Чертежи пресса СМ-1085А с усилием 6,3 МН для прессования кирпича из огнеупорной массы
+7 (343) 777-00-42 Пн-Вс c 7:00 -16:00 по Москве. Помощь
Авторизация
Чертежи
Строительство
Строительное и промышленное оборудование, стройматериалы
Строительные прессы
Добавить работу
Код: 03.01.07.08.11
Разместил: Иларионов Андрей
Чтобы скачать чертежи – Зарегистрируйся и поучаствуй в развитии сайта
Как здесь скачать?
Поиск по словам: Пресс, Станина, СМ-1085А, Производство кирпича, МКС-72, Исполнительный механизм, Колено-рычажный пресс
Перечень чертежей:
Чертеж общего вида колено-рычажного пресса СМ1085-А с техническими характеристиками:
Номинальное усилие прессования не более 6300 кН
Максимальная производительность по кирпичу 2280 шт
Высота изделий:
Максимальная 100±2 мм
Минимальная 65±2 мм
Количество одновременно прессуемых изделий 4 шт
Максимальная глубина засыпки массы 200 мм
Мощность:
Двигателя привода 43 кВт
Двигателя привода регулятора глубины засыпки 4 кВт
Электродвигателей 2,4 кВт
Габаритные размеры:
Длина 4890±60 мм
Ширина 3780±50 мм
Высота общая 4640±60 мм
Высота над уровнем пола 3175±50 мм
Масса не более:
Без электродвигателя и электрооборудования по конструкторской документации 32000 кг
Общая 33000 кг
Колено-рычажный пресс СМ1085-А в сборе
Сборочный чертеж пресса СМ1085-А
Исполнительный механизм пресса в сборе:
Осевой люфт червячного вала в пределах 0,1. ..0,15 мм обеспечить за счет подбора прокладок
Предельное смещение средней плоскости колеса не более 0,1 мм обеспечить за счет изменения толщины шайбы
Осевой люфт червячного колеса с гайкой в пределах 0,1 мм обеспечить за счет прокладки
Контактные пятна в зацеплении должны быть не менее 50% по высоте и длине зуба при двухсторонней проверке контакта
После сборки механизма совместно с датчиком регулятора глубины засыпки обкатать вхолостую в течение 3 часов, по 1,5 часа в обоих направлениях вращения при снятом винте и заполненном до верхней риски маслоуказателя маслом 52 ГОСТ6411-76. Температура нагрева элементов допускается не более 60 оС
После обкатки масло слить, полость промыть керосином, обнаруженные дефекты устранить, вновь залить маслом и обкатать в течение 10…15 мин
Верхняя часть пружин упирается в траверсу пресса
Рабочие чертежи деталей: стакан, крышка, вал, плита опорная, подпятник с указанием материалов для изготовления и техническими требованиями:
Неуказанные предельные отклонения размеров: отверстий Н14, остальных js 14
Неуказанные радиусы 2 мм
. .240 НВ
Радиусы скруглений 1,6 мм
Дополнительные материалы: прилагается расчетно-пояснительная записка на 40 листах. В пояснительной записке приведено описание технологии производства огнеупорного кирпича и приведена технологическая схема.
Пресс для изготовления кирпича — машина статического действия для обработки материала и придания ему нужной формы (формования). Основные рабочие части пресса — ползун, станина с направляющими для ползуна, стол, привод, механизм управления всеми устройствами пресса. Подвижная часть устроена следующим образом: инструмент крепится к ползуну, неподвижная часть — к столу. Формование происходит между подвижной и неподвижной частями. Основные параметры пресса — скорость движения ползуна, от которого зависит производительность, размеры стола, номинальное усилие.
Кирпич изготавливают с различными свойствами и назначением: сплошной, дырчатый, щелевой, пустотелый, с повышенной теплоизоляцией, глиняный—лекальный. Сырье для изготовления кирпича — глина, суглинки, пески.
Пресс СМ-1085А с усилием 6,3 МН предназначен для прессования сырца изделий марки МКС-72 из огнеупорной массы. В проекте рассмотрено детальное устройство и подробный принцип действия пресса, на основании которых были выявлены недостатки и необходимость модернизации.
Проведен патентный анализ, в ходе которого установлено, что наибольшее внимание в патентной документации отведено разработкам, связанным с улучшением качества формования изделий (модернизация пуансона, прессформ, улучшение зернового состава смеси, технологии ее приготовления и т. п.), в то время как разработок связанных с улучшением конструктивных параметров машин представлено сравнительно меньше.Так как улучшение конструкции машины не менее важно с точки зрения экономии материальных и финансовых средств, чем улучшение качества продукции, можно сказать что модернизация пресса для полусухого прессования, представленная в данной работе, является обоснованной.
Суть модернизации заключается в замене механизма амортизации посредством пневмоцилиндра на механизм амортизации при помощи пружин сжатия, что позволит устранить прекосы нижней траверсы, вызванные износом пневмоцилиндра и значительно увеличить срок службы узла амортизатора. Реализуется это следующим образом: из механизма амортизации удаляются шток пневмоцилиндра вместе с поршнем. Вместо этого на винт регулятора глубины засыпки устанавливается плита с запрессованными в нее шестью бобышками и установленными на них пружинами сжатия. Винт регулятора глубины засыпки соединяется с плитой посредством выполненной на нем проточки и центрального отверстия в плите диаметром 65мм.
Выполнен расчет мощности электродвигателя. Построены графики зависимостей:
усилия прессования от хода ползуна
крутящего момента на коленчатом валу от угла
крутящего момента от угла
На основание проведенного расчета был выбран электродвигатель АОС9З-8, имеющий номинальную мощность N=40 кВт при продолжительности включения ПВ=25%, номинальное число оборотов nн=675 в минуту, синхронное число nc=750 оборотов в минуту, номинальное скольжение Sн=0,1 и кратность максимального момента l=2,4. Было установлено, что выбранный электродвигатель удовлетворяет необходимой расчетной мощности.
В данном проекте была изучена конструкция и принцип действия пресса СМ-1085А, в результате чего были выявлены преимущества и недостатки данной машины. Был проведен патентный поиск и выбрана суть модернизации, которая заключается в удалении из механизма амортизации штока пневмоцилиндра вместе с поршнем и установке плиты на винт регулятора глубины засыпки.
Спецификация – 6 листов
В программе: AutoCad
Сопутствующие товары (6)
Отзывов (0)
Зарегистрируйтесь, чтобы создать отзыв.
Личное меню
Пресс полусухого прессования кирпича см 1085 в Ростове-на-Дону (Оборудование для производства кирпича)
Цена: 5 900 000 ₽
за 1 ед.
Описание товара
Пресс полусухого прессования
Производительность — 2280шт/ч; мощность — 43,5квт; габаритные размеры — 4890х3780х4920мм; масса — 32600кг
Товары, похожие на Пресс полусухого прессования кирпича см 1085
В организации «Северо-Кавказский НИИ Стромтехника, ООО» вы сможете оформить заявку на «Пресс полусухого прессования кирпича см 1085», посмотрев предложение на торговой площадке BizOrg. Su, за 5900000 ₽ при минимальной заявке 1. На данный момент статус товара – «В наличии».
Почему «Северо-Кавказский НИИ Стромтехника, ООО»:
пользователи торговой площадки BizOrg могут рассчитывать на получение особых услуг. Как например, более выгодные цены;
произвести платеж вы можете удобным образом;
«Северо-Кавказский НИИ Стромтехника, ООО» четко выполняет свои обязанности по отношению к компаниям и физическим лицам.
Оставьте заявку прямо сейчас!
Часто задаваемые вопросы
Как оставить заявку?
Чтобы оформить заказ на «Пресс полусухого прессования кирпича см 1085» свяжитесь с компанией «Северо-Кавказский НИИ Стромтехника, ООО» по контактам, указанным сверху справа. Обязательно укажите, что нашли фирму на торговой площадке BizOrg.Su.
Где посмотреть более полную информацию об организации «Северо-Кавказский НИИ Стромтехника, ООО»?
Для получения подробных данных о фирме перейдите сверху справа по ссылке-названию организации. Далее перейдите на интересующую Вас вкладку .
Предложение не соответствует действительности, телефон не отвечает и т.п.
Если у Вас обнаружились проблемы при сотрудничестве с «Северо-Кавказский НИИ Стромтехника, ООО» – сообщите идентификаторы фирмы (138015) и товара/услуги (23710880) в нашу службу поддержки пользователей.
Общая информация:
предложение активно с 13.07.2021, время изменения – 13.07.2021. Следите за обновлениями на площадке, чтобы не упустить стоящую внимания информацию;
«Пресс полусухого прессования кирпича см 1085» размещены в категориях: «Стройматериалы, отделочные материалы», «Производственное оборудование для стройматериалов», «Оборудование и формы для производства кирпича», «Оборудование для производства кирпича». В этих же категориях вы можете найти другие продукты или услуги, которые могут быть вам интересны;
количество просмотров информации на представленной странице портала – 69 раз.
Обращаем ваше внимание на то, что торговая площадка BizOrg. su носит исключительно информационный характер и ни при каких условиях не является публичной офертой. Заявленная компанией Северо-Кавказский НИИ Стромтехника, ООО цена товара «Пресс полусухого прессования кирпича см 1085» (5 900 000 ₽) может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании Северо-Кавказский НИИ Стромтехника, ООО по указанным телефону или адресу электронной почты.
Телефоны:
+7 8632732791
2732792
Купить пресс полусухого прессования кирпича см 1085 в Ростове-на-Дону:
ул. Вавилова, д. 59
Пресс полусухого прессования кирпича см 1085
Пресс-релиз — Самая старая печатная книга в коллекции Хантингтона будет выставлена на обозрение 29 апреля
САН-МАРИНО, Калифорния — Библиотека Хантингтона, Художественный музей и Ботанический сад впервые выставят самую старую печатную книгу в своей коллекции, Писание Великого Цветочного Орнамента Будды . Выставка «Напечатано в 1085 году: китайский буддийский канон династии Сун», которая будет проходить в Западном зале библиотеки с 29 апреля по 4 декабря 2023 года, расскажет об обстоятельствах создания книги и ее религиозном значении, а также расширит круг посетителей. ‘ понимание китайской текстовой традиции. Дополнительные материалы, связанные с текстом, также будут демонстрироваться для обеспечения исторического контекста.
«Специально разработанная витрина позволит посетителям Хантингтона получить уникальный опыт при просмотре этого священного текста», — сказал Ли Вэй Ян, куратор коллекций Тихоокеанского рубежа в Хантингтоне. «Хотя книга предназначалась для чтения, перелистывая одну страницу на другую, здесь она будет расширена в индивидуальном футляре, предназначенном для максимальной наглядности, предлагая редкую возможность увидеть эту чудом сохранившуюся реликвию и увидеть ее уникальные библиографические характеристики и изысканность. ».
Книга, которой более 900 лет, является частью Великого канона вечного долголетия периода правления Чуннина , состоящего из 5850 томов . Созданная во времена династии Сун (960–1279) между 1080 и 1112 годами, книга в стиле аккордеона имеет длину 31 фут, из которых 21 фут будет выставлен на обозрение. Это одна из самых длинных сутр или сборников афоризмов в буддийском каноне и представляет собой сборник доктрин и ритуальных практик, широко применяемых в Восточной Азии. Текст представляет собой видение всей вселенной как состоящей из взаимопроникающих элементов (как зеркала, отражающиеся в зеркалах) внутри тела Космического Будды. «Короче говоря, это отражает представление о том, что «я — это ты, ты — это я; мы все — Будда», — сказал Ян. Неизвестно, действительно ли сам Будда произносил слова, содержащиеся в Писание Великого Цветочного Орнамента . Скорее, вполне вероятно, что его последователи за столетия адаптации и толкования включили суть его учений в это и многие другие сохранившиеся буддийские труды.
«Напечатано в 1085 году» продемонстрирует связь между религией и китайской гравюрой, которая практиковалась за столетия до первого использования подвижных металлических литер в Европе. Император Тайцзу, правивший с 960 по 976 год нашей эры, хотел распространять буддийские учения, что привело к ускорению ксилографии в Китае. При создании Священное Писание Великого Цветочного Орнамента Чунчжэнь — настоятель храма Дунчан в Фучжоу, Китай — возглавил большую команду монахов и ремесленников, которые вырезали и покрасили более 165 000 деревянных досок, напечатав 5 850 томов Великого Канона Вечности . Долголетие периода правления Чуннина г., или Чуннинский канон. Это был один из самых трудоемких и ресурсоемких печатных проектов, когда-либо предпринятых в имперской истории Китая. Сегодня нет никаких остатков храма Дунчан или оригинальных ксилографий, а неполные собрания томов Чуннинского канона разбросаны по библиотекам и частным коллекциям по всей Азии, Европе и Северной Америке, и все это составляет том Хантингтона Чуннинского канона. особо ценный исторический артефакт.
Поддержку этой выставке оказывают Жозефина и Тони Йе и Выставочный фонд Роберта Ф. Эрбуру.
# # #
[ПРИМЕЧАНИЕ РЕДАКТОРА: цифровые изображения высокого разрешения доступны для использования в рекламных целях. Запросить изображения]
О Хантингтоне Библиотека, Художественный музей и Ботанический сад Хантингтона являются культурным и образовательным учреждением мирового значения. Основываясь на известных коллекциях Генри Э. и Арабеллы Хантингтон, The Huntington поддерживает исследования и продвигает образование в области искусства, гуманитарных и ботанических наук посредством увеличения и сохранения своих коллекций; развитие сообщества ученых, школьных программ и партнерств; а также демонстрация и интерпретация его экстраординарных ресурсов для разнообразной аудитории. Отель Huntington расположен по адресу 1151 Oxford Road, Сан-Марино, Калифорния, в 12 милях от центра Лос-Анджелеса. Информация для посетителей: http://huntington.org.
LB-1085 — Продукция — Sharp Professional LCD Мониторы
108-дюймовый ЖК-монитор
Для 108-дюймового монитора Потрясающее высокое разрешение Эффектный
Особенности
Размеры и соединения
Технические характеристики
ЖК-панель беспрецедентных размеров
Имея диагональ 108 дюймов, LB-1085 является самой большой в мире коммерчески доступной ЖК-панелью*. На каждом дюйме своего впечатляющего экрана эта панель обеспечивает высококачественное изображение с прекрасным высоким разрешением. Даже если панель установлена на широком открытом пространстве, ее большой размер обеспечивает динамическое воздействие, оживляющее изображения.
* По состоянию на сентябрь 2011 г.
*Размер экрана монитора
Предыдущая, 52-дюймовая модель Sharp (используется для 4-экранного многопанельного дисплеи)
Четкость Full High-Definition
LB-1085 имеет разрешение Full HD 1920 x 1080 пикселей, что гарантирует, что ни одна деталь или визуальный эффект не будут потеряны. Все, от мелкого текста до сложной графики, выглядит потрясающе четким и четким.
Высокое разрешение (1366 (Ш) x 768 (В) пикселей)
Full High-Definition
Усовершенствованный черный ЖК-дисплей TFT Super View с низким коэффициентом отражения
Благодаря использованию черного TFT-дисплея Advanced Super View с низким коэффициентом отражения, проектор Sharp LB-1085 обеспечивает превосходное качество изображения, независимо от солнечного или яркого окружающего освещения. Кроме того, угол обзора панели 176 градусов позволяет четко видеть изображения на экране практически под любым углом, гарантируя, что ваше сообщение будет эффективно донесено до прохожих.
Обычный ЖК-дисплей
Усовершенствованный ЖК-дисплей Super View с низким коэффициентом отражения TFT черного цвета
Работа в режиме 24/7
Разработанный для круглосуточного использования и тяжелых условий эксплуатации, LB-1085 является надежным и незаменимым помощником в круглосуточных магазинах, комнатах наблюдения и других профессиональных приложениях с высокими требованиями. Даже после долгих часов непрерывной работы* эти мониторы обеспечивают четкое и четкое изображение.
* Постоянство изображения может возникать, когда одно и то же статическое изображение непрерывно отображается в течение продолжительных периодов времени. Постоянство изображения можно постепенно удалить, отображая видео или движущуюся графику.
Универсальный интерфейс
LB-1085 оснащен разъемами для ПК и аудио/видео, которые позволяют подключать широкий спектр оборудования, включая HDTV-рекордеры, проигрыватели дисков Blu-ray и HDMI-совместимые персональные компьютеры. Возможность управления RS-232C позволяет пользователям включать и выключать питание и удаленно выбирать входной канал через ПК.
Клеммы тщательно проложены для удобной прокладки кабеля.
Безвентиляторная архитектура
Безвентиляторная архитектура поддерживает воздушный поток и рассеивает тепло без использования механических вентиляторов, которые могут притягивать пыль и создавать шум. Эта безвентиляторная конструкция также упрощает обслуживание монитора.
Active Contrast
Благодаря функции Active Contrast изображения, отображаемые на LB-1085, анализируются для обеспечения оптимальных уровней яркости и контрастности для каждой сцены. Темные сцены воспроизводятся с реалистичными градациями для динамического визуального выражения.
Без активного контраста
С активным контрастом
Быстрая съемка Плавное движение
Функция быстрой съемки LB-1085 сокращает время отклика, делая динамичные видеосцены более плавными и реалистичными.
Выбор режима экрана
Благодаря функции режима AV, LB-1085 предлагает выбор режимов экрана — стандартный, динамический, кино и игровой — для дополнения видео из различных источников.
Датчик яркости
Функция датчика яркости обеспечивает четкую видимость за счет автоматической регулировки яркости подсветки в соответствии с окружающими уровнями яркости.
Кран КС-3562А максимальной грузоподъемностью 10 т выпускается на шасси автомобилей МАЗ-500А и МАЗ-5334. Оснащен стреловым оборудованием с основной стрелой длиной 10 м решетчатой конструкции, выдвижной стрелой длиной 10 м, удлиненными стрелами 14 и 18 м, стрелой 18 м с гуськом длиной 3 м; башенно-стреловым оборудованием, состоящим из башни высотой 12 м и стрелы длиной 9,5 м. Выдвижная стрела снабжена ручным устройством выдвижения. Кран может работать на выносных опорах, без выносных опор, а также может передвигаться с грузом не более 2,5 т со скоростью не более 5 км/ч.
Автомобильный кран КС-3562А и его грузовые (сплошные линии) и высотные (пунктир) характеристики: 1 — грузоподъемность при основной и выдвижной стрелах длиной 10 м без выносных опор; 2 — то же, на выносных опорах; 3 — то же, 14 м; 4 — то же, 18 м; 5 — то же, 18 м с гуськом; а — высота подъема при основной и выдвижной стрелах длиной 10 м без выносных опор; б — то же, на выносных опорах; в — то же, 14 м; г — то же, 18 м; д- то же, 18 м с гуськом.
Выносные опоры винтовые или гидравлические.
Привод крана гидравлический от силовой установки шасси Представляет собой гидронасос, соединенный через коробку отбора мощности, размещенной на ходовой раме, с гидрораспределителем и далее с гидродвигателями механизмов.
Система управления и механизмы позволяют выполнять раздельные и совместные рабочие движения: подъем (опускание) груза с вращением поворотной платформы и подъем (опускание) стрелы с вращением поворотной платформы. Другие совместные движения не предусмотрены.
Кронштейн КС-3562А.44.001 применяется для комплектации барабана лебедки грузовой. Данное приспособление обеспечивает надежную фиксацию конструктивных элементов. Благодаря чему увеличивается срок службы автомобильного крана Галичанин серии КС-4572А, КС-4579, КС-45719, КС-55713, КС-55715.
Кронштейн КС-3562А.44.001 характеризуется простой конструкцией. Деталь изготавливается методом литья, и отличается низким центром тяжести. Кронштейн имеет широкое треугольное основание с отверстиями и ребра жесткости, соединяющие проушину с основанием. Подобное изделие поддерживает катушку для намотки трос с консольного конца.
Для изготовления кронштейна используются только качественные материалы и специальная обработка. Это позволяет повысить прочность и устойчивость компонента к механическим нагрузкам. Кроме того, изделие приобретает антикоррозийные свойства. Таким образом продлевается срок службы не только барабана, но и всего механизма подъема груза.
Особенности
Кронштейн соединен с осью вращения барабана, которая опирается на двухрядный роликовый подшипник. Благодаря последнему компенсируется смещение элемента во время работы. Подшипник оборудован стальными крышками, которые защищают его от попадания различных загрязнений. Ведь грязь и пыль может стать причиной не только преждевременного износа подшипника, но и привести к поломке всего оборудования. Именно поэтому мы рекомендуем выполнять плановую диагностику с привлечением квалифицированных сотрудников.
Pressed By – Колумбия Завод по прессованию пластинок, Санта-Мария
Работа – Anonymous Arts
Композитор, Аранжировщик, Перкуссия, Вокал – Дэн Тейлор Van Gorden*
Executive Producer, Liner Notes-Barry Bryant
Другое [Liaison]-Джон Уолш
Фотография-Вирджиния DWAN
Производитель-The Magic Theatre
вариант. (версия для западного побережья), обозначенная цифрой 9.0154 травление в виде буквы «S» на биениях.
Макет набора, используемый на этикетках, может отличаться от других подобных версий Серебряные яблоки и Серебряные яблоки
«Все варианты и т. д.» появляются под списками треков
Танцующие боги, церемониал индейцев навахо передается через поколения. Первоначально каждая мысль танца повторялась четыре раза для «психического воздействия этих сотен людей, собравшихся, чтобы принести здоровье своим друзьям». ИНСТРУКЦИИ: Сыграйте дважды, прежде чем слушать.
Включает сложенный плакат размером 12 x 24 дюйма. Вкладыш с цветными фотографиями. KS 8 3562 B
Матрица / биение (вытравленная сторона A): KS 8 3562-A-3 или A 7 S
Матрица / биение (вытравленная сторона B): KS 8 3562-B-3 или A 3 S
Недавно отредактированный
Silver Apples (LP, Album, Stereo, Pinckneyville Pressing)
Kapp Records
KS-3562
США
1968
Новое представление
Серебро Apples (LP, Album)
Kapp Records, Kapp Records
KS-3562, LDVS 17156
Германия
1968
Новое представление
Silver Apples (LP, Album, Promo, Mono, Gloversville Pressing)
Kapp Records, Kapp Records
КЛ-1562, КС-3562
США
1968
Новое представление
Silver Apples (LP, Album)
Kapp Records
KS-3562
Канада
1968
Новое представление
Silver Apples (LP, Album, Promo, Stereo, Gloversville)
Kapp Records
KS-3562
США
1968
90 126 Низкий
Дэвид Боуи
Выпущено
1977 — США
Винил —
LP, Альбом, Стерео
Harvest
Neil Young
Выпущен
1972 — США
Винил —
LP, Альбом, Стерео
The Soft Machine
The Soft Machine
Год выпуска
1968 — США
Винил —
LP, Album, Stereo
Faust IV 900 03
Фауст
Освобожден
1973 — Великобритания
Винил —
LP, альбом
The Faust Tapes
Faust
Выпущено
1 973 — UK
Винил —
LP, альбом, стерео
H. P. Лавкрафт II
л.с. Лавкрафт
Выпущенный
1968 — США
Винил —
Пластинка, Альбом, Стерео
Идиот
Игги Поп
9015 3 Год выпуска
1977 — США
Винил —
Пластинка, Альбом, Стерео
Head Hunters
Херби Хэнкок
Выпущено
1973 — США
Вин yl —
LP, альбом
Purple Rain
Prince And The Revolution
Выпущено
1984 — США
Винил —
LP, Album
Lust For Life
Игги Поп
Выпущено
1977 — США
Винил —
LP, Album, Stereo
Edit Release All Versions this Release New Submission
Примечания к вкладышу, исполнительный продюсер – Барри Брайант
Другое [Связь] – Джон Уолш
Перкуссия – Дэн Тейлор
Фотография – Вирджиния Дван десять-By – Тейлор* (дорожки: от A1 до A5, B1, B2, B4), Левеллен* (дорожки: B4), Симеон (3) (дорожки: от A1 до A5, B1, B2, B4), Уоррен* (дорожки: от A1 до A5, B1, B2)
MCA Pressing Plant, Pinckneyville Вариант прессования, обозначенный цифрой «2» на выходе.
В этой версии используется другой макет набора на этикетках: Под списками треков напечатано «All Selections…».
Сравните с аналогичным прессованием Gloversville. Серебряные яблоки.
Танцующие боги, обряд индейцев навахо, передаваемый из поколения в поколение. Первоначально каждая мысль танца повторялась четыре раза для «психического воздействия этих сотен людей, собравшихся, чтобы принести здоровье своим друзьям». ИНСТРУКЦИИ: Сыграйте дважды, прежде чем слушать.
включает полноцветный сувенирный плакат
Rights Society: BMI
Матрица/выход (выход A): KS 8 3562-A-2
Матрица/выход (выход B): KS 8 3562-B-2 l
9000 2 Новая подача
Silver Apples (LP, Album)
Kapp Records, Kapp Records
KS-3562, LDVS 17156
Германия
1968
901 80
Новая подача
Silver Apples (LP, Альбом, Промо, Моно, Гловерсвилл Прессинг)
Kapp Records, Kapp Records
KL-1562, KS-3562
США
1968
Новое представление
Silver Apples (LP, Album)
Kapp Records
KS-3562
Канада. КС-3562
США
1968
Недавно отредактированные
Silver Apples (LP, Album, Stereo, Gloversville Pressing)
Kapp Records
KS-3562
US
1968
Контакт
Серебряные яблоки
Выпущено
1969 — США
Винил —
LP, Альбом
Соединенные Штаты Америки
Соединенные Штаты Америки
Выпущено
1968 — США
Винил —
LP, альбом, стерео
Harvest
Neil Young
Выпущено
19 72 — US
Винил —
LP, альбом, стерео
Head Hunters
Herbie Hancock
Выпущен
1973 — США
Винил —
LP, альбом
The Faust Tapes
9000 2 Фауст
Год выпуска
1973 — Великобритания
Винил —
Пластинка, Альбом, Стерео
Шпинат Ultimate
Шпинат Ultimate
Выпущен
1968 — США
Винил —
LP, Альбом, Стерео
Фауст IV
Фауст
Выпущено
1973 — Великобритания
Винил —
LP, Альбом
The Soft Machine
The Soft Machine
Выпущено
1 968 — США
Винил —
Пластинка, Альбом, Стерео
Talking Heads: 77
Talking Heads
Выпущен
1977 — США
Винил —
90 002 LP, альбом
Remain In Light
Talking Heads
Выпущен
1980 — США
Винил —
Пластинка, Альбом, Стерео
просто вау! сильно недооцененный вклад в электронную музыку. Этим двум парням удалось создать поп-музыку далеко за пределами своего времени из инструментов, которыми раньше пользовались только звуковые экспериментаторы. Фрэнк Заппа, конечно, мешал звуку своей группы каллиопой и т. д., но это был лишь побочный эффект. Кейдж и Штукхаузен сосредоточились на совершенно новых абстрактных звуках. Fifty Foot Hose также просто добавил эффектов. Соединенные Штаты Америки были, возможно, слишком странными и перегруженными. Серебряные яблоки сократили разрыв. В основном это поп-музыка с некоторыми очень психоделическими песнями (Dust, Dancing Gods). Рад, что Симеон разозлил гитаристов из группы, чтобы подготовить ковер для этого электронного шедевра. До сегодняшнего дня не хватало барабанов Тейлора, чтобы заменить надоедливые простые барабаны поп-музыки. Незабываемые поздние живые выступления Симеона после того, как Тейлор, к сожалению, скончался.
далеко впереди своего времени! звучит как какой-то андерграундный лофи-авангард электро-арт-рока следующего года психоделия и ощущение фолка от вокала — это было в своем собственном мире в 1968 году, и это остается неизменным. Рад, что я получил копию несколько лет назад, так как с годами она будет продолжать привлекать слушателей, и ее становится очень трудно найти (в ее первоначальном виде, здесь). Таинственный.
Отредактировано 9 лет назад
эти ребята……что я могу сказать…потрясающие. Был уговорен в мою первую из многих поездок (12 раз в 68) и, БОЖЕ МОЙ…. Само собой разумеется, я слушал его много раз в следующие тридцать лет, но сейчас просто немного обкурился, и это все еще хорошо… .могу ли я получить аминь….
Редактировать выпуск Все версии этого выпуска Недавно отредактированные
Пайка — определение, процесс, типы, плюсы и минусы
Пайка — это процесс соединения двух или более металлических поверхностей путем подачи расплавленного металла в место соединения. Расплавленный металл имеет более низкую температуру плавления, чем соединяемые детали, чтобы предотвратить их расплавление.
Хотя пайка является одним из самых старых методов соединения, она по-прежнему используется сегодня по веской причине.
Что такое пайка?
Пайка соединяет металлические поверхности вместе с помощью присадочного металла, имеющего низкую температуру плавления. В процессе используется капиллярное действие, при котором однородный жидкий поток присадочного материала соединяется с основным металлом.
Уникальное качество процесса пайки заключается в том, что он сохраняет механические свойства металлов, что полезно в таких областях, как пайка серебра или других подобных металлов.
Процесс пайки
Одним из наиболее важных этапов процесса соединения металлов является очистка поверхности основного металла. Наждачная бумага или проволочная щетка являются отличными инструментами для удаления загрязнений.
Операция пайки начинается с правильного позиционирования, необходимо рассчитать зазоры между швами, чтобы жидкий присадочный металл достиг поверхностного натяжения с заготовкой. Обычно используется горелка для медленного нагрева металлической поверхности заготовки и присадочного металла до температуры пайки.
По мере того как присадочный металл расплавляется, капиллярное действие позволяет ему проходить через узкие пространства, образуя таким образом связь между поверхностями основных металлов.
Паяные соединения формируются по мере остывания вместе со сборкой.
Вот металлы, которые часто соединяются пайкой:
Алюминий;
Чугун;
Магний;
Медь и медные сплавы;
Серебро.
Требования к присадочному металлу
После застывания расплавленного флюса и присадочного металла паяное соединение должно обладать ожидаемыми механическими свойствами.
Температура пайки должна эффективно обеспечивать надлежащий поток жидкости из расплавленного припоя в соединение.
Присадочные металлы должны иметь надлежащие условия смачивания для создания прочных связей.
Разница между твердой и мягкой пайкой, а также сваркой
В целом, техника пайки в каждом из данных случаев практически идентична. Единственное исключение состоит в том, что используя при пайке мягкие припои, следует придерживаться температуры не более отметки в 450 градусов Цельсия. Тогда, как производя пайку припоем твердой категории, эта температура существенно превышает 450 градусов, в некоторых случаях эта цифра может быть даже удвоена или утроена, с целью получения качественных и прочных соединений.
При сварке помимо присадочного металла расплавляются заготовки. Это позволяет создавать более прочные соединения, чем при пайке. Такие процессы, как сварка TIG, MIG и электродуговая сварка, работают при гораздо более высоких температурах.
Пайкосварка является разновидностью сварки MIG/MAG. Разница заключается в температуре плавления присадочной проволоки, которая значительно ниже, чем основной металл. Присадочный металл осаждается, чтобы заполнить зазоры посредством капиллярного действия. При этом не происходит значительного сплавления основного металла, но оно может происходить в ограниченном количестве.
Популярные модели лазерных сварочных аппаратов:
Различные методы пайки
При пайке используются различные методы нагрева для различных целей и применений. Тепло может быть приложено либо непосредственно к соединению (локализованный), либо ко всей заготовке (диффузный нагрев).
Методы локализованного нагрева:
Пайка с нагревом пламенем — горючий газ образуется при сжигании ацетилена, пропана или водорода с воздухом для нагрева и расплавления присадочного металла. При использовании этой техники требуется флюс для защиты соединения, которое впоследствии необходимо зачистить. Пайка с нагревом пламенем в основном используется для небольших производственных узлов, где вес металла неравномерен.
Индукционная пайка — высокочастотный переменный ток подается в катушку для достижения температуры пайки, которая нагревает заготовку и расплавляет присадочный материал.
Пайка сопротивлением — тепло выделяется за счет электрического сопротивления паяемого сплава, что идеально подходит для высокопроводящих металлов. Этот метод нагрева лучше всего подходит для создания простых соединений между металлами.
Техники диффузного нагрева:
Пайка в печи — Для доведения печи до нужной температуры используется газовый обжиг или нагревательные элементы. Присадочный металл наносится на соединяемые поверхности, затем весь узел помещается в печь и доводится до температуры пайки. Пайка в печи позволяет точно контролировать циклы нагрева и охлаждения металлов. Процесс часто выполняется в вакууме для защиты паяемого сплава от атмосферных условий. При этом также отпадает необходимость в защите флюсом.
Пайка погружением — деталь или узел погружается в ванну с расплавленным присадочным металлом. Для предотвращения окисления на детали наносится паяльный флюс.
Преимущества:
Можно соединять разнородные металлы, в отличие от большинства методов сварки.
Высокая производительность.
Потребляет меньше энергии, чем сварка.
Получение более чистых соединений по сравнению с большинством сварочных процессов.
Цветные металлы не плавятся, сохраняя свою форму и механические свойства.
Недостатки:
Более слабые результаты по сравнению со сварными соединениями.
Невозможно соединить компоненты, работающие при высоких температурах.
Требуются плотные, равномерные зазоры между швами для достижения капиллярного эффекта.
Нечистые или загрязненные металлы могут стать причиной негерметичности соединений.
Пайка | это… Что такое Пайка?
У этого термина существуют и другие значения, см. Пайка (значения).
Отпайка контакта.
Пайка — технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между этими деталями расплавленного материала (припоя), имеющего более низкую температуру плавления, чем материал (материалы) соединяемых деталей.
Спаиваемые элементы деталей, а также припой и флюс вводятся в соприкосновение и подвергаются нагреву с температурой выше температуры плавления припоя, но ниже температуры плавления спаиваемых деталей. В результате, припой переходит в жидкое состояние и смачивает поверхности деталей. После этого нагрев прекращается, и припой переходит в твёрдую фазу, образуя соединение.
Прочность соединения во многом зависит от зазора между соединяемыми деталями (от 0,03 до 2 мм), чистоты поверхности и равномерности нагрева элементов. Для удаления оксидной плёнки и защиты от влияния атмосферы применяют флюсы.
Содержание
1 Разновидности
2 Бессвинцовые технологии
3 Стандарты
4 Технология пайки оловянно-свинцовым припоем
5 См. также
6 Ссылки
7 Литература
Разновидности
Пайка бывает низкотемпературная (до 450 °C) и высокотемпературная. Соответственно припои бывают легкоплавкие и тугоплавкие. Для низкотемпературной пайки используют в основном электрический нагрев, для высокотемпературной — в основном нагрев горелкой. В качестве припоя используют сплавы оловянно-свинцовые (Sn 90 % Pb 10 % c t° пл. 220 °C), оловянно-серебряные (Ag 72 % с t° пл. 779 °C), медно-цинковые (Cu 48 % Zn остальное с t° пл. 865 °C), галлиевые (t° пл. ~50°С), висмутовые (сплав Вуда с t° пл. 70 °C, сплав Розе с t° пл. 96 °C) и т. д.
Пайка является высокопроизводительным процессом, обеспечивает надёжное электрическое соединение, позволяет соединять разнородные материалы (в различной комбинации металлы и неметаллы), отсутствие значительных температурных короблений (по сравнению со сваркой). Паяные соединения допускают многократное разъединение и соединение соединяемых деталей (в отличие от сварки). К недостаткам можно отнести относительно невысокую механическую прочность.
Исходя из физико-химической природы процесса, пайку можно определить следующим образом. Процесс соединения металлов в твёрдом состоянии путём введения в зазор припоя, взаимодействующего с основным металлом и образующего жидкую металлическую прослойку, кристаллизация которой приводит к образованию паяного шва. Пайка подразделяется на капиллярную, диффузионную, контактно-реакционную, реакционно-флюсовую и пайку-сварку. В свою очередь, капиллярная подразделяется на горизонтальную и вертикальную. Диффузионная — на атомно-диффузионную и реакционно-диффузионную. Контактно-реакционная — с образованием эвтектики и с образованием твёрдого раствора. Реакционно-флюсовая — без припоя и с припоем. Пайка-сварка — без оплавления и с оплавлением. Анализируя сущность физико-химических процессов, протекающих на границе основной металл — расплав припоя (при формировании соединения в существующих видах пайки), можно видеть, что различия между капиллярной пайкой, диффузионной пайкой и пайкой-сваркой не носят принципиального характера. Капиллярность является общим признаком пайки. Отличительным признаком диффузионной пайки является длительная выдержка при температуре пайки и изотермическая кристаллизация металла шва в процессе пайки. Других характерных признаков этот метод не имеет, основное назначение его — повысить температуру распая шва и прочность паяного соединения. Диффузионная пайка может быть развитием любого вида пайки, в том числе капиллярной, реакционно-флюсовой или контактно-реакционной. В последнем случае диффузионная пайка возможна, если второй металл взаимодействующей пары вводится в виде прослойки между соединяемыми металлами. При реакционно-флюсовой пайке происходит совмещение процессов вытеснение из флюса металла, служащего припоем, и его взаимодействия с основным металлом. Наконец, пайка-сварка отличается от других методов пайки количеством вводимого припоя и характером формирования шва, делающим этот метод пайки похожим на сварку плавлением. При соединении разнородных металлов при пайке-сварке возможно оплавление кромки одной из деталей, изготовленной из более легкоплавкого металла.
Бессвинцовые технологии
27 января 2003 года введена в действие директива 2002/96/ЕС Европейского парламента и Совета по отходам электрического и электронного оборудования (WEEE). Современная радиоэлектронная промышленность встала перед фактом организации сбора и удаления отходов, имеющих в своем составе тяжелые металлы и огнезащитные составы. Для успешного решения этой проблемы одним из необходимых условий является переход на бессвинцовые технологии изготовления электронного оборудования — технологии с применением материалов, не содержащих свинец.
Стандарты
ГОСТ 17325-79 — Пайка и лужение. Основные термины и определения.
Технология пайки оловянно-свинцовым припоем
Для соединения металлических деталей пайкой их необходимо облудить, соединить и нагреть, возможно, вводя в место пайки ещё припоя. Следующие простые рекомендации помогут достичь высокого качества пайки.
Хорошо поддаются пайке оловянно-свинцовыми припоями следующие металлы (в порядке ухудшения):
Драгоценные металлы (золото, серебро, палладий и т. д., а также их сплавы)
Медь
Никель, латунь, бронза
Плохо поддаются пайке оловянно-свинцовыми припоями следующие металлы (в порядке ухудшения):
Железо, сталь
Чугун
Алюминий
Детали, подлежащие пайке, следует зачистить до металла (удалить защитные покрытия, грязь, окислы). Драгоценные металлы не покрываются окислами (кроме серебра, которое может со временем чернеть).
Для пайки электронных компонентов следует использовать выпускаемый промышленностью оловянно-свинцовый припой с содержанием олова около 61 %, если не указано иное в технологической карте. Припой с таким содержанием олова обладает наименьшей температурой плавления(190°), наименьшей прочностью.
Для пайки электронных компонентов следует использовать флюсы, не вызывающие коррозию и не обладающие электропроводностью. Такие флюсы имеют надпись коррозионно-пассивен и/или не требует отмывки. Хорошо себя зарекомендовали флюсы в виде геля на канифольной основе.
Активные флюсы (с содержанием кислот и других вызывающих коррозию веществ), например хлористый цинк, используются для пайки электронных компонентов только при условии последующей промывки растворителями для полного удаления остатков флюса. В бытовых условиях такой вариант практически нереализуем.
На зачищенное место пайки наносится тонкий слой флюса. Затем место пайки приводится в соприкосновение с расплавленным припоем (например, касанием облуженного горячего паяльника или погружением в расплавленный припой). Если все сделано правильно, то деталь в месте контакта с припоем смачивается им. После охлаждения слой застывшего припоя должен быть блестящим, ровным, без не смоченных островков.
Залуженные детали фиксируются в необходимом положении и прогреваются паяльником. При необходимости в место нагрева вводится дополнительное количество припоя (капля на паяльнике или касание нагретых деталей припойной проволокой). В изделиях высокой надёжности, как правило, залуженные провода перед пайкой ещё и скручиваются («должно держаться без припоя»).
Спаиваемые поверхности должны быть неподвижны до полного отвердения припоя. Даже небольшое движение деталей друг относительно друга в момент кристаллизации припоя может очень существенно снизить прочность соединения.
При необходимости флюс удаляется растворителем.
См.
также
Соединение
Отсос для припоя
Канифоль
Холодная пайка
Ссылки
Основы технологии монтажа в отверстия. Часть I
Основы технологии монтажа в отверстия. Часть II
Пайка для начинающих Рекомендации по выбору оборудования и материалов для качественной пайки, а также некоторые общие советы.
Пайка для начинающих II
Особенности применения электронных компонентов без содержания свинца (Pb-free)
Комикс об азах пайки для начинающих
Как правильно паять? Видеокурс
Литература
Петрунин И. Е. «Физико-химические процессы при пайке. М., «Высшая школа», 1972;
Максимихин М. А. Пайка металлов в приборостроении. Л.: ЦЕНТРАЛЬНОЕ БЮРО ТЕХНИЧЕСКОЙ ИНФОРМАЦИИ, 1959
Пайка – определение, процесс, типы
Пайка – это процесс соединения двух или более типов металлов путем плавления припоя. Первый паяльник был разработан в 1896 году Ричардом Шнайдером и Августом Тиннерхолом и получил название «Первый электронагревательный аппарат».
Пайка широко используется в электронике, так как она проста и безопасна при соединении чувствительных материалов. Кроме того, этот процесс также известен для металлообработки, сантехники, кровли и соединения проводов. Давайте подробно рассмотрим пайку, чтобы узнать больше.
Что такое пайка?
При пайке для соединения металлических поверхностей используется присадочный металл с низкой температурой плавления, также известный как припой. Припой обычно состоит из сплава, состоящего из олова и свинца, температура плавления которых составляет около 235°C и 350°C соответственно.
Но при смешивании олова и свинца температура плавления смеси снижается до 183°C. Сплав плавится горячим утюгом при температуре выше 316 ° C (600 ° F).
При остывании припой создает прочную электрическую и механическую связь между металлическими поверхностями. Соединение позволяет металлическим частям достигать электрического контакта, пока они удерживаются на месте.
Обратите внимание, что бессвинцовые припои все чаще используются в качестве альтернативы экологически вредным припоям на основе свинца в соответствии с правилами.
Процесс пайки
Ручная пайка
Первым шагом в пайке является надевание защитного снаряжения в хорошо проветриваемом помещении. Далее паяльник следует предварительно нагреть. Для очистки жала паяльника можно использовать влажную губку. Аналогичным образом следует удалить все остатки на поверхности заготовки.
После окончания подготовки пришло время нагреть основной металл до рабочей температуры с помощью горячего утюга. Это поможет предотвратить тепловой удар, активирует припой и в целом улучшит качество соединения. Хорошим показателем того, что металлы хорошо прогреты, является свободное затекание расплавленного припоя в соединение. Материал наполнителя затвердевает по мере остывания, что делает его наиболее подходящим временем для осмотра.
Ключом к успешной пайке является обеспечение того, чтобы соединяемые металлы были чистыми и не содержали оксидов или других загрязнений.
Демонтаж
Время от времени компоненты выходят из строя и требуют замены. Когда эти компоненты механически удерживаются на месте с помощью припоя, процесс, называемый распайкой, удаляет материал чисто и безопасно.
Для расплавления припоя можно использовать паяльник или тепловую пушку , что позволяет безопасно удалять припаянные компоненты. Чтобы удалить жидкий припой, вы можете использовать 9Оловоотсос 0033 в качестве вакуума или фитиль для поглощения расплавленного припоя.
В качестве альтернативы можно прибегнуть к агрессивному методу с использованием сжатого воздуха , который может сдуть жидкий припой.
Пайка и сварка
Хотя пайка и сварка — это процессы, при которых соединяются два куска металлического сплава, существуют некоторые ключевые различия в способах соединения металлов.
Пайка использует расплавленные присадочные металлы для соединения нагретых основных материалов. Он работает при более низкой температуре, чем сварка, но требует предварительного нагрева основных материалов для создания эффективного соединения.
Сварка выполняется при более высоких температурах для расплавления присадочного материала и заготовки. Это приводит к более прочной связи с некоторыми изменениями механических свойств металла при нагревании и охлаждении.
Металлы
Пайка хорошо работает со следующими основными металлами:
Золото
Серебро
Железо
Латунь
Медь
Алюминий
Сталь
Титан
В то время как некоторые из этих металлов легко поддаются пайке мягким припоем, для соединения более твердых металлов могут потребоваться присадочные материалы с более высокой температурой плавления.
Паяльные инструменты
Паяльники — это ручные инструменты, которые нагревают припой выше температуры его плавления. Они предлагают широкий выбор размеров, что отлично подходит для различных приложений. Наконечник утюга имеет разные типы и размеры, которые подходят для самых разных проектов.
Паяльники используются, когда более высокие температуры требуют большей мощности. Паяльный пистолет нагревается быстрее и обеспечивает большую гибкость, поскольку его можно использовать в ограниченном пространстве, с тяжелыми электрическими соединениями и металлоконструкциями.
Паяльные станции — это многоцелевые устройства, в которых есть все для небольших проектов. Они более долговечны, чем обычные паяльники, поскольку оснащены датчиками, предохранителями, оповещениями и регулировкой температуры.
Припои
Припой на основе свинца
Большинство проектов по пайке обычно выполняется с использованием свинцового припоя, состоящего из олова и свинца в соотношении 60-40. Этот припой плавится в диапазоне от 180 до 190°C и обычно является лучшим выбором для пайки электрических соединений.
Бессвинцовый припой
Для уменьшения использования вредных элементов были разработаны бессвинцовые припои. Обычно они представляют собой проволоку для припоя и состоят из металлов с более высокой температурой плавления: олова, меди, висмута, серебра, латуни, индия и сурьмы.
Припой с флюсовым сердечником
Эти присадочные металлы выпускаются в виде пасты или проволоки для пайки, которые содержат сердечник из флюсового припоя. Флюс образует защитный слой вокруг заготовки по мере его расходования, что обеспечивает более чистые электронные соединения и лучшие свойства смачивания.
Флюс
Канифольный флюс (также называемый пассивным флюсом) используется для электроники, так как оставляет осадок, не вызывающий коррозии.
Кислотный флюс Припой обладает агрессивными свойствами, которые эффективно удаляют оксиды с поверхности металла. Это приводит к более прочным и чистым металлическим соединениям по сравнению с канифолью.
Тип флюса можно разделить на две группы в зависимости от его применения. Флюс No-clean изготовлен из натуральной канифоли или других синтетических материалов и не требует дополнительной очистки, а водорастворимый флюс содержит водорастворимую смолу, которая легко удаляется при полоскании.
Методы нагрева
Хотя концепция пайки довольно проста, существуют различные методы нагрева, которые зависят от области применения или проекта. Примитивные методы включают нагревательный элемент огня через бутан, но теперь он превратился в более продвинутые методы.
Лазер
Обычно используемые в тонкой электронике, лазеры мощностью 30-50 Вт могут точно создавать паяные соединения, предотвращая нагревание окружающей области. Он обычно используется на печатных платах, где компоненты компактны.
Индукция
Медные катушки нагревают припой с помощью колеблющегося высокочастотного переменного тока. Индукция позволяет равномерно распределять тепловую энергию для нагрева припоя, что очень удобно для цилиндров и труб, сводя к минимуму количество отверстий и сохраняя однородность.
Сопротивление
Эта форма для пайки вырабатывает тепло за счет подачи электрического тока на припой и паяльник. Тепло генерируется в небольшом пространстве и быстро рассеивается, что снижает риск повреждения компонентов.
Инфракрасный свет
Этот метод использует инфракрасный (ИК) свет в качестве способа передачи тепла в целевую область. Это занимает всего несколько секунд, сокращая время воздействия тепла на окружающее пространство.
Типы пайки
Вот три типа пайки, которые используются при различных уровнях температуры, что приводит к разной прочности соединения:
Мягкая пайка (90 °C – 450 °C)
Припой плавит сплавы, содержащие свинец, который имеет низкую температуру плавления. Благодаря более низкой температуре плавления этот тип пайки сводит к минимуму термическую нагрузку, которой подвергаются основные металлы.
Твердая пайка (выше 450 °C)
Латунь и серебро обычно припаиваются твердым припоем с использованием пламени паяльной лампы для расплавления присадочного металла. Твердая пайка имеет лучшую механическую прочность, чем мягкая пайка, которая применяется при изготовлении ювелирных изделий и некоторых операциях механической обработки.
Пайка (выше 450 °С)
В пайке
используются металлы с гораздо более высокой температурой плавления по сравнению с твердой и мягкой пайкой. Он дает самый прочный результат, который идеально подходит для ремонта металла и соединения труб.
Преимущества пайки
Пайка выполняется при более низких температурах по сравнению с обычными методами сварки.
Большинство металлов и неметаллов можно паять.
Простой процесс облегчает обучение.
Основной металл не плавится в процессе, в отличие от таких методов сварки, как сварка электродом, сварка порошковой проволокой и т. д.
Мягкая пайка может быть удалена с помощью инструмента для удаления припоя без повреждения основных материалов.
Недостатки пайки
Более слабые соединения по сравнению с другими методами сварки, такими как MIG и TIG.
Пайка не подходит при высоких температурах, так как припой имеет низкую температуру плавления.
Тяжелые металлы не подходят для пайки.
Расплавленный припой может оставить остатки токсичного флюса.
Неправильный нагрев может привести к деформации или образованию пустот в припое.
Области применения
Электронная промышленность
Наиболее популярным применением этого процесса плавления является пайка электроники, при которой провода соединяются, а электронные компоненты вплавляются в печатную плату. Этот метод позволяет припаивать компоненты вместе с роскошью отпайки, когда это необходимо.
Кровля
Пайка может использоваться для создания герметичных крыш, в которых оцинкованная сталь пропитана припоем. Жало паяльника намного шире при использовании в этом приложении по сравнению с другими применениями.
Профили
Пайка применяется в производстве труб и сантехники для создания стыковочных секций. Это простой процесс и надежное решение, например, для герметизации соединений в медных трубах.
Искусство
Пайка может быть использована для создания витражей, лепки из проволоки, скульптур, украшений и других творческих работ.
Металлоконструкции
Материал для пайки можно использовать для заполнения полостей и выравнивания шероховатых поверхностей. Этот процесс практикуется для сплавления металлических листов, труб и других изделий, где металлы не подвергаются воздействию высоких температур.
Автоматизация
Технология позволяет нам автоматизировать процесс пайки с помощью запрограммированных роботов. Он не только создает точные соединения, но и обеспечивает высокую скорость производства.
Важные моменты, которые следует помнить
Пайка играет жизненно важную роль в электронной промышленности наряду с несколькими приложениями. Если все сделано правильно, это может обеспечить прочные и надежные механические соединения.
В то время как фундаментальная концепция пайки проста, инновации меняют способ выполнения этого процесса, обеспечивая большую универсальность и удобство использования. Современные технологии позволяют автоматизировать процессы, аналогичные процессам сварки, таким как MIG и точечная сварка, с использованием различных припоев в зависимости от области применения.
По мере того, как мы продолжаем углубляться в микро- и нанотехнологии, весьма вероятно, что для соединения этих небольших электронных деталей будет разработана пайка или другая подобная форма.
Определение и значение припоя — Merriam-Webster
1 из 2
припой
ˈsä-dər
ˈsȯ-,
также британский ˈsäl-də,
ˈsōl-
1
: металл или металлический сплав, используемый при расплавлении для соединения металлических поверхностей
специально
: сплав свинца и олова, используемый таким образом 2 из 2
переходный глагол
1
: соединять или соединять припоем
дружба, спаянная общими интересами
непереходный глагол
1
: использовать припой
2
: стать соединены или отремонтированы или как бы припоем
паяемость
ˌsä-də-rə-ˈbi-lə-tē
ˌsȯ-
существительное
паяльник
ˈsä-dər-ər
ˈsȯ-
существительное
Примеры предложений
Глагол
Провода припаяны к печатной плате.
Последние примеры в Интернете
Предполагается, что точка припоя недоступна при нормальном использовании, поэтому эта часть не тестировалась в лаборатории безопасности, заявили в компании.
— Рубин, 9 апреля.0373 BostonGlobe.com , 27 ноября 2022 г.
Департамент действительно предоставил школам информацию об общих методах смягчения последствий, которые могут быть реализованы, включая установку устройств, которые автоматически сбрасывают воду через равные промежутки времени, постоянное закрытие арматуры и замену арматуры, припой или трубы, содержащие свинец.
— Эмили Хёрнер, Chicago Tribune , 7 мая 2023 г.
На секции предполагается поставить дуновение впаять обратно в ноздри.
— IEEE Spectrum , 1 августа 2021 г.
14 апреля пара отправилась на военную базу, чтобы показать фильм и поучиться у реальных солдат .
— Грег Хэнлон, Peoplemag , 28 апреля 2023 г.
Технология флип-чипов основана на шариках из припоя , прикрепленных к этим контактным площадкам.
—Роэл Баец, 9 лет.0373 IEEE Spectrum , 8 апреля 2023 г.
Компания Bindle добровольно отозвала свои двухкамерные бутылки для воды, признав, что контейнер для сухого хранения на дне содержит каплю финишного припоя , который может содержать избыточное количество свинца.
— Меган Церулло, CBS News , 15 марта 2023 г.
Основание чашек и бутылок может отломиться, обнажая припой 9Согласно уведомлению об отзыве, точка 0374 содержит свинец.
— Зои Соттил, CNN , 28 ноября 2022 г.
Ричард Эстес, служивший в ВВС с 1963 по 1967 год, пришел со своей женой Бекки, чтобы позвонить в колокол и положить флаг США в грязь рядом с венком в память об их сыне Ричарде Скотте Эстесе, военнослужащем . солдат , погибший в составе миротворческой миссии ООН в Египте в 1991 году.
— al , 11 ноября 2020 г.
Введите eSIM, новый стандарт, который избавляется от физической съемной SIM-карты и вместо припаивает крошечный чип на материнской плате вашего телефона.
— Рон Амадео, 9 лет.0373 Ars Technica , 3 марта 2023 г.
Один из самых простых — найти приятеля, который уже умеет паять .
— Мэтт Крисара, Popular Mechanics , 4 апреля 2023 г.
Запуск горячего утюга облегчает пайку , но также есть риск расплавления компонентов.
— Мэтт Крисара, Popular Mechanics , 4 апреля 2023 г.
Продаваемая конфигурация включает 16 ГБ LPDDR5 9.0373 впаял память и твердотельный накопитель M.2 на 256 ГБ.
— Чуонг Нгуен, Ars Technica , 15 марта 2023 г.
Yoga 7i оснащен процессором Intel Core i7-1255U 12-го поколения вместе с графикой Intel Xe, 16 ГБ припаянной памяти LPDDR5 и твердотельным накопителем емкостью 1 ТБ.
— Чуонг Нгуен, Ars Technica , 15 марта 2023 г.
Это сделает пайка перемычки на месте, проще.
— Брэдли Форд, Popular Mechanics , 28 февраля 2023 г.
Де Бастиани, Де Вольф и коллеги припаяли металлическую проволоку с каждой стороны тандомных ячеек, чтобы удлинить контакты электродов.
— IEEE Spectrum , 21 февраля 2023 г.
В эпоху усиливающейся поляризации и фрагментации государственные школы являются одними из немногих объединяющих институтов, способных помочь спаять вместе подрастающее поколение американцев, готовых и готовых жить вместе, решать проблемы и помогать строить лучшую нацию.
— Время , 20 сентября 2022 г.
Узнать больше
Эти примеры программно скомпилированы из различных онлайн-источников, чтобы проиллюстрировать текущее использование слова «припой». Любые мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв об этих примерах.
История слов
Этимология
Существительное
Среднеанглийское soudure , от англо-французского, от souder до припоя, от латинского solidare , чтобы сделать твердым, от solidus solid
Первое известное использование
Существительное
90 468 14 век, в значении, определенном в смысл 1
Глагол
15 век, в значении, определенном в переходном смысле 1
Путешественник во времени
Первое известное использование припоя было в 14 веке
Посмотреть другие слова того же века
Словарные статьи Рядом с
припой
сольданелла
припой
поддающийся пайке
Посмотреть другие записи поблизости
Процитировать эту запись «Припой».
Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/solder. По состоянию на 6 июля 2023 г.
Копия цитирования
Детское определение
припой
1 из 2
существительное
припой
ˈsäd-ər
ˈsȯd-
: металл или смесь металлов (например, свинец и олово), используемые при расплавлении для соединения металлических поверхностей
припой
2 из 2
глагол
1
: соединять или ремонтировать с помощью припоя
2
: соединяться или обновляться с помощью или как бы с помощью припоя
паяльник
-ər-ər
существительное
Еще от Merriam-Webster о припое
Нглиш: Перевод припоя для говорящих на испанском языке
Расход топлива Газель. Таблица расходов топлива Газелей. Сколько топлива расходует Газель?
Расход топлива УАЗ.
Расход топлива Ваз.
Расход топлива Газель.
Расход топлива Нива
Расход топлива Камаз
Расход топлива Маз
Расход топлива ГАЗ.
Расход топлива Мерседес
Расход топлива БМВ
Таблица расходов всех автомобилей
Расход топлива Газель с карбюраторным двигателем в городском цикле составлял 18-20 литров на 100 км, а у загруженной Газель — до 22 литров. С приходом инжектора удалось снизить расход топлива Газели до 17 литров при эксплуатации в городском цикле.
Расход топлива Газели с дизельным сердцем снизился в среднем на 30-35%, что позволило удешевить общую стоимость владения автомобилем на 20%. Многие владельцы этих коммерческих автомобилей для уменьшения стоимости владения автомобилем переходят на другой вид топлива с помощью установки газобаллонного оборудования.Это позволяет уменьшить расходование топлива Газелей до 14 кубометров газа на 100 км. Но в конечном итоге каждый предприниматель решает сам, какой расход топлива у его «Газели» выгоден для него.
Таблица средних расходов топлива Газелей.
В таблице представлен средний расход топлива у Газель на 100 км пути — для каждой из марки Газель.
Марка Газели (модификация)
Средний расход Газели на 100 км, литр
Газ-2310 (Соболь)
15
Газ-330210 (Газель)
15
Газ-3302 (Газель, двигатель ЗМЗ-406)
16
Газ-33027 (Газель)
16
Газ-33104 (Валдай)
17
Газ-52
22
Газ-63
25
Газ-66
28
Газ-2705
15
Газель (Бизнес, бензин)
15
Газель (Бизнес, дизель)
8. 5-10.5
Газель 3221 (пассажирская, двигатель ЗМЗ-406, до 13 мест)
16.5
Газель 3221 (пассажирская, двигатель ЗМЗ-406, 14 мест)
18.5
Газель Next (при 60 км/час)
8.5
Газель Next (при 80 км/час)
10.5
Газель (У М З-4216)
18
Газель (двигатель ЗМЗ-402)
18-22
Видео по снижению расхода!
Минимальный расход топлива имеет Газель марки 2310 — Соболь. Расход топлива этой Газели равен 15 литрам на 100 км пробега.
Максимальный расход топлива наблюдается у ГАЗ 66 (простонародное название — “шишига”) который равен 28 литрам.
Излюбленным коммерческим транспортом Российского гражданина является автомашина Газель. Ее используют как для перевозки грузов, так и для пассажирских перевозок при минимальном расходе топлива. В 2010 году авто концерн представил обновленную Газель-бизнес, с новым дизельным двигателем производства компании Колумбус, США.
Это нововведение снизило расход топлива Газели почти на 30%.
Экономия топлива на «Газелях» | Экономия топлива и увеличение мощности для любых автомобилей
Двигатели ЗМЗ 402, 405 разрабатывались в те далекие времена, когда экономия топлива мало кого заботила.
Позже карбюратор заменили на инжектор, но сам двигатель остался прежним, и потому «кушает» непозволительно много, а тянет слабовато. Проблема в том что двигатель сжигает в цилиндрах всего лишь 70-80% топлива. Остальное улетает в выхлопную трубу. При разгоне или подъеме, а также на холостом ходу топливная смесь обогащается и в трубу вылетает 40-50% топлива. Еще процентов 5-10 топлива убегает в картер. Это у хорошего двигателя, а у изношенного мимо поршней просачивается и 20 и 30%.
Чтобы уменьшить расход топлива, нужно улучшить процесс горения в цилиндрах и минимизировать утечки через кольца.
Последнее решается своевременным ремонтом, а первое — улучшением топлива. Залейте в бак авиационный бензин и почувствуйте разницу. Авиационный бензин — продукт первой перегонки нефти, в нем присутствуют легкие углеводороды, которые хорошо горят и плохо дымят. В автомобильных бензинах в изобилии присутствуют тяжелые углеводороды, соответственно воспламеняются и горят они хуже, теплота сгорания меньше, нагара гораздо больше. Но заправляться авиационным бензином будет весьма накладно, а значит
Нужно принять меры, чтобы хорошо горело то, что продается на заправках. Возможно ли это?
На самом деле вариантов много — от присадок в топливо до различных устройств экономии. Задача у всех у них одна — улучшить сгорание топливных суррогатов. Но, к сожалению, у большинства автовладельцев сформировалось предвзятое мнение о самой возможности экономить. Интернет забит как всевозможной рекламой на тему экономии топлива, так и критическими отзывами. Продавцы стараются замарать конкурентов, водители покупают что подешевле и оно, естественно, не работает. Масла в огонь подливают и авторитетные издания типа журнала «За рулем», которые специально тестируют то, что не работает, а если работает, искажают результаты испытаний.
Казалось бы, зачем врать автоэкспертам?
Причин всего две: нежелание конфликтовать с нефтяными боссами и стремление соблюсти солидность издания — ведь люди скорее обвинят эксперта в некомпетентности, чем поверят в «чудо». Такой у нас менталитет. Меж тем, чудеса превращения плохого бензина в хороший используются давно, и в промышленных масштабах. Другое дело, что это удорожает процесс производства и потому не применяется. Вы же не станете покупать бензин дороже, когда можно дешевле?
В таком случае нужно переделывать топливо прямо на автомобиле.
Да, есть работающие присадки, но их не рекламируют — дорогие, на перепродаже не заработать. И есть устройства, через которые прогоняется топливо, так называемые активаторы — магнитные, электрические, кавитационные. Работают из них далеко не все, но есть и вполне работоспособные. Однако на газ это не поставишь, да и присадку в газовый баллон не засыплешь.
Нужно сказать, что присадки и активаторы действуют на топливо среднего качества. Хорошее топливо и так хорошее, а сильно разбодяженное уже никаким активатором не исправить. И тем не менее приемлемый вариант существует.
Технические данные автомобиля МЕРКУРИЙ
Соболь. Технические характеристики автомобиля. Информация о расходе топлива автомобиля.
Трактор ДТ-75М. Регулировка механизма управления трактором
содержание ..
80
81
82
83
84
85
86
87
88
89 ..
Трактор ДТ-75М. Регулировка механизма управления трактором
Надежная и долговечная работа трансмиссии трактора в значительной
степени зависит от правильной и своевременной регулировки механизма
управления ее агрегатами. Вследствие того, что в первые 100—200 часов
работы трактора интенсивно прирабатываются накладки тормозов и дисков
фрикционных муфт, в этот период чаще нарушаются регулировки механизма
управления трактором.
Регулировочные операции, связанные с естественным износом в процессе
эксплуатации, описаны в разделе «Эксплуатационные регулировки механизма
управления трактором».
Кроме того, существует необходимость проведения ряда регулировочных
операций для обеспечения правильности взаимодействия отдельных агрегатов
трансмиссии и подбора длины тяг органов управления после ремонта
трактора.
Эти дополнительные регулировки описаны в разделе «Рекомендации по сборке
механизма управления трактором».
Трактор ДТ-75М. Эксплуатационная регулировка механизма
управления трактором без увеличителя крутящего момента
Следует помнить, что заключительным этапом любой регулировочной операции
является надежная фиксация (контргайками, шплинтами и т. п.)
соответствующих регулировочных эле-ментов. От этого во многом зависит
надежность работы отдельных агрегатов трансмиссии и безопасность
движения трактора.
Регулировку механизма управления трактором производите в такой
последовательности:
1. Проверьте и при необходимости отрегулируйте главную муфту сцепления,
как указано в разделе «Регулировка главной муфты сцепления».
2. Проверьте и при необходимости отрегулируйте тормозок кардана (рис.
90), как указано в п. 6д раздела «Механизм управления главной муфтой
сцепления».
Рис. 90. Трактор ДТ-75М. Регулировка тормозка кардана:
Зазор А, который уменьшается по мере износа
накладки тормозка кардана, не рекомендуется допускать менее 0,5—1 мм.
При использовании всей резьбы упорного болта 8 разрешается переставлять
рычаг 7 на шлицах валика.
3. Проверьте и при необходимости отрегулируйте ход педалей остановочных
тормозов.
Ход правой педали 2 (рис. 91) считается отрегулированным правильно, если
при ее перемещении от вертикального положения до отказа вперед зуб 4
устанавливается во впадину «Б» сектора 5 и при этом происходит
обтягивание лентой шкива остановочного тормоза. Ход педали увеличивается
по мере износа колодок лент остановочных тормозов.
Не следует допускать увеличения хода педалей до такой степени, когда зуб
4 при полностью затянутой ленте остановочного тормоза не устанавливается
во впадину «А» сектора 5, а проходит дальше вперед.
Для восстановления хода педалей проделайте следующее:
а) снимите крышки двух крайних регулировочных люков, расположенных на
задней стенке корпуса трансмиссии;
б) установите зуб 4 правой педали во впадину «Б» сектора 5;
в) полностью заверните гайку 11, обтянув тормозную ленту
9 на шкиве 8.
Регулировку хода левой педали 1, не имеющей сектора, производите в той
же последовательности, при этом ориентиром должна служить правая педаль,
зуб 4 которой установлен во впадину «Б» сектора 5.
4. Проверьте и при необходимости отрегулируйте свободный ход рычагов
управления.
Рис. 91. Трактор ДТ-75М. Регулировка хода педалей остановочных
тормозов и их тяг:
Свободный ход, замеренный на концах рычагов 2 и 3
(рис. 92), должен быть в пределах 80—100 мм.
По мере износа накладок лент тормозов планетарных механизмов поворота
свободный ход рычагов уменьшается.
Наличие свободного хода рычагов 2 и 3 обязательно проверьте во время
движения трактора и не допускайте его уменьшения до величины менее 20
мм.
Регулировку свободного хода рычагов при приработанных к шкиву накладках
лент производите в следующей последовательности: , *
а) остановите трактор и, не трогая рычагов 2 и 3, снимите крышки
регулировочных люков коробок управления и крышки двух средних люков,
расположенных на задней стенке корпуса трансмиссии; вращая
регулировочную гайку, совместите кольцевую проточку на штоке 6 с
плоскостью «Ш» проушины 7, после чего параллельные грани регулировочных
гаек 8 расположите вертикально;
б) замерьте свободный ход рычагов 2 и 3, который
должен быть в пределах 80—100 мм; при замере свободного хода не следует
рычаги оттягивать полностью, чтобы не сдвинуть проточку на штоке 6,
совмещенную с плоскостью «Ш» проушины 7.
Если замеренный свободный ход меньше или больше допустимого, следует
соответственно удлинить или укоротить тяги 1 и 5.
Рис. 92. Трактор ДТ-75М. Регулировка свободного хода рычагов и
тяг тормозов
Эксплуатационная регулировка механизма управления трактором ДТ-75В
Категория:
Трактор ДТ-75В
Публикация:
Эксплуатационная регулировка механизма управления трактором ДТ-75В
Читать далее:
Рама трактора ДТ-75В
Эксплуатационная регулировка механизма управления трактором ДТ-75В
Следует помнить, что заключительным этапом любой регулировочной работы является надежная фиксация контргайками, шплинтами и т. п. соответствующих регулировочных элементов. От этого зависит надежность работы трансмиссии и безопасность движения трактора.
Регулировку производите в следующей последовательности:
1. Проверьте И при необходимости отрегулируйте тормозок увеличителя крутящего момента.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
При выключенной главной муфте сцепления зазор Б между пальцем и впадиной вилки должен быть в пределах 6—6,5 мм.
Примечание. По мере износ накладки тормозка УКМ зазор Б уменьшается. Зазор Б менее 1 мм допускать не рекомендуется. Восстановление требуемой величины зазора Б производится увеличением длины тяги с помощью вилки.
2. Проверьте и при необходимости отрегулируйте муфту сцепления увеличителя крутящего момента.
Регулировку производите при включенной главной муфте сцепления и крайнем переднем положении рычага (т. е. фиксатор рычага установлен в переднюю впадину сектора).
Снимите крышку люка муфты сцепления увеличителя крутящего момента и замерьте щупом зазор Е между концом каждого отжимного рычага и торцом кольца подшипника отводки. Зазор Е должен быть равен 4 ±0,3 мм, а разница между зазорами для отдельных рычагов одной муфты не более 0,3 мм.
По мере износа накладок дисков зазор Е уменьшается. Восстановление требуемой величины зазора Е каждого рычажка производится с помощью регулировочных гаек.
3. Проверьте и при необходимости отрегулируйте ход педалей остановочных тормозов.
Ход правой педали отрегулирован правильно, если при перемещении ее от вертикального положения до отказа вперед зуб устанавливается во впадину Б сектора и при этом происходит обтягивание лентой шкива остановочного тормоза.
Ход педалей увеличивается по мере износа накладок лент остановочных тормозов. Не следует допускать увеличения хода педалей до такой величины, когда зуб при полностью затянутой ленте остановочного тормоза не устанавливается во впадину А сектора 5, а проходит дальше вперед.
Для восстановления хода педалей проделайте следующее: — снимите крышки двух крайних регулировочных люков, расположенных на задней стенке корпуса трансмиссии; — установите зуб правой педали во впадину Б сектора 5; — заверните полностью гайку, обтянув тормозную ленту на шкиве.
Регулировку хода левой педали, не имеющей сектора, производите в аналогичной последовательности, при этом ориентиром должна служить правая педаль, зуб которой установлен во впадину Б сектора.
4. Проверьте и при необходимости отрегулируйте свободный ход рычагов управления.
Свободный ход, измеренный на концах рычагов, должен быть в пределах 80—100 мм.
По мере износа накладок лент тормозов планетарного механизма поворота свободный ход уменьшается.
Наличие свободного хода рычагов проверьте во время движения трактора и не допускайте уменьшения хода до величины менее 20 мм.
Регулировку свободного хода при приработанных к шкиву накладках лент производите в следующей последовательности: — остановите трактор и, не трогая рычагов управления, снимите крышки регулировочных люков коробок управления и крышки двух средних люков, расположенных на задней стенке корпуса трансмиссии; — вращая регулировочную гайку, совместите кольцевую проточку на штоке с плоскостью «Ш» проушины, после чего параллельные грани регулировочных гаек расположите вертикально; — замерьте свободный ход рычагов, который должен быть в пределах 80—100 мм, во время замера свободного хода не следует полностью оттягивать рычаги, чтобы не сдвинуть проточку на штоке 6 относительно плоскости «Ш» проушины.
Если замеренный свободный ход окажется меньше или больше допустимого, следует соответственно удлинить или укоротить тяги.
SONY DAT ОСТОРОЖНО Сообщение DT — 75 DTC-75 ES Внимание
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
Автор темы КенниСильверс
Дата начала
КенниСилверс
Новая ленточная головка
Привет! У меня есть полноприводный Sony DTC-75 ES с прямым приводом. Только один ремень на дверь. Я разобрал систему заряжания. Думая, что может быть небольшой грузовой ремень. Нет такой удачи. Я получаю предупреждающий свет с загруженным Dat. Руки и механизм раскрывают ленту при загрузке. Две руки подносят голую ленту к голове. Но затем лента падает обратно с рук. Снова в кассету. Затем предупредительный свет. Я не думаю, что два шпинделя/зубца, которые перемещают ленту, активируются. Возможно, сенсорный выключатель или цепь, ведущая к двигателю. Может сам мотор. Есть идеи ? Спасибо — Джон
Skywavebe
Ленточная головка больше не является серьезной
Привет, Джон,
Это хорошо известная проблема, заключающаяся в том, что переключатель состояния запятнан и не дает процессору механизма сигнала о завершении загрузки ленты. При этом устройство просто переходит в режим ошибки и перезагружает ленту. Датчик состояния поврежден дымом и другими загрязняющими веществами, переносимыми по воздуху, и их необходимо удалить и, возможно, пропитать раствором для восстановления контактов, таким как Deoxit. В дни, когда я занимался ремонтом видеомагнитофона, я помню, как взял часть датчика состояния и отполировал черные контакты раствором для восстановления пылезащитного покрытия, который был очень мелким абразивом. Контакты были блестящими, и раствор, который я использовал после очистки, помимо денатурированного спирта, чтобы удалить весь абразив, был Preservit (консервант для контактов под названием P-5) до изобретения Deoxit. Та же компания — Caig. Когда я снова собрал их вместе и правильно выровнял, они заработали отлично.
Накдок
Сильно предвзятый
Судя по вашим наблюдениям, столы с барабанами не двигаются. Вы на правильном пути, но я бы поискал руководство по обслуживанию, прежде чем идти слишком далеко.
СаСи_Сиди
Серьезно нелогично
Это может быть связано с загрязнением датчика или сбоем поворотного энкодера. Дека использует тот же транспорт, что и DTC55ES, поэтому вы можете использовать то же руководство по обслуживанию и искать неисправности с этой (более распространенной) декой. IIRC, поворотный энкодер может сломаться, и раньше это был конец транспортировки, но кто-то сделал 3D-печатную версию ломающегося шкива / шестерни, и она доступна из латуни или АБС-пластика. Я думаю, что несколько месяцев назад в теме была ссылка на аукцион ebay.
PS. Если вы обнаружите, что это проблема, то вот ваше решение: http://www.ebay.de/itm/SONY-DAT-DTC…10?pt=LH_DefaultDomain_77&hash=item4ae82cce4a Я ошибся или кто-то еще в настоящее время производит зубчатые колеса с ЧПУ для поворотного энкодера ALPS.
Последнее редактирование:
hdrobien
Серьезная головка ленты
Я согласен с Шаси.
Вероятно, шестерня поворотного энкодера сломана или сам энкодер загрязнен и его необходимо вскрыть и очистить дезокситом.
Проверить это очень просто.
вкрби
Младшая ленточная головка
Да, это может быть энкодер, но это также может быть проблема с двигателем шпиля или с холостым ходом. ОП не сказал, раскручивается ли барабан.
Вы должны войти или зарегистрироваться, чтобы ответить здесь.
Делиться:
Электронная почта
Делиться
Связь
Верх
WattStopper DT-305 — потолочный датчик с низким напряжением и двойной технологией
Поиск по категории
Новый
Низкое напряжение — 24 В пост. /перем. тока Напряжение — 16 мА (пост.)/ 69 мА (перем.) Ток — белый — внесен в список UL — 5 лет гарантии
Деталь №: WDT305
$133,50
добавить в корзину
Номер производителя CI-300CI-305-1CI-355-1CX-100DT-200DT-300DT-305DT-355UT-300-1UT-305-3
Описание продукта
Сократите расходы на электроэнергию с помощью потолочного датчика WattStopper DT-305 Dual Technology . Потолочные пассивные инфракрасные (PIR) датчики WattStopper автоматически включают и выключают освещение в зависимости от присутствия людей. Датчик крепится к потолку с плоским, ненавязчивым внешним видом и обеспечивает охват на 360 градусов. Соответствует RoHS. Перечислены UL и cUL.
WattStopper DT-305 Характеристики:
Архитектурно привлекательный низкопрофильный внешний вид
Автоустановка автоматически выбирает оптимальные настройки времени задержки и чувствительности
Потребляемый ток: 16 мА (постоянный ток) / 69 мА (переменный ток) при 24 В постоянного/переменного тока
Автоматическое или ручное управление при использовании блока питания BZ-150
Проводка с разъемом для быстрой и легкой установки
Ультразвуковая частота 40 кГц
Временная задержка режимов прохода/тестирования, 5, 10, 15, 20 или 30 минут
Принимает вход низковольтного переключателя для ручного управления
Правила пожарной безопасности на судах ВВТ, речного флота, морском транспорте
Для экипажа пожарная безопасность на судне предусматривает соблюдение строгих предписаний. Специфика конструкции и хранения материалов не позволяет быстро изолировать возгорание или произвести экстренную эвакуацию. Также важно учитывать, что к ликвидации пожара не всегда возможно привлечь службы, задействованные для объектов на суше. Соответственно, правила противопожарной безопасности обязаны знать все члены экипажа.
Содержание:
Правила пожарной безопасности на судне
Кто отвечает за обеспечение пожарной безопасности судов?
Правила пожарной безопасности на судах ВВТ
Пожарная безопасность на морских судах
Пожарная безопасность на судах речного флота
Организация пожарной безопасности
Правила пожарной безопасности на судах 2021
Правила пожарной безопасности при бункеровке судна топливом
Правила пожарной безопасности на судне
Требования противопожарной защиты закреплены в законодательстве. В данном вопросе выделяют следующие правовые акты:
Приказ Министерства транспорта РФ под номером 158 от 24 декабря 2002 «Об утверждении правил пожарной безопасности на судах внутреннего водного транспорта Российской Федерации»;
Постановление Министерства транспорта РФ под номером 10 от 31 октября 2003 «О Правилах пожарной безопасности на морских судах»;
Правила пожарной безопасности при проведении огневых работ на судах, находящихся у причалов морских портов, судоремонтных предприятий, утвержденные постановлением Минтранса РФ № 12 от 12.02.2004.
Помимо данных документов, действует и ряд специализированных нормативов. К примеру, предписания по противопожарной защите на строящихся или ремонтируемых судах, требования к оформлению стендов и др. Обращают внимание и на Кодексы внутреннего водного транспорта и торгового мореплавания.
Кто отвечает за обеспечение пожарной безопасности судов?
Предписанные законодательством требования пожарной безопасности на судах должны исполнять все члены экипажа, а также пассажиры судна. За техническое оснащение и информационную подготовку отвечает судовладелец, капитан и его помощники.
В обязательном порядке осуществляются следующие мероприятия:
проводится инструктаж с командным составом и экипажем;
отрабатываются практические приемы и действия с использованием предусмотренных средств пожаротушения;
формируются аварийные группы или команды для решения задач по борьбе с возгораниями, их численность зависит от типа судна, его назначения и размера экипажа;
инструктируются пассажиры с отработкой действий при срабатывании тревоги, изучаются планы эвакуации;
создаются наглядные стенды по правилам противопожарной защиты, они размещаются в наиболее оживленных местах судна.
С учетом требований законодательства ответственность за эксплуатацию судна и его ремонт при наличии экипажа несет капитан. При отсутствии команды – судоремонтное предприятие в соответствии с договором. Если корабль находится в доках, то ответственность несет предприятие, ведущее доковые работы.
Капитан также несет ответственность при перевозке специальных грузов, их погрузке, бункеровке. Он же отвечает за противопожарную безопасность при ремонте, который ведется силами экипажа.
Вас также может заинтересовать:
Шанцевый инструмент: предназначение, состав, размеры
Правила пожарной безопасности на судах ВВТ
В соответствии с законодательством, обеспечение пожарной безопасности на судне внутреннего водного транспорта выполняется соблюдением предписанных норм. Экипажу плавсредства запрещено:
разводить открытый огонь;
курить в непредусмотренных для этих целей местах;
включать в сеть электроприборы, не предусмотренные для применения;
хранить горючие или легковоспламеняющиеся материалы в неположенном месте или виде;
сушить вещи рядом с приборами отопления;
создавать барьеры на подходах и подступах к средствам пожаротушения.
Правила пожарной безопасности на судах ВВТ РФ также должны быть оформлены наглядно соответствующими стендами. Размещаются они по общим предписаниям в местах наибольшего присутствия экипажа и пассажиров.
Пожарная безопасность на морских судах
На морских судах противопожарная защита обеспечивается:
конструктивными особенностями судна;
поддержанием в исправности и готовности к немедленному применению средств пожаротушения;
соблюдением техники безопасности и противопожарного режима при эксплуатации корабельного оборудования;
проведением организационных мероприятий по информированию и отработке навыков борьбы с возгораниями;
выполнением специальных предписаний при перевозке определенных грузов, их погрузке и загрузке, а также при ремонте и других действиях.
В контексте данных требований правила пожарной безопасности на морских судах основаны на двух ключевых аспектах – соблюдение требований безопасности и техническое оснащение. Последнее обеспечивается организацией пожарного поста и открытым доступом, в том числе к морскому снаряжению пожарного.
Пожарная безопасность на судах речного флота
Меры пожарной безопасности на судне речного флота предусматривают следующие требования:
все члены экипажа обязаны пройти инструктаж по технике противопожарной безопасности при обучении, а также непосредственно на рабочем месте;
проведение ежегодного инструктажа для повторного усвоения информации, а также разъяснительной работы для применения соответствующих средств;
соблюдение правил противопожарной безопасности;
регулярная проверка оборудования, определение его исправности;
подготовка и проведение мероприятий, направленных на повышение противопожарной защиты на судне.
Помимо данных мероприятий, формируется график дежурств по пожарной тревоге. Также для каждого члена экипажа готовится и вывешивается в каюте карточка с описанием его действий в случае ее срабатывания.
Речное снаряжение пожарного
Организация пожарной безопасности
Организация противопожарной защиты на судне основана на трех ключевых аспектах:
инструктаж экипажа и его подготовка;
оснащение техническими средствами предупреждения и тушения возгораний;
обеспечение практических навыков и доступа к средствам пожаротушения.
Пожарные правила на судах речного флота основаны на тех же принципах, что и предписания для морских с поправкой на объемы и численность экипажа. Помимо инструктажа, для всех кораблей обязательно размещение стендов в местах, используемых чаще всего. Также судно должно иметь снаряжение пожарного для членов соответствующих команд.
На стендах изображают следующую информацию:
расположение огнестойких конструкций и кранов пожаротушения;
схему размещения пунктов управления противопожарными средствами;
помещения с пожарной сигнализацией, а также со стационарными средствами тушения и информацией о принципах их управления;
пути эвакуации, аварийно-спасательное оборудование, возможности доступа в различные помещения;
систему вентиляции, включая все ее элементы;
места хранения инструкций по применению средств пожаротушения.
Организация пожарной безопасности на судах включает создание специальных команд или групп, занимающихся профилактикой возгораний. Они проверяют системы корабля, герметизацию, состояние средств пожаротушения. Для их размещения специально оборудуется стационарный контрольный пост.
Также на морских судах создают центральный пожарный пост. На нем устанавливают:
системы обнаружения и оповещения о пожаре;
автоматические дождевальные системы пожаротушения;
панели индикации противопожарных и водонепроницаемых дверей и системы управления ими;
вентиляторы, системы сигнализации, средства оповещения и связи.
Для судов ВВТ и речного флота наличие аналогичных систем и средств также обязательно. Однако их размещение может совмещаться с другими помещениями в зависимости от конструкции и типа судна.
Правила пожарной безопасности на судах 2021
Предписания и мероприятия по обеспечению пожарной безопасности на судах остаются актуальными и в 2021 году. Ряд изменений в противопожарных мерах защиты коснулся общественных заведений и торговых центров. Для кораблей всех типов рекомендации и требования остались прежними.
С учетом данных аспектов правила пожарной безопасности на судах речного флота включают инструктаж, оборудование техническими средствами защиты и стендами с информацией, судовое снабжение. Ответственность за соблюдение предписаний лежит на судовладельце. На период эксплуатации судна – на капитане или командире.
Правила пожарной безопасности при бункеровке судна топливом
На период бункеровки запрещается проведение ремонтных работ механизмов и устройств подачи топлива. Также не допускается проведение на палубе огневых работ. Все действия по бункеровке должны быть согласованы с администрацией порта погрузки или выгрузки.
Перед началом работ необходимо удостовериться в исправности всех систем пожаротушения, а также в наличии связи с берегом. Отключаются не соответствующее предписаниям электрооборудование. Все люки, двери и иллюминаторы в зону погрузки закрываются. О результатах проверки и выполнении предписаний в судовые документы, отражающие пожарную безопасность судна, вносят соответствующую запись.
Перед началом бункеровки системы пожаротушения приводятся в готовность. К кранам подсоединяют не менее двух пожарных рукавов. Готовят песок и огнетушители. В районе погрузки и размещения запрещается использовать средства, электроприборы или инструмент, способный привести к искрам.
Также за два часа до подхода к месту выгрузки прекращают работу камбузы, работающие на твердом и жидком топливе. Приготовление пищи на этот период доступно только на электрооборудовании с закрытыми нагревательными элементами.
Товары ООО «Северное Море», которые фигурировали в статье:
ДВР-Центр — Проектирование
Home
»
Проектирование
Противопожарные мероприятия
В состав проектной документации объекта капитального строительства включается раздел №9 «Мероприятия по обеспечению пожарной безопасности» (постановление Правительства Российской Федерации от 16 февраля 2008г. № 87)
Противопожарные мероприятияСОСТОЯТ из текстовой и графической частей.
Противопожарные мероприятия РАЗРАБАТЫВАЮТСЯ на основе следующих принципов:
приоритетность требований, направленных на защиту жизни и здоровья людей, находящихся на объекте, их быструю и безопасную эвакуацию и спасение при пожаре;
применимость разработанных мероприятий по обеспечению пожарной безопасности к Объекту капитального строительства на стадиях проектирования, строительства, а также эксплуатации;
объективный и дифференцированный анализ и учет функционального назначения Объекта капитального строительства и отдельных групп помещений в нем, возможной реакции на пожар находящихся в помещениях людей, характеристик применяемых конструкций и материалов на возникновение и развитие пожара, а также использование гибкого подхода к выбору средств и способов противопожарной защиты.
Основной задачей разработки Противопожарных мероприятий является определение основных мероприятий по обеспечению пожарной безопасности при проектировании и строительстве объекта капитального строительства по всем разделам разрабатываемой проектной документации.
РазработанныеПротивопожарные мероприятия ДОЛЖНЫ:
отражать специфику пожарной опасности Объекта капитального строительства и его противопожарной защиты
содержать полный комплекс мероприятий по обеспечению пожарной безопасности Объекта капитального строительства
быть включены состав проектной документации, предоставляемой для проведения Государственной экспертизы проектов.
ДОПОЛНИТЕЛЬНО:
Проводится расчет пожарного риска (часть 2 статьи 3 ФЗ-123)
Пожарные расчеты
Расчет пожарного риска следует выполнять:
при разработке Специальных технических условий в части обеспечения пожарной безопасности при проектировании объекта капитального строительства
при разработке раздела проектной документации №9 «Мероприятия по обеспечению пожарной безопасности»
при разработке Пожарная декларацияобъекта защиты
при проведении оценки соответствия Объекта защиты требованиям пожарной безопасности (Пожарный аудит)
Другие расчеты, необходимые для проектирования:
Проведение полного комплекса расчетов для обоснования требований пожарной безопасности и проектных решений
Согласования, сопровождения, консультации
Рассмотрение и подготовка заключений в части соответствия нормативным требованиям пожарной безопасности проектной документации при обоснованных отступлениях от требований пожарной безопасности или при отсутствии указанных требований;
Обоснование в установленном порядке противопожарных мероприятий, компенсирующих отступления от требований пожарной безопасности;
Подготовка для особо сложных и уникальных зданий специальных правил пожарной безопасности, планов тушения пожаров, участие в их согласовании;
Сопровождение документации при её рассмотрении в органах ГПН МЧС России и Главгосэкспертизы;
Привлечение, при необходимости, ведущих специалистов ВНИИ ПО и Академии ГПС МЧС России в качестве экспертов и консультационная помощь в получении экспертных заключений от этих организаций.
Для проектировщиков: конструкторские решения в форматах PDF, DWG, и трехмерном RFA «ДВР центр» — партнер «Союза проектировщиков России»
+7 (495) 411-29-11+7 (495) 510-32-06
info@dwrcenter.ru
Морская противопожарная защита для верфей, пирсов и складских помещений
Ознакомьтесь с требованиями морской противопожарной защиты в NFPA 1, NFPA 303 и NFPA 307
Суперяхты — это игровые площадки самых богатых людей в мире. Эти суда, которые часто стоят сотни миллионов долларов, могут быть оборудованы всем, от вертолетов, нескольких бассейнов и баскетбольных площадок до концертных залов и подводных лодок. Справедливо сказать, что владельцы (и страховые компании владельцев) были бы немного расстроены, если бы судно погибло в результате пожара.
Но независимо от того, путешествуете ли вы на суперъяхте по всему миру или отправляетесь на своей лодке Mako к любимому месту рыбалки, вы хотите быть уверены, что ваша лодка надежно хранится, защищена и готова к работе. К счастью, типовые нормы и стандарты пожарной безопасности предлагают руководство по надлежащей защите сооружений, в которых размещаются морские суда.
Требования к противопожарной защите причалов, доков и лодочных ангаров начинаются с NFPA 1 : Код пожарной безопасности . Этот документ ссылается и указывает читателям на более конкретные рекомендации в разделе 9..
Хотя они не применяются к судам, которые размещаются в частных домах и домах на одну семью, важно знать эти требования, особенно если лодка будет храниться в отдельном помещении. Владельцы лодок захотят пройтись по территории, чтобы проверить наличие этих элементов противопожарной защиты, и руководители объектов должны применять эти принципы для защиты своего объекта.
Эти документы касаются требований противопожарной защиты для четырех различных морских зон:
Эллинги
Пирс
Внутренняя стойка для хранения
Причал
Важно отметить, что огнетушители требуются во всех этих категориях, а документы NFPA включают конкретные типы огнетушителей и инструкции по их размещению в зависимости от ожидаемых опасностей. Все огнетушители должны быть установлены, обслуживаться и обслуживаться в соответствии с NFPA 10 : Стандарт для переносных огнетушителей .
Системы противопожарной защиты эллингов, доков и пирсов подпадают под действие NFPA 303 и NFPA 307. Источник: Vrbo
Морская противопожарная защита эллингов и других построек на пирсах
Эллинги и другие сооружения не нуждаются в дополнительных системах противопожарной защиты, кроме огнетушителей, пока площадь строения не превышает 500 квадратных футов. Когда здание превышает этот размер, требуется автоматическая система пожаротушения.
Однако есть исключение: противопожарные спринклеры не нужны, если здание относится к типу I или типу II и в нем нет горючих материалов. Конструкции типа I и типа II, построенные из таких материалов, как бетон и сталь, считаются «негорючими» и «огнестойкими». Кроме того, местные органы власти, имеющие юрисдикцию (AHJ), могут одобрить отказ от автоматической системы пожаротушения.
Когда площадь сооружения превышает 5000 кв. футов, требуется установка спринклерной системы пожаротушения независимо от типа конструкции, если только AHJ не разрешает не использовать спринклеры на основании определенных факторов:
Из издания NFPA 2018 г. 1
28.1.2.2.1.3* Существующие объекты не должны быть защищены автоматической системой пожаротушения, если это приемлемо для AHJ. [303:6.3.3.4]
A.28.1.2.2.1.3 В тех случаях, когда это явно нецелесообразно по экономическим или физическим причинам, AHJ может допустить отсутствие автоматической системы пожаротушения при рассмотрении наличия водоснабжения, адекватности и размера объекта. [НФПА 303: A.6.3.1.3 ]
Морская противопожарная защита пирсов
Негорючие пирсы не требуют специальных систем противопожарной защиты. Однако пирс из горючих материалов должен быть защищен автоматической системой пожаротушения, установленной в соответствии со стандартом NFPA 13 для установки спринклерных систем и специальными требованиями, изложенными в разделе 4. 3 NFPA 307, если она соответствует следующим критериям:
Ширина превышает 25 футов
Площадь превышает 5000 квадратных футов
Находится в пределах 30 футов от других структур, требующих защиты
Если расстояние от поверхности воды до нижней части пирса превышает 36 дюймов
Если расстояние прокладки шланга от пожарной машины до пирса превышает 150 футов, то также требуется система стояков класса I. Однако нормы не требуют установки на месте шлангов, стеллажей для шлангов или шкафов для стояков.
Пирсы, выступающие более чем на 25 футов над землей, должны быть оборудованы огнетушителями. Огнетушители должны:
Входить в список для использования при пожарах классов A, B и C.
Быть защищенным от непогоды (шкафами или крышками).
Быть размещенным в пределах 75 футов от любого места.
При наличии на причале топливозаправочной площадки с каждой стороны от заправочной площадки должны быть установлены огнетушители, предусмотренные для мест повышенной (высокой) опасности. Все остальные огнетушители на пирсе можно отнести к обычной (умеренной) опасности.
Из издания NFPA 2018 г. 10
5.4 Классификация опасностей.
5.4.1.2* Обычная опасность. Помещения с обычной опасностью должны классифицироваться как места, где количество и воспламеняемость горючих материалов класса А и легковоспламеняющихся материалов класса В являются умеренными и где ожидаются пожары с умеренной интенсивностью тепловыделения. Эти жилые помещения состоят из пожароопасных помещений, которые лишь изредка содержат горючие материалы класса А помимо обычной ожидаемой мебели, и/или общее количество горючих материалов класса В, которое обычно ожидается, составляет от 1 до 5 галлонов (от 3,8 л до 18,9 л).L) в любой комнате или зоне.
5.4.1.3* Повышенная опасность. Помещения с повышенной опасностью должны классифицироваться как места, где количество и воспламеняемость горючих материалов класса А высоки или где присутствуют большие количества горючих материалов класса В и где ожидается быстрое развитие пожаров с высокой скоростью выделения тепла. Эти занятия связаны с пожарной опасностью, связанной с хранением, упаковкой, обращением или производством горючих веществ класса А, и / или общее количество горючих веществ класса B, которое, как ожидается, будет превышать 5 галлонов (18,9 л).L) в любой комнате или зоне.
Пожар серьезно повредил пирс Сил-Бич в Сил-Бич, штат Калифорния, в мае 2016 года. Источник: The Orange County Register
Внутренние стеллажные хранилища обычно нуждаются в спринклерах
Конструкции, в которых лодки хранятся на стеллажах внутри здания, должны иметь автоматическую систему пожаротушения. Доступный, надежный и одобренный источник водоснабжения и пожарный гидрант должны находиться в пределах 100 футов от здания. Должны быть установлены стояки класса I, а насадки для шлангов должны быть способны достигать самого высокого уровня хранения лодки.
Есть одно исключение: автоматическая система пожаротушения может быть исключена в зданиях, площадь которых не превышает 5000 квадратных футов , если в здании есть контролируемая система пожарной сигнализации, соответствующая требованиям NFPA 72 : Национальный кодекс пожарной сигнализации и сигнализации, или полностью предоставляется временная служба пожарного дежурства.
В помещениях для хранения лодок обычно требуются спринклеры пожаротушения и система стояков. Источник: Boston Boat Rack, LLC
Противопожарная защита во влажных хранилищах и причальных зонах сосредоточена на доступности
футов. Лодердейл недавно понес самые большие потери от пожара в истории города (с точки зрения материального ущерба), когда огонь, возникший на одной яхте, перекинулся на соседнюю яхту. Общая стоимость этих судов превысила 20 миллионов долларов. Шестнадцать лодок также были уничтожены или повреждены на пристани в Южной Каролине. Во время другого пожара в Венеции, штат Флорида, две яхты и два других судна получили ущерб на сумму около 1 миллиона долларов.
Из этих и многих других подобных историй легко понять, почему основной функцией противопожарной защиты причалов является возможность быстрого и индивидуального доступа и перемещения судов.
Из издания NFPA 2018 г. 1
28.1.3.1 Влажное хранение и швартовка.
28.1.3.1.1 Каждый причал должен быть устроен таким образом, чтобы судно, занимающее причал, могло быть снято в аварийной ситуации без необходимости перемещения других судов. [NFPA 303: 7.1.1 ]
Устройства обнаружения пожара необходимы на любом морском объекте, где нет спринклеров, а береговая охрана обеспечивает бортовую противопожарную защиту
Устройства обнаружения пожара должны быть установлены во всех конструкциях и крытых помещениях, не защищенных автоматической системой пожаротушения. Эти устройства, такие как детекторы дыма или тепла, необходимы во всех опасных зонах, включая склады горючих и легковоспламеняющихся материалов, красок и аккумуляторов; крытые помещения для обслуживания и хранения судов; прачечные и топочные; кухни; и площади, используемые для столовой или жилья.
Требования к противопожарной защите на борту являются исключительной прерогативой Береговой охраны США. Эти требования могут включать стационарные системы пожаротушения для машинных отделений, различное количество огнетушителей на всех судах и полные автоматические спринклерные системы пожаротушения для более крупных судов.
Система пожаротушения в машинном отделении. Источник: Alignable
Владельцы лодок и владельцы доков, складов и причальных сооружений несут ответственность за обеспечение противопожарной защиты на море
Если вы являетесь владельцем лодки, убедитесь, что и ваше судно, и все объекты, в которых оно размещено, имеют надлежащие меры противопожарной защиты. И аналогичная ответственность распространяется на капитанов доков, управляющих недвижимостью и других управляющих морскими объектами.
Соблюдение этих указаний и проверка оборудования для обеспечения наличия надлежащих средств противопожарной защиты помогут обеспечить защиту судов… от пожаров, которые могут быстро выйти из-под контроля в местах, заполненных лодками и топливом.
Если вам нужно морское противопожарное оборудование, QRFS предлагает огнетушители, шкафы и крышки для огнетушителей, пожарные рукава в сборе для систем стояков, пожарные спринклеры и ряд других предметов, инструментов и системных компонентов.
Если у вас есть какие-либо вопросы или вам нужна помощь в поиске товара, позвоните нам по телефону +1 (888) 361-6662 или напишите по адресу support@qrfs.com.
Первоначально этот блог был размещен по адресу blog.qrfs.com . Свяжитесь с нами по телефону Facebook.com/QuickResponseFireSupply или в Твиттере @QuickResponseFS .
Town of Oyster Bay, NY Строительство или модификация доков, причалов, пирсов, переборок, поплавков
arrow_back
Статья II
Строительство или модификация доков, причалов, пирсов, переборок, поплавков
arrow_forward
§ 241-7
Юрисдикция, правила и положения.
§ 241-8
Строительство провизии.
§ 241-9
Приложения.
§ 241-10
Ограничения на строительство.
§ 241-11
Поддержание структуры.
§ 241-12
Сборы.
§ 241-13
Инспекции.
§ 241-7
Юрисдикция, правила и положения.
A.
Настоящая статья применяется к любому причалу, доку, пирсу, поплавку, переборке. или аналогичная структура, временная или постоянная, стремилась быть построены или модифицированы на водных путях или на них в городе Устрица Залив.
B.
Любая заявка на строительство или модификацию любого причала, причал, пирс, поплавок, переборка или подобное сооружение на водных путях или в них в городе Ойстер-Бей, который находится на рассмотрении на момент вступления в силу Дата настоящей статьи обрабатывается в соответствии с положениями настоящего глава с изменениями.
C.
Сооружения для швартовки и стоянки лодок на водных путях или на водных путях города в некорпоративных районах города находятся в ведении Департамента планирования и развития города и находятся в ведении этого Департамента в соответствии с положениями настоящей главы и Кодекса города Ойстер-Бей, глава 9. 3, Строительство зданий, и Глава 246, Зонирование. Комиссар Департамента планирования и развития может обнародовать правила и положения в связи со строительством и обслуживанием объектов и сооружений, таких как доки, причалы, пирсы, переборки и поплавки, построенные на или на водных путях в городе в некорпоративных районах города во исполнение настоящей главы.
D.
Сооружения для швартовки и швартовки лодок на водных путях или в них на присоединенных территориях города находятся под юрисдикцией соответствующего села или города, при условии, что Департамент планирования сначала рассмотрел планы предлагаемой структуры, чтобы определить, он вторгается за пределы муниципалитета в воды города, а если да, то городской совет своим постановлением утвердил указанная структура. Соответствующий муниципалитет является органом, ответственным для выдачи разрешения на строительство сооружений в его границах.
E.
Департамент планирования и развития должен проконсультироваться с Департамент общественных работ и Департамент природных ресурсов, при необходимости, для оценки и помощи по техническим вопросам, надлежащим образом применять положения настоящей статьи.
§ 241-8
Строительство провизии.
A.
Положения настоящей статьи должны толковаться либерально для осуществления цели этой статьи навести порядок в строительстве на водных путях города и обеспечить благополучие, безопасность и постоянную высокую качество окружающей среды водных путей города Устрица Залив.
B.
Если какое-либо положение настоящей статьи будет признано недействительным для любого причине, то любое судебное решение должно быть ограничено только этим конкретным соответствующее предложение или абзац, а все остальные положения продолжают иметь полную юридическую силу и действие, если не заявлено иное.
C.
Любая ссылка на единственное число должна включать множественное число. Любая ссылка к мужскому роду следует отнести женский и средний род.
D.
Любая ссылка на стандарты Национальной ассоциации противопожарной защиты должна означают те стандарты, которые действуют на дату выпуска разрешения.
§ 241-9
Приложения.
А.
Лицо, желающее построить или модифицировать док, причал, пирс, переборку, плавучее или подобное сооружение или вспомогательное сооружение к нему в любом районе города Ойстер-Бей должны соблюдать положения настоящего статья.
B.
Заявки на получение разрешений на строительство любых подобных сооружений в соответствии с настоящей статьей представляются в Департамент планирования и разработка для обработки. Департамент планирования и развития обрабатывает заявку и решает все вопросы структурного исправность, электротехнические и сантехнические вопросы, а также другие ведомства и учреждения, которые сочтут необходимым оказать помощь как к такому приложению.
C.
Заявка должна включать следующее:
(1)
Краткую форму оценки состояния окружающей среды вместе с разрешенными сборами городской управой.
(2)
Копии всех материалов, поданных в Департамент штата Нью-Йорк штата, Департамент охраны окружающей среды штата Нью-Йорк, Инженерный корпус армии США, Департамент штата Нью-Йорк Государство [определение прибрежной согласованности] и Министерство внутренних дел, если применимо.
(3)
Обзор, показывающий планы и спецификации любого причального сооружения, сооружение, поплавок, пирс или док, включая, помимо прочего, все телефоны, электрические и водные услуги.
(4)
Карта радиуса, показывающая все пляжи, причалы всех типов, пирсы, доки, поплавки, переборки, палубы и все типы конструкций и площадок с твердым покрытием которые расположены на двух объектах по обе стороны помещения для которого испрашивается разрешение (всего четыре свойства), и любые собственности, которые имеют какой-либо фасад на водном пути и непосредственно напротив испытуемых предпосылок, и диаграмма, показывающая средний низкий уровень прилив всех областей в пределах 300 футов от такой структуры.
(5)
Подтвержденное заявление лица, запрашивающего у города выдачу разрешение на строительство или модификацию конструкции.
(6)
Подтверждение отправки по почте копии заявления и уведомления о его подаче владельцам недвижимости, указанной в подразделе C(4) выше.
Д.
Обзор.
[В редакции Закона № 5-2022 от 15.03.2022]
(1)
Уполномоченный Департамента планирования и развития или его/ее назначенный, по его/ее собственному усмотрению, имеет полномочия чтобы определить, завершено ли приложение.
(2)
Уполномоченный Департамента планирования и развития направляет любое заявление на рассмотрение в Отдел экологического планирования и технического анализа, который затем сообщает Уполномоченному Департамента планирования и развития о том, какие действия он считает целесообразными в отношении такого заявления, в соответствии с главой 110 «Проверка качества окружающей среды» настоящего Кодекса.
(3)
Отдел экологического планирования и технического анализа должен предпринять такие действия, которые могут потребоваться в соответствии с настоящим Кодексом и законодательством штата Нью-Йорк или федеральным законодательством, и передать дело Уполномоченному Департамента планирования и развития в соответствии с главой 110 «Проверка качества окружающей среды» настоящего Кодекса.
(4)
Комиссар Департамента планирования и развития получить информацию от Департамента парков, Отдела пляжей и пристаней, в областях, входящих в его компетенцию.
(5)
Комиссар Департамента планирования и развития получать и рассматривать комментарии владельцев объектов поблизости предметных помещений.
E.
Действие по заявке.
(1)
После проведения необходимых экологических экспертиз, если конструкция предполагаемое приложением, не превышает границы собственности объекта собственности, в том числе прибрежных прав, Комиссар Департамента планирования и развития принимает решение о том, заявление должно быть удовлетворено, и если оно находится в пределах юрисдикции объединенной территории города, должно быть направлено указанное заявление в соответствующую юрисдикцию.
(2)
Если комиссар Департамента планирования и развития определяет, что структура, предполагаемая приложением, превышает имущественной линии предмета имущества, Комиссар должен отправить заявку вместе со всеми вложениями и комментариями поступило в прокуратуру города по законодательным вопросам, с его / ее рекомендацией, прося, чтобы городской совет принял решение, по решению, предоставлять или не предоставлять помощь, запрошенную в приложение. Законодательные органы размещают заявку на Календарь городского совета для рассмотрения городским советом.
(3)
Все лица, местные органы власти или другие учреждения или корпорации иметь какое-либо имущество или управлять любыми объектами на двух объектах с обеих сторон помещения, на которое испрашивается разрешение (четыре свойства в целом), и любые свойства, которые имеют какой-либо фасад на водный путь и находятся прямо напротив рассматриваемого помещения. быть уведомленным не менее чем за 14 дней в письменной форме о появлении такого вопроса для действий городского совета. Это ответственность заявителю направить указанные уведомления, и заявитель несет стоимость же.
(4)
На заседании городского совета, на котором рассматривается такое заявление, любое лицо, желающее быть заслушанным в связи с этим, должно быть заслушано и может представить такие письменные материалы, которые они желают для рассмотрения Советом до принятие решения о таком применении.
(5)
Городской совет может своим постановлением уполномочить Департамент планирования и Девелопмент выдать такое разрешение на таких условиях, которые он может счесть соответствующим образом, а также в то же время уполномочить Департамент планирования и развития для выдачи сертификата, после завершения любого такая структура, что готовая конструкция соответствует разрешению, или если структура находится в объединенной части города, чтобы должным образом сообщить соответствующей юрисдикции, чтобы они могли принять соответствующие меры.
(6)
Муниципальный совет при таком применении учитывает факторы окружающей среды; сохранение пляжей; подводные права; другие причалы; другой конструкции, включая доки, пирсы и поплавки; общее удобство широкой публики внутри, внутри, вокруг и около затронутой области; количество, характер и возможное препятствие движению по судоходной воды города и связанные с этим вопросы при определении такого заявления, и сбалансировать прибрежные и смежные права владельцев собственности на разумный доступ к водам с потребностями населения для общего безопасность и удобство на водных путях.
(7)
Комиссар Департамента планирования и развития изучить структуру, поддерживаемую со ссылкой на разрешение, уполномоченное городским советом и пользуется поддержкой городского департамента экологических ресурсов; Департамент общественных работ и другие подобные агентства и те местные, государственные и федеральные агентства, которые могут потребоваться проверить такую структуру на предмет того, соответствует ли она разрешению выдано городской управой.
§ 241-10
Ограничения на строительство.
Следующие ограничения, в дополнение к Государственному департаменту Нью-Йорка требований охраны окружающей среды, должны существовать на основании разрешений для постройки и согласования любого швартова, дока, поплавка, переборки или опора:
A.
Запрещается проводить электрическую или иную проводку на любом сооружении. на городских водных путях или в них, кроме как с разрешения Уполномоченного планирования и развития, и при подаче сертификата от утвержденной электротехнической инспекционной компании, что такая проводка соответствует все другие соответствующие спецификации и критерии для таких предметов.
B.
Запрещается создавать, ремонтировать или модифицировать причалы, которые мешают с использованием прилегающих пляжей, прилегающих к существующим постоянным причалам и швартуется, или создает опасность для соседнего имущества, или чрезмерно ограничивает использование судоходных путей.
C.
Сантехника, установленная на любом доке или причале, должна соответствовать требованиям главы 180 Городского кодекса «Сантехника» и Строительному кодексу штата Нью-Йорк или быть типа, одобренного для такого строительства Комиссаром Департамента планирования и развития.
D.
Любой причал длиной более 25 футов или более 200 квадратных футов должны иметь личное спасательное средство с силой в четыреста фунтов. веревка из нейлона или аналогичного материала длиной не менее 100 футов прикрепленный к нему, который легко доступен для использования в случае чрезвычайная ситуация.
E.
Все причалы, предназначенные для пешеходного движения, должны иметь их верхние поверхности выполнены из нескользящего материала, препятствующего возможному скольжению на влажных материалах при посадке или выходе из лодки.
F.
Запрещается возводить пристань или пирс, если нет жилья или другого строительство на территории, прилегающей к таким причалам, за исключением специальное разрешение Апелляционной комиссии по районированию города.
G.
Никакая морская трава или подобная флора, ни фауна не должны быть нарушены строительство, модификация или ремонт любого причала или дока, за исключением с разрешения Департамента природных ресурсов и любого другой орган, обладающий соответствующей юрисдикцией.
H.
Для предотвращения камни, почва, песок или другие материалы от попадания в соседние водные пути при любом строительстве.
I.
Дноуглубительные работы на прилегающих водных путях не должны производиться, если только разрешено с разрешения или одобрения Департамента штата Нью-Йорк охраны окружающей среды, Инженерный корпус армии США или Новый Государственный департамент штата Йорк, если применимо.
J.
Причалы и доки длиной 50 футов или менее должны быть не менее трех футов широкий. Те, которые превышают 50 футов в длину, должны быть не менее четырех ноги в ширину. Поплавки должны обеспечивать достаточный надводный борт и остойчивость в отношение к погоде и состоянию воды в любое время.
К.
Трапы, ведущие к поплавкам, должны соответствовать требованиям Новых Строительный кодекс штата Йорк и должен быть разработан с учетом нормальные движения поплавка, к которым он обеспечивает доступ.
L.
Любые причалы, простирающиеся более чем на 30 футов от средней высоты линия прилива должна иметь отражающее устройство площадью не менее четырех квадратных дюймов каждые 20 футов по длине со всех сторон от него.
§ 241-11
Поддержание структуры.
Любой отказ владельца, оператора, арендатора или другого лица, контроль над такой структурой, чтобы поддерживать ее на условиях, разрешенных Городским советом или уполномоченным Департамента планирования и Развитие должно быть в нарушение этой статьи, и Город может выдать штраф за явку за нарушение положений настоящего Кодекса в соответствии со статьей 150 Уголовно-процессуального кодекса или Прокурор города может принять меры на основании положений Уголовного кодекса. Процессуальное законодательство или Закон о гражданской практике и правила или аналогичные гражданские положения в дополнение к любым средствам правовой защиты уголовного характера.
Технологии -> Восстановление бетона -> Высокоточный монтаж оборудования на бетон
После выверки и предварительного или окончательного закрепления оборудования на фундаменте производят подливку под оборудование, заполняя бетонной смесью зазор между его опорной частью и фундаментом.
⠀
При установке и выверке оборудования на временных опорных элементах (отжимных винтах, установочных гайках, инвентарных домкратах, винтовых подкладках) подливку выполняют после предварительного закрепления оборудования.
⠀
При применении постоянных опорных элементов (пакетов различного типа подкладок, опорных башмаков, бетонных подушек) после окончательного закрепления. Поверхность, на которую будет происходить подливка, должна быть обеспыленна, очищена от маслянных пятен и увлажнена.
Технология подливки фундамента под оборудование распределяется на несколько этапов:
Подготовительные работы
Установите опорные элементы на фундамент и проведите предварительную установку оборудования или металлических конструкций на опорные элементы с совмещением отверстий базовой детали (станины, рамы, основания) с фундаментными болтами. Далее введите оборудование в заданное положение в плане путем необходимых регулировочных перемещений с контролем фактического положения и предварительной фиксацией перед подливкой.
2. Подливка зазора «оборудование-фундамент»
2. 1. Очистка поверхности
Очистите поверхность бетона от загрязнений. Стальные опорные элементы необходимо очистить от ржавчины до степени 2 по ГОСТ 9.402-2004. Непосредственно перед подливочными работами увлажните поверхность бетона водой до его максимально возможного насыщения. При необходимости выставьте опалубку.
2.2. Приготовление растворной смеси
Для приготовления растворной смеси используйте чистую воду и тару. Приготовьте такое количество растворной смеси, которое может быть использовано в течение 90 мин. Оптимальная температура воды затворения 20 °С. При понижении температуры воды схватывание растворной смеси замедляется, при повышении ‑ ускоряется. Смешать сухую смесь «Скрепа М600 Инъекционная» с водой в пропорции (таблица 3).
Добавить сухую смесь в воду и перемешать в течение 5 минут вручную или с помощью низкооборотной дрели. Растворную смесь во время использования регулярно перемешивать для сохранения первоначальной консистенции. Добавление воды в растворную смесь не допускается. При использовании в качестве мелкого заполнителя песка необходимо следовать указаниям таблицы 2.
2.3. Укладка растворной смеси
Залить приготовленную растворную смесь в опалубку до соприкосновения с опорным элементом конструкции.
2.4. Уход
Защитить раствор «Скрепа М600 Инъекционная» от механических воздействий и отрицательных температур в течение трех суток. Следить за тем, чтобы залитый участок оставался влажным в течение трех суток, для чего использовать водное распыление и/или укрытие бетонной поверхности влагонепроницаемой пленкой.
2. 5. После набора раствором «Скрепа М600 Инъекционная» необходимой прочности закрепите оборудование затяжкой фундаментных болтов с заданным усилием.
Что входит в услугу:
— очситка поверхности от загрязнений
— увлажнение
— укладка растворной смеси из Скрепы М600 и песка
— увлажнени поверхности в течение трех дней
Свяжитесь с нами
Жмите на кнопку ниже и приобретайте литьевой состав Скрепа М600 Инъекционная в нашем интернет-магазине
Купить Скрепа М600 Инъекционная
Подливки под оборудование подробная технология работ материалы монтаж
НАЗАД В РЕШЕНИЯ
Закажите у нас расчет расхода материалов, технические рекомендации и чертежи узлов для Вашего объекта.
Отправить заявку
Если у Вас есть вопросы, оставьте контактные данные. Мы оперативно ответим Вам.
Свяжитесь со мной
ОБЛАСТИ ПРИМЕНЕНИЯ СОСТАВОВ ДЛЯ ПОДЛИВКИ ПОД ОБОРУДОВАНИЕ:
Высокоточные станки
Фундаменты машин
Мостовые опоры
Насосы
Компрессоры
Генераторы
Дизельные двигатели
Турбины
Рельсы подкрановых путей
ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ
Подготовка основания
Требования к поверхности перед заливкой подливочных составов Resmix 630 и Resmix 830:
прочное основание, способное нести нагрузку;
отсутствие разрушенных и отслаивающихся элементов;
отсутствие веществ (пыль, грязь, масла, жир, краска, ржавчина), снижающих прочность сцепления подливочного состава с основанием;
отсутствие вибрации в момент заливки и в течение последующих 24 часов;
шероховатая поверхность.
Разрушенные, отслаивающиеся элементы и вещества основания, снижающие сцепление состава для подливки под оборудование, очищаются механическим способом, водо- или пескоструйной установкой.
Подготовленная поверхность предварительно увлажняется. Сильно впитывающие влагу основания увлажняются за несколько раз. Поверхность перед заливкой должна быть влажной, без луж.
Установка опалубки
В качестве стенок для опалубки используется прочный водонепроницаемый материал. Конструкция опалубки надежно закрепляется, герметизируется и подпирается снаружи, чтобы выдержать нагрузку от давления подливочного раствора при заливке.
В месте заливке раствора, расстояние между стенкой опалубки и основанием оборудования или конструкции должно быть 15 см. С боковых сторон, расстояние между опалубкой и оборудованием (конструкцией) – не менее 5 см.
Заливка раствора
Подливочные составы Resmix 630 и Resmix 830 заливаются вручную или с помощью растворонасоса, толщиной от 20 мм.
Правила выполнения работ:
непрерывное выполнение заливки, во избежание образования холодных швов;
без виброуплотнения;
заливка выполняется с одной стороны или угла опалубки для предотвращения защемления воздуха и снижения прочности сцепления подливочного состава с основанием.
Опалубка снимается через 24 часа после заливки ремонтной смеси.
Необходимо обеспечить влажный уход за нанесенным участком подливочного раствора, для предотвращения быстрого высыхания поверхностного слоя и опасности образования трещин в течение 24 часов при нормальных условиях, а при воздействии прямых солнечных лучей и ветра в течение 48 часов.
Для защиты поверхностного слоя подливочного раствора рекомендуется применять специальный пленкообразующий состав (кюринг) – Resmix NB или Resmix NB-W.
МАТЕРИАЛЫ ДЛЯ ПОДЛИВКИ ПОД ОБОРУДОВАНИЕ:
Подливочные составы
Системные материалы
Закажите у нас расчет расхода материалов, технические рекомендации и чертежи узлов для Вашего объекта.
Отправить заявку
Если у Вас есть вопросы, оставьте контактные данные. Мы оперативно ответим Вам.
Свяжитесь со мной
Домашняя смесь для соуса — № 1 смесь для коричневого соуса на Pinterest!
Вы знаете пакеты с сухой смесью для соуса? Те что в магазине? Вы можете сделать свою собственную домашнюю соусную смесь всего за несколько шагов!
Смесь для коричневого соуса
Я знаю, что люди ненавидят персональные истории от блоггеров, но я хочу поделиться с вами тем, что я только что понял, что многие из моих сообщений используют слово бульон, автоматически исправленное на слиток.
Итак, мои мясные рецепты — чистое ЗОЛОТО! РЖУ НЕ МОГУ.
Как приготовить смесь для соуса
Теперь к информации . Большая часть смеси для подливки состоит из муки. Ага, загуститель. Что вам понадобится для смеси для коричневого соуса:
Загуститель
Приправа
Жидкость
Эти три элемента можно настроить по своему вкусу, но это три основных элемента, которые вам понадобятся для приготовления вкусной домашней соусной смеси.
Обычно загустителем является мука, кукурузный крахмал или аррорут. Поскольку мука самая дешевая, в большинстве магазинных смесей для соусов используется именно она. Но вы, безусловно, можете использовать один из вариантов.
Вторая приправа. Говяжий бульон (не путать с золотыми слитками, LOL) — самая распространенная из приправ, второй из которых, конечно же, является соль.
Что такое говяжий бульон?
Это просто обезвоженный говяжий бульон, поэтому вы получаете весь вкус бульона без жидкости. Это делает его стабильным при хранении без необходимости охлаждения.
Он поставляется в форме упакованного кубика или также в виде гранул и обычно смешивается с овощным бульоном, солью и некоторыми другими приправами.
Некоторые приправы могут быть каплями из любого блюда, которое вы готовите. Это тоже хорошо.
Последний элемент — жидкость. Поскольку в соусной смеси уже используется говяжий бульон, вы также можете использовать говяжий бульон или бульон и добавить еще больше мясного аромата или просто воду.
Жир — это последняя часть домашней соусной смеси, которая совершенно не обязательна. Если вы используете капли, то вы получите немного этого из этого ингредиента. В противном случае он принимает форму топленого жира от бекона, масла, а иногда и сливок. Все абсолютно приемлемо.
Независимо от того, какой соус вы готовите, я настоятельно рекомендую подождать до самого конца, чтобы приправить солью. Почти все ингредиенты для соуса могут быть солеными, а пересолить соус не стоит!
Для приготовления соуса в небольшой кастрюле растопить сливочное масло или мясной жир и добавить одну чашку воды. Затем добавьте две столовые ложки домашней смеси для коричневого соуса и взбейте до получения однородной массы. При необходимости можно добавить соль и перец по вкусу.
Если у вас есть соленая подливка, вот несколько способов решить эту проблему:
Добавьте кусочки картофеля, чтобы впитать соль. Варить 15 минут, затем вынуть картофель.
Противовес с сахаром и/или молотым черным перцем.
Разбавьте смесь дополнительным количеством бульона из индейки, воды и несоленого сливочного масла.
Если вы хотите еще больше разнообразить свою домашнюю смесь для соуса, вот несколько идей:
Используйте соль с приправами
Сухая итальянская приправа
Сухая приправа ранчо
Тертый чеснок
Лук репчатый
Чесночный порошок
Луковый порошок
Рубленые потроха
Поддоны
Свежие или сушеные травы
Вот несколько блюд, которые можно подать к мясному рулету с коричневой подливкой, стейку Солсбери, бифштексу, любому типу говядины, картофельному пюре, кукурузе или чему-либо еще, что вы хотите задушить во вкусе!
Другие рецепты домашнего соуса:
Домашний соус из индейки
Легкий куриный соус
Сливочный соус для сосисок
Смесь деревенских соусов
У вас могут возникнуть вопросы о том, как приготовить эту смесь для подливки:
Можно ли сделать из нее куриную подливку? Конечно! Просто замените говяжий бульон куриным или даже овощным бульоном.
Что такое подтеки? Иногда я забываю начать с основ. Подтеки — это собирательный термин для обозначения того, что осталось в жаровне после приготовления индейки, то, что «стекло».
Обычно это комбинация жиров, соков и приправ. Как вы понимаете, это просто ароматная бомба! Немного проходит долгий путь.
Можешь заморозить соус? Конечно! Только не забудьте хранить в герметичном контейнере. Он может разморозиться немного густо, но разбавьте его водой, бульоном или вином, и все будет в порядке.
Что входит в сухую смесь для соуса? Всего несколько ингредиентов и, возможно, большинство из них уже есть у вас под рукой.
Говяжий бульон
Соль
Перец
Мука
Но есть масса способов разнообразить домашний соус. Прокрутите вверх для меня легкие идеи!
Как лучше всего разогреть соус? В кастрюле на среднем огне. Соус, скорее всего, загустеет, поэтому просто взбейте его водой до получения однородной массы. Вы также можете использовать бульон или вино, чтобы разбавить его.
Как использовать аррорут или кукурузный крахмал? Просто используйте 2-3 столовые ложки вместо муки. Обратите внимание, что использование любого из них немного изменит цвет и текстуру вашего соуса. Не в плохом смысле, просто немного по-другому.
Домашняя соусная смесь
4.39 от 76 голосов
Забудьте о готовой соусной смеси, приготовьте свою домашнюю соусную смесь всего из нескольких ингредиентов и совсем без времени!
Время приготовления: 5 минут минут
Общее время: 5 минут минут
Количество порций: 4
3 ст. 1 1/2 чайной ложки молотого черного или белого перца
Сухая смесь:
Для приготовления соуса:
В маленькой кастрюле растопить 2 столовые ложки несоленого сливочного масла ИЛИ 2 столовые ложки мясного жира с 1 стаканом воды, добавить 2 столовые ложки смеси для соуса, взбивая до получения однородной массы. Приправить мелкой морской солью и свежемолотым перцем по вкусу.
Если вы пробовали этот рецепт, вернитесь и расскажите нам, как это было!
Если вы используете нарезанный кубиками говяжий бульон, разбивайте его тыльной стороной ложки.
Как использовать аррорут или кукурузный крахмал? Просто используйте 2-3 столовые ложки вместо муки. Обратите внимание, что использование любого из них немного изменит цвет и текстуру вашего соуса. Не в плохом смысле, просто немного по-другому.
домашний подмол. Изучите Как приготовить подливу из капель , готовите ли вы курицу, индейку, свинину или говядину.
Домашний соус — это просто и вкусно!
Забыли забрать банку соуса из продуктового магазина? Это станет лучшей ошибкой в твоей жизни. Приготовить соус из капель не только легко, но и намного вкуснее, чем консервированные продукты. И тот же рецепт подходит для куриного соуса, соуса из индейки, соуса из говядины или даже жареных овощей для вегетарианского соуса.
Приготовление хорошей подливки звучит утомительно, но не беспокойтесь. Я собираюсь провести вас шаг за шагом, а также научу вас, как исправить некоторые распространенные ошибки.
Что такое соус?
Подливка определяется как соус, приготовленный из мясного сока (капля), загущенный кукурузным крахмалом или мукой, а затем приправленный специями, травами, вином и другими ароматическими веществами.
Но вы также можете обнаружить, что в других культурах соусы называются «соусами», как итальянцы называют традиционный красный соус.
Из чего сделан соус?
Список простой и очень щадящий, поэтому не беспокойтесь, если у вас нет точных томов. Кроме того, получайте удовольствие от этого и настраивайте его, чтобы приготовить свой собственный идеальный соус.
Несоленое сливочное масло – Сок из сковороды обычно содержит много соли из-за приправы или коры на мясе, поэтому я предпочитаю использовать все с низким содержанием натрия или без натрия. Добавить соль легко, удалить сложно (но можно!)
Мука общего назначения – Я использую обычную муку AP, чтобы она не мутнела и не становилась тягучей. Пожалуйста, помните, что размер зерна может повлиять на текстуру, например, на более грубую текстуру. Миндальная мука, овсяная мука и картофельный крахмал могут загустеть, но рискуют получить странный цвет. Кукурузный крахмал — лучшая альтернатива безглютеновой подливе как по текстуре, так и по вкусу, но тогда вы не будете готовить заправку. Вместо этого вы смешаете все остальное и сделаете суспензию из кукурузного крахмала в отдельной маленькой миске.
Бульон или бульон . Можно приготовить дома или купить в магазине, но лучше использовать меньшее содержание натрия или без натрия, чтобы вы могли контролировать окончательный уровень соли. Можно использовать воду с бульонным кубиком. Овощной бульон также полезен независимо от типа капель, которые вы используете, потому что он довольно нейтрален.
Соки – также известные как соки из кастрюль. Многое имеет большое значение, смотрите ниже, как их собрать, если вы не уверены. Можно использовать куриный, овощной, говяжий или индюшиный помет.
Кошерная соль и свежемолотый черный перец – Кошерная соль хорошо растворяется и имеет наименьший соленый вкус. Черный перец является стандартным, но для менее острого вкуса выберите белый перец.
Другие вкусовые добавки- Вариация – это приправа к жизни! Сделайте этот соус своим собственным и адаптируйте профиль вкуса к рецепту, с которым вы планируете его сочетать. Смотрите наш список вариантов ниже.
Как приготовить подливу из капель
Используйте этот простой рецепт, чтобы приготовить подливу к любому мясу или блюду. Единственная разница может заключаться в том, как вы приправляете соус.
Имейте в виду, что в зависимости от оттенка капель, а также бульона, подливки будут сильно отличаться от коричневого цвета подливки. Куриный бульон (куриный бульон) явно легче, чем говяжий бульон, и среди них домашние и купленные в магазине также будут иметь большое разнообразие. Лучшая подливка — это действительно ВАША лучшая версия.
На среднем огне растопить сливочное масло, взбить с универсальной мукой до образования пасты, называемой ру. Продолжайте взбивать, пока ру не подрумянится и не станет ароматным. Это ключ к развитию глубокого, богатого вкуса.
Медленно добавьте бульон и сок из кастрюли, энергично взбивая. Смесь будет немного комковатой только из-за капель, имеющих некоторую текстуру, это нормально. Постоянно помешивайте, пока соус не загустеет. Это предотвратит пригорание соуса к дну сковороды.
Продолжайте взбивать, пока не закипит. Дегустационный тест на приправу. Понемногу добавляйте крупную соль, пока не будет достигнут желаемый вкус.
При желании добавьте другие приправы и продолжайте нагревать в течение 5–15 минут, чтобы ароматы объединились. А приготовить подливу с каплями так просто!
Подавайте с жареным мясом, картофельным пюре, печеньем или чем-нибудь еще, что душе угодно.
Как получить капли
Итак, вы приготовили мясо, а как же получить капли? Сливки — это маленькие вкусовые бомбы, но жидкости в жаровне также будут содержать немного жира, и, хотя они ароматные, этого следует избегать. Хотя вы можете приготовить хороший соус без потеков, лучшие версии содержат их.
Капли — это просто жидкости, которые собираются на дне кастрюли. Чтобы собрать капли, разлейте или налейте жидкость в чашу для сбора жира (жироотделитель) или в обычную большую мерную чашку. Я также люблю соскребать любые подрумяненные кусочки со дна сковороды. Подождите, пока жиры всплывут.
Снимите его сверху и используйте оставшуюся жидкость. Если у вас есть время, вы можете подождать, пока они затвердеют, а затем просто снять верхушку ложкой.
Если вы использовали приправы, постарайтесь захватить некоторые из них в том количестве, которое вы используете. Вы также можете использовать больше капель, чем требует этот рецепт, просто уменьшите количество бульона, который вы добавляете в добавку. Приготовление соуса очень снисходительно к точным измерениям.
Варианты рецептов Easy Gravy
Мир буквально открыт для всего, что вы захотите, чтобы приготовить этот простой рецепт соуса по своему вкусу. Вот некоторые из моих любимых.
Ароматические вещества- Свежие травы, такие как тимьян, шалфей, петрушка или розмарин, проварите в соусе, а затем выловите их перед подачей на стол. Сушеный лавровый лист также работает.
Специи – Целая корица, гвоздика или ягоды душистого перца могут добавить неожиданное сочетание вкусам.
Вустерширский соус . Достаточно нескольких капель этого пьянящего ингредиента, чтобы добавить огромное количество вкуса и сложности умами.
Корнеплоды – Если у вас есть время, дайте нарезанной моркови и сельдерею закипеть и выловите большие кусочки перед подачей на стол.
Чеснок и лук . Будь то добавление свеженатертого чеснока, измельченного лука, чесночного порошка или лукового порошка, все это может усилить вкусовой профиль.
Беконный жир или утиный жир- Также известный как топленый беконный жир или топленый утиный жир, замените его на сливочное масло для дополнительного вкуса.
Сливки – добавление небольшого количества густых сливок или цельного молока для осветления цвета и придания декаданса.
Вино – Для части объема запасов можно использовать как белое, так и красное вино. Я бы не стал использовать его для всего, это может быть довольно подавляющим.
Советы по приготовлению домашнего соуса
Приготовление соуса с кусочками
Есть несколько аспектов и вопросов, которые возникают при приготовлении любого типа соуса в домашних условиях, но особенно соуса с каплями. Давайте сначала обратимся к ним.
Первым, несомненно, является выпуск соуса с кусками . Комковатый соус обычно является результатом попытки загустить соус и сделать это неправильно.
К сожалению, после того, как вы смешаете его в комочки, никакое взбивание не сделает его однородным. Эти куски там, чтобы остаться. Есть только два способа решить проблему.
Во-первых, удалите комки, пролив соус через мелкое сито или дуршлаг с мелкими отверстиями.
Если у вас есть только дуршлаг с большими отверстиями, застелите его марлей. Тем не менее, вы потеряете немного соуса, а капли со сковороды впитаются в марлю.
Во-вторых, используйте погружной блендер или перелейте всю смесь в стационарный блендер (не стационарный миксер, настоящий БЛЕНДЕР ) и хорошенько взболтайте.
Но вы можете легко предотвратить образование комочков при приготовлении соуса из капель. Основными элементами для загущения соуса являются мука, кукурузный крахмал или аррорут. Любой из этих трех компонентов необходимо смешать с небольшим количеством воды до добавляются в большую партию соуса. Муку обычно добавляют раньше в виде заправки.
Другие комочки иногда появляются из-за кусочков пищи или приправ, но это хорошие комочки. При желании их можно измельчить погружным блендером.
Как исправить соленый соус
Следующая проблема заключается в том, что соус слишком соленый . Как правило, это происходит из-за того, что повар приправил соус слишком рано в процессе приготовления, а другие ингредиенты уже имели сильный соленый вкус.
Капли и бульон, бульон или слитки все будут нести определенную долю собственной солености. Пока все это не будет объединено, вы не будете знать, сколько соли нужно и нужно ли вообще.
Это картофеля ! Нарежьте картофель и добавьте его в соус. Он впитает соль примерно через 15 минут. Выловите кусочки картофеля с помощью шумовки или пропустите через дуршлаг. Хотя я не пробовал эту технику, ее рекламирует Better Homes & Gardens , так что я предполагаю, что она работает!
Второй — уравновесить соль сахаром и перцем . И то, и другое поможет сбалансировать вкус вашего соуса с капельками. Начните с чайной ложки сахара и быстрой щепотки перца, хорошо перемешайте и попробуйте. Добавьте больше по мере необходимости.
Последний способ уменьшить количество соли в соусе — это пропорции. Вы можете разбавить соус , добавив больше жидкости и столовую ложку сливочного масла. Вы также можете получить НАМНОГО больше соуса, чем вам нужно, но я полагаю, что это лучше, чем вообще не иметь соуса.
Добавьте 1 чашку бульона (или просто воды, если бульон изначально способствовал солености) и 1 столовую ложку НЕСОЛЕНОГО сливочного масла. Соленое масло просто добавит солености, как и бульон с низким содержанием натрия.
Как хранить этот рецепт Easy Gravy
В зависимости от рецепта у вас могут остаться чашки с остатками соуса. Хорошей новостью является то, что он хорошо замораживается и может использоваться практически для всего. На самом деле, в некоторых рецептах может не хватить капель даже для приготовления соуса!
Остатки: Для хранения остатков просто поместите их в герметичный контейнер и храните до 5 дней. Разогрейте в микроволновке или на плите. Он будет слегка желеобразным, но растает. Не поддавайтесь желанию добавить больше жидкости, пока она полностью не нагреется, а затем примите это решение.
Замораживание: Замораживание в герметичных контейнерах или пластиковых пакетах для заморозки на срок до 6 месяцев. Соус также можно заморозить на мелкие кусочки, используя пластиковый лоток для кубиков льда. Заморозьте, положите их в пакет для заморозки, и у вас есть маленькие порции. Разморозить в холодильнике на ночь.
Охлажденные и замороженные жидкости имеют приглушенный вкус, поэтому вам может понадобиться добавить больше соли или черного перца. Сначала попробуйте на вкус.
Как подавать домашнюю подливу
Очевидный ответ — что угодно, но есть несколько традиционных рецептов, которые хорошо сочетаются друг с другом.
Часто задаваемые вопросы о рецептах соуса
Какова формула соуса?
Классическое соотношение для подливки 3:2:1: 3 столовые ложки муки, 2 столовые ложки жира и 1 стакан горячего бульона. Тем не менее, вы обнаружите, что соус очень щадящий, и его можно немного изменить. Муку можно заменить на кукурузный крахмал, аррорут или другие безглютеновые альтернативы. Жиры могут быть каплями со сковороды или топлеными жирами, маслом или даже салом. Жидкости могут быть мясными соками, бульоном или бульоном или даже вином, молоком или сливками.
В чем секрет хорошей подливки?
Секрет хорошего соуса заключается в использовании чего-то похожего на классическое соотношение и приправ без слишком большого количества соли. Претензия номер один к подливке заключается в том, что она слишком соленая. Это происходит потому, что капли со сковороды обычно содержат соль из мясных приправ, бульон или бульон содержат соль, а затем домашние повара добавляют дополнительную соль, думая, что ее нужно приправить. Это действительно та ситуация, когда вам нужно каждый раз пробовать, прежде чем добавлять приправы, потому что капли со сковороды никогда не будут одинаковыми.
Домашняя подливка лучше с мукой или кукурузным крахмалом?
Можно использовать любой из них, и ни один из них не лучше другого. Если у вас есть возможность приготовить пасту из ру (жир плюс мука) перед добавлением жидкости, используйте муку, но если добавить в конце, кукурузный крахмал, смешанный с небольшим количеством горячей жидкости, а затем темперированный, работает лучше. Также можно использовать аррорут и другие безглютеновые загустители.
В чем разница между подливкой и соусом?
Соус — это тип соуса, но не все соусы являются соусами. В некоторых мировых кухнях обычные соусы могут называться «соусами», даже если они не являются традиционной формулой. Например, томатный соус в Италии иногда называют соусом.
Другие рецепты соусов
Домашняя смесь соусов
Сливочный соус для сосисок
Рецепт соуса из красного вина
4.62 от 95 голосов
Домашний рецепт подливки из красного вина — это приготовленный заранее рецепт насыщенной и бархатистой подливки без капель со сковороды. Идеально подходит к индейке, курице, картофельному пюре или говядине!
Посмотреть этот рецепт
Французский луковый мясной рулет с луковым соусом
4.37 от 38 голосов
Французский луковый мясной рулет готовится из смеси специй с карамелизированным луком и пикантной луковой подливкой. Максимально комфортная еда.
Посмотреть этот рецепт
Легкий куриный соус
4.82 из 11 голосов
Легкий куриный соус, приготовленный с куриным пометом, — лучший рецепт домашнего куриного соуса! Это займет 10 минут и ингредиенты у вас уже есть в вашей кладовой.
Посмотреть этот рецепт
Больше Избранного от Пикантных Экспериментов
Домашняя Соуска
4,77 из 145 голосов
Домашняя подлива еще никогда не была такой простой! Узнайте, как приготовить подливу из капель, готовите ли вы курицу, индейку, свинину или говядину!
Время подготовки: 5 минут
Время приготовления: 15 минут
Общее время: 20 минут
Порции: 2,5 чашки
1/4 чашки несоленого сливочного масла
9 0149 1/4 стакана муки
2 стакана бульон
2 капельки столовой ложки
Кошерная соль и свежемолотый черный перец, по вкусу
Другие вкусовые наддребки
Смелите масло на среднем нагреве в соусепане.
Когда смесь растворится, взбейте ее с мукой до образования пасты. Продолжайте взбивать, пока ру не подрумянится и не станет ароматным.
Медленно добавьте бульон и капли, энергично взбивая.
На эту модель пока нет отзывов, но вы можете посмотреть видео обзоры и тест-драйвы на вкладке «Видео».
Прислать отзыв
Обои рабочего стола Volvo FH
Обои Volvo FH
Видео Volvo FH — тест драйвы
Объявления о продаже Volvo FH
Объявления о продаже новых автомобилей
Объявления о продаже подержанных автомобилей
Volvo FH / Вольво FH
Volvo FH — магистральные тягачи шведской компании Volvo, выпускаемые с 1993 года. Автомобили Volvo FH два раза получали титул «Грузовик года» — в 1994 и 2000-м году. Третье поколения Volvo FH-серии дебютировало в августе 2008 года. Новое поколение грузовиков разрабатывалось с основным акцентом на комфорт водителя и удобство в эксплуатации. Volvo FH стали оснащать доработанной системой освещения, которая помогает улучшить видимость при поворотах. Также из новшеств — высококачественная аудиосистема и поворотное пассажирское сиденье. Кабина Volvo FH отделана качественными материалами, что положительно отражается на комфорте.
Тягачи Volvo FH способны подарить водителю ощущение полного контроля и уверенности в дороге благодаря многочисленным системам безопасности. При разработке Volvo FH компания уделила внимание каждой детали грузовика, в результате чего получился высококачественный, надежный автомобиль для бизнеса в сфере грузоперевозок. Новые высокотехнологичные двигатели Volvo способны обеспечить высочайшую производительность при сравнительно низких затратах топлива.
«Джокер» в деле о тягаче Volvo, перевозившем «Бук» для Mh27
В преддверии годовщины крушения пассажирского самолета Boeing 777 авиакомпании Malaysia Airlines, совершавшего рейс Mh27, были найдены новые факты, подтверждающие причастность боевиков ДНР к авиакатастрофе. В ходе эксклюзивного расследования, проведенного командой InformNapalm, раскрыты очередные доказательства использования боевиками тягача Volvo FH-13, ранее перевозившего ЗРК «Бук-М1».
На видео, опубликованном на канале «Шторм Мариуполь» 16 октября 2014 года, один из боевиков показал автопарк разбитой трофейной военной техники. В своем сюжете он убеждает зрителей, что именно восстановленные трофеи, а не поставки вооружения из Российской Федерации являются основной «ударной силой сопротивления».
Трофейная техника, вероятнее всего, была перевезена в отстойник после Иловайского котла, в создании которого участвовали и подразделения ВС РФ. С первых кадров видео среди танков был замечен и белый тягач Volvo FH-13 с характерной синей полосой, который ранее фиксировался и на видео с перевозкой ЗРК «Бук-М1», сбившего Boeing 777 рейса Mh27 17.07.2014.
Автор видео на канале «Шторм Мариуполь» с позывным «Джокер» является представителем группировки «Белые лебеди». «Джокер» – уроженец Мариуполя и «военный корреспондент» незаконных вооруженных формирований ДНР (https://archive.is/26pZP ; https://archive.is/ZvsCF ; https://archive. is/OaFiF ;https://archive.is/OBSaE).
То, что именно этот тягач перевозил по оккупированной боевиками территории российский ЗРК «Бук-М1» под номером 3*2, не вызывает сомнения. На уже опубликованных фотодоказательствах был виден номер телефона, принадлежащий компании по аренде спецтехники в Донецке.
Также извесно, что на предприятии ПАО «Строймеханизация» в наличии находился только один тягач Volvo FH-13 с соответствующей окраской, – в этом можно убедиться, ознакомившись с прайсом на услуги спецтехники данной компании.
Первая следственная комиссия по факту крушения рейса «Боинга» прибыла на Донбасс 21 июля 2014 года. Из представленного видео, опубликованного 16 октября 2014 года, становится понятным, что все это время командиры незаконных вооруженных формирований и руководители ДНР не только знали о местонахождении тягача Volvo FH-13, фигурирующего в результатах расследований международных экспертов, но и использовали его для транспортировки других единиц вооружения и техники.
Надеемся, что наше расследование поможет в идентификации лиц, причастных к перевозке ЗРК «Бук-М1» по оккупированной боевиками территории Украины.
Напомним, что в конце апреля 2015 года командой InformNapalm в социальном профиле российского военнослужащего срочной службы войсковой части 83466 147 АБМО РФ Дмитрия Зубова были найдены неопровержимые доказательства переброски на военных тягачах нескольких единиц ЗРК «Бук-М1» к украинской границе. Переброска российских ЗРК проводилась ровно за 2 недели до уничтожения малазийского боинга. Спустя месяц наши расследования были использованы в отчетах зарубежных экспертов.
UPD: С помощью геолокации определено точное расположение базы техники боевиков: город Снежное, недалеко от шахты «Ударник».
Убедиться в точности определения места можно, сравнив спутниковый снимок базы и видео боевиков – здание котельной с дымовой трубой и ремонтный цех позади тягача Volvo:
Приграничное расположение города позволило создать на территории базы перевалочный пункт военной техники из России.
Материал подготовила krmvictory специально для InformNapalm.org
* Проверено редактором
vw tdi расширенная гарантия США
AlleShoppingBilderNewsMapsVideosBücher
suchoptionen
[PDF] Апрель 2018 Это уведомление относится к 2,0-литровому …
9000 9
www.vwdiesellookup.com › pdf › VWCourtSettlement_Emissions_Di…
Для следующих автомобилей Volkswagen с двигателем 2,0 л TDI, обновленных с модификацией выбросов, применимо продление гарантии. — Пассат с 2012 по 2014 г.в.
Ähnliche Fragen
На что распространяется расширенная гарантия VW TDI?
Каков срок действия расширенной гарантии TDI?
Сколько действует гарантия VW TDI?
Предлагает ли VW расширенную гарантию?
[PDF] 2009—2014 2.0L TDI Volkswagen
www.vwdiesellookup.com › pdf › VWCourtSettlement_Emissions_Di…
Расширенная гарантия, описанная в данном буклете, обеспечивает дополнительную защиту, если на ваш автомобиль все еще распространяется гарантия в время осмотра.
[PDF] Гарантийная информация
Static.nhtsa.gov ›ODI› TSBS
20.08.2019 · Расширенные гарантия на выбросы на 2,0 -литровые автомобили с генерацией 2 автоматической коробки передач были расширены на 3 месяца и на 3000 миль.
[PDF] Информация о гарантии
static.nhtsa.gov › odi › tsbs
20.08.2019 · Ограниченная гарантия «Расширенная гарантия на выбросы». Расширение для автомобилей 3,0 л TDI SUV поколения 2.1. (Touareg модельного года 2013-2014) — ПЕРЕСМОТРЕН.
Результаты 17 — 32 из 220 · Этот автомобиль имеет пробег 93400 км и дизельный двигатель. С расширенной гарантией Volkswagen все гарантийные ремонты выполняются в автомобилях Volkswagen …
VW Поиск модификации выбросов
www.vwdieselinfo.com
Просмотр текущего состояния модификации выбросов дизельного двигателя TDI. Чтобы проверить текущий статус модификации выбросов для конкретного дизельного автомобиля Volkswagen TDI …
Заявление о расширенной гарантии VW TDI Settlement [Pro Tips]
Десять лет и три месяца или 123 000 миль с даты начала эксплуатации автомобиля · Четыре года и три месяца или 51 000 миль с даты и пробег …
Выбросы — Volkswagen
www.vw.com › выбросы
VW Выбросы Модификация Поиск. Посмотрите текущий статус модификации выбросов TDI. … Утвержденные изменения выбросов и гарантийные обязательства.
Ваш путеводитель по расширенной гарантии Volkswagen — AutoGuide.com
www.autoguide.com › volkswagen-extended-warranty
23.12.2022 · Расширенная гарантия Volkswagen покрывает стоимость ремонта после механических поломок на срок до 10 лет или 150 000 миль, в зависимости от того, что наступит раньше …
Стоит ли покупать модифицированный Volkswagen (TDI) после выброса вредных веществ?
tap.fremontmotors.com › Trusted Auto Pros
26. 11.2019 · Расширенная гарантия на выбросы … Автомобили, модифицированные после выброса вредных веществ, получают гарантию на 10 лет / 120 000 миль пробега (с даты начала эксплуатации). Если дольше, ( …
Ca și Arghezi, ca și Camil Petrescu și în general ca toti marii publicisti, forța lui Ion Vinea se vede mai ales cînd atacă. Arghezi atinge blegeala adormitoare cînd cîntă. Datul literelor cu parfum nu-i stă bine nici lui Ion Vinea. Peste rîndurile de laudă, de cîntare, de închinăciune… Citiți tot articolul →
🛶 O exigență Lipsită de realism: autonomia comunitară 🛶 Note despre serialul The Last Kindom 🛶 Revăzînd Afganistanul 901 21 🛶 Balconul: Azilul de Noapte al Pisicilor 🛶 A vîndut Pădurea de Aramă unei firme din Малайзия!
Așa cum am anunțat, am angajat pe postul de colaborator постоянный al cristoiublog.ro, ChatGPT. Ne-am DAT seama din experiența anterioară că noul colaborator are Talent la luat interviuri. Drept urmare,… Citiți tot articolul →
Первый, общедоступный
Официальный номер монитора. 556/21 июня 2023 г., осень опубликовать două decizii, Nr.4/2CN/2023 și Nr.5/2CN/2023, emise de Colegiul Medicilor Стоматологи в Румынии, уход за больными activitatea medicului stomatolog și… Citiți tot articolul →
Am avut onoarea de a organiza o întevedere cu E.S. Mohammed Al Murr, Preşedinte al Consiliului de Directori ai Bibliotecii Mohammed Bin Rashid Al Maktoum din Dubai, care a… Citiți tot articolul →
După o investiţie de zeci de milioane de euro, după un proiect şi Consultant germană, după munca depusă de firmele protejate de PDL şi Forumul Democrat al Germanilor din România… Citiți tot articolul →
Galeria Romană găzduieţte expoziția de pictură ”Grădinăirea omului”, позаботьтесь о купринде lucrări din mai multe perioade de creație ale artistului Дорел Заика. Mulți dintre oamenii care trec prin Piața Romană, după… Citiți tot articolul →
Читаю. Цитата
Читаю. Цитата
Читаю. Цитата
Citesc zilnic presa, site-urile de știri, vorbesc Constant cu oameni Experimentați din mediul de presă și mă îngrozesc. Redactorii ăștia mici au ajuns la un asemenea hal de lene încât… Citiți tot articolul →
Недавнее издание в формате TIFF, уход из города Клуж-Напока, первый презент, на конкурсе, фильм Люй Энди Лупу, «Tinerețea unui dictator». „Tânărul Nicolae trăiește în sărăcie… Citiți tot articolul →
Provocat de domnul Ion Cristoiu, deși nu stabilisem că vom aborda «perioada Sibiu», am vorbit despre Evenimente traite și observate în perioada în care eram unul dintre cei doigazetari… Citiți tot articolul →
Cu ocazia împlinirii a 350 de ani de la nașterea marelui om de Cultural и principe al Moldovei, Dimitrie Cantemir (1673-1723), Computerland România a inițiat și organizat Proiectul RESTITUTIO CANTEMIR. … Citiți tot artic олул →
Călătoria făcută de Ciolacu cu metroul a reprezentat un gest de воображает? категорический. Dar, in final, ce e rău în asta? Nu Eram Noi aceia Care apreciam simplitatea? Nu știu… Citiți tot articolul →
Provocat de domnul Ion Cristoiu, deși nu stabilisem că vom aborda «perioada Sibiu», am vorbit despre evenimente traite și observate în perioada în care eram unul dintre cei doigazetari… Citiți tot articolul →
Provocat de domnul Ion Cristoiu, deși nu stabilisem că vom aborda «perioada Sibiu», am vorbit despre Evenimente traite și observate în perioada în care eram unul dintre cei doigazetari… Citiți tot articolul →
Fundația FARA Lansează Noul Proiect de Burse Educaționale Prin Care Se urmăreşte valorificarea capitalului uman, elevi și studenți din medii defavorizate, aflat într-o etapă crită de zvoltării sale. Прин… Citiți tot articolul →
Provocat de domnul Ion Cristoiu, deși nu stabilisem că vom aborda «perioada Sibiu», am vorbit despre Evenimente traite și observate în perioada în care eram unul dintre cei doigazetari… Citiți tot articolul →
Greva generală a Profesorilor a nceput în data de 22 mai 2023 și, практический, s-a inkeiat în mod subit luni, 12 iunie. Liderii de Sindicate au oprit greva fără acordul… Citiți tot articolul →
Are cineva access la setul/pachetul de analize și Evaluări din perspectiva interesului național al României cu privire la ELIMINAREA DREPTULUI DE VETO AL ĂĂRILOR MEMBRE (DECI ȘI AL ROMÂNIEI) ÎN… Citiți tot articolul →
37 de asociaţii ale magistraţilor din Europa au solicitat unanimate autorităţilor române să nu pună în practică proiectul de lege privind pensiile de serviciu ale magistraţilor, avertizând că acesta reprezintă… Citiți to артиколул →
E o disperare cumplită printre profesorii care sunt încă în grevă, amestecată cu amărăciunea, cu neputința, cu durerea nedreptății pe care o supporto de 3 săptamîni. Își roagă colegii care… Citiți tot articolul →
Părinții mei au fost profesori. Când eram mic, țin minte că se trezeau cu noaptea în cap, mergeau la țară să culeagă căpșunele și apoi veneau cu lăzile să le… Citiți tot articolul →
Să clarific, simplu, pentru a înțelege şi guvernanții: 1) Nu mai avem de-a face cu „o grevă a profesorilor pentru salarii”, avem de-a face cu o „mişcare societală” (încă firavă)… Citiți tot articolul →
Deși au fost scrise și publice cu 32 de ani în urmă, comentariile lui Ion Cristoiu din 1991 par inspirate din realitățile de azi A apărut al doilea volum din… Citiți tot articolul →
Adoptarea proiectului legii de modificare a pensiilor de serviciu ale magistraţilor – incluzând şi modificările intempestive aduse acestui proiect.
Новый Renault KANGOO модели — удобный, стильный, эффективный и изысканный, чтобы обеспечить наилучшие впечатления от вождения и удовлетворить потребности вашего бизнеса. Эта усовершенствованная модель сделала огромный шаг вперед по сравнению со своим предшественником, что привело к победе в конкурсе WhatVan? Компактный фургон 2022 года. Этот фургон занял первое место среди 14 легких коммерческих автомобилей 11 различных брендов, которые также были выпущены в последние месяцы. Последняя модель доступна с тремя дизельными двигателями, одним бензиновым и полностью электрическим. Фургон был выпущен в Великобритании в сентябре 2022 года.
Совершенно новый дизайн Renault KANGOO
Kangoo претерпел значительные изменения в дизайне, чтобы привести его в соответствие с семейством легковых автомобилей Renault, и теперь он имеет очень характерную решетку радиатора и фары с С-образными светодиодными дневными ходовыми огнями. Он также немного изменил форму, в результате чего увеличилось не только заднее грузовое пространство, но и салон. Новая модель будет доступна в двух вариантах длины с полезным объемом от 3,3 м³ до 3,9 м³.м³ в стандартном фургоне и от 4,2 м³ до 4,9 м³ в более длинном фургоне.
Каково вождение Renault KANGOO?
Новый KANGOO имеет низкую, как у легкового автомобиля, посадку водителя, которая удобна для вождения в городе и на автомагистралях. Низкая посадка водителя улучшает общее качество езды благодаря легкому и отзывчивому рулевому управлению и устойчивости на высоких скоростях. Ощущения от вождения зависят от типа топлива. Электрическая модель обеспечивает плавный мгновенный крутящий момент, а бензиновые/дизельные модели предлагают различную выходную мощность в соответствии с вашими потребностями бизнеса и вождения.
Вы можете выбрать между 1,3-литровым бензиновым двигателем с турбонаддувом мощностью 100 или 130 л.с., 1,5-литровым турбодизелем мощностью 75, 95 и 115 л. с. или KANGOO E-Tech, который предлагает около 100 л.с. от двигателя мощностью 75 кВт и аккумулятора 44 кВтч. Шестиступенчатая механическая коробка передач будет стандартной, но некоторые модели будут иметь опцию семиступенчатой коробки передач с двойным сцеплением.
Интерьер в стиле легкового автомобиля
Интерьер последней модели был разработан таким образом, чтобы в ежедневных поездках водители чувствовали себя как в легковом автомобиле. Центральным элементом является новая горизонтальная приборная панель со стильным внешним видом. Сиденья также были переработаны, чтобы обеспечить большую прочность и комфорт. Все эти факторы сделают вашу ежедневную поездку стоящей. Новая модель оснащена большим количеством мест для хранения, чтобы помочь вам поддерживать порядок и обеспечить безопасность вашего бизнес-оборудования. Это включает в себя открытый лоток в верхней части приборной панели, крытый отсек за датчиками, удобное крепление для телефона сбоку от блока датчиков и много места в центральной консоли.
Особенности загрузки
Чтобы увеличить пространство и удобство использования этого небольшого компактного фургона, пассажирское сиденье можно сложить вровень с полом, чтобы загрузить более длинные предметы. Это дополняется перегородкой, состоящей из двух частей, которая откидывается, чтобы защитить водителя от предметов в кабине. Существует также вариант с внутренним багажником на крыше, который складывается в потолок, когда он не используется. Это удобно для переноски предметов, включая лестницы.
Новейшие технологии и безопасность
Новейшая модель KANGOO оснащена мультимедийной системой Renault EASY LINK и новыми средствами помощи водителю. Это включает в себя постоянное внутреннее цифровое зеркало заднего вида. Эта новая система обеспечивает лучший задний обзор, когда перегородка закрывает естественный вид сзади. В новом модельном ряду Renault также представлены новые усовершенствованные системы помощи водителю, обеспечивающие максимальное удобство и безопасность на дороге. В информационно-развлекательной системе Renault вы можете получить доступ к климат-контролю и использовать Apple CarPlay и Android Auto во время вождения.
Думаете о переходе на электричество? Все, что вам нужно знать о новом Renault Kangoo E-Tech, читайте в нашем обзоре здесь. Если вам требуется больше грузового пространства для вашего бизнеса, мы рекомендуем ознакомиться с обзором фургона Renault Trafic , чтобы узнать, подходит ли он лучше.
Ознакомьтесь со всеми доступными предложениями Kangoo здесь. Если вы хотите получить дополнительную информацию о совершенно новом Renault KANGOO и зарегистрировать свой интерес, заполните форму запроса ниже:
Технические характеристики автомобиля RENAULT Kangoo. Технические характеристики автомобиля. Информация о расходе топлива автомобиля.
ТРАКТОР К-701. ОПИСАНИЕ И ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ…………………………………………………..…………3
ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ ТРАКТОРА КИРОВЕЦ…………………………………………………………………………5
КОНТРОЛЬ И РЕГУЛИРОВКА…………………………………………..7
КОНТРОЛЬНО – ИЗМЕРИТЕЛЬНЫЕ ПРИБОРЫ ДЛЯ КОНТРОЛЯ РАБОТЫ ДИЗЕЛЯ И ТРАКТОРА…………………………………….………8
ЩИТОК ЗИМНЕГО ЗАПУСКА………………………………….……….8
СВЕТОСИГНАЛЬНЫЕ ПРИБОРЫ……………………………………..9
ДОПОЛНИТЕЛЬНАЯ ХАРАКТЕРИСТИКА
ТРАКТОРА К-701………………………………………………………………..…..11
СХЕМА СТРОЕНИЯ ТРАКТОРА К-701………………………………12
БИБЛИОГРАФИЧЕСКИЙ СПИСОК…………………………………….13
1 ТРАКТОР К-701. ОПИСАНИЕ И ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Колесные трактор Кировец К-701 является сельскохозяйственным трактором общего назначения.
Трактор унифицирован и отличается главным образом конструкцией моторной установки: на тракторе К-701 установлен четырехтактный двенадцатицилиндровый V-образный дизель ЯМЗ-240БМ.
Рама трактора Кировец состоит из двух полурам, соединенных шарнирным устройством. Полурамы трактора могут поворачиваться относительно друг друга вокруг горизонтального и вертикального шарниров. Это обеспечивает хорошую маневренность и постоянное зацепление всех колес трактора с почвой.
Дизель и системы моторной установки смонтированы на передней полураме. Пуск дизеля производится электростартером. Для облегчения пуска в холодное время года тракторы Кировец оборудованы системой предпускового подогрева. Для поддержания оптимального теплового режима дизель ЯМЗ-240БМ снабжен автоматической системой управления вентилятором.
Трансмиссия трактора состоит из полужесткой муфты с редуктором привода насосов, коробки передач, мостов и карданной передачи.
Оба моста трактора Кировец ведущие. Задний мост — отключаемый. Колеса бездисковые, на шинах одинакового размера, низкого давления, с протекторами повышенной проходимости. Колеса имеют рабочие тормоза с пневматическим приводом.
Стояночный тормоз — колодочно-дисковый, установлен на переднем мосту.
Управление поворотом — гидравлическое, при помощи гидрораспределителя и двух гидроцилиндров, смещающих полурамы относительно друг друга вокруг вертикального шарнира.
Кабина трактора — цельнометаллическая, двухместная, герметизированная, расположена за моторной установкой и крепится через амортизаторы к постаменту, установленному на раму. Применение термоизоляции, отопления и вентиляции в кабине создает благоприятный микроклимат. Сиденье водителя — подрессоренное, с гидравлическим амортизатором двойного действия. Жесткость пружины сиденья можно регулировать в зависимости от массы водителя. Кабина оборудована дополнительным сиденьем.
Трактор Кировец снабжен раздельно-агрегатной гидравлической системой и трехточечным навесным устройством для агрегатирования с сельскохозяйственными машинами. Для наружного освещения и сигнализации на тракторе спереди установлены две фары и два габаритных фонаря, сзади — три поворотные фары на кабине и два габаритных фонаря на задних крыльях.
С целью расширения сферы использования, увеличения годовой занятости и экономической эффективности трактора на него можно установить дополнительное оборудование, которое позволит использовать его на дорожно-строительных и землеройных работах.
2 ДОПОЛНИТЕЬНОЕ ОБОРУДОВАНИЕ ТРАКТОРА КИРОВЕЦ
— комплект узлов реверсивного управления трактором, предназначенный для обеспечения работы трактора с машинами и орудиями, требующими движения задним ходом;
— комплект узлов вала отбора мощности, предназначенный для обеспечения работ с машинами и орудиями, имеющими активные рабочие органы.
Давление масла в главной масляной магистрали на прогретом дизеле должно быть в пределах 0,4-0,7 МПа (4-7 кгс/см2) при номинальной частоте вращения коленчатого вала дизеля и не менее 0,1 МПа (1 кгс/см2) при минимальной частоте вращения холостого хода.
После длительной эксплуатации допускается работа дизеля при давлении масла не ниже 0,3 МПа (3 кгс/см2) для трактора К-701 и 0,35 МПа (3,5 кгс/см ) для трактора К-700А при номинальной частоте вращения коленчатого вала дизеля и не ниже 0,05 МПа (0,5 кгс/см2) при минимальной частоте вращения холостого хода.
Температура охлаждающей жидкости и масла должна поддерживаться в пределах 80-100 °С.
Допускается кратковременное повышение температуры охлаждающей жидкости и масла до 105 °С.
Не допускается работа дизеля под нагрузкой при температуре охлаждающей жидкости ниже 70 С°, так как при этом ухудшается сгорание топлива и происходит конденсация его на стенках гильз. Из-за неполного сгорания резко возрастает износ гильз и поршневых колец и снижается экономичность работы дизеля.
Не допускается работа дизеля при минимальной частоте вращения холостого хода коленчатого вала более 15 мин.
Свечение сигнализатора масляного фильтра на тракторе Кировец К-701 при работе прогретого до нормальной температуры дизеля указывает на загрязненность и повышенное сопротивление фильтрующих элементов, на открытие перепускного клапана и поступление нефильтрованного масла в систему смазки дизеля, в этом случае требуется замена фильтрующих элементов.
Давление масла в гидросистеме коробки передач при частоте вращения коленчатого вала дизеля 12,5-31,7 с-1 (750-1900 об/мин) должно быть 0,8-1,0 МПа (8-10 кгс/см2). Нарастание давления масла на каждой передаче должно быть быстрым. Давление воздуха в пневмосистеме в процессе работы должно быть 0,55-0,75 МПа (5,5-7,5 кгс/см2). Давление масла после фильтра турбокомпрессора должно быть не менее 0,3 МПа (3 кгс/см2) при номинальной частоте вращения коленчатого вала дизеля и не менее 0,05 МПа (0,5 кгс/см2) при минимальной частоте вращения холостого хода.
3 КОНТРОЛЬ И РЕГУЛИРОВКА
Контроль регулировок осуществляется при проведении технического обслуживания или по мере необходимости.
Для контроля и регулировок могут быть использованы:
— указатели давления — при контроле величины давления масла в гидросистемах коробки передач, навесного устройства, управления поворотом и воздуха в пневмосистеме;
— шинный манометр — при контроле величины внутреннего давления воздуха в шинах;
— моментоскоп — для определения угла опережения впрыска топлива;
— прибор для проверки и регулировки форсунок;
— устройство для проверки натяжения ремней;
— набор щупов — для контроля величины зазоров в механизмах, требующих регулировки;
— мерная линейка — для контроля хода штоков тормозных камер рабочих тормозов;
— тестер, указатели тока и напряжения, нагрузочная вилка, денсиметр, реостат, динамометр, контрольная лампа — комбинированный прибор при проверке электрооборудования и контрольных приборов;
— динамометрические ключи — для контроля момента затяжки болтов и гаек в механизмах трактора, требующих определенного усилия затяжки крепежа;
— прибор для контроля свободного хода рулевого колеса;
— сигнализатор засоренности — для контроля состояния кассет второй ступени воздухоочистителя.
4 КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ ПРИБОРЫ ДЛЯ КОНТРОЛЯ РАБОТЫ ДИЗЕЛЯ И ТРАКТОРА
Указатель тока. Он предназначен для контроля над режимом работы аккумуляторных батарей. В момент пуска дизеля и во время работы его при минимальной частоте вращения холостого хода, а также при неработающем дизеле и включенных потребителях указатель тока показывает разрядный ток, стрелка его находится слева от нулевого деления шкалы. При зарядке аккумуляторных батарей от генератора во время работы дизеля на номинальной частоте вращения коленчатого вала стрелка указателя тока устанавливается справа от нулевого деления шкалы;
Тахоспидометр. Он предназначен для измерения частоты вращения коленчатого вала, скорости движения трактора, а также для отсчета условных часов работы дизеля. В верхней части прибора расположены две скоростные шкалы:
Нижняя — III режим 4-я передача — от 0 до 15 км/ч;
Верхняя — IV режим 4-я передача — от 10 до 35 км/ч.
На тракторе Кировец К-701 на щитке приборов установлен дополнительно приемник указателя давления масла в подшипниках турбокомпрессора (в связи с установкой на дизеле трактора турбокомпрессора) и отсутствует включатель маслозакачивающего насоса.
5 ЩИТОК ЗИМНЕГО ЗАПУСКА
На щитке зимнего запуска, установленном вне кабины, расположены:
1 — включатель подогрева топлива в горелке котла обогрева;
2 — переключатель свечи накаливания и запуска электродвигателя нагнетателя;
3 — предохранитель;
4 — штепсельная розетка. Служит для подключения переносной лампы.
6 СВЕТОСИГНАЛЬНЫЕ ПРИБОРЫ
Для освещения дорожного полотна на бампере трактора установлены две фары, в которые вставляются двухнитевые лампы. Для освещения рабочей зоны и прицепных орудий сзади на тракторе установлены три фары с двухнитевыми лампами, в которых используется только одна нить 50 Вт. Направление света задних фар регулируют путем поворота фар в шаровой опоре и самих опор.
Светосигнальные приборы:
— передние фонари, имеющие две секции: одна — с бесцветным рассеивателем и двухнитевой лампой для обозначения габаритов трактора, при этом используется только нить 5 Вт; другая — с оранжевым рассеивателем и однонитевой лампой для обозначения поворота трактора;
— задние фонари имеют по две секции: одна — с рассеивателем рубинового цвета с двухнитевой лампой, причем нить 5 Вт используется для габаритов трактора, а нить 21 Вт — для указания торможения трактора — «стоп-сигнал»; другая — с рассеивателем оранжевого цвета и однонитевой лампой для сигнализации поворота трактора.
На передних крыльях установлены повторители боковых указателей поворота с рассеивателем оранжевого цвета, укомплектованные лампами А12-5. На кабине сверху установлен фонарь освещения номерного знака. Для подачи питания на сигнальные фонари прицепов при агрегатировании их с трактором служит розетка, установленная на щитке прицепных агрегатов, который расположен на постаменте кабины. Там же установлена розетка для подключения переносной лампы. Кроме того, имеются розетки, расположенные в кабине трактора на передней стенке и в левом бункере на щитке зимнего запуска.
В кабине трактора на потолке установлен плафон для освещения салона кабины. Для освещения подкапотного пространства на облицовке трактора установлен подкапотный фонарь. На крыше кабины установлен знак «Автопоезд».
Для включения и выключения света передних фар, габаритных огней, подсветки номерного знака и подсветки приборов служат центральный переключатель света, установленный на щитке приборов, и переключатель 1, не имеющий нейтрального положения и установленный на рулевом щитке. Для включения звукового сигнала служит кнопка 3. Для включения сигналов поворота трактора на рулевом щитке установлен переключатель 2. Рычаг переключателя имеет три фиксированных положения — левый поворот, нейтраль и правый поворот. При переводе рычага на себя включается указатель правого поворота, от себя — указатель левого поворота. При включении любого сигнала поворота на рулевом щитке мигающим светом загорается сигнальная лампа зеленого цвета. При переводе центрального переключателя в положение II включаются одновременно задние и передние габаритные огни, подсветка номерного знака и подсветка приборов. Кроме того, установив переключатель 1 рулевого щитка в положение Б , можно дополнительно включить ближний свет передних фар. При переводе центрального переключателя в положение III остаются включенными задние и передние габаритные огни, подсветка номерного знака, подсветка приборов, а также дальний или ближний свет передних фар в зависимости от положения переключателя 1, установленного на рулевом щитке. «Стоп-сигналы» загораются при нажатии на тормозную педаль; в этот момент в тормозном кране замыкаются контакты и получают питание нити ламп (21 Вт), установленные в рубиновых секциях задних фонарей.
7 ДОПОЛНИТЕЛЬНАЯ ХАРАКТЕРИСТИКА ТРАКТОРА К-701:
Название: Трактор К-701
Назначение/краткая информация: Трактор в основном используется в сельском хозяйстве: пахота, культивация, воронование, транспортные работы.
Двигатель: ЯМЗ — 240 БМ
База трактора: 3200 мм (±30)
Колея: 2115 мм (±20)
Путь торможения: (со скорости 30 км/ч), м. не более 🙂 13
Скорость движения: Вперед 2,9 — 33,8 км/час 2,6 — 30,2 км/час. Назад 5,1 — 24,3 км/час 4,6 — 21,7 км/час
Эксплуатационная мощность двигателя: 220 кВт (298 л.с.) 158 кВт (213 л. С.) . Эксплуатационная масса: 1125 / 13400 кг 10750 / 12850 кг.
Производитель: Кировский завод
8 СХЕМА СТРОЕНИЯ ТРАКТОРА К-701
Рисунок 1
9 БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Гуревич,А.М. Тракторы и автомобили [Текст] : по спец. 1502 “Механизация с/х” /АМ.Гуревич,Е.М.Сорокин.-4 издание. ,перераб. И доп.-М.:Колос, 1978.-479с. Ил.- (Учебники и учеб. Пособия для с.-Х.Техникумов).-20 Экз-ры: АУЛ (92), СЧЗ (9), АНЛ (10)
Устройство пневматической системы тракторов «Кировец» унифицировано. Она отличается только расположением на тракторах. Источником энергии служит пневмокомпрессор; к регулирующим и распределяющим устройствам относятся регулятор давления, тормозной комбинированный кран, разобщительный кран, соединительная головка, кран отбора воздуха, вентили стеклоочистителей, буксирный клапан, предохранительный клапан; исполнительными механизмами служат тормозные камеры, стеклоочистители и емкостями — три воздушных баллона.
Компрессор — двухцилиндровый, одноступенчатый, поршневого типа. Установлен на двигателе и приводится в действие клиноременной передачей от шкива вентилятора. Регулятор давления мембранного типа с клапаном. Включает компрессор при снижении давления в системе до 550 кПа (5,5 кгс/см2) и отключает при давлении выше 700 кПа (7 кгс/см2). Предохранительный клапан — шарикового типа, срабатывает при давлении 900…950 кПа (9…9,5 кгс/см2).
Тормозной комбинированный кран — двухсекционный, диафрагмен-ного типа с двумя впускными (рис. 30) и двумя выпускными клапанами и рычажной приводной системой. К верхней секции присоединяют магистраль прицепа, к нижней секции — трубопроводы от тормозных камер трактора. Сжатый воздух поступает из воздушных баллонов к впускным клапанам обеих секций.
Рис. 30. Тормозной комбинированный кран и схема его работы: а — при торможении; б — при отпущенных тормозах; 1 — чехол; 2 — тяга; 3 – винт регулировки свободного хода рычага ручного привода тормозов прицепов; 4, 15, 19 и 33 — крышки; 5 — направляющая штока; б — болт регулировки свободного хода рычага тормозного крана; 7 — шток; 8 и 30 — уравновешивающие пружины; 9, 23 и 27 — диафрагмы; 10, 14, 18 и 26- пружины; 11 и 25 — уплотнительные кольца; 12, 17, 20 и 28 — седла клапанов; 13 и 22 — выпускные клапаны; 16 и 21 – впускные клапаны; 24- датчик стоп-сигнала; 29 — стакан; 31 — ось; 32 и 35 — рычаги; 34 — палец; 36 — болт регулировки ограничения хода штока; 37 кулачок; А, Б, В, Г, Д, Е полости; I — из ресивера; II- в ресивер.
Тормозная система прицепа в отличие от тормозной системы трактора срабатывает при прекращении подачи воздуха в соединительную магистраль. При отпущенной тормозной педали 4 (см. рис. 27), в нижней секции тормозного комбинированного крана подача сжатого воздуха к тормозным камерам перекрыта впускным клапаном, а в верхней секции впускной клапан открыт, и сжатый воздух поступает в магистраль прицепа — тормоза трактора и прицепа выключены.
При нажатии на тормозную педаль рычажная система закрывает впускной клапан верхней секции и открывает впускной клапан нижней секции. При этом сжатый воздух поступает в тормозные камеры трактора и не поступает в магистраль прицепа — тормоза трактора и прицепа включены.
Откройте для себя захватывающую суть поездки, где бы она ни находилась.
Обнаружить
Лучшие реплики случаются в оффлайне.
Обнаружить
Езда в чистом виде.
Обнаружить
Путешествие на двух колесах начинается здесь
ОБНАРУЖИТЬ
Лучшие реплики случаются в оффлайне
ОБНАРУЖИТЬ
Husqvarna 701 Супермото | Norfolk & Suffolk
Husqvarna 701 Supermoto
Предложения
Обзор
Сделать запрос
СУТЬ ЕЗДЫ
Мощный одноцилиндровый 701 Supermoto демонстрирует непревзойденную производительность на асфальте. Легкий, идеально сбалансированный и оснащенный новейшими электронными средствами помощи водителю, этот мотоцикл допускает полную настройку и способствует увеличению времени езды. Отличающийся своей черно-серой окраской, 701 Supermoto производит заметное впечатление на дороге.
Описание
Дополнительная информация
ДВИГАТЕЛЬ
Одноцилиндровый двигатель с одним верхним распределительным валом и жидкостным охлаждением отличается новейшим дизайном и электронными технологиями. Выдающаяся максимальная выходная мощность 55 кВт (74 л.с.) при 8000 об/мин и крутящий момент 71 Нм при 6750 об/мин не оставляют водителю никаких сомнений в производительности этого легкого агрегата.
ГОЛОВКА ЦИЛИНДРОВ
Компактная конструкция с одним верхним распределительным валом, 4-клапанная головка цилиндров с впускными клапанами диаметром 42 мм и выпускными клапанами диаметром 34 мм, приводимыми в действие надежной системой коромысла, которая обеспечивает точную синхронизацию клапанов на высоких оборотах двигателя. Зажигание осуществляется с помощью двойной свечи зажигания, каждая из которых имеет индивидуальный контроль опережения зажигания для оптимального сгорания топлива в камере сгорания большого диаметра.
ДРОССЕЛЬНАЯ ДРОССЕЛЬНАЯ СИСТЕМА RIDE-BYRE
Электронная система впрыска топлива Keihin имеет корпус дроссельной заслонки диаметром 50 мм без механической связи с рукояткой дроссельной заслонки. Когда водитель открывает или закрывает дроссельную заслонку, дроссельная заслонка управляется электронным способом системой управления двигателем (EMS). EMS постоянно сравнивает параметры двигателя с данными датчиков и соответствующим образом регулирует дроссельную заслонку, обеспечивая идеальную подачу мощности и приемистость.
КОРОБКА ПЕРЕДАЧ
Легкая 6-ступенчатая коробка передач оснащена функцией Easy Shift, позволяющей плавно переключать передачи вверх или вниз без использования сцепления. В системе используются два датчика, один датчик находится на рычаге переключения передач, который определяет движение штока рычага переключения передач, когда водитель переключается на более высокую передачу. Поскольку второй датчик определяет включение передачи, он согласовывает параметры двигателя, чтобы обеспечить простое переключение передач при любых оборотах или нагрузке двигателя.
РАМА
Легкая решетчатая рама изготовлена из высококачественной хромомолибденовой стали и разработана для обеспечения точного обращения и внушения полной уверенности. Подробная обратная связь передается водителю благодаря точно рассчитанной жесткости на кручение и продольному изгибу.
ЗАДНЯЯ ПОДРАМА И БАК ИЗ ПОЛИАМИДА
Самонесущий задний подрамник со встроенным 13-литровым топливным баком идеально расположен для наилучшего распределения веса. Цельная конструкция, изготовленная методом ротационного формования термопластов, весит всего 5,2 кг и изготовлена из высокопрочного полиамида.
ПОДВЕСКА WP (ПЕРЕДНЯЯ)
Раздельная вилка WP APEX имеет ход колеса 215 мм, отличается улучшенным демпфированием и более простой настройкой по сравнению с традиционными вилками благодаря отдельным цепям демпфирования в ножках вилки. Левая нога предназначена для демпфирования сжатия, а правая нога вилки — для демпфирования отбоя.
ПОДВЕСКА WP (ЗАДНЯЯ)
Полностью регулируемый задний амортизатор WP APEX имеет регулировку демпфирования отбоя, а также регулировку демпфирования высокого и низкого сжатия. Ход заднего колеса 250 мм гарантирует идеальный контроль в любых условиях, будь то узкие и извилистые горные дороги или многолюдные городские центры.
КОЛЕСА
Черные анодированные колеса Giant со спицами, легкие и прочные. 17-дюймовые колеса обуты в шины Continental ContiAttack Supermoto 120/70 и 160/60 спереди и сзади соответственно для необычайно легкого управления и исключительного контроля при любых углах наклона. Мощность двигателя можно легко отрегулировать на лету с помощью двух уникальных режимов езды. Режим 1 обеспечивает спортивную реакцию дроссельной заслонки и чувствительный к поворотам контроль тяги, сводя к минимуму проскальзывание колес и заднее колесо для оптимальной езды по улицам. Режим 2 обеспечивает более агрессивный дроссель ответ с уменьшенным контролем тяги, чтобы позволить заносы и полный контроль над скольжением, нацеленный на трек или безоговорочное использование улицы. 0003
КОНТРОЛЬ ТЯГИ
Чувствительная к углу наклона система контроля тяги отслеживает скорость заднего колеса и немедленно (в течение миллисекунд) реагирует, если скорость вращения заднего колеса несоразмерна дорожной ситуации. Система работает, уменьшая мощность двигателя плавным и едва заметным вмешательством в дроссельную заслонку, пока система не уменьшит проскальзывание до оптимального уровня для выбранного режима езды и текущего угла наклона. Для райдеров, которым нужен полный контроль над мотоциклом, антипробуксовочная система также может быть отключена.
ТОРМОЗА
Моноблочный суппорт Brembo спереди обеспечивает превосходную жесткость и минимальный вес для нового уровня производительности Supermoto благодаря цельной алюминиевой конструкции, изготовленной на станке с ЧПУ. Исключительная тормозная способность с улучшенным ощущением тормоза и управляемостью доступны по желанию водителя благодаря радиально установленному 4-поршневому суппорту с плавающим диском Ø 320 мм спереди и однопоршневому суппорту Ø 240 мм с плавающим диском сзади. Новейшая технология ABS, чувствительная к поворотам, от Bosch гарантирует максимальную безопасность и полную уверенность.
ОБОРУДОВАНИЕ
Элегантный современный кузов имеет эргономичную конструкцию, обеспечивающую связь водителя с мотоциклом и неограниченную свободу передвижения в любых ситуациях. Удовольствие от вождения еще больше улучшает удлиненное сиденье, которое доходит до кожуха радиатора для улучшения сцепления и контроля в более крутых поворотах. Кроме того, USB-разъем аккуратно расположен за маской фары для удобного и непрерывного питания всех навигационных устройств.
ТРОЙНЫЕ ЗАЖИМЫ, ОБРАБАТЫВАЕМЫЕ НА ЧПУ
Анодированные тройные зажимы, изготовленные на станке с ЧПУ, предназначены для высокопроизводительных нужд Supermoto. Стильно изготовленные и спроектированные с точным изгибом, они передают водителю подробную обратную связь о поведении передней части.
ПРОКЛАДОЧНОЕ СЦЕПЛЕНИЕ
APTC (Сцепление Adler Power Torque Clutch) от Adler позволяет увеличить скорость при входе и выходе из поворота за счет максимального сцепления заднего колеса при резком ускорении, а также предотвращения нестабильности заднего колеса и подпрыгивания при резком торможении в повороте. вершина поворота. Таким образом, водитель получает максимальный контроль и идеальное переключение на пониженную передачу.
СОВМЕСТИМОСТЬ С ЛИЦЕНЗИЕЙ A2
Модель 701 SUPERMOTO со специальной схемой двигателя A2, которая ограничивает мощность до 30 кВт, подходит для обладателей лицензии A2, которые жаждут удивительной маневренности и управляемости в сочетании с последними технологическими инновациями.
Двигатель
Тип
Супермото
Дизайн
1-цилиндровый 4-тактный двигатель
Объем двигателя
692,7 см3
Отверстие
105 мм
Ход
80 мм
Стартер
Электрический стартер
Трансмиссия
6-ступенчатая
Муфта
Проскальзывающее сцепление APTC(TM) с гидравлическим приводом
Выбросы CO2
96 г/км
Скорая помощь
Keihin EMS с RBW, двойное зажигание
Охлаждение
С жидкостным охлаждением
Мощность в кВт
55 кВт
Смазка
Принудительная смазка маслом с 2 масляными насосами
Шасси
900 89 Масса (без топлива)
148 кг
Емкость бака
13 л
АБС
Двухканальная АБС Bosch 9. 1 MP (включая АБС на поворотах и режим Supermoto Disengegegable)
Диаметр переднего тормозного диска
300 мм
Задний Диаметр тормозного диска
240 мм
Передний тормоз
Четырехпоршневой радиальный фиксированный суппорт Brembo, тормозной диск
Задний Тормоз
Однопоршневой плавающий суппорт Brembo, тормозной диск
Конструкция рамы
Решетчатая рама из хромомолибденовой стали с порошковым покрытием
Передняя подвеска
WP APEX 48
Задняя подвеска
WP APEX с рычажным механизмом Pro-Lever
Дорожный просвет
238 мм
Угол поворота рулевой колонки
63,6 °
Ход подвески (передняя)
215 мм
Ход подвески (задняя)
240 мм
СУТЬ ЕЗДЫ Мощный одноцилиндровый 701 Supermoto воплощает в себе чистый дух супермото, демонстрируя непревзойденную производительность на асфальте.


 ..0,15 мм обеспечить за счет подбора прокладок
..0,15 мм обеспечить за счет подбора прокладок ..0,15 мм обеспечить за счет подбора прокладок
..0,15 мм обеспечить за счет подбора прокладок .240 НВ
.240 НВ Сырье для изготовления кирпича — глина, суглинки, пески.
Сырье для изготовления кирпича — глина, суглинки, пески.
 Было установлено, что выбранный электродвигатель удовлетворяет необходимой расчетной мощности.
Было установлено, что выбранный электродвигатель удовлетворяет необходимой расчетной мощности. Su, за 5900000 ₽ при минимальной заявке 1. На данный момент статус товара – «В наличии».
Su, за 5900000 ₽ при минимальной заявке 1. На данный момент статус товара – «В наличии». Далее перейдите на интересующую Вас вкладку .
Далее перейдите на интересующую Вас вкладку . su носит исключительно информационный характер и ни при каких условиях не является публичной офертой.
su носит исключительно информационный характер и ни при каких условиях не является публичной офертой.  Выставка «Напечатано в 1085 году: китайский буддийский канон династии Сун», которая будет проходить в Западном зале библиотеки с 29 апреля по 4 декабря 2023 года, расскажет об обстоятельствах создания книги и ее религиозном значении, а также расширит круг посетителей. ‘ понимание китайской текстовой традиции. Дополнительные материалы, связанные с текстом, также будут демонстрироваться для обеспечения исторического контекста.
Выставка «Напечатано в 1085 году: китайский буддийский канон династии Сун», которая будет проходить в Западном зале библиотеки с 29 апреля по 4 декабря 2023 года, расскажет об обстоятельствах создания книги и ее религиозном значении, а также расширит круг посетителей. ‘ понимание китайской текстовой традиции. Дополнительные материалы, связанные с текстом, также будут демонстрироваться для обеспечения исторического контекста. Созданная во времена династии Сун (960–1279) между 1080 и 1112 годами, книга в стиле аккордеона имеет длину 31 фут, из которых 21 фут будет выставлен на обозрение. Это одна из самых длинных сутр или сборников афоризмов в буддийском каноне и представляет собой сборник доктрин и ритуальных практик, широко применяемых в Восточной Азии. Текст представляет собой видение всей вселенной как состоящей из взаимопроникающих элементов (как зеркала, отражающиеся в зеркалах) внутри тела Космического Будды. «Короче говоря, это отражает представление о том, что «я — это ты, ты — это я; мы все — Будда», — сказал Ян. Неизвестно, действительно ли сам Будда произносил слова, содержащиеся в Писание Великого Цветочного Орнамента . Скорее, вполне вероятно, что его последователи за столетия адаптации и толкования включили суть его учений в это и многие другие сохранившиеся буддийские труды.
Созданная во времена династии Сун (960–1279) между 1080 и 1112 годами, книга в стиле аккордеона имеет длину 31 фут, из которых 21 фут будет выставлен на обозрение. Это одна из самых длинных сутр или сборников афоризмов в буддийском каноне и представляет собой сборник доктрин и ритуальных практик, широко применяемых в Восточной Азии. Текст представляет собой видение всей вселенной как состоящей из взаимопроникающих элементов (как зеркала, отражающиеся в зеркалах) внутри тела Космического Будды. «Короче говоря, это отражает представление о том, что «я — это ты, ты — это я; мы все — Будда», — сказал Ян. Неизвестно, действительно ли сам Будда произносил слова, содержащиеся в Писание Великого Цветочного Орнамента . Скорее, вполне вероятно, что его последователи за столетия адаптации и толкования включили суть его учений в это и многие другие сохранившиеся буддийские труды. Император Тайцзу, правивший с 960 по 976 год нашей эры, хотел распространять буддийские учения, что привело к ускорению ксилографии в Китае. При создании Священное Писание Великого Цветочного Орнамента Чунчжэнь — настоятель храма Дунчан в Фучжоу, Китай — возглавил большую команду монахов и ремесленников, которые вырезали и покрасили более 165 000 деревянных досок, напечатав 5 850 томов Великого Канона Вечности . Долголетие периода правления Чуннина г., или Чуннинский канон. Это был один из самых трудоемких и ресурсоемких печатных проектов, когда-либо предпринятых в имперской истории Китая. Сегодня нет никаких остатков храма Дунчан или оригинальных ксилографий, а неполные собрания томов Чуннинского канона разбросаны по библиотекам и частным коллекциям по всей Азии, Европе и Северной Америке, и все это составляет том Хантингтона Чуннинского канона. особо ценный исторический артефакт.
Император Тайцзу, правивший с 960 по 976 год нашей эры, хотел распространять буддийские учения, что привело к ускорению ксилографии в Китае. При создании Священное Писание Великого Цветочного Орнамента Чунчжэнь — настоятель храма Дунчан в Фучжоу, Китай — возглавил большую команду монахов и ремесленников, которые вырезали и покрасили более 165 000 деревянных досок, напечатав 5 850 томов Великого Канона Вечности . Долголетие периода правления Чуннина г., или Чуннинский канон. Это был один из самых трудоемких и ресурсоемких печатных проектов, когда-либо предпринятых в имперской истории Китая. Сегодня нет никаких остатков храма Дунчан или оригинальных ксилографий, а неполные собрания томов Чуннинского канона разбросаны по библиотекам и частным коллекциям по всей Азии, Европе и Северной Америке, и все это составляет том Хантингтона Чуннинского канона. особо ценный исторический артефакт. Эрбуру.
Эрбуру.  org
org 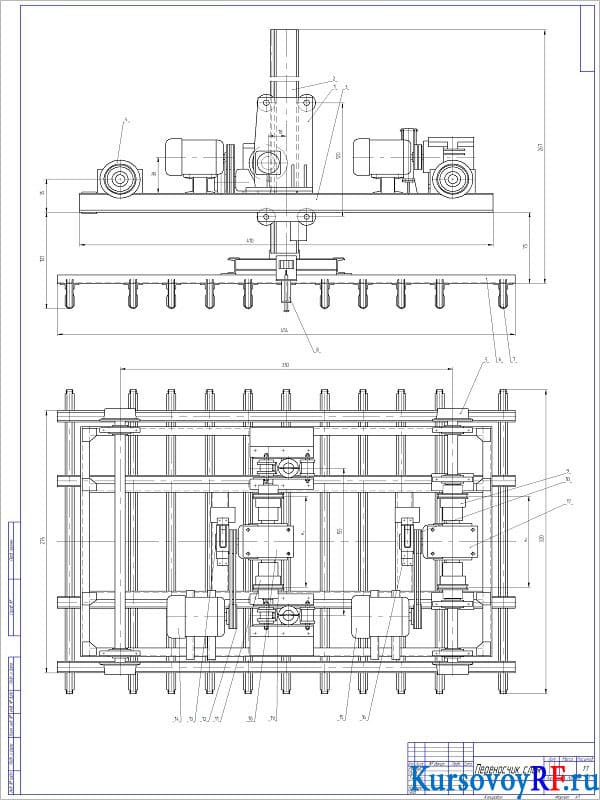 Все, от мелкого текста до сложной графики, выглядит потрясающе четким и четким.
Все, от мелкого текста до сложной графики, выглядит потрясающе четким и четким. Даже после долгих часов непрерывной работы* эти мониторы обеспечивают четкое и четкое изображение.
Даже после долгих часов непрерывной работы* эти мониторы обеспечивают четкое и четкое изображение. Эта безвентиляторная конструкция также упрощает обслуживание монитора.
Эта безвентиляторная конструкция также упрощает обслуживание монитора.
 между выносными опорами, м:
между выносными опорами, м: 44.001 автокрана Галичанин КС-4572А, КС-4579, КС-45719, КС-55713, КС-55715
44.001 автокрана Галичанин КС-4572А, КС-4579, КС-45719, КС-55713, КС-55715 Это позволяет повысить прочность и устойчивость компонента к механическим нагрузкам. Кроме того, изделие приобретает антикоррозийные свойства. Таким образом продлевается срок службы не только барабана, но и всего механизма подъема груза.
Это позволяет повысить прочность и устойчивость компонента к механическим нагрузкам. Кроме того, изделие приобретает антикоррозийные свойства. Таким образом продлевается срок службы не только барабана, но и всего механизма подъема груза. ru»>Кронштейн барабана грузовой лебедки КС-3562А.44.001 автокрана Галичанин КС-4572А, КС-4579, КС-45719, КС-55713, КС-55715 по оптовой цене, можно заказать на нашем сайте или отправить заявку на электронную почту
ru»>Кронштейн барабана грузовой лебедки КС-3562А.44.001 автокрана Галичанин КС-4572А, КС-4579, КС-45719, КС-55713, КС-55715 по оптовой цене, можно заказать на нашем сайте или отправить заявку на электронную почту  ..
..

 P. Лавкрафт II
P. Лавкрафт II
 Первоначально каждая мысль танца повторялась четыре раза для «психического воздействия этих сотен людей, собравшихся, чтобы принести здоровье своим друзьям».
Первоначально каждая мысль танца повторялась четыре раза для «психического воздействия этих сотен людей, собравшихся, чтобы принести здоровье своим друзьям».  Этим двум парням удалось создать поп-музыку далеко за пределами своего времени из инструментов, которыми раньше пользовались только звуковые экспериментаторы. Фрэнк Заппа, конечно, мешал звуку своей группы каллиопой и т. д., но это был лишь побочный эффект. Кейдж и Штукхаузен сосредоточились на совершенно новых абстрактных звуках. Fifty Foot Hose также просто добавил эффектов. Соединенные Штаты Америки были, возможно, слишком странными и перегруженными. Серебряные яблоки сократили разрыв. В основном это поп-музыка с некоторыми очень психоделическими песнями (Dust, Dancing Gods). Рад, что Симеон разозлил гитаристов из группы, чтобы подготовить ковер для этого электронного шедевра. До сегодняшнего дня не хватало барабанов Тейлора, чтобы заменить надоедливые простые барабаны поп-музыки. Незабываемые поздние живые выступления Симеона после того, как Тейлор, к сожалению, скончался.
Этим двум парням удалось создать поп-музыку далеко за пределами своего времени из инструментов, которыми раньше пользовались только звуковые экспериментаторы. Фрэнк Заппа, конечно, мешал звуку своей группы каллиопой и т. д., но это был лишь побочный эффект. Кейдж и Штукхаузен сосредоточились на совершенно новых абстрактных звуках. Fifty Foot Hose также просто добавил эффектов. Соединенные Штаты Америки были, возможно, слишком странными и перегруженными. Серебряные яблоки сократили разрыв. В основном это поп-музыка с некоторыми очень психоделическими песнями (Dust, Dancing Gods). Рад, что Симеон разозлил гитаристов из группы, чтобы подготовить ковер для этого электронного шедевра. До сегодняшнего дня не хватало барабанов Тейлора, чтобы заменить надоедливые простые барабаны поп-музыки. Незабываемые поздние живые выступления Симеона после того, как Тейлор, к сожалению, скончался. Рад, что я получил копию несколько лет назад, так как с годами она будет продолжать привлекать слушателей, и ее становится очень трудно найти (в ее первоначальном виде, здесь). Таинственный.
Рад, что я получил копию несколько лет назад, так как с годами она будет продолжать привлекать слушателей, и ее становится очень трудно найти (в ее первоначальном виде, здесь). Таинственный.

 Разница заключается в температуре плавления присадочной проволоки, которая значительно ниже, чем основной металл. Присадочный металл осаждается, чтобы заполнить зазоры посредством капиллярного действия. При этом не происходит значительного сплавления основного металла, но оно может происходить в ограниченном количестве.
Разница заключается в температуре плавления присадочной проволоки, которая значительно ниже, чем основной металл. Присадочный металл осаждается, чтобы заполнить зазоры посредством капиллярного действия. При этом не происходит значительного сплавления основного металла, но оно может происходить в ограниченном количестве.
 Для предотвращения окисления на детали наносится паяльный флюс.
Для предотвращения окисления на детали наносится паяльный флюс.
 Соответственно припои бывают легкоплавкие и тугоплавкие. Для низкотемпературной пайки используют в основном электрический нагрев, для высокотемпературной — в основном нагрев горелкой. В качестве припоя используют сплавы оловянно-свинцовые (Sn 90 % Pb 10 % c t° пл. 220 °C), оловянно-серебряные (Ag 72 % с t° пл. 779 °C), медно-цинковые (Cu 48 % Zn остальное с t° пл. 865 °C), галлиевые (t° пл. ~50°С), висмутовые (сплав Вуда с t° пл. 70 °C, сплав Розе с t° пл. 96 °C) и т. д.
Соответственно припои бывают легкоплавкие и тугоплавкие. Для низкотемпературной пайки используют в основном электрический нагрев, для высокотемпературной — в основном нагрев горелкой. В качестве припоя используют сплавы оловянно-свинцовые (Sn 90 % Pb 10 % c t° пл. 220 °C), оловянно-серебряные (Ag 72 % с t° пл. 779 °C), медно-цинковые (Cu 48 % Zn остальное с t° пл. 865 °C), галлиевые (t° пл. ~50°С), висмутовые (сплав Вуда с t° пл. 70 °C, сплав Розе с t° пл. 96 °C) и т. д. Процесс соединения металлов в твёрдом состоянии путём введения в зазор припоя, взаимодействующего с основным металлом и образующего жидкую металлическую прослойку, кристаллизация которой приводит к образованию паяного шва. Пайка подразделяется на капиллярную, диффузионную, контактно-реакционную, реакционно-флюсовую и пайку-сварку. В свою очередь, капиллярная подразделяется на горизонтальную и вертикальную. Диффузионная — на атомно-диффузионную и реакционно-диффузионную. Контактно-реакционная — с образованием эвтектики и с образованием твёрдого раствора. Реакционно-флюсовая — без припоя и с припоем. Пайка-сварка — без оплавления и с оплавлением. Анализируя сущность физико-химических процессов, протекающих на границе основной металл — расплав припоя (при формировании соединения в существующих видах пайки), можно видеть, что различия между капиллярной пайкой, диффузионной пайкой и пайкой-сваркой не носят принципиального характера. Капиллярность является общим признаком пайки. Отличительным признаком диффузионной пайки является длительная выдержка при температуре пайки и изотермическая кристаллизация металла шва в процессе пайки.
Процесс соединения металлов в твёрдом состоянии путём введения в зазор припоя, взаимодействующего с основным металлом и образующего жидкую металлическую прослойку, кристаллизация которой приводит к образованию паяного шва. Пайка подразделяется на капиллярную, диффузионную, контактно-реакционную, реакционно-флюсовую и пайку-сварку. В свою очередь, капиллярная подразделяется на горизонтальную и вертикальную. Диффузионная — на атомно-диффузионную и реакционно-диффузионную. Контактно-реакционная — с образованием эвтектики и с образованием твёрдого раствора. Реакционно-флюсовая — без припоя и с припоем. Пайка-сварка — без оплавления и с оплавлением. Анализируя сущность физико-химических процессов, протекающих на границе основной металл — расплав припоя (при формировании соединения в существующих видах пайки), можно видеть, что различия между капиллярной пайкой, диффузионной пайкой и пайкой-сваркой не носят принципиального характера. Капиллярность является общим признаком пайки. Отличительным признаком диффузионной пайки является длительная выдержка при температуре пайки и изотермическая кристаллизация металла шва в процессе пайки. Других характерных признаков этот метод не имеет, основное назначение его — повысить температуру распая шва и прочность паяного соединения. Диффузионная пайка может быть развитием любого вида пайки, в том числе капиллярной, реакционно-флюсовой или контактно-реакционной. В последнем случае диффузионная пайка возможна, если второй металл взаимодействующей пары вводится в виде прослойки между соединяемыми металлами. При реакционно-флюсовой пайке происходит совмещение процессов вытеснение из флюса металла, служащего припоем, и его взаимодействия с основным металлом. Наконец, пайка-сварка отличается от других методов пайки количеством вводимого припоя и характером формирования шва, делающим этот метод пайки похожим на сварку плавлением. При соединении разнородных металлов при пайке-сварке возможно оплавление кромки одной из деталей, изготовленной из более легкоплавкого металла.
Других характерных признаков этот метод не имеет, основное назначение его — повысить температуру распая шва и прочность паяного соединения. Диффузионная пайка может быть развитием любого вида пайки, в том числе капиллярной, реакционно-флюсовой или контактно-реакционной. В последнем случае диффузионная пайка возможна, если второй металл взаимодействующей пары вводится в виде прослойки между соединяемыми металлами. При реакционно-флюсовой пайке происходит совмещение процессов вытеснение из флюса металла, служащего припоем, и его взаимодействия с основным металлом. Наконец, пайка-сварка отличается от других методов пайки количеством вводимого припоя и характером формирования шва, делающим этот метод пайки похожим на сварку плавлением. При соединении разнородных металлов при пайке-сварке возможно оплавление кромки одной из деталей, изготовленной из более легкоплавкого металла. Современная радиоэлектронная промышленность встала перед фактом организации сбора и удаления отходов, имеющих в своем составе тяжелые металлы и огнезащитные составы. Для успешного решения этой проблемы одним из необходимых условий является переход на бессвинцовые технологии изготовления электронного оборудования — технологии с применением материалов, не содержащих свинец.
Современная радиоэлектронная промышленность встала перед фактом организации сбора и удаления отходов, имеющих в своем составе тяжелые металлы и огнезащитные составы. Для успешного решения этой проблемы одним из необходимых условий является переход на бессвинцовые технологии изготовления электронного оборудования — технологии с применением материалов, не содержащих свинец. Драгоценные металлы не покрываются окислами (кроме серебра, которое может со временем чернеть).
Драгоценные металлы не покрываются окислами (кроме серебра, которое может со временем чернеть). Затем место пайки приводится в соприкосновение с расплавленным припоем (например, касанием облуженного горячего паяльника или погружением в расплавленный припой). Если все сделано правильно, то деталь в месте контакта с припоем смачивается им. После охлаждения слой застывшего припоя должен быть блестящим, ровным, без не смоченных островков.
Затем место пайки приводится в соприкосновение с расплавленным припоем (например, касанием облуженного горячего паяльника или погружением в расплавленный припой). Если все сделано правильно, то деталь в месте контакта с припоем смачивается им. После охлаждения слой застывшего припоя должен быть блестящим, ровным, без не смоченных островков. также
также


 Чтобы удалить жидкий припой, вы можете использовать 9Оловоотсос 0033 в качестве вакуума или фитиль для поглощения расплавленного припоя.
Чтобы удалить жидкий припой, вы можете использовать 9Оловоотсос 0033 в качестве вакуума или фитиль для поглощения расплавленного припоя.

 Флюс образует защитный слой вокруг заготовки по мере его расходования, что обеспечивает более чистые электронные соединения и лучшие свойства смачивания.
Флюс образует защитный слой вокруг заготовки по мере его расходования, что обеспечивает более чистые электронные соединения и лучшие свойства смачивания. Примитивные методы включают нагревательный элемент огня через бутан, но теперь он превратился в более продвинутые методы.
Примитивные методы включают нагревательный элемент огня через бутан, но теперь он превратился в более продвинутые методы. Это занимает всего несколько секунд, сокращая время воздействия тепла на окружающее пространство.
Это занимает всего несколько секунд, сокращая время воздействия тепла на окружающее пространство. Он дает самый прочный результат, который идеально подходит для ремонта металла и соединения труб.
Он дает самый прочный результат, который идеально подходит для ремонта металла и соединения труб.







 Любые мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв об этих примерах.
Любые мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв об этих примерах. Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/solder. По состоянию на 6 июля 2023 г.
Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/solder. По состоянию на 6 июля 2023 г.
 5-10.5
5-10.5 Расход топлива этой Газели равен 15 литрам на 100 км пробега.
Расход топлива этой Газели равен 15 литрам на 100 км пробега. su
su Авиационный бензин — продукт первой перегонки нефти, в нем присутствуют легкие углеводороды, которые хорошо горят и плохо дымят. В автомобильных бензинах в изобилии присутствуют тяжелые углеводороды, соответственно воспламеняются и горят они хуже, теплота сгорания меньше, нагара гораздо больше. Но заправляться авиационным бензином будет весьма накладно, а значит
Авиационный бензин — продукт первой перегонки нефти, в нем присутствуют легкие углеводороды, которые хорошо горят и плохо дымят. В автомобильных бензинах в изобилии присутствуют тяжелые углеводороды, соответственно воспламеняются и горят они хуже, теплота сгорания меньше, нагара гораздо больше. Но заправляться авиационным бензином будет весьма накладно, а значит
 Хорошее топливо и так хорошее, а сильно разбодяженное уже никаким активатором не исправить. И тем не менее приемлемый вариант существует.
Хорошее топливо и так хорошее, а сильно разбодяженное уже никаким активатором не исправить. И тем не менее приемлемый вариант существует. 0i V6 (155 л.с.)
0i V6 (155 л.с.) 0i V6 (145 л.с.)
0i V6 (145 л.с.) 0i V6 (140 л.с.)
0i V6 (140 л.с.) 0i V6 (140 л.с.)
0i V6 (140 л.с.) с. при об/мин: 200 при 565 0
с. при об/мин: 200 при 565 0 вес прицепа. (фунты): 1750
вес прицепа. (фунты): 1750
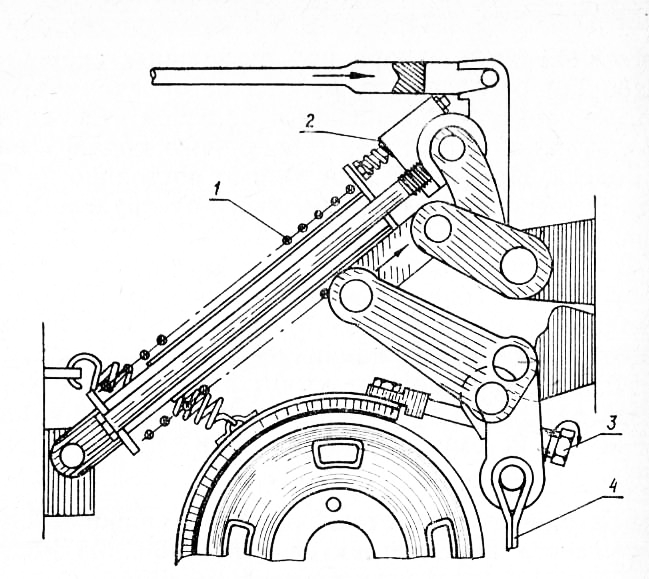
 Ход педали увеличивается
Ход педали увеличивается
 91. Трактор ДТ-75М. Регулировка хода педалей остановочных
91. Трактор ДТ-75М. Регулировка хода педалей остановочных

 п. соответствующих регулировочных элементов. От этого зависит надежность работы трансмиссии и безопасность движения трактора.
п. соответствующих регулировочных элементов. От этого зависит надежность работы трансмиссии и безопасность движения трактора.


 При этом устройство просто переходит в режим ошибки и перезагружает ленту. Датчик состояния поврежден дымом и другими загрязняющими веществами, переносимыми по воздуху, и их необходимо удалить и, возможно, пропитать раствором для восстановления контактов, таким как Deoxit. В дни, когда я занимался ремонтом видеомагнитофона, я помню, как взял часть датчика состояния и отполировал черные контакты раствором для восстановления пылезащитного покрытия, который был очень мелким абразивом. Контакты были блестящими, и раствор, который я использовал после очистки, помимо денатурированного спирта, чтобы удалить весь абразив, был Preservit (консервант для контактов под названием P-5) до изобретения Deoxit. Та же компания — Caig.
При этом устройство просто переходит в режим ошибки и перезагружает ленту. Датчик состояния поврежден дымом и другими загрязняющими веществами, переносимыми по воздуху, и их необходимо удалить и, возможно, пропитать раствором для восстановления контактов, таким как Deoxit. В дни, когда я занимался ремонтом видеомагнитофона, я помню, как взял часть датчика состояния и отполировал черные контакты раствором для восстановления пылезащитного покрытия, который был очень мелким абразивом. Контакты были блестящими, и раствор, который я использовал после очистки, помимо денатурированного спирта, чтобы удалить весь абразив, был Preservit (консервант для контактов под названием P-5) до изобретения Deoxit. Та же компания — Caig. 
 /перем. тока Напряжение — 16 мА (пост.)/ 69 мА (перем.) Ток — белый — внесен в список UL — 5 лет гарантии
/перем. тока Напряжение — 16 мА (пост.)/ 69 мА (перем.) Ток — белый — внесен в список UL — 5 лет гарантии футов
футов
 За техническое оснащение и информационную подготовку отвечает судовладелец, капитан и его помощники.
За техническое оснащение и информационную подготовку отвечает судовладелец, капитан и его помощники.
 Размещаются они по общим предписаниям в местах наибольшего присутствия экипажа и пассажиров.
Размещаются они по общим предписаниям в местах наибольшего присутствия экипажа и пассажиров.

 Они проверяют системы корабля, герметизацию, состояние средств пожаротушения. Для их размещения специально оборудуется стационарный контрольный пост.
Они проверяют системы корабля, герметизацию, состояние средств пожаротушения. Для их размещения специально оборудуется стационарный контрольный пост.

 № 87)
№ 87)

 К счастью, типовые нормы и стандарты пожарной безопасности предлагают руководство по надлежащей защите сооружений, в которых размещаются морские суда.
К счастью, типовые нормы и стандарты пожарной безопасности предлагают руководство по надлежащей защите сооружений, в которых размещаются морские суда. Все огнетушители должны быть установлены, обслуживаться и обслуживаться в соответствии с NFPA 10 : Стандарт для переносных огнетушителей .
Все огнетушители должны быть установлены, обслуживаться и обслуживаться в соответствии с NFPA 10 : Стандарт для переносных огнетушителей .
 3 NFPA 307, если она соответствует следующим критериям:
3 NFPA 307, если она соответствует следующим критериям: Все остальные огнетушители на пирсе можно отнести к обычной (умеренной) опасности.
Все остальные огнетушители на пирсе можно отнести к обычной (умеренной) опасности. Эти занятия связаны с пожарной опасностью, связанной с хранением, упаковкой, обращением или производством горючих веществ класса А, и / или общее количество горючих веществ класса B, которое, как ожидается, будет превышать 5 галлонов (18,9 л).L) в любой комнате или зоне.
Эти занятия связаны с пожарной опасностью, связанной с хранением, упаковкой, обращением или производством горючих веществ класса А, и / или общее количество горючих веществ класса B, которое, как ожидается, будет превышать 5 галлонов (18,9 л).L) в любой комнате или зоне.

 Эти требования могут включать стационарные системы пожаротушения для машинных отделений, различное количество огнетушителей на всех судах и полные автоматические спринклерные системы пожаротушения для более крупных судов.
Эти требования могут включать стационарные системы пожаротушения для машинных отделений, различное количество огнетушителей на всех судах и полные автоматические спринклерные системы пожаротушения для более крупных судов.

 3, Строительство зданий, и Глава 246, Зонирование. Комиссар Департамента планирования и развития может обнародовать правила и положения в связи со строительством и обслуживанием объектов и сооружений, таких как доки, причалы, пирсы, переборки и поплавки, построенные на или на водных путях в городе в некорпоративных районах города во исполнение настоящей главы.
3, Строительство зданий, и Глава 246, Зонирование. Комиссар Департамента планирования и развития может обнародовать правила и положения в связи со строительством и обслуживанием объектов и сооружений, таких как доки, причалы, пирсы, переборки и поплавки, построенные на или на водных путях в городе в некорпоративных районах города во исполнение настоящей главы.




 Законодательные органы размещают заявку на
Законодательные органы размещают заявку на




 1. Очистка поверхности
1. Очистка поверхности Растворную смесь во время использования регулярно перемешивать для сохранения первоначальной консистенции. Добавление воды в растворную смесь не допускается.
Растворную смесь во время использования регулярно перемешивать для сохранения первоначальной консистенции. Добавление воды в растворную смесь не допускается. 5. После набора раствором «Скрепа М600 Инъекционная» необходимой прочности закрепите оборудование затяжкой фундаментных болтов с заданным усилием.
5. После набора раствором «Скрепа М600 Инъекционная» необходимой прочности закрепите оборудование затяжкой фундаментных болтов с заданным усилием.







 Вы также можете использовать бульон или вино, чтобы разбавить его.
Вы также можете использовать бульон или вино, чтобы разбавить его.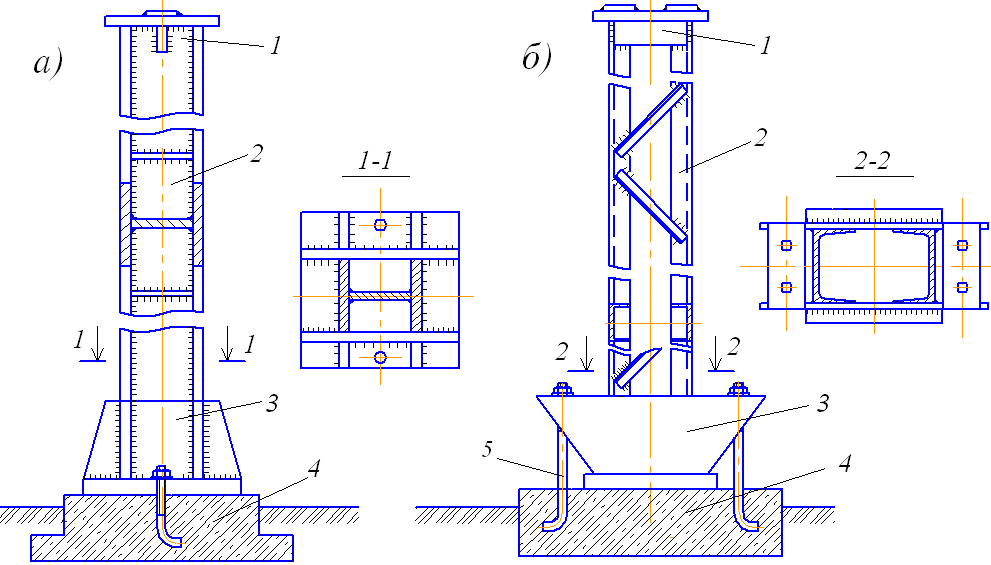 Приправить мелкой морской солью и свежемолотым перцем по вкусу.
Приправить мелкой морской солью и свежемолотым перцем по вкусу.
 Кроме того, получайте удовольствие от этого и настраивайте его, чтобы приготовить свой собственный идеальный соус.
Кроме того, получайте удовольствие от этого и настраивайте его, чтобы приготовить свой собственный идеальный соус. Можно приготовить дома или купить в магазине, но лучше использовать меньшее содержание натрия или без натрия, чтобы вы могли контролировать окончательный уровень соли. Можно использовать воду с бульонным кубиком. Овощной бульон также полезен независимо от типа капель, которые вы используете, потому что он довольно нейтрален.
Можно приготовить дома или купить в магазине, но лучше использовать меньшее содержание натрия или без натрия, чтобы вы могли контролировать окончательный уровень соли. Можно использовать воду с бульонным кубиком. Овощной бульон также полезен независимо от типа капель, которые вы используете, потому что он довольно нейтрален.
 Это предотвратит пригорание соуса к дну сковороды.
Это предотвратит пригорание соуса к дну сковороды. Я также люблю соскребать любые подрумяненные кусочки со дна сковороды. Подождите, пока жиры всплывут.
Я также люблю соскребать любые подрумяненные кусочки со дна сковороды. Подождите, пока жиры всплывут.
 Я бы не стал использовать его для всего, это может быть довольно подавляющим.
Я бы не стал использовать его для всего, это может быть довольно подавляющим.

 Соленое масло просто добавит солености, как и бульон с низким содержанием натрия.
Соленое масло просто добавит солености, как и бульон с низким содержанием натрия. Разморозить в холодильнике на ночь.
Разморозить в холодильнике на ночь. Претензия номер один к подливке заключается в том, что она слишком соленая.
Претензия номер один к подливке заключается в том, что она слишком соленая. 


 ..
.. Кабина Volvo FH отделана качественными материалами, что положительно отражается на комфорте.
Кабина Volvo FH отделана качественными материалами, что положительно отражается на комфорте.
 is/OaFiF ;https://archive.is/OBSaE).
is/OaFiF ;https://archive.is/OBSaE).


 11.2019 · Расширенная гарантия на выбросы … Автомобили, модифицированные после выброса вредных веществ, получают гарантию на 10 лет / 120 000 миль пробега (с даты начала эксплуатации). Если дольше, ( …
11.2019 · Расширенная гарантия на выбросы … Автомобили, модифицированные после выброса вредных веществ, получают гарантию на 10 лет / 120 000 миль пробега (с даты начала эксплуатации). Если дольше, ( … youtube.com/embed/bisQlv1hNOY?autohide=2&autoplay=0&mute=0&controls=1&fs=1&loop=0&modestbranding=0&rel=1&showinfo=1&theme=dark&wmode=&playsinline=0″ frameborder=»0″ allowfullscreen=»» allow=»autoplay; encrypted-media; picture-in-picture» title=»»>
youtube.com/embed/bisQlv1hNOY?autohide=2&autoplay=0&mute=0&controls=1&fs=1&loop=0&modestbranding=0&rel=1&showinfo=1&theme=dark&wmode=&playsinline=0″ frameborder=»0″ allowfullscreen=»» allow=»autoplay; encrypted-media; picture-in-picture» title=»»>  youtube.com/embed/9o2QwFEker4?autohide=2&autoplay=0&mute=0&controls=1&fs=1&loop=0&modestbranding=0&rel=1&showinfo=1&theme=dark&wmode=&playsinline=0″ frameborder=»0″ allowfullscreen=»» allow=»autoplay; encrypted-media; picture-in-picture» title=»»>
youtube.com/embed/9o2QwFEker4?autohide=2&autoplay=0&mute=0&controls=1&fs=1&loop=0&modestbranding=0&rel=1&showinfo=1&theme=dark&wmode=&playsinline=0″ frameborder=»0″ allowfullscreen=»» allow=»autoplay; encrypted-media; picture-in-picture» title=»»> 
 … Citiți tot artic олул →
… Citiți tot artic олул → Прин… Citiți tot articolul →
Прин… Citiți tot articolul → Își roagă colegii care… Citiți tot articolul →
Își roagă colegii care… Citiți tot articolul →
 .. 798 900 грн
.. 798 900 грн Он также немного изменил форму, в результате чего увеличилось не только заднее грузовое пространство, но и салон. Новая модель будет доступна в двух вариантах длины с полезным объемом от 3,3 м³ до 3,9 м³.м³ в стандартном фургоне и от 4,2 м³ до 4,9 м³ в более длинном фургоне.
Он также немного изменил форму, в результате чего увеличилось не только заднее грузовое пространство, но и салон. Новая модель будет доступна в двух вариантах длины с полезным объемом от 3,3 м³ до 3,9 м³.м³ в стандартном фургоне и от 4,2 м³ до 4,9 м³ в более длинном фургоне. с. или KANGOO E-Tech, который предлагает около 100 л.с. от двигателя мощностью 75 кВт и аккумулятора 44 кВтч. Шестиступенчатая механическая коробка передач будет стандартной, но некоторые модели будут иметь опцию семиступенчатой коробки передач с двойным сцеплением.
с. или KANGOO E-Tech, который предлагает около 100 л.с. от двигателя мощностью 75 кВт и аккумулятора 44 кВтч. Шестиступенчатая механическая коробка передач будет стандартной, но некоторые модели будут иметь опцию семиступенчатой коробки передач с двойным сцеплением.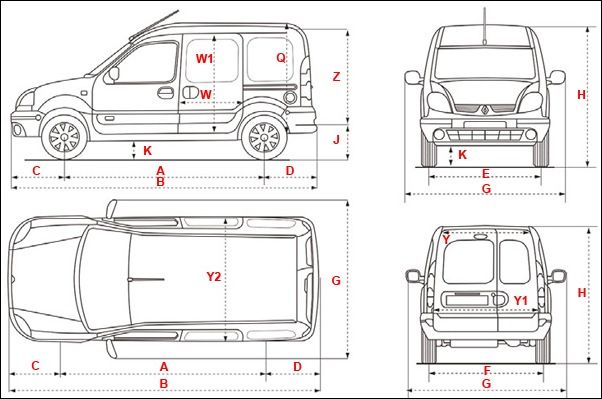
 В информационно-развлекательной системе Renault вы можете получить доступ к климат-контролю и использовать Apple CarPlay и Android Auto во время вождения.
В информационно-развлекательной системе Renault вы можете получить доступ к климат-контролю и использовать Apple CarPlay и Android Auto во время вождения. 2 (KC0A) (58 л.с.)
2 (KC0A) (58 л.с.) с.)
с.) с.)
с.) с.)
с.) 2 (KC0A) (58 л.с.)
2 (KC0A) (58 л.с.)

 Для наружного освещения и сигнализации на тракторе спереди установлены две фары и два габаритных фонаря, сзади — три поворотные фары на кабине и два габаритных фонаря на задних крыльях.
Для наружного освещения и сигнализации на тракторе спереди установлены две фары и два габаритных фонаря, сзади — три поворотные фары на кабине и два габаритных фонаря на задних крыльях.



 Направление света задних фар регулируют путем поворота фар в шаровой опоре и самих опор.
Направление света задних фар регулируют путем поворота фар в шаровой опоре и самих опор. Там же установлена розетка для подключения переносной лампы. Кроме того, имеются розетки, расположенные в кабине трактора на передней стенке и в левом бункере на щитке зимнего запуска.
Там же установлена розетка для подключения переносной лампы. Кроме того, имеются розетки, расположенные в кабине трактора на передней стенке и в левом бункере на щитке зимнего запуска. При включении любого сигнала поворота на рулевом щитке мигающим светом загорается сигнальная лампа зеленого цвета. При переводе центрального переключателя в положение II включаются одновременно задние и передние габаритные огни, подсветка номерного знака и подсветка приборов. Кроме того, установив переключатель 1 рулевого щитка в положение Б , можно дополнительно включить ближний свет передних фар. При переводе центрального переключателя в положение III остаются включенными задние и передние габаритные огни, подсветка номерного знака, подсветка приборов, а также дальний или ближний свет передних фар в зависимости от положения переключателя 1, установленного на рулевом щитке. «Стоп-сигналы» загораются при нажатии на тормозную педаль; в этот момент в тормозном кране замыкаются контакты и получают питание нити ламп (21 Вт), установленные в рубиновых секциях задних фонарей.
При включении любого сигнала поворота на рулевом щитке мигающим светом загорается сигнальная лампа зеленого цвета. При переводе центрального переключателя в положение II включаются одновременно задние и передние габаритные огни, подсветка номерного знака и подсветка приборов. Кроме того, установив переключатель 1 рулевого щитка в положение Б , можно дополнительно включить ближний свет передних фар. При переводе центрального переключателя в положение III остаются включенными задние и передние габаритные огни, подсветка номерного знака, подсветка приборов, а также дальний или ближний свет передних фар в зависимости от положения переключателя 1, установленного на рулевом щитке. «Стоп-сигналы» загораются при нажатии на тормозную педаль; в этот момент в тормозном кране замыкаются контакты и получают питание нити ламп (21 Вт), установленные в рубиновых секциях задних фонарей.
 ,перераб. И доп.-М.:Колос, 1978.-479с. Ил.- (Учебники и учеб. Пособия для с.-Х.Техникумов).-20 Экз-ры: АУЛ (92), СЧЗ (9), АНЛ (10)
,перераб. И доп.-М.:Колос, 1978.-479с. Ил.- (Учебники и учеб. Пособия для с.-Х.Техникумов).-20 Экз-ры: АУЛ (92), СЧЗ (9), АНЛ (10)
 30. Тормозной комбинированный кран и схема его работы:
30. Тормозной комбинированный кран и схема его работы: 


 Отличающийся своей черно-серой окраской, 701 Supermoto производит заметное впечатление на дороге.
Отличающийся своей черно-серой окраской, 701 Supermoto производит заметное впечатление на дороге.


 0003
0003 Новейшая технология ABS, чувствительная к поворотам, от Bosch гарантирует максимальную безопасность и полную уверенность.
Новейшая технология ABS, чувствительная к поворотам, от Bosch гарантирует максимальную безопасность и полную уверенность. вершина поворота. Таким образом, водитель получает максимальный контроль и идеальное переключение на пониженную передачу.
вершина поворота. Таким образом, водитель получает максимальный контроль и идеальное переключение на пониженную передачу. 1 MP (включая АБС на поворотах и режим Supermoto Disengegegable)
1 MP (включая АБС на поворотах и режим Supermoto Disengegegable)
