренды давно перестали быть статистами мировой автопромышленности. Период копирования не только стилистических, но и технический задумок (почти) пройден, и теперь в арсенале «китай…
324
0
0
06. 07.2023
Статьи / Практика
Пылинки и кусочки: как понять, что пора удалять катализатор
Мы уже рассказывали о том, как удалять катализатор и какими могут быть последствия этой операции. Но до сих пор не пытались ответить на самый очевидный вопрос: а как понять, что катализат…
4075
0
3
05.07.2023
Статьи / Интересно
5 причин покупать и не покупать Kia Rio III
Kia Rio III не случайно попала в верхние строки рейтинга продаж автомобилей в России. Эта модель, с одной стороны, достаточно скромная и недорогая, а с другой – хорошо оснащенная и надежная…
3403
22
0
02. 07.2023
Популярные тест-драйвы
Тест-драйвы / Тест-драйв
Тест-драйв Geely Monjaro: лучше, чем Volvo?
В Китае этот полноразмерный кроссовер дебютировал еще два года назад под неблагозвучным для нашего уха именем Xingyue L и заводским индексом KX11. В России машину сертифицировали в 2022, и в…
17872
8
9
07.04.2023
Тест-драйвы / Тест-драйв
Наппа, блокировки и танковый разворот: тест-драйв внедорожника Tank 300
Горная Хакасия, массив Сундуки. Крутой подъем и колея с глубокими промоинами, ведущая на вершину. Кажется, будет трудно – ведь в каждой такой промоине автомобиль попадает на диагональное выв…
10592
14
4
02. 03.2023
Тест-драйвы / Тест-драйв
Любовь по инструкции: тест-драйв ГАЗ Соболь NN
Соболь NN ждали долго. Появилась ГАЗель NEXT – а Соболя NEXT нет. Вышла ГАЗель NN – а Соболя NN не видно. Вроде и отличий между ГАЗелью и Соболем не так уж много, можно было бы построить его…
8690
1
1457
03.03.2023
Катушка зажигания с коммутатором Suzuki AD-100 Formula 6
Доступно на складах
Наличие
Наличие
Доступно на складах
Адрес магазина
Режим работы
Наличие
Волгоградская улица, 105
с 8:00 до 19:00
Наличие:
Нет в наличии
Сухумское шоссе, 110А
с 8:00 до 19:00
Наличие:
Нет в наличии
Шоссейная улица, 150
с 8:00 до 20:00
Наличие:
Нет в наличии
Волгоградская улица, 99
с 8:00 до 19:00
Наличие:
Нет в наличии
Просмотренные товары
800 ₽
В корзину 12 шт.
Артикул: 145118
На складе 12 шт.
Катушка зажигания с коммутатором Suzuki AD-100 Formula 6
В корзину
МАХОВИК, КАТУШКА ЗАЖИГАНИЯ И КОРОБКА ПЕРЕКЛЮЧАТЕЛЕЙ — 1980 Подвесной двигатель 40 [EH] 1040530
Все схемы для этой модели
Наличие продукта обновляется на этой странице каждые 24 часа. Добавьте товар в корзину, чтобы просмотреть его текущий статус
Показанное требуемое количество — это количество, используемое на сборку. Цена указана за количество от одной штуки, все товары продаются поштучно.
1
21
22339 ← 22339
7,99 $
8,10 $
Отзывы о товаре (6)
2
21
8,99 $
Вы экономите 20%. 11,20 $
Отзывы о товаре (2)
3
21
4764A28 ← 4764A28
Примечания: (РУЧНАЯ)
299,95 $
Вы экономите 1,60 $. 301,55 $
3
21
4764A25 ← 4764A25
Примечания: (ЭЛЕКТРИЧЕСКИЙ)
299,95 $
Вы экономите 1,60 $. 301,55 $
4
21
32417 ← 32417
0,99 $
Вы экономите 10%. 1,10 долл. США
5
21
65213 ← 65213
Примечания: РУКОВОДСТВО
21,76 $
6
21
69088 ← 69088
Примечания: РУКОВОДСТВО
7
21
20202 ← 20202
Примечания: РУКОВОДСТВО
8
21
5256 ← 5256
Примечания: РУКОВОДСТВО
263,95 $
8
21
5255 ← 5255
Примечания: ЭЛЕКТРИЧЕСКИЙ
379,95 $
380,67 $
9
21
56787 ← 56787
10
21
26996 ← 26996
0,99 $
Вы экономите 18%. 1,20 $
Отзывы о товаре (3)
11
21
61830 ← 61830
12,60 $
12
21
4731A8
79,58 $
13
21
62095 ← 62095
14
21
62768 ← 62768
15
21
62133 ← 62133
16
21
61983 ← 61983
17
21
61982 ← 61982
18
21
54457 ← 54457
Отзывы о товаре (1)
19
21
61990 ← 61990
1,24 $
Вы экономите 5%. 1,30 доллара США
20
21
8M0166172
144,95 $
Вы экономите 7,63 $. 152,58 $
21
21
45076 ← 45076
Отзывы о товаре (10)
22
21
60466А1 ← 60466A 1
23
21
76254 ← 76254
24
21
69002 ← 69002
24
21
60194 ← 60194
25
21
813715A1
29,99 $
30,50 $
Отзывы о товаре (3)
26
21
63709А1 ← 63709A 1
6,95 $
Вы экономите 12%. 7,90 $
Отзывы о товаре (23)
27
21
2854T01
Обзоры продуктов (2)
28
21
14103550
Примечания: КАНАДА И БЕЛЬГИЯ
19,50 $
28
21
896329827
14,99 $
15,00 $
Отзывы о товаре (4)
29
21
4911A8
545,00 $
Вы экономите 137,79 $. 682,79 $
30
21
54457 ← 54457
Отзывы о товаре (1)
31
21
69067 ← 69067
2,99 долл. США
3,10 долл. США
32
21
45218 ← 45218
33
21
66754 ← 66754
34
21
14,60 $
Отзывы о товаре (2)
35
21
8267086
0,99 $
Вы экономите 38%. 1,60 долл. США
Показанное требуемое количество — это количество, используемое на сборку. Цена указана за количество от одной штуки, все товары продаются поштучно.
Вернуться к началу
КАТУШКА, КАТУШКИ И ЗАМОК ЗАЖИГАНИЯ
КОРОБКА ДЛЯ КАТУШЕК, КАТУШКИ И ЗАМОК ЗАЖИГАНИЯ
Номер детали
Описание
Цена
-НАЖМИТЕ ДЛЯ УВЕЛИЧЕНИЯ-
4221
Переключатель и ключ коробки катушки, латунь, Kingston (1909-10)
220. 00
4219
Переключатель и ключ, Кингстон (1905)
24,95
4600
Деревянная коробка для катушек, Heinz (с наклонным верхом)
135,00
4600А
Деревянная коробка для катушек, Kingston (плоская верхняя часть)
135,00
4600мск
Монтажный комплект для катушки, Kingston
24,95
4211С
Набор защелок, латунный пружинный зажим, Kingston
24,95
4600LS
Набор защелок, латунь (09-13)
13,95
4600ЭЛС
Набор защелок, латунь (09-13) Heinz
49,95
4600МС
Монтажный комплект для катушки (09-13)
16,95
4616/18
Наконечники для катушек, Heinz (10–13) (1 пара)
29. 00
4636/37
Наконечники катушки, Heinz (1914) (1 пара)
22.00
4638Е
Выключатель и ключ коробки катушки, Heinz (09-10)
185,00
4638
Переключатель и ключ коробки катушки, Heinz (10-13)
185,00
4639Е
Ключ переключения, Heinz (09-10)
24,95
4639
Ключ переключения, Хайнц (10-13)
24,95
4678
Выключатель и ключ коробки катушки, K. W. (12-13)
185,00
4678П
Плата переключателя, K.W. (12-13)
12,95
4679
Ключ-переключатель, K.W. (12-13)
24,95
4704П
Патентная табличка, Кингстон, (1909-10)
28.00
4705
Выключатель и ключ коробки катушки, Kingston (11-13)
185,00
4705П
Патентная табличка, Кингстон (11-13)
28. 00
4706
Ключ переключения, Кингстон (11-13)
28.00
4728
Переключатель и пластина коробки катушки, Ford (14-15) (Только корпус) Без внутренних деталей. Используйте собственные внутренние детали
100,00
4730П
Пластина переключателя, Ford (13-22)
8,95
5000 Вт
Набор деревянных ящиков для катушек (14–25)
10,95
5000БВ
Набор деревянных ящиков для катушек (26–27)
10,95
5001Е
Набор контактов коробки катушки, медь (9шт)
8,95
5004
Крышка коробки для катушек (15-25)
19,95
5004Б
Крышка коробки для катушек (26-27)
25,95
5004С
Прокладка крышки коробки катушки (26-27)
1,95
5005БНС
Набор латунных сеток с накаткой 10-32 (10 шт. ) (для катушки)
9,95
5005Е
Набор фарфоровых туб, глазурованных (1 1/4 дюйма) (09-14)
14,95
5005
Набор фарфоровых трубок (1 1/4 дюйма) (14-27)
14,95
5005Л
Набор винтов и гаек для коробки катушки (10) (19-25)
9,95
5005С
Набор винтов для коробки катушки (10) (26-27)
4,95
5005Вт
Набор шайб для труб коробки теплообменника
2,50
5006
Ключ переключения, Форд (14-22)
4,50
5007
Катушка, деревянная, восстановленная оригинальная
55,00
5007Вт
Катушка, дерево Новый (предварительно настроенный)
Регенерация асфальта (регенерация старого асфальтобетона) — технология переработки старого асфальтобетонного материала, предусматривающая восстановление и улучшение его характеристик с целью повторного использования при асфальтировании, а также проведении других дорожных работ.
Переработка старого асфальтобетона является ресурсосберегающей технологией, которая позволяет существенно снизить материалоемкость дорожно-ремонтных работ и работ связанных с асфальтированием дорожных покрытий. Регенерированная (восстановленная) асфальтобетонная смесь помимо устройства слоев дорожного покрытия, может также применяться и для создания верхних слоев дорожного основания.
В зависимости от способа регенерации и объема старого асфальтобетонного материала используемого при приготовлении регенерированной смеси, возможно 20…30%-ное снижение затрат на восстановление дорожной одежды по сравнению с традиционной технологией, когда асфальтирование выполняется с применением новой асфальтобетонной смеси.
Основные способы регенерации асфальтобетона
Регенерация старого асфальтобетонного материала может осуществляться двумя основными способами:
На асфальтобетонном заводе, когда переработка предварительно снятого (путем холодного или горячего фрезерования) старого асфальтобетонного материала осуществляется в стационарных или передвижных смесительных установках;
на месте проведения работ, когда регенерация старого асфальтобетонного материала осуществляется непосредственно в процессе асфальтирования (переукладки асфальта) с помощью специальной дорожно-строительной техники(термопрофилировщиков, асфальтовых разогревателей, ремиксеров, ресайклеров и др.). Фрезерование старого асфальтобетонного покрытия может осуществляться холодным или горячим способом. В случае горячего фрезерования, для предварительного разогревания асфальтобетона применяются инфракрасные асфальтовые разогреватели, редко — высокочастотные ВЧ или СВЧ-разогреватели.
Существует несколько основных методов регенерации старого асфальтобетона на месте проведения работ:
метод термопластификации — горячая регенерация старого асфальтобетонного материала с добавлением в его состав омолаживающего (регенерирующего) агента;
метод термосмешения — горячая регенерация старого асфальтобетонного материала с добавлением новой асфальтобетонной смеси, а также щебня, битумного вяжущего и/или омолаживающего агента;
метод термопланирования — горячая регенерация старого асфальтобетонного материала без добавления новой асфальтобетонной смеси.
Специально для этих целей Компанией «Селена» разработан инновационный функциональный препарат – регенератор для восстановления пластических свойств состаренного органического вяжущего «Ревобит»
холодная регенерация — восстановление старого асфальтобетонного материала без его разогревания (как правило, с добавлением органических и/или минеральных вяжущих, каменного материала, а также добавок, улучшающих характеристики регенерированного материала).
Особенности регенерации старого асфальтобетона на заводе
Для заводской регенерации старого асфальтобетона используется асфальтовая крошка (асфальтобетонный гранулят, полученный путем холодного фрезерования старого асфальтобетонного покрытия), либо асфальтовый лом (крупные куски асфальтобетона образуемые при демонтаже асфальтированного покрытия с помощью бульдозера, автогрейдера или другой техники).
В случае с асфальтовым ломом, перед регенерацией его предварительно измельчают в дробильно-сортировочных установках до размеров, не превышающих 40 мм (при приготовлении крупнозернистых асфальтобетонных смесей). Таким образом, получается дробленая асфальтовая крошка. Измельчение асфальтобетонного лома в дробилках является более сложной и энергоемкой операцией по сравнению с холодным фрезерованием.
Регенерация старого асфальтобетона на заводе, как правило, предусматривает добавление новых порций каменного материала и битумного вяжущего, хотя в целом, при регенерации стремятся к максимальному использованию старого асфальтобетона в составе регенерированной смеси.
Помимо битума и каменного минерального материала, в состав регенерируемой асфальтобетонной смеси могут вводиться специальные добавки, восстанавливающие свойства битума (например препарат Ревобит), утраченные в процессе эксплуатации дорожного покрытия.
Технология заводской переработки старого асфальтобетона определяется типом асфальтосмесительной установки, а также способом нагрева старого асфальтобетонного материала. Основной задачей технологического процесса регенерации является снижение влияния высокой температуры на свойства вяжущего в старом асфальтобетоне.
По способу нагрева старого асфальтобетона технологию заводской переработки можно разделить на 4 группы:
с прямым нагревом старого асфальтобетона;
с нагревом от перегретого каменного материала;
с косвенным нагревом;
с нагревом в горячей жидкой среде.
Для получения регенерированной асфальтобетонной смеси используют смесительные установки периодического действия и барабанные смесительные установки непрерывного действия.
При регенерации асфальтобетона в смесительных установках периодического действия процесс нагревания старого асфальтобетона осуществляется в основном за счет теплообмена с перегретыми минеральными материалами. Преимущество такой технологии заключается в возможности использования существующих смесительных установок без их переоборудования или с незначительной доработкой. Подачу асфальтовой крошки осуществляют непосредственно в смеситель, либо к минеральным материалам, прошедшим через сушильный барабан. При этом, максимальное количество старого материала при использовании данной технологии не превышает 20…30 % от массы регенерированной смеси.
Для регенерации старого асфальтобетона могут применяться барабанные смесители с дополнительной камерой нагрева. Количество перерабатываемого этим способом асфальтобетона составляет 50…60 % от общей массы регенерированной смеси. Данный метод предусматривает раздельную подачу материалов. Минеральные материалы подаются во внутренний барабан, где нагреваются до 150…220 °С открытым пламенем, а старый асфальтобетон поступает в промежуток между внутренним и наружным барабаном, где осуществляется косвенный нагрев без открытого пламени. Пройдя внутренний барабан, перегретые минеральные материалы перемешиваются со старым асфальтобетоном и вяжущим.
Аналогичный принцип используется при переработке асфальтобетона в сдвоенных барабанных смесителях. В этом случае первый смеситель предназначен для нагрева и перемешивания новых материалов, а второй — для нагрева старой смеси и ее перемешивания с минеральными материалами и битумом. При этом нагрев во втором барабане осуществляется за счет подведения горячих газов из первого барабана.
Конструктивной особенностью барабанных смесителей, обеспечивающих косвенный нагрев старого асфальта, является наличие теплообменных труб, по которым поступает нагретый горелкой воздух. За счет отсутствия непосредственного контакта пламени и материала, в таких установках обеспечивается возможность приготовления смесей, включающих до 100 % старого асфальтобетона. Недостатком таких установок является существенное снижение производительности за счет более низких температур и необходимости увеличения времени регенерации.
Анализ старого асфальтобетона и порядок подбора состава регенерируемой смеси
Важным этапом, предшествующим регенерации старого асфальтобетона, является проектирование состава новой регенерированной смеси. При подборе состава определяют технологию заводской переработки старого асфальта, тип смесительной установки, задаются количеством старого асфальтобетона в составе регенерированной смеси. Затем определяют состав и свойства материалов, составляющих старый асфальтобетон, оценивают зерновой состав минеральных материалов, вязкость битума и его содержание в старой смеси. Аналогично оценивают свойства новых минеральных материалов и вяжущего.
После этого рассчитывают состав минеральной части регенерированной смеси и уточняют количество старого асфальтобетона, исходя из полученного соотношения минеральных компонентов. На основе данных о содержании и вязкости битума в старой смеси, подбирают количество и вязкость нового битума для приготовления регенерированной смеси. При высокой вязкости битума в старом асфальтобетоне предусматривают использование регенерирующих добавок или менее вязкого нового битума. С учетом полученных данных окончательно определяют состав регенерированной смеси.
Порядок подбора состава регенерированного асфальтобетона:
Определение зернового состава минеральных материалов, содержания и свойств вяжущего в старом асфальтобетоне.
Определение зернового состава новых материалов и свойств нового вяжущего.
Расчет состава минеральной части регенерированной смеси и определение количества старого асфальтобетона с учетом типа смесительной установки.
Определение количества нового битума в составе регенерированной асфальтобетонной смеси.
Определение требуемой вязкости нового битума и количества омолаживающего агента – пластификатора.
Определение состава регенерированной смеси, приготовление и испытание контрольных образцов регенерированного асфальтобетона.
Уточнение состава регенерированной смеси по результатам испытаний контрольных образцов.
Как снимают и перерабатывают старый асфальт
Качественное асфальтобетонное покрытие имеет достаточно длительный срок службы, однако воздействие множества внешних факторов неизбежно ведет к износу дорожного полотна. В таких случаях можно прибегнуть к ремонту или полной замене асфальтобетона, в рамках чего старый асфальт частично или полностью снимается, что позволяет снова произвести асфальтирование, только уже свежим асфальтом.
«Старый асфальт может быть утилизирован или переработан определенными способами. Второй вариант наиболее предпочтительный, так как повторное использование асфальтобетона несет экологическую и экономическую пользу, однако подходит переработанный асфальт только для некоторых типов дорожных покрытий»
Чтобы повторно использовать снятый асфальтобетон, процесс его демонтажа должен происходить определенным образом, с задействованием специальной дорожной техники или стационарных установок. Один из способов переработки позволит получить более высокое качество, а некоторые способы больше подойдут для хранения переработанного материала.
Как и чем снимают старый асфальт
Снимают старый асфальт различными способами и оборудованием. Это может быть как ручной механизированный инструмент, так и крупная самоходная спецтехника. В некоторых случаях может быть использован даже подручный немеханизированный инструмент, однако такой вариант подходит только для снятия асфальта с небольшой территории.
Плюс ко всему, асфальт, снятый такими ручными инструментами как лом, кувалда или кирка может не подойти для переработки из-за малого размера фракций. Дорожно-строительные компании используют только специализированное оборудование, за счет чего значительно возрастает эффективность демонтажа, а также гарантируется возможность повторного использования асфальтобетона.
Чем демонтируют старый асфальт дорожники
Компактное оборудование
Дорожная спецтехника
Отбойные молотки;
Швонарезчики;
Экскаваторы с гидравлическим молотом;
Дорожные фрезы;
Экскаваторы с ковшом;
Компактное оборудование
Ударный молот или отбойный молоток позволяет разбивать старый асфальт, как на крупные, так и на более мелкие части. По принципу действия напоминает перфоратор, увеличенный в размерах – выполняет ударную функцию. Используется, чтобы демонтировать старый асфальт на небольших территориях.
Отбойный молоток может иметь различные приводы: пневматический, электрический, бензиновый и гидравлический.
Наиболее распространенным является пневматический привод, работающий от воздушного компрессора, однако электрический и бензиновый привод тоже нередко используется. Гидравлический привод относится не к компактным, а к крупным гидромолотам, которые представляют собой ударную установку для экскаваторов.
Старый асфальт, демонтированный отбойным молотком, может быть переработан в специальных стационарных установках.
Швонарезчик представляет собой оборудование для распила относительно твердых материалов типа асфальта или бетона. Принцип действия аналогичен работе циркулярной пилы, отличаются лишь габариты и внешний вид.
Крупный диск с алмазными резцами установлен на колесную базу, чтобы обеспечить достаточную мобильность и точность резки. Такой установкой можно сделать гораздо более ровный разрез, нежели ручным инструментом. Также резцы поливаются водой в процессе работы, чтобы нивелировать нагревание диска.
Швонарезчик может иметь следующие приводы: электрический, бензиновый, дизельный.
Данное оборудование не может самостоятельно снять старый асфальт, и используется преимущественно в тех ситуациях, когда нужно обозначить четкий геометрический контур для демонтажа.
Дорожная спецтехника
Экскаваторы с гидравлическим молотом разрушителем позволяют разбивать старый асфальт на крупные куски, обеспечивая высокую эффективность демонтажа за счет быстрого темпа работы и высокой ударной мощности.
Энергия – 0,5-20 кДЖ;
Частота ударов – 10-40 Гц.
Оснащение гидромолотом может быть не только у экскаваторов, но и у погрузчиков разных типов.
Помимо асфальта, данная спецтехника может использовать и для демонтажа других материалов, обладающих схожей прочностью, в том числе бетона или мерзлого грунта. Также существуют другие виды гидромолотов, помимо разрушителя, однако они предназначены для иных целей.
Гидромолот может быть открытого или закрытого типа. Второй вариант создает меньше шума, а также оказывает меньшее воздействие на сам экскаватор.
Типоразмеры гидромолотов:
Легкие – для техники массой 0,35-12 т;
Средние – для техники массой 8-120 т;
Тяжелые – для техники массой свыше 120 т.
Экскаваторы с ковшом используются преимущественно не для разрушения, а для сбора разбитых фрагментов асфальтобетона. Однако в некоторых случаях, если речь идет об относительно мягком покрытии, ковшовый экскаватор может снять старый асфальт.
Старый асфальт, демонтированный с помощью экскаваторов, может быть переработан в специальных стационарных установках.
Дорожные фрезы представляют собой относительно крупную технику, которая способна аккуратно срезать старый асфальт на заданную глубину с помощью установленного фрезеровочного барабана. При работе с небольшой площадью может использоваться компактная фреза, которую можно установить на небольшие погрузчики или экскаваторы.
В прошлом использовался метод горячего фрезерования, требующий предварительного нагрева асфальтобетона, однако на сегодняшний день разработан метод холодного фрезерования, который не требует предварительного нагрева, а также позволяет повторно использовать старый асфальт после переработки.
Кроме того, дорожные фрезы способны сразу размельчать снятый асфальтобетон, что обеспечивает ряд преимуществ.
Как перерабатывают старый асфальт
Переработку старого асфальта также называют рециклингом и ресайклингом. В ходе данного процесса получается, так называемый, асфальтогранулят или асфальтовая крошка.
Рециклинг – переработка асфальта в стационарных дробильных установках, которые называются асфальтогрануляторами.
Ресайклинг – переработка асфальта дорожными фрезами на месте, сразу после сняти
Ресайклинг с помощью дорожной фрезы способен переработать старый асфальт с получением максимального качества асфальтовой крошки на выходе. В процессе снятия покрытия дорожная фреза сразу же размельчает его на заданные фракции, после чего по конвейеру транспортирует в кузов самосвала, а затем крошку доставляют на объект заказчика.
За счет того, что процедура выполняет без промедлений, вяжущие компоненты асфальтобетона не успевают остыть или испариться, что положительно влияет на качество материала.
Рециклинг с помощью асфальтогрануляторов обеспечивает не такое высокое качество, чем дорожные фрезы, так как процедура переработки выполняется дольше. При данном способе переработанный асфальт могут либо использовать в качестве полуфабриката для изготовления нового асфальтобетона, либо оставить на складское хранение для отложенного использования.
Качество покрытия из переработанного асфальта
Асфальтовая крошка способна обеспечить достаточно высокое качество нового покрытия, за счет чего используется для дорожного строительства во многих странах мира. Разумеется, скоростные автомагистрали из асфальтогранулята не строят, однако для автомобильных дорог, трафик на которых не слишком высокий, переработанный старый асфальт вполне подойдет.
Таким образом, переработанный асфальт используется для строительства автомобильных дорог V категории, а также загородных и временных автодорог.
Помимо способа, которым был получен асфальтогранулят, важно и то, в каком месте был взят старый асфальт для переработки. Чем качественнее был исходный асфальтобетон, тем выше будет качество переработанного асфальта.
К основным преимуществам асфальтогранулята относят:
Низкую стоимость;
Достаточно высокое качество;
Хорошую сопротивляемость износу;
Экологичность за счет переработки;
Устойчивость к климатическим условиям;
Достаточный срок службы.
Подытожим. Если старый асфальт представлял собой качественную асфальтовую смесь, например, щебеночный асфальт с МКАД, и был переработан с помощью ресайклинга с помощью дорожной фрезы, то физико-механические характеристики материала будут максимально высокими. Если же качество исходного материала было низким, то и характеристики полученного из него асфальтогранулята тоже будут относительно невысокими.
Выводы
Для снятия и переработки старого асфальта используется специализированное оборудование, которое может быть как компактным, так и крупноразмерным, в зависимости от площади демонтажа.
К более компактному оборудованию относят отбойные молотки и швонарезчики, а к крупной технике причисляются экскаваторы с гидромолотами, ковшовые экскаваторы и специальные дорожные фрезы ресайклеры.
Дорожная фреза-ресайклер срезает асфальтобетон на заданную глубину, после чего сразу же измельчает его до установленных фракций, и по транспортной ленте загружает в кузов самосвала. Таким образом, асфальт перерабатывается сразу же после снятия, что позволяет максимально быстро доставить его на объект без потери качества.
Если старый асфальт был снят не методом холодного фрезерования, а каким-либо другим способом, то его переработка происходит методом рециклинга. Данный способ представляет собой размельчение асфальтобетона в специальных асфальтогрануляторах, что позволяет сразу отсортировать фракции по размерам.
Недостаток рециклинга в том, что переработка происходит в стационарных дробильных установках, что вынуждает сначала доставлять снятый асфальт к оборудованию, теряя время и качество.
Полученная после переработки асфальтовая крошка может использоваться для строительства автомобильных дорог V категории, а также для загородных или временных автодорог.
Переработка асфальта: Как перерабатывается асфальтовое покрытие? — American Asphalt
Быстрый расчет
Давайте поговорим
Заполните форму ниже, чтобы запросить дополнительную информацию
Имя *(обязательно)
Фамилия *(обязательно)
Компания
Эл. 03
Тип отраслиКоммерческий и промышленныйHOAMMulti СемьяMobile Home CommunityТорговые центрыДругое
Как вы узнали о нас? (обязательно)
Как вы узнали о нас? Семинар по асфальтуАссоциационное мероприятиеРазвитие бизнесаРеклама по электронной почтеОнлайн-поискРефералСоциальные сетиПросматривали наши грузовики или сайт вакансийРаботал с AA до
Комментарии(обязательно)
CAPTCHA 9000 3 Электронная почта
Это поле предназначено для проверки и должно быть оставлено без изменений.
Посмотреть нашу политику конфиденциальности
Переработка асфальта ежегодно экономит американским налогоплательщикам миллиарды долларов. Отчеты Национальной ассоциации асфальтовых покрытий показывают, что асфальтовые покрытия являются одним из наиболее перерабатываемых продуктов в стране. Подтверждающие данные Агентства по охране окружающей среды США и Федерального управления автомобильных дорог подтверждают, что около 9Ежегодно регенерируется 0 миллионов тонн асфальтового покрытия, более 80 процентов которого перерабатывается.
Статус асфальта как высокоэкологически устойчивого продукта обусловлен не только тем, что его можно использовать повторно снова и снова, но и тем, что при его производстве используется много отходов, которые обычно отправляются на свалку. Шинная резина, шлак, литейный песок, стекло и даже свиной навоз включены в асфальтовую смесь, экономя сотни акров свалки. Хорошей новостью является то, что переработанные асфальтовые покрытия (RAP), как говорят, не уступают по качеству покрытиям, изготовленным из новых материалов, а иногда имеют более высокий класс.
Что включает в себя процесс переработки асфальта?
Существует множество различных методов переработки асфальта, в том числе горячая или холодная переработка и полная переработка (FDR), которая позволяет восстановить изношенное дорожное покрытие путем повторного использования существующего. Вот типичный процесс, используемый для переработки асфальта:
Кусочки асфальта или измельченные частицы смешиваются в асфальтовом рециклере (или регенераторе) вместе с небольшим количеством воды и добавок.
Горячая асфальтобетонная смесь перемешивается и нагревается в течение примерно 20 минут, прежде чем она будет готова к использованию. С другой стороны, холодная переработка позволяет избежать использования тепла и экономит энергию в процессе.
Часто битумный вяжущий материал (клей, скрепляющий дорожное покрытие) сохраняет свои клеящие свойства и может быть повторно использован в качестве вяжущего.
Мелкие минеральные частицы, образующиеся в процессе производства материала для асфальтового покрытия, также могут использоваться повторно, что способствует сохранению природных ресурсов.
Экономические выгоды от вторичной переработки асфальта, по прогнозам, обеспечат прибыль или потенциальную экономию в размере от 30 до 80 долларов США за тонну. Естественно, качество продукта зависит от сочетания ингредиентов, используемых в процессе переработки и производства. Для того, чтобы повысить вашу экологическую ответственность и сохранить привлекательность и безопасность мощеных поверхностей, выберите надежную компанию по укладке асфальта.
American Asphalt: лидер по переработке отходов в Калифорнии
Высококачественная экологически чистая продукция для дорожного покрытия, увеличивающая срок службы поверхности
Компания American Asphalt придерживается экологически безопасных методов укладки дорожного покрытия и гордится тем, что является одним из крупнейших переработчиков использованных шин в Калифорнии. . За последнее десятилетие мы внесли свой вклад в предотвращение попадания на свалки примерно 10 миллионов шин путем их переработки в составе нашей резиновой эмульсии в шламовом уплотнителе. В настоящее время мы используем его на улицах города Сан-Диего, и мы рады быть частью крупнейшего проекта по переработке резины в Соединенных Штатах.
Как компания с полным спектром услуг, мы предлагаем комплексные решения по мощению коммерческих объектов в Калифорнии. Это включает в себя устройство, ремонт и содержание дорог, парковок и тротуаров. Наши запатентованные смеси и качество изготовления помогают оптимизировать характеристики поверхности и срок службы.
Клиенты по всей Калифорнии, в том числе в Хейворде, Сан-Хосе, Фремонте, Маунтин-Вью, Санта-Кларе, Саннивейле, Милпитасе, Плезантоне, Ливерморе, Сан-Леандро, Ньюарке, Юнион-Сити, Гилрое, Пало-Альто, округе Марин, Сан-Матео, Бурлингейме , и Уолнат-Крик полагаются на высококачественную продукцию нашей коммерческой компании по укладке дорожного покрытия, изготовленную с использованием проверенных переработка асфальта процесс.
Свяжитесь с нами, чтобы узнать, как осуществляется переработка асфальта. Позвоните нам по телефону 800-541-5559, чтобы узнать о наших услугах по укладке тротуарной плитки.
Tagged:Рециклинг асфальта
Связанные записи в блоге
Связанные записи в блоге не найдены.
Узнайте о преимуществах и процессе переработки дорожного покрытия
Знаете ли вы, что асфальтовое покрытие является наиболее перерабатываемым материалом в Америке? Ежегодно утилизируется около 100 миллионов тонн материала асфальтового покрытия. Из этих 100 миллионов тонн около 95 процентов из них повторно используются на дорогах и автомагистралях, что экономит деньги налогоплательщиков за счет снижения стоимости дорог.
В Wolf Paving мы перерабатываем 100% асфальта, который удаляем со стройплощадок на наших собственных асфальтовых заводах. Мы также перерабатываем битумную черепицу и бетон, превращая эти материалы в новое асфальтовое покрытие. Переработка помогает нам производить множество нестандартных смесей асфальта для самых разных типов проектов.
Подробнее о преимуществах и технологических этапах переработки асфальта ниже:
Преимущества переработки асфальта
Экологические преимущества:
Переработка старого асфальта снижает количество нового масла, необходимого в процессе строительства, и может уменьшить зависимость от иностранной нефти.
Вторичная переработка экономит отходы строительных материалов, поскольку переработанный материал не отправляется на свалку.
Переработка минеральных частиц, образующихся в процессе укладки асфальтового покрытия, способствует сохранению природных ресурсов.
Экономические выгоды:
Налогоплательщики экономят деньги за счет переработки асфальта.
Подрядчики экономят за счет снижения затрат на энергию, материалы и транспортировку.
Асфальт можно многократно перерабатывать, что обеспечивает его ценность.
Асфальт Преимущества:
Качество асфальтового покрытия улучшается при использовании переработанного покрытия. Существует более высокая устойчивость к растрескиванию из-за добавления минеральных наполнителей и органических волокон, используемых в переработанных материалах. Среди других преимуществ:
Снижение спроса на новое асфальтовое покрытие
Снижение спроса на заполнитель
Улучшенные смеси HMA
Улучшенная жесткость асфальта
Снижение вероятности взлома
Пониженная склонность к колееобразованию
Снижение потребности в «чистом» асфальте
Процесс переработки асфальта
Процесс переработки асфальта начинается с фрезерования. Фрезерование асфальта — это процедура переработки и повторного укладки, направленная на снятие верхнего слоя асфальта с улицы, парковки или подъездной дороги без нарушения основания.
После измельчения асфальта его доставляют на асфальтовый завод, где он снова просеивается и калибруется, а затем используется для изготовления нового дорожного покрытия. В большинстве случаев качество такого «обновленного» асфальта лучше, чем дорожное покрытие из совершенно новых материалов. Асфальт можно многократно перерабатывать и использовать повторно, что дает этим материалам очень долгий срок службы.
Вы можете узнать больше о наших услугах по фрезерованию, загрузив этот бесплатный технический документ.
Асфальт можно перерабатывать, даже не вывозя его с рабочего места с помощью измельчения.
Что такое измельчение асфальта?
Измельчение асфальта — это процесс, при котором происходит измельчение существующего поверхностного слоя на стройплощадке, смешивание слоев асфальта с любыми подслоями, по существу создание нового подстилающего слоя с использованием всех старых материалов. Измельчение является популярным вариантом, потому что:
Это экономит деньги: Старые слои основания не нужно выкапывать, а новый материал не нужно буксировать.
Это быстро: Процесс реконструкции проходит быстро, когда все делается на месте.
Экологичность: Поскольку не нужно производить и доставлять на площадку новые базовые материалы, это один из самых экологичных доступных вариантов.
Измельчение асфальта — отличный способ взять существующее покрытие, переработать его и сделать еще более прочным и долговечным, чем исходное покрытие. Чтобы узнать больше о измельчении асфальта, загляните в этот блог!
Переработка путем измельчения снижает наши и ваши расходы и в то же время сохраняет здоровье планеты.
Переработка не только асфальтового покрытия
Переработанная битумная черепица
Использование переработанной битумной черепицы имеет ряд преимуществ при производстве горячей асфальтобетонной смеси (ГМА). За счет повторного использования асфальта из черепицы производители асфальта могут снизить затраты и улучшить качество асфальтового покрытия. Использование переработанной черепицы обеспечивает источник заполнителя, что снижает потребность в добытом заполнителе. Переработанная битумная черепица (RAS) может использоваться для различных материалов на основе асфальта. Сельские дороги могут быть покрыты гравием, смешанным с УЗВ. Использование этого материала сводит к минимуму количество образующейся пыли и снижает потери гравия. RAS также можно использовать в качестве временного покрытия для дорог, проездов или парковок.
Процесс переработки битумной черепицы
Переработка битумной черепицы — не простой процесс. Поскольку улучшение состояния окружающей среды является одной из основных целей, переработчики должны учитывать экологические соображения. Например, важно свести к минимуму перерабатываемую пыль и не допустить смешивания других нежелательных материалов. Местные, государственные и федеральные нормативные акты часто сосредоточены на возможности присутствия асбеста, но это обычно не встречается в самой черепицы, но и в других кровельных материалах, таких как рулонная кровля, клеи, краски или гидроизоляционные составы. Поэтому переработчики должны знать и защищаться от загрязнения асбестом в процессе удаления крыши.
Тем не менее, преимущества переработки перевешивают эти соображения. Если одна тонна переработанной битумной черепицы эквивалентна примерно одному баррелю нефти, экологические и экономические выгоды говорят сами за себя. Если бы все 11 миллионов тонн отходов могли быть переработаны, это позволило бы сэкономить 11 миллионов баррелей нефти, которые не использовались бы для создания нового асфальта.
Использование битумной черепицы из вторичного сырья, или УЗВ, в прошлом было довольно ограниченным, в основном из-за того, что кровельные материалы содержат много дополнительного материала помимо самого асфальта. Например, кровельная черепица может иметь гвозди, пластик, ДВП, бумагу, целлофан и дерево. Это значительно усложняет процесс переработки.
Переработка бетона
Было время, когда большую часть использованного бетона отправляли на свалку. Используемый бетон не только занимает много места на свалке, но и требует денег (до 0,25 доллара за тонну на милю) и ресурсов для его транспортировки и/или утилизации (до 100 долларов за тонну). В наши дни ежегодно перерабатывается около 100 миллионов тонн бетона.
Как перерабатывается бетон?
Большинство видов бетона достаточно легко перерабатывать. По сути, бетон разбивается, удаляется и измельчается до определенного размера и качества. Другие материалы, такие как арматурная сталь, и загрязнители, такие как асфальт, также должны быть удалены во время этого процесса. Как только материал станет чистым и приобретет нужную консистенцию, его можно будет использовать повторно, как новый бетон.
Компания Wolf Paving считает, что переработка бетона является важной частью наших общих усилий по обеспечению устойчивого развития. Мы берем переработанный бетон и измельчаем его для последующего использования. Например, мы могли бы использовать его в качестве заполнителя при создании новой асфальтовой подложки, которая будет использоваться в проектах по мощению.
Узнайте больше о решениях для экологичного мощения.
Wolf Paving Recycles In-House
У нас есть собственные заводы по производству асфальта, где мы перерабатываем и повторно используем материалы со всех наших рабочих мест.
Экскаватор ЭО-2621, ЭО-2626 на базе трактора МТЗ предназначен для механизации земляных работ в грунтах I–IV категорий и выполнения погрузочных работ.
Экскаватор ЭО-2621 оснащен одновременно ковшом обратной лопаты и бульдозерным отвалом, экскаватор ЭО-2626 — ковшом обратной лопаты и сменным ковшом погрузчика или бульдозерным отвалом.
В зависимости от монтажа обратная лопата может работать как прямая.
Экскаватор ЭО-2621, ЭО-2626 может работать в умеренном климате при температурах от -40 до +400С.
Работать экскаватором в мерзлых грунтах и грунтах выше IV категории можно только после предварительного рыхления грунта.
Конструкция экскаватора экскаватора ЭО-2621, ЭО-2626 предусматривает возможность работы со сменными видами рабочего оборудования.
Экскаватором на базе трактора МТЗ можно выполнять следующие работы:
— ковшом обратной лопаты – рыть траншеи, котлованы в отвал или с погрузкой в транспорт;
— ковшом прямой лопаты – разрабатывать мелкие забои, возводить насыпи, производить погрузку;
— бульдозерным отвалом – выполнять легкие планировочные и зачистные работы;
— грузоподъемным устройством – выполнять монтажные и погрузочно-разгрузочные работы;
— погрузочным устройством – выполнять погрузочные работы сыпучих материалов.
Основные компоненты экскаватора ЭО-2621, ЭО-2626 на базе трактора МТЗ
Экскаватор ЭО-2621, ЭО-2626 состоит из следующих основных частей:
— базового трактора МТЗ-82;
— рамы с поворотной колонкой;
— навесного экскаваторного оборудования;
— бульдозерного отвала (ЭО-2621) или сменного погрузчика и бульдозерного отвала (ЭО‑2626).
С экскаватором поставляется комплект ЗИП.
Устройство и работа экскаватора ЭО-2621, ЭО-2626 на базе трактора МТЗ
К остову трактора МТЗ-80,82 крепится обвязочная рама. В обвязочной раме установлена колонка поворотная с рычажным механизмом поворота.
Для обеспечения устойчивости экскаватора ЭО-2621, ЭО-2626 в работе к раме прикреплены опорные башмаки. Экскавационное рабочее оборудование навешивается на поворотной колонке и состоит из стрелы, рукояти и ковша обратной лопаты.
В передней части трактора МТЗ-80,82 располагается бульдозерный отвал (на ЭО-2621) или сменный погрузчик и бульдозерный отвал (на ЭО-2626).
Рабочее движение осуществляется с помощью гидравлического привода, элементами которого являются: насос, гидроцилиндры, навесное оборудование, гидроаппаратура, обеспечивающая плавность и безопасность работ экскаватора, маслобак, масляный фильтр и соединительные трубопроводы.
Освещение и сигнализация при работе в ночное время и при передвижении в городских условиях обеспечиваются от электрооборудования трактора. Отопление кабины в зимнее время осуществляется отопителем трактора.
Узлы экскаватора ЭО-2621, ЭО-2626 на базе трактора МТЗ
Рама экскаватора
Рама ЭО-2621, ЭО-2626 предназначена для разгрузки остова трактора и навески рабочего оборудования.
Рама ЭО-2621, ЭО-2626 крепится шпильками к рукавам задних полуосей трактора и болтами к лонжеронам трактора. К раме крепится поворотная колонка, на которой устанавливается рабочее оборудование.
Колонка поворотная ЭО-2621, ЭО-2626
Колонка поворотная экскаватора ЭО-2621, ЭО-2626 представляет собой металлоконструкцию, вращающуюся на оси относительно рамы экскаватора.
Рис1. Поворотная колонка экскаватора ЭО-2621, ЭО-2626 на базе трактора МТЗ
Колонка поворачивается двумя гидроцилиндрами, закрепленными в каретке с помощью цапф. В транспортном положении колонка фиксируется стопорным пальцем. При работе экскаватора стопорный палец убирается.
Рабочее оборудование ЭО-2621, ЭО-2626 на базе трактора МТЗ
Рабочее оборудование экскаватора ЭО-2621, ЭО-2626 состоит из стрелы, рукояти универсального ковша.
Шарнирные соединения рабочего оборудования выполнены в виде подшипников скольжения. Для смазки шарниры снабжены пресс-масленками по ГОСТ 19853-74.
Гидросистема экскаватора ЭО-2621, 2626
Гидросистема экскаватора ЭО-2621, ЭО-2626 на базе трактора МТЗ-82 состоит из шестеренных насосов типа НШ-32 НШ-100-3, гидрораспределителя РГС-16 (Р100) и Р-80, гидросистемы трактора, фильтра, типа ФЛ. 000, гидроцилиндров рабочих органов, бака и бака трактора.
Рис.2. Схема гидравлики экскаватора ЭО-2621, 2626
Основной насос гидросистемы НШ-100, Гидрораспределители управления задней навеской типа РГС-16 (Р100), Гидрораспределитель управления передней навеской типа МР80-3/1-222 (распределитель базового трактора МТЗ-80,82), Гидроцилиндры ЭО-2621, ЭО-2626, Гидроцилиндр отвала (Ц1), Гидроцилиндр опорных лап (Ц2), Гидроцилиндр поворота колоны (Ц3), Гидроцилиндр стрелы (Ц4), Гидроцилиндр рукояти (Ц5), Гидроцилиндр ковша (Ц6)
Рабочая жидкость поступает из бака насосу НШ 100, а из бака трактора к насосу НШ 32. Насосом НШ 32 жидкость подается к распределителю Р80, который входит в комплект трактора или доукомплектовывается.
Насосом НШ-100-3 жидкость подается к распределителю РГС16.6И19М, Сливная линия распределителя РГС16 соединяется со сливным фильтром.
Для управления погрузчиком или отвалом ЭО-2621, ЭО-2626 используется распределитель трактора Р80. Жидкость от распределителя подается в поршневую или штоковую полости гидроцилиндра Ц1 и Ц2.
Распределитель Р80 выполнен по схеме, обеспечивающей плавающее состояние рабочих органов. Данное состояние соответствует четвертому положению рукоятки управления.
В связи с этим при работе необходимо учитывать, что при переключении рукоятки управления до упора вперед, золотники распределителя Р80 устанавливаются в положение, при котором полости гидроцилиндра будут соединены между собой и со сливом.
Данный режим обеспечивает незначительное (за счет давления в сливной линии) прижатие отвала к поверхности, на которой находится трактор.
Для установки выносных опор экскаватора ЭО-2621, ЭО-2626 используются 1-я и 2-я секция распределителя РГС16.6И19М.
Подъем выносных опор в транспортное положение и вывешивание экскаватора ЭО-2621, ЭО-2626 осуществляется 1 и 2 секцией гидрораспеделителя РГС16.6И19М.
Для установки опоры рукоятка 1 и 2 распределителя устанавливается в положение вниз до упора. Распределитель имеет схему, в которой отсутствует плавающее положение, т.е. имеются только три позиции золотника.
Для длительного удержания экскаватора ЭО-2621, ЭО-2626 в транспортном и вывешенном состоянии, служат гидрозамки гидрораспределителя.
Плавность поворота достигается за счёт регулирования подачи рабочей жидкости и работы переливного клапана обеспечивающий защиту от гидроударов, перегрузок, повышения давления и возникновения разряжения в полостях гидроцилиндров. Управление осуществляется рукояткой.
Схема поворотной колонки ЭО-2621, ЭО-2626 и размещения гидроцилиндров на ней показана на рис.1. Колонка поворотная представляет собой металлоконструкцию, вращающуюся на осях 4 относительно рамы 2 экскаватора.
Колонка поворачивается двумя гидроцилиндрами 1, закрепленными в каретке с помощью цапф 3. В транспортном положении колонка фиксируется пальцем 5, в отверстии С. При работе экскаватора палец убирается.
Гидрокинематическая схема поворота колонки
Гидроцилиндры ЭО-2621, ЭО-2626 вращаются относительно оси.
При включении золотника секции распределителя подача рабочей жидкости по трубопроводам поступает в полость цилиндра 1 и штоковую полость нижнего цилиндра, а штоковая полость цилиндра 1 и полость нижнего цилиндра соединяются со сливом (см. рис. 1).
Возникающее при этом усилие, действующее на поршни гидроцилиндров, вращает поворотную колонку с рабочим оборудованием относительно оси.
Для остановки поворота оборудования экскаватора ЭО-2621, ЭО-2626 золотник гидрораспределителя устанавливается в нейтральное положение, полости гидроцилиндров запираются, а перемещение их штоков некоторое время происходит за счет движущегося по инерции рабочего оборудования.
Изменение направления поворота осуществляется переключением золотника гидрораспределителя в другое рабочее положение, при котором полости цилиндров нагнетания соединяются в обратном направлении.
Остановка оборудования при его повороте в крайнее положение обеспечивается встроенными в гидроцилиндр тормозными устройствами. Основное управление стрелой осуществляется секцией 4 распределителя РГС-16.
При перемещениях золотника распределителя рабочая жидкость от насоса НШ 100 поступает в поршневую или штоковую полости гидроцилиндра Ц3.
Обеспечение плавного опускания стрелы и всего механизма осуществляется плавностью открывания золотника распределителя и работой переливного клапана секции распределителя. Управление рукоятью осуществляется 3-ей секцией распределителя.
При переключении золотника распределителя рабочая жидкость от насоса НШ 100 поступает в соответствующие полости гидроцилиндров Ц4 и Ц5, управляющих рукоятью экскаватора ЭО-2621, ЭО-2626. Управление ковшом осуществляется 5-ой секцией распределителя.
При перемещениях золотника распределителя жидкость от насоса поступает в соответствующие полости гидроцилиндра Ц1 ковша.
Для защиты от перегрузки гидроцилиндра экскаватора ЭО-2621, ЭО-2626 при запертом соответствующем золотнике распределителя служат переливные и предохранительные клапаны.
Конструкция бака рабочей жидкости представляет собой емкость, разделённую успокоительными перегородками. На баке установлен щуп для определения уровня рабочей жидкости, заливная горловина для заливки рабочей жидкости.
Слив рабочей жидкости из системы происходит через фильтр, соединенный с баком. Замена фильтроэлемента рекомендуется через каждые 200 часов работы.
Настройка клапанов гидропривода экскаватора ЭО-2621, ЭО-2626 на базе трактора МТЗ
Для замера настройки клапанов к гидросистеме экскаватора ЭО-2621, ЭО-2626 подключается приспособление для контроля давления.
Приспособление состоит из манометра, переходника, демпфера, подсоединительной трубки. Для подключения приспособления на трубопроводах, гидросистемы установлены штуцер, закрытый пробкой.
Проверка технического состояния элементов гидропривода ЭО-2621, ЭО-2626
Проверка технического состояния включает проверку комплектности, окраски, состояния трубопроводов и металлоконструкций, рабочей жидкости и фильтров, отсутствия внутренних и наружных утечек рабочей жидкости, работы механизмов, исправности электрооборудования.
Наружные утечки рабочей жидкости не допускаются (допускается вынос масляной пленки штоками гидроцилиндров без каплеобразования).
Отсутствие внутренних утечек в гидрораспределителях проверяйте на стендах.
В эксплуатационных условиях величина утечек может быть ориентировочно установлена по величине перемещения штоков гидроцилиндров под действием силы тяжести.
Допустимая величина перемещения штоков в течение часа:
— для гидроцилиндров стрелы и рукояти ЭО-2621, ЭО-2626 — 75 мм;
— для гидроцилиндров ковша обратной лопаты, отвала и гидроцилиндра опорных башмаков ЭО-2621, ЭО-2626 — 100 мм.
Величину перемещения проверяйте при максимальных вылетах рабочих органов, без груза в ковше.
Трубопроводы ЭО-2621, ЭО-2626
Посредством стальных труб, соединительной арматуры, рукавов высокого давления и коллекторов подводится рабочая жидкость.
Трубопроводы ЭО-2621, ЭО-2626 соединяются с помощью штуцеров.
Герметичность обеспечивается:
— кольцами круглого сечения из маслостойкой резины;
— сферическим соединением с внутренним конусом.
Рукава низкого давления на всасывающей линии закреплены хомутами. Для крепления трубопроводов применяются также хомуты скобы.
— ежесменное техническое обслуживание (ЕО), выполняемое в течение рабочей смены;
— техническое обслуживание № 1 (ТО-1), выполняемое через каждые 125 моточасов работы двигателя;
— техническое обслуживание № 2 (ТО-2), выполняемое через каждые 500 моточасов работы двигателя;
— техническое обслуживание № 3 (ТО-3), выполняемое через каждые 1000 моточасов работы двигателя.
Провести разборку экскаватора ЭО-2621, ЭО-2626 в степени, необходимой для осмотра, дефектовки и ремонта составных частей.
Составить дефектную ведомость, которая является основанием для замены или ремонта изношенных составных частей и деталей.
Составные части подлежат замене или восстановлению, если имеются следующие неисправности:
Стрела, рукоять, рама, колонка поворотная, ковш ЭО-2621, ЭО-2626 — Трещины продольные и поперечные трещины сварных швов, изгибы, изломы, обрывы проушин. Зазоры в посадочных местах более 1 мм. Трещины, выходящие на посадочные места.
Зубья ковша ЭО-2621, ЭО-2626 — Износ режущей кромки зубьев по длине на 100 мм.
Гидроцилиндры ЭО-2621, ЭО-2626 — Трещины проушин, изгиб или разрыв штоков, утечки рабочей жидкости из гидроцилиндра более допустимых.
Гидрораспределители ЭО-2621, ЭО-2626 — Внутренние перетечки рабочей жидкости при нейтральном положении золотников более 100 см3 в минуту.
Привод насоса ЭО-2621, ЭО-2626 — Трещины корпуса, износ зубьев шестерни по нормали до 37мм.
Отремонтированные составные части испытать на стендах, промыть и отрегулировать.
После установки отремонтированных и испытанных составных частей на экскаватор ЭО-2621, ЭО-2626, промыть гидросистему и провести испытания экскаватора на холостом ходу и под нагрузкой.
Колесный редуктор и регулировки ведущего моста Т-150
Общее описание экскаватора ЭО 2621
Одноковшовый неполноповоротный универсальный экскаватор ЭО-2621 смонтирован на шасси колесного трактора ЮМЗ-6Л.
Поворотной частью и рабочим оборудованием управляют с помощью гидроцилиндров. В качестве рабочего оборудования на нем применяют:
прямую или обратную лопату
кран
грейфер и вилы.
Прямой лопатой:
разрабатывают грунт в мелких забоях
зачищают дно и стенки котлована
грузят сыпучие и кусковые материалы.
Обратной лопатой:
копают траншеи для укладки кабеля, хранения корнеклубнеплодов
роют небольшие котлованы.
Краном:
грузят штучные материалы
укладывают трубопроводы
корчуют мелкие пни
ставят столбы
сажают деревья средних размеров
выполняют монтажные работы при ремонте машин.
Ковшом грузят материалы с малой плотностью, вилами — мусор, стальную стружку и другие грузы массой до 400 кг
Экскаватор ЭО 2621
К трактору прикреплены обвязочная рама и рама бульдозерного оборудования. На раме установлена поворотная колонка, к которой прикреплена стрела.
Поднимают и опускают стрелу с помощью гидроцилиндра. Рукоять с ковшом поворачивается с помощью гидроцилиндров. Ковш поворачивается относительно нижнего шарнира рукояти гидроцилиндра.
Поворот рабочего оборудования возможен на 160°.
Экскаватор оборудован отвалом бульдозера, который служит также противовесом.
Для повышения устойчивости во время копания экскаватор снабжен выносными опорами с гидравлическим приводом. Управляют экскаватором из кабины с помощью гидрораспределителей.
Для установки обратной лопаты ковш устанавливают зубьями наружу и с помощью дополнительных тяг закрепляют на нижней вилке рукояти. Штоки гидроцилиндров крепят к нижнему кронштейну рукояти. Днище ковша шарнирно соединено с его корпусом и с помощью гидроцилиндра может открываться для разгрузки.
Корпус поворотной колонки с рабочим оборудованием поворачивают с помощью цепи, огибающей звездочку. Концы цепи соединены со штоками двух гидроцилиндров одностороннего действия.
При включении одного из них шток через цепь поворачивает в соответствующую сторону корпус поворотной колонки.
На экскаваторе ЭО-2621А применены две самостоятельные гидросистемы с общим баком для рабочей жидкости.
Первая приводит в движение рабочее оборудование от трех шестеренных насосов типа НШ32−3, жидкость подается через:
распределитель в гидроцилиндры ковша
рукояти и стрелы.
Вторая система от насоса через распределитель подает жидкость:
в гидроцилиндр стрелы
в гидроцилиндры поворотного механизма
через тракторный распределитель — в гидроцилиндры выносных опор и гидроцилиндр бульдозера.
Все насосы приводятся во вращение от коленчатого вала дизеля трактора через редукторы.
Для ограничения давления в запертой поршневой полости гидроцилиндра при копании установлен разгрузочный клапан, перепускающий жидкость в штоковую полость гидроцилиндра, а избыток жидкости — в бак.
Потери жидкости в штоковых полостях гидроцилиндров компенсируются через обратный клапан. При нейтральном положении золотников рабочая жидкость от насосов проходит через фильтр, установленный в баке.
Все трубопроводы имеют предохранительные клапаны, предотвращающие перегрузку механизмов экскаватора. Перепускной клапан, находящийся между трубопроводами, по которым жидкость поступает в гидроцилиндры, служит для плавного торможения механизма поворота в середине хода.
Плавное затормаживание в конце поворота достигается применением демпферных устройств, смонтированных в крышках гидроцилиндров.
Управляемые обратные клапаны обеспечивают свободную подачу жидкости в поршневые полости гидроцилиндров выносных опор и запирают слив жидкости, когда внешние нагрузки передаются от опор на штоки, чем также достигается устойчивость экскаватора при работе.
При подъеме опор жидкость подается в штоковые полости гидроцилиндров. Одновременно иглы клапанов открывают свободный слив жидкости из поршневых полостей.
Камолиддин Рустамов; Обоснование конструкций дорожно-строительной машины и применение ремонтных процессов, выполняемых машиной ММ-1. Материалы конференции AIP 23 июня 2023 г.; 2789(1): 040064. https://doi.org/10.1063/5.0145530
Скачать файл цитаты:
Ris (Zotero)
Менеджер ссылок
EasyBib
Подставки для книг
Менделей
Бумаги
КонецПримечание
РефВоркс
Бибтекс
панель инструментов поиска
Расширенный поиск |Поиск по цитированию
Использование достижений науки, техники и передового опыта для решения задачи повышения эффективности машин и их рабочих органов с целью значительного улучшения производства машины и ее технологического качества — с использованием традиционных методов воздействия на почву и новых ресурсных -сохраняющие эффекты — это улучшение [1]. Первый путь решения включает в себя ряд проблем и реконструкцию крупнотоннажных экскаваторов мощностью 400 — 1500 кВт для работы на дисперсном, уплотненном грунте и, как следствие, решение проблемы создания малогабаритных землеройных машин.
Железоуглеродистые сплавы (сталь, чугун) являются сложными сплавами, состоящими из различных веществ, называемых компонентами сплава. При переходе сплава из жидкого состояния в твердое могут получаться различные виды взаимодействия его компонентов, в результате чего образуется та или иная структура, т. е. внутреннее строение сплава.
В зависимости от изменения структуры стали изменяются ее механические и другие свойства. Для изменения внутреннего строения стали ее подвергают термической обработке. Процесс термической (т. е. тепловой) обработки стали сводится к трем последовательным операциям: нагреванию металла до определенной температуры, выдержке при этой температуре в течение некоторого времени и охлаждению.
Термическая обработка стали. Основными видами термической обработки стали являются отжиг, нормализация, закалка и отпуск.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Отжиг применяется в тех случаях, когда нужно изменить крупнозернистую структуру стали, т. е. измельчить зерно и сделать структуру мелкозернистой, чем снижается твердость, улучшается обрабатываемость стали режущим инструментом, снимаются внутренние напряжения в деталях. При отжиге стальную деталь нагревают до температуры 750—860° С и после выдержки медленно охлаждают вместе с печью.
Нормализация преследует те же цели, что и отжиг. Отличием ее от отжига является большая скорость охлаждения стальных деталей после нагрева и выдержки. При нормализации температура нагрева на 30—50° С выше, чем при отжиге, а охлаждение производится на спокойном воздухе. Благодаря этому нормализованные детали имеют более высокую твердость, а пластичность их меньше. Нормализация способствует образованию в стали более мелкого зерна, чем при отжиге.
Закалка применяется в тех случаях, когда нужно повысить прочность, упругость и твердость стали. При закалке сталь нагревают в горне, в термической печи или током высокой частоты в индукторе до температуры 750—860° С, выдерживают некоторое время при этой температуре, после чего быстро охлаждают в воде, масле или на воздухе. В зависимости от скорости охлаждения в стали образуются новые мелкозернистые структуры.
Отпуском называется вид термической обработки, заключающийся в нагреве закаленной стали до температуры 150— 670° С, выдержке при этой температуре и последующем медленном охлаждении в воде или на воздухе. Отпуск в зависимости от температуры нагрева бывает трех видов: низкий, средний и высокий. Низкий отпуск производится при температуре 150—250° С. Такой отпуск главным образом снимает внутренние напряжения, а высокая твердость и износостойкость детали сохраняются. Низкий отпуск применяют для инструментальных сталей.
Средний отпуск осуществляется при нагреве стальных деталей до температуры 350—480° С. При среднем отпуске повышается предел прочности и упругость. Этот отпуск применяют при обработке пружин, рессор и штампов, а также ударного инструмента.
Высокий отпуск осуществляют при нагреве закаленных стальных деталей до температуры 480—670° С, применяют его для обработки деталей, изготовленных из улучшенной конструкционной стали. Такому отпуску подвергают шатуны, шатунные болты, передние оси автомобилей и т. п.
Температуру нагрева деталей при термической обработке определяют специальными приборами, называемыми пирометрами. При отсутствии пирометров температуру нагрева металла можно определить грубо на глаз по цветам каления и по цветам побежалости стали.
При нагревании сталь окисляется и на ее поверхности появляются пленки окислов, которые приобретают различную окраску, зависящую от толщины пленки и температуры нагрева. Такая окраска металла при нагревании называется цветом побежалости. При температуре свыше 330° С цвета побежалости исчезают.
При нагревании стали до температуры выше указанной цвет металла также изменяется в зависимости от температуры. Цвет стали при нагреве выше 330° С называется цветом каления. В табл. 4 и 5 приведены цвета каления и цвета побежалости стали, соответствующие температурам нагрева.
Химико-термическая обработка стали. При химико-термической обработке стали изменяется химический состав и структура поверхностного слоя стали под действием температуры и среды. Химико-термическая обработка повышает поверхностную твердость стали и применяется для повышения износостойкости трущихся поверхностей, стойкости против коррозии и жаростойкости при сохранении достаточной вязкости и упругости сердцевины.
В зависимости от того, каким элементом насыщается поверхностный слой детали, различают следующие виды химико-термической обработки: цементация, азотирование, цианирование, али-тирование и др.
Цементацией называется процесс поверхностного науглероживания стали. Существуют три вида цементации: твердыми карбюризаторами, газовая и жидкостная. Цементация твердыми карбюризаторами заключается в том, что детали из малоуглеродистых сталей (с содержанием углерода не более 0,25%) укладывают в цементационные стальные ящики, пересыпают науглероживающим веществом (карбюризатором, который состоит из древесного угля и углекислых солей бария), затем герметически закрывают и устанавливают в специальную печь. В печи детали нагревают до температуры 900—980 °С и выдерживают при этой температуре в течение нескольких часов, затем медленно охлаждают, после чего детали подвергают нормализации, закалке, отпуску.
Для равномерного науглероживания поверхности деталей перед цементацией тщательно очищают от ржавчины, грязи и масла. Участки поверхностей, не подлежащие цементации, предохраняют различными способами: омеднением гальваническим способом или обмазыванием различными пастами. Отверстия деталей набивают изолирующей массой, состоящей из асбеста, слюды и окалины.
При газовой цементации применяют газы, содержащие углерод (природный, нефтяной, светильный и др.).
Жидкостную цементацию проводят в соляных ваннах, в состав которых входят соли: цианистый натрий, поваренная соль, хлористый барий и углекислый натрий.
Азотирование представляет собой процесс насыщения азотом поверхностного слоя детали. Азотированная сталь имеет высокую твердость поверхностного слоя и большую стойкость против коррозии. Азотированию подвергают главным образом легированные стали. Детали, подлежащие азотированию, обрабатывают сначала механически, а затем подвергают закалке и отпуску. Подготовленные детали укладывают в муфель электрической печи, который герметически закрывается. В муфель подается аммиак. При температуре 480—520 °С аммиак разлагается на азот и водород. Процесс азотирования продолжается от 30 до 80 ч.
Цианирование — такой вид химико-термической обработки, при которой поверхностный слой стальной детали насыщается одновременно углеродом и азотом. Цианирование проводят в жидкой или газовой среде. Жидкостное цианирование осуществляют нагревом стальных деталей в расплавленных цианистых солях, а газовое цианирование — в газовой среде, которая состоит из смеси аммиака и газов, содержащих углерод. Цианирование проводится при температуре 800—860 °С.
Алитирование —это процесс насыщения поверхностного слоя стальных деталей алюминием.
Поверхность деталей, обработанных методом алитирования, приобретает высокие жаропрочность и твердость. Алитированные детали могут работать длительное время при высоких температурах (800—1000 °С), не снижая жаростойкости и твердости. Наибольшее распространение получил способ алитирования в твердой среде. Детали, подлежащие алитированию, укладывают в стальные ящики, пересыпают алитирующими порошками (ферроалю-миниевый или ферроалюминиевомедный сплав и хлористый аммоний) нагревают до температуры 950—1050 °С и выдерживают в течение 4—12 ч. После алитирования детали подвергаются отжигу при температуре 950—1000 °С с выдержкой от 3 до 6 ч.
9. Химико-термическая обработка стали Общие сведения
Химико-термической обработкой (ХТО) называют процесс, сочетающий в себе поверхностное насыщение стали тем или иным элементом при высокой температуре и термическое воздействие, в результате которых происходит изменение химического состава, микроструктуры и свойств поверхности деталей.
Химико-термическая обработка включает в себя цементацию, азотирование, цианирование, алитирование, силицирование и т.д. Насыщение поверхностного слоя происходит при нагреве детали до определенной температуры в среде, легко выделяющей насыщающий элемент в активном состоянии, и выдержке при этой температуре. Среды, выделяющие насыщающий элемент, могут быть газообразными, жидкими и твердыми.
В отличие от поверхностной закалки при химико-термической обработке разница в свойствах достигается изменением не только структуры металла, но и его химического состава. ХТО не зависит от формы деталей. Она обеспечивает получение упрочненного слоя одинаковой толщины по всей поверхности. ХТО дает более существенное различие в свойствах поверхности и сердцевины деталей. ХТО изменяет химический состав и структуру поверхностного слоя, а поверхностная закалка — только структуру. Вместе с тем ХТО уступает поверхностной закалке по производительности.
Основными элементарными процессами любого вида химико-термической обработки являются следующие.
1. Диссоциация — выделение насыщающего элемента в активном атомарном состоянии в результате разложения исходных веществ. Степень распада молекул газа, % называют степенью диссоциации.
2. Абсорбция — захват поверхностью металла свободных атомов насыщающего элемента. Атомы металла, находящиеся на поверхности, имеют направленные наружу свободные связи. При подаче к поверхности детали насыщающего элемента эти свободные связи вступают в действие, что уменьшает поверхностную энергию металла. С повышением температуры абсорбционная способность металла увеличивается. Развитию процесса абсорбции способствует возможность диффундирующего элемента образовывать с основным металлом твердые растворы или химически соединения.
3. Диффузия — проникновение насыщающего элемента в глубь металла. В результате абсорбции химический состав поверхностного слоя меняется, при этом создается градиент концентраций насыщающего элемента в поверхностных и нижележащих слоях. Диффузия протекает легче при образовании твердых растворов внедрения (С, N), чем твердых растворов замещения (А1, Сr, Si). Поэтому при диффузионной металлизации процесс ведут при более высоких температурах.
Поверхностный слой детали, отличающийся от исходного металла химическому составу, называется диффузионным слоем. Металл под диффузионным слоем с неизменившимся химическим составом называется сердцевиной.
Цементацией называется процесс диффузионного насыщения поверхностного слоя стальных деталей углеродом. Цель цементации – получение на поверхности детали высокой твердости и износостойкости в сочетании с вязкой сердцевиной. На цементацию поступают механически обработанные детали с припуском на шлифование 50- 100 мкм. В тех случаях, когда цементации подвергается только часть детали, остальные участки защищают специальными огнеупорными обмазками, либо тонким слоем меди, нанесенным электролитическим способом.
Цементации подвергают стали с низким содержанием углерода (0,1-0,2 % С). После цементации на поверхности концентрация углерода достигает 1,0 %. Глубина цементованного слоя обычно лежит в пределах 0,5 — 2,5 мм. Для достижения высокой твердости поверхности и вязкой сердцевины после цементации проводят закалку с низким отпуском. Микроструктура цементованного слоя приведена на рис. 15.
Различают два основных вида цементации: в твердой и газовой среде. Среда, поставляющая углерод к поверхности детали, называется карбюризатором.
Рис. 15 – Микроструктура цементованного слоя
Твердая цементация производится в специальных стальных ящиках, в которых детали укладываются попеременно с карбюризатором. Ящики закрываются крышками и замазываются огнеупорной глиной для предотвращения утечки газов. В качестве твердого карбюризатора используют дубовый и березовый древесный уголь и активизаторы ВаСОз или NаСОз. Принагреве до температуры 930 — 950 °С идут реакции:
2С +О2 → 2СО; ВаСОз + С → ВаО +2СО; 2СО → СО2 + С.
Образующиеся активные атомы углерода диффундируют в решетку γ-железа.
Процесс цементации проводят при температурах выше Ас3(обычно при 910 — 930, реже при 1000 — 1050 °С), когда сталь находится в аустенитном состоянии, которое характеризуется высокой растворимостью углерода. Толщина цементованного слоя в зависимости от состава стали и назначения изделия может составлять 0,5 — 2 мм.
Газовая цементация является основным процессом массового производства. Стальные детали нагревают в газовых смесях, содержащих СО, CH4 и др. Газовая цементация проходит быстро, так как не требует времени на прогрев ящика и карбюризатора. Слой толщиной 1 мм образуется за 6-7 ч. После цементации характерно неравномерное распределение углерода сечению детали. Полученный в результате цементации наружный слой содержит более 0,8 % С и имеет структуру заэвтектоидных сталей — перлит и вторичный цементит. Глубже лежит слой эвтектоидного состава с перлитной структурой, а далее — слой с феррито-перлитной структурой. После цементации из-за длительной выдержки при высоких температурах сталь становится крупнозернистой. Это обстоятельство необходимо учитывать при назначении обязательной после цементации термической обработки. Целью термической обработки является упрочнение поверхности с одновременным измельчением зерна и получением вязкой сердцевины. В зависимости от назначения детали применяют различные варианты термической обработки (рис. 16).
Менее ответственные детали подвергают закалке непосредственно с цементационного нагрева с последующим низким отпуском (рис. 16, а).
При более высоких требованиях к структуре детали после цементации подвергают охлаждению на воздухе, однократной закалке с нагрева выше Ас3 и низкому отпуску (рис. 16, б). При этом в сердцевине и на поверхности детали происходит перекристаллизация и измельчение зерна.
Особо ответственные детали после цементации подвергают двойной закалке с низким отпуском (рис. 16, в). При первой закалке с температуры на 30-50 °С выше Ас3происходит перекристаллизация сердцевины детали с образованием мелкого аустенитного зерна, обеспечивающего мелкозернистость продуктов распада. Одновременно при этом цементитная сетка в поверхностном слое растворяется. При нагреве под вторую закалку мартенсит, полученный после первой закалки, претерпевает отпуск и при этом образуются глобулярные карбиды, увеличивающие твердость поверхностного заэвтектоидного слоя. Кроме того при второй закалке с температуры выше Ас1 на 30-50 °С обеспечивается мелкое зерно в поверхностном слое. После такой термообработки поверхностный заэвтектоидный слой будет иметь структуру отпущенного мартенсита с включениями глобулярных карбидов. Структура сердцевины определяется химическим составом стали. При цементации углеродистой стали сердцевина имеет феррито-перлитную структуру.
Рис. 14 — Режимы термической обработки цементованных изделий
Азотирование стали
Азотированием называется процесс насыщения поверхностного слоя азотом. Целью азотирования является создание поверхностного слоя с особо высокой твердостью, износостойкостью и сопротивлением коррозии в водной среде, паровоздушной и влажной атмосфере.
Процесс азотирования состоит в выдержке в течение довольно длительного времени (до 60 ч) деталей в атмосфере аммиака при 500 –600 оС. Азотирование проводят в стальных, герметически закрытых ретортах, в которые поступает аммиак. Реторту помещают в нагревательную печь. Поступающий из баллонов аммиак при нагреве разлагается на азот и водород: NH3 → 3H+N.
Активные атомы азота проникают в решетку α-железа и диффундируют в ней. Образующиеся при этом нитриды железа еще не обеспечивают достаточно высокой твердости. Высокую твердость азотированному слою придают нитриды легирующих элементов, прежде всего хрома, молибдена, алюминия. При совместном легировании стали хромом, молибденом, алюминием твердость азотированного слоя по Виккерсу достигает 1200 HV, в то время как после цементации и закалки твердость составляет 900 HV.
Благодаря высокой твердости нитридов легирующих элементов, азотированию обычно подвергают легированные средне-углеродистые стали. К таким сталям относятся 38Х2МЮА, 35ХМА, более дешевая 38Х2Ю6, а также некоторые штамповые стали, например ЗХ2В8, 5ХНМ.
Азотированию обычно подвергают готовые изделия, прошедшие механическую и окончательную термическую обработку (закалку с высоким отпуском при 600 — 675 °С, температура которого выше максимальной температуры азотирования). После такой термической обработки металл приобретает структуру сорбита, имеющую высокую прочность и вязкость. Эта структура сохраняется в сердцевине детали и после азотирования. Высокая прочность металлической основы необходима для того, чтобы тонкий и хрупкий азотированный слой не продавливался при работе детали. Высокая твердость азотирования достигается сразу и не требует последующей термической обработки. Это важное преимущество процесса азотирования.
Участки, не подлежащие азотированию, защищают нанесением тонкого (10 — 15 мкм) слоя олова электролитическим методом или жидкого стекла. Толщина азотированного слоя достигает 0,3 — 0,6 мм. Из-за сравнительно низких температур скорость азотирования значительно меньше, чем цементации и составляет всего 0,01 мм/ч и менее.
Преимуществами азотирования по сравнению с цементацией являются более высокая твердость и износостойкость поверхностного слоя, сохранение их высоких свойств при нагреве до 500 °С, а также высокие коррозионные свойства. В слое создаются остаточные напряжения сжатия, что повышает прочность. Кроме того, после азотирования не требуется закалки, что позволяет избежать сопутствующих закалке дефектов.
Недостатками азотирования по сравнению с цементацией являются более высокая длительность процесса и необходимость применения дорогостоящих легированных сталей. Поэтому азотирование применяют в случае ответственных деталей, от которых требуется особо высокое качество поверхностного слоя.
Азотирование применяют в машиностроении для изготовления мерительного инструмента, гильз, цилиндров, зубчатых колес, шестерен, втулок, коленчатых валов и др.
Цианирование стали
Цианированием (нитроцементацией) называется процесс совместного насыщения поверхности стальных деталей азотом и углеродом. Основная цель цианирования состоит в повышении твердости и износостойкости деталей.
При цианировании нагрев осуществляется либо в расплавленных солях, содержащих цианистые соли NaCN или KCN, либо в газовой среде, стоящей из смеси СН4 и NНз. Состав и свойства цианированного слоя зависят от температуры проведения цианирования.
В зависимости от температуры процесса различают высокотемпературное (850 — 950 °С) и низкотемпературное (500 — 600 °С) цианирование. Чем выше температура цианирования, тем меньше насыщение поверхностного слоя азотом и больше углеродом. Совместная диффузия углерода и азота протекает быстрее, чем диффузия каждого из этих элементов в отдельности.
При низкотемпературном цианировании поверхностный слой насыщается преимущественно азотом. Низкотемпературному цианированию обычно подвергают окончательно изготовленный и заточенный режущий инструмент из быстрорежущих марок стали с целью повышения его стойкости и красностойкости. После низкотемпературного цианирования отпуск не проводят. Глубина цианированного слоя 0,01 — 0,04 мм, твердость 1000 HV.
После высокотемпературного цианирования на глубину 0,6 — 1,8 течение 3 -10 ч детали подвергают закалке и низкому отпуску. Твердость после термообработки составляет 59 — 62 HRC.
По сравнению с цементованным, цианированный слой имеет несколько более высокую твердость и износостойкость, а также более высокое сопротивление коррозии. В ваннах можно подвергать цианированию мелкие детали, например детали часовых механизмов, для которых достаточно получить слой небольшой толщины.
Недостатком цианирования является более высокая стоимость процесса, связанная с необходимостью строгого соблюдения правил техники безопасности из-за высокой токсичности цианистых солей.
Диффузионная металлизация
Диффузионной металлизацией называется процесс диффузионного насыщения поверхностных слоев стали различными металлами. Детали, поверхность которых насыщена алюминием, хромом, кремнием, бором приобретают ряд ценных свойств, например, жаростойкость, коррозионную стойкость, повышенную износостойкость и твердость.
Металлизация бывает твердая, жидкостная и газовая. При жидкостной металлизации стальную деталь погружают в расплав металла. При твердой и газовой металлизации насыщение происходит с помощью летучих соединений хлора с металлом АlСlз, СrСlз, SiCl3, которые при температуре 100 -1100 °С вступают в обменную реакцию с железом с образованием диффундирующего элемента в активном состоянии.
При алитировании, т.е. насыщении алюминием, которое обычно проводится в порошкообразных смесях или расплавленном алюминии, детали приобретают повышенную коррозионную стойкость благодаря образованию плотной пленки Аl20з, предохраняющей металл от окисления. Толщина слоя составляет 0,2 — 0,5 мм.
При хромировании обеспечивается высокая стойкость против газовой коррозии при температурах до 800 оС, а также стойкость против коррозии в воде, морской воде и кислотах. Толщина слоя составляет до 0,2 мм.
Силицирование, т.е. насыщение кремнием, придает высокую кислотоупорность в соляной, серной и азотной кислотах и применяется для деталей, используемых в химической и нефтяной промышленности; толщина слоя колеблется в пределах 0,3-1,0 мм.
Борирование придает поверхностному слою исключительно высокую твердость (до 1800 — 2000 HV), износостойкость и устойчивость против коррозии в различных средах. Борирование часто проводят при электролизе расплавленных солей, например, буры Na2B207, когда стальная деталь служит катодом. При температуре около 150 °С и выдержке 205 ч на поверхности образуется твердый борид железа, и толщина слоя достигает 0,1-0,2 мм.
Различные виды термической обработки
❮ Назад к блогу
Различные виды термической обработки
1 декабря 2021 г.
Возможно, вы видели слова «термообработка» в отношении изделий из стали, таких как ножи, ручные инструменты и другие изделия из стали. Но что именно на самом деле означает термин «термообработка»? Термическая обработка заключается в нагревании металла до заданной критической температуры или выше, а затем в охлаждении. Этот экстремальный нагрев изменит определенный химический состав в сплаве, а процесс охлаждения навсегда установит эти изменения в сплаве. Ниже мы рассмотрим различные виды термической обработки металлических сплавов.
Отжиг
Отжиг широко используется и является одним из самых популярных способов термообработки металлических сплавов. Типичная процедура отжига заключается в том, чтобы поместить металл в проходную печь или горячую камеру на заводе. Температура металла будет повышаться примерно на 50°C выше критической с постоянной скоростью. Как только металл достигает этой точки в течение установленного периода времени (2-3 часа), металл медленно охлаждается до своего нормального диапазона.
Эта процедура охлаждения осуществляется путем постепенного понижения температуры в горячей комнате в течение определенного периода времени. Подумайте о термостате обогревателя, который включается и выключается в зависимости от температуры воздуха. В случае отжига температура этого термостата будет медленно снижаться, пока не будет достигнута конечная температура охлаждения. Этот процесс «смягчит» сталь, чтобы сделать ее более податливой для машинной обработки.
Этот процесс также удалит все газы, оставшиеся в составе стали, тем самым укрепив сталь. Еще одно преимущество отжига заключается в том, что он увеличивает магнитные и электрические свойства металла, что идеально подходит для порошкового покрытия и других электротехнических красок.
Нормализация
Нормализация имеет некоторое сходство с отжигом, поскольку они оба нагреваются до одной и той же температуры на 50°C выше критического порога. Основное отличие нормализации заключается в том, что время выдержки при этой температуре намного меньше, чем при отжиге. Процесс охлаждения также намного быстрее, так как металл переносится из горячей комнаты обратно в открытый цех для сушки на воздухе при нормальной температуре окружающей среды (комнатной температуре).
Этот процесс охлаждения (или закалки воздухом) закрепит изменения, сделанные ранее в точке нагрева. Нормализация снимает любые напряжения в металле и обычно применяется к холоднодеформированной стали, такой как штампованная, кованая или прокатная сталь.
Закалка
Закалка — это процесс повышения прочности стали, чтобы сделать ее более твердой и менее хрупкой. Если отжиг — это «инь», то закалка — это «ян», поскольку это полная противоположность отжига с точки зрения термической обработки. Если вы когда-нибудь видели, как кузнец делает меч или нож, вы видели закалку в действии, поскольку это важная часть процесса.
Металл нагревают на 40°C выше критической температуры, а затем быстро охлаждают, помещая его в масло или воду. Иногда вместо воды используется соляной раствор, так как вода иногда может вызывать образование пузырьков на поверхности металла. Вы можете увидеть конечные результаты закалки в таких предметах, как вышеупомянутые ножи и мечи, а также шестерни, метчики, штампы и долота.
Закалка
Закалка может привести к тому, что металл местами станет хрупким в зависимости от толщины закаливаемого металла. Типичным следующим шагом при использовании метода закалки для термической обработки тонких металлов, таких как лезвия, является их отпуск. Отпуск снижает хрупкость металла за счет снятия внутренних напряжений в металле, возникших в процессе закалки.
Обычный процесс отпуска металла состоит в том, чтобы взять только что закаленный кусок и снова нагреть металл. Эта точка нагрева обычно находится в диапазоне между температурой окружающей среды и температурой критической точки. Эта температура может достигать 700°C, и как только эта температура будет достигнута, металл останется в укрытии в течение определенного периода времени. Отпуск обычно проводят в масляной ванне или ванне с расплавленным свинцом, а время выдержки при верхнем нагреве зависит от типа используемого металла и желаемой твердости металла.
Азотирование
Азотирование – это процесс формирования толстой «пленки» на поверхности металла, который обычно осуществляется с использованием газообразного азота, отсюда и название «азотирование». Этот тип термической обработки идеально подходит для тех, кто не хочет, чтобы вся металлическая деталь была закалена, а просто хочет укрепить поверхность. Этот метод иногда используется для инструментов, на которых со временем появляется много вмятин и царапин, таких как гаечные ключи.
Процесс азотирования заключается в помещении металла в герметичную камеру, в которую входят трубы, ведущие в камеру. Трубки являются входом и выходом для газообразного аммиака, который будет циркулировать внутри камеры. Камера нагревается в печи до температуры 500°C, что приводит к выделению газообразного азота из циркулирующего внутри камеры аммиака. Газообразный азот образует атомарный азот из-за тепла, и это вызывает химическую реакцию с металлом, образуя нитрат железа на поверхности.
Чем дольше металл находится в этом состоянии нитрата железа при повышенных температурах, тем глубже нитрат железа проникнет в металл. После завершения процесса нет необходимости в охлаждении или закалке, поскольку нитрат железа будет постоянно связан с металлом.
Цианирование
Цианирование – это метод термической обработки мелких и средних кусков металла, который повышает предел усталости металла. Этот метод термической обработки также повышает поверхностную твердость металла. Название «цианирование» происходит от цианида натрия, который используется в процессе термической обработки.
Процесс цианирования начинается с помещения металла в ванну с расплавленной цианидной солью при температуре 950°C. Ванна с расплавленной солью состоит из цианида натрия, кальцинированной соды, карбоната натрия и хлорида натрия. Металл находится в этой расплавленной ванне около 20 минут, так как цианид натрия разрушается в нагретой среде. Это химическое разложение приведет к образованию азота, а также углерода из окиси углерода. Азот и углерод будут просачиваться на поверхность металла, заставляя его затвердевать в процессе.
По завершении этого процесса через 20 минут металл вынимают из расплавленной ванны, а затем закаливают в масляной или водяной ванне для охлаждения металла и завершения процесса закалки.
Нержавеющая сталь для термообработки
Компания Specialty Steel Treating Inc. занимается термообработкой стали более 60 лет. Мы оказываем услуги по термообработке стали для таких отраслей, как промышленная, железнодорожная, тяжелая, автомобильная, инструментальная и аэрокосмическая. Если вы хотите узнать больше о наших услугах по термообработке стали, пожалуйста, свяжитесь с SST сегодня!
Сталь | Состав, свойства, типы, сорта и факты
Производство
См. все средства массовой информации
Категория:
Наука и техника
Ключевые люди:
Эндрю Карнеги Генри Бессемер Сэр Уильям Сименс Джон Огастес Роблинг Чарльз М. Шваб
сталь , сплав железа и углерода с содержанием углерода до 2 процентов (при более высоком содержании углерода материал определяется как чугун). На сегодняшний день это наиболее широко используемый материал для строительства инфраструктуры и промышленности в мире, он используется для изготовления всего, от швейных иголок до нефтяных танкеров. Кроме того, инструменты, необходимые для сборки и изготовления таких изделий, также изготавливаются из стали. Как показатель относительной важности этого материала, в 2013 году мировое производство необработанной стали составило около 1,6 миллиарда тонн, а производство следующего по важности технического металла, алюминия, составило около 47 миллионов тонн. (Для списка производства стали по странам, см. ниже Мировое производство стали.) Основными причинами популярности стали являются относительно низкие затраты на ее производство, формовку и обработку, изобилие двух сырьевых материалов (железная руда и лом) и беспрецедентный ассортимент механические свойства.
Свойства стали
Основной металл: железо
Изучение производства и структурных форм железа от феррита и аустенита до легированной стали
Посмотреть все видео к этой статье
Основным компонентом стали является железо, металл, который в его чистое состояние ненамного тверже меди. За исключением самых крайних случаев, железо в твердом состоянии, как и все другие металлы, поликристаллично, т. е. состоит из многих кристаллов, смыкающихся друг с другом на своих границах. Кристалл — это хорошо упорядоченное расположение атомов, которые лучше всего можно представить в виде сфер, соприкасающихся друг с другом. Они упорядочены в плоскостях, называемых решетками, которые особым образом проникают друг в друга. Для железа расположение решетки лучше всего представить единичным кубом с восемью атомами железа в углах. Важным для уникальности стали является аллотропность железа, то есть его существование в двух кристаллических формах. В объемно-центрированной кубической (ОЦК) конфигурации в центре каждого куба находится дополнительный атом железа. В гранецентрированной кубической (ГЦК) конфигурации в центре каждой из шести граней единичного куба находится один дополнительный атом железа. Существенно, что стороны гранецентрированного куба или расстояния между соседними решетками в ГЦК конфигурации примерно на 25 процентов больше, чем в ОЦК компоновке; это означает, что в ГЦК-структуре больше места, чем в ОЦК-структуре, для удержания инородных ( , т. е. сплава) атомов в твердом растворе.
Железо имеет аллотропию ОЦК ниже 912°C (1674°F) и от 1394°C (2541°F) до температуры плавления 1538°C (2800°F). Называемое ферритом, железо в его ОЦК-образовании также называется альфа-железом в более низком температурном диапазоне и дельта-железом в более высокой температурной зоне. Между 912° и 1394°С железо находится в ГЦК-порядке, который называется аустенитным или гамма-железом. Аллотропное поведение железа сохраняется, за немногими исключениями, в стали, даже когда сплав содержит значительное количество других элементов.
Существует также термин бета-железо, который относится не к механическим свойствам, а скорее к сильным магнитным характеристикам железа. Ниже 770 ° C (1420 ° F) железо является ферромагнитным; температуру, выше которой он теряет это свойство, часто называют точкой Кюри.
Викторина «Британника»
Строительные блоки предметов повседневного обихода
В чистом виде железо мягкое и обычно непригодно для использования в качестве конструкционного материала; основной метод его упрочнения и превращения в сталь — добавление небольшого количества углерода. В твердой стали углерод обычно встречается в двух формах. Либо он находится в твердом растворе в аустените и феррите, либо находится в виде карбида. Форма карбида может быть карбидом железа (Fe 3 C, известный как цементит), или это может быть карбид легирующего элемента, такого как титан. (С другой стороны, в сером чугуне углерод проявляется в виде чешуек или скоплений графита из-за присутствия кремния, подавляющего образование карбидов.)
Влияние углерода лучше всего иллюстрируется диаграммой равновесия железо-углерод. Линия A-B-C представляет точки ликвидуса (, т. е. температуры, при которых расплавленное железо начинает затвердевать), а линия H-J-E-C представляет точки солидуса (при которых затвердевание завершается). Линия A-B-C указывает на то, что температуры затвердевания снижаются по мере увеличения содержания углерода в расплаве железа. (Это объясняет, почему серый чугун, содержащий более 2 процентов углерода, обрабатывается при гораздо более низких температурах, чем сталь.
Проверка герметичности системы охлаждения дизеля Д-245, 240, 243 и состояния клапанов пробки радиатора с помощью индикатора ДСО-2.
В корпусе приспособления помещен поплавок, с помощью которого фиксируется момент срабатывания клапанов пробки расширительного бачка, отрегулированных на определенное давление.
При закрытых кранах 3, 13 (рис.5) создается давление в воздушном баллоне. С помощью редуктора оно устанавливается на 0,15…0,16 МПа.
В схему приспособления для проверки клапанов пробки расширительного бачка и герметичности системы охлаждения дизельного двигателя Д-240, 245, 243 тракторов МТЗ входят: редуктор; баллон; кран; манометр; стакан; рамка; зажим; двухходовые краны; регулировочный винт; индикатор; клапаны пробки; винтовой кран.
Снятую с горловины расширительного бачка пробку закрепляют на стакане. При перекрытии крана воздух подается в верхнюю полость стакана.
Нижнюю полость стакана соединяют с индикатором с помощью крана. Давление, действующее на паровой клапан, фиксируется манометром в момент поднятия поплавка в индикаторе.
Затем соединяют индикатор с нижней полостью стакана, а воздух подают из воздушного баллона в верхнюю полость и фиксируют давление, при котором открывается воздушный клапан пробки.
Для проверки герметичности системы охлаждения приспособлением ДСО-2 на горловину расширительного бачка вместо пробки установить насадку приспособления, соединенную с краном.
При закрытых кранах редуктором создают давление 0,6…0,7 МПа и открывают кран. По секундомеру и манометру следят за изменением давления в системе охлаждения.
Одновременно с проверкой герметичности системы можно проверить на работающем моторе и состояние прокладки головки цилиндров. Для этой проверки устанавливают минимальную частоту вращения коленчатого вала и наблюдают за показаниями манометра.
Колебание стрелки манометра свидетельствует о поступлении газов из цилиндров в систему охлаждения, т.е. о повреждении прокладки или самой головки цилиндров.
Проверка натяжения ремня привода вентилятора и генератора с помощью приспособления КИ-8920.
Устройство действует по принципу зависимости линейной величины прогиба ремня от угла прогиба при заданном усилии.
Температуру охлаждающей жидкости в системе охлаждения контролируют по указателю температуры, датчик которого установлен в задней части головки цилиндров. Кроме того, в корпусе водяного насоса установлен датчик перегрева охлаждающей жидкости.
Запрещается эксплуатация дизельного двигателя при загорании сигнализатора перегрева охлаждающей жидкости. Температура охлаждающей жидкости в системе охлаждения должна поддерживаться в пределах 75…95 С.
Открывая пробку расширительного бачка при перегреве двигателя МТЗ, следует помнить, что возможно выбрасывание пара из горловины бачка, которое может привести к ожогу лица и рук.
Смазка „Литол» в подшипниковую полость корпуса насоса заложена при сборке насоса на заводе-изготовителе и не требует пополнения в течение всего периода эксплуатации мотора.
Замена смазки производится только при ремонте водяного насоса.
Параметры водяного насоса, вентилятора и термостата Д-243, 240, 245
Обозначение / Материал / Масса, кг / Твердость рабочих поверхностей
Корпус водяного насоса в сборе должен быть испытан водой под давлением 0,2±0,01 МПа в течение 2 мин. При этом течь или появление капель не допускается.
Площадь прилегания торцовой поверхности опорной втулки корпуса водяного насоса при проверке на краску должна быть не менее 85% при ширине непрерывного кольцевого отпечатка не менее 2 мм.
Крыльчатку балансировать статически. Остаточный дисбаланс не более 6 г/см. Массу следует корректировать сверлением в плоском торце отверстий диаметром 8 мм на радиусе не более 37 мм. Выход сверла не допускается.
Шкив водяного насоса балансировать статически. Остаточный дисбаланс не более 8 г/см.
Массу корректировать сверлением в торце отверстий диаметром 8 мм на диаметре 100-8,0 мм на глубину не более 8 мм.
Толщина перемычек между отверстиями должна быть не менее 5 мм.
Торец уплотняющей шайбы при сборке водяного насоса должен быть покрыт тонким слоем коллоидно-графитовой смазки ОСТ 6.08. 430-74.
Подшипниковая полость должна быть заполнена смазкой Литол-24 ГОСТ 21150-75 массой 35…40 г.
Гайка должна быть затянута моментом 100…120 Нм.
Выступание крыльчатки за торец корпуса водяного насоса Д-240, 240, 245 допускается не более 0,4 мм, а утопание — не более 1 мм.
Биение конических поверхностей ручья шкива водяного насоса допускается не более 0,3 мм при установке индикатора перпендикулярно к образующей конической поверхности.
Торцовое биение фланца шкива водяного насоса трактора МТЗ допускается не более 0,35 мм на крайних точках.
Радиальное биение наружного диаметра ступицы шкива водяного насоса допускается не более 0,15 мм.
Водяной насос в сборе должен быть испытан на производительность на стенде ОР-18003-07. При частоте вращения вала насоса 2600±20 мин-1 и противодавлении 0,03 МПа производительность насоса должна быть не менее 2,25 см3/с.
Расклепанные головки заклепок вентилятора должны иметь высоту не менее 3 мм и диаметр не менее 7 мм.
Зазор между хвостовиком крестовины и лопастью на расстоянии 5 мм вокруг стержня заклепки не допускается, на расстоянии 5…10 мм вокруг стержня заклепки зазор должен быть не более 0,1 мм, а на расстоянии 5 мм от внутренней кромки лопасти — не более 0,2 мм.
Боковые идентичные кромки лопастей вентилятора должны лежать в одной плоскости с допустимым отклонением 3 мм.
Биение боковых кромок лопастей вентилятора допускается не более 3 мм на крайних точках.
Для одного вентилятора разность ширины лопастей в плоскости крестовин не должна превышать 4 мм.
На дизели Д-240 устанавливаются вентиляторы с неравномерным Х-образным расположением лопастей, которые полностью взаимозаменяемы с ранее устанавливаемыми вентиляторами.
Вентилятор в сборе балансировать статически. Остаточный дисбаланс не более 25 г/см.
Массу корректировать приваркой к выпуклой поверхности лопасти стальных пластин круглой или прямоугольной формы толщиной не более 1,5 мм в количестве не более двух на лопасть и не более чем на двух лопастях.
На дизели Д-243, 245 устанавливаются только пластмассовые вентиляторы, балансировка которых произведена при их изготовлении и в эксплуатации её проведения не требуется.
Вентилятор должен быть окрашен в цвет, отличающийся от цвета дизеля.
Термостат должен быть очищен от накипи в кипящем 8…10 % щелочном растворе в течение 15…20 мин, а затем промыт чистой водой.
Температура в момент начала открытия клапана термостата, помещенного в постепенно прогреваемую воду, должна быть 84…87С, а в момент полного открытия клапана 91…95С; высота подъема полностью открытого клапана — не менее 8,5 мм.
Клапан термостата в закрытом положении должен плотно прилегать к седлу; допускаемый зазор между клапаном и седлом 0,1 мм.
Смещение клапана относительно горловины допускается не более 0.5 мм.
ПВМ с планетарно-цилиндрическими колесными редукторами
Привод ПВМ
Ходовая система
Гидрообъемное рулевое управление
Гидроусилитель рулевого управления
Гидравлическая навесная система
Регулировки задней навески
Кабина Беларус
Техническое обслуживание
Обслуживание двигателя
Техобслуживание трансмиссии
Сервисное обслуживание ПВМ
Обслуживание гидросистемы и рулевого управления
Обслуживание переднего моста
Обслуживание пневмосистемы и тормозов
Ремонт МТЗ-80
Ремонт головки блока цилиндров
Ремонт поршневой группы Д-240
Ремонт топливной аппаратуры
Ремонт пускового двигателя
Ремонт рулевого управления
Ремонт переднего моста
Ремонт сцепления и понижающего редуктора
Ремонт КПП
Ремонт заднего моста
Ремонт ВОМ
Ремонт гидросистемы задней навески
Ремонт электрооборудования
Обслуживание и эксплуатация МТЗ-1221
Управление и приборы
Коробка передач
Сцепление
Обслуживание двигателя Д-260
Задний мост
Рабочие тормоза
Пневмооборудование
Вал отбора мощности
Передний ведущий мост
Навесная гидросистема
Электронное управление задней навеской
Заднее навесное устройство
Рулевое управление
Техобслуживание и эксплуатация МТЗ-320
Органы управления и приборы
Дизельный двигатель
Сцепление и КПП
Задний мост
Тормоза
Задний вал отбора мощности
Передний ведущий мост
Рулевое управление
Навесное и сцепное устройство
Гидросистема
Электрооборудование
Агрегатирование
Эксплуатация и сервис тракторов
Блок-картер и кривошипно-шатунный механизм
Механизм газораспределения
Система питания дизельных двигателей
Система регулирования тракторных двигателей
Система охлаждения тракторных двигателей
Система пуска дизелей
Силовые передачи тракторов
Трансмиссия трактора Т-150, Т-150К
Ведущие мосты колесных и гусеничных тракторов
Ходовая часть и управление трактора
Ходовая и рулевое управление колесных тракторов
Радиатор водяного охлаждения и термостат двигателя Д-240/243 трактора МТЗ-80, 82
Система охлаждения МТЗ-82, 80: Устройство, обслуживание, советы
Система охлаждения дизеля (рис. 12) жидкостная, закрытая, с принудительной циркуляцией. В систему охлаждения входят следующие основные узлы и агрегаты: водяной радиатор 2, водяной насос 6, вентилятор 8, термостат 4, термометр 5, шторка 9 и, кроме того, водоподводящий 3 и водоотводящий 7 патрубки, шланги, соединительная арматура, сливные краники и др.
2 предназначен для охлаждения воды, нагревающейся в водяной рубашке дизеля. Вода, проходя через радиатор, отдает тепло обдувающему его потоку воздуха. Сердцевина радиатора состоит из четырех рядов вертикальных плоских трубок, пропущенных через ряд спаянных с ними горизонтальных пластин. Трубки и пластины сердцевины изготовлены из латуни. Концы трубок припаяны к крайним (основным) более толстым пластинам и несколько выступают над их поверхностью. Улучшению условий теплоотдачи способствует ступенчатое (коридорное) расположение трубок по глубине радиатора.
К крайним пластинам на болтах прикреплены верхний и нижний латунные бачки. Между пластинами и бачками установлены резиновые прокладки. По обеим сторонам сердцевины проходят стойки, соединяющие бачки радиатора. К задней стенке верхнего бачка присоединен водоподводящий патрубок 3. На верхней части бачка расположена заливная горловина, закрытая пробкой 1 с паровоздушным клапаном. К задней стенке нижнего бачка присоединены водоотводящий патрубок 7 и сливной краник 10.
Крепление радиатора на тракторе эластичное: к переднему брусу при помощи опоры с резиновыми амортизаторами, а в верхней части — растяжками к головке блока цилиндров.
Вентилятор
8 создает интенсивный воздушный поток, обдувающий сердцевины масляного и водяного радиаторов и охлаждающий наружные поверхности дизеля. Вентилятор смонтирован в одном узле с водяным насосом и расположен на его валу. Вентилятор присоединен шестью болтами к шкиву 5 (рис. 13) насоса, а весь узел (вентилятор -водяной насос) прикреплен болтами к верхней части передней стенки блока цилиндров. С задней стороны к стойкам водяного радиатора крепится кожух вентилятора. Кожух улучшает работу вентилятора, предохраняет лопасти вентилятора от попадания посторонних предметов и направляет поток воздуха на дизель.
(рис. 13) центробежного типа. Он предназначен для создания активной циркуляции воды в системе охлаждения и за счет этого более полного отвода тепла от нагретых деталей дизеля. Крыльчатка 9 насоса установлена на валик 4, зафиксирована от проворачивания лыской и закреплена на валике торцевым болтом. Валик вместе с крыльчаткой вращается на двух шариковых подшипниках. Пространство в корпусе между подшипниками заполняется смазкой через масленку. Водяная и масляная полости насоса разделены между собой дополнительным торцевым уплотнением, смонтированным в крыльчатке. Уплотнение состоит из текстолитовой шайбы, находящейся в контакте с тщательно обработанным торцом упорной втулки, которая запрессована в корпус насоса, а также резиновой манжеты 10, охватывающей валик, и поджимающей пружины 8. Для лучшего уплотнения на резиновую манжету надеты обоймы 11.
Крыльчатка 9 помещается в профилированной полости корпуса 14 насоса. При вращении крыльчатки на входе в эту полость создается разрежение, передаваемое в приемную камеру, которая патрубком соединена с нижним бачком радиатора. Благодаря разряжению вода попадает на лопатки крыльчатки и под давлением поступает в спиральный канал, так называемую улитку, образованную вокруг крыльчатки в корпусе насоса.
Отсюда вода нагнетается в продольный канал системы охлаждения блока цилиндров.
Водяной насос и вентилятор приводятся во вращение от шкива коленчатого вала дизеля при помощи клиновидного ремня 15, который также вращает и ротор генератора. При номинальной частоте вращения дизеля, равной 2200 об/мин, водяной насос и вентилятор развивают 2600 об/мин.
Термостат
автоматически поддерживает температуру воды в заданных пределах и ускоряет прогрев дизеля после пуска. Он состоит из корпуса (рис. 14), датчика термостата 6 с твердым наполнителем, верхнего основного 5 и нижнего вспомогательного 2 клапанов. Корпус термостата отштампован из латуни. В боковой его поверхности сделано два окна 3. Верхний торец корпуса служит седлом для основного клапана 5, а отбортовка нижнего — для закрепления корпуса в коробке термостата. К верхней части датчика 6 прикреплены основной клапан и рычаг вспомогательного клапана.
Термостат помещен в корпус и установлен на выходе из рубашки охлаждения блока цилиндров. Термостат с твердым наполнителем имеет меньшую чувствительность к изменению давления в системе и большие перестановочные усилия в сравнении с сильфонным.
Когда температура охлаждающей жидкости меньше 70°С, основной клапан 5 закрыт, и жидкость через окна поступает по патрубку в насос, а затем в водяную рубашку блока. Следовательно, жидкость не проходит через радиатор и поэтому быстро нагревается. Когда же температура охлаждающей жидкости больше 70°С, увеличивается объем смеси церезина с алюминиевой пудрой, выдвигается поршень с установленным на нем основным клапаном и открывается проход охлаждающей жидкости в радиатор. При этом вспомогательный клапан перекрывает окна для прохода жидкости в водяной насос, минуя радиатор.
Шторка
, установленная перед водяным радиатором, позволяет изменять количество проходящего через радиатор воздуха и тем самым регулировать в некоторых пределах температуру охлаждающей жидкости. Управляют шторкой с рабочего места тракториста при помощи рукоятки, связанной тросом с передвижным валиком шторки. Температуру охлаждающей жидкости в системе охлаждения контролируют по показаниям дистанционного электрического термометра, датчик которого установлен в головке цилиндров, а указатель — на щитке приборов в кабине.
Техническое обслуживание системы охлаждения
прежде всего предполагает контроль за состоянием соединений, исправностью всех сборочных единиц и агрегатов, уровнем и качеством заливаемой в систему охлаждающей жидкости.
Заполнять систему охлаждения нужно только чистой водой. Особое внимание следует обращать на жесткость воды. Жесткая (содержащая много минеральных солей) вода образует на стенках водяной рубашки накипь, которая является плохим проводником тепла, замедляет теплоотдачу от стенок и головки блока цилиндров, ухудшает циркуляцию, что приводит к перегреву дизеля. Для заполнения системы охлаждения лучше всего применять мягкую (дождевую или снеговую) воду. Если же такой воды нет, жесткую воду необходимо умягчить кипячением или добавкой 10. 12 г стиральной соды на 10 л воды с тщательным перемешиванием до полного растворения ее и последующим отстоем в течение 2. 3 ч.
Гидросистема
Трактор укомплектован универсальной раздельно-агрегатной гидросистемой, емкость бака которой составляет 25,5 литра (+/-0,5 л). Данные подачи насоса (при номинальной частоте вращения коленвала) составляют не менее 45 л/ мин. Максимальное давление в гидравлической системе – 20 -2 Мпа.
Гидросистема комплектуется шестеренчатым насосом НШ32А-3 (или НШ32М-3 правого вращения). Подача агрегата составляет не менее 45 литров в минуту. Привод насоса – от силового агрегата через приводные шестерни вала отбора мощности.
Источник фото: like-sumy.com.ua Фото МТЗ-82.1
Система охлаждения МТЗ 82:схема,объём и устранение неполадок
Функцией системы охлаждения двигателя внутреннего сгорания является обеспечение теплового рабочего баланса, при котором все детали механизмов без заклинивания с учётом тепловых расширений и обеспечением оптимального скольжения во всех трущихся поверхностях. Фактор температурного режима работы агрегата влияет на износ деталей двигателя, выдаваемую мощность и расход топлива и как следствие на все эксплуатационные показатели.
Для дизельного двигателя Д 240 оптимальным режимом работы есть температура 80 – 95 ̊ С.
Дополнительной функцией системы является отопление кабины трактора МТЗ 80 (82) в холодное время года через дополнительный теплообменник – печку оборудованный нагнетательным вентилятором с электродвигателем.
Ходовая часть
Ходовая система трактора МТЗ 82.1 построена по колесной формуле 4х4 таким образом, что обеспечивает высокие ходовые качества, простоту управления и обслуживание трактора. Подвеска задних колес — жесткая, передних колес — балансирующая, это объясняется двойной задачи: движения и управления передних колес.
Передний ведущий мост МТЗ 82.1 — с главной передачей, самоблокирующимся дифференциалом, конечными передачами, с коническими колесными редукторами, можно, при необходимости, отключить для экономии топлива.
Устройство системы охлаждения двигателя МТЗ 80(82) и его модификаций
Дизель Д-240 оснащён закрытой системой охлаждения с принудительной циркуляцией теплообменной жидкости с объёмом 20 литров и в версии дизеля с пусковым двигателем ПД 10 -22 литра.
Закрытая система изолирована крышкой с паровоздушным клапаном от внешней атмосферной среды. Для циркуляции система оснащена центробежным насосом, создающим поток жидкости увеличивая теплообменные показатели.
Водяная рубашка
Полости в блоке и головке газораспределения между внутренней и наружной стенкой детали называются водяной рубашкой двигателя и соединены термостойкой металоасбестовой прокладкой. Циркуляция жидкости в полостях обеспечивает теплообмен и подержание термического баланса рабочих цилиндров поршневой группы и газораспределительного механизма.
Водяной насос и вентилятор
Помпа обеспечивает циркуляцию жидкости по системе со скоростью, при которой разница температуры на входе в рубашку двигателя и выходе составляет 4-8 ̊ С. Система охлаждения Д 240 оснащена насосом центробежного типа, чугунный корпус которого присоединён к передней фронтальной стенки блока цилиндров объединяясь своей нагнетательной полостью с водяной рубашкой. Всасывающий патрубок, раздвоенный для работы по малому кругу охлаждения в режиме «нагрева двигателя» и по большому кругу в режиме « охлаждения двигателя ». Привод узла осуществляется через шкив клиноременной передачи. Одновременно на противоположном конце оси вращения крыльчатки насоса, за приводным шкивом установлен лопастной вентилятор, увеличивающий поток воздуха, проходящий через теплообменник – радиатор для охлаждения нагретой жидкости.
Частота вращения вентилятора и помпы, при номинальных оборотах 2200 об/минуту дизеля Д-240, составляет 2600 об/минуту.
Радиатор
Впереди двигателя между рулевой колонкой и вентилятором размещён радиатор системы, своим фронтальным расположением улавливающий встречный поток воздуха при движении машины. Радиатор выполняет функцию основного теплообменника системы. Узел состоит из верхней и нижней латунных ёмкостей, которые соединены охлаждающими трубками. Трубки спаяны между собой теплоотводящими пластинами увеличивающие рабочую площадь теплообмена узла. Верхняя ёмкость оснащена заливной горловиной и подводящим патрубком, по которому нагретая двигателем жидкость поступает к узлу для охлаждения. Для сохранения оптимального давления в системе крышка горловины оснащена паровоздушным клапаном. Нижняя ёмкость имеет сливной кран и патрубок для отвода охлаждённой жидкости к одному из всасывающих трубопроводов помпы. Передняя фронтальная сторона радиатора оснащена управляемой шторкой, жалюзи которой регулируют проход воздуха для теплообмена. Управление осуществляется рукояткой из кабины трактора, связанной тросом с передвижным валиком шторки. Обратная фронтальная сторона радиатора оснащена диффузором, обеспечивающим ускорение движения воздуха через теплообменник.
Паровоздушный клапан в крышке предохраняет радиатор от разрушения в результате воздействия парового давления или разрежения в системе. При увеличении давления пара выше 0,05 мПа срабатывает паровой клапан, пропуская пар в атмосферу. Возникшее разрежение от 0,001 до 0,0012 мПа устраняется открытием воздушного клапана устройства.
Термостат
Функция устройства заключается в автоматическом регулировании процессов теплообмена в системе. Узел принимает нагретую жидкость из блока и переключением термоклапана направляет её по «малому» или «большому» охлаждающему циклу. Малый цикл заключается в прохождении жидкости от нагнетательной полости помпы через блок цилиндров и головку газораспределения к термостату и обратно к всасывающему патрубку насоса, не проходя через радиатор. Так работает система в процессе нагревания двигателя. После достижения температуры в системе выше 70 ̊ С клапан термостата срабатывает и направляет жидкость по большому циклу, открывая патрубок на охлаждение в радиаторе. Таким образом, термостат ускоряет процесс нагревания охлаждающей жидкости и автоматически поддерживает её температуру в нужных пределах.
Принцип работы клапана узла заключается в расширении наполнителя, имеющего достаточный коэффициент расширения. При нагревании наполнитель своим изменением объёма действует через толкатель на клапан, открывая его. При остывании наполнитель уменьшает свой объём — соответственно клапан закрывается.
Датчик температуры
С помощью датчика осуществляется контроль теплового режима дизеля. Устройство состоит из термопары установленной в блоке двигателя и указателя температуры размещённого на панели управления трактора. Старые модели МТЗ 80(82) комплектуются механическим прибором, современные трактора — датчиками электрического типа.
Охлаждающая жидкость
Специальные незамерзающие охлаждающие жидкости (тосол и антифриз) своим химическим составом и физическими свойствами максимально соответствуют условиям для создания теплового баланса работы двигателя. Однако основной используемой теплообменной жидкостью, осуществляющей отвод тепла от цилиндров и ГБЦ двигателя трактора МТЗ 80(82) остаётся обычная вода. Рекомендуется использовать мягкую воду для охлаждения, что уменьшает образования накипи. Для смягчения можно добавлять кальцинированную соду 10 грамм на 10 литров воды. Раствор перемешивают, после отстаивания используют в охлаждении двигателя. Самый простой способ смягчения это предварительное кипячение в течение 30 минут. При необходимости слить воду с двигателя её собирают в отдельную ёмкость для последующего использования, так как в процессе рабочих нагревов минеральные соли образующие накипь выпали в осадок. Кроме образования накипи, недостатком воды является довольно высокая температура замерзания — 0 ̊ С, что заставляет производить слив с системы в холодное время года предупреждая разрушение деталей под действием расширения воды при замерзании.
Технические характеристики
Число передач:
— вперед
18
— назад
4
Скорость движения, км/ч:
— вперед
2 — 34,5
— назад
4,1 — 10,1
Задний ВОМ:
— зависимый I, об. /мин.
540
— зависимый II, об./мин.
1000
— синхронный I, об./мин.
3,4
Передний ведущий мост — с возможностью регулирования колеи передних колес посредством выдвижения кулаков, с коническими редукторами.
Тормоза: рабочие — дисковые, на валах ведущих шестерен бортовых передач;
Стояночный тормоз – дисковый, связан тормозным валом с крестовиной дифференциала, независимым ручным управлением.
Привод тормозов прицепа — пневматический, сблокированный с управлением тормозами трактора.
Муфта сцепления — фрикционная, однодисковая, постоянно-замкнутого типа с механическим управлением. Накладки муфты сцепления – безасбестовые (по заказу металлокерамические).
Коробка передач — механическая, ступенчатая, с механическим понижающим редуктором.
Задний мост — с главной передачей, дифференциалом и конечными передачами, также имеющий возможность изменения колеи, путем сдваивания колес с помощью проставки.
Неполадки и неисправности в системе
Признаком неисправности системы является перегрев двигателя. Первой причиной может быть снижение уровня охлаждающей жидкости в результате течи соединительных резиновых патрубков. После обнаружения причины течи её устраняют затяжкой уплотнительных хомутов или заменой патрубков при их порывах.
Внимание! Для проверки уровня жидкости крышку радиатора открывают осторожно, так как кипяток может выплеснуться из горловины и нанести ожоги. Перед открытием двигателю дают немного остыть, затем, став с наветренной стороны в защитных рукавицах, открывают крышку.
Панель с комбинированным датчиком
Современная версия щитка приборов с каталожным номером 80-3805021-Б устанавливается на поздних версиях модификаций тракторов МТЗ 80.1(80.2,82.1,82.2), а также на основную массу модельного ряда тракторов Минского Завода — МТЗ 1221,1025,952,892,1522,1021 и других современных моделях.
Панель имеет аналогичную конструкцию и размещение — сигнализирующих ламп, тумблеров, тахоспидометра и отличается от щитка с автономными датчиками заменой всех датчиков одним комплексным прибором КД 8071-3 комбинация приборов (АР 71. 3801-01), включающим в себя стрелочные шкалы указывающие:
температуру жидкости 1 с сигнальной лампой аварийного значения
уровень топлива 4
давление масла 2 в двигателе с сигнальной лампой аварийного значения
давление воздуха 3
напряжение в электросети 5
Дополнительно в комплектации щитка с комбинированным прибором встроена система звуковой сигнализации — зуммер для оповещения при аварийном снижении давления масла или недопустимом повышении температуры охлаждающей жидкости в дизеле.
источник
Работа системы в зимнее время
При ночном снижении температуры ниже 0 ̊ С и использовании в охлаждающих системах воды после остановки двигателя по окончании работ производят слив жидкости из радиатора и блока, открывая соответствующие сливные краны, дабы избежать размораживания узлов и деталей, участвующих в охлаждении. Обычно эта техническая процедура регламентируется отдельным приказом по предприятию с утверждением даты начала действия и ответственных исполнительных лиц.
При работе в холодное время, для облегчения пуска двигателя практикуют подогрев охлаждающей жидкости непосредственно в блоке дизеля или отдельно перед заливом в систему. Подогреватель жидкости в системе охлаждения двигателя Д 240 устанавливается с левой стороны трактора вместо заглушки на блоке над стартером на три болта. В моторах Д 240Л это отверстие в блоке используют для соединения охлаждения пускового двигателя ПД 10 с системой охлаждения дизеля. Подогреватель запитывается от общей сети электроснабжения 220 В.
Капот трактора оборудуют утепляющим кожухом для уменьшения контакта с окружающей средой и сохранения теплового баланса двигателя. Рабочую температуру регулируют положением шторки радиатора исходя из режима работы и температуры атмосферного воздуха.
Данный щиток приборов (с каталожным артикулом 70Л- 3801010 для трактора с пускачём и 70-3801010 со стартерным пуском) устанавливался с 1974 года на МТЗ 80(82) с малой кабиной. Узел представляет собой корпус из листового металла с проёмом под ось руля.
В передней части на малой наклонной плоскости размещены слева направо отдельные механического типа датчики-указатели:
температуры охлаждающей жидкости УК133-В
амперметр АП110
давления воздуха в пневмосистеме МД 226
давления масла в двигателе МД 219
тахоспидометр ТХ-135
дополнительно на отдельном кронштейне с правой стороны прикреплён датчик уровня топлива в баке УБ 126.
На большой горизонтальной площади размещены ряд цветных сигнализирующих ламп, прикрытых щитком в положении слева направо:
включения массы
включения сигнала поворота
включения дальнего света фар
За лампами, ближе к водителю размещён ряд переключателей:
тумблер дальнего и ближнего света
тумблер сигнала поворотов
кнопка звукового сигнала
По правую сторону места для руля размещены:
элемент ПД 50В(20) для контроля за степенью накала спирали электрофакельного подогревателя
переключатель управления стартером(23).
В задней торцевой части щитка под крышкой находится блок плавких предохранителей электросистемы трактора и рукоятка переключателя режимов света фар.
На сегодня аналоги этой панели производятся различными производителями, которые могут отличаются дополнительным оборудованием кнопки аварийной остановки и электро-фитиля прикуривателя.
Эксплуатация трактора: система охлаждения
Роль системы охлаждения в безотказной работе трактора
Для безотказной работы дизеля очень важна поддержка правильного температурного режима эксплуатации. Если температурный режим выдерживается, двигатель, как правило, работает долго и без нареканий. А вот нарушение температурного режима из-за неполадок в системе охлаждения влечёт за собой значительное количество поломок дизеля, вплоть до полного его выхода из строя. Для тракторов марки МТЗ 80/82 нормальная работа всех механизмов дизеля обеспечивается при температуре 85–95 °С. Эксплуатация как при более низких, так и при более высоких температурах крайне негативно сказывается на состоянии трактора. В первом случае происходит значительная потеря мощности и, соответственно, перерасход топлива. Во втором — двигатель может просто заклинить, что приведет к механическому разрушению ряда деталей.
Только исправная система охлаждения позволяет трактору постоянно работать в оптимальном температурном режиме.
Что и в каком количестве заливать в систему охлаждения
Безотказную работу самой системы охлаждения гарантируют две составляющие: количество и качество охлаждающей жидкости, залитой в систему.
Основная ошибка операторов при обслуживании системы охлаждения состоит в том, что они, после того как залили в агрегат какую-либо охлаждающую жидкость, считают свои обязанности полностью выполненными. На самом деле всё сложнее и требует чуть больше ответственности и внимания.
В первую очередь обратимся к вопросу качества. Оптимальной охлаждающей жидкостью для дизеля является тосол: в нем нет никаких минеральных добавок и активных веществ, которые вступают в реакцию с системой охлаждения и выводят её из строя. В пользу тосола говорит и тот факт, что новенькие тракторы с завода поставляются покупателям именно с этой охлаждающей жидкостью.
Можно в качестве охлаждающей жидкости использовать и воду, но не любую, как полагают многие, а исключительно мягкую. В естественных условиях — это дождевая или талая вода. Но если под рукой есть только жёсткая колодезная или водопроводная вода, то и её вполне можно смягчить. Для этого необходимо добавить в воду кальцинированную соду (в пропорции 10–12 г соды на 10 литров воды).
Ещё один важный вопрос — количество охлаждающей жидкости в системе охлаждения. Его в обязательном порядке необходимо регулярно контролировать. В верхнем бачке радиатора уровень жидкости должен быть на 50–60 мм ниже уровня заливной горловины. Если уровень охлаждающей жидкости будет выше, то, нагреваясь и расширяясь в процессе работы дизеля, она будет вытекать через контрольное сливное отверстие радиатора. Проблема, вроде бы, и не критичная, но приводит к напрасному перерасходу недешёвого тосола, загрязнению окружающей среды (тосол считается активным веществом) и загрязнению других узлов двигателя прилипающей пылью — со всеми вытекающими последствиями. Кстати, операторы часто жалуются на проблему вытекания охлаждающей жидкости через контрольное сливное отверстие радиатора, а ведь сами же её и создают собственной небрежностью.
Система охлаждения трактора МТЗ-82, 80
Из каких элементов состоит система охлаждения на МТЗ-80, 82? Как правильно промыть и заправить систему?
В современных тракторах, работающих зачастую на пределе своих мощностей, эффективная и дееспособная система охлаждения имеет первостепенное значение. Именно она отвечает за своевременный отвод излишков тепла от агрегатов двигательной системы, обеспечивая их бесперебойное функционирование. Именно о данном элементе и его нюансах и пойдёт речь ниже.
Система охлаждения и её конструкция
На тракторах МТЗ используется закрытая система жидкостного охлаждения, основу которой составляют следующие элементы:
Водяной насос – являет собой конструкцию центробежного типа, снабжённую всеми необходимыми патрубками и обеспечивающую принудительное циркулирование охлаждающей жидкости внутри системы;
Пластинчатый радиатор – отвечает за теплоотдачу от охлаждающей жидкости в окружающую атмосферу;
Вентилятор – его вращение формирует воздушные потоки, идущие между радиаторными трубками и пластинами;
Охлаждающая рубашка – выполнена в виде двойных стенок, между которыми заливается охлаждающий состав;
Трубопроводы – обеспечивают передачу жидкости к теплообменнику от двигателя и обратно;
Термостат – отвечает за регулировку интенсивности проводимого охлаждения.
Принцип действия – всё просто и эффективно
Несмотря на довольно замысловатую конструкцию, охлаждающий комплекс трактора работает по очень простому принципу: двигательная помпа закачивает жидкость в охлаждающую рубашку, беря её из нижнего радиаторного бака и вытесняя отработавшую своё жидкость в бак верхний. Циркулируя по сердцевине радиатора жидкость, под воздействием воздуха из вентилятора, охлаждается до оптимальной рабочей температуры, после чего переходит в верхний резервуар, а на её смену помпа вновь закачивает новую охлаждающую жидкость из нижнего. Если двигатель холодный, термостат отправляет охлаждающую жидкость напрямую в водяной насос, без её поступления в радиатор (имеет место так называемый малый круг циркулирования).
Промывка и заправка охлаждающей системы
Для заправки охлаждающего комплекса рекомендуется использовать тосол – он не содержит в своём составе никаких активных и вредных веществ, способных нанести вред системе или вывести её из строя. В редких, скорее даже крайних, случаях можно залить и воду – талую, дождевую или обычную колодезную, но с добавлением кальцинированной соды (примерно 1-1,2 г на 1 литр воды).
Что же касается объёмов заливки, то для верхнего бардачка уровень жидкости примерно на 5-6 см не должен доходить до уровня заливной горловины. Если жидкости будет налито больше, излишки её будут вытекать сквозь контрольный сливной выход, расположенный на радиаторе. Недолив жидкости негативно скажется на её циркуляции и вызовет скорый перегрев двигателя.
Для продления срока службы охлаждающей системы, примерно через каждые 2000 часов работы её следует промывать. Для этого используется особая смесь, приготовленная из содового раствора и керосина (около 2 литров). При такой промывке мотор должен работать не менее 12 часов кряду, а по её окончании радиатор дополнительно промывают чистой водой.
Возможен также и вариант, когда очистка проводится сжатым под высоким давлением воздухом – данный способ также достаточно эффективен, хотя и требует наличия специального оборудования.
Мостовые краны грузоподъемностью 10 тонн по выгодным ценам от кранового завода «Атлант Кран».
Наша компания «Атлант-Кран» выпускает промышленное грузоподъемное оборудование, в том числе, мостовые однобалочные и двухбалочные краны грузоподъемностью 10 тонн. В зависимости от производственной необходимости, конструктивных особенностей места монтажа крана мы изготовим опорный или подвесной мостовой кран. По вашему выбору оборудуем кран электрическим или ручным приводом. Для электрических мостовых кранов г/п 10 т возможна установка управления из кабины, с пола помощью проводного пульта либо радиоуправления.
Мы производим мостовые краны грузоподъемностью 10 т со следующими техническими характеристиками:
длина пролета — от 3 до 35 метров;
высота подъема — от 3 до 52 метров;
исполнение крана — общепромышленное, взрывозащищенное, пожаробезопасное;
возможность размещения крана — в помещении, на улице под открытым небом, на улице под навесом;
режим работы — А3-А5.
На этой странице предлагаем ознакомиться с типовыми решениями опорных или подвесных мостовых кранов с грузоподъемностью 10 тонн. Поскольку характеристики устройства зависят от условий эксплуатации, проект каждого крана разрабатывается и реализуется индивидуально. Также при проектировании возможно дополнение крана необходимыми комплектующими и дополнительными опциями. Поэтому цена мостовых кранов, рассчитанных на 10 тонн, может существенно отличаться друг от друга.
Почему стоит купить мостовой кран на 10 тонн в «Атлант-Кран»
Мы изготовим мостовой кран с оптимальными техническими характеристиками для реализации поставленных задач. Преимущества сотрудничества с нашей компанией:
полное проектное соответствие Вашим требованиям;
надежность всех используемых составляющих крана;
адекватные цены без накруток;
гарантия качества до 24 месяцев;
услуги по дальнейшему обслуживанию и ремонту кранов нашего производства;
при необходимости доставка готового крана заказчику и сборка его на объекте.
Перечисленные преимущества подтверждаются большим количеством уже реализованных и смонтированных мостовых кранов. Наши клиенты — это различные производственные, торговые и логистические компании. Предлагаем для консультации обратиться к нам по телефону, с помощью электронной почты или формы обратной связи. Специалист поможет Вам с выбором оптимальной конструкции и комплектации крана.
Мостовой однобалочный опорный электрический кран 10 т
Цена от: 357 000 ₽
Запросите стоимость
Пролёт Lп (мм)
Длина пролёта L (мм)
B (мм)
A (мм)
С (мм)
H (мм)
h2 (мм)
4500
4870
2000
1488
150
450
857
7500
7870
2000
1488
150
520
957
10500
10870
2000
1488
400
728
937
13500
13870
2000
1488
400
728
937
16500
16890
3362
3200
400
858
817
18000
18390
3362
3200
400
938
1348
19500
19890
3362
3200
400
938
1348
22500
22890
3362
3200
400
1060
1449
24000
24386
3500
3121
400
1120
1510
28500
28870
3632
3200
400
1240
1469
Узнать все цены на мостовой однобалочный опорный электрический кран
Мостовой однобалочный опорный ручной кран 10 т
Цена от: 321 000 ₽
Запросите стоимость
Пролёт Lп (мм)
Длина пролёта L (мм)
B (мм)
A (мм)
С (мм)
H (мм)
h2 (мм)
4500
4870
2000
1488
150
450
857
7500
7870
2000
1488
150
520
957
10500
10870
2000
1488
400
728
937
13500
13870
2000
1488
400
728
937
16500
16890
3362
3200
400
858
817
18000
18390
3362
3200
400
938
1348
19500
19890
3362
3200
400
938
1348
22500
22890
3362
3200
400
1060
1449
24000
24386
3500
3121
400
1120
1510
28500
28870
3632
3200
400
1240
1469
Узнать все цены на мостовой однобалочный опорный ручной кран
Мостовой однобалочный подвесной однопролётный электрический кран 10 т
Цена от: 431 000 ₽
Запросите стоимость
L (полная длина крана) — длина консолей до 2000 мм с каждой стороны пролета в зависимости от типа крана и потребностей заказчика.
Пролёт Lп (мм)
B (мм)
A (мм)
С (мм)
H (мм)
3000
2588
2000
150
450
4200
2588
2000
150
548
6000
2588
2000
150
748
9000
3108
2500
150
918
12000
3108
2500
150
1216
15000
3108
2500
150
1416
Узнать все цены на мостовой однобалочный подвесной электрический кран
Мостовой однобалочный подвесной однопролётный ручной кран 10 т
Цена от: 339 000 ₽
Запросите стоимость
L (полная длина крана) — длина консолей до 2000 мм с каждой стороны пролета в зависимости от типа крана и потребностей заказчика.
Пролёт Lп (мм)
B (мм)
A (мм)
С (мм)
H (мм)
3000
2588
2000
150
450
4200
2588
2000
150
548
6000
2588
2000
150
748
9000
3108
2500
150
918
12000
3108
2500
150
1216
15000
3108
2500
150
1416
Узнать все цены на мостовой однобалочный подвесной ручной кран
Мостовой двухбалочный электрический кран 10 т
Цена от: 1 239 000 ₽
Запросите стоимость
Пролет Lп (мм)
L (мм)
С (мм)
А (мм)
В (мм)
Н (мм)
h2 (мм)
10500
10886
1116
3200
3632
1204
767
13500
13870
1116
3200
3632
1388
1028
16500
16870
1116
3200
3632
1388
1028
19500
19870
1300
3000
3632
1584
1231
22500
22870
1300
3000
3632
1584
1231
28500
29090
1300
4240
4732
1584
1382
Узнать все цены на мостовой двухбалочный кран
Описание и технические характеристики мостовых кранов
Мостовой подъёмный кран — многофункциональная установка. Ее используют для перемещения, подъёма/спуска любых материалов, проведения монтажа, который отличается уровнем сложности. Такие действия проводят на закрытой территории: в мастерских, цехах, складах. Покупая мостовой кран, технические характеристики обязательны для изучения. Без этих знаний невозможно правильное использование грузоподъёмной установки.
Пять причин обзавестись спецтехникой
Мостовые краны разделяются на несколько видов. Одни проявляют себе в определённых условиях лучше, другие — хуже.
К преимуществам грузоподъёмного оборудования относят:
относительно низкая металлоемкость оборудования;
постоянная грузоподъёмность;
простота монтажа, эксплуатации;
минимум трудозатрат;
высокий уровень производительности.
Мостовой кран имеет широкий модельный ряд. Очень важно определить заранее желаемые параметры спецтехники.
Конструктивные особенности
Характеристика мостового крана невозможна без элементарных знаний о данном грузоподъёмном оборудовании. Это — техника специального назначения, задача которого подымать, опускать, перемещать груз. Составные элементы:
кабина, контроль из которой осуществляется при помощи пульта;
балки или мостовое пролетное строение, оснащены концевыми балками с тележками ходового типа;
крановая тележка, которая двигается вдоль пролетного строения.
Конструкцию можно использовать с разными приспособлениями. Она также функционирует с иными видами техники, механизмами. Эксплуатационные возможности мостового крана облегчают работу на производстве: в цехах, на складах, станциях.
Технические характеристики: что входит в перечень
Технические данные мостового крана включают:
грузоподъёмность;
пролет;
высоту подъёма;
размещение концевых балок относительно колеи;
количество пролётных балок;
место, варианты управления;
габариты;
скорость перемещения приводов.
Грузоподъёмность называют самым важным показателем. На него влияет допустимая нагрузка, которая будет двигаться на протяжении периода эксплуатации оборудования. Кран мостового типа используют в мини-мастерской, цехах турбинного типа. Потому его показатель грузоподъёмности может достигать 250 тонн.
Та техника, которая рассчитана на значительную нагрузку, оборудована дополнительным приспособлением. Речь о малой лебедке, которая позволяет ускорить процесс подъёма груза. Данная характеристика влияет на кратность полиспаста грузового каната (или запасовки, полиспаста): чем больше первый показатель, тем выше второй.
Пролет крана определяется на основе колеи подкрановых путей, площади, где в будущем будет размещено грузоподъёмное оборудование. Обратите внимание: чтобы сберечь показатель прочности, уровень жесткости техники в оборудовании со значительным показателем пролета, необходимы пролетные балки, сечение которых превышает вышеперечисленный параметр. Такой подход приведет к подорожанию спецтехники и росте его весового показателя. 40м – предел данного критерия. Допускается доставка кранов с несколькими пролетами. Они двигаются по балкам. При этом обязательно сохраняется изначальный уровень жесткости механизма.
Показатель высоты подъёма определяют размеры площади помещения. Она отражается на длине, диаметре каната, который держит груз.
Мостовые краны разделяют на несколько групп:
Опорные – движение осуществляется по подкрановых путях. Действие выполняется за счет колес, которые имеют специальные реборды. Последние основываются на рельсы.
Подвесные – слабая конструкция, показатель грузоподъёмности – приблизительно 8 тонн. Для контроля необходим пульт, работающий на кабеле.
Традиционно, мостовой кран с грузоподъёмностью в 5 и выше тонн имеет две пролетных балки. На них возможно организовать широкие проходы с целью перемещения мастеров для проведения обслуживания, монтажа техники.
Однопролетные конструкции (меньше 5 тонн) известны своей простотой монтажа. Правда, провести ремонтные работы будет не просто.
Практически для всех мостовых кранов предусмотрено пульт контроля. Традиционно, он имеет канатный тельфер электрического типа, грузоподъёмность которого не превышает 50 тонн. Возможен контроль из кабины крановщика. В таком случае предусмотрена специальная площадка, сигнализация, которая позволяет передавать сигналы рабочим. Востребованы конструкции, управляемые по радиоканалу. Такой подход позволяет использовать любую функцию крана.
Габариты техники данного типа определяются ГОСТом. Кроме того, мостовой кран должен соответствовать безопасной эксплуатации и установленным требованиям.
Скорость перемещения привода отражается на результативности спецтехники. Измеряют показатель в метрах за 1 минуту. Наивысший параметр скорости привода зависим от показателя грузоподъёмности.
Крупные краны (характеристики) носят индивидуальный характер. Их технические параметры практически неограниченные. Часто таким машинам присваивают имена.
Надежность грузоподъёмного оборудования от «ПТЭ-Кран»
Компания предлагает высококачественные мостовые краны любой грузоподъёмности (10т. , 20т. и больше). Это подтверждается годами безупречной работы в данной сфере.
Товар от производителя обеспечивает высокий уровень надежности конструкции, безупречную ее работу. Это стало возможным благодаря опыту мастеров компании.
Желаете купить мостовой кран, характеристики смотрите около конкретного его типа или обратитесь к сотрудникам компании. Они помогут вам принять правильное решение.
Загляните в прайс и выберите подходящее грузоподъёмное оборудование по цене. Уточните сумму к оплате перед оформлением покупки. Для получения дополнительной информации, обратитесь к сотрудникам компании. Контакты размещено на сайте.
Оформите заказ прямо сейчас. Оцените выгоду от покупки в полном объёме. Примите взвешенное решение.
Стандарты
FEM Двухбалочный мостовой кран
Описание
Двухбалочные мостовые краны Kinocranes спроектированы и изготовлены в соответствии со строгими требованиями стандартов FEM, обеспечивая безопасные и надежные подъемные решения для тяжелых условий эксплуатации. Эти краны состоят из высококачественных компонентов, рассчитанных на то, чтобы выдерживать нагрузки при подъеме и перемещении тяжелых грузов. Двухбалочный мостовой кран большой мощности представляет собой мощное оборудование, используемое на сталелитейных заводах, литейных заводах, цехах тяжелого машиностроения, химических заводах и складах. Обычно он имеет двухбалочную конструкцию, грузоподъемность от 20 до 500 тонн. Мостовой кран большой мощности Kinocranes обычно используется на сталелитейных заводах с 30-тонными, 40-тонными, 50-тонными, 60-тонными, 70-тонными мостовыми кранами. Он отличается прочной структурой, большой долговечностью, отличной безопасностью и разумной ценой.
Технические данные
Двухбалочные мостовые краны представляют собой тяжелое грузоподъемное оборудование, используемое в различных отраслях промышленности, как правило, грузоподъемностью от 5 до 80 тонн. Основные компоненты двухбалочного мостового крана включают в себя двойную балку, электрическую лебедку, тележку, концевые тележки и электрическую систему управления.
20-тонный двухбалочный мостовой кран Технические характеристики
Основные данные
Пролет
10,5 м
13,5 м
16,5 м
19,5 м
22,5 м
25,5 м
28,5 м
31,5 м
34,5 м
Вес крана
5,99 т
7,67 т
9,45 т
11,59 т
13,83 т
16.09т
20,16т
25,45 т
31,44т
Вес тележки
1,07 т
1,07 т
1,07 т
1,07 т
1,07 т
1,07 т
1,07 т
1,78 т
1,9 т
Макс. Колесная нагрузка
59,7 кН
62,7 кН
66,9 кН
68,7 кН
72 кН
75,2 кН
81,3 кН
87,8 кН
96 кН
Мин. Колесная нагрузка
8 кН
8,5 кН
11,4 кН
11,1 кН
12,9 кН
13,9 кН
21,8 кН
26,7 кН
32,4 кН
Крановое колесо Кол-во
8 шт.
8 шт.
8 шт.
8 шт.
8 шт.
8 шт.
8 шт.
8 шт.
8 шт.
Крановый рельс
Р22
Р22
Р22
Р30
Р30
Р30
Р30
Р30
Р30
Мостовые краны с двухбалочной лебедкой предназначены для надежного подъема и перемещения тяжелых грузов грузоподъемностью от 100 до 500 тонн. Основные компоненты мостового крана с двухбалочной лебедкой включают в себя двойную балку, электрическую лебедку, тележку, концевые тележки и электрическую систему управления.
Технические характеристики мостового крана с двухбалочной лебедкой грузоподъемностью 100 тонн
Основные данные
Пролет
13,5 м
16,5 м
19,5 м
22,5 м
25,5 м
28,5 м
31,5 м
34,5 м
37,5 м
Вес крана
30,25 т
34,57т
42,2т
47,2т
55,9 т
60,9 т
68,9 т
78,5т
91,8 т
Вес тележки
10,2 т
10,2т
10,2 т
10,2 т
10,2 т
11,1т
11,1т
11,1т
13,7 т
Макс. Колесная нагрузка
293кН
299,4 кН
311кН
326 кН
332 кН
356 кН
364 кН
374 кН
386 кН
Мин. Колесная нагрузка
КН 41
40,2 кН
43,2 кН
46,2 кН
48,2 кН
51,4 кН
56,4 кН
70,2 кН
78,2 кН
Крановое колесо Кол-во
8 шт.
8 шт.
8 шт.
8 шт.
8 шт.
8 шт.
8 шт.
8 шт.
8 шт.
Крановый рельс
КУ100
КУ100
КУ100
КУ100
КУ100
КУ100
КУ100
QU100
КУ100
Особенности
Экономия пространства, экономия затрат на строительство
Тяжелая обработка
Умное вождение, более высокая эффективность
Бесступенчатое управление
Закаленная шестерня
Степень защиты IP55, изоляция F/H
Мотор для тяжелых условий эксплуатации, номинальная мощность 60 %
Защита от перегрева, защита от перегрузки
Не требует обслуживания
Индивидуальные решения
Индивидуальные подъемные решения: индивидуальные краны с гарантией качества
В производственной компании Kinocranes мы специализируемся на предоставлении нестандартных грузоподъемных решений, отвечающих конкретным требованиям наших клиентов. Мы предлагаем гибкость в использовании двигателя, редуктора, подшипника и других марок, требуемых нашими клиентами. Благодаря нашему обширному опыту в нестандартной настройке, мы предлагаем модульные конструкции, которые можно адаптировать к различным потребностям, обеспечивая при этом надежную структуру и стандартизированное производство. Мы отдаем приоритет использованию всемирно известных и лучших китайских брендов, включая двигатели ABB/SEW/Siemens/Jiamusi/Xindali, редуктор SEW/Dongly и подшипники FAG/SKF/NSK/LYC/HRB для основных компонентов крана. Каждое изделие имеет сертификаты CE/ISO, что гарантирует надежную и качественную работу.
Комплексное послепродажное обслуживание
Кинокраны предоставляют комплексное послепродажное обслуживание, включая установку на месте, техническое обслуживание крана и доставку запасных частей. Благодаря нашему опыту мы гарантируем бесперебойную и эффективную работу вашего мостового крана в течение длительного времени после его первоначальной установки.
Экономия затрат для нашего клиента
Транспортные расходы мостового крана высоки, при этом поперечная балка является наиболее значительной статьей расходов. Для решения этой проблемы были введены два плана продажи кранов: Полный и Компонентный. Полный мостовой кран — это полностью собранный кран, который включает в себя все необходимые компоненты, в то время как составной мостовой кран включает в себя все части, кроме поперечной балки, которую должен предоставить покупатель, а кинокраны могут предоставить производственный чертеж. Оба плана предлагают одинаковое качество, но план «Компонент» позволяет сэкономить на транспортных расходах, поскольку требует, чтобы покупатель построил поперечную балку на месте.
Применение
Двухбалочный мостовой кран большой мощности с тележкой с электрической лебедкой может широко использоваться для перемещения материалов в мастерских и складах многих отраслей промышленности; таких как производитель оборудования, склад, логистика, производство бумаги, мастерская электронной промышленности и другие ситуации с погрузочно-разгрузочными работами.
Если у вас есть какие-либо вопросы или вы хотите получить дополнительную информацию о наших двухбалочных мостовых кранах, пожалуйста, свяжитесь с нами. Мы будем рады помочь вам в поиске подходящего крана для ваших нужд.
Пять спецификаций и стандартов мостовых кранов, которые вы должны знать
Члены Американской ассоциации производителей кранов (CMAA) разрабатывают инженерно-технические стандарты и спецификации для безопасного проектирования, проектирования, производства, эксплуатации и обслуживания мостовых кранов. Стандарты, разработанные Инженерным комитетом CMAA, охватывают широкий спектр типов кранов. Стандарты CMAA являются ведущим мировым ресурсом по безопасному строительству и эксплуатации подвесных подъемных систем. Они также являются частью полной библиотеки технических публикаций CMAA, которая также включает руководства и контрольные списки по безопасности, техническому обслуживанию и использованию. Чтобы обеспечить максимально безопасное оборудование и эксплуатацию, вот пять спецификаций и стандартов мостовых кранов, которые вам следует знать.
Технические спецификации и стандарты CMAA
Спецификация CMAA 70: Спецификации для многобалочных мостовых и козловых электрических мостовых кранов с верхним ходом
Информация, содержащаяся в CMAA Spec 70, помогает как покупателям, так и пользователям кранов, а также членам инженерные и архитектурные профессии. Хотя большая часть информации носит общий характер, перечисленные элементы можно уточнить у отдельных производителей. На основе этих деталей может происходить сравнение различных систем, что приводит к выбору оптимального оборудования для данного приложения. Последняя версия этой публикации включает новые технические стандарты. Кроме того, в нем содержится пересмотр раздела о подъемных канатах с учетом дополнительных конструкций канатов. Кроме того, в документе есть новый раздел «ключи и шпоночные пазы», посвященный допустимым нагрузкам, а также важная дополнительная информация о конструкции барабана.
Спецификация CMAA 74: Технические характеристики однобалочных электрических мостовых кранов с верхним и нижним ходом, использующих тележку с ходовой тележкой
Содействуя стандартизации, спецификация CMAA Spec 74 обеспечивает основу для одинакового качества и производительности однобалочных кранов. Он содержит информацию, которая может быть полезна покупателям и пользователям кранов, а также инженерам и архитекторам. Содержание состоит из семи разделов: общие спецификации, классификация работы крана, проектирование конструкции, механическое проектирование, электрооборудование, лист технических данных крана и глоссарий. Новейшая редакция этого документа включает обновленные сведения об электрических системах и средствах защиты от ветра.
Спецификация 78 CMAA: Стандарты и рекомендации для профессиональных услуг, выполняемых на мостовых и мостовых кранах и связанном с ними подъемном оборудовании
Спецификация CMAA 78 признает обслуживание мостовых кранов — и обслуживание связанного подъемного оборудования — отраслью, заслуживающей наличия руководств и стандартов . В этом документе содержится подробная информация о предоставлении высококачественных профессиональных услуг, выполняемых ответственными за безопасность, прошедшими обучение у производителя и сертифицированными техническими специалистами. Намерение CMAA Spec 78 состоит в том, чтобы установить более высокие стандарты производительности и повысить ожидания клиентов, связанные с обслуживанием мостовых кранов и связанного с ними подъемного оборудования. Включены подробные сведения о том, как правильно выполнить испытание под нагрузкой, которое проверяет, будет ли конкретный кран или подъемник безопасно выполнять свои функции, поддерживая нагрузку, равную его номинальной грузоподъемности. В публикации также разъясняются требования к предэксплуатационным проверкам и периодическим проверкам.
Спецификация CMAA 79: Руководство оператора крана
В этом 32-страничном руководстве подробно объясняется, почему управление мостовым или козловым краном включает в себя больше, чем манипулирование органами управления системой. Вместо этого только квалифицированному, авторизованному персоналу должно быть разрешено эксплуатировать эти системы. Оператор должен учитывать и предвидеть движения и действия, которые произойдут в результате использования органов управления. Кроме того, крановщики должны проходить как классное, так и практическое обучение принципам и методам эксплуатации крана. К ним относятся такелаж, ручные сигналы, запуск и остановка, управление нагрузками и многое другое. Спецификация CMAA 79также перечислены квалификации, необходимые для работы крановщиком, а также «должен и не должен» для операторов. Документ также включает список рекомендуемых передовых методов обеспечения безопасности.
Спецификация CMAA 80: Руководство оператора подъемного устройства под крюком
CMAA Spec 80 следует использовать вместе с инструкциями по эксплуатации и руководствами по техническому обслуживанию, предоставленными производителями оборудования. Он включает в себя четкие определения символов и табличек, предупреждающих о безопасности, таких как обозначения «опасность», «предупреждение», «осторожно» и «уведомление». CMAA Spec 80 также иллюстрирует наиболее часто используемые подъемные устройства ниже крюка. Эти навесные приспособления взаимодействуют между определенным типом груза и подъемником и мостовым краном, которые будут поднимать, транспортировать и размещать его.
Замкнутые теоретические (идеальные) циклы ДВС дают представление о протекании процессов в реальных двигателях, качественных зависимостях основных показателей этих двигателей от различных параметров циклов. В то же время количественные значения параметров реальных циклов весьма далеки от них в силу целого ряда причин. На рис.2.1 представлены циклы Отто, Дизеля и Тринклера, рассматриваемые при анализе идеальных циклов ДВС.
Р ис.2.1. Идеальные циклы Отто, Дизеля и Тринклера
Методы расчета действительных циклов
Замкнутые теоретические (идеальные) циклы ДВС дают наглядное представление о протекании процессов в реальных двигателях, качественных зависимостях основных показателей этих двигателей от различных параметров циклов. В то же время количественные значения параметров реальных циклов весьма далеки от них в силу целого ряда причин. Среди них, в первую очередь, необходимо отметить следующие.
1. Теплоемкость рабочего тела не постоянна, как это принимается при рассмотрении идеальных циклов, а существенно изменяется с изменением состава и температуры рабочего тела.
2. Процесс сгорания топлива в ДВС происходит по достаточно сложным законам и сопровождается интенсивным теплообменом.
3. Непрерывный интенсивный теплообмен через стенки, головку цилиндров, поршни и др. элементы конструкции.
4. Процессы газообмена, т. е. впуска и выпуска рабочего тела.
5. Утечки рабочего тела.
6. Подогрев воздуха, поступающего в двигатель.
Многие из перечисленных факторов удается учесть при рассмотрении действительных циклов, которые иногда называют «разомкнутыми». Эти циклы, по сравнению с идеальными, в значительно большей степени отражают параметры реальных двигателей, поскольку они учитывают следующие факторы.
1. Процессы впуска и выпуска (изменения температуры и давления рабочего тела, а также гидравлические потери при этом не учитываются).
2. Изменение состава рабочего тела в течение протекания цикла, а также его теплоемкости с изменениями температуры.
3. Зависимость показателей адиабат сжатия и расширения от средней теплоемкости.
4. Процесс сгорания топлива, а также изменение молекулярного состава рабочего тела.
5. Потери теплоты от химической неполноты сгорания топлива, а также на подогрев остаточных газов и избыточного воздуха.
В настоящее время разработаны методики расчета подобных циклов, однако, достаточно надежные и достоверные результаты теплового расчета дают только полуэмпирические методики теплового расчета, учитывающие результаты экспериментальных исследований, накопленный опыт конструирования, изготовления и эксплуатации двигателей. В них расчет параметров и характеристик ДВС осуществляется на основе детального анализа процессов газообмена, сжатия, смесеобразования и сгорания, расширения.
Р ис.2.2. Действительные циклы четырехтактных и двухтактных ДВС
Основные сведения о рабочих циклах двс
Рабочий цикл карбюраторного четырехтактного двигателя.
Такт впуска. Поршень движется от верхней мертвой точки (ВМТ) к нижней мертвой точке (НМТ), создавая разрежение в полости цилиндра, над собой. Впускной клапан открыт, и цилиндр заполняется горючей смесью. Горючая смесь, перемешиваясь с остаточными газами в цилиндре, образует рабочую смесь. Из-за гидравлического сопротивления впускного тракта и нагрева смеси, давление в конце такта впуска составляет примерно 0,07-0,09 МПА, а температура 100-130°С.
Такт сжатия. Поршень движется от НМТ к ВМТ. Впускной и выпускной клапаны закрыты. Рабочая смесь в цилиндре сжимается до 0,7 -1,5 МПа. Температура сжатой смеси достигает 300-450ОС. В конце такта сжатая смесь воспламеняется электрической искрой. В процессе сгорания топлива давление в цилиндре повышается до 3,0-4,5 МПа, а температура газов до 1900-2400°С.
Такт расширения. Иногда его называют рабочим ходом. Начинается движением поршня от ВМТ к НМТ под действием давления образовавшихся продуктов сгорания. Оба клапана закрыты. Шарнирно связанный с поршнем шатун приводит во вращение коленчатый вал, совершая полезную работу. К концу такта расширения давление газов уменьшается до 0,3-0,5 МПа, а температура до 1000 — 1200°С.
Такт выпуска. Поршень движется от НМТ к ВМТ. Через открытый выпускной клапан отработавшие газы выходят из цилиндра в атмосферу через выпускную трубу. К концу такта выпуска давление в цилиндре составляет около 0,11-0,12 МПа, а температура 500-800°С.
После прохождения поршнем ВМТ закрывается выпускной клапан и рабочий цикл завершается. Последующее движение поршня к НМТ — такт впуска — является началом следующего цикла.
Цикл четырехтактного дизеля
В дизеле в отличие от карбюраторного двигателя воздух и топливо в цилиндры вводятся раздельно.
Такт впуска. Поршень двигается от ВМТ к НМТ, впускной клапан открыт и в цилиндр поступает воздух либо за счет разрежения в цилиндре, либо за счет избыточного давления воздуха, создаваемого нагнетателем у дизеля с наддувом. Давление в конце такта впуска у дизеля без наддува 0,08-0,09 МПа, а температура воздуха 50-80ОС.
Такт сжатия. Оба клапана закрыты. Поршень двигателя от НМТ к ВМТ и сжимает воздух, перемешанный с остаточными продуктами сгорания. Из-за большой степени сжатия (14-21) давление воздуха в конце этого такта достигает 3,5-4,0 МПа, а температура 500-700°С. При этом положении поршня в камеру сгорания впрыскивается мелко распыленное топливо, которое, попадая в среду сильно нагретого воздуха, нагревается, испаряется, воспламеняется и сгорает. Давление газов повышается до 5,5-9,0 МПа, а температура до 1600-2000°С.
Такт расширения. Оба клапана закрыты. Продукты сгорания, стремясь расшириться, давят на поршень, заставляя его перемещаться от ВМТ к НМТ. В такте расширения догорает оставшаяся часть топлива. К концу такта расширения давление газов уменьшается до 0,3-0,4 МПа, а температура до 600-900°С.
Такт выпуска. Поршень движется от НМТ к ВМТ. Через открытый выпускной клапан отработавшие газы выталкиваются в атмосферу. Давление газов в конце такта выпуска составляет 0,11-0,12 МПа, а температура 400 — 6000С. Затем рабочий цикл повторяется.
У вышеописанных четырехтактных двигателей при выполнении тактов выпуска, впуска и сжатия необходимо перемещать поршень, вращая коленчатый вал. Эти такты называются подготовительными и осуществляются за счет кинетической энергии, накопленной маховиком двигателя в течение такта расширения.
Рабочий цикл двухтактного карбюраторного двигателя
В двухтактных двигателях для вытеснения отработавших газов из цилиндра используют принудительное вдувание воздуха или горючей смеси в цилиндр. Такой процесс называется продувкой. Продувка может осуществляться различными способами. Рассмотрим работу двухтактного карбюраторного двигателя с кривошипно-камерной продувкой. Когда поршень находится в положении близком в ВМТ камера сгорания заполнена сжатой рабочей смесью, кривошипная камера заполнена свежей порцией горючей смеси. В этот момент рабочая смесь в цилиндре воспламеняется электрической искрой от свечи. Давление газов резко возрастает, и поршень начинает перемещаться к НМТ — совершается рабочий ход. Когда поршень закроет впускное окно, в кривошипной камере начнется сжатие горючей смеси. Следовательно, при движении поршня к НМТ одновременно совершаются такты расширения и сжатия горючей смеси в кривошипной камере. В конце рабочего хода поршень открывает выпускное окно, через которое отработавшие газы с большой скоростью выходят в атмосферу. Давление в цилиндре быстро понижается. К моменту открытия продувочного окна давление сжатой горючей смеси в кривошипной камере становится выше, чем давление отработавших газов в цилиндре. Поэтому горючая смесь из кривошипной камеры по каналу попадает в цилиндр и, наполняя его, выталкивает остатки отработавших газов через выпускное окно в атмосферу.
Второй такт происходит при движении поршня от НМТ к ВМТ. В начале хода из цилиндра продолжают вытесняться оставшиеся продукты сгорания вместе с частью рабочей смеси. Затем поршень последовательно перекрывает продувочное окно и выпускное окно. После этого в цилиндре начинается сжатие рабочей смеси. В это же время за счет освобождения поршнем некоторого объема в герметически закрытой кривошипной камере создается разрежение. Поэтому, как только нижняя кромка юбки поршня откроет впускное окно, через него из карбюратора в кривошипную камеру поступает горючая смесь. Таким образом, во время второго такта происходит сжатие рабочей смеси в цилиндре и заполнение камеры новой порцией горючей смеси из карбюратора. После прихода поршня к ВМТ все процессы повторяются в такой же последовательности.
Кривошипно-камерная продувка наиболее проста, но наименее совершенна, так как при этом недостаточно полно осуществляется очистка цилиндра от продуктов сгорания. Поэтому она применяется только в двигателях малой мощности с небольшим абсолютным расходом топлива (двигатели мотоциклов, лодочные, модельные и т.п.). В строительных машинах и на транспорте подобные схемы используются в пусковых карбюраторных двигателях.
Цикл двухтактного дизеля
Протекает аналогично рабочему циклу двухтактного карбюраторного двигателя и отличается только тем, что у дизеля в цилиндре поступает не горючая смесь, а чистый воздух и в конце процесса сжатия впрыскивается топливо, которое воспламеняется от соприкосновения с нагретым воздухом. Так как в дизелях продувка осуществляется чистым воздухом, а не горючей смесью, они оказываются более экономичными по сравнению с карбюраторными двигателями.
Рабочие циклы четырёхтактных двигателей — MirMarine
Главная
ДВС
Основы ДВС
Рабочие циклы четырёхтактных двигателей
Рабочий цикл четырехтактного двигателя состоит из последовательно происходящих в цилиндре процессов: всасывания, сжатия, сгорания, расширения и выпуска. Часть рабочего цикла, протекающая за один ход поршня, называется тактом.
В зависимости от способа смесеобразования и сгорания топлива рабочие циклы подразделяются на циклы быстрого сгорания, или сгорания при V = const (бензиновые двигатели), циклы постепенного сгорания, или сгорания при p = const (компрессорные дизели) и
циклы смешанного сгорания, или сгорания при V = const и p = const (бескомпрессорные дизели).
Так как на судах морского флота бензиновые двигатели практически не применяются (используются только в переносных мотопомпах), а постройка компрессорных дизелей прекращена в 30-х годах, индикаторные диаграммы этих циклов приведены на рисунке №7 без пояснений в тексте.
Схема работы четырехтактного дизеля и индикаторные диаграммы процессов цикла смешанного сгорания представлены на рисунке №8.
1 – процесс впуска начинается в точке т, т.е. когда поршень еще не дошел до в.м.т. В этот момент начинается открываться впускной клапан и воздух устремляется в цилиндр. По мере движения поршня к н.м.т. цилиндр наполняется воздухом. Однако к приходу поршня в н.м.т. впускной клапан еще открыт. Это объясняется тем, что при последующем движения поршня к в.м.т. давление в цилиндре какой-то период времени еще ниже атмосферного, благодаря чему впуск воздуха в цилиндр продолжается. Способствует этому и инерция потока воздуха, движущегося в цилиндр даже по достижении внутри него давления, близкого к атмосферному. Давление в процессе впуска Рa = 0,85 ÷ 0,9 бар, температура ta = 30 ÷50 °C. В точке n закрывается впускной клапан, и процесс впуска заканчивается.
2 – процесс сжатия начинается с момента закрытия впускного клапана и совершается по мере движения поршня к в.м.т. При этом повышаются давление и температура находящегося в цилиндре воздуха. В конце процесса в точке с давление достигает Рс = 35 ÷50 бар и температура tc = 500 ÷ 600 °C. Повышение температуры воздуха до такой величины обеспечивает самовоспламенение топлива, впрыскиваемого в этот момент в цилиндр.
3 – процессы сгорания и расширения. Сгорание топлива начинается при подходе поршня в в.м.т (точка с). Первая часть топлива сгорает быстро, практически при постоянном объеме (с — y), в результате чего резко возрастает давление в цилиндре. Остальное топливо сгорает при почти неизменном давлении в цилиндре (y — z). В точке z сгорание топлива заканчивается. В этот момент давление в цилиндре достигает Рz = 50 ÷ 65 бар и температура tz = 1400 ÷ 1600 °C. Образовавшиеся при сгорании топлива газы, обладающие значительной внутренней энергией, расширяются. В результате этого поршень перемешается к н.м.т., совершая рабочий ход.
4 — процесс выпуска начинается в момент начала открытия выпускного клапана (точка Ь).
К этому времени давление в цилиндре понижается
до Рn 2,5 ÷ 4,0 бар и температура до tB 600 ÷ 8000 °C.
Начало выпуска до прихода поршня в Н. М. т. объясняется необходимостью
обеспечить более полную очистку цилиндра от отработавших
газов. Выпуск газов продолжается в течение всего хода поршня
к в. М. т. И заканчивается после в. м. т. (точка 1).
Как видно из рисунка №8, от точки т до точки 1 открыты как выпускной, так и впускной клапаны. Это обеспечивает лучшую очистку камеры сгорания от отработавших газов за счет использования инерции потока и носит название перекрытия клапанов.
Основы ДВС
Рабочие циклы
Такт
Цикл
Рабочий ход
Процесс впуска
Процесс сжатия
Процессы сгорания
Процесс выпуска
Перекрытия клапанов
Николаус Отто | Немецкий инженер
Развлечения и поп-культура
География и путешествия
Здоровье и медицина
Образ жизни и социальные вопросы
Литература
Философия и религия
Политика, право и правительство
Наука
Спорт и отдых
Технология
Изобразительное искусство
Всемирная история
Этот день в истории
Викторины
Подкасты
Словарь
Биографии
Резюме
Популярные вопросы
Инфографика
Демистификация
Списки
#WTFact
Товарищи
Галереи изображений
Прожектор
Форум
Один хороший факт
Развлечения и поп-культура
География и путешествия
Здоровье и медицина
Образ жизни и социальные вопросы
Литература
Философия и религия
Политика, право и правительство
Наука
Спорт и отдых
Технология
Изобразительное искусство
Всемирная история
Britannica объясняет В этих видеороликах Britannica объясняет различные темы и отвечает на часто задаваемые вопросы.
Britannica Classics Посмотрите эти ретро-видео из архивов Encyclopedia Britannica.
Demystified Videos В Demystified у Britannica есть все ответы на ваши животрепещущие вопросы.
#WTFact Видео В #WTFact Britannica делится некоторыми из самых странных фактов, которые мы можем найти.
На этот раз в истории В этих видеороликах узнайте, что произошло в этом месяце (или любом другом месяце!) в истории.
Студенческий портал Britannica — это главный ресурс для учащихся по ключевым школьным предметам, таким как история, государственное управление, литература и т. д.
Портал COVID-19 Хотя этот глобальный кризис в области здравоохранения продолжает развиваться, может быть полезно обратиться к прошлым пандемиям, чтобы лучше понять, как реагировать сегодня.
100 женщин Britannica празднует столетие Девятнадцатой поправки, выделяя суфражисток и политиков, творящих историю.
Спасение Земли Британника представляет список дел Земли на 21 век. Узнайте об основных экологических проблемах, стоящих перед нашей планетой, и о том, что с ними можно сделать!
SpaceNext50 Britannica представляет SpaceNext50. От полета на Луну до управления космосом — мы изучаем широкий спектр тем, которые питают наше любопытство к космосу!
Содержание
Введение
Краткие факты
Факты и сопутствующий контент
Читать Далее
Изобретатели и изобретения промышленной революции
Викторины
Изобретатели и изобретения
Различные части двухтактного двигателя?
Двухтактный двигатель представляет собой тип небольшого двигателя внутреннего сгорания, в котором для выполнения одного рабочего цикла используются два различных хода поршня. Во время этого цикла коленчатый вал вращается один раз, а поршень поднимается и опускается один раз, чтобы зажечь свечу зажигания.
Что такое двухтактный двигатель?
В двухтактном двигателе для завершения цикла сгорания требуется только один ход поршня. Идет такт сжатия, затем взрыв сжатого топлива. На обратном пути выхлопные газы выталкиваются из цилиндра свежим топливом, поступающим внутрь. Свечи зажигания срабатывают при каждом обороте. Мощность двигателя вырабатывается каждые два хода поршня, поэтому эти двигатели и получили свое название.
Эти двигатели имеют ряд преимуществ перед четырехтактными двигателями. Они легкие, часто весят до 50% меньше и обеспечивают больший крутящий момент при более высоких оборотах. Двухтактные двигатели также имеют упрощенную конструкцию, что упрощает их техническое обслуживание. Уникальной особенностью двухтактных двигателей является то, что они требуют предварительного смешивания масла и топлива, в то время как четырехтактные двигатели этого не делают.
Перечень деталей для двухтактного двигателя
К деталям двухтактного бензинового двигателя относятся:
Топливная форсунка
Цилиндр
Головка блока цилиндров
Свеча зажигания
Рукоятка
Коленчатый вал
Картер
Шатун
Порты — впускные, передаточные и выпускные
Поршень
Поршневые кольца
Циклы двухтактного двигателя
Что касается деталей и функций двухтактного двигателя, то существует два цикла.
1. Первый такт (всасывание и сжатие)
Во время этого цикла поршень движется от нижнего центра к верхнему центру, а все три порта — впускной, перепускной и выпускной — закрыты. Заряд над поршнем сжимается, а свеча зажигания воспламеняет заряд и создает рабочий ход. Эта мощность передается с помощью шатуна на коленчатый вал.
Также в картере создается частичное разрежение, которое открывает впускной канал и пропускает топливно-воздушную смесь внутрь.
2. Второй такт (рабочий и выпускной такт)
Во время второго такта поршень движется вниз от центра вверху, а впускное отверстие закрывается. Движение поршня вниз выталкивает топливно-воздушную смесь, и заряд из картера выходит через перепускное отверстие.
Поскольку выпускное отверстие открыто, большая часть выхлопных газов выходит из цилиндра. Оставшиеся выхлопные газы выталкиваются через выпускное отверстие под давлением топливно-воздушной смеси, текущей вниз. Затем с помощью свежего заряда отработавшие газы вытесняются наружу.
Детали 2-тактного бензинового двигателя работают таким же образом, а детали 2-тактного дизельного двигателя работают аналогично, за исключением того, что вместо свечи зажигания у него топливная форсунка.
Общие функции двухтактных двигателей
Размер и отношение мощности к весу деталей и функций двухтактных дизельных двигателей делают их идеальными для небольших приложений. Обычно их можно найти по адресу:
Радиоуправляемые игрушки
Мотоциклы для бездорожья
Бензопилы
Малое плавсредство
Инструменты для ландшафтного дизайна
Уменьшенное количество деталей двухтактного бензинового двигателя, простая конструкция и отсутствие масляного поддона делают эти двигатели более надежными при низких температурах.
Тип топливного фильтра Фильтроэлемент (одноразовый)
Рекомендуемый тип масла SAE 15W40
Тип масляного фильтра Фильтроэлемент (одноразовый)
Удельный расход масла (г/кВт*ч) 0.5
Ёмкость масляной системы (л) 29
Вентилятор, (мм), тип Осевой
Масса, кг 1145
Вид топлива Дизельное
Габаритные размеры (Д;Ш;В; мм) 1275x1045x1105
Генератор
Производитель / Модель генератора Linz Electric / PRO28S B/4
Постоянная мощность (кВт) 160
Система возбуждения SHUNT
Тип генератора Синхронный
Напряжение (В) 400/230
Номинальный ток (А) 288
Количество фаз 3
КПД, % 91.7
Шаг обмотки 2\3
Количество опорных подшипников 1
Степень изоляции H
Фактор мощности (cos) 0. 8
Точность регулировки напряжения (± %) 1.5
Регулятор напряжения Да
Гарантия, срок (мес) 12
Контроллер
Производитель / Модель контроллер SMARTGEN / HGM-6120U
Язык интерфейса контроллера Русский
Потребляемая мощность, Вт 3
Сигнал тревоги — неудачный запуск ДГУ да
Звуковой сигнал общей аварии да
Сигнал тревоги — общее предупреждение да
Контроль напряжения АКБ да
Частотомер да
Счетчик часов наработки да
Индикация уровня топлива в баке Опция
Индикация силы тока да
Индикация числа оборотов двигателя да
Индикация последовательности чередования фаз —
Индикация температуры охлаждающей жидкости —
Индикация давления масла да
Индикация напряжения аккумулятора (В) да
Индикация активной мощности по 3ф. (кВт) да
Индикация мощности (кВт) да
Индикация мощности (кВа) да
Каждый генератор, вне зависимости от исполнения, укомплектован:
Дизельным двигателем с радиатором
Автоматом защиты генератора
Аккумуляторной батареей
Глушителем
Электростартером
Зарядным генератором
Встроенным в раму топливным баком
Синхронным генератором
Цифровым контроллером с ЖК дисплеем
Документацией (паспорт, гарантийный талон, руководство по эксплуатации, сертификат, декларация соответствия)
Электрогенератор Motor на двигателе ЯМЗ – это оборудование с мощностью 160 кВт, изготовленное для электроснабжения промышленных предприятий, объектов инфраструктуры. ДГУ предназначена для эксплуатации в основном режиме, когда отсутствует присоединение к основной магистрали и в резервном режиме, как страховка на время отключения электричества по главному источнику.
Неизменные значения напряжения 400/230 В, дают возможность подключать к оборудованию технику, чувствительную к рабочим показателям. период без остановочной функционирования в пределах от 4 до 24 ч.. Если нужно, то можно увеличить время работы, вмонтировав еще один бак для топлива.
На сайте нашей фирмы представлен установка Motor, мощностью 160 кВт, которую клиенты из города Крансодар могут купить по цене производителя. Цена устройства установлена на генератор с базовой комплектацией. Генератор может быть оснащена шумозащитным кожухом, контейнером, системой автоматического ввода резерва, автоматическим запуском, помещена на шасси. цена устройства с допкомплектацией персонально просчитывает специалист, но важно заметить, что такие изменения в оснащении повышают эффективность работы установки и приспосабливают е к условиям эксплуатации.
Из-за чего двигатель ЯМЗ-238 выкидывает тосол dost-zapchasti
Двигатель ЯМЗ-238 известен автолюбителям уже более 60 лет. За эти годы он переродился в новые модификации и был многократно улучшен. Он оставил позади множество «болячек», которыми страдал изначально, и стал ещё более привлекательным. Его появление позволило оптимизировать работу большегрузов и повысить производительность. Восьмицилиндровый четырёхтактный ярославец превосходит своих предшественников в мощности и экономии топлива.
Эти двигатели давно и хорошо знакомы водителям МАЗов, КрАЗов, Уралов, Кировцев и различных комбайнов и даже катеров. ЯМЗ-238 можно встретить в КАМАЗах, лесовозах и тракторах. Большегрузный коммерческий транспорт, предназначенный для экстремальных нагрузок, прекрасно чувствует себя с этим движком. Несмотря на солидный возраст, двигатель ЯМЗ-238 до сих пор востребован и является одним из самых ярких представителей современных отечественных дизельных моторов. Его главные плюсы: цена, органичное незатейливое устройство, наличие самого агрегата и запчастей в десятках магазинах и у частных продавцов.
Немного подробнее о самом моторе.
Как мы уже говорили, ЯМЗ-238 имеет 8 цилиндров, которые выстроены в 2 ряда под 90°. Каждый ряд имеет одну общую ГБЦ. Кованный коленвал с противовесами. Сегодня существуют модификации ЯМЗ-238 Евро 0-5 с мощностью до 450 лошадей. В нём создана система жидкого охлаждения. Объём 14,85л. Модель доказала свою выносливость в условиях бездорожья. ЯМЗ-238 готов служить при температуре воздуха от -40 до+50 градусов Цельсия. Производители называют ресурс двигателя в 800.000 км.
Его простое устройство хорошо известно мотористам, хотя иногда он преподносит сюрпризы. Важно, что найти запчасти не составляет труда, поэтому ремонт обычно занимает не более пары дней. ЯМЗ-238 зарекомендовал себя, как надёжного спутника и верного товарища на коммерческих автомобилях, но и у него есть свои недостатки.
Мы присоединяемся ко всем рекомендациям завода по уходу и эксплуатации.
• Необходимо регулярно контролировать давление масла. Показатели ниже 300кПа – сигнал о неисправности смазочной системы. • В работающем моторе t ОЖ должна находиться в пределах 80-100 градусов Цельсия • Недопустимо включать стартер, пока двигатель работает • Внимательно следовать инструкции при затягивании гаек ГБЦ • Недопустимо большое количество оборотов на холодный двигатель • Запрещено использование материалов, не рекомендуемых в руководстве • Уровень масла проверяется ежедневно, первая замена через 500 часов • Новый двигатель обкатывают 50 часов. В эти часы следует избегать максимальных нагрузок
А что насчёт ТО?
1. ЕТО проводится ежедневно. ЯМЗ-238 очищают от загрязнений, проверяют нет ли масляных подтёков. Производят замер уровня масла и заливают топливо. 2. ТО-1 через 500 ч. 3. ТО-2 через 1000 ч. 4. СТО ЯМЗ-238 производят осенью и весной
Эти двигатели надёжны и выносливы, но вариант «установил и забыл» не про них. Не прогуливайте регулярные ТО и капремонт, используйте качественные смазочные материалы и ЯМЗ-238 будет надёжным спутником вам и вашему авто долгие годы. В противном случае двигатель может проявить не самые лучшие свои качества, например, начать выбрасывать тосол.
Остались вопросы? Получите подробную консультацию
Отправляя форму, Вы даете свое согласие на обработку персональных данных
Если вы решили купить восьмицилиндрового ярославца, прежде нужно понять, какие хвори для него характерны. У ЯМЗ-238 есть и другие болячки, помимо выброса тосола.
Чем чаще всего болеет ЯМЗ-238:
• Подъём или падение уровня масла • Посторонние звуки при работе ЯМЗ-238 • Попадание масла в тосол
Эти и другие особенности ЯМЗ-238 мы разберём в позже. А сейчас ищем причину: почему ЯМЗ-238 выкидывает тосол? Многие автолюбители задаются этим вопросом, о чём свидетельствуют обсуждения в различных блогах и на форумах. Мы не сможем поставить диагноз через монитор вашего ПК или смартфона, но попробуем пролить свет на возможные неполадки.
Итак, разбираемся с симптомами и возможными причинами. Поехали:
1. Выбросы тосола происходят при рабочей t (75-80 градусов Цельсия). Чаще всего такая симптоматика возникает при появлении трещин в ЦПГ, повреждении головки БЦ и/или прокладки ГБЦ. Если предполагаемые причины совпадают с фактическими, необходимо заменить изношенные запчасти.
2. Периодические выбросы тосола под нагрузкой ЯМЗ-238 при нормальном состоянии ГБЦ может говорить о необходимости замены стаканов под форсунками. Но всё же внимательно проверьте гильзы и головки – трещины не всегда бывают заметны с первого раза. Ещё одна возможная причина – забит радиатор.
3. ЯМЗ-238 выкидывает тосол после остановки авто. Такое происходит, если смешать 2 тосола разных производителей. Микс, залитый в систему, часто даёт в результате пену. Коллеги по ЯМЗ-238 советуют в дополнение попробовать произвести полную замену антифриза. 4. Постоянный выброс тосола при работе двигателя ЯМЗ-238 может сообщать о том, что пора заменить компрессор.
Хотим проговорить ещё раз – в 90% случаев двигатель ЯМЗ 238 выкидывает тосол именно по причине изношенности деталей ЦПГ. Это одна из самых распространённых болячек ЯМЗ-238. Иногда трещины настолько малы, что могут быть незаметны невооружённым глазом. Кроме того, причиной «выплёвывания» тосола в различных формах могут быть воздушные пробки или засорение системы охлаждения.
Один из советов, который может помочь найти проблему – полный слив тосола и пропуск его через сито. Так вы сможете увидеть наличие примесей и нехарактерных элементов, которые появляются при засорении системы.
Многие автовладельцы предпочитают «не мешать» работе двигателя и закрывают глаза на подобное поведение ДВС, что, конечно же, не является нормой. Если ЯМЗ-238 сообщает вам о неполадках, в них стоит разобраться, чтобы не приблизить срок капремонта или полной замены движка.
Что делать, если ЯМЗ-238 выбрасывает тосол?
Стремясь отделаться малой кровью, все мы пытаемся найти и устранить поломку самостоятельно. Вы можете прибегнуть к нашим советам выше или обратиться к коллегам на тематических форумах о ЯМЗ-238. Кроме того, интернет полон видео, которые помогут разобраться. Главное, чтобы диагностика и устранение причины не заняли слишком много времени. Помните, что тревожные симптомы могут привести и к более серьёзным последствиям. Проявите внимание и заботу двигателю ЯМЗ-238, и он ответит долгой бесперебойной службой.
Почитайте полезную информацию в статье из-за чего пробивает прокладку под ГБЦ двигателя МТЗ Д240
2005-2011 Dodge Dakota Технические характеристики
Опубликовано Обновлено
Посмотрите технические характеристики Dodge Dakota, объем моторного масла, зазор свечи зажигания, рейтинг безопасности, расход топлива, трансмиссию и размеры лампочек.
Двигатель 3,7 л, 6 цилиндров, SOHC
Рекомендуемая вязкость масла: 0W-20
Сертификация масла: DEXOS-1 90 021
Момент затяжки сливной пробки: 25 ft-lbs
Емкость масла: 8,0 кварт
Зазор свечи зажигания
3,7 л 6-C цилиндр: 0,044 дюйма
Двигатель 4,7 л, 8-цилиндровый SOHC
Рекомендуемая вязкость масла: 5W-20
Сертификация масла: API
Момент затяжки сливной пробки: 25 ft-lbs
Масло вместимость: 6,0 кварт
Зазор свечи зажигания
4,7 л, 8-цилиндровый: 0,039′ ‘
Топливо
Емкость: 22 галлона (8 3 литра)
Система охлаждения (включая 2,1 кварты/2 литра для емкости с охлаждающей жидкостью)
Тип: Двигатель 3,7 л : (Антифриз/охлаждающая жидкость MOPAR 5 лет/100 000 миль Формула или эквивалент)
Емкость : 13,3 кварт (12,5 л) 900 21
Двигатель 4,7 л (антифриз/охлаждающая жидкость MOPAR Формула 5 лет/100 000 миль или эквивалент)
Емкость : 13,3 кварт (12,5 л)
Автоматическая коробка передач
Тип: MOPAR ATF+4 Жидкость для автоматических коробок передач или аналогичная.
Раздаточная коробка
Тип: MOPAR ATF+4 Жидкость для автоматических трансмиссий или эквивалент.
Передний мост
Тип: SAE 75W-90 многоцелевого типа, трансмиссионная смазка GL-5 (MS-9763) или эквивалент.
Задний мост
Тип: SAE 75W-140 Synthetic Gear Lubricant (MS-8985). Для задних мостов с ограниченным проскальзыванием требуется присадка MOPAR Limited-Slip (MS-10111) или аналогичная. При каждой замене жидкости необходимо добавлять 4 унции (118 мл) в смазку редуктора.
Главный тормозной цилиндр
Тип: Следует использовать MOPAR DOT 3 и SAE J1703. Если тормозная жидкость DOT 3 недоступна, то допускается DOT 4. Используйте только рекомендованные тормозные жидкости.
Бачок гидроусилителя руля
Тип: Жидкость для гидроусилителя руля MOPAR +4, жидкость для автоматических трансмиссий MOPAR ATF+4 или аналогичная.
назначение, область применения и преимущества использования
Применение подшипников
Подшипники – это один из важных компонентов техники, который позволяет снизить трение движущихся элементов механизма и повысить его эффективность. В этой статье мы рассмотрим назначение, применение и преимущества использования подшипников.
Назначение и применение подшипников
Подшипник представляет собой элемент механизма, который используется для уменьшения трения при движении вращающихся или перемещающихся частей механизма. Он состоит из внутреннего и внешнего кольца, а также шариков, игл или роликов, которые располагаются между кольцами.
Подшипники широко применяются в различных отраслях индустрии, включая автомобильную, энергетическую, медицинскую и другие. Они используются во всех видов механизмов, где требуется передача движения, в том числ:
в двигателях
насосах
станках
конвейерах
и многих других устройствах.
При выборе подшипника важно учитывать его характеристики и технические параметры. Среди них следует выделить грузоподъемность, скорость вращения, жесткость, радиальный зазор и др.
Типы подшипников
Существует несколько типов подшипников, которые различаются по типу движущихся элементов и способу передачи нагрузки. Основные типы подшипников:
Шариковые – самый распространенный тип подшипников. Они состоят из шариков, которые располагаются между внутренним и внешним кольцами. Шариковые подшипники обладают высокой точностью и скоростью вращения, но имеют ограниченную грузоподъемность.
Роликовые – используются для передачи больших нагрузок. Вместо шариков здесь используются ролики, которые контактируют с внутренним и внешним кольцами.
Игольчатые – используются в случаях, когда требуется передача больших нагрузок при малом радиусе изгиба. Они имеют длинные иглы, которые контактируют с внутренним и внешним кольцами.Примеры областей, где используются подшипники качения – это автомобильная промышленность, энергетика, производство станков, насосов, конвейеров и многих других устройств.
Преимущества использования подшипников
Использование подшипников позволяет повысить эффективность работы механизма и уменьшить износ его элементов. Они также улучшают точность механизма и снижают шум, который возникает при его работе.
Преимущества использования подшипников связаны с тем, что они обеспечивают более плавное и безопасное движение элементов механизма. Это повышает его надежность и продлевает срок службы.Кроме того, использование подшипников может привести к экономии затрат на обслуживание и ремонт механизмов. Подшипники не требуют постоянной смазки и замены, что уменьшает расходы на техобслуживание.
В заключении можно отметить, что подшипники являются важным компонентом механизмов, который обеспечивает их безопасную и эффективную работу. Разнообразие видов и типов подшипников позволяет выбрать наиболее подходящий для конкретного устройства.
Правильный выбор подшипника, учитывающий его технические параметры и характеристики, помогает уменьшить износ механизмов, снизить шум и повысить их надежность. В результате, использование подшипников может привести к значительной экономии затрат на техобслуживание и ремонт.
Таким образом, использование подшипников – это выгодное решение для всех видов механизмов, которые требуют передачи движения и надежной работы.
Интернет-магазин подшипников
ул. Выборгская, д.16 с.1, офис 709а 125212 Москва,
«Типы подшипников, их назначение. Какие характеристики учесть при выборе?» — Яндекс Кью
От небольшой тележки в супермаркете, редуктора до огромных турбин электростанций, большое количество легкого, а также промышленного оборудования не могло работать без использования подшипников в той или иной форме.
Подшипники являются важнейшим трибологическим компонентом многих типов оборудования и существуют в различных видах и формах. Их можно определить как компонент, который поддерживает только определенный тип движения (ограничением степеней свободы) в системе, которая может находиться под статической или динамической нагрузкой.
Пример — механизм для межкомнатных раздвижных дверей. Дверь нельзя поднимать или снимать с места. Он позволяет только скользить, чтобы открыть ее. Возможное движение ограничено скольжением подшипников.
Для чего нужны подшипники?
Основное назначение подшипников — предотвращение прямого контакта металла с металлом между двумя элементами, находящимися в относительном движении. Это предотвращает трение, тепловыделение и, в конечном итоге, износ деталей. Это также снижает потребление энергии, поскольку движение скольжения заменяется качением с низким коэффициентом трения.
Они также передают нагрузку вращающегося элемента на корпус. Эта нагрузка может быть радиальной, осевой или их комбинацией. Подшипник также ограничивает свободу движения движущихся частей в заранее определенных направлениях, как обсуждалось выше.
Подшипники качения
Подшипники качения содержат тела качения в форме шариков или цилиндров. Легче катить колесо, чем скользить по земле, поскольку величина трения качения ниже, чем трение скольжения. Здесь действует тот же принцип. Подшипники качения используются для облегчения свободного движения деталей во вращательном движении.
Даже когда нам нужно линейное движение в приложениях, легко преобразовать вращательное движение в скользящее. Рассмотрим эскалатор. Несмотря на то, что движение является линейным, каждая ступенька эскалатора по бокам прикреплена к двум длинным цепям, а снизу опирается на ролики, которые едут по направляющим рельсам. Цепи замкнуты в кольца, которые крутятся, благодаря двум валам сверху и снизу. Сам вращающий механизм (огромные железные «звездочки», насаженные на вал) приводятся в движение мотором. Он спрятан под верхней площадкой эскалатора.
Другой пример — поршневой насос, который может преобразовывать вращательную энергию двигателя в поступательное движение с помощью рычажных механизмов. В каждом из этих приложений шариковые подшипники используются для поддержки валов двигателя, а также валов других роликов в узле.
Элементы качения несут нагрузку без особого трения, поскольку трение скольжения заменяется трением качения. Подшипники качения можно разделить на два основных типа: шариковые и роликовые.
Основные параметры выбора подшипника
Какие характеристики подшипника учесть при выборе?
Каждый стандартный подшипник относится к определённой серии (ГОСТ) подшипников, обозначение которой составляется из обозначений типа и серии размеров подшипника.
Тип подшипника — стоит смотреть на характер нагрузки: чем больше направлений, в которых она воспринимается, тем надежнее будет работать механизм.
Исполнение (количество рядов)
Статическая грузоподъемность C, Н
Динамическая грузоподъемность C, Н
Предельное число оборотов, об/мин х 1000 — в общем случае чем выше количество оборотов в минуту (при сохранении точности), тем лучше.
Масса подшипника m кг
Габаритные размеры
Внутренний диаметр подшипника d, мм
Наружный диаметр подшипника D, мм
Ширина подшипника В, мм
Радиус монтажной фаски подшипника r, мм
Дополнительные условные обозначения российских подшипников качения
По ГОСТ 520-89 установлены следующие классы точности подшипников:
0, 6, 5, 4, 2, Т — для шариковых и роликовых, радиальных и шариковых радиально-упорных подшипников;
0, 6, 5, 4, 2 — для упорных и упорно-радиальных подшипников;
В условном обозначении подшипников класса точности 6Х проставляют только знак Х.
Установлены дополнительные классы точности подшипников — 8 и 7 ниже класса точности 0 для применения по заказу потребителей в неответственных узлах.
Перечень классов точности дан в порядке повышения точности. Класс точности 0 в случае отсутствия специальных требований (к радиальному зазору и др.) В условном обозначении подшипника не указывается. Классы точности ставятся через дефис непосредственно перед цифровым условным обозначением подшипника.
Например: 5-205, где 5 — класс точности радиального однорядного подшипника 205.
Радиальные зазоры в подшипниках обозначаются 60-205, где 6 — группа радиального зазора, 0 — класс точности радиального однорядного подшипника 205. Нормальная группа радиального зазора в условном обозначении подшипника не указывается. Специальные требования к величине радиального зазора, отличные от ГОСТ 24810-81, обозначаются буквой Н.
Обозначение момента трения подшипников: 4М6-1000900 — подшипник шариковый радиальный однорядный 1000900 класса точности 6 по ГОСТ 520-89 с радиальным зазором по нормальной группе ГОСТ 24810-81 с моментом трения по четвертому ряду.
Обозначения специальных требований к подшипникам по шуму (вибрации) 5-8322 ЛШ1, где 5 — класс точности упорного одинарного шарикоподшипника 8322, Л — сепаратор латунный, Ш1- норма шумности.
При прочих равных также ориентируйтесь на широту сфер применения и на стоимость – сэкономить без потери качества вполне реально.
Отдельно хочу упомянуть Библиотеку стандартных изделий Компас 3D которая помагает ускорить выбор нужных размеров и типа подшипника.
Если ваш выбор пал на зарубежные аналоги, то можно воспользоваться сайтами для инженеров разработчиков, где можно 3d модели подшипников скачать бесплатно
Продолжение
Выбор типа подшипника | Базовые знания о подшипниках
При выборе подшипников самым важным является полное понимание условий эксплуатации подшипников.
Основные учитываемые факторы перечислены в Таблица 3-1 , а типы подшипников перечислены в Таблица 3-2 .
Позиции, которые следует учитывать
Метод выбора
Справочная страница №
1) Пространство для установки
Подшипник может быть установлен в целевом оборудовании
При проектировании вала его жесткость и прочность считаются важными; поэтому диаметр вала, т. е. диаметр отверстия, определяется в начале. Для подшипников качения, поскольку доступно большое количество различных размеров, следует выбрать наиболее подходящий тип подшипника. (Рис. 3-1)
Ссылка: Граничные размеры
2)Нагрузка
Величина, тип и направление приложенной нагрузки (Сопротивление нагрузке на подшипник указывается в терминах номинальной грузоподъемности, а его значение указано в таблице характеристик подшипника.)
Поскольку к подшипникам применяются различные типы нагрузки, необходимо учитывать величину нагрузки, типы (радиальная или осевая) и направление приложения (оба направления или одно направление в случае осевой нагрузки), а также вибрацию и удары. для выбора подходящего подшипника.
Ниже приведен общий порядок радиального сопротивления; (радиальные шарикоподшипники < радиально-упорные шарикоподшипники < цилиндрические роликоподшипники < конические роликоподшипники < сферические роликоподшипники)
Ссылка: Таблица 3-2 Сравнение характеристик подшипников типа
Ссылка: Выбор посадки
3) Скорость вращения
Реакция на скорость вращения оборудования, в котором будут установлены подшипники (Предельная скорость для подшипника выражается как допустимая скорость, и это значение указано в таблице спецификаций подшипников. )
Поскольку допустимая скорость сильно зависит не только от типа подшипника, но и от его размера, сепаратора, точности, нагрузки и смазки, при выборе подшипников необходимо учитывать все факторы.
Как правило, следующие подшипники наиболее широко используются для работы на высоких скоростях. (радиальные шарикоподшипники, радиально-упорные шарикоподшипники, цилиндрические роликоподшипники)
Ссылка: Таблица 3-2 Сравнение производительности подшипников типа
Ссылка:Ограничение скорости
4)Точность хода
Точное вращение, обеспечивающее требуемую производительность (Точность размеров и точность вращения подшипников обеспечиваются JIS и т. д.)
Требуемая производительность зависит от оборудования, в котором установлены подшипники: например, шпиндели станков требуют высокой точности вращения, газовые турбины требуют высокой скорости вращения, а управляющее оборудование требует низкого трения. В таких случаях требуются подшипники класса точности 5 или выше.
Ниже приведены наиболее широко используемые подшипники. (радиальные шарикоподшипники, радиально-упорные шарикоподшипники, цилиндрические роликоподшипники)
Справочник: Таблица 3-2 Сравнение характеристик подшипников типа
Справочник: Допуски и классы допусков для подшипников
5)Жесткость
Жесткость, обеспечивающая требуемые рабочие характеристики подшипника (При приложении нагрузки к подшипнику упругая деформация возникает в точке, где его тела качения соприкасаются с поверхностью дорожки качения. Чем выше жесткость подшипников, тем лучше они контролируют упругую деформацию.)
В шпинделях станков и бортовых передачах автомобилей должна быть повышена жесткость подшипников, а также жесткость самого оборудования.
В роликовых подшипниках упругая деформация возникает в меньшей степени, чем в шарикоподшипниках.
Жесткость можно повысить за счет предварительной нагрузки. Этот метод подходит для использования с радиально-упорными шарикоподшипниками и коническими роликоподшипниками.
Справочник: Таблица 3-2 Сравнение характеристик подшипников типа
Справочник: Предварительный натяг
6)Смещение (возможность выравнивания)
Рабочие условия, вызывающие смещение (прогиб вала под нагрузкой, неточность вала и корпуса, ошибки монтажа) могут повлиять на работу подшипника (Допустимое смещение (по углу) для каждого типа подшипника описано в разделе перед таблицей спецификаций подшипников, облегчить определение самоцентрирующейся способности подшипников.)
Внутренняя нагрузка, вызванная чрезмерной несоосностью, повреждает подшипники. Следует выбирать подшипники, предназначенные для компенсации такого смещения.
Чем выше способность подшипников к самовыравниванию, тем больше угловое смещение, которое они могут компенсировать. Ниже приведен общий порядок подшипников при сравнении допустимого углового смещения: (цилиндрические роликоподшипники < конические роликоподшипники < радиальные шарикоподшипники, радиально-упорные шарикоподшипники < сферические роликоподшипники, самоустанавливающиеся шарикоподшипники)
Ссылка: Таблица 3-2 Сравнение характеристик подшипников типа
7)Монтаж и демонтаж
Методы и частота монтажа и демонтажа, необходимые для периодической проверки
Цилиндрические роликоподшипники, игольчатые роликоподшипники и конические роликоподшипники с разъемными внутренними и наружными кольцами рекомендуются для применений, в которых часто проводится монтаж и демонтаж.
Использование втулки облегчает монтаж самоустанавливающихся шарикоподшипников и сферических роликоподшипников с коническим отверстием.
Ссылка: Таблица 3-2 Сравнение характеристик подшипников типа
Рис. 3-1 Размер радиального подшипника серии
Радиальный шарикоподшипник
Радиально-упорный шарикоподшипник
Шарикоподшипник с четырехточечным контактом
Самоустанавливающийся шарикоподшипник
Цилиндрический роликоподшипник
Номер страницы для справки
Однорядный
Подходящая пара или стопка
Doublerow
NU ・ N
NJ ・ NF
NUP ・ NH
NN ・ NNU
—
Сопротивление нагрузке
Радиальная нагрузка
—
Осевая нагрузка
※
※
—
Комбинированная радиальная и осевая нагрузка
—
Вибрация или ударная нагрузка
—
Высокая скорость адаптации
Ссылка: Таблица 3-1 Выбор типа подшипника Ссылка: Ограничение скорости
Высокая точность
Справочник: Таблица 3-1 Выбор типа подшипника Справочник: Допуски и классы допусков для подшипников Справочник: Назначение и метод смазки
Низкий уровень шума/малый крутящий момент
Ссылка: Таблица 3-1 Выбор типа подшипника
Жесткость
Ссылка: Таблица 3-1 Выбор типа подшипника
Несоосность
Ссылка: Таблица 3-1 Выбор типа подшипника Описание до Таблица спецификаций
Разделяемость внутреннего и наружного колец
※
—
Расположение
Фиксированная сторона
※
Ссылка: Выбор подшипникового узла
Свободная сторона
Ссылка: Выбор подшипникового узла
Примечания
Пара подшипников, установленных друг против друга.
*Расположение DT действует только для одного направления.
* Тип слота заполнения эффективен только для одного направления.
*Также доступен неразборный тип.
—
PDF (Нажмите здесь)
Игольчатый роликоподшипник (с механически обработанным кольцом)
Конический роликоподшипник
Сферический роликоподшипник
Упорный шарикоподшипник
Двойной радиально-упорный шарикоподшипник
Цилиндрический упорный роликоподшипник
Игольчатый упорный подшипник
Конический упорный роликоподшипник
Сферический упорный роликоподшипник
См. стр. №
Однорядный
Двухрядный, четырехрядный
С плоскими задними поверхностями
С выравнивающим кольцом сиденья
—
Сопротивление нагрузке
Радиальная нагрузка
—
Осевая нагрузка
※
※
—
Комбинированная радиальная и осевая нагрузка
—
Вибрация или ударная нагрузка
—
Высокая скорость адаптации
Ссылка: Таблица 3-1 Выбор типа подшипника Ссылка: Ограничение скорости
Высокая точность
Справочник: Таблица 3-1 Выбор типа подшипника Справочник: Допуски и классы допусков для подшипников Ссылка:Назначение и способ смазки
Низкий уровень шума/малый крутящий момент
Ссылка: Таблица 3-1 Выбор типа подшипника
Жесткость
Ссылка: Таблица 3-1 Выбор типа подшипника
Несоосность
Ссылка: Таблица 3-1 Выбор типа подшипника Описание до Таблица спецификаций
Разделяемость внутреннего и наружного колец
※
—
Расположение
Фиксированная сторона
Ссылка: Выбор подшипникового узла
Свободная сторона
Ссылка:Выбор подшипникового узла
Примечания
Пара подшипников, установленных друг против друга.
*Двойные подшипники эффективны в обоих направлениях.
*Также доступен неразборный тип.
—
PDF (Нажмите здесь)
Отлично
Хорошо
Ярмарка
Недопустимо
В обоих направлениях
Только в одном направлении
Приемлемо
Допустимо, но необходимо компенсировать усадку вала.
Проблемы все еще возникают
Свяжитесь с нами по телефону и/или электронной почте.
5 различных типов подшипников скольжения (и общего назначения)
Я только что вернулся после отличной недели посещения клиентов, и по пути у меня было несколько интересных бесед. На одном сайте меня спросили о различных типах подшипников скольжения и их обычном использовании. Подшипники скольжения имеют простую конструкцию, но сложную конструкцию. Они являются отличным выбором для промышленных приложений, где высокая нагрузка, длительный срок службы и низкие эксплуатационные расходы имеют решающее значение для производительности.
Вот краткий обзор основных подшипников скольжения и их общего применения:
Несмотря на простоту конструкции, подшипники скольжения (не путать с подшипниками скольжения) могут быть модифицированы для улучшения свойств. Нужна необычайная прочность или экстремальная долговечность? Можно легко добавить усиленный вкладыш. Хотите, чтобы отделка поверхности соответствовала другому оборудованию? Близкое соответствие может быть достигнуто путем механической обработки. См. руководство по выбору подшипников скольжения Rulon.
5 Типы подшипников скольжения:
Подшипники скольжения — Подшипники скольжения являются наиболее распространенным типом подшипников скольжения и поддерживают линейные, колеблющиеся или вращающиеся валы. Они функционируют посредством скользящего действия.
Фланцевые подшипники — Фланцевые подшипники поддерживают вал, который проходит перпендикулярно монтажной поверхности подшипника. Фланец (или обод) подшипника также можно использовать в качестве фиксирующего механизма для удержания подшипника скольжения на месте. Фланцевые подшипники уменьшают трение между поверхностями при вращательном и прямолинейном движении.
Установленные подшипники — Для достижения идеальной посадки установленные подшипники должны быть спроектированы точно в соответствии со спецификацией. Установленные подшипники, которые сидят слишком свободно, могут проскальзывать или проскальзывать на валу. Или, если прессовая посадка слишком тугая, свободное движение может быть затруднено. Чтобы устранить эту проблему, пластиковые плоские подшипники доступны в корпусах с подушками или фланцами с формами от 2 до 4 отверстий.
Упорные подшипники — Эти подшипники скольжения имеют простую шайбу для предотвращения контакта металла с металлом при осевых нагрузках.



 При 500° С прочность асбеста снижается на 33%, а при 600° С — на 77%. К щелочам асбест устойчив, к кислотам устойчив антофилит-асбест.
При 500° С прочность асбеста снижается на 33%, а при 600° С — на 77%. К щелочам асбест устойчив, к кислотам устойчив антофилит-асбест. Такие прокладки имеют хорошие эксплуатационные свойства, но сложны в изготовлении.
Такие прокладки имеют хорошие эксплуатационные свойства, но сложны в изготовлении. Такие канавки делаются и при использовании других неметаллических прокладок. Листы паронита изготовляются толщиной до 6 мм. Прокладку целесообразно применять возможно более тонкую» но толщина ее должна быть достаточной для герметизации соединения при данной шероховатости обработанных поверхностей и площади уплотнения. Паронит листовой выпускается следующих марок: ПОН, ПМБ, ПА, ПЭ (см. табл. 4.29), ПС и ПСГ (последние две — специальные).
Такие канавки делаются и при использовании других неметаллических прокладок. Листы паронита изготовляются толщиной до 6 мм. Прокладку целесообразно применять возможно более тонкую» но толщина ее должна быть достаточной для герметизации соединения при данной шероховатости обработанных поверхностей и площади уплотнения. Паронит листовой выпускается следующих марок: ПОН, ПМБ, ПА, ПЭ (см. табл. 4.29), ПС и ПСГ (последние две — специальные).
 Фторопласт-4 и фторопластовый уплотнительный материал (ФУМ), выпускаемый в виде шнуров различных профилей и сечений, применяются для температур от —195до +200°С. Винипласт как прокладочный материал используется ограниченно.
Фторопласт-4 и фторопластовый уплотнительный материал (ФУМ), выпускаемый в виде шнуров различных профилей и сечений, применяются для температур от —195до +200°С. Винипласт как прокладочный материал используется ограниченно. К недостаткам следует отнести: необходимость создания больших усилий для обеспечения герметичности соединения, относительно низкие упругие свойства, значительную релаксацию напряжений и относительно высокую сто¬имость изготовления. В табл. 4.30 приведены некоторые сведения о металлах, применяемых для изготовления прокладок арматуры.
К недостаткам следует отнести: необходимость создания больших усилий для обеспечения герметичности соединения, относительно низкие упругие свойства, значительную релаксацию напряжений и относительно высокую сто¬имость изготовления. В табл. 4.30 приведены некоторые сведения о металлах, применяемых для изготовления прокладок арматуры.
 Они очень просты в использовании и освобождают от значительного объема ручной работы. Такую прокладку накладывают на изнаночную сторону детали и придавливают горячим утюгом без пара!
Они очень просты в использовании и освобождают от значительного объема ручной работы. Такую прокладку накладывают на изнаночную сторону детали и придавливают горячим утюгом без пара! 

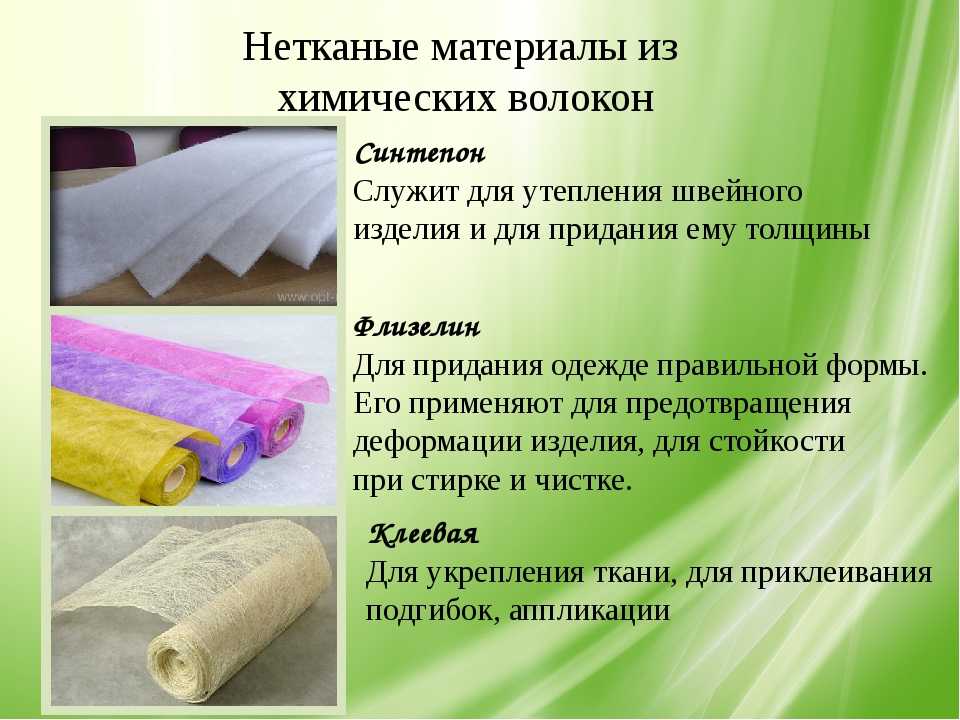 Из-за важной функции, которую они выполняют, очень важно выбрать правильный вариант для данной системы. Одним из ключевых факторов, который следует учитывать при проектировании и выборе прокладки, является конструкционный материал. Материал прокладки существенно влияет на то, как она будет работать по назначению. Однако, учитывая широкий спектр доступных материалов прокладок, некоторым компаниям может быть сложно выбрать тот, который соответствует их потребностям. К счастью, команда Custom Gasket готова помочь вам.
Из-за важной функции, которую они выполняют, очень важно выбрать правильный вариант для данной системы. Одним из ключевых факторов, который следует учитывать при проектировании и выборе прокладки, является конструкционный материал. Материал прокладки существенно влияет на то, как она будет работать по назначению. Однако, учитывая широкий спектр доступных материалов прокладок, некоторым компаниям может быть сложно выбрать тот, который соответствует их потребностям. К счастью, команда Custom Gasket готова помочь вам.

 Он доступен в мягкой, средней, средней жесткости, твердой и сверхтвердой плотности.
Он доступен в мягкой, средней, средней жесткости, твердой и сверхтвердой плотности.


 Три наиболее распространенных типа: листы из чистого графита, листы из графита с хвостовиком и листы из ламинированного графита со вставкой из нержавеющей стали.
Три наиболее распространенных типа: листы из чистого графита, листы из графита с хвостовиком и листы из ламинированного графита со вставкой из нержавеющей стали.
 youtube.com/embed/CztGIVDVUMA» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/CztGIVDVUMA» frameborder=»0″ allowfullscreen=»allowfullscreen»/>  Наши производственные возможности включают высечку, специальную резку (например, мгновенную, лазерную и гидроабразивную резку), формование резины и экструзию резины. Если клиенту нужна нестандартная прокладка или другой продукт, наша команда предоставит высококачественное решение в срок и в рамках бюджета. Чтобы узнать больше о наших нестандартных прокладках и других решениях, свяжитесь с нами сегодня. Для получения подробной информации о ценах запросите коммерческое предложение.
Наши производственные возможности включают высечку, специальную резку (например, мгновенную, лазерную и гидроабразивную резку), формование резины и экструзию резины. Если клиенту нужна нестандартная прокладка или другой продукт, наша команда предоставит высококачественное решение в срок и в рамках бюджета. Чтобы узнать больше о наших нестандартных прокладках и других решениях, свяжитесь с нами сегодня. Для получения подробной информации о ценах запросите коммерческое предложение.

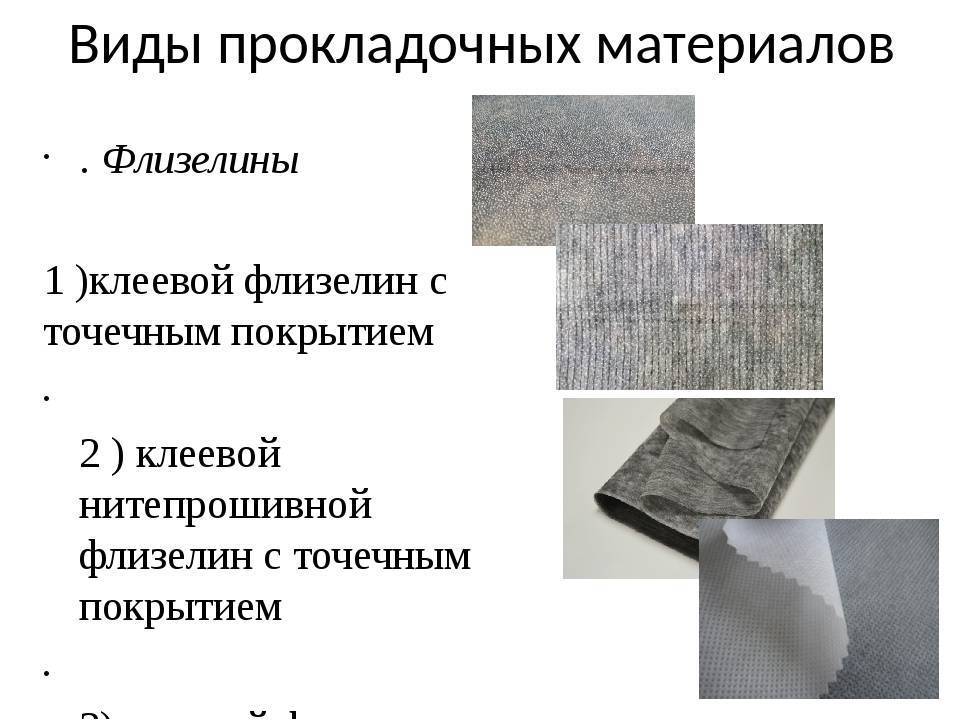 Это может включать ситуации, когда деградация может произойти из-за воздействия солнечного света или озона.
Это может включать ситуации, когда деградация может произойти из-за воздействия солнечного света или озона. Нитрил проявляет устойчивость к химическим веществам, таким как топливо и масла. Это прочный, долговечный материал.
Нитрил проявляет устойчивость к химическим веществам, таким как топливо и масла. Это прочный, долговечный материал. Таким образом, это также самый дорогой из всех твердых материалов. Распространенным применением, в котором необходимы все эти свойства, являются варианты использования в аэрокосмической отрасли.
Таким образом, это также самый дорогой из всех твердых материалов. Распространенным применением, в котором необходимы все эти свойства, являются варианты использования в аэрокосмической отрасли.
 Он обычно используется для поглощения ударов, в качестве теплового барьера, для защиты от атмосферных воздействий и в качестве основного решения для герметизации в промышленности.
Он обычно используется для поглощения ударов, в качестве теплового барьера, для защиты от атмосферных воздействий и в качестве основного решения для герметизации в промышленности.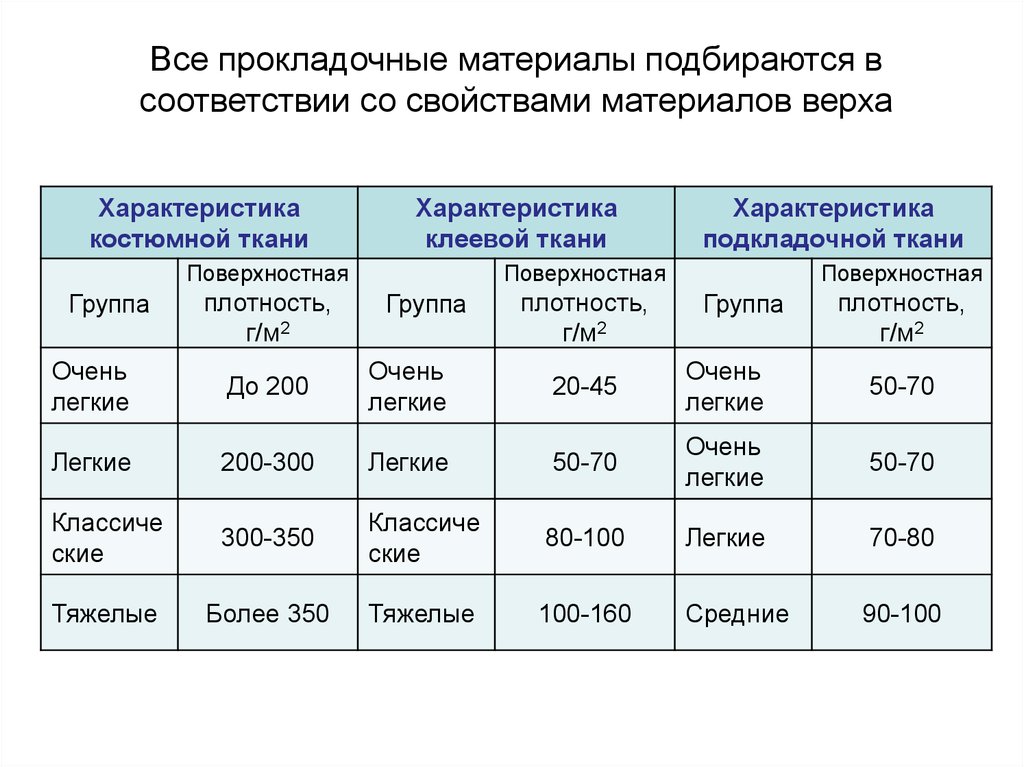


 Эти материалы отвечают всем требованиям к электромагнитным помехам, но их можно использовать, когда требуется небольшая и точная прокладка. Материалы EMI обладают способностью экранировать между двумя сторонами прокладки и очень часто используются в широком спектре приложений, включая испытательное оборудование, связь, спутники и аэрокосмическую промышленность.
Эти материалы отвечают всем требованиям к электромагнитным помехам, но их можно использовать, когда требуется небольшая и точная прокладка. Материалы EMI обладают способностью экранировать между двумя сторонами прокладки и очень часто используются в широком спектре приложений, включая испытательное оборудование, связь, спутники и аэрокосмическую промышленность.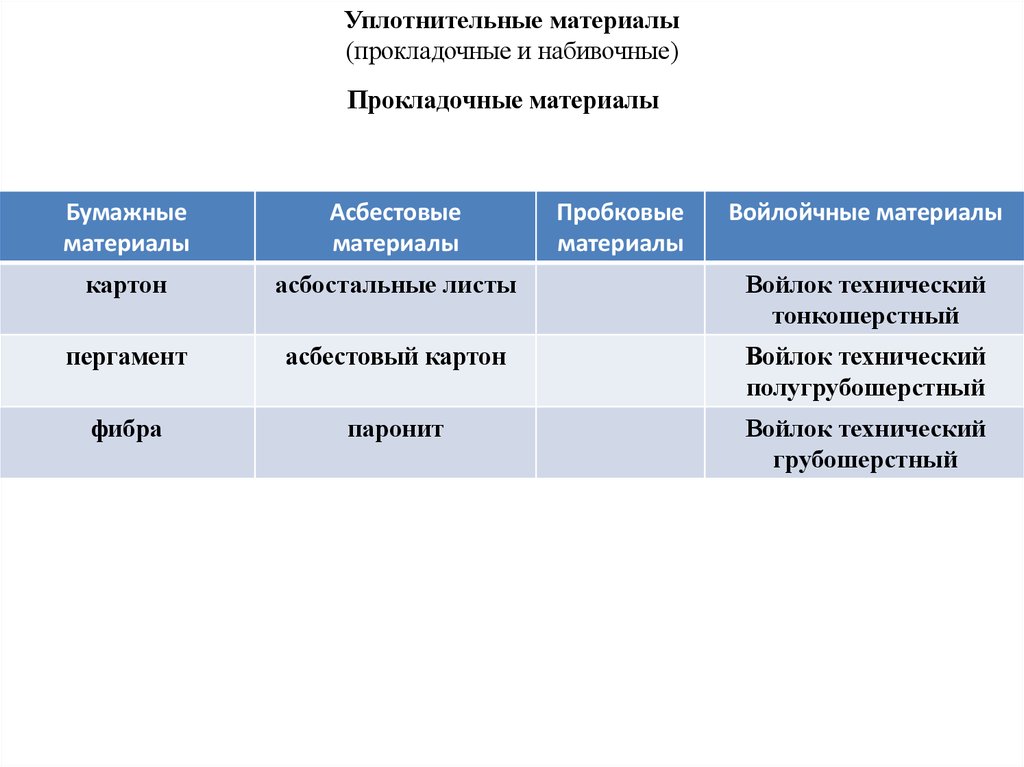 В большинстве случаев вы будете выбирать между экструзией или прокладкой FIP, и ваше решение будет основываться на размере канавки. Если канавка слишком мала для экструзии, вероятно, единственным вариантом является дозирование FIP. Кроме того, экструзия обеспечивает более низкое усилие сжатия, так как это более мягкий материал, чем используемый при дозировании FIP.
В большинстве случаев вы будете выбирать между экструзией или прокладкой FIP, и ваше решение будет основываться на размере канавки. Если канавка слишком мала для экструзии, вероятно, единственным вариантом является дозирование FIP. Кроме того, экструзия обеспечивает более низкое усилие сжатия, так как это более мягкий материал, чем используемый при дозировании FIP.
 Чаще всего он используется для серверов и в шкафах, где электроника размещается слоями друг над другом. Как правило, это дешевле, чем другие материалы EMI.
Чаще всего он используется для серверов и в шкафах, где электроника размещается слоями друг над другом. Как правило, это дешевле, чем другие материалы EMI. Тип материала, который вам нужен, будет зависеть от количества энергии, вырабатываемой в течение определенного периода времени. Оттуда вы можете выбрать правильную проводимость материала для рассеивания необходимого тепла. Чем больше тепла вам нужно рассеять, тем дороже материал, поэтому вы будете искать материал, который рассеивает именно то количество тепла, которое вам нужно, и не больше, чтобы избежать лишних затрат.
Тип материала, который вам нужен, будет зависеть от количества энергии, вырабатываемой в течение определенного периода времени. Оттуда вы можете выбрать правильную проводимость материала для рассеивания необходимого тепла. Чем больше тепла вам нужно рассеять, тем дороже материал, поэтому вы будете искать материал, который рассеивает именно то количество тепла, которое вам нужно, и не больше, чтобы избежать лишних затрат. Эти акриловые прокладки не содержат силоксановых летучих органических соединений или масляных пятен, которые связаны с силиконовыми продуктами и часто могут вызывать отказ устройства. Выделение силикона может вызвать загрязнение, что может стать проблемой, особенно для жестких дисков в электронных приложениях. В этих случаях лучше всего подходят акриловые наполнители Gap, так как они не имеют проблем с дегазацией.
Эти акриловые прокладки не содержат силоксановых летучих органических соединений или масляных пятен, которые связаны с силиконовыми продуктами и часто могут вызывать отказ устройства. Выделение силикона может вызвать загрязнение, что может стать проблемой, особенно для жестких дисков в электронных приложениях. В этих случаях лучше всего подходят акриловые наполнители Gap, так как они не имеют проблем с дегазацией.
 Если при предыдущем глушении мотор остановился в положении коленвала, в котором кулачок трамблера замыкал контакты прерывателя, подающего низкое напряжение на первичную обмотку катушки зажигания, то когда водитель по какой-то причине включал зажигание, не запуская мотор, и оставлял ключ в таком положении надолго, первичная обмотка катушки могла перегреться и сгореть… Ибо через нее начинал проходить постоянный ток в 8-10 ампер вместо прерывистого импульсного.
Если при предыдущем глушении мотор остановился в положении коленвала, в котором кулачок трамблера замыкал контакты прерывателя, подающего низкое напряжение на первичную обмотку катушки зажигания, то когда водитель по какой-то причине включал зажигание, не запуская мотор, и оставлял ключ в таком положении надолго, первичная обмотка катушки могла перегреться и сгореть… Ибо через нее начинал проходить постоянный ток в 8-10 ампер вместо прерывистого импульсного.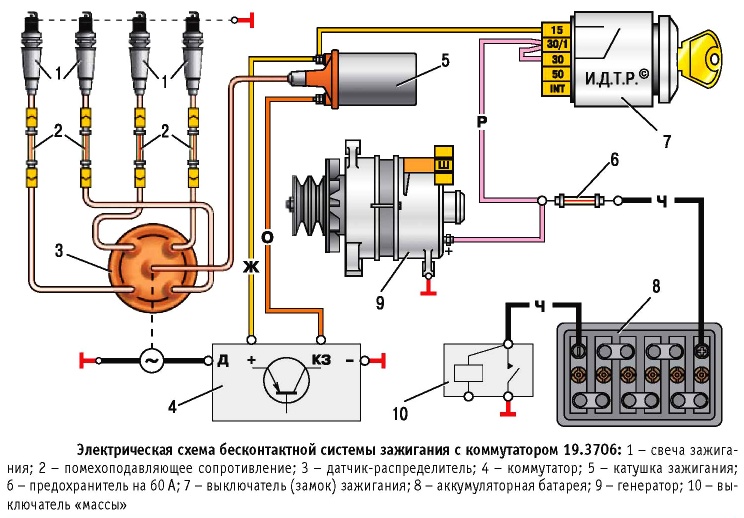 Иными словами, после включения зажигания начинался отсчет небольшого временного интервала, и если водитель за это время не заводил мотор, коммутатор автоматически выключался, защищая и катушку, и самого себя от перегрева.
Иными словами, после включения зажигания начинался отсчет небольшого временного интервала, и если водитель за это время не заводил мотор, коммутатор автоматически выключался, защищая и катушку, и самого себя от перегрева. Однако если «сухие» катушки иностранных производителей автомобилей изначально продумывались и изготавливались достаточно тщательно и служили почти столько же, сколько и «мокрые», советские и российские «сухие» бобины снискали дурную славу, поскольку имели массу проблем с качеством и выходили из строя достаточно часто без каких-либо причин.
Однако если «сухие» катушки иностранных производителей автомобилей изначально продумывались и изготавливались достаточно тщательно и служили почти столько же, сколько и «мокрые», советские и российские «сухие» бобины снискали дурную славу, поскольку имели массу проблем с качеством и выходили из строя достаточно часто без каких-либо причин.
 В них в одном корпусе модуля зажигания четырёхцилиндрового мотора помещается не четыре катушки, а две, но работающие, тем не менее, на четыре свечи. В такой схеме искра на свечи подается попарно – то есть, на одну свечу из пары она приходит в нужный для воспламенения смеси момент, а на другую – вхолостую, в момент выпуска отработавших газов из этого цилиндра.
В них в одном корпусе модуля зажигания четырёхцилиндрового мотора помещается не четыре катушки, а две, но работающие, тем не менее, на четыре свечи. В такой схеме искра на свечи подается попарно – то есть, на одну свечу из пары она приходит в нужный для воспламенения смеси момент, а на другую – вхолостую, в момент выпуска отработавших газов из этого цилиндра.
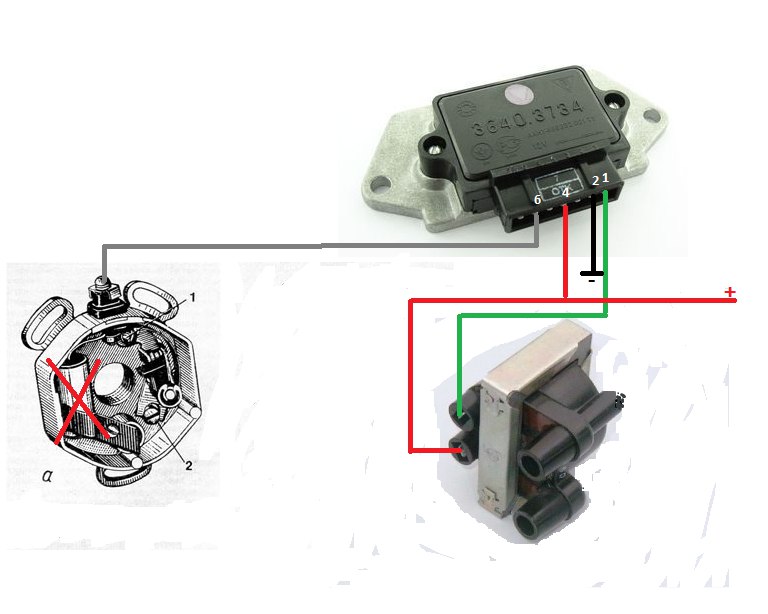 Пришедшие на смену «масляным» «сухие» катушки по надежности были сопоставимы, но все же несколько чаще выходили из строя без видимых причин.
Пришедшие на смену «масляным» «сухие» катушки по надежности были сопоставимы, но все же несколько чаще выходили из строя без видимых причин. Искра всегда ищет наиболее короткий путь, и нередко находит его внутри обмотки бобины.
Искра всегда ищет наиболее короткий путь, и нередко находит его внутри обмотки бобины. 07.2023
07.2023 07.2023
07.2023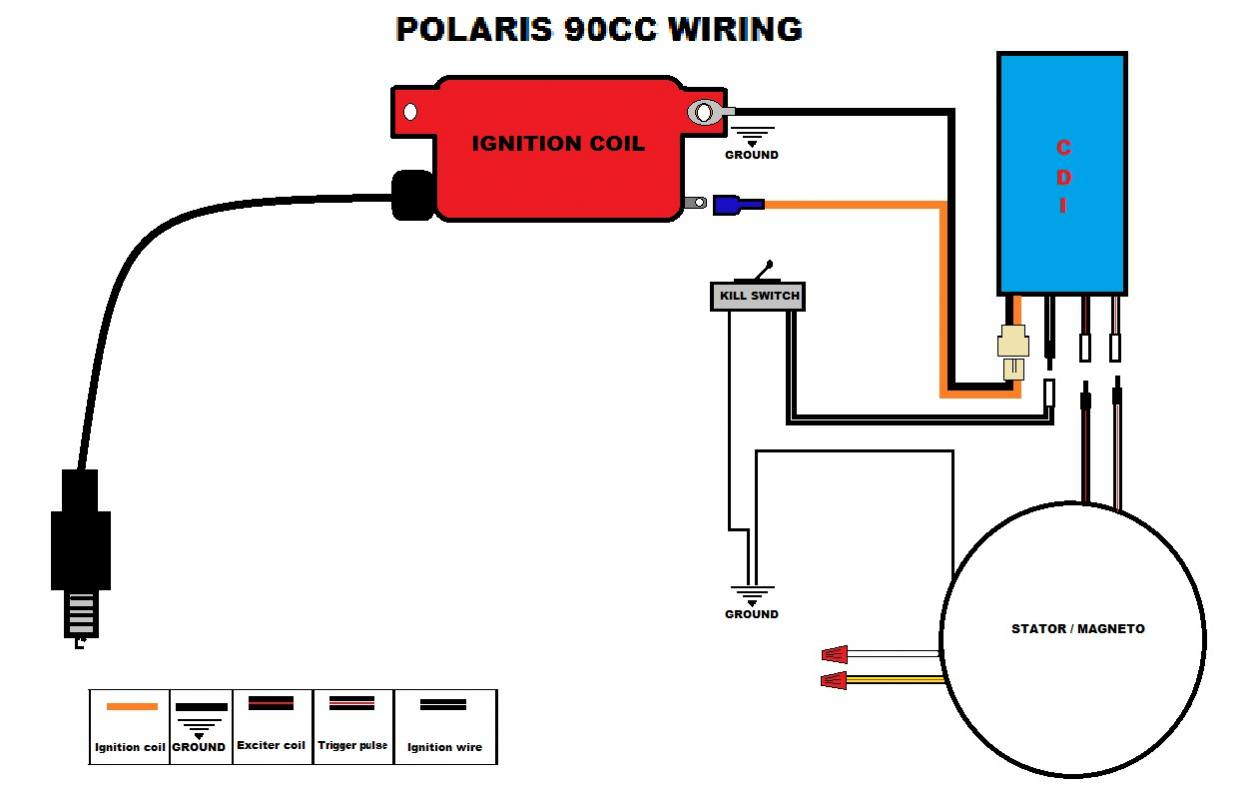 03.2023
03.2023
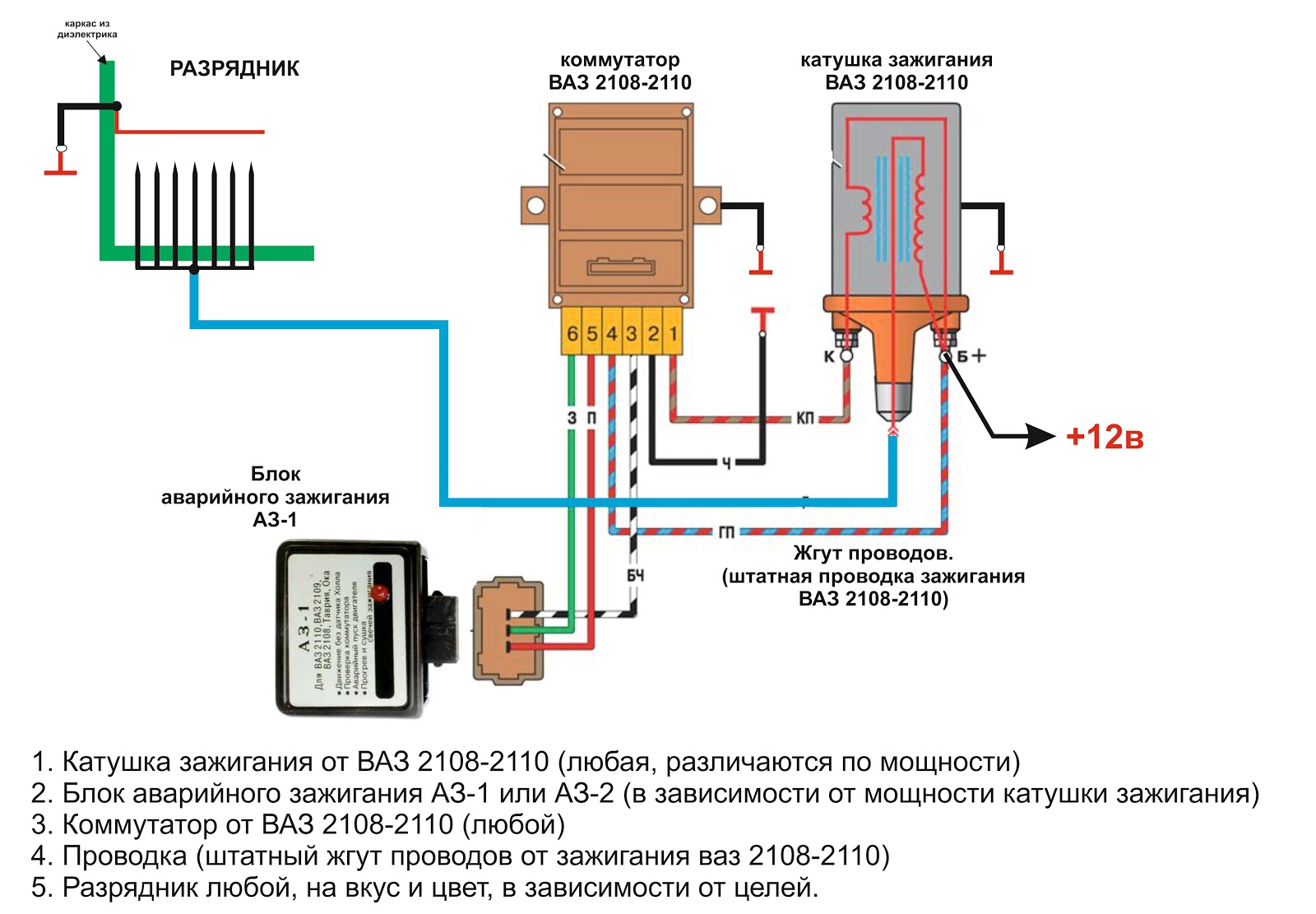



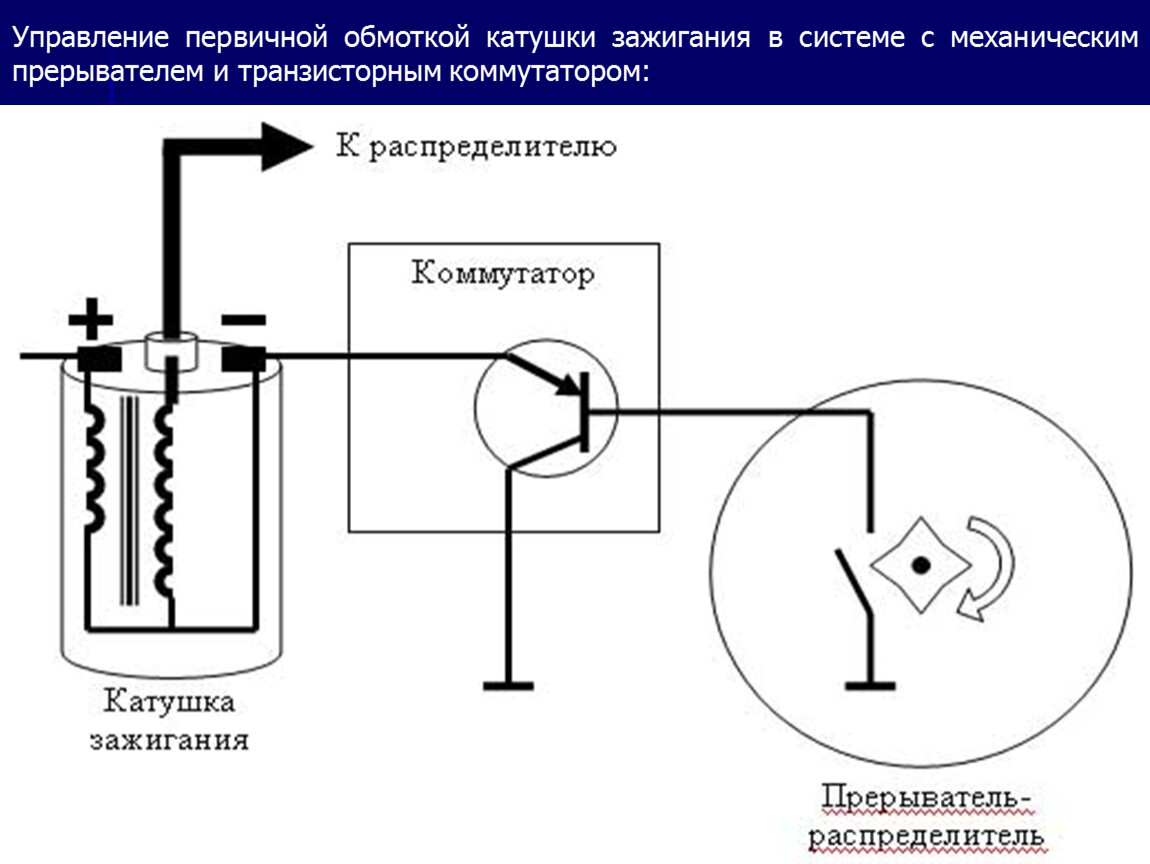 США
США 00
00  W. (12-13)
W. (12-13)  00
00  )
) 

 Таким образом, получается дробленая асфальтовая крошка. Измельчение асфальтобетонного лома в дробилках является более сложной и энергоемкой операцией по сравнению с холодным фрезерованием.
Таким образом, получается дробленая асфальтовая крошка. Измельчение асфальтобетонного лома в дробилках является более сложной и энергоемкой операцией по сравнению с холодным фрезерованием.


 Аналогично оценивают свойства новых минеральных материалов и вяжущего.
Аналогично оценивают свойства новых минеральных материалов и вяжущего.
 Один из способов переработки позволит получить более высокое качество, а некоторые способы больше подойдут для хранения переработанного материала.
Один из способов переработки позволит получить более высокое качество, а некоторые способы больше подойдут для хранения переработанного материала. По принципу действия напоминает перфоратор, увеличенный в размерах – выполняет ударную функцию. Используется, чтобы демонтировать старый асфальт на небольших территориях.
По принципу действия напоминает перфоратор, увеличенный в размерах – выполняет ударную функцию. Используется, чтобы демонтировать старый асфальт на небольших территориях. Такой установкой можно сделать гораздо более ровный разрез, нежели ручным инструментом. Также резцы поливаются водой в процессе работы, чтобы нивелировать нагревание диска.
Такой установкой можно сделать гораздо более ровный разрез, нежели ручным инструментом. Также резцы поливаются водой в процессе работы, чтобы нивелировать нагревание диска. Также существуют другие виды гидромолотов, помимо разрушителя, однако они предназначены для иных целей.
Также существуют другие виды гидромолотов, помимо разрушителя, однако они предназначены для иных целей. При работе с небольшой площадью может использоваться компактная фреза, которую можно установить на небольшие погрузчики или экскаваторы.
При работе с небольшой площадью может использоваться компактная фреза, которую можно установить на небольшие погрузчики или экскаваторы. В процессе снятия покрытия дорожная фреза сразу же размельчает его на заданные фракции, после чего по конвейеру транспортирует в кузов самосвала, а затем крошку доставляют на объект заказчика.
В процессе снятия покрытия дорожная фреза сразу же размельчает его на заданные фракции, после чего по конвейеру транспортирует в кузов самосвала, а затем крошку доставляют на объект заказчика.





 В настоящее время мы используем его на улицах города Сан-Диего, и мы рады быть частью крупнейшего проекта по переработке резины в Соединенных Штатах.
В настоящее время мы используем его на улицах города Сан-Диего, и мы рады быть частью крупнейшего проекта по переработке резины в Соединенных Штатах. Позвоните нам по телефону 800-541-5559, чтобы узнать о наших услугах по укладке тротуарной плитки.
Позвоните нам по телефону 800-541-5559, чтобы узнать о наших услугах по укладке тротуарной плитки. 
 Существует более высокая устойчивость к растрескиванию из-за добавления минеральных наполнителей и органических волокон, используемых в переработанных материалах. Среди других преимуществ:
Существует более высокая устойчивость к растрескиванию из-за добавления минеральных наполнителей и органических волокон, используемых в переработанных материалах. Среди других преимуществ: Асфальт можно многократно перерабатывать и использовать повторно, что дает этим материалам очень долгий срок службы.
Асфальт можно многократно перерабатывать и использовать повторно, что дает этим материалам очень долгий срок службы.
 Использование этого материала сводит к минимуму количество образующейся пыли и снижает потери гравия. RAS также можно использовать в качестве временного покрытия для дорог, проездов или парковок.
Использование этого материала сводит к минимуму количество образующейся пыли и снижает потери гравия. RAS также можно использовать в качестве временного покрытия для дорог, проездов или парковок. Если одна тонна переработанной битумной черепицы эквивалентна примерно одному баррелю нефти, экологические и экономические выгоды говорят сами за себя. Если бы все 11 миллионов тонн отходов могли быть переработаны, это позволило бы сэкономить 11 миллионов баррелей нефти, которые не использовались бы для создания нового асфальта.
Если одна тонна переработанной битумной черепицы эквивалентна примерно одному баррелю нефти, экологические и экономические выгоды говорят сами за себя. Если бы все 11 миллионов тонн отходов могли быть переработаны, это позволило бы сэкономить 11 миллионов баррелей нефти, которые не использовались бы для создания нового асфальта. В наши дни ежегодно перерабатывается около 100 миллионов тонн бетона.
В наши дни ежегодно перерабатывается около 100 миллионов тонн бетона.
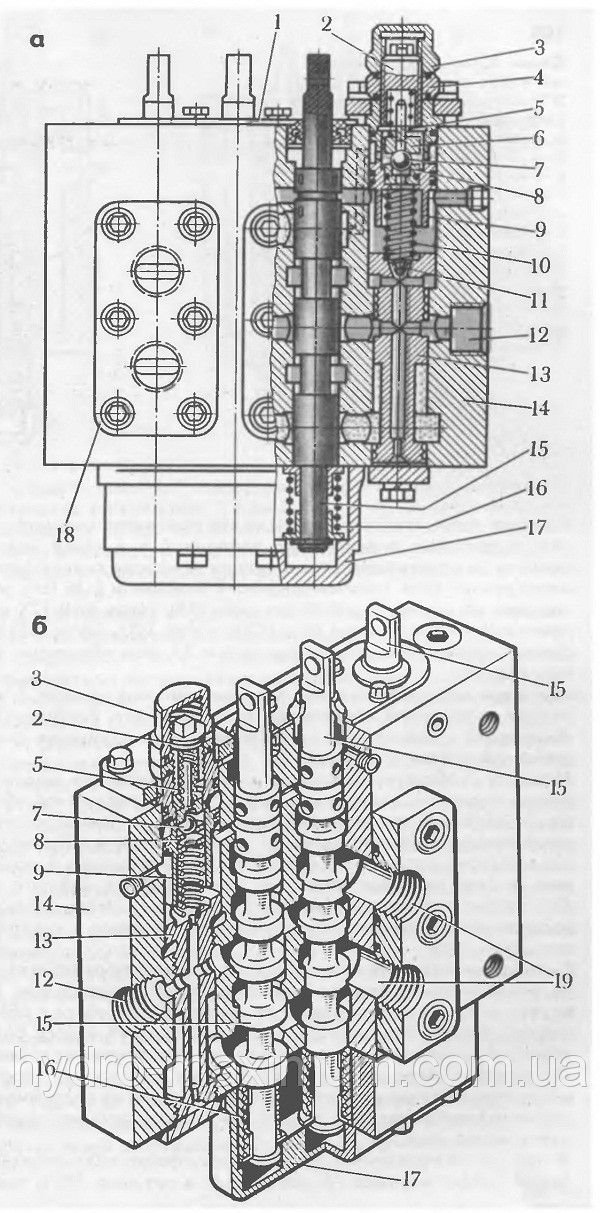

 000,
000, Жидкость от распределителя подается в
Жидкость от распределителя подается в Распределитель имеет схему, в которой
Распределитель имеет схему, в которой При работе экскаватора палец убирается.
При работе экскаватора палец убирается.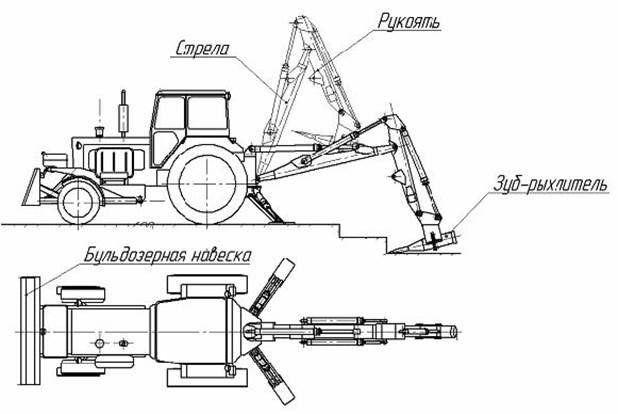
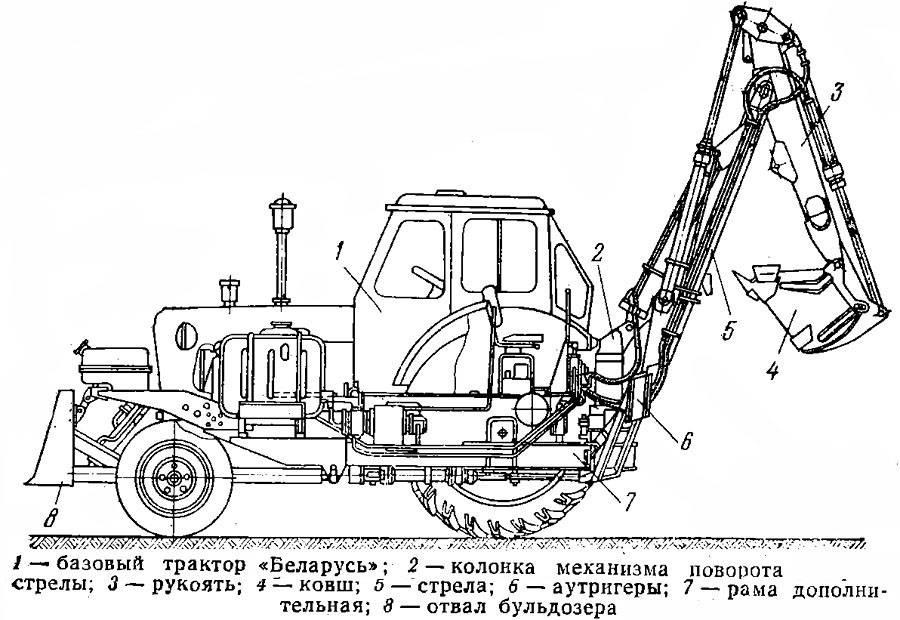


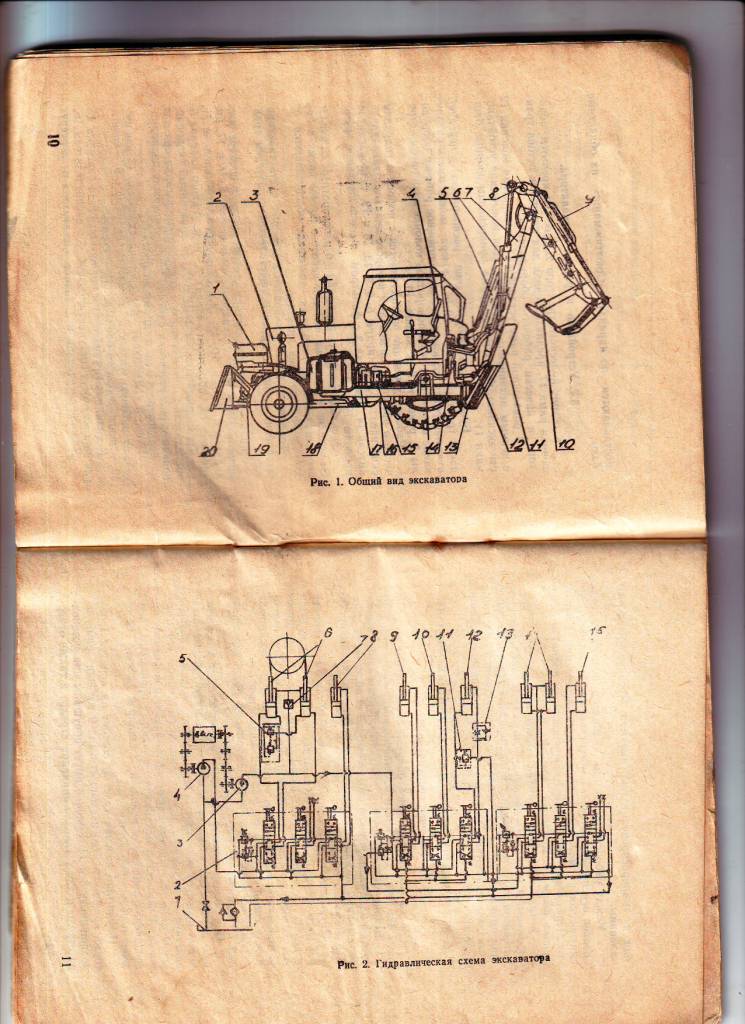

 На раме установлена поворотная колонка, к которой прикреплена стрела.
На раме установлена поворотная колонка, к которой прикреплена стрела.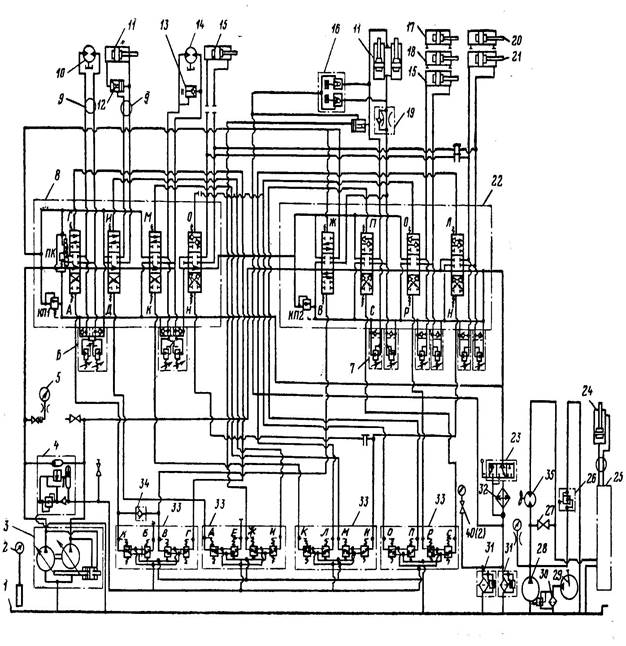 Концы цепи соединены со штоками двух гидроцилиндров одностороннего действия.
Концы цепи соединены со штоками двух гидроцилиндров одностороннего действия.


 me/alldrawings
me/alldrawings dwg
dwg dwg
dwg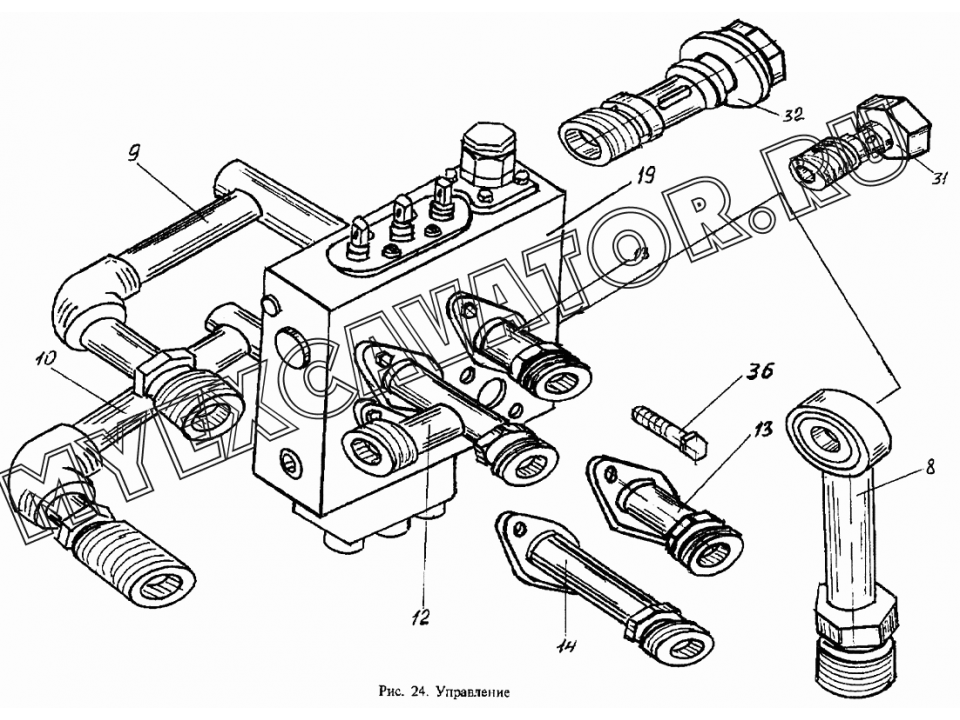
 Материалы конференции AIP 23 июня 2023 г.; 2789(1): 040064. https://doi.org/10.1063/5.0145530
Материалы конференции AIP 23 июня 2023 г.; 2789(1): 040064. https://doi.org/10.1063/5.0145530
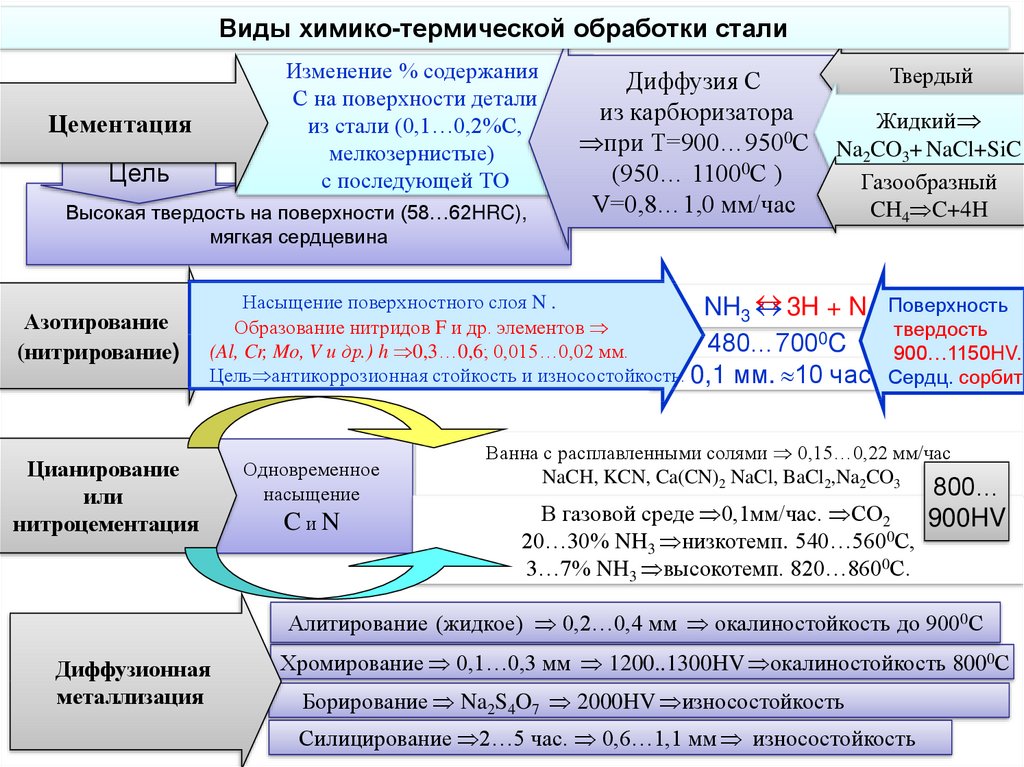 Нормализация способствует образованию в стали более мелкого зерна, чем при отжиге.
Нормализация способствует образованию в стали более мелкого зерна, чем при отжиге.
 При температуре свыше 330° С цвета побежалости исчезают.
При температуре свыше 330° С цвета побежалости исчезают. Существуют три вида цементации: твердыми карбюризаторами, газовая и жидкостная. Цементация твердыми карбюризаторами заключается в том, что детали из малоуглеродистых сталей (с содержанием углерода не более 0,25%) укладывают в цементационные стальные ящики, пересыпают науглероживающим веществом (карбюризатором, который состоит из древесного угля и углекислых солей бария), затем герметически закрывают и устанавливают в специальную печь. В печи детали нагревают до температуры 900—980 °С и выдерживают при этой температуре в течение нескольких часов, затем медленно охлаждают, после чего детали подвергают нормализации, закалке, отпуску.
Существуют три вида цементации: твердыми карбюризаторами, газовая и жидкостная. Цементация твердыми карбюризаторами заключается в том, что детали из малоуглеродистых сталей (с содержанием углерода не более 0,25%) укладывают в цементационные стальные ящики, пересыпают науглероживающим веществом (карбюризатором, который состоит из древесного угля и углекислых солей бария), затем герметически закрывают и устанавливают в специальную печь. В печи детали нагревают до температуры 900—980 °С и выдерживают при этой температуре в течение нескольких часов, затем медленно охлаждают, после чего детали подвергают нормализации, закалке, отпуску.
 Цианирование проводят в жидкой или газовой среде. Жидкостное цианирование осуществляют нагревом стальных деталей в расплавленных цианистых солях, а газовое цианирование — в газовой среде, которая состоит из смеси аммиака и газов, содержащих углерод. Цианирование проводится при температуре 800—860 °С.
Цианирование проводят в жидкой или газовой среде. Жидкостное цианирование осуществляют нагревом стальных деталей в расплавленных цианистых солях, а газовое цианирование — в газовой среде, которая состоит из смеси аммиака и газов, содержащих углерод. Цианирование проводится при температуре 800—860 °С.
 ХТО дает
ХТО дает
 На цементацию
На цементацию
 Газовая цементация проходит быстро,
Газовая цементация проходит быстро, 16, а).
16, а).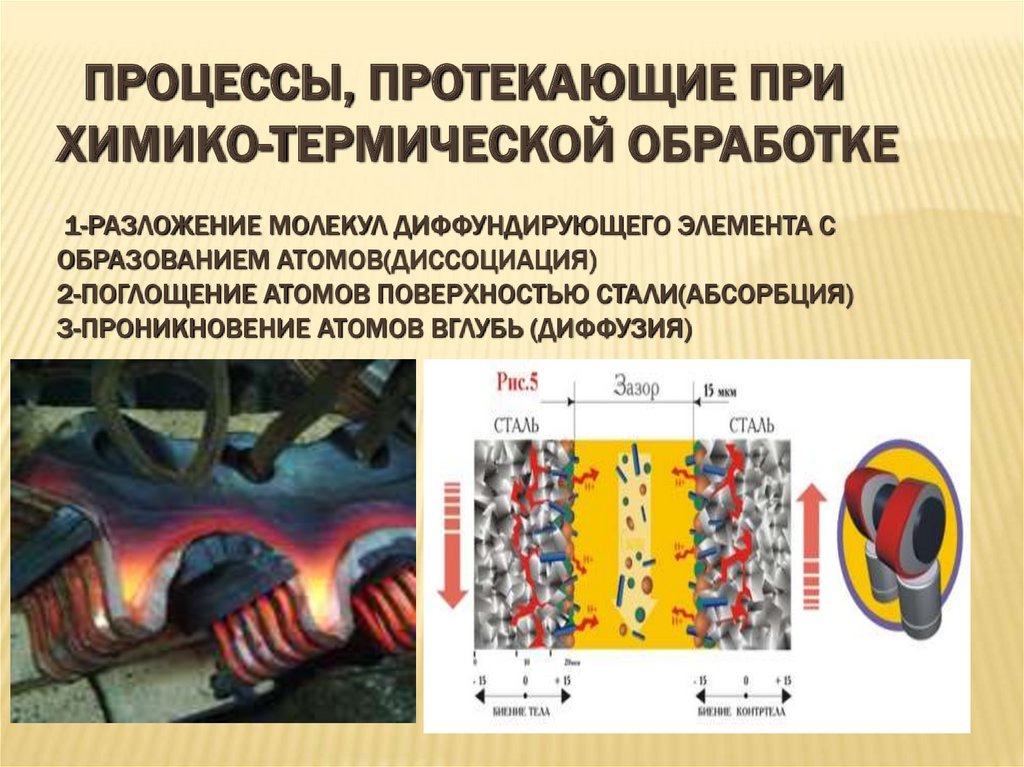 После такой
После такой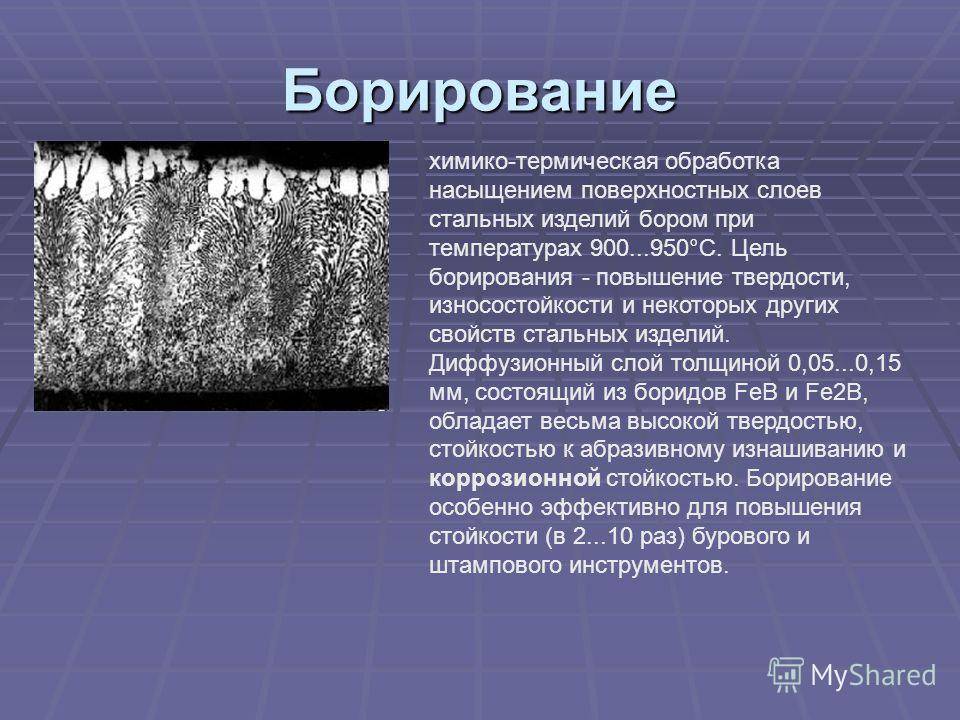 Поступающий из баллонов аммиак
Поступающий из баллонов аммиак После такой термической
После такой термической В слое создаются
В слое создаются


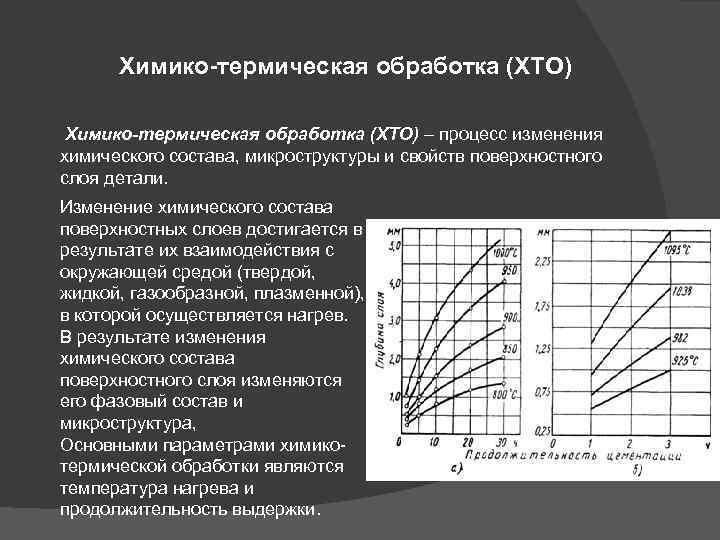
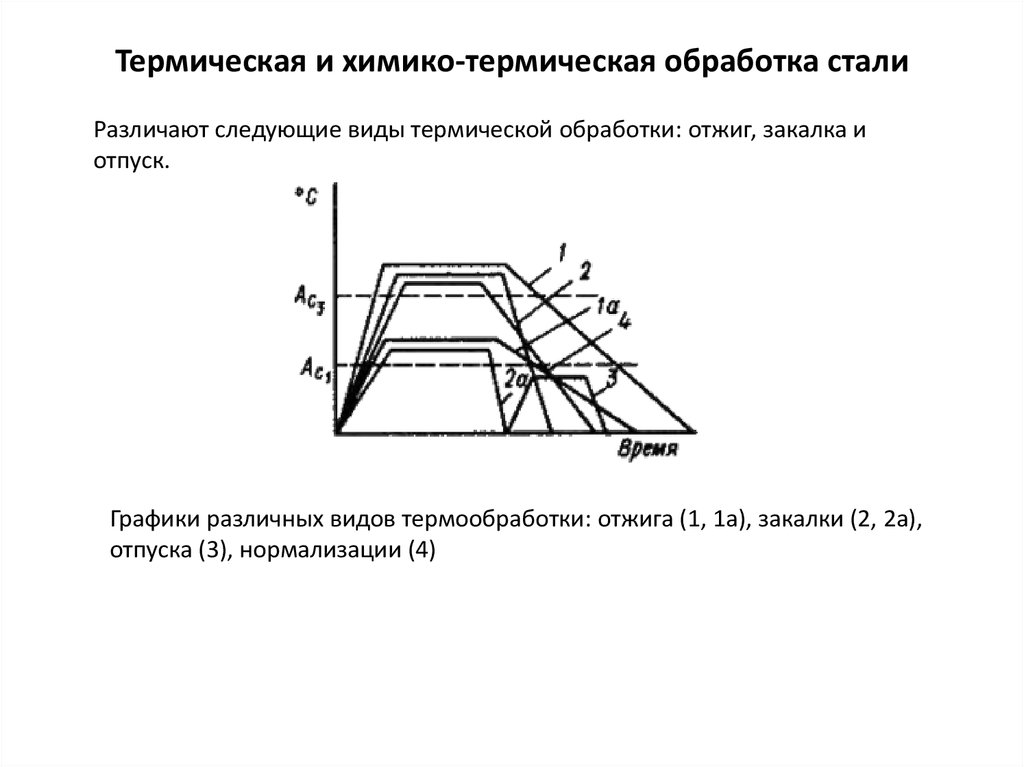 Ниже мы рассмотрим различные виды термической обработки металлических сплавов.
Ниже мы рассмотрим различные виды термической обработки металлических сплавов.
 Отпуск снижает хрупкость металла за счет снятия внутренних напряжений в металле, возникших в процессе закалки.
Отпуск снижает хрупкость металла за счет снятия внутренних напряжений в металле, возникших в процессе закалки. Этот метод иногда используется для инструментов, на которых со временем появляется много вмятин и царапин, таких как гаечные ключи.
Этот метод иногда используется для инструментов, на которых со временем появляется много вмятин и царапин, таких как гаечные ключи. Этот метод термической обработки также повышает поверхностную твердость металла. Название «цианирование» происходит от цианида натрия, который используется в процессе термической обработки.
Этот метод термической обработки также повышает поверхностную твердость металла. Название «цианирование» происходит от цианида натрия, который используется в процессе термической обработки. занимается термообработкой стали более 60 лет. Мы оказываем услуги по термообработке стали для таких отраслей, как промышленная, железнодорожная, тяжелая, автомобильная, инструментальная и аэрокосмическая. Если вы хотите узнать больше о наших услугах по термообработке стали, пожалуйста, свяжитесь с SST сегодня!
занимается термообработкой стали более 60 лет. Мы оказываем услуги по термообработке стали для таких отраслей, как промышленная, железнодорожная, тяжелая, автомобильная, инструментальная и аэрокосмическая. Если вы хотите узнать больше о наших услугах по термообработке стали, пожалуйста, свяжитесь с SST сегодня! Кроме того, инструменты, необходимые для сборки и изготовления таких изделий, также изготавливаются из стали. Как показатель относительной важности этого материала, в 2013 году мировое производство необработанной стали составило около 1,6 миллиарда тонн, а производство следующего по важности технического металла, алюминия, составило около 47 миллионов тонн. (Для списка производства стали по странам, см. ниже Мировое производство стали.) Основными причинами популярности стали являются относительно низкие затраты на ее производство, формовку и обработку, изобилие двух сырьевых материалов (железная руда и лом) и беспрецедентный ассортимент механические свойства.
Кроме того, инструменты, необходимые для сборки и изготовления таких изделий, также изготавливаются из стали. Как показатель относительной важности этого материала, в 2013 году мировое производство необработанной стали составило около 1,6 миллиарда тонн, а производство следующего по важности технического металла, алюминия, составило около 47 миллионов тонн. (Для списка производства стали по странам, см. ниже Мировое производство стали.) Основными причинами популярности стали являются относительно низкие затраты на ее производство, формовку и обработку, изобилие двух сырьевых материалов (железная руда и лом) и беспрецедентный ассортимент механические свойства. е. состоит из многих кристаллов, смыкающихся друг с другом на своих границах. Кристалл — это хорошо упорядоченное расположение атомов, которые лучше всего можно представить в виде сфер, соприкасающихся друг с другом. Они упорядочены в плоскостях, называемых решетками, которые особым образом проникают друг в друга. Для железа расположение решетки лучше всего представить единичным кубом с восемью атомами железа в углах. Важным для уникальности стали является аллотропность железа, то есть его существование в двух кристаллических формах. В объемно-центрированной кубической (ОЦК) конфигурации в центре каждого куба находится дополнительный атом железа. В гранецентрированной кубической (ГЦК) конфигурации в центре каждой из шести граней единичного куба находится один дополнительный атом железа. Существенно, что стороны гранецентрированного куба или расстояния между соседними решетками в ГЦК конфигурации примерно на 25 процентов больше, чем в ОЦК компоновке; это означает, что в ГЦК-структуре больше места, чем в ОЦК-структуре, для удержания инородных ( , т.
е. состоит из многих кристаллов, смыкающихся друг с другом на своих границах. Кристалл — это хорошо упорядоченное расположение атомов, которые лучше всего можно представить в виде сфер, соприкасающихся друг с другом. Они упорядочены в плоскостях, называемых решетками, которые особым образом проникают друг в друга. Для железа расположение решетки лучше всего представить единичным кубом с восемью атомами железа в углах. Важным для уникальности стали является аллотропность железа, то есть его существование в двух кристаллических формах. В объемно-центрированной кубической (ОЦК) конфигурации в центре каждого куба находится дополнительный атом железа. В гранецентрированной кубической (ГЦК) конфигурации в центре каждой из шести граней единичного куба находится один дополнительный атом железа. Существенно, что стороны гранецентрированного куба или расстояния между соседними решетками в ГЦК конфигурации примерно на 25 процентов больше, чем в ОЦК компоновке; это означает, что в ГЦК-структуре больше места, чем в ОЦК-структуре, для удержания инородных ( , т. е. сплава) атомов в твердом растворе.
е. сплава) атомов в твердом растворе. В твердой стали углерод обычно встречается в двух формах. Либо он находится в твердом растворе в аустените и феррите, либо находится в виде карбида. Форма карбида может быть карбидом железа (Fe 3 C, известный как цементит), или это может быть карбид легирующего элемента, такого как титан. (С другой стороны, в сером чугуне углерод проявляется в виде чешуек или скоплений графита из-за присутствия кремния, подавляющего образование карбидов.)
В твердой стали углерод обычно встречается в двух формах. Либо он находится в твердом растворе в аустените и феррите, либо находится в виде карбида. Форма карбида может быть карбидом железа (Fe 3 C, известный как цементит), или это может быть карбид легирующего элемента, такого как титан. (С другой стороны, в сером чугуне углерод проявляется в виде чешуек или скоплений графита из-за присутствия кремния, подавляющего образование карбидов.)
 Для этой
Для этой

 430-74.
430-74.

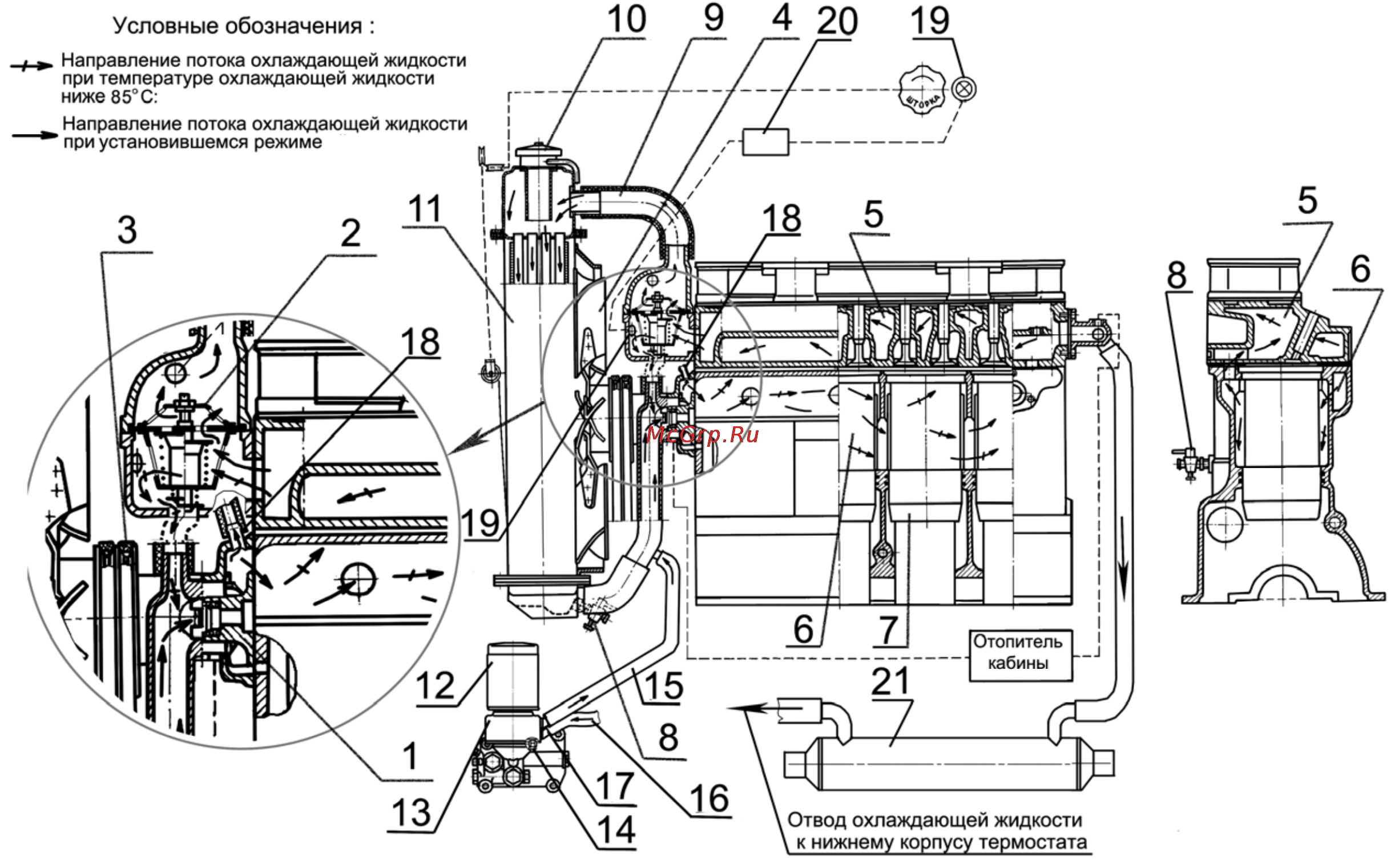 1, 80.1, 80.2, 82.2
1, 80.1, 80.2, 82.2 12) жидкостная, закрытая, с принудительной циркуляцией. В систему охлаждения входят следующие основные узлы и агрегаты: водяной радиатор 2, водяной насос 6, вентилятор 8, термостат 4, термометр 5, шторка 9 и, кроме того, водоподводящий 3 и водоотводящий 7 патрубки, шланги, соединительная арматура, сливные краники и др.
12) жидкостная, закрытая, с принудительной циркуляцией. В систему охлаждения входят следующие основные узлы и агрегаты: водяной радиатор 2, водяной насос 6, вентилятор 8, термостат 4, термометр 5, шторка 9 и, кроме того, водоподводящий 3 и водоотводящий 7 патрубки, шланги, соединительная арматура, сливные краники и др. Улучшению условий теплоотдачи способствует ступенчатое (коридорное) расположение трубок по глубине радиатора.
Улучшению условий теплоотдачи способствует ступенчатое (коридорное) расположение трубок по глубине радиатора. Вентилятор присоединен шестью болтами к шкиву 5 (рис. 13) насоса, а весь узел (вентилятор -водяной насос) прикреплен болтами к верхней части передней стенки блока цилиндров. С задней стороны к стойкам водяного радиатора крепится кожух вентилятора. Кожух улучшает работу вентилятора, предохраняет лопасти вентилятора от попадания посторонних предметов и направляет поток воздуха на дизель.
Вентилятор присоединен шестью болтами к шкиву 5 (рис. 13) насоса, а весь узел (вентилятор -водяной насос) прикреплен болтами к верхней части передней стенки блока цилиндров. С задней стороны к стойкам водяного радиатора крепится кожух вентилятора. Кожух улучшает работу вентилятора, предохраняет лопасти вентилятора от попадания посторонних предметов и направляет поток воздуха на дизель. Валик вместе с крыльчаткой вращается на двух шариковых подшипниках. Пространство в корпусе между подшипниками заполняется смазкой через масленку. Водяная и масляная полости насоса разделены между собой дополнительным торцевым уплотнением, смонтированным в крыльчатке. Уплотнение состоит из текстолитовой шайбы, находящейся в контакте с тщательно обработанным торцом упорной втулки, которая запрессована в корпус насоса, а также резиновой манжеты 10, охватывающей валик, и поджимающей пружины 8. Для лучшего уплотнения на резиновую манжету надеты обоймы 11.
Валик вместе с крыльчаткой вращается на двух шариковых подшипниках. Пространство в корпусе между подшипниками заполняется смазкой через масленку. Водяная и масляная полости насоса разделены между собой дополнительным торцевым уплотнением, смонтированным в крыльчатке. Уплотнение состоит из текстолитовой шайбы, находящейся в контакте с тщательно обработанным торцом упорной втулки, которая запрессована в корпус насоса, а также резиновой манжеты 10, охватывающей валик, и поджимающей пружины 8. Для лучшего уплотнения на резиновую манжету надеты обоймы 11.

 Управляют шторкой с рабочего места тракториста при помощи рукоятки, связанной тросом с передвижным валиком шторки. Температуру охлаждающей жидкости в системе охлаждения контролируют по показаниям дистанционного электрического термометра, датчик которого установлен в головке цилиндров, а указатель — на щитке приборов в кабине.
Управляют шторкой с рабочего места тракториста при помощи рукоятки, связанной тросом с передвижным валиком шторки. Температуру охлаждающей жидкости в системе охлаждения контролируют по показаниям дистанционного электрического термометра, датчик которого установлен в головке цилиндров, а указатель — на щитке приборов в кабине.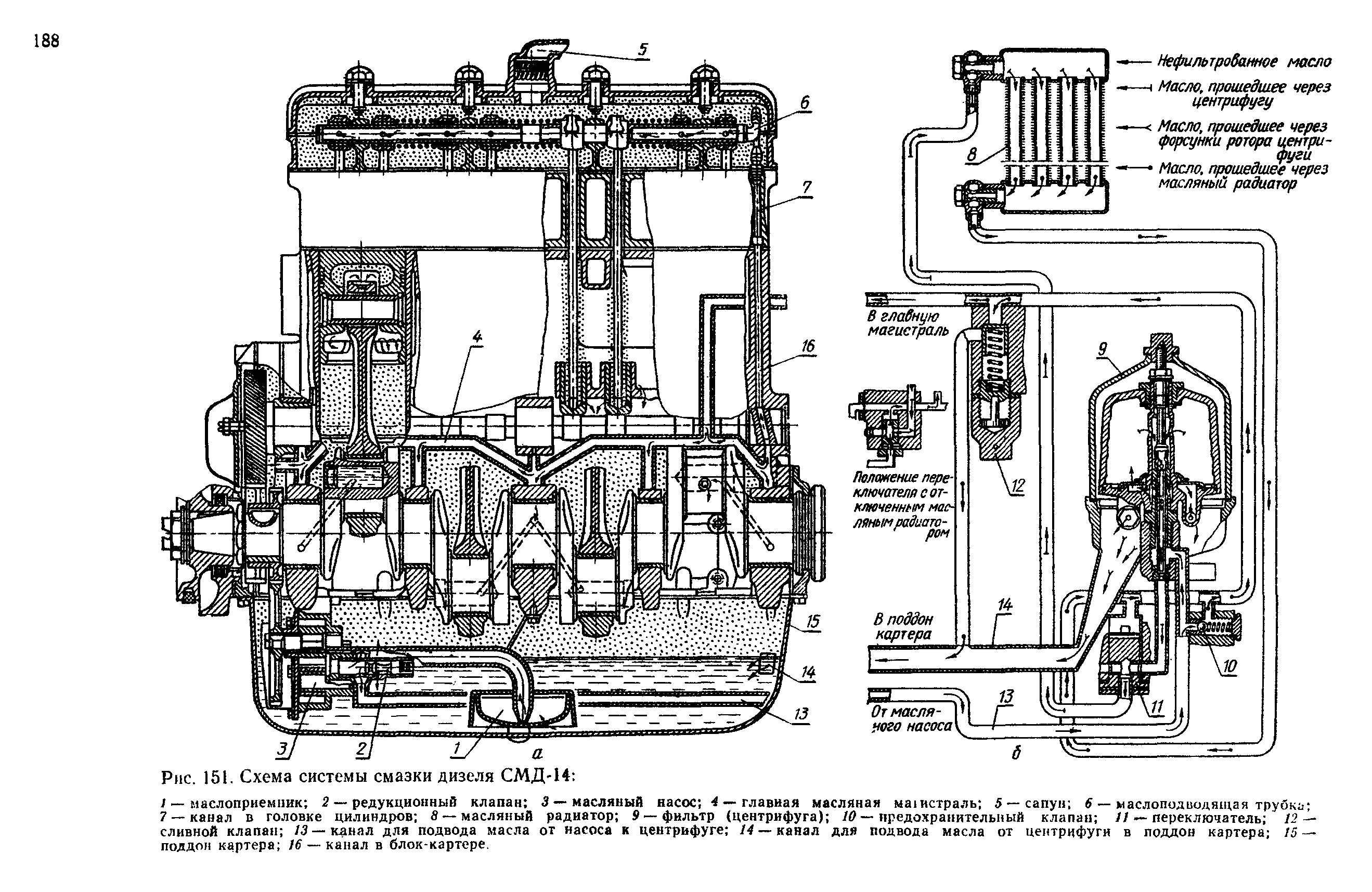 Если же такой воды нет, жесткую воду необходимо умягчить кипячением или добавкой 10. 12 г стиральной соды на 10 л воды с тщательным перемешиванием до полного растворения ее и последующим отстоем в течение 2. 3 ч.
Если же такой воды нет, жесткую воду необходимо умягчить кипячением или добавкой 10. 12 г стиральной соды на 10 л воды с тщательным перемешиванием до полного растворения ее и последующим отстоем в течение 2. 3 ч. Фактор температурного режима работы агрегата влияет на износ деталей двигателя, выдаваемую мощность и расход топлива и как следствие на все эксплуатационные показатели.
Фактор температурного режима работы агрегата влияет на износ деталей двигателя, выдаваемую мощность и расход топлива и как следствие на все эксплуатационные показатели.
 Система охлаждения Д 240 оснащена насосом центробежного типа, чугунный корпус которого присоединён к передней фронтальной стенки блока цилиндров объединяясь своей нагнетательной полостью с водяной рубашкой. Всасывающий патрубок, раздвоенный для работы по малому кругу охлаждения в режиме «нагрева двигателя» и по большому кругу в режиме « охлаждения двигателя ». Привод узла осуществляется через шкив клиноременной передачи. Одновременно на противоположном конце оси вращения крыльчатки насоса, за приводным шкивом установлен лопастной вентилятор, увеличивающий поток воздуха, проходящий через теплообменник – радиатор для охлаждения нагретой жидкости.
Система охлаждения Д 240 оснащена насосом центробежного типа, чугунный корпус которого присоединён к передней фронтальной стенки блока цилиндров объединяясь своей нагнетательной полостью с водяной рубашкой. Всасывающий патрубок, раздвоенный для работы по малому кругу охлаждения в режиме «нагрева двигателя» и по большому кругу в режиме « охлаждения двигателя ». Привод узла осуществляется через шкив клиноременной передачи. Одновременно на противоположном конце оси вращения крыльчатки насоса, за приводным шкивом установлен лопастной вентилятор, увеличивающий поток воздуха, проходящий через теплообменник – радиатор для охлаждения нагретой жидкости. Узел состоит из верхней и нижней латунных ёмкостей, которые соединены охлаждающими трубками. Трубки спаяны между собой теплоотводящими пластинами увеличивающие рабочую площадь теплообмена узла. Верхняя ёмкость оснащена заливной горловиной и подводящим патрубком, по которому нагретая двигателем жидкость поступает к узлу для охлаждения. Для сохранения оптимального давления в системе крышка горловины оснащена паровоздушным клапаном. Нижняя ёмкость имеет сливной кран и патрубок для отвода охлаждённой жидкости к одному из всасывающих трубопроводов помпы. Передняя фронтальная сторона радиатора оснащена управляемой шторкой, жалюзи которой регулируют проход воздуха для теплообмена. Управление осуществляется рукояткой из кабины трактора, связанной тросом с передвижным валиком шторки. Обратная фронтальная сторона радиатора оснащена диффузором, обеспечивающим ускорение движения воздуха через теплообменник.
Узел состоит из верхней и нижней латунных ёмкостей, которые соединены охлаждающими трубками. Трубки спаяны между собой теплоотводящими пластинами увеличивающие рабочую площадь теплообмена узла. Верхняя ёмкость оснащена заливной горловиной и подводящим патрубком, по которому нагретая двигателем жидкость поступает к узлу для охлаждения. Для сохранения оптимального давления в системе крышка горловины оснащена паровоздушным клапаном. Нижняя ёмкость имеет сливной кран и патрубок для отвода охлаждённой жидкости к одному из всасывающих трубопроводов помпы. Передняя фронтальная сторона радиатора оснащена управляемой шторкой, жалюзи которой регулируют проход воздуха для теплообмена. Управление осуществляется рукояткой из кабины трактора, связанной тросом с передвижным валиком шторки. Обратная фронтальная сторона радиатора оснащена диффузором, обеспечивающим ускорение движения воздуха через теплообменник. При увеличении давления пара выше 0,05 мПа срабатывает паровой клапан, пропуская пар в атмосферу. Возникшее разрежение от 0,001 до 0,0012 мПа устраняется открытием воздушного клапана устройства.
При увеличении давления пара выше 0,05 мПа срабатывает паровой клапан, пропуская пар в атмосферу. Возникшее разрежение от 0,001 до 0,0012 мПа устраняется открытием воздушного клапана устройства.
 Рекомендуется использовать мягкую воду для охлаждения, что уменьшает образования накипи. Для смягчения можно добавлять кальцинированную соду 10 грамм на 10 литров воды. Раствор перемешивают, после отстаивания используют в охлаждении двигателя. Самый простой способ смягчения это предварительное кипячение в течение 30 минут. При необходимости слить воду с двигателя её собирают в отдельную ёмкость для последующего использования, так как в процессе рабочих нагревов минеральные соли образующие накипь выпали в осадок. Кроме образования накипи, недостатком воды является довольно высокая температура замерзания — 0 ̊ С, что заставляет производить слив с системы в холодное время года предупреждая разрушение деталей под действием расширения воды при замерзании.
Рекомендуется использовать мягкую воду для охлаждения, что уменьшает образования накипи. Для смягчения можно добавлять кальцинированную соду 10 грамм на 10 литров воды. Раствор перемешивают, после отстаивания используют в охлаждении двигателя. Самый простой способ смягчения это предварительное кипячение в течение 30 минут. При необходимости слить воду с двигателя её собирают в отдельную ёмкость для последующего использования, так как в процессе рабочих нагревов минеральные соли образующие накипь выпали в осадок. Кроме образования накипи, недостатком воды является довольно высокая температура замерзания — 0 ̊ С, что заставляет производить слив с системы в холодное время года предупреждая разрушение деталей под действием расширения воды при замерзании. /мин.
/мин.
 3801-01), включающим в себя стрелочные шкалы указывающие:
3801-01), включающим в себя стрелочные шкалы указывающие:
 Узел представляет собой корпус из листового металла с проёмом под ось руля.
Узел представляет собой корпус из листового металла с проёмом под ось руля.
 В первом случае происходит значительная потеря мощности и, соответственно, перерасход топлива. Во втором — двигатель может просто заклинить, что приведет к механическому разрушению ряда деталей.
В первом случае происходит значительная потеря мощности и, соответственно, перерасход топлива. Во втором — двигатель может просто заклинить, что приведет к механическому разрушению ряда деталей. В пользу тосола говорит и тот факт, что новенькие тракторы с завода поставляются покупателям именно с этой охлаждающей жидкостью.
В пользу тосола говорит и тот факт, что новенькие тракторы с завода поставляются покупателям именно с этой охлаждающей жидкостью. Кстати, операторы часто жалуются на проблему вытекания охлаждающей жидкости через контрольное сливное отверстие радиатора, а ведь сами же её и создают собственной небрежностью.
Кстати, операторы часто жалуются на проблему вытекания охлаждающей жидкости через контрольное сливное отверстие радиатора, а ведь сами же её и создают собственной небрежностью.
 В редких, скорее даже крайних, случаях можно залить и воду – талую, дождевую или обычную колодезную, но с добавлением кальцинированной соды (примерно 1-1,2 г на 1 литр воды).
В редких, скорее даже крайних, случаях можно залить и воду – талую, дождевую или обычную колодезную, но с добавлением кальцинированной соды (примерно 1-1,2 г на 1 литр воды).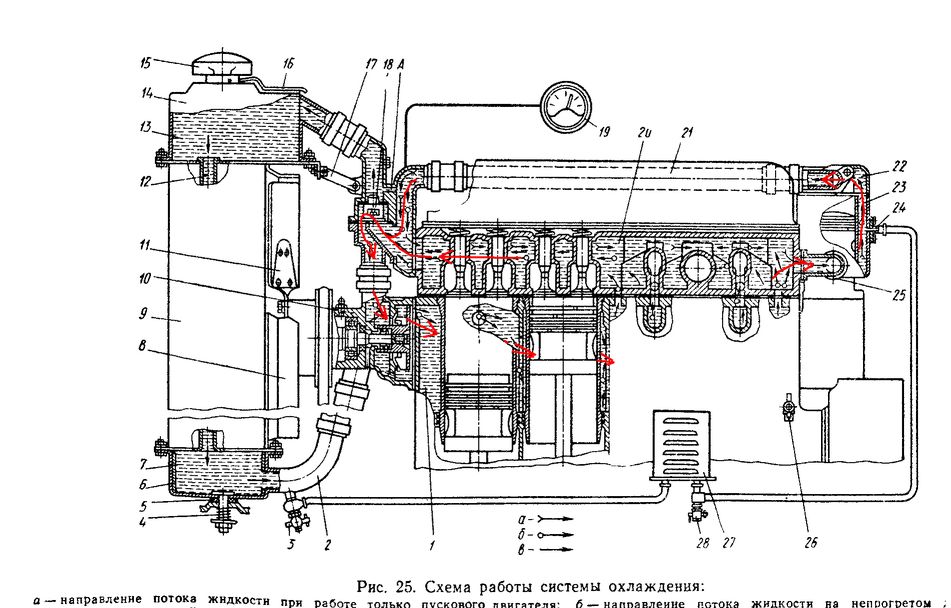


 Ее используют для перемещения, подъёма/спуска любых материалов, проведения монтажа, который отличается уровнем сложности. Такие действия проводят на закрытой территории: в мастерских, цехах, складах. Покупая мостовой кран, технические характеристики обязательны для изучения. Без этих знаний невозможно правильное использование грузоподъёмной установки.
Ее используют для перемещения, подъёма/спуска любых материалов, проведения монтажа, который отличается уровнем сложности. Такие действия проводят на закрытой территории: в мастерских, цехах, складах. Покупая мостовой кран, технические характеристики обязательны для изучения. Без этих знаний невозможно правильное использование грузоподъёмной установки. Это — техника специального назначения, задача которого подымать, опускать, перемещать груз. Составные элементы:
Это — техника специального назначения, задача которого подымать, опускать, перемещать груз. Составные элементы: На него влияет допустимая нагрузка, которая будет двигаться на протяжении периода эксплуатации оборудования. Кран мостового типа используют в мини-мастерской, цехах турбинного типа. Потому его показатель грузоподъёмности может достигать 250 тонн.
На него влияет допустимая нагрузка, которая будет двигаться на протяжении периода эксплуатации оборудования. Кран мостового типа используют в мини-мастерской, цехах турбинного типа. Потому его показатель грузоподъёмности может достигать 250 тонн. 40м – предел данного критерия. Допускается доставка кранов с несколькими пролетами. Они двигаются по балкам. При этом обязательно сохраняется изначальный уровень жесткости механизма.
40м – предел данного критерия. Допускается доставка кранов с несколькими пролетами. Они двигаются по балкам. При этом обязательно сохраняется изначальный уровень жесткости механизма.
 , 20т. и больше). Это подтверждается годами безупречной работы в данной сфере.
, 20т. и больше). Это подтверждается годами безупречной работы в данной сфере. Эти краны состоят из высококачественных компонентов, рассчитанных на то, чтобы выдерживать нагрузки при подъеме и перемещении тяжелых грузов. Двухбалочный мостовой кран большой мощности
Эти краны состоят из высококачественных компонентов, рассчитанных на то, чтобы выдерживать нагрузки при подъеме и перемещении тяжелых грузов. Двухбалочный мостовой кран большой мощности 
 Колесная нагрузка
Колесная нагрузка Колесная нагрузка
Колесная нагрузка Мы предлагаем гибкость в использовании двигателя, редуктора, подшипника и других марок, требуемых нашими клиентами. Благодаря нашему обширному опыту в нестандартной настройке, мы предлагаем модульные конструкции, которые можно адаптировать к различным потребностям, обеспечивая при этом надежную структуру и стандартизированное производство. Мы отдаем приоритет использованию всемирно известных и лучших китайских брендов, включая двигатели ABB/SEW/Siemens/Jiamusi/Xindali, редуктор SEW/Dongly и подшипники FAG/SKF/NSK/LYC/HRB для основных компонентов крана. Каждое изделие имеет сертификаты CE/ISO, что гарантирует надежную и качественную работу.
Мы предлагаем гибкость в использовании двигателя, редуктора, подшипника и других марок, требуемых нашими клиентами. Благодаря нашему обширному опыту в нестандартной настройке, мы предлагаем модульные конструкции, которые можно адаптировать к различным потребностям, обеспечивая при этом надежную структуру и стандартизированное производство. Мы отдаем приоритет использованию всемирно известных и лучших китайских брендов, включая двигатели ABB/SEW/Siemens/Jiamusi/Xindali, редуктор SEW/Dongly и подшипники FAG/SKF/NSK/LYC/HRB для основных компонентов крана. Каждое изделие имеет сертификаты CE/ISO, что гарантирует надежную и качественную работу.


 Он содержит информацию, которая может быть полезна покупателям и пользователям кранов, а также инженерам и архитекторам. Содержание состоит из семи разделов: общие спецификации, классификация работы крана, проектирование конструкции, механическое проектирование, электрооборудование, лист технических данных крана и глоссарий. Новейшая редакция этого документа включает обновленные сведения об электрических системах и средствах защиты от ветра.
Он содержит информацию, которая может быть полезна покупателям и пользователям кранов, а также инженерам и архитекторам. Содержание состоит из семи разделов: общие спецификации, классификация работы крана, проектирование конструкции, механическое проектирование, электрооборудование, лист технических данных крана и глоссарий. Новейшая редакция этого документа включает обновленные сведения об электрических системах и средствах защиты от ветра. Намерение CMAA Spec 78 состоит в том, чтобы установить более высокие стандарты производительности и повысить ожидания клиентов, связанные с обслуживанием мостовых кранов и связанного с ними подъемного оборудования. Включены подробные сведения о том, как правильно выполнить испытание под нагрузкой, которое проверяет, будет ли конкретный кран или подъемник безопасно выполнять свои функции, поддерживая нагрузку, равную его номинальной грузоподъемности. В публикации также разъясняются требования к предэксплуатационным проверкам и периодическим проверкам.
Намерение CMAA Spec 78 состоит в том, чтобы установить более высокие стандарты производительности и повысить ожидания клиентов, связанные с обслуживанием мостовых кранов и связанного с ними подъемного оборудования. Включены подробные сведения о том, как правильно выполнить испытание под нагрузкой, которое проверяет, будет ли конкретный кран или подъемник безопасно выполнять свои функции, поддерживая нагрузку, равную его номинальной грузоподъемности. В публикации также разъясняются требования к предэксплуатационным проверкам и периодическим проверкам.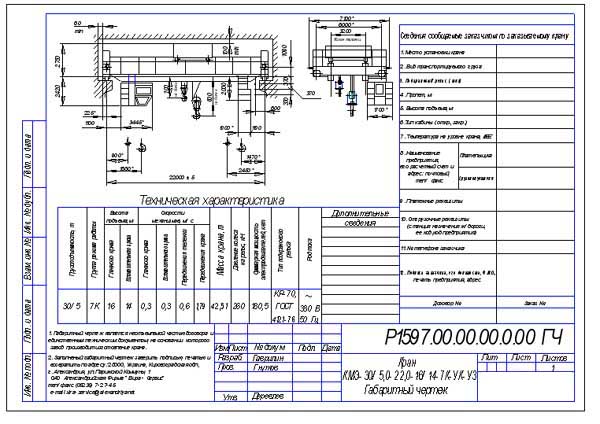 Кроме того, крановщики должны проходить как классное, так и практическое обучение принципам и методам эксплуатации крана. К ним относятся такелаж, ручные сигналы, запуск и остановка, управление нагрузками и многое другое. Спецификация CMAA 79также перечислены квалификации, необходимые для работы крановщиком, а также «должен и не должен» для операторов. Документ также включает список рекомендуемых передовых методов обеспечения безопасности.
Кроме того, крановщики должны проходить как классное, так и практическое обучение принципам и методам эксплуатации крана. К ним относятся такелаж, ручные сигналы, запуск и остановка, управление нагрузками и многое другое. Спецификация CMAA 79также перечислены квалификации, необходимые для работы крановщиком, а также «должен и не должен» для операторов. Документ также включает список рекомендуемых передовых методов обеспечения безопасности.

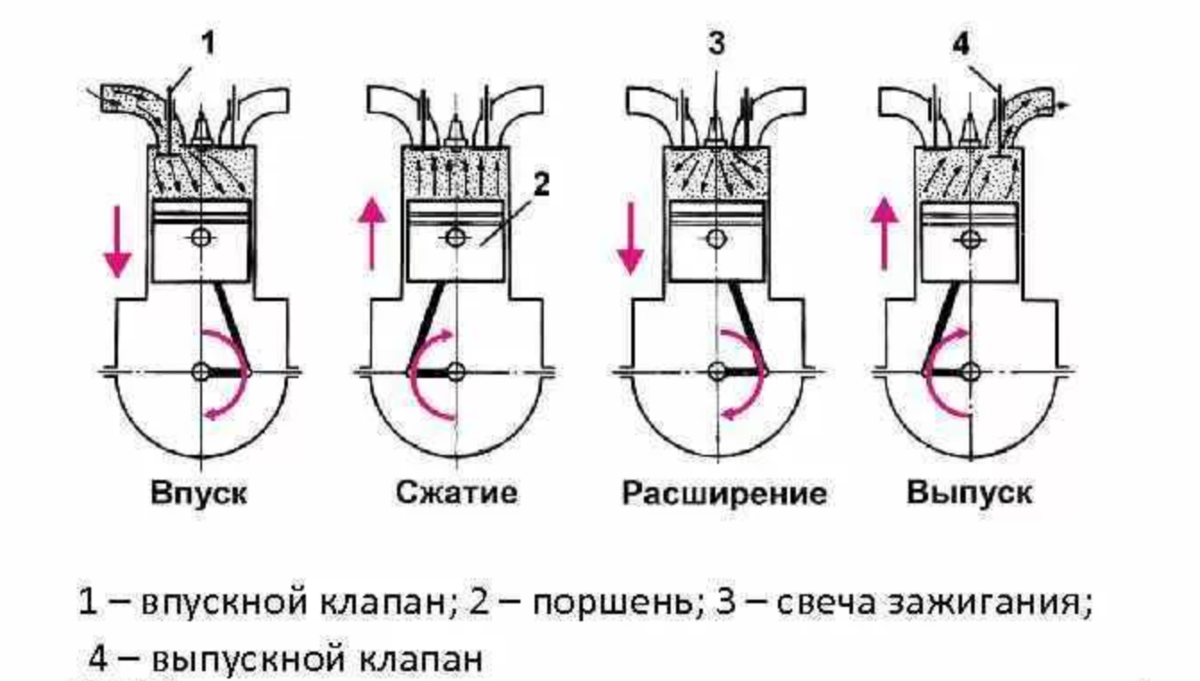 Впускной
Впускной
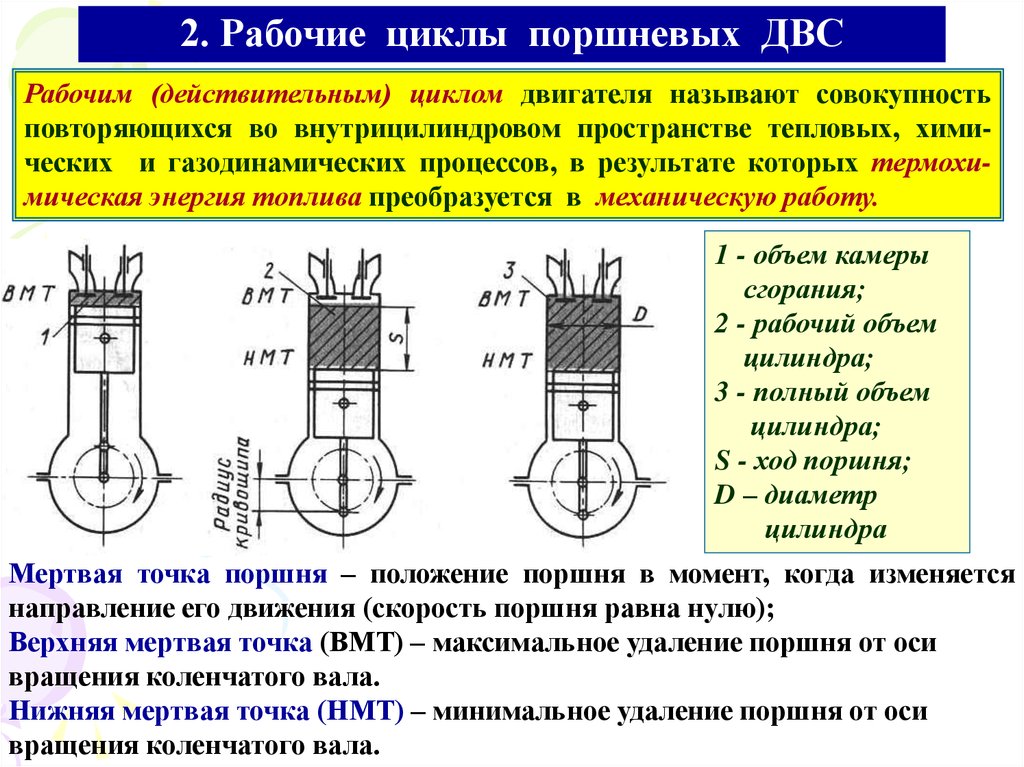 Из-за большой
Из-за большой Эти такты
Эти такты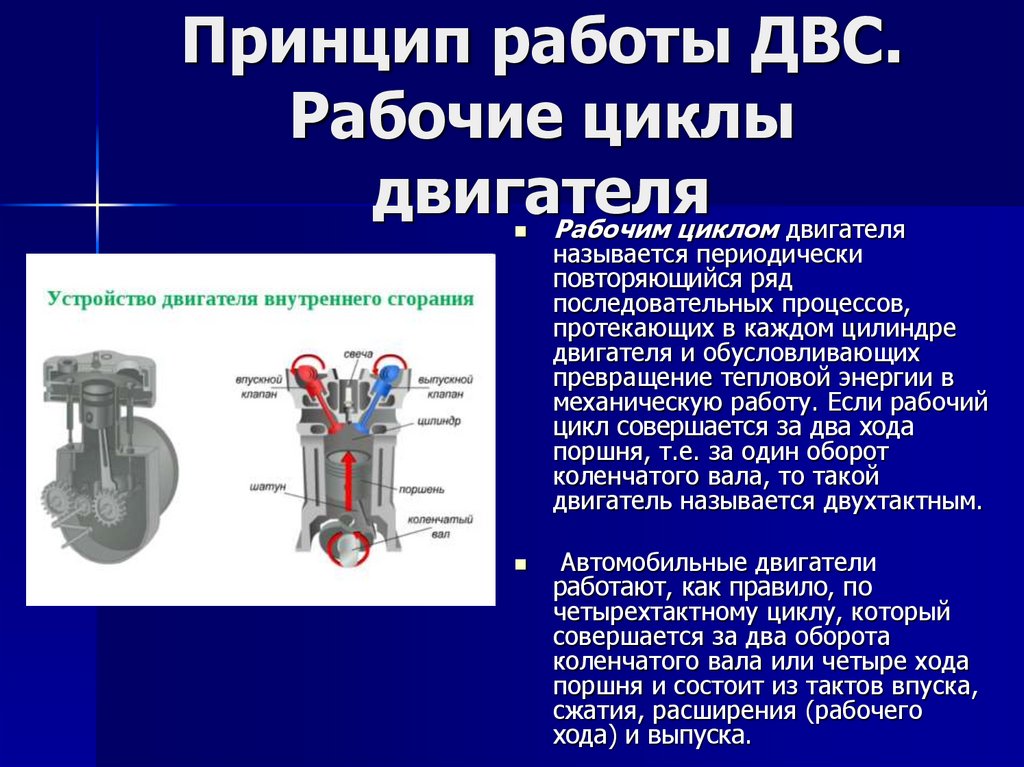 В конце рабочего
В конце рабочего Таким образом, во время второго
Таким образом, во время второго

 Давление в процессе впуска Рa = 0,85 ÷ 0,9 бар, температура ta = 30 ÷50 °C. В точке n закрывается впускной клапан, и процесс впуска заканчивается.
Давление в процессе впуска Рa = 0,85 ÷ 0,9 бар, температура ta = 30 ÷50 °C. В точке n закрывается впускной клапан, и процесс впуска заканчивается.
 Образовавшиеся при сгорании топлива газы, обладающие значительной внутренней энергией, расширяются. В результате этого поршень перемешается к н.м.т., совершая рабочий ход.
Образовавшиеся при сгорании топлива газы, обладающие значительной внутренней энергией, расширяются. В результате этого поршень перемешается к н.м.т., совершая рабочий ход.
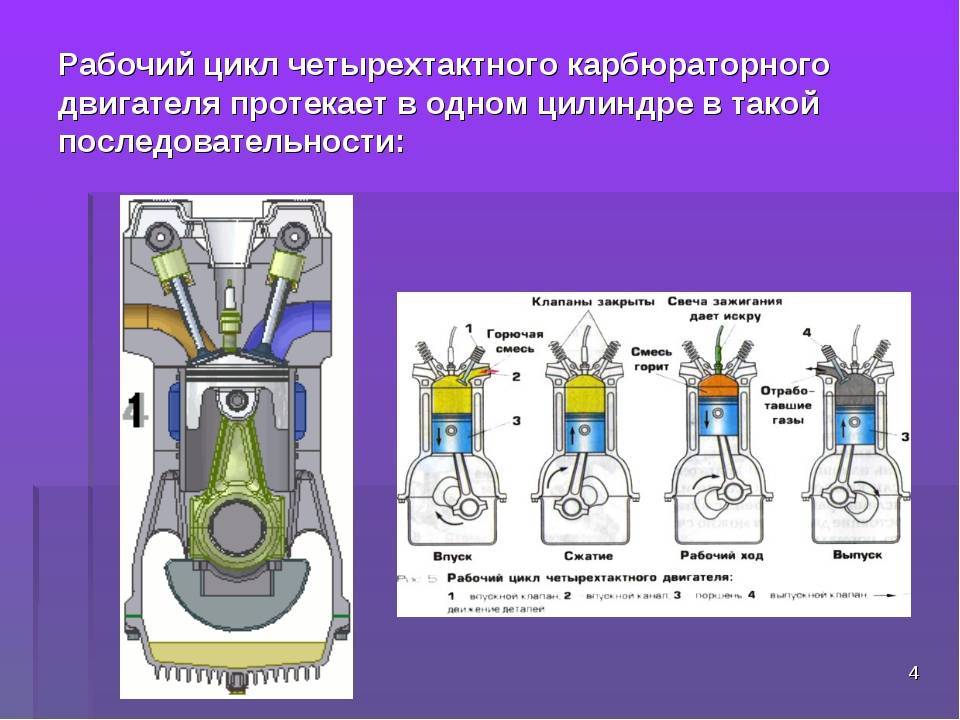

 Во время этого цикла коленчатый вал вращается один раз, а поршень поднимается и опускается один раз, чтобы зажечь свечу зажигания.
Во время этого цикла коленчатый вал вращается один раз, а поршень поднимается и опускается один раз, чтобы зажечь свечу зажигания.

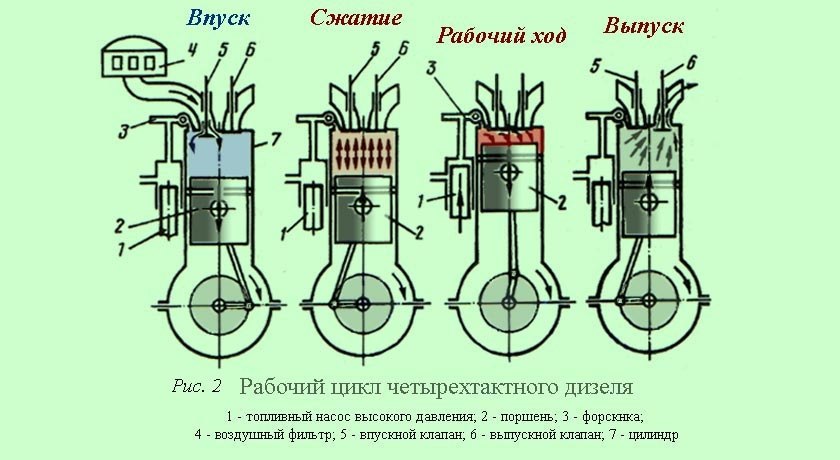
 8
8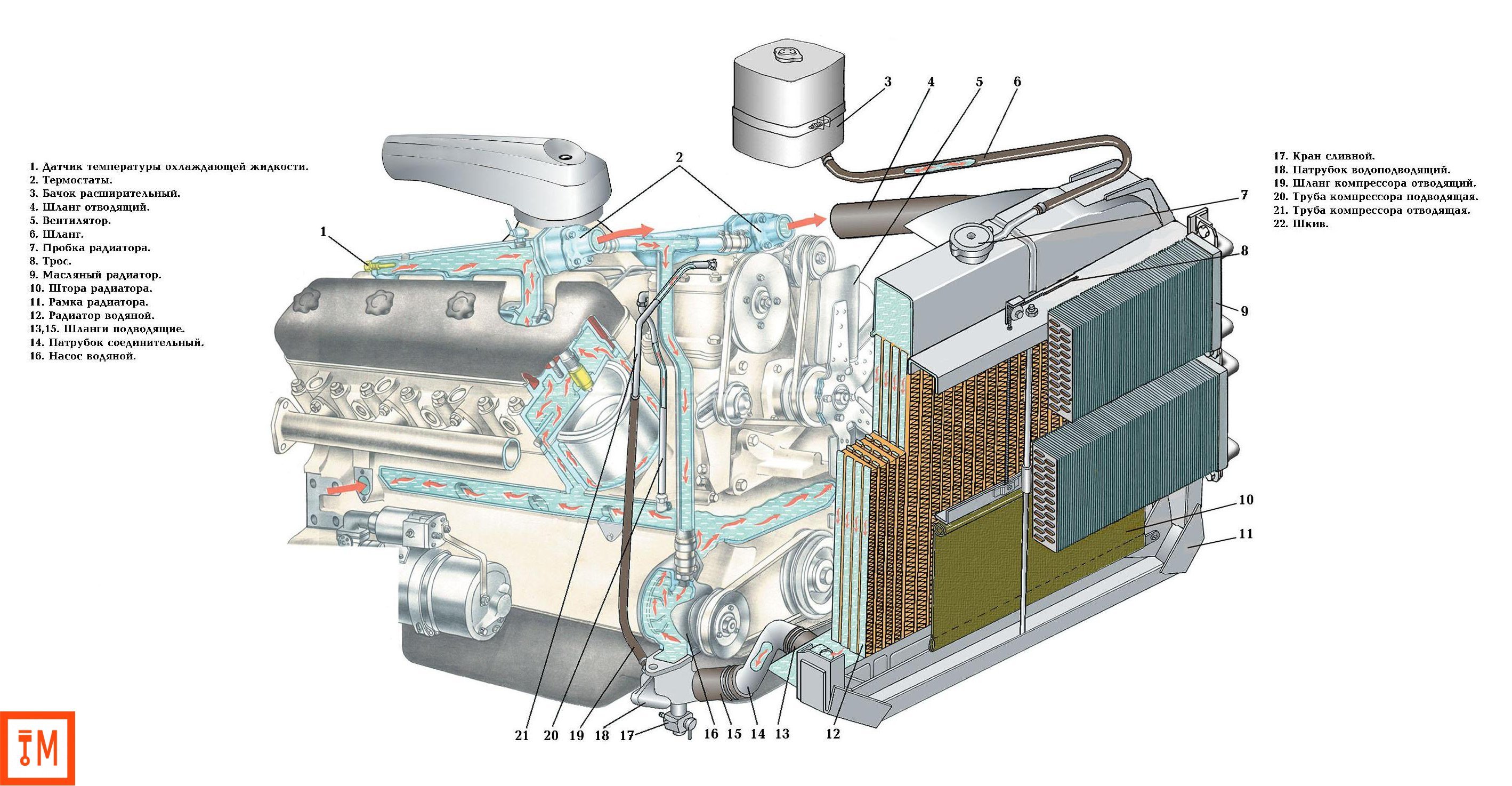 ДГУ предназначена для эксплуатации в основном режиме, когда отсутствует присоединение к основной магистрали и в резервном режиме, как страховка на время отключения электричества по главному источнику.
ДГУ предназначена для эксплуатации в основном режиме, когда отсутствует присоединение к основной магистрали и в резервном режиме, как страховка на время отключения электричества по главному источнику.
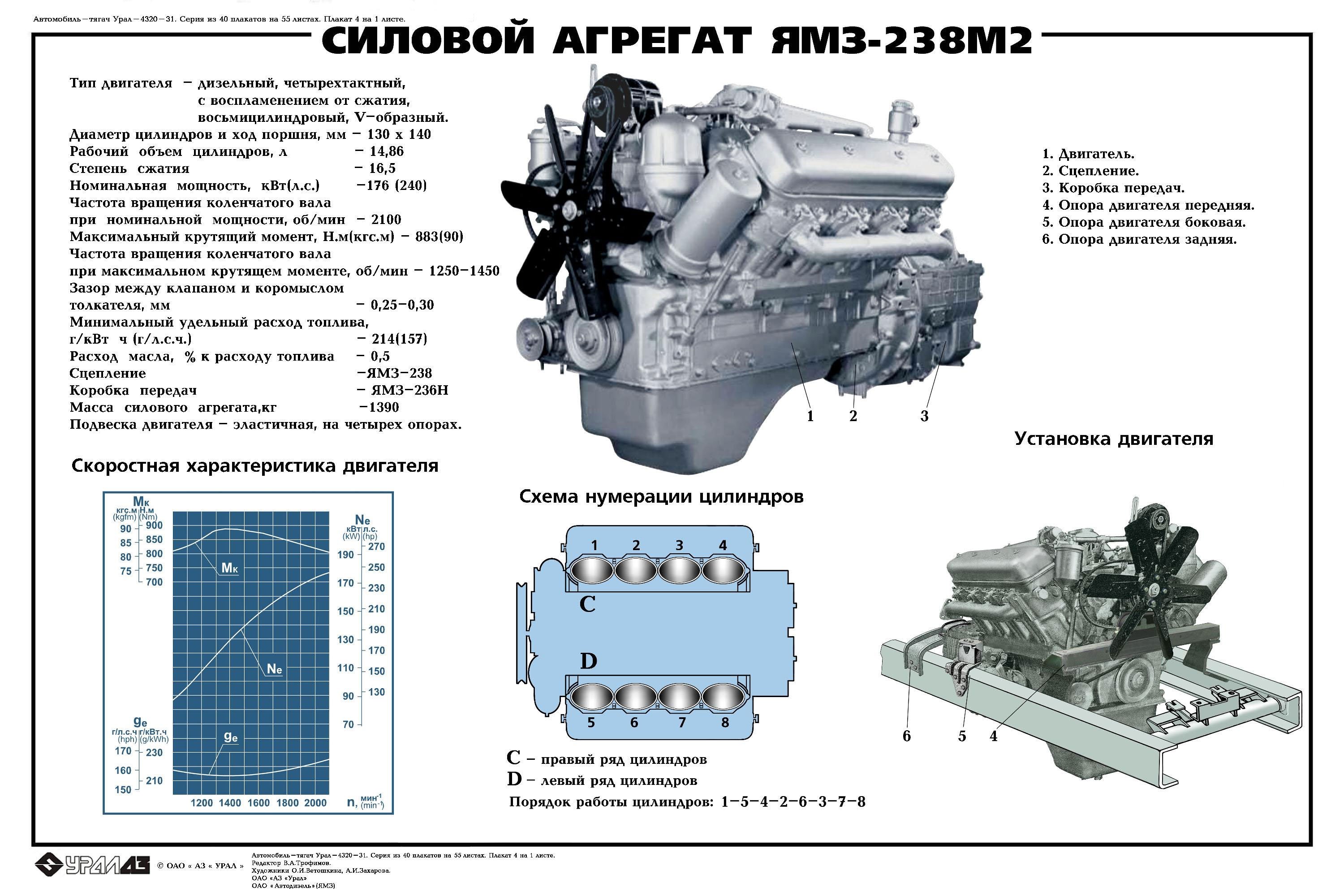
 Показатели ниже 300кПа – сигнал о неисправности смазочной системы.
Показатели ниже 300кПа – сигнал о неисправности смазочной системы.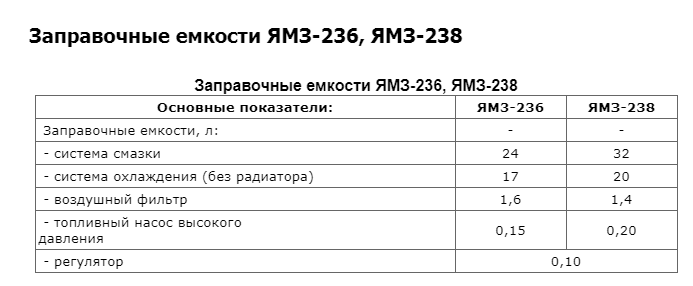 В противном случае двигатель может проявить не самые лучшие свои качества, например, начать выбрасывать тосол.
В противном случае двигатель может проявить не самые лучшие свои качества, например, начать выбрасывать тосол.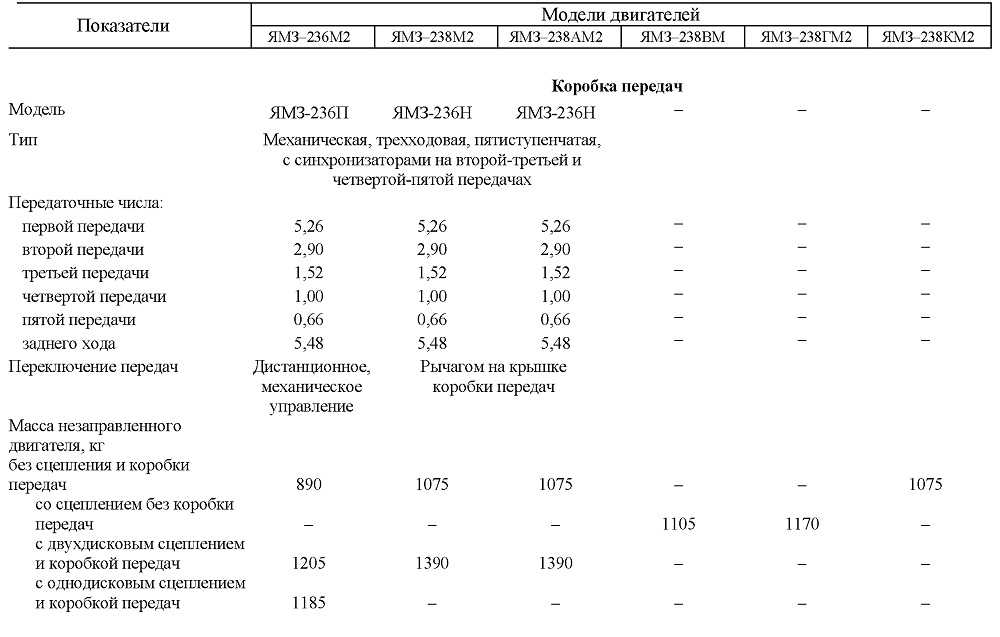 Поехали:
Поехали: Это одна из самых распространённых болячек ЯМЗ-238. Иногда трещины настолько малы, что могут быть незаметны невооружённым глазом. Кроме того, причиной «выплёвывания» тосола в различных формах могут быть воздушные пробки или засорение системы охлаждения.
Это одна из самых распространённых болячек ЯМЗ-238. Иногда трещины настолько малы, что могут быть незаметны невооружённым глазом. Кроме того, причиной «выплёвывания» тосола в различных формах могут быть воздушные пробки или засорение системы охлаждения.  Кроме того, интернет полон видео, которые помогут разобраться.
Кроме того, интернет полон видео, которые помогут разобраться.

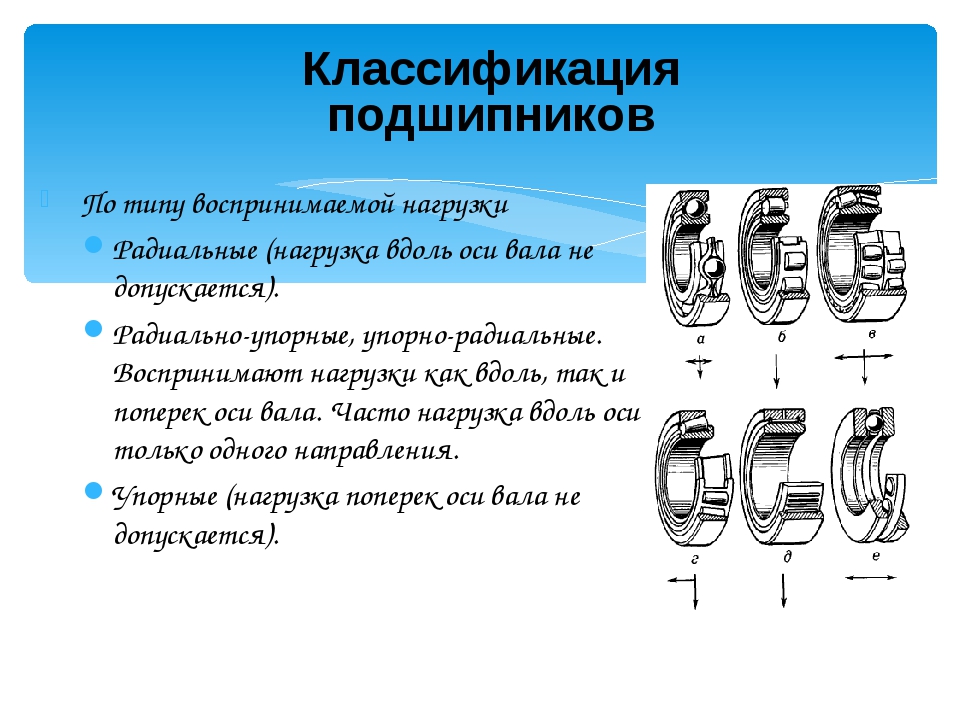
 В результате, использование подшипников может привести к значительной экономии затрат на техобслуживание и ремонт.
В результате, использование подшипников может привести к значительной экономии затрат на техобслуживание и ремонт.
 Здесь действует тот же принцип. Подшипники качения используются для облегчения свободного движения деталей во вращательном движении.
Здесь действует тот же принцип. Подшипники качения используются для облегчения свободного движения деталей во вращательном движении. Подшипники качения можно разделить на два основных типа: шариковые и роликовые.
Подшипники качения можно разделить на два основных типа: шариковые и роликовые.

 е. диаметр отверстия, определяется в начале.
е. диаметр отверстия, определяется в начале.  )
) В таких случаях требуются подшипники класса точности 5 или выше.
В таких случаях требуются подшипники класса точности 5 или выше.
 Ниже приведен общий порядок подшипников при сравнении допустимого углового смещения:
Ниже приведен общий порядок подшипников при сравнении допустимого углового смещения: 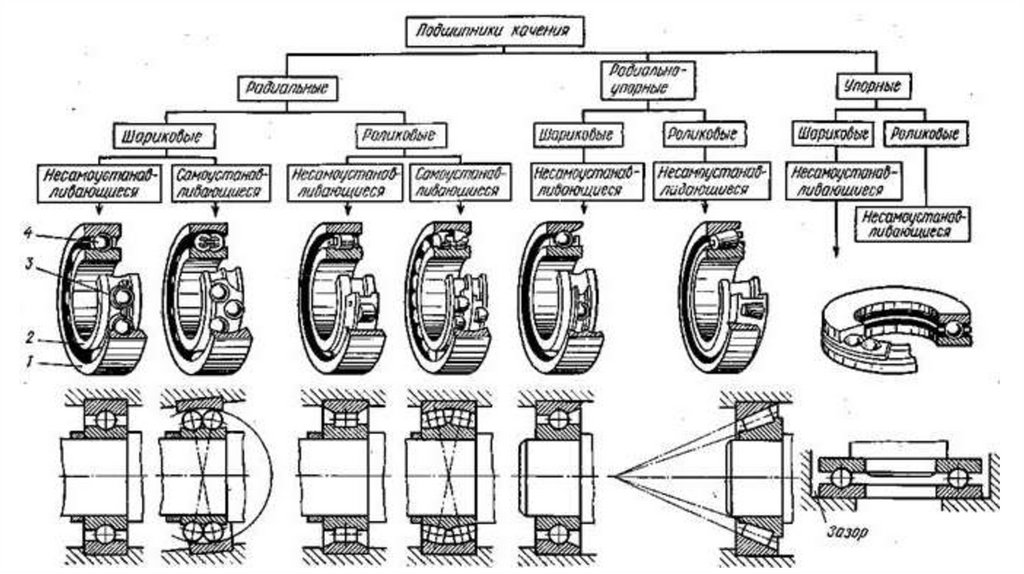 3-1 Размер радиального подшипника серии
3-1 Размер радиального подшипника серии

 На одном сайте меня спросили о различных типах подшипников скольжения и их обычном использовании. Подшипники скольжения имеют простую конструкцию, но сложную конструкцию. Они являются отличным выбором для промышленных приложений, где высокая нагрузка, длительный срок службы и низкие эксплуатационные расходы имеют решающее значение для производительности.
На одном сайте меня спросили о различных типах подшипников скольжения и их обычном использовании. Подшипники скольжения имеют простую конструкцию, но сложную конструкцию. Они являются отличным выбором для промышленных приложений, где высокая нагрузка, длительный срок службы и низкие эксплуатационные расходы имеют решающее значение для производительности. Они функционируют посредством скользящего действия.
Они функционируют посредством скользящего действия.
