

Содержание
Инструменты, приспособления, оборудование и материалы для ремонтных работ
При проведении ремонтных работ в основном используют те же инструменты, что и при монтаже санитарно-технических систем: ключи рычажные и накидные трубные, разводные (рисунок ниже), гаечные, молотки, ножовки, зубила, отвертки, шлямбуры, бородки, клуппы, плашки и др. В таблице ниже приведен перечень основных инструментов, применяемых при ремонте сантехнического оборудования.
Ключи для ремонта санитарно-технических систем
а — рычажный; б — накидной; в — разводной с мягкими губками
Основные инструменты для выполнения ремонтных работ сантехнического оборудования
Наименование | Нормативный документ | Количество, шт. |
Слесарный стальной молоток | ГОСТ 2310-77* | 8 |
Кузнечная остроносая кувалда массой 3 кг | ГОСТ 11402-75 | 3 |
Ножовочная ручная рамка с набором полотен | ГОСТ 17270-71 | 8 |
Ключи: | ||
гаечные двусторонние с открытым зевом (комплект) | ГОСТ 2839-80* | 2 |
гаечные разводные (комплект) | ГОСТ 7275-75 | 2 |
радиаторные ниппельные типа К-1 | ГОСТ 12801-92 | 8 |
гаечные торцовые (комплект) | ГОСТ 25787-83 | 2 |
трубные рычажные (комплект) | ГОСТ 18981-73 | 2 |
трубные накидные (комплект) с мягкими губками | ГОСТ 19733-74 | 2 |
Малогабаритный труборез ЭЗМА | ТУ 26-1224-77 | 3 |
Слесарно-монтажная отвертка | ГОСТ 17199-88 | 14 |
Слесарное зубило 20×60 | ГОСТ 7211-86 | 14 |
Слесарная бородка с конической частью диаметром 4 и 8 мм | ГОСТ 7214—72*Е | 14 |
Твердосплавный шлямбур типа ШТ (комплект) | ТУ 22-3240-75 | 2 |
Ручной секторный трубогиб | ТУ 36-1263-72 | 2 |
Плоский тупоносый напильник длиной 300 мм | ГОСТ 1465-80* | 40 |
Полукруглый, круглый напильник (комплект) | ГОСТ 1465-80* | 6 |
Напильник трехгранный, ромбический | ГОСТ 6476-80* | 14 |
Стальная конопатка типа К-40 | — | 8 |
Чеканка № 2 ИР-318 | — | 8 |
Скарпель типа 2—3 | ТУ 22-2781-73 | 8 |
Трубная клуппа | — | 4 |
Плашка резьбовая к клуппам | — | 8 |
Сверла: | ||
спиральное (комплект) | ГОСТ 2034-80Е | 100 |
спиральное с твердосплавными пластинами | ГОСТ 5756-81Е | 100 |
Стальная прямоугольная щетка | ТУ 494-01-104-76 | 8 |
Комбинированные плоскогубцы 200 (пассатижи) | ГОСТ 17439-72* Е | 8 |
Круглогубцы (типоразмеры 140,180) | ГОСТ 7283-93 | 4 |
Ножницы ручные для резки металла типа 1 | ГОСТ 7210-75 | 8 |
Пробойник (просечка) | ГОСТ 11414-75 | 8 |
Гибкий вал для прочистки канализации длиной, м: | ||
5 | — | 8 |
25 | — | 8 |
50 | — | 2 |
Вантуз | ТУ 38 106432-82 | 8 |
Метчик для трубной цилиндрической резьбы | ГОСТ 19090-93 | 30 |
Кусачки | ГОСТ 5547-93 | 4 |
Штангенциркуль типа 1-ИП-1У-250 | ГОСТ 166-80 | 2 |
Линейка измерительная | ГОСТ 427-75 | 8 |
Ремонтные работы имеют небольшой объем, разбросаны территориально, очень разнообразны и проводятся в стесненных условиях. Поэтому инструменты монтажника внутренних санитарно-технических систем должны быть компактными, легкими, универсальными. Удобно использовать набор инструментов в мягкой сумке или металлическом раздвижном ящике. При ремонте систем используют электрифицированный инструмент.
Поэтому инструменты монтажника внутренних санитарно-технических систем должны быть компактными, легкими, универсальными. Удобно использовать набор инструментов в мягкой сумке или металлическом раздвижном ящике. При ремонте систем используют электрифицированный инструмент.
При ремонте пластмассовых труб, менее прочных, чем металлические, применяют трубные и разводные ключи с резиновыми губками на их щечках. Резьбовые соединения пластмассовых труб разбирают и собирают с помощью ключей для отворачивания муфт, накидных гаек, гибких подводок (рисунок ниже, а, б), гидрозатворов (сифонов) (рисунок ниже, в, г), выпусков (рисунок ниже, д). При монтаже труб используют специальные приспособления для захвата труб (рисунок ниже, е, ж).
Пластмассовые трубы разрезают ножовкой по металлу или столярной ножовкой с мелким зубом. Для обеспечения перпендикулярности реза применяют шаблоны в виде деревянного лотка с прорезью (рисунок ниже, з). При гибке или формировании буртов, раструбов трубы нагревают в ваннах, заполненных глицерином или минеральным маслом. Для нагрева можно использовать также паяльную лампу с насадком (рисунок ниже, и), который создает струю горячего воздуха. На кожухе 5, закрепленном на горелке 9, размещены два боковых окна 7 с подвижным шибером 6, которым регулируют объем подсасываемого воздуха и, следовательно, его температуру. Насадок закреплен на корпусе горелки 9 хомутом и с подкосом 12 и опирается на стойку 8.
Для нагрева можно использовать также паяльную лампу с насадком (рисунок ниже, и), который создает струю горячего воздуха. На кожухе 5, закрепленном на горелке 9, размещены два боковых окна 7 с подвижным шибером 6, которым регулируют объем подсасываемого воздуха и, следовательно, его температуру. Насадок закреплен на корпусе горелки 9 хомутом и с подкосом 12 и опирается на стойку 8.
При проведении ремонта пластмассовых труб используют ручные инструменты: шило, шабер, напильники, отвертку, нож, ножовку, молоток.
Инструмент для ремонта пластмассовых труб
а, б — ключи для монтажа гибких подводок; в, г — ключи для разборки соответственно бутылочных и напольных сифонов; д — ключ для монтажа выпусков; е,ж — приспособления для захвата и монтажа канализационных труб; з — шаблон для резки труб; и — паяльная лампа; 1 — головка; 2 — захват; 3 — звено; 4 — палец; 5 — кожух; 6 — шибер; 7 — окно; 8 — стойка; 9 — горелка; 10 — корпус; 11 — хомут; 12 — подкос
3.
 1. Инструменты и приспособления общего назначения \ КонсультантПлюс
1. Инструменты и приспособления общего назначения \ КонсультантПлюс
3.1. Инструменты и приспособления общего назначения
3.1.1. Инструменты и приспособления общего назначения отпускаются со склада в кладовую по установленным лимитам (нормам) отпуска инструментов. При этом возможно несколько вариантов организации учета инструментов и приспособлений в эксплуатации. Ниже приводятся два из этих вариантов.
3.1.2. Первый вариант организации учета предусматривает порядок, по которому операции по получению инструментов и приспособлений со склада, сдача кладовыми негодных, изношенных инструментов, возврат их на склад оформляются первичными документами.
Оформление операций по движению инструментов и приспособлений первичными документами осуществляется в следующем порядке:
получение кладовыми инструментов и приспособлений со склада — выпиской требований или лимитных карт;
возврат кладовыми инструментов и приспособлений на склад — составлением накладных или записями в лимитных картах;
сдача кладовыми негодных, изношенных инструментов и приспособлений в виде лома, утиля — накладными.
3.1.3. Второй вариант организации учета предусматривает порядок, по которому оформляются лишь операции по движению инструмента и приспособлений, приводящие к изменению запасов кладовых (метод постоянного запаса или обменного фонда).
При этом порядке кладовые обменивают на складе негодные, изношенные инструменты и приспособления на годные штука за штуку, что не приводит к изменению запасов инструментов в кладовых и поэтому не требует составления на обмен специального первичного документа. Указанный вариант рекомендуется для внедрения на предприятиях с хорошо организованной системой складского и инструментального хозяйства, а также надлежащей постановкой учета и контроля.
3.1.4. Выдача инструментов и приспособлений на рабочие места в длительное пользование производится кладовой в соответствии с технологическими картами. Первоначальная выдача инструмента производится на основании требования мастера и оформляется в лицевых карточках, открываемых в одном экземпляре на каждое рабочее место, каждого наладчика или рабочего — получателя инструмента. В лицевой карточке работник расписывается за полученный инструмент.
В лицевой карточке работник расписывается за полученный инструмент.
Последующие выдачи из кладовой годного инструмента взамен нормально изношенного штука на штуку документами не оформляются. Взамен негодного инструмента годный выдается только при предъявлении акта выбытия.
3.1.5. При выдаче инструментов в кратковременное пользование следует применять марочные системы выдачи инструмента.
При марочных системах инструмент выдается рабочим на основании инструментальных марок без регистрации в каких-либо документах. Инструментальные марки изготавливаются металлическими, при этом на каждой марке, как правило, выбивается номер цеха, номер кладовой, а также табельный номер рабочего или порядковый номер марки. На каждый табельный номер рабочего заготавливается необходимое количество инструментальных марок.
Заготовленные инструментальные марки выдаются кладовой по требованиям, подписанным мастером, работникам под расписку в специальной книге (лицевых карточках) при их поступлении на работу в цех. На каждую инструментальную марку кладовая выдает только один предмет.
На каждую инструментальную марку кладовая выдает только один предмет.
При одномарочной системе работники получают в работу инструмент следующим образом: работник предъявляет в кладовую столько инструментальных марок, сколько позиций инструмента ему нужно получить. Выдавая работнику инструменты, кладовщик помещает инструментальные марки с табельным номером рабочего в ячейки стеллажа, в которых хранились выданные позиции инструмента. Сдав инструменты после их использования в кладовую, работник получает обратно свои инструментальные марки.
При двухмарочной системе выдачи инструментов работникам в кратковременное пользование применяется два вида марок: марки с табельным номером рабочего, которые предназначены для того, чтобы устанавливать, кому из работников были выданы инструменты во временное пользование, и марки с номенклатурным номером инструмента, используемые для определения, какие инструменты выданы работникам. Инструментальные марки с табельным номером работника до получения инструмента из кладовой находятся у работника, а после получения инструмента марки передаются в кладовую.
Инструментальные марки с номенклатурным номером до выдачи инструмента хранятся в соответствующей ячейке стеллажа, а после выдачи инструмента помещаются на соответствующее контрольное устройство.
3.1.6. Наряду с инструментальными номенклатурными марками, при необходимости, могут применяться и специальные инструментальные жетоны, которые в дополнение к маркам предназначены для сигнализации, по каким инструментам запас достиг минимального предела. Эти сигнальные жетоны хранятся при соответствующей ячейке стеллажа. Могут применяться также и жетоны иной конфигурации для определения, когда (в какую смену) были выданы работнику конкретные инструменты. Эти жетоны хранятся до выдачи инструмента работнику у кладовщика, а после выдачи инструмента — помещаются на соответствующее контрольное устройство.
3.1.7. При сдаче инструмента в проверку (ремонт) кладовая составляет квитанцию в двух экземплярах. Инструменты с первым экземпляром квитанции передаются в лабораторию (ремонтную мастерскую) под расписку на втором экземпляре, который остается в кладовой и служит основанием для обратного получения инструмента из лаборатории (ремонтной мастерской) после проверки (ремонта).
3.1.8. Для получения в пользование инструментов и приспособлений, отнесенных к дефицитным в соответствии с перечнем, утвержденным руководителем предприятия, в кладовую предъявляется также требование, подписанное лицом, которому предоставлено на это право. На требовании отбирается расписка работника в получении инструмента. При сдаче инструмента в кладовую возвращается также и требование.
3.1.9. Сортовой количественный учет инструментов и приспособлений в кладовой осуществляется по аналогии с порядком учета материалов на складах, установленным Основными положениями по учету материалов на предприятиях и стройках или отраслевыми инструкциями министерств и ведомств.
3.1.10. На основе данных учета инструментов и приспособлений кладовые обязаны своевременно сообщать соответствующему подразделению предприятия от отклонениях фактического их остатка от установленной нормы запаса, а также об инструментах и приспособлениях, находящихся длительное время без движения.
Как выбрать качественный ручной инструмент
У каждого мастера в арсенале должен быть большой набор ручных инструментов. Без них невозможно провести даже самую элементарную работу, не говоря уже о ремонте оборудования, техники и подобного. Чтобы собрать себе хороший ящик ручного слесарного инструмента, нужно знать хотя бы на базовом уровне, какие инструменты для чего предназначены и на какие группы они разделяются.
Без них невозможно провести даже самую элементарную работу, не говоря уже о ремонте оборудования, техники и подобного. Чтобы собрать себе хороший ящик ручного слесарного инструмента, нужно знать хотя бы на базовом уровне, какие инструменты для чего предназначены и на какие группы они разделяются.
Ручной инструмент: разновидности
Абсолютно все инструменты, используются ли они в домашних условиях или на производстве, делятся на четыре класса:
• бытовой класс;
• универсальный класс;
• полупрофессиональный;
• профессиональный.
Это база. Дальше же идут подклассы, которые определяются по сфере применения инструмента. Всего существует семь главных подклассов, которые постоянно используются в любой ремонтно-строительной работе. Это инструменты:
• разметочные и ударные;
• зажимные;
• измерительные;
• для нарезания резьбы;
• для резки и обработки металла;
• для отверстий;
• для сборки резьбовых соединений;
В вашей мастерской должно быть хотя бы по парочке инструментов из каждой перечисленной группы. Рассмотри подробнее, что и к какому подклассу относится.
Рассмотри подробнее, что и к какому подклассу относится.
Разметочные и ударные инструменты
• Инструменты, применяющиеся для рубки, плавки, гибки. Это обычные молотки и кувалды.
• Инструмент для разметки металлических/неметаллических заготовок – кернер.
• Для рубки металла – различные зубила.
• Для проделывания пазов и канавок – крейцмейсели.
• Для разметок – циркули разных размеров, чертилки.
• Для отверстий в листах металла – бородки.
Зажимные инструменты
Это стандартные инструменты, которые есть в каждом доме – плоскогубцы и их разновидности, щипцы, клещи. Для более крепкой и надежной фиксации лучше докупить слесарные тиски.
Измерительные инструменты
Без точных замеров нельзя обходиться в строительных работах. Прикинуть на глаз – значит испортить заготовку. В вашем арсенале как минимум должны быть линейки и рулетки. В идеале же:
В идеале же:
• угломеры;
• штангенциркули;
• нутромеры;
• угольники, щупы;
• резьбовые и радиусные шаблоны;
• устройства-индикаторы.
Для нарезания резьбы
Чтобы проделать в детали внутреннюю резьбу, вам понадобятся метчики. Это стержни из металла, зубья которых хорошо закалены. Наружную же резьбу делают клуппами или плашками. Клуппы лучше всего подходят для наружной трубной резьбы 1/2” — 3” диаметра. Плашки же позволяют регулировать диаметр в пределах от 0,1 до 0,3 мм. Имейте в виду, что точность плашек страдает, поэтому их не так часто используют мастера.
Для резки и обработки металла
В мастерской нужны режущие приспособления, такие как ручные ножницы для листового металла, ножовка для профильного или листового металла. Без них работать с большими металлическими заготовками будет практически невозможно. Также для последующей обработки используются напильники для опиливания и шаберы для снятия верхнего тонкого слоя металла.
Для отверстий
Основной строительный инструмент – сверло для проделывания отверстий разных диаметров. В зависимости от вида сверла, им можно работать практически с любым материалом. Иногда диаметра сверла может не хватить. В этом случае отверстие расширяют при помощи зенкеров.
Обработать же цилиндрическое или коническое отверстие можно разверткой. Торцовые поверхности зачищаются цековкой, а углубления под болты обрабатываются зенковкой.
Для сборки резьбовых соединений
Для сборки в первую очередь используются гаечные ключи. Существует множество их видов: торцовые, рожковые, накидные, трещоточные и т.д. Подбирать их нужно в зависимости от дальнейших работ. Если инструмент подобран правильно, орудовать гаечным ключом будет удобно даже в самых труднодоступных местах. Также лучше приобрести динамометрические ключи, — они нужны для регулировки усиления затяжки крепежа.
Как выбрать качественный ручной инструмент
Продаются инструменты профессиональные и непрофессиональные. Если у вас обширный спектр работ, а инструментами вы пользуетесь ежедневно, есть смысл задуматься о брендах, выбирая более качественные приборы. Если же инструменты нужны исключительно в домашних целях, выбрать их не составит труда.
Если у вас обширный спектр работ, а инструментами вы пользуетесь ежедневно, есть смысл задуматься о брендах, выбирая более качественные приборы. Если же инструменты нужны исключительно в домашних целях, выбрать их не составит труда.
Экономить не стоит. Помните, главная часть инструмента – сталь. И чем дешевле цена, тем хуже ее качество. От этого столярный инструмент может быстро затупиться, погнутся и не поддаться восстановлению. Лучше всего покупать такие приспособления, на которых указана марка стали. Это уже сам по себе залог хорошего качества.
На стали обязательно будет нанесена маркировка. Специалистам стоит покупать инструменты с маркировкой А. Она обозначает высококачественные материалы. Буква У говорит же о содержании углерода, а Г обозначает марганец.
Также немаловажен и бренд. Сейчас особой популярностью пользуются немецкие товары. Производители из германии всегда славились своими надежными инструментами, которые служат годами. Мы можно порекомендовать и фирмы из Азии.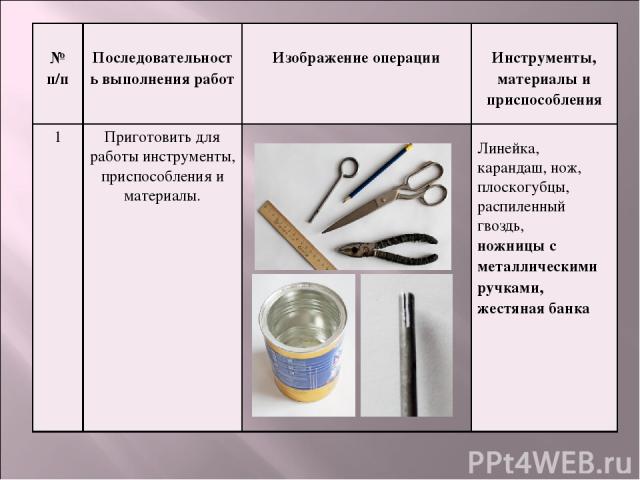 На самом деле, если бренд именитый, где бы он не выпускался, оригиналы его товаров должны советовать заявленному качеству.
На самом деле, если бренд именитый, где бы он не выпускался, оригиналы его товаров должны советовать заявленному качеству.
Наш интернет-магазин Nemolotok.ru поставляет только проверенные, крутые фирмы, которые завоевали доверие. Так что, если у вас возникают сомнения по поводу того или иного инструмента, смело обращайтесь к нам за консультацией. Мы поможем выбрать только самое нужное и самое лучшее для вашей мастерской.
Инструменты и приспособления
Инструменты и приспособления
8-800-250-8045
Оптовым покупателям
О компании
Контакты
Звонок
Вход
Ткани
Автомобильные ткани
Карпет, алькантара
Материалы обивочные
Атлас
Атлас однотонный
Атлас принт
Бархат
Бархат однотонный
Блузочные
Блузочные однотонные
Блузочные принт
Вельвет
Вельвет однотонный
Вискоза
Вискоза однотонная
Вискоза принт
Гипюр, кружево, паутинка
Декоративные ткани
Декоративные однотонные
Декоративные принт
Джинсовая ткань
Джинса однотонная
Джинса принт
Для спецодежды
Оксфорд
Смесовые
Сорочечная
Жаккард
Искусственная кожа
Искусственный мех
Мех Беларусский
Эко мех
Клеевые
Дублерины
Флизелины
Костюмные
Костюмные однотонные
Костюмные принт
Креп
Креп однотонный
Креп принт
Лен
Лен однотонный
Лен принт
Наполнители
Пальтовые
Плащевые
Подкладочные ткани
Сетка
Сетка однотонная
Сетка принт
Стеганые ткани
Ткани Корея
Ткань для пэчворка
Трикотаж
Бифлекс (Лайкра)
Трикотаж однотонный
Трикотаж принт
Трикотажное полотно кулирка, футер, кашкорсе
Интерлок
Кашкорсе
Кулирная гладь
Рибана
Футер 2х нитка
Футер 3х нитка
Утеплители
Синтепон
Утеплители Европа
Утеплитель Alpolux
Флис, велсофт
Хлопок, поплин, шитье, марлевка, батист
Однотонные
Принт
Шелк
Шелк однотонный
Шелк принт
Шифон
Шифон однотонный
Шифон принт
Штапель
Штапель однотонный
Штапель принт
Ткани для дома
Гобелен
Гобелен Россия
Гобелен Россия шир 200см
Клеенка
Мебельные ткани
Комплект Н
Союз М
Эгида
Скатертные
Хлопчатобумажные, бельевые ткани
Бязь
Бязь дублированная
Вафельное полотно
Полулён
Поплин, перкаль
Рогожка
Сатин
Ситец
Тик
Трехгорная мануфактура
Фланель
Технические ткани
Поролон
Брезент, мешковина, кирза, войлок
Двунитка
Диагональ
Палаточная
Полотно нетканое, ватин
Портьерные ткани
Портьерная Турция
Портьерные Китай
Портьерная сетка Турция
Портьерная сетка люрекс Турция
Тюль высота от 90 до 180см
Портьерная ткань букет
Портьерные ткани Ликвидация
Ткани Европа
Фурнитура
Фурнитура Prym
Аксессуары для одежды и обуви
Аппликации, заплатки Prym
Бельевая фурнитура Prym
Боксы, футляры, контейнеры
Булавки Prym
Вспарыватели Prym
Иглы, нитевдеватели Prym
Игольница Prym
Инструменты Prym
Карабины Prym
Клей, термоклеевые материалы Prym
Кнопки, Заклепки Prym
Комплектующие для швейных машин Prym
Крючки для вязания Prym
Крючки, вешалки Prym
Лупа Prym
Люверсы, блочки Prym
Манекены Prym
Мел, маркер, карандаш Prym
Наборы для шитья Prym
Наперстки Prym
Нитки Prym
Ножницы Prym
Плечики Prym
Подвески для молний, брелки Prym
Пряжки, клипсы Prym
Пуговицы, застежки Prym
Пяльца Prym
Сантиметровая лента, линейка, лекало Prym
Спицы и наконечники Prym
Товар для валяния Prym
Товар для вязания Prym
Товар для глажки Prym
Товар для стирки Prym
Товар для ухода за одеждой Prym
Фурнитура Pony
Булавки английские PONY
Иглы ручные «Pony»
Крючок для вязяния «Pony»
Пуговицы PONY
Пяльца PONY
Спицы PONY
Фурнитура Hobby Pro
Бельевая фурнитура Hobby Pro
Брошь Hobby Pro
Булавки Hobby&Pro
Иглы ручные, нитевдеватели Hobby&Pro
Игольницы Hobby&Pro
Инструмент и принадлежности Hobby&Pro
Карабины Hobby&Pro
Кнопки Hobby Pro
Кольца, полукольца Hobby&Pro
Контактные ленты Hobby&Pro
Контейнеры Hobby&Pro
Крючки, застежки, вешалки Hobby&Pro
Лампы, лупы для рукоделия Hobby&Pro
Люверсы Hobby&Pro
Маркеры, мел, карандаши для ткани Hobby & Pro
Наборы дорожные Hobby & Pro
Наперстки Hobby&Pro
Ножницы Hobby & Pro
Приспособления для вязания Hobby&Pro
Пряжки Hobby&Pro
Пуговицы Hobby Pro
Пуговицы джинсовые Hobby&Pro
Сантиметры, рулетки Hobby&Pro
Слайдеры (бегунок) Hobby&Pro
Спицы Hobby & Pro
Термоаппликации, заплатки Hobby Pro
Термоклеевые материалы, клей Hobby&Pro
Шкатулки, коробки Hobby Pro
Фурнитура Hemline
Бельевая фурнитура Hemline
Булавки HEMLINE
Кнопки Hemline
Люверсы Hemline
Пуговицы Hemline
Устройства для установки Hemline
Фурнитура для шкатулок и заготовок Hemline
Молнии и слайдеры
Бегунок
Молнии декоративные
Молния брючная Тайвань
Молния джинсовая
Молния металл Москва
Молния металл Тайвань №5
Молния металл Тайвань №8
Молния металл цветная
Молния обувная Россия (уп-25 шт)
Молния обувная Тайвань (уп-100 шт)
Молния потайная
Молния Рига
Молния рулонная
Молния спираль разъемная №5 Тайвань (уп-10 шт)
Молния трактор Москва
Молния трактор Тайвань №5 1 бег (уп-10 шт)
Молния трактор Тайвань №5 2 бег(уп-10 шт)
Молния трактор Тайвань №8 (уп-10 шт)
Молния х/б (уп-10 шт)
Ограничители
Пуллер, Собачка
Товары для раскроя и шитья
Булавки
Вспарыватель
Игольница
Калька
Клей текстильный
Копировальное колесико (ригель)
Мел, маркер, карандаш
Метр, линейка, лекало
Наборы для шитья
Наперсток
Нитковдеватель
Нож дисковый
Сантиметровая лента
Иглы
Иглы для бытовых шв. машин
машин
Иглы для промышленных шв.машин
Иглы ручные
Ножницы
Ножницы «Hemline»
Ножницы «Аврора»
Ножницы «Бразилия»
Ножницы «Рукоделие»
Ножницы для подрезания ниток
Ножницы Китай
Ножницы КраМет (Беларусь)
Ножницы Япония
Инструменты и оборудование
Инструменты и приспособления
Насадки для установки кнопок
Насадки для установки хольнитенов, люверсов
Шило
Пистолеты и сопутствующий товар
Иглы для этикет-пистолета
Клей для пистолета
Обойма для этикет-пистолета
Пистолет клеевой
Этикетки
Бельевая фурнитура
Бретельки
Вешала
Застежки для бюстгальтера
Застёжки для чулок
Косточка
Кринолин
Манжеты
Плечики
Подмышечники
Подъюбник
Регилин
Регулятор для бретелек
Тесьма, резинка бельевая
Чашечки
Металлическая и пластиковая фурнитура
Вешалка для одежды
Зажим для подтяжек
Застежка для «бейсболок»
Застежка для комбинезона
Карабин фастекс
Кнопка из 2 частей металл декоративная
Кнопка пришивная (плательная)
Кнопки
Козырек
Кольца
Крючки
Люверсы
Магниты скрытые
Полукольцо
Пробойники
Рамка пластик, металл
Фиксаторы, наконечники
Хольнитены
Пуговицы
Заготовки для пуговиц ОПТ
Застежка шубная декоративная
Пуговицы 7/10/10
Пуговицы ассорти Дом ткани
Пуговицы блузочные
Пуговицы Болгария
Пуговицы Грибок
Пуговицы д/спец. одежды
одежды
Пуговицы детские
Пуговицы джинсовые
Пуговицы Италия
Пуговицы комплект
Пуговицы костюмные
Пуговицы Малые
Пуговицы Металл
Пуговицы пальтовые
Пуговицы пиджачные
Пуговицы пластик Китай
Пуговицы Распродажа
Пуговицы рубашечные
Пуговицы Тайвань
Пуговицы упаковка «Хобби и ты»
Текстильная фурнитура
Бант
Кант вшивной
Кант декоративный 22 м
Кант кожаный
Корсаж в пояс
Корсаж клеевой (уп=60 м)
Косая бейка атласная
Косая бейка х/б, стрейч, люрекс
Кружево
Лента атласная
Лента атласная для новорожденных, свадебная, детская
Лента бархатная
Лента георгиевская
Лента киперная**
Лента контактная
Лента люрекс
Лента окантовочная
Лента органза
Лента ременная
Лента репсовая
Лента рюш
Паутинка и клеевые ленты
Резина бельевая
Резина декоративная
Резина шляпная
Стропа светоотражающая
Сутаж
Тесьма
Тесьма декоративная
Тесьма жаккард
Тесьма лампасы
Фатин на шпульке
Шитьё
Шнур
Украшения
Swarovski бусины, камни, стразы
Аппликации (шт)
Бантики
Боа
Браслеты
Брелки
Бубенчики, колокольчики
Булавки декоративные
Бусы
Воротники
Вязаные элементы
Декоративные шнурки
Лейблы, Шевроны
Монетки металл
Нашивки
Пайетки
Перо декоративное
Перчатки
Подвески, монетки (металл)
Помпоны
Пряжки
Стразы клеевые (термо)
Стразы конусовидные
Стразы пришивные
Стразы пробивные
Сумочная, портфельная фурнитура
Термоаппликации (упак)
Термоаппликации (шт)
Термонаклейки
Термотрансферы
Украшение металл
Украшения элементы для одежды
Цветы #
Цепь декоративная
Комплектующие для швейных машин и оверлоков
Коврики для швейных машин
Лампочки для швейных машин
Лапки
Масло машинное, масленки
Отвертки
Пинцет
Ремни
Сумки для швейных машин
Челноки, шпульки
Шторная фурнитура
Бахрома
Зажимы
Заколки для штор
Кисти, подхваты для штор
Комплектующие для карнизов
Крючки для штор
Крючки под подхваты настенные
Кугель
Прихват для штор магнитный
Тесьма для штор
Фурнитура ликвидация
Бусы распродажа***
Корсаж ***
Ламбрекены
Лента бархатная***
Молнии распродажа***
Пуговицы (металл) бронза***
Пуговицы дерево Китай
Пуговицы***
Стразы клеевые металл
Стразы на нитке***
Стразы***
Тесьма***
Украшение Осень 2017г
Украшения для штор капрон
Уценка
Цветы декоративные
Цветы на булавке
Швейная фурнитура 30%/10%
Швейная фурнитура 30%/20%
Швейная фурнитура 50%/20%
Швейная фурнитура 50%/30%
Швейная фурнитура 50%/50%
Шляпки
Нитки
Мононить
Мулине
Нитки Аврора
Нитки армированные ПНК им. Кирова
Кирова
Нитки Гутерманн
Нитки джинс
Нитки ДОР-ТАК
Нитки Китай
Нитки люрекс
Нитки специализированные
Нитки текстурированные некрученые
Для рукоделия
Алмазная вышивка
Cristyle
Алмазная вышивка для детей
Грани
Диамант
Иконы на досках
Китай
Колор Кит
Школа талантов
Бижутерия
Preciosa
Бижутерия ручная работа
Бусины
Деревянные бусины РТО
Заготовки для бижутерии
Кабошоны
Подвеска
Бисер, рубка, стеклярус
Бисер Чехия
Бисер Япония
Бисер, рубка, стеклярус Китай 100 гр.
Бумага упаковочная, подарочные коробки и др.
Банты
Бумага глянцевая
Бумага крафт
Бумага Новогодняя
Бумага тишью
Бумага-плёнка
Подарочные коробки
Выжигание и резьба по дереву
Выжигательный прибор
Вышивание
Канва
Лупа
Набор для бисероплетения
Наборы для вышивания
Пяльца
Вязание
Аксессуары для вязания
Крючки для вязания
Нитки для вязания
Пряжа
Спицы
Трикотажная пряжа
Декор для дома
Декупаж
Бумага для декопатча
Бумага рисовая, салфетки
Декупажные карты
Заготовки из дерева
Ангелочки
Вазы
Вешалки
Деревянные Домики
Деревянные заготовки РТО
Животные
Заготовки яиц и подставок
Канцелярские принадлежности
Качалки
Ключницы
Кухонная утварь
Матрешки
Мебель
Надписи, буквы, цифры.
Основы для часов
Пазлы
Пасхальные заготовки
Раскраски
Сердечки
Скворечники
Стружкин (деревянные заготовки)
Топперы
Фоторамки
Часовой механизм
Шкатулки
Ящики, кашпо
Заготовки из пенопласта
Венки
Конусы
Сердца
Фрукты, овощи
Шары
Яйца
Заготовки из пластика
Изготовление кукол, игрушек
Волосы
Глазки для игрушек
Дек- ые элементы для кукол
Игрушка
Крепеж
Музыкальные инструменты для кукол
Наполнители для игрушек
Носики
Одежда
Очки
Подставка для кукол
Пуговки для кукол
Ревуны
Ресницы
Сумочки,зонтики
Ткань/Тесьма/Резинка для кукол
Части тела
Инструменты для творчества
Книги (практическое руководство)
Контейнеры для мелочей
Коробочки для бисера
Копилки
Колор кит (Копилки)
Мебель металлическая
Клетки и Скворечники
Колясочки
Скамейки
Стульчики и кресла
Миниатюры
Зонтики
Миниатюры из пластика
Плетеные изделия
Птицы, бабочки, стрекозы
Мыловарение
Ароматизаторы, отдушки
Вспомогательные компоненты
Колор Кит (мыло)
Красители
Молды, формы для выпечки и мыловарения
Мыльная основа
Наборы для мыловарения
Оформление упаковки
Текстурный вкладыш
Формы для мыла
Наборы для творчества и рукоделия
Куклы Тильды
Набор для вязания
Набор для изготовления миниатюры
Набор для шитья
Наборы для создания игрушки из фетра
Наборы для создания текстильной игрушки
Наборы из фоамирана
Основы для творчества
Пластика
Добавки для пластики
Инструменты и заготовки для пластики
Лак для пластики Cernit
Маркеры DARWI
Пластика полимерная запекаемая «Cernit»
Полимерная глина «Craft&Clay»
Проволока для рукоделия
Проволока для бисера
Проволока канитель и трунцал
Ракушки
Рамки декоративные, багет
Рисование песком
Набор для рисования песком
Скрапбукинг
Аксессуары для фотосессии
Аппликации, мозаика-стикеры
Блёстки для декора
Божьи коровки Деревянные
Бонбоньерки
Брадсы
Бумага
Декоративные наклейки
Декоративные элементы
Заготовка для альбома
Заготовки из бумаги (Лоза)
Инструменты, приспособления для скрапбукинга
Квиллинг «Рукоделие»
Кисточки
Клей и клеевые материалы для хобби и рукоделия
Колбы
Кольца для альбомов
Конверты
Ленты, тесьма, кружево
Магниты
Набор для скрапбукинга
Наборы с меловой основе
Наклейки на посуд
Открытки
Печати, штампы и комплектующие
Прищепки декоративные
Пуговицы для скрапбукинга
Скотч декоративный
Стразы полужемчужины самоклеющиеся
Ткань декоративная
Трафареты
Фигурный компостер
Цветочки
Чипборд (стикер) «Рукоделие»
Шильдики. Тэги.
Тэги.
Шпагат, верёвки, нитки
Ярлычок кож зам
Тематические товары к праздникам
Все для 9 Мая
Все для Пасхи
Новый год
Свадебные аксессуары
Товары для изготовления свечей
Наборы для создания свечей
Товары для рисования
Кисти
Краски
Мастихин
Наборы для раскрашивания по номерам
Роспись по керамике и гипсу
Текстильные заготовки для декорирования
Холсты
Ящики для красок
Товары для фелтинга и валяния
Аксессуары для валяния
Иглы для валяния
Наборы для валяния
Фетр 1мм
Фетр листовой
Фетр с принтом
Фигурки из фетра
Шерсть для валяния
Флористика
Венки декоративные
Веревки и шнуры для флористики
Веточки для декора
Вставки в букет
Декоративные букетики
Камни для оформления композиций
Каркасы для букета
Каттеры
Кашпо, Корзинки
Листочки
Молды
Мох
Природный декор
Проволока для флористики
Пыльца, клей
Сизаль
Синельная проволока
Стволы для топиариев
Тычинки
Флористическая лента
Флористическая пена (оазис)
Флористический наполнитель
Фоамиран
Фрукты,овощи,ягоды для флористики
Цветы бумажные
Цветы искусственные
Штифты для крепления цветов
Элементы декора
Фотофоны
Фурнитура для шкатулок и заготовок
Гвоздики и винты
Замки
Накладные элементы
Ножки
Петли
Ручки
Уголки
Швейное оборудование
Оверлоки
Швейные машинки
28 товаров
1
2
Назад
Вперед
3.
 1 Инструменты и приспособления. Технология художественной обработки материала: гобелен
1 Инструменты и приспособления. Технология художественной обработки материала: гобелен
Технология художественной обработки материала: гобелен
курсовая работа
Для занятий ручным ткачеством требуется совсем не много инструментов. Они почти не изменились за свою многовековую историю. В работе над гобеленом используют стандартный набор инструментов для вышивания (приложение Д, рис.5).
1) Подрамник или пяльцы удерживают ткань в натянутом состоянии, что влияет на качество работы. Для больших работ используют подрамники, выполненные из дерева. Для маленьких тренировочных работ — пяльцы. Подрамник может быть любых размеров, главное чтобы верхняя и нижняя планки выступали вперед (приложение Д, рис.3,4,6).
2) Ножницы. Вам понадобятся нескольких видов: большие — для вырезания ткани; средние, желательно с закругленными концами — для обрезания концов ниток.
3) Молоток и мелкие гвозди нужны для натягивания нитей основы на рамку. Лучше приготовить гвозди с округлой шляпкой (финишные), чтобы они не цепляли нити. Чем тоньше рамка, тем мельче гвозди.
Чем тоньше рамка, тем мельче гвозди.
4) Игла с большим ушком, так называемая «цыганская», понадобится вам при обметывании краев готового гобелена. Ушко должно быть настолько большим, чтобы через него можно было провести толстую шерстяную нить, сложенную в два раза.
5) Булавки портновские понадобятся вам для скрепления ткани и бумаги.
6) Ковровая колотушка. Она нужна для того, чтобы плотнее прибивать нити утка к наработанной части ткани. Если колотушку сделать трудно, ее с успехом заменит обычная старая металлическая вилка.
7) Для вязания ворсовых узлов существует нож-крючок, благодаря которому экономится время, а пальцы ткачихи меньше страдают.
8) Челнок. В ручном ткачестве уточную нить можно прокладывать просто руками, но челноки различной формы облегчают работу.
Оборудование рабочего места.
Работа над гобеленовым ковровым полотном достаточно трудоёмка. И чтобы работа шла скоро, следует хорошо приготовиться к ней. Рабочее место должно быть освещено дневным светом.
Если у вас нет специальной стойки для подрамника, воспользуйтесь креслом с большими подлокотниками, на которые можно положить края подрамника и работать как на столе. Можно поставить подрамник на колени и облокотить его на край стола.
Нитки лучше хранить в одном месте, смотанные в тугие клубки. При работе клубок лучше положить в небольшую коробку, где он свободно будет разматываться, а не кататься по всему полу.
Ножницы, иглы, карандаши и другие мелочи очень удобно держать в коробочке, крышку которой можно использовать как коробочку для мусора — обрезков ниток. Надевайте перед работой фартук, чтобы шерстяные волокна не сыпались на одежду.
Делись добром 😉
Бисерные цветы
3.2 Инструменты и приспособления для бисероплетения
В отличие от многих других видов рукоделия, дли изготовления цветов из бисера требуется совсем немного инструментов и материалов. Для начала вам будет достаточно основных: ножницы, кусачки, пассатижи. Приспособления и инструменты. ..
..
Вышивка шёлковыми лентами скатерти
Инструменты и приспособления
1.Электрическая машина «SINGER».
2.Электрический утюг, гладильная доска.
3.Оверлог 51 класса.
4.Ножницы.
5.Линейка (большая).
6.Пяльце (большое, маленькое).
7.Булавки (английские).
8.Иголки (швейные, для вышивки лентами).
9.Мел.
10.Нитки (швейные…
Кусочек совершенства
3. Материалы, инструменты и приспособления
Когда я определилась с выбором изготовления изделия, мне предстоит выбрать ткань для его изготовления. И тогда я поехала в магазин, где продаются ткани. Мне на выбор предоставили разные ткани, это были: шифон-красного цвета…
Пути и методы повышения эффективности процесса сверления глубоких отверстий
1.2 Применяемые инструменты, оборудование и приспособления
…
Разработка технологии выполнения колорирования волос
2.5 Аппаратура, инструменты и приспособления для проектируемых работ
Таблица 2
№
Аппаратура…
Расчеты проектирования станочного приспособления
9.
 Схема зажимного приспособления. Описание устройства и принципа работы приспособления
Схема зажимного приспособления. Описание устройства и принципа работы приспособления
1-Корпус
2-Поршень
3-Шток
4-Подвижная призма
5-Возвратная пружина
6-Бронзавая втулка
7-Стопарный винт
8-Манжета
9-Прокладка
10,11- болт…
Сборка и сварка фермы
3. Оборудование, инструменты, приспособления, инвентарь
Для сварки фермы рациональнее применить полуавтоматическую сварку в углекислом газе. Конструктивно сварочный полуавтомат состоит из источника тока (выпрямителя) и механизма подачи сварочной проволоки…
Техника французского наращивания волос
2.3 Аппаратура, инструменты и приспособления для проектируемых работ
Таблица 2
№
Аппаратура…
Технологический процесс выполнения окрашивания волос красителями III группы
2. Инструменты материалы и приспособления, используемые при окрашивании красителями 3 группы
…
Технологический процесс газовой сварки стыковых соединений труб с поворотом на 90
1.2 Оборудование, инструменты и приспособления, используемые при газовой сварке
Газосварщик должен иметь на рабочем месте плоскогубцы, молоток, металлическую щетку для очистки поверхности металла, иглы для прочистки мундштуков и небольшой ломик для кантовки обрабатываемых изделий (деталей). Кроме того…
Кроме того…
Технологический процесс изготовления шкафа-купе
2.1.3 Механизмы, инструменты, станки и приспособления, применяемые при изготовлении
1. Станок круглопильный форматнораскроечный с наклоняемой пилой и подвижной кареткой мод. «FILATO» (Приложение 3 рис. 6).
Предназначен для штучного и пакетного раскроя плитных материалов, в т.ч. облицованных ламинатом…
Технология замены пружины подъёмного крюка типа КН-1
1. Инструменты, материалы, приспособления
Стенд для ремонта, трос — для разборки крюкоблока.
Металлическая щетка, ветошь, керосин — для очистки кронблока от загрязнений.
Кран балка, трос — для перемещения крюкоблока.
Медные выколотки, рожковый ключ 22/24, 17/19 молоток на 2 кг, монтировка…
Технология механического сверления древесины
1. Инструменты, приспособления и оборудование для выполнения операции сверления
Сверление древесины — пожалуй, одна из самых распространенных операций в столярных и плотницких работах. Сверление отверстий необходимо как для соединений деталей…
Сверление отверстий необходимо как для соединений деталей…
Технология точения внутренних цилиндрических поверхностей древесины на токарных станках
1.2 Устройство станка, инструменты и приспособления
Точение — это лезвийная обработка резанием поверхностей вращения и торцовых поверхностей. Обработку наружных поверхностей называют точением или обтачиванием, обработку внутренних поверхностей называют растачиванием…
Технология художественной обработки материала: гобелен
3.1 Инструменты и приспособления
Для занятий ручным ткачеством требуется совсем не много инструментов. Они почти не изменились за свою многовековую историю. В работе над гобеленом используют стандартный набор инструментов для вышивания (приложение Д, рис.5)…
Инструменты и приспособления для отделочных работ
Ковш штукатурный
Для забора штукатурного раствора из емкости и распределения его на обрабатываемой поверхности необходим ковш небольшого размера. Он выполнен из металла и имеет деревянную ручку. Инструмент может понадобиться в том случае, если фундамент будет оштукатуриваться.
Он выполнен из металла и имеет деревянную ручку. Инструмент может понадобиться в том случае, если фундамент будет оштукатуриваться.
Кисть малярная
Кисть представляет собой самый распространенный инструмент, который используют во время проведения различных операций по отделке.
Кисти подбирают в зависимости от характера выполняемых работ, а также с учетом свойств материалов. Кисти могут быть как из натуральной, так и из искусственной щетины. Последние считаются универсальными, поскольку их можно наносить на любые поверхности.
Малярные кисти различаются по форме. Они могут быть плоскими или круглыми. Существуют и такие виды этого инструмента, как радиаторная кисть, кисть-ракля, а также макловица и маховая кисть. Плоская малярная кисть предназначена для обработки открытых поверхностей, круглая – стыков и углов, радиаторная кисть применяется в основном для покраски труднодоступных мест (мест, где соединяются трубы радиаторов). Кисть-раклю используют при нанесении различного рода грунтовок, клея, а также во время побелки.
Наносить же грунтовки, дисперсионные краски и известковые растворы на большие поверхности – стены, потолок и пол лучше всего макловицей или маховой кистью, которые и предназначены для этих целей.
Совет: Соблюдайте на рабочем месте порядок. Тогда все необходимые инструменты для отделочных работ, материалы и детали можно будет быстро найти. По окончании работ разложите инструменты по местам.
Стеклорез
Для резки и разламывания стекла существует стеклорез. Следует помнить, что обработке стеклорезом можно подвергать только обычное незакаленное стекло. Именно оно по традиции используется при выполнении окон жилых домов.
Есть две разновидности ручных стеклорезов – алмазный и роликовый. Начинающему плотнику лучше всего использовать последний, поскольку искусством правильного обращения с алмазным стеклорезом владеют только профессионалы: поверхность стекла с помощью инструмента царапают, после чего аккуратно выполняют разлом.
Конечно, качество резки стекла определяют опыт и мастерство стекольщика, а также исправность инструмента и условия работы, однако немаловажную роль играет и качество самого стекла.
Плиткорез
Инструмент предназначен для разламывания и резки керамической плитки. Принцип действия ручного плиткореза аналогичен принципу действия стеклореза, однако его функциональность ограничена толщиной плитки.
Кроме того, конструкция этого приспособления предусматривает наличие специального зажима для плитки. Механизированный инструмент является разновидностью циркулярной или ленточной пилы, которая снабжена алмазным режущим диском и системой подачи к нему воды.
Кусачки
Кусачки также пригодятся мастеру во время работы, так как в любом случае придется выдергивать гвозди, обламывать их шляпки, загибать проволоку для выполнения крепления деталей и т. д. Существуют различные виды этого инструмента, и каждый выбирает для себя наиболее подходящий.
Рашпиль
Для опиловки деталей из металла, камня, дерева, пластмассы, гипсокартона, кожи и резины используют рашпиль – напильник с крупной насечкой. Рашпиль относят к группе режущих инструментов для отделочных работ, имеющих насечку в виде крупных зубьев. Им обычно выравнивают и заглаживают края, торцы, а также отверстия изделий. В работе обычно задействована вся рабочая поверхность инструмента. От пыли и опилок рашпиль очищают металлической щеткой.
Им обычно выравнивают и заглаживают края, торцы, а также отверстия изделий. В работе обычно задействована вся рабочая поверхность инструмента. От пыли и опилок рашпиль очищают металлической щеткой.
Кельма затирочная (гладилка)
Предназначена для разглаживания материала, а также выравнивания раствора на поверхности после того, как он затвердеет. Зубчатая кельма применяется для равномерного нанесения клея во время кладки плитки, при выравнивании поверхности стен. Длина зубцов варьируется в пределах от 0,4 до 1 см.
Шпатель резиновый
Используется для затирки швов в камне и кафеле. Сам инструмент выполнен из резины, имеет пластмассовую или деревянную ручку. Рабочая часть (полотно) шпателя заточена, достаточно тонкая, что обеспечивает легкость и удобство в работе.
Перед тем как начать затирку швов, нужно убедиться, что они подготовлены: отсутствует грязь и пыль, излишки клея аккуратно удалены. Затем приступают к приготовлению затирочного состава. Он должен иметь тестообразную консистенцию.
Затирку проводят следующим образом: набирают небольшое количество состава на шпатель, инструмент наклоняют под углом 30° и ведут по периметру уложенной плитки.
Профессиональный подход к выполнению затирки – залог прочных и аккуратных швов.
Валик малярный
Это инструмент, использующийся при работе с лакокрасочными материалами. Он применяется также для нанесения на поверхности других декоративных, а также защитных покрытий. Валик представляет собой трубку с креплением подшипникового типа, которая покрыта поролоновой шубкой. Бывают валики со сменными шубками, которые фиксируются на трубке с помощью специальных заглушек. Шубки могут иметь разную длину ворса, их изготавливают из различных материалов.
Сами валики, в зависимости от применения, различаются по размерам. Крупным валиком обрабатывают большие поверхности. Это помогает снизить расход материала. Добраться до труднодоступных мест позволяют маленькие валики.
Выбор материалов для испытательных и производственных приспособлений
Эта статья полна советов, основанных на моем инженерном опыте разработки и изготовления приспособлений и испытательного оборудования для исследований и производства. Возможно, в вашем положении вас реже, а может, и вовсе не вызывают к проектированию и конструированию инженерной техники. В любом случае, представленные здесь советы также можно использовать при принятии решений о выборе материалов для дизайна.
Возможно, в вашем положении вас реже, а может, и вовсе не вызывают к проектированию и конструированию инженерной техники. В любом случае, представленные здесь советы также можно использовать при принятии решений о выборе материалов для дизайна.
Когда-нибудь скоро нам станет доступно множество новых материалов. К сожалению, пока они остаются экспериментальными или уделом исключительно специализированных приложений и процессов. Так что, пока мы не купим 3D-принтер, который печатает почти неразрушимые объекты из чистого графена, нам просто придется довольствоваться тем, что нам доступно.
Источник: https://pixabay.com/en/mechanical-hardware-lab-engineering-1825278/
Я был свидетелем пугающего количества профессионалов, которые собирали вместе приспособления и оборудование из трубопровода, рубили деревянные бруски, гвозди и клей. . Это не преувеличение. Если вам нужно придержать угол машины, то, во что бы то ни стало, используйте деревянный брусок, а в остальном не занимайте очереди в специальной школе дизайна.
То, что вы производите, представляет вас и ваши способности. О вас будут судить по сумме денег компании, которую вы тратите, и по эффективности конечного продукта. Кроме того, независимо от того, признает это кто-либо или нет, о вас будут судить по внешнему виду конечного продукта. Ветхие зверства, скрепленные эпоксидной смолой и двусторонним скотчем, точно не рекламируют компетентность.
Всегда будут случаи, когда потребуются очень специализированные и трудные в обработке материалы, и тогда вам придется полагаться на стороннего поставщика. В остальное время столько всего можно решить с помощью набора простых в работе материалов. Типы материалов, которые я держу под рукой, обычно просты в обработке, прочны и недороги. Вы пытаетесь сделать как можно больше и как можно быстрее, тратя при этом как можно меньше денег компании. Даже если у вас есть инструменты и опыт для работы с таким сложным материалом, как титановый стержень, зачем делать это, если в этом нет крайней необходимости.
6061 Алюминий
6061 – настоящая рабочая лошадка из алюминия. По сравнению со всеми другими алюминиевыми сплавами, он имеет наилучший баланс между стоимостью, обрабатываемостью и прочностью. С ним очень легко работать, и он свободен в обработке. Вы даже можете «подгонять» детали 6061, сбривая их канцелярским ножом.
7075 Алюминий
Прочность на растяжение такая же, как у некоторых мягких сталей. Он также удивительно жесткий для алюминия. На самом деле, я часто использую для испытаний валы из 7075 вместо стальных валов. Хотя он и не так прост в обработке, как 6061, он прекрасно обрабатывается. Он стоит примерно в два раза дороже, чем 6061, так что это может быть не ваш первый выбор для алюминия. Он достаточно твердый, чтобы его нельзя было обрезать лезвием, как с 6061.
Экструдированные алюминиевые профили
Иногда называемые профилями с Т-образными пазами, эти алюминиевые стержни особой формы изготавливаются методом экструзии. Их можно разрезать по длине и собрать практически в любую нужную вам конфигурацию. Экструдированные профили подобны конструкторскому набору. Поскольку они изготовлены из алюминия, их легко резать, а благодаря своей форме они легко адаптируются. Просто добавьте к ним детали и аксессуары по мере необходимости. По возможности я использую алюминиевые профили для каркаса машин и приспособлений, потому что знаю, что если что-то нужно будет изменить или добавить позже, это не будет проблемой. По истечении срока службы приспособления просто разберите его и используйте профили для чего-то другого. Научитесь использовать экструзии. Они экономят много времени и денег, а конечный результат почти всегда выглядит очень профессионально.
Их можно разрезать по длине и собрать практически в любую нужную вам конфигурацию. Экструдированные профили подобны конструкторскому набору. Поскольку они изготовлены из алюминия, их легко резать, а благодаря своей форме они легко адаптируются. Просто добавьте к ним детали и аксессуары по мере необходимости. По возможности я использую алюминиевые профили для каркаса машин и приспособлений, потому что знаю, что если что-то нужно будет изменить или добавить позже, это не будет проблемой. По истечении срока службы приспособления просто разберите его и используйте профили для чего-то другого. Научитесь использовать экструзии. Они экономят много времени и денег, а конечный результат почти всегда выглядит очень профессионально.
Профили меньшего размера идеально подходят для создания каркасов для экранов, датчиков и одноплатных компьютеров. Если вы собираетесь построить что-то, связанное с робототехникой, небольшие профили — отличное место для начала.
Специальная рама NanoBeam с опорами для электроники.
Для сборок, требующих большей массы и жесткости, чем могут предложить меньшие профили, алюминиевый профиль 80/20 доступен в большом разнообразии конфигураций и размеров. Он достаточно прочен, чтобы из него можно было делать столы, тележки, полки и, как показано на веб-сайте 80/20, стулья.
ПОМ (полиоксиметилен, ацеталь и иногда делрин)
ПОМ/ацеталь и делрин не всегда являются одним и тем же материалом, но они настолько похожи, что в большинстве случаев неразличимы. Везде, где нужен пластик, попробуйте использовать POM. Он впитывает очень мало влаги, химически устойчив практически ко всему и является практически самым простым в обработке материалом, который вы можете получить. Вы также не найдете пластик с лучшими характеристиками по цене. Если ваши детали должны вступать в контакт со спиртом или топливом, то POM — отличный выбор. Он может справиться с лет воздействия топлива. POM также очень прочен и иногда может заменить металлические компоненты. Единственная проблема с ацеталем заключается в том, что его очень трудно склеить. Для этого требуются специальные процессы, поэтому вам придется полагаться на механическое крепление. Существуют клеи, которые утверждают, что способны связывать ацеталь, но я никогда не видел, чтобы они давали хоть что-то близкое к полезному результату.
Единственная проблема с ацеталем заключается в том, что его очень трудно склеить. Для этого требуются специальные процессы, поэтому вам придется полагаться на механическое крепление. Существуют клеи, которые утверждают, что способны связывать ацеталь, но я никогда не видел, чтобы они давали хоть что-то близкое к полезному результату.
Турцит
Турцит представляет собой форму ПТФЭ (тефлона), легированную другими материалами. Как правило, красный или бирюзовый цвет отлично подходит для шариковых втулок или регулировочных валов, поскольку имеет очень низкий коэффициент трения. При тщательной подготовке Turcite можно приклеивать к металлу с помощью соответствующих клеев. Турцит обрабатывается почти так же, как ацеталь, то есть чрезвычайно легко. Турцит предпочтительнее использовать вместо ПТФЭ, поскольку его более высокая жесткость позволяет с ним легче работать. ПТФЭ иногда бывает слишком мягким и липким, чтобы с ним было легко работать.
Нейлон
Механические свойства и химическая стойкость нейлона довольно унылы по сравнению с ПОМ. Это не машина почти так же хорошо. Кроме того, он поглощает тревожно большое количество влаги. Однако, в отличие от POM, нейлон легко склеивается. Из-за этого одного свойства стоит держать один или два бара поблизости.
Это не машина почти так же хорошо. Кроме того, он поглощает тревожно большое количество влаги. Однако, в отличие от POM, нейлон легко склеивается. Из-за этого одного свойства стоит держать один или два бара поблизости.
Листы из полиэтилена высокой плотности
Если вам нужен лист жесткого пластика, рассмотрите листы из полиэтилена высокой плотности (ПЭВП). В листовой форме он обычно намного дешевле, чем другие виды пластика. Также очень легко работать с ручными инструментами. Полезность листов HDPE не распространяется на бруски материала. Хотя стержни из ПЭВП очень недороги, их механические свойства довольно скудны. Если вам нужен стержень из пластика, используйте вместо него ацеталь.
G10 (также известный как Garolite)
G10 представляет собой материал, изготовленный из слоев стекловолокна, соединенных вместе под давлением с помощью эпоксидной смолы. G10 — это не то, что вы будете использовать где угодно и по сравнению с другими материалами в списке; это дорого.
Однако при изготовлении текстового приспособления типа «ложе из гвоздей» гаролит является отличной основой для запрессовки пого-штифтов. Штифты имеют тенденцию выскакивать из отверстий в пластике, потому что трения недостаточно, чтобы удерживать их на месте. Гаролит легко сверлить, но поскольку пыль представляет опасность для вдыхания, поэтому при работе с материалом надевайте маску с фильтром для твердых частиц.
Воск для машинистов
Иногда его называют воском для прототипирования, его можно очень легко вручную или на машине придать желаемой форме. Затем воск можно снова переплавить в единую заготовку. Благодаря многоразовому использованию один стержень может прослужить очень долго. Вам просто нужна небольшая электрическая плита и пароварка, чтобы преобразовать воск. Более полезным, чем его исключительная работоспособность, является его использование в качестве метода удержания или поддержки работы. Если вам нужно обработать особенно деликатную деталь, частично опустите ее в расплавленный воск. Когда воск затвердеет, у вас появится жертвенная деталь, за которую можно зацепиться.
Когда воск затвердеет, у вас появится жертвенная деталь, за которую можно зацепиться.
Затем деталь можно снять, просто бросив ее вместе с воском в горячую воду.
Если вы обрабатываете или сверлите деталь с очень тонкой стенкой, заполните ее воском. Воск защищает деталь от деформации, пока вы работаете над ней. Если вы испытываете сильное дребезжание при растачивании на токарном станке, заполните деталь воском. Он настолько мягкий, что сверлильный станок прорежет его почти так, как будто его нет, а воск не даст детали звенеть и создавать дребезжащую поверхность. Быстрой заменой воска для машинистов является парафин. Вы можете найти его в продуктовых магазинах рядом со стеклянными банками для консервирования.
Крепеж из нержавеющей стали
Если вам действительно не нужна прочность на растяжение конкретной стали, используйте крепеж из нержавеющей стали. Нержавеющая сталь стоит дороже, но это того стоит, чтобы потом не бороться с ржавыми винтами. Конечно, это не всегда возможно, когда вы пытаетесь произвести продукт как можно дешевле.
Конечно, это не всегда возможно, когда вы пытаетесь произвести продукт как можно дешевле.
Сталь
Избегайте стали и нержавеющей стали, если они вам действительно не нужны. Сталь требует больше времени для работы и изнашивает инструменты намного быстрее, чем более мягкие материалы. Если вам приходится работать со сталью, возьмите что-нибудь из стали для свободной обработки, например 1215. Если вам нужна нержавеющая сталь, используйте 303. Сверлить и нарезать резьбу легче, чем 304 и многие другие марки.
Заключение
В большинстве случаев я хватаюсь за алюминий 6061 и ацеталь. Сохраняйте отходы, обрезки и неисправные детали. Приобретите картотечный шкаф и загрузите каждый ящик разным материалом. Эти остатки могут пригодиться позже, поскольку жертвенные части являются основой для другой части. Избегайте скотча и чрезмерного использования клея. Слишком много раз я видел, как люди склеивают детали из эпоксидной смолы. Затем, когда нужно было что-то изменить или отремонтировать, узел пришлось разрезать.
Проектирование приспособлений и приспособлений | Prescient Technologies
Приспособления и приспособления
Конструкция приспособлений и приспособлений зависит от множества факторов, которые анализируются для достижения оптимального результата. Кондукторы должны быть изготовлены из жестких легких материалов, чтобы облегчить безопасное обращение, поскольку их необходимо несколько раз поворачивать, чтобы можно было просверливать отверстия под разными углами. Рекомендуется предусмотреть четыре ножки для зажимных приспособлений, которые не закреплены болтами на станке, чтобы приспособление могло раскачиваться, если оно неправильно расположено на столе, и тем самым предупреждать оператора. Сверлильные шаблоны обеспечивают правильное расположение заготовки относительно режущего инструмента, плотно зажимают и жестко поддерживают заготовку во время обработки, а также направляют положение инструмента и закрепляют шаблон на станке.
Для достижения ожидаемых целей приспособления и приспособления состоят из множества элементов:
- Рама или корпус и основание, имеющее элементы для зажима
- Точность и доступность систем индексации или пластин
- Степень автоматизации, производительность и тип станка, на котором будут использоваться приспособления и приспособления
- Втулки и направляющие рамки для приспособлений
- Наличие в станке установочных устройств для ориентации заготовки и подходящего позиционирования
- Вспомогательные элементы
- Прочность рассматриваемого станка
- Уровень точности ожидаемого продукта
- Детали крепления
- Имеющиеся предохранительные механизмы в станке
- Исследование уровня колебаний станка
Приведенные ниже факторы должны учитываться при проектировании, производстве и сборке приспособлений и приспособлений в связи с целевым увеличением производительности, качества продукции, взаимозаменяемости и большей точности.
- Направление инструментов для тонких режущих инструментов, таких как сверла
- Вид операций
- Требования к проверке
- Обеспечение надежного, жесткого и прочного армирования заготовки
- Производство приспособлений и приспособлений с минимальным количеством деталей
- Быстрое и точное позиционирование шаблона или заготовки приспособления
- Быстрая установка и снятие заготовки с шаблона или приспособления
- Сокращение времени настройки
- Должны использоваться стандартные и качественные детали
- Сокращение времени выполнения заказа
- Легкая утилизация стружки
- Повышенная гибкость
Элементы приспособлений и приспособлений
Основные характеристики приспособлений и приспособлений:
Корпус: Корпус является наиболее выдающимся элементом приспособлений и приспособлений. Он построен путем сварки различных плит и металлов. После изготовления его часто подвергают термообработке для снижения напряжения, поскольку его основная цель — приспособиться и поддержать работу.
После изготовления его часто подвергают термообработке для снижения напряжения, поскольку его основная цель — приспособиться и поддержать работу.
Зажимные устройства: Зажимные устройства должны быть простыми и простыми в эксплуатации, без ущерба для эффективности и результативности. Помимо прочного удержания заготовки на месте, зажимные устройства способны удерживать нагрузку на режущий инструмент во время операций. Необходимость зажима заготовки на шаблоне или приспособлении заключается в приложении давления и прижатии ее к установочным компонентам, тем самым закрепляя ее в правильном положении для режущих инструментов.
Фиксирующие устройства: Штифт является наиболее популярным устройством, применяемым для позиционирования заготовки в приспособлениях и приспособлениях. Хвостовик штифта запрессовывается или загоняется в приспособление или приспособление. Установочная ширина штифта сделана больше, чем хвостовик, чтобы предотвратить его вдавливание в приспособление или корпус приспособления из-за веса режущих инструментов или заготовки. Он изготовлен из закаленной стали.
Он изготовлен из закаленной стали.
Втулка кондуктора или направляющая инструмента : Направляющие детали, такие как втулки кондуктора и шаблоны, используются для размещения режущего инструмента относительно обрабатываемой детали. При сверлении и растачивании применяются кондукторные втулки, которые должны быть износостойкими, взаимозаменяемыми и точными. Втулки в основном изготавливаются из надежной марки инструментальной стали, что обеспечивает закалку при низкой температуре, а также снижает риск образования трещин при пожаре.
Выбор материалов
Существует широкий спектр материалов, из которых могут быть изготовлены приспособления и приспособления, чтобы противостоять разрыву и износу, материалы часто закаляются и закаляются. Также используются фосфористая бронза и другие цветные металлы, а также композиты и нейлоны для снижения износа сопрягаемых деталей и предотвращения повреждения технологической детали. Некоторые из материалов обсуждаются ниже:
Некоторые из материалов обсуждаются ниже:
- Фосфористая бронза: фосфористая бронза используется в производстве приспособлений и приспособлений для процессов, включающих изготовление взаимозаменяемых гаек в зажимных системах, таких как тиски, а также встроенных подачах, для которых требуются винты. Поскольку изготовление винтов является дорогостоящим, а также требует много времени, снижение их разрыва и износа часто достигается за счет использования сменных бронзовых ответных гаек, изготовленных из фосфористой бронзы.
- Штамповые стали: три варианта штамповых сталей — высокохромистая (12%), высокоуглеродистая (1,5-2,3%) и стали для холодной обработки применяются в производстве приспособлений и приспособлений для изготовления резьбонарезных роликов, а также нарезка пресс-инструментов. Штамповые стали, легированные ванадием и молибденом для сохранения прочности при очень высоких температурах, применяются при изготовлении зажимных приспособлений и приспособлений, которые используются в высокотемпературных рабочих процессах, включая процессы экструзии, ковки и литья.


- Быстрорежущие стали: Быстрорежущие стали, содержащие большее количество вольфрама и меньшее количество хрома и ванадия, обладают высокой ударной вязкостью, сохраняют твердость при высоких температурах и обладают отличной износостойкостью, сопротивлением разрыву и ударной нагрузке. В закаленном виде применяются для изготовления приспособлений и приспособлений для операций развертывания, сверления, растачивания и резания.
- Углеродистые стали: после закалки в масле углеродистые стали применяются при изготовлении некоторых деталей зажимных приспособлений и приспособлений, которые подвержены износу, таких как локаторы и зажимные втулки.
- Мягкие стали: Мягкая сталь, которая содержит около 0,29% углерода, очень дешева и из-за своей доступности часто является лучшим материалом для изготовления зажимных приспособлений.
Другие материалы для изготовления приспособлений и приспособлений включают нейлон и волокно, стальное литье, нержавеющую сталь, чугун, высокопрочную сталь, цементируемую сталь и пружинную сталь.
Ссылка
Charles ChikwenduOkpala, EzeanyimOkechukwu C «Дизайн и необходимость приспособлений и приспособлений в производстве» Science Research.Vol. 3, № 4, 2015. С. 213-219.. DOI: 10.11648/j.sr.20150304.19
производство
инженерия
дизайн
Джиги
Светильники
Инструменты
Инструменты
машина
Пред.
Следующий
Какова классификация и назначение оснастки и зажимных приспособлений?
Применение приспособления — это обрабатывающее устройство, используемое для быстрого закрепления заготовки во время обработки, чтобы станок, инструмент и заготовка сохраняли правильное относительное положение. Инструменты и приспособления являются неотъемлемой частью механической обработки. Движимая развитием технологии станков в направлении высокой скорости, высокой эффективности, точности, компаундирования, интеллекта и защиты окружающей среды, технология крепления движется в направлении высокой точности, высокой эффективности, модульности, комбинации, универсальность, экономичность.
Движимая развитием технологии станков в направлении высокой скорости, высокой эффективности, точности, компаундирования, интеллекта и защиты окружающей среды, технология крепления движется в направлении высокой точности, высокой эффективности, модульности, комбинации, универсальность, экономичность.
Что такое приспособления и приспособления?
Приспособление имеет функцию позиционирования и зажима заготовки. Функция приспособления в основном заключается в том, чтобы направлять, позиционировать и зажимать заготовку, по крайней мере. Зажим заготовки относится к позиционированию и зажиму заготовки на станке или в приспособлении.
Дополнением к функции направляющей инструмента является приспособление. Кондуктор с функцией направления инструмента используется для прямого сверления, когда поверхность просверленного отверстия не перпендикулярна сверлу, и сверло должно направляться направляющей втулкой сверла. Приспособление для обработки с ЧПУ уже может не выполнять функцию направления инструмента, поэтому доступны только функции позиционирования и зажима.
Какое применение приспособлений?
Приспособление — это обрабатывающее устройство, используемое для быстрого закрепления заготовки во время обработки, чтобы станок, инструмент и заготовка сохраняли правильное взаимное положение. Инструменты и приспособления являются неотъемлемой частью механической обработки. Движимая развитием технологии станков в направлении высокой скорости, высокой эффективности, точности, компаундирования, интеллекта и защиты окружающей среды, технология крепления движется в направлении высокой точности, высокой эффективности, модульности, комбинации, универсальность, экономичность.
В широком смысле любой процесс в процессе, приспособление, используемое для быстрой, легкой и надежной установки заготовки, можно назвать приспособлением. Например, приспособления для сварки, приспособления для осмотра, приспособления для сборки, приспособления для станков и т. Д. Среди них приспособления для станков являются наиболее распространенными, часто называемыми приспособлениями.
При обработке заготовки на станке для приведения поверхности заготовки в соответствие техническим требованиям по размерам, геометрии и точности взаимного позиционирования с другими поверхностями, указанными на чертеже, заготовку необходимо установить (установить) и зажать перед механической обработкой. Применение приспособлений для станков способствует обеспечению точности обработки заготовок и стабилизации качества продукции. Способствует повышению производительности труда и снижению затрат. Выгодно улучшать условия труда работников и обеспечивать безопасное производство. Выгодно расширить технологический диапазон станка и реализовать многоцелевое назначение одного станка.
Приспособление обычно состоит из позиционирующего элемента (определяющего правильное положение заготовки в приспособлении), зажимного устройства, направляющего элемента для установки инструмента (определяющего относительное положение инструмента и заготовки или направляющего направление инструмента), делительное устройство (позволяющее устанавливать заготовку за одну установку). Завершите обработку нескольких станций, включая поворотное делительное устройство и линейное движущееся делительное устройство), соединительные элементы и зажимной корпус (зажимное основание) и другие компоненты. Использование светильников также очень высоко у производителей электроники. Для повышения эффективности производства и качества продукции в производстве приспособления для оснастки часто используются на средних и поздних этапах производства для функциональных испытаний или вспомогательной сборки (которые могут быть собраны с фиксированной формой и высотой и т. д.).
Завершите обработку нескольких станций, включая поворотное делительное устройство и линейное движущееся делительное устройство), соединительные элементы и зажимной корпус (зажимное основание) и другие компоненты. Использование светильников также очень высоко у производителей электроники. Для повышения эффективности производства и качества продукции в производстве приспособления для оснастки часто используются на средних и поздних этапах производства для функциональных испытаний или вспомогательной сборки (которые могут быть собраны с фиксированной формой и высотой и т. д.).
Расширенные функции приспособлений и приспособлений:
- Приспособления должны предотвращать ошибки оператора и нестабильность.
- Приспособление должно обеспечивать плавный захват заготовки.
- Приспособление должно облегчать удаление стружки.
- Светильник должен обеспечивать безопасность эксплуатации.
Каковы распространенные типы приспособлений?
Приспособления для токарных станков, приспособления для фрезерных станков, приспособления для сверления, приспособления для сварки, приспособления для шлифовальных станков, приспособления для сборки, цанги специальной конструкции и т. д.
д.
Каковы методы классификации приспособлений и приспособлений?
- Различают по способу обработки:
Виды механической обработки можно условно разделить на токарную, фрезерную, сверлильную, нарезную, электроэрозионную, шлифовальную, зубообрабатывающую и другие методы обработки. Крепления, отличные от механической обработки, имеют различные применения, такие как сборка и проверка. - Различают по типу крепления и способу изготовления:
- Универсальные приспособления: стандартные приспособления, такие как тиски, трехкулачковые патроны и универсальные комплекты приспособлений, больше подходят для заготовок правильной формы, например, квадратной или круглой.
- Комбинированное приспособление: приспособление, состоящее из стандартной подложки, позиционирующих и зажимных частей, которое можно разобрать для других заготовок, и приспособление, которое можно быстро собрать для зажима заготовок неправильной формы.
- Специальные приспособления: Специальные приспособления, предназначенные для отдельных заготовок.
- Отличие по силе захвата:
- Ручные зажимы: Различные зажимы, в которых оператор использует инструменты для фиксации заготовки, например, зажим с помощью винтов или использование быстрозажимных зажимов для зажима заготовки, являются ручными зажимами.
- Автоматическое крепление: приспособление, которое может автоматически фиксировать заготовку с помощью электромагнитной силы, давления воздуха, давления масла, усилия пружины и т. д.

Процедуры планирования и проектирования зажимных приспособлений:
В процессе проектирования CAD-система является эффективным инструментом для рисования, и многие компании могут предоставить чертежи компонентов приспособления для использования в проекте, экономя время черчения.
Основные этапы проектирования светильника —
- Шаг 1: Уточните требования к конструкции светильника.
- Шаг 2: Соберите различную важную информацию.
- Шаг 3: Определите тип крепления.
- Шаг 4: Оцените стоимость приспособления.
- Этап 5: Окончательный процесс проектирования приспособления — чертеж, выбор деталей и планирование обработки.

Ключевые аспекты изготовления приспособлений и приспособлений
Кондукторы — это инструменты, которые удерживают производственный инструмент на месте, когда он выполняет повторяющиеся задачи, такие как сверление или нарезание резьбы. Крепления, с другой стороны, не направляют производственный инструмент, а удерживают заготовку в фиксированном положении, ориентации или местоположении. Стандартные тиски — распространенный бытовой пример приспособления.
Несмотря на различия, и приспособления, и приспособления — это инструменты, которые имеют большое значение. Они повышают производительность, улучшают воспроизводимость деталей, упрощают сборку и разборку деталей и даже помогают создать безопасную рабочую среду. Почти все автоматизированные промышленные производственные процессы основаны на шаблонах и приспособлениях для последовательного создания правильно функционирующих деталей. Инженеры могут убедиться, что их приспособления и приспособления прочны и хорошо спроектированы, учитывая эти ключевые соображения.
Почти все автоматизированные промышленные производственные процессы основаны на шаблонах и приспособлениях для последовательного создания правильно функционирующих деталей. Инженеры могут убедиться, что их приспособления и приспособления прочны и хорошо спроектированы, учитывая эти ключевые соображения.
Основы проектирования зажимных приспособлений и приспособлений
Ключ к производству приспособлений и приспособлений начинается с понимания того, как работают степени свободы. Любой объект в космосе имеет шесть степеней свободы — вверх/вниз, влево/вправо, вперед/назад и возможность вращаться примерно по трем осям (X, Y и Z). Правильно спроектированное приспособление должно максимально ограничивать эти свободы, чтобы удерживать деталь в фиксированном положении, но не настолько, чтобы она была чрезмерно ограничена.
Чрезмерное ограничение возникает, когда избыточные силы пытаются выполнять одну и ту же работу и в конечном итоге работают контрпродуктивно. Прекрасным примером этого является стул на четырех ножках — четвертая ножка механически не нужна и будет раскачивать стул, если он стоит на неровной поверхности. В лучшем случае чрезмерные усилия не повлияют на крепления, но в худшем случае это приведет к ухудшению качества деталей и увеличению риска для оператора.
В лучшем случае чрезмерные усилия не повлияют на крепления, но в худшем случае это приведет к ухудшению качества деталей и увеличению риска для оператора.
Инженерам важно быть точными, когда речь идет о свободах. Конструкция приспособления с меньшими ограничениями лучше всего подходит для таких деталей, как отливки, которые имеют немного больше вариаций, в то время как конструкция приспособления с более ограниченными условиями лучше всего подходит для деталей, обработанных на станках с ЧПУ или отлитых под давлением, с более точными поверхностями.
Удачная конструкция зажимного приспособления и приспособления учитывает то, как инструмент будет работать, а также то, как вы будете ощущать себя при работе с инструментом. Каждое приложение будет отличаться, но инженеры всегда должны учитывать в своих планах дизайн, ориентированный на человека. Начните с этих расчетов конструкции зажимного приспособления и крепления:
- По возможности создавайте приспособления и приспособления для работы одной рукой. Таким образом, операторы могут одной рукой держать приспособление, а другой – позиционировать или стабилизировать деталь.
- Разработайте приспособление или приспособление, не требующее помощи человека для удержания детали во время вторичных операций.
- Выбирайте геометрию, которая делает ошибки смещения очевидными. Это может снизить травматизм на рабочем месте.
- Подумайте, как шаблон или приспособление впишется в общий производственный процесс.
- Попробуйте создать дизайн с наименьшим количеством шагов. Это сокращает время цикла и сводит к минимуму утомительные повторяющиеся движения.
 Таким образом, операторы могут одной рукой держать приспособление, а другой – позиционировать или стабилизировать деталь.
Таким образом, операторы могут одной рукой держать приспособление, а другой – позиционировать или стабилизировать деталь.Кондукторы и приспособления могут быть изготовлены с использованием станков с ЧПУ и 3D-печати, но в целом 3D-печать дает ряд преимуществ. В этом случае аддитивное производство намного дешевле и быстрее, чем обработка на станках с ЧПУ. Кроме того, только 3D-печать дает инженерам возможность часто оптимизировать конструкцию.
Передовые методы производства приспособлений и приспособлений
Кондукторы и приспособления могут быть изготовлены из металла или пластика, но пластик, как правило, более доступен по цене и часто может соответствовать всем требованиям к производительности. Промышленное моделирование методом наплавления (FDM), HP Multi Jet Fusion и Carbon Digital Light Synthesis (DLS) дают отличные результаты, но стереолитография (SLA) и селективное лазерное спекание (SLS) также могут быть хорошими вариантами. Для быстрого литья под давлением термопласты технического класса могут легко производить изотропные детали в больших объемах.
Промышленное моделирование методом наплавления (FDM), HP Multi Jet Fusion и Carbon Digital Light Synthesis (DLS) дают отличные результаты, но стереолитография (SLA) и селективное лазерное спекание (SLS) также могут быть хорошими вариантами. Для быстрого литья под давлением термопласты технического класса могут легко производить изотропные детали в больших объемах.
При изготовлении высокопроизводительных и долговечных зажимных приспособлений и приспособлений помните об этих передовых методах производства:
- Шаблоны и приспособления для 3D-печати позволяют группам разработчиков усложнять конструкцию без увеличения стоимости деталей, поэтому дизайнерам следует использовать этот принцип на этапе проектирования. Подумайте, какой дополнительный функционал можно встроить для повышения производительности детали.
- Проверьте точность размеров приспособления с помощью метрологических инструментов и встройте базовые элементы в конструкцию, чтобы упростить осмотр и проверку.
- Используйте ребра и галтели для увеличения жесткости.
- Используйте вставки с металлической резьбой для увеличения срока службы.
- Избегайте коробления, вызванного смолами SLA, ослабляя все болты и снимая усилия зажима после завершения дополнительных операций.
- Используйте пружины для облегчения выброса.
- При производстве с помощью станков с ЧПУ учитывайте мусор в плане проектирования. Например, инженеры могут оставить зазор в зажимном приспособлении, чтобы образовались заусенцы, не мешающие работе инструмента. Минимизируйте любые небольшие зазоры, канавки или карманы, где стружка может превратиться в клинья.

После того, как шаблон или приспособление изготовлено, они должны быть проверены на соответствие форме и функциям. Инженеры должны сравнить готовый инструмент с исходной моделью САПР, чтобы убедиться, что он соответствует размеру. Хорошо спроектированное приспособление будет поддерживать деталь и удерживать ее на месте после применения зажима без какого-либо наклона, изгиба или смещения.
Создавайте лучшие светильники с Fast Radius
Приспособления и приспособления являются важными компонентами любого производственного проекта. Они повышают производительность, сокращают сроки производства и позволяют производить более качественные детали. Таким образом, очень важно, чтобы инженеры делали все возможное, чтобы их приспособления и приспособления были максимально функциональными. Опытный производственный партнер может помочь.
Команда Fast Radius помогает командам разработчиков воплощать свои идеи в жизнь. Наши специалисты по проектированию и проектированию будут рады помочь вам разработать революционное приложение или убедиться, что ваши шаблоны и приспособления основаны на безупречном функциональном дизайне. Мы работаем с клиентами от концепции до поставки, гарантируя, что весь жизненный цикл продукта оптимизирован для скорости и экономической эффективности. Свяжитесь с нами сегодня чтобы начать.
Дополнительные руководства и статьи с ключевыми рекомендациями для инженеров можно найти в ресурсном центре Fast Radius.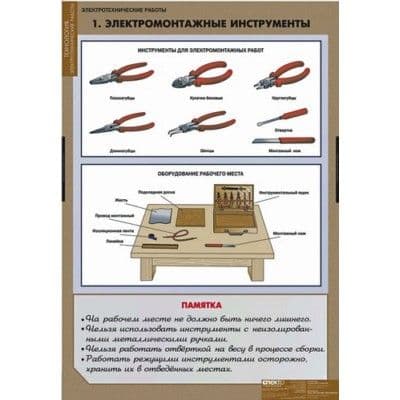
Готовы создавать детали с помощью Fast Radius?
Начать расчет стоимости
Приспособление и приспособление: кое-что, что вам нужно знать
Обработка на станках с ЧПУ как производственный процесс включает в себя использование многих инструментов. Эти инструменты уникальны, но они разнообразны. Это означает, что каждый из них применим в различных возможностях. Из множества инструментов, используемых при обработке с ЧПУ, люди путают два инструмента: шаблон и приспособление.
Чтобы прояснить путаницу между шаблоном и приспособлением, в этой статье будут представлены инструменты с точки зрения их типов, различий и использования. В конце концов, вы сможете ответить на вопрос, для чего нужны приспособления и приспособления? Готовы погрузиться в знания? Давайте приступим!
Что такое приспособление?
Кондуктор — это устройство, используемое для закрепления заготовки и детали машины на рабочей станции. Он прикреплен к станкам с ЧПУ, таким как режущий инструмент токарного станка, где он определяет местоположение и движение. Это означает, что он в некотором роде направляет такие обрабатывающие инструменты. Кондукторы уникальны тем, что при их перемещении инструмент становится неподвижным.
Это означает, что он в некотором роде направляет такие обрабатывающие инструменты. Кондукторы уникальны тем, что при их перемещении инструмент становится неподвижным.
Типы шаблонов
Шаблоны являются распространенными устройствами в станках с ЧПУ и бывают разных типов. Ниже приведены распространенные типы зажимных приспособлений, используемых в операциях механической обработки.
- Шаблонные приспособления : Эти приспособления просты и идеальны благодаря своей точности. Они также имеют огромную скорость. Однако машинисты используют их больше для точности, чем для скорости. Шаблонные приспособления используются по-разному. Например, вы можете установить их поверх или в заготовку. Однако они обычно не зажимаются.
- Угловые приспособления : Угловые приспособления идеально подходят для удержания деталей, подготовленных для сверления, под углом к их монтажным локаторам.
- Пластинчатые приспособления : Пластинчатые приспособления аналогичны шаблонным приспособлениям с теми же способами использования. Однако, в отличие от приспособлений для шаблонов, они имеют встроенные зажимы для удержания заготовки.
 Однако, в отличие от приспособлений для шаблонов, они имеют встроенные зажимы для удержания заготовки.
Однако, в отличие от приспособлений для шаблонов, они имеют встроенные зажимы для удержания заготовки.- Приспособления для листьев : У них есть откидная створка, которая облегчает загрузку и выгрузку деталей. Откидной лист не окружает деталь полностью.
Что такое приспособление?
Приспособление или приспособление с ЧПУ — еще один популярный инструмент для обработки с ЧПУ, который считается средством стабильности, поддержки и позиционирования. Как и приспособление, он служит для закрепления, поддержки или монтажа заготовки на станке с ЧПУ.
Типы приспособлений
Большинство машинистов не знакомы с классификацией приспособлений. Неудивительно, что у них есть проблема с выбором правильного для своей работы. Приспособления, показанные ниже, основаны на трех вещах: операциях обработки, использовании и источниках питания. Список будет обобщен. Полную версию можно найти в нашей статье о приспособлениях для ЧПУ.
Инструменты для приспособлений, основанные на операции обработки с ЧПУ
- Токарные приспособления.
- Приспособления для фрезерования.
- Сверлильные приспособления.
- Расточные приспособления.
- Шлифовальные приспособления.
Существуют и другие типы приспособлений в зависимости от типа операции обработки. Мы пришли к выводу, что каждая операция обработки с ЧПУ, для которой требуется приспособление, носит название операции. Поэтому для таких операций, как хонингование и притирка, у вас есть приспособления для хонингования с ЧПУ и приспособления для притирки с ЧПУ соответственно.
Крепежные инструменты в зависимости от их применения
- Универсальные приспособления.
- Специальные приспособления.
- Крепления в сборе.
- Модульные светильники.
- Комбинированные светильники.
Инструменты для крепления в зависимости от источника питания
- Ручное приспособление.
- Пневматическое приспособление.
- Гидравлическое приспособление.
- Электрический светильник.
- Магнитный фиксатор.
- Вакуумное приспособление.

Вы также можете просмотреть этот видеоурок для приспособлений и приспособлений:
Различия между зажимным приспособлением и приспособлением
Для людей, плохо знакомых с фиксацией заготовки на станках с ЧПУ или новичков в обработке с ЧПУ в целом, приспособление и приспособление могут быть двумя очень запутанными инструментами. Оба инструмента похожи и способствуют повышению производительности и эффективности. Однако функционируют они по-разному. Ниже приведены некоторые выделенные различия между зажимным приспособлением и приспособлениями.
Основная функция
Основные различия зажимных приспособлений и приспособлений заключаются в их основных функциях. Кондуктор направляет фрезу для работы в заданном месте на заготовке. Он также поддерживает и находит деталь. Крепление, однако, только закрепляет, поддерживает и фиксирует заготовку. Он не направляет часть машины.
Он также поддерживает и находит деталь. Крепление, однако, только закрепляет, поддерживает и фиксирует заготовку. Он не направляет часть машины.
Сложность
При сравнении шаблона и приспособления машинист соглашается, что шаблоны проще в использовании. Приспособления требуют от машинистов определенных навыков перед выполнением операции.
Вес
Другим свойством, на которое следует обратить внимание, является вес, при котором кондукторы легче приспособлений. Крепления тяжелее, потому что они должны выдерживать огромную силу резания и вибрацию.
Независимо от того, установлены ли они на станке
Кондукторы можно удерживать или закреплять на столе в зависимости от типа работы, для которой они используются. Также кондукторы не требуют дополнительных приспособлений при использовании на тяжелых работах, хотя их может потребоваться зажим. Однако приспособления требуют зажимов и аксессуаров для лучшего функционирования.
Дизайн
С точки зрения конструкции приспособления более сложны, чем приспособления.
Соприкасаются ли они с инструментом
Крепления не обязательно должны соприкасаться с деталью машины, поскольку их конструкция соответствует этой детали. Однако приспособление должно соприкасаться с инструментом для точной установки угла и положения.
Почему шаблон и приспособление важны для обработки?
И шаблон, и приспособление очень важны при обработке с ЧПУ, поскольку их преимущества делают их широко применимыми. Далее будут представлены области применения и преимущества операций по изготовлению зажимных приспособлений и приспособлений.
Применение зажима и приспособления
Приспособление и приспособление обычно служат для закрепления заготовки и деталей машины. Однако между ними есть разница. Приспособления подходят для токарных, фрезерных, шлифовальных, долбежных и других многомерных операций. . С другой стороны, приспособления подходят для зенковки, нарезания резьбы, сверления, развертывания и других одномерных операций.
Преимущества использования шаблонов и приспособлений
Существует множество преимуществ использования шаблонов и приспособлений в любой операции обработки. Ниже приведены несколько важных:
- Повышение производительности и эффективности . Поскольку два инструмента исключают выравнивание заготовки, время простоя машины сокращается, что повышает производительность и эффективность.
- Снижение производственных затрат . Их использование снижает себестоимость продукции при одновременном повышении производительности и качества. У нас есть статья, в которой обсуждается стоимость обработки с ЧПУ, и вы можете ее увидеть.
 У нас есть статья, в которой обсуждается стоимость обработки с ЧПУ, и вы можете ее увидеть.
У нас есть статья, в которой обсуждается стоимость обработки с ЧПУ, и вы можете ее увидеть.- Повышение качества продукции . Они избавляют операторов от необходимости вручную разбирать детали во время работы. Следовательно, это устраняет вероятность возникновения ошибок и повышает качество.
- Простые в изготовлении сложные и тяжелые инструменты . Они позволяют машинистам легко изготавливать тяжелые детали и детали сложной формы. Это связано с тем, что два инструмента жестко удерживают заготовку во время операции обработки.
- Повышение безопасности . Поскольку шаблон и приспособление непосредственно связаны с заготовкой и станком, они исключают участие людей, тем самым повышая безопасность.
Если вы хотите начать свой проект по обработке с ЧПУ, RapidDirect, ведущий поставщик услуг по обработке с ЧПУ, станет вашим лучшим партнером. Мы ориентируемся на создание прецизионных деталей по конкурентоспособным ценам. Мы также можем помочь вам изготовить приспособления и приспособления.
Мы также можем помочь вам изготовить приспособления и приспособления.
Как сделать приспособления и приспособления
Обработка на станках с ЧПУ и 3D-печать — два основных способа изготовления приспособлений и приспособлений. Однако оба процесса сильно зависят от сложности, объема производства и сложности их изготовления. Ниже приведено то, что вам нужно знать об изготовлении зажимного приспособления и приспособления.
Дизайн
Перед проектированием шаблона и приспособления необходимо кое-что знать. Ниже приведены основные моменты, которые вы должны знать.
- Изучите компонент.
- Изучение установочных элементов.
- Знайте тип и мощность машины.
- Знать порядок погрузки и разгрузки.
- Ознакомьтесь с устройством зажима.
- Изучение силовых устройств и устройств безопасности.
- Знайте зазор между приспособлением или приспособлениями и их компонентами.
- Исследование выталкивающих устройств, устройства фиксации стола и делительного устройства.

Материалы, используемые при изготовлении шаблона и приспособления
Выбор материала для изготовления шаблона или приспособления зависит от его применения и требований к операции обработки. Ниже приведены материалы, используемые при изготовлении зажимного приспособления и приспособления.
- Сталь (нержавеющая, твердая, карбидная, мягкая, быстрорежущая).
- Чугун.
- Закаленный алюминий.
- Пластик: дерлин, нейлон и поликарбонат.
- Бронза.
Производство
Приспособления и приспособления изготавливаются двумя способами: обработка на станках с ЧПУ и 3D-печать. Каждый метод уникален и зависит от типа материалов и требований к операциям обработки. Ниже приводится объяснение двух способов.
3D-печать
Из двух способов более широко используется 3D-печать, которая имеет много преимуществ по сравнению с обработкой на станках с ЧПУ. Это дешевле, быстрее, а также предоставляет производителям гибкость, необходимую для повторной оптимизации конструкции.
Это дешевле, быстрее, а также предоставляет производителям гибкость, необходимую для повторной оптимизации конструкции.
Приспособления и приспособления для 3D-печати также позволяют повысить сложность конструкции без увеличения стоимости. Производители также могут добавлять другие функции для повышения производительности шаблона и приспособления. Ниже приведены шаги, которые необходимо предпринять, чтобы сделать приспособление и приспособление с помощью 3D-печати.
- Проверьте точность размеров шаблонов и приспособлений. Это можно сделать с помощью инструментов метрологии.
- Используйте ребра и галтели для увеличения жесткости.
- Увеличьте срок службы шаблона и крепления за счет использования металлических вставок с резьбой.
- Ослабьте болт и штифты, чтобы избежать деформации после завершения второстепенных операций.
Обработка с ЧПУ
При использовании обработки с ЧПУ необходимо учитывать мусор при составлении плана конструкции. Поэтому вы видите, что производители оставляют зазор в приспособлении или приспособлениях, чтобы подготовиться к образованию заусенцев, не затрагивая инструмент. Тем не менее, вы должны свести к минимуму количество канавок и карманов, в которых может разместиться стружка, которая превратится в клинья.
Поэтому вы видите, что производители оставляют зазор в приспособлении или приспособлениях, чтобы подготовиться к образованию заусенцев, не затрагивая инструмент. Тем не менее, вы должны свести к минимуму количество канавок и карманов, в которых может разместиться стружка, которая превратится в клинья.
После завершения изготовления приспособление и приспособление должны быть проверены на соответствие форме и функциям. Их сравнивают с моделью САПР, чтобы проверить, соответствуют ли размеры изготовленной детали размеру модели САПР. Проверенное приспособление и приспособление должны выполнять свою работу без наклона, изгиба или смещения.
Заключение
Одним из наиболее распространенных аргументов в производственных процессах с ЧПУ является приспособление или приспособление. Оба инструмента сбивают с толку, особенно новичков. В этой статье вы узнаете об обоих инструментах, их типах, использовании и производстве. Прочитав статью, вы поймете разницу между обоими инструментами и то, как их можно использовать для более плавной работы.
В промежутках между изготовлением приспособления и приспособления не должно быть стресса. То же самое можно сказать о любых операциях механической обработки, которые вы хотите выполнить. С нами в Rapid Direct у вас есть доступ к лучшему. Независимо от вашего графика, вы можете легко загрузить свою модель САПР и получить доступ к мгновенным котировкам в считанные минуты. Поэтому, когда вы думаете о бесперебойной работе и высоком качестве по низкой цене, подумайте о Rapid Direct.
Получите мгновенное онлайн-предложение
Часто задаваемые вопросы
Какая польза от шаблона и приспособления?
Кондуктор и приспособление представляют собой удерживающие приспособления, используемые при механической обработке в качестве средства поддержки. Они закрепляют, поддерживают или правильно монтируют заготовку на деталях станка с ЧПУ. Они очень важны, поскольку они способствуют более плавным производственным операциям, производительности среди других преимуществ.
В чем разница между приспособлением и приспособлением?
Их основное различие заключается в их основных функциях. Кондуктор работает, направляя часть машины, например, резак, во время выполнения своей работы. Однако приспособления нет. Он только закрепляет, поддерживает и стабилизирует заготовку. С приспособлением инструмент не перемещается при движении заготовки. Это не так с зажимными приспособлениями, по которым перемещается инструмент.
Дизайн и потребность в приспособлениях и приспособлениях в производстве :: Science Publishing Group
1. Введение
С годами потребность людей в промышленных товарах быстро растет. Поэтому, чтобы удовлетворить высокий спрос, производители отреагировали внедрением инновационных способов производства высококачественной продукции в более сжатые сроки. Сотовое производство, одноминутная замена штампов, а также анализ времени такта. Эти творческие подходы обусловили потребность в надежных и более дешевых инструментах и приспособлениях для закрепления работ.
Поскольку эффективная работа производственной компании, которая требует быстрой и простой стратегии рабочего позиционирования для правильной работы, во многом зависит от взаимозаменяемости компонентов машины и заготовок, чтобы обеспечить простоту сборки, а также снижение себестоимости единицы продукции. Чтобы стать конкурентоспособными, снизить огромные производственные затраты, а также повысить свою прибыльность, отрасль прибегла к оптимизации своей цепочки поставок в стремлении поддерживать очень низкий объем запасов. Это также привело к спросу на более качественные и экономичные удерживающие устройства, которые обеспечат более высокое качество продукции, сократят время выполнения заказов, а также увеличат производительность.
Кроме того, несмотря на то, что некоторые операции механической обработки настолько просты, например, при токарной обработке, когда задание плотно закреплено на патроне, в то время как токарные операции выполняются легко, некоторые операции при других операциях не могут быть легко удерживаемы ни на трех, ни на четырех кулачках патроны, а также может потребоваться, чтобы инструменты направлялись с помощью другого устройства. Этим объясняется необходимость выпуска стандартных рабочих удерживающих устройств для увеличения темпов изготовления.
Этим объясняется необходимость выпуска стандартных рабочих удерживающих устройств для увеличения темпов изготовления.
Кондуктор — это устройство, которое направляет инструмент, а приспособление — это устройство, которое надежно удерживает заготовку на месте во время операций обработки.
2. Приспособления и приспособления
Приспособления и приспособления представляют собой производственные инструменты, используемые для производства взаимозаменяемых и идентичных компонентов. Это уникальные направляющие и удерживающие приспособления, разработанные специально для обработки и сборки большого количества деталей. Ченну (2014) в качестве целей приспособлений и приспособлений назвал снижение себестоимости продукции, повышение производительности, высокую точность изделий без каких-либо производственных дефектов, обеспечение взаимозаменяемости, простоту обработки деталей сложной формы, снижение затрат на контроль качества. и т. д.
Приспособления и приспособления устраняют необходимость в специальной настройке для каждой заготовки, тем самым облегчая производство, а также гарантируя, что каждая заготовка изготовлена с заданным допуском.
Согласно Meduettaxila (2012), приспособления и приспособления «устраняют необходимость специальной настройки для каждой отдельной детали». Он заметил, что, как только шаблон или приспособление настроены надлежащим образом, любое количество дублирующих компонентов может быть легко изготовлено без дополнительной настройки.
Также Mechnol (2015) отметил, что основными преимуществами шаблонов и приспособлений являются «долговечность, сокращение времени наладки, повышение производительности, сокращение времени принятия решений при эксплуатации, выбранных из стандартных компонентов».
Основное различие между зажимным приспособлением и приспособлением заключается в том, что зажимные приспособления направляют режущий инструмент в его точное положение, а также фиксируют и поддерживают заготовку во время операций.
К основным характеристикам приспособлений и характеристик относятся:
• Положение зажимов;
• Чистота заготовки;
• Стандартизация;
• Сокращение времени простоя;
• Сокращение времени настройки;
• Закаленные поверхности.
Применение приспособлений и приспособлений в производственных операциях позволяет производить более быструю, точную и надежную продукцию по сниженной цене.
2.1. Кондуктор
Кондуктор — это удерживающее устройство, которое поддерживает, удерживает, фиксирует заготовку, а также направляет режущий инструмент для выполнения требуемых операций обработки. Его основная цель — обеспечить высокую степень точности, взаимозаменяемости и дублирования при производстве продуктов, он также применяется для управления расположением и движением других инструментов.
Нантакумар и Прабакаран (2014) объяснили, что приспособление — это тип специального инструмента, используемого для размещения и перемещения другого инструмента. Они заметили, что основная цель зажимного приспособления — обеспечить повторяемость, точность и взаимозаменяемость при производстве продуктов. Хотя наиболее распространенными приспособлениями являются приспособления для сверления и растачивания, все они идентичны, за исключением формы, типа и положения втулок для сверления или растачивания.
Рисунок 1. Типичный приспособление. Источник: engineeringhut.blogspot.com/2010/11/jigs-and-fixtures.html.
Согласно Джоши (2010), приспособления снабжены направляющими элементами, такими как втулки сверла, которые регулируют положение инструмента в нужном положении в заготовке. Он заметил, что они редко зажимаются на столе станка, так как необходимо толкать приспособление по столу, чтобы выровнять многочисленные втулки приспособления со шпинделем станка. К различным типам приспособлений относятся шаблонное приспособление, приспособление для сверления, приспособление открытого типа и т. д.
2.2. Приспособления
Приспособления представляют собой жесткие и прочные механические устройства, которые обеспечивают быструю и точную обработку с надежным качеством, взаимозаменяемостью и сокращением времени выполнения заказа. В качестве удерживающего устройства приспособления не позиционируют, не направляют и не определяют положение режущего инструмента, поскольку это достигается за счет выполнения необходимых регулировок на станке.
Кайя и Хейно (2006) объяснили, что «основная цель приспособления — найти и, в некоторых случаях, удерживать заготовку во время операции механической обработки или некоторых других производственных процессов». Он отметил, что уникальность светильников заключается в том, что все они изготавливаются в соответствии с определенной формой или деталью.
Рис. 2. Типичное крепление: Источник: engineeringhut.blogspot.com/2010/11/jigs-and-fixtures.html.
Приспособления, часто крепящиеся к столу станка, предназначены для прочного удержания заготовки в нужном положении во время операций механической обработки. Джоши (2010) заявил, что иногда в приспособлении есть устройство для регулировки инструмента по отношению к заготовке / приспособлению, хотя инструмент не направляется, как в зажимном приспособлении.
Хотя приспособления всегда идентифицируются по станку, на котором они применяются, они имеют более широкое применение, чем зажимные приспособления, а также изготавливаются для операций, когда режущие инструменты не могут быть легко маневрированы, например, сверлильные или расточные инструменты. Различные типы приспособлений: сварочное приспособление, приспособление для нарезания резьбы, приспособление для фрезерования, приспособление для сверления и сверления, приспособление для фрезерования, приспособление для токарной обработки и т. д.
Различные типы приспособлений: сварочное приспособление, приспособление для нарезания резьбы, приспособление для фрезерования, приспособление для сверления и сверления, приспособление для фрезерования, приспособление для токарной обработки и т. д.
2.3. Преимущества приспособлений и приспособлений
Преимущества приспособлений и приспособлений включают, но не ограничиваются следующим:
• Увеличение производства;
• Низкая вариабельность размеров, что обеспечивает стабильное качество выпускаемой продукции;
• Снижение затрат;
• Обеспечивает взаимозаменяемость и высокую точность деталей;
• Снижает потребность в расходах на инспекции и контроль качества;
• Снижает аварийность за счет повышения безопасности;
• Малоквалифицированные операторы станков могут легко их использовать, тем самым экономя затраты на рабочую силу;
• Станок может быть в значительной степени автоматизирован;
• Сложные и тяжелые детали легко поддаются механической обработке;
• Простые сборочные операции экономят трудозатраты, а также приводят к уменьшению количества бракованных изделий;
• Они устраняют необходимость в измерении, разметке, штамповке, позиционировании, выравнивании и настройке каждой заготовки, тем самым сокращая цикл и время наладки;
• Увеличивает технологические возможности станков;
• Возможно применение более чем одного инструмента одновременно на заготовке;
• Установка более высоких значений некоторых рабочих условий, таких как глубина резания, скорость и подача, может быть достигнута благодаря увеличенной зажимной способности шаблонов и приспособлений.
2.4. Элементы приспособлений и приспособлений
Корпус, зажимные устройства, установочные устройства и направляющие/втулки для инструментов являются основными элементами приспособлений и приспособлений.
2.4.1. Корпус
Являясь самым выдающимся элементом приспособлений и приспособлений, корпус изготавливается путем сварки различных плит и металлов, обычно мягкой стали, или путем литья из чугуна. После изготовления его часто подвергают термообработке для снижения напряжения, поскольку его основная цель — приспособиться и поддержать работу.
Существуют следующие типы корпусов зажимных приспособлений:
Швеллерный корпус – изготавливается из обычного стального швеллера.
Коробчатого типа – обычно делается очень легким, коробчатый кондуктор используется там, где в заготовке необходимо просверлить различные части, поэтому кондуктор изготавливается с необходимым количеством пластин для сверления.
Плоскостной тип корпуса – это наиболее распространенный тип корпуса шаблона, который часто применяется, когда заготовка требует сверления или растачивания, поэтому на ней предусмотрены втулки для сверления.
Листовой тип кузова – обычно изготавливается из стального блока, так как он удерживает и поддерживает тяжелые компоненты.
Сборный корпус – изготавливается из стандартной стали.
2.4.2. Зажимные устройства
Не жертвуя эффективностью и эффективностью, зажимные устройства должны быть очень простыми и легкими в эксплуатации. Помимо надежного удержания заготовки на месте, сильной стороной зажимных устройств является их способность выдерживать нагрузку на режущий инструмент во время операций. Слесарные тиски — популярный пример зажимного устройства. Необходимость зажима заготовки на шаблоне или приспособлении заключается в приложении давления и прижатии ее к установочным компонентам, тем самым закрепляя ее в правильном положении для режущих инструментов. К известным зажимным устройствам относятся:
Зажимные винты – используются для не слишком жесткого зажима.
Зажим с крючковым болтом – простое зажимное устройство, обычно используемое там, где обычный зажимной наконечник не подходит.
Зажим с защелкой – это уникальный зажим, который обеспечивает пространство для загрузки и выгрузки заготовки через защелку или крышку .
Другими зажимными устройствами являются С-образный зажим, Мостовидный зажим и Пяточный зажим,
2.4.3. Фиксирующие устройства
Штифт, изготовленный из закаленной стали и имеющий различные конструкции, является наиболее популярным устройством, применяемым для позиционирования заготовки в зажимных приспособлениях и приспособлениях. Хвостовик штифта запрессовывается или загоняется в зажимное приспособление или приспособление. Установочная ширина штифта сделана больше, чем хвостовик, чтобы предотвратить его вдавливание в приспособление или корпус приспособления из-за веса режущих инструментов или заготовки.
Штифты классифицируются следующим образом:
Фиксирующие штифты – установочные штифты используются для позиционирования заготовки, когда в заготовке имеются готовые или просверленные отверстия. Двумя типами установочных штифтов являются цилиндрические и конические установочные штифты.
Распорные штифты – распорные штифты, также называемые пружинными штифтами, используются для размещения заготовки, размер которой изменяется во время работы. Штифт предназначен для подъема под действием пружины или, наоборот, веса заготовки толкает его вниз. Поскольку положение заготовки жестко фиксируется, стопорный винт используется для фиксации штифта в нужном положении.
Опорные установочные/опорные штифты – эти штифты, обеспечивающие надежную и надежную фиксацию, могут быть изогнутыми или плоскими. Те, у кого плоские головки, часто используются для обеспечения поддержки и определения местоположения поверхности машины, поскольку во время определения местоположения доступна большая площадь контакта. Благодаря своей устойчивости установочные штифты опоры головки предназначены для поддержки грубых или шероховатых поверхностей во время обработки.
2.4.4. Втулка кондуктора или направляющая инструмента
Направляющие детали, такие как втулки кондуктора и шаблоны, которые должны быть износостойкими, взаимозаменяемыми и точными, используются для размещения режущего инструмента относительно обрабатываемого компонента. Кондукторные втулки применяются при сверлении и растачивании, здесь для прохода сверла в отверстие кондуктора входит втулка.
Кондукторные втулки применяются при сверлении и растачивании, здесь для прохода сверла в отверстие кондуктора входит втулка.
Втулки в основном изготавливаются из надежных марок инструментальной стали, чтобы обеспечить закалку при низкой температуре, а также снизить риск образования трещин при воздействии огня. Хотя для направляющих разверток, сверл и метчиков предпочтительны втулки из закаленной стали, втулки направляющих инструментов также могут быть изготовлены из чугуна.
Кондукторные втулки подразделяются на три категории: линейные изнашиваемые втулки, изнашиваемые втулки с запрессовкой и заменяемые изнашиваемые втулки.
3. Выбор материалов
Существует широкий спектр материалов, из которых могут быть изготовлены приспособления и приспособления, чтобы противостоять разрыву и износу, материалы часто закаляются и закаляются. Также используются фосфористая бронза и другие цветные металлы, а также композиты и нейлоны для снижения износа сопрягаемых деталей и предотвращения повреждения технологической детали. Некоторые из материалов обсуждаются ниже:
• Фосфористая бронза: фосфористая бронза используется в производстве зажимных приспособлений и приспособлений для процессов, включающих изготовление взаимозаменяемых гаек в зажимных системах, таких как тиски, а также в бездействующих подачах, для которых требуются винты. Поскольку изготовление винтов очень дорого, а также требует много времени, снижение их разрыва и износа часто достигается за счет использования сменных бронзовых ответных гаек, изготовленных из фосфористой бронзы.
• Штамповые стали: три варианта штамповых сталей — с высоким содержанием хрома (12%), с высоким содержанием углерода (от 1,5 до 2,3%) и стали для холодной обработки применяются в производстве зажимных приспособлений и приспособлений для изготовления резьбонарезных роликов, а также нарезка пресс-инструментов. Штамповые стали, легированные ванадием и молибденом для сохранения прочности при очень высоких температурах, применяются при изготовлении приспособлений и приспособлений, которые используются в высокотемпературных рабочих процессах, включая процессы экструзии, ковки и литья.
• Быстрорежущие стали: быстрорежущие стали, содержащие большее количество вольфрама и меньшее количество хрома и ванадия, обладают высокой ударной вязкостью, прокаливаемостью, сохранением твердости при высоких температурах и хорошей износостойкостью, сопротивлением разрыву и ударной вязкости. В закаленном виде применяются для изготовления приспособлений и приспособлений для операций развертывания, сверления, растачивания и резания.
• Углеродистые стали: после закалки в масле углеродистые стали применяются при изготовлении некоторых деталей зажимных приспособлений и приспособлений, которые подвержены износу, таких как локаторы и втулки зажимных приспособлений.
• Мягкие стали: мягкая сталь, содержащая около 0,29% углерода, очень дешевая и из-за своей доступности часто является лучшим материалом для изготовления зажимных приспособлений.
• Другие материалы для изготовления приспособлений и приспособлений включают: нейлон и волокно, стальное литье, нержавеющую сталь, чугун, высокопрочную сталь, цементируемую сталь и пружинную сталь.
4. Конструкция приспособлений и приспособлений
Конструкция приспособлений и приспособлений зависит от множества факторов, которые анализируются для достижения оптимального результата. Кондукторы должны быть изготовлены из жестких легких материалов, чтобы облегчить обращение с ними, поскольку их необходимо несколько раз поворачивать, чтобы можно было просверливать отверстия под разными углами. Рекомендуется предусмотреть четыре ножки для зажимных приспособлений, которые не закреплены болтами на станке, чтобы приспособление могло раскачиваться, если оно неправильно расположено на столе, и тем самым предупреждать оператора. Сверлильные шаблоны обеспечивают процедуры для правильного расположения заготовки относительно режущего инструмента, плотно зажимают и жестко поддерживают заготовку во время обработки, а также направляют положение инструмента и/или закрепляют шаблон на станке.
Для достижения ожидаемых целей приспособления и приспособления состоят из множества элементов:
Рама или корпус и основание, имеющее элементы для зажима;
Точность и наличие систем индексации или пластин;
Степень автоматизации, производительность и тип станка, на котором будут использоваться приспособления и приспособления;
Втулки и направляющие рамы для приспособлений;
Наличие в машине установочных устройств для ориентации заготовки и подходящего позиционирования;
Вспомогательные элементы;
Прочность рассматриваемого станка;
Уровень точности ожидаемого продукта;
Крепежные детали;
Имеющиеся предохранительные механизмы в станке;
Исследование уровня колебаний станка.
Рис. 3. Основные элементы приспособлений и приспособлений.
Приведенные ниже факторы должны учитываться при проектировании, производстве и сборке приспособлений и приспособлений в связи с целевым увеличением производительности, качества продукции, взаимозаменяемости и большей точности.
• Направление инструментов для тонких режущих инструментов, таких как сверла;
• Вид операций;
• Требования к осмотру;
• Обеспечение надежного, жесткого и прочного армирования заготовки;
• Изготовление приспособлений и приспособлений с минимальным количеством деталей;
• Быстрое и точное позиционирование шаблона или заготовки приспособления;
• Быстрая установка и снятие заготовки с шаблона или приспособления;
• Сокращение времени настройки;
• Необходимо использовать стандартные и качественные детали;
• Сокращение времени выполнения заказа;
• Легкая утилизация стружки;
• Повышенная гибкость.
Spogel (2014) сообщил, что конструкция приспособлений и приспособлений должна быть надежной, чтобы инструменты, втулки и компоненты не могли быть вставлены иначе, как правильным способом. Помимо обеспечения того, чтобы точки крепления были регулируемыми, когда компонент представляет собой черновую отливку и может быть не выровнен, он предупредил, что зажимы должны быть расположены в наилучшем положении, чтобы противостоять давлению режущего инструмента во время работы.
Надлежащая конструкция должна также предусматривать допуски на стадии проектирования для стандартных компонентов приспособлений и приспособлений.
5. Расчеты
Стандартные формулы для различных сил, связанных с работой приспособлений и приспособлений, поясняются ниже:
(1)
(2)
Где d — диаметр сверла.
A, B, E и K являются константами.
Кроме того, Осевое усилие/сила сверления (3)
Где k = коэффициент материала
s = подача в мм/об
d = диаметр сверла в миллиметрах (мм)
Сила, действующая на каждую из кромок
(4)
(5)
Зажимное усилие (Q) указано как
(6)
Константы для различных рабочих материалов для расчета крутящего момента (M) и осевого усилия (T) показаны в таблицах ниже:
Таблица 1. Константы рабочего материала для расчетов крутящего момента и осевого усилия. Источник: Spogel (2014).
| Work Material | K |
| Steel,200Bhn | 24,000 |
| Steel, 300 Bhn | 31,000 |
| Steel, 400 Bhn | 34,000 |
| Most aluminum alloys | 7000 |
| Большинство магниевых сплавов | 4000 |
| Most brasses | 14,000 |
| Leaded brasses | 7,000 |
| Cast iron, 165 Bhn | 15,000 |
| Free-machining mild steel, resulfurized | 18,000 |
| Austenitic stainless steel (Type 316) | 34,000 |
Таблица 2. Постоянные крутящего момента и осевого усилия на основе соотношений c/d или w/d. Источник: Spogel (2014).
| c/d | Прибл. w/d | Torque constant A | Thrust constant B | Thrust constant E |
| 0.03 | 0.025 | 1.000 | 1.100 | 0.001 |
| 0.05 | 0.045 | 1.005 | 1.140 | 0,003 |
| 0.08 | 0.070 | 1.015 | 1.200 | 0.006 |
| 0. 10 | 0.085 | 1.020 | 1.235 | 0.010 |
| 0.13 | 0.110 | 1.040 | 1.270 | 0.017 |
| 0,15 | 0,130 | 1.080 | 1.310 | 0.022 |
| 0.18 | 0.155 | 1.085 | 1.355 | 0.030 |
| 0.20 | 0.175 | 1.105 | 1.380 | 0.040 |
| 0. 25 | 0.220 | 1,155 | 1,445 | 0,065 |
| 0.30 | 0.260 | 1.125 | 1.500 | 0.090 |
| 0.35 | 0.300 | 1.310 | 1.575 | 0.120 |
| 0.40 | 0.350 | 1.395 | 1.620 | 0,160 |
Таблица 3. Условия крутящего момента и осевого усилия в зависимости от подачи. Источник: Spogel (2014).
| Feed, f, ipr | Feed, f, ipr | ||
| 0. 0005 | 0.0025 | 0.012 | 0.030 |
| 0.001 | 0.004 | 0.015 | 0.035 |
| 0.002 | 0.007 | 0.020 | 0.045 |
| 0.003 | 0.010 | 0.025 | 0.055 |
| 0.004 | 0.012 | 0.030 | 0.060 |
| 0.005 | 0.014 | 0.035 | 0,070 |
| 0,006 | 0. 017 | 0.040 | 0.075 |
| 0.008 | 0.020 | 0.045 | 0.090 |
| 0.010 | 0.025 |
For adequate strength and rigidity, a mild steel with Для конструкции шаблона и приспособления был выбран диаметр 16 миллиметров.
Из уравнения (3), Сила тяги/сверления
Но k — фактор материала, а k для мягкой стали = 1,5
d — диаметр сверла = 16 мм (как указано выше)
s — скорость подачи = 0,17 мм/об
замещение,
Тяга/сила сверления = = 27,84*11,114 = 309,42 кгс
Следовательно, сила тяги/сверления = 3094,2 Н
Из уравнения 4 сила, действующая на каждую кромку, определяется как:
для мягкой стали. =250 кг/, d = 16 мм и s = 0,17 мм/об
Подстановка,
Следовательно, сила, действующая на каждую из кромок = 170 кгс = 1700 Н
Из уравнения 5, Крутящий момент M =
Подстановка, Крутящий момент M =
Крутящий момент, M = 1360 Н-мм
3 Из уравнения 6 усилие зажима (Q) определяется как
. При коэффициенте безопасности 3 имеем:
усилие зажима (Q) = 1360*3 = 4080 Н
обеспечить, чтобы приспособления и приспособления в качестве производственных инструментов и удерживающих устройств могли производить взаимозаменяемые и дублирующие детали с высокой степенью точности, на этапе проектирования прилагались усилия для включения важных функций, которые обеспечат правильную сборку и обработку качественных компонентов. .
Согласно Pachbhai and Raut (2014), конструкция зажимных приспособлений и приспособлений зависит от следующих факторов: размера и геометрии заготовки и готового компонента, размера и мощности станка, степени автоматизации станка, наличия зажимного устройства и расположения устройства в станке, точность имеющихся индексирующих устройств, жесткость станков, необходимый уровень точности качества выполняемой работы и т. д.
точность станка, он также должен быть устойчивым к ошибкам, предотвращая тем самым правильное размещение неправильно загруженных компонентов внутри приспособлений и приспособлений. Чтобы улучшить достижение одноминутной замены штампов (SMED), впервые предложенной Shingeo Shingo, приспособления и приспособления должны быть обеспечены достаточным зазором, который должен учитывать изменения размеров компонентов, особенно во время ковки, фрезерования и литья.
Для обеспечения безопасности рабочих, использующих приспособления и приспособления, болты и гайки не должны выступать на корпусе, а располагаться внутри них; Также следует сгладить острые углы, которые могут привести к порезам.
6. Заключение
Приспособления и приспособления являются производственными инструментами, которые используются для производства взаимозаменяемых и идентичных компонентов. Это уникальные направляющие и удерживающие приспособления, разработанные специально для обработки и сборки большого количества деталей. Они устраняют необходимость в специальной настройке для каждой заготовки, тем самым облегчая производство, а также гарантируя, что каждая заготовка изготовлена в пределах заданного допуска. Конструкция зажимных приспособлений и приспособлений зависит от типа операции, а также от станка. для использования в операции. Они изготовлены из термообработанной стали, устойчивой к коррозии и износу.
Существуют многочисленные преимущества, связанные с использованием приспособлений и приспособлений, в том числе: увеличение производительности, малая изменчивость размеров, что приводит к постоянному качеству выпускаемой продукции, снижение производственных затрат, взаимозаменяемость и высокая точность деталей, снижение потребности для расходов на инспекцию и контроль качества, снижает количество несчастных случаев за счет повышения безопасности, полуквалифицированные операторы машин могут легко их использовать, тем самым экономя затраты на рабочую силу.
Другими преимуществами являются: станок может быть в значительной степени автоматизирован, сложные и тяжелые компоненты могут быть легко обработаны, простые сборочные операции экономят трудозатраты, сокращение количества бракованных изделий, устранение необходимости измерения, разметки, штамповки, позиционирования , выравнивания и настройки для каждой заготовки, тем самым сокращая цикл и время наладки, увеличивая технологические возможности станков, установка более высоких значений некоторых рабочих условий, таких как глубина резания, скорость и подача, может быть достигнута, потому что повышенной зажимной способности приспособлений и приспособлений.
В документе поясняется, что, поскольку конструкция зажимных приспособлений и приспособлений зависит от множества факторов, которые анализируются для достижения оптимального результата, они должны быть изготовлены из жестких легких материалов, чтобы облегчить обращение с ними. Из-за достаточной прочности и жесткости для конструкции зажимного приспособления и приспособления была выбрана мягкая сталь диаметром 16 миллиметров. Мягкая сталь, содержащая около 0,29% углерода, очень дешева и из-за своей доступности часто является лучшим материалом для изготовления зажимных приспособлений.
При коэффициенте материала «k» 1,5 для низкоуглеродистой стали, скорости подачи 0,17 мм на оборот и диаметре сверла 16 мм, сила тяги/сверления была рассчитана как 3094,2 Н, сила, действующая на каждую из кромки были рассчитаны как 1700 Н, крутящий момент (М) был получен как 1360 Н-мм, в то время как значение силы зажима также было рассчитано как 4080 Н. Рассчитанные значения подтвердили, что 16-миллиметровая заготовка позволит создать жесткие и прочные зажимные приспособления и приспособления, гарантирующие высокую точность обработки, стабильное качество продукции и взаимозаменяемость.
Ссылки
- Джоши, П. (2010). «Приспособления и приспособления» Tata McGraw Hill Education, Нью-Дели, Индия.
- Нантакумар, К. и Прабакаран, В. (2014). «Испытания конструкции и изготовления комбинированного многоцелевого приспособления и приспособления» Журнал IOSR по машиностроению и гражданскому строительству. www.iosrjournals.org.
- Лин, К., Бердик, Дж., и Римон, Э. (2006). «Создание схем минимального отклонения с использованием инвариантных норм» IEEE Transactions on Automation Science and Engineering, Vol. 3, № 3.
- Blogspot (2010 г.). «Введение в приспособления и приспособления» [онлайн] engineeringhut.blogspot.com/2010/11/jigs-and-fixtures.html [Проверено 5 мая 2015 г.].
- Шпогель (2014). «Мини-проект по приспособлениям и приспособлениям» [онлайн] http://files.spogel.com/miniprojectsin-mech/p-0027—Jigs-and-Fixtures.pdf [Доступ 18 мая 2015 г.].
- Кайя, Т. и Хейно, П. (2006). «Оптимизация схемы испытательного приспособления на основе экрана на пластине» IEEE Transactions on Microwave Theory and Techniques, Vol.
