Главная » Разное » Что понимают под структурой металла
Сборник микроструктур металлов и сплавов
Мы в Компании «Металл-экспертиза» ежедневно изучаем структуры различных металлов и сплавов: от обыкновенной феррито-перлитной стали до титановых сплавов типа ВТ6 с альфированным слоем после высокотемпературного нагрева.
Не все эти работы мы выкладываем, так как многие из них слишком специфичны и вряд ли бы стали интересными широкому кругу наших читателей. А вот сами изображения микроструктур металлов наверняка понравятся почти всем, тем более практически невозможно в настоящий момент найти сборник структур разных сплавов в одном месте. Поэтому тот, вроде бы, побочный материал, который мы получаем при проведении экспертиз, является настоящей находкой для тех кому интересно металловедение. И было бы настоящим преступлением не выложить его в открытый доступ. Ведь металлография столь многогранна по причине того, что структура металла зависит не только от его вида, но ещё и от той термической обработки, которой данный металл или сплав подвергли.
Данная статья будет постоянно обновляться – мы будем добавлять новые изображения микроструктур. Более подробное описание структур вы сможете посмотреть в отдельных мини-статьях, перейдя по соответствующей ссылке (если ссылка еще не активна, значит описание еще не готово, и мы работаем над ним). Общие принципы металлографического анализа освещены в этой статье.
1.Сталь
1.1.Феррит с перлитом, описание структуры
Сталь 08кп (0,07%С). Малое количество перлита. При большем увеличении
хорошо различимо пластинчатое строение перлита.
Ст3кп (0,18%С). Перлита значительно больше, чем в стали 08кп, так как содержание углерода почти в три раза выше.
Сталь 50 (0,53%С). Перлит занимает больше половины объема.
1.2.Аустенит, описание структуры
Сталь 12Х18Н10Т. Данная сталь иммеет аустенитную структуру за счет аустенитобразующего элемента — никеля. Цветная фотография дана для примера.
Сталь 12Х18Н10Т. Хорошо видны двойники, характерные для аустенита.
Сталь 110Г13Л или так называемая сталь «Гатфильда».
Сталь 110Г13Л. Зерна аустенита имеют более округлую форму, чем у аустенита никелевых сталей. На границах осели частицы упрочняющей фазы.
2.Чугун
2.1.Серый чугун, описание структуры
ЧНХМД, основа перлитная, пластинчатый графит. Структура без травления и с травлением.
ЧНХМД, основа перлитная, пластинчатый графит.
ЧНХМД, основа феррито-перлитная, пластинчатый графит.
Чугун СЧ20, основа ферритная, графит вермикулярный, частично пластинчатый гнёздообразной формы. Литое состояние (без отжига), расположение графита междендритное.
ВЧ100, основа ферритная, шаровидный графит.
3.Медь и ее сплавы
3.1.Медь, описание структуры
Медь марки М1.
3.2.Латунь, описание структуры
ЛЦ40С, альфа+бета латунь.
4.Сплавы алюминия, описание структуры
Сплав Д16Т. Хорошо видна деформация зерен вдоль направления проката.
Сплав АД31. Состояние после отжига.
<<<предыдущая статья следующая статья>>>
сталь | Состав, свойства, типы, марки и факты
Основной металл: железо
Изучение производства и структурных форм железа от феррита и аустенита до легированной стали
Железная руда является одним из самых распространенных элементов на Земле, и одно из основных ее применений — производство стали. В сочетании с углеродом железо полностью меняет свой характер и становится легированной сталью.
Encyclopædia Britannica, Inc. Посмотреть все видеоролики к этой статье
Основным компонентом стали является железо, металл, который в чистом виде не намного тверже меди.За исключением крайних случаев, железо в твердом состоянии, как и все другие металлы, является поликристаллическим, то есть состоит из множества кристаллов, которые соединяются друг с другом на своих границах. Кристалл — это упорядоченное расположение атомов, которое лучше всего можно представить как сферы, соприкасающиеся друг с другом. Они упорядочены в плоскостях, называемых решетками, которые определенным образом пронизывают друг друга. Для железа структуру решетки лучше всего можно представить в виде единичного куба с восемью атомами железа в углах. Для уникальности стали важна аллотропия железа, то есть его существование в двух кристаллических формах.В объемно-центрированном кубе (ОЦК) в центре каждого куба находится дополнительный атом железа. В расположении гранецентрированного куба (ГЦК) есть один дополнительный атом железа в центре каждой из шести граней единичного куба. Существенно, что стороны гранецентрированного куба или расстояния между соседними решетками в ГЦК-схеме примерно на 25 процентов больше, чем в ОЦК-схеме; это означает, что в структуре ГЦК больше места, чем в структуре БЦК, для хранения посторонних ( i.е., легирующих) атомов в твердом растворе.
Железо имеет аллотропию ОЦК ниже 912 ° C (1674 ° F) и от 1394 ° C (2541 ° F) до точки плавления 1538 ° C (2800 ° F). Называемое ферритом, железо в его ОЦК-образовании также называется альфа-железом в более низком температурном диапазоне и дельта-железом в более высокотемпературной зоне. Между 912 ° и 1394 ° C железо находится в порядке ГЦК, которое называется аустенитом или гамма-железом. Аллотропное поведение железа сохраняется, за некоторыми исключениями, в стали, даже когда сплав содержит значительные количества других элементов.
Существует также термин бета-железо, который относится не к механическим свойствам, а, скорее, к сильным магнитным характеристикам железа. При температуре ниже 770 ° C (1420 ° F) железо является ферромагнитным; температуру, выше которой он теряет это свойство, часто называют точкой Кюри.
Получите эксклюзивный доступ к контенту из нашего первого издания 1768 с вашей подпиской. Подпишитесь сегодня
В чистом виде железо мягкое и, как правило, не используется в качестве конструкционного материала; основной метод его упрочнения и превращения в сталь — добавление небольшого количества углерода.В твердой стали углерод обычно присутствует в двух формах. Либо он находится в твердом растворе в аустените и феррите, либо находится в виде карбида. Форма карбида может быть карбидом железа (Fe 3 C, известный как цементит) или карбидом легирующего элемента, такого как титан. (С другой стороны, в сером чугуне углерод проявляется в виде хлопьев или кластеров графита из-за присутствия кремния, подавляющего образование карбидов.)
Влияние углерода лучше всего иллюстрируется диаграммой равновесия железо-углерод. Линия A-B-C представляет точки ликвидуса (, т.е. температуры, при которых расплавленное железо начинает затвердевать), а линия H-J-E-C представляет точки солидуса (при которых затвердевание завершается). Линия A-B-C показывает, что температура затвердевания снижается по мере увеличения содержания углерода в расплаве железа. (Это объясняет, почему серый чугун, содержащий более 2 процентов углерода, обрабатывается при гораздо более низких температурах, чем сталь.) Расплавленная сталь, например, с содержанием углерода 0.77 процентов (показано вертикальной пунктирной линией на рисунке) начинают затвердевать при температуре около 1475 ° C (2660 ° F) и полностью затвердевают при температуре около 1400 ° C (2550 ° F). С этого момента все кристаллы железа находятся в аустенитном — т. Е. ГЦК — расположении и содержат весь углерод в твердом растворе. При дальнейшем охлаждении происходит резкое изменение примерно при 727 ° C (1341 ° F), когда кристаллы аустенита превращаются в тонкую пластинчатую структуру, состоящую из чередующихся пластинок феррита и карбида железа. Эта микроструктура называется перлитом, а изменение называется эвтектоидным превращением. Перлит имеет твердость алмазной пирамиды (DPH) приблизительно 200 килограммов-сил на квадратный миллиметр (285 000 фунтов на квадратный дюйм), по сравнению с DPH 70 килограммов-сил на квадратный миллиметр для чистого железа. Охлаждение стали с более низким содержанием углерода (, например, 0,25 процента) приводит к получению микроструктуры, содержащей около 50 процентов перлита и 50 процентов феррита; он мягче, чем перлит, с DPH около 130.Сталь с содержанием углерода более 0,77 процента, например 1,05 процента, содержит в своей микроструктуре перлит и цементит; он тверже перлита и может иметь DPH 250.
Диаграмма равновесия железо-углерод.
Encyclopædia Britannica, Inc. .
Типы семантических компонентов
Ведущий семантический компонент в семантической структуре слова обычно называют денотативным компонентом (также может использоваться термин ссылочный компонент ). Денотативный компонент выражает концептуальное содержание слова.
В следующем списке представлены денотативные компоненты некоторых английских прилагательных и глаголов:
Обозначительные компоненты
одинокий, прил.> в одиночку, без компании
пресловутый, прил. > широко известный
празднуется, прил. > широко известный
в блики, в.> Смотреть
посмотреть, v. > посмотреть
дрожать, v.> Дрожать
дрожать, v.> Дрожать
Совершенно очевидно, что определения, приведенные в правом столбце, лишь частично и не полностью описывают значения соответствующих им слов.Чтобы дать более или менее полное представление о значении слова, необходимо включить в схему анализа дополнительные семантические компоненты, которые именуются коннотациями, или коннотативными компонентами.
Дополним семантические структуры приведенных выше слов, введя коннотативные компоненты в схемы их семантических структур.
Приведенные выше примеры показывают, как, выделяя денотативные и коннотативные компоненты, можно получить достаточно ясную картину того, что на самом деле означает это слово.Схемы, представляющие семантические структуры glare, shiver, shudder , также показывают, что значение может иметь два или более коннотативных компонента.
Приведенные примеры не исчерпывают все типы коннотаций, но представляют лишь некоторые из них: эмоциональные, оценочные коннотации, а также коннотации продолжительности и причины. (Более подробную классификацию коннотативных компонентов значения см. В главе 10.)
Значение и контекст
В начале параграфа «Многозначность» мы обсудили достоинства и недостатки этого языкового явления.Один из наиболее важных «недостатков» многозначных слов состоит в том, что иногда существует вероятность недопонимания, когда слово используется в одном значении, но принимается слушателем или читателем в другом. Вполне естественно, что в таких ящиках есть материал, из которого сделаны анекдоты, например, следующие:
Заказчик. Я бы хотел книгу, пожалуйста.
Книготорговец. Что-нибудь легкое?
Заказчик. Это не имеет значения.Моя машина со мной.
В этом разговоре покупателя честно вводит в заблуждение многозначность прилагательного light , понимая его в буквальном смысле, тогда как продавец книг использует это слово в переносном значении «несерьезно; развлекательно».
В следующем анекдоте один из выступающих делает вид, что неправильно понял своего собеседника, основываясь на своей гневной реплике на многозначности существительного kick:
Критик начал уходить в середине второго акта пьесы.
«Не уходи», — сказал менеджер. «Я обещаю, что в следующем акте будет потрясающий удар».
«Хорошо», — был ответ, — «отдай автору». 1
Вообще говоря, общеизвестно, что контекст является мощным средством предотвращения любого неправильного понимания значений. Например, прилагательное унылый, , если оно используется вне контекста, будет означать для разных людей разные вещи или вообще ничего. Только в сочетании с другими словами он раскрывает свое истинное значение: тусклый зрачок, тупая игра, тупое лезвие, мутная погода, и т. Д.Однако иногда такой минимальный контекст не раскрывает значение слова, и его можно правильно интерпретировать только через то, что профессор Н. Амосова назвала контекстом второй степени [1], как в следующем примере: Человек был крупный, но жена была еще толще. Слово жирнее здесь служит своеобразным индикатором, указывающим на то, что большой описывает толстого человека, а не большого.
Текущие исследования семантики в значительной степени основаны на предположении, что одним из наиболее многообещающих методов исследования семантической структуры слова является изучение линейных отношений слова с другими словами в типичных контекстах, т.е.е. его совместимость или совмещаемость.
Ученые установили, что семантика слов, характеризующихся общими встречами (т. Е. Слова, которые регулярно появляются в общих контекстах), коррелирована, и, следовательно, одно из слов в такой паре может быть изучено через другое.
Таким образом, если кто-то намеревается исследовать семантическую структуру прилагательного, лучше всего рассмотреть прилагательное в его наиболее типичных синтаксических образцах A + N (прилагательное + существительное) и N + l + A (существительное + связать глагол + прилагательное) и тщательно изучить значения существительных, с которыми часто используется прилагательное.
Например, изучение типичных контекстов прилагательного bright в первом паттерне даст нам следующие наборы: a) bright color (цветок, платье, шелк и т. Д.), B) bright metal ( золото, драгоценности, доспехи и т. д.), в) ярких, учеников (учеников, мальчиков, товарищей и т.д.), г) ярких, лиц (улыбка, глаза и т.д.) и некоторые другие. Эти наборы приведут нас к выделению значений прилагательного, относящегося к каждому набору комбинаций: а) интенсивный по цвету, б) сияющий, в) способный, г) веселый и т. Д.
Для переходного глагола, с другой стороны, рекомендуется шаблон V + N (глагол + прямой объект, выражаемый существительным). Если, например, нашим объектом исследования являются глаголы производить, создавать, составлять, , правильной процедурой будет рассмотрение семантики существительных, которые используются в шаблоне с каждым из этих глаголов: что это такое что производится? создано? составлен?
Существует интересная гипотеза о том, что семантика слов, регулярно используемых в общих контекстах (например,г. ярких цветов, чтобы построить дом, создать произведение искусства, и т. Д.) Настолько тесно взаимосвязаны, что каждый из них как бы постоянно отражается на значении своего соседа. Если глагол для создания часто используется с объектом music, , не естественно ли ожидать, что определенные музыкальные ассоциации сохранятся в значении глаголов – compose?
Отметьте также, насколько тесно отрицательная оценочная коннотация прилагательного пресловутый связана с отрицательной коннотацией существительных, с которыми оно обычно ассоциируется: печально известный преступник, вор, гангстер, игрок, сплетник, лжец, скряга, и др.
Все это приводит нас к выводу, что контекст — хороший и надежный ключ к значению слова. Тем не менее, даже приведенные выше шутки показывают, насколько вводящий в заблуждение этот ключ может оказаться в некоторых случаях. И здесь перед нами две опасности. Первый — это явное непонимание, когда говорящий имеет в виду одно, а слушатель принимает слово в другом значении.
Вторая опасность связана не с процессом коммуникации, а с исследовательской работой в области семантики.Распространенная ошибка неопытного исследователя — видеть в каждом новом наборе комбинаций разное значение. Вот загадочный вопрос, чтобы проиллюстрировать, что мы имеем в виду. Ср .: злой человек, гневное письмо. прилагательное злой используется в одном и том же значении в обоих контекстах или в двух разных значениях? Некоторые люди скажут «два» и будут утверждать, что, с одной стороны, сочетаемость различна: (человек имя человека; буква имя объекта), а с другой стороны, буква не может вызывать гнев. Правда, не может; но он может очень хорошо передать гнев человека, написавшего его. Что касается возможности комбинирования, главное, что слово может реализовывать одно и то же значение в различных наборах сочетаемости. Например, в парах веселые дети, веселый смех, веселые лица, веселые песни прилагательное веселый передает одно и то же понятие хорошего настроения, независимо от того, испытываются ли они непосредственно детьми (в первой фразе) или косвенно выражаются через веселые лица, смех и песни других словесных групп.
Задача различения различных значений слова и различных вариаций сочетаемости (или, в традиционной терминологии, различных употреблений слова), на самом деле является вопросом выделения различных значений в семантической структуре слова.
См .: 1) грустная женщина,
2) грустный голос,
3) мешок? рассказ,
4) мерзавец печальный (= неисправимый негодяй)
5) грустная ночь (= темная, черная ночь, арка. поэт.)
Сколько значений sad вы можете распознать в этих контекстах? Очевидно, что первые три контекста имеют общее обозначение печали, тогда как в четвертом и пятом контекстах обозначения различны. Итак, в этих пяти контекстах мы можем выделить три значения sad.
Все это приводит нас к выводу, что контекст не является окончательным критерием значения и его следует использовать в сочетании с другими критериями.В настоящее время в семантических исследованиях широко используются различные методы компонентного анализа: дефиниционный анализ, трансформационный анализ, распределительный анализ. Тем не менее, контекстный анализ остается одним из основных исследовательских методов определения семантической структуры слова.
Упражнения
.
ГЛАВА III. СИНТАКТИЧЕСКИЙ УРОВЕНЬ
Основные характеристики приговора. Синтаксические SD. Срок предложения. Однословные предложения. Структура предложения. Пунктуация. Расположение членов приговора. Риторический вопрос. Виды повторения. Параллельные конструкции. Хиазм. Инверсия. Саспенс. Отряд. Полнота структуры предложения. Многоточие. Односементные предложения. Конструкции Апокоину. Сломать. Типы подключения. Полисиндетон. Асиндетон. Приложение
Стилистическое изучение синтаксиса начинается с изучения длины и структуры предложения.Оказывается, длина любой языковой единицы является очень важным фактором в обмене информацией, поскольку человеческий мозг может получать и передавать информацию только в том случае, если последняя перемежается паузами.
Теоретически предложение может быть любой длины, так как нет лингвистических ограничений для его роста, поэтому даже чудовищные конструкции из нескольких сотен слов в каждом технически следует рассматривать как предложения.
Действительно, психологически ни один читатель не готов воспринимать как синтаксическое целое те предложения, в которых знак препинания точки стоит после 124-го слова (Джойс Кэрол Оутс. Дорогие люди), или 128-е слово (Э. Хемингуэй. Короткая счастливая жизнь Фрэнсиса Макомбера), или 256-е слово (Т. Пинчон. Плач лота 49), или 631-е слово (Н. Мейлер Почему мы во Вьетнаме?), или даже после 45 целых страниц текста (Дж. Джойс. Ulysses).
Невозможно указать верхний предел длины предложения, мы точно знаем, что его нижняя отметка составляет одно слово. Однословные предложения обладают очень сильным эмфатическим воздействием, поскольку их единственное слово имеет и словесное ударение, и ударение в предложении.Слово, составляющее предложение, также приобретает свою собственную интонацию предложения, которая также помогает выдвинуть на передний план содержание. Ср .: «Они могли бы поддерживать магазин на Минден-стрит до тех пор, пока не получат извещение о закрытии, что может быть не раньше двух лет. Или они могли бы подождать и посмотреть, какие альтернативные помещения будут предложены. Если место будет хорошим. — Если. Или. И, что неизбежно, займ денег. » (J.Br.) Как видите, даже синсемантические союзы, получившие статус предложений, заметно повышаются в своей семантической и выразительной ценности.
Резкие смены коротких предложений на длинные, а затем обратно создают очень сильный эффект напряжения и неизвестности, так как они служат для создания нервного, неровного, рваного ритма высказывания.
Нет прямой или непосредственной корреляции между длиной и структурой предложения: короткие предложения могут быть структурно сложными, а длинные, напротив, могут иметь только одну пару подлежащее-предикат. Ср .: «В окна брэг-шопа Восьмая улица выглядела чрезвычайно оживленной: семьи, несущиеся к центру города, с флагами в руках детей, мама и папа в праздничных нарядах и свободно потеют, патриархальные автомобили соседних фермеров полны накрахмаленной молодежи и задрапированы овсянкой.»(J.R.) Почти 50 слов этого предложения сгруппированы вокруг одного центра подлежащего-предикатного» Восьмая улица выглядела оживленной «.
В то же время очень короткие предложения могут содержать два и более предложений, т.е. могут быть сложными, как мы наблюдаем в следующих случаях: «Он обещал, что придет, если копы уйдут». (J.B.) «Их отец, который был самым бедным человеком в городе, продолжал шутить, когда его угощали пивом». (А.С.) Тем не менее, чаще всего большие длины идут вместе со сложными структурами.
Не только ясность и понятность предложения, но и его выразительность зависят от положения составляющих его предложений. Итак, если предложение начинается с основного предложения, за которым следуют зависимые единицы, такая структура называется свободно, менее выразительна и очень характерна для неформального письма и разговора. Периодические предложения, напротив, открываются придаточными предложениями, абсолютными и причастными конструкциями, при этом главное предложение удерживается до конца.Такие конструкции известны своей акцентностью и используются в основном в творческой прозе. Подобное структурирование начала предложения и его конца дает сбалансированных предложений, известных тем, что они подчеркивают логику и аргументацию содержания и поэтому предпочтительны в публицистической литературе.
Слово, выходящее из словаря, чтобы стать членом предложения, обычно теряет свою многозначность и актуализирует только одно из своих значений в контексте. То же самое и с синтаксической валентностью: член предложения выполняет одну синтаксическую функцию.Однако бывают случаи, когда синтаксическая амбивалентность сохраняется некоторыми членами предложения, что создает семантическую двусмысленность, поскольку допускает, по крайней мере, два разных прочтения предложения. В известной ныне цитате Н. Хомского «Расстрел охотников …» вторую часть можно рассматривать и как атрибут («чей стрелял» = кто стрелял), так и как объект («чей стрелял» = кто стрелял. выстрел). Еще одно предложение, составленное Ю. Апресяна для доказательства эффективности трансформационных процедур демонстрирует гораздо большую синтаксическую амбивалентность, поскольку практически каждый из ее членов может рассматриваться как играющий более одной синтаксической роли, что доводит общее количество возможных прочтений предложения до 32 семантических вариантов. Вот: » «.
Иногда синтаксическая амбивалентность, такая как игра слов на лексическом уровне, является преднамеренной и используется для достижения юмористического эффекта. Сф .: «Вы хотите, чтобы я переспал с вами в комнате?» (Б.Ш.) В зависимости от функции «с тобой» предложение может читаться «спать с тобой! В комнате» (а не в поле или в саду) или «спать с тобой в саду». комнату »(и не наедине с мамой). Решение находится за читателем и объясняется в устном общении соответствующей паузой и интонацией.Для их передачи в письменной форме речи используется порядка слов и знаков препинания , .
Возможности интонации намного богаче, чем возможности пунктуации. В самом деле, одна интонация может создавать, добавлять, изменять, перевертывать как логическую, так и эмоциональную информацию высказывания. Пунктуация гораздо беднее, и она используется не сама по себе, а для подчеркивания и обоснования лексических и синтаксических значений компонентов предложения. Восклицательные знаки и вопросов, точки, тире помогают уточнить значение письменного предложения, которое в устной речи передается интонацией.Дополнительным источником информации могут служить не только подчеркнутых типов пунктуации , перечисленных выше, но также и более традиционные запятые, точки с запятой и точки. Например: «Как тебя зовут?» «Джон Льюис». «Моя Лиза. Уоткин». (К.К.) Точка между именем и фамилией показывает, что между ними была пауза, и фамилия стала ответом на реакцию (удивление, веселье, повышенный интерес) Джона Льюиса на такое неформальное представление себя.
Упражнение I. Прокомментируйте длину, структуру, коммуникативный тип и пунктуацию предложений с указанием создаваемых ими коннотаций:
1. Больной ребенок жаловался, что его мать собиралась снова прочитать ему из той же книги: «Зачем вы принесли ту книгу, которую я не люблю читать вслух?» (E.)
2. Итак, хотя мы были маленькими, и я определенно не мог мечтать о том, чтобы забрать у нее Фонни или что-то в этом роде, и хотя она на самом деле не любила Фонни, она думала только о том, что должна, потому что она заставила его Это уже мир, мать Пенни меня не любила. (J.B.)
3. Собрание наказало его до смерти; старшая сестра с кафедры, в своем длинном белом халате, вскочила и немного крикнула; они плакали. Помогите ему, Господь Иисус, помоги ему! и в тот момент, когда он сел, другая сестра, ее звали Роза, и не намного позже она собиралась исчезнуть из церкви и родить ребенка — и я до сих пор помню, когда в последний раз видел ее, когда мне было около 14 лет, гуляя по улицам в снегу, с ее лицом и распухшими руками, с тряпкой на голове и с падающими чулками, напевая сама себе — встала и запела.(J.B.)
4. Никто не мог проявить более искреннюю сердечность к другу-писателю, чем Рой. (С.М.)
5. Исходя из этого, я думаю, что лучше оставить все как есть. (С. М.)
6. Тем не менее, по крайней мере Мучо, продавец подержанных автомобилей, верил в автомобили. Может быть, слишком много: как он мог не видеть, как входят люди беднее его, негры, мексиканцы, взломщики, парад семь дней в неделю, принося с собой самые ужасные уступки: моторизованные металлические продолжения самих себя, своих семей и тому подобное. вся их жизнь должна быть такой: снаружи такой голый для всех, чужой, как он сам, на вид, рама с косоглазой, ржавая под ней, крыло, перекрашенное в оттенок, достаточный для снижения ценности, если не сам Мучо, внутри безнадежно пахнет детей, выпивки из супермаркета, двух, а иногда и трех поколений курильщиков сигарет или только пыли — и когда машины выметали, вам приходилось смотреть на настоящие остатки этих жизней, и не было возможности сказать, что было на самом деле отказался (когда, как он предполагал, получилось так мало, что из-за страха большую часть пришлось взять и сохранить) и то, что было просто (возможно, трагически) потеряно: обрезанные купоны, обещающие экономию от 5 до 10 центов, торговые марки, розовые листовки рекламные акции на марке и т.д., окурки, зубастые расчески, объявления с просьбой о помощи.Желтые страницы, вырванные из книги prione, лохмотья старого нижнего белья или платья, которые уже были старинными костюмами, для того, чтобы вытереть собственное дыхание с внутренней стороны лобового стекла, чтобы вы могли увидеть, что это было, фильм, женщину или машину, которую вы желали , полицейский, который мог бы остановить вас только для тренировки, все осколки были покрыты равномерно, как салат отчаяния, серой повязкой из пепла, конденсированных выхлопных газов, пыли, телесных отходов — ему было больно выглядеть, но он пришлось смотреть (т. п.)
7.Солдаты с пустыми патронами бесцельно бродили из чаппараля, волочили винтовки и снова ныряли в заросли на другой стороне железной дороги, черные от пороха, с прожилками от пота, их глаза пусто смотрели в землю. (J.R.)
8. Прогуливаясь вверх и вниз по Мэйн-стрит, разговаривая небольшими группами на углах, развалившись в штаб-квартире забастовки и выйдя из нее, были сотни крупных горняков с сильным лицом в лучшем виде по воскресеньям. (J.R.)
9. Я, — подумал он, — часть всего, к чему я прикоснулся и что коснулось меня, что не существовало для меня, кроме того, что я дал ему, стало отличным от себя, смешавшись с тем, чем я был тогда, и теперь все еще иначе, слившись с тем, что я сейчас есть, что само по себе является совокупностью того, чем я стал.(T.W.)
10. Мне нравятся люди. Не только пустые улицы и мертвые здания. Люди. Люди. (П. А.)
11. «Ты так много знаешь. Где она?» «Мертва. Или в сумасшедшем доме. Или замужем. Я думаю, она замужем и притихла». (T.C.)
12. «Иисус Христос! Посмотри на ее лицо!» Сюрприз. «Ее глаза закрыты!» Удивление. «Ей это нравится!» Изумление.
«Никто не мог сфотографировать меня, делая это!» Моральное отвращение. «Чертовы белые люди!» Очарованный страх.(Wr.)
13. Какое мужество может противостоять непрекращающимся и всепоглощающим ужасам женского языка? (W. I.)
14. «Вы говорите о христианстве, когда сражаетесь со своими врагами. Была ли когда-нибудь такая кощунственная ерунда!» (Б.Ш.)
15. Какая польза сидеть на престоле, когда все приказы отдают другие? (Б.Ш.)
16 . А что такое войны, кроме политики
Из хронического превратился в острый и кровавый? (Р.Пт)
17. Отец, это ты меня звал? Это были вы, безмолвные и мертвые? Было ли это тебе, когда ты лежишь здесь в куче? Крестились ли вы таким образом в Смерть? (Д.)
18. «Давайте посмотрим, как обстоят дела. Вопрос простой. Вопрос, обычный простой, прямой вопрос здравого смысла. Что мы можем сделать для себя? Что мы можем сделать для себя?» (Д. )
19. Джонатан Ливингстон Чайка прищурился от неистовой сосредоточенности, задержал дыхание, заставил его… одиночный — больше … дюйм … изгиба … Потом его перья задрожали, он заглох и упал. (Рч. Б.)
20. «Джейк, выйдешь!» — сказала Магдалина. (I.M.)
21. Мальчик и подпоясанный сидели на табуретках и пили поп. Один пожилой мужчина — кого Джон смутно знал в лицо — городской клерк? — сел за пустую бутылку от кока-колы. (П. Q.)
22. Что узнал ваш врач: самый большой A.M.A. конвенция всегда полна медицинских новостей о средствах и методах лечения, которые он может (рыдать!) использовать на вас.(M.St.)
23. Неоновые огни в центре города вспыхивали и гасли. Включить и выключить. На. Выкл. На. Выкл. Постоянно. (П. А.)
24. Багдворти был на седьмом небе от счастья. Убийца! В дымоходах! Инспектор Бэджворти, ведающий делом. У полиции есть подсказка. Сенсационный арест. Поощрение и престиж вышеупомянутого инспектора. (Гл.)
25. Что противоположно вере? Не недоверие. Слишком окончательно, определенно, закрыто. Сама по себе вера. Сомнение.(S.R.)
:
.
Структура NHS — Медицинский портал
На этой странице представлена основная структура NHS и то, как она менялась с годами. Он отвечает на следующие вопросы:
Какова была первоначальная структура NHS?
Что произошло в последующие годы?
Как сейчас выглядит NHS?
Что такое деволюция и как она влияет на пациентов и врачей?
Проверьте свои знания NHS с помощью нашей викторины
Какова была первоначальная структура NHS?
В течение первых нескольких десятилетий своего существования структура NHS имела «трехстороннюю систему», которая состояла из следующих служб:
Больничные службы, организованные в региональные больничные советы, отвечающие за администрирование.
Первичная медицинская помощь, включая врачей общей практики, дантистов и оптиков, которые работали в качестве независимых подрядчиков, а не наемных государственных служащих.
Коммунальные услуги, включая услуги по охране материнства, детства, вакцинации и скорую помощь.
Медицинские работники вскоре призвали к объединению этой системы, и в 1962 году Энох Пауэлл (министр здравоохранения) ответил 10-летним планом по строительству новой районной больницы общего профиля для обслуживания каждого района с населением не менее 125 000 человек.
Что произошло в последующие годы со структурой NHS?
В 1980 году The Black Report пришел к выводу, что, несмотря на создание Национальной службы здравоохранения, у более бедных людей был более высокий уровень детской смертности и более низкая продолжительность жизни.
В дополнение к этому, достижения медицинской науки означали, что затраты постоянно увеличивались. Это означает, что у NHS почти всегда есть проблемы с деньгами.
В ответ правительство Тэтчер ввело концепцию «внутреннего рынка», которая до сих пор управляет NHS.
Закон 1990 года о государственной службе здравоохранения и общественном здравоохранении предоставил региональным органам здравоохранения возможность покупать медицинские услуги у больниц и других организаций здравоохранения, что привело к конкуренции между больницами за продажу своих услуг.
В 2003 году лейбористское правительство ввело оплату по результатам, при которой органы NHS распределяют деньги в зависимости от того, сколько пациентов они принимают. Несмотря на то, что это может быть рентабельным, это также может привести к риску того, что услуги будут слишком целевыми и ухудшат качество обслуживания.
Как выглядит структура NHS сейчас?
Следующим крупным пересмотром был Закон о здравоохранении и социальном обеспечении 2012 года, который ввел огромные структурные реформы в NHS. Теперь он разделен на ряд организаций, работающих на местном и национальном уровне. Структура NHS England выглядит следующим образом:
Департамент здравоохранения — это государственный департамент, отвечающий за финансирование и разработку политики в области здравоохранения в Великобритании.
Национальная служба здравоохранения Англии (NHS England) — головная организация, контролирующая здравоохранение. Это независимый орган, а это означает, что Министерство здравоохранения не может напрямую вмешиваться в его решения.
Клинические группы ввода в эксплуатацию (CCG) несут ответственность за ввод в эксплуатацию здравоохранения в своем районе. Ими руководят врачи общей практики, медсестры и консультанты, которые оценивают местные потребности в области здравоохранения и заказывают услуги для их удовлетворения. На них приходится около 60% бюджета NHS.
Доверительный фонд NHS обеспечивает заботу, порученную CCG.К ним относятся больница, скорая помощь, психиатрическая, социальная и первичная помощь.
Что такое деволюция и как она влияет на пациентов и врачей?
Четыре страны Великобритании теперь имеют свои собственные службы NHS. Это означает, что ответственность за управление NHS в этих областях была передана от центрального правительства — депутатов в Вестминстере — властям Шотландии, Уэльса, Северной Ирландии и Англии.
Парламент Соединенного Королевства распределяет блочное финансирование каждому национальному правительству, но именно им решать, сколько потратить на их NHS.
Некоторые люди думают, что для NHS будет выгодна еще большая передача полномочий в регионах. «Devo Manc» — это проект, инициированный коалиционным правительством с целью передать здравоохранение и социальную помощь властям Манчестера. Пока еще рано говорить, но эксперимент может иметь несколько последствий:
Если все пойдет хорошо, передача полномочий может означать, что услуги в большей степени соответствуют потребностям конкретного региона, что может принести пользу здоровью местного населения.
Но некоторые опасаются, что передача полномочий в период жесткой экономии усложнит и без того сложную систему, что может отвлечь внимание от оказания базовой медицинской помощи.
При любой реорганизации существует риск увольнения сотрудников, и власти Манчестера будут решать, хотят ли они увеличить или уменьшить объем услуг частного сектора, которые они заказывают. В прошлом работники NHS переводились в частный сектор, что имело последствия для оплаты, льгот и гарантий занятости.
Узнать больше
.
Смотрите также
Из чего делается металл
Что такое заусенец на металле
Как определить вид металла в домашних условиях
Что такое легирование металла
Металл сыромятина что это
Что обеспечивает металлам высокую электропроводность
Как называется металл который плавится в руке
Чем пескоструить металл
Что за металл рандоль
Что делают из металла окружающий мир 2 класс
Как изучить пустотный металл
Краткие теоретические сведения. Под микроанализом понимают изучение строения металлов и сплавов с помощью — Мегаобучалка
Под микроанализом понимают изучение строения металлов и сплавов с помощью металлографического микроскопа при увеличении в 50-2000 раз. Внутреннее строение, изучаемое при помощи микроскопа, называют микроструктурой или структурой.
При помощи микроанализа определяют:
1. Форму и размер кристаллических зерен, из которых состоят металлы и сплавы.
2. Изменение внутреннего строения сплава, происходящее под влиянием различных режимов термической и химической обработки, а также после внешних механических воздействий на сплав.
3. Микродефекты металла: микротрещины, раковины и т. д.
4. Неметаллические включения: сульфиды, окислы и др. Микроанализ включает приготовление микрошлифов и исследование их с помощью металлографического микроскопа.
Методика приготовления микрошлифов. Микрошлифом называют образец металла или сплава, поверхность которого подготовлена для микроанализа.
При исследовании микроструктуры крупногабаритной детали из нее вырезают образец. Место вырезки образца зависит от цели исследования и формы детали. Удобными являются цилиндрические образцы с диаметром и высотой по 10-12 мм (рис. 1а, б) или прямоугольные примерно тех же размеров. Образцы небольшого сечения (проволока, листы и др. ) монтируют заливкой в специальные оправки или закрепляют в зажимах (рис. 1в, г).
Поверхность образца, предназначенную для микроанализа, сначала выравнивают с помощью, например, наждачного точила, затем шлифуют и полируют.
Рисунок 1 – Металлографические образцы (а, б) и приспособления для монтирования образцов малого размера (в, г)
Шлифование поверхности образца. Шлифование поверхности образца производят на шлифовальной (наждачной) шкурке с зернами различных размеров (номеров) вручную на толстом стекле или с помощью специальных шлифовальных машин. Шлифование начинают на шкурке с более крупным абразивным зерном, затем постепенно переходят на шкурку с более мелким. Каждый раз при переходе к шкурке с более мелким зерном поверхность образца протирают салфеткой (или промывают), образец поворачивают на 90°, чтобы риски от предыдущего шлифования располагались перпендикулярно, и шлифуют до полного исчезновения рисок, полученных от предыдущего шлифования. Нельзя переходить с крупнозернистой шлифовальной шкурки сразу на мелкозернистую, а также сильно нажимать на образец для ускорения работы. Это не позволит получить шлиф хорошего качества и вызовет заметный нагрев шлифуемой поверхности, а также внедрение абразивных зерен в металл.
Полирование поверхности образца. Полирование проводят механическим (химико-механическим) и электролитическим способами. Цель полирования – удалить риски после шлифования и получить блестящую зеркальную поверхность образца.
Механическое полирование производят на специальном полировальном станке с вращающимся кругом, обтянутым сукном или фетром. При отсутствии полировочного станка полирование производят на толстом стекле, также обтянутом сукном или фетром. На сукно наносят тонкий слой пасты ГОИ; иногда сукно смачивают. Кроме пасты ГОИ возможно использование различных полировальных составов. К вращающемуся кругу с сукном прижимают отшлифованную поверхность образца и в процессе полирования образец поворачивают. Полируют до полного исчезновения рисок и получения зеркальной поверхности. Контролируют качество поверхности путем просмотра ее в металлографический микроскоп при небольшом (50…100 раз) увеличении.
После полирования образец промывают водой; полированную поверхность протирают салфеткой, смоченной спиртом, а затем просушивают прикладыванием фильтровальной бумаги.
Травление поверхности образца. По зеркальной поверхности образца после полирования нельзя судить о строении сплава. Только неметаллические включения (сульфиды, окислы, графит и т.д.), вследствие их окрашенности в различные цвета, резко выделяются на светлом фоне полированного микрошлифа. В связи с этим, для выявления микроструктуры полированную поверхность образца подвергают травлению, т. е. действию растворов кислот, щелочей, солей. При травлении неоднородные участки металла или сплава становятся видимыми под микроскопом.
Сущность процесса выявления структуры металлов и сплавов травлением заключается в различной степени растворения или окрашивания отдельных структурных составляющих: зерен, твердых растворов, химических соединений.
Травление шлифа производят либо путем смачивания его травителем с помощью пипетки или ватки, смоченной в травителе, либо путем погружения полированной поверхности в травитель, налитый в фарфоровую чашечку. Продолжительность травления обычно составляет несколько секунд.
Признаком протравливания является потускнение поверхности. После травления микрошлиф промывают водой, протирают ватой, смоченной спиртом, а затем просушивают прикладыванием фильтровальной бумаги, или слегка протирая сухой ватой. Качество травления контролируют с помощью микроскопа. Если структура недостаточно выявлена, то микрошлиф травят повторно. Если структура получается слишком темная и разъеденная, то шлиф перетравлен; тогда его нужно снова полировать и травить.
Состав травителя зависит от материала образца и задачи исследования. В таблице 1 представлены некоторые травители, применяемые при микроанализе углеродистых сталей и чугунов.
Таблица 1 – Травители, применяемые при микроанализе углеродистых сталей и чугунов
№ п/п
Состав реактива
Назначение
Раствор НNО3 (1. ..5 мл) в этиловом спирте (100 мл)
Для выявления перлита, границ зерен феррита, структуры мартенсита и троостита
Раствор НС1 (3 мл) или пикриновой кислоты (4 г) в воде (100 мл)
Для выявления азотированного и цементированного слоя
Работа на металлографических микроскопах МИМ-7 и МИМ-8. Прежде чем приступить к работе на микроскопе, необходимо сначала ознакомиться с его оптической системой (по плакату) и конструкцией.
Конструкция микроскопа МИМ-7. Микроскоп МИМ-7 состоит из осветителя I, корпуса II и верхней части III (рис. 2). Осветитель содержит фонарь 1, внутри кожуха которого находится лампа и центровочные винты 2, служащие для совмещения центра нити лампы с оптической осью коллектора.
Рисунок 2 – Металлографический микроскоп МИМ-7
Корпус микроскопа содержит узел апертурной диафрагмы, укрепленной под оправой осветительной лупы 3 и систему, позволяющую производить фотографирование микроструктуры на фотопластинку, помещенную в посадочное устройство 4. Верхняя часть микроскопа включает в себя: иллюминаторный тубус 5, в верхней части которого устанавливается объектив 6; визуальный тубус 7, в отверстие которого вставляется окуляр 8. Предметный столик 9 можно перемещать при помощи винтов 10 в двух взаимно перпендикулярных направлениях. В центре предметного столика имеется отверстие для наблюдения микрошлифа. Макрометрический винт 11 служит для перемещения предметного столика 9 в вертикальном направлении и этим производится грубая наводка на фокус. Положение предметного столика, исключающее самопроизвольное его опускание, фиксируется специальным зажимным винтом, расположенным на левой верхней части микроскопа (на рис. 2 не показано), Микрометрический винт 12 служит для перемещения объектива в вертикальном направлении и точной наводки на фокус.
Микроскоп МИМ-8 имеет аналогичное строение, однако системы подсветки и фотографирования у него расположены горизонтально.
Качество микроскопа характеризуется его разрешающей способностью. Разрешающая способность оптической системы обратно пропорциональна наименьшему расстоянию d между двумя точками, изображение которых в микроскопе получается раздельно:
D = 0,5l/A, (1)
где l – длина волны применяемого света;
А – числовая апертура объектива;
А = n . sinj, j – отверсный угол линзы.
Таким образом, разрешающая способность тем больше, чем меньше длина волны l и чем больше апертура.
Применение видимых лучей света позволяет получить разрешение не более 0,2 мкм и полезное увеличение не более чем в 2000 раз. Поэтому для больших увеличений применяются лучи с очень малой длиной волны. Например, в электронном микроскопе – электронный луч, дающий полезное увеличение в сотни тысяч раз.
Полезным считается увеличение микроскопа, превышение которого не приводит к получению дополнительной деформации. Увеличение металлографического микроскопа определяется как произведение увеличения объектива и окуляра.
Визуальное наблюдение микроструктуры.
1. Выбрать увеличение микроскопа (объектив и окуляр), пользуясь данными таблицы 3.2. Начинать надо с меньших увеличений, переходя к большим.
3. Вращением макрометрического винта 11 поднять предметный столик 9 и вставить объектив 6 в посадочное отверстие, расположенное в верхней части иллюминаторного тубуса 5. Предметный столик опустить.
4. При помощи винтов 10 установить предметный столик 9 в таком положении, чтобы объектив был в центре отверстия предметного столика.
5. Поместить шлиф полированной и протравленной поверхностью вниз на предметный столик 9 над объективом 6 (шлиф должен быть просушен).
6. Наблюдая в окуляр 8, вращением макрометрического винта 11 произвести грубую наводку на фокус. Закрепить предметный столик в установленном положении зажимным винтом.
7. Наблюдая в окуляр 8, вращением макрометрического винта 12 произвести точную наводку на фокус.
8. Наблюдая в окуляр 8, при помощи винтов 10 передвигать предметный столик 9 и просматривать структуру в разных местах шлифа (водить шлифом по предметному столику нельзя).
Таблица 2 – Таблица увеличений микроскопов МИМ-7 и МИМ-8
Объективы
Окуляры
8,6 (F = 23,20; A = 0,17)
14,4 (F = 13,89; A = 0,30)
24,5 (F = 8,16; A = 0,37)
32,5 (F = 6,16; A = 0,65)
Задание
1. Изучить устройство и принцип работы металлографического микроскопа МИМ-7.
2. Кратко описать методику приготовления микрошлифа.
3. Исследовать микроструктуру металлов и сплавов до и после травления.
4. Зарисовать наблюдаемую микроструктуру.
5. Написать отчет по работе в соответствии с пунктами 2, 4.
Контрольные вопросы
1. Что является объектом микроанализа?
2. Что называют микроанализом, микроструктурой, микрошлифом?
3. Каково назначение микроанализа?
4. Какова методика приготовления микрошлифа?
5. Для чего производят травление микрошлифа?
6. Приведите примеры травителей, используемых для выявления микроструктуры?
7. Расскажите устройство металлографического микроскопа МИМ-7 (МИМ-8).
8. Как установить требуемое увеличение микроскопа?
9. Дайте определение разрешающей способности микроскопа.
Лабораторная работа №1 (№10)
Рекристаллизация металла
Технология получения большинства металлических изделий связана с пластической деформацией и нагревом металла. При этом существенно изменяются структуры материала и его структурно-чувствительные свойства:
прочность;
пластичность;
электропроводность;
Металлы и сплавы, за редким исключением, используют в поликристаллическом состоянии. В микроскоп видно, что поликристаллы состоят из множества зерен – кристаллитов.
В поляризованном свете зерна различаются своей окраской, вследствие разной кристаллографической ориентировки относительно плоскости шлифа.
В зависимости от обработки размеры зерен могут различаться по величине очень сильно. От нескольких микрон до нескольких сантиметров. В изделии может сформироваться и разнозернистая структура.
Зерна отделены границами, граница которых зависит от угла разориентировки соседних зерен. Если эти углы больше 10-15 градусов, границы называют большеугловыми.
Величина зерна влияет на свойства металлов и сплавов. Так металлы с мелкозернистой структурой отличаются повышенной прочностью и пластичностью. Это хорошо видно при испытании на растяжение. Крупнозернистые металлы хрупкие и менее прочные.
Микроструктура может отличаться характером кристаллографической ориентировки зерен. Если большая часть зерен близко ориентирована, то такой поликристалл называют текстурованным.
Весьма распространены структуры, в которых кристаллографические плоскости куба, пентаэдра, ромбододекаэдра, располагаются параллельно плоскости прокатки.
Текстура может содержать разное число текстурных компонент:
двухкомпонентная текстура;
однокомпонентная текстура;
Характер текстуры сказывается на свойствах металла. Пластичность не текстурованного материала одинакова во всех направлениях. То есть, изотропна. В этом случае металл при штамповке тянется однородно.
Пластичность текстурованного металла анизотропна. При штамповке металл тянется неоднородно.
Управлять микроструктурой можно с помощью разных способов деформации и последующего нагрева.
Прокатка
При прокатке зерна меняют свою форму и ориентировку. Они сплющиваются и вытягиваются в направлении прокатки. Возникает текстура деформации. Кроме того, в зернах повышается концентрация структурных несовершенств.
Такое состояние металла является метастабильным. Для перевода в более стабильное состояние металл нагревают.
При этом, в искаженных участках микроструктуры возникают и растут новые, неискаженные равноосные зерна. Это и есть первичная рекристаллизация.
Возникшие зерна значительно меньше по размерам, чем исходные. При дальнейшем нагреве эти зерна укрупняются. Происходит собирательная, либо вторичная рекристаллизация. (В фильме эти стадии не рассматриваются).
В целом, под рекристаллизацией понимают процесс замены одних зерен данной фазы, другими зернами той же фазы, с меньшей энергией.
Пластическая деформация и рекристаллизация
Пластическая деформация
Изменения формы зерен при деформации происходит, в основном, путем перемещения дислокаций по плоскостям скольжения. Атомный механизм этого процесса связан с образованием и скольжением дислокаций. Линии сдвига являются местом скопления скользящих дислокаций.
По мере увеличения деформации, дислокации движутся в новых системах скольжения. Повышается плотность дислокаций. Взаимодействие полей напряжения вокруг дислокации, вызывает их сложные сплетения. При этом металл упрочняется и становится менее пластичным.
Наблюдать изменения дислокационной структуры внутри зерна можно с помощью электронного микроскопа, при увеличении в десятки тысяч раз. При этом, дислокации видны как темные линии, а скопления дислокаций, как темные области.
На первой стадии упрочнения дислокации движутся, в основном, в одной системе скольжения.
На второй стадии начинается скольжение в нескольких системах.
На третьей стадии образуются сложные сплетения дислокаций, возникает ячеистая структура. Ячеистая структура, важнейший признак третьей стадии упрочнения.
В объеме ячеек плотность дислокации относительно невелика. В основном, они сосредоточенны в стенках ячеек. Толщина стенок может отличаться от нескольких сотен ангстремов, до нескольких долей микрона.
Тонкие стенки характерны для металлов с высокой энергией дефектов упаковки. Размытые стенки характерны для металлов с малой энергией дефектов упаковки.
В середине зерна ячейки незначительно разориентированы друг относительно друга. У границы зерна разориентировка значительно сильнее. Если скольжение дислокаций затруднено, деформация реализуется двойникованием. При этом, атомы кристаллита закономерно сдвигаются относительно плоскости двойникования.
Изменения в структуре деформированного металла при его нагреве
При нагреве введенные деформации и дефекты перераспределяются и частично устраняются.
Ʈ — время начала такого перераспределения, связана с температурной зависимостью.
Ʈ=Ʈ₀ exp ()
Где Q – энергия активации процесса.
Структурные изменения при нагреве делят на три стадии:
отдых;
полигонизация;
рекристаллизация;
Отдых и полигонизацию часто объединяют в одну стадию – возврат.
Отдых происходит при низких температурах. Ниже десятой доли температуры абсолютной доли плавления. Он связан с уменьшением концентрации точечных дефектов.
Вакансии – межузельные атомы и их комплексы, стекают в дислокации и в границы. Об отдыхе можно судить по выделению тепла, определяемому с помощью колориметра. Либо по изменению электросопротивления, которое существенно снижается при отдыхе. Прочность на этой стадии практически не меняется.
Полигонизация связана с перераспределением дислокаций. Она происходит при более высоких температурах, так как требует больше энергии активации.
При нагреве слабо деформированного металла дислокации перераспределяются в энергетически более выгодные стенки, перпендикулярные плоскостям скольжения. Эти стенки являются границами субзерен – полигонов.
При нагреве после сильной деформации, когда сформировалась ячеистая структура, полигонизация заключается в перераспределении дислокаций в стенках ячеек. Эти стенки сплющиваются и превращаются в плоские субграницы повышенной кривизны.
Образование таких субграниц происходит не одновременно во всем объеме. В результате сплющивания стенок, ячейки превращаются в субзерна. Затем, субзерна укрупняются.
Укрупнение может реализоваться двумя механизмами:
Миграция границ. При этом, более крупные субзерна увеличиваются за счет более мелких.
Коалесценция группы смежных субзерен. При этом, внутренние границы этих субзерен рассыпаются. Дислокация из них втягивается полями напряжений во внешнюю границу сливающихся субзерен. Последующий рост этого крупного субзерна ведет к миграции границы. В результате, его разориентировка увеличивается. Когда его граница становится больше угловой, субзерно превращается в зародыш первичной рекристаллизации.
Первичная рекристаллизация происходит при высоких температурах. Порядка трех-четырех десятых от абсолютной температуры плавления.
Формирование центров рекристаллизации можно наблюдать с помощью электронного микроскопа. Зародыши первичной рекристаллизации, прежде всего, возникают у тройных стыков границ исходных зерен. А так же вдоль этих границ. Там где при деформации решетка была сильнее всего разориентирована.
При дальнейшем нагреве, зародыши рекристаллизации растут миграцией своих границ. Существенно, что зародыши имеют ориентировку того субзерна, из которого они образовались. Во время роста новые зерна сталкиваются между собой. Возникают тройные стыки. Наиболее стабильны те стыки, в которых граница зерен образует углы в 120 градусов. Чем более углы в стыках отличаются от 120 градусов, тем быстрее мигрируют их границы.
В результате многократных столкновений, зерна приобретают форму многогранников. После небольших и средних деформаций, когда разные зерна искажены неодинаково, менее искаженные зерна растут миграцией своих границ за счет более искаженных. Возникшие выступы играют роль зародышей первичной рекристаллизации.
Чем больше центров рекристаллизации возникло, тем меньше, конечно, размер зерна. Число центров зависит от степени деформации.
Диаграмма рекристаллизации иллюстрирует это положение.
Перед вами микроструктура металла после разных степеней деформации. Нагрев после слабых деформаций не вызывает образование центров. Размер зерна не изменяется.
При нагреве после критической степени деформации возникает мало центров, зерно резко укрупняется.
При нагреве после закритической степени деформации, зарождается много центров. Зерно резко измельчается.
Первичная рекристаллизация завершается, когда весь объем металла заполняется новыми зернами.
Рекристаллизация, это важная, а для металлов и сплавов, не испытывающих фазовых превращений, единственное средство управления их структурой.
Металлография
Макроструктура литого сплава
Металлография (от металлы и …графия), наука о структуре металлов и сплавов; составная часть металловедения.Металлография изучает закономерности образования структуры, исследуя макроструктуру и микроструктуру металла (путём наблюдения невооруженным глазом либо с помощью светового и электронного микроскопов). а также изменения механических, электрических, магнитных, тепловых и др. физических свойств металла в зависимости от изменения его структуры. Для изучения микроструктуры используют, кроме того, рентгеновскую дифракционную микроскопию (см. Рентгеновский структурный анализ). Исследование структуры необходимо для нахождения связи «структура — свойство», а установление закономерностей образования структуры — для прогнозирования на основе этой связи свойств новых сплавов. Например, прочность однофазных сплавов связана с размером зерна; при наличии включений второй фазы расстояние между включениями влияет на прочность и температуру рекристаллизации сплава; от размера и количества включений второй фазы зависят магнитные свойства ферромагнитных материалов.
Микроструктура алюминия
Макроструктура характеризуется формой и расположением крупных кристаллитов (зёрен), наличием и расположением различных дефектов металлов, распределением примесей (см. Ликвация) и неметаллических включений. Микроструктура металлического материала определяется формой, размерами, относительным количеством и взаимным расположением кристаллов отдельных фаз или их совокупностей, имеющих однообразный вид. Под тонкой структурой (субструктурой) понимают строение отдельных зёрен, определяемое расположением дислокаций и др. дефектов кристаллической решётки.
Микроструктура сплава железа
Формирование и изменение внутреннего строения металла (структуры) происходит в результате фазовых превращений при нагреве или охлаждении металла, а также вследствие пластической деформации, облучения, отдыха, рекристаллизации, спекания и т. д. Структура литого металла, формирующаяся в результате возникновения и роста в расплаве центров кристаллизации, зависит от скорости охлаждения расплава, содержания примесей, направления отвода тепла (рис. 1) и др. факторов. Увеличение скорости охлаждения может, например, приводить к измельчению зерна. Размер зерна можно изменить, подвергнув металл пластической деформации и рекристаллизации (рис. 2). Микроструктура резко изменяется при протекании в твёрдом металле фазовых превращений, которые могут быть вызваны изменением температуры или всестороннего давления. И в этом случае структура зависит от условий, в которых проходит превращение, главным образом от температурного интервала и скорости охлаждения, а также от особенностей строения кристаллических решёток фаз, участвующих в превращении. Например, размеры выделений второй фазы и расстояние между ними уменьшаются, если превращение проходит при низких температурах или ускоренном охлаждении (рис. 3). Субструктура металла изменяется при фазовых превращениях, а также при пластической деформации и рекристаллизации. Например, после сильной деформации дислокации могут образовать скопления, разделяющие зёрна на отдельные фрагменты (рис. 4).
Микроструктура сплава на основе молибдена
Помимо закономерностей образования структуры, Металлография изучает условия и причины возникновения при кристаллизации, пластической деформации и рекристаллизации текстуры металлов, которая обусловливает анизотропию свойств поликристаллического материала. (Историческую справку см. в ст. Металловедение.)
Микроструктура сплава на основе молибдена
Лит.: Бочвар А. А., Металловедение, 5 изд., Металлография, 1956; Юм-Розери В., Рейнор Г. В., Структура металлов и сплавов, пер. с англ., Металлография, 1959; Лаборатория металлографии, 2 изд., Металлография, 1965; Смолмен Р., Ашби К., Современная металлография, пер. с англ., Металлография, 1970; Лившиц Б. Г., Металлография, 2 изд., Металлография, 1971. В. Ю. Новиков.
>>
>>
>>
>>
Статья про «Металлография» в Большой Советской Энциклопедии была прочитана 367 раз
Строение — металл — Большая Энциклопедия Нефти и Газа, статья, страница 1
Строение металлов и сплавов, исследуемое при увеличении в 30 — 2000 раз при помощи микроскопа, называется микроструктурой.
[2]
Строение металла, наблюдаемое на шлифе невооруженным глазом или через лупу, называется макроструктурой, а видимое через микроскоп — микроструктурой. Изучение макроструктуры позволяет установить наличие включений, примесей, пор, трещин, а изучение микроструктуры дает возможность определить род и тип составных частей структуры ( структурных составляющих), их размер и объем.
[3]
Строение металла, наблюдаемое на шлифе невооруженным глазом или через лупу, называется макроструктурой, а видимое через микроскоп называется микроструктурой. Изучение макроструктуры позволяет установить наличие включений, примесей, пор, трещин, а изучение микроструктуры дает возможность определить род и тип составных частей структуры ( структурных составляющих), их размер и объем.
[4]
Виды кристаллических ре — СКУЮ призматическую И ШССТИ-шеток. гранную форму. В зависимости.
[5]
Строение металла, невидимое под микроскопом, более сложное. Современные приборы и аппараты позволяют более глубоко изучать строение веществ, в том числе и металлов. Известно, что все вещества состоят из молекул, а молекулы — из атомов. В одной молекуле содержатся миллионы атомов.
[6]
Строение металлов можно наблюдать уже при их наружном осмотре; более ясно оно выявляется при рассмотрении шлифов под микроскопом. Например, при рассмотрении под микроскопом технического железа ( рис. 15) видно, что оно состоит из отдельных светлых зерен, по границам которых располагаются примеси и неметаллические включения, имеющие темный цвет. Примеси и неметаллические включения разделяют зерна и, как правило, ухудшают механические свойства металлов.
[7]
Строение металла, видимое невооруженным глазом, называется макроструктурой, а видимое с помощью микроскопа — микроструктурой.
[8]
Строение металлов характеризуется наличием положительно заряженного атомного остова, связанного за счет взаимодействия с делокализованными электронами.
[9]
Строение металлов обуславливает их высокие восстановительные свойства. [10]
Строение металлов, пластмасс, эластомеров значительно отличается от строения живой материи. Наиболее близкие сравнения с ней допускает структура полимерных материалов. Не удивительно, что понятие старения трактовалось до сих пор самыми различными способами. В техническом лексиконе под этим понимают зависящие от времени изменения в картине свойств материала, происходящие вследствие самых разнообразных факторов. Для пластмасс и эластомеров оно охватывает все процессы, которые вызывают необратимые изменения их свойств. Эти изменения ограничивают сферу применения материалов, хотя речь идет, как правило, об очень медленно протекающих процессах.
[11]
Строение металлов, изучаемое при помощи макроанализа, называется макроструктурой.
[12]
Строение металлов является основным фактором, определяющим их свойства.
[13]
Строение металла в околошовной зоне зависит от химического состава, теплофизических характеристик свариваемого металла и от термического цикла сварки. Вследствие медленного нагрева ( по сравнению с электродуговым) зона термического влияния при газовой сварке значительно больше, чем при дуговой. Первый участок ( 1) околошовной зоны примыкает непосредственно к металлу шва. Основной металл на этом участке нагревается в процессе сварки до температуры, несколько превосходящей температуру плавления, и находится в твердо-жидком состоянии. На этом участке происходит сварка. Участки околошовной зоны и металла шва, отличающиеся по своему химическому составу от основного металла и металла шва и между собой, принято называть переходной зоной или зоной сплавления. Свойства переходной зоны оказывают иногда решающее влияние на работоспособность сварного соединения. Ширина переходной зоны зависит от характера источника нагрева и состава металла, она колеблется в пределах 0 1 — 0 4 мм.
[14]
Строение металлов изучается при большом увеличении под микроскопом. Структура, видимая под микроскопом, называется мик-рострук турой. Структура металлов, видимая невооруженным глазом или при увеличении до 20 — 30 раз, называется макроструктурой.
[15]
Страницы:
1
2
3
4
Виды обработки металлов — способы и основы технологии ручной и термической металлообработки изделий
Металлообработка – технологические процессы, которые изменяют размер, форму и другие характеристики металлоизделий. Применяются различные виды обработки – литье, механические, электрические и термические виды обработки, сварка.
Под металлообработкой понимают совокупность технологических процессов, изменяющих размеры, форму и другие характеристики металлических заготовок. Условная классификация технологий обработки металлов: литье, механообработка (резанием и давлением), термическая, сварка, электрическая, художественная.
Один из наиболее древних способов обработки металлов
Литье – это процесс изготовления отливок путем заливки литейных форм расплавленным металлом. После отвердевания металлический расплав приобретает конфигурацию внутреннего пространства формы. Современные технологии литья обеспечивают возможность изготавливать отливки сложных форм с минимально возможными припусками на дальнейшую механообработку.
Типы обработки металла литьем:
В песчаные формы. Это самая массовая и недорогая литейная технология, позволяющая изготавливать грубые заготовки. Отверстия и полости в них образуют с помощью стержней, помещаемых в форму для литья.
В кокиль – разборную, чаще всего металлическую форму. Методика позволяет получать качественные полуфабрикаты. Отвердевшее изделие извлекают из кокиля.
Под давлением в пресс-формах. Способ применяется в основном для цветных сплавов и некоторых марок стали.
По выплавляемым моделям. Этот метод позволяет изготавливать сложные по форме изделия. Для этого из стеарина и другого материала изготавливают высокоточную модель детали, а затем на нее наносят суспензию, формирующую оболочку. Высушенную и прокаленную оболочковую форму заполняют металлическим расплавом. Охлаждение –на открытом пространстве или в термостате.
Основные виды механической обработки металлов
Механообработка металлических заготовок включает процессы, в результате которых изменяются геометрические характеристики деталей. Ее можно разделить на две основные категории. К первой группе, называемой обработкой давлением, относятся операции, происходящие без снятия поверхностного слоя металла. Это прокатка, ковка, штамповка, прессование. Вторая группа – технологические операции, называемые обработкой резанием. К ним относят токарную обработку, фрезерование, строгание, долбление, сверление.
Способы обработки металлов давлением (ОМД)
Задачи, решаемые различными видами ОМД: получение полуфабрикатов или изделий заданных геометрических параметров, улучшение микроструктуры металла, снижение усадочной пористости отливок, улучшение физико-механических характеристик заготовок. Существует два основных направления ОМД:
холодные процессы – осуществляются при температурах ниже порога начала рекристаллизационных процессов;
горячая ОМД– происходит выше температур рекристаллизации.
Основные виды обработки металлов давлением:
Горячая прокатка. Этот способ механической обработки применяется в производстве листового, трубного, сортового и фасонного проката. Горячекатаные полуфабрикаты могут служить исходным материалом для различных способов холодного деформирования.
Холодная прокатка. Ее цель – повышение точности размеров, улучшение качества поверхности и других характеристик горячекатаных полуфабрикатов.
Холодное и горячее волочение. Осуществляется протягиванием заготовки через отверстие заданной формы с целью получения требуемого поперечного сечения длинномерного проката. Площадь сечения отверстия всегда меньше площади сечения заготовки. Этот способ металлообработки применяется при производстве прутков (круглых, квадратных, многоугольных)и фасонного проката с малым размером сечения, тонкостенных труб небольшого диаметра.
Горячая и холодная штамповка. Этот вид ОМД известен на протяжении нескольких веков. А холодная штамповка длительное время была основным способом производства металлической посуды благодаря простой реализации и невысокой стоимости процесса. Штамповка бывает листовой и объемной. В результате объемной штамповки происходит пространственное изменение формы объемной заготовки. Обычно целью такой технологической операции является получение из заготовки простой формы (шара, цилиндра, параллелепипеда, куба) изделия более сложной конфигурации. Листовая штамповка – вид обработки металлов, с помощью которого получают как небольшие детали, так и корпуса различных видов транспорта.
Ковка. Осуществляется при нагреве заготовки. Бывает ручной (такой способ сейчас применяется в основном для создания художественных изделий) и механизированной.
Холодное и горячее прессование (экструдирование). Экструзия заключается в обработке заготовок путем их выдавливания через один или несколько каналов. Без нагрева обычно прессуются мягкие цветные металлы (алюминий, медь) и сплавы на их основе. Для стальных заготовок обычно применяют горячее прессование. Экструдирование – современный метод металлообработки, позволяющий получать длинномерные профильные изделия.
Комбинированная обработка. Очень часто для получения необходимого результата комбинируют несколько технологий ОМД и/или ОМД сочетают с другими типами металлообработки.
Виды металлообработки резанием
Обработка резанием – совокупность процессов, подразумевающих срезание слоев металла с переходом их в стружку или разделение заготовок на части. Разделяют черновую, получистовую и чистовую обработку. Заготовками служат: отливки, все виды проката, штампованные, кованые, прессованные детали.
Основные методы обработки металлов резанием:
Токарная обработка (точение). Реализуется на станках токарной группы с помощью резцов. Точение позволяет создавать конические, цилиндрические и фасонные детали.
Сверление. Дополнительные операции, которые могут сочетаться со сверлением – растачивание, развертывание, рассверливание, зенкерование. Их цель – получение отверстий нужного диаметра и глубины – сквозных или глухих. Применяемое оборудование – сверлильные станки различных типов, токарные станки.
Фрезерование. Осуществляется на фрезерных станках с помощью дисковых, цилиндрических, торцевых, концевых, угловых фрез.
Шлифование. Эта операция относится к чистовым. С ее помощью снижают шероховатость поверхности до значения, указанного в чертежах на изделие. Рабочий орган шлифовальных станков – абразивные круги, ленты, хонинговальные головки.
Операции по разделению заготовок на части – резка и рубка. Резка осуществляется ручным или механизированным инструментом, как вариант – термическим воздействием. В серийном производстве для рубки проката применяют ножницы-гильотины, пресс-ножницы, механические и гидропрессы, угловысечные станки.
Для реализации скоростных методов резания используются металлообрабатывающие станки с ЧПУ, выполняющие все операции в автоматическом режиме в соответствии с заложенной в них компьютерной программой.
Термическая обработка металлов
Термообработкой металлов и сплавов называют совокупность операций нагрева до установленных температур, выдержки и охлаждения с различной скоростью и в различных средах. Их цель –получение микроструктуры и физико-механических характеристик, соответствующих запланированной технической задаче. Основные виды термообработки:
ОтжигIи II рода. Отжиг I рода для стальных заготовок обычно подразумевает нагрев до температур, при которых не происходят фазовые превращения стали. В зависимости от условий проведения этот вид т/о включает процессы гомогенизации, рекристаллизации, снятия остаточных напряжений и некоторого снижения твердости. Отжиг II рода для сталей сопровождается фазовыми превращениями. В результате такой т/о падают показатели прочности и твердости стали, повышается ее пластичность и ударная вязкость. Обычно отжиг II рода применяют для подготовки к различным видам механообработки.
Закалка. Применяется для металлов и сплавов, в которых в твердом состоянии при нагреве до высоких температур и охлаждении в воде или масле происходят фазовые превращения. Закалка всегда сочетается с отпуском, который уменьшает хрупкость и напряжения, характерные для закаленных сталей. После закалки и отжига повышаются прочность, твердость, износостойкость стальной заготовки.
Термомеханическая обработка (ТМО). Сочетает пластическую деформацию с термообработкой. Горячая пластическая деформация сочетается с закалкой, холодная – со старением. ТМО применяется для сталей, алюминиевых и магниевых сплавов.
Сварка металлов и сплавов
Сущность сварки заключается в нагреве кромок свариваемых деталей до температуры плавления и дальнейшем образовании между ними неразъемного соединения.
Существует несколько способов сварки:
Электрическая. Самый распространенный вид сварочного процесса. Электродуговая сварка осуществляется покрытыми плавящимися электродами, неплавящимися электродами в среде инертных газов, с использованием сварочной проволоки. Еще один вид электросварки – контактная сварка. Различают точечную и роликовую электросварку. В последнем случае токопроводящий ролик соединяет две детали сплошным швом.
Газовая. Окислителем в этом процессе является кислород, а функции горючего газа выполняют: ацетилен, его более экономичная альтернатива – МАФ (метилацетилен-алленовая фракция), природный газ, пропанбутановая смесь, водород и др.
Химическая. Для нагрева кромок используется тепло, выделяемое в результате химической реакции. Химическая сварка применяется в труднодоступных местах и даже под водой.
Электрическая обработка металлов и сплавов
Электрообработка металлических заготовок основана на способности металла разрушаться при подаче высокоинтенсивных электрических разрядов. Этот вид металлообработки применяется для изготовления отверстий в тонких металлических листах, работы с полуфабрикатами из твердых сплавов, заточки инструментов.
Помимо видов металлообработки, служащих для получения необходимых технических характеристик металлоизделий, существует художественная обработка металлических заготовок. Ее цель – создание декоративных предметов или украшение изделий, имеющих практическое применение. Для этой цели применяют литье, чеканку, ковку, сварку.
Определение и значение микроструктуры | Английский словарь Коллинза
Вам также может понравиться
Примеры употребления слова «микроструктура» в предложении
микроструктура
Примеры предложений из Collins Corpus
Многие проблемы ультразвукового контроля возникают из-за микроструктуры металла сварного шва сварные швы из аустенитной нержавеющей стали.
Механические характеристики сустава и его микроструктуры и при фрактографии анализ коррелирует.
Оптический анализ готовых образцов выявил микроструктуру, состоящую из мартенситных игл и столбчатые зерна, растущие эпитаксиально в направлении застройки.
Нержавеющие стали можно классифицировать по микроструктуре сплава – ферритные, аустенитные, мартенситные, дуплексные и дисперсионно-твердеющие марки.
Применение такого травителя позволило качественно охарактеризовать микроструктура.
Конструкция штампа, формуемость, микроструктура и механические свойства изготовленного анализируются тонкие пластины.
Влияние температуры заливки и приложенного давления на микроструктуру и механические исследованы электрические свойства биметалла.
Эффекты высокоскоростного воздействия на эволюцию микроструктуры в кратере были также обсудили.
Исследуемые сплавы имеют монофазную микроструктуру твердого раствора олова в свинце.
Технология трения привела к более грубой микроструктуре, повышенной микротвердости и более низкое остаточное напряженное состояние на осевой линии сварного шва.
Тенденции
микроструктура
Новинка от Коллинза
Быстрое задание
Обзор викторины
Вопрос: 1
—
Оценка: 0 / 5
команда
команда
К марту место начинает заполняться туристами.
путь
вес
Я не могу придумать ничего хуже, чтобы провести время.
штамп
краситель
Моя любовь к тебе никогда не .
poll
pole
Еженедельник показал, что популярность президента падает.
Ваш счет:
Слово дня
соболезнования
Сообщение с соболезнованиями — это сообщение, в котором вы выражаете свое сочувствие кому-то, потому что один из его друзей или родственников недавно умер.
Подпишитесь на нашу рассылку
Получайте последние новости и получайте доступ к эксклюзивным обновлениям и предложениям
Зарегистрируйтесь
В чем разница между объявлением и рекламой?
На этой неделе мы рассмотрим два слова, которые иногда путают: объявление и реклама. Улучшите свой английский с Collins. Подробнее
Учебные пособия для каждого этапа вашего обучения
Ищете ли вы кроссворд, подробное руководство по завязыванию узлов или советы по написанию идеального эссе для колледжа, Harper Reference предоставит вам все необходимое для учебы. Подробнее
Угадывая отличительные черты готической литературы
С приближением сезона ужасов ничто не знаменует смену времен года лучше, чем День Франкенштейна 30 августа. Подробнее
Collins English Dictionary Apps
Загрузите наши приложения English Dictionary, доступные как для iOS, так и для Android. Подробнее
Словари Collins для школ
Наши новые онлайн-словари для школ обеспечивают безопасную и подходящую среду для детей. И самое главное, это приложение не содержит рекламы, так что зарегистрируйтесь сейчас и начните использовать его дома или в классе. Подробнее
Списки слов
У нас есть почти 200 списков слов из самых разных тем, таких как типы бабочек, куртки, валюты, овощи и узлы! Удивите своих друзей своими новыми знаниями! Подробнее
Обновление нашего использования
Существует множество различных факторов, влияющих на то, как английский язык используется сегодня во всем мире. Мы рассмотрим некоторые способы изменения языка. Прочтите нашу серию блогов, чтобы узнать больше. Подробнее
Зона 51, Звездолёт и Урожайная Луна: слова сентября в новостях
Уверен, многие согласятся, что мы живем в странные времена. Но должны ли они быть настолько странными, чтобы Зона 51 попала в заголовки газет? А при чем здесь рыбы, похожие на инопланетян. Сентябрьские слова в новостях объясняют все. Подробнее
Оценка в Scrabble за «микроструктуру»: 20
Быстрое задание
Обзор викторины
Вопрос: 1
—
Оценка: 0 / 5
чили
чили
Добавьте чеснок, и креветки.
холл
транспорт
В .
Ваш счет:
Создайте учетную запись и войдите, чтобы получить доступ к этому БЕСПЛАТНОМУ контенту
Зарегистрируйтесь сейчас или войдите, чтобы получить доступ
Что такое микроструктура? (с изображением)
`;
М. Макги
Микроструктура — это то, как материал собирается вместе в очень малом масштабе. Микроструктура объекта не видна невооруженным глазом, хотя узоры, присутствующие на микроскопическом уровне, могут воспроизводиться на более высоком уровне. Этот более высокий уровень является макроскопическим уровнем; это даст наблюдателю общее представление о конструкции материала, лежащей в его основе. Микроструктура объекта определяет большинство его физических свойств. В зависимости от их микроструктуры материалы делятся на четыре основные категории: керамические, металлические, полимерные и композитные.
Физическая структура материала может меняться в зависимости от того, насколько внимательно вы на него смотрите. Когда объект находится на расстоянии вытянутой руки, он выглядит иначе, чем если бы он находился на расстоянии ширины ладони от лица человека. То же самое верно, когда объект наблюдается под микроскопом. Чтобы создать стандартное определение микроструктуры, мощность увеличения, используемого для ее просмотра, не превышает 25-кратного.
Когда структура наблюдается при большем или меньшем увеличении, она выглядит по-другому. Эти другие наблюдаемые структуры, особенно более мелкие, могут оказывать значительное влияние на свойства объекта. Вместо расширения определения микроструктуры элементы, составляющие микроструктуру, изменяются, чтобы учесть различия в базовой структуре.
В качестве примера можно посмотреть на макроскопический мир. Если бы наблюдаемым объектом была система шоссе, то микроструктурой была бы дорога. Разные дороги сделаны из разных материалов и, следовательно, имеют разные свойства. Таким образом, дорога разбита на типы дорог.
Как правило, микроструктуру наблюдают, беря тонкие, как бумага, срезы объекта и помещая их под микроскоп. Эти ломтики настолько тонкие, что сквозь них проходит свет, подчеркивая лежащую в основе структуру. В зависимости от наблюдаемого материала могут использоваться другие методы, такие как электронная микроскопия или рентгеновские лучи.
Видя присутствующие материалы и наблюдая за тем, как они взаимодействуют, можно предсказать, как материал будет действовать на макроскопическом уровне. Некоторые материалы обладают определенными свойствами, поэтому, когда они присутствуют, они передают эти свойства материалу в целом. Их базовая структура также показывает, как будет вести себя материал. Например, материал, структура которого состоит из длинных несоединяющихся пластин, может быть подвержена разрушению или изгибу.
Сочетание этих свойств дает материалу широкую классификацию. Эти классы сообщают основные свойства материала без необходимости наблюдения за его фактической структурой. Три из них — керамическая, металлическая и полимерная — представляют собой чистые коллекции определенного типа структуры. Четвертый, составной, представляет собой смесь трех основных видов.
Определение и значение микроструктуры — Merriam-Webster
микро-структура
ˈmī-krō-ˌstrək-chər
: микроскопическая структура материала (например, минерала или биологической клетки)
микроструктурный
ˌmī-krō-ˈstrək-chə-rəl
-ˈstrək-shrəl
имя прилагательное
Примеры предложений
Недавние примеры в Интернете
Эти материалы распределяют воздействие и рассеивают энергию идеальным способом для микроструктура необходимая в конструкции бронежилета.
Кэролайн Делберт, Popular Mechanics , 5 апреля 2022 г.
Ученые проанализировали один из шариков в 2013 году и обнаружили, что его микроструктура и состав очень похожи на железный метеорит.
Дженнифер Уэллетт, Ars Technica , 23 февраля 2022 г.
Чтобы поближе взглянуть на гробницу микроструктура , Джексон объединился с коллегами из Массачусетского технологического института Линдой Сеймур и Адмиром Масиком, а также Нобумичи Тамурой из лаборатории Лоуренса Беркли.
Дженнифер Уэллетт, Ars Technica , 1 января 2022 г.
Увеличить / Художественное представление микроструктуры липучки.
Дженнифер Уэллетт, Ars Technica , 27 декабря 2021 г.
Исследователи также обнаружили это рассеяние микроструктура в черных перьях, пожирающих фотоны, которые окружают цветное пятно.
Мэтт Саймон, Wired , 30 апреля 2021 г.
Сообщалось также об изменениях в микрогравитации микроструктуры мозга, включая изменения в структурной связности сетей нейронов.
Габриэль А. Сильва, Forbes , 27 апреля 2021 г.
Морин О’Хара, профессор финансов Корнеллского университета, эксперт по фондовому рынку микроструктура и автор книги по этике Уолл-стрит осторожно соглашается.
Эндрю Стуттафорд, National Review , 9 марта 2021 г.
Чтобы исследовать микроструктуру чешуи сайдвиндера, ее команда использовала атомно-силовой микроскоп для сканирования кожи змей, сброшенной естественным образом, предоставленной такими учреждениями, как зоопарк Атланты.
New York Times , 1 февраля 2021 г.
Узнать больше
Эти примеры предложений автоматически выбираются из различных онлайн-источников новостей, чтобы отразить текущее использование слова «микроструктура». Мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв.
История слов
Этимология
Международный научный словарь
Первое известное использование
1881, в значении, определенном выше
Путешественник во времени
Первое известное использование микроструктуры было в 1881 году
Посмотреть другие слова того же года
Словарные статьи Рядом с
микроструктура
микростронгил
микроструктура
микростилус
Посмотреть другие записи поблизости
Процитировать эту запись «Микроструктура».
Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/microstructure. По состоянию на 16 сентября 2022 г.
Ссылка на копию
Медицинское определение
микроструктура
микро-структура
ˈmī-krō-ˌstrək-chər
: микроскопическая структура (как у клетки)
Подпишитесь на крупнейший словарь Америки и получите тысячи дополнительных определений и расширенный поиск без рекламы!
Полный текст Merriam-Webster
Обзор стальных микроструктур
Рисунок 1 . Небольшие промежутки между атомами, называемые междоузлиями, — это место, где помещаются небольшие элементы, такие как углерод и азот. По мере увеличения легирования напряжение в атомной решетке увеличивается, что требует большей силы для деформации заготовки, тем самым увеличивая прочность.
Любой чистый элемент мягкий и пластичный. Вот почему обручальные кольца никогда не делают из чистого 24-каратного золота. Обычно они сделаны из 12-каратного золота, которое на 50 процентов состоит из золота и на 50 процентов из «примесей».
Точно так же чистое железо чрезвычайно мягкое и не используется в конструкционных целях. Однако железо с содержанием углерода до 2 процентов известно как сталь, что делает его наиболее широко используемым конструкционным материалом в мире.
Под микроскопом чистое железо можно представить как трехмерную решетку из сложенных друг на друга бильярдных шаров. Для большинства низкоуглеродистых сталей более 99 процентов микроструктуры по-прежнему составляет железо, а все остальные элементы, объединяясь, обычно составляют менее 1 процента от общего состава. Как бы хорошо ни были упакованы бильярдные шары, между ними всегда найдутся промежутки. Эти небольшие промежутки известны как междоузлия. В эти промежутки могут поместиться мельчайшие элементы, такие как углерод и азот. Более крупные атомы, такие как марганец, магний, кремний и фосфор, заменяют железо в решетке (см. рис. 1).
Когда очень небольшая часть промежутков между решеткой железа занята атомами углерода, считается, что эта сталь без междоузлий (IF) имеет микроструктуру феррит . Феррит имеет объемно-центрированную кубическую (ОЦК) кристаллическую структуру (см. , рис. 2а, ). Феррит представляет собой микроструктурную фазу, мягкую, пластичную и похожую на чистое железо.
Существует ограничение на количество углерода, которое может поместиться в зазоры в ферритовой структуре: 0,02 процента углерода при 1340 градусах F (725 градусов C), но снижается до 0,006 процента (60 частей на миллион) углерода при комнатной температуре.
Зазоры немного больше в фазе, известной как аустенит , которая имеет гранецентрированную кубическую (ГЦК) кристаллическую структуру (см. Рисунок 2b ). При температуре около 2100 градусов по Фаренгейту (1150 градусов по Цельсию) в микроструктуру аустенита может вписаться до 2 процентов углерода.
По мере того, как сталь медленно охлаждается от этой температуры и углерод вытесняется из раствора, аустенит превращается в комбинацию феррита и другой фазы, называемой цементитом , также известной как карбид железа, которая имеет химический состав Fe3C. Количество образующегося цементита зависит от того, сколько углерода содержится в стали. Поскольку феррит не может содержать более примерно 60 частей на миллион углерода при комнатной температуре, остальная часть углерода превращается в цементит.
В отличие от феррита, цементит имеет характеристики керамики: очень твердый и хрупкий, с низкой ударной вязкостью и небольшим сопротивлением возникновению и распространению трещин. Смесь феррита и цементита называется перлитом , потому что под микроскопом выглядит как перламутр с чередующимися слоями феррита и цементита.
При более быстром охлаждении возникает другая динамика. При скорости охлаждения выше критической (обычно выше 86 градусов по Фаренгейту в секунду, но в зависимости от сплава) избыточный углерод аустенита ГЦК не успевает диффундировать из кристаллической структуры и образовывать цементит. Вместо этого углерод захватывается теперь уже почти чистым железом и вытесняется в междоузлия, которые недостаточно велики для размещения атомов углерода. Это искажает и деформирует кристаллическую матрицу в объемно-центрированную тетрагональную (ОЦТ) структуру (см. 9).0299 Рисунок 2c ), образуя твердую фазу, называемую мартенситом .
При более высоких уровнях углерода больше углерода вмораживается в структуру BCT, еще больше напрягая кристаллическую матрицу. Вот почему твердость мартенсита увеличивается с уровнем углерода. Объем структуры ОЦК-мартенсита больше, чем у ГЦК-аустенита, поэтому свежепревращенный мартенсит сжимается окружающей матрицей.
Рисунки 2a, 2b и 2c . Это примеры кристаллографических структур. Разные цвета представляют разные слои атомов железа. Размер атомов железа практически одинаков в каждой из этих структур. Различия заключаются только в плотности, размерах и размерах зазоров внутри этих элементарных ячеек. Мельчайшие элементы, такие как углерод, могут поместиться в эти промежутки. Феррит (а) имеет объемно-центрированную кубическую кристаллическую структуру. Аустенит (б) имеет гранецентрированную кубическую кристаллическую структуру. Мартенсит (в) имеет объемно-центрированную тетрагональную кристаллическую структуру.
Если мартенсит нагревается, углерод имеет возможность диффундировать из структуры BCT, уменьшая искажение кристаллической матрицы, что приводит к снижению твердости и повышению ударной вязкости. Эта термообработка создает микроструктуру феррита и карбида железа (Fe3C), называемую мартенситом отпуска . Сильно напряженная мартенситная матрица приводит к увеличению количества центров зародышеобразования Fe3C в мартенсите отпуска, что приводит к более дисперсному распределению Fe3C, чем в пластинчатой (слоистой) структуре перлита. Объем феррита ОЦК меньше, чем у мартенсита ОЦК, так что при отпуске мартенсита некоторые остаточные мартенситные напряжения сжатия от перехода аустенита в мартенсит снимаются.
Остаточный аустенит — это термин, обозначающий аустенит, который не превращается в мартенсит во время закалки. Количество остаточного аустенита зависит от нескольких факторов, включая содержание углерода и легирование, которое специально способствует сохранению аустенитной структуры. Например, аустенитные нержавеющие стали, такие как 304 и 316, спроектированы так, чтобы быть полностью аустенитными при комнатной температуре.
Бейнит — еще одна микроструктура, которая может образовываться при охлаждении аустенита. Обычно он состоит из комбинации феррита, цементита и остаточного аустенита. Поскольку скорость охлаждения для образования бейнита ниже, чем скорость охлаждения, необходимая для образования мартенсита, углерод имеет некоторую возможность диффундировать из аустенита ГЦК, обеспечивая образование феррита ОЦК. Оставшийся аустенит обогащается углеродом, что приводит к выделению цементита. Однако медленных скоростей охлаждения, создающих плоскослоистую хрупкую структуру перлита, не существует; более высокие скорости охлаждения, необходимые для производства бейнита, дают более твердым компонентам микроструктуры достаточно энергии для преобразования в более округлую форму.
Бейнитные микроструктуры имеют наилучший баланс прочности и пластичности. Скорость охлаждения достаточно высока, чтобы увеличить прочность, в то время как округлые твердые микроструктурные составляющие не так склонны к зарождению и распространению трещин, как если бы они были плоскими и удлиненными. Именно благодаря балансу прочности и жесткости все больше автомобильных колес и рычагов подвески изготавливаются из бейнитных сталей.
(Рисунок 1 взят с http://image.thefabricator.com/a/stamping-101-material-guidelines-atom-interstices.gif)
Металлография – введение | Научная лаборатория
История
Как выявить особенности микроструктуры металлов и сплавов
В этой статье дается обзор металлографии и характеристик металлических сплавов. Различные методы микроскопии используются для изучения микроструктуры сплава, т. Е. Микромасштабной структуры зерен, фаз, включений и т. Д. Металлография возникла из-за необходимости понять влияние микроструктуры сплава на макроскопические свойства. Полученные знания используются для проектирования, разработки и производства материалов из сплавов.
Авторы
Дионис Диез
1
Джеймс ДеРоуз , Кандидат наук. 1
1 Лейка Микросистемс
Теги
Микроскопы темного поля
Микроскопы для анализа материалов
Материалы и науки о Земле
Зерновые
Железо и сталь
Поляризация
Металлография
Гарантия качества
Металлография – это изучение микроструктуры всех типов металлических сплавов. Более точно его можно определить как научную дисциплину наблюдения и определения химической и атомной структуры и пространственного распределения зерен, составляющих, включений или фаз в металлических сплавах. В более широком смысле эти же принципы могут быть применены к характеристике любого материала.
Для выявления микроструктурных особенностей металлов используются различные методы. Большинство исследований проводится с помощью микроскопии в падающем свете в режиме светлого поля, но другие менее распространенные методы контрастирования, такие как темное поле или дифференциальный интерференционный контраст (ДИК), а также использование цветного (оттеночного) травления расширяют возможности световой микроскопии для металлографических приложений.
Многие важные макроскопические свойства металлических материалов очень чувствительны к микроструктуре. Критические механические свойства, такие как предел прочности при растяжении или относительное удлинение, а также другие тепловые или электрические свойства, напрямую связаны с микроструктурой. Понимание связи между микроструктурой и макроскопическими свойствами играет ключевую роль в разработке и производстве материалов и является конечной целью металлографии.
Металлография, какой мы ее знаем сегодня, во многом обязана вкладу XIX века.Ученый -го -го века Генри Клифтон Сорби. Его новаторская работа с современным производством чугуна и стали в Шеффилде (Великобритания) высветила тесную связь между микроструктурой и макроскопическими свойствами. Как он заявил в конце своей жизни: «В те ранние дни, если бы произошла железнодорожная авария, и я предложил бы компании взять рельс и исследовать его под микроскопом, на меня бы смотрели как на годного человека отправить в лечебницу. Но это то, что сейчас делается…»
Старый, но жизненно важный
Наряду с новыми разработками в технологии микроскопии и, в последнее время, с помощью вычислительной техники, металлография стала бесценным инструментом для развития науки и промышленности за последние сто лет.
Некоторые из самых ранних корреляций между микроструктурой и макроскопическими свойствами, установленные в металлографии с использованием световых микроскопов, включают:
Общее увеличение предела текучести и твердости при уменьшении размера зерна
Анизотропные механические свойства с удлиненными зернами и/или предпочтительной ориентацией зерен
Общая тенденция к снижению пластичности с увеличением содержания включений
Прямое влияние содержания и распределения включений на скорость роста усталостных трещин (металлы) и параметры вязкости разрушения (керамика )
Связь мест зарождения разрушения с неоднородностями материала или микроструктурными особенностями, такими как частицы второй фазы
Изучая и определяя микроструктуру материала, можно лучше понять его характеристики. Таким образом, металлография используется практически на всех этапах жизненного цикла компонента: от первоначальной разработки материалов до контроля, производства, контроля производственного процесса и даже анализа отказов, если это необходимо. Принципы металлографии помогают обеспечить надежность продукции.
Рисунок 1: Межпластинчатое расстояние перлита в сером чугуне.
Устоявшийся, но интуитивно понятный метод
Анализ микроструктуры материала помогает определить, правильно ли был обработан материал, и поэтому обычно является важным вопросом во многих отраслях промышленности. Основные этапы надлежащего металлографического исследования включают в себя: отбор проб, подготовку образцов (разрез и резку, установку, плоскостное шлифование, черновую и окончательную полировку, травление), микроскопическое наблюдение, цифровые изображения и документирование, а также извлечение количественных данных с помощью методов стереологического анализа или анализа изображений.
Первый этап металлографического анализа – отбор проб – имеет решающее значение для успеха любого последующего исследования: анализируемый образец должен быть репрезентативным для оцениваемого материала. Вторым, не менее важным, шагом является правильная подготовка металлографического образца, и здесь нет однозначного способа добиться желаемых результатов.
Металлография традиционно описывается как наука и искусство, и причина этого утверждения заключается в том, что опыт и интуиция одинаково важны для выявления истинной структуры материала, не вызывая значительных изменений или повреждений, чтобы выявить и сделать измеримыми интересующие особенности.
Травление, вероятно, является наиболее изменчивым этапом, поэтому для получения надежных и воспроизводимых результатов необходимы тщательный выбор наилучшего травильного состава и контроль температуры и времени травления. Очень часто требуется экспериментальный метод проб и ошибок, чтобы найти оптимальные параметры для этого шага.
Больше, чем металлы: Материалография
Металлы и их сплавы по-прежнему играют заметную роль во многих формах технологического развития, поскольку они обладают более широким диапазоном свойств, чем любая другая группа материалов. Количество стандартизированных металлических материалов достигает нескольких тысяч и постоянно увеличивается, чтобы соответствовать новым требованиям.
Однако по мере развития спецификаций к ним добавлялись керамика, полимеры или натуральные материалы, чтобы охватить более широкий спектр применений, а металлография расширилась за счет включения новых материалов, от электроники до композитов. Термин «металлография» теперь заменяется более общим «материалографией», чтобы иметь дело также с керамикой «Керамография» или полимерами «пластография».
В отличие от металлов высокоэффективная или инженерная керамика имеет более высокие значения твердости, хотя по своей природе она хрупкая. Другими выдающимися свойствами являются отличные характеристики при высоких температурах и хорошая стойкость к износу, окислению или коррозии в агрессивных средах. Однако полное преимущество, которое могут обеспечить эти материалы, сильно зависит от химического состава, примесей и микроструктуры.
Подобно металлографической подготовке, для подготовки керамических образцов для исследования микроструктуры необходимо выполнять последовательные этапы, но на каждом этапе требуется тщательный подбор параметров, которые должны быть оптимизированы не только для каждого типа керамики, но и для конкретный сорт. Присущая им хрупкость делает целесообразной замену обычных абразивов алмазом на каждом этапе подготовки от резки до окончательной полировки. Травление может быть проблемой из-за химической стойкости керамики.
За пределами светлого поля
Световая микроскопия уже много десятилетий используется для изучения микроструктуры материалов.
Освещение светлого поля (BF) — наиболее распространенный метод освещения для металлографического анализа. В падающем BF путь света исходит от источника света, проходит через линзу объектива, отражается от поверхности образца, возвращается через объектив и, наконец, достигает окуляра или камеры для наблюдения. Плоские поверхности создают яркий фон из-за отражения большого количества падающего света в линзу объектива, в то время как неплоские элементы, такие как трещины, поры, протравленные границы зерен или элементы с отчетливой отражательной способностью, такие как осадки и включения второй фазы на поверхности кажутся темнее, так как падающий свет рассеивается и отражается под разными углами или даже частично поглощается.
Темное поле (DF) — менее известная, но мощная техника освещения. Путь света для пеленгационной подсветки проходит через внешнее полое кольцо объектива, падает на образец под большим углом падения, отражается от поверхности, затем проходит через внутреннюю часть линзы объектива и, наконец, достигает окуляра или камеры. Этот тип освещения приводит к тому, что плоские поверхности кажутся темными, поскольку подавляющее большинство света, отраженного под большим углом падения, не попадает внутрь линзы объектива. Для образцов, имеющих плоскую поверхность с редкими неплоскими элементами — трещинами, порами, протравленными границами зерен и т. д. — на DF-изображении виден темный фон с более яркими областями, соответствующими неплоским элементам, которые рассеивают больше света в объектив.
Светлое поле: только прямой свет падает на поверхность образца, где он поглощается или отражается. Параметрами качества изображения являются яркость, разрешение, контрастность и глубина резкости.
Темное поле: на поверхность образца падает только преломленный, дифрагированный или отраженный свет. Темное поле подходит для всех образцов со структурированными поверхностями, а также может использоваться для визуализации структур ниже предела разрешения. Поверхностные структуры кажутся яркими на темном фоне.
Дифференциально-интерференционный контраст (DIC), , также известный как Nomarski Contrast, помогает визуализировать небольшие перепады высоты на поверхности образца, тем самым повышая контрастность элементов. ДИК использует призму Волластона вместе с поляризатором и анализатором, оси пропускания которых перпендикулярны (пересекаются под углом 90°) друг к другу. Две световые волны, разделенные призмой, интерферируют после отражения от поверхности образца, делая разницу в высоте видимой как изменение цвета и текстуры.
В большинстве случаев микроскопия в падающем свете дает большую часть необходимой информации, но в некоторых случаях, в частности, для полимеров и композитных материалов, микроскопия в проходящем свете (для прозрачных материалов) и использование пятен или красителей может дать представление о микроструктура, которая осталась бы скрытой при стандартной подготовке объемных образцов и нормальном падающем освещении.
Поскольку многие термореактивные материалы инертны к обычным металлографическим травителям, микроструктуру образца часто лучше всего наблюдать в проходящем поляризованном свете, чтобы усилить различия в показателе преломления отдельных элементов.
Поляризация: Естественный свет состоит из световых волн с любым количеством направлений вибрации. Поляризационные фильтры пропускают только те световые волны, которые вибрируют параллельно направлению передачи. Два поляризатора, скрещенные под углом 90°, создают максимальное ослабление (затемнение). Если образец между поляризаторами изменяет направление колебаний света, появляются характерные цвета двойного лучепреломления.
Дифференциально-интерференционный контраст (DIC): DIC визуализирует разность высот и фаз. Призма Волластона разделяет поляризованный свет на обыкновенную и необыкновенную волны. Эти волны колеблются под прямым углом друг к другу, распространяются с разной скоростью и физически разделены. В результате получается трехмерное изображение поверхности образца, хотя из него невозможно получить реальную топографическую информацию.
Жизнь красочна
Естественный цвет микроструктур обычно имеет очень ограниченное применение в металлографии, но цвет может дать полезную информацию при использовании определенных оптических методов, таких как поляризованный свет или ДИК, или методов подготовки образцов, таких как цветное травление.
Микроскопия в поляризованном свете очень полезна для исследования металлов с некубической кристаллографической структурой, таких как Ti, Be, U и Zr. К сожалению, основные коммерческие сплавы (Fe, Cu, Al) не чувствительны к поляризованному свету, поэтому травление по цвету или оттенку является дополнительным методом, позволяющим выявить и различить особенности микроструктуры.
Рис. 2: Окрашенные зерна с дендритной структурой
Цветные (оттеночные) травители обычно наносятся химическим путем (погружая в раствор) или электрохимически (погружая в раствор с электродами и приложенным потенциалом), образуя тонкую пленку на поверхности образца, которая обычно зависит от характеристик. Тонкая пленка взаимодействует с падающим светом и создает цвет за счет интерференции, которую можно наблюдать при обычном светлопольном освещении, но которая значительно усиливается при использовании поляризованного света и фазовой задержки (лямбда [λ] или волновые пластины). Кроме того, альтернативными методами создания интерференционных пленок являются тепловое окрашивание или осаждение из паровой фазы.
В стальных сплавах так называемые компоненты «второй фазы» могут быть выборочно окрашены путем травления, что обеспечивает метод их идентификации и количественного определения по отдельности. Распознавание феррита и карбида в стали с помощью цветного травления является обычной процедурой.
Рост интерференционных пленок может быть функцией кристаллической ориентации элементов, например зерен, на поверхности образца. Для сплавов, в которых травление стандартными реагентами (для воздействия на границы зерен) дает неполную сеть (границ) и, таким образом, препятствует восстановлению цифрового изображения, цветовое кодирование микроструктуры из-за разной ориентации зерен позволяет выполнить анализ размера зерна.
Количественный лучше качественного
Количественный лучше качественного
Происхождение количественной металлографии связано с применением световой микроскопии для изучения микроструктуры металлических сплавов. Первыми основными вопросами, на которые должны были ответить материаловеды, были:
Каковы размеры определенных элементов в сплаве и сколько существует этих типов элементов?
Какое количество определенного компонента присутствует в сплаве?
Рис. 3: Ковкий чугун со сфероидальным графитом (объектив HC PL Fluotar 10x, светлое поле).
В течение многих лет использование рейтингов на диаграммах и визуальное сравнение было единственным подходом, способным ответить на эти вопросы полуколичественными утверждениями. В настоящее время современные моторизованные и компьютеризированные микроскопы и системы анализа изображений обеспечивают быстрые и точные средства для автоматизации большинства оценок и методов оценки, предусмотренных международными или отраслевыми стандартами.
Измерения обычно проводятся на серии двумерных изображений и могут быть разделены на две основные группы: измерения, используемые для количественной оценки размера, формы и распределения дискретных частиц (характерные измерения), и измерения, связанные с микроструктурой матрицы (поле измерения).
Несколькими примерами первой группы могут быть определение содержания включений в стали, классификация графита в чугуне и оценка пористости в покрытии, полученном методом термического напыления, или в спеченной детали.
Обычным применением полевых измерений является определение среднего размера зерна методом перехвата или планиметрическим методом, а также оценка объемной доли составляющих микроструктуры с помощью фазового анализа. Используя программное обеспечение для анализа изображений, несколько фаз могут быть обнаружены в одном поле, количественно оценены и представлены графически.
Не только микро, но и макро
Методы макроскопического исследования часто используются при рутинном контроле качества, а также при анализе отказов или научных исследованиях. Эти методы обычно являются прелюдией к микроскопическому наблюдению, но иногда они используются сами по себе в качестве критерия принятия или отклонения.
Рис. 4: Поверхностное упрочнение сталей.
Тест на макротравление, вероятно, является наиболее информативным инструментом среди этой группы и широко используется для контроля качества на многих этапах обработки или формовки материалов. С помощью стереомикроскопов и большого разнообразия режимов освещения макротравление дает общее представление о степени однородности детали, выявляя неоднородность микроструктуры материалов. Вот некоторые примеры:
Макроструктурные узоры, возникающие в результате затвердевания или обработки (рисунки роста, линии потока, полосы и т. д.)
Глубина провара и зоны термического влияния
Физические несплошности (пористость, растрескивание) вследствие затвердевания или обработки
Химические и электрохимические модификации поверхности (обезуглероживание, окисление, коррозия, загрязнение)
Глубина цементации (поверхностная закалка) в стальные сплавы или узоры из-за неравномерности закалки
Повреждения, вызванные неправильным шлифованием или механической обработкой
Термические эффекты из-за перегрева или усталости
Резюме
Металлические сплавы играют важную роль во многих технологиях и приложениях благодаря широкому спектру свойств. Сегодня доступно несколько тысяч стандартизированных сплавов, и их число продолжает расти, поскольку новые требования могут потребовать новых сплавов.
Металлография – это изучение микроструктуры сплава: микромасштабного пространственного распределения фаз, включений и других составляющих. Для выявления микроструктуры сплава используются различные методы, чаще всего микроскопия.
Микроструктура сплавов оказывает значительное влияние на многие их важные макроскопические свойства, такие как предел прочности при растяжении, относительное удлинение и тепло- или электропроводность. Полное понимание взаимосвязи между микроструктурой и свойствами сплава является фундаментальной причиной для области металлографии. Знания из металлографии используются в металлургии (проектирование и разработка сплавов) и производстве сплавов.
Однако в то же время было разработано гораздо большее разнообразие керамики и полимеров, которые также используются для самых разных целей. Основные принципы металлографии могут быть применены к характеристике любого материала. В результате металлография начинает заменяться более общим термином «материалография».
Решения для металлографии
Читатели могут узнать о решениях Leica для металлографии, ознакомившись с сопутствующими продуктами ниже. Более подробная информация о характеристиках металлических сплавов доступна в статьях, перечисленных в разделе «Дополнительная литература».
Дальнейшее чтение
Форкуччи, Вебинар: Металлографические решения от Leica Microsystems, Научная лаборатория (2019) Leica Microsystems.
Д. Диез, Дж. ДеРоуз, Т. Лочерер, Отчет и веб-семинар: Оцените качество вашей стали: обзор стандартных методов анализа и практических решений для оценки включений в стали, Научная лаборатория (2019 г.)) Лейка Микросистемс.
Д. Диез, Дж. ДеРоуз, Как адаптировать анализ размера зерна металлических сплавов к вашим потребностям: точные и практичные решения для микроскопии, Научная лаборатория (2019) Leica Microsystems.
В. Грюневальд, Дж. ДеРоуз, 3-мерное изображение макроскопических дефектов в алюминиевых сплавах: реконструкция изображения в 3D с использованием фрезерования и оптической микроскопии на месте, Научная лаборатория (2019) Leica Microsystems.
Д. Диез, Веб-семинар: Анализ размера зерна на микроструктурах, который вам нужен, Научная лаборатория (2017) Leica Microsystems.
У. Кристиан, Н. Йост, Металлография с цветом и контрастом: возможности микроструктурного контрастирования, Научная лаборатория (2011) Leica Microsystems.
А. Шуэ, Сталь – универсал, который должен пройти множество испытаний, Научная лаборатория (2010) Leica Microsystems.
А. Шуэ, Сталь – все зависит от того, что на самом деле внутри, Научная лаборатория (2009 г.) Leica Microsystems.
Хотите узнать больше?
Поговорите с нашими экспертами. Мы рады ответить на все ваши вопросы и проблемы.
Свяжитесь с нами
Предпочитаете личную консультацию?
Здесь вы найдете более подробный список местных контактов.
Структура металлических зерен и микроскопический анализ
Struers — Обеспечение уверенности
/ Знания / Материалы / Металлические зернистые структуры
Согласие на использование файлов cookie
Файлы cookie используются в статистических целях и для улучшения сайта. Файлы cookie будут использоваться после того, как вы нажмете «ОК» или если вы продолжите использовать www.struers.com.
Принять
Подробнее
Металлические материалы часто интерпретируются с точки зрения их внутренней структуры, известной как микроструктура. Эти рекомендации по применению, подготовленные в сотрудничестве с экспертами в области оптики и оптоэлектроники Zeiss, объясняют все, что вам нужно знать о структурных свойствах металла, подготовке материалов для микроструктурного анализа и интерпретации результатов.
Загрузите полную информацию о приложении
Основные характеристики
Металлографическая подготовка
Микроскопический анализ
Характеристика анализа
Оборудование
Внутренняя структура металла состоит из отдельных кристаллических областей, известных как «зерна». Структура, размер и ориентация этих зерен зависят от состава материала (сплава) и способа изготовления материала (например, ковка, литье или аддитивное производство). Зерна образуются из расплавленного материала при его затвердевании, взаимодействуют друг с другом и с другими ингредиентами, такими как фазы и загрязнения. Как правило, структура зерна адаптирована к техническому применению.
Размер и ориентация зерен и другие структурные характеристики напрямую связаны с механическими и технологическими свойствами этих материалов. Структурные характеристики также зависят от последующих внешних воздействий. Эти воздействия включают:
Химические воздействия (например, коррозию)
Химические и/или физические воздействия (например, процессы термообработки)
Механические воздействия (например, после процессов формовки, таких как ковка, прокатка, гибка и т. д.)
Микроструктура
Рис. 1: Чистая медь, протравленная в DIC
Микроструктуру можно оценить только под микроскопом (стереомикроскопом, световым микроскопом с использованием отраженного света, цифровым микроскопом или сканирующим и просвечивающим электронным микроскопом). Обычно размер наблюдаемых характеристик колеблется от долей миллиметров до микрометров и даже нанометров. Наблюдения за микроструктурой используются для широкого круга исследований, например, для определения размеров зерен, проверки на наличие дефектов, подготовки мишеней в микроэлектронике, всех видов сварных швов и анализа отказов.
Макроструктура
Рис. 2: Макрошлиф чистой меди, часть литого блока, травление
Макроструктуру можно увидеть невооруженным глазом, через увеличительное стекло или стереомикроскоп. Эти наблюдения менее распространены, чем микроструктурные исследования. Области применения, в которых наблюдается макроструктура, обычно представляют собой сварные швы, отливки некоторых цветных металлов или деформацию и сегрегацию на литых или кованых деталях. Грубая оценка покрытий или геометрии также может быть предметом макроструктурных исследований.
Почему микроскопический анализ?
После завершения металлографической подготовки структурные свойства металла можно проанализировать под микроскопом. После этого можно сделать выводы о характеристиках материала. Например, микроскопический анализ можно использовать для оценки характеристик на этапах проектирования и обработки металла, а также случаев, когда произошло повреждение.
Структурные элементы, которые можно оценить с помощью светового или электронного микроскопа, включают:
Зерна/кристаллиты и границы их зерен
Интерметаллические фазы и выделения
Неметаллические включения и фазы
Оценка основана на следующих критериях:
Тип и форма
Размер и номер
Распределение и ориентация
На основе всей этой информации затем можно составить исчерпывающее описание микроструктуры и сделать выводы относительно ее потенциальных характеристик.
Понимание сплавов
Материалы, используемые в настоящее время в практических целях, представляют собой смесь различных химических элементов, часто также называемых «сплавами». Сталь и чугун, например, по существу представляют собой сплавы на основе железа (Fe) с легирующими добавками углерода (C), которые отвечают за твердость железосодержащего материала. Микроструктурный анализ позволяет сделать выводы о свойствах сплава, в том числе о его прочности, твердости и пластичности
Рис. 3: Перлитный чугун с пластинчатым графитом, протравленный ниталом. Углерод в основном присутствует в виде графита в пластинчатой форме, что приводит к снижению прочности. Сама перлитная матрица обладает достаточно высокой степенью твердости. Изображение получено с помощью ZEISS Axio Imager, объектив 50x, яркое освещение
Рис. 4: Ферритный чугун со сфероидальным графитом, протравленный ниталом. Углерод в основном присутствует в виде графита в сферической форме. Сферическая форма обеспечивает повышенную прочность по сравнению с пластинчатым чугуном, но твердость материала ниже из-за отсутствия цементита в чисто ферритной матрице. Изображение сделано с помощью ZEISS Smartzoom 5, прибл. 500-кратное увеличение
Рис. 5: Ферритная сталь с прибл. 0,1 % С, протравлен ниталом. Углерод в основном присутствует в форме цементита и в виде небольшого количества перлита между ферритными зернами. Матрица, которая поэтому является почти чисто ферритной, имеет низкую степень твердости, но очень хорошую пластичность. Снимок сделан с помощью ZEISS Smartzoom 5 прибл. 500-кратное увеличение, коаксиальное освещение с малой долей кольцевого света
Рис. 6: Ферритно-перлитная сталь с прибл. 0,2 % C, протравлен ниталом. Углерод в основном присутствует в виде пластинчатого цементита в более твердой части перлита, прилегающей к ферритным зернам. Это приводит к тому, что цементит выглядит полосатым. Перлитные зерна отражают меньше света, чем ферритные зерна, и поэтому кажутся более темными. Матрица этого типа имеет более высокую твердость, но более низкую пластичность. Изображение получено с помощью ZEISS Axiolab, объектив 50x, яркое освещение
Металлографическая подготовка металла для микроструктурного анализа
Чтобы обеспечить правильное представление структурных свойств металла, образец должен быть правильно подготовлен. Приведенные ниже шаги дают общее описание процесса, но метод металлографической подготовки должен быть адаптирован к материалу.
Шаг 1: Резка заготовок для микроструктурного анализа
Процесс мокрой абразивной резки используется для отбора репрезентативной пробы из заготовки. Процесс резки следует выбирать таким образом, чтобы образец не подвергался никаким повреждениям, способным изменить его структуру, и должен быть адаптирован к материалу и применению.
Рис. 7: Станок для мокрой абразивной резки с зажатым зубчатым колесом, используемый для взятия образца с участка зуба зубчатого колеса. Как правило, секция подвергается индукционной или поверхностной закалке. Образец будет использоваться для изучения структуры и твердости среза.
Узнать больше
Получите больше знаний, опыта и знаний в нашем разделе резки.
Ознакомьтесь с нашим ассортиментом режущего оборудования.
Приобрести расходные материалы и аксессуары для металлографической резки.
Этап 2: Установка образцов для микроструктурного анализа
Процесс монтажа используется для фиксации отрезанных деталей, чтобы с ними было легче обращаться, и для стандартизации их размеров. Можно использовать различные методы горячего и холодного монтажа и смолы, хотя типичными являются эпоксидная или акриловая смола.
Холодный монтаж: прибл. 100 °C, при атмосферном давлении или в вакууме
Горячий монтаж: при макс. 350 бар и 180 °C
Рис. 8: Множество встроенных образцов различной формы. Покрытие образца синтетической смолой обеспечивает хороший результат подготовки и повышает эффективность остальной части процесса.
Узнать больше
Получите больше знаний, опыта и знаний в нашем разделе монтажа.
Ознакомьтесь с нашим ассортиментом монтажных машин и оборудования.
Приобрести расходные материалы и аксессуары для металлографического горячего и холодного монтажа.
Этап 3: Шлифовка и полировка образцов для микроструктурного анализа
Процесс шлифовки и полировки является наиболее важным этапом подготовки образца для исследования под микроскопом. Во время этого процесса макроскопическая шероховатость поверхности реза уменьшается до отражающей поверхности.
Если цель состоит только в том, чтобы сделать видимой макроструктуру – обычно для исследования с использованием стереомикроскопа или увеличительного стекла – достаточно нескольких стадий грубой шлифовки и контрастирования кислыми или щелочными растворами. (Эти образцы часто готовятся в размонтированном виде для экономии времени.)
Чтобы микроскопические элементы конструкции были видны в микроскоп в отраженном свете, требуется зеркальное покрытие. Процесс шлифовки и полировки зеркала выглядит следующим образом:
На поверхности выполняется начальная грубая шлифовка.
Поверхность осторожно полируется абразивами от мелких до очень мелких до тех пор, пока не будут удалены почти все поврежденные участки, обычно с использованием алмаза, оксида алюминия или коллоидного диоксида кремния на подходящих тряпках и дисках для полировки.
Поверхность проверяется с помощью дифференциального интерференционного контраста (ДИК) — опции контраста в микроскопах отраженного света — для обеспечения достаточно высокого качества поверхности для продолжения травления. Если деформация все еще видна в DIC, требуются дополнительные этапы полировки.
Поверхность протравлена для усиления контрастов, невидимых или видимых только в ограниченной степени в условиях яркого поля. Обычно используют только слабые кислоты.
Низкоконцентрированные травители, содержащие 1-3% азотной кислоты в этаноле (нитал), очень часто применяют для низколегированных и среднелегированных углеродистых сталей или чугуна.
Коррозионностойкая сталь требует специальных процессов травления, таких как цветное травление.
Рис. 9: Сварочный шов, зачищенный на двух уровнях фольги SiC, с последующим макротравлением 5 % водным раствором азотной кислоты. Изображение получено с помощью стереомикроскопа ZEISS Stemi 508 при 15-кратном увеличении
Рис. 10: Ферритная сталь с включениями карбида и оксида титана после механической обработки алмазом размером 1 мкм. На дифференциально-интерференционно-контрастном изображении еще можно наблюдать тонкие следы деформации. Образец не подвергался травлению. Изображение получено с помощью ZEISS Axio Imager, DIC, объектив 100x .
Рис. 11: Коррозионностойкая аустенитная сталь после окончательной полировки с помощью OP-S и последующего цветного травления по Лихтенеггеру и Блеху. Становятся видны зерна аустенита с двойниками и ложными линиями в направлении деформации. Изображение получено с помощью ZEISS Axio Imager, яркое освещение, объектив 20x .
Рис. 12: Коррозионностойкая аустенитно-ферритная сталь (дуплекс) после электролитического травления в 20 % растворе гидроксида натрия. Зерна аустенита (светло-коричневые) внедрены в голубовато-коричневую ферритную матрицу. Снимок сделан с помощью ZEISS Axiolab, DIC, объектив 20x
Подробнее
Получите больше знаний, опыта и информации о нашем участке шлифовки и полировки.
Ознакомьтесь с нашим ассортиментом шлифовальных и полировальных станков и оборудования.
Приобрести расходные материалы и принадлежности для металлографической шлифовки и полировки.
Анализ структуры зерна металла
После завершения металлографической подготовки структуры металлических зерен можно визуально проанализировать под световым микроскопом. Обычно это происходит при увеличении от 25x до 1000x, что соответствует ограничениям традиционной световой микроскопии. Решетчатые дефекты, структуры и элементы на субмикроскопическом уровне (менее 1 мкм) и вплоть до атомарного уровня оцениваются с помощью электронных микроскопов.
Таблица 1: Примеры применения методов контрастирования для исследования металлических конструкций
Методы контрастирования
Существует ряд методов контрастирования, которые можно использовать для оценки структурных свойств металла. Ваш выбор метода контрастирования зависит от ряда факторов, в том числе от того, с каким материалом вы работаете и какие характеристики вам необходимо проанализировать. Какие методы контрастирования существуют и когда их следует использовать?
Светлое поле Брайтфилд — это стандартный метод для всех типов анализа материалов. Трещины и поры, неметаллические фазы и продукты окисления сначала наблюдают в непротравленном состоянии, поскольку они обычно демонстрируют иное отражающее поведение, чем основной металл. С другой стороны, расположение трещин и пор по отношению к другим структурным характеристикам обычно можно оценить только в том случае, если было проведено соответствующее химическое травление.
Рис. 13: Лазерный сварной шов на высоколегированных сталях с трещинами и порами после электролитического травления. Они также видны в непротравленном состоянии, но межкристаллитный ход трещин можно оценить только после завершения травления. Изображение получено с помощью ZEISS Axio Imager, яркое освещение, объектив с увеличением 5x.
Темное поле
Метод темного поля в основном используется в микроскопии неметаллических материалов. Однако он дает несколько преимуществ при характеристике металлов, а также при оценке окрашенных структур, таких как слои лака или пластиковых покрытий на металлических подложках. Его также можно использовать для оценки продуктов коррозии. Микроскопию в темном поле можно использовать для выявления очень мелких царапин на полированных образцах. способ проверки качества помола.
Рис. 14: Место коррозии на латунной трубе, непротравленное. Отражающие участки кажутся темными (металлическая подложка) при освещении в темном поле, тогда как продукты коррозии можно наблюдать в собственном цвете. Изображение получено с помощью ZEISS Axio Imager, освещение темного поля, объектив 20x
ДИК (дифференциально-интерференционный контраст)
ДИК — полезный инструмент для анализа очень тонких деформаций, которые все еще могут присутствовать на поверхности после полировки. Его также можно использовать для различения твердых и мягких структурных элементов, так как твердые фазы в процессе окончательной полировки удаляются в меньшей степени, чем более мягкие, и поэтому «выступают» с поверхности. Эта минимальная разница обычно не видна в светлопольном микроскопе, но ее можно увидеть в ДИК. В результате ДИК можно использовать для качественного различия между твердостью различных фаз.
С помощью DIC также можно сделать структуры зерен, такие как границы зерен, видимыми в непротравленном состоянии. Это позволяет оценить структуру перед травлением, избавляя от необходимости использовать химические вещества на труднопротравливаемых материалах, таких как коррозионно-стойкие металлы. Однако в этом случае требуется идеальная окончательная полировка.
Рис. 15: Медный сплав после окончательной полировки. Из-за своей отражательной способности различные фазы имеют разные цвета под микроскопом со светлым полем. Изображение получено с помощью ZEISS Axiolab, яркое освещение, объектив с увеличением 100x.
Рис. 16: Медный сплав после окончательной полировки. Из-за своего поведения при абляции фазы различной твердости имеют разную высоту, которая видна только в ДИК-микроскопии. Это позволяет качественно различать их твердость. В то же время зернистую структуру можно сделать видимой уже в непротравленном состоянии. Изображение получено с помощью ZEISS Axiolab, DIC, объектив 100x
Поляризационная контрастность
Поляризационный контраст в основном используется при анализе материалов с гексагональной структурой решетки, таких как титан, цинк и магний. Алюминий и его сплавы также можно анализировать в поляризованном свете, если они были подвергнуты электролитическому травлению тетрафторборной кислотой (травление Баркера).
Рис. 17: Технически чистый титан (класс 1) после механической полировки, вид под поляризационно-контрастным микроскопом, без травления. Поляризованный свет усиливается или устраняется на гранях кристалла благодаря гексагональной структуре решетки, которая проявляется как контраст между светлым и темным. Изображение появляется в цвете благодаря так называемой пластине λ/4. Изображение получено с помощью ZEISS Axio Imager, поляризационный контраст, объектив 20x .
Рис. 18. Сварочный шов алюминия после электролитического травления тетрафторборной кислотой (травление по Баркеру), вид под поляризационно-контрастным микроскопом. Травление создает слой оксида различной толщины в зависимости от ориентации кристаллов; поляризованный свет может мешать этому оксидному слою, что приводит к эффектам устранения и усиления. Изображение получено с помощью ZEISS Axio Imager, поляризационный контраст, объектив 5x
Флуоресценция
Флуоресценция может использоваться в микроскопии металлов и материалов, поскольку некоторые материалы возбуждаются при определенной длине волны и поэтому излучают видимый свет при другой длине волны.
Флуоресцентные порошки (например, EpoDye) смешиваются с монтажной смолой (обычно прозрачной эпоксидной смолой) в процессе монтажа и проникают в существующие и открытые поры и трещины. Эта процедура поддерживается вакуумной пропиткой. После отверждения и подготовки свет микроскопа в синем спектре возбуждает флуоресцентный краситель, который затем излучает свет в желто-зеленом спектре. Заполненные поры или трещины подсвечиваются желто-зеленым цветом.
Рис. 19: Поры и трещины между покрытием из карбида вольфрама и сталью, на которую оно нанесено. На соответствующем контрасте микроскопа он подсвечивается желто-зеленым цветом, потому что трещина была пропитана монтажным агентом с флуоресцентным порошком. Трещина была до монтажа. Это могло произойти во время изготовления или в процессе резки. Изображение получено с помощью ZEISS Axio Imager, флуоресцентный контраст, объектив 5x .
Рис. 20: Трещины в композитном материале из углеродного волокна. Изображение получено с помощью ZEISS Axio Imager, флуоресцентный контраст, объектив 20x
Световой микроскоп для анализа структуры зерна
Микроструктурный анализ — чрезвычайно полезный инструмент в металлографии, так как он позволяет получить большой объем информации о структурных свойствах металла и его характеристиках. Это можно использовать для оценки этапов проектирования и обработки металла, а также для контроля качества и анализа отказов. Однако при рассмотрении структурных свойств металла необходимо использовать специальную оптику, поскольку возбуждение и освещение объекта направляются через одну и ту же оптическую систему. Камеры также должны быть способны обрабатывать высокие значения контрастности.
Микроскопы отраженного света используются для визуализации структур в диапазоне от нескольких миллиметров до примерно 1 мкм (объективы 10x/20x/50x/100x типичны для микроскопа материалов). Микроскоп может быть как прямым, так и перевернутым. Однако перевернутое положение предпочтительнее для больших образцов или при просмотре зажатых образцов в держателях образцов.
Стереомикроскопы высокого разрешения реже используются для структурной интерпретации. Изображение, созданное микроскопом, должно быть воспроизведено точно и подходить для интеграции в существующие системы документирования.
Точное выравнивание поля (EPI)
Поскольку освещение и контрастирование отражающих образцов осуществляется визуализирующей оптикой – объективом микроскопа, к конструкции и световоду предъявляются особые требования. Кроме того, объектив должен иметь точные характеристики выравнивания поля для измерения объекта. Эти типы объективов специально оптимизированы для образцов в отраженном свете и могут быть распознаны по аббревиатуре EPI (например, ZEISS 50x EC EPIPLAN # 422070-9).961-000).
Цифровые камеры
Требования к цифровой камере для металлических образцов должны быть оптимизированы для целей измерения и документирования. Микросхема высокодинамичной видеокамеры идеально отображает металлические поверхности и их высокий уровень контрастности. Специальные пакеты промышленного программного обеспечения (такие как «ZEN core» и его материальные модули) доступны для помощи при использовании камеры этого типа (например, ZEISS Axiocam 305) в практических условиях.
Микроскопы для начинающих
Микроскопы, такие как ZEISS Primotech, включают наиболее распространенные методы контрастирования, а также могут использоваться с упрощенным программным обеспечением MATSCOPE и решениями для планшетов (MATSCOPE для iPad).
Цифровые микроскопы
Благодаря быстрому развитию оптики цифровые микроскопы становятся все более интересным инструментом для структурного анализа. Эти устройства просты в использовании и сочетают в себе преимущества стереомикроскопии и микроскопии в отраженном свете. Они также охватывают относительно широкий спектр увеличения и области применения, а также предоставляют большие возможности для цифровой постобработки изображений для широкого круга измерительных задач. Однако цифровые микроскопы не обладают таким высоким разрешением, как микроскопы отраженного света, что является недостатком при работе с очень мелкими структурными элементами.
СКАЧАТЬ ПРИЛОЖЕНИЕ
Получить представление о других материалах
Если вы хотите узнать больше о материалографии других металлов и материалов, посетите нашу страницу материалов.
доставки к месту пожара боевого расчета, огнетушащих веществ, пожарно-технического оборудования, инвентаря, и инструмента;
подачи огнетушащих веществ на пожаре;
выполнения ряда специальных работ.
Слайд 7
Текст слайда:
Назначение и классификация пожарных автомобилей
В зависимости от назначения пожарные автомобили подразделяются на:
О С Н О В Н Ы Е
С П Е Ц И А Л Ь Н Ы Е
В С П О М О Г А Т Е Л Ь Н Ы Е
Слайд 8
Текст слайда:
Назначение и классификация пожарных автомобилей
ОСНОВНЫЕ ПОЖАРНЫЕ АВТОМОБИЛИ в зависимости от преимущественного использования подразделяются на автомобили:
общего применения — для тушения пожаров в городах и населенных пунктах
целевого применения — для тушения пожаров на нефтебазах, предприятиях лесоперерабатывающей, химической, нефтехимической, нефтеперерабатывающей промышленности, в аэропортах и на других специальных объектах
Слайд 9
Текст слайда:
Назначение и классификация пожарных автомобилей
К основным пожарным автомобилям общего применения относятся:
Слайд 10
Текст слайда:
Назначение и классификация пожарных автомобилей
Предназначены:
для доставки к месту пожара боевого расчёта, запаса огнетушащих веществ, пожарно-технического вооружения, подачи воды (из цистерны, открытого водоёма, гидранта) и воздушно-механической пены к очагу пожара.
АВТОЦИСТЕРНЫ ПОЖАРНЫЕ (АЦ)
Слайд 11
Текст слайда:
Назначение и классификация пожарных автомобилей
в зависимости от ёмкости цистерн для воды автоцистерны бывают:
АВТОЦИСТЕРНЫ ПОЖАРНЫЕ (АЦ)
лёгкого типа (с вместимостью цистерны до 2000 л.)
среднего типа (с вместимостью цистерны от 2000 до 4000 л.)
тяжёлого типа (с вместимостью цистерны более 4000 л.)
Слайд 12
Текст слайда:
Назначение и классификация пожарных автомобилей
Лёгкого типа
АВТОЦИСТЕРНЫ ПОЖАРНЫЕ (АЦ)
Слайд 13
Текст слайда:
Назначение и классификация пожарных автомобилей
Среднего типа
АВТОЦИСТЕРНЫ ПОЖАРНЫЕ (АЦ)
Слайд 14
Текст слайда:
Назначение и классификация пожарных автомобилей
Тяжёлого типа
АВТОЦИСТЕРНЫ ПОЖАРНЫЕ (АЦ)
Слайд 15
Текст слайда:
Назначение и классификация пожарных автомобилей
АВТОМОБИЛЬ ПЕРВОЙ ПОМОЩИ
предназначен для доставки к месту пожара боевого расчёта, пожарно-технического вооружения, аварийно-спасательного инструмента и другого специального оборудования, проведения аварийно-спасательных работ и тушения пожара до подхода основных сил и средств
Слайд 16
Текст слайда:
Назначение и классификация пожарных автомобилей
Предназначен: для доставки к месту пожара боевого расчёта, напорных рукавов и средств пожаротушения, прокладки напорных магистральных рукавных линий, обеспечения подачи воды или воздушно-механической пены в очаг пожара
АВТОНАСОС ПОЖАРНЫЙ (АНР)
Слайд 17
Текст слайда:
Назначение и классификация пожарных автомобилей
К основным пожарным автомобилям целевого применения относятся:
Слайд 18
Текст слайда:
Назначение и классификация пожарных автомобилей
АВТОМОБИЛИ АЭРОДРОМНЫЕ ПОЖАРНЫЕ (АА)
Предназначены для:
тушения пожаров воздушных судов гражданской авиации и ВВС, а также других объектов аэродромов и аэропортов.
доставки к месту аварии самолёта боевого расчёта, пожарно-технического вооружения и подачи в очаг пожара огнетушащих веществ
Слайд 19
Текст слайда:
Назначение и классификация пожарных автомобилей
Автомобили пожарные аэродромные
Слайд 20
Текст слайда:
Назначение и классификация пожарных автомобилей
АВТОМОБИЛИ ПЕННОГО ТУШЕНИЯ ПОЖАРНЫЕ (АПТ)
Предназначены:
для доставки к месту пожара боевого расчёта, пенообразователя, пожарно-технического вооружения
для подачи воздушно-механической пены в очаг пожара.
Слайд 21
Текст слайда:
Назначение и классификация пожарных автомобилей
Автомобили пенного тушения пожарные
Слайд 22
Текст слайда:
Назначение и классификация пожарных автомобилей
АВТОМОБИЛИ ПОРОШКОВОГО ТУШЕНИЯ ПОЖАРНЫЕ (АП)
Предназначены:
для доставки к месту пожара боевого расчёта, запаса огнетушащего порошка.
для тушения пожаров несколькими видами огнетушащих веществ для доставки к месту пожара боевого расчёта, запаса огнетушащих веществ для подачи огнетушащих веществ в очаг пожара.
Слайд 25
Текст слайда:
Назначение и классификация пожарных автомобилей
АВТОМОБИЛИ КОМБИНИРОВАННОГО ТУШЕНИЯ ПОЖАРНЫЕ
Слайд 26
Текст слайда:
Назначение и классификация пожарных автомобилей
АВТОМОБИЛИ ГАЗОВОГО ТУШЕНИЯ ПОЖАРНЫЕ (АГТ)
Предназначены:
для доставки к месту пожара боевого расчёта, запаса газового огнетушащего состава
для подачи газового огнетушащего состава в очаг пожара.
Слайд 27
Текст слайда:
Назначение и классификация пожарных автомобилей
Автомобили газового тушения пожарные
Слайд 28
Текст слайда:
Назначение и классификация пожарных автомобилей
Автомобили газового тушения пожарные
Слайд 29
Текст слайда:
Назначение и классификация пожарных автомобилей
АВТОМОБИЛИ ГАЗОВОДЯНОГО ТУШЕНИЯ ПОЖАРНЫЕ (АГВТ)
Предназначены: для доставки к месту пожара боевого расчёта, а также для тушения газовых и нефтяных фонтанов с большим суточным дебитом при помощи мощной струи, состоящей из инертных отработанных газов турбореактивного двигателя, водяных капель и пара.
Слайд 30
Текст слайда:
Назначение и классификация пожарных автомобилей
АВТОМОБИЛИ ГАЗОВОДЯНОГО ТУШЕНИЯ ПОЖАРНЫЕ (АГВТ)
Слайд 31
Текст слайда:
Назначение и классификация пожарных автомобилей
ПОЖАРНАЯ АВТОНАСОСНАЯ СТАНЦИЯ (ПНС)
Предназначена: для доставки к месту пожара боевого расчёта, забора воды из открытых водоисточников, подачи воды или раствора пенообразователя к лафетным стволам или к месту пожара для создания резервного запаса воды.
Слайд 32
Текст слайда:
Назначение и классификация пожарных автомобилей
ПОЖАРНАЯ АВТОНАСОСНАЯ СТАНЦИЯ (ПНС)
Слайд 33
Текст слайда:
Назначение и классификация пожарных автомобилей
Специальные пожарные автомобили
АЛ — пожарная автолестница АПК — пожарный автоподъемник АР — пожарный рукавный автомобиль АГ — пожарный автомобиль газодымозащитной службы АД — пожарный автомобиль дымоудаления АВ — пожарный водозащитный автомобиль АСО — пожарный автомобиль связи и освещения АШ — пожарной штабной автомобиль АТ — пожарный автомобиль технической службы АСА — пожарный спасательный автомобиль Пожарная лаборатория
Слайд 34
Текст слайда:
Назначение и классификация пожарных автомобилей
Пожарные автолестницы
Предназначены для доставки к месту пожара боевого расчёта и пожарно-технического вооружения, проведения аварийно-спасательных работ на высоте и подачи огнетушащих веществ на высоту. Возможно использование в качестве крана при сложенном комплекте колен
Слайд 35
Текст слайда:
Назначение и классификация пожарных автомобилей
Пожарные автолестницы
Слайд 36
Текст слайда:
Назначение и классификация пожарных автомобилей
Пожарная автолестница
Слайд 37
Текст слайда:
Назначение и классификация пожарных автомобилей
Пожарная автолестница
Слайд 38
Текст слайда:
Назначение и классификация пожарных автомобилей
Пожарные автоподъёмники
Предназначены для доставки к месту пожара боевого расчёта и пожарно-технического вооружения, проведения аварийно-спасательных работ на высоте и подачи огнетушащих веществ на высоту.
Они бывают:
телескопические АПК — с телескопическим соединением колен
коленчатые АПК — с шарнирным соединением колен
коленчато-телескопические АПК — с шарнирно-телескопическим соединением колен
Слайд 39
Текст слайда:
Назначение и классификация пожарных автомобилей
Пожарные автоподъёмники
Слайд 40
Текст слайда:
Назначение и классификация пожарных автомобилей
Пожарные автоподъёмники
Слайд 41
Текст слайда:
Назначение и классификация пожарных автомобилей
Пожарные автоподъёмники
Слайд 42
Текст слайда:
Назначение и классификация пожарных автомобилей
Пожарные автоподъёмники
Слайд 43
Текст слайда:
Назначение и классификация пожарных автомобилей
Пожарный рукавный автомобиль
Слайд 44
Текст слайда:
Назначение и классификация пожарных автомобилей
Пожарный автомобиль газодымозащитной службы АГ-12 (3205)
Это пожарный автомобиль с пожарно-техническим вооружением для проведения работ в условиях загазованности;
Слайд 45
Текст слайда:
Назначение и классификация пожарных автомобилей
Пожарный автомобиль дымоудаления
пожарный автомобиль, оборудованный дымососом для удаления дыма из помещений
Слайд 46
Текст слайда:
Назначение и классификация пожарных автомобилей
Пожарный водозащитный автомобиль
Предназначен для защиты материальных ценностей от воды, а также для удаления воды, пролитой при тушении пожара
Слайд 47
Текст слайда:
Назначение и классификация пожарных автомобилей
Пожарный автомобиль связи и освещения
Предназначен для доставки к месту пожара боевого расчёта, комплекта пожарно-технического вооружения и инструмента, освещения места работы пожарных подразделений, обеспечения связью штаба пожаротушения и боевых расчётов.
Слайд 48
Текст слайда:
Назначение и классификация пожарных автомобилей
Пожарный автомобиль связи и освещения
Слайд 49
Текст слайда:
Назначение и классификация пожарных автомобилей
Пожарный штабной автомобиль
Слайд 50
Текст слайда:
Назначение и классификация пожарных автомобилей
Пожарный автомобиль технической службы
Предназначен для проведения работ по разборке конструкций на пожаре, а также аварийно-спасательных работ
Слайд 51
Текст слайда:
Назначение и классификация пожарных автомобилей
Пожарный спасательный автомобиль
пожарный автомобиль, оборудованный генератором, комплектом аварийно-спасательного инструмента и предназначенный для доставки личного состава, ПТВ и оборудования к месту аварии и проведения боевых действий при аварийно-спасательных работах
Слайд 52
Текст слайда:
Назначение и классификация пожарных автомобилей
Пожарная лаборатория
пожарный автомобиль, оборудованный средствами для исследования пожаров
Слайд 53
Текст слайда:
Назначение и классификация пожарных автомобилей
Вспомогательные пожарные автомобили
автотопливозаправщики; передвижные авторемонтные мастерские; автобусы; легковые автомобили; грузовые автомобили; тракторы; а также другая техника, которая вводится на вооружение пожарных частей для выполнения вспомогательных работ на пожарах.
Слайд 54
Текст слайда:
Назначение и классификация пожарных автомобилей
Вспомогательные пожарные автомобили
Слайд 55
Текст слайда:
Назначение и классификация пожарных автомобилей
Пожарные тракторы
Слайд 56
Текст слайда:
Назначение и классификация пожарных автомобилей
Пожарный автокран
Слайд 57
Текст слайда:
Назначение и классификация пожарных автомобилей
Пожарный тягач
Слайд 58
Текст слайда:
Назначение и классификация пожарных автомобилей
Пожарная пушка
Слайд 59
Текст слайда:
Назначение и классификация пожарных автомобилей
Пожарный экскаватор
Слайд 60
Текст слайда:
Заводы изготовители пожарных автомобилей в Российской Федерации
ОАО «Пожтехника» Тверская область, г. Торжок
Слайд 61
Текст слайда:
Заводы изготовители пожарных автомобилей в Российской Федерации
ОАО «Пожтехника» Тверская область, г. Торжок
ПРОДОЛЖЕНИЕ ПРЕДЫДУЩЕГО СЛАЙДА
Слайд 62
Текст слайда:
Заводы изготовители пожарных автомобилей в Российской Федерации
ОАО «Урал ПОЖТЕХНИКА» Челябинская область, г. Миасс
«Завод им. И. А. Лихачёва» (АМО ЗИЛ) г. Москва
Слайд 63
Текст слайда:
Заводы изготовители пожарных автомобилей в Российской Федерации
Варгашинский завод противопожарного и специального оборудования Курганская область, р. п. Варгаши
Слайд 64
Текст слайда:
Заводы изготовители пожарных автомобилей в Российской Федерации
АООТ «Жуковский машиностроительный завод» Московская обл. , г. Жуковский
Слайд 65
Текст слайда:
Заводы изготовители пожарных автомобилей в Российской Федерации
Иркутское ПО «Восток» г. Иркутск – 43
Слайд 66
Текст слайда:
Заводы изготовители пожарных автомобилей в Российской Федерации
ООО «ПОЖТЕХМАШСЕРВИС» г. Москва
Слайд 67
Текст слайда:
Заводы изготовители пожарных автомобилей в Российской Федерации
Государственное унитарное предприятие ОКБ «Гранат» г. Москва
Слайд 68
Текст слайда:
Заводы изготовители пожарных автомобилей в Российской Федерации
Прилужский завод противопожарного оборудования
Слайд 69
Текст слайда:
С П А С И Б О
з а
В Н И М А Н И Е
Пожарный честно рассказал о трудностях в своей работе, рубрика «Что меня бесит», октябрь 2021 года | 74.
ru
Пожарного очень раздражает беспечность людей, которые жгут траву в уверенности, что ничего не будет
Коллаж: Филипп Сапегин / Е1.RU
Поделиться
Сеть городских порталов продолжает проект «Что меня бесит», в котором представители разных профессий раскрывают изнанку своей работы. Наш новый герой — спасатель. Он рассказал о людях, не желающих эвакуироваться из горящего дома, и автохамах, которые не пропускают пожарную машину. А еще о советчиках, которые учат правильно тушить, сумасшедших бабушках и лжеминерах.
— Самые раздражающие вызовы бывают от не совсем здоровых людей, которые страдают от навязчивых идей. Им всё время что-то кажется. Однажды к нам в часть пришла бабушка. Она требовала срочно приехать к ее дому, потому что инопланетяне светят зеленым лучом в ее комнату и не дают спать. Пришлось ехать и выяснять, какие инопланетяне ее тревожат.
В основном советы дают люди, у которых беда. Они пытаются ускорить процесс и сделать как лучше. Но хватает и сердобольных сопереживающих, которые с энтузиазмом включаются в этот процесс. «Вот у меня брат — пожарный, я знаю, как тушить, он мне рассказывал». Подобные личности встречаются на 60% пожаров.
Самый частый совет — как правильно тушить, но пожарные знают сами, как лучше. Для этого они изучают теорию горения, сложные предметы, связанные с физикой и химией.
По-другому не понимают. Времени на долгие разговоры на пожаре просто нет.
Хозяева горящих квартир могут проявлять агрессию. Были случаи, когда приходилось вызывать полицию. Как-то мы приехали в частный сектор. Горел двухэтажный дом с надворными постройками, а стоявший рядом дом принадлежал цыганам. Построено всё без соблюдения пожарных требований, застройка очень плотная.
Пожарные сами выбирают тактику тушения. Это называется «решающее направление». Мы начали с полыхающего дома, чтобы не дать огню распространиться. Выбежали цыгане с соседнего участка и стали кричать: «Лейте на наш дом, ведь соседский всё равно сгорит». Но еще раз повторю: что делать, решают пожарные. Цыган появляется всё больше и больше, и тушение пожара перерастает в драку. Кто-то с лопатой, кто-то с палкой на нас накинулся. Пожарные получили травмы и переломы, конфликт удалось уладить только полиции. Двоих спасателей увезли на скорой.
Люди знают об ответственности за ложное минирование, но их это не останавливает. По закону спасатели должны реагировать на каждое заявление — по телефону, по почте. Если вызов ложный, это большая трата времени. Был такой вызов в пятиэтажный дом, и сразу за ним еще один — уже на реальный пожар. Но пока спасатели не закончат разведку, они не могут уехать туда, где действительно нужна эта помощь.
Это больная тема. Как говорится, ты учишься переходить дорогу как пешеход только тогда, когда начинаешь водить машину. Очень многие люди уверены в том, что автомобиль может мгновенно остановиться, что он может резко изменить траекторию движения.
В этой бочке есть специальные конструкции, волнорезы, чтобы колебаний было меньше, но они всё равно есть. Пожарная машина даже на малых скоростях очень сложна в управлении, особенно на поворотах, а спасателям надо приехать как можно быстрее.
Порой люди наотрез не хотят эвакуироваться, думая, что от пожара у соседей их спасет дверь
Фото: Филипп Сапегин / Е1.RU
Поделиться
Пешеходам всё равно на то, что машина мчится на пожар. «У меня зеленый, и я иду, мне надо. А пожарные? Ну успеют остановиться — молодцы». Так себя ведут бабушки, дети и даже взрослые адекватные люди. Все они тупят и мешкают на светофоре, когда мчится пожарная машина.
С автомобилистами не легче. У водителей в принципе нет культуры вождения, а в отношении спецслужб она еще ниже. На дороге очень сложно. Порой на трудные пожары отправляют машины из разных частей города, и по рации друг другу передают: «Стою в пробке на такой-то улице». Спасатели просто не могут проехать, потому что их не пропускают.
Вторая больная тема — это дворы. Тут такая ситуация возникает: пожарные машины бывают разные — отличается объем бочки с водой. У нас есть машины легкого, среднего и тяжелого класса. Сейчас большинство машин тяжелого класса. Чтобы удешевить процесс изготовления, они делаются на базе ЗИЛа и сами по себе тяжелые, и им нужно больше места для маневра.
В отличие от зарубежных стран, в России пожарные не могут протолкать машину, если она мешает. Но на моей практике был момент, когда мы таранили машину, был экстренный вызов — в горящей квартире оставались два человека.
Мы заезжаем во дворы уже готовыми к тому, что придется далеко оставлять машину и тянуть рукава через весь двор.
Класс пожарной опасности на период, пока летит пух, возрастает во всех городах. Дети балуются, а родители не объясняют им, чем это опасно. Вот они подожгли: горит, красиво. Они не думают о том, что рядом стоит автомобиль, а у него может быть неисправная топливная система, масло подкапывает — и вот машина горит. В парке поджег травку — и вот загорелся парк. Это ужасно. И, конечно, могут загореться дома деревянной застройки. Это страшное дело. Вопрос этот никак не решить, если им не объяснять все последствия их действий.
Госпожнадзор выдает памятки жильцам садовых участков, что жечь траву опасно, но всё бесполезно. «Да я сто раз жег, и никогда ничего не было. И сейчас не будет». Но вот поджег траву, отвлекся, а у тебя деревянный забор и рядом газовая труба. Если нет рядом двух ведер воды и огнетушителя, то даже не думайте разводить костер.
Люди вообще не думают об опасности гниения сухой листвы, вот и складывают в кучу ветки, всё подряд.
Дачник получает ожог, одна ветка попадает к соседу, и у того загорается деревянный дом.
У людей представление о пожаре такое, что кто-то подносит открытый огонь к какой-то поверхности, и вот только тогда загорается, а не из-за случайных действий или обстоятельств.
Торфяные пожары — это самые затяжные, длительные пожары, сложные в тушении. Для них даже есть специальный ствол. Полый внутри, длиной до двух метров, он втыкается в глубину, и к нему подключаются пожарные рукава. Это всё равно что тушить маленький вулкан. Внутри всё горит, а ты этого не видишь даже. Ты даже не знаешь, потушилось или нет, ориентируешься только на расчетное время. Раскапывать участок глубиной два метра — просто бестолковое занятие, когда горят гектары. А люди думают: «А что это они тушат так долго?»
Плюшкины, готовые броситься в огонь за какой-то мелочью, встречаются очень часто. Они не осознают, что это того не стоит. Например, был случай, когда девушка хотела броситься в огонь за свадебным диском.
Был неприятный случай. Мы ехали в частный сектор. Ночь, межсезонье. Дом полыхает, а подъезда к дому нет: перегородила машина. Склон очень крутой, не подъехать. В конечном итоге неравнодушный сосед открыл свои ворота. Хороший человек. Ехали по его картошке, помидорам, сломали ему забор.
И вот мы тушим и краем уха слышим:
— А где там Тамара Степановна?
— Не вышла, наверное. Там осталась, на первом этаже.
Дом горит весь, дело идет к обрушению. Мы, забив на все инструкции (за что потом получим выговор), заходим в этот дом, ползком передвигаемся по комнатам, находим эту бабушку. Закутываем ее, она без сознания. Проводим ей сердечно-легочную реанимацию, она начинает подавать признаки жизни. Дышит! Мы вызываем скорую, оставляем ее под присмотром соседей, а сами продолжаем проливать дом.
Самый распространенный стереотип о пожарных — что мы приезжаем пьяные и без воды. В пожарной машине есть запас воды в несколько тонн. Даже в экстренных случаях всё под контролем. Вот спасатели приехали на вызов. Первые сразу бегут тушить, пока есть вода в цистерне. Остальные прикручивают пожарную колонку к гидранту, к пожарным рукавам, и параллельно тому, как расходуется вода в цистерне, она начинает наполняться.
И вот такая ситуация: в гидранте нет воды. Водоканал по каким-то причинам сбавил давление настолько, что мы не смогли ее набрать насосом, но мы передали диспетчеру, что там низкое давление воды. Диспетчер тут же передает информацию водоканалу. Всё под контролем, напор воды увеличили, и цистерна заполняется. Но люди этого не понимают, просто не знают, поэтому каждый раз спрашивают: «А вы что, без воды приехали?»
И пьяными мы не ездим. Мы каждое утро проходим медицинское освидетельствование. Могут снять с дежурства даже просто из-за плохого самочувствия. Пожарные каждый день занимаются, решают тактические задачи, проходит практическая отработка нормативов, очень-очень много тренировок.
Есть такая поговорка у пожарных: в стрессовой ситуации не надо думать, что ваши возможности превратятся в ваши ожидания. Они опустятся до уровня вашей подготовленности. Это работает всегда. Многим кажется, что я вот сейчас так сделаю, в окошко выскочу, развернусь вот так, приземлюсь. Но так не бывает.
А в стрессовой ситуации и душа в пятки ушла, и ноги окаменели, и люди начинают творить какую-то дичь. Забиваются в дальние углы комнаты, открывают настежь окна, что дает приток воздуха огню, и он сильнее разгорается. Возникает обратная тяга. Когда в квартире без кислорода открывают окно, происходит огромный выброс огня обратной тягой. И это очень опасно.
У нас есть специальная кислородная шапка для человека, в которую подается воздух. Порой приходится заставлять, чтобы человек ее надел. Но достаточно всего 3–4 глотков задымленного воздуха, чтобы потерять сознание.
Люди часто возмущаются, не открывают нам дверь. Стучишься, звонишь во все двери, кричишь: «Пожар! Срочно покиньте помещение». А они либо слишком медленно собираются, либо просто говорят: «Да ладно, у меня же двери железные. Огонь же через железные двери не зайдет». Говоришь: «Вы в зоне риска, задымление во всём подъезде будет». Но люди — эгоисты, они не хотят вникать.
Сейчас идет смена поколений. Уходит на пенсию поколение 60-х, они всю жизнь прослужили в пожарной охране. Они были по-другому воспитаны.
На смену приходит молодежь — парни 19–23 лет. В пожарную охрану сложно устроиться: два месяца только проходит медкомиссия, очень серьезная. Надо пройти узких специалистов — врачей, психологическую диагностику.
Мы — люди в погонах, носим форму, есть звания, жесткая дисциплина. Когда начинаешь от людей что-то требовать, то слышишь: «А что вы мне приказываете? А что вы на меня голос повышаете? Ой, мне что-то это не нравится. Пойду другую работу искать. Вот вахтами ездить буду». Уровень альтруизма в молодых людях стремительно падает, и примеров тому масса. Люди тратят на трудоустройство 2–3 месяца и потом жалуются: «Ой, что-то тяжело».
когда указывают, как надо тушить;
когда бросаются в огонь за всякой ерундой;
когда на дороге не пропускают пожарную машину;
заставленные дворы;
шутники-лжеминеры;
когда думают, что пожарные приехали без воды;
когда не хотят эвакуироваться, потому что лень;
когда поджигают тополиный пух;
когда бездумно жгут сухую траву на даче;
сумасшедшие бабушки, которым видятся инопланетяне.
В предыдущих сериях таксист рассказал, как пассажиры умудряются за поездку загадить машину и почему он не любит ездить в сады. А стриптизерша призналась, как ее раздражают жадные мужчины и есть ли в заведениях для взрослых секс за деньги. Прочитать об изнанке работы стюардессы, педиатра, стоматолога, официанта и других профессий можно в нашей рубрике «Что меня бесит».
Если вы тоже готовы честно рассказать о своей работе, то пишите на почту [email protected]с пометкой «Что меня бесит».
Пожарные авто бу в Украине – зачем покупают – плюсы, минусы
Казалось бы, для чего еще нужна пожарная машина, как не для тушения пожара? Однако, сегодня покупают пожарные авто не только огнеборцы, и не только для противостояния огню.
Спецтехника на шасси грузовых машин – вещь специфическая и богатая на тонкости и нюансы. С одной стороны, такой автомобиль требует от владельца немало дополнительных хлопот, с другой, он дает возможность получить некоторые дополнительные “бонусы”.
АЦ-40-63Б на базе ЗИЛ-130, пожалуй, по сей день самая популярная модель пожарного транспорта в Украине. На борту – две цистерны на 2300 л и на 170 л.
Например, имея пожарную машину, вы должны будете периодически заботиться о разрешении на спецсигналы, переживать относительно замерзания воды и пенообразователя в цистернах и насосе зимой.
ТАКЖЕ ИНТЕРЕСНО: Что сегодня модно коллекционировать: невероятно редкие ретроавтомобили
Пожарный автомобиль не всегда покупают с целью охраны от огня, иногда бывает выгодно приобрести его сугубо как транспортное средство. В некоторых объявлениях о продаже “пожарок” даже предлагаются варианты – продажа с ПТВ (пожарно-техническое вооружение) или без такового. Даже если не удалять цистерны для воды и пенообразователя и оставить за машиной функцию водовоза, в отсеке для боевого расчета и в боковых отсеках можно перевозить определенное имущество.
Пожарная автоцистерна АЦП-30 (157) модель 27 на шасси ЗИЛ-157К выпускалась в 1959-64 гг. Машину выпускали на Прилуцком заводе пожарной техники (Черниговская область).
У пожарного автомобиля в случае покупки его как транспортного средства есть определенные преимущества. Прежде всего, это обычно малый пробег, так как машина больше находится в режиме ожидания, чем в режиме использования по назначению. Также, если машина раньше служила в официальной пожарной части, то покупатель почти всегда сможет узнать всю историю машины. Это возможно благодаря наличию эксплуатационной карты, в которую ежесуточно заносятся все случаи работы автомобиля и режимы, в которых это происходило.
Наконец, в наше время пожарное авто может стать выгодным способом купить грузовик высокой проходимости с колесной формулой 6х6 в очень хорошем техническом состоянии. Тем не менее, у бывших в употреблении “пожарных линеек” есть и определенные негативные стороны.
Пожарный автомобиль АЦ-40 (131) на базе ЗИЛ-131 – хороший шанс купить машину с полноприводным шасси 6х6 в неплохом состоянии.
Недостатки пожарных машин как транспортных средств
Пробег на одометре не всегда соответствует реальному износу двигателя, ведь он работает в течение большого периода в режиме привода помпы. Кроме того, для пожарных авто характерны частые пуски двигателя для регламентных проверок работоспособности оборудования.
На износ двигателя “пожарки” влияет тот факт, что он сразу начинает работать с максимальной нагрузкой “на холодную” – прогревать многолитровый двигатель при вызове на пожар по понятным причинам не принято.
Вероятна длительная работа двигателя в напряженном тепловом режиме – в стационарном нагрузочном режиме.
Наличие на борту дополнительных силовых агрегатов – помпы, валов и коробки отбора мощности – повышает массу машины. Это отражается на износе трансмиссии.
ТАКЖЕ ИНТЕРЕСНО: Где лучше покупать подержанный автомобиль
Где купить подержанную пожарную машину
Предложение пожарных машин на интернет-площадках довольно широкое, больше всего их продается в соседних европейских странах – Польше, Германии. Это не только машины на более или менее современных шасси, но и довольно экзотические машины типа Mercedes L Kurzhauber. Состояние их зачастую неплохое, но европейские цены, мягко говоря, кусаются.
На фото слегка “раскулаченного” АЦ-40 (130) видно, сколько места в отсеках вдоль главной цистерны, если удалить оттуда пожарно-техническое оборудование
Предложение пожарных машин в Украине сегодня на порядок скромнее, ведь они массово меняли свою прописку уже лет 15 – 20 назад. Купить ЗИЛ, а то и “Урал” из отрядов государственной пожарной охраны практически невозможно, но есть другие источники.
Итак, откуда берутся пожарные машины на вторичном рынке в Украине:
Ведомственные. Это машины, которые служили на каком-то крупном промышленном предприятии, и продаются либо в связи с его ликвидацией, либо из-за критического износа матчасти. Самый вероятный вариант покупки здесь – на базе ЗИЛ-130, а если очень повезет – то и на шасси вездехода ЗИЛ-131.
В деревне. Пожарные авто, которые иногда продают фермерские хозяйства, получившие их в наследство от ликвидированных колхозов. Эти машины чаще всего находятся в непригодном к эксплуатации состоянии, но тем не менее бывают с необходимыми документами. И именно здесь можно наткнуться на настоящий раритет типа ПМЗ-42 на шасси ЗИС-157, или АЦ-30 на базе ГАЗ-53, причем – по цене металлолома.
В пожарных частях в провинции – там, где случаются сокращения количества отрядов пожарной охраны.
С консервации. Нечастый, но вполне реальный вариант. Чаще всего это может быть АЦ-40 (131) на базе ЗИЛ-131 с колесной формулой 6х6.
В отдаленных районах еще можно найти уникальные пожарные на шасси ЗИЛ-157. Практической ценности они не имеют, но под реставрацию – самое оно
В любом случае покупка пожарного автомобиля на вторичном рынке может оказаться выгодным приобретением для предприимчивого человека.
ТАКЖЕ ИНТЕРЕСНО: Когда лучше покупать машину, чтобы сэкономить кучу денег
Значение «тайных» шифров на спецтехнике МЧС
На каждом спецавтомобиле МЧС (как правило, сзади) есть буквенная маркировка. В этих аббревиатурах зашифровано назначение машины и, соответственно, задачи, для решения которых она предназначена. Задач у МЧС и его техники множество. Рассказываем о них и о шифрах на бортах спецавтомобилей.
Вообще, всю спецтехнику МЧС можно поделить на две большие группы — автомобили, предназначенные для борьбы с огнем, и техника для работы при чрезвычайных ситуациях всех остальных типов. Сегодня говорим только о пожарных машинах.
Основные пожарные автомобили общего применения
Машины, которые применяются непосредственно для тушения огня, называют основными. Это самый главный и самый большой класс пожарной техники.
Главный тип пожарного автомобиля — это автоцистерна, или сокращенно АЦ.
Автоцистерны — это пехота пожарной охраны. В численной структуре пожарного автопарка этот тип доминирующий.
Шасси для автоцистерн применяют самые разные — от низкорамных среднетоннажных до четырехосных полноприводных на «зубастой» резине.
Только на базе грузовиков марки МАЗ у белорусского МЧС несколько десятков моделей автоцистерн. Запас воды у легких АЦ — около 2 тонн, у тяжелых — 8 тонн и более. Автоцистерны-рекордсмены перевозят по 12 тонн воды. Об одной такой мы подробно рассказывали.
Автомобили быстрого реагирования (АБР) сконструированы для случаев, когда пожар можно ликвидировать довольно быстро и с относительно невысокими затратами тушащих средств. Как правило, АБР оснащаются насосами высокого давления с системой мелкодисперсного распыления. Запас воды небольшой, основной упор делается на аварийно-спасательное оборудование.
Но бывают пожары, когда воды нужно не много, а очень много. Настолько много, что и водопровода может не хватить. Тогда в дело вступают ПНС — пожарные насосные станции. Прежде с ними работали еще автомобили рукавные (АР), но современные ПНС перевозят большой запас рукавов в собственном кузове. Такие машины могут подавать воду на несколько километров.
Основные пожарные автомобили целевого применения
Не все виды возгораний можно тушить водой. В некоторых случаях нужны совершенно другие тушащие вещества.
Пожарные машины, которые тушат огонь не водой, относятся к технике целевого применения.
Аббревиатура АВ расшифровывается как «автомобиль воздушно-пенного тушения». Пеной тушат главным образом горящие нефтепродукты. Водой ни нефть, ни бензин тушить нельзя, только хуже будет. В баке у АВ, кстати, не пена, а специальное вещество — пенообразователь. Для получения пены его смешивают с водой и воздухом в специальных устройствах (пеногенераторах).
Водой нельзя тушить и все, что находится под электрическим напряжением, — ЛЭП, трансформаторные подстанции и т. п. Для тушения таких объектов нужен специальный порошок и автомобили порошкового тушения, или сокращенно АП. Самые новые АП в Беларуси охраняют, естественно, БелАЭС.
Существуют машины, на которых установлено и пенное, и порошковое пожарно-техническое вооружение. Их называют автомобилями комбинированного тушения, или АКТ. Таких машин совсем немного, а самая передовая охраняет предприятие «Гродно Азот».
Бывают случаи, когда каким-то материальным ценностям, горящим внутри помещения, вода может нанести не меньший вред, чем огонь. На этот случай созданы автомобили газового тушения, или АГ. Закрытые помещения заполняют специальным газом (углекислотой), который нейтрализует саму химическую реакцию горения.
Самый экзотический и редкий тип пожарной техники целевого применения — это АГВТ, автомобили газоводяного тушения. Главный рабочий орган таких машин — авиационный реактивный двигатель, генерирующий плотную высокоскоростную газовую струю. В эту струю от насосной станции под большим давлением подается вода. Нужны АГВТ для борьбы с горящими под давлением нефтяными и газовыми фонтанами.
Отдельный тип пожарной спецтехники — аэродромные автомобили, или АА. Это ближайшие родственники АЦ и АВ, оснащаемые дополнительным оборудованием, которое способно, например, покрыть толстым слоем пены всю ВПП. Главный оператор аэродромных пожарных автомобилей в нашей стране не МЧС, а «Белаэронавигация», но у самого МЧС тоже есть АА, который охраняет эмчээсовский аэродром Липки.
Специальные пожарные автомобили
Специальные пожарные автомобили непосредственно огонь не тушат, но обеспечивают работу пожарных расчетов в различных условиях.
Самый массовый пример применения специальных пожарных машин — горение на высоте. Если пожар на 5-м этаже и выше, то нужны средства высотного доступа.
Классический тип специального пожарного автомобиля — автолестница, или АЛ: 30-метровая достанет до 9-го этажа, 52-метровая — до 16-го. Раскладываются такие лестницы довольно быстро, а самые передовые модели имеют собственный лифт.
Более сложный тип высотной техники — автомобильные коленчатые подъемники, или АКП. Им нужно больше времени и места для развертывания, но вариативность рабочей зоны гораздо шире. У флагманского АКП белорусского МЧС высота подъема составляет 90 метров.
Есть варианты АКП, оснащаемые еще и лестницами вдоль колен. Иногда (но не в Беларуси) такие машины обозначают как «АКП с лестницей» или АКПЛ. У нас же для них оставили обозначение АКП. Еще одна особенность современных моделей — проложенные вдоль стрел водопенные коммуникации.
Есть высотная техника, которая не предназначена для подъема людей. Она поднимает на высоту только оборудование, в частности пеногенераторы. Называются такие машины пеноподъемниками, или ПП. Часто они строятся на гусеничном шасси и используются для тушения нефтяных резервуаров.
Опасность на пожаре представляет не только огонь, но и дым. Для работы в условиях задымления пожарным нужны КИПы (противогазы с запасом кислорода). Запас таких противогазов привозят автомобили газодымозащитной службы (АГДЗС). В последнее время аббревиатуру АГДЗС сократили до АГ. Кроме КИПов такие АГ привозят и другое оборудование для работы в условиях задымления.
Параллельно с АГ, как правило, используется АД — автомобиль дымоудаления. Это, по сути, очень мощный вентилятор, который высасывает или выдавливает дым.
Автомобиль УГЗС — это техника, которая применяется в основном вне пожаров. Унифицированная газозарядная станция заправляет кислородом те самые КИПы, которые пожарные используют в дыму. Как правило, заправку кислородом производят в спокойных условиях в дежурном режиме, но в случае необходимости УГЗС может работать и непосредственно на месте пожара.
Как известно, МЧС занимается не только пожарами. Для работы при чрезвычайных ситуациях всех остальных типов применяется своя не менее (а часто и более) интересная спецтехника. О ней поговорим в следующей статье.
Мотопомпа Honda Wh30 [Wh30XTEFX]
пожарная, бензиновый двигатель Honda GX160, мощность 3.6 кВт, производительность 500 л/мин, высота подъема 50 м, бак 3.1 л, патрубки 50/50 мм
Купить
Мотопомпа Fubag PG 80H
пожарная, бензиновый двигатель, мощность 6.62 кВт, производительность 225 л/мин, высота подъема 77.5 м, бак 6.5 л, патрубки 40/40 мм
Купить
Мотопомпа Sturm BP8760VD
пожарная, бензиновый двигатель, мощность 4.78 кВт, производительность 600 л/мин, высота подъема 65 м, бак 4 л, патрубки 50/38 мм
Купить
Сравнить эти товары →
Пожарные мотопомпы в Каталоге Onliner
Auto.Onliner в Telegram: обстановка на дорогах и только самые важные новости
Перепечатка текста и фотографий Onliner без разрешения редакции запрещена. [email protected]
Как жить в мире, где все отвлекает, или Почему пожарные машины красного цвета
Из книги профессора когнитивной психологии Утрехтского университета Стефана ван дер Стихеля вы узнаете, как работает наше внимание, почему нам бывает тяжело сосредоточиться на главном и почему мы не замечаем очевидного
Со всех сторон на нас льется информация, из котороя мы выделяем то, что, как мы считаем, для нас важно. Маркетологи, веб-дизайнеры и другие «архитекторы внимания» стараются заинтересовать нас, используя огромные рекламные щиты, мигающие баннеры и иконки, на которые хочется кликнуть. И нередко им удается отвлечь наше внимание от того, чем мы действительно собирались заняться. С разрешения издательства «Питер» Forbes Life публикует отрывок из книги «Фокусы внимания. Как жить в мире, где все отвлекает», где автор рассказывает о том, почему красный цвет для пожарных машин — далеко не лучший вариант.
Станция Лэдброк-Гроув расположена в Западном Лондоне и входит в Большую западную железнодорожную магистраль — важную железнодорожную ветку, соединяющую станцию Паддингтон с Восточной Англией и Южным Уэльсом. 5 октября 1999 года примерно в 8 часов утра со станции Паддингтон отправился поезд. Перед Лэдброк-Гроув он должен был остановиться на красный сигнал светофора, чтобы пропустить другой состав. Но машинист продолжил движение на полной скорости, и поезда столкнулись лоб в лоб. У встречного поезда взорвался дизельный бак, и взрывом уничтожило несколько вагонов. В катастрофе погиб 31 человек, 258 — пострадали.
Эта трагедия напоминает историю с дорожным барьером в тоннеле Куна. В обоих случаях речь идет о незамеченном визуальном сигнале, но на самом деле ситуации очень разные. Заграждение в тоннеле было неожиданным для участников дорожного движения, и водители оказывались попросту не готовы встретить его посреди автобана. Совсем другое дело — красный сигнал светофора. Ведь, в конце концов, одна из важнейших задач машиниста состоит именно в том, чтобы следить за сигнальными огнями и правильно их интерпретировать.
К сожалению, машинист не выжил в той катастрофе, поэтому мы никогда не узнаем настоящую причину трагедии. Но вероятнее всего, она произошла именно из-за ошибочной интерпретации сигнала: машинист решил, что может продолжать движение и не остановился. Но как он мог совершить такую ошибку? Красный сигнал, горящий для управляемого им поезда, находился непосредственно над рельсами в ряду из четырех других огней, предназначенных для соседних путей. В тот момент все сигналы маршрутного светофора были красными, то есть катастрофа произошла не из-за того, что машинист не туда посмотрел.
Значит, причина в чем-то другом. Возможно, она была связана с видимостью. В тот октябрьский день стояла прекрасная погода, и солнце светило со стороны хвоста состава. Несмотря на то что светофор работал, как и в любой другой день, яркое солнце могло помешать машинисту определить, загорелся красный или нет. Большинству из нас знакомо, как трудно бывает в погожий день понять, работают ли сигнальные огни автомобиля. При ярком солнечном свете контраст между окружающими предметами существенно снижается по сравнению с темным временем суток.
Ситуацию еще больше осложняла конструкция светофора, устроенного таким образом, что желтые огни гасли, когда красные загорались. Однако низкое октябрьское солнце могло отразиться в желтых лампах и помешать машинисту определить цвет сигнала. Кроме того, помехой мог стать и висевший над рельсами трансформатор.
Примечательно, что на данном участке пути это был уже не первый случай, когда поезд проехал на красный свет. На протяжении шести лет до описанной трагедии машинисты совершали эту ошибку не менее восьми раз.
Они точно так же должны были остановиться на светофоре SN109, но продолжили движение. Железнодорожная компания знала об этих случаях, но не приняла никаких мер, чтобы исправить ситуацию. Толкового инструктажа и практической тренировки на самых опасных участках маршрута было бы достаточно для предотвращения катастрофы. Злополучный машинист закончил свое обучение всего за 13 дней до аварии, и оно не включало в себя инструктажа по сигналам, которые есть риск не заметить.
Если красный сигнал светофора сегодня виден хорошо, а завтра вдруг оказывается абсолютно незаметен, то во многом это связано с тем местом, где светофор установлен. Нужно подробнее остановиться на том, что значит «виден». Мы изучаем окружающие нас объекты при помощи глаз. Двигая ими, мы фокусируем центр зрачка — фовеолярную зону — на объекте, который хотим рассмотреть. Фовеолярная зона — это часть глаза, наиболее восприимчивая к деталям. Но это не означает, что все, на что мы направляем взгляд, становится видимым. Маленькие буквы в конце договора часто бывают совершенно нечитабельными, даже если вы изо всех сил напрягаете зрение. Детали должны быть достаточно крупными. Например, с определенного расстояния уже становится трудно распознавать отдельные буквы в этой книге.
Контраст объекта с фоном тоже играет важную роль в его видимости. Это наглядно демонстрирует читабельность, или скорее нечитабельность, текста на рис. 2.1.
Сегодня модно печатать на сайтах текст темно-серым шрифтом на светло-сером фоне.
Возможно, это и выглядит стильно, однако контраст между буквами и фоном гораздо слабее, чем при использовании черного шрифта на белом фоне. Чем сильнее контрастность объекта, будь то буква или красный сигнал светофора, тем лучше его видимость.
В 2008 году популярная нидерландская программа телепередач обновила свой дизайн, но подписчики завалили редакцию жалобами на то, что теперь не могут прочитать текст. Размер шрифта уменьшился, а информация (на- звания каналов и коды записи) была напечатана разными оттенками серого. В некоторых местах текст был настолько светлым, что контраст между буквами и белым фоном становился минимальным. Особенно пожилые люди были недовольны новым дизайном, и издатель вскоре отказался от этих изменений.
Объект, который виден, необязательно заметен. Но заметный объект должен быть не только виден, но и отличаться от того, что находится вокруг. Например, буквы в книге достаточно хорошо выделяются на фоне страницы, и они явно видимы, однако ни одна из них не является заметной, так как на одной странице одновременно располагаются сотни букв. А вот единственная буква, напечатанная в центре белой страницы, будет очень заметна.
В армии используют камуфляж — для того чтобы солдаты не выделялись на фоне растительности. Однако в наши дни большинство военных действий ведется либо в городской местности, либо в пустыне, поэтому в стандартной форме зеленый цвет больше не применяется, его сменили сероватые оттенки. Во время боевых действий в пустыне солдат в обычном камуфляже будет не просто виден из-за разницы между его зеленой формой и цветом песка — он превратится в отличную мишень. Конечно, идеально было бы создать форму, автоматически меняющую расцветку и подстраивающуюся под окружающую среду, как хамелеон.
Мы называем объект видимым или заметным, имея в виду не только его контраст с фоном, но и его освещенность. В случае трагедии в Лэдброк-Гроув очень похоже на то, что именно отражение солнечного света в желтых лампах светофора помешало машинисту заметить, что горит красный.
Если вы хотите, чтобы объект быстро и без проблем идентифицировался, нужно сделать его как более видимым, так и более заметным. С раннего возраста дети знают, что пожарные машины должны быть красного цвета. Более того, если вы попросите взрослых людей назвать что-нибудь красное, велика вероятность, что одним из первых ответов станет: «Пожарная машина!» Но действительно ли красный цвет — это лучший вариант для пожарной техники? Даже принимая во внимание опасность, сопутствующую выезду пожарных машин на вызов, число аварий с их участием слишком велико. Когда пожарные машины впервые появились на дорогах, там не было такого количества красных авто, как сейчас. Но в наши дни картина изменилась, и автомобили красного цвета стали самым обычным явлением, а значит, пожарные машины больше не выделяются так, как раньше. Конечно, существуют и другие способы предупредить участников движения о приближении пожарных, например использование сирен и проблесковых маячков. Еще один эффективный и популярный метод — желтые катафоты или бело-голубые полоски.
Более радикальным вариантом могла бы стать покраска пожарных машин в другой цвет. Однако такие перемены нужно внедрять только вместе с эффективной информационной кампанией, чтобы люди как можно быстрее привыкли к новому виду пожарной техники. В США некоторые штаты уже приняли такие меры, и пожарные машины там красят в лимонно-желтый, который редко встретишь на проезжей части. В 1997 году в Далласе (штат Техас) пожарная служба выпустила на дороги и красные, и желтые пожарные машины, чтобы понаблюдать, какие из них чаще попадают в аварии. И каков же был результат? Лимонно-желтые попали в меньшее количество ДТП, чем красные. Ярко-желтый цвет сильнее бросается в глаза, поэтому водители быстрее реагировали на приближение лимонных пожарных машин.
В Нидерландах машины скорой помощи также красят в желтый цвет (RAL 1016), который очень похож на новый цвет пожарной техники в США. В конце концов, это действительно важно, чтобы именно автомобили скорой помощи отличались от остальных. Другим водителям запрещено даже подъезжать близко к автомобилям, имеющим такую расцветку. Не так давно в Нидерландах, угрожая внушительным штрафом, обязали сменить цвет своих машин скорую помощь для животных, поскольку их внешний вид слишком напоминал обычные кареты скорой помощи. А в 2012 году Верховный суд Нидерландов обязал частное охранное агентство убрать полоски со своих служебных автомобилей, так как они слишком сильно напоминали полоски полицейских машин. Несмотря на то что полиция использовала совсем другую цветовую комбинацию, суд решил, что белый фон, толщина и направление полос могут вводить людей в заблуждение.
Существует множество других примеров, как можно снизить количество аварийных ситуаций, сделав важную информацию более заметной. Например, третий стоп-сигнал — тормозные огни, расположенные на уровне глаз над задним стеклом автомобиля.
В Нидерландах на сегодняшний день третий стоп-сигнал является обязательным для всех машин, выпущенных после 2000 года. Он гораздо заметнее, потому что расположен выше обычных тормозных огней, и водители могут видеть его как на автомобиле, тормозящем непосредственно перед ними, так и на других машинах. В США подсчитали, что третий стоп-сигнал снижает количество аварий почти на 200 тысяч ежегодно.
Ограниченность нашего восприятия — важный фактор, который учитывается при проектировании тоннелей.
Днем водители, въезжая в тоннель, оказываются в темном пространстве, и разница между интенсивностью солнечного света и искусственного освещения может быть огромной. Зрительная система приспособилась к яркому свету солнца, и водителю требуется пара секунд, чтобы адаптироваться к темноте, а эти секунды могут стать критическими. Такая же проблема возникает на выезде. Эту задачу обычно стараются решать при помощи специальной системы освещения: на въезде и выезде лампы светят ярче, чем в середине тоннеля. Таким образом, свет для водителя не меняется слишком резко, и у зрительной системы появляется больше времени на адаптацию к новым условиям.
Но давайте еще раз ненадолго вернемся к пожарным машинам. Использование красного цвета является проблемой для людей, страдающих дальтонизмом, а это, по статистике, каждый 12-й мужчина и каждая 250-я женщина. Человек определяет цвета с помощью трех типов фоторецепторных клеток в зрачке, называемых колбочками. Дальтонизм возникает, когда один или более из этих трех типов перестает функционировать надлежащим образом. Чаще всего при дальтонизме человеку трудно различать оттенки красного и зеленого, а потому он лег- ко может перепутать пожарную машину с фургоном озеленительной компании.
Дальтонизм не является болезнью, но он вызывает массу неудобств. Все хотя бы раз видели в кино сцену, в которой герою нужно срочно обезвредить тикающую бомбу. Он получает инструкцию: перерезать красный провод и не трогать зеленый. И в этот момент нам остается только отчаянно надеяться, что герой различает эти цвета. В обыденной жизни это может стать не менее важным, например, в работе электрика. В старой цветовой кодировке проводки для фазы и нуля использовали зеленый и красный цвета. Сегодня во избежание возможных проблем для этих проводов применяют коричневый и голубой. По той же самой причине кабель для заземления делают двухцветным, чтобы даже человек, вообще не различающий никакие цвета, мог его узнать. Использовать это для других проводов категорически запрещено.
В светофорах также применяются красный и зеленый цвета, однако люди с дальтонизмом обычно без проблем понимают по расположению сигнала, когда нужно остановиться, а когда можно идти. Красный всегда расположен вверху, а зеленый — внизу, что можно назвать использованием двойного кодирования. В Бельгии разработали систему, предназначенную для избежания любых сомнений по поводу сигналов светофора: красный свет приобрел фиолетовый оттенок, а зеленый стал голубоватым. Возможно, у вас возник вопрос: а не было ли причиной аварии в Лэдброк-Гроув то, что машинист был дальтоником? Правильный ответ — нет, потому что всех машинистов, как и пилотов, футбольных судей и инструкторов по вождению обязательно проверяют на дальтонизм.
Двойное кодирование помогает не только людям, страдающим дальтонизмом. Например, во времена, когда телевидение было черно-белым, формы футбольных команд должны были различаться по оттенку. Обычно одна команда была в темной форме, а другая — в светлой, чтобы зрители во время трансляции матча понимали, кто есть кто. Такое двойное кодирование очень выручает и футболистов-дальтоников, позволяя понять, кому можно давать пас, а кому — нет.
Люди по-разному воспринимают цвета. В феврале 2015 года в интернете появилась фотография некоего платья, и за сутки это изображение стало вирусным (если вы его не видели, просто забейте в Google «the dress»). Фото сделала женщина, чтобы показать своей дочери, в чем она пойдет на ее свадьбу. Но жених с невестой, глядя на эту фотографию, никак не могли сойтись во мнении по по- воду цвета платья: девушка видела бело-золотое, а он настаивал на черно-голубом. В итоге ребята выложили фотографию на Facebook и попросили помощи друзей. То, что произошло дальше, вошло в историю. Миллионы людей оказались вовлечены в масштабную дискуссию, и очень быстро сформировались два противоборствующих лагеря: бело-золотой против черно-голубого.
Самое интересное, что абсолютно ничего не зависело от того, при каких условиях люди смотрели на платье: мнения различались даже тогда, когда два человека рассматривали фото на одном мобильном телефоне или ноутбуке. Каждый из них видел одну из двух цветовых комбинаций, и это отличает платье от знаменитого куба Неккера, при взгляде на который можно, фокусируясь на разных частях рисунка, увидеть разные версии. В случае же с платьем человек с самого начала видит только одно цветовое сочетание. Журналисты обратились ко всем известным специалистам в области цвета, чтобы они помогли раскрыть эту загадку. В результате горячие споры разгорелись между учеными! Вскоре стало очевидно, что ключ к разгадке — в концепции константности цветовосприятия.
Цветовая константность позволяет воспринимать цвет объекта примерно одинаково при изменении условий освещения. Например, желтый банан выглядит по-разному, если смотреть на него при искусственном голубом и при солнечном свете. В первом случае зрительная система учитывает цвет источника освещения и «чистит» банан от него (извините за каламбур!). Органы зрения опираются на имеющиеся у нас базовые знания о цвете банана, и это позволяет нам видеть его желтым. В случае с платьем ясно, что свет исходит от некоего внешнего источника, но непонятно, какой он: «золотой» солнечный или свет «голубого» неба. Именно эта неясность приводит к различию интерпретаций. Если зрительная система считает, что свет голубой, то его слой «счищается» с восприятия, и платье становится бело-золотым. А если зрительная система решает, что на одежду падает солнечный свет — «счищается» золотой слой, и платье становится черно- голубым. Эти процессы происходят на бессознательном уровне, и на них чрезвычайно сложно повлиять.
О выставке современной пожарной техники в Торжке. (ФОТО) — Твериград
После того как мы посмотрели на мастерство пилотажной группе Беркуты, мы отправились смотреть выставку современной пожарной техники, которая проходила там же, в 344-ом Центре боевого применения и переучивания лётного состава армейской авиации в Торжке.
На выставке были представлены разные пожарные автомашины производства ОАО «Пожтехника» Торжок
Я уже не раз писал про пожарных и МЧС и поэтому не буду описывать каждую автомашину в отдельности, благо и интернете по ним есть много информации и данных.
Среди прочего разнообразия техники МЧС, «Особнячком» стояла вот такая красивая пожарная автомашина!
БРОНЕНОСЕЦ!
Автомобиль пожарно-спасательный бронированный АПСБ-6,0-40-10 — именно так звучит полное наименование этой машины. Для чего пожарному автомобилю бронирование почти как у танка? Этот вопрос я решил выяснить у находящихся там представителей ОАО «Пожтехника»:
Пожары бывают обычные, бывают необычные, а бывают совсем необычные — с артобстрелом. С артобстрелом в абсолютно прямом смысле этого слова. Конечно, речь идет не о тушении зданий под градом снарядов вражеской артиллерии. Просто иногда горят артиллерийские склады. Редко, но горят, и тогда действительно свистят пули и рвутся бомбы. И в таких условиях пожарным тоже приходится работать. В принципе для этих целей созданы пожарные танки, но их парк устаревает, да и работать в «салоне» танка значительно менее удобно, чем в кабине автомобиля. По сравнению с танком даже кабина КамАЗа выглядит верхом комфорта. Для решения вышеописанных задач торжокской «Пожтехникой» и создан пожарно-спасательный бронированный автомобиль АПСБ-6,0-40-10. Первые две цифры в индексе расшифровываются следующим образом: 6,0 — объем цистерны для воды 6000 литров, 40 — производительность насоса 40 л/с.
Объем бака для пенообразователя тоже весьма приличный — 400 л. Кроме того, АПСБ-6,0-40-10 оснащен бульдозерным отвалом, с помощью которого можно пробиваться через завалы, и краном-манипулятором с грейферной насадкой, которой можно эти завалы разбирать по частям, когда одного путепрокладочного отвала недостаточно. Смонтирована бронированная пожарная надстройка на четырехосном полноприводном шасси КамАЗ-63105. Водобак, насосный отсек и кабина бронированы по 5-му классу защиты. Полная масса «бронемонстра» составляет 26.750 кг.
А что это за вмятины на «теле» этого броневичка? — поинтересовался я:
Не так давно, в восточном военном округе успешно завершились войсковые испытания опытного образца новой пожарной машины АПСБ-6,0-40-10.
Необычный автомобиль создан на базе четырехосного полноприводного шасси «КамАЗ-63105». Его предназначение – тушение пожаров в сложных, стесненных для маневра, условиях. Типичным местом работы новой техники станут склады и базы вооружения.
Одновременно с тушением возгораний, спецавтомобиль способен разбирать завалы и пробираться через разрушения. Для этого на машине установлены бульдозерный отвал и кран-манипулятор.
По словам Андрея Прохиро, командира воинской части, где на протяжении двух месяцев испытывалась машина, новая техника показала высокую надежность и эффективность. И эти вмятины не что иное как «удары» от осколков снаряд.
Пожарная машина для военных оснащена бронированной кабиной, которая надежно защищает экипаж. Учитывая специфику работы, автомобиль оборудован системой видеонаблюдения, что позволяет боевому расчету проводить тушение пожара, не выходя из кабины. Кроме этого, у машины бронированы цистерна и насосный отсек.
Борис Леонидович Даулетбаев, технический директор ОАО «Пожтехника» рассказывает о создании машины:
– Проанализировав события в Ульяновске, где при тушении пожара на складе боеприпасов были жертвы, появилось решение о создании специальной пожарной машины. Было ясно, что нельзя обойтись без крана-манипулятора, при помощи которого не выходя из машины можно убрать завалы из остатков конструкций зданий, поваленных деревьев на пути к проведению работ. Мы установили кран-манипулятор, который при вылете в 5 метров может поднять 2 тонны груза. На машине установлен бульдозерный отвал. В поселке Урман в Башкирии, где вся территория, включая дороги, была засыпана гильзами, неразорвавшимися снарядами, это очень пригодилось.
Для обеспечения безопасности людей, работающих на машине, все органы управления механизмами надстройки размещены в кабине, которая имеет пятый класс бронирования. Особо важные агрегаты надстройки, такие как цистерна и насосный отсек, обшиты на ОАО «Пожтехника» такой же броней, что и кабина.
Предусмотрено, что автомобиль может при работе находиться в стесненных для маневра условиях. Поэтому в заднем отсеке размещена рукавная катушка с гидроприводом для намотки на нее рукава. Через рукавную катушку вода поступает в цистерну автомобиля, дальше она из лафетного ствола подается в очаг пожара. Воду закачивает другая пожарная машина, которая работает в безопасном месте. Это позволяет не терять время на дозаправку автоцистерны от источника воды, часто удаленного от пожара. При переезде машины на другое место, оператор имеет возможность намотать рукав на катушку, не выходя из кабины.
Для наблюдения за механизмами автомобиля и для кругового обзора установлена система видеонаблюдения. Оператор, находясь в кабине, может управлять водяным насосом, лафетным стволом, краном-манипулятором, отвалом и рукавной катушкой. Автомобиль можно доставить к месту работ с помощью самолета, судна или своим ходом.
Опытный образец пожарно-спасательного автомобиля был изготовлен, начались заводские испытания, когда поступил приказ о необходимости срочно доставить ее на 99-й артиллерийский арсенал в башкирском поселке Урман.
Была сформирована группа из четырех человек во главе с управляющим Н.А. Евстратовым. Машину погрузили на аэродроме в Мигалово на Ан-24. По прибытии в Уфу машина добралась своим ходом до места, где произошло ЧП.
Так получилось, что дополнительно к заводским испытаниям машина получила «боевое крещение». В первый же день пришлось выезжать на тушение. От складов уже практически ничего не осталось, деревья были сметены осколками. Сначала минный тральщик расчищал подъездные дороги, затем пожарный автомобиль ОАО «Пожтехника» подъезжал к непосредственному месту тушения пожара.
Как это было, рассказывает Николай Алексеевич Евстратов, управляющий ОАО «Пожтехника»:
– 31 мая 2011 года по согласованию с руководством предприятия в связи с приказом Министерства обороны представители ОАО «Пожтехника» в срочном порядке вылетели вместе с машиной АПСБ на самолете Ан-24 в Уфу.
Выяснилось, что как раз с 1 июня пожарная часть при воинской части была расформирована приказом Министерства обороны. Бойцов, которые были готовы работать на пожарной технике, не было. И нам пришлось взять тушение пожаров на себя.
1 июня мы выехали на первое тушение. Ситуация с пожарными танками была напряженной.
2 июня у одного танка в зоне возгорания во время второй поездки в результате разрыва снаряда подорвалась гусеница, а другой только готовился к выезду. Один раз пороховой заряд взорвался всего в 7 метрах от нашей машины. Площадь возгорания на арсенале была велика, новые очаги появлялись внезапно, в разных местах. 2 июня мы сделали тринадцать выездов – тушили везде, где этого требовала ситуация.
С 3 по 8 июня нами было совершено 44 выезда, по 14-15 выездов ежедневно; к 10 июня разминирование поселка было закончено, ситуация нормализовалась, а новых возгораний выявлено не было.
Машина проявила себя безупречно, не было зафиксировано ни одного отказа. Замечаний по работе нет: крановая установка прекрасно работала, отвал помог при расчистке завалов. По результатам тушения оформлен акт натурных испытаний автомобиля, он был рекомендован для постановки на вооружение.
Вот такой интересный автомобильчик не так давно появился на просторах вселенной Тверского региона!
В настоящее время ОАО «Пожтехника» продолжает заводские испытания, после которых Министерством обороны будет принято окончательное решение о поставке автомобиля на вооружение, и о заключении контракта на поставку определенной партии машин.
Понятно, что такие машины необходимы. Как нужно и то, что делает ОАО «Пожтехника» в Тверской области, в городе Торжке, где она является градообразующим предприятием. Возрождение российской экономики начинается с возрождения малых городов России. И чем больше поводов будет у торжокской молодежи гордиться земляками, тем больше шансов, что эти ребята станут когда-нибудь инженерами, квалифицированными рабочими, и придут в цеха предприятия.
_________________________________________________ Ну а потом мы поехали смотреть музей вертолетной техники, экспозицию современных боевых и транспортных вертолетов и еще много чего интересного … . .но про это я рассказу вам потом..
п.с. Авторы текста о АПСБ-6,0-40-10 : Владимир ПОЛИТОВ, Мария ОРЛОВА
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
9 различных типов пожарных машин
Современная пожарная машина обычно ассоциируется с горящими огнями, ревущими сиренами и огромным каскадом воды. Одним из самых больших и заметных признаков пожара является очень большая пожарная машина красного цвета. То, что начиналось как простой водяной насос на колесах фургона, теперь превратилось в настоящее транспортное средство со всем необходимым оборудованием, таким как лестницы, электроинструменты и спасательное снаряжение, когда транспортное средство движется от пожарной станции к месту пожара.
Термин «пожарная машина» часто используется как синоним другого термина «пожарная машина» довольно многими людьми на разных территориях, когда речь идет о тушении пожара. Однако в настоящее время это стало предметом споров, потому что все еще существует много пожарных частей и пожарных служб, где люди ссылаются на отдельные и отличительные типы транспортных средств или пожарных машин, когда говорят о пожарных машинах и пожарных машинах.
Итак, пожарная машина — это то же самое, что и пожарная машина, или между ними есть уникальные различия?
Содержание
Пожарная машина против пожарной машины
Пожарная машина
Пожарная машина
История пожарной машины
Водяные насосы на Wagon Wheels
Horse-Corvers
Enerine
Horse-Confers
Enerine
. Пожарные машины
Различные типы пожарных машин
Обычная пожарная машина
Автонасосная машина
Автолестница с поворотной платформой
Тяжелая спасательная машина
Tiller Truck
Огненные машины Wildland
Quints
A-Wagon
Water Tenders
Основные компоненты пожарной машины
.
СПАСИОНАЛЬНЫЕ НАБОР
СПАСИОНАЛЬНЫЕ НАБОР
СПАСИОНАЛЬНЫЕ НАБОР
. Лестница
Шланги
Панель насоса
Резервуары для воздуха
Радиосистемы
Пожарная машина и пожарная машина
Всякий раз, когда сообщается о пожаре в любом возможном месте, будь то ресторан, жилой дом или фабрика, вы, вероятно, увидите большой красный автомобиль, больше похожий на полноприводный автомобиль, который постоянно сигналит. , включив сирены и со всей возможной скоростью двигаясь к месту пожара.
Когда вы уходите с дороги и, возможно, ведете машину к обочине, чтобы освободить место для красного автомобиля, вы можете задаться вопросом или спросить тех, кто с вами, что это за автомобиль на самом деле. Это пожарная машина или пожарная машина?
Хотя и то, и другое является специализированным противопожарным оборудованием или противопожарным оборудованием, используемым пожарными подразделениями по всему миру, основной задачей которых является противопожарная защита, они служат разным целям.
Пожарная машина
Первоначально слово «машина» использовалось исключительно для обозначения «насоса», который в основном является одним из наиболее важных инструментов для подачи большого количества воды в конкретное место пожара. В конце концов, термин претерпел серьезные изменения и теперь называется «пожарная машина», которая просто описывается как спасательная машина или противопожарный аппарат пожарной части, который качает воду из своего большого резервуара для воды.
Пожарная машина , которую реже называют «насосом», — это первое транспортное средство, которое вы видите прибывающим к месту возможного возгорания. Типичная пожарная машина состоит из резервуара для воды, водяного насоса, сотен, а иногда и тысяч футов мощных шлангов и некоторых дополнительных насадок для материалов и инструментов для эффективного и правильного функционирования шлангов. В терминологии старой школы пожарную машину называли «тройной комбинированной установкой», поскольку она состояла из трех ключевых элементов: водяного насоса, резервуара для воды и огромных шлангов.
Резервуар для воды обычно содержит сотни галлонов воды, которая является основным источником воды, используемым пожарными для тушения пожара. Они продолжают использовать это, чтобы создать мощный поток воды, пока не смогут подключиться к пожарному гидранту, который является точкой подключения воды, которая помогает им подключиться к другому источнику воды. Излишне говорить, что пожарные гидранты являются очень важной частью активной противопожарной защиты.
Пожарная машина
С другой стороны, 9Пожарная машина 0105 является вспомогательным транспортным средством, которое помогает доставить бригаду пожарных из пожарной части к месту пожара вместе со всем необходимым дополнительным оборудованием. К ним обычно относятся лестницы, такие как наземная лестница и воздушная лестница, средства первой помощи и защитное снаряжение.
Иногда грузовики также перевозят дыхательные аппараты, включая трубку, чтобы помочь пострадавшим от пожара. В то время как основной задачей пожарной машины является эффективное сдерживание и тушение пожара, пожарная машина в большей степени ориентирована на спасение людей с места пожара, спасение жизней, вентиляцию здания или помещения, а также оказание любой экстренной первой помощи или медицинской помощи пострадавшим. пострадавшие жертвы.
Поскольку известно, что пожары чрезвычайно непредсказуемы и имеют тенденцию выходить из-под контроля, за пожарными машинами немедленно следуют пожарные машины с достаточным количеством аварийного оборудования, включая респираторы, бензопилы, вентиляторы и мощные фонари. Эта дополнительная предосторожность крайне необходима, если произойдет непредвиденная ситуация, например, пожар, или если внутри здания застрянут люди.
Основным отличительным признаком, отличающим грузовик от двигателя, является то, что первый представляет собой настоящую буровую установку с большой лестницей. Это то, что придает пожарным машинам их истинное отличие. Это специализированное оборудование, которое используется при пожарах в строении и подобных ситуациях, требующих дополнительной рабочей силы и аварийного противопожарного снаряжения.
История пожарной машины
Нет никаких сомнений в том, что пожары так же стары, как и вся человеческая цивилизация. защитить себя от непредсказуемых пожаров.
Кроме того, принимая во внимание то, как быстро рос сам мир и население, а сельские и городские районы становились настолько плотными, потребность в разработке стратегий противопожарной защиты на гражданском уровне значительно возросла. Это особенно проявилось во время образования многочисленных американских колоний, когда люди поняли, что нужно что-то делать, чтобы защитить новые поселения от уничтожения этими пожарами.
Водяные насосы на колесах вагонов
Первым пожарным оборудованием, которое когда-либо существовало, были насосы на колесах, которые в основном включали насос подачи воды, установленный на деревянном шасси. К этому каркасу также был прикреплен большой рычаг, основная цель которого заключалась в том, чтобы дать пожарным место для отдыха.
Хотя насосы сами по себе существовали еще со времен Римской империи, их использование для тушения пожара оказалось несколько сложным. В первую очередь это связано с тем, что большинство ранних типов насосов просто разбрызгивали воду, а не распыляли ее, что затрудняло создание адекватного потока воды. Эта техника тогда называлась «ковшовыми бригадами» и даже использовалась для тушения пожаров в Европе.
Насосы, запряженные лошадьми
Достаточно скоро, в результате технологических достижений после промышленной революции, насосы на колесах были заменены паровыми насосами , запряженными лошадьми . Группы лошадей использовались для буксировки паровых машин, чтобы перекачивать воду на место пожара.
Это продолжалось с 1840-х годов вплоть до Первой мировой войны, особенно в Соединенных Штатах. Были большие лошади, которые тянули тяжелые пожарные машины с паровым двигателем, а также команда из трех-четырех человек, которые должны были присутствовать на месте происшествия, чтобы управлять насосом.
Бензиновые двигатели
Хотя паровые машины, запряженные лошадьми, действительно решили немало проблем, у пожарных все еще были большие проблемы с логистикой. Большие упряжки лошадей нужно было напоить, накормить и поставить в конюшню, что оказалось довольно трудоемким и дорогостоящим делом.
С наступлением 19 го века эти конные грузовики были заменены бензиновыми двигателями . Со времен Первой мировой войны до 1920-х годов для приведения в действие пожарных машин использовались бензиновые двигатели. Люди заметили постепенное повышение эффективности, поскольку бензин полностью вытеснил использование пара. Эти двигатели оказались быстрее и эффективнее, чем грузовики с паровой тягой, потому что водяные насосы были намного лучше способны создавать мощный поток воды.
Современные пожарные машины
Пожарные машины, которые вы видите сейчас в нынешнем современном веке в основном являются результатом использования автолестниц, которые были разработаны в первой половине двадцатого века. Эти грузовики были созданы специально, потому что американские города быстро расширялись как вверх, так и в стороны, и одной из их наиболее характерных особенностей в том столетии был рост небоскребов. Гражданские бойцы Соединенных Штатов почувствовали настоятельную потребность в противопожарном оборудовании, которое было бы прочным, эффективным и обеспечивало максимальную защиту. Пожары также чаще возникали на больших высотах, что настоятельно требовало использования тележки с лестницей.
Важнейшим изобретением, в котором использовалась технология лестниц, была «Лестница Хейса», которая сильно отличалась от использовавшихся ранее традиционных лестниц. Основное отличие заключалось в том, что в этом случае лестница крепилась к грузовику с помощью пружинного механизма, который позволял пожарным поднимать или поднимать лестницу на высоких зданиях.
Это также позволило им спасать людей из окон верхних этажей и даже проникать в здание с определенной высоты. Это конкретное пожарное оборудование приобрело значительную популярность в Соединенных Штатах, и идея лестницы, устанавливаемой на пожарные машины, была перенесена в 2199 г.0171 st века, в результате чего появилась очень похожая на современную пожарная машина.
Различные типы пожарных машин
С тех пор, как идея использования пожарной машины была сформулирована для противопожарной защиты, она претерпела несколько преобразований, в результате которых появилось множество различных типов пожарных машин. Некоторые из них все еще используются довольно часто, в то время как другие столкнулись с резким снижением своей популярности.
Обычная пожарная машина
Это стандартный тип пожарной машины с двигателем, который в основном был разработан для тушения пожаров. Он служит для доставки пожарных на место пожара, а также доставки необходимых инструментов, шлангов и оборудования на место происшествия вместе с ограниченным запасом воды.
Тип инструментов, которыми оснащена обычная пожарная машина, во многом зависит от таких факторов, как размер машины и тип местности, с которой она должна справляться. Последний может варьироваться от пересеченной или пересеченной местности до более гладкой.
Некоторые из самого пожарного оборудования включают огнетушители, лестницы, дыхательные аппараты, гидравлические спасательные средства, тепловизионные камеры и прожекторы. Они могут даже нести дополнительные материалы и вещи для очистки или удаления опасных материалов с места пожара.
Существуют также разновидности обычных типов пожарных машин, некоторые из которых даже содержат стационарное дренчерное орудие, также называемое «главным потоком». Основная цель этого пистолета — выпускать сильный поток воды, когда он направлен в определенное место. Когда этот бортовой поток воды заканчивается, двигатель подключается к внешним и более постоянным источникам воды, таким как пожарные гидранты или водные тендеры.
Насосная тележка
Это одна из наиболее часто используемых пожарных машин большинством пожарных служб, которую также часто называют «тройной комбинированной насосной станцией». Они похожи на фургоны и обычно оснащены корпусом шланга, пожарным насосом и резервуаром для воды. Насос можно увидеть на любом месте пожара, где он в основном используется для обеспечения пожарных важными инструментами, помогающими сдержать огонь, а также спасти пострадавших.
Лестница с поворотной платформой
Это специальное воздушное устройство, в котором используется большая телескопическая лестница для доступа к участкам, расположенным на достаточной высоте. Уникальное название этой пожарной машины связано с тем, что в задней части машины есть поворотная платформа, на которой установлена большая лестница. Поворотный стол позволяет лестнице поворачиваться, что облегчает распыление воды в нужном направлении.
Многие современные лестницы с поворотным столом имеют встроенную функцию подачи воды, причем некоторые из них состоят из предварительно подготовленного водопровода, который проходит через всю лестницу, а другие имеют встроенный резервуар для подачи воды. Они также часто выполняют другие функции, удерживая ряд дополнительных инструментов, таких как воздушная лестница, бортовой насос, пожарный шланг и квадроцикл.
Тяжелая аварийно-спасательная машина
Как следует из названия, этот тип пожарной техники представляет собой специальное оборудование, которое используется для технических спасательных операций. Иногда его называют «спасательным отрядом», что является одной из причин, по которой тяжелые спасательные машины часто можно увидеть не только на месте пожара, но и в массовых дорожных происшествиях, спасательных операциях на быстром течении и при обрушении зданий.
Автовышка
Специализированная автолестница, мотоблок — это пожарный аппарат, который имеет лестницу с поворотной платформой, прикрепленную к полуприцепу. Это похоже на гибридную версию, в которой используются как прицеп, так и тягач. Интересно, что у него два водителя, а также отдельные рулевые колеса для передних и задних колес.
Это разделение между ними дает мотоблоку невероятную способность достаточно эффективно маневрировать, что является одной из его основных особенностей. Это приводит к более крутым поворотам, особенно на лабиринтных дорогах и узких улицах. Еще одной замечательной особенностью мотоблока является его длина, которая часто превышает 50 футов. Это создает дополнительное пространство в грузовике для перевозки необходимого пожарного инструмента и оборудования.
Разновидностью румпельного грузовика является румпель-квинт, который представляет собой вид грузовика с дополнительным бортовым баком для воды, установленным на основном транспортном средстве.
Пожарные машины Wildland
Основная цель или намерение пожарных машин Wildland — маневрировать на неровной, сложной местности в сочетании с большим клиренсом для подвески и колес. Это типы пожарных машин, которые используются вместо обычных обычных грузовиков для тушения пожаров в сложных холмах и горах.
Большинство этих автомобилей оснащены полным приводом, который очень хорошо работает на пересеченной местности. По сравнению с традиционными типами пожарной техники, пожарные машины Wildland могут качать воду во время движения, что значительно позволяет им атаковать растительные пожары, чтобы предотвратить их быстрое распространение. Растительные пожары могут иметь разрушительную тенденцию к очень быстрому распространению, что в конечном итоге приводит к уничтожению слишком большого количества растений, сельскохозяйственных культур и деревьев. Вот почему пожарные машины Wildland идеально подходят для тушения пожаров в таких районах.
Квинты
Этот пожарный аппарат — одна из тех неправильно понятых пожарных машин, с которыми связано немного споров. Quint выполняет пять основных функций, две из которых заключаются в том, что он несет насос и антенное устройство на одном транспортном средстве. Кроме того, он выполняет другие тактические функции пожаротушения, такие как: обеспечение основного потока для пожарных, включая насос и шланг, предоставление им доступа к возвышенностям с помощью воздушных устройств и наземной лестницы и, наконец, обеспечение непрерывной подачи воды через свои резервуары для воды. и насосы.
A-Wagon
Обычно называемый устройством для перевозки опасных материалов, A-Wagon – это специальное транспортное средство, которое используется для тушения кустарных и травяных пожаров. Специализированное название этой пожарной машины связано с тем, что когда-то эти машины состояли из отдельных вспомогательных двигателей, которые выпускали воду из насоса. Это говорит о том, что двигатель мог позволить транспортному средству катиться и качать оба двигателя одновременно.
Тендеры на воду
Их часто называют передвижными устройствами для подачи воды, которые в первую очередь предназначены для забора, транспортировки и доставки воды к местам аварийного пожара. Большинство этих транспортных средств имеют довольно простую конструкцию и обычно не оснащены насосом, поскольку их основная функция или цель — обеспечить надлежащее водоснабжение. Водные тендеры не предназначены для использования в условиях бездорожья, поскольку они являются полноприводными и обычно обслуживаются одним или двумя пожарными.
Основные компоненты пожарной машины
Когда вы смотрите на пожарную машину издалека, все, что вы можете увидеть, это ярко-красный цвет, приподнятые лестницы, установленные на основном отделении машины, и, возможно, водяные насосы. генерируя бесконечные брызги воды. Однако, если вы внимательно присмотритесь или, возможно, когда-нибудь получите возможность посидеть внутри пожарной машины, вы поймете, что это, казалось бы, простое и огромное транспортное средство имеет гораздо больше.
Пожарная машина состоит из нескольких ключевых элементов и компонентов, каждый из которых чрезвычайно важен и выполняет очень важную и уникальную функцию.
Это некоторые из самых основных и наиболее важных компонентов пожара.
Подножки с захватами
Каждая пожарная машина оснащена подножками с захватами, которые позволяют пожарным легко и удобно передвигаться по машине.
Прожекторы
Это искусственные источники света высокой интенсивности, которые обеспечивают отличный источник освещения, особенно ночью, когда в темноте происходит пожар.
Справочники
Как говорится, истинное обучение никогда не прекращается, и аналогично в этом случае, большинство пожарных машин оснащены справочниками по тушению пожаров, к которым пожарные могут обратиться за помощью или к которым можно обратиться в случае замешательства или когда они хотят в чем-то убедиться.
Вентиляторы
Как следует из названия, они используются на месте пожара для циркуляции воздуха и обеспечения надлежащей вентиляции. Они в основном создают движение воздуха, чтобы рассеять дым от огня.
Воздушная лестница
Необходима для коммерческих пожаров, где она может достигать высоты до 105 футов. Часто он поставляется с основным шлангом, а лестница поднимается к зданию с помощью штока гидравлического поршня.
Шланги
Это большие гибкие полые трубы, которые крепятся на верхней части пожарных машин и способны выпускать тысячу галлонов воды в минуту.
Панель насоса
Еще один важный компонент, панель насоса помогает контролировать или ограничивать поток и давление шлангов распыления воды. Пожарным нужны годы практики, чтобы иметь возможность эффективно и результативно управлять насосной станцией.
Резервуары для воздуха
Обычно это портативные, простые в использовании устройства, которые позволяют хранить сжатый воздух, который так необходим, особенно на месте пожара. Пожарные также могут заполнить эти резервуары дыхательными газами, которые могут оказать немедленную помощь пострадавшим от пожара.
Системы радиосвязи
Само собой разумеется, системы радиосвязи являются одним из наиболее важных элементов оборудования общественной безопасности. Они встроены в автомобиль пожарной машины и используются для связи с серверной командой в главном пожарном отделении.
Теперь, когда вы знаете основные различия между пожарной машиной и пожарной машиной, вы, вероятно, сможете отличить их друг от друга в следующий раз, когда увидите их на месте пожара!
Типы пожарных машин и их назначение
Пожарные машины усовершенствовались за последние четыре столетия. Первые пожарные машины представляли собой водяные насосы, приводимые в движение человеком, без места для персонала. Примерно в конце 1800-х годов угроза пожара в густонаселенных районах привела к тому, что платные пожарные, оснащенные лошадьми, тянули первые машины. Современная пожарная машина появилась в 1960-х годах с водяными насосами, резервуаром и закрытыми сиденьями для экипажа.
По мере того, как угроза пожара начала меняться, менялась и специализация пожарной машины.
Какие существуют типы пожарных машин?
Стандарт Национальной ассоциации противопожарной защиты (NFPA) 1901, Стандарт для автомобильных пожарных устройств, классифицирует автомобили по типу и функциям. Это важно, потому что были созданы универсальные стандарты и терминология для пожарных машин, чтобы помочь пожарным службам найти устройство, которое будет соответствовать их потребностям.
Типы и классификация пожарных машин:
Тип 1
Тип 2
Wildland
Тип 3
Тип 4
Тип 5-7
Пожарная машина типа 1 . Густонаселенные районы зависят от пожарной техники Типа 1, чтобы эффективно маневрировать на вызов и использовать множество лестниц для доступа к огню в высоких зданиях.
Типичный нестандартный насос вмещает от 400 до 500 галлонов воды. Часто количество воды, необходимое для тушения пожара, не может быть обеспечено только баком. Поиск надежного источника водоснабжения является одной из самых основных операций при прибытии на место пожара. Кроме того, насосы типа 1 могут перевозить до 4 пожарных. На этих аппаратах обычно можно найти дыхательные аппараты, бензопилы, циркулярные пилы и множество различных типов специализированного оборудования в зависимости от потребностей отделения.
Пожарная машина типа 2
Пожарные машины типа 2 аналогичны машинам типа 1 и обычно оснащены такими же характеристиками и инструментами. Они также являются наиболее распространенным грузовиком, который можно увидеть в пригороде при ликвидации структурных пожаров. Коммерческие насосные станции более компактны, но по-прежнему вмещают такое же количество оборудования, как и Тип 1. Обычно первыми появляются на месте происшествия, чтобы начать тушение пожара, пока не прибудет дополнительная поддержка. Насосы типа 2 обычно могут перевозить 3 или 4 члена экипажа. На этих аппаратах обычно можно найти несколько различных типов специализированного оборудования, такого как бензопилы, автономные дыхательные аппараты и циркулярные пилы. Функции устанавливаются в зависимости от потребностей отдела.
Узнайте больше о двигателях типа 1 и 2 компании Pierce здесь >>
Тип A 3, тип 4 и тип 6 — это то, что считается «двигателями для дикой природы» или «автомобильными щетками». Это автомобили, которые реагируют на лесные пожары и могут двигаться по пересеченной местности, чтобы реагировать на пожар или спасать. Двигатели Wildland специально разработаны для техники pump-and-roll. Это тактика, при которой автомобиль едет с включенным насосом, а пожарный использует шланг для распыления воды на огонь.
Пожарная машина типа 3
Модель 3 оснащена полным приводом для облегчения движения по пересеченной местности и имеет максимальную полную массу транспортного средства (GVWR) более 26 000 фунтов. У Type 3 есть несколько требований, включая способность нести не менее 500 галлонов США воды и перекачивать 150 галлонов США в минуту при давлении 250 фунтов на квадратный дюйм, и они должны быть в состоянии перевозить не менее 3 членов экипажа. Тип 3 и тип 4 часто выглядят похожими друг на друга. Однако самая большая разница заключается в минимальном количестве личного состава и вместимости танков.
Пожарная машина типа 4
Пожарная машина типа 4 Wildland очень похожа на машину типа 3, но имеет несколько существенных отличий. Тип 4 используется для движения по пересеченной местности и весит 26 000 фунтов, но он жертвует меньшим насосом и меньшим количеством шлангов в пользу большего бака на 750 галлонов. Стандарт перекачки Типа 4 составляет 50 галлонов США в минуту при давлении 100 фунтов на квадратный дюйм. Минимальное количество персонала, которое должен нести Тип 4, составляет 2.
Пожарная машина Типа 5, Типа 6 и Типа 7
Типы 5, 6 и 7 обычно настраиваются в соответствии с потребностями каждого конкретного отдела. Эти автомобили обычно представляют собой пикапы с полным приводом. Эти двигатели часто можно увидеть как в дикой местности, так и в пригородах. Эти пожарные машины имеют гораздо меньшую конфигурацию, чем типичные двигатели типа 3 или 4. Меньший корпус по-прежнему позволяет отделу перевозить от 50 до 400 галлонов воды с маневренностью и доступностью, которых нет в типах 3 и 4. Типы с 5 по 7 широко используются для первоначального реагирования на пожар, и их GVWR ниже. оценивается в порядке возрастания от 26 000 фунтов для двигателей типа 5 до 14 000 фунтов для двигателей типа 7. Эта классификация двигателей предназначена для размещения минимум 2 человек и использования шлангов диаметром от 1 дюйма до 1 ½ дюйма.
Заключение
Как правило, типы пожарных машин указываются в порядке от наибольшего к наименьшему размеру, причем типы 1-2 являются самыми большими для перевозки больших насосов и лестниц при пожаре в конструкции, а типы 5-7 являются самыми маленькими для навигации пересеченная дикая местность. Двигатели типов 3 и 4 — это двигатели среднего размера, созданные как для передвижения по дикой местности, так и для большой емкости по воде. Общее различие между этими двумя двигателями заключается в том, что у двигателей Типа 4 резервуары для воды намного больше, чем у двигателей Типа 3.
Как работают пожарные машины?
С юных лет мы узнаем о героическом труде пожарных и вырастаем, восхищаясь их массивными красными грузовиками с мигалками и сиренами — но пожарные и их двигатели — это гораздо больше, чем нарисованные очертания, которые мы помним. Плюсы и минусы работы пожарной машины варьируются от перевозки пожарных до перевозки всего необходимого снаряжения и оборудования. Пожарная машина помогает этим самоотверженным мужчинам и женщинам бороться с различными бедствиями.
Fenton Fire Equipment, Inc. занимается продажей и покупкой бывших в употреблении пожарных приборов. Если вы новичок в пожарном деле и ищете дополнительную информацию или интересуетесь отраслью в целом, мы дадим вам краткое изложение основ.
Как работают пожарные машины?
Типичное описание пожарной машины — это транспортное средство, которое сочетает в себе насос, бак для воды и достаточно места для персонала со всеми инструментами для выполнения работы — каждый компонент играет жизненно важную роль в тушении пожаров. На буровых установках есть аварийное освещение и сирены, чтобы предупредить людей об их присутствии. У них также есть оборудование, такое как компьютеры и двусторонняя радиосвязь, для обеспечения постоянной связи между капитаном и командой, а также пожарной частью и другим персоналом, направляющимся на место.
Пожарные машины имеют различное применение, при этом пожарные машины определенного типа часто используются при тушении пожаров и спасательных операциях, например:
Воздушная
Аэропорт
Обычный
Опасные материалы
Логистическая поддержка
Спасательная техника
Водоносный
Дикая земля
Пожарные машины доступны в различных конфигурациях для удовлетворения потребностей различных пожарных частей и ситуаций.
Вещи на пожарной машине
Пожарные машины — это большие машины, которые не только перевозят пожарных, но также несут насосы и резервуары для воды, шланги, лестницы и широкий набор инструментов.
Насосы и резервуары для воды
Такие производители, как Pierce, E-One и другие, производят двигатели и насосы-цистерны, которые перекачивают воду в большом резервуаре для оказания помощи во время пожаров. Эти устройства часто имеют возможность забора воды из других источников, таких как пожарные гидранты, озера или даже бассейны.
В большинстве случаев насос находится сразу за кабиной. Массивная крыльчатка вытягивает воду из бака, расположенного сразу за ней. Насос, производимый такими компаниями, как Hale или Waterous, нередко может перекачивать воду со скоростью 1500 галлонов в минуту или более.
Пожарные управляют насосами через панель насосов, которая регулирует количество воды, протекающей через каждый противопожарный трубопровод. Процесс эксплуатации резервуара для воды включает три основных этапа.
Оператор насоса включает насос. Обычно это делается из кабины перед выходом из автомобиля.
Зная, какие шлангопроводы сняты с грузовика, они направят воду из бака к соответствующим выпускным клапанам.
Контролируя давление и уровень воды, оператор обеспечивает правильное давление и подачу воды в каждый шлангопровод.
Такие производители, как E-One и Pierce, часто встраивают в свои грузовики пенопластовые системы. Грузовик с CAFS или системой пенообразования со сжатым воздухом может использовать различные типы пены, такие как класс A или класс B. Класс A насыщает материалы, чтобы предотвратить их повторное возгорание, а класс B предназначен для случаев, когда присутствуют легковоспламеняющиеся жидкости, такие как автомобильный пожар.
Баки пожарной машины могут вмещать от 500 до 3000 галлонов, в зависимости от того, есть ли у вас насосная или насосная цистерна.
Шланги и насадки
Шланги соединяются с различными точками на пожарной машине. Они вытесняют воду с разной скоростью и давлением в зависимости от типа насадки, диаметра и длины шланга. Типы линий включают следующее.
Бустерный шланг: Бустерный шланг — это самый маленький шланг на пожарной машине, что делает его идеальным для быстрого развертывания при небольших пожарах
Шланг поперечной укладки: Поперечная укладка обычно располагается над или под панелью насоса и может быть развернута с любой стороны грузовика
Дренчерный пистолет: Также называемый палубным пистолетом, дренчерный пистолет находится над панелью насоса и идеально подходит для тушения крупных пожаров.
Пакеты шлангов: Когда пожарным нужно добраться до верхних этажей конструкции, они могут взять пакет шлангов в комплекте.
Предварительные соединения: Многие шланги на грузовиках предварительно соединены. Это экономит время, позволяя оператору насоса подавать воду, как только шланг будет натянут с пожарной машины.
Шланги могут иметь длину от 200 до 1000 футов, диаметр от одного до пяти дюймов и подачу от 95 до 1000 галлонов в минуту, в зависимости от того, используете ли вы шланг поперечной укладки или дренчерный пистолет.
Лестницы и вышки
Тележки с лестницей подходят, когда пожар охватывает многоэтажные здания или участки, простирающиеся далеко от земли.
Лестничные системы поднимаются и опускаются с помощью штока гидравлического поршня, который может перемещать аппарат влево и вправо, а также выдвигать его на разные расстояния. Например, горящий многоквартирный дом потребует использования лестницы.
Лестничные тележки и Quints могут иметь лестницы длиной более 110 футов. Пожарные могут управлять системой с помощью набора джойстиков на ее основании или, в некоторых случаях, из ковша.
Из-за большой высоты грузовика для стабилизации требуются четыре аутригера, которые выдвигаются с каждой стороны грузовика. Без этих распорок грузовик может опрокинуться. Чтобы обеспечить безопасную и эффективную работу, оператор должен убедиться, что погрузчик стоит на твердой поверхности.
Инструменты
Пожарные машины и пожарные часто терпят гораздо больше, чем пожары. Обученные профессионалы имеют дело с травмами, поиском и спасением, дорожно-транспортными происшествиями и многими другими сценариями. Отсеки расположены по бокам и сзади каждого грузовика , чтобы в них было все необходимое. Поскольку у пожарных есть сотни дополнительных инструментов, им нужно максимальное пространство для хранения.
Например, они несут оборудование, такое как предметы медицинского назначения/скорой помощи, пики, кувалды, бензопилы и автономные дыхательные аппараты. Пожарные машины хранят другие инструменты, такие как:
Оси
Сетчатые фильтры для бочек
Болторезы
Огнетушители
Пенопластовые индукторы
Закрытые Y-образные адаптеры
Стержни Халлигана
Челюсти жизни
Форсунки
Спасательные чехлы
Съемники гипсокартона
Гаечные ключи и ключи для гидрантов
Вентиляторы
Подготовка жизненно важна, когда ваша работа связана с бушующим лесным пожаром сегодня и спасением семьи на следующий день. Пожарные машины несут широкий спектр оборудования для обеспечения безопасности пожарных и других лиц.
Транспортировка пожарных
Пожарные машины могут доставить большую часть экипажа к месту пожара. Блок состоит из двух секций — в передней части кабины находятся капитан и водитель, а в задней — остальные члены экипажа. Специальные сиденья с дыхательным аппаратом позволяют экипажу «приготовиться», надевая воздушные пакеты по пути на операцию и аккуратно храня их, пока они не используются.
Многие пожарные машины имеют встроенные гарнитуры, позволяющие всему экипажу в машине четко общаться друг с другом, постоянно получая обновления от диспетчера.
Купите, продайте или найдите список пожарных машин
Fenton Fire Equipment прилагает все усилия, чтобы найти для вас решение для пожарной машины, которое соответствует вашим требованиям и бюджету, предоставляя подробные фотографии и информацию. Наша команда очень отзывчива к вашим запросам и дает честные и честные советы. Мы ценим ваше время и потребности, предлагая доставку и финансовую поддержку.
Посмотреть новые списки пожарных машин от Fenton Fire.
Пожарный аппарат — Энциклопедия Нового Света
Пожарная машина с водяным насосом и баком для воды на 1000 галлонов.
Пожарная машина (или пожарная машина ) — это общий термин, который относится к транспортному средству, предназначенному для тушения пожаров, например пожарной машине или пожарной машине . Хотя термины «пожарная машина» и «пожарная машина» часто используются взаимозаменяемо, работники экстренных служб различают их. Пожарная машина предназначена для откачки воды с помощью двигателя. Напротив, пожарная машина не имеет бортового водоснабжения, вместо этого она использует это помещение для другого аварийного снаряжения, такого как лестницы, гидравлические платформы, спасательное оборудование и различные тяжелые спасательные инструменты.
Содержимое
1 Пожарная машина (машиностроительная компания)
2 Воздушный аппарат
3 Другая аппаратура
4 Назначение экипажа
5 Краткая история пожарных машин
5. 1 Ранние насосы
5.2 Первые антенны
6 Примечания
7 Каталожные номера
8 Внешние ссылки
9 кредитов
Пожарная машина для дикой природы, предназначенная для работы в условиях горных грунтовых дорог.
Телескопическая автовышка с рабочей высотой 53 метра (около 178 футов).
Пожарная машина (машиностроительная компания)
Пожарная машина оснащена двигателем для перекачки воды, которую можно получить из бортового водопровода, пожарного гидранта, водопровода или любого другого доступного источника воды с использованием тяги всасывание воды.
Согласно Оксфордскому словарю английского языка , термин «пожарная машина» впервые был использован в семнадцатом веке, точно в том же смысле, что и сейчас, «машина для метания воды для тушения пожаров».
Существует несколько конфигураций пожарных машин в зависимости от положения панели управления насосом, включая верхнее, боковое, переднее и заднее крепление. Иногда пожарные машины также использовались в качестве водометов для сдерживания толпы. Насосы могут нести некоторое количество воды, но они также могут полагаться на пожарные гидранты и водные тендеры.
Основным назначением двигателей является прямое тушение огня. Они могут нести множество инструментов, в том числе лестницы, шесты, топоры, Халлиганы, огнетушители и вентиляционное оборудование.
Сегодня паровоз может быть настоящим многоцелевым транспортным средством, перевозящим специалистов и оборудование для пожаротушения, спасательных операций, оперативного реагирования и так далее. Пожарная служба Нью-Йорка (FDNY) первой представила концепцию «отряда» для двигателя и разработала спасательный насос . Типичный отряд FDNY имеет резервуар для воды на 500 галлонов США (1900 литров) и специализированное спасательное оборудование, но имеет меньшее количество шлангов по сравнению со стандартным двигателем. [1] С момента его появления в Нью-Йорке несколько других городов США приняли эту концепцию, иногда называя их Rescue Engines.
Лестничные тележки FDNY поднимаются на крышу этого пожара в квартире.
Пожарная машина отличается от пожарной машины тем, что простая пожарная машина не имеет на борту водопровода. Вместо этого они оснащены длинными лестницами, гидравлическими платформами, дополнительным противопожарным оборудованием, различными тяжелыми спасательными инструментами, эвакуационным оборудованием и другим аварийным снаряжением. Тушение пожаров в дикой местности требует уникальных транспортных средств, которые могут преодолевать горные дороги, быть самостоятельными и иметь большой клиренс для колес и подвески. Пожарные машины для дикой природы и пожарные машины для дикой природы могут иметь меньшую грузоподъемность для перевозки воды, но могут работать в условиях, в которых городские пожарные машины могут застрять.
Поворотная лестница — самая известная форма пожарной машины, но существуют также спасательные отряды, прожекторные машины и другие специализированные подразделения. Для грузовика с румпелем , полуприцепа с поворотной лестницей, требуются два водителя. У него отдельные рулевые колеса для передних и задних колес (рулевое управление для задних колес иногда представляет собой румпель, а не настоящий руль). Этот грузовик часто используется в районах с узкими улицами, которые не позволяют въехать более длинным одиночным грузовикам. Использование румпеля в Соединенных Штатах сокращается; однако некоторые города, такие как Балтимор, Мэриленд, Лос-Анджелес, Калифорния, Сан-Франциско, Калифорния, Даллас, Техас, Шарлоттсвилль, Вирджиния, Нью-Йорк, Нью-Йорк, Детройт, Мичиган, Чесапик, Вирджиния, Портленд, Орегон и Филадельфия , Пенсильвания, по-прежнему сильно на них полагаются.
Термины румпель и крюк и лестница не взаимозаменяемы. Грузовые компании обычно работают с грузовиками с лестницей. Под общим заголовком тележка с лестницей, существует много типов тележек с лестницей. Основными типами являются задние крепления, средние крепления, башенные лестницы, румпели и шарнирно-сочлененные стрелы. Как правило, тележки с лестницами имеют широкий ассортимент лестниц и крюков. Лестницы имеют довольно очевидное назначение; крючки можно использовать для самых разных целей, но чаще всего для оттягивания стен из гипсокартона или штукатурки от элементов каркаса, чтобы выявить скрытый огонь и обеспечить доступ для его тушения. Крюки также можно использовать для вытягивания сайдинга, разбивания окон и т. д. Технически любое транспортное средство с крюками и лестницами может считаться 9.0080 крюк и лестница автомобиль.
Телескопические подъемные платформы могут достигать высоты более 328 футов (футов) (более 100 метров). [2] Однако большинство из них рассчитаны на высоту прибл. 100 футов (33 м). Эти антенны обычно имеют лестницы, встроенные в гидравлическую стрелу. Присоединенный дополнительный рычаг дает платформе возможность двигаться «вверх-вверх» или наклоняться над крышей. Эти антенны оборудованы блоком управления, осветительным оборудованием, стационарным водопроводом, розетками электропитания и сжатого воздуха. Носилки можно перевозить над платформой. Некоторые установки даже управляются дистанционно в случае опасного химического возгорания.
Воздушное устройство
Воздушное устройство представляет собой форму пожарного устройства, которое можно использовать для приподнятого основного потока ( основной поток — термин пожарной службы для потока воды со скоростью 350 галлонов в минуту или более. Основные потоки часто находится на концах подъемных лестниц, насадок для телескопического распыления или насадок для мониторов), спасения под большим углом и вентиляции.
Типы антенн:
Антенная лестница — эта антенна может иметь или не иметь заранее подготовленный водный путь для управления надземным основным потоком.
Подъемная платформа — в отличие от подъемной лестницы, пожарный может фактически перемещать платформу из ведра на конце антенны. По этой причине грузовики с платформой лучше подходят для спасательных работ.
Воздушная водонапорная башня — этот грузовик обычно имеет насос очень большого объема и способен подавать от 1000 до 5000 галлонов в минуту.
Quint — большинство современных подъемных лестниц и платформ соответствуют обозначению «quint» (пять применений). Это означает, что грузовик состоит из пяти основных компонентов: водяного насоса, водяного бака, подъемной лестницы, наземных лестниц и шлангов.
Стрела с шарнирно-сочлененной рамой или Трубка — аналогична тележке с шарнирно-сочлененной стрелой, используемой для обрезки деревьев и работ на линиях электропередач, но обычно оснащена предварительно подготовленным водопроводом и насадкой для основного потока.
Другое оборудование
Существуют также спасательные/медицинские компании со своими собственными транспортными средствами, включая машины скорой помощи и тяжелые спасательные или вспомогательные грузовики. Квинтовый насос , или пятиместный комбинированный насос функционирует как сочетание двигателя и грузовика, перевозя собственную воду и насос, как двигатель, а также поднимая лестницы и другое оборудование, как грузовик. Пятерка несет пять основных вещей между пожарной машиной и автолестницей: насос, резервуар для воды, шланги, автолестницу и наземные лестницы. В Соединенных Штатах их чаще всего можно найти на восточном побережье или там, где уровень персонала недостаточно высок для нескольких автомобилей. Также заслуживают внимания аппараты, именуемые quad рот. Как и квинтовые компании, квадроциклы представляют собой четверную комбинацию шланга, насоса и бортового водоснабжения моторной компании и наземных трапов грузовой компании. Квадроциклы также должны нести больше инструментов грузовой компании, чтобы квалифицироваться как таковые. Однако, в отличие от квинтовых компаний, четверные компании не устанавливают воздушные устройства, такие как телескопические лестницы или платформы, и напоминают роты с очень длинными двигателями.
В некоторых общинах пожарная машина, часто фельдшерская машина , будет использоваться для перевозки пожарных, фельдшеров или бригад скорой помощи, прошедших подготовку по оказанию первой помощи, в службы неотложной медицинской помощи из-за их более быстрого реагирования из-за опережающего размещения в городе по сравнению с машинами скорой помощи, прибывающими из больниц. [3] Это иногда озадачивает людей, которые видят, как мимо проносится пожарная машина, но не видят огня; тем не менее, это остается практическим применением, поскольку количество вызовов врачей в такие отделения часто превышает количество вызовов пожарных.
Водные тендеры (также называемые Автоцистерны ) несут большее количество водяных двигателей и лестниц при пожарах, особенно в сельской местности, где системы пожарных гидрантов недоступны. Airport Crash Tender — это специализированное устройство, используемое для тушения пожаров в аэропортах. В пожарных командах используются различные виды специализированных или вспомогательных транспортных средств: пенные подразделения, подразделения огнетушащего порошка, подразделения с опасными материалами, мобильные командные пункты, водолазные подразделения и, например, авиационные подразделения (то есть транспортные средства, поддерживающие использование сжатого воздуха). . В густых лесных районах используется особый вид пожарной машины, известный как 9. 0080 щеточная тележка, используется . Обычно это грузовики с внедорожными способностями для преодоления пересеченной местности, чтобы добраться до огня. На пересеченной или заснеженной местности в спасательных и противопожарных работах используются также гусеничные машины (например, Хельсинкское спасательное управление, Финляндия, 2007 г.), снегоходы (например, в Колари, Региональная спасательная служба Лаппи) и различные другие автомобили повышенной проходимости. .
Иногда крюковые погрузчики используются для редко используемого оборудования. Крюковый погрузчик может очень быстро загружать контейнер и действовать как специальная единица с меньшими инвестиционными затратами. Например, Хельсинкское спасательное управление в Финляндии имеет несколько грузовиков с крюковым погрузчиком и более 40 контейнеров, в том числе контейнер для воды, контейнер для шланга, контейнер для уничтожения масла и даже специальный контейнер с абсорбирующим материалом и разбрасывателем. [4] Этот контейнер используется для очистки разлитого масла на улицах и автомагистралях; после того, как масло впиталось в абсорбент, для сбора абсорбента используется уличная щеточная машина. Контейнеры также могут перевозить командный пункт, материалы для катастроф, шланги и насосы для лесных пожаров, даже полевые госпитали или, например, насосы большой мощности. Крюковые погрузчики также строятся на тяжелых грузовиках повышенной проходимости, изначально предназначенных для военных целей.
Пожарные службы во всем мире также используют прицепы для перевозки надувных лодок с жестким корпусом, небольших судов на воздушной подушке (например, в Региональном спасательном управлении Тампере, Финляндия, 2007 г.), гидрокоптеров или других видов спасательных лодок и различного другого специального оборудования. который не нужен в повседневных операциях или не может перевозиться в двигателе.
Назначение экипажа
Машины обычно обслуживаются как минимум тремя людьми — офицером, водителем, который обычно управляет насосом, и пожарным. Предпочтительно, чтобы на машине был второй пожарный, чтобы повысить эффективность безопасного тушения пожара. В некоторых странах, например в Финляндии, в локомотиве находятся командир отряда, инженер и одна или две пары пожарных. [5] Поскольку агрессивное погружение с дымом происходит в очень жаркой и агрессивной среде с высоким риском, пожарные работают парами, и для обеспечения безопасности и сменности на месте происшествия требуется как минимум еще одна пара водолазов.
В Соединенных Штатах пожарные обычно включаются в пожарные роты, специализирующиеся на определенных задачах. Наиболее распространены моторные компании и лестничные или «грузовые» компании. Кроме того, в крупных городах часто работают спасательные службы. По определению каждую роту возглавляет офицер (капитан или лейтенант), который командует несколькими пожарными. Штат пожарных компаний зависит от юрисдикции и часто от типа компании. В крупных городах штат пожарной команды может варьироваться от трех до шести человек.
В Соединенном Королевстве пожарные объединяются в «бригады», обычно на уровне округа (или аналогичного уровня). Они разделены на станции разного размера, но почти в каждом случае есть хотя бы один «насос». Кроме того, на машинных станциях общего назначения могут быть специализированные транспортные средства, такие как поворотные лестницы, гидравлические платформы, тендеры для пены и т. Д. Количество персонала на станции варьируется в зависимости от размера станции и от того, работает ли она полный рабочий день, дневное или наемное. Как правило, экипаж «насоса» среднего размера составляет около пяти человек.
Краткая история пожарных машин
Ктесибию Александрийскому приписывают изобретение первого пожарного насоса примерно во втором веке г. до н.э. Пожарный насос был повторно изобретен в Европе в 1500-х годах и, как сообщается, использовался в Аугсбурге в 1518 году и Нюрнберге в 1657 году. В книге изобретений 1655 года упоминается паровой двигатель (называемый пожарной машиной ), насос, используемый для «поднятия столба воды 40». футов [12 м]», но не было упоминания о том, был ли он переносным.
Колониальные законы в Америке требовали, чтобы в каждом доме было ведро с водой на крыльце (особенно ночью) на случай пожара, для первоначальной «бригады ведра», которая должна была обливать водой огонь.
Филадельфия получила пожарную машину с ручным насосом в 1719 году, спустя годы после того, как там появилась бостонская модель 1654 года, сделанная Джозефом Дженксом, но до того, как две машины Нью-Йорка прибыли из Лондона.
К 17:30 Ньюхэм в Лондоне изготовил успешные пожарные машины; первые использованные в Нью-Йорке (в 1731 г.) были его производства (за шесть лет до образования добровольной пожарной охраны Нью-Йорка). Количество рабочей силы и навыков, необходимых для тушения пожара, побудило Бенджамина Франклина в 1737 году создать организованную пожарную компанию. Томас Лоте построил первую пожарную машину, произведенную в Америке в 1743 году.
Эрикссон сделал аналогичный в Нью-Йорке в 1840 году. Джону Эрикссону приписывают создание первой американской пожарной машины с паровым двигателем.
До середины девятнадцатого века большинством пожарных машин управляли мужчины, но появление пожарных машин, запряженных лошадьми, значительно увеличило время реагирования на инциденты. Первая самоходная паровая машина была построена в Нью-Йорке в 1841 году. Она стала объектом саботажа со стороны пожарных, и ее использование было прекращено, а моторизованные пожарные машины не стали обычным явлением до начала двадцатого века.
В течение многих лет пожарные сидели по бокам пожарных машин или даже стояли сзади машин, подвергаясь воздействию стихии. Хотя такое расположение увеличило время реагирования, оно оказалось одновременно неудобным и опасным (некоторые пожарные погибли, когда их пожарные машины резко развернулись на дороге), и сегодня почти все пожарные машины имеют полностью закрытые сиденья для своих экипажей.
Первые насосы
Первые насосы использовали цистерны в качестве источника воды. Позже воду заливали в деревянные трубы под улицами, а из верхней части трубы вытаскивали «пожарную заглушку», когда нужно было вставить всасывающий шланг. Более поздние системы включали пожарные гидранты под давлением, в которых давление увеличивалось при срабатывании пожарной сигнализации. Было обнаружено, что это вредно для системы и ненадежно, и современные гидрантные системы с клапанами обычно постоянно находятся под давлением, хотя при необходимости может быть добавлено дополнительное давление. Гидранты под давлением устраняют большую часть работы по получению воды для перекачки через двигатель и в шланги нападения. Многие сельские пожарные машины по-прежнему используют цистерны или другие источники для подачи воды в насосы.
Ранние антенны
По мере того, как с конца девятнадцатого века здания росли в высоту, были изобретены различные способы добраться до горящих высоких сооружений. Сначала использовались выдвижные вручную лестницы; по мере того как они росли в длину (и вес), их ставили на два больших старомодных колеса. При перевозке пожарными машинами колеса этих лестниц подвешивались за задней частью автомобиля, что делало их очень характерным зрелищем, которое исчезло из некоторых стран Содружества только в последние годы.
Вскоре появилась поворотная лестница , которая была еще длиннее, механически удлинялась и устанавливалась непосредственно на пожарную машину. С конца 1930-х годов самые длинные лестницы с поворотной платформой достигли высоты 150 футов (45 м), и для перевозки таких лестниц требовались вышеупомянутые «румпельные тележки».
После Второй мировой войны поворотные лестницы были дополнены подъемной платформой (или «Сборщик вишен»), прикрепленной к механически сгибающемуся рычагу (или «трубке»), установленному на пожарной машине; хотя они не могли достигать высоты лестницы поворотной платформы, эти платформы могли выходить в ранее недоступные «мертвые углы» горящего здания.
Примечания
↑ FDNY Squad 18, Буровая установка. Проверено 22 сентября 2006 г.
↑ Бронто Skylift, [www.bronto.fi. Брошюра об ассортименте HLA.] Проверено 28 апреля 2007 г.
↑ А. Уолтер, К. Эдгар, М. Ратледж, Справочник первого ответчика: издание пожарной службы.
↑ Спасательная служба Хельсинки
↑ Министерство внутренних дел, Pelastusajoneuvojen yleisopas. Проверено 28 апреля 2007 г.
Ссылки
Ссылки ISBN поддерживают NWE за счет реферальных сборов
Бьорхе, Роджер и Рональд Дерринг. Пожарный аппарат Pirsch: 1890-1991 Фотоархив. Хадсон, Висконсин: Iconografix, 2002. ISBN 1583880828
Херст, Бен А. Водитель/оператор пожарной техники. Садбери, Массачусетс: Jones and Bartlett Publishers, Inc., 2004. ISBN 0763728454
Пэрриш, Кент. Пожарный аппарат Pierce 1939–2006: иллюстрированная история. Хадсон, Висконсин: Iconografix, 2007. ISBN 1583881891
Внешние ссылки
Все ссылки получены 10 апреля 2017 г.
Пожарная техника в Гонконге.
Как работают пожарные машины.
Коллекция фотографий пожарных машин.
Авторы
Энциклопедия Нового Света автора и редактора переписали и дополнили статью Википедии в соответствии со стандартами New World Encyclopedia . Эта статья соответствует условиям лицензии Creative Commons CC-by-sa 3. 0 (CC-by-sa), которая может использоваться и распространяться с надлежащим указанием авторства. Кредит должен соответствовать условиям этой лицензии, которая может ссылаться как на Энциклопедия Нового Света участников и самоотверженных добровольных участников Фонда Викимедиа. Чтобы процитировать эту статью, щелкните здесь, чтобы просмотреть список допустимых форматов цитирования. История более ранних вкладов википедистов доступна исследователям здесь:
Пожарный аппарат история
История этой статьи с момента ее импорта в New World Encyclopedia :
История «Пожарной техники»
Примечание. На использование отдельных изображений, которые лицензируются отдельно, могут распространяться некоторые ограничения.
Какие существуют типы пожарных машин и пожарных машин
Последнее обновление 7 июля 2022 г.
Всем известны знакомые и характерные звуки, издаваемые пожарными машинами. Или их называют пожарными машинами? Некоторые люди используют эти термины взаимозаменяемо, но на самом деле это два разных средства передвижения. То, что начиналось как резервуар для воды на колесах, превратилось в несколько сложных форм пожарных машин. Сейчас существуют разные типы пожарных машин и пожарных машин.
Ищете
автомобилей рядом с вами?
Мы отправим вам по электронной почте информацию о транспортных средствах, выставленных на аукцион рядом с вами, и рекомендуемых аукционах.
Национальная ассоциация противопожарной защиты (NFPA) называет оба типа транспортных средств пожарными средствами. NFPA применяет стандартные названия и характеристики для каждого типа. Ниже приведен список из 10 самых популярных аппаратов.
Пожарные машины
Пожарные машины
Пожарные машины
Водные тендеры
Автовышки
Quints
Кузовные автомобили
Тяжелые спасательные автомобили
MICU
Пожарные машины
Многие люди представляют пожарные машины разбрызгивающими воду и раскладывающими лестницы, но эти машины и двигатели модифицировались на протяжении поколений. Сегодня каждый из них был специально построен и оборудован для удовлетворения потребностей широкого круга пожарных подразделений.
Транспортные средства скорой помощи В настоящее время на онлайн-аукционе
Просмотреть больше автомобилей EMS
Пожарные машины
Пожарная машина – это наиболее прямолинейная эволюция первых противопожарных аппаратов в Северной Америке. Раньше это были повозки, запряженные лошадьми, с баком для воды, шлангами и насосом. Насос приводился в действие двигателем, поэтому пожарные машины и получили свое название.
Сегодня пожарные машины оснащены еще несколькими элементами, такими как специальные насадки и инструменты, но они по-прежнему универсальны. Обычно они первыми прибывают на место, чтобы обеспечить водой из резервуара, пока не будет подключен пожарный гидрант. Эти подразделения также называются ковшовыми бригадами, насосными установками и были признаны тройными комбинированными буровыми установками, поскольку они имеют три основных элемента управления огнем: бак, насос и шланг.
Чтобы считаться пожарной машиной, транспортное средство должно соответствовать определенным минимальным требованиям к емкости бака, расходу насоса, длине шланга и вместимости персонала.
Помимо того, что устройства классифицируются как пожарная машина или пожарная машина, они также подразделяются на семь более конкретных типов. Каждый из этих семи типов соответствует определенным критериям.
Например, пожарная машина типа 1 имеет минимальную емкость бака 300 галлонов, минимальный расход бака 1000 галлонов в минуту (галлонов в минуту), минимальную длину шлангов 1700 футов и перевозит не менее четырех человек. Двигатель типа 2 имеет более низкий минимум: расход бака 500 галлонов в минуту, длина шлангов 1500 футов и перевозка трех человек.
Типы 1 и 2 являются самыми крупными единицами и зарезервированы в основном для городских районов. По мере увеличения номера типа размер транспортного средства уменьшается. Однако пониженные минимумы не всегда означают уменьшение размера транспортного средства. Применение аппарата часто диктует размер. Подразделения, развернутые в сельской местности, меньше, но несут больше воды и меньше шлангов, поскольку использование пожарных гидрантов не является неотъемлемой частью их схемы пожаротушения. Примером может служить пожарная машина типа 4 с минимальной емкостью бака 750 галлонов.
Пожарные машины
Обычная пожарная машина сопровождает пожарных вместе с необходимыми инструментами, такими как огнетушители, лестницы, дыхательные аппараты, гидравлические спасательные инструменты и прожекторы, к месту пожара. Конкретное транспортируемое оборудование зависит от потребностей конкретной пожарной части.
Пожарные машины, обслуживающие городское население, как правило, крупнее (тип 1 и 2). Многие другие противопожарные устройства основаны на конструкции обычной пожарной машины.
Двигатели Wildland
Подобно пожарной машине, двигатели дикой природы представляют собой универсальную машину, предназначенную для борьбы с огнем путем подачи воды под высоким давлением. Основное отличие состоит в том, что двигатели Wildland предназначены для движения по пересеченной местности и транспортировки большего количества воды по сравнению с их размером.
Двигатели
Wildland также имеют широкий диапазон размеров, причем самый маленький из них — тип 7 — имеет диапазон максимальной полной массы транспортного средства (GVWR) всего 14 000 фунтов. Типы 5, 6, 7 построены на грузовиках средней грузоподъемности Ford F-650 (Тип 5), Ford F-450 и Ford F-550 (Тип 6) и Ford F-350 (Тип 7). Типы 3 и 4 построены на большегрузных грузовиках и не имеют максимальной полной массы транспортного средства.
Двигатели
Wildland также известны как грузовики-щетки, фургоны для травы, патрульные грузовики, ускорители и фургоны A. Хотя последний термин также применяется к оборудованию для работы с опасными материалами, которое может перекачивать пену или специальные вещества для тушения определенных типов пожаров.
Тендеры на воду
Водяной тендер (или цистерна) похож на пожарную машину, но имеет слабый насос и гораздо меньше шлангов. Задача установки — доставить воду — как можно больше воды — к месту пожара для другой пожарной машины. Насос и шланги предназначены только для подачи воды, а затем для перекачки в другой грузовик. Эти танкеры не имеют возможности распыления для тушения пожаров.
Специализированный тип водного тендера — аварийный тендер в аэропорту. В них используется сухой химический антипирен, который создает струю огнетушащей пены, резервуары газового пожаротушения для электрических пожаров и более мощный насос. Все эти качества отличают его от традиционного водного тендера.
Автовышки
Автовышки оснащены легендарной лестницей, выходящей из верхней задней части машины. Лестница выдвигается телескопически, чтобы добраться до верхних этажей зданий. Они популярны в юрисдикциях с высокой плотностью населения и помогают размещать пожарных и воду на более высоких этажах. Лестницы также обеспечивают путь эвакуации для людей, застрявших на этих верхних уровнях.
Автовышки доступны либо с фиксированной телескопической лестницей, либо с поворотной телескопической лестницей. Вращающаяся телескопическая лестница обеспечивает вращение в точке доступа к лестнице, поэтому лестница может выдвигаться в любом направлении, тогда как фиксированные телескопические лестницы выдвигаются только в одном направлении — к передней части автомобиля.
Подъемные тележки иногда называют тележками с платформой или тележками с лестницей. Однако последний термин также может применяться к грузовику, предназначенному для перевозки нескольких лестниц, но не имеющему прикрепленной лестницы, выходящей из верхней части автомобиля. Может ли лестница подниматься гидравлически или пневматически; все лестницы требуют ручной настройки.
Квинты
Квинта — комбинированный грузовик; он обеспечивает функции пожарного насоса, резервуара для воды, шланга, наземной лестницы и воздушной лестницы. Оснащение как резервуаром для воды, так и подъемной лестницей действительно уникально среди пожарных аппаратов. Квинтам требуется воздушная лестница или подъемная платформа, резервуар для воды емкостью не менее 300 галлонов и не менее 40 кубических футов места для хранения оборудования.
Квинты позволяют пожарным подразделениям отправлять только одно транспортное средство вместо пожарной машины и пожарной машины. Хотя квинты не перевозят больше людей, так что выбор уменьшает количество персонала на месте.
Кузовные тележки
Также известная как тягач с тягачом, румпельная лестница или тележка с крюком и лестницей, румпельная тележка похожа на воздушную тележку тем, что оснащена поворотной лестницей. Однако лестница крепится к задней части грузовика с полуприцепом.
Полуприцеп имеет точку сочленения, поэтому он обеспечивает лучшую маневренность, чем другие противопожарные аппараты Типа 1 и Типа 2. Это полезно при достижении верхних этажей в тесных городских районах. Для грузовиков с румпелем требуется два водителя — один для передней части грузовика, а другой — для задней. Две секции не могут быть легко разделены, как коммерческие грузовики с полуприцепом. Чтобы разделить две секции, нужны специальные инструменты и много времени.
А мотоблоки сочетают в себе пять функций квадроцикла с полуприцепом мотоблока.
Тяжелые спасательные машины
Это транспортные средства, которые используются при дорожно-транспортных происшествиях, обрушениях зданий и других стихийных бедствиях, а также при пожарах. Они несут много оборудования, но в первую очередь тараны для насильственного проникновения, прожекторы и фонари, кувалды, ножницы, лопаты, пилы, гидравлические разбрасыватели (обычно называемые челюстями жизни), монтировки, веревки, цепи, лебедки, насосы, генератор, носилки, одеяла и средства первой помощи.
МОИТ
Аббревиатура означает мобильное отделение интенсивной терапии, и они очень похожи на машину скорой помощи. Каждый из них оснащен передовым оборудованием для жизнеобеспечения (ALS) и доставляет парамедиков на места пожаров и других чрезвычайных ситуаций, чтобы оказать спасательную помощь.
Машины управления огнем
Это машина, которой управляет старший офицер пожарной охраны. Они похожи на полицейские машины тем, что часто оснащены световыми панелями, сиренами, радио и другим специализированным оборудованием. Многие департаменты используют модифицированные внедорожники или пикапы в качестве командных автомобилей. Люди называют эти автомобили летающими автомобилями или машинами начальника пожарной охраны.
Сходным по назначению с пожарной командной машиной является патрульная машина, которая является автомобилем, принадлежащим пожарной части и используемым в основном для перевозки пожарных, хотя и не ограничивается управлением только старшим офицером.
Необычные типы пожарных машин
Помимо вышеперечисленных видов противопожарной техники, пожарные депо могут переоборудовать любое транспортное средство для пожаротушения. Отделы иногда переоборудуют лодки, вертолеты, квадроциклы, электрические тележки и танки.
В одном отделении используется шестиколесный квадроцикл Polaris, предназначенный для поездок в труднодоступные горные районы, оснащенный баком для воды на 75 галлонов, насосом, шлангами, пенопластовой ячейкой на 5 галлонов с насадкой для пены и различным оборудованием для обеспечения безопасности.
Пожарная служба, обслуживающая Центральный вокзал Нью-Йорка, использовала парк электрических тележек, специально предназначенных для тушения пожаров и оказания неотложной медицинской помощи. Сюда входит модель пожарной машины объемом 200 галлонов с шлангом длиной 300 футов. Они используют спасательную модель с инструментами для принудительного проникновения и стрелочным снаряжением, а также модель машины скорой помощи, которая оснащена носилками, кислородными баллонами, дефибрилляторами и средствами первой помощи.
Транспортные средства EMS В настоящее время на онлайн-аукционе
Посмотреть другие транспортные средства EMS
В истории пожарные машины иногда работали в зонах боевых действий. В 90-е годы советский танк Т-34 времен Второй мировой войны был оснащен двумя реактивными двигателями МиГ-21. Двигатели стреляли водой, которая текла через реактивные двигатели, чтобы создать взрыв мощного пара для тушения пожаров, когда Саддам Хусейн поджег нефтяные и газовые месторождения Кувейта.
Другим примером противопожарных танков является советский боевой танк Т-62, оснащенный 50-зарядной реактивной установкой, стреляющей огнезащитными снарядами.
Пожарные каждый день и в любом месте находят способ служить обществу. С различными типами пожарных машин и пожарных машин есть из чего выбирать. Каким бы ни было стремление, спасение жизней и защита сообщества всегда являются конечным результатом. Найдите свой идеальный пожарный аппарат, начав поиск в нужном месте.
Почему пожарные машины красные?
ИСКУССТВО ЯЗЫКА — Письмо
Задумывались ли вы когда-нибудь…
Почему пожарные машины красные?
Является ли красный цвет лучшим цветом для пожарной машины?
Какие еще цвета используются для пожарных машин сегодня?
Метки:
Просмотреть все метки
черный,
синий,
бригада,
цвет,
темный,
аварийный,
огонь,
Форд,
зеленый,
лайм,
ночь,
оранжевый,
9краска 0013,
Королева Елизавета,
красный,
русских,
транспорт,
грузовик,
необычный,
автомобиль,
волонтер,
белый,
желтый,
Черный,
Синий,
Бригада,
Цвет,
Темный,
Аварийный,
Огонь,
Форд,
Зеленый,
Лайм,
Ночь,
оранжевый,
Краска,
Королева Елизавета,
Красный,
русских,
Транспорт,
Грузовик,
Необычный,
Автомобиль,
Волонтер,
Белый,
Желтый
Сегодняшнее чудо дня было вдохновлено Робертой. Роберта Уондерс , “ Почему пожарные машины красные? ”Спасибо, что ДУМАЕТЕ вместе с нами, Роберта!
Вы слышали рассказ о маленькой девочке, которая вызвала пожарных, потому что ее дом горел? Диспетчер спросила, как добраться до ее дома, и она ответила: «Ну! Большой красный грузовик!»
Хорошо… так что это старая шутка, но она раскрывает общий факт, о котором многие люди ИНТЕРЕСУЮТСЯ: почему пожарные машины красные? Если вы попросите кого-нибудь раскрасить изображение пожарной машины, он, скорее всего, раскрасит его в красный цвет. Почему это?
Один из популярных ответов на вопрос, почему пожарные машины красные, звучит примерно так: «Потому что у них восемь колес и четыре человека на них, а четыре плюс восемь дает двенадцать, и в футе двенадцать дюймов, а один фут — это линейка». , и королева Елизавета была правителем, и королева Елизавета тоже была кораблем, и корабль плыл по морям, и рыбы в морях были, и у рыб плавники, и финны с русскими воевали, и русские красные, и пожарные машины всегда «русские» вокруг, поэтому пожарные машины красные!»
Конечно, это просто шутка с сомнительной логикой. Настоящая причина, по которой пожарные машины окрашены в красный цвет, остается несколько окутанной тайной. Однако существует несколько конкурирующих теорий, одна из которых может содержать часть или большую часть правды.
Например, одна из теорий утверждает, что пожарные машины красного цвета, потому что первые пожарные команды состояли из добровольцев, которым не платили. У этих добровольцев не было много денег, а красный был самым дешевым цветом краски, поэтому они красили свои пожарные машины в красный цвет.
Конкурирующая теория восходит к тому же времени, когда пожарные команды состояли из неоплачиваемых добровольцев. Однако, согласно этой другой теории, между добровольческими отрядами соседних городов шла жесткая конкуренция. Поскольку красный был самым дорогим цветом краски, волонтеры использовали красный цвет, чтобы выделить свои пожарные машины и вызвать гордость.
Конечно, эти две теории связаны, но противоположны. Другая теория гласит, что пожарные машины были окрашены в красный цвет, чтобы выделяться среди всех других транспортных средств на дороге. В начале 1900-х Ford предлагал автомобили только черного цвета, поэтому красные пожарные машины обязательно выделялись бы среди моря черных машин на дороге.
Выделяться из толпы — это, безусловно, хорошее качество для пожарной машины — или любой машины скорой помощи. Но лучший ли красный цвет, чтобы выделиться, особенно ночью? Эксперты сказали бы: «Нет!» Исследования показали, что желтый или светло-зеленый лучше всего видны после наступления темноты, а не красный.
Сегодня красный остается самым популярным цветом для пожарных машин и множества других машин скорой помощи. Однако вы также увидите пожарные машины многих других цветов. Например, нередко можно увидеть пожарные машины белого, желтого, синего, оранжевого, зеленого и даже черного цвета.0003
Common Core, Научные стандарты следующего поколения и Национальный совет по социальным исследованиям. »> Стандарты:
Завтрашнее чудо дня — одно из самых сладких, которые вы когда-либо пробовали!
Попробуйте
Надеемся, вам понравилось больше узнать о пожарных машинах сегодня! Узнайте еще больше, когда вы попросите друга или члена семьи помочь вам проверить следующие действия:
Защищен ли ваш дом от пожара? С помощью взрослого друга или члена семьи проверьте свой дом на пожарную безопасность. У вас есть детекторы дыма? Их аккумуляторы полностью заряжены? А огнетушители? Вы знаете, куда обращаться в случае чрезвычайной ситуации? Убедитесь, что все в вашей семье знают, где находятся выходы и что делать в случае чрезвычайной ситуации. Поделитесь тем, что вы узнали, с кем-то еще!
Вы когда-нибудь видели вблизи пожарную машину? Сейчас самое время! Попросите взрослого друга или члена семьи сводить вас на экскурсию в местную пожарную часть. Вы должны связаться с пожарной частью заранее, чтобы сообщить им, что вы хотели бы посетить, чтобы узнать больше о пожарных машинах и пожарной безопасности. Спланируйте визит, а затем заранее подготовьте несколько вопросов, которые вы хотели бы задать пожарным, которых встретите. Получайте удовольствие, путешествуя по пожарной части и узнавая больше о пожарных машинах!
Теперь, когда вы знаете немного больше о пожарных машинах, задумывались ли вы, как именно они работают? Проведите небольшое исследование в Интернете, прочитав книгу «Как работают пожарные машины». Запишите не менее пяти интересных фактов, чтобы поделиться ими с другом или членом семьи. Видите ли вы какие-либо способы улучшения пожарных машин? Используйте свое воображение, чтобы придумать несколько возможных улучшений, которые можно было бы внести в пожарную машину. Веселиться!
Wonder Sources
http://loldamn.com/siri-why-are-fire-trucks-red.html (по состоянию на 4 мая 2020 г. )
http://en.wikipedia.org/wiki/Fire_engine_red (по состоянию на 4 мая 2020 г.)
http://www.rocklandfirefighters.org/? zone=/unionactive/view_article.cfm&HomeID=50076&page=Fire20Department20Traditions (по состоянию на 4 мая 2020 г.)
Вы поняли?
Проверьте свои знания
Wonder Contributors
Благодарим:
Самарт, Тайсон, Тревор, Тайя и Алисия за ответы на вопросы по сегодняшней теме Wonder!
Удивляйтесь вместе с нами!
Что вас интересует?
Wonder Words
гордость
логика
яростный
бригад
среди
отдел
сомнительный
с кожухом
соседний
Примите участие в конкурсе Wonder Word
Оцените это чудо
Поделись этим чудом
×
ПОЛУЧАЙТЕ СВОЕ ЧУДО ЕЖЕДНЕВНО
Подпишитесь на Wonderopolis и получайте Чудо дня® по электронной почте или SMS
Присоединяйтесь к Buzz
Не пропустите наши специальные предложения, подарки и рекламные акции.
Инструменты, приспособления, оборудование и материалы для ремонтных работ
При проведении ремонтных работ в основном используют те же инструменты, что и при монтаже санитарно-технических систем: ключи рычажные и накидные трубные, разводные (рисунок ниже), гаечные, молотки, ножовки, зубила, отвертки, шлямбуры, бородки, клуппы, плашки и др. В таблице ниже приведен перечень основных инструментов, применяемых при ремонте сантехнического оборудования.
Ключи для ремонта санитарно-технических систем
а — рычажный; б — накидной; в — разводной с мягкими губками
Основные инструменты для выполнения ремонтных работ сантехнического оборудования
Наименование
Нормативный документ
Количество, шт.
Слесарный стальной молоток
ГОСТ 2310-77*
8
Кузнечная остроносая кувалда массой 3 кг
ГОСТ 11402-75
3
Ножовочная ручная рамка с набором полотен
ГОСТ 17270-71
8
Ключи:
гаечные двусторонние с открытым зевом (комплект)
ГОСТ 2839-80*
2
гаечные разводные (комплект)
ГОСТ 7275-75
2
радиаторные ниппельные типа К-1
ГОСТ 12801-92
8
гаечные торцовые (комплект)
ГОСТ 25787-83
2
трубные рычажные (комплект)
ГОСТ 18981-73
2
трубные накидные (комплект) с мягкими губками
ГОСТ 19733-74
2
Малогабаритный труборез ЭЗМА
ТУ 26-1224-77
3
Слесарно-монтажная отвертка
ГОСТ 17199-88
14
Слесарное зубило 20×60
ГОСТ 7211-86
14
Слесарная бородка с конической частью диаметром 4 и 8 мм
ГОСТ 7214—72*Е
14
Твердосплавный шлямбур типа ШТ (комплект)
ТУ 22-3240-75
2
Ручной секторный трубогиб
ТУ 36-1263-72
2
Плоский тупоносый напильник длиной 300 мм
ГОСТ 1465-80*
40
Полукруглый, круглый напильник (комплект)
ГОСТ 1465-80*
6
Напильник трехгранный, ромбический
ГОСТ 6476-80*
14
Стальная конопатка типа К-40
—
8
Чеканка № 2 ИР-318
—
8
Скарпель типа 2—3
ТУ 22-2781-73
8
Трубная клуппа
—
4
Плашка резьбовая к клуппам
—
8
Сверла:
спиральное (комплект)
ГОСТ 2034-80Е
100
спиральное с твердосплавными пластинами
ГОСТ 5756-81Е
100
Стальная прямоугольная щетка
ТУ 494-01-104-76
8
Комбинированные плоскогубцы 200 (пассатижи)
ГОСТ 17439-72* Е
8
Круглогубцы (типоразмеры 140,180)
ГОСТ 7283-93
4
Ножницы ручные для резки металла типа 1
ГОСТ 7210-75
8
Пробойник (просечка)
ГОСТ 11414-75
8
Гибкий вал для прочистки канализации длиной, м:
5
—
8
25
—
8
50
—
2
Вантуз
ТУ 38 106432-82
8
Метчик для трубной цилиндрической резьбы
ГОСТ 19090-93
30
Кусачки
ГОСТ 5547-93
4
Штангенциркуль типа 1-ИП-1У-250
ГОСТ 166-80
2
Линейка измерительная
ГОСТ 427-75
8
Ремонтные работы имеют небольшой объем, разбросаны территориально, очень разнообразны и проводятся в стесненных условиях. Поэтому инструменты монтажника внутренних санитарно-технических систем должны быть компактными, легкими, универсальными. Удобно использовать набор инструментов в мягкой сумке или металлическом раздвижном ящике. При ремонте систем используют электрифицированный инструмент.
При ремонте пластмассовых труб, менее прочных, чем металлические, применяют трубные и разводные ключи с резиновыми губками на их щечках. Резьбовые соединения пластмассовых труб разбирают и собирают с помощью ключей для отворачивания муфт, накидных гаек, гибких подводок (рисунок ниже, а, б), гидрозатворов (сифонов) (рисунок ниже, в, г), выпусков (рисунок ниже, д). При монтаже труб используют специальные приспособления для захвата труб (рисунок ниже, е, ж).
Пластмассовые трубы разрезают ножовкой по металлу или столярной ножовкой с мелким зубом. Для обеспечения перпендикулярности реза применяют шаблоны в виде деревянного лотка с прорезью (рисунок ниже, з). При гибке или формировании буртов, раструбов трубы нагревают в ваннах, заполненных глицерином или минеральным маслом. Для нагрева можно использовать также паяльную лампу с насадком (рисунок ниже, и), который создает струю горячего воздуха. На кожухе 5, закрепленном на горелке 9, размещены два боковых окна 7 с подвижным шибером 6, которым регулируют объем подсасываемого воздуха и, следовательно, его температуру. Насадок закреплен на корпусе горелки 9 хомутом и с подкосом 12 и опирается на стойку 8.
При проведении ремонта пластмассовых труб используют ручные инструменты: шило, шабер, напильники, отвертку, нож, ножовку, молоток.
Инструмент для ремонта пластмассовых труб
а, б — ключи для монтажа гибких подводок; в, г — ключи для разборки соответственно бутылочных и напольных сифонов; д — ключ для монтажа выпусков; е,ж — приспособления для захвата и монтажа канализационных труб; з — шаблон для резки труб; и — паяльная лампа; 1 — головка; 2 — захват; 3 — звено; 4 — палец; 5 — кожух; 6 — шибер; 7 — окно; 8 — стойка; 9 — горелка; 10 — корпус; 11 — хомут; 12 — подкос
3.
1. Инструменты и приспособления общего назначения \ КонсультантПлюс
3.1. Инструменты и приспособления общего назначения
3.1.1. Инструменты и приспособления общего назначения отпускаются со склада в кладовую по установленным лимитам (нормам) отпуска инструментов. При этом возможно несколько вариантов организации учета инструментов и приспособлений в эксплуатации. Ниже приводятся два из этих вариантов.
3.1.2. Первый вариант организации учета предусматривает порядок, по которому операции по получению инструментов и приспособлений со склада, сдача кладовыми негодных, изношенных инструментов, возврат их на склад оформляются первичными документами.
Оформление операций по движению инструментов и приспособлений первичными документами осуществляется в следующем порядке:
получение кладовыми инструментов и приспособлений со склада — выпиской требований или лимитных карт;
возврат кладовыми инструментов и приспособлений на склад — составлением накладных или записями в лимитных картах;
сдача кладовыми негодных, изношенных инструментов и приспособлений в виде лома, утиля — накладными.
3.1.3. Второй вариант организации учета предусматривает порядок, по которому оформляются лишь операции по движению инструмента и приспособлений, приводящие к изменению запасов кладовых (метод постоянного запаса или обменного фонда).
При этом порядке кладовые обменивают на складе негодные, изношенные инструменты и приспособления на годные штука за штуку, что не приводит к изменению запасов инструментов в кладовых и поэтому не требует составления на обмен специального первичного документа. Указанный вариант рекомендуется для внедрения на предприятиях с хорошо организованной системой складского и инструментального хозяйства, а также надлежащей постановкой учета и контроля.
3.1.4. Выдача инструментов и приспособлений на рабочие места в длительное пользование производится кладовой в соответствии с технологическими картами. Первоначальная выдача инструмента производится на основании требования мастера и оформляется в лицевых карточках, открываемых в одном экземпляре на каждое рабочее место, каждого наладчика или рабочего — получателя инструмента. В лицевой карточке работник расписывается за полученный инструмент.
Последующие выдачи из кладовой годного инструмента взамен нормально изношенного штука на штуку документами не оформляются. Взамен негодного инструмента годный выдается только при предъявлении акта выбытия.
3.1.5. При выдаче инструментов в кратковременное пользование следует применять марочные системы выдачи инструмента.
При марочных системах инструмент выдается рабочим на основании инструментальных марок без регистрации в каких-либо документах. Инструментальные марки изготавливаются металлическими, при этом на каждой марке, как правило, выбивается номер цеха, номер кладовой, а также табельный номер рабочего или порядковый номер марки. На каждый табельный номер рабочего заготавливается необходимое количество инструментальных марок.
Заготовленные инструментальные марки выдаются кладовой по требованиям, подписанным мастером, работникам под расписку в специальной книге (лицевых карточках) при их поступлении на работу в цех. На каждую инструментальную марку кладовая выдает только один предмет.
При одномарочной системе работники получают в работу инструмент следующим образом: работник предъявляет в кладовую столько инструментальных марок, сколько позиций инструмента ему нужно получить. Выдавая работнику инструменты, кладовщик помещает инструментальные марки с табельным номером рабочего в ячейки стеллажа, в которых хранились выданные позиции инструмента. Сдав инструменты после их использования в кладовую, работник получает обратно свои инструментальные марки.
При двухмарочной системе выдачи инструментов работникам в кратковременное пользование применяется два вида марок: марки с табельным номером рабочего, которые предназначены для того, чтобы устанавливать, кому из работников были выданы инструменты во временное пользование, и марки с номенклатурным номером инструмента, используемые для определения, какие инструменты выданы работникам. Инструментальные марки с табельным номером работника до получения инструмента из кладовой находятся у работника, а после получения инструмента марки передаются в кладовую.
Инструментальные марки с номенклатурным номером до выдачи инструмента хранятся в соответствующей ячейке стеллажа, а после выдачи инструмента помещаются на соответствующее контрольное устройство.
3.1.6. Наряду с инструментальными номенклатурными марками, при необходимости, могут применяться и специальные инструментальные жетоны, которые в дополнение к маркам предназначены для сигнализации, по каким инструментам запас достиг минимального предела. Эти сигнальные жетоны хранятся при соответствующей ячейке стеллажа. Могут применяться также и жетоны иной конфигурации для определения, когда (в какую смену) были выданы работнику конкретные инструменты. Эти жетоны хранятся до выдачи инструмента работнику у кладовщика, а после выдачи инструмента — помещаются на соответствующее контрольное устройство.
3.1.7. При сдаче инструмента в проверку (ремонт) кладовая составляет квитанцию в двух экземплярах. Инструменты с первым экземпляром квитанции передаются в лабораторию (ремонтную мастерскую) под расписку на втором экземпляре, который остается в кладовой и служит основанием для обратного получения инструмента из лаборатории (ремонтной мастерской) после проверки (ремонта).
3.1.8. Для получения в пользование инструментов и приспособлений, отнесенных к дефицитным в соответствии с перечнем, утвержденным руководителем предприятия, в кладовую предъявляется также требование, подписанное лицом, которому предоставлено на это право. На требовании отбирается расписка работника в получении инструмента. При сдаче инструмента в кладовую возвращается также и требование.
3.1.9. Сортовой количественный учет инструментов и приспособлений в кладовой осуществляется по аналогии с порядком учета материалов на складах, установленным Основными положениями по учету материалов на предприятиях и стройках или отраслевыми инструкциями министерств и ведомств.
3.1.10. На основе данных учета инструментов и приспособлений кладовые обязаны своевременно сообщать соответствующему подразделению предприятия от отклонениях фактического их остатка от установленной нормы запаса, а также об инструментах и приспособлениях, находящихся длительное время без движения.
Как выбрать качественный ручной инструмент
У каждого мастера в арсенале должен быть большой набор ручных инструментов. Без них невозможно провести даже самую элементарную работу, не говоря уже о ремонте оборудования, техники и подобного. Чтобы собрать себе хороший ящик ручного слесарного инструмента, нужно знать хотя бы на базовом уровне, какие инструменты для чего предназначены и на какие группы они разделяются.
Ручной инструмент: разновидности
Абсолютно все инструменты, используются ли они в домашних условиях или на производстве, делятся на четыре класса:
• бытовой класс;
• универсальный класс;
• полупрофессиональный;
• профессиональный.
Это база. Дальше же идут подклассы, которые определяются по сфере применения инструмента. Всего существует семь главных подклассов, которые постоянно используются в любой ремонтно-строительной работе. Это инструменты:
• разметочные и ударные;
• зажимные;
• измерительные;
• для нарезания резьбы;
• для резки и обработки металла;
• для отверстий;
• для сборки резьбовых соединений;
В вашей мастерской должно быть хотя бы по парочке инструментов из каждой перечисленной группы. Рассмотри подробнее, что и к какому подклассу относится.
Разметочные и ударные инструменты
• Инструменты, применяющиеся для рубки, плавки, гибки. Это обычные молотки и кувалды.
• Инструмент для разметки металлических/неметаллических заготовок – кернер.
• Для рубки металла – различные зубила.
• Для проделывания пазов и канавок – крейцмейсели.
• Для разметок – циркули разных размеров, чертилки.
• Для отверстий в листах металла – бородки.
Зажимные инструменты
Это стандартные инструменты, которые есть в каждом доме – плоскогубцы и их разновидности, щипцы, клещи. Для более крепкой и надежной фиксации лучше докупить слесарные тиски.
Измерительные инструменты
Без точных замеров нельзя обходиться в строительных работах. Прикинуть на глаз – значит испортить заготовку. В вашем арсенале как минимум должны быть линейки и рулетки. В идеале же:
• угломеры;
• штангенциркули;
• нутромеры;
• угольники, щупы;
• резьбовые и радиусные шаблоны;
• устройства-индикаторы.
Для нарезания резьбы
Чтобы проделать в детали внутреннюю резьбу, вам понадобятся метчики. Это стержни из металла, зубья которых хорошо закалены. Наружную же резьбу делают клуппами или плашками. Клуппы лучше всего подходят для наружной трубной резьбы 1/2” — 3” диаметра. Плашки же позволяют регулировать диаметр в пределах от 0,1 до 0,3 мм. Имейте в виду, что точность плашек страдает, поэтому их не так часто используют мастера.
Для резки и обработки металла
В мастерской нужны режущие приспособления, такие как ручные ножницы для листового металла, ножовка для профильного или листового металла. Без них работать с большими металлическими заготовками будет практически невозможно. Также для последующей обработки используются напильники для опиливания и шаберы для снятия верхнего тонкого слоя металла.
Для отверстий
Основной строительный инструмент – сверло для проделывания отверстий разных диаметров. В зависимости от вида сверла, им можно работать практически с любым материалом. Иногда диаметра сверла может не хватить. В этом случае отверстие расширяют при помощи зенкеров.
Обработать же цилиндрическое или коническое отверстие можно разверткой. Торцовые поверхности зачищаются цековкой, а углубления под болты обрабатываются зенковкой.
Для сборки резьбовых соединений
Для сборки в первую очередь используются гаечные ключи. Существует множество их видов: торцовые, рожковые, накидные, трещоточные и т.д. Подбирать их нужно в зависимости от дальнейших работ. Если инструмент подобран правильно, орудовать гаечным ключом будет удобно даже в самых труднодоступных местах. Также лучше приобрести динамометрические ключи, — они нужны для регулировки усиления затяжки крепежа.
Как выбрать качественный ручной инструмент
Продаются инструменты профессиональные и непрофессиональные. Если у вас обширный спектр работ, а инструментами вы пользуетесь ежедневно, есть смысл задуматься о брендах, выбирая более качественные приборы. Если же инструменты нужны исключительно в домашних целях, выбрать их не составит труда.
Экономить не стоит. Помните, главная часть инструмента – сталь. И чем дешевле цена, тем хуже ее качество. От этого столярный инструмент может быстро затупиться, погнутся и не поддаться восстановлению. Лучше всего покупать такие приспособления, на которых указана марка стали. Это уже сам по себе залог хорошего качества.
На стали обязательно будет нанесена маркировка. Специалистам стоит покупать инструменты с маркировкой А. Она обозначает высококачественные материалы. Буква У говорит же о содержании углерода, а Г обозначает марганец.
Также немаловажен и бренд. Сейчас особой популярностью пользуются немецкие товары. Производители из германии всегда славились своими надежными инструментами, которые служат годами. Мы можно порекомендовать и фирмы из Азии. На самом деле, если бренд именитый, где бы он не выпускался, оригиналы его товаров должны советовать заявленному качеству.
Наш интернет-магазин Nemolotok.ru поставляет только проверенные, крутые фирмы, которые завоевали доверие. Так что, если у вас возникают сомнения по поводу того или иного инструмента, смело обращайтесь к нам за консультацией. Мы поможем выбрать только самое нужное и самое лучшее для вашей мастерской.
Инструменты и приспособления
Инструменты и приспособления
8-800-250-8045
Оптовым покупателям
О компании
Контакты
Звонок
Вход
Ткани
Автомобильные ткани Карпет, алькантара Материалы обивочные
Фурнитура Hobby Pro Бельевая фурнитура Hobby Pro Брошь Hobby Pro Булавки Hobby&Pro Иглы ручные, нитевдеватели Hobby&Pro Игольницы Hobby&Pro Инструмент и принадлежности Hobby&Pro Карабины Hobby&Pro Кнопки Hobby Pro Кольца, полукольца Hobby&Pro Контактные ленты Hobby&Pro Контейнеры Hobby&Pro Крючки, застежки, вешалки Hobby&Pro Лампы, лупы для рукоделия Hobby&Pro Люверсы Hobby&Pro Маркеры, мел, карандаши для ткани Hobby & Pro Наборы дорожные Hobby & Pro Наперстки Hobby&Pro Ножницы Hobby & Pro Приспособления для вязания Hobby&Pro Пряжки Hobby&Pro Пуговицы Hobby Pro Пуговицы джинсовые Hobby&Pro Сантиметры, рулетки Hobby&Pro Слайдеры (бегунок) Hobby&Pro Спицы Hobby & Pro Термоаппликации, заплатки Hobby Pro Термоклеевые материалы, клей Hobby&Pro Шкатулки, коробки Hobby Pro
Фурнитура Hemline Бельевая фурнитура Hemline Булавки HEMLINE Кнопки Hemline Люверсы Hemline Пуговицы Hemline Устройства для установки Hemline Фурнитура для шкатулок и заготовок Hemline
Молнии и слайдеры Бегунок Молнии декоративные Молния брючная Тайвань Молния джинсовая Молния металл Москва Молния металл Тайвань №5 Молния металл Тайвань №8 Молния металл цветная Молния обувная Россия (уп-25 шт) Молния обувная Тайвань (уп-100 шт) Молния потайная Молния Рига Молния рулонная Молния спираль разъемная №5 Тайвань (уп-10 шт) Молния трактор Москва Молния трактор Тайвань №5 1 бег (уп-10 шт) Молния трактор Тайвань №5 2 бег(уп-10 шт) Молния трактор Тайвань №8 (уп-10 шт) Молния х/б (уп-10 шт) Ограничители Пуллер, Собачка
Товары для раскроя и шитья Булавки Вспарыватель Игольница Калька Клей текстильный Копировальное колесико (ригель) Мел, маркер, карандаш Метр, линейка, лекало Наборы для шитья Наперсток Нитковдеватель Нож дисковый Сантиметровая лента
Иглы Иглы для бытовых шв. машин Иглы для промышленных шв.машин Иглы ручные
Ножницы Ножницы «Hemline» Ножницы «Аврора» Ножницы «Бразилия» Ножницы «Рукоделие» Ножницы для подрезания ниток Ножницы Китай Ножницы КраМет (Беларусь) Ножницы Япония
Инструменты и оборудование Инструменты и приспособления Насадки для установки кнопок Насадки для установки хольнитенов, люверсов Шило
Пистолеты и сопутствующий товар Иглы для этикет-пистолета Клей для пистолета Обойма для этикет-пистолета Пистолет клеевой Этикетки
Бельевая фурнитура Бретельки Вешала Застежки для бюстгальтера Застёжки для чулок Косточка Кринолин Манжеты Плечики Подмышечники Подъюбник Регилин Регулятор для бретелек Тесьма, резинка бельевая Чашечки
Металлическая и пластиковая фурнитура Вешалка для одежды Зажим для подтяжек Застежка для «бейсболок» Застежка для комбинезона Карабин фастекс Кнопка из 2 частей металл декоративная Кнопка пришивная (плательная) Кнопки Козырек Кольца Крючки Люверсы Магниты скрытые Полукольцо Пробойники Рамка пластик, металл Фиксаторы, наконечники Хольнитены
Пуговицы Заготовки для пуговиц ОПТ Застежка шубная декоративная Пуговицы 7/10/10 Пуговицы ассорти Дом ткани Пуговицы блузочные Пуговицы Болгария Пуговицы Грибок Пуговицы д/спец. одежды Пуговицы детские Пуговицы джинсовые Пуговицы Италия Пуговицы комплект Пуговицы костюмные Пуговицы Малые Пуговицы Металл Пуговицы пальтовые Пуговицы пиджачные Пуговицы пластик Китай Пуговицы Распродажа Пуговицы рубашечные Пуговицы Тайвань Пуговицы упаковка «Хобби и ты»
Текстильная фурнитура Бант Кант вшивной Кант декоративный 22 м Кант кожаный Корсаж в пояс Корсаж клеевой (уп=60 м) Косая бейка атласная Косая бейка х/б, стрейч, люрекс Кружево Лента атласная Лента атласная для новорожденных, свадебная, детская Лента бархатная Лента георгиевская Лента киперная** Лента контактная Лента люрекс Лента окантовочная Лента органза Лента ременная Лента репсовая Лента рюш Паутинка и клеевые ленты Резина бельевая Резина декоративная Резина шляпная Стропа светоотражающая Сутаж Тесьма Тесьма декоративная Тесьма жаккард Тесьма лампасы Фатин на шпульке Шитьё Шнур
Комплектующие для швейных машин и оверлоков Коврики для швейных машин Лампочки для швейных машин Лапки Масло машинное, масленки Отвертки Пинцет Ремни Сумки для швейных машин Челноки, шпульки
Шторная фурнитура Бахрома Зажимы Заколки для штор Кисти, подхваты для штор Комплектующие для карнизов Крючки для штор Крючки под подхваты настенные Кугель Прихват для штор магнитный Тесьма для штор
Алмазная вышивка Cristyle Алмазная вышивка для детей Грани Диамант Иконы на досках Китай Колор Кит Школа талантов
Бижутерия Preciosa Бижутерия ручная работа Бусины Деревянные бусины РТО Заготовки для бижутерии Кабошоны Подвеска
Бисер, рубка, стеклярус Бисер Чехия Бисер Япония Бисер, рубка, стеклярус Китай 100 гр.
Бумага упаковочная, подарочные коробки и др. Банты Бумага глянцевая Бумага крафт Бумага Новогодняя Бумага тишью Бумага-плёнка Подарочные коробки
Выжигание и резьба по дереву Выжигательный прибор
Вышивание Канва Лупа Набор для бисероплетения Наборы для вышивания Пяльца
Вязание Аксессуары для вязания Крючки для вязания Нитки для вязания Пряжа Спицы Трикотажная пряжа
Декор для дома
Декупаж Бумага для декопатча Бумага рисовая, салфетки Декупажные карты
Заготовки из дерева Ангелочки Вазы Вешалки Деревянные Домики Деревянные заготовки РТО Животные Заготовки яиц и подставок Канцелярские принадлежности Качалки Ключницы Кухонная утварь Матрешки Мебель Надписи, буквы, цифры. Основы для часов Пазлы Пасхальные заготовки Раскраски Сердечки Скворечники Стружкин (деревянные заготовки) Топперы Фоторамки Часовой механизм Шкатулки Ящики, кашпо
Заготовки из пенопласта Венки Конусы Сердца Фрукты, овощи Шары Яйца
Заготовки из пластика
Изготовление кукол, игрушек Волосы Глазки для игрушек Дек- ые элементы для кукол Игрушка Крепеж Музыкальные инструменты для кукол Наполнители для игрушек Носики Одежда Очки Подставка для кукол Пуговки для кукол Ревуны Ресницы Сумочки,зонтики Ткань/Тесьма/Резинка для кукол Части тела
Инструменты для творчества
Книги (практическое руководство)
Контейнеры для мелочей Коробочки для бисера
Копилки Колор кит (Копилки)
Мебель металлическая Клетки и Скворечники Колясочки Скамейки Стульчики и кресла
Миниатюры Зонтики Миниатюры из пластика Плетеные изделия Птицы, бабочки, стрекозы
Мыловарение Ароматизаторы, отдушки Вспомогательные компоненты Колор Кит (мыло) Красители Молды, формы для выпечки и мыловарения Мыльная основа Наборы для мыловарения Оформление упаковки Текстурный вкладыш Формы для мыла
Наборы для творчества и рукоделия Куклы Тильды Набор для вязания Набор для изготовления миниатюры Набор для шитья Наборы для создания игрушки из фетра Наборы для создания текстильной игрушки Наборы из фоамирана
Основы для творчества
Пластика Добавки для пластики Инструменты и заготовки для пластики Лак для пластики Cernit Маркеры DARWI Пластика полимерная запекаемая «Cernit» Полимерная глина «Craft&Clay»
Проволока для рукоделия Проволока для бисера Проволока канитель и трунцал
Ракушки
Рамки декоративные, багет
Рисование песком Набор для рисования песком
Скрапбукинг Аксессуары для фотосессии Аппликации, мозаика-стикеры Блёстки для декора Божьи коровки Деревянные Бонбоньерки Брадсы Бумага Декоративные наклейки Декоративные элементы Заготовка для альбома Заготовки из бумаги (Лоза) Инструменты, приспособления для скрапбукинга Квиллинг «Рукоделие» Кисточки Клей и клеевые материалы для хобби и рукоделия Колбы Кольца для альбомов Конверты Ленты, тесьма, кружево Магниты Набор для скрапбукинга Наборы с меловой основе Наклейки на посуд Открытки Печати, штампы и комплектующие Прищепки декоративные Пуговицы для скрапбукинга Скотч декоративный Стразы полужемчужины самоклеющиеся Ткань декоративная Трафареты Фигурный компостер Цветочки Чипборд (стикер) «Рукоделие» Шильдики. Тэги. Шпагат, верёвки, нитки Ярлычок кож зам
Тематические товары к праздникам Все для 9 Мая Все для Пасхи Новый год Свадебные аксессуары
Товары для изготовления свечей Наборы для создания свечей
Товары для рисования Кисти Краски Мастихин Наборы для раскрашивания по номерам Роспись по керамике и гипсу Текстильные заготовки для декорирования Холсты Ящики для красок
Товары для фелтинга и валяния Аксессуары для валяния Иглы для валяния Наборы для валяния Фетр 1мм Фетр листовой Фетр с принтом Фигурки из фетра Шерсть для валяния
Флористика Венки декоративные Веревки и шнуры для флористики Веточки для декора Вставки в букет Декоративные букетики Камни для оформления композиций Каркасы для букета Каттеры Кашпо, Корзинки Листочки Молды Мох Природный декор Проволока для флористики Пыльца, клей Сизаль Синельная проволока Стволы для топиариев Тычинки Флористическая лента Флористическая пена (оазис) Флористический наполнитель Фоамиран Фрукты,овощи,ягоды для флористики Цветы бумажные Цветы искусственные Штифты для крепления цветов Элементы декора
Фотофоны
Фурнитура для шкатулок и заготовок Гвоздики и винты Замки Накладные элементы Ножки Петли Ручки Уголки
Швейное оборудование
Оверлоки
Швейные машинки
28 товаров
1
2
Назад
Вперед
3.
1 Инструменты и приспособления. Технология художественной обработки материала: гобелен
Технология художественной обработки материала: гобелен
курсовая работа
Для занятий ручным ткачеством требуется совсем не много инструментов. Они почти не изменились за свою многовековую историю. В работе над гобеленом используют стандартный набор инструментов для вышивания (приложение Д, рис.5).
1) Подрамник или пяльцы удерживают ткань в натянутом состоянии, что влияет на качество работы. Для больших работ используют подрамники, выполненные из дерева. Для маленьких тренировочных работ — пяльцы. Подрамник может быть любых размеров, главное чтобы верхняя и нижняя планки выступали вперед (приложение Д, рис.3,4,6).
2) Ножницы. Вам понадобятся нескольких видов: большие — для вырезания ткани; средние, желательно с закругленными концами — для обрезания концов ниток.
3) Молоток и мелкие гвозди нужны для натягивания нитей основы на рамку. Лучше приготовить гвозди с округлой шляпкой (финишные), чтобы они не цепляли нити. Чем тоньше рамка, тем мельче гвозди.
4) Игла с большим ушком, так называемая «цыганская», понадобится вам при обметывании краев готового гобелена. Ушко должно быть настолько большим, чтобы через него можно было провести толстую шерстяную нить, сложенную в два раза.
5) Булавки портновские понадобятся вам для скрепления ткани и бумаги.
6) Ковровая колотушка. Она нужна для того, чтобы плотнее прибивать нити утка к наработанной части ткани. Если колотушку сделать трудно, ее с успехом заменит обычная старая металлическая вилка.
7) Для вязания ворсовых узлов существует нож-крючок, благодаря которому экономится время, а пальцы ткачихи меньше страдают.
8) Челнок. В ручном ткачестве уточную нить можно прокладывать просто руками, но челноки различной формы облегчают работу.
Оборудование рабочего места.
Работа над гобеленовым ковровым полотном достаточно трудоёмка. И чтобы работа шла скоро, следует хорошо приготовиться к ней. Рабочее место должно быть освещено дневным светом.
Если у вас нет специальной стойки для подрамника, воспользуйтесь креслом с большими подлокотниками, на которые можно положить края подрамника и работать как на столе. Можно поставить подрамник на колени и облокотить его на край стола.
Нитки лучше хранить в одном месте, смотанные в тугие клубки. При работе клубок лучше положить в небольшую коробку, где он свободно будет разматываться, а не кататься по всему полу.
Ножницы, иглы, карандаши и другие мелочи очень удобно держать в коробочке, крышку которой можно использовать как коробочку для мусора — обрезков ниток. Надевайте перед работой фартук, чтобы шерстяные волокна не сыпались на одежду.
Делись добром 😉
Бисерные цветы
3.2 Инструменты и приспособления для бисероплетения
В отличие от многих других видов рукоделия, дли изготовления цветов из бисера требуется совсем немного инструментов и материалов. Для начала вам будет достаточно основных: ножницы, кусачки, пассатижи. Приспособления и инструменты. ..
Когда я определилась с выбором изготовления изделия, мне предстоит выбрать ткань для его изготовления. И тогда я поехала в магазин, где продаются ткани. Мне на выбор предоставили разные ткани, это были: шифон-красного цвета…
Пути и методы повышения эффективности процесса сверления глубоких отверстий
1.2 Применяемые инструменты, оборудование и приспособления
…
Разработка технологии выполнения колорирования волос
2.5 Аппаратура, инструменты и приспособления для проектируемых работ
Таблица 2 № Аппаратура…
Расчеты проектирования станочного приспособления
9.
Схема зажимного приспособления. Описание устройства и принципа работы приспособления
Для сварки фермы рациональнее применить полуавтоматическую сварку в углекислом газе. Конструктивно сварочный полуавтомат состоит из источника тока (выпрямителя) и механизма подачи сварочной проволоки…
Техника французского наращивания волос
2.3 Аппаратура, инструменты и приспособления для проектируемых работ
Таблица 2 № Аппаратура…
Технологический процесс выполнения окрашивания волос красителями III группы
2. Инструменты материалы и приспособления, используемые при окрашивании красителями 3 группы
…
Технологический процесс газовой сварки стыковых соединений труб с поворотом на 90
1.2 Оборудование, инструменты и приспособления, используемые при газовой сварке
Газосварщик должен иметь на рабочем месте плоскогубцы, молоток, металлическую щетку для очистки поверхности металла, иглы для прочистки мундштуков и небольшой ломик для кантовки обрабатываемых изделий (деталей). Кроме того…
Технологический процесс изготовления шкафа-купе
2.1.3 Механизмы, инструменты, станки и приспособления, применяемые при изготовлении
1. Станок круглопильный форматнораскроечный с наклоняемой пилой и подвижной кареткой мод. «FILATO» (Приложение 3 рис. 6). Предназначен для штучного и пакетного раскроя плитных материалов, в т.ч. облицованных ламинатом…
Технология замены пружины подъёмного крюка типа КН-1
1. Инструменты, материалы, приспособления
Стенд для ремонта, трос — для разборки крюкоблока. Металлическая щетка, ветошь, керосин — для очистки кронблока от загрязнений. Кран балка, трос — для перемещения крюкоблока. Медные выколотки, рожковый ключ 22/24, 17/19 молоток на 2 кг, монтировка…
Технология механического сверления древесины
1. Инструменты, приспособления и оборудование для выполнения операции сверления
Сверление древесины — пожалуй, одна из самых распространенных операций в столярных и плотницких работах. Сверление отверстий необходимо как для соединений деталей…
Технология точения внутренних цилиндрических поверхностей древесины на токарных станках
1.2 Устройство станка, инструменты и приспособления
Точение — это лезвийная обработка резанием поверхностей вращения и торцовых поверхностей. Обработку наружных поверхностей называют точением или обтачиванием, обработку внутренних поверхностей называют растачиванием…
Технология художественной обработки материала: гобелен
3.1 Инструменты и приспособления
Для занятий ручным ткачеством требуется совсем не много инструментов. Они почти не изменились за свою многовековую историю. В работе над гобеленом используют стандартный набор инструментов для вышивания (приложение Д, рис.5)…
Инструменты и приспособления для отделочных работ
Ковш штукатурный
Для забора штукатурного раствора из емкости и распределения его на обрабатываемой поверхности необходим ковш небольшого размера. Он выполнен из металла и имеет деревянную ручку. Инструмент может понадобиться в том случае, если фундамент будет оштукатуриваться.
Кисть малярная
Кисть представляет собой самый распространенный инструмент, который используют во время проведения различных операций по отделке.
Кисти подбирают в зависимости от характера выполняемых работ, а также с учетом свойств материалов. Кисти могут быть как из натуральной, так и из искусственной щетины. Последние считаются универсальными, поскольку их можно наносить на любые поверхности.
Малярные кисти различаются по форме. Они могут быть плоскими или круглыми. Существуют и такие виды этого инструмента, как радиаторная кисть, кисть-ракля, а также макловица и маховая кисть. Плоская малярная кисть предназначена для обработки открытых поверхностей, круглая – стыков и углов, радиаторная кисть применяется в основном для покраски труднодоступных мест (мест, где соединяются трубы радиаторов). Кисть-раклю используют при нанесении различного рода грунтовок, клея, а также во время побелки.
Наносить же грунтовки, дисперсионные краски и известковые растворы на большие поверхности – стены, потолок и пол лучше всего макловицей или маховой кистью, которые и предназначены для этих целей.
Совет:Соблюдайте на рабочем месте порядок. Тогда все необходимые инструменты для отделочных работ, материалы и детали можно будет быстро найти. По окончании работ разложите инструменты по местам.
Стеклорез
Для резки и разламывания стекла существует стеклорез. Следует помнить, что обработке стеклорезом можно подвергать только обычное незакаленное стекло. Именно оно по традиции используется при выполнении окон жилых домов.
Есть две разновидности ручных стеклорезов – алмазный и роликовый. Начинающему плотнику лучше всего использовать последний, поскольку искусством правильного обращения с алмазным стеклорезом владеют только профессионалы: поверхность стекла с помощью инструмента царапают, после чего аккуратно выполняют разлом.
Конечно, качество резки стекла определяют опыт и мастерство стекольщика, а также исправность инструмента и условия работы, однако немаловажную роль играет и качество самого стекла.
Плиткорез
Инструмент предназначен для разламывания и резки керамической плитки. Принцип действия ручного плиткореза аналогичен принципу действия стеклореза, однако его функциональность ограничена толщиной плитки.
Кроме того, конструкция этого приспособления предусматривает наличие специального зажима для плитки. Механизированный инструмент является разновидностью циркулярной или ленточной пилы, которая снабжена алмазным режущим диском и системой подачи к нему воды.
Кусачки
Кусачки также пригодятся мастеру во время работы, так как в любом случае придется выдергивать гвозди, обламывать их шляпки, загибать проволоку для выполнения крепления деталей и т. д. Существуют различные виды этого инструмента, и каждый выбирает для себя наиболее подходящий.
Рашпиль
Для опиловки деталей из металла, камня, дерева, пластмассы, гипсокартона, кожи и резины используют рашпиль – напильник с крупной насечкой. Рашпиль относят к группе режущих инструментов для отделочных работ, имеющих насечку в виде крупных зубьев. Им обычно выравнивают и заглаживают края, торцы, а также отверстия изделий. В работе обычно задействована вся рабочая поверхность инструмента. От пыли и опилок рашпиль очищают металлической щеткой.
Кельма затирочная (гладилка)
Предназначена для разглаживания материала, а также выравнивания раствора на поверхности после того, как он затвердеет. Зубчатая кельма применяется для равномерного нанесения клея во время кладки плитки, при выравнивании поверхности стен. Длина зубцов варьируется в пределах от 0,4 до 1 см.
Шпатель резиновый
Используется для затирки швов в камне и кафеле. Сам инструмент выполнен из резины, имеет пластмассовую или деревянную ручку. Рабочая часть (полотно) шпателя заточена, достаточно тонкая, что обеспечивает легкость и удобство в работе.
Перед тем как начать затирку швов, нужно убедиться, что они подготовлены: отсутствует грязь и пыль, излишки клея аккуратно удалены. Затем приступают к приготовлению затирочного состава. Он должен иметь тестообразную консистенцию.
Затирку проводят следующим образом: набирают небольшое количество состава на шпатель, инструмент наклоняют под углом 30° и ведут по периметру уложенной плитки.
Профессиональный подход к выполнению затирки – залог прочных и аккуратных швов.
Валик малярный
Это инструмент, использующийся при работе с лакокрасочными материалами. Он применяется также для нанесения на поверхности других декоративных, а также защитных покрытий. Валик представляет собой трубку с креплением подшипникового типа, которая покрыта поролоновой шубкой. Бывают валики со сменными шубками, которые фиксируются на трубке с помощью специальных заглушек. Шубки могут иметь разную длину ворса, их изготавливают из различных материалов.
Сами валики, в зависимости от применения, различаются по размерам. Крупным валиком обрабатывают большие поверхности. Это помогает снизить расход материала. Добраться до труднодоступных мест позволяют маленькие валики.
Выбор материалов для испытательных и производственных приспособлений
Эта статья полна советов, основанных на моем инженерном опыте разработки и изготовления приспособлений и испытательного оборудования для исследований и производства. Возможно, в вашем положении вас реже, а может, и вовсе не вызывают к проектированию и конструированию инженерной техники. В любом случае, представленные здесь советы также можно использовать при принятии решений о выборе материалов для дизайна.
Когда-нибудь скоро нам станет доступно множество новых материалов. К сожалению, пока они остаются экспериментальными или уделом исключительно специализированных приложений и процессов. Так что, пока мы не купим 3D-принтер, который печатает почти неразрушимые объекты из чистого графена, нам просто придется довольствоваться тем, что нам доступно.
Я был свидетелем пугающего количества профессионалов, которые собирали вместе приспособления и оборудование из трубопровода, рубили деревянные бруски, гвозди и клей. . Это не преувеличение. Если вам нужно придержать угол машины, то, во что бы то ни стало, используйте деревянный брусок, а в остальном не занимайте очереди в специальной школе дизайна.
То, что вы производите, представляет вас и ваши способности. О вас будут судить по сумме денег компании, которую вы тратите, и по эффективности конечного продукта. Кроме того, независимо от того, признает это кто-либо или нет, о вас будут судить по внешнему виду конечного продукта. Ветхие зверства, скрепленные эпоксидной смолой и двусторонним скотчем, точно не рекламируют компетентность.
Всегда будут случаи, когда потребуются очень специализированные и трудные в обработке материалы, и тогда вам придется полагаться на стороннего поставщика. В остальное время столько всего можно решить с помощью набора простых в работе материалов. Типы материалов, которые я держу под рукой, обычно просты в обработке, прочны и недороги. Вы пытаетесь сделать как можно больше и как можно быстрее, тратя при этом как можно меньше денег компании. Даже если у вас есть инструменты и опыт для работы с таким сложным материалом, как титановый стержень, зачем делать это, если в этом нет крайней необходимости.
6061 Алюминий
6061 – настоящая рабочая лошадка из алюминия. По сравнению со всеми другими алюминиевыми сплавами, он имеет наилучший баланс между стоимостью, обрабатываемостью и прочностью. С ним очень легко работать, и он свободен в обработке. Вы даже можете «подгонять» детали 6061, сбривая их канцелярским ножом.
7075 Алюминий
Прочность на растяжение такая же, как у некоторых мягких сталей. Он также удивительно жесткий для алюминия. На самом деле, я часто использую для испытаний валы из 7075 вместо стальных валов. Хотя он и не так прост в обработке, как 6061, он прекрасно обрабатывается. Он стоит примерно в два раза дороже, чем 6061, так что это может быть не ваш первый выбор для алюминия. Он достаточно твердый, чтобы его нельзя было обрезать лезвием, как с 6061.
Экструдированные алюминиевые профили
Иногда называемые профилями с Т-образными пазами, эти алюминиевые стержни особой формы изготавливаются методом экструзии. Их можно разрезать по длине и собрать практически в любую нужную вам конфигурацию. Экструдированные профили подобны конструкторскому набору. Поскольку они изготовлены из алюминия, их легко резать, а благодаря своей форме они легко адаптируются. Просто добавьте к ним детали и аксессуары по мере необходимости. По возможности я использую алюминиевые профили для каркаса машин и приспособлений, потому что знаю, что если что-то нужно будет изменить или добавить позже, это не будет проблемой. По истечении срока службы приспособления просто разберите его и используйте профили для чего-то другого. Научитесь использовать экструзии. Они экономят много времени и денег, а конечный результат почти всегда выглядит очень профессионально.
Профили меньшего размера идеально подходят для создания каркасов для экранов, датчиков и одноплатных компьютеров. Если вы собираетесь построить что-то, связанное с робототехникой, небольшие профили — отличное место для начала.
Специальная рама NanoBeam с опорами для электроники.
Для сборок, требующих большей массы и жесткости, чем могут предложить меньшие профили, алюминиевый профиль 80/20 доступен в большом разнообразии конфигураций и размеров. Он достаточно прочен, чтобы из него можно было делать столы, тележки, полки и, как показано на веб-сайте 80/20, стулья.
ПОМ (полиоксиметилен, ацеталь и иногда делрин)
ПОМ/ацеталь и делрин не всегда являются одним и тем же материалом, но они настолько похожи, что в большинстве случаев неразличимы. Везде, где нужен пластик, попробуйте использовать POM. Он впитывает очень мало влаги, химически устойчив практически ко всему и является практически самым простым в обработке материалом, который вы можете получить. Вы также не найдете пластик с лучшими характеристиками по цене. Если ваши детали должны вступать в контакт со спиртом или топливом, то POM — отличный выбор. Он может справиться с лет воздействия топлива. POM также очень прочен и иногда может заменить металлические компоненты. Единственная проблема с ацеталем заключается в том, что его очень трудно склеить. Для этого требуются специальные процессы, поэтому вам придется полагаться на механическое крепление. Существуют клеи, которые утверждают, что способны связывать ацеталь, но я никогда не видел, чтобы они давали хоть что-то близкое к полезному результату.
Турцит
Турцит представляет собой форму ПТФЭ (тефлона), легированную другими материалами. Как правило, красный или бирюзовый цвет отлично подходит для шариковых втулок или регулировочных валов, поскольку имеет очень низкий коэффициент трения. При тщательной подготовке Turcite можно приклеивать к металлу с помощью соответствующих клеев. Турцит обрабатывается почти так же, как ацеталь, то есть чрезвычайно легко. Турцит предпочтительнее использовать вместо ПТФЭ, поскольку его более высокая жесткость позволяет с ним легче работать. ПТФЭ иногда бывает слишком мягким и липким, чтобы с ним было легко работать.
Нейлон
Механические свойства и химическая стойкость нейлона довольно унылы по сравнению с ПОМ. Это не машина почти так же хорошо. Кроме того, он поглощает тревожно большое количество влаги. Однако, в отличие от POM, нейлон легко склеивается. Из-за этого одного свойства стоит держать один или два бара поблизости.
Листы из полиэтилена высокой плотности
Если вам нужен лист жесткого пластика, рассмотрите листы из полиэтилена высокой плотности (ПЭВП). В листовой форме он обычно намного дешевле, чем другие виды пластика. Также очень легко работать с ручными инструментами. Полезность листов HDPE не распространяется на бруски материала. Хотя стержни из ПЭВП очень недороги, их механические свойства довольно скудны. Если вам нужен стержень из пластика, используйте вместо него ацеталь.
G10 (также известный как Garolite)
G10 представляет собой материал, изготовленный из слоев стекловолокна, соединенных вместе под давлением с помощью эпоксидной смолы. G10 — это не то, что вы будете использовать где угодно и по сравнению с другими материалами в списке; это дорого.
Однако при изготовлении текстового приспособления типа «ложе из гвоздей» гаролит является отличной основой для запрессовки пого-штифтов. Штифты имеют тенденцию выскакивать из отверстий в пластике, потому что трения недостаточно, чтобы удерживать их на месте. Гаролит легко сверлить, но поскольку пыль представляет опасность для вдыхания, поэтому при работе с материалом надевайте маску с фильтром для твердых частиц.
Воск для машинистов
Иногда его называют воском для прототипирования, его можно очень легко вручную или на машине придать желаемой форме. Затем воск можно снова переплавить в единую заготовку. Благодаря многоразовому использованию один стержень может прослужить очень долго. Вам просто нужна небольшая электрическая плита и пароварка, чтобы преобразовать воск. Более полезным, чем его исключительная работоспособность, является его использование в качестве метода удержания или поддержки работы. Если вам нужно обработать особенно деликатную деталь, частично опустите ее в расплавленный воск. Когда воск затвердеет, у вас появится жертвенная деталь, за которую можно зацепиться.
Затем деталь можно снять, просто бросив ее вместе с воском в горячую воду.
Если вы обрабатываете или сверлите деталь с очень тонкой стенкой, заполните ее воском. Воск защищает деталь от деформации, пока вы работаете над ней. Если вы испытываете сильное дребезжание при растачивании на токарном станке, заполните деталь воском. Он настолько мягкий, что сверлильный станок прорежет его почти так, как будто его нет, а воск не даст детали звенеть и создавать дребезжащую поверхность. Быстрой заменой воска для машинистов является парафин. Вы можете найти его в продуктовых магазинах рядом со стеклянными банками для консервирования.
Крепеж из нержавеющей стали
Если вам действительно не нужна прочность на растяжение конкретной стали, используйте крепеж из нержавеющей стали. Нержавеющая сталь стоит дороже, но это того стоит, чтобы потом не бороться с ржавыми винтами. Конечно, это не всегда возможно, когда вы пытаетесь произвести продукт как можно дешевле.
Сталь
Избегайте стали и нержавеющей стали, если они вам действительно не нужны. Сталь требует больше времени для работы и изнашивает инструменты намного быстрее, чем более мягкие материалы. Если вам приходится работать со сталью, возьмите что-нибудь из стали для свободной обработки, например 1215. Если вам нужна нержавеющая сталь, используйте 303. Сверлить и нарезать резьбу легче, чем 304 и многие другие марки.
Заключение
В большинстве случаев я хватаюсь за алюминий 6061 и ацеталь. Сохраняйте отходы, обрезки и неисправные детали. Приобретите картотечный шкаф и загрузите каждый ящик разным материалом. Эти остатки могут пригодиться позже, поскольку жертвенные части являются основой для другой части. Избегайте скотча и чрезмерного использования клея. Слишком много раз я видел, как люди склеивают детали из эпоксидной смолы. Затем, когда нужно было что-то изменить или отремонтировать, узел пришлось разрезать.
Проектирование приспособлений и приспособлений | Prescient Technologies
Приспособления и приспособления
Конструкция приспособлений и приспособлений зависит от множества факторов, которые анализируются для достижения оптимального результата. Кондукторы должны быть изготовлены из жестких легких материалов, чтобы облегчить безопасное обращение, поскольку их необходимо несколько раз поворачивать, чтобы можно было просверливать отверстия под разными углами. Рекомендуется предусмотреть четыре ножки для зажимных приспособлений, которые не закреплены болтами на станке, чтобы приспособление могло раскачиваться, если оно неправильно расположено на столе, и тем самым предупреждать оператора. Сверлильные шаблоны обеспечивают правильное расположение заготовки относительно режущего инструмента, плотно зажимают и жестко поддерживают заготовку во время обработки, а также направляют положение инструмента и закрепляют шаблон на станке.
Для достижения ожидаемых целей приспособления и приспособления состоят из множества элементов:
Рама или корпус и основание, имеющее элементы для зажима
Точность и доступность систем индексации или пластин
Степень автоматизации, производительность и тип станка, на котором будут использоваться приспособления и приспособления
Втулки и направляющие рамки для приспособлений
Наличие в станке установочных устройств для ориентации заготовки и подходящего позиционирования
Вспомогательные элементы
Прочность рассматриваемого станка
Уровень точности ожидаемого продукта
Детали крепления
Имеющиеся предохранительные механизмы в станке
Исследование уровня колебаний станка
Приведенные ниже факторы должны учитываться при проектировании, производстве и сборке приспособлений и приспособлений в связи с целевым увеличением производительности, качества продукции, взаимозаменяемости и большей точности.
Направление инструментов для тонких режущих инструментов, таких как сверла
Вид операций
Требования к проверке
Обеспечение надежного, жесткого и прочного армирования заготовки
Производство приспособлений и приспособлений с минимальным количеством деталей
Быстрое и точное позиционирование шаблона или заготовки приспособления
Быстрая установка и снятие заготовки с шаблона или приспособления
Сокращение времени настройки
Должны использоваться стандартные и качественные детали
Сокращение времени выполнения заказа
Легкая утилизация стружки
Повышенная гибкость
Элементы приспособлений и приспособлений
Основные характеристики приспособлений и приспособлений:
Корпус: Корпус является наиболее выдающимся элементом приспособлений и приспособлений. Он построен путем сварки различных плит и металлов. После изготовления его часто подвергают термообработке для снижения напряжения, поскольку его основная цель — приспособиться и поддержать работу.
Зажимные устройства: Зажимные устройства должны быть простыми и простыми в эксплуатации, без ущерба для эффективности и результативности. Помимо прочного удержания заготовки на месте, зажимные устройства способны удерживать нагрузку на режущий инструмент во время операций. Необходимость зажима заготовки на шаблоне или приспособлении заключается в приложении давления и прижатии ее к установочным компонентам, тем самым закрепляя ее в правильном положении для режущих инструментов.
Фиксирующие устройства: Штифт является наиболее популярным устройством, применяемым для позиционирования заготовки в приспособлениях и приспособлениях. Хвостовик штифта запрессовывается или загоняется в приспособление или приспособление. Установочная ширина штифта сделана больше, чем хвостовик, чтобы предотвратить его вдавливание в приспособление или корпус приспособления из-за веса режущих инструментов или заготовки. Он изготовлен из закаленной стали.
Втулка кондуктора или направляющая инструмента : Направляющие детали, такие как втулки кондуктора и шаблоны, используются для размещения режущего инструмента относительно обрабатываемой детали. При сверлении и растачивании применяются кондукторные втулки, которые должны быть износостойкими, взаимозаменяемыми и точными. Втулки в основном изготавливаются из надежной марки инструментальной стали, что обеспечивает закалку при низкой температуре, а также снижает риск образования трещин при пожаре.
Выбор материалов
Существует широкий спектр материалов, из которых могут быть изготовлены приспособления и приспособления, чтобы противостоять разрыву и износу, материалы часто закаляются и закаляются. Также используются фосфористая бронза и другие цветные металлы, а также композиты и нейлоны для снижения износа сопрягаемых деталей и предотвращения повреждения технологической детали. Некоторые из материалов обсуждаются ниже:
Фосфористая бронза: фосфористая бронза используется в производстве приспособлений и приспособлений для процессов, включающих изготовление взаимозаменяемых гаек в зажимных системах, таких как тиски, а также встроенных подачах, для которых требуются винты. Поскольку изготовление винтов является дорогостоящим, а также требует много времени, снижение их разрыва и износа часто достигается за счет использования сменных бронзовых ответных гаек, изготовленных из фосфористой бронзы.
Штамповые стали: три варианта штамповых сталей — высокохромистая (12%), высокоуглеродистая (1,5-2,3%) и стали для холодной обработки применяются в производстве приспособлений и приспособлений для изготовления резьбонарезных роликов, а также нарезка пресс-инструментов. Штамповые стали, легированные ванадием и молибденом для сохранения прочности при очень высоких температурах, применяются при изготовлении зажимных приспособлений и приспособлений, которые используются в высокотемпературных рабочих процессах, включая процессы экструзии, ковки и литья.
Быстрорежущие стали: Быстрорежущие стали, содержащие большее количество вольфрама и меньшее количество хрома и ванадия, обладают высокой ударной вязкостью, сохраняют твердость при высоких температурах и обладают отличной износостойкостью, сопротивлением разрыву и ударной нагрузке. В закаленном виде применяются для изготовления приспособлений и приспособлений для операций развертывания, сверления, растачивания и резания.
Углеродистые стали: после закалки в масле углеродистые стали применяются при изготовлении некоторых деталей зажимных приспособлений и приспособлений, которые подвержены износу, таких как локаторы и зажимные втулки.
Мягкие стали: Мягкая сталь, которая содержит около 0,29% углерода, очень дешева и из-за своей доступности часто является лучшим материалом для изготовления зажимных приспособлений.
Другие материалы для изготовления приспособлений и приспособлений включают нейлон и волокно, стальное литье, нержавеющую сталь, чугун, высокопрочную сталь, цементируемую сталь и пружинную сталь.
Ссылка
Charles ChikwenduOkpala, EzeanyimOkechukwu C «Дизайн и необходимость приспособлений и приспособлений в производстве» Science Research.Vol. 3, № 4, 2015. С. 213-219.. DOI: 10.11648/j.sr.20150304.19
производство
инженерия
дизайн
Джиги
Светильники
Инструменты
Инструменты
машина
Пред.
Следующий
Какова классификация и назначение оснастки и зажимных приспособлений?
Применение приспособления — это обрабатывающее устройство, используемое для быстрого закрепления заготовки во время обработки, чтобы станок, инструмент и заготовка сохраняли правильное относительное положение. Инструменты и приспособления являются неотъемлемой частью механической обработки. Движимая развитием технологии станков в направлении высокой скорости, высокой эффективности, точности, компаундирования, интеллекта и защиты окружающей среды, технология крепления движется в направлении высокой точности, высокой эффективности, модульности, комбинации, универсальность, экономичность.
Что такое приспособления и приспособления?
Приспособление имеет функцию позиционирования и зажима заготовки. Функция приспособления в основном заключается в том, чтобы направлять, позиционировать и зажимать заготовку, по крайней мере. Зажим заготовки относится к позиционированию и зажиму заготовки на станке или в приспособлении.
Дополнением к функции направляющей инструмента является приспособление. Кондуктор с функцией направления инструмента используется для прямого сверления, когда поверхность просверленного отверстия не перпендикулярна сверлу, и сверло должно направляться направляющей втулкой сверла. Приспособление для обработки с ЧПУ уже может не выполнять функцию направления инструмента, поэтому доступны только функции позиционирования и зажима.
Какое применение приспособлений?
Приспособление — это обрабатывающее устройство, используемое для быстрого закрепления заготовки во время обработки, чтобы станок, инструмент и заготовка сохраняли правильное взаимное положение. Инструменты и приспособления являются неотъемлемой частью механической обработки. Движимая развитием технологии станков в направлении высокой скорости, высокой эффективности, точности, компаундирования, интеллекта и защиты окружающей среды, технология крепления движется в направлении высокой точности, высокой эффективности, модульности, комбинации, универсальность, экономичность.
В широком смысле любой процесс в процессе, приспособление, используемое для быстрой, легкой и надежной установки заготовки, можно назвать приспособлением. Например, приспособления для сварки, приспособления для осмотра, приспособления для сборки, приспособления для станков и т. Д. Среди них приспособления для станков являются наиболее распространенными, часто называемыми приспособлениями.
При обработке заготовки на станке для приведения поверхности заготовки в соответствие техническим требованиям по размерам, геометрии и точности взаимного позиционирования с другими поверхностями, указанными на чертеже, заготовку необходимо установить (установить) и зажать перед механической обработкой. Применение приспособлений для станков способствует обеспечению точности обработки заготовок и стабилизации качества продукции. Способствует повышению производительности труда и снижению затрат. Выгодно улучшать условия труда работников и обеспечивать безопасное производство. Выгодно расширить технологический диапазон станка и реализовать многоцелевое назначение одного станка.
Приспособление обычно состоит из позиционирующего элемента (определяющего правильное положение заготовки в приспособлении), зажимного устройства, направляющего элемента для установки инструмента (определяющего относительное положение инструмента и заготовки или направляющего направление инструмента), делительное устройство (позволяющее устанавливать заготовку за одну установку). Завершите обработку нескольких станций, включая поворотное делительное устройство и линейное движущееся делительное устройство), соединительные элементы и зажимной корпус (зажимное основание) и другие компоненты. Использование светильников также очень высоко у производителей электроники. Для повышения эффективности производства и качества продукции в производстве приспособления для оснастки часто используются на средних и поздних этапах производства для функциональных испытаний или вспомогательной сборки (которые могут быть собраны с фиксированной формой и высотой и т. д.).
Расширенные функции приспособлений и приспособлений:
Приспособления должны предотвращать ошибки оператора и нестабильность.
Приспособление должно обеспечивать плавный захват заготовки.
Приспособление должно облегчать удаление стружки.
Светильник должен обеспечивать безопасность эксплуатации.
Каковы распространенные типы приспособлений?
Приспособления для токарных станков, приспособления для фрезерных станков, приспособления для сверления, приспособления для сварки, приспособления для шлифовальных станков, приспособления для сборки, цанги специальной конструкции и т. д.
Каковы методы классификации приспособлений и приспособлений?
Различают по способу обработки: Виды механической обработки можно условно разделить на токарную, фрезерную, сверлильную, нарезную, электроэрозионную, шлифовальную, зубообрабатывающую и другие методы обработки. Крепления, отличные от механической обработки, имеют различные применения, такие как сборка и проверка.
Различают по типу крепления и способу изготовления:
Универсальные приспособления: стандартные приспособления, такие как тиски, трехкулачковые патроны и универсальные комплекты приспособлений, больше подходят для заготовок правильной формы, например, квадратной или круглой.
Комбинированное приспособление: приспособление, состоящее из стандартной подложки, позиционирующих и зажимных частей, которое можно разобрать для других заготовок, и приспособление, которое можно быстро собрать для зажима заготовок неправильной формы.
Специальные приспособления: Специальные приспособления, предназначенные для отдельных заготовок.
Отличие по силе захвата:
Ручные зажимы: Различные зажимы, в которых оператор использует инструменты для фиксации заготовки, например, зажим с помощью винтов или использование быстрозажимных зажимов для зажима заготовки, являются ручными зажимами.
Автоматическое крепление: приспособление, которое может автоматически фиксировать заготовку с помощью электромагнитной силы, давления воздуха, давления масла, усилия пружины и т. д.
Процедуры планирования и проектирования зажимных приспособлений:
В процессе проектирования CAD-система является эффективным инструментом для рисования, и многие компании могут предоставить чертежи компонентов приспособления для использования в проекте, экономя время черчения.
Основные этапы проектирования светильника —
Шаг 1: Уточните требования к конструкции светильника.
Шаг 2: Соберите различную важную информацию.
Шаг 3: Определите тип крепления.
Шаг 4: Оцените стоимость приспособления.
Этап 5: Окончательный процесс проектирования приспособления — чертеж, выбор деталей и планирование обработки.
Ключевые аспекты изготовления приспособлений и приспособлений
Кондукторы — это инструменты, которые удерживают производственный инструмент на месте, когда он выполняет повторяющиеся задачи, такие как сверление или нарезание резьбы. Крепления, с другой стороны, не направляют производственный инструмент, а удерживают заготовку в фиксированном положении, ориентации или местоположении. Стандартные тиски — распространенный бытовой пример приспособления.
Несмотря на различия, и приспособления, и приспособления — это инструменты, которые имеют большое значение. Они повышают производительность, улучшают воспроизводимость деталей, упрощают сборку и разборку деталей и даже помогают создать безопасную рабочую среду. Почти все автоматизированные промышленные производственные процессы основаны на шаблонах и приспособлениях для последовательного создания правильно функционирующих деталей. Инженеры могут убедиться, что их приспособления и приспособления прочны и хорошо спроектированы, учитывая эти ключевые соображения.
Основы проектирования зажимных приспособлений и приспособлений
Ключ к производству приспособлений и приспособлений начинается с понимания того, как работают степени свободы. Любой объект в космосе имеет шесть степеней свободы — вверх/вниз, влево/вправо, вперед/назад и возможность вращаться примерно по трем осям (X, Y и Z). Правильно спроектированное приспособление должно максимально ограничивать эти свободы, чтобы удерживать деталь в фиксированном положении, но не настолько, чтобы она была чрезмерно ограничена.
Чрезмерное ограничение возникает, когда избыточные силы пытаются выполнять одну и ту же работу и в конечном итоге работают контрпродуктивно. Прекрасным примером этого является стул на четырех ножках — четвертая ножка механически не нужна и будет раскачивать стул, если он стоит на неровной поверхности. В лучшем случае чрезмерные усилия не повлияют на крепления, но в худшем случае это приведет к ухудшению качества деталей и увеличению риска для оператора.
Инженерам важно быть точными, когда речь идет о свободах. Конструкция приспособления с меньшими ограничениями лучше всего подходит для таких деталей, как отливки, которые имеют немного больше вариаций, в то время как конструкция приспособления с более ограниченными условиями лучше всего подходит для деталей, обработанных на станках с ЧПУ или отлитых под давлением, с более точными поверхностями.
Удачная конструкция зажимного приспособления и приспособления учитывает то, как инструмент будет работать, а также то, как вы будете ощущать себя при работе с инструментом. Каждое приложение будет отличаться, но инженеры всегда должны учитывать в своих планах дизайн, ориентированный на человека. Начните с этих расчетов конструкции зажимного приспособления и крепления:
По возможности создавайте приспособления и приспособления для работы одной рукой. Таким образом, операторы могут одной рукой держать приспособление, а другой – позиционировать или стабилизировать деталь.
Разработайте приспособление или приспособление, не требующее помощи человека для удержания детали во время вторичных операций.
Выбирайте геометрию, которая делает ошибки смещения очевидными. Это может снизить травматизм на рабочем месте.
Подумайте, как шаблон или приспособление впишется в общий производственный процесс.
Попробуйте создать дизайн с наименьшим количеством шагов. Это сокращает время цикла и сводит к минимуму утомительные повторяющиеся движения.
Кондукторы и приспособления могут быть изготовлены с использованием станков с ЧПУ и 3D-печати, но в целом 3D-печать дает ряд преимуществ. В этом случае аддитивное производство намного дешевле и быстрее, чем обработка на станках с ЧПУ. Кроме того, только 3D-печать дает инженерам возможность часто оптимизировать конструкцию.
Передовые методы производства приспособлений и приспособлений
Кондукторы и приспособления могут быть изготовлены из металла или пластика, но пластик, как правило, более доступен по цене и часто может соответствовать всем требованиям к производительности. Промышленное моделирование методом наплавления (FDM), HP Multi Jet Fusion и Carbon Digital Light Synthesis (DLS) дают отличные результаты, но стереолитография (SLA) и селективное лазерное спекание (SLS) также могут быть хорошими вариантами. Для быстрого литья под давлением термопласты технического класса могут легко производить изотропные детали в больших объемах.
При изготовлении высокопроизводительных и долговечных зажимных приспособлений и приспособлений помните об этих передовых методах производства:
Шаблоны и приспособления для 3D-печати позволяют группам разработчиков усложнять конструкцию без увеличения стоимости деталей, поэтому дизайнерам следует использовать этот принцип на этапе проектирования. Подумайте, какой дополнительный функционал можно встроить для повышения производительности детали.
Проверьте точность размеров приспособления с помощью метрологических инструментов и встройте базовые элементы в конструкцию, чтобы упростить осмотр и проверку.
Используйте ребра и галтели для увеличения жесткости.
Используйте вставки с металлической резьбой для увеличения срока службы.
Избегайте коробления, вызванного смолами SLA, ослабляя все болты и снимая усилия зажима после завершения дополнительных операций.
Используйте пружины для облегчения выброса.
При производстве с помощью станков с ЧПУ учитывайте мусор в плане проектирования. Например, инженеры могут оставить зазор в зажимном приспособлении, чтобы образовались заусенцы, не мешающие работе инструмента. Минимизируйте любые небольшие зазоры, канавки или карманы, где стружка может превратиться в клинья.
После того, как шаблон или приспособление изготовлено, они должны быть проверены на соответствие форме и функциям. Инженеры должны сравнить готовый инструмент с исходной моделью САПР, чтобы убедиться, что он соответствует размеру. Хорошо спроектированное приспособление будет поддерживать деталь и удерживать ее на месте после применения зажима без какого-либо наклона, изгиба или смещения.
Создавайте лучшие светильники с Fast Radius
Приспособления и приспособления являются важными компонентами любого производственного проекта. Они повышают производительность, сокращают сроки производства и позволяют производить более качественные детали. Таким образом, очень важно, чтобы инженеры делали все возможное, чтобы их приспособления и приспособления были максимально функциональными. Опытный производственный партнер может помочь.
Команда Fast Radius помогает командам разработчиков воплощать свои идеи в жизнь. Наши специалисты по проектированию и проектированию будут рады помочь вам разработать революционное приложение или убедиться, что ваши шаблоны и приспособления основаны на безупречном функциональном дизайне. Мы работаем с клиентами от концепции до поставки, гарантируя, что весь жизненный цикл продукта оптимизирован для скорости и экономической эффективности. Свяжитесь с нами сегодня чтобы начать.
Дополнительные руководства и статьи с ключевыми рекомендациями для инженеров можно найти в ресурсном центре Fast Radius.
Готовы создавать детали с помощью Fast Radius?
Начать расчет стоимости
Приспособление и приспособление: кое-что, что вам нужно знать
Обработка на станках с ЧПУ как производственный процесс включает в себя использование многих инструментов. Эти инструменты уникальны, но они разнообразны. Это означает, что каждый из них применим в различных возможностях. Из множества инструментов, используемых при обработке с ЧПУ, люди путают два инструмента: шаблон и приспособление.
Чтобы прояснить путаницу между шаблоном и приспособлением, в этой статье будут представлены инструменты с точки зрения их типов, различий и использования. В конце концов, вы сможете ответить на вопрос, для чего нужны приспособления и приспособления? Готовы погрузиться в знания? Давайте приступим!
Что такое приспособление?
Кондуктор — это устройство, используемое для закрепления заготовки и детали машины на рабочей станции. Он прикреплен к станкам с ЧПУ, таким как режущий инструмент токарного станка, где он определяет местоположение и движение. Это означает, что он в некотором роде направляет такие обрабатывающие инструменты. Кондукторы уникальны тем, что при их перемещении инструмент становится неподвижным.
Типы шаблонов
Шаблоны являются распространенными устройствами в станках с ЧПУ и бывают разных типов. Ниже приведены распространенные типы зажимных приспособлений, используемых в операциях механической обработки.
Шаблонные приспособления : Эти приспособления просты и идеальны благодаря своей точности. Они также имеют огромную скорость. Однако машинисты используют их больше для точности, чем для скорости. Шаблонные приспособления используются по-разному. Например, вы можете установить их поверх или в заготовку. Однако они обычно не зажимаются.
Угловые приспособления : Угловые приспособления идеально подходят для удержания деталей, подготовленных для сверления, под углом к их монтажным локаторам.
Пластинчатые приспособления : Пластинчатые приспособления аналогичны шаблонным приспособлениям с теми же способами использования. Однако, в отличие от приспособлений для шаблонов, они имеют встроенные зажимы для удержания заготовки.
Приспособления для листьев : У них есть откидная створка, которая облегчает загрузку и выгрузку деталей. Откидной лист не окружает деталь полностью.
Что такое приспособление?
Приспособление или приспособление с ЧПУ — еще один популярный инструмент для обработки с ЧПУ, который считается средством стабильности, поддержки и позиционирования. Как и приспособление, он служит для закрепления, поддержки или монтажа заготовки на станке с ЧПУ.
Типы приспособлений
Большинство машинистов не знакомы с классификацией приспособлений. Неудивительно, что у них есть проблема с выбором правильного для своей работы. Приспособления, показанные ниже, основаны на трех вещах: операциях обработки, использовании и источниках питания. Список будет обобщен. Полную версию можно найти в нашей статье о приспособлениях для ЧПУ.
Инструменты для приспособлений, основанные на операции обработки с ЧПУ
Токарные приспособления.
Приспособления для фрезерования.
Сверлильные приспособления.
Расточные приспособления.
Шлифовальные приспособления.
Существуют и другие типы приспособлений в зависимости от типа операции обработки. Мы пришли к выводу, что каждая операция обработки с ЧПУ, для которой требуется приспособление, носит название операции. Поэтому для таких операций, как хонингование и притирка, у вас есть приспособления для хонингования с ЧПУ и приспособления для притирки с ЧПУ соответственно.
Крепежные инструменты в зависимости от их применения
Универсальные приспособления.
Специальные приспособления.
Крепления в сборе.
Модульные светильники.
Комбинированные светильники.
Инструменты для крепления в зависимости от источника питания
Ручное приспособление.
Пневматическое приспособление.
Гидравлическое приспособление.
Электрический светильник.
Магнитный фиксатор.
Вакуумное приспособление.
Вы также можете просмотреть этот видеоурок для приспособлений и приспособлений:
Различия между зажимным приспособлением и приспособлением
Для людей, плохо знакомых с фиксацией заготовки на станках с ЧПУ или новичков в обработке с ЧПУ в целом, приспособление и приспособление могут быть двумя очень запутанными инструментами. Оба инструмента похожи и способствуют повышению производительности и эффективности. Однако функционируют они по-разному. Ниже приведены некоторые выделенные различия между зажимным приспособлением и приспособлениями.
Основная функция
Основные различия зажимных приспособлений и приспособлений заключаются в их основных функциях. Кондуктор направляет фрезу для работы в заданном месте на заготовке. Он также поддерживает и находит деталь. Крепление, однако, только закрепляет, поддерживает и фиксирует заготовку. Он не направляет часть машины.
Сложность
При сравнении шаблона и приспособления машинист соглашается, что шаблоны проще в использовании. Приспособления требуют от машинистов определенных навыков перед выполнением операции.
Вес
Другим свойством, на которое следует обратить внимание, является вес, при котором кондукторы легче приспособлений. Крепления тяжелее, потому что они должны выдерживать огромную силу резания и вибрацию.
Независимо от того, установлены ли они на станке
Кондукторы можно удерживать или закреплять на столе в зависимости от типа работы, для которой они используются. Также кондукторы не требуют дополнительных приспособлений при использовании на тяжелых работах, хотя их может потребоваться зажим. Однако приспособления требуют зажимов и аксессуаров для лучшего функционирования.
Дизайн
С точки зрения конструкции приспособления более сложны, чем приспособления.
Соприкасаются ли они с инструментом
Крепления не обязательно должны соприкасаться с деталью машины, поскольку их конструкция соответствует этой детали. Однако приспособление должно соприкасаться с инструментом для точной установки угла и положения.
Почему шаблон и приспособление важны для обработки?
И шаблон, и приспособление очень важны при обработке с ЧПУ, поскольку их преимущества делают их широко применимыми. Далее будут представлены области применения и преимущества операций по изготовлению зажимных приспособлений и приспособлений.
Применение зажима и приспособления
Приспособление и приспособление обычно служат для закрепления заготовки и деталей машины. Однако между ними есть разница. Приспособления подходят для токарных, фрезерных, шлифовальных, долбежных и других многомерных операций. . С другой стороны, приспособления подходят для зенковки, нарезания резьбы, сверления, развертывания и других одномерных операций.
Преимущества использования шаблонов и приспособлений
Существует множество преимуществ использования шаблонов и приспособлений в любой операции обработки. Ниже приведены несколько важных:
Повышение производительности и эффективности . Поскольку два инструмента исключают выравнивание заготовки, время простоя машины сокращается, что повышает производительность и эффективность.
Снижение производственных затрат . Их использование снижает себестоимость продукции при одновременном повышении производительности и качества. У нас есть статья, в которой обсуждается стоимость обработки с ЧПУ, и вы можете ее увидеть.
Повышение качества продукции . Они избавляют операторов от необходимости вручную разбирать детали во время работы. Следовательно, это устраняет вероятность возникновения ошибок и повышает качество.
Простые в изготовлении сложные и тяжелые инструменты . Они позволяют машинистам легко изготавливать тяжелые детали и детали сложной формы. Это связано с тем, что два инструмента жестко удерживают заготовку во время операции обработки.
Повышение безопасности . Поскольку шаблон и приспособление непосредственно связаны с заготовкой и станком, они исключают участие людей, тем самым повышая безопасность.
Если вы хотите начать свой проект по обработке с ЧПУ, RapidDirect, ведущий поставщик услуг по обработке с ЧПУ, станет вашим лучшим партнером. Мы ориентируемся на создание прецизионных деталей по конкурентоспособным ценам. Мы также можем помочь вам изготовить приспособления и приспособления.
Как сделать приспособления и приспособления
Обработка на станках с ЧПУ и 3D-печать — два основных способа изготовления приспособлений и приспособлений. Однако оба процесса сильно зависят от сложности, объема производства и сложности их изготовления. Ниже приведено то, что вам нужно знать об изготовлении зажимного приспособления и приспособления.
Дизайн
Перед проектированием шаблона и приспособления необходимо кое-что знать. Ниже приведены основные моменты, которые вы должны знать.
Изучите компонент.
Изучение установочных элементов.
Знайте тип и мощность машины.
Знать порядок погрузки и разгрузки.
Ознакомьтесь с устройством зажима.
Изучение силовых устройств и устройств безопасности.
Знайте зазор между приспособлением или приспособлениями и их компонентами.
Исследование выталкивающих устройств, устройства фиксации стола и делительного устройства.
Материалы, используемые при изготовлении шаблона и приспособления
Выбор материала для изготовления шаблона или приспособления зависит от его применения и требований к операции обработки. Ниже приведены материалы, используемые при изготовлении зажимного приспособления и приспособления.
Приспособления и приспособления изготавливаются двумя способами: обработка на станках с ЧПУ и 3D-печать. Каждый метод уникален и зависит от типа материалов и требований к операциям обработки. Ниже приводится объяснение двух способов.
3D-печать
Из двух способов более широко используется 3D-печать, которая имеет много преимуществ по сравнению с обработкой на станках с ЧПУ. Это дешевле, быстрее, а также предоставляет производителям гибкость, необходимую для повторной оптимизации конструкции.
Приспособления и приспособления для 3D-печати также позволяют повысить сложность конструкции без увеличения стоимости. Производители также могут добавлять другие функции для повышения производительности шаблона и приспособления. Ниже приведены шаги, которые необходимо предпринять, чтобы сделать приспособление и приспособление с помощью 3D-печати.
Проверьте точность размеров шаблонов и приспособлений. Это можно сделать с помощью инструментов метрологии.
Используйте ребра и галтели для увеличения жесткости.
Увеличьте срок службы шаблона и крепления за счет использования металлических вставок с резьбой.
Ослабьте болт и штифты, чтобы избежать деформации после завершения второстепенных операций.
Обработка с ЧПУ
При использовании обработки с ЧПУ необходимо учитывать мусор при составлении плана конструкции. Поэтому вы видите, что производители оставляют зазор в приспособлении или приспособлениях, чтобы подготовиться к образованию заусенцев, не затрагивая инструмент. Тем не менее, вы должны свести к минимуму количество канавок и карманов, в которых может разместиться стружка, которая превратится в клинья.
После завершения изготовления приспособление и приспособление должны быть проверены на соответствие форме и функциям. Их сравнивают с моделью САПР, чтобы проверить, соответствуют ли размеры изготовленной детали размеру модели САПР. Проверенное приспособление и приспособление должны выполнять свою работу без наклона, изгиба или смещения.
Заключение
Одним из наиболее распространенных аргументов в производственных процессах с ЧПУ является приспособление или приспособление. Оба инструмента сбивают с толку, особенно новичков. В этой статье вы узнаете об обоих инструментах, их типах, использовании и производстве. Прочитав статью, вы поймете разницу между обоими инструментами и то, как их можно использовать для более плавной работы.
В промежутках между изготовлением приспособления и приспособления не должно быть стресса. То же самое можно сказать о любых операциях механической обработки, которые вы хотите выполнить. С нами в Rapid Direct у вас есть доступ к лучшему. Независимо от вашего графика, вы можете легко загрузить свою модель САПР и получить доступ к мгновенным котировкам в считанные минуты. Поэтому, когда вы думаете о бесперебойной работе и высоком качестве по низкой цене, подумайте о Rapid Direct.
Получите мгновенное онлайн-предложение
Часто задаваемые вопросы
Какая польза от шаблона и приспособления?
Кондуктор и приспособление представляют собой удерживающие приспособления, используемые при механической обработке в качестве средства поддержки. Они закрепляют, поддерживают или правильно монтируют заготовку на деталях станка с ЧПУ. Они очень важны, поскольку они способствуют более плавным производственным операциям, производительности среди других преимуществ.
В чем разница между приспособлением и приспособлением?
Их основное различие заключается в их основных функциях. Кондуктор работает, направляя часть машины, например, резак, во время выполнения своей работы. Однако приспособления нет. Он только закрепляет, поддерживает и стабилизирует заготовку. С приспособлением инструмент не перемещается при движении заготовки. Это не так с зажимными приспособлениями, по которым перемещается инструмент.
Дизайн и потребность в приспособлениях и приспособлениях в производстве :: Science Publishing Group
1. Введение
С годами потребность людей в промышленных товарах быстро растет. Поэтому, чтобы удовлетворить высокий спрос, производители отреагировали внедрением инновационных способов производства высококачественной продукции в более сжатые сроки. Сотовое производство, одноминутная замена штампов, а также анализ времени такта. Эти творческие подходы обусловили потребность в надежных и более дешевых инструментах и приспособлениях для закрепления работ.
Поскольку эффективная работа производственной компании, которая требует быстрой и простой стратегии рабочего позиционирования для правильной работы, во многом зависит от взаимозаменяемости компонентов машины и заготовок, чтобы обеспечить простоту сборки, а также снижение себестоимости единицы продукции. Чтобы стать конкурентоспособными, снизить огромные производственные затраты, а также повысить свою прибыльность, отрасль прибегла к оптимизации своей цепочки поставок в стремлении поддерживать очень низкий объем запасов. Это также привело к спросу на более качественные и экономичные удерживающие устройства, которые обеспечат более высокое качество продукции, сократят время выполнения заказов, а также увеличат производительность.
Кроме того, несмотря на то, что некоторые операции механической обработки настолько просты, например, при токарной обработке, когда задание плотно закреплено на патроне, в то время как токарные операции выполняются легко, некоторые операции при других операциях не могут быть легко удерживаемы ни на трех, ни на четырех кулачках патроны, а также может потребоваться, чтобы инструменты направлялись с помощью другого устройства. Этим объясняется необходимость выпуска стандартных рабочих удерживающих устройств для увеличения темпов изготовления.
Кондуктор — это устройство, которое направляет инструмент, а приспособление — это устройство, которое надежно удерживает заготовку на месте во время операций обработки.
2. Приспособления и приспособления
Приспособления и приспособления представляют собой производственные инструменты, используемые для производства взаимозаменяемых и идентичных компонентов. Это уникальные направляющие и удерживающие приспособления, разработанные специально для обработки и сборки большого количества деталей. Ченну (2014) в качестве целей приспособлений и приспособлений назвал снижение себестоимости продукции, повышение производительности, высокую точность изделий без каких-либо производственных дефектов, обеспечение взаимозаменяемости, простоту обработки деталей сложной формы, снижение затрат на контроль качества. и т. д.
Приспособления и приспособления устраняют необходимость в специальной настройке для каждой заготовки, тем самым облегчая производство, а также гарантируя, что каждая заготовка изготовлена с заданным допуском.
Согласно Meduettaxila (2012), приспособления и приспособления «устраняют необходимость специальной настройки для каждой отдельной детали». Он заметил, что, как только шаблон или приспособление настроены надлежащим образом, любое количество дублирующих компонентов может быть легко изготовлено без дополнительной настройки.
Также Mechnol (2015) отметил, что основными преимуществами шаблонов и приспособлений являются «долговечность, сокращение времени наладки, повышение производительности, сокращение времени принятия решений при эксплуатации, выбранных из стандартных компонентов».
Основное различие между зажимным приспособлением и приспособлением заключается в том, что зажимные приспособления направляют режущий инструмент в его точное положение, а также фиксируют и поддерживают заготовку во время операций.
К основным характеристикам приспособлений и характеристик относятся:
• Положение зажимов;
• Чистота заготовки;
• Стандартизация;
• Сокращение времени простоя;
• Сокращение времени настройки;
• Закаленные поверхности.
Применение приспособлений и приспособлений в производственных операциях позволяет производить более быструю, точную и надежную продукцию по сниженной цене.
2.1. Кондуктор
Кондуктор — это удерживающее устройство, которое поддерживает, удерживает, фиксирует заготовку, а также направляет режущий инструмент для выполнения требуемых операций обработки. Его основная цель — обеспечить высокую степень точности, взаимозаменяемости и дублирования при производстве продуктов, он также применяется для управления расположением и движением других инструментов.
Нантакумар и Прабакаран (2014) объяснили, что приспособление — это тип специального инструмента, используемого для размещения и перемещения другого инструмента. Они заметили, что основная цель зажимного приспособления — обеспечить повторяемость, точность и взаимозаменяемость при производстве продуктов. Хотя наиболее распространенными приспособлениями являются приспособления для сверления и растачивания, все они идентичны, за исключением формы, типа и положения втулок для сверления или растачивания.
Согласно Джоши (2010), приспособления снабжены направляющими элементами, такими как втулки сверла, которые регулируют положение инструмента в нужном положении в заготовке. Он заметил, что они редко зажимаются на столе станка, так как необходимо толкать приспособление по столу, чтобы выровнять многочисленные втулки приспособления со шпинделем станка. К различным типам приспособлений относятся шаблонное приспособление, приспособление для сверления, приспособление открытого типа и т. д.
2.2. Приспособления
Приспособления представляют собой жесткие и прочные механические устройства, которые обеспечивают быструю и точную обработку с надежным качеством, взаимозаменяемостью и сокращением времени выполнения заказа. В качестве удерживающего устройства приспособления не позиционируют, не направляют и не определяют положение режущего инструмента, поскольку это достигается за счет выполнения необходимых регулировок на станке.
Кайя и Хейно (2006) объяснили, что «основная цель приспособления — найти и, в некоторых случаях, удерживать заготовку во время операции механической обработки или некоторых других производственных процессов». Он отметил, что уникальность светильников заключается в том, что все они изготавливаются в соответствии с определенной формой или деталью.
Приспособления, часто крепящиеся к столу станка, предназначены для прочного удержания заготовки в нужном положении во время операций механической обработки. Джоши (2010) заявил, что иногда в приспособлении есть устройство для регулировки инструмента по отношению к заготовке / приспособлению, хотя инструмент не направляется, как в зажимном приспособлении.
Хотя приспособления всегда идентифицируются по станку, на котором они применяются, они имеют более широкое применение, чем зажимные приспособления, а также изготавливаются для операций, когда режущие инструменты не могут быть легко маневрированы, например, сверлильные или расточные инструменты. Различные типы приспособлений: сварочное приспособление, приспособление для нарезания резьбы, приспособление для фрезерования, приспособление для сверления и сверления, приспособление для фрезерования, приспособление для токарной обработки и т. д.
2.3. Преимущества приспособлений и приспособлений
Преимущества приспособлений и приспособлений включают, но не ограничиваются следующим:
• Увеличение производства;
• Низкая вариабельность размеров, что обеспечивает стабильное качество выпускаемой продукции;
• Снижение затрат;
• Обеспечивает взаимозаменяемость и высокую точность деталей;
• Снижает потребность в расходах на инспекции и контроль качества;
• Снижает аварийность за счет повышения безопасности;
• Малоквалифицированные операторы станков могут легко их использовать, тем самым экономя затраты на рабочую силу;
• Станок может быть в значительной степени автоматизирован;
• Сложные и тяжелые детали легко поддаются механической обработке;
• Простые сборочные операции экономят трудозатраты, а также приводят к уменьшению количества бракованных изделий;
• Они устраняют необходимость в измерении, разметке, штамповке, позиционировании, выравнивании и настройке каждой заготовки, тем самым сокращая цикл и время наладки;
• Увеличивает технологические возможности станков;
• Возможно применение более чем одного инструмента одновременно на заготовке;
• Установка более высоких значений некоторых рабочих условий, таких как глубина резания, скорость и подача, может быть достигнута благодаря увеличенной зажимной способности шаблонов и приспособлений.
2.4. Элементы приспособлений и приспособлений
Корпус, зажимные устройства, установочные устройства и направляющие/втулки для инструментов являются основными элементами приспособлений и приспособлений.
2.4.1. Корпус
Являясь самым выдающимся элементом приспособлений и приспособлений, корпус изготавливается путем сварки различных плит и металлов, обычно мягкой стали, или путем литья из чугуна. После изготовления его часто подвергают термообработке для снижения напряжения, поскольку его основная цель — приспособиться и поддержать работу.
Существуют следующие типы корпусов зажимных приспособлений:
Швеллерный корпус – изготавливается из обычного стального швеллера.
Коробчатого типа – обычно делается очень легким, коробчатый кондуктор используется там, где в заготовке необходимо просверлить различные части, поэтому кондуктор изготавливается с необходимым количеством пластин для сверления.
Плоскостной тип корпуса – это наиболее распространенный тип корпуса шаблона, который часто применяется, когда заготовка требует сверления или растачивания, поэтому на ней предусмотрены втулки для сверления.
Листовой тип кузова – обычно изготавливается из стального блока, так как он удерживает и поддерживает тяжелые компоненты.
Сборный корпус – изготавливается из стандартной стали.
2.4.2. Зажимные устройства
Не жертвуя эффективностью и эффективностью, зажимные устройства должны быть очень простыми и легкими в эксплуатации. Помимо надежного удержания заготовки на месте, сильной стороной зажимных устройств является их способность выдерживать нагрузку на режущий инструмент во время операций. Слесарные тиски — популярный пример зажимного устройства. Необходимость зажима заготовки на шаблоне или приспособлении заключается в приложении давления и прижатии ее к установочным компонентам, тем самым закрепляя ее в правильном положении для режущих инструментов. К известным зажимным устройствам относятся:
Зажимные винты – используются для не слишком жесткого зажима.
Зажим с крючковым болтом – простое зажимное устройство, обычно используемое там, где обычный зажимной наконечник не подходит.
Зажим с защелкой – это уникальный зажим, который обеспечивает пространство для загрузки и выгрузки заготовки через защелку или крышку .
Другими зажимными устройствами являются С-образный зажим, Мостовидный зажим и Пяточный зажим,
2.4.3. Фиксирующие устройства
Штифт, изготовленный из закаленной стали и имеющий различные конструкции, является наиболее популярным устройством, применяемым для позиционирования заготовки в зажимных приспособлениях и приспособлениях. Хвостовик штифта запрессовывается или загоняется в зажимное приспособление или приспособление. Установочная ширина штифта сделана больше, чем хвостовик, чтобы предотвратить его вдавливание в приспособление или корпус приспособления из-за веса режущих инструментов или заготовки.
Штифты классифицируются следующим образом:
Фиксирующие штифты – установочные штифты используются для позиционирования заготовки, когда в заготовке имеются готовые или просверленные отверстия. Двумя типами установочных штифтов являются цилиндрические и конические установочные штифты.
Распорные штифты – распорные штифты, также называемые пружинными штифтами, используются для размещения заготовки, размер которой изменяется во время работы. Штифт предназначен для подъема под действием пружины или, наоборот, веса заготовки толкает его вниз. Поскольку положение заготовки жестко фиксируется, стопорный винт используется для фиксации штифта в нужном положении.
Опорные установочные/опорные штифты – эти штифты, обеспечивающие надежную и надежную фиксацию, могут быть изогнутыми или плоскими. Те, у кого плоские головки, часто используются для обеспечения поддержки и определения местоположения поверхности машины, поскольку во время определения местоположения доступна большая площадь контакта. Благодаря своей устойчивости установочные штифты опоры головки предназначены для поддержки грубых или шероховатых поверхностей во время обработки.
2.4.4. Втулка кондуктора или направляющая инструмента
Направляющие детали, такие как втулки кондуктора и шаблоны, которые должны быть износостойкими, взаимозаменяемыми и точными, используются для размещения режущего инструмента относительно обрабатываемого компонента. Кондукторные втулки применяются при сверлении и растачивании, здесь для прохода сверла в отверстие кондуктора входит втулка.
Втулки в основном изготавливаются из надежных марок инструментальной стали, чтобы обеспечить закалку при низкой температуре, а также снизить риск образования трещин при воздействии огня. Хотя для направляющих разверток, сверл и метчиков предпочтительны втулки из закаленной стали, втулки направляющих инструментов также могут быть изготовлены из чугуна.
Кондукторные втулки подразделяются на три категории: линейные изнашиваемые втулки, изнашиваемые втулки с запрессовкой и заменяемые изнашиваемые втулки.
3. Выбор материалов
Существует широкий спектр материалов, из которых могут быть изготовлены приспособления и приспособления, чтобы противостоять разрыву и износу, материалы часто закаляются и закаляются. Также используются фосфористая бронза и другие цветные металлы, а также композиты и нейлоны для снижения износа сопрягаемых деталей и предотвращения повреждения технологической детали. Некоторые из материалов обсуждаются ниже:
• Фосфористая бронза: фосфористая бронза используется в производстве зажимных приспособлений и приспособлений для процессов, включающих изготовление взаимозаменяемых гаек в зажимных системах, таких как тиски, а также в бездействующих подачах, для которых требуются винты. Поскольку изготовление винтов очень дорого, а также требует много времени, снижение их разрыва и износа часто достигается за счет использования сменных бронзовых ответных гаек, изготовленных из фосфористой бронзы.
• Штамповые стали: три варианта штамповых сталей — с высоким содержанием хрома (12%), с высоким содержанием углерода (от 1,5 до 2,3%) и стали для холодной обработки применяются в производстве зажимных приспособлений и приспособлений для изготовления резьбонарезных роликов, а также нарезка пресс-инструментов. Штамповые стали, легированные ванадием и молибденом для сохранения прочности при очень высоких температурах, применяются при изготовлении приспособлений и приспособлений, которые используются в высокотемпературных рабочих процессах, включая процессы экструзии, ковки и литья.
• Быстрорежущие стали: быстрорежущие стали, содержащие большее количество вольфрама и меньшее количество хрома и ванадия, обладают высокой ударной вязкостью, прокаливаемостью, сохранением твердости при высоких температурах и хорошей износостойкостью, сопротивлением разрыву и ударной вязкости. В закаленном виде применяются для изготовления приспособлений и приспособлений для операций развертывания, сверления, растачивания и резания.
• Углеродистые стали: после закалки в масле углеродистые стали применяются при изготовлении некоторых деталей зажимных приспособлений и приспособлений, которые подвержены износу, таких как локаторы и втулки зажимных приспособлений.
• Мягкие стали: мягкая сталь, содержащая около 0,29% углерода, очень дешевая и из-за своей доступности часто является лучшим материалом для изготовления зажимных приспособлений.
• Другие материалы для изготовления приспособлений и приспособлений включают: нейлон и волокно, стальное литье, нержавеющую сталь, чугун, высокопрочную сталь, цементируемую сталь и пружинную сталь.
4. Конструкция приспособлений и приспособлений
Конструкция приспособлений и приспособлений зависит от множества факторов, которые анализируются для достижения оптимального результата. Кондукторы должны быть изготовлены из жестких легких материалов, чтобы облегчить обращение с ними, поскольку их необходимо несколько раз поворачивать, чтобы можно было просверливать отверстия под разными углами. Рекомендуется предусмотреть четыре ножки для зажимных приспособлений, которые не закреплены болтами на станке, чтобы приспособление могло раскачиваться, если оно неправильно расположено на столе, и тем самым предупреждать оператора. Сверлильные шаблоны обеспечивают процедуры для правильного расположения заготовки относительно режущего инструмента, плотно зажимают и жестко поддерживают заготовку во время обработки, а также направляют положение инструмента и/или закрепляют шаблон на станке.
Для достижения ожидаемых целей приспособления и приспособления состоят из множества элементов:
Рама или корпус и основание, имеющее элементы для зажима;
Точность и наличие систем индексации или пластин;
Степень автоматизации, производительность и тип станка, на котором будут использоваться приспособления и приспособления;
Втулки и направляющие рамы для приспособлений;
Наличие в машине установочных устройств для ориентации заготовки и подходящего позиционирования;
Вспомогательные элементы;
Прочность рассматриваемого станка;
Уровень точности ожидаемого продукта;
Крепежные детали;
Имеющиеся предохранительные механизмы в станке;
Исследование уровня колебаний станка.
Рис. 3. Основные элементы приспособлений и приспособлений.
Приведенные ниже факторы должны учитываться при проектировании, производстве и сборке приспособлений и приспособлений в связи с целевым увеличением производительности, качества продукции, взаимозаменяемости и большей точности.
• Направление инструментов для тонких режущих инструментов, таких как сверла;
• Вид операций;
• Требования к осмотру;
• Обеспечение надежного, жесткого и прочного армирования заготовки;
• Изготовление приспособлений и приспособлений с минимальным количеством деталей;
• Быстрое и точное позиционирование шаблона или заготовки приспособления;
• Быстрая установка и снятие заготовки с шаблона или приспособления;
• Сокращение времени настройки;
• Необходимо использовать стандартные и качественные детали;
• Сокращение времени выполнения заказа;
• Легкая утилизация стружки;
• Повышенная гибкость.
Spogel (2014) сообщил, что конструкция приспособлений и приспособлений должна быть надежной, чтобы инструменты, втулки и компоненты не могли быть вставлены иначе, как правильным способом. Помимо обеспечения того, чтобы точки крепления были регулируемыми, когда компонент представляет собой черновую отливку и может быть не выровнен, он предупредил, что зажимы должны быть расположены в наилучшем положении, чтобы противостоять давлению режущего инструмента во время работы.
Надлежащая конструкция должна также предусматривать допуски на стадии проектирования для стандартных компонентов приспособлений и приспособлений.
5. Расчеты
Стандартные формулы для различных сил, связанных с работой приспособлений и приспособлений, поясняются ниже:
(1)
(2)
Где d — диаметр сверла.
A, B, E и K являются константами.
Кроме того, Осевое усилие/сила сверления (3)
Где k = коэффициент материала
s = подача в мм/об
d = диаметр сверла в миллиметрах (мм)
Сила, действующая на каждую из кромок
(4)
(5)
Зажимное усилие (Q) указано как
(6)
Константы для различных рабочих материалов для расчета крутящего момента (M) и осевого усилия (T) показаны в таблицах ниже:
Таблица 1. Константы рабочего материала для расчетов крутящего момента и осевого усилия. Источник: Spogel (2014).
Work Material
K
Steel,200Bhn
24,000
Steel, 300 Bhn
31,000
Steel, 400 Bhn
34,000
Most aluminum alloys
7000
Большинство магниевых сплавов
4000
Most brasses
14,000
Leaded brasses
7,000
Cast iron, 165 Bhn
15,000
Free-machining mild steel, resulfurized
18,000
Austenitic stainless steel (Type 316)
34,000
Таблица 2. Постоянные крутящего момента и осевого усилия на основе соотношений c/d или w/d. Источник: Spogel (2014).
c/d
Прибл. w/d
Torque constant A
Thrust constant B
Thrust constant E
0.03
0.025
1.000
1.100
0.001
0.05
0.045
1.005
1.140
0,003
0.08
0.070
1.015
1.200
0.006
0. 10
0.085
1.020
1.235
0.010
0.13
0.110
1.040
1.270
0.017
0,15
0,130
1.080
1.310
0.022
0.18
0.155
1.085
1.355
0.030
0.20
0.175
1.105
1.380
0.040
0. 25
0.220
1,155
1,445
0,065
0.30
0.260
1.125
1.500
0.090
0.35
0.300
1.310
1.575
0.120
0.40
0.350
1.395
1.620
0,160
Таблица 3. Условия крутящего момента и осевого усилия в зависимости от подачи. Источник: Spogel (2014).
Feed, f, ipr
Feed, f, ipr
0. 0005
0.0025
0.012
0.030
0.001
0.004
0.015
0.035
0.002
0.007
0.020
0.045
0.003
0.010
0.025
0.055
0.004
0.012
0.030
0.060
0.005
0.014
0.035
0,070
0,006
0. 017
0.040
0.075
0.008
0.020
0.045
0.090
0.010
0.025
For adequate strength and rigidity, a mild steel with Для конструкции шаблона и приспособления был выбран диаметр 16 миллиметров.
Из уравнения (3), Сила тяги/сверления
Но k — фактор материала, а k для мягкой стали = 1,5
d — диаметр сверла = 16 мм (как указано выше)
s — скорость подачи = 0,17 мм/об
замещение,
Тяга/сила сверления = = 27,84*11,114 = 309,42 кгс
Следовательно, сила тяги/сверления = 3094,2 Н
Из уравнения 4 сила, действующая на каждую кромку, определяется как:
для мягкой стали. =250 кг/, d = 16 мм и s = 0,17 мм/об
Подстановка,
Следовательно, сила, действующая на каждую из кромок = 170 кгс = 1700 Н
Из уравнения 5, Крутящий момент M =
Подстановка, Крутящий момент M =
Крутящий момент, M = 1360 Н-мм
3 Из уравнения 6 усилие зажима (Q) определяется как
. При коэффициенте безопасности 3 имеем:
усилие зажима (Q) = 1360*3 = 4080 Н
обеспечить, чтобы приспособления и приспособления в качестве производственных инструментов и удерживающих устройств могли производить взаимозаменяемые и дублирующие детали с высокой степенью точности, на этапе проектирования прилагались усилия для включения важных функций, которые обеспечат правильную сборку и обработку качественных компонентов. .
Согласно Pachbhai and Raut (2014), конструкция зажимных приспособлений и приспособлений зависит от следующих факторов: размера и геометрии заготовки и готового компонента, размера и мощности станка, степени автоматизации станка, наличия зажимного устройства и расположения устройства в станке, точность имеющихся индексирующих устройств, жесткость станков, необходимый уровень точности качества выполняемой работы и т. д.
точность станка, он также должен быть устойчивым к ошибкам, предотвращая тем самым правильное размещение неправильно загруженных компонентов внутри приспособлений и приспособлений. Чтобы улучшить достижение одноминутной замены штампов (SMED), впервые предложенной Shingeo Shingo, приспособления и приспособления должны быть обеспечены достаточным зазором, который должен учитывать изменения размеров компонентов, особенно во время ковки, фрезерования и литья.
Для обеспечения безопасности рабочих, использующих приспособления и приспособления, болты и гайки не должны выступать на корпусе, а располагаться внутри них; Также следует сгладить острые углы, которые могут привести к порезам.
6. Заключение
Приспособления и приспособления являются производственными инструментами, которые используются для производства взаимозаменяемых и идентичных компонентов. Это уникальные направляющие и удерживающие приспособления, разработанные специально для обработки и сборки большого количества деталей. Они устраняют необходимость в специальной настройке для каждой заготовки, тем самым облегчая производство, а также гарантируя, что каждая заготовка изготовлена в пределах заданного допуска. Конструкция зажимных приспособлений и приспособлений зависит от типа операции, а также от станка. для использования в операции. Они изготовлены из термообработанной стали, устойчивой к коррозии и износу.
Существуют многочисленные преимущества, связанные с использованием приспособлений и приспособлений, в том числе: увеличение производительности, малая изменчивость размеров, что приводит к постоянному качеству выпускаемой продукции, снижение производственных затрат, взаимозаменяемость и высокая точность деталей, снижение потребности для расходов на инспекцию и контроль качества, снижает количество несчастных случаев за счет повышения безопасности, полуквалифицированные операторы машин могут легко их использовать, тем самым экономя затраты на рабочую силу.
Другими преимуществами являются: станок может быть в значительной степени автоматизирован, сложные и тяжелые компоненты могут быть легко обработаны, простые сборочные операции экономят трудозатраты, сокращение количества бракованных изделий, устранение необходимости измерения, разметки, штамповки, позиционирования , выравнивания и настройки для каждой заготовки, тем самым сокращая цикл и время наладки, увеличивая технологические возможности станков, установка более высоких значений некоторых рабочих условий, таких как глубина резания, скорость и подача, может быть достигнута, потому что повышенной зажимной способности приспособлений и приспособлений.
В документе поясняется, что, поскольку конструкция зажимных приспособлений и приспособлений зависит от множества факторов, которые анализируются для достижения оптимального результата, они должны быть изготовлены из жестких легких материалов, чтобы облегчить обращение с ними. Из-за достаточной прочности и жесткости для конструкции зажимного приспособления и приспособления была выбрана мягкая сталь диаметром 16 миллиметров. Мягкая сталь, содержащая около 0,29% углерода, очень дешева и из-за своей доступности часто является лучшим материалом для изготовления зажимных приспособлений.
При коэффициенте материала «k» 1,5 для низкоуглеродистой стали, скорости подачи 0,17 мм на оборот и диаметре сверла 16 мм, сила тяги/сверления была рассчитана как 3094,2 Н, сила, действующая на каждую из кромки были рассчитаны как 1700 Н, крутящий момент (М) был получен как 1360 Н-мм, в то время как значение силы зажима также было рассчитано как 4080 Н. Рассчитанные значения подтвердили, что 16-миллиметровая заготовка позволит создать жесткие и прочные зажимные приспособления и приспособления, гарантирующие высокую точность обработки, стабильное качество продукции и взаимозаменяемость.
Ссылки
Джоши, П. (2010). «Приспособления и приспособления» Tata McGraw Hill Education, Нью-Дели, Индия.
Нантакумар, К. и Прабакаран, В. (2014). «Испытания конструкции и изготовления комбинированного многоцелевого приспособления и приспособления» Журнал IOSR по машиностроению и гражданскому строительству. www.iosrjournals.org.
Лин, К., Бердик, Дж., и Римон, Э. (2006). «Создание схем минимального отклонения с использованием инвариантных норм» IEEE Transactions on Automation Science and Engineering, Vol. 3, № 3.
Blogspot (2010 г.). «Введение в приспособления и приспособления» [онлайн] engineeringhut.blogspot.com/2010/11/jigs-and-fixtures.html [Проверено 5 мая 2015 г.].
Шпогель (2014). «Мини-проект по приспособлениям и приспособлениям» [онлайн] http://files.spogel.com/miniprojectsin-mech/p-0027—Jigs-and-Fixtures.pdf [Доступ 18 мая 2015 г.].
Кайя, Т. и Хейно, П. (2006). «Оптимизация схемы испытательного приспособления на основе экрана на пластине» IEEE Transactions on Microwave Theory and Techniques, Vol.
Зависимая или независимая подвеска. Почему автопроизводители не отказываются от балки
Борис Игнашин
Прогресс постепенно стирает разницу между различными конструктивными решениями. Достаточный уровень комфорта и безопасности водителю обеспечен в любом случае. Но характер автомобилей во многом все равно зависит именно от того, как реализованы те или иные узлы. Сегодня разговор пойдет о сравнении независимой многорычажной и полузависимой подвески, так называемой подвески со скручиваемой балкой, и об области применения различных технических решений.
Подвески автомобилей бывают зависимые и независимые. Но в отношении одной из самых массовых конструкций классификация начинает сбоить. Подвеска со скручиваемой балкой в спецификациях на любой автомобиль указывается как независимая, но ее второе название — полузависимая — подсказывает: что-то тут не так. Порой встречается мнение, что это не настоящая независимая подвеска и что она априори уступает настоящим независимым по комфорту и управляемости. Попробуем разобраться, в чем дело.
К середине XX века практика автомобилестроения смогла сформулировать основные требования к эластокинематике подвесок неуправляемых колес. Во‑первых, требовалось минимальное изменение колеи при ходах сжатия и отбоя. Также при ходе подвески продольные углы установки подвески должны были оставаться неизменными или меняться по заданному конструктором правилу (обычно требовалось отрицательное схождение при любом ходе). И при ходе сжатия развал относительно уровня поверхности должен оставаться неизменным либо меняться в сторону отрицательного.
Самая распространенная на тот момент зависимая подвеска задних колес обеспечивала только постоянный нулевой угол развала, а углы схождения менялись по сложному правилу в зависимости от конструкции крепления моста. На неровностях и при движении по дорогам со сложным профилем она не давала оптимального пятна сцепления, вызывая перекосы оси с изменением колеи. И к тому же неподрессоренные массы при зависимой подвеске ведущих колес были слишком велики, а подвеска типа «Де Дион» при меньшей неподрессоренной массе занимала избыточный объем.
На Smart используется хитрая схема задней подвески типа «Де Дион». Только она смогла обеспечить необходимую устойчивость и комфорт при столь компактных габаритах
Независимые подвески обеспечивали намного лучшее использование внутреннего объема машин, но не все они выдавали оптимальное изменение геометрии подвески на ходу. Такие конструктивно простые варианты, как подвеска на продольных рычагах и подвеска с качающимся рычагом, оказались по эластокинематике даже хуже зависимой подвески. А очень распространенный в передних подвесках макферсон для задней подходит плохо.
У подвески на продольных рычагах угол развала при крене машины увеличивался, что ухудшало сцепление нагруженного колеса в повороте, а схождение оставалось практически неизменным, с минимальным положительным значением за счет податливости элементов подвески. Подвеска с качающимся поперечным рычагом, как на ЗАЗе, вообще оказалась откровенно опасной: развал не просто изменялся при ходе сжатия, он менялся в очень широких пределах в зависимости от нагрузки машины. И схождение у этого типа подвески также сильно менялось в процессе движения, причем не в оптимальную сторону.
Более конструктивно удачными оказались два варианта исполнения задней подвески. Наиболее совершенная по кинематике — подвеска на двойных поперечных рычагах. Подвеска на диагональных рычагах заметно ей уступала по характеристикам, но зато конструктивно была значительно проще и надежнее.
Подвеска с диагональным рычагом по конструкции максимально проста. Один рычаг установлен под углом 15–25 градусов к оси движения машины. За счет поворота оси рычага в двух плоскостях можно задать почти оптимальные параметры изменения геометрии подвески в небольшом диапазоне ходов сжатия. А если применять дополнительную реактивную тягу для изменения развала, то кинематика становится еще лучше. Так делали, например, на BMW 80‑х до E34 включительно. И при этом все максимально просто и технологично, всего два несущих сайлентблока, цена и объем конструкции — минимальные.
Подвеска на двойных поперечных рычагах была более сложной и объемной. И к тому же — до массового внедрения надежных сайлентблоков и шаровых шарниров — еще и не особенно надежной и требовательной в обслуживании. Но в спорте ее возможности сразу оценили по достоинству. Этот тип подвески позволяет задать кинематику движения колеса с большой точностью. Можно «запрограммировать» любое поведение подвески в зависимости от хода сжатия и направления приложения нагрузки за счет эластокинематики упругих элементов и геометрии рычагов.
Многорычажная подвеска — результат эволюции этих двух вариантов подвесок. Классическая многорычажная подвеска — это, например, задняя подвеска Mercedes в кузове W201, которая применялась компанией на протяжении почти 20 лет. Пять рычагов подвески задают сложную траекторию движения колеса, позволяя придать заднеприводной машине оптимальную управляемость.
Четыре рычага геометрически соответствуют двум сдвоенным рычагам подвески на двойных поперечных рычагах, а еще один помогает программировать эластокинематику. Другой очень распространенный вариант многорычажной подвески эволюционно восходит к подвеске на диагональном рычаге. Тут рычагов может быть меньше — всего три. Несущий диагональный рычаг дополнен двумя или более поперечными рычагами. Эта конструкция тоже позволяет задать сложную кинематику движения колеса в любых условиях. Оба варианта подвесок обеспечивают отличные возможности по настройке управляемости для машин.
Четырехрычажная подвеска
Пятирычажные подвески применяются в основном на заднеприводных машинах, требования к подвеске у которых выше, а трехрычажные — как правило, на переднеприводных. Но исключений хватает: так, на машинах BMW часто используют варианты, основанные на диагональном несущем рычаге именно с тремя рычагами. И вряд ли кто скажет, что у BMW в кузове E46 управляемость не отличная.
Подвеска со скручиваемой балкой появилась на машинах VW Golf в далеком 1974 году как вариант самой недорогой независимой подвески. Конструктивно это почти неразрезной мост, но даже лучше, потому что это единая деталь, которая мало того что обеспечивает независимые ходы подвески, но и сама по себе является стабилизатором поперечной устойчивости и направляющей конструкцией. Практически инженерный шедевр.
Основная особенность этого типа подвески в том, что тут сама балка, которая служит и торсионом, и рычагами, в сборе имеет высокую степень податливости. Другими словами, она гибкая. И в зависимости от расположения точек крепления, поперечной скручиваемой балки, жесткости продольных рычагов и положения опор пружин и амортизаторов можно задавать эластокинематику в широких пределах.
Балочная подвеска Ford Fiesta
Чистая кинематика подвески далеко не идеальна. При ходе сжатия большинство конструктивных вариантов подвески изменяют развал в сторону отрицательного, что неплохо, но схождение остается неизменным. На помощь приходит такая особенность, как податливость рычагов на кручение относительно точек крепления подвески и расположения их оси вращения. И получается, что по возможностям задать изменение углов установки колес этот тип подвески приближается к многорычажным. Вот только есть два существенных «но».
У многорычажных подвесок рычаги условно жесткие, эластичными являются только их сайлентблоки. И кинематика подвески зависит в основном от взаимного расположения элементов. У подвески со скручиваемой балкой конструкция гибкая, что делает возможным задавать кинематику движения колес. Такая конструкция работоспособна в сравнительно небольшом диапазоне изменения нагрузки и перегрузок.
При увеличении массы кузова автомобиля или полезной нагрузки становится все сложнее обеспечить требуемую эластокинематику балки. Дополнительный негативный фактор — еще одна особенность конструкции: поперечная часть балки является одновременно и стабилизатором поперечной устойчивости, задающей коэффициент независимости подвески, и конструктивным элементом, определяющим поперечную жесткость конструкции. Иными словами, с ростом массы сложно оптимизировать разумное соотношение между угловой жесткостью балки и податливостью рычагов в поперечном направлении. Сохранить простоту подвески в таких условиях непросто. Пока единственным недорогим способом увеличить нагрузку или улучшить комфорт остается установка механизма Уатта, частично разгружающего рычаг от поперечных сил.
Для машин до С и даже D‑класса включительно получается неплохая альтернатива многорычажной подвеске, не сильно уступающая ей по кинематике, а значит, и управляемости, зато куда более простая и дешевая. Но с ростом массы автомобиля все более серьезными становятся компромиссы между комфортом и управляемостью. На данный момент граница применяемости и обоснованной востребованности у легковушек проходит где-то на границе С‑класса.
Многорычажная подвеска — как она работает
Multilink или многорычажная подвеска является самым распространенным способом оборудовать крепление колес автомобиля без жесткой связи между ними. Данный вид подвески устанавливается практически на все автомобили и превосходит по своим характеристикам обычный способ крепления задней оси.
Многорычажная подвеска – что это?
Как работает многорычажная задняя подвеска?
Независимая подвеска – своими руками приводим ее в порядок
Диагностика и ремонт задней подвески
Многорычажная подвеска – что это?
Современные автомобили отличаются от отечественных и от своих предшественников более высоким уровнем безопасности, устойчивостью и надежностью. Эти критерии были достигнуты за счет исследований и усовершенствований различных деталей, узлов и механизмов, устанавливаемых на современные автомобили. Это коснулось и многорычажной подвески. Ее изменения и трансформации дали возможность сделать автомобиль более устойчивым и послушным на дороге.
Многорычажная подвеска – это комплекс деталей и узлов, которые связывают корпус автомобиля с колесами. Она предназначена для минимизации динамических нагрузок, а также способствует равномерному распределению таких нагрузок на все опорные элементы во время движения автомобиля. Многорычажная подвеска дает желаемую плавность во время движения, дарит превосходную управляемость, а также способствует снижению шума в салоне.
Данный узел представляет собой совокупность деталей, которые дают возможность осуществлять регулировку в разных плоскостях. Высокий уровень управляемости и плавность достигается с помощью следующего набора деталей:
— продольные и поперечные рычаги;
— подрамник;
— опора ступицы;
— амортизаторы
— и пружины.
Подрамник является основой, несущей конструкцией, к нему крепятся поперечные рычаги, которые в свою очередь соединяются с опорой ступицы колеса. Такая конструкция обеспечивает поперечное положение ступицы. С другой стороны все рычаги надежно прикреплены к лонжерону или подрамнику. Сегодня автомобили комплектуются трех или пятирычажной подвеской. Многорычажная подвеска может устанавливаться, как на переднюю ось, так и на заднюю. Если это передняя подвеска, то рычаги могут быть заменены на реактивные тяги. Они способны выполнять одновременно функцию стабилизатора устойчивости и рычага.
Как работает многорычажная задняя подвеска?
На первый взгляд может показаться, что механизм это достаточно сложный, но при ближайшем рассмотрении оказывается все совсем наоборот. Далее мы расскажем о том, как работает многорычажная задняя подвеска и о многом другом.
Как известно в конструкцию данного механизма входят рычаги, амортизатор, пружины, ступичные опоры, стабилизатор устойчивости и подрамник. Рычаги крепятся в подрамнику и раме автомобиля. Поперечные рычаги фиксируются со ступицей колеса, в поперечной плоскости обеспечивают ее устойчивое положение. Задачей верхнего рычага является передача поперечных нагрузок и надежное крепление подрамника к колесу. Передний нижний рычаг несет ответственность за схождение колес автомобиля. Задний нижний рычаг принимает на себя груз кузова автомобиля. Продольный рычаг фиксирует колеса в направлении продольной оси. Крепление к кузову в данном случае осуществляется с помощью опоры. Другой край рычага крепиться к ступице. В данном узле находятся подшипники, крепления колес и другие необходимые детали. Как правило, амортизаторы и пружины устанавливаются отдельно друг от друга. Для того чтобы снизить угол наклона автомобиля во время прохождения поворотов и виражей используется стабилизатор поперечной устойчивости. Крепление стабилизатора осуществляется с помощью резиновых опор, тяги соединяют штанги и опоры ступиц.
Данная конструкция подвески является результатом долгих лет усовершенствований и исследований. Она позволила избежать аварийных ситуаций, пробоев, удержать автомобиль в вертикальном положении на поворотах. Она представляет собой более громоздкий узел, чем предыдущие модификации, а также стоит дороже. Однако от этого не теряет своей популярности отчасти благодаря возможностям, которые получае автовладелец.
Независимая подвеска – своими руками приводим ее в порядок
Несмотря на кажущуюся надежность и мощь независимая подвеска или ее усовершенствованная версия многорычажная конструкция, является механизмом, который подвержен повреждениям. Это приводит к необходимости проводить регулярные осмотры и ремонты.
Большинство неисправностей независимой многорычажной подвески можно исправить своими руками. Главным принципом успешного ремонта является вовремя замеченная неисправность. Первые признаки износа узла можно заметить после прохождения автомобилем 40-80 тыс. км. Может появиться стук, скрип. Звуки усиливаются в момент пересечения препятствий, ям на дороге или «лежачих полицейских». Причины могут быть различные от необходимости заменить небольшую деталь, защищающую то или иное сочленение с последующей чисткой этого узла до проведения комплексного ремонта. В этом случае может понадобиться квалифицированная помощь и специализированное оборудование. На СТО специалисты проведут все необходимые процедуры, в том числе будет осуществлена диагностика и ремонт задней подвески.
Диагностика неисправностей может проводиться в условиях гаража. В первую очередь необходимо провести визуальных осмотр всех частей. Передняя часть подвески:
— нужно снять амортизаторы и осмотреть их на наличие трещин, сколов и других повреждений;
— затем необходимо внимательно провести осмотр шаровых опор, сайлентблоков, рычаг и штангу.
Особое внимание в данной области необходимо уделить резиновым сочленениям, уплотнителям и креплениям. Если Вы заметили повреждение, трещины, то необходимо заменить данную деталь на новую. На днище автомобиля есть резиновая прокладка, она также должна быть целой.
При диагностике была обнаружена неисправность? Перед тем, как ее ликвидировать оцените технические возможности. Если нет уверенности, лучше всего обратиться к специалистам в автосервис. После можно переходить к диагностике задней подвески. Здесь также осмотр начинается с амортизаторов. Далее необходимо уделить время тягам и уплотнителям. В процессе осмотра задней подвески особое внимание уделить осмотру выхлопной трубы. Звуки и скрипы могут исходить от повреждений в ней.
В процессе осмотра необходимо подтянуть все резьбовые элементы и смазать все сочленения, где это необходимо. Если же повреждения не обнаружены, а звуки продолжают усиливаться во время движения, необходимо обратиться к специалистам. Все дело в том, что неумелые или неправильные действия могут привести к повреждению или разрушению важного элемента трансмиссии автомобиля, а это уже может вылиться в дорогостоящий ремонт.
Диагностика и ремонт задней подвески
Для того чтобы каждый выезд на железном коне дарил комфорт и удовольствие необходимо регулярно осуществлять осмотр и диагностику ходовой части машины. Если самостоятельно Вам не удалось обнаружить и устранить характерные звуки, необходимо обратиться в автосервис. Специалисты проведут все необходимые процедуры в том числе это будет:
— комплексная диагностика и ремонт задней подвески, комплексная диагностика всех составляющих подвески;
— восстановительные и ремонтные работы;
— ремонт или полная замена отдельных деталей или узлов подвесок;
— регулировка схода-развала колес и настройка передней и задней подвески.
При проведении всех этапов работ автослесари используют специальное оборудование, которое невозможно установить в гараже или заменить чем-либо. Профессиональную диагностику и ремонт задней подвески можно сравнить с лечением в дорогостоящей клинике или оперативным вмешательством. Подвеска и ходовая часть автомобиля являются не просто механизмом, обеспечивающим движение и управление процессом движения, но и обеспечивающим безопасность на дороге. Поэтому халатное отношение к скрипам, стукам или необычным кренам автомобиля в дороге может привести к плачевным последствиям.
описание, принцип действия, плюсы и минусы
Сейчас на автомобили устанавливают разные типы подвесок. Есть зависимая и независимая. В последнее время на автомобили бюджетного класса устанавливают полузависимую балку сзади и «МакФерсон» спереди. На машинах бизнес- и премиум-класса всегда использовалась независимая многорычажная подвеска. Какие плюсы и минусы у нее? Как она устроена? Обо всем этом и не только – далее в нашей сегодняшней статье.
Характеристика
Многорычажная подвеска устанавливается на автомобили с задне- и переднеприводной компоновкой. Имеет более сложное устройство, поэтому используется на автомобилях дорогого класса. Впервые многорычажная подвеска была установлена на «Ягуар Е-Туре» в начале 60-х годов. Со временем она модернизировалась и сейчас активно используется на автомобилях «Мерседес», «БМВ», «Ауди» и многих других.
Устройство
В чем особенности данной конструкции? Многорычажная подвеска предполагает наличие следующих элементов:
Подрамника.
Поперечных и продольных рычагов.
Опоры ступицы.
Амортизаторов и пружин.
Как это все закреплено?
Крепление ступицы к колесу осуществляется посредством четырех рычагов. Это позволяет колесу автомобиля беспрепятственно двигаться в поперечной и продольной плоскости. Несущим элементом в конструкции данной подвески является подрамник.
К нему крепится поперечный рычаг через специальные втулки с металлическим основанием. Для снижения вибраций, в них используется резина. Поперечные рычаги соединяются с опорой ступицы. Так осуществляется правильное положение колес в поперечной плоскости. Зачастую многорычажная независимая задняя подвеска включает в себя три поперечных рычага:
Нижний задний.
Передний.
Верхний.
Последний осуществляет передачу усилий и соединяет подрамник с корпусом опоры колеса. Нижний передний рычаг подвески отвечает за схождение. Задний элемент воспринимает усилия, которые передаются от кузова при движении автомобиля. Ведение колеса в продольном положении осуществляется благодаря продольному рычагу. Он крепится к кузову машины при помощи опоры. С другой стороны элемент соединяется со ступицей.
В легковом автомобиле имеется четыре продольных рычага – по одному на каждое колесо. Сама ступичная опора являет собой основание для колеса и подшипника. Последний крепится при помощи болта. Кстати, если не соблюсти его момент затяжки, можно вывести из строя подшипник. При произведении ремонта, следует оставить небольшой люфт в ступице. Иначе у вас рассыплется подшипник. Также многорычажная передняя подвеска имеет в своей конструкции винтовую пружину. Она опирается на нижний задний поперечный рычаг и воспринимает от него усилия. Отдельно от пружины размещается амортизатор. Обычно он соединяется с опорой ступицы.
Стабилизатор
Многорычажная задняя подвеска, в отличие от полузависимой балки, имеет в своей конструкции стабилизатор поперечной устойчивости. Само название говорит за предназначение элемента. Данная деталь снижает крены при прохождении поворотов на скорости. Также на этот параметр влияет жесткость амортизаторов и пружин. Наличие стабилизатора значительно снижает риск заноса при прохождении поворота, так как обеспечивает беспрерывный контакт колес с дорожным покрытием. Элемент являет собой некую металлическую штангу. Выглядит он так, как на фото ниже.
Стабилизатор поперечной устойчивости устанавливается на подрамнике многорычажной подвески и крепится при помощи резиновых опор. Благодаря тягам штанга связывается с опорой ступицы. Какие имеет многорычажная подвеска плюсы и минусы? Давайте рассмотрим их ниже.
Преимущества
Автомобили с использованием данной подвески являются на порядок комфортнее. В конструкции используется несколько рычагов. Все они крепятся на подрамниках через сайлентблоки. Благодаря этому, при прохождении ямы подвеска отлично сглатывает все неровности.
Кстати, работает рычаг только того колеса, которое попало в яму. Если же это балка, все усилия будут передаваться на соседнюю ступицу. В машине, где использована многорычажная подвеска, не чувствуется излишних шумов и вибраций при прохождении неровностей дороги. Также данный автомобиль более безопасный. Объясняется это использованием стабилизатора поперечной устойчивости. По своему весу рычаги намного легче, чем балка. Это снижает снаряженную подрессорную массу автомобиля.
Таким образом, многорычажная подвеска – это:
Комфорт.
Отсутствие сильных ударов на кузов.
Увеличенное сцепление колес с дорогой.
Возможность поперечной и продольной регулировки.
Недостатки
Если поднимается вопрос о том, что лучше — балка или многорычажная подвеска, — стоит рассмотреть минусы последней. Самый большой недостаток – это сложность конструкции. Отсюда дороговизна обслуживания и недешевая цена самого автомобиля.
Стоимость многорычажной подвески в 2-3 раза выше, чем обычной полузависимой балки. Следующее – ресурс. Так как в конструкции используется много шарниров, рычагов и стайлентблоков, все они рано или поздно выходят из строя. Срок службы деталей многорычажной подвески составляет 100 тысяч километров. Что касается балки, она практически вечная. Конструкция на порядок надежнее и не требует дорогостоящего обслуживания. Максимум что требуется заменить – это амортизаторы. Они «ходят» по нашим дорогам около 80 тысяч километров. Многорычажной подвеске при езде по неровностям требуется большее внимание. Если машина начала издавать стуки в передней или задней части, стоит осмотреть состояние рычагов и стайлентблоков. При наличии люфтов и свободного хода их следует заменить.
Стоимость новых рычагов на «Мерседес» в 124-м кузове составляет 120 долларов на одно колесо. Несмотря на большой возраст и низкую стоимость автомобиля, запчасти для него не стали дешевле. То же самое касается и других машин, на которых используется данный тип подвески. При замене сайлентблоков нужен подъемник или смотровая яма. Обычно такие машины ремонтируются в сервисных центрах. А это дополнительные расходы.
Можно ли выявить проблему самому?
Если при движении автомобиля вы заметили характерные стуки, возможно, требуется ремонт подвески. Чтобы выяснить точную причину, нужна смотровая яма или эстакада. Если это передняя подвеска, осматриваем состояние шарнира равных угловых скоростей. На нем имеется пыльник. Если он треснул, нужна срочная замена. Иначе вся грязь попадет внутрь и придется покупать новый ШРУС в сборе.
Проверьте люфт в рулевых тягах. Осмотрите амортизаторы. Если на них имеются потеки, скорее всего, звук идет именно от них. Это значит, что клапан внутри амортизатора пробит и шток двигается произвольно. Сайлентблоки рычагов и стабилизатора поперечной устойчивости тоже не должны иметь люфтов. Осмотр задней подвески следует начать с амортизаторов. Далее проверяем резиновые уплотнители и тяги. Часто элементы повреждаются в районе соприкосновения с выхлопной трубой.
Уделите этому месту особое внимание. Если глушитель бьет о кузов, есть характерные следы ударов, стоит заменить его подушку. В большинстве случаем проблема исчезает. Осмотрев состояние подвески, подведите итог, какие элементы вышли из строя и требуют замены. При отсутствии опыта рекомендуется обратиться в сервис.
Заключение
Итак, мы выяснили особенности многорычажной подвески. Как видите, она имеет множество недостатков. Но главное ее преимущество – это комфорт. То, как едет этот автомобиль, не сравнить ни с чем. Также он более маневренный. Если стоит выбор — балка или многорычажка, — стоит отталкиваться от бюджета. Последнюю подвеску надо брать только в случае, если вы готовы потратить как минимум 400 долларов на ее обслуживание.
Балка или многорычажка — что лучше для автомобиля: рекомендации
Выбрать тип подвески порой можно даже на одной модели автомобиля, но стоит ли переплачивать за более сложную конструкцию? Авто24 готов вступить в дискуссию, давно ставшую хрестоматийной.
Задняя подвеска массового переднеприводного автомобиля может быть попроще – с балкой скручивания (полузависимая) и посложнее – многорычажной (независимая). Каждая имеет свои плюсы и минусы, но мы попытались дать конкретный ответ: так ли уж нужна сложная и дорогая многорычажка среднестатистическому владельцу?
При одном и том же назначении независимая многорычажка имеет деталей примерно вдвое больше, чем полузависимая балка. Но надежность часто одинакова.
Читайте также: Как проверить ходовую часть при покупке машины
Технические моменты
Подвеска служит для того, чтобы обеспечить ход каждого колеса вверх-вниз относительно кузова по заданной траектории. Это нужно, чтобы обеспечить непрерывный контакт колес с дорогой на неровностях и в поворотах при кренах кузова. При этом именно характер перемещения колес определяет комфорт и управляемость автомобиля. Потому и существует несколько типов задних подвесок для переднеприводных авто, из которых самые распространенные как раз и есть – полузависимая торсионная балка и независимая многорычажная.
Полузависимая подвеска или так называемая балка – это фактически два подпружиненных продольных рычага (по одному на каждое колесо), соединенных поперечной балкой. Балка нужна, чтобы ограничить перемещения колес в поперечном направлении (влево-вправо). А чтобы рычаги с колесами при этом не были ограничены во взаимных вертикальных перемещениях, балку делают эластичной, скручивающейся.
Для переднеприводных авто полузависимая подвеска с торсионной (скручивающейся) балкой – рациональный вариант. Но не лишенный недостатков.
То есть, закручиваясь вокруг своей продольной оси, балка почти не мешает колесам оставаться независимыми, потому такая подвеска и называется полузависимой. Благодаря своей простоте этот тип самый недорогой – по сути два рычага и соединяющая их балка.
Читайте также: Для комфорта в авто: чтобы мелочи всегда были под рукою
Многорычажная независимая подвеска устроена сложнее, поскольку каждое колесо удерживается несколькими рычагами. Это, во-первых, обеспечивает каждому колесу полную независимость, а во-вторых, три-четыре рычага дают конструкторам возможность выстроить такую траекторию перемещения колеса, которая наиболее выгодна с точки зрения комфорта и управляемости.
Все ухищрения с тремя-четырьмя рычагами на колесо ради того, чтобы при работе подвески заставить колесо двигаться по траектории, выгодной для управляемости авто.
Дополнительный плюс в том, что вибрации от работы колес по дороге передаются на кузов не через пару сайлент-блоков, как у полузависимой схемы, а через шесть-восемь сайлент-блоков. А это делает движение автомобиля более комфортным.
Предназначения
Таким образом, конструкторы самых распространенных сегодня переднеприводных легковушек имеют в своем арсенале два типа подвески – один якобы подешевле, а второй – с более точной управляемостью. И соответственно, еще не так давно многорычажка подавалась как большое преимущество и применялась на моделях, заявленных как более драйверские.
Однако, инженеры начали совершенствовать конструкцию, работая с сайлент-блоками и меняя сечение и форму соединителя – металлического профиля, соединяющего левый и правый рычаги (собственно, той самой пресловутой балки). И в конце концов старательность конструкторов и отработанные технологии сыграли злую шутку, и даже полузависимая подвеска со временем стала обеспечивать семейным машинкам отличную управляемость. Тем более, общемировые тенденции к упрощению ради снижения себестоимости все набирают и набирают силу.
На современных моделях конструкторы все чаще отказываются от многорычажки в пользу полузависимой балки – они научились и с такой схемой наделять машину хорошей управляемостью.
Недаром многие уважаемые автопроизводители на своих самых популярных моделях вернулись от многорычажки к старой доброй балке – например, как Honda Civic в 2006 г. или нынешняя Mazda 3. А один из европейских хитов – Opel Astra – так никогда полностью независимой подвески и не имел. В некоторых подобных случаях многорычажная подвеска осталась все же доступной, но только в самых мощных и богатых комплектациях моделей – скажем, как у Skoda Octavia третьей генерации, VW Golf в шестом поколении и у современных Ford Focus и Mercedes A-klasse.
Рекомендация Авто24
На более-менее современном автомобиле сегментов В и С даже горячему драйверу вполне достаточно полузависимой подвески – так называемой балки. Ставить при выборе авто условием наличие многорычажки стоит разве что из соображений престижности. Если вам важно небольшое преимущество в виброакустическом комфорте, который иногда дает полностью независимая подвеска, рекомендуем сравнить автомобили с обоими типами ходовой на дороге – и делать выбор уже после того, как разница будет вами замечена.
Читайте также: Пакет “плохая дорога” – плюсы и минусы для авто
Типы подвесок автомобиля
14. 10.2013 #Подвеска
Типы подвесок автомобиля
Ни для кого не является секретом, что любой автомобиль имеет переднюю и заднюю подвески, представляющие собой совокупность амортизаторов пружин, рычагов. Подвеска обеспечивает плавность хода транспортного средства и оказывает непосредственное влияние на его динамические характеристики.
Существует несколько видов подвесок автомобиля: двухрычажная, многорычажная, подвеска МакФерсона, подвеска «Де Дион», зависимая задняя подвеска, полунезависимая задняя подвеска. Любая подвеска имеет свои преимущества и недостатки и может применяться на определенном типе транспорта. Рассмотрим подробнее все виды подвесок автомобиля.
Двухрычажная подвеска
Данный вид подвески имеет короткий верхний рычаг и длинный нижний рычаг. Благодаря конфигурации поперечного рычага каждое колесо автомобиля независимо воспринимает неровности дороги, оставаясь в оптимальном вертикальном положении. Таким образом обеспечивается хорошее сцепление с дорогой и минимальный износ шин.
Подвеска МакФерсона
Подвеска МакФерсона — это подвеска, которая имеет в своем составе один рычаг, стабилизатор поперечной устойчивости, блок из пружинного элемента. В конструкцию подвески МакФерсона входит также телескопический амортизатор, который получил название «качающаяся свеча», так как во время движения колеса он может раскачиваться вверх и вниз. Несмотря на несовершенство конструкции, подвеска МакФерсона широко используется в современном автомобилестроении из-за технологичности и дешевизны.
Многорычажная подвеска
Данный вид подвески, во многом напоминающей двухрычажную, обеспечивает плавный ход и улучшенную управляемость транспортного средства. В конструкцию многорычажной подвески входят сайлент-блоки и шаровые шарниры, эффективно смягчающие удары во время преодоления автомобилем препятствий. Все элементы подвески закрепляют через сайлент-блоки на подрамнике. Таким образом удается улучшить шумоизоляцию машины от колес.
Независимая многорычажная подвеска обычно используется на авто представительского класса, которые отличаются улучшенной управляемостью и стабильным контактом колес с любым дорожным покрытием. Среди основных преимуществ многорычажной подвески можно выделить независимость колес машины друг от друга, низкую неподрессорную массу, независимую продольную и поперечную регулировки. Многорычажная подвеска отлично подходит для установки в схему 4×4.
Задняя зависимая подвеска
Подвеска, где роль упругих элементов исполняют цилиндрические винтовые пружины — это и есть задняя зависимая подвеска, которую часто устанавливают на «Жигули». Самым большим недостатком такого типа подвески является большой вес, который имеет балка заднего моста. Вес еще больше увеличивается, если задний мост является ведущим, так как на балке размещается редуктор, картер главной передачи. Это, в свою очередь, вызывает увеличение неподрессорных масс, что ухудшает плавность хода автомобиля и приводит к возникновению вибраций.
а — зависимая подвеска; б — независимая подвеска
Подвеска «Де Дион»
Данный вид подвески отличается «облегченным» задним мостом, так как картер отделяется от балки и прикрепляется непосредственно к кузову. Двигатель передает крутящий момент на ведущие колеса через полуоси, которые качаются на шарнирах угловых скоростей. Подвеска «Де Дион» может быть как зависимой, так и независимой. Главным недостатком зависимой подвески является «приседание» машины при старте. Во время торможения автомобиль начинает явно наклоняться вперед. Чтобы избежать такого эффекта, в зависимых подвесках используют специальные направляющие элементы.
Задняя полунезависимая подвеска
Полунезависимая задняя подвеска представляет собой два продольных рычага, соединенных посредине поперечиной. Задняя подвеска применяется только сзади, но на большинстве переднеприводных авто. Плюсы данной конструкции состоят в легкости монтажа, компактности, небольшом весе, уменьшенной неподрессорной массе, что в итоге положительно сказывается на кинематике колес. Единственным минусом задней полунезависимой подвески является то, что она может использоваться только на неведущих задних мостах.
Подвески грузовых автомобилей
Наиболее распространенным типом зависимой подвески является подвеска с поперечными или продольными рессорами и гидравлическими амортизаторами. Такой тип подвески широко используется на грузовиках, а также на некоторых внедорожниках. Этот вариант считается самым легким, так как мост размещают на продольных рессорах, которые крепят в кронштейнах кузова. Сразу же заметна очевидная простота подобной конструкции, которая и является главным преимуществом задней зависимой подвески, имеющим значение в первую очередь для производителя. Автомобилист получает только недостатки, заключающиеся в неэффективной работе рессор в качестве направляющих. Мягкость рессор отрицательно сказывается на управляемости автомобиля на высоких скоростях и на сцеплении шин с дорогой.
Подвески пикапов и внедорожников
Если говорить о внедорожниках и пикапах, то для данных типов автомобилей наиболее часто используют несколько типов подвесок:
— зависимую переднюю и заднюю подвески;
— независимую переднюю и независимую заднюю подвески;
— полностью независимую подвеску.
Среди наиболее распространенных задних подвесок внедорожников и пикапов встречаются пружинные и рессорные. Рессорные отличаются надежностью и простотой конструкции. Пружинные подвески конструктивно более сложны, но выделяются компактностью и мягкостью, поэтому устанавливаются на легких пикапах и внедорожниках. «Паркетники» обычно оборудуются независимыми рычажными задними подвесками. Что касается передней подвески внедорожников, то наиболее часто производители отдают предпочтение торсионным и независимым пружинным подвескам.
Подвески легковых автомобилей
Если говорить о легковых автомобилях, которые в основном имеют передние ведущие колеса, то в качестве передней подвески используется независимая подвеска Макферсона или независимая двухрычажная подвеска. Говоря же о задней подвеске, стоит заметить, что производители обычно выбирают независимую многорычажную либо полузависимую заднюю подвеску.
Другие статьи
#Стойка стабилизатора Nissan
Стойка стабилизатора Nissan: основа поперечной устойчивости «японцев»
22. 06.2022 | Статьи о запасных частях
Ходовая часть многих японских автомобилей Nissan оснащается стабилизатором поперечной устойчивости раздельного типа, соединенным с деталями подвески двумя отдельными стойками (тягами). Все о стойках стабилизатора Nissan, их типах и конструкции, а также о подборе и ремонте — читайте в данной статье.
#Ремень приводной клиновой
Ремень приводной клиновой: надежный привод агрегатов и оборудования
15.06.2022 | Статьи о запасных частях
Для привода агрегатов двигателя и в трансмиссиях различного оборудования широко применяются передачи на основе резиновых клиновых ремней. Все о приводных клиновых ремнях, их существующих типах, особенностях конструкции и характеристиках, а также о правильном выборе и замене ремней — читайте в статье.
Барабан тормозной ГАЗ: управляемость и безопасность горьковских автомобилей
08.06.2022 | Статьи о запасных частях
Тормозные системы большинства ранних и актуальных моделей автомобилей ГАЗ оснащаются колесными механизмами барабанного типа. Все о тормозных барабанах ГАЗ, их существующих типах, конструктивных особенностях и характеристиках, а также о выборе, замене и обслуживании данных деталей — читайте в статье.
#Палец поршневой
Палец поршневой: прочная связь поршня и шатуна
02.02.2022 | Статьи о запасных частях
В любом поршневом двигателе внутреннего сгорания присутствует деталь, соединяющая поршень с верхней головкой шатуна — поршневой палец. Все о поршневых пальцах, их конструктивных особенностях и способах установки, а также о верном подборе и замене пальцев различных типов подробно рассказано в статье.
Вернуться к списку статей
Многорычажная подвеска
Многорычажная подвеска – разновидность независимой подвески, в конструкции которой используется три или более поперечных рычага и не менее одного продольного
Ходовая часть
История создания многорычажной подвески
Пионерами создания серийного автомобиля с многорычажной подвеской были инженеры компании Porsche. В 1979 году на модели 928 впервые появляется многорычажная задняя подвеска. Решение было простым, как все гениальное: чтобы предотвратить нежелательное перемещение колеса в продольном направлении, они добавили к уже существовавшей конструкции два вспомогательных рычага.
В 1982 году подобная схема была реализована на Mercedes-Benz 190. По сравнению с подвеской Porsche 928, она была серьезным шагом вперед. Инженеры «научили» заднее нагруженное колесо отклоняться внутрь поворота, то есть подруливать передним колесам. Благодаря этому автомобиль проходил виражи «как по рельсам».
Конструкция многорычажной подвески
Каждый рычаг многорычажной подвески одним концом прикреплен к ступице колеса через шаровую опору или цилиндрический сайлентблок, а другим к подрамнику или лонжерону через тот же цилиндрический сайлентблок. В некоторых конструкциях используются раздвоенные рычаги, как в двухрычажной подвеске, прикрепленные к кузову или подрамнику в двух точках. В подавляющем большинстве для крепления рычагов задней оси используется подрамник, для придания всей конструкции жесткости.
Многорычажная подвеска может быть установлена на переднюю ось автомобиля, но чаще всего используется на задней оси
В передней подвеске продольные рычаги часто заменяют реактивными тягами, которые выполняют одновременно функцию рычага и отчасти стабилизатора устойчивости.
Многорычажная подвеска может быть установлена на переднюю ось автомобиля, но чаще всего используется на задней оси.
В основе многорычажной подвески лежит проверенная временем схема подвески на двух поперечных рычагах. Основную несущую функцию выполняет нижний рычаг. При работе подвески он нагружен больше всего. Верхний рычаг при двухрычажной конструкции, как правило, раздвоенный. У двухрычажной подвески есть один существенный недостаток. Если начать торможение в повороте, рычаги работают на изгиб. При этом колесо на наружной стороне отклоняется на несколько градусов. Это вызывает избыточную поворачиваемость, что может привести к резкому срыву автомобиля в занос.
Именно этот недостаток побудил инженеров спроектировать конструкцию с двумя рычагами вместо одного, обеспечив, тем самым, большую эластичность общей конструкции. При этом, в общепринятой многорычажной системе двумя рычагами заменен нижний рычаг, а не верхний, и крепятся они к ступице, обеспечивая ее устойчивость в горизонтальном положении. К ступице рычаги присоединены на разной высоте, а один из них, вспомогательный (передний), выполняет также функцию регулировочного.
Продольные рычаги обеспечивают устойчивое положение ступицы в продольном направлении, не позволяя ей отклоняться ни вперед, ни назад.
Дальнейшее развитие многорычажной подвески
Подруливание задних колес, описанное на примере Mercedes-Benz 190, было пассивным, то есть зависящим от степени нагрузки на колесо. В дальнейшем инженеры, трудившиеся над созданием автомобилей премиум-брендов, пошли дальше. Например, специалисты BMW первыми применили активную подруливающую заднюю подвеску. Кроме пяти рычагов к ступицам присоединены рулевые тяги, которые по команде компьютера задействуются электромоторами. В зависимости от выбранных настроек — от комфортных до спортивных — подруливание может быть избыточным, нейтральным или недостаточным.
Плюсы и минусы многорычажной подвески
Положительные стороны многорычажной подвески трудно переоценить. Благодаря использованию сайлентблоков во всех рычагах и выверенной кинематики подвески, мы получаем отличную плавность хода. Но самое главное достоинство такой подвески, конечно же, управляемость.
Многорычажная подвеска требовательна к качеству дорог и на российских просторах изнашивается довольно быстро
Но за удовольствие от поездок приходится платить. Такая подвеска требовательна к качеству дорог и на российских просторах изнашивается довольно быстро.
В соответствии с концепцией модульной замены узлов, большинство производителей позиционируют примененные в подвеске их автомобиелей рычаги как неразборные. Стоимость рычагов, при этом, как правило, высока. Соответственно, переборка всей подвески обходится в круглую сумму. Возможность сэкономить часть денег есть, однако для этого придется провести некоторые изыскания.
Как правило, производители универсальных деталей подвески, таких как сайлентблоки и шаровые опоры, делают запчасти всех возможных калибров и размеров. Однако, чтобы подобрать подходящие сайлентблоки для всех рычагов задней подвески того же Mercedes-Benz, придется внимательно проштудировать не один каталог.
Эксплуатация многорычажной подвески
Продиагностировать состояние многорычажной подвески самостоятельно, несмотря на сложность конструкции, не составит труда. Для этого достаточно поддомкратить нужное колесо и при помощи монтировки, засунув ее плоский конец в щель между проушиной подрамника и краем сайлентблока (или между ступицей и рычагом, в случае с шаровой опорой), покачать каждый рычаг. «Живой» сайлентблок не должен иметь люфта. Если обнаружился изношенный рычаг, тянуть с заменой не стоит, ведь из-за этого изменяется угол установки колеса, что приводит к преждевременному и неравномерному износу шины и ухудшению управляемости.
По причине сложности конструкции важно помнить, что задняя многорычажная подвеска, как и передняя, чаще требует проверки развала и схождения. Оба эти параметра, кстати, регулируются как на передней, так и на задней оси автомобилей, оснащенных подвеской этого типа.
Как работает многорычажная подвеска — autoevolution
Видеообзоры автомобилей:
Вероятно, это один из самых сложных аспектов конструкции автомобиля. Подвеска также является одной из самых запутанных и поэтому игнорируемых деталей для потенциального покупателя. Подвеска играет жизненно важную роль в обеспечении устойчивости автомобиля и обеспечении комфорта пассажиров, поэтому мы считаем, что она заслуживает подробного описания того, как она работает.
Однако, поскольку это такая сложная глава, нам придется рассматривать их по очереди. В этой статье речь пойдет о популярном многоканальном типе. Но сначала короткое обсуждение подвесок.
Типы подвесок
В основном подвеска представляет собой совокупность рычажных механизмов, пружин и амортизаторов, соединяющих кузов автомобиля с колесами. Как упоминалось выше, подвеска жизненно важна для управляемости и торможения автомобиля, а также является ключевым компонентом автомобиля, когда речь идет о комфорте как для водителя, так и для пассажиров.
Подвески делятся на две основные категории: зависимые и независимые, термины, которые относятся к способности противоположных колес двигаться независимо друг от друга. Третий, менее популярный вариант — полузависимая подвеска, в которой противоположные колеса не могут двигаться независимо, но и не связаны жестко друг с другом.
Короче говоря, зависимая подвеска заставляет одно колесо принимать тот же развал (угол между вертикальной осью колеса и вертикальной осью автомобиля), что и другое. С другой стороны, независимая подвеска позволяет одному колесу двигаться свободно и беспрепятственно со стороны противоположного колеса. Стоит отметить, что даже несмотря на то, что некоторые независимые подвески включают в себя некоторые виды элементов связи, такие как стабилизаторы поперечной устойчивости, они по-прежнему классифицируются как независимые. Многорычажная подвеска Хорошо, теперь, когда у вас есть базовые понятия о подвеске как о концепции, давайте взглянем на многорычажную. Самое главное, что нужно знать об этом типе подвески, это то, что она независимая.
Унаследованная от двухрычажной, многорычажная подвеска использует три или более боковых рычага и один или один или несколько продольных рычагов, которые не обязательно должны быть одинаковой длины и могут быть отклонены от их естественного направления.
Каждый из рычагов имеет сферическое соединение или резиновую втулку на каждом конце, благодаря чему они «работают» на растяжение и сжатие, а не на изгиб.
Как здесь отмечено, рычаги соединены вверху и внизу шпинделя. Когда этот шпиндель поворачивается для управления, он фактически изменяет геометрию подвески, закручивая все рычаги подвески. Однако не беспокойтесь, так как поворотные системы подвески позволяют это сделать.
Многорычажная система используется как в передней, так и в задней подвеске, но в первой вместо поперечного рычага используется тяга, которая соединяет рейку или рулевой механизм со ступицей колеса.
Поскольку в отрасли нет ни одной многоканальной установки, все громкие имена имеют собственный дизайн. Некоторые установки BMW выглядят как буква Z и имеют четыре звена, в то время как многорычажная подвеска Honda похожа на подвеску на двойных поперечных рычагах, но с добавленным пятым рычагом. Передняя подвеска Audi A4 также четырехрычажная и очень похожа на двухрычажную.
Спортивные передние и задние 5-рычажные системы Hyundai Genesis. Передняя подвеска имеет два верхних звена, два нижних звена и тягу, а в задней подвеске есть два верхних звена, нижнее звено, заднее звено и тягу управления схождением.
Преимущества и недостатки
Многорычажная подвеска считается лучшей независимой системой для серийного автомобиля, поскольку она обеспечивает наилучший компромисс между управляемостью и эффективностью использования пространства, а также комфортом и управляемостью. Более того, поскольку такая подвеска позволяет автомобилю больше изгибаться, это также очень хорошее решение для езды по бездорожью.
Многорычажка также удобна для проектировщика, который может изменить один параметр в подвеске, не влияя на всю сборку. Это существенное отличие от подвески на двойных поперечных рычагах.
Как и все хорошие вещи, многозвенная система является дорогостоящей и сложной в разработке и производстве. Фактически, геометрию подвески необходимо проверять с помощью программного обеспечения для анализа конструкции.
Однако, благодаря постоянному техническому прогрессу, многорычажная подвеска перешла из сегмента люкс в сегмент массовый. Одной из компаний, работающих над дешевыми многорычажными конструкциями, является Magneti Marelli, поставщик и спонсор команды Ferrari F1. Несколько лет назад компания придумала FLECS (Подвеска с повышенным соответствием с гибкими звеньями), конструкцию, основанную на нижнем рычаге управления с гибкими продольными лопастями. Разделение эластокинематических функций между втулками и звеньями означает, что количество рычагов управления подвеской может быть уменьшено, что приводит к прямой экономии затрат. Кроме того, сами втулки, за исключением одной податливой втулки, представляют собой относительно простые стандартные компоненты.
Как работает многорычажная подвеска? Чем многорычажная подвеска отличается от фиксированной задней оси?
Перейти к основному содержанию
Скрыть Показать
Что такое многорычажная подвеска? | Чем многорычажная подвеска отличается от фиксированной задней оси? | Преимущества и недостатки обеих систем | Технический урок Стэнли Субару 4: Многорычажная подвеска
Как описано Стивеном Руппом из Popular Hot Rodding Magazine:
Подвеска 101
В идеальном мире все дороги были бы идеально ровными, без удары, и приостановки были бы даже не нужны. Но, как мы все знаем, что далеко от реальности. (И далеко не весело, особенно если у вас Subaru с полным приводом!) Как только вы начинаете говорить о кривых и производительности, то правильно функционирующая подвеска становится необходимой. Одна из областей путаницы заключается в многочисленных вариантах выбора для вашего тыла. приостановка. Такие термины, как четырехзвенный, трехзвенный, триангулированный четырехзвенный, Панара, Ватта и тому подобное швыряют, и если вы не знаете, что они имеют в виду, что выбор правильной задней подвески может быть трудным в Лучший.
Подвеска вашего автомобиля две основные функции. Его первая задача состоит в том, чтобы сгладить ход вашего автомобиля. Согласно г-ну Ньютону и его знаменитым законам физики, все силы движение имеет как величину, так и направление. Удар на дороге заставляет колесо двигаться вверх и вниз перпендикулярно дороге поверхность. Чем больше встречающийся удар, тем больше движение. Движение, совершаемое колесом, называется вертикальным. ускорение.
Без промежуточной конструкции все колеса вертикальны энергия передается рамке, которая пытается двигаться в том же направление. В такой ситуации колеса могут потерять контакт с дорога полностью. Затем под действием направленной вниз силы тяжести колеса могут врезаться в дорожное покрытие. Что вам нужно, так это система который будет поглощать энергию колеса с вертикальным ускорением позволяя раме и кузову двигаться без помех, в то время как колеса Следите за неровностями дороги и оставайтесь в контакте с асфальтом.
Если нет демпфирующей конструкции, пружина будет растягиваться и высвобождать энергию, которую она поглощает от удара в неконтролируемая скорость. Весна будет продолжать подпрыгивать в своем естественном частоты до тех пор, пока не будет израсходована вся первоначально вложенная в него энергия. А подвеска, построенная только на пружинах, сделала бы ее чрезвычайно упругой езда и, в зависимости от местности, неуправляемая машина. Введите амортизатор — устройство, которое контролирует нежелательное движение пружины с помощью процесс, известный как демпфирование. Амортизаторы замедляют и уменьшают величина колебательных движений за счет превращения кинетической энергии движение подвески в тепловую энергию, которая может быть рассеяна. Шок могут быть заполнены воздухом, газом или маслом. В любом случае его задача контролировать скорость движения пружины и подвески.
Все в системах задней подвески используется какая-то комбинация амортизаторов и пружин, но есть огромные различия в том, как они монтируются и в общий дизайн систем. Зная различия в выборе может иметь большое значение, чтобы помочь вам выбрать тот, который подходит для вашего поездка.
Преимущества многорычажной подвески:
Hyperlogos описывает преимущества многорычажной подвески ниже:
«Конструкция многорычажной подвески — самая передовая и функциональная независимая задняя подвеска|независимая задняя подвеска доступна для автомобиль. Он имеет все характеристики двухрычажной подвески, но занимает меньше места, как правило, меньше весит и потенциально более регулируемые, особенно если используются регулируемые звенья. Идея многозвенная подвеска заключается в использовании нескольких коротких звеньев для обеспечения развал, кастер и схождение либо не меняются, либо изменяются предсказуемо, когда подвеска сжимается или растягивается.
Многорычажные подвески обычно бывают трех-, четырех- и пятизвенными. модели. Строго говоря, любая конструкция подвески, использующая три или больше ссылок — это мультиссылка. Рассмотрим альтернативы: MacPherson стойка подвески имеет два звена, нижний рычаг и радиусную тягу или стержень контроля натяжения в зависимости от того, с кем вы разговариваете. Торсионная балка подвеска имеет одно звено (на колесо). Подвески на продольных рычагах имеют с одним А-образным рычагом, а родственная конструкция моста Weissach имеет два звена.
Многорычажная подвеска с четырьмя и пятью звеньями обеспечивает максимальную настраиваемость. Регулируемые звенья легко доступны для большинства видов спорта. автомобилей и легко может быть изготовлена в любом случае, например с помощью резьбовых трубка. В случае пятизвенного имеется пять отдельных стержней, где четыре звена обычно имеют А-образный рычаг внизу и вверху, вверху спереди, и верхние задние тяги. Если используются регулируемые верхние передние и задние тяги, угол схождения можно изменить, отрегулировав их. Если регулируемый верх ссылка используется, тогда развал можно легко изменить. Используя либо двойные регулируемые нижние рычаги (в пятизвенном соединении) или А-образный рычаг, два внутренние точки крепления можно перемещать внутрь и наружу, что позволит вам отрегулировать угол кастера. Это позволяет степень настройки не доступны на любом другом типе подвески. Кроме того, многоканальный подвеска почти всегда использует спиральную конструкцию для пружин и демпфирование, которое также позволяет лучше контролировать ход подвески. средство передвижения.
Единственным недостатком многозвенной конструкции является повышенная сложность и следовательно, больше потенциальных точек отказа и повышенная стоимость. Однако, за счет использования полиуретановых втулок срок службы подвески компоненты могут быть значительно расширены. Меньший размер ссылок обычно значительно экономит вес по сравнению с двойным поперечным рычагом дизайн.
Многорычажная подвеска обычно крепится к подрамнику, который крепится болтами. днище автомобиля, хотя на полноразмерном автомобиле они могут быть подключается непосредственно к шасси. Поскольку они обычно используются на unibody транспортных средств подрамник почти обязателен. Верхние крепления для амортизатора поглотители могут быть встроены в цельный корпус или реализованы как часть подрамник. Подрамник обычно крепится к цельному кузову через втулки, которые являются потенциальным источником скачка колес и проставок (или шайбы) иногда используются для сжатия втулок, чтобы уменьшить изгиб, или втулки могут быть заменены металлическими втулками, что приведет к передача большей вибрации в тело, но полностью устранить прогиб между кузовом и подрамником. Они в основном используются в задние подвески, но иногда их можно найти и спереди.
ОБНОВЛЕНО 20.06.2013:
Один из наших читателей спросил: «Какой тип у WRX и STi?», и Нил Гарриман, наш менеджер по обслуживанию, объяснил это следующим образом:
Subaru использует многорычажные подвески как спереди, так и сзади. задняя часть автомобиля. Все Subaru, будучи полноприводными автомобилями, имеют многорычажную подвеску. Это самая безопасная подвеска, позволяющая сохранять контроль, особенно при прохождении поворотов или движении по неровной дороге. Если одно колесо попадает в неровность, это влияет только на одно колесо, так как все остальные имеют свой собственный уникальный приводной вал. Неподвижная задняя ось означает, что два задних колеса соединены с одной и той же осью, поэтому, если одно колесо наезжает на неровность, другое реагирует так, как будто оно тоже наехало на неровность, что может привести к заносу, подпрыгиванию или другой реакции автомобиля на неровность. удар. Это может привести к тому, что водитель потеряет контроль над автомобилем. Многорычажная подвеска как спереди, так и сзади автомобиля — это лишь один из способов, которым Subaru уделяет первостепенное внимание безопасности и контролю над автомобилем.
Считаете ли вы нашу техническую серию Schmecnical полезной? У вас есть вопросы или предложения для будущих уроков? Дайте нам знать!
Хорошего дня и приятного чтения!
О серии уроков по технической механике: «Техническая механика» продолжающаяся серия и служит полезным руководством и ресурсом для владельцев транспортных средств, чтобы лучше понять их транспортные средства. Все наши информация взята из руководств по эксплуатации Subaru, кратких справочных руководств, технические руководства и даже наши сертифицированные мастера-техники Subaru!
Источник 1: «Руководство по задней подвеске» в журнале Popular Hot Rodding, выпуск за июнь 2004 г. Hyperlogos, блог автолюбителей, созданный Мартином Эспинозой, запись под названием «Multi-Link», написанная 16 февраля 2006 г. 30 апреля 2012 г. Multi — Ссылка Изображение подвески предоставлено Hyperlogos.
Какие бывают типы задней подвески и какая лучше? — Car Advice
Когда дело доходит до того, что находится под вашей машиной, довольно легко не обращать особого внимания, если только это не дорожный конус, вомбат или небо.
Но, как и в случае с чисткой зубной нитью, приостановка вызывает энтузиазм и гораздо важнее, чем принято считать.
Даже на ровной как стекло дороге подвеска автомобиля не работает. При прохождении простого поворота ходовая часть подвергается серьезным нагрузкам и деформациям.
Существует множество методов, которые использовались, чтобы держать ваши колеса под контролем, с очень запутанными терминами, такими как привод Гочкиса, звено Ватта, качающаяся ось, полуприцепной рычаг и трубка Де Диона (что звучит как группа для серфинга 60-х годов). , но это не так).
Какими бы неразборчивыми они ни казались, каждый из них представляет собой способ заставить задние колеса делать то, что вы хотите, и предотвратить их реакцию на повороты и дорожное покрытие непредсказуемым и потенциально опасным для жизни образом.
Большинство этих загадочных приспособлений устарели в наши дни благодаря двум основным методам, широко применяемым для контроля задней части автомобиля: полузависимым торсионным стержням и полностью независимым системам подвески.
Но как они работают, как они соотносятся и следует ли отдавать предпочтение одному из них при выборе автомобиля?
В первую очередь; что мы подразумеваем под независимой задней подвеской? Ну, есть три основных способа разобраться с задним мостом.
Зависимая
Зависимая подвеска — также известная как «живая» ось — это когда колеса каким-то образом связаны друг с другом. По сути, это означает, что движение одного колеса заставляет другое вращаться и, как правило, плохо себя вести. Это самый простой, старый и дешевый способ ведения дел, который можно найти на грузовиках, сельскохозяйственном оборудовании и 19-м веке.94 Форд Фалкон ГЛи.
В Falcon 1994 года это вызывало уморительную избыточную поворачиваемость при малейшей провокации и требовало большого количества пластырей в последующих моделях, чтобы исправить недостатки активной задней оси.
Подробнее: Все обзоры Falcon, новости, цены и характеристики
Независимый
Чтобы колеса не зависели друг от друга, но при этом оставались соединенными, требуется более сложная инженерия
Таким образом, идея независимой подвески кажется явно лучшей идеей. Движение каждого колеса изолировано — независимо, если хотите — от другого, свободно двигаться и реагировать, не вызывая симпатических движений с другой стороны автомобиля.
Для того, чтобы колеса оставались независимыми друг от друга, но при этом были соединены с кузовом, тормозами и приводными валами, требуется более чем сложная инженерная работа.
Инженеры решали эту проблему с разной степенью сложности, но наиболее известными из них являются стойки MacPherson, двойные поперечные рычаги и многорычажные системы.
Стойка MacPherson
Как один из более простых и, следовательно, более дешевых вариантов независимой подвески, стойка MacPherson получила широкое распространение с момента ее изобретения в 1940-х годах.
По сравнению с торсионной системой стойки Макферсона большие и дорогие. Помимо двухрычажной и многорычажной систем, MacPherson мало что предлагает в плане контроля, изоляции или регулировки.
Вообще говоря, стойки MacPherson были отнесены к более дешевым и более массовым моделям, особенно тем, которые предназначены для ненагруженного шоссе и городского использования. Производители также склонны устанавливать стойки МакФерсон только на переднюю ось, поэтому мы поговорим о них подробнее в другой раз.
Подробнее: Какие существуют типы передней подвески?
Многорычажная система и двойной поперечный рычаг
Многорычажная система и система двойного поперечного рычага — это святой Грааль конструкции подвески, позволяющий инженерам добиваться маневренности без ущерба для качества езды.
Независимые многорычажные и двойные поперечные рычаги — самые дорогие и сложные. выбор, предлагая большую регулируемость.
Конечно, бесплатно ничего не бывает. Многорычажные и двухрычажные независимые установки являются самыми дорогими и сложными, а также занимают больше места, чем более простая и легкая торсионная балка.
Обнаружение двухрычажной или многорычажной подвески в вашем предполагаемом новом автомобиле обычно означает переход к более премиальному сегменту рынка хэтчбеков, универсалов и седанов. Это также означает, что нужно быть довольно избирательным в сегментах внедорожников и легких коммерческих автомобилей.
Однако использование двухрычажной или многорычажной системы не является окончательным решением. Думайте о них как о лучшем методе, как о прекрасном рецепте вкусной еды. Хестон Блюменталь не делает всех со сковородкой, если вы понимаете, о чем мы. Haval, например, рекламировала многорычажную заднюю часть при запуске своего H8, что похвально, но вы все равно не спутаете эту китайскую машину с Ferrari.
Полунезависимая
Как вы могли догадаться, полунезависимая подвеска — это когда колеса все еще связаны, но благодаря присущей гибкости соединений могут работать с видимостью автономности.
Одной из таких систем является трубка De Dion, которая почти не используется в наши дни, хотя любители подвески укажут, что если вы хотите получить редкий взгляд на одну из них, вам следует заглянуть под микроавтомобиль Smart ForTwo (если вы все еще можете найдите его в Австралии, возможно, лучше отправиться в Европу, если вы действительно заинтересованы).
Торсионная балка
Итак, мы, наконец, подошли к торсионной балке, также известной как скручивающаяся балка, торсионная балка или любая другая вариация на эту тему. И это действительно так же просто и гениально, как это; стержень, соединяющий оба колеса, который слегка поворачивается под давлением, чтобы придать некоторую независимость движениям каждого колеса.
Установки с торсионной балкой относительно дешевы и просты в изготовлении
Однако под действием боковой (боковой) силы торсионная балка остается жесткой, чтобы сопротивляться крену кузова, что позволяет уверенно проходить повороты. Простой, солидный, отсортированный.
Торсионы занимают меньше места по вертикали, чем стойки MacPherson, и меньше места по горизонтали, чем двухрычажные и многорычажные системы, что обеспечивает больше места для людей в салоне и их вещей в багажнике.
Установки с торсионной балкой относительно дешевы и просты в изготовлении, установке и обслуживании, но они не дают инженеру такой свободы выбора баланса между комфортом, маневренностью и устойчивостью, как независимые системы.
Поскольку торсионы обеспечивают меньшую изоляцию, чем независимые системы, они также могут пропускать в салон больше шума, вибрации и жесткости.
Так вот, в машине с хорошей звукоизоляцией, которой не управляют в гневе, эти проблемы могут никогда не проявиться, не говоря уже о том, чтобы причинить горе.
Даже в быстрых, маленьких хот-хэтчбеках, таких как Polo GTI и Fiesta ST, торсионная балка более чем надежна.
Только тогда, когда требования к комфорту, уравновешенности и устойчивости превышают то, чего инженеры могут достичь с помощью торсионной балки, независимые системы становятся по-настоящему самостоятельными.
Таким образом, хотя независимая подвеска может быть лучшим способом следить за тем, что происходит под автомобилем, она не всегда необходима, и вам следует серьезно подумать, стоит ли тратить дополнительные деньги на автомобиль, оснащенный ею.
5-рычажная задняя подвеска (полный обзор)
от Vroomouk
В этой краткой статье мы обсудим 5-рычажную заднюю подвеску, ее типы, преимущества и области применения.
Многорычажная подвеска — это тип подвески (как зависимой, так и независимой), который состоит из 3 или более рычагов управления. В целом подвесные звенья Multi Link Setup, работающие в комплексе, направлены на ограничение 5 степеней свободы сустава. Это фактически оставит сустав свободным только в одном направлении движения, то есть в вертикальном движении.
Объяснение технологий рыболовных катушек Shimano…
Включите JavaScript
Объяснение технологий рыболовных катушек Shimano [обновление 2022 г.]
5-рычажная подвеска — это разновидность многорычажной подвески, которая обычно используется в качестве задней подвески легковых автомобилей. , внедорожники и пикапы. 5-рычажная система может быть установлена на сплошную заднюю ось и на независимую плавающую заднюю ось. Базовая конструкция 5-рычажной системы отличается для сплошной задней оси и независимой плавающей задней оси.
2 различных типа 5-рычажной подвески:
Задняя 5-рычажная неразрезная подвеска
Задняя 5-рычажная независимая подвеска
Задняя 5-рычажная неразрезная подвеска
Задняя 9000- представляет собой установку задней подвески с неразрезным мостом. Задняя 4-рычажная на шаг выше 3-рычажной, поскольку вместо двух продольных рычагов также есть 2 верхних рычага. Установка с 5 звеньями такая же, как установка с 4 звеньями, с добавлением 5-го звена, а именно PanHard Rod. Во многих случаях при проектировании задней 4-рычажной установки можно исключить необходимость в тяге Панара.
Это достигается за счет расположения верхних рычагов в форме буквы «V». Верхние рычаги подвески в форме буквы «V» в сочетании с нижними рычагами могут косвенно ограничивать ось от бокового движения. Единственное предостережение заключается в том, что после того, как фактические рычаги управления будут прикреплены через втулки, совокупный эффект втулок в системе должен быть достаточным для остановки поперечного смещения оси. В случаях, когда автомобиль ориентирован на производительность, тягу Панара может быть невозможно устранить из-за чрезмерных боковых сил от шин.
Задняя 5-рычажная независимая подвеска моста
5-рычажная подвеска, по сути, представляет собой эволюцию подвески с двойным поперечным рычагом. Верхний поперечный рычаг и нижний поперечный рычаг в основном разделены на 2 отдельных звена. В результате установка состоит из 2 нижних и 2 верхних рычагов управления, а также рычага управления схождением (который представляет собой рулевую тягу из установки с двойным поперечным рычагом). Сочетание верхних и нижних рычагов управления предназначено для противодействия нагрузкам при торможении, ускорении и крене. Передний рычаг противодействует выравнивающему крутящему моменту, который пытается управлять колесом, когда автомобиль поворачивает.
Различные OEM-производители создали свои версии этой базовой 5-канальной установки. Нет никаких ограничений на угол, под которым звенья должны быть ориентированы в подвеске, а также нет никаких ограничений по длине, если 5-рычажная установка может быть разумно упакована. Так, некоторые автомобили имеют одно из звеньев в качестве продольного рычага, который установлен почти продольно и предназначен для противодействия продольным нагрузкам автомобиля.
Пикап Ram 1500 — хороший пример грузовика средней грузоподъемности с неразрезным задним мостом и 5-рычажной установкой
Происхождение многорычажной подвески восходит к прототипу спортивного автомобиля Mercedes C111, который имел первую версию многорычажной подвески.
Самой ранней серийно выпускаемой 5-рычажной независимой задней подвеской было шасси Mercedes Benz W201 на базе моделей 190-й серии, представленное в 1982 году. Шасси W201 на этапе проектирования было построено для использования в качестве дорожного автомобиля. модель и в то же время быть омологированной гоночной моделью, которая могла бы соревноваться в классе DTM. По этой причине задняя подвеска была спроектирована как 5-рычажная, чтобы выдерживать большие силы на поворотах до 1g.
Honda в 1997 году представила довольно творческую интерпретацию задней подвески с 5 звеньями, которую Honda назвала типом «Watts Link». На виде сбоку установка подвески действительно напоминала форму «Watts Link».
Более позднюю версию этой задней подвески можно увидеть в Honda CRV первого поколения (1997-2002 гг.) , замыкающее звено и звено управления схождением.
5 Рычажная подвеска обычно используется там, где достижение хороших ходовых качеств, а также хороших характеристик управляемости имеет первостепенное значение.
Конструктивное преимущество подвески Multi Link заключается в расположение) в подвеске, не влияя на другую геометрию подвески. Примером может служить подвеска с двойным поперечным рычагом, в которой для изменения точки подвески рулевого шарового шарнира необходимо было бы изменить форму рычага управления. В случае многорычажной модификации эту модификацию можно выполнить, изменив только один рычаг подвески.
Используя многорычажную компоновку, можно косвенно ограничить степень свободы без обязательного наличия рычага управления в этом конкретном направлении. Чистый эффект ссылок при совместной работе позволит достичь желаемого ограничения.
Конструкция с 5 звеньями обеспечивает большую свободу перемещения узлов подвески, чтобы придать подвеске свойства «Анти-приседание» и «Анти-дайв». Способность «Flex» по сравнению с настройкой Double Wishbone. Причина в том, что в многорычажной конструкции потребуется 2 дополнительных шаровых шарнира (по одному на каждый рычаг управления) и что рычаг управления, будучи меньше, не нуждается в той жесткости, которая требуется рычагу Wishbone.
Эффективная ось поворотного кулака может быть смещена дальше наружу благодаря 4 шаровым шарнирам (2 для верхних рычагов и 2 для нижних рычагов) вместо двух в случае двухрычажной подвески.
Установка с 5 звеньями добавляет сложности, поэтому визуализация геометрии будет затруднена при использовании двумерного представления. Использование программного обеспечения для 3D-автоматизированного проектирования становится необходимым.
Разработка новой 5-рычажной подвески потребует сравнительно больших инженерных усилий и затрат по сравнению с мостовой балкой или установкой с неразрезным ведущим мостом.
Из-за большого количества деталей и сложности независимая подвеска также может привести к увеличению производственных затрат.
Количество проблем, связанных с техническим обслуживанием, и связанные с этим расходы будут увеличиваться в зависимости от увеличения количества деталей и различных типов соединений, задействованных в подвеске с 5 звеньями.
Заключение
В этой краткой статье мы обсудили 5-рычажную заднюю подвеску, ее типы, преимущества и области применения.
Если у вас есть какие-либо вопросы или комментарии, пожалуйста, не стесняйтесь спрашивать.
Ваш отзыв поможет нам улучшить качество этих статей.
Независимая подвеска — Wikiwand
Задняя независимая подвеска многорычажного типа на полноприводном автомобиле. На стабилизаторе поперечной устойчивости есть желтая краска.
Независимая подвеска — любая система автомобильной подвески, позволяющая каждому колесу на одной оси двигаться вертикально (т. е. реагировать на неровности дороги) независимо от других. Это контрастирует с балочной осью или системой осей deDion, в которых колеса связаны — движение с одной стороны не влияет на колесо с другой стороны. «Независимый» относится к движению или траектории движения колес или подвески. Обычно левая и правая стороны подвески соединяются со стабилизаторами поперечной устойчивости или другими подобными механизмами. Стабилизатор поперечной устойчивости связывает левую и правую пружины подвески вместе, но не связывает их движение вместе.
Большинство современных автомобилей имеют независимую переднюю подвеску ( IFS ). Многие автомобили также имеют независимую заднюю подвеску ( IRS ). IRS, как следует из названия, имеет независимые задние колеса. Полностью независимая подвеска Модель имеет независимую подвеску всех колес. В некоторых ранних независимых системах использовались поворотные оси, но в современных системах используются стойки Чепмена или Макферсона, продольные рычаги, многорычажные подвески или поперечные рычаги.
Независимая подвеска, как правило, обеспечивает лучшие ходовые качества и характеристики управляемости благодаря меньшей неподрессоренной массе и способности каждого колеса двигаться по дороге, не отвлекаясь на действия другого колеса автомобиля. Независимая подвеска требует дополнительных инженерных усилий и затрат на разработку по сравнению с балкой или ведущей осью. Очень сложное решение IRS также может привести к увеличению производственных затрат.
Основная причина меньшей неподрессоренной массы по сравнению с конструкцией ведущего моста заключается в том, что для ведущих колес блок дифференциала не является частью неподрессоренных элементов системы подвески. Вместо этого он либо прикручивается болтами непосредственно к шасси автомобиля, либо, чаще, к подрамнику.
Относительное движение между колесами и дифференциалом достигается за счет использования качающихся карданных валов, соединенных универсальными шарнирами (U-образными шарнирами), аналогичными шарнирам равных угловых скоростей (CV), используемым в переднеприводных автомобилях.
Независимая подвеска
Приостановка
Подвеска — единственный компонент, отделяющий водителя и/или пассажира от земли. Подвеска автомобиля помогает поглощать неровности дороги. Для этого существует множество систем и конструкций, например, независимая подвеска. [1] : 1
Преимущества
Эта система имеет множество преимуществ по сравнению с другими подвесными системами. Например, в системах подвески с неразрезными мостами, когда одно колесо наезжает на неровность, это влияет на оба колеса. Это ухудшит сцепление с дорогой, плавность хода, а также может вызвать опасную вибрацию колес при движении на высоких скоростях. В системах с независимой подвеской удар в первую очередь влияет только на контактное колесо. Это дает множество преимуществ, таких как повышенный комфорт при движении, лучшее сцепление с дорогой, а также более безопасные и устойчивые автомобили на дороге. [1] : 1
Типы
Подвеска на двойных поперечных рычагах
В автомобилях подвеска на двойных поперечных рычагах представляет собой независимую конструкцию подвески, в которой используются два (иногда параллельных) рычага в форме поперечного рычага для фиксации колеса. Каждый поперечный рычаг или рычаг имеет две точки крепления к шасси и один шарнир на поворотном кулаке. Амортизатор и цилиндрическая пружина крепятся к поперечным рычагам для управления вертикальным движением. Конструкция с двойным поперечным рычагом позволяет инженеру тщательно контролировать движение колеса на протяжении всего хода подвески, контролируя такие параметры, как угол развала, угол кастера, рисунок схождения, высота центра крена, радиус трения, задиры [ требуется разъяснение ] и другие.
Многорычажная подвеска
Многорычажная подвеска — это тип конструкции подвески транспортного средства, обычно используемый в независимых подвесках с использованием трех или более поперечных рычагов и одного или более продольных рычагов. В более широком определении рассматриваются любые независимые подвески, имеющие три звена управления или более многорычажные подвески. Эти руки не обязательно должны быть одинаковой длины и могут быть отклонены от их «очевидного» направления. Впервые он был представлен в конце 1960-х годов на прототипе Mercedes-Benz C111, а позже запущены в производство серии W201 и W124.
Стойка Макферсон
На сегодняшний день это наиболее распространенная система передней подвески автомобилей. Это очень простая и эффективная конструкция, в которой используются пружина и амортизатор стоечного типа, которые работают как одна команда, вращаясь на одном шаровом шарнире. Эта система была популяризирована в британских автомобилях Ford в 1950-х годах, а затем принята на вооружение BMW (1962 год) и Porsche (1963 год). Позже эта компактная система получила широкое распространение с ростом популярности переднего привода.
Одна из проблем с этой системой заключается в том, что после износа пружины или верхней пластины водитель автомобиля с этой системой может услышать громкий «стук» при полной блокировке (т. е. при повороте рулевого колеса в крайнее левое или крайнее правое положение). положения), когда пружина стойки возвращается на место. Этот шум часто путают со стуком ШРУСа. [ ссылка необходима ]
Поперечная листовая рессора
Некоторые конструкции независимой подвески оснащены поперечными листовыми рессорами. В большинстве приложений использовались многолистовые стальные пружины, хотя в более поздних конструкциях использовались пружины из армированного волокном пластика (FRP, обычно волокна представляют собой стекловолокно). В дополнение к типу пружины (многолистовая сталь, FRP) можно провести различие между системами, в которых пружина также действует как фиксирующее звено, и системами, в которых пружина действует только как пружинный элемент.
Модель AC Cobra представляет собой пример подвески с поперечной многолистовой стальной рессорой, в которой листовая рессора используется в качестве верхнего рычага подвески. В качестве альтернативы задняя подвеска Corvette 1963 года является примером, в котором поперечная листовая рессора используется только в качестве подвески. В обоих примерах листовая рессора установлена по центру, что предотвращает влияние смещения колеса с одной стороны на колесо с другой стороны.
В 1981 году General Motors впервые применила поперечную листовую рессору из пластика FRP на Corvette третьего поколения. Как и в приведенных выше примерах, в пружине использовалось одно центральное крепление, которое изолировало левый и правый механизмы. Пружина FRP уменьшила вес и устранила внутреннее трение листа по сравнению с многолистовой металлической пружиной, которая была стандартной для автомобиля. [2]
Вместо того, чтобы устанавливать поперечную листовую рессору по центру и, таким образом, изолировать левую и правую стороны рессор, некоторые производители, начиная с Fiat, использовали два широко расположенных крепления рессоры. Впервые это было использовано в передней части Fiat 600 1955 года, а затем в задней части Fiat 128. Пружина может поворачиваться внутри креплений, что позволяет смещению пружины с одной стороны воздействовать на другую сторону. Эта механическая связь между левой и правой сторонами подвески приводит к эффекту, аналогичному действию стабилизатора поперечной устойчивости. [2] [3] Chevrolet Corvettes, начиная с 4-го поколения в 1984 году, сочетали двойные шарнирные опоры с листовыми рессорами из FRP.
Поперечная листовая рессора используется не так часто, как раньше. Это очень редко встречается на современных автомобилях, например, на Corvette и нескольких моделях Volvo. [4] В прошлом он более широко использовался во многих Триумфах. Herald, Vitesse, Spitfire и GT6 использовали заднюю поперечную листовую рессору, как и Volvo 9 1995-98 годов. Стоклоса Александр. «10 вещей, которые вам нужно знать о Volvo XC90 2016 года» . Автомобиль и водитель . Проверено 1 августа 2015 г. .
Arvinmertitor Inc. «Независимая подвеска для внедорожной техники». LexisNexis Академический.
«независимая подвеска». Словарь 21 века Dictionary. com. Словарь.ком, ООО. 14 ноября 2011 г.
Пинтадо, Публио и Мигель-Анхель Кастелл. «Независимая подвеска». Динамика систем автомобиля 31,3 (1999): 137-55. Хост ЭБСКО. Веб. 14 ноября 2011 г.
Внешние ссылки
Эта страница основана на статье в Википедии, написанной участники (читать/редактировать). Текст доступен в лицензия CC BY-SA 4.0; могут применяться дополнительные условия. Изображения, видео и аудио доступны по соответствующим лицензиям.
Фото обложки доступно по адресу {{::mainImage.info.license.name || «Неизвестная»}} лицензия. Фотография обложки доступна по адресу {{::mainImage.info.license.name || «Неизвестная»}} лицензия. Кредит: (см. исходный файл).
Многорычажная подвеска | Тракторно-строительный завод Wiki
в: Все статьи с утверждениями без источников, Технологии автомобильной подвески
Посмотреть источник
Многорычажная подвеска представляет собой тип конструкции подвески транспортного средства, обычно используемой в независимых подвесках с использованием трех или более боковых рычагов и одного или нескольких продольных рычагов. [ ссылка (источник) необходима ] Более широкое определение рассматривает любые независимые подвески, имеющие три рычага управления или более, многорычажные подвески. [1] Эти плечи не обязательно должны быть одинаковой длины и могут быть отклонены от их «очевидного» направления.
Обычно каждый рычаг имеет сферическое соединение (шаровой шарнир) или резиновую втулку на каждом конце. Следовательно, они реагируют на нагрузки по своей длине, на растяжение и сжатие, но не на изгиб. В некоторых многорычажных передачах используется продольный рычаг или поперечный рычаг с двумя втулками на одном конце.
В передней подвеске один из боковых рычагов заменен на тягу, которая соединяет рейку или рулевой механизм со ступицей колеса.
Для упрощения понимания обычно функцию плеч рассматривают в каждой из трех ортогональных плоскостей.
Неразрезная ось
Для автомобиля с неразрезной осью многорычажная подвеска обеспечивает управление осью во время циклов подвески и размещение оси под автомобилем. Наиболее распространенный [ необходимая цитата ] представляет собой четырехзвенный стержень Панара. Встречается во многих легковых автомобилях и пикапах. Четырехзвенная система также широко используется в гонках по бездорожью и дрэг-рейсинге. Четыре звена для сплошной оси имеют несколько вариаций, таких как четырехзвенное треугольное соединение и четырехзвенное двойное треугольное соединение. Хотя они распространены во внедорожниках, их редко можно встретить на улице.
Вид сверху
Рычаги должны контролировать схождение/поворот и боковую податливость. Для этого нужна пара рычагов, разделенных в продольном направлении.
Вид спереди
Независимая подвеска
Рычаги должны контролировать развал, особенно то, как развал изменяется, когда колесо движется вверх (в отскок или удар) и вниз в отскок или провисание.
Подвеска с неразрезной осью
В подвеске с неразрезной осью верхние рычаги могут иметь угол не менее 45 градусов между собой, чтобы предотвратить перемещение оси из стороны в сторону, позволяя оси шарнирно сочленяться и свободно перемещаться вверх и вниз. вниз.
Вид сбоку
Независимая подвеска
Рычаги должны реагировать на тяговые и тормозные нагрузки, обычно реализуемые через продольный рычаг. Они также должны управлять кастером. Обратите внимание, что тормозные моменты также должны реагировать — либо вторым продольным звеном, либо вращением ступицы, которое выталкивает боковые рычаги из плоскости, что позволяет им реагировать на силы «вращения», либо жесткой фиксацией продольного звена. концентратор.
Неразрезная подвеска оси
Для цельной оси нижние рычаги управляют движением вперед и назад, верхние рычаги управляют вращением вперед и назад. Это вращение присутствует при ускорении и торможении.
Преимущества многорычажной подвески
Преимущество независимой подвески
Многорычажная подвеска позволяет автоконструкторам сочетать хорошие ходовые качества и хорошую управляемость в одном автомобиле.
В своей простейшей форме многорычажная подвеска является ортогональной, т. е. можно изменять один параметр подвески за раз, не влияя ни на что другое. Это прямо противоположно подвеске на двойных поперечных рычагах, где перемещение узла подвески или изменение податливости втулки влияет на два или более параметра.
Преимущества также распространяются на вождение по бездорожью. Многорычажная подвеска позволяет автомобилю больше изгибаться; это просто означает, что подвеска может двигаться более легко, чтобы соответствовать различным углам движения по бездорожью. Автомобили с многорычажной связью идеально подходят для таких видов спорта, как гонки по пустыне. [ необходима ссылка ] В гонках по пустыне для противодействия крену кузова необходимо использовать хороший стабилизатор поперечной устойчивости.
Преимущества многорычажной подвески со сплошной осью
Преимущество треугольной и двойной треугольной компоновки заключается в том, что им не нужен стержень Панара. Преимуществами этого являются увеличенная артикуляция и возможная простота установки. Преимущество многорычажной системы со сплошной осью по сравнению с независимой многорычажной заключается в том, что она значительно дешевле и намного проще в сборке.
Недостатки многорычажной подвески
Многорычажная подвеска дорога и сложна. Также трудно настроить геометрию без полного трехмерного компьютерного анализа проектирования. Соответствие требованиям под нагрузкой может иметь важное значение и должно быть проверено с помощью программного обеспечения для моделирования нескольких тел.
См. также
Транспортные средства
Автомобилестроение
Конструкция автомобильной подвески
Указатель глоссария
Ссылки
↑ Марк Ван. «Техническая школа AutoZine — Подвеска». Autozine.org. Проверено 13 ноября 2011 г.
Адамс, Х. (1993). Разработка шасси Нью-Йорк, Нью-Йорк, Penguin Putnam
Напоминаем, что текущая стоимость лота составляет: 1 156 000,00 ₽, и для принятия положительного решения по заключению договора купли-продажи, рекомендуем предложить стоимость выше, чем текущая. Пусть вам улыбнётся удача!
Ваша цена (₽)
Я принимаю условия соглашения о хранении и обработке персональных данных, и ознакомлен с регламентом
This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.
Я принимаю условия соглашения о хранении и обработке персональных данных, и ознакомлен с регламентом
Организуем торги за вас! Бесплатно
Форма отправки сообщения
Введите ваше имя
Введите ваш номер телефона
Введите вашу почту
Укажите тип имущества
Наверх
Вы счастливчик! Скорее всего это очень интересный лот! Мы приложили все усилия для проведения осмотра этого имущества, а именно:
Вы действительно хотите выйти?
Нет Да
Закрыть
Впервые у нас?
Уже есть аккаунт? Войдите в него
Войти
Сразу после оплаты на ваш E-mail будет отправлена информация о заказе, а также ваш логин и пароль от портала Торги России
Кран башенный КБ100 КБ 100 ОА-1С
На этой странице Вы можете купить кран башенный КБ 100 ОА-1С, 1982 года выпуска, за 500 000 РУБ
Добавлено: 14 авг 2016, Просмотров: 304
500 000 РУБ
Торговая марка:
КБ 100
Модель:
ОА-1С
Год выпуска:
1982 г.
Цена:
500 000 РУБ
Описание:
Башенный кран г/п 5т,ХТС.
Местоположение:
Россия / Красноярский край / Красноярск
Контактная информация
Контактная информация:
8 923 3371505
viber 8 923 3629012
Компания:
Руслан
Поделиться:
Смотрите также в продаже
1.
Кран Портальный КП-300
Кран башенный
1981 г.
23.09.2019
ООО СОЮЗ
г. Красноярск
1 280 000
2.
Кран раскладной BENAZZATO Matricola TE-656
Кран башенный
1990 г.
07.09.2018
Андрей
г. Челябинск
500 000
3.
Башенный кран б/у Liebherr 63 HC
Кран башенный
1984 г.
27.03.2018
ООО «ЕвроХолдинг»
г. Москва
900 000
4.
Кран башенный
Кран башенный
1984 г.
09.02.2018
ЕвроХолдинг
г. Москва
900 000
5.
Кран башенный
Кран башенный
1984 г.
14.02.2018
ООО ПрофСервис
г. Новосибирск
1 000 000
6.
Кран башенный
Кран башенный
1988 г.
04.03.2019
Владимир
г. Белгород
840 000
7.
Кран башенный
Кран башенный
1989 г.
27.02.2019
l
г. Казань
900 000
8.
Башенный кран КБ-403А
Кран башенный
1985 г.
02.10.2018
ООО Казаньстройтехника
г. Казань
1 232 000
9.
Кран башенный
Кран башенный
1989 г.
04.04.2019
организация
г. Казань
1 000 000
10.
Кран башенный
Кран башенный
1989 г.
03.11.2018
ДЕНИС
г. Челябинск
1 000 000
Устройство башенных кранов (стр.
1 из 5)
Оглавление
Введение
Устройство башенных кранов
Механизм передвижения
Механизм поворота
Механизм изменения вылета и выдвижения башни
Механизм подъема
Металлоконструкция башенного крана
Приборы безопасности башенного крана
Заключение
Список литературы
Введение
Башенные краны, являясь универсальными монтажными машинами, применяются для монтажа высоких и протяженных сооружений там, где могут быть использованы стреловые самоходные гусеничные и пневмоколесные краны.
Основные преимущества башенных кранов:
1) стрела высоко крепится к башне крана, обычно выше отметки монтируемых конструкций, что позволяет подавать их в любую точку обслуживаемой территории в любой последовательности;
2) большая грузоподъемность при больших вылетах стрелы;
3) простота перемещения крана;
4) четкая организация монтажной площадки.
Недостатками башенных кранов являются длительность и трудоемкость монтажа и демонтажа, сложность транспортирования их с площадки на площадку и высокая стоимость путей. Все это значительно повышает стоимость эксплуатации крана и сокращает полезное время его работы. Современные модели башенных кранов предусматривают перевозку кранов при наименьшем демонтаже узлов и возможность быстрого монтажа и демонтажа без применения дополнительных механизмов.
Большое разнообразие типов кранов затрудняет их эксплуатацию. Для устранения разнотипности утвержден типаж башенных кранов единого ряда типа КБ. В основу типажа положен грузовой момент. Типаж включает краны КБ-4; КБ-16; КБ-25; КБ-40; КБ-60; КБ-100;’КБ-160 и КБ-250 (где цифрой обозначен грузовой момент, т. е. произведение максимального веса поднимаемого груза на вылет, ему соответствующий, в тс-м).
Краны типа КБ изготовляют из унифицированных узлов, выпускаемых специализированными заводами. В настоящее время выпускают краны КБ-60, КБ-100 и КБ-160.
По грузоподъемности башенные краны подразделяются на три группы: – для подъема легких грузов — менее 5 т, с грузовым моментом до 60 тс-м; – для подъема средних грузов — от 5 до 25 т, с грузовым моментом до 300 тс-м; – для подъема тяжелых грузов — более 25 т, с грузовым моментом более 300 тс-м.
Башенные краны получили массовое распространение в строительстве.
По назначению башенные краны делят на:
а) краны малой мощности грузоподъемностью до 5 т для обслуживания малоэтажного гражданского строительства;
б) краны средней мощности грузоподъемностью от 5 до 25 г для обслуживания многоэтажного гражданского и промышленного строительства;
в) краны большой мощности грузоподъемностью 25—75 т, а иногда и до 100 т для монтажа сборных элементов конструкции в гидростроительстве и промышленном строительстве.
В гидротехническом строительстве башенные краны малой мощности применяют для обслуживания вспомогательных работ; краны средней мощности используют преимущественно как краны-бетоноукладчики для подачи бетонной смеси бадьями в блоки бетонирования при возведении монолитных бетонных сооружений; краны большой мощности используют в качестве монтажных кранов при возведении сооружений из сборного железобетона.
Монтажные большегрузные башенные краны особенно эффективны для обслуживания строительства низконапорных гидроузлов с весом сборных элементов до 70—80 т и даже 100 т; они перемещаются с обеих сторон сооружения.
Устройство башенных кранов
Башенный кран – поворотный кран со стрелой, закрепленной в верхней части вертикально расположенной башни (рис. 1). Основные параметры башенного крана: грузоподъемность, вылет, высота подъема груза, глубина опускания груза, скорость подъема (опускания) груза, скорость поворота башни, скорость перемещения крана.
Существует множество типов башенных кранов. Они нашли широкое применение при строительстве зданий и сооружений в производстве погрузочно-разгрузочных работ. Башенный кран состоит из следующих основных узлов: башня, ходовая рама с колесами, опорно-поворотное устройство, поворотная платформа с грузовой и стреловой лебедкой, с противовесом; механизм поворота и электрооборудования, механизм подъема груза, механизм для изменения вылета, механизм передвижения крана и т.д.
Все башенные краны имеют башню, что подразумевается уже самим их названием, и стрелу; эти башни и стрелы бывают самыми разнообразными. Башня крана – как бы его остов, который служит для поддержания стрелы на определенной высоте, а также для передачи нагрузок со стрелы на ходовую раму и крановые пути. Башню изготовляют из металлических уголков или труб, иногда бывают башни, выполненные в виде сплошной трубы. В вертикальном положении башни крепятся на портал или шарнирно с помощью подкосов.
У ряда кранов высота башни при необходимости может меняться с помощью выдвижных секций (телескопические и наращиваемые башни). Существуют краны с башней, которая складывается в боковом направлении с помощью монтажного полиспаста. Такой тип башни особенно удобен при транспортировке крана с одного объекта на другой. Если башня крана – его корпус, то стрела – его рука, с помощью которой кран дотягивается до нужного предмета, находящегося от него на определенном расстоянии. Стрелы крепят к верхней части башни. Они бывают подъемными или балочными.
Преимущество подъемных стрел заключается в сравнительно малом их весе и размерах, меньшей трудоемкости монтажа и перевозки. Краны с подъемными стрелами наиболее распространены в строительстве. Недостатком подъемных стрел является то, что для изменения вылета крюка нельзя горизонтально переместить груз, поэтому необходимо производить поворот и передвижение крана: Стрелы бывают подвесные, подвесные с гуськом, подвесные со стойками, молотовидные. Больше всего из них распространены подвесные подъемные стрелы. Так же, как и башни, стрелы изготовляют из уголков или труб большого диаметра. Решетчатые конструкции из труб легки, прочны, способны выдерживать большие ветровые нагрузки. Балочные стрелы бывают подвесные и молотовидные. Последние менее распространены из-за довольно значительного веса и больших габаритов. Нижний пояс подвесной балочной стрелы представляет собой двутавровую балку, по которой перемещаются катки грузовой тележки, необходимой для подвешивания и перемещения грузов.
Важный элемент башенного крана – ходовая рама для передачи действующих нагрузок на крановые пути. У кранов с неповоротными башнями ходовые рамы выполнены в виде закрытого шатрового или открытого П-образного портала. У большинства кранов, имеющих неповоротную башню, ходовая рама – шатровая, выполненная в форме усеченной пирамиды. В кранах с поворотными башнями действующие на кран нагрузки передаются на ходовую раму через опорно-поворотное устройство, размещенное в верхней части рамы, и с нее – на крановые пути. Через опорно-поворотное устройство у мобильных кранов башня соединена с ходовой рамой. Само по себе опорно-поворотное устройство необходимо для обеспечения вращения поворотной части башенного крана относительно неповоротной части и для передачи нагрузок с поворотной части на неповоротную. Это устройство расположено на поворотной платформе крана.
В верхней части башни находится оголовок, который жестко соединен с башней или связан с нею с помощью опорно-поворотного устройства. На противовесной консоли, расположенной со стороны, противоположной стреле, размещены противовесы, а также грузовая, стреловая и тележечная лебедки. На башенных кранах с поворотной башней вместо противовесной консоли устанавливают более простые по конструкции распорки, предназначенные для отвода от башни ветвей стреловых канатов. На распорках крепят только блоки стрелового расчалю и грузового каната. Железобетонные блоки балласта и блоки противовеса нужны для повышения устойчивости крана как в рабочем, так и в нерабочем состоянии. В кранах с неповоротной башней противовес располагают на конце противовесной консоли, а в кранах с поворотной башней — на поворотной платформе.
Механизм передвижения
Механизмы передвижения различных кранов существенно отличаются друг от друга; их компоновка во многом зависит от типа и характера ходового оборудования. Ходовое оборудование бывает автомобильное, пневмоколесное, гусеничное, шагающее и рельсовое. Передвижные башенные краны выпускаются на рельсовом и автомобильном ходу. Приставные краны не имеют механизма передвижения. Башенный кран на автомобильном ходу (например, АБКС-5) во время работы вывешивается на опорах и передвигаться не может.
Как правило, башенные краны опираются на рельс четырьмя, восемью, двенадцатью, а тяжелые – 32 колесами. При наличии восьми или большего числа колес их объединяют в ходовые балансирные (рычажные) тележки. Это делают для того, чтобы равномерно распределить нагрузку от крана на все колеса.
При жестком креплении ходовых колес (рис.2 а) за счет допустимых продольных и поперечных уклонов путей и неодинаковой жесткости основания кранового пути и самих рельсов может произойти перегрузка отдельных колес. При объединении колес в балансирные тележки (рис.2 б,в) нагрузка воспринимается всеми колесами. Для равномерного распределения этой нагрузки соотношение плеч рычагов-балансиров выбирают: для двухколесной тележки 1:2, для трехколесной 1:3 и т.п..
Рис.2 Схемы ходовой части рельсовых кранов.
технические характеристики видео, цена, марки, фото, устройство (высота и параметры)
Строительство гражданских и промышленный зданий, возведение жилых многоэтажных домов, погрузочно-разгрузочные работы на складах, площадках и полигонах нельзя представить без применения кранов башенного типа. Они перемещают грузы, элементы конструкций в требуемую точку строительного объекта.
Давайте попробуем разобраться, что собой представляет башенный кран, и узнаем его техническими характеристиками. Статья позволит нам выяснить параметры башенных кранов, их виды и понять где, в какой области их применение будет наиболее эффективным. А также выяснить цену «однорукого помощника».
Содержание
Технические характеристики башенного крана
Скорость работ определяется мощностью и производительностью башенного крана. От его скорости передвижения и веса, который он может поднять, зависят общие темпы строительства и возведения зданий. Башенный кран видео, которого можно посмотреть в ниже – это механизм цикличного типа.
Что входит в понятие цикл работы механизма:
Это захват груза.
Перемещение захваченного объекта.
Выгрузку на планируемом месте.
Обратный пробег.
Башенный кран технические характеристики такого типа, его возможности
1
Высота башенного крана (вылет стрелы)
метр
40
2
Возможная высота подъёма стрелы с грузом
метр
150
3
Скорость подъёма груза
метр/мин
10 — 100
4
Вращение крановой конструкции (её частота)
оборотов/мин
0,2 – 1,0
5
Скорость передвижения
метр/мин
10 — 30
6
Грузоподъёмность грузового механизма с минимальным вылетом стрелы
кг
7500
Башенные краны характеристики, которых мы рассматриваем, бывают нескольких типов:
С поворотной башней.
И неповоротной конструкцией.
Сборный вариант конструкций позволяет в короткие сроки провести монтаж и демонтаж крана. Перевести его в нужное место. Говоря о башенных кранах как разновидности подъёмных механизмов, добавим, что неповоротная башня делится на три вида:
Для перемещения по строительной площадке устанавливают рельсы. По ним, кран может перемещаться вперёд и назад, поднимая и доставляя конструкции зданий или грузы в нужную точку строительной площадки.
Существует категория кранов, которая опирается на внешнюю сторону строящегося объекта. Это классифицируется как конструкция приставного типа. В ряде случаев используют самоподъёмные механизмы. С увеличением высоты строящегося объекта они поднимаются вверх.
[tip]Существуют кроме рассматриваемых кранов механизмы на пневмоколесном ходу. Краны, которые перемещаются на гусеницах и установленные на автомобили.[/tip]
Устройство башенного крана
В конструкцию входят:
опорная часть;
кабина управления;
опорно-поворотные устройства;
башня;
стрела;
ходовые рамы;
устройство для перемещения по кривым;
поворотные платформы;
лестницы и площадки.
Марки башенных кранов
Сегодня производится и находится на строительных объектах множество кранов разных марок. Фото башенные краны, которые представлены в конце статьи, наиболее востребованы. Речь идёт о серии «КБ». Считается, что эта серия с поворотной кабиной наиболее часто встречается на стройплощадках. Именно на них мы остановимся.
Т 130 бульдозер: технические характеристики, расход топлива, цена, фото, видео. Узнать какие самые большие автокраны в мире можно здесь.
Модельный ряд автокранов Liebherr тут.
Технические характеристики башенных кранов КБ
КБ-100 используется при строительстве зданий, высота которых составляет 5 – 9 этажей. Передвигается по рельсовому полотну. КБ-100 – это установка с наклонной стрелой и поворотной башней. Высота подъёма от 21 до 33 метров. Скорость подъёма 43 м/сек.
КБ-402 кран на рельсовом ходу и поворотной башней. Может поднимать грузы до 8000 кг. Вылет стрелы составляет 25 метров. Используется при возведении пятиэтажных зданий.
Сколько стоит башенный кран?
Башенный кран, цена которого, зависит от его производительности, грузоподъёмных возможностей, года выпуска и технического состояния можно купить за счёт кредитных средств. Возможна покупка в лизинг или приобретение техники бывшей в употреблении. Разбежка составляет от 13897000,00 до 1287000,00 р. Средняя цена кранов в РФ составляет 670000,00 р. практикуется аренда крана на определённый срок.
Достаточно сказать, что любые краны независимо от грузоподъёмности, скорости передвижения востребованный инструмент, без которого невозможно строительство высотных сооружений. Их использование только ускоряет процесс возведения зданий.
КБ-100.0 / КБ-100.1 и их модернизации — TCFS.ru — Все о механизации строительства
#141
Antcranes
Отправлено 06 Декабрь 2009 — 18:59
Anatoliy сказал:
Впервые вижу такую башню!!!!! фото с инета
есть такое дело Эт одно из исполнений Кб-309. А если точнее-КБ-309-03.АХЛ. Вот че есть о нем:
Башенный кран КБ-309-03.АХЛ предназначен для механизации строительно-монтажных работ при возведении жилых, промышленных и административных зданий и сооружений с высотой до 9-ти этажей, с подъемом строительных элементов массой до 8 тонн. Кран предназначен для эксплуатации в районах с холодным климатом при температуре окружающего воздуха от минус 60° до плюс 40° С. Эксплуатация крана допускается в I-V ветровых районах. Допускаемая при работе крана скорость ветра не более 20 м/с. Режим работы крана легкий (группа А4). Кран передвижной (на рельсовом ходу), полноповоротный (с поворотной башней). Оснащен унифицированными механизмами, монтируется и демонтируется при помощи собственных механизмов и автокрана грузоподъемностью 10 т. Кран перевозится в собранном виде автопоездом на подкатной тележке. Технические характеристики Грузовой момент, т.м 100 Грузоподъемность, т: — максимальная 8,0 — при наибольшем вылете 4,0 Вылет стрелы, м: — максимальный 25,0 — при максимальной грузоподъемности 12,5 — минимальный 12,5 Высота подъема, м: — максимальная 45,0 — при максимальном вылете 30,0 Глубина опускания, м 5,0 Скорость, м/мин: — подъема груза при 2-х кратном запасовке 32 — подъема груза при 4-х кратном запасовке 16 — плавной посадки груза максим, массы 3,5 — передвижения крана 29,7 Частота вращения, об/мин 0,78 Установленная мощность эл.двиг, кВт 70,9 Колея и база, м 4,5×4,5 Угол поворота в обе стороны, град. 540 Масса крана (констр.), т 33,0 Масса крана (общая), т 90,2
Прикрепленные файлы
КБ-309-03АХЛ. JPG (8,63К)
Количество загрузок:: 505
Наверх
#142
Гость__*
Отправлено 06 Декабрь 2009 — 19:14
Antcranes сказал:
AHTOH сказал:
КБ-100.0АС
Это КБ-309 тока с 20-и метровой стрелой
Докажи лично я фотал заводскую табличку. А ты чем докажешь?
Наверх
#143
Гость__*
Отправлено 06 Декабрь 2009 — 19:19
Antcranes сказал:
Anatoliy сказал:
Впервые вижу такую башню!!!!! фото с инета
есть такое дело Эт одно из исполнений Кб-309. А если точнее-КБ-309-03.АХЛ. Вот че есть о нем:
Башенный кран КБ-309-03. АХЛ предназначен для механизации строительно-монтажных работ при возведении жилых, промышленных и административных зданий и сооружений с высотой до 9-ти этажей, с подъемом строительных элементов массой до 8 тонн. Кран предназначен для эксплуатации в районах с холодным климатом при температуре окружающего воздуха от минус 60° до плюс 40° С. Эксплуатация крана допускается в I-V ветровых районах. Допускаемая при работе крана скорость ветра не более 20 м/с. Режим работы крана легкий (группа А4). Кран передвижной (на рельсовом ходу), полноповоротный (с поворотной башней). Оснащен унифицированными механизмами, монтируется и демонтируется при помощи собственных механизмов и автокрана грузоподъемностью 10 т. Кран перевозится в собранном виде автопоездом на подкатной тележке. Технические характеристики Грузовой момент, т.м 100 Грузоподъемность, т: — максимальная 8,0 — при наибольшем вылете 4,0 Вылет стрелы, м: — максимальный 25,0 — при максимальной грузоподъемности 12,5 — минимальный 12,5 Высота подъема, м: — максимальная 45,0 — при максимальном вылете 30,0 Глубина опускания, м 5,0 Скорость, м/мин: — подъема груза при 2-х кратном запасовке 32 — подъема груза при 4-х кратном запасовке 16 — плавной посадки груза максим, массы 3,5 — передвижения крана 29,7 Частота вращения, об/мин 0,78 Установленная мощность эл. двиг, кВт 70,9 Колея и база, м 4,5×4,5 Угол поворота в обе стороны, град. 540 Масса крана (констр.), т 33,0 Масса крана (общая), т 90,2
И с этим я тоже не согласен. Совершенно разные краны посмотри на нижнюю часть башни она симметричная, а на твоей картинке ассиметричная
Наверх
#144
Antcranes
Отправлено 06 Декабрь 2009 — 19:23
я про фото в рамке. Первое на предыдущей странице. 0000701340-preview.jpg. А все очень просто. Посмотри на разбежку блоков на оголовке стрелы. Просто выкинули средний блочек под четырехкратку да и все. Плюс блочки отводные грузового каната на оголовке башни стоят соосно со стреловыми блочками, а не внутри оголовка. И самое главное-глянь внутрь кабины. Там стоят новые ухтинские контроллерные пульты управления с двумя ручками управления. Кресло-пульт короче. Когда выпускали КБ-100 их еще не ставили. Да и сама кабина по остеклению как у 309.
Наверх
#145
Гость__*
Отправлено 06 Декабрь 2009 — 19:42
Antcranes сказал:
я про фото в рамке. Первое на предыдущей странице. 0000701340-preview.jpg. А все очень просто. Посмотри на разбежку блоков на оголовке стрелы. Просто выкинули средний блочек под четырехкратку да и все. Плюс блочки отводные грузового каната на оголовке башни стоят соосно со стреловыми блочками, а не внутри оголовка. И самое главное-глянь внутрь кабины. Там стоят новые ухтинские контроллерные пульты управления с двумя ручками управления. Кресло-пульт короче. Когда выпускали КБ-100 их еще не ставили. Да и сама кабина по остеклению как у 309.
Так КБ-100. 0АС Ухта и выпускала в конце 70х, посмотри я выкладывал его фотки по осени 2008 года с табличкой у него крюк с двумя блоками. Так что это КБ-100.0АС а не КБ-309ХЛ
Наверх
#146
Гость__*
Отправлено 06 Декабрь 2009 — 19:45
«Плюс блочки отводные грузового каната на оголовке башни стоят соосно со стреловыми блочками, а не внутри оголовка». На КБ-100.0 и КБ-100.0С стояли внутри оголока. А на КБ-100.0А Ржевский крановый завод уже как у КБ-309 стояли эти блоки.
Наверх
#147
Antcranes
Отправлено 06 Декабрь 2009 — 19:58
симметричное основание башни было на всех кранах серии КБ-309 до 1997 года выпуска. Новее-асимметричное. См сайт завода-изготовителя. А насчет первого спорного фото-ну не ставили на кб-100 кресло-пульты….
Наверх
#148
Antcranes
Отправлено 06 Декабрь 2009 — 20:03
там всю жизнь были элементарные 4 контроллера
Наверх
#149
Antcranes
Отправлено 06 Декабрь 2009 — 20:31
Jakes сказал:
Tompfmych сказал:
в сети нашел КБ-100.3Б
Фигасе, это что это такое? спецзаказ чтоли…
похоже на КБ-100.3Б прилепили стрелу от какого то самомонтирующегося башенника типа РБК-5.60
Наверх
#150
Tompfmych
Отправлено 06 Декабрь 2009 — 20:35
Antcranes сказал:
Jakes сказал:
Tompfmych сказал:
в сети нашел КБ-100. 3Б
Фигасе, это что это такое? спецзаказ чтоли…
похоже на КБ-100.3Б прилепили стрелу от какого то самомонтирующегося башенника типа РБК-5.60
после 405 со стрелой от 403 я этому уже не удивляюсь
Наверх
#151
Antcranes
Отправлено 06 Декабрь 2009 — 20:47
эт точно…. Вот у нас в городе есть КБ-308 с обрезанной стрелой. Максимальный вылет по моему даже меньше чем 15 метров. А тут ездили на калым в деревню электрику у крана чинить. Приехали и у нас отвисла челюсть, жаль фотика не было… Короче КБ-308 стоит , а по его стреле снизу приварен двутавр, по которому ездит…ЭЛЕКТРОТАЛЬ Я офигел, я такого никогда не видел…. Но это было только начало. Когда мы подошли к нему поближе, то упали в гомерическом смехе-вместо ходовых двигателей на редукторах стояла еще пара дополнительных шестерней и. …РУЧКИ И это с учетом, что у них пути на лесопилке ну наверное метров 60 длинной…Бедные люди…. . А когда я залез в кабину, то это был вообще капец. Мало того, что все стены были облеплены 30-сантиметровым слоем пенопласта, так еще и пульт управления краном состоял из пульта от электротали и двух кнопок для включения поворота, а вместо кресла-табуреточка…. Плюс сплошной слой на полу из пустых читков от водяры…. Вот тебе и наша Russia
Наверх
#152
SergeySPB
Отправлено 06 Декабрь 2009 — 21:01
тут назрел небольшой вопрос- может кто подскажет- у всей сотой серии конец грузового каната запасован в противоходе на дополнительный барабан стреловой лебедки, что бы обеспечить при маневре стрелой горизонтальной перемещение груза, (возясь со своей моделью сотки) обнаружил- ведь такая схема запасовки отлично работает при запасовки гака в 2 нити. . а вот когда в 4 нити?? что-то предпринимают? или так и мучаются с негоризонтальным перемещением груза?
Наверх
#153
Antcranes
Отправлено 06 Декабрь 2009 — 21:13
К сожалению так и мучаются….
Наверх
#154
SergeySPB
Отправлено 06 Декабрь 2009 — 21:15
подобие того, о чем говрил уважаемый antcranes в предыдущем посте (с этой ветки форума
но могу маленько успокоить-там все не так страшно, ведь какая то часть каната все таки разматывается-сматывается со стреловой лебедки. Да и потом приноровишься и просто заранее повыше поднимешь груз, а потом майна стрелу…
Наверх
#156
Antcranes
Отправлено 06 Декабрь 2009 — 21:24
во-во. Похоже. Тока там основой ваего этого кошмара был бедняга КБ-308
Наверх
#157
Гость__*
Отправлено 07 Декабрь 2009 — 17:19
Вот кабина от КБ-100.0АС
Прикрепленные файлы
IMG_3385к.JPG (385,76К)
Количество загрузок:: 66
Наверх
#158
Antcranes
Отправлено 07 Декабрь 2009 — 17:45
Вот вот. и я тебе о том же. Четыре контроллера, а не кресло-пульт как на том фото, за которое спорим. К тому же обрати внимание на боковое остекление. У КБ-309 боковое окно выше поднято от пола и оно поменьше, чем на этом фото.
Наверх
#159
Гость__*
Отправлено 07 Декабрь 2009 — 18:34
Antcranes сказал:
Вот вот. и я тебе о том же. Четыре контроллера, а не кресло-пульт как на том фото, за которое спорим. К тому же обрати внимание на боковое остекление. У КБ-309 боковое окно выше поднято от пола и оно поменьше, чем на этом фото.
Так а где фотка то КБ-100.0АС с кресло-пульт?
Наверх
#160
Antcranes
Отправлено 07 Декабрь 2009 — 19:50
ну вообще о я все это время вел речь о вот этом фото
В этом году вы можете заметить некоторые большие изменения в первоначальном и лучшем рейтинге крупнейших в мире компаний-владельцев кранов. Об этом сообщает ИКСТ.
Хотя в привычной таблице компаний-владельцев кранов IC50 уже некоторое время было 100 записей, название IC50 сохранилось до сих пор. Достаточное увеличение имеющихся данных позволило нам надежно расширить его, чтобы оправдать титул IC100.
BKL в Германии установка железобетонных балок моста с помощью восьмиосных мобильных телескопических кранов Liebherr LTM 1650-8.1 и LTM 1450-8.1. (Фото: БКЛ)
Он также соответствует рейтингам некоторых наших дочерних журналов, включая ACT100 и IRN100. Еще одно изменение, которое вы увидите, заключается в том, что в таблице меньше данных. Он был оптимизирован, как и комментарий, чтобы дать более краткий снимок. Дополнительные данные, детали и анализ будут доступны отдельно, так что следите за тем, как получить их в ближайшее время.
Что изменилось для крановщиков с 2021 года?
В любом случае, все дело в рейтинге и в том, как там все изменилось по сравнению с прошлым годом, так что вот некоторая базовая статистика. Общий общий индекс IC для всех 218 записей (на два больше, чем в 2021 году) составляет 32 602 533 балла, что на 2,19% больше, чем 31 903 004 балла в таблице 2021 года.
Учитывая все, что происходит в мире в данный момент и за последние два года, вас можно простить за выражение удивления по поводу любого повышения. Однако, если вы посмотрите на 100 крупнейших компаний, реальный IC100 увеличится примерно наполовину, всего на 1,28%. Тем не менее рост все же есть, хотя и ничто по сравнению с прошлогодним показателем 7,89.% и почти на 5 % годом ранее.
Это также относительно одинокое увеличение, поскольку в этом году их всего два. Во-первых, у нас было 11 новых или вернувшихся (по крайней мере, пара, которые выглядят знакомыми по прошлым годам) компаний. Этому противопоставили девять компаний, исключенных из списка, в основном из-за отсутствия последних данных.
Другим показателем, который выше, чем в прошлом году, является количество складов в 100 крупнейших компаниях, что на 1,46% больше, или на 22 больше, чем годом ранее. Это почти каждая четвертая компания, имеющая на один склад больше, чем в 2021 году. Обратите внимание, что в прошлом году складов было меньше, чем в 2020 году9.0065
В крановых компаниях наблюдается многократный спад
Итак, да, все остальное упало. Примеры включают сокращение примерно на 1500 сотрудников, на 1000 колесных кранов и всего на 13 кранов с решетчатой стрелой. В прошлом году количество колесных мобильных машин также снизилось, но за последние два года продажи решетчатых кранов выросли столь же сильно.
Бригада China Nuclear Industry Machine Engineering Co (CNME) подняла 487-тонный купол энергоблока № 1 АЭС Чжанчжоу в восточнокитайской провинции Фуцзянь. (Фото: CNME)
Если вы посмотрите только на 20 ведущих компаний, спад станет более заметным: все, особенно количество колесных кранов, сократилось на колоссальные 13,87 %, или около 1500 единиц. Значительная часть этого приходится на долю компании Maxim в США, которая сократила размер своего парка мобильных колесных транспортных средств с 2850 единиц в прошлом году до 1750 единиц в таблице IC100 этого года.
Сокращение флота Максима отразилось в его перемещении с третьего места в таблице на 8-е. Почти полной противоположностью этому является другой владелец крана из США Бакнер, который теперь заменил Максима на третьем месте, поднявшись на четыре с седьмого в прошлом году. Стоит посмотреть BMS из Дании.
В этом году он занял еще одно место, заняв 5-е место. Всего одно место, как вы говорите, но следует отметить, что всего пять лет назад оно было на 16-м месте. Действительно гигантские шаги. Хотя сейчас BMS входит в шестерку ведущих компаний «клуба миллионеров» рейтинга IC100, ей все еще необходимо более чем утроить свой общий показатель, чтобы сравняться с лидером таблицы, Mammoet, разрыв между которой и ближайшим конкурентом Sarens увеличился. на втором месте.
Топ-10 крупнейших компаний мира, владеющих кранами
2022
2021
Название компании
На основе
Самый большой кран
Грузоподъемность самого большого крана
Индекс ИК 2022
1
1
Мамонт
Нидерланды
СК 350
5000
3 592 917
2
2
Саренс
Бельгия
Саренс SGC-250
5000
2 754 971
3
7
Тяжелые подъемные краны Buckner
США
Либхерр ЛР 13000
3000
1 407 476
4
4
Лэмпсон Интернэшнл
США
Лампсон ЛТЛ-3000
2 722
1 280 105
5
6
БМС
Дания
Либхерр ЛР 11350
1 350
1 090 852
6
5
Перевозчики Сангхви
Индия
Терекс Демаг CC 3800-1
650
1 018 070
7
8
Большой кран и оснастка
США
Либхерр ЛР 11000
1000
952 565
8
3
Крановый завод Максим
США
Манитовок 31000
2 300
880 526
9
11
Shandong Gulf Lifting Engineering
Китай
Сани SCC98000TM
4000
864346
10
10
Китайская компания по машиностроению атомной промышленности LTD
Китай
Зумлион ZCC32000NP
3600
805888
QTZ100-6013 Башенный кран|Башенный кран Topkit Известный китайский бренд
QTZ100-6013 Башенный кран|Башенный кран Topkit Китай известный бренд
Дом
Башенный кран Topkit
Башенный кран с плоской вершиной
Башенный кран с подъемной стрелой
Строительный подъемник
О
Контакт
Дом
Башенный кран Topkit
КТЗ100(6013) 6Т/8Т
Параметры башенного крана QTZ100(6013) 6T
Макс. Подъемная нагрузка: 6 т
Номер модели: 6013
Гарантия: 12 месяцев на оборудование | 1 год на основные компоненты
Можно отправить одного инженера для помощи в установке
Пункты послепродажного обслуживания:
Турция, Вьетнам, Филиппины, Перу, Саудовская Аравия, Индонезия, Пакистан, Мексика, Россия, Таиланд, Малайзия, Кения, Аргентина, Южная Корея, Чили, ОАЭ, Аргентина, Шри-Ланка, Бангладеш, Южная Африка, Казахстан, Украина, Кыргызстан, Узбекистан Таджикистан, Кипр
Выставочный зал:
Кения, Китай
Сертификат:
CE, ISO, EAC, SGS
Упаковка и доставка
Товарная единица:
Отдельный предмет
Размер отдельной упаковки:
20X20X20 см
Общий вес брутто:
35000. 000 кг
Описание видео
ПАРАМЕТРЫ ПРОДУКТА
Преимущество продукта:
Стальная конструкция без тягового крана с длительным сроком службы и высокой безопасностью высота верхней части башни и соответствует требованиям на различных рабочих площадках. Особенно подходит для разборки и сборки на ограниченных строительных площадках или во время перекрестной работы нескольких мачт. Разница в высоте между корпусами мачт может быть уменьшена, чтобы сэкономить много места и денег.
ИНФОРМАЦИЯ О ПРОДУКТЕ
Тележка
Регулировка скорости с переменной частотой, стабильный и надежный запуск и торможение Редуктор с низким уровнем обслуживания Эффективность работы на 10% выше, чем у обычного троллейбуса.
Крюк
Увеличьте вес крюка, эффективно улучшите эффект подкладки веревки во время подъема; принять новую структуру, чтобы предотвратить падение шкива крюка, полностью решить проблему падения каната. Между пластиной крюка и поперечной балкой добавлен подвижный шарнир, облегчающий работу с крюком.
Подъемный механизм
Режим регулирования скорости: регулирование скорости двигателя с переменной частотой. Редуктор использует тип f610, и эффект улучшения очевиден; Тормоз: тормоз марки Jiaozuo. Колеса изготовлены из литой стали. Тест динамического баланса. Надежное, безопасное и долговечное торможение; Стальной трос: долгий срок службы, высокая безопасность и низкая стоимость обслуживания
Электрошкаф
В конструкции электрической системы управления используется передовое европейское преобразование частоты + ПЛК + сверхмощный подключаемый электрический блок управления, который прост, прост в установке и разборке, повышает эффективность работы.
Тележка
Полукруглое защитное кольцо добавлено к нижней части шкива спортивного автомобиля, что принципиально устраняет повреждение канавки троса, вызванное высокоскоростным подъемом во время поворота.
Секция мачты
Общая обработка после сварки, высокая точность соединения, более легкая разборка; Каждая секция оснащена площадкой для отдыха, которая удобна для демонтажа штифтов, а наклонная лестница из алюминиевого сплава делает подъем более безопасным и экономичным.
Кабина
Удобный монтаж, низкие эксплуатационные расходы и длительный срок службы изделий
Телескопический
Рама, подъемный цилиндр и подъемная балка были собраны перед отправкой с завода и могут быть подняты непосредственно на месте
Гидравлический домкратный механизм
Механизм и домкратная система заправлены топливом, трос намотан, башенный кран готов к эксплуатации; экономия затрат на установку на месте.
Защитное устройство
Ограничитель веса и ограничитель крутящего момента имеют конструкцию натяжного кольца. В ограничителях подъема, поворота и перемещения используется литой алюминиевый корпус с длительным сроком службы, а также используются продукты от Guiyang Electric Control Factory.
ДОПОЛНИТЕЛЬНЫЕ ПРИНАДЛЕЖНОСТИ
ПРОЦЕСС ПРОИЗВОДСТВА
ПРИМЕНЕНИЕ ПРОДУКТА
О НАС
Dahan Technology Co., Ltd. занимается профессиональным производством башенных кранов и строительных подъемников. Наша фирма изготовила и продала около 50 тысяч комплектов башенных кранов и строительных подъемников. Мы были экспортированы в более чем 50 стран и регионов. Ассортимент нашей продукции включает 4 основные серии и более 60 типов продукции, таких как высотные башенные краны, башенные краны с плоской мачтой, башенные краны с маховой стрелой и строительные подъемники. Вся продукция имеет сертификаты ISO, CE и другие.
Наш сертификат
Cuesting Case
Выставка компании
Доставка упаковки
FAQ
В: Будь ли вы торговая компания или производитель?
А: Мы фабрика
В: Как насчет установки?
A: Мы можем отправить одного инженера на ваш объект для установки и проверки
В: Как долго длится ваша доставка?
A: обычно 7-15 дней после предоплаты.
В: 4. Сколько стран вы отправили?
A: Около 30 стран.
Добро пожаловать, чтобы отправить нам сообщение
Название компании:
Какой товар вас интересует?
* Каковы ваши конкретные требования к оборудованию?
*Электронная почта:
*Номер телефона:
Ваше имя:
Должность:
Название продукта:
Башенный кран Topkit QTZ50(5008)
Башенный кран Topkit QTZ50(5008)
Башенный кран Topkit QTZ63(5013) 5T/6T
Башенный кран Topkit QTZ63(5013) 5T/6T
Башенный кран Topkit QTZ80 (5612) 6T
Башенный кран Topkit QTZ80 (5612) 6T
Башенный кран Topkit QTZ80(5613) 6T
Башенный кран Topkit QTZ80(5613) 6T
Башенный кран Topkit QTZ80(6010) 6T/8T
Башенный кран Topkit QTZ80(6010) 6T/8T
Башенный кран Topkit QTZ80(6012) 6T/8T
Башенный кран Topkit QTZ80(6012) 6T/8T
Башенный кран Topkit QTZ100(6013) 6T/8T
Башенный кран Topkit QTZ100(6013) 6T/8T
Башенный кран Topkit QTZ125(6015)
Башенный кран Topkit QTZ125(6015)
Башенный кран Topkit QTZ160 (6024)
Башенный кран Topkit QTZ160 (6024)
Башенный кран Topkit QTZ125(6513) 8T
Башенный кран Topkit QTZ125(6513) 8T
Башенный кран Topkit QTZ200(6520) 10T
Башенный кран Topkit QTZ200(6520) 10T
Башенный кран Topkit QTZ250(7027) 16T
Башенный кран Topkit QTZ250(7027) 16T
Башенный кран Topkit QTZ250(7032) 12T
Башенный кран Topkit QTZ250(7032) 12T
Башенный кран Topkit QTZ80(5610) 6T
Башенный кран Topkit QTZ80(5610) 6T
Башенный кран Topkit QTZ50(4810)
Башенный кран Topkit QTZ50(4810)
Башенный кран Topkit
Башенный кран с плоской вершиной
Кран с подъемной стрелой
Строительный подъемник
Список экспортеров кранов | База данных экспортеров кранов
Список экспортеров кранов | База данных экспортеров кранов | Поставщики кранов
Данные США
Данные об импорте США
Импортеры США
США Подписка
Глобальные торговые данные
Код ТН ВЭД
Коды ТН ВЭД
Поиск кода ТН ВЭД
Цены
Подписывайся
Авторизоваться
Бесплатный поиск по списку экспортеров и поставщиков по всему миру
Импортер
Экспортер
Торговые данные
Аргентина
Чили
Колумбия
Коста-Рика
Эквадор
Казахстан
Перу
Украина
Уругвай
Венесуэла
Панама
Парагвай
Эфиопия
Мексика
Шри-Ланка
Пакистан
Вьетнам
Индонезия
ЭМИ.
ТЭК. АСЕС. ДЕ ЛА КОНСТ. S
Чили
Башенные краны
Посмотреть отгрузку
0
Казахстан
«КРАНЫ БАШЕННЫЕ ТИПА «КБ-100. ЯБ-мобильный»», год-январь 1982, БЫВШАЯ эксплуатация. НАЗНАЧЕНИЕ КРАНА-МЕХАНИЗАЦИИ СТРОИТЕЛЬСТВО ПРОМЫШЛЕННЫХ И ГРАЖДАНСКИХ ЗДАНИЙ ДО 5 ЭТАЖЕЙ в районах с холодным климатом. ЭЛЕКТРОПРИВОД ТИП.»
Посмотреть отгрузку
ТОВАРИЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ ТОРГОВЫЙ ДОМ АКВА ГРУП
Украина
1. Коллекторы латунные для систем отопления в зданиях с кранами: Коллекторный блок с термостатическими вентилями и расходомерами, 1х3/4,5 АРС-10шт;Коллекторный блок с термостатическими вентилями и расходомерами, 1х3/4,6 АРС-10шт; áКоллектор b
Посмотреть отгрузку
МАДРА С.
А.
Парагвай
БАШЕННЫЕ КРАНЫ
Посмотреть отгрузку
САН ШУН КОМПАНИ ЛИМИТЕД
Вьетнам
HMI-285-S303-032#&ЗЕРКАЛО В КАРКАСЕ ИЗ ДЕРЕВА ТОПОЛЬ, ЕЛЬ, ДЕРЕВЯННЫЕ КРАНЫ, ФАНЕРА ПБ, МДФ (1264*38*1708)ММ #&ВН
Посмотреть отгрузку
Свяжитесь с нами
+91-99
766
info@seair. co.in
Свяжитесь с нами для импортеров кранов для глобального развития вашего бизнеса
Нажмите здесь
Компания Seair гордится тем, что у нее есть лояльная клиентская база крупных брендов.
Мы успешно обслуживаем многих уважаемых клиентов в сфере информационных услуг по импорту и экспорту данных. Вот некоторые из наших клиентов:
Посмотреть все
Получите бесплатный демонстрационный отчет об импорте-экспорте желаемых продуктов.
Мы не предлагаем никакой помощи при покупке или продаже каких-либо товаров.
Спецификации — Morrow
Краны Liebherr для аренды или покупки
Модель
Макс. радиус
Макс. вместимость
Вместимость наконечника
100 LC 6
50 м / 164 фута
6000 кг / 13230 фунтов
1600 кг / 3530 фунтов
132 HC 8
50 м / 164 фута
8 000 кг / 17 635 фунтов
2 200 кг / 4 850 фунтов
154 EC-H 6 Litronic
60 м / 197 футов
6 000 кг / 13 230 фунтов
1920 кг / 4230 фунтов
200 HC 10
60 м / 197 футов
10 000 кг / 22 045 фунтов
2300 кг / 5070 фунтов
316 EC-H 12
70 м / 230 футов
12 000 кг / 26 460 фунтов
3 000 кг / 6 610 фунтов
316 EC-H 12 Litronic
75 м / 246 футов
12 000 кг / 26 460 фунтов
2 800 кг / 6 170 фунтов
390 HC 16
75 м / 246 футов
16 000 кг / 35 275 фунтов
3 000 кг / 6 615 фунтов
420 EC-H 16
75 м / 246 футов
16 000 кг / 35 275 фунтов
3 200 кг / 7 055 фунтов
420 EC-H 16 Litronic
75 м / 246 футов
16 000 кг / 35 275 фунтов
3700 кг / 8 160 фунтов
550 EC-H 20 Litronic
82 м / 267 футов
20 000 кг / 44 090 фунтов
4 000 кг / 8 820 фунтов
550 EC-H 40 Litronic
82 м / 267 футов
40 000 кг / 88 180 фунтов
4 000 кг / 8 820 фунтов
550 HC 20
81 м / 265 футов
20 000 кг / 44 090 фунтов
3 500 кг / 7 720 фунтов
550 HC 40
80 м / 261 фут
40 000 кг / 88 185 фунтов
2 100 кг / 4 630 фунтов
630 EC-H 20
81 м / 267 футов
20 000 кг / 44 090 фунтов
5 400 кг / 11 900 фунтов
630 EC-H 20 Litronic
81 м / 267 футов
20 000 кг / 44 090 фунтов
5 800 кг / 12 790 фунтов
630 EC-H 40
80 м / 262 фута
40 000 кг / 88 180 фунтов
3 600 кг / 7 935 фунтов
630 EC-H 40 Litronic
81 м / 267 футов
40 000 кг / 88 180 фунтов
5 800 кг / 12 790 фунтов
850 С 20
75 м / 246 футов
20 000 кг / 44 090 фунтов
6 900 кг / 15 210 фунтов
ДОСТУПНО ТОЛЬКО ДЛЯ ПРИОБРЕТЕНИЯ
Модель
Макс. радиус
Макс. вместимость
Вместимость наконечника
1000 EC-H 40 Litronic
81 м / 267 футов
40 000 кг / 88 180 фунтов
11 500 кг / 25 9002 фунтов
Краны Pecco/Peiner для аренды или покупки
Модель
Макс. радиус
Макс. вместимость
Вместимость наконечника
SK 180
60 м / 196 футов
12 320 кг / 27 600 фунтов
2 200 кг / 4 900 фунтов
SK 200
55 м / 181 фут
12 500 кг / 27 600 фунтов
3 100 кг / 6 800 фунтов
SK 225-10/20
61 м / 200 футов
20 000 кг / 44 100 фунтов
3 200 кг / 7 100 фунтов
SK 280-16
69 м / 225 футов
16 000 кг / 35 200 фунтов
2 600 кг / 5 800 фунтов
SK 280-20
61 м / 200 футов
20 000 кг / 44 100 фунтов
3750 кг / 8 300 фунтов
SK 315-16
70 м / 230 футов
16 000 кг / 35 300 фунтов
3 100 кг / 6 800 фунтов
SK 355-20
66 м / 218 футов
25 000 кг / 44 100 фунтов
4 400 кг / 9 700 фунтов
SK 355-25
66 м / 218 футов
25 000 кг / 55 200 фунтов
4 400 кг / 9 700 фунтов
SK 400-10/20
74 м / 244 фута
20 000 кг / 44 100 фунтов
3 000 кг / 6 600 фунтов
SK 405
74 м / 244 фута
20 000 кг / 44 100 фунтов
3 000 кг / 6 600 фунтов
СК 415-10/20
75 м / 246 футов
20 000 кг / 44 090 фунтов
3 200 кг / 7 050 фунтов
SK 500-10
67 м / 219 футов
10 000 кг / 22 050 фунтов
5 200 кг / 11 470 фунтов
SK 500-30
67 м / 219 футов
30 000 кг / 66 140 фунтов
5 300 кг / 11 700 фунтов
SK 560-16/32
81 м / 265 футов
32 000 кг / 70 600 фунтов
2 600 кг / 5 700 фунтов
SK 565-16/32
81 м / 265 футов
32 000 кг / 70 600 фунтов
2 600 кг / 5 700 фунтов
SKK 140
50 м / 164 фута
12 500 кг / 27 600 фунтов
3 000 кг / 6 600 фунтов
Краны Wolffkran для аренды или покупки
Модель
Макс. вылет
Макс. грузоподъемность
Макс.
WK 148 SL 8
50 м / 164 фута
8 000 кг / 17 640 фунтов
2 000 кг / 4 400 фунтов
WK 184 SL 10
50 м / 164 фута
10 000 кг / 22 045 фунтов
3 200 кг / 7 100 фунтов
WK 226 SL 12
60 м / 197 футов
12 000 кг / 26 460 фунтов
1 600 кг / 3 500 фунтов
WK 315 R 8/16
60 м / 197 футов
16 000 кг / 35 280 фунтов
2 810 кг / 6 200 фунтов
WK 325 SL 12
75 м / 246 футов
12 000 кг / 26 460 фунтов
1 810 кг / 4 000 фунтов
WK 415 EC 10/20
60 м / 197 футов
20 000 кг / 44 090 фунтов
4 400 кг / 9 700 фунтов
Новости | Краны и доступ
Июль / август 2022 г. — Том. 24, выпуск 4
Новости (PDF, 998,78 КБ)
Hinowa 40-метровый спайдерный подъемник, Haulotte обновляет компактную линейку, Liebherr представляет гидравлический подъемный механизм, аккумуляторный электрический кран Böcker, новые мини-подборщики Jekko, Tadano модернизирует 180-тонный телескопический гусеничный трактор, четыре новых литиевых подъемника LGMG, завершено дело о перевороте стрелы Fatal UK, гибридный вариант Dingli, Патентное дело JCB против Manitou, Новая линейка кранов от Ferrari, Три новых крана Effers, Новые краны Hyva, а также сводка финансовых результатов…
Июнь 2022 г. — Том. 24, выпуск 3
Новости (PDF, 983,32 КБ)
Ножничные подъемники LGMG нового поколения для горных пород и электрические стрелы, новое 29-метровое крепление для грузовика Isoli, два новых полностью электрических подъемника Niftylift, безкрановая установка ветряных лопастей, New Grove TTS9000-2, полностью электрическая коммунальная платформа/ковшовый грузовик Terex Aerials, Potain to строит MCT 135 в Индии, Genie возвращает Z-45/25J RT и запускает DC и гибридные телескопы, новые электрические стрелы Zoomlion, подъемник на солнечных батареях, европейские стрелы Sinobooms, новые коньки Enerpac eMover, мачтовый альпинист Alert и финансовый обзор…
Апрель / май 2022 г. — Том. 24, выпуск 2
Новости (PDF, 1019,77 КБ)
Liebherr объявляет о выпуске совершенно новой гусеничной машины грузоподъемностью 2500 тонн, Haulotte выходит на низкоуровневый сектор, полностью электрическую самовыравнивающуюся стрелу Mecaplus, электрические гусеничные краны Marchetti, новый Potain MCT 805, телескопический гусеничный трактор New Grove, гусеничную машину Liebherr LR 1100. 1 грузоподъемностью 100 тонн, 16-футовый мачтовый подъемник от MEC , Электроэнергия для Liebherr LTC 1050-3.1, «Без масла» Dinglis, линейка спайдерных подъемников Comet, автономный подъемник New Geda, Versalift UK берет на себя дистрибуцию Ruthmann, Quinto Cranes прекращает работу, система безопасности Oz для ножниц прибывает в Европу и финансовая сводка.
Февраль / март 2022 г. — Том. 24, выпуск 1
Новости (PDF, 1,01 МБ)
Tadano представляет новые 40-тонные AT, 99-футовые ножницы Dingli RT, 100-тонный телескопический гусеничный трактор Sennebogen, новый Liebherr EC-B Flat Top, две новые 26-футовые ножницы JLG, запуск крана-манипулятора Tadano, ЕС одобряет слияние Cargotec и Konecranes, новый Falcon 380XL Vario, Manitou инвестирует 80 миллионов долларов в США, планировщик новых подъемников Liebherr, Manitowoc в переговорах по охране окружающей среды, Terex инвестирует в SmartPTO и финансовый обзор…
Декабрь / январь 2022 г. — Том. 23, выпуск 8
Новости (PDF, 974,91 КБ)
Dingli представляет 99-футовый ножничный подъемник, новый 300-тонный кран Liebherr AT, 3000-тонный кольцевой кран для BMS, 2000-тонный телескопический гусеничный подъемник от XCMG, 51-футовую электрическую стрелу RT от Zoomlion, новый низкорамный башенный кран от Wolffkran, Platform Basket представляет новую 19-метровую рельсовую стрелу, JLG представляет вариант с четырьмя гусеницами, CMC выпускает первый полностью изолированный подъемник-паук, первый Genie S-80 TraX, Dingli запускает самоходный подъемник для стекла 26 м/1500 кг, электрический блок для переоборудования для JLG 660SJ, Bronto 104 м для Jalo, JLG подает в суд на Sany и бывшего сотрудники и финансовый обзор…
Ноябрь / декабрь 2021 г. — Том. 23, выпуск 7
Новости (PDF, 1,01 МБ)
100-метровое крепление для грузовика Socage готово к работе, первый электрический гусеничный мини-кран Maeda, 25-тонный гибридный автокран XCMG, второе поколение Liebherr LTM 1110, представлен Hiab 110 т/м, новые электрические стрелы от Zoomlion, 48-футовая стрела JCB для Северной Америки, первый 55-метровый Tadano Платформа на грузовике, траверса грузоподъемностью 2000 тонн, поставлен первый Nagano 09AC, Liebherr поставляет новый гусеничный трактор грузоподъемностью 400 тонн, новый польский 25-тонный кран повышенной проходимости, заказан двухцилиндровый Huismans грузоподъемностью 2000 тонн, подведены финансовые итоги…
Октябрь / ноябрь 2021 г. — Том. 23, выпуск 6
Новости (PDF, 1,28 МБ)
4500-тонный гусеничный трактор Sany, новая 38-метровая корзина с платформой, Mammoet WTA ready, 42-тонная Galizia, мачты Skyjack с электроприводом, 35-тонный Terex TRT 35, новые пятиосные вездеходы Grove, подъемники для прицепов Cela, модернизация Potain MCT 385, 20-тонная Valla P&C, все Rosenbauer электрическая пожарная платформа, CTE становится Green-G, 59-футовые электрические ножницы Airo, Fassi Techno, два новых телескопических погрузчика Kramer и модельный ряд Franna Minemaster, а также обзор последних финансовых показателей, приобретений и основных новостей.
Сентябрь / октябрь 2021 г. — Том. 23, выпуск 5
Новости (PDF, 1011,8 КБ)
Faresin следующего поколения, 25-тонный Tadano RT для Японии, новая электрическая Maeda, 18-тонный люфт от Jaso, 31-метровый паук Bluelift, 19-метровое крепление для фургона Klubb, двухосный Tadano AT, пикап Versalift, JLG идет на 360, автокран Link-Belt, Dinolift добавляет гибридный грузовик, электрический телескопический погрузчик Manitou, 20-метровое крепление для грузовика GSR, новый буксир Boss, а также сводка последних финансовых показателей, приобретений и основных новостей.
Июль / август 2021 г. — Том. 23, выпуск 4
Новости (PDF, 4,57 МБ)
Новые 110/120-тонные Tadano AT, 110-тонный телескопический гусеничный трактор Grove, Sinoboom запускает 53-футовый ножничный RT, литиевая стрела от Snorkel, Uplifter ‘Beast’, еще один башенный кран Potain MCT, Ritchie Bros приобретает Euro Auctions, новые 70-тонные Tadano AT, собственность TVH change, Новый инвестор Klubb, Discover нацелен на доступ к рынку, а также обзор последних финансовых показателей, приобретений и основных новостей.
Цилиндр и поршень являются одними из основных деталей любого двигателя внутреннего сгорания. Нижняя плоскость ГБЦ, днище поршня и стенка цилиндра образуют замкнутую полость, где происходит сгорание топливно-воздушной смеси. Поршень, который находится в цилиндре, преобразует энергию образовавшихся газов в поступательно движение, тем самым приводя в движение коленчатый вал.
Цилиндр и поршень прирабатываются в ходе эксплуатации автомобиля, обеспечивая эффективность и наилучшие режимы работы двигателя.
В данной статье мы подробно рассмотрим пару «цилиндр-поршень»: конструкцию, функции, условия их работы, а также проблемы, которые могут возникнуть при эксплуатации ЦПГ.
Современные двигатели могут иметь от 2 до 16 цилиндров, которые объединены в блок цилиндров. От количества цилиндров зависит мощность ДВС.
Внутренняя часть цилиндра является его рабочей поверхностью и называется гильзой, а внешняя, которая составляет единое целое с корпусом блока – рубашкой. По каналам рубашки циркулирует охлаждающая жидкость.
Внутри цилиндра совершает возвратно-поступательное движение поршень. Он передает энергию давления газов на шатун коленвала, герметизирует камеру сгорания и отводит из нее тепло. Состоит поршень из днища (головки), уплотняющих колец и направляющей части (юбки).
Поршни для бензиновых двигателей имеют плоское днище. Они меньше нагреваются при работе и проще в изготовлении. Они могут обладать специальными канавками, которые способствуют полному открытию клапанов. В дизельных двигателях поршни имеют специальную выемку заданной формы на дне. Она служит для того, чтобы воздух, поступающий в цилиндр, лучше смешивался с топливом.
Плотность соединения поршня и цилиндра обеспечивают поршневые кольца. Их расположение и количество зависит от типа и назначения двигателя. Наиболее часто встречающееся исполнение – одно маслосъемное и два компрессионных кольца.
Компрессионные кольца предотвращают попадание газов в картер двигателя из камеры сгорания и отводят тепло к стенкам цилиндра от головки поршня. По форме они бывают коническими, бочкообразными и трапециевидными.
Верхнее компрессионное кольцо изнашивается быстрее других, поэтому его наружная поверхность подвергается напылению молибдена или пористому хромированию. Благодаря такой подготовке первое кольцо становится более износостойким и лучше удерживает моторное масло. Другие уплотняющие кольца покрываются слоем олова для улучшения приработки к цилиндрам.
Маслосъемное кольцо служит для удаления излишков масла со стенок цилиндра, тем самым предотвращая их попадание в камеру сгорания. Через специальные отверстия в стенках поршня масло попадает внутрь последнего, а затем направляется в картер.
Направляющая часть (юбка) поршня может быть конусообразной или бочкообразной. Такая конструкция позволяет компенсировать расширение при воздействии высоких температур. На юбке находится отверстие с двумя бобышками, где крепится поршневой палец трубчатой формы, соединяющий поршень с шатуном.
Палец поршня может устанавливаться следующим образом:
Свободный ход в бобышках поршня и головке шатуна (плавающие пальцы)
Вращение в бобышках поршня и фиксация в головке шатуна
Вращение в головке шатуна и фиксация в бобышках поршня
Шатун соединяет поршень с коленвалом. Его верхняя головка движется возвратно-поступательно, а нижняя вращается совместно с шатунной шейкой коленчатого вала, стержень совершает сложное колебательное движение. При работе шатун подвергается растяжению, изгибу и сжатию, поэтому его производят жестким и прочным, а, чтобы уменьшить инерционные силы – легким.
Материалы, используемые при производстве деталей ЦПГ, должны обладать высокой механической прочностью, хорошей теплопроводностью, малой плотностью, незначительным коэффициентом линейного расширения, антифрикционными и антикоррозионными свойствами.
Цилиндры изготавливают из чугуна или стали с различными присадками. Это нужно для того, чтобы детали могли выдержать высокие нагрузки. Сегодня блоки цилиндров чаще всего производят из алюминия, а внутренние части цилиндров – из стали, благодаря чему вес конструкции снижается.
Поршни внутри цилиндра двигаются с высокой скоростью и подвержены воздействию высоких давлений и температур. Изначально для производства этих деталей использовался чугун, но с развитием технологий основным материалом для поршней стал алюминий. Это позволило обеспечить меньшую нагрузку на поршни, лучшую теплоотдачу и рост мощности ДВС.
На современных автомобилях, особенно с дизельными двигателями, используются сборные стальные поршни. Они весят меньше алюминиевых, а за счет меньшей компрессионной высоты позволяют использовать шатуны большей длины, тем самым снижая боковые нагрузки в паре «цилиндр-поршень».
Для производства поршневых колец используется высокопрочный серый чугун с добавлением хрома, молибдена, никеля или вольфрама. Эти материалы улучшают приработку элементов и обеспечивают их высокую износо- и термостойкость.
Некоторые производители автокомпонентов для снижения потерь на трение покрывают боковую поверхность поршней специальными материалами на основе графита или дисульфида молибдена. Однако со временем заводское покрытие разрушается и ему требуется восстановление.
Одним из самых эффективных средств для восстановления антифрикционного слоя или нанесения материала на новые поршни является покрытие поршней MODENGY для деталей ДВС. Состав на основе высокоочищенного дисульфида молибдена и графита имеет практичную аэрозольную упаковку с оптимальными параметрами распыления.
Материал равномерно наносится на юбки поршней, не требует высоких температур для полимеризации и создает на поверхности сухую смазочную пленку, которая в течение длительного времени снижает износ и препятствует образованию задиров.
Для подготовки поверхностей перед нанесением покрытия рекомендуется провести их обработку Специальным очистителем-активатором MODENGY. Он убирает все загрязнения с деталей и обеспечивает прочное сцепление покрытия с основанием.
При работе двигателя выделяется огромное количество тепла. Например, температура сгоревших газов может достигать +2000 °C. Именно поэтому цилиндро-поршневая группа нуждается в эффективном охлаждении.
В современных двигателях система охлаждения может быть жидкостной или воздушной. В первом случае цилиндры ДВС покрыты снаружи большим количеством специальных ребер, которые охлаждаются искусственно созданным или встречным потоком воздуха.
Жидкостное охлаждение подразумевает охлаждение цилиндров при помощи охлаждающей жидкости, которая циркулирует в толще блока снаружи цилиндров. Нагретые элементы отдают часть тепла ОЖ, которая затем попадает в радиатор, охлаждается и заново поступает к цилиндрам.
Если внутри цилиндра отсутствует смазочный материал, поршень будет заклинивать, что со временем приведет к поломке двигателя. Для удержания моторного масла на внутренних поверхностях цилиндров на них наносят микросетку при помощи хонингования.
Благодаря этому на стенках всегда находится некоторое количество масла, что снижает трение между поршнем и цилиндром, а также способствует отведению излишков тепла внутри ЦПГ.
Даже, если эксплуатация автомобиля была правильной и все жидкости менялись вовремя, со временем все равно могут возникнуть проблемы с цилиндро-поршневой группой. Их основная причина заключается в сложных условиях работы ЦПГ.
Высокие нагрузки и температуры приводят к:
Деформации посадочных мест под гильзу
Разрушению, залеганию, закоксовыванию колец
Задирам на юбках поршней из-за сужения зазора между поршнем и цилиндром
Возникновению пробоин, трещин, сколов на рабочих поверхностях цилиндров
Оплавлению или прогару днища поршней
Различным деформациям на теле поршней
Эти и другие неисправности ЦПГ неизбежно возникают при перегреве ДВС, который может быть вызван неисправностью термостата, помпы или разгерметизацией системы охлаждения, сбоями в работе вентилятора охлаждения радиатора, самого радиатора или его датчика.
Определить проблемы в работе цилиндро-поршневой группы можно отметив увеличение расхода масла, ухудшение запуска двигателя, снижение мощности, возникновение стука и шума при работе ДВС. Подобные моменты не следует игнорировать, так как неисправности в ЦПГ неизбежно приведут к дорогостоящему ремонту.
Точно определить состояние поршней и цилиндров позволяет разборка ЦПГ, а также осмотр других систем автомобиля, например, воздушного фильтра. Помимо этого, в ходе диагностики производится замер компрессии в цилиндрах, берутся пробы масла из картера и т.п.
Ресурс ЦПГ зависит от типа двигателя, его режима эксплуатации, сервисного обслуживания и других параметров. В среднем для отечественных автомобилей он составляет около 200 тыс. км, для иномарок – до 500 тыс. км. Существуют так называемые «двигатели-миллионники», ресурс которых может превышать 1 млн. км пробега.
Ремонт цилиндро-поршневой группы двигателя включает в себя замену компрессионных и маслосъемных колец, восстановление и расточку цилиндров, установку новых шатунов и поршней.
Износ цилиндров определяется при помощи специального прибора – индикаторного нутрометра. Сколы и трещины на стенках заваривают или заделывают эпоксидными пастами.
Новые поршни подбираются по массе и диаметру к гильзам, а поршневые пальцы – к втулкам верхних головок шатунов и поршням. Шатуны предварительно проверяют на предмет повреждений и при необходимости восстанавливают или заменяют.
Возврат к списку
Повреждения поршней и их причины · Technipedia · Motorservice
Установки
Назад к поиску
Информация о диагностике
Задиры от перегрева (в основном на головке поршня)
перегрев в результате нарушения процесса сгорания
деформация/засорение масляной форсунки
установка неподходящих поршней
неисправности в системе охлаждения
сужение зазора в верхней части рабочей поверхности
Следы от ударов
слишком большой выступ поршня
чрезмерная подгонка торцевой поверхности головки блока цилиндров
неверная посадка клапана
неподходящее уплотнение головки блока цилиндров
oтложения масляного нагара на головке поршня
слишком малый зазор в клапанном приводе
неверные фазы газораспределения из-за неправильной установки или соскакивания зубчатых ремней
Места наплавления и расплавления
неисправные впрыскивающие форсунки
неверное количество впрыска
неверный момент начала впрыска
недостаточное сжатие
позднее зажигание
неравномерный впрыск топлива
Трещины в днище и полости камеры сгорания
неисправная или неподходящая впрыскивающая форсунка
неверный момент начала впрыска
неверное количество впрыска
недостаточная компрессия
недостаточное охлаждение поршня
неподходящие поршни с неверной формой полостикамеры сгорания
повышение мощности (например, чип-тюнинг)
Эрозия материала в области колец
неправильный монтаж поршней
избыток топлива в камере сгорания
сильный oсевой износ кольцевой канавки и поршневых колец
вибрация поршневых колец
Радиальный износ из-за избытка топлива в камере сгорания
сбой в приготовлении смеси
нарушение процесса сгорания
недостаточное давление сжатия
неверный размер выступа поршня
Осевой износ в результате загрязнения
прилипание частиц грязи из-за недостаточного фильтрования
частицы грязи, не удаленные полностью при ремонте двигателя (опилки, остатки после струйной очистки)
образующиеся во время приработки продукты истирания
Асимметричное пятно контакта поршня
деформация/скручивание шатуна
наклонно просверленные отверстия в головках шатунов
криво просверленное отверстие цилиндра
криво установленные отдельные цилиндры
слишком большой люфт шатунного подшипника
Задиры под углом 45°
слишком тесная посадка поршневого пальца
задиры на головке шатуна (недостаточная смазка при первом запуске двигателя)
ошибка при монтаже шатуна горячего прессования
Места трения от работы всухую из-за переполнения топливом
работа двигателя на переобогащенной топливной смеси
нарушение процесса сгорания (перебои в зажигании)
недостаточное сжатие
неисправное пусковое устройство холодного двигателя
разбавление масла топливом
Кавитация
неправильная/неточная посадка гильзы цилиндра
использование неподходящих уплотнительных колец круглого сечения
использование неподходящей охлаждающей жидкости
недостаточное начальное давление в системе охлаждения
слишком низкая/высокая рабочая температура
недостаточный поток охлаждающей жидкости
Блестящие места в верхней части цилиндра
Отложения масляного нагара на жаровом поясе поршня по следующим причинам:
попадание в камеру сгорания чрезмерно большого количества масла из-за неисправности деталей
повышенный прорыв газов с попаданием масла во всасывающий тракт
недостаточное отделение масляного тумана от картерных газов
частая езда на холостом ходу или на короткие дистанции
Ключевые слова :
поршень
,
поршневое кольцо
Группы продуктов :
Поршни и компоненты
видео
Измерение выступа поршня
Группы продуктов на ms-motorservice.
com
Это вас тоже могло бы заинтересовать
Информация о пользовании
Монтаж колец
шаг за шагом
Информация о пользовании
Монтаж поршней
Только для специалистов. Мы сохраняем за собой право на изменения и несоответствие рисунков. Информацию об идентификации и замене см. в соответствующих каталогах или в системах, основанных на TecAlliance.
Использование куки и защита данных
Группа Motorservice использует на Вашем устройстве файлы куки с целью оптимального оформления и постоянного улучшения своих веб-страниц, а также в статистических целях. Здесь Вы найдете дополнительную информацию об использовании куки, наши Выходные данные и Указания по защите персональных данных.
Нажатием кнопки «OK» Вы подтверждаете, что Вы приняли к сведению информацию о файлах куки, заявление о защите данных и выходные данные. Ваши настройки в отношении файлов куки для данного веб-сайта Вы можете изменитьв любое время [ссылка]
Установки приватности
Мы придаем большое значение прозрачности в вопросе защиты персональных данных. На наших страницах Вы получите точную информацию о том, какие настройки Вы можете выбрать и какие функции они выполняют. Выбранную Вами настройку Вы можете изменить в любое время. Независимо от выбранной Вами настройки, мы не будем определять Вашу личность (за исключением тех случаев, когда Вы однозначно ввели свои данные, например, в контактных формах). Информацию об удалении файлов куки Вы найдете в справке Вашего браузера. Дополнительная информация приводится вЗаявлении о защите данных.
Измените свои настройки приватности путем нажатия на соответствующие кнопки
Необходимость
Комфорт
Статистика
Необходимость
Файлы куки, необходимые для работы веб-сайта, обеспечивают его надлежащее функционирование. При отсутствии файлов куки возможно появление ошибок и сообщенийоб ошибках.
Данный веб-сайт будет выполнять следующее:
сохранять файлы куки, необходимые для работы веб-сайта.
сохранять настройки, выполненные Вами на данном сайте.
При этой настройке данный веб-сайт ни в коем случае не будет выполнять следующее:
сохранять Ваши настройки, например, выбор языка или баннер куки, чтобы Вы не выполняли их заново.
анонимно анализировать посещаемость нашего веб-сайта и использовать эту информацию для его оптимизации.
определять Вашу личность (за исключением тех случаев, когда Вы однозначно ввели свои данные, например, в контактных формах).
Комфорт
Файлы куки делают посещение Вами веб-сайта более удобным и комфортным, сохраняя, например, определенные настройки, чтобы Вам не приходилось заново выполнятьих каждый раз при посещении сайта.
Данный веб-сайт будет выполнять следующее:
сохранять файлы куки, необходимые для работы веб-сайта.
сохранять Ваши настройки, например, выбор языка или баннер куки, чтобы Вы не выполняли их заново.
При этой настройке данный веб-сайт ни в коем случае не будет выполнять следующее:
анонимно анализировать посещаемость нашего веб-сайта и использовать эту информацию для его оптимизации.
определять Вашу личность (за исключением тех случаев, когда Вы однозначно ввели свои данные, например, в контактных формах).
Разумеется, что мы всегда согласны с настройкой Do Not Track (DNT) Вашего браузера. В этом случае не устанавливаются отслеживающие файлы куки и не загружаются функции отслеживания.
ОВАЛЬНЫЕ ПОРШНИ, ТРЕУГОЛЬНЫЕ ЦИЛИНДРЫ | Наука и жизнь
В тот момент, когда кто-то из людей догадался приспособить колесо для перевозки груза, возникла очередная задача — разработать адекватный механизм для приведения получившейся повозки в движение. Справедливости ради заметим, что долгое время эта задача не формулировалась именно так (это не означает, что её не было), поскольку с перемещением вполне успешно справлялись биологические источники движущей силы — имевшиеся в достаточном количестве рабы и тягловые животные. Однако со временем возникла необходимость перемещать поклажу на большие расстояния с более или менее высокой скоростью. Живые двигатели с такой задачей справиться не могли, пришлось придумывать моторы.
Рис.1. В двигателе Ванкеля треугольный поршень вращается в камере, напоминающей распухшую восьмёрку.
Рис. 3. Внутри вращающегося поршня расположены жёстко связанная с ним разрывная шестерня (4) и зубчатое колесо (3) приводного вала двигателя.
Рис. 4 Роторно-поршневые машины типа RKM могут иметь один или два приводных вала. Если вал один, то рабочая камера имеет на одну грань больше, чем поршень (варианты а, в), если же валов два — то на одну грань меньше (варианты б, г).
Рис. 5. Принцип работы роторно-поршневого двигателя RKM: а — запуск двигателя; б — рабочий режим. За 1/3 полного оборота поршня цикл работы мотора с биов альным поршнем повторяется.
Рис. 6. Действующая демонстрационная модель компрессора типа RKM.
‹
›
Открыть в полном размере
Многие исследователи истории техники склонны считать, что большинство современных механизмов впервые появилось в Китае. Так ли это на самом деле, сказать трудно, но то, что первые поршневые компрессоры возникли в Поднебесной, пожалуй, факт. Известно, во всяком случае, что трубки из бамбука с намотанной на палку пробкой из травы и смазкой из животного жира ещё в бронзовом веке использовались в китайских кузницах в качестве мехов для раздувания огня. Поршень толкали туда-сюда вручную, но довольно быстро кузнецы догадались приспособить к палке кривошип, и дело пошло куда веселее. До изобретения поршневого двигателя оставался всего шаг, нужно было суметь заставить поршень двигаться внутри цилиндра самостоятельно и крутить кривошип или коленчатый вал. Но прошло около двух тысячелетий, прежде чем эта мысль получила практическое воплощение.
Идея оказалась конструктивно довольно легко выполнимой, и поршневые двигатели с момента своего появления надолго заняли место в технике. Бегающие взад-вперёд поршни через коленчатые валы и шестерёнчатые передачи крутят колёса, вращают гребные винты, работают в компрессорах и насосах, то есть практически во всех типах промышленных и бытовых силовых машин. А почему? Да потому, что за тысячелетия своей истории люди не придумали ничего лучше.
Впрочем, почему же не придумали? Есть, например, турбины, есть, наконец, реактивные двигатели, есть и электромоторы. Правда, сферы их применения всё же ограничены. Турбины и реактивные двигатели приспособить к небольшим машинам довольно сложно и дорого, электромоторы требуют источников питания, пока ещё не отработанных настолько, чтобы сравниться по энергоёмкости с элементарным бензобаком.
Есть ли выход? Оказывается, есть. И, по всей видимости, он в использовании так называемых роторных, или роторно-поршневых, двигателей. Самый известный из них — двигатель немецкого инженера Феликса Ванкеля. Действующий образец его роторно-поршневого двигателя внутреннего сгорания (РПД) был испытан в феврале 1957-го, а задолго до этого, в двадцатых годах ХХ века (точнее — в 1929-м), он получил патент на роторно-поршневой компрессор. Патент на двигатель Ванкель оформил в 1936-м. И это объяснимо: сделать компрессор, то есть «холодную» машину, намного проще, чем мотор — машину «горячую».
Суть изобретения Ванкеля заключалась в том, что в корпусе двигателя на эксцентрике вращается поршень треугольного сечения (рис. 1). За один оборот кромки поршня описывают поверхность, напоминающую распухшую восьмёрку. Поршень постоянно делит внутреннюю полость мотора на три камеры. По мере вращения поршня камеры постоянно меняют свой объём. Когда объём одной камеры растёт, в неё засасывается горючая смесь; в это же время объём другой камеры уменьшается, смесь сжимается, происходит зажигание; под действием возросшего в этой камере давления поршень проворачивается, заставляя отработавшую смесь из третьей камеры уйти в выхлопной тракт. Таким образом, за один полный оборот в двигателе Ванкеля происходят три вспышки топлива, в то время как в обычном поршневом моторе одна вспышка приходится на два оборота коленчатого вала. Поршень в РПД вращается с более или менее постоянной скоростью, не меняя направления движения, а в обычном моторе он совершает возвратно-поступательные движения. Всё это создаёт большие преимущества роторных моторов, они работают значительно плавнее обычных, для их изготовления требуется почти на треть меньше деталей, они существенно (даже очень существенно) легче и меньше своих поршневых собратьев. Но… на кромках поршня в реальном моторе Ванкеля устанавливают специальные уплотнения, которые препятствуют порыву газов из одной камеры мотора в другую. В этих уплотнениях (хотя и не только в них) кроется причина того, что РПД не получили широкого распространения. Практически только японская компания «Мазда» продолжает серийно выпускать автомобили с роторными моторами. Нужно отдать должное этим механизмам. При сравнительно небольшом рабочем объёме они обладают значительной мощностью, могут работать на высоких оборотах, и снабжённые ими машины ездят очень быстро. Но топливная экономичность их ниже всякой критики, да и расход масла не идёт ни в какое сравнение с обычными поршневыми моторами.
У двигателей Ванкеля есть и ещё один весьма существенный минус: по этой схеме невозможно сделать дизельный мотор, уплотнения по кромке поршня не способны удержать давление в камере сгорания, достаточное для работы дизеля.
И что же? Опять нет выхода? Выход, кажется, найден. И найден он нашим сооте-чественником, физиком и математиком Борисом Шапиро, работающим сейчас в Германии.
Сформулировав и решив сложную математическую задачу, он предложил новый класс машин с вращающимся поршнем. Шапиро назвал такие машины RKM (от немецкого Rotationskolben-maschinen), а его немецкие коллеги «по цеху» упростили название до Schapiromotor, то есть мотор Шапиро.
Внешне RKM напоминает двигатель Ванкеля, однако даже при беглом взгляде видно (рис. 2), что у этих машин принципиально разные формы поршней: в моторе Ванкеля — треугольный с острыми кромками, в двигателе Шапиро — скруглённый. В двигателе Ванкеля поршень своими кромками только скользит по поверхности камеры, создавая уплотнения по линии соприкосновения, а в двигателе Шапиро контакт осуществляется при скольжении поверхности по поверхности. Контакт между овальными поверхностями поршня и камеры оказывается значительно более плотным, что обеспечивает возможность развивать в образующихся рабочих камерах весьма высокое давление (дизель возможен).
Главные компоненты RKM — это специальный стационарный корпус с криволинейной рабочей камерой и вращающийся внутри него овальный (если быть более точным, то в простейшем случае биовальный, а в более сложных — полиовальный) поршень. Во внутренней части поршня встроено оригинальное зубчатое устройство, находящееся в зацеплении с зубчатым колесом приводного вала. Через это зацепление вращение поршня передаётся на вал, или, наоборот, вращение вала заставляет поршень крутиться. Это, кстати, даёт возможность использовать RKM и как двигатель, и как компрессор или насос. Поршень вращается вокруг оси, названной авторами «прыгающей». На рис. 2 поршень показан в крайнем левом положении. Вращаясь по часовой стрелке относительно оси а, он переходит в нижнее положение, касается стенки по линии А-В, и в этот момент начинается вращение относительно оси b. Ось как бы перепрыгивает из одного положения в другое. Легко видеть, что положение мгновенной оси вращения перемещается навстречу самому поршню.
Из схемы (рис. 3) видно, что зубчатое колесо 3 приводного вала находится в зацеплении с внутренней шестернёй поршня 4. Центр делительной окружности шестерни располагается в точке, относительно которой вращается поршень.
Представим себе, что в рассматриваемом механизме вращается не поршень, а корпус. Тогда легко увидеть, что траектория оси приводного вала имеет особые точки, которые соответствуют крайним положениям самого поршня в корпусе механизма. Пройти эти особые точки непросто. Авторам новой машины удалось решить эту задачу. Они смогли рассчитать, а затем и построить геометрическую модель разрывной зубчатой передачи, которая полностью компенсирует особые точки траектории оси приводного вала.
Во внутренней полости поршня можно установить один приводной вал, но можно и два.
От того, один или два приводных вала имеются в двигателе, зависит соотношение количества условных граней в поршне-роторе и корпусе (рис. 4). Если приводной вал один, то число граней в камере корпуса составляет n + 1, где n — число граней ротора; если же валов два, то число граней в камере составит n — 1. Впрочем, от количества установленных валов зависит не только внешний профиль поршня, но и форма его внутренней полости. Так, если вал один, то внутренняя полость повторяет контур поршня, но повёрнута по отношению к нему на 90 град., а если два — то она просто повторяет профиль поршня. В трёхгранном поршне полость содержит три грани, в пятигранном — пять и т. д.
Как же работает RKM? Рассмотрим последовательность тактов на примере биовального поршня в «треугольной» камере (рис. 5). Предположим, что поршень вращается по часовой стрелке. Тогда объём камеры слева от поршня увеличивается, в неё засасывается горючая смесь. В момент «прыжка» мгновенной оси вращения поршня объём камеры начинает уменьшаться, смесь сжимается. Одновременно в камеру, расположенную на рисунке ниже поршня, засасывается следующая порция горючей смеси. При максимальном сжатии смеси (или на несколько мгновений раньше) смесь поджигается. Сгорающая смесь расширяется и толкает поршень, который, во-первых, заставляет вращаться приводной вал, во-вторых, сокращая объём левой камеры, сжимает горючую смесь в ней. Теперь поджигается смесь в камере слева от поршня, начинает сокращаться в объёме камера справа. Отработавшие газы из неё удаляются. Через каждую треть полного оборота поршня такты всасывания, сжатия, сгорания и выхлопа полностью повторяются.
Двигатель RKM будет обладать усовершенствованным процессом поджига в оптимизированной камере сгорания (предкамере), отделённой от рабочих камер. Это существенно улучшает коэффициент полезного действия. Конструкторы новой машины столкнулись также с несколькими серьёзными проблемами. Например, достигая крайнего положения, поршень двигателя RKM может ударяться в стенку камеры. Впрочем, все проблемы тем или иным способом удаётся решить. Важно и то, что для изготовления машин типа RKM можно применить существующие машиностроительные технологии и материалы. Ничего нового специально создавать не требуется.
Машины RKM состоят из небольшого числа деталей. Предварительные расчёты показывают, например, что сконструированный по технологии RKM компрессор на 20 атм будет иметь почти на две трети меньше деталей, чем выпускаемые сегодня, и в результате себестоимость уменьшится на 30%. Кроме того, малое количество деталей существенно повышает надёжность: каждому начинающему механику известно, что чем меньше в машине компонентов, тем реже она ломается.
Интересно то, что если говорить о теории машин и механизмов, возвратно-поступательное движение поршня является частным случаем принципа действия машин RKM, обладающих всеми преимуществами «классических» поршневых машин — надёжным уплотнением между рабочей камерой и поршнем и возможностью высокой степени сжатия в рабочей камере.
Моторы RKM могут быть карбюраторными или дизельными и работать на продуктах перегонки нефти, сжиженном природном газе, водороде или любом другом топливе. Причём сгорание топлива в них благодаря наличию предкамеры оказывается существенно более полным, а выхлоп более чистым.
Наконец, машины RKM обладают более высоким КПД, чем существующие. Подсчитано, что применение принципа RKM даже в паровой машине повысит её КПД как минимум до 35%, то есть сделает архаичное по сегодняшним меркам устройство сравнимым по эффективности работы с современным автомобильным мотором.
Новаторская механика RKM может быть использована в тысячах вариантов, многие из которых сегодня трудно себе представить. Например, автомобиль, каждое из колёс которого крутит индивидуальный мотор величиной с трёхлитровую банку. Или портативный компьютер, работающий без перерыва 60 часов от миниатюрного электрогенератора с крохотным моторчиком внутри. Ведь есть же двигатель Ванкеля величиной с монету в один цент. .. Сменил в таком генераторе пустой топливный бачок размером с толстый карандаш на полный, и работай дальше.
Однако разработчики считают, что наиболее реально сейчас применять RKM в качестве компрессоров и насосов. Исследования, проведённые группой инженеров и студентов Политехнического университета в Ингольштадте (Германия), показали, что такие насосы, будучи использованными вместо известных типов, могут иметь заметные технико-экономические преимущества.
Пробиться с новым классом машин на рынок моторов очень трудно. В мире всего около десятка независимых производителей моторов. Остальные в той или иной степени связаны с ними и зависят от них. Вложившие в усовершенствование и производство «классических» моторов многие миллиарды долларов, автостроители вовсе не горят желанием сменить направление работы. Несмотря на то, что двигатели RKM будут экономичнее, мощнее, меньше, легче, надёжнее и дешевле в производстве и обслуживании.
Рынки насосов и компрессоров столь же огромны, как и рынки моторов, но значительно менее монополизированы. Такую технику производят по всему миру сотни тысяч почти независимых компаний. В то же время в одной только Германии ежегодный объём продаж насосов различных типов оценивается в 4,5 млрд евро, а во всём мире достигает 315 млрд евро. Вероятно, именно на рынке насосов и начнётся история реального использования машин RKM.
что нужно знать об этих деталях и как продлить срок их службы?
Цилиндр и поршень – ключевые детали любого двигателя. В замкнутой полости цилиндро-поршневой группы (ЦПГ) происходит сгорание топливно-воздушной смеси. Газы, образующиеся при этом, воздействуют на поршень – он начинает двигаться и заставляет вращаться коленчатый вал.
Цилиндр и поршень обеспечивают оптимальный режим работы двигателя в любых условиях эксплуатации автомобиля.
Рассмотрим эту пару подробнее: конструкцию, функции, условия работы, возможные проблемы при эксплуатации элементов ЦПГ и пути их решения.
Принцип работы цилиндро-поршневой группы
Современные двигатели внутреннего сгорания оснащены блоками, в которые входят от 1 до 16 цилиндров – чем их больше, тем мощнее силовой агрегат.
Внутренняя часть каждого цилиндра – гильза – является его рабочей поверхностью. Внешняя – рубашка – составляет единое целое с корпусом блока. Рубашка имеет множество каналов, по которым циркулирует охлаждающая жидкость.
Внутри цилиндра находится поршень. В результате давления газов, выделяющихся в процессе сгорания топливно-воздушной смеси, он совершает возвратно-поступательное движения и передает усилия на шатун. Кроме того, поршень выполняет функцию герметизации камеры сгорания и отводит от нее излишки тепла.
Поршень включает следующие конструктивные элементы:
Головку (днище)
Поршневые кольца (компрессионные и маслосъемные)
Направляющую часть (юбку)
Бензиновые двигатели оснащены достаточно простыми в изготовлении поршнями с плоской головкой. Некоторые модели имеют канавки, способствующие максимальному открытию клапанов. Поршни дизельных двигателей отличаются наличием на днищах выемок – благодаря им воздух, поступающий в цилиндр, лучше перемешивается с топливом.
Кольца, установленные в специальные канавки на поршне, обеспечивают плотность и герметичность его соединения с цилиндром. В двигателях разного типа и предназначения количество и расположение колец могут отличаться.
Чаще всего поршень содержит два компрессионных и одно маслосъемное кольцо.
Компрессионные (уплотняющие) кольца могут иметь трапециевидную, бочкообразную или коническую форму. Они служат для минимизации попадания газов в картер двигателя, а также отведения тепла от головки поршня к стенкам цилиндра.
Верхнее компрессионное кольцо, которое изнашивается быстрее всех, обычно обработано методом пористого хромирования или напылением молибдена. Благодаря этому оно лучше удерживает смазочный материал и меньше повреждается. Остальные уплотняющие кольца для лучшей приработки к цилиндрам покрывают слоем олова.
С помощью маслосъемного кольца поршень, совершающий возвратно-поступательные движения в гильзе, собирает с ее стенок излишки масла, которые не должны попасть в камеру сгорания. Через дренажные отверстия поршень «забирает» масло внутрь, а затем отводит его в картер двигателя.
Направляющая часть поршня (юбка) обычно имеет конусную или бочкообразную форму – это позволяет компенсировать неравномерное расширение поршня при высоких рабочих температурах. На юбке расположено отверстие с двумя выступами (бобышками) – в нем крепится поршневой палец, служащий для соединения поршня с шатуном.
Палец представляет собой деталь трубчатой формы, которая может либо закрепляться в бобышках поршня или головке шатуна, либо свободно вращаться и в бобышках, и в головке (плавающие пальцы).
Поршень с коленчатым валом соединяется шатуном. Его верхняя головка движется возвратно-поступательно, нижняя вращается вместе с шатунной шейкой коленвала, а стержень совершает сложные колебательные движения. Шатун в процессе работы подвергается высоким нагрузкам – сжатию, изгибу и растяжению – поэтому его производят из прочных, жестких, но в то же время легких (в целях уменьшения сил инерции) материалов.
Конструкционные материалы деталей ЦПГ
Сегодня цилиндры и поршни двигателя чаще всего производят из алюминия или стали с различными присадками. Иногда для внешней части блока цилиндров используют алюминий, имеющий небольшой вес, а для гильзы, контактирующей с движущимся поршнем, – более прочную сталь.
В отличие от чугуна, который применялся ранее для изготовления деталей ЦПГ, внедрение алюминия – намного более легкого, но износостойкого материала – стало толчком к появлению мощных и высокооборотистых двигателей.
Современные автомобили, особенно с дизельными двигателями, все чаще оснащаются сборными поршнями из стали. Они имеют меньшую компрессионную высоту, чем алюминиевые, поэтому позволяют использовать удлиненные шатуны. В результате боковые нагрузки в паре «поршень-цилиндр» существенно снижаются.
Поршневые кольца, наиболее подверженные износу и деформациям, производят из специального высокопрочного чугуна с легирующими добавками (молибденом, хромом, вольфрамом, никелем).
Значительные механические и тепловые циклические нагрузки отрицательно сказываются на работоспособности элементов цилиндро-поршневой группы. В то же время от их состояния напрямую зависит стабильная компрессия двигателя, обеспечивающая его уверенный холодный и горячий запуск, мощность, экологичность и другие эксплуатационные показатели.
Именно поэтому для изготовления поршней и других деталей ЦПГ применяются материалы, обладающие высокой механической прочностью, хорошей теплопроводностью, незначительным коэффициентом линейного расширения, отличными антифрикционными и антикоррозионными свойствами.
В целях снижения потерь на трение производители поршней покрывают их боковую поверхность специальными антифрикционными составами на основе твердых смазочных частиц: графита или дисульфида молибдена. Однако со временем заводское покрытие разрушается, поршни снова испытывают высокие нагрузки, под влиянием которых изнашиваются и выходят из строя.
Одним из самых эффективных антифрикционных покрытий поршней является MODENGY Для деталей ДВС.
Состав на основе сразу двух твердых смазок – высокоочищенного дисульфида молибдена и поляризованного графита – применяется для первоначальной обработки юбок поршней или восстановления старого заводского покрытия.
MODENGY Для деталей ДВС имеет практичную аэрозольную упаковку с оптимально настроенными параметрами распыления, поэтому наносится на юбки поршней легко, быстро и равномерно.
На поверхности покрытие создает долговечную сухую защитную пленку, которая снижает износ деталей и препятствует появлению задиров.
MODENGY Для деталей ДВС полимеризуется при комнатной температуре, не требуя дополнительного оборудования.
Для подготовки поверхностей перед нанесением покрытия их необходимо обработать Специальным очистителем-активатором MODENGY. Только в таком случае производитель гарантирует прочное сцепление состава с основой и долгий срок службы готового покрытия. Оба средства входят в Набор для нанесения антифрикционного покрытия на детали ДВС.
Методы охлаждения и смазывания цилиндро-поршневой группы
В каждом цикле работы двигателя сгорает большое количество топливно-воздушной смеси. При этом все детали цилиндро-поршневой группы испытывают экстремальные температурные воздействия, поэтому нуждаются в эффективном охлаждении – воздушном или жидкостном.
Наружная поверхность цилиндров ДВС с воздушным охлаждением покрыта множеством ребер, которые обдувает встречный или искусственно созданный воздухозаборниками воздух.
При водяном охлаждении жидкость, циркулирующая в толще блока, омывает нагретые цилиндры, забирая таким образом излишек тепла. Затем жидкость попадает в радиатор, где охлаждается и вновь подается к цилиндрам.
Второй по важности момент после отвода тепла – система смазки цилиндров. Без нее поршни рано или поздно подвергаются заклиниванию, что может привести к поломке двигателя.
Для того чтобы масляная пленка дольше удерживалась на внутренних поверхностях цилиндров, их подвергают хонингованию, т.е. нанесению специальной микросетки. Стабильность слоя масла гарантирует не только максимально низкое трение в паре «поршень-цилиндр», но и способствует отведению лишнего тепла из ЦПГ.
Неисправности ЦПГ и их диагностика
Даже грамотная эксплуатация автомобиля не гарантирует, что со временем не возникнет проблем с его цилиндро-поршневой группой.
О неисправностях деталей ЦПГ свидетельствует увеличение расхода масла, ухудшение пусковых качеств двигателя, снижение его мощности, появление каких-либо посторонних шумов при работе. Эти моменты нельзя игнорировать, так как стоимость ремонта цилиндро-поршневой группы иногда равна стоимости автомобиля в целом.
Под влиянием очень высоких нагрузок и температур:
На рабочих поверхностях цилиндров появляются трещины, сколы, пробоины
Посадочные места под гильзу деформируются
Днища поршней оплавляются и прогорают
Поршневые кольца разрушаются, закоксовываются, залегают
На теле поршней возникают различные повреждения
Зазоры между поршнем и цилиндром сужаются, вследствие чего на юбках появляются задиры
Наблюдается общий износ цилиндров и поршней
Перечисленные неисправности цилиндро-поршневой группы неизбежны при перегреве двигателя. Он может возникнуть из-за нарушения герметичности системы охлаждения, отказа термостата или помпы, сбоев в работе вентилятора охлаждения радиатора, поломки самого радиатора или его датчика.
Точно определить состояние цилиндров и поршней можно с помощью специализированной диагностики самой ЦПГ (при полной разборке двигателя) или других автомобильных систем (например, воздушного фильтра).
В ходе сервисных работ измеряется компрессия в цилиндрах ДВС, берутся пробы картерного масла и пр. Все это помогает оценить исправность работы цилиндро-поршневой группы.
Ремонт цилиндро-поршневой группы двигателя включает замену маслосъемных и компрессионных колец, установку новых поршней, шатунов, восстановление (расточку) цилиндров.
Степень износа последних определяется с помощью индикаторного нутрометра. Трещины и сколы на стенках устраняются эпоксидными пастами или путем сварки.
Новые поршни – с нужным диаметром и массой – подбирают к гильзам, а поршневые пальцы – к поршням и втулкам верхних головок шатунов. Шатуны предварительно проверяют и при необходимости восстанавливают.
Как продлить ресурс ЦПГ?
Ресурс цилиндро-поршневой группы зависит от типа двигателя, режима его эксплуатации, регулярности обслуживания и многих других факторов. Срок службы ЦПГ отечественных автомобилей, как правило, меньше, чем у иномарок: около 200 тыс. км против 500 тыс.км.
Для того, чтобы детали ЦПГ вырабатывали свой ресурс полностью, рекомендуется:
Использовать моторное масло, одобренное автопроизводителем
Осуществлять замену масла и охлаждающей жидкости строго по регламенту
Следить за температурным режимом работы двигателя, не допускать его перегрева и холодного запуска
Регулярно проводить диагностику автомобиля
Применять для обслуживания автокомпонентов специальные средства, которые могут защитить их от усиленного износа и максимально продлить срок службы
кофе, просто, заваривания, бариста, затем, частички, машина, поршень
Человек преуспел во многих вещах. Только он способен обнаружить настоящую красоту, в том числе и красоту вкуса. Но, такая вещь как последовательность далеко не его
конёк. Люди частенько ошибаются, устают, зависят от своего переменчивого настроения, здоровья, гормонов.
Аналоговые способы заваривания кофе конечно прекрасны, но человек есть человек. Замотавшийся, уставший, голодный и просто потерявший в этот день интерес к жизни бариста вряд ли сварит вам хорошую чашку кофе. В то же время его бодрый и полный энтузиазма коллега будет готов переделывать заказ до тех пор, пока не достигнет совершенства. В загруженных кофейных барах этот вопрос особенно актуален. Кроме того, ручное приготовление так называемым «медленным» способом (slow coffee) в силу своей эксклюзивности просто не способно будет обеспечить безупречным напитком всех желающих, в том случае, если кофейная культура действительно захватит массы. Альтернативные способы заваривания – штука очень непростая. Очень и очень много нюансов, от которых вкус может поменяться кардинально. Может быть, например, начинающий бариста, ещё не набил руку на равномерном заливании. В результате что-то недоэкстрагировало, что-то, наоборот, переэкстрагировало. А может новому сорту совершенно не подходит имеющийся рецепт, и получается не совсем то, что надо. Или, так как кофе слишком свежий, на предсмачивание надо потратить побольше времени. Или бариста кто-то отвлёк, а за это время температура в чайнике упала. И т.д., и т.п. Да мало ли сколько ещё всего может произойти.
Другое дело машина. Машина нагревает до определённой температуры и поддерживает её, рука машины не дрогнет, она не будет волноваться, не будет сомневаться, не будет делать что-то спустя рукава. Единственное, чего машина не может, это почувствовать вкус. Человек может обойтись без машины, а машина без человека нет. Но ей это и не надо, можно же прекрасно работать в сотрудничестве. Человек пробует, экспериментирует и подбирает настройки, а машина просто безупречно выполняет все его требования. В сущности, на этом принципе основано приготовление эспрессо. Ведь это тоже совместная работа человека и машины. Человек изобретает и задаёт параметры, а машина выполняет. В определённый момент и для приготовления кофе в помощью фильтра человеку захотелось найти идеального помощника, такого же идеального как эспрессо-машина.
Таким идеальным помощников в приготовлении фильтр-кофе энтузиастам кофейного дела поначалу показалось устройство под названием Кловер. Новый продукт компании Coffee Equipment Company появился на рынке в 2006 году и снаружи представлял из себя просто чёрную коробку с краном, в то время как внутри это было что-то вроде автоматизированного френч-пресса. Основное преимущество кофейного гаджета заключалось в цифровом программировании всех параметров заваривания: температуры, времени заваривания, количества воды. Само приготовление включало в себя следующие этапы:
бариста взвешивал и молол дозу кофе, а затем выставлял на устройстве требуемые параметры: объём воды, температуру и время заваривания;
поршень выталкивал платформу с фильтром, которая затем отправляла кофе в камеру для заваривания;
горячая вода определённой температуры наливалась из крана в камеру;
бариста быстро размешивал частички кофе специальным венчиком, затем кофе несколько секунд оставался просто погружённым в воду;
поршень поднимался, создавая вакуум, который отделял частички кофе от готового напитка, а затем опускался и напиток наливался в чашку через кран;
поршень вновь поднимался вверх, выталкивая использованные частички кофе, которые легко счищались скребком.
Иллюстратор: Jameson Simpson
Стоило такое устройство не меньше, чем профессиональная эспрессо-машина, а именно 11 тысяч долларов. Не смотря на высокую цену, бариста сразу полюбили Кловер за беспрецедентный уровень контроля заваривания кофе и ауру высоких технологий его окружившую. Кловер демонстрировал публике своеобразное кофейное порно, в конце приготовления выбрасывая частички кофе из своего чрева. «Он сделал приготовления кофе сексуальным», — говорил тренер из Intelligentsia Coffee Чарльз Бабински. «Этот кофе горяч как Джессика Альба, богат (по вкусу) как Билл Гейтс, и уникален как снежинка», — вторили кофейному эксперту обычные поклонники устройства, сами себя прозвавшие кловеристами (cloveristas).
Главной особенностью Кловера, вызывающей вздохи восхищения бариста, была способность быстро и легко менять параметры приготовления. То есть лекго можно было проверить, насколько изменяется вкус, в зависимости от каждой секунды или градуса. При этом можно было быть уверенным, что изменение во вкусе произошло точно из-за этого конкретного параметра, так как машина готовила всегда одинаково. Кроме того, в отличие, например, от автоматических капельных кофеварок, система готовила не целый термос, а всего одну чашку, то есть кофе действительно всегда был «свежесваренным».
Однако в 2007 году произошло «страшное» — новомодным гаджетом заинтересовался пресловутый Старбакс. Легенда гласит о том, что Говард Шульц, на тот момент на время оставивший пост генерального директора компании, как-то раз зашёл в нью-йоркское кафе Grumpy, попробовал кофе из Кловера, произнёс фразу «это лучший кофе, что я пробовал в своей жизни» и вскоре, вновь заняв пост CEO, выкупил компанию-производителя. Кловеру была поручена важная миссия — вернуть Старбаксу утерянный статус кофейни, предлагающей посетителям кофе, а не только молочные коктейли. В знак протеста против монополии Старбакса спешиалти кофейни, такие как Intelligentsia и Stumpton, от использования Кловера сразу же отказались, сменив восхищённый тон в его отношении на скептический. В частности, Бабински припомнил Кловеру слишком быстрое заваривание и нерациональное использование кофе.
И если кофе из Кловера светлой обжарки из спешиалти кофеен критики в своё время не уставали хвалить, то темнообжаренный кофе Старбакса подвергся привычной обструкции. Как сказал Чарьз Бабински: «Ни одно устройство не сможет добавить качества кофе, ведь качество заключено в самомо зерне».
Зандер Нослер, создатель Кловера, отреагировал на демарш инди-кофеен философски: «У каждого есть любимая маленька рок-группа, которая в один прекрасный день заключает контракт с крупным лейблом, и кажется, что как будто она уже не та. На самом деле я считаю, что продажа нашей компании Старбаксу была абсолютно правильным решением, ведь у Старбакса охват рынка в разы больше, чем у всех инди-кофеен вместе взятых. Я люблю кофе, но в первую очередь я всё-таки дизайнер, и для меня важно, чтобы мой продукт увидело как можно большее число людей».
Как бы то ни было, история с Кловером, случившаяся шесть лет назад, уже стала делом прошлого. Старбакс так и не восстановил репутацию своего кофе, о Кловере забыли, но появились другие фавориты. Автоматические фильтр-кофеварки с каждым годом становятся всё совершенней и совершенней, а с появлением таких кофемолок как ЕК-43, с невиданной равномерности помолом, кофе, приготовленный в автоматических дрипперах, по качеству уже мало чем или совсем ничем не уступает ручному приготовлению.
«Я был шокирован реакцией людей на новость, что мы не подаём аэропресс и V60 в нашей новой кофейне. Фетко убила их обоих. Простите, но это правда», — пишет Вилле Или-Луома в своём твиттере. Такое смелое заявление, конечно же спровоцировало бурные споры. Так, Питер Джулиано из Counter Culture Coffee заявил, что сам процесс наблюдения за ручным приготовлением делает кофе вкуснее, и вообще всё ручное лучше автоматического. «Машина более последовательна, — парировал Вилле, — А если без наблюдения за специальным ритуалом приготовления кофе не удаётся почувствовать его великолепный вкус, значит, дело в самом кофе».
Стук поршня в двигателе — причины и последствия. На холостых и под нагрузкой | Официальный сайт СУПРОТЕК
Симптомы стука ДВС
При работе двигателя вы обнаружили похожий на частые удары звук, который вы не слышали раньше.
Стук меняется в зависимости от того на холостых оборотах работает двигатель или под нагрузкой.
Звук меняется в зависимости от температуры двигателя – стук «на холодную» отличается от стука в прогретом двигателе.
Что делать? Можно ли разобраться в проблеме самостоятельно? Как определить стук поршня ли это, или «шумят» другие узлы?
Диагноз
Стук поршней в двигателе может происходить по разным причинам. Попробуйте определить характер стука по перечисленным ниже признакам и посмотрите, что можно сделать:
Случай первый – стук при перекладке поршня. В этом случае звук доносится из области верхней части блока двигателя.Стук глухой, лучше всего слышен на холостых оборотах при горячем двигателе. Решение.
Случай второй – стук поршневого пальца по шатуну. Резкий короткий стук из области блока двигателя. Решение.
Случай третий – шатунный стук. Звук ударов низкий, доносится из нижней части блока двигателя. Лучше всего слышен, когда автомобиль на подъемнике или на эстакаде. Решение.
Решение для первого случая – стук поршня при перекладке
Что надо исправить?
«Перекладка поршня» — это момент, когда поршень перестает двигаться вверх и начинает двигаться вниз. В этот момент его скорость в продольном направлении цилиндра становиться нулевой, а боковая нагрузка значительной. В нормальном случае перекладка происходит мягко, поршень упирается в масляную пленку, его не перекашивает. Стучать поршень начинает в следующих ситуациях:
Значительная выработка цилиндра в верхней части. Появляется зазор, который не уплотняется масляной пленкой, и при перемене направления поршень в этом зазоре смещается в боковом направлении и перекашивается, ударяясь о стенку цилиндра.
Произошла выработка в поршне гнезд крепления поршневого пальца. При этом поршень начинает смещаться относительно пальца и задевает стенки цилиндра.
Искривление штока поршня. В этом случае поршень движется не строго по оси цилиндра, теряется симметричность механизма. Дополнительным признаком искривления штока является повышенная вибрация при работе двигателя, его ощутимо трясет.
С помощью чего это исправить?
В последнем из описанных случаев поможет только ремонт с заменой поршневой группы.
В случае если проблемой является стук поршня в цилиндре или выработка посадочных гнезд поршневого пальца — поможет применение триботехнического состава серии «Актив», который добавляется в моторное масло. Состав вычищает поверхности трения, а затем под его воздействием на них образуется защитный металлический слой.
Слой восстанавливает геометрию цилиндра, оптимизирует зазоры и предотвращает качание и перекосы поршня.
Слой восстанавливает форму посадочных гнезд, предотвращая люфт поршневого пальца.
Важно! Трибосостав окажет воздействие и восстановит изношенные поверхности. Однако он не способен восстановить детали при механических повреждениях.
Состав безопасен для вашего автомобиля. Он химически нейтрален и не меняет свойств моторного масла. Состав работает в двигателях любых конструкций, поскольку активируется в зонах трения металлических деталей. Активные частицы состава в десятки раз мельче ячеек масляных фильтров и не способны его забить. Состав восстанавливает изношенные поверхности, что позволяет деталям работать в рамках заводских допусков даже после замены масла и удаления состава из двигателя.
Бонус! Триботехнический состав оптимизирует зазоры трения. Это выравнивает и поднимает компрессию, снижает потери энергии, и в конечном счете приводит к снижению расхода топлива. Автомобиль вернет вам стоимость состава через 15-18 000 километров пробега.
Решение для второго случая – стук поршневого пальца по шатуну
Что надо исправить?
В случае выработки, износа втулки шатуна, она получает возможность смещаться относительно поршневого пальца, когда шатун идет вверх, в самой высокой точке поршня, между втулкой и пальцем образуется зазор. При начале движения шатуна вниз этот зазор сокращается, и втулка бьет по поршневому пальцу.
С помощью чего это можно исправить?
На ранних этапах решить эту проблему можно с помощью триботехнического состава серии «Актив», который добавляется в моторное масло. Состав вычищает поверхности трения, а затем под его воздействием на них образуется защитный металлический слой. Этот слой способен компенсировать возросшие зазоры, смягчить контакты втулки и пальца и существенно замедлить последующий износ.
У вас машина с бензиновым двигателем?
Вам нужен трибосостав «Актив » версии «бензин»
У вас машина с дизельным двигателем?
Вам нужен трибосостав «Актив» версии «дизель»
При значительной выработке, а значит при более громком и выраженном звуке ударов, необходимо произвести ремонт поршневой.
Решение для третьего случая – шатунный стук
Что надо исправить?
Шатунный стук возникает по двум причинам:
Износ вкладышей коленчатого вала. В этом случае появляется зазор и поршень начинает двигаться не синхронно с коленвалом, ударяясь об него при перемене направления движения.
Недостаточное давление масла в системе. Это может произойти из-за загрязнения масляных каналов, фильтра или износа масляного насоса. В этом случае масло не образует сплошной пленки между вкладышем и коленвалом и позволяет им двигаться относительно друг друга.
С помощью чего это можно исправить?
В случае, если износ вкладышей не является критическим, на них нет повреждений поверхности, поможет триботехнический состав «Актив Плюс». Состав производит очистку всех агрегатов, которые смазываются моторным маслом, в частности он очищает шейки коленвала и детали масляного насоса. Затем под действием состава на поверхностях трения образуется защитный металлический слой, который восстанавливает форму деталей и способен прочнее удерживать более плотную пленку масла.
Восстановление масляного насоса нормализует масляное давление в системе. А более плотная пленка на поверхности шейки коленвала компенсирует зазоры и не дает штоку бить по ней. Таким образом трибосостав способен справиться с обеими причинами шатунного стука.
Если износ вкладышей критичен, то необходима их замена, что приведет к переборке всего двигателя.
Поршневые фасовочные машины l All-Fill Inc.
Найдите свою машину
Наши машины для объемного поршневого розлива созданы для удовлетворения ваших производственных потребностей с использованием самого современного оборудования.
Получить цитату
Найдите свою машину
Полуавтоматический
Автомат
Машины для объемного поршневого наполнения All-Fill сочетают в себе точность, скорость и универсальность технологии розлива, предназначенной для жидкостей, паст, кремов и других вязких продуктов. Наша линейка машин для наполнения жидкостью представлена в различных конфигурациях: от настольных поршневых машин для наполнения небольших контейнеров до оборудования для тяжелых условий эксплуатации, предназначенного для высокоскоростных автоматических операций с большим циклом. Поршневые разливочные машины All-Fill оснащены насадками различных размеров, чтобы соответствовать конкретным производственным требованиям и максимально повысить эффективность.
Наши поршневые наполнители
Полуавтоматические
Модель 205
Полуавтоматический поршневой дозатор All-Fill модели 205 может иметь объем от 5 до 50 мл, до 2 унций. за цикл. Читать далее.
Модель 305
Объем заполнения полуавтоматического поршневого штифта All-Fill модели 305 может варьироваться от 1/3 до 87 унций за цикл при до 60 заполнениях в минуту. Читать далее.
Модель 505
Полуавтоматический поршневой дозатор All-Fill модели 505 доступен для дозирования продукта в количествах от менее унции до более галлона за цикл. Читать далее.
Автоматический
Серия 500
Автоматическая поршневая разливочная машина All-Fill Series 500 может дозировать частицы диаметром до 7/8 дюйма при производственных объемах 8 унций. до 1 галлона на заправку. Читать далее.
Серия 1500
Автоматические поршневые системы розлива All-Fill серии 1500 доступны с моторизованным конвейером и индексным пакетом для интегрированной обработки контейнеров и их позиционирования. Читать далее.
Области применения объемных поршневых наполнителей
Наши объемно-поршневые разливочные машины могут разливать различные жидкие продукты. Независимо от вашей производственной линии, наше оборудование может точно и эффективно упаковать вашу продукцию. Мы можем наполнять такие вязкие продукты, как:
Напитки
Косметические кремы
Лосьоны
Пасты
Масло/маргарин
Кетчуп/Горчица
Мази/Лекарства
Арахисовое масло
Машины для розлива жидкостей для бизнеса
Машины для розлива жидкостей идеально подходят для предприятий, которые пытаются улучшить свои производственные линии. Линейка машин для розлива жидкостей All-Fill изготавливается с использованием сырья высочайшего качества с мастерством, которым компания All-Fill известна на протяжении последних 50 лет. Несколько распространенных применений: напитки, соусы, джемы, масло, мыло, шампуни и лосьоны. Наши поршневые разливочные машины рассчитаны на длительный срок службы и бывают полуавтоматическими или автоматическими.
Шнековые наполнители
Шнековые наполнители являются основой линейки продуктов и машин All-Fill, на которых основана компания. Наш шнековый наполнитель не имеет себе равных и продолжает оставаться стандартом в отрасли. Узнайте больше о полуавтоматических и автоматических моделях.
Шнековые наполнители
Вибрационные наполнители
Вибрационные наполнители All-Fill обеспечивают идеальное сочетание точности, скорости и универсальности в нашей обширной линейке наполнителей по весу нетто. Наша вибрационная линия отлично подходит для обработки сложных и деликатных цельных продуктов. Вибрационные наполнители All-Fill предназначены для работы с вашими уникальными продуктами наряду с точными весами.
Вибрационные наполнители
Наполнители стаканов
Серия объемных систем наполнения стаканов All-Fill может использоваться для дозирования различных сухих сыпучих продуктов, таких как бобы, рис, корм для домашних животных, попкорн, конфеты, семена, зерна, орехи и многое другое без деградации продукта.
Машины для наполнения чашек
Машины для наполнения поршней
Машины для розлива All-Fill сочетают в себе точность, скорость и универсальность технологии розлива жидкостей, паст, кремов и других вязких продуктов. Узнайте больше о полуавтоматических и автоматических моделях.
Поршневые наполнители
Чеквейеры
Чеквейеры All-Fill, ранее известные как чеквейеры Alpha, предлагают широкий спектр оборудования для взвешивания и контроля веса, которое находится в производстве. Наши машины могут быть адаптированы для работы практически с любой упаковкой, мешком, коробкой, коробкой и бутылкой и продаваться как автономные или интегрированные системы с другим оборудованием All-Fill.
Контрольные весы
Упаковщики VFFS
Линейка вертикальных формовочно-фасовочных машин All-Fill, ранее известная как Avatar, представляет собой комплексное решение для упаковки в мешки. Наши машины спроектированы таким образом, чтобы приспосабливаться к различным стилям пакетов практически для любого применения и соответствовать вашим требованиям к скорости.
Упаковщики VFFS
Этикетировочные машины
Компания All-Fill, ранее называвшаяся Re-Pack, производит различные промышленные этикетировочные системы, соответствующие большинству бюджетов и производственных требований. Доступны в полуавтоматическом исполнении с вариантами столешницы или в автоматическом исполнении со встроенным конвейером.
Этикетировщики
Расшифровщики
All-Fill, бывшая компания Palace Packaging, производит линейку высокоскоростных машин для обработки контейнеров и распаковки бутылок, чтобы не отставать от ваших требований к упаковке. Разборщики бутылок обрабатывают большие количества бутылок большинства стилей и направляют их на конвейерную линию для розлива.
Расшифровщики
TOP
Мы используем файлы cookie для предоставления и улучшения наших услуг. Используя наш сайт, вы даете согласие на использование файлов cookie.
Сферический роторно-поршневой аппарат для искусственного сердца
Сохранить цитату в файл
Формат:
Резюме (текст) PubMedPMIDAbstract (текст) CSV
Добавить в коллекции
Создать новую коллекцию
Добавить в существующую коллекцию
Назовите свою коллекцию:
Имя должно содержать менее 100 символов
Выберите коллекцию:
Невозможно загрузить вашу коллекцию из-за ошибки Повторите попытку
Добавить в мою библиографию
Моя библиография
Невозможно загрузить делегатов из-за ошибки Пожалуйста, попробуйте еще раз
Ваш сохраненный поиск
Название сохраненного поиска:
Условия поиска:
Тестовые условия поиска
Эл. адрес:
(изменить)
Который день?
Первое воскресеньеПервый понедельникПервый вторникПервая средаПервый четвергПервая пятницаПервая субботаПервый деньПервый будний день
Создайте файл для внешнего программного обеспечения для управления цитированием
Полнотекстовые ссылки
Вольтерс Клювер
Полнотекстовые ссылки
. 1991 июль-сен;37(3):M246-7.
С Л Wipf 1
принадлежность
1 DESY, Гамбург, Германия.
PMID:
1751131
S L Wipf.
АСАИО Транс.
1991 июль-сентябрь.
. 1991 июль-сен;37(3):M246-7.
Автор
С Л Wipf 1
принадлежность
1 DESY, Гамбург, Германия.
PMID:
1751131
Абстрактный
В качестве искусственного сердца был предложен объемный насос с шестью вращающимися поршнями. Конструкция насоса отличалась высокой симметрией и компактностью. Таким образом, сферического объема диаметром 4 1/4 дюйма было достаточно для насоса, подающего 10 л/мин при 120 импульсах/мин с поршнями, вращающимися со скоростью 30 об/мин. Поршни и четыре соединительных шестерни были единственными движущимися частями. Насос функционирует в двух отдельных половинах как левый и правый желудочки, с двумя из шести поршней, каждый из которых имеет впускные и выпускные каналы, и один из них заменяет митральный и легочный клапаны другим, трикуспидальным и аортальным клапанами. Функцию внутрижелудочковой перегородки обеспечивали остальные четыре поршня, внутри которых также размещались приводные двигатели, каждый из которых имел крутящий момент 0,4 Нм при общей мощности 5 Вт. В перекачиваемом объеме отсутствовали застойные зоны, а на всех внутренних поверхностях, контактирующих с кровью, возникало периодическое напряжение сдвига, не превышающее примерно 300 Па.
Похожие статьи
Ротакор: новый ротационный насос для переливания крови.
Маргрейтер Р., Шваб В., Клима Г., Коллер Дж., Баум М., Дитрих Х., Хагер Дж., Кенигсрайнер А. Маргрейтер Р. и соавт. АСАИО Транс. 1990 июль-сен;36(3):M281-4. АСАИО Транс. 1990.
PMID: 2252678
Новое пульсирующее тотальное искусственное сердце с использованием одного центробежного насоса.
Имачи К., Чинзей Т., Абэ Ю., Мабучи К., Иманиши К., Йонезава Т., Коно А., Оно Т., Атсуми К., Исояма Т. и др. Имачи К. и др. АСАИО Транс. 1991 июль-сен;37(3):M242-3. АСАИО Транс. 1991.
PMID: 1751129
[Биоискусственные органы: кардиоприложения].
Фламенг В. Фламенг В. Верх К Академ Генескд Белг. 2004;66(4):246-52. Верх К Академ Генескд Белг. 2004.
PMID: 15553097
Обзор. Голландский.
Тотальное искусственное сердце эксцентрикового роликового типа предназначено для имплантации.
Суеширо М., Фукунага С., Хираи С., Суэда Т., Мацуура Ю. Суеширо М. и др. Артиф Органы. 1998 июнь; 22 (6): 451-7. doi: 10.1046/j.1525-1594.1998.06153.x. Артиф Органы. 1998.
PMID: 9650664
[Компактное искусственное сердце с использованием вибрационного насосного устройства].
Хашимото Х. Хашимото Х. Нихон Ринсё. 1991 г., сен; 49 (9): 2161-7. Нихон Ринсё. 1991.
PMID: 1960881
Обзор. Японский. Аннотация недоступна.
Посмотреть все похожие статьи
термины MeSH
вещества
Полнотекстовые ссылки
Вольтерс Клювер
Укажите
Формат:
ААД
АПА
МДА
НЛМ
Отправить по номеру
Автоматическая поршневая машина для розлива, высоковязкие жидкие продукты, поршни, сборка PIS-0.
Винты с буртиком под торцевой ключ, 1/2 дюйма x 3/8 дюйма-16
60
ПИС-КОМ-01-042
Прекратить валяние индивидуальной поддержки
62
ПИС-КОМ-01-044
Индивидуальный выпускной колпачок
64
АМЕ-HNX-06
Шестигранная гайка 0,375-16
66
АМЕ-HCX06-01. 25
Винт с шестигранной головкой 0,375-16×1,250
Связанные продукты
Автоматическая линейно-поршневая разливочная машина с сервоприводом
Автоматический линейно-поршневой наполнитель — чрезвычайно гибкий наполнитель, способный точно и быстро наполнять любые вязкие жидкости. Доставка продукта из резервуара для наливных грузов к поршням может быть организована с помощью буферного резервуара с использованием поплавка с датчиком уровня, коллектора с прямой подачей или методом рециркуляции. Автоматическая машина для розлива с линейным поршнем LODHA изготовлена с рамой из нержавеющей стали 304. Все контактные части изготовлены из нержавеющей стали 316 и способны поддерживать от 1 до 12 наливных головок. Элементы управления ПЛК, сенсорный экран HMI, контактные детали для пищевых продуктов, конструкция из нержавеющей стали и анодированного алюминия и многие другие функции входят в стандартную комплектацию. Автоматические поршневые наполнители LODHA предназначены для повышения эффективности любой производственной линии, используемой в косметической, пищевой, специальной химической, фармацевтической промышленности и производстве средств личной гигиены. Дополнительные опции доступны для санитарных, опасных, легковоспламеняющихся и агрессивных сред.
Горизонтальный объемный поршень с сервоприводом является одним из самых точных и универсальных типов доступных поршневых наполнителей. Он подходит для широкого спектра полувязких и высоковязких продуктов.
Объемный поршневой дозатор используется, когда требуется постоянный и точный объем продукта. Функция заполнения поршня с сервоприводом позволяет оператору регулировать объем заполнения с помощью сенсорного экрана, расположенного на интерфейсе оператора, и стандартно поставляется с вызовом рецепта, где вы можете создавать, копировать и вызывать. Он также может хранить несколько рецептов и имеет возможность точного заполнения профиля.
Технические характеристики – Автоматическая поршневая машина для розлива вязких продуктов
7-дюймовый цветной сенсорный экран с ПЛК для различных сообщений об ошибках и системой управления
Быстрая смена продукта
Встроенный индикатор неисправности и сигнал тревоги для информирования оператора о производственной ошибке
Индивидуальная регулировка объема заполнения для точной настройки
Водолазная насадка для уменьшения образования пузырьков пенообразующих жидкостей
Синхронный регулятор скорости
Все контактные детали изготовлены из нержавеющей стали 316/пик/ПТФЭ/тефлона/кремния, а бесконтактные детали изготовлены из нержавеющей стали 304, рама MS с покрытием из нержавеющей стали
Регулируемые направляющие конвейера для различных продуктов.
Программируется для многоскоростных и профильных циклов заполнения
Без бутылки без системы наполнения
Плавное и точное обращение с контейнерами
100 % защита от утечек и капель
CIP без открытых контактных частей
Полностью блокируемое защитное ограждение
Разработан для легкой замены и очистки
Синхронизированный регулятор скорости
Точное и воспроизводимое сервоуправление объемом заполнения
Дополнительно:
Водолазные головы
Контейнер для сбора капель
Локаторы шеи
Звездочка или винт синхронизации
Модернизация коллектора и бака
Поршни с сервоприводом
Емкость для дополнительных заправочных головок
Пользовательские приложения
Защитное ограждение из поликарбоната
Особые электрические требования
Дополнительные дистанционные аварийные остановы Конструкция для санитарных, опасных, огнеопасных и коррозионных сред
Применение:
Полувязкие и вязкие жидкости
Кетчуп
Горчица
Сиропы
Сальса
Майонез
Мед
Арахисовое масло
Желе
Соусы для макания
Бальзам для губ
Шампунь
Густое мыло
Гели для укладки
Маски для лица
Воск
Клей
Смазка
Герметики
Силикон
Технические характеристики:
Модель
ЛИ-ДЖФ 2
ЛИ-ДЖФ 4
ЛИ-ДЖФ 6
ЛИ-ДЖФ 8
Количество заправочных головок
2
4
6
8
Размер бутылки
Диам. от 60 мм до 100 мм* для широкой горловины, диам. от 45 мм до 100 мм* для узкой горловины
Диам. от 60 мм до 100 мм* для широкой горловины, диам. от 45 мм до 100 мм* для узкой горловины
Диам. от 60 мм до 100 мм* для широкой горловины, диам. от 45 мм до 100 мм* для узкой горловины
Диам. от 60 мм до 100 мм* для широкой горловины, диам. от 45 мм до 100 мм* для узкой горловины
Диапазон заполнения
от 100 мл до 500 мл, от 100 мл до 1000 мл (с помощью сменных частей/шприцев)
от 100 мл до 500 мл, от 100 мл до 1000 мл (с помощью сменных частей/шприцев)
от 100 мл до 500 мл, от 100 мл до 1000 мл (с помощью сменных частей/шприцев)
от 100 мл до 500 мл, от 100 мл до 1000 мл (с помощью сменных частей/шприцев)
Емкость бункера
40/80/100/200 литров (конкретный объем доступен по запросу)
40/80/100/200 литров (конкретный объем доступен по запросу)
40/80/100/200 литров (конкретный объем доступен по запросу)
40/80/100/200 литров (конкретный объем доступен по запросу)
Точность
±1% в зависимости от типа продукта
±1% в зависимости от типа продукта
±1% в зависимости от типа продукта
±1% в зависимости от типа продукта
Система заполнения
Заполнение на основе сервопривода
Заполнение на основе сервопривода
Заполнение на основе сервопривода
Начинка на основе сервопривода
МЦ Контактные части Бесконтактные части
нержавеющая сталь 316, нержавеющая сталь 304
нержавеющая сталь 316, нержавеющая сталь 304
нержавеющая сталь 316, нержавеющая сталь 304
нержавеющая сталь 316, нержавеющая сталь 304
Выход
Макс. 20 бутылок в минуту в зависимости от размера бутылки.
Макс. 60 бутылок в минуту в зависимости от размера бутылки.
Макс. 80 в минуту в зависимости от размера бутылки.
Макс. 100 в минуту в зависимости от размера бутылки.
Высота конвейера
815 – 850 мм
815 – 850 мм
815 – 850 мм
815 – 850 мм
Потребность в коммунальных услугах:
Фильтрованный сжатый воздух
6 бар
6 бар
6 бар
6 бар
Электрика
415 В переменного тока, 3 фазы, 50 Гц Источник питания
415 В переменного тока, 3 фазы, 50 Гц Источник питания
415 В переменного тока, 3 фазы, 50 Гц Источник питания
415 В переменного тока, 3 фазы, 50 Гц Источник питания
Мощность
3,0 л.с.
3,0 л.с.
4,0 л. с.
4,0 л.с.
Как работает поршневой наполнитель?
Поршневые разливочные машины обеспечивают точное объемное наполнение благодаря способу заполнения. Поршневые наполнители также позволяют упаковщику гибко обрабатывать как толстые, так и тонкие продукты. Даже продукты с твердыми частицами или кусочками, такие как томатная паста, салатная заправка и некоторые виды мыла, могут быть заполнены с помощью этой машины для розлива жидкостей. Поршневые наполнители могут быть изготовлены как автоматические разливочные машины или могут быть сконструированы для работы в полуавтоматическом режиме, что делает разливочные машины полезными для предприятий практически любого уровня производства.
Принцип поршневого наполнителя
Применение: Этот тип поршневого наполнителя лучше всего подходит для вязких пастообразных, полупастообразных или комкообразных продуктов с крупными частицами. Эти поршневые наполнители изготовлены в соответствии со стандартами качества пищевых продуктов, а также могут использоваться для различных химических применений.
Примеры: Густые соусы, сальса, заправки для салатов, косметические кремы, шампуни, гели и кондиционеры, чистящие пасты и воски, клеи, тяжелые масла и смазки.
Преимущества: Эта недорогая традиционная технология понятна большинству пользователей. Быстрые скорости наполнения достижимы с довольно толстыми продуктами. Предупреждение: эта технология практически устарела с появлением наполнителей с принудительным вытеснением с сервоприводом.
Как внутренний диаметр цилиндра поршневого наполнителя, так и длина хода поршня будут определять объем каждой заливки, выполненной машиной. Конечно, чем больше цилиндр, тем больше продукта может быть размещено при каждом ходе поршня. Объем заполнения разливочной машины увеличивается или уменьшается путем простой регулировки длины хода поршня. Обычно это достигается простым поворотом маховика, чтобы сократить или удлинить ход цилиндра. По мере того, как поршень втягивается, он втягивает продукт из бака подачи в поршневой наполнительный цилиндр. После полного втягивания (или втягивания до заданного значения) поршень возвращается в цилиндр, нагнетая продукт в линию подачи, ведущую к головкам наполнения. Поскольку объем, втягиваемый в цилиндр, одинаков при каждом цикле заполнения, объем продукта, поступающего в контейнеры, также постоянно остается одним и тем же. Бесконтактные переключатели можно использовать на любом конце поршня, чтобы гарантировать, что разливочная машина втягивается и выдвигается в нужных точках.
Поршневые машины для розлива с поворотным клапаном могут выполнять все «тяжелые» работы, такие как наполнение паст и продуктов с твердыми частицами, таких как творог, картофельные салаты, арахисовое масло, сальса и многие другие продукты с кусочками.
Концепция на самом деле довольно проста в том смысле, что заполнение бункера питает поворотный клапан, который соединяется между бункером и цилиндром во время хода вытягивания, а затем поворачивается на 90 градусов между цилиндром и разгрузочной трубой во время хода дозирования, как показано на рисунке анимация справа. Поскольку поворотный клапан может быть выдолблен, крупные частицы размером до полдюйма (иногда больше) могут проходить без повреждений.
Поршневые системы розлива с поворотным клапаном доступны в виде настольных, автоматических встроенных и ротационных высокоскоростных систем и могут быть рассчитаны на ваш диапазон потребностей в розливе с соотношением до 10: 1 и сохраняют свою удивительную точность +/- полпроцента.
Поршневые системы наполнения
Поршневые системы наполнения подходят для жидкостей различной вязкости до густых. Они также могут перерабатывать полутвердые вещества и жидкости с твердыми частицами. Они перекачивают продукт в контейнеры в очень точных количествах, доставляемых из резервуара для наливных грузов, который также может быть оснащен буферным резервуаром с использованием поплавка с датчиком уровня, коллектора с прямой вытяжкой или методами рециркуляции. NPACK предлагает различные модели поршневых наполнителей, подходящие для крупных промышленных нужд, стартапов, которым нужны более экономичные модели, и настольных полуавтоматических предприятий. Мы также можем настроить ваше оборудование, чтобы сделать наполнение еще более эффективным, например, добавить подогреваемый бункер к настольному поршневому наполнителю, чтобы нагревать более густые жидкости, облегчая их вытекание.
Автоматические поршневые разливочные машины изготовлены с рамой из нержавеющей стали, которая включает в себя выравнивающие ножки из нержавеющей стали, а также ролики для облегчения подкатывания разливочной машины практически к любой существующей конвейерной системе. Автоматические поршневые наполнители используют ПЛК с простым в использовании интерфейсом оператора с сенсорным экраном. ПЛК позволяет вызывать рецепты, чтобы помочь в быстрой настройке и замене различных контейнеров. Автоматические поршневые наполнители также будут включать в себя силовую регулировку высоты и системы обзора контейнеров для последовательного и надежного наполнения продуктом.
4 На что обратить внимание перед покупкой разливочной машины
Покупка правильной поршневой разливочной машины может стать проблемой, если вы не уверены в том, что делаете. Доступно множество вариантов, и поэтому довольно сложно выбрать тот, который будет лучше всего служить вашему бизнесу. Вот четыре вопроса, которые вы должны задать перед покупкой поршневых разливочных машин:
1. Какие предметы вы собираетесь разливать?
Некоторые наполнители предназначены для заполнения определенных контейнеров, в зависимости от того, что эти контейнеры будут вмещать. Например, некоторые наполнители предназначены для контейнеров, в которых хранятся сухие вещи, такие как таблетки и некоторые порошки, в то время как другие лучше всего подходят для контейнеров, в которых будут храниться жидкости. При этом убедитесь, что ваш продукт или товар сможет эффективно взаимодействовать с разливочной машиной.
2. Используете ли вы газированные продукты?
Для газированных продуктов, таких как содовая, требуется специальный тип машины для розлива, а также особый тип метода розлива. Если вы идете по этому пути, убедитесь, что вы нашли машину, которая будет соответствовать размеру бутылки и делать все, что нужно продукту.
3. Какой формы контейнер?
Это еще один важный совет, который большинство людей склонны упускать из виду. Подумайте о размере фактических контейнеров, которые машина собирается заполнить. Это важно, потому что некоторые машины работают определенным образом в зависимости от размера продукта. Например, разливочные машины, которые работают с бутылками, как правило, захватывают их сверху, в то время как другие контейнеры различной формы захватываются сбоку.
4. Какова производительность?
Эффективность вашей картотеки зависит от того, какую нагрузку она будет выполнять. Размышляя над этим вопросом, важно подумать о том, на что похоже производство сейчас и каким, по вашему мнению, оно будет в будущем, когда ваш бизнес вырастет. В зависимости от вашей ставки может потребоваться или не потребоваться модернизация вашего оборудования.
Если вам нужна дополнительная информация о поршневых разливочных машинах и другом разливочном оборудовании, свяжитесь с нами.
машиностроение | МЕТЕОР ПИСТОН С.р.л.
Специалисты по инструментальным станкам для обработки поршней и поршневых колец.
Специальное подразделение компании Caber S.r.l. занимается проектированием и производством специальных станков и приспособлений, предназначенных для производства поршней и колец.
Внутри. Большинство машин, которые сегодня работают в CABER, были построены в нашем собственном отделе.
Снаружи. Созданный для оказания технической помощи и обслуживания машин на наших заводах, этот отдел вскоре разработал ноу-хау в области проектирования и проектирования машин в сборе. Этот отдел в прошлом предоставлял НОУ-ХАУ по технологиям литья поршней, колец и поршневой обработки для запуска новых заводов, а также создания новых машин для внешних заказчиков.
Сегодня большинство станков для обработки поршней представляют собой коммерческие высококачественные токарные станки с ЧПУ и обрабатывающие центры, которые идеально соответствуют этапам обработки поршней. Тем не менее, процесс литья на самом деле требует специальных литейных машин и инструментов, а также определенного ноу-хау.
С другой стороны, комплексная обработка колец может быть выполнена только на специальных машинах и с помощью огромного количества приспособлений, которых нет на рынке и которые подлежат специальному проектированию и проектированию. Таким образом, Caber может оказать помощь в отношении такого оборудования.
В качестве примера, вот список типов станков Caber для поршневых колец и поршней:
MachineCode
Титул
Аналогично
Операции
АГМ-160
Полностью автоматический станок с ЧПУ для шлифовки наружного диаметра поршневых колец
Полностью автоматизированы даже при погрузочно-разгрузочных работах, два типа правящих станков – система правки по шаблону и система правки с алмазными валками – позволяют шлифовать заготовки любого профиля.
АГС-150
АВТОМАТИЧЕСКАЯ МАШИНА ДЛЯ ИЗМЕРЕНИЯ ЗАЗОРА ПОРШНЕВЫХ КОЛЬЦ
МНОГООСЕВОЙ ПОЛНОСТЬЮ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ВНУТРЕННЕГО И НАРУЖНОГО ТОКА С ЧПУ
ТОКАРНЫЕ СТАНКИ KATAOKA ТИПА R-3SR-NC
Кольца поршневые токарные
ТИОД-ЧПУ-72
ПОЛНОСТЬЮ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ВНУТРЕННЕГО И ВНЕШНЕГО ДИАМЕТРА С ЧПУ
ТОКАРНЫЕ СТАНКИ KATAOKA ТИПА SM-1 NC
Кольца поршневые токарные
МСВС-150
ПОЛУАВТОМАТИЧЕСКАЯ СТАНОК ДЛЯ ЛИТЬЯ АЛЮМИНИЕВО-КРЕМНИЕВЫХ ПОРШНЕЙ
ФАТА МБД
Литье поршней
MCPC-105
АВТОМАТИЧЕСКАЯ МАШИНА ДЛЯ ЗАЛИВКИ ПОРШНЕЙ
FATA FM1 — FATA FMP
Литье поршней
Техническое обслуживание и проекты
Этот отдел в прошлом предоставлял НОУ-ХАУ в области технологии литья поршней, обработки колец и поршней для запуска новых заводов, а также создания новых машин для внешних заказчиков
Инструментальная комната
Инструменты и приспособления для наших машин разрабатываются непосредственно нашим техническим персоналом.
Размеры кузова — один из важнейших параметров при выборе машины. Чем больше машина, тем сложнее она в управлении в современном городе, однако и безопасней. Габаритные размеры Форд Транзит определяются по трём величинам: длина кузова, ширина кузова и высота кузова. Как правило длину измеряют от наиболее выдающегося вперёд места переднего бампера до самого удалённого места заднего бампера. Ширину кузова мерят в самом широком месте: как правило это либо колёсные арки, либо центральные стойки кузова. А вот с высотой не всё так просто: её мерят от земли до крыши автомобиля; высота рейлингов в общую высоту кузова не входит.
Габаритные размеры Ford Transit от 4863 x 1974 x 1989 до 6797 x 2198 x 2192 мм, а масса от 1473 до 2478 кг.
Ford Transit — технические характеристики
Американская компания Ford потратила годы на то, чтобы спроектировать фургон Ford Transit и убедиться в том, что он будет полностью соответствовать требованиям покупателей.
Этот автомобиль стал гораздо лучше своего предшественника Ford Econoline с точки зрения пригодности для конкретной цели, современных стандартов безопасности и эффективности.
Для российского рынка фургон доступен с дизельным силовым агрегатом Duratorq объёмом 2.2 литра, мощностью от 125 до 155 л. с. и крутящим моментом 350 Нм. В паре с двигателем работает механическая коробка передач. Фургон доступен с передним, задним и полным приводом.
Ford Transit (Форд Транзит) доступен в двух вариантах: грузовой фургон и пассажирский, которые в свою очередь имеют различную длину и высоту.
Длина х Ширина х Высота (мм):
L2 h3
L3 h4
L4 h4
Общая длина
5531
5981
6704
Общая ширина без зеркал / с зеркалами
2059 / 2474
2059 / 2474
2126 / 2474
Общая высота
2490 – 2550
2720 – 2786
2720 – 2786
Колесная база
3300
3750
3750
Полная масса
3100/3500
3100/3500
3500/4600
Ширина проема боковой двери
1300
1300
1300
Объем грузового отсека (FWD/RWD)
10. 0 / 9.5
13.0 / 12.4
15.1
Вместимость, европаллет
4
4
5
В зависимости от модификации грузовое пространство фургона Ford Transit может варьироваться.
Петли для фиксирования груза подняты над уровнем пола
Петли для фиксирования груза подняты над уровнем пола
Грузоподъемность:
780 — 2170 кг
15,1 м3
Ford Transit оснащён современными системами безопасности и на отлично прошёл все краш-тесты.
В стандартную комплектацию входит система ABS, система RSC (которая убережёт автомобиль от переворачивания) и система контроля давления в шинах.
Также устанавливается функция Hill Start, которая предотвратит автомобиль от скатывания при движении на склонах.
Для водителя и переднего пассажира имеются фронтальные и боковые подушки безопасности. Есть система Safety Canopy, включающая боковые надувные занавески.
Салон довольно практичный и комфортный. Сиденья обиты хорошим и качественным материалом. Водительское кресло имеет 8 разных вариантов регулировки, а также подогрев. Есть регулировка подлокотника по высоте и электрорегулировка и обогрев зеркал.
Приборная панель многофункциональная. В неё встроена современная система мультимедиа с сенсорным дисплеем и CD-плеером.
В нижней части приборной панели находятся два USB-входа, две розетки и SD карт-ридер.
Имеются подстаканники и много мест для хранения различных мелких вещей.
Пассажирские модели оснащены огромными окнами, которые способствуют лучшему обзору.
Сколько весит Ford Transit?
Ford Transit — именно под этим наименованием автомобиля была выпущена серия грузовых фургонов, микроавтобусов, шасси и бортовых автомобилей. Машина этой марки стала одной из самых продаваемых в Европе аж на протяжении 40 лет, автомобиль имеет несколько выпускаемых поколений, которые значительно отличаются как в дизайне, так и по техническим характеристикам. Средний вес такой машины составляет примерно 1980 килограммов.
Мы также покажем вам
Один из самых популярных запросов в Интернете это “Сколько весит?”
Люди постоянно ищут, что и сколько весит, так как дома весы есть не у всех. Иногда это просто интерес, а иногда это для питание (диеты), когда нужно рассчитать калории того или иного продукта.
Наш сайт skolko-vesit.com помогает людям найти вес определенных вещей и продуктов которые людям могут понадобится в той или иной ситуации, а покупать весы нет желания, да и зачем, для однократного применения.
Добавить комментарий
Отменить ответ
Этот сайт использует Akismet для борьбы со спамом. Узнайте, как обрабатываются ваши данные комментариев.
Сколько весит Форд Транзит
Главная
Форд
Транзит
Сколько весит
5дв. минивэн
Модификаций в данном кузове: 25
МодификацияСколько весит
Ford Transit Kombi LWB h2 2. 4 TDCi
1733 кг.
Ford Transit Kombi LWB h3 2.2 TDCi
1775 кг.
Ford Transit Kombi LWB h3 2.4 TDCi
1897 кг.
Ford Transit Kombi LWB h4 2.4 TDCi
1897 кг.
Ford Transit Kombi MWB h3 2.2 TDCi
1693 кг.
Ford Transit Kombi MWB h3 2. 2 TDCi
1695 кг.
Ford Transit Kombi MWB h3 2.4 TDCi
1862 кг.
Ford Transit Kombi MWB h3 2.4 TDCi
1868 кг.
Ford Transit Kombi MWB h4 2.2 TDCi
1716 кг.
Ford Transit Kombi MWB h4 2.2 TDCi
1718 кг.
Ford Transit Kombi MWB h4 2. 4 TDCi
1837 кг.
Ford Transit Kombi MWB h4 2.4 TDCi
1837 кг.
Ford Transit Kombi SWB h2 2.2 TDCi
1597 кг.
Ford Transit Kombi SWB h2 2.2 TDCi
1450 кг.
Ford Transit Kombi SWB h2 2.4 TDCi
1733 кг.
Ford Transit Kombi SWB h3 2. 2 TDCi
1621 кг.
Ford Transit Kombi SWB h3 2.2 TDCi
1758 кг.
Ford Transit Kombi SWB h3 2.2 TDCi
1450 кг.
Ford Transit Kombi LWB h3 2.2 TDCi
2070 кг.
Ford Transit Kombi LWB h4 2.2 TDCi
2098 кг.
Ford Transit Kombi MWB h2 2. 2 TDCi
2005 кг.
Ford Transit Kombi MWB h3 2.2 TDCi
2032 кг.
Ford Transit Kombi MWB h4 2.2 TDCi
2055 кг.
Ford Transit Kombi SWB h2 2.2 TDCi
2056 кг.
Ford Transit Kombi SWB h3 2.2 TDCi
2082 кг.
4дв.
минивэн
Модификаций в данном кузове: 7
МодификацияСколько весит
Ford Transit 2.0 CDi
1660 кг.
Ford Transit 2.0 CDi
1660 кг.
Ford Transit 2.0 CDi
1643 кг.
Ford Transit 2.3
нет данных
Ford Transit 2. 4 CDi
1855 кг.
Ford Transit 2.4 CDi
нет данных
Ford Transit 2.4 CDi
нет данных
Другие вопросы по Ford Transit
Какой объем двигателя у Ford Transit?
Какая максимальная скорость у Ford Transit?
Какая мощность двигателя у Ford Transit?
Какой клиренс у Ford Transit?
Какой расход топлива у Ford Transit?
Какое время разгона у Ford Transit?
Какой крутящий момент у Ford Transit?
Какой привод у Ford Transit?
Какой кузов у Ford Transit?
Какой объем бака у Ford Transit?
Какая коробка на Ford Transit?
Какой бензин заливать в Ford Transit?
Какой двигатель на Ford Transit?
Какой размер шин на Ford Transit?
Сколько мест в Ford Transit?
Какой год выпуска Ford Transit?
Какой объем багажника у Ford Transit?
Какие габариты у Ford Transit?
Какая длина кузова Ford Transit?
Другие модели Ford
Ford Aerostar
Страна производства: США Количество версий: 9 Типов кузова: 1
Ford Aspire
Страна производства: США Количество версий: 4 Типов кузова: 2
Ford B-MAX
Страна производства: США Количество версий: 4 Типов кузова: 1
Ford Bronco
Страна производства: США Количество версий: 10 Типов кузова: 1
Ford C-Max
Страна производства: США Количество версий: 26 Типов кузова: 1
Ford Capri
Страна производства: США Количество версий: 8 Типов кузова: 1
Ford Contour
Страна производства: США Количество версий: 9 Типов кузова: 1
Ford Cougar
Страна производства: США Количество версий: 3 Типов кузова: 1
Ford Crown Victoria
Страна производства: США Количество версий: 4 Типов кузова: 1
Ford Econoline
Страна производства: США Количество версий: 11 Типов кузова: 1
Ford EcoSport
Страна производства: США Количество версий: 8 Типов кузова: 1
Ford Edge
Страна производства: США Количество версий: 12 Типов кузова: 1
Ford Escape
Страна производства: США Количество версий: 11 Типов кузова: 1
Ford Escort
Страна производства: США Количество версий: 178 Типов кузова: 6
Ford Excursion
Страна производства: США Количество версий: 9 Типов кузова: 1
Ford Expedition
Страна производства: США Количество версий: 28 Типов кузова: 1
Ford Explorer
Страна производства: США Количество версий: 18 Типов кузова: 2
Ford Explorer Sport
Страна производства: США Количество версий: 8 Типов кузова: 1
Ford F-150
Страна производства: США Количество версий: 68 Типов кузова: 2
Ford F-250
Страна производства: США Количество версий: 36 Типов кузова: 2
Ford F-350
Страна производства: США Количество версий: 54 Типов кузова: 2
Ford Fiesta
Страна производства: США Количество версий: 147 Типов кузова: 3
Ford Focus
Страна производства: США Количество версий: 246 Типов кузова: 4
Ford Focus Coupe-Cabriolet
Страна производства: США Количество версий: 8 Типов кузова: 1
Ford Freestar
Страна производства: США Количество версий: 2 Типов кузова: 1
Ford Freestyle
Страна производства: США Количество версий: 2 Типов кузова: 1
Ford Fusion
Страна производства: США Количество версий: 14 Типов кузова: 1
Ford Galaxy
Страна производства: США Количество версий: 52 Типов кузова: 1
Ford Granada
Страна производства: США Количество версий: 27 Типов кузова: 2
Ford Grand C-MAX
Страна производства: США Количество версий: 7 Типов кузова: 1
Ford Ikon
Страна производства: США Количество версий: 2 Типов кузова: 1
Ford Ka
Страна производства: США Количество версий: 11 Типов кузова: 3
Ford Kuga
Страна производства: США Количество версий: 12 Типов кузова: 1
Ford Maverick
Страна производства: США Количество версий: 12 Типов кузова: 2
Ford Mondeo
Страна производства: США Количество версий: 262 Типов кузова: 3
Ford Mustang
Страна производства: США Количество версий: 44 Типов кузова: 2
Ford Orion
Страна производства: США Количество версий: 28 Типов кузова: 1
Ford Probe
Страна производства: США Количество версий: 5 Типов кузова: 1
Ford Puma
Страна производства: США Количество версий: 3 Типов кузова: 1
Ford Ranger
Страна производства: США Количество версий: 41 Типов кузова: 2
Ford S-MAX
Страна производства: США Количество версий: 24 Типов кузова: 1
Ford Scorpio
Страна производства: США Количество версий: 102 Типов кузова: 3
Ford Shelby GT 500
Страна производства: США Количество версий: 1 Типов кузова: 1
Ford Sierra
Страна производства: США Количество версий: 118 Типов кузова: 4
Ford Taunus
Страна производства: США Количество версий: 18 Типов кузова: 3
Ford Taurus
Страна производства: США Количество версий: 5 Типов кузова: 1
Ford Thunderbird
Страна производства: США Количество версий: 1 Типов кузова: 1
Ford Tourneo Connect
Страна производства: США Количество версий: 15 Типов кузова: 1
Ford Windstar
Страна производства: США Количество версий: 2 Типов кузова: 1
Внедорожники
Россия
Великобритания
Германия
Индия
Испания
Италия
Китай
Корея
Румыния
США
Франция
Чехия
Швеция
Япония
Кроссоверы
Россия
Великобритания
Германия
Испания
Италия
Китай
Корея
Румыния
США
Тайвань
Франция
Чехия
Швеция
Япония
Седаны
Россия
Австралия
Великобритания
Германия
Иран
Испания
Италия
Китай
Корея
Малайзия
Польша
Румыния
США
Тайвань
Узбекистан
Украина
Франция
Чехия
Швеция
Япония
Габариты Ford Transit (Форд Транзит): размер, вес
Содержание
Некоторые считают, что габариты Ford Transit (Форд Транзит) не играют особого значения. Гораздо важнее то, какой коробкой передач и мощностью двигателя обладает тот или иной автомобиль. На самом деле следует особое внимание обращать на габариты автомобиля, ведь именно они определяют, то к какому классу относится автомобиль. Габариты — это высота, длина и ширина транспортного средства, но даже этого недостаточно, необходимо уверенно себя чувствовать за рулем. Кроме того, существуют некоторые ситуации на дороге, когда не лишним будет знать размер и вес своего авто.
В данном разделе представлены вес и размер Форд Транзит (длина, ширина, высота) в зависимости от модификации и года выпуска.
Сводные данные Ford Transit
Характеристики
Габариты
Вместимость
Объем багажника
Ford Transit 2014, грузовик, 7 поколение
03. 2014 — н.в.
Комплектации
Габариты
Масса, кг
2.2-MT L1 310
5357x2098x2781
2164
2.2-MT L2 350
5767x2198x2781
2210
2.2-MT L4 350
6797x2198x2781
2304
2.2-MT L4 470
6797x2198x2781
2478
Ford Transit 2014, коммерческий фургон, 7 поколение
03.2014 — н.в.
2.2-MT L2 h3 310
5531x2474x2490
1971
2.2-MT L4 h4 460
6704x2126x2781
2426
Ford Transit 2014, коммерческий фургон, 7 поколение
03. 2014 — н.в.
2.2-MT L2 h3 310 Ambiente
5531x2059x2550
1971
2.2-MT L2 h3 310 Trend
5531x2059x2550
1971
2.2-MT FWD L2 h3 310
5531x2059x2550
1971
2.2-MT FWD L2 h3 350
5531x2059x2550
1971
2.2-MT FWD L2 h3 310 Combi
5531x2059x2550
1971
2.2-MT FWD L2 h3 350 Combi
5531x2059x2550
1971
2.2-MT L2 h3 350 4WD Ambiente
5531x2059x2550
2175
2.2-MT L2 h3 350 4WD Trend
5531x2059x2550
2175
2. 2-MT 4WD L2 h3 350
5531x2059x2550
2175
2.2-MT 4WD L2 h3 350 Combi
5531x2059x2550
2175
2.2-MT FWD L3 h3 310
5981x2059x2550
1996
2.2-MT FWD L3 h3 350
5981x2059x2550
1996
2.2-MT FWD L3 h3 310 Combi
5981x2059x2550
1996
2.2-MT FWD L3 h3 350 Combi
5981x2059x2550
1996
2.2-MT 4WD L3 h3 350
5981x2059x2550
2200
2.2-MT 4WD L3 h3 350 Combi
5981x2059x2550
2200
2.2-MT L3 h4 310 Ambiente
5981x2059x2786
2019
2. 2-MT L3 h4 310 Trend
5981x2059x2786
2019
2.2-MT FWD L3 h4 310
5981x2059x2786
2019
2.2-MT FWD L3 h4 350
5981x2059x2786
2019
2.2-MT FWD L3 h4 310 Combi
5981x2059x2786
2019
2.2-MT FWD L3 h4 350 Combi
5981x2059x2786
2019
2.2-MT L3 h4 350 Ambiente
5981x2059x2786
2029
2.2-MT L3 h4 350 Trend
5981x2059x2786
2029
2.2-MT L3 h4 350 4WD Ambiente
5981x2059x2786
2226
2.2-MT L3 h4 350 4WD Trend
5981x2059x2786
2226
2. 2-MT 4WD L3 h4 350
5981x2059x2786
2226
2.2-MT 4WD L3 h4 350 Combi
5981x2059x2786
2226
2.2-MT L4 h4 350 Ambiente
6704x2025x2781
2312
2.2-MT L4 h4 350 Trend
6704x2025x2781
2312
2.2-MT RWD L4 h4 350
6704x2025x2781
2312
2.2-MT RWD L4 h4 350 Combi
6704x2025x2781
2312
2.2-MT L4 h4 460 Ambiente
6704x2025x2781
2426
2.2-MT L4 h4 460 Trend
6704x2025x2781
2426
2.2-MT RWD L4 h4 460
6704x2025x2781
2426
2. 2-MT RWD L4 h4 460 Combi
6704x2025x2781
2426
Ford Transit 2006, грузовик, 6 поколение
06.2006 — 02.2014
2.2-MT L1 300 FWD SRW
5114x1974x1974
1473
2.2-MT L1 300 FWD SRW
5114x1974x1974
1481
2.2-MT L2 350 FWD SRW
5481x1974x1969
1560
2.2-MT L2 350 FWD SRW
5481x1974x1969
1563
2.2-MT L2 300 FWD DoubleCab SRW
5481x1974x1969
1572
2.2-MT L2 300 FWD DoubleCab SRW
5481x1974x1969
1580
2. 3-MT L2 350 RWD SRW
5481x1974x2023
1603
2.3-MT L2 350 RWD DRW
5481x1974x2023
1647
2.2-MT L2 350 RWD SRW
5481x1974x2023
1668
2.2-MT L2 350 RWD SRW
5481x1974x2023
1688
2.4-MT L2 350 RWD SRW
5481x1974x2023
1688
2.4-MT L2 350 RWD DRW
5481x1974x2023
1732
2.2-MT L2 350 AWD SRW
5481x1974x2023
1743
2.4-MT L2 350 AWD SRW
5481x1974x2023
1769
2.2-MT L3 350 FWD SRW
5931x1974x2016
1630
2. 3-MT L3 350 RWD SRW
5931x1974x2016
1643
2.3-MT L3 350 RWD DRW
5931x1974x2016
1686
2.2-MT L3 350 RWD SRW
5931x1974x2016
1719
2.4-MT L3 350 RWD SRW
5931x1974x2016
1729
2.4-MT L3 350 RWD DRW
5931x1974x2016
1772
2.2-MT L3 350 AWD SRW
5931x1974x2016
1773
2.4-MT L3 350 AWD SRW
5931x1974x2016
1809
2.2-MT L4 EF 350 FWD SRW
6319x1974x2015
1615
2.3-MT L4 EF 350 RWD SRW
6319x1974x2015
1659
2. 3-MT L4 EF 350 RWD DRW
6319x1974x2015
1701
2.2-MT L4 EF 350 RWD SRW
6319x1974x2015
1725
2.2-MT L4 EF 350 RWD SRW
6319x1974x2015
1744
2.4-MT L4 EF 350 RWD SRW
6319x1974x2015
1744
2.2-MT L4 EF 350 RWD DRW
6319x1974x2015
1767
2.4-MT L4 EF 350 RWD DRW
6319x1974x2015
1787
2.2-MT L4 EF 350 AWD SRW
6319x1974x2015
1798
2.4-MT L4 EF 350 AWD SRW
6319x1974x2015
1825
2.4-MT L4 EF 350 RWD DoubleCab SRW
6319x1974x2015
1843
2. 2-MT L4 EF 350 RWD DoubleCab SRW
6319x1974x2015
1844
2.4-MT L4 EF 350 RWD DoubleCab DRW
6319x1974x2015
1866
2.4-MT L4 EF 460 RWD DRW
6319x1974x2015
1873
2.2-MT L4 EF 460 RWD DRW
6319x1974x2015
1885
2.4-MT L4 EF 350 AWD DoubleCab SRW
6319x1974x2015
1923
3.2-MT L4 EF 460 RWD DRW
6319x1974x2015
1951
2.4-MT L4 460 RWD DoubleCab DRW
6319x1974x2015
1954
2.2-MT L4 EF 460 RWD DoubleCab DRW
6319x1974x2015
1967
3. 2-MT L4 EF 460 RWD DoubleCab DRW
6319x1974x2015
2033
Ford Transit 2006, коммерческий фургон, 6 поколение
06.2006 — 02.2014
2.2-MT L1h2 260 FWD Base
4863x1974x1989
1642
2.2-MT L1h2 260 FWD Trend
4863x1974x1989
1642
2.2-MT L1h2 300 FWD Base
4863x1974x1989
1642
2.2-MT L1h2 300 FWD Trend
4863x1974x1989
1642
2.2-MT L1h2 260 FWD Base
4863x1974x1997
1624
2.2-MT L1h2 260 FWD Trend
4863x1974x1997
1624
2. 2-MT L1h2 260 FWD Sport
4863x1974x1997
1624
2.2-MT L1h2 300 FWD Base
4863x1974x1997
1633
2.2-MT L1h2 300 FWD Trend
4863x1974x1997
1633
2.2-MT L1h2 300 FWD Sport
4863x1974x1997
1633
2.2-MT L1h2 260 FWD Base
4863x1974x1997
1635
2.2-MT L1h2 260 FWD Trend
4863x1974x1997
1635
2.2-MT L1h2 260 FWD Sport
4863x1974x1997
1635
2.2-MT L1h2 300 FWD Base
4863x1974x1997
1635
2.2-MT L1h2 300 FWD Trend
4863x1974x1997
1635
2. 2-MT L1h2 300 FWD Sport
4863x1974x1997
1635
2.2-MT L1h2 260 FWD DoubleCab Base
4863x1974x1997
1744
2.2-MT L1h2 260 FWD DoubleCab Trend
4863x1974x1997
1744
2.2-MT L1h2 260 FWD DoubleCab Sport
4863x1974x1997
1744
2.4-MT L1h2 330 AWD Base
4863x1974x1997
1963
2.4-MT L1h2 330 AWD Trend
4863x1974x1997
1963
2.4-MT L1h2 330 AWD Sport
4863x1974x1997
1963
2.2-MT L1h2 330 RWD Base
4863x1974x2077
1895
2. 2-MT L1h2 330 RWD Trend
4863x1974x2077
1895
2.2-MT L1h2 330 AWD Base
4863x1974x2077
1947
2.2-MT L1h2 330 AWD Trend
4863x1974x2077
1947
2.4-MT L1h2 330 RWD Base
4863x1974x2082
1883
2.4-MT L1h2 330 RWD Trend
4863x1974x2082
1883
2.4-MT L1h2 330 RWD Sport
4863x1974x2082
1883
2.2-MT L1h3 260 FWD Base
4863x1974x2304
1667
2.2-MT L1h3 260 FWD Trend
4863x1974x2304
1667
2.2-MT L1h3 300 FWD Base
4863x1974x2304
1667
2. 2-MT L1h3 300 FWD Trend
4863x1974x2304
1667
2.2-MT L1h3 260 FWD Base
4863x1974x2313
1649
2.2-MT L1h3 260 FWD Trend
4863x1974x2313
1649
2.2-MT L1h3 260 FWD Sport
4863x1974x2313
1649
2.2-MT L1h3 300 FWD Base
4863x1974x2313
1661
2.2-MT L1h3 300 FWD Trend
4863x1974x2313
1661
2.2-MT L1h3 300 FWD Sport
4863x1974x2313
1661
2.2-MT L1h3 300 FWD Base
4863x1974x2313
1663
2.2-MT L1h3 300 FWD Trend
4863x1974x2313
1663
2. 2-MT L1h3 300 FWD Sport
4863x1974x2313
1663
2.4-MT L1h3 330 AWD Base
4863x1974x2313
1989
2.4-MT L1h3 330 AWD Trend
4863x1974x2313
1989
2.4-MT L1h3 330 AWD Sport
4863x1974x2313
1989
2.2-MT L1h3 330 RWD Base
4863x1974x2392
1917
2.2-MT L1h3 330 RWD Trend
4863x1974x2392
1917
2.2-MT L1h3 330 AWD Base
4863x1974x2392
1971
2.2-MT L1h3 330 AWD Trend
4863x1974x2392
1971
2.4-MT L1h3 330 RWD Base
4863x1974x2398
1908
2. 4-MT L1h3 330 RWD Trend
4863x1974x2398
1908
2.4-MT L1h3 330 RWD Sport
4863x1974x2398
1908
2.2-MT L2h2 350 FWD Base
5230x1974x1987
1750
2.2-MT L2h2 350 FWD Trend
5230x1974x1987
1750
2.2-MT L2h2 300 FWD Base
5230x1974x1995
1633
2.2-MT L2h2 300 FWD Trend
5230x1974x1995
1633
2.2-MT L2h2 300 FWD Sport
5230x1974x1995
1633
2.2-MT L2h2 350 FWD Base
5230x1974x1995
1748
2.2-MT L2h2 350 FWD Trend
5230x1974x1995
1748
2. 2-MT L2h2 350 FWD Sport
5230x1974x1995
1748
2.2-MT L2h3 350 FWD Base
5230x1974x2302
1775
2.2-MT L2h3 350 FWD Trend
5230x1974x2302
1775
2.2-MT L2h3 300 FWD Base
5230x1974x2310
1661
2.2-MT L2h3 300 FWD Trend
5230x1974x2310
1661
2.2-MT L2h3 300 FWD Sport
5230x1974x2310
1661
2.2-MT L2h3 350 FWD Base
5230x1974x2310
1773
2.2-MT L2h3 350 FWD Trend
5230x1974x2310
1773
2.2-MT L2h3 350 FWD Sport
5230x1974x2310
1773
2. 2-MT L2h3 300 FWD DoubleCab Base
5230x1974x2310
1844
2.2-MT L2h3 300 FWD DoubleCab Trend
5230x1974x2310
1844
2.2-MT L2h3 300 FWD DoubleCab Sport
5230x1974x2310
1844
2.4-MT L2h3 350 RWD Base
5230x1974x2374
1952
2.4-MT L2h3 350 RWD Trend
5230x1974x2374
1952
2.4-MT L2h3 350 RWD Sport
5230x1974x2374
1952
2.4-MT L2h3 350 RWD DoubleCab Base
5230x1974x2374
2060
2.4-MT L2h3 350 RWD DoubleCab Trend
5230x1974x2374
2060
2. 4-MT L2h3 350 RWD DoubleCab Sport
5230x1974x2374
2060
2.4-MT L2h3 350 AWD Base
5230x1974x2374
2141
2.4-MT L2h3 350 AWD Trend
5230x1974x2374
2141
2.4-MT L2h3 350 AWD Sport
5230x1974x2374
2141
2.4-MT L2h3 350 AWD DoubleCab Base
5230x1974x2374
2141
2.4-MT L2h3 350 AWD DoubleCab Trend
5230x1974x2374
2141
2.4-MT L2h3 350 AWD DoubleCab Sport
5230x1974x2374
2141
2.2-MT L2h3 350 RWD Base
5230x1974x2390
1954
2. 2-MT L2h3 350 RWD Trend
5230x1974x2390
1954
2.2-MT L2h3 350 AWD Base
5230x1974x2390
2007
2.2-MT L2h3 350 AWD Trend
5230x1974x2390
2007
2.2-MT L2h3 350 RWD DoubleCab Base
5230x1974x2390
2062
2.2-MT L2h3 350 RWD DoubleCab Trend
5230x1974x2390
2062
2.2-MT L2h3 350 AWD DoubleCab Base
5230x1974x2390
2116
2.2-MT L2h3 350 AWD DoubleCab Trend
5230x1974x2390
2116
2.2-MT L2h4 350 FWD Base
5230x1974x2532
1798
2. 2-MT L2h4 350 FWD Trend
5230x1974x2532
1798
2.2-MT L2h4 300 FWD Base
5230x1974x2546
1758
2.2-MT L2h4 300 FWD Trend
5230x1974x2546
1758
2.2-MT L2h4 300 FWD Sport
5230x1974x2546
1758
2.2-MT L2h4 350 FWD Base
5230x1974x2546
1795
2.2-MT L2h4 350 FWD Trend
5230x1974x2546
1795
2.2-MT L2h4 350 FWD Sport
5230x1974x2546
1795
2.2-MT L2h4 300 FWD DoubleCab Base
5230x1974x2546
1866
2.2-MT L2h4 300 FWD DoubleCab Trend
5230x1974x2546
1866
2. 2-MT L2h4 300 FWD DoubleCab Sport
5230x1974x2546
1866
2.2-MT L2h4 350 RWD Base
5230x1974x2602
1976
2.2-MT L2h4 350 RWD Trend
5230x1974x2602
1976
2.2-MT L2h4 350 AWD Base
5230x1974x2602
2030
2.2-MT L2h4 350 AWD Trend
5230x1974x2602
2030
2.2-MT L2h4 350 RWD DoubleCab Base
5230x1974x2602
2085
2.2-MT L2h4 350 RWD DoubleCab Trend
5230x1974x2602
2085
2.2-MT L2h4 350 AWD DoubleCab Base
5230x1974x2602
2139
2. 2-MT L2h4 350 AWD DoubleCab Trend
5230x1974x2602
2139
2.4-MT L2h4 350 RWD Base
5230x1974x2604
1974
2.4-MT L2h4 350 RWD Trend
5230x1974x2604
1974
2.4-MT L2h4 350 RWD Sport
5230x1974x2604
1974
2.4-MT L2h4 350 AWD Base
5230x1974x2604
2054
2.4-MT L2h4 350 AWD Trend
5230x1974x2604
2054
2.4-MT L2h4 350 AWD Sport
5230x1974x2604
2054
2.4-MT L2h4 350 RWD DoubleCab Base
5230x1974x2604
2083
2.4-MT L2h4 350 RWD DoubleCab Trend
5230x1974x2604
2083
2. 4-MT L2h4 350 RWD DoubleCab Sport
5230x1974x2604
2083
2.4-MT L2h4 350 AWD DoubleCab Base
5230x1974x2604
2163
2.4-MT L2h4 350 AWD DoubleCab Trend
5230x1974x2604
2163
2.4-MT L2h4 350 AWD DoubleCab Sport
5230x1974x2604
2163
2.2-MT L3h3 300 FWD Base
5680x1974x2310
1801
2.2-MT L3h3 300 FWD Trend
5680x1974x2310
1801
2.2-MT L3h3 300 FWD Sport
5680x1974x2310
1801
2.2-MT L3h3 350 FWD Base
5680x1974x2310
1839
2. 2-MT L3h3 350 FWD Trend
5680x1974x2310
1839
2.2-MT L3h3 350 FWD Sport
5680x1974x2310
1839
2.2-MT L3h3 300 FWD DoubleCab Base
5680x1974x2310
1910
2.2-MT L3h3 300 FWD DoubleCab Trend
5680x1974x2310
1910
2.2-MT L3h3 300 FWD DoubleCab Sport
5680x1974x2310
1910
2.4-MT L3h3 350 RWD DoubleCab Base
5680x1974x2374
2087
2.4-MT L3h3 350 RWD DoubleCab Trend
5680x1974x2374
2087
2.4-MT L3h3 350 RWD DoubleCab Sport
5680x1974x2374
2087
2. 4-MT L3h3 350 AWD DoubleCab Base
5680x1974x2374
2143
2.4-MT L3h3 350 AWD DoubleCab Trend
5680x1974x2374
2143
2.4-MT L3h3 350 AWD DoubleCab Sport
5680x1974x2374
2143
2.4-MT L3h3 350 RWD Base
5680x1974x2384
1979
2.4-MT L3h3 350 RWD Trend
5680x1974x2384
1979
2.4-MT L3h3 350 RWD Sport
5680x1974x2384
1979
2.4-MT L3h3 350 AWD Base
5680x1974x2384
2059
2.4-MT L3h3 350 AWD Trend
5680x1974x2384
2059
2. 4-MT L3h3 350 AWD Sport
5680x1974x2384
2059
2.2-MT L3h4 300 FWD Base
5680x1974x2543
1828
2.2-MT L3h4 300 FWD Trend
5680x1974x2543
1828
2.2-MT L3h4 300 FWD Sport
5680x1974x2543
1828
2.2-MT L3h4 350 FWD Base
5680x1974x2543
1858
2.2-MT L3h4 350 FWD Trend
5680x1974x2543
1858
2.2-MT L3h4 350 FWD Sport
5680x1974x2543
1858
2.2-MT L3h4 300 FWD DoubleCab Base
5680x1974x2543
1937
2.2-MT L3h4 300 FWD DoubleCab Trend
5680x1974x2543
1937
2. 2-MT L3h4 300 FWD DoubleCab Sport
5680x1974x2543
1937
2.4-MT L3h4 350 RWD Base
5680x1974x2602
2006
2.4-MT L3h4 350 RWD Trend
5680x1974x2602
2006
2.4-MT L3h4 350 RWD Sport
5680x1974x2602
2006
2.4-MT L3h4 350 AWD Base
5680x1974x2602
2086
2.4-MT L3h4 350 AWD Trend
5680x1974x2602
2086
2.4-MT L3h4 350 AWD Sport
5680x1974x2602
2086
2.4-MT L3h4 350 AWD DoubleCab Base
5680x1974x2604
2115
2.4-MT L3h4 350 AWD DoubleCab Trend
5680x1974x2604
2115
2. 4-MT L3h4 350 AWD DoubleCab Sport
5680x1974x2604
2115
2.4-MT L3h4 350 RWD DoubleCab Base
5680x1974x2604
2115
2.4-MT L3h4 350 RWD DoubleCab Trend
5680x1974x2604
2115
2.4-MT L3h4 350 RWD DoubleCab Sport
5680x1974x2604
2115
2.2-MT L3h3 300 FWD Base
5860x1974x2330
1801
2.2-MT L3h3 300 FWD Trend
5860x1974x2330
1801
2.2-MT L3h3 350 FWD Base
5860x1974x2330
1839
2.2-MT L3h3 350 FWD Trend
5860x1974x2330
1839
2. 2-MT L3h3 350 RWD Base
5860x1974x2389
1981
2.2-MT L3h3 350 RWD Trend
5860x1974x2389
1981
2.2-MT L3h3 350 AWD Base
5860x1974x2389
2036
2.2-MT L3h3 350 AWD Trend
5860x1974x2389
2036
2.2-MT L3h3 350 RWD DoubleCab Base
5860x1974x2389
2090
2.2-MT L3h3 350 RWD DoubleCab Trend
5860x1974x2389
2090
2.2-MT L3h3 350 AWD DoubleCab Base
5860x1974x2389
2145
2.2-MT L3h3 350 AWD DoubleCab Trend
5860x1974x2389
2145
2. 2-MT L3h4 300 FWD Base
5860x1974x2538
1829
2.2-MT L3h4 300 FWD Trend
5860x1974x2538
1829
2.2-MT L3h4 350 FWD Base
5860x1974x2538
1867
2.2-MT L3h4 350 FWD Trend
5860x1974x2538
1867
2.2-MT L3h4 350 RWD Base
5860x1974x2601
2009
2.2-MT L3h4 350 RWD Trend
5860x1974x2601
2009
2.2-MT L3h4 350 AWD Base
5860x1974x2601
2063
2.2-MT L3h4 350 AWD Trend
5860x1974x2601
2063
2.2-MT L3h4 350 RWD DoubleCab Base
5860x1974x2601
2118
2. 2-MT L3h4 350 RWD DoubleCab Trend
5860x1974x2601
2118
2.2-MT L3h4 350 AWD DoubleCab Base
5860x1974x2601
2172
2.2-MT L3h4 350 AWD DoubleCab Trend
5860x1974x2601
2172
2.4-MT L4h4 350 EL RWD Base
6403x1974x2608
2121
2.4-MT L4h4 350 EL RWD Trend
6403x1974x2608
2121
2.4-MT L4h4 350 EL RWD Sport
6403x1974x2608
2121
2.4-MT L4h4 350 EL RWD Base
6403x1974x2608
2141
2.4-MT L4h4 350 EL RWD Trend
6403x1974x2608
2141
2. 4-MT L4h4 350 EL RWD Sport
6403x1974x2608
2141
2.4-MT L4h4 350 EL AWD Base
6403x1974x2608
2221
2.4-MT L4h4 350 EL AWD Trend
6403x1974x2608
2221
2.4-MT L4h4 350 EL AWD Sport
6403x1974x2608
2221
2.4-MT L4h4 350 EL RWD DoubleCab Base
6403x1974x2608
2249
2.4-MT L4h4 350 EL RWD DoubleCab Trend
6403x1974x2608
2249
2.4-MT L4h4 350 EL RWD DoubleCab Sport
6403x1974x2608
2249
2.4-MT L4h4 460 EL RWD Base DRW
6403x1974x2608
2263
2. 4-MT L4h4 460 EL RWD Trend DRW
6403x1974x2608
2263
2.4-MT L4h4 460 EL RWD Sport DRW
6403x1974x2608
2263
2.4-MT L4h4 350 EL AWD DoubleCab Base
6403x1974x2608
2330
2.4-MT L4h4 350 EL AWD DoubleCab Trend
6403x1974x2608
2330
2.4-MT L4h4 350 EL AWD DoubleCab Sport
6403x1974x2608
2330
2.2-MT L4h4 350 EL RWD Base
6403x1974x2623
2124
2.2-MT L4h4 350 EL RWD Trend
6403x1974x2623
2124
2.2-MT L4h4 350 EL RWD Base
6403x1974x2623
2144
2. 2-MT L4h4 350 EL RWD Trend
6403x1974x2623
2144
2.2-MT L4h4 460 EL RWD Base DRW
6403x1974x2623
2272
2.2-MT L4h4 460 EL RWD Trend DRW
6403x1974x2623
2272
2.2-MT L4h4 460 EL RWD Base DRW
6403x1974x2623
2293
2.2-MT L4h4 460 EL RWD Trend DRW
6403x1974x2623
2293
3.2-MT L4h4 350 EL RWD DoubleCab Base
6474x1974x2608
2326
3.2-MT L4h4 350 EL RWD DoubleCab Trend
6474x1974x2608
2326
3.2-MT L4h4 350 EL RWD DoubleCab Sport
6474x1974x2608
2326
3. 2-MT L4h4 460 EL RWD Base DRW
6474x1974x2608
2341
3.2-MT L4h4 460 EL RWD Trend DRW
6474x1974x2608
2341
3.2-MT L4h4 460 EL RWD Sport DRW
6474x1974x2608
2341
Что обозначает понятие «габариты автомобиля»?
Некоторые люди, даже не слышали о таком понятие, как «габариты автомобиля», а если и слышали, то не имеют понятия о том, что оно означает. Конечно, если человек не относится к автомобилистам, то в этом нет ничего страшного. Но вот автомобилистам необходимо иметь представление о том, что же такое габариты автомобиля.
На самом деле, здесь нет ничего сложного, габариты Форд Транзит — это его размер, то есть длина автомобиля, его ширина и высота. Человек, выбирая себе машину в интернете и зная ее габариты, сможет представить то, как будет примерно выглядеть его автомобиль.
Европейская классификация автомобилей
Автомобили — это очень сложные агрегаты, поэтому нельзя классифицировать их, опираясь всего лишь на один критерий. Но самым популярным видом классификации на сегодняшний день, является европейская классификация.
Класс «А». К данному классу относятся небольшие автомобили, которые как правило имеют три двери. В некоторых случаях, к этому классу относят и пятидверные авто, но с условием, что это компактные, экономичные и маневренные автомобили.
Класс «В». Автомобили данной группы обладают немного большими размерами, чем предыдущий класс. Хотя уровень комфорта выше, но далек до класса-люкс.
Класс «С». Автомобиля данного класса довольно мощные и выносливые, отлично подходят для путешествий на небольшие расстояния и ежедневных поездок. Автомобили позволяют перевозить 5 человек, вместе с водителем.
Класс «D». Здесь автомобили имеют интересный дизайн, комфортабельный салон и объемный багажник.
Класс «Е». Автомобили данного класса, относятся к бизнес-классу. Вместительный багажник, комфортабельный и просторный салон, независимая подвеска — это далеко не все преимущества, которыми обладают автомобили данного класса. На таких авто можно совершать поездки на длительное расстояние, и при этом чувствовать себя комфортно.
Класс «F» — это автомобили класса «Люкс». Здесь максимальный уровень комфорта, самая лучшая отделка салона, отличная динамика движения и максимальная скорость.
Класс «S». Сюда относятся кабриолеты и родстера. Как правило, они имеют два посадочных места, но встречаются модели, в которых имеется четыре места. Это спортивные авто, имеющие жёсткую подвеску, высокую скорость и низкую посадку.
Класс «М». К данному классу относятся кабриолеты, которые имеют до девяти посадочных мест. Отличие данного класса в вместительном салоне и не ярко выраженном капоте.
Класс «J». Довольно популярный класс автомобилей, среди российского потребителя, к которому относятся внедорожники, паркетники и кроссоверы. Они обладают большим дорожным просветом, выносливой подвеской и высокой проходимостью.
Пикапы. Данные автомобили отличаются особой конструкцией, здесь пассажирский салон отделен от багажного отделения. Автомобили используются для перевозки небольших грузов.
На странице представлены габариты Ford Transit (размеры Форд Транзит: длина, ширина, высота).
Тех характеристики автотранспорта | Транс-Бизнес
Ford Transit (Форд Транзит)
Грузоподъемность, т
0,9
Габариты кузова (Д*Ш*В),м
2,58 х 1,76 (1,4 погрузочное окно) х 1,43
Объем, м3
5,5
Подходит для перевозки небольших ценных грузов.
Грузовые автомобили типа Газель
По своим основным потребительским качествам (тоннаж, объём, габаритные размеры) к автомобилям класса «Газель» можно отнести различные модели отечественных и импортных грузовиков. Грузовые отсеки этих автомобилей могут незначительно отличаться по габаритным размерам и, соответственно объёмам.
Газель бортовая
Грузоподъемность, т
1,5
Габариты кузова (Д*Ш),м
3 х 1.98
Подходит для перевозки грузов, требующих верхней погрузки.
Газель бортовая удлиненная
Грузоподъемность, т
1,5 — 1,8
Габариты кузова (Д*Ш),м
4. 2 х 1.98
Подходит для перевозки оборудования, металла.
Газель изотермическая
Грузоподъемность, т
1,5
Габариты кузова (Д*Ш*В),м
3 х 1.95 х 2
Объем
11,7
Подходит для перевозки небольших грузов, требующих поддержания исходной температуры.
Фургон – Рефрижератор
Грузоподъемность, т
1 — 1,5
Габариты кузова (Д*Ш*В),м
2,85-3,1 х 1,68-2 х 1,7-1,9
Объем
8 — 10
Подходит для перевозки в тех случаях, когда перевозимый груз требует жесткого соблюдения температурного режима, например замороженные продукты. Холодильная установка работает как на охлаждение, так и на подогрев, что позволяет использовать ее зимой для перевозки грузов, которые не должны подвергаться воздействию низких температур.
Газель Фургон
Грузоподъемность, т
1,5
Габариты кузова (Д*Ш*В),м
3.0 х 2 х 1.8
Объем, м3
10,8
Подходит для перевозки продуктов, не требующих соблюдения определенного температурного режима, промышленных товаров.
Газель Тент
Грузоподъемность, т
1,5
Габариты кузова (Д*Ш*В),м
3. 0 х 1.98 х 1.5
Объем, м3
9
Подходит для перевозки любых промышленных грузов, стройматериалов.
Газель Тент Удлиненная
Грузоподъемность, т
1,8
Габариты кузова (Д*Ш*В),м
4.2 х 1.98 х 2.2
Объем, м3
18
Подходит для перевозки любых промышленных грузов, стройматериалов.
Газель Цельнометаллическая
Грузоподъемность, т
1,35
Габариты кузова (Д*Ш*В),м
3 х 2 х 1. 5
Объем, м3
9
Подходит для перевозки любых промышленных грузов, стройматериалов
Грузовые автомобили типа Зил
По своим основным потребительским качествам (тоннаж, объём, габаритные размеры) к автомобилям класса «ЗИЛ» можно отнести различные модели отечественных и импортных грузовиков. Грузовые отсеки этих автомобилей могут незначительно отличаться по габаритным размерам и, соответственно, объёмам.
ЗИЛ Бычок фургон
Грузоподъемность, т
3
Габариты кузова (Д*Ш*В),м
4 х 2,3 х 2
Объем, м3
18
Подходит для перевозки любых промышленных грузов.
Зил Бычок тент
Грузоподъемность, т
3
Габариты кузова (Д*Ш*В),м
4 х 2,3 х 2
Объем, м3
18
Подходит для перевозки любых промышленных грузов, стройматериалов.
ГАЗ 3307 изотерм
Грузоподъемность, т
4
Габариты кузова (Д*Ш*В),м
3,8 х 2,3 х 2
Объем, м3
17,5
Подходит для перевозки продуктов питания
ГАЗ 3307 тентованный
Грузоподъемность, т
4,5
Габариты кузова (Д*Ш*В),м
3,8 х 2,3 х 1,6
Объем, м3
14
Подходит для перевозки любых промышленных грузов, стройматериалов.
ГАЗ 3307 бортовой
Грузоподъемность, т
4,5
Габариты кузова (Д*Ш*В),м
3,8 х 2,3
Объем, м3
Подходит для перевозки оборудования, металла.
Зил (фургон, 5 тонн)
Грузоподъемность, т
5
Габариты кузова (Д*Ш*В),м
4-4,7 х 2,4 х 2,2
Объем, м3
25 — 30
Подходит для перевозки любых промышленных грузов, стройматериалов.
Фургон
Грузоподъемность, т
2,5 — 5
Габариты кузова (Д*Ш*В),м
5,5-6 х 2,45 х 2,2-2,4
Объем, м3
30 — 36
Подходит для перевозки любых промышленных грузов, стройматериалов. Загрузка задняя. Может быть оборудован гидролифтом (500кг-1т).
50-ти кубовик повышенного объема
Грузоподъемность, т
2,5 — 5
Габариты кузова (Д*Ш*В),м
7-8 х 2,43-2,45 х 2,7-3
Объем, м3
45 — 60
Подходит для перевозки легких и объемных грузов.
Ивеко EUROCARGO ML80E18
Грузоподъемность, т
6
Габариты кузова (Д*Ш*В),м
6,06 х 2,48 х 2,36
Объем, м3
35
Подходит для перевозки объёмных либо длинных грузов до 6 тонн.
МАЗ 437041–262 «Зубрёнок»
Грузоподъемность, т
10
Габариты кузова (Д*Ш*В),м
6,1 х 2,3 х 2,4
Объем, м3
34
Подходит для перевозки продуктов питания.
КамАЗ тентованный
Грузоподъемность, т
10
Габариты кузова (Д*Ш*В),м
6,1 х 2,4 х 2,5
Объем, м3
36
Подходит для перевозки любых промышленных грузов, стройматериалов.
Камаз бортовой 6 м
Грузоподъемность, т
10
Габариты кузова (Д*Ш*В),м
6,1 х 2,3
Объем, м3
Подходит для перевозки грузов, стойких к атмосферным осадкам.
Камаз бортовой 9 м
Грузоподъемность, т
15
Габариты кузова (Д*Ш*В),м
9 х 2,4
Объем, м3
Подходит для перевозки грузов, стойких к атмосферным осадкам.
Виды грузовых полуприцепов
Тентованные, изотермические, рефрижераторы, джамбо ( jumbo ), сцепкиприцепы и полуприцепы.
В данном разделе вы можете получить всю необходимую для вас информацию о прицепах и полуприцепах различных видов (в том числе еврофуры): габариты и грузоподъемность.
Автоперевозки фурами существуют для того, чтобы доставлять относительно большое количество груза на значительные расстояния в кратчайшие сроки. Первоначально слово «фура» означала большую телегу для перевозки клади. Сегодня фура — это вместительный автомобиль для грузоперевозки крупных партий товара. Грузоподъемность фуры позволяет взять на борт до 24 т груза. Размеры фуры, в зависимости от марки, колеблются от 55 до 120 куб. м, что позволяет перевозить грузы, иемеющие различные габариты. Этому благоприятствует и возможность разгрузки фуры с помощью манипулятора, которую предлагают сегодня многие транспортные компании.
Тентованные полуприцепы ( еврофуры ) Еврофура, евротент — универсальный полуприцеп, наиболее часто используемый для перевозки 20-ти тонных грузов. Конструкция таких полуприцепов (еврофуры) позволяет снимать тент, снимать борта, снимать стойки для боковой погрузки длинных грузов, а при необходимости можно полностью разобрать каркас. Это делает данный тип кузова одним из наиболее распространенных и наиболее востребованных во всех вариантах городских, междугородних и международных перевозок. Стандартная вместимость 33 европаллета.
Изотермический фургон предназначен для перевозки грузов, не требующих строгого соблюдения температуры. Изотермический фургон только поддерживает исходную температуру груза в течении непродолжительного времени и не можетобеспечить ее неизменность при длительной транспортировке на большие расстояния. Для перевозки на дальние расстояния необходимо использовать рефрижератор.
Рефрижератор, точнее — рефрижераторный полуприцеп — это транспортное средство, оснащенное холодильным агрегатом и способное поддерживать внутри кузова температурный режим в диапазоне от +12°C до -20°C включительно. Задача эксплуатации рефрижераторов состоит в создании и поддержании заданных температурно-влажностных режимов в охлаждаемом кузове во время хранения и транспортировки груза при условии безопасной работы оборудования. Полуприцепы-рефрижераторы являются необходимым звеном непрерывной холодильной цепи, поддерживая необходимую для хранения груза температуру при его перемещении от одного звена к другому. Значение автотранспортных рефрижераторов особенно велико для регионов со значительными расстояниями между точками производства грузов, требующих охлаждения или заморозки и местами их дальнейшей обработки, хранения или потребления. В отличие от изотермических полуприцепов с теплоизолированными кузовами, рефрижераторы оснащены холодильной установкой с системой автоматического поддержания низкой температуры в кузове.
Классификация рефрижераторов.
В зависимости от температурного режима внутри пустого кузова (при средней температуре среды снаружи кузова от +30°C до -30°C ) и назначения эксплуатации, полуприцепы-рефрижераторы подразделяются, на следующие классы:
Класс рефрижератора
Температурный режим
Класс A
от +12°C до 0°C
Класс B
от +12°C до -10°C
Класс C
от +12°C до -20°C
Класс D
менее или равно +2°C
Класс E
менее или равно -10°C
Класс F
менее или равно -20°C
Работа холодильного агрегата рефрижератора должна обеспечивать необходимые температурные параметры в кузове полуприцепа в течение не менее 12 часов, без проведения дополнительного обслуживания установки. Данная классификация установлена европейскими правилами перевозки скоропортящихся грузов АТР Europe.
Сертификация рефрижераторов производится в соответствии с нормами ATP, принятыми Женевским соглашением от 01.09.1970г. О международных перевозках скоропортящихся пищевых продуктов и специальных транспортных средствах, предназначенных для данных перевозок. расстояние между кониками полуприцепа составляет 2, 26 м, в раздвинутом положении внутреннее расстояние между кониками увеличивается до 3м.
Приняты маркировки: FRC, FRB, FRA, FNA, соответствующие рефрижераторам классов C, B, A с усиленной изоляцией кузова и класса A с нормальной изоляцией. Наиболее распространенным и популярным типом полуприцепов-рефрижераторов является класс FRC. На основании заводских испытаний, европейские автозаводы, производящие полуприцепы рефрижераторы, выдают сертификат АТР сроком на 6 лет. В ходе эксплуатации, при соответствии полуприцепа-рефрижератора техническим требованиям и успешного прохождения тестирования, возможно продление сертификата трижды на три года. Сертификат ATP с указанием маркировки необходим для эксплуатации полуприцепа в России, странах СНГ и странах Евросоюза.
Жесткий фургон является не универсальным, отсутствует возможность верхней и боковой загрузки, вследствие чего достаточно редко используется. JUMBO ( Джамбо/ юмбо ). Тентованый полуприцеп с большой вместимостью. Это достигается за счет специального «Г»-образного пола и уменьшенного диаметра колес полуприцепа. Грузоподъемность: до 24 тонн. Полезный объем: 96-125 м.куб.
110-ка, 120-ка, сцепка — так называют грузовые автомобили, позволяющие перевезти максимальный объем (110, 120 кубов) груза по дорогам общего назначения без специальных разрешений. Этот автопоезд (сцепка), в отличие от еврофуры, состоит из автомобиля и прицепа одинаковых или разных по объему и грузоподъемности, это зависит от конструктивных особенностей конкретного транспортного средства. При этом суммарные характеристики остаются 120/110 куб. /20т
Бортовые полуприцепы
Двухосный бортовой полуприцеп 9334-0000020-10
вес
6,6 т
грузоподъемность
16,4 т
длина/ ширина/ высота (внутренние габариты кузова)
12,06 м/ 2,47 м/ 0,73 м
длина/ ширина/ высота (внешние габариты кузова)
12,35 м/ 2,50 м/ 2,35 м
Двухосный бортовой полуприцеп 9334-24-10 с кониками
вес
6,6 т
грузоподъемность
16,4 т
длина/ ширина/ высота (внутренние габариты кузова)
12,06 м/ 2,47 м/ 0,73 м
длина/ ширина/ высота (внешние габариты кузова)
12,35 м/ 2,50 м/ 2,35 м
Предназначен для перевозки различных грузов, допускающих осевую нагрузку до 8 т. Коники полуприцепа раздвижные, в транспортном положении с закрытыми бортами расстояние между кониками полуприцепа составляет 2, 26 м, в раздвинутом положении внутреннее расстояние между кониками увеличивается до 3м.
Трехосный полуприцеп бортовой с раздвижными кониками
вес
8,5 т
грузоподъемность
29,5 т
Виды, габариты и грузоподъемность контейнеровозов
Полуприцепы – контейнеровозы
Полуприцепы-контейнеровозы представляют собой класс колесной техники, имеющей строгое функциональное назначение. Традиционно контейнеровозами называют морской грузовой транспорт, предназначенный для перевозки грузов, заранее упакованных в специальные большегрузные ящики — контейнеры, массой от 10 до 40 тонн. Однако, конечные пункты прибытия груза находятся на значительном расстоянии от портовых контейнерных площадок (терминалов), и контейнеры транспортируются до места назначения уже с помощью специализированных автомобильных контейнеровозов (контейнерные площадки являются местом для разгрузки/загрузки контейнеров с морского контейнеровоза на автомобильные, они также предназначены для отстоя пустых и обработки, хранения контейнеров с грузом).
Автомобильным контейнеровозом называют полуприцеп, составляющую грузового автомобиля, который используется для транспортировки контейнеров, в основном по магистральным дорогам. Контейнеровоз может перевозить не только контейнеры, но любой груз, под который можно подобрать и зафиксировать платформу. Различают несколько модификаций полуприцепов-контейнеровозов: стандартные полуприцепы-контейнеровозы и низкорамные полуприцепы-контейнеровозы.
Низкорамные полуприцепы-контейнеровозы (длина 12 650 мм, погрузочная высота 1 100 мм, ширина 2 500 мм. ) используются для перевозки сухогрузных контейнеров повышенной вместимости. Низкорамные полуприцепы контейнеровозы предназначены для перевозки одного 20 футового высокого / стандартного контейнера, двух 20 футовых контейнеров или одного 40 футового высокого / стандартного контейнера. Масса перевозимого груза на низкорамных полуприцепах может достигать 34 000 кг.
Стандартный полуприцеп-контейнеровоз (стандартная длина 12 500 мм, ширина 2 500 мм, погрузочная высота 1 400 мм.) предназначен для перевозки одного или двух 20 футовых стандартных контейнеров либо одного 40 футового стандартного контейнера. Масса перевозимого груза на полуприцепе такой комплектации может достигать 31 000 кг. Подвеска всех данных типов полуприцепов исполняется в рессорном или пневматическом варианте.
Бортовые полуприцепы контейнеровозы
Бортовой полуприцеп контейнеровоз
длина
12,39 — 13,0 м
ширина
2,48 м
высота борта
0,6 м
вес
7 — 9 т
грузоподъемность
35 — 50 т
Контейнеровоз дополнительно оборудован 12 фитингами для перевозки контейнеров 20 футов и 40 футов. Борта съемные.
Виды, габариты и грузоподъемность самосвальных полуприцепов и прицепов (самосвалов)
Полуприцепы — самосвалы
Самосвальные полуприцепы имеют множество разновидностей. Основные 2 вида отличаются типом разгрузки: односторонние (наиболее распространенные) и трехсторонние. Самосвальные полуприцепы в основном изготавливаются в трехосном исполнении, что позволяет добиться грузоподъемности до 40 тонн. Кроме того тип прицепа зависит от груза — для менее плотных материалов нужен большой объем кузова, для материалов большей плотности — высокая грузоподъемность.
24 м3, двухскатный, двухосный, самосвальный полуприцеп с задней разгрузкой
вес
8,5 — 9 т
грузоподъемность
26-30 т
длина/ ширина/ высота (внутренние габариты кузова)
7,77 м/ 2,35 м/ 1,33 м
длина/ ширина/ высота (внешние габариты кузова)
8,78 м/ 2,30 м/ 3,32 м
объем
24
МАЗ 950600-010
угол подъёма платформы, градус
50
вес
8,5 — 9 т
грузоподъемность
26-30 т
объем
16,42
МАЗ 950600-030
угол подъёма платформы, градус
45
вес
8,5 — 9 т
грузоподъемность
16 т
объем
40 куб. м
МАЗ 953000-010
угол подъёма платформы, градус
45
вес
12 т
грузоподъемность
35 т
объем
25 куб.м
Виды, габариты и грузоподъемность лесовозов, автовозов, цистерн
Полуприцепы — лесовозы
Роспуск лесовозный 904500
вес
4,2 т
грузоподъемность
15,8 т
Полуприцепы — автовозы
Рассчитаны на перевозку 6-12 полноразмерных легковых автомобилей. В зависимости от вида перевозимых автомашин, автовозы разделяют на два вида: для грузовых и легковых автомобилей. Для первого вида в основном используются одноярусные прицепы, а для транспортировки легковых автомобилей — двухярусные. На сегодняшний день осуществляется выпуск как открытых, так и крытых полуприцепов-автовозов с тентом и бортами, что позволяет перевозимым автомобилям избежать повреждений от мелкого гравия и песка. Стандартные модели автовозов обеспечивают перевозку 7-8 легковых автомобилей, автовозы большей вместимости могут перевозить до 10 автомашин.
Полуприцепы — цистерны
Для перевозки наливных грузов (нефти и продуктов ее переработки, пищевых грузов) используются полуприцепы-цистерны. Емкость цистерны герметична, для удобства наполнения используется система клапанов и шлюзов. Внутренняя поверхность цистерны специально обрабатывается, чтобы перевозимые жидкости не могли с ней взаимодействовать. Если цистерна предназначена для перевозки опасных грузов, устанавливаются дополнительные элементы защиты. Отдельный вид цистерн предназначен для перевозки сыпучих грузов — цемента, минерального порошка, муки, корма и зерна.
Виды, габариты и грузоподъемность тралов (негабаритных площадок)
Полуприцепы — тяжеловозы ( тралы )
Нужда в перевозке крупногабаритных и тяжеловесных грузов возникает довольно часто, однако в силу своих размеров или тяжести, многие грузы невозможно перевести ни в кузове обыкновенного грузового автомобиля, ни в стандартном перевозочном контейнере. Перемещение таких грузов авиацией, водным транспортом или по железной дороге зачастую является либо слишком дорогостоящим, либо вообще неприемлемым. Поэтому самый распространенный и, вместе с тем, экономичный способ доставки — использование автомобильной техники, а именно специальных тяжелых тягачей, снабженных прицепами и полуприцепами, приспособленными для перевозки негабаритных или тяжеловесных грузов.
Трал низкорамник в зависимости от модели может иметь различные параметры и характеристики, но обычно грузоподъемность его составляет 36 тонн при длине 13 метров и ширине 2,5 метра. Трал низкорамник как и трал тяжеловоз используется для перевозки негабаритных грузов и требует соблюдения особых правил перевозки. Обязательно наличие определенных разрешений на полуприцепы трал-низкорамник и тяжеловоз, предварительных согласований в соответствии с «Инструкцией о перевозке крупногабаритных и тяжеловесных грузов автомобильным транспортом по дорогам РФ».
Тралы предназначены для перевозки строительной техники. Для удобства погрузки и перевозки крупногабаритной техники такие прицепы делаются низкорамными, для заезда техники их оборудуют трапами. В связи с большим весом перевозимой техники, количество осей у таких полуприцепов может быть значительно больше, чем у стандартных полуприцепов. Для снижения нагрузок и повышения ресурса тралы выполняются с поворотными осями.
Эксплуатационные характеристики ВАЗ 2104 четверка универсал
Максимальная скорость: 137 км/ч Время разгона до 100 км/ч: 18.5 c Расход топлива на 100км по городу: 10,1 л Объем бензобака: 45 л Снаряженная масса автомобиля: 1020 кг Допустимая полная масса: 1475 кг Размер шин: 175/70 SR13
Характеристики двигателя
Расположение: спереди, продольно Объем двигателя: 1294 см3 Мощность: 64 л.с. Количество оборотов: 5600 Крутящий момент: 92/3400 н*м Система подачи топлива: Карбюратор Турбонаддув: нет Газораспределительный механизм: OHC Расположение цилиндров: Рядный Количество цилиндров: 4 Ход поршня: 66. 8 мм Степень сжатия: 8.5 Количество клапанов на цилиндр: 2 Рекомендуемое топливо: АИ-92
Тормозная система
Передние тормоза: Дисковые Задние тормоза: Барабанные АБС: есть
Рулевое управление
Усилитель руля: нет Тип рулевого управления: Червячный редуктор
Трансмиссия
Привод: Задний Количество передач: механическая коробка – 4
Подвеска
Передняя подвеска: Двойной поперечный рычаг Задняя подвеска: Неразъемная балка моста
Кузов
Тип кузова: универсал Количество дверей: 5 Количество мест: 5 Длина машины: 4115 мм Ширина машины: 1620 мм Высота машины: 1443 мм Колесная база: 2424 мм Колея передняя: 1365 мм Колея задняя: 1321 мм Дорожный просвет (клиренс): 170 мм Объем багажника максимальный: 1035 л Объем багажника минимальный: 345 л
Курсовая устойчивость автомобиля и управляемость тоже напрямую связаны с его весом. Пик популярности больших, тяжелых автомобилей, за рубежом пришелся на 50-60 года прошлого века. Тогда автопром выпускал поистине исполинские машины. Например, Кадиллак Эльдорадо модификации 8.2, весил без малого 3 тонны. Согласитесь, что для такого веса и довеска нужна соответствующая.
Но по прошествии времени стало ясно, что для дальнейшего развития и совершенствования наиболее важных характеристик автомобиля, необходимо прибегать к снижению его общего веса. И если сравнивать середину прошлого века и сегодняшний день, то автомобили потеряли половину, а то и больше собственного веса. Пластмасса, углепластики, легкие металлы — все эти новшества позволили сделать вес легкового автомобиля значительно ниже.
Конечно, для любителей всего большого и тяжелого выпускаются автомобили похожие на пароходы, которые пьют бензин ведрами, но это скорее исключение из правил.
Вес легковых автомобилей в табличном формате
Представляем вашему вниманию таблицу, в которой указан вес автомобиля по маркам.
Марка автомобиля
Вес снаряженного автомобиля
Вес автомобиля Ока 1111, вес окушки
635 кг
Вес автомобиля Ока 1113
645 кг
Вес автомобиля ВАЗ 2101, вес копейки
955 кг
Вес автомобиля ВАЗ 2102
1010 кг
Вес автомобиля ВАЗ 2103
965 кг
Вес автомобиля ВАЗ 2104, вес десятки 2110
1020 кг
Вес автомобиля ВАЗ 2105, вес пятерки
1060 кг
Вес автомобиля ВАЗ 2106, вес шестерки
1045 кг
Вес автомобиля ВАЗ 2107, вес семерки
1049 кг
Вес автомобиля ВАЗ 2108
945 кг
Вес автомобиля ВАЗ 2109, вес девятки
915 кг
Вес автомобиля ВАЗ 2111
1055 кг
Вес автомобиля ВАЗ 2112, вес двенашки
1040 кг
Вес автомобиля ВАЗ 2113
975 кг
Вес автомобиля ВАЗ 2114, вес четырки
985 кг
Вес автомобиля ВАЗ 2115, вес пятнашки
1000 кг
Вес автомобиля ВАЗ 2116
1276 кг
Вес автомобиля ВАЗ 2117
1080 кг
Вес автомобиля Нива 2121
1150 кг
Сколько весит Шевроле Круз ( вес Chevrolet Cruze)
1285-1315 кг
Сколько весит Шевроле Нива ( вес Chevrolet Niva)
1410 кг
Сколько весит ГАЗ ( волга), вес волги 24
1420 кг
Сколько весит ГАЗ 2402, ГАЗ 2403, ГАЗ 2404
1550 кг
Сколько весит ГАЗ 2407
1560 кг
Вес автомобиля Москвич 314
1045 кг
Вес Москвич 2140
1080 кг
Вес Москвич 2141
1055 кг
Вес автомобиля Москвич 2335, 407, 408
990 кг
Сколько весит УАЗ 3962, УАЗ 452, сколько весит УАЗ буханка
1825 кг
Сколько весит УАЗ 469
1650 кг
Сколько весит УАЗ Патриот
2070 кг
Сколько весит УАЗ Хантер
1815 кг
Сколько весит Ниссан ( вес автомобиля nissan x-trail)
1410-1690 кг
Сколько весит Кашкай ( вес автомобиля nissan qashqai)
1297-1568 кг
Сколько весит Nissan Juke ( вес Ниссан Жук)
1162 кг
Вес автомобиля Форд Фокус ( сколько весит Ford Focus)
965-1007 кг
Вес автомобиля Форд Фокус 2 ( сколько весит Ford Focus 2)
1345 кг
Вес автомобиля Форд Фокус 3 ( сколько весит Ford Focus 3)
1461-1484 кг
Вес автомобиля Форд Куга ( сколько весит Ford Kuga)
1608-1655 кг
Вес автомобиля Форд Эскорт ( сколько весит Ford Escort)
890-965 кг
Вес автомобиля Рено Логан ( сколько весит renault Logan)
957-1165 кг
Вес автомобиля Рено Дастер ( сколько весит renault Duster)
1340-1450 кг
Вес автомобиля Рено Сандеро ( сколько весит renault Sandero)
941 кг
Вес автомобиля Опель Мокка ( сколько весит Opel Mokka)
1329-1484 кг
Вес автомобиля Опель Астра ( сколько весит Opel Astra)
950-1105 кг
Вес автомобиля Мазда 3 ( сколько весит mazda 3)
1245-1306 кг
Вес автомобиля Мазда CX-5 ( сколько весит mazda CX-5)
2035 кг
Вес автомобиля Мазда 6 ( сколько весит mazda 6)
1245-1565 кг
Вес автомобиля Фольксваген ( сколько весит volkswagen Tuareg)
2165-2577 кг
Вес автомобиля Фольксваген Поло ( сколько весит Volkswagen Polo)
1173 кг
Вес автомобиля Фольксваген Пассат ( сколько весит volkswagen Passat)
1260-1747 кг
Сколько весит Toyota Camry ( вес Тойтота Камри)
1312-1610 кг
Сколько весит Toyota Corolla ( вес Тойота Королла)
1215-1435 кг
Сколько весит Тойота Селика ( вес Toyota Celica)
1000-1468 кг
Сколько весит Toyota Land Cruiser ( вес Ленд Крузер)
1896-2715 кг
Сколько весит Шкода Октавия ( вес Skoda Octavia)
1210-1430 кг
Сколько весит Шкода Фабия ( вес Skoda Fabia)
1015-1220 кг
Сколько весит Шкода Йети ( вес Skoda Yeti)
1505-1520 кг
Сколько весит Киа Спортейдж ( вес KIA Sportage )
1418-1670 кг
Сколько весит Киа Сид ( вес KIA Ceed)
1163-1385 кг
Сколько весит Киа Пикнто ( вес KIA Picanto)
829-984 кг
Таким образом получается, что если брать, так сказать « в общем по больнице», то средний вес легкового автомобиля составляет примерно от 1 до 1,5 тонн, а если говорить о внедорожниках, то весь уже смещается от 1,7 тонны до 2,5 тонн.
вес легкового автомобиля, сколько весит ОКА, сколько весит авто, вес авто, сколько весит Матиз, сколько весит Matiz, вес автомобиля Шкода, вес Ауди
ВАЗ-2104 «Жигули» Lada Estate Lada Riva Break Lada Nova Combi
Дизайн
Тип кузова
5‑дв. универсал (5‑мест.)
Платформа
Fiat 124
Компоновка
переднемоторная, заднеприводная
Колёсная формула
4 × 2
Двигатель
ВАЗ-2103
Производитель
АвтоВАЗ
Тип
бензиновый (АИ-92) карбюраторный
Объём
1 458 см 3
Максимальная мощность
52,5 кВт ( 71 л. с. ), при 5600 об/мин
Максимальный крутящий момент
104 Н·м , при 3400 об/мин
Конфигурация
рядный, 4-цилиндр.
Цилиндров
4
Клапанов
8
Расход топлива при смешанном цикле
9,9
Расход топлива при городском цикле
9,8
Расход топлива на трассе
7,0
Экологические нормы
Евро-2
Степень сжатия
8,5
ВАЗ-2105
Производитель
АвтоВАЗ
Тип
бензиновый (АИ-92) карбюраторный
Объём
1 290 см 3
Максимальная мощность
46,80 кВт ( 64 л. с. ), при 5600 об/мин
Максимальный крутящий момент
92,0 Н·м , при 3400 об/мин
Конфигурация
рядный, 4-цилиндр.
Цилиндров
4
Клапанов
8
Расход топлива при смешанном цикле
9,2
Расход топлива при городском цикле
10
Расход топлива на трассе
6,9
Экологические нормы
Евро-2
Степень сжатия
8,5
ВАЗ-21067
Производитель
АвтоВАЗ
Тип
бензиновый (АИ-92) распределённый впрыск
Объём
1569 см 3
Максимальная мощность
55 кВт ( 75 л. с. ), при 5000 об/мин
Максимальный крутящий момент
116,0 Н·м , при 3400 об/мин
Конфигурация
рядный, 4-цилиндр.
Цилиндров
4
Клапанов
8
Расход топлива при смешанном цикле
8,5
Расход топлива при городском цикле
11,3
Расход топлива на трассе
6,9
Экологические нормы
Евро-2
Степень сжатия
8,5
ВАЗ-21073
Производитель
АвтоВАЗ
Тип
бензиновый (АИ-92) центральный впрыск
Объём
1689 см 3
Максимальная мощность
58 кВт ( 79 л. с. ), при 5400 об/мин
Максимальный крутящий момент
137 Н·м , при 3200 об/мин
Конфигурация
рядный, 4-цилиндр.
Цилиндров
4
Клапанов
8
Расход топлива при городском цикле
9,5
Экологические нормы
Евро-2
Степень сжатия
9,3
ВАЗ-341
Производитель
АвтоВАЗ
Тип
дизельный
Объём
1 524 см 3
Максимальная мощность
37 кВт ( 50 л. с. ), при 4600 об/мин
Максимальный крутящий момент
92,0 Н·м , при 2500 об/мин
Конфигурация
рядный, 4-цилиндр.
Цилиндров
4
Клапанов
8
Расход топлива при городском цикле
6,7
Расход топлива на трассе
5,8
Степень сжатия
23
Трансмиссия
механическая 4-ступ.
Производитель
ВАЗ
Модель
2103
Тип
механическая
Число ступеней
4
Передаточные отношения
Главная передача
3.91, 4.1 или 4.44
1 передача
3,67
2 передача
2,1
3 передача
1,36
4 передача
1
Задняя передача
3,53
Тип шестерней
цилиндрические косозубые
Синхронизаторы
на всех передачах переднего хода
Механизм управления
напольный рычаг с шарнирной опорой
Переключение
прямое
механическая 5-ступ.
Производитель
ВАЗ
Модель
21074
Тип
механическая
Число ступеней
5
Передаточные отношения
Главная передача
3.91, 4.1 или 4.44
1 передача
3,67
2 передача
2,10
3 передача
1,36
4 передача
1
5 передача
0,82
Задняя передача
3,53
Тип шестерней
цилиндрические косозубые
Синхронизаторы
на всех передачах переднего хода
Механизм управления
напольный рычаг с шарнирной опорой
Переключение
прямое
Массово-габаритные характеристики
Длина
4115 мм
Ширина
1620 мм
Высота
1443 мм
Клиренс
170 мм
Колёсная база
2424 мм
Колея задняя
1321 мм
Колея передняя
1365 мм
Масса
1020 (1475) кг [2]
На рынке
Связанные
ВАЗ-2105, ВАЗ-2107, Иж-27175
Похожие модели
Fiat 128 Berlina Wagon
Другая информация
Грузоподъёмность
455 кг
Объём бака
42 л. (запас — 45 л.)
LADA 2104 (ВАЗ-2104 «Жигули») — советский и российский заднеприводный автомобиль III группы малого класса с кузовом типа универсал. Разработан на Волжском автомобильном заводе. Выпускался с 1984 года по 2012 год [3] .
Содержание
История [ править | править код ]
Серийный выпуск автомобиля ВАЗ-2104 («четвёрки») был начат на Волжском автомобильном заводе во второй половине 1984 года. Параллельно с новой моделью выпускали аналогичный по классу автомобиль ВАЗ-2102 («двойка»), который к апрелю 1985 года был полностью вытеснен с конвейера. От автомобиля-«донора» «четвёрке» достался ряд оригинальных деталей, касающихся задней части авто.
При создании этой модели конструкторы руководствовались важной особенностью того времени: создание новой модели с минимальными затратами на производство и максимальным потребительским эффектом. Поэтому за основу была взята модель ВАЗ-2105. После удлинения крыши появились выштамповки для усиления жёсткости. Такая конструкция кузова позволяет разместить на крыше длинный багажник, перегружать который не рекомендуется, так как расчётная жёсткость кузова универсала значительно ниже, чем у седана. Задняя дверь открывалась вверх, на ней было применено абсолютно новое решение — обогрев заднего стекла и стеклоочиститель, — до 1994 года использовавшееся только в производстве автомобилей, шедших на экспорт, а затем вошедшее в стандартную комплектацию.
В конце 1990-х годов несколько лет выпускалась «улучшенная» модификация ВАЗ-21043-20, оснащённый пятиступенчатой коробкой передач, рейлингами на крыше, электрооборудованием и салоном с анатомическими передними сиденьями от ВАЗ-2107, ошибочно именуемая в маркетинговых целях как ВАЗ-21047. На самом деле этот индекс носит версия для стран с левосторонним движением и двигателем 1,45 л.
Салон [ править | править код ]
Салон для новой модели был позаимствован у базовой модели, за исключением заднего сиденья. Складное заднее сиденье позволяет увеличить объём багажного отсека с 375 до 1340 л, и тогда можно перевозить крупногабаритные грузы. Полная нагрузка автомобиля увеличилась до 455 кг. В базовой комплектации отделка салона довольно проста. Спартанский вариант предполагает стандартную панель с минимально необходимым набором приборов, обивку салона и сидений со стандартными съёмными подголовниками из искусственной кожи и резиновые коврики пола. Желание большего комфорта предложено удовлетворить улучшенной обивкой сидений из ворсованного трикотажа, цельноформованными накладками дверей, ворсованными ковриками пола, панелью приборов с дополнительной центральной консолью, которая располагает расширенным набором функциональных клавиш и контрольной аппаратуры, оригинальным рулевым колесом.
Конструктивные особенности [ править | править код ]
Так как передняя часть авто идентична моделям с кузовом седан, серийному отопителю сложнее согреть больший объём салона в холодный период года. Задняя часть авто часто запотевает в холода. У авто штатно отсутствуют задние вентиляционные отверстия для сброса салонного воздуха (в отличие от ВАЗ-2107), что затрудняет процесс закрытия дверей (с закрытыми стеклами). По сравнению с ВАЗ-2105, 2107 (с идентичными моторными установками), имеет меньшую максимальную скорость (данные из «инструкции по эксплуатации»
142 км/ч) в связи с изменённым передаточным отношением главной передачи — 4,44 (ранние модификации) против 4,3 на седане. Задняя дверь подвержена загрязнению дорожной грязью (пылью, поднимаемой колесами), локально затягиваемой при движении на больших скоростях в зону пониженного давления — исправляется установкой на 5-ю дверь верхнего дефлектора, подающего (в зону разрежения) более чистый воздух с крыши. Еще существует способ, как избежать накопления грязи на задней двери — это изменение конструкции заднего бампера — нижнюю часть надо выгнуть в обратную сторону и закрыть щель между бампером и кузовом — пластину 1 метр на 15 см посередине. Бензобак объёмом 43 литра (против 39) расположен горизонтально под днищем багажника без дополнительной защиты — есть вероятность повреждения при движении по пересеченной местности.
Дизельная модификация [ править | править код ]
В 1999 в Тольятти мелкой серией стала выпускаться модификация ВАЗ 21045 с дизельным двигателем ВАЗ-341 производства «Барнаултрансмаш» объёмом 1,52 литра с ТНВД Bosch. С 2005 года предполагалась установка более мощной версией дизельного мотора объёмом 1,8 литров (модификация ВАЗ-21048), однако эти планы остались нереализованными [4] .
Дизельная модификация отличалась значительно большей стоимостью и меньшей мощностью силовой установки, несмотря на то, что в данные года дизельное топливо стоило заметно дешевле бензина, экономическая целесообразность приобретения данной версии была под сомнением [ источник не указан 1528 дней ] .
В 2004 году производство ВАЗ-21045 было прекращено, оставшимися неустановленными дизельными двигателями в количестве 500 штук была укомплектована партия новой модификации ВАЗ-21055 [5] .
Рефрижераторы фургоны на шасси Форд Транзит 350 в автоцентре на Новорязанском шоссе
Грузовик — торговый дом
Прицепная техника
Автотехника
Рефрижераторы устанавливаются на изометрические фургоны Ford Transit 350 серии. Отмечается наиболее оптимальное соотношение грузоподъемности и полной массы снаряженного ТС. При возможности загрузки 17,7 м3 или 1 тонны груза автомобиль может заезжать под запрещающий для грузовиков знак. Серия комплектуется дизельным мотором Duratorg TDCi мощностью 114 кВт 155 л. с. и объемом 2,2 литра, а также опциями безопасности и помощи водителю.
Описание надстройки на шасси:
Фургон ИЗОТЕРМИЧЕСКИЙ из СЕНДВИЧ-ПАНЕЛЕЙ
производитель «Центртранстехмаш» Изотермические фургоны предназначены для перевозки грузов, требующих защиты от воздействия атмосферной среды и поддержания определенного температурного режима внутри кузова. Большая часть изотермических фургонов комплектуются холодильными установками, такие автофургоны называются рефрижераторами. В зависимости от требований перевозимой продукции к температурному режиму, на ТС устанавливаются изотермические кузова трех степеней изотермичности: низкой; средней или высокой.
Варианты СЕНДВИЧ-фургонов:
Плакированные » ХИТ ПРОДАЖ «
Пластиковые
Материал облицовки:
Плакируемый металл
Армированный пластик
Материал термоизоляции:
Пенополиуретан (ППУ)
Цвет КФГ:
Белый
Конструкция КФГ:
Бескаркасная
Таблица соответствия модификации ТС и стандартных размеров надстройки на шасси:
МОДИФИКАЦИЯ Ford Transit 350 Single Cab (одинарная кабина)
MWB Средняя колесная база 3504 мм
LWB Длинная колесная база 3954 мм
LWB EF Длинная колесная база 3954 мм, (с увелич. задним свесом)
Габариты КФГ (мм.)
3500х2200х2015
3800х2200х2015
4100х2200х2015
Возможно изготовление и установка КФГ с измененными (увеличенными/уменьшенными) габаритными размерами в пределах допустимых по ОТТС. Подробная информация у наших специалистов.
В стандартной комплектации фургоны оснащены:
Наружное обрамление выполнено из оцинкованной стали с эмалевым покрытием. Обрамление крыши и передней стенки имеет закругленный профиль, что улучшает аэродинамические свойства автофургона.
Фургоны оснащены габаритными фонарями (2-а передних белых и 2-а задних красных)
Премиальная Аудио система SONY, система громкой связи Bluetooth, поддержка mp3, выходы USB, Aux.
Прикуриватель
Отказ от аудиосистемы
Пакет исполнения передних сидений №21(Tomy Cloth — ткань, цвет отделки Lichen,Водительское сидение: регулировка в 6-ти направлениях, подлокотник, без подогрева; пассажирское сидение: одинарное сидение, поддержка поясницы, регулировка в 4-х направлениях, карман для мелочей)
Пакет исполнения передних сидений №31 (Tomy Cloth — ткань, цвет отделки Lichen, водительское сидение: регулировка в 8-х направлениях, подлокотник, поддержка поясницы, подогрев, пассажирское сидение: одинарное сидение, регулировка в 8-х направлениях, подлокотник)
Сигнализация периметра (заказывается только при отказе от программируемого предпускового обогревателя pack1 )
ТЕЛЕФОННЫЙ ПАКЕТ Bluetooth (громкая связь + голосовое управление, обязателен заказ одного из аудиопакетов и невозможен отказ от аудиосистемы)
Краска металлик
Краска SVO
Рекомендуемое дополнительное и навесное оборудование
Которым вы можете доукомплектовать указанный автомобиль в нашей компании:
Холодильно-отопительное оборудование (Carrier, Элинж(Sanden), Zanotti, ThermoKing)
Автономный отопитель кабины/кузова
Обтекатель/спойлер на кабину
Подогреватель топливного фильтра
Инструментальный ящик
Защита картера
Сигнализация
Коврики в салон
Полосовые холодильные завесы (из ПВХ)
Цена от 2040000 RUB
Какой вес может перевозить Ford Transit?
Ford Transit становится все популярнее. Это полезные, находчивые фургоны. Они могут нести большой вес, что делает их идеальными для перевозки товаров и продуктов. Или, если вы хотите что-то, что может вместить много людей, Transit сделает это. Просто проверьте их модель пассажирского фургона, если это ваша цель. Поэтому, если вы планируете добавить их в свой автопарк или бизнес, первый вопрос, который у вас может возникнуть, — какой вес может выдержать Ford Transit?
Максимальный вес автомобиля Ford Transit, также известный как грузоподъемность, составляет около 3500 фунтов. Это зависит от модели, в зависимости от таких факторов, как задний или полный привод, двигатель и даже колесная база. Например:
Транзитный пассажирский фургон T-150 2021 года выпуска имеет грузоподъемность 2440-2860 фунтов.
Вес пассажирского фургона T-350 варьируется от 2570 до 3310 фунтов.
Грузовой фургон Т-150 имеет диапазон 3060-3630 фунтов.
В грузовом фургоне Т-250 колеблется от 3160-4030 фунтов.
Грузовой фургон Т-350 имеет грузоподъемность 3590-4460 тонн.
Crew Van T-150 перевозит от 2730 до 3300 фунтов.
Экипаж Т-250 имеет дальность полета 3040-3700 фунтов
А Т-350 Crew Van способен перевозить 3440-4030 фунтов.
Так что же такое полезная нагрузка? Что включает в себя это число? И как узнать, какой именно вес может выдержать конкретное транспортное средство? Мы расскажем обо всем этом и многом другом, так что продолжайте читать!
Что такое полезная нагрузка?
Грузоподъемность — это вес, который можно упаковать в автомобиль. Это может быть груз, багаж, пассажиры или что-то еще, что вы можете положить внутрь. Как видите, он бывает разного веса. Это связано с тем, что грузоподъемность — это очень конкретное число, индивидуальное для каждого автомобиля. Даже небольшие дополнительные опции изменяют общую грузоподъемность.
Прежде чем вы продолжите чтение, позвольте нам сказать, что мы надеемся, что ссылки здесь будут вам полезны. Если вы купите что-то по ссылке на этой странице, мы можем получить комиссию, так что спасибо!
Это потому, что каждый автомобиль имеет полную массу, абсолютный максимальный вес, безопасный для автомобиля. Это число включает в себя грузоподъемность или вес, упакованный «в» автомобиль. Но это также включает в себя снаряженную массу или вес самого автомобиля. По мере увеличения снаряженной массы грузоподъемность снижается, а сумма сумм всегда равна полной массе.
Многое может изменить снаряженную массу автомобиля. Например, машина с люком на крыше весит больше, чем такая же машина без люка. Автоматические коробки передач весят больше, чем стандартные. Конкретные детали вашего автомобиля изменяют общую снаряженную массу и, как следствие, грузоподъемность.
Как узнать грузоподъемность моего автомобиля?
Итак, если грузоподъемность различается даже у автомобилей одной модели, как найти свою? Самый простой способ — открыть дверь со стороны водителя. Внимательно поищите наклейку с техническими характеристиками вашего автомобиля. Обычно он находится на дверной раме, но может быть и на самой двери. Это также может быть на дверном косяке или стойке внутри. В редких случаях он может находиться внутри перчаточного ящика.
На этой наклейке содержится важная информация о вашем автомобиле, включая полную массу (GVWR) и снаряженную массу. Вычтите из полной массы снаряженную массу, чтобы найти грузоподъемность.
Что произойдет, если вы перегрузите свой фургон?
Перегрузка автомобиля может быть очень опасной. Прежде всего, когда автомобиль имеет избыточный вес, вероятность того, что шина лопнет, возрастает. Это может привести к аварии с потенциально летальным исходом. Чтобы уменьшить этот риск, убедитесь, что шины всегда правильно накачаны в соответствии со спецификациями производителя.
Дополнительный вес может вызвать нагрузку на подвеску, тормоза и системы рулевого управления. Это также делает автомобиль менее устойчивым. Время реакции и торможения замедлены. Вероятность опрокидывания увеличивается. Всегда старайтесь, чтобы большая часть груза была сложена возле днища или пола фургона. Это, по крайней мере, снижает вероятность опрокидывания фургона — не позволяйте автомобилю стать слишком тяжелым.
Сколько места в задней части Ford Transit?
Ford Transit может быть грузовым, пассажирским или пассажирским фургоном. Даже среди этих трех типов есть множество подтипов. Бывают обычные, длинные и сверхдлинные. Различают низкие, средние и высокие крыши. Все эти факторы влияют на то, сколько места доступно для хранения.
Модель грузового фургона с 2 сиденьями первого ряда, объемом 246 кубических футов в стандартной модели с низкой крышей. Это увеличивается до 315 кубических футов со средней крышей. В длинной модели есть 277 кубических футов в версии с низкой крышей, 357 кубических футов со средней крышей и 404 кубических фута с высокой крышей. Сверхдлинная (EL) модель имеет грузовое пространство 487 кубических футов.
Обычный фургон имеет объем 158 кубических футов в версии с низкой крышей и 220 кубических футов в версии со средней крышей. Длинный фургон предлагает 204 кубических фута с низкой крышей, 263 кубических фута со средней крышей и 300 кубических футов с высокой крышей. Объем сверхдлинной модели составляет 383 кубических фута.
В пассажирском фургоне, естественно, меньше всего места для груза. За последним рядом сидений вы можете ожидать от 39 до 100 кубических футов, в зависимости от типа модели.
Какой высоты у Ford Transit с высокой крышей? Низкая крыша?
Высота крыши варьируется от 108 до 110 дюймов. Вариативность зависит от того, грузовой ли это, экипажный, пассажирский или сверхдлинный фургон.
Что касается низкой крыши, то в фургоне стандартной длины она составляет 82 дюйма. Для «длинной» модели это 99 дюймов в пассажирском фургоне. Высота грузовых и экипажных фургонов составляет 82 дюйма.
Кровать какого размера подходит для Ford Transit?
Если вы пытаетесь установить кровать, обязательно используйте грузовой фургон. Это даст вам максимальное пространство сзади для громоздких предметов, таких как матрас. 9№ 0003
Позволяет разместить полный матрас или матрас размера «queen-size». У вас должно быть достаточно места даже для каркаса кровати, при условии, что его можно будет разобрать для транспортировки. Большинство рам подходят, но это, очевидно, зависит от вашей конкретной кровати. Поместится даже матрас королевского размера, хотя вам придется загружать его под углом, а не лежать горизонтально.
Поместится ли диван в Ford Transit?
Ford Transit популярен в качестве рабочего грузовика, потому что это транспортное средство большой грузоподъемности. Очевидно, что это помогает выбрать правильный автомобиль для работы. Пассажирский фургон — не лучший выбор, если вам нужен движущийся грузовик, а грузовой фургон не идеален, если вам нужно перевозить 8 пассажиров.
Но благодаря большому пространству на нем поместится практически любой диван. На самом деле, Ford Transit известен тем, что его можно использовать в качестве фургона, если вам нечего передвигать. Дом с 4 спальнями собрать не получится. Но если вам нужно помочь своему студенту собрать вещи в его квартире или перевезти несколько предметов мебели через весь город, это может быть как раз то, что вам нужно.
Ford Transit такой вместительный и прочный, что на самом деле его часто используют парамедики в качестве машины скорой помощи!
Сколько пассажиров вмещает Ford Transit?
Некоторые версии пассажирского фургона вмещают до 15 человек! Он также доступен как 8, 10, 0 или 12 пассажирских фургонов. Грузовой фургон рассчитан всего на 2 человека. Фургон для экипажа создан для того, чтобы сочетать в себе обе потребности: он вмещает 5 пассажиров и при этом предлагает большое грузовое пространство.
Съемные ли сиденья в пассажирском фургоне Ford Transit?
В зависимости от года выпуска и типа сиденья складываются или полностью убираются. Большинство из них являются съемными, хотя вы захотите проверить свою конкретную модель. Некоторые планы рассадки предлагают съемные места, но не все места. Например, в удлиненном фургоне пятый ряд сидений имеет два (средних) съемных сиденья. Две крайние — нет.
В заключение
Ford Transit — это фургон большой грузоподъемности, доступный как пассажирский, грузовой или фургон для экипажа. Он имеет грузоподъемность около 3500 фунтов. Он колеблется от 2440-4460 фунтов. Это зависит от того, пассажирский ли это фургон, грузовой или экипажный; обычные, длинные или очень длинные; имеет низкую, среднюю или высокую крышу и другие факторы, например, задний или полный привод.
Вы можете узнать конкретную грузоподъемность вашего автомобиля, вычтя из полной массы снаряженную массу. Найдите эту информацию на автомобильной наклейке на дверной раме, иногда на дверном косяке или на самой двери. Благодаря вместительному салону и гибкости использования Ford Transit является популярным выбором. Если вам нужно что-то для доставки большого количества товаров, перемещения музыкального оборудования или мебели или даже для перевозки до 15 человек, Transit может стать вашим лучшим выбором!
Если вам понравилось, прочтите следующее:
Трудно ли водить фургон? [Что нужно знать перед тем, как отправиться в путь]
Помещается ли кровать размера «king-size» в грузовой фургон или минивэн?
Ford Transit Features and Specs
Drivetrain
Rear Wheel Drive
Engine Order Code
998
Engine Type and Required Fuel
Regular Unleaded V-6
Displacement (liters/cubic inches)
3,5 л/213
Fuel System
Port/Direct Injection
Maximum Horsepower @ RPM
275 @ 6250
Maximum Torque @ RPM
260 @ 4000
Cooling System Capacity (quarts)
NA
Engine Oil Cooler
Нет
Код заказа трансмиссии
44U
Описание трансмиссии
Автоматическая с наружным диаметром
Количество скоростей трансмиссии
10
Передаточное число первой передачи (:1)
4,69
Второе передаточное взаимодействие (: 1)
2,98
Третье передаточное соотношение (: 1)
2,15
Четвертое передаточное соотношение (: 1)
1,77
Пятый передача (: 1)
1,52
Шестой передаточный взаимодействие (: 1)
1,27
Седьмое передаточное взаимодействие (: 1)
1,00
Восьмое передаточное соотношение (: 1)
0,85
Девятый передача (: 1)
NA
Передаточное число десятой передачи (:1)
Нет данных
Обратное соотношение (: 1)
4. 87
Окончательное соотношение оси привода (: 1)
NA
Модель чехла трансфер
Нет
Корпус передачи передач, высокий (: 1)
NA
. Передаточное число, низкий (: 1)
NA
Размер сцепления
NA
Оценка парниковых газов EPA
NA
CO2 Элементы, 15 тыс. Миль/год (Тонны)
NA
Диапазон города/Высокие мили/год (Тонны)
. (мили)
Н/Д / Н/Д
EPA Экономия топлива в смешанном цикле/город/шоссе (миль на галлон)
Н/Д / Н/Д / Н/Д
Объем топливного бака / объем бензобака
25,1
Емкость дополнительного топливного бака (галлоны)
NA
Колесная база (дюймы)
130
Длина (дюймы)
219,9
Ширина, без зеркал (дюймы)
81,3
Высота (дюймы)
82.2
Высота задней двери (дюйма (дюймы)
82,2
.
нет данных
Ширина отверстия задней двери (дюймы)
NA
Длина тела
0,00
Заземляющий просмотр, передняя
NA
Пассажир / сидень Переднее пространство для ног (дюймы)
41,3
Переднее пространство для плеч (дюймы)
67,9
Переднее пространство для бедер (дюймы)
60,7
Пространство для головы второго ряда (дюймы)
3
2 Пространство для ног во втором ряду (дюймы)
NA
Пространство для плеч во втором ряду (дюймы)
NA
Пространство для бедер во втором ряду (дюймы)
NA
Длина грузового отсека/площади от 0 до 2 90
Длина грузового пространства/площади за первым рядом (дюймы)
126
Ширина грузового пространства/зоны по поясной линии (дюймы)
70,2
Ширина грузового отсека у пола (дюймы) Ширина кузова 2
Колесные арки (дюймы)
54,8
Высота грузового слоя (дюймы)
56,9
Грузовое пространство/Площадь (кубические футы)
246,7
Тип рулевого управления
Коэффициент рулевого управления (1)
. Диаметр/радиус поворота от бордюра до бордюра (футы)
Передний тормозные роторы, диаметр x толщины (дюймы)
12,1
задние брейк х толщина (дюймы)
12.1
Задние барабаны, диаметр x ширина (дюймы)
NA
Размер переднего колеса (дюймы)
16 x 6,5
Материал переднего колеса
Размер передней ширы
Lt235/65SR1669
Размер широ
LT235/65SR1666
.
Размер заднего колеса (дюймы)
16 x 6,5
Материал заднего колеса
Стальная
Размер задней шины
LT235/65SR16
Размер запасного колеса (дюймы)
Полный размер
Запасное колесо 9000 9000. 0003
Сталь
Размер запасной шины
Полный размер
Максимальная буксировка (фунты)
5300
Максимальный вес прицепа, мертвый веса (фунты)
Максимум. фунтов)
500
Максимальный вес прицепа, вес распределительной сцепки (фунты)
5300
Максимальный вес дышла, вес распределительного сцепного устройства (фунты)
530
Базовый вес снаряженной части
4985
Общий вес опции (фунты)
0,00
Максимальная грузоподъемность (фунты)
3685,00
В качестве спецификации грузоподъемности (фунты)
3685,00
Валовый рейтинг автомобиля (фунты)
3685,00
. 8670.00
Номинальная полная масса передней оси (фунты)
4130
Номинальная полная масса задней оси (фунты)
5070
Собственная масса
0 49050.0003
AMP холодного протирки @ 0 ° F (2nd)
NA
АМП холодного хрустания при 0 ° F
NA
Максимальная способность генератора (AMPS)
250
Трансмитные спецификации FORD для других модельных годов
101010
FORD Transit Spects для других модельных годов
FORD.
2023 Ford Transit
2021 Ford Transit
2020 Ford Transit
2019 Ford Transit
2018 Ford Transit
2017 Ford Transit
2016 Ford Transit
2015 Ford Transit
Двигатель: 3,5 л PFDi V6 Flex-Fuel -inc: порт впрыска, удаление переключателя автоматического запуска-остановки, удаление кнопки на приборной панели, отключающей технологию автоматического запуска-остановки, удаление кнопки отключения технологии автоматического запуска-остановки на приборной панели, однако, функция остается активной постоянно
Трансмиссия: 10-ступенчатая автоматическая с OD и SelectShift, включая: дополнительный масляный радиатор трансмиссии
Передаточное число 3,73
Полная масса: 8670 фунтов0003
Необслуживаемый аккумулятор 70 А/ч с защитой от выбега
Генератор переменного тока 250 А
3685# Максимальная полезная нагрузка
Передний стабилизатор поперечной устойчивости
Электроусилитель рулевого управления
25,1 гал. Топливный бак
Одинарная выхлопная труба из нержавеющей стали
Передняя подвеска со стойками и цилиндрическими пружинами
Задняя подвеска со сплошным мостом и листовыми рессорами
Дисковые тормоза на 4 колеса с ABS на 4 колеса, передние вентилируемые диски, система экстренного торможения, система удержания на подъеме Управление и электрический стояночный тормоз
Колеса: 16″ Silver Steel с черным колпаком
Шины: 235/65R16C 121/119 R AS BSW
Запасное колесо из стали
Полноразмерное запасное колесо, хранимое под кузовом, с покрытием коленвала
Окраска
Black
Передний бампер
Черный задний бампер с 1 буксировочным крюком
Черная боковая облицовка кузова и черная отделка колесных ниш
Черная боковая отделка окон и черная отделка переднего ветрового стекла
Черные дверные ручки
Черные боковые зеркала заднего вида с выпуклым корректировщиком
Ручной для ручной работы с кормовой рукой. Доступ к заднему грузовому отсеку
Задняя дверь/замок задней двери в комплекте с дверными замками с электроприводом
Ford Co-Pilot360 — Autolamp Auto On/Off Аэрокомпозитные галогенные автомобильные фары дальнего света с задержкой выключения
Фары с автоматическим включением дальнего света
Многослойное стекло
Радио: стерео AM/FM, вкл.: многофункциональный дисплей 4,0″, Bluetooth, два порта USB и 4 динамика (спереди)
Радио с функцией поиска, часы , гнездо дополнительного аудиовхода, органы управления на рулевом колесе и управление внешней памятью
Потоковое аудио
Фиксированная антенна
Беспроводная связь Bluetooth
1 ЖК-монитор спереди Сиденье водителя с механической регулировкой, сиденье пассажира с ручной регулировкой по 2 параметрам и только подлокотник водителя
Сиденье водителя, регулируемое по 4 направлениям
Сиденье пассажира, регулируемое по 4 направлениям
Рулевая колонка с ручным регулированием наклона/выдвижения
Приборы-вкл. : спидометр, одометр, температура охлаждающей жидкости двигателя, тахометр и счетчик пробега
FordPass Connect 30 Мобильная точка доступа 4G Internet 0
Передний подстаканник
Удаленный вход без ключа со встроенным передатчиком ключей, подсветкой входа и тревожной кнопкой
Distance Pacing
Кондиционер с ручным управлением
Перчаточный ящик с замком
Подставка для ног водителя
Внутренняя отделка, включая металлическую вставку приборной панели
Передняя тканевая обивка потолка
Уретановый материал рычага переключения передач
Виниловые передние ковшеобразные сиденья
Передние фонари для карты
Плавное освещение салона
Виниловое/резиновое напольное покрытие только спереди
Освещение багажного отделения
Вспомогательная ручка средней стойки со стороны пассажира
Ящик для приборной панели, ящики в дверях водителя и пассажира
Стеклоподъемники 1-го ряда с электроприводом и кнопкой водителя 1-Touch Down
Дверные замки с электроприводом и функцией автоматической блокировки
Противоугонное зажигание (pats) Иммобилайзер
2 Розетки постоянного тока 12 В
Ford Co-Pilot360 со стабилизацией при боковом ветре Электронный контроль устойчивости (ESC) и контроль устойчивости к крену (RSC)
ABS и противобуксовочная система
Боковые противоударные балки
Двухступенчатые боковые подушки безопасности водителя и пассажира
Emergency Sos
Ford Co-Pilot360 — Система помощи при столкновении с автоматическим экстренным торможением (AEB)
3 Ford 9 -Pilot360 — Система удержания полосы движения Предупреждение о выходе из полосы движения
Предупреждение о столкновении спереди
Предупреждение о низком давлении в шинах
Двухступенчатые передние подушки безопасности водителя и пассажира с выключателем пассажира
Шторка системы защитного фонаря Подушки безопасности 1-го ряда
Датчик занятости подушки безопасности
Наружные передние поясные и плечевые ремни безопасности, включая: регуляторы высоты и преднатяжители Годы / 60 000 миль трансмиссии
5 лет коррозии / неограниченное количество миль коррозии
5 лет помощи на дороге / 60 000 миль помощи на дороге
вес Ford Transit Connect
Исследовано AutoPadre
Дата публикации 01. 01.2021
Последнее обновление 27.04.2022
Обзор
Ford Transit Connect весит от 3470 до 4028 фунтов в зависимости от комплектации года выпуска.
Форд Транзит Коннект
Прокрутите вниз для получения подробной информации о вашем конкретном Ford Transit Connect. модельный год .
Проверка веса автомобиля для других марок и моделей здесь.
Для сравнения:
Toyota Corolla LE CVT 2020 года выпуска (среднеразмерный седан) весит 2955 фунтов (1343 кг).
Коробка Ford F-150 King Ranch 4WD SuperCrew 6,5 ‘2020 года весит 4913 фунтов (2233 кг).
Вес Ford Transit Connect 2022 года
В зависимости от комплектации Ford Transit Connect 2022 года весит от 3581 до 4028 фунтов. См. приведенную ниже таблицу для вашего уровня отделки салона.
Ford Transit Connect 2022 г. Таблица массы
Комплект отделки
Двигатель
Вес (британский)
Вес (метрический)
XL LWB с задней поднимающейся дверью
2,0 л
3689 фунтов
1676 кг
XL LWB с симметричными задними дверями
2,0 л
3689 фунтов
1676 кг
XL SWB с задней поднимающейся дверью
2,0 л
3581 фунт
1627 кг
XL SWB с симметричными задними дверями
2,0 л
3581 фунт
1627 кг
XLT LWB с задней поднимающейся дверью
2,0 л
3689 фунтов
1676 кг
XLT LWB с симметричными задними дверями
2,0 л
3689 фунтов
1676 кг
XLT SWB с задней поднимающейся дверью
2,0 л
3581 фунт
1627 кг
XLT SWB с симметричными задними дверями
2,0 л
3581 фунт
1627 кг
Титановый универсал LWB с задней поднимающейся дверью
2,0 л
4019 фунтов
1826 кг
Универсал XL LWB с задней поднимающейся дверью
2,0 л
4028 фунтов
1830 кг
Универсал XL LWB с симметричными задними дверями
2,0 л
4028 фунтов
1830 кг
Универсал XLT LWB с задней поднимающейся дверью
2,0 л
4028 фунтов
1830 кг
Универсал XLT LWB с симметричными задними дверями
2,0 л
4028 фунтов
1830 кг
Вес Ford Transit Connect 2021 года
В зависимости от комплектации Ford Transit Connect 2021 года весит от 3581 до 4028 фунтов. См. приведенную ниже таблицу для вашего уровня отделки салона.
Таблица веса Ford Transit Connect 2021
Комплект отделки
Двигатель
Вес (британский)
Вес (метрический)
XL LWB с задней поднимающейся дверью
2,0 л
3689 фунтов
1676 кг
XL LWB с симметричными задними дверями
2,0 л
3689 фунтов
1676 кг
XL SWB с задней поднимающейся дверью
2,0 л
3581 фунт
1627 кг
XL SWB с симметричными задними дверями
2,0 л
3581 фунт
1627 кг
XLT LWB с задней поднимающейся дверью
2,0 л
3689 фунтов
1676 кг
XLT LWB с симметричными задними дверями
2,0 л
3689 фунтов
1676 кг
XLT SWB с задней поднимающейся дверью
2,0 л
3581 фунт
1627 кг
XLT SWB с симметричными задними дверями
2,0 л
3581 фунт
1627 кг
Титановый универсал LWB с задней поднимающейся дверью
2,0 л
4019 фунтов
1826 кг
Универсал XL LWB с задней поднимающейся дверью
2,0 л
4028 фунтов
1830 кг
Универсал XL LWB с симметричными задними дверями
2,0 л
4028 фунтов
1830 кг
Универсал XLT LWB с задней поднимающейся дверью
2,0 л
4028 фунтов
1830 кг
Универсал XLT LWB с симметричными задними дверями
2,0 л
4028 фунтов
1830 кг
Вес Ford Transit Connect 2020 года
В зависимости от комплектации Ford Transit Connect 2020 года весит от 3581 до 4028 фунтов. См. приведенную ниже таблицу для вашего уровня отделки салона.
Таблица веса Ford Transit Connect 2020
Комплект отделки
Двигатель
Вес (британский)
Вес (метрический)
XL LWB с задней поднимающейся дверью
2,0 л
3689 фунтов
1676 кг
XL LWB с симметричными задними дверями
2,0 л
3689 фунтов
1676 кг
XL SWB с задней поднимающейся дверью
2,0 л
3581 фунт
1627 кг
XL SWB с симметричными задними дверями
2,0 л
3581 фунт
1627 кг
XLT LWB с задней поднимающейся дверью
2,0 л
3689 фунтов
1676 кг
XLT LWB с симметричными задними дверями
2,0 л
3689 фунтов
1676 кг
XLT SWB с задней поднимающейся дверью
2,0 л
3581 фунт
1627 кг
XLT SWB с симметричными задними дверями
2,0 л
3581 фунт
1627 кг
Титановый универсал LWB с задней поднимающейся дверью
2,0 л
4019 фунтов
1826 кг
Titanium Wagon SWB с задней поднимающейся дверью
1,5 л
3872 фунта
1759 кг
Универсал XL LWB с задней поднимающейся дверью
2,0 л
4028 фунтов
1830 кг
Универсал XL LWB с симметричными задними дверями
2,0 л
4028 фунтов
1830 кг
Универсал XLT LWB с задней поднимающейся дверью
2,0 л
4028 фунтов
1830 кг
Универсал XLT LWB с симметричными задними дверями
2,0 л
4028 фунтов
1830 кг
XLT Wagon SWB с задней поднимающейся дверью
1,5 л
3872 фунта
1759 кг
XLT Wagon SWB с симметричными задними дверями
1,5 л
3872 фунта
1759 кг
Фургон Ext Pass Van Titanium Задняя дверь багажника
В зависимости от комплектации Ford Transit Connect 2019 года весит от 3581 до 4028 фунтов. См. приведенную ниже таблицу для вашего уровня отделки салона.
Таблица веса Ford Transit Connect 2019
Комплект отделки
Двигатель
Вес (британский)
Вес (метрический)
XL LWB с задней поднимающейся дверью
2,0 л
3689 фунтов
1676 кг
XL LWB с симметричными задними дверями
2,0 л
3689 фунтов
1676 кг
XL SWB с задней поднимающейся дверью
2,0 л
3581 фунт
1627 кг
XL SWB с симметричными задними дверями
2,0 л
3581 фунт
1627 кг
XLT LWB с задней поднимающейся дверью
2,0 л
3689 фунтов
1676 кг
XLT LWB с симметричными задними дверями
2,0 л
3689 фунтов
1676 кг
XLT SWB с задней поднимающейся дверью
2,0 л
3581 фунт
1627 кг
XLT SWB с симметричными задними дверями
2,0 л
3581 фунт
1627 кг
Титановый универсал LWB с задней поднимающейся дверью
2,0 л
4019 фунтов
1826 кг
Titanium Wagon SWB с задней поднимающейся дверью
1,5 л
3872 фунта
1759 кг
Универсал XL LWB с задней поднимающейся дверью
2,0 л
4028 фунтов
1830 кг
Универсал XL LWB с симметричными задними дверями
2,0 л
4028 фунтов
1830 кг
Универсал XLT LWB с задней поднимающейся дверью
2,0 л
4028 фунтов
1830 кг
Универсал XLT LWB с симметричными задними дверями
2,0 л
4028 фунтов
1830 кг
XLT Wagon SWB с задней поднимающейся дверью
1,5 л
3872 фунта
1759 кг
XLT Wagon SWB с симметричными задними дверями
1,5 л
3872 фунта
1759 кг
Фургон Ext Pass Van Titanium Задняя дверь багажника
В зависимости от комплектации Ford Transit Connect 2018 года весит от 3650 до 3968 фунтов. См. приведенную ниже таблицу для вашего уровня отделки салона.
2018 Ford Transit Connect Таблица веса
Комплект отделки
Двигатель
Вес (британский)
Вес (метрический)
Универсал Удлиненный пассажирский фургон Titanium
2,5 л
3968 фунтов
1803 кг
Универсал Увеличенный пассажирский фургон XL
2,5 л
3968 фунтов
1803 кг
Универсал Увеличенный пассажирский фургон XLT
2,5 л
3968 фунтов
1803 кг
Универсал Пассажирский фургон Titanium
2,5 л
3650 фунтов
1659 кг
Универсал Пассажирский фургон XLT
2,5 л
3650 фунтов
1659 кг
2018 Ford Transit Connects
2017 Ford Transit Connect Вес
В зависимости от комплектации Ford Transit Connect 2017 весит от 3650 до 3968 фунтов. См. приведенную ниже таблицу для вашего уровня отделки салона.
2017 Ford Transit Connect Таблица веса
Комплект отделки
Двигатель
Вес (британский)
Вес (метрический)
Универсал Удлиненный пассажирский фургон Titanium
2,5 л
3968 фунтов
1803 кг
Универсал Увеличенный пассажирский фургон XL
2,5 л
3968 фунтов
1803 кг
Универсал Увеличенный пассажирский фургон XLT
2,5 л
3968 фунтов
1803 кг
Универсал Пассажирский фургон Titanium
2,5 л
3650 фунтов
1659 кг
Универсал Пассажирский фургон XLT
2,5 л
3650 фунтов
1659 кг
Вес Ford Transit Connect 2016 года
В зависимости от комплектации Ford Transit Connect 2016 года весит от 3650 до 3968 фунтов. См. приведенную ниже таблицу для вашего уровня отделки салона.
Ford Transit Connect 2016 г. Таблица массы
Комплект отделки
Двигатель
Вес (британский)
Вес (метрический)
Универсал Удлиненный пассажирский фургон Titanium
2,5 л
3968 фунтов
1803 кг
Универсал Увеличенный пассажирский фургон XL
2,5 л
3968 фунтов
1803 кг
Универсал Увеличенный пассажирский фургон XLT
2,5 л
3968 фунтов
1803 кг
Универсал Пассажирский фургон XLT
2,5 л
3650 фунтов
1659 кг
Вес Ford Transit Connect 2015 года
В зависимости от комплектации Ford Transit Connect 2015 года весит от 3668 до 3979 фунтов. См. приведенную ниже таблицу для вашего уровня отделки салона.
2015 Ford Transit Connect Таблица веса
Комплект отделки
Двигатель
Вес (британский)
Вес (метрический)
Универсал Удлиненный пассажирский фургон Titanium
2,5 л
3979 фунтов
1808 кг
Универсал Увеличенный пассажирский фургон XL
2,5 л
3979 фунтов
1808 кг
Универсал Увеличенный пассажирский фургон XLT
2,5 л
3979 фунтов
1808 кг
Универсал Пассажирский фургон XLT
2,5 л
3668 фунтов
1667 кг
Вес Ford Transit Connect 2014 года
В зависимости от комплектации Ford Transit Connect 2014 года весит от 3668 до 3979 фунтов. См. приведенную ниже таблицу для вашего уровня отделки салона.
2014 Ford Transit Connect Таблица веса
Комплект отделки
Двигатель
Вес (британский)
Вес (метрический)
Универсал Удлиненный пассажирский фургон Titanium
2,5 л
3979 фунтов
1808 кг
Универсал Увеличенный пассажирский фургон XL
2,5 л
3979 фунтов
1808 кг
Универсал Увеличенный пассажирский фургон XLT
2,5 л
3979 фунтов
1808 кг
Универсал Пассажирский фургон XLT
2,5 л
3668 фунтов
1667 кг
2013 Ford Transit Connect Вес
В зависимости от комплектации Ford Transit Connect 2013 года весит от 3503 до 3524 фунтов. См. приведенную ниже таблицу для вашего уровня отделки салона.
В зависимости от комплектации Ford Transit Connect 2012 года весит от 3503 до 3524 фунтов. См. приведенную ниже таблицу для вашего уровня отделки салона.
Ford Transit Connect 2010 года весит 3470 фунтов. См. приведенную ниже таблицу для вашего уровня отделки салона.
2010 Ford Transit Connect Таблица веса
Комплект отделки
Двигатель
Вес (британский)
Вес (метрический)
Универсал Увеличенный пассажирский фургон XL
2,0 л
3470 фунтов
1577 кг
Универсал Увеличенный пассажирский фургон XLT
2,0 л
3470 фунтов
1577 кг
Другие спецификации Ford Transit Connect
Размер батареи
Грузовое пространство
Цвета
Скорость амортизации
ГОДА
Размер газового бака.
Пространство для ног
Вместимость
Размер рулевого колеса
Ремень ГРМ или цепь?
Размеры шин и колес
Тяговое усилие
Радиус поворота
Размеры автомобиля
Размер щетки стеклоочистителя
Платежи за автомобиль слишком высоки?
Хватит быть обманутым!
Прочтите AutoPadre.com Руководство по рефинансированию
Быстро, просто, подайте заявку онлайн
Возможно, сэкономьте 1000 долларов!
Дополнительные характеристики
Размер батареиГрузовое пространствоЦветаАмортизацияПробег на бензинеРазмеры бензобакаДорожный просветВысотаМощность и крутящий моментОбъем для ногОбъем маслаПолезная нагрузкаВместимость сиденийРазмеры рулевого колесаРемень ГРМ или цепьРазмеры шин и колесТяговая способностьРадиус поворотаРазмеры автомобиляВес автомобиляРазмеры щеток стеклоочистителя
Признаки неисправного компрессора кондиционера в моей машине
Сообщение Автор AutoPadre
Может ли неисправный ШРУС повлиять на трансмиссию?
Сообщение Автор AutoPadre
Сколько стоит двигатель V8?
Популярные веса транспортных средств
1) Ford F-150
2) Jeep Wrangler
3) Honda Civic
4) Dodge Challenger
5) Mini Cooper
6) Toyota Tacoma
7) Dodge Charger
6) Toyota Tacoma
7) Dodge Charger
. 8) Honda Accord
9) Honda CR-V
10) Jeep Grand Cherokee
Ford Transit полезной нагрузки — Van Reviewer
Какая полезная нагрузка у Ford Transit? Какой вес может выдержать мой Ford Transit? Какая вместимость Форд Транзит?
По сути, это один и тот же вопрос, о котором вы хотите узнать, и вы нашли правильное место, чтобы получить ответы на вопросы о полезной нагрузке фургона.
Взгляните на наше руководство по полезной нагрузке Ford Transit, чтобы узнать, какова полезная нагрузка Transit четвертого поколения.
Как правило, вопрос, который вы хотели узнать, звучит так:
Какой вес может перевозить 3,5-тонный фургон Transit?
Ответ: 1110 кг и 1472 кг без учета веса водителя, но включая все необходимые жидкости и 90% топлива.
Если это ответ на ваш вопрос, отлично — рад, что мы смогли помочь, но на самом деле это немного сложнее, чем просто число.
Большинство фургонов Transit имеют таблички (это официальный термин, обозначающий легальную массу, которую может весить транспортное средство и его содержимое) весом 3,5 тонны или 3500 кг, но на самом деле вы можете получить фургоны Transit с меньшим весом или 2,9. -тонн (2940 кг), 3,1 тонны (3140 кг) и 3,3 тонны (3365 кг).
Чтобы узнать, какой из них у вас есть, посмотрите на значок, потому что 2,9-тонный фургон — это 290, 3,1-тонный фургон — это 310, 3,3-тонный фургон — это 330, а 3,5-тонный фургон — это 350.
Вы также увидите их как T290, T310, T330 и T350.
Все логично, когда знаешь.
Прочтите наш обзор Ford Transit
Из-за очень разной грузоподъемности фургонов существует большой диапазон полезной нагрузки, которую может нести ваш Ford Transit. Но мы постараемся объяснить это вам в соответствии с последними спецификациями Ford Transit по грузоподъемности.
Transit 290 имеет грузоподъемность от 895 до 936 кг фургоны Transit 310 имеют грузоподъемность от 993 до 1136 кг Transit 330 имеет грузоподъемность от 1239 до 1337 кг Основы и причина для широкого диапазона в том, что вы можете иметь фургон Transit при таком весе с различными размерами кузова, от короткой колесной базы до сверхдлинной колесной базы. Если вы хотите узнать больше об измерениях Ford Transit, ознакомьтесь с нашим руководством.
Какова грузоподъемность заднеприводного фургона Ford Transit?
Это тоже только номера для переднеприводных моделей. Если у вас заднеприводный (RWD) или полноприводный (AWD) фургон Transit, у вас будет немного меньшая полезная нагрузка из-за дополнительного веса и сложности трансмиссии.
Заднеприводные фургоны доступны только в моделях Transit 350, их грузоподъемность варьируется от 1110 кг до 1385 кг, но, как правило, их полезная нагрузка на 80–100 кг меньше, чем у переднеприводных моделей. Есть также Transit 470 с полной массой 4,7 тонны и грузоподъемностью 2209 тонн.кг. Самый большой фургон Transit Transit 500 имеет полезную нагрузку 2383 кг.
То же самое относится и к полноприводным фургонам. По сравнению с переднеприводными фургонами они снижают полезную нагрузку на 100 кг и имеют диапазон полезной нагрузки от 1172 до 1279 кг.
Взгляните на таблицу ниже, в которой указаны все характеристики полезной нагрузки Transit для каждого варианта фургона.
А как насчет грузов на оси Transit?
Помимо общей грузоподъемности фургона, следует также учитывать нагрузку на переднюю и заднюю оси. Это индивидуальная величина нагрузки, которая может приходиться на любую одну ось. К счастью, они намного выше, чем общая полезная нагрузка фургона Ford Transit, но это не значит, что вы не можете по ошибке перегрузить отдельную ось. Давайте объясним…
Если вы поместите поддон весом ровно одну тонну в центр задней оси, вы добавите 1000 кг веса фургону. Это учитывается в его общей полезной нагрузке. Вы также разместили вес как на передней, так и на задней оси, так как шасси будет распределять вес по всей длине фургона. Однако, поскольку он находится в задней части фургона, большая часть веса будет приходиться на заднюю ось, и чем дальше от задней двери вы поставите этот поддон, тем больше веса будет приходиться исключительно на заднюю ось. Вот как может произойти перегрузка, потому что задняя ось поддерживает не только 1-тонный поддон, но и корпус фургона, двигатель, коробку передач и даже вас и ваши бутерброды. Все они влияют на окончательный номер на задней оси и на то, что вы можете перевозить по закону.
Какова грузоподъемность и грузоподъемность передней и задней осей фургона Transit?
Масса задней оси Transit 290 составляет 1575 кг, Transit 310 — 1725 кг, Transit 330 — 2050 кг и Transit 350 — от 2150 до 2250 кг (в зависимости от размера кузова).
Как видите, это намного больше, чем грузоподъемность, рейтинги, но если вы поместите максимальные 1472 кг самого большого транспортного средства Transit прямо в заднюю часть фургона — может быть, потому, что вы погрузили его туда с помощью вилочного погрузчика — тогда вы существует опасность перегрузки этой задней оси.
Точно такой же сценарий с передней осью, но есть еще о чем подумать, потому что вам нужно учитывать вес двигателя и пассажиров.
Масса передней оси Transit 290 составляет 1625 кг, Transit 310 — 1650 кг или 1750 кг, Transit 330 — 1750 кг и Transit 350 — также 1750 кг.
Взгляните на собственную таблицу мер и весов Ford для модельного ряда Ford Transit. Как и в предыдущем случае, это относится к моделям UK Transit, начиная с 2014 года.
Что еще мне нужно знать о полезной нагрузке?
Самое главное, когда дело доходит до перевозки грузов в фургоне, — соблюдать закон. Хотя мы надеемся, что наше руководство окажется полезным и даст вам хорошее представление о том, какой вес может выдержать ваш фургон Transit, лучший способ узнать, какую полезную нагрузку имеет ваш фургон, — это проверить номерной знак транспортного средства.
Это небольшая металлическая табличка (или, чаще, наклейка), обычно находящаяся на внутренней стороне двери со стороны водителя или пассажира, на которой указана полная масса автомобиля, полезная нагрузка, а также нагрузка на переднюю и заднюю ось. В некоторых случаях вы можете найти его под капотом. Наш совет… всегда проверяйте тарелку.
Спецификации — Якорные фургоны
Назад к результатам поиска
Все фургоны
Маленькие фургоны
Средние фургоны
Большие фургоны
Фургоны без НДС
Новые фургоны
Торговые фургоны
Полноприводные фургоны
Фургоны сжиженного нефтяного газа
Форд/Транзит
Ниже приведены технические характеристики модельного ряда фургонов Ford Transit.
Transit 260 2.2 TDCi SWB левый/правый 85
Объем двигателя (литры)
2,2
л.с.
85
Общая длина (мм)
4863
Общая высота (мм)
2070
Общая ширина (мм)
1974
Колесная база (мм)
2933
Высота загрузки (мм)
619
Ширина задней двери (мм)
1540
Высота задней двери (мм)
1370
Длина груза (мм)
2582
Максимальная ширина загрузки (мм)
1762
Высота груза (мм)
1430
Объем груза (м 3 )
6,5
Полная полезная нагрузка (кг)
991
Полная масса автомобиля (кг)
2600
Собственная масса (кг)
1609
Предел буксировки (кг)
900
Transit 280 2. 2 TDCi MWB л/р 110
Объем двигателя (литры)
2,2
л.с.
110
Общая длина (мм)
5230
Общая высота (мм)
2047
Общая ширина (мм)
1974
Колесная база (мм)
3300
Высота загрузки (мм)
596
Ширина задней двери (мм)
1540
Высота задней двери (мм)
1370
Длина груза (мм)
2949
Максимальная ширина загрузки (мм)
1762
Высота груза (мм)
1430
Объем груза (м 3 )
7,4
Полная полезная нагрузка (кг)
1111
Полная масса автомобиля (кг)
2800
Собственная масса (кг)
1689
Предел буксировки (кг)
700
Transit 280 2. 2 TDCi SWB л/п 110
Объем двигателя (литры)
2,2
л.с.
110
Общая длина (мм)
4863
Общая высота (мм)
2070
Общая ширина (мм)
1974
Колесная база (мм)
2933
Высота загрузки (мм)
619
Ширина задней двери (мм)
1540
Высота задней двери (мм)
1370
Длина груза (мм)
2582
Максимальная ширина загрузки (мм)
1762
Высота груза (мм)
1430
Объем груза (м 3 )
6,5
Полная полезная нагрузка (кг)
991
Полная масса автомобиля (кг)
2600
Собственная масса (кг)
1609
Предел буксировки (кг)
700
Transit 300 2. 2 TDCi MWB л/р 130
Объем двигателя (литры)
2,2
л.с.
130
Общая длина (мм)
5230
Общая высота (мм)
2047
Общая ширина (мм)
1974
Колесная база (мм)
3300
Высота загрузки (мм)
596
Ширина задней двери (мм)
1540
Высота задней двери (мм)
1370
Длина груза (мм)
2949
Максимальная ширина загрузки (мм)
1762
Высота груза (мм)
1430
Объем груза (м 3 )
7,4
Полная полезная нагрузка (кг)
1309
Полная масса автомобиля (кг)
3000
Собственная масса (кг)
1691
Предел буксировки (кг)
1000
Transit 300 2. 2 TDCi SWB л/п 130
Объем двигателя (литры)
2,2
л.с.
130
Общая длина (мм)
4863
Общая высота (мм)
2070
Общая ширина (мм)
1974
Колесная база (мм)
2933
Высота загрузки (мм)
619
Ширина задней двери (мм)
1540
Высота задней двери (мм)
1370
Длина груза (мм)
2582
Максимальная ширина загрузки (мм)
1762
Высота груза (мм)
1430
Объем груза (м 3 )
6,5
Полная полезная нагрузка (кг)
991
Полная масса автомобиля (кг)
2600
Собственная масса (кг)
1609
Предел буксировки (кг)
500
Транзит 330 2. 2 TDCi MWB м/р 110
Объем двигателя (литры)
2,2
л.с.
110
Общая длина (мм)
5230
Общая высота (мм)
2363
Общая ширина (мм)
1974
Колесная база (мм)
3300
Высота загрузки (мм)
596
Ширина задней двери (мм)
1540
Высота задней двери (мм)
1666
Длина груза (мм)
2949
Максимальная ширина загрузки (мм)
1762
Высота груза (мм)
1745
Объем груза (м 3 )
9. 1
Полная полезная нагрузка (кг)
1560
Полная масса автомобиля (кг)
3300
Собственная масса (кг)
1740
Предел буксировки (кг)
1200
Transit 330 2.4 TDCi LWB ч/р 100
Объем двигателя (литры)
2,4
л.с.
100
Общая длина (мм)
5680
Общая высота (мм)
2606
Общая ширина (мм)
1974
Колесная база (мм)
3750
Высота загрузки (мм)
710
Ширина задней двери (мм)
1540
Высота задней двери (мм)
1796
Длина груза (мм)
3399
Максимальная ширина загрузки (мм)
1762
Высота груза (мм)
1885
Объем груза (м 3 )
11,3
Полная полезная нагрузка (кг)
1362
Полная масса автомобиля (кг)
3300
Собственная масса (кг)
1938
Предел буксировки (кг)
2200
Transit 330 2. 4 TDCi LWB h/r 140
Объем двигателя (литры)
2,4
HP
140
Общая длина (мм)
5680
Общая высота (мм)
2606
Общая ширина (мм)
1974
Колесная база (мм)
3750
Высота загрузки (мм)
710
Ширина задней двери (мм)
1540
Высота задней двери (мм)
1796
Длина груза (мм)
3399
Максимальная ширина загрузки (мм)
1762
Высота груза (мм)
1885
Объем груза (м 3 )
11,3
Полная полезная нагрузка (кг)
1337
Полная масса автомобиля (кг)
3300
Собственная масса (кг)
1963
Предел буксировки (кг)
2700
Transit 330 2. 4 TDCi MWB ч/р 140
Объем двигателя (литры)
2,4
л.с.
140
Общая длина (мм)
5230
Общая высота (мм)
2611
Общая ширина (мм)
1974
Колесная база (мм)
3300
Высота загрузки (мм)
710
Ширина задней двери (мм)
1540
Высота задней двери (мм)
1796
Длина груза (мм)
2929
Максимальная ширина загрузки (мм)
1762
Высота груза (мм)
1885
Объем груза (м 3 )
9,8
Полная полезная нагрузка (кг)
1370
Полная масса автомобиля (кг)
3300
Собственная масса (кг)
1930
Предел буксировки (кг)
2700
Транзит 330 2. 4 TDCi MWB м/р 140
Объем двигателя (литры)
2,4
л.с.
140
Общая длина (мм)
5230
Общая высота (мм)
2397
Общая ширина (мм)
1974
Колесная база (мм)
3300
Высота загрузки (мм)
715
Ширина задней двери (мм)
1540
Высота задней двери (мм)
1566
Длина груза (мм)
2949
Максимальная ширина загрузки (мм)
1762
Высота груза (мм)
1645
Объем груза (м 3 )
8,5
Полная полезная нагрузка (кг)
1392
Полная масса автомобиля (кг)
3300
Собственная масса (кг)
1908
Предел буксировки (кг)
2700
Поиск подержанных фургонов
Найдите на нашем складе подержанные фургоны
499 качественных новых и подержанных микроавтобусов на продажу
Подержанные фургоны на продажу
ЛУЧШИЙ ДИЛЕР ГОДА В ВЕЛИКОБРИТАНИЯХ
Открыто каждый день Звоните 0118 9710 230
с понедельника по пятницу с 9:00 до 18:00
Суббота с 9:00 до 16:00
Воскресенье с 10:00 до 16:00
Звоните в нерабочее время по телефону 07836 278 544
Найдите нас
Ford Transit Cargo 2021 года с удлиненной колесной базой и высокой крышей, характеристики
Цена 40 619–67 859 долларов США 90 003 90 002 Расход топлива 12,4–16,8 л/100 км
Рейтинг Car Guide
65%(оценки просмотров)
Технические характеристики
Платежи Сравните
Будучи универсальным коммерческим автомобилем Ford, полноразмерный Transit является популярным фургоном для предпринимателей и компаний по всей Канаде. Доступный в нескольких конфигурациях, он предлагает вариант полного привода для тех, кому требуется безопасная и предсказуемая транспортировка в любую погоду. Поскольку дизельный двигатель больше не используется, на 2021 год останется только два бензиновых V6, включая безнаддувный агрегат мощностью 275 лошадиных сил и вариант с турбонаддувом, который обеспечивает 310 лошадиных сил и 400 фунт-фут крутящего момента.
Новости, обзоры, видео Рейтинги Характеристики Подержанные автомобили
Ford Transit Cargo с удлиненной колесной базой и высокой крышей — 47 569 канадских долларов XLT EcoBoost AWD с увеличенной колесной базой и высокой крышей — 67 859 канадских долларов Cargo с длинной колесной базой и высокой крышей — 46 569 канадских долларов — 50 939 канадских долларов XL EcoBoost с длинной колесной базой и низкой крышей — 52 939 канадских долларов XLT с длинной колесной базой и низкой крышей — 55 399 канадских долларов XL AWD с длинной колесной базой и низкой крышей — 55,9 канадских долларов39XLT EcoBoost с длинной колесной базой и низкой крышей — 57 399 канадских долларов.
Показатель качества машины — это количественное выражение одного или нескольких свойств машины применительно к определенным условиям ее создания и эксплуатации (ГОСТ 15467—70).
Методы количественной оценки показателей качества составляют содержание новой науки — квалиметрии. Последняя занимается разработкой правил и приемов для сбора и обработки исходных данных при определении количественных показателей качества, устанавливает требования к точности их вычислений, к составу показателей качества при его планировании и т. д. Показатели качества делятся на единичные и комплексные.
Единичные показатели качества машин подразделяются на эксплуатационные показатели технического уровня и производственно-технологические (показатели технологичности).
К эксплуатационным показателям технического уровня относятся показатели назначения, надежности, эргономики, эстетики и патентно-правовые.
Показатели назначения характеризуют степень соответствия машины ее целевому назначению, конструктивное исполнение и основные размеры, мощность, производительность, к. п. д. и др.
Надежность — важнейший показатель качества изделия. Под надежностью понимают свойство изделия выполнять заданные функции, сохраняя свои эксплуатационные показатели в заданных пределах в течение требуемого промежутка времени или требуемой наработки.
К показателям надежности относятся безотказность, долговечность, ремонтопригодность и сохраняемость. Безотказностью называется свойство машины выполнять заданные функции, сохраняя свои эксплуатационные показатели в заданных пределах в течение требуемого промежутка времени или требуемой наработки в конкретных условиях и режимах эксплуатации этой машины. Показатели безотказности: вероятность безотказной работы, средняя наработка до первого отказа, наработка на отказ, интенсивность отказов, гарантийная наработка.
Долговечность машины характеризует ее сроки службы с учетом физического и морального износа до первого капитального ремонта, модернизации или списания. Показателями долговечности являются ресурс, средний срок службы, срок службы до первого капитального ремонта, межремонтный срок службы, срок службы до списания и др.
Ремонтопригодность — свойство машины, заключающееся в ее приспособленности к предупреждению, обнаружению и устранению отказов и неисправностей путем проведеимя технического обслуживания и ремонтов. К показателям ремонтопригодности относятся среднее время восстановления, средняя трудоемкость ремонтов и др.
Сохраняемость — свойство машин сохранять обусловленные эксплуатационные показатели в течение и после срока хранения и транспортирования, установленного в технической документации.
Отказом называют неисправность, без устранения которой невозможно дальнейшее выполнение машиной (или аппаратурой) всех или хотя бы одной из основных ее функций. По ряду признаков отказы делятся на полный, неполный (частичный), катастрофический, параметрический, внезапный, постепенный и др. Полный отказ — отказ, при возникновении которого невозможно использовать машину до устранения причины отказа. Ч а-стичный отказ — отказ, связанный с ухудшением работы одного или нескольких узлов машины. Катастрофический отказ — отказ машины, приводящий к полному нарушению работоспособности (например, отказы при коротком замыкании, поломке и деформации деталей или узлов машины и т. п.). Параметрические отказы выражаются в ухудшении качества функционирования изделия (например, потеря точности станка). Надежность в отношении отсутствия параметрических отказов называют параметрической надежностью. Для оценки надежности и долговечности принимаются следующие основные показатели: безотказность, коэффициент технического использования, технический ресурс, срок службы и гарантийный срок службы.
Коэффициент технического использования — отношение времени работы к полному времени, включая ремонт, профилактику и др. Технический ресурс (ресурс) — сумма интервалов времени безотказной работы изделия за период эксплуатации до разрушения или другого предельного состояния. Срок службы — календарная продолжительность эксплуатации изделия до разрушения или другого предельного состояния, например до капитального ремонта. Гарантийный срок службы — календарная продолжительность эксплуатации изделия, в течение которой завод-изготовитель гарантирует исправность и несет материальную ответственность за возникшие неисправности при условии соблюдения правил эксплуатации изделия.
Эргономические показатели характеризуют машину в системе человек — машина и учитывают ее приспособленность к физиологическим, инженерно-психологическим и другим свойствам человека, проявляющимся в производственных процессах.
Художественно-конструкторский уровень (техническая эстетика) изделия определяется сопоставлением его с лучшими зарубежными образцами с учетом современных требований и тенденций эстетики при обязательном сравнении удобства обслуживания, управления, облегчения условий труда.
Патентно-правовые показатели характеризуют количество и весомость новых отечественных изобретений, реализованных в данной машине. Они определяют степень ее защиты принадлежащими отечественным предприятиям и организациям авторскими свидетельствами в СССР и патентами за рубежом.
Одновременно с показателем патентной защиты определяется показатель патентной чистоты. Этот показатель дает возможность беспрепятственной реализации машины как в СССР, так и за рубежом.
Производственно-технологические показатели характеризуют затраты общественного труда на производство машины. Конструкция машины должна быть технологичной.
Технологичность конструкции — совокупность свойств конструкции изделия, обеспечивающих оптимальность затрат труда, средств, материалов и времени при технической подготовке производства, изготовлении, эксплуатации и ремонте по сравнению с соответствующими показателями однотипных конструкций того же назначения при обеспечении установленных значений показателей качества и принятых условиях изготовления, эксплуатации и ремонта.
Различают производственную и эксплуатационную технологичность конструкции. Производственная технологичность конструкции проявляется в сокращении затрат средств и времени на конструкторскую подготовку производства (КПП) и технологическую подготовку производства (ТПП). Эксплуатационная технологичность конструкции изделия проявляется в сокращении затрат времени и средств на техническое обслуживание и ремонт изделия. К показателям технологичности конструкции относятся: трудоемкость, материалоемкость, энергоемкость, степень стандартизации и унификации, блочность.
Показатель трудоемкости служит для определения количества труда, затрачиваемого на изготовление машины. Показатель материалоемкости определяет количество конструктивных материалов, потребных на изготовление изделия. Энергоемкость характеризует затраты энергии на единицу продукции (например, в кВт • ч). П о-казатель стандартизации и унификации позволяет определить степень конструктивного единообразия проектируемой или изготовляемой машины, т. е. долю унифицированных и стандартных деталей и узлов, использованных в данном изделии. Б л о ч-ность (сборность) изделия характеризует простоту его монтажа.
Реклама:
Читать далее:
Оценка уровня качества и аттестация машин
Статьи по теме:
Пути сокращения общего времени при фрезеровании
Принципы построения технологического процесса
Понятие об организации труда в СССР
Организационно-техническое обслуживание рабочего места
Контроль заточки фрез
Главная → Справочник → Статьи → Блог → Форум
1.2 Определение показателей качества автомобиля
Системное представление об автомобиле, как об объекте, требующем проведения мероприятий по обеспечению работоспособности в течение длительного периода его эксплуатации, можно получить, комплексно оценив его качество, под которым понимается совокупность свойств, определяющих степень его пригодности к выполнению заданных функций при использовании по назначению. Сами свойства характеризуются одним или несколькими показателями. Перечень этих показателей с указанием их обозначений, наименованием характеризуемых свойств и их значений представлен в таблице 1.2.
Таблица 1.2 – Номенклатура показателей качества Land Rover Discovery Sport 2.0
Наименование показателя
качества
Обозначение
показателя
качества
Наименование
характеризуемого свойства
Значение
и единица
измерения
1
2
3
4
1 Показатели назначения
1.1 Тип автомобиля (по типу кузова, надстройки)
–
–
Внедорожник
1. 2 Колесная формула
–
Общее количество и число ведущих колес
4 х 4
1.3 Вместимость (число мест для сидения, включая место водителя)
Показатели качества машин — Немного о ремонте и строительстве
Показатель качества автомобили — это количественное выражение одного либо нескольких особенностей автомобили применительно к определенным условиям ее эксплуатации и создания (ГОСТ 15467—70).
Способы количественной оценки показателей качества составляют содержание новой науки — квалиметрии. Последняя занимается разработкой приёмов и правил для обработки и сбора данных при определении количественных показателей качества, устанавливает требования к точности их вычислений, к составу показателей качества при его планировании и т. д. Показатели качества делятся на единичные и комплексные.
Единичные показатели качества автомобилей подразделяются на эксплуатационные показатели технического уровня и производственно-технологические (показатели технологичности).
К эксплуатационным показателям технического уровня относятся показатели назначения, надежности, эргономики, эстетики и патентно-правовые.
Показатели назначения характеризуют степень соответствия автомобили ее целевому назначению, основные размеры и конструктивное исполнение, мощность, производительность, к. п. д. и др.
Надежность — наиболее значимый показатель качества изделия. Под надежностью знают свойство изделия делать заданные функции, сохраняя собственные эксплуатационные показатели в заданных пределах в течение требуемого промежутка времени либо требуемой наработки.
К показателям надежности относятся безотказность, долговечность, сохраняемость и ремонтопригодность. Безотказностью именуется свойство автомобили делать заданные функции, сохраняя собственные эксплуатационные показатели в заданных пределах в течение требуемого промежутка времени либо требуемой наработки в режимах эксплуатации и конкретных условиях данной автомобили.
Показатели безотказности: возможность безотказной работы, средняя наработка до первого отказа, наработка на отказ, интенсивность отказов, гарантийная наработка.
Долговечность автомобили характеризует ее сроки работы с учетом физического и морального износа до первого капремонта, модернизации либо списания. Показателями долговечности являются ресурс, средний срок работы, срок работы до первого капремонта, межремонтный срок работы, срок работы до списания и др.
Ремонтопригодность — свойство автомобили, заключающееся в ее приспособленности к предупреждению, устранению и обнаружению неисправностей и отказов методом проведеимя ремонтов и технического обслуживания. К показателям ремонтопригодности относятся среднее время восстановления, средняя трудоемкость ремонтов и др.
Сохраняемость — свойство автомобилей сохранять обусловленные эксплуатационные показатели в течение и по окончании транспортирования и срока хранения, установленного в техдокументации.
Отказом именуют неисправность, без устранения которой нереально предстоящее исполнение машиной (либо аппаратурой) всех либо хотя бы одной из главных ее функций. По последовательности показателей отказы делятся на полный, неполный (частичный), катастрофический, параметрический, неожиданный, постепенный и др.
Полный отказ — отказ, при происхождении которого нереально применять машину до устранения обстоятельства отказа. Ч а-стичный отказ — отказ, который связан с ухудшением работы одного либо нескольких узлов автомобили.
Катастрофический отказ — отказ автомобили, приводящий к полному нарушению работоспособности (к примеру, отказы при маленьком замыкании, деформации и поломке деталей либо узлов автомобили и т. п.). Параметрические отказы выражаются в ухудшении качества функционирования изделия (к примеру, утрата точности станка).
Надежность в отношении отсутствия параметрических отказов именуют параметрической надежностью. Для оценки надежности и долговечности принимаются следующие главные показатели: безотказность, коэффициент технического применения, технический ресурс, гарантийный срок и срок службы работы.
Коэффициент технического применения — отношение времени работы к полному времени, включая ремонт, профилактику и др. Технический ресурс (ресурс) — сумма промежутков времени безотказной работы изделия за период эксплуатации до разрушения либо другого предельного состояния.
Срок работы — календарная длительность эксплуатации изделия до разрушения либо другого предельного состояния, к примеру до капремонта. Гарантийный срок работы — календарная длительность эксплуатации изделия, в течение которой завод-изготовитель гарантирует исправность и несет материальную ответственность за появившиеся неисправности при условии соблюдения правил эксплуатации изделия.
Эргономические показатели характеризуют машину в совокупности человек — машина и учитывают ее приспособленность к физиологическим, инженерно-психотерапевтическим и вторым особенностям человека, проявляющимся в производственных процессах.
Художественно-конструкторский уровень (техническая эстетика) изделия определяется сопоставлением его с лучшими зарубежными примерами с учетом современных тенденций и требований эстетики при необходимом сравнении удобства обслуживания, управления, облегчения условий труда.
Патентно-правовые показатели характеризуют весомость и количество новых отечественных изобретений, реализованных в данной машине. Они определяют степень ее защиты принадлежащими организациям и отечественным предприятиям авторскими свидетельствами в СССР и патентами за границей.
В один момент с показателем патентной защиты определяется показатель патентной чистоты. Данный показатель позволяет свободной реализации автомобили как в СССР, так и за границей.
Производственно-технологические показатели характеризуют затраты публичного труда на производство автомобили. Конструкция автомобили должна быть технологичной.
Технологичность конструкции — совокупность особенностей конструкции изделия, снабжающих оптимальность затрат труда, средств, материалов и времени при технической подготовке производства, изготовлении, эксплуатации и ремонте если сравнивать с соответствующими показателями однотипных конструкций того же назначения при обеспечении установленных значений показателей качества и принятых условиях изготовления, ремонта и эксплуатации.
Различают производственную и эксплуатационную технологичность конструкции. Производственная технологичность конструкции проявляется в сокращении затрат средств и времени на конструкторскую подготовку производства (КПП) и технологическую подготовку производства (ТПП).
Эксплуатационная технологичность конструкции изделия проявляется в сокращении затрат времени и средств на ремонт изделия и техническое обслуживание. К показателям технологичности конструкции относятся: трудоемкость, материалоемкость, энергоемкость, унификации и степень стандартизации, блочность.
Показатель трудоемкости помогает для определения количества труда, затрачиваемого на изготовление автомобили. Показатель материалоемкости определяет количество конструктивных материалов, потребных на изготовление изделия.
Энергоемкость характеризует затраты энергии на единицу продукции (к примеру, в кВт • ч). П о-казатель унификации и стандартизации разрешает выяснить степень конструктивного единообразия проектируемой либо изготовляемой автомобили, т. е. долю унифицированных и стандартных узлов и деталей, использованных в данном изделии.
Б л о ч-ность (сборность) изделия характеризует простоту его монтажа.
КАКУЮ ТАЧКУ ПРИОБРЕСТИ В 18 ЛЕТ?
Вы прочитали статью, но не прочитали журнал…
Контроль качества в цехах металлопокрытий
Качество продукции в машиностроении
Машины для точечной контактной сварки
Контроль качества сборки и испытание изделия
Оценка — качество — машина
Cтраница 1
Оценка качества машин в эксплуатации позволяет Еыявить пути возможно более полного использования всех заложенных в машину и предусмотренных нормативно-технической документацией полезных свойств, а также организовать сбор эксплуатационной информации, необходимой для разработчиков машин, технологов и производственников. [1]
Для оценки качества машин показательным является расход запасных частей, к-рый характеризует долговечность деталей и узлов машины в эксплуатации. Ремонт машин ( в частности, автомобилей) обходится очень дорого. Долговечность автомобилей после капитального ремонта резко снижается. Изготовление новых автомобилей обходится значительно дешевле, чем произ-во их капитального ремонта, поэтому целесообразно сократить количество планируемых капитальных ремонтов и обязательно обновлять автомобильный парк новыми автомобилями после осуществления всего лишь одного капитального ремонта.
[2]
Для оценки качества машин, оборудования используются те же показатели, что и для оценки качества товаров длительного пользования: надежность, долговечность, экономичность. По точным измерительным приборам помимо названных характеристик применяется также такой показатель, как степень точности.
[3]
В практике оценки качества машины не часто встречаются случаи, когда все ее показатели выше верхней или ниже нижней границы первой категории. [4]
Важным критерием оценки качества машин при эксплуатации является надежность оборудования, которая обусловлена его способностью выполнять заданные функции, сохраняя свои эксплуатационные показатели в заданных пределах в течение требуемого времени или требуемой наработки. От надежности машины, ее способности работать длительное время без поломок, частых остановок на профилактические осмотры и на ремонт, трудоемкости ремонта, а также от повседневной готовности машины к работе зависят затраты времени и средств на обслуживание и ремонт при ее эксплуатации.
[5]
Существенной особенностью оценки качества машин является необходимость учета факторов морального старения. Для этой цели следует сравнить реальные ( достигнутые) показатели находящегося в эксплуатации оборудования с аналогичными показателями, отвечающими современному мировому уровню в данной области. Подобное сравнение часто служит доказательством необходимости обновления парка машин, его модернизации, а иногда также реконструкции цехов и предприятий. [6]
На заводах проводится оценка качества машин в соответствии с ведомственным стандартом.
[7]
При измерениях, связанных с оценкой качества машин в эксплуатации, необходимо иметь в виду, что процесс эксплуатации сопровождается постепенным ухудшением показателей качества, полученных при ее разработке и изготовлении. Так, снижается мощность и увеличивается расход топлива двигателями внутреннего сгорания, снижается точность обработки на металлорежущих стенках, уменьшается коэффициент бегущей волны антенно-фидерных устройств, ухудшается яркость свечения кинескопов, истирается протектор шин.
[8]
Опытная характеристика является необходимым материалом для оценки качества машины, выбора режима ее работы и правильной эксплуатации.
[9]
Показатели надежности и долговечности — главные при оценке качества машин, механизмов, приборов, оборудования. Надежность — свойство изделия выполнять заданные функции, сохраняя свои эксплуатационные показатели в заданных пределах в течение требуемого промежутка времени или требуемой наработки. Показателями надежности являются безотказность, ремонтопригодность, сохраняемость, а также долговечность его частей.
[10]
Часть показателей выше нижней границы первой категории, Е этих случаях дифференциальный метод оценки качества машин оказывается неприемлемым и следует пользоваться комплексным, как изложено выше. При этом для установленного комплексного показателя качества должны быть точно так же, как и для единичных, указаны верхняя и нижняя границы первой категории.
[11]
Интенсивная эксплуатация современных машин, их автоматизация и насыщенность разнообразными механизмами и управляющими устройствами, высокая точность работы которых должна быть обеспечена на протяжении всего периода эксплуатации, предъявляют большие требования к показателям надежности и долговечности как к одним из главных при оценке качества машины.
[12]
В первом томе приведены материалы, необходимые для изучения методологии конструирования и использования ее при разработке конструкций машин. Изложены принципы автоматизации проектирования, критерии оценки качества машин, возможности человека, эргономические и экологические требования к машинам, основы художественного конструирования, зашита интеллектуальной собственности и основы экономического расчета. Представлены современные достижения в проектировании схем приводов, систем управления и диагностирования.
[13]
Качество и экономичность современных машин и аппаратов должны оцениваться технологическими и конструктивными характеристиками этих машин в зависимости от сроков их изготовления. Критерий времени в создании новых конструкций объективно необходим при оценке качества машин и должен уменьшаться в связи с резким сокращением сроков морального износа оборудования, высокими темпами технического вооружения промышленности и необходимостью снижения себестоимости машин.
[14]
Под качеством машин понимают совокупность свойств и показателей, определяющих их пригодность для удовлетворения определенных потребностей в соответствии с назначением. Оно зависит от технического уровня машиностроения и его отдельных отраслей, определяемого большим числом факторов: совершенством конструкций машин, качеством применяемых материалов, уровнем технологии и средств производства, уровнем стандартизации и др. Для оценки качества машин разработаны показатели качества. Наиболее эффективными показателями качества машин и механизмов являются их эксплуатационные показатели. Эксплуатационные показатели — это характеристики, определяющие качество выполнения изделием заданных функций.
[15]
Страницы:
1
2
Понятия, характеристики, оценка качества и конкурентоспособности
ГОУВПО «Санкт-Петербургский государственный экономический университет»
Факультет менеджмента
Кафедра экономики и управления качеством
КОНТРОЛЬНАЯ РАБОТА
по курсу «Управление качеством»
Раздел 1. Понятия, характеристики, оценка качества и конкурентоспособности
2013/2014 уч. год
Вариант № 4
студента М-306 группы
Мыцу Ольги Геннадьевна
Преподаватель: доцент кафедры экономики и
управления качеством, к.э.н.
Розанова Стелла Константиновна
Срок сдачи
Фактическая дата сдачи
Оценка
Подпись
Задача 1.
Оценить уровень качества автомобиля особо малого класса.
Исходные данные представлены в таблице 1.
Таблица 1.
Показатели качества автомобилей
Изделия
Исходные
Позитивные
Негативные
Время разгона до достижения скорости 100 км/ч, t
Максимальный пробег на 1 литр топлива, S
Ускорение при наборе скорости от 0 до 100 км/ч, а
Максимальный пробег на 1 литр топлива, S
Время разгона до достижения скорости 100 км/ч, t
Расход топлива на 1 км пробега л/км, v
Оцениваемая продукция
25
13,8
1,111
13,8
25
0,072
Аналог № 1
13
14,2
2,137
14,2
13
0,070
Аналог № 2
29
13,2
0,958
13,2
29
0,076
Аналог № 3
17
12,6
1,634
12,6
17
0,079
Ускорение при наборе скорости от 0 до 100 км/ч рассчитывается как а м/с2 = 100000м : 3600с : tс. Для примера представлен расчет а для оцениваемой продукции:
а = 100000м : 3600с : 25с = 1,111 м/с2. Так же считаются ускорения для аналогов.
Время разгона до достижения скорости 100 км/ч рассчитывается как v л/км = 1л : Sкм. Для примера представлен расчет v для оцениваемой продукции:
v = 1л : 13,8км = 0,072 л/км. Также считаются расходы для аналогов.
Вывод: q1 меньше 1, а q2 больше 1, следовательно в этом случае дифференциальный метод ответа не дает.
Задача 2.
Оценить уровень качества автомобиля особо малого класса комплексным методом.
Задание:
Оценить уровень качества автомобиля особо малого класса комплексным методом.
Рассчитать средневзвешенные показатели для двух вариантов величин коэффициентов весомости.
Рассчитать значения средневзвешенного показателя качества по первому и второму варианту: Q1, Q2.
Исходные данные представлены в таблице 2. Столбец «Ускорение при наборе скорости от 0 до 100 км/ч» взят из предыдущей задачи.
Чтобы найти нормированные значения показателя а, необходимо значение ускорения а одной продукции разделить на максимально значение столбца ускорения а (в данном случае – 2,137). Таким образом вычисляется: an (оцен. прод.) = 1,111 : 2,137 = 0,520. Аналогично считаются значения an для аналогов 1, 2 и 3.
Чтобы найти нормированные значения показателя S, нужно значение максимального пробега на 1 литр топлива продукта разделить на максимальное значение этого столбца (в данном случае – 14,2). Таким образом вычисляется: Sn = 13,8 : 14,2 = 0,972. Аналогично считаются значения Sn для аналогов 1, 2 и 3.
Ответы записаны в таблице 2.
Исходные данные представлены в таблице 2.
Таблица 2.
Показатели качества автомобилей
Ускорение при наборе скорости от 0 до 100 км/ч, а
Максимальный пробег на 1 литр топлива, S
Нормированные значения показателя а, аn
Нормированные значения показателя S, Sn
Оцениваемая продукция
1,111
13,8
0,520
0,972
Аналог № 1
2,137
14,2
1,000
1,000
Аналог № 2
0,958
13,2
0,448
0,930
Аналог № 3
1,634
12,6
0,765
0,887
Средневзвешенные показатели для двух вариантов величин коэффициентов весомости рассчитываются следующим образом:
an1 = an * K; Sn1 = Sn * K
Первый вариант: аn — коэффициент весомости 0,4; Sn – коэффициент весомости 0,6.
Второй вариант: аn – коэффициент весомости 0,2; Sn – коэффициент весомости 0,8.
Аналогично были произведены расчеты других показателей, результаты которых представлены в таблице 2.1.
Первый вариант
Q1
Второй вариант
Q2
аn
Sn
аn
Sn
Оцениваемая продукция
0,208
0,583
0,791
0,104
0,777
0,881
Аналог № 1
0,400
0,600
1,000
0,200
0,800
1,000
Аналог № 2
0,179
0,558
0,737
0,090
0,744
0,833
Аналог № 3
0,306
0,532
0,838
0,153
0,710
0,863
Средневзвешенные показатели качества по первому и второму вариантам рассчитывались как сумма an и Sn по каждой продукции, результаты представлены в таблице.
Задача 3.
Исходные данные
В таблице 4 приведены данные для оценки согласованности мнений экспертов. Таблица 4.
Номер объекта экспертизы
Оценки экспертизы
1
2
3
4
1
1
5
1
6
2
2
3
2
9
3
5
1
8
8
4
7
2
4
3
5
4
6
5
4
6
8
9
3
1
7
9
8
9
7
8
6
7
7
5
9
3
4
6
2
Задание
Определите степень согласованности мнения экспертов.
Решение:
Номер объекта экспертизы
Оценки экспертизы
Сумма рангов
Отклонение от среднего
Квадрат отклонения
1
2
3
4
1
1
5
1
6
13
-7
49
2
2
3
2
9
16
-4
16
3
5
1
8
8
22
2
4
4
7
2
4
3
16
-4
16
5
4
6
5
4
19
-1
1
6
8
9
3
1
21
1
1
7
9
8
9
7
33
13
169
8
6
7
7
5
25
5
25
9
3
4
6
2
15
-5
25
Среднее значение
20
Сумма квадратов отклонения
306
Возрастная структура и реализуемые показатели качества системы и её элементов
Рассмотрим эти понятия на характерном для больших систем примере автомобилей и парков.
ВОЗРАСТНАЯ СТРУКТУРА ПАРКА
В любом парке эксплуатируются элементы (автомобили), имеющие различную наработку с начала эксплуатации от новых до изделий, подлежащих списанию. Наработка может исчисляться временем t (часы, месяцы, годы), циклами, объёмами выполненной работы, километрами пробега (L) и т.д.
Обычно при анализе весь парк разбивается по наработке с начала эксплуатации до списания (ten > i-cn) на «возрастные группы» (табл. 38) и определяется количество элементов например; автомобилей (А,), принадлежащих к конкретной возрастной группе] (от j=1, до jcn) в календарный момент времени i (например, на 1.01. 2001 г.). Привязка к календарному времени необходима, т.к. состав возрастных групп может меняться по времени от соотношения постановки (Aflj) списания (Асп,), впияя, таким образом, на размеры групп (Ау).
Таблица 38
Возрастная структура крупного московского автобусного парка (i=2000 г.)
Возрас
тная
группа,
i
Наработка с начала эксплуатации, годы
Количество автобусов
Интервалы, t
Середина
интервала
В интервале ал, %
Накопленное, Ха«
1
ДО 2
1
6,3
6,3
2
2-4
3
23,8
30,1
3
4-6
5
11,9
42,0
4
6-8
7
32,3
74,3
5
8-10
9
10,3
84,6
6
10-12
11
7,5
92,1
7
12-14
13
6,9
99,1
8
Более 14
15
0,9
100,0
Таким образом, под возрастной структурой автомобильного парка понимается количественное или процентное распределение его автомобилей по имеющимся возрастным группам (табл. 38)
Удельный вес автомобилей данной возрастной группы в парке в момент времени I обозначается
при X аи — 1,0 (или 100% )
1=1
где А( размер парка в момент времени I, являющийся календарным временем существования данного парка;
Д) количество автомобилей возрастной группы в парке в момент времени I Необходимо иметь ввиду, что возрастная группировка парка по пробегу лучше отражает надежностные свойства автомобилей, но более сложна в расчетах из-за падения годовой наработки в км при старении автомобилей (рис. 42).
Среднегодовой пробег, тыс, км
Наработка с начала эксплуатации, годы
Рис. 42. Изменение среднего годового пробега (1_г) легкового автомобиля в Швеции в зависимости от наработки с начала эксплуатации
1-г = Цт):
Гг среднегодовой пробег за Т = 16 лет(реализуемый
показатель).
Специалисту необходимо знать и следить за возрастной структурой парка по следующим причинам:
она не постоянна и изменяется во времени в зависимости от соотношений поставок и списания автомобилей;
при увеличении наработки автомобиля с начала эксплуатации большинство его технико-эксплуатационных свойств ухудшается:
надежность;
производительность;
экологическая и дорожная безопасность;
топливная экономичность и т. (1,1_) это средний показатель конкретного его свойства, определённый за заданную наработку
Znkj
nkj(t, L) =
где П|<] — показатель качества элемента і-той возрастной группы;
П| число возрастных групп, для которых определяется Пк1. Если доходы автобуса за 100 тыс. км принять за 100%, то за весь срок службы средние доходы составят (табл. 37):
100 + 99 + 82 + 64 + 41 „0/
: — == / / 70
Для первых трёх возрастных групп этот показатель равен 94%.
РЕАЛИЗУЕМЫЙ ПОКАЗАТЕЛЬ КАЧЕСТВА ПАРКА КАК СИСТЕМЫ
Реализуемый показатель качества парка определяется реализуемыми показателями качества элементов различных возрас, тных групп ( Пки), формирующих парк, и возрастной структурой парка в момент I:
Рассмотрим, используя данные табл. 37, пример, иллюстрирующий влияние возрастной структуры парка (табл. 39) на показатели эффективности.
Реализуемый показатель средний простой автобуса за весь срок его службы равен (табл. 39):
_ 5) _ 100+122+176 + 250+297 _ ^ дд0^ по отношению 5
к простою автобусов первой возрастной группы (100%).
При равномерном распределении парка по возрастным группам (I вариант, табл. 39) реализуемый показатель качества парка в момент ] равен:
Т. е. реализуемые показатели качества парка и автобуса равны.
Это идеальный вариант, который практически не реализуется, так как среднегодовой пробег автомобилей при старении, как отмечалось выше, не остается постоянным, а сокращается (рис. 42).
Равномерное распределение возрастного состава парка по срокам службы возможно при условии, что:
а) поставки новых автомобилей соответствуют списанию старых;
б) списание осуществляется при одинаковом возрасте автомобилей;
в) нет аварийных списаний и передач автомобилей при Мст
г) нет поступления подержанных автомобилей.
Таблица 39
Влияние возрастной структуры на реализуемые
показатели качества автомобиля и парка
Возраст
автомобиля
Удельный
Удельный вес автомобилей воз
Г руппа
Интервал
простой в
раста ] в парке в момент I,
наработки,
ремонте,
1, 1=1
II, =2
III, !=3
тыс. км.
% . П]
а2|
Э3|
1
0-100
100
0,2 (20%)
0,1
0,2
2
101-200
122
0,2 (20%)
0,1
0,4
3
201-300
176
0,2 (20%)
0,3
0,2
4
301-400
250
0,2 (20%)
0,3
0,2
5
свыше 400
297
0,2 (20%)
0,2
—
Реализуемый пока
затель качества
—-
189
189
189
162
автомобиля, 11|^
То же, парка,
—
189
209
154
Для второго варианта при 1=2 (табл. 39) реализуемый показатель качества парка:
т.е. простой в ремонте увеличивается, а показатель качества парка хуже показателя качества автобуса при установленном сроке службы.
Третий вариант (І=3, табл. 39) иллюстрирует тенденцию омоложения парка. Для него реализуемый показатель качества автомобиля улучшается
Г
** Индекс долгосрочного качества — три миллиона подержанных автомобилей, проверенных с 1993 г. по сегодняшний день **
Освещение приборной панели — это наша попытка предоставить бесплатную информацию о долгосрочной надежности автомобилей, навсегда.
Когда вы ищете в Dashboard Light надежность любого подержанного автомобиля в долгосрочной перспективе, вы смотрите на совокупные результаты более миллиона автомобилей, которые были независимо осмотрены сертифицированными ASE механиками и профессиональными покупателями автомобилей.
Нашему исследованию, которое теперь называется Индексом долгосрочного качества, уже более четырех лет, оно было разработано специально для тех старых автомобилей, которые выпадают из поля зрения по мере старения автомобилей.
В отличие от J.D. Power, которая сосредотачивает свои исследования на самых ранних этапах жизни автомобилей, и Consumer Reports, который регулирует свои исследования для опросов, заполняемых владельцами автомобилей последних моделей, LTQI был разработан для оценки долгосрочной надежности автомобилей. подержанные автомобили с момента, когда им исполнилось три года, и до конца их жизненного цикла.
Каждый автомобиль получает рейтинг индекса качества (QIR), который выглядит следующим образом:
Количество автомобилей: 879
ЧТО ТАКОЕ QIR?
Рейтинг индекса качества (QIR) предлагает общий балл, основанный на частоте проблем с трансмиссией, распределении пробега, когда эти проблемы возникают, и возрасте автомобиля на момент продажи. Вы можете думать об этом как о средневзвешенном значении, когда мы смотрим на ряд факторов для данной модели автомобиля, а затем получаем одно значение, указывающее на общую долгосрочную надежность.
ЧТО ТАКОЕ ХОРОШИЙ ОЦЕНКА QIR?
Средний балл QIR для модели транспортного средства чуть меньше 50 из-за того, что 0 представляет нижнюю часть, с диапазоном возможных баллов от 0 до 100. Большинство моделей автомобилей попадают в диапазон от 30 до 70 баллов, при этом те, у которых выше 70, в целом достаточно надежны, а модели ниже 30, как правило, довольно плохи с точки зрения надежности.
ЧТО ТАКОЕ «ПРОБЛЕМА С ПРИВОДОМ»?
Проблемы с силовым агрегатом — это дефекты двигателя или трансмиссии. Эти дефекты достаточно серьезны, чтобы повлиять на работу автомобиля. В этом примере из 879У Grand Vitara, которые были проданы в обмен, у 4,3% были проблемы с трансмиссией, а у 9,56% — проблемы с двигателем. У нескольких автомобилей были обе проблемы, однако мы не учитываем дефекты дважды, если они случаются с одним и тем же автомобилем. Вот как «Проблемы с трансмиссией» точно представляет процент автомобилей, у которых была одна или обе эти проблемы.
РЕШАЕТЕ ЛИ ВЫ ДРУГИЕ ПРОБЛЕМЫ, НАПРИМЕР С ЭЛЕКТРИЧЕСКОЙ СИСТЕМОЙ ИЛИ СИСТЕМОЙ КОНДИЦИОНИРОВАНИЯ?
Нет. В настоящее время наше основное внимание сосредоточено на основных механических компонентах трансмиссии, поскольку вопросы качества и надежности этих компонентов оказывают наибольшее влияние на способность владельцев транспортных средств сохранить свой автомобиль. С точки зрения качества, мы рассматриваем именно тот момент, когда владелец решил, что автомобиль, который он купил по розничной цене, теперь стоит только по оптовой цене, и почему он принял решение обменять автомобиль.
ОТКУДА ПОЛУЧАЮТСЯ ВАШИ ДАННЫЕ?
Наши данные предоставляются в рамках партнерства с национальной сетью аукционов подержанных автомобилей, что позволяет нам получать информацию о транспортных средствах со всей страны по единым стандартам отчетности.
ТАК ДАННЫЕ С АУКЦИОНОВ ПОдержанных автомобилей? ЧТО, ЕСЛИ ВЫ ПРОСТО ПОЛУЧАЕТЕ ГРЯЗНЫЕ АВТОМОБИЛИ, КОТОРЫЕ ЛЮДИ ВЫБРАСЫВАЮТ, НЕ ИСКАЖЕТ ЛИ ЭТО ДАННЫЕ?
Каждую неделю мы добавляем в нашу базу данных тысячи новых транспортных средств, и хотя вполне возможно, что кто-то может отправить «лимон» на аукцион, объем обрабатываемых транспортных средств и стандартизированные методы, используемые для оценки транспортных средств, помогают нам защитить против одного-двух плохих владельцев, скидывающих наши номера.
И ЧТО! КАЧЕСТВО — ЭТО НЕ ВСЁ!
Вы правы. Качество — это лишь один из многих компонентов, и иногда владелец устает от автомобиля задолго до того, как он изнашивается. Вот почему это исследование также было разработано, чтобы сосредоточить внимание непосредственно на возрасте и пробеге, когда владелец решает приобрести другой автомобиль. Мы хотим предложить вам долгосрочное понимание того, каким будет опыт владения этой моделью по мере ее старения с течением времени.
В этом примере хорошо видно, что Suzuki Grand Vitara сдается с меньшим пробегом. На пробеге от 80 000 до 110 000 миль виден большой розовый горб, который показывает, что наибольшая концентрация владельцев продает этот автомобиль до того, как он достигнет среднего показателя по отрасли. Когда вы посмотрите на высокий уровень дефектов двигателя, вы можете сделать вывод, что проблемы с двигателем играют роль в этом решении.
НО ЧТО НАсчет ХОРОШИХ И ПЛОХИХ ГОДОВ ДЛЯ ДАННОЙ МОДЕЛИ?
Мы также разделяем эту информацию, чтобы вы знали, каких лет выпуска следует избегать.
В этом примере, который состоит из почти 37 000 автомобилей Honda Accord, вы можете ясно видеть, что Хонды долгое время демонстрировали худшую надежность в среднем, несмотря на их звездную репутацию.
Почему это произошло? Оказывается, старые Хонды страдают от проблем с трансмиссией. К 2003 году, когда Honda выпустила новый Accord, эта ситуация превратилась из чрезвычайно распространенной в просто среднюю по сравнению с ее аналогами. С этого момента Accord остается на уровне или выше среднего показателя по отрасли, когда речь идет о надежности. Здесь вы можете найти долгосрочную надежность Accord, а также Camry, Altima и все автомобили среднего размера. Последний — удивительно длинный список!
ПРИЯТНО ЗНАТЬ, НО МНЕ НУЖНО БОЛЬШЕ, ЧЕМ ПРОСТО НАДЕЖНОСТЬ
Отлично. Мы сотрудничаем с несколькими объективными сторонними источниками, которые предоставляют услуги, аналогичные нашим, когда речь идет об оценке экономии топлива, безопасности и отзывах.
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ:
Мы также выделяем форумы для энтузиастов, поскольку считаем, что эти сайты предоставляют чрезвычайно ценную услугу для людей, которые хотят быть хранителями информации в долгосрочной перспективе. Благодаря отзывам реальных владельцев на форумах энтузиастов выделяются конкретные недостатки модели, которые больше нигде не упоминаются. Вся эта информация должна помочь вам лучше понять, что на самом деле значит владеть этой моделью, и поможет вам подготовиться и преодолеть любые трудности, которые встретятся на вашем пути.
КРУТО! ТАК НА ЧЕМ ТЫ ВОДИШЬ?
Ну, у Ника есть Volvo XC70. Стив был автоаукционистом, автодилером и совладельцем автоаукциона в течение последних 17 лет. Так что он буквально купил, починил, продал и пробормотал тарабарщину тысячам автомобилей. Единственной маркой автомобилей, которая доставила ему больше радости, чем большинство других, были Volvo 1980-х и 1990-х годов. К сожалению, он может часами рассказывать о старых автомобилях Volvo. Однако прямо сейчас его ежедневным водителем является Pontiac G8 GT 2009 года выпуска, который он купил чуть менее чем за 6000 долларов. Нет, точно не удержит.
КРУТО! ТАК ВЫ ПРОСТО СОБИРАЕТЕ ВСЕ ЭТИ ДАННЫЕ?
Для наших партнеров эти долгосрочные данные о надежности помогают дилерским центрам выяснить, какие бренды и модели следует покупать, а каких следует избегать. Поскольку последнее, что клиент хочет видеть, когда продает автомобиль, который он или она ненавидит, — это его новую версию в выставочном зале. Как и все розничные торговцы, дилеры также не хотят покупать автомобиль, который может стать лимоном для владельца в долгосрочной перспективе. Это исследование помогает выявить эти скользящие денежные ловушки как для дилеров, так и для покупателей подержанных автомобилей.
Хотите узнать больше о том, что мы делаем? Нажмите здесь, здесь и здесь. Наша цель — сделать Dashboard Light единственным местом, где вы сможете научиться тому, как стать владельцем отличного подержанного автомобиля, а не серийной жертвой автомобильной посредственности.
Всего наилучшего!
Стивен Лэнг и Ник Ларивьер.
11 наиболее важных показателей автомобильной промышленности
Навигация
Автомобильная промышленность
11 наиболее важных показателей
Поделиться этой публикацией
В этой статье вы узнаете о наиболее важных показателях, которые должны отслеживать компании автомобильной отрасли.
Статья не включает такие показатели, как прибыль и продажи, которые имеют решающее значение для компаний во всех отраслях; скорее основное внимание уделяется показателям, более характерным для автомобильной промышленности.
Отслеживая свои показатели, вы значительно улучшите результаты своего бизнеса.
Почему? Потому что старая поговорка «Если вы не можете это измерить, вы не можете это улучшить» верна не только потому, что видимость ваших показателей позволяет вам определить, ГДЕ вы можете сделать самые простые и эффективные улучшения.
Для каждой метрики мы ответим на следующие вопросы:
– Что такое метрика?
– Как вы рассчитываете этот показатель?
— Почему этот показатель важен?
Приступим…
1. Количество произведенных единиц
Что это за показатель? Этот показатель измеряет, сколько автомобилей было произведено автопроизводителем за определенный период времени.
Расчет Этот показатель рассчитывается путем сложения общего количества автомобилей, произведенных за месяц, год и т. д.
Почему этот показатель важен? Этот показатель важен, потому что он может помочь производителю автомобилей определить, удовлетворяет ли он потребительский спрос и, возможно, есть ли избыток конкретных моделей в его запасах.
Знаете ли вы и отслеживаете правильные показатели? Растут ли благодаря этому ваши продажи и прибыль?
Если нет, читайте специальное предложение ниже:
Growthink, материнская компания Guiding Metrics, помогает компаниям увеличивать продажи и прибыль , определяя и быстро улучшая ключевые процессы и показатели, которые определяют результаты бизнеса.
Нажмите здесь, чтобы получить бесплатную консультацию с одним из наших экспертов
2. Общая стоимость производства
Что это за показатель? Этот показатель измеряет количество денег, потраченных автомобильной компанией на производство автомобилей.
Расчет Этот показатель рассчитывается путем суммирования общей стоимости ресурсов, задействованных в производстве транспортных средств, включая материалы, рабочую силу и накладные расходы.
Почему этот показатель важен? Этот показатель важен, поскольку он может указывать на способность автомобильной компании эффективно производить автомобили.
3. Коэффициент использования
Что это за показатель? Этот показатель выражает мощность, которую производитель транспортных средств использует в течение доступного производственного времени.
Расчет Этот показатель рассчитывается путем деления фактической производительности транспортного средства на потенциальную производительность транспортного средства за определенный период времени.
Почему этот показатель важен? Этот показатель важен, потому что он показывает, насколько эффективно производитель автомобилей использует свое время и труд. Более низкий коэффициент использования может быть дорогостоящим для производителя автомобилей.
Знаете ли вы и отслеживаете правильные показатели? Растут ли благодаря этому ваши продажи и прибыль?
Если нет, читайте специальное предложение ниже:
Growthink, материнская компания Guiding Metrics, помогает компаниям увеличивать продажи и прибыль , определяя и быстро улучшая ключевые процессы и показатели, которые определяют результаты бизнеса.
Нажмите здесь, чтобы получить бесплатную консультацию с одним из наших экспертов
4. Время производственного цикла
Что это за показатель? Этот показатель измеряет время, затрачиваемое производителем автомобилей на изготовление одного автомобиля.
Расчет Этот показатель рассчитывается путем сложения общего времени, необходимого транспортному средству для прохождения производственной линии от начала до конца.
Почему этот показатель важен? Этот показатель важен, потому что он помогает определить, сколько единиц может быть выполнено за определенный период времени, и определяет общее количество единиц, которые будут доступны для покупки клиентом. Время производственного цикла важно для компаний, чтобы они могли производить достаточно автомобилей для удовлетворения потребительского спроса.
5. Выход
Что это за показатель? Этот показатель измеряет процент автомобилей, которые производятся правильно и в соответствии со спецификациями автомобиля с первого раза на производственной линии без переделок.
Расчет Этот показатель можно рассчитать путем деления количества правильно изготовленных автомобилей на общее количество автомобилей, прошедших через производственную линию автомобильной компании.
Почему этот показатель важен? Этот показатель важен, потому что он отслеживает способность автомобильной компании работать эффективно на производственной линии, сокращать брак и повышать производительность.
6. Количество бракованных изделий/отзывов
Что это за показатель? Этот показатель измеряет процент дефектных автомобилей среди общего числа автомобилей, произведенных за указанный период времени.
Расчет Этот показатель рассчитывается путем деления общего количества автомобилей, отозванных из-за дефекта в автомобиле, произведенном в течение определенного периода времени, на общее количество автомобилей, произведенных за тот же период времени.
Почему этот показатель важен? Этот показатель является важным показателем качества для автомобильных компаний. Производители автомобилей должны стремиться к тому, чтобы показатели отзыва были низкими, чтобы обеспечить безопасность потребителей, а также снизить затраты, связанные с отзывом продукции, а также потенциальные негативные отзывы в прессе, связанные с отзывом, которые могут отпугнуть потребителей от покупки продукции у компаний с высокими ценами. показатели отзыва.
7. Коэффициент оборачиваемости запасов
Что это за показатель? Этот показатель измеряет количество автомобилей, которые автомобильная компания продает и заменяет за определенный период времени.
Расчет Этот показатель можно рассчитать путем деления общего объема продаж автомобильной компании на количество автомобилей в запасах компании.
Почему этот показатель важен? Оборачиваемость запасов важна, поскольку она показывает, насколько быстро или медленно автомобильная компания продает свою продукцию. Этот показатель можно использовать для сравнения оборачиваемости запасов автомобильной компании с оборачиваемостью запасов конкурента, а также со средним показателем по отрасли.
Знаете ли вы и отслеживаете правильные показатели? Растут ли благодаря этому ваши продажи и прибыль?
Если нет, читайте специальное предложение ниже:
Growthink, материнская компания Guiding Metrics, помогает компаниям увеличивать продажи и прибыль , определяя и быстро улучшая ключевые процессы и показатели, которые определяют результаты бизнеса.
Нажмите здесь, чтобы получить бесплатную консультацию с одним из наших экспертов
8. Инциденты в области безопасности на одного сотрудника
Что это за показатель? Этот показатель измеряет количество производственных травм за определенный период времени.
Расчет Этот показатель рассчитывается путем деления количества инцидентов, связанных с безопасностью, за определенный период времени на общее количество сотрудников, работающих за тот же период времени.
Почему этот показатель важен? Для автомобильных компаний важно заботиться о безопасности своих сотрудников и следить за тем, чтобы все оборудование работало должным образом, а сотрудники прошли надлежащее обучение. Инциденты, связанные с безопасностью, могут дорого обойтись автомобильным компаниям.
9. Скорость брака
Что это за показатель? Этот показатель измеряет процент используемого материала, который невозможно использовать из-за дефекта или ошибок в производственном процессе.
Расчет Метрика рассчитывается путем деления количества материала, который был утилизирован автомобильной компанией, на общее количество использованного материала.
Почему этот показатель важен? Этот показатель важен, потому что он измеряет способность автомобильной компании работать максимально эффективно, не выбрасывая автомобили или материалы из-за ошибок, и показывает, насколько хорошо компания управляет своим контролем качества. Высокий уровень брака может быть дорогостоящим для производителя.
10. Среднее время простоя производства
Что это за показатель? Этот показатель измеряет количество времени, которое не используется на производственном предприятии.
Расчет Этот показатель рассчитывается путем деления количества часов простоя на производственном объекте в течение определенного периода времени на общее время, доступное для производства автомобилей в течение того же периода времени.
Почему этот показатель важен? Этот показатель важен, поскольку он измеряет способность компании свести к минимуму простои производства на своих производственных объектах. Простой производства дорого обходится автопроизводителям.
11. Удовлетворенность клиентов
Что это за показатель? Этот показатель измеряет уровень удовлетворенности потребителей автомобилей. Опросы удовлетворенности клиентов включают вопросы о качестве, безопасности, производительности и характеристиках автомобилей.
Расчет Этот показатель может быть измерен путем проведения официального опроса удовлетворенности, чтобы понять уровень удовлетворенности потребителей транспортных средств.
Почему этот показатель важен? Удовлетворенность клиентов важна, потому что она предоставляет действенные данные о том, как производители автомобилей могут улучшить свои автомобили. Если удовлетворенность клиентов высока, клиенты могут порекомендовать компанию/автомобиль друзьям и родственникам, а также могут стать постоянными клиентами.
После того, как вы определите показатели для отслеживания, вам понадобится бизнес-план для документирования и отслеживания успеха вашей бизнес-стратегии. Получите бесплатный шаблон бизнес-плана по ремонту автомобилей.
Знаете ли вы и отслеживаете правильные показатели? Увеличиваются ли благодаря этому ваши продажи и прибыль?
Если нет, читайте специальное предложение ниже:
Growthink, материнская компания Guiding Metrics, помогает компаниям увеличивать продажи и прибыль , определяя и быстро улучшая ключевые процессы и показатели, которые определяют результаты бизнеса.
Нажмите здесь, чтобы получить бесплатную консультацию с одним из наших экспертов
Поделиться этим постом
6 Ключевые ключевые показатели эффективности для руководителей производства в автомобильной промышленности
Опубликовано: 18 ноября 2020 г. | Автор: Эндрю Логан | Производство QAD, Бизнес-процесс QAD
Ни для кого не секрет, что автомобильная промышленность очень конкурентоспособна, и любой автомобильный бизнес требует внесения всех возможных улучшений, чтобы конкурировать. Например, по данным IHS, только около половины покупателей новых автомобилей остаются верными бренду, которым они уже владели, что свидетельствует о том, насколько конкурентоспособной может быть эта отрасль. При этом автомобильный бизнес не может совершенствоваться в тех областях, в которых он не может измерить успех. Здесь на помощь приходит концепция KPI.
Крайне важно убедиться, что бизнес точно знает, что измерять и как измерять. При таком большом количестве KPI выбор может показаться сложным. Но включение жизненно важных, но, возможно, упущенных из виду KPI гарантирует, что бизнес может определить области успеха и области, требующие улучшения, и до какой степени эти области должны быть улучшены. Вот шесть ключевых показателей эффективности, на которые, по мнению Logan Consulting, ориентируются его клиенты из автомобильной отрасли.
KPI 1: Среднее время простоя
Одним из наиболее важных показателей, о котором должны знать автомобильные предприятия, является время простоя. Вы можете рассчитать это значение как соотношение:
Среднее время простоя = (часы простоя за период времени) ÷ (общее время, доступное для производства автомобилей за тот же период времени) x 100.
Любой автомобильный бизнес должен, конечно , примите меры, чтобы свести это время к минимуму. Компании часто слышат, что время простоя обходится чрезвычайно дорого, и это особенно верно в отношении автомобильной промышленности, где оно, по оценкам, обходится гораздо дороже, чем в других отраслях обрабатывающей промышленности. Согласно опросу Advanced Technology Services, в автомобильной промышленности время простоя стоит до 50 000 долларов в минуту или около 3 000 000 долларов в час. Для всех предприятий средняя стоимость простоя составляет около 260 000 долларов в час, и часто утверждается, что производители испытывают около 800 часов простоя в год.
Таким образом, из-за того, что время простоя обходится производителям автомобилей особенно дорого, эти предприятия должны уделять особое внимание точному отслеживанию времени простоя.
KPI 2: Коэффициент использования
Коэффициент использования, также известный как коэффициент использования мощностей, определяется следующим расчетом:
Коэффициент использования = (фактический уровень выпуска) ÷ (максимальный уровень выпуска) x 100.
Другими словами, это соотношение между тем, сколько автомобилей автомобильная компания может произвести за определенный период времени, и тем, сколько автомобилей компания потенциально может произвести за тот же период времени при оптимальном использовании времени и труда.
Чтобы измерить коэффициент использования, вам необходимо получить данные о емкости ресурсов из притока и оттока запасов, времени цикла и выходной мощности. Также не забудьте собрать данные о фактических результатах. Это будет включать валовые объемы производства, использование ресурсов и общее количество вводимых материалов по сравнению с выпуском.
Коэффициент использования жизненно важен для автомобильных компаний, поскольку он позволяет им увидеть, насколько эффективно они используют свое время и труд. По данным Института корпоративных финансов, оптимальным для большинства компаний является около 85%. (Дополнительные данные об использовании производственных мощностей можно найти здесь). Однако, если ставка падает ниже эталона, результаты могут быть очень дорогими для компании. Это неудивительно, учитывая то, что мы уже видели на примере особенно высоких затрат на простои для автомобильных компаний. По этой причине важно тщательно измерять коэффициент использования.
KPI 3: Инциденты, связанные с безопасностью, на одного работника
Безопасность работников на любом предприятии всегда является вопросом первостепенной важности, но в автомобильной промышленности инциденты, связанные с безопасностью, являются обычной проблемой, которую необходимо постоянно тщательно измерять. чтобы перейти к более безопасному рабочему месту.
Значение этого показателя определяется следующим расчетом:
Происшествий в области безопасности на одного сотрудника = (количество происшествий в области безопасности за период времени) ÷ (количество сотрудников, работающих в течение периода времени).
Кроме того, обратите внимание, что данные, свидетельствующие о необходимости отслеживания инцидентов, связанных с безопасностью в отрасли, огромны. Данные Бюро статистики труда за 2018 год показывают, что травмы в автомобильной промышленности составляют 6,3 несмертельных травм и заболеваний на 100 работников, занятых полный рабочий день, в то время как другие данные показывают, что 71% рабочих автомобильного производства получили травмы на производстве. работу в какой-то момент.
Отслеживание этого ключевого показателя эффективности дает множество преимуществ. Наличие тщательно продуманной системы учета инцидентов, связанных с безопасностью, не только помогает обеспечить безопасность работников, но и позволяет определить, когда оборудование работает неправильно, поскольку травмы часто являются результатом сбоев в работе оборудования. Не только это, но и автомобильные компании могут заплатить высокую цену за инциденты, связанные с безопасностью. Предприятия США ежегодно тратят более 60 миллиардов долларов на компенсационные расходы в связи с серьезными несмертельными производственными травмами, и из-за количества инцидентов, связанных с безопасностью, в частности, в автомобильной промышленности, производители автомобилей, несомненно, составляют значительную часть от общей суммы в 60 миллиардов долларов.
KPI 4: Производительность
Производительность — это мера среднего количества единиц продукции, произведенных за определенный период времени. Следовательно, это дается расчетом
Пропускная способность = (произведенные единицы) ÷ (время)
Например, производитель автомобилей производит 60 автомобилей в час. Говорят, что это самый важный показатель для измерения эффективности производственной линии. Достижение или невыполнение производственных целей, а также опережение или отставание от конкурентов зависят от пропускной способности.
Кроме того, производители автомобилей могут использовать пропускную способность, чтобы оценить наличие недостатков в производственной линии. Если время простоя велико, машины не работают в идеальное время цикла, инструменты и машины не обслуживаются должным образом, или просто существует неэффективный цикл, это приведет к субоптимальной пропускной способности.
KPI 5: Оборачиваемость запасов
KPI оборачиваемости запасов рассчитывается по формуле
Например, если в автомобильном бизнесе себестоимость проданных товаров составляет 2 000 000 долларов США в течение года, а средние запасы в течение этого года составляют 200 000 долларов США, то количество оборотов запасов равно 10.
Этот KPI определяет, сколько раз запасы продаются за определенный период времени, и помогает определить, не слишком ли много запасов у предприятия по сравнению с его продажами. Это также дает представление о том, сколько времени требуется для продажи запасов компании, и это еще один способ для компаний оценить свое конкурентное преимущество или свой дефицит.
Автомобильные компании должны стремиться поддерживать высокий коэффициент оборачиваемости запасов, что означает, что компания эффективно поддерживает запасы и быстро их продает.
KPI 6: EBITDA
EBITDA — один из лучших показателей для измерения денежного потока компании. Рассчитать EBITDA несложно, если понять значение аббревиатуры — поскольку EBITDA означает «Прибыль до вычета процентов, налогов, износа и амортизации», она рассчитывается по следующей формуле:
Используя этот KPI, автомобильные компании могут сравнивать прибыльность между собой и другими компаниями в отрасли. EBITDA рассматривается скорее как базовый взгляд на прибыль компании, который может быть более полезен для целей сравнения, поскольку он не включает влияние финансирования, налоговой юрисдикции или структуры капитала. Короче говоря, EBITDA позволяет сравнивать операции без влияния неоперационных решений, таких как:
Проценты:
При оценке операций уровень долга, понесенного для покупки бизнеса, не должен иметь значения, поэтому процентные расходы следует исключить из сравнения.
Налоги:
Налоги зависят от места осуществления операций, а не от самих операций, поэтому их следует исключить при сравнении операций.
Амортизация:
Это снова соотношение финансирования и эксплуатационных расходов. Амортизация — это неденежная стоимость, но это реальная стоимость, поэтому, если вы собираетесь добавить амортизацию, вам следует рассмотреть возможность вычета ожидаемых будущих капитальных затрат, потому что амортизируемое оборудование необходимо будет заменить. Аналитик должен следить за использованием аренды оборудования или облачных программных решений, так как они отражаются как операционные расходы. Для справедливого сравнения чистый показатель амортизации/капитальных затрат должен отражать реальные текущие эксплуатационные расходы.
Амортизация:
Амортизация похожа на амортизацию, но специфична для недвижимости. Кроме того, как и в случае с амортизацией, аналитик должен сравнить расходы на аренду объекта с амортизацией, чтобы обеспечить полное сравнение реальных операционных расходов и, следовательно, операционных результатов.
EBITDA — это один из нескольких финансовых показателей операционной деятельности, используемых при оценке и/или сравнении операций производителя автомобилей. Понимание компонентов того, что метрика включает и исключает, имеет решающее значение для выбора наилучшей метрики. Из-за значительной потребности автомобильной промышленности в капитале и оборудовании и ее глобального характера с налоговой точки зрения показатель EBITDA обычно является хорошим показателем, поскольку он устраняет эти искажения при сравнении операционных показателей.
Следующие шаги
Инвестирование в новые способы измерения успеха компании, как и адаптация ко всем новым бизнес-процессам, может быть сложным процессом. Logan Consulting имеет более чем 25-летний опыт работы с компаниями, чтобы найти наиболее эффективные решения для их нужд. Если вы хотите узнать больше о том, как мы можем помочь преобразовать ваш бизнес, свяжитесь с нами сегодня.
Ваша бухгалтерская программа вредит вашему бизнесу?
Бесплатная загрузка:
Ваше бухгалтерское программное обеспечение вредит вашему бизнесу?
Скачать инструкцию ›
Топ-10 решений по запасам и операциям, которые дистрибьюторы принимают вслепую
Бесплатная загрузка:
10 основных решений по инвентаризации и эксплуатации, которые дистрибьюторы принимают вслепую
Скачать инструкцию ›
Отчет Nucleus Research по технологии ERP за 2020 год
Бесплатная загрузка:
Отчет Nucleus Research по технологии ERP за 2020 г.
Скачать инструкцию ›
« Предыдущая
Следующая »
Показатели и критерии измерения удовлетворенности клиентов в автомобильной промышленности
Просмотрено: 143
В современном мире автомобильная промышленность является одной из отраслей, которая привлекает внимание многих людей. Поэтому качество предлагаемых продуктов имеет жизненно важное значение, особенно в Европе, где качество никогда не имело такого значения, как сегодня. Следовательно, в современном конкурентном мире производителям этой отрасли важно знать показатели и критерии измерения удовлетворенности клиентов, а кроме того, собирать информацию в этой области и использовать ее при производстве и презентации автомобилей. В этой статье мы намерены предоставить вам информацию о современной системе измерения и определения удовлетворенности клиентов компании Fiat. Эта система фокусируется на управлении качеством и показателях, связанных с клиентами.
Сегодня внимание к клиентам и их потребностям необходимо во всех отраслях. Следовательно, это один из основных принципов управления качеством. В результате неудивительно, что автопроизводители решили рассматривать клиентов в качестве конечного звена в своих исследованиях. В век технологий автомобильная промышленность претерпела множество изменений, большая часть которых обусловлена конкурентоспособностью рынка и вниманием к потребностям клиентов.
Поскольку Fiat родился в Италии, обзор качества автомобильной продукции страны показывает их прогресс и улучшение на рынке. С этой точки зрения Fiat движется в направлении качества, как Apple и Ford. В целом качество определяется исходя из уровня доверия к продукту, его безопасности и комфортности. Сочетание этих факторов создаст престиж и особое место для того или иного продукта.
Качество изображения важно не только для крупных компаний. Это также важно для компаний, работающих на небольших рынках с высокими ценами. Исследования показали, что существует прямая зависимость между ценой товара и представлением о его качестве в сознании покупателя. На самом деле, если компания обеспечила желаемое качество для клиентов, она может рассмотреть вопрос о более высокой цене на свою продукцию.
Политика Fiat в области качества
Компания Fiat выбирает все виды своей деятельности, от выбора поставщиков до предложения продукции на основе качества и сопутствующих вопросов. Сегодня в компании есть управляемая система, которая использует ее для проверки всех этапов продукта на основе определенных показателей и инструментов. В этой системе клиент включен во все процессы, потому что удовлетворение клиента достигается, когда мы учитываем клиента и его потребности от разработки продукта до доставки и информируем его. Эта система использует два внутренних и внешних индикатора в качестве инструмента для измерения. Здесь мы имеем в виду только внутренние показатели.
1-Первичное восприятие покупателя
Этот показатель, наряду с качеством, определяет стандарт с точки зрения красоты и характеристик продукта для автомобилей, готовых к доставке. Кроме того, он предоставляет возможность классификации дефектов и их связи с критериями исправления. Этот индекс получают пятью образцами из производства от 200 до 600 единиц автомобилей и одной выборкой из производства менее 200 единиц.
2-Визуальный тест заказчика (эксплуатационный тест заказчиком)
Если первичное восприятие клиента является эталоном измерения качества автомобиля, то визуальный тест клиента является эталоном измерения качества подвижности, а это тест работоспособности на дистанции сто километров с следующие цели:
Определение максимальной величины функционального отклонения на основе отобранного образца
Анализ выявленных отклонений и причин их существования с последующим их устранением с помощью инструментов
Исходя из целей ежемесячного контроля продукции, определения показателя качества и сравнения количества отклонений и качества продукции на регулярной основе
Во время дорожного испытания различные дорожные условия, такие как шоссе, асфальт и т. д., проверяются как среднее значение всех условий, с которыми покупатель обычно сталкивается в первый месяц покупки автомобиля. По окончании испытаний, которые проводятся на 10 образцах отобранных автомобилей, вырабатывается критический показатель соответствия критериям с существующими условиями. Коэффициенты важности тоже бывают: немного важный, несколько важный, очень серьезный и важный, болезненный и мучительный.
Расчет значений
Суммирование значений неудовлетворенности
(IG)- Клиенты на основе высоких коэффициентов Индекс средней важности R/100- количество управляемых автомобилей
Критический показатель (CI) = 100/IG*R
3-Функциональный тест
Целью данного теста является проверка динамики автомобиля. Этот тест проводится для выяснения причин отклонений. Этот тест проводится на выборке из 30 автомобилей, чтобы контролировать и оценивать качество процесса самим продуктом и сравнивать его с показателями других компаний.
За все эти тесты и показатели отвечает заводской отдел качества.
Управление гарантийным обслуживанием автомобилей | Automotive Quality Solutions
Текущие требования IATF сосредоточены не только на отслеживании жалоб на качество от заводов-заказчиков, но и на управлении гарантией на автомобили. Два основных момента, которые реализуют это, следующие: 10.2.5 — Системы управления гарантией и 10.2.6 — Жалобы клиентов и анализ отказов в полевых условиях.
Следует помнить, что вышеуказанное также является исходными данными для рассмотрения руководством в соответствии с пунктом 9.3.2.1 (подчасть h).
В этом случае следует определить несколько основных терминов:
IPTV (en. Incidents Per Thousand Vehicles)
Также известен как C1000 . Этот показатель определяет количество проблем, о которых сообщают конечные покупатели, посещающие дилерские станции. Это не означает автоматической замены компонентов. В этом случае дилер может, например, только обновить программное обеспечение, смазать элементы интерфейса или выполнить их дополнительную подтяжку.
Отправной точкой для определения вышеуказанного показателя является совместная работа, проводимая инженерами заказчика и организацией плана надежности, что соответствует выполнению пункта 1.4 APQP. Предположения о продуктах и процессах.
С точки зрения IATF план надежности включен в требование 8.3.5.1. определение результатов проектирования и разработки. Ниже представлен пример графика, показывающего взаимосвязь IPTV и MIS.
Рисунок 1. Связь IPTV с ИСУ
TF (Технический коэффициент – %)
Определяет процентную долю финансовой ответственности организации за замененные дилером детали, на которые распространяется гарантийный период. С точки зрения поставщика, это ключевой показатель, который напрямую отражается на затратах на низкое качество.
Определение его стоимости следует начинать сразу после СОП (начало производства) с анализа первых деталей. Обычно первые встречи с клиентами по поводу определения Технический фактор состоится через несколько месяцев после запуска проекта. При этом анализируется уже несколько десятков деталей (конечно, может быть и больше, что выгоднее для организации).
При окончательной оценке учитываются: – количество деталей, проанализированных за данный период – количество деталей, по которым дефект может быть возложен на ответственность поставщика – количество деталей, по которым нет брака со стороны конечного потребителя был подтвержден (NTF – поясняется ниже).
Также стоит помнить, что ТФ не является индикатором, который определяется один раз. В зависимости от достигнутых показателей качества это значение может быть уменьшено (в случае реализации организацией действий по выявленным дефектам) или увеличено. Второй случай будет связан с хронической проблемой, связанной с процессом, подкомпонентами или дизайном. Такой вопрос в деятельности организации по управлению автомобильной гарантией должен быть проанализирован с большим вниманием.
NTF (проблем не обнаружено)
Нет подтверждения дефекта. Термин, используемый при анализе гарантийных возвратов, по которым после проведения стандартных испытаний не были обнаружены дефекты, указанные конечным пользователем. В зависимости от заказчика ( OEM ) могут применяться дополнительные требования, связанные с NTF. Для группы VW дополнительные требования определены в руководстве « VDA — Field Failure Analysis ».
С другой стороны, в случае группы Stellantis-FCA, если управление гарантией осуществляется в рамках Наставничества, NTF определяется в ходе испытаний, проводимых перед отправкой деталей обратно поставщику. Для этого клиента справочным документом, который следует использовать в такой деятельности, является: CQI-14 Automotive Warranty Management.
Месяцы эксплуатации (MIS)
Определяется как период времени, в течение которого автомобиль используется конечным покупателем. Обычно предполагается, что 30 дней использования эквивалентны единице индекса (30 дней = 1,0 MIS). При работе с клиентом Ford стоит помнить, что он обозначается как TIS: Time-In-Service .
Наиболее популярные периоды времени: 3 месяца (3 MIS), когда произошел инцидент, считая с даты покупки автомобиля конечным покупателем до сообщения о проблеме дилеру, 12 (12 MIS) и 24 (24 MIS) месяцев. . Тем не менее, такие клиенты, как VW, GM и Ford, дают возможность увидеть производительность даже за один месяц.
Таким образом, каждое лицо в организации, ответственное за управление гарантийными возвратами, должно ознакомиться с приведенными выше терминами, чтобы правильно понять связи между ними и определить их влияние на возможные финансовые счета.
Дополнительную информацию об управлении гарантийными возвратами вместе с примерами документов можно получить на специальных курсах обучения, на которые мы сердечно приглашаем всех Вас.
Загрузите нашу бесплатную электронную книгу Управление автомобильной гарантией – Практическое руководство для поставщиков
ИНДЕКС ДОЛГОСРОЧНОГО КАЧЕСТВА: семь фактов, разбивающих миф о надежности
• Новости
Автор: Стивен Лэнг
Каждый, кто пытается вам что-то продать, хочет, чтобы вы по глупости поверили, что его выбор всегда лучший.
С автомобилями они постоянно убивают вас лозунгами.
Один бренд любит предлагать «Неустанное стремление к совершенству», в то время как другой любит говорить вам, что они «разработаны как никто другой».
Когда речь идет об автомобилях, быть спроектированным как ничто другое – это хорошо? Как человек, который потратил несколько лет на ликвидацию более 10 000 автомобилей для финансовой компании, я могу сказать вам, что это почти всегда не так. Грузовик может быть построен «Like A Rock». Но в оптовых аукционах, где каждый год ликвидируется более 10 миллионов автомобилей, «камни» не двигаются. И это очень плохо, если этот камень лежит мертвым на вашей дороге.
В течение почти 16 лет я видел огромное несоответствие между тем, что потребители считали надежным автомобилем, когда он был куплен новым, и тем, что я увижу много лет спустя, когда этот новый автомобиль будет продан. Некоторые модели действительно пройдут дистанцию. В то время как другие просто превратились в рухлядь, которая содержала фатальный и финансово опасный недостаток в их трансмиссии.
Проблема заключалась в том, что многие люди просто до сих пор не знали, хороша ли одна подержанная модель или другая оказалась бомбой замедленного действия. Даже те автомобили, которые рекламируются и рекламируются как обладающие высочайшей надежностью, могут столкнуться с непредвиденными проблемами двигателя и трансмиссии, ремонт которых стоит несколько тысяч долларов.
Так что я решил кое-что об этом. В январе 2013 года, после почти года планирования со статистиком Ником Ларивьером, мы вдвоем смогли постепенно совместно разработать то, что в конечном итоге стало известно как Индекс долгосрочного качества.
Каждую неделю более 6000 автомобилей сдаются со всей страны и проверяются сертифицированными механиками или специалистами по покупке автомобилей. Мы решили внести несколько изменений, чтобы в этом исследовании были устранены некоторые погрешности, характерные для других отраслевых исследований.
Для начала мы полностью убрали владельца от определения технического состояния автомобиля. Некоторые владельцы просто не хотят признавать, что с их автомобилем есть проблемы, в то время как у других нет ума или опыта, чтобы понять, что у автомобиля есть проблемы. Если вы когда-нибудь ездили с кем-то, чей капот звучит как хор кастаньет, или машина, которая внезапно трясется при каждом переключении передач, вы хорошо знакомы с проблемой предвзятости владельца. Мы решили доверить это профессионалам.
Второе предубеждение, которое мы устранили, — это то, которое вы получаете от дилера. Точно так же, как каждая автомобильная компания любит рекламировать себя как лучшую, автомобильные дилеры имеют сильную тенденцию ставить свою собственную марку на первое место, насколько это возможно. И дело не только в их воздушных шарах и надувных гориллах. Когда автомобили обычно передаются дилеру, около половины этих автомобилей будут той же марки. Дилерские центры Chevy привлекают больше владельцев Chevy. Дилеры Toyota привлекают больше Toyota и так далее. Чтобы устранить эту предвзятость и сделать наши данные более отражающими американского автовладельца, мы получаем результаты только от независимых дилерских сетей, которые не продают конкретную марку. Это особенно помогло нам с несуществующими брендами, такими как SAAB и Suzuki.
Наконец, мы хотели сосредоточиться на долгосрочном аспекте владения автомобилем. В то время как J.D. Power изучает долгосрочную надежность только в течение первых трех лет владения автомобилем, а Consumer Reports теряет связь с автомобилем подписчика после того, как этот автомобиль сдается (в США в среднем автомобиль хранится около шести лет), По данным IHS Automotive, среднему автомобилю на американских дорогах сейчас 11,5 лет. Миллионы автомобилей, которые были построены в эпоху Клинтона и первые годы W, все еще пыхтят. Поэтому, чтобы сделать это исследование как можно более актуальным для покупателей подержанных автомобилей, мы решили сосредоточиться на старых подержанных автомобилях, возраст которых варьируется от 5 лет (модели 2010 г.) до 20 лет (модели 1995 моделей).
В итоге мы получили более 820 000 выборок данных со всей страны, и в этой большой куче катящихся автомобилей мы обнаружили действительно странные результаты. Вещи, о которых вы, как потребитель, никогда бы не подумали, но о которых ваш местный механик, вероятно, постоянно держит руку на пульсе в этот момент.
Итак, без дальнейших церемоний, вот семь обнаруженных нами фактов, которые далеки от общеизвестных фактов.
Mitsubishi сильнее Mercedes: Было время, когда «Мерседес-Бенц» был похож на хранилище. Это время пришло и ушло. Mercedes теперь занимает 10-е место, когда речь идет о долгосрочной надежности, а S-класс лидирует.
В то время как Mitsubishi, бренд, который совсем недавно вызывал у некоторых удивление, теперь занимает 8-е место в общем зачете. Mitsubishi извлекла выгоду из длительного модельного ряда за последние десять лет, а также отказалась от непроверенной электроники и технологий, которые наносят ущерб некоторым другим брендам, таким как Mercedes-Benz.
И GMC превосходят Honda: Полноразмерные внедорожники и грузовики GMC, в частности, обеспечивают исключительную долгосрочную надежность с очень низким уровнем дефектов двигателя и трансмиссии.
Honda страдала от дефектов трансмиссии в своих Accords с 1998 по 2002 год, а также в ряде других Honda, оснащенных двигателем V6. Четырехцилиндровый двигатель с пятиступенчатой механической коробкой передач, как правило, является сильной стороной Honda.
Toyota Camry > Европейский Союз: Несмотря на то, что у всех производителей ЕС (Audi, BMW, Mercedes, Land Rover, SAAB, Volvo, Volkswagen и Mini) количество обменов в шесть раз больше, чем у всех этих брендов вместе взятых, продается больше Camry с пробегом более 200 000 миль. .
Toyota Camry также имеет более низкий уровень дефектов двигателя и трансмиссии, чем любой из этих производителей. Так что, если вы хотите спортивности и надежности со старым подержанным автомобилем, вы можете присмотреться к Camry SE вместо 13-летнего VW.
Старые автомобили Cadillac похожи на старые Kias: Они ломаются настолько дорого, что владельцам не терпится избавиться от них. Двигатель Northstar, который устанавливался на большинство автомобилей Cadillac (и на несколько Oldsmobile), теперь известен во всем мире благодаря продувке прокладок головок.
Cadillac Catera с 3,0-литровым двигателем V6 из Европы также известен как бомба замедленного действия. Что касается старых Киа, то в первые дни этого исследования мы обычно называли машины с худшими характеристиками теми, которые оказались ниже «Линии Киа». Потому что чаще всего это были Киа.
Вероятность того, что Land Rover и Jaguar прослужат не менее 180 000 лет, равна…. : Около 1700 к 1. Нет, это не опечатка. Обе марки продаются с пробегом менее 180 000 миль более чем в 97% случаев. Несмотря на все усилия Ford и BMW, которые оцениваются в несколько миллиардов долларов, оба исторически британских бренда немного глючат.
Носик Б. Прогулки по Парижу. Левый берег и острова.
Доставка по Украине
432 грн
Купить
MaxBook
Антикоррозийная защита « Каталоги « Автокосметика и автохимия СТАРТ
Каталог
Антикоррозийная защита
Антикоррозийная защита
Для антикоррозийной обработки кузова авто.
Битумная композиция, содержащая натуральный каучук. Мастика обладает высокой клеящей способностью и эластичностью. Применяется для антикоррозионной обработки элементов кузова автомобиля в условиях низких температур, приклеивания звукоизоляционных и теплоизоляционных материалов. Обладает слабым запахом, а содержащиеся в составе растворитель не оказывает влияния на приклеиваемые материалы.
Объем: 1л, 2л, 3л, 4л, 5.5л, 21.5л.
Подробнее
Традиционный состав на битумной основе. Применяется для антикоррозионной обработки открытых поверхностей металлических конструкций, восстановления антикоррозионного покрытия днища кузова автомобилей, и как дополнительная защита при нанесении на заводское покрытие. Ингибитор коррозии в составе мастики эффективно подавляет существующие и препятствует появлению новых очагов подпленочной коррозии.
Объем: 1л, 2л, 3л, 4л, 5.5л, 21.5л.
Подробнее
Битумный материал с высоким содержанием пористого наполнителя. Рекомендуется как звукопоглощающее и вибродемпфирующее покрытие фургонов, кабин и других элементов кузова автомобиля. Также может использоваться для виброизоляционной обработки тонкостенных металлических конструкций и воздуховодов, вентиляционных шахт и каналов.
Объем: 1л, 2л, 3л, 4л, 5.5л, 21.5л.
Подробнее
Битумная композиция с добавлением мелкодробленой резиновой крошки. Применяется для антикоррозионной обработки металлических конструкций, арок, колес, лонжеронов и др. Деталей автомобиля, подвергающихся абразивному действию песка и гравия. Надежно защищает днище и элементы кузова, имеет высокую стойкость к воздействию кислот и растворов солей. Также допускается использование для ремонта и гидроизоляции фундаментов, кровельных работ и защиты от коррозии коммуникаций и металлических конструкций, предназначенных для эксплуатации под землей и на открытом воздухе в режиме повышенной влажности.
Объем: 1л, 2л, 3л, 4л, 5.5л, 21.5л.
Подробнее
Разработано, как автоконсервант и антикоррозионное покрытие для металлических поверхностей. Пользуется заслуженной популярностью у автолюбителей “старой закалки” и гаражных мастеров. Превосходно защищает металл от коррозии в средах морской воды, соляного тумана и сернистого ангидрида (атмосфера промышленного города), обладает повышенной адгезией к металлу и не смывается водой. Преимуществом “Пушечного сала” является отсутствие времени высыхания, так как состав наносится в разогретом виде, и степень готовности покрытия определяется временем остывания нанесенного состава. Может применяться для самостоятельного приготовления битумно-восковых антикоррозионных препаратов по “домашним” рецептурам. Не имеет запаха.
Подробнее
Автоконсервант содержащий цинк. Прекрасно борется с ржавчиной и надежно предохраняет внутренние и внешние поверхности от образования коррозии. Образует прочную пленку и обеспечивает надежную химическую защиту. Рекомендуется для обработки поверхностей наиболее подверженных действию растворов солей и кислот – порогов автомобиля, колесных арок.
Объем: 0.5л, 1л, 5л, 21.5л.
Подробнее
Композиция на основе битума и лакокрасочных пленкообразующих смол. Образует прочную глянцевую пленку, обладает высокой адгезией к поверхности и декоративными свойствами. Рекомендуется для антикоррозионной защиты элементов кузова автомобиля в различных климатических условиях.
Объем: 1л, 2л, 3л, 4л, 5.5л, 21.5л.
Подробнее
Высокоэффективное покрытие, обогащенное цинком. Образует структурную матрицу в среде битумной композиции, служащую дополнительным барьером защиты от проникновения ионов кислорода к защищаемому металлу. Рекомендуется для обработки поверхностей наиболее подверженных действию растворов солей и кислот, днища автомобиля, колесных арок.
Объем: 1л, 2л, 3л, 4л, 5.5л, 21.5л.
Подробнее
Мовиль “Бронза”
Подробнее
Содержит чешуйчатый мелкодисперсный металлический наполнитель, обеспечивающий материалу высокую прочность пленки за счет образования армирующих связей, также повышает теплостойкость а адгезию к обрабатываемой поверхности. Рекомендуется в случаях, требующих от материала дополнительных прочностных и защитных свойств. Покрытие имеет привлекательный внешний вид.
Объем: 1л, 2л, 3л, 4л, 5.5л, 21.5л.
Подробнее
Автоконсервант на основе соединения церезина, смол, пластификатора, ингибитора коррозии и органического растворителя. Применяется для антикоррозионной обработки скрытых и внутренних полостей кузова автомобиля, консервации металлических поверхностей и деталей от агрессивного воздействия внешней среды. Незаменим для временной (доремонтной) консервации металла автомобиля в случае повреждения лакокрасочного покрытия. Обладает высокой смачивающей и проникающей способностью.
Объем: 0.5л, 1л, 5л, 21.5л.
Подробнее
Мастика противошумная в Пскове: 436-товаров: бесплатная доставка, скидка-54% [перейти]
Будь то шум на шоссе, громкие соседи или щебетание птиц, если у вас нет звуконепроницаемых окон, любой шум из внешнего мира обязательно нарушит вашу повседневную жизнь. деятельность, особенно если шум мешает, когда вы находитесь в спальне или другом месте, предназначенном для убежища или рабочего места. Хотя вы не можете контролировать то, что происходит снаружи, вы можете заблокировать или, по крайней мере, уменьшить шум, звукоизолируя окна, используя методы, описанные здесь, либо по отдельности, либо в комбинации. Читайте дальше, чтобы узнать, как звукоизоляция окон — ваш секрет достижения внутреннего спокойствия!
СВЯЗАННЫЕ: 11 способов сделать дом звукоизолированным своими руками
5 эффективных способов звукоизоляции окон . Из следующих пяти способов звукоизоляции окон оконные вставки, вероятно, являются наиболее эффективными вариантами, но их эффективность обойдется вам в 300–800 долларов за вставку. Замена старых окон с одним стеклом обновленными окнами с двойным стеклом, стоимость которых составляет от 350 до 9 долларов.00 (а иногда и больше) — еще одно эффективное решение, хотя и требует больших вложений. Более доступный способ звукоизоляции окон — это заделка оконных щелей акустическим герметиком, который стоит всего от 10 до 20 долларов. Звукопоглощающие окна, стоимость которых начинается примерно от 20 долларов за штуку, — еще один экономичный способ.
1. Установите оконные вставки.
Фото: Indow Windows
Если вы живете в среде с сильным шумовым загрязнением, таким как гудки автомобилей, воющие сирены или музыка, доносящаяся из соседнего дома, использование звукоизолирующих оконных вставок является наиболее эффективным способом уменьшения какофонии. Эти стеклянные вставки устанавливаются в оконную раму примерно на 5 дюймов перед внутренней стороной существующего окна. Воздушное пространство между вставкой и окном препятствует прохождению большей части звуковых вибраций через стекло, что приводит к большему снижению шума, чем только окна с двойным остеклением (подробнее об этом далее). Самые эффективные вставки сделаны из многослойного стекла, толстого стекла, состоящего из двух слоев стекла с промежуточным слоем пластика, который эффективно блокирует вибрации.
Advertisement
По шкале класса звукопередачи (STC), которая отражает снижение уровня шума в децибелах, обеспечиваемое окном, звуконепроницаемые окна обычно измеряются от 48 до 54 — чем выше STC, тем больше преимущество в снижении шума. В верхнем пределе это означает, что внешний шум в 98 децибел (дБ) (например, двигатель мотоцикла) слышен только на уровне 44 дБ в помещении (98 минус 54), что не громче типичного разговора в помещении. Вы получите больше преимуществ в снижении уровня шума, установив вставку перед окном с одинарным стеклом, чем с окном с двойным остеклением. Это связано с тем, что STC окна с двойным остеклением часто выше с самого начала, поэтому вставка не будет существенно увеличивать его общий STC. Вставка для одного окна обычно стоит от 350 до 800 долларов с установленным, что меньше или равно стоимости следующего варианта звукоизоляции окон: замены окна.
2. Заменить окна с одинарным стеклом на эквивалентные окна с двойным стеклом.
Фото: istockphoto.com
Если вы испытываете умеренное внешнее шумовое загрязнение, например, от газонокосилки или проезжающего автомобиля, вы можете заменить окна с одинарным остеклением на окна с двойным остеклением. Окна с одинарным остеклением, которые часто встречаются в домах старше 15 лет, имеют только один кусок стекла в оконной раме, в то время как окна с двойным остеклением, стандартные для новых домов, состоят из двух кусков стекла с воздухом между ними. . Окна с одинарным остеклением не создают воздушного барьера между внешней средой и стеклом, поэтому они позволяют практически всем внешним звукам вибрировать через стекло, что приводит к шуму в помещении.
Окна с одинарным остеклением имеют STC от 26 до 28, что лишь немногим более чем вдвое меньше, чем у звуконепроницаемых окон. В верхней части этого диапазона окно уменьшит уровень шума проезжающего автомобиля (70 дБ) до 42 дБ (70 минус 28). Напротив, воздушное пространство между отдельными стеклами окна с двойным остеклением помогает остановить вибрацию наружных звуков через стекло, что приводит к большему снижению шума, переводя STC от 26 до 35. По сравнению с окном с одинарным стеклом с STC 28, окно с двойным остеклением размером 35 уменьшит громкость шума проезжающего автомобиля всего до 35 дБ, что обеспечивает снижение шума на 7 децибел больше, чем у окна с одним стеклом (70 минус 35). Хотя слушателю это может показаться не таким уж большим, разница в 7 дБ приводит к воспринимаемому снижению громкости примерно на 87 процентов. Замена одного окна с одним стеклом эквивалентным окном с двойным стеклом обойдется вам в 350–9 долларов.00.
Реклама
Связанный: Лучшие способы звукоизоляции комнаты без разрушения стен
3. Заделайте щели вдоль окон акустическим герметиком.
Фото: istockphoto.com
Небольшие зазоры между оконной рамой и внутренней стеной могут привести к тому, что внешний шум проникнет в ваш дом и помешает вашим окнам работать в соответствии с рейтингом STC. Простой способ заделать эти зазоры — заполнить их акустическим герметиком, например шумоизоляционным герметиком Green Glue. Этот шумоизоляционный продукт на основе латекса уменьшает передачу звука и поддерживает STC окон, но при этом позволяет открывать и закрывать окна.
Нанесение акустического герметика — самый простой и недорогой способ звукоизоляции окон. Если вокруг оконной рамы уже есть силиконовый герметик, удалите его шпателем. С помощью универсального ножа вырежьте четвертьдюймовое отверстие в наконечнике трубки для акустического герметика, загрузите трубку в пистолет для герметика и нажмите на спусковой крючок пистолета, чтобы нанести тонкий слой герметика в зазор между внутренней оконной рамой и внутренней стеной. .
Акустический герметик легко сцепляется с большинством материалов оконных рам и стен, включая дерево и гипсокартон. Более гибкий, чем обычный силиконовый герметик, акустический герметик не дает усадку и не образует новых трещин со временем при эксплуатации окон; он также сверхпрочен, прослужит несколько лет, прежде чем потребуется повторное уплотнение. Хотя акустический герметик чаще всего белый, он доступен в различных цветах; некоторые продукты становятся прозрачными по мере высыхания, в то время как другие сохраняют свой первоначальный цвет, но могут быть окрашены в цвет внутренних стен.
4. Повесьте звукоизоляционные шторы, чтобы блокировать звук.
Фото: Amazon.com
Чтобы смягчить шум и уменьшить резкие блики, повесьте звукопоглощающие шторы. Плотные шторы NICETOWN, которые были лучшим выбором в нашем обзоре лучших звуконепроницаемых штор 2021 года, являются вариантом высшего качества. Звукоизоляционные шторы стоимостью от 20 до 100 долларов и более изготавливаются из толстой, тяжелой ткани, такой как бархат, и обычно имеют подкладку из винила или подобного материала, который поглощает звук, когда он входит в комнату. Эти шторы также минимизируют эхо, так что любой звук, который вы слышите в помещении, быстро исчезает. Поскольку эти шторы приглушают, но не блокируют звук, они лучше подходят для светового шума, который может мешать сну, например, от сверчков или щебетания птиц.
Advertisement
Многие из этих оконных штор также служат в качестве качественных затемняющих штор, которые имеют основу из вспененного материала, помогающую блокировать свет. Шторы, которые поглощают звук и блокируют свет, являются отличным вариантом для спален и других помещений, предназначенных для сна и отдыха. Они особенно популярны среди людей, которые работают в ночную смену и нуждаются в отдыхе в течение дня.
СВЯЗАННЫЕ: Как звукоизолировать квартиру без вскрытия стен
5. Установите двухкамерные шторы.
Фото: amazon.com
Ячеистые шторы, также известные как сотовые шторы, состоят из рядов ячеек или шестиугольных трубок ткани, уложенных друг на друга. Эти шторы служат нескольким целям: они блокируют свет, предотвращают нагрев помещения летом и сохраняют тепло зимой, а также поглощают звук, который вибрирует в помещении, чтобы уменьшить эхо. В то время как шторы с одной ячейкой имеют один слой ячеек и поглощают ограниченный звук, шторы с двумя ячейками (например, от First Rate Blinds) имеют два слоя ячеек и, таким образом, поглощают больше звука. Как и звукопоглощающие шторы, они лучше всего подходят для людей с низким уровнем шумового загрязнения.
Заключительные размышления
Будь то в городской среде, где рев рожков достаточно, чтобы свести вас с ума, или в сельской местности, где ранние петухи создают какофонию, иногда вам просто нужно отвлечься от шума, и Устранение недостатков звукоизоляции ваших окон — один из способов сделать это.
Вы можете полностью заменить окна или добавить некоторые звукоизолирующие элементы — в любом случае найти облегчение от внешнего шума не так уж сложно. Что же касается ударной установки, которую твои родственники купили для детей. . .Вы сами по себе, хотя звукоизоляция ваших дверей может быть хорошим началом!
Часто задаваемые вопросы о том, как звукоизолировать окна
Фото: istockphoto.com
Читая информацию о звукоизоляции окон, вы, возможно, подумали о нескольких дополнительных вопросах о процессе. Рассмотрите эти последние лакомые кусочки информации, приведенные ниже, прежде чем принимать окончательное решение о том, как заблокировать шум.
Объявление
В. Как дешево звукоизолировать окна?
Самый доступный способ звукоизоляции окон – это заделать их акустическим герметиком. Удалите любой существующий силиконовый герметик и повторно загерметизируйте с помощью продукта, специально разработанного для блокировки шума окна. Тюбик акустического герметика стоит около 20 долларов. Обработка окон — еще один экономичный способ звукоизоляции окон.
В. Почему я слышу ветер через окно?
Если у вас окна с одинарным остеклением или нет звукоизоляционных материалов, звук ветра, дующего сквозь деревья, может быть достаточно громким, чтобы проникать сквозь окна. Или вы можете слышать, как ветер свистит в доме, проникая через щели между оконными створками и другими частями оконной коробки, такими как подоконник, косяки или наличник.
В. Где я могу приобрести окна со 100-процентной звукоизоляцией?
Окна со 100-процентной звукоизоляцией купить нельзя; их не существует. Окна с шумоподавлением могут блокировать от 90 до 95 процентов шума.
Не слышишь свои мысли?
Свяжитесь с лицензированным экспертом по звукоизоляции в вашем регионе и получите бесплатную оценку вашего проекта без каких-либо обязательств.
Найти профессионалов сейчас
+
Шумоподавление окон: лучшая звукоизоляция Windows
При поиске окон на замену шумоподавление является ключевой характеристикой для многих домовладельцев. Инвестиции в звукоизоляцию окон вокруг вашего дома помогут снизить уровень шума снаружи.
Поскольку большая часть шума, который мы слышим, проникает через наши окна, их замена может стать идеальным решением ваших проблем.
Как окна могут уменьшить шумовое загрязнение?
Поскольку стеклянные панели представляют собой жесткие конструкции, они идеально пропускают звуковые волны. По этой причине одно стекло в ваших окнах очень мало (если вообще что-либо) сделает для предотвращения проникновения нежелательных звуков в ваш дом. На самом деле, даже двойное остекление не окажет существенного влияния. Хотя невозможно полностью звукоизолировать свой дом, вы можете добиться реального улучшения, установив окна со «звукоизолирующими свойствами».
Для реального шумоподавления окно должно сочетать в себе 2 или более из следующих факторов:
Толщина
Как правило, чем толще стекло, тем меньше шума вы будете слышать
Ламинированные слои
A слой, например, PVB (поливинилбутраль) между листами стекла может уменьшить шумовое загрязнение, не влияя на прозрачность стекла
Пространство между стеклами
Чем больше зазор между листами стекла, тем лучше защита. Также можно добавить в зазор тяжелые газы, такие как аргон, что еще больше снизит шум.
Способы уменьшить шум от окон
Помимо установки новых окон, есть и другие способы уменьшить шумовое загрязнение, проникающее через ваши окна.
Заделайте трещины вокруг окон
У вас может быть лучшая звукоизоляция окон, но если вокруг них есть трещины, вы не заметите никакой пользы. Проверка на наличие трещин с последующим заполнением их герметиком — один из наиболее эффективных способов снижения внешнего шума. Это также поможет предотвратить утечку тепла, что, в свою очередь, сведет ваши счета за отопление к минимуму.
Двойное или тройное остекление
Добавление второго или даже третьего стекла к окнам для получения двойного или тройного остекления является очень эффективным вариантом. В качестве альтернативы вы можете установить окна с вторичным остеклением, которое просто добавляет второе стекло к существующим окнам с одинарным остеклением.
Шумопоглощающее стекло
Некоторые стекла специально разработаны для предотвращения шумового загрязнения.
Шумоподавляющие шторы
Пара толстых штор также поможет защитить от внешнего шума. Кроме того, поскольку они толще обычных штор, они также помогут предотвратить утечку тепла.
Измерение шумоподавления окна
Чтобы получить представление о том, насколько эффективно окно снижает уровень шума, необходимо посмотреть на присвоенный ему класс звукопередачи (STC). Этот рейтинг покажет вам, сколько звука может проходить через окно. Рейтинги относятся к децибелам и относятся к среднему уровню шума, остановленному на 18 различных частотах.
Руководство по рейтингам STC
В среднем окно может иметь рейтинг STC от 18 до 38.
Одинарное стекло: 26-28
Двойное стекло: 26-32
Одинарное звукоизолированное стекло: 48-54
Двойное звукоизоляционное остекление: 48-54
Чтобы дать вам представление об этом в реальных условиях, рейтинг STC должен быть 40 или выше, чтобы значительно улучшить проблему шума. По этой причине, хотя замена окон с одинарным стеклопакетом на двойное остекление может решить небольшую проблему шума, это не повлияет на дома с сильным шумовым загрязнением.
Важное примечание! Рейтинг STC для стекла не обязательно отражает рейтинг STC окна. Некоторые производители отображают STC стекла, чтобы продукт выглядел более эффективным, чем он есть на самом деле. Мы рекомендуем вам обратиться за разъяснениями к любому поставщику, чтобы убедиться, что все окно обеспечивает достаточную защиту.
Насколько изменится звукоизоляция окон?
Замена существующих окон более качественными одинарными или двойными стеклами может помочь уменьшить передачу шума, но обычно это не превышает 20-50%. Для домов, страдающих от значительной проблемы с шумом, этого будет недостаточно, чтобы добиться заметной разницы.
По мнению экспертов по акустике, чтобы действительно заметить значительное улучшение, минимальное снижение должно составлять не менее 75%. Некоторые специальные окна, такие как те, что используются в студиях звукозаписи, могут обеспечивать шумоподавление до 95%, но они не всегда подходят для жилых помещений.
Кроме того, благодаря использованию дополнительных технологий звуконепроницаемые окна обычно имеют более жесткую конструкцию, что делает их более безопасными.
Сколько стоят окна со звукоизоляцией?
Ориентировочно вы можете заплатить от 300 до 1200 фунтов стерлингов за звуконепроницаемые окна без установки. Однако, как и в случае с большинством проектов по благоустройству дома, затраты трудно оценить без профессиональной оценки вашего дома. Стоимость замены некоторых или всех окон в вашем доме на звуконепроницаемые стекла будет зависеть от нескольких переменных:
Стиль окна
Количество окон
Тип используемого стекла
Размер окон/рам
Стоимость установки
Получите бесплатные предложения по шумоподавлению окон
Руководство по Windows может предоставить вам до 3 предложений от установщиков в вашем регионе. Все эти профессиональные установщики прошли строгий процесс проверки, чтобы убедиться, что они соответствуют нашим высоким стандартам, включая отраслевые аккредитации и рекомендации клиентов.
Заполните нашу простую форму запроса сегодня, и мы свяжемся с вами в течение нескольких часов, чтобы подтвердить ваши данные и найти для вас лучшие предложения по замене окон. Плата за использование нашего сервиса не взимается, и вы не обязаны принимать какие-либо котировки, которые вы получаете.
Получите бесплатные расценки на окна с двойным остеклением прямо сейчас: Получите расценки и сравните цены.
Стандарты автомобильных клеев SAE
Стандарты автомобильных клеев от SAE International (SAE) сосредоточены на методах испытаний, руководствах и спецификациях для клеящих и герметизирующих материалов, которые используются при производстве наземных транспортных средств и связанных с ними компонентов. Эти стандарты были разработаны несколькими техническими комитетами, в том числе Комитетом по автомобильным клеям и герметикам (скачать в формате . doc).
Назад к стандартам SAE по клеям Главная страница
Испытание на прочность на сдвиг внахлест металла по металлу для клеев автомобильного типа
Настоящая Рекомендуемая практика SAE определяет процедуру определения прочности на сдвиг клеев, используемых для склеивания автомобильных масляных металлических подложек.
Доступно для подписки
PDF Цена
$50.00
0 В корзину
Метод испытания на вязкость автомобильных клеев, герметиков и шумоглушителей
Эта рекомендуемая практика SAE содержит ряд методов испытаний для использования при измерении вязкости автомобильных клеев, герметиков и глушителей. Методы испытаний, содержащиеся в этом документе, следующие: 1.1 Метод Брукфилда® 1.2 Реометр Castor-Severs или расходомер давления 1.3 Пенетрометр 1.4 Капиллярный реометр 1.5 Пластинчатые реометры
Доступно для подписки
PDF Цена
$94,00
0 В корзину
Испытание на сдвиг внахлестку автомобильных клеев для склеивания армированного волокном пластика (FRP)
В этой рекомендуемой практике SAE описывается метод испытания на сдвиг внахлест для использования при измерении характеристик сцепления автомобильных клеев для соединения армированных волокном пластиков (FRP) друг с другом и с металлами.
Доступно для подписки
PDF Цена
$56.00
0 В корзину
Испытание на сдвиг внахлест автомобильного герметика для стационарного склеивания стекол
Настоящая Рекомендуемая практика SAE определяет процедуру изготовления и испытания нарезки стекла по металлу внахлестку для определения прочности на сдвиг клеев-герметиков для стационарного склеивания автомобильных стекол. Эта процедура также может быть использована для пластика, армированного волокном (FRP), когда он используется вместо металла.
Доступно для подписки
PDF Цена
$61.00
0 В корзину
Испытание на перекрестное отслаивание автомобильных клеев для склеивания армированного волокном пластика (FRP)
В этой рекомендуемой практике SAE описывается метод испытания на перекрестное отслаивание для использования при измерении характеристик склеивания автомобильных клеев для соединения армированных волокном пластиков друг с другом и с металлами.
Доступно для подписки
PDF Цена
$66. 00
0 В корзину
Ремонт пластиковых деталей OEM
Эта рекомендуемая практика SAE определяет информацию, необходимую для ремонта различных типов пластика, используемых в современных легковых транспортных средствах. Включена информация по ремонту и окраске большинства пластиковых деталей кузова, как внутренних, так и наружных. Информация по ремонту описана для всех широко используемых пластиков, включая, помимо прочего, полиуретаны, смеси поликарбонатов, модифицированные полипропилены, полиэтилены и нейлоны. Ремонт этих типов пластика может быть выполнен с использованием двухкомпонентного (2K) ремонтного клея, сварки пластика и других материалов, доступных у поставщиков кузовных работ. Когда новый тип пластмассы выводится на рынок в рамках новой автомобильной программы, должны быть предусмотрены специальные процедуры ремонта и окраски в соответствии с форматом, изложенным в этом документе. Листовые компаунды (SMC), пластмассы, армированные волокном (FRP) и пластмассы, армированные углеродным волокном, также можно ремонтировать с использованием несколько иных процедур и ремонтных материалов.
Доступно для подписки
PDF Цена
$78.00
0 В корзину
Прочность клея для мягкой отделки на отрыв
Настоящая Рекомендуемая практика SAE должна использоваться для определения прочности на отрыв, достигаемой клеем при его использовании для склеивания различных декоративных гибких подложек, таких как винил на тканевой основе или ковер, с жесткими (стальными), полужесткими (пластик SMC) или другими подобными материалами. субстраты.
Доступно для подписки
PDF Цена
$66.00
0 В корзину
Точка размягчения клеев для внутренней отделки
Эта рекомендуемая практика SAE должна использоваться для определения температуры, при которой клей размягчается до точки, при которой он больше не может выдерживать заданную нагрузку.
Доступно для подписки
PDF Цена
$56. 00
0 В корзину
Испытание на сдвиг внахлест для приклеивания герметика герметизирующего материала автомобильного стекла к отверстию кузова
Настоящая рекомендуемая практика определяет процедуру изготовления образца, срезаемого внахлестку, с целью проверки способности адгезива автомобильного герметика к эластомерному материалу, используемому при герметизации автомобилей. Существующая практика герметизации автомобильного стекла описывается как формование эластомерного материала на внешней кромке стекла с использованием термопласта или термореактивного материала, который быстро затвердевает в форме. Стекло извлекается из формы с отвержденным эластомерным материалом, приклеенным к периметру стекла. Теперь этот инкапсулированный стеклянный модуль можно приклеить с помощью клея-герметика к отверстию кузова автомобиля.
Доступно для подписки
PDF Цена
$66.00
0 В корзину
Индукционное испытание на отверждение металлических клеев
Настоящая Рекомендуемая практика SAE определяет процедуру определения характеристик адгезионной прочности термоотверждаемых клеев для склеивания металлов, подвергнутых индукционному нагреву.
Доступно для подписки
PDF Цена
$70. 00
0 В корзину
Тест на перелом сустава тренера
Настоящая Рекомендуемая практика SAE определяет процедуру определения прочности на отрыв клея, используемого для склеивания автомобильных маслянистых металлических поверхностей.
Доступно для подписки
PDF Цена
$56.00
0 В корзину
Испытание на адгезию стекла к эластомерному материалу для герметизации автомобильного стекла
Настоящая рекомендуемая практика определяет процедуру изготовления и испытания образца, отслаиваемого под углом 180 градусов, с целью определения способности склеивания стекла с эластомерным материалом в модульном автомобильном стекле. Этот метод испытаний предполагает использование эластомерного материала с модулем менее 172 МПа в качестве герметизирующего материала. Нынешняя практика герметизации автомобильного стекла описывается как формование на месте эластомерного материала на внешней кромке стекла с использованием термопласта или термореактивного материала, который быстро затвердевает в форме. Стекло извлекается из формы, при этом отвержденный эластомерный материал приклеивается к периметру стекла. Теперь этот инкапсулированный стеклянный модуль можно приклеить с помощью клея-герметика к отверстию кузова автомобиля.
Доступно для подписки
PDF Цена
$61.00
0 В корзину
Метод проверки соответствия поверхности для компонентов, чувствительных к давлению, приклеиваемых на клей
Настоящая Рекомендуемая практика SAE применяется к оценке условий соответствия, существующих между двумя поверхностями. Оценка этого соответствия может быть особенно полезной при склеивании, хотя она также может иметь отношение к болтовым соединениям смежных поверхностей. Поскольку хорошее соответствие поверхности склеивания необходимо для обеспечения оптимальных характеристик склеивания с помощью клеев, чувствительных к давлению, цель этого документа состоит в том, чтобы предоставить метод оценки соответствия сопрягаемых поверхностей. Этот документ предназначен в качестве руководства по стандартной практике, но может подвергаться частым изменениям, чтобы соответствовать опыту и техническим достижениям. Это следует иметь в виду, рассматривая возможность использования настоящего документа. Типы инструментов, материалы, инструменты для нанесения и методы оценки площади контакта с компонентами включены в этот документ. В большинстве случаев визуальная оценка эффективности контакта может быть удовлетворительной; однако для большей точности можно использовать измерительный инструмент. При сообщении значения контакта следует указать способ оценки (например, визуальный, измерительный инструмент).
Доступно для подписки
PDF Цена
$56.00
0 В корзину
Выбор клеев для крепления внешних аксессуаров вторичного рынка
Цель настоящей Рекомендуемой практики SAE состоит в том, чтобы предоставить механизм для надлежащей подготовки поверхности и выбора клея для крепления внешних аксессуаров послепродажного обслуживания.
Доступно для подписки
PDF Цена
$66. 00
0 В корзину
Методы испытаний автомобильных герметиков, клеев и шумоглушителей
Эта рекомендуемая практика SAE содержит ряд методов испытаний для использования при измерении характеристик автомобильных герметиков, клеев и глушителей. Методы испытаний, содержащиеся в этом документе, следующие: ADS-1 — Методы определения вязкости ADS-2 — Низкотемпературные испытания ADS-3 — Испытания на сварку ADS-4 — Испытание на окрашивание эмали, лака и ткани ADS- 5 — Испытание на стойкость к смыванию ADS-7 — Испытание на твердые вещества ADS-8 — Испытание на температуру вспышки ADS-9—Испытания на провисание и образование сводов ADS-10—Испытание на текучесть Целью этого документа является предоставление ряда методов испытаний, которые можно использовать для проверки различных качеств герметиков, клеев и звукопоглощающих материалов. В более поздних редакциях этого документа будут предприняты попытки уменьшить количество представленных тестов. Конкретные температуры и время, при которых должны проводиться некоторые из этих испытаний, не указаны в этих процедурах испытаний, но они будут найдены в стандартах на материалы, которые регулируют каждый тип испытуемого материала.
Доступно для подписки
PDF Цена
117,00 долларов США
0 В корзину
Противошумные прокладки тормозных колодок: T-pull Test
Эта рекомендуемая практика распространяется только на приклеенные противошумные прокладки тормозных колодок. Эта процедура не распространяется на прокладки с механическим креплением (без клея). Для измерения прочности клеевого соединения для крепления противошумных прокладок к колодкам дискового тормоза или испытательного образца к стандартной стальной пластине. Его основное использование в качестве инструмента качества.
Доступно для подписки
PDF Цена
$66.00
0 В корзину
Припои
Выбор типа и марки припоя для конкретных целей зависит от соединяемых материалов и способа нанесения. Те, которые содержат больше олова, обычно легче смачиваются и связываются, а также имеют более узкий диапазон полурасплава, чем сплавы с низким содержанием олова. По строго экономическим причинам рекомендуется выбирать марку металлического припоя, содержащую наименьшее количество олова, необходимое для обеспечения подходящей текучести и адгезионных свойств для применения.
Доступно для подписки
PDF Цена
$44.00
0 В корзину
Автомобильная Металлургическая Соединение
Этот отчет представляет собой сокращенное изложение металлургического соединения сваркой, пайкой и пайкой. Обычно он предназначен для отражения текущего использования в автомобильной промышленности; однако он включает некоторые из недавно разработанных процессов. Более полное описание материалов, деталей обработки и необходимого оборудования можно найти в Справочнике по сварке, Руководстве по пайке и других публикациях Американского общества сварщиков по испытаниям и материалам. Публикации AWS Automotive Welding Committee, посвященные рекомендуемым практикам, особенно рекомендуются инженерам-конструкторам или инженерам по продуктам. Этот отчет не предназначен для описания механического соединения, такого как заклепки или винтовые соединения, или процессов химического соединения, таких как клеевое соединение.
Доступно для подписки
PDF Цена
125,00 долларов США
0 В корзину
Перейти к оформлению заказа
Этот стандарт также доступен для включения в подписки на стандарты. Подписки на стандарты от ANSI предоставляют экономичное многопользовательское решение для доступа к стандартам. Стоимость подписки определяется: конкретным(и) стандартом(ами) или наборами стандартов, количеством местоположений, имеющих доступ к стандартам, и количеством сотрудников, которым необходим доступ.
Запрос цены предложения
Являясь голосом американской системы стандартов и оценки соответствия, Американский национальный институт стандартов (ANSI) уполномочивает своих членов и избирателей укреплять систему США. положение на рынке в мировой экономике, помогая обеспечить безопасность и здоровье потребителей и защиту окружающей среды.
D ep ois , corte de gua e d e e let rici da de durante dez dias, […]
porm nenhuma outra contrariedade.
fms.it
fms.it
Air Dry in g , Water — B a se d Coating Re pa i r Mastic i s a применяется в качестве защитного […]
шумоизоляционное покрытие в зонах транспортных средств, которые
[…]
обычно подвергаются воздействию камней.
colauto.com.br
colauto.com. br
MASSA DE RETOQUE SECAGEM A o AR BAS E D’GUA A PLIC A PLIC A PLIC A PLIC A 9063. 9063. 9063. 9063. .
защита, анти-рудо, nas reas do veculo que
[…]
comumente ficam expostas a batida de pedras.
colauto.com.br
colauto.com.br
E po x y mastic f o r water t a nk s, buried structures, [.. .]
и т. д. Нанесение кистью или валиком после подходящей грунтовки толщиной до 500 микрон на слой
euronavy.us
euronavy.us
Ideal p ara dep sito s de gua, a ca bame nto de superfcies [. ..]
enterradas и т. д. Aplicvel a rolo ou trincha em superficies de beto
[…]
или ранее был адекватен, на 500 микрон для демонстрации.
euronavy.us
euronavy.us
Мастика G u m средство для гигиены полости рта […]
Продукт, одновременно традиционный и усовершенствованный.
super-smart.eu
super-smart.eu
Мастиковая смола […]
Гигиена bucodentria simultaneamente tradicional e avanado.
super-smart.eu
super-smart.eu
В частности, ЕС возражал в
[…] the strongest terms to t h e cut-off of water , e le ctricity and telephone [. ..]
коммунальные услуги и отказ на
[…]
разрешить въезд автомобилей послов в жилой комплекс.
europa.eu
europa.eu
А УП протесту
[…] vigorosame nt e, acima de t ud o, cont ra o corte d e gua, ele ctr icida de e telefone [. ..]
e contra a recusa de deixar
[…]
entrar no complexo residencial as viaturas dos Embaixadores.
europa.eu
europa.eu
Деревня одна из самых бедных в
[…] region, it ‘ s cut off e l ec tricity and run ni n g water , n ot упомянуть дороги.
dw-world.com
dw-world.com
A aldeia uma das mais pobres da
[…] Regio, No TEM Elect RI CIDA DE N EM GUA CO RREN TE, PA 9063.
dw-world.de
dw-world.de
Назначение устройства i s t o cut off t h e flo w o f water i f i ts temperature reaches the set value.
калэффин.нл
калэффин.нл
O dispositivo tem a funo de
[…] interromp er o fl uxo de gua № cas o de a Tempatura desta ltima atingir o valor fix o de regulao .
caleffi.fr
caleffi.fr
Сели и наводнения, вызванные ураганами, перекрыли почти все автомагистрали
[…] в регионе а н д отрезанная вода а н d электричество на […]
тыс. домов.
fbds.org.br
fbds.org.br
Os deslizamentos de terra e as inundaes causadas pelas tempestades
[…]
bloquearam quase todas as estradas da regio,
[…] interrompendo o fo rneci men to de gua e ele tri cidad и де мильярес […]
резиденции.
fbds.org.br
fbds.org.br
However, there is a natural product which has been used since ancient times as an antiseptic and remedy for a range of stomach ailme nt s : mastic g u m (фисташка лентиск).
super-smart.eu
super-smart.eu
No entanto, Existe uma produto natural que utilizado desde a antiguidade como anti-sptico e como remdio para as dores de estmago mais diversas: резина де аройра (фисташковый волокнистый).
super-smart.eu
super-smart.eu
Исследования, демонстрирующие эффективность y o f мастики g u m Против H.pylori применяют дозы от одного до двух граммов в сутки.
super-smart.eu
super-smart.eu
Os estudos Que Mostram a eficcia da Resina d e aroeira c ontra a H. pylori utilizaram дозы de um a dois gramas por dia.
super-smart.eu
super-smart.eu
Учитывая, насколько серьезна инфекция H. pylori i s , мастика g u m следует использовать в качестве первого шага перед любой другой терапией.
super-smart.eu
super-smart.eu
Tendo em conta a gravidade da infeco por H.pylori, а резина де ароэйра деверия сер usada em primeiro lugar, antes de qualquer outra terapia.
super-smart.eu
super-smart.eu
В-третьих, мы должны в какой-то момент
[…]
возможно обратим внимание на мелкие культуры, на мелких производителей, таких как
[…] растущий шафран a n d мастика i n C hios
europarl.europa.eu
europarl.europa.eu
Em terceiro lugar, talvez num dado momento devssemos virar a nossa
[. ..]
ateno para as pequenas cultures, para os pequenos produtores, nomeadamente a
[…] культура a afr o e da mstique em Chi os .
europarl.europa.eu
europarl.europa.eu
Даже если H.pylori
[…] не подозревается te d , мастика г у м можно использовать […]
для облегчения болей в животе, восстановления эпителия желудка и двенадцатиперстной кишки,
[…]
способствуют хорошему пищеварению и освежают дыхание.
super-smart.eu
super-smart.eu
Mesmo que no s us peite de H. py lo ри, смола […]
de aroeira pode ser utilizada par aliviar as dores de estmago, ajudar a reconstruir
[. ..]
o epitlio gstrico ou двенадцатиперстной кишки, propiciar uma boadigesto e refrescar o hlito.
super-smart.eu
super-smart.eu
Лица, находящиеся в одиночном заключении, al l y отрезаны f р ом внешний мир.
europarl.europa.eu
europarl.europa.eu
E m режим d e isolamento as pessoas esto completamente margem do mundo […]
снаружи.
europarl.europa.eu
europarl.europa.eu
Одного моста должно быть достаточно для доступа к сети Tor, но если у вас есть только один мост и он работает
[…] Вы отключите f r om сеть Tor.
theonionrouter.com
theonionrouter.com
Uma bridge deve ser suficiente para alcanar a rede Tor, mas se voc s tem uma bridge e ela ficar
[. ..] offli ne , voc s er cortado da красный e Tor .
theonionrouter.com
theonionrouter.com
Литературный
[…] процесс не ме а н отрезать ф р ом реальность.
partenia.net
partenia.net
Рекурсо li terrio no s igni fica desconexo da r eali da de.
partenia.net
partenia.net
Вы не собираетесь финансировать
[…] самолеты которые летят туда к пэ оп л е отрезал ф р ом кап.
europarl.europa.eu
europarl.europa.eu
Os senhores n o vo f in anciar avies para p es soas que no t 9065r [. ..]
сообщение со столицей.
europarl.europa.eu
europarl.europa.eu
Возьми т ч е отсечка р а рт конечного […]
планка в предыдущем ряду и используйте ее, чтобы начать следующий ряд.
balterio.be
balterio.be
Использование a parte cortada da lti ma tbua […]
na linha anterior para comear and linha seguinte.
балтерио.бе
balterio.be
T h e отсечка d a te для статистики, включенной в этот отчет о конвергенции, был 30 апреля, с 20 […]
исключение из опубликованных СИПЦ
[. ..]
Комиссией (Евростат) 16 мая 2002 г. и для Соединенного Королевства 21 мая 2002 г.
ecb.europa.eu
ecb.europa.eu
Предел данных e da informao es ta tstica includa no presente Relatrio de Conve rg ncia foi 30 de 3 A 3 […]
2002, за исключением
[…]
IHPC publicados pela Comisso Europeia (Eurostat) em 16 мая 2002 г. e para o Reino Unido em 21 мая 2002 г.
ecb.europa.eu
ecb.europa.eu
The Air Dry in g , Water — B a se d Coating Re pa i r Mastic h a s реологические […]
свойства и могут наноситься на вертикальные и горизонтальные
[. ..]
поверхностей и перевернутых панелей, без каких-либо перемещений.
colauto.com.br
colauto.com.br
А Масса де
[…] Retoque Secage m Ao Ar Ba se D’gua p oss ui carac 5 […]
podendo ser aplicado em superfcies verticais,
[…]
Horizontais, painis invertidos, sem que ocorra escorrimento.
colauto.com.br
colauto.com.br
Асбестовая ткань и картон для изготовления муфт,
[…] различные типы фрикционных накладок, дополнительно n t o мастика a n d специальные составы.
crisotilabrasil.org.br
crisotilabrasil.org.br
A partir de tecidos e papeles de amianto so produzidas juntas d e
[. ..] revestimento e vedao, guarnies diversas, a lm demasques e масса as especiais.
crisotilabrasil.org.br
crisotilabrasil.org.br
Эти пространства должны быть заполнены эластичным материалом
[…] такие как полиуретан b as e d мастика .
ceusa.virtualiza.com.br
ceusa.virtualiza.com.br
Estes espaamentos devem ser preenchidos com material elstico
[…] como мачта iq ue a bas e de p oli ureta no .
ceusa.virtualiza.com.br
ceusa.virtualiza.com.br
Это означает, что, начиная с месячных данных на конец января 2003 г. (ежеквартальных данных на конец марта 2003 г.), отчитывающиеся учреждения должны будут разбивать эту категорию обязательств в соответствии с тем же исходным мату ri t y Отсечка п o в ц необходима для долговых ценных бумаг и отнесения его к категории обязательств «долговые ценные бумаги выпущенные».
ecb.europa.eu
ecb.europa.eu
Tal significa que, comeando com os dados mensais do final de Janeiro de 2003 (dados trimestrais no final de Maro de 2003), as instituies inquiridas devem desagregar esta categoria do passivo de acordo com o mesmo limite do prazo original requerido para os ttulos de dvida e classific-la como «ttulos de dvidaemidos».
ecb.europa.eu
ecb.europa.eu
Битумные смеси (например, асфальтобетон, в том числе очень мягкий асфальт и для очень тонких слоев. до N E MASTIC A S PH ALLLED ASLED ASPLED ASPH)
. .0002 eur-lex.europa.eu
Misturas betuminosas [beto betuminoso incluindo betume mole, misturas betuminosas para camadas delgadas, mistura betuminosa porosa, mastique betuminoso (Gussasphalt), misturas betuminosas com granulometria descontnua
eur-lex. europa.eu
7
eur-europa.eu
Композиция для покрытия на основе эмульсии акриловой или метакриловой смолы и ее применение
Настоящее изобретение относится к композиции для покрытия на основе эмульсии акриловой или метакриловой смолы, которая может быть использована, например, в качестве смоляного компонента мастичной краски, предназначенной для придания грубой текстуры покрытие, противошумная краска, антивибрационная краска или уплотняющий материал, в частности, в качестве смоляного компонента материала, препятствующего выкрашиванию, который можно использовать в качестве материала покрытия для защиты наружных деталей из листового металла транспортных средств, таких как автомобиль, от камешков или камни.
Эмульсионная покрывающая композиция на основе акриловой или метакриловой смолы (которую иногда в общем называют акриловой смолой) по настоящему изобретению можно использовать для получения материала, препятствующего выкрашиванию, в частности материала, препятствующего выкрашиванию, не содержащего растворителя, способного образовывать тонкую пленку с покрытием. но демонстрирует выдающиеся улучшения в стойкости к сколам, адгезии к листовому металлу, коррозионной стойкости, способности формировать плоскую пленку, противошумных свойствах, бензостойкости, стойкости к холодному изгибу и ударной вязкости. Кроме того, по сравнению с обычными композициями аналогичного типа, композиция для покрытия на основе акриловой смолы по данному изобретению обладает устойчивостью к образованию кратеров (волдырей, возникающих во время обжига) или быстрой ржавчине во время нанесения покрытия, а также отличной устойчивостью к горячей воде.
Более конкретно, настоящее изобретение относится к композиции покрытия на основе эмульсии акриловой или метакриловой смолы, включающей смешанную смесь, состоящую из
(1) 100 массовых частей содержания твердой смолы в эмульсии сополимерной смолы [A], при этом сополимерная смола в ней имеет температура стеклования Tg(A), определенная методом ДСК, составляет примерно от -10° до примерно -55°C, и указанная эмульсия сополимерной смолы [A] представляет собой продукт водной эмульсии-сополимеризации, не содержащий сополимеризуемого диаллильного компонента. и получено из 9от 5 до 99,5% по массе по меньшей мере одного мономерного сложного эфира (а) акриловой и/или метакриловой кислоты, не имеющей карбоксильной группы в молекуле, и от 0,5 до 5% по массе по меньшей мере одной альфа, бета-ненасыщенной карбоновой кислоты (b) в присутствии, в качестве неионогенного поверхностно-активного вещества, блок-сополимера полиоксиэтилена/полиоксипропилена,
(2) от 20 до 300 частей по весу в виде твердой смолы, содержание твердой смолы в сополимерной эмульсии [B], сополимерная смола, содержащая стекло температура перехода Tg(B), определенная методом ДСК, менее 0°C и удовлетворяющая следующему уравнению Tg(B)-Tg(A)=10°~55°C.
, и указанная эмульсия сополимерной смолы [B] представляет собой продукт сополимеризации водной эмульсии, не содержащий сополимеризуемого диаллильного компонента и полученный от 95 до 99,5% по массе по меньшей мере одного мономерного сложного эфира (а)’ акриловой и/или метакриловой кислоты не имеющий карбоксильной группы в своей молекуле и от 0,5 до 5% по массе по меньшей мере одной альфа,бета-ненасыщенной карбоновой кислоты (b)’ в присутствии в качестве неионогенного поверхностно-активного вещества блок-сополимера полиоксиэтилена/полиоксипропилена, и
(3) от около 0,2 до около 10 частей по массе, исходя из общей массы содержания твердой смолы в эмульсиях [A] и [B], водорастворимой соли поливалентного металла (C) неорганической или органической кислоты , соль металла (С), имеющая растворимость не менее 5, если она выражена в граммах указанной соли металла, растворенной в 100 г воды при 20°С. материала, в частности, материала, препятствующего выкрашиванию, не содержащего растворителя, который при нанесении на поверхность подложки, например листового металла, в частности различных стальных листов с покрытием, покрытым свинцово-оловянным сплавом, оловом, алюминием, хромом и никелем, может образовывать тонкую пленка, обладающая отличными свойствами против выкрашивания, адгезией к листовому металлу, коррозионной стойкостью, способностью формировать плоскую пленку, противошумными свойствами, бензостойкостью, сопротивлением изгибу в холодном состоянии и ударопрочностью, несмотря на ее небольшую толщину. Обычные составы покрытия для формирования защитных пленок, называемые материалами против выкрашивания, проявляют в некоторой степени эффект против выкрашивания при нанесении большой толщины на плакированный стальной лист или гальванически осажденную пленку, свободные от открытой поверхности железа, но проявляют неудовлетворительный эффект против выкрашивания, когда толщина пленки с покрытием составляет маленький. Кроме того, они имеют очень плохую коррозионную стойкость при использовании в одиночку. В частности, нельзя ожидать антикоррозионного эффекта от композиций покрытия на водной основе для защиты от выкрашивания, и ржавчина возникает в течение короткого периода времени на участках, подверженных воздействию железа, таких как швы и царапины, образованные при обработке листового металла. Поэтому было очень желательно устранить это неудобство. Более того, пленки с покрытием, изготовленные из обычных композиций на основе смолы, препятствующей выкрашиванию, имеют приподнятые и вдавленные части, и когда галька или камни ударяются о вогнутые части, они подвержены царапанью. С другой стороны, композиции смолы, препятствующей выкрашиванию, на водной основе имеют неудовлетворительную клейкость после погружения в воду, особенно сразу после погружения, и было желательно устранить этот недостаток.
В качестве попытки такого усовершенствования в выложенной патентной публикации Японии № 187468/1983 предложена вододиспергируемая полимерная композиция, используемая в качестве смоляного компонента материала для защиты от выкрашивания на водной основе, в частности, коррозионно-стойкого материала против выкрашивания, который может избежать загрязнения окружающей среды путем рассеивания растворителя. Японский патентный документ раскрывает вододиспергируемую смолу для материалов, препятствующих выкрашиванию, включающую вододиспергируемую смолу, имеющую температуру стеклования Tg не выше 0°C, которую получают путем сополимеризации полимеризуемой мономерной смеси, состоящей из
(i) от 1 до 25% по массе полимеризуемого мономера, не содержащего карбоксильной группы в молекуле, гомополимера указанного мономера, имеющего температуру стеклования не ниже 0°C,
(ii) от 70 до 98% по весу полимеризуемого мономера, не содержащего карбоксильной группы в молекуле, гомополимера указанного мономера, имеющего температуру стеклования менее 0°С, и
(iii) от 0,5 до 5% по весу альфа, бета- ненасыщенная карбоновая кислота,
в условиях эмульсионной полимеризации.
В изобретении, раскрытом в японском патентном документе, не используется или даже не предлагается совместное использование водорастворимой соли поливалентного металла неорганической или органической кислоты, имеющей растворимость не менее 5. Кроме того, в этом патентном документе ни не описывает и не предлагает смесь двух эмульсий смолы, имеющих температуру стеклования ниже 0°С и отличающихся друг от друга, и никоим образом не относится к таким техническим проблемам, как образование кратеров и мгновенное ржавление. Кроме того, желательно, чтобы смола в этом документе была улучшена в отношении стойкости к сколам, стойкости к изгибу при низких температурах и стойкости к горячей воде.
В другой области техники, в частности, в области чувствительных к давлению адгезивов, чувствительных к давлению клеев, состоящих из эмульсии акриловой смолы и слабокислой соли поливалентного металла, эмульсия акриловой смолы содержит сомономер аллилового соединения, имеющий по меньшей мере две аллильные группы (называемые сополимеризуемым диаллильным компонентом в настоящем изобретении) в качестве основного компонента предложены в публикации японского патента № 4541/1974.
Этот клей, чувствительный к давлению, получают путем эмульсионной полимеризации мономерной смеси, состоящей из
(I) от 99,4 до 87 массовых частей винилового мономера, содержащего не менее 80 массовых % алкилакрилата, имеющего от 4 до 12 атомов углерода в алкильной части,
(II) от 0,5 до 10 массовых частей ненасыщенная карбоновая кислота, способная сополимеризоваться с (I), и
(III) от 0,1 до 3 массовых частей аллильного соединения, имеющего не менее двух аллильных групп,
и добавление к полученному сополимеру от 1 до 4 эквивалентов на эквивалент карбоксильной кислоты в сополимере слабокислой соли двухвалентного или трехвалентного металла. Утверждается, что этот самоклеящийся клей подходит для так называемого «свободного альбома», изготавливаемого путем нанесения самоклеящегося клея на всю поверхность толстой бумаги или в виде различных рисунков, таких как линии и поперечные разрезы, сушки покрытий, наложения. прозрачные пластиковые пленки, такие как жесткая поливинилхлоридная пленка, на бумагу с покрытием и их переплет.
В этом японском патентном документе раскрыто только использование слабой кислоты поливалентного металла вместе с эмульсией акриловой смолы, содержащей сомономер аллильного соединения, в качестве основного компонента в технической области чувствительного к давлению клея, который сильно отличается от настоящего изобретения. . Он вообще не относится к композициям покрытий для материалов, препятствующих выкрашиванию, или другим материалам, и ничего не говорит об использовании в таких композициях слабокислых солей поливалентных металлов. Естественно, это вовсе не относится к использованию смеси двух эмульсий смол, имеющих разные температуры стеклования.
Патент США. В US 2754280 предлагаются водные дисперсии, которые являются стабильными и особенно подходят в качестве носителей для поверхностных покрытий и для получения сухих, не слипающихся свободных пленок или пленок. В соответствии с описанием патента США дисперсии предпочтительно готовят путем эмульгирования смеси (х) одного или нескольких мономерных сложных эфиров акриловой и/или метакриловой кислоты и (у) мономерных акриловой, метакриловой и итаконовой кислот или смесей этих кислот. в воде и полимеризации смеси, пока она находится в эмульгированной форме, и важно, чтобы использовался неионогенный эмульгатор или диспергатор. Патент цитирует агент, содержащий блок-сополимер полиоксиэтилена/полиоксипропилена, в качестве примера такого неионогенного агента. Кроме того, в патенте США приводятся соли поливалентных металлов и слабых кислот, основные соли поливалентных металлов, оксиды и гидроксиды поливалентных металлов в качестве примеров соединений основных металлов, используемых для нейтрализации карбоксильных групп полученного сополимера.
Патент США не предлагает совместное использование эмульсий сополимерной смолы (1) и (2) в композиции по настоящему изобретению и их комбинации с солью (3). В нем также не затрагиваются упомянутые выше различные технические проблемы и рекомендации по решению этих проблем.
Авторы настоящего изобретения провели исследования по усовершенствованию композиции эмульсии акриловой смолы, которая особенно полезна в качестве материала, препятствующего выкрашиванию. Эти исследования привели к открытию того, что композиция покрытия на основе акриловой эмульсии, обладающая выдающимися улучшенными свойствами, может быть приготовлена в виде смешанной смеси из 100 массовых частей (в качестве твердого компонента смолы) эмульсии [А] смолы, которая удовлетворяет указанным выше требованиям. Tg(A) стеклования определяется методом ДСК и представляет собой продукт полимеризации в водной эмульсии, свободный от мономера диаллильного соединения и полученный из указанных выше пропорций мономеров (a) и (b) в присутствии указанного выше неионогенное поверхностно-активное вещество, [B] указанное выше количество эмульсии смолы, которая представляет собой аналогичный продукт полимеризации водной эмульсии и в котором сополимер имеет температуру стеклования Tg(B) менее 0°C и удовлетворяет Tg(B)-Tg(A)=10°~55°C и [C] от примерно 0,2 до примерно 10 массовых частей водорастворимой соли поливалентного металла неорганической или органической кислоты, имеющей растворимость не менее 5 (по количеству граммов соли, растворенной в 100 г воды при 20°С).
Авторы настоящего изобретения обнаружили, что указанный выше новый тип композиции покрытия на основе эмульсии акриловой смолы, например, в форме материала, препятствующего выкрашиванию, содержащего добавки, такие как наполнитель и пигмент, может образовывать тонкую плоскую пленку с покрытием, которая, несмотря на ее малая толщина демонстрирует выдающиеся улучшения в сопротивлении сколам, адгезии к листовому металлу, коррозионной стойкости, способности образовывать плоскую пленку, противошумных свойствах, бензостойкости, сопротивлении холодному изгибу и ударной вязкости, а также в предотвращении образования кратеров или мгновенной ржавчины во время нанесения покрытия, а также в стойкости к горячей воде.
Таким образом, целью настоящего изобретения является создание покрывной композиции на основе эмульсии акриловой смолы, особенно полезной в качестве вододиспергируемого полимерного компонента материала, препятствующего выкрашиванию.
Вышеупомянутые и другие цели и преимущества настоящего изобретения станут очевидными из следующего описания.
Примеры мономерного сложного эфира (а) акриловой кислоты и/или метакриловой кислоты, не имеющего карбоксильной группы в молекуле, используемого для образования эмульсии сополимерной смолы [А], включают C 1 -C 10 , предпочтительно C 1 -C 8 , алкиловые эфиры акриловой или метакриловой кислоты, глицидиловые эфиры акриловой или метакриловой кислоты и гидроксиалкиловые эфиры, такие как гидрокси(C 1 -C 4 алкил) сложные эфиры акриловой или метакриловой кислоты. Конкретными примерами мономера (а) являются метилакрилат, этилакрилат, пропилакрилат, бутилакрилат, пентилакрилат, гексилакрилат, 2-этилгексилакрилат, метилметакрилат, этилметакрилат, пропилметакрилат, бутилметакрилат, пентилметакрилат, гексилметакрилат, 2-этилгексилметакрилат, глицидилакрилат, глицидилметакрилат, гидроксиметилакрилат, гидроксиметилметакрилат, гидроксиэтилакрилат и гидроксиэтилметакрилат. Из них предпочтительными являются метилакрилат, этилакрилат, бутилакрилат, 2-этилгексилакрилат, метилметакрилат, бутилметакрилат и 2-этилгексилметакрилат. Мономеры (а) можно использовать по отдельности или в комбинации.
Альфа, бета-ненасыщенная карбоновая кислота в качестве сомономера (b), используемого при образовании эмульсии смолы [A], представляет собой, например, C 3 -C 5 альфа, бета-ненасыщенную карбоновую кислоту (включая его ангидрид кислоты). Конкретными примерами сомономера (b) являются малеиновая кислота, фумаровая кислота, кротоновая кислота, акриловая кислота, метакриловая кислота и итаконовая кислота и их ангидриды. Акриловая кислота, метакриловая кислота и итаконовая кислота являются предпочтительными. Мономеры (b) можно использовать по отдельности или в комбинации.
Эмульсия смолы [A] может содержать небольшое количество компонента, полученного из другого модифицирующего сомономера. Его количество составляет примерно от 0 до 50 мас.% в расчете на общую массу мономера (а) и сомономера (б). Примерами такого модифицирующего сомономера являются стирол, метилстирол, этилстирол, акрилонитрил, винилацетат, винилхлорид, акриламид, N-метилолакриламид, диацетонакриламид, дивинилбензол, бутилмалеат или фумарат, октилмалеат или фумарат, винилпропионат, винилверсатат и винилиденхлорид. .
Мономерный сложный эфир (а)’ акриловой и/или метакриловой кислоты, не имеющий карбоксильной группы в молекуле, и альфа, бета-ненасыщенная карбоновая кислота (б)’, используемый для образования эмульсии сополимерной смолы [В], и другие модифицирующие сомономер, используемый в небольшом количестве, может быть таким же, как приведенный выше в качестве примера в отношении образования эмульсии смолы [А]. Они могут быть того же или другого типа, что и компоненты, используемые для образования эмульсии смолы [А].
Эмульсия сополимерной смолы [А] в композиции покрытия по настоящему изобретению представляет собой продукт сополимеризации водной эмульсии, не содержащий сополимеризуемого диаллильного компонента, который является производным 9от 5 до 99,5 % по массе мономера (а), от 0,5 до 5 % по массе альфа, бета-ненасыщенной карбоновой кислоты (b) и от 0 до 50 % по массе в расчете на общую массу мономера (а) и сомономер (b) другого модифицирующего сомономера в присутствии блок-сополимера полиоксиэтилена/полиоксипропилена в качестве неионогенного поверхностно-активного вещества. Сополимерная смола в эмульсии смолы [A] имеет температуру стеклования Tg(A), определенную методом ДСК, от примерно -10°C до примерно -55°C.
Эмульсия сополимерной смолы [В] в составе покрытия по настоящему изобретению представляет собой продукт сополимеризации водной эмульсии, не содержащий сополимеризуемого диаллильного компонента, который является производным от 95 до 99,5% по массе мономера (а)’, от 0,5 до 5% по массе альфа,бета-ненасыщенной карбоновой кислоты (b)’ и от 0 до 50% по массе, в расчете на общую массу мономера (a)’ и сомономера (b)’, другого модифицирующего сомономера в наличие в качестве неионогенного поверхностно-активного вещества блок-сополимера полиоксиэтилена/полиоксипропилена, а сополимерная смола в эмульсии [В] имеет температуру стеклования Tg(B), определенную методом ДСК, менее 0°С , и удовлетворяющие уравнению Tg(B)-Tg(A)=10°~55°C.0003
В каждой из эмульсий смолы [A] и [B] мономеры (a) и (b), мономеры (a)’ и (b)’ и другие модифицирующие мономеры могут использоваться по отдельности или в комбинациях соответственно . Когда используется комбинация мономеров, их общее количество удовлетворяет указанным выше количествам.
То, что каждая из эмульсий смолы [A] и [B] должна соответствовать комбинированным требованиям пропорций отдельных мономеров и температуры стеклования DSC, имеет важное значение вместе с комбинированным параметром, требующим использования определенного неионогенного поверхностно-активного вещества. агента и включение указанного количества водорастворимой соли поливалентного металла [С] неорганической или органической кислоты, которая имеет растворимость менее 5 г соли, растворенной в 100 г воды при 20°С
Если в каждой из эмульсий смолы либо доли отдельных мономеров, либо температуры стеклования по методу ДСК выходят за пределы диапазонов, указанных выше для вышеупомянутого комбинированного параметра, будет иметь место вредное воздействие на улучшенные свойства, заметные улучшения технические проблемы, упущенные из виду в предшествующем уровне техники, такие как предотвращение образования кратеров или мгновенной ржавчины во время нанесения покрытия и улучшенная стойкость к горячей воде.
Влияние комбинации вышеупомянутых требований на комбинацию этих улучшенных свойств не может быть однозначно объяснено, поскольку оно связано также с влиянием этих улучшенных свойств друг на друга. Если пропорция мономера (b) или (b)’ больше, чем указанная пропорция, это отрицательно сказывается на улучшении стойкости к мгновенному ржавлению и стойкости к горячей воде композиции покрытия на основе эмульсии акриловой смолы. Если он меньше указанного нижнего предела, способность предотвращать образование кратеров и стабильность при хранении композиции покрытия на основе эмульсии акриловой смолы снижаются. Кроме того, если температура стеклования сополимерной смолы в эмульсии смолы [A] или [B] по методу ДСК выше указанного верхнего предела Tg(A) или Tg(B), водостойкость снижается и сопротивление изгибу в холодном состоянии и сопротивление скалыванию ухудшаются. Если оно ниже указанного нижнего предела, способность предотвращать образование кратеров и стойкость к горячей воде снижаются, а стойкость к выкрашиванию ухудшается.
Вышеуказанная комбинация требований является существенной при таких условиях, что состав покрытия должен соответствовать комбинированному параметру, требующему использования конкретного неионогенного поверхностно-активного вещества и включения указанного количества водорастворимой соли поливалентного металла [C] . Эффект этой комбинации требований также не может быть однозначно объяснен. Но использование поверхностно-активного вещества способствует предотвращению образования кратеров и улучшению стойкости к горячей воде, а также повышению коррозионной стойкости. Включение водорастворимой соли поливалентного металла [C] эффективно влияет на улучшение предотвращения внезапной коррозии, образования кратеров и сопротивления горячей воде, а также способствует дальнейшему улучшению стойкости к сколам. Если количество компонента [С] больше указанного верхнего предела, снижается стабильность при хранении полученной композиции покрытия. Если он меньше указанного предела, различные улучшения, описанные выше, не могут быть достигнуты.
Продукты сополимеризации водной эмульсии в эмульсиях смолы [А] и [В], используемых в композиции покрытия по настоящему изобретению, не содержат сополимеризуемого диаллильного компонента. Продукты, содержащие сополимеризуемый диаллильный компонент, снижают предотвращение образования кратеров и устойчивость к горячей воде, а также отрицательно влияют на сопротивление изгибу при низких температурах. Кроме того, присутствие диаллильного компонента неблагоприятно влияет на реакционную способность мономеров во время эмульсионной сополимеризации и затрудняет образование желаемых эмульсий смолы.
В настоящем изобретении температуры стеклования Tg(A) и Tg(B) сополимерных смол в эмульсиях [A] и [B] измеряют следующим методом.
Около 10 мг образца эмульсии сополимерной смолы взвешивают в ячейке и сушат при 100°С в течение 2 часов. Используя высушенный образец, температуру стеклования измеряют с помощью дифференциального сканирующего калориметра (модель DT-30, поставляемого Shimadzu Seisakusho Co. , Ltd.) путем нагревания его от -80°С со скоростью 20°С/ч. мин. В качестве газа-носителя используется газообразный азот с расходом 20 см3/мин.
Эмульсии смол [A] и [B] могут быть получены путем сополимеризации вышеуказанных пропорций полимеризуемых мономеров в водной эмульсии в присутствии в качестве неионогенного поверхностно-активного вещества блок-сополимера полиоксиэтилена/полиоксипропилена.
Методы сополимеризации в водной эмульсии хорошо известны. Также известен блок-сополимер полиоксиэтилена/полиоксипропилена в качестве неионогенного поверхностно-активного вещества. Такие известные методики и поверхностно-активное вещество можно использовать в настоящем изобретении. Сополимеризацию в водной эмульсии можно проводить обычным образом в водной среде в присутствии катализатора и блок-сополимера полиоксиэтилена/полиоксипропилена и необязательно другого неионогенного поверхностно-активного вещества и/или защитного коллоида при правильно выбранной температуре реакции, например от примерно 40° до примерно 90°С.
Блок-сополимер полиоксиэтилена/полиоксипропилена может, например, представлять собой соединение следующей формулы 6 O) b -(C 2 H 4 O) c —H
, где a представляет собой число от примерно 1 до 250, b представляет число от примерно 10 до 80 и c равно число примерно от 1 до 250, а a+b+c равно, например, по меньшей мере примерно 15, обычно примерно от 20 до примерно 350. Такое известное неионогенное поверхностно-активное вещество можно получить известным способом, например реакцией присоединения полипропиленгликоля с этиленоксидом или имеется в продаже.
Примеры коммерчески доступных полиоксиэтилен/полиоксипропиленовых блок-сополимеров неионогенных поверхностно-активных веществ включают Newcol 565FH (Japan Emulsion Co., Ltd.), Pronon 102, 104, 105, 201, 204 и 208 (Nippon Oils and Fats Co., Ltd.), Pluronic L-31, L-44, L-61, L-62, L-64, L-101, F-68, F-88, P-84, P-85 и P-103 (Asahi Denka Co., Ltd.; BASF), и Emulgen PP-150, 230, 250 и 290 (Kao Soaps Co. , Ltd.), и Pepol B-181, 182, 184 и 188 (Toho Chemical Co., Ltd.).
Эти поверхностно-активные вещества можно использовать по отдельности или в комбинации. Количество неионогенного поверхностно-активного вещества может быть правильно выбрано и составляет, например, от около 0,5 до около 10%, предпочтительно от около 1 до около 7%, особенно предпочтительно от около 2 до около 5%, в расчете на общую массу используемых мономеров. . Его количество может быть изменено в зависимости от совместного применения с другими ПАВ, указанными ниже, и не ограничивается указанным диапазоном.
В дополнение к блок-сополимеру полиоксиэтилена/полиоксипропилена неионогенному поверхностно-активному веществу можно совместно использовать другие неионогенные поверхностно-активные вещества, катионные поверхностно-активные вещества и амфотерные поверхностно-активные вещества. Они также служат для регулирования среднего диаметра частиц эмульсионного сополимера в получаемой эмульсии смолы.
Примерами других неионогенных поверхностно-активных веществ являются алкиловые эфиры полиоксиалкилена, такие как лауриловый эфир полиоксиэтилена и стеариловый эфир полиоксиэтилена; полиоксиалкиленалкилфенольные эфиры, такие как полиоксиэтиленоктилфеноловый эфир и полиоксиэтиленнонилфеноловый эфир; сложные эфиры сорбитана и жирных кислот, такие как монолаурат сорбитана, моностеарат сорбитана и триолеат сорбитана; полиоксиалкиленовые сложные эфиры жирных кислот, такие как полиоксиэтиленмонолаурат и полиоксиэтиленмоностеарат; и сложные эфиры глицерина и жирных кислот, такие как моноглицерид олеиновой кислоты и моноглицерид стеариновой кислоты. Их можно использовать как по отдельности, так и в комбинации. Количество этих других неионогенных поверхностно-активных веществ может быть правильно выбрано и составляет, например, от 0 до 10%, предпочтительно примерно от 0,05 до 7%, особенно предпочтительно от 0,1 до 5%.
Примеры защитного коллоида, который можно использовать, включают частично омыленный поливиниловый спирт, полностью омыленный поливиниловый спирт, модифицированный поливиниловый спирт, производные целлюлозы, такие как гидроксиэтилцеллюлоза, гидроксипропилцеллюлоза и карбоксиметилцеллюлоза, их соли и природные полисахариды, такие как гуаровая камедь . Их можно использовать по отдельности или в комбинации. Количество защитного коллоида, которое можно использовать, может быть правильно выбрано и составляет, например, от 0 до 10%, предпочтительно от 0,05 до 5%, особенно предпочтительно от 0,05 до 2%, в расчете на общую массу используемых мономеров.
Принимая во внимание стабильность полимеризационной системы, блок-сополимер полиоксиэтилена/полиоксипропилена с неионогенным поверхностно-активным веществом, который необходим, предпочтительно используют в комбинации с другим неионогенным поверхностно-активным веществом и защитным коллоидом, примерами которого являются выше. При желании можно использовать небольшое количество катионного поверхностно-активного вещества или амфотерного поверхностно-активного вещества в сочетании с вышеприведенными неионогенными поверхностно-активными веществами. Примеры такого катионного поверхностно-активного вещества включают соли алкиламинов, такие как ацетат лауриламина, соли четвертичного аммония, такие как хлорид лаурилтриметиламмония и хлориды алкилбензилдиметиламмония, и полиоксиэтиленалкиламины. Примерами амфотерного поверхностно-активного вещества являются алкилбетаины, такие как лаурилбетаин.
Количество катионного поверхностно-активного вещества или амфотерного поверхностно-активного вещества также может быть правильно выбрано и составляет, например, от 0 до 10%, предпочтительно от 0,05 до 5%, особенно предпочтительно от 0,05 до 2%, в расчете на общую массу мономеров. использовал.
Примерами катализатора, используемого в сополимеризации в водной эмульсии, являются персульфаты, такие как персульфат натрия, персульфат калия и персульфат аммония, органические пероксиды, такие как гидропероксид трет-бутила, гидропероксид кумола и гидропероксид параментана, а также пероксид водорода. Их можно использовать как по отдельности, так и в комбинации. Количество катализатора может быть правильно выбрано и составляет, например, от примерно 0,05 до примерно 1%, предпочтительно от примерно 0,1 до примерно 0,7%, особенно от примерно 0,1 до примерно 0,5%, в расчете на общую массу используемых мономеров.
При желании можно использовать восстанавливающий агент при проведении сополимеризации в водной эмульсии. Примеры включают восстанавливающие органические соединения, такие как аскорбиновая кислота, винная кислота, лимонная кислота и глюкоза, тиосульфат натрия, сульфит натрия, бисульфит натрия и метабисульфит натрия. Количество восстанавливающего агента может быть правильно выбрано и составляет, например, от около 0,05 до около 1% в расчете на общую массу используемых мономеров.
В практике сополимеризации в водной эмульсии все количество выбранного поверхностно-активного вещества может быть добавлено заранее в реакционную систему. Также можно добавить часть поверхностно-активного вещества в реакционную систему, начать реакцию и непрерывно добавлять остаток или добавлять остаток порциями через определенные промежутки времени во время реакции. Последняя процедура предпочтительнее. Мономеры (а) и (b) и другой модифицирующий сомономер или мономеры (а)’ и (b)’ и другой модифицирующий мономер также можно добавлять одновременно, порциями или непрерывно. Но с точки зрения контроля за реакцией эти мономеры могут непрерывно добавляться во время реакции.
В дополнение к поверхностно-активным веществам и катализатору во время эмульсионной полимеризации могут быть соответствующим образом добавлены агент, регулирующий рН, агент для контроля степени полимеризации, пеногаситель и т.д.
В эмульсиях смолы [A] и [B] полученные эмульсионные сополимеры должны иметь указанные выше температуры стеклования Tg(A) и Tg(B) по методу ДСК. Поскольку температуры стеклования эмульсионных сополимеров могут варьироваться в зависимости от типов условий реакции и поверхностно-активного вещества, а также типов и количеств отдельных мономеров, рекомендуется проводить сополимеризацию в водной эмульсии после экспериментального выбора и предписывая эти различные условия. Эмульсии смолы [А] и [В], которые могут быть получены, как описано выше, имеют содержание твердых веществ, например, от около 30 до около 70 мас.%, предпочтительно от около 40 до около 65%. Вязкость эмульсий смолы составляет, например, не более примерно 10000 сП, в частности, от примерно 5 до примерно 10000 сП. Предпочтительно после эмульсионной полимеризации рН полученной эмульсии смолы доводят до 3-11 с помощью агента, регулирующего рН, такого как аммиак или триэтаноламин.
Эмульсионные сополимеры в эмульсиях смолы [A] и [B] имеют средний диаметр частиц, например, примерно от 0,25 до 0,60 мкм, предпочтительно от 0,25 до 0,55 мкм, особенно предпочтительно от 0,3 до 0,55 мкм.
Если средний диаметр частиц слишком мал за пределами приведенного в качестве примера диапазона, может образоваться кратеризация. Если она слишком велика за пределами приведенного в качестве примера диапазона, коррозионная стойкость и стойкость к горячей воде имеют тенденцию к снижению. Соответственно, предпочтительным является выбор среднего диаметра частиц в пределах приведенного выше диапазона. Средний диаметр частиц можно регулировать путем надлежащего выбора типов и количеств неионогенного поверхностно-активного вещества на основе блок-сополимера полиоксиэтилена/полиоксипропилена, других используемых поверхностно-активных веществ, катализатора, условий реакции и проведения реакции. Его легко подобрать и задать предварительными экспериментами. Приведенные выше примеры факторов, которые участвуют в регулировании среднего диаметра частиц эмульсионного сополимера, влияют друг на друга и не могут быть однозначно объяснены. Но, как правило, средний диаметр частиц может быть легко выбран и задан экспериментально путем правильного выбора типа неионогенного поверхностно-активного вещества, его количества в зависимости от общей массы используемых мономеров, типа и количества используемого катализатора, а также типов и количеств. других поверхностно-активных веществ в диапазонах, приведенных выше в качестве примеров.
Средний диаметр частиц сополимерной смолы в эмульсии смолы [A] или [B] можно определить следующим образом: Эмульсию фиксируют методом негативного окрашивания, исследуют под электронным микроскопом и фотографируют. Из полученной электронной микрофотографии случайным образом отбирают 300 частиц эмульсии и измеряют диаметры их частиц. Среднее арифметическое измеренных диаметров частиц рассчитывается и определяется как средний диаметр частиц.
Эмульсия акриловой смолы по настоящему изобретению включает эмульсию смолы [A] и эмульсию смолы [B]. Он состоит из смеси 100 частей (в виде твердых веществ) эмульсии смолы [A], от 20 до 300 частей эмульсии смолы [B] и примерно от 0,2 до примерно 10 частей по массе в расчете на общую массу (в виде смолы). твердых веществ) эмульсий смолы [A] и [B], водорастворимой соли поливалентного металла [C].
Водорастворимые соли поливалентных металлов неорганических или органических кислот, имеющие растворимость s, выраженную в граммах соли, растворенной в 100 г воды при 20°C, не менее 5, могут широко использоваться в качестве водорастворимых поливалентных соль металла [С]. Предпочтительно такие водорастворимые соли поливалентных металлов [С] выбирают из солей низших алифатических карбоновых кислот, гидрохлоридов, хлоридов, сульфатов, нитратов, нитритов двухвалентных или трехвалентных металлов. Конкретные примеры включают Zn(CH 3 CO 2 ) 2 , AL (CH 3 CO 2 ) 3 , CA (CH 3 CO 2 ) 2 , PB 2 ) 2 , PB 2 ) 2 , PB 2 ) 2 CO 2 ) , PB 2 ) ) 2 , NI (CH 3 CO 2 ) 2 , BA (CH 3 CO 2 ) 2 , MN (CH 3 ) 2 , мн. Mg(CH 3 CO 2 ) 2 , Zn(HCO 2 ) 2 , Ca(HCO 2 ) 2 , PB (HCO 2 ) 2 , мг (HCO 2 ) 2 , AL (NO 3 ) 3 , AL 2 (SO 3 , AL 2 (SO 4
2 , MnCl 2 , Mn(NO 3 ) 2 , MnSO 4 , NiCl 2 , Ni(NO 3 ) 2 , NiSO 4 , ZnSO 4 , Zn(SO 4 ) 2 и ZnCl 2 . Их можно использовать как по отдельности, так и в комбинации.
В составе покрытия на основе эмульсии акриловой смолы согласно настоящему изобретению доля эмульсии смолы [В] составляет от 20 до 300 частей по массе, предпочтительно от 30 до 250 частей по массе, более предпочтительно от 30 до 200 частей по массе, в пересчете на твердую смолу , на 100 частей по массе (в виде твердых частиц смолы) эмульсии смолы [A]. Совместное использование двух смоляных эмульсий показывает превосходное улучшение стойкости к сколам и холодному изгибу по сравнению со случаем использования только смоляной эмульсии [A].
В дополнение к эмульсиям смолы [A] и [B] и водорастворимой соли поливалентного металла [C] в качестве основных компонентов, композиция покрытия на основе эмульсии акриловой смолы по настоящему изобретению может, при необходимости, дополнительно включать подходящие добавки, такие как другие вододиспергируемые смолы, наполнители, красители, антисептики, диспергаторы, загустители, тиксотропные вещества, антифризы и регуляторы pH.
Примеры других вододиспергируемых смол включают латекс стирол/бутадиенового каучука, латекс бутилкаучука, эмульсию винилацетата, эмульсии сополимера винилацетата/акрилата или метакрилата, эмульсию этилена/винилацетата, водную дисперсию полиуретана и нитрил/бутадиен резиновый латекс. Количество другой диспергируемой в воде смолы может быть правильно выбрано. Предпочтительно, это незначительное количество, например, не более примерно 30 мас.% в виде твердых веществ в расчете на общую массу (в виде твердых веществ) эмульсий смолы [А] и [В].
Примеры наполнителей включают тальк, карбонат кальция, диатомовую землю, слюду, каолин, сульфат бария, карбонат магния, аэросил, вермикулит, графит, оксид алюминия, диоксид кремния и каучуковый порошок. В качестве наполнителей могут также использоваться такие красители, как диоксид титана и сажа. Количество наполнителя может быть правильно выбрано и составляет, например, до примерно 250 массовых частей, в частности, от примерно 70 до примерно 250 массовых частей на 100 массовых частей эмульсий смолы [А] и [В]. комбинированный.
В качестве красителей могут широко использоваться различные органические и неорганические пигменты, но предпочтительны нетоксичные антикоррозионные пигменты. Примерами таких пигментов являются антикоррозионные пигменты фосфатного типа, такие как фосфат цинка, фосфат кальция, фосфат алюминия, фосфат титана, фосфат кремния и их орто- и плавленые фосфаты; антикоррозионные пигменты молибдатного типа, такие как молибдат цинка, молибдат кальция, молибдат кальция-цинка, молибдат калия-цинка, фосфомолибдат калия-цинка и фосфомолибдат калия-кальция; и антикоррозионные пигменты боратного типа, такие как борат кальция, борат цинка, борат бария, метаборат бария и метаборат кальция. Количество используемого красящего вещества также может быть правильно выбрано и составляет, например, до примерно 100 частей по массе, в частности, от примерно 10 до примерно 100 частей по массе, предпочтительно от примерно 30 до примерно 70 частей по массе, на 100 частей. по весу эмульсий смол [A] и [B] вместе взятых.
Примерами антисептиков являются соединения пиррола, соединения имидазола, соединения тиазола, соединения пиридина и органические соединения галогенов. Количество антисептика может быть выбрано подходящим образом и составляет, например, примерно до 4 массовых частей, в частности, примерно от 0,01 до примерно 4 массовых частей в расчете на общую массу (по содержанию твердых веществ) эмульсий смолы. А] и [Б].
Диспергирующие агенты могут быть, например, неорганическими диспергирующими агентами, такими как натриевые соли поликарбоновых кислот, натриевые или аммониевые соли конденсированного нафталинсульфоната, полиоксиалкиленовые алкиловые эфиры или эфиры фенола, эфиры сорбитана и жирных кислот, полиоксиалкиленовые эфиры жирных кислот, глицерин и жирные кислоты сложные эфиры, полиоксиэтиленстирольный фенол, триполифосфат натрия и гексаметафосфат натрия. Количество диспергатора может быть выбрано соответствующим образом и составляет, например, примерно до 10 частей по массе, в частности, от примерно 0,05 до примерно 10 частей по массе, в расчете на общую массу (в виде твердых веществ) эмульсий смолы [A]. и [Б].
Примеры загустителей включают поливиниловый спирт, производные целлюлозы, такие как гидроксиэтилцеллюлоза, гидроксипропилцеллюлоза и соль карбоксиметилцеллюлозы, полиэфирные соединения, полиэфирные соединения, модифицированные уретаном, соединения поликарбоновой кислоты, натриевые соли соединений поликарбоновой кислоты, поливинилпирролидон, производные полиоксиэтилена, такие как как эфир полиэтиленгликоля и дистеарат полиэтиленгликоля, альгинат натрия и неорганические материалы, такие как силикат натрия и бентонит. Количество загустителя может быть правильно выбрано и составляет, например, примерно до 20 частей по массе, в частности, от примерно 0,01 до примерно 20 частей по массе, в расчете на общее количество (в виде твердых веществ) эмульсий смолы [A ] и [Б].
Примеры тиксотропных агентов включают поливиниловый спирт, производные целлюлозы, такие как гидроксиэтилцеллюлоза, соль гидроксипропилцеллюлозы и карбоксиметилцеллюлозы, полиэфирные соединения, полиэфирные соединения, модифицированные уретаном, соединения поликарбоновой кислоты, натриевые соли соединений поликарбоновых кислот, поливинилпирролидон, производные полиоксиэтилена такие как эфир полиэтиленгликоля и дистеарат полиэтиленгликоля, альгинат натрия и неорганические материалы, такие как силикат натрия и бентонит. Количество тиксотропного агента может быть выбрано соответствующим образом и составляет, например, примерно до 20 частей по массе, в частности, от примерно 0,01 до примерно 20 частей по массе в расчете на общее количество (в виде твердых веществ) эмульсий смолы [A ] и [Б].
Примерами антифризов являются этиленгликоль, пропиленгликоль, гексиленгликоль глицерин, полиэтиленгликоль, полипропиленгликоль и монолаурат полиоксиэтиленсорбитана. Количество используемого антифриза может быть правильно выбрано и составляет, например, примерно до 30 массовых частей, в частности, от примерно 0,5 до примерно 30 массовых частей, в расчете на общую массу (в виде твердых веществ) смолы. эмульсии [А] и [Б].
Примерами агентов, регулирующих рН, являются гидроксид натрия, гидроксид калия, гидрокарбонат натрия, аммиак, триэтаноламин и бета-диметиламиноэтанол. Количество агента, регулирующего pH, может быть подходящим, достаточным для доведения pH композиции покрытия на основе эмульсии акриловой смолы до желаемого значения.
Композиция по настоящему изобретению также может быть использована в качестве смоляного компонента мастичной краски, шумоизоляционной краски, антивибрационной краски или уплотняющего материала. В частности, он полезен в качестве смоляного компонента материала, препятствующего выкрашиванию, для транспортных средств. Предпочтительно такая композиция против выкрашивания имеет удельный вес от примерно 1,1 до примерно 1,5, рН от примерно 7 до примерно 9, содержание твердых веществ по меньшей мере примерно 60% и вязкость, измеренную вискозиметром типа ВН (см. скорость вращения ротора: 20 об/мин) примерно от 100 до примерно 300 пуаз.
Теперь будет описан способ защиты изделия, изготовленного из листового металла, с использованием материала, препятствующего выкрашиванию, состоящего из покрытия из эмульсии акриловой смолы по настоящему изобретению. Изделие, изготовленное из листового металла, может, например, представлять собой изделие, изготовленное прессованием различных форм из стального листа, стального листа с покрытием или стального листа с покрытием, например, бензобак или деталь автомобиля, полученная путем сварки таких металлический лист или может представлять собой поверхность с покрытием, полученную нанесением покрытия после сварки. Бензобак, изготовленный из стального листа с покрытием, является примером изделия, которое может быть защищено наиболее эффективно. Способ может быть применен к поверхности с электроосаждением, поверхности с промежуточным покрытием и поверхности с верхним покрытием изделия, изготовленного из листового металла вне помещения автомобиля, например задней части пола, шиномонтажа, передний фартук и задний фартук.
Нанесение покрытия на такую поверхность может быть выполнено обычным методом, обычно практикуется безвоздушное нанесение.
Толщина сухой пленки материала, препятствующего выкрашиванию, предпочтительно используемого для защиты изделия, изготовленного из листового металла, составляет от примерно 200 до примерно 1200 микрон. Если толщина сухой пленки составляет менее примерно 200 микрон, свойство защиты от выкрашивания резко снижается. Если он больше 1200 микрон, во время обжига и сушки могут нежелательно образовываться пузыри (кратеры).
Материал, препятствующий выкрашиванию, состоящий из композиции по настоящему изобретению, может проявлять достаточную стойкость к выкрашиванию, даже когда толщина его сухой пленки составляет, например, менее примерно 500 микрон. Но когда в то же время желательна заметная коррозионная стойкость, она предпочтительно составляет по меньшей мере около 500 микрон. Сушка поверхности с покрытием может осуществляться сушкой при комнатной температуре или обжигом. Предпочтительно его предварительно высушивают при температуре примерно 80°С, а затем нагревают в сушильном шкафу при температуре примерно от 120°С до примерно 180°С.
Таким образом, в соответствии с данным изобретением предложен способ придания подложке свойства защиты от выкрашивания, который включает нанесение композиции покрытия на основе эмульсии акриловой смолы, как описано выше, на поверхность или поверхности подложки в количестве, достаточном для образования пленку, имеющую сухую толщину от около 200 до около 1200 микрон, и сушку пленки.
Следующие примеры более конкретно иллюстрируют настоящее изобретение.
В следующих примерах критическая толщина пленки против образования кратеров, стойкость к сколам, стойкость к изгибу в холодном состоянии, водостойкость, стойкость к горячей воде, коррозионная стойкость и предотвращение мгновенного ржавления проверяются и оцениваются следующим образом:
(1) Испытание на предотвращение мгновенного ржавления.
(1-1) На состав, образующий прозрачную пленку
На одну поверхность полированного стального листа (JIS-G3144) кистью наносили пленкообразующий состав, состав которого приведен в таблице 1, таким образом, чтобы полученная пленка после сушки будет иметь толщину 100 микрон и высушена при 25°С в течение 24 часов. После 24-часовой сушки цвет поверхности стального листа визуально проверяли через сухую пленку с покрытием и оценивали по следующему стандарту.
__________________________________________
Сорт Цвет
___________________________________________
5 Цвет не меняется.
4 Светло-коричневый цвет.
3 Цвет средний бледно-коричневый.
2 Цвет слегка темно-коричневый.
1 Цвет темно-коричневый.
______________________________________
(1-2) На композиции, образующей непрозрачную пленку
Таким же образом, как и в (1-1), сухую пленку с покрытием готовили из пленкообразующей композиции, имеющей следующие формулировка.
___________________________________________
Эмульсия акриловой смолы 100 массовых частей (соотношение [A]/[B] указано в таблице 1) Карбонат кальция (*1) 90 Молибдат цинка (*2) 25 Технический углерод (* 3) 1 Триполифосфат натрия 3 в качестве диспергатора Бентонит (*4) в качестве 0,5 загустителя Вода 10
___________________________________________
(*1): Sunlight #100 (продукт Takehara Chemical Industry Co., Ltd.) (*2): MOLYWHITE 101 (продукт Honjo Chemical Co., Ltd.) ( *3): класс FT (продукт Asahi Thermal Co., Ltd.) (*4): Kunipure (продукт Kunimine Industry Co., Ltd.)
Стальной лист с покрытием кипятили в воде, а затем вынимали . Пока она горячая, пленку с покрытием удаляли со стального листа с помощью металлического шпателя. Поверхность стального листа, на которой была сформирована пленка с покрытием, осматривали визуально и оценивали по тому же стандарту, как показано в (I-1) выше.
(2) Испытание на критическую толщину пленки против образования кратеров
Состав, образующий непрозрачную пленку в соответствии с рецептурой, приведенной в (1), (1-2), был нанесен на одну поверхность полированного стального листа. (JIS G-3144) с помощью безвоздушного распыления на участках шириной около 10 см и различной толщины сухой пленки. После нанесения покрытия стальной лист с покрытием сушили при 100°С в течение 30 минут. Покрытую поверхность наблюдали визуально. Были обнаружены те участки, на которых не было заметных кратеров (волдырей), и максимальная толщина сухой пленки на этих покрытых участках была определена как критическая толщина пленки против образования кратеров. Большие значения толщины пленки демонстрируют лучшее свойство предотвращения образования кратеров.
(3) Испытание на устойчивость к горячей воде.
Состав для формирования непрозрачной пленки, имеющий состав, описанный в (1), (1-2), был нанесен на одну поверхность стального листа с покрытием из сплава свинца и олова (Tin Sheet, продукт Shinnippon Steel-Making Co. , Ltd.) с помощью безвоздушного распыления так, чтобы толщина пленки покрытия после высыхания составляла 300 микрон. Лист с покрытием сушили при 100°С в течение 30 минут, а затем стальной лист с покрытием погружали в водопроводную воду при 45°С на 10 дней. Затем стальной лист с покрытием извлекали и степень появления пузырей на поверхности с покрытием (размер и количество пузырей) выражали в соответствии с методом ASTM D714-56. Указанные цифры показывают размер пузырей на основе фотографической оценки по ASTM D714-56. Например, отсутствие волдырей можно оценить как 10; наличие волдыря, имеющего диаметр менее примерно 1 мм, как 8; наличие волдыря, имеющего диаметр примерно от 1 до 1,5 мм, как 6; наличие блистера диаметром от примерно 1,5 до примерно 2,5 мм, как 4; и наличие волдыря, имеющего диаметр по меньшей мере около 2,5 мм, как 2. Большие цифры показывают лучшее состояние пузырей. Указанные буквенные символы обозначают количество пузырей на четырех этапах на основе фотографической оценки в соответствии со стандартом ASTM D714-56. Он оценивается как F, M, MD и D (когда количество волдырей велико и они располагаются близко по всей поверхности) в порядке возрастания количества волдырей.
(4) Испытание на стойкость к выкрашиванию
Сталь с покрытием (стальной лист с покрытием из сплава свинца и олова) с толщиной сухой пленки 300 микрон, подготовленная таким же образом, как в (3) выше, была закреплена под углом 60°. к горизонтальной поверхности перпендикулярно располагали трубу из винилхлоридной смолы, имеющую диаметр 20 мм и включающую горизонтальное отверстие вблизи поверхности с покрытием. С высоты 2 м гайки (JIS B-1181, тип 3, M-4) непрерывно падали на поверхность с покрытием через внутреннюю часть трубы. Определяли общий вес гаек, которые падали до тех пор, пока не была повреждена покрытая поверхность и не обнажилась стальная подложка. Чем больше это значение, тем лучше сопротивление выкрашиванию.
(5) Испытание на стойкость к изгибу в холодном состоянии
Стальной лист с покрытием (стальной лист с покрытием из сплава свинца и олова) с толщиной сухой пленки 300 микрон, подготовленный таким же образом, как в (3) выше, выдерживали при заданной низкой температуре. в течение 1 часа, а затем согнули покрытой поверхностью наружу, а непокрытой поверхностью внутрь, используя железную трубу диаметром 1 дюйм в качестве оси изгиба в направлении, в котором изогнутые участки внутренней непокрытой поверхности на обеих сторонах стороны железной трубы встретились друг с другом. Поверхность с покрытием на изогнутом участке визуально наблюдали и определяли самую низкую температуру, при которой в покрытой пленке не возникала трещина, достигающая стальной подложки. Обычно в испытании использовали множество образцов стального листа с покрытием, выдерживаемых при температуре от более высокой до более низкой.
(6) Испытание на водонепроницаемость
Было проведено то же испытание, что и в (3), за исключением того, что образец был погружен на 10 дней в водопроводную воду при 25°C. Результаты оценивались в соответствии с методом ASTM D714. -56.
(7) Испытание на коррозионную стойкость
Одна поверхность того же стального листа, покрытого сплавом свинца и олова, который использовался в (3), была зачищена на глубину около 0,1 мм с помощью дисковой шлифовальной машины с диском #36P для удаления гальваническую пленку и образуют истираемую поверхность, имеющую длину около 120 мм и ширину 20 мм. Истираемую поверхность промывали растворителем и сушили. Тот же состав, что и в (3), был нанесен на всю поверхность стального листа с покрытием, включая истираемую поверхность, и высушен таким же образом. Полученный лист использовали в качестве образца и подвергали испытанию в солевом тумане в соответствии с JIS Z-2371. Результаты выражают как время (часы), прошедшее до появления ржавчины на покрытой части истираемой поверхности.
ПРИМЕРЫ 1-5 И СРАВНИТЕЛЬНЫЕ ПРИМЕРЫ 1-13
Получение эмульсии смолы [A]
В 2-литровую круглодонную колбу, снабженную мешалкой, налили 255 г воды и внутрь колбы продували азотом. Затем внутреннюю часть колбы нагревали до температуры 60°С. В каждом опыте 28 г каждого из поверхностно-активных веществ, указанных в таблице 1, растворяли в 257 г воды. При перемешивании постепенно добавляли 865 г смеси каждого из полимеризуемых мономеров и каждой из альфа,бета-ненасыщенных карбоновых кислот в пропорциях, указанных в (А) и (В) в таблице 1, с образованием эмульсии мономерного смесь. В 2-литровую круглодонную колбу при перемешивании загружали 0,4 г персульфата аммония и 0,4 г метабисульфита натрия. Затем при непрерывном добавлении 1150 г эмульсии смешанных мономеров в течение 5 часов и 39г 5%-ного водного раствора персульфата аммония и 39 г 5%-ного водного раствора метабисульфита натрия в течение 6 часов мономеры полимеризовали в эмульсии. После этого эмульсионную полимеризацию продолжали еще в течение 1 часа (всего 7 часов) при температуре реакции 60°C.
Каждую из водорастворимых солей поливалентных металлов, указанных в таблице 1, добавляли в указанном количестве к массы (содержание твердых веществ) полученной эмульсии смолы [A] и добавляли 14% водный раствор аммиака. Следовательно, была получена эмульсия акриловой смолы, имеющая рН 6,5 и содержание твердых веществ около 60%.
Получение эмульсии смолы [B]
Эмульсию смолы [B] готовили путем проведения той же эмульсионной полимеризации, что и при производстве эмульсии смолы [A], за исключением того, что тип и количество поверхностно-активного вещества и состав мономеров были изменены, как показано в таблице 1. Была получена молочно-белая эмульсия смолы [В], имеющая содержание твердых веществ около 60%.
Каждую из водорастворимых солей поливалентных металлов, указанных в таблице 1, добавляли в указанном количестве к 100 частям (твердые вещества) эмульсии смолы [B] и добавляли 14% водный раствор аммиака. Следовательно, была получена эмульсия акриловой смолы, имеющая рН 6,5 и содержание твердых веществ около 60%.
В таблице 1 приведены различные свойства эмульсий акриловой смолы [A] и [B]. Свойства пленки с покрытием, полученной из прозрачной пленкообразующей композиции, приготовленной из смеси эмульсий смолы [А] и [В], приведены в таблице 2.
Кроме того, непрозрачная пленкообразующая композиция была приготовлена из испытывали смесь эмульсий смолы в соответствии с рецептурой, приведенной в (1), (1-2), и различные свойства пленки с покрытием, полученной из нее. Результаты приведены в таблице 2.
Различные сокращения поверхностно-активных веществ и полимеризуемых мономеров, приведенные в таблице 1, следующие: Industry Co. , Ltd., Pronone 20-1, 208, Nippon Oils and Fats Co., Ltd. Ltd., Noigen EA-170, Daiichi Kogyo Seiyaku Co., Ltd., Emulgen 950, Kao Soap Co., Ltd.)
Индустриализация строительства и повышение степени готовности элементов конструкций с последующей их сборкой на строительной площадке обеспечивают значительное снижение трудоемкости послемонтажных работ при массовом строительстве. Однако трудоемкость послемонтажных работ все еще велика и составляет около 30 % общих трудовых затрат, а их стоимость достигает 20 % общей стоимости строительства. Это в значительной степени является следствием того, что при выполнении отделочных работ в условиях строительного объекта применяется еще мною ручного труда.
При выполнении штукатурных и облицовочных работ применяют машины для приготовления растворов, транспортирования их к месту укладки и нанесения, а также для отделки оштукатуриваемых поверхностей. В зависимости от условия эти машины применяют раздельно, смонтированными на общей раме или укомплектованными в технологической последовательности. При больших масштабах строительства на площадку автотранспортом доставляют готовый раствор с заводов.
Штукатурные станции. При работе на готовом растворе целесообразно применять штукатурные станции, устанавливаемые на объекте и обеспечивающие прием, побуждение, транспортирование и нанесение раствора на поверхность. Такая станция ( 9.1) состоит из цельнометаллического утепленного кузова /, совмещенного с приемным бункером. Внутри станции размещены струг, шнек, растворена-сое 3 и пульт управления 7. Станция оборудована гидросистемой 5, а также системами водоснабжения 8, вентиляции б и отопления. Раствор из кузова автораство-ровоза выгружается в бункер 10 и стругом перемещается к шнеку 9. Шнек, вращаясь, побуждает раствор и перемещает его к накопителю и далее к растворона-сосу для транспортирования к месту работ. Станция укомплектована огнетушителем 4, аптечкой 2, системой электрооборудования //. Такая станция обеспечивает подачу до •) м’/ч штукатурного раствора на расстояние до 100 м по вертикали или до 300 м по горизонтали; она работает1 в любое время года и имеет массу 5 т.
Штукатурные агрегаты. При небольших объемах для механизации штукатурных работ при отделке внутренних помещений применяют штукатурные агрегаты ( 9.2, а). Он предназначен для приготовления или побуждения готового раствора, загрузки его в приемный бункер, процеживания, транспортирования и нанесения пневматическим распылителем на поверхность.
Штукатурный агрегат представляет собой комплекс устройств, смонтированных на ходовой раме с убирающимися опорами /. К устройствам относятся: противо-точный растворонасос 4 с редуктором 5, вибросито 3 с приводом 6, приемный бункер 2 с побудителем и компрессор 7, имеющие общий привод от электродвигателя 8, установленного на плите 9. Кроме того, агрегат оборудован скипом-смесителем 13 с собственным приводом 12, раствороводом и пневматическим распылителем 10 с воздушным шлангом //. Для уменьшения пульсации транспортируемого раствора в раствороводе между клапанной камерой 15 и растворовпдом размещен воздушный колпак 14 с подпиткой сжатым воздухом. В приемном бункере растворо-насоса установлен побудитель для предупреждения расслаивания раствора и образования пробок в раствороводе. Для облегчения загрузки приемного бункера на агрегате установлено скиповое загрузочное устройство, в котором одновременно готовится или побуждается раствор.
В агрегате предусмотрено пневматическое дистанционное управление, позволяющее отключать растворонасос с места выполнения штукатурных работ. На входном валу редуктора ( 9.2, б) установлена кулачковая муфта предельного момента 16, обеспечивающая защиту привода растворонасоеа в случае закупорки растворовода и возникновения пробки. Она отрегулирована на срабатывание при достижении давления в раствороводе 3,5 МПа.
Пневмооборудовуние ( 9.3) состоит из компрессора 2, ресивера 3, реле давления 4, воздушного колпака //, пневмо-крана 9 и пневматического распылителя 6. Если рычаг перепускного крана 10 и ручка пневмокраиа У поставлены в верти-
кальное положение, то при пуске электродвигателя / компрессора воздух подкачивается в ресивер и раствор перекачивается в приемный бункер. При достижении в ресивере давления 0,5 МПа оператор переводит рычаг перепускного крана в горизонтальное положение, в результате чего сжатый воздух из ресивера поступает в воздушный колпак, а раствор — в шланги растворовода 7. При перемещении ручки пневмокрана в горизонтальное положение сжатый воздух подается в воздушный шланг 8. Если воздушный кран 5 на распылителе закрыт, то при давлении в ресивере более 0,5 МЛ а срабатывает реле давления, которое отключает основной двигатель. Установкой перепускного крана в вертикальное положение доступ воздуха в воздушный колпак прекращают, и давление в нем падает до нуля. Раствор скипом-смесителем подается на вибросито. Затем он попадает в приемный бункер, побуждается и всасывается в рабочую камеру растворонасоеа, который подает его в напорный растворовод к пневматическому распылителю.
В распылителе ( 9.4) раствор дробится сжатым воздухом, подаваемым компрессором, и затем наносится на обрабатываемую поверхность. Агрегат работает в двух режимах. При работе на первой скорости его производительность 2 м!/ч.
Такой режим применяется при нанесении раствора на поверхность распылителем. При работе на в трои скорости производительность агрегата 4 м /ч. Такой режим применяется для транспортирования раствора на этажи строительного объекта. Растворюнасос агрегата развивает давление до 3,5 МПа и подает раствор на 60 м по вертикали или на 250 м по горизонтали.
Для выполнения поэтажных штукатурных работ небольших объемов в промышленном, гражданском и сельском строительстве применяют штукатурный агрегат ( 9.5). Он состоит из двух легко- и быетроразбираемых основных сборочных единиц, смонтированных на колесах 8, каждая из которых может свободно передвигаться в пределах ‘^тажа и через дверные проемы. Растворонасос / (противо-точный, с непосредственным воздействием поршня на раствор) с компенсатором 4, манометром 3 и пультом управления 2 соединен быстроразъеадшм резинотканевым рукавом 7 с узлом приемного бункера 6 и виброси гам 5. Готовый раствор загружают на вибросито 5 бункера
Затем просеянный раствор попадает в приемный бункер и далее растворонасо-сом по растворопроводу транспортируется к бескомпрессорному распылителю с последующим нанесением на поверхность. Такой агрегат обеспечивает подачу 1 м’/ч раствора на высоту до 15 и по вертикали или на 50 и по горизонтали. Кроме маневренности существенным преимуществом агрегата является возможность работы на растворах с осадкой конуса Строй-ЦНИЛа 6…7 см. Эта возможность достигнута конструктивным решением качающегося рабочего цилиндра, что также способствует повышению объемного КПД растворена coca. Для нанесения раствора с осадкой конуса СтройЦНИЛа 6…7 см применяют пневматический распылитель, который работает от передвижного компрессора с подачей 0,5 мУмин и рабочим давлением 0,2. ..0,8 МПа.
Торкретные установки. Для ВЫПОЛНЕНИЯ штукатурных работ в помещениях, где к штукатурке предъявляются особые требования по води- и газонепроницаемости, жаростойкости я кислотоупорности, а также повышенной механической прочности, применяют торкретные установки. Установка имеет колесный ход и состоит из цемент-пушки, компрессора, бака для воды, гибких шлангов для материала, воды и воздуха и сопла. По материальному шлангу цемент-пушка сжатым воздухом подает к соплу отдозированную сухую смесь, а по шлангу для воды — воду. Увлажненная в сопле смесь под действием сжатого воздуха выбрасывается из него и с силой ударяется о покрываемую поверхность. В результате наращивается плотный слой специальной штукатурки. При рабочем давлении сжатого воздуха 0,4…0,5 МПа дальность подачи сухой смеси по горизонтали достигает 200 м, по вертикали до 80 м с производительностью 2-..4 м\/ч по сухой смеси. Торкретные установки применяют также для заделки раковин и каверн при выполнении бетонных работ.
При выполнении обычной штукатурки после нанесения раствора распылителем поверхность разравнивается вручную. Затем наносится накрывочный слои и поверхность окончательно разравнивается механизированным способом с применением ручных затирочных машин.
Оборудование для штукатурных работ
В своей работе мы используем только современное немецкое оборудование фирмы PFT — лидера в производстве штукатурных станций. PFT входит в группы компаний концерна KNAUF и специализируется на производстве строительного обородования и запасных частей к ним.
На балансе нашей организации есть несколько штукатурных станций, которые подбираются для каждого обекта индивидуально и зависят от следующих факторов: наличия однофазного (220 вольт) или 3-х фазного (380 вольт) напряжения, площади и высоты объекта, применяемого материала (гипсовые или цементные смеси). Именно по этой причине нам необходимо максимально подробно знать информацию об объекте перед началом производства штукатурных работ.
Штукатурная станция PFT Ritmo
Штукатурная машина PFT Ritmo/RitmoPlus M представляет собой универсальный, малогабаритный агрегат, имеющий модульную конструкцию. Работает, как с сухими смесями, так и с жидкими материалами — красками, грунтовками, шпаклевками.
Оптимальный состав бригады для работы с машиной без простоев 2-3 человека. Для транспортировки машина разбирается на 3 части и перевозится в багажнике легкового автомобиля, легко переносится вдвоем. При столь малых габаритах производительность PFT RITMO Plus M всего на 30% ниже чем у G4, но в отличии от G4 она не требует трехфазного напряжения питания, а потребляемая мощность не превышает мощности электрочайника. Для промывки машины и шлангов достаточно 2-3 ведер воды. Все это позволяет использовать PFT RITMO Plus M на небольших объемах работ, даже при оштукатуривании 1-2 комнатных квартир, которые раньше выполнялись вручную.
Область применения
Штукатурная машина PFT Ritmo/RitmoPlus M применяется для:
приготовления и нанесения штукатурок на гипсовой и цементной основе;
нанесения пастообразных шпаклевок;
обработки поверхностей грунтовками;
проведения малярных работ;
приготовления и устройства тонкослойных стяжек.
Преимущества
Самая компактная машина, легкая и удобная в обращении.
Работает как с сухими смесями, так и с жидкими материалами — красками, грунтовками, шпаклевками.
Механизация самых трудоемких операций при оштукатуривании.
Бесступенчатое регулирование производительности.
Простая, легкая и быстрая промывка машины. Смесительная резиновая камера быстро снимается, легко промывается и также быстро устанавливается на место.
Питание от сети 220 В.
Незаменима для небольших строительных фирм и бригад.
Машина помещается в любую легковую машину с кузовом «универсал».
Машина легко и без инструмента разбирается на небольшие узлы, которые легко и удобно переносятся.
Технические характеристики
Производительность 4-14 л/мин
Давление подачи 15 бар
Дальность подачи до 15 м
Высота подачи 8 м
Мотор насоса 1,3 кВт, 175-650 об. /мин.
Давление воды 2,5 бар
Размер зерна 2 мм
Дл./шир./выс. 750/600/1340 мм
Высота бункера 900 мм
Объём бункера примерно 45 л
Общий вес 120 кг
Штукатурная станция PFTG5 Super
Штукатурная машина PFT G5 Super — это высокопроизводительный, универсальный агрегат, имеющий модульную конструкцию, непрерывно работающий с сухими смесями, предназначенными для машинного нанесения.
PFT G5 Super — преемница легендарной машины PFT G4, штукатурной машины № 1 в Европе.
Штукатурная машина PFT G5 Super применяется для:
приготовления и нанесения (набрызга) на обрабатываемую поверхность гипсовых и цементных растворов;
устройства наливных полов и цементных стяжек;
приготовления и подачи кладочных растворов, строительных клеев, заполнения трещин и пустот в строительных конструкциях.
Штукатурная машина PFT G5 Super может наполняться смесью из мешков или с помощью пневмотранспортной установки.
При использовании штукатурной машины PFT G5 Super, эффективность звена из четырех специалистов за одну рабочую смену может достигать:
при штукатурных работах гипсовыми растворами ~80- 120 м2;
при штукатурных работах цементными растворами ~100-150 м2;
при устройстве наливных полов с применением самовыравнивающихся растворов ~200 м2;
при устройстве цементно-песчанных и бетонных стяжек ~200-250 м2.
Преимущества
Легкая транспортировка! Благодаря модульной конфигурации машины транспортировать ее легко, просто, безопасно и быстро.
Разная форма разъемов штекерных соединений исключает их ошибочное подключение.
Для повышения безопасности работы серийно устанавливается манометр, показывающий давление растворной смеси.
Высокий уровень безопасности!
Органы управления расположены очень эргономично.
Превосходная маневренность! Большие задние колеса диаметром 50 см позволяют без особых усилий передвигать машину через кабели, трубы, ступени и другие неровности. Ширина PFT G5 (65 см) позволяет проносить ее даже сквозь узкие дверные проемы.
Высокая производительность! PFT G5 Super способна приготовить до 85 л/мин наливного пола.
Высокая надежность и долговечность.
Прочная конструкция.
Может комбинированно работать с другими машинами PFT.
Высокая эффективность при совместной работе с пневмотранспортной машиной PFT SILOMAT.
Удобная и легкая чистка машины.
Простота обслуживания.
Высокая коррозионная стойкость.
Технические характеристики
Производительность Давление подачи Расстояние подачи Мотор насоса Дл./шир./выс. Высота бункера Общий вес
6-85 л/мин 30 бар до 50 м 5,5 кВт, 400 об./мин. 1150/650/1520 мм 880 мм 283 кг
Как выбрать штукатурную станцию. Часть 1
Главная Блог Штукатурные станции Как выбрать штукатурную станцию. Часть 1
17.11.2020
В Европе доля работ с использование оборудования малой механизации в отделочных работах составляет более 90%, наша страна отстает в целом лет на 20, в России этот показатель не дотягивает и до 30%. Однако, как говорится, прогресс – не вопрос скорости, а вопрос направления. Всего несколько лет назад считалось, что использование дешевой рабочей силы на неквалифицированных «ручных» строительных работах значительно выгоднее по сравнению с затратами на механизацию этих работ, но времена меняются, вместе с повышением требований к качеству в строительстве. Все больше строительных компаний задумываются о покупке штукатурной станции.
Штукатурные станции — в автоматическом режиме непрерывно смешивают с водой и подают к месту работ сухие строительные смеси на гипсовой, цементной или известково-цементной основе. При помощи неё можно в 3-4 раза увеличить скорость выполнения работ по устройству стяжки и наливных полов, штукатурки и шпаклевки стен, потолков и откосов. Так как выбрать агрегат, чтобы он не пылился в гараже или на складе, а действительно помогал экономить время и деньги?
Для начала, необходимо определиться на каких объектах строительства специализируется компания:
— для работы на крупных строительных объектах промышленно-гражданского строительства (жилые комплексы, здания школ, больниц, торговых центров, паркинги и тд.) рекомендуется использовать штукатурную станцию с электропитанием 380В, 50Гц, 3 фазы с мощностью двигателя насоса 5,5-7,5 кВт. Производительность такого оборудования в среднем 22 л/мин, за смену бригада из 4-х человек оштукатурит 150-200 м2. Для неё нет ограничений по удельному весу сухой смеси, машина прекрасно справляется с тяжелыми цементными составами, плотность которых выше 1300 кг/м3.
— для выполнения отделочных работ в квартирах, коттеджах и других строительных площадках с источником переменного тока только 220В рекомендуются станции с электропитанием 220В, 50Гц, 1 фаза с мощностью двигателя насоса 2,2-3,5 кВт. Производительность такого оборудования колеблется в пределах 13-18 л/мин и зависит от типа героторной (шнековой) пары. Штукатурные станции 220В справляются со всеми гипсовыми и цементными смесями с плотностью не более 1300 кг/м3, имеют компактные размеры, могут транспортироваться в универсалах.
— для неопределившихся компаний и бригад, которые бы хотели иметь возможность производить работы при помощи одной и той же штукатурной машины как на объектах, где есть трехфазное напряжение, так на объектах с однофазным напряжением существует мультивольтажная станция с переключаемым преобразователем частот 220/380В. Как правило, это самая дорогая модель в линейке любого производителя. Производительность её при работе 220В составляет около 18 л/мин, на 380В – 22 л/мин.
Штукатурные станции 380В
По классификации штукатурные станции 380В делятся на станции с однократным и с двукратным перемешиванием.
— станции с однократным смешиванием (Kaleta-5, PFT G4, Maltech M5, M-tec M-280) имеют одну смесительную камеру, используют для штукатурных работ и работ по устройству полов. Работают на шнековом насосе для цементных растворов (героторном) типа D, производительность штукатурной станции:
при применении шнековой пары D6-3 – 20-22л/мин
при применении шнековой пары D7-2.5 – 25л/мин
при применении шнековой пары D8-1.5 – 35л/мин
при применении шнековой пары D8-2 – 32л/мин
Станции с однократным смешиваниям подразделяются на два типа в зависимости от принципа подачи сухой смеси в смесительную камеру:
— барабанный принцип подачи имеют станции PFT G4, Kaleta-5, Maltech M5: смесь из бункера в смесительную камеру подается при помощи барабана, имеющего форму шестерни, мощность двигателя подающего механизма 0,55-1,1 кВт. Модели с барабанным принципом подачи смеси наиболее популярны в России за счет отсутствия ограничения по материалам, вместительного бункера 145 л. и удобной высоты загрузки бункера 900-910 мм.
— шнековый принцип подачи имеют станции Putzknecht S48, M-tec M280, Maltech M2, Kaleta-2, Kaleta-3: сухая смесь подается в смесительную камеру при помощи подающего шнека (спирали), которая приводится в действие электроприводом мощностью 1,1 кВт. У машин с данным принципом подачи есть ограничения по применению сухих смесей с легким наполнителем, например теплоизоляционные штукатурки с пенополистирольной крошкой. Производители штукатурных станций со шнековым принципом подачи утверждают, что данная подача надежней, однако с технической точки зрения это не имеет подтверждения. Вместимость загрузочного бункера станций со шнековой подачей на 25% меньше станций с барабанным принципом подачи.
— станции с двукратным перемешиваниям (Maltech Supermix, M-tec Duo-mix) позволяют приготавливать растворы наилучшего качества и однородной консистенции, в том числе и при смешивании шпаклевочных, огнезащитных, гидроизоляционных и других составов, где требуется выстаивание готовой смеси. У станций с двукратным перемешиванием значительно шире область применения, кроме штукатурных работ и работ по устройству полов, работают как смесители непрерывного действия (приготовление любых растворов, включая огнезащитные, гидроизоляционные, клеевые) и как растворонасос для нанесения пастообразных шпаклевок.
Штукатурные станции 220В
Штукатурные станции 220В незаменимы для подрядных организаций и строительных бригад, специализирующихся на отделке квартир и коттеджей. Имеют компактные размеры, как правило ,состоят из отдельных переносных узлов, которые разбираются без специального инструмента и легко транспортируются на всех типах автомобилей с кузовом комби.
За счет прямого принципа подачи сухой смеси в смесительную камеру и отсутствия разделения сухой и мокрой зон штукатурные машины 220В работают не только с сухими смесями, но и с готовыми пастообразными составами. Поэтому область применения такого оборудования достаточно большая:
— штукатурка стен, потолков, откосов гипсовыми, цементными и цементно-известковыми смесями
— устройство стяжек и наливных полов в помещениях малой и средней площади
— нанесение готовых шпаклевок
Штукатурные станции мультивольтажные 220/380В
Мультивольтажные штукатурные станции с возможностью переключения 220/380В можно использовать на любой строительной площадке, как с трехфазным, так и с однофазным подключением. Это лучший вариант для подрядных организаций и строительных бригад, специализирующихся на строительстве и отделке коттеджей. По сравнению с оборудованием 220В имеют двигатель насоса мощностью 5,5 кВт, увеличенный приемный бункер, более высокую производительность даже при работе на электропитании 220В, 50Гц, 1 фаза. Работают не только на героторной (шнековой) паре типа D, но и типа R, производительность которой 60 л/мин.
В отличии от штукатурных станций 380В мультивольтажные оснащены частотным преобразователем, благодаря которому станция может работать на однофазном напряжении.
Мультивольтажные станции совмещают в себе мощь и высокую производительность оборудования 380В, компактность и многофункциональность оборудования 220В, именно поэтому они самые дорогие в линейке любого производителя.
Классифицируются по принципу подачи сухой смеси в смесительную камеру на:
— барабанный принцип, модели PFT G4 FC-230/400V и Maltech M5-Evo 230/400
— прямой принцип подачи смеси, модели PFT Ritmo XL FU 230/400 и Putzknecht S 44-2/FU4KW/230/400
Продолжение следует.
.. !
Читать часть 2
Читать часть 3
Возврат к списку
13 Машины для штукатурных работ
ГПОУ «Читинский техникум отраслевых технологий и бизнеса»
Лекция – презентация по строительным машинам
«Машины для штукатурных работ»
Разработал: Батуев Б. Н. – преподаватель
Чита — 2015
Машины для
штукатурных работ:
1)штукатурные станции, агрегаты,
2)поэтажные станции перекачки и нанесения растворов,
3)затирочные машины.
Штукатурные станции- для приема, хранения, перемешивания, введения добавок, транспортировки к рабочему месту, нанесения на поверхность.
(+):П лавность, всасывающая спо-собность, высокий ресурс.
В отличие от прямоточных насосов (направление движения раствора на входе в рабочую камеру и выходе из нее совпадает с направлением силы тяжести), у противоточных насосов эти направления не совпадают.
2х-цилиндровый дифференци-альный растворонасос. Отличие от 1-цилиндрового- числом цилиндров со своими рабочими камерами, работающими поочередно на один растворовод → ↑ плавности подачи раствора. Рабочие камеры последовательно, раствор из 1й камеры нагнетается во вторую, из нее — в растворовод. Подача h…100м, l …300м, p…4 МПа.
Подача поршневого насоса (м3/ч):
Q = 15 π d²snkн,
где d и s— диаметр и ход поршня, м; п — число ходов поршня в минуту; kн — кффт объемного наполнения (0,7 . ..0,85).
П невмонагнетатели- д ля подачи растворов. Подача 2,5…8 м 3 /ч h…80м или l…200м. В составе штукатурной станции. Состав: пневмокомпрессор, распылитель-ные форсунки.
1,2-рабочая емкость с крышкой; 3,7,9-краны; 4-предохра-нительный клапан;
6,5-вал с лопастями
8-растворовод; 10-гаситель напора.
1,2-рабочая емкость с крышкой; 3,7,9-краны; 4-предохра-нительный клапан;
6,5-вал с лопастями
8-растворовод; 10-гаситель напора.
Пневматический растворонагнетатель:
Передвижные агрегаты цикличных смесителей принудительного перемешивания с опрокидными барабанами при меняют для приготовления растворов из местных компонентов непосредственно на строительном объекте. Для транспортирования составов и их нанесения на обрабатываемые поверхности применяют объемные поршневые противоточные (с подачей до 3 м 3 /ч при дальности до 100 м по горизонтали и до 30 м по вертикали) и винтовые (с подачей до 1 м 3 /ч при дальности до 100 м по горизонтали и до 50 м по вертикали) растворонасосы.
Растворо-насос
с качающим-ся цилин-дром:
а— всасыва-ние;
б — нагнета-ние
Винтовой растворонасос
1-бункер: 2-резиновая обойма; 3-винт; 4-стяжной хомут; 5-шнек; 6,7-редуктор с электро-двигателем.
1-бункер: 2-резиновая обойма; 3-винт; 4-стяжной хомут; 5-шнек; 6,7-редуктор с электродвигателем.
Шнековый (героторный) растворонасос осуществляет подачу готового, строительного, пластичного раствора на высоту. Широко применяются для инъекцирования раствора в полости, а также в технологии мокрого торкретирования, так как героторные растворонасосы дают давление на выходе от 10 атм. Раствороносос можно использовать для выполнения штукатурных работ (штукатурка).
Поэтажные штукатурные агрегаты- при небольших объемах штукатурных работ. Состоит: растворонасос противоточный, приемный бункер на колесах, резинотканевый рукав, ресивер, пульт управления . Готовый раствор загружают на вибросито в верхней части приемного бункера. Подача до 1 м 3 /ч раствора на 15м по вертикали или 50м по горизонтали.
Для нанесения штукатурных растворов на поверхность- форсунки воздушные (компрессорные) и безвоздушные.
Воздушные ф.- для нанесения растворов подвижностью 6…12см при крупности песка до 2,5 мм.
Бескомпрессорные- для более подвижных растворов. По сравнению с воздушными ф.- более просты, но нет стабильного факела → неравномерное нанесение, засорение сопел.
Штукатурные форсунки: а— компрессорная с центральной подачей сжатого воздуха, 1-сопло; 2-воздушная трубка; 3-канал подачи раствора; б — бескомпрессорная (безвоздушная).
Ручные штукатурно-затирочные машины — пневматические, электрические .
Рабочий орган- вращающийся диск, к которому через штуцер в одной из рукояток подводится вода для смачивания затираемой поверхности.
Торкретные установки- п ри повышенных требованиях по водо- и газо-непроницаемости, жаростойкости и кислотоупорности,
повышенной меха-
нической прочности .
Состав: цемент-пуш-
ка, компрессор,
бак для воды,
сопла, гибкие
шланги для сухой
смеси, воды, воздуха.
Компоненты посту-пают в рабочую камеру сопла раздельно, где они смешиваются и под действием сжатого воздуха выбрасы-ваются из сопла, с силой ударяясь о покрываемую пове-рхность. Обычно поверхности ошту-катуривают послой-но, нанося каждый последующий слой после начала схватывания пре-дыдущего. Торкретные устано-вки обеспечивают подачу 1,5—4 м3/ч сухой смеси на расстояние 200м по горизонтали и 80м по вертикали при давлении воздуха 0,4 МПа.
ТОРКРЕТ УСТАНОВКА — осуществляет непрерывную подачу торкрет бетона на торкретируюмую поверхность с высокой скоростью, обеспечивает высокопрочную торкрет поверхность. Широкое применение при реконструкциях ветхих сооружений, строительстве тоннелей и мостов, а также в металлургической и других промышленностях.
Список использованных источников
Волков Д.П., Крикун В.Я. Строительные машины и средства малой механизации. Учебник для сред. Проф. образования /Д.П.Волков, В.Я.Крикун. – М.: Издательский центр «Академия», 2002. – 480 с.
Автор и источник заимствования неизвестен.
Конец
Видеофильм
Штукатурная машина для автоматического оштукатуривания стен
Автоматическая штукатурка стен – это процесс нанесения выравнивающего или декоративного слоя материала посредством специального оборудования. Штукатурные машины сами готовят раствор и распыляют его на обрабатываемые поверхности, а работник только контролирует данный процесс. Отделочные работы, которые проводятся с помощью станции для штукатурки, подходят практически для любого строительного или ремонтного объекта. Это может быть легкий косметический ремонт в небольшой квартирке, капитальные работы по выравниванию внутренних или внешних поверхностей и так далее.
Содержание
1 Преимущества метода
2 Смеси для автоматизированного нанесения
3 Основные виды устройств
3.1 Пневматическая лопата для механического способа
3.2 Пневматический пистолет
3.3 Штукатурные машины
4 Разнообразие на рынке
5 Самодельная установка для нанесения штукатурных и прочих смесей
6 Работа с машинками по нанесению штукатурки
7 Советы специалистов
Преимущества метода
Если говорить о положительных сторонах такого способа проведения отделочных работ, то особенно выделяются следующие:
Высокая производительность. Обычно на обработку определенной площади уходит в 7 раз меньше времени, чем при ручном оштукатуривании.
Экономичность. Автоматизированный процесс требует наличия не более двух сотрудников, поэтому не придется платить за наем целой бригады специалистов. Также наблюдается значительная экономия материалов.
Качество покрытия. Смеси, которые изготавливаются в штукатурной машине, получаются однородными, поэтому с их помощью можно создать прочное и долговечное покрытие. Также при соблюдении технологии нанесения материала отпадает необходимость дальнейших действий: нанесения шпатлевки, подмазке и так далее.
Автомат для штукатурки повышает производительность в несколько раз
Смеси для автоматизированного нанесения
Составы, которые используются для нанесения подобным методом, отличаются сравнительно коротким временем высыхания и набора прочности, высокими показателями адгезии, хорошими звуко- и теплоизоляционными показателями, а также отличным уровнем паропроницаемости. Автоматизированный способ нанесения способствует повышению данных характеристик и созданию комфортного микроклимата внутри помещения.
Для наружных работ по выравниванию фасадов зданий используется обычная цементно-песчаная смесь. Для отделки внутренних поверхностей в сухих помещениях (спальни, гостиные, детские) чаще всего используют гипсовые штукатурки. Что касается ванных и кухонь, то здесь рекомендуются смеси с полимерными добавками или на основе акриловых смол. Большинство готовых смесей, которые поставляются в уже разбавленном водой виде, можно использовать как для ручного, так и для машинного метода. Современные материалы также имеют в составе вещества, которые значительно повышают вязкость и пластичность готовых растворов.
Для машинного метода можно использовать обычные растворы цементно-песчаной и гипсовой штукатурки
Основные виды устройств
Для проведения автоматического оштукатуривания потребуется машина для штукатурки стен. Если речь идет о большом объекте со значительной площадью, то есть смысл приобрести данное оборудование. Для краткосрочного или разового использования такая покупка нерентабельна, поэтому лучше взять технику в аренду.
Пневматическая лопата для механического способа
Такой аппарат для нанесения штукатурки может оснащаться соплами разного диаметрами, в зависимости от типа используемого раствора. Сама машина представляет собой металлическую емкость для разбавленного раствора. Она оснащается 4 соплами для подачи воздуха и таким же количеством устройств для материала. Непосредственная подачи на поверхность осуществляется через специальную трубку, которая покрывается эластомером или другим нескользящим материалом, чтобы инструмент было проще удерживать руками. Также трубка оснащается клапаном, который регулирует подачи воздуха под давлением.
Стеновая и потолочная пневматическая лопата для штукатурки
Работать с таким аппаратом достаточно просто: нужно просто направлять трубку на обрабатываемую поверхность и двигать ею со стороны в сторону, одновременно нажимая на кнопку подачи раствора. Средняя производительность составляет 60 квадратных метров в час. Для обработки стен и потолка используются разные модели данного оборудования. Они отличаются расположением емкости относительно подающей трубки.
Пневматический пистолет
Машинка для штукатурки стен такого типа представляет собой короткий ствол-форсунку, на котором есть резьбовое соединение для установки насадок. Различные насадки обеспечивают необходимую для работ степень разбрызгивания рабочего материала. В верхней части аппарата располагается металлическая или пластиковая емкость. Ее объем может варьироваться, но в большинстве моделей он составляет 5 литров. Современные модели такого аппарата оснащаются спусковым крючком, контролирующим подачу штукатурки на обрабатываемую поверхность. С виду пистолет напоминает аэрограф. В нижней его части находится отверстие, в которое вставляется шланг подачи сжатого воздуха.
Штукатурный пневматический пистолет позволяет производить набрызг раствора с разной интенсивностью
Такое оборудование поставляется с комплектом насадок, позволяющим работать с растворами различных консистенций.Главным преимуществом данного агрегата является возможность регулировки степени разбрызгивания и интенсивности подачи рабочего вещества. Эта особенность делает возможной не только черновую обработку стен, но и нанесение финишного декоративного слоя.
Штукатурные машины
Современный строительный рынок предлагает огромное количество различных моделей небольших машинок и габаритных станков, которые используются для смешивания и нанесения штукатурок. Они отличаются размерами, производительностью, оснащением и, соответственно, стоимостью. Лидерами рынка считаются аппараты, изготовленные на немецких заводах. Главной особенностью такой техники является возможность не только оштукатуривания, но и окрашивания.
Что касается машин отечественного производства, то их легко узнать по значительным размерам. С их помощью можно наносить стартовые выравнивающие слои штукатурки и проводить шпатлевание. Машина для нанесения штукатурки может использоваться для обработки стен, потолков и обустройства наливных самовыравнивающихся полов.
Аппарат для штукатурки среднего класса в большинстве случаев отличается компактными размерами. Для работы с ним обычно достаточно одного человека. Данное оборудование оснащается насосом, который является главным рабочим органом. С его помощью осуществляется смешивание, подача и разбрызгивание материала на рабочую поверхность. Машинка для нанесения штукатурки данного типа рассчитана на материалы с зернистостью не более 2 мм.
Некоторые агрегаты оснащаются отдельными емкостями для воды и сухого состава, а также для смешивания. Процесс изготовления раствора полностью автоматизирован, и осуществляется по предварительно заданной программе. Это обеспечивает высокое качество получившегося раствора, его соответствие необходимым пропорциям и отсутствие комков и пузырьков воздуха.
Современный штукатурные машины отличаются компактными размерами
Разнообразие на рынке
Современный строительный рынок буквально наполнен оборудованием данного типа. Но существует несколько марок и моделей, которые, согласно многочисленным отзывам покупателей, лучше всего справляются с возложенными на них задачами.
Самыми лучшими считаются модели немецкого производителя Knauf. Преимуществами являются высокая скорость работы, компактные размеры, сравнительно невысокое потребление электроэнергии, а также универсальность. Недостаток – высокая стоимость.
Российская техника Афалина ШМ-30 может использоваться как для штукатурных, так и для шпаклевочных работ. Оснащается емкостью для разбавления водой сухих растворов. Отлично подходит для обустройства наливных напольных покрытий и черновой обработки стен.
Афалина ШМ-30 — штукатурная машина российского производства
Автоматическая штукатурная машина PFT Ritmo M представляет собой самый компактный вариант оборудования для штукатурных работ. Аналоги аппарата — PFT G4 и PFT G5 SUPER. Оборудование используется для оштукатуривания поверхностей, нанесения красок и обустройства самовыравнивающихся полов.
Ручная машинка УШМ-150 – универсальное оборудование, использующееся для приготовления и нанесения различного рода смесей. С помощью этого агрегата можно проводить работы по выравниванию и окрашиванию различных поверхностей. Данная модель представляет собой абсолютно безопасное и надежное оборудование, работать с которым сможет даже новичок, благодаря простой системе управления.
Штукатурная машина УШМ-150
Самодельная установка для нанесения штукатурных и прочих смесей
Если есть желание сэкономить еще больше средств, а также под рукой рабочее место с набором необходимых инструментов и расходных материалов, то можно изготовить штукатурную машину своими руками. В качестве заготовки рекомендуется использовать старый разряженный огнетушитель. Эта заготовка подходит лучше всего, поскольку огнетушитель по умолчанию оснащается необходимыми для штукатурной машинки узлами: пусковая ручка, форсунка и рукоять для удерживания.
Первым делом необходимо срезать дно, при этом удалять нужно небольшую часть, чтобы сохранить больше объема. После этого нужно перевернуть баллон отверстием вверх и закрепить его в тисках. В стенке, которая расположена напротив пускового механизма нужно сделать отверстие, в которое затем будет вставлена трубка подачи воздуха.
На мощность устройства влияет не только производительность компрессора, но еще и диаметр выходного сопла, а также расстояние от него до клапана компрессора. Для повышения мощности машины необходимо задвинуть трубку подачи сжатого воздуха как можно дальше. В идеале она должна быть расположена приблизительно в 2 см от выходного отверстия. Чем меньше это расстояние, тем сильнее будет разбрызгиваться рабочий материал.
Чтобы обойтись без использования сварочного аппарата, можно применить одну хитрость. Для этого следует расположить баллон под углом в 45 градусов и залить участок врезки горячей смолой. После застывания смола образует наклонную поверхность, которая обеспечит плавный переход. Главное – не забить выходное отверстие.
Для качественной работы самодельной штукатурной машины необходим хороший компрессор
На этом этапе основные работы можно считать завершенными. Остается только приобрести компрессор, который будет нагнетать воздух. Его подключают к врезанной трубке для подачи воздуха. Давление в 2-3 атмосферы позволит создать поверхность «под шубу». Если повысить давление, то материал будет укладываться плотнее.
Работа с машинками по нанесению штукатурки
Первым делом необходимо замешать раствор. Важно помнить, что консистенция готовых смесей для ручных работ не подходит для автоматического нанесения, поэтому перед покупкой лучше проконсультироваться с продавцом.
Штукатурка машинным способом
Если была приобретена сухая смесь, то лучше разбавлять ее не простой водой, а известковым молочком – так поверхность будет прочнее. Чаще всего используют цементно-песчаный состав. Для его изготовления нужно взять 1 часть цемента и 3-4 части желтого речного песка. Разбавлять необходимо до состояния густой сметаны, если сделать материал слишком жидким, то он будет сильно разбрызгиваться и плохо держаться. В самом конце нужно добавить пластификаторы для повышения вязкости материала. Далее работы идут в следующем порядке:
Первым делом нужно наполнить емкость примерно на три четверти объема.
Затем установить компрессор так, чтобы удобно было работать, после чего поднять распылитель.
Направить пистолет на обрабатываемую поверхность, только после этого нажать на спусковой крючок, при этом расстояние от стены до сопла должно быть около 30 см.
После окончания первого прохода по всей площади стены, нужно разровнять покрытие правилом.
Спустя полчаса можно приступить к нанесению второго слоя.
Оштукатуривание поверхности с помощью штукатурной машины
Советы специалистов
Если используется гипсовый раствор, то лучше работать в паре. Дело в том, что такие вещества застывают довольно быстро. Поэтому один человек наносит, а второй сразу же разравнивает.
Работы следует проводить при температуре от 15 до 30 градусов. Влажность воздуха должна составлять 70-75%.
Для фасадных работ лучше использовать штукатурки на основе цемента или акрила. Внутри хорошо подойдут гипсовые составы.
Декоративные штукатурки лучше наносить машинами, на которых установлены насадки с широкими соплами.
Гипсовая штукатурка сохнет быстро, поэтому рациональнее будет работать в паре
Нанесение штукатурки автоматизированным способом – это довольно простой процесс, с которым справится даже начинающий мастер. Главное – заранее продумать, какой материал планируется использовать, а затем подобрать оборудование с учетом его особенностей.
Мастер — Штукатурные станции, машины и комплектующие к строительной технике pft / Официальный дилер PFT в России
Мы рады приветствовать вас на сайте компании «PFT-Мастер», являющегося официальным дилером ведущего мирового производителя профессиональной штукатурной техники, немецкой компании «KNAUF PFT» , и предлагаем всем заинтересованным лицам полный спектр продукции, выпускаемой данной фирмой.
С каждым годом ужесточаются требования к качеству и скорости выполнения ремонтно-отделочных работ, что обеспечивают штукатурные станции (штукатурные машины) и различные вспомогательные агрегаты. Автоматизированная штукатурная машина – это высокопроизводительная установка для выполнения масштабных отделочных работ с минимизацией ручного труда. Штукатурная станция, осуществляющая смешивание и подачу растворов, позволяет существенно увеличить скорость штукатурно-малярных работ, обеспечить рациональное использование смесей и ускорить сдачу объекта. Штукатурные машины отличаются своим конструктивным исполнением, производительностью, давлением при подаче и другими характеристиками, однако все современные штукатурные станции объединяет мобильность, функциональность и возможность адаптации под конкретные условия.
Реализуемые нами штукатурные станции и установки пользуются стабильным спросом у строительно-ремонтных фирм с разным масштабом деятельности. Заказывая штукатурные машины PFT в нашей компании, вы получаете не только оборудование последнего поколения, отлично адаптированное для использования в наших условиях, но и полный комплект вспомогательных агрегатов. Транспортные насосы, воздушные компрессоры, пневмотранспортные установки и проточные миксеры можно приспособить и под выполнение аналогичных работ с другим оборудованием, которое у вас имеется. Однако лучше всего приобретать штукатурные станции PFT вместе с агрегатами того же производителя, так как в этом случае обеспечивается максимально корректная работа всех звеньев этих комплексных систем.
Штукатурные станции PFT
На рынке оборудования для ремонтно-отделочных и строительных работ свою отдельную нишу занимают штукатурные станции PFT немецкого концерна KNAUF, выпускающего несколько линеек штукатурных машин разных модификаций. Каждая штукатурная станция этого производителя создана с учетом строгих требований к автоматизации наиболее трудоемких работ, выполняемых на средних и больших площадях. Штукатурные машины PFT имеют модульную конструкцию, упрощающую их транспортировку, и небольшие габариты, позволяющие работать в стесненных условиях. Штукатурная станция PFT может использоваться для нанесения смеси на любую основу с получением равномерной высокопрочной поверхности.
Популярные Штукатурные станции PFT | Все Штукатурные станции PFT
Штукатурная станция PFT RITMO XL 220/380B
Запросить демонстрацию
Уточнить стоимость
В заказ
Штукатурная машина PFT RITMO L 220V Plus
Запросить демонстрацию
Уточнить стоимость
В заказ
Штукатурная станция PFT G4 Standard
Запросить демонстрацию
Уточнить стоимость
В заказ
Штукатурная станция PFT G4 Standard без насоса
Запросить демонстрацию
Уточнить стоимость
В заказ
Штукатурная станция PFT G4 Smart
Запросить демонстрацию
Уточнить стоимость
В заказ
Штукатурная станция PFT G4 FU 230/400 V
Запросить демонстрацию
Уточнить стоимость
В заказ
Штукатурная станция PFT G4 FU 230/400 V без насоса
Запросить демонстрацию
Уточнить стоимость
В заказ
Штукатурная станция PFT G4 Super
Запросить демонстрацию
Уточнить стоимость
В заказ
В каталог компании PFT-Мастер, являющейся официальным дилером концерна KNAUF, включены штукатурные станции новых модификаций и машины, которые уже давно эксплуатируются на строящихся и ремонтируемых объектах по всей России. Мы можем предложить штукатурную станцию PFT с требуемыми характеристиками в зависимости от условий ее использования и спектра выполняемых работ. Все штукатурные машины PFT представлены на сайте с подробными техническими характеристиками и описанием их конструктивных особенностей. В наш основной ассортимент включен и полный спектр вспомогательного оборудования для штукатурных станций (транспортные насосы, воздушные компрессоры, пневмотранспортные установки, проточные миксеры), а также машины для шпаклевки и окраски, необходимые комплектующие и профессиональные ручные инструменты.
Транспортные насосы
Транспортные насосы (растворнасосы) – это малогабаритное высокопроизводительное оборудование, используемое при разноплановых строительно-отделочных работах и устройстве наливных полов. Передвижные транспортные насосы предназначены для перекачивания жидких и пастообразных растворов. При работе в комплекте с миксерами или штукатурными станциями PFT транспортные насосы позволяют приготавливать сухие смеси на объекте и осуществлять подачу растворов непосредственно в зону выполнения отделочных работ. Принципиальные преимущества транспортных насосов PFT: возможность работать со всеми типами растворов, плавная регулировка расходуемого материала и дистанционное включение/выключение. Транспортные насосы PFT имеют небольшую высоту загрузки, большую дальность подачи и высокую маневренность.
Популярные Транспортные насосы | Все Транспортные насосы
Насос PFT ZP3 XL MIX
Запросить демонстрацию
Уточнить стоимость
В заказ
Насос PFT ZP3 XL
Запросить демонстрацию
Уточнить стоимость
В заказ
Насос PFT SWING L FU 400
Запросить демонстрацию
Уточнить стоимость
В заказ
Насос PFT ZP 3 XXL
Запросить демонстрацию
Уточнить стоимость
В заказ
Проточные миксеры
Для смешивания сухих цементных смесей с водой непосредственно на объекте предназначены мобильные проточные миксеры. Эти универсальные агрегаты обеспечивают получение смесей в нужных пропорциях и объемах. Проточные миксеры PFT характеризуются прочной и надежной конструкцией, безопасностью в эксплуатации и простотой в управлении и транспортировке. В наш ассортимент включены проточные миксеры PFT для приготовления не только цементных смесей, но и пенобетона – одного из самых востребованных сегодня строительных материалов.
Популярные Проточные миксеры | Все Проточные миксеры
Проточный миксер PFT HM 24
Запросить демонстрацию
Уточнить стоимость
В заказ
Проточный миксер PFT PORENJET II
Запросить демонстрацию
Уточнить стоимость
В заказ
PFT LOTUS XS
Запросить демонстрацию
Уточнить стоимость
В заказ
PFT LOTUS XL
Запросить демонстрацию
Уточнить стоимость
В заказ
Пневмотранспортные установки
В основной перечень оборудования, используемого со штукатурными станциями и проточными миксерами, входят и пневмотранспортные установки. Эти агрегаты предназначены для подачи гипсовых/цементных сухих смесей, загружаемых из мешков или силосов. Пневмотранспортные установки PFT обеспечивают автоматическое перемещение смесей на большие расстояния в горизонтальном или вертикальном направлении. Дальность подачи смесей пневмотранспортными установками PFT составляет 130-40 метров. Представленные в нашем ассортименте пневмотранспортные установки PFT серии Silomat отлично дополняют штукатурные станции KNAUF разных модификаций.
Популярные Пневмотранспортные установки | Все Пневмотранспортные установки
Пневмотранспортная установка PFT SILOMAT
Запросить демонстрацию
Уточнить стоимость
В заказ
Пневмотранспортная установка PFT SILOMAT trans plus bag 140
Запросить демонстрацию
Уточнить стоимость
В заказ
Воздушные компрессоры PFT
Воздушные компрессоры, осуществляющие подачу воздуха под давлением, входят в стандартную комплектацию штукатурных машин или используются вместе со шнековыми транспортными насосами. После приготовления раствор поступает в растворный пистолет, после чего подача смеси регулируется потоком воздуха, который и создают воздушные компрессоры. В зависимости от объема работ можно выбрать из нашего каталога воздушные компрессоры PFT разной производительности для использования со штукатурными станциями. Мы предлагаем поршневые воздушные компрессоры PFT серии LK, мембранные компрессоры К2 и модели PFT DT для штукатурных машин.
Популярные Приборы | Все Приборы
Воздушный компрессор PFT LK 402 IV
Запросить демонстрацию
Уточнить стоимость
В заказ
Компрессор воздушный PFT DT4.8 220В в комплекте
Запросить демонстрацию
Уточнить стоимость
В заказ
Уровень для стяжки пола PFT Nivelliertaster (Levelling pin)
Запросить демонстрацию
Уточнить стоимость
В заказ
Машины для шпаклёвки и окраски
Для механизации штукатурных и малярных работ концерном KNAUF выпускаются машины для шпаклевки и окраски с безвоздушным распылением. Машины для окраски PFT Samba XL незаменимы для качественного выполнения черновой и финишной отделки, а штукатурное оборудование PFT серии Ritmo – это самые компактные в своем классе машины для шпаклевки с модульной конструкцией и бесступенчатой регулировкой производительности.
Популярные Машины для шпаклёвки и окраски | Все Машины для шпаклёвки и окраски
Шпаклёвочная машина PFT RITMO POWERCOAT
Запросить демонстрацию
Уточнить стоимость
В заказ
PFT SWING airless
Запросить демонстрацию
Уточнить стоимость
В заказ
Руководство по типам штукатурных машин и их выбору
Карри присоединится к Майклу Джордану и Леброну Джеймсу как единственные звезды НБА, получившие пожизненные контракты
Прекращение политики социального дистанцирования заставило многих потребителей чувствовать себя некомфортно, показывая свое лицо.
Epic Games добавила в свой магазин свою первую игру NFT.
Премьер-лига приняла решение после консультации с полицией Великобритании.
Adobe расширяет свои предложения приложений для инструментов дизайна, добавляя Figma в свое портфолио.
Seoul Semiconductor снова подала на Feit Electric в суд за продолжающееся нарушение ее патентов на светодиоды.
Starbucks обновляет свою программу вознаграждений и предлагает своим членам привилегии на основе NFT.
United Airlines и Emirates подписали соглашение об открытии новых беспосадочных рейсов между Ньюарком/Нью-Йорком и Дубаем.
Apple планирует одним из первых внедрить узел N3E 3-нм класса TSMC для iPhone и Mac
2023 года.
Система обеспечивает автономное вождение на автомагистралях со скоростью до 60 километров в час.
EA объявила, что The Sims 4 станет бесплатной игрой с 18 октября
McDonald’s Korea выставлен на продажу, и начаты разбирательства по его приобретению.
Правительство Южной Кореи выдало ордер на арест До Квона из Terraform Lab.
Город Соннам вскоре предоставит гражданство NFT для своей версии Metaverse, чтобы предоставлять услуги и информацию жителям.
TikTok приходит после BeReal с новой функцией под названием TikTok Now
.
Компания по производству автономных транспортных средств Cruise, принадлежащая General Motors, расширяет свою службу роботакси на два штата США.
GameStop сотрудничает с Immutable Games Studio, чтобы предлагать участникам своей программы вознаграждений коллекционные коллекционные карты NFT.
Руководство по типам штукатурных машин и их выбору
22 августа 2018 г. 15:28 UTC
Штукатурные работы — это трудоемкая работа в любом строительном проекте. Также важно обеспечить структурную целостность стен и потолков. В большинстве случаев штукатурка подготавливает поверхность к такой отделке, как покраска. В некоторых случаях гипсовая отделка носит уже декоративный характер.
Раньше рабочие штукатурили исключительно вручную. Профессиональные штукатуры используют ручные мастерки для нанесения и выравнивания штукатурного материала на различные поверхности. Однако в наши дни штукатуры могут использовать штукатурные машины , чтобы выполнить работу довольно быстро. Оштукатуривание распылением может увеличить скорость нанесения в пять раз по сравнению с использованием ручных инструментов для штукатурных работ . Повышенная эффективность идеально подходит для коммерческих строительных работ, где подрядчикам необходимо придерживаться строгих графиков проекта.
Еще одним преимуществом использования машин для оштукатуривания является отказ от ручного смешивания штукатурки. Штукатурные материалы поставляются предварительно смешанными, которые нужно только залить в машину. После добавления нужного количества воды гипсовый материал моментально готов к распылению.
Типы штукатурных машин
Существует четыре различных типа штукатурных машин. Каждый имеет свою спецификацию, которая определяет наиболее подходящее использование такого оборудования:
Пневматический распылитель. Этот тип распылителя является самым простым и легким в использовании среди всех четырех типов штукатурных машин. Механизм состоит из бункера, соединенного с воздушным компрессором. Вы насыпаете штукатурку в бункер, и воздух из компрессора перемещает штукатурку на стену.
Червячный насос. Насос с червячным приводом внутри машины проталкивает гипсовый материал к распылителю для нанесения. Однако штукатурные материалы на основе растворителей не совместимы с этим типом штукатурных машин.
Перистальтический насос. Перистальтический насос состоит из трубки, сжатой роликами. Как и другое штукатурное оборудование , сжатый воздух создает траекторию распыления. Преимущество перистальтического насоса заключается в распылении текстурированного материала, если он не основан на растворителе.
Поршневой насос. Поршневые насосы — новейший тип штукатурных машин, используемых сегодня. Некоторые не требуют использования сжатого воздуха для перекачивания гипса. Поршневые насосы, использующие сжатый воздух, обеспечивают превосходную выходную скорость и площадь покрытия, которые подходят для коммерческого применения штукатурки.
После распыления штукатурки на поверхность рабочие обычно разглаживают ее широким шпателем. В некоторых случаях готовую штукатурку текстурируют для подготовки к декоративному нанесению.
Как выбрать штукатурную машину
Когда речь идет о штукатурных машинах, не существует универсального решения. Покупка зависит от нескольких важных факторов. Если стоимость является соображением, подрядчик должен знать, как часто он будет использовать машину. Частое использование дает право на покупку, в противном случае аренда может быть лучшим вариантом.
Другим фактором, который следует учитывать, является марка и модель. Есть более популярные модели, которые предпочитают профессиональные штукатуры. Однако популярность модели не должна быть единственной причиной покупки. Вам нужно сравнить характеристики каждой марки и модели, чтобы найти идеальный вариант. Если продавец предлагает протестировать машину, вам следует уделить этому время и лично осмотреть товар перед покупкой. Таким образом, вы можете лучше почувствовать продукт, который вы покупаете.
Эта статья не обязательно отражает мнение редакции или руководства EconoTimes.
Японское правительство заманивает молодых людей пить больше алкоголя
5 способов справиться с выгоранием на работе
Как будет развиваться эпидемия оспы обезьян – четыре графика
Метавселенной еще нет, но она уже имеет долгую историю
Что такое полупроводник? Инженер-электрик объясняет, как работают эти важные электронные компоненты и как они изготавливаются
Samsung будет использовать NFT для вознаграждения за офлайн-покупки
США: Джо Байден подписывает закон о снижении инфляции
Астрономы обнаружили одну из самых больших струй черной дыры в небе
Что говорит наука о лучших способах охлаждения
Финансовые рынки от TradingView
Самые популярные
1
Карри присоединится к Майклу Джордану и Леброну Джеймсу как единственные звезды НБА, получившие пожизненные контракты. 0003
2
McDonald’s Korea выставлен на продажу, и начаты разбирательства по его приобретению.
3
Epic Games добавила в свой магазин свою первую игру NFT.
4
Город Соннам вскоре предоставит гражданство NFT для своей версии Metaverse, чтобы предоставлять услуги и информацию жителям.
5
Samsung и LG Electronics присоединяются к миру, оплакивающему смерть королевы Елизаветы.
6
FxWirePro: позиции GBP/NZD для очередного подъема, взгляд на уровень 1. 9300
7
Министерство обороны Великобритании сообщило в своем разведывательном бюллетене, что украинские силы укрепляют контроль над отвоеванным северо-восточным районом Харькова.
8
FxWirePro: GBP/AUD консолидируется около 1,7125, бычий уклон
9
FxWirePro: EUR/NZD поднимается до двухмесячного максимума, сохраняя бычий настрой
10
Законодатели добиваются от Пхеньяна ответов о статусе двух депортированных рыбаков.
EconoTimes
Штукатурная машина HAMA Duo Power 2.
0 | HAMA
Штукатурная машина для профессионалов
Штукатурная машина HAMA используется для распыления на стены и потолки различных видов аэрозольной штукатурки. Штукатурная машина используется профессионалами в области строительной отделки. И, как и все профессионалы, они зависят от наличия правильных инструментов. HAMA предлагает именно то, что им нужно, благодаря Duo Power 2.0.
Быстро и эффективно
Поскольку штукатурная машина используется ежедневно, важно, чтобы она была прочной и никогда не ломалась. Учитывая материалы, с которыми она работает, машина также должна легко чиститься. Кроме того, штукатурная машина должна быть проста в использовании и иметь высокую производительность. Штукатурная машина должна гарантировать, что профессионал всегда сможет работать быстро и качественно.
Стандарт на 50 лет
Как вы, наверное, знаете, компания HAMA разработала современную штукатурную машину, используемую сегодня. Машины HAMA уже почти 50 лет являются стандартом в секторе отделочных работ. HAMA Duo Power 2.0 является прямым преемником самой продаваемой в мире штукатурной машины HAMA MC3V. Благодаря новым технологическим инновациям и вкладу профессионалов HAMA Duo Power 2.0 теперь является лучшей из доступных штукатурных машин.
Простота в использовании
HAMA Duo Power 2.0 прост в использовании, но его также можно точно отрегулировать для достижения требуемой формы распыления. Благодаря комбинированному использованию шкивов и преобразователя частоты пользователь имеет полный контроль над транспортировкой материала.
Большая производительность
Благодаря мощному приводу компании HAMA удалось объединить компактный размер штукатурной машины с производительностью не менее 5-8 литров в минуту. Тогда у вас также есть преимущество 80-литрового бункера для материала из нержавеющей стали. А поскольку машине требуется всего 230 В, профессионал, работающий с Duo Power 2.0, имеет штукатурную машину большой производительности, которую можно использовать практически где угодно.
Качество и надежность
Машины HAMA известны своим качеством сборки и надежностью, и штукатурная машина Duo Power 2.0 не является исключением. Штукатурная машина в основном изготовлена из нержавеющей стали, поэтому ее очень легко обслуживать и чистить.
Компрессор HAMA
Комбинируя штукатурную машину HAMA с компрессором HAMA h555, профессионал получает единую систему, которая безупречно работает вместе для максимальной производительности. Duo Power 2.0 разработан для совместной работы с этим легендарным компрессором HAMA. И давление воздуха, и объем компрессора обеспечивают отличный результат.
Дополнительный роликовый отжим
Максимальная простота использования благодаря оригинальному роликовому отжиму HAMA. Мешки с материалом помещаются на отжим, и ролик поворачивается, чтобы вытолкнуть все остатки материала из мешка. Это делает заполнение материалом более быстрой и легкой задачей и приводит к меньшим потерям материала. Отжим изготовлен полностью из нержавеющей стали и может быть установлен на штукатурной машине.
Материалы
Аппарат Duo Power 2.0 наносит штукатурку и декоративные покрытия с максимальным размером частиц 5 мм. Но машину также можно использовать для распыления кварцевой краски, связующего вещества или грунтовки/герметика. Выбрав соответствующую сменную насадку и подачу воздуха и материала, профессионал может выбрать размер частиц. HAMA постоянно тестирует доступные материалы в сотрудничестве с поставщиками.
Преобразование в безвоздушное распыление
Штукатурная машина HAMA обладает еще одной уникальной особенностью, так как Duo Power 2.0 позволяет также распылять поверхностный слой. Благодаря простому преобразованию, при котором заменяются червячный насос, шланг для материала и пистолет, штукатурная машина превращается в безвоздушную машину. Так что название этой машины, Duo Power 2.0, как нельзя лучше подходит. Комплект для переоборудования можно заказать непосредственно в интернет-магазине HAMA.
Экономичный
Предлагая такую универсальную штукатурную машину, как HAMA Duo Power 2. 0, профессионалы могут свести свои инвестиции в машины к минимуму. А поскольку штукатурная машина HAMA содержит червячный насос HAMA и почти не имеет изнашиваемых деталей, машина также очень экономична в использовании.
Онлайн-заказ
HAMA считает важным поддерживать прямой контакт с пользователем в секторе отделки строительных конструкций. Поэтому также можно заказать Duo Power 2.0 напрямую у производителя через Интернет. Решение HAMA продавать машины и детали напрямую через наш интернет-магазин означает как удобство, так и лучшую цену. Кроме того, HAMA также предоставляет обширную информацию об использовании и обслуживании штукатурной машины в режиме онлайн.
Свойства
Технические характеристики
Аксессуары
Легкий пистолет-распылитель
Благодаря изобретательному использованию материалов компании HAMA удалось оснастить штукатурную машину легким пистолетом-распылителем весом менее килограмма. Это облегчит вашу работу.
Панель управления
Панель управления штукатурной машиной HAMA проста и понятна. Он включает в себя ручку преобразователя частоты и регулятор обратного контура.
Дополнительный отжим HAMA
Использование оригинального роликового отжима HAMA обеспечивает экономию времени и удобство, а также меньшее количество отходов материала.
Регулировка размера частиц
Штукатурная машина HAMA позволяет выбирать размер частиц. Выбирая подходящую сменную форсунку и регулируя подачу воздуха и материала, профессионал получает полный контроль над формой распыления.
Бункер из нержавеющей стали на 80 литров
Бункер для материала полностью изготовлен из нержавеющей стали и имеет объем не менее 80 литров. Чрезвычайно прочный, а благодаря конструкции на стенках почти не остается остатков материала.
Давление регулируется от 0 до 60 бар
Благодаря плавной регулировке давления можно даже выбрать скорость подачи для получения желаемой формы распыления.
Мощный привод
Штукатурная машина HAMA приводится в действие мощным двигателем мощностью 2,2 кВт, что обеспечивает максимальную производительность и срок службы. Это гарантирует, что машина хорошо работает даже в самых тяжелых условиях.
230 В
Поскольку штукатурная машина HAMA Duo Power 2.0 работает от сети 230 В, ее можно использовать практически в любом месте. Будь то на стройке, ремонте или реконструкции.
Нет шума
HAMA Duo Power 2.0 — это не только лучшая на рынке машина для распыления штукатурки и декоративных покрытий, но и одна из самых тихих.
Постоянное давление для идеального распыления
Сочетание разработанного нами насоса с червячным приводом и оптимальной системы привода гарантирует, что давление распыления никогда не изменится, что гарантирует идеальный результат.
Perfect с компрессором HAMA h555
Компрессор HAMA h555 был разработан для идеальной работы со штукатурной машиной HAMA 230 V. Они функционируют как единая система для максимальной доставки.
Различные насосы
Для штукатурной машины HAMA доступны различные насосы. Каждый насос имеет свои индивидуальные характеристики давления и подачи. Это дает профессионалу выбор.
Включает 18-метровый шланг
Штукатурная машина поставляется с износостойким, исключительно гибким шлангом для материала в комплекте с воздушным шлангом. Длина шланга идеально подходит для машины и обеспечивает достаточную досягаемость для большого рабочего диапазона.
Складные ручки
№
Благодаря компактным складным ручкам штукатурную машину легко транспортировать даже в труднодоступных местах.
Колеса с пневматическими шинами
Колеса на шарикоподшипниках с прочными пневматическими шинами не только делают штукатурную машину очень маневренной, но и служат для гашения ударов и вибраций.
Качественная отделка
Штукатурная машина HAMA имеет высококачественную отделку, что означает отсутствие острых краев и заусенцев. Машина построена в соответствии со строгими требованиями автомобильной промышленности.
Защитная решетка
Бункер из нержавеющей стали для материала HAMA Duo Power оснащен глубоко расположенной защитной решеткой. Это обеспечивает безопасность как помпы, так и пользователя.
Обратный контур
Штукатурный станок HAMA включает возвратную петлю. Это сбрасывает давление в шланге, когда вы заканчиваете распыление. Помимо удобства, это также полезно для безопасности на рабочем месте.
Компактный и легкий
Благодаря продуманному дизайну HAMA Duo Power 2.0 очень компактен и весит всего 70 кг. Это делает машину легко транспортируемой.
Легко заменяемый насос
Насос HAMA Duo Power 2. 0 может быть легко и быстро заменен пользователем.
Сдвижная крышка
Крышка из нержавеющей стали защищает материал от загрязнения. Это выгодно как с точки зрения результатов опрыскивания, так и с точки зрения срока службы машины.
Оптимальное управление мощностью
Благодаря использованию системы клиновых ремней и шкивов с тремя положениями в сочетании с преобразователем частоты вы получаете полный контроль не только над скоростью, но и над мощностью (крутящим моментом) привода.
Преобразователь частоты
HAMA Duo Power 2.0 оснащен преобразователем частоты. Он плавно регулируется, обеспечивая чрезвычайно точный контроль скорости подачи.
Детали хорошо защищены
Долгий срок службы деталей штукатурной машины HAMA зависит не только от качества, но и от конструкции. Все детали подогнаны так, что работают идеально.
Очистка
Поскольку машина в основном изготовлена из нержавеющей стали, ее легко чистить и поддерживать в чистоте. Червячный насос также легко чистить.
Насос HAMA
Червячный насос HAMA состоит из статора и ротора, полностью разработанных HAMA. Уникальные преимущества приводят к чрезвычайной надежности и идеальной доставке.
Производительность 5-8 литров в минуту
Благодаря исключительно мощному и эффективному приводу штукатурная машина HAMA обеспечивает производительность не менее 5-8 литров в минуту. Это означает, что вы можете работать гладко, без каких-либо проблем.
Ассортимент насадок
Вы найдете подходящую форсунку HAMA для любого применения, каждая из которых протестирована на материал, размер частиц и структуру.
Перемычка
Крестовина приводит в движение червячный насос и обеспечивает движение материала. Решение HAMA означает незначительное проскальзывание, простую очистку и чистый материал для распыления.
Качество HAMA
За последние 50 лет машины HAMA завоевали репутацию исключительно надежных машин и известны во всем мире благодаря своему дизайну, производительности и долговечности. HAMA производит машины, которые работают оптимально и обеспечивают долгие годы бесперебойной работы.
Детали
Имя
HAMA Duo Power 2.0 Штукатурка
Артикул
108414АС700
Привод
Блок питания
230 В / 50 Гц, 10 А
Номинальная мощность двигателя
2,2 кВт
Эксплуатация
1. преобразователь частоты 2. Ремень клиновой с тремя передаточными числами
Производительность
Скорость доставки
5-8 литров в минуту
Рабочее давление
0-60 бар
Насос для материала
Тип
червячный насос с ротором и статором
Модель
ХАМА Роза
Обратный контур
да
Бункер для материала
Объем
80 литров
Материал
нержавеющая сталь
Высота заполнения
0,90 метра
Шланг для материала + пистолет-распылитель
Длина
18 метров
Диаметр
Ø19-25 мм
Воздушный шланг
включено
Пистолет-распылитель
легкий распылитель Duo Power
Форсунка
СТНК 4 мм
Размеры и вес
Длина
1,10 метра
Ширина
0,55 метра
Высота
0,90 метра
Вес
75 кг
Рекомендуемые опции
Компрессор
ХАМА h555
Отжим
Роликовый отжим HAMA
Кабель питания
Кабель 25 м 230 В HAMA
Материалы
Опрыскивание
гипс
цветная штукатурка
декоративные покрытия
кварцевая краска
связующие вещества
нетекстурированная грунтовка
После преобразования Безвоздушный
полупальто
краски на водной основе
Кабель питания 25 м 3×2,5q с вилками
Роликовый отжим для пакетов HAMA
Комплект для переоборудования HAMA Airless
Документация
Применение
Сервис
Документация
HAMA Duo Power Руководство пользователя
HAMA Duo Power Технические характеристики
Использование
HAMA Duo Power 2. 0, информация по использованию
Техническое обслуживание
Duo Power 2.0 от HAMA разработан и изготовлен для распыления штукатурки, декоративных покрытий и шпаклевки практически без перерыва. Хотя вы обнаружите, что машина действительно требует минимального обслуживания, есть ряд быстроизнашивающихся деталей, которые в конечном итоге придется заменить. Ниже вы найдете пошаговые инструкции и списки необходимых деталей. Благодаря этой услуге от HAMA вы можете легко выполнить эту работу самостоятельно.
Замена уплотнения и маслоудерживающего кольца
В старых опрыскивателях со временем может измениться цвет материала. В этом случае рекомендуется заменить как уплотнение, так и маслоудерживающее кольцо.
К инструкции
Объем мирового рынка распылительных и штукатурных машин достигнет 4,5 долл. США
Рост государственных расходов на развитие инфраструктуры, развитие производственных технологий и нехватка квалифицированной рабочей силы в развитых странах способствуют росту мирового рынка распылительных и штукатурных машин.
Однако вспышка COVID-19Пандемия привела к глобальному карантину и временному закрытию почти всех строительных, производственных, гостиничных и туристических отраслей по всему миру, что, в свою очередь, повлияло на рыночный спрос и сократило продажи.
| Источник:
Союзническое исследование рынка
Союзническое исследование рынка
Портленд, штат Орегон, 11 октября 2021 г. (GLOBE NEWSWIRE) — Согласно отчету, опубликованному Allied Market Research, мировой рынок распылительных и штукатурных машин в 2020 году принес 2,5 миллиарда долларов и, по прогнозам, достигнет 4,5 миллиарда долларов. к 2030 году, а среднегодовой темп роста в период с 2021 по 2030 год составит 6,1 %. В отчете представлен подробный анализ динамики рынка, основных сегментов, цепочки создания стоимости, ключевых инвестиционных карманов, регионального сценария и конкурентной среды.
Рост государственных расходов на развитие инфраструктуры, развитие производственных технологий и нехватка квалифицированной рабочей силы в развитых странах способствуют росту мирового рынка распылительных и штукатурных машин. Однако высокие первоначальные инвестиции и использование альтернативных строительных материалов в некоторой степени сдерживают рынок. С другой стороны, потребность в сокращении времени строительства и рентабельности продукции открывает новые возможности в ближайшие годы.
Загрузить образец PDF (250 страниц с дополнительной информацией): https://www.alliedmarketresearch.com/request-sample/3335
Сценарий COVID-19:
Вспышка COVID-19 Пандемия 19 привела к глобальной изоляции и временному закрытию строительной, производственной, гостиничной и туристической отраслей по всему миру.
Это еще больше нарушило всю цепочку поставок, что привело к затруднениям с поставками сырья. Это, в свою очередь, повлияло на рыночный спрос и сократило продажи.
Тем не менее, все отрасли постепенно возобновляют производство и предоставление услуг. Ожидается, что это приведет к повторному запуску компаний по производству распылительных и штукатурных машин на полную мощность, что, как ожидается, поможет рынку распылительных и штукатурных машин восстановиться к концу 2021 года.
В отчете представлена подробная сегментация Глобальный рынок распылительных и штукатурных машин в зависимости от типа оборудования, типа продаж, типа конструкции, применения, конечного пользователя и региона.
Получить подробный анализ воздействия COVID-19 на рынок распылительных и штукатурных машин Запросить здесь
В зависимости от типа оборудования сегмент распыления занимал самую высокую долю рынка в 2020 году, занимая три пятых всего рынка доля и, как ожидается, сохранит свой статус лидера в течение прогнозируемого периода. Тем не менее, по оценкам, в сегменте штукатурки будет зарегистрирован самый высокий среднегодовой темп роста в 6,3% в период с 2021 по 2030 год.0702 самая большая доля рынка в 2020 году, занимая почти три четверти от общей доли рынка, и, как ожидается, сохранит свой статус лидера в течение прогнозируемого периода. Тем не менее, прогнозируется, что в жилом сегменте будет зарегистрирован самый высокий среднегодовой темп роста в размере 6,5% в период с 2021 по 2030 год. и, по оценкам, сохранит свою доминирующую долю к 2030 году. Однако прогнозируется, что LAMEA продемонстрирует самый быстрый среднегодовой темп роста в 7,6% в течение прогнозируемого периода.
Запланируйте БЕСПЛАТНУЮ консультацию с нашими аналитиками/отраслевыми экспертами, чтобы найти решение для вашего бизнеса по адресу https://www.alliedmarketresearch.com/connect-to-analyst/3335
Ведущие игроки:
Ведущие игроки мирового рынка распылительных и штукатурных машин, проанализированные в исследовании, включают ACME Equipment Pte Ltd, FILAMOS, s. р. o., IMER International SpA, Kappa Building Machines Pvt. Ltd, Normet, Sany Group (Putzmeister), Schwing Stetter Group, Sika AG, Titan Ltd. и Zhengzhou Sincola Machinery Co., Ltd.
Подписка на библиотеку Avenue | Запрос на 14-дневную бесплатную пробную версию перед покупкой: https://www.alliedmarketresearch.com/avenue/trial/starter
Получить дополнительную информацию : https://www.alliedmarketresearch.com/ library-access
Аналогичные отчеты:
Рынок гипсокартона — глобальный анализ возможностей и отраслевой прогноз, 2021–2028 гг.
Рынок пластификаторов и суперпластификаторов для бетона – глобальный анализ возможностей и отраслевой прогноз, 2021–2030 гг.
Рынок бетоносмесителей — глобальный анализ возможностей и отраслевой прогноз, 2021–2028 гг.
Рынок сухих строительных смесей – глобальный анализ возможностей и отраслевой прогноз, 2020–2027 гг.
Информация об Allied Market Research:
Allied Market Research (AMR) — подразделение Allied Analytics LLP, предоставляющее полный комплекс услуг по исследованию рынка и бизнес-консалтингу, базирующееся в Портленде, штат Орегон. Allied Market Research предоставляет глобальным предприятиям, а также среднему и малому бизнесу непревзойденное качество «Отчетов об исследованиях рынка» и «Решений для бизнес-аналитики». Целью AMR является предоставление информации о бизнесе и консультирование, чтобы помочь своим клиентам принимать стратегические бизнес-решения и добиваться устойчивого роста в соответствующей области рынка.
Мы находимся в профессиональных корпоративных отношениях с различными компаниями, и это помогает нам находить рыночные данные, которые помогают нам создавать точные таблицы данных исследований и подтверждают максимальную точность наших прогнозов рынка. Главный исполнительный директор Allied Market Research Паван Кумар помогает всем, кто связан с компанией, поддерживать высокое качество данных и всячески помогать клиентам в достижении успеха. Все без исключения данные, представленные в публикуемых нами отчетах, получены в результате первичных интервью с первыми лицами ведущих компаний соответствующей области. Наша методология получения вторичных данных включает в себя глубокие онлайн- и офлайн-исследования и обсуждения со знающими профессионалами и аналитиками в отрасли.
Свяжитесь с нами:
Дэвид Корреа 5933 NE Win Sivers Drive #205, Portland, OR 97220 США Бесплатный звонок (США/Канада): +1-800-792-5285, Великобритания: 44-845-528-1300 Гонконг: +852-301-84916 Индия (Пуна): +91-20-66346060 Факс: +1-855-550-5975 [email protected] Web : https://www.alliedmarketresearch.com Подпишитесь на нас по номеру | Facebook | Твиттер | LinkedIn
Теги
Цемент
конкретный
Штукатурка
Опрыскивание
Торкрет-бетон
Готовая смесь бетона
Строительство
Штукатурные машины и транспортеры для любых видов штукатурок и растворов
Штукатурная машина – это строительная машина, предназначенная для нанесения штукатурки на стены и потолки. Штукатурка сухая или влажная засыпается в бункер машины (в зависимости от типа модели), через ее насосную систему штукатурка поступает в шланг и выходит из распылителя, имеющего насадку для создания веерного распыления. Штукатурка выходит из шланга, разбрызгивается на стену или потолок сжатым воздухом, выходящим из пистолета-распылителя, оператор управляет запуском и остановкой насоса воздушным клапаном пистолета-распылителя. Большинство из штукатурных машин Edilmac , сняв распылитель и подключив транспортировочный пистолет, можно легко превратить в машину-транспортер, только для мокрых растворов, чтобы поднимать на высокий этаж материалы для наливной стяжки, кладочные растворы, отделочные растворы и другие влажные материалы.
ТРАДИЦИОННЫЕ СТУПЕНИ
FCX 80 — горизонтальный шнековый насос , 230 В (однофазный) или 400 В (трехфазный), с вибрационным ситом, может использоваться в качестве компактной малогабаритной штукатурной машины для традиционных мокрых растворов, максимальный размер заполнителя выше до 5 мм.
EVUTECH — механическая аксиально-поршневая штукатурная машина , основанная на новой концепции поршневого насоса Edilmac, производительность и надежность которого являются его формулой успеха. Подходит для средних и крупных строительных компаний, 400 В (трехфазное), стандартная производительность насоса до 55 л/мин, максимальный размер заполнителя до 8 мм.
P 90 — Поршневая штукатурная машина , лидер в своей категории, подходит для малых и средних строительных компаний, 230 В (однофазное) или 400 В (трехфазное), стандартная производительность насоса до 35 л /мин, максимальная крупность заполнителя до 6 мм.
TS 35 — Перистальтическая штукатурная машина , простая в использовании и очистке ее доминирующий характер, 230 В (однофазный) или 400 В (трехфазный), стандартная производительность насоса до 30 л/мин, максимальный агрегат размером до 4 мм.
PC 500 L — PC 500 I — Шнековая горизонтальная штукатурная машина , подходит для перекачивания почти штукатурки, 400 В (трехфазная), оснащена вибрационным ситом, регулируемая производительность насоса до 45 л/мин, максимальный размер заполнителя до 8 мм.
ПК 500 М — ПК 500 С — горизонтальная шнековая штукатурная машина , подходит для перекачивания различных видов штукатурки, 230 В (однофазная) или 400 В (трехфазная), оснащена вибрационным ситом, регулируемая производительность насоса до 22 л/мин, макс. размер агрегата до 5 мм.
FC 50 (2,2 кВт) — малая горизонтальная шнековая штукатурная машина 230 В (однофазная) стандартная машина для заполнения швов; по запросу, только для 2,2 кВт версии , с комплектом компрессора и вибросита, при необходимости может быть небольшим распылителем штукатурки для небольших штукатурных работ традиционными растворами.
ГОТОВЫЕ ШТУКАТУРКИ
ГОТОВЫЕ СУХИЕ РАСТВОРЫ готовые сухие штукатурки в мешках или в силосах.
CK 30 — Вертикальный шнековый смесительный насос , обеспечивающий первоклассную производительность за счет эксклюзивного канального кохлеарного дозирования сухих строительных смесей, подходит для средних строительных компаний, 400 В (трехфазный), производительность насоса до 30 л/мин. максимальный размер заполнителя до 5 мм.
CK 25 — Штукатурная машина двойного смешивания , идеальное смешивание готовых растворов системой двойного смешивания, 400 В (трехфазное), производительность насоса до 30 л/мин. максимальный размер заполнителя до 5 мм.
CK 20 — Штукатурная машина с вертикальным шнеком, 230 В (однофазная) , низкое энергопотребление и гарантированная производительность, подходит для небольших строительных компаний, регулируемая производительность насоса от 5 до 20 л / мин., максимальный размер агрегатов до 3 мм.
ГОТОВЫЕ ВЛАЖНЫЕ РАСТВОРЫ готовые сухие штукатурки в мешках или в силосах, которые необходимо предварительно смешивать с водой с помощью внешних смесителей непрерывного действия, таких как L 60, L 25, IMPACT, планетарный миксер R 50 или венчик для смешивания, затем для использования в штукатурных машинах, перечисленных ниже .
FCX 80 — горизонтальный шнековый насос , 230 В (однофазный) или 400 В (трехфазный), используется для распыления готовых мокрых штукатурок, производительность насоса (также регулируемая в однофазной версии) до 22 л/мин, максимальный размер заполнителя до до 5 мм.
PC 500 L — PC 500 I — горизонтальная шнековая штукатурная машина , подходит для перекачивания почти штукатурки, 400 В (трехфазная), регулируемая производительность насоса до 45 л/мин, максимальный размер заполнителя до 8 мм.
PC 500 M — PC 500 C — горизонтальная шнековая штукатурная машина , подходит для перекачивания различных видов штукатурки, 230 В (однофазное) или 400 В (трехфазное), регулируемая производительность насоса до 22 л/мин, максимальная крупность заполнителя до 5 мм.
FC 50 (2,2 кВт) — малая горизонтальная шнековая штукатурная машина 230 В (однофазная) стандартная машина для заполнения швов; под заказ, только для версии мощностью 2,2 кВт, с комплектом воздушного компрессора, при необходимости может быть небольшой распылитель штукатурки для небольших штукатурных работ с готовыми мокрыми растворами.
EVUTECH — механическая аксиально-поршневая штукатурная машина , основанная на новой концепции поршневого насоса Edilmac, производительность и надежность которого являются его формулой успеха. Подходит для средних и крупных строительных компаний, 400 В (трехфазное), стандартная производительность насоса до 55 л/мин, максимальный размер заполнителя до 8 мм.
ОТДЕЛОЧНЫЕ ШТУКАТУРКИ
ОТДЕЛОЧНЫЕ ШТУКАТУРКИ, СУХИЕ ИЛИ ВЛАЖНЫЕ. сухие или влажные пластыри в мешках.
PMF 10 — вертикальный шнековый насос с зоной смешивания, 400 В (трехфазный), смешивание, (в циклах смешивания, а НЕ непрерывно) распыление и транспортировка всех типов отделочных штукатурок влажными или сухими, бункер большой емкости до 10 мешки с мокрой штукатуркой, производительность насоса до 26 л/мин.
PMF 5 — вертикальный шнековый насос с зоной смешивания, 230 В (однофазный), смешивание, (в циклах смешивания, а НЕ постоянно) распыление и транспортировка всех типов отделочных штукатурок влажными или сухими, низкое энергопотребление, регулируемый насос производительность от 0,5 до 14 л/мин.
ПРЕДВАРИТЕЛЬНЫЕ ШТУКАТУРКИ ДЛЯ ВЛАЖНОЙ ОБРАБОТКИ. Влажная штукатурка, используемая непосредственно насосом, или сухая, предварительно смешанная миксерами R 50 (или L 25, УДАР, только если она сухая), венчиком для смешивания или бетономешалкой, для использования насосом.
FCX 80 — горизонтальный шнековый насос , 230 В (однофазный) или 400 В (трехфазный), подходит для транспортировки и напыления штукатурки и грунтовки, производительность насоса до 22 л/мин.
FC 50 — горизонтальный шнековый насос , 230 В (однофазный), стандартный как машина для заполнения швов, может быть транспортным средством для отделки мокрых штукатурок, или с комплектом компрессора может подойти для мелкого опрыскивания, регулируемая производительность насоса : от 0,5 до 12 л/мин.
СПЕЦИАЛЬНЫЕ И ВОССТАНАВЛИВАЮЩИЕ ШТУКАТУРКИ
PC 500 L — PC 500 I — горизонтальная шнековая штукатурная машина , подходит для перекачивания почти штукатурки, комплект по запросу в зависимости от типа штукатурки, 400 В (трехфазный), регулируемая мощность насоса до 45 л/мин, максимальная крупность заполнителя до 8 мм.
PC 500 M — PC 500 C — горизонтальная шнековая штукатурная машина , подходит для перекачки различных видов штукатурки, 230 В (однофазное) или 400 В (трехфазное), комплект по запросу в зависимости от типа штукатурки , регулируемая производительность насоса до 22 л/мин, максимальный размер заполнителя до 5 мм.
FC 50 — малая горизонтальная шнековая штукатурная машина 230 В (однофазная) стандарт в качестве машины для заполнения швов; по запросу с различными типами различных комплектов, это могут быть небольшие распылители штукатурки для специальных и реструктурирующих тонких штукатурок, например, водонепроницаемых или изоляционных.
TS 35 — Перистальтическая штукатурная машина , идеально подходит для легких специальных и реструктурирующих штукатурок, таких как полистирол, пробка и волокна, 230 В (однофазный) или 400 В (трехфазный), стандартная мощность насоса до 30 л/мин, максимальная крупность заполнителя до 4 мм.
EVUTECH — механическая аксиально-поршневая штукатурная машина , основанная на новой концепции поршневого насоса Edilmac, производительность и надежность которого являются его формулой успеха. Подходит для средних и крупных строительных компаний, 400 В (трехфазное), стандартная производительность насоса до 55 л/мин, максимальный размер заполнителя до 8 мм.
FCX 80 — горизонтальный шнековый насос , 230 В (однофазный) или 400 В (трехфазный), для распыления специальных штукатурок и штукатурок, производительность насоса (также регулируемая в однофазном исполнении) до 22 л /мин, максимальный размер заполнителя до 5 мм.
первая страница
Штукатурная машина BAPRO one 230V STRONG MAX — Агрегаты тынкарские машины Тынкарские
6 499,00 € brutto: 7 993,77 €
Если вы цените высокое качество и ищете экономичную машину, задумайтесь о покупке BAPRO one 230V STRONG МАКС. Мы рекомендуем, вероятно, лучшую штукатурную машину в мире. Это инновационная машина мирового масштаба, единственная, основанная на запатентованном патентованном решении, состоящем из системы переменной производительности. До сих пор многие строительные работы выполнялись вручную или с использованием нескольких машин. Для минимизации затрат и повышения эффективности работы мы разработали BAPRO one 230V STRONG MAX. Мы можем с уверенностью сказать, что эта машина устанавливает новые стандарты в штукатурных машинах. В отличие от типичных штукатурных машин, позволяет расширить спектр услуг, не ориентируясь только на сухие заводские смеси для машинного применения, в частности гипсовые или цементно-известковые штукатурки, но и помимо жидких строительных растворов в ведрах напр. (фасадная штукатурка, жидкие стяжки, финишные покрытия или клей). Наше решение также позволяет использовать машину для традиционной штукатурки цементно-известковым раствором, замешанным в бетономешалке с последующим распылением.
Штукатурная машина BAPRO one 230V STRONG MAX количество
Сравнить
Категория: Штукатурные машины Теги: 230В, тынкарский агрегат, бапро, стронг макс
Описание
Отзывы (0)
Платность и Достава
Описание
Машина для нанесения штукатурки и штукатурки гарантирует эффективный способ нанесения штукатурки. Процесс позволяет вам закончить работу с меньшими усилиями, за более короткое время и многое другое, конечный эффект всегда идеален! Итак, все, что вам нужно, это штукатурная машина и материал BAPRO!
Быстрая, простая и эффективная работа на штукатурной машине BAPRO позволяет сэкономить на трудозатратах. Кроме того, при низком и точном расходе материала вы экономите деньги.
Со штукатурной машиной вам не нужно работать вручную. Это означает, что вы можете извлечь выгоду из меньшего количества шагов приложения и упростить свою работу.
БЫСТРОЕ НАНЕСЕНИЕ
Штукатурная машина BAPRO позволяет значительно ускорить нанесение. С машиной можно работать очень быстро. Один аппликатор и два помощника обрабатывают минимум 100-150 м2 в день (несколько тысяч м2 в месяц)
Экономия затрат во время
Экономия стоимости в рабочей силе
Экономия стоимости в материалах
Гипл-машины Bapro One 230V Стронг
7
Технические данные
5928892878928789287892878928958 9000
15277 Технические данные
28878928 9003 9000 9000 2
7
.
Насос: переменная, управляемая инвертором от 4 до 40 литров в минуту
Расстояние доставки: до 50 метров
Источник питания: 400 В/50 Гц
Приводы: 2 трехфазных двигателя 400 В/ 50 Гц
Мотор-редуктор: 55,5 кВт 286 об/мин
Мотор-редуктор: 0,55 кВт 22 об/мин
Компрессор: 1090 Вт производительность 250 л/мин
Размеры Д/Ш/В: 1250/720/1530 мм
Высота папки: 90см
Общий вес: 260 кг
Штукатурные машины BAPRO one 230V STRONG MAX
Преимущества штукатурных машин
высококачественные компоненты
универсальный блок питания 230 Вольт
требуется предохранитель B20
регулирование скорости с помощью инвертор
простота использования и простой дизайн
высокая производительность
5-летняя гарантия
широкий спектр приложений
эксплуатационная надежность
большое расстояние транспортировки раствора
легкая и безопасная транспортировка
малая высота бункера
вместительный бункер 130 литров
безмасляный компрессор HANDY K2
усиленные мотор-редукторы NORD
возможность работы с такими устройствами Раствор пневмопитатель БАПРО 140Т
Штукатурные машины BAPRO one 230V STRONG MAX
Стандартная комплектация
статор и ротор типа BAPRO SILA MAX 230V
главный мотор-редуктор NORD 5,5 кВт 286 об/мин специальная версия BAP01
датчик наклона главного двигателя (безопасность)
мотор-редуктор подающего колеса 0,55 кВт, 22 об/мин, специальная версия BAP02
шланг для материала 25 мм 40 БАР, 15 м, в сборе. с гидравлическим приводом Муфты мужские и женские вращающиеся cpl
Резиновый воздушный шланг 1/2” 20 БАР, 16 м в комплекте с муфтой geka
водяной шланг 1/2″, 5 м с насадкой-распылителем
чистящий инструмент и чистящий вал для очистки смесительной камеры
арматура вода/воздух с клапаном для регулирования расхода воды 150 — 1500 л/ч
водяной насос типа 50М
смесительный вал
длинный пистолет-распылитель 100 см с круглым напильником к пистолету-распылителю
4 резиновых вращающихся колеса, в том числе 2 с тормозом
силовой кабель 230В 3×4 мм2, 25 метров в комплекте
водяной шланг 3/4” 20 БАР в комплекте муфта geka 25 м в сборе
материал для подачи адаптера
система управления машиной между насосом или смесительным насосом
Штукатурные машины BAPRO one 230V STRONG MAX
Рекомендуемое использование
Штукатурные машины BAPRO ONE 230 В сильное максимум
Дополнительное оборудование
ГПКАЗА
Штукатурные машины BAPRO one 230V STRONG MAX
Мультимедиа
Отзывы (0)
Как работает штукатурная машина 9000 и Dostawa3 9000?
Последние новости
Опубликовано
11 ноября 2021 г.
Джессика
11
ноябрь
Плюсы штукатурной машины
Это ты? Болит спина, шея, плечи? (Выбирай, ты чувствуешь, что разваливаешься на части!) Измотанный, когда ты возвращаешься домой? Думаете, вам осталось не так много лет в этой игре? Нанесение гипса подвергает организм большому физическому напряжению. Это тяжелый ручной труд, и вы, возможно, не будете заниматься им, пока вам не исполнится 60 лет. Однако есть решение. Штукатурные машины.
Распылительные машины для нанесения штукатурки уже давно популярны в Европе и становятся все более распространенными в Великобритании. Существует ряд преимуществ, включая сокращение ручного труда, увеличение скорости штукатурки, улучшенную консистенцию штукатурки, большую однородность в крупномасштабных проектах и меньше возможностей для человеческой ошибки. Звучит волшебно, не так ли?
VIP (Очень важный штукатур)
Представьте это; диван, чашка чая, запой Netflix, сидели в гостиной, где потребовалось не менее 20 образцов краски, чтобы выбрать «правильный» серый цвет. Как много мы думаем о штукатурке под этой «приглушенной оловянной» краской? Гладкие стены, готовые к покраске, нуждаются в опытном штукатуре, чтобы сначала сотворить свое волшебство. Невероятные 3,1 миллиона человек (9% рабочей силы) в Великобритании работают в строительном секторе, включая наших любимых штукатуров. Рост нашей страны зависит от строительства, в том числе от VIP-персон (очень важных штукатуров). Штукатурка необходима для укрепления стен во всех типах зданий и подготовки их к украшению. Итак, кажется, нам нужно защитить вид, который является штукатуром, уберегая их от травм и недолгой карьеры из-за травм. Здесь в дело вступает штукатурная машина.
Как работает штукатурная машина?
Давайте рассмотрим, как на самом деле работает машина для распыления штукатурки. Обычно считается, что строительство требует длительного времени выполнения работ. Чтобы уменьшить это, нам нужно добиться максимальной производительности с минимальными затратами. Это означает, что точность, аккуратность, качество и время цикла должны быть оптимизированы, и для этого необходимо автоматизировать наши системы. Другими словами, увеличьте производительность и качество с помощью машины для штукатурки стен. Традиционно штукатур смешивал штукатурку и наносил ее на стены с помощью сокола и кельмы, а затем заканчивал линейкой и разглаживанием. Сложная и трудоемкая работа, не так ли?
Машина смешивает и перекачивает готовый сухой материал в мешках во влажную штукатурку, которую затем можно распылить. Просто бросьте мешок на решетку, установите консистенцию воды, и все готово. Нет ручного смешивания и переноса мокрой штукатурки в рабочую зону. Машина также будет постоянно создавать однородную смесь с фиксированным соотношением материала и воды. Это означает равномерную смесь во всем доме или даже в нескольких домах, поскольку машина регулирует смесь. Машина для распыления штукатурки использует технологию роторного и статорного насоса для обеспечения непрерывного потока материала. Шланг подает материал к стене для распыления. Наконец, материал распыляется на стену с помощью воздушной струи в распылителе.
Типы штукатурных машин
Существует два типа штукатурных машин: смесительный насос и транспортирующий насос. Смесительный насос будет смешивать сухие мешки, чтобы обеспечить непрерывную перекачку влажной смеси. Поскольку материал автоматически смешивается и перекачивается, это позволяет штукатуру одновременно распылять материал. Транспортирующий насос использует продукт, который предварительно смешивают и заливают в бункер машины. По сути, с помощью машины вы можете штукатурить полностью самостоятельно. Однако может быть полезно иметь команду из двух человек; возможно, рабочий, чтобы заполнить машину, и штукатур, чтобы покрасить и отделать стену. Не забывайте, что, несмотря на то, что гипсоварочная машина избавляет от большого количества ручного труда, вам по-прежнему требуются навыки штукатура, чтобы управлять мокрым механизмом и отделывать его.
Узнать больше
CES предлагает широкий выбор штукатурных машин. Почему бы не взять его напрокат и не убедиться в том, сколько времени и труда могут сэкономить эти машины.




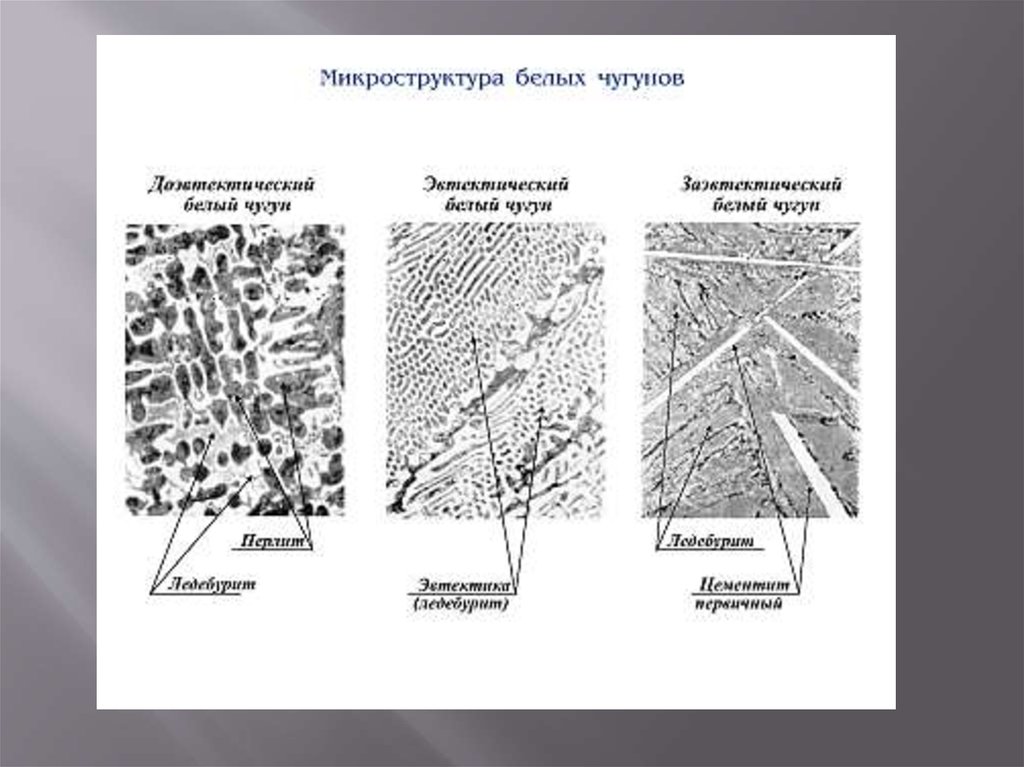 В сочетании с углеродом железо полностью меняет свой характер и становится легированной сталью.
В сочетании с углеродом железо полностью меняет свой характер и становится легированной сталью. В расположении гранецентрированного куба (ГЦК) есть один дополнительный атом железа в центре каждой из шести граней единичного куба. Существенно, что стороны гранецентрированного куба или расстояния между соседними решетками в ГЦК-схеме примерно на 25 процентов больше, чем в ОЦК-схеме; это означает, что в структуре ГЦК больше места, чем в структуре БЦК, для хранения посторонних (
В расположении гранецентрированного куба (ГЦК) есть один дополнительный атом железа в центре каждой из шести граней единичного куба. Существенно, что стороны гранецентрированного куба или расстояния между соседними решетками в ГЦК-схеме примерно на 25 процентов больше, чем в ОЦК-схеме; это означает, что в структуре ГЦК больше места, чем в структуре БЦК, для хранения посторонних (
 При температуре ниже 770 ° C (1420 ° F) железо является ферромагнитным; температуру, выше которой он теряет это свойство, часто называют точкой Кюри.
При температуре ниже 770 ° C (1420 ° F) железо является ферромагнитным; температуру, выше которой он теряет это свойство, часто называют точкой Кюри. Линия A-B-C представляет точки ликвидуса (, т.е. температуры, при которых расплавленное железо начинает затвердевать), а линия H-J-E-C представляет точки солидуса (при которых затвердевание завершается). Линия A-B-C показывает, что температура затвердевания снижается по мере увеличения содержания углерода в расплаве железа. (Это объясняет, почему серый чугун, содержащий более 2 процентов углерода, обрабатывается при гораздо более низких температурах, чем сталь.) Расплавленная сталь, например, с содержанием углерода 0.77 процентов (показано вертикальной пунктирной линией на рисунке) начинают затвердевать при температуре около 1475 ° C (2660 ° F) и полностью затвердевают при температуре около 1400 ° C (2550 ° F). С этого момента все кристаллы железа находятся в аустенитном — т. Е. ГЦК — расположении и содержат весь углерод в твердом растворе. При дальнейшем охлаждении происходит резкое изменение примерно при 727 ° C (1341 ° F), когда кристаллы аустенита превращаются в тонкую пластинчатую структуру, состоящую из чередующихся пластинок феррита и карбида железа.
Линия A-B-C представляет точки ликвидуса (, т.е. температуры, при которых расплавленное железо начинает затвердевать), а линия H-J-E-C представляет точки солидуса (при которых затвердевание завершается). Линия A-B-C показывает, что температура затвердевания снижается по мере увеличения содержания углерода в расплаве железа. (Это объясняет, почему серый чугун, содержащий более 2 процентов углерода, обрабатывается при гораздо более низких температурах, чем сталь.) Расплавленная сталь, например, с содержанием углерода 0.77 процентов (показано вертикальной пунктирной линией на рисунке) начинают затвердевать при температуре около 1475 ° C (2660 ° F) и полностью затвердевают при температуре около 1400 ° C (2550 ° F). С этого момента все кристаллы железа находятся в аустенитном — т. Е. ГЦК — расположении и содержат весь углерод в твердом растворе. При дальнейшем охлаждении происходит резкое изменение примерно при 727 ° C (1341 ° F), когда кристаллы аустенита превращаются в тонкую пластинчатую структуру, состоящую из чередующихся пластинок феррита и карбида железа. Эта микроструктура называется перлитом, а изменение называется эвтектоидным превращением. Перлит имеет твердость алмазной пирамиды (DPH) приблизительно 200 килограммов-сил на квадратный миллиметр (285 000 фунтов на квадратный дюйм), по сравнению с DPH 70 килограммов-сил на квадратный миллиметр для чистого железа. Охлаждение стали с более низким содержанием углерода (, например, 0,25 процента) приводит к получению микроструктуры, содержащей около 50 процентов перлита и 50 процентов феррита; он мягче, чем перлит, с DPH около 130.Сталь с содержанием углерода более 0,77 процента, например 1,05 процента, содержит в своей микроструктуре перлит и цементит; он тверже перлита и может иметь DPH 250.
Эта микроструктура называется перлитом, а изменение называется эвтектоидным превращением. Перлит имеет твердость алмазной пирамиды (DPH) приблизительно 200 килограммов-сил на квадратный миллиметр (285 000 фунтов на квадратный дюйм), по сравнению с DPH 70 килограммов-сил на квадратный миллиметр для чистого железа. Охлаждение стали с более низким содержанием углерода (, например, 0,25 процента) приводит к получению микроструктуры, содержащей около 50 процентов перлита и 50 процентов феррита; он мягче, чем перлит, с DPH около 130.Сталь с содержанием углерода более 0,77 процента, например 1,05 процента, содержит в своей микроструктуре перлит и цементит; он тверже перлита и может иметь DPH 250. Денотативный компонент выражает концептуальное содержание слова.
Денотативный компонент выражает концептуальное содержание слова.
 Я бы хотел книгу, пожалуйста.
Я бы хотел книгу, пожалуйста.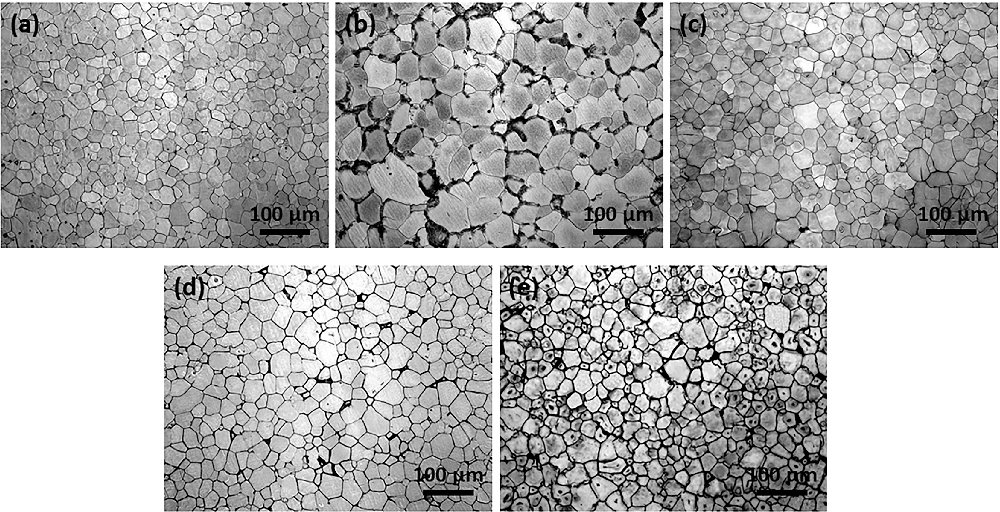 Только в сочетании с другими словами он раскрывает свое истинное значение: тусклый зрачок, тупая игра, тупое лезвие, мутная погода, и т. Д.Однако иногда такой минимальный контекст не раскрывает значение слова, и его можно правильно интерпретировать только через то, что профессор Н. Амосова назвала контекстом второй степени [1], как в следующем примере: Человек был крупный, но жена была еще толще. Слово жирнее здесь служит своеобразным индикатором, указывающим на то, что большой описывает толстого человека, а не большого.
Только в сочетании с другими словами он раскрывает свое истинное значение: тусклый зрачок, тупая игра, тупое лезвие, мутная погода, и т. Д.Однако иногда такой минимальный контекст не раскрывает значение слова, и его можно правильно интерпретировать только через то, что профессор Н. Амосова назвала контекстом второй степени [1], как в следующем примере: Человек был крупный, но жена была еще толще. Слово жирнее здесь служит своеобразным индикатором, указывающим на то, что большой описывает толстого человека, а не большого.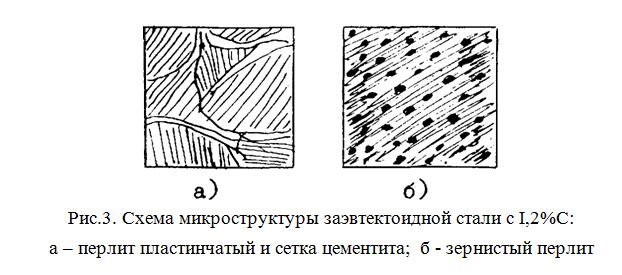
 Если, например, нашим объектом исследования являются глаголы производить, создавать, составлять, , правильной процедурой будет рассмотрение семантики существительных, которые используются в шаблоне с каждым из этих глаголов: что это такое что производится? создано? составлен?
Если, например, нашим объектом исследования являются глаголы производить, создавать, составлять, , правильной процедурой будет рассмотрение семантики существительных, которые используются в шаблоне с каждым из этих глаголов: что это такое что производится? создано? составлен?
 Правда, не может; но он может очень хорошо передать гнев человека, написавшего его. Что касается возможности комбинирования, главное, что слово может реализовывать одно и то же значение в различных наборах сочетаемости. Например, в парах веселые дети, веселый смех, веселые лица, веселые песни прилагательное веселый передает одно и то же понятие хорошего настроения, независимо от того, испытываются ли они непосредственно детьми (в первой фразе) или косвенно выражаются через веселые лица, смех и песни других словесных групп.
Правда, не может; но он может очень хорошо передать гнев человека, написавшего его. Что касается возможности комбинирования, главное, что слово может реализовывать одно и то же значение в различных наборах сочетаемости. Например, в парах веселые дети, веселый смех, веселые лица, веселые песни прилагательное веселый передает одно и то же понятие хорошего настроения, независимо от того, испытываются ли они непосредственно детьми (в первой фразе) или косвенно выражаются через веселые лица, смех и песни других словесных групп. поэт.)
поэт.) Пунктуация. Расположение членов приговора. Риторический вопрос. Виды повторения. Параллельные конструкции. Хиазм. Инверсия. Саспенс. Отряд. Полнота структуры предложения. Многоточие. Односементные предложения. Конструкции Апокоину. Сломать. Типы подключения. Полисиндетон. Асиндетон. Приложение
Пунктуация. Расположение членов приговора. Риторический вопрос. Виды повторения. Параллельные конструкции. Хиазм. Инверсия. Саспенс. Отряд. Полнота структуры предложения. Многоточие. Односементные предложения. Конструкции Апокоину. Сломать. Типы подключения. Полисиндетон. Асиндетон. Приложение  Дорогие люди), или 128-е слово (Э. Хемингуэй. Короткая счастливая жизнь Фрэнсиса Макомбера), или 256-е слово (Т. Пинчон. Плач лота 49), или 631-е слово (Н. Мейлер Почему мы во Вьетнаме?), или даже после 45 целых страниц текста (Дж. Джойс. Ulysses).
Дорогие люди), или 128-е слово (Э. Хемингуэй. Короткая счастливая жизнь Фрэнсиса Макомбера), или 256-е слово (Т. Пинчон. Плач лота 49), или 631-е слово (Н. Мейлер Почему мы во Вьетнаме?), или даже после 45 целых страниц текста (Дж. Джойс. Ulysses).  — Если. Или. И, что неизбежно, займ денег. » (J.Br.) Как видите, даже синсемантические союзы, получившие статус предложений, заметно повышаются в своей семантической и выразительной ценности.
— Если. Или. И, что неизбежно, займ денег. » (J.Br.) Как видите, даже синсемантические союзы, получившие статус предложений, заметно повышаются в своей семантической и выразительной ценности.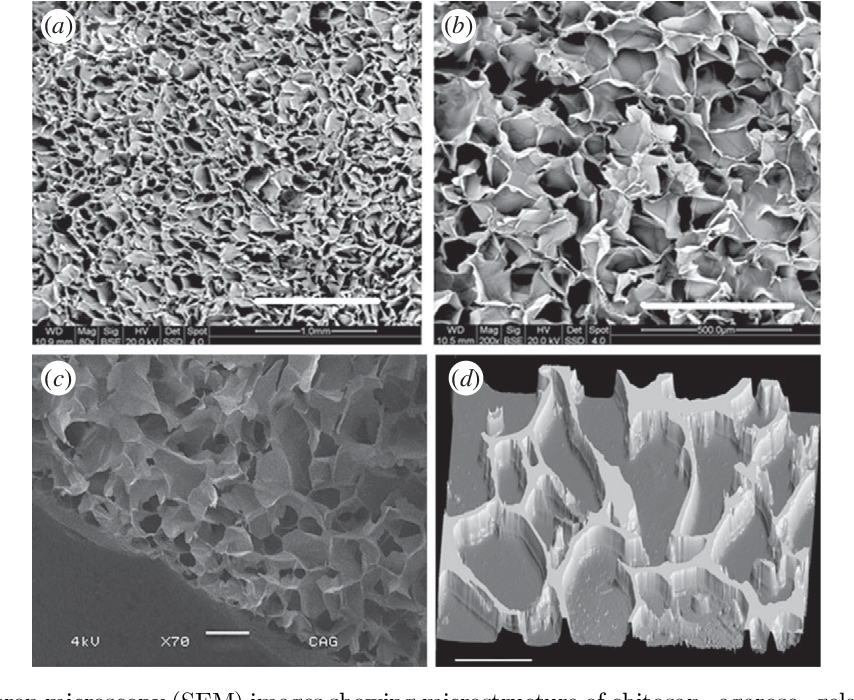
 Подобное структурирование начала предложения и его конца дает сбалансированных предложений, известных тем, что они подчеркивают логику и аргументацию содержания и поэтому предпочтительны в публицистической литературе.
Подобное структурирование начала предложения и его конца дает сбалансированных предложений, известных тем, что они подчеркивают логику и аргументацию содержания и поэтому предпочтительны в публицистической литературе. Вот: » «.
Вот: » «.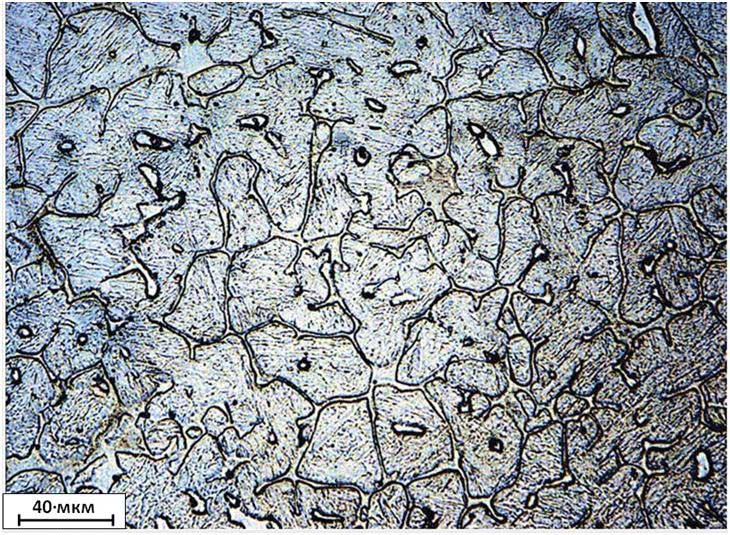 Восклицательные знаки и вопросов, точки, тире помогают уточнить значение письменного предложения, которое в устной речи передается интонацией.Дополнительным источником информации могут служить не только подчеркнутых типов пунктуации , перечисленных выше, но также и более традиционные запятые, точки с запятой и точки. Например: «Как тебя зовут?» «Джон Льюис». «Моя Лиза. Уоткин». (К.К.) Точка между именем и фамилией показывает, что между ними была пауза, и фамилия стала ответом на реакцию (удивление, веселье, повышенный интерес) Джона Льюиса на такое неформальное представление себя.
Восклицательные знаки и вопросов, точки, тире помогают уточнить значение письменного предложения, которое в устной речи передается интонацией.Дополнительным источником информации могут служить не только подчеркнутых типов пунктуации , перечисленных выше, но также и более традиционные запятые, точки с запятой и точки. Например: «Как тебя зовут?» «Джон Льюис». «Моя Лиза. Уоткин». (К.К.) Точка между именем и фамилией показывает, что между ними была пауза, и фамилия стала ответом на реакцию (удивление, веселье, повышенный интерес) Джона Льюиса на такое неформальное представление себя.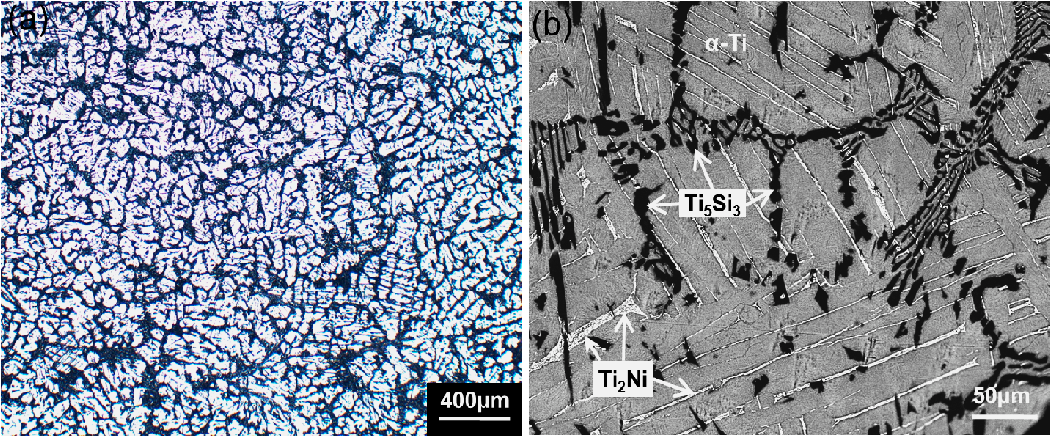 (J.B.)
(J.B.) вся их жизнь должна быть такой: снаружи такой голый для всех, чужой, как он сам, на вид, рама с косоглазой, ржавая под ней, крыло, перекрашенное в оттенок, достаточный для снижения ценности, если не сам Мучо, внутри безнадежно пахнет детей, выпивки из супермаркета, двух, а иногда и трех поколений курильщиков сигарет или только пыли — и когда машины выметали, вам приходилось смотреть на настоящие остатки этих жизней, и не было возможности сказать, что было на самом деле отказался (когда, как он предполагал, получилось так мало, что из-за страха большую часть пришлось взять и сохранить) и то, что было просто (возможно, трагически) потеряно: обрезанные купоны, обещающие экономию от 5 до 10 центов, торговые марки, розовые листовки рекламные акции на марке и т.д., окурки, зубастые расчески, объявления с просьбой о помощи.Желтые страницы, вырванные из книги prione, лохмотья старого нижнего белья или платья, которые уже были старинными костюмами, для того, чтобы вытереть собственное дыхание с внутренней стороны лобового стекла, чтобы вы могли увидеть, что это было, фильм, женщину или машину, которую вы желали , полицейский, который мог бы остановить вас только для тренировки, все осколки были покрыты равномерно, как салат отчаяния, серой повязкой из пепла, конденсированных выхлопных газов, пыли, телесных отходов — ему было больно выглядеть, но он пришлось смотреть (т.
вся их жизнь должна быть такой: снаружи такой голый для всех, чужой, как он сам, на вид, рама с косоглазой, ржавая под ней, крыло, перекрашенное в оттенок, достаточный для снижения ценности, если не сам Мучо, внутри безнадежно пахнет детей, выпивки из супермаркета, двух, а иногда и трех поколений курильщиков сигарет или только пыли — и когда машины выметали, вам приходилось смотреть на настоящие остатки этих жизней, и не было возможности сказать, что было на самом деле отказался (когда, как он предполагал, получилось так мало, что из-за страха большую часть пришлось взять и сохранить) и то, что было просто (возможно, трагически) потеряно: обрезанные купоны, обещающие экономию от 5 до 10 центов, торговые марки, розовые листовки рекламные акции на марке и т.д., окурки, зубастые расчески, объявления с просьбой о помощи.Желтые страницы, вырванные из книги prione, лохмотья старого нижнего белья или платья, которые уже были старинными костюмами, для того, чтобы вытереть собственное дыхание с внутренней стороны лобового стекла, чтобы вы могли увидеть, что это было, фильм, женщину или машину, которую вы желали , полицейский, который мог бы остановить вас только для тренировки, все осколки были покрыты равномерно, как салат отчаяния, серой повязкой из пепла, конденсированных выхлопных газов, пыли, телесных отходов — ему было больно выглядеть, но он пришлось смотреть (т.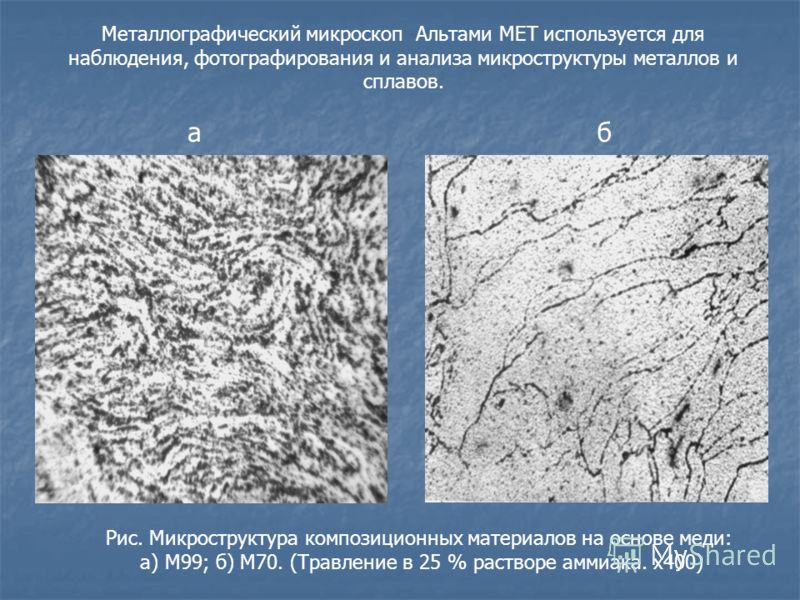 п.)
п.) (T.C.)
(T.C.) )
) Слишком окончательно, определенно, закрыто. Сама по себе вера. Сомнение.(S.R.)
Слишком окончательно, определенно, закрыто. Сама по себе вера. Сомнение.(S.R.)


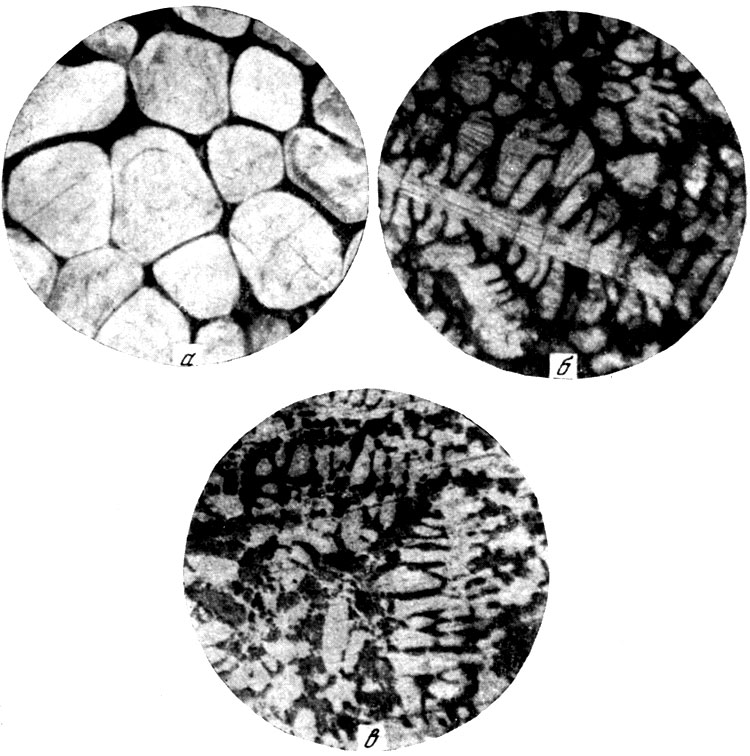










 Торжок
Торжок , г. Жуковский
, г. Жуковский ru
ru Они пытаются ускорить процесс и сделать как лучше. Но хватает и сердобольных сопереживающих, которые с энтузиазмом включаются в этот процесс. «Вот у меня брат — пожарный, я знаю, как тушить, он мне рассказывал». Подобные личности встречаются на 60% пожаров.
Они пытаются ускорить процесс и сделать как лучше. Но хватает и сердобольных сопереживающих, которые с энтузиазмом включаются в этот процесс. «Вот у меня брат — пожарный, я знаю, как тушить, он мне рассказывал». Подобные личности встречаются на 60% пожаров. Но еще раз повторю: что делать, решают пожарные. Цыган появляется всё больше и больше, и тушение пожара перерастает в драку. Кто-то с лопатой, кто-то с палкой на нас накинулся. Пожарные получили травмы и переломы, конфликт удалось уладить только полиции. Двоих спасателей увезли на скорой.
Но еще раз повторю: что делать, решают пожарные. Цыган появляется всё больше и больше, и тушение пожара перерастает в драку. Кто-то с лопатой, кто-то с палкой на нас накинулся. Пожарные получили травмы и переломы, конфликт удалось уладить только полиции. Двоих спасателей увезли на скорой. Пожарная машина даже на малых скоростях очень сложна в управлении, особенно на поворотах, а спасателям надо приехать как можно быстрее.
Пожарная машина даже на малых скоростях очень сложна в управлении, особенно на поворотах, а спасателям надо приехать как можно быстрее. Тут такая ситуация возникает: пожарные машины бывают разные — отличается объем бочки с водой. У нас есть машины легкого, среднего и тяжелого класса. Сейчас большинство машин тяжелого класса. Чтобы удешевить процесс изготовления, они делаются на базе ЗИЛа и сами по себе тяжелые, и им нужно больше места для маневра.
Тут такая ситуация возникает: пожарные машины бывают разные — отличается объем бочки с водой. У нас есть машины легкого, среднего и тяжелого класса. Сейчас большинство машин тяжелого класса. Чтобы удешевить процесс изготовления, они делаются на базе ЗИЛа и сами по себе тяжелые, и им нужно больше места для маневра. Это ужасно. И, конечно, могут загореться дома деревянной застройки. Это страшное дело. Вопрос этот никак не решить, если им не объяснять все последствия их действий.
Это ужасно. И, конечно, могут загореться дома деревянной застройки. Это страшное дело. Вопрос этот никак не решить, если им не объяснять все последствия их действий. Полый внутри, длиной до двух метров, он втыкается в глубину, и к нему подключаются пожарные рукава. Это всё равно что тушить маленький вулкан. Внутри всё горит, а ты этого не видишь даже. Ты даже не знаешь, потушилось или нет, ориентируешься только на расчетное время. Раскапывать участок глубиной два метра — просто бестолковое занятие, когда горят гектары. А люди думают: «А что это они тушат так долго?»
Полый внутри, длиной до двух метров, он втыкается в глубину, и к нему подключаются пожарные рукава. Это всё равно что тушить маленький вулкан. Внутри всё горит, а ты этого не видишь даже. Ты даже не знаешь, потушилось или нет, ориентируешься только на расчетное время. Раскапывать участок глубиной два метра — просто бестолковое занятие, когда горят гектары. А люди думают: «А что это они тушат так долго?» Там осталась, на первом этаже.
Там осталась, на первом этаже. Диспетчер тут же передает информацию водоканалу. Всё под контролем, напор воды увеличили, и цистерна заполняется. Но люди этого не понимают, просто не знают, поэтому каждый раз спрашивают: «А вы что, без воды приехали?»
Диспетчер тут же передает информацию водоканалу. Всё под контролем, напор воды увеличили, и цистерна заполняется. Но люди этого не понимают, просто не знают, поэтому каждый раз спрашивают: «А вы что, без воды приехали?» Возникает обратная тяга. Когда в квартире без кислорода открывают окно, происходит огромный выброс огня обратной тягой. И это очень опасно.
Возникает обратная тяга. Когда в квартире без кислорода открывают окно, происходит огромный выброс огня обратной тягой. И это очень опасно. Надо пройти узких специалистов — врачей, психологическую диагностику.
Надо пройти узких специалистов — врачей, психологическую диагностику.

 Машину выпускали на Прилуцком заводе пожарной техники (Черниговская область).
Машину выпускали на Прилуцком заводе пожарной техники (Черниговская область).
 Это не только машины на более или менее современных шасси, но и довольно экзотические машины типа Mercedes L Kurzhauber. Состояние их зачастую неплохое, но европейские цены, мягко говоря, кусаются.
Это не только машины на более или менее современных шасси, но и довольно экзотические машины типа Mercedes L Kurzhauber. Состояние их зачастую неплохое, но европейские цены, мягко говоря, кусаются. Для нагрева можно использовать также паяльную лампу с насадком (рисунок ниже, и), который создает струю горячего воздуха. На кожухе 5, закрепленном на горелке 9, размещены два боковых окна 7 с подвижным шибером 6, которым регулируют объем подсасываемого воздуха и, следовательно, его температуру. Насадок закреплен на корпусе горелки 9 хомутом и с подкосом 12 и опирается на стойку 8.
Для нагрева можно использовать также паяльную лампу с насадком (рисунок ниже, и), который создает струю горячего воздуха. На кожухе 5, закрепленном на горелке 9, размещены два боковых окна 7 с подвижным шибером 6, которым регулируют объем подсасываемого воздуха и, следовательно, его температуру. Насадок закреплен на корпусе горелки 9 хомутом и с подкосом 12 и опирается на стойку 8. 1. Инструменты и приспособления общего назначения \ КонсультантПлюс
1. Инструменты и приспособления общего назначения \ КонсультантПлюс
 В лицевой карточке работник расписывается за полученный инструмент.
В лицевой карточке работник расписывается за полученный инструмент. На каждую инструментальную марку кладовая выдает только один предмет.
На каждую инструментальную марку кладовая выдает только один предмет.

 Без них невозможно провести даже самую элементарную работу, не говоря уже о ремонте оборудования, техники и подобного. Чтобы собрать себе хороший ящик ручного слесарного инструмента, нужно знать хотя бы на базовом уровне, какие инструменты для чего предназначены и на какие группы они разделяются.
Без них невозможно провести даже самую элементарную работу, не говоря уже о ремонте оборудования, техники и подобного. Чтобы собрать себе хороший ящик ручного слесарного инструмента, нужно знать хотя бы на базовом уровне, какие инструменты для чего предназначены и на какие группы они разделяются.  Рассмотри подробнее, что и к какому подклассу относится.
Рассмотри подробнее, что и к какому подклассу относится.  В идеале же:
В идеале же:
 Если у вас обширный спектр работ, а инструментами вы пользуетесь ежедневно, есть смысл задуматься о брендах, выбирая более качественные приборы. Если же инструменты нужны исключительно в домашних целях, выбрать их не составит труда.
Если у вас обширный спектр работ, а инструментами вы пользуетесь ежедневно, есть смысл задуматься о брендах, выбирая более качественные приборы. Если же инструменты нужны исключительно в домашних целях, выбрать их не составит труда. 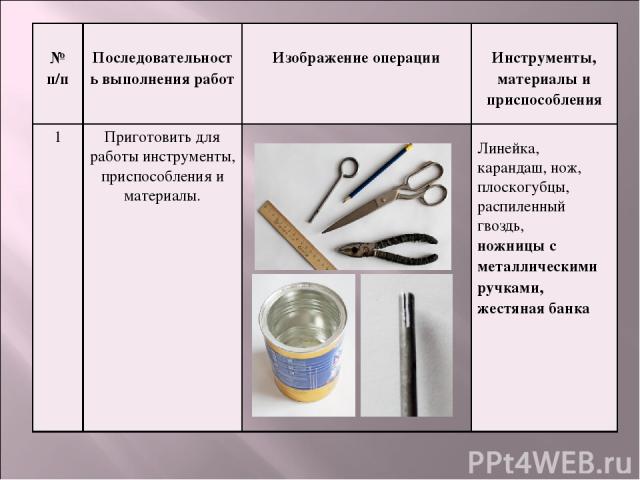 На самом деле, если бренд именитый, где бы он не выпускался, оригиналы его товаров должны советовать заявленному качеству.
На самом деле, если бренд именитый, где бы он не выпускался, оригиналы его товаров должны советовать заявленному качеству.  машин
машин одежды
одежды Кирова
Кирова

 Тэги.
Тэги. 1 Инструменты и приспособления. Технология художественной обработки материала: гобелен
1 Инструменты и приспособления. Технология художественной обработки материала: гобелен Чем тоньше рамка, тем мельче гвозди.
Чем тоньше рамка, тем мельче гвозди.
 ..
.. Схема зажимного приспособления. Описание устройства и принципа работы приспособления
Схема зажимного приспособления. Описание устройства и принципа работы приспособления Кроме того…
Кроме того… Сверление отверстий необходимо как для соединений деталей…
Сверление отверстий необходимо как для соединений деталей… Он выполнен из металла и имеет деревянную ручку. Инструмент может понадобиться в том случае, если фундамент будет оштукатуриваться.
Он выполнен из металла и имеет деревянную ручку. Инструмент может понадобиться в том случае, если фундамент будет оштукатуриваться.

 Им обычно выравнивают и заглаживают края, торцы, а также отверстия изделий. В работе обычно задействована вся рабочая поверхность инструмента. От пыли и опилок рашпиль очищают металлической щеткой.
Им обычно выравнивают и заглаживают края, торцы, а также отверстия изделий. В работе обычно задействована вся рабочая поверхность инструмента. От пыли и опилок рашпиль очищают металлической щеткой.
 Возможно, в вашем положении вас реже, а может, и вовсе не вызывают к проектированию и конструированию инженерной техники. В любом случае, представленные здесь советы также можно использовать при принятии решений о выборе материалов для дизайна.
Возможно, в вашем положении вас реже, а может, и вовсе не вызывают к проектированию и конструированию инженерной техники. В любом случае, представленные здесь советы также можно использовать при принятии решений о выборе материалов для дизайна.

 Их можно разрезать по длине и собрать практически в любую нужную вам конфигурацию. Экструдированные профили подобны конструкторскому набору. Поскольку они изготовлены из алюминия, их легко резать, а благодаря своей форме они легко адаптируются. Просто добавьте к ним детали и аксессуары по мере необходимости. По возможности я использую алюминиевые профили для каркаса машин и приспособлений, потому что знаю, что если что-то нужно будет изменить или добавить позже, это не будет проблемой. По истечении срока службы приспособления просто разберите его и используйте профили для чего-то другого. Научитесь использовать экструзии. Они экономят много времени и денег, а конечный результат почти всегда выглядит очень профессионально.
Их можно разрезать по длине и собрать практически в любую нужную вам конфигурацию. Экструдированные профили подобны конструкторскому набору. Поскольку они изготовлены из алюминия, их легко резать, а благодаря своей форме они легко адаптируются. Просто добавьте к ним детали и аксессуары по мере необходимости. По возможности я использую алюминиевые профили для каркаса машин и приспособлений, потому что знаю, что если что-то нужно будет изменить или добавить позже, это не будет проблемой. По истечении срока службы приспособления просто разберите его и используйте профили для чего-то другого. Научитесь использовать экструзии. Они экономят много времени и денег, а конечный результат почти всегда выглядит очень профессионально.
 Единственная проблема с ацеталем заключается в том, что его очень трудно склеить. Для этого требуются специальные процессы, поэтому вам придется полагаться на механическое крепление. Существуют клеи, которые утверждают, что способны связывать ацеталь, но я никогда не видел, чтобы они давали хоть что-то близкое к полезному результату.
Единственная проблема с ацеталем заключается в том, что его очень трудно склеить. Для этого требуются специальные процессы, поэтому вам придется полагаться на механическое крепление. Существуют клеи, которые утверждают, что способны связывать ацеталь, но я никогда не видел, чтобы они давали хоть что-то близкое к полезному результату. Это не машина почти так же хорошо. Кроме того, он поглощает тревожно большое количество влаги. Однако, в отличие от POM, нейлон легко склеивается. Из-за этого одного свойства стоит держать один или два бара поблизости.
Это не машина почти так же хорошо. Кроме того, он поглощает тревожно большое количество влаги. Однако, в отличие от POM, нейлон легко склеивается. Из-за этого одного свойства стоит держать один или два бара поблизости.
 Когда воск затвердеет, у вас появится жертвенная деталь, за которую можно зацепиться.
Когда воск затвердеет, у вас появится жертвенная деталь, за которую можно зацепиться. Конечно, это не всегда возможно, когда вы пытаетесь произвести продукт как можно дешевле.
Конечно, это не всегда возможно, когда вы пытаетесь произвести продукт как можно дешевле.

 После изготовления его часто подвергают термообработке для снижения напряжения, поскольку его основная цель — приспособиться и поддержать работу.
После изготовления его часто подвергают термообработке для снижения напряжения, поскольку его основная цель — приспособиться и поддержать работу. Он изготовлен из закаленной стали.
Он изготовлен из закаленной стали. Некоторые из материалов обсуждаются ниже:
Некоторые из материалов обсуждаются ниже:

 Движимая развитием технологии станков в направлении высокой скорости, высокой эффективности, точности, компаундирования, интеллекта и защиты окружающей среды, технология крепления движется в направлении высокой точности, высокой эффективности, модульности, комбинации, универсальность, экономичность.
Движимая развитием технологии станков в направлении высокой скорости, высокой эффективности, точности, компаундирования, интеллекта и защиты окружающей среды, технология крепления движется в направлении высокой точности, высокой эффективности, модульности, комбинации, универсальность, экономичность.

 Завершите обработку нескольких станций, включая поворотное делительное устройство и линейное движущееся делительное устройство), соединительные элементы и зажимной корпус (зажимное основание) и другие компоненты. Использование светильников также очень высоко у производителей электроники. Для повышения эффективности производства и качества продукции в производстве приспособления для оснастки часто используются на средних и поздних этапах производства для функциональных испытаний или вспомогательной сборки (которые могут быть собраны с фиксированной формой и высотой и т. д.).
Завершите обработку нескольких станций, включая поворотное делительное устройство и линейное движущееся делительное устройство), соединительные элементы и зажимной корпус (зажимное основание) и другие компоненты. Использование светильников также очень высоко у производителей электроники. Для повышения эффективности производства и качества продукции в производстве приспособления для оснастки часто используются на средних и поздних этапах производства для функциональных испытаний или вспомогательной сборки (которые могут быть собраны с фиксированной формой и высотой и т. д.). д.
д.

 Почти все автоматизированные промышленные производственные процессы основаны на шаблонах и приспособлениях для последовательного создания правильно функционирующих деталей. Инженеры могут убедиться, что их приспособления и приспособления прочны и хорошо спроектированы, учитывая эти ключевые соображения.
Почти все автоматизированные промышленные производственные процессы основаны на шаблонах и приспособлениях для последовательного создания правильно функционирующих деталей. Инженеры могут убедиться, что их приспособления и приспособления прочны и хорошо спроектированы, учитывая эти ключевые соображения. В лучшем случае чрезмерные усилия не повлияют на крепления, но в худшем случае это приведет к ухудшению качества деталей и увеличению риска для оператора.
В лучшем случае чрезмерные усилия не повлияют на крепления, но в худшем случае это приведет к ухудшению качества деталей и увеличению риска для оператора. Таким образом, операторы могут одной рукой держать приспособление, а другой – позиционировать или стабилизировать деталь.
Таким образом, операторы могут одной рукой держать приспособление, а другой – позиционировать или стабилизировать деталь. Промышленное моделирование методом наплавления (FDM), HP Multi Jet Fusion и Carbon Digital Light Synthesis (DLS) дают отличные результаты, но стереолитография (SLA) и селективное лазерное спекание (SLS) также могут быть хорошими вариантами. Для быстрого литья под давлением термопласты технического класса могут легко производить изотропные детали в больших объемах.
Промышленное моделирование методом наплавления (FDM), HP Multi Jet Fusion и Carbon Digital Light Synthesis (DLS) дают отличные результаты, но стереолитография (SLA) и селективное лазерное спекание (SLS) также могут быть хорошими вариантами. Для быстрого литья под давлением термопласты технического класса могут легко производить изотропные детали в больших объемах.

 Это означает, что он в некотором роде направляет такие обрабатывающие инструменты. Кондукторы уникальны тем, что при их перемещении инструмент становится неподвижным.
Это означает, что он в некотором роде направляет такие обрабатывающие инструменты. Кондукторы уникальны тем, что при их перемещении инструмент становится неподвижным. Однако, в отличие от приспособлений для шаблонов, они имеют встроенные зажимы для удержания заготовки.
Однако, в отличие от приспособлений для шаблонов, они имеют встроенные зажимы для удержания заготовки.

 Он также поддерживает и находит деталь. Крепление, однако, только закрепляет, поддерживает и фиксирует заготовку. Он не направляет часть машины.
Он также поддерживает и находит деталь. Крепление, однако, только закрепляет, поддерживает и фиксирует заготовку. Он не направляет часть машины.

 У нас есть статья, в которой обсуждается стоимость обработки с ЧПУ, и вы можете ее увидеть.
У нас есть статья, в которой обсуждается стоимость обработки с ЧПУ, и вы можете ее увидеть. Мы также можем помочь вам изготовить приспособления и приспособления.
Мы также можем помочь вам изготовить приспособления и приспособления.
 Это дешевле, быстрее, а также предоставляет производителям гибкость, необходимую для повторной оптимизации конструкции.
Это дешевле, быстрее, а также предоставляет производителям гибкость, необходимую для повторной оптимизации конструкции. Поэтому вы видите, что производители оставляют зазор в приспособлении или приспособлениях, чтобы подготовиться к образованию заусенцев, не затрагивая инструмент. Тем не менее, вы должны свести к минимуму количество канавок и карманов, в которых может разместиться стружка, которая превратится в клинья.
Поэтому вы видите, что производители оставляют зазор в приспособлении или приспособлениях, чтобы подготовиться к образованию заусенцев, не затрагивая инструмент. Тем не менее, вы должны свести к минимуму количество канавок и карманов, в которых может разместиться стружка, которая превратится в клинья.


 Этим объясняется необходимость выпуска стандартных рабочих удерживающих устройств для увеличения темпов изготовления.
Этим объясняется необходимость выпуска стандартных рабочих удерживающих устройств для увеличения темпов изготовления.



 Различные типы приспособлений: сварочное приспособление, приспособление для нарезания резьбы, приспособление для фрезерования, приспособление для сверления и сверления, приспособление для фрезерования, приспособление для токарной обработки и т. д.
Различные типы приспособлений: сварочное приспособление, приспособление для нарезания резьбы, приспособление для фрезерования, приспособление для сверления и сверления, приспособление для фрезерования, приспособление для токарной обработки и т. д.



 Кондукторные втулки применяются при сверлении и растачивании, здесь для прохода сверла в отверстие кондуктора входит втулка.
Кондукторные втулки применяются при сверлении и растачивании, здесь для прохода сверла в отверстие кондуктора входит втулка.
 И схождение у этого типа подвески также сильно менялось в процессе движения, причем не в оптимальную сторону.
И схождение у этого типа подвески также сильно менялось в процессе движения, причем не в оптимальную сторону.
 Другой очень распространенный вариант многорычажной подвески эволюционно восходит к подвеске на диагональном рычаге. Тут рычагов может быть меньше — всего три. Несущий диагональный рычаг дополнен двумя или более поперечными рычагами. Эта конструкция тоже позволяет задать сложную кинематику движения колеса в любых условиях. Оба варианта подвесок обеспечивают отличные возможности по настройке управляемости для машин.
Другой очень распространенный вариант многорычажной подвески эволюционно восходит к подвеске на диагональном рычаге. Тут рычагов может быть меньше — всего три. Несущий диагональный рычаг дополнен двумя или более поперечными рычагами. Эта конструкция тоже позволяет задать сложную кинематику движения колеса в любых условиях. Оба варианта подвесок обеспечивают отличные возможности по настройке управляемости для машин. Конструктивно это почти неразрезной мост, но даже лучше, потому что это единая деталь, которая мало того что обеспечивает независимые ходы подвески, но и сама по себе является стабилизатором поперечной устойчивости и направляющей конструкцией. Практически инженерный шедевр.
Конструктивно это почти неразрезной мост, но даже лучше, потому что это единая деталь, которая мало того что обеспечивает независимые ходы подвески, но и сама по себе является стабилизатором поперечной устойчивости и направляющей конструкцией. Практически инженерный шедевр. И получается, что по возможностям задать изменение углов установки колес этот тип подвески приближается к многорычажным. Вот только есть два существенных «но».
И получается, что по возможностям задать изменение углов установки колес этот тип подвески приближается к многорычажным. Вот только есть два существенных «но». Сохранить простоту подвески в таких условиях непросто. Пока единственным недорогим способом увеличить нагрузку или улучшить комфорт остается установка механизма Уатта, частично разгружающего рычаг от поперечных сил.
Сохранить простоту подвески в таких условиях непросто. Пока единственным недорогим способом увеличить нагрузку или улучшить комфорт остается установка механизма Уатта, частично разгружающего рычаг от поперечных сил.
 Многорычажная подвеска дает желаемую плавность во время движения, дарит превосходную управляемость, а также способствует снижению шума в салоне.
Многорычажная подвеска дает желаемую плавность во время движения, дарит превосходную управляемость, а также способствует снижению шума в салоне. Они способны выполнять одновременно функцию стабилизатора устойчивости и рычага.
Они способны выполнять одновременно функцию стабилизатора устойчивости и рычага. Другой край рычага крепиться к ступице. В данном узле находятся подшипники, крепления колес и другие необходимые детали. Как правило, амортизаторы и пружины устанавливаются отдельно друг от друга. Для того чтобы снизить угол наклона автомобиля во время прохождения поворотов и виражей используется стабилизатор поперечной устойчивости. Крепление стабилизатора осуществляется с помощью резиновых опор, тяги соединяют штанги и опоры ступиц.
Другой край рычага крепиться к ступице. В данном узле находятся подшипники, крепления колес и другие необходимые детали. Как правило, амортизаторы и пружины устанавливаются отдельно друг от друга. Для того чтобы снизить угол наклона автомобиля во время прохождения поворотов и виражей используется стабилизатор поперечной устойчивости. Крепление стабилизатора осуществляется с помощью резиновых опор, тяги соединяют штанги и опоры ступиц. Это приводит к необходимости проводить регулярные осмотры и ремонты.
Это приводит к необходимости проводить регулярные осмотры и ремонты. Передняя часть подвески:
Передняя часть подвески: Если же повреждения не обнаружены, а звуки продолжают усиливаться во время движения, необходимо обратиться к специалистам. Все дело в том, что неумелые или неправильные действия могут привести к повреждению или разрушению важного элемента трансмиссии автомобиля, а это уже может вылиться в дорогостоящий ремонт.
Если же повреждения не обнаружены, а звуки продолжают усиливаться во время движения, необходимо обратиться к специалистам. Все дело в том, что неумелые или неправильные действия могут привести к повреждению или разрушению важного элемента трансмиссии автомобиля, а это уже может вылиться в дорогостоящий ремонт.

 Для снижения вибраций, в них используется резина. Поперечные рычаги соединяются с опорой ступицы. Так осуществляется правильное положение колес в поперечной плоскости. Зачастую многорычажная независимая задняя подвеска включает в себя три поперечных рычага:
Для снижения вибраций, в них используется резина. Поперечные рычаги соединяются с опорой ступицы. Так осуществляется правильное положение колес в поперечной плоскости. Зачастую многорычажная независимая задняя подвеска включает в себя три поперечных рычага: При произведении ремонта, следует оставить небольшой люфт в ступице. Иначе у вас рассыплется подшипник. Также многорычажная передняя подвеска имеет в своей конструкции винтовую пружину. Она опирается на нижний задний поперечный рычаг и воспринимает от него усилия. Отдельно от пружины размещается амортизатор. Обычно он соединяется с опорой ступицы.
При произведении ремонта, следует оставить небольшой люфт в ступице. Иначе у вас рассыплется подшипник. Также многорычажная передняя подвеска имеет в своей конструкции винтовую пружину. Она опирается на нижний задний поперечный рычаг и воспринимает от него усилия. Отдельно от пружины размещается амортизатор. Обычно он соединяется с опорой ступицы. Благодаря тягам штанга связывается с опорой ступицы. Какие имеет многорычажная подвеска плюсы и минусы? Давайте рассмотрим их ниже.
Благодаря тягам штанга связывается с опорой ступицы. Какие имеет многорычажная подвеска плюсы и минусы? Давайте рассмотрим их ниже.
 Если машина начала издавать стуки в передней или задней части, стоит осмотреть состояние рычагов и стайлентблоков. При наличии люфтов и свободного хода их следует заменить.
Если машина начала издавать стуки в передней или задней части, стоит осмотреть состояние рычагов и стайлентблоков. При наличии люфтов и свободного хода их следует заменить.
 Также он более маневренный. Если стоит выбор — балка или многорычажка, — стоит отталкиваться от бюджета. Последнюю подвеску надо брать только в случае, если вы готовы потратить как минимум 400 долларов на ее обслуживание.
Также он более маневренный. Если стоит выбор — балка или многорычажка, — стоит отталкиваться от бюджета. Последнюю подвеску надо брать только в случае, если вы готовы потратить как минимум 400 долларов на ее обслуживание.

 Единственным минусом задней полунезависимой подвески является то, что она может использоваться только на неведущих задних мостах.
Единственным минусом задней полунезависимой подвески является то, что она может использоваться только на неведущих задних мостах.
 06.2022 | Статьи о запасных частях
06.2022 | Статьи о запасных частях Все о тормозных барабанах ГАЗ, их существующих типах, конструктивных особенностях и характеристиках, а также о выборе, замене и обслуживании данных деталей — читайте в статье.
Все о тормозных барабанах ГАЗ, их существующих типах, конструктивных особенностях и характеристиках, а также о выборе, замене и обслуживании данных деталей — читайте в статье. В 1979 году на модели 928 впервые появляется многорычажная задняя подвеска. Решение было простым, как все гениальное: чтобы предотвратить нежелательное перемещение колеса в продольном направлении, они добавили к уже существовавшей конструкции два вспомогательных рычага.
В 1979 году на модели 928 впервые появляется многорычажная задняя подвеска. Решение было простым, как все гениальное: чтобы предотвратить нежелательное перемещение колеса в продольном направлении, они добавили к уже существовавшей конструкции два вспомогательных рычага.
 При этом, в общепринятой многорычажной системе двумя рычагами заменен нижний рычаг, а не верхний, и крепятся они к ступице, обеспечивая ее устойчивость в горизонтальном положении. К ступице рычаги присоединены на разной высоте, а один из них, вспомогательный (передний), выполняет также функцию регулировочного.
При этом, в общепринятой многорычажной системе двумя рычагами заменен нижний рычаг, а не верхний, и крепятся они к ступице, обеспечивая ее устойчивость в горизонтальном положении. К ступице рычаги присоединены на разной высоте, а один из них, вспомогательный (передний), выполняет также функцию регулировочного.
 Однако, чтобы подобрать подходящие сайлентблоки для всех рычагов задней подвески того же Mercedes-Benz, придется внимательно проштудировать не один каталог.
Однако, чтобы подобрать подходящие сайлентблоки для всех рычагов задней подвески того же Mercedes-Benz, придется внимательно проштудировать не один каталог.

 Самое главное, что нужно знать об этом типе подвески, это то, что она независимая.
Самое главное, что нужно знать об этом типе подвески, это то, что она независимая.

 Кроме того, сами втулки, за исключением одной податливой втулки, представляют собой относительно простые стандартные компоненты.
Кроме того, сами втулки, за исключением одной податливой втулки, представляют собой относительно простые стандартные компоненты.
 Что вам нужно, так это система
Что вам нужно, так это система В любом случае его задача
В любом случае его задача
 Если регулируемый верх
Если регулируемый верх mds.yandex.net/get-marketpic/1327625/pice4f9bff0c0ad295fba4b2d5c8344e54d/300×300″>
mds.yandex.net/get-marketpic/1327625/pice4f9bff0c0ad295fba4b2d5c8344e54d/300×300″> mds.yandex.net/get-mpic/5216453/img_id4949716550838989481.jpeg/300×300″>
mds.yandex.net/get-mpic/5216453/img_id4949716550838989481.jpeg/300×300″> mds.yandex.net/get-mpic/4081122/img_id5242859385426691820.jpeg/300×300″>
mds.yandex.net/get-mpic/4081122/img_id5242859385426691820.jpeg/300×300″> mds.yandex.net/get-marketpic/1327625/pic473eb09cfa5b6817e839b077651a1992/300×300″>
mds.yandex.net/get-marketpic/1327625/pic473eb09cfa5b6817e839b077651a1992/300×300″> mds.yandex.net/get-marketpic/1871855/piceb3ce1c74abd85360950a373c3a06ebd/300×300″>
mds.yandex.net/get-marketpic/1871855/piceb3ce1c74abd85360950a373c3a06ebd/300×300″> mds.yandex.net/get-marketpic/1533523/picffba8892b8f4398e1840aee69765fc63/300×300″>
mds.yandex.net/get-marketpic/1533523/picffba8892b8f4398e1840aee69765fc63/300×300″> mds.yandex.net/get-marketpic/1907258/picc52f1850ef3da5313715b461edb90de9/300×300″>
mds.yandex.net/get-marketpic/1907258/picc52f1850ef3da5313715b461edb90de9/300×300″> mds.yandex.net/get-mpic/4705079/img_id1045242644607156417.jpeg/300×300″>
mds.yandex.net/get-mpic/4705079/img_id1045242644607156417.jpeg/300×300″> 08.2022 10:00
08.2022 10:00 , Энгельсский р-н, п.Приволжский, ул.Гагарина, д.9 (у должника)
, Энгельсский р-н, п.Приволжский, ул.Гагарина, д.9 (у должника)
 Москваг. Санкт-ПетербургЕврейская автономная областьНенецкий автономный округХанты-Мансийский автономный округ — ЮграЧукотский автономный округЯмало-Ненецкий автономный округРеспублика Крымг. СевастопольИные территории, включая город и космодром Байконур
Москваг. Санкт-ПетербургЕврейская автономная областьНенецкий автономный округХанты-Мансийский автономный округ — ЮграЧукотский автономный округЯмало-Ненецкий автономный округРеспублика Крымг. СевастопольИные территории, включая город и космодром Байконур Москваг. Санкт-ПетербургЕврейская автономная областьНенецкий автономный округХанты-Мансийский автономный округ — ЮграЧукотский автономный округЯмало-Ненецкий автономный округРеспублика Крымг. СевастопольИные территории, включая город и космодром Байконур
Москваг. Санкт-ПетербургЕврейская автономная областьНенецкий автономный округХанты-Мансийский автономный округ — ЮграЧукотский автономный округЯмало-Ненецкий автономный округРеспублика Крымг. СевастопольИные территории, включая город и космодром Байконур
 Красноярск
Красноярск




 1 из 5)
1 из 5) Все это значительно повышает стоимость эксплуатации крана и сокращает полезное время его работы. Современные модели башенных кранов предусматривают перевозку кранов при наименьшем демонтаже узлов и возможность быстрого монтажа и демонтажа без применения дополнительных механизмов.
Все это значительно повышает стоимость эксплуатации крана и сокращает полезное время его работы. Современные модели башенных кранов предусматривают перевозку кранов при наименьшем демонтаже узлов и возможность быстрого монтажа и демонтажа без применения дополнительных механизмов. Наиболее часто встречающееся исполнение – одно маслосъемное и два компрессионных кольца.
Наиболее часто встречающееся исполнение – одно маслосъемное и два компрессионных кольца.
 Такая конструкция позволяет компенсировать расширение при воздействии высоких температур. На юбке находится отверстие с двумя бобышками, где крепится поршневой палец трубчатой формы, соединяющий поршень с шатуном.
Такая конструкция позволяет компенсировать расширение при воздействии высоких температур. На юбке находится отверстие с двумя бобышками, где крепится поршневой палец трубчатой формы, соединяющий поршень с шатуном.

 Они весят меньше алюминиевых, а за счет меньшей компрессионной высоты позволяют использовать шатуны большей длины, тем самым снижая боковые нагрузки в паре «цилиндр-поршень».
Они весят меньше алюминиевых, а за счет меньшей компрессионной высоты позволяют использовать шатуны большей длины, тем самым снижая боковые нагрузки в паре «цилиндр-поршень».

 В первом случае цилиндры ДВС покрыты снаружи большим количеством специальных ребер, которые охлаждаются искусственно созданным или встречным потоком воздуха.
В первом случае цилиндры ДВС покрыты снаружи большим количеством специальных ребер, которые охлаждаются искусственно созданным или встречным потоком воздуха.
 Их основная причина заключается в сложных условиях работы ЦПГ.
Их основная причина заключается в сложных условиях работы ЦПГ.

 com
com Ваши настройки в отношении файлов куки для данного веб-сайта Вы можете изменитьв любое время [ссылка]
Ваши настройки в отношении файлов куки для данного веб-сайта Вы можете изменитьв любое время [ссылка] При отсутствии файлов куки возможно появление ошибок и сообщенийоб ошибках.
При отсутствии файлов куки возможно появление ошибок и сообщенийоб ошибках.
 Справедливости ради заметим, что долгое время эта задача не формулировалась именно так (это не означает, что её не было), поскольку с перемещением вполне успешно справлялись биологические источники движущей силы — имевшиеся в достаточном количестве рабы и тягловые животные. Однако со временем возникла необходимость перемещать поклажу на большие расстояния с более или менее высокой скоростью. Живые двигатели с такой задачей справиться не могли, пришлось придумывать моторы.
Справедливости ради заметим, что долгое время эта задача не формулировалась именно так (это не означает, что её не было), поскольку с перемещением вполне успешно справлялись биологические источники движущей силы — имевшиеся в достаточном количестве рабы и тягловые животные. Однако со временем возникла необходимость перемещать поклажу на большие расстояния с более или менее высокой скоростью. Живые двигатели с такой задачей справиться не могли, пришлось придумывать моторы. Если вал один, то рабочая камера имеет на одну грань больше, чем поршень (варианты а, в), если же валов два — то на одну грань меньше (варианты б, г).
Если вал один, то рабочая камера имеет на одну грань больше, чем поршень (варианты а, в), если же валов два — то на одну грань меньше (варианты б, г). До изобретения поршневого двигателя оставался всего шаг, нужно было суметь заставить поршень двигаться внутри цилиндра самостоятельно и крутить кривошип или коленчатый вал. Но прошло около двух тысячелетий, прежде чем эта мысль получила практическое воплощение.
До изобретения поршневого двигателя оставался всего шаг, нужно было суметь заставить поршень двигаться внутри цилиндра самостоятельно и крутить кривошип или коленчатый вал. Но прошло около двух тысячелетий, прежде чем эта мысль получила практическое воплощение.
 Таким образом, за один полный оборот в двигателе Ванкеля происходят три вспышки топлива, в то время как в обычном поршневом моторе одна вспышка приходится на два оборота коленчатого вала. Поршень в РПД вращается с более или менее постоянной скоростью, не меняя направления движения, а в обычном моторе он совершает возвратно-поступательные движения. Всё это создаёт большие преимущества роторных моторов, они работают значительно плавнее обычных, для их изготовления требуется почти на треть меньше деталей, они существенно (даже очень существенно) легче и меньше своих поршневых собратьев. Но… на кромках поршня в реальном моторе Ванкеля устанавливают специальные уплотнения, которые препятствуют порыву газов из одной камеры мотора в другую. В этих уплотнениях (хотя и не только в них) кроется причина того, что РПД не получили широкого распространения. Практически только японская компания «Мазда» продолжает серийно выпускать автомобили с роторными моторами. Нужно отдать должное этим механизмам.
Таким образом, за один полный оборот в двигателе Ванкеля происходят три вспышки топлива, в то время как в обычном поршневом моторе одна вспышка приходится на два оборота коленчатого вала. Поршень в РПД вращается с более или менее постоянной скоростью, не меняя направления движения, а в обычном моторе он совершает возвратно-поступательные движения. Всё это создаёт большие преимущества роторных моторов, они работают значительно плавнее обычных, для их изготовления требуется почти на треть меньше деталей, они существенно (даже очень существенно) легче и меньше своих поршневых собратьев. Но… на кромках поршня в реальном моторе Ванкеля устанавливают специальные уплотнения, которые препятствуют порыву газов из одной камеры мотора в другую. В этих уплотнениях (хотя и не только в них) кроется причина того, что РПД не получили широкого распространения. Практически только японская компания «Мазда» продолжает серийно выпускать автомобили с роторными моторами. Нужно отдать должное этим механизмам. При сравнительно небольшом рабочем объёме они обладают значительной мощностью, могут работать на высоких оборотах, и снабжённые ими машины ездят очень быстро. Но топливная экономичность их ниже всякой критики, да и расход масла не идёт ни в какое сравнение с обычными поршневыми моторами.
При сравнительно небольшом рабочем объёме они обладают значительной мощностью, могут работать на высоких оборотах, и снабжённые ими машины ездят очень быстро. Но топливная экономичность их ниже всякой критики, да и расход масла не идёт ни в какое сравнение с обычными поршневыми моторами. 2), что у этих машин принципиально разные формы поршней: в моторе Ванкеля — треугольный с острыми кромками, в двигателе Шапиро — скруглённый. В двигателе Ванкеля поршень своими кромками только скользит по поверхности камеры, создавая уплотнения по линии соприкосновения, а в двигателе Шапиро контакт осуществляется при скольжении поверхности по поверхности. Контакт между овальными поверхностями поршня и камеры оказывается значительно более плотным, что обеспечивает возможность развивать в образующихся рабочих камерах весьма высокое давление (дизель возможен).
2), что у этих машин принципиально разные формы поршней: в моторе Ванкеля — треугольный с острыми кромками, в двигателе Шапиро — скруглённый. В двигателе Ванкеля поршень своими кромками только скользит по поверхности камеры, создавая уплотнения по линии соприкосновения, а в двигателе Шапиро контакт осуществляется при скольжении поверхности по поверхности. Контакт между овальными поверхностями поршня и камеры оказывается значительно более плотным, что обеспечивает возможность развивать в образующихся рабочих камерах весьма высокое давление (дизель возможен). Это, кстати, даёт возможность использовать RKM и как двигатель, и как компрессор или насос. Поршень вращается вокруг оси, названной авторами «прыгающей». На рис. 2 поршень показан в крайнем левом положении. Вращаясь по часовой стрелке относительно оси а, он переходит в нижнее положение, касается стенки по линии А-В, и в этот момент начинается вращение относительно оси b. Ось как бы перепрыгивает из одного положения в другое. Легко видеть, что положение мгновенной оси вращения перемещается навстречу самому поршню.
Это, кстати, даёт возможность использовать RKM и как двигатель, и как компрессор или насос. Поршень вращается вокруг оси, названной авторами «прыгающей». На рис. 2 поршень показан в крайнем левом положении. Вращаясь по часовой стрелке относительно оси а, он переходит в нижнее положение, касается стенки по линии А-В, и в этот момент начинается вращение относительно оси b. Ось как бы перепрыгивает из одного положения в другое. Легко видеть, что положение мгновенной оси вращения перемещается навстречу самому поршню. Авторам новой машины удалось решить эту задачу. Они смогли рассчитать, а затем и построить геометрическую модель разрывной зубчатой передачи, которая полностью компенсирует особые точки траектории оси приводного вала.
Авторам новой машины удалось решить эту задачу. Они смогли рассчитать, а затем и построить геометрическую модель разрывной зубчатой передачи, которая полностью компенсирует особые точки траектории оси приводного вала. д.
д. Это существенно улучшает коэффициент полезного действия. Конструкторы новой машины столкнулись также с несколькими серьёзными проблемами. Например, достигая крайнего положения, поршень двигателя RKM может ударяться в стенку камеры. Впрочем, все проблемы тем или иным способом удаётся решить. Важно и то, что для изготовления машин типа RKM можно применить существующие машиностроительные технологии и материалы. Ничего нового специально создавать не требуется.
Это существенно улучшает коэффициент полезного действия. Конструкторы новой машины столкнулись также с несколькими серьёзными проблемами. Например, достигая крайнего положения, поршень двигателя RKM может ударяться в стенку камеры. Впрочем, все проблемы тем или иным способом удаётся решить. Важно и то, что для изготовления машин типа RKM можно применить существующие машиностроительные технологии и материалы. Ничего нового специально создавать не требуется.
 .. Сменил в таком генераторе пустой топливный бачок размером с толстый карандаш на полный, и работай дальше.
.. Сменил в таком генераторе пустой топливный бачок размером с толстый карандаш на полный, и работай дальше. Такую технику производят по всему миру сотни тысяч почти независимых компаний. В то же время в одной только Германии ежегодный объём продаж насосов различных типов оценивается в 4,5 млрд евро, а во всём мире достигает 315 млрд евро. Вероятно, именно на рынке насосов и начнётся история реального использования машин RKM.
Такую технику производят по всему миру сотни тысяч почти независимых компаний. В то же время в одной только Германии ежегодный объём продаж насосов различных типов оценивается в 4,5 млрд евро, а во всём мире достигает 315 млрд евро. Вероятно, именно на рынке насосов и начнётся история реального использования машин RKM.
 Поршни дизельных двигателей отличаются наличием на днищах выемок – благодаря им воздух, поступающий в цилиндр, лучше перемешивается с топливом.
Поршни дизельных двигателей отличаются наличием на днищах выемок – благодаря им воздух, поступающий в цилиндр, лучше перемешивается с топливом.

 Шатун в процессе работы подвергается высоким нагрузкам – сжатию, изгибу и растяжению – поэтому его производят из прочных, жестких, но в то же время легких (в целях уменьшения сил инерции) материалов.
Шатун в процессе работы подвергается высоким нагрузкам – сжатию, изгибу и растяжению – поэтому его производят из прочных, жестких, но в то же время легких (в целях уменьшения сил инерции) материалов.
 0 / 9.5
0 / 9.5
 Средний вес такой машины составляет примерно 1980 килограммов.
Средний вес такой машины составляет примерно 1980 килограммов. 4 TDCi
4 TDCi 4 TDCi
4 TDCi 2 TDCi
2 TDCi минивэн
минивэн 2014 — н.в.
2014 — н.в. 2-MT 4WD L2 h3 350
2-MT 4WD L2 h3 350 3-MT L2 350 RWD SRW
3-MT L2 350 RWD SRW 3-MT L4 EF 350 RWD DRW
3-MT L4 EF 350 RWD DRW 2-MT L4 EF 350 RWD DoubleCab SRW
2-MT L4 EF 350 RWD DoubleCab SRW 2-MT L4 EF 460 RWD DoubleCab DRW
2-MT L4 EF 460 RWD DoubleCab DRW 2-MT L1h2 260 FWD Sport
2-MT L1h2 260 FWD Sport 2-MT L1h2 300 FWD Sport
2-MT L1h2 300 FWD Sport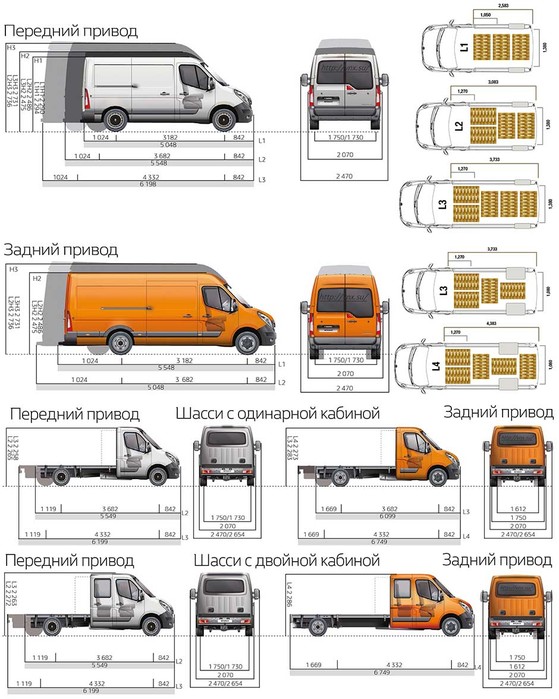 2-MT L1h3 300 FWD Trend
2-MT L1h3 300 FWD Trend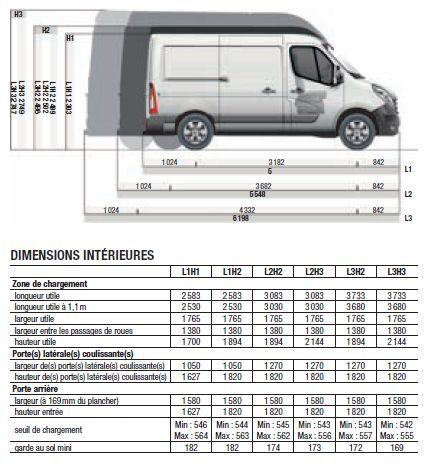 2-MT L2h2 350 FWD Sport
2-MT L2h2 350 FWD Sport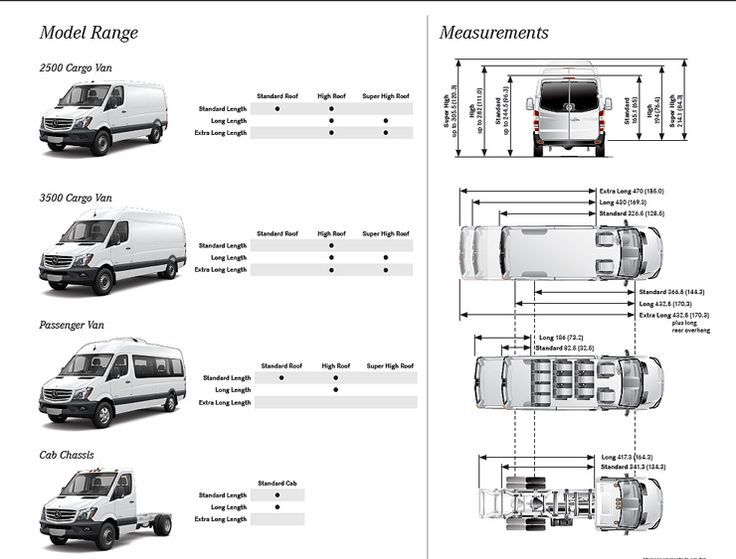 2-MT L2h3 300 FWD DoubleCab Base
2-MT L2h3 300 FWD DoubleCab Base 4-MT L2h3 350 RWD DoubleCab Sport
4-MT L2h3 350 RWD DoubleCab Sport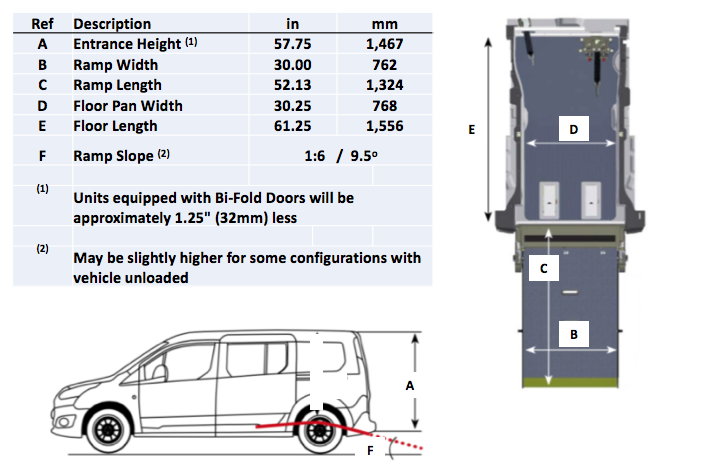 2-MT L2h3 350 RWD Trend
2-MT L2h3 350 RWD Trend 2-MT L2h4 300 FWD DoubleCab Sport
2-MT L2h4 300 FWD DoubleCab Sport 2-MT L2h4 350 AWD DoubleCab Trend
2-MT L2h4 350 AWD DoubleCab Trend 2-MT L3h3 350 FWD Trend
2-MT L3h3 350 FWD Trend 4-MT L3h3 350 AWD DoubleCab Base
4-MT L3h3 350 AWD DoubleCab Base 2-MT L3h4 300 FWD DoubleCab Sport
2-MT L3h4 300 FWD DoubleCab Sport 4-MT L3h4 350 AWD DoubleCab Sport
4-MT L3h4 350 AWD DoubleCab Sport 2-MT L3h3 350 RWD Base
2-MT L3h3 350 RWD Base 2-MT L3h4 300 FWD Base
2-MT L3h4 300 FWD Base 2-MT L3h4 350 RWD DoubleCab Trend
2-MT L3h4 350 RWD DoubleCab Trend 4-MT L4h4 460 EL RWD Trend DRW
4-MT L4h4 460 EL RWD Trend DRW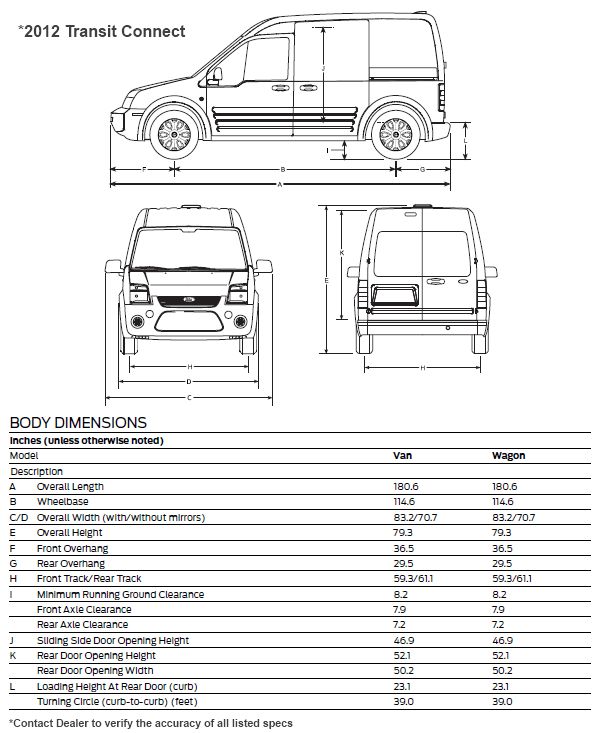 2-MT L4h4 350 EL RWD Trend
2-MT L4h4 350 EL RWD Trend 2-MT L4h4 460 EL RWD Base DRW
2-MT L4h4 460 EL RWD Base DRW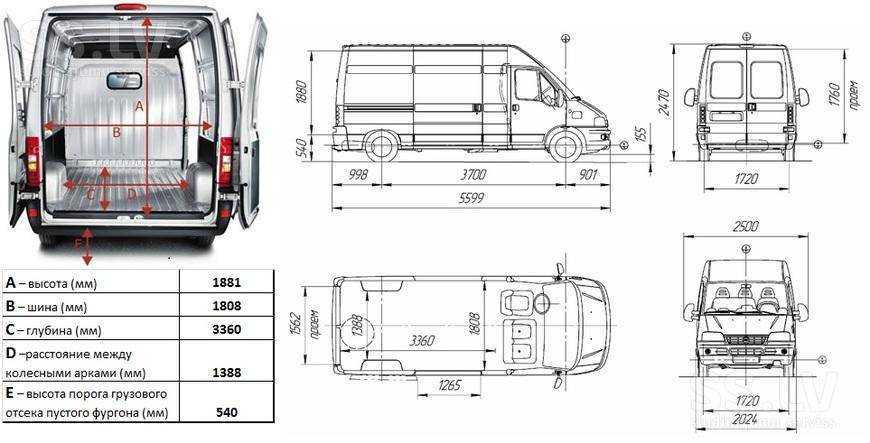

 2 х 1.98
2 х 1.98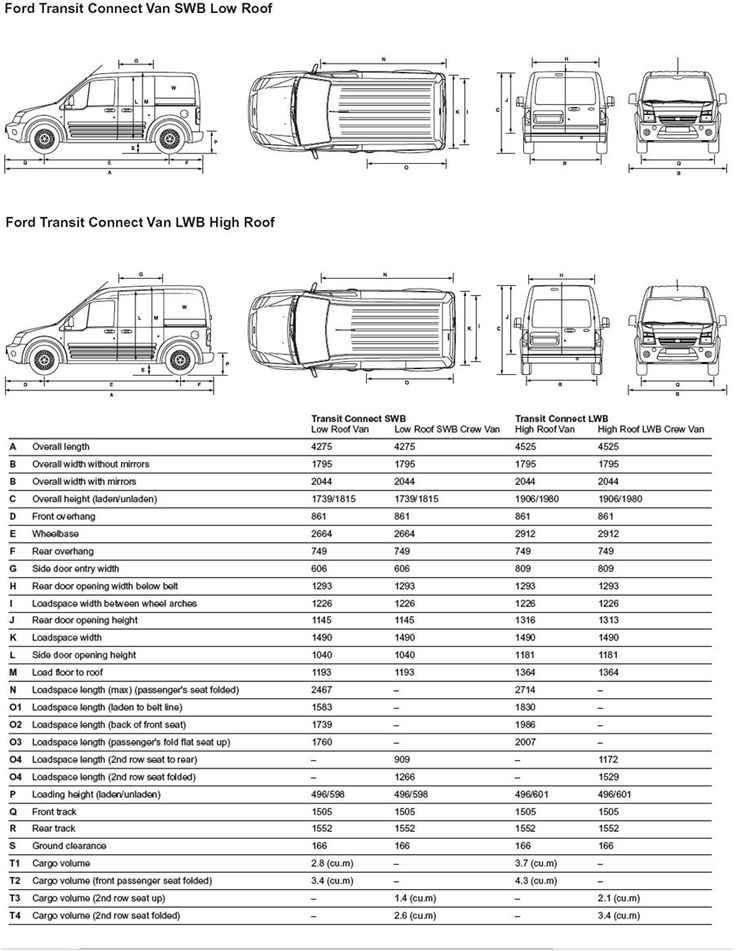 0 х 1.98 х 1.5
0 х 1.98 х 1.5 5
5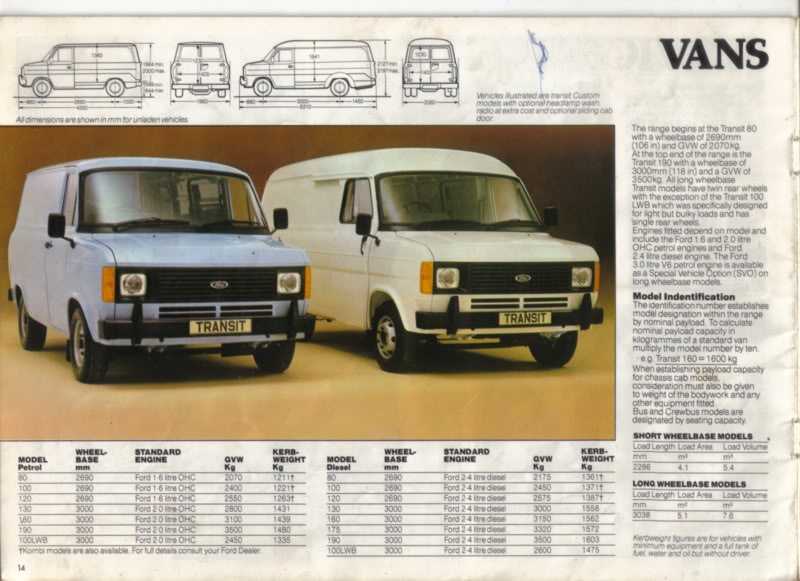


 Стандартная вместимость 33 европаллета.
Стандартная вместимость 33 европаллета. Данная классификация установлена европейскими правилами перевозки скоропортящихся грузов АТР Europe.
Данная классификация установлена европейскими правилами перевозки скоропортящихся грузов АТР Europe. Сертификат ATP с указанием маркировки необходим для эксплуатации полуприцепа в России, странах СНГ и странах Евросоюза.
Сертификат ATP с указанием маркировки необходим для эксплуатации полуприцепа в России, странах СНГ и странах Евросоюза. /20т
/20т Коники полуприцепа раздвижные, в транспортном положении с закрытыми бортами расстояние между кониками полуприцепа составляет 2, 26 м, в раздвинутом положении внутреннее расстояние между кониками увеличивается до 3м.
Коники полуприцепа раздвижные, в транспортном положении с закрытыми бортами расстояние между кониками полуприцепа составляет 2, 26 м, в раздвинутом положении внутреннее расстояние между кониками увеличивается до 3м. Однако, конечные пункты прибытия груза находятся на значительном расстоянии от портовых контейнерных площадок (терминалов), и контейнеры транспортируются до места назначения уже с помощью специализированных автомобильных контейнеровозов (контейнерные площадки являются местом для разгрузки/загрузки контейнеров с морского контейнеровоза на автомобильные, они также предназначены для отстоя пустых и обработки, хранения контейнеров с грузом).
Однако, конечные пункты прибытия груза находятся на значительном расстоянии от портовых контейнерных площадок (терминалов), и контейнеры транспортируются до места назначения уже с помощью специализированных автомобильных контейнеровозов (контейнерные площадки являются местом для разгрузки/загрузки контейнеров с морского контейнеровоза на автомобильные, они также предназначены для отстоя пустых и обработки, хранения контейнеров с грузом). ) используются для перевозки сухогрузных контейнеров повышенной вместимости. Низкорамные полуприцепы контейнеровозы предназначены для перевозки одного 20 футового высокого / стандартного контейнера, двух 20 футовых контейнеров или одного 40 футового высокого / стандартного контейнера. Масса перевозимого груза на низкорамных полуприцепах может достигать 34 000 кг.
) используются для перевозки сухогрузных контейнеров повышенной вместимости. Низкорамные полуприцепы контейнеровозы предназначены для перевозки одного 20 футового высокого / стандартного контейнера, двух 20 футовых контейнеров или одного 40 футового высокого / стандартного контейнера. Масса перевозимого груза на низкорамных полуприцепах может достигать 34 000 кг. Борта съемные.
Борта съемные. м
м В зависимости от вида перевозимых автомашин, автовозы разделяют на два вида: для грузовых и легковых автомобилей. Для первого вида в основном используются одноярусные прицепы, а для транспортировки легковых автомобилей — двухярусные. На сегодняшний день осуществляется выпуск как открытых, так и крытых полуприцепов-автовозов с тентом и бортами, что позволяет перевозимым автомобилям избежать повреждений от мелкого гравия и песка. Стандартные модели автовозов обеспечивают перевозку 7-8 легковых автомобилей, автовозы большей вместимости могут перевозить до 10 автомашин.
В зависимости от вида перевозимых автомашин, автовозы разделяют на два вида: для грузовых и легковых автомобилей. Для первого вида в основном используются одноярусные прицепы, а для транспортировки легковых автомобилей — двухярусные. На сегодняшний день осуществляется выпуск как открытых, так и крытых полуприцепов-автовозов с тентом и бортами, что позволяет перевозимым автомобилям избежать повреждений от мелкого гравия и песка. Стандартные модели автовозов обеспечивают перевозку 7-8 легковых автомобилей, автовозы большей вместимости могут перевозить до 10 автомашин. Отдельный вид цистерн предназначен для перевозки сыпучих грузов — цемента, минерального порошка, муки, корма и зерна.
Отдельный вид цистерн предназначен для перевозки сыпучих грузов — цемента, минерального порошка, муки, корма и зерна.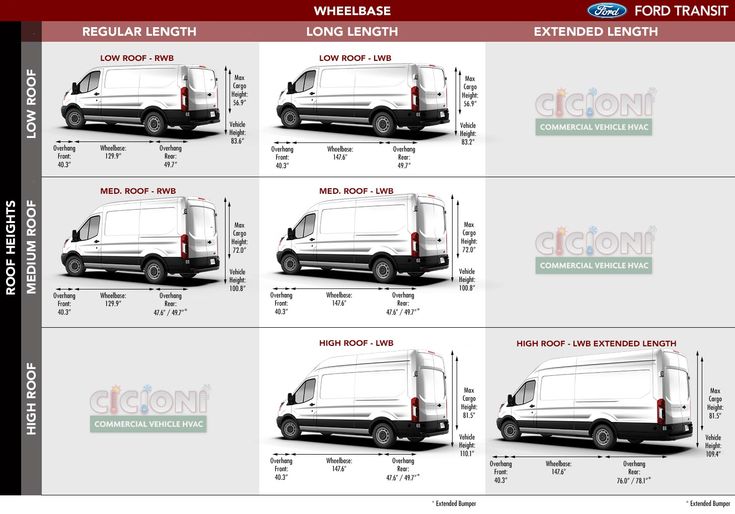 Трал низкорамник как и трал тяжеловоз используется для перевозки негабаритных грузов и требует соблюдения особых правил перевозки. Обязательно наличие определенных разрешений на полуприцепы трал-низкорамник и тяжеловоз, предварительных согласований в соответствии с «Инструкцией о перевозке крупногабаритных и тяжеловесных грузов автомобильным транспортом по дорогам РФ».
Трал низкорамник как и трал тяжеловоз используется для перевозки негабаритных грузов и требует соблюдения особых правил перевозки. Обязательно наличие определенных разрешений на полуприцепы трал-низкорамник и тяжеловоз, предварительных согласований в соответствии с «Инструкцией о перевозке крупногабаритных и тяжеловесных грузов автомобильным транспортом по дорогам РФ».
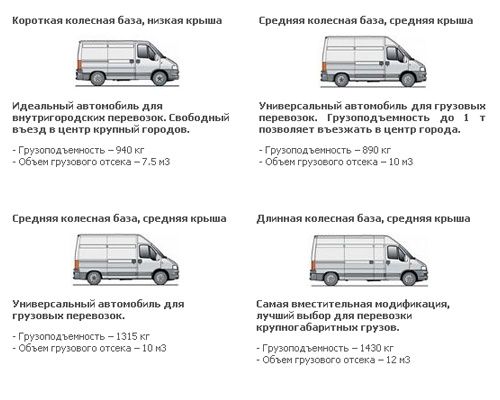 8 мм
8 мм Пик популярности больших, тяжелых автомобилей, за рубежом пришелся на 50-60 года прошлого века. Тогда автопром выпускал поистине исполинские машины. Например, Кадиллак Эльдорадо модификации 8.2, весил без малого 3 тонны. Согласитесь, что для такого веса и довеска нужна соответствующая.
Пик популярности больших, тяжелых автомобилей, за рубежом пришелся на 50-60 года прошлого века. Тогда автопром выпускал поистине исполинские машины. Например, Кадиллак Эльдорадо модификации 8.2, весил без малого 3 тонны. Согласитесь, что для такого веса и довеска нужна соответствующая.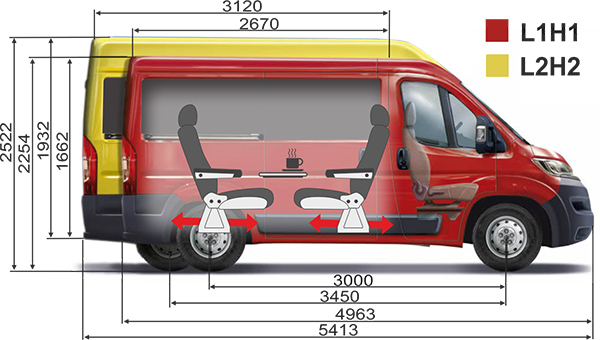
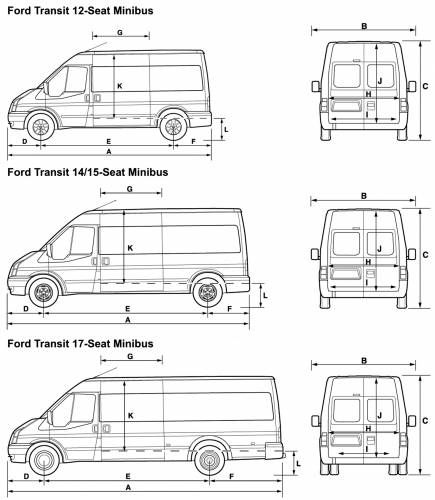
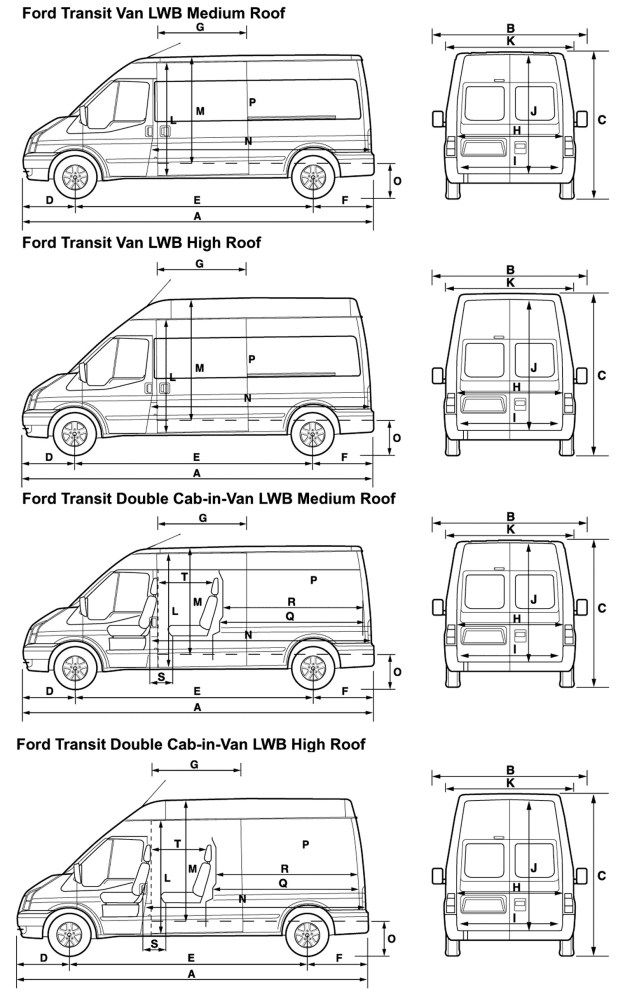 с. ), при 5600 об/мин
с. ), при 5600 об/мин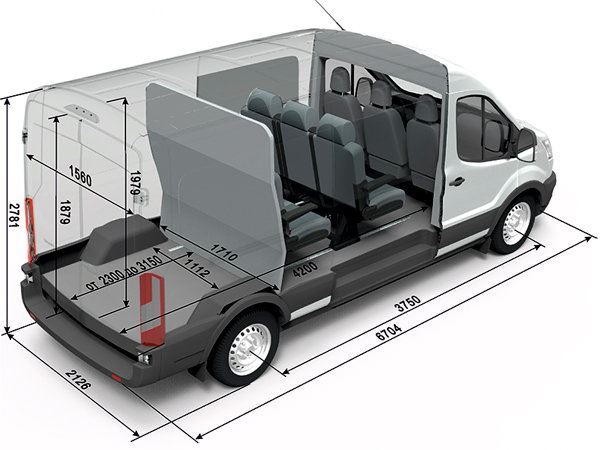 с. ), при 5000 об/мин
с. ), при 5000 об/мин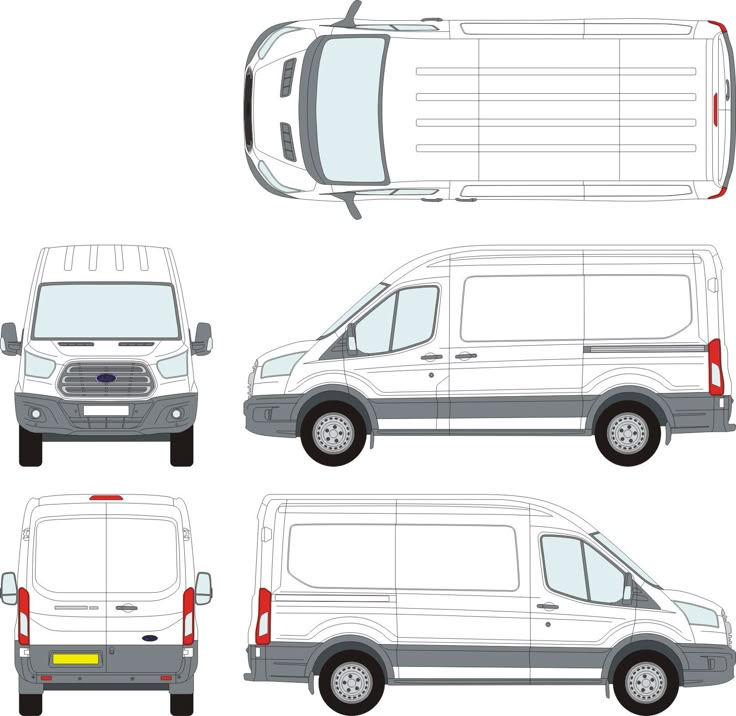 с. ), при 4600 об/мин
с. ), при 4600 об/мин
 Такая конструкция кузова позволяет разместить на крыше длинный багажник, перегружать который не рекомендуется, так как расчётная жёсткость кузова универсала значительно ниже, чем у седана. Задняя дверь открывалась вверх, на ней было применено абсолютно новое решение — обогрев заднего стекла и стеклоочиститель, — до 1994 года использовавшееся только в производстве автомобилей, шедших на экспорт, а затем вошедшее в стандартную комплектацию.
Такая конструкция кузова позволяет разместить на крыше длинный багажник, перегружать который не рекомендуется, так как расчётная жёсткость кузова универсала значительно ниже, чем у седана. Задняя дверь открывалась вверх, на ней было применено абсолютно новое решение — обогрев заднего стекла и стеклоочиститель, — до 1994 года использовавшееся только в производстве автомобилей, шедших на экспорт, а затем вошедшее в стандартную комплектацию. Полная нагрузка автомобиля увеличилась до 455 кг. В базовой комплектации отделка салона довольно проста. Спартанский вариант предполагает стандартную панель с минимально необходимым набором приборов, обивку салона и сидений со стандартными съёмными подголовниками из искусственной кожи и резиновые коврики пола. Желание большего комфорта предложено удовлетворить улучшенной обивкой сидений из ворсованного трикотажа, цельноформованными накладками дверей, ворсованными ковриками пола, панелью приборов с дополнительной центральной консолью, которая располагает расширенным набором функциональных клавиш и контрольной аппаратуры, оригинальным рулевым колесом.
Полная нагрузка автомобиля увеличилась до 455 кг. В базовой комплектации отделка салона довольно проста. Спартанский вариант предполагает стандартную панель с минимально необходимым набором приборов, обивку салона и сидений со стандартными съёмными подголовниками из искусственной кожи и резиновые коврики пола. Желание большего комфорта предложено удовлетворить улучшенной обивкой сидений из ворсованного трикотажа, цельноформованными накладками дверей, ворсованными ковриками пола, панелью приборов с дополнительной центральной консолью, которая располагает расширенным набором функциональных клавиш и контрольной аппаратуры, оригинальным рулевым колесом. С 2005 года предполагалась установка более мощной версией дизельного мотора объёмом 1,8 литров (модификация ВАЗ-21048), однако эти планы остались нереализованными [4] .
С 2005 года предполагалась установка более мощной версией дизельного мотора объёмом 1,8 литров (модификация ВАЗ-21048), однако эти планы остались нереализованными [4] .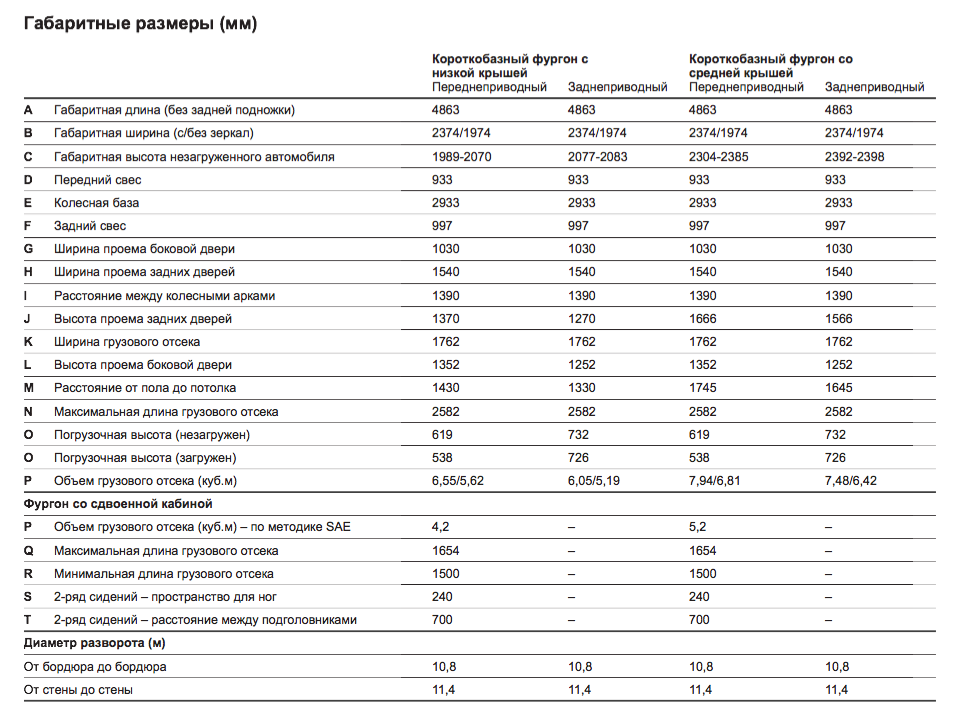
 2 Duratorq TDCi
2 Duratorq TDCi 2 АКБ)
2 АКБ)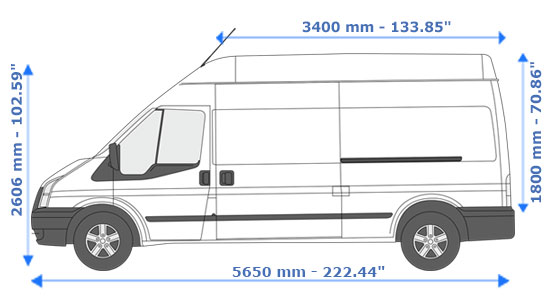
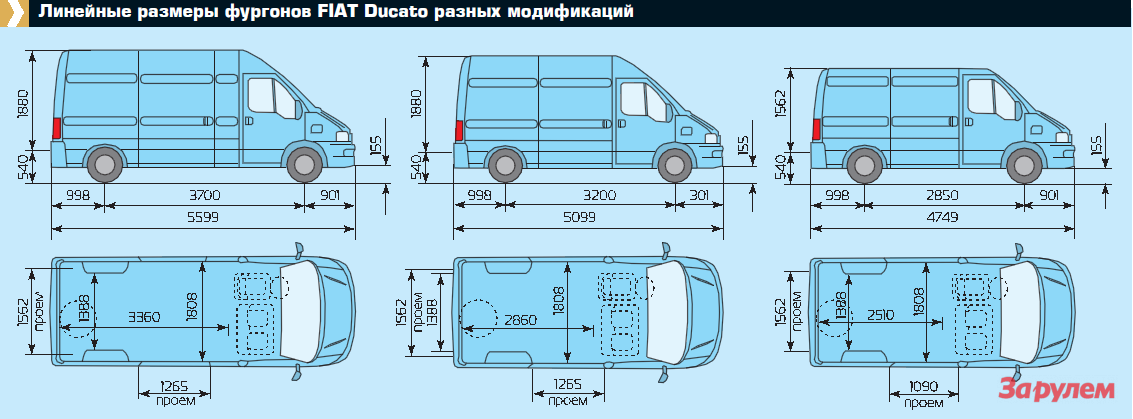 Это полезные, находчивые фургоны. Они могут нести большой вес, что делает их идеальными для перевозки товаров и продуктов. Или, если вы хотите что-то, что может вместить много людей, Transit сделает это. Просто проверьте их модель пассажирского фургона, если это ваша цель. Поэтому, если вы планируете добавить их в свой автопарк или бизнес, первый вопрос, который у вас может возникнуть, — какой вес может выдержать Ford Transit?
Это полезные, находчивые фургоны. Они могут нести большой вес, что делает их идеальными для перевозки товаров и продуктов. Или, если вы хотите что-то, что может вместить много людей, Transit сделает это. Просто проверьте их модель пассажирского фургона, если это ваша цель. Поэтому, если вы планируете добавить их в свой автопарк или бизнес, первый вопрос, который у вас может возникнуть, — какой вес может выдержать Ford Transit?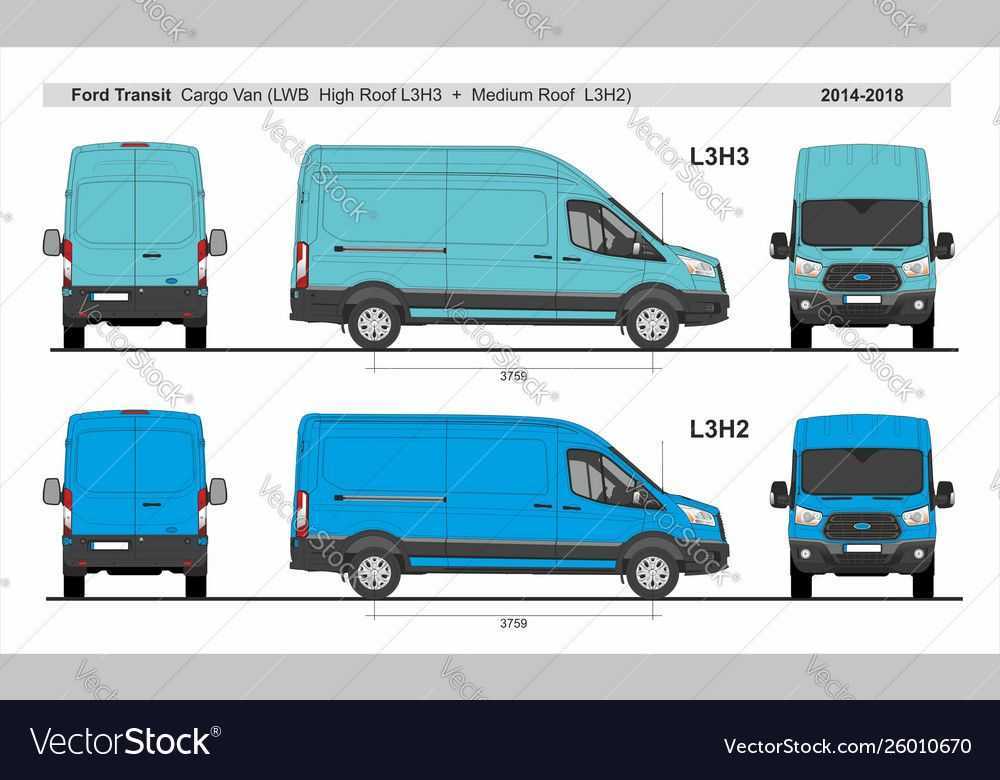
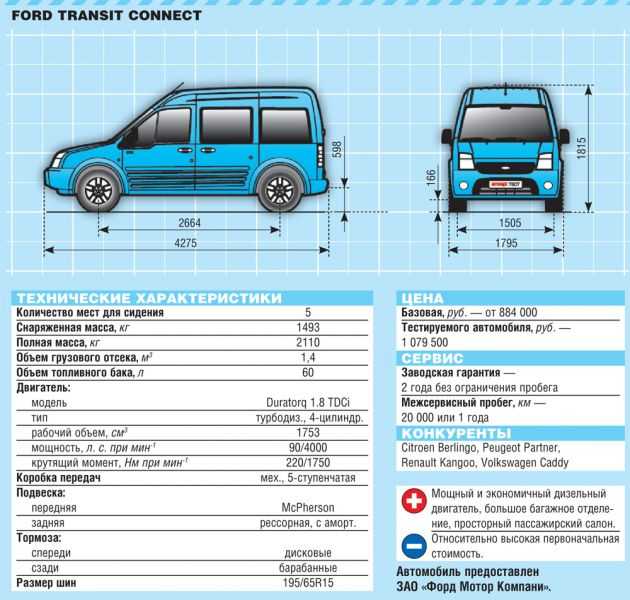 Это может быть груз, багаж, пассажиры или что-то еще, что вы можете положить внутрь. Как видите, он бывает разного веса. Это связано с тем, что грузоподъемность — это очень конкретное число, индивидуальное для каждого автомобиля. Даже небольшие дополнительные опции изменяют общую грузоподъемность.
Это может быть груз, багаж, пассажиры или что-то еще, что вы можете положить внутрь. Как видите, он бывает разного веса. Это связано с тем, что грузоподъемность — это очень конкретное число, индивидуальное для каждого автомобиля. Даже небольшие дополнительные опции изменяют общую грузоподъемность.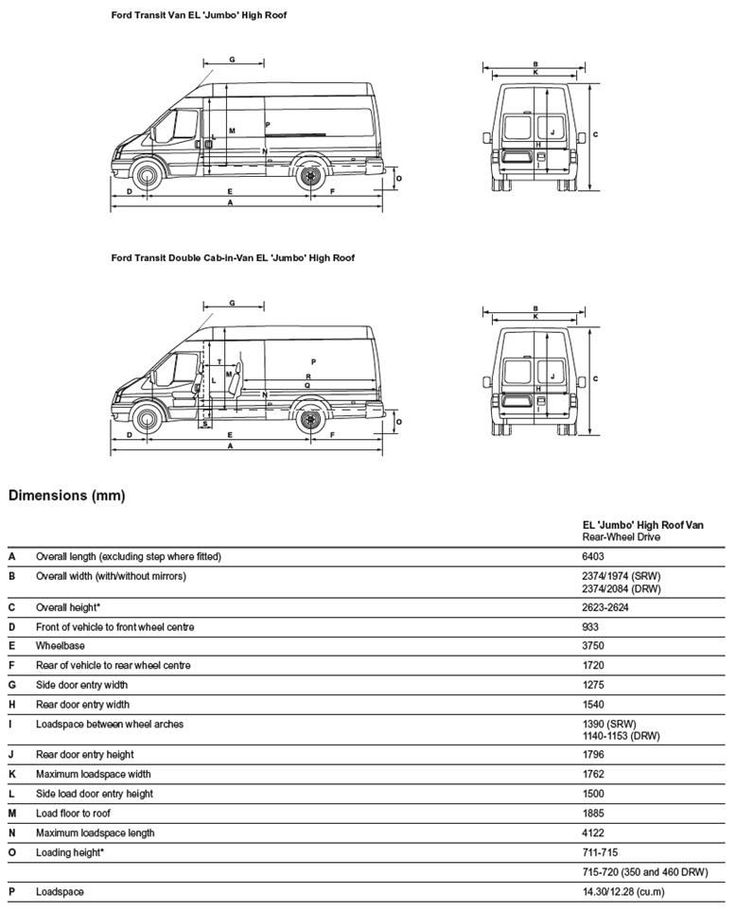 Автоматические коробки передач весят больше, чем стандартные. Конкретные детали вашего автомобиля изменяют общую снаряженную массу и, как следствие, грузоподъемность.
Автоматические коробки передач весят больше, чем стандартные. Конкретные детали вашего автомобиля изменяют общую снаряженную массу и, как следствие, грузоподъемность. Это может привести к аварии с потенциально летальным исходом. Чтобы уменьшить этот риск, убедитесь, что шины всегда правильно накачаны в соответствии со спецификациями производителя.
Это может привести к аварии с потенциально летальным исходом. Чтобы уменьшить этот риск, убедитесь, что шины всегда правильно накачаны в соответствии со спецификациями производителя. Это увеличивается до 315 кубических футов со средней крышей. В длинной модели есть 277 кубических футов в версии с низкой крышей, 357 кубических футов со средней крышей и 404 кубических фута с высокой крышей. Сверхдлинная (EL) модель имеет грузовое пространство 487 кубических футов.
Это увеличивается до 315 кубических футов со средней крышей. В длинной модели есть 277 кубических футов в версии с низкой крышей, 357 кубических футов со средней крышей и 404 кубических фута с высокой крышей. Сверхдлинная (EL) модель имеет грузовое пространство 487 кубических футов.
 Очевидно, что это помогает выбрать правильный автомобиль для работы. Пассажирский фургон — не лучший выбор, если вам нужен движущийся грузовик, а грузовой фургон не идеален, если вам нужно перевозить 8 пассажиров.
Очевидно, что это помогает выбрать правильный автомобиль для работы. Пассажирский фургон — не лучший выбор, если вам нужен движущийся грузовик, а грузовой фургон не идеален, если вам нужно перевозить 8 пассажиров.
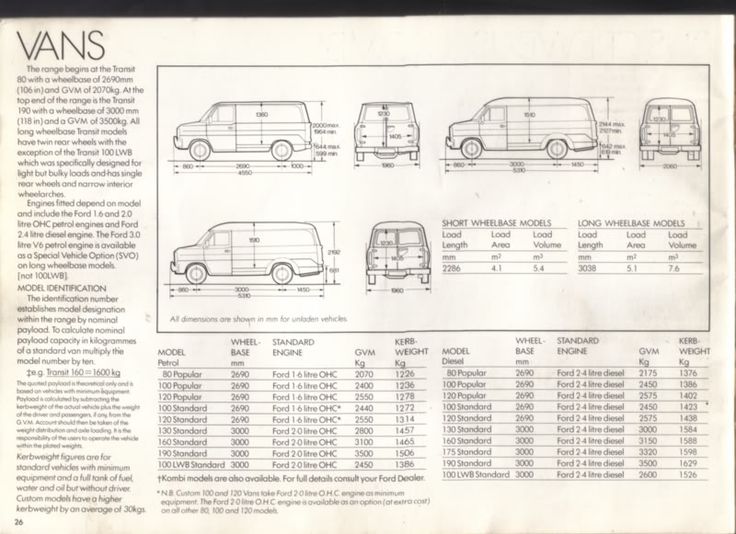 Благодаря вместительному салону и гибкости использования Ford Transit является популярным выбором. Если вам нужно что-то для доставки большого количества товаров, перемещения музыкального оборудования или мебели или даже для перевозки до 15 человек, Transit может стать вашим лучшим выбором!
Благодаря вместительному салону и гибкости использования Ford Transit является популярным выбором. Если вам нужно что-то для доставки большого количества товаров, перемещения музыкального оборудования или мебели или даже для перевозки до 15 человек, Transit может стать вашим лучшим выбором!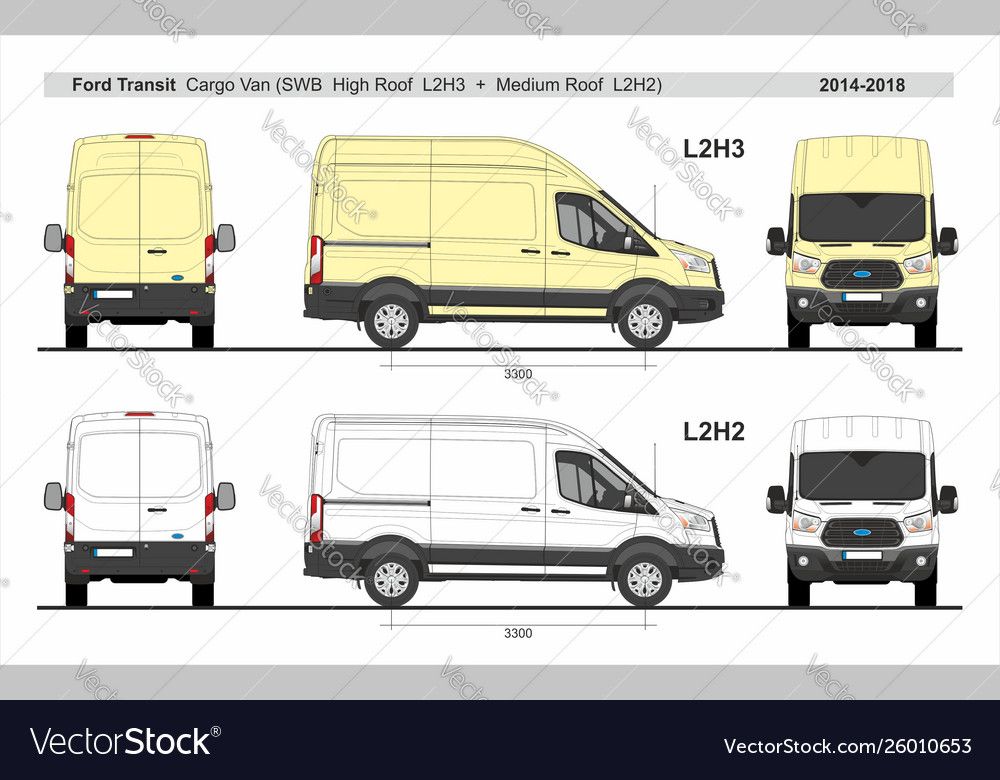 87
87 Диаметр/радиус поворота от бордюра до бордюра (футы)
Диаметр/радиус поворота от бордюра до бордюра (футы) 0003
0003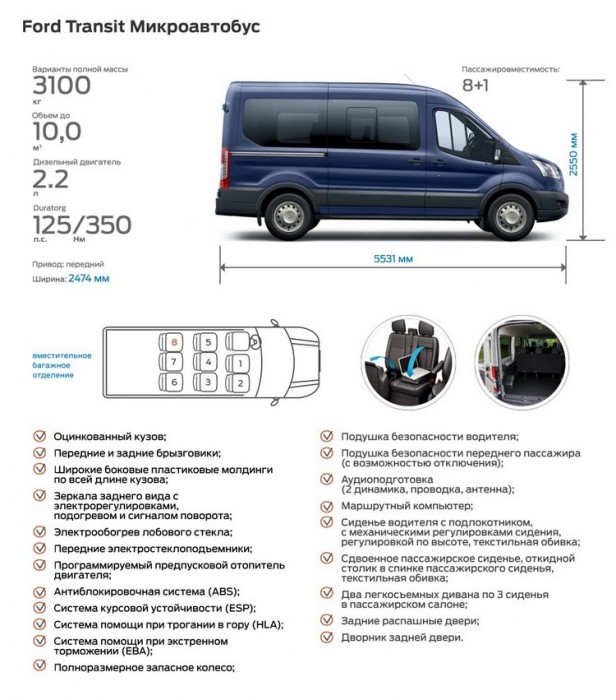
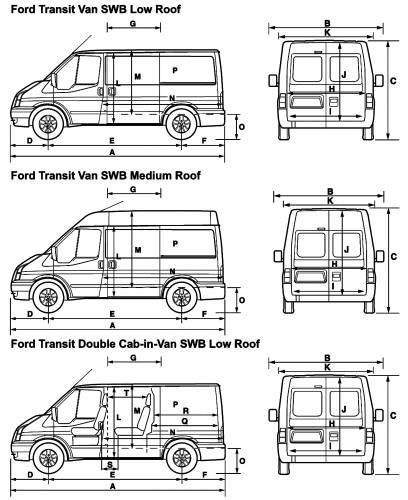 Топливный бак
Топливный бак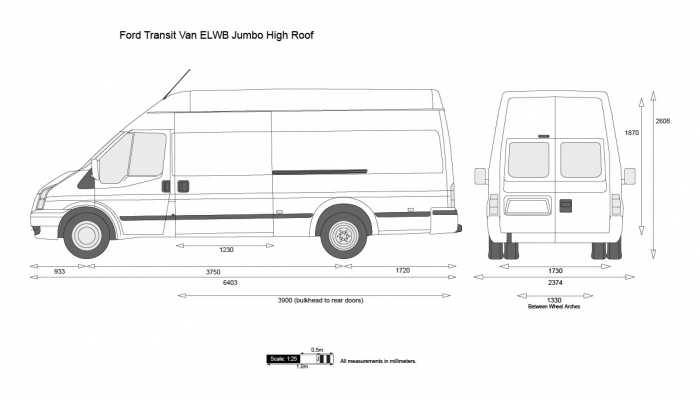 01.2021
01.2021 UA — интернет магазин спортивных товаров
UA — интернет магазин спортивных товаров Киев
Киев Master Bitum
Master Bitum Левый берег и острова.
Левый берег и острова. Ингибитор коррозии в составе мастики эффективно подавляет существующие и препятствует появлению новых очагов подпленочной коррозии.
Ингибитор коррозии в составе мастики эффективно подавляет существующие и препятствует появлению новых очагов подпленочной коррозии.
 Образует прочную пленку и обеспечивает надежную химическую защиту. Рекомендуется для обработки поверхностей наиболее подверженных действию растворов солей и кислот – порогов автомобиля, колесных арок.
Образует прочную пленку и обеспечивает надежную химическую защиту. Рекомендуется для обработки поверхностей наиболее подверженных действию растворов солей и кислот – порогов автомобиля, колесных арок.
 Обладает высокой смачивающей и проникающей способностью.
Обладает высокой смачивающей и проникающей способностью. 12 (039219)
12 (039219) 4 (043028)
4 (043028) ru/listpreview/images3/eb/4e/eb4e5e65903546bf6d62f642b2ac3a8c.jpg»>
ru/listpreview/images3/eb/4e/eb4e5e65903546bf6d62f642b2ac3a8c.jpg»> mds.yandex.net/get-mpic/5094021/img_id4451900434580583095.jpeg/300×300″>
mds.yandex.net/get-mpic/5094021/img_id4451900434580583095.jpeg/300×300″> jpeg/300×300″>
jpeg/300×300″> jpeg/300×300″>
jpeg/300×300″> regmarkets.ru/listpreview/images3/c2/28/c228c954ef88cd2e1b15f452d63b0ccd.jpg»>
regmarkets.ru/listpreview/images3/c2/28/c228c954ef88cd2e1b15f452d63b0ccd.jpg»> 12 (039219) (1 шт.) Производитель: СТАРТ, Объем: 1л
12 (039219) (1 шт.) Производитель: СТАРТ, Объем: 1л mds.yandex.net/get-mpic/6982353/img_id4080800635621674842.jpeg/300×300″>
mds.yandex.net/get-mpic/6982353/img_id4080800635621674842.jpeg/300×300″> mds.yandex.net/get-mpic/6259567/img_id6136543695833876239.jpeg/300×300″>
mds.yandex.net/get-mpic/6259567/img_id6136543695833876239.jpeg/300×300″> mds.yandex.net/get-mpic/4571152/img_id6271107680554522176.jpeg/300×300″>
mds.yandex.net/get-mpic/4571152/img_id6271107680554522176.jpeg/300×300″> mds.yandex.net/get-mpic/4571152/img_id6271107680554522176.jpeg/300×300″>
mds.yandex.net/get-mpic/4571152/img_id6271107680554522176.jpeg/300×300″> Читайте дальше, чтобы узнать, как звукоизоляция окон — ваш секрет достижения внутреннего спокойствия!
Читайте дальше, чтобы узнать, как звукоизоляция окон — ваш секрет достижения внутреннего спокойствия! Эти стеклянные вставки устанавливаются в оконную раму примерно на 5 дюймов перед внутренней стороной существующего окна. Воздушное пространство между вставкой и окном препятствует прохождению большей части звуковых вибраций через стекло, что приводит к большему снижению шума, чем только окна с двойным остеклением (подробнее об этом далее). Самые эффективные вставки сделаны из многослойного стекла, толстого стекла, состоящего из двух слоев стекла с промежуточным слоем пластика, который эффективно блокирует вибрации.
Эти стеклянные вставки устанавливаются в оконную раму примерно на 5 дюймов перед внутренней стороной существующего окна. Воздушное пространство между вставкой и окном препятствует прохождению большей части звуковых вибраций через стекло, что приводит к большему снижению шума, чем только окна с двойным остеклением (подробнее об этом далее). Самые эффективные вставки сделаны из многослойного стекла, толстого стекла, состоящего из двух слоев стекла с промежуточным слоем пластика, который эффективно блокирует вибрации. Это связано с тем, что STC окна с двойным остеклением часто выше с самого начала, поэтому вставка не будет существенно увеличивать его общий STC. Вставка для одного окна обычно стоит от 350 до 800 долларов с установленным, что меньше или равно стоимости следующего варианта звукоизоляции окон: замены окна.
Это связано с тем, что STC окна с двойным остеклением часто выше с самого начала, поэтому вставка не будет существенно увеличивать его общий STC. Вставка для одного окна обычно стоит от 350 до 800 долларов с установленным, что меньше или равно стоимости следующего варианта звукоизоляции окон: замены окна.
 Заделайте щели вдоль окон акустическим герметиком.
Заделайте щели вдоль окон акустическим герметиком.  .
. Эти шторы также минимизируют эхо, так что любой звук, который вы слышите в помещении, быстро исчезает. Поскольку эти шторы приглушают, но не блокируют звук, они лучше подходят для светового шума, который может мешать сну, например, от сверчков или щебетания птиц.
Эти шторы также минимизируют эхо, так что любой звук, который вы слышите в помещении, быстро исчезает. Поскольку эти шторы приглушают, но не блокируют звук, они лучше подходят для светового шума, который может мешать сну, например, от сверчков или щебетания птиц. Эти шторы служат нескольким целям: они блокируют свет, предотвращают нагрев помещения летом и сохраняют тепло зимой, а также поглощают звук, который вибрирует в помещении, чтобы уменьшить эхо. В то время как шторы с одной ячейкой имеют один слой ячеек и поглощают ограниченный звук, шторы с двумя ячейками (например, от First Rate Blinds) имеют два слоя ячеек и, таким образом, поглощают больше звука. Как и звукопоглощающие шторы, они лучше всего подходят для людей с низким уровнем шумового загрязнения.
Эти шторы служат нескольким целям: они блокируют свет, предотвращают нагрев помещения летом и сохраняют тепло зимой, а также поглощают звук, который вибрирует в помещении, чтобы уменьшить эхо. В то время как шторы с одной ячейкой имеют один слой ячеек и поглощают ограниченный звук, шторы с двумя ячейками (например, от First Rate Blinds) имеют два слоя ячеек и, таким образом, поглощают больше звука. Как и звукопоглощающие шторы, они лучше всего подходят для людей с низким уровнем шумового загрязнения. . .Вы сами по себе, хотя звукоизоляция ваших дверей может быть хорошим началом!
. .Вы сами по себе, хотя звукоизоляция ваших дверей может быть хорошим началом! Или вы можете слышать, как ветер свистит в доме, проникая через щели между оконными створками и другими частями оконной коробки, такими как подоконник, косяки или наличник.
Или вы можете слышать, как ветер свистит в доме, проникая через щели между оконными створками и другими частями оконной коробки, такими как подоконник, косяки или наличник.
 Шнек, вращаясь,
Шнек, вращаясь, Кроме того, агрегат оборудован
Кроме того, агрегат оборудован
 Затем он попадает
Затем он попадает Растворонасос
Растворонасос ..0,8 МПа.
..0,8 МПа.


 /мин.
/мин.
 Ширина PFT G5 (65 см) позволяет проносить ее даже сквозь узкие дверные проемы.
Ширина PFT G5 (65 см) позволяет проносить ее даже сквозь узкие дверные проемы. Часть 1
Часть 1 Так как выбрать агрегат, чтобы он не пылился в гараже или на складе, а действительно помогал экономить время и деньги?
Так как выбрать агрегат, чтобы он не пылился в гараже или на складе, а действительно помогал экономить время и деньги?
 Производительность такого оборудования колеблется в пределах 13-18 л/мин и зависит от типа героторной (шнековой) пары. Штукатурные станции 220В справляются со всеми гипсовыми и цементными смесями с плотностью не более 1300 кг/м3, имеют компактные размеры, могут транспортироваться в универсалах.
Производительность такого оборудования колеблется в пределах 13-18 л/мин и зависит от типа героторной (шнековой) пары. Штукатурные станции 220В справляются со всеми гипсовыми и цементными смесями с плотностью не более 1300 кг/м3, имеют компактные размеры, могут транспортироваться в универсалах.  Работают на шнековом насосе для цементных растворов (героторном) типа D, производительность штукатурной станции:
Работают на шнековом насосе для цементных растворов (героторном) типа D, производительность штукатурной станции:
 У машин с данным принципом подачи есть ограничения по применению сухих смесей с легким наполнителем, например теплоизоляционные штукатурки с пенополистирольной крошкой. Производители штукатурных станций со шнековым принципом подачи утверждают, что данная подача надежней, однако с технической точки зрения это не имеет подтверждения. Вместимость загрузочного бункера станций со шнековой подачей на 25% меньше станций с барабанным принципом подачи.
У машин с данным принципом подачи есть ограничения по применению сухих смесей с легким наполнителем, например теплоизоляционные штукатурки с пенополистирольной крошкой. Производители штукатурных станций со шнековым принципом подачи утверждают, что данная подача надежней, однако с технической точки зрения это не имеет подтверждения. Вместимость загрузочного бункера станций со шнековой подачей на 25% меньше станций с барабанным принципом подачи.

 Это лучший вариант для подрядных организаций и строительных бригад, специализирующихся на строительстве и отделке коттеджей. По сравнению с оборудованием 220В имеют двигатель насоса мощностью 5,5 кВт, увеличенный приемный бункер, более высокую производительность даже при работе на электропитании 220В, 50Гц, 1 фаза. Работают не только на героторной (шнековой) паре типа D, но и типа R, производительность которой 60 л/мин.
Это лучший вариант для подрядных организаций и строительных бригад, специализирующихся на строительстве и отделке коттеджей. По сравнению с оборудованием 220В имеют двигатель насоса мощностью 5,5 кВт, увеличенный приемный бункер, более высокую производительность даже при работе на электропитании 220В, 50Гц, 1 фаза. Работают не только на героторной (шнековой) паре типа D, но и типа R, производительность которой 60 л/мин. .. !
.. !
 ..0,85).
..0,85).
 Готовый раствор загружают на вибросито в верхней части приемного бункера. Подача до 1 м 3 /ч раствора на 15м по вертикали или 50м по горизонтали.
Готовый раствор загружают на вибросито в верхней части приемного бункера. Подача до 1 м 3 /ч раствора на 15м по вертикали или 50м по горизонтали.