минеральных и органических, виды агрегатов, как правильно выбрать машину
Содержание:
Классификация машин
Агрегаты для сезонной подготовки и погрузки удобрений
Машины для внесения жидких минеральных удобрений
Агрегаты для внесения твердых минеральных удобрений
Машины для внесения твердых органических удобрений
Техника для внесения жидких органических удобрений
Требования к технике
Выбор машин по характеристикам
Интересные факты и заблуждения
Промышленную обработку сельскохозяйственных земель удобрениями невозможно выполнять вручную. Для этого существует специализированная техника. Машины для внесения удобрений делятся на те, что непосредственно распределяют органику, и другие — облегчающие процесс. Оборудование должно соответствовать агротехническим требованиям. Благодаря механизации процесса удается сэкономить деньги и время предприятий, занимающихся сельским хозяйством. Остается только выбрать технику, которая позволит эффективно выполнять конкретные задачи с минимальными потерями.
Классификация специализированных машин для внесения удобрений
Выбор спецтехники зависит от масштабов хозяйства, видов выращиваемых культур и имеющегося бюджета. Весь перечень машин для внесения удобрений делят на группы с учетом признаков:
по назначению — техника для подготовки подкормок, погрузки, перемещения и внесения в грунт, комбинированные и универсальные агрегаты;
по состоянию удобрений — для жидких, пылевидных и твердых составов;
по типу удобрений — для органических, минеральных и комбинированных (сложносоставных) смесей;
по методу соединения с трактором — навесные и прицепные агрегаты;
по технологии внесения удобрений — навесные, авиационные и кузовные разбрасыватели, а также оборудование для внутрипочвенного внесения и рассеивания туков.
Помимо перечисленных, существуют новые технологии и способы обработки земель, включая дифференцированную обработку земельных участков, где учитывается состав почвы и применяется техника, дозирующая разные составы с учетом их дефицита в грунте.
Агрегаты для сезонной подготовки и погрузки удобрений
Машины для подготовки и погрузки удобрений применяются в тех случаях, когда требуется измельчить слежавшиеся составы. В качестве примера можно отметить ИСУ-4, который дробит и просеивает удобрения. На самом дне бункера фиксируются выгрузные скребки, а также фреза и ножи возле рабочего органа и решетки. Слежавшиеся глыбы удобрений дробятся фрезой до получения фракции размером 5–7 мм. Мелкие кусочки просеиваются через решета. С днища их сгребают вручную и подают к ротору, который выбрасывает их в бурт. Не поддающиеся дроблению куски выгружают сквозь окно в бункере. После дробления удобрения грузят в специальные машины — сеялки и разбрасыватели, такие как РМС-6, СТТ-10, СЗТМ-4Н, МХА-7, КСА-3 (центробежные и автомобильные).
Машины для внесения минеральных жидких удобрений
Жидкий аммиак и аммиачная вода вносятся в грунт специальной техникой. Для перемещения удобрений до участка используют емкости, загружаемые в кузов авто. Внесение в грунт осуществляется прицепными подкормщиками (ПЖУ-4500, ПЖУ-2000). Такое оборудование соединяется с культиватором, глубокорыхлителем, чизельным плугом. Для дозировки жидких составов используют калиброванный жиклер либо изменяют давление раствора. Подкормщики оснащены всасывающими и напорными фильтрами и гидромешалками. Благодаря культиваторам и чизельным плугам жидкие минеральные удобрения вносятся на требуемую глубину. Учитывая, что глубина может достигать 30 см, удается доставлять азот непосредственно к корням растений. Современные агрегаты ПЖУ-4500, ПЖУ-2000 доступны по большей части только крупным хозяйствам. Мелкие приобретают более доступные агрегаты либо проводят обработку вручную.
Кроме перечисленных машин для внесения жидких удобрений (минеральных), применяется АВА-8. Агрегат также вносит удобрение в грунт, но на глубину до 12 см. Можно использовать технику АБА-0,5 с поступательно-возвратным движением поршня дозатора. Во время движения агрегата по полю аммиак по расходному вентилю движется в дозатор, далее — в распределитель и трубки для заделки на глубину до 14 см. Аммиак дозируется по давлению, плотности потока и объему. Чтобы повысить производительность АБА-0,5 используют паровозвратную заправку в газовой обвязке с компрессором. Такой способ загрязняет воздух, поэтому разрешен к применению только по краю участка, где нет жилых построек. В дополнение придется покупать запасные трубки, поскольку рабочие органы быстро выходят из строя.
Популярные машины для внесения твердых минеральных удобрений (в форме порошка и гранул)
Схема применения удобрений бывает линейной (со склада — на поле) и перегрузочной (на пути между складом и полем имеется погрузочный транспорт). Машины для внесения минеральных удобрений многофункциональны, подходят и для жидких, и для твердых агрохимикатов. Существуют прицепные и навесные модели, а также самоходная техника (ЭСВМ-7).
Одна из востребованных сеялок для твердых агрохимикатов — РТТ-4,2А. Машина подходит для работы с порошками и гранулами, используется на лугах, полях с зерновыми, в овощеводстве. Производительность — около 1100 кг на 1 га. Другая популярная сеялка — НРУ-0,5, бесперебойность работы которой обеспечена активными сводоразрушителями. Вместимость сеялки — 400 л, а ширина рассева — 11 м.
Если необходимо перевозить минеральные туки с последующим их внесением, используют РУМ-8 с шириной разбрасывания до 20 м.
Машины для внесения твердых органических удобрений (компост, зола, торф)
Так же, как и техника, предназначенная для минеральных агрохимикатов, машины для внесения органических удобрений представлены в широком разнообразии. Примеры наиболее популярной техники:
РОУ-5 — предназначена для разбрасывания навоза, торфа и компоста. Грузоподъемность — около 5 т, ширина разброса — 6 метров.
ПРТ-10 — позволяет регулировать дозировку туков. Грузоподъемность — 10 т, разброс — 6 метров.
РУН-15Б — равномерно распределяет по полям органику, предварительно разложенную кучами в шахматном порядке. Объем разброса на 1 га составляет 15–60 т органических веществ.
МЛГ-1 — для внутрипочвенной заделка органики. Есть регулировка высоты разбрасывания и глубины борозды.
Техника для внесения сезонных жидких органических удобрений
Существует также техника для распределения жидких подкормок, которые считают более эффективными. Машины для внесения удобрений в этом случае работают по прямоточной технологии. Разновидности:
РЖТ-8. Помимо применения в сельскохозяйственной сфере, этот жижеразбрасыватель используется для мойки автомобилей и пожаротушения. Цистерна на 8000 литров заполняется через люк. Техника комплектуется вакуумным и напорно-переключающим, а также распределительным устройством. Загрузка происходит за счет вакуумных насосов. Аналогичное строение и схема работы у агрегатов РЖТ-4 и 16, МЖТ и ПЖТ.
РЖУ-3,6. Цистерну объемом 3,4 куба устанавливают на шасси от ГАЗ-53. Захват — 8 м.
Назначение машин для внесения удобрений — избавить человека от тяжелого и отнимающего время ручного труда. Все операции осуществляются быстро, точно и эффективно. Туки равномерно распределяются с помощью сеялок разных габаритов и разбрасывателей с туковысевающими устройствами. Органику можно разбрасывать тем же транспортом, которым осуществлялась транспортировка.
Агротехнические требования к технике и нормам
При выборе машин для внесения минеральных удобрений учитывают ряд требований, предъявляемых к спецтехнике. Агрегаты должны равномерно распределять синтетические туки, имеющие диаметр гранул до 5 мм и влажность до 15 %. Дозирование учитывает тип культуры и грунта и составляет от 50 до 1000 кг/га.
Сеялка должна распределять туки равномернее, чем разбрасыватели. Допустимые отклонения для сеялок — не более 15 %, для разбрасывателей — не более 25 %. Что касается машин для внесения жидких удобрений органических (навоза, компоста, навозной жижи), неравномерность распределения по длине аналогична погрешностям туковых сеялок, а по ширине — разбрасывателей.
Техника должна заделывать удобрения в грунт на заданную глубину. Допустимо отклонение, но не более 15 %. Интервал между разбрасыванием и заделкой органических туков должен быть не более 2 часов, минеральных подкормок — до 12 часов. Учитывая, что нужно избегать необработанных полос, смежные проходы предварительно закрываются.
Выбор по техническим характеристикам
Правильный выбор машин для внесения минеральных удобрений основывается на следующих рекомендациях:
Осуществлять подбор подходящего оборудования.
Вести учет высоты разбрасывателя над поверхностью земли. Показатели приводятся в специальных таблицах. При наличии отклонений придется исправлять механику.
Обращать внимание на скорость машины для внесения органических удобрений и минеральных подкормок, их исправность, отсутствие погрешностей во время поворотов. Перечисленные параметры могут спровоцировать неравномерное распределение удобрений, что чревато негативными последствиями.
Соблюдать расстояние между проходами в соответствии с принятыми стандартами.
Выбирать разбрасыватель с учетом типа удобрений после консультации со специалистом.
Для неровной местности использовать мощный разбрасыватель либо стандартный, но тогда придется выравнивать грунт.
При выборе между многофункциональным и узкоспециализированным агрегатом отдавать предпочтение второму. Такие модели качественнее и эффективнее справляются с поставленной задачей.
Себестоимость сельскохозяйственных культур напрямую зависит от качества продукции. Чтобы получить наилучший результат, грунт и растения придется удобрять. Учитывая, что работы подразумевают ежегодное применение машин для внесения органических удобрений и минеральных подкормок, имеет смысл изучить рынок и выбрать наиболее долговечные и универсальные варианты, к которым несложно подобрать запчасти.
Интересные факты и заблуждения
Существует достаточно много заблуждений относительно использования удобрений. Одно из них базируется на том, что любая химия вредна, а органика исключительно полезна. Навоз и компост на первый взгляд кажутся безвредными за счет натурального происхождения. Если же обратиться к фактам и сравнить состав химической смеси Миттлайдера и навоза, выводы могут удивить. Сравнительный анализ количества веществ, попадающих в грунт с навозом за один прием, и со специализированным удобрением в течение года выглядит так:
Получается, что единовременное попадание в почву перечисленных элементов с навозом в 4–7 раз превышает дозировку, распределяемую по участку с помощью химических удобрений. Такой огромный объем веществ растения не способны усвоить, а полученный избыток солей сказывается на урожае не лучшим образом. В результате из-за навоза овощи перенасыщены нитратами, а в почве наблюдается общее засоление.
Техника для внесения удобрений — ООО «АгроМаш»
Техника для внесения удобрений
Внесение жидких удобрений
Машина для внесения жидких органических удобрений РЖТ-3
Машина РЖТ-3 используются в сельском хозяйстве для внесения жидких органических удобрений под посевы сельскохозяйственных культур и пожаротушения, в коммунальном хозяйстве. ..
Машина для внесения жидких органических удобрений МЖТ-3
МЖТ-3 предназначена для самозагрузки, транспортировки, перемешивания и сплошного поверхностного внесения жидких органических удобрений, перевозки технической воды, мойки машин, дорог, пожаротушения.
Машина для внесения жидких органических удобрений РЖТ-4М
Машина РЖТ-4М используются в сельском хозяйстве для внесения жидких органических удобрений под посевы сельскохозяйственных культур и пожаротушения, в коммунальном хозяйстве — для откачки содержимого колодцев глубиной до 3 метров и для промывки канализационных систем, для перевозки технической воды и других подобных жидкостей.
Машина для внесения жидких органических удобрений (бочка для транспортировки навоза) МЖТ-Ф-6
Машина для внесения жидких органических удобрений МЖТ-Ф-6 предназначена для самозагрузки, транспортирования, перемешивания и сплошного поверхностного распределения жидких органических удобрений, а также для перевозки технической воды и мойки машин, при пожаротушении, мойки дорог и т. д.
Машина для внесения жидких органических удобрений (бочка для транспортировки навоза) МЖТ-Ф-11
Машина для внесения жидких органических удобрений МЖТ-Ф-11 предназначена для самозагрузки, транспортирования, перемешивания и сплошного поверхностного распределения жидких органических удобрений, а также для перевозки технической воды и мойки машин, при пожаротушении, мойки дорог и т.д
Машина для внесения жидких органических удобрений (бочка для транспортировки навоза) МЖУ-16
Машина МЖУ-16 предназначена для саморазгрузки, транспортирования, перемешивания и сплошного поверхностного распределения жидких органических удобрений, а также для перевозки других не агрессивных жидкостей, кроме пищевых и нефтепродуктов.
Машина для внесения жидких органических удобрений (бочка для транспортировки навоза) МЖУ-20
Машина для внесения жидких органических удобрений МЖУ-20 предназначена для самозагрузки, транспортирования и внесения жидких органических удобрений.
Машина для внесения жидких органических удобрений (бочка для транспортировки навоза) МЖУ-20-1
Машина для внесения жидких органических удобрений МЖУ-20-1 с адаптером для внутрипочвенного внесения внесения.
Машина для внесения жидких органических удобрений (бочка для транспортировки навоза) МЖУ-20-2
Машина для внесения жидких органических удобрений МЖУ-20-2 с адаптером для поверхностного ленточного внесения.
Внесение минеральных удобрений
Рассеиватель минеральных удобрений РУ-1000
Рассеиватель РУ-1000 предназначен для поверхностного внесения твердых минеральных удобрений в грунулированном и кристаллическом виде, а также для подкормки озимых зерновых культур (в ранней стадии развития), лугов и пастбищ.
Рассеиватель минеральных удобрений РУ-1600
Рассеиватель минеральных удобрений предназначен для поверхностного внесения твердых минеральных удобрений в гранулированном либо кристаллическом виде, а также для подкормки озимых зерновых культур, лугов и пастбищ.
Рассеиватель минеральных удобрений РУ-3000
Рассеиватель минеральных удобрений предназначен для поверхностного внесения твердых минеральных удобрений в гранулированном либо кристаллическом виде, а также для подкормки озимых зерновых культур (в ранней стадии развития), лугов и пастбищ.
Машина для внесения минеральных удобрений МТТ-4У
Машина предназначена для поверхностного внесения основных доз твердых минеральных удобрений в гранулированном или кристаллическом виде. Возможно применение для внесения пылевидных химикатов (доломитная мука, известь). Привод транспортера и разбрасывающих дисков — механический от ВОМ трактора.
Распределитель минеральных удобрений РУ-7000-1
Распределитель минеральных удобрений предназначен для транспортирования и поверхностного внесения твердых минеральных удобрений, известковых материалов и химических мелиорантов.
Распределитель минеральных удобрений РУ-8
Распределитель минеральных удобрений предназначен для транспортирования и поверхностного внесения твердых минеральных удобрений, известковых материалов и химических мелиорантов.
Машина для внесения пылевидных химмелиорантов МШХ-9
Машина МШХ-9 предназначена для внесения пылевидных химмелиорантов с помощью штанговых распределителей.
Сеялка для внесения минеральных удобрений СУ-12-01
Сеялка для внесения минеральных удобрений СУ-12-01 предназначена для внесения минеральных удобрений сплошным высевом и подкормки растений сыпучими минеральными удобрениями в междурядья сельскохозяйственных культур, возделываемых по интенсивной технологии. Сеялка обладает высокой точностью и равномерностью внесения удобрений.
Внесение твердых удобрений
Машина для внесения твердых органических удобрений ПРТ-7А
Машина ПРТ-7А предназначена для внесения твердых органических удобрений и перевозки различных сельскохозяйственных грузов в агрегате с тракторам.
Машина для внесения твердых органических удобрений МТТ-9
Машина МТТ-9 предназначена для внесения твердых органических удобрений и перевозки различных сельскохозяйственных грузов в агрегате с трактором. Новая серия машин сохранив все лучшие технические решения и качество производства, обеспечивает оптимальное качество внесения твердых органических.
Машина для внесения твердых органических удобрений МТТ-9-1
Машина для внесения твердых органических удобрений МТТ-9-1 предназначена для погрузки навалом, транспортирования, частичного разрыхления, измельчения и последующего равномерного распределения по поверхности поля органических удобрений в виде подстилочного навоза и приготовленных на его основе компостов.
Машина для внесения твердых органических удобрений МТУ-15-1
Машина МТУ-15-1 предназначена для транспортировки и сплошного поверхностного внесения твердых органических удобрений, а при снятом разбрасывающем органе — для перевозки других сельскохозяйственных грузов с разгрузкой конвейером назад.
Машина для внесения твердых органических удобрений МТУ-18
Машина МТУ-18 предназначена для транспортировки и сплошного поверхностного внесения твердых органических удобрений, а при снятом разбрасывающем органе — для перевозки других сельскохозяйственных грузов с разгрузкой конвейером назад.
Машина для внесения твердых органических удобрений МТУ-20-1
Машина МТУ-20 предназначена для транспортировки и сплошного поверхностного внесения твердых органических удобрений, а при снятом разбрасывающем органе — для перевозки других сельскохозяйственных грузов с разгрузкой конвейером назад.
Машина для внесения твердых органических удобрений МТУ-24-1
Машина МТУ-24-1 предназначена для транспортировки и сплошного поверхностного внесения твердых органических удобрений, а при снятом разбрасывающем органе — для перевозки других сельскохозяйственных грузов с разгрузкой конвейером назад.
Машина для внесения твердых органических удобрений МТУ-24А-1 (трехосная)
Машина МТУ-24А-1 (трехосная) — предназначена для транспортировки и сплошного поверхностного внесения твердых органических удобрений.
Техническое обслуживание оборудования: Аппликаторы удобрений | Интегрированное управление растениеводством
Энциклопедия Статья
Зима — хорошее время для производителей сельскохозяйственных культур и продавцов удобрений, чтобы устранить недостатки в оборудовании для внесения удобрений по экономическим, экологическим, эффективным и безопасным причинам. Правильно работающее оборудование для внесения удобрений позволяет получить максимальную отдачу от каждого доллара, вложенного в удобрения. Чрезмерное применение для компенсации плохо откалиброванного оборудования приводит к пустой трате денег и может привести к стоку, богатому питательными веществами, и, следовательно, к потенциальной проблеме с качеством воды. В этой статье приведены некоторые советы по обслуживанию оборудования для внесения удобрений.
Оборудование для внесения жидких удобрений
Основным соображением при техническом обслуживании оборудования для внесения жидких удобрений является необходимость относительно больших объемов внесения. Например, для внесения жидкого азота в количестве 150 фунтов/акр с использованием растворов КАС требуется 50 галлонов/акр, что составляет до 2000 галлонов на поле площадью 40 акров.
Старые центробежные или роликовые насосы не являются хорошим выбором для обеспечения высокого расхода. Производительность насоса менее 40 галлонов в минуту и 1/2-дюймовые распределительные шланги на аппликаторах, вероятно, недостаточны для более крупных опрыскивателей. Внимательно проверьте насос на предмет износа, независимо от его производительности, поскольку материалы подвески, используемые для жидких удобрений, могут ускорить износ.
Внимательно осмотрите опрыскиватель, обращая внимание на шланги и трубы. Они должны быть чистыми, без засоров, перегибов и утечек. Рассмотрите возможность использования витоновых уплотнений в обратных клапанах для интенсивного использования, чтобы избежать быстрого износа уплотнения.
Когда доберетесь до поля, проверьте равномерность внесения. И не забывайте, что оборудование нужно промывать и чистить в конце каждого дня.
Оборудование для внесения сухих гранулированных удобрений
Вращатели могут различаться в зависимости от модели разбрасывающего оборудования, но контрольный список для получения равномерного рисунка с помощью оборудования для внесения сухих гранулированных удобрений включает в себя проверку открытия заслонки, положение делителя (между двумя вращателями), точку подачи в центрифугу , скорость вертушки и угол наклона лопасти вертушки. На пневматических разбрасывателях проверьте равномерный поток в каждую распределительную трубку и правильную регулировку триммеров и дефлекторов на выходах трубок.
При внесении гранулированных удобрений дождитесь слабого ветра и убедитесь, что полоса захвата точная. Физические свойства сухого удобрения могут быть непостоянными, поэтому важно обеспечить его равномерное распределение в пределах полосы. Находясь в поле, проверьте образец, разложив несколько лотков перпендикулярно направлению движения разбрасывателя.
Избегайте использования гранул разного размера в одном и том же приложении. Более крупные гранулы имеют тенденцию скатываться с «конуса» при загрузке. Делайте несколько меньших конусов по мере загрузки, чтобы избежать проблем.
Оборудование для нанесения безводного аммиака
Природа безводного аммиака (жидкость под высоким давлением, превращающаяся в газожидкостную смесь при падении давления при перемещении к выпускному отверстию ножа) делает безопасность основным фактором при рассмотрении оборудования.
Проверьте состояние ножей, чтобы убедиться, что они могут адекватно проникать в почву и равномерно распределять безводный аммиак, и не забудьте проверить их в полевых условиях, адаптируя давление пружины к текущим условиям, таким как тип почвы, влажность почвы и уплотнение почвы. .
Убедитесь, что шланги и трубы чистые, в них нет засоров, перегибов и утечек. Исследователи Университета штата Айова рекомендуют подсоединять шланги от соседних стержней аппликатора к различным областям вокруг выходного кольца коллектора, чтобы улучшить распределение по полосе аппликатора. Также длина каждого шланга от распределительного коллектора до каждого нагнетательного ножа должна быть одинаковой. Сверните шланги, которые крепятся к ножам рядом с коллектором, и закрепите их горизонтально.
При подсоединении шлангов в сезон применения избегайте попадания аммиака в линию до тех пор, пока это не потребуется. Выполните все соединения, затяните выпускные клапаны, а затем откройте клапаны, начиная с самого дальнего нижнего клапана и
работать вверх по течению, открывая клапан на баке, который выпускает аммиак в шланг в последнюю очередь. При отсоединении шлангов начинайте закрывать клапаны с верхнего конца и двигайтесь к нижнему концу.
Поскольку этой весной вы работаете с безводным аммиаком, держитесь против ветра при работе с клапанами. Кроме того, держите под рукой запас воды на 5 галлонов и пластиковую бутылку на 6 унций в кармане для немедленного лечения случайных воздействий.
Помните об улетучивании азота (N). Потеря N из-за улетучивания является расходом, которого можно избежать. Неглубокое (2-4 дюйма) внесение жидких и сухих гранулированных N-мочевиносодержащих удобрений может снизить потенциальные потери от испарения. Безводный аммиак следует закачивать достаточно глубоко, чтобы избежать потерь. Если вы чувствуете запах или видите, что выходит избыточный пар, переустановите закрывающие диски или выступы «бобровый хвост».
Первоначально эта статья появилась на страницах 18-19 выпуска IC-488 (2) — от 18 февраля 2002 года.
Категория:
Оборудование и оборудование
Происхождение:
ACM News Archive
Северы:
Кукуруза
Соевые сои
Теги:
оборудование
.
Оборудование для внесения удобрений
ИЗДЕЛИЯ
13 марта 2022 г.
| Опубликовано в Оборудование для внесения удобрений
Для модельного года 2022 компания John Deere модернизировала свой аппликатор питательных веществ 2430C, 25-рядную модель, с меньшей транспортной высотой, продолжая при этом обеспечивать большую точность и контроль внесения питательных веществ на высоких рабочих скоростях.
Подробнее
12 марта 2022 г.
| Опубликовано в Оборудование для внесения удобрений
Поплавковая машина John Deere 800R может быть оснащена пневматической штангой, обновленным центробежным разбрасывателем и жидкостными системами.
Подробнее
20 февраля 2022 г.
| Posted in Оборудование для внесения удобрений
Система внесения сухих удобрений TRU-aPLYr компании Orthman оснащена интегрированной платформой ISOBUS для внесения сухих, жидких и безводных продуктов с помощью одного контроллера.
Подробнее
26 сентября 2021 г.
| Опубликовано в Оборудование для внесения удобрений
Высокоскоростной аппликатор питательных веществ с глубокими полосами от CrustBuster обеспечивает минимальное нарушение почвы при внесении удобрений как на полях с нулевой обработкой, так и на обычных полях.
Подробнее
1 мая 2021 г.
| Опубликовано в Оборудование для внесения удобрений
Первый в отрасли, устанавливаемый на заводе-изготовителе раствор для жидких удобрений для тракторов и сеялок поставляется со встроенными тракторными баками ExactRate емкостью 1000 галлонов для тракторов 8RX, которые можно использовать в паре с сеялкой MY22 для получения общей емкости жидкости 1600 галлонов.
Подробнее
24 апреля 2021 г.
| Опубликовано в Оборудование для внесения удобрений, GPS и точное земледелие
Автоматизированная система прямого впрыска DURA-ABS DI компании Dura Products работает путем прямого впрыскивания гербицидов в поток носителя при заполнении опрыскивателя.
Подробнее
17 марта 2021 г.
| Опубликовано в Оборудование для внесения удобрений
Серия разбрасывателей двойного назначения со стандартным вращением (SRS) компании GVM предназначена для увеличения скорости и точности разбрасывания тяжелых сыпучих материалов при сохранении плоской, точной и воспроизводимой схемы разбрасывания.
Подробнее
14 февраля 2021 г.
| Опубликовано в Оборудование для внесения удобрений
Центробежные перекачивающие насосы John Blue имеют прочную конструкцию, позволяющую быстро и эффективно перекачивать тяжелые продукты.
Подробнее
30 января 2021 г.
| Опубликовано в Оборудование для внесения удобрений, GPS и точное земледелие, орошение
360 RAIN от 360 Yield Center использует старый метод орошения — катушку для шланга — устанавливает ее на мобильное основание и добавляет автономную навигацию, чтобы создать новую концепцию подачи воды в рядовые культуры.
Подробнее
28 ноября 2020 г.
| Опубликовано в Оборудование для внесения удобрений
Раствор для точного впрыска AgXcel GX12i предназначен для внесения пестицидов, инсектицидов или любых растворов, требующих переносчика.
Подробнее
Другие статьи с меткой ‘Оборудование для внесения удобрений’
Получите полный доступ СЕЙЧАС к наиболее полному, мощному и простому в использовании онлайн-ресурсу по методам нулевой обработки почвы. Всего одна хорошая идея окупит вашу подписку в сотни раз.
Подписаться сейчас
Посмотреть больше
Загрузите эти полезные инструменты для накопления знаний
Как технология No-Till повышает стоимость земли
5 основных принципов беспахотной обработки почвы
Улучшение основ точности с помощью системы навигации агрегата
Сосредоточение внимания на более разумных и устойчивых стратегиях внесения удобрений
Просмотреть больше
Территориальный менеджер в Иллинойсе Марк Кобетто подробно описывает изменения, внесенные в обновленную борону Flex CT8300 от Great Plains. Эти изменения включают в себя более тяжелую раму, более тяжелые опорные точки для помощи и складывающуюся люльку, которые повышают общую надежность и долговечность гибкой бороны. Кроме того, обновленный CT8300 предлагает широкие возможности выбора зубьев, чтобы удовлетворить любые ваши потребности.
Посмотреть больше
Дата: 10.01.23
Местонахождение: Сент-Луис, Миссури,
31-я ежегодная Национальная конференция по нулевой обработке почвы предлагает сочетание общих сессий, классных комнат по нулевой обработке почвы и бесценных круглых столов по нулевой обработке почвы. Не менее важен шанс получить выгоду от неограниченного общения в коридоре с самыми инновационными и дальновидными умами в области нулевой обработки во время этого январского мероприятия в Сент-Луисе!
Посмотреть событие Больше событий
Список лучших каталогов
Needham Ag понимает роль технологий в более эффективном использовании ограниченных ресурсов в конкретной среде, опираясь на богатый мировой опыт для решения проблем, с которыми сталкиваются современные фермеры, производители и дилеры.
У нас всегда, в наличие и под заказ, имеется большой выбор запчастей для крана-манипулятора KANGLIM, в том числе и Коллектор поворота(гидрошарнир) Kanglim KS 2056
Компания СПЕЦГИДРОСЕРВИС оказывает услуги по качественному и профессиональному ремонту грузоподъемной техники и гидравлического оборудования КМУ KANGLIM. Наша компания специализируется на поставке, как оригинальных, так и качественно подобранных запчастей аналогов для крано-манипуляторных установок KANGLIM.
Мы осуществляем гарантийный и выездной ремонт крано-манипуляторных установок (КМУ), погрузчиков, грейферов, захватов, мультилифтов, гидроманипуляторов (ГМУ), гидробортов, эвакуаторов, автовышек, ковшей и другого гидравлического оборудования. Узнать о наличии запчасти “Коллектор поворота(гидрошарнир) Kanglim KS 2056” , способе оплаты и возможности доставки по России или другие государства, можно у наших менеджеров.
Коллектор поворота(гидрошарнир) Kanglim KS 2056 есть в наличии на нашем складе. Вы можете приобрести оригинальную запчасть или её аналог. Отгрузка заказа в день оплаты. Мы можем подобрать для доставки деталей подходящую транспортную компанию. Всегда внимательно проверяем груз перед отправкой. Предоставляем гарантию на товар. На все вопросы ответят наши менеджеры! Напишите нам в чат, через форму на сайте или закажите звонок.
Свяжитесь с нами по телефону +7 (495) 248-00-15 или форме ниже:
Обращаем Ваше внимание на то, что данный интернет-сайт носит исключительно информационный характер и ни при каких условиях информационные материалы и цены, размещенные на сайте, не является публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса РФ.
Ремонт поворотных коллекторов | tdc.ua
Компания ООО «ТДС УкрСпецтехника» предлагает выполнить ремонт и восстановление поворотных соединений (коллекторов) любых производителей и модификаций.
Поворотный коллектор — это неотъемлемая часть любого экскаватора. Данный узел является промежуточным звеном между башней и рамой экскаватора, соединяя гидравлические и пневматические магстрали.
Ремонт поворотных коллекторов зачастую представляет лишь замену уплотнительных элементов, разделяющих магистрали. Но нередки случаи выхода из строя (износ) штоков коллекторов. Компания ООО «ТДС УкрСпецтехника», имея в своем арсенале огромный станочный парк, предлагает выполнить ремонт поворотных коллекторов любой сложности: от замены уплотнений в коллекторе, до изготовления нового штока или гильзы.
Любое широкомасштабное строительство можно осуществить только с применением такой незаменимой для человека в наши дни спецмашины, как экскаватор. Экскаватор – это главенствующий тип землеройных спецмашин, представляющих собой погрузочно-выемочные самодвижущиеся машины. Последние востребованы для извлечения мягко-сыпучих (земля, песок, и т.п.), грубых, горных (руда железная, гранит, меловая порода, кимберлит и т.п.) пород в карьерах при вскрытии и последующей добыче полезных ископаемых. Без экскаватора не обойтись и при рытье котлована на стройплощадке, и при формировании разного рода отвалов. Для осуществления непосредственной функции экскаватор оборудован таким приспособлением, как ковш. Выполняя земляные работы разной степени сложности и назначения, ковшовое навесное оборудование должно осуществлять вертикальные, горизонтальные, под углом, поворотные движения. Для этого в конструкции экскаватора предусмотрены поворотные соединения – коллекторы.
Коллектор поворотный, что это?
Поворотный коллектор – неотъемлемый узел экскаватора. Это устройство является промежуточным звеном, размещенным между рамой экскаватора и башней. Сам коллектор состоит из двух частей: пневматической (воздушной) и гидравлической. Он соединяет пневматические и гидравлические магистрали. Благодаря регулярной проверке технического состояния этого узла в большинстве случаев предотвращается появление неисправностей. Восстановление работоспособности поворотного коллектора в компании «ТДС УкрСпецтехника» Приходит время, когда любая спецтехника, агрегат, узел выходят из работоспособного состояния. Причиной может послужить и естественное изнашивание комплектующих, и сверхвысокая нагрузка при эксплуатации, и человеческий фактор, и неблагоприятный климатический режим, и нарушение графика надлежащего обслуживания, игнорирование правил по уходу за спецтехникой, из-за чего износ комплектующих может ускориться. Тут и приходит на помощь компания «ТДС УкрСпецтехника», на ремонтной базе которой можно восстановить неисправный поворотный коллектор.
Как правило, ремонт поворотного коллектора это:
замена элементов уплотнения, разделяющих магистрали;
восстановление, изготовление либо замена изношенных гильз;
замена ротационных уплотнений гильз;
восстановление, изготовление либо замена изношенных штоков и мн. др.
Операции по ремонту пневматической части коллектора идентичны операциям по ремонту(восстановлению) гидравлической. Имея в своем арсенале обширный станочный парк в цехе по ремонту гидравлического оборудования, компания «ТДС УкрСпецтехника», предлагает услуги по ремонту коллекторов поворотных любых модификаций разных брендов любого уровня сложности. Доверяя восстановление поворотного коллектора экскаватора Atlas 1404 высокоподготовленным специалистам «ТДС Укрспецтехника», клиент получит назад качественно отремонтированный узел с гарантией на установленные запчасти и осуществленный ремонт. Стоимость ремонтных работ у предприятия «ТДС УкрСпецтехника» умеренная, а значит доступная широкому сегменту владельцев коллекторов поворотных. Подход к любому клиенту в компании строго индивидуален. «ТДС Укрспецтехника» — надежный партнер, открытый для долгосрочного сотрудничества.
С Уважением, Руководитель отдела гидравлики ООО «ТДС УкрСпецтехника» — Корощупов Илья Сергеевич
моб. номер: +380-67-827-99-87
Ремонт гидравлики
Наверх↑
Поворотные соединения и вертлюги | Power & Motion
* Примечание редактора. Эта статья была первоначально опубликована в декабре 2019 г. и обновлена в октябре 2022 г. .
Вращающееся соединение представляет собой фитинг, используемый для передачи жидкости под давлением от фиксированного входа к вращающемуся выходу, не препятствуя потоку жидкости или воздуха. Этот фитинг иногда называют шарнирным соединением, вращающимся коллектором или поворотным соединением.
Внизу, На рис. 1 показан поворотный фитинг с одним контуром для передачи жидкости. Эти фитинги многократно окупаются за счет снижения нагрузки на шланг, тем самым продлевая срок его службы. Это описывает один конец спектра поворота.
На другом конце находятся поворотные соединения, которые передают жидкость для нескольких линий контура через единый коллектор, который непрерывно вращается. Обычно жидкость входит в одно или несколько отверстий в неподвижной части коллектора и выходит через одно или несколько отверстий в другой части, которая вращается вместе с машиной. Вращающееся уплотнение между двумя половинами содержит жидкость под давлением, но допускает относительное вращение между половинами. Для простоты обсуждения термин ротационное соединение будет использоваться здесь как всеобъемлющий термин для описания поворотных фитингов и вращающихся коллекторов.
Вращающееся уплотнение, вероятно, является наиболее важной частью устройства, будь то поворотный фитинг или поворотный коллектор. Это связано с тем, что уплотнение между вращающейся и неподвижной половинами должно быть достаточно плотным, чтобы предотвратить утечку жидкости под давлением, при этом создавая как можно меньше сопротивления крутящему моменту. Сопротивление крутящему моменту является мерой сопротивления шарнирного соединения вращению.
Эти уплотнения различаются по сложности в зависимости от области применения. Для простых поворотных фитингов, вращающихся менее чем на 360 градусов, уплотнение может представлять собой немногим более двух механически обработанных поверхностей, нагруженных друг на друга. Однако для вращающихся коллекторов могут потребоваться шарикоподшипники и подпружиненные уплотнения со вспомогательной нагрузкой за счет давления жидкости. Если давление в уплотнении не уравновешено (давление жидкости действует на противоположные стороны уплотнения), сопротивление крутящему моменту может возрастать с увеличением давления жидкости.
Как и в случае любого изделия, разработанного по индивидуальному заказу, производители могут поставить шарнирное соединение, отвечающее практически любой спецификации. Тем не менее, различные стандартные вертлюги доступны для разумной стоимости.
ПОДРОБНЕЕ: Объединение функций экономит время, снижает затраты, повышает качество
Конфигурации
Большинство поворотных фитингов являются стандартными элементами каталога и считаются специальными фитингами. Однако, в зависимости от их сложности и производителя, вращающиеся коллекторы часто являются техническими элементами, которые необходимо заказывать по специальному заказу, особенно если требуется более четырех независимых путей потока. Стандартные конфигурации шарнирных соединений включают прямоточные (где пути потока соосны) и прямоугольные (где выпускные отверстия перпендикулярны впускным отверстиям). Менее распространенной является конфигурация со смещением, которая по сути является прямоточной конструкцией с 9Колено 0 градусов на каждом конце.
Доступное пространство и прокладка жидкостной линии обычно определяют, какую конфигурацию следует использовать. Имейте в виду, что осевая длина и общий диаметр вращающегося коллектора увеличиваются с увеличением количества независимых путей потока. В некоторых случаях направляющие регулирующие клапаны могут быть установлены на вращающемся конце машины, чтобы обеспечить направление только двух общих путей потока (напорный и обратный) через вращающийся коллектор. В этом случае все клапаны подключаются к общим путям потока через обычный коллектор или линейную арматуру.
В некоторых случаях во вращающийся коллектор встроен клапан, позволяющий или блокирующий поток жидкости по мере того, как вращающийся элемент совершает оборот. Внутренние проходы открываются и закрываются при повороте коллектора, позволяя жидкости течь только тогда, когда вращающийся элемент находится в определенных положениях — установка, которая работает так же, как распределительный вал и толкатель кулачка. Как и в случае с кулачком, эту схему не так легко изменить, как при использовании клапанов с электрическим приводом. Однако это может быть очень удобно для приложений с повторяющимися фиксированными операциями, такими как таблица индексации.
Другие соображения включают сквозные отверстия и встроенные клапаны. Отверстие в центре вращающегося коллектора может быть необходимо для обеспечения доступа к электрическим линиям, валу или другим элементам машины, которые должны быть проложены от неподвижного элемента к вращающемуся.
Неправильный монтаж ротационного соединения может вызвать вибрацию. Способ крепления поворотного соединения к оборудованию также играет важную роль. Необходимо предусмотреть надлежащую поддержку ротационного соединения в зависимости от его веса и центра тяжести. Неправильное расположение моментного рычага по отношению к креплению может передавать боковую нагрузку, что может увеличить сопротивление крутящему моменту, повредить или сократить срок службы уплотнения. Монтажный фланец и моментный рычаг могут быть приварены или прикручены болтами к поворотному соединению в зависимости от применения. Вращающийся штуцер можно также покрасить или снабдить каким-либо другим средством для предотвращения коррозии металла.
Тип движения
Подобно тому, как шарнирные соединения и вращающиеся коллекторы должны иметь минимальное трение, чтобы обеспечить свободное вращение, шланги и трубопроводы должны передавать как можно меньшую внешнюю нагрузку на шарнирное соединение, если шарнирное соединение не спроектировано с соответствующими подшипниками для поддержки внешние нагрузки. В противном случае уплотнения могут преждевременно изнашиваться и давать течь. В крайних случаях само вращающееся соединение может сломаться.
Только веса компонентов — шлангов, трубок в сборе и фитингов — может быть достаточно, чтобы передать внешнюю нагрузку на вертлюг. Например, вес 10-футового. сечение спирально-навитого шланга и нагрузку, оказываемую жидкостью под давлением, можно легко недооценить или не заметить. Однако он может передавать значительную боковую нагрузку или изгибающий момент на шарнирное соединение.
Размер и монтаж
Шарнирное соединение должно иметь порты правильного размера и геометрии, чтобы в него можно было вставить рукава или трубки в сборе. Убедитесь, что на конструкции оборудования достаточно места для размещения шарнирного соединения. Для поворотных фитингов, как и для любых фитингов, чем выше номинальный расход, тем больше внутренний диаметр и внешняя оболочка фитинга. Для поворотных соединений между портами должен быть обеспечен достаточный зазор, чтобы можно было навинчивать и снимать резьбовые фитинги на концах шлангов и труб на коллекторе. Также имейте в виду физический размер вращающегося соединения. Чем больше трубопроводов проходит через коллектор, тем больше будет его общий размер.
Должны существовать средства либо для крепления вертлюга к конструкции, либо для крепления соединительного шланга и/или трубки к конструкции рядом с шарнирным соединением. Эта практика помогает предотвратить смещение из-за длинных участков неподдерживаемого шланга или трубки. Несоосность может передавать боковые нагрузки на вертлюг, вызывая вредные последствия, описанные выше. Боковая нагрузка также может быть введена путем принудительной установки смещенных жестких трубок в положение для монтажа. Узел может совмещаться, но срок службы и производительность шарнирного соединения могут пострадать.
Соображения по выбору
При выборе шарнирных соединений несоблюдение спецификаций производителей может привести к утечке, преждевременному выходу из строя соединения, преждевременному выходу из строя шланга или ко всем этим условиям. Превышение номинальных значений давления, опубликованных производителями, может привести к утечке жидкости из-за проталкивания жидкости мимо вращающихся уплотнений соединения.
Чрезмерное давление также может увеличить трение, что приведет к преждевременному износу и увеличению сопротивления крутящему моменту. Материал уплотнения также играет важную роль в контроле трения, так как более твердый материал может увеличить трение, но более стабилен при более высоких давлениях и температурах. Однако уплотнения из более мягкого материала могут уменьшить трение, но они нестабильны при высоких давлениях.
Также убедитесь, что шарнирное соединение совместимо с условиями применения — химическим составом используемой жидкости, рабочей температурой и внешней средой. Шарнирные соединения легко доступны из ковкого чугуна, стали, алюминия, латуни и других материалов, чтобы соответствовать химическому составу и температуре жидкости, уплотнителям и окружающей среде. Возможно, что еще более важно, доступны различные материалы уплотнений для работы с любой гидравлической жидкостью в широком диапазоне температур.
ПОДРОБНЕЕ: Как защитить гидравлические вертлюги от неблагоприятных сред
По возможности устанавливайте вертлюг так, чтобы он подвергался минимальному воздействию абразивных или коррозионных частиц. В некоторых случаях может потребоваться эластомерный чехол, сильфон или крышка, чтобы изолировать область уплотнения шарнирного соединения от очень грязной среды.
Эта статья была написана Винаем Патилом, инженером-конструктором из United Equipment Accessories.
Эта статья является частью электронной книги Power & Motion Fundamentals of Fluid Power: Hydraulics; загрузите полное руководство, чтобы узнать о новейших технологиях и методах проектирования для разработки современных гидравлических систем.
Поворотные уплотнения | Уплотнения высокого давления
Вращающиеся уплотнения
Поворотные уплотнения
Для уплотнения динамических, вращательных движений
Для перемещения жидкости или воздуха под давлением между неподвижным основанием и вращающейся конструкцией требуется гидравлический вертлюг. Эти вертлюги устраняют или сокращают дорогостоящие высокие – напорных шлангов в сборе и занимает мало места. Мы предлагаем широкий ассортимент вращающихся поворотных уплотнений, каждое из которых имеет специфические конструктивные особенности, позволяющие ему исключительно хорошо работать в той области применения, для которой оно было разработано.
Наши поворотные уплотнения классифицируются следующим образом:
Рассчитайте PV-рейтинг уплотнения, необходимого для вашего применения, с помощью калькулятора ниже:
PV-рейтинг вращающегося уплотнения AHPSeal дает представление о способности уплотнения выдерживать нагрузку, приложенную к уплотнению из-за уплотнительного давления, как вал вращается со скоростью. Чем выше рейтинг PV, тем выше способность уплотнения выдерживать более высокое сочетание давления и скорости вращения, причем 10 – самый высокий показатель. Это следует использовать только в качестве руководства для условий эксплуатации со смазкой, чтобы сузить круг возможных уплотнительных изделий. Уплотнения нельзя эксплуатировать при максимальном давлении и номинальной скорости одновременно!
Свяжитесь с одним из наших опытных инженеров по уплотнениям, чтобы выбрать лучшее уплотнение для вашего применения.
PV-рейтинговый калькулятор:
дюйм
Метрика (мм)
Диаметр вала:
Давление:
PV-рейтинг =
Шарнирные уплотнения высокого давления — класс PV от 7,0 до 9,0 — до 5000 фунтов на кв. дюйм*
Типичные области применения
Шарнирные соединения, барабаны для шлангов, гидравлические экскаваторы, гидравлические краны, погрузчики для бревен, лесозаготовительные машины, станки, поворотные столы, гидравлические приспособления, зажимные устройства подачи и другие.
Давление: до 5 000 фунтов на кв. дюйм (350 бар)* и специальные конструкции до 10 000 фунтов на кв. дюйм (690 бар) при низких поверхностных скоростях для давлений, превышающих 3 000 фунтов на кв. дюйм (210 бар), пожалуйста, свяжитесь с инженерами.
Температура: от -58 до 400°F (от -50 до 200°C) в зависимости от материала уплотнения
Поверхностная скорость: до 400 футов в минуту (2 м/с)* при более низком давлении в то же время.
Материалы: ПТФЭ композит, эластомеры и запатентованные материалы
Доступность: Подробнее… 2 недели оборот. Доступна услуга экспедирования.
Двунаправленные уплотнения – способны герметизировать давление с обеих сторон
Сравните
R68
R68
Внутреннее поворотное уплотнение с низким коэффициентом трения, без скачков и проскальзываний для среднего и высокого давления
Композитное уплотнение для уплотнения штока шарнирных соединений и поворотных муфт.
Конструкция представляет собой уплотнительное кольцо, приводящее в действие износостойкий колпачок из ПТФЭ. Крышка имеет масляные канавки на внутреннем диаметре для обеспечения смазки, а контурный внешний диаметр крышки соответствует уплотнительному кольцу, чтобы предотвратить прокручивание между крышкой и уплотнительным кольцом. Используется для давления до 5000*psi. Уплотнение может работать при очень высоком PV в течение коротких рабочих циклов. Небольшие количества доступны в течение 1-3 дней.
Рабочий диапазон
Материал
Максимальное давление
Температура
Скорость у поверхности
Применение
Сухой ход
PV-рейтинг
Permachem 6233
5000 фунтов на кв. дюйм (350 бар)
от -58 до 400°F (от -50 до 200°C)
ДА
9
Permachem 6235
5000 psi (350 бар)
от -58 до 400°F (от -50 до 200°C)
До 400 футов в минуту (2 м/с)
ДА
9
Duraloy 4736
5000 psi (350 бар)
от -58 до 400°F (от -50 до 200°C)
До 400 футов в минуту (2 м/с)
9029, низкий износ и износ0211
ДА
9
Сравнить
R68R
R68R
Внутреннее поворотное уплотнение малого сечения с низким коэффициентом трения
Композитное уплотнение для уплотнения штока шарнирных соединений и поворотных муфт.
Это уплотнение предназначено для модернизации сальников с уплотнительными кольцами, чтобы свести к минимуму трение в системе и обеспечить надежное уплотнение на штоке. Он используется там, где радиальные канавки должны быть как можно меньше. До 3500*psi. Небольшие количества доступны в течение 1-3 дней.
Рабочий диапазон
Материал
Максимальное давление
Температура
Скорость у поверхности
Применение
Сухой ход
PV-рейтинг
Permachem 6233
3500 фунтов на кв. дюйм (240 бар)
от -58 до 400°F (от -50 до 200°C)
ДА
7
Permachem 6235
3500 фунтов на кв. дюйм (240 бар)
от -58 до 400°F (от -50 до 200°C)
До 400 футов в минуту (2 м/с)
ДА
7
Duraloy 4736
3500 фунтов на кв. дюйм (240 бар)
от -58 до 400°F (от -50 до 200°C)
До 400 футов в минуту (2 м/с)
9029, низкий износ и износостойкость0211
ДА
7
Сравнить
R67R
R67R
Внешнее поворотное уплотнение малого сечения с низким коэффициентом трения
Композитное уплотнение для герметизации отверстий шарнирных соединений и поворотных муфт.
Это уплотнение предназначено для модернизации сальников с уплотнительными кольцами, чтобы свести к минимуму трение в системе и обеспечить надежное уплотнение отверстия. Он используется там, где радиальные канавки должны быть как можно меньше. До 3500*psi. Небольшие количества доступны в течение 1-3 дней.
Рабочий диапазон
Материал
Максимальное давление
Температура
Скорость у поверхности
Применение
Сухой ход
PV-рейтинг
Permachem 6233
3500 фунтов на кв. дюйм (240 бар)
от -58 до 400°F (от -50 до 200°C)
ДА
7
Permachem 6235
3500 фунтов на кв. дюйм (240 бар)
от -58 до 400°F (от -50 до 200°C)
До 400 футов в минуту (2 м/с)
ДА
7
Duraloy 4736
3500 фунтов на кв. дюйм (240 бар)
от -58 до 400°F (от -50 до 200°C)
До 400 футов в минуту (2 м/с)
9029, низкий износ и износостойкость0211
ДА
7
Сравнить
R67
R67
Внешнее поворотное уплотнение с низким коэффициентом трения, без скачкообразного скольжения для среднего и высокого давления
Композитное уплотнение для герметизации отверстий шарнирных соединений и поворотных муфт.
Конструкция представляет собой уплотнительное кольцо, приводящее в действие износостойкий колпачок из ПТФЭ. Крышка имеет масляные канавки на внешнем диаметре для обеспечения смазки, а контурный внутренний диаметр крышки соответствует уплотнительному кольцу, чтобы предотвратить прокручивание между крышкой и уплотнительным кольцом. Используется для давления до 5000*psi. Уплотнение может работать при очень высоком PV в течение коротких рабочих циклов. Небольшие количества доступны в течение 1-3 дней.
Рабочий диапазон
Материал
Максимальное давление
Температура
Скорость у поверхности
Применение
Сухой ход
PV-рейтинг
Permachem 6233
5000 фунтов на кв. дюйм (350 бар)
от -58 до 400°F (от -50 до 200°C)
ДА
9
Permachem 6235
5000 psi (350 бар)
от -58 до 400°F (от -50 до 200°C)
До 400 футов в минуту (2 м/с)
ДА
9
Duraloy 4736
5000 psi (350 бар)
от -58 до 400°F (от -50 до 200°C)
До 400 футов в минуту (2 м/с)
9029, низкий износ и износ0211
ДА
9
Сравнить
Сравните
Доступны специальные конструкции уплотнений и уплотнения собственной разработки. Пожалуйста, свяжитесь с инженерами, чтобы получить наилучшее уплотнение для ваших вращающихся уплотнений.
Шарнирные уплотнения сверхвысокого давления – PV-рейтинг: от 7,0 до 10,0 – до 10 000 фунтов на квадратный дюйм*
Типичные области применения бурение и другие.
Рабочий диапазон
Температура: от -58 до 400°F (от -50 до 200°C) в зависимости от материала уплотнения для давления, превышающего 3000 фунтов на кв. дюйм (210 бар), свяжитесь с инженерами.
Поверхностная скорость : до 500 футов в минуту (2,5 м/с)*
PV-рейтинг: от 7,0 до 10,0 в зависимости от конструкции уплотнения и материала Уплотнения не могут одновременно работать при максимальном давлении и скорости время.
Материалы: ПТФЭ композит, эластомеры и запатентованные материалы
Наличие: Подробнее… 2 недели оборот. Экспедиционная служба доступна
Сравните
Сравните
Доступны специальные конструкции уплотнений и уплотнения собственной разработки. Пожалуйста, свяжитесь с инженерами, чтобы получить наилучшее уплотнение для ваших вращающихся уплотнений.
Поворотные уплотнения с низким коэффициентом трения – класс PV: от 7,0 до 9,0 ротационные соединения для МРТ/МРТ и др.
Рабочий диапазон
Температура: от -58 до 400°F (от -50 до 200°C) в зависимости от материала уплотнения
Давление: до 5000 фунтов на кв. превышает 3000 фунтов на кв. дюйм (210 бар), обратитесь в инженерную службу.
Поверхностная скорость: до 1200 футов в минуту (6 м/с)*
Рейтинг PV: от 7,0 до 9,0 в зависимости от конструкции уплотнения и материала Уплотнения не могут одновременно работать при максимальном давлении и скорости.
Материалы: ПТФЭ композит, эластомеры и запатентованные материалы
Наличие: Подробнее… Срок изготовления 2 недели, возможно ускоренное обслуживание.
R68
R68
Внутреннее поворотное уплотнение с низким коэффициентом трения, без скачков и проскальзываний для среднего и высокого давления
Композитное уплотнение для уплотнения штока шарнирных соединений и поворотных муфт.
Конструкция представляет собой уплотнительное кольцо, приводящее в действие износостойкий колпачок из ПТФЭ. Крышка имеет масляные канавки на внутреннем диаметре для обеспечения смазки, а контурный внешний диаметр крышки соответствует уплотнительному кольцу, чтобы предотвратить прокручивание между крышкой и уплотнительным кольцом. Используется для давления до 5000*psi. Уплотнение может работать при очень высоком PV в течение коротких рабочих циклов. Небольшие количества доступны в течение 1-3 дней.
Рабочий диапазон
Материал
Максимальное давление
Температура
Скорость у поверхности
Применение
Сухой ход
PV-рейтинг
Permachem 6233
5000 фунтов на кв. дюйм (350 бар)
от -58 до 400°F (от -50 до 200°C)
ДА
9
Permachem 6235
5000 psi (350 бар)
от -58 до 400°F (от -50 до 200°C)
До 400 футов в минуту (2 м/с)
ДА
9
Duraloy 4736
5000 psi (350 бар)
от -58 до 400°F (от -50 до 200°C)
До 400 футов в минуту (2 м/с)
9029, низкий износ и износ0211
ДА
9
Сравнить
VS-RS19B
VS-RS19B
Однокромочное V-образное пружинное уплотнение вращающегося вала для экстремальных условий эксплуатации.
Это уплотнение обеспечивает длительный срок службы и низкое трение для применения в экстремальных условиях в широком диапазоне температур.
Это уплотнение предназначено для применений с высоким значением PV, характеризующихся высоким давлением и низкой скоростью. Это уплотнение имеет маленькое поперечное сечение и доступно во многих материалах, специально предназначенных для работы с агрессивными химическими веществами и средами. Также доступны в небольших количествах для ремонта и замены уплотнений в течение 1-3 дней.
Рабочий диапазон
Материал
Непрерывное давление
Макс. скачок давления
Температура
Скорость у поверхности
Применение
Сухой ход
Permachem 6233
3000 фунтов на квадратный фунт (210BAR)
3,500PSI (240BAR)
-58 до 400 ° F (от -50 до 200 ° C)
До 1,200 ° F (от -50 до 200 ° C)
До 1,200 ° F (от -50 до 200 ° C)
до 1,200 ° F (от -50 до 200 ° C)
до 1. 200 ° F (от -50 до 200 ° C)
110 до 1.200 ° F (от -50 до 200 ° C)
до 1.200 ° F (-50 до 200 ° C)
110 до 100. стандартная масляная смазка, жидкости на водной основе с высоким содержанием воды
ДА
9
Permachem 6235
3000 фунтов на квадратный дюйм (210BAR)
3,500PSI (240BAR)
-58 до 400 ° F (от -50 до 200 ° C)
до 1 2000 ° (от -50 до 200 ° C)
. материал, газообразная среда, соответствует требованиям FDA
ДА
9
Duraloy 4736
3000 фунтов на кв. дюйм (210 бар)
3500 фунтов на кв. дюйм (240 бар)
от -58 до 400°F (от -50 до 200°C)
До 1200 футов в минуту (6 м/с)
низкий износ и истирание, длительный срок службы
ДА
9
Сравнить
R68R
R68R
Внутреннее поворотное уплотнение малого сечения с низким коэффициентом трения
Композитное уплотнение для уплотнения штока шарнирных соединений и поворотных муфт.
Это уплотнение предназначено для модернизации сальников с уплотнительными кольцами, чтобы свести к минимуму трение в системе и обеспечить надежное уплотнение на штоке. Он используется там, где радиальные канавки должны быть как можно меньше. До 3500*psi. Небольшие количества доступны в течение 1-3 дней.
Рабочий диапазон
Материал
Максимальное давление
Температура
Скорость у поверхности
Применение
Сухой ход
PV-рейтинг
Permachem 6233
3500 фунтов на кв. дюйм (240 бар)
от -58 до 400°F (от -50 до 200°C)
ДА
7
Permachem 6235
3500 фунтов на кв. дюйм (240 бар)
от -58 до 400°F (от -50 до 200°C)
До 400 футов в минуту (2 м/с)
ДА
7
Duraloy 4736
3500 фунтов на кв. дюйм (240 бар)
от -58 до 400°F (от -50 до 200°C)
До 400 футов в минуту (2 м/с)
9029, низкий износ и износостойкость0211
ДА
7
Сравнить
R67R
R67R
Внешнее поворотное уплотнение малого сечения с низким коэффициентом трения
Композитное уплотнение для герметизации отверстий шарнирных соединений и поворотных муфт.
Это уплотнение предназначено для модернизации сальников с уплотнительными кольцами, чтобы свести к минимуму трение в системе и обеспечить надежное уплотнение отверстия. Он используется там, где радиальные канавки должны быть как можно меньше. До 3500*psi. Небольшие количества доступны в течение 1-3 дней.
Рабочий диапазон
Материал
Максимальное давление
Температура
Скорость у поверхности
Применение
Сухой ход
PV-рейтинг
Permachem 6233
3500 фунтов на кв. дюйм (240 бар)
от -58 до 400°F (от -50 до 200°C)
ДА
7
Permachem 6235
3500 фунтов на кв. дюйм (240 бар)
от -58 до 400°F (от -50 до 200°C)
До 400 футов в минуту (2 м/с)
ДА
7
Duraloy 4736
3500 фунтов на кв. дюйм (240 бар)
от -58 до 400°F (от -50 до 200°C)
До 400 футов в минуту (2 м/с)
9029, низкий износ и износостойкость0211
ДА
7
Сравнить
R67
R67
Внешнее поворотное уплотнение с низким коэффициентом трения, без скачкообразного скольжения для среднего и высокого давления
Композитное уплотнение для герметизации отверстий шарнирных соединений и поворотных муфт.
Конструкция представляет собой уплотнительное кольцо, приводящее в действие износостойкий колпачок из ПТФЭ. Крышка имеет масляные канавки на внешнем диаметре для обеспечения смазки, а контурный внутренний диаметр крышки соответствует уплотнительному кольцу, чтобы предотвратить прокручивание между крышкой и уплотнительным кольцом. Используется для давления до 5000*psi. Уплотнение может работать при очень высоком PV в течение коротких рабочих циклов. Небольшие количества доступны в течение 1-3 дней.
Рабочий диапазон
Материал
Максимальное давление
Температура
Скорость у поверхности
Применение
Сухой ход
PV-рейтинг
Permachem 6233
5000 фунтов на кв. дюйм (350 бар)
от -58 до 400°F (от -50 до 200°C)
ДА
9
Permachem 6235
5000 psi (350 бар)
от -58 до 400°F (от -50 до 200°C)
До 400 футов в минуту (2 м/с)
ДА
9
Duraloy 4736
5000 psi (350 бар)
от -58 до 400°F (от -50 до 200°C)
До 400 футов в минуту (2 м/с)
9029, низкий износ и износ0211
ДА
9
Сравнить
Имеются уплотнения для конкретных применений и запатентованные конструкции. Свяжитесь с инженером, чтобы получить наилучшее уплотнение для ваших вращающихся уплотнений.
Уплотнительные материалы : Выбор наилучшего материала имеет решающее значение для достижения наилучших характеристик уплотнения. Наш широкий ассортимент передовых стандартных, высоко- и низкотемпературных материалов включает: высокоэффективный полиуретан, нитрил, Viton®, H-Nbr, PTFE (PTFE), наполненный PTFE, Aflas®, Hytrel®, Kalrez®, EPDM, Силикон, материалы, соответствующие требованиям FDA, нейлон, Nylatron®, POM, UHMWPE, Tefzel® и Peek, а также наши запатентованные специализированные материалы Duraloy™, Duralast™ и Permachem™. Дополнительная информация о материалах
*Максимальные значения зависят от материала уплотнения, конфигурации уплотнения, рабочей среды, температуры, давления, скорости поверхности, динамической чистоты рабочей поверхности и рабочей среды. Представленные данные являются рекомендациями для идеальных условий эксплуатации. Уплотнения не могут одновременно работать при максимальном давлении и скорости.
Для проверки состояния двигателей, а также для повышения надежности и устранения неисправностей периодический проводят текущий и капительный ремонт электродвигателя.
В перечень работ входит
полная разборка с выемкой ротора,
осмотр,
чистка и
проверка статора,
устранение обнаруженных дефектов.
Специалисты осуществляют перебандажировку схемной части обмотки статора, покраску расточки статора и лобовых частей обмотки, переклиновку ослабевших клиньев. Также ремонт включает в себя проверку и промывку подшипников скольжения, проведения профилактических испытаний, замену подшипников качения.
Что касается текущего ремонта, то он представляет собой замену масла, измерение зазоров в подшипниках скольжения, добавление и замену смазки, осмотр в подшипниках качения сепараторов, обдувку и чистку ротора и статора при снятой задней крышке, а также осмотр обмоток. Периодичность текущих и капитальных ремонтов устанавливается согласно местным правилам. Ремонт должен быть обоснован для каждой группы электродвигателей. Необходимо учитывать температуру, загрязненность окружающего воздуха, требования завода-изготовителя. Все это позволяет выявить недостаточную надежность отдельных узлов.
Капитальный ремонт электродвигателей, которые правильно работают без перебоев и замечаний проводят во время ремонта основных агрегатов, на которые устанавливается техника, т.е. один раз в 5 лет. Это позволяет обеспечить одинаковые уровни надежности двигателей и основного агрегата. Текущий ремонт проводиться раз в два года. Для сокращения трудозатрат на работы по подготовке рабочего места и по центровке ремонт двигателя целесообразно совмещать с ремонтом механизма, на которого они установлены. Еще одним этапов ремонта является разборка двигателя.
Для разборки электродвигатель стропится на крюк подъемного устройства за ремболт, а также разворачивается на фундаменте и перемещается на свободное место. Капитальный ремонт электродвигателя включает снятие и установку полумуфты. Для надежной работы в большинстве случаев полумуфты устанавливают с напряженной посадкой. Диаметр отверстия в полумуфте равен номинальному диаметру выступающего конца вала и превышает его на 0,03-0,04 мм. Снятие полумуфт лучше всего производить с помощью съемника. Установка данного элемента на вал крупных двигателей производят с подогревом до 250°С, когда оловянные пруток начинает плавиться.
После снятия полумуфты замеряют зазоры между ротором и статором, а также в подшипниках. Отклонение от среднего значения зазора не может превышать ±10 %. При наличии над электродвигателем монорельса или крана ввод и выемку ротора в статор проще всего производить с использованием скобы. На конец вала ротора надевается скоба ступицей, а также стропится на крюк подъемного устройства. После этого ротор выводят из статора и укладывают в удобном месте. Также в ремонт входит осмотр двигателя и статора. При осмотре активной стали необходимо удостовериться в плотности прессовки, проверить прочность крепления в каналах распорок.
При слабой прессовке происходит вибрация листов, за счет чего разрушается межлистовая изоляция стали, а также местный нагрев обмотки. Зубцы истираются, портится обмотка статора. Листы от длительной вибрации могут отломиться, врезаться в пазовую изоляцию обмотки статора. Уплотнение листов проводится с помощью закладки листочков слюды с забивкой гетинаксовых клиньев и с лаком. При осмотре ротора проверяют состояние вентиляторов и креплений, плотность посадки в пазах стержней обмотки, обрыва стержней, отсутствие трещин.
Узнать цены можно в Прайс листе
Ремонт электродвигателей
Срочный Ремонт электродвигателей по Москве и области от Peremotka2. подробнее
Балансировка
У электродвигателя с идеальной балансировкой ось инерции ротора должна совпадать с осью вращения. подробнее
Ремонт асинхронного двигателя
Наиболее распространенным мотором в нашей жизни признан – асинхронный электродвигатель. подробнее
Перемотка электродвигателей
Перемотка электродвигателей – сложная и ответственная работа, которую должен выполнять профессиональный специалист, имеющий достаточный опыт и навык производства данного вида услуг. подробнее
Как капитальный ремонт электрических двигателей на корабле и в промышленности?
Нет комментариев о том, как капитально отремонтировать электрические двигатели на кораблях и в промышленности? сотворенное имеет самостоятельную жизнь; и требуется надлежащий уход и техническое обслуживание, чтобы продлить срок их службы. Электрический двигатель с его пятью основными частями; ротор, статор, обмотка, клеммная коробка и подшипники время от времени требуют капитального ремонта для обеспечения безопасной работы. Если не; первое, что происходит, это постепенное уменьшение сопротивления изоляции.
Это приводит к короткому замыканию и выходу из строя электродвигателей. Таким образом обеспечить безопасность и работу электродвигателей; первая линия защиты — добавить надлежащую вентиляцию и антиконденсационные обогреватели для поддержания сухости. Но все равно продолжается отложение пыли, масла, жира и влаги; вместе с растущим возрастом изоляции делает капитальный ремонт системы еще более важным.
Другая основная причина капитального ремонта электродвигателя; это при контакте с водой. Есть общее понимание о капитальном ремонте всех электродвигателей; в случае затопления машинного отделения или протечек воды. Процесс включает в себя полную разборку электродвигателя, визуальный осмотр, проверку изоляции, ремонт, окончательную проверку и повторную сборку.
Давайте подробно узнаем о том, что это такое на самом деле, о процессах и о том, что они означают для обслуживания электродвигателей.
Требования и меры безопасности при проведении технического обслуживания
Перед техническим обслуживанием или ремонтом необходимо принять меры предосторожности; будь то на корабле, работая в береговой промышленности или в вашей собственной мастерской. Получить надлежащее разрешение от соответствующих органов; перед работой с любым из электродвигателей. Если требуется, сообщите заранее; и подготовить документацию для ремонта.
Расположите все изолированные и специальные инструменты, необходимые для ремонта, в соответствии с рекомендациями производителя. Носите все средства индивидуальной защиты, такие как; защитная одежда, перчатки, обувь и самая важная каска, доступные на корабле и промышленном комплексе. Вы можете легко получить все это на Amazon по ссылке здесь для своего семинара или личного использования.
Изолировать указанный электродвигатель от основного источника питания; и слейте воду из соответствующей подключенной системы перед проверкой и ремонтом. Убедитесь, что двигатель электрически заземлен; к корпусу корабля или нейтральной земле, как в промышленности. После этого изолируйте любое электрическое соединение с электродвигателем на месте.
Перед отправкой на корабль убедитесь, что все необходимые запасные части доступны. Поместите обозначенный знак «MAN AT WORK» в различных частях машинного отделения, например, на корабле или в рабочем пространстве в промышленности. Теперь начните процедуру капитального ремонта с демонтажа кожуха двигателя и первоначального визуального осмотра; о чем мы поговорим ниже.
Процедура технического обслуживания Капитальный ремонт электродвигателей
Основной целью технического обслуживания электродвигателя является обеспечение; низкое контактное сопротивление, высокое сопротивление изоляции, смазка подшипников, надлежащий воздушный зазор и общая сухость узла двигателя. В идеале двигатель должен иметь очень меньший воздушный зазор между ротором и статором; постепенно уменьшаются еще больше с течением времени, когда вал отклоняется от своей оси вращения.
Ни при каких обстоятельствах обмотки ротора и статора не должны тянуться друг к другу; так как будет неэкономично потом ремонтировать мотор. Таким образом, электрические двигатели пересматриваются и ремонтируются в зависимости от их рабочего времени. Если вы обратите внимание на предоставленный контрольный список технического обслуживания; вы заметите, что вся операция состоит из пяти основных частей.
Сборка, визуальный осмотр, очистка, испытания, ремонт, смазка и ремонт подшипников, повторная сборка и проверка работоспособности. Подробнее о каждом из них мы поговорим ниже по отдельности.
1 ) Разборка электродвигателя
Первым шагом при разборке электродвигателя является решение о том, следует ли его разбирать на месте или не на месте; исходя из его размера, ориентации и легкости демонтажа. После того, как решили отключить электропитание насоса; открыть местную точку подключения и проверить сопротивление изоляции. Когда-то сделали; локально изолируйте насос, удалив провода, подсоединяемые к разным клеммным точкам.
Отделите узел двигателя от любой связанной системы, такой как насосы и компрессоры. Теперь, используя цепной блок, медленно поднимите двигатель в сборе и положите его горизонтально на плоскую поверхность, сохранив все его прокладки, гайки, болты и другое связанное оборудование.
Теперь с помощью гаечного ключа определенного размера снимите все крепления (гайки-болты) с передней крышки двигателя. Посмотрите, легко ли снимается крышка или нет; если нет, слегка постучите по крышке мягким молотком. Теперь снимите крышку или корпус и нанесите на него метки; затем повторите процесс с другой стороны двигателя на торцевом корпусе или крышке.
Иногда может потребоваться снять подшипники с вала. В одном из таких условий используйте гидравлический или механический разделитель подшипников с малыми и средними электродвигателями; в то время как используйте подпружиненный гидравлический съемник подшипников для больших двигателей, как на корабле, так и в тяжелой промышленности. Комплект разветвителей подшипников стоит в среднем от 40 до 120 долларов; нажмите здесь, чтобы проверить его текущую цену на Amazon.
Теперь В зависимости от размера двигателя используйте цепной блок, руки или узел гидравлического ролика, чтобы снять его ротор. Уделите особое внимание тому, чтобы обмотка статора ни при каких обстоятельствах не соприкасалась с ротором; во время процесса, так как он повреждает ротор и статор в сборе. После этого двигатель готов к осмотру.
2 ) Визуальный осмотр электродвигателя
Первое, что мы ищем в демонтированном электродвигателе; это признаки пыли и влаги. Пыль является единственным источником повреждений из-за локального перегрева; в то время как влага приводит к резкому снижению сопротивления изоляции. Осматриваем статор, его обмотки, сердечник, узел ротора и подшипники; вместе с уплотнениями, щетками и их держателями при наличии.
Осматриваем обмотку статора вблизи на наличие признаков повреждения или локального перегрева. Обмотки имеют тенденцию терять свой первоначальный цвет, когда они подвергаются перегреву. Внимательно осмотрите его сердечник на предмет любых признаков работы или повреждений из-за любого контакта с узлом ротора; в основном из-за изношенного или неисправного подшипника.
Много раз вы можете легко заметить запах гари при разборке; вызвано перегревом обмоток в последнее время. Затем быстро осмотрите узел ротора на наличие признаков повреждения; так как он обычно практически не требует обслуживания за весь срок службы двигателя. Большинство роторов ламинированы с использованием стального сердечника, что дополнительно помогает обнаружить любые признаки повреждения.
После выполнения; единственные две вещи, на которые нужно обратить внимание, это вентиляционные каналы и исправность подшипников. Электродвигатели с открытой системой вентиляции; как правило, проблема с забитыми или слишком грязными впускными отверстиями для воздуха. Эти порты должны быть в хорошем состоянии вместе со всеми связанными вентиляторами; для обеспечения адекватного охлаждения.
Для обнаружения износа или повреждения подшипников; слушая звуки, которые он издает, и свободу при вращении вала. Другой метод заключается в использовании портативных детекторов вибрации. Но в большинстве случаев мы просто заменяем их в зависимости от их часов работы.
3 ) Восстановление электродвигателя
Восстановление электродвигателей означает очистку, ремонт и замену деталей, если это необходимо. Начните с очистки вентиляционных каналов в двигателе, а затем обмотки и связанных с ней частей. Используйте мягкую струю воздуха под давлением не более 1,8 бар, чтобы сдуть пыль с поверхности. При необходимости вы также можете использовать неионогенный растворитель на водной основе; очистить от мусора, пыли и посторонних частиц.
При затоплении двигателя морской водой на судах и в морском применении; промойте двигатель пресной водой. Затем с помощью маломощного обогревателя или лампы; высушите систему надлежащим образом (используя внешний вентилятор), чтобы помочь парам выйти из узла двигателя.
В местах, где вы обнаружили признаки перегрева; найти возможную причину и устранить ее. Используйте аналогичную тактику, например, нагревательный змеевик и обмотку, чтобы улучшить сопротивление изоляции. Не нагревайте катушки или обмотку более чем на 120 градусов Цельсия; с помощью электронагревателя или витковой печи.
Снимите подшипники и замените их новыми в зависимости от количества часов работы, повреждений или признаков смещения. Если есть только небольшое увеличение вибрации; это можно решить, вытащив подшипник, очистив его, а затем нанеся соответствующую смазку и смазку. Если кажется, что на обмотке много следов ожогов, повреждений или ее просто трудно восстановить; пришло время сжечь и зачистить старую обмотку и соответственно перемотать.
4 ) Повторная сборка электродвигателей и окончательное испытание
В последний раз нагрейте обмотки и проверьте сопротивление изоляции, чтобы сравнить его с предыдущими показаниями. Теперь очистите вал ротора хорошей чистой тканью или салфеткой; и нанесите на него легкое масло или смазку. Поместите новый подшипник вдоль буртика вала ротора. Медленно нажимайте на подшипник, пока он не пойдет свободно; затем мягко постучите молотком по внутреннему краю подшипника, чтобы протолкнуть его дальше в исходное положение.
Теперь установите стопорную гайку подшипника или шпонку на место и установите торцевую крышку на верхнюю часть вала ротора. Затем поместите узел ротора вместе с торцевой крышкой или корпусом внутрь статора, сохраняя его выравнивание. Используйте мягкий молоток, чтобы надавить на торцевую крышку на верхней части вала ротора. После размещения внутри используйте крепежные детали и стопорную гайку, чтобы зафиксировать положение.
Поместите торцевую крышку с другой стороны двигателя вместе с вентилятором, если он есть, и упакуйте систему; скрепив их между собой с помощью контргайки, стяжной тяги и болтов методом обратной затяжки. После повторной сборки верните двигатель в исходное положение с помощью цепного блока; и закрепите на фундаменте с помощью крепежных деталей, прокладок и других фиксирующих устройств.
Убедитесь, что он надежно закреплен на фундаменте или блоке и не смещен. Если это так, выполните необходимые регулировки перед повторным подключением к насосу или связанной с ним системе. Подсоедините электрические соединения и проведите окончательное тестирование в последний раз; не забудьте проверить свободность вала.
Если все в порядке, пришло время запустить двигатель и некоторое время понаблюдать за его работой, прежде чем принять решение о его пригодности до следующего технического обслуживания.
Что не так с двигателем и как определить проблемы?
Посмотрим правде в глаза; не у всех есть такая роскошь, как у нас (морских инженеров) для проведения планово-предупредительного ремонта. В то время как профилактическое плановое обслуживание является эффективным и экономит деньги в долгосрочной перспективе; не каждый способен тратиться на ненужный ремонт, когда детали еще исправны и не повреждены.
Поэтому важно знать, что обычно выходит из строя в электродвигателе; и как идентифицировать их непосредственно перед тем, как произойдет какое-либо серьезное повреждение. Хотя электрические двигатели могут работать со сбоями по-разному; но только восемь причин составляют большую часть проблемы.
Экстремальные условия эксплуатации, перегрузка по току, вибрация, низкое сопротивление изоляции, перегрев, грязь и влага. Давайте разберемся с каждым из них, как они приводят к сбоям и проблемам один на один.
1 ) Экстремальные рабочие условия
Каждая когда-либо созданная машина, включая электродвигатели, проходит испытания и рассчитана на работу с максимальной производительностью; в определенном диапазоне рабочих условий. Один из важных факторов, который играет роль в определении срока службы двигателя или регулярности его обслуживания; температура окружающего пространства и самого двигателя.
Двигатель предназначен для эффективной работы в диапазоне температур от -25 до 45 градусов Цельсия. Продолжительная работа в условиях ниже и выше; приводит к изменению сопротивления изоляции и срока службы подшипников. Точно так же плохая гигиена, такая как плохая вентиляция или забитые вентиляционные отверстия двигателя; может привести к перегреву и перегоранию обмотки.
2 ) Перегрузка по току
Электрические двигатели потребляют ток в своей обмотке, чтобы создать поле, необходимое для создания крутящего момента. Теперь, когда через эти обмотки проходит ток больше заявленного; ситуация называется сверхтоком. Эти обмотки рассчитаны на безопасную передачу номинального тока в течение неопределенного интервала времени.
Состояние перегрузки по току может быть вызвано коротким замыканием, высоким или слишком низким напряжением, заставляющим обмотки потреблять большой ток. Это может привести к перегреву и возгоранию обмотки. Кроме того, это негативно влияет на сопротивление изоляции и электрических контактов.
3 ) Вибрация
Вибрация в электродвигателях может быть вызвана рядом причин, включая: плохое крепление двигателей к платформе, неправильная центровка, поврежденные подшипники и коррозия. Он может быть как внешним, так и внутренним; внешняя вибрация ослабляет крепления, электрические соединения и стопорную гайку, а внутренняя вибрация приводит к повреждению и истиранию поверхностей.
Помимо естественного износа, это также отрицательно влияет на эффективность и выходную мощность; и поэтому нужно держать под контролем. Это можно сделать путем надлежащего технического обслуживания и регулярного контроля уровня вибрации.
4 ) Низкое сопротивление изоляции
Одна из основных причин отказа двигателя; более низкое сопротивление изоляции является причиной почти 70 процентов общего отказа двигателя. Это ситуация, при которой сопротивление изоляции со временем уменьшается; создавая возможности для протекания тока утечки и короткого замыкания крыльев. Хотя легко узнать о его эффектах, его сложнее обнаружить вовремя.
Изначально сопротивление изоляции имеет значение сопротивления до 1 МОм; но со временем сопротивление жаре, влаге и повреждениям постепенно снижается до угрожающих размеров. В таком состоянии уже не избежать электрического контакта между проводником и обмоткой; что приводит к короткому замыканию обмотки двигателя.
5 ) Перегрев
Если более низкое сопротивление изоляции является причиной всех проблем двигателя; перегрев определенно его отец. Обычно двигатель может перегреваться при очень высоком или слишком низком напряжении; когда он потребляет больше тока в обмотке, тогда он действительно должен в первую очередь выделять много тепла.
Еще одной причиной перегрева электродвигателей является плохая вентиляция воздуха, перегрузка и слишком высокая температура окружающей среды. Это приводит к потере изоляции, потере мощности и КПД в краткосрочной перспективе и перегоранию обмотки, повреждению подшипников и повреждению статора в долгосрочной.
6 ) Грязь и влага
Посторонние частицы, такие как пыль и мелкие металлические детали, могут прилипать к вентиляционным каналам и препятствовать доступу свежего воздуха. Кроме того, осевшая на обмотках пыль препятствует правильному отводу тепла и часто приводит к перегреву. Нередко мелкие кусочки металла или камня попадают между статором и узлом ротора; ограничение движения вала.
С другой стороны, влага может вызвать коррозию деталей электродвигателя, одновременно уменьшая изоляцию. Он цепляется за вал, ротор и подшипники, вызывая коррозию и ограничивая их работу. Это приводит к току утечки, потере эффективности и повреждению деталей из-за коррозии, что делает двигатель неработоспособным.
Распространенная проблема, указывающая на сценарии
Любое колебание вала наряду с повышенной вибрацией и шумом указывает на несоосность и износ подшипников.
Любой резкий запах, например, горящих проводов или пластика, свидетельствует о перегреве.
Если кожух или корпус двигателя нагреваются, это признак несоответствующих или забитых вентиляционных отверстий.
Любые признаки искры в системе указывают на ослабление электрического соединения или физическое повреждение ротора и статора.
Если его производительность снизилась в последнее время и внезапно остановилась во время работы; явный признак короткого замыкания обмотки.
Читайте также:
Почему мы поддерживаем небольшой вакуум в атмосферном конденсаторе?
Типы пожарных извещателей и принцип их работы
Что такое бортовой журнал и для чего они используются?
Генератор пресной воды – как морская вода становится пригодной для питья!
Знаете ли вы, что мы пишем сообщения по вашему запросу?
Запросите свою тему!
3 причины, по которым пора капитально отремонтировать двигатель среднего напряжения
Инженеры-электрики часто используют двигатели среднего напряжения (СН) в проектах, требующих высокой выходной мощности. Низковольтные двигатели потребуют либо более длинных кабелей, либо более высоких токов, чтобы соответствовать более высокой электрической мощности. Следовательно, двигатели среднего напряжения более экономичны, чем двигатели низкого напряжения для тяжелых применений, поскольку они потребляют меньше энергии как в производственных, так и в рабочих процессах.
Тем не менее, регулярный осмотр и ремонт необходимы для эффективной работы двигателей. Иногда ваш двигатель среднего напряжения может даже иметь признаки износа, такие как клубы дыма, странные звуки или даже постоянный перегрев. В этих случаях вашему двигателю среднего напряжения может потребоваться капитальный ремонт.
Процесс капитального ремонта двигателя включает разборку двигателя для проверки любых отдельных частей, которые повреждены или неисправны. Если эти детали необходимо отремонтировать или даже заменить, инженер сделает это соответствующим образом. После этого инженер или механик соберет эти детали обратно, чтобы ваш двигатель работал как новый.
Поскольку существуют различные части вашего двигателя, которые могут вызывать его неисправности, может быть трудно точно определить причину капитального ремонта вашего двигателя. Вот несколько причин, по которым вам может потребоваться капитальный ремонт двигателя среднего напряжения.
Катушки вашего двигателя среднего напряжения могут нуждаться в перемотке
Катушки двигателя изолированы для предотвращения прохождения тока через витки проводов. Обмотки двигателя могут быть закорочены из-за скачков высокого напряжения или перегрева, что привело к старению изоляции. Закороченные катушки двигателя могут сжечь остальную часть вашего двигателя, что приведет к полной неисправности.
Другие причины включают заземление двигателя. Когда двигатель заземлен, электричество течет к заземляющему проводу, а не по исходному электрическому пути. Недостаточное сопротивление для облегчения потока электричества, в результате чего ток течет без надлежащего контролируемого направления. Неконтролируемое протекание тока представляет угрозу безопасности и может привести к поражению электрическим током.
Перемотка двигателя улучшает теплопроводность и изоляцию двигателя. Это необходимо не только для обеспечения безопасности, но также повышает экономическую эффективность и общую функциональность вашего двигателя.
Некоторые детали вашего двигателя среднего напряжения могут быть загрязнены.
Необходимо часто смазывать детали вашего двигателя, чтобы обеспечить его плавную и эффективную работу. Однако накопление масла и смазки с течением времени является естественным. Накопление вещества приводит к закупорке воздуховодов и промежутков между частями двигателя, которые должны содержаться в чистоте и порядке. Заблокированные воздушные каналы не позволят двигателю остыть во время работы, что приведет к перегреву и, в конечном итоге, к выходу двигателя из строя.
Загрязнение также увеличивает риск коррозии. Детали двигателя должны содержаться в чистоте, не допуская длительного контакта с водой и маслом. Смазочные материалы могут содержать серу, а серная кислота может вызывать коррозию металлических деталей и разрушать защитные пленки. Вода также увеличивает вероятность появления ржавчины.
Возможно, потребуется заменить подшипники вашего двигателя
Неисправность подшипника может стать причиной капитального ремонта вашего двигателя среднего напряжения. Со временем подшипники могут слишком сильно расширяться из-за перегрева, в конечном итоге соскальзывая со своего места и смещаясь с валом. Уплотнения подшипников также могут больше не находиться в тесном контакте и оказывать достаточное давление на внутреннее кольцо подшипника. Таким образом, загрязняющие вещества могут попасть в подшипник и нарушить его правильную работу.
Частые проверки помогут вам определить, когда ваш двигатель среднего напряжения нуждается в капитальном ремонте, и быстро выделить детали вашего двигателя, которые нуждаются в специальном обслуживании или замене. Адекватное и регулярное обслуживание, такое как ремонт и капитальный ремонт электродвигателя, в зависимости от того, какой тип обслуживания является более подходящим, жизненно важно для поддержания вашего оборудования в хорошем состоянии.
Подготовка плуга к работе. Оценка технического состояния, регулировка правильности и глубины пахоты.
Подготовка плугов к работе
Подготовка плуга к работе включает:
проверку комплектности, правильности сборки и оценку технического состояния;
установку на плуге рабочих органов;
настройку плуга на заданную глубину вспашки;
проведение технического ухода.
Проверку правильности сборки выполняют на ровной площадке. Полевые обрезы лемехов и отвалов у корпусов должны находиться в одной вертикальной плоскости и выступать за поверхность стойки на 5-8 мм. Выступание отвалов за лемеха в сторону непаханого поля не допускается.
Головки болтов, крепящих лемехи и отвалы предплужников и корпусов, должны быть заподлицо с рабочей поверхностью. Стык лемеха с отвалом должен быть плотным, допускается щель не более 2 мм. Превышение отвала над лемехом не допускается.
Консоль дискового ножа должна поворачиваться на стойке на угол 20°, а нож свободно, без заеданий вращаться на оси.
Лезвия лемехов у всех корпусов должны быть параллельны, а носки и пятки лемехов — лежать на параллельных прямых. Проверку проводят натягиванием шпагата от лемеха первого корпуса до лемеха последнего корпуса. Отклонение носков и пяток лемехов от шпагата допускается не более 5 мм.
Установка рабочих органов на плуге сводится к расстановке предплужников и дискового ножа (рис. 1).
Стойки 1 предплужников закрепляют на раме 2 плуга так, чтобы пласты почвы с корпусов 3 свободно проходили в промежутки между предплужниками и корпусами. Расстояние между носками лемехов предплужника 4 и лемехов корпусов 5 по ходу должно быть 25-30 см при ширине захвата корпуса 35 см и 35-40 см у плугов с шириной захвата корпуса 40 см.
Полевой обрез предплужника должен лежать в плоскости полевого обреза корпуса; допускается отклонение в сторону поля до 15 мм. Если глубина хода предплужника 10 см, то лезвие лемеха предплужника 4 должно быть выше лезвия лемеха корпуса 5 на величину, зависящую от глубины пахоты. Например, при глубине вспашки 25 см она составит 15 см, при 30 см — 20 см.
Дисковый нож 6 устанавливают впереди предплужника так, чтобы его плоскость была вынесена в поле от полевого обреза корпуса на 1-3 см, а от полевого обреза предплужника — на 1 см. Центр диска располагают над носком лемеха предплужника, или на 3-5 см впереди него, а нижнюю точку лезвия — на 2-3 см ниже его носка.
Подготовка трактора заключается в проверке его исправности, проведении ежесменного технического обслуживания и настройке механизма навески.
Для работы с плугом механизм навески трактора ДТ-75М настраивается на двухточечную схему (см. рис. 2). Для этого втулку 5 закрепляют на нижней оси со смещением на 140 мм вправо от продольной оси симметрии трактора. Вилки нижних тяг 2 и 9 отсоединяют от боковых шарниров и прикрепляют к скобе втулки 5.
Передние концы ограничительных цепей 10 соединяют с вилками бугелей трактора, а задние со скобами нижних продольных тяг.
***
Ширина захвата и тяговое сопротивление плуга
Основное условие устойчивости (прямолинейности) хода плуга в горизонтальной плоскости определяется соотношением между шириной захвата плуга и шириной ходовой части трактора:
Вп ≥ Вт + 2С ,
где:
Вп — ширина захвата плуга;
Вт — ширина ходовой части трактора;
С — расстояние от стенки борозды до наружного края гусеницы (колеса) трактора.
Для плугов традиционной схемы принимают С примерно равным глубине вспашки (толщине пласта).
При С меньше глубины вспашки происходит частичное или полное разрушение стенки борозды и осыпание ее на дно, что приводит к ухудшению качества вспашки, сползанию трактора в борозду.
Одна из важнейших эксплуатационных характеристик плуга, по которой можно оценить энергоемкость процесса вспашки, — тяговое сопротивление. Его можно рассчитать или определить динамометрированием (опытным путем).
Тяговое сопротивление плуга состоит из трех составляющих:
— постоянного сопротивления, не зависящего от режима работы плуга: сопротивления трения корпусов о дно борозды, втулок колес об их оси, сопротивления перекатывания колес по почве и т.п. Это сопротивление не связано с полезной работой и является неизбежным и всегда сопутствующим вспашке.
— сопротивления, обусловленного деформацией (разрушением) почвенных пластов. Эта составляющая сопротивления плуга пропорциональна площади поперечного сечения деформируемых пластов и зависит от удельного сопротивления почвы, толщины пласта, ширины захвата (ширины пласта) и числа одновременно обрабатываемых пластов (числа корпусов в плуге).
— сопротивления, связанного с сообщением кинетической энергии пластам, отбрасываемым в сторону. Это сопротивление пропорционально квадрату скорости движения трактора (V2) и площади поперечного сечения пласта (а × b), а также зависит от физических свойств почвы и геометрической формы рабочих поверхностей плужных корпусов.
Полное сопротивление плуга (тяговое сопротивление) подсчитывается, как сумма этих трех составляющих, каждая из которых рассчитывается по эмпирическим формулам с применением коэффициентов, определяемых практическим (опытным) путем.
На практике широко используется упрощенная формула для расчета тягового сопротивления плуга Rx:
Rx = К × а × b × n ,
где:
К — коэффициент удельного сопротивления плуга, принимаемый для средних и легких почв равным 30-50 кПа, для тяжелых — 90-110 кПа и более;
а и b — соответственно толщина и ширина пласта;
п — количество корпусов в плуге.
***
Плуг ПЛН-3-35
Плуг навесной ПЛН-3-35 предназначен для пахоты под зерновые и технические культуры на глубину до 30 см различных почв, не засорённых камнями, плитняком и другими препятствиями с удельным сопротивлением до 0,09 МПа и твердостью до 3,0 МПа.
Работа плугами, оснащенными предплужниками выполняется следующим образом:
Предплужник подрезает верхний слой почвы на глубину до 12 см, переворачивает и укладывает его на дно борозды.
Уложенный слой закрывается пластом, поднимаемым и оборачиваемым основным корпусом, в результате чего достигается полная и глубокая заделка сорняков и пожнивных остатков.
Технические характеристики плуга ПЛН-3-35
Плуг ПЛН-3-35 может агрегатироваться с трактором мощностью 1,4 кН (МТЗ-80, МТЗ-82).
Основные технические характеристики плуга ПЛН-3-35 представлены ниже:
Ширина обрабатываемой поверхности почвы — 1,05 метров;
Скорость движения при вспашке — 5-12 км/час;
Глубина вспашки — 200-300 мм;
Количество рабочих корпусов — 3 шт.
Габаритные размеры и вес:
Длина вместе с корпусом — 2660 мм;
Ширина вместе с корпусом — 1380 мм;
Высота вместе с корпусом — 1300 мм;
Вес — 470 кг
Устройство плуга ПЛН 3-35
Основные элементы конструкции плуга ПЛН 3-35:
рама
навеска
предплужник
опорные колеса
корпус
прицепка для бороны
На опорном колесе установлен винт со штурвалом, позволяющий регулировать глубину возделываемой почвы. Положение предплужника выбирают в зависимости от требуемой глубины вспашки, при этом допускаются следующие регулировки:
Верхнее положение предплужника – для возделывания на глубину 20 см.
Второе сверху положение (крепление через второе отверстие) – для вспашки на глубину до 22 см.
Установка предплужника через третье отверстие сверху позволяет производить вспашку на глубину до 25 см.
Четвертое сверху отверстие для крепления предплужника рассчитано на глубину возделывания почвы до 27 см.
Самое нижнее крепление предплужника позволяет производить вспашку на глубину до 30 см.
Стойка плуга ПЛН 3-35 цельная. К ней прикреплены основные лемехи, полевая доска и отвал. Предплужник имеет небольшой корпус с рабочей поверхностью. Он имеет стойку и лемех отвала. С помощью колес регулируется глубина вспашки. Посредством навески плуг присоединяется к трактору.
Чертеж схемы ПЛН 3-35 можно увидеть на рисунке 1.
Настройка плуга ПЛН 3-35 перед работой
Перед настройкой проверяется комплектность, техническое состояние, правильность расположения и крепление основных рабочих органов плуга. Оценивается износ полевого обреза груди отвалов корпусов и предплужников, носовой части лемехов и полевых досок, а также износ и заточка лезвий лемехов, корпусов, предплужников и дискового ножа.
Выявленные недостатки устраняются.
Настраивать плуг ПЛН 3-35 следует на ровной площадке со специальной разметкой. Площадка должна иметь твердое покрытие и ее размеры должны позволять размещение наибольшего пахотного агрегата.
Под опорные колеса трактора и плуга устанавливаются подложки, высота которых должна быть на 2-3 см меньше заданной агрономом глубины вспашки (здесь учитывается погружение опорных колес в почву во время работы). После этого винтом опорного колеса устанавливают высоту плуга до положения соприкосновения корпусов с поверхностью подкладки.
У правильно собранного и отрегулированного плуга трапецеидальные лемеха должны соприкасаться с площадкой по всей длине лезвия, а долотообразные — только носками. Допускаются зазоры между носками отдельных корпусов и поверхностью площадки не более 15-20 мм.
Лезвие лемеха и нижний обрез полевой доски должны быть параллельны поверхности установочной площадки. Дисковый нож устанавливают на раме так, чтобы его геометрический центр располагался над носком лезвия лемеха предплужника, а плоскость ножа была вынесена в сторону от левого обреза основного корпуса на 10-30 мм.
После этого плуг выравнивается при помощи раскоса тракторной навески и центральной тяги.
Основное требование настройки — плуг должен располагаться параллельно поверхности площадки. При этом он должен быть отрегулирован как в продольном, так и в поперечном направлении. Посредством отверстий в продольных тягах монтируются раскосы агрегата. Соединять раму с верхней тягой нужно только при помощи автосцепки через отверстие. Соединение через паз может привести к неправильному и неустойчивому положению плуга во время работы.
Ограничители плуга регулируются винтами, причем так, чтобы имелся небольшой провис. ПЛН 3-35 при транспортировке должен колебаться не более чем на 0,2 см.
Между осями шарниров устанавливается левый раскос навесной системы трактора расстояние должно быть равно 51,5 см. При работе длину левого раскоса менять нельзя.
На стойке устанавливается необходимая глубина вспашки. При проходе первого ряда необходимо убедиться, что задний корпус у ПЛН 3-35 пашет на заданную ему опорным колесом глубину, а передний на половину от этой глубины. Если это требование не выполняется, плуг ПЛН 3-35 необходимо подрегулировать.
По бороздам плуг должен двигаться ровно и устойчиво. Рама не должна перекашиваться и всегда находиться параллельно земле. В процессе работы необходимо проверить качество вспашки по глубине и ширину захвата. Проверяются, также, другие показатели вспашки на соответствие агротехническим требованиям — линейность, комковатость (глыбистость), заделка растительности и т. п.
Корректирующие регулировки производятся следующим образом:
— Если правая сторона плуга ниже чем левая, то укорачивается раскос рамы с противоположной стороны;
— Если задний корпус пашет не на заданную глубину, то укорачивается верхняя тяга и корректируется положение опорного колеса.
После осуществления необходимых регулировок работа производится без изменения установленного положения плуга. При переходе с одного участка на другой необходимо проверить рабочее положение плуга, и, при необходимости, следует провести корректирующие регулировки.
При агрегатировании трех-, двух- и однокорпусных плугов с колесными тракторами (при движении трактора правыми колесами в открытой борозде) ширину захвата переднего корпуса можно регулировать, изменяя расстановку колес. Колеса расставляют так, чтобы при сохранении нормальной ширины захвата переднего корпуса вектор силы сопротивления плуга проходил через осевую линию трактора.
***
Машины и орудия для поверхностной обработки почвы
Главная страница
Страничка абитуриента
Дистанционное образование
Группа ТО-81
Группа М-81
Группа ТО-71
Специальности
Ветеринария
Механизация сельского хозяйства
Коммерция
Техническое обслуживание и ремонт автотранспорта
Учебные дисциплины
Инженерная графика
МДК. 01.01. «Устройство автомобилей»
Карта раздела
Общее устройство автомобиля
Автомобильный двигатель
Трансмиссия автомобиля
Рулевое управление
Тормозная система
Подвеска
Колеса
Кузов
Электрооборудование автомобиля
Основы теории автомобиля
Основы технической диагностики
Основы гидравлики и теплотехники
Метрология и стандартизация
Сельскохозяйственные машины
Основы агрономии
Перевозка опасных грузов
Материаловедение
Менеджмент
Техническая механика
Советы дипломнику
Олимпиады и тесты
«Инженерная графика»
«Техническая механика»
«Двигатель и его системы»
«Шасси автомобиля»
«Электрооборудование автомобиля»
Подготовка к работе пахотного агрегата МТЗ-80 + СЗ-3.
6
Универсально-пропашный трактор МТЗ 80 один из самых популярных среди всех моделей, выпускаемых на Минском тракторном заводе. Такой агрегат можно успешно применять не только в сельском хозяйстве, но и в погрузочно-разгрузочных работах, в дорожно-строительной сфере. Благодаря повышенной проходимости, повышению агротехнических показателей и улучшению тягово-сцепных качеств такая техника достаточно универсальна в своем применении.
Из чего состоит трактор МТЗ 80?
Сейчас проведем краткий обзор устройства агрегата МТЗ 80. Начнем пожалуй с двигателя. Итак, эту машину оснастили высококачественным мощным движком полуразделенной камерой сгорания. Также на отдельные части мотора были установлены предпусковые подогреватели. Запуск двигателя осуществляется с помощью электростартера. Система охлаждения трактора – жидкостная. Также такая модель оснащена генератором.
Трансмиссия трактора – механическая. Что касается муфты сцепления, то она как у многих подобных агрегатов однодисковая, сухая и постоянно замкнутая. Коробка передач МТЗ 80 девятиступенчатая и оснащена понижающим редуктором. К тому же установка ходоуменшителя допускается опционально. На некоторых тракторах можно встретить гидроуправляемую коробку передач, которая может переключаться под нагрузкой. Задний мост оснащен дифференциалом с блокировкой.
Ходовая часть данного агрегата выглядит следующим образом. Задние колеса имеют жесткую подвеску, а передние – полужесткую. Задние колеса крепятся клеммовыми соединениями на ведущих осях. Такая их конструкция позволяет изменять ширину колеи (1400 – 2100 мм). К тому же колея на передних колесах также регулируется (1200 – 1800 мм). Повороты осуществляются с помощью управления передних колес. Также есть еще и гидроусилитель рулевого управления.
Для агрегата также характерна раздельно-агрегатная гидравлическая система.
Кабина оператора и пост управления
Производитель устанавливает на трактор МТЗ 80 металлическую кабину закрытого типа. Она установлена на резиновых подушках. Это снижает уровень вибрации передающейся от силового агрегата.
Кабина имеет систему вентиляции и автономный обогреватель. Для вентиляции салона открывается заднее стекло и люк, расположенный на крыше трактора. Нагрев воздуха в кабине происходит от жидкостного радиатора. Он включен в систему охлаждения двигателя. Циркуляцию воздуха через радиатор выполняет электрический вентилятор.
СПРАВКА: Более новые модели трактора могут дополнительно укомплектовываться системой кондиционирования.
В салоне МТЗ 80 установлено кресло механизатора. Сидение установлено на амортизатор. Возможна регулировка кресла по высоте и углу наклона спинки. Это дает возможность установить необходимые параметры для человека любой комплекции.
Оператор управляет трактором при помощи рулевого колеса. Положение рулевого колеса регулируется вертикально. На передней панели кабины расположен блок приборов и контрольных ламп. Щиток приборов позволяет оператору контролировать работу систем и механизмов во время работы.
С правой стороны от рулевой колонки расположены рычаги управления гидравлической системой. Элементы управления расположены рядом с сидением механизатора. Это исключает необходимость тянуться к рычагам во время управления машиной.
На полу установлены педали сцепления, акселератора и тормоза. Тормозная система трактора раздельная с механическим приводом. Это дает возможность разворачивать его практически на одном месте.
Технические характеристики:
мощность: 80 л. с.
двигатель: 4-тактный, 4-цилиндровый, дизельный
расход топлива: 238 г/кВт в час
скорость: 34,31 км/ч
КПП: 18 вперед и 4 назад
топливный бак: 130 л
габариты (длина/ширина/высота):3815х1970х2470х мм
масса конструкционная: 3520 кг
вес со всем снаряжением: 6300 кг
дорожный просвет: 470 мм
Трактор МТЗ 80 оснащен герметизированной безопасной кабиной с печкой, с системой вентиляции и удобным сидением, которое регулируется под рост оператора. Электрооборудование агрегата состоит из источников и потребителей электроэнергии. Вся электросистема выполнена по одноприводной схеме. А именно все металлические детали играют роль одного из проводов тока. Вот, кстати, вам электрическая схема этой машины:
Стоит отметить, что данная модель агрегата имеет множество модификаций. Среди основных стоит выделить МТЗ-80Р, МТЗ-80Н и МТЗ-82. Первая модель оснащена дополнительным задним мостом. Вторая отличается своим пониженным центром тяжести, благодаря тому, что оснащена колесами меньшего диаметра. А вот МТЗ-82 выпускается с малой кабиной и полным приводом.
ХОДОВАЯ ЧАСТЬ КОЛЕСНЫХ ТРАКТОРОВ
Назначение и конструкция ходовой части колесных тракторов
Движителями колесных тракторов, как и в автомобилях, служат колеса с пневматическими шинами. Общее число колес у тракторов четыре, у некоторых специализированных тракторов — три. Универсально-пропашные тракторы с одним (задним) ведущим мостом (Т-25А, МТЗ-80, МТЗ-100) имеют задние колеса большего размера, чем передние. Задние ведущие колеса воспринимают до 80 % нормальной нагрузки, что обеспечивает достаточную силу их сцепления с опорной поверхностью. Передние управляемые колеса воспринимают меньшие нагрузки, поэтому ими легче управлять.
Иногда при работе трактора с тяжелыми навесными машинами возникает опасность отрыва передних колес от опорной поверхности и потери управляемости. Для предотвращения этого передний мост трактора догружают балластными грузами.
Балластными грузами догружают и задние ведущие колеса, когда для повышения тягового усилия трактора необходимо увеличить сцепную силу тяжести. С этой же целью предусмотрена возможность заполнения камер пневматических шин ведущих колес балластной жидкостью.
Тракторы с четырьмя ведущими колесами выполняют с передними и задними колесами разного и одинакового размеров. Первые представляют собой разновидности универсально-пропашных тракторов (Т-30А, МТЗ-82, МТЗ-102), а вторые — тракторов общего назначения (Т-150К, К-701).
Колесо трактора, как и автомобиля, может быть дисковым и бездисковым. Широко распространены дисковые колеса, состоящие из обода, диска и пневматической шины. При этом диск колеса может быть жестко соединен с ободом или прикреплен к нему болтами. Болтовое соединение используют для изменения колеи трактора. В некоторых конструкциях к диску колеса болтами прикреплена ступица.
На тракторе К-701 установлены бездисковые колеса, состоящие из обода и пневматической шины. Колеса крепят к водилам конечных передач гайками с помощью восьми прижимов.
Задние ведущие колеса трактора МТЗ-80 состоят из штампованного обода 7 (рис. 1), приваренного к выпуклому диску 4, который крепят болтами 6 к ступице 5.
Ступица сделана разъемной и закреплена на валу ведущего колеса стяжными болтами. От проворачивания ступица удерживается шпонкой 8. Для изменения колеи на тракторе установлен механизм, состоящий из червяка 10 и зубчатой рейки 9, нарезанной на валу ведущего колеса. Диск переднего колеса трактора МТЗ-80 приварен к ободу, а трактора МТЗ-82 прикреплен болтами к кронштейнам, приваренным к ободу. Направляющие колеса трактора Т-25А и самоходного шасси Т-16М бездисковые, их обод крепят к ступице с помощью болтов и накладок.
Пневматические шины тракторных колес имеют те же элементы, что и у автомобилей: каркас, брекер, протектор. Однако соотношения размеров отдельных частей тракторной и автомобильной шин значительно различаются. Протектор тракторной шины ведущих колес оснащен увеличенными почвозацепами, образующими рельефный рисунок в виде расчлененной елки. Опорная площадь почвозацепов составляет 25 … 35 % общей опорной площади протектора, а высота — 35 … 43 мм. Такой протектор обеспечивает надежное сцепление колеса с опорной поверхностью. Направляющие колеса имеют форму рисунка протектора в виде продольных ребер, что способствует стабилизации направления движения.
Пневматические шины для тракторов по ГОСТ 25641-84 имеют следующее обозначение: обычного профиля — 15,5-38; 9,00-20 и т. д.; низкопрофильные — 18,4L-30 и т.д.; радиальные — 15,5R38, 21,3R24 и т. д. Первое число означает ширину профиля шины в дюймах, второе — посадочный диаметр шины (обода) в дюймах. Буквы указывают на тип шины: R — радиальная, L — низкопрофильная, без буквы — диагональная. Файл: KHODOVAYA-CHAST-KOLESNYKH-TRAKTOROV.docx
Ремонт МТЗ-80
Поскольку множество запчастей производятся отечественным производителем, то найти нужную деталь проблемы не составит. Но в первую очередь стоит понимать, что для длительной и эффективной работы оборудования нужно проводить своевременный техосмотр всех механизмов.
Вот вам чертеж электрической проводки на случай диагностики электрооборудования:
Регулировка сцепления
Ее стоит осуществлять, опираясь на схему. Регулировка состоит из нескольких этапов:
Начинаем регулировку со свободного хода педали управления муфты.
Регулируем длину блокировочной тяги тормозка.
Регулируем отжимные рычаги сцепления.
Если у вас сохранились все документы на трактор, то и обязательно есть инструкция по эксплуатации. В этом документе расписаны подробно все детали по ремонту и не только. Там вы сможете найти информацию как завести трактор с пускача, из каких этапов состоит подготовка к работе, как осуществить ремонт ходовой части и других механизмов.
Техническое обслуживание и ремонт
Несмотря на всю свою надёжность и отказоустойчивость, электропроводка по мере эксплуатации или же под влиянием внешних негативных факторов может прийти в негодность. Именно поэтому, её периодический осмотр и профилактика имеют столь важное значение. Работа эта отличается повышенной опасностью, а для её качественного выполнения необходимы не только теоретические познания, но и практический опыт. Что же касается поломок с которыми приходится сталкиваться наиболее часто, то особо среди них можно выделить такие:
Из строя вышел конечный потребитель электроэнергии;
Контакт отсутствует там, где ему быть положено и присутствует там, где его априори быть не может;
Контакты окислились, вследствие чего имеет место падение напряжения и чрезмерный нагрев проблемных контактов;
Подгорают контакты, установленные на тяговом реле в стартере;
Руководство по переходу — земледелие и садоводство
Руководство по переходу — земледелие и садоводство
Законодательство Великобритании и ЕС определяет «период перехода», в течение которого вы должны управлять своей землей (и любыми животными) в соответствии с органическими стандартами в течение требуемого периода времени, прежде чем вы сможете продавать землю или продукты как органические. Срок преобразования земли обычно составляет два года. Преобразование может начаться после того, как мы получим заполненную форму заявки. Вы можете конвертировать свою ферму поэтапно или всю ферму.
Преобразование культур (Стандарт 2.1)
Правила преобразования различны для однолетних и многолетних культур. Чтобы продавать однолетние культуры (такие как злаки или овощи) как органические, вы должны посеять семена или рассаду в землю, которая прошла полный период конверсии. Укоренившиеся многолетние культуры, такие как фруктовые сады или спаржа, можно собирать через год после завершения преобразования.
Фермеры-земледельцы должны стремиться начать переход за два года до предполагаемой даты посева, чтобы обеспечить возможность сбора органического урожая как можно скорее после завершения перехода. Точно так же производители должны начать переход в начале года перед посевом основных культур или до сбора урожая многолетних растений.
Урожай, собранный в течение второго года конверсии, может быть продан как «на стадии конверсии» после одобрения вашим специалистом по сертификации.
Семена (стандарты 2.6 и 2.7)
Все органические фермеры и производители должны закупать органические семена везде, где это возможно. Доступность органических семян улучшается из года в год, и все текущие семена и поставщики перечислены в британской базе данных органических семян, www.organicxseeds.co.uk, которая находится в ведении Soil Association.
Помимо выращивания сортов, отвечающих потребностям рынка, важно выбирать виды и сорта, наиболее подходящие для ваших условий окружающей среды и устойчивые к вредителям и болезням, угрожающим вашим культурам.
Если вы не можете найти подходящие органические сорта, вы должны предоставить достаточное обоснование, прежде чем покупать необработанные неорганические семена.
Производители также должны закупать саженцы у органически сертифицированного производителя растений
Управление здоровьем и плодородием почвы (стандарты 2.4 и 2.5) прежде всего через почвенную экосистему. Чтобы органическая система функционировала, планы выращивания сельскохозяйственных культур и культивации должны поддерживать и увеличивать органическое вещество почвы, стабильность почвы, биоразнообразие и предотвращать уплотнение и эрозию почвы.
Севооборот
Когда дело доходит до выращивания сельскохозяйственных культур, правильный севооборот имеет важное значение и должен сбалансировать требования к почве, удовлетворяя потребности в питательных веществах ряда культур.
Устойчивый севооборот сведет к минимуму потерю питательных веществ и поможет повысить плодородие почвы, ограничивая при этом распространение и устойчивость вредителей, болезней и сорняков. Необходимо соблюдать осторожность, чтобы обработки, необходимые для выращивания одной культуры, не нарушили структуру почвы для будущих культур.
Непрерывное возделывание сельскохозяйственных культур, например, не соответствует органическим стандартам.
Fertility Building
Доступность питательных веществ зависит от многих факторов, включая рН почвы, структуру почвы, глубину корней и геологию. По возможности в рамках севооборота следует использовать бобовые и перерабатывать утвержденные формы растительных и животных отходов, чтобы уменьшить потребность в покупке питательных веществ. Дополнительные потребности сельскохозяйственных культур должны быть определены посредством анализа и составления бюджета питательных веществ.
Утвержденные материалы
Некоторые натуральные органические удобрения и дополнительные питательные вещества могут быть разрешены в качестве крайней меры, но необходимо доказательство того, что существует дефицит. Искусственные азотные удобрения запрещены.
Если вы покупаете дополнительные питательные вещества, важно убедиться, что они разрешены и содержат только ингредиенты, разрешенные для органического выращивания. (Они перечислены в разделах 2.4 и 2.5 стандартов Ассоциации почв). Некоторые удобрения, компосты и субстраты продаются как «органические», но не подходят для использования в органическом производстве, поэтому важно проверить.
Ваш сотрудник по сертификации может проверить пригодность любых продуктов, которые вы собираетесь использовать, и предоставить списки одобренных компостов и других материалов для выращивания.
Борьба с сорняками, вредителями и болезнями (Стандарт 2.6)
Поскольку органические стандарты запрещают использование гербицидов, борьба с сорняками требует тщательного контроля и внимания.
Выбор сорта и тщательное определение времени применения агротехнических и механических методов необходимы для ограничения конкуренции сорняков с вашими культурами. Это может включать довсходовые и послевсходовые механические операции. Использование мульчи, ложных грядок, мотыг и термической прополки, а также ручной прополки является обычным явлением в садоводческих хозяйствах.
Как и в случае с сорняками, культурный контроль и профилактика являются ключом к органической защите сельскохозяйственных культур. Здоровая плодородная почва обеспечит сильные и здоровые урожаи; в то время как сочетание устойчивых сортов, стратегических сроков посева, севооборотов, частого мониторинга, физических барьеров и поощрения естественных врагов вредителей помогает предотвратить значительный ущерб урожаю. Но даже при соблюдении этих мер вам все равно может понадобиться использовать дополнительные средства для борьбы с вредителями. Органические производители могут использовать ограниченное количество продуктов для борьбы с вредителями, перечисленных в разделе 2.6 стандартов Soil Association.
Ваш сотрудник по сертификации может направить вас к рекомендациям по конкретным культурам и другим источникам советов и информации.
Бюро статистики, рабочее подразделение Департамента интеграции политики
О МОТ
Темы
Регионы
Встречи и мероприятия
Публикации
Исследования
Трудовые нормы
Статистика и базы данных
Франэ | Испания | Часто задаваемые вопросы | Связаться с нами
Home page
Introduction to occupational classifications
ISCO-08
Structure, definitions and correspondence tables
Eurostat Discussion Forum
ISCO-88
Structure & Definitions
Alphabetical Index
ISCO- 68
Major, Minor and Unit Groups
Publication
ISCO-58
Major, Minor and Unit Groups
Publication
Бумаги и изделия
МАЛАЯ ГРУППА 613: ПРОИЗВОДИТЕЛИ РАСТЕНИЕВОДСТВА И ЖИВОТНОВОДСТВА, ОРИЕНТИРОВАННЫЕ НА РЫНОК
Ориентированные на рынок производители сельскохозяйственных культур и животных планируют и осуществляют необходимые операции для смешанного земледелия, которые производит комбинацию как сельскохозяйственных культур, так и животных и связанных с ними продукты, для поставки или продажи на регулярной основе для оптовой продажи покупателями, сбытовыми организациями или на рынках.
Выполняемые задачи обычно включают: определение видов и количество полевых, древесных и других культур, подлежащих выращиванию, и животных быть воспитанным; закупка семян, удобрений, кормов и др. запасы; сдача в аренду или инвестирование в пахотные земли или пастбища, животные, здания и техника; выполнение сельскохозяйственных работ такие как подготовка земли, посев, обработка и сбор урожая сельскохозяйственные культуры; разведение, выращивание и уход за животными, производство различные продукты животноводства; содержание хозяйственных построек, механизмы и оборудование; хранение и выполнение некоторых основных переработка их продукции; доставочная или маркетинговая ферма продукты. Может быть включен надзор за другими работниками.
Занятия этой малой группы классифицируются как следующая группа объектов:
6130 Рыночные производители сельскохозяйственных культур и животных
Примечание
Работники сельского хозяйства и рыболовства, занимающие в основном руководящие должности.
Муфта сцепления предназначена для временного отъединения двигателя от силовой передачи и плавного их соединения при переключении передач и трогании трактора с места. На тракторы устанавливают сухую двухдисковую постоянно-замкнутую муфту сцепления.
Устройство муфты сцепления. Ведущей частью муфты сцепления является маховик с жестко прикрепленным кожухом, нажимной и промежуточный диски. Соединение ведущих дисков с маховиком осуществляется четырьмя шипами, которые свободно входят в пазы маховика.
Ведомая часть муфты состоит из ведомых дисков и вала. Каждый ведомый диск имеет шлицевую ступицу, свободно посаженную на шлицах вала муфты, и стальной диск, к которому для увеличения трения с обеих сторон приклепаны фрикционные накладки. Стальной диск соединен со ступицей гасителем крутильных колебаний.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Ступица ведомого диска свободно помещена на шлицы вала муфты. Передний конец вала муфты опирается на шариковый подшипник, установленный в расточке маховика, а задний конец соединен шлицами с первичным валом коробки передач и опирается на его передний подшипник.
Ведомые диски муфты сцепления зажаты между торцовыми поверхностями маховика и ведущих дисков двадцатью пружинами, которые равномерно расположены в кожухе.
Ведомые части муфты отъединяются от ведущих механизмом выключения, который состоит из четырех отжимных рычажков, выжимного подшипника, сервомеханизма, педали и тормозка.
Отжимные рычажки прикреплены к кожуху вилками и гайками. Наружные концы рычажков шарнирно соединены с нажимным диском, а внутренние их концы —с кольцом. При включенной муфте сцепления менаду кольцом отжимных рычажков и упором выжимного подшипника должен быть определенный зазор (3,5—4,0 мм), равный свободному ходу педали. Педаль муфты сцепления связана с подшипником через вилку выключения, рычаги и тяги.
При нажатии на педаль подшипник переместит вперед кольцо с внутренними концами отжимных рычажков, а наружные концы рычажков отведут назад нажимной диск. Под действием разжимных пружин промежуточный диск отойдет от маховика, а нажимной диск — от промежуточного, и вращение на ведомые диски от коленчатого вала передаваться не будет.
Рис. 1. Схема силовой передачи трактора: а — гусеничного, б— колесного; 1—муфта сцепления, 2 — коробка передач, 3 — карданный вал, 4 — ведущий мост, 5 — конечная передача, 6 — задний ведущий мост, 7 — колесный редуктор, 8 — редуктор вала отбора мощности, 9— передний ведущий мост
Для быстрой остановки ведомых частей муфты сцепления при ее выключении применен тормозок. Основной деталью его является колодка с приклепанной к ней фрикционной накладкой, которая при торможении прижимается к валу муфты. Другой конец колодки через пружину соединен с рычагом, закрепленным на вилке выключения. Чтобы легче выключить муфту сцепления, в механизм выключения гусеничного трактора введен сервомеханизм.
Рис. 2. Муфта сцепления трактора Т-150: 1 — вал, 2 — корпус, 3 — пружина, 4 — корпус выжимного подшипника, 5 — кожух, 6—выжимное кольцо, 7 — регулировочная гайка, 8 — отжимной рычажок, 9 — нажимной диск, 10 — разжимная пружина, 11 — промежуточный диск, 12 — ведомые диски, 13 — паз маховика, 14 — вилка выключения, 15 — регулировочная гайка тормозка, 16 — тормозная колодка ки, а другим соединена через рычаги и тягу с вилкой выжимного подшипника. Рычаг 8 сервомеханизма изготовлен заодно с педалью муфты. При выключении муфты сцепления пружина 7 вначале растягивается до тех пор, пока рычаг сервомеханизма не пройдет мертвую точку. Затем пружина сжимается, помогая трактористу выключить муфту сцепления.
У колесного трактора легкость выключения муфты сцепления обеспечивается пневматическим сервомеханизмом. Пневмосервоме-ханизм состоит из пневматической камеры, закрепленной на корпусе муфты с левой стороны, и следящего устройства. Корпус следящего устройства соединен через тягу с педалью муфты, а плунжер — с рычагом вилки выключения.
Если нажать на педаль муфты сцепления, сжатый воздух из пневмосистемы трактора через клапан поступит в пневматическую камеру и переместит ее шток, который, воздействуя на рычаг вилки, выключит муфту. При возвращении педали в исходное положение между клапаном и плунжером образуется зазор, и сжатый воздух из пневматической камеры, выпускается через следящее устройство.
Во время работы трактора нельзя без надобности держать ногу на педали муфты сцепления, чтобы преждевременно не износились фрикционные накладки ведомых дисков, кольцо отжимных рычажков и нажимной подшипник.
Выключать муфту сцепления следует быстро, а включать плавно и без задержки педали в промежуточном положении.
Необходимо помнить, что муфту сцепления и двигатель балансируют в сборе, поэтому при сборке муфты нажимной диск и кожух устанавливают относительно маховика в такое положение, при котором они находились до разборки, для чего на маховике, нажимном диске и кожухе выбиты метки «1» и «2».
Техническое обслуживание муфты сцепления. Долговечность работы муфты зависит от частоты ее включения и выключения, продолжительности буксования, от правильной сборки и своевременного технического обслуживания: наблюдения за состоянием резьбовых соединений, своевременной смазке подшипников и ее регулировке.
Через каждые 240 ч работы двигателя смазывают передний подшипник вала муфты сцепления через масленку, расположенную на маховике двигателя, и выжимной подшипник — через масленку на его корпусе. Для этого снимают крышки люков на корпусе муфты в картере маховика. Проверяют свободный ход педали муфты сцепления и при необходимости регулируют его.
Регулировка муфты сцепления. Свободный ход педали муфты сцепления должен соответствовать 30—40 мм, а зазор между упором выжимного подшипника и кольцом отжимных рычажков при включенной муфте сцепления — 3,5—4 мм.
По мере износа трущихся поверхностей дисков зазор уменьшается, отчего пробуксовывают диски муфты. Когда муфта пробуксовывает, крутящий момент от двигателя на ведущие колеса передается не полностью, а диски нагреваются. При отпущенной педали и включенной передаче трактор трогается с места очень медленно, а от муфты пахнет горелым маслом.
Если зазор велик, свободный ход педали муфты сцепления увеличивается, и муфта выключается не полностью (муфту «ведет»), В этом случае при переключении скоростей слышен шум в коробке передач.
Для восстановления, нормального зазора между упором выжимного подшипника и кольцом отжимных рычажков изменяют длину тяги у гусеничного и тяги у колесного тракторов. Чтобы восстановить зазор, ослабляют контргайки вилок тяг и ввертывают тягу для увеличения зазора или вывертывают ее для уменьшения зазора. Затем затягивают контргайки и проверяют зазор.
У сильно изношенных фрикционных накладок ведомых дисков после многократной регулировки тяги корпус выжимного подшипника упрется в торец стакана. Дальнейшую регулировку зазора между упором выжимного подшипника и кольцом отжимных рычажков необходимо осуществлять гайками. Для этого снимают крышку люка корпуса муфты сцепления. Провернув коленчатый вал двигателя, ослабляют болты крепления стопорных пружин и отвертывают каждую регулировочную гайку на полтора оборота. Поворот гайки на одну грань соответствует перемещению кольца отжимных рычагов на 1,1 мм.
Увеличивая длину тяги, регулируют свободный ход выжимного подшипника (расстояние от кольца отжимных рычажков 3,5—4 мм). Затем проверяют равномерность зазора, стопорят регулировочные гайки пружинами и затягивают болты. Потом регулируют ход корпуса выжимного подшипника, который при полностью выключенной муфте сцепления (ход педали 150—160 мм) должен быть 21—22 мм.
После регулировки зазора между выжимным подшипником и кольцом осматривают и при необходимости регулируют тормозок.
Гидравлический выжимной подшипник серии 6000 (радиус поверхности 54 мм)
505 долларов США
Артикул: выберите варианты для серии 6000 ниже Категория: Гидравлические выжимные подшипники серии 6000 (регулируемая по высоте опора трансмиссии) Теги: (Регулируемая по высоте опора трансмиссии), 60-6000, 60-6031, 60-6032, 60-6033, 60-6034, 60-6035, 60-6036, 60-6041, 6000-Series HRB, 6000-Series Hydraulic Подшипники выключения, гидравлические подшипники выключения серии 6000 (крепление трансмиссии с регулируемой высотой), 98-1110, плоская поверхность, saginaw, T-5, T5, T56, выкидной, TKO, погрузчик с верхней загрузкой, Tremec
Описание
Диапазон регулировки высоты
Техническая информация
Гидравлические выжимные подшипники Tilton серии 6000 (также известные как гидравлические выжимные подшипники или концентрические рабочие цилиндры) отличаются проверенной на гонках надежностью Tilton для уличных гонок. Эти гидравлические выжимные подшипники были разработаны для простоты установки и максимальной надежности по очень конкурентоспособной цене. Гидравлические выжимные подшипники серии 6000 предназначены для установки на фиксатор подшипника входного вала трансмиссии и совместимы с различными типами трансмиссий:
Форд Тремек ТКО/ТКС/500/600
Форд Т-5
Верхний погрузчик (входной вал 1 1/16″ x 10)
Tremec T56/Magnum (кроме Tremec P/N TUET11010)
Форд Тремек Магнум (P/N TUET11010)
ГМ Тремек ТКО/500/600
ГМ Сагино
ГМ Т-5
и более.
Посмотрите следующее видео, чтобы узнать о правильной установке HRB серии 6000, а также о настройке зазора сцепления:
Посмотрите видео ниже, в котором показаны преимущества серии 6000 на двух парнях гараж:
*Регулировка высоты на входящей в комплект втулке, которая надевается на трубку фиксатора подшипника первичного вала. Не включает высоту основания фиксатора. ** Регулировка высоты на монтажном основании, входящем в комплект поставки. Размер представляет собой сопрягаемую поверхность трансмиссии с верхней частью подшипника.
Вам также может понравиться…
$68
Сменные комплекты торцевых подшипников с радиусом 52 мм
Грузовые перевозки Alibaba.com | Сравнить цены | Узнать больше
Запрос продукта
Описание продукта
Когда подшипник выключения сцепления работает, усилие педали сцепления передается на подшипник выключения сцепления. Подшипник сцепления перемещается к центру нажимного диска сцепления, так что нажимной диск отталкивается от диска сцепления, отделяя диск сцепления от маховика. Когда педаль сцепления отпущена, давление пружины в нажимном диске регулирует нажимной диск, чтобы толкать его вперед и прижимать его к диску сцепления, чтобы разделить диск сцепления и подшипник сцепления для завершения рабочего цикла.
Размеры
д
30
мм
Д
52
мм
Б
16
мм
МАССА
0,125
кг
Упаковка
A: упаковка в тубе + коробка + поддоны B: упаковка в одиночную коробку + коробка + поддоны C: по требованию заказчика
Отгрузка 1. FedEx /DHL /UPS /TNT /EMS от двери до двери. 2. По воздуху или по морю для партии товаров; для ФКЛ. Вам придется забрать товар в аэропорту или порту. 3. Доступны клиенты, указывающие экспедиторов или оборотные способы доставки. Платеж 1. Оплата: 100% T/T, Western Union, PayPal или Alibaba Безопасная оплата заранее;
Shandong Tefule Bearing Co., Ltd является профессиональным производителем и дилером подшипников в Китае. Мы занимаемся подшипниковой промышленностью уже 10 лет и более 8 лет занимаемся международной торговлей импортом и экспортом подшипников. .У нас есть собственный бренд «TFL» и применен сертификат ISO9001:2000 для центра сертификации. Мы посещаем международные выставки подшипников, размещаем на многих веб-сайтах B2B и привлекаем многих клиентов во всем мире также завоевали хорошую репутацию у наших клиентов. Наша компания специализируется на шарикоподшипниках, роликоподшипниках, корпусах, подшипниках ступиц колес, деталях подшипников и аксессуарах, крестообразных роликоподшипниках . требования.
Q: Вы торговая компания или производитель? A: Мы фабрика. Shandong Tefule Bearing Co., Ltd объединяет производство, торговлю, инвестиции и продажи. Q: Сколько времени занимает ваша доставка? A: Обычно это 1-3 дня, если товар есть на складе. или это 15-20 дней, если товар отсутствует на складе, зависит от количества заказа. Q: Предоставляете ли вы образцы? это бесплатно или дополнительно? A: Да, мы можем предоставить бесплатные образцы, но доставка осуществляется за счет доставки.
Когда подшипник выключения сцепления работает, усилие педали сцепления передается на подшипник выключения сцепления. Подшипник сцепления перемещается к центру нажимного диска сцепления, так что нажимной диск отталкивается от диска сцепления, отделяя диск сцепления от маховика. Когда педаль сцепления отпущена, давление пружины в нажимном диске регулирует нажимной диск, чтобы толкать его вперед и прижимать его к диску сцепления, чтобы разделить диск сцепления и подшипник сцепления для завершения рабочего цикла.
Когда подшипник выключения сцепления работает, усилие педали сцепления передается на подшипник выключения сцепления. Подшипник сцепления перемещается к центру нажимного диска сцепления, так что нажимной диск отталкивается от диска сцепления, отделяя диск сцепления от маховика. Когда педаль сцепления отпущена, давление пружины в нажимном диске регулирует нажимной диск, чтобы толкать его вперед и прижимать его к диску сцепления, чтобы разделить диск сцепления и подшипник сцепления для завершения рабочего цикла.
Когда подшипник выключения сцепления работает, усилие педали сцепления передается на подшипник выключения сцепления. Подшипник сцепления перемещается к центру нажимного диска сцепления, так что нажимной диск отталкивается от диска сцепления, отделяя диск сцепления от маховика. Когда педаль сцепления отпущена, давление пружины в нажимном диске регулирует нажимной диск, чтобы толкать его вперед и прижимать его к диску сцепления, чтобы разделить диск сцепления и подшипник сцепления для завершения рабочего цикла.
9. ОБУСТРОЙСТВО ДОРОГ И ЗАЩИТНЫЕ ДОРОЖНЫЕ СООРУЖЕНИЯ «АВТОМОБИЛЬНЫЕ ДОРОГИ. СТРОИТЕЛЬНЫЕ НОРМЫ И ПРАВИЛА. СНиП 2.05.02-85» (утв. Постановлением Госстроя СССР от 17.12.85 N 233) (ред. от 08.06.95)
действует Редакция от 08.06.1995Подробная информация
9. ОБУСТРОЙСТВО ДОРОГ И ЗАЩИТНЫЕ ДОРОЖНЫЕ СООРУЖЕНИЯ
9.1. К обустройству дорог относятся технические средства организации дорожного движения (ограждения, знаки, разметка, направляющие устройства, сети освещения, светофоры, системы автоматизированного управления движением), озеленение, малые архитектурные формы.
9.2. Дорожные ограждения по условиям применения разделяются на две группы.
К ограждениям первой группы относятся барьерные конструкции (высотой не менее 0,75 м) и парапеты (высотой не менее 0,6 м), предназначенные для предотвращения вынужденных съездов транспортных средств на опасных участках дороги, с мостов, путепроводов, а также столкновений со встречными транспортными средствами и наездов на массивные препятствия и сооружения.
К ограждениям второй группы относятся сетки, конструкции перильного типа и т. п. (высотой 0,8 — 1,5 м), предназначенные для упорядочения движения пешеходов и предотвращения выхода животных на проезжую часть.
9.3. Ограждения первой группы должны устанавливаться на обочинах участков автомобильных дорог I — IV категорий:
проходящих по насыпям крутизной откоса 1:3 и более в соответствии с требованиями, приведенными в табл. 47;
Таблица 47
Участки автомобильных дорог
Продольный уклон, %
Перспективная интенсивность движения, прив. ед/cут, не менее
Минимальная высота насыпи, м
Прямолинейные, кривые в плане радиусом более 600 м и с внутренней стороны кривых в плане радиусом менее 600 м на спуске или после него
До 40
2000 1000
3,0 4,0
То же
40 и более
2000
2,5
1000
3,5
С внешней стороны кривых в плане
До 40
2000
2,5
радиусом менее 600 м на спуске или после него
1000
3,5
На вогнутых кривых в продольном
—
2000
2,5
профиле, сопрягающим встречные уклоны с алгебраической разностью 50 %о и более
1000
3,5
С внешней стороны кривых в плане
40 и более
2000
2,0
радиусом менее 600 м на спуске или после него
1000
3,0
расположенных параллельно железнодорожным линиям, болотам, и водным потокам глубиной 2 м и более, оврагам и горным ущельям на расстоянии до 25 м от кромки проезжей части при перспективной интенсивности движения не менее 4000 прив. едсут и до 15 м при перспективной интенсивности менее 4000 прив. едсут;
пролегающих на склонах местности крутизной более 1:3 (со стороны склона) при перспективной интенсивности движения не менее 4000 прив. едсут;
со сложными пересечениями и примыканиями в разных уровнях;
с недостаточной видимостью при изменении направления дороги в плане.
Следует предусматривать ограждение опор путепроводов, консольных и рамных опор информационно-указательных дорожных знаков, опор освещения и связи, расположенных на расстоянии менее 4 м от кромки проезжей части.
На обочинах дорог ограждения первой группы должны быть расположены на расстоянии не менее 0,5 м и не более 0,85 м от бровки земляного полотна в зависимости от жесткости конструкции дорожных ограждений.
На обочинах автомобильных дорог рекомендуется устанавливать ограждения:
барьерные односторонние металлические энергопоглощающие с шагом стоек 1 м — с внешней стороны кривых в плане радиусом менее 600 м дорог I и II категорий;
барьерные односторонние металлические энергопоглощающие с шагом стоек 2 м — на дорогах I и II категорий, кроме внутренней стороны кривых в плане радиусом менее 600 м ;
барьерные односторонние металлические энергопоглощающие с шагом стоек 3 м — на дорогах I и II категорий, кроме кривых в плане радиусом менее 600 м;
барьерные односторонние металлические энергопоглощающие с шагом стоек 4 м — с внутренней стороны кривых в плане радиусом менее 600 м дорог I и II категорий;
барьерные односторонние металлические жесткие — на дорогах I и II категорий, кроме внутренней стороны кривых в плане радиусом менее 600 м, и на прямолинейных участках и кривых в плане радиусом более 600 м дорог III категории;
барьерные односторонние с металлической планкой на железобетонных стойках — с внутренней стороны кривых в плане радиусом менее 600 м дорог I и II категорий и на дорогах III категории;
барьерные односторонние железобетонные с шагом стоек 1,25 м — с внутренней стороны кривых в плане радиусом менее 600 м дорог IV категории;
барьерные односторонние железобетонные с шагом стоек 2,5 м — на прямолинейных участках и кривых в плане радиусом более 600 м дорог III категории и на дорогах IV категории;
барьерные односторонние тросовые — с внутренней стороны кривых в плане радиусом менее 600 м дорог III категории и на дорогах IV категории;
парапетного типа — в горной местности на участках дорог I — IV категорий, а при технико-экономическом обосновании — и на участках дорог V категории.
9.4. На разделительных полосах дорог I категории ограждения первой группы должны устанавливаться с учетом условий, указанных в табл. 48.
Таблица 48
Число полос движения в обоих направлениях
Опасные препятствия на разделительной полосе
Перспективная интенсивность движения, прив. ед/сут, при ширине разделительной полосы, м, не менее
3 — 4
5 — 6
4
Отсутствуют
30000
40000
Имеются
20000
30000
6
Отсутствуют
40000
60000
Имеются
30000
50000
На разделительной полосе ограждения первой группы должны быть расположены по ее оси, а при наличии опасных препятствий — вдоль оси разделительной полосы на расстоянии не менее 1 м от кромки проезжей части.
При ширине разделительной полосы более 3 м рекомендуется применять барьерные двусторонние металлические ограждения, а при ширине 3 м и менее — железобетонные ограждения парапетного типа, в том числе со специальным профилем боковых поверхностей.
9.5. При установке дорожных ограждений принимается расчетная интенсивность движения на 5-летнюю перспективу.
9.6. Не допускается применять ограждения барьерного типа с использованием тросов на автомобильных дорогах I и II категорий.
Не допускается устройство ограждений парапетного типа в виде отдельно стоящих блоков.
9.7. При сопряжении дорожных барьерных металлических энергопоглощающих ограждений с мостовыми ограждениями следует предусматривать постепенное доведение шага стоек дорожных ограждений до 1 м. При этом протяженность участков с одинаковым шагом стоек должна быть равна 8 м.
Примечания: 1. В пределах переходных плит в местах соединения пролетных строений мостов и путепроводов с земляным полотном дороги следует применять ограждения той же конструкции, как на пролетных строениях.
2. В местах деформационных швов стыки балки ограждений следует выполнять с телескопирующим устройством.
Сопряжение двух односторонних металлических ограждений барьерного типа, расположенных параллельно на разделительной полосе дороги или на обочине в местах пересечений и примыканий, следует выполнять радиусом не менее 1 м.
9.8. При необходимости отклонения линии ограждения в плане его следует выполнять с отгоном не менее 10:1.
9.9. Ограждения второй группы должны:
устанавливаться на разделительной полосе дорог I категории напротив автобусных остановок с пешеходными переходами (в том числе подземными и надземными) в пределах всей длины остановки и на протяжении не менее 20 м в каждую сторону за пределы ее границ;
располагаться по оси разделительной полосы, а при наличии опор путепроводов, освещения, консольных и рамных опор информационно-указательных дорожных знаков — вдоль оси разделительной полосы на расстоянии не менее 1 м от кромки проезжей части для сеток и не менее 0,5 м для ограждений перильного типа.
9.10. Автомобильные дороги I категории, а также опасные участки дорог II — V категорий, когда не требуется искусственное освещение и установка ограждений первой группы, должны быть оборудованы направляющими устройствами в виде отдельно стоящих сигнальных столбиков высотой 0,75 — 0,8 м.
9.11. Сигнальные столбики на обочинах дорог II — V категорий следует устанавливать:
в пределах кривых в продольном профиле и на подходах к ним (по три столбика с каждой стороны) при высоте насыпи не менее 2 м и интенсивности движения не менее 2000 прив. едсут на расстояниях, указанных в табл. 49;
в пределах кривых в плане и на подходах к ним (по три столбика с каждой стороны) при высоте насыпи не менее 1 м на расстояниях, указанных в табл. 50.
Таблица 49
Радиус кривой в продольном профиле, м
Расстояние между столбиками, м
в пределах кривой
на подходах к кривой
от начала до первого
от первого до второго
от второго до третьего
200
7
12
23
47
300
9
15
30
50
400
11
17
33
50
500
12
19
37
50
1000
17
27
50
50
2000
25
40
50
50
3000
31
47
50
50
4000
35
50
50
50
5000
40
50
50
50
6000
45
50
50
50
8000
50
50
50
50
Таблица 50
Радиус кривой в плане, м
Расстояние между столбиками, м
в пределах кривой
на подходах к кривой
на внешней стороне
на внутренней стороне
от начала до первого
от первого до второго
от второго до третьего
20
3
6
6
10
20
30
3
6
7
11
21
40
4
8
9
15
31
50
5
10
12
20
40
100
10
20
25
42
50
200
15
30
30
45
50
300
20
40
36
50
50
400
30
50
50
50
50
500
40
50
50
50
50
600
50
50
50
50
50
на прямолинейных участках дорог при высоте насыпи не менее 2 м и интенсивности движения не менее 2000 прив. едсут через 50 м;
в пределах кривых на пересечениях и примыканиях дорог в одном уровне на расстояниях, указанных в табл. 50 для внешней стороны кривой;
на дорогах, расположенных на расстоянии менее 15 м от болот водотоков глубиной от 1 до 2 м, через 10 м;
у мостов и путепроводов по три столбика до и после сооружения с двух сторон дороги через 10 м;
у водопропускных труб по одному столбику с каждой стороны дороги по оси трубы.
9.12. На дорогах I категории сигнальные столбики следует устанавливать:
между развязками на всем протяжении участков дорог, не имеющих ограждающих устройств проезжей части, через 50 м;
в пределах закруглений с двух сторон съездов на расстояниях, указанных в табл. 50.
Сигнальные столбики следует устанавливать в пределах неукрепленной части обочин на расстоянии 0,35 м от бровки земляного полотна.
9.13. Применение дорожных знаков должно соответствовать требованиям ГОСТ 23457-86. Дорожные знаки должны соответствовать требованиям ГОСТ 10807-78, опоры дорожных знаков — требованиям ГОСТ 25458-82 и ГОСТ 25459-82, а также имеющимся типовым решениям.
9.14. Применение дорожной разметки должно соответствовать требованиям ГОСТ 23457-86, элементы дорожной разметки — требованиям ГОСТ 13508-74.
9.15. На автомобильных дорогах всех категорий следует предусматривать оформление и озеленение с учетом соблюдения принципов ландшафтного проектирования, охраны природы, обеспечения естественного проветривания дорог, защиты придорожных территорий от шума, природных, хозяйственных, исторических и культурных особенностей районов проложения дорог.
9.16. В проекте должны быть предусмотрены мероприятия, надежно защищающие участки дороги, проходящие по открытой местности, от снежных заносов во время метелей.
Защита от снежных заносов не предусматривается:
при расчетном годовом снегоприносе менее 25 м3 на 1 м дороги, расположенной на орошаемых или осушенных землях, пашне, земельных участках, занятых многолетними плодовыми насаждениями и виноградниками;
при проложении дорог в насыпях с возвышением бровки земляного полотна над расчетным уровнем снегового покрова на величину, указанную в п. 6.24, в выемках, если снегоемкость откоса больше объема снегоприноса к дороге;
при проложении дорог в лесных массивах при отсутствии разрывов и просек.
9.17. На заносимых участках дорог защиту от снежных заносов следует предусматривать:
на дорогах I и III категорий — снегозащитными лесонасаждениями, переносными щитами или сетками, или постоянными заборами;
на дорогах IV и V категорий — снегозащитными лесонасаждениями или временными защитными устройствами (снеговыми валами, траншеями).
Ширину снегозащитных лесонасаждений с каждой стороны дороги, а также расстояния от бровки земляного полотна до этих насаждений следует принимать по нормам, приведенным в табл. 51.
Таблица 51
Расчетный годовой снегопринос, м3/м
Ширина снегозащитных лесонасаждений, м
Расстояние от бровки земляного полотна до лесонасаждений, м
От 10 до 25
4
15-25
Свыше 25 до 50
9
30
Свыше 50 до 75
12
40
Свыше 75 до 100
14
50
Свыше 100 до 125
17
60
Свыше 125 до 150
19
65
Свыше 150 до 200
22
70
Свыше 200 до 250
28
50
Примечания: 1. Ширина снегозащитных лесонасаждений и их конструкция при снегоприносе более 250 м3/ м определяется индивидуальным проектом, утвержденным в установленном порядке.
2. Меньшие значения расстояний от бровки земляного полотна до лесонасаждений при расчетном годовом снегоприносе 10 — 25 м3/м принимаются для дорог IV и V категорий, большие значения — для дорог I-III категорий.
3. При снегоприносе от 200 до 250 м3/м принимается двухполосная система лесонасаждений с разрывом между полосами 50 м.
9.18. Защита дорог от снежных заносов на участках, располагаемых на землях государственного лесного фонда, покрытых лесом, в случае намечаемого проведения рубок обеспечивается сохранением с обеих сторон дороги лесных полос шириной 250 м каждая (считая от оси дороги).
9.19. Постоянные снегозащитные заборы следует проектировать в один или несколько рядов высотой от 3 до 5 м из расчета на задержание максимального расчетного годового объема снега обеспеченностью один раз в 15 лет, а в сильнозаносимых местностях малонаселенных районов — один раз в 20 лет.
Постоянный забор располагают на расстоянии, равном 15-25-кратной высоте забора от бровки откоса выемки в месте ее наибольшей глубины, а при расположении дороги на насыпи — от бровки земляного полотна. При необходимости (обоснованной расчетом) устраивают дополнительные ряды заборов с расстояниями между ними, равными 30-кратной высоте забора.
Постоянные заборы следует сооружать с разрывами для проезда транспортных средств и сельскохозяйственных машин в местах, согласованных с землепользователями.
9.20. Защиту дорог и дорожных сооружений от воздействия прилегающих оврагов, оползней, размыва водными потоками, а также от песчаных заносов следует осуществлять с помощью специальных насаждений, сочетающихся с комплексом геотехнических инженерных мероприятий, предусматриваемых при проектировании земляного полотна с учетом местного опыта.
9.21. Для защиты горных дорог от снежных лавин и обвалов следует предусматривать:
устройство галерей и навесов, лавинорезов, отбойных лавинонаправляющих дамб;
удерживание снега на склоне с помощью различных устройств, предотвращающих его передвижение и смещение;
установку снегозащитных щитов, подпорных заборов или стенок перед лавиносборами для уменьшения скопления в них снега;
обрушение снега на лавиноопасных участках в процессе эксплуатации дороги и пр.
2.8 Обустройство дороги
К обустройству дорог относятся технические средства организации дорожного движения (ограждения, знаки, разметка, направляющие устройства, сети освещения, светофоры, системы автоматизированного управления движением), озеленение, малые архитектурные формы.
Дорожные ограждения по условиям применения разделяются на две группы.
К ограждениям первой группы относятся барьерные конструкции (высотой не менее 0,75 м) и парапеты (высотой не менее 0,6 м), предназначенные для предотвращения вынужденных съездов транспортных средств на опасных участках дороги, с мостов, путепроводов, а также столкновений со встречными транспортными средствами и наездов на массивные препятствия и сооружения.
К ограждениям второй группы относятся сетки, конструкции перильного типа и т.п. (высотой 0,8-1,5 м), предназначенные для упорядочения движения пешеходов и предотвращения выхода, животных на проезжую часть.
Сигнальные столбики устанавливаются на насыпях выше двух метров и на искусственных сооружениях независимо от высоты насыпи.
На автомобильных дорогах всех категорий следует предусматривать оформление и озеленение с учетом соблюдения принципов ландшафтного проектирования, охраны природы, обеспечения естественного проветривания дорог, защиты придорожных территорий от шума, природных, хозяйственных, исторических и культурных особенностей районов проложения дорог.
В проекте должны быть предусмотрены мероприятия, надежно защищающие участки дороги, проходящие по открытой местности, от снежных заносов во время метелей.
2.8 Укрепление откосов
Для предохранения откосов от воздействия природных факторов, производим укрепление откосов. Площадь укрепления откосов земляного полотна подсчитываем с учетом насыпей по длине дороги в соответствии с принятыми типами укрепления. Наиболее распространенный тип – укрепление механизированным посевом многолетних трав, предохраняющее земляное полотно от разрушающего действия дождевых и талых вод, ветра и температурных воздействий.
2.9 Охрана окружающей среды
При выборе вариантов трассы и конструкции автомобильной дороги кроме технико-экономических показателей следует учитывать степень воздействия дороги на окружающую природную среду, как в период строительства, так и во время эксплуатации, а также сочетание дороги с ландшафтом, отдавая предпочтение решениям, оказывающим минимальное воздействие на окружающую природную среду.
При сравнении вариантов трасс и конструктивных решений следует учитывать ценность занимаемых земель, а также затраты на приведение временно отводимых для нужд строительства площадей в состояние, пригодное для использования в народном хозяйстве.
Проложение трассы автомобильных дорог, назначение мест размещения искусственных и придорожных сооружений, производственных баз, подъездных дорог и других временных сооружений для нужды строительства следует выполнять с учетом сохранения ценных природных ландшафтов, лесных массивов, а также мест размножения, питания и путей миграции диких животных, птиц и обитателей водной среды.
На сельскохозяйственных угодьях трассы по возможности следует прокладывать по границам полей севооборотов или хозяйств.
Не допускается проложение трасс по государственным заповедникам и заказникам, охраняемым урочищам и зонам, отнесенным к памятникам природы и культуры.
Вдоль рек, озер и других водоемов трассы следует прокладывать, как правило, за пределами специально установленных для них защитных зон.
По лесным массивам трассы автомобильных дорог необходимо прокладывать по возможности с использованием просек и противопожарных разрывов, границ предприятий и лесничеств с учетом категории защитности лесов и данных экологических обследований.
С земель, занимаемых под дорогу и ее сооружения, а также временно занимаемых на период строительства дороги, плодородный слой почвы надлежит снимать и использовать для повышения плодородия малопродуктивных сельскохозяйственных угодий или объектов предприятий лесного хозяйства.
Снятию подлежит плодородный слой почвы, обладающий благоприятными физическими и химическими свойствами (ГОСТ 17.5.1.03-78), с гранулометрическим составом от глинистого до супесчаного, без ясно выраженного оглеения, с плотностью не более 1,4 г/куб.см. Наличие на почвенном покрове солонцов и солончаков не должно превышать значений, установленных ГОСТ 17.5.1.03-78.
Плодородный слой почвы не снимается, если рельеф местности не позволяет его снять, а также на участках с выходом на поверхность скальных обнажений, валунов, крупных (свыше 0,5 м) камней.
На дорогах в пределах водоохранных зон следует предусматривать организованный сбор воды с поверхности проезжей части с последующей ее очисткой или отводом в места, исключающие загрязнение источников водоснабжения.
При определении мест переходов через водотоки, выборе конструкций и отверстий искусственных сооружений, особенно на косогорных участках дорог, наряду с технико-экономической целесообразностью строительства необходимо решать вопросы защиты полей от размыва и заиления, заболачивания, нарушения растительного и дернового покрова, нарушения гидрологического режима водотока и природного уровня грунтовых вод, защиты от размыва и разрушения.
Для мест неустойчивых и особо чувствительных экологических систем (многолетние мерзлые водонасыщенные грунты, болота, пойменные зоны, оползневые склоны и т.п.) в проекте следует предусматривать меры, обеспечивающие минимальное нарушение экологического равновесия. Перечень мер устанавливается индивидуальными технико-экономическими обоснованиями.
При пересечении автомобильной дорогой путей миграции животных необходимо разрабатывать специальные мероприятия по обеспечению безопасного и беспрепятственного их передвижения.
Поиск проектов | ВСДОТ
Дом
Строительство и планирование
Поиск проектов
Узнайте о текущих мероприятиях по улучшению и сохранению транспортной сети по всему штату.
Возможно, вы ищете исследования или проекты, управляемые местным агентством
Этот проект сохранит несколько государственных маршрутов в округе Уитман в Иртерне Вашингтоне.
В проект по укладке стружки будет включено строительство битумной обработки поверхности (BST), планирование битумного покрытия, заделка трещин, укладка горячего асфальтобетонного покрытия (HMA), ремонт дорожного покрытия и…
Проект
Сроки: апрель 2023 г. — октябрь 2023 г.
Road
Предварительный конструкция
Округ Адамс
Округ Lincoln County
. несколько государственных маршрутов через округа Пенд-Орей, Стивенс, Линкольн и Адамс в Восточном Вашингтоне.
Чип-герметизация – это нанесение специальной защитной износостойкой поверхности на существующее дорожное покрытие. В рамках проекта чип-уплотнения будет построено…
Project
Timeline: Summer 2022 — Fall 2022
Road
Construction
Benton County
Cowlitz County
Lewis County
Pacific County
Klickitat County
In summer В 2022 году подрядчик WSDOT, Granite Construction Company, начнет работу над этой пилотной программой по восстановлению бетонных настилов нескольких мостов на юго-западе Вашингтона. Бригады удалят все нецементные заплатки и заменят их цементным материалом, продлив срок полезного…
Крупный проект
Сроки: 2007–2023
Программа замены виадука на Аляскинской дороге состоит из 30 проектов, возглавляемых Департаментом транспорта штата Вашингтон, округом Кинг, городом Сиэтл и портом Сиэтла. Федеральное управление автомобильных дорог является партнером в этих усилиях.
Проект
Сроки: март 2023 г. — июль 2023 г.
Паром
Строительство
Округ Скагит
Округ Сан-Хуан
Паромный терминал Анакортес обеспечивает ворота на острова Сан-Хуан и Сидней Британской Колумбии. уже более 50 лет, в терминал были внесены лишь незначительные изменения. Компания Washington State Ferries (WSF) планирует обновить все четыре пункта взимания платы за проезд на паромном терминале Anacortes, чтобы лучше обслуживать клиентов паромов, которые используют…
Project
0004
Округ Китсап
Паромный маршрут между Сиэтлом и островом Бейнбридж является самым загруженным в системе для пешеходов. Этот проект заменяет существующую деревянную подвесную дорожку на более широкую и безопасную конструкцию из бетона и стали, построенную в соответствии с действующими нормами сейсмостойкости.
Проект
Сроки: Февраль 2019 г. — июль 2021 г.
Дорога
Завершено
Округ Кинг4
0010 После того, как SR 99 в Сиэтле был выровнен для прохождения через туннель SR 99, туннель на Бэттери-стрит был выведен из эксплуатации и заполнен, а северный подход к туннелю был встроен в новую магистральную улицу (Седьмая авеню Север) с автобусными полосами и повторно соединенными перекрестками.
Проект
График: Поздняя весна 2023 г. — осень 2023
Road
Предварительная конструкция
округ Джефферсон
104 в Шайн-Крик, а другой — на государственной трассе 19.в Суонсонвилл-Крик.
На обоих участках будет сооружен 18-футовый гидравлический проем с трехсторонней водопропускной трубой.
Project
Timeline: May 2022 — August 2022
Road
Completed
Adams County
Lincoln County
Stevens County
Whitman County
Franklin County
This project проведет точечный ремонт бетонных настилов мостов, залатав выбоины и заменив изношенные участки бетона на семи мостах в округах Адамс, Франклин, Линкольн, Стивенс и Уитмен. После завершения проекта срок службы мостов в сельской местности будет продлен…
Проект
График: Весна 2015 — декабрь 2020 г.
Паром
Завершен
Округ Снохомиш. Остров Уидби в столичный район Сиэтл-Эверетт. Это один из самых загруженных маршрутов штата, который ежегодно посещают более 4 миллионов человек. К 2040 году пассажиропоток во время…
Проект
График: Лето 2017-2023
Паром
Строительство
Цель-округ
штат Вашингтон. как региональный мультимодальный транспортный узел.
Ключевые элементы проекта включают: бетонно-стальную эстакаду, главное здание аэровокзала, входное здание (с торговыми…
Крупный проект
Сроки: 2020-2040
Компания Washington State Ferries (WSF) приступает к амбициозной инициативе по началу перехода к безэмиссионному флоту с помощью гибридной системы электрических паромов. WSF управляет крупнейшей паромной системой в Соединенных Штатах. Это также самый большой источник выбросов парниковых газов в любом штате…
Проект
Сроки: 2011 — 2014
Дорога
Завершено
Округ Кинг
Проект замены виадука от Южного Холгейта до Саут-Кинг-стрит, завершенный в начале 2014 года, был ранней фазой программы замены виадука на Аляскинской дороге в Сиэтле, штат Вашингтон.
Проект
График: Лето 2022- Зима 2024
Дорога
Строительство
КОНДЕР
В ЗИМЕ 2023, наш подрядчик начнется в проекте I-405. Tukwila и Bellevue, чтобы укрепить несколько путепроводов, что поможет им выдержать сильное землетрясение. Они поместят стальные «рубашки» вокруг колонн, поддерживающих путепроводы, чтобы удерживать бетон вместе в…
Проект
Сроки: Ожидается, что строительство проекта будет завершено в 2027 году в соответствии с проектом Sound Transit Bus Rapid Transit.
Дорога
Подготовка к строительству
Округ Кинг
I-405, проект модернизации кирпичного завода до SR 527, расположен к югу от Ботелла на межштатной автомагистрали 405 (I-405), начиная с 522 и заканчивая развязкой SR 527. Сообщества в этом районе увидят значительные улучшения в виде увеличения пропускной способности платных экспресс-полос, прямого доступа…
Проект
Сроки: Spring 2023-осень 2023
Road
Предварительный конструкция
Королев. Юго-западный мост на Линд-авеню через южную межштатную автомагистраль 405 в Рентоне. Эстакада на Линд-авеню будет закрыта для транспортных средств до завершения работ. Пешеходные переходы над мостом останутся открытыми…
Проект
График: апрель 2022-ноябрь 2023 г.
Road
Строительство
COUNT DAROINTION
WSDOT и конструктивное контракт GRAHAM. до идущей на север I-405 и нового съезда с I-405, идущей на юг, на Северо-восточной 132-й улице в Киркленде. Этот тип обмена известен как полуромб. После того, как этот проект будет завершен, у путешественников появится…
Проект
График: Лето 2015 — Лето 2025
Road
Строительство
King County
Travelers On Interstate 405 между арендной платой и Bellevue Experience. Проект I-405 Renton to Bellevue Widening и Express Toll Lanes включает в себя мультимодальные перевозки и улучшения безопасности, чтобы предложить более надежные варианты проезда и сохранить водителей, транзит…
Проект
Сроки: В настоящее время проект находится на стадии проектирования и экологии. Мы ожидаем, что строительство будет завершено к 2025 году.
Дорога
Подготовка к строительству
Округ Кинг
-405/SR 167 коридор. В рамках проекта Ripley Lane Stream Connection Project будут построены новые каналы потока путем объединения двух водопропускных труб в один открытый канал. Мы определили, что предлагаемый…
Крупный проект
Сроки: Мы реализовали первый проект в 2005 г., 15 дополнительных проектов к 2015 г. и продолжаем работу над строительной готовностью финансируемых проектов.
Программа коридора I-405/SR 167 основана на Генеральном плане I-405 и Плане коридора SR 167, основополагающих документах, регулирующих разработку, финансирование и реализацию проекта. Один только генеральный план I-405 включает более 150 проектов, направленных на улучшение проезда между Линнвудом и районом Рентон/Туквила…
Project
График: Лето 2023 — Лето 2029
Road
Не начался
Кларк. Развязка на 179-й улице за счет улучшения развязки и замены сигнальных перекрестков на конструкцию развязки, которую еще предстоит определить на въезде и съезде с I-5 и обратно. Улучшения маршрута…
Проект
Сроки: Лето 2020 — конец 2026
Road
Не начался
и повышение безопасности на коридоре I-5 между развязкой Chamber Way и развязкой State Route 6 в округе Льюис. При условии экономии средств, обеспечиваемой практичными конструктивными решениями…
Проект
Сроки: 2023-2025
Дорога
Предварительный конструкция
Округ Пирс
ДЕРЕВОДА-КОНДЕРСОВОЙ КОНДЕРС И КИКСИКИКАЛЬНЫЙ СОТРИОД И КИКИКИКАЛИСТ И КИКИКИКАЛИСТ И КИКИКИКАЛИСТ И КИКИКИКАЛИСТ И КИКИКЛИСТ И КИКИКИКАЛИСТ И КИКИКИКИКИКИКИКА И КИКЛИКАЛЬНЫЙ И БАКЛИКАСКИ. Лейквуд, от Гравелли Лейк Драйв
Проект
Сроки: 2020 — 2025
Дорога
Не начато
Clark County
Как единственная непрерывная автомагистраль между штатами с севера на юг на западном побережье между Мексикой и Канадой, I-5 является жизненно важным торговым маршрутом для региональной, национальной и международной экономики. Возраст одного из пролетов превышает 100 лет, и он рискует обрушиться в случае сильного землетрясения и больше не соответствует…
Проект
округ Пирс
В рамках этого проекта было расширено шоссе I-5 в северном и южном направлениях, чтобы в каждом направлении было по четыре полосы общего назначения и одна полоса HOV от M Street до Portland Avenue в Такоме
Avenue и East McKinley Way Bridges над I-5 и…
Проект
Сроки: 2016-2018
Road
Завершен
Округ Pearce
WSDOTIMENTED AREDILIDATED AREDILENTED AREDILIDATENTAINEDAINTIAIRAITARIAIRENTAILENTAILENTALEDAINTIAIRAITAIRNELAITAITER. миль, так что он начинается на эстакаде Маунтс-Роуд. Грузовики, приближающиеся к станции взвешивания, а также въезжающие и выезжающие из транспортных средств, используют эту полосу, в то время как большая часть движения использует три соседних сквозных полосы.
до…
Проект
Сроки: 2023-2025
Road
Не начался
County
. Объединенной базы Льюис-Маккорд, WSDOT предлагает восстановить развязку Steilacoom-DuPont Road (выезд 119) и добавить полосы HOV к I-5. Это поможет уменьшить заторы на I-5 в периоды пиковой нагрузки…
Крупный проект
Сроки: с июля 2015 г. по декабрь 2025 г.
В июле 2015 г. Законодательное собрание штата Вашингтон выделило 495 млн долларов на финансирование строительства развязки I-5 Mounts Road to Thorne Lane Interchange — проекта улучшения коридора в рамках проекта Connecting Пакет транспортных доходов Вашингтона. Проект финансируется в течение 10 лет, с 2015 по 2025 год.
Проект
Сроки: 2022 — 2024
Дорога
Подготовка к строительству
Округ Снохомиш
Чтобы устранить заторы на развязке I-5/SR 528 и на I-5 между Эвереттом и Мэрисвиллем, WSDOT построит новую кольцевую развязку на I-5/SR 529 развязке, добавить новые съезды от I-5 в северном направлении до SR 529 и SR 529 в южном направлении I-5, а также расширить полосу движения HOV I-5 в северном направлении от US 2 до SR 529. — Лето 2023
Дорога
Строительство
Округ Кинг
Чтобы улучшить мобильность на I-5 через Сиэтл, мы переместим ограждение на участке длиной 1500 футов, чтобы создать три сквозных полосы возле улицы Сенека, добавим счетчики пандуса для дороги Дирборн/Дирборн/ Въезды на I-90 и Cherry Street и расширение системы Active Traffic and Demand Management на север до SR 520.
Помедленнее – на кону жизни.
В 2022 году превышение скорости продолжало оставаться основной причиной сбоев в рабочей зоне.
Даже одна потерянная жизнь — это слишком много.
Ежегодно около 670 человек погибают в результате дорожно-строительных работ. В 2022 году в Вашингтоне произошло шесть аварий со смертельным исходом в рабочей зоне на дорогах штата.
Это в интересах ВСЕХ.
95 % людей, пострадавших в рабочих зонах, — это водители, их пассажиры или проходящие пешеходы, а не только наши дорожные бригады.
Впереди дорожные работы: зарождающаяся революция в дорожном строительстве в государственном секторе
Технический прогресс повлияет не только на состав и использование дорог, но и на скорость и стоимость их строительства. В частности, четыре основные технологические тенденции помогут реализовать новые дорожные реалии:
Автономные транспортные средства позволяют сужать полосы движения
Ожидается, что к 2035 году 15 процентов проданных легковых автомобилей будут полностью автономными. Ожидается, что по мере роста доли транспортных средств, способных функционировать без участия человека-водителя, точность вождения резко повысится. Дополнительная точность может устранить необходимость в полосах, которые намного шире, чем транспортные средства. В то время как традиционные полосы строятся достаточно широкими, чтобы учесть человеческий фактор, обычно шириной от 3,50 до 3,75 метра (по данным Европейской комиссии), ширина будущих полос может быть уменьшена до 2,8 метра и по-прежнему пропускать легковые автомобили и тяжелые грузовики. Дороги, предназначенные исключительно для легковых автомобилей, могут иметь полосы шириной до 2,5 метров, что сделает четырехполосные дороги на 4,0 метра уже, чем они есть сегодня.
Автоматизация строительства повышает производительность
Учитывая, что для строительства дорог все еще требуется значительный объем ручного труда, автоматизация является многообещающей возможностью для повышения производительности в этой низкорентабельной отрасли. Например, первоначальную съемку можно автоматизировать с помощью лидарной технологии, что сократит время и затраты. Данные из нескольких источников могут быть переданы в цифровое представление физического актива, известное как цифровой двойник. Такие цифровые модели позволяют подрядчикам визуализировать весь жизненный цикл дороги, оптимизируя ее работу. Использование трехмерных систем землеройных работ с машинным управлением может служить косвенным показателем для оценки потенциала автоматизации на последних этапах строительства дорог. Эти системы сочетают услуги геолокации с цифровыми моделями для частичной автоматизации земляных работ. Экскаваторы, оснащенные такими системами, могут выполнять земляные работы или планировку на 30 процентов быстрее, чем машины, не использующие трехмерную систему.
Цифровизация ведет к оптимальному использованию
Еще пять лет назад при проектировании и строительстве дорог редко использовались какие-либо формы оцифровки или аналитики, но в ближайшем будущем эти технологии окажут существенное влияние на проектирование и строительство дорог. Во-первых, дороги превратятся из пассивной среды в систему измерения и направления. Датчики, встроенные в структуру новых дорог или расположенные вокруг существующих дорог, будут использоваться для управления транспортными средствами, что позволит им двигаться ближе друг к другу, потенциально увеличивая пропускную способность полосы движения на 50 процентов. Этот подход в настоящее время тестируется властями Китая. Дороги также смогут сообщать автономным транспортным средствам о состоянии поверхности — например, об уровне трения из-за воды или низкой температуры. Другие типы датчиков будут использоваться для профилактического обслуживания, увеличения времени эксплуатации дорог при одновременном снижении затрат и количества перекрытых дорог.
Усовершенствованные материалы повышают долговечность
Рост интенсивности использования дорог означает, что дороги должны быть более прочными. Новые дороги могут быть построены с использованием новых строительных материалов (таких как пластик) в асфальтовой смеси. Этот метод строительства может сделать дороги на 60 процентов прочнее, чем обычные асфальтовые дороги, что делает их более подходящими для размещения большего количества транспортных средств на километр дороги. Существующие дороги, вероятно, также должны будут подвергнуться значительной реконструкции, чтобы удовлетворить этот новый спрос. Поскольку эти обновления будут ограничены самыми верхними слоями дороги, они будут дешевле, чем строительство новых дорог с нуля.
Усовершенствованный технологический процесс сокращает время и стоимость строительства
Ожидается, что за счет сокращения количества этапов, необходимых для строительства дорог, и отказа от других этапов четыре технологических тренда полностью изменят традиционный процесс строительства дорог, сократив время строительства и расходы. Новый процесс, скорее всего, будет состоять из трех ключевых этапов (пример):
Этап 1: Оценка потребностей на основе данных. Большие данные помогают определить размер, сроки и место проведения оценки потребностей, которая длится около месяца.
Этап 2: Разработка и планирование внедрения. Моделирование/обследование с помощью технологий приводит к оптимальному проектированию дорог и длится около одного месяца.
Этап 3: Производство и строительство. Использование новых материалов и готовых деталей означает, что производство и строительство начинаются до окончания второго этапа и заканчиваются примерно через три месяца после начала процесса.
В совокупности эти шаги создают отличительный процесс, который, как ожидается, снизит прямые затраты на строительство в расчете на километр полосы движения примерно на 30 процентов к 2050 году по сравнению с сегодняшним днем. Это снижение затрат очевидно на каждом этапе проекта и не требует более дорогостоящих первоначальных затрат на проект.
Правительства и строительные компании должны действовать стратегически и своевременно
Игроки, которые когда-то казались далекими от дорожного строительства, уже находят способы воспользоваться новыми возможностями, особенно теми, которые стали возможны благодаря высоким технологиям. Правительствам и строительным компаниям следует предпринять ключевые шаги, чтобы оставаться конкурентоспособными в гонке за следующей транспортной революцией:
Установить стандарты для «умных дорог» Европейские правительства могут создать альянсы между соответствующими игроками частного сектора, чтобы определить игровое поле для оцифровка.
Быстрый старт инноваций посредством государственных закупок. Европейские правительства могут финансировать пилотные проекты, ориентированные на творческие решения для строительства цифровых дорог.
Захватите новые ценностные пулы благодаря партнерству. Традиционные строительные компании могут сотрудничать с технологическими компаниями, такими как производители датчиков или аналитические компании, для разработки систем сбора данных, которые станут растущим источником ценности.
Используйте новые модели финансирования. Новые технологии также открывают возможности для получения дохода. Дорожные операторы могут изучить вопрос о том, как интеллектуальные сборы за проезд или монетизация автомобильных данных могут стать новыми источниками дохода.
Развивайте необходимые навыки и способности. Традиционные игроки должны будут создать возможности, необходимые для игры в более продвинутом ландшафте цифровых дорог, будь то навыки, которые необходимы, скажем, строительным компаниям для развертывания автоматизированных машин, или ноу-хау, которые, скажем, в общественных работах агентствам необходимо разработать стандарты, связанные со сбором данных об автомобилях и управлением ими.
Достижения в дорожном строительстве быстро приближаются, и сейчас самое время действовать. Кривая обучения будет крутой, но длительное время — потенциально более 15 лет — для планирования и создания условий для строительства этих новых дорог дает заинтересованным сторонам время для подготовки.
На любом предприятии, где используется крановое и иное подъемно-транспортное оборудование, необходимо осуществлять контролируемое торможение движущихся элементов различной массы.
Как достичь безопасного уровня поглощения энергии столкновения и идеальной отдачи, которая не выведет оборудование из строя?
Зачем нужны демпферы?
Компания ООО «ГК «22 ВЕК» более десяти лет работает с производителями подъемно-транспортного оборудования, морскими портами, контейнерными терминалами, металлургическими комбинатами, а также другими предприятиями, где используется крановая и другая мобильная техника. Мы не только занимаемся поставкой оборудования из Европы, но и знаем о нем все, начиная от конструктивных особенностей, заканчивая особенностями эксплуатации.
Практически на каждом производстве используются демпферы. Демпфер — особое приспособление, предназначенное для гашения колебаний. Если объяснять аналогиями, то амортизатор в автомобиле — это тоже демпфер.
Существует несколько видов демпферов, предназначенных для замедления движущихся грузов с минимальной силой противодействия:
Резиновые демпферы;
Пружинные демпферы;
Гидравлические демпферы.
Предохранительные аварийные демпферы используются для обеспечения безопасности в случае возникновения внештатной ситуации, повлекшей внезапную остановку.
От надежности демпфера зависит многое, и выбор данного “предохранителя” — дело важное. Здесь мы попробуем сориентировать вас и рассказать об особенностях основных его видов.
В нашей стране используют в основном резиновые и пружинные демпферы. Это знаем не понаслышке — работаем уже много лет с большим количеством настоящих гигантов отечественного рынка.
Не будем говорить, плохо или хорошо использовать резиновые и пружинные буферы. Вывод после прочтения данного обзора делайте сами.
Как спасти кран
Для примера возьмем мостовой кран, оснащенный пружинным/резиновым амортизатором.
Во время аварийной остановки или столкновения амортизатор принимает на себя всю энергию удара. Энергия удара остаётся в его структуре, а затем с той же силой передаются объекту столкновения. Соответственно, чем больше масса и скорость движения, тем большая энергия передается обратно на него, что нарушает структурную целостность крана и может привести к серьезным поломкам.
Вроде бы, ничего страшного, но давайте повнимательнее посмотрим, какие элементы конструкции страдают в первую очередь. Да, кран цел, но в нем присутствуют электронные компоненты, которые и становятся первыми пострадавшими при столкновении.
Частотные преобразователи, контроллеры, реле и прочая электроника, установленная в электропомещении крана, могут банально выйти из строя. Их замена или ремонт будут стоить, конечно, меньше, чем новый кран, но без этих компонентов невозможна эксплуатация. Простой оборудования — это тоже траты, особенно если из-за неисправности крана срываются производственные процессы.
Немного конкретики
Давайте посмотрим на эти два графика, показывающих распределения силы удара для пружинного и резиновых амортизаторов.
На этих графиках зеленая область обозначает поглощение энергии буферами в зависимости от длины штока. Красная область – накопление и отдачу энергии далее в металлоконструкцию крана.
Вывод не утешительный. Получается, что резиновые амортизаторы обладают наихудшими характеристиками, а пружинные гасят только часть энергии. Да вы и сами все видите на графиках.
Какой буфер выбрать
Снова вернемся к графикам. Так что же выбрать, если и резиновый, и пружинный не соответствуют предъявляемым требованиям в полной мере.
Достижение наилучшего соответствия зеленой и красной областей возможно только с помощью гидравлического буфера, график распределения энергии столкновения которого представлен ниже.
Как можно наблюдать, только с помощью гидравлического буфера можно достичь самого высокого уровня поглощения энергии столкновения и идеальной отдачи.
Самыми популярными гидравлическими буферами сегодня называют демпферы Oleo. На сегодняшний день эта английская компания — ведущий специалист в области технологий поглощения энергии. Oleo поставляет свои решения не только для кранов — продукты компании используются в лифтах, на железной дороге и т. п.
Благодаря внутренней ступенчатой конструкции буферов OLEO максимальная сила остается минимальной. И это неспроста. Компания постоянно инвестирует не только в производство, но и в исследования. Новые данные позволяют совершенствовать продукцию, повышая ее эффективность и безопасность агрегатов, где она установлена.
Выводы делайте сами
Новые решения не всегда просто внедрить в производство: нужно найти производителя, поставщика и т. д. Да и старые буферы… Не выбрасывать же их! Но только подумайте, сколько вы сэкономите, модернизировав основные средства предприятия. Надеяться на то, что и без инноваций все будет работать, конечно, можно, но стоит один раз столкнуться с серьезной нештатной ситуацией, и вы поймете, что лишь шагая в ногу со временем, можно не только обезопасить технику, но и застраховать бесперебойность производственного процесса.
Козловой кран
ОПИСАН ИЕ
ИЗОБР ЕТЕ НИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
Союз Советских
Социалистических
Республин
Зависимое от авт. свидетельства №вЂ”
Кл. 35b, 1/20
Заявлено 16.V.1968 (№ 1242147/27-11) с присоединением заявки №
Приоритет
Опубликовано 20. V1.1969; Бюллетень № 21
Дата опубликования описания 24,XI.1969
МПК В 66с
УДК 621.873.12(088.8) Комитет по делам иаобретений и OTKpbITHll при Совете Министров
СССР
Авторы изобретения И. И. Абрамович, Р. К, Алексеев, В. Н. Березин, И. И. Бененсон, С. А. Новичкова, Г. A. Котельников, В. М. Ауэрбах и А. П. Резник
Заявитель
КОЗДОВОИ КРАН
Настоящее изооретение относится к отрасли подъемно-транспортного машиностроения, а именно к козловым кранам.
Известны козловые краны, содержащие поддерживаемый опорами мост, на котором монтируются грузовая тележка с подъемным механизмом и блочный противовес, предназначенный для обеспечения равномерности распределения нагрузки на ходовые колеса крана.
Однако в известных конструкциях кранов наблюдается возникновение при подъеме груза интенсивных вертикальных и, в особенности, горизонтальных собственных колебаний моста. Наиболее существенно эти колебания проявляются у кранов с одной гибкой, а другой жесткой опорами.
При этом в эксплуатации кранов особые помехи создают низкочастотные колебания, обладающие относительно большой амплитудой и не затухающие длительное время. Для устранения вредного влияния этих колебаний приходится увеличивать сечения элементов конструкций, что ведет к повышению расхода металла и утяжелению крана.
Цель настоящего изобретения — уменьшение веса крана за счет использования блочного противовеса в качестве резонансного гасителя собственных колебаний моста крана.
Это достигается тем, что блочный противовес, предназначенный для обеспечения равномерности распределения нагрузки на ходовые колеса крана, одновременно используют в качестве резонансного гасителя собственных колебаний моста крана. Противовес подвешива5 ют к мосту с помощью системы жестки.; параллелограммных тяг, соединенных с мостом и противовесом шарнирами, оси которых расположены перпендикулярно продольной оси моста. Противовес шарнирно соединен также с
10 кривошипом демпфера, установленного на мосту.
На фиг. 1 схематично изображен козловой кран, общий в д; на фиг. 2 — противовес и демпфер, вид спереди; на фиг. 3 — прогиво15 вес, вид сбоку; на фиг. 4 — разрез по А — А на фиг. 2.
Мост 1 козлового крана установлен на жесткой 2 и гибкой 8 опорах. По мосту перемещается грузовая тележка 4, несущая меха20 низм 5 подъема груза.
Блочный противовес б подвешен к мосту на тягах 7, образующих параллелограммную подвеску. Головки этих тяг закреплены на осях 8 и смонтированы в гнездах проушин 9 и 10, ук25 репленных соответственно на противовесе и на мосту. Оси 8 расположены перпендикулярно к продольной оси моста, что позволяет противовесу колебаться в направлении этой оси.
Длина тяг 7 подбирается таким образом, 30 чтобы период колебаний противовеса бы,л при246802 юг мерно равей периоду собственных колебайий моста крана в продольном направлении.
На мосту 1 установлен также демпфер 11.
Он имеет цилиндрический корпус 12, установленный на основании И. Корпус снабжен торцовыми щитами 14, в отверстиях которыхустановлен вал 15. На валу укреплены пластины
1б, между кромками которых и корпусом 12 имеются зазоры. Между пластинами 1б размещены выступы 17 корпуса.
FIa конец вала 15 посажен кривошип 18, связанный тягой 19 с кронштейном 20 противовеса. В тяге предусмотрена регулировочная гайка 21. Полость демпфера заполнена жидкостью.
При работе механизма подъема груза мост приходит в колебательное движение. Горизонтальные перемещения моста вызывают колебания противовеса. Эти колебания тем интенсивнее, чем ближе совпадают между собой периоды собственных колебаний противовеса и моста в продольном направлении.
Перемещение прогивовеса через тягу 19 передается на вал 15 демпфера, жидкость, заполняющая полость демпфера, вытесняется через зазоры между пластинами
1б и корпусом 12 и между выступами 17 и валом 15.
Перетекание жидкости через зазоры сопряжено с потерями энергии колебаний противовеса и, следовательно, энергии колебаний моста. Это вызывает подавление собственных колебаний моста крана.
Таким образом, конструкция крана позволяет снизить его вес. Это достигается за счет того, что блочный противовес выполняет одновременно две функции: обеспечивает равномерное распределение нагрузки на ходовые колеса крана и является гасителем собственных
1р колебаний моста крана, Предмет изобретения
lS Козловой кран, содержащий поддерживаемый опорами мост, на котором смонтированы грузовая тележка с подъемным механизмом и блочный противовес, предназначенный для обеспечения равномерности распределения на20 грузки на ходовые колеса крана, отличающиася тем, что, с целью уменьшения веса крана за счет использования блочного противовеса в качестве резонансного гасителя собственных колебаний моста крана, противовес подвешен
2s к мосту с помощью системы жестких параллелограммных тяг, соединенных » мостом и противовесом шарнирами, оси которых расположены перпендикулярно продольной оси моста, причем противовес шарнирно соединен с криЗО вошипом демпфера, установленного на мосту, 246802
A-А
/2 7
f ã,3
Сос-авитель М. Москалец
Текред Л. К. Малова Корректор С. М. Сигал
Редактор Г. Яковлева
Типография, нр. Сапунова, 2
Заказ 299424 Тираж 480 Подписное
ЦИИИПИ Комитета по делам изобретений и огкрытий при Совете Министров СССР
Москва, Раушская наб., д. 4/5
Гидравлические крановые буфера с усиленными амортизаторами
Надежный метод снижения ударной нагрузки
Отличный диапазон рабочих температур
Диапазон грузоподъемности и длины хода
Большой выбор на выбор
Очень важно, чтобы использование и высокие капитальные затраты крана защищена от повреждений из-за столкновения с другими кранами или концевыми упорами гусеницы. Предпочтительным решением являются буферы хорошего качества. Gantrail предлагает гидравлические буферы для кранов высочайшего качества. За последние годы производственные краны и автоматизированные складские системы увеличились в размерах и скорости.
Гидравлический амортизатор повышенной прочности был разработан для преобразования удара в тепло и контролируемого замедления системы за счет минимизации концевых усилий.
По сравнению со стандартными устройствами, такими как пружины и резиновые амортизаторы, амортизатор является наиболее экономичным и надежным методом снижения энергии, передаваемой при ударе.
Широкий ассортимент из более чем 100 стандартных амортизаторов для тяжелых условий эксплуатации с различной производительностью и длиной хода был разработан для удовлетворения растущих потребностей наших клиентов.
Благодаря нашему производству на базе ЧПУ, мы также зарекомендовали себя как быстро и гибко реагирующие на модификации и специальные предложения.
Свяжитесь с нами для получения дополнительной информации
Характеристики кранового буфера
Модель
Ход
Энергия/ход
Контрфорс
ЛДС 32
50–600 мм
2000–24 000 морских миль
50 000 Н
ЛДС 40
50–1200 мм
3000–51 000 морских миль
80 000 Н
ЛДС 50
50–1200 мм
4000–76 000 морских миль
67 000 Н — 120 000 Н
ЛДС 75
50–1200 мм
9 600 морских миль — 144 000 морских миль
150 000 Н — 240 000 Н
ЗОЖ 63
100 мм — 600 мм
15 000 морских миль — 90 000 морских миль
180 000 Н
ЗОЖ 100
200 мм — 600 мм
76 000 морских миль — 230 000 морских миль
455 000 Н
Модель LDS
Модельный ряд LDS был разработан для автоматизированных складских систем и кранов-штабелеров. Доступны четыре различные серии с диаметром поршня 32, 40, 50 и 75 мм и ходом поршня от 50 до 1200 мм. Энергоемкость достигает от 2 000 до 144 000 Нм. Характеристика замедления изготавливается по требованиям заказчика. Корпус оцинкован или окрашен, поршневой шток покрыт твердым хромом.
Модель HLS
Серия HLS была разработана для тяжелых производственных кранов и поворотных мостов. Доступны 2 серии с диаметром поршня 63 и 100 мм и ходом от 100 до 600 мм. Энергоемкость достигает от 15 000 до 230 000 Нм. Характеристика замедления изготавливается по требованиям заказчика. Корпус оцинкован или окрашен, поршневой шток покрыт твердым хромом.
Отрасли
Мы работаем над разнообразными проектами по всему миру, каждый из которых имеет свои особые требования, проблемы и примеры передового опыта и инноваций.
Просмотр секторов, в которых мы специализируемся
Найдите местных дистрибьюторов
Компания Gantrail работает по всему миру, имея офисы и дистрибьюторов в большинстве крупных стран. Чтобы получить дополнительную информацию, узнать о том, как стать партнером Gantrail, или если вы хотите связаться с местным представителем Gantrail, нажмите ниже.
Найти дистрибьютора
Последние новости
Успешная повторная аккредитация ISO9001 на 3 года
Подробнее
Признание лояльности
Читать далее
Исследования и разработки Продолжаются инвестиции в Gantrail
Читать далее
Читать далее
Посмотрите наши видеоматериалы
поддержка интерфейсов крановых рельсов, которые они привносят в промышленность.
Посмотрите наши видеоресурсы
Новости WorldCargo — Подробно — Новый подход к сейсмоизоляции для Asyaport
Строительство/проектирование портов и терминаловИнженеры-строители и консультантыДноуглубительные работы и мелиорацияШвартовка и отбойное оборудованиеОсвещениеМощение и покрытие
Environment
Business
Insurancelegal/RegulatorationAppointments/Peoplemercers/приобретения/реструктуризация/финансовые результаты и профессиональная ассоциация/коммерция. Сентябрь 2021 г.
Система изоляции крана BASIS предназначена для обеспечения сейсмической защиты конструкции крана по разумной цене и без влияния на жесткость крана при нормальной эксплуатации.
Здравствуйте, вам необходимо войти в систему, чтобы продолжить чтение этой статьи
Зарегистрируйтесь бесплатно, чтобы продолжить чтение
Зарегистрировавшись сегодня, вы получите доступ к:
— 2 статьи премиум-класса в неделю — Еженедельные отраслевые информационные бюллетени — Промышленные технические документы — Доступ к поиску по архивам WorldCargo 5
2
— Мощный Поиск и интуитивная навигация
Регистр или, если вы уже являетесь участником.
Вам также могут понравиться эти статьи по теме.
..
News06 Mar 2023
Wall Street Journal сообщает, что краны ZPMC в США «могут дать Пекину возможный шпионский инструмент, скрывающийся у всех на виду».
News06 Mar 2023
Seattle Container Transportation, Inc. получила первую модель Hammar 110 для поставок в США Мобильный портовый кран LHM 800, для навалочных …
News06 марта 2023
Все три машины предназначены для Генуи – одна для Genova Pra’ и две для SECH в Calata Sanità
News03 Mar 2023
ZPMC поставила первые AGV для перевозки сыпучих материалов в контейнерах через границу из Монголии в Китай.
News03 Mar 2023
Китайская компания BYD поставила аккумуляторный электрический терминальный тягач дистрибьюторам пива Manhattan Beer.
Рычаг сцепления двигателя 2, запчасти на мопед, мотоцикл 50 кубов, 4т, SIMPLE-50, DELTA-50, Китай
Доставка по Украине
54 — 60 грн
от 2 продавцов
54 грн
Купить
Прокладка левой крышки двигателя, запчасти на мопед, скутер, мотороллер skymoto JUNIOR 50, китайский, 2т,
Доставка по Украине
204 — 222 грн
от 2 продавцов
204 грн
Купить
Шланг тормозной м2, L-97, оригинал, запчасти QINGQI на скутер skymoto 2т, 4т, 50 кубов, Китай
Доставка по Украине
561.6 — 615.6 грн
от 2 продавцов
561.60 грн
Купить
Рычаг заднего тормоза, новые оригинальные запчасти на мопед, скутер, мотороллер skymoto, 50 куб, 2т. Fortune
Доставка по Украине
204 — 222 грн
от 2 продавцов
204 грн
Купить
Чехлы Volkswagen Т4 1+2 передний ряд 1990-2003 г Автомобильные чехлы на сиденья Фольксваген Транспортер Т-4(1)
На складе
Доставка по Украине
1 990 грн/комплект
Купить
Хронотранспортер — Авторевю
Игорь Владимирский
Фото: Игорь Владимирский
Заднемоторный Volkswagen Transporter T2 был снят с производства в Германии в далеком 1979 году. А вот в Бразилии этих старичков прекратили выпускать всего лишь в декабре прошлого года! Мне выпала возможность поездить и на олдтаймере немецкой сборки, и на свежем бразильском автобусике — угадайте, который лучше?
По легенде, Тransporter придумал Бен Пон. Этот голландский автоторговец в 1946 году приехал в Вольфсбург заключать сделку по поставке Жуков и приметил забавный «технологический транспорт» — тележки с кабинкой на шасси Жука, которые бегали по фольксвагеновскому заводу. Именно Пон набросал первый скетч фургона на фольксвагеновском шасси: с кабиной в переднем свесе, силовым агрегатом — в заднем и с грузовым отсеком посередине.
Руководству завода задумка понравилась: ведь встающая с колен Германия остро нуждалась в дешевом развозном транспорте. Но первоочередной задачей было наращивание выпуска легковых Жуков — к разработке фургона удалось приступить только в октябре 1948 года. Зато ходовые образцы были готовы уже спустя год. Силовой агрегат и шасси независимой торсионной подвески позаимствовали у Жука, но несущий пол серьезно усилили, колею расширили, а чтобы прибавить тяги (базовый моторчик объемом 1,1 л развивал всего-то 25 л.с.) поставили колесные редукторы от армейского разведывательного Кюбельвагена. В хвосте грузового отсека возвышался здоровенный горб, под которым прятался двигатель, поэтому для погрузки и разгрузки сделали широкие распашные двери в боковинах кузова. А задняя стенка грузового отсека у ранних машин была глухой — люк в ней оборудовали только в 1955 году.
Уже выпущено более 11,5 млн Транспортеров пяти поколений, причем самым массовым ожидаемо стал долгожитель T2. Сначала машины собирали в Вольфсбурге, на одном заводе с Жуками, но в 1956 году был запущен отдельный завод в Ганновере, который и поныне остается родным домом для Транспортеров
Интерьер Транспортера первого поколения — святая простота: голое железо передней панели, минимум приборов, V-образное лобовое стекло, зауженный передок, отсутствие печки… Зато — радиоприемник!
Серийный Transporter Typ 2 (вторая модель после Жука Typ 1) пошел в производство осенью 1949 года — и отличался продуманной аэродинамикой: после продувок в трубе Брауншвейгского технического университета коэффициент лобового сопротивления Сх удалось снизить с первоначальных 0,74 до 0,44. Вслед за фургоном появились микроавтобус, бортовой грузовичок, пикап с двойной кабиной и даже автокемпер. Эти машины грузоподъемностью 930 кг работали и в службах доставки, и в полиции, и в скорой помощи, в Штатах снискали уважение у хиппи. .. В 1956 году производство Транспортеров было переведено из Вольфсбурга на специально построенный завод в Ганновере — там же выпускали и все последующие модели.
А в 1967 году появился Volkswagen T2 второго поколения. Габариты почти не изменились, но автомобиль стал тяжелее и комфортабельнее, кабина — просторнее благодаря иной передней части кузова, а в салоне появились травмобезопасные пластмассовые детали. Грузоподъемность выросла до 980 кг, базовый двигатель 1.6 развивал уже 47 л.с., что позволило отказаться от колесных редукторов. Наконец, боковые двери стали сдвижными.
Полная версия доступна только подписчикамПодпишитесь прямо сейчас
TMU · Руководство · Левосторонний руль · Восстановленный оригинал
Лейк-Мэри, Флорида, США
НА ПРОДАЖУ
32 000 долларов США
Классические автомобили Gateway
Фиксированная цена
13 февраля 2023 г.
Обновлено 26 дней назад
НЕ СЛЕДУЕТ
1992 Фольксваген Вестфалия Серф Ваген
70 013 миль · Ручная установка · Левостороннее рулевое управление · Восстановлено-модифицировано
Гранд-Рапидс, Мичиган, США
НА ПРОДАЖУ
29 900 долларов США
ГР Авто Галерея
Фиксированная цена
11 февраля 2023 г.
Обновлено 28 дней назад
НЕ СЛЕДУЕТ
Автобус Volkswagen Type 2 13 Window Deluxe 1994 года выпуска
TMU · Руководство · Левосторонний руль · Восстановленный оригинал
Тампа, Флорида, США
НА ПРОДАЖУ
43 995 долларов
Уличная классика
Фиксированная цена
9 февраля 2023 г.
Обновлено 1 месяц назад
НЕ СЛЕДУЕТ
Автобус Volkswagen Type 2 13 Window Deluxe 1996 года выпуска
TMU · Руководство · Левостороннее управление · Восстановленное-оригинал
Тампа, Флорида, США
НА ПРОДАЖУ
41 995 долларов
Уличная классика
Фиксированная цена
9 февраля 2023 г.
Обновлено 1 месяц назад
НЕ СЛЕДУЕТ
VW Type 2 — самый важный фургон в истории?
Если бы кто-то решил выбрать один фургон, который внес наибольший вклад в историю человечества, Volkswagen Type 2 стал бы довольно веским аргументом в пользу самого себя. Этот автомобиль, созданный на основе VW Beetle, известен под невероятным разнообразием названий, и это только иллюстрирует, как много функций выполняет автомобиль. Автобус VW, производившийся более полувека на 4 континентах, стал настоящей исторической иконой.
Как и многие самые культовые автомобили, VW Type 2 имеет скромное начало рабочего класса — основанный на практичном Beetle (также известном как Type 1), Type 2 должен был помочь Германии восстановиться после Второй мировой войны, а также обеспечить иностранные предприятия компактное транспортное средство для перевозки грузов или людей. Создание Type 2 приписывают голландскому импортеру Volkswagen Бену Пону, который увидел нишу для небольшого автобуса и предложил эту идею VW. Экспорт автобусов VW в США позже принес Пону огромное состояние.
Первоначальные прототипы Типа 2 были ужасно не аэродинамическими, поэтому было необходимо провести испытания в аэродинамической трубе. Наряду с другими улучшениями инженеры решили разделить лобовое стекло надвое, придав ему легкую V-образную форму. В результате у фургона был лучший коэффициент аэродинамического сопротивления, чем у Beetle, на котором он был основан, и его поклонники назвали первую версию автобуса «Сплитти» в честь культового ветрового стекла. Улучшенная аэродинамика помогла VW Bus поддерживать приличную скорость на шоссе, и это было необходимо, учитывая, что сначала в фургоне использовался оппозитный четырехцилиндровый двигатель мощностью 24 л.с. от Beetle.
Высококлассная версия «Сплитти» с небольшими мансардными окнами.
С самого начала производства в конце 1949 года Type 2 предлагался в нескольких конфигурациях, что позволяло выбирать между сиденьями для пассажиров или грузовым отсеком для предметов. В зависимости от назначения и рынка VW Type 2 назывался по-разному, включая Kombi, Transporter, Bus, Camper или Kleinbus. Идея фургона оказалась удачной, и VW Bus стал одним из пионеров этого сегмента рынка, наряду с французским Citroen HY. Осознав потенциал такого автомобиля, производители со всего мира последовали его примеру.
Тип 2 выпускался в нескольких вариантах кузова, включая этот пикап с двойной кабиной.
Но это было только начало знакомства с бесконечными возможностями применения этого универсального автомобиля Volkswagen. Немецкая компания Westfalia вскоре использовала практические качества автобуса VW, чтобы превратить его в идеальный автомобиль для кемпинга с такими удобствами, как кровати, плита, стол и кондиционер. Некоторые автомобили поставлялись с характерным выдвижным верхом для увеличения пространства и функциональности автомобиля. Благодаря продуманному дизайну пакет более компактен, чем дома на колесах или трейлеры, что дает пользователям больше свободы передвижения, сохраняя при этом аспекты комфорта. Позже появилось больше компаний со своими собственными версиями кемпинга на базе Type 2, но лучше всего зарекомендовала себя Westfalia, и их автомобили продавались через дилерские центры Volkswagen.
Фольксваген Type 2 постоянно изобретался заново и приобрел новый оборот в 1960-х годах, когда движение хиппи набирало обороты. Type 2, наряду с Beetle, стал излюбленным транспортным средством хиппи из-за их низкой цены, высокой доступности и симпатичного внешнего вида. Огромная передняя эмблема VW могла быть легко преобразована в символ мира, и тогда фургон использовался бы, чтобы привести хиппи к антивоенному протесту. Этот новообретенный образ скромного автобуса еще больше укоренился в поп-культуре, когда музыканты восприняли Type 2 как средство передвижения для хиппи. На обложке альбома Боба Дилана «The Freewheelin’» изображен автобус VW, а за The Grateful Dead во время тура следовала колонна Type 2. Со временем VW Type 2 стал синонимом идентичности хиппи, и его можно найти в многочисленных проявлениях поп-культуры, включая фильмы, сериалы и музыку.
В то время как американцы были без ума от очаровательного внешнего вида Type 2 в 1960-х и в последующие десятилетия, автомобиль продолжал зарекомендовать себя как способная рабочая лошадка по всему миру. За время своего существования автомобиль производился в Мексике, Аргентине, Бразилии и Австралии. Он покинул завод как фургон, пассажирский фургон, пикап с двойной и одинарной кабиной, но его модифицировали, чтобы он подходил для любых целей. Некоторые Type 2 были переоборудованы в пожарные машины или железнодорожные трапы. Его популярность как коммерческого автомобиля имеет смысл — автомобиль был дешевым, просторным, простым в обслуживании, с деталями, адаптируемыми от других Volkswagen.
Type 2 не являются какой-то коллекционной редкостью, поэтому до сих пор часто используются по назначению.
Обновленная версия Type 2 была представлена в 1967 году и также известна как T2 (предыдущая версия называлась T1). Наиболее отличительной чертой экстерьера новых автомобилей является уникальное лобовое стекло, которое некоторые называют «эркером», автомобиль часто называют «эркером». Среди других обновлений новый автомобиль получил более мощный двигатель мощностью 47 л.с. Позже были введены двигатели объемом до 2 литров, увеличившие мощность до 70 л.с.
Эта итерация Type 2 просуществовала на удивление долго, T2 производился в Южной и Центральной Америке на протяжении 90-х годов, а последняя модель сошла с конвейера в Бразилии в конце декабря 2013 года. Причина такой бесконечной популярности заключалась в том, , еще раз, непревзойденная надежность этого культового фургона, а также низкая цена. Более дешевого способа перевозки до тонны полезного груза, не намокнув, просто не было. Строгие нормы выбросов вынудили VW адаптировать двигатель с водяным охлаждением к T2 на рубеже веков, лишив его отличительного характера с воздушным охлаждением. Такие модели легко узнать по черной решетке спереди, которая служит для всасывания воздуха в радиатор. Правила и положения положили конец производству этого культового автомобиля. VW Kombi, как его называли в Бразилии, продавался в 2013 году как всегда, но было слишком дорого переделывать автомобиль, чтобы он соответствовал новым, более строгим требованиям безопасности 2014 года9.0010
За более чем 60 лет производства Type 2 является одной из самых значимых моделей Volkswagen, и производитель прекрасно осознает свое наследие. Время от времени они играют с ностальгией своих поклонников, представляя концепцию, вдохновленную Type 2. В 2001 году они представили миру концепт «Микроавтобус», который был построен по той же идее, что и New Beetle, интерпретируя классику по-новому. В отличие от последнего, Microbus так и не был запущен в производство, но десятилетие спустя он был повторно представлен как концепт Bulli, на этот раз с электродвигателями для его питания.
Выгодная цена на грузовой автомобиль Хендай Портер 2 с Промтоварным фургоном в салоне на Новорязанском шоссе
Грузовик — торговый дом
Прицепная техника
Автотехника
—
Описание надстройки на шасси:
производитель «Центртранстехмаш» Предназначен для перевозки крупногабаритных товаров, мебели, техники, не имеющих особых требований к температурным условиям и не требующих наличия у фургона гигиенического сертификата. Основными задачами такого фургона являются защита от атмосферных осадков и от воздействия прямых солнечных лучей. Кузов-фургон грузовой (далее по тексту КФГ) имеет прямоугольную форму с задней двухстворчатой распашной дверью. Крыша фургона имеет покатую форму, собирается точечной сваркой из стального листа и поперечных дуг, места соединения герметизируют силиконовым герметиком. Створки задней двери открываются на 270o и фиксируются в открытом положении. На створках дверей по периметру установлен эластичный износостойкий уплотнитель, служащий для предотвращения попадания внутрь автофургона пыли и грязи. Для предотвращения возможных повреждений грузом элементов обшивки, внутри фургона устанавливаются несколько рядов обрешетки из ламинированной фанеры.
Варианты ПРОМТОВАРНЫХ КФГ:
Плакированные » HIT ПРОДАЖ «
Оцинкованные (крашеные)
Фанерные
Пластиковые
Материал облицовки:
Плакируемый металл
Оцинкованная сталь крашеная
Ламинированная фанера
Армированный пластик
Цвет КФГ:
Белый
Любой (на заказ по таблице-RAL)
Коричневый, серый
Белый
Конструкция КФГ:
Бескаркасная
Каркасная
Возможно изготовление и установка КФГ с измененными (увеличенными/уменьшенными) габаритными размерами в пределах допустимых по ОТТС. Подробная информация у наших специалистов.
В стандартной комплектации фургоны оснащены:
Наружное обрамление выполнено из оцинкованной стали с эмалевым покрытием. Обрамление крыши и передней стенки имеет закругленный профиль, что улучшает аэродинамические свойства автофургона.
Фургоны оснащены габаритными фонарями (2-а передних белых и 2-а задних красных)
2. 5 х 1,7 х 1,8 3.0 х 1,7 х 1,8 3.2 х 1,8 х 2.0 4.2 х 1,8 х 2.0
Внутренний объем фургона:
9.4 м.куб.
Вместимость паллет:
4-5 паллет
Гарантия:
Межсервисный интервал:
Расход топлива:
10 литров / 100 км.
Топливный бак:
60 л.
Средняя стоимость ТО:
Комплектация
Запасное колесо 2 шт.
Гидроусилитель руля
Усилитель сцепления
Регулятор тормозных сил
Стояночный тормоз
Пакет курильщика
Отопитель салона
Тканевая отделка потолка
Сиденья из кожзаменителя (подогрев водит.)
Кондиционер
Подогрев зеркал
Электрозеркала (складывающиеся)
Центральный замок
Электростеклоподъемники
Подстаканник
Регулятор режима скорости работы стеклоочистителя
Отсек под мелочь 2-х секционный бардачок
Тонировка
2-х точечный ремень безопасности пассажира
3-х точечный ремень безопасности водителя
Колесные колпаки
Противотуманные фары
Брызговики
Ящик под инструмент
Мини-грузовик Hyundai Porter | Спецтехника
АВТОТРАНСПОРТ / ГРУЗОВИКИ
Мини-грузовик Hyundai Porter выпускает Таганрогский автомобильный завод. В настоящее время грузовик поставляют с бортовой платформой, оснащённой тентом, или кузовом-фургоном в двух комплектациях: базовой GL и расширенной GLS.
Полная масса Hyundai Porter – 2880 кг, снаряженная – 1604…1666 кг в зависимости от комплектации, грузоподъемность – до 1000 кг. Разница между этими тремя показателями в 214…276 кг приходится на массу водителя и двух пассажиров. Для управления грузовиком достаточно водительских «прав» категории В.
Сборку грузовика организовали по схеме, аналогичной сборке Accent и Sonata. Раму, платформу и фургон изготавливают на заводе, кабину сваривают и окрашивают из штампованных деталей, которые, как и остальные узлы и агрегаты, поставляет корейская компания Hyundai Motor. По качеству сборки и окраски ТагАЗ, по официальному признанию самих корейцев, догнал головное предприятие Hyundai.
Hyundai Porter в первую очередь городской автомобиль, но зато для плотного транспортного потока, для забитых машинами улочек этот маневренный, компактный грузовичок подходит как нельзя лучше. Радиус поворота у него – 4,7 м, короткая база (на 10 мм короче, чем у Hyundai Accent) и «острый» руль (3,5 оборота из одного крайнего положения в другое) с гидроусилителем позволяют легко маневрировать и парковаться в стесненных условиях мегаполиса.
Трехместная кабина и агрегаты смонтированы на жесткой многосекционной раме из стального профиля. Доступ к двигателю – из салона: пассажирское сиденье поднимается и фиксируется упором. В моторном отсеке продольно расположен четырехцилиндровый наддувный дизель мощностью 59 л.с.
Если какой-то элемент разобьется, его замена будет не столь обременительна, как замена целой блок-фары. Большое ветровое и боковые стекла, а также сферические зеркала заднего вида обеспечивают отличный обзор. Парковка задним ходом не вызывает проблем. Для стеклоочистителей предусмотрено несколько режимов работы, что станет приятной неожиданностью для неизбалованных российских водителей.
Посадка в кабину через широкую дверь удобная. Кабина отделкой и оснащением не отличается от салона легкового автомобиля. В отделке использованы качественные, приятные на взгляд и на ощупь материалы. Все элементы хорошо подогнаны – качество сборки на высоте.
Органы управления легкодоступны, рычаг пятиступенчатой механической коробки передач находится на удобном расстоянии, передачи переключаются легко и четко. Непривычно работает педаль сцепления – не вперед, а практически вертикально вниз.
За простоватой внешностью Hyundai Porter скрывается масса достоинств, а цена и грузоподъемность в одну тонну делают его реальной альтернативой «ГАЗели» и подержанным импортным грузовичкам.
База: 2430 мм. Колея передних/задних колёс: 1455/1380 мм. Снаряжённая масса: 1604…1666 Полная масса: 2880 кг. Допустимая полная масса автопоезда: 4080 кг. Двигатель: Hyundai D4BF Рабочий объём: 2476 см3 Мощность: 59 кВт при 3800 мин-1
Меткиавтообзоргрузовик
Грузовой Hyundai Porter на продажу
Все категории
Все категории
Электроника
Фотокамеры и видеокамеры
Наушники
ТВ
CD, DVD-проигрыватель
Усилители
Аксессуары
Компьютеры и гаджеты
Ноутбуки и портативные компьютеры
Мобильные устройства и планшеты
Рабочий стол
Принтеры
Монитор
Аксессуары для гаджетов
Автомобили и транспорт
Принадлежности и детали
Автомобили и седан
Мотоциклы и скутеры
внедорожники, переднеприводные и джипы
Фургоны, минивэны и внедорожники
Запасные части и аксессуары
Музыкальный инструмент
Гитары
Клавиатуры
Бас
Деревянные духовые инструменты
Барабаны
Дом и техника
Мебель
Бытовая техника
Садоводство
Кухня
Одежда и аксессуары
Топы и платья
Джинсы и шорты
Обувь и обувь
Часы
Другие
Сумки
Введите свое местоположение и выберите
Найдено
120 Объявление Пост для поиска «Карго Хендай Портер»
Город Талисай
7 лет назад
Лас-Пиньяс
4 года назад
Лас-Пиньяс
4 года назад
Табалонг
4 месяца назад
Город Валенсуэла
1 год назад
Кесон-Сити
1 год назад
Панипуан
2 года назад
Город Каламба
4 года назад
Город Липа
4 года назад
Город Антиполо
5 лет назад
Кесон-Сити
5 лет назад
Марилао
5 лет назад
Город Макати
5 лет назад
Сан-Гильермо
7 лет назад
Сан-Гильермо
7 лет назад
1 2 3 следующий
Показать фильтры
Автомобили и седан
Фургоны, минивэны и внедорожники
Внедорожники, переднеприводные и джипы
Автомобили и транспорт
Мотоциклы и скутеры
Аксессуары и детали
НАЦИОНАЛЬНЫЙ СТОЛИЧНЫЙ РЕГИОН (NCR)
РЕГИОН IV-A (КАЛАБАРЗОН)
РЕГИОН III (ЦЕНТРАЛЬНЫЙ ЛУСОН)
РЕГИОН VII (ЦЕНТРАЛЬНЫЕ ВИСАЙСКИЕ ОСТРОВА)
РЕГИОН X (СЕВЕРНЫЙ МИНДАНАО)
РЕГИОН II (ДОЛИНА ЧАГАЯН)
РЕГИОН I (РЕГИОН ILOCOS)
РЕГИОН V (РЕГИОН БИКОЛ)
Хендай
Старекс
Мотоцикл Racal Haval100
Гранд Старекс
Хонда
Хендай
Хендай Акцент
Хендай Элантра
Хендай Гранд Старекс
Хендай Старекс
Головка трактора Hyundai
Хендай Тусон
Хендай Велостер
Van Car Hyundai Porter Hyundai Motor Company, легковой автомобиль PNG
Van Car Hyundai Porter Hyundai Motor Company, легковой автомобиль, грузовой транспорт, фургон png
PNG ключевые слова
грузовой транспорт,
фургон
,
сервис,
грузовик
,
автомобиль,
вид транспорта,
груз,
транспорт,
автомобиль,
подержанный автомобиль,
Корпорация Утилимастер,
Прицеп
Грузовик,
рефрижератор Грузовик,
ЖКХ,
Автомобиль,
модель автомобиля,
машина,
марка
, д.
коммерческий автомобиль,
автопарк Транспортное средство,
тяжелый грузовик,
хендай,
Хендай Майти,
Hyundai Motor Company,
Хендай Портер,
легкий коммерческий автомобиль,
автомобильный экстерьер,
png,
стикер png,
скачать бесплатно
Скачать PNG бесплатно ( 187.65KB )
Размеры
1300x659px
Размер файла
187,65 КБ
MIME-тип
Изображение/png
изменить размер png
ширина (пкс)
высота (пкс)
Некоммерческое использование, DMCA Свяжитесь с нами
красно-черная иллюстрация грузовика с коробкой Textra, Автомобиль Интермодальный контейнер Транспорт Грузовик, Пикап, грузовой транспорт, компания png 771x508px 318,54 КБ
Коммерческий автомобиль Самосвал Dongfeng Motor Corporation Car, Dongfeng Fengshen, грузовой транспорт, грузовик png 768x637px 497,86 КБ
Автомобиль Легкий коммерческий автомобиль Марка Коммунальная служба, Hu Cat, грузовой транспорт, грузовик png 3840x2160px 2,78 МБ
красный грузовой автомобиль, Peterbilt Car Tesla Semi Полуприцеп грузовик, грузовой автомобиль, грузовой транспорт, вождение png 2400x1164px 1,62 МБ
Грузовик Логистика Транспорт Fribarreiras Холодильник Региональная служба барьеров, Volvo Trucks PNG 976x810px 511,37 КБ
белый фургон с приоткрытой дверью с ящиками, фургон Доставка посылок Грузовик Грузовой транспорт, грузовик, грузовик, автомобиль png 1339x1286px 996,65 КБ
фургон с белым кузовом, легковой автомобиль Полуприцеп Грузовой автомобиль Автомобильные номерные знаки, грузовой автомобиль, грузовой транспорт, грузовой автомобиль png 1000x1116px 967,22 КБ
Автомобиль Самосвал Dayun Group Автомобиль, легковой автомобиль, грузовой транспорт, грузовик png 800x600px 292,35 КБ
org/ImageObject»>
оранжевый и белый грузовой автомобиль, Car Van China National Heavy Duty Truck Group Автомобиль, грузовой автомобиль PNG 1501x1501px 1,59 МБ
Грузовые перевозки Грузовые перевозки Склад Общий перевозчик Продукт, оптовые поддоны для электроники, грузовой транспорт, сервис png 640x400px 235,1 КБ
белый грузовой автомобиль Scania, Scania AB Car AB Volvo Volvo FH Hyundai Trago, Scania, грузовой транспорт, грузовик png 900x590px 113,58 КБ
Kia Bongo Kia Motors Hyundai Mega Truck Авто Холодильник, легковой автомобиль, компания, фургон png 940x528px 406,43 КБ
Коммерческий автомобиль Модель автомобиля Scale Models Коммунальная служба, грузовик с песком PNG 651x398px 325,1 КБ
org/ImageObject»>
Car Van Truck Transport, грузовик, белый, грузовой транспорт png 2397x2212px 587,27 КБ
Автомобиль Полуприцеп грузовик Автоцистерна Mercedes-Benz, автомобиль PNG 600x500px 196,6 КБ
Система слежения за транспортными средствами Bhosari Company Управление автопарком, технологии, электроника, грузовой транспорт png 871x534px 381,09КБ
Грузовой Коммерческий автомобиль Транспорт Грузовик, легковой автомобиль, грузовой транспорт, компания png 574x416px 338,34 КБ
Mercedes-Benz Actros Car Euro Truck Simulator 2, Мерседес Бенц, грузовой транспорт, грузовик png 1500x1320px 548,64 КБ
org/ImageObject»>
Автомобиль Самосвал Scania AB n Motor, автомобиль PNG 840x507px 339,77 КБ
Пластики или пластмассы – это материалы, в основе которых лежат синтетические высокомолекулярные соединения. Широчайшее применение в производстве получили пластики на основе синтетических полимеров. Обработка пластика является важным элементом, без которого не может обойтись ни одно современное производство.
Основные методы обработки
Методы обработки пластика определяются его свойствами и структурой. Основными являются:
Литье
Литьё – это особый процесс переработки пластика. Технология заключается в впрыске под давлением смеси полимера в литьевую форму, за чем следует его охлаждением. С помощью данного метода изготовляется треть общего объема деталей и изделий из полимерных материалов. Применяется чаще всего в крупносерийном и массовом производстве из пластмасс из-за высокой производительности и относительно высокой стоимости оснастки. Основное сырье для литья обладает широким диапазоном механических и физических свойств. Обычно для этого используют гранулы термопластов, термоэластопластов и термореактивные порошки.
После формовки почти все термопластичные материалы могут быть повторно переработаны. Термореактивные материалы же подвергаются необратимым химическим изменениям после переработки, что приводит к образованию нерастворимого и неплавкого пластика.
Экструзия
Экструзия – это технологический процесс переработки и обработки пластика, который заключается в продавливании высоковязкого материала на основе расплава, пастообразной многофазной дисперсной системы или металла через формующий инструмент. Это действие позволяет получить изделия с поперечным сечением желаемой формы. Методом экструзии в промышленности изготавливают различные погонажные изделия (плёнки, листы, оболочки кабелей, трубы, элементы оптических систем светильников). Многочервячные, одночервячные, поршневые и дисковые экструдеры являются основным технологическим оборудованием для переработки полимеров методом экструзии в готовое изделие или деталь.
Технология экструзии заключается в выдавливании расплава пластика через калиброванное отверстие мундштука. Поперечная форма изделия определяется сечением отверстия. Этим методом производят трубы, стержни разного профиля, пленки и листы.
Способ литьевого прессования заключается в то, что композицию из пластика в расплавленном жидком состоянии выжимают в ручей пресс-формы и устаивают до затвердевания. Этот метод дает возможность производить сложные изделия из высоковязких термопластов и термореактивных смол с выступами, выемками, ребрами и резьбами.
Вальцевание
Вальцевание – это технологический процесс переработки пластиков, который состоит в неоднократном пропускании материала сквозь зазор между вращающимися навстречу друг другу нагретыми металлическими валками. Материал переходит из твердого стеклообразного состояния в вязкотекучее под воздействием температуры и механических усилий в зазоре между вальцами. При этом процессе пластик подвергается деформации, размягчается, смешивается и становится однородным. От вальцевания материала сжимается, что сопровождается деформацией сдвига. Большие сдвиговые напряжения в рабочем зазоре приводят к необратимой механодеструкции или уменьшению молекулярной массы макромолекул.
Технология вальцевания применяется для смешивания ингредиентов с полимерами, для получения листов и пленок, совмещения полимеров с пластификатором, для получения блок и привитых сополимеров и для подогрева и размягчения уже готовых полимеров.
Вакуумная формовка – это технологический процесс производства из листовых полимерных материалов единичных или серийных изделий и деталей, который осуществляется путем придания пластику формы матрицы под воздействием вакуума и температуры. Процессе производства заключается в следующем: лист пластика нагревают до температуры размягчения, и он плотно облегает поверхность матрицы за счет создания отрицательного давления. Стандартизированный метод вакуумной формовки состоит из нескольких этапов, которые включают в себя фиксацию заготовки на матрице, нагрев полимерного листа, предварительное растяжение листа, откачку воздуха из матрицы и вдавливание заготовки, охлаждение материала, извлечение изделия из матрицы и заключительную доработку изделия.
Сварка
Сварка пластика – это технологический процесс производства неразъемных соединений элементов конструкции при помощи диффузионно-реологического или химического воздействия макромолекул полимера, в следствии которого между поверхностями конструкции пропадает граница раздела и возникает структурный переход от одного полимера к другому.
Наиболее эффективно диффузионно-реологический процесс взаимодействия поверхностей сварки деталей осуществляется в стадии вязкотекучего состояния материала, когда молекулы полимера имеют наименьшую плотность упаковки и наибольшую подвижность. С помощью действия растворителя в некоторых случаях становится возможным достичь разрыхлений структуры полимера. Скорость и степень диффузии находятся в зависимости от полярности звеньев полимеров и их молекулярной массы. Скорость протекания диффузии увеличивается с их снижением.
Выбор метода сварки пластмасс зависит от свойств материала. Сварка может осуществляться разнообразными методами – термическим (экструдируемой присадкой или нагретым газом), механическим (вибротрением, трением или ультразвуком) или термомеханическом (контактная тепловая сварка с использованием ТВЧ или ИК-лучей).
Вспенивание
Вспенивание – это технологический процесс производства пластика, который заключается в введении газообразующих наполнителей в пластик. Этот метод используется в производстве изделий с высокими шумо-, тепло- и виброизоляционными свойствами. Для вспенивания используют полистирол, мочевиноальдегидные и фенолформальдегидные смолы, ацетат целлюлозы, поливинилхлорид и каучуки. Вспенивание применяют для создания ячеистых конструкций с очень низкой объемной массой.
Горячее напыление
Также полимеры используют для нанесения покрытий на пластмассу с целью защиты от коррозии и эрозии, на бумагу, ткань, дерево, металл и в декоративных целях. Например, можно наносить на поверхность обработки жидкую композицию, высыхающую при испарении растворителя. Такие покрытия наносят способом горячего напыления пластика, который предварительно прошел через воздушно-ацетиленовое пламя.
Пластики можно резать при помощи ленточной или циркулярной пилы. Выбор инструмента зависит с формой заготовки.
Следует быть очень внимательными к теплу, которое при работе выделяется от инструмента во время механической обработке. Рекомендуется использовать только подходящие лезвия пил для каждой формы и вида материала для того, чтобы пластик не нагревался и не повреждал оборудование. Это необходимо потому, что выделенное тепло рассеивается по всей площади лезвия.
Обработка пластика при помощи ленточных пил позволяет получать качественные края обрабатываемой детали. Этот инструмент дает возможность создавать универсальные прямые, непрерывные и нерегулярные типы разрезов.
Для фрезеровки необходим специальный станок. Для полного удаления отходов производства и уменьшения вероятности перегрева оборудования необходимо использовать инструмент с местом для отвода стружки. Технологию пошагового фрезерования рекомендуется применять при обработке пластика, который не терпит чрезмерного накопления тепла. В целом фрезерную обработку следует проводить на высокой скорости при средней скорости подачи.
Для получения наилучшего результата в обработке пластика на токарных станках следует использовать специальные фрезы для различного обрабатываемого материала. Токарные работы предпочтительно производить при высокой скорости резания. Минимальная глубина резки должна насчитывать 0,5 мм. Для охлаждения изделия необходим сжатый воздух. Поддерживающая подставка позволит стабилизировать деталь и не допустить образование деформаций. Это помогает уменьшать жесткость пластика.
Прессование
Прессование – это технологический процесс формообразование изделий в закрытой полости (ручье) металлической пресс-формы. При горячем прессовании нагретую композицию из гранул ткани, пропитанных смолой, помещают в специальную нагретую емкость. Расплав заполняет всю полость ручья при смыкании половинок пресс-формы. Затем изделие выдерживают в пресс-форме до затвердения.
При холодном прессовании операцию проводят при давлении 14-120 мегапаскалей и комнатной температуре. Для отверждения полученное изделие нагревают до 80-260 градусов. Такой метод применяется для получения неглубоких корпусных деталей. Этим способом модифицируют композиции на основе фенолформальдегидных смол и асфальтопековые пластмассы.
Подогрев пресс-формы и пластика осуществляется паром, токами высокой частоты, перегретой водой и т.п. Материалы на основе армированных полиэфирных пластиков, фенолформальдегидных смол и аминопластов чаще всего перерабатываются горячим прессованием. Этот метод используют для получения мелких и корпусных деталей.
Производство из пластика: технические возможности
Техническое оснащение позволяет нам работать практически с любыми видами пластика, изготавливать пластиковые детали, обрабатывать капролон и нейлон, высокомодульный пластик.
Обработка пластика производится на современном оборудовании, станках с ЧПУ, что позволяет производить изделия с высоким качеством, любых размером любых форм.
Пластик, капролон – размер деталей: от 1 мм до метра.
Мы принимаем заказы на обработку или изготовление изделий из пластика от 1 штуки, до серийного выпуска.
Все работы проводятся по ГОСТ 11710-66.
Обработка пластика: сроки, цена, гарантии
Мы выполняем заказы минимальным сроком от 1 дня.
Цена изготовления изделий из пластика и капролона зависит от вида материала, сложности и скорости изготовления.
Гарантия – 1 год.
Сроки эксплуатации – до 5 лет.
На выходе вы получаете изделие в индивидуальной упаковке и сертификат соответствия.
Заказать услугу
Методы обработка пластика, механическим способом
— Штамповка
Качество штамповки определяют следующие факторы: толщина листа, который будут штамповать, температура листа, оснащение для штамповки, а также угол резания лезвия.
— Толщина листа
ПВХ пластик, толщиной 2 и 3мм, штампуется легко. Однако, при правильном оборудовании и правильных методах простые формы можно штамповать из листов, толщиной от 4 до 6мм. Но при этом края резки будут слегка закруглены.
— Температура листа
ПВХ пластик — это термопластик, который становится мягким при повышении температуры. Качество штамповки зачастую может быть улучшено с помощью небольшого подогрева листа.
— Оснащение для штамповки
Инструменты для штамповки картона, вспененных материалов и пластиков также подходят и для ПВХ пластика. Подходят стальные резаки для поперечной резки, толщиной 0.7 — 1мм и шириной 15 — 18мм, установленные в деревянных досках, толщиной 15 — 18мм. Для прямых и слегка изогнутых форм следует использовать лезвия со степенью жесткости 4, тогда как для радиусов меньше 10мм степень жесткости должна быть 3. Сжимающиеся эластичные материалы должны использоваться, как эжекторы, и их толщина должна подбираться в соответствии с высотой лезвия и используемого листа ПВХ пластика.
— Угол резания лезвия
При штамповании ПВХ пластика абсолютно важно, чтобы лезвия были скошены.
— Пиление
ПВХ пластик можно пилить ручной, дисковой, ленточной пилой и лобзиком. Хорошие результаты дают ручные пилы, предназначенные для работы по дереву. Пилы для работы по металлу, из-за мелкого шага их зубцов склонны к засорению, и могут использоваться ограниченно, лучшее качество достигается при скорости пиления до 300м/мин и при подаче около 30м/мин.
— Сверление
ПВХ пластик можно сверлить стандартными винтовыми дрелями, предназначенными для металла. Лучшее качество достигается при скорости сверла 50 — 30 оборотов/мин и подаче 3,5 — 6 м/мин. Форма сверла:
угол между режущей кромкой и осью вращения: 100 — 110°
угол подъема: 30°
главный передний угол: 0
— Фрезерование
ПВХ пластик легко обрабатывать на стандартных универсальных вертикальных или горизонтальных фрезерных станках. Чтобы предотвратить повреждения поверхности от фиксации необходимы деревянные или пластиковые прокладки. Важно использовать правильно заточенные инструменты по пластикам с правильной частотой стружкоудаления. Параметры фрезерования по результатам практических тестов:
cкорость резки: около 900м/мин
угол зазора: 10 — 25°
главный передний угол: 5 — 20°
— Обработка краев
Край может быть окончательно обработан рубанком, наждачной бумагой или опиливанием при помощи стандартного оборудования по дереву или пластику. Когда материал подвергается постоянным динамическим нагрузкам, неровные срезы могут привести к образованию трещин и разломов.
Технология обработки пластмасс • инновации и новости • BulkInside
ПОДПИСАТЬСЯ НА НАШУ ЭЛЕКТРОННУЮ РАССЫЛКУ
Получите обширную информацию о специалистах по обработке сухих материалов, которые покупают, обслуживают, управляют или эксплуатируют оборудование, доставляемое на ваш почтовый ящик (это бесплатно!) .
Регистрируясь в нашем списке, вы соглашаетесь с нашими Положениями и условиями. Мы выпускаем два электронных бюллетеня каждую неделю, еженедельный электронный бюллетень (выходит каждый вторник) с общими новостями отрасли и один бюллетень «Рынок/электронный продукт» (выходит каждый четверг), посвященный конкретному рынку или технологии.
Партнеры
Progressive Products, Inc
Оптимизирует системы пневмотранспорта за счет сокращения отходов и затрат, минимизации времени простоя и повышения производительности за счет высокопроизводительных компонентов. Подробнее ➜
Dec Group
Ведущий мировой поставщик технологий обработки порошков и сдерживания технологических процессов, предлагающий комплексные решения для различных отраслей промышленности. Подробнее ➜
Hethon
Ускорьте свой бизнес. Hethon является мировым специалистом в области дозирования порошков и жидкостей, особенно трудно дозируемых веществ. Подробнее ➜
Polimak
Решения для обработки, транспортировки, хранения, подачи, дозирования, выгрузки, наполнения сыпучих материалов от отдельного оборудования до комплексных систем «под ключ». Подробнее ➜
WAMGROUP S.p.A.
WAMGROUP® является мировым лидером на рынке шнековых конвейеров и занимает лидирующие позиции в каждой из своих линеек продукции в области обработки и обработки сыпучих материалов. Подробнее ➜
Coperion & Coperion K-Tron
Coperion & Coperion K-Tron поставляет оборудование и системы, такие как экструдеры, питатели, пневмотранспорт и компоненты. Подробнее ➜
Ньюсон Гейл
Ньюсон Гейл; Производители оборудования для статического контроля и решений для взрывозащиты опасных зон в промышленных процессах. Подробнее ➜
BFM® Global Ltd.
BFM® Global производит ряд запатентованных и защищенных (2006 г.) соединителей, патрубков, крышек, заглушек, заглушек и загрузчиков мешков, которые помогают преобразовать традиционную производственную среду. Подробнее ➜
Корпорация HammerTek
Отклоняющие отводы Smart Elbow® предотвращают удар материала о стенку отвода, предотвращая: абразивный износ, деградацию и отложения, связанные с нагревом, и пластиковые стримеры. Подробнее ➜
IEP Technologies
Уже более 60 лет мы предоставляем решения по защите, которые могут подавлять, изолировать и вентилировать взрывы горючей пыли или паров в обрабатывающей промышленности. Подробнее ➜
Корпорация Флексикон
Оборудование Flexicon обеспечивает беспыльную транспортировку, кондиционирование, разгрузку, заполнение, разгрузку и/или взвешивание порошкообразных и сыпучих материалов. Подробнее ➜
Thayer Scale
Thayer Scale — ведущий мировой производитель оборудования для непрерывного взвешивания и подачи сыпучих материалов в самых разных отраслях промышленности. Подробнее ➜
Kason Corporation
Kason Corporation занимается решением самых сложных проблем просеивания, сушки и охлаждения, уделяя первостепенное внимание качеству, безопасности и надежности. Подробнее ➜
REMBE® GmbH Safety+Control
REMBE® GmbH Safety+Control специализируется на взрывозащите и сбросе давления. Он обеспечивает клиентов во всех отраслях промышленности системами безопасности для их заводов и оборудования. Подробнее ➜
DMN-WESTINGHOUSE
Производитель поворотных клапанов, отводных клапанов и других сопутствующих компонентов для отрасли обработки сыпучих материалов более 45 лет. Подробнее ➜
Солимар Пневматика
Solimar Pneumatics является ведущим разработчиком и поставщиком систем аэрации и инженерных компонентов для отрасли обработки сыпучих материалов. Подробнее ➜
Spiroflow Ltd
Spiroflow, мировой лидер в области обработки порошков и сухих веществ, а также развивающийся лидер в области интеграции систем управления. Подробнее ➜
Hydronix Ltd
Компания Hydronix является ведущим мировым производителем цифровых микроволновых датчиков влажности для различных отраслей промышленности. Подробнее ➜
Munson Machinery Company, Inc.
Ведущий мировой производитель оборудования для смешивания, смешивания и измельчения сыпучих пищевых продуктов, молочных продуктов, пищевых продуктов, фармацевтических препаратов и химических продуктов общего назначения. Подробнее ➜
Eastern Instruments
Eastern Instruments разрабатывает и производит различные устройства, которые одновременно измеряют и контролируют поток промышленных сыпучих материалов. Подробнее ➜
Акмон Системы
Acmon Systems — инжиниринговая компания, специализирующаяся в области обработки сыпучих материалов и инженерных решений в широком спектре отраслей промышленности уже более 30 лет. Подробнее ➜
VAC-U-MAX
Системы автоматизации процессов для передачи сыпучих материалов от поступления к процессу и системы промышленной вакуумной очистки для извлечения больших объемов многих материалов. Подробнее ➜
Технология производства Динниссен
“ Нам доверяют лучшие ” Компания Dinnissen стала мировым лидером в области технологий производства порошков, частиц и гранул. Подробнее ➜
EXEN Corporation
EXEN предлагает лучшее решение проблем с засорением с помощью пневматического молотка «Air Knocker» и широкого спектра устройств для улучшения потока. Подробнее ➜
Jenike & Johanson
Jenike & Johanson — ведущая мировая компания в области технологий обработки, обработки и хранения порошкообразных и сыпучих материалов. Подробнее ➜
PerMix
Ленточные смесители PerMix, струговые смесители, лопастные смесители, сигма-смесители и другие смесители разработаны для обеспечения высокой производительности, но при этом рассчитаны на любой бюджет. Подробнее ➜
Boss Products, LLC
Разработанные системы промышленной безопасности от лидера отрасли. Спасайте жизни, защищайте имущество и уменьшайте опасности с помощью продуктов Boss. Подробнее ➜
О нас
С 2010 года мы предоставляем промышленным специалистам последние инновации, тематические исследования и наиболее полное руководство по оборудованию для обработки твердых тел на различных рынках.
Политика конфиденциальности и условия использования | Отказ от ответственности
10 распространенных методов обработки пластика
Общие методы обработки пластика
В этой статье вы можете узнать о 10 наиболее распространенных методах обработки пластика, используемых в современной индустрии производства пластмасс.
Объявления
01. Экструзия
Экструзия чаще всего используется в промышленности по переработке пластмасс. Но такие металлы, как сталь, алюминий, латунь, медь, свинец и магний, можно экструдировать. Экструзия дает профили с фиксированным поперечным сечением. Форма поперечного сечения определяется формой штампа. Умереть можно изменить согласно условию. Эти головки присоединены к концу экструдера. Как правило, используется для покрытия проводов.
Экструдер является основной частью нескольких технологических процессов.
Рисунок 01: Экструдер
02. Компрессионное формование
Рисунок 02: Компрессионное формование
Форма имеет две пластины. Нижняя часть формы имеет полость. Форма этой полости аналогична изделию, которое предстоит формовать. Тепло подается в форму электрически или с помощью пара в зависимости от потребности в тепле. Перед нанесением материала на форму обе плиты формы нагревают. Следующим шагом является открытие формы и заливка материала в полость. Перед заполнением полости следует рассчитать требуемый объем материала по его плотности. Чтобы заполнить полость должным образом, избыток 5% материала заполнит полость.0005
Затем форму закрывают и прикладывают давление. Но все давление не применяется изначально. Давление увеличивается постепенно. После применения всего давления форму оставляют на 2-8 минут для правильного формования. Затем излишки материала вымываются наружу. Если материал термопластичный, его можно использовать повторно. Если материал отверждаемый, его нельзя использовать повторно, но его можно использовать для расчета процента вулканизации. Это значение не является точным значением, но мы можем получить приблизительное представление о проценте вулканизации.
Следующий шаг — охлаждение. Некоторые машины имеют систему охлаждения. Форма может охлаждаться электрически для отверждаемых материалов. Затем форма откроется и вытолкнет материал.
03. Литье под давлением
Рисунок 03: Оборудование для литья под давлением
Оборудование для литья под давлением имеет как подвижные, так и неподвижные части. Оборудование для литья под давлением практически аналогично экструдеру. Частями машины для литья под давлением являются зажим, пресс-форма, цилиндр, инжектор и бункер.
Винт смесительной камеры имеет особый характер. Таким образом, он может двигаться как вперед, так и назад. Винт движется назад при вращении и идет вперед, не вращаясь. Впрыск материала будет происходить за счет движения шнека.
Форма состоит из двух половинок пластин. Одна пластина неподвижна, а другая может двигаться вперед и назад. При впрыскивании материала в пресс-форму две пластины пресс-формы сближаются. После заполнения полости формы происходит охлаждение изделия. Затем форму открывают, перемещая подвижную часть формы. Таким образом, изделие будет извлечено из формы.Объявления
Подвижная плита перемещается по тяге за счет гидравлического давления, поступающего из трубопроводов гидравлической жидкости.
Форма сменная. Форма может быть изменена в зависимости от продукта. Для повышения производительности машины используется процесс многолепесткового литья под давлением. в таком процессе к машине подключается более одной пресс-формы. Этот метод более эффективен, но потери высоки. Потому что в бегунах остались материалы. Этот материал также охлаждается при охлаждении продукта и будет выброшен. Но если это термопласт, его можно переработать.
Рисунок 04: процесс литья под давлением с несколькими тиснениями
Реакционное литье под давлением
Реакционное литье под давлением представляет собой особый тип литья под давлением. Отличие машины в том, что в пресс-форму впрыскиваются мономеры. Процесс полимеризации происходит в полости формы.
Рисунок 05: Реакционное литье под давлением
При полимеризации полиуретана в качестве мономера используется «диизоцианат». Он очень токсичен и может легко переноситься в организм человека. Таким образом, реакционное литье под давлением является безопасным методом переработки таких полимеров.
04. Термоформование
Рисунок 06: Термоформовочная машина
Термоформование — это процесс, при котором материал обрабатывается в эластичном состоянии. Это очень простой процесс. Форма может быть деревянной, потому что применяется слабое тепло. Простые профили, такие как стаканчики для йогурта, игрушечные машинки и упаковки для ланча, могут быть изготовлены методом термоформования.
Форма имеет форму изделия. Пластмассовый лист помещается над формой и нагревается до тех пор, пока материал не станет эластичным. В основании формы есть вентиляционные отверстия (одно или два), и эти вентиляционные отверстия подключены к вакууму. Из-за вакуума. Пластиковый лист движется к форме и принимает форму формы.0005
Для повышения эффективности машины можно использовать несколько пресс-форм в одном цикле обработки.
05. Выдувное формование
Существует два типа выдувного формования. Это
Экструзионно-выдувное формование
Литье под давлением с раздувом
Экструзионно-выдувное формование
Формы соединяются на конце экструдера. Несколько пресс-форм могут соединяться за один технологический цикл. Форма состоит из двух частей, которые могут двигаться навстречу друг другу и отдалять друг от друга. Расплавленный материал в форме трубки вставляется в форму. Чтобы получить компаунд в форме трубки, к экструдеру следует подсоединить подходящую головку. После вставки материала форма закрывается, и воздух продувается через иглу для выдувания. За счет обдува воздухом материал надувается и принимает форму формы. Пока надуваемое изделие будет остывать. Затем форма открывается, и конечный продукт выталкивается из формы.
Многоразовые изделия бутылочного типа, такие как многоразовые бутылки для воды и канистры для бензина, обрабатываются экструзионно-выдувным формованием. Толщину продукта можно контролировать.
Рисунок 07: Экструзионно-выдувное формование
Литье с раздувом под давлением
Литье с раздувом под давлением также известно как процесс формования с раздувом и вытяжкой (SBM) . В этом процессе пластик сначала формуется в «заготовку» с использованием процесса литья под давлением. На открытом конце заготовки имеется горловина с резьбой. Эти преформы охлаждаются и позже подаются в машину для формования с раздувом и вытяжкой с подогревом.
Рисунок 08: Преформы
В процессе выдувного формования преформы нагреваются выше их температуры стеклования. Затем выдувают воздухом под высоким давлением в бутылку с помощью металлических выдувных форм. Толщина не может контролировать. Таким образом, толщина конечного продукта неравномерна. Обычно одноразовые изделия бутылочного типа изготавливаются методом литья под давлением с раздувом.
Рисунок 09: Литье под давлением с раздувом
06. Ротационное формование
Процесс ротационного формования используется для производства крупных изделий, таких как резервуары для воды. Итак, у него большая форма.
Перед подачей материала в форму рассчитывается необходимое количество материала. Будет подано только необходимое количество материала. (без лишнего материала). Затем нагрейте форму выше температуры плавления материала. При нагреве форма вращается в двух направлениях. Из-за тепла материал начинает плавиться, и расплавленная жидкость покрывает форму внутри формы. При вращении продукт будет охлаждаться ниже температуры стеклования материала. Так изделие застынет в форме формы. После охлаждения остановите вращение и достаньте продукт, открыв крышку. Когда продукт выходит из формы, он находится при низкой температуре.
Изделия одинаковой толщины могут быть получены ротационным формованием. Толщина контролируется нагревом. Благодаря равномерной толщине изделия получаются очень прочными.
Нет таких методов послеформования, как обрезка. А также, ноль отходов. Но это очень медленный процесс, потому что для плавления требуется значительное время. Потому что сила сдвига не применяется. Охлаждение также занимает много времени. Потребление тепла велико, потому что это открытая машина.
Рисунок 10: Процесс ротационного формования
07. Календарь
Рисунок 11: Процесс календаря
Рекламные объявления
Процесс календаря используется для создания листообразных профилей. Самый простой способ изготовления листов. Машина содержит два вращающихся в одном направлении ролика. Расстояние между двумя роликами определяет толщину листа. Скорость производства составляет около 100 м/мин -1 .
08. Покрытия
Покрытие – это процесс нанесения жидкости на ткань.
Рулонное покрытие
Рисунок 12: Валковое покрытие
Для покрытия рулонов используются три основных валика. Нижний валик частично погружается в жидкость для покрытия. При вращении нижнего валика он покрывается жидкостью для покрытия. За счет действия вращения лишняя жидкость проходит ко второму (среднему) ролику. Полотно, на которое будет нанесено покрытие, проходит через два верхних ролика. Таким образом, полотно покрывается при прохождении через ролики.
Покрытие лезвия
Полотно проходит через два ролика. Один валик частично погружается в жидкость для покрытия. С погружным валиком соприкасается небольшой валик. Этот ролик касается небольшого лезвия, которое удаляет лишний материал. Таким образом, это лезвие также контролирует толщину покрытия на погружном валике. На полотно наносится покрытие, когда оно проходит погружной валик. Затем есть еще один ролик и вторичное лезвие, которые удаляют лишний материал дальше.0005 Рисунок 13: Покрытие лезвия
Поливное покрытие
При поливном покрытии на полотно непосредственно наносится жидкость для покрытия. Для нанесения покрытия используется экструдер со щелевой головкой. Экструдер стационарный. Полотно проходит под экструдером.
Рисунок 14: Покрытие гардин
09. Прядение
Прядение — это процесс, в ходе которого производятся волокна. Существует три различных типа процессов прядения.
Метод
Материалы
Melt spinning
PET
Dry spinning
PVA
Wet spinning
PVA, PVC, PAN
Table 01: Three different types of spinning processes
Melt spinning
Рисунок 15: Прядение расплава
Имеется фильера, которая перекачивает расплавленный полимер. Когда расплавленный материал проходит через фильеру, образуются волокна. Полимер расплавляется и с помощью экструдера перекачивается в фильеру. Волокна выходят из фильеры. Эти волокна гасятся обдувом холодом. Затем охлажденные волокна собираются вместе с помощью конвергентной направляющей. Затем к волокнам прикладывают некоторую силу с помощью годетов. Благодаря этой силе молекулы ориентируются вдоль приложенной силы.
Производительность 1-20 м/мин -1
Мокрое прядение
Материалы, которые перерабатываются мокрым прядением, могут представлять собой полимерный раствор, полимерную дисперсию или латекс. Фильеру погружают в ванну с коагулянтом. Таким образом, когда волокна выходят из фильеры, они коагулируют. Производительность очень низкая. Потому что коагуляция — очень медленный процесс.
Рис. 16: Мокрое прядение
Сухое прядение
Рис. 17: Сухое прядение
Из фильеры выходит высоковязкая жидкость. Горячий растворитель подается со дна прядильного шкафа. Этот горячий растворитель удаляется из верхней части прядильного шкафа. Волокна собираются в конце прядильного шкафа, а затем к ним прикладывается усилие, ориентированное в направлении действия усилия. Наконец, эти волокна наматываются.
Сухое прядение – самый эффективный процесс прядения. Производительность – 1000 м/мин -1
10. Выдувание пленки
Рисунок 18: Процесс выдувания пленки
Процесс выдувания пленки является базовой техникой экструзии. Головка экструдера производит трубку. Эта трубка выдувается и превращается в тонкую пленку.
Температура пленки должна быть между температурой стеклования T g и температурой плавления T m материала. Следовательно, это резиноподобный материал.
Затем выдувную трубку зажимают разрушающейся доской. Зажатый тонкий лист проходит через два ролика. Эти валики погружали в ванну с холодной водой. Итак, охлаждение происходит на водяной бане.
Многослойные листы могут быть изготовлены методом выдувания пленки, а также однослойные листы. Например, если имеется тонкий лист с тремя слоями полимеров: (полиэтилен низкой плотности) LDPE, (линейный полиэтилен низкой плотности) LLDPE и (биаксиально ориентированный полипропилен) BOPP.




 Внесение в грунт осуществляется прицепными подкормщиками (ПЖУ-4500, ПЖУ-2000). Такое оборудование соединяется с культиватором, глубокорыхлителем, чизельным плугом. Для дозировки жидких составов используют калиброванный жиклер либо изменяют давление раствора. Подкормщики оснащены всасывающими и напорными фильтрами и гидромешалками. Благодаря культиваторам и чизельным плугам жидкие минеральные удобрения вносятся на требуемую глубину. Учитывая, что глубина может достигать 30 см, удается доставлять азот непосредственно к корням растений. Современные агрегаты ПЖУ-4500, ПЖУ-2000 доступны по большей части только крупным хозяйствам. Мелкие приобретают более доступные агрегаты либо проводят обработку вручную.
Внесение в грунт осуществляется прицепными подкормщиками (ПЖУ-4500, ПЖУ-2000). Такое оборудование соединяется с культиватором, глубокорыхлителем, чизельным плугом. Для дозировки жидких составов используют калиброванный жиклер либо изменяют давление раствора. Подкормщики оснащены всасывающими и напорными фильтрами и гидромешалками. Благодаря культиваторам и чизельным плугам жидкие минеральные удобрения вносятся на требуемую глубину. Учитывая, что глубина может достигать 30 см, удается доставлять азот непосредственно к корням растений. Современные агрегаты ПЖУ-4500, ПЖУ-2000 доступны по большей части только крупным хозяйствам. Мелкие приобретают более доступные агрегаты либо проводят обработку вручную. Аммиак дозируется по давлению, плотности потока и объему. Чтобы повысить производительность АБА-0,5 используют паровозвратную заправку в газовой обвязке с компрессором. Такой способ загрязняет воздух, поэтому разрешен к применению только по краю участка, где нет жилых построек. В дополнение придется покупать запасные трубки, поскольку рабочие органы быстро выходят из строя.
Аммиак дозируется по давлению, плотности потока и объему. Чтобы повысить производительность АБА-0,5 используют паровозвратную заправку в газовой обвязке с компрессором. Такой способ загрязняет воздух, поэтому разрешен к применению только по краю участка, где нет жилых построек. В дополнение придется покупать запасные трубки, поскольку рабочие органы быстро выходят из строя. Другая популярная сеялка — НРУ-0,5, бесперебойность работы которой обеспечена активными сводоразрушителями. Вместимость сеялки — 400 л, а ширина рассева — 11 м.
Другая популярная сеялка — НРУ-0,5, бесперебойность работы которой обеспечена активными сводоразрушителями. Вместимость сеялки — 400 л, а ширина рассева — 11 м. Есть регулировка высоты разбрасывания и глубины борозды.
Есть регулировка высоты разбрасывания и глубины борозды. Есть регулировка высоты разбрасывания и глубины борозды.
Есть регулировка высоты разбрасывания и глубины борозды. Органику можно разбрасывать тем же транспортом, которым осуществлялась транспортировка.
Органику можно разбрасывать тем же транспортом, которым осуществлялась транспортировка. Учитывая, что нужно избегать необработанных полос, смежные проходы предварительно закрываются.
Учитывая, что нужно избегать необработанных полос, смежные проходы предварительно закрываются.
 Сравнительный анализ количества веществ, попадающих в грунт с навозом за один прием, и со специализированным удобрением в течение года выглядит так:
Сравнительный анализ количества веществ, попадающих в грунт с навозом за один прием, и со специализированным удобрением в течение года выглядит так: ..
.. д.
д.


 Новая серия машин сохранив все лучшие технические решения и качество производства, обеспечивает оптимальное качество внесения твердых органических.
Новая серия машин сохранив все лучшие технические решения и качество производства, обеспечивает оптимальное качество внесения твердых органических.
 Правильно работающее оборудование для внесения удобрений позволяет получить максимальную отдачу от каждого доллара, вложенного в удобрения. Чрезмерное применение для компенсации плохо откалиброванного оборудования приводит к пустой трате денег и может привести к стоку, богатому питательными веществами, и, следовательно, к потенциальной проблеме с качеством воды. В этой статье приведены некоторые советы по обслуживанию оборудования для внесения удобрений.
Правильно работающее оборудование для внесения удобрений позволяет получить максимальную отдачу от каждого доллара, вложенного в удобрения. Чрезмерное применение для компенсации плохо откалиброванного оборудования приводит к пустой трате денег и может привести к стоку, богатому питательными веществами, и, следовательно, к потенциальной проблеме с качеством воды. В этой статье приведены некоторые советы по обслуживанию оборудования для внесения удобрений. Внимательно проверьте насос на предмет износа, независимо от его производительности, поскольку материалы подвески, используемые для жидких удобрений, могут ускорить износ.
Внимательно проверьте насос на предмет износа, независимо от его производительности, поскольку материалы подвески, используемые для жидких удобрений, могут ускорить износ. На пневматических разбрасывателях проверьте равномерный поток в каждую распределительную трубку и правильную регулировку триммеров и дефлекторов на выходах трубок.
На пневматических разбрасывателях проверьте равномерный поток в каждую распределительную трубку и правильную регулировку триммеров и дефлекторов на выходах трубок.
 При отсоединении шлангов начинайте закрывать клапаны с верхнего конца и двигайтесь к нижнему концу.
При отсоединении шлангов начинайте закрывать клапаны с верхнего конца и двигайтесь к нижнему концу.



 Эти изменения включают в себя более тяжелую раму, более тяжелые опорные точки для помощи и складывающуюся люльку, которые повышают общую надежность и долговечность гибкой бороны. Кроме того, обновленный CT8300 предлагает широкие возможности выбора зубьев, чтобы удовлетворить любые ваши потребности.
Эти изменения включают в себя более тяжелую раму, более тяжелые опорные точки для помощи и складывающуюся люльку, которые повышают общую надежность и долговечность гибкой бороны. Кроме того, обновленный CT8300 предлагает широкие возможности выбора зубьев, чтобы удовлетворить любые ваши потребности.

 Экскаватор – это главенствующий тип землеройных спецмашин, представляющих собой погрузочно-выемочные самодвижущиеся машины. Последние востребованы для извлечения мягко-сыпучих (земля, песок, и т.п.), грубых, горных (руда железная, гранит, меловая порода, кимберлит и т.п.) пород в карьерах при вскрытии и последующей добыче полезных ископаемых. Без экскаватора не обойтись и при рытье котлована на стройплощадке, и при формировании разного рода отвалов. Для осуществления непосредственной функции экскаватор оборудован таким приспособлением, как ковш. Выполняя земляные работы разной степени сложности и назначения, ковшовое навесное оборудование должно осуществлять вертикальные, горизонтальные, под углом, поворотные движения. Для этого в конструкции экскаватора предусмотрены поворотные соединения – коллекторы.
Экскаватор – это главенствующий тип землеройных спецмашин, представляющих собой погрузочно-выемочные самодвижущиеся машины. Последние востребованы для извлечения мягко-сыпучих (земля, песок, и т.п.), грубых, горных (руда железная, гранит, меловая порода, кимберлит и т.п.) пород в карьерах при вскрытии и последующей добыче полезных ископаемых. Без экскаватора не обойтись и при рытье котлована на стройплощадке, и при формировании разного рода отвалов. Для осуществления непосредственной функции экскаватор оборудован таким приспособлением, как ковш. Выполняя земляные работы разной степени сложности и назначения, ковшовое навесное оборудование должно осуществлять вертикальные, горизонтальные, под углом, поворотные движения. Для этого в конструкции экскаватора предусмотрены поворотные соединения – коллекторы. Сам коллектор состоит из двух частей: пневматической (воздушной) и гидравлической. Он соединяет пневматические и гидравлические магистрали. Благодаря регулярной проверке технического состояния этого узла в большинстве случаев предотвращается появление неисправностей. Восстановление работоспособности поворотного коллектора в компании «ТДС УкрСпецтехника» Приходит время, когда любая спецтехника, агрегат, узел выходят из работоспособного состояния. Причиной может послужить и естественное изнашивание комплектующих, и сверхвысокая нагрузка при эксплуатации, и человеческий фактор, и неблагоприятный климатический режим, и нарушение графика надлежащего обслуживания, игнорирование правил по уходу за спецтехникой, из-за чего износ комплектующих может ускориться. Тут и приходит на помощь компания «ТДС УкрСпецтехника», на ремонтной базе которой можно восстановить неисправный поворотный коллектор.
Сам коллектор состоит из двух частей: пневматической (воздушной) и гидравлической. Он соединяет пневматические и гидравлические магистрали. Благодаря регулярной проверке технического состояния этого узла в большинстве случаев предотвращается появление неисправностей. Восстановление работоспособности поворотного коллектора в компании «ТДС УкрСпецтехника» Приходит время, когда любая спецтехника, агрегат, узел выходят из работоспособного состояния. Причиной может послужить и естественное изнашивание комплектующих, и сверхвысокая нагрузка при эксплуатации, и человеческий фактор, и неблагоприятный климатический режим, и нарушение графика надлежащего обслуживания, игнорирование правил по уходу за спецтехникой, из-за чего износ комплектующих может ускориться. Тут и приходит на помощь компания «ТДС УкрСпецтехника», на ремонтной базе которой можно восстановить неисправный поворотный коллектор. др.
др. номер: +380-67-827-99-87
номер: +380-67-827-99-87 Вращающееся уплотнение между двумя половинами содержит жидкость под давлением, но допускает относительное вращение между половинами. Для простоты обсуждения термин ротационное соединение будет использоваться здесь как всеобъемлющий термин для описания поворотных фитингов и вращающихся коллекторов.
Вращающееся уплотнение между двумя половинами содержит жидкость под давлением, но допускает относительное вращение между половинами. Для простоты обсуждения термин ротационное соединение будет использоваться здесь как всеобъемлющий термин для описания поворотных фитингов и вращающихся коллекторов. Однако для вращающихся коллекторов могут потребоваться шарикоподшипники и подпружиненные уплотнения со вспомогательной нагрузкой за счет давления жидкости. Если давление в уплотнении не уравновешено (давление жидкости действует на противоположные стороны уплотнения), сопротивление крутящему моменту может возрастать с увеличением давления жидкости.
Однако для вращающихся коллекторов могут потребоваться шарикоподшипники и подпружиненные уплотнения со вспомогательной нагрузкой за счет давления жидкости. Если давление в уплотнении не уравновешено (давление жидкости действует на противоположные стороны уплотнения), сопротивление крутящему моменту может возрастать с увеличением давления жидкости. Стандартные конфигурации шарнирных соединений включают прямоточные (где пути потока соосны) и прямоугольные (где выпускные отверстия перпендикулярны впускным отверстиям). Менее распространенной является конфигурация со смещением, которая по сути является прямоточной конструкцией с 9Колено 0 градусов на каждом конце.
Стандартные конфигурации шарнирных соединений включают прямоточные (где пути потока соосны) и прямоугольные (где выпускные отверстия перпендикулярны впускным отверстиям). Менее распространенной является конфигурация со смещением, которая по сути является прямоточной конструкцией с 9Колено 0 градусов на каждом конце. Внутренние проходы открываются и закрываются при повороте коллектора, позволяя жидкости течь только тогда, когда вращающийся элемент находится в определенных положениях — установка, которая работает так же, как распределительный вал и толкатель кулачка. Как и в случае с кулачком, эту схему не так легко изменить, как при использовании клапанов с электрическим приводом. Однако это может быть очень удобно для приложений с повторяющимися фиксированными операциями, такими как таблица индексации.
Внутренние проходы открываются и закрываются при повороте коллектора, позволяя жидкости течь только тогда, когда вращающийся элемент находится в определенных положениях — установка, которая работает так же, как распределительный вал и толкатель кулачка. Как и в случае с кулачком, эту схему не так легко изменить, как при использовании клапанов с электрическим приводом. Однако это может быть очень удобно для приложений с повторяющимися фиксированными операциями, такими как таблица индексации. Неправильное расположение моментного рычага по отношению к креплению может передавать боковую нагрузку, что может увеличить сопротивление крутящему моменту, повредить или сократить срок службы уплотнения. Монтажный фланец и моментный рычаг могут быть приварены или прикручены болтами к поворотному соединению в зависимости от применения. Вращающийся штуцер можно также покрасить или снабдить каким-либо другим средством для предотвращения коррозии металла.
Неправильное расположение моментного рычага по отношению к креплению может передавать боковую нагрузку, что может увеличить сопротивление крутящему моменту, повредить или сократить срок службы уплотнения. Монтажный фланец и моментный рычаг могут быть приварены или прикручены болтами к поворотному соединению в зависимости от применения. Вращающийся штуцер можно также покрасить или снабдить каким-либо другим средством для предотвращения коррозии металла.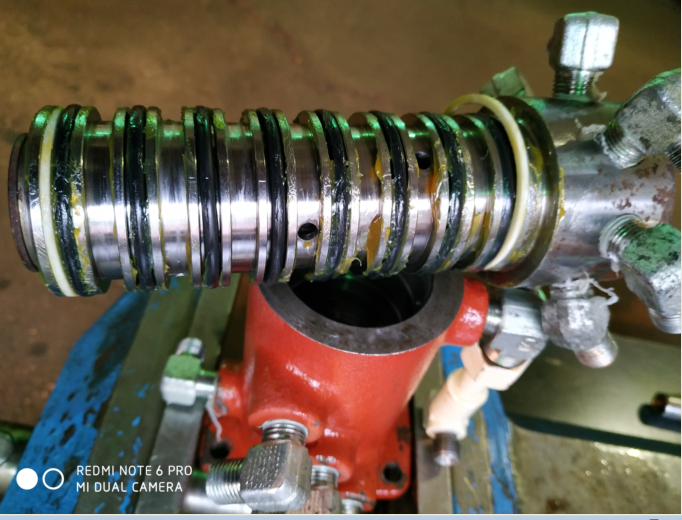 Например, вес 10-футового. сечение спирально-навитого шланга и нагрузку, оказываемую жидкостью под давлением, можно легко недооценить или не заметить. Однако он может передавать значительную боковую нагрузку или изгибающий момент на шарнирное соединение.
Например, вес 10-футового. сечение спирально-навитого шланга и нагрузку, оказываемую жидкостью под давлением, можно легко недооценить или не заметить. Однако он может передавать значительную боковую нагрузку или изгибающий момент на шарнирное соединение. Эта практика помогает предотвратить смещение из-за длинных участков неподдерживаемого шланга или трубки. Несоосность может передавать боковые нагрузки на вертлюг, вызывая вредные последствия, описанные выше. Боковая нагрузка также может быть введена путем принудительной установки смещенных жестких трубок в положение для монтажа. Узел может совмещаться, но срок службы и производительность шарнирного соединения могут пострадать.
Эта практика помогает предотвратить смещение из-за длинных участков неподдерживаемого шланга или трубки. Несоосность может передавать боковые нагрузки на вертлюг, вызывая вредные последствия, описанные выше. Боковая нагрузка также может быть введена путем принудительной установки смещенных жестких трубок в положение для монтажа. Узел может совмещаться, но срок службы и производительность шарнирного соединения могут пострадать. Текущий ремонт проводиться раз в два года. Для сокращения трудозатрат на работы по подготовке рабочего места и по центровке ремонт двигателя целесообразно совмещать с ремонтом механизма, на которого они установлены. Еще одним этапов ремонта является разборка двигателя.
Текущий ремонт проводиться раз в два года. Для сокращения трудозатрат на работы по подготовке рабочего места и по центровке ремонт двигателя целесообразно совмещать с ремонтом механизма, на которого они установлены. Еще одним этапов ремонта является разборка двигателя. При наличии над электродвигателем монорельса или крана ввод и выемку ротора в статор проще всего производить с использованием скобы. На конец вала ротора надевается скоба ступицей, а также стропится на крюк подъемного устройства. После этого ротор выводят из статора и укладывают в удобном месте. Также в ремонт входит осмотр двигателя и статора. При осмотре активной стали необходимо удостовериться в плотности прессовки, проверить прочность крепления в каналах распорок.
При наличии над электродвигателем монорельса или крана ввод и выемку ротора в статор проще всего производить с использованием скобы. На конец вала ротора надевается скоба ступицей, а также стропится на крюк подъемного устройства. После этого ротор выводят из статора и укладывают в удобном месте. Также в ремонт входит осмотр двигателя и статора. При осмотре активной стали необходимо удостовериться в плотности прессовки, проверить прочность крепления в каналах распорок.
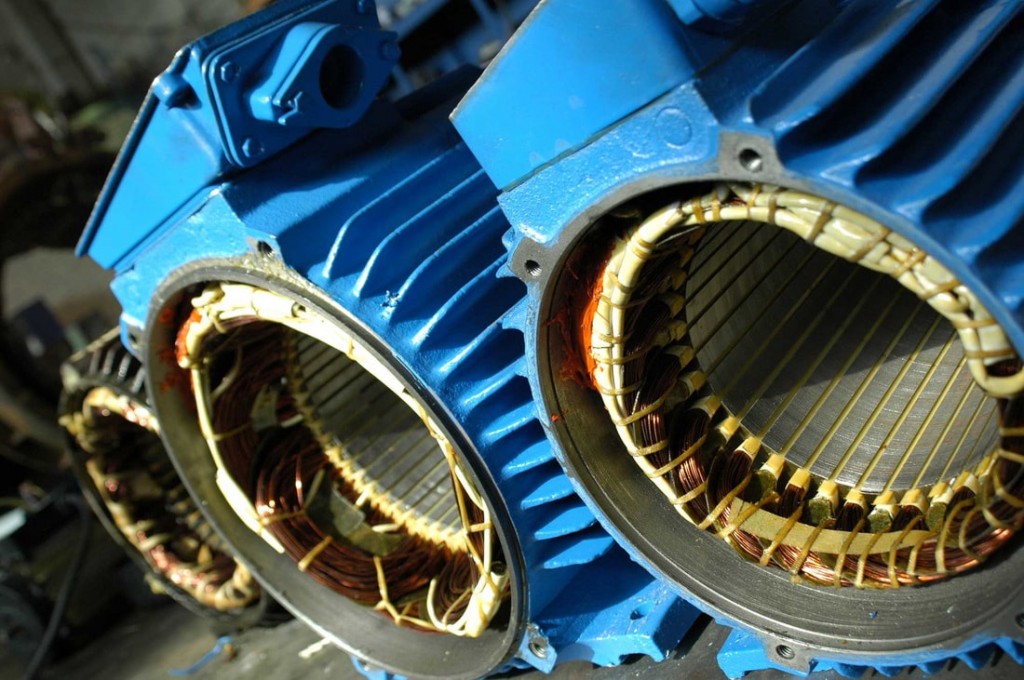 подробнее
подробнее изм.
изм. изм.
изм.
 Носите все средства индивидуальной защиты, такие как; защитная одежда, перчатки, обувь и самая важная каска, доступные на корабле и промышленном комплексе. Вы можете легко получить все это на Amazon по ссылке здесь для своего семинара или личного использования.
Носите все средства индивидуальной защиты, такие как; защитная одежда, перчатки, обувь и самая важная каска, доступные на корабле и промышленном комплексе. Вы можете легко получить все это на Amazon по ссылке здесь для своего семинара или личного использования. В идеале двигатель должен иметь очень меньший воздушный зазор между ротором и статором; постепенно уменьшаются еще больше с течением времени, когда вал отклоняется от своей оси вращения.
В идеале двигатель должен иметь очень меньший воздушный зазор между ротором и статором; постепенно уменьшаются еще больше с течением времени, когда вал отклоняется от своей оси вращения. После того, как решили отключить электропитание насоса; открыть местную точку подключения и проверить сопротивление изоляции. Когда-то сделали; локально изолируйте насос, удалив провода, подсоединяемые к разным клеммным точкам.
После того, как решили отключить электропитание насоса; открыть местную точку подключения и проверить сопротивление изоляции. Когда-то сделали; локально изолируйте насос, удалив провода, подсоединяемые к разным клеммным точкам. Комплект разветвителей подшипников стоит в среднем от 40 до 120 долларов; нажмите здесь, чтобы проверить его текущую цену на Amazon.
Комплект разветвителей подшипников стоит в среднем от 40 до 120 долларов; нажмите здесь, чтобы проверить его текущую цену на Amazon. Обмотки имеют тенденцию терять свой первоначальный цвет, когда они подвергаются перегреву. Внимательно осмотрите его сердечник на предмет любых признаков работы или повреждений из-за любого контакта с узлом ротора; в основном из-за изношенного или неисправного подшипника.
Обмотки имеют тенденцию терять свой первоначальный цвет, когда они подвергаются перегреву. Внимательно осмотрите его сердечник на предмет любых признаков работы или повреждений из-за любого контакта с узлом ротора; в основном из-за изношенного или неисправного подшипника.

 Поместите новый подшипник вдоль буртика вала ротора. Медленно нажимайте на подшипник, пока он не пойдет свободно; затем мягко постучите молотком по внутреннему краю подшипника, чтобы протолкнуть его дальше в исходное положение.
Поместите новый подшипник вдоль буртика вала ротора. Медленно нажимайте на подшипник, пока он не пойдет свободно; затем мягко постучите молотком по внутреннему краю подшипника, чтобы протолкнуть его дальше в исходное положение.
 Хотя электрические двигатели могут работать со сбоями по-разному; но только восемь причин составляют большую часть проблемы.
Хотя электрические двигатели могут работать со сбоями по-разному; но только восемь причин составляют большую часть проблемы.

 Обычно двигатель может перегреваться при очень высоком или слишком низком напряжении; когда он потребляет больше тока в обмотке, тогда он действительно должен в первую очередь выделять много тепла.
Обычно двигатель может перегреваться при очень высоком или слишком низком напряжении; когда он потребляет больше тока в обмотке, тогда он действительно должен в первую очередь выделять много тепла. Он цепляется за вал, ротор и подшипники, вызывая коррозию и ограничивая их работу. Это приводит к току утечки, потере эффективности и повреждению деталей из-за коррозии, что делает двигатель неработоспособным.
Он цепляется за вал, ротор и подшипники, вызывая коррозию и ограничивая их работу. Это приводит к току утечки, потере эффективности и повреждению деталей из-за коррозии, что делает двигатель неработоспособным. Низковольтные двигатели потребуют либо более длинных кабелей, либо более высоких токов, чтобы соответствовать более высокой электрической мощности. Следовательно, двигатели среднего напряжения более экономичны, чем двигатели низкого напряжения для тяжелых применений, поскольку они потребляют меньше энергии как в производственных, так и в рабочих процессах.
Низковольтные двигатели потребуют либо более длинных кабелей, либо более высоких токов, чтобы соответствовать более высокой электрической мощности. Следовательно, двигатели среднего напряжения более экономичны, чем двигатели низкого напряжения для тяжелых применений, поскольку они потребляют меньше энергии как в производственных, так и в рабочих процессах.
 Неконтролируемое протекание тока представляет угрозу безопасности и может привести к поражению электрическим током.
Неконтролируемое протекание тока представляет угрозу безопасности и может привести к поражению электрическим током. Смазочные материалы могут содержать серу, а серная кислота может вызывать коррозию металлических деталей и разрушать защитные пленки. Вода также увеличивает вероятность появления ржавчины.
Смазочные материалы могут содержать серу, а серная кислота может вызывать коррозию металлических деталей и разрушать защитные пленки. Вода также увеличивает вероятность появления ржавчины.



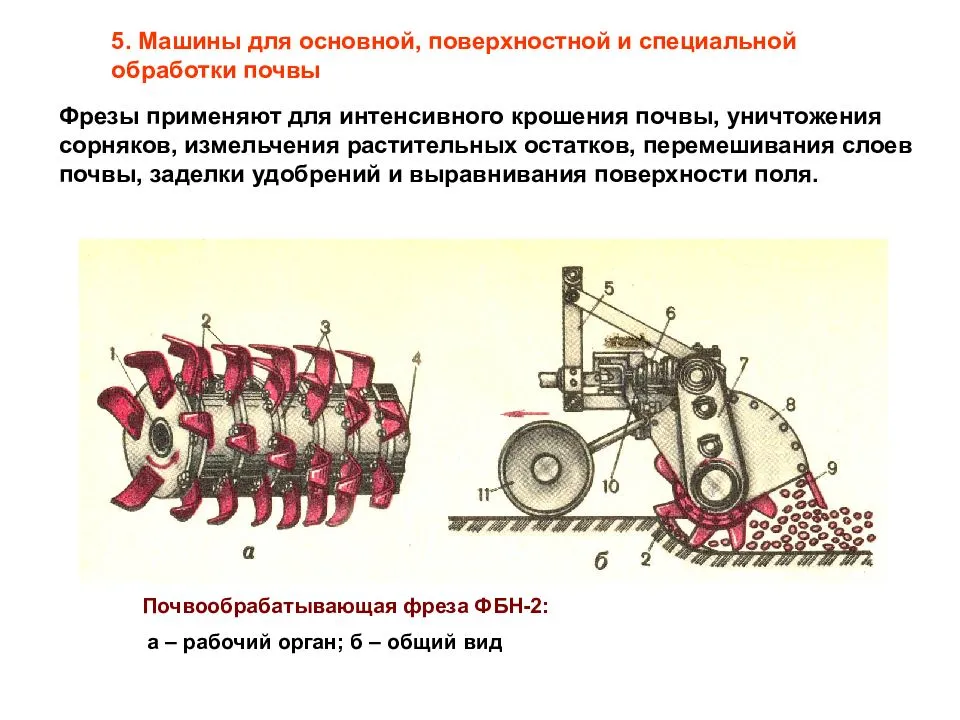





 Если это требование не выполняется, плуг ПЛН 3-35 необходимо подрегулировать.
Если это требование не выполняется, плуг ПЛН 3-35 необходимо подрегулировать.
 01.01. «Устройство автомобилей»
01.01. «Устройство автомобилей» 6
6 Коробка передач МТЗ 80 девятиступенчатая и оснащена понижающим редуктором. К тому же установка ходоуменшителя допускается опционально. На некоторых тракторах можно встретить гидроуправляемую коробку передач, которая может переключаться под нагрузкой. Задний мост оснащен дифференциалом с блокировкой.
Коробка передач МТЗ 80 девятиступенчатая и оснащена понижающим редуктором. К тому же установка ходоуменшителя допускается опционально. На некоторых тракторах можно встретить гидроуправляемую коробку передач, которая может переключаться под нагрузкой. Задний мост оснащен дифференциалом с блокировкой. Это снижает уровень вибрации передающейся от силового агрегата.
Это снижает уровень вибрации передающейся от силового агрегата.
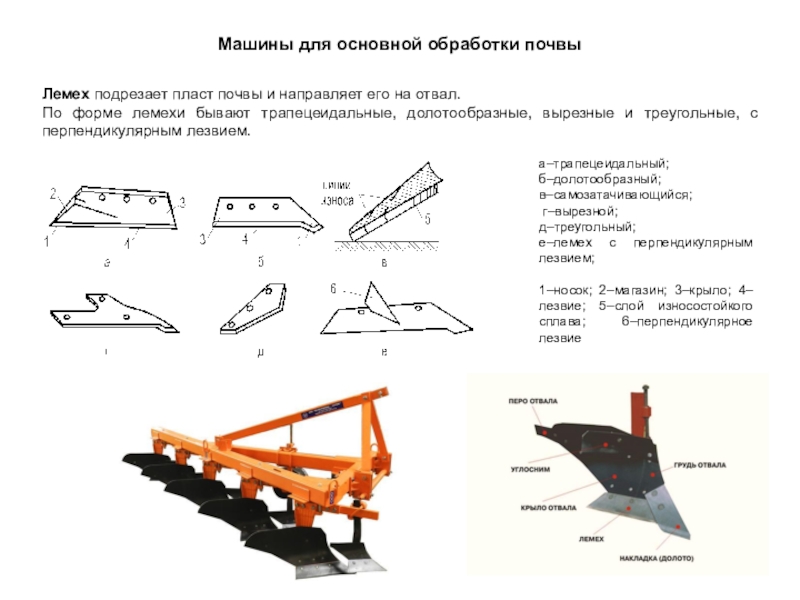 Электрооборудование агрегата состоит из источников и потребителей электроэнергии. Вся электросистема выполнена по одноприводной схеме. А именно все металлические детали играют роль одного из проводов тока. Вот, кстати, вам электрическая схема этой машины:
Электрооборудование агрегата состоит из источников и потребителей электроэнергии. Вся электросистема выполнена по одноприводной схеме. А именно все металлические детали играют роль одного из проводов тока. Вот, кстати, вам электрическая схема этой машины: Задние ведущие колеса воспринимают до 80 % нормальной нагрузки, что обеспечивает достаточную силу их сцепления с опорной поверхностью. Передние управляемые колеса воспринимают меньшие нагрузки, поэтому ими легче управлять.
Задние ведущие колеса воспринимают до 80 % нормальной нагрузки, что обеспечивает достаточную силу их сцепления с опорной поверхностью. Передние управляемые колеса воспринимают меньшие нагрузки, поэтому ими легче управлять. Широко распространены дисковые колеса, состоящие из обода, диска и пневматической шины. При этом диск колеса может быть жестко соединен с ободом или прикреплен к нему болтами. Болтовое соединение используют для изменения колеи трактора. В некоторых конструкциях к диску колеса болтами прикреплена ступица.
Широко распространены дисковые колеса, состоящие из обода, диска и пневматической шины. При этом диск колеса может быть жестко соединен с ободом или прикреплен к нему болтами. Болтовое соединение используют для изменения колеи трактора. В некоторых конструкциях к диску колеса болтами прикреплена ступица. Диск переднего колеса трактора МТЗ-80 приварен к ободу, а трактора МТЗ-82 прикреплен болтами к кронштейнам, приваренным к ободу. Направляющие колеса трактора Т-25А и самоходного шасси Т-16М бездисковые, их обод крепят к ступице с помощью болтов и накладок.
Диск переднего колеса трактора МТЗ-80 приварен к ободу, а трактора МТЗ-82 прикреплен болтами к кронштейнам, приваренным к ободу. Направляющие колеса трактора Т-25А и самоходного шасси Т-16М бездисковые, их обод крепят к ступице с помощью болтов и накладок.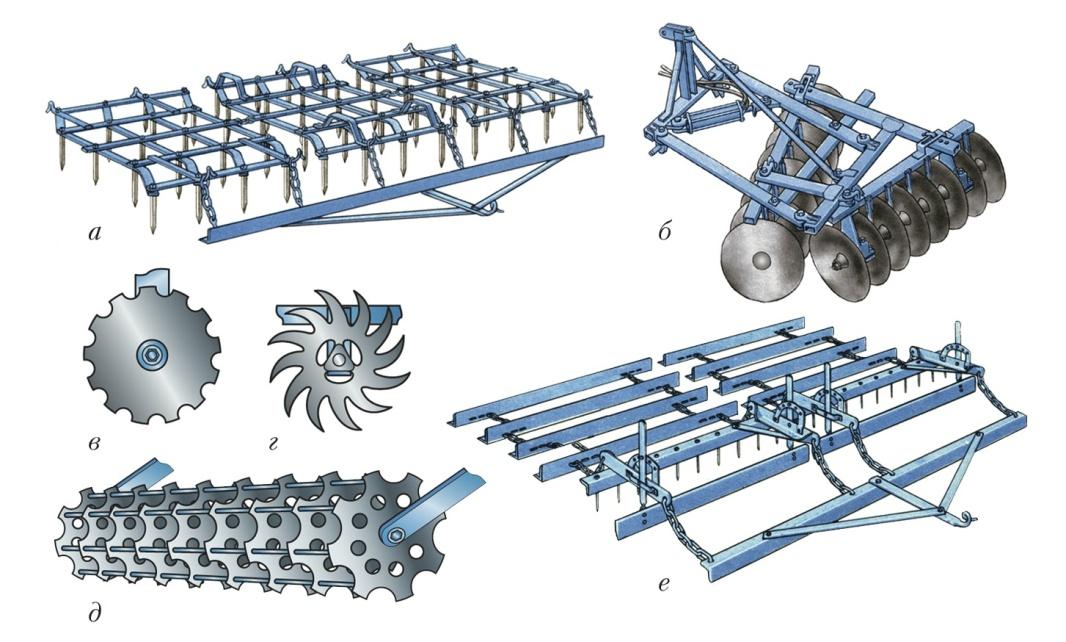 д.; низкопрофильные — 18,4L-30 и т.д.; радиальные — 15,5R38, 21,3R24 и т. д. Первое число означает ширину профиля шины в дюймах, второе — посадочный диаметр шины (обода) в дюймах. Буквы указывают на тип шины: R — радиальная, L — низкопрофильная, без буквы — диагональная.
д.; низкопрофильные — 18,4L-30 и т.д.; радиальные — 15,5R38, 21,3R24 и т. д. Первое число означает ширину профиля шины в дюймах, второе — посадочный диаметр шины (обода) в дюймах. Буквы указывают на тип шины: R — радиальная, L — низкопрофильная, без буквы — диагональная.



 Необходимо соблюдать осторожность, чтобы обработки, необходимые для выращивания одной культуры, не нарушили структуру почвы для будущих культур.
Необходимо соблюдать осторожность, чтобы обработки, необходимые для выращивания одной культуры, не нарушили структуру почвы для будущих культур.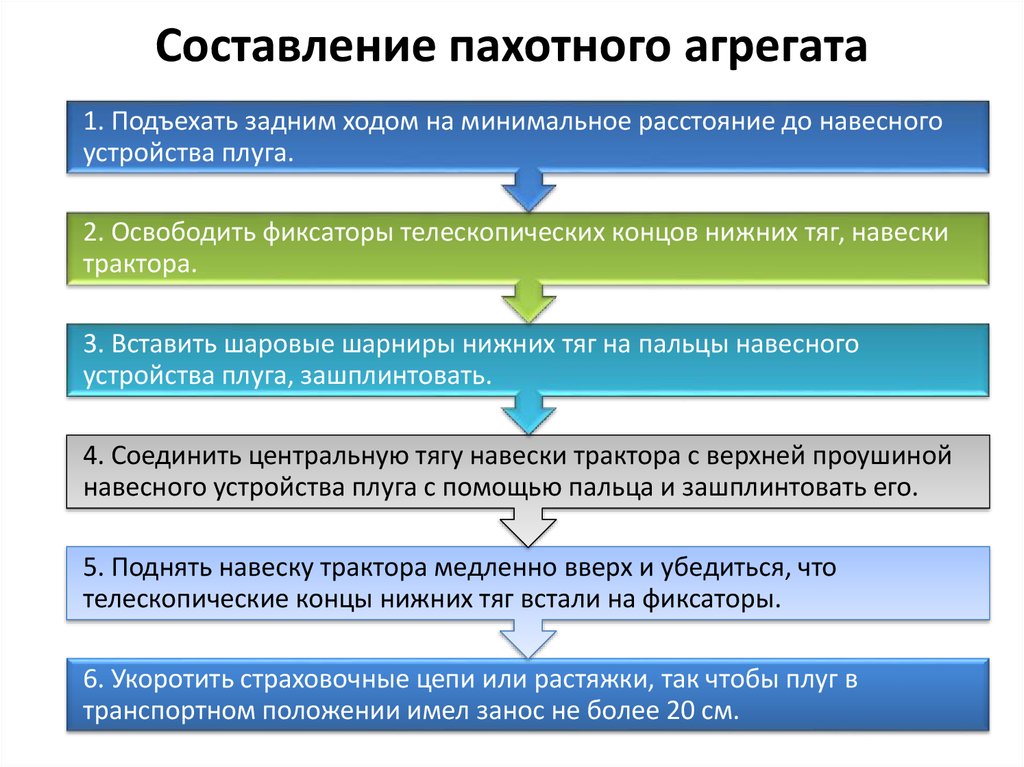 Искусственные азотные удобрения запрещены.
Искусственные азотные удобрения запрещены. Это может включать довсходовые и послевсходовые механические операции. Использование мульчи, ложных грядок, мотыг и термической прополки, а также ручной прополки является обычным явлением в садоводческих хозяйствах.
Это может включать довсходовые и послевсходовые механические операции. Использование мульчи, ложных грядок, мотыг и термической прополки, а также ручной прополки является обычным явлением в садоводческих хозяйствах.


 21.129 (узкая)
21.129 (узкая) Ярославль)
Ярославль) корзина) (г.Тюмень)
корзина) (г.Тюмень) корзина)
корзина) 21.091А (корзина с кольцом) (гусеничный)
21.091А (корзина с кольцом) (гусеничный) 21.330
21.330 21.222 (узкое горло)
21.222 (узкое горло) На тракторы устанавливают сухую двухдисковую постоянно-замкнутую муфту сцепления.
На тракторы устанавливают сухую двухдисковую постоянно-замкнутую муфту сцепления.

 Рычаг 8 сервомеханизма изготовлен заодно с педалью муфты. При выключении муфты сцепления пружина 7 вначале растягивается до тех пор, пока рычаг сервомеханизма не пройдет мертвую точку. Затем пружина сжимается, помогая трактористу выключить муфту сцепления.
Рычаг 8 сервомеханизма изготовлен заодно с педалью муфты. При выключении муфты сцепления пружина 7 вначале растягивается до тех пор, пока рычаг сервомеханизма не пройдет мертвую точку. Затем пружина сжимается, помогая трактористу выключить муфту сцепления.
 Для этого снимают крышки люков на корпусе муфты в картере маховика. Проверяют свободный ход педали муфты сцепления и при необходимости регулируют его.
Для этого снимают крышки люков на корпусе муфты в картере маховика. Проверяют свободный ход педали муфты сцепления и при необходимости регулируют его. При отпущенной педали и включенной передаче трактор трогается с места очень медленно, а от муфты пахнет горелым маслом.
При отпущенной педали и включенной передаче трактор трогается с места очень медленно, а от муфты пахнет горелым маслом. Провернув коленчатый вал двигателя, ослабляют болты крепления стопорных пружин и отвертывают каждую регулировочную гайку на полтора оборота. Поворот гайки на одну грань соответствует перемещению кольца отжимных рычагов на 1,1 мм.
Провернув коленчатый вал двигателя, ослабляют болты крепления стопорных пружин и отвертывают каждую регулировочную гайку на полтора оборота. Поворот гайки на одну грань соответствует перемещению кольца отжимных рычагов на 1,1 мм. Эти гидравлические выжимные подшипники были разработаны для простоты установки и максимальной надежности по очень конкурентоспособной цене. Гидравлические выжимные подшипники серии 6000 предназначены для установки на фиксатор подшипника входного вала трансмиссии и совместимы с различными типами трансмиссий:
Эти гидравлические выжимные подшипники были разработаны для простоты установки и максимальной надежности по очень конкурентоспособной цене. Гидравлические выжимные подшипники серии 6000 предназначены для установки на фиксатор подшипника входного вала трансмиссии и совместимы с различными типами трансмиссий: youtube.com/embed/9agk3g0jWvs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/9agk3g0jWvs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Не включает высоту основания фиксатора.
Не включает высоту основания фиксатора.  (минимальный заказ) |
(минимальный заказ) | Когда педаль сцепления отпущена, давление пружины в нажимном диске регулирует нажимной диск, чтобы толкать его вперед и прижимать его к диску сцепления, чтобы разделить диск сцепления и подшипник сцепления для завершения рабочего цикла.
Когда педаль сцепления отпущена, давление пружины в нажимном диске регулирует нажимной диск, чтобы толкать его вперед и прижимать его к диску сцепления, чтобы разделить диск сцепления и подшипник сцепления для завершения рабочего цикла. FedEx /DHL /UPS /TNT /EMS от двери до двери.
FedEx /DHL /UPS /TNT /EMS от двери до двери.  требования.
требования.

 едсут и до 15 м при перспективной интенсивности менее 4000 прив. едсут;
едсут и до 15 м при перспективной интенсивности менее 4000 прив. едсут;



 едсут через 50 м;
едсут через 50 м;
 6.24, в выемках, если снегоемкость откоса больше объема снегоприноса к дороге;
6.24, в выемках, если снегоемкость откоса больше объема снегоприноса к дороге;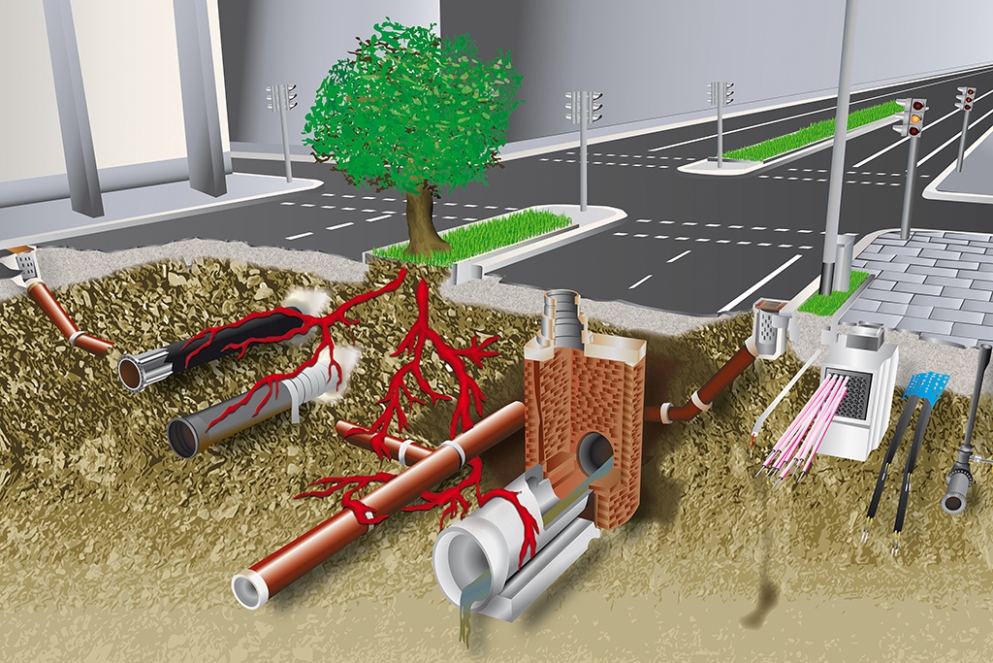 Ширина снегозащитных лесонасаждений и их конструкция при снегоприносе более 250 м3/ м определяется индивидуальным проектом, утвержденным в установленном порядке.
Ширина снегозащитных лесонасаждений и их конструкция при снегоприносе более 250 м3/ м определяется индивидуальным проектом, утвержденным в установленном порядке.






 — сентябрь 2022 г.
— сентябрь 2022 г. Бригады удалят все нецементные заплатки и заменят их цементным материалом, продлив срок полезного…
Бригады удалят все нецементные заплатки и заменят их цементным материалом, продлив срок полезного… Этот проект заменяет существующую деревянную подвесную дорожку на более широкую и безопасную конструкцию из бетона и стали, построенную в соответствии с действующими нормами сейсмостойкости.
Этот проект заменяет существующую деревянную подвесную дорожку на более широкую и безопасную конструкцию из бетона и стали, построенную в соответствии с действующими нормами сейсмостойкости.
 как региональный мультимодальный транспортный узел.
как региональный мультимодальный транспортный узел. Tukwila и Bellevue, чтобы укрепить несколько путепроводов, что поможет им выдержать сильное землетрясение. Они поместят стальные «рубашки» вокруг колонн, поддерживающих путепроводы, чтобы удерживать бетон вместе в…
Tukwila и Bellevue, чтобы укрепить несколько путепроводов, что поможет им выдержать сильное землетрясение. Они поместят стальные «рубашки» вокруг колонн, поддерживающих путепроводы, чтобы удерживать бетон вместе в… Эстакада на Линд-авеню будет закрыта для транспортных средств до завершения работ. Пешеходные переходы над мостом останутся открытыми…
Эстакада на Линд-авеню будет закрыта для транспортных средств до завершения работ. Пешеходные переходы над мостом останутся открытыми… Мы ожидаем, что строительство будет завершено к 2025 году.
Мы ожидаем, что строительство будет завершено к 2025 году. Развязка на 179-й улице за счет улучшения развязки и замены сигнальных перекрестков на конструкцию развязки, которую еще предстоит определить на въезде и съезде с I-5 и обратно. Улучшения маршрута…
Развязка на 179-й улице за счет улучшения развязки и замены сигнальных перекрестков на конструкцию развязки, которую еще предстоит определить на въезде и съезде с I-5 и обратно. Улучшения маршрута…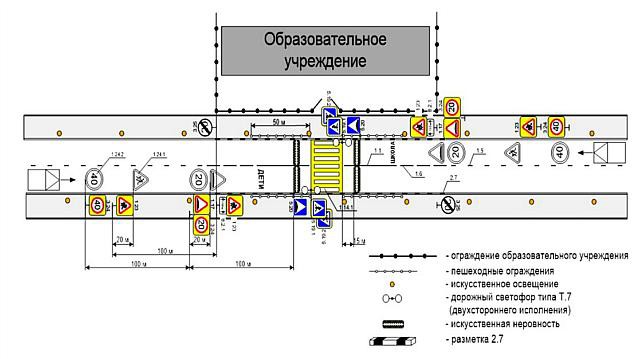 Возраст одного из пролетов превышает 100 лет, и он рискует обрушиться в случае сильного землетрясения и больше не соответствует…
Возраст одного из пролетов превышает 100 лет, и он рискует обрушиться в случае сильного землетрясения и больше не соответствует…
 — Лето 2023
— Лето 2023
 Дороги, предназначенные исключительно для легковых автомобилей, могут иметь полосы шириной до 2,5 метров, что сделает четырехполосные дороги на 4,0 метра уже, чем они есть сегодня.
Дороги, предназначенные исключительно для легковых автомобилей, могут иметь полосы шириной до 2,5 метров, что сделает четырехполосные дороги на 4,0 метра уже, чем они есть сегодня. Эти системы сочетают услуги геолокации с цифровыми моделями для частичной автоматизации земляных работ. Экскаваторы, оснащенные такими системами, могут выполнять земляные работы или планировку на 30 процентов быстрее, чем машины, не использующие трехмерную систему.
Эти системы сочетают услуги геолокации с цифровыми моделями для частичной автоматизации земляных работ. Экскаваторы, оснащенные такими системами, могут выполнять земляные работы или планировку на 30 процентов быстрее, чем машины, не использующие трехмерную систему.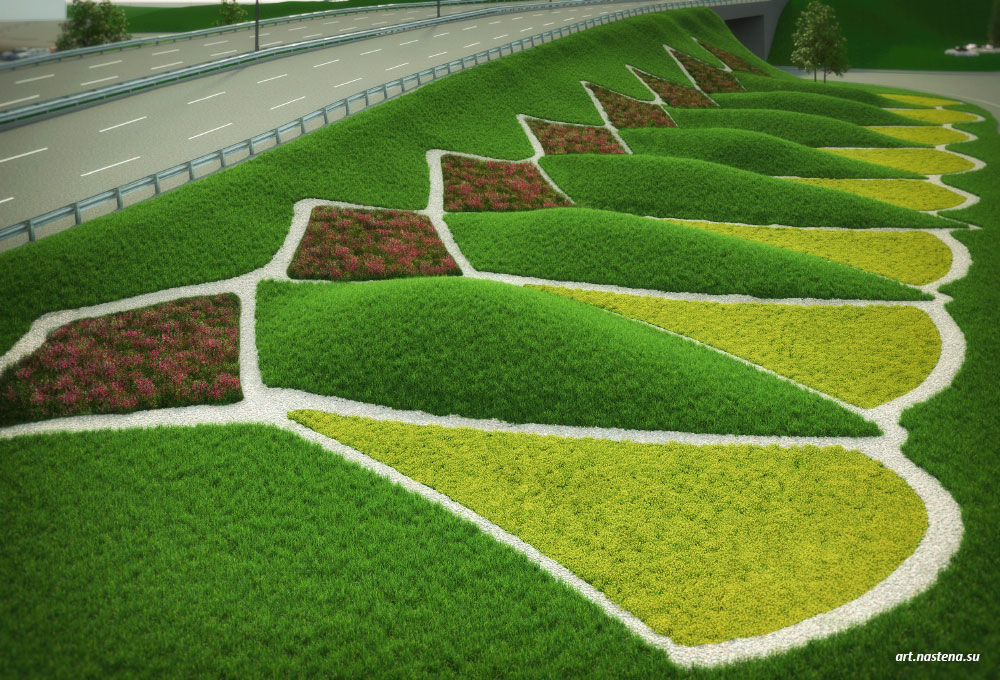 Другие типы датчиков будут использоваться для профилактического обслуживания, увеличения времени эксплуатации дорог при одновременном снижении затрат и количества перекрытых дорог.
Другие типы датчиков будут использоваться для профилактического обслуживания, увеличения времени эксплуатации дорог при одновременном снижении затрат и количества перекрытых дорог. Новый процесс, скорее всего, будет состоять из трех ключевых этапов (пример):
Новый процесс, скорее всего, будет состоять из трех ключевых этапов (пример):

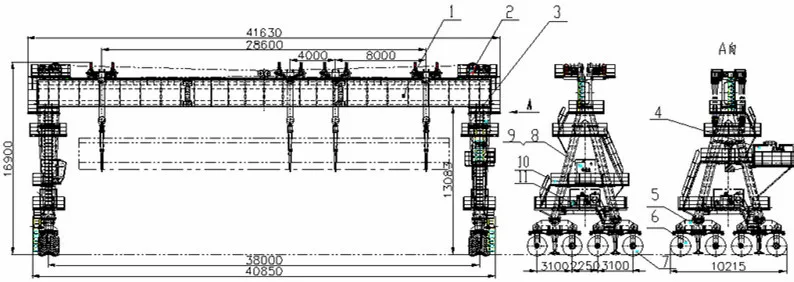 Вывод после прочтения данного обзора делайте сами.
Вывод после прочтения данного обзора делайте сами.
 Простой оборудования — это тоже траты, особенно если из-за неисправности крана срываются производственные процессы.
Простой оборудования — это тоже траты, особенно если из-за неисправности крана срываются производственные процессы.
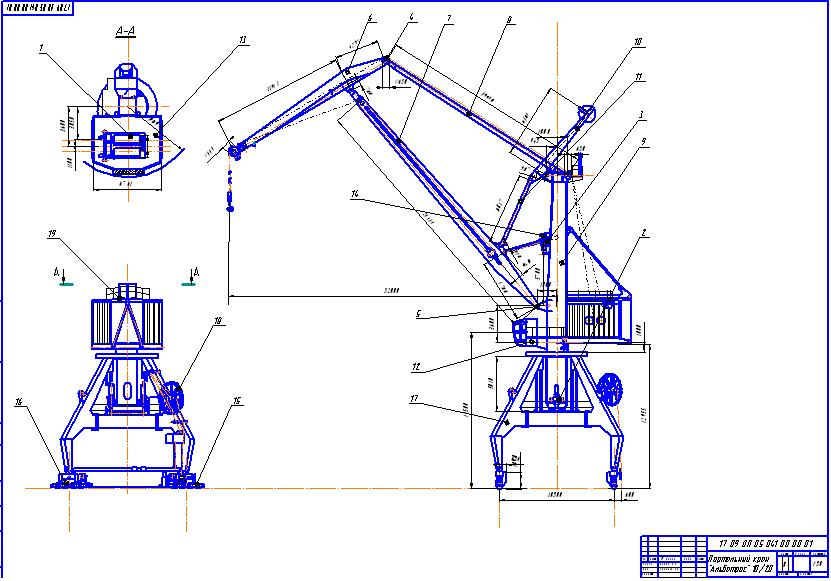
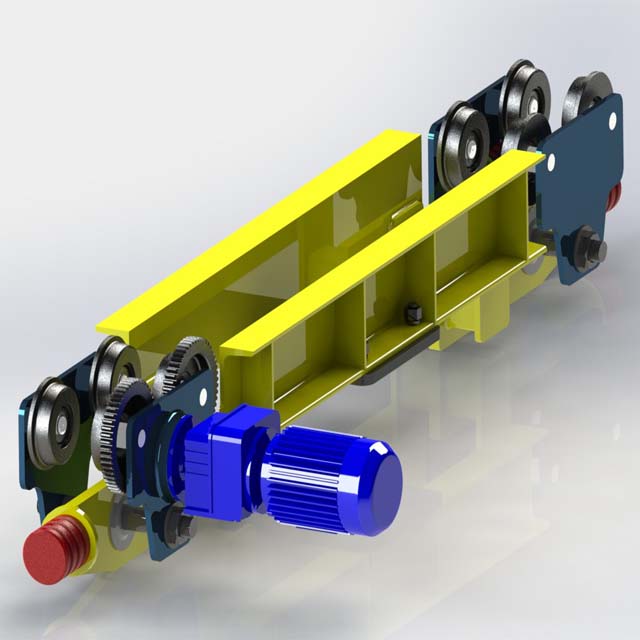 Новые данные позволяют совершенствовать продукцию, повышая ее эффективность и безопасность агрегатов, где она установлена.
Новые данные позволяют совершенствовать продукцию, повышая ее эффективность и безопасность агрегатов, где она установлена.
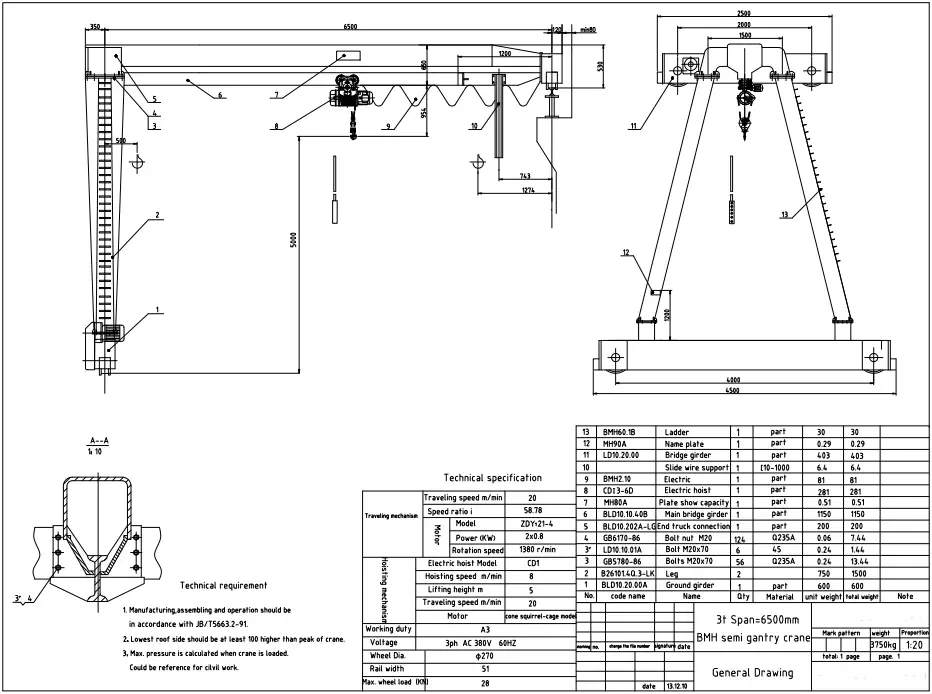 V1.1969; Бюллетень № 21
V1.1969; Бюллетень № 21

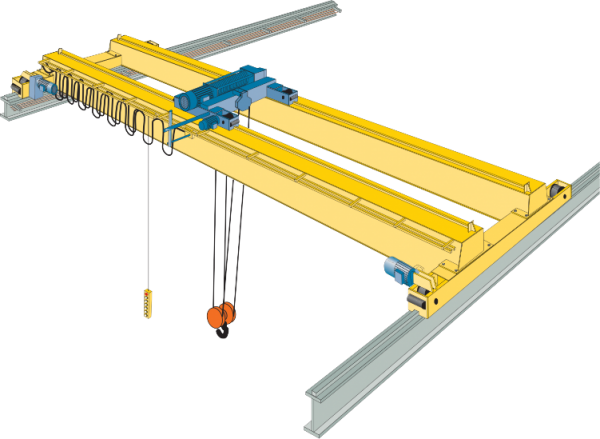 На валу укреплены пластины
На валу укреплены пластины
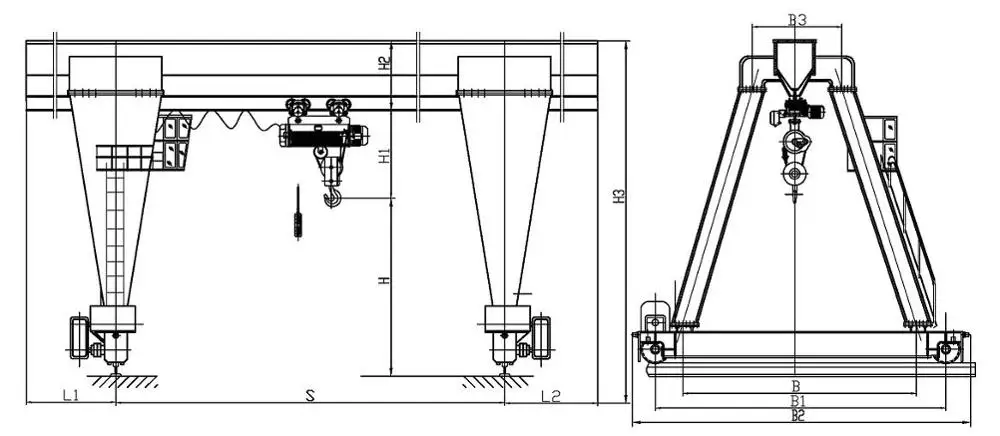 Москалец
Москалец
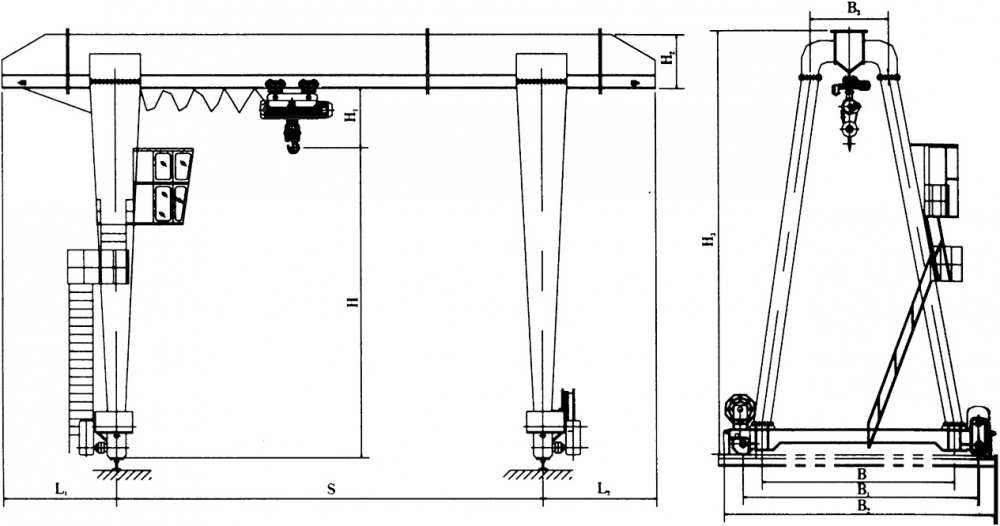 Доступны четыре различные серии с диаметром поршня 32, 40, 50 и 75 мм и ходом поршня от 50 до 1200 мм. Энергоемкость достигает от 2 000 до 144 000 Нм. Характеристика замедления изготавливается по требованиям заказчика. Корпус оцинкован или окрашен, поршневой шток покрыт твердым хромом.
Доступны четыре различные серии с диаметром поршня 32, 40, 50 и 75 мм и ходом поршня от 50 до 1200 мм. Энергоемкость достигает от 2 000 до 144 000 Нм. Характеристика замедления изготавливается по требованиям заказчика. Корпус оцинкован или окрашен, поршневой шток покрыт твердым хромом. Чтобы получить дополнительную информацию, узнать о том, как стать партнером Gantrail, или если вы хотите связаться с местным представителем Gantrail, нажмите ниже.
Чтобы получить дополнительную информацию, узнать о том, как стать партнером Gantrail, или если вы хотите связаться с местным представителем Gantrail, нажмите ниже. Сентябрь 2021 г.
Сентябрь 2021 г. ..
..
 Черновцы
Черновцы 5TDI VOLKSWAGEN TRANSPORTER T4 90-03 (ФОЛЬКСВАГЕН ТРАНСПОРТЕР Т4)
5TDI VOLKSWAGEN TRANSPORTER T4 90-03 (ФОЛЬКСВАГЕН ТРАНСПОРТЕР Т4) Автомобильные чехлы на сиденья Фольксваген Т-4 транспортер(2)
Автомобильные чехлы на сиденья Фольксваген Т-4 транспортер(2) Fortune
Fortune Именно Пон набросал первый скетч фургона на фольксвагеновском шасси: с кабиной в переднем свесе, силовым агрегатом — в заднем и с грузовым отсеком посередине.
Именно Пон набросал первый скетч фургона на фольксвагеновском шасси: с кабиной в переднем свесе, силовым агрегатом — в заднем и с грузовым отсеком посередине.
 .. В 1956 году производство Транспортеров было переведено из Вольфсбурга на специально построенный завод в Ганновере — там же выпускали и все последующие модели.
.. В 1956 году производство Транспортеров было переведено из Вольфсбурга на специально построенный завод в Ганновере — там же выпускали и все последующие модели.











 Создание Type 2 приписывают голландскому импортеру Volkswagen Бену Пону, который увидел нишу для небольшого автобуса и предложил эту идею VW. Экспорт автобусов VW в США позже принес Пону огромное состояние.
Создание Type 2 приписывают голландскому импортеру Volkswagen Бену Пону, который увидел нишу для небольшого автобуса и предложил эту идею VW. Экспорт автобусов VW в США позже принес Пону огромное состояние. Наиболее отличительной чертой экстерьера новых автомобилей является уникальное лобовое стекло, которое некоторые называют «эркером», автомобиль часто называют «эркером». Среди других обновлений новый автомобиль получил более мощный двигатель мощностью 47 л.с. Позже были введены двигатели объемом до 2 литров, увеличившие мощность до 70 л.с.
Наиболее отличительной чертой экстерьера новых автомобилей является уникальное лобовое стекло, которое некоторые называют «эркером», автомобиль часто называют «эркером». Среди других обновлений новый автомобиль получил более мощный двигатель мощностью 47 л.с. Позже были введены двигатели объемом до 2 литров, увеличившие мощность до 70 л.с. Строгие нормы выбросов вынудили VW адаптировать двигатель с водяным охлаждением к T2 на рубеже веков, лишив его отличительного характера с воздушным охлаждением. Такие модели легко узнать по черной решетке спереди, которая служит для всасывания воздуха в радиатор. Правила и положения положили конец производству этого культового автомобиля. VW Kombi, как его называли в Бразилии, продавался в 2013 году как всегда, но было слишком дорого переделывать автомобиль, чтобы он соответствовал новым, более строгим требованиям безопасности 2014 года9.0010
Строгие нормы выбросов вынудили VW адаптировать двигатель с водяным охлаждением к T2 на рубеже веков, лишив его отличительного характера с воздушным охлаждением. Такие модели легко узнать по черной решетке спереди, которая служит для всасывания воздуха в радиатор. Правила и положения положили конец производству этого культового автомобиля. VW Kombi, как его называли в Бразилии, продавался в 2013 году как всегда, но было слишком дорого переделывать автомобиль, чтобы он соответствовал новым, более строгим требованиям безопасности 2014 года9.0010
 Подробная информация у наших специалистов.
Подробная информация у наших специалистов. Корея
Корея 5 х 1,7 х 1,8
5 х 1,7 х 1,8 В настоящее время грузовик поставляют с бортовой платформой, оснащённой тентом, или кузовом-фургоном в двух комплектациях: базовой GL и расширенной GLS.
В настоящее время грузовик поставляют с бортовой платформой, оснащённой тентом, или кузовом-фургоном в двух комплектациях: базовой GL и расширенной GLS. Радиус поворота у него – 4,7 м, короткая база (на 10 мм короче, чем у Hyundai Accent) и «острый» руль (3,5 оборота из одного крайнего положения в другое) с гидроусилителем позволяют легко маневрировать и парковаться в стесненных условиях мегаполиса.
Радиус поворота у него – 4,7 м, короткая база (на 10 мм короче, чем у Hyundai Accent) и «острый» руль (3,5 оборота из одного крайнего положения в другое) с гидроусилителем позволяют легко маневрировать и парковаться в стесненных условиях мегаполиса. В отделке использованы качественные, приятные на взгляд и на ощупь материалы. Все элементы хорошо подогнаны – качество сборки на высоте.
В отделке использованы качественные, приятные на взгляд и на ощупь материалы. Все элементы хорошо подогнаны – качество сборки на высоте.
 org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»>

 От вальцевания материала сжимается, что сопровождается деформацией сдвига. Большие сдвиговые напряжения в рабочем зазоре приводят к необратимой механодеструкции или уменьшению молекулярной массы макромолекул.
От вальцевания материала сжимается, что сопровождается деформацией сдвига. Большие сдвиговые напряжения в рабочем зазоре приводят к необратимой механодеструкции или уменьшению молекулярной массы макромолекул.

 Выбор инструмента зависит с формой заготовки.
Выбор инструмента зависит с формой заготовки.
 Для отверждения полученное изделие нагревают до 80-260 градусов. Такой метод применяется для получения неглубоких корпусных деталей. Этим способом модифицируют композиции на основе фенолформальдегидных смол и асфальтопековые пластмассы.
Для отверждения полученное изделие нагревают до 80-260 градусов. Такой метод применяется для получения неглубоких корпусных деталей. Этим способом модифицируют композиции на основе фенолформальдегидных смол и асфальтопековые пластмассы.
 Однако, при правильном оборудовании и правильных методах простые формы можно штамповать из листов, толщиной от 4 до 6мм. Но при этом края резки будут слегка закруглены.
Однако, при правильном оборудовании и правильных методах простые формы можно штамповать из листов, толщиной от 4 до 6мм. Но при этом края резки будут слегка закруглены.
 Чтобы предотвратить повреждения поверхности от фиксации необходимы деревянные или пластиковые прокладки. Важно использовать правильно заточенные инструменты по пластикам с правильной частотой стружкоудаления.
Чтобы предотвратить повреждения поверхности от фиксации необходимы деревянные или пластиковые прокладки. Важно использовать правильно заточенные инструменты по пластикам с правильной частотой стружкоудаления.
 Подробнее ➜
Подробнее ➜ Подробнее ➜
Подробнее ➜  Подробнее ➜
Подробнее ➜ Подробнее ➜
Подробнее ➜

 Эти головки присоединены к концу экструдера. Как правило, используется для покрытия проводов.
Эти головки присоединены к концу экструдера. Как правило, используется для покрытия проводов. Затем излишки материала вымываются наружу. Если материал термопластичный, его можно использовать повторно. Если материал отверждаемый, его нельзя использовать повторно, но его можно использовать для расчета процента вулканизации. Это значение не является точным значением, но мы можем получить приблизительное представление о проценте вулканизации.
Затем излишки материала вымываются наружу. Если материал термопластичный, его можно использовать повторно. Если материал отверждаемый, его нельзя использовать повторно, но его можно использовать для расчета процента вулканизации. Это значение не является точным значением, но мы можем получить приблизительное представление о проценте вулканизации. Впрыск материала будет происходить за счет движения шнека.
Впрыск материала будет происходить за счет движения шнека.

 После вставки материала форма закрывается, и воздух продувается через иглу для выдувания. За счет обдува воздухом материал надувается и принимает форму формы. Пока надуваемое изделие будет остывать. Затем форма открывается, и конечный продукт выталкивается из формы.
После вставки материала форма закрывается, и воздух продувается через иглу для выдувания. За счет обдува воздухом материал надувается и принимает форму формы. Пока надуваемое изделие будет остывать. Затем форма открывается, и конечный продукт выталкивается из формы. Затем выдувают воздухом под высоким давлением в бутылку с помощью металлических выдувных форм. Толщина не может контролировать. Таким образом, толщина конечного продукта неравномерна. Обычно одноразовые изделия бутылочного типа изготавливаются методом литья под давлением с раздувом.
Затем выдувают воздухом под высоким давлением в бутылку с помощью металлических выдувных форм. Толщина не может контролировать. Таким образом, толщина конечного продукта неравномерна. Обычно одноразовые изделия бутылочного типа изготавливаются методом литья под давлением с раздувом. Когда продукт выходит из формы, он находится при низкой температуре.
Когда продукт выходит из формы, он находится при низкой температуре.
 Для нанесения покрытия используется экструдер со щелевой головкой. Экструдер стационарный. Полотно проходит под экструдером.
Для нанесения покрытия используется экструдер со щелевой головкой. Экструдер стационарный. Полотно проходит под экструдером. Полимер расплавляется и с помощью экструдера перекачивается в фильеру. Волокна выходят из фильеры. Эти волокна гасятся обдувом холодом. Затем охлажденные волокна собираются вместе с помощью конвергентной направляющей. Затем к волокнам прикладывают некоторую силу с помощью годетов. Благодаря этой силе молекулы ориентируются вдоль приложенной силы.
Полимер расплавляется и с помощью экструдера перекачивается в фильеру. Волокна выходят из фильеры. Эти волокна гасятся обдувом холодом. Затем охлажденные волокна собираются вместе с помощью конвергентной направляющей. Затем к волокнам прикладывают некоторую силу с помощью годетов. Благодаря этой силе молекулы ориентируются вдоль приложенной силы. Волокна собираются в конце прядильного шкафа, а затем к ним прикладывается усилие, ориентированное в направлении действия усилия. Наконец, эти волокна наматываются.
Волокна собираются в конце прядильного шкафа, а затем к ним прикладывается усилие, ориентированное в направлении действия усилия. Наконец, эти волокна наматываются.