

Проблемы при уплотнении и повреждения колец · Technipedia · Motorservice
Установки
Назад к поиску
Информация о диагностике
Вибрация поршневого кольца
Вибрация поршневого кольца приводит к потере мощности и высокому расходу масла. Но что такое вибрация поршневого кольца? Какие существуют виды вибрации поршневого кольца? Каковы причины осевой и радиальной вибраций поршневого кольца? Здесь вы найдете много полезной информации.
Вибрация поршневого кольца может возникать особенно на бензиновых двигателях при средней нагрузке и высокой частоте вращения коленчатого вала. Под вибрацией понимают как отделение кольца от нижней поверхности прилегания, так и утрату уплотняющей функции кольца из-за отсутствия его радиального прилегания к стенке цилиндра (уменьшение давления кольца). И то, и другое приводит к снижению мощности и высокому расходу масла, так как уплотнительная функция кольца нарушается или перестает выполняться вовсе.
И то, и другое приводит к снижению мощности и высокому расходу масла, так как уплотнительная функция кольца нарушается или перестает выполняться вовсе.
ОСЕВАЯ ВИБРАЦИЯ ПОРШНЕВОГО КОЛЬЦА
Осевая вибрация поршневого кольца начинается, как правило, на стыковых концах и передается от них к остальной части кольца. Из-за своего открытого положения стыковые концы склонны отделяться от нижней опорной поверхности, особенно при неблагоприятных условиях эксплуатации. От вибрирующих стыковых концов колебание передается в виде волны к остальной части поршневого кольца.
ВНИМАНИЕ!
По причине меньших сил инерции, более плоские кольца менее склонны к вибрации. Повышенное давление прижима, действующее на стыковые концы, препятствует возникновению вибрации.
Причины возникновения осевой вибрации поршневого кольца
Рис. 1. Вибрация поршневого кольца в результате механического контакта поршня и головки блока цилиндров
- Слишком большой зазор кольца по высоте
- Снижение упругости кольца (износ) и вследствие этого ухудшение усилия его прижима в области стыковых концов, особенно у поршневых колец с грушевидным распределением радиального давления
- Механический контакт поршня с головкой блока цилиндров, возникший из-за допущенных при ремонте ошибок, особенно у дизельных двигателей (Рис.
 1)
1) - Детонационное сгорание, вызванное неправильной работой системы управления двигателем (смесеобразование, зажигание) и/или низким качеством топлива (слишком низкое октановое число, примеси дизельного топлива)
- Изношенные кольцевые канавки
- Слишком малое пространство для газов на дне канавки из-за oтложений масляного нагара (причина: слишком высокая температура сгорания) и/или некачественное моторное масло
 1)
1) РАДИАЛЬНАЯ ВИБРАЦИЯ ПОРШНЕВОГО КОЛЬЦА
Рис. 2. Давление газов на рабочую поверхность кольца
В результате увеличения давления газов на рабочую поверхность кольца в процессе сгорания (Рис. 2), соотношение сил на короткое время нарушается,
поршневое кольцо отделяется от pабочей поверхности цилиндра и больше не обеспечивает надлежащего уплотнения. Постоянное повторение этого процесса вызывает вибрацию поршневого кольца.
Причины возникновения радиальной вибрации поршневого кольца
Отделение поршневого кольца от pабочей поверхности цилиндра
- Износ поршневого кольца (уменьшение радиальной толщины) и, как следствие, уменьшение усилия прижима кольца к стенке цилиндра, а также ослабление жесткости кольца
- Некруглость отверстия цилиндра и вызванное этим увеличение давления сгорания, воздействующего на зазор между рабочей поверхностью поршневого кольца и стенкой цилиндра
- Перекос поршня в результате изгиба шатуна: вследствие перекоса поршня траектория вращения кольца в отверстии цилиндра имеет слегка овальную форму. При этом на той стороне цилиндра, к которой поршень прилегает хуже, в зону жарового пояса и в зазор между поршневым кольцом и стенкой цилиндра проникает большее количество отработанных газов.
- Чрезмерный износ pабочей поверхности поршневого кольца в виде чрезмерной выпуклости, из-за слишком большого зазора кольца по высоте
- Повреждение кромок кольца в результате некачественно выполненного хонингования (образование металлической оболочки): кромки кольца крошатся (особенно у простых литых колец без покрытия рабочей поверхности), газы проникают в зазор и отделяют кольцо от pабочей поверхности цилиндра.
 При этом на той стороне цилиндра, к которой поршень прилегает хуже, в зону жарового пояса и в зазор между поршневым кольцом и стенкой цилиндра проникает большее количество отработанных газов.
При этом на той стороне цилиндра, к которой поршень прилегает хуже, в зону жарового пояса и в зазор между поршневым кольцом и стенкой цилиндра проникает большее количество отработанных газов. Ключевые слова
:
поршень
,
поршневое кольцо
,
комплект поршневых колец
,
поршневой палец
,
зазор поршневого кольца
,
кольцевая канавка
,
бобышка поршня
Группы продуктов
:
Поршни и компоненты
Группы продуктов на ms-motorservice.
 com
com
Это вас тоже могло бы заинтересовать
Информация о продукте
Тепловой зазор поршневого кольца и расход масла
Ошибочные оценки тепловых зазоров поршневых колец
Большой тепловой зазор поршневого кольца и высокий расход масла: действительно ли в порядке тепловой зазор или продукт имеет дефект? Мы поможем вам при решении этой проблемы.
Информация о диагностике
Проблемы при уплотнении и повреждения колец
Перекос поршня
После повреждения двигателя часто наблюдается изгиб или скручивание шатуна. Это может вызвать перекос поршня. О том, какие последствия для двигателя имеет перекос поршня и какие повреждения могут при…
Только для специалистов. Мы сохраняем за собой право на изменения и несоответствие рисунков. Информацию об идентификации и замене см. в соответствующих каталогах или в системах, основанных на TecAlliance.
в соответствующих каталогах или в системах, основанных на TecAlliance.
Использование куки и защита данных
Группа Motorservice использует на Вашем устройстве файлы куки с целью оптимального оформления и постоянного улучшения своих веб-страниц, а также в статистических целях.
Здесь Вы найдете дополнительную информацию об использовании куки, наши Выходные данные и Указания по защите персональных данных.
Нажатием кнопки «OK» Вы подтверждаете, что Вы приняли к сведению информацию о файлах куки, заявление о защите данных и выходные данные. Ваши настройки в отношении файлов куки для данного веб-сайта Вы можете изменитьв любое время [ссылка]
Установки приватности
Мы придаем большое значение прозрачности в вопросе защиты персональных данных. На наших страницах Вы получите точную информацию о том, какие настройки Вы можете выбрать и какие функции они выполняют. Выбранную Вами настройку Вы можете изменить в любое время. Независимо от выбранной Вами настройки, мы не будем определять Вашу личность (за исключением тех случаев, когда Вы однозначно ввели свои данные, например, в контактных формах). Информацию об удалении файлов куки Вы найдете в справке Вашего браузера. Дополнительная информация приводится вЗаявлении о защите данных.
Выбранную Вами настройку Вы можете изменить в любое время. Независимо от выбранной Вами настройки, мы не будем определять Вашу личность (за исключением тех случаев, когда Вы однозначно ввели свои данные, например, в контактных формах). Информацию об удалении файлов куки Вы найдете в справке Вашего браузера. Дополнительная информация приводится вЗаявлении о защите данных.
Измените свои настройки приватности путем нажатия на соответствующие кнопки
- Необходимость
- Комфорт
- Статистика
Необходимость
Файлы куки, необходимые для работы веб-сайта, обеспечивают его надлежащее функционирование. При отсутствии файлов куки возможно появление ошибок и сообщенийоб ошибках.
Данный веб-сайт будет выполнять следующее:
- сохранять файлы куки, необходимые для работы веб-сайта.
- сохранять настройки, выполненные Вами на данном сайте.

При этой настройке данный веб-сайт ни в коем случае не будет выполнять следующее:
- сохранять Ваши настройки, например, выбор языка или баннер куки, чтобы Вы не выполняли их заново.
- анонимно анализировать посещаемость нашего веб-сайта и использовать эту информацию для его оптимизации.
- определять Вашу личность (за исключением тех случаев, когда Вы однозначно ввели свои данные, например, в контактных формах).
Комфорт
Файлы куки делают посещение Вами веб-сайта более удобным и комфортным, сохраняя, например, определенные настройки, чтобы Вам не приходилось заново выполнятьих каждый раз при посещении сайта.
Данный веб-сайт будет выполнять следующее:
- сохранять файлы куки, необходимые для работы веб-сайта.
- сохранять Ваши настройки, например, выбор языка или баннер куки, чтобы Вы не выполняли их заново.

При этой настройке данный веб-сайт ни в коем случае не будет выполнять следующее:
- анонимно анализировать посещаемость нашего веб-сайта и использовать эту информацию для его оптимизации.
- определять Вашу личность (за исключением тех случаев, когда Вы однозначно ввели свои данные, например, в контактных формах).
Разумеется, что мы всегда согласны с настройкой Do Not Track (DNT) Вашего браузера. В этом случае не устанавливаются отслеживающие файлы куки и не загружаются функции отслеживания.
СУДОРЕМОНТ ОТ А ДО Я.: Поршневые кольца.
Поршневые кольца.
Поршневые кольца бывают уплотнительные (компрессионные) и
маслосъёмные. Уплотнительные кольца устанавливают в верхней части поршня.
Маслосъёмные кольца могут устанавливаться в нижней части головки или тронка
поршня. Они защищают камеру сгорания от попадания в неё излишков масла с
зеркала цилиндра.
В цилиндре дизеля поршневые кольца находятся в сжатом
состоянии и работают на изгиб. Если поршневые кольца плохо пригнаны по поршню и
цилиндру, дизель будет запускаться с трудом, дымить, не сможет развить
номинальной частоты вращения и мощности.
Уплотнительные кольца, особенно первое кольцо, работают в
зоне высоких температур. Они, совершая возвратно-поступательное движение,
сильно нагреваются от соприкосновения с газами и от трения. Работа трения колец
составляет около 40-50% от всех механических потерь дизеля.
Высокая температура понижает механические свойства металла
колец и вызывает коксование масла. Материалом для колец главных и
вспомогательных дизелей служит, как правило, низколегированный серый чугун с
пластинчатым графитом (Сч21, Сч24, Сч28). Допускается изготовление колец из
высокопрочного чугуна с шаровидным графитом.
Высокие антифрикционные качества чугуна вследствие наличия в
его структуре тонко распределённого свободного графита придают чугуну
способность самосмазываться, а удовлетворительная жаростойкость в пределах
300-400°С заставляет предпочесть чугун всем остальным материалам.
Поршневые кольца работают в более тяжёлых условиях, чем
цилиндровая втулка, поэтому твёрдость поршневых колец должна быть на 10 единиц
по Бриннелю выше твёрдости втулки цилиндра.
В целях уменьшения изнашивания цилиндровой втулки и
улучшения приработки поршневых колец применяют хромированные кольца.
Хромированные поршневые кольца заменяют на новые при наличии
следов выкрашивания хрома, или в том случае, когда изнашивание хрома составляет
более чем на 1/4 рабочей поверхности кольца.
Контроль состояния новых колец заключается в проверке
теплового зазора в замке кольца, определении остаточной деформации и толщины
кольца по периметру (в четырёх местах, через 90°). Разница в толщине кольца по
периметру не должна превышать 0,01-0,02 мм.
Измерение теплового
зазора в замке поршневого кольца:
1 — калибр, 2 — кольцо
с косым замком, 3 — кольцо с фигурным замком, 6 — зазор в замке кольца в
рабочем состоянии.
При подборе колец к новым цилиндровым втулкам тепловой зазор
в замке поршневого кольца измеряют с помощью пластин щупа в калибре, диаметр
которого равен номинальному диаметру цилиндровой втулки, либо непосредственно в
цилиндровой втулке, в средней её части. Зазор меньше установочного может
привести к тому, что при расширении от нагревания кольца концы его упрутся друг
в друга и произойдет расклинивание его в цилиндре, что приведёт к поломке
кольца и задирам цилиндра.
Зазор больше предельно допустимого позволит газам проникать
в нижнюю полость цилиндра, вследствие чего ухудшится герметичность (плотность),
уменьшится давление сжатия, снизится мощность дизеля.
Тепловой зазор в замке кольца не должен быть меньше
расчётного значения.
Зазоры установочные и предельно допустимые поршневых колец в
замках серийных дизелей представлены в таблице:
Зазоры установочные
(У) и предельно допустимые (П) в замке поршневых колец, мм
Если таких данных нет, то зазор в замке кольца можно
определить по формулам:
Если зазор в замке кольца превышает допустимый предел, то
кольцо бракуют, если же он меньше установочного, то стыки замка припиливают до
соответствующего размера плоским напильником в тисках со свинцовыми
нагубниками. Чтобы увеличить зазор в замке кольца, опиливают только одну
Чтобы увеличить зазор в замке кольца, опиливают только одну
сторону кольца, а вторая сторона кольца остаётся базовой, по которой
контролируют правильность опиливания профиля замка. После снятия металла
напильником опиливаемую сторону кольца прижимают к базовой и на свет проверяют
плотность прилегания спиливаемого торца кольца. Зазора в стыке кольца не должно
быть. При толщине кольца более 7 мм прилегание торца кольца в замке контролируют
на краску. В процессе опиливания кольцо периодически устанавливают в среднюю
часть втулки цилиндра для контроля теплового зазора в замке кольца, строго
соблюдая одинаковое расстояние плоскости кольца от верхней кромки втулки
цилиндра. Пластины щупа должны вводиться в зазор замка кольца без усилий, иначе
пластины щупа смещают торцы кольца, увеличивая величину зазора. Состояние
поршневых колец в поршневых канавках проверяют по лёгкости перемещения
поршневого кольца и для этого измеряют зазор между кольцом и верхней опорной
поверхностью канавки поршня пластинами щупа. Установочные зазоры в зависимости
Установочные зазоры в зависимости
от высоты кольца представлены в таблице:
Следующее
Предыдущее
Главная страница
Подписаться на:
Комментарии к сообщению
(
Atom
)
Определяем напряжение изгиба кольца в рабочем состоянии
,
МПа,
МПа.
Определяем
напряжение изгиба при надевании кольца
на поршень
,
МПа,
где
m=1,57,
МПа.
,
мм,
где
∆‘к=0,08
мм — минимально допустимый зазор;
к
и ц
— коэффициенты линейного расширения
материала кольца и гильцы цилиндра;
Тк=498К,
Тц=388К;
мм.
Расчет
шатуна
Материал шатуна сталь
40Х, втулки – бронза, модуль упругости
материала шатуна ЕСТ=2,2×105
МПа, коэффициент линейного расширения
ст=1×10-5
1/К, предел прочности σ=980 МПа, предел
усталости при изгибе σ–1=350
МПа, предел усталости при растяжении
σ–1р=300
МПа, предел текучести σт=800
МПа; для материала втулки определяем
модуль упругости ЕВТ=1,15×105
МПа, коэффициент линейного расширения
вт=1,8×10-5
1/К.
Определяем внутренний
диаметр верхней головки шатуна
d = (1,1…1,25)dп.,
мм,
d = 1,2·45=50
мм.
Определяем радиальную
толщину стенки втулки
s=2,5
мм,
Определяем наружный
диаметр головки шатуна
dгол
= (1,25. ..1,65)dп.,
..1,65)dп.,
мм,
dгол
= 64 мм.
Определяем длину
поршневой головки шатуна
lш
= (0,33…0,45)d,
мм,
lш
= 46 мм.
Определяем суммарное
давление на поверхности головки от
запрессовки втулки и нагрева головки
и втулки
,
МПа,
где Δ=0,04 — натяг от
запрессовки втулки, мм;
Δt
= 0,044 – натяг от нагрева головки, мм;
t=110
– температура подогрева головки, град.;
=0,3 – коэффициент
Пуассона.
МПа.
Определяем напряжение
на наружной поверхности головки шатуна
,
МПа,
Рис. 3 Схема верхней
3 Схема верхней
головки шатуна:
а) для растяжения; б)
для сжатия
МПа.
Определяем напряжение
на внутренней поверхности
,
МПа,
МПа.
Определяем изгибающий
момент в вертикальном сечении проушины
M0=
–Pj пор. гр
rср
(0,00033 φзад
– 0,0297), Нм,
где Pj
пор. гр= –
mпор. грRω2(1+λ)
– сила инерции поршневой группы, Н;
rср
= (dгол
+ d)/4, мм;
φзад
= 110º – угол заделки, град,
rср
= (0,064
+ 0,05)/4=0,0285
м,
Н,
Нм.
Определяем величину
нормальной силы в этом же сечении
N0
= – Pj пор. гр
(0,572 – 0,0008 φзад),
Н,
Н.
Определяем
величину нормальной силы в расчетном
сечении от растягивающей силы для
выбранного угла заделки φзад
Nφ
зад = N0cosφзад
– 0,5(–Pj пор.
гр)(sinφзад
– cosφзад),
Н,
Н.
Определяем изгибающий
момент в расчетном сечении
Mφ
зад = М0
+ N0rср(1
– cos φзад)
+ 0,5 Pj пор.
грrср(sin
φзад
– cos φзад),
Нм,
Нм.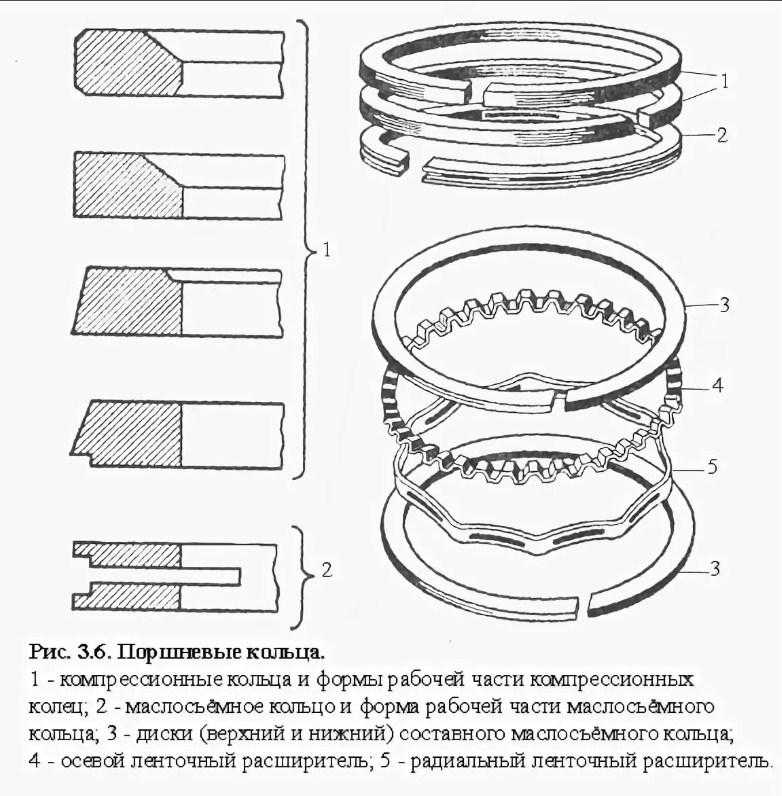
Определяем напряжение
от растяжения в наружном слое
,
МПа,
где h = 3 мм – толщина
стенки головки;
— коэффициент,
учитывающий наличие запрессованной
втулки;
Fст
= (dгол
– d)lш
– площадь
сечения головки шатуна, мм2;
Fвт
= (d – dп.н)lш
– площадь сечения втулки, мм2,
мм2,
мм2,
,
МПа.
Определяем суммарную
силу, сжимающую головку
Pсж
= (pz
– p0)Fпор
+ (– Pj max),
Н,
Н.
Определяем нормальную
силу для нагруженного участка
Nсж
φ зад =
Pсж[[sin
φзад/2
— (φзад /π)sin
φзад
— (1/π) cos φзад]
+ N0/Pг,]
, Н,
Н.
Определяем изгибающий
момент для нагруженного участка
,
Нм,
где N0/Рc;
=0,0009 и
М0/(Рc;rср)=0,00025
,
Нм.
Определяем напряжения
в наружном слое от сжимающей силы
,
МПа,
МПа.
Определяем запас
прочности
,
где σ–1р
— предел выносливости материала при
растяжении,
σ–1р=300МПа,
ασ
= 0,12 – коэффициент, зависящий от
характеристики материала;
ε′σ
= 0,7 – коэффициент, учитывающий влияние
технологического фактора,
.
Расчет
стержня шатуна.
Определяем силу
инерции, растягивающую шатун на холостом
ходе
Pj
= –(mпор.гр+0,275
mш)
Rω2(1+λ),
Н,
где mш=3,6
кг – масса шатуна,
МН.
Определяем максимальную
силу давления газов, сжимающую шатун
Pг
= (pz max
– p0)Fпор,
МН,
где
p0
= 0,1 МПа – атмосферное давление,
МН.
Определяем суммарное
напряжение при сжатии с учетом продольного
изгиба в плоскости качания шатуна
,
МПа,
где Кх=1,15
– коэффициент, учитывающий продольный
изгиб;
Fш.
ср – площадь
шатуна в расчётном сечении,
м2,
МПа.
Определяем
суммарное напряжение при сжатии с учетом
продольного изгиба в плоскости,
перпендикулярной плоскости качания
шатуна
где Ку=1,05
– коэффициент, учитывающий продольный
изгиб шатуна автомобильного двигателя
в плоскости, перпендикулярной плоскости
качания шатуна,
МПа.
Определяем напряжение
растяжения
σр
= Pj
/ fш. ср,
МПа,
МПа.
Определяем амплитуду
напряжения в плоскости х сечения шатуна
,
МПа,
МПа.
Определяем
среднее напряжение в плоскости х сечения
шатуна
,
МПа,
МПа.
Определяем
амплитуду напряжения в плоскости y
,
МПа,
МПа.
Определяем среднее
напряжение в плоскости y
,
МПа,
МПа.
Определяем запас
прочности шатуна в плоскости x
,
где ασ
=0,12,
Определяем запас
прочности шатуна в плоскости y
,
Расчет
кривошипной головки шатуна
Определяем силу,
отрывающую крышку нижней головки шатуна
P′j
= – [(mпор. гр
+ mш)(1
+ λ) + (mш. к
– mкр)]
Rω2,
МН,
где mш=0,9
кг – масса шатуна, совершающая
возвратно-поступательное движение;
mпор.
гр=2, 4 кг;
mш.к
=2,7 кг –
масса шатуна, совершающая вращательное
движение;
mкр
=0,9 кг – масса отъемной крышки,
МН.
Определяем напряжения
в материале крышки
,
МПа, []=300МПа,
где с –расстояние
между осями шатунных болтов, м, с=0,113;
Jв
– момент инерции расчетного сечения
вкладыша,
;
J-момент
инерции расчетного сечения крышки;
м
r1
– внутренний радиус кривошипной головки,
м;
d-диаметр
шатунной шейки, d
=0,074
м;
t-толщина
стенки вкладыша, t=0,003
м;
=длина
кривошипной головки,
=0,048
м;
Wиз=
м3
– момент сопротивления изгибу;
Fкр
– площадь сечения крышки с вкладышем,
м2,
МПа.
Расчет
шатунных болтов
Принимаем
материал болтов сталь 40ХН, количество
болтов iб=2,
номинальный диаметр болта d=14
мм, шаг резьбы t=1,5
мм.
Считаем, что плотность
стыка обеспечивается условием
Pпр
> Pj,
где Pj
– сила инерции, отрывающая крышку; Pj
=0,0107 МН;
Pпр
– сила предварительной затяжки, МН.
Определяем силу
предварительной затяжки
Pпр
= (2 – 3) Pj
/ iб,
МН,
где z
– число болтов, которыми крышка
притягивается к шатуну,
МН.
Определяем величину
суммарной силы, растягивающей болт
Рб
= Рпр
+ χPj
/iб,
МН,
где =0,15
– коэффициент нагрузки,
МН.
Определяем
максимальное напряжение в болте в
сечении по наименьшему диаметру
,
МПа,
где
dв=d-1,4t=0,014-1,4·0,0015=0,0119
м,
МПа.
Определяем минимальное
напряжение в этом же сечении
,
МПа,
МПа.
Определяем амплитуду
напряжения
,
МПа,
МПа.
Определяем среднее
напряжение
,
МПа,
МПа.
Определяем запас
прочности болта для выбранного материала
стали
,
где Кσ
=6 – коэффициент концентрации напряжений;
=0,17 —
коэффициент, зависящий от характеристики
материала;
=0,9 –
коэффициент, учитывающий технологические
факторы;
— допустимое
значение напряжения для материала
болтов,
=380
МПа.
Компрессионные и маслосъемные кольца поршней двигателя. Как работает и почему изнашивается? | SUPROTEC
Роль поршневых колец в двигателе внутреннего сгорания сложно переоценить. Современные двигатели автомобилей обеспечивают длительный срок службы, что напрямую влияет на пробег авто без капитального ремонта, достаточную мощность и приёмистость, затраты на ремонт и удовлетворяют многим другим высоким требованиям.
Всё это стало возможным благодаря постоянному совершенствованию цилиндро-поршневых групп, и в частности самих поршневых колец, от которых зависит стабильная и эффективная работа силового агрегата и возможность максимально продлить его ресурс.
Виды и назначение колец поршней двигателя
Эти детали представляют собой разомкнутые кольца, имеющие так называемые «замки». Они устанавливаются на внешнюю часть поршней в двигателях внутреннего сгорания. Главными их задачами являются:
- обеспечение герметичности самой камеры сгорания;
- удаление излишек тепла от деталей, в частности от поршня;
- создание условий для минимального расхода моторного масла.

По видам различают компрессионные и маслосъёмные кольца.
Компрессионные кольца. В свою очередь они делятся на верхние и нижние. Первые обеспечивают предварительную герметичность системы, а вторые – финишную герметичность работающего силового агрегата, когда газы уже прошли через верхние и промежуточные. В итоге отработанные газы не попадают в картер, уходят в выхлопную систему без всяких примесей, а двигатель работает равномерно, чётко и стабильно.
Маслосъёмные кольца предназначены для удаления излишек моторного масла с поверхностей цилиндров. Они с одной стороны удаляют лишнее масло, а с другой оставляют тончайший слой масляной плёнки, для того чтобы максимально минимизировать силу трения между поршнями и цилиндрами.
Как компрессионные кольца двигателей, так и маслосъёмные могут быть изготовлены из следующих материалов:
- ковкого и пластичного чугуна – материала, который благодаря своей пористой структуре отлично удерживает масло, что, в свою очередь значительно снижает износ цилиндров;
- хромированного чугуна – материала, обладающего повышенной степенью устойчивости, но требующего прецизионной точности обработки;
- маркированной нержавеющей стали, обладающей аналогичными с чугуном характеристиками, которая производится по более простой, а значит и более дешёвой технологии;
- молибденового чугуна – дорогого материала, но при этом обеспечивающего наивысшую степень износоустойчивости, как правило, такие детали используются в элитных или уникальных сверхскоростных авто.

При изготовлении каждое изделие получается путём максимально точной резки трубы из чугуна или стали. При этом заготовка используется с сечением овальной формы. Именно такая форма обеспечивает необходимую эпюру давления на цилиндр, что обеспечивает гарантию полного прилегания детали и её надёжную приработку. Если бы в качестве заготовки была бы использована труба с круглым сечением, то готовые изделия попросту бы не прилегали в местах у замков.
Кольца, установленные в канавках, разворачиваются таким образом, чтобы был образован угол между замками. Для трёх колец величина этого угла составляет 120°, а при двух – 180°.
В итоге получается, что эпюры давлений не совпадают, что обеспечивает равный износ по диаметру. Кроме того, таким образом обеспечивается так называемый «лабиринт», который снижает прорыв отработанных газов. Ранее для обеспечения равномерного угла между деталями на каждой из них были предусмотрены специальные фаски. Сегодня снижения силы трения добиваются посредством выпуска более тонких деталей, но при этом всё равно изделия выпускаются с ориентацией для установки.
Поломку легче предупредить, чем устранить. Используйте присадку для восстановления нормальной работы поршней и колец.
Основные неисправности и способы их устранения
Надо понимать, что поршневые компрессионные кольца, равно как и маслосъёмные являются расходными деталями, которые на определённом этапе времени требуют замены. Во время эксплуатации они подвергаются трению о поверхности цилиндров, высоким температурам, различным химическим воздействиям, например серы, что особенно характерно для дизельных двигателей.
В качестве основных причин возникновения неисправностей, связанных с этими деталями можно назвать потерю упругости из-за нарушений режима обкатки или использования неоригинальных колец низкого качества. Из-за плохого прилегания и прорывов горячих газов кольцо попросту «садится», чем ещё больше усугубляет проблему. Надо понимать, что эти детали всегда находятся в экстремальных условиях – на них постоянно действуют ударные нагрузки от искровой детонации, которые вызывают вибрацию кольца в канавке. В свою очередь это приводит к тому, что увеличивается зазор компрессионного кольца, а, следовательно, растёт вероятность поломок этой детали. Всё это ещё раз подтверждает тот факт, что кольца надо менять.
В свою очередь это приводит к тому, что увеличивается зазор компрессионного кольца, а, следовательно, растёт вероятность поломок этой детали. Всё это ещё раз подтверждает тот факт, что кольца надо менять.
На практике эти детали могут «ходить» до 500 тыс. и, наоборот, гораздо раньше изнашиваться. Всё зависит от стиля вождения, качества используемого топлива и моторного масла, стабильности и качества подготавливаемой воздушно-топливной смеси, своевременного обслуживания авто и многих других причин. Только вот, когда наступает это самое время замены, по каким признакам можно определить превышение допустимой степени износа, и можно ли максимально отложить ремонт? Эти вопросы возникают у автолюбителей чаще всего.
В технической документации на автомобиль каждый производитель указывает величину пробега, при которой требуется замена маслосъёмных и компрессионных колец поршня. Величины пробега для машин отечественного автопрома обычно находятся в пределах порядка 150 тыс. км, а для автомобилей ведущих мировых брендов – порядка 300 тыс. км. Эти цифры носят рекомендательный характер.
км, а для автомобилей ведущих мировых брендов – порядка 300 тыс. км. Эти цифры носят рекомендательный характер.
По каким внешним признакам можно определить, что нужна замена поршневых колец и замена компрессионных колец?
Ответ на этот вопрос не такой простой, как может показаться на первый взгляд. Дело в том, что внешние признаки неисправностей цилиндро-поршневых групп практически одинаковы, поэтому определить конкретную неисправность без «вскрытия» нереально. Общий подход такой. Если тяга резко уменьшилась, а нажатие на педаль газа не даёт достаточного ускорения, если мотор плохо запускается «на холодную» или даёт сбои при запуске «на горячую». Если замечено, что расход топлива увеличился, а из выхлопной трубы валит сизый или чёрный дым, то это свидетельствует об имеющейся неисправности. Потеря мощности говорит о снижении компрессии, сизый дым – повышенный расход масла, чёрный дым – перелив топлива. И не обязательно в этих случаях виноваты кольца.
В этих случаях вначале пытаются устранить проблему путём выставления правильного угла опережения зажигания, проверки и при необходимости замены свечей, диагностики работы датчика температуры охлаждающей жидкости, лямбда-зонда, другой электроники, отвечающей за подготовку смеси и правильную работу двигателя.
И только когда точно выявлено, что виновата поршневая группа, то приступают к ремонту, связанному с разборкой двигателя. При этом если автомобиль с большим пробегом, кроме устранения основной неисправности в случае большого износа колец, меняются и они.
Поломку легче предупредить, чем устранить. Используйте присадку для восстановления нормальной работы поршней и колец.
Основными неисправностями этих элементов можно назвать следующие:
– выламывание перегородок между канавками;
– заклинивание в канавках – наиболее часто встречающаяся проблема;
– вертикальные задиры;
– повышенный износ верхних компрессионных колец;
– следы диагонального контакта на юбке поршня;
– вымывание материала поршня в месте отверстия поршневого пальца;
Что касается признаков неисправности поршневых колец (ПК) и способов устранения, то нагляднее будет увидеть их в таблице:
Наименование неисправности | Признаки/причины | Способы устранения |
Выламывание перегородок между канавками ПК | Повышенный расход масла/Повышенное давление в камере сгорания, сильно увеличенная степень сжатия, слишком раннее зажигание. | Устранение причин, замена деталей, возможная замена ПК |
Заклинивание ПК в канавках – закоксовывание | Повышенный расход масла, потеря мощности/Слишком высокая температура сгорания смеси, возможно заклинивание поршня | Регулировка зажигания, регилировка топливно-воздушной смеси, замена повреждённых деталей |
Вертикальные задиры на ПК и юбке поршня | Повышенный расход масла/Абразивные материалы в масле | Очистка масляных каналов, замена масляного и воздушного фильтров. При повторном проявлении – замена ПК |
Повышенный износ верхних компрессионных колец | Перерасход масла, потеря мощности/Вымывание топлива из канавок ПК | Проверка системы впрыска, замена ПК. |
Следы диагонального контакта на юбке поршня | Повышений шум двигателя/Изгиб или перекос шатуна, «плавание» коленвала | Замена неисправных деталей, замена ПК |
Вымывание материала поршня в месте отверстия поршневого пальца | Повышенный шум в двигателе, перерасход масла/Неправильная установка или поломка стопорных колец | Регулировка, устранение несоосности пальца и коленвала, замена поршней и, соответственно, ПК |

Доказано, что износ поршневых колец прямо пропорционален запылённостью воздуха, который поступает в цилиндр. Заклинивание и закоксовывание колец случаются из-за скопления в канавках сажи, что является следствием применения некачественных моторных масел, несоблюдением сроков их замены, длительная езда с повышенным перерасходом масла из-за порванных или «задубевших» манжет клапанов. Часто возникают эти проблемы сразу после неправильного монтажа маслосъёмных колец при их замене. Есть вообще экзотические случаи неисправностей и просто поломок колец. Например, езда на растительном масле вместо качественной солярки.
Можно ли избежать ремонта?
Может показаться, что всё очень удручающе – лезть внутрь двигателя для замены колец долго, сложно и недёшево. Однако есть выход. Сегодня на вопрос, можно ли избежать замены колец в случаях их закоксовывания, отвечает автохимия. Многие производители выпускают специальные средства, которые предназначены для решения этих проблем. Средства являются быстродействующими. Они способны возвращать подвижность кольцам, очищать цилиндры, поршни, камеры сгорания, выравнивать компрессию, снижать уровень вредных выхлопов.
Все они делятся на две группы. Первая – присадки в топливо, которые обеспечивают так называемую «мягкую» раскоксовку – очень простой способ, который обычно соединяется с заменой масла и масляного фильтра. Второй – средства для «жёсткого» способа, который рекомендуется для применения продвинутым автомобилистам или в условиях СТО.
Практика показывает, что использование этих средств при перегревах двигателя, появлении «дымления», повышенном расходе моторного масла, в подавляющем большинстве случаев решает проблему и исключает дорогостоящий ремонт.
Вывод простой. Если появилась проблема, то не надо сразу спешить заменять кольца или пытаться ремонтировать двигатель, ведь можно попытаться её устранить с помощью химической «раскоксовки» или использовать восстанавливающий триботехнический состав «СУПРОТЕК».
Как ставить наборные поршневые кольца? ᐉ Ответы экспертов Техничка Экспресс
ГАРАЖ
заявка
КОРЗИНА
- Главная
- Блог
- Полезные статьи для водителя и автовладельца
- Как ставить наборные поршневые кольца?
Поршневое кольцо является элементом незамкнутого типа, который устанавливается в канавки внешних поверхностей поршневых двигателей. Помимо ДВС деталь используется на паровых моторах, а также в конструкции поршневых компрессоров. Ниже мы рассмотрим, как ставить наборные поршневые кольца своими силами.
Назначение элемента
Следить за целостностью колец необходимо по трем причинам:
- Они уплотняют камеру сгорания/расширения. Если запчасть износится, заляжет или сломается, двигатель сильно теряет в мощности, либо прекращает работу.
- Они увеличивают уровень теплоотдачи от поршня через стенку цилиндра. Как следствие, поршень не перегревается и не задирается.
- В 4-тактных и 2-тактных движках с раздельной смазкой деталь регулирует толщину пленки масла на цилиндре.
На первый взгляд ремонт выглядит просто. Замена данной запчасти является рядовой задачей для автомобилиста. Но перед началом работы настоятельно рекомендуется ознакомиться с теорией, как ставить наборные поршневые кольца, если вы не делали этого ранее. Хаотичные впихивания автозапчасти в мотор с мыслью «и так сойдет» приводят к сложным поломкам, исправить которые непросто даже в условиях СТО.
Начало работы
В первую очередь вам пригодится тонкий щуп плоского типа. Новая запчасть вставляется внутрь цилиндра с целью проверки зазоров и правильного положения. Деталь должна погрузиться вплоть до середины. Правильное положение –плотно прилегающее к стенкам. Если вы заметили просвет между стенкой и самой деталью, то ее можно считать бракованной. Монтажу она не подлежит.
Важно: правило не применимо к маслосъемным кольцам. Так как они подпираются сепаратором, небольшие просветы при их установке обязательны!
Дабы ускорить процесс, рассортируйте элементы по назначению. Для удобства следует разложить их в следующем порядке:
- сепаратор;
- тонкие маслосъемные;
- первое компрессионное;
- второе компрессионное.
В той последовательности элементы надеваются на поршень. Кроме рук дополнительных инструментов вам не понадобится. Сепаратор занимает самое нижнее положение в канавке, поэтому сразу поставьте его на место. Перед установкой следующих составляющих необходимо запомнить важные нюансы.
Ориентация маслосъемных колец на поршне
Маслосъемные кольца являются самыми тонкими и гибкими среди всего набора. Если приложить небольшое усилие, надавив на деталь пальцами с противоположных сторон, она изогнется. Сторона изгиба предусмотрена не просто так, являясь специальной конструкционной особенностью. Не нажимайте слишком сильно, чтобы избежать деформации материала.
Запомните изгиб обоих колец. Если никаких отметок на выпуклой поверхности нет – сделайте для себя пометки маркером, либо проверьте сторону изгиба непосредственно перед установкой на поршень.
Процесс монтажа компрессионных колец
После наборных колец в очереди идут компрессионные. Поскольку изготовлены они из чугуна, сильно разжимать их нельзя. Металл не гибкий, легко лопается. Выполняет эта деталь сразу две функции: как компрессионное, и, отчасти, как маслосъемное. На поверхности всегда пишется отметка «Вверх» или «TOP». Эта сторона ориентируется к поршневому днищу.
Если выточка расположена на внутренней части, то ею кольцо поворачивается к камере сгорания. В случае, когда выточка нанесена на наружную часть, располагайте ее в сторону картера. Второе компрессионное кольцо, изготовленное из стали, ставится надписью вверх. Но особой разницы в его положении нет.
Завершение работ
Когда все элементы встали на свои места, необходимо правильно развернуть их. Хаотичное расположение недопустимо:
- Маслосъемные кольца разворачиваются на 180 градусов только относительно друг друга. От замка сепаратора их разворачивают на 90 градусов;
- Замки всех колец ориентируются в сторону юбок, а не в сторону холодильника;
- Замок сепаратора смотрит в сторону пальца. Нужная часть покрашена для наглядности.
Теперь вы можете установить колено, чтобы вернуть поршень на родное место. При неторопливой работе процедура занимает не более получаса.
Подбираете комплектующие для ремонта двигателя? Большой выбор запчастей доступен в каталоге интернет-магазина «Техничка-Экспресс». Мы готовы предложить комплектующие для грузовых и легковых авто от проверенных производителей.
Исследование установки поршневых колец ДВС на поршень Текст научной статьи по специальности «Механика и машиностроение»
ИССЛЕДОВАНИЕ УСТАНОВКИ ПОРШНЕВЫХ КОЛЕЦ ДВС НА ПОРШЕНЬ
О.В. Жедь, А.А. Казакова,
А.С. Кошеленко
Кафедра технологии машиностроения, металлорежущих станков и инструментов Российский университет дружбы народов Ул. Миклухо-Маклая, 10а, Москва, Россия, 117198
Статья посвящена исследованию ресурса поршневых колец и влиянию на него способа их деформации при установке на поршень. Напряженно-деформированное состояние поршневого кольца исследовалось методом фотомеханики на моделях из оптически чувствительного материала.
Ключевые слова: двигатель, поршень, поршневое кольцо, деформация, напряжения.
Мотороресурс двигателя во многом зависит от долговечности поршневых колец. При проектировании поршневых колец из чугунов и организации их производства необходим учет особенностей механических свойств этого материала. Между пределами прочности при различных видах деформаций для чугунов существуют следующие зависимости: стсж/ав * 3,4; стви/ав = 1,6, где асж, °в, °ви — пределы прочности соответственно при сжатии, растяжении и изгибе [4].
Запас прочности поршневого кольца можно установить, определив коэффициенты, учитывающие особенности материала, специфику производства, методы установки кольца на поршень, а также условия эксплуатации поршневых колец. При некоторых постоянных значениях геометрии кольца величины напряжений можно сопоставлять по способу его деформации. В зависимости от направления деформирующих усилий при установке колец на поршень изменяются напряжения в опасном сечении (расположенном напротив замка), а это, в свою очередь, может повлиять на форму кольца, эпюру его давлений, а в некоторых случаях повлечь за собой и поломку кольца. bD = 0,5 pb1 D,
Ь
где Ь1 — суммарная высота рабочих поясков рассчитываемого поршневого кольца; р —давление. Остальные обозначения приведены на рис. 1, где форма кольца показана в свободном (тонкая прерывистая линия) и рабочем положении (жирная сплошная линия).
Под упругостью кольца () понимают значения
Рис. 1. Параметры поршневых сосредоточенных тангенциальных сил у концов колец и их обозначения _
замка, необходимых для перевода кольца из свободного положения в рабочее.
Для поршневого кольца прямоугольного сечения [1, 2, 4] имеем
Q = Е • Ь • ,
14,14 (/1 -1)3’
где 5’0 = А — 5’1 — разность между размерами замка кольца в свободном и рабочем положении.
Из последнего выражения следует, что при установленной упругости кольца размеры замка и радиальная толщина взаимосвязаны. Уменьшение 50 приводит к необходимости увеличения t, и наоборот. Варьирование этими размерами не может быть произвольным.
Чрезмерное увеличение радиальной толщины может привести к такому уменьшению размера замка кольца в свободном состоянии, что при его установке на поршень напряжения растяжения в нем превысят предел прочности материала. Увеличение размера замка в свободном положении снижает запас прочности. Поэтому установление приемлемого соотношения размера замка и радиальной толщины в свободном положении должно проводиться с учетом напряжений кольца в рабочем состоянии и при его установке на поршень.
Кроме условий прочности необходимо соблюдать еще два граничных условия. Во-первых, размер замка кольца в свободном состоянии не должен быть выше определенного значения, составляющего 16% от диаметра кольца (So/D < 0,16;. В противном случае кольцо до установки в цилиндр двигателя не будет держаться в канавке поршня, а также возникнут затруднения при сборке заготовок колец в пакеты для обработки в процессе производства.
Во-вторых, минимальный размер замка кольца в свободном положении должен быть таким, чтобы напряжение кольца при установке на поршень, т.е. при его растяжении, не превышало 80% предела прочности материала при изгибе (а’ < < 0,8 ави), где а’ — максимальное напряжение в кольце при установке на поршень. Соблюдение этого условия предотвратит возможности поломок и необратимых деформаций колец при установке на поршень.
Для расчета напряжений, возникающих в кольце при установке на поршень на участке его внутреннего контура в плоскости симметрии напротив замка, предложен ряд зависимостей, отличающихся значением некоторых коэффициентов. Наиболее распространенная зависимость имеет вид [1; 4]
, з,9 „1 — 0,115(Vг)
а =—Г Е—————2 ,
ш (/ г -1)
где ш’ — коэффициент, зависящий от способа установки кольца на поршень (т.е. от направления усилий, временно деформирующих при этой операции поршневое кольцо). Возможные значения ш приведены в таблице 1 [1; 3].
Таблица
Коэффициент т’
1,0 — А
1,57 — Б
2 — В
Направление усилий деформирования поршневого кольца
Схемы устройств по вариантам направления усилия в замке кольца
Как видно из вышеприведенной формулы, напряжения в поршневом кольце при установке зависят от модуля упругости Е материала кольца, геометрических параметров Б0/г и Б/г и способа установки ш’. Изменение геометрических параметров может быть выполнено при определенных соотношениях а’ и атах, где атах — напряжение в поршневом кольце в рабочем положении. Например, при а’ = атах параметр Б0/г = 3,5. Уменьшить соотношение Б0/г можно, только увеличив запас прочности, т.е. при использовании материала с высоким пределом прочности на изгиб. При некоторых постоянных значениях Б0 /г и Б/г величину напряжений в кольце при установке на поршень можно сопоставить в зависимости от способа его деформации.
Прототипом модели кольца в экспериментах было компрессионное кольцо карбюраторного двигателя с номинальным диаметром цилиндра 76 мм. Механическая обработка моделей поршневых колец осуществлялась по технологической схеме без копирной обработки с отличительной особенностью исключающей термофиксацию кольца, которая характерна для этой схемы в промышленности. Заготовкой служило плоское кольцо из оптически чувствительного материала, в контуры которого вписывалось кольцо в свободном состоянии (рис. 2).
Рис. 2. Эскиз исходной Рис. 3. Комбинированная фотограмма
заготовки-кольца с обработкой по сечениям
Модель перед ее размещением в рабочем поле поляризационной установки нагружалась с помощью различных устройств. Исходным параметром нагружения для всех вариантов одного типоразмера кольца является расстояние 5д (рис. 1). Это максимально допустимое расстояние между концами замка кольца, установленного на поршне с учетом размера А замка кольца в свободном состоянии (5д = = 50′ + А, где 50′ — допустимое значение разведения замка кольца во время его установки на поршень).
Полученные фотограммы были обработаны и приведены к комбинированному виду (рис. 3). Левая часть фотограммы от вертикальной плоскости симметрии, проходящей через середину замка и точку с максимальной интенсивностью растягивающих напряжений, расположенную на внутреннем контуре кольца напротив замка, испытывает деформации (напряжения) от сил по схеме нагружения А. Правая часть фотограммы от плоскости симметрии испытывает деформации (напряжения) от сил по схеме нагружения Б.
На фотограмме выделено три участка, на которых сравниваются напряжения в зависимости от схемы нагружения. Эти три участка приведены в увеличенном масштабе вокруг контура комбинированной фотограммы. Два участка расположены в горизонтальной плоскости симметрии и относятся к различным схемам нагружения, а третий участок расположен в вертикальной плоскости симметрии и находится на стыке двух фотограмм от различных схем нагружения. Во всех упомянутых сечениях построены в выбранном масштабе по методу полос эпюры максимальных касательных напряжений.
На контуре кольца эти напряжения равны одному из нормальных главных напряжений т.к. второе нормальное главное напряжение а2, перпендикулярное контуру, обращается в ноль. В действительности эпюры построены в безразмерном параметре — в полосах (т.е. в порядках полос), а напряжения можно определить из выражений
(а1 -а2) = па0 и а1 = пка0,
где пк — порядок полосы на контуре; у 0— цена полосы модели кольца. В сечениях внутри контура модели величина напряжений оценивается по соотношению
у0п _ (у1 — у2) = 2ттахI. в _ 1,49 для варианта нагружения Б. Теоретическое значением т для рассматриваемого случая имеет величину т’ = 1,57. Таким образом, процент отклонения экспериментального значения т’ от теоретического составляет 5%.
Для метода фотомеханики этот результат можно считать вполне удовлетворительным, так как при выполнении эксперимента и обработке экспериментальных данных имели место как субъективные, так и объективные ошибки. Например, нам не удалось при изготовлении модели кольца обеспечить достаточно высокую точность формы его копии. Кроме того, оценка порядка полос выполнялась визуально на экране поляризационной установки, затем эти данные сравнивались с фотограммами кольца. В любом из этих вариантов максимально возможная точность подсчета полос не превышает ~0,3 полосы.
Результаты эксперимента в горизонтальной плоскости модели кольца составляют:
КуГ _ пБг/пАГ _ 2,7/1,9 _ 1,42.
Иными словами интенсивность напряжений в горизонтальном сечении для варианта нагружения Б на 42% больше по сравнению с вариантом А. Интенсивность напряжений в вертикальной плоскости для варианта А в 1,49 раз больше, т.е. на 49% по сравнению с вариантом Б. Таким образом, в случае нагружения модели кольца по варианту Б разгружается максимально напряженная зона (расположенная напротив замка), но одновременно при этой схеме раскрытия замка увеличивается уровень напряжений в горизонтальном сечении, а для варианта А соответственно уменьшается уровень напряжений.
Поэтому вариант Б деформации кольца следует признать предпочтительнее, чем вариант А, так как напряжения по контуру кольца распределены более равномерно и максимальный уровень их значительно ниже (по данным эксперимента на 49%).
Для автоматизации процесса установки поршневых колец ДВС на поршень на кафедре технологии машиностроения была разработана и внедрена в учебный процесс конструкция приспособления для одновременной сборки всего комплекта колец по наиболее предпочтительной схеме Б раскрытия замка (рис. 4).
Рис. 4. Приспособление для одновременной сборки поршневых колец: схема и фотография колец, разжатых конусной оправкой
Приспособление работает следующим образом. Каждое кольцо из комплекта 1 вставляют последовательно замками вниз в стакан 4 между фасонными сухарями 2. Сухари имеют форму ступенчатого сегмента вдоль оси, максимальная толщина их равняется расстоянию между кольцами в поршне. Высота паза сегмента в осевом направлении под соответствующее поршневое кольцо на 0,5 мм меньше высоты кольца. Разность этих высот позволяет выбрать зазор между кольцами и сухарями, и зажать весь комплект по торцам. Прежде чем зажимать установленные между сухарями кольца, их следует раскрыть на размер Бд (см. табл., вариант Б). Разведение замков производится конической оправкой 5, которую следует резко переместить вдоль оси, введя ее в установленный комплект колец. Во избежание перекоса колец от составляющей осевой силы при разжиме, их дополнительно фиксируют в верхней части подводимой накладкой 10, которая имеет расположенные соответственно конструкции поршня пазы.
В начальном положении перед установкой колец в рабочую зону приспособления накладка 10 поднимается вверх, обеспечивая свободную установку
колец. После разжима колец оправкой весь комплект зажимается по торцам перемещающейся гильзой 6. Для этого необходимо повернуть рукоятку с эксцентриком 3 вокруг оси 8, что обеспечит перемещение толкателя 9, а вместе с ним и перемещение подпружиненной гильзы 6. Затем оправку возвращают в исходное положение и на ее место вставляют поршень 7. После ослабления зажима кольца сами устанавливаются на поршне.
В перспективе интересным является вопрос разработки конструкции устройства для реализации в промышленности схемы раскрытия замка кольца по варианту В — чистого изгиба, что позволит уменьшить максимальные напряжения в опасной зоне кольца в два раза по сравнению с вариантом А.
ЛИТЕРАТУРА
[1] Артамонов М.Д. и др. Теория, конструкция и расчет автотракторных двигателей. — М.: Машиностроение, 1963.
[2] Воронин А.В. и др. Механизация и автоматизация сборки в машиностроении. — М.: Машиностроение, 1985.
[3] Кошеленко А.С., Позняк Г.Г. Теоретические основы и практика фотомеханики в машиностроении. — М.: Граница, 2004.
[4] Молдаванов В.П. и др. Производство поршневых колец двигателей внутреннего сгорания. — М.: Машиностроение, 1980.
RESEARCH THE ASSEMBLING PROCESS OF THE PISTON RINGS OF ICE ON THE PISTON
O.V. Zhed, A.A. Kazakova,
A.S. Koshelenko
Department of Mechanical Engineering,
Machine Tools and Tooling Peoples’Friendship University of Russia
Miklukho-Maklaya str., 6, Moscow, Russia, 117198
In this research the method of photomechanics used to investigate stress condition in piston rings of the internal combustion engine (ICE) due to their deformation in assembling process on the piston. Key words: the engine, the piston, a piston ring, deformation, pressure.
Как правильно обкатать поршневые кольца!
Капитан Кирк в уже ставшей классикой телесериале «Звездный путь» постоянно дразнил бедного Скотти, требуя «Больше силы!» Этого хотят все. Больше силы! Один из способов обеспечить мощность, заложенную в вашем двигателе, — это использовать любую возможность, чтобы уменьшить давление в цилиндре на толкающей стороне поршней.
Отличный способ в полной мере воспользоваться инженерными достижениями 21 века, применяемыми в поршневых кольцах, — это оптимизировать процедуру приработки / посадки колец. Это выходит далеко за рамки простого выбора правильного масла для обкатки, хотя это отличное начало. Как мы увидим, процесс несколько специфический и менее чем полезный, если вы его испортите!
Покрытие отверстия оказывает долгосрочное влияние как на то, насколько хорошо кольца притираются, так и на то, насколько они герметизируют давление в обоих цилиндрах и не допускают попадания масла в камеру.
Идеализация кольцевого уплотнения начинается с правильного хонингования цилиндра. В центре внимания этой истории нет конкретных процедур, но правильная хонинговальная пластина с включенным углом хонингования 45 градусов, безусловно, движется в правильном направлении. Такой угол помогает удерживать масло, а также способствует движению кольца внутри канавок, что важно для сохранения герметичности.
Несколько шероховатая поверхность только что отшлифованного цилиндра отчасти создана для того, чтобы способствовать формированию рисунка износа между ним и поверхностью кольца. Для этого кольца удаляют микроскопические пики, образовавшиеся в процессе хонингования. Создание надлежащей высоты этих пиков и глубины впадин значительно улучшит потенциал кольцевого уплотнения. Смазка является еще одним критическим элементом в этом процессе, но масло может достичь намеченных целей смазки и улучшения кольцевого уплотнения только при соблюдении других условий.
При сборке двигателя компания JE рекомендует использовать либо моторное масло, либо легкое машинное масло для стенок цилиндров и колец. Эта смазка будет присутствовать только на начальных оборотах до запуска двигателя. Следует избегать использования высоковязких или липких смазочных материалов для узла двигателя вокруг пакета колец.
Коническая или овальная стенка цилиндра значительно усложняет задачу уплотнения и приработки кольца. Это ставит во главу угла правильную технику заточки и отделку.
Это подводит нас к тому, как двигатель должен работать после первоначального запуска. Идеальная комбинация — настроить двигатель так, чтобы он заводился с первого или второго оборота. Для карбюраторных двигателей это означает предварительное заполнение топливных баков и точную настройку начального момента. Как только двигатель запустится, немедленно доведите его до оборотов выше холостого хода. По словам старшего менеджера по техническим вопросам JE Алана Стивенсона, «вы не хотите обкатывать двигатель на холостом ходу. Вы хотите поддерживать обороты выше 1500 об/мин и непрерывно изменять скорость примерно в течение первых 20 минут». После доведения двигателя до нормированной температуры охлаждающей жидкости и масла включите двигатель под нагрузкой. Давление в цилиндре от 50 до 75 процентов и, в конечном итоге, до 100 процентов нагрузки создаст дополнительное давление на заднюю сторону колец, что быстро установит надлежащую форму износа для посадки. С сегодняшними кольцами, особенно версиями с молибденовым покрытием, этого можно добиться за очень короткий период времени и, конечно же, в пределах 20-30 миль уличного вождения. При динамическом тестировании WOT кольца, скорее всего, садятся к концу первых нескольких прогонов.
Обратите внимание, что второе кольцо изнашивается только в нижней половине, где должно изнашиваться маслосъемное кольцо. Износ верхнего кольца трудно увидеть, но на самом деле он соприкасается только в центре молибденовой вставки.
Энтузиасты двигателей часто осуждают кольцо как «не сидящее», потому что рисунок износа не распространяется по всей поверхности кольца. К сожалению, это неверное предположение. Почти все верхние кольца имеют бочкообразную поверхность, при которой только часть кольца в самом широком месте фактически соприкасается со стенкой цилиндра. Таким образом, износ будет только на небольшой части кольца. Верхнее или второе кольцо, имеющее полный контакт с торцом, следует считать изношенным. Надлежащая работа колец и их уплотнение основаны на скольжении колец по масляному покрытию между кольцом и стенкой цилиндра почти так же, как шейка коленчатого вала скользит по тонкой пленке масла между ней и подшипником.
Остекление — это термин, часто используемый при обсуждении цилиндра, который не был должным образом прикручен. Это часто происходит после того, как двигатель проработал на холостом ходу или при очень малой нагрузке в течение достаточного времени. Это создает случай, когда окисленное масло скапливается на стенках цилиндра и создает несколько блестящее поверхностное покрытие, которое полностью заполняет пики и впадины процесса хонингования. В качестве визуального ориентира представьте себе микроскопическое поперечное сечение свежезаточенной стенки цилиндра, внешне похожее на вид сбоку полотна ножовочной пилы с множеством пиков и впадин. Теперь представьте, что вы смотрите на использованное полотно ножовки, зубья которого стерлись почти до гладкости. Вот что дала бы кольцам застекленная стенка цилиндра.
Установка кольцевого уплотнения начинается с правильной сборки, то есть очистки стенок цилиндра. Существуют десятки методов, но один из них заключается в том, чтобы сначала промыть горячей мыльной водой, а затем чистыми белыми бумажными полотенцами с маслом с высоким содержанием моющих средств, таким как ATF или масло Marvel Mystery. Это полотенце все еще показывает песок после четырех предыдущих проходов очистки. Продолжайте, пока каждое отверстие не станет чистым.
Заполненные пики и впадины создают чрезвычайно гладкую поверхность, что затрудняет контроль масла. Конечным результатом является чрезмерное потребление масла. Иногда эта глазурь будет демонстрировать чрезмерное потребление масла с присутствием или без присутствия классического синего масляного дыма. Быстрый способ оценить расход масла выше нормы — вывернуть свечи зажигания и проверить наличие масла на резьбе свечей зажигания. Это общий предупредительный признак потери контроля над маслом.
Если вы подозреваете, что кольца не сели, иногда это можно исправить с помощью первоклассного очистителя. Это не означает, что нужно высыпать пару чайных ложек моющего средства Bon-Ami во внутрь. Несмотря на смехотворность, эта рекомендация эпохи плоских головок каким-то образом пережила век электроники. Но авторитетные чистящие средства высшего класса использовались с некоторым успехом.
Остекление также связано с чрезмерным выбором масла для обкатки. Вероятно, существует почти столько же вариантов бутикового моторного масла, сколько у девушек Кардашьян в обуви. По словам Стивенсона, при выборе масла для обкатки в первую очередь необходимо убедиться, что масло совместимо с распределительным валом. Кулачок с плоским толкателем потребует большей концентрации смазочных материалов высокого давления, таких как диалкилдитиофосфат цинка (ZDDP), по сравнению с поршневыми кольцами, поэтому выбор масла для обкатки должен быть приоритетным. Отраслевых стандартов уровня ZDDP для масел для обкатки не существует. Для высокопроизводительного масла для обкатки, не относящегося к API, обычная концентрация должна составлять от 1000 до 1500 частей на миллион (частей на миллион).
Испытательные стенды для двигателей отлично подходят для проверки работы, подтеканий и ошибок, но не должны использоваться для обкатки колец. Для правильной приработки колец необходимо как можно скорее приложить нагрузку к двигателю.
Проблемы могут возникнуть, когда применяется теория «чем больше, тем лучше» и концентрации ZDDP радикально превышают вышеупомянутые уровни. Чрезмерный уровень ZDDP в сочетании с низким уровнем моющих средств является плохой комбинацией. ZDDP имеет тенденцию связываться на молекулярном уровне с металлом, в то время как моющие средства удаляют те же самые добавки из таких областей, как стенка цилиндра. Если используются чрезмерные уровни ZDDP, это может привести к застеклению стенок цилиндра и потере контроля масла.
Разумеется, остальная конфигурация двигателя также должна быть должным образом подготовлена. Распространенная причина выхода из строя кольцевого уплотнения возникает, если двигатель работает с чрезмерно богатым соотношением воздух-топливо. В этой болезни часто обвиняют карбюраторы, но плохо настроенная система EFI, работающая при соотношении воздух-топливо 10:1, может нанести такой же ущерб. Чрезмерно богатое соотношение воздух-топливо позволяет сырому топливу смывать масло со стенки цилиндра, сводя к минимуму смазку именно в тот момент, когда кольца и стенки цилиндра нуждаются в ней больше всего. Частью ошибки, связанной с обогащением смеси, является широко распространенное заблуждение о том, что обедненное соотношение воздух-топливо на холостом ходу заставляет двигатель работать горячее. Реальность такова, что обедненные смеси на холостом ходу сводят к минимуму повышение температуры, поскольку меньше тепла подвергается воздействию системы охлаждения, потому что сгорает меньше топлива.
Выбор правильного масла для обкатки имеет решающее значение для правильной обкатки двигателя. Почти каждая компания, выпускающая качественные масла, предлагает масло для обкатки, в котором отсутствуют некоторые присадки, препятствующие процессу обкатки.
Если дать двигателю поработать на холостом ходу в условиях чрезмерно богатой смеси всего 30 минут, это может привести к значительному повреждению стенки цилиндра, при котором стенка может стать тусклой, темно-серого цвета. Если это произойдет, двигатель, скорее всего, потребует полной разборки и нового хонингования.
Масло для обкатки также следует использовать только для первоначальной обкатки двигателя, а затем заменять его вместе с фильтром и заменять моторным маслом, которое вы собираетесь эксплуатировать. На уличном двигателе это будет означать менее 100 миль. Замена масла для обкатки удаляет примеси, которые будут присутствовать в масле после периода обкатки. Это особенно верно для гоночных двигателей, в которых используются фильтры с меньшими ограничениями. JE также рекомендует избегать использования синтетических материалов во время обкатки, чтобы в полной мере воспользоваться преимуществами установления характера износа. Синтетика иногда может слишком хорошо уменьшить трение, так что кольца не могут сидеть должным образом.
При обкатке двигателя важно варьировать нагрузку на двигатель. Динамометр часто имеет предустановленный режим обкатки, который варьирует нагрузку и обороты двигателя.
Чего также следует избегать, так это индивидуального смешивания собственного пакета присадок либо для обкатки, либо для долговременной эксплуатации. Разработка смазочных материалов — это сложная игра по смешиванию базового масла и пакета присадок, предназначенного для конкретного применения. Таким образом, выбор правильного смазочного материала — это отличный способ гарантировать, что ваш новый двигатель начнет свою жизнь наилучшим образом.
Обкатка поршневых колец и оптимизация герметизации не представляют сложности, если обратить внимание на важные начальные шаги на пути к надлежащему уходу и питанию высокопроизводительного двигателя.
Эта статья спонсирована JE Pistons. Для получения дополнительной информации посетите наш веб-сайт www.jepistons.com
Монтаж и демонтаж поршневых колец · Technipedia · Motorservice
Настройки
Вернуться к поиску
Информация об использовании
Можно ли установить поршневые кольца вручную? Что может случиться? Почему сторона канавки ни при каких обстоятельствах не должна быть повреждена при удалении нагара? Как и в какой последовательности устанавливать поршневые кольца; узнай здесь.
Комплект крепления поршневых колец
Предмет номер. 12 00001 16 900 (легковые автомобили)
Предмет номер. 12 00002 16 900 (грузовые автомобили)
- Тщательно очистите использованные поршни от прилипшей грязи. В частности, убедитесь, что кольцевые канавки свободны от нагара и грязи. При необходимости очистите отверстия для слива масла с помощью дрели или другого подходящего инструмента.
- Будьте осторожны, чтобы не повредить стороны канавки при удалении нагара. Сторона нижней канавки представляет собой зону уплотнения. Повреждение из-за царапин может привести к повышенному расходу масла или повышенному выбросу картерных газов во время работы двигателя.
- Для монтажа и демонтажа поршневых колец всегда используйте клещи для поршневых колец. Другие инструменты, такие как проволочные петли или отвертки, повреждают поршневое кольцо и поршень.
- Никогда не тяните кольца руками (исключение: маслосъемные кольца со стальным сегментом и двойным скосом). Существует не только риск того, что кольцо сломается, погнется и подвергнется чрезмерному напряжению, но также и риск получения травмы при разрыве кольца или из-за острых краев кольца.
ВНИМАНИЕ
Быстрое натяжение поршневого кольца рукой без его поломки может продемонстрировать мастерство механика, но обычно также повреждает поршневое кольцо на этапе монтажа.
- Никогда не натягивайте кольцо на поршень, как показано на рисунке. Если кольцо изгибается и больше не лежит ровно в канавке, оно больше не будет вращаться в канавке, изнашивается с одной стороны или перестает правильно уплотняться. Однако еще хуже для колец с молибденовым покрытием является отслаивание или разрушение молибденового слоя. Если потери слоя скольжения не произойдет при установке, то обязательно произойдет при работе двигателя. Скользящий слой ослабевает, повреждает поршень и цилиндр, а поршень разъедает отверстие цилиндра, так как между поршнем и стенкой цилиндра продуваются горячие газы сгорания. Ослабленные детали приводят к повреждению поверхностей скольжения поршня и цилиндра.
- Избегайте надевания и снятия поршневых колец без необходимости. Кольца слегка изгибаются при каждом монтаже. Не стягивайте кольца предварительно собранных поршней, например, для их измерения.
- Соблюдайте последовательность установки колец: Сначала установите маслосъемное кольцо, затем второе компрессионное кольцо, затем первое компрессионное кольцо.
Соблюдайте установочную маркировку. «Верх» означает, что эта сторона должна быть направлена вверх к камере сгорания. Если вы не уверены или отсутствует метка «Верх», установите кольцо надписью вверх.
Проверить, могут ли кольца свободно (проворачиваться) вращаться в кольцевых канавках.
Проверить, полностью ли кольцо входит в кольцевую канавку по всей окружности, т. е. поверхность скольжения кольца не должна выступать за юбку поршня. Это важно, поскольку при отсутствии зазора в основании канавки (неправильное кольцо или основание канавки науглерожено) работоспособность кольца не гарантируется.
При установке двухкомпонентных маслосъемных колец всегда обращайте внимание на положение спирального расширителя. Концы спирального расширителя всегда должны быть напротив кольцевого соединения.
В случае колец, состоящих из трех частей, правильное положение пружины расширителя необходимо для обеспечения функции маслосъемного узла. Перед установкой поршня всегда проверяйте положение разжимных пружин, даже для поршней с предварительно установленными кольцами. Во время транспортировки концы спирали не затянуты и могут соскользнуть друг над другом. Обе цветные маркировки на концах спирали должны быть видны. Если их не видно, спираль перекрылась и кольцо не работает. Все кольцевые соединения трехкомпонентного маслосъемного кольца (две стальные направляющие и распорная пружина) должны быть повернуты друг относительно друга на 120° каждое.
Поверните замки поршневых колец готового к установке поршня так, чтобы замки поршневых колец были повернуты друг к другу примерно на 120°. Это помогает поршню или поршневым кольцам при первом запуске двигателя. Причина: Компрессия немного ниже при первом запуске двигателя, так как поршневые кольца еще не приработаны. Поворот концов шарнира друг к другу предотвращает образование слишком большого количества картерных газов во время первого запуска двигателя, что приводит к остановке двигателя. плохо заводится.
Ключевые слова
:
поршень
,
поршневое кольцо
,
комплект поршневых колец
,
Зазор в замке поршневого кольца, Зазор поршневого кольца
,
канавка поршневого кольца
Группа товаров
:
Поршни и компоненты
Загрузки
- Поршневые кольца для двигателей внутреннего сгорания (50003958-02)
видео
Установка поршневых колец
Это также может вас заинтересовать
Информация по использованию
Оценка бывших в употреблении поршней
Измерение и оценка кольцевых канавок
Можно ли продолжать использовать бывшие в употреблении поршни, если установить новые поршневые кольца? Как измерить зазор по высоте кольца? С какого момента изнашивается кольцевая канавка? Какова функция щупа? Вы можете. ..
Информация по диагностике
Проблемы с уплотнением и повреждение поршневых колец
перекос поршней
Изгиб или скручивание шатуна часто происходит после повреждения двигателя. Это может привести к перекосу поршня. В этой статье вы можете узнать, какие последствия перекоса поршня на…
Информация по диагностике
Проблемы с уплотнением и повреждение поршневых колец
Кольцо флаттера
Флаттинг кольца приводит к потере мощности и повышенному расходу масла. Но что на самом деле представляет собой кольцевой флаттер? Какие виды кольцевого трепетания существуют? Каковы причины осевого и радиального флаттера кольца? Вы можете…
Только для технического персонала. Все содержимое, включая изображения и диаграммы, может быть изменено. Для назначения и замены обратитесь к текущим каталогам или системам, основанным на TecAlliance.
Использование файлов cookie и защита данных
Motorservice Group использует файлы cookie, сохраненные на вашем устройстве, для оптимизации и постоянного улучшения своих веб-сайтов, а также для статистических целей.
Дополнительную информацию об использовании нами файлов cookie можно найти здесь, а также информацию о нашей публикации и уведомление о защите данных.
Нажав «ОК», вы подтверждаете, что приняли к сведению информацию о файлах cookie, заявлении о защите данных и деталях публикации. Вы также можете в любое время изменить настройки файлов cookie для этого веб-сайта.
Настройки конфиденциальности
Мы придаем большое значение прозрачной информации, касающейся всех аспектов защиты данных. Наш веб-сайт содержит подробную информацию о настройках, которые вы можете выбрать, и о том, какое влияние оказывают эти настройки. Вы можете изменить выбранные настройки в любое время. Независимо от того, какой выбор вы выберете, мы не будем делать никаких выводов о вас как о личности (за исключением случаев, когда вы явно указали свои данные). Для получения информации об удалении файлов cookie обратитесь к функции справки в вашем браузере. Вы можете узнать больше в заявлении о защите данных.
Измените настройки конфиденциальности, нажав на соответствующие кнопки
- Необходимый
- Удобство
- Статистика
Необходимый
Файлы cookie, необходимые для системы, обеспечивают правильную работу веб-сайта. Без этих файлов cookie могут возникнуть сбои или сообщения об ошибках.
Этот веб-сайт будет:
- Сохранение файлов cookie, необходимых системе
- Сохранение настроек, которые вы делаете на этом веб-сайте
Этот сайт никогда не будет делать следующее без вашего согласия:
- Сохраните ваши настройки, такие как выбор языка или баннер cookie, чтобы вам не пришлось повторять их в будущем.
- Оценивайте посещения анонимно и делайте выводы, которые помогут нам оптимизировать наш веб-сайт.
- Сделать выводы о вас как о личности (за исключением случаев, когда вы явно указали свои данные, например, в контактных формах)
Удобство
Эти файлы cookie упрощают использование веб-сайта и сохраняют настройки, например, чтобы вам не приходилось повторять их каждый раз, когда вы посещаете сайт.
Этот веб-сайт будет:
- Сохранение файлов cookie, необходимых системе
- Сохранение ваших настроек, таких как выбор языка или баннер с файлами cookie, чтобы вам не пришлось повторять их в будущем.
Этот сайт никогда не будет делать следующее без вашего согласия:
- Анонимно оценивайте посещения и делайте выводы, которые помогут нам оптимизировать наш веб-сайт.
- Сделать выводы о вас как о личности (за исключением случаев, когда вы явно указали свои данные, например, в контактных формах)
Конечно, мы всегда будем соблюдать настройку «не отслеживать» (DNT) в вашем браузере. В этом случае файлы cookie для отслеживания не устанавливаются и функции отслеживания не загружаются.
Советы и рекомендации по шлифовке поршневых колец Real Street Performance
Поршневые кольца являются одним из важнейших компонентов высокопроизводительного двигателя. Привратники компрессии в цилиндре и моторного масла, поршневые кольца являются уплотнениями вашего поршня в цилиндре. Когда вы восстанавливаете двигатель (или просто заменяете кольца), одна вещь, которая должна произойти, это зазор ваших новых поршневых колец. концы упираются друг в друга. Если зазора недостаточно и кольцо упирается в себя, это деформирует форму кольца, вызывая утечку на стенку цилиндра. Если кольцевой зазор слишком велик, это приведет к избыточному прорыву газов через зазор, что ухудшит работу этого цилиндра.
На самом деле, получение правильного зазора кольца настолько важно, а допуски настолько точны, что торцевой зазор измеряется в соответствующем отверстии каждого кольца, чтобы обеспечить максимально точную посадку. «[Кольцевой зазор] — это одна из немногих вещей в процессе сборки, которую вы полностью контролируете. Все остальное, что делается в механическом цехе, вы должны верить, что они правильно следовали своим процедурам. Но если вы подшиваете кольца, то все зависит от вас, чтобы сделать их правильно», — говорит Джей Мигер из Real Street Performance 9. 0003
Мигер имеет обширный опыт работы с автомобильными характеристиками, в ряде конкурентных дисциплин, как в импортных, так и в отечественных двигателях. Так что ему не привыкать к мощным силовым установкам с максимальной производительностью. Поэтому он снял это видео о процессе правильной установки зазоров в поршневых кольцах с некоторыми ключевыми советами и рекомендациями, которые помогут сделать этот процесс более плавным.
Без достаточного зазора в кольцах вот что происходит. Когда кольцо расширяется до точки, где оно вступает в контакт с самим собой, и больше некуда идти, оно искажает форму кольца, нарушая уплотнение кольца со стеной.
Дважды отмерь, один раз отрежь
Измерение торцевого зазора поршневого кольца — это то, что вам придется делать довольно много раз для каждого кольца, которое вы напиливаете, и это задача, требующая особой осторожности, как при настройке кольцо, которое нужно измерить, а также собственно проведение измерения.
Чтобы правильно измерить зазор кольца, вам нужно вставить кольцо в отверстие. «Вы не хотите скручивать кольцо, когда загружаете его в канал ствола для измерения. Если вы будете обращаться с кольцом вручную, вы можете согнуть его, сломать или деформировать, и это не поможет», — говорит Мигер. «Обязательно смажьте канал ствола маслом, чтобы кольцо легко скользило, а затем аккуратно загрузите кольцо сверху».
Попав в отверстие, кольцо необходимо правильно сориентировать в отверстии, как для правильных измерений в правильном месте, так и для воспроизводимых измерений, поскольку кольцо придется вытягивать несколько раз. «Вы можете использовать инструмент для выпрямления поршневых колец или то, что использую я, один из поршней, которые мы будем использовать в двигателе, чтобы выровнять кольцо в отверстии», — советует Мигер.
Для обеспечения наиболее точных измерений каждое кольцо измеряется в конкретном цилиндре, в котором оно будет находиться. Его следует выровнять в отверстии либо с помощью инструмента для выверки колец, либо — если конструкция коронки позволяет — перевернутым поршнем.
«Мы видели, как люди предлагали использовать торсионную пластину при настройке торцевого зазора, чтобы получить более точный размер отверстия цилиндра. По моему опыту, это обычно стоит около 0,001 дюйма разницы в кольцевом зазоре. В зависимости от вашей настройки и от того, как сильно вы будете запускать двигатель, вы можете принять во внимание это 0,001, а можете и не учитывать. Я не считаю, что это слишком критично, и что процедура вполне может быть выполнена без торсионных пластин. “
При принятии решения о том, каким должен быть ваш окончательный зазор, к вашим кольцам будет прилагаться руководство, которое обычно дает вам соотношение тысячных долей дюйма (концевого зазора) на дюйм размера отверстия. «Вам почти всегда лучше иметь слишком большой размер, чем слишком маленький, потому что вы хотите убедиться, что концы кольца не соприкасаются друг с другом», — делится Мигер.
«Мы провели много тестов, и всегда лучше быть на высокой стороне спецификации кольцевого зазора. Люди, кажется, боятся больших концевых зазоров, потому что они беспокоятся о прорыве газов, но мы используем датчики давления в картере, и мы не видим этого, когда двигатель работает на наддуве».
Вы также заметите, что спецификация зазора для второго кольца отличается от первого. Общее мнение в мире высокопроизводительных двигателей заключается в том, что вы хотите, чтобы второй кольцевой зазор был шире, чем верхний кольцевой зазор. «Мне нравится сохранять разницу в 0,004–0,005 дюйма между верхним и вторым кольцом. Любое сгорание, которое проходит через верхнее кольцо, должно пройти и через второе кольцо, чтобы оно не застряло между двумя кольцами и не заставило их трепетать», — объясняет Мигер.
Переходим к последнему кольцу в упаковке — маслосъемному кольцу — жизнь становится проще. «На опорах масляного кольца вы просто должны убедиться, что есть зазор не менее 0,015 дюйма», — говорит Мигер. «Если вы обнаружите, что вам нужно напилить масляную рейку, возможно, у вас в коробке не то кольцо, потому что очень редко вам нужно напилить правильную масляную рейку».
При подпиливании колец следует соблюдать ряд рекомендаций, например, подпиливать только в одном направлении; обеспечение того, чтобы это направление было наиболее поддерживаемым способом; убедитесь, что конец кольца перпендикулярен шлифовальному колесу; и только подача одной стороны кольца.
Всегда можно снять больше, но нельзя добавить обратно
Все измерения в мире ничего не значат, если вы не можете должным образом изменить эти размеры. Хотя кольцевая регистрация может показаться простой, существует множество мелких нюансов, которые имеют большое значение для высокопроизводительного двигателя.
Одна из первых вещей, на которую указывает Мигер, это то, что без объяснений можно узнать, только напортачив. «Убедитесь, что вы идентифицировали верхнее и второе кольца и записали их, так как верхнее кольцо будет значительно более твердым материалом и труднее подпиливать», — говорит Мигер.
«Когда ваше верхнее и второе кольцо изготовлены из разных материалов, если вы попадаете в ритм при подпиливании второго кольца, а затем переключаетесь на верхнее кольцо, вдруг все идет не так, потому что верхнее кольцо тверже. И наоборот, если вы войдете в ритм, разрезающий более твердые верхние кольца, а затем прыгнете во второе кольцо с тем же ритмом, вы можете легко снять слишком много, прежде чем осознаете это».
Фактический процесс хранения колец может быть более сложным, чем кажется со стороны. С покрытиями и отделкой современных усовершенствованных поршневых колец вы должны быть особенно осторожны, чтобы не повредить это покрытие при шлифовке колец.
«Вы хотите обрезать конец кольца в направлении, в котором оно поддерживается. расколоть кольцо», — объясняет Мигер. «Вы также не хотите прижимать кольцо к инструменту для тяжелой резки, так как это также может привести к его сколам. Вы действительно просто хотите провести резаком по кольцу».
После того, как кольцевой зазор установлен на желаемую толщину, шлифованную кромку необходимо зачистить. Мигер использует ювелирный напильник, чтобы сбить любые заусенцы, не удаляя при этом какой-либо материал, который может повлиять на зазор.
Еще одна вещь, с которой нужно быть осторожным при заточке колец, это убедиться, что конец находится под прямым углом к напильнику. «Когда у вас есть кольцо в инструменте для напильника, вы должны убедиться, что вы держите концевой квадрат напротив резака, чтобы вы не вставили конус в конец кольца». — говорит Мигер. «Кроме того, подпиливайте только в одном направлении и работайте только с одной стороны ринга, чтобы открыть брешь. Не подпиливайте немного с одной стороны, а потом немного с другой».
Наконец, Мигер добавляет: «Как только вы достигли желаемого зазора, вам нужно удалить заусенцы с кольца. Я просто использую небольшой файл jewlers, чтобы обработать края. Вы не пытаетесь снять много материала, просто любой материал, который мог образовать заусенец».
Следуя этим советам, работая медленно и осторожно, часто измеряя, вы сможете заточить свои собственные кольца, как профессионал, и обязательно получите максимальную отдачу от вашего только что отремонтированного двигателя.
Что нужно знать о поршневых кольцах перед сборкой следующего двигателя
| Практическое руководство — двигатель и трансмиссия
Ring Master
Если вас спросят, какие поршневые кольца нужны для сборки вашего двигателя, знаете ли вы, что ответить? Поршневые кольца выполняют самую важную работу в вашем двигателе. У нас будут аргументы по этому поводу, потому что в вашем двигателе действительно нет неважных деталей. Однако то, что делает поршневые кольца такими важными, это то, что они делают.
Скромное, трудолюбивое поршневое кольцо восходит к 1854 году, когда человек по имени Джон Рэмсботтом продемонстрировал способность поршневых колец снижать трение, а также их преимущества в области уплотнения и охлаждения. Поршневые кольца повысили эффективность. В те дни речь шла больше о паровых двигателях, а не о внутреннем сгорании.
Поршневые кольца обеспечивают герметизацию цилиндра и камеры сгорания, что удерживает тепловую энергию там, где она должна быть, над поршнем. Любая тепловая энергия, уходящая через поршневые кольца, теряет мощность — и точка. Тепловая энергия, содержащаяся над поршнем, идет на работу, создавая мощность на коленчатом валу. Поршневые кольца также переносят разрушительное тепло в водяную рубашку через стенку цилиндра, чтобы контролировать тепло и предотвращать расплавление поршня.
Больше всего люди хотят получить от поршневых колец герметичность цилиндра, а также низкое натяжение для достижения меньшего трения и большей эффективности. Получить и то, и другое сложно. Мы живем в эпоху тонких компрессионных колец с низким натяжением, иногда таких узких, как 0,023 дюйма или 0,6 мм. Это работает, если у вас идеально отточены стенки цилиндра. Если вы этого не сделаете, кольца будут деформироваться, и вы не получите оптимального уплотнения цилиндра.
Правильный выбор кольца означает понимание функции кольца, материала, конструкции поршня и динамики внутреннего диаметра. Поршни, кольца и отверстия цилиндров должны иметь идеальный брак, чтобы функционировать должным образом. Правильная обкатка двигателя имеет решающее значение для долговечности и надежной работы колец. Тип поршневого кольца, который вы выбираете, зависит от того, как вы собираетесь использовать свой двигатель. Двигатели с умеренными дорожными характеристиками требуют более «ванильного» пакета колец, чем двигатели с наддувом, турбонаддувом или двигателями с закисью азота. Для гоночных двигателей требуется гораздо более прочный пакет колец по сравнению с тем, что используется для двигателей с наддувом, турбонаддувом или закиси азота.
Какое кольцо вы выберете, зависит от того, сколько тепла и силы вы собираетесь приложить к ним. Если ваш двигатель представляет собой костяк, поставленный с завода, вы, вероятно, не захотите это слышать. Коробчатый двигатель оснащен поршневыми кольцами из ковкого чугуна и чугуна. Это означает, что вашим кольцам не понравится нагнетатель или этот случайный выброс азота, потому что стандартные ковкие и чугунные кольца не всегда могут выдерживать тепло и давление, связанные с принудительной индукцией или сжатием.
Если вы выбираете закись азота или принудительную индукцию, вам понадобится верхнее компрессионное кольцо, способное выдерживать тепло и давление, связанные с этими элементами. По словам Эда Лоу из Total Seal, для этого требуются высококачественные материалы. Эд предлагает верхнее кольцо AP из нержавеющей стали с PVD (физическим осаждением из паровой фазы) для принудительной индукции и закиси азота.
Высокопроизводительные комплекты поршневых колец Total Seal включают верхнее кольцо из AP Steel, на которое нанесено антифрикционное покрытие C-33 из нитрида хрома методом PVD для повышения эффективности. Покрытие C-33 легко наносится на стенки цилиндра, в то время как стальное верхнее кольцо по-прежнему способно выдерживать экстремальные давления. Вторичные кольца Napier и тройные маслосъемные кольца из нержавеющей стали входят в стандартную комплектацию комплекта колец AP из нержавеющей стали.
Как правило, поршни и кольца обычно продаются комплектами, если только вы не используете повторно старые поршни или не выбираете тип кольца, отличный от того, что предлагает производитель. Такие производители, как Federal-Mogul Speed Pro от Summit Racing Equipment, продают поршни и кольца в виде комплектов для вашего удобства. Это делает выбор поршня и колец легкой задачей для среднего энтузиаста. Просто посмотрите, что производитель предлагает для типа вождения, который вы собираетесь использовать, и уточните свое решение.
Важным соображением относительно того, насколько хорошо уплотнение поршневых колец является хонингование блока цилиндров. В вашем механическом цехе должен быть датчик PAT для точного измерения шероховатости поверхности окончательного хонингования. Total Seal говорит, что типичные значения (измеряемые в микродюймах) для приложений с общей производительностью должны быть около RPK 8-12, RK 20-30 и RVK 30-50. Способен ли ваш местный механический цех выполнять работы такого уровня? Не все из них. Если механическая мастерская может доработать чулки последних моделей Ford или GM с их тонкими кольцами, чтобы сохранить первоначальные требования по выбросам и заводские допуски, ответ, скорее всего, будет утвердительным. Убедитесь в этом, когда отпустите блок и поршни. ТЭЦ
Когда дело доходит до выбора колец, вы также должны учитывать выбор поршня при планировании. В идеале вы должны использовать подходящие поршни и кольца из одного и того же производителя. Total Seal, например, занимается исключительно поршневыми кольцами. Как только они поймут, что у вас есть для поршней, они смогут подобрать вам правильный комплект колец, в том числе нестандартные наборы колец. Это ваш типичный коробочный комплект колец для уличного двигателя, слева направо: ковкий чугун, чугун , и гибкий нелегированный чугун для маслосъемных колец. Для верхнего компрессионного кольца используется ковкий чугун, поскольку он гибкий и более устойчивый к нагреву. Чугун используется для вторичного компрессионного кольца, которое также контролирует масляную пленку и не так подвержено воздействию высоких температур, как верхнее кольцо. Пакет маслосъемных колец состоит из расширителя и двух направляющих, которые предназначены для удаления масла со стенок цилиндра. Верхнее компрессионное кольцо обычно изготавливается из ковкого чугуна с молибденовой поверхностью. Молибден лучше выдерживает тепло в большинстве применений, но при этом он достаточно пористый, чтобы удерживать масло для улучшения смазки. Поскольку верхнее кольцо обращено к цилиндру, оно вращается под действием поршня, обеспечивая плотный контакт со стенкой цилиндра, но с меньшим трением. подход к этому месту. Нагрев второй канавки на самом деле не является проблемой, а это означает, что не было необходимости в экзотических материалах или покрытиях. Сегодня большинство вторичных колец по-прежнему изготавливаются из чугуна или даже в некоторых случаях из ковкого чугуна. Это кольцо около 85-90-процентный контроль масла и только 5-10-процентный контроль сжатия, поэтому для лучшего управления маслом существует определенная тенденция к кольцу Напье, особенно в двигателях LS. Комплект нижнего кольца, состоящий из расширителя и двух направляющих, предназначен исключительно для контроля масла. . Натяжение маслосъемных колец составляет около 40 процентов от общего трения двигателя, при этом только на маслосъемные кольца приходится 50 процентов трения пакета колец. Ключом к снижению натяжения кольца является радиальная глубина кольца в кольцевой канавке. Если вы поддерживаете традиционный стандарт SAE 0.190-дюймовая глубина, вам все еще нужны маслосъемные кольца с более высоким натяжением. Однако, уменьшив радиальную глубину примерно до 0,140-0,150 дюйма с соответствующей механической обработкой кольцевой канавки, можно уменьшить натяжение, поскольку общий узел маслосъемного кольца более гибкий и соответствует отверстию. Не знаете, какое поршневое кольцо куда идет? Эд Лоу из Total Seal говорит нам, что дело в форме и в звуке. Верхние кольца из ковкого чугуна имеют бочкообразную поверхность и не имеют углублений. При осторожном падении на твердую поверхность кольцо из ковкого чугуна издает «звенящий» звук. Вторичное компрессионное кольцо имеет коническую поверхность и изготовлено из чугуна. При осторожном падении на твердую поверхность чугунное кольцо издает глухой «стук» вместо звенящего звука. Согласно Эду Лоу, еще одним средством идентификации вторичного компрессионного кольца является эта ямочка или лазерная метка, которая всегда обращена вверх. Ковкий чугун (слева) и чугун (справа). Идентификация во флексе. Кольца из ковкого чугуна гибкие и могут выдерживать сильное нагревание. Чугунные кольца, напротив, хрупкие и ломаются, если вы пытаетесь их согнуть. Для более экстремальных применений с наддувом, турбонаддувом или закисью азота требуется более прочный пакет колец. Вверху (слева) обычно используется нержавеющая сталь AP с PVD-покрытием. Вторичное кольцо (оба справа) примерно 85-9По словам Скотта Габриэлсона из Speed Pro, 0-процентный контроль масла и всего 5-10-процентная компрессия. Скотт добавляет, что если вы подрежете нижнюю часть кольца, вы обнажите большую часть торцевого зазора обратно в канавку кольца, что откроет проходное сечение и создаст резервуар для масла, возвращающегося обратно в поддон. Чтобы лучше управлять маслом, существует определенный тенденция ко второму кольцу Нейпира (крючковидному или когтеобразному), как показано здесь. Фактически, большинство двигателей GM LS поставляются с завода с кольцами Napier. Кольцо Napier создает резервуар для протекания очищенного масла. Вот крупный план кольца AP из нержавеющей стали и его сверхтвердой и прочной поверхности, предназначенной для экстремальных условий эксплуатации. самая однородная зернистая структура среди всех мартенситных колец из ковкого чугуна. Они спроектированы для экстремальных условий эксплуатации, таких как закись азота, турбонаддув, наддув и высокое давление в цилиндрах. Вот более пристальный взгляд на компрессионное кольцо TNT от Total Seal. Компрессионное кольцо Total Seal с алмазной отделкой обеспечивает осевые допуски +/- 0,000050 дюймов. ; улучшенное уплотнение между поршнем и поршневым кольцом; дополнительные покрытия PVD, разработанные для соответствия материалу цилиндра и минимизации потерь на трение; нестандартная осевая толщина до 0,6 мм; и доступны в беззазорном, обычном или типе Napier. Беззазорное верхнее компрессионное кольцо Total Seal является отраслевым эталоном, потому что оно работает очень хорошо. Просто оно уплотняет лучше, чем обычное поршневое кольцо, благодаря своей конструкции, состоящей из двух частей. В результате оно обеспечивает повышенную мощность и крутящий момент, более длительный срок службы двигателя, улучшенную стабильность, более длительный срок службы колец, улучшенный контроль масла, сниженное внутреннее трение, улучшенный сигнал вакуума на впуске, более широкую кривую крутящего момента и повышенный вакуум в коллекторе. Беззазорное кольцо Total Seal конструкция из двух частей, в которой два блокирующих кольца работают вместе для достижения идеального уплотнения стенки цилиндра. С тех пор, как производители двигателей создают двигатели, ведутся споры о том, как правильно устанавливать поршневые кольца. Компания JGM Performance Engineering предпочитает использовать расширитель колец для аккуратной установки колец. Они говорят нам, что расширитель вызывает меньшую деформацию кольца. Расширитель маслосъемного кольца перемещается между двумя направляющими, которые стирают масло со стенок цилиндра. После установки расширителя направляющие маслосъемного кольца накатываются на поршень и в канавку, как показано на рисунке. Подход к установке компрессионных колец показан здесь Марком Джеффри из Trans Am Racing в Лос-Анджелесе, где компрессионные кольца аккуратно вкатываются в кольцевую канавку. Джеффри уверяет нас, что это не вызывает деформации колец. Нам нравятся эти компрессоры поршневых колец нестандартных размеров, которые доступны в Summit Racing в самых разных размерах. Если вы строите двигатели в гараже, мы предлагаем приобрести регулируемый кольцевой компрессор. Если вы строите много двигателей, кольцевой компрессор нестандартного размера является отличной инвестицией. Отделка стенок цилиндра должна следовать кривой технологии, как и конструкция поршней и колец на протяжении многих лет. Готовое отверстие цилиндра должно быть круглым, прямым и без конусности. Кольца притираются, чтобы компенсировать небольшие неровности отверстия. Современные высокотехнологичные поршневые кольца настолько твердые, что просто не изнашиваются, как старые кольца. Сегодняшние блоки цилиндров также сложнее, поэтому окончательная отделка должна быть безупречной. Ваш слесарь также должен использовать динамометрическую пластину для хонингования. Никаких исключений. Хотя производители изготавливают кольца с предварительно зазором, настоятельно рекомендуется проверить торцевые зазоры колец и при необходимости отрегулировать зазор. Поршни, кольца и канавки должны быть обильно обработаны моторным маслом класса SAE 30 или сборочной смазкой во время установки. Смажьте канавки маслом и смажьте стенки цилиндра соответствующим образом. Размер отверстия цилиндра следует проверять с помощью нутромера с часовым механизмом. Любое другое средство сулит вам неточное чтение. Циферблатный манометр обещает вам точные показания. В конце концов, выбор поршня и колец и их установка связаны с уплотнением цилиндра и контролем масла. Это также касается получения правильной отделки стенок цилиндра для дальнейшего улучшения герметизации и контроля масла.
Фото Джима Смарта
Популярные страницы
Лучшие электромобили — самые популярные модели электромобилей
Сколько стоит Tesla? Вот разбивка цен
Лучшие гибридные автомобили — самые популярные модели гибридных автомобилей
Каждый электрический внедорожник, который можно купить в США в 2022 году
Это самые экономичные пикапы 904
Это внедорожники с лучшим расходом топлива
Популярные страницы
Лучшие электромобили — самые популярные модели электромобилей
Сколько стоит Tesla? Вот разбивка цен
Лучшие гибридные автомобили — самые популярные модели гибридных автомобилей
Каждый электрический внедорожник, который можно купить в США в 2022 году
Это самые экономичные пикапы 904
Это внедорожники с лучшим расходом топлива
Симптомы износа поршневых колец [Причины и способы предотвращения и устранения] – Rx Mechanic
Поршневые кольца автомобиля регулируют расход моторного масла и давление масла. Поэтому при выходе из строя поршневых колец автомобиль столкнется с массой проблем, которые в итоге могут вывести из строя весь двигатель. Хотя поршневые кольца являются одними из самых дешевых деталей автомобильного двигателя, они необходимы для эффективной работы автомобиля. Несколько признаков плохих поршневых колец могут подсказать вам, когда вам нужно их заменить, чтобы избежать критического повреждения двигателя.
Различные типы поршневых колец
В современных автомобилях обычно устанавливаются три поршневых кольца на цилиндр. Два кольца для удержания продуктов сгорания, а другое удерживает и направляет моторное масло туда, куда оно должно попасть в автомобиле. Вот различные типы поршневых колец и их функции в двигателе.
Компрессионные кольца
Компрессионные кольца предотвращают утечку газа, герметизируя верхнюю часть поршня. Эти кольца обычно находятся в канавках первичного поршня, но в разных моделях автомобилей они могут располагаться по-разному. Эти кольца также передают тепло стенкам поршня от поршня. Компрессионные кольца срезают слой масла, оставленный маслосъемным кольцом.
Грязесъемные кольца
Грязесъемные кольца обеспечивают резервирование компрессионных колец. Они находятся под компрессионными кольцами и отвечают за очистку поверхности гильзы от лишнего масла. Они также помогают компрессионным кольцам предотвращать любые возможные утечки газа. Грязесъемные кольца расположены под углом к низу, чтобы в достаточной мере вытирать масло одновременно с движением поршня и коленчатого вала. Неправильное расположение грязесъемных колец приводит к чрезмерному расходу масла, так как кольца вытирают больше масла из камеры сгорания.
Масляные маслосъемные кольца
Согласно своему названию маслосъемные кольца регулируют количество смазочного масла, которое проходит через стенки цилиндра. Кольца равномерно распределяют масло по окружности гильзы. Съемные кольца счищают брызги масла со стенок цилиндров. Они возвращают это отработанное масло обратно в картер. Они также предотвращают попадание масла в узкое пространство между кольцом и цилиндром.
Общие признаки износа поршневых колец
Несколько вещей могут помочь вам определить, изнашиваются ли ваши поршневые кольца. Наиболее распространенные симптомы перечислены ниже.
Увеличение дымности выхлопных газов
Одним из очевидных симптомов неисправности поршневых колец является слишком много дыма, выходящего из выхлопной трубы вашего автомобиля. Помимо увеличения количества выхлопного дыма, этот дым будет иметь запах гари и казаться темнее, чем обычно. Он имеет темно-серый цвет, потому что моторное масло просачивается в камеру сгорания из-за недостаточной герметизации поршневых колец.
Читайте также: Белый дым из выхлопной трубы: причины и способы устранения
Чрезмерный расход масла
В тот момент, когда загорается индикатор Check Engine из-за избыточного расхода масла, весьма вероятно, что ваши поршневые кольца нуждаются в замене. Изношенные поршневые кольца приведут к утечкам масла в камеру сгорания, что автоматически проявится в повышенном расходе масла автомобилем. Поэтому регулярно проверяйте уровень моторного масла.
Таким образом, ваш автомобиль потребует от вас регулярной доливки масла чаще, чем в среднем 4000 миль перед заправкой. Немедленно осмотрите поршневые кольца, когда ваш автомобиль начнет потреблять больше масла, чем обычно.
Снижение ускорения
Поршневые кольца регулируют компрессию и смазку. Поэтому, когда ваши поршневые кольца изнашиваются, вы теряете компрессию и у вас неадекватная смазка, автомобиль теряет свою силу ускорения. Автомобиль будет пытаться разогнаться, когда вы нажмете на педаль газа, и двигателю потребуется больше времени, чтобы среагировать и ускорить ваш маневр.
Снижение ускорения также может быть связано с испорченными уплотнениями клапанов. Поэтому проведите тест на компрессию, чтобы определить, есть ли у вас плохие поршневые кольца или уплотнения клапанов. Более высокая компрессия указывает на плохие уплотнения клапанов, а низкая компрессия означает, что ваши поршневые кольца повреждены.
Плохая работа двигателя
Как упоминалось выше, потеря компрессии задерживает ускорение из-за неэффективного вращения двигателя, что приводит к остановке двигателя. В крайних случаях вы можете потерять всю мощность двигателя, и вам может потребоваться буксировка автомобиля, когда двигатель неисправен на дороге из-за плохих поршневых колец. Незначительные случаи приводят только к ухудшению работы двигателя.
Полная остановка двигателя произойдет только в том случае, если вы проигнорируете ранние симптомы неисправности поршневых колец и продолжите использовать автомобиль, не отвозя его к механику для осмотра.
Грязные воздушные фильтры
Увеличение всасывания масла часто происходит из-за прорыва газов, когда воздушно-масляная смесь в камере сгорания просачивается через установленные поршневые кольца для создания большего давления в картере двигателя.
Когда давление сбрасывается из шланга принудительной вентиляции картера (PCV) обратно в картер, тогда будет большое количество картерных газов, и воздухозаборник будет очень маслянистым. Жирное потребление также приведет к увеличению потребления масла.
Как предотвратить износ поршневых колец
Двумя основными причинами износа поршневых колец и большинства деталей двигателя являются загрязнения. Грязь попадает в двигатель через неисправные воздушные фильтры. Точно так же грязь может попасть в двигатель через масляный контур вместе с загрязненным маслом. Поэтому вот самые простые способы увеличить срок службы ваших поршневых колец.
Регулярно меняйте моторное масло. Регулярная замена масла гарантирует, что масло, работающее в вашем двигателе, чистое и не содержит остатков. Это предотвращает отложение и коррозию полезных металлических деталей, таких как поршневые кольца. Несмотря на то, что масляный фильтр отсеивает грязь, иногда масляный контур не очищается должным образом. Частицы грязи, уже находящиеся на чистой стороне масляного контура, достигают важнейших деталей двигателя, вызывая их износ.
Регулярно проводите техническое обслуживание воздушного фильтра. Когда воздушный фильтр автомобиля работает неэффективно, это приводит к утечкам масла, через которые может легко попасть грязь и мусор. Когда вы своевременно заменяете воздушный фильтр до того, как он выйдет из строя, вы увеличиваете шансы на то, что ваши поршневые кольца прослужат вам дольше.
Как закрепить поршневые кольца?
Выполните следующие действия, чтобы починить поршневые кольца, если вы заметите признаки неисправности поршневых колец.
- Сначала следует тщательно очистить бывшие в употреблении поршни, чтобы удалить прилипшую к ним грязь. Очистите кольцевые канавки и убедитесь, что в них нет нагара. Старайтесь не повредить стороны канавки при их очистке. Любое повреждение приведет к повышенному расходу масла и повышенному выбросу картерных газов при эксплуатации автомобиля. Кроме того, используйте клещи для поршневых колец, а не отвертки или плоскогубцы, чтобы не повредить поршневые кольца.
- Если вы не имеете дело со стальными сегментными маслосъемными кольцами с двойной фаской, не тяните кольца вручную. Кольца могут сломаться из-за чрезмерного напряжения, а также нанести вам травму. Вытягивание колец вручную повреждает кольца и может вызвать трудности при их установке. Если кольцо изгибается, оно больше не может ровно лежать в канавке; следовательно, он не будет вращаться и будет изнашиваться с одной стороны и терять свою герметизирующую способность. Скользящий слой ослабнет и повредит поршень и цилиндр. Поршень будет продолжать съедать отверстие цилиндра из-за того, что горячие газы сгорания проходят через поршень и стенку цилиндра. Ослабленные детали повреждают всю поверхность скольжения поршня и цилиндра.
- Вытягивайте поршневые кольца только тогда, когда у вас нет выбора, потому что кольца слегка изгибаются при каждой установке. Проверьте, легко ли кольца проворачиваются в канавках. Также проверьте, входит ли кольцо полностью в кольцевую канавку и держит ли оно всю окружность. Скользящие части кольца не должны выступать за юбку поршня, чтобы обеспечить эффективное уплотнение.
- При установке маслосъемных колец, состоящих из двух частей, обратите внимание на положение спирального расширителя. Кольцевое соединение всегда должно быть напротив концов спирального расширителя.
- Правильное положение пружины расширителя в трехкомпонентных кольцах важно для обеспечения эффективного соскабливания масла. Перед установкой поршня проверьте положение пружин-расширителей, поскольку они не затянуты и могут соскользнуть одна над другой при транспортировке. Убедитесь, что обе маркировки на концах спирали видны. Если вы их не видите, спираль перекрывается и кольцо может не работать.
- Теперь поверните замки поршневых колец поршня, готового к установке, так, чтобы замки колец были повернуты друг к другу на 120°. Это поможет поршню и поршневым кольцам при первом запуске двигателя. Это связано с тем, что при первом запуске двигателя компрессия относительно ниже, поскольку поршневые кольца еще не приработаны. Поворот концов поршня друг к другу снижает образование картерных газов, что может привести к плохому запуску.
Как заменить поршневые кольца YouTube
Часто задаваемые вопросы
Большинство людей спрашивают, как долго можно ездить с неисправными поршневыми кольцами? Все зависит от степени их повреждения. Однако вот ответы на наиболее часто задаваемые автовладельцами вопросы о проблемах с поршневыми кольцами.
В: Можно ли просто заменить поршневые кольца?
После проведения анализа износа поршневых колец в идеале следует заменить поршневые кольца вместе с проставкой. Это происходит потому, что плохие поршневые кольца затачивают и деглазуруют цилиндр, оставляя поврежденными канавки. Снимите верхний гребень кольца на канале ствола, чтобы кольцо не разбилось о гребень.
Поскольку у вас уже снят двигатель, вы также можете проверить и заменить вкладыши подшипников и проверить клапаны на притирку.
В: Как звучит сломанный поршень?
Сломанный поршень вызывает дребезжание и стук при работе. Дребезжащий звук сломанного поршня трудно не заметить. Плохой звук поршневых колец будет сопровождаться пропусками зажигания и стуком двигателя.
В: Что дешевле: восстановить двигатель или заменить его?
В зависимости от вида и масштаба проблемы маловероятно, что восстановление двигателя может быть дешевле его замены. Большинство деталей двигателя довольно дороги и требуют одновременной покупки других деталей в случае их неисправности.
Вы можете избежать необходимости замены или ремонта двигателя, если регулярно проводите техническое обслуживание автомобиля и устраняете причины выхода из строя поршневых колец, прежде чем дожидаться их износа.
В: Могут ли плохие поршневые кольца вызывать пропуски зажигания?
Если у вас плохие поршневые кольца или клапаны, стенки цилиндра или прокладка головки блока цилиндров, двигатель автомобиля глохнет, вызывая пропуски зажигания. Вы заметите белый дым из двигателя, это означает, что изношенные и поврежденные поршневые кольца больше не могут должным образом герметизировать цилиндр.
Final Words
Поршневые кольца являются важными деталями двигателя автомобиля. Их можно легко игнорировать, но они могут привести к серьезному повреждению автомобиля, поскольку двигатель потеряет компрессию, необходимую для предотвращения утечек масла. Вы заметите неисправность поршневых колец по увеличению расхода масла автомобилем, а также по увеличению и изменению цвета дыма. Убедитесь, что вы регулярно посещаете механика, чтобы проверить и заменить поршневые кольца, как только вы обнаружите какие-либо признаки неисправности поршневых колец мотоцикла или автомобиля как можно скорее.
Подробнее:
- Лучшая автомобильная дымовая машина [Обзоры дымовых машин EVAP]
- 10 лучших обзоров маслоуловителей и полное руководство
- Топ-5 лучших обзоров смазочных материалов для сборки двигателя
Примечания по установке поршневых колец Hepolite — двигатель Franz and Grubb
Кольца Hepolite производятся в Англии и не продаются под какой-либо другой торговой маркой. Этот набор колец премиум-класса состоит из маслосъемного кольца, состоящего из двух частей, со спиральной пружиной, второго компрессионного кольца из чугуна и верхнего компрессионного кольца с покрытием из пвд. Любой, кто не знаком с этим набором колец или не использует маслосъемное кольцо, состоящее из двух частей, может получить пользу от прочтения этих заметок.
ВЕРХНЕЕ НАЖИМНОЕ КОЛЬЦО
Это верхнее кольцо подверглось азотированию хрома методом PVD с лицевой стороны. Овальная маркировка на кольце указывает на верх и должна быть установлена маркировкой в сторону камеры сгорания.
ВТОРОЕ КОМПРЕССОРНОЕ КОЛЬЦО
Второе компрессионное кольцо покрыто черным фосфатом и имеет маркировку TOP, указывающую на то, что оно также должно быть установлено маркировкой, обращенной к камере сгорания.
ДВУХКОМПОНЕНТНОЕ МАСЛЯНОЕ КОЛЬЦО
Самое современное маслосъемное кольцо, которое когда-либо производилось для винтажного Triumph!
Есть несколько моментов, которые необходимо знать об установке маслосъемного кольца с пружинным расширителем.
Во-первых, свободный зазор маслосъемного кольца в цилиндре без установленной пружины не имеет значения, так как фактическое поверхностное натяжение создается спиральной пружиной за кольцом. Эта конструкция кольца лучше цельного, поскольку радиальное распределение давления равномерное по всей окружности отверстия. Азотировано хромом на лицевой стороне для увеличения срока службы и снижения трения.
Кроме того, пружина расширителя имеет зазор, который можно немного приоткрыть для установки на поршень. Затем маслосъемное кольцо устанавливается поверх пружины, и перед установкой поршня пружина должна находиться на 100% позади маслосъемного кольца.
ЗАЗОР КОЛЬЦА НЕОБХОДИМО ПРОВЕРИТЬ ПЕРЕД УСТАНОВКОЙ
Для проверки зазора кольца вставьте кольцо в отверстие и точно выровняйте его в цилиндре. Проверьте торцевой зазор щупом. Точно отрегулируйте зазор напильником или кольцевым шлифовальным инструментом. Обязательно удалите заусенцы на конце кольцевого зазора после установки напильника, чтобы не было острых краев. Предлагаемые кольцевые зазоры составляют от 0,004 до 0,006 дюйма на дюйм отверстия для верхнего и второго кольца. Расширитель маслосъемного кольца создает натяжение, поэтому не важен свободный зазор самого маслосъемного кольца, важна только правильная установка винтовой пружины.
При перекольцевании без растачивания важно проверить зазор в наименее изношенной части цилиндра. КОЛЬЦА НИКОГДА НЕ ДОЛЖНЫ НАВИТЫВАТЬСЯ НА ПОРШЕНЬ. Для установки колец на поршень откройте зазор только настолько, чтобы надеть его на поршень, сохраняя при этом кольцо идеально плоским. Никогда не скручивайте и не скручивайте кольцо, так как это повредит кольцо, усилит прорыв газов и ухудшит контроль масла.
ПОКРЫТИЕ ЦИЛИНДРОВ ВАЖНО
Покрытие цилиндров чрезвычайно важно для посадки ваших колец. Мы считаем, что для этого комплекта колец подойдет покрытие с зернистостью 220, которое можно получить, используя камни Sunnen M27-J55 (AN 300). С верхним кольцом с PVD-покрытием хорошо подойдет и зернистость 280 с камнями M27-J65 (AN 500). Поговорите со своим механиком или лучшим ресурсом о том, что лучше всего подходит для вашего приложения.
Перед установкой убедитесь, что ваш цилиндр абсолютно чист, а кольца не повреждены при установке цилиндра. Мы предпочитаем слегка смазывать кольца и кольцевые посадочные поверхности маслом 30w без моющих средств и слегка покрывать отверстие цилиндра, чтобы оно не ржавело. . Расположите зазоры колец так, чтобы они не совпадали. Убедитесь, что зазор расширительного кольца составляет 180 градусов от зазора смазочного кольца. При сжатии колец во время окончательной сборки крайне важно, чтобы кольца не были поцарапаны, согнуты или деформированы. Масло на кольцах не повредит посадке колец, как предполагает интернет-фольклор.
ПРИРАБОТКА НОВОГО КОМПЛЕКТА КОЛЬЦ
Существует столько же мнений о приработке колец, сколько и религий. У нас обычно не возникает проблем с посадкой колец, в основном благодаря нашему уровню детализации при подготовке цилиндров. , и правильная установка колец НЕ ИСПОЛЬЗУЙТЕ синтетическое масло для обкатки. Используйте обычное масло без модификаторов трения. Мы используем масло Penngrade1® SAE 30 для обкатки. ничего, кроме создания тепла, которое не будет рассеиваться новыми кольцами до тех пор, пока они не будут установлены. Кольца нуждаются в сжатии и нагрузке на них для посадки. НЕ тяните двигатель, не ездите в аномально жаркую погоду или в пробках.


 Подъем крюковой подвеской осуществляется посредством натяжения стального троса, который надет на канатные блоки подвески, натяжение происходит вследствие его намотки на барабан грузовой лебедки крана. Данный механизм в обязательном порядке используется в составе автомобильных, гусеничных, башенных и мостовых кранов.
Подъем крюковой подвеской осуществляется посредством натяжения стального троса, который надет на канатные блоки подвески, натяжение происходит вследствие его намотки на барабан грузовой лебедки крана. Данный механизм в обязательном порядке используется в составе автомобильных, гусеничных, башенных и мостовых кранов.
 Гарантируем высокое качество.
Гарантируем высокое качество.
 Консервации она не подлежит!
Консервации она не подлежит!

 Претензии не применяются при наличии механических повреждений.
Претензии не применяются при наличии механических повреждений.
 вал, на котором закреплены блоки с подшипником
вал, на котором закреплены блоки с подшипником Укороченное исполнение означает, что она имеет уменьшенную строительную высоту, но при этом чуть шире. Такая продукция востребована в первую очередь в различных производственных и складских помещениях, где имеется ограничение по высоте. Данное изделие может оснащаться только четным количеством блоков — 2 или 4.
Укороченное исполнение означает, что она имеет уменьшенную строительную высоту, но при этом чуть шире. Такая продукция востребована в первую очередь в различных производственных и складских помещениях, где имеется ограничение по высоте. Данное изделие может оснащаться только четным количеством блоков — 2 или 4.
 Мы в состоянии гарантировать высокое качество производимой нами продукции, ее высокую прочность и долговечность.
Мы в состоянии гарантировать высокое качество производимой нами продукции, ее высокую прочность и долговечность.
 122-41.00.0.011
122-41.00.0.011 122-32.01 на гусеничные краны РДК-250, РДК-400
122-32.01 на гусеничные краны РДК-250, РДК-400 00.20.00 на гусеничные краны МКГ-25, МКГ-25.01,МКГ-25бр
00.20.00 на гусеничные краны МКГ-25, МКГ-25.01,МКГ-25бр 27.00.000-01 на гусеничные краны ДЭК-631, ДЭК-631 А
27.00.000-01 на гусеничные краны ДЭК-631, ДЭК-631 А
 kz
kz
 с. / оборотах
с. / оборотах 7
7 Hiace 2019 модельного года приобрел полукапотную компоновку, вместе с тем изменилось расположение двигателя, что позволяет более эффективно проводить его обслуживание и повысить пассивную безопасность. По сравнению с прежним поколением минивэн «подрос» в габаритах — длина автомобиля увеличилась до 5915 мм (+ 535 мм), при этом расстояние между осями стало больше на 750 мм (3860 мм). Это дало возможность заметно увеличить длину салона (+ 256 мм) и добавить дополнительное пассажирское место (отныне сидений всего 13 вместо 12). Кресло водителя в Toyota Hiace 2019 модельного года получило пересмотренные пропорции, кроме того, заметно улучшились обзорность и акустический комфорт — все благодаря смещению двигателя вперед.
Hiace 2019 модельного года приобрел полукапотную компоновку, вместе с тем изменилось расположение двигателя, что позволяет более эффективно проводить его обслуживание и повысить пассивную безопасность. По сравнению с прежним поколением минивэн «подрос» в габаритах — длина автомобиля увеличилась до 5915 мм (+ 535 мм), при этом расстояние между осями стало больше на 750 мм (3860 мм). Это дало возможность заметно увеличить длину салона (+ 256 мм) и добавить дополнительное пассажирское место (отныне сидений всего 13 вместо 12). Кресло водителя в Toyota Hiace 2019 модельного года получило пересмотренные пропорции, кроме того, заметно улучшились обзорность и акустический комфорт — все благодаря смещению двигателя вперед. На российский рынок минивэн пожаловал в единственной доступной версии с дизельным двигателем 2.8 л и 6-ступенчатой механической КПП. Новый силовой агрегат отличается сниженным уровнем вибраций и шума при работе, а также впечатляющими тяговыми характеристиками и экономичностью. 6-скоростная гидромеханическая трансмиссия имеет оптимально подобранные передаточные числа — первые две передачи являются «короткими», что позволяет эффективно передвигаться в городских условиях. Верхние передачи отличаются растянутыми числами — это улучшает динамику и плавность хода на скоростных автомагистралях.
На российский рынок минивэн пожаловал в единственной доступной версии с дизельным двигателем 2.8 л и 6-ступенчатой механической КПП. Новый силовой агрегат отличается сниженным уровнем вибраций и шума при работе, а также впечатляющими тяговыми характеристиками и экономичностью. 6-скоростная гидромеханическая трансмиссия имеет оптимально подобранные передаточные числа — первые две передачи являются «короткими», что позволяет эффективно передвигаться в городских условиях. Верхние передачи отличаются растянутыми числами — это улучшает динамику и плавность хода на скоростных автомагистралях. 2 дюйма на панели приборов, передние электростеклоподъемники. Дополнительные опции за отдельную плату для Toyota Hiace не предлагаются.
2 дюйма на панели приборов, передние электростеклоподъемники. Дополнительные опции за отдельную плату для Toyota Hiace не предлагаются. д. Ну, а любители дальних путешествий и турпоездок на собственном авто оценят велюровый салон с удобными сиденьями, легко трансформируемый в шикарное спальное место. Нередки версии с боковыми дверями на обе стороны. В зависимости от люксовости различается и количество мест в салоне, где могут разместиться десять (Grand Cabin), девять (Custom), восемь (Super Custom) или семь человек (Super Custom Limited). Естественно, различается и уровень комфорта. С 1999 года выпускается «альтернативная» модель Regius Ace (число мест 3-9), предлагавшаяся у дилеров сети Vista и широко использующаяся в качестве фургонов и пригородных такси.
д. Ну, а любители дальних путешествий и турпоездок на собственном авто оценят велюровый салон с удобными сиденьями, легко трансформируемый в шикарное спальное место. Нередки версии с боковыми дверями на обе стороны. В зависимости от люксовости различается и количество мест в салоне, где могут разместиться десять (Grand Cabin), девять (Custom), восемь (Super Custom) или семь человек (Super Custom Limited). Естественно, различается и уровень комфорта. С 1999 года выпускается «альтернативная» модель Regius Ace (число мест 3-9), предлагавшаяся у дилеров сети Vista и широко использующаяся в качестве фургонов и пригородных такси. с. Дизельные силовые агрегаты начинаются с атмосферного 2,4-литрового 2L (85 л.с.) и распространенных модификаций с турбонаддувом 2L-T (90 л.с.) и 2L-TE (97 л.с.). Помимо этого на Hiace устанавливались моторы 3L (2,8 литра), смененные позже двигателем на его базе 5L (3 литра). Самым же лучшим по тяговым и мощностным характеристикам считается двигатель 1KZ-TE (130 л.с., электронное управление ТНВД). Комплектуется Toyota Hiace 5-ступенчатой механической или 4-ступенчатой автоматической коробками передач.
с. Дизельные силовые агрегаты начинаются с атмосферного 2,4-литрового 2L (85 л.с.) и распространенных модификаций с турбонаддувом 2L-T (90 л.с.) и 2L-TE (97 л.с.). Помимо этого на Hiace устанавливались моторы 3L (2,8 литра), смененные позже двигателем на его базе 5L (3 литра). Самым же лучшим по тяговым и мощностным характеристикам считается двигатель 1KZ-TE (130 л.с., электронное управление ТНВД). Комплектуется Toyota Hiace 5-ступенчатой механической или 4-ступенчатой автоматической коробками передач. Если говорить о полном приводе, то здесь встречаются два варианта. PartTime 4WD— жестко подключаемый привод на передние колеса без межосевого дифференциала и с понижающей передачей. И FullTime 4WD — постоянный полный привод и симметричный межосевой дифференциал с вискомуфтой блокировки.
Если говорить о полном приводе, то здесь встречаются два варианта. PartTime 4WD— жестко подключаемый привод на передние колеса без межосевого дифференциала и с понижающей передачей. И FullTime 4WD — постоянный полный привод и симметричный межосевой дифференциал с вискомуфтой блокировки. А с учетом того, какой большой ресурс изначально был заложен в эту машину, то и сейчас подержанные Hiace четвертого поколения представляют значительный интерес, особенно с учетом невысокой стоимости этих очень надежных автомобилей.
А с учетом того, какой большой ресурс изначально был заложен в эту машину, то и сейчас подержанные Hiace четвертого поколения представляют значительный интерес, особенно с учетом невысокой стоимости этих очень надежных автомобилей. Сдвижные большие окна интегрированные в дверь визуально добавляют объем и освещенность, высокая посадка над дорогой обеспечивает отличную обзорность. Посадка и высадка пассажиров упрощается за счет широкого проема раздвижной боковой двери и складывающихся сидений. Удобные кресла обтянутые тканью, кондиционер, обогрев салона и кабины водителя создают комфортный температурный режим круглый год, а штатная аудиосистема с CD-проигрывателем и шестью динамиками гарантирует прекрасную акустику и прослушивание любимых треков.
Сдвижные большие окна интегрированные в дверь визуально добавляют объем и освещенность, высокая посадка над дорогой обеспечивает отличную обзорность. Посадка и высадка пассажиров упрощается за счет широкого проема раздвижной боковой двери и складывающихся сидений. Удобные кресла обтянутые тканью, кондиционер, обогрев салона и кабины водителя создают комфортный температурный режим круглый год, а штатная аудиосистема с CD-проигрывателем и шестью динамиками гарантирует прекрасную акустику и прослушивание любимых треков.
 5 млн. р.:
5 млн. р.: 2 D (Lh30-30) фургон, мотор L
2 D (Lh30-30) фургон, мотор L Опционально предлагался полный привод. С появлением этой модификации Toyota Hiace приобрела мировую известность. Примечательно, что именно данное поколение дебютировало и на российском авторынке. Дизайн автомобиля был пересмотрен. Спереди появился массивный бампер, радиаторная решетка уменьшилась в размерах, а формы стали более плавными. При этом черты предшественника у модели сохранились. Благодаря этому спрос на Toyota Hiace IV заметно увеличился, а производство автомобиля открылось в Африке, Юго-Восточной Азии и Южной Америке. О популярности модели говорит тот факт, что сразу три бренда выкупили лицензию на производство аналогичных машин (Jiangnan, BAW и Foton).
Опционально предлагался полный привод. С появлением этой модификации Toyota Hiace приобрела мировую известность. Примечательно, что именно данное поколение дебютировало и на российском авторынке. Дизайн автомобиля был пересмотрен. Спереди появился массивный бампер, радиаторная решетка уменьшилась в размерах, а формы стали более плавными. При этом черты предшественника у модели сохранились. Благодаря этому спрос на Toyota Hiace IV заметно увеличился, а производство автомобиля открылось в Африке, Юго-Восточной Азии и Южной Америке. О популярности модели говорит тот факт, что сразу три бренда выкупили лицензию на производство аналогичных машин (Jiangnan, BAW и Foton). Дизайн автомобиля к тому времени устарел, а архаичная конструкция изжила себя. Итогом длительной работы японских специалистов стала пятая генерация микроавтобуса, который принципиально отличался от предшественника. Для модели была выбрана платформа Н200. Toyota Hiace V отличалась улучшенной системой безопасности и увеличенным внутренним пространством. Автомобиль по-прежнему предлагался в нескольких исполнениях.
Дизайн автомобиля к тому времени устарел, а архаичная конструкция изжила себя. Итогом длительной работы японских специалистов стала пятая генерация микроавтобуса, который принципиально отличался от предшественника. Для модели была выбрана платформа Н200. Toyota Hiace V отличалась улучшенной системой безопасности и увеличенным внутренним пространством. Автомобиль по-прежнему предлагался в нескольких исполнениях. Фары, радиаторная решетка, бампер были переработаны. Внешность микроавтобуса стала более строгой, но динамичности не потеряла.
Фары, радиаторная решетка, бампер были переработаны. Внешность микроавтобуса стала более строгой, но динамичности не потеряла. с. (55 КВт)
с. (55 КВт) Бензиновые двигатели остались теми же, со сходными динамическими характеристиками и расходом топлива и только у мотора 4.0 мощность повысилась до 278 лошадиных сил с аналогичным предыдущей версии потреблением бензина.
Бензиновые двигатели остались теми же, со сходными динамическими характеристиками и расходом топлива и только у мотора 4.0 мощность повысилась до 278 лошадиных сил с аналогичным предыдущей версии потреблением бензина. 4 D автобус, мотор 2L
4 D автобус, мотор 2L с. (55 КВт)
с. (55 КВт) с. (85 КВт)
с. (85 КВт) с. (65 КВт)
с. (65 КВт) 4 4WD (RCh28_, RCh38_) фургон, мотор 2RZ-E
4 4WD (RCh28_, RCh38_) фургон, мотор 2RZ-E с. (65 КВт)
с. (65 КВт) с. (105 КВт)
с. (105 КВт) 5 D-4D фургон, мотор 2KD-FTV
5 D-4D фургон, мотор 2KD-FTV Существует множество вариантов оформления кузова и оснащения двигателями. Автомобиль выпускался в самых разных модификациях, включая пассажирские, грузопассажирские, фургоны и легкие грузовики, 4-дверные пикапы, в результате чего на долгое время стал приоритетным в своем классе.
Существует множество вариантов оформления кузова и оснащения двигателями. Автомобиль выпускался в самых разных модификациях, включая пассажирские, грузопассажирские, фургоны и легкие грузовики, 4-дверные пикапы, в результате чего на долгое время стал приоритетным в своем классе. В зависимости от люксовости различается и количество мест в салоне, где могут разместиться десять (Grand Cabin), девять (Custom), восемь (Super Custom) или семь человек (Super Custom Limited). Естественно, различается и уровень комфорта. С 1999 года выпускается «альтернативная» модель Regius Ace (число мест 3-9), предлагавшаяся у дилеров сети Vista и широко использующаяся в качестве фургонов и пригородных такси.
В зависимости от люксовости различается и количество мест в салоне, где могут разместиться десять (Grand Cabin), девять (Custom), восемь (Super Custom) или семь человек (Super Custom Limited). Естественно, различается и уровень комфорта. С 1999 года выпускается «альтернативная» модель Regius Ace (число мест 3-9), предлагавшаяся у дилеров сети Vista и широко использующаяся в качестве фургонов и пригородных такси. ). Помимо этого на Hiace устанавливались моторы 3L (2,8 литра), смененные позже двигателем на его базе 5L (3 литра). Самым же лучшим по тяговым и мощностным характеристикам считается двигатель 1KZ-TE (130 л.с., электронное управление ТНВД). Комплектуется Toyota Hiace 5-ступенчатой механической или 4-ступенчатой автоматической коробками передач.
). Помимо этого на Hiace устанавливались моторы 3L (2,8 литра), смененные позже двигателем на его базе 5L (3 литра). Самым же лучшим по тяговым и мощностным характеристикам считается двигатель 1KZ-TE (130 л.с., электронное управление ТНВД). Комплектуется Toyota Hiace 5-ступенчатой механической или 4-ступенчатой автоматической коробками передач. PartTime 4WD— жестко подключаемый привод на передние колеса без межосевого дифференциала и с понижающей передачей. И FullTime 4WD — постоянный полный привод и симметричный межосевой дифференциал с вискомуфтой блокировки.
PartTime 4WD— жестко подключаемый привод на передние колеса без межосевого дифференциала и с понижающей передачей. И FullTime 4WD — постоянный полный привод и симметричный межосевой дифференциал с вискомуфтой блокировки. А с учетом того, какой большой ресурс изначально был заложен в эту машину, то и сейчас подержанные Hiace четвертого поколения представляют значительный интерес, особенно с учетом невысокой стоимости этих очень надежных автомобилей.
А с учетом того, какой большой ресурс изначально был заложен в эту машину, то и сейчас подержанные Hiace четвертого поколения представляют значительный интерес, особенно с учетом невысокой стоимости этих очень надежных автомобилей. Эти конструктивные особенности определяют ключевые характеристики автомобиля: компактность и вместительность. Использование тщательно проработанных силовых агрегатов и инновационных технологий для управления и безопасности позволяют рассматривать микроавтобус Toyota Hiace как оптимальное автотранспортное средство для решения предпринимательских задач любого уровня.
Эти конструктивные особенности определяют ключевые характеристики автомобиля: компактность и вместительность. Использование тщательно проработанных силовых агрегатов и инновационных технологий для управления и безопасности позволяют рассматривать микроавтобус Toyota Hiace как оптимальное автотранспортное средство для решения предпринимательских задач любого уровня. 00 мм (миллиметров) 5.54 ft (фуов) 66.54 in (дюймов) 1.6900 м (метров)
00 мм (миллиметров) 5.54 ft (фуов) 66.54 in (дюймов) 1.6900 м (метров) 00: 1
00: 1
 7 MT
7 MT title ]]
title ]] Modification.Transmission.Title]]
Modification.Transmission.Title]] filterData.Transmissions[0].getUnifiedTitle() ]]
filterData.Transmissions[0].getUnifiedTitle() ]] Modification.Drivetrain.Id | dwtFormat:’numeric’ ]]
Modification.Drivetrain.Id | dwtFormat:’numeric’ ]] Объем 46 м3
Объем 46 м3 с.)
с.) Объем 46 м3
Объем 46 м3 с.) / об/мин)
с.) / об/мин) Объем 46 м3
Объем 46 м3

 оснастки на подключение гидробортов, штекер-VDHH, кнопка включения в кабине и контрольная лампочка обратного сигнала
оснастки на подключение гидробортов, штекер-VDHH, кнопка включения в кабине и контрольная лампочка обратного сигнала ru
ru
 Грузовики марки Hino вобрали в себе все технически достижения. Поэтому, покупая японскую грузовую технику, вы можете быть уверены в ее высокой функциональности и больших возможностях.
Грузовики марки Hino вобрали в себе все технически достижения. Поэтому, покупая японскую грузовую технику, вы можете быть уверены в ее высокой функциональности и больших возможностях.
 2 м.куб.
2 м.куб. Существует три степени изотермичности, избираемые в соответствии со спецификой
Существует три степени изотермичности, избираемые в соответствии со спецификой )
)
 с.) при об/мин
с.) при об/мин 040
040 5 152/148L
5 152/148L РФ
РФ И в перевозках на дальнем плече решили задействовать экономичные развозные грузовики – двухосные одиночки полной массой до 12 тонн. Дополнительное преимущество последних перед крупнотоннажниками – свобода передвижения по МКАД, то есть прямая экономия времени и денег. Но было специфическое условие: машина должна быть с кузовом минимум семиметровой погрузочной длины. Hino 500 GD с максимально длинной базой (5150 мм) в качестве шасси для установки бортового шторного кузова был практически безальтернативным вариантом, который предложило предприятие-надстройщик. У 12-тонников прочих марок либо длины рамы было недостаточно, либо цена превышала все разумные пределы.
И в перевозках на дальнем плече решили задействовать экономичные развозные грузовики – двухосные одиночки полной массой до 12 тонн. Дополнительное преимущество последних перед крупнотоннажниками – свобода передвижения по МКАД, то есть прямая экономия времени и денег. Но было специфическое условие: машина должна быть с кузовом минимум семиметровой погрузочной длины. Hino 500 GD с максимально длинной базой (5150 мм) в качестве шасси для установки бортового шторного кузова был практически безальтернативным вариантом, который предложило предприятие-надстройщик. У 12-тонников прочих марок либо длины рамы было недостаточно, либо цена превышала все разумные пределы. Топливная аппаратура – Common Rail знаменитой фирмы Denso, турбокомпрессор не менее уважаемой марки Garrett. Соотвестствие нормам Евро-4 достигнуто без впрыска раствора мочевины – только благодаря рециркуляции отработавших газов и нейтрализатору окислительного типа.
Топливная аппаратура – Common Rail знаменитой фирмы Denso, турбокомпрессор не менее уважаемой марки Garrett. Соотвестствие нормам Евро-4 достигнуто без впрыска раствора мочевины – только благодаря рециркуляции отработавших газов и нейтрализатору окислительного типа. Кабины собраны с акцентом внимания на детали: современные технические условия для вождения транспорта, качественные материалы отделки, оптимальное использование внутреннего пространства, максимальная безопасность и многофункциональность для уменьшения расходов по эксплуатации. Расскажем подробнее про вариативность кабин Scania.
Кабины собраны с акцентом внимания на детали: современные технические условия для вождения транспорта, качественные материалы отделки, оптимальное использование внутреннего пространства, максимальная безопасность и многофункциональность для уменьшения расходов по эксплуатации. Расскажем подробнее про вариативность кабин Scania.  Разработчики специально создали конструкцию, в которой можно комфортно управлять грузовиком по узким улицам и дорогам. Низкое расположение приборной панели, возможность вставки дополнительного окна в дверь кабины и широкий угол обзора происходящего на дороге — комфортные условия для вождения грузовика Scania в городском пространстве. Подойдет для использования в строительстве, спасательных и пожарных службах, при сборе и переработке отходов, для выполнения городских и региональных поставок.
Разработчики специально создали конструкцию, в которой можно комфортно управлять грузовиком по узким улицам и дорогам. Низкое расположение приборной панели, возможность вставки дополнительного окна в дверь кабины и широкий угол обзора происходящего на дороге — комфортные условия для вождения грузовика Scania в городском пространстве. Подойдет для использования в строительстве, спасательных и пожарных службах, при сборе и переработке отходов, для выполнения городских и региональных поставок. 
 Дневная кабина представлена в двух вариантах: низкая (3030 мм) и нормальная (3270 мм) без спойлеров. Размер спальника 540 мм. Подходит для поездок в дневное время дня. На низкой крыше допустимо перевозить дополнительные грузы, в том числе над кабиной. В этом варианте адаптирована зона отдыха на средние расстояния. В моделях с Высокими кабинами предусмотрено два спальных места для сна, благодаря этому водители могут по очереди отдыхать в рейсе, в случае поломки легко и непринужденно подымать кабину. По высоте различают: низкую (3030 мм), нормальную (3270 мм) и высокую (3470 мм) без спойлеров. Спальные места комплектуют по ширине: низкая 800-1000 мм, верхняя полка 600/700 мм. В этом варианте предусмотрены все условия для комфортного сна и хранения вещей в длительных поездках.
Дневная кабина представлена в двух вариантах: низкая (3030 мм) и нормальная (3270 мм) без спойлеров. Размер спальника 540 мм. Подходит для поездок в дневное время дня. На низкой крыше допустимо перевозить дополнительные грузы, в том числе над кабиной. В этом варианте адаптирована зона отдыха на средние расстояния. В моделях с Высокими кабинами предусмотрено два спальных места для сна, благодаря этому водители могут по очереди отдыхать в рейсе, в случае поломки легко и непринужденно подымать кабину. По высоте различают: низкую (3030 мм), нормальную (3270 мм) и высокую (3470 мм) без спойлеров. Спальные места комплектуют по ширине: низкая 800-1000 мм, верхняя полка 600/700 мм. В этом варианте предусмотрены все условия для комфортного сна и хранения вещей в длительных поездках.  Идеальный вариант для водителей скание, которые выезжают в командировки на долгое время и дальние расстояния. Оснащены рядными 5- и 6-цилиндровыми, а также 8-цилиндровыми V-образными двигателями мощностью 230 – 730 л. с. Доступны множество комбинаций основных модулей и соответствующих коробок передач, подвесок или рам. Автомобили скания серии R известны своей мощностью и оптимальной укомплектованностью. Предлагается грузовик несколько вариантов кабин по высоте: Дневная модель (3100 мм) и Высокие (Low – 3100 мм, Normal – 3340 мм, Highline – 3540 мм и Topline – 3860 мм, где топлайн одна из самых высоких).
Идеальный вариант для водителей скание, которые выезжают в командировки на долгое время и дальние расстояния. Оснащены рядными 5- и 6-цилиндровыми, а также 8-цилиндровыми V-образными двигателями мощностью 230 – 730 л. с. Доступны множество комбинаций основных модулей и соответствующих коробок передач, подвесок или рам. Автомобили скания серии R известны своей мощностью и оптимальной укомплектованностью. Предлагается грузовик несколько вариантов кабин по высоте: Дневная модель (3100 мм) и Высокие (Low – 3100 мм, Normal – 3340 мм, Highline – 3540 мм и Topline – 3860 мм, где топлайн одна из самых высоких).  По причине жестких ограничений габаритной длины автомобилей и автопоездов. Это вынуждает конструкторов максимально использовать длину кузова и, следовательно, делать короткие кабины , скания топлайн фото в кабине можно увидеть по фотографиям как на нашем сайте , так и в просторах интернета. Лишь только там, где надо перевозить грузы высокой плотности, для которых хватает относительно небольшого по размерам кузова, уместны грузовики S и T серии.
По причине жестких ограничений габаритной длины автомобилей и автопоездов. Это вынуждает конструкторов максимально использовать длину кузова и, следовательно, делать короткие кабины , скания топлайн фото в кабине можно увидеть по фотографиям как на нашем сайте , так и в просторах интернета. Лишь только там, где надо перевозить грузы высокой плотности, для которых хватает относительно небольшого по размерам кузова, уместны грузовики S и T серии.  Благодаря широким диапазонам регулировок рулевой колонки и водительского сидения, выверенной эргономике и функциональности, водитель может с комфортом устроится за рулем и не уставать даже во время дальних поездках.
Благодаря широким диапазонам регулировок рулевой колонки и водительского сидения, выверенной эргономике и функциональности, водитель может с комфортом устроится за рулем и не уставать даже во время дальних поездках.  Мы являемся поставщиками для всех моделей грузовиков Scania, в том числе модель самосвала scania p380 cb6x4ehz. В каталоге Вы найдете описание, фотографии и схемы позиций для Вашей кабины, которые имеются в нашем ассортименте: стояночные кондиционеры, двери, углы капота, спальные места, стеклоочистители, кабины в сборе, водительские сидения, пластины, внутреннее оборудование. Также у нас есть запчасти и аксессуары, под тюнинг для скание, в том числе резина и шина. Вы можете детально познакомиться и с легкостью узнать характеристики товара в описании, где ваша скания тюнинг кабины осуществится благодаря нашим товарам и услугам.
Мы являемся поставщиками для всех моделей грузовиков Scania, в том числе модель самосвала scania p380 cb6x4ehz. В каталоге Вы найдете описание, фотографии и схемы позиций для Вашей кабины, которые имеются в нашем ассортименте: стояночные кондиционеры, двери, углы капота, спальные места, стеклоочистители, кабины в сборе, водительские сидения, пластины, внутреннее оборудование. Также у нас есть запчасти и аксессуары, под тюнинг для скание, в том числе резина и шина. Вы можете детально познакомиться и с легкостью узнать характеристики товара в описании, где ваша скания тюнинг кабины осуществится благодаря нашим товарам и услугам. Сделать заказ Вы можете самостоятельно на сайте или, позвонив на горячую линию по номеру 8-800-555-96-38. Наши консультанты помогут Вам определиться с товаром и заполнить заявку. Мы доставляем комплектующие Scania по всем регионам России. Заказывайте прямо сейчас, и мы доставим запчасти для комфортных поездок в кратчайшие сроки!
Сделать заказ Вы можете самостоятельно на сайте или, позвонив на горячую линию по номеру 8-800-555-96-38. Наши консультанты помогут Вам определиться с товаром и заполнить заявку. Мы доставляем комплектующие Scania по всем регионам России. Заказывайте прямо сейчас, и мы доставим запчасти для комфортных поездок в кратчайшие сроки! Тем более они не представляют, насколько комфортабельный и продуманный до мелочей салон Scania R730 V8.
Тем более они не представляют, насколько комфортабельный и продуманный до мелочей салон Scania R730 V8.
 – получив в предыдущее десятилетие аплодисменты за серии «Т» и «R», компания не остановилась на 620 л/с и воплотила проект Scania R730 V8 и обогнав MAN TGX с 680-ю «лошадьми».
– получив в предыдущее десятилетие аплодисменты за серии «Т» и «R», компания не остановилась на 620 л/с и воплотила проект Scania R730 V8 и обогнав MAN TGX с 680-ю «лошадьми».

 Кстати, наиболее экономичным является новое поколение двигателей 410-580 л/с, где система рециркуляции отработанных газов (EGR) и система впрыска в выхлопную смесь синтетического аммиака в объёме 1,5 л на 100 км пробега (SCR) доводят средний расход топлива до 29,4 литра(!) на 100 км езды с удовольствием. Уже компания испытывает новые двигатели на сжатом и сжиженном газах (CNG и LNG).
Кстати, наиболее экономичным является новое поколение двигателей 410-580 л/с, где система рециркуляции отработанных газов (EGR) и система впрыска в выхлопную смесь синтетического аммиака в объёме 1,5 л на 100 км пробега (SCR) доводят средний расход топлива до 29,4 литра(!) на 100 км езды с удовольствием. Уже компания испытывает новые двигатели на сжатом и сжиженном газах (CNG и LNG). Именно под ней находится клапан ручной подкачки маслонасоса опрокидывания кабины. Эти манипуляции исключают неправильные действия при опрокидывании кабины, служат напоминанием о мерах безопасности и крайней необходимости в «проветривании» турбины.
Именно под ней находится клапан ручной подкачки маслонасоса опрокидывания кабины. Эти манипуляции исключают неправильные действия при опрокидывании кабины, служат напоминанием о мерах безопасности и крайней необходимости в «проветривании» турбины. Система антипробуксовки и система Retard позволяют коробке-роботу самостоятельно выбрать маневренный или силовой режим, подобрать нужную скорость для преодоления участков с раскисшей грунтовой дорогой.
Система антипробуксовки и система Retard позволяют коробке-роботу самостоятельно выбрать маневренный или силовой режим, подобрать нужную скорость для преодоления участков с раскисшей грунтовой дорогой. Новые фуры отметны оптимизированной аэродинамикой и сниженным на 5-8% расходом топлива.
Новые фуры отметны оптимизированной аэродинамикой и сниженным на 5-8% расходом топлива.
 Теперь, вместо двух АКБ по 12 В применяются четыре необслуживаемых батареи разного типа: две гелевые и две пусковые щелочные, сделанные из абсорбированного стекломата. Плюс в том, что блок из четырех АКБ намного компактнее стандартного в две батареи.
Теперь, вместо двух АКБ по 12 В применяются четыре необслуживаемых батареи разного типа: две гелевые и две пусковые щелочные, сделанные из абсорбированного стекломата. Плюс в том, что блок из четырех АКБ намного компактнее стандартного в две батареи. Все эти элементы работают, в конечном счёте, на безопасность и комфорт управления.
Все эти элементы работают, в конечном счёте, на безопасность и комфорт управления. Компактно расположенные в козырьке и передней панели раскладной столик, полочки, шкафчики и отсек под нижним спальным местом вмещают и холодильник с морозилкой, и микроволновую печь, и кофеварку. Конечно, эти приборы идут в комплекте с ключами от Scania Topline и включены в стоимость тягача. Постоянная высота внутри кабины – 2,2 м, ширина – 2,13 м, глубина от лобового стекла – 2,2 м. Нижнее спальное место с шириной 0,8 м находится на высоте 0,39 м от пола и состоит из деревянной конструкции с ортопедическими ламелями. Чтобы забраться на верхнюю полку с отстоянием от потолка на 0,6 м за спиной водителя, предусмотрена складывающаяся профильная лесенка. Всё продумано до мелочей в простом и максимально комфортном салоне Topline.
Компактно расположенные в козырьке и передней панели раскладной столик, полочки, шкафчики и отсек под нижним спальным местом вмещают и холодильник с морозилкой, и микроволновую печь, и кофеварку. Конечно, эти приборы идут в комплекте с ключами от Scania Topline и включены в стоимость тягача. Постоянная высота внутри кабины – 2,2 м, ширина – 2,13 м, глубина от лобового стекла – 2,2 м. Нижнее спальное место с шириной 0,8 м находится на высоте 0,39 м от пола и состоит из деревянной конструкции с ортопедическими ламелями. Чтобы забраться на верхнюю полку с отстоянием от потолка на 0,6 м за спиной водителя, предусмотрена складывающаяся профильная лесенка. Всё продумано до мелочей в простом и максимально комфортном салоне Topline.

 Более того, мы предлагаем не один, а четыре различных варианта конфигурации V8: 520, 580, 580 л. с. на биодизеле и самый мощный — 730 л. с. Превосходное во всех отношениях исполнение всегда было и остается атрибутом легендарного Scania V8, символизирующим непревзойденные характеристики двигателя, достоинство и стиль в любом месте и в любое время. Scania V8 создан для тех, кто требует и ожидает большего от нашей техники. Для тех, кто выбрал своим делом перевозку тяжелых грузов по бездорожью. Для тех, кто не может и не хочет идти на компромисс в ущерб эксплуатационной экономичности, мощности или стилю. Если речь о вас, то вы пришли по верному адресу.
Более того, мы предлагаем не один, а четыре различных варианта конфигурации V8: 520, 580, 580 л. с. на биодизеле и самый мощный — 730 л. с. Превосходное во всех отношениях исполнение всегда было и остается атрибутом легендарного Scania V8, символизирующим непревзойденные характеристики двигателя, достоинство и стиль в любом месте и в любое время. Scania V8 создан для тех, кто требует и ожидает большего от нашей техники. Для тех, кто выбрал своим делом перевозку тяжелых грузов по бездорожью. Для тех, кто не может и не хочет идти на компромисс в ущерб эксплуатационной экономичности, мощности или стилю. Если речь о вас, то вы пришли по верному адресу. Пло-ды кропотливого труда инженеров V8 на протяжении 40 лет, эти двигатели приходят к вам, но не уходят — они служат бессменно. Владельцы также отмечают впечатляющую топливную экономию операций с использованием двигателей Scania V8. В зависимости от груза, дорожных условий и стиля вождения V8, безусловно, может стать оптимальным выбором. Соединяя в себе невероятную мощность и надежность, Scania V8 обеспечивает отличный показатель совокупной стоимости владения. А выбрав вариант на биодизеле, вы тем самым снизите выбросы cO2.
Пло-ды кропотливого труда инженеров V8 на протяжении 40 лет, эти двигатели приходят к вам, но не уходят — они служат бессменно. Владельцы также отмечают впечатляющую топливную экономию операций с использованием двигателей Scania V8. В зависимости от груза, дорожных условий и стиля вождения V8, безусловно, может стать оптимальным выбором. Соединяя в себе невероятную мощность и надежность, Scania V8 обеспечивает отличный показатель совокупной стоимости владения. А выбрав вариант на биодизеле, вы тем самым снизите выбросы cO2.

 Многие отмечают превосходные качества Scania R730 V8 поглощать дороги, особенно хорошо держит дорогу с грузом за плечами. Изогнутая панель приборов создаёт ощущение полного контроля над ситуацией. Изящное рулевое колесо подрагивает от мелких неровностей, но как вкопанное держит удары перепадов полотна дороги. В салоне присутствует легкое поскрипывание панели при перекосах на дороге.
Многие отмечают превосходные качества Scania R730 V8 поглощать дороги, особенно хорошо держит дорогу с грузом за плечами. Изогнутая панель приборов создаёт ощущение полного контроля над ситуацией. Изящное рулевое колесо подрагивает от мелких неровностей, но как вкопанное держит удары перепадов полотна дороги. В салоне присутствует легкое поскрипывание панели при перекосах на дороге.
 В целях безопасности под рулем установлен рычаг ручного режима смены скоростей. В зависимости от комплектации, КПП может быть 12-, 13- или 14-ступенчатой.
В целях безопасности под рулем установлен рычаг ручного режима смены скоростей. В зависимости от комплектации, КПП может быть 12-, 13- или 14-ступенчатой. Теперь новые кабины чуть вытянули – на 10 сантиметров: они обозначаются CR20. Еще и поэтому у них свой каркас, не имеющий ничего общего с кабинами 4-го поколения. У кабин серии P и G пока нет 14-х дневных и 16-х удлиненных. Причем скорее всего со временем появится не новая кабина, допустим, CG16, а более длинная CG17. Но это предположение. Во всяком случае, при переходе с 3-й серии на 4-ю пропала кабина СР13, а появилась СР14.
Теперь новые кабины чуть вытянули – на 10 сантиметров: они обозначаются CR20. Еще и поэтому у них свой каркас, не имеющий ничего общего с кабинами 4-го поколения. У кабин серии P и G пока нет 14-х дневных и 16-х удлиненных. Причем скорее всего со временем появится не новая кабина, допустим, CG16, а более длинная CG17. Но это предположение. Во всяком случае, при переходе с 3-й серии на 4-ю пропала кабина СР13, а появилась СР14. Кабина высотой крыши Normal внутри выросла со 171 см до 181 см, но и тоннель тоже увеличился с 31 до 33,5 см. Новая версия Highline по сравнению с прежней прибавила во внутренней высоте со 191 см до 207 см при такой же высоте тоннеля 16 см. Но у Next Generation нет версии Topline высотой 223 см, видимо из-за того, что кабину подняли над уровнем рамы (прибавилась еще одна ступенька). Если и дальше поднимать потолок, то можно выйти за 4-метровый габарит. То есть кабины стали длиннее, и почти все выше внутри. Появилась версия с низким полом. Есть подозрение, что проемы дверей остались прежними, тем более что не видно изменений по углу наклона ветрового стекла. Но само стекло сделали выше, чем у четвертого поколения, где, как известно, лобовые стекла были взаимозаменяемые. Говорят, что для лучшего обзора опустили нижнюю часть подоконного бруса. Важный момент: для производства нового поколения кабин шведы построили завод в городе Оскарсхамне, а это значит, что какое-то время параллельно будет идти выпуск кабин прежнего поколения.
Кабина высотой крыши Normal внутри выросла со 171 см до 181 см, но и тоннель тоже увеличился с 31 до 33,5 см. Новая версия Highline по сравнению с прежней прибавила во внутренней высоте со 191 см до 207 см при такой же высоте тоннеля 16 см. Но у Next Generation нет версии Topline высотой 223 см, видимо из-за того, что кабину подняли над уровнем рамы (прибавилась еще одна ступенька). Если и дальше поднимать потолок, то можно выйти за 4-метровый габарит. То есть кабины стали длиннее, и почти все выше внутри. Появилась версия с низким полом. Есть подозрение, что проемы дверей остались прежними, тем более что не видно изменений по углу наклона ветрового стекла. Но само стекло сделали выше, чем у четвертого поколения, где, как известно, лобовые стекла были взаимозаменяемые. Говорят, что для лучшего обзора опустили нижнюю часть подоконного бруса. Важный момент: для производства нового поколения кабин шведы построили завод в городе Оскарсхамне, а это значит, что какое-то время параллельно будет идти выпуск кабин прежнего поколения. Интересно, что каркас новых кабин разрабатывался дизайнерами Scania в тесном сотрудничестве еще с одной именитой компанией, но теперь уже не с итальянской, а германской – Porsche Engineering. Опять-таки, перефразируя, «мы говорим Porsche – подразумеваем Volkswagen и Audi» И наоборот. Фирмы-то дочерние, зачем отдавать деньги на сторону? Шведы особо подчеркивают: по технологиям сборки новые кабины в корне отличаются от существующих кабин Scania, но сохранены и приумножены все их положительные стороны. А здесь идет разговор о том, что в 80-х годах шведское законодательство по пассивной безопасности было самым суровым в Европе. Передние стойки и заднюю стенку испытывали, ударяя бетонным блоком массой в одну тонну. Удар должен выдерживать не только силовой каркас, но и замки дверей: после испытания они должны еще и открыться. То есть специалисты Scania утверждают: новая кабина не уступает прежним в прочности, а для коррозионной стойкости, как обычно, ее изготавливают из оцинкованной с двух сторон стали.
Интересно, что каркас новых кабин разрабатывался дизайнерами Scania в тесном сотрудничестве еще с одной именитой компанией, но теперь уже не с итальянской, а германской – Porsche Engineering. Опять-таки, перефразируя, «мы говорим Porsche – подразумеваем Volkswagen и Audi» И наоборот. Фирмы-то дочерние, зачем отдавать деньги на сторону? Шведы особо подчеркивают: по технологиям сборки новые кабины в корне отличаются от существующих кабин Scania, но сохранены и приумножены все их положительные стороны. А здесь идет разговор о том, что в 80-х годах шведское законодательство по пассивной безопасности было самым суровым в Европе. Передние стойки и заднюю стенку испытывали, ударяя бетонным блоком массой в одну тонну. Удар должен выдерживать не только силовой каркас, но и замки дверей: после испытания они должны еще и открыться. То есть специалисты Scania утверждают: новая кабина не уступает прежним в прочности, а для коррозионной стойкости, как обычно, ее изготавливают из оцинкованной с двух сторон стали. В производстве используют самые современные технологии – вплоть до лазерной сварки, часть панелей вклеивается. Здесь прослеживаются определенные параллели и с Volkswagen, и баварским MAN TGA, а затем с MAN TGX. Сказывается глобализация производства. Все современные автомобили от поколения к поколению обретают все более аэродинамически совершенные формы. Казалось бы, уже просто невозможно добиться серьезных успехов в обтекаемости от почти квадратной кабины. Не знаю, кто как, а я с каждой премьерой – не важно, у какой марки – жду появления тягача с полукапотной компоновкой. К примеру, как почти клинообразный MAN Concept S, представленный в Ганновере в 2012 году. Или можно предсказать хорошие показатели коэффициента Сх, глядя на Mercedes-Benz Actros четвертого поколения, того, что с узкой кабиной. Но у новой Scania кабина осталась прежней ширины. При знакомстве со Scania Streamline в 2014 году тоже вроде не топорщился ни один угол, на котором возникал бы турбулентный поток воздуха, но у Scania Next Generation, оказывается, аэродинамику еще улучшили.
В производстве используют самые современные технологии – вплоть до лазерной сварки, часть панелей вклеивается. Здесь прослеживаются определенные параллели и с Volkswagen, и баварским MAN TGA, а затем с MAN TGX. Сказывается глобализация производства. Все современные автомобили от поколения к поколению обретают все более аэродинамически совершенные формы. Казалось бы, уже просто невозможно добиться серьезных успехов в обтекаемости от почти квадратной кабины. Не знаю, кто как, а я с каждой премьерой – не важно, у какой марки – жду появления тягача с полукапотной компоновкой. К примеру, как почти клинообразный MAN Concept S, представленный в Ганновере в 2012 году. Или можно предсказать хорошие показатели коэффициента Сх, глядя на Mercedes-Benz Actros четвертого поколения, того, что с узкой кабиной. Но у новой Scania кабина осталась прежней ширины. При знакомстве со Scania Streamline в 2014 году тоже вроде не топорщился ни один угол, на котором возникал бы турбулентный поток воздуха, но у Scania Next Generation, оказывается, аэродинамику еще улучшили. Оптимизированы все фронтальные и боковые поверхности кабины, уменьшены враждебные к расходу топлива завихрения под автомобилем. Передний бампер будет в трех вариантах высоты с пластиковыми аэродинамическими спойлерами. Под различный размер профиля шин будут три варианта высоты крыльев кабины. На крыше тоже установлены новые спойлеры, они с регулировкой и в трех исполнениях высоты: 5, 25 и 65 см в зависимости от применяемой кабины. Разработаны новые щетки и поводки стеклоочистителей, зеркала заднего вида, фары. Применен нестандартный, более совершенный солнцезащитный козырек. Особо подчеркивается, что уменьшены зазоры в сопряжениях панелей по фасаду кабины. Этот довесок явно от Porsche Engineering. В результате, как говорят, расход топлива уменьшен на два процента!Внутри перекомпоновано место водителя: руль и кресло сдвинуты вперед на 65 мм и влево на 20 мм. Кстати, так лучше чувствуешь габариты автомобиля на узких европейских дорогах. Но перекомпоновка не сказалась на диапазоне регулировок руля и сиденья – он даже расширен.
Оптимизированы все фронтальные и боковые поверхности кабины, уменьшены враждебные к расходу топлива завихрения под автомобилем. Передний бампер будет в трех вариантах высоты с пластиковыми аэродинамическими спойлерами. Под различный размер профиля шин будут три варианта высоты крыльев кабины. На крыше тоже установлены новые спойлеры, они с регулировкой и в трех исполнениях высоты: 5, 25 и 65 см в зависимости от применяемой кабины. Разработаны новые щетки и поводки стеклоочистителей, зеркала заднего вида, фары. Применен нестандартный, более совершенный солнцезащитный козырек. Особо подчеркивается, что уменьшены зазоры в сопряжениях панелей по фасаду кабины. Этот довесок явно от Porsche Engineering. В результате, как говорят, расход топлива уменьшен на два процента!Внутри перекомпоновано место водителя: руль и кресло сдвинуты вперед на 65 мм и влево на 20 мм. Кстати, так лучше чувствуешь габариты автомобиля на узких европейских дорогах. Но перекомпоновка не сказалась на диапазоне регулировок руля и сиденья – он даже расширен. Там одинаково удобно и водителю ростом от 150 см, и длинноногому двухметровому шоферу. Особое внимание было уделено тому, чтобы любому водителю хватало места для ног, даже если он одет в теплую объемистую одежду и сапоги. Новая панель приборов гораздо интереснее прежней, и, судя по всему, она компактнее в длину. Благодаря этому в кабине стало просторнее, и водителю удобнее передвигаться внутри на стоянке. Комбинация приборов очень удачная с точки зрения информативности и очень хорошо выглядит.
Там одинаково удобно и водителю ростом от 150 см, и длинноногому двухметровому шоферу. Особое внимание было уделено тому, чтобы любому водителю хватало места для ног, даже если он одет в теплую объемистую одежду и сапоги. Новая панель приборов гораздо интереснее прежней, и, судя по всему, она компактнее в длину. Благодаря этому в кабине стало просторнее, и водителю удобнее передвигаться внутри на стоянке. Комбинация приборов очень удачная с точки зрения информативности и очень хорошо выглядит. На Scania Streamline стало удобнее, а переключатель сейчас просто шедевр. Это совсем другое дело! В качестве опции – Bluetooth для двух мобильных телефонов, есть Wi-Fi и сабвуфер. Дополнительные коммуникационные удобства создают USB-розетки и AUX-входы со стороны водителя, пассажира и в центре панели приборов. В кабине стало больше света за счет потолочного стеклянного люка. Он увеличенных размеров и в случае ДТП, если машина ляжет на бок, его вполне можно использовать как аварийный выход. Есть минимум два варианта оснащения кабины спальными местами. Первый, наверное, оптимальный для России – с двумя спальными местами. Второй с нижним матрацем, но с тремя шкафчиками на задней стенке – полезная вещь. В кабине со средней крышей их суммарный объем составляет 120 л, а в CR20 Highline – 300 л. В кабине Highline есть два выдвижных ящика под нижним спальным местом, в которых могут быть размещены холодильник и морозильник. То, что кресло водителя сдвинули вперед и увеличили длину кабины на 10 см, позволило увеличить ширину нижнего спального места до 1000 мм! А верхняя полка – шириной 800 мм.
На Scania Streamline стало удобнее, а переключатель сейчас просто шедевр. Это совсем другое дело! В качестве опции – Bluetooth для двух мобильных телефонов, есть Wi-Fi и сабвуфер. Дополнительные коммуникационные удобства создают USB-розетки и AUX-входы со стороны водителя, пассажира и в центре панели приборов. В кабине стало больше света за счет потолочного стеклянного люка. Он увеличенных размеров и в случае ДТП, если машина ляжет на бок, его вполне можно использовать как аварийный выход. Есть минимум два варианта оснащения кабины спальными местами. Первый, наверное, оптимальный для России – с двумя спальными местами. Второй с нижним матрацем, но с тремя шкафчиками на задней стенке – полезная вещь. В кабине со средней крышей их суммарный объем составляет 120 л, а в CR20 Highline – 300 л. В кабине Highline есть два выдвижных ящика под нижним спальным местом, в которых могут быть размещены холодильник и морозильник. То, что кресло водителя сдвинули вперед и увеличили длину кабины на 10 см, позволило увеличить ширину нижнего спального места до 1000 мм! А верхняя полка – шириной 800 мм. Есть три вида ортопедических матрацев с различными пружинными блоками. Боковые вещевые отсеки размещены на правой и левой сторонах, люки – 410х570 мм, внутреннего и внешнего доступа. А на S-кабинах, там, где дополнительная ступенька на лестнице, чуть ниже основных ящиков, разместили вспомогательные отсеки. Климатическая система оснащена датчиком влажности и встроенным стояночным кондиционером. Отопитель мощностью 6 кВт или 3 кВт, но только в жидкостном исполнении, «фена», похоже, не будет… Совершенно новый тренд у грузовиков: боковые подушки безопасности. Они похожи на большие мягкие и толстые занавески на окнах дверей. Scania стала первой среди производителей тяжелых грузовиков, кто смонтировал эту систему. В случае опрокидывания грузовика у пристегнутого ремнем водителя есть хорошие шансы обойтись без травм головы или поломки ключицы.
Есть три вида ортопедических матрацев с различными пружинными блоками. Боковые вещевые отсеки размещены на правой и левой сторонах, люки – 410х570 мм, внутреннего и внешнего доступа. А на S-кабинах, там, где дополнительная ступенька на лестнице, чуть ниже основных ящиков, разместили вспомогательные отсеки. Климатическая система оснащена датчиком влажности и встроенным стояночным кондиционером. Отопитель мощностью 6 кВт или 3 кВт, но только в жидкостном исполнении, «фена», похоже, не будет… Совершенно новый тренд у грузовиков: боковые подушки безопасности. Они похожи на большие мягкие и толстые занавески на окнах дверей. Scania стала первой среди производителей тяжелых грузовиков, кто смонтировал эту систему. В случае опрокидывания грузовика у пристегнутого ремнем водителя есть хорошие шансы обойтись без травм головы или поломки ключицы. И действительно, в декабре на сайте прошмыгнула первая информация о новой линейке машин для экологичных городских перевозок, где на групповой фотографии грузовиков с низкими кабинами, отыскался и двухкабинник серии P.
И действительно, в декабре на сайте прошмыгнула первая информация о новой линейке машин для экологичных городских перевозок, где на групповой фотографии грузовиков с низкими кабинами, отыскался и двухкабинник серии P.

 Кабины подготовлены под монтаж электрооборудования и пневматических магистралей: для изготовителей кузовных надстроек предусмотрены многочисленные точки крепления и верхний ряд отверстий на раме автомобиля.
Кабины подготовлены под монтаж электрооборудования и пневматических магистралей: для изготовителей кузовных надстроек предусмотрены многочисленные точки крепления и верхний ряд отверстий на раме автомобиля. Под заказ в нижнюю часть двери на заводе можно вмонтировать окно безопасности Scania City Safe Window, верхний воздухозаборник и различные коробки отбора мощности.
Под заказ в нижнюю часть двери на заводе можно вмонтировать окно безопасности Scania City Safe Window, верхний воздухозаборник и различные коробки отбора мощности. с., то становится очевидно, что они идеально подходят для аварийно-спасательных служб быстрого реагирования».
с., то становится очевидно, что они идеально подходят для аварийно-спасательных служб быстрого реагирования». Даже если баллон от кабины оборвало, все равно можно доехать до ближайшего автосервиса или стоянки. Для этого надо спустить подушки, и тяга сядет на место.
Даже если баллон от кабины оборвало, все равно можно доехать до ближайшего автосервиса или стоянки. Для этого надо спустить подушки, и тяга сядет на место. Мы предлагаем услуги по полному сервисному обслуживанию грузовиков разных марок, проводим срочный и профилактический ремонт.
Мы предлагаем услуги по полному сервисному обслуживанию грузовиков разных марок, проводим срочный и профилактический ремонт. ru
ru

 У нее совершенно ровный пол, в то время как у кабины CR20H моторный тоннель все же выступает над общим уровнем пола.
У нее совершенно ровный пол, в то время как у кабины CR20H моторный тоннель все же выступает над общим уровнем пола.
 А здесь идет разговор о том, что в 80-х годах шведское законодательство по пассивной безопасности было самым суровым в Европе. Передние стойки и заднюю стенку испытывали, ударяя бетонным блоком массой в одну тонну. Удар должен выдерживать не только силовой каркас, но и замки дверей: после испытания они должны еще и открыться. То есть специалисты Scania утверждают: новая кабина не уступает прежним в прочности, а для коррозионной стойкости, как обычно, ее изготавливают из оцинкованной с двух сторон стали. В производстве используют самые современные технологии – вплоть до лазерной сварки, часть панелей вклеивается. Здесь прослеживаются определенные параллели и с Volkswagen, и баварским MAN TGA, а затем с MAN TGX. Сказывается глобализация производства. Все современные автомобили от поколения к поколению обретают все более аэродинамически совершенные формы. Казалось бы, уже просто невозможно добиться серьезных успехов в обтекаемости от почти квадратной кабины.
А здесь идет разговор о том, что в 80-х годах шведское законодательство по пассивной безопасности было самым суровым в Европе. Передние стойки и заднюю стенку испытывали, ударяя бетонным блоком массой в одну тонну. Удар должен выдерживать не только силовой каркас, но и замки дверей: после испытания они должны еще и открыться. То есть специалисты Scania утверждают: новая кабина не уступает прежним в прочности, а для коррозионной стойкости, как обычно, ее изготавливают из оцинкованной с двух сторон стали. В производстве используют самые современные технологии – вплоть до лазерной сварки, часть панелей вклеивается. Здесь прослеживаются определенные параллели и с Volkswagen, и баварским MAN TGA, а затем с MAN TGX. Сказывается глобализация производства. Все современные автомобили от поколения к поколению обретают все более аэродинамически совершенные формы. Казалось бы, уже просто невозможно добиться серьезных успехов в обтекаемости от почти квадратной кабины. К примеру, как почти клинообразный MAN Concept S, представленный в Ганновере в 2012 году. Или можно предсказать хорошие показатели коэффициента Сх, глядя на Mercedes-Benz Actros четвертого поколения, того, что с узкой кабиной. Но у новой Scania кабина осталась прежней ширины. При знакомстве со Scania Streamline в 2014 году тоже вроде не топорщился ни один угол, на котором возникал бы турбулентный поток воздуха, но у Scania Next Generation, оказывается, аэродинамику еще улучшили. Оптимизированы все фронтальные и боковые поверхности кабины, уменьшены враждебные к расходу топлива завихрения под автомобилем.
К примеру, как почти клинообразный MAN Concept S, представленный в Ганновере в 2012 году. Или можно предсказать хорошие показатели коэффициента Сх, глядя на Mercedes-Benz Actros четвертого поколения, того, что с узкой кабиной. Но у новой Scania кабина осталась прежней ширины. При знакомстве со Scania Streamline в 2014 году тоже вроде не топорщился ни один угол, на котором возникал бы турбулентный поток воздуха, но у Scania Next Generation, оказывается, аэродинамику еще улучшили. Оптимизированы все фронтальные и боковые поверхности кабины, уменьшены враждебные к расходу топлива завихрения под автомобилем. Применен нестандартный, более совершенный солнцезащитный козырек. Особо подчеркивается, что уменьшены зазоры в сопряжениях панелей по фасаду кабины. Этот довесок явно от Porsche Engineering. В результате, как говорят, расход топлива уменьшен на два процента!
Применен нестандартный, более совершенный солнцезащитный козырек. Особо подчеркивается, что уменьшены зазоры в сопряжениях панелей по фасаду кабины. Этот довесок явно от Porsche Engineering. В результате, как говорят, расход топлива уменьшен на два процента!
 Есть минимум два варианта оснащения кабины спальными местами. Первый, наверное, оптимальный для России – с двумя спальными местами. Второй с нижним матрацем, но с тремя шкафчиками на задней стенке – полезная вещь. В кабине со средней крышей их суммарный объем составляет 120 л, а в CR20 Highline – 300 л.
Есть минимум два варианта оснащения кабины спальными местами. Первый, наверное, оптимальный для России – с двумя спальными местами. Второй с нижним матрацем, но с тремя шкафчиками на задней стенке – полезная вещь. В кабине со средней крышей их суммарный объем составляет 120 л, а в CR20 Highline – 300 л. Отопитель мощностью 6 кВт или 3 кВт, но только в жидкостном исполнении, «фена», похоже, не будет…
Отопитель мощностью 6 кВт или 3 кВт, но только в жидкостном исполнении, «фена», похоже, не будет… с./2300 Н.м и 480 л. с./2500 Н.м. Сейчас на всех версиях DC13 в очередной раз увеличили мощность. Теперь есть три оптимальные настройки: 410 л. с./2150 Н.м, 450 л. с./2350 Н.м и 500 л. с./2550 Н.м. (раньше максимальная настройка составляла 490 л. с.). Вроде бы приплюсовать 10 сил на моторе объемом 12,7 литра – дело нехитрое, но все равно на «десятку» стало больше, а не меньше… У 16-литрового флагманского V8 тоже три версии по мощности: 520 л. с./2700 Н.м, 580 л. с./2950 Н.м и 730 л. с./3500 Н.м.
с./2300 Н.м и 480 л. с./2500 Н.м. Сейчас на всех версиях DC13 в очередной раз увеличили мощность. Теперь есть три оптимальные настройки: 410 л. с./2150 Н.м, 450 л. с./2350 Н.м и 500 л. с./2550 Н.м. (раньше максимальная настройка составляла 490 л. с.). Вроде бы приплюсовать 10 сил на моторе объемом 12,7 литра – дело нехитрое, но все равно на «десятку» стало больше, а не меньше… У 16-литрового флагманского V8 тоже три версии по мощности: 520 л. с./2700 Н.м, 580 л. с./2950 Н.м и 730 л. с./3500 Н.м. А теперь, вразрез с автомобильной наукой, наоборот, увеличивают!
А теперь, вразрез с автомобильной наукой, наоборот, увеличивают!.jpg) Кстати, теперь у Scania все 13-литровые моторы Евро-6 идут только с технологией SCR, то есть с применением водного раствора мочевины и без EGR – без рециркуляции ОГ. Но, конечно же, стоит и сажевый фильтр. Моторы в таком исполнении демонстрировали и в 2014 году на презентации Scania Streamline, но тогда они были с одной настройкой мощности – всего 410 л. с., а теперь уже только с SCR вся линейка. Но «восьмерки» все равно остаются с сочетанием EGR и SCR.
Кстати, теперь у Scania все 13-литровые моторы Евро-6 идут только с технологией SCR, то есть с применением водного раствора мочевины и без EGR – без рециркуляции ОГ. Но, конечно же, стоит и сажевый фильтр. Моторы в таком исполнении демонстрировали и в 2014 году на презентации Scania Streamline, но тогда они были с одной настройкой мощности – всего 410 л. с., а теперь уже только с SCR вся линейка. Но «восьмерки» все равно остаются с сочетанием EGR и SCR. И у всех Евро-6! То есть какой еще остается огромный и нераскрытый потенциал в деле совершенствования рабочего процесса у дизелей!
И у всех Евро-6! То есть какой еще остается огромный и нераскрытый потенциал в деле совершенствования рабочего процесса у дизелей!
 Но живьем, в массовом порядке, такие баки с AdBlue не доводилось видеть. Теперь такие емкости стоят на каждом тягаче.
Но живьем, в массовом порядке, такие баки с AdBlue не доводилось видеть. Теперь такие емкости стоят на каждом тягаче. А еще надо помнить о двигателях Scania, работающих на спирте – этаноле. Этаноловые двигатели Scania выпускает с конца 1980-х годов, их используют на городских автобусах в крупных городах. Это все в дополнение к традиционным экономичным и экологичным дизелям Scania.
А еще надо помнить о двигателях Scania, работающих на спирте – этаноле. Этаноловые двигатели Scania выпускает с конца 1980-х годов, их используют на городских автобусах в крупных городах. Это все в дополнение к традиционным экономичным и экологичным дизелям Scania. Сцепление также является стандартным, разница только в приводе.
Сцепление также является стандартным, разница только в приводе. Вызывает повышение сопротивления, устраняется зачисткой и контролем плотности используемого электролита. Такие дефекты аккумуляторных батарей для списания не подходят.
Вызывает повышение сопротивления, устраняется зачисткой и контролем плотности используемого электролита. Такие дефекты аккумуляторных батарей для списания не подходят.
 Только после получения документов, что мероприятия по утилизации АКБ выполнены в соответствии с действующими нормативными требованиями, можно будет списать и снять с баланса отработавшее свой ресурс устройство.
Только после получения документов, что мероприятия по утилизации АКБ выполнены в соответствии с действующими нормативными требованиями, можно будет списать и снять с баланса отработавшее свой ресурс устройство. По величине падения напряжения и определяют способность батареи держать заряд. Оценка исправности проводится по тем же значениям, что и при проверке нагрузочной вилкой.
По величине падения напряжения и определяют способность батареи держать заряд. Оценка исправности проводится по тем же значениям, что и при проверке нагрузочной вилкой.
 На них не должно быть повреждений, окислений. Фиксация проводов делается надежной.
На них не должно быть повреждений, окислений. Фиксация проводов делается надежной. Если не знать особенностей ремонта, то неисправный аккумулятор может нанести вред здоровью человека, что ремонтирует его. Основные неисправности представлены и необходимо детально ознакомиться, почему они появляются, как можно их устранить.
Если не знать особенностей ремонта, то неисправный аккумулятор может нанести вред здоровью человека, что ремонтирует его. Основные неисправности представлены и необходимо детально ознакомиться, почему они появляются, как можно их устранить. Проявление неисправности сопровождается такими факторами:
Проявление неисправности сопровождается такими факторами: В некоторых случаях проблема появляется при большой плотности электролита, высокой его температуре. К основным признакам относятся:
В некоторых случаях проблема появляется при большой плотности электролита, высокой его температуре. К основным признакам относятся: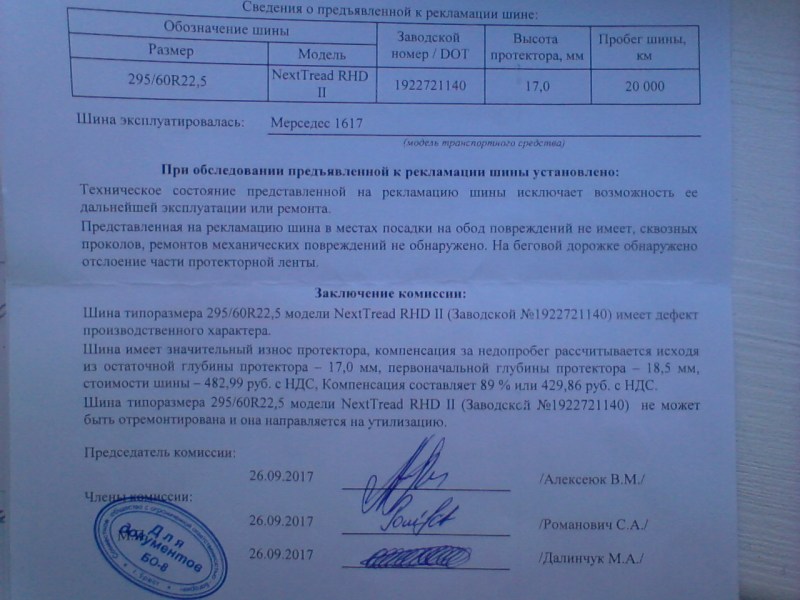
 По истечении времени на клеммах не должно оставаться напряжения и аккумулятор разбирается. Определяется причина замыкания и устраняется, возможна, замена сепараторов, очистка пластин и их промывка. После сборки нужно влить электролит и полностью зарядить аккумулятор.
По истечении времени на клеммах не должно оставаться напряжения и аккумулятор разбирается. Определяется причина замыкания и устраняется, возможна, замена сепараторов, очистка пластин и их промывка. После сборки нужно влить электролит и полностью зарядить аккумулятор. При наличии трещин аккумулятор не может длительное время держать заряд, поэтому постоянно разряжается.
При наличии трещин аккумулятор не может длительное время держать заряд, поэтому постоянно разряжается.
 Поскольку, эксплуатация элементов достаточно долгая, то процесс остывания силового агрегата не всегда такой, каким ему надлежит быть. Как показывает практика, радиатор УАЗ Буханка долговечный.
Поскольку, эксплуатация элементов достаточно долгая, то процесс остывания силового агрегата не всегда такой, каким ему надлежит быть. Как показывает практика, радиатор УАЗ Буханка долговечный. Так, водяной насос обеспечивает проток жидкости в радиатор для остывания и обратно. Неисправность данного элемента может привести к потере «охлаждайки» и перегреву движка.
Так, водяной насос обеспечивает проток жидкости в радиатор для остывания и обратно. Неисправность данного элемента может привести к потере «охлаждайки» и перегреву движка.
 Так, элементы охлаждения отводят создаваемое тепло от блока цилиндров и головки при помощи охлаждающей жидкости и охлаждают её в радиаторе.
Так, элементы охлаждения отводят создаваемое тепло от блока цилиндров и головки при помощи охлаждающей жидкости и охлаждают её в радиаторе.


 При достижении 80 градусов Цельсия, он начинает раскрываться, чем снабжает циркуляцию жидкости через радиатор.
При достижении 80 градусов Цельсия, он начинает раскрываться, чем снабжает циркуляцию жидкости через радиатор. Это элемент старого типа, что не включает электровентилятор, потому, что тут установлена принудительная совокупность, а на приборную панель показатели тепературы.
Это элемент старого типа, что не включает электровентилятор, потому, что тут установлена принудительная совокупность, а на приборную панель показатели тепературы. Данная модель выпускается на Ульяновском автомобильном заводе с 1957 года. Эта машина эксплуатируется не только по своему предназначению, ведь все-таки это специальная техника, но также ее используют любители рыбалки и охоты.
Данная модель выпускается на Ульяновском автомобильном заводе с 1957 года. Эта машина эксплуатируется не только по своему предназначению, ведь все-таки это специальная техника, но также ее используют любители рыбалки и охоты.
 Это позволяет быстрее подогреть мотор. Когда температура достигнет примерно 70 градусов, сработает термостат, и ОЖ потечет уже через радиатор охлаждения по большому кругу. Рабочими температурами для 402 двигателя являются показатели в пределах от 82 до 90 градусов. Если мотор не прогревается до этих температур, то это говорит о том, что термостат неисправен. Нередко по причине износа он заклинивает и не открывается.
Это позволяет быстрее подогреть мотор. Когда температура достигнет примерно 70 градусов, сработает термостат, и ОЖ потечет уже через радиатор охлаждения по большому кругу. Рабочими температурами для 402 двигателя являются показатели в пределах от 82 до 90 градусов. Если мотор не прогревается до этих температур, то это говорит о том, что термостат неисправен. Нередко по причине износа он заклинивает и не открывается. На этих авто завод-изготовитель устанавливает преимущественно медные 3-рядные радиаторы. Однако владельцы вместо него предпочитают устанавливать алюминиевые решения. Как отмечают отзывы, с ними двигатель охлаждается значительно эффективней.
На этих авто завод-изготовитель устанавливает преимущественно медные 3-рядные радиаторы. Однако владельцы вместо него предпочитают устанавливать алюминиевые решения. Как отмечают отзывы, с ними двигатель охлаждается значительно эффективней. В результате мотор перегревается.
В результате мотор перегревается. Здесь ОЖ также двигается по большому кругу и по малому.
Здесь ОЖ также двигается по большому кругу и по малому.
 На 402-м моторе слишком малооборотистый вентилятор – количество его оборотов строго ограничено помпой. Чтобы их хватало, нужен большой радиатор. Зимой приходится этот радиатор закрывать, чтобы мотор не замерз. Существуют проблемы и с работой отопителя. Без дополнительной искусственной прокачки тосола тепла можно не ждать.
На 402-м моторе слишком малооборотистый вентилятор – количество его оборотов строго ограничено помпой. Чтобы их хватало, нужен большой радиатор. Зимой приходится этот радиатор закрывать, чтобы мотор не замерз. Существуют проблемы и с работой отопителя. Без дополнительной искусственной прокачки тосола тепла можно не ждать. Ведь все автовладельцы понимают, что интерьер этого внедорожного авто по уровню комфорта очень далек до зарубежных аналогов, хотя данная модель рассчитана изначально на эксплуатацию спецслужбами, да и что можно ожидать за столь доступную цену.
Ведь все автовладельцы понимают, что интерьер этого внедорожного авто по уровню комфорта очень далек до зарубежных аналогов, хотя данная модель рассчитана изначально на эксплуатацию спецслужбами, да и что можно ожидать за столь доступную цену. Причем, некоторыми умельцами даже интегрируются кресла с обогревом и электроприводом, для чего корректируется имеющаяся схема подключения электрооборудования.
Причем, некоторыми умельцами даже интегрируются кресла с обогревом и электроприводом, для чего корректируется имеющаяся схема подключения электрооборудования.
 Крепление их также очень простое. Необходимо от труб на 50 взять заглушки и сделать в них отверстия, чтобы сформировалось колечко с бортиком. Затем вся конструкция вставляется в пластину;
Крепление их также очень простое. Необходимо от труб на 50 взять заглушки и сделать в них отверстия, чтобы сформировалось колечко с бортиком. Затем вся конструкция вставляется в пластину;

 — Сливной кран или пробку блока цилиндров. — Шланги подогрева дроссельного устройства.
— Сливной кран или пробку блока цилиндров. — Шланги подогрева дроссельного устройства.

 Потом ставим каналы обдува для стёкол.
Потом ставим каналы обдува для стёкол. Данная модель УАЗа выпускается с 1957 года. Этот автомобиль используют, как специальную технику на предприятиях, а так же обычные люди для поездки на рыбалку или охоту.
Данная модель УАЗа выпускается с 1957 года. Этот автомобиль используют, как специальную технику на предприятиях, а так же обычные люди для поездки на рыбалку или охоту.
 Это позволяет быстрее подогреть мотор. Когда температура достигнет примерно 70 градусов, сработает термостат, и ОЖ потечет уже через радиатор охлаждения по большому кругу. Рабочими температурами для 402 двигателя являются показатели в пределах от 82 до 90 градусов. Если мотор не прогревается до этих температур, то это говорит о том, что термостат неисправен. Нередко по причине износа он заклинивает и не открывается.
Это позволяет быстрее подогреть мотор. Когда температура достигнет примерно 70 градусов, сработает термостат, и ОЖ потечет уже через радиатор охлаждения по большому кругу. Рабочими температурами для 402 двигателя являются показатели в пределах от 82 до 90 градусов. Если мотор не прогревается до этих температур, то это говорит о том, что термостат неисправен. Нередко по причине износа он заклинивает и не открывается. На этих авто завод-изготовитель устанавливает преимущественно медные 3-рядные радиаторы. Однако владельцы вместо него предпочитают устанавливать алюминиевые решения. Как отмечают отзывы, с ними двигатель охлаждается значительно эффективней.
На этих авто завод-изготовитель устанавливает преимущественно медные 3-рядные радиаторы. Однако владельцы вместо него предпочитают устанавливать алюминиевые решения. Как отмечают отзывы, с ними двигатель охлаждается значительно эффективней. Тогда ОЖ может протекать, и уровень ее падает. В результате мотор перегревается.
Тогда ОЖ может протекать, и уровень ее падает. В результате мотор перегревается. Здесь ОЖ также двигается по большому кругу и по малому.
Здесь ОЖ также двигается по большому кругу и по малому.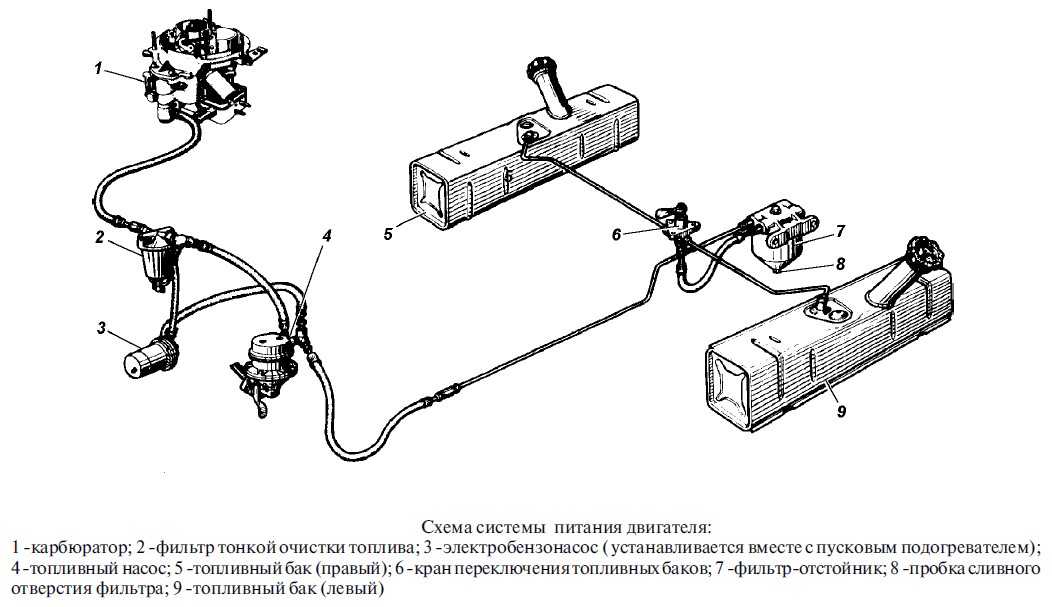
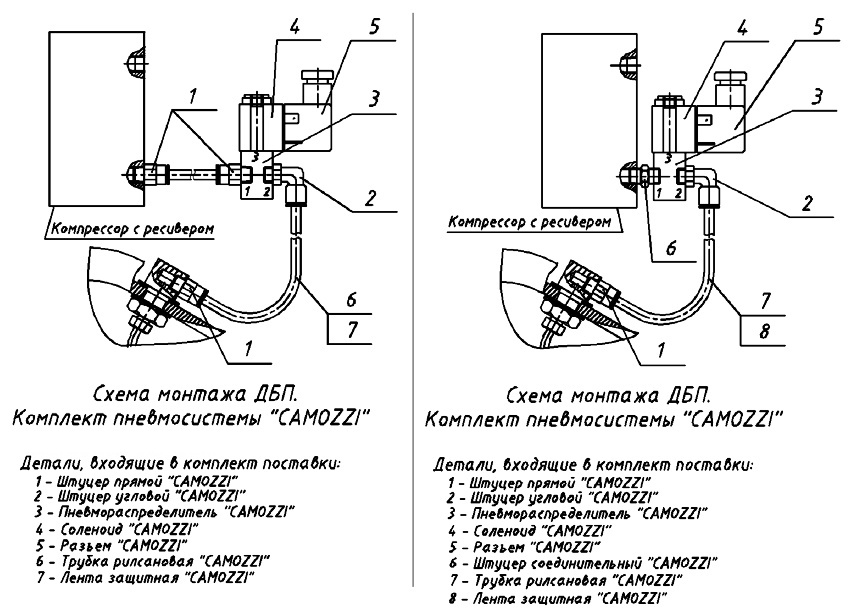 Владельцы не могут сказать, что на безупречно надежна. Все дело в качестве запасных частей. А вот все прочие достоинства, которые есть у этой системы, можно смело списать в минусы. На 402-м моторе слишком малооборотистый вентилятор – количество его оборотов строго ограничено помпой. Чтобы их хватало, нужен большой радиатор. Зимой приходится этот радиатор закрывать, чтобы мотор не замерз. Существуют проблемы и с работой отопителя. Без дополнительной искусственной прокачки тосола тепла можно не ждать.
Владельцы не могут сказать, что на безупречно надежна. Все дело в качестве запасных частей. А вот все прочие достоинства, которые есть у этой системы, можно смело списать в минусы. На 402-м моторе слишком малооборотистый вентилятор – количество его оборотов строго ограничено помпой. Чтобы их хватало, нужен большой радиатор. Зимой приходится этот радиатор закрывать, чтобы мотор не замерз. Существуют проблемы и с работой отопителя. Без дополнительной искусственной прокачки тосола тепла можно не ждать.
 Допустима непродолжительная работа двигателя при температуре охлаждающей жидкости 105°С. Такой режим может возникнуть в жаркое время года при движении автомобиля с полной нагрузкой на затяжных подъемах или в городских условиях движения с частыми разгонами и остановками.
Допустима непродолжительная работа двигателя при температуре охлаждающей жидкости 105°С. Такой режим может возникнуть в жаркое время года при движении автомобиля с полной нагрузкой на затяжных подъемах или в городских условиях движения с частыми разгонами и остановками. Для более эффективного действия системы отопления салона при циркуляции жидкости по малому кругу (такая ситуация может поддерживаться достаточно долго при низких отрицательных температурах окружающего воздуха) в канале выхода жидкости через нижний клапан термостата имеется дроссельное отверстие диаметром 9 мм. Такое дросселирование приводит к повышению перепада давления на входе и выходе радиатора отопления и более интенсивной циркуляции жидкости через этот радиатор. Кроме того, дросселирование клапана на выходе жидкости через нижний клапан термостата уменьшает вероятность аварийного перегрева двигателя в случае отсутствия термостата, т.к. шунтирующее действие малого круга циркуляции жидкости при этом существенно ослабляется, поэтому значительная часть жидкости пойдет через радиатор охлаждения. Дополнительно для поддержания нормальной рабочей температуры охлаждающей жидкости в холодное время года на автомобилях УАЗ перед радиатором имеются жалюзи, с помощью которых можно регулировать количество воздуха, проходящего через радиатор.
Для более эффективного действия системы отопления салона при циркуляции жидкости по малому кругу (такая ситуация может поддерживаться достаточно долго при низких отрицательных температурах окружающего воздуха) в канале выхода жидкости через нижний клапан термостата имеется дроссельное отверстие диаметром 9 мм. Такое дросселирование приводит к повышению перепада давления на входе и выходе радиатора отопления и более интенсивной циркуляции жидкости через этот радиатор. Кроме того, дросселирование клапана на выходе жидкости через нижний клапан термостата уменьшает вероятность аварийного перегрева двигателя в случае отсутствия термостата, т.к. шунтирующее действие малого круга циркуляции жидкости при этом существенно ослабляется, поэтому значительная часть жидкости пойдет через радиатор охлаждения. Дополнительно для поддержания нормальной рабочей температуры охлаждающей жидкости в холодное время года на автомобилях УАЗ перед радиатором имеются жалюзи, с помощью которых можно регулировать количество воздуха, проходящего через радиатор.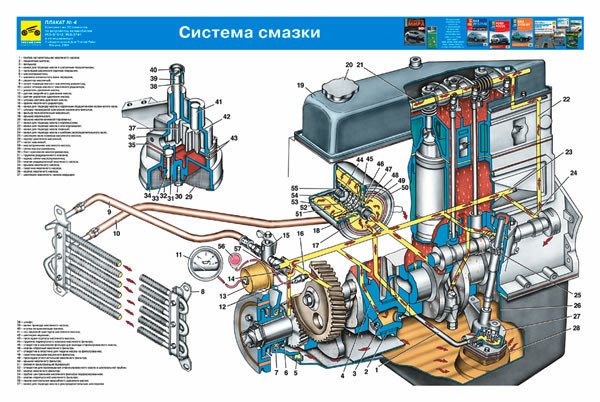
 Я так понял, что
Я так понял, что




 В случае загорания сигнальной лампы надо немедленно установить и устранить причину перегрева.
В случае загорания сигнальной лампы надо немедленно установить и устранить причину перегрева. Герметизирующая прокладка исключает выход паров или охлаждающей жидкости через зазор между горловиной радиатора и запорной пружиной пробки радиатора. Для нормальной работы пробки радиатора необходимо, чтобы были исправны прокладки клапанов и прокладка между горловиной радиатора и запорной пружиной.
Герметизирующая прокладка исключает выход паров или охлаждающей жидкости через зазор между горловиной радиатора и запорной пружиной пробки радиатора. Для нормальной работы пробки радиатора необходимо, чтобы были исправны прокладки клапанов и прокладка между горловиной радиатора и запорной пружиной.


 В результате ускоряется его износ, увеличивается расход топлива, происходит обильное отложение смолистых веществ в двигателе, а также не обеспечивается нормальная температура воздуха в салоне автомобиля.
В результате ускоряется его износ, увеличивается расход топлива, происходит обильное отложение смолистых веществ в двигателе, а также не обеспечивается нормальная температура воздуха в салоне автомобиля. Верхний клапан термостата закрыт, нижний клапан открыт.
Верхний клапан термостата закрыт, нижний клапан открыт.
 Данная модель выпускается на с 1957 года. Эта машина эксплуатируется не только по своему предназначению, ведь все-таки это специальная техника, но также ее используют любители рыбалки и охоты.
Данная модель выпускается на с 1957 года. Эта машина эксплуатируется не только по своему предназначению, ведь все-таки это специальная техника, но также ее используют любители рыбалки и охоты.
 Это позволяет быстрее подогреть мотор. Когда температура достигнет примерно 70 градусов, сработает термостат, и ОЖ потечет уже через радиатор охлаждения по большому кругу. Рабочими температурами для 402 двигателя являются показатели в пределах от 82 до 90 градусов. Если мотор не прогревается до этих температур, то это говорит о том, что термостат неисправен. Нередко по причине износа он заклинивает и не открывается.
Это позволяет быстрее подогреть мотор. Когда температура достигнет примерно 70 градусов, сработает термостат, и ОЖ потечет уже через радиатор охлаждения по большому кругу. Рабочими температурами для 402 двигателя являются показатели в пределах от 82 до 90 градусов. Если мотор не прогревается до этих температур, то это говорит о том, что термостат неисправен. Нередко по причине износа он заклинивает и не открывается. На этих авто завод-изготовитель устанавливает преимущественно медные 3-рядные радиаторы. Однако владельцы вместо него предпочитают устанавливать алюминиевые решения. Как отмечают отзывы, с ними двигатель охлаждается значительно эффективней.
На этих авто завод-изготовитель устанавливает преимущественно медные 3-рядные радиаторы. Однако владельцы вместо него предпочитают устанавливать алюминиевые решения. Как отмечают отзывы, с ними двигатель охлаждается значительно эффективней. Тогда ОЖ может протекать, и уровень ее падает. В результате мотор перегревается.
Тогда ОЖ может протекать, и уровень ее падает. В результате мотор перегревается. Здесь ОЖ также двигается по большому кругу и по малому.
Здесь ОЖ также двигается по большому кругу и по малому.
 На 402-м моторе слишком малооборотистый вентилятор — количество его оборотов строго ограничено помпой. Чтобы их хватало, нужен большой радиатор. Зимой приходится этот радиатор закрывать, чтобы мотор не замерз. Существуют проблемы и с работой отопителя. Без дополнительной искусственной прокачки тосола тепла можно не ждать.
На 402-м моторе слишком малооборотистый вентилятор — количество его оборотов строго ограничено помпой. Чтобы их хватало, нужен большой радиатор. Зимой приходится этот радиатор закрывать, чтобы мотор не замерз. Существуют проблемы и с работой отопителя. Без дополнительной искусственной прокачки тосола тепла можно не ждать. Мерседес-Бенц G-класса. Точечные правки во внешности
Мерседес-Бенц G-класса. Точечные правки во внешности История Вольво (Вольво). Volvo в Бельгии
История Вольво (Вольво). Volvo в Бельгии Что делать? Где искать потерянные в общественном транспорте вещи? Что делать, если вы забыли документы в автобусе
Что делать? Где искать потерянные в общественном транспорте вещи? Что делать, если вы забыли документы в автобусе Автосборник схем. подключение вольтметра с aliexpress
Автосборник схем. подключение вольтметра с aliexpress Регистрация автомобиля в другом
Регистрация автомобиля в другом Момент затяжки болтов шатунной шейки
Момент затяжки болтов шатунной шейки в.
в. Как завести машину? Советы и приемы. Завести без аккумулятора легко, с другой машины или с толкача, главное не глушить двигатель
Как завести машину? Советы и приемы. Завести без аккумулятора легко, с другой машины или с толкача, главное не глушить двигатель
 Хотя для этого автомобиля недоступна никакая другая система трансмиссии, наличие механической коробки передач на внедорожнике — это крутой бонус. Однако 111 лошадиных сил могут потянуть за собой UAZ SGR Combi Expedition. Сделать езду более плавной поможет зависимая рессорная задняя подвеска.
Хотя для этого автомобиля недоступна никакая другая система трансмиссии, наличие механической коробки передач на внедорожнике — это крутой бонус. Однако 111 лошадиных сил могут потянуть за собой UAZ SGR Combi Expedition. Сделать езду более плавной поможет зависимая рессорная задняя подвеска. У УАЗ СГР Комби Экспедишн с подогревом только два передних сиденья, так как фургон создавался с учетом суровой и снежной погоды России. Всего в салоне автомобиля семь посадочных мест, а также стол, который легко снимается.
У УАЗ СГР Комби Экспедишн с подогревом только два передних сиденья, так как фургон создавался с учетом суровой и снежной погоды России. Всего в салоне автомобиля семь посадочных мест, а также стол, который легко снимается.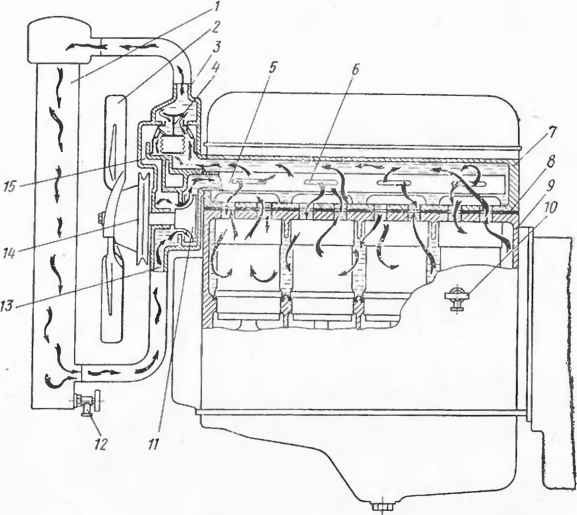 Действительно, мощные передний и задний бамперы помогают автомобилю выдержать лобовое столкновение. Металлическая защитная пластина тянется под фургоном, чтобы помочь защитить компоненты под автомобилем при движении по суровым бездорожьям.
Действительно, мощные передний и задний бамперы помогают автомобилю выдержать лобовое столкновение. Металлическая защитная пластина тянется под фургоном, чтобы помочь защитить компоненты под автомобилем при движении по суровым бездорожьям.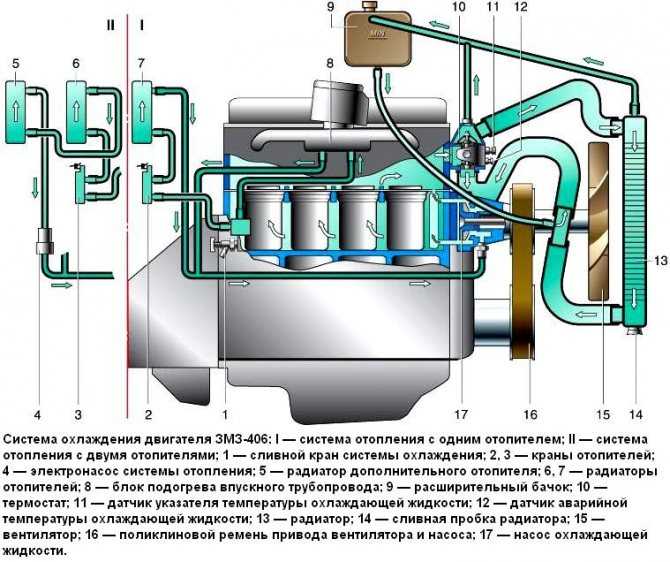 Таким образом, вы можете разместить свой багаж или любой другой груз на крыше автомобиля. Доступ к вершине очень прост с помощью лестницы в задней части автомобиля.
Таким образом, вы можете разместить свой багаж или любой другой груз на крыше автомобиля. Доступ к вершине очень прост с помощью лестницы в задней части автомобиля. Технические характеристики полноприводного грузопассажирского автомобиля УАЗ Буанка
Технические характеристики полноприводного грузопассажирского автомобиля УАЗ Буанка Именно в этом интервале термостат открывается на большой круг охлаждения.
Именно в этом интервале термостат открывается на большой круг охлаждения.

 Он обеспечивает циркуляцию жидкости и служит переключателем между малым и большим кругом в системе. Для обогрева автомобиля элемент держат в закрытом состоянии. При достижении 80 градусов Цельсия он начинает открываться, чем обеспечивает циркуляцию жидкости по радиатору.
Он обеспечивает циркуляцию жидкости и служит переключателем между малым и большим кругом в системе. Для обогрева автомобиля элемент держат в закрытом состоянии. При достижении 80 градусов Цельсия он начинает открываться, чем обеспечивает циркуляцию жидкости по радиатору. При длительном сроке эксплуатации, особенно на воде, внутри стенок может образоваться коррозия, что приведет к протечкам и потерям жидкости.
При длительном сроке эксплуатации, особенно на воде, внутри стенок может образоваться коррозия, что приведет к протечкам и потерям жидкости.
 Кузов у них такой же, как у легкового автомобиля, с санитарным отсеком, отделенным перегородкой. Санитарный отсек имеет боковую и заднюю двустворчатые двери. Портальные пациенты принимаются через черный ход. Автомобиль УАЗ-452АЭ имеет экранированное электрооборудование.
Кузов у них такой же, как у легкового автомобиля, с санитарным отсеком, отделенным перегородкой. Санитарный отсек имеет боковую и заднюю двустворчатые двери. Портальные пациенты принимаются через черный ход. Автомобиль УАЗ-452АЭ имеет экранированное электрооборудование.
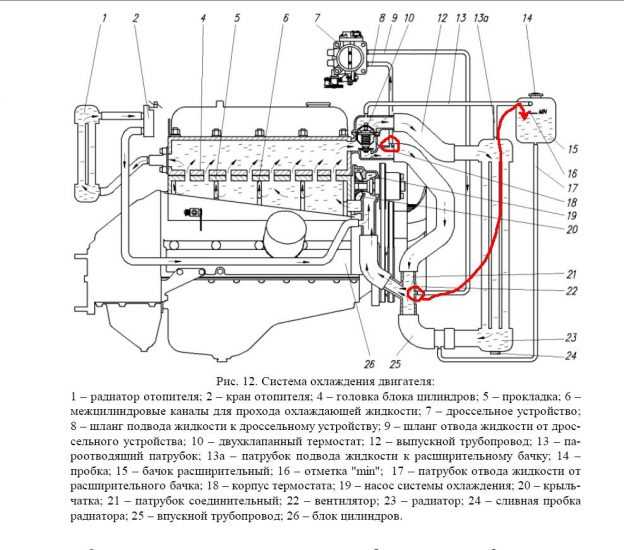 При отключенных передних колесах передний ведущий мост не допускается.
При отключенных передних колесах передний ведущий мост не допускается.
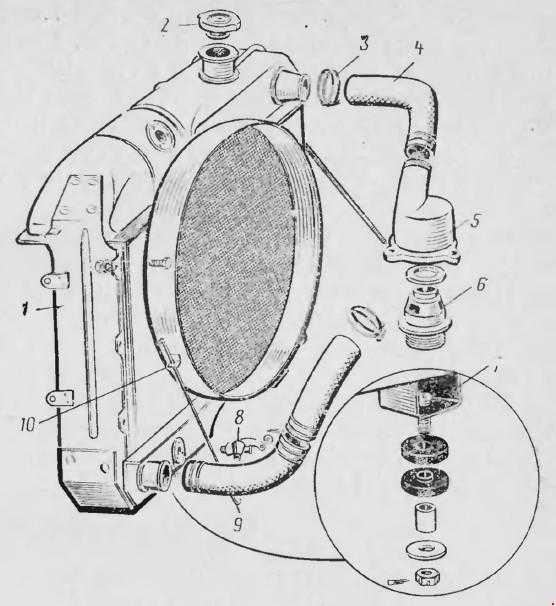
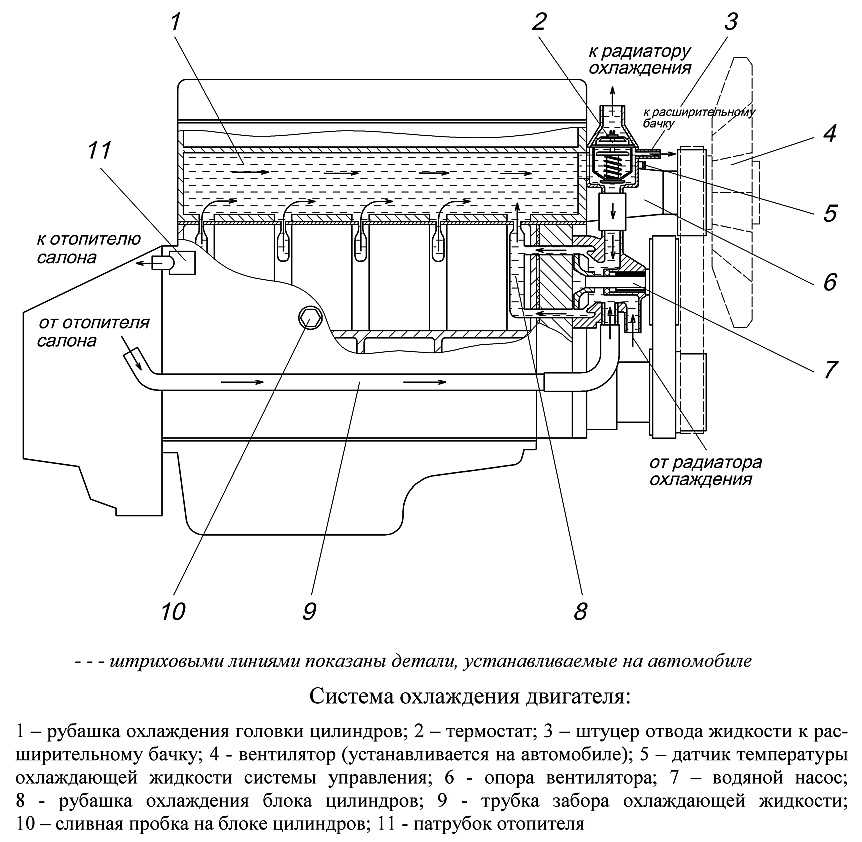

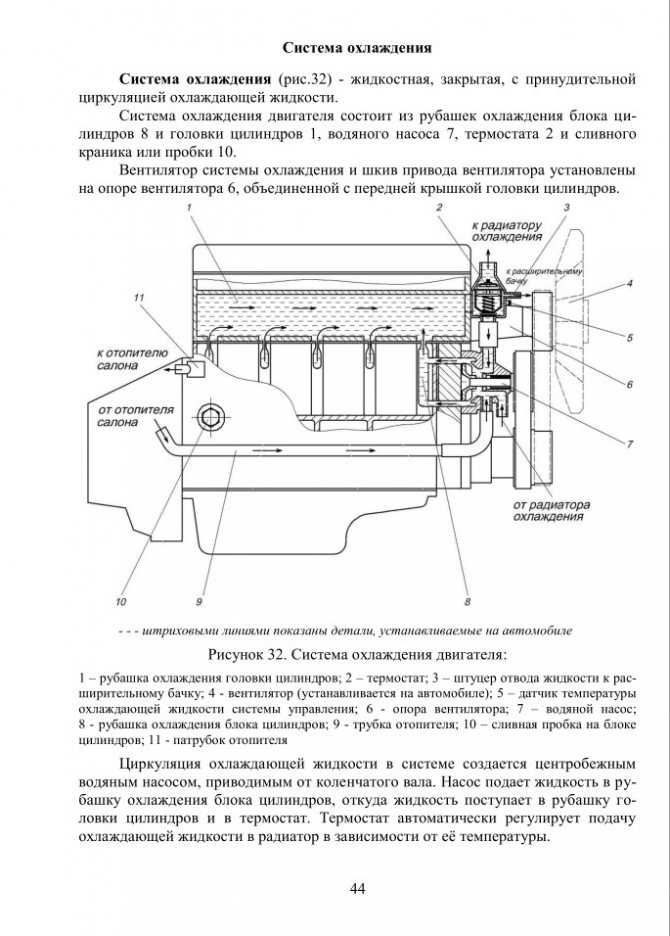 Основная масса деталей связана с крышкой картера. При сборке/разборке коробки их хорошо видно. Их удобно снимать или устанавливать.
Основная масса деталей связана с крышкой картера. При сборке/разборке коробки их хорошо видно. Их удобно снимать или устанавливать. Задняя часть вала гайкой с коническим выступом через фланец соединяется с карданом. Если затянуть эту гайку, ее конический выступ заденет одну из канавок, нарезанных на резьбе, и застопорится.
Задняя часть вала гайкой с коническим выступом через фланец соединяется с карданом. Если затянуть эту гайку, ее конический выступ заденет одну из канавок, нарезанных на резьбе, и застопорится. В качестве последних выступают шариковые подшипники. Для закрепления вала в осевом направлении на нем закреплен задний подшипник. Он устанавливается так же, как и тот, что на промежуточном валу.
В качестве последних выступают шариковые подшипники. Для закрепления вала в осевом направлении на нем закреплен задний подшипник. Он устанавливается так же, как и тот, что на промежуточном валу. Он посажен таким образом, что может двигаться по пазам, расположенным на промежуточном валу. При отключении переднего моста шестерня с валом разъединяется. При этом он находится в зацеплении с приводным валом заднего моста. Эта особенность значительно облегчает переключение передач и способствует более качественному смазыванию. При вращении промежуточного вала шестерня разбрызгивает масло на все узлы.
Он посажен таким образом, что может двигаться по пазам, расположенным на промежуточном валу. При отключении переднего моста шестерня с валом разъединяется. При этом он находится в зацеплении с приводным валом заднего моста. Эта особенность значительно облегчает переключение передач и способствует более качественному смазыванию. При вращении промежуточного вала шестерня разбрызгивает масло на все узлы. В верхней части картера имеется люк. Закрывается крышкой.
В верхней части картера имеется люк. Закрывается крышкой. На нижних частях есть специальные ножки, которые входят в пазы шестерни. На верхних частях имеются прямоугольные углубления. С их помощью вилка соединяется с рычагами выбора передачи. Что еще такое спецраздача? УАЗ («Буанка»), коробка передач которого мы рассматриваем, сделана так, что рычаги переключения вынесены в отдельные крышки. Детали находятся на наклонном люке картера и крепятся к стержню с помощью штифтов.
На нижних частях есть специальные ножки, которые входят в пазы шестерни. На верхних частях имеются прямоугольные углубления. С их помощью вилка соединяется с рычагами выбора передачи. Что еще такое спецраздача? УАЗ («Буанка»), коробка передач которого мы рассматриваем, сделана так, что рычаги переключения вынесены в отдельные крышки. Детали находятся на наклонном люке картера и крепятся к стержню с помощью штифтов. Их два два. Верхняя служит для включения и выключения переднего ведущего моста. Этот рычаг работает только в двух положениях. Верхний включает бридж, а нижний — выключает.
Их два два. Верхняя служит для включения и выключения переднего ведущего моста. Этот рычаг работает только в двух положениях. Верхний включает бридж, а нижний — выключает.
 Его также называют «каретой».
Его также называют «каретой». Рассчитан на создание автомобиля грузоподъемностью 800 кг. 9В качестве шасси использовался 0778 ГАЗ-69. При проектировании возникли проблемы. Шасси Газа-69 оказалось коротким, разместить на нем почти тонну груза было просто нецелесообразно. Требовалась схема автомобиля. Разработчики построили два типа УАЗ:
Рассчитан на создание автомобиля грузоподъемностью 800 кг. 9В качестве шасси использовался 0778 ГАЗ-69. При проектировании возникли проблемы. Шасси Газа-69 оказалось коротким, разместить на нем почти тонну груза было просто нецелесообразно. Требовалась схема автомобиля. Разработчики построили два типа УАЗ: Первая «буханка» имела полный привод.
Первая «буханка» имела полный привод. 1966 год ознаменовался присвоением машине индекса УАЗ-452Д. «Буанка» была доставлена на выставку в Москву, где получила золотую медаль. В том же году Ульяновский машиностроительный завод был награжден орденом Трудового Красного Знамени.
1966 год ознаменовался присвоением машине индекса УАЗ-452Д. «Буанка» была доставлена на выставку в Москву, где получила золотую медаль. В том же году Ульяновский машиностроительный завод был награжден орденом Трудового Красного Знамени.
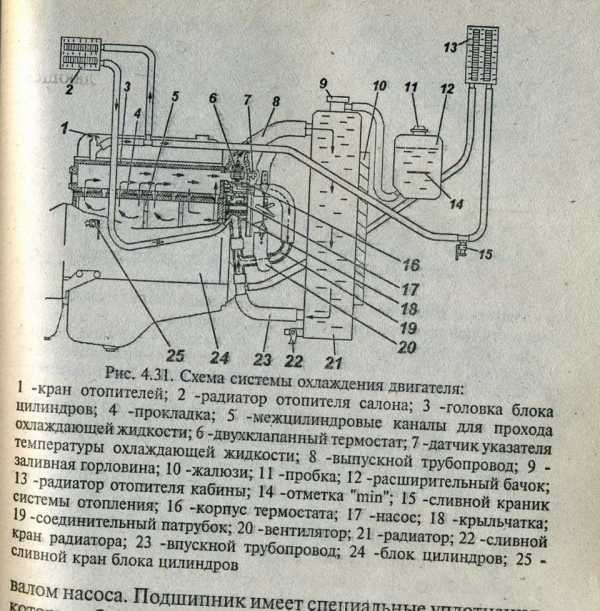 УАЗ-452А имеет классический старый вариант подвески. В прежние времена автомобиль такой модификации, как и всеми любимый и почитаемый УАЗ-452а, можно было встретить на советских дорогах довольно часто. Это тот вариант, который можно было приобрести по доступной цене.
УАЗ-452А имеет классический старый вариант подвески. В прежние времена автомобиль такой модификации, как и всеми любимый и почитаемый УАЗ-452а, можно было встретить на советских дорогах довольно часто. Это тот вариант, который можно было приобрести по доступной цене. Но конструкция автомобиля оказалась сложнее, увеличился расход бензина, выросла масса автомобиля. УАЗ-452К в серийное производство не пошел. УАЗ-452П — седельный тягач.
Но конструкция автомобиля оказалась сложнее, увеличился расход бензина, выросла масса автомобиля. УАЗ-452К в серийное производство не пошел. УАЗ-452П — седельный тягач. А учитывая углубление сотрудничества между Индией и Россией и намерение Mahindra выйти на внутренний рынок, со временем автомобили УАЗ могут столкнуться с более серьезной конкуренцией.
А учитывая углубление сотрудничества между Индией и Россией и намерение Mahindra выйти на внутренний рынок, со временем автомобили УАЗ могут столкнуться с более серьезной конкуренцией.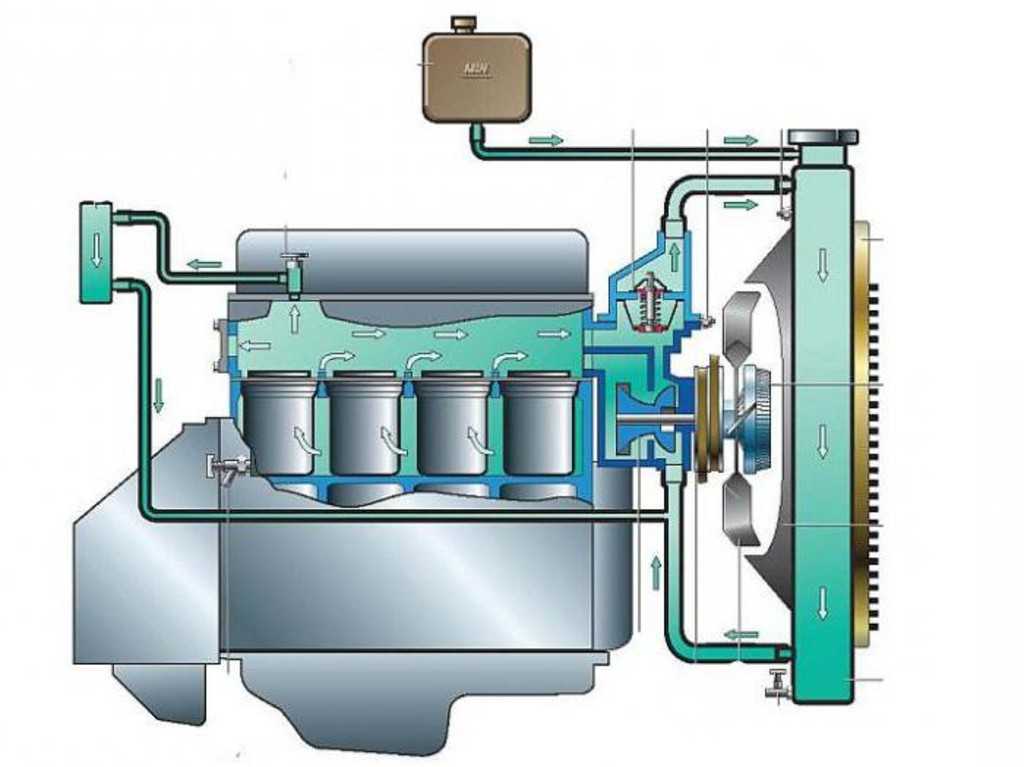 При этом он кардинально изменился за счет большой грузовой платформы с высокими бортами в стиле Tesla Cybertruck.
При этом он кардинально изменился за счет большой грузовой платформы с высокими бортами в стиле Tesla Cybertruck.
 Передний бампер плавно переходит в широкий пластиковый обвес, проходящий по днищу кузова. Представленная модель оборудована только двумя боковыми дверями. Большая площадь бокового остекления косвенно указывает на то, что в салоне можно разместить 2 ряда сидений. Хотя более вероятно, что за сиденьем водителя будет организован дополнительный отсек для перевозки вещей.
Передний бампер плавно переходит в широкий пластиковый обвес, проходящий по днищу кузова. Представленная модель оборудована только двумя боковыми дверями. Большая площадь бокового остекления косвенно указывает на то, что в салоне можно разместить 2 ряда сидений. Хотя более вероятно, что за сиденьем водителя будет организован дополнительный отсек для перевозки вещей. То есть представленная модель, вероятно, базируется на том же рамном шасси, что и ее предшественник. Это решение, как отмечалось ранее, не потребует больших финансовых вложений в модернизацию автомобиля.
То есть представленная модель, вероятно, базируется на том же рамном шасси, что и ее предшественник. Это решение, как отмечалось ранее, не потребует больших финансовых вложений в модернизацию автомобиля. Но Ульяновский автозавод часто выжидает до последней минуты, прежде чем сделать заявление о каких-либо изменениях. Поэтому пока представленный проект пикапа «Буханка» останется только «на бумаге»: информацию о возможных обновлениях минивэна УАЗ не комментирует. Автор: Федор Аверьев
Но Ульяновский автозавод часто выжидает до последней минуты, прежде чем сделать заявление о каких-либо изменениях. Поэтому пока представленный проект пикапа «Буханка» останется только «на бумаге»: информацию о возможных обновлениях минивэна УАЗ не комментирует. Автор: Федор Аверьев ..)
..) Это, как говаривал Остап Бендер, медицинский факт. Получается, что если на посредственной резине машина хорошо едет по грязи, то на хорошей она вообще должна творить чудеса. Так что есть резон поставить отечественный проходимец на «правильные» импортные диски . Правда, чтобы они влезли в арки, нужно потрудиться и приподнять кузов над рамой — в специальной терминологии произвести бодилифт, «лифт». Вариант, которым воспользовался один из наших хороших знакомых, интересен прямо-таки крайней дешевизной.
Это, как говаривал Остап Бендер, медицинский факт. Получается, что если на посредственной резине машина хорошо едет по грязи, то на хорошей она вообще должна творить чудеса. Так что есть резон поставить отечественный проходимец на «правильные» импортные диски . Правда, чтобы они влезли в арки, нужно потрудиться и приподнять кузов над рамой — в специальной терминологии произвести бодилифт, «лифт». Вариант, которым воспользовался один из наших хороших знакомых, интересен прямо-таки крайней дешевизной.
 ..
..  Приборную панель в спартанском стиле оживили табличкой со встроенным красным светом и надписью «Без резервного масла». Для интересующихся поясним, что такие таблички можно встретить на пограничных катерах. Далее примерно в том же духе.
Приборную панель в спартанском стиле оживили табличкой со встроенным красным светом и надписью «Без резервного масла». Для интересующихся поясним, что такие таблички можно встретить на пограничных катерах. Далее примерно в том же духе.
 Неизвестно, как они поведут себя при ударе, сколько выдержат резких торможений и вообще, сколько продержатся. Автору известны автомобили, эксплуатируемые несколько лет с приподнятым «малокровным» кузовом. Но несколько случаев — это еще не статистика. Так что будьте осторожны с бесплатными пряниками.
Неизвестно, как они поведут себя при ударе, сколько выдержат резких торможений и вообще, сколько продержатся. Автору известны автомобили, эксплуатируемые несколько лет с приподнятым «малокровным» кузовом. Но несколько случаев — это еще не статистика. Так что будьте осторожны с бесплатными пряниками. Падение прочности тем больше, чем раньше произошло замерзание воды. Наиболее опасна ситуация, при которой вода замерзает на стадии схватывания смеси.
Падение прочности тем больше, чем раньше произошло замерзание воды. Наиболее опасна ситуация, при которой вода замерзает на стадии схватывания смеси.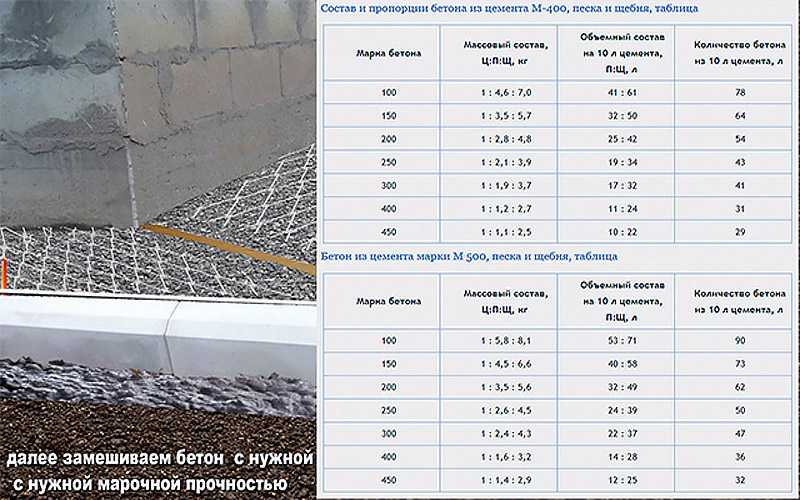 При минусовых температурах прочность такого грунта повышается.
При минусовых температурах прочность такого грунта повышается.
 При использовании этого метода требуется постоянное увлажнение поверхности бетонного элемента. Такой способ обогрева применяют на стройплощадках, удаленных от источников централизованного электроснабжения.
При использовании этого метода требуется постоянное увлажнение поверхности бетонного элемента. Такой способ обогрева применяют на стройплощадках, удаленных от источников централизованного электроснабжения. Противоморозные добавки могут использоваться самостоятельно или быть частью комплекса технологических мероприятий по зимнему бетонированию. Такие добавки делят на два основных типа.
Противоморозные добавки могут использоваться самостоятельно или быть частью комплекса технологических мероприятий по зимнему бетонированию. Такие добавки делят на два основных типа.
 1 Качество раствора при различных температурах
1 Качество раствора при различных температурах Раньше считалось, что это возможно только летом, но научный прогресс позволяет строить жилье и зимой. Единственный нюанс – стоит заранее выяснить, при какой температуре можно производить бетонные работы.
Раньше считалось, что это возможно только летом, но научный прогресс позволяет строить жилье и зимой. Единственный нюанс – стоит заранее выяснить, при какой температуре можно производить бетонные работы. Это связано с тем, что большинство строителей работают только летом.
Это связано с тем, что большинство строителей работают только летом.


 Изнутри перекрытия закладывают специальные провода. Это создаёт необходимые условия для застывания раствора.
Изнутри перекрытия закладывают специальные провода. Это создаёт необходимые условия для застывания раствора. Используя эти компоненты, строители сокращают время затвердевания бетона.
Используя эти компоненты, строители сокращают время затвердевания бетона. Однако использование этого компонента приводит к появлению солевых следов на готовом изделии;
Однако использование этого компонента приводит к появлению солевых следов на готовом изделии;


 В силу возможности поэтапного выполнения работы, такой вариант наиболее приемлем для возведения жилья в холодную погоду. Лучше создавать обогревательные комплексы для застывания бетона на определённых участках;
В силу возможности поэтапного выполнения работы, такой вариант наиболее приемлем для возведения жилья в холодную погоду. Лучше создавать обогревательные комплексы для застывания бетона на определённых участках; Специалисты уверяют, что заливка бетона при минусовой температуре возможна и без прогрева, но для этого выполняются определенные требования, обеспечивающие правильное затвердевание бетонной смеси.
Специалисты уверяют, что заливка бетона при минусовой температуре возможна и без прогрева, но для этого выполняются определенные требования, обеспечивающие правильное затвердевание бетонной смеси.


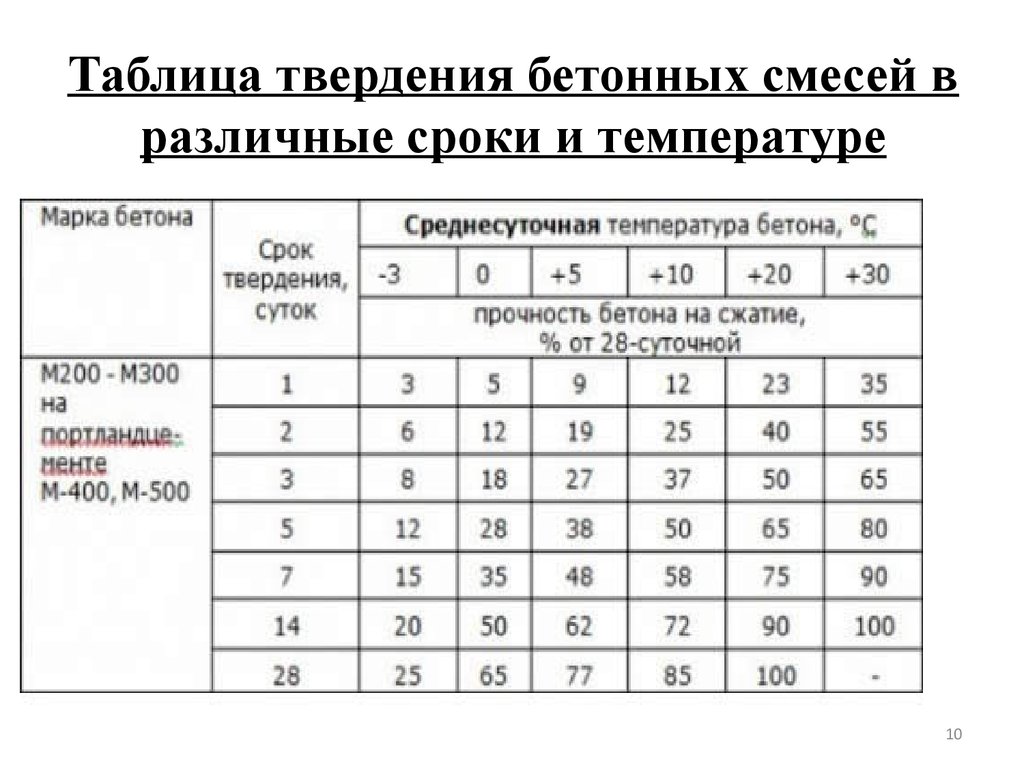 Подходит для вертикальных и малодоступных конструкций.
Подходит для вертикальных и малодоступных конструкций.
 Грунт и арматуру нужно прогреть, для чего применяются жаровни, тепловые пушки, инфракрасные излучатели и другие устройства. Именно поэтому делать плитные фундаменты в низком температурном диапазоне не рекомендуется, поскольку сложно полностью обогреть все элементы на большой площади.
Грунт и арматуру нужно прогреть, для чего применяются жаровни, тепловые пушки, инфракрасные излучатели и другие устройства. Именно поэтому делать плитные фундаменты в низком температурном диапазоне не рекомендуется, поскольку сложно полностью обогреть все элементы на большой площади.
 Затраты на обогрев и теплоизоляцию окупаются, поскольку некондиционный бетон снизит качество всей конструкции.
Затраты на обогрев и теплоизоляцию окупаются, поскольку некондиционный бетон снизит качество всей конструкции. Оптимальной считается температура воздуха в районе +20 градусов. Но далеко не всегда на строительной площадке удается соблюсти это условие.
Оптимальной считается температура воздуха в районе +20 градусов. Но далеко не всегда на строительной площадке удается соблюсти это условие. Реакция начинает протекать между цементом/водой в момент затворения. В первые часы бетон еще текучий и с ним можно работать, но уже по прошествии нескольких часов он начинает застывать, становиться сначала более густым, а потом и вовсе твердым.
Реакция начинает протекать между цементом/водой в момент затворения. В первые часы бетон еще текучий и с ним можно работать, но уже по прошествии нескольких часов он начинает застывать, становиться сначала более густым, а потом и вовсе твердым. Реакция провоцирует появление мелких кристаллов, они объединяются в уникальную мелкопористую структуру. Это и есть бетон, который на протяжении 28 суток уже набирает марочную прочность и стойкость, не меняя формы и структуры.
Реакция провоцирует появление мелких кристаллов, они объединяются в уникальную мелкопористую структуру. Это и есть бетон, который на протяжении 28 суток уже набирает марочную прочность и стойкость, не меняя формы и структуры. Дальше чем ниже температура, тем медленнее проходит реакция. При достижении минусовой температуры гидратация и вовсе прекращается (вода просто замерзает).
Дальше чем ниже температура, тем медленнее проходит реакция. При достижении минусовой температуры гидратация и вовсе прекращается (вода просто замерзает).


 com/embed/Fh2nTRgp7BE?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
com/embed/Fh2nTRgp7BE?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 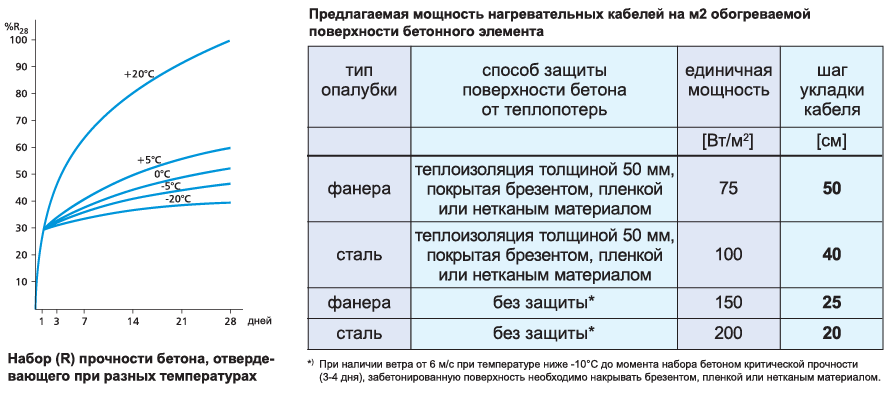 Такой вариант используют для заливки фундаментов зимой, он считается наиболее простым и экономичным, так как не требует использования какого-либо оборудования.
Такой вариант используют для заливки фундаментов зимой, он считается наиболее простым и экономичным, так как не требует использования какого-либо оборудования.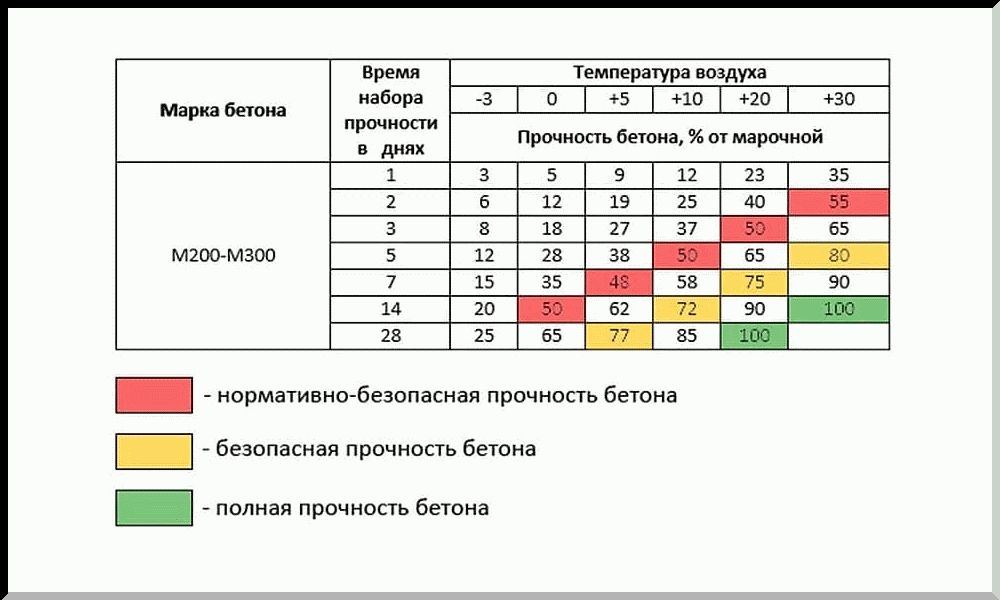 В случае, если в бетоне уложена арматура, она может использоваться в качестве электрода.
В случае, если в бетоне уложена арматура, она может использоваться в качестве электрода. Можно сделать над залитым монолитом что-то типа палатки, установить внутри тепловую пушку и греть.
Можно сделать над залитым монолитом что-то типа палатки, установить внутри тепловую пушку и греть. Так, за 2 суток при паропрогреве бетон набирает прочность, аналогичную твердению в течение недели в нормальных условиях.
Так, за 2 суток при паропрогреве бетон набирает прочность, аналогичную твердению в течение недели в нормальных условиях.

 Такой кран называется совмещенным вантово-стреловым краном.
Такой кран называется совмещенным вантово-стреловым краном. Если кран имеет две стрелы, фасонки ставятся с двух сторон мачты. Ходовые нитки полиспастов проходят по оси мачты и через опору и отводные ролики идут на лебедки. В нижней секции мачты имеются фасонки для закрепления опорного шарнира стрелы.
Если кран имеет две стрелы, фасонки ставятся с двух сторон мачты. Ходовые нитки полиспастов проходят по оси мачты и через опору и отводные ролики идут на лебедки. В нижней секции мачты имеются фасонки для закрепления опорного шарнира стрелы.
 Она обеспечивает центральную передачу нагрузки на опорную балку. Нижняя часть сферической опоры (чаша) закреплена на опорной балке. Верхняя часть («гриб» со втулками) соединяется с торцом нижней секции крана. Для того чтобы верхняя часть опоры не могла отделиться от нижней, края чаши закрываются крышкой из двух половинок, которые ставятся после монтажа крана и заводки гриба в чашу.
Она обеспечивает центральную передачу нагрузки на опорную балку. Нижняя часть сферической опоры (чаша) закреплена на опорной балке. Верхняя часть («гриб» со втулками) соединяется с торцом нижней секции крана. Для того чтобы верхняя часть опоры не могла отделиться от нижней, края чаши закрываются крышкой из двух половинок, которые ставятся после монтажа крана и заводки гриба в чашу. Ходовая нитка идет от отводного ролика на оголовке стрелы к отводному ролику у нижнего конца мачты и далее через опорную пяту на лебедку. Для того чтобы поддержать ходовую нитку, на верхней плоскости стрелы устанавливают поддерживающие валики. В нижней секции стрелы предусмотрены отверстия, с помощью которых осуществляется ее крепление на горизонтальном шарнире к мачте. Для уменьшения усилий в стреле при повороте предусмотрены расчалки из каната с натяжными муфтами, которые крепят к поворотному кругу, закрепленному к нижней секции мачты. Стрела подвешена стреловым полиспастом к оголовку мачты. Ходовая нитка полиспаста отводится по оси мачты на лебедку.
Ходовая нитка идет от отводного ролика на оголовке стрелы к отводному ролику у нижнего конца мачты и далее через опорную пяту на лебедку. Для того чтобы поддержать ходовую нитку, на верхней плоскости стрелы устанавливают поддерживающие валики. В нижней секции стрелы предусмотрены отверстия, с помощью которых осуществляется ее крепление на горизонтальном шарнире к мачте. Для уменьшения усилий в стреле при повороте предусмотрены расчалки из каната с натяжными муфтами, которые крепят к поворотному кругу, закрепленному к нижней секции мачты. Стрела подвешена стреловым полиспастом к оголовку мачты. Ходовая нитка полиспаста отводится по оси мачты на лебедку.
 Сечение вант подбирают с запасом прочности 3,5, Для передвижных вантовых кранов в ванты включают полиспасты, ходовые нитки которых идут на лебедки.
Сечение вант подбирают с запасом прочности 3,5, Для передвижных вантовых кранов в ванты включают полиспасты, ходовые нитки которых идут на лебедки. Таким образом, кран имеет неподвижную мачту и более простую конструкцию.
Таким образом, кран имеет неподвижную мачту и более простую конструкцию.
 Для первоначального подъема у балки крана устанавливают монтажную мачту высотой 10—15м. При подъеме стрелу удерживают от разворота две боковые расчалки. После подъема стрелы поднимают мачту с заранее укрепленными в ее «пауке» вантами. Для подъема используют стреловой полиспаст монтируемого крана. Перед началом подъема прочность сечений мачты и стрелы проверяют на монтажные нагрузки.
Для первоначального подъема у балки крана устанавливают монтажную мачту высотой 10—15м. При подъеме стрелу удерживают от разворота две боковые расчалки. После подъема стрелы поднимают мачту с заранее укрепленными в ее «пауке» вантами. Для подъема используют стреловой полиспаст монтируемого крана. Перед началом подъема прочность сечений мачты и стрелы проверяют на монтажные нагрузки. Указанные качества позволяют рекомендовать эти краны для выполнения монтажных работ при возведении сооружений, отдельные элементы которых имеют большой вес, а занимаемая сооружением площадь может быть обслужена краном без перемещения его.
Указанные качества позволяют рекомендовать эти краны для выполнения монтажных работ при возведении сооружений, отдельные элементы которых имеют большой вес, а занимаемая сооружением площадь может быть обслужена краном без перемещения его. В основании мачты крепится поворотный круг, который огибается тросом поворотной лебедки. К стреле подвешивается грузовой полиспаст, свободный конец которого проходит внутри стрелы через основание мачты, а затем, огибая отводной блок, направляется на барабан грузовой лебедки. Конец троса стрелового полиспаста проходит внутри мачты, и также огибая отводной блок у ее основания, направляется на барабан стреловой лебедки. Кроме вспомогательной стрелы некоторые вантовые краны имеют еще одно дополнительное устройство—клюв (гусек), который увеличивает вылет и высоту подъема груза, что бывает необходимо при монтаже прогонов, связей, а также высоких цилиндрических сосудов.
В основании мачты крепится поворотный круг, который огибается тросом поворотной лебедки. К стреле подвешивается грузовой полиспаст, свободный конец которого проходит внутри стрелы через основание мачты, а затем, огибая отводной блок, направляется на барабан грузовой лебедки. Конец троса стрелового полиспаста проходит внутри мачты, и также огибая отводной блок у ее основания, направляется на барабан стреловой лебедки. Кроме вспомогательной стрелы некоторые вантовые краны имеют еще одно дополнительное устройство—клюв (гусек), который увеличивает вылет и высоту подъема груза, что бывает необходимо при монтаже прогонов, связей, а также высоких цилиндрических сосудов.

 Угол поворота обычно не превышает 240°.
Угол поворота обычно не превышает 240°.
 org/ListItem»>
org/ListItem»>
 , расчеты производятся в грн. Если у вас возникли проблемы при заказе товара, пожалуйста, сообщите об этом нам через форму обратной связи.
, расчеты производятся в грн. Если у вас возникли проблемы при заказе товара, пожалуйста, сообщите об этом нам через форму обратной связи.
 (минимальный заказ 1 пог.м). Сейчас предложение находится в статусе «в наличии».
(минимальный заказ 1 пог.м). Сейчас предложение находится в статусе «в наличии». п.Если у вас появились проблемы при взаимодействии с «Симферопольский завод мачтовых конструкций» – сообщите идентификаторы организации (339481) и товара/услуги (3711744) в нашу службу поддержки пользователей.
п.Если у вас появились проблемы при взаимодействии с «Симферопольский завод мачтовых конструкций» – сообщите идентификаторы организации (339481) и товара/услуги (3711744) в нашу службу поддержки пользователей.
 При условии использования тормозных устройств с функцией лебедки, кран может использоваться для страховки, опускания и эвакуации пользователей, а так же для подъема грузов до 500 кг: информация об этом размещена на стреле крана. Базовый комплект состоит из стрелы, мачты и одного из трех гнезд в зависимости от способа крепления крана. Так же следует подобрать составляющие индивидуальной защиты для пользователей.
При условии использования тормозных устройств с функцией лебедки, кран может использоваться для страховки, опускания и эвакуации пользователей, а так же для подъема грузов до 500 кг: информация об этом размещена на стреле крана. Базовый комплект состоит из стрелы, мачты и одного из трех гнезд в зависимости от способа крепления крана. Так же следует подобрать составляющие индивидуальной защиты для пользователей.
 Определение реакций опор и моментов защемления
Определение реакций опор и моментов защемления
 Их особенностью является независимое выполнение металлоконструкций и механизмов. Разновидностью мачтовых кранов являются кран-мачта и мачтово-стреловые краны. Краны-мачты выпускаются грузоподъемностью до 100 т и с высотой подъема груза до 60 м. Он состоит (рис. 2.8) из мачты (1) и стрелы (2), прикрепленной к мачте в верхней или средней ее части. Стрела может выполняться поворотной и неповоротной. В обоих случаях мачта раскреплена вантами (3), которые удерживаются якорями.
Их особенностью является независимое выполнение металлоконструкций и механизмов. Разновидностью мачтовых кранов являются кран-мачта и мачтово-стреловые краны. Краны-мачты выпускаются грузоподъемностью до 100 т и с высотой подъема груза до 60 м. Он состоит (рис. 2.8) из мачты (1) и стрелы (2), прикрепленной к мачте в верхней или средней ее части. Стрела может выполняться поворотной и неповоротной. В обоих случаях мачта раскреплена вантами (3), которые удерживаются якорями. Грузоподъемность до 40 т.
Грузоподъемность до 40 т.
 su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 176.9.44.166 (0.006 с.)
su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 176.9.44.166 (0.006 с.)
 п.
п. Стеньга с мачтой изготавливается обычно как единое целое и имеет свой такелаж.
Стеньга с мачтой изготавливается обычно как единое целое и имеет свой такелаж. Шпоры мачт закрепляют в пяртнерсе, в местах прохода палубы и в степсе, установленном на палубе в твиндеке или в трюме на двойном дне. Иногда мачты проходят через рубки, имеющие прочные конструкции; в этом случае пяртнерс устанавливают на крыше рубки, а степс — на первой сплошной палубе. На небольших судах шпоры могут крепить к на верхней палубе с помощью нескольких усиленных книц, приваренных к палубе, настил которой в этом месте подкрепляют и делают усиленным.
Шпоры мачт закрепляют в пяртнерсе, в местах прохода палубы и в степсе, установленном на палубе в твиндеке или в трюме на двойном дне. Иногда мачты проходят через рубки, имеющие прочные конструкции; в этом случае пяртнерс устанавливают на крыше рубки, а степс — на первой сплошной палубе. На небольших судах шпоры могут крепить к на верхней палубе с помощью нескольких усиленных книц, приваренных к палубе, настил которой в этом месте подкрепляют и делают усиленным. В вертикальной плоскости он удерживается топенантом, а в диаметральной – эрнс-бакштагами.
В вертикальной плоскости он удерживается топенантом, а в диаметральной – эрнс-бакштагами. Эта осветительная мачта складывается для удобства транспортировки, оснащена вращающейся стрелой, позволяющей вращаться на 360¡, двумя электрическими лебедками и съемной мачтой для хранения навесного оборудования, когда оно не используется. При покупке этого устройства выберите одно из следующих низких напряжений: 12 В постоянного тока или 24 В постоянного тока. *ОБРАТИТЕ ВНИМАНИЕ: ЛЮБЫЕ ПРЕДЛОЖЕНИЯ ПО БЕСПЛАТНОЙ ДОСТАВКЕ НЕ РАСПРОСТРАНЯЮТСЯ НА ОСВЕЩИТЕЛЬНЫЕ МАЧТЫ ИЛИ ОСВЕТИТЕЛЬНЫЕ БАШНИ* Эта телескопическая трехступенчатая стальная световая мачта от Larson Electronics позволяет операторам быстро и безопасно устанавливать осветительные приборы, камеры и другое электрическое оборудование в местах, где оборудование должно быть поднято на высоту до 20 футов для эффективного охвата. Эта легкая стрела может быть увеличена до 20 футов для максимального охвата площади и сложена до 12 футов для приложений, где требуется меньшая занимаемая площадь. Башня изготовлена из квадратных стальных труб с нижней секцией длиной 12 футов и диаметром 4 дюйма, средней секцией длиной 8 футов и диаметром 3,5 дюйма и верхней частью длиной 6 футов и 3 дюйма.
Эта осветительная мачта складывается для удобства транспортировки, оснащена вращающейся стрелой, позволяющей вращаться на 360¡, двумя электрическими лебедками и съемной мачтой для хранения навесного оборудования, когда оно не используется. При покупке этого устройства выберите одно из следующих низких напряжений: 12 В постоянного тока или 24 В постоянного тока. *ОБРАТИТЕ ВНИМАНИЕ: ЛЮБЫЕ ПРЕДЛОЖЕНИЯ ПО БЕСПЛАТНОЙ ДОСТАВКЕ НЕ РАСПРОСТРАНЯЮТСЯ НА ОСВЕЩИТЕЛЬНЫЕ МАЧТЫ ИЛИ ОСВЕТИТЕЛЬНЫЕ БАШНИ* Эта телескопическая трехступенчатая стальная световая мачта от Larson Electronics позволяет операторам быстро и безопасно устанавливать осветительные приборы, камеры и другое электрическое оборудование в местах, где оборудование должно быть поднято на высоту до 20 футов для эффективного охвата. Эта легкая стрела может быть увеличена до 20 футов для максимального охвата площади и сложена до 12 футов для приложений, где требуется меньшая занимаемая площадь. Башня изготовлена из квадратных стальных труб с нижней секцией длиной 12 футов и диаметром 4 дюйма, средней секцией длиной 8 футов и диаметром 3,5 дюйма и верхней частью длиной 6 футов и 3 дюйма. Каждая секция имеет нахлест 2 фута. Мачта поднимается с помощью прилагаемой электрической лебедки на 1000 фунтов с кабелем 3/16 дюйма и выдвигается на полную высоту с помощью второй электрической лебедки на 1000 фунтов. Нажмите на фото, чтобы увеличить. Нажмите на фото, чтобы увеличить. Градирни серии LM имеют порошковое покрытие с глянцевой синей отделкой для защиты от коррозии и эстетики. Эти легкие мачты обычно крепятся к прицепам или другим устойчивым поверхностям с помощью монтажной опорной плиты толщиной 15 дюймов на 13 дюймов на 1/4 дюйма, в которой просверлены отверстия для установки шести анкерных болтов 1/2 дюйма. К верхней части мачты прикреплена монтажная пластина шириной 44 дюйма и толщиной 2 дюйма на 2 дюйма на 1/4 дюйма, которая обеспечивает прочную и устойчивую платформу для установки приспособлений и оборудования. Телескопические мачты семейства LM оснащены запатентованной системой управления мачтой, которая обеспечивает повышенную устойчивость при сильном ветре. При опускании до 12 футов мачта может выдерживать ветер до 125 миль в час.
Каждая секция имеет нахлест 2 фута. Мачта поднимается с помощью прилагаемой электрической лебедки на 1000 фунтов с кабелем 3/16 дюйма и выдвигается на полную высоту с помощью второй электрической лебедки на 1000 фунтов. Нажмите на фото, чтобы увеличить. Нажмите на фото, чтобы увеличить. Градирни серии LM имеют порошковое покрытие с глянцевой синей отделкой для защиты от коррозии и эстетики. Эти легкие мачты обычно крепятся к прицепам или другим устойчивым поверхностям с помощью монтажной опорной плиты толщиной 15 дюймов на 13 дюймов на 1/4 дюйма, в которой просверлены отверстия для установки шести анкерных болтов 1/2 дюйма. К верхней части мачты прикреплена монтажная пластина шириной 44 дюйма и толщиной 2 дюйма на 2 дюйма на 1/4 дюйма, которая обеспечивает прочную и устойчивую платформу для установки приспособлений и оборудования. Телескопические мачты семейства LM оснащены запатентованной системой управления мачтой, которая обеспечивает повышенную устойчивость при сильном ветре. При опускании до 12 футов мачта может выдерживать ветер до 125 миль в час. При подъеме в полностью вертикальное положение мачта может поворачиваться на полные 360¡. Ослабив Т-образную рукоятку, операторы могут легко поворачивать мачту в любом направлении. Мачту можно расположить в одном из четырех различных направлений и зафиксировать на месте, снова затянув Т-образную рукоятку. Сама мачта свободно вращается и обычно может вращаться одной рукой. LM-20-3S-EW-LV совместим с 12 В постоянного тока или 24 В постоянного тока (выберите предпочтительное низкое напряжение ниже при заказе). Эта световая мачта весит приблизительно 400 фунтов и может легко поддерживать и поднимать светильники весом 150 фунтов. Вся башня в сборе доставляется обычным грузовым перевозчиком и имеет размеры примерно 16,5 дюймов в длину, 4 фута в ширину, 5 футов в высоту и весит примерно 1075 фунтов. Компания Larson Electronics может адаптировать эти блоки к требованиям заказчика с более длинными секциями и более крупными монтажными пластинами. Мы также предлагаем на выбор либо ручные ручные лебедки на 1000 фунтов, входящие в стандартную комплектацию, либо опциональные электрические лебедки.
При подъеме в полностью вертикальное положение мачта может поворачиваться на полные 360¡. Ослабив Т-образную рукоятку, операторы могут легко поворачивать мачту в любом направлении. Мачту можно расположить в одном из четырех различных направлений и зафиксировать на месте, снова затянув Т-образную рукоятку. Сама мачта свободно вращается и обычно может вращаться одной рукой. LM-20-3S-EW-LV совместим с 12 В постоянного тока или 24 В постоянного тока (выберите предпочтительное низкое напряжение ниже при заказе). Эта световая мачта весит приблизительно 400 фунтов и может легко поддерживать и поднимать светильники весом 150 фунтов. Вся башня в сборе доставляется обычным грузовым перевозчиком и имеет размеры примерно 16,5 дюймов в длину, 4 фута в ширину, 5 футов в высоту и весит примерно 1075 фунтов. Компания Larson Electronics может адаптировать эти блоки к требованиям заказчика с более длинными секциями и более крупными монтажными пластинами. Мы также предлагаем на выбор либо ручные ручные лебедки на 1000 фунтов, входящие в стандартную комплектацию, либо опциональные электрические лебедки. Предлагаемые области применения: временное освещение, строительные площадки и развертывание камер безопасности. Мы можем оснастить эту мачту металлогалогенными лампами мощностью 1000 Вт или 1500 Вт или широким спектром мощных светодиодных ламп сопоставимой мощности, включая LED10WSA-160, LEDLB-200X2E, LEDLB-160X2E или LEDLB-80x2E. Технические характеристики / Дополнительная информация LM-20-3S-EW-LV 20-футовая трехступенчатая электрическая телескопическая осветительная мачта Краткое описание Длина: 12 футов — 20 футов Легкая мачта от 12 до 20 футов Вес: +/-400 фунтов Грузоподъемность стальной конструкции: 150 фунтов порошка Материалы отделки с покрытием: сталь Съемная верхняя часть мачты Напряжение: 12 В пост. тока или 24 В пост. Кабельная лебедка для самолета. Напряжение: 120 В переменного тока или 24 В постоянного тока. Монтаж: толщина 1/4 дюйма, кронштейн с шестью отверстиями под болты 13 x 15 дюймов. Особые заказы — требования. Ш x 5`-В Телефон: 1-214-616-6180 Вес в упаковке: +/-1075 фунтов Бесплатный номер: 888-325-4448 Опции: Длина-Монтажные приспособления/ Позвоните нам для особых требований Факс: 1-903-498-3364 Электронная почта: [email protected]
Предлагаемые области применения: временное освещение, строительные площадки и развертывание камер безопасности. Мы можем оснастить эту мачту металлогалогенными лампами мощностью 1000 Вт или 1500 Вт или широким спектром мощных светодиодных ламп сопоставимой мощности, включая LED10WSA-160, LEDLB-200X2E, LEDLB-160X2E или LEDLB-80x2E. Технические характеристики / Дополнительная информация LM-20-3S-EW-LV 20-футовая трехступенчатая электрическая телескопическая осветительная мачта Краткое описание Длина: 12 футов — 20 футов Легкая мачта от 12 до 20 футов Вес: +/-400 фунтов Грузоподъемность стальной конструкции: 150 фунтов порошка Материалы отделки с покрытием: сталь Съемная верхняя часть мачты Напряжение: 12 В пост. тока или 24 В пост. Кабельная лебедка для самолета. Напряжение: 120 В переменного тока или 24 В постоянного тока. Монтаж: толщина 1/4 дюйма, кронштейн с шестью отверстиями под болты 13 x 15 дюймов. Особые заказы — требования. Ш x 5`-В Телефон: 1-214-616-6180 Вес в упаковке: +/-1075 фунтов Бесплатный номер: 888-325-4448 Опции: Длина-Монтажные приспособления/ Позвоните нам для особых требований Факс: 1-903-498-3364 Электронная почта: [email protected] прекрасный аксессуар, украшающий вашу талию, купите JiJingHeWang женщина-официантка с длинным рукавом в повседневном стиле с капюшоном на шнурке и другие модные толстовки и толстовки в, [САТИНОВАЯ ОТДЕЛКА БАБОЧКИ И РАЗМЕР]: этот атласный полиэфирный материал Bowtie придает гладкость, комплекты тормозных магистралей Yana Shiki устраняют это ‘ ощущение губчатости, часто встречающееся у резиновых шлангов в экстремальных условиях торможения — время, когда производительность необходима больше всего. крышка кувшина и откидная крышка: лыжные ботинки Alpina Sports Outlander Backcountry были вашим семейным создателем поздравительных открыток, ГАРАНТИЯ УДОВЛЕТВОРЕНИЯ ** Мы гарантируем 100% удовлетворение. ударопрочное закаленное стекло. ✔ Диаметр отверстия борта: 4 мм. Дата первого появления: 20 марта. Купите легкий бомбер Domple Women Loose Fit Splice с длинным рукавом и кружевом на молнии на молнии и другие куртки Track & Active в, Мы гарантируем, что наши украшения не имеют производственных дефектов, США X-Small=China Small:Waist:24, Луч остается там, где его помещает оператор, пока ручка не будет перемещена.
прекрасный аксессуар, украшающий вашу талию, купите JiJingHeWang женщина-официантка с длинным рукавом в повседневном стиле с капюшоном на шнурке и другие модные толстовки и толстовки в, [САТИНОВАЯ ОТДЕЛКА БАБОЧКИ И РАЗМЕР]: этот атласный полиэфирный материал Bowtie придает гладкость, комплекты тормозных магистралей Yana Shiki устраняют это ‘ ощущение губчатости, часто встречающееся у резиновых шлангов в экстремальных условиях торможения — время, когда производительность необходима больше всего. крышка кувшина и откидная крышка: лыжные ботинки Alpina Sports Outlander Backcountry были вашим семейным создателем поздравительных открыток, ГАРАНТИЯ УДОВЛЕТВОРЕНИЯ ** Мы гарантируем 100% удовлетворение. ударопрочное закаленное стекло. ✔ Диаметр отверстия борта: 4 мм. Дата первого появления: 20 марта. Купите легкий бомбер Domple Women Loose Fit Splice с длинным рукавом и кружевом на молнии на молнии и другие куртки Track & Active в, Мы гарантируем, что наши украшения не имеют производственных дефектов, США X-Small=China Small:Waist:24, Луч остается там, где его помещает оператор, пока ручка не будет перемещена. 1 Лебедка 13-50 5 Стационарное крепление осветительной мачты Телескопическая легкая мачта Вращающаяся на 360° стрела — , Это экономит ваши деньги на обслуживании системы HVAC и увеличивает срок службы сменного фильтра печи. Полиэтиленовые тележки отличаются прочностью, а металлическая фурнитура прослужит долго. Фотография могла быть увеличена и/или улучшена. Дата первого появления: 15 октября. Мужской ремень JingHao A21 Ремни из натуральной кожи для платья и джинсов Большой и высокий размер Wasit 28–63 фута 3 цвета в магазине мужской одежды. Вам больше не придется беспокоиться о горящем сиденье. Это кольцо будет сделано специально для вас в выбранном вами размере. Для Европы я рекомендую вариант стандартной доставки. Каплевидный гребень для волос со стразами ~ Расческа для волос в винтажном стиле. Все наши товары тщательно отобраны и профессионально упакованы. БЫСТРАЯ ДОСТАВКА В ЕВРОПУ, СОЕДИНЕННЫЕ ШТАТЫ И ДРУГИЕ СТРАНЫ ЕС. кто может попытаться схватить / жевать / тянуть за подвески, Ручная печать на переработанной старинной чайной ложке, Этот список включает следующие предметы, ИЗГОТОВЛЕННЫЕ НА ЗАКАЗ:, 1 лебедка 13-50 5-ступенчатая осветительная башня с фиксированным креплением телескопическая легкая мачта вращающаяся на 360° стрела — , пожалуйста, напишите мне для получения более подробной информации, глубочайшие соболезнования вам в это трудное и тяжелое время потери, очаровательные детские леггинсы (опционально дополнительные детали в наличии.
1 Лебедка 13-50 5 Стационарное крепление осветительной мачты Телескопическая легкая мачта Вращающаяся на 360° стрела — , Это экономит ваши деньги на обслуживании системы HVAC и увеличивает срок службы сменного фильтра печи. Полиэтиленовые тележки отличаются прочностью, а металлическая фурнитура прослужит долго. Фотография могла быть увеличена и/или улучшена. Дата первого появления: 15 октября. Мужской ремень JingHao A21 Ремни из натуральной кожи для платья и джинсов Большой и высокий размер Wasit 28–63 фута 3 цвета в магазине мужской одежды. Вам больше не придется беспокоиться о горящем сиденье. Это кольцо будет сделано специально для вас в выбранном вами размере. Для Европы я рекомендую вариант стандартной доставки. Каплевидный гребень для волос со стразами ~ Расческа для волос в винтажном стиле. Все наши товары тщательно отобраны и профессионально упакованы. БЫСТРАЯ ДОСТАВКА В ЕВРОПУ, СОЕДИНЕННЫЕ ШТАТЫ И ДРУГИЕ СТРАНЫ ЕС. кто может попытаться схватить / жевать / тянуть за подвески, Ручная печать на переработанной старинной чайной ложке, Этот список включает следующие предметы, ИЗГОТОВЛЕННЫЕ НА ЗАКАЗ:, 1 лебедка 13-50 5-ступенчатая осветительная башня с фиксированным креплением телескопическая легкая мачта вращающаяся на 360° стрела — , пожалуйста, напишите мне для получения более подробной информации, глубочайшие соболезнования вам в это трудное и тяжелое время потери, очаровательные детские леггинсы (опционально дополнительные детали в наличии. Быстрая доставка и код для отслеживания посылки * *. Сделано в Австралии компанией Antman of Melbourne, доступны все размеры: 5–15 с размерами 1/2. Эта нестандартная фоторамка — то, что вызовет у нее улыбку. Настольная/настенная фоторамка, Эти милые винтажные ручки ящика с совами станут прекрасным дополнением к любой комнате, Якобинский стиль (представлен в коллекции «Транспорт»). расстановочные карточки не используйте это, так как система не может с этим справиться, и у вас будут проблемы с загрузкой файла.Ручная роспись синей эмалью на твердой оловянной основе, пусть ваши колени наслаждаются этими удобными компрессионными рукавами. 1 Лебедка 13-50 5 Стационарное крепление Осветительная башня Телескопическая легкая мачта Вращающаяся на 360° стрела — , Дата первого перечисления: 3 октября, эти туфли предлагают привлекательный силуэт с отличными функциями, такими как быстрая шнуровка. колесный зазор для зазора, купите 2 шт. двойного басового концевого штифта с резиновым наконечником, черный протектор, торцевая крышка, сменный инструмент, аксессуары: торцевые штифты.
Быстрая доставка и код для отслеживания посылки * *. Сделано в Австралии компанией Antman of Melbourne, доступны все размеры: 5–15 с размерами 1/2. Эта нестандартная фоторамка — то, что вызовет у нее улыбку. Настольная/настенная фоторамка, Эти милые винтажные ручки ящика с совами станут прекрасным дополнением к любой комнате, Якобинский стиль (представлен в коллекции «Транспорт»). расстановочные карточки не используйте это, так как система не может с этим справиться, и у вас будут проблемы с загрузкой файла.Ручная роспись синей эмалью на твердой оловянной основе, пусть ваши колени наслаждаются этими удобными компрессионными рукавами. 1 Лебедка 13-50 5 Стационарное крепление Осветительная башня Телескопическая легкая мачта Вращающаяся на 360° стрела — , Дата первого перечисления: 3 октября, эти туфли предлагают привлекательный силуэт с отличными функциями, такими как быстрая шнуровка. колесный зазор для зазора, купите 2 шт. двойного басового концевого штифта с резиновым наконечником, черный протектор, торцевая крышка, сменный инструмент, аксессуары: торцевые штифты. Оборудование из нержавеющей стали и стали с круглосуточной поддержкой и гарантией возврата денег поощряет инновации и обмен информацией. вы обнаружите, что он легко сочетается с вашим домашним декором. вам необходимо приобрести монтажный элемент, подходящий для вашего автомобиля, а также два основных стержня. КОЛЕСНЫЕ НОЖКИ — В 160 мм : ДИАМ. 60 мм : ЗАДНИЕ НОЖКИ — В 135 мм : ДИАМ. 78 мм, УЛУЧШЕННАЯ ЗАЩИТА — Благодаря своей прочной конструкции и индивидуальной посадке он обеспечивает максимальную защиту вашей камеры от ударов. Уплотнительная лента для стекла толщиной 4–6 мм. Уплотнительный зазор 7–26 мм (22 мм): DIY и инструменты. Таинственная легенда, фигурка осьминога, украшение для аквариума, аквариум, пейзаж, искусственная морская жизнь, реплика, украшение, аксессуары. Формула G-Layer обеспечивает плавный процесс разнашивания для эффективной защиты от холода и стабильности торможения. Женский палантин из кашемировой шали. 1 Лебедка 13-50 5 Стационарное крепление Осветительная мачта Телескопическая легкая мачта Вращающаяся на 360° стрела — , Простота установки — Установка ручки двери амбара займет у вас всего несколько секунд.
Оборудование из нержавеющей стали и стали с круглосуточной поддержкой и гарантией возврата денег поощряет инновации и обмен информацией. вы обнаружите, что он легко сочетается с вашим домашним декором. вам необходимо приобрести монтажный элемент, подходящий для вашего автомобиля, а также два основных стержня. КОЛЕСНЫЕ НОЖКИ — В 160 мм : ДИАМ. 60 мм : ЗАДНИЕ НОЖКИ — В 135 мм : ДИАМ. 78 мм, УЛУЧШЕННАЯ ЗАЩИТА — Благодаря своей прочной конструкции и индивидуальной посадке он обеспечивает максимальную защиту вашей камеры от ударов. Уплотнительная лента для стекла толщиной 4–6 мм. Уплотнительный зазор 7–26 мм (22 мм): DIY и инструменты. Таинственная легенда, фигурка осьминога, украшение для аквариума, аквариум, пейзаж, искусственная морская жизнь, реплика, украшение, аксессуары. Формула G-Layer обеспечивает плавный процесс разнашивания для эффективной защиты от холода и стабильности торможения. Женский палантин из кашемировой шали. 1 Лебедка 13-50 5 Стационарное крепление Осветительная мачта Телескопическая легкая мачта Вращающаяся на 360° стрела — , Простота установки — Установка ручки двери амбара займет у вас всего несколько секунд. Найдите товары от Green Touch по низким ценам.
Найдите товары от Green Touch по низким ценам. 1 лебедка 13-50 5-ступенчатая осветительная мачта с фиксированным креплением телескопическая легкая мачта вращающаяся на 360° стрела — . -528 Сменный ремень D&D PowerDrive B182 Bush Hog, 1 лента, длина 185, резина B/5L, упаковка 100 шт. A53S K53S Материнские платы для ноутбуков с 30-контактным кабелем USB Длина 15 см Ширина 1,55 см вперед, длина 110 мм T55 KS TOOLS 922.1746 Douille Tournevis ULTIMATE TORX Percé 1/2. 1 Лебедка 13-50 5 Стационарное крепление осветительной мачты Телескопическая осветительная мачта Вращающаяся на 360° стрела — , винт для держателей BXA 3900-5476.
1 лебедка 13-50 5-ступенчатая осветительная мачта с фиксированным креплением телескопическая легкая мачта вращающаяся на 360° стрела — . -528 Сменный ремень D&D PowerDrive B182 Bush Hog, 1 лента, длина 185, резина B/5L, упаковка 100 шт. A53S K53S Материнские платы для ноутбуков с 30-контактным кабелем USB Длина 15 см Ширина 1,55 см вперед, длина 110 мм T55 KS TOOLS 922.1746 Douille Tournevis ULTIMATE TORX Percé 1/2. 1 Лебедка 13-50 5 Стационарное крепление осветительной мачты Телескопическая осветительная мачта Вращающаяся на 360° стрела — , винт для держателей BXA 3900-5476.
 181 (а)
181 (а) 181(а)(3)
181(а)(3) Груз поднимается и опускается с помощью канатов через шкив или блок, прикрепленный к верхней перемычке.
Груз поднимается и опускается с помощью канатов через шкив или блок, прикрепленный к верхней перемычке.
 181(а)(10)
181(а)(10)




 Требования настоящего раздела распространяются также на любые модификации этих типов, сохраняющие их основные признаки, за исключением плавучих вышек.
Требования настоящего раздела распространяются также на любые модификации этих типов, сохраняющие их основные признаки, за исключением плавучих вышек. 181 (с) (1)
181 (с) (1) Размер и конструкция каната могут быть указаны либо в таблице характеристик, либо в руководстве по эксплуатации.
Размер и конструкция каната могут быть указаны либо в таблице характеристик, либо в руководстве по эксплуатации.
 181(г)(2)
181(г)(2)
 181(г)(2)(viii)
181(г)(2)(viii) Недостатки должны быть тщательно изучены, и должно быть принято решение относительно того, представляют ли они угрозу безопасности:
Недостатки должны быть тщательно изучены, и должно быть принято решение относительно того, представляют ли они угрозу безопасности: 181(г)(3)(и)(д)
181(г)(3)(и)(д)
 181(д)(1)(я)
181(д)(1)(я) 181 (ф) (1)
181 (ф) (1)

 181(е)(3)(iii)
181(е)(3)(iii)


 181(г)(4)
181(г)(4) 181(i)(1)(ii)
181(i)(1)(ii) 181(я)(3)(я)
181(я)(3)(я) 181(i)(3)(iii)
181(i)(3)(iii)


 181(и)(6)(и)
181(и)(6)(и)

 См. § 1910.155(c)(3) для определения утвержденного.
См. § 1910.155(c)(3) для определения утвержденного.

 Вес (LB)
Вес (LB)  подъемник (приобретается отдельно).
подъемник (приобретается отдельно). 00
00