4. При каком соотношении воздуха и бензина смесь не воспламеняется? ______________________________________________________________________
5. Напишите назначение системы питания двигателя, работающего на бензине ________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
6. Перечислите устройство системы питания, указанные на рисунке
7. Какие фильтры устанавливают на бензиновых двигателях? ______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Система питания дизельного двигателя
1. Какое смесеобразование применяется в дизельных двигателях? _______________________________________________________________________
2. Какой узел дизельного двигателя впрыскивает топливо в камеру сгорания и под каким давлением ? ____________________________________________________________________________________________________________________________________________________________________
4. Какой угол называют «углом опережения впрыскивания топлива»? ______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
5. Какой угол называют «углом опережения подачи топлива»? ______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
6. Напишите общее устройство системы питания дизеля
7. Что изображено на рисунке? ____________________________________________________________________________________________________________________________________________________________________________________________________________________________________
8. Какого типа топливные насосы устанавливаются на дизелях типа ЗИЛ и из каких основных частей они состоят? __________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
9. Какие элементы включает в себя насосная секция топливного насоса? ____________________________________________________________________________________________________________________________________________________________________
10. Что представляет собой корпус топливного насоса? ______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
11. От чего приводится в действие кулачковый вал топливного насоса? ____________________________________________________________________________________________________________________________________________________________________
12. Как изменяют общий момент подачи топлива насосными секциями? ____________________________________________________________________________________________________________________________________________________________________
13. Для чего к корпусу топливного насоса высокого давления прикреплен регулятор? ____________________________________________________________________________________________________________________________________________________________________
14. Где и для чего устанавливают топливоподкачивающий насос дизеля? ____________________________________________________________________________________________________________________________________________________________________
15. Напишите назначение, устройство и работу форсунки
16. Из какого материала изготовлены корпус и игла форсунки? _______________________________________________________________________
17. Какие топливные фильтры устанавливаются на дизелях? __________________________________________________________________________________
18. Напишите назначение и устройство этого элемента системы питания дизеля. Как он называется? __________________________________________________________
4. Какой агрегат трансмиссии устанавливается дополнительно для выключения привода переднего моста? ______________________________________________
Сцепление
1. Напишите назначение сцепления: ______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
2. Какая сила используется в работе фрикционного сцепления? __________________
9. Для чего служит пневматический усилитель привода сцепления? Где его устанавливают? ________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Вопрос 1: Из каких основных функциональных частей состоит водородная заправочная станция для автомобильного транспорта?
Ответ: Водородная заправочная станция (далее ВЗС) представляет собой сложное, специализированное техническое устройство, работающее с водородом при высоких давлениях, вплоть до 900 бар. ВЗС обеспечивает соблюдение технологических процессов с учетом всех химико-физические свойств водорода и безопасность эксплуатации при подаче топлива на автотранспортное средство.
Основные функциональные составляющие ВЗС:
1. Базовой частью ВЗС является система подачи водорода на саму ВЗС. Обычно, давление рабочего запаса составляет около 25 бар.
2. Компрессорная установка, предназначенная для увеличения давления водорода. Из рабочего запаса, с давлением около 25 бар, водород закачивается (с помощь компрессорной установки) в буферы высокого давления (далее БВД), которые предназначены для обеспечения давления, требуемого для заправки транспортного средства. Однако, в случае необходимости, вход компрессорной установки может быть пере-подключен к выходу буфера первой ступени каскада. В таком случае компрессор будет сжимать водород до более высоких значений (например, с уровня 300 бар до значений в 500 и даже 900 бар). Смысл концепции каскадного повышения давления состоит в том, чтобы снизить энергоемкость процесса и ограничить нежелательный нагрев среды в процессе сжатия (к процессу заполнения буферных емкостей применимо уравнение состояния, с исходной температурой 15 °C).
3. БВД, включенные в многоступенчатый каскад. Каждая ступень каскада состоит из цилиндров высокого давления, соединенных таким образом, чтобы они образовывали требуемый объём.
Водород, находящийся в БВД под рабочим давлением, составляет оперативный резерв топлива на заправочной станции, служащий для ускорения процесса заправки подсоединенного транспортного средства.
Требования к ВЗС со стороны заказчика включают в себя, по мимо прочего, описание типов транспортных средств, подлежащих заправке на данной станции (например, автобусы с давлением заправки 350 бар и емкостью бака около 30 кг водорода или легковые автомобили с давлением заправки 700 бар и емкостью бака около 6 кг), а также периодичность и требования к скорости заправки (например, транспортная компания владеет 15 автобусами, которые необходимо заправить в течение 3 часов, а также, в будущем, рассчитывает заправлять еще по 5 легковых автомобилей в день). Исходя из этих данных, рассчитывается необходимое рабочее давление водорода в БВД, и разделение на уровни давления каскадов (например, уровни 300, 500 и 900 бар).
4. Система управления блоком клапанов, который управляет выходом компрессорной установки и, таким образом, позволяет постепенно заполнять отдельные ступени каскада буферов высокого давления. Основными переменными, влияющими на работу блока клапанов, являются давление в секции каскада и температура цилиндров. Также, система управления контролирует перепуск водорода через автоматические клапаны между отдельными напорными секциями. Управляющей переменной в данном случае является давление в баке транспортного средства и расход водорода через массовый расходомер (составная часть стойки диспенсера. При падении давления в буфере ниже установленного минимума, и как следствие – уменьшении потока среды, система переключится на другую секцию буфера с более высоким рабочим давлением). В случае заправки при давлении 700 бар – также учитывается температура заправляемого бака.
5. Диспенсер — устройство для контролируемой подачи водорода в бак автомобиля. Диспенсер выполняет сразу несколько функций, в частности – обеспечение безопасности процесса заправки (плотное соединение с приёмной горловиной бака транспортного средства, герметичность самой системы, предотвращение повреждения шланга, ограничение скорости расхода водорода до 60 г/с, контроль за давлением и температурой бака транспортного средства). Помимо того, диспенсер выполняет функцию датчика системы управления для переключения секций буферного каскада, функцию коммерческого измерения для определения цены топлива, а также обеспечивает охлаждение водорода во время заправки с давлением 700 бар. В этом случае диспенсерная установка способна понизить температуру закачиваемого топлива аж до -40 °C. Устройство оснащают банковским терминалом для оплаты и системой регистрации водителей и заправляемых транспортных средств.
6. Система управления контролирующая все процессы, проходящие на заправочной станции. Система оценивает информацию, получаемую с датчиков и поддерживает технологический процесс в установленных рабочих пределах. При превышении какого-либо из параметров – система управления запускает автоматическую последовательность действий, направленную на приведение станции в безопасное состояние. Она обменивается данными с внешним миром, обеспечивает связь с вышестоящими системами управления и мониторинга, поддерживает дистанционное обслуживание и самодиагностику.
Plnicí stanice Neratovice
Из каких основных частей состоит слесарная ножовка, её элементы
У любого хозяина имеется пусть и минимальный, но набор инструментов. У всех он индивидуален, но ножовка для дерева и для металла есть у каждого. Её главные части — ручка, рама, полотно.
Содержание статьи
Элементы слесарной ножовки: из каких основных частей состоит
Сфера применения слесарной ножовки
Особенности использования ножовки
Элементы слесарной ножовки: из каких основных частей состоит
Инструмент стал популярным в том числе и из-за своего строения. Внешне он напоминает букву С, к концам которой закреплено режущее полотно. В этом инструменте присутствуют следующие элементы:
Ручка. Современные слесарные ножовки имеют ручки, которые изготавливаются с применением двухкомпонентных материалов. Это позволяет увеличить срок службы инструмента. Форма ручки делается такой, чтобы ей было очень удобно пользоваться. Обычно её располагают либо в верхней части, либо сбоку. В первом случае инструмент используют для работы в местах, куда затруднительно подобраться.
Рама. Принимает на себя основную нагрузку. Именно она гасит все вибрации, возникающие при работе. Современные рамы для ножовок делают из самых разнообразных материалов. Очень часто на инструмент устанавливают элемент, регулирующий наклон полотна, что позволяет работать в местах с затруднённым доступом. Рамы делают двух вариантов. Они могут быть цельными или иметь возможность раздвигаться. На раздвижную раму доступно поставить полотно любой длины.
Полотно. Чтобы резать металл, его делают из очень твёрдых сплавов. Оно весьма тонкое и хрупкое. На всём протяжении присутствует множество небольших зубьев. Работа требует особой аккуратности. Покупать нужно такое полотно, которое имеет закалку. Если её нет, то оно будет очень быстро выходить из строя. Большей производительностью отличается элемент с редкими зубьями. Качественный срез способно обеспечить лишь то, у которого зубья расположены часто. В последнее время в продаже стали появляться биметаллические полотна.
@pilous-mim.kz
Сфера применения слесарной ножовки
Инструменты делают не только ручными, но и электрическими. Основная их задача — это резать металл. Естественно, ими можно и пазы сделать, а также много чего ещё. Полотно изготавливается из различных материалов, поэтому и свойства у него могут быть разными. Слесарной ножовкой доступно не только металлические детали пилить. Меняя тип полотна, можно резать предметы из пластика, керамики или оргстекла. Среди всего ассортимента ножовок выделяются три основных типа:
Для применения в домашнем хозяйстве. Подобные модели наиболее распространены. Они идеальны, если требуется сделать что-то не особо сложное. Пользоваться ими очень просто. Чтобы закрепить, нужно вставить его в пазы и затянуть специальные винты. Главное — помнить, что полотно должно быть хорошо натянуто, чтобы не повредить его во время работы. Стоят такие ножовки намного дешевле остальных.
Ручные инструменты бывают и профессионального типа. Используют их, когда приходится работать длительное время, а пропил должен быть чистым и ровным. Особенность подобных инструментов — удобная ручка, а также механизм быстрой замены пильного элемента. Если требуется очень часто пилить что-то, то лучше использовать именно такие модели.
Ножовка-ручка. Внешний вид этого инструмента напоминает скобу. Для работы им не нужно обладать большой физической силой. Используют его исключительно там, где с обычной разновидностью просто не подлезть. Благодаря своей конструкции в слесарную пилу допустимо устанавливать и отломанные полотна.
pilous-mim.kz
В ассортименте магазинов можно найти ножовки, работа которых зависит от электричества. Их производительность, конечно, значительно выше, но в плане мобильности и автономности они намного уступают механическим видам.
Особенности использования ножовки
Чтобы работать инструментом было удобно, необходимо встать перед тисками полубоком. Левая нога должна стоять впереди. Именно она — опорная. Ручка опирается на ладонь правой руки, большим пальцем она держится сверху, а остальными обхватывается снизу. Левую руку следует расположить на переднем конце ножовки.
@kopilkaurokov.ru
Работая с пилой, её держат обычно горизонтально. Движения — плавные, дёргать не следует. Размах инструмента нужен такой, чтобы вся длина полотна принимала участие в процессе. Как правило, в рабочем ритме участвует две третьих длины.
Обычная скорость ножовки составляет до шестидесяти ходов за минуту. Под ходом подразумевается движение вперёд и назад. При этом при работе с твёрдыми металлами скорость снижается, а мягкие режутся быстрей.
Когда ножовка идёт вперёд, на неё следует сделать нажим, обратно она возвращается легко. Его сила должна соответствовать твёрдости металла под пильным полотном. Чем он твёрже, тем сильнее необходим нажим. В нормальных условиях на 0.1 миллиметр толщины полотна приходится нажим весом в килограмм. Под конец процесса, когда деталь уже почти распилена, нажим следует ослабить.
Ручной инструмент после работы, как правило, в охлаждении не нуждается. Чтобы снизить трение, на место пропила наносят смазку.
Если полотно недостаточно сильно натянуто, то инструмент часто уводит в сторону. Это может негативно сказаться не только на ровности спила, но и на целостности самого режущего элемента. Если это произошло, лучше отступить и начать новый пропил. Если пытаться исправить ушедший в сторону рез, то это приведёт к порче.
Поломкам зубьев способствует неправильная закалка полотна ножовки. Это может случиться, если на инструмент очень сильно нажали или же металл имеет вкрапления более твёрдых частиц.
@kopilkaurokov.ru
Если сломался даже один из зубьев, лучше сразу сменить полотно, ведь за ним будут ломаться и другие. Можно использовать и старое, но тогда его потребуется предварительно восстановить. Для этого около отломанного зуба стачивают ближайшие зубья. Достаточно будет сточить два или три. После этой процедуры можно вновь пользоваться полотном.
Из каких основных частей состоит верстак
1. ОБОРУДОВАНИЕ РАБОЧЕГО МЕСТА ДЛЯ РУЧНОЙ ОБРАБОТКИ ДРЕВЕСИНЫ
Занятия по технологии проходят в учебных школьных мастерских, где для каждого из вас выделено постоянное рабочее место.
Рабочее место для обработки древесины оборудуется сто лярным верстаком (рис. 1), стулом (рис. 2), стеллажами (рис. 3), ящиками (рис. 4), полками и тумбочками для размещения и хранения инструментов, приспособлений и заготовок. Слово «верстак» в переводе с немецкого означает «мастерская». Верстак представляет собой рабочий стол.
Профессия рабочего, занятого ручной обработкой древесины, напивается столяр. Произошло это название от основного вида деятельности — изготовления столов.
Существует два вида верстаков: столярный (деревянный) (см. рис. 1) и универсальный (комбинированный).
Столярный верстак применяют для обработки древесины, а универсальный — для обработки древесины и металлов.
Столярный верстак состоит из подверстачья 1, крышки 2 с отверстиями 3, в которые вставляют клинья, лотка 4, переднего зажима 5, заднего зажима 6, выдвижных или поворотных пальцев 7. Передний зажим предназначен для закрепления заготовок, например при строгании. Отверстия 3 с клиньями предназначены для упора и крепления заготовок при строгании. В лотке 4, образованном крышкой верстака и брусками обвязки, размещают инструмент. Задний зажим используется для крепления заготовок при строгании и распиливании. Выдвижные или поворотные пальцы служат для опоры длинномерных заготовок при их строгании. Подверстачье является основанием верстака. В нем также размещают и хранят инструменты и приспособления.
Для ручной обработки изделий из древесины на столярном верстаке применяют различные режущие и измерительные инстру менты, а также приспособления.
К режущим инструментам относятся ножовки различных конструкций, пилы, рубанки, дрели и многие другие инструменты.
Измерительными инструментами служат линейки, угольники, циркули, транспортиры и т. д.
Рис. 3.Стеллаж дли инструмента
Рис. 4.Ящик Для инструмента
Все инструменты и приспособления хранят отдельно и распола гают вокруг верстака на стеллажах или в тумбочках так, чтобы их легко можно было взять и положить обратно.
При этом наиболее часто применяемые инструменты располагают ближе к месту работы в зоне досягаемости рук (рис. 5). Каждый инструмент хранится строго на своем месте.
Работать у верстака следует стоя, и лишь некоторые виды работ можно выполнять сидя возле него на стуле. Высота верстака должна соответствовать росту ученика.
Проверяют это так: нужно встать около верстака, опустить руки вниз и положить на его крышку ладони. Если при этом не требуется наклоняться или сгибать руки, значит, высота верстака соответствует росту (рис. 6).
Крепление обрабатываемых заготовок на верстаке должно быть надежным. Для этого их зажимают винтовыми зажимами. Для крепления длинных заготовок применяют снизу подпоры в виде выдвижных или поворотных пальцев.
Низкие заготовки при их строгании на крышке верстака упирают передним торцом в клин, а с заднего торца заготовку поджимают клином заднего зажима (рис. 7). Клин должен выступать над крышкой стола на высоту, меньшую, чем высота заготовки.
Обработка деревянных заготовок на рабочем месте должна выполняться с наименьшими затратами труда, сил и энергии, а также с наименьшим количеством движений.
Работу выполняют в специальной одежде: халатах, комбинезонах или фартуках. На голову обычно надевают берет.
При работе соблюдают правила ухода за верстаком.
1. Оберегать крышку верстака от повреждений режущими инструментами.
2. Не закручивать сильно передний и задний зажимы верстака.
3. Не ударять молотком по крышке верстака и зажимам.
4. Клинья в отверстия верстака забивать только киянкой.
5. На рабочем месте не должны находиться лишние предметы и ненужные инструменты.
6. По окончании работы очищать верстак от стружки щеткой.
Изучение устройства столярного верстака и отработка приемов крепления заготовок
1. Ознакомьтесь с устройством столярного верстака, изображенного на рисунке
1. Назовите основные части столярного верстака, имеющегося в ваших школьных мастерских.
2. Проверьте соответствие верстака вашему росту.
3. Рассмотрите устройство переднего и заднего зажимов. Потренируйтесь в закреплении заготовки в зажимах и между клиньями.
Новые термины:Рабочее место, столярный верстак, подверстачье, крышка,передний и задний винтовые зажимы, клинья, столяр.
Вопросы и задания
1. Что включает в себя рабочее место в школьной мастерской?
2. Из каких основных частей состоит столярный верстак?
3. Для какой цели служат передний и задний винтовые зажимы?
4. Перечислите правила ухода за столярным верстаком
Описание столярного верстака, инструментов и оборудования столярной мастерской.
Просмотр содержимого документа «Верстак и столярные инструменты»
Верстак, его устройство
Из каких основных частей состоит столярный верстак?
Отверстия под клинья
Паз для выдвижного пальца
Что включает в себя рабочее место?
Что включает в себя рабочее место?
Стеллаж для хранения инструмента и заготовок
Что включает в себя рабочее место?
Стеллаж для инструмента
Что включает в себя рабочее место?
Ящик для инструмента
Определи соответствие крышки верстака по росту ученика?
Что относят к инструментам, а что к оборудованию?
Что относят к инструментам, а что к оборудованию?
а– сверлильный станок
б – токарный станок по дереву
Что относят к инструментам, а что к оборудованию?
д – пила лучковая
Определи соответствие инструмента с технологической операцией
Б – инструмент для строгания древесины
В – служит для выдалбливания неглубоких отверстий и гнезд, снятия тонкого слоя древесины, подрезания, срезки фасок и т. п.
А – деревянный или резиновый инструмент, служащий для нанесения ударов по черенку долота, иногда и стамески.
Определи соответствие инструмента с технологической операцией
В – инструмент для проведения на заготовке разметочных линий, параллельных выбранной базовой линии
Б – применяют для распиливания тонких пиломатериалов, выпиливания криволинейных деталей и выполнения сквозных пропилов
А – приспособление, с помощью которого размечают большое количество одинаковых деталей
Проверь свои знания
Как называются основные части столярного верстака?
Б – подверстачье, крышка, передний зажим, лоток.
В – лоток, отверстия под клинья, верстачная доска, основание.
А – клин, подверстачье,
боковой зажим, крышка верстака.
Проверь свои знания
Для чего необходимы зажимы на верстачной крышке предназначены?
А – зажимы служат для опоры длинномерных заготовок при их строгании
Б – зажимы предназначены для закрепления режущего инструмента при строгании и распиливании заготовок
В – зажимы предназначены для закрепления заготовок, например, при строгании
Проверь свои знания
Для чего служат отверстия в крышке верстака?
А – для установки в них опорных клиньев или гребёнок
Б – для облегчения крышки верстака
В – для закрепления в них заготовок при пилении или строгании
Проверь свои знания
Что необходимо сделать, чтобы проверить правильность установки крышки верстака?
А – нужно встать у верстака, опустить руки вниз так, чтобы любой инструмент, положенный на крышке верстака, был в зоне их досягаемости
Б – нужно встать около верстака, опустить руки вниз и положить на крышку ладони. Считается, что крышка правильно установлена тогда, когда не требуется наклоняться или сгибать руки
В – нужно встать около верстака, опустить вытянутые руки вниз и коснуться концами пальцев крышки верстака
Правила ухода за верстаком
Необходимо оберегать крышку верстака от повреждений режущим инструментом, потому что:
А – крышка верстака придёт в негодное состояние и на ней нельзя будет работать
Б – режущий инструмент придёт в негодное состояние, после чего его необходимо будет точить и править
В – выполнять практические работы, которые поручены учителем, соблюдая при этом заданную пооперационную последовательность будет невозможно
Нельзя сильно закручивать передний и задний зажимы верстака, потому что:
А – заготовка при этом будет повреждена, появятся вмятины и сколы
Б – зажимы могут прийти в негодное состояние, вследствие повреждения механической части
В – заготовку будет трудно снять после такой установки в зажим
Нельзя ударять молотком по крышке верстака и зажимам, потому что:
А – молоток придёт в негодное состояние
Б –крышка верстака и зажимы придут в негодное состояние
В – молоток после такой работы придётся периодически осматривать и готовить к работе
4. Клинья в отверстия верстака забивать только киянкой, потому что:
А – клинья после удара молотком расколются и придут в негодное состояние
Б – отверстия после каждой установки клина будут больше, что приведёт к их несоответствию диаметру клина
В – забивая молотком клин, можно ударить мимо клина и повредить крышку верстака
5. На рабочем месте не должны находиться лишние предметы и ненужные инструменты, потому что:
А – они загромождают рабочее место, мешают работе, могут упасть на пол и повредить ноги работающего
Б – вместо необходимого инструмента для выполнения технологической операции, можно взять совсем другой инструмент или предмет
В – работа должна производиться с наименьшими затратами труда, сил и энергии, а также с наименьшим количество движений
6. По окончании работы очищать верстак от стружки и пыли щёткой-смёткой, потому что:
А – выполнять уборку другими инструментами запрещается
Б – благодаря удобному совку и щётке-смётке можно легко собрать стружки и пыль с горизонтальных поверхностей
В – стружку и опилки сдувать ртом или смахивать рукой запрещается
Цель урока: ознакомление учащихся с устройством столярного верстака и его назначением.
Задачи урока:
Образовательная: ознакомить учащихся с устройством и назначением столярного верстака. Учить правилам использования верстака.
Развивающая: развивать, память на основе работы с новыми понятиями; мышление в процессе выполнения практической деятельности.
Воспитательная: воспитывать интерес к столярному делу, бережное отношение к оборудованию мастерской, соблюдение правил безопасной работы.
Как вы думайте на какие группы по отношению к свету можно разделить декоративно-цветочные растения?
На какие группы можно разделить растения по продолжительности жизни?
III.Изложение нового материала.
Где бы человек не работал – на заводе, в мастерской, у пульта электрической станции, в лаборатории, какую работу он ни выполнял, ему надо прежде всего позаботится о своем рабочем месте. Только при хорошей организации рабочего места можно достичь высокой производительности труда.
Как вы видите, большую часть мастерской занимают столярные верстаки. Верстак – в переводе с немецкого «мастерская» рабочее место столяры, это специальный стол для столярных работ. Столярные верстаки обычно располагают возле окон, так как площадь работающего должно быть хорошо освещена.
Существует 2-ва вида верстака:
Столярный (деревянный стол для обработки древесины)
Универсальный (комбинированный, для обработки древесины и металла)
На верстаке во время работы находятся инструменты, приспособления и материалы, нужные для занятия.
Столярный верстак состоит из двух основных частей (показ на верстаке): подверстачье – опоры столярного верстака и крышки – его рабочей части. Для закрепления заготовок служат приспособления верстака – передний и задний винтовые зажимы, а также гнезда с клиньями. В гнезда вставляются клинья – предназначены для упора и крепления заготовок, деталей. Инструменты кладут в лоток – углубление в крышке верстака.
(Показ закрепление заготовке на верстаке). Заготовку для обработке на верстаке закрепляют между клиньями. Один торец заготовки упирают в клин стола, а другой вращая рукоятку по часовой стрелке, поджимают клином заднего зажима.
Чтобы удобно было работать и преждевременно не утомляться, следует подбирать высоту столярного верстака соответственно своему росту. Нормальную высоту определяют так (показ возле верстака): надо встать прямо у верстака, руки опустив вниз и, положить на крышку ладони, если при этом не требуется накланяться или сгибать руки значит высота верстака соответствует росту. Если верстак высокий надо подставить подставку под ноги. Если не приходиться сгибать руку или наклоняться, значит верстак соответствует твоему росту.
На предприятиях за верстаками работают столяры, сборщики деталей и изделий из древесины. Они изготавливают детали мебели, оконные рамы, двери и др. предметы. Столяры должны владеть приемами обработки древесины, знать ее свойства, уметь читать чертежи.
Правила безопасности работы.
Не повреждать крышку верстака режущими инструментами, беречь от попадания на него влаги, клея, краски, лака.
Закручивать передний и задний зажим верстака нужно только с усилием руки.
Чтобы детали зажимов при закреплении заготовок не сломались, не прикладывать излишних усилий к рукояткам зажимов.
Забивать клинья в гнезда и выбивать их можно только киянкой.
Закончив работу, верстак следует очищать щеткой сметкой от опилок, стружек, пыли.
IV.Практическая часть:
– назовите основные части столярного верстака.
– определите соответствует ли верстак твоему росту.
– закрепи заготовку с помощью заднего зажима.
Текущий инструктаж. Самостоятельное выполнение учащимися задания. Текущие наблюдения учителя, контроль за соблюдением правил техники безопасности, ответы на возникающие вопросы в процессе работы, проверка правильности выполнения заданий.Заключительный инструктаж. Оценка результатов работы учащихся, выбор лучших работ учащихся, разбор допущенных ошибок и анализ причин, их вызвавших, разъяснение возможностей применения полученных знаний, умений и навыков в общественно полезном труде.
Закрепление нового материала
1. Рабочий стол на котором работает столяр?
2. Назовите приспособление, которое служит для закрепления заготовок?
3. «Верстак» в переводе с немецкого означает…….?
4. Опорой столярного верстака называется?
5. Приспособление которое служит для закрепления заготовок при строгании и распиливании?
6. Рабочая часть столярного верстака?
7. Как называется профессия людей, которые работают за столярным верстаком?
8. Углубление в крышке верстака, называется?
9. Как называются деревянные колышки, которые вставляются в гнезда?
10. Как называются отверстия, в которые вбивают деревянные колышки и тем образом служат для закрепления заготовок и деталей?
11. Как называется спец одежда, в которой работает слесарь?
12. Это режущий инструмент, которым работает слесарь?
13. Это измерительный инструмент, которым работает слесарь?
V.Заключительная часть:
1. Итог урока (выставление оценок).
2. Уборка рабочих мест.
3. ДЗ, П4 стр.12-13, прочитать, ответить на тест.
Просмотр содержимого документа «конспект урока по технологии на тему: » Назначение и устройство столярного верстака»»
Тема: НАЗНАЧЕНИЕ И УСТРОЙСТВО СТОЛЯРНОГО ВЕРСТАКА.
Цель урока: ознакомление учащихся с устройством столярного верстака и его назначением.
Образовательная: ознакомить учащихся с устройством и назначением столярного верстака. Учить правилам использования верстака.
Развивающая: развивать, память на основе работы с новыми понятиями; мышление в процессе выполнения практической деятельности.
Воспитательная: воспитывать интерес к столярному делу, бережное отношение к оборудованию мастерской, соблюдение правил безопасной работы.
Как вы думайте на какие группы по отношению к свету можно разделить декоративно-цветочные растения?
На какие группы можно разделить растения по продолжительности жизни?
Изложение нового материала.
Где бы человек не работал – на заводе, в мастерской, у пульта электрической станции, в лаборатории, какую работу он ни выполнял, ему надо прежде всего позаботится о своем рабочем месте. Только при хорошей организации рабочего места можно достичь высокой производительности труда.
Как вы видите, большую часть мастерской занимают столярные верстаки. Верстак – в переводе с немецкого «мастерская» рабочее место столяры, это специальный стол для столярных работ. Столярные верстаки обычно располагают возле окон, так как площадь работающего должно быть хорошо освещена.
Существует 2-ва вида верстака:
Столярный (деревянный стол для обработки древесины)
Универсальный (комбинированный, для обработки древесины и металла)
На верстаке во время работы находятся инструменты, приспособления и материалы, нужные для занятия.
Столярный верстак состоит из двух основных частей (показ на верстаке): подверстачье – опоры столярного верстака и крышки – его рабочей части. Для закрепления заготовок служат приспособления верстака – передний и задний винтовые зажимы, а также гнезда с клиньями. В гнезда вставляются клинья – предназначены для упора и крепления заготовок, деталей. Инструменты кладут в лоток – углубление в крышке верстака.
(Показ закрепление заготовке на верстаке). Заготовку для обработке на верстаке закрепляют между клиньями. Один торец заготовки упирают в клин стола, а другой вращая рукоятку по часовой стрелке, поджимают клином заднего зажима.
Чтобы удобно было работать и преждевременно не утомляться, следует подбирать высоту столярного верстака соответственно своему росту. Нормальную высоту определяют так (показ возле верстака): надо встать прямо у верстака, руки опустив вниз и, положить на крышку ладони, если при этом не требуется накланяться или сгибать руки значит высота верстака соответствует росту. Если верстак высокий надо подставить подставку под ноги. Если не приходиться сгибать руку или наклоняться, значит верстак соответствует твоему росту.
На предприятиях за верстаками работают столяры, сборщики деталей и изделий из древесины. Они изготавливают детали мебели, оконные рамы, двери и др. предметы. Столяры должны владеть приемами обработки древесины, знать ее свойства, уметь читать чертежи.
Правила безопасности работы.
Не повреждать крышку верстака режущими инструментами, беречь от попадания на него влаги, клея, краски, лака.
Закручивать передний и задний зажим верстака нужно только с усилием руки.
Чтобы детали зажимов при закреплении заготовок не сломались, не прикладывать излишних усилий к рукояткам зажимов.
Забивать клинья в гнезда и выбивать их можно только киянкой.
Закончив работу, верстак следует очищать щеткой сметкой от опилок, стружек, пыли.
– назовите основные части столярного верстака.
– определите соответствует ли верстак твоему росту.
– закрепи заготовку с помощью заднего зажима.
Текущий инструктаж. Самостоятельное выполнение учащимися задания. Текущие наблюдения учителя, контроль за соблюдением правил техники безопасности, ответы на возникающие вопросы в процессе работы, проверка правильности выполнения заданий.Заключительный инструктаж. Оценка результатов работы учащихся, выбор лучших работ учащихся, разбор допущенных ошибок и анализ причин, их вызвавших, разъяснение возможностей применения полученных знаний, умений и навыков в общественно полезном труде.
Из каких материалов сделать забор?
Современный забор служит защитой и украшением участка. Его можно построить из разных материалов, их комбинации. Для внешней защиты участка можно установить прочный декоративный или глухой забор. Внутри участка можно использовать недорогие материалы. Для того чтобы сделать красивый забор для загородного дома, в первую очередь стоит определиться с его предназначением и материалом изготовления. Какой материал выбрать для того, чтобы ограждение прослужило долго, разберем в этой статье.
Выбор материала для забора – какие есть варианты?
В загородном строительстве для огораживания участков используют разные материалы: дерево, металл, кирпич, камень, бетон, ПВХ. Чтобы выбрать из чего можно сделать забор, рекомендуем сначала ознакомиться с особенностями каждого материала.
Деревянный забор
Деревянный забор-ограда – классика жанра. Строить его очень просто. По периметру участка с шагом 2,5-3 метра устанавливают столбы. Их соединяют между собой деревянным брусом, к которому крепится штакетник. Штакетный забор из дерева можно сделать самостоятельно. Чтобы обеспечить лучшую защиту участка, можно использовать доски.
Декоративный забор из дерева возводят из плетеной доски, блокхауса. Конструкция выглядит эффектно, обладает хорошими защитными качествами. Материалы уже обработаны антипиринами, антисептиками, поэтому не требуют ухода.
Плюсы и минусы деревянного забора
Преимущества:
Экологичность.
Простота установки.
Небольшой вес.
Невысокая стоимость.
Недостатки:
Небольшой срок службы.
Подверженность гниению.
Необходимость регулярной обработки от влаги, вредителей и т.д.
Забор из кирпича
Полностью кирпичные заборы красиво выглядят, долго служат, обладают хорошими защитными качествами. В них можно установить ворота любого вида. Кладка кирпичных столбов для забора снижает риск воздействия влаги, биологического загрязнения. Несмотря на преимущества, заборы, выполненные полностью из кирпича, строят редко, так как это дорогостоящая конструкция:
Кирпичный забор тяжелый, поэтому нужен фундамент.
Для кладки потребуется специальная смесь.
Забор из красного кирпича требует большого количества материала.
Чтобы удешевить строительство, кирпич сочетают с другими материалами. В этом случае он служит материалом для возведения опор, а секции могут быть заполнены элементами из дерева, бетона, металла, натурального камня, агломерата, керамогранита и т.д. Например, эффектно выглядит забор-жалюзи с кирпичными столбами.
Бетонный забор
Забор из бетонных панелей прочный, надежный, долговечный. Панели подходят для строительства разных видов конструкций: блочный, монолитный, декоративный, секционный забор из бетона. Благодаря широкому выбору блоков с различными текстурами, рисунком можно создавать красивые конструкции. Но чаще бетонную поверхность дополнительно отделывают плиткой, клинкером, металлическим сайдингом.
Плюсы и минусы бетонного забора
Преимущества заборов из бетона:
Долговечность.
Устойчивость к механическим повреждениям.
Шумоизоляция.
Ремонтопригодность.
Неприхотливость в уходе.
Недостатки бетонного забора:
Дорогостоящие.
Требуют обустройства фундамента.
Трудоемкий монтаж из-за большого веса блоков.
Металлоштакетник и забор-жалюзи для ограждения
Такие материалы нельзя назвать традиционными, тем не менее, из них можно возвести красивое и надежное ограждение участка. Металлический штакетник – аналог деревянных изделий. Его изготавливают из оцинкованной стали, поэтому забор не боится воздействия внешней среды, мало подвержен коррозии. Средний срок службы реечного забора из металлоштакетника – 50 лет.
Забор жалюзи состоит из металлических ламелей, горизонтально закрепленных на столбах под небольшим углом. Благодаря уклону ламелей, просмотр только со стороны участка, что исключает излишнюю обзорность. Металл жалюзи для забора может иметь одно- или двухстороннее защитное покрытие, что увеличивает его устойчивость к коррозии. Кроме того, полимерное покрытие обеспечивает дополнительную эстетику.
Кованый забор
Ковка позволяет воплощать различные дизайнерские идеи, поэтому забор может быть выполнен в любом стиле. Такие заборы долго служат, хорошо сочетаются с зеленью, их легко вписать в ландшафтный дизайн.
Полностью кованый забор дорогой. Для ограждения участков чаще применяют комбинированные кованые заборы. Ковка хорошо сочетаются с кирпичом, камнем, бетоном. Между собой отдельные металлические элементы соединяют с помощью сварки.
Плюсы кованого забора
Длительный срок службы.
Уникальный дизайн.
Хорошая проветриваемость.
Устойчивость к коррозии, механическому воздействию, ультрафиолету.
Забор из сетки
Забор из сетки – простой и недорогой вариант, не требующий обустройства фундамента. Для строительства подходят сварная сетка для забора, рифленая, рабица. В отличие от глухих конструкций сетка не мешает проникновению солнечных лучей, хорошо сочетается с растениями, в том числе вьющимися.
Рифленую и сварную сетку целесообразно применять, если нужно прочное ограждение. Она имеет дополнительные ребра жесткости, поэтому готовое изделие сохраняет свою геометрию.
Когда нужен недорогой вариант, подойдет секционный забор из сетки-рабицы. Срок службы оцинкованной сетки – не меньше 20 лет. Поставить забор из сетки-рабицы в секциях можно самостоятельно.
Забор из профнастила
Для ограждений применяют стеновой профлист с различными формами профиля. Для строительства можно использовать разные виды профильного листа: оцинкованный, с полимерным покрытием, с 3d изображениями. Подробно о видах профнастила для забора можно узнать в нашей статье.
Этот материал прочен, надежен, устойчив к воздействию среды. Поэтому забор из оцинкованного профнастила способен прослужить несколько десятилетий без сложного ухода.
Строительство забора из профнастила не требует обустройства мощного фундамента, обходится недорого. Сплошное ограждение монтируют на металлические опоры с помощью заклепок. Для дополнительной прочности применяют горизонтальные балки.
Профлист хорошо комбинируется с другими материалами, например, кирпичом, бетоном. Такие ограждения требуют фундамента, но отличаются большей надежностью и долговечностью. Как выбрать профнастил и возвести забор читайте в нашей статье.
Забор из профнастила: плюсы и минусы
Преимущества:
Простота строительства.
Небольшой вес.
Разнообразный дизайн.
Устойчивость к воздействию среды.
Доступная стоимость.
Недостатки:
Низкая устойчивость к ветровой нагрузке.
Невысокая вандалоустойчивость.
Риск коррозии в местах стыковки.
Плохое светопропускание.
Все материалы для строительства заборов имеют свои преимущества и недостатки. Поэтому при выборе нужно учитывать разные параметры: климатические особенности местности, тип грунта, цели ограждения, имеющийся бюджет и т.д. Все необходимые для строительства материалы вы можете заказать на сайте производителя.
Из каких основных частей состоит автомобиль
Современная машина — это сложное техническое устройство. Над ним работает большая команда инженеров. Изучить состав такого транспортного средства до конца невозможно. Автомобили постоянно развиваются, прогрессируют и меняются. Подвержена переменам и автомобильная мода, однако основные узлы и агрегаты должен знать каждый автомобилист.
Содержание
Схема устройства легкового автомобиля
Основные узлы и агрегаты автомобиля
Двигатель внутреннего сгорания
Кузов
Рулевое управление
Подвеска
Трансмиссия
Тормозная система
Электрооборудование
Салон
Схема устройства легкового автомобиля
Детали автомобиля, их названия и функции:
Двигатель. Это сердце автомобиля — основной механизмом его передвижения. С двигателя начинается история современных средств передвижения. Последние 100 лет авто оснащались моторами внутреннего сгорания, но относительно недавно стали популярны электромоторы.
Кузов автомобиля. Другими словами — несущая часть. То, к чему все крепится — мотор, колеса, сиденья и руль. Все держится именно на кузове. Конструкция его может быть рамная, когда на ней размещается ходовая часть машины. Рама больше популярна для внедорожников и грузовиков. Кузовная часть может иметь самую разнообразную форму: фургоны, пикапы, кабриолеты и седаны — лишь малая часть вариантов кузовов. Кузов следует рассматривать отдельно — это еще и часть пассивной безопасности автомобиля. Именно она каждый день спасает тысячи жизней в дорожно-транспортных происшествиях.
Шасси — целая группа механизмов. Каждый играет определенную роль.
Трансмиссия — обеспечивает движение с разной скоростью при одинаковых оборотах. Использует КПД двигателя разумно.
Ходовая часть — колеса, подвеска, тормозная система.
Рулевое управление — меняет направление движения.
Электрооборудование. Электрическая часть запускает двигатель, управляет дворниками и световыми приборами. Последние помогают водителю в условиях ограниченной видимости.
Схема устройства легкового автомобиля
Основные узлы и агрегаты автомобиля
Автолюбитель может поверхностно изучить эти схемы с описанием, не углубляясь.
Двигатель внутреннего сгорания
Мотор — основная часть любого автомобиля. Именно двигатель внутреннего сгорания был популярен долгие годы и устанавливается до сих пор.
Существует две разновидности моторов:
дизельный;
Дизельный двигатель внутреннего сгорания
бензиновый.
Бензиновый двигатель внутреннего сгорания
В первом моторе горение происходит благодаря высокой температуре в цилиндре. Смесь сжимается, что и приводит к воспламенению. Для питания таких движков используется дизельное топливо. Агрегаты имеют небольшой расход и большой крутящий момент, однако меньшую мощность. Хорошо подходят грузовикам.
Бензиновый двигатель появился гораздо раньше и до сих пор является самым многочисленным. У него ряд своих преимуществ и недостатков, например, он мощнее дизеля, но не такой экономичный. Используется на легковушках и грузовиках, но большее применение нашел в автоспорте.
Кузов
Кузов — основа автомобиля. На него устанавливают шасси, сиденья, электрооборудование. Кабина авто обеспечивает защиту водителя и пассажиров от погоды, столкновений с другими автомобилями. Кузов в легковых авто является несущей частью, так как именно на него крепится подвеска и двигатель. Подобная конструкция всегда выполняется из металла, но история знает немало автомобилей, когда применялись пластик и дерево.
Элементы кузова автомобиля
Рулевое управление
Рулевое управление появилось вместе с первыми способами передвижения. Из примитивных механизмов рулевое управление стало отдельной самостоятельной частью машины.
Устройство рулевого управления автомобиля
Простыми словами, это набор деталей, которые преобразуют мускульную силу человека в механическое усилие и изменяют поворот колес. Чтобы упростить это усилие, придумано два вида усилителей:
электрический;
механический;
Электроусилитель руля помогает крутить вал при помощи электродвигателя, а ГУР воздействует на поршни, толкающие рулевые тяги.
Подвеска
Подвеска автомобиля появилась от слова «подвешивать» колеса. Закрепить их жестко к кузову нельзя: все вибрации и удары от ям будут передаваться на водителя и пассажиров, что не очень приятно. Машина должна быть комфортной.
Подвеска влияет не только на комфорт в салоне. Это важная часть управляемости автомобиля. Тип подвески определяет назначение машины. Существует два вида:
зависимая — для внедорожников и грузовиков;
независимая — для легковушек;
Каждая из схем реализуется по-своему и может быть многорычажной или подвеской типа МакФерсон. Первый тип — самый дорогой и используется сейчас на престижных автомобилях. Он мягкий и комфортный. Второй — называется европейским типом подвески большинства современных автомобилей. Самый дешевый, простой и распространенный.
Трансмиссия
Чтобы взобраться в гору, используя максимальный крутящий момент, а потом быстро разогнаться с горы и набрать максимальную скорость, производители авто придумали коробку переключения передач (КПП). Одной из самых распространенных КПП принято считать механическую, где автовладелец сам выбирает передачу в зависимости от скорости, оборотов и нагрузки. Переключение передач — сложный процесс, которому нужно некоторое время учиться.
Но механику постепенно вытесняют «автоматы» или АКПП — автоматическая коробка переключения передач. В такой коробке все действия по переключениям автоматизированы. Есть несколько разновидностей:
классический автомат — с гидротрансформатором;
Коробка передач с гидротрансформатором
вариатор;
Устройство вариаторной коробки передач
роботизированная трансмиссия;
Роботизированная коробка передач
АКПП хуже подходят для бездорожья, но с ними гораздо удобнее в пробках. Механика намного надежнее, но на ней неудобно перемещаться по городу.
Тормозная система
Тормоза всех современных легковушек — гидравлические.
Схема устройства тормозной системы автомобиля
Принцип действия:
Водитель жмет педаль тормоза, воздействуя на главный тормозной цилиндр.
Тормозной цилиндр сжимает жидкость внутри системы, и она передает усилие на рабочий тормозной цилиндр колеса.
Колодки разжимаются или сжимаются, и останавливают барабан или специальный тормозящий диск.
Независимый от основной части тормозов — «ручник» или ручной тормоз — фиксирует автомобиль во время стоянки или даже останавливает его, когда основные тормоза отказали.
Электрооборудование
Полная электризация машин не за горами. Большая часть блоков в машине управляются, диагностируются и работают за счет электроники: КПП, тормоза, двигатель. Основным направлением развития электрики в автомобилях было, есть и будет — создание электрических моторов.
Система электрооборудования автомобиля
Салон
В салоне машины имеются необходимые для комфорта устройства: климат-контроль, стекла, защищающие от внешней среды, удобные и теплые сиденья, органы управления. Салон состоит из сидений, обшивки всевозможных частей и панели приборов. Салон авто почти полностью герметизирован от внешней среды.
Какой главный глагол в предложении? Идентификация действия
Глаголы показывают действие, которое происходит в предложении. Их достаточно легко найти, когда в предложении только один глагол, но как найти основной глагол в более длинном предложении? Узнайте больше об определении основного глагола в контексте предложения с несколькими примерами основных глаголов.
Молодой человек играет на гитаре Главный глагол в предложении
Реклама
Основы основного глагола: что такое основной глагол?
Чтобы понять основные глаголы, нужно знать части предложения. Предложения состоят из нескольких основных частей:
подлежащее (кто выполняет действие)
основной глагол (действие)
дополнение (кто или что получает действие)
Иногда вы также найдете вспомогательный глагол перед основной глагол. Основные глаголы, также известные как главные глаголы, лексические глаголы или конечные глаголы, выполняют несколько функций. Во-первых, глаголы действия осуществляют действие предложения. Примеры основных глаголов включают:
Я вчера работал на пляже.
Исаак путешествует в Европу.
Моя сестра играла с в футбольной команде.
Формы глагола «быть» и других глаголов-связок могут быть основными глаголами, выражающими состояние бытия. Например:
Педро — это первокурсник колледжа.
Бабушка была лучшей баскетболисткой в школе.
Мы готовы принять решение.
Другие основные глаголы — это переходные глаголы, которые соединяют существительные с дополнительной информацией. Эти глаголы требуют объекта, чтобы иметь смысл. Например:
Эти цветы пахнут хорошо.
Погода сегодня кажется хорошей.
Пол одолжил машину.
Когда в предложении только один глагол, его довольно легко определить как основной глагол. Но что происходит, когда вы начинаете использовать глагольные фразы?
Определение основного глагола в глагольной фразе
Если вы ставите предложение в форме глагола, кроме прошедшего или настоящего времени, вы используете глагольную фразу. Глагольные фразы состоят из вспомогательного глагола (обычно формы «быть», «иметь» или «будет»), который помещает основной глагол в нужный период времени.
В предложении в настоящем времени «Я изучаю испанский язык» изучаю является основным глаголом, потому что он передает действие. Посмотрите, как добавление вспомогательных глаголов ( выделено курсивом ) меняет время предложения, но не действие.
Прогрессивные времена
Идеальные времена
Идеальные прогрессивные времена
Присутствуют: I AM 97
. Присутствует: I AM .67777799955.
Прошлое: Я был изучал испанский язык.
Будущее: Я буду изучать испанский язык.
Присутствует: Я изучал испанский язык.
Прошлое: I изучал испанский язык.
Будущее: у меня будет изучение испанского языка.
Настоящее время: Я был изучаю испанский язык.
Прошлое: Я был изучая испанский язык.
Будущее: Я буду изучаю испанский язык.
Вы можете изменить вспомогательные глаголы, чтобы установить, когда происходит действие, но основной глагол ( исследование ) всегда одно и то же. Это один из способов определения основного глагола: если время предложения изменится, какое действие останется прежним?
Идентификация основного глагола с глагольными фразами
Глаголы — это глаголы, функционирующие как существительные, прилагательные или наречия. Когда вы используете глаголы или глагольные фразы в предложении, поиск основного глагола может сбивать с толку, потому что кажется, что в предложении больше одного глагола. Однако, это не так.
В «Дети играли на улице» играло — основной глагол. Но что происходит, когда предложение включает глагольную фразу (выделено курсивом)?
Герунд фраза — Дети любили играли на улице .
Инфинитивная фраза — Дети любили играть на улице .
Причастный оборот — играющие дети любили находясь на улице.
Глагол действия play больше не является основным глаголом; это часть словесной фразы. Главный глагол в каждом предложении теперь переходный глагол любил . Убедитесь, что основной глагол на самом деле передает то, что делает подлежащее в предложении, а не только то, что является самой интересной частью предложения.
Реклама
Идентификация основного глагола с модальными глаголами
Многие читатели думают, что модальный глагол, такой как , должен, должен или can — главный глагол в предложении. Однако, как и вспомогательные глаголы, модальные глаголы существуют только для поддержки основных глаголов. Например, предложение «Мне нужно в магазин» не имеет смысла; должен не является основным глаголом.
Взгляните на примеры предложений, в которых основной глагол выделен жирным шрифтом, а модальный глагол выделен курсивом.
Она будет плавать в бассейне.
Вы можете бежать в Холм Фей.
я может пойти на вечеринку.
Модальные глаголы не имеют времени, но выражают разные оттенки значения в предложении. Хотя они являются важной частью глагольной фразы, модальные глаголы никогда не являются основным глаголом.
Определение основного глагола в сложных сказуемых
Иногда подлежащее выполняет более одного действия в предложении. Эти глаголы, известные как составные предикаты или составные глаголы, имеют такое же значение, как и значение предложения, и оба считаются основными глаголами. Например:
Шеннон работает с , а играет с на поле.
Мы говорили и смеялись пока не взошло солнце.
Я готовил и чистил весь день.
Сложные глаголы этих типов разделяются сочинительными союзами, обычно «и». Оба глагола должны быть одного типа, поэтому они оба должны быть глаголами действия, глаголами-связками или переходными глаголами. Например, предложение «Шеннон есть и играет в поле» не имеет смысла, потому что — это — это состояние бытия, а играет, — это глагол действия.
Определение основного глагола в более длинных предложениях
Теперь, когда вы знаете, как найти основной глагол в простом предложении, вы можете определить основной глагол в других типах предложений. Обычно на независимое предложение приходится один главный глагол.
В сложных предложениях есть два независимых предложения, поэтому в предложении два основных глагола. (Например, в «Я заказал кофе, а Шэрон попросила чай со льдом» оба приказал и спросил основные глаголы. )
В сложных предложениях есть одно независимое предложение и одно зависимое предложение, поэтому главный глагол будет в независимом предложении. (Например, в «Я заказал кофе, потому что мне нужно было проснуться», приказал, является основным глаголом, потому что он находится в независимом предложении, а «необходимо» находится в зависимом предложении.)
В сложно-сложных предложениях, есть как минимум два независимых предложения и одно зависимое предложение, поэтому в каждом независимом предложении будет главный глагол. (Например, в «Я заказал кофе, а Шэрон попросила чай со льдом, так как мы оба хотели выпить» только приказал и спросил являются основными глаголами, потому что «хотел» находится в зависимом предложении.)
Если вы не можете определить, какое предложение является независимым предложением, просто подумайте, какое действие является самым важным в предложении. Когда оба глагола одинаково важны, вы, вероятно, смотрите на два независимых предложения, поэтому оба глагола будут основными глаголами.
Реклама
Основные глаголы управляют миром глаголов
Основные глаголы бывают разных форм и размеров, как и их помощники. Вы можете заметить их, если сможете определить глагол действия или глагол-связку. Тогда, если вы можете ответить на вопрос «Кто?» или что?» после того, как вы заметите глагол, вы продвинетесь еще дальше по пути к грамматическому опыту. Узнайте больше о глаголах и о том, как они появляются в предложении, из списка неправильных глаголов, дополненного полезной печатной формой.
Штатный писатель
Основное определение и значение | Dictionary.com
Основные определения
Синонимы
Викторина
Связанный контент
Примеры
Британский
Идиомы и фразы оцениваются на основе уровня сложности
.
1
[ meyn ]
/ meɪn /
Сохранить это слово!
См. синонимы для слова main на Thesaurus.com
Показывает уровень сложности слова.
прилагательное
главный по размеру, протяженности или важности; главный; ведущий: главный офис компании; основные черты плана.
прозрачный; предельное, как сила или сила: поднять камень основной силой.
обширного пространства или относящегося к нему: главное море.
Грамматика. синтаксически независимый; может использоваться изолированно. Сравните зависимое (по определению 4), независимое (по определению 14), главное предложение.
Морской.
грот-мачты или относящейся к ней.
Отмечающий или относящийся к парусу, рее, гику и т. д. или к любому такелажу, принадлежащему грот-мачте.
, отмечая любые распорки, идущие назад и вверх до вершины грот-мачты: грот-стеньга.
Устарело.
обладающие большой силой или силой; могущественный.
имеющие важные или важные результаты; значительный.
сущ.
основная труба или воздуховод в системе, используемой для распределения воды, газа и т. д.
физическая сила, могущество или сила: бороться изо всех сил.
главная или основная часть или пункт: Основная часть их инвестиций была потеряна во время войны.
Литературная. открытый океан; открытое море: ограничивающая магистраль.
материк.
Обычно от сети. основное блюдо в еде: ресторан предлагает четыре основных блюда: одно куриное, два говяжьих и одно рыбное.
наречие
Южный Мидленд США (в основном Аппалачи). очень; Чрезвычайно: Собаки посадили на деревья главного большого енота.
Следует ли вам пройти этот тест на «должен» или «должен»? Это должно оказаться быстрым вызовом!
Вопрос 1 из 6
Какая форма используется для указания обязательства или обязанности кого-либо?
Идиомы о главном
в основном, по большей части; главное: в основном роман был скучным чтением.
Происхождение основного
1
Впервые записано до 900; Среднеанглийское существительное main(e), mayn(e) «сила, мощность», древнеанглийское mægen, megen, родственное древнескандинавскому magn, megin, megn «сила»; Среднеанглийское прилагательное main(e), частично от древнескандинавского megin-, megn «сильный», частично от древнеанглийского существительного mægen, используемого в сложных словах, например mægen-weorc «могущественная работа»
Слова рядом с main
maim, mai mai, Maiman, maimed, Maimonides, main, Mainbocher, main body, main brace, main Chance, Main Item
Другие определения для main (2 из 3)
main 2
[meyn]
/ meɪn /
сущ.
петушиные бои.
Происхождение основного
2
Впервые указано в 1560–1570 гг.; происхождение неопределенное; возможно специальное использование основного 1 ; сравнить основной шанс
Другие определения основного (3 из 3)
Основной
[ meyn; немецкий mahyn ]
/ meɪn; Немецкий maɪn /
сущ.
река в центральной и западной Германии, вытекающая из Богемского леса в северной Баварии в Рейн в Майнце. Длина 305 миль (490 км).
Одно из основных различий между ними заключается в том, что вакцины Pfizer-BioNTech и Moderna требуют двух прививок с интервалом в несколько недель, в то время как вакцина Johnson & Johnson представляет собой одну прививку, которая может быть более привлекательным для некоторых людей.
Pfizer, Moderna или, может быть, J&J? Прямо сейчас лучшая вакцина для вас — это та, которую вы можете получить.|Эллисон Чиу|25 февраля 2021|Washington Post
Хотя главный коммерческий коридор района вдоль Рузвельт-роуд все еще процветал, число домов и зданий росло. в палате заброшены или разделены на переполненные квартиры.
Убийство в Чикаго не хотели раскрывать|Мик Дамке|25 февраля 2021|ProPublica
Они пытаются выяснить ограничения рабочих на сборочном конвейере, и сначала они думают, что усталость — это основное ограничение.
Я тебе надоел? (Ретрансляция эпизода 225)|Стивен Дж. Дубнер|25 февраля 2021 г.|Freakonomics
Основной способ распространения — воздушно-капельный, либо более крупными каплями при тесном контакте, либо более мелкими каплями, называемыми аэрозолями.
Почему мы все еще дезинфицируем поверхности, чтобы остановить COVID-19?|Автор Hassan Vally/The Conversation|24 февраля 2021 г.|Popular-Science основное место для одежды, обуви, ноутбука и других крупных предметов.
Лучшие подарки для путешественников, о которых вы заботитесь|Компания PopSci Commerce|24 февраля 2021 г.|Popular-Science
Плоть окружила его у главного бассейна отеля Paradise Hotel and Residences в Боке.
Влиятельный конгрессмен пишет о «мясистых грудях»|Асавин Суебсенг|7 января 2015 г.|DAILY BEAST
Они даже отключили службу определения местоположения — одно из главных преимуществ программы.
Сиси преследует, преследует и публично позорит египетских геев|Bel Trew|30 декабря 2014|DAILY BEAST
В то же время самые тяжелые части — основной фюзеляж, двигатели и крылья — опускаются на дно .
Основные парниковые газы — Центр климатических и энергетических решений Центр климатических и энергетических решений
Несколько газов способствуют парниковому эффекту, который определяет температуру Земли в течение геологического времени. Небольшие изменения концентрации этих газов в атмосфере могут привести к изменениям температуры, которые определяют разницу между ледниковыми периодами, когда мастодонты бродили по Земле, и изнуряющей жарой, в которой жили динозавры.
Две характеристики атмосферных газов определяют силу их парникового эффекта.
Во-первых, это их способность поглощать энергию и излучать ее (их «радиационная эффективность»). Второй — время жизни в атмосфере, которое измеряет, как долго газ остается в атмосфере, прежде чем естественные процессы (например, химические реакции) удалят его.
Эти характеристики включены в Потенциал глобального потепления (ПГП), меру радиационного эффекта (т. е. силы их парникового эффекта) каждой единицы газа (по весу) за определенный период времени, выраженный относительно радиационное действие углекислого газа (CO 2 ). Это часто рассчитывается на 100 лет, хотя это можно сделать для любого периода времени. Газы с высоким ПГП согреют Землю больше, чем равное количество CO 2 за тот же период времени. Газ с длительным сроком жизни, но относительно низкой радиационной эффективностью, может в конечном итоге оказывать большее влияние на потепление, чем газ, покидающий атмосферу быстрее интересующего нас временного окна, но обладающий сравнительно высокой радиационной эффективностью, и это будет отражаться в более высокой ПГП.
В таблице ниже представлены значения продолжительности жизни в атмосфере и значения ПГП для основных парниковых газов из Пятого оценочного доклада МГЭИК (ДО5), опубликованного в 2014 г. Эти значения периодически обновляются научным сообществом по мере того, как новые исследования уточняют оценки радиационных свойств и механизмов удаления из атмосферы ( раковины) для каждого газа.
Несмотря на сравнительно низкий ПГП углекислого газа среди основных парниковых газов, значительное увеличение его концентрации в атмосфере, вызванное деятельностью человека, вызвало большую часть глобального потепления. Точно так же метан несет ответственность за большую часть недавнего потепления, несмотря на то, что его ПГП намного ниже, чем у некоторых других парниковых газов, поскольку выбросы резко увеличились.
Источник
Пятый оценочный отчет (Межправительственная группа экспертов по изменению климата, 2014 г.).
Потенциал глобального потепления и продолжительность жизни основных парниковых газов в атмосфере
Углекислый газ
СО 2
1
100*
Метан
CH 4
25
12
Закись азота
НЕТ
265
121
Хлорфторуглерод-12 (ХФУ-12)
CCl 2 F 2
10 200
100
Гидрофторуглерод-23 (ГФУ-23)
швейцарских франков 3
12 400
222
Гексафторид серы
СФ 6
23 500
3 200
Трифторид азота
НФ 3
16 100
500
* Для двуокиси углерода нельзя указать одно время жизни, потому что она перемещается по земной системе с разной скоростью. Часть углекислого газа будет поглощена очень быстро, а часть останется в атмосфере на тысячи лет.
В таблице ниже показаны относительные концентрации этих основных парниковых газов и их источников. Некоторые газы (такие как CO 2 ) производятся как естественными, так и искусственными процессами, в то время как другие (например, гидрофторуглероды) являются только результатом промышленной деятельности человека. CO 2 обычно измеряется в частях на миллион, потому что он в 1000 раз более распространен, чем другие газы, но для согласованности в таблице он показан в частях на миллиард.
907:10
Примечания
Атмосферные концентрации указаны в частях на миллиард (ppb).
Источник
Пятый оценочный доклад (Межправительственная группа экспертов по изменению климата МГЭИК, 2014 г.)
Парниковый газ
Основные источники
Доиндустриальная концентрация (ppb)
2011 концентрация (ppb)
Источники и концентрации основных парниковых газов
Углекислый газ
Сжигание ископаемого топлива; Вырубка леса; Производство цемента
278 000
390 000
Метан
Производство ископаемого топлива; Сельское хозяйство; Полигоны
722
1 803
Закись азота
Внесение удобрений; сжигание ископаемого топлива и биомассы; Промышленные процессы
271
324
Хлорфторуглерод-12 (ХФУ-12)
Хладагенты
0
0,527
Гидрофторуглерод-23 (ГФУ-23)
Хладагенты
0
0,024
Гексафторид серы
Передача электроэнергии
0
0,0073
Трифторид азота
Производство полупроводников
0
0,00086
Повышение концентрации углекислого газа в атмосфере
*Углекислый газ довольно стабилен в атмосфере Земли, но отдельные молекулы углекислого газа находятся в почти постоянном потоке из различных резервуаров, таких как поверхностный океан, наземная биота и атмосфера. Обычно используемая оценка продолжительности жизни CO 2 составляет 100 лет, но на самом деле это отражает только продолжительность жизни части атмосферного резервуара углекислого газа. Некоторая часть имеет срок службы до 1000 лет (IPCC 2007, FAQs).
Определение
в кембриджском словаре английского языка
Теперь мы можем доказать основной результат этого раздела.
Из Кембриджского корпуса английского языка
Ниже приводится основной результат этой статьи.
Из Кембриджского корпуса английского языка
основной результат этого раздела будет следующим.
Из Кембриджского корпуса английского языка
основным результатом этого раздела является следующее предложение.
Из Кембриджского корпуса английского языка
основных точек бумаги могут быть выполнены в рамках этой более простой структуры.
Из Кембриджского корпуса английского языка
Приступим к доказательству основного результата .
Из Кембриджского корпуса английского языка
Один из основные трудности очень долгое время релаксации.
Из Кембриджского корпуса английского языка
Однако главными сдерживающими факторами для потребителей неорганической продукции были цена и негативное отношение.
Из Кембриджского корпуса английского языка
По нашему мнению, это как раз и есть главное термодинамическое отличие «холодной» абляции от абляции органического материала.
Из Кембриджского корпуса английского языка
Основная категория называется органической и неорганической пылью.
Из Кембриджского корпуса английского языка
Ее основной исследовательский интерес заключается в философском анализе биоэтических концепций.
Из Кембриджского корпуса английского языка
Я начну с описания концепции собственности на себя и перейду к объяснению двух основных возражений против этой концепции: одного философского и одного идеологического.
Из Кембриджского корпуса английского языка
Этот фонетический аспект является основным важным различием между двумя случаями и по другим причинам.
Из Кембриджского корпуса английского языка
Современное состояние и основные результаты оценки этих систем сообщаются.
Из Кембриджского корпуса английского языка
В качестве основного фактора успеха все фермеры отметили интенсивность отношений между самосборщиками и фермерами.
Из Кембриджского корпуса английского языка
Просмотреть все примеры main
Эти примеры взяты из корпусов и источников в Интернете. Любые мнения в примерах не отражают мнение редакторов Кембриджского словаря, издательства Кембриджского университета или его лицензиаров.
Что нужно Мейн-стрит и экономике от Конгресса: генеральный директор Goldman Sachs
Пандемия создала проблемы для малого бизнеса, с которыми федеральные программы не в состоянии справиться.
Впереди будут новые экономические потрясения, и Конгрессу необходимо обновить SBA при первой повторной авторизации агентства за более чем два десятилетия.
Мейн-стрит изо всех сил пытается нанять рабочих, получить доступ к капиталу, поддержать сотрудников по уходу за детьми и получить государственные контракты, и все это Конгресс может помочь исправить, пишет генеральный директор Goldman Sachs Дэвид Соломон.
Павел Точинский | Банк изображений | Getty Images
Экономика США переживает один из самых сложных периодов, которые я видел за свою 40-летнюю карьеру. Инфляция, нехватка рабочей силы, сбои в цепочках поставок — все это сильно бьет по крупному бизнесу, а по малому — еще сильнее.
Итак, на этой неделе на саммите Goldman Sachs 10 000 малых предприятий в Вашингтоне, округ Колумбия, я присоединюсь к лидерам со всей страны, чтобы призвать к действию. Пандемия создала множество новых проблем для малого бизнеса, но федеральные программы, на которые они полагаются, не в состоянии помочь. Пришло время обновить эти программы, чтобы у малого бизнеса были инструменты, необходимые им для преодоления предстоящих потрясений.
И вместо того, чтобы проводить эти реформы одну за другой, Конгресс должен объединить их в единый законодательный пакет: первое повторное разрешение Администрации малого бизнеса (SBA) более чем за 20 лет.
Это правда, что малый бизнес получил большую помощь в первые дни пандемии. Только в прошлом году Конгресс принял Американский план спасения, который предоставлял гранты и ссуды миллионам малых предприятий, чтобы они могли держать свои двери открытыми и своих сотрудников получать заработную плату.
Но сейчас, когда экономика на подъеме, восстановление в опасности. Согласно недавнему опросу 1533 выпускников программы бизнес-образования Goldman Sachs, 10000 малых предприятий , 93 процента обеспокоены тем, что Соединенные Штаты вступят в рецессию в течение следующего года. 89% владельцев малого бизнеса говорят, что экономические тенденции, такие как инфляция, проблемы с цепочками поставок и проблемы с рабочей силой, негативно сказываются на их бизнесе. Восемьдесят процентов говорят, что инфляционное давление возросло за последние три месяца, а 75 процентов говорят, что инфляция наносит ущерб финансовому здоровью их бизнеса.
Дэвид Соломон, главный исполнительный директор Goldman Sachs & Co., выступает на Глобальной конференции Института Милкена в Беверли-Хиллз, Калифорния, США, в понедельник, 29 апреля 2019 г.
Кайл Гриллот | Блумберг | Getty Images
У нас уже есть широкий спектр федеральных программ, призванных помочь, но их необходимо реформировать, чтобы решить предстоящие проблемы. Конгресс может оказать помощь, приняв меры по следующим четырем вопросам.
Во-первых, малые предприятия изо всех сил пытаются найти и удержать хороших работников. Законодатели должны рассмотреть новые программы, чтобы помочь малому бизнесу конкурировать с крупным бизнесом, чтобы удерживать и развивать таланты. Например, Конгресс мог бы усовершенствовать программы оплачиваемых отпусков и создать новые налоговые льготы для поддержки усилий малого бизнеса по найму и удержанию сотрудников.
Во-вторых, пандемия не только увеличила потребность в капитале, но и резко выявила пробелы на кредитных рынках, особенно для малого бизнеса, принадлежащего чернокожим. Согласно данным опроса Goldman Sachs, 48% чернокожих владельцев малого бизнеса говорят, что рассчитывают взять ссуду или кредитную линию для своего бизнеса в 2022 году, но только 19% «очень уверены» в способности своего бизнеса получить доступ к капиталу. И поэтому Конгресс должен укрепить потенциал Финансовых институтов развития сообществ (CDFI) для предоставления большего количества кредитов малым предприятиям в недостаточно обслуживаемых сообществах.
В-третьих, забота о детях — одна из самых значительных экономических уязвимостей, выявленных пандемией. Согласно данным опроса Goldman Sachs, 80 процентов владельцев малого бизнеса поддерживают Конгресс, расширяющий доступ к доступным услугам по уходу за детьми. Конгресс мог бы помочь, расширив и улучшив программы, направленные на снижение стоимости ухода за детьми и расширение доступа в так называемые «пустыни по уходу за детьми» по всей стране.
В-четвертых, входные барьеры для малых предприятий, стремящихся заключить контракты с федеральным правительством, слишком высоки. С 2010 по 2019 год, количество малых предприятий, предоставляющих общие продукты и услуги федеральному правительству, сократилось на 38 процентов. Еще более тревожным является то, что число новых участников малого бизнеса на рынке федеральных закупок сократилось на 79 процентов.
У федерального правительства уже есть цели по доле контрактов, заключенных с различными типами малых предприятий, в том числе принадлежащими женщинам и расположенными в исторически малоиспользуемых бизнес-зонах (HUBZones). Тем не менее, цель заключения федеральных контрактов с малыми предприятиями, принадлежащими женщинам, была достигнута всего дважды с момента ее создания в 19 году.94, а цель HUBZone так и не была достигнута.
Модернизированный SBA может помочь исправить ситуацию. Конгресс должен уравнять правила игры, оптимизировав процессы и расширив возможности закупок, особенно для малых предприятий, принадлежащих меньшинствам и женщинам.
Все эти реформы в значительной степени способствовали бы тому, чтобы малый бизнес стал таким же устойчивым и живучим, как и прежде. Несмотря на трудности, с которыми они сталкиваются, 65% владельцев малого бизнеса сохраняют оптимизм в отношении финансовой траектории своего бизнеса в этом году. С помощью модернизированного SBA и других усилий политиков Конгресс может помочь обеспечить, чтобы малый бизнес оставался опорой нашей экономики и местных сообществ.
Путь вперед будет ухабистым, без сомнения, но если я что-то и знаю, так это то, что вам никогда не следует делать ставки против Америки. Именно наш предпринимательский дух движет самой устойчивой экономикой в мире. И если государственный и частный сектор будут работать вместе, мы сможем убедиться, что у владельцев малого бизнеса есть инструменты, необходимые им для поддержания экономики на правильном пути.
— Дэвид Соломон, генеральный директор Goldman Sachs
смотреть сейчас
Читать дальше
Различные виды инженерных работ: зарплата и перспектива работы
Существуют десятки различных видов инженерии, но когда дело доходит до основ, инженерия заключается в использовании специализированных баз знаний для решения проблемы. Поскольку мы сталкиваемся с широким спектром проблем, у нас есть столь же широкий спектр инженерных дисциплин, многие из которых являются узкоспециализированными и предназначены для решения этих проблем.
В широком смысле машиностроение можно разделить на четыре основные категории: химическое, гражданское, электрическое и машиностроение. Каждый из этих типов требует различных навыков и инженерного образования.
1. Химическая промышленность
Средняя зарплата в 2021 году: 105 550 долларов США
Типичное требуемое образование: Степень бакалавра
Прогноз роста занятости до 2030 г.: 9%
Инженеры-химики используют свои знания в таких науках, как химия, биология, физика и математика, для решения проблем, влияющих на использование или производство химикатов, продуктов питания, лекарств и т. д., согласно данным Бюро статистики труда США (BLS). По данным BLS, они часто работают в офисах и лабораториях, и почти все они работают полный рабочий день.
Инженеры-химики используют свои знания в науке, а также в производстве, чтобы довести химические процессы, разработанные в лаборатории, до коммерческих или промышленных процессов для создания продуктов, а затем оценить и улучшить эти процессы, согласно Американскому химическому обществу (ACS).
Инженеры-химики переводят процессы, разработанные в лаборатории, в практические приложения для коммерческого производства продуктов, а затем работают над поддержанием и улучшением этих процессов. Они опираются на основные инженерные основы: математику, физику и химию (хотя все большую роль играет биология). Основная функция инженеров-химиков заключается в разработке и устранении неполадок в процессах производства химикатов, топлива, продуктов питания, фармацевтических и биологических препаратов, и это лишь некоторые из них. Чаще всего они используются на крупных производственных предприятиях для максимизации производительности и качества продукции при минимальных затратах.
Аналогичные профессии включают биомедицинскую или ядерную инженерию, а также специалистов или техников по охране труда и технике безопасности, согласно BLS.
2. Гражданское строительство
Средняя зарплата в 2021 году: 88 050 долларов США
Типичное требуемое образование: Степень бакалавра
Прогноз роста занятости до 2030 г. : 8%
Инженеры-строители решают проблемы с инфраструктурой. По данным BLS, проекты, которые они разрабатывают, строят и обслуживают, охватывают широкий спектр как государственного, так и частного секторов, включая мосты, дороги, туннели, плотины, а также системы водоснабжения и канализации. Такая инфраструктура, как Бруклинский мост, канал Эри и туннель Темзы в Лондоне, стала возможной благодаря работе инженеров-строителей. Это всего лишь три из десятков достопримечательностей гражданского строительства, перечисленных Американским обществом инженеров-строителей (ASCE).
Они часто делят свое время между офисом и проектами. По данным BLS, аналогичные профессии включают менеджера по строительству, ландшафтного архитектора и городского или регионального планирования.
3. Электротехника
Средняя зарплата в 2021 году: 101 780 долларов США
Типичное требуемое образование: Степень бакалавра в области электротехники
Прогноз роста занятости до 2030 г. : 7%
Инженеры-электрики занимаются проектированием, тестированием и производством электрических компонентов, таких как двигатели, системы навигации, связи и производства электроэнергии, согласно BLS. Они работают в различных отраслях, включая исследования, производство, телекоммуникации и многое другое.
Электротехника является одной из самых широких областей промышленности, а это означает, что то, что вы можете делать, сильно различается от одного сектора к другому. От работы со схемами до создания компьютеров и другой электроники, используемой для создания волоконно-оптических сетей или датчиков зрения для автомобилей, многие дисциплины нанимают инженеров-электриков.
Аналогичные профессии включают электрика, биомедицинского инженера, а также архитектурного и инженерного менеджера, согласно BLS.
4. Машиностроение
Средняя зарплата в 2021 году: 95 300 долларов США
Типичное требуемое образование: Степень бакалавра в области машиностроения
Прогноз роста занятости до 2030 г. : 7%
Инженеры-механики проектируют, строят и разрабатывают механические и термочувствительные устройства, такие как двигатели, инструменты и машины. По данным BLS, машиностроение является одной из самых широких инженерных областей, и в нем можно найти огромный ассортимент продукции от электрических генераторов до аккумуляторов и холодильных систем.
Инженеры-механики анализируют проекты, чтобы определить, как можно использовать механическое устройство, а затем проектируют и тестируют машины, чтобы помочь проекту. По данным BLS, они также могут исследовать оборудование, которое не смогло определить, какая часть механики нуждается в ремонте.
Другие аналогичные профессии включают инженера-материаловеда, инженера-нефтяника и техника-механика, согласно BLS.
Другие виды машиностроения
Существует почти столько же типов инженеров, сколько и отраслей в целом. Вот обзор дюжины конкретных типов инженерии.
Аэрокосмическая техника
Средняя зарплата в 2021 году: 122 270 долларов США
Типичное требуемое образование: степень бакалавра в области авиационной техники
Прогноз роста занятости до 2030 г. : 8%
Аэрокосмические инженеры специализируются на проектировании космических кораблей, самолетов, спутников и ракет. Они также создают и тестируют прототипы, чтобы убедиться, что они функционируют должным образом в соответствии с дизайном и соответствуют стандартам качества, согласно BLS.
Сельскохозяйственная техника
Средняя зарплата в 2021 году: 82 640 долларов США
Типичное требуемое образование: Степень бакалавра
Прогноз роста занятости до 2030 г.: 5%
По данным BLS, инженеры-агрономы
работают над тем, чтобы обеспечить эффективную работу энергоснабжения, машин, сооружений и сооружений, а также проблемы загрязнения и окружающей среды, связанные с сельским хозяйством.
Биомедицинская инженерия
Средняя зарплата в 2021 году: 97 410 долларов США
Типичное требуемое образование: Степень бакалавра
Прогноз роста занятости до 2030 г.: 6%
Биомедицинские и биоинженерные организации работают над объединением инженерии и науки для исследования, проектирования и создания оборудования, компьютерных систем и программного обеспечения, охватывающего ряд областей науки, согласно BLS.
Разработка компьютерного оборудования
Средняя зарплата в 2021 году: $128 170
Типичное требуемое образование: Степень бакалавра
Прогноз роста занятости до 2030 г.: 2%
Инженеры по компьютерному оборудованию работают с различными компьютерными системами и компонентами, такими как печатные платы, процессоры, сети и маршрутизаторы, чтобы убедиться, что они работают вместе с новейшим программным обеспечением. По данным BLS, они исследуют, проектируют и разрабатывают эти системы.
Экологическая инженерия
Средняя зарплата в 2021 году: 96 820 долларов США
Типичное требуемое образование: Степень бакалавра
Прогноз роста занятости до 2030 г.: 4%
Инженеры-экологи работают над решением экологических проблем во всем мире, таких как небезопасная питьевая вода, изменение климата, общественность и устойчивость, путем сочетания принципов биологии, химии, почвоведения и инженерии, согласно BLS.
Техника охраны труда и техники безопасности
Средняя зарплата в 2021 году: $99 040
Типичное требуемое образование: Степень бакалавра
Прогноз роста занятости до 2030 г.: 6%
Инженеры по охране труда и технике безопасности объединяют проектирование, здоровье и безопасность для разработки и проектирования систем для защиты людей и имущества от вреда, болезней и травм. Согласно BLS, они обеспечивают безопасность таких продуктов, как оборудование, программное обеспечение и химикаты.
Промышленное проектирование
Средняя зарплата в 2021 году: 9 долларов США5 300
Типичное требуемое образование: Степень бакалавра
Прогноз роста занятости до 2030 г.: 14%
Промышленные инженеры проектируют системы, которые объединяют рабочих, машины и многое другое для создания продукта или услуги, чтобы эффективно устранить расточительство в производственных процессах, согласно BLS.
Морское машиностроение
Средняя зарплата в 2021 году: 93 370 долларов США
Типичное требуемое образование: Степень бакалавра
Перспективы занятости до 2030 г.: 4%
Морские инженеры заботятся о внутренних системах корабля, включая электрические системы, системы рулевого управления и многое другое. По данным BLS, они также проектируют и строят такие корабли, как подводные лодки, парусники и танкеры.
Материаловедение
Средняя зарплата в 2021 году: 98 300 долларов США
Типичное требуемое образование: Степень бакалавра
Прогноз роста занятости до 2030 г.: 8%
Инженеры-материаловеды изучают свойства и структуру металлов, керамики, пластмасс и других материалов. По данным BLS, они отслеживают, как работают новые материалы, и разрабатывают процедуры испытаний для ряда различных материалов в продуктах, начиная от компьютерных чипов, крыльев самолетов и клюшек для гольфа.
Горное дело и геологическая инженерия
Средняя зарплата в 2021 году: 97 090 долларов США
Типичное требуемое образование: Степень бакалавра
Прогноз роста занятости до 2030 г.: 4%
Горные инженеры проектируют и работают в минеральных рудниках и песчано-гравийных карьерах, чтобы обеспечить безопасное и эффективное удаление полезных ископаемых, таких как уголь и металлы, для производства и коммунального использования, согласно BLS.
Атомная техника
Средняя зарплата в 2021 году: $120 380
Типичное требуемое образование: Степень бакалавра
Инженеры-ядерщики работают над различными системами и приборами, которые могут использовать преимущества ядерной энергии. По данным BLS, они исследуют и разрабатывают ядерное оборудование для различных отраслей промышленности, от лечения до кораблей и космических кораблей.
Нефтяное машиностроение
Средняя зарплата в 2021 году: 130 580 долларов США
Типичное требуемое образование: Степень бакалавра
Прогноз роста занятости до 2030 г. : 8%
По данным BLS, инженеры-нефтяники
работают над добычей нефти и газа из-под поверхности Земли, разрабатывая и разрабатывая новые методы.
Какая область инженерии лучше?
При таком количестве различных областей техники возникает естественный вопрос: какая из них лучше? Хотя большинство из них различаются рабочей средой, заработной платой, образованием и карьерным ростом, ответ на этот вопрос зависит исключительно от человека. Тот, кто хочет работать в медицинском учреждении, например, будет иметь другое идеальное инженерное поле, чем тот, кто хочет работать на открытом воздухе с геологией.
Понимание своего прошлого и карьерных целей поможет вам определить, какая инженерная область вас интересует больше всего. Успешное сопоставление ваших целей с соответствующей областью может стать вашим первым шагом перед получением необходимого образования.
Узнайте больше о инженерных степенях SNHU: узнайте, какие курсы вы будете проходить, навыки, которые вы получите, и как запросить информацию о программе.
Как проводить погрузочно-разгрузочные работы. Справочник СОТ
Выполнение погрузочно-разгрузочных работ и размещение грузов регламентируется Правилами по охране труда, утвержденными приказом Минтруда России от 17 сентября 2014 г. № 642н (Далее — Правила).
Согласно пункту 5 Правил выполнять погрузочно-разгрузочные работы и размещать грузы могут работники не моложе 18 лет, прошедшие:
обязательный предварительный и периодический медицинский осмотр;
обучение по охране труда;
проверку знаний требований охраны труда.
Предельно допустимые нормы разового подъема тяжестей (п. 32 Правил от 17 сентября 2014 г. № 642н):
для мужчин – не более 50 кг;
для женщин – не более 15 кг.
Если во время погрузочно-разгрузочных работ используют грузоподъемные машины, то работники должны иметь удостоверение на право производства работ.
Работодатели и их объединения могут устанавливать свои требования охраны труда при выполнении погрузочно-разгрузочных работ и размещении грузов, улучшающие условия труда работников.
Средства коллективной и индивидуальной защиты выдают с учетом требований безопасности для каждых конкретных видов работ и профессий.
Как подготовить рабочие места
Перед выполнением работ на постоянных площадках проводят подготовку рабочих мест:
погрузочно-разгрузочную площадку, проходы и проезды освобождают от посторонних предметов;
ликвидируют ямы, рытвины;
скользкие места посыпают противоскользящими средствами;
проверяют и обеспечивают исправное состояние подъемников, люков, трапов в складских помещениях, расположенных в подвалах и полуподвалах;
обеспечивают безопасное для выполнения работ освещение рабочих мест;
осматривают рабочие места.
О выявленных перед началом производства работ недостатках и неисправностях работники сообщают непосредственному руководителю работ. Приступать к работе можно после устранения всех недостатков и неисправностей.
Как использовать оборудование и инструмент
Перед использованием оборудование и инструмент осматривают, чтобы убедиться в исправности, у электрооборудования проверяют защитное заземление.
Погрузочно-разгрузочные работы с применением грузоподъемных машин выполняют по технологическим картам и проектам производства работ (п. 19 Правил от 17 сентября 2014 г. № 642н).
Ответственный за безопасное производство работ руководит:
подъемом грузов, если нет данных о массе и центре тяжести груза;
погрузкой и разгрузкой грузов, на которые не разработаны схемы строповки.
Выходы на крановые пути, галереи мостовых кранов, находящихся в работе, закрывают на замок. Сотрудников на них допускают по наряду-допуску.
В зоне возможного нахождения людей ограждают:
канаты, блоки и грузы натяжных устройств на высоту их перемещения, участок пола под ними;
загрузочные и приемные устройства;
нижние выступающие части конвейера, пересекающие проходы и проезды.
Перед тем как запустить конвейер, находящихся вблизи людей предупреждают с помощью сигнала.
Как обеспечить безопасность во время работ
Погрузку и разгрузку грузов производят:
если масса груза от 80 до 500 кг – с помощью грузоподъемного оборудования (талей, блоков, лебедок), а также с применением покатов;
если груз больше 500 кг – только с помощью грузоподъемных машин.
Погружать и разгружать вручную можно только на временных площадках под руководством лица, ответственного за безопасное производство работ. При этом нагрузка на одного работника не должна превышать 50 кг.
Во время погрузочно-разгрузочных работ и размещения груза запрещено использовать тару с дефектами, обнаруженными при внешнем осмотре.
Запрещено перевозить работников в кузове транспортного средства (п. 99 Правил от 17 сентября 2014 г. № 642н).
Перемещать вручную можно груз массой до 80 кг и на расстояние не больше 25 метров. В остальных случаях используют тележки, вагонетки, тали. Груз тяжелее 50 кг поднимают или снимают вдвоем, груз поднимают на спину или снимают со спины работника другие работники.
Если груз перемещает вручную группа работников, они должны идти в ногу.
Для перемещения длинномерных грузов (бревен, балок) используют специальные захваты. При этом масса груза на одного работника не должна превышать 40 кг.
Грузы неизвестной массы перемещают с помощью грузоподъемного оборудования после того, как определят их фактическую массу. Запрещается поднимать груз, масса которого превышает грузоподъемность оборудования.
Зону подъема и перемещения грузов электромагнитными и грейферными кранами ограждают (п. 102 Правил от 17 сентября 2014 г. № 642н).
Как проводить работы с опасными грузами
Погрузку, транспортировку и перемещение, а также разгрузку и размещение опасных грузов проводят в соответствии с требованиями технической документации заводов-изготовителей на эти грузы. Запрещено проводить работы, если тара и упаковка повреждены или на них отсутствует маркировка и предупредительные надписи.
Погружать и разгружать опасные грузы можно только при выключенном двигателе. Исключение – налив и слив с помощью насоса, который приводится в действие двигателем транспортного средства. Водитель транспортного средства в этом случае находится у места управления насосом.
Во время перевозки сжатых, сжиженных, растворенных под давлением газов и легковоспламеняющихся жидкостей запрещено курить:
в кабине и вблизи транспортного средства;
ближе чем в 10 метрах от места нахождения опасных грузов, ожидающих погрузки или разгрузки.
Запрещено погружать и разгружать в общественных местах населенных пунктов без разрешения надзорных органов безводную бромистоводородную кислоту, безводную фтористоводородную кислоту, сероводород, хлор, двуокись серы и двуокись азота, хлорокись углерода (фосген).
Легковоспламеняющиеся жидкости и баллоны с газами перевозят специальным транспортом с искроуловителями на выхлопных трубах, металлическими цепочками для снятия зарядов статического электричества, укомплектованными средствами пожаротушения и имеющими соответствующие обозначения и надписи.
Электротранспорт для перевозки легковоспламеняющихся жидкостей и ядовитых веществ можно использовать только в качестве тягача. При этом его оборудуют средствами пожаротушения.
Запрещена погрузка баллонов с растворенным под давлением, сжатым, сжиженным газом, легковоспламеняющихся жидкостей совместно:
с детонирующими фитилями мгновенного действия;
с железнодорожными петардами;
с детонирующими запалами, безводной соляной кислотой, жидким воздухом, кислородом и азотом;
с поддерживающими горение веществами;
с ядовитыми веществами;
с азотной кислотой и сульфоазотными смесями;
с органическими перекисями;
с пищевыми продуктами;
с радиоактивными веществами.
Сосуды со сжатым, сжиженным или растворенным под давлением газом закрепляют в кузове транспортного средства так, чтобы они не могли опрокинуться и упасть.
В кабинах транспортных средств, перевозящих легковоспламеняющиеся жидкости и газовые баллоны, запрещено находиться работникам, не связанным с обслуживанием этих перевозок.
Материал создан при поддержке Система Охрана Труда.
ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПРИ ПРОВЕДЕНИИ ПОГРУЗОЧНО-РАЗГРУЗОЧНЫХ РАБОТ
БЕСПЛАТНАЯ ДОСТАВКА ОТ 10 000 ₽
ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПРИ ПРОВЕДЕНИИ ПОГРУЗОЧНО-РАЗГРУЗОЧНЫХ РАБОТ
MKC 13.100
53.020
Постановленном Государственною комитета стандартов Совета Министров СССР от 23 марта 1976 г. № 670
Настоящий стандарт устанавливает обшие требования безопасности при проведении погрузочно-разгрузочных работ во всех отраслях народного хозяйства.
Стандарт полностью соответствует СТ СЭВ 3518—81.
(Измененная редакция, Изм. № 1).
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Погрузочно-разгрузочные работы следует выполнять в соответствии с требованиями ГОСТ 12.3.002—75, настоящего стандарта и государственных стандартов на отдельные виды производственных процессов, учитывающими особенности выполнения работ.
1.2. (Исключен, Изм. № 1).
1.3. Погрузочно-разгрузочные работы следует выполнять механизированным способом при помощи подъемно-транспортного оборудования и средств малой механизации. Поднимать и перемещать грузы вручную необходимо при соблюдении норм, установленных действующим законодательством.
1.4. Безопасность производства погрузочноразгрузочных работ должна быть обеспечена:
— выбором способов производства работ, подъемно-транспортного оборудования и технологической оснастки:
— подготовкой и организацией мест производства работ;
— применением средств защити работающих;
— проведением медицинского осмотра дни. допущенных к работе, и их обучением.
1.4. (Введен дополнительно, Изм. № I).
2. ТРЕБОВАНИЯ К ПРОЦЕССАМ ПРОИЗВОДСТВА ПОГРУЗОЧНО-РАЗГРУЗОЧНЫX РАБОТ
2.1. Выбор способов производства работ должен предусматривать предотвращение или снижение до уровня допустимых норм воздействия на работающих опасных и вредных производственных факторов путем:
— механизации и автоматизации погрузочно-разгрузочных работ;
— применения устройств и приспособлений, отвечающих требованиям безопасности;
— эксплуатации производственного оборудования в соответствии с действующей нормативно-технической документацией и эксплуатационными документами;
— применения знаковой и других видов сигнализации при перемещении грузов подъемно-транспортным оборудованием;
— правильного размещения и укладки грузов в местах производства работ и в транспортные средства;
— соблюдения требований к охранным зонам электропередачи, узлам инженерных коммуникаций и энергоснабжения.
(Измененная редакция, Изм. № 1).
2.2—2.4. (Исключены. Изм. № 1).
2.5. При перемещении груза подъемно-транспортным оборудованием нахождение работающих на грузе и в зоне его возможного падения не допускается. После окончания и в перерыве между работами груз, грузозахватные приспособления и механизмы (ковш, грейфер, рама, электромагнит и т. п.) не должны оставаться в поднятом положении.
Перемещение груза над помещениями и транспортными средствами, где находятся люди, не допускается. (Измененная редакция, Изм. № 1).
2.6. Грузы, размещаемые вблизи железнодорожных и крановых рельсовых путей, должны быть расположены в соответствии с требованиями ГОСТ 9238—83 и нормативно-технической документации, утвержденной Госгортехнадзором СССР.
2.7. Грузы (кроме балласта, выгружаемого для путевых работ) при высоте их укладки, считая от головки рельса, до 1.2 м должны находиться от наружной грани головки ближайшего к грузу рельса железнодорожного или подкранового пути на расстоянии не менее 2. 0 м, а при большей высоте — не менее 2,5 м. (Измененная редакция. Им. № 1).
2.8. Строповку грузов следует проводить в соответствии с «Правилами устройства и безопасной эксплуатации грузоподъемных кранов», утвержденными Госгортехнадзором СССР.
Строповку крупногабаритных грузов (металлических, железобетонных конструкций и др.) необходимо проводить за специальные устройства, строповочные узлы или обозначенные места в зависимости от положения центра тяжести и массы грута.
Места строповки, положение центра тяжести и массы груза должны быть обозначены предприятием — изготовителем продукции или грузоотправителем.
2.9. Перед подьемом и перемещением грузов должны быть проверены устойчивость грузов и правильность их строповки.
2.10. Способы укладки и крепления грузов должны обеспечивать их устойчивость при транспортировании и складировании, разгрузке транспортных средств и разборке штабелей, а также возможность механизированной погрузки и выгрузки. Маневрирование транспортных средств с грузами после снятия крепления с грузов не допускается. (Имененная редакция. Им. № 1).
2.11. Штабели сыпучих грузов должны иметь откосы крутизной, соответствующей углу естественного откоса дли грузов данного вида, или должны быть ограждены прочными подпорными стенками.
2.12. (Исключены, Изм. № I).
2.13. При выполнении погрузочно-разгрузочных работ с применением машин непрерывного транспорта:
— укладка грузов должна обеспечивать равномерную загрузку рабочего органа и устойчивое положение груза;
— подача и снятие груза с рабочего органа машины должны производиться при помощи специальных подающих и приемных устройств.
2.14. (Исключен, Им. № 1).
2.15. При производстве работ с тарно-штучными грузами следует испальзовать контейнеры, средства пакетирования, а также специализированные грузозахватные приспособления, исключающие выпадение грузов.
2.16. Крыши контейнеров, устройства для их строповки и крепления к транспортным средствам должны быть очишены от посторонних предметов, льда и снега. 2.15, 2.16. (Измененная редакция. Изм. № 1).
2.17. (Исключен, Изм. .Ne I).
2.18. При погрузке (выгрузке) металлов электромагнитными и грейферными захватами зона подъема и перемещения грузов должна быть ограждена. (Измененная редакция, Изм. № 1).
2.19. (Исключен. Изм. № 1).
2.20. На местах погрузки и выгрузки лесоматериалов должны быть предусмотрены приспособления, исключающие развал лесоматериалов.
2.21. Погрузку и выгрузку сыпучих грузов следует проводить механизированным способом, исключающим загрязнение воздуха рабочей зоны. (Измененная редакция, Изм. № 1).
2.22. При разгрузке сыпучих грузов из полувагонов люки следует открывать специальными приспособлениями, позволяющими работающим находиться на безопасном расстоянии.
При разгрузке сыпучих грузов из полувагонов на повышенных путях, расположенных на высоте более 2,5 м. люки следует открывать со специальных мостиков.
2.23. При ликвидации зависания сыпучих грузов в емкостях нахождение в них работающих не допускается.
(Измененная редакция, Изм. № 1).
2.24. (Исключен. Изм. № 1).
2.25. При разгрузке сыпучих грузов с автомобилей-самосвалов, стоящих на насыпях, а также при засыпке котлованов и траншей грунтом, автомобили-самосвалы необходимо устанавливать на расстоянии не менее I м от бровки естественного откоса.
(Измененная редакция, Изм. № 1).
2.26. Погрузочно-разгрузочные работы и перемещение опасных (по ГОСТ 19433—88) грузов следует проводить:
— в соответствии с требованиями безопасности труда, содержащимися в документации, утвержденной в установленном порядке;
— в специально отведенных местах при наличии данных о классе опасности по ГОСТ 19433—88 и указаний отправнтеля груза по соблюдению мер безопасности.
2.27. Не допускается выполнять погрузочно-разгрузочные работы с опасными грузами при обнаружении несоответствия тары требованиям нормативно-технической документации, утвержденной в установленном порядке, неисправности тары, а также при отсутствии маркировки и предупредительных надписей на ней.
После окончания работ с опасными грузами места производства работ, подъемно-транспортное оборудование, грузозахватные приспособления и средства индивидуальной зашиты должны быть подвергнуты санитарной обработке в зависимости от свойств груза.
2.28. При возникновении опасных и вредных производственных факторов вследствие воздействия метеорологических условий на физико-химическое состояние груза погрузочно-разгрузочные работы должны быть прекращены или приняты меры по созданию безопасных условий труда.
2.27, 2.28. (Измененная редакция. Изм. № I).
2.29. (Исключен, Изм. № 1).
2.30. Погружать и разгружать животных, сырье и продукты животного происхождения следует лишь при наличии данных о характере груза и в соответствии с требованиями ГОСТ 12.1.008—76. Перед началом работ груз должен быть проверен органами ветеринарного надзора.
2.31. Погружать, выгружать и перемешать грузы, требующие карантинной обработки, следует на специально выделенных площадках, отвечающих предъявляемым к ним санитарным требованиям Министерства здравоохранения СССР.
2.32. После выполнения погрузочно-разгрузочных работ с животными, сырьем и продуктами животного происхождения места производства работ, транспортные средства, грузозахватные приспособления, инвентарь и средства индивидуальной зашиты должны быть подвергнуты дезинфекции. (Измененная редакция, Изм. № 1).
2.33. Перед началом погрузочно-разгрузочных работ должен быть установлен порядок обмена условными сигналами между подающим сигналы (стропальщиком) и машинистом подъем но-транспортного оборудования.
(Введен дополнительно, Изм. № 1).
3. ТРЕБОВАНИЯ К МЕСТАМ ПРОИЗВОДСТВА ПОГРУЗОЧНО-РАЗГРУЗОЧНЫХ РАБОТ
3.1. Места производства погрузочно-разгрузочных работ должны иметь основание, обеспечиваюшее устойчивость подъемно-транспортного оборудования, складируемых материалов и транспортных средств.
3.2. Выбор мест проведения погрузочно-разгрузочных работ, размещение на них зданий (сооружений) и отделение их от жилой застройки санитарно-защитными зонами должны соответствовать требованиям строительных норм и правил, утвержденных Госстроем СССР, санитарных норм, утвержденных Минздравом СССР, и другой нормативно-технической документации.
3.3. На площадках для укладки грузов должны быть обозначены границы штабелей, проходов и проездов между ними. Не допускается размешать грузы в проходах и проездах. Ширина проездов должна обеспечивать безопасность движения транспортных средств и подъемно-транспортного оборудования.
3.4. Места производства погрузочно-разгрузочных работ, включая проходы и проезды, должны иметь достаточное естественное и искусственное освещение в соответствии со строительными нормами и правилами, утвержденными Госстроем СССР.
Освещенность должна быть равномерной, без слепящего действия светильников на работающих. Типы осветительных приборов следует выбирать в зависимости от условий среды, свойств и характера перерабатываемых грузов.
3.1—3.4. (Измененная редакция. Изм. № 1).
3.5. (Исключен, Изм. № 1).
3.6. Рабочие, занятые на погрузочно-разгрузочных работах, должны быть обеспечены санитарно-бытовыми помещениями и доброкачественной питьевой водой.
3.7. Площадки производства погрузочно-разгрузочных работ должны соответствовать требованиям пожарной безопасности по ГОСТ 12.1.004—91, а также строительным нормам и правилам, утвержденным Госстроем СССР, и правилам пожарной безопасности, утвержденным или согласованным с ГУ ПО МВД СССР.
3.8. Температуру наружного воздуха и силу ветра в данном климатическом районе, при которых следует прекращать производство работ на открытом воздухе или устраивать перерывы для обогревания рабочих, устанавливает администрация предприятия в соответствии с действующим законодательством.
3.9. Места производства погрузочно-разгрузочных работ датжны быть оснащены необходимыми средствами коллективной зашиты и знаками безопасности по ГОСТ 12.4.026— 76*.
3.10. Движение транспортных средств в местах погрузочно-разгрузочных работ должно быть организовано по транспортно-технологической схеме с установкой соответствующих дорожных знаков по ГОСТ 10807— 78**. а также знаков, принятых на железнодорожном, водном и воздушном транспорте.
3.11. Температура, влажность, скорость движения воздуха в рабочей зоне производственных помещений, а также содержание вредных веществ в местах производства погрузочно-разгрузочных работ — по ГОСТ 12.1.005—88; уровни шума и вибрации на рабочем месте — по ГОСТ 12.1.003—83 и ГОСТ 12.1.012-90.
3.12. Для перехода работающих по сыпучему грузу, имеющему большую текучесть и способность засасывания, следует устанавливать трапы или настилы с перилами на всем пути передвижения.
3.13. Грузовые столы, рампы, эстакады и другие сооружения должны быть оборудованы постоянными или съемными отбойными устройствами.
3.14. Проходы и рабочие места должны быть выровнены и не иметьям, рытвин. Зимой проходы должны быть очищены от снега, а в случае обледенения посыпаны песком, шлаком или другими противоскользящими материалами.
3.15. Для прохода (подъема) на рабочее место должны быть предусмотрены тротуары, лестницы, мостки, трапы, отвечающие требованиям безопасности.
3.9—3.15. (Введены дополнительно. Изм. № 1).
* На территории Российской Федерации действует ГОСТ Р 12.4.026—2001.
** На территории Российской Федерации действует ГОСТ Р 5229U— 2004.
4. ТРЕБОВАНИЯ К ПРИМЕНЕНИЮ ПОДЪЕМНО-ТРАНСПОРТНОГО ОБОРУДОВАНИЯ
4.1. Подъемно-транспортное оборудованне. применяемое при проведении погрузочно-разгрузочных работ, должно соответствовать требованиям ГОСТ 12.2.003—91, правилам устройства и безопасной эксплуатации грузоподъемных кранов Госгортехнадзора СССР, а также требованиям безопасности, изложенным в стандартах и технических условиях на оборудование конкретного вида.
(Измененная редакция, Изм. № 1).
4.2. Установка, регистрация, испытание и техническое освидетельствование подъемно-транспортного оборудования и грузозахватных приспособлений должны быть выполнены в соответствии с правилами устройства и безопасной эксплуатации грузоподъемных кранов, утвержденными Госгортехнадзором СССР, и другой нормативно-технической документацией, утвержденной в установленном порядке.
4.3. Не допускаются работы на грузоподъемной машине (кран, перегружатель кранового типа) при скорости ветра, превышающей значение, указанное в паспорте машины, а также при снегопаде, тумане, дожде, снижающих видимость в пределах рабочей зоны.
Не допускаются работы на грузоподъемной машине, если температура окружающего воздуха ниже значения, указанного в паспорте машины. (Измененная редакция, Изм. № 1).
4.4. Подъемно-транспортное оборудование, транспортные средства при производстве погрузочно-разгрузочных работ должны быть в состоянии, исключающем их самопроизвольное перемещение.
4.5. Съемные грузозахватные приспособления (стропы, траверсы и др.) до пуска в работу должны быть подвергнуты потному техническому освидетельствованию.
4.6. Подъемно-транспортным оборудованием разрешается поднимать груз, масса которого вместе с грузозахватными приспособлениями не превышает допустимую грузоподъемность данного оборудования.
Не допускается поднимать груз неизвестной массы, а также защемленный, примерзший или зацепившийся.
4.5, 4.6. (Введены дополнитель но. Изм. № 1).
5. ТРЕБОВАНИЯ К ПЕРСОНАЛУ, ДОПУСКАЕМОМУ К ПОГРУЗОЧНО-РАЗГРУЗОЧНЫМ РАБОТАМ
5.1. К управлению подъемно-транспортным оборудованием допускаются липа не моложе 18 лет, прошедшие медицинское освидетельствование в порядке, установленном Минздравом
СССР, обученные безопасности труда в соответствии с ГОСТ 12.0.004—90 и имеющие право управления указанным оборудованием. (Измененная редакция, Изм. № 1).
5.2. Рабочие, занятые на погрузочно-разгрузочных работах, должны проходить предварительный и периодические осмотры в соответствии с требованиями Министерства здравоохранения СССР.
Рабочим, занятым на погрузке и выгрузке животных и сырья животного происхождения, должны быть сделаны профилактические прививки в соответствии с требованиями Министерства здравоохранения СССР.
5.3. Инженерно-технические работники, ответственные за безопасное проведение погрузочно-разгрузочных работ, должны проходить проверку знаний особенностей технологического процесса, требований безопасности труда, устройства и безопасной эксплуатации подъемно-транспортного оборудования, пожарной безопасности и производственной санитарии в соответствии с их должностными обязанностями и в порядке, установленном органами государствемного надзора.
5.4. К выполнению погрузочно-разгрузочных работ допускаются лица, прошедшие курс обучения и проверку знаний по безопасности труда в соответствии с ГОСТ 12.0.004—90, а также оказанию первой помоши.
Работающие, допущенные к погрузке (разгрузке) опасных и особо опасных грузов, должны проходить специальное обучение безопасности труда с последующей аттестацией.
При производстве погрузочно-разгрузочных работ с опасными грузами, текущий инструктаж следует проводить перед началом работ.
В программу инструктажа должны быть включены сведения о свойствах опасных грузов, правила работы с ними, меры оказания первой доврачебной помоши.
(Измененная редакция, Изм. № 1).
6. ТРЕБОВАНИЯ К ПРИМЕНЕНИЮ СРЕДСТВ ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ РАБОТАЮЩИХ
6.1. Спецодежда, спецобувь и другие средства индивидуальной зашиты должны соответствовать требованиям ГОСТ 12.4.011-89. (Измененная редакция, Изм. № 1).
6.2. Спецодежду в зависимости от категории перерабатываемых грузов следует подвергать стирке, химчистке, обезвреживанию и другим видам санитарной обработки в соответствии с действующими нормами, утвержденными в установленном порядке.
6.3. Рабочие при получении спецодежды, спецобуви и других средств индивидуальной зашиты должны быть проинструктированы о порядке потьзования этими средствами и ознакомлены с гребованиями по уходу за ними.
(Измененная редакция, Изм. № 1).
6.4. При наличии опасности падения предметов сверху работающие на местах производства погрузочно-разгрузочных работ должны носить защитные каски установленных образцов.
6.5. (Исключен, Изм. № 1).
6.6. При выполнении погрузочно-разгрузочных работ следует использовать средства индивидуальной защиты в зависимости от вида груза и условий ведения работ.
6.7. Средства индивидуальной зашиты должны соответствовать требованиям СТ СЭВ 1086—78 и стандартов СЭВ на средства защиты конкретных видов.
6.6, 6.7. (Введены дополнительно, Изм. № 1).
ID: 20841 Символьный код: pasport16 Описание для анонса: Картинка для анонса: Детальное описание:
MKC 13. 100
53.020
Постановленном Государственною комитета стандартов Совета Министров СССР от 23 марта 1976 г. № 670
Настоящий стандарт устанавливает обшие требования безопасности при проведении погрузочно-разгрузочных работ во всех отраслях народного хозяйства.
Стандарт полностью соответствует СТ СЭВ 3518—81.
(Измененная редакция, Изм. № 1).
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Погрузочно-разгрузочные работы следует выполнять в соответствии с требованиями ГОСТ 12.3.002—75, настоящего стандарта и государственных стандартов на отдельные виды производственных процессов, учитывающими особенности выполнения работ.
1.2. (Исключен, Изм. № 1).
1.3. Погрузочно-разгрузочные работы следует выполнять механизированным способом при помощи подъемно-транспортного оборудования и средств малой механизации. Поднимать и перемещать грузы вручную необходимо при соблюдении норм, установленных действующим законодательством.
1.4. Безопасность производства погрузочноразгрузочных работ должна быть обеспечена:
— выбором способов производства работ, подъемно-транспортного оборудования и технологической оснастки:
— подготовкой и организацией мест производства работ;
— применением средств защити работающих;
— проведением медицинского осмотра дни. допущенных к работе, и их обучением.
1.4. (Введен дополнительно, Изм. № I).
2. ТРЕБОВАНИЯ К ПРОЦЕССАМ ПРОИЗВОДСТВА ПОГРУЗОЧНО-РАЗГРУЗОЧНЫX РАБОТ
2.1. Выбор способов производства работ должен предусматривать предотвращение или снижение до уровня допустимых норм воздействия на работающих опасных и вредных производственных факторов путем:
— механизации и автоматизации погрузочно-разгрузочных работ;
— применения устройств и приспособлений, отвечающих требованиям безопасности;
— эксплуатации производственного оборудования в соответствии с действующей нормативно-технической документацией и эксплуатационными документами;
— применения знаковой и других видов сигнализации при перемещении грузов подъемно-транспортным оборудованием;
— правильного размещения и укладки грузов в местах производства работ и в транспортные средства;
— соблюдения требований к охранным зонам электропередачи, узлам инженерных коммуникаций и энергоснабжения.
(Измененная редакция, Изм. № 1).
2.2—2.4. (Исключены. Изм. № 1).
2.5. При перемещении груза подъемно-транспортным оборудованием нахождение работающих на грузе и в зоне его возможного падения не допускается. После окончания и в перерыве между работами груз, грузозахватные приспособления и механизмы (ковш, грейфер, рама, электромагнит и т. п.) не должны оставаться в поднятом положении.
Перемещение груза над помещениями и транспортными средствами, где находятся люди, не допускается. (Измененная редакция, Изм. № 1).
2.6. Грузы, размещаемые вблизи железнодорожных и крановых рельсовых путей, должны быть расположены в соответствии с требованиями ГОСТ 9238—83 и нормативно-технической документации, утвержденной Госгортехнадзором СССР.
2.7. Грузы (кроме балласта, выгружаемого для путевых работ) при высоте их укладки, считая от головки рельса, до 1.2 м должны находиться от наружной грани головки ближайшего к грузу рельса железнодорожного или подкранового пути на расстоянии не менее 2. 0 м, а при большей высоте — не менее 2,5 м. (Измененная редакция. Им. № 1).
2.8. Строповку грузов следует проводить в соответствии с «Правилами устройства и безопасной эксплуатации грузоподъемных кранов», утвержденными Госгортехнадзором СССР.
Строповку крупногабаритных грузов (металлических, железобетонных конструкций и др.) необходимо проводить за специальные устройства, строповочные узлы или обозначенные места в зависимости от положения центра тяжести и массы грута.
Места строповки, положение центра тяжести и массы груза должны быть обозначены предприятием — изготовителем продукции или грузоотправителем.
2.9. Перед подьемом и перемещением грузов должны быть проверены устойчивость грузов и правильность их строповки.
2.10. Способы укладки и крепления грузов должны обеспечивать их устойчивость при транспортировании и складировании, разгрузке транспортных средств и разборке штабелей, а также возможность механизированной погрузки и выгрузки. Маневрирование транспортных средств с грузами после снятия крепления с грузов не допускается. (Имененная редакция. Им. № 1).
2.11. Штабели сыпучих грузов должны иметь откосы крутизной, соответствующей углу естественного откоса дли грузов данного вида, или должны быть ограждены прочными подпорными стенками.
2.12. (Исключены, Изм. № I).
2.13. При выполнении погрузочно-разгрузочных работ с применением машин непрерывного транспорта:
— укладка грузов должна обеспечивать равномерную загрузку рабочего органа и устойчивое положение груза;
— подача и снятие груза с рабочего органа машины должны производиться при помощи специальных подающих и приемных устройств.
2.14. (Исключен, Им. № 1).
2.15. При производстве работ с тарно-штучными грузами следует испальзовать контейнеры, средства пакетирования, а также специализированные грузозахватные приспособления, исключающие выпадение грузов.
2.16. Крыши контейнеров, устройства для их строповки и крепления к транспортным средствам должны быть очишены от посторонних предметов, льда и снега. 2.15, 2.16. (Измененная редакция. Изм. № 1).
2.17. (Исключен, Изм. .Ne I).
2.18. При погрузке (выгрузке) металлов электромагнитными и грейферными захватами зона подъема и перемещения грузов должна быть ограждена. (Измененная редакция, Изм. № 1).
2.19. (Исключен. Изм. № 1).
2.20. На местах погрузки и выгрузки лесоматериалов должны быть предусмотрены приспособления, исключающие развал лесоматериалов.
2.21. Погрузку и выгрузку сыпучих грузов следует проводить механизированным способом, исключающим загрязнение воздуха рабочей зоны. (Измененная редакция, Изм. № 1).
2.22. При разгрузке сыпучих грузов из полувагонов люки следует открывать специальными приспособлениями, позволяющими работающим находиться на безопасном расстоянии.
При разгрузке сыпучих грузов из полувагонов на повышенных путях, расположенных на высоте более 2,5 м. люки следует открывать со специальных мостиков.
2.23. При ликвидации зависания сыпучих грузов в емкостях нахождение в них работающих не допускается.
(Измененная редакция, Изм. № 1).
2.24. (Исключен. Изм. № 1).
2.25. При разгрузке сыпучих грузов с автомобилей-самосвалов, стоящих на насыпях, а также при засыпке котлованов и траншей грунтом, автомобили-самосвалы необходимо устанавливать на расстоянии не менее I м от бровки естественного откоса.
(Измененная редакция, Изм. № 1).
2.26. Погрузочно-разгрузочные работы и перемещение опасных (по ГОСТ 19433—88) грузов следует проводить:
— в соответствии с требованиями безопасности труда, содержащимися в документации, утвержденной в установленном порядке;
— в специально отведенных местах при наличии данных о классе опасности по ГОСТ 19433—88 и указаний отправнтеля груза по соблюдению мер безопасности.
2.27. Не допускается выполнять погрузочно-разгрузочные работы с опасными грузами при обнаружении несоответствия тары требованиям нормативно-технической документации, утвержденной в установленном порядке, неисправности тары, а также при отсутствии маркировки и предупредительных надписей на ней.
После окончания работ с опасными грузами места производства работ, подъемно-транспортное оборудование, грузозахватные приспособления и средства индивидуальной зашиты должны быть подвергнуты санитарной обработке в зависимости от свойств груза.
2.28. При возникновении опасных и вредных производственных факторов вследствие воздействия метеорологических условий на физико-химическое состояние груза погрузочно-разгрузочные работы должны быть прекращены или приняты меры по созданию безопасных условий труда.
2.27, 2.28. (Измененная редакция. Изм. № I).
2.29. (Исключен, Изм. № 1).
2.30. Погружать и разгружать животных, сырье и продукты животного происхождения следует лишь при наличии данных о характере груза и в соответствии с требованиями ГОСТ 12.1.008—76. Перед началом работ груз должен быть проверен органами ветеринарного надзора.
2.31. Погружать, выгружать и перемешать грузы, требующие карантинной обработки, следует на специально выделенных площадках, отвечающих предъявляемым к ним санитарным требованиям Министерства здравоохранения СССР.
2.32. После выполнения погрузочно-разгрузочных работ с животными, сырьем и продуктами животного происхождения места производства работ, транспортные средства, грузозахватные приспособления, инвентарь и средства индивидуальной зашиты должны быть подвергнуты дезинфекции. (Измененная редакция, Изм. № 1).
2.33. Перед началом погрузочно-разгрузочных работ должен быть установлен порядок обмена условными сигналами между подающим сигналы (стропальщиком) и машинистом подъем но-транспортного оборудования.
(Введен дополнительно, Изм. № 1).
3. ТРЕБОВАНИЯ К МЕСТАМ ПРОИЗВОДСТВА ПОГРУЗОЧНО-РАЗГРУЗОЧНЫХ РАБОТ
3.1. Места производства погрузочно-разгрузочных работ должны иметь основание, обеспечиваюшее устойчивость подъемно-транспортного оборудования, складируемых материалов и транспортных средств.
3.2. Выбор мест проведения погрузочно-разгрузочных работ, размещение на них зданий (сооружений) и отделение их от жилой застройки санитарно-защитными зонами должны соответствовать требованиям строительных норм и правил, утвержденных Госстроем СССР, санитарных норм, утвержденных Минздравом СССР, и другой нормативно-технической документации.
3.3. На площадках для укладки грузов должны быть обозначены границы штабелей, проходов и проездов между ними. Не допускается размешать грузы в проходах и проездах. Ширина проездов должна обеспечивать безопасность движения транспортных средств и подъемно-транспортного оборудования.
3.4. Места производства погрузочно-разгрузочных работ, включая проходы и проезды, должны иметь достаточное естественное и искусственное освещение в соответствии со строительными нормами и правилами, утвержденными Госстроем СССР.
Освещенность должна быть равномерной, без слепящего действия светильников на работающих. Типы осветительных приборов следует выбирать в зависимости от условий среды, свойств и характера перерабатываемых грузов.
3.1—3.4. (Измененная редакция. Изм. № 1).
3.5. (Исключен, Изм. № 1).
3.6. Рабочие, занятые на погрузочно-разгрузочных работах, должны быть обеспечены санитарно-бытовыми помещениями и доброкачественной питьевой водой.
3.7. Площадки производства погрузочно-разгрузочных работ должны соответствовать требованиям пожарной безопасности по ГОСТ 12.1.004—91, а также строительным нормам и правилам, утвержденным Госстроем СССР, и правилам пожарной безопасности, утвержденным или согласованным с ГУ ПО МВД СССР.
3.8. Температуру наружного воздуха и силу ветра в данном климатическом районе, при которых следует прекращать производство работ на открытом воздухе или устраивать перерывы для обогревания рабочих, устанавливает администрация предприятия в соответствии с действующим законодательством.
3.9. Места производства погрузочно-разгрузочных работ датжны быть оснащены необходимыми средствами коллективной зашиты и знаками безопасности по ГОСТ 12.4.026— 76*.
3.10. Движение транспортных средств в местах погрузочно-разгрузочных работ должно быть организовано по транспортно-технологической схеме с установкой соответствующих дорожных знаков по ГОСТ 10807— 78**. а также знаков, принятых на железнодорожном, водном и воздушном транспорте.
3.11. Температура, влажность, скорость движения воздуха в рабочей зоне производственных помещений, а также содержание вредных веществ в местах производства погрузочно-разгрузочных работ — по ГОСТ 12.1.005—88; уровни шума и вибрации на рабочем месте — по ГОСТ 12.1.003—83 и ГОСТ 12.1.012-90.
3.12. Для перехода работающих по сыпучему грузу, имеющему большую текучесть и способность засасывания, следует устанавливать трапы или настилы с перилами на всем пути передвижения.
3.13. Грузовые столы, рампы, эстакады и другие сооружения должны быть оборудованы постоянными или съемными отбойными устройствами.
3.14. Проходы и рабочие места должны быть выровнены и не иметьям, рытвин. Зимой проходы должны быть очищены от снега, а в случае обледенения посыпаны песком, шлаком или другими противоскользящими материалами.
3.15. Для прохода (подъема) на рабочее место должны быть предусмотрены тротуары, лестницы, мостки, трапы, отвечающие требованиям безопасности.
3.9—3.15. (Введены дополнительно. Изм. № 1).
* На территории Российской Федерации действует ГОСТ Р 12.4.026—2001.
** На территории Российской Федерации действует ГОСТ Р 5229U— 2004.
4. ТРЕБОВАНИЯ К ПРИМЕНЕНИЮ ПОДЪЕМНО-ТРАНСПОРТНОГО ОБОРУДОВАНИЯ
4.1. Подъемно-транспортное оборудованне. применяемое при проведении погрузочно-разгрузочных работ, должно соответствовать требованиям ГОСТ 12.2.003—91, правилам устройства и безопасной эксплуатации грузоподъемных кранов Госгортехнадзора СССР, а также требованиям безопасности, изложенным в стандартах и технических условиях на оборудование конкретного вида.
(Измененная редакция, Изм. № 1).
4.2. Установка, регистрация, испытание и техническое освидетельствование подъемно-транспортного оборудования и грузозахватных приспособлений должны быть выполнены в соответствии с правилами устройства и безопасной эксплуатации грузоподъемных кранов, утвержденными Госгортехнадзором СССР, и другой нормативно-технической документацией, утвержденной в установленном порядке.
4.3. Не допускаются работы на грузоподъемной машине (кран, перегружатель кранового типа) при скорости ветра, превышающей значение, указанное в паспорте машины, а также при снегопаде, тумане, дожде, снижающих видимость в пределах рабочей зоны.
Не допускаются работы на грузоподъемной машине, если температура окружающего воздуха ниже значения, указанного в паспорте машины. (Измененная редакция, Изм. № 1).
4.4. Подъемно-транспортное оборудование, транспортные средства при производстве погрузочно-разгрузочных работ должны быть в состоянии, исключающем их самопроизвольное перемещение.
4.5. Съемные грузозахватные приспособления (стропы, траверсы и др.) до пуска в работу должны быть подвергнуты потному техническому освидетельствованию.
4.6. Подъемно-транспортным оборудованием разрешается поднимать груз, масса которого вместе с грузозахватными приспособлениями не превышает допустимую грузоподъемность данного оборудования.
Не допускается поднимать груз неизвестной массы, а также защемленный, примерзший или зацепившийся.
4.5, 4.6. (Введены дополнитель но. Изм. № 1).
5. ТРЕБОВАНИЯ К ПЕРСОНАЛУ, ДОПУСКАЕМОМУ К ПОГРУЗОЧНО-РАЗГРУЗОЧНЫМ РАБОТАМ
5.1. К управлению подъемно-транспортным оборудованием допускаются липа не моложе 18 лет, прошедшие медицинское освидетельствование в порядке, установленном Минздравом
СССР, обученные безопасности труда в соответствии с ГОСТ 12.0.004—90 и имеющие право управления указанным оборудованием. (Измененная редакция, Изм. № 1).
5.2. Рабочие, занятые на погрузочно-разгрузочных работах, должны проходить предварительный и периодические осмотры в соответствии с требованиями Министерства здравоохранения СССР.
Рабочим, занятым на погрузке и выгрузке животных и сырья животного происхождения, должны быть сделаны профилактические прививки в соответствии с требованиями Министерства здравоохранения СССР.
5.3. Инженерно-технические работники, ответственные за безопасное проведение погрузочно-разгрузочных работ, должны проходить проверку знаний особенностей технологического процесса, требований безопасности труда, устройства и безопасной эксплуатации подъемно-транспортного оборудования, пожарной безопасности и производственной санитарии в соответствии с их должностными обязанностями и в порядке, установленном органами государствемного надзора.
5.4. К выполнению погрузочно-разгрузочных работ допускаются лица, прошедшие курс обучения и проверку знаний по безопасности труда в соответствии с ГОСТ 12.0.004—90, а также оказанию первой помоши.
Работающие, допущенные к погрузке (разгрузке) опасных и особо опасных грузов, должны проходить специальное обучение безопасности труда с последующей аттестацией.
При производстве погрузочно-разгрузочных работ с опасными грузами, текущий инструктаж следует проводить перед началом работ.
В программу инструктажа должны быть включены сведения о свойствах опасных грузов, правила работы с ними, меры оказания первой доврачебной помоши.
(Измененная редакция, Изм. № 1).
6. ТРЕБОВАНИЯ К ПРИМЕНЕНИЮ СРЕДСТВ ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ РАБОТАЮЩИХ
6.1. Спецодежда, спецобувь и другие средства индивидуальной зашиты должны соответствовать требованиям ГОСТ 12.4.011-89. (Измененная редакция, Изм. № 1).
6.2. Спецодежду в зависимости от категории перерабатываемых грузов следует подвергать стирке, химчистке, обезвреживанию и другим видам санитарной обработки в соответствии с действующими нормами, утвержденными в установленном порядке.
6.3. Рабочие при получении спецодежды, спецобуви и других средств индивидуальной зашиты должны быть проинструктированы о порядке потьзования этими средствами и ознакомлены с гребованиями по уходу за ними.
(Измененная редакция, Изм. № 1).
6.4. При наличии опасности падения предметов сверху работающие на местах производства погрузочно-разгрузочных работ должны носить защитные каски установленных образцов.
6.5. (Исключен, Изм. № 1).
6.6. При выполнении погрузочно-разгрузочных работ следует использовать средства индивидуальной защиты в зависимости от вида груза и условий ведения работ.
6.7. Средства индивидуальной зашиты должны соответствовать требованиям СТ СЭВ 1086—78 и стандартов СЭВ на средства защиты конкретных видов.
Нажимая на кнопку «Заказать звонок», вы даете согласие на обработку своих персональных данных
Спасибо, Ваша заявка отправлена!
Правила проведения погрузочно-разгрузочных работ — советы специалистов
В связи с повышенной травмоопасностью и риском для здоровья сотрудников и сохранности имущества, к работам, связанным с подъемом и перемещением грузов, предъявляют особые требования, отраженные в Межотраслевых правилах проведения погрузочно-разгрузочных работ от 01. 06.98 г.
Прежде всего правила выполнения погрузочно-разгрузочных работ регламентируют список лиц, допускаемых к этому виду работ. К ним относятся сотрудники старше 18 лет, имеющие справку об отсутствии медицинских противопоказаний. Работник должен пройти специальный инструктаж, касающийся правил охраны труда и методов первой помощи, а также обучение непосредственно на месте. В случае проведения работ с привлечением механизированной техники сотрудник должен иметь документ, удостоверяющий право осуществления данного вида деятельности.
Все работы выполняются под контролем специалиста, который предварительно организует безопасное проведение работ и следит, чтобы все участвующие в процессе неукоснительно соблюдали правила.
Обязанности работников по правилам ведения погрузо-разгрузочных работ
Соблюдение всех требований, указанных в правилах.
Соблюдение распорядка труда.
Осуществление только той деятельности, которую подразумевает инструкция.
Применение защитных средств и спецодежды, когда это необходимо.
Своевременное информирование руководства в случаях возникновения непредвиденных ситуаций, способных причинить ущерб жизни и здоровью.
Регулярное прохождение инструктажа и проверки полученных знаний.
Прохождение периодических и внеочередных проверок состояния здоровья.
Умение пользоваться средствами пожаротушения на объекте.
Руководитель обязан обеспечить всех работников специальной одеждой и обувью, а также другими защитными средствами в зависимости от типа груза.
Что нужно сделать перед началом работ:
Удостовериться, что одежда и обувь пригодны к использованию, не имеет повреждений. В противном случае ее необходимо заменить.
Одежда заправляется так, чтобы отсутствовали болтающиеся концы. Манжеты должны плотно прилегать к телу, а головной убор облегать голову, скрывая волосы.
Необходимо также осмотреть место работы на предмет следующих нарушений:
Недостаток инструментов и оборудования на площадке.
Недостаточное освещение. Загроможденность площадки и присутствие выступающих предметов, проводов и других помех.
Наличие на площадке мусора, снега или льда.
Все выявленные недостатки должны быть устранены до начала работ.
Правила безопасности при проведении погрузочно-разгрузочных работ
При проведении работ необходимо защищать руки при помощи перчаток, а при работе с подъемными механизмами обязательно надевать каску.
Острые предметы должны находиться в чехлах. Посуду и другие изделия из стекла хранят в специальных ящиках с внутренними перегородками. Совершать работу с грузами в таре, имеющей повреждения и выступающие крепления строго запрещено.
Все грузы на поверхности платформ размещаются равномерно и устойчиво.
Скорость перемещения ручной тележки не должна превышать 5 км/ч.
Запрещено находиться там, где есть риск возможного падения и опрокидывания груза.
Перемещение должно осуществляться по свободному пространству и быть максимально коротким. При этом нельзя обгонять и мешать передвижению других грузчиков.
Транспортные средства, участвующие в погрузо-разгрузочных работах, должны иметь тормозные подкладки под колеса.
При качении грузов, работники могут находиться только позади перекатываемого предмета.
Грузы допустимо переносить вручную. Для мужчин масса максимально допустимого груза составляет 50 кг, а если погрузка происходит при помощи второго работника и не предполагает подъем, то до 80 кг. Женщинам разрешается переносить не более 15 кг. Грузы до 500 кг поднимаются при помощи лебедок и другого оборудования, а свыше — при помощи специальной техники.
Для особых типов груза, например, жидкостей, сыпучих, опасных веществ, существуют отдельные правила погрузочно-разгрузочных работ, которые необходимо учитывать при проведении их погрузки и транспортировки.
География перевозок
Азия
Европа
Япония
Вьетнам
Гонконг
Индонезия
Малайзия
Сингапур
Таиланд
Тайвань
Филиппины
Южная Корея
Австрия
Бельгия
Великобритания
Венгрия
Германия
Греция
Испания
Италия
Латвия
Нидерланды
Польша
Португалия
Румыния
Сербия
Словакия
Турция
Франция
Эстония
Наши преимущества
Опыт
15 лет опыта в грузоперевозках из Юго-Восточной Азии и Европы
Качество
Продумываем все до мелочей, полностью удовлетворяем потребности клиентов
Скорость
Сотрудничая с нами, вы существенно сэкономите время, а значит и деньги
Безопасность
Ваши грузы будут доставлены в целости и сохранности. Любые риски сведены к нулю.
Оставить запрос
person Ваше имя
email Ваш Email *
create Комментарий
Выражаю согласие на использование, обработку и хранение своих персональных данных согласно Политике компании
Отзывы
Отзыв о компании Контшип
Наша компания специализируется на поставках отечественной элитной мебели на европейский рынок. От услуг предыдущей логистической компании отказались из-за ненадлежащего качества перевозки. Продукция приходила со значительными повреждениями, иногда партнеры не досчитывались отдельных единиц мебели. Безуспешные попытки взыскать с перевозчика ущерб не увенчались успехом, и мы просто нашли нового исполнителя. Работать с Контшипом одно удовольствие. Хочу отметить адекватную стоимость услуг при высоком уровне ответственности команды. Никаких нареканий на комплектацию или состояние мебели мы больше не получаем. Продолжаем сотрудничество с компанией.
Герасимова Оксана
18-08-2014
Профессиональный подход
С логистической фирмой Контшип работаем более года. Обратились к ним по совету партнеров и полностью удовлетворены качеством и условиями сотрудничества. В частности, оформлением сделок по внешнеэкономической деятельности, переданных им на аутсорсинг. Специалисты фирмы в совершенстве знают свое дело. Товар оформляется действительно очень быстро и грамотно, с документами никаких проблем. Сейчас открываем новое направление работы – оптовые поставки предметов интерьера из Китая. Доставку грузов, естественно, доверим Контшип Экспресс.
Петр Бабин
01-10-2014
Благодарность
Благодарим компанию Контшип за помощь в перевозке строительных машин и механизмов. Доставка спецтехники велась из Германии. Специалисты фирмы предложили автомобильную перевозку как оптимальную по цене и качеству для негабаритного груза такого типа. Техника прибыла с опережением графика в полной сохранности и комплектации. Рекомендуем команду Контшип как надежного и ответственного перевозчика.
Владимир
12-11-2014
Довольны качеством услуг
Обратились в компанию Контшип Экспресс по рекомендации партнеров и остались очень довольны качеством услуг! Мы ведем бизнес с США, поэтому доставка товара для нас в принципе не бывают бюджетной. Но менеджер Контшипа предложил неплохую схему мультимодальных перевозок с таможенным оформлением и страхованием по цене, которую мы платим только за доставку! Уже дважды пользовались, никаких вопросов! Один раз, правда, была незначительная задержка по срокам поставки, но все пришло в целости и сохранности. Для нас это самое главное!!
Даниил
07-05-2015
Внимательное отношение к деталям
Спасибо Контшип за такое внимательное отношение и готовность прийти на помощь в любое время дня и ночи! Работали с этим логистическим центром впервые, но были и приятно удивлены отношением персонала. Специалист отдела по работе с клиентами Марина решала наши проблемы с задержкой груза (при том, что нас вела другая сотрудница) как будто от этого зависел ее бизнес, а не наш. Никаких бюрократических проволочек, набивания цены и вымогания денег в трудной ситуации. Теперь будет работать только с этими ребятами!
Владислав
12-05-2015
С Контшип у нас целая история.
С Контшип у нас целая история. Летом отправляли заказ из Турции, как раз в тот период, когда 2 человека из отдела снабжения ушли в отпуска. В итоге проект передавался раза 2 точно. Понятно, что документация оставалась, но всех подробностей не упомнишь. В общем логисты Контшип раз за разом вводили в курс дела, даже не знаю откуда столько терпения у людей. Складывалось ощущение, что только с нами работают. Вдобавок, у поставщиков какие-то проблемы возникли, но благо груз прибыл вовремя, сроки не сорвали.
Владимир Николаевич
20-08-2015
Оперативная доставка никаких нареканий
Ребята, спасибо за оперативную доставку. Партия запчастей в отличном состоянии, все сверили по накладной, никаких нареканий. Отдельное спасибо за документы. С прошлым перевозчиком постоянно были какие-то проблемы. Мне в принципе без разницы, но вот бухгалтерия с ними настрадалась порядочно. А тут все отлично. Когда в первый раз звонил, мне менеджер все детали рассказал. И не просто рассказал, а буквально «разжевал» каждый момент, что тоже немаловажно. Правда, стоимость позже озвучили, т.к. по срокам вопрос только решался.
Андрей
08-11-2015
Груз застраховали, оформили все документы без проблем
Летом мы заключили договор с одним из известных производителей итальянской обуви. Единственный минус – стоимость доставки и оформление страховки груза. Кстати, Контшип Экспресс мне посоветовали сами производители, т.к. их клиенты уже работали с перевозчиком. Поскольку груз был не большой и нанимать отдельную машину не было смысла, менеджеры рекомендовали мне оформить отправку в составе сборного груза. С одной стороны, так действительно выходило дешевле, но с другой меня очень беспокоило, что обувь будет находиться с другими товарами, которые могут повлиять на качество. Но меня заверили, что все будет хорошо. Груз застраховали, оформили все документы, на таможне проблем не было. Не знаю, действительно ли там строго соблюдается товарное соседство и правила транспортировки, но все пришло в идеальном состоянии – короба не помялись, внешний вид обуви соответствует, ничего не пропало. В общем, все отлично. После праздников буду заказывать новую коллекцию.
Elena
27-02-2016
Доставили из Германии
Уже три раза Контшип доставляли мне оборудование из Германии. Первый раз привозили широкоформатный принтер, а потом заказывал плоттер и комплектующие. В следующем году я планирую модернизацию цеха, только в этот раз я больше не буду искать хорошего перевозчика, т.к. он уже есть. Доставляют в срок, все делают по уму, менеджеры нормально объясняют процедуру. За три раза ни одной претензии у меня нет.
Алексей Викторович Невзоров
30-06-2016
Привезли все вовремя
С 2010 года я занимаюсь пошивом штор и деталей интерьера, а 2 года назад поступили первые заказы на декорирование актовых залов и оформление свадеб. Понятное дело, здесь уже 10-ю метрами не обойтись, а только за октябрь ко мне обратились 7 клиентов с индивидуальными проектами. Я стала искать поставщиков. Подходящий вариант мне предложила китайская фабрика из Гуаньчжоу. Вроде все в порядке – прислали образцы, цены адекватные. Но, по правде говоря, не ожидала, что доставка будет настолько проблематичной. Я-то думала, что они работают по принципу интернет-магазинов. В этой ситуации мне очень помогла компания Контшип. Во-первых, мне сразу объяснили, какие нужны документы и какие нюансы следует учесть еще до перевозки. Во-вторых, во время подписания договора я точно знала стоимость услуги и срок доставки. Привезли все вовремя. Состояние тканей отличное – рулоны не деформированы, все аккуратно свернуто, фурнитура цела. Не уверена, что в ближайшее время мне снова потребуется оформлять заказ, зато я теперь точно знаю, куда можно обратиться.
Ольга
18-11-2016
Мы давно занимаемся тканью и закупаем ее в больших объемах в Китае. Раньше ориентировались исключительно на низкие цены, но решили разорвать договор с предыдущей компанией из-за срывов сроков, каких-то таможенных издержек, постоянных доплат за транспорт, вечных форс-мажоров и пр. Не всегда то, что указано на сайте, соответствует действительности и по сути, приходится если не переплачивать, то выходить на тот же ценовой уровень, что и у более серьезных компаний. Перешли в «Контшип-Экспресс» и все вопросы решились сами. Итоговая ставка всегда соответствует действительности, при этом цены не заоблачные. Поддержка специалистов на самом высоком уровне. Сотрудничеством довольны и однозначно рекомендуем всем, кто ищет действительно надежного партнера по перевозкам.
Александр
23-01-2018
Хочу поблагодарить весь персонал компании за отзывчивость и помощь в разрешении различных ситуаций. Уже не раз выручали там, где поставщики чудили) Например, на прошлой неделе им пришлось срочно вылавливать в Москве несколько коробок с грузом, потому что работники китайского поставщика отгрузили товара больше, чем мы планировали,и отправили напрямую клиенту. А обнаружилось это только тогда, когда груз был уже в пути и изменить ничего было нельзя. В результате сотрудники Контшип Экспресс нашли и забрали на свой склад лишние коробки и перенаправили мне. И это не первый случай в моей практике) Зато я всегда знаю, что неразрешимых ситуаций с ними не бывает)
Оксана Викторовна
14-03-2018
Приятно работать с профессионалами, которые беглым взглядом могут оценивать ситуацию, знают толк в экономии и готовы предлагать варианты для решения проблем. В прошлом месяце перевозили производственную линию в 5 контейнерах по морю через порт в Прибалтике, с последующей доставкой автотранспортом. После погрузки специалисты заметили, что оборудование из двух контейнеров по габаритам помещается в одну машину. Нам посоветовали после прибытия в порт перегрузить содержимое этих контейнеров в тент, чтобы не заказывать дополнительно 2 контейнерные площадки. В результате пришлось немного доплатить за складские операции в порту, но при этом наша фирма сэкономила на автодоставке больше 1000$.
Александр Глотов
03-09-2018
Наша компания занимается садовым декором и инструментами для профессиональной флористики. Работаем 4 год, но все покупали на территории РФ. На одной из выставок в МВЦ «Крокус Экспо» познакомились с китайскими поставщикамии решили сами заказывать и привозить себе товар уже напрямую. Поскольку такого опыта нет, обратились в К.Э., где нам просчитали рентабельность закупок и перевозок, нашли агента в Китае для организации загрузок и поделились множеством ценных советов. В результате мы привозим товар в 1,5 раза дешевле, чем приходилось покупать здесь и смогли снизить цены на свои товары. А благодаря этому у нас стало больше клиентов. Спасибо!
Татьяна Валентиновна
10-12-2018
Выражаем благодарность Contship Express за квалифицированную помощь в перевозке грузов различного объема и сложности. Наша компания специализируется на ландшафтном дизайне и приходится заказывать в больших объемах не только продукцию, к которой нужен особый подход, но и технику. Возим из Китая и Европы регулярно и до сих пор не было замечаний или нарушений обязательств. Все четко, быстро, организованно. Сотрудничеством довольны.
Сергей
19-12-2018
Надежная компания. Высокий профессионализм в сфере таможенного оформления и транспортной логистики. Все выполнено в срок и товар доставлен без повреждений. Рекомендуем!
Анастасия Викторовна
25-12-2018
Обращались в компанию Контшип дважды и результатом остались довольны. Первый раз был стандартным, с доставкой автотранспортом, а второй сложнее из-за очень больших габаритов груза. После обращения к менеджерам компании в короткий срок были проведены инженерные расчеты и мобилизовано несколько единиц техники. В результате все получилось даже лучше, чем мы могли рассчитывать. Груз доставили без повреждений и даже немного раньше срока. Работа выполнена просто безупречно! Теперь даже с небольшими посылками будем обращаться только сюда – приятно иметь дело с профессионалами.
Аноним
30-01-2019
Вчера исполнилось ровно 3 года как мы впервые обратились в компанию Контшип Экспресс. Хотим поблагодарить за продуктивное сотрудничество в области международных перевозок и таможенного оформления и предоставление консультационных услуг в сфере внешнеэкономической деятельности. Надеемся и впредь на такое же взаимопонимание и сотрудничество.
Владимир Иванович
02-03-2019
Обратились в компанию Контшип по рекомендации партнеров по бизнесу. Качеством услуг довольны. Компания подтвердила свою компетентность и активность в решении поставленных задач. Менеджеры всегда на связи и готовы оказывать любую помощь, даже в решении нестандартных вопросов. Несколько раз обращались по поводу консолидации грузов, были крупногабаритные перевозки. Все приходит вовремя, в соответствии с документами и расчетами стоимости. Планируем продолжить сотрудничество.
Вадим
18-03-2019
Выражаю благодарность сотрудникам компании Контшип Экспресс. Успешно сотрудничаем уже 1,5 года. Доставляем с их помощью оборудование из Китая. Никогда не было никаких сбоев в доставке. Все строго по графику и на высоком уровне.
Дмитрий Владимирович Неструев
29-04-2019
Два раза пользовалась услугами компании как юридическое лицо. Оба раза отправляла груз контейнером. Доставляли очень быстро и самое главное, что вещи в идеальном состоянии после транспортировки. Я осталась довольна, спасибо Вам за работу! Желаю дальнейшего развития и больше довольных клиентов!
Юлия
04-06-2019
Добрый день, я Александр Регитов, занимаюсь продажей автозапчастей. В связи со спецификой работы приходится часто заказывать детали на машины из-за границы. Одна из лучших компаний, с которой мне пришлось поработать — Контшип Экспресс. Доставляют груз быстро, не срывают сроки, а по стоимости выходит вполне приемлемо. Последняя крупная перевозка у нас была в конце июня. Доставили за 5 дней комплектующие из Японии. Все было целым и на месте. Рекомендую к сотрудничеству, как ответственных исполнителей.
Александр Регитов
12-07-2019
ДНАОП 63.
11-7.01-86. Работы погрузочно-разгрузочные. общие требования безопасности (33172)
ОТРАСЛЕВОЙ СТАНДАРТ
СИСТЕМА СТАНДАРТОВ БЕЗОПАСНОСТИ ТРУДА
РАБОТЫ ПОГРУЗОЧНО-РАЗГРУЗОЧНЫЕ
ОБЩИЕ ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
ОСТ 6 28 012-86
ИЗДАНИЕ ОФИЦИАЛЬНОЕ
ОТРАСЛЕВОЙ СТАНДАРТ
Система стандартов
безопасности труда
Работы погрузочно-разгрузочные
ОСТ 6 28 012-86
Общие требования безопасности
СКСТУ 0012
Дата введения 01.01.88
Настоящий стандарт устанавливает требования безопасности при выполнении погрузочно-разгрузочных работ на предприятиях Министерства химической промышленности.
Стандарт не распространяется на погрузочно-разгрузочные работы с взрывчатыми, радиоактивными и инфекционными веществами.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Погрузочно-разгрузочные работы следует производить в соответствии с требованиями ГОСТ 12.3.002-75, ГОСТ 12.3.009-76, ГОСТ 12.3.020-80 и настоящего стандарта.
При выполнении погрузочно-разгрузочных работ, связанных с использованием средств железнодорожного или автомобильного транспорта, кроме того, необходимо соблюдать Правила техники безопасности и производственной санитарии при погрузочно-разгрузочных работах на железнодорожном транспорте и Правила по охране труда на автомобильном транспорте?? .
1.2. Погрузочно-разгрузочные работы следует, как правило, выполнять механизированным способом при помощи подъемно-транспортного оборудования и средств малой механизации. Механизированный способ производства погрузочно-разгрузочных работ обязателен для грузов более 50 кг, а также при подъеме грузов на высоту более 2 м.
Допускается поднимать и перемещать грузы вручную, соблюдая при этом нормы предельно-допустимых нагрузок, установленных действующим законодательством и приведенных в таблице.
Характер работ
Предельно-допустимая масса груза, кг
для женщин
для мужчин
Подъем и перемещение тяжестей при чередовании с другой работой
15
до 80
Подъем тяжестей на высоту более 1.5 м
10
50
Подъем и перемещение тяжестей постоянно
в течение рабочей смены
10
50
Суммарная масса грузов, перемещаемых в течение рабочей смены, для женщин не должна превышать 7000 кг.
В массу поднимаемого и перемещаемого груза включается масса тары и упаковки.
При перемещении грузов на тележках или в контейнерах прилагаемое усилие для женщин не должно превышать 15 кг.
1.3. Безопасность производства погрузочно-разгрузочных работ должна быть обеспечена:
выбором способов производства работ, подъемно-транспортного оборудования и технологической оснастки;
подготовкой мест производства работ;
проведением медицинского осмотра лиц, допущенных к работе и их обучением;
проведением инструктажа;
применением средств защиты работающих.
1.4. Выбор способов производства работ должен предусматривать предотвращение или снижение до уровня допустимых норм воздействия на работающих опасных и вредных производственных факторов путем:
механизации и автоматизации погрузочно-разгрузочных работ;
применения устройств и приспособлений, отвечающих требованиям безопасности;
эксплуатации производственного оборудования в соответствии с действующей нормативной и эксплуатационной документацией;
применения знаковой, звуковой и других видов сигнализации при перемещении грузов подъемно-транспортным оборудованием;
правильного размещения и укладки грузов в местах производства работ и в транспортные средства;
соблюдения требований к охранным зонам линии электропередачи, узлам инженерных коммуникаций и энергоснабжения.
1.5. При проведении погрузочно-разгрузочных работ должна быть обеспечена безопасность для работающих при возникновении следующих опасных и вредных производственных факторов:
движущихся машин и механизмов;
незащищенных ограждением подвижных элементов производственного оборудования;
повышенной запыленности и загазованности воздуха в местах производства погрузочно-разгрузочных работ;
повышенной или пониженной температуры воздуха рабочей зоны;
повышенного уровня шума и вибрации на рабочих местах;
повышенной или пониженной подвижности воздуха;
повышенной влажности воздуха рабочей зоны;
повышенного значения напряжения в электрической цепи, замыкание которой может произойти через тело человека;
повышенного уровня статического электричества;
недостаточной освещенности рабочих мест;
статических и динамических перегрузок, воздействующих на работающих.
2. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ К ПРОЦЕССАМПРОИЗВОДСТВА ПОГРУЗОЧНО-РАЗГРУЗОЧНЫХ РАБОТ
2. 1. ОБЩИЕ ТРЕБОВАНИЯ.
2.2.1. Погрузочно-разгрузочные работы должны производиться под руководством ответственного лица из числа инженерно-технических работников или высококвалифицированных рабочих (бригадира).
2.1.2. Ответственный за безопасное проведение погрузочно-разгрузочных работ обязан:
определить способ погрузки и разгрузки;
произвести расстановку рабочей силы;
проверить исправность приспособлений и средств индивидуальной защиты;
установить порядок обмена условными сигналами между подающим сигналы стропальщиком и машинистом подъемно-транспортного оборудования при производстве работ механическим способом;
провести инструктаж рабочим перед началом работ с оформлением соответствующей записи в журнале инструктажа.
(маршрутных карт, карт технологических процессов, карт типовых технологических процессов и др.) на процессы производства погрузочно-разгрузочных работ и перемещения грузов, а также правила отражения требований безопасности в ней — в соответствии с ГОСТ 3. 1602-74 и ГОСТ 3.1120-83.
2.1.4. Подъемно-транспортное оборудование, применяемое при проведении погрузочно-разгрузочных работ, должно соответствовать требованиям ГОСТ 12.2.003-74, Правилам устройства и безопасной эксплуатации грузоподъемных кранов, Правилам технической эксплуатации электроустановок потребителей и Правилам техники безопасности при эксплуатации электроустановок потребителей.
Приспособления по обеспечению безопасного производства работ должны соответствовать требованиям ГОСТ 12.2.012-75.
2.1.5. При перемещении груза подъемно-транспортным оборудованием следует использовать только маркированные, исправные, соответствующие грузоподъемности, прошедшие осмотр и испытания, сменные грузозахватные органы и съемные грузозахватные приспособления.
2.1.6. Не допускается перемещения груза подъемно-транспортным оборудованием над помещениями и транспортными средствами, где находятся люди, а также нахождение рабочих на грузе.
В местах производства погрузочно-разгрузочных работ и в зоне действия грузоподъемных механизмов запрещается находиться посторонним лицам.
2.1.7. Способы укладки и крепления грузов должны обеспечивать их устойчивость при транспортировании и складировании, разгрузке транспортных средств и разборке штабелей, а также возможность механизированной погрузки-разгрузки. Маневрирование транспортных средств с грузами после снятия крепления с грузов не допускается.
2.1.8. Не допускается выполнять погрузочно-разгрузочные работы с опасными грузами (по ГОСТ 19433-81) при обнаружении несоответствия их тары требованиям нормативно-технической документации, неисправности ее, а также при отсутствии на ней маркировки и предупредительных надписей.
2.1.9. Железнодорожные вагоны, полувагоны и платформы перед погрузкой (разгрузкой) должны быть заторможены с обеих сторон тормозными башмаками.
Для перекрытия промежутков между рампой склада и вагоном необходимо применять прочные переносные металлические мостки, которые должны иметь крючья захвата за дверной рельс, а также ребра жесткости и шины, предотвращающие их произвольное перемещение во время работы.
2.1.10. Для открывания (закрывания) дверей, люков, бортов железнодорожных вагонов следует использовать подвесные или напольные люкоподъемники с пневматическим, гидравлическим или электрическим приводом, навесные или переносные лебедки или другие приспособления, обеспечивающие безопасность производства этих работ.
Запрещается закрывать двери, держась рукой за дверную стойку вагона.
2.1.11. При открывании дверей вагонов рабочие должны находиться за полотном дверей, держась за поручни.
При открывании бортов железнодорожной платформы рабочие должны находиться у торца платформы (или борта).
2.1.12. При заклинивании дверей вагонов, в случае деформации или засорения рейки, для открывания (закрывания) дверей необходимо использовать ручные лебедки навесного типа, специальные ключи и другие приспособления (Приложение 1).
2.1.13. Перед выгрузкой опасных грузов необходимо проветрить вагон в течение 30 минут, открыв двери с противоположной стороны.
2.1.14. После окончания работ с опасными грузами места производства работ, подъемно-транспортное оборудование, грузозахватные приспособления и средства индивидуальной защиты должны быть подвергнуты соответствующей санитарной обработке в зависимости от свойств груза.
2.1.15. При возникновении опасных и вредных производственных факторов вследствие воздействия метеорологических условий на физико-химические свойства груза погрузочно-разгрузочные работы должны быть прекращены или приняты меры по созданию безопасных условий труда.
2.1.16. При погрузочно-разгрузочных работах не допускается кантовать, волочить, захватывать железными крюками и сбрасывать груз с высоты.
2.1.17. Курить при производстве погрузочно-разгрузочных работ запрещается.
Разрешается курить только во время перерывов в специально отведенных местах.
2.2. Погрузка (разгрузка) баллонов со сжатыми, сжиженными и растворенными под давлением газами.
2.2.1. Баллоны, подлежащие погрузке (разгрузке), должны удовлетворять требованиям Правил устройства и безопасной эксплуатации сосудов, работающих под давлением в части эксплуатации, маркировки, технического освидетельствования и соответствия конструкции.
4.4. Места производства погрузочно-разгрузочных работ должны соответствовать требованиям пожарной безопасности по ГОСТ 12. 1.004-85, ГОСТ 12.4.009-83 и отраслевым правилам пожарной безопасности.
4.5.Места производства погрузочно-разгрузочных работ должны быть освещены необходимыми средствами коллективной защиты(вентиляцией, аспирационными установками, устройствами для очистки воздуха и т.п.) — по ГОСТ 12.4.011-75 и знаками безопасности по ГОСТ 12.4.026-76.
4.6. Содержание вредных веществ в местах производства погрузочно-разгрузочных работ не должно превышать предельно допустимые концентрации по ГОСТ 12.1.005-76, уровни шума и вибрации на рабочем месте — по ГОСТ 12.1.050-86 и ГОСТ 12.1.012-78.
4.7. Места производства погрузочно-разгрузочных работ, включая проходы и проезды, должны иметь естественное и искусственное освещение в соответствии со строительными нормами и правилами, при немеханизированной погрузке (разгрузке) грузов — 2 лк, с помощью грузоподъемных машин — 10 лк.
Освещенность должна быть равномерной без слепящего действия светильников на работающих. Типы светильников следует выбирать в зависимости от условий Среды и свойств груза.
4.8. На площадках для укладки грузов должны быть обозначены границы штабелей, проходов и проездов между ними. Не допускается размещать грузы в проходах и проездах.
Ширина проездов должна обеспечивать безопасность движения транспортных средств и подъемно-транспортного оборудования.
Зимой площадки должны быть очищены от снега, а в случае обледенения посыпаны песком, шлаком и т.п.
4.9. Размеры погрузочно-разгрузочных площадок должны обеспечивать расстояние между габаритами транспортных средств не менее 1 м. При проведении погрузки и разгрузки вблизи здания расстояние между зданием и транспортным средством с грузом должно быть не менее 0.8 м, при этом должны быть предусмотрены тротуар, отбойный брус и т.п.
4.10. Для правильного размещения транспортных средств в местах погрузки сыпучих грузов следует устанавливать указатели и наносить разграничительные линии.
4.11. В местах производства погрузочно-разгрузочных работ с легковоспламеняющимися жидкостями, веществами и материалами работы с применением открытого огня или при которых возможно искрообразование допускается проводить в исключительных случаях и только при наличии разрешения на проведение огневых работ.
4.12. В местах постоянной погрузки (разгрузки) едких и коррозийных веществ должны быть установлены аварийные души (ванны с водой). Кроме того, эти места должны быть обеспечены нейтрализующими веществами (растворами мела, извести, соды и т.п.).
5. ТРЕБОВАНИЯ К ПЕРСОНАЛУ, ДОПУСКАЕМОМУК ПОГРУЗОЧНО-РАЗГРУЗОЧНЫМ РАБОТАМ
5.1. К выполнению погрузочно-разгрузочных работ допускаются лица не моложе 18 лет, прошедшие медицинский осмотр, инструктаж, обучение и проверку знаний в соответствии с Положением о порядке проведения инструктажа, обучения и проверки знаний по технике безопасности работающих на предприятиях, в организациях и учреждениях Министерства химической промышленности.
5.2. Перед началом производства погрузочно-разгрузочных работ с опасными грузами следует проводить текущий инструктаж.
В программу инструктажа должны быть включены сведения о свойствах опасных грузов, правила работы с ними, меры оказания первой доврачебной помощи и правила пользования средствами индивидуальной защиты.
Скачать бесплатно
Что должен знать специалист по охране труда о погрузочно-разгрузочных работах
Из-за ошибок при организации работ во втором полугодии 2018 года произошло 343 смертельных несчастных случая на производстве. Чтобы снизить уровень профриска на площадках погрузочно-разгрузочных работ, специалист по охране труда должен регулярно контролировать, как работники соблюдают требования безопасности. В статье расскажем, как должна проходить подготовка рабочих мест к погрузке и разгрузке, на что обратить внимание при проверках, а также какие требования предъявляют к здоровью и образованию сотрудников. Воспользуйтесь наглядными памятками, чтобы не нарушить установленные нормы и правила.
Кого привлекать к работам
Привлекайте к погрузочно-разгрузочным работам только совершеннолетних работников (п. 5 Правил по охране труда при погрузочно-разгрузочных работах и размещении грузов, утв. приказом Минтруда от 17.09.2014 № 642н; далее — Правила № 642н). Выполнять такие работы могут и мужчины, и женщины. От пола работника зависит только величина допустимой нагрузки. В нормах прописали отдельно для мужчин и женщин, тяжести какого веса можно поднимать и погружать, а какие — поднимать, перемещать и погружать. Допустимые для сотрудников нагрузки смотрите в памятке.
Обратите внимание
Допустимые нормы для перемещения грузов вручную отличаются от норм для погрузки и разгрузки — не путайте их
Если погрузочно-разгрузочные работы проводят при пониженных или повышенных температурах либо нагрузки при подъеме, перемещении, удержании тяжестей превышают допустимые уровни, не привлекайте к труду инвалидов. Им нельзя выполнять работы с вредными производственными факторами и нагрузками, которые превышают гигиенические нормативы и негативно влияют на здоровье (п. 4.2 СП 2.2.9.2510–09).
По каким факторам нужен медосмотр
Все работники из утвержденного работодателем списка контингента должны проходить предварительный и периодический медосмотры. Когда составляете список контингента, изучите, какие вредные и опасные факторы воздействуют на сотрудников и какие условия труда у них на рабочих местах.
Перечень вредных и опасных факторов смотрите в отчете о спецоценке своей организации. Учтите, что по шести физическим факторам медосмотр проводят, только если условия труда на рабочем месте по результатам спецоценки отнесли к классу 3.1 и выше (приложение 1 к приказу Минздравсоцразвития от 12.04.2011 № 302н, далее — Приказ № 302н). К таким факторам относят: шум, пониженную и повышенную температуру воздуха, световую среду, физические и сенсорные нагрузки. Степень воздействия остальных факторов из приложения не имеет значения: если их выявили на рабочем месте сотрудника, его нужно направить на медосмотр.
Если на рабочем месте еще не проводили спецоценку, получить необходимую информацию можно в рамках производственного контроля. Кроме того, проанализируйте трудовые обязанности и материалы, которые сотрудник применяет в работе. Например, используйте эксплуатационную, технологическую и иную документацию на машины, механизмы, оборудование, сырье и материалы, которые применяют при производственной деятельности (п. 19 приложения 3 Приказа № 302н).
Работников направляют на медосмотры не только тогда, когда на них воздействуют производственные факторы, но и если они выполняют определенный вид работ. Поэтому помимо факторов из приложения 1 к Приказу 302н крановщиков обязательно направляют на медосмотр по пункту 1.1 приложения 2, а водителей погрузчиков — по соответствующему подпункту пункта 27 приложения 2.
Какое обучение должны пройти сотрудники, чтобы выполнять погрузочно-разгрузочные работы
Важно
Работодатели вправе установить требования охраны труда для погрузочно-разгрузочных работ и размещения грузов, которые улучшают условия труда работников (п. 7 Правил № 642)
Работники до начала работы должны пройти вводный и первичный инструктажи по охране труда. Если работы выполняют по наряду-допуску, с сотрудниками дополнительно проводят целевой инструктаж. Обучение по охране труда организуйте в течение первого месяца после приема сотрудника на работу.
Если сотрудники при работе используют грузоподъемные машины, у них должны быть удостоверения (свидетельство) на право производства таких работ. Поэтому крановщики (машинисты крана), водители погрузчиков, трактористы-машинисты, стропальщики, рабочие подъемной платформы и другие работники, которые используют грузоподъемные машины, должны быть предварительно обучены в учебном центре по программе профессионального образования.
Руководители и специалисты на опасных производственных объектах, организующие и контролирующие проведение погрузочно-разгрузочных работ с применением взрывчатых веществ, должны быть аттестованы по промышленной безопасности. Автотранспорт, который используют для перевозки опасных веществ, нужно регистрировать в Ростехнадзоре.
Водители, которые перевозят опасные грузы, должны пройти курсы обучения и получить допуск к перевозке опасных грузов согласно международному соглашению ДОПОГ (дорожная перевозка опасных грузов). Такое обучение водители могут пройти только в обучающих организациях, которые после курсов выдают свидетельства. Грузчикам и стропальщикам свидетельство не нужно, но они обязаны пройти обучение безопасности при погрузке опасных грузов по охране труда, но и на этом их подготовка не заканчивается.
При работе с опасными грузами водителей, грузчиков, стропальщиков и других рабочих необходимо обучить промбезопасности в рамках производственных инструкций. Работников, которые производят погрузку и перевозят отходы I–IV классов опасности, нужно обучить обращению с отходами.
Как подготовить рабочие места
Приступать к погрузочно-разгрузочным работам на постоянных площадках можно только после того, как подготовят рабочие места. Для этого руководителям и специалистам, ответственным за безопасное проведение погрузочно-разгрузочных работ, необходимо:
лично провести осмотр рабочих мест;
потребовать освободить от посторонних предметов погрузочно-разгрузочную площадку, проходы и проезды;
распорядиться ликвидировать ямы и рытвины, посыпать скользкие места противоскользящими средствами;
проверить и наладить исправную работу подъемников, люков и трапов в складских помещениях в подвалах и полуподвалах;
организовать достаточное освещение рабочих мест.
Если перед началом работ сотрудники обнаружили недостатки и неисправности, о них необходимо сообщить непосредственному руководителю работ. Такое требование следует прописать в инструкциях по охране труда.
Какие документы должны быть в организации
Важно
При организации работ приказ Ростехнадзора от 10.05.2007 № 317 применяют в части, которая не противоречит правилам по охране труда
Когда будете контролировать, как организовали погрузочно-разгрузочные работы, проверьте технические документы. Попросите у ответственного исполнителя работ технологические карты и проекты (планы) производства работ (далее — ППР). Узнайте, кто их разрабатывал. Если при работах используют грузоподъемные машины, ППР и технологические карты разрабатывают специалисты с опытом работы в строительстве, подготовкой и аттестацией по промбезопасности опасных производственных объектов (п. 1.3 приказа Ростехнадзора от 10.05.2007 № 317). Для разработки технологических карт используют технологический регламент, производственные инструкции по типовым способам и приемам работ, инструкции по обработке опасных грузов и т. д.
Посмотрите, висят ли в местах производства работ графические изображения схем и способов строповки, зацепки грузов. Спросите у работников, выдали ли им такие документы на руки. Если у разработчиков проектов нет данных о массе и центре тяжести груза или схему строповки не разработали, выдающий наряд должен назначить ответственного за безопасное производство работ. В таком случае погрузку и разгрузку производят только под его руководством.
Погрузочно-разгрузочные работы повышенной опасности выполняют по наряду-допуску. В каждой организации должен быть утвержденный работодателем перечень таких работ. Примерный перечень погрузочно-разгрузочных работ, которые можно выполнять только по наряду-допуску, смотрите в приказе об организации погрузочно-разгрузочных работ. Он составлен с учетом действующих норм и правил и не является исчерпывающим. Каждое предприятие утверждает перечень работ повышенной опасности в зависимости от специфики деятельности.
Как безопасно перемещать груз вручную
Следите за тем, как работники выполняют требования по охране труда, когда вручную перемещают грузы. Нельзя обгонять впереди идущих работников, находиться в зоне движения транспорта и мешать его работе, работать без защитной каски и сигнального жилета.
Не позволяйте работникам ходить по уложенным грузам: они могут поскользнуться и получить травму. Если груз тяжелее 50 кг, поднимать и снимать его должны как минимум двое мужчин. Один работник может надорваться, травмировать спину и утратить трудоспособность.
Несколько работников, которые перемещают груз вручную, должны идти в ногу. Требуйте, чтобы все работники переносили длинномерные грузы с одной стороны плечевого пояса — правой или левой (п. 111 Правил № 642н). Так снизите травматизм из-за перекоса груза.
Перемещать вручную груз массой до 80 кг можно, только если расстояние до места размещения груза не превышает 25 м. Если расстояние больше, работники должны применять тележки, вагонетки, тали. Когда груз, например бочку с дегтем, перемещают катом, работник должен находиться позади груза и толкать его от себя.
Сводите к минимуму ручной труд при производстве работ, применяйте приспособления, когда есть возможность. Например, используйте специальные захваты, чтобы перекатывать бревна и балки. При этом масса груза на одного работника не должна превышать 40 кг (п. 100 Правил № 642н).
Как правильно использовать оборудование и инструмент
До начала работы сотрудники должны убедиться в исправности оборудования и инструмента, проверить защитное заземление у электрооборудования. Необходимо закрывать на замок выходы на крановые пути, галереи мостовых работающих кранов. Сотрудников на них допускают по наряду-допуску.
В зоне, где могут находиться люди, ограждают:
канаты, блоки и грузы натяжных устройств на высоту их перемещения, участок пола под ними;
загрузочные и приемные устройства;
нижние выступающие части конвейера, пересекающие проходы и проезды.
Работу конвейера начинают только после того, как находящихся вблизи людей оповестят сигналом. Какие еще правила и запреты надо соблюдать, когда используете оборудование и инструменты при погрузочно-разгрузочных работах, смотрите в памятке.
Что надо знать о погрузке и разгрузке опасных грузов
Обратите внимание
Как разделяют опасные грузы, смотрите в приложениях к Международному соглашению государств от 30.09.1957
Что зависит от класса опасности груза. Опасные грузы различают по тому, какой ущерб они могут нанести. От класса вещества зависят и способы, которыми их перевозят, и требования к автотранспорту и перевозчикам. К наиболее опасным относят грузы в неустойчивом состоянии, которые при перевозке могут самовозгореться или взорваться. Опасные грузы делят на девять классов, первые три класса опаснее всего.
Как производят погрузку и разгрузку опасных грузов. Погружать, перевозить и перемещать, разгружать и размещать опасные грузы необходимо по требованиям технической документации заводов-изготовителей. Если тара и упаковка грузов повреждена или на ней нет маркировки и предупредительных надписей, проводить погрузочно-разгрузочные работы нельзя.
Словарь
Опасные грузы — химические или физические вещества, материалы или изделия, перевозка которых несет потенциальную угрозу жизни и здоровью людей, животных, растений, других природных объектов
Двигатель автомобиля во время погрузки и разгрузки опасных грузов нужно выключать. Двигатель не выключают, если он приводит в действие насос, с помощью которого наливают или сливают груз. В этом случае водитель должен находиться у места управления насосом.
Запрещено курить в машине и на расстоянии 10 метров от грузов, когда погружают и разгружают сжатые, сжиженные, растворенные под давлением газы и легковоспламеняющиеся жидкости. Нельзя погружать и разгружать в общественных местах населенных пунктов безводную бромистоводородную кислоту, безводную фтористоводородную кислоту, сероводород, хлор, двуокись серы и двуокись азота, хлорокись углерода, не имея на это разрешения от надзорных органов (п. 135 Правил № 642н).
Нельзя погружать баллоны с растворенным под давлением, сжатым, сжиженным газом и легковоспламеняющиеся жидкости вместе:
с детонирующими фитилями мгновенного действия;
железнодорожными петардами;
детонирующими запалами, безводной соляной кислотой, жидким воздухом, кислородом и азотом;
поддерживающими горение веществами;
ядовитыми веществами;
азотной кислотой и сульфоазотными смесями;
органическими перекисями;
пищевыми продуктами;
радиоактивными веществами.
Сосуды с газом закрепляют в кузове так, чтобы они не могли опрокинуться и упасть. Нельзя бросать их или подвергать толчкам.
В кабине транспорта, который перевозит легковоспламеняющиеся жидкости и газовые баллоны, не должны находиться посторонние.
Какие требования действуют для транспорта. Перевозить легковоспламеняющиеся жидкости и баллоны с газами необходимо специальным транспортом с искроуловителями на выхлопных трубах и металлическими цепочками для снятия зарядов статического электричества. Транспорт должен быть укомплектован средствами пожаротушения с соответствующими обозначениями.
Электротранспорт для перевозки легковоспламеняющихся жидкостей и ядовитых веществ можно использовать только как тягач. Его также надо оборудовать средствами пожаротушения.
Допустимые нормы подъема и перемещения грузов
Как работникам можно перенести из машины груз массой 50 кг, если расстояние до места размещения на складе – 30 метров?
Можно вручную одному рабочему
Можно вручную, но вдвоем, а лучше – втроем
Надо использовать тележку
Инструкция по охране труда при погрузочно-разгрузочных работах | Должностные
Общие положения.
1.1. Погрузочно-разгрузочные работы следует выполнять механизированным способом при помощи подъемно-транспортного оборудования и средств малой механизации. Поднимать и перемещать грузы вручную необходимо при соблюдении норм, установленных действующим законодательством.
1.2. Погрузочно-разгрузочные работы следует выполнять в соответствии с технологическими картами, проектами производства работ, а также правилами,
нормами, инструкциями и др. нормативно-технологическими документами, содержащими требования безопасности при производстве работ данного вида.
1.3. Движение транспортных средств в местах производства погрузочно-разгрузочных работ должно быть организовано по схеме, утвержденной администрацией предприятия, с установкой соответствующих дорожных знаков, а также знаков, применяемых на железнодорожном транспорте.
1.4. Meста производства погрузочно-разгрузочных работ должны быть размещены на специально отведенной территории с ровным покрытием, допускается проведение погрузочно-разгрузочных работ на спланированных площадках с твердым грунтом, способным воспринимать нагрузку от грузов и подъемно-транспортных машин.
1.5. Все рабочие места, где ведутся погрузочно-разгрузочные работы, должны содержаться в чистоте, проходы и проезды должны быть хорошо освещены, свободны и безопасны для движения пешеходов и транспорта. Не допускается размещать грузы в проходах и проездах.
При обслуживании грузоподъемных механизмов и грузозахватных приспособлений должны соблюдаться следующие требования:
1.5.1. Все механизмы и приспособления должны быть зарегистрированы состоять на учете в специальных журналах, которые хранятся у лиц, ответственных за их исправное состояние.
1.5.2. Грузоподъемные механизмы и грузозахватные приспособления должны быть снабжены табличками и бирками с указанием инвентарного номера, допустимой грузоподъемности и даты очередного освидетельствования.
1.5.3. Механизмы и приспособления должны храниться в сухих помещениях на стеллажах, настилах или на специальных крюках и быть хорошо смазаны.
1.6. Грузоподъемные механизмы и грузоподъемные приспособления (такелажное оборудование) должны удовлетворять» Правилам устройства и безопасной эксплуатации грузоподъемных кранов», » Правилам безопасной работы с инструментом и приспособлениями».
1.7. К стропальным (такелажным) работам относится: подъем, перемещение установки и закрепление грузов с помощью грузоподъемных механизмов, специальных приспособлений и оснастки, простейших приспособлений и вручную, а также подготовительные и заключительные работы при установке и освобождении такелажных приспособлений и механизмов.
1.8. К стропальным (такелажным) работам допускаются лица не моложе 18 лет, прошедшие медицинский осмотр и соответствующее обучение, инструктаж, проверку знаний требований безопасности. При этом они должны знать правила оказания первой доврачебной помощи пострадавшим при несчастном случае.
1.9. Каждый работник, если им самим не могут быть приняты меры по устранению нарушения Правил и инструкций по технике безопасности, обязан немедленно сообщить администрации, о всех замеченных им нарушениях правил и инструкций, а также о представляющих опасность для людей неисправности машин, механизмов, приспособлений и инструментов, применяемых при работе.
2.Требования безопасности перед началом работ.
2.1.Привести в порядок рабочую одежду: застегнуть обшлага рукавов, заправить одежду, надеть плотно прилегающий головной убор и подобрать под него волосы. В зоне проведения работ, где возможно падение предметов с высоты персонал должен носить каски, а при работе на высоте пользоваться предохранительным поясом.
2.2. Осмотреть свое рабочее место, проверить его освещенность, убрать все лишние предметы из-под ног.
2.З. Убедиться в исправности такелажного оборудования и оснастки (лебедок, талей, полиспастов и т.п.), схемных грузозахватных приспособлений (стропы, траверсы, клещи), а также наличие бирок с обозначением номера, даты испытания и грузоподъемности.
2.4. При выборе грузозахватных приспособлений необходимо следить, чтобы вес груза не превышал грузоподъемности приспособлений, угол между ветвями каната был не более 90°.
2.5. Перед подъемом и перемещением грузов должны быть проверены
устойчивость грузов и правильность их строповки.
2.6. Лица, не имеющие прямого отношения к проводимым работам, должны быть удалены из зоны подъема и перемещения грузов.
3.Требования безопасности во время работы.
3.1. Зона, где выполняются стропальные работы, является опасной, поэтому стропальщик должен быть особенно внимательным к своим обязанностям, так как малейшие нарушения им правил техники безопасности могут привести к несчастному случаю.
3.2. При стропальных работах не разрешается стоять и проходить под поднимаемых или опускаемым грузом и находиться в непосредственной близости от работающих механизмов.
3.3. До подъема и перемещения груза крепление его должно быть проверено руководителем работ, а в наиболее ответственных случаях — мастером.
3.4. Во время работы необходимо выполнять только ту работу, которая поручена. Нельзя передоверять порученную работу другому лицу без разрешения руководителя работ.
3.5. Перевозить грузы следует по свободному и прямому пути. Ходить по уложенным грузам, догонять и обгонять стропальщиков, идущих впереди НЕРАЗРЕШАЕТСЯ.
3.6. При погрузке материалов в кузов автомобиля необходимо соблюдать следующие правила безопасности:
3.6.1.Не нагружать материалы навалом выше уровня бортов кузова.
3.6.2. Рабочим не разрешается во время погрузки находиться в кузове автомобиля.
3.6.3. Штучные грузы, ящики ибочки следует располагать в кузове так, чтобы они не могли сдвинуться с места во время движения, на крутых поворотах и при резком торможении.
3.6.4. Штучные грузы, возвышающиеся над бортами, необходимо увязывать.
3.7. При пользовании кранами идругими подъемными механизмами груз следует направлять в кузов автомобиля при помощи специальных шестов и крюков. При выполнении этой операции стропальщик должен находиться вне кузова.
3.8. При погрузке, разгрузке и транспортировке длинномерных материалов необходимо соблюдать следующие требования безопасности:
3. 8.1. Разгружать длинномерные штучные материалы следует вручную, с применением покатов с металлической оковкой на концах. Работать должны два человека. Во время разгрузки нужно становиться сбоку движения бревен и не подходить к ним пока они не остановятся.
3.8.2. Если длина груза превышает длину кузова более чем на одну треть, перевозить груз без прицепа НЕ РАЗРЕШАЕТСЯ.
3.9. Погрузка вручную (ведрами) горючих жидкостей (бензина, керосина, спирта и т.д.), а также сливание этих жидкостей без применения шлангов ЗАПРЕЩАЕТСЯ
3.10. При погрузке, разгрузке, транспортировке баллонов со сжатым газом необходимо:
3.10.1. Перемещать баллоны разрешается только на специальных носилках или тележках с оббитыми войлоком по размеру баллонов гнездами и запорными приспособлениями по размеру баллонов.
3.10.2. Погрузка, разгрузка и вертикальная транспортировка баллонов при помощи кранов, талей и др. приспособлений НЕ РАЗРЕШАЕТСЯ.
3.10.3. Баллоны без металлических колпаков, закрывающих вентили, грузить, разгружать и перемещать ЗАПРЕЩАЕТСЯ.
3.10.4. Кyзов автомобиля должен быть оборудован специальными стеллажами с оббитым войлоком выемками, в которые баллоны укладываются горизонтально, вентилями в одну сторону.
3.11. Разгрузка бревен вручную с железнодорожных платформ производится по двум парам покатов. Сбрасывание бревен на землю не допускается.
3.12. Расстроповку разрушенных или погруженных железобетонных конструкции разрешается производить только после проверки их устойчивости.
3.13. Погрузку иразгрузку катящихся грузов (барабаны с кабелем, проводом, бочки и др.) необходимо выполнять механизированным способом, а при отсутствии механизмов — с применением наклонной плоскости или слег с оттягиванием грузов канатами.
3.14. При разгрузке и складировании длинномерных грузов (бревен, досок, труб, металлических балок, рельсов и др.) необходимо принять меры против самопроизвольного их раскатывания и разваливания из штабелей.
3.15. При погрузке и разгрузке материалов с применением механизмов не разрешается:
3.15.1.Работать в верхней одежде на выпуск, с расстегнутыми полами телогреек, пиджаков и т.п., с неподвязанными или не застегнутыми обшлагами рукавов.
Снимать и надевать на шкивы приводные ремни или направлять их во время хода;
3.15.2.Направлять руками тросы при наматывании их на барабаны лебедок и др. механизмов, набрасывать на ходу трос на блоки;
3.15.3. Находиться во время подъема груза под стрелой крана, тяговым тросом или оттяжками, а также переходить через тяговый трос или оттяжки.
3.15.4. Работать с неисправным инструментом.
3.15.5. Находиться сзади движущихся грузов на расстоянии 5м от него.
3.16. Выдергивать лебедкой крюк из-под груза.
3.17. Если в процессе погрузочно-разгрузочных работ груз постоянно подают краном снизу вверх, то наверху приема грузов надлежит устроить приемную площадку, огражденную перилами высотой 1м. Рабочие, принимающие груз должны быть снабжены крюками из круглой стали длиной на менее 1,3 м.
3.18. При выполнении погрузочно-разгрузочных работ с помощью кранов необходимо внимательно следить за его работой:
– не допускать раскачивания и кручения груза во время его подъема; – не оставлять поднятый груз на высоте во время перерыва в работе;
– не перемещать груз над людьми, а также не поднимать и не перемещать людей на грузе;
– не поднимать груз, засыпанный землей, строительным мусором, снегом, облитый батоном, примерзший к земле – требовать полной очистки.
4.Требования безопасности по окончании работ.
4.1. После окончания работы привести в порядок рабочее место, выключить все электродвигатели механизмов, участвующих в погрузочно-разгрузочных работах, убратъ все приспособления, стропы, вспомогательные канаты и привести в порядок остальной инвентарь, инструмент.
Перевод рабочего органа грузоподъемной машины из транспортного положения в рабочее и наоборот должен выполнять управляющий ею крановщик.
4.2. Об окончании работы доложить руководителю работ.
4.3. Привести в порядок спецодежду, очистить от пыли и грязи, принять душ.
5. Требования безопасности в аварийных ситуациях.
5.1. При аварии или возникновении аварийной ситуации принять меры, предупреждающие и устраняющие опасность.
5.2. Немедленно сообщать своему непосредственному руководителю о любом несчастном случае, происшедшем на производстве, о признаках профессионального заболевания, а также о ситуации, которая создает угрозу жизни и здоровью людей.
5.3. При поражении электрическим током необходимо немедленно освободить пострадавшего от действия тока, соблюдая требования электробезопасности, оказать доврачебную помощь и вызвать работника медицинской службы, поставить в известность руководство.
5.4.При возникновении пожара сообщить в пожарную охрану по телефону 01, руководителю работ и приступить к тушению.
5. 5. При происшествии несчастного случая необходимо оказать первую доврачебную помощь пострадавшему, сообщить о случившемся руководству, при необходимости вызвать скорую помощь.
Погрузочно-разгрузочные работы | Управление грузоперевозками Логистика
Спрос на доставку посылок постоянно растет, поскольку потребители все больше совершают покупки в Интернете, а не в магазинах. В то же время цепочка поставок все больше движется к тому, что называется доставкой «точно в срок». Здесь у логистических компаний гораздо меньше права на ошибку. Погрузка и разгрузка — это сердце любого распределительного центра, и оптимизация этой части цепочки поставок имеет решающее значение для достижения максимальной общей эффективности.
Многие сторонние поставщики логистических услуг не чувствуют себя готовыми справиться с очень требовательным рынком труда и большой вероятностью дефицита в течение следующих нескольких лет. Повышение эффективности на каждом этапе процесса доставки имеет решающее значение для решения этих новых задач. В этой статье мы предоставим обзор операций загрузки и разгрузки, а также несколько советов о том, как сделать процессы более плавными.
Что такое погрузочно-разгрузочные услуги в логистике?
Погрузка и разгрузка означает услуги по погрузке или разгрузке груза между любым пунктом или местом стоянки на терминале или пристани и грузовыми автомобилями, железнодорожными вагонами или любым другим видом наземного транспорта и баржами. Это чрезвычайно важно для любой цепочки поставок и может иметь большое значение, если все сделано неправильно. Есть много факторов, влияющих на правильную процедуру погрузки и разгрузки.
Передовой опыт погрузки и разгрузки
Погрузка и разгрузка груза — это опасный процесс, который может легко привести к серьезным травмам или даже смерти работников склада, если он выполняется неосторожно. Есть много вещей, которые могут пойти не так. Доки часто могут быть тесными, перегруженными и занятыми. Безопасность всегда должна быть наивысшим приоритетом для сотрудников и менеджеров склада.
Итак, вопрос в том, как обеспечить высокий уровень безопасности склада на протяжении всего процесса погрузки и разгрузки грузовиков? Одним из способов является партнерство с опытной, надежной и преданной команде профессионалов. Мы предлагаем вам несколько передовых методов, которые необходимо реализовать для обеспечения оптимальной безопасности при погрузке и разгрузке.
Применение централизованной системы управления складом
На рынке существует масса более инновационных технологий, обеспечивающих оптимальную безопасность, производительность и эффективность склада. Система управления складом в основном функционирует как мозг процесса погрузки и разгрузки. Он объединяет все технологические решения в центре. Он содержит все, от программного обеспечения для подготовки до систем управления доками и главных панелей управления. Эти системы собирают, отслеживают и оценивают данные, поэтому сотрудники получают всю информацию о погрузке и разгрузке грузов в режиме реального времени.
Чтобы достичь наибольшей эффективности, технология должна быть объединена системой управления. Такие технологии, как блокчейн, могут сказать вам, какие пакеты приходят и откуда. Решения по планированию помогут вам узнать, как лучше всего загружать эти поддоны, чтобы максимально использовать вместимость и гарантировать безопасность. Системы организации дока могут классифицировать непродуктивные методы, используя сеть датчиков, камер и источников света для более эффективной настройки. Объединение этих систем обеспечивает безопасную и эффективную цепочку поставок от начала до конца, включая погрузку и разгрузку.
Подсоедините удерживающие устройства к главной панели управления
Наличие удерживающих устройств необходимо для обеспечения безопасности. Это очень простой и недорогой способ уклониться от угона грузовика с другими опасными грузами. Ограничители защищают и укрепляют заднюю защиту прицепа, когда он возвращается в док, удерживая его на месте во время погрузки и разгрузки.
Старинной альтернативой ограничителям являются колодки, которые крепятся вручную. Этот стиль может привести к травмам в процессе крепления, поскольку существует высокий риск ошибки, и они не фиксируют прицеп так сильно, как ограничители во время погрузки и разгрузки груза. При использовании автоматических удерживающих устройств риск ошибки или травмы минимален.
Прелесть современных удерживающих устройств в том, что их также можно подключить к главной панели управления. Эта централизованная система предотвращает любые действия по разгрузке до тех пор, пока прицеп не будет надежно заблокирован на месте, а также отказывается отпускать складской погрузчик до тех пор, пока вся разгрузка не будет одобрена. Он также может подключаться к индикаторам системы, чтобы показывать драйверу и загрузчику статус процесса, чтобы обеспечить непрерывную связь.
Коммуникационные огни очень важны
Освещение необходимо для улучшения видимости груза, персонала и дока. Подключение вашего освещения к центральной системе связи — это передовая практика, которая может значительно повысить безопасность ваших операций. Вам следует рассмотреть возможность установки связанных источников света в верхних углах дока, чтобы каждый мог видеть их со всех сторон, что поможет процедуре загрузки склада.
Затем свет может сообщить, когда прицеп заблокирован на месте, когда подъезжает грузовик, когда процесс разгрузки завершен, когда можно безопасно открыть дверь или когда водитель может безопасно уйти. С визуальным освещением процедуры погрузки и разгрузки грузовиков в основном меняют правила игры, когда речь идет о том, чтобы все сотрудники и водители доков всегда были в курсе и были в безопасности.
Шлагбаумы важны
Шлагбаумы помогают предотвратить спотыкание или падение сотрудников с выступов. В зоне погрузочно-разгрузочных доков даже небольшой разрыв в один дюйм по высоте может стать переходом между безопасностью в зоне и серьезной травмой. Есть также много опасных зон с тяжелой техникой, поэтому установка ворот может помочь защитить рабочих от движущегося груза или техники.
Вы можете получить шлагбаумы, которые можно открывать и закрывать, а некоторые ворота даже имеют подсветку и могут синхронизироваться с главной панелью управления. Это может помочь классифицировать любой трафик в зоне погрузки, чтобы убедиться, что люди не идут в небезопасную зону.
Воспользуйтесь преимуществами доклевеллеров
Доклевеллер помогает преодолеть зазор, который может образоваться между прицепом и погрузочной платформой, когда они находятся на разной высоте. Это особенно важно, поскольку прицеп может изменять высоту в процессе погрузки и разгрузки из-за любого увеличения или уменьшения веса груза.
Доклевеллеры гарантируют легкий и плавный переход в процессе перемещения груза в грузовик и из него без каких-либо травм для товаров или рабочих. Лучший способ сделать это — использовать гидравлические выравниватели, которые работают одним нажатием кнопки, что намного безопаснее, чем другая версия механических выравнивателей, приводимых в действие тяговой цепью. Механические выравниватели требуют, чтобы рабочие наклонялись, чтобы поднять все, что может привести к серьезным травмам и привести к аварии на работе. Гидравлические выравниватели эффективны, безопасны и быстры.
Разработайте план регулярного технического обслуживания.
Техническое обслуживание может существенно повлиять на безопасность процедуры погрузки и разгрузки грузоподъемного оборудования. Препятствия и беспорядок могут привести к падению, спотыканию и поскальзыванию, что может привести к травмам, которые могут оказать серьезное влияние на безопасность работников. Техническое обслуживание раз в месяц недостаточно. Вы должны вести ежедневный план, который гарантирует зону погрузки и разгрузки и безопасность грузовиков для рабочих.
Убедитесь, что в местах, где ходят или работают сотрудники, нет проводов, ящиков, проводов, корзин, цепей или кабелей. Вы должны регулярно проверять оборудование на наличие возможных неисправностей. Разработайте контрольный список для рабочих и контролеров, чтобы отслеживать их до и после каждого процесса загрузки и разгрузки.
Регулярная уборка и техническое обслуживание, скорее всего, останутся основным элементом всех операций после пандемии Covid-19. Бесспорно, важно обеспечить безопасность склада, чтобы обеспечить безопасность рабочих. Вместе с тем, чистый и организованный склад и процесс погрузки и разгрузки обеспечат гораздо более продуктивную и эффективную процедуру загрузки склада, чем загроможденный.
Процедуры погрузки и разгрузки грузовиков
Некоторые передовые методы могут создать безопасную и эффективную рабочую среду при погрузке и разгрузке. Погрузка и разгрузка действительно являются основной частью распределительного центра, и улучшение этой части цепочки поставок жизненно важно для максимального повышения общей эффективности.
Теги: Водители коммерческих грузовиковКоммерческие дальнобойщикиДепартамент транспортаFML фрахтПогрузка и разгрузка грузовУправление грузоперевозкамиПогрузка и разгрузка тяжелого оборудованияПроцедура погрузки и разгрузки тяжелого оборудованияПравила и нормы погрузки и разгрузкиУслуги по погрузке и разгрузкеПогрузка и разгрузка грузовиковтранспортПроцедуры погрузки и разгрузки грузовикагрузоперевозкирегулирование грузоперевозокскладской погрузчиксклад погрузочный докпроцедура погрузки складасклад погрузка грузовикпогрузка склада разгрузка
Грузоперевозки.
Погрузка и разгрузка
Грузоперевозки. Опасности в отрасли
Загрузка и разгрузка
Погрузка и разгрузка
Рабочие, занимающиеся погрузкой и разгрузкой материалов, должны быть проинструктированы о безопасных процедурах, соответствующих материалу, с которым они работают. Загрузка в автомобильные или железнодорожные цистерны или выгрузка легковоспламеняющихся/горючих жидкостей является одной из наиболее опасных операций, которые могут выполняться на любом производственном или складском объекте. Рабочие, занимающиеся погрузкой или разгрузкой автомобильных прицепов с подвеской, могут подвергаться повышенному риску получения травм из-за неспособности поврежденных прицепов выдерживать вес промышленного грузовика с механическим приводом, используемого для загрузки или разгрузки прицепа. В отрасли грузоперевозок Powered Industrial Trucks, 29CFR 1910.178 является наиболее часто цитируемым стандартом. Много смертельных случаев происходит, когда рабочий раздавлен вилочным погрузчиком, который перевернулся или упал с погрузочной платформы.
Ниже приводится обзор правил, требований к обучению и других ресурсов:
Обзор погрузки и разгрузки
Соответствие
Требования к обучению
Ссылки на общие опасности
Особые отраслевые опасности
Обзор загрузки и выгрузки
OSHA обладает юрисдикцией в отношении погрузки и разгрузки внедорожных транспортных средств, таких как склады, заводы, зерноперерабатывающие предприятия, торговые точки, морские терминалы, причалы, причалы и верфи. OSHA также имеет юрисдикцию в отношении терминалов аэропорта, если только FAA не согласовало руководство аэропорта и план обеспечения безопасности с перевозчиком, в котором есть положение, отменяющее юрисдикцию OSHA в соответствии с Разделом 4 (b) 1 для этого положения. Во всех местах OSHA имеет юрисдикцию над операторами вилочных погрузчиков и работниками терминалов, которые выполняют погрузочно-разгрузочные операции.
Соответствие
1910.178, Промышленные тележки с электроприводом
1910.305, Методы подключения, компоненты и оборудование общего назначения
1910.157, Переносные огнетушители
1910.132, Общие требования (Средства индивидуальной защиты)
1910.23, Защита проемов и отверстий в полу и стенах
1910.303, общий (электрический)
1910.147, Контроль опасной энергии (блокировка/маркировка)
1910.215, Абразивно-круговые станки
Дополнительную информацию см. в стандартах OSHA.
См. другие федеральные агентства для получения информации о DOT и правилах других агентств.
Требования к обучению
29 CFR 1910.178, Промышленные грузовики с электроприводом. Стандарт ОША. Включает специальные требования к обучению операторов вилочных погрузчиков, которые загружают и разгружают грузовики.
Принимающие работодатели могут потребовать от приезжих работников обучения работе с вилочными погрузчиками. Интерпретационное письмо OSHA (28, 19 октября)99). Определяет, что в соответствии с Законом об охране труда и положениями Управления по охране труда и промышленной гигиене США о промышленных грузовиках принимающий работодатель несет ответственность за обеспечение того, чтобы лица, работающие с вилочными погрузчиками на его рабочем месте, прошли надлежащее обучение. Обучение и оценка, требуемые правилами, зависят от грузовика и места. Принимающий работодатель может потребовать, чтобы внешние водители, прибывающие на его рабочее место, прошли курс обучения.
Общие сведения об опасностях
Меры безопасности по прибытии водителей тракторных прицепов в пункт назначения. Информационный бюллетень OSHA (публикация 39)44), (2018).
Проверка автомобильных прицепов с подвеской перед погрузкой и разгрузкой с помощью промышленных грузовиков. Бюллетень технической информации OSHA (TIB) (31 июля 2000 г.).
Портовые и морские терминалы: фатальные факты. ОША. Подробные сводки, основанные на фактических материалах дела, касаются 42 несчастных случаев со смертельным исходом в сфере обработки морских грузов, включая обзор факторов, которые способствовали несчастному случаю, и способы их предотвращения.
Обращение с материалами и их хранение. Публикация OSHA 2326 (пересмотрено в 2002 г.).
Страницы, связанные с вопросами безопасности и здоровья OSHA:
Эргономика
Требования к ведению учета и отчетности о травмах и заболеваниях
Промышленные тележки с электроприводом
Вентиляция
Опасности, характерные для отрасли
Авиакомпания
Обработка багажа. Электронный инструмент OSHA. Описывает многие распространенные опасности, связанные с процессом обработки багажа. Предоставляет возможные решения, ранжированные в соответствии с их применимостью к операциям.
Безопасность. Федеральное авиационное управление (FAA). Разрабатывает и внедряет усовершенствованные инструменты и процессы для содействия более эффективному использованию данных о безопасности полетов как внутри агентства, так и за его пределами, чтобы помочь повысить безопасность полетов.
Доставка напитков
Доставка напитков. Электронный инструмент OSHA. Особое внимание уделяется опасностям, связанным с доставкой напитков. В нем есть разделы о грузовиках для доставки, ручных тележках и доставке воды.
Продуктовый склад
Продуктовый склад. Электронный инструмент OSHA. Описывает примеры эргономических опасностей и решений, связанных с комплектованием заказов, одной из трех основных операций продуктового склада. В нем есть разделы по транспортировке, хранению, упаковке и практике работы.
Регистрация
Регистрация. Электронный инструмент OSHA. Определяет лесозаготовку по многим показателям как наиболее опасную отрасль в Соединенных Штатах. Включен раздел «Погрузка и транспортировка бревен», в котором описаны необходимые и рекомендуемые методы работы, которые могут снизить опасность лесозаготовки для водителей транспортных средств.
Водитель грузовика умер после того, как его ударило бревном, упавшим из лесовоза — Северная Каролина. Отчет Национального института безопасности и гигиены труда (NIOSH) об оценке и оценке смертельных случаев (FACE) 9508.
Водитель грузовика погиб от удара бревном, которое скатилось с грузовика во время погрузочной операции — Аляска. Отчет Национального института безопасности и гигиены труда (NIOSH) об оценке и оценке смертельных случаев (FACE) 9303.
Водитель грузовика погиб, когда груз пиломатериалов упал и раздавил его в Калифорнии. Отчет Национального института безопасности и гигиены труда (NIOSH) об оценке и оценке смертельных случаев (FACE) 95CA01901, (23 сентября 1996 г.).
Морская промышленность
Морская промышленность. Страница вопросов безопасности и здоровья OSHA.
Работа на верфи. Электронный инструмент OSHA. Описывает распространенные опасности и возможные решения для задач, выполняемых в морской отрасли при ремонте судов, судостроении, разборке судов и очистке барж.
Стандарты судостроительной промышленности. Публикация OSHA 2268 (2021 г.).
Портовая промышленность. Публикация OSHA 2232 (пересмотрено в 2001 г.). Включает стандарты, относящиеся к индустрии портовых работ.
Портовые и морские терминалы: фатальные факты. ОША. Подробные сводки, основанные на фактических материалах дела, касаются 42 несчастных случаев со смертельным исходом в сфере обработки морских грузов, включая обзор факторов, которые способствовали несчастному случаю, и способы их предотвращения.
Упаковка мяса
Птицеперерабатывающая промышленность. Электронный инструмент OSHA. Основное внимание уделяется выявлению и контролю основных опасностей, которые способствуют высокому уровню травматизма в птицеперерабатывающей промышленности.
Бурение и обслуживание нефтяных и газовых скважин
Бурение и обслуживание нефтяных и газовых скважин. Электронный инструмент OSHA. Содержит иллюстрированное руководство с описанием потенциальных опасностей и их возможных решений, разработанное совместно OSHA и промышленностью.
Железная дорога
Дорожно-транспортные происшествия не подпадают под юрисдикцию OSHA. Интерпретационное письмо OSHA (13 января 1992 г.). Автомобильные аварии на железнодорожных переездах не подпадают под юрисдикцию OSHA; Федеральное управление железных дорог (FRA) обладает юрисдикцией в этом вопросе.
29 CFR 1910.178(m)(b) Промышленные грузовики с электроприводом; Операции с грузовиками. Директива OSHA STD 01-11-003 [STD 1-11.3], (30 октября 1978 г.). Содержит рекомендации для грузовых автомобилей, использующих устройства открывания дверей для открытия или закрытия дверей грузовых железнодорожных вагонов.
Краткие советы по оптимизации операций погрузки и разгрузки
Спрос на доставку посылок продолжает расти, поскольку потребители все больше совершают покупки в Интернете. В то же время цепочка поставок все больше движется к доставке точно в срок, а это означает, что у логистических компаний меньше права на ошибку. Погрузочный док является сердцем любого распределительного центра, и оптимизация погрузки и разгрузки имеет важное значение для максимизации общей эффективности цепочки поставок.
Большинство сторонних поставщиков логистических услуг не верят, что они готовы справиться со все более жестким рынком труда и возможностью дефицита в ближайшие несколько лет. Эффективность на каждом этапе процесса доставки быстро стала чрезвычайно важной и будет иметь решающее значение для решения этих новых задач.
Вот советы, которые работники логистики и цепочки поставок могут использовать для оптимизации операций погрузки и разгрузки.
Тенденции стратегического управления грузоперевозками на 2020 год
Скачать информационный документ
Обучение сотрудников и загрузка лучших практик
Начните с обеспечения того, чтобы сотрудники прошли обучение, необходимое для эффективной загрузки и разгрузки прицепов.
Помните о распространенных ошибках, которые могут привести к неэффективности процесса погрузки/разгрузки, — в первую очередь, о неиспользованном пространстве в прицепе, неэффективных методах погрузки и неэргономичных движениях. Убедитесь, что рабочие поднимают ноги и держат предметы близко к телу. Они не должны поднимать ничего тяжелее 50 фунтов самостоятельно или без соответствующего оборудования.
По возможности сведите к минимуму складские поездки. Такие стратегии, как кросс-докинг, могут гарантировать, что вилочные погрузчики и сотрудники тратят как можно меньше времени на перемещение по складу. Это позволяет сотрудникам загружать и разгружать прицепы по мере их прибытия.
Системы нагрузочного тестирования и мониторинга
Также существуют передовые технологии, которые грузоотправители могут внедрить, чтобы обеспечить максимальную эффективность при погрузке и разгрузке.
Решения по планированию
позволяют быстро формировать загрузку на основе такой информации, как пакеты в доке и глубина прицепа. Эти системы могут помочь обеспечить наиболее эффективную возможную загрузку в зависимости от доступной мощности. Некоторые из этих систем также могут помочь вашей команде убедиться, что посылки не деформируются и не повреждаются во время транспортировки из-за того, как они хранились в трейлере.
Системы управления доком
в сочетании с правильной настройкой камер или автоматических датчиков могут помочь менеджерам одновременно отслеживать несколько доков. Это может сократить ходьбу туда-сюда, которая часто необходима для визуального наблюдения за каждой дверью.
Эти системы также могут помочь руководителям участков следить за тем, как рабочие подходят к погрузке и разгрузке. Это может помочь им быстро определить, когда используются неэффективные методы — например, сотрудники используют неправильную технику подъема.
Улучшенный надзор также может помочь руководителям участков обнаружить груз, который загружается неэффективно. Например, он может ловить предметы, хранящиеся в дымоходах, а не в сплошных стенах, а также в других местах, которые не подходят или не нужны.
Главные панели управления также могут помочь сократить ходьбу, централизовав элементы управления для данной области дока.
Автоматизированные системы могут использовать инфракрасные датчики для обнаружения прибытия новых грузовиков в док. Как только он обнаружен, система автоматически активирует ограничитель прицепа и доклевеллер. Благодаря этой процедуре рабочие получат доступ к трейлеру как можно быстрее.
Обновление инфраструктуры док-станции
Есть также шаги, которые вы можете предпринять, чтобы сделать инфраструктуру и оборудование погрузочной платформы более удобными для эффективной погрузки и разгрузки.
Например, вы можете использовать выдвижные или телескопические конвейерные ленты, чтобы упростить транспортировку предметов со склада в прицеп. Эти конвейерные ленты разворачиваются, протягивая поток груза от склада до загружаемого грузовика, позволяя персоналу доставлять посылки и загружать их вручную.
Улучшенная инфраструктура дока также может помочь улучшить связь и поток трафика в районе дока. Например, светофоры в погрузочных доках могут помочь контролировать поток тяжелого оборудования, такого как автопогрузчики, вокруг дока, снижая риск несчастных случаев.
Колесные направляющие, бамперы, зеркала и другие направляющие помогут водителям быстрее поставить свои грузовики на пристань. Эти направляющие также могут помочь убедиться, что каждый трейлер правильно выровнен с дверью дока и выравнивателем, что может ускорить процесс погрузки и разгрузки.
Многие элементы обычного докового оборудования можно заменить автоматизированными версиями, такими как упаковщики поддонов и механические выравниватели, которые могут высвободить работника для выполнения более важных задач.
По возможности также следите за тем, чтобы оборудование регулярно обслуживалось. Выход из строя вилочного погрузчика или планировщика может привести к серьезным задержкам при погрузке или разгрузке, и во многих случаях этого можно избежать при правильном графике технического обслуживания.
Неэффективное пространство может создать огромные узкие места на любом этапе процесса. Проверяя инфраструктуру и оборудование дока, убедитесь, что у вас есть доклевеллер и двери подходящего размера для груза, который обычно перемещает ваша команда. Двери старых доков могут быть недостаточно широкими или высокими, чтобы должным образом обслуживать новые и большие трейлеры.
Другие усовершенствования, повышающие эффективность, такие как улучшенное освещение, вентиляция и герметичные двери дока, также могут помочь сделать рабочую зону комфортной. Было продемонстрировано, что комфорт сотрудников влияет на производительность, а слишком жаркий или слишком холодный док может легко снизить эффективность работы.
Слушайте «Доставка, управляемая данными, — это то, как грузоотправители получают статус «Выбор грузоотправителя»» на Spreaker.
Стратегии повышения эффективности загрузки и разгрузки
Рост онлайн-покупок и переход к доставке точно в срок создали дополнительную нагрузку на логистические компании и распределительные центры. В результате быстрая и эффективная загрузка и разгрузка важны как никогда.
Распределительные центры, желающие повысить свою эффективность, могут предпринять несколько различных шагов. Улучшенное обучение и стратегии, такие как кросс-докинг, могут помочь повысить производительность и сократить время, затрачиваемое сотрудниками на перемещение по складу. Решения для загрузки и программное обеспечение для управления доком могут помочь обеспечить максимально эффективную погрузку сборок и позволить супервайзерам следить за большим количеством дверей одновременно, а также за сотрудниками.
Улучшенная инфраструктура дока также может помочь повысить эффективность погрузки и разгрузки. Высококачественное освещение и защита от атмосферных воздействий могут сделать складские и доковые помещения максимально комфортными для сотрудников, что повысит их производительность. Все это может привести к улучшению рабочей среды и повышению эффективности операций.
Погрузка и разгрузка грузов — Руководство!
Операция на борту судна, требующая высочайшего уровня аккуратности и аккуратности, — это операция по обработке груза, особенно во время погрузки и разгрузки груза. Вышеуказанные операции требуют последовательных усилий как со стороны портовых властей, так и членов экипажа судна. Судовладельцы и портовые власти рассчитывают, что погрузка и разгрузка грузов будут проходить оперативно. Несмотря на то, что это напряженная операция, ожидается, что заинтересованные высокопоставленные лица будут экономить время и быстро принимать решения в случае нежелательной ситуации. Итак, подробнее поговорим о погрузке и разгрузке грузов.
Содержание
Что такое погрузка и разгрузка груза?
Груз означает товары или товары, которые перевозятся судном из одного места в другое. Различные типы грузов, перевозимых судами:
Контейнерные грузы (электроника, игрушки, лекарства и продукты питания – в рефрижераторах)
Сухие навалом (зерно, руда, уголь, соль, сахар, кукуруза и т. д.)
Домашний скот и животные
Автомобили
Погрузка груза — операция на борту судна, при которой груз загружается на судно или «погружается грузом». Грузы, которые необходимо перевезти из одного порта в другой, загружаются соответствующим образом.
Рис. Показывает контейнеры, загружаемые на судно-контейнеровоз.Рис. Показывает погрузку навалочных грузов на сухогруз.
На рис. показаны автомобили и другие большегрузные автомобили, загружаемые на суда RO-RO.
Разгрузка груза относится к операции по доставке товаров соответствующим клиентам после прибытия в соответствующий порт. Это относится к операции по разгрузке товаров с судов и передаче груза портовым властям и соответствующим клиентам.
Рис. Показана разгрузка автомобилей с ро-ро корабля.Рис. Показывает выгрузку груза с балкера
Какова процедура подготовки к погрузке и выгрузке?
Когда судно приближается к порту, выполняются некоторые приготовления, чтобы сделать погрузку/разгрузку груза безопасной и без устранения неполадок. Процедуры подготовки к погрузке груза следующие:
Выполняется надлежащее планирование погрузки или разгрузки и укладки груза.
При неправильной укладке или креплении груза может возникнуть дисбаланс, что может привести к большей катастрофе.
Все члены экипажа должны быть хорошо знакомы с погрузочно-разгрузочным оборудованием и креплением на борту судна.
Все трюмы опорожнены, и все трюмные сигнализаторы проверяются на предмет их правильной работы.
Надлежащий балластный план должен быть подготовлен в соответствии с состоянием судна, независимо от того, пустое оно или несет груз.
На судах-контейнеровозах должно быть предусмотрено достаточное количество крепежных и поворотных замков для крепления контейнеров.
Палубный экипаж должен следить за тем, чтобы груз был аккуратно уложен и закреплен, чтобы избежать любых повреждений во время рейса. Во время разгрузки их следует аккуратно отвязать, чтобы не повредить груз.
В случае любого неисправного крепежного оборудования, такого как крышки люков, найтовы, поворотные замки и т. д., их следует немедленно заменить.
Убедитесь, что поблизости от судна не проводятся огневые работы, особенно если загружаемый/выгружаемый груз является взрывоопасным.
Когда погрузка или разгрузка груза производится в темноте, убедитесь, что палуба судна имеет достаточное освещение.
Все вытяжные вентиляторы в грузовых отсеках должны работать постоянно, чтобы предотвратить скопление опасных газов.
Убедитесь, что противопожарное оборудование находится под рукой и находится в отличном рабочем состоянии.
И последнее, но не менее важное: личная безопасность имеет наивысший приоритет. Поэтому наденьте соответствующие СИЗ в соответствии с окружающей средой, в которой вы собираетесь работать.
Безопасность при погрузке и разгрузке:
При погрузке и разгрузке принимаются во внимание несколько мер безопасности, так как это очень опасно. активности и очень склонен к безопасности жизнедеятельности. Ниже приведены основные меры безопасности, принятые для устранения риска для жизни:
Используйте надлежащие средства индивидуальной защиты, включая шлем, комбинезон, соответствующие перчатки, очки и защитную обувь.
Обязательна информация о типе обрабатываемого груза.
В случае танкеров необходимо поддерживать инертную среду вокруг грузовых трюмов в качестве меры предосторожности на случай утечки
Использование соответствующих грузоподъемных машин, в противном случае может произойти рассыпание груза, а отсутствие обработки груза приведет к нежелательным ситуациям .
При погрузке/выгрузке груза не стойте под поднимаемым грузом.
При входе в закрытые помещения всегда держите при себе оборудование для контроля воздуха во избежание вдыхания каких-либо вредных веществ и удушья.
Перед каждой операцией по погрузке/разгрузке груза необходимо пройти надлежащее обучение по использованию средств безопасности и противопожарного оборудования.
Крепление груза во время погрузки и раскрепления должно быть сделано тщательно.
В случае возникновения чрезвычайной ситуации не паникуйте, сообщите об этом остальным членам экипажа и спланируйте необходимые действия.
Потери из-за неправильной погрузки груза:
Несмотря на то, что при обработке груза соблюдается множество протоколов, потери случаются из-за неправильной погрузки. Ниже приведены несколько видов убытков:
Потеря груза
Упущенная выгода
Ухудшение репутации компании, членов экипажа и администрации порта
Больше времени, необходимого для пополнения груза, потерянного из-за недостаточной эффективности
Потеря из-за утечки или отсутствия укладки указывает на отсутствие управления и уровня технического обслуживания
Это может привести к гибели людей, если не будут приняты надлежащие меры безопасности
Если произошла разрушительная авария из-за неправильной процедуры погрузки груза это может привести к ухудшению психической стабильности и травмам.
Относительные морские аварии:
Несколько аварий произошло из-за неправильной обработки груза. Ниже приведены некоторые результаты небрежности:
1. 22 июня 2020 года неправильно загруженное судно потеряло 21 грузовой контейнер на Гавайях. Все контейнеры упали в океан, что привело к большим потерям в доходах. Хотя обошлось без травм, однако был понесен ущерб в размере около 1,6 миллиарда долларов США. Установлено, что причиной этого инцидента было отсутствие предварительного планирования процедур погрузки груза.
На рис. показаны неправильно загруженные контейнеры с места аварии.
2. Недавно несколько моряков нашли контейнер с дорогой электроникой. Контейнер мог упасть в океан из-за неправильной погрузки, когда крепления могли ослабнуть. В результате контейнер опрокинулся в океан, нанеся большой финансовый ущерб судовладельцам.
На рис. изображен моряк, тянущий контейнер с дорогими электронными вещами.
Погрузка и разгрузка транспортных средств: обеспечение безопасности ваших работников
Для многих предприятий погрузка и разгрузка грузовиков является повседневной деятельностью. Эта деятельность также сопряжена с более высоким риском получения сотрудниками травм на работе. Погрузка и разгрузка автомобилей является одной из наиболее распространенных причин травм на рабочем месте в производственной, распределительной и курьерской отраслях. От несчастных случаев с вилочным погрузчиком до падения материалов, сотрудники в этих отраслях должны быть постоянно сосредоточены и осведомлены, чтобы предотвратить серьезные травмы. В этой статье приведены ценные советы, которые предприятия и сотрудники могут сразу же применить для обеспечения безопасности рабочих во время погрузки и разгрузки транспортных средств.
Наиболее распространенные травмы
Погрузка и разгрузка грузов — это действия, повышающие вероятность получения травм на рабочем месте. Некоторые из наиболее распространенных производственных травм, связанных с погрузкой и разгрузкой транспортных средств, включают:
Растяжения и вывихи из-за неправильного подъема или обработки груза
Раздавливания, вызванные столкновением с вилочным погрузчиком, грузовиком, падением с погрузочных доков или падением штабелированных материалов
Ушибы и порезы
Травмы позвоночника в результате неправильной погрузки, разгрузки, падения или раздавливания
Травма головы в результате падения груза
Эти травмы могут варьироваться от незначительных до серьезных, что свидетельствует о том, насколько важно для предприятий установить надлежащие стандарты того, как сотрудники должны выполнять погрузку и разгрузку. Травмированные работники создают финансовые и операционные проблемы для бизнеса. Обеспечение безопасности, осведомленности и вовлеченности сотрудников во время работы поможет снизить риск травм, связанных с погрузкой и разгрузкой транспортных средств.
Контрольный список безопасной погрузки и разгрузки транспортных средств
Погрузка и разгрузка груза может быть опасной деятельностью. Всегда полезно иметь документацию, в которой описаны надлежащие процедуры, обеспечивающие безопасность сотрудников. Этот простой контрольный список, приведенный ниже, поможет обеспечить безопасность ваших сотрудников, а ваши бизнес-процессы будут работать как хорошо смазанная машина.
#1 Убедитесь, что транспортное средство остановлено, заторможено и стабилизировано перед погрузкой/разгрузкой
Это самый важный шаг при погрузке и разгрузке. Рабочие должны убедиться, что транспортное средство, которое они загружают/разгружают, остановлено, заторможено и стабилизировано, прежде чем предпринимать какие-либо другие действия. Попытка выгрузить неустойчивый груз из транспортного средства может привести к серьезным или даже смертельным травмам, которых можно легко избежать, просто проявив терпение.
#2 Зоны погрузки должны быть постоянно хорошо освещены
Не оставлять рабочих в темноте. Освещение имеет решающее значение для любого бизнеса, где погрузка или разгрузка транспортных средств является рутинной деятельностью. Если у рабочих нет ясного, хорошо освещенного помещения для работы, это может привести к несчастному случаю.
#3 В зонах погрузки не должно быть опасностей
Во всех зонах погрузки не должно быть опасностей, которые могут привести к травмам. Выбоины, мусор и другие опасности должны быть удалены с участков, где происходят погрузочные работы. У предприятий будет меньше шансов получить травмы среди работников, если для сотрудников будет меньше опасностей.
#4 Зона погрузки должна быть свободна от движения транспорта
Вилочные погрузчики необходимы для погрузочно-разгрузочных работ. Однако они могут быть основным источником травм персонала. Зоны погрузки всегда должны быть односторонними, когда речь идет о движении вилочных погрузчиков. Это обеспечивает безопасность работников, избегая при этом риска того, что сотрудники могут быть сбиты задним ходом вилочных погрузчиков. Охрана зоны погрузки от движения транспорта также распространяется на сотрудников. В зонах погрузки/разгрузки никогда не должно быть слоняющихся или неуполномоченных лиц. Это только создает отвлекающие факторы и опасности, которые могут быстро перерасти в катастрофу.
#5 Перед транспортировкой убедитесь, что грузы закреплены и размещены должным образом.
Погрузочные работы не завершаются до тех пор, пока груз не будет в целости, сохранности и правильно размещен для транспортировки. Это не только обеспечивает безопасность водителя, но и защищает рабочих на разгрузочном конце. Смещение груза может создать значительную опасность для докеров и водителей, что может привести к серьезным травмам. Потратьте время на двойную проверку груза перед отправкой — это отличный способ снизить риск травм с обеих сторон.
#6 Обучение сотрудников правильной технике
Проинструктируйте сотрудников по важным ключевым приемам, помогающим предотвратить деформации и вывихи. Учет веса и формы груза жизненно важен, прежде чем приступать к его перемещению. Убедитесь, что водители и хендлеры расставляют ноги в стороны для широкой опоры, а затем задействуют основные мышцы. Следуйте безопасным правилам подъема, таким как сохранение нейтральной спины и сгибание бедер и коленей, а также изменение направления всего тела, а не скручивание. При работе с крышками или кожухами от грузов посоветуйте своим сотрудникам не поднимать их над головой. Поделитесь с ними этим простым контрольным списком напоминаний:
Safe Lifting Refresher
Think
Каков размер/форма предмета?
Сколько он весит?
Вам понадобится помощь в подъеме?
Следует ли использовать подъемное устройство?
Есть ли четкий путь для путешествия?
Знайте свое окружение при перемещении объектов
Решите , где будут размещены предметы перед подъемом
Слушайте к телу, особенно во время движения
Подготовьтесь
Сохраняйте широкое основание
Подготовьте мышцы туловища
Поддерживайте равномерное дыхание и потерянное время
Действие
Сохраняйте нейтральную спину
Держите груз близко
Поворачивайте всем телом, а не туловищем
Избегайте подъема над головой
По возможности сгибайте бедра/колени
Делайте рекомендуемые перерывы для отдыха
Сосредоточьтесь на связанных заданиях
Ограничьте несвязанную многозадачность
Подведение итогов
В конце дня
Каждое предприятие хочет, чтобы их сотрудники безопасно приходили на работу и уходили с нее. Это ключ к поддержанию вовлеченности сотрудников, что повышает концентрацию внимания и осведомленность о работе. Погрузка и разгрузка транспортных средств могут быть опасными, но с помощью простых планов и процедур, таких как специальные, предоставленные экспертами по спортивным видам спорта в Work-Fit, риск травм сотрудников может быть существенно снижен. Помогите своим сотрудникам и бизнесу в безопасности с помощью четких и лаконичных инструкций по загрузке и разгрузке транспортных средств. Ваши сотрудники и прибыль будут вам благодарны.
Текст.DVI
%PDF-1.6 % 1 0 объект > /OCG [4 0 R] >> /Контуры 5 0 R /Страницы 6 0 Р /StructTreeRoot 7 0 R /Тип /Каталог >> эндообъект 8 0 объект > эндообъект 2 0 объект > /Шрифт > >> /Поля [] >> эндообъект 3 0 объект > ручей заявка/pdf
Компьютерная диагностика автомобилей в Санкт-Петербурге — Eurorepar Авто Премиум
Мы на связи
Хасанская, 5
+7 (812) 325-40-42
Энгельса, 33/1
+7 (812) 326-18-07
Онлайн запись
Главная
Диагностика автомобилей
Выберите ваш автомобиль
Политика конфиденциальности
Мы рекомендуем проводить профилактическую диагностику минимум 2 раза в год. Как правило автомобильная диагностика проводится перед и после зимы.
Компьютерная диагностика автомобилей в Eurorepar Авто Премиум
Наши автоцентры располагаются в Выборгском и Красногвардейском районах Санкт-Петербурга и оснащены всем необходимым диагностическим оборудованием для проведения качественной диагностики автомобилей.
Когда необходима диагностика?
Появились явные проявления неисправностей мотора, коробки передач, тормозной системы или трансмиссии
Диагностика перед покупкой нового автомобиля
После дорожно-транспортного происшествия
Загорелись «ошибки» на приборной панели
При расходе топлива или масла сверх нормы
Мы используем современные диагностические стенды, компьютеры, сканеры и стараемся следить за последними тенденциями в оснащении наших СТО. Наши мастера повышают объём знаний на тренингах и курсах.
Виды диагностики
Диагностика ЭБУ (электронные блоки управления)
Диагностика двигателя
Диагностика трансмиссии
Диагностика подвески
Диагностика электрооборудования
Диагностика тормозной системы
Диагностика бортового компьютера
Развал-схождение
Приезжайте к нам, если в вашем автомобиле :
не греет печка
перестали работать те или иные приборы, датчики
повысился расход топлива или масла
«выскочили ошибки» на приборной панели
упала мощность мотора
машину тянет в сторону
увеличился тормозной путь или появился скрип при проезде неровностей
Техническая диагностика автомобиля это совокупность целей и задач, связанных с поиском неисправностей механизмов и систем автомобиля, для их дельнейшего устранения.Диагностика автомобиля должна проводиться квалифицированными специалистами, которые имеют в своем распоряжении современное диагностическое оборудование. Только такой способ диагностирования позволит точно определить техническое состояние механизмов, систем и агрегатов автомобиля. Для проведения работ по диагностированию автомобиля создаются специальные участки диагностики автомобиля.
С каждым днем расширяется типаж и производство новых моделей автомобилей. Интенсивный рост автотранспортных средств вызовет дальнейшее повышение затрат на их техническое обслуживание и ремонт.
В настоящее время для повышения эффективности диагностики, технического обслуживания и ремонта автомобилей принимается ряд радикальных мер: применяется агрегатно-участковый метод работ; создаются станции технического обслуживания; широко внедряется диагностирование.
Диагностика двигателя автомобиля дает новые возможности для автомобилистов, в получении данных о техническом состоянии систем и механизмов двигателя. Благодаря современным технологиям диагностирования…
Техническое диагностирование обеспечивает значительную экономию средств на содержание автомобилей за счет сокращения их простоя во время обслуживания и ремонта, выполнения действительно необходимых регулировочных и ремонтных операций, сокращения расхода запасных частей и топлива. Это достигается путем своевременного обнаружения и устранения незначительных неисправностей в системах зажигания, питания, а также в агрегатах трансмиссии.
Эффективное использование средств диагностирования на станциях обслуживания автомобилей и автотранспортных предприятиях возможно лишь в результате правильного их применения и эксплуатации. Поэтому изучению и использованию диагностического оборудования, а также методов прогнозирования остаточного ресурса автомобиля в последнее время уделяется особое внимание.
Перед специалистами по технической диагностике автомобилей, стоит ответственная задача — диагностика, техническое обслуживание и ремонт автомобилей с помощьюсовременного диагностического оборудования.
Широких масштабов приобрела современная компьютерная диагностика автомобиля, которая представляет собой комплекс оборудования для проверки электронных систем автомобиля на наличие ошибок и неисправностей.
Компьютерная диагностика автомобиля позволяет быстро и точно определить неисправность, и дать оценку техническому состоянию автомобиля (агрегатов, узлов, механизмов, систем, блоков управления).
Процесс диагностирования включает тестирование всех основных параметров и характеристик систем, влияющих на работу автомобиля (блок управления двигателя, автоматическая трансмиссия, пневмоподвеска, система АБС, система безопасности, круиз контроль, иммобилайзер и т.д.).
Диагностика каждого агрегата, механизма и системы автомобиля состоит из нескольких этапов, например:
Диагностика двигателя включает:
Проверка системы управления двигателем;
Диагностика топливной системы двигателя;
Проверка наполняемости цилиндров, анализ оборотов и т. д.
После проведение диагностики формируется отчет, в котором представлены все обнаруженные ошибки и неисправности и предлагаемые методы их устранения. Специалист по диагностике предлагает лучшие варианты ремонта или замены неисправного элемента, а вам остается только принять решение.
Надо отметить, что современный комплекс диагностирования автомобиля позволяет находить неисправности в различных системах современного автомобиля, включая электронную и даже механическую системы управления.
На сегодняшний день ведущие компании по диагностированию автомобилей предлагают ряд программ для диагностирования автомобиля.
Программы для диагностирования автомобиля доступны, как в платной версии, так и в свободном распространении. Сегодня программы для диагностики авто можно найти даже в интернете. Компьютерная диагностика автомобилей это шаг в будущее, который помогает нам быстро определять возникшие неисправности автомобиля.
Зачем нужна компьютерная диагностика автомобиля?
Современные автомобили получили настолько обширный перечень функций и инструментов, что уже с легкостью можно приравнять его к роботу. За выполнение поставленных перед ним задач отвечают множество систем и датчиков, за которыми должен осуществляться контроль.
Если бы на современных автомобилях не использовалась компьютерная диагностика, пришлось бы воспользоваться старым «дедовским способом» искать неисправности по цепочке, а это и долго, и дорого, учитывая, что в современном автомобиле тысячи деталей.
что входит и для чего это нужно?
Высокотехнологичные электронные системы современного автомобиля гарантируют стабильную работу и безопасную эксплуатацию транспортного средства. Появление ошибок в работе таких систем влечет за собой серьезные поломки дорогостоящих элементов и, как следствие, высокие затраты.
Компьютерная диагностика: цели и задачи
Избежать программного сбоя или неисправности в функционировании элементов сложных механизмов помогает компьютерная диагностика автомобиля. В рамках диагностических мероприятий происходит считывание и обработка кодов ошибок, обнаруженных при анализе действия основных узлов и агрегатов.
Диагностическое оборудование включает в себя специальные средства контроля, такие как диагностические сканеры определенной марки, многофункциональные стенды, а также переносные считыватели, известные как «ридеры». Все эти устройства подключаются к диагностическому разъему авто. Специализированная компьютерная техника позволяет не только фиксировать любые изменения в работе различных систем, но и стирать найденные коды ошибок с целью их коррекции.
Узнать о возможных дефектах и текущих ошибках водитель может заблаговременно. Бортовые системы современного автомобиля оборудованы электронным блоком управления с функцией самодиагностики, анализирующим основные системы автомобиля и оповещающим водителя об их неисправности.
Автопроизводители рекомендуют регулярно проводить компьютерную диагностику авто для обеспечения безотказной работы важнейших систем машины. Только высокоточное оборудование, с помощью многочисленных электронных датчиков и чипов, способно распознать неполадку в программном обеспечении того или иного узла.
Этапы проведения диагностики
Компьютерная диагностика независимо от марки и модели автомобиля включает в себя несколько этапов. Обычно, чтобы комплексно диагностировать все неисправности транспортного средства, специалисту требуется около 30 минут. Продолжительность анализа одной системы, например, АБС, занимает около 10-15 минут. Чтобы удостовериться в правильности действий сотрудника сервисного центра, владельцу автомобиля важно знать, как проходит диагностика.
Обычно первым этапом проводится общая компьютерная диагностика, в ходе которой тестирование происходит без активации основных систем. Аналоговое тестирование на этом этапе проводится с целью проверки системы электрики, а именно: соединений, аккумуляторной батареи и генератора.
При динамической проверке машина фиксируется на стенде, оснащенном специальными датчиками, посредством которых данные о работе систем передаются для дальнейшего анализа на компьютер.
На данном этапе удаляется (сбрасывается) собранная бортовой системой база данных, а также активируется управляющее устройство для сбора информации. Зафиксированные в процессе диагностики коды ошибок дешифрируются с помощью профессиональных приложений. В результате специалист получает точные данные о неполадке любой электронной системы автомобиля.
Когда проходить диагностику
Производители автомобилей рекомендуют проводить комплексную компьютерную диагностику не реже 1 раза в год при условии, что автомобиль исправен, а на бортовом компьютере не видны пиктограммы с ошибками. При появлении странных звуков, нехарактерных для машины рывков или толчков во время движения необходимо как можно быстрее обратиться в надежный сервисный центр с целью тщательной диагностики всех систем. Это стоит сделать и в случае, когда машина не предупреждает о поломке, но вы чувствуете, что ее поведение изменилось.
Компьютерная диагностика двигателя автомобиля проводится в том случае, если вы заметили, что двигатель издает посторонние звуки, работает нестабильно, теряет мощность, а расход топлива изменился в сторону увеличения. В ходе диагностики специалисты обычно проверяют систему впрыска, корректность функционирования электрики, а также измеряют компрессию.
Диагностика автоматической коробки передач показана при возникновении проблем с переключением скоростей, несвойственных автомобилю рывков, толчков и пробуксовок, либо при обнаружении утечки масла.
Подвеску следует проверить, если резина автомобиля изнашивается неравномерно, а при маневрах во время движения слышен громкий стук. Помимо компьютерной диагностики сотрудник СТО обязан провести визуальный осмотр неисправной системы и дать необходимые рекомендации по ремонту автомобиля.
Высококвалифицированные специалисты официальных сервисных центров ГК FAVORIT MOTORS проводят качественную компьютерную диагностику с использованием сертифицированного оборудования, рекомендованного зарубежными автопроизводителями. Высокий уровень сервиса и выгодная для автовладельцев стоимость работ являются основными причинами доверия многочисленных клиентов ГК FAVORIT MOTORS. Современные системы диагностики, применяемые в наших сервисных центрах, позволяют своевременно обнаружить неисправности, существенно снизив затраты на содержание и дальнейший ремонт автомобиля.
Диагностика автомобиля в Москве, стоимость комплексной и компьютерной диагностики в ТЦ «Кунцево»
Диагностика автомобиля — единственный способ своевременно «пролечить» транспортное средство и предупредить серьезные проблемы в работе важнейших узлов. Вынужденный ремонт всегда обходится дороже регулярной профилактики.
В автотехцентре «ТЦ Кунцево Плюс» проводят высокоточную компьютерную диагностику, чтобы максимально выявить все имеющиеся неисправности. Прекрасно понимая важность человеческого фактора, мы допускаем к работе только высококвалифицированных специалистов с богатым опытом. Хорошо знаем типичные проблемы конкретных марок машин и способы их устранения.
Стоимость диагностики
Услуга
Цена
Компьютерная диагностика
Включает в себя диагностику всех электронных систем автомобиля.
от 2 249 руб
Комплексная диагностика
Если вы планируете покупать поддержанный автомобиль или долгое время не обследовали своё транспортное…
4 039 руб
Диагностика подвески и тормозной системы. В стоимость включен визуальный осмотр подвески и тормозной системы
от 1 414 руб
Диагностика двигателя с замером компрессии.
от 3 739 руб
Диагностика системы охлаждения.
от 1 414 руб
Диагностика электрооборудования. В стоимость включен поиск неисправности электрооборудования
от 2 249 руб
Диагностика МКПП/АКПП (без снятия).
В стоимость включено:
компьютерная диагностика;
визуальный осмотр МКПП/АКПП.
от 2 249 руб
Диагностика износа тормозных дисковых накладок
от 1 414 руб
Компьютерная диагностика развал схождения колес
от 1 750 руб
Диагностика состояния зарядки аккумулятора и проверка утечки тока
от 1 414 руб
Диагностика стартера и генератора автомобиля
от 2 249 руб
Диагностика штатной системы парктроник, прозвон проводки (parktronik)
от 2 249 руб
Проводим ТО следующих автомобилей:
KIA
Honda
Citroen
Acura
Alfa Romeo
Cadillac
Daewoo
Renault
Dodge
Fiat
GMC
Porsche
Mini Cooper
Subaru
Начинаем диагностику с постановки автомобиля на пост и общего осмотра. Работник осматривает подкапотный отсек, проверяет наличие всех необходимых составляющих: проводов, датчиков, хомутов.
Помимо визуального осмотра проверяются уровни технических жидкостей.
Проверяем уровень масла в двигателе, уровень тормозной жидкости, уровень антифриза и т.д.
Чтобы педаль тормоза не провалилась в самый неподходящий момент от закипания тормозной жидкости, её требуется вовремя менять.
Жидкость является сильным абсорбентом (гигроскопична) — она склонна активно поглощать влагу из воздуха, а также накапливает в себе микрочастицы резины от износа манжет поршней рабочих и главного тормозных цилиндров, и частицы ржавчины.
Показания прибора 3-4% воды в жидкости. Данную жидкость необходимо менять.
Проверяем состояние внешних приводных ремней.
Растрескивание на ремне является причиной для его замены
Начинаем диагностику с передней части автомобиля.
Мастер проверяет наличие люфтов в передней подвески и проводит визуальный осмотр всех деталей.
Проверяем наличие люфтов в шарнирных соединениях.
Необходимо проверить тормозные шланги, целостность пыльников, состояние тормозных колодок и дисков.
Состояние задней довески проверяем аналогичным способом.
Смещение амортизатора относительно резиновой втулки не допустимо. Требуется замена амортизатора.
В резиновой части сайлентблоков подвески не должно быть трещин и разрывов.
При их наличии сайлентблок требуется заменить.
В диагностику включена проверка состояния приводов автомобиля.
Защитные пыльники приводов — это деталь, которая служит для защиты его наконечников от попадания различного рода пыли, грязи и воды. Пыльники имеющие повреждения требуют замены.
Проводим осмотр видимых течей технических жидкостей.
Также при диагностике производим проверку состояния выхлопной системы, проверяем износ шин и тормозных колодок, затяжку колесных гаек.
Измеренная толщина диска составляет 23,5мм.
Минимальная остаточная толщина тормозного диска на примере данного автомобиля 24 мм.
Тормозные диски, имеющие толщину менее допустимой и следы коррозии, требуют замены.
Основная причина указанных неисправностей, как указано выше, это несвоевременное обслуживание и диагностика.
Ждём Вас в ТЦ Кунцево+
Полная компьютерная диагностика автомобиля в СПб
Компания «Ровелс» осуществляет все виды диагностики автомобиля, применяя не только специализированное оборудование, но и опыт квалифицированных сотрудников. Поэтому на основании полученных данных вы получите рекомендации по использованию автомобиля, необходимости замены запчастей или дальнейшему ремонту.
Гарантия на работы: до 2 лет
Срок выполнения работ: от 45 минут
Записаться на обслуживание
Задать вопрос
Вы можете рассчитать точную стоимость работ конкретно на Ваш автомобиль при помощи онлайн-калькулятора
Мы предлагаем следующие виды диагностики:
Вид работ
Цена
Диагностика а/м общая
715 руб
Записаться
Диагностика а/м перед покупкой — согласно листа проверки
от 3120 руб
Записаться
Диагностика вакуумметром
от 429 руб
Записаться
Топливная система — диагностика с частичной разборкой
от 2860 руб
Записаться
Топливная система — диагностика (без разборки)
от 429 руб
Записаться
Электрооборудование диагностика — по техн. карте №5
от 975 руб
Записаться
Двигатель — осмотр
от 429 руб
Записаться
Компьютерная диагностика — считыв/сброс ошибок — по техн. карте №7
от 988 руб
Записаться
Диагностика ходовой
Диагностика тормозной системы
Диагностика топливной системы
Диагностика КПП
Диагностика электрики
Диагностика ABS
Диагностика и заправка кондиционера
Перед покупкой
Мы предоставляем профессиональные услуги по выполнению диагностических процедур для определения технического состояния узлов и деталей автомобилей. Сотрудники компании «Ровелс» применяют высокотехнологичное оборудование и специализированные механизмы, обеспечивающие тщательное выполнение диагностических операций для получения корректных результатов.
Компьютерная диагностика автомобиля
Компьютерная диагностика автомобиля, выполняемая специалистами компании «Ровелс» на профессиональном оборудовании, обеспечивает углубленный анализ технического состояния узлов и деталей автомашины. В процессе многоступенчатой проверки работоспособности всех компонентов обслуживаемого транспортного средства анализируются записи о ранее обнаруженных сбоях, хранящиеся в памяти бортового компьютера автомобиля. Автовладельцам, посещающим наш автосервис в Санкт-Петербурге, предоставляется возможность получения подробной и объективной информации о состоянии эксплуатируемого транспортного средства.
Специальный сканер применяется для высокоточного анализа более 100 показателей. Клиенты сто получают подробный отчет о результатах выполненной проверки, дополненный рекомендациями опытного мастера. Для определения причин ошибок, отображаемых на приборной панели в процессе эксплуатации, целесообразно провести компьютерную диагностику автомобиля, помогающую выявить скрытые отклонения. Полная диагностика автомобиля гарантирует максимально быстрое и точное выявление поломок.
Комплексная диагностика
Регулярная проверка технического состояния автотранспортного средства обеспечивает стабильную и безопасную эксплуатацию автомашины в городских условиях и при поездках на скоростных автомагистралях. Мы рекомендуем выполнить диагностику двигателя автомобиля при обнаружении следующих отклонений:
Затрудненный запуск мотора;
Появление посторонних шумов;
Снижение мощности;
Увеличение расхода топлива;
Нестабильная работа на холостых оборотах;
Появление дыма в выхлопных газах.
Определение причин некорректной работы двигателя помогает в устранении неисправностей, обеспечивая качественное выполнение ремонтных работ. В процессе комплексной проверки также выполняется:
Диагностика топливной системы;
Проверка электрооборудования;
Диагностика тормозной системы;
Механические испытания и диагностика специальным оборудованием.
Для проверки состояния двигателя, механизмов ходовой части, развала-схождения колес сотрудники компании «Ровелс» применяют специализированное стендовое оборудование, адаптированное для удобного выполнения определенных диагностических операций.
Предпродажная диагностика автомобиля
Наши специалисты готовы провести компьютерную диагностику перед покупкой или продажей авто для определения реального технического состояния транспортного средства. Для полноценной подготовки автомашины к продаже выполняется:
Компьютерная проверка ДВС;
Тестирование характеристик ходовой части;
Проверка коробки передач, систем безопасности и электрики;
Анализ состояния кузова;
Проверка состояния лакокрасочного покрытия.
Для получения максимально объективной информации об интересующем транспортном средстве мы поможем выявить участвовал ли автомобиль в ДТП, проведем диагностику ходовой и тормозной системы, и многое другое.
По результатам диагностики ходовой и тормозной ситемы автомобиля вы получаете бланк:
Адреса сто
ул. Софийская, д. 2 (м. Бухарестская)
ул. Хасанская, д. 1, корп. 2 (ст. м. Ладожская)
Выборгское ш., д. 27, корп. 2Б (м. Проспект Просвещения)
Богатырский пр. 16 (м. Комендантский проспект)
Лучшая цена! Диагностика автомобиля в Новосибирске.
Качественно диагностируем большинство известных на территории России марок автомобилей:
Наличие большого количества электронных компонентов и систем, которые отвечают за экономную, безопасную и комфортную эксплуатацию автомобиля, делают его диагностику и ремонт достаточно сложной процедурой. Выявить скрытый дефект или нестандартную неисправность бывает достаточно непросто. Здесь может помочь только полная компьютерная диагностика автомобиля. Специалисты Новосибирского автосервиса «Орбита» при помощи самого современного оборудования проверят работу всех систем вашего автомобиля. Большой практический опыт и теоретическая подготовка наших мастеров являются гарантией того, что все технические проблемы будут выявлены и устранены, ошибки электроники удалены из памяти блока управления, а причины их возникновения подвергнуты анализу. Клиент будет проинформирован об особенностях эксплуатации автомобиля и обучен правильным действиям в случаях, если транспортное средство ведет себя нестандартно.
Мы рады предложить услуги по компьютерной диагностике двигателя и других систем автомобиля:
Блок управления двигателем
Бортовой компьютер
Антиблокировочная система тормозов (ABS)
Система курсовой устойчивости
Кондиционер или климат-контроль
Система управления подвеской
Система охлаждения двигателя
Датчики скорости, масла, уровня износа тормозных колодок
Рулевое управление
Другие агрегаты, предусмотренные заводом-производителем
Современный автомобиль становится все более сложным. Водители со стажем с грустью вспоминают те времена, когда внезапно остановившийся на дороге автомобиль можно было оживить своими руками за десять-пятнадцать минут, пусть даже изрядно запачкав эти самые руки. Поломку современного автомобиля в полевых условиях своими силами устранить, как правило, не удается. Это своеобразная расплата за снижение расхода топлива, эффективность торможения, удобство управления, безопасность водителя и пассажиров, а также другие составляющие комфорта и надежности, которыми так богаты современные четырехколесные помощники.
Всем управляет электроника. Сложные микропроцессорные системы контролируют все основные процессы, происходящие в двигателе, руководят впрыском топлива, следят за форсунками и клапанами, управляют электрооборудованием, обеспечивают правильную работу тормозной системы. Только так можно добиться максимальной полезности и слаженной работы всех систем автомобиля. Но если в какой-нибудь из этих систем хотя бы один компонент выйдет из строя, или электроника просто неверно истолкует нестандартное сообщение одного из датчиков, в центральный электронный блок управления, который часто называют бортовым компьютером, направляется сообщение об ошибке. При этом работа данного узла может быть блокирована. Если этот узел является жизненно важным для обеспечения работы двигателя, силовой агрегат будет остановлен.
Популярная среди автолюбителей шутка гласит: лучший набор для ремонта современного автомобиля – это набор визитных карточек с телефонами эвакуаторов и предприятий автосервиса, на которых может быть квалифицированно произведена компьютерная диагностика двигателя. Новосибирский автосервис «Орбита» имеет полный комплекс современного диагностического оборудование, необходимого для того, чтобы выявить и устранить все проблемы вашего авто. Имеется оборудование для диагностики как российских, так и иностранных автомобилей.
Подключение диагностического комплекса к электронному блоку управления в российских автомобилях производится через контактную колодку «K-Line», которая обычно находится в салоне под рулевой колонкой или в нише под ящиком для мелких вещей. Интерфейс K-Line является последовательным, и обеспечивает прямое подключение к COM-порту компьютера или к порту USB через специальный переходник-контроллер. В иномарках диагностический разъем ODB находится в моторном отсеке. Все диагностические сканеры поставляются с набором специальных программ, которые позволяют профессионалу увидеть в динамике основные процессы, происходящие в двигателе, оценить пригодность узлов и деталей, синхронность их работы, считать сообщения электронных подсистем и контроллеров об ошибках.
Бывают случаи, когда по коду ошибки сразу находится и устраняется дефектный компонент, например какой-либо вышедший из строя датчик, неисправность которого привела к сбою работы всей системы. Но в большинстве случаев на компьютерную диагностику поступает автомобиль, который уже осматривался на других СТО, но неисправность не была найдена. Чтобы определить скрытый дефект, подчас бывает нужно сопоставить результаты большого количества различных тестов. Только опыт и техническая эрудиция профессионала позволяют найти правильное решение и вернуть автомобиль в рабочее состояние. В автосервисе «Орбита» работают именно такие специалисты.
Чтобы не доводить ситуацию до остановки на дороге, рекомендуется проходить компьютерную диагностику один раз в полгода, желательно перед началом летнего и зимнего сезонов. Эта рекомендация пока не выполняется большинством автовладельцев, хотя цены на услугу в Новосибирске достаточно низкие. Обращение в сервис обычно происходит, когда на приборной доске загорается угрожающее табло «CHECK ENGINE». А ведь до этого лучше не доводить. Нужно срочно ехать на диагностику, если автомобиль стал вести себя «не так» — упала тяга двигателя, ощущаются перебои в работе цилиндров, ухудшилась управляемость, двигатель стал более шумным, замечен нагар в выхлопной трубе, или появились ошибки в работе электрооборудования.
Эксплуатация транспортного средства в таком состоянии довольно проблематична и рискованна. Приезжайте в автосервис «Орбита», и все проблемы будут решены. Мы желаем здоровья вам и вашему автомобилю!
Сто лет технологии медицинской диагностической визуализации
. 1995 ноябрь; 69 (5): 695-720.
doi: 10.1097/00004032-199511000-00006.
Дж. А. Зайберт 1
принадлежность
1 Кафедра радиологии Калифорнийского университета, Медицинский центр Дэвиса, Сакраменто 95817, США.
PMID:
7558862
DOI:
10.1097/00004032-199511000-00006
Дж. А. Зайберт.
Здоровье физ.
1995 ноябрь
. 1995 ноябрь; 69 (5): 695-720.
дои: 10. 1097/00004032-199511000-00006.
Автор
Дж. А. Зайберт 1
принадлежность
1 Кафедра радиологии Калифорнийского университета, Медицинский центр Дэвиса, Сакраменто 95817, США.
PMID:
7558862
DOI:
10.1097/00004032-199511000-00006
Абстрактный
Технология визуализации для целей медицинской диагностики началась с открытия рентгеновских лучей в 1895 году. За последние 100 лет технологические достижения в области рентгеновских трубок, производства электроэнергии, детекторов изображений, методов визуализации, ядерной медицины, магнитного резонанса и ультразвука были поразительны. Взгляд назад на то, где мы были, где мы находимся, а в некоторых случаях, куда мы идем в отношении ряда технологий обработки изображений, находится в центре внимания этой статьи.
Похожие статьи
Радиология в офтальмопластической хирургии: краткая история.
Хесселинк младший. Хесселинк младший. AJR Am J Рентгенол. 1988 г., июнь; 150 (6): 1223-9. doi: 10.2214/ajr.150.6.1223. AJR Am J Рентгенол. 1988.
PMID: 3285645
Аннотация недоступна.
Развитие костно-мышечной радиологии за 100 лет, представленное на страницах Acta Radiologica .
Гейджер М., Инчи Ф., Солидакис Н., Саро П., Аль-Амири Б. Гейер М. и соавт. Акта Радиол. 2021 ноябрь;62(11):1460-1472. дои: 10.1177/02841851211050866. Epub 2021 19 октября. Акта Радиол. 2021.
PMID: 34664508 Бесплатная статья ЧВК.
Обзор.
История клинической радиологии опорно-двигательного аппарата.
Софка С.М., Павлов Х. Софка С.М. и соавт. Радиол Клин Норт Ам. 2009 май; 47(3):349-56. doi: 10.1016/j.rcl.2008.12.003. Радиол Клин Норт Ам. 2009.
PMID: 19361663
Обзор.
Посмотреть все похожие статьи
Цитируется
Чрескожное удаление камней: новые подходы к доступу и визуализации.
Slater RC, Ост М. Слейтер Р.С. и соавт. Curr Urol Rep. 2015 May;16(5):29. doi: 10.1007/s11934-015-0501-2. Курр Урол Респ. 2015.
PMID: 25773346
Обзор.
Риск рака, связанный с внешним облучением при процедурах диагностической визуализации.
Линет М.С., Словис Т.Л., Миллер Д.Л., Кляйнерман Р., Ли С., Раджараман П., Беррингтон де Гонсалес А. Линет М.С. и др. CA Рак J Clin. 2012 март-апрель;62(2):75-100. doi: 10.3322/caac.21132. Epub 2012 3 февраля. CA Рак J Clin. 2012.
PMID: 22307864 Бесплатная статья ЧВК.
Обзор.
Исторический обзор профессионального облучения и рисков рака у медицинских радиационных работников.
Линет М.С., Ким К.П., Миллер Д.Л., Кляйнерман Р.А., Саймон С.Л., Беррингтон де Гонсалес А. Линет М.С. и др. Радиационное разрешение 2010 дек;174(6):793-808. doi: 10.1667/RR2014.1. Epub 2010 8 сентября. Радиационное разрешение 2010.
PMID: 21128805 Бесплатная статья ЧВК.
Обзор.
Типы публикаций
термины MeSH
Мукополисахаридоз II типа: сто лет исследований, диагностики и лечения
Обзор
. 2020 13 февраля; 21 (4): 1258.
дои: 10.3390/ijms21041258.
Франческа Д’Аванцо 1
2 , Лаура Ригон 2
3 , Алессандра Занетти 1
2 , Розелла Томанин 1
2
Принадлежности
1 Лаборатория диагностики и терапии лизосомных заболеваний, отделение женского и детского здоровья, Университет Падуи, Via Giustiniani 3, 35128 Падуя, Италия.
2 Fondazione Istituto di Ricerca Pediatrica «Città della Speranza», Corso Stati Uniti 4, 35127 Падуя, Италия.
3 Институт молекулярной биологии развития, жизни и медицины (LIMES), Боннский университет, 53115 Бонн, Германия.
PMID:
32070051
PMCID:
PMC7072947
DOI:
10.3390/ijms21041258
Бесплатная статья ЧВК
Обзор
Francesca D’Avanzo et al.
Int J Mol Sci.
.
Бесплатная статья ЧВК
. 2020 13 февраля; 21 (4): 1258.
дои: 10.3390/ijms21041258.
Авторы
Франческа Д’Аванцо 1
2 , Лаура Ригон 2
3 , Алессандра Занетти 1
2 , Розелла Томанин 1
2
Принадлежности
1 Лаборатория диагностики и терапии лизосомных заболеваний, отделение женского и детского здоровья, Университет Падуи, Via Giustiniani 3, 35128 Падуя, Италия.
2 Fondazione Istituto di Ricerca Pediatrica «Città della Speranza», Corso Stati Uniti 4, 35127 Падуя, Италия.
3 Институт молекулярной биологии развития, жизни и медицины (LIMES), Боннский университет, 53115 Бонн, Германия.
PMID:
32070051
PMCID:
PMC7072947
DOI:
10.3390/ijms21041258
Абстрактный
Мукополисахаридоз II типа (МПС II, синдром Хантера) был впервые описан доктором Чарльзом Хантером в 1917 г. С тех пор прошло около ста лет, и синдром Хантера, хотя сначала игнорировался в течение нескольких десятилетий, а впоследствии долгое время ошибочно принимался за подобное расстройство, синдром Гурлера, было четко выделено как специфическое заболевание с 1978, когда были окончательно определены различные генетические причины этих двух заболеваний. МПС II является редким генетическим заболеванием, недавно описанным как частота заболеваемости от 0,38 до 1,09 на 100 000 живорождений мужского пола, и это единственный мукополисахаридоз, сцепленный с Х-хромосомой. Комплексное заболевание связано с дефицитом лизосомальной гидролазы идуронат-2-сульфатазы, которая является ключевым ферментом в ступенчатой деградации гепаран- и дерматансульфата. Это способствует тяжелому клиническому фенотипу, поражающему большинство систем органов, включая головной мозг, по крайней мере, в двух третях случаев. В этом обзоре мы обобщим историю болезни в этом столетии с помощью клинических и лабораторных оценок, которые позволили определить ее, правильно поставить диагноз, частично понять ее патогенез и предложить терапевтические протоколы. Мы также выделим основные открытые вопросы, связанные с возможным включением MPS II в скрининг новорожденных, пониманием патогенеза головного мозга и лечением неврологического отдела.
Ключевые слова:
синдром Хантера; Мукополисахаридоз II типа; Х-сцепленный признак; модель животного; диагностика; гликозаминогликаны; лизосомные болезни накопления; патогенез; терапия.
Заявление о конфликте интересов
Авторы заявляют об отсутствии конфликта интересов. Спонсоры не участвовали в разработке исследования; при сборе, анализе или интерпретации данных; при написании рукописи; или в решении опубликовать результаты.
Перекрестная коррекция. Транспортировка лизосомальных ферментов и коррекция соседних клеток. Получено от Tomanin et…
фигура 1
Перекрестная коррекция. Транспортировка лизосомальных ферментов и коррекция соседних клеток. Получено от Tomanin et al. 2012 [21], с разрешения издателя John Wiley and Sons.
Рисунок 2
Кристаллическая структура белка IDS.…
Рисунок 2
Кристаллическая структура белка IDS. Мультипликационная диаграмма, окрашенная вторичной структурой. Изображение из…
фигура 2
Кристаллическая структура белка IDS. Мультипликационная диаграмма, окрашенная вторичной структурой. Изображение из PDB RCSB (http://www.rcsb.org/) [35] PDB ID 5FQL [23], созданное с помощью средства просмотра NGL [36].
Рисунок 3
Ids- ко мышей 9…
Рисунок 3
Ids- ко мышей из 9 ( b ) и 14 ( c )…
Рисунок 3
Мыши Ids- ko в возрасте 9 ( b ) и 14 ( c ) месяцев, полученные из мышиной модели первого мукополисахаридоза (MPS) II [19,218] по сравнению с мышами дикого типа в возрасте 9 месяцев ( a ). У мышей Ids -ko наблюдается прогрессирующее ухудшение грубого меха, а также искаженное лицо и расширение морды в результате склероза и увеличения костей черепа [219].
См. это изображение и информацию об авторских правах в PMC
Похожие статьи
Расширение молекулярного анализа на промоторную область гена идуронат-2-сульфатазы выявляет геномные изменения у пациентов с мукополисахаридозом II типа с нормальной кодирующей последовательностью.
Брусиус-Факчин А.С., Абрахао Л., Шварц И.В., Лоуренсу К.М., Сантос Э.С., Занетти А., Томанин Р., Скарпа М., Джуглиани Р., Лейстнер-Сегал С. Brusius-Facchin AC, et al. Ген. 2013 10 сентября; 526 (2): 150-4. doi: 10.1016/j.gene.2013.05.007. Epub 2013 21 мая. Ген. 2013.
PMID: 23707223
Профилактика нейрокогнитивного дефицита у мышей с мукополисахаридозом II типа с помощью AAV9, направленного на центральную нервную систему- Опосредованный перенос гена идуронатсульфатазы.
Мукополисахаридоз II типа у женщин и ответ на ферментозаместительную терапию.
Юрецка А., Крумина З., Зубер З., Ружжинска-Свентковска А., Клоска А., Чарторыйска Б., Тылки-Шиманьская А. Юрецка А. и др. Am J Med Genet A. 2012 Feb;158A(2):450-4. doi: 10.1002/ajmg.a.34415. Epub 2012 13 января. Am J Med Genet A. 2012.
PMID: 22246721
Мукополисахаридоз II типа (синдром Хантера): клинический обзор и рекомендации по лечению в эпоху ферментозаместительной терапии.
Wraith JE, Scarpa M, Beck M, Bodamer OA, De Meirleir L, Guffon N, Meldgaard Lund A, Malm G, Van der Ploeg AT, Zeman J. Призрак Дж. Э. и др. Eur J Педиатр. 2008 март; 167(3):267-77. doi: 10.1007/s00431-007-0635-4. Epub 2007 23 ноября. Eur J Педиатр. 2008.
PMID: 18038146 Бесплатная статья ЧВК.
Обзор.
Текущее и будущее лечение мукополисахаридоза (МПС) типа II: является ли генная терапия стволовыми клетками головного мозга решением для этого разрушительного расстройства?
Хорган С., Джонс С.А., Биггер Б.В., Винн Р. Хорган С. и др. Int J Mol Sci. 2022 27 апреля; 23 (9): 4854. дои: 10.3390/ijms23094854. Int J Mol Sci. 2022.
PMID: 35563245 Бесплатная статья ЧВК.
Обзор.
Посмотреть все похожие статьи
Цитируется
Сигнатуры гликозаминогликанов в жидкостях организма мышиной модели мукополисахаридоза II типа при длительной заместительной ферментной терапии.
Маккари Ф., Ригон Л., Мантовани В., Галеотти Ф., Сальвалайо М., Д’Аванцо Ф., Занетти А., Капитани Ф., Габриэлли О., Томанин Р., Вольпи Н. Маккари Ф. и др. J Mol Med (Берл). 2022 г., август; 100(8):1169-1179. doi: 10.1007/s00109-022-02221-3. Epub 2022 11 июля. J Mol Med (Берл). 2022.
PMID: 35816218 Бесплатная статья ЧВК.
Окулярные находки и геномика рецессивных заболеваний, связанных с Х-хромосомой: обзор.
Хасан А., Мир Ю.Р., Кучай РАХ. Хассан А. и др. Индийский Дж. Офтальмол. 2022 июль; 70 (7): 2386-2396. doi: 10.4103/ijo.IJO_252_22. Индийский Дж. Офтальмол. 2022.
PMID: 357
Бесплатная статья ЧВК.
Обзор.
Ограниченные диагностические возможности, препятствующие терапевтическому подходу к мукополисахаридозу в Бангладеш: отчет о болезни.
Пулок О.С., Пинки С.Д., Хасан С.Х. Пулок ОС и др. J Int Med Res. 2022 июнь;50(6):3000605221106412. дои: 10.1177/03000605221106412. J Int Med Res. 2022.
PMID: 35726580 Бесплатная статья ЧВК.
Новые показания для генной терапии гемопоэтическими стволовыми клетками при лизосомных расстройствах накопления.
Россини Л., Дуранте С., Марзолло А., Биффи А. Россини Л. и др. Фронт Онкол. 2022 13 мая; 12:885639. doi: 10.3389/fonc.2022.885639. Электронная коллекция 2022. Фронт Онкол. 2022.
PMID: 35646708 Бесплатная статья ЧВК.
Обзор.
Преобладающий эффект основателя среди рецидивирующих патогенных вариантов Х-сцепленного заболевания.
Бендер С., Ву Э.Г., Гуан Б., Улла Э., Фэн Э. , Туррифф А., Тумминия С.Дж., Ситинг П.А., Кукрас К.А., Хуфнагель Р.Б. Бендер С. и др. Гены (Базель). 2022 12 апреля; 13 (4): 675. doi: 10.3390/genes13040675. Гены (Базель). 2022.
PMID: 35456481 Бесплатная статья ЧВК.
Просмотреть все статьи «Цитируется по»
использованная литература
Хан С.А., Перача Х., Баллхаузен Д., Визбауэр А., Рорбах М., Гаучи М., Мейсон Р.В., Джуглиани Р., Сузуки Ю., Ории К.Е. и др. Эпидемиология мукополисахаридозов. Мол. Жене. Метаб. 2017;121:227–240. doi: 10.1016/j.ymgme.2017.05.016.
—
DOI
—
ЧВК
—
пабмед
Мартин Р. , Бек М., Энг К., Джуглиани Р., Харматц П., Муньос В., Мюнцер Дж. Распознавание и диагностика мукополисахаридоза II (синдром Хантера) Педиатрия. 2008; 121:377. doi: 10.1542/пед.2007-1350.
—
DOI
—
пабмед
Хантер К. Редкое заболевание двух братьев. проц. Р. Соц. Мед. 1917; 10: 104–116. дои: 10.1177/003591571701001833.
—
DOI
—
ЧВК
—
пабмед
Бранте Г. Гаргулизм: мукополисахаридоз. Сканд. Дж. Клин. лаборатория Инвестировать. 1952; 4: 43–46. дои: 10.3109/0036551520
31.
—
DOI
—
пабмед
Hurler G. Тип множественной дегенерации, поражающий главным образом костную систему. Z Kinderheilkd. 1919; 24: 220–234. дои: 10.1007/BF02222956.
—
DOI
Типы публикаций
термины MeSH
вещества
Грантовая поддержка
Bando Ricerca Pediatrica 17_06/Fondazione Cassa di Risparmio di Padova e Rovigo
РЕВМАТОИДНЫЙ СПОНДИЛИТ: ИЗУЧЕНИЕ СТА СЛУЧАЕВ С ОСОБОЙ ССЫЛКОЙ НА ДИАГНОСТИЧЕСКИЕ КРИТЕРИИ | ДЖАМА
Эта проблема
Скачать PDF
Полный текст
Поделиться
Твиттер Фейсбук Эл. адрес LinkedIn
Процитировать это
Разрешения
Другие товары
24 ноября 1945 г.
ЭДВАРД В. БОЛАНД ; АРТУР Дж. ПОДАРОК
Принадлежность автора
МЕДИЦИНСКИЙ КОРПУС АРМИИ СОЕДИНЕННЫХ ШТАТОВ
Медицинская и радиологическая службы, больница общего профиля Хофф, Санта-Барбара, Калифорния; Майор Боланд в настоящее время находится в Главном госпитале армии и флота в Национальном парке Хот-Спрингс, штат Арканзас.
Хотя ревматоидный спондилит является одним из наиболее тяжелых хронических заболеваний, поражающих позвоночник, он вызывает лишь небольшой интерес, за исключением ревматологов и ортопедов. Вопреки распространенному мнению, это заболевание является довольно частой причиной хронических болей в спине у молодых мужчин. Часто диагноз не устанавливается в течение нескольких лет после начала заболевания, а ранние симптомы часто ошибочно принимают за люмбаго, фиброзит или мышечный ревматизм, хроническое растяжение поясницы, заболевание почек или идиопатический радикулит. Однако, если врачи обращают внимание на характерные клинические и рентгенографические особенности заболевания, диагностика не должна вызывать затруднений даже на ранней стадии.
Удивительно большое количество солдат с хроническими заболеваниями спины страдают от ревматоидного спондилита; У 18% пациентов с хроническими заболеваниями спины, поступивших в армейский госпиталь общего профиля, было обнаружено это заболевание. Большинство из них были ранними или относительно ранними случаями. Такой
Полный текст
Добавить или изменить учреждение
Кислотно-основные, электролиты, жидкости
Лекарство от зависимости
Аллергия и клиническая иммунология
Анестезиология
Антикоагулянт
Искусство и изображения в психиатрии
Кровотечение и переливание
Кардиология
Уход за тяжелобольным пациентом
Проблемы клинической электрокардиографии
Клинический вызов
Поддержка принятия клинических решений
Клинические последствия базовой нейронауки
Клиническая фармация и фармакология
Дополнительная и альтернативная медицина
Заявления о консенсусе
Коронавирус (COVID-19)
Медицина интенсивной терапии
Культурная компетенция
Стоматология
Дерматология
Диабет и эндокринология
Интерпретация диагностического теста
Разнообразие, равенство и инклюзивность
Разработка лекарств
Электронные медицинские карты
Скорая помощь
Конец жизни
Гигиена окружающей среды
Этика
Пластическая хирургия лица
Гастроэнтерология и гепатология
Генетика и геномика
Геномика и точное здоровье
Гериатрия
Глобальное здравоохранение
Руководство по статистике и медицине
Рекомендации
Заболевания волос
Модели оказания медицинской помощи
Экономика здравоохранения, страхование, оплата
Качество здравоохранения
Реформа здравоохранения
Медицинская безопасность
Медицинские работники
Различия в состоянии здоровья
Несправедливость в отношении здоровья
Информатика здравоохранения
Политика здравоохранения
Гематология
История медицины
Гуманитарные науки
Гипертония
Изображения в неврологии
Наука внедрения
Инфекционные болезни
Инновации в оказании медицинской помощи
Инфографика JAMA
Право и медицина
Ведущее изменение
Меньше значит больше
ЛГБТК
Образ жизни
Медицинский код
Медицинские приборы и оборудование
Медицинское образование
Медицинское образование и обучение
Медицинские журналы и публикации
Меланома
Мобильное здравоохранение и телемедицина
Оспа обезьян
Нарративная медицина
Нефрология
Неврология
Неврология и психиатрия
Примечательные примечания
Сестринское дело
Питание
Питание, Ожирение, Упражнения
Ожирение
Акушерство и гинекология
Гигиена труда
Онкология
Офтальмологические изображения
Офтальмология
Ортопедия
Отоларингология
Лекарство от боли
Патология и лабораторная медицина
Уход за пациентами
Информация для пациентов
Педиатрия
Повышение производительности
Показатели эффективности
Периоперационный уход и консультация
Фармакоэкономика
Фармакоэпидемиология
Фармакогенетика
Фармация и клиническая фармакология
Физическая медицина и реабилитация
Физиотерапия
Руководство врачей
Поэзия
Здоровье населения
Профилактическая медицина
Профессиональное благополучие
Профессионализм
Психиатрия и поведенческое здоровье
Общественное здравоохранение
Легочная медицина
Радиология
Регулирующие органы
Исследования, методы, статистика
Реанимация
Ревматология
Управление рисками
Научное открытие и будущее медицины
Совместное принятие решений и общение
Медицина сна
Спортивная медицина
Трансплантация стволовых клеток
Хирургия
Хирургическая инновация
Хирургические жемчужины
Обучаемый момент
Технологии и финансы
Искусство JAMA
Искусство и медицина
Рациональное клиническое обследование
Табак и электронные сигареты
Токсикология
Травмы и повреждения
Приверженность лечению
УЗИ
Урология
Руководство пользователя по медицинской литературе
Вакцинация
Венозная тромбоэмболия
Здоровье ветеранов
Насилие
Женское здоровье
Рабочий процесс и процесс
Уход за ранами, инфекция, заживление
Сохранить настройки
Политика конфиденциальности | Условия использования
Расширенные средства диагностики (ADT)
Расширенные средства диагностики (ADT) Пропустить навигацию
Что такое инструменты расширенной диагностики Renishaw (ADT)?
Средства расширенной диагностики ADTa-100 и ADTi-100 собирают исчерпывающие данные в режиме реального времени с абсолютных энкодеров Renishaw RESOLUTE™, EVOLUTE™ и FORTIS™, а также инкрементных энкодеров VIONiC™, QUANTiC™ и ATOM DX™. Эта информация отображается через удобный программный интерфейс Renishaw ADT View. В то время как в большинстве случаев встроенного светодиода настройки на считывающей головке энкодера достаточно для настройки системы, ADT можно использовать для помощи в более сложных установках, а также для создания отчетов о производительности энкодера, чтобы помочь в поиске системных неисправностей, чтобы избежать длительного простоя машины. .
ADT можно подключить к планшету Windows® или ПК через USB-кабель. ADTi-100 также может быть подключен в линию между считывающей головкой и контроллером как часть контура управления.
Повышение производительности кодировщика с помощью инструментов расширенной диагностики (ADT)
Что представляет собой программа Renishaw ADT View?
Программное обеспечение ADT View — это загружаемое простое в использовании программное приложение для просмотра исчерпывающих данных в реальном времени, полученных с ADTi-100 или ADTa-100. Интуитивно понятный программный интерфейс предоставляет ряд полезных функций, отображает подробную информацию, полученную из ADT, и предлагает несколько вариантов экспорта и хранения ключевых данных.
Оборудование расширенных средств диагностики
ADTi-100
ADTi-100 совместим с инкрементальными энкодерами Renishaw VIONiC, QUANTiC и ATOM DX.
Особенности и преимущества
Удаленный мониторинг в режиме реального времени для облегчения регулировки считывающей головки
Визуальная индикация размера сигнала
Визуальная индикация фазировки референтных меток
Визуальная индикация концевых выключателей*
Визуальная индикация шага считывающей головки*
Быстрая дистанционная калибровка сигналов инкрементной и референтной метки
Визуальная индикация состояния АРУ (автоматическая регулировка усиления)
АРУ можно переключать нажатием кнопки
Отображение уровня сигнала в зависимости от положения вдоль полной оси для оптимизации Установка
Выход DRO
Выход Лиссажу
Возможность сохранения данных в файле CSV
* ATOM DX не имеет концевого выключателя или функции считывания шага головки.
АДТа-100
ADTa-100 совместим с абсолютными энкодерами Renishaw RESOLUTE (обозначены символом ADT), EVOLUTE и FORTIS.
Особенности и преимущества
Удаленный мониторинг в режиме реального времени для облегчения регулировки считывающей головки
Визуальная индикация размера сигнала
Отображение уровня сигнала в зависимости от положения вдоль всей оси для оптимизации установки, помощи в диагностике и подтверждении выполнения обслуживания на месте правильно
УЦИ вывод
Возможность сохранения данных в виде файла CSV
Возможность установки нуля
Работает в автономном режиме или с программным обеспечением ADT View для получения дополнительной информации
Визуальная индикация аварийных сигналов и предупреждений
Независимо от протокола
Как получить аппаратное обеспечение ADT и программное обеспечение ADT View?
Оборудование ADTi-100 можно заказать через компанию Renishaw, используя номер детали A-6195-0100.
Оборудование ADTa-100 можно заказать через компанию Renishaw, используя номер детали A-6525-0100.
Программное обеспечение ADT View доступно для загрузки по ссылке ниже.
Загрузка программного обеспечения
Загрузка программного обеспечения: ПО ADT View версии 3.11.0.0
Программное обеспечение ADT View можно использовать для предоставления комплексной обратной связи в режиме реального времени от систем кодирования VIONiC™, QUANTiC™, ATOM DX™, RESOLUTE™, EVOLUTE™ и FORTIS™ для калибровки и диагностики. Программное обеспечение должно использоваться вместе с аппаратным обеспечением ADTi-100 (номер по каталогу A-619).5-0100) или оборудование ADTa-100 (номер по каталогу A-6525-0100), которое можно приобрести в компании Renishaw. ADT можно подключить к планшету Windows® или ПК через USB-кабель. ADTi-100 также может быть подключен в линию между считывающей головкой и контроллером как часть контура управления.
Примечание к выпуску программного обеспечения
Примечание к выпуску программного обеспечения: версия программного обеспечения ADT View 3. 11.0.0.
Руководство пользователя
Руководство пользователя: Advanced Diagnostic Tools и программное обеспечение ADT View
Краткое руководство
Краткое руководство: расширенный диагностический инструмент ADTi-100 и программное обеспечение ADT View
Свяжитесь с нами, чтобы получить предложениеНайдите ближайший офис Renishaw
Центр загрузок
Спецификации
Видеоролики по установке
0945
Technical drawings
Case studies
White papers
Software
Compliance certificates
Optical encoders
Products
Support
Download centre
In Vitro Diagnostics EUA | FDA
Устройства для диагностики in vitro (IVD) представляют собой тесты, проводимые на образцах, взятых из человеческого тела, таких как мазки слизи из носа или задней части горла, или кровь, взятая из вены или пальца. IVD могут обнаруживать заболевания или другие состояния и могут использоваться для мониторинга общего состояния здоровья человека, чтобы помочь в лечении, лечении или профилактике заболеваний.
Существует несколько типов IVD, связанных с SARS-CoV-2 и COVID-19:
Диагностические тесты: Тесты, которые можно использовать для диагностики заражения вирусом SARS-CoV-2. К ним относятся молекулярные тесты, такие как тесты на амплификацию нуклеиновых кислот и тесты на антигены, а также диагностические тесты, которые анализируют образцы дыхания.
Серология/тесты на антитела и другие тесты адаптивного иммунного ответа: Тесты, которые выявляют антитела (например, IgM, IgG) к вирусу SARS-CoV-2 или которые измеряют другой адаптивный иммунный ответ (например, Т-клеточный иммунный ответ) к вирусу SARS-CoV-2. Эти типы тестов не могут быть использованы для диагностики текущей инфекции.
Тесты для ведения пациентов с COVID-19: Помимо тестов, которые диагностируют или обнаруживают вирус или антитела SARS-CoV-2, существуют также тесты, разрешенные для использования при ведении пациентов с COVID-19, например, для выявления биомаркеры, связанные с воспалением. После того, как у пациентов будет диагностировано заболевание COVID-19, эти дополнительные тесты могут быть использованы для обоснования решений по ведению пациентов.
Таблицы IVD EUA:
Молекулярно-диагностические тесты на SARS-CoV-2
Отдельные EUA для молекулярно-диагностических тестов на SARS-CoV-2
Пересмотр, касающийся вирусной мутации
Поправка к объединению и серийному тестированию для некоторых молекулярных диагностических тестов на SARS-CoV-2
Зонтик EUA для молекулярно-диагностических тестов SARS-CoV-2 для серийного тестирования
EUA для молекулярно-диагностических тестов на SARS-CoV-2, разработанных и выполненных лабораториями, сертифицированными CLIA для проведения тестов высокой сложности
Диагностические тесты на антигены SARS-CoV-2
Отдельные EUA для диагностических тестов на антигены SARS-CoV-2
Пересмотр, касающийся вирусных мутаций
Другие тесты на SARS-CoV-2
Отдельные EUA для диагностических дыхательных тестов на SARS-CoV-2
Индивидуальные EUA для тестов на генотипирование SARS-CoV-2
Серологические и другие тесты адаптивного иммунного ответа на SARS-CoV-2
Индивидуальные тесты EUA для серологии и других тестов адаптивного иммунного ответа на SARS-CoV-2
Пересмотр, касающийся вирусных мутаций
IVD для лечения пациентов с COVID-19
Шаблоны для отправки EUA
Шаблоны для подачи EUA для нескольких типов тестов COVID-19 доступны для облегчения подготовки, подачи и авторизации запроса EUA:
Диагностические шаблоны (молекулярные и антигенные)
Шаблон титульного листа EUA для молекулярной диагностики (6 октября 2021 г. )
Шаблон молекулярной диагностики (6 октября 2021 г.)
Шаблон для сбора образцов в домашних условиях для молекулярной диагностики (6 октября 2021 г.)
Диагностический шаблон антигена (6 октября 2021 г.)
Шаблон теста на молекулярные и антигенные вещества для домашнего использования (9 ноября 2021 г.)
Дополнительный шаблон для молекулярных и антигенных диагностических тестов COVID-19 для скрининга с серийным тестированием (25 октября 2021 г.)
Матрицы для серологии/антител
Серологический шаблон (6 октября 2021 г.)
Шаблон для серологических тестов, которые обнаруживают или коррелируют с нейтрализующими антителами (6 октября 2021 г.)
Эти шаблоны являются частью Политики в отношении тестов на коронавирусное заболевание-2019 во время чрезвычайной ситуации в области общественного здравоохранения (пересмотренной) , которая также включает дополнительные правила, относящиеся к этой чрезвычайной ситуации в области общественного здравоохранения. Шаблоны отражают текущие взгляды FDA на данные и информацию, которые разработчики должны предоставлять для облегчения процесса EUA. Шаблоны содержат информацию и рекомендации, и мы планируем обновлять их по мере необходимости, когда узнаем больше о COVID-19.заболеваний и получить опыт работы с процессом EUA для различных типов тестов на COVID-19.
Разработчики, намеревающиеся использовать альтернативные подходы, должны рассмотреть возможность получения отзывов или рекомендаций FDA, которые помогут им в процессе EUA. FDA призывает разработчиков обсуждать любые альтернативные технологические подходы к проверке их теста с FDA через [email protected].
Представители общественности могут задавать вопросы о шаблонах по адресу [email protected] или отправлять комментарии относительно шаблонов в общедоступный список, созданный для руководства Политика тестирования на коронавирусную болезнь-2019 во время чрезвычайной ситуации в области общественного здравоохранения (пересмотренная) .
Разработчики тестов, заинтересованные в получении EUA, могут отправить предварительное EUA, чтобы начать обсуждение с FDA, или могут отправить запрос EUA по адресу [email protected].
Любой разработчик тестов, запрашивающий EUA, который намеревается использовать данные с авторизованного EUA устройства другого разработчика, должен получить право ссылки на использование данных о производительности для этого авторизованного EUA устройства. Центры по контролю и профилактике заболеваний (CDC) предоставили право на ссылку на данные о производительности, содержащиеся в запросе CDC на EUA (номер заявки FDA EUA200001), любой организации, которая ищет FDA EUA для COVID-19.диагностический прибор.
Дополнительную информацию можно найти на странице часто задаваемых вопросов о тестировании на SARS-CoV-2.
Сканер APOLLO-D8™ | Snap-on Diagnostics
Интеллектуальная диагностика Fast-Track¹
Интеллектуальная диагностика Fast-Track помогает пользователям пройти все шаги, необходимые для поиска решения, избегая шагов, которые им не нужны. Он включает в себя непрерывные обновления Smart Data с любым планом предоплаты или подписки.
Все платформы интеллектуальной диагностики Fast-Track® теперь будут иметь доступ к 9 маркам мотоциклов — ускорьте задачи по техническому обслуживанию мотоциклов с помощью специальных функций, таких как прокачка тормозов, сброс сервисных индикаторов, проверка компрессии и слив топливного бака. Платформы Track Intelligent Diagnostics позволяют легко узнать, когда они готовы к выполнению тестов.
Smart Data автоматически настраивает дисплей для отображения параметров данных автомобиля (PID), относящихся к коду неисправности. Не связанные параметры отфильтровываются, чтобы сэкономить ваше время
Выделяет данные автомобиля, выходящие за пределы ожидаемого диапазона
Стандартные замененные детали SureTrack и реальные исправления для конкретного автомобиля и DTC²
Процедуры сброса для завершения ремонта после замены компонентов. Отображаются только те, которые относятся к этому коду неисправности
Новые функции и усовершенствования
Платформы, использующие ShopStream Connect™ для обновлений программного обеспечения, будут иметь специальную страницу на инструменте со ссылками на соответствующую информацию для загрузки
Расширенное сканирование и удаление кодов для модельного года 2022
Обновление мотоциклов для модельного года 2021: BMW, Ducati®, Harley-Davidson®, Honda, Indian®, Kawasaki®, Suzuki®, Yamaha®
Для Forester 2015–2021 гг., Legacy/Outback 2016–2021 гг. , Crosstrek 2016–2021 гг. и Impreza 9 2017–2021 гг.0003
Subaru: добавлены коды ADAS, данные, переобучение и повторная калибровка для системы обнаружения заднего автомобиля и заднего и бокового радаров
Mercedes-Benz CLK 2002-2009 гг.: коды, данные и специальные функции для электронного замка зажигания и систем сиденья/двери
2008-2015 BMW F Series: Инициализация специальных функций датчика дождя/света Крыша (складной верх) ЭБУ
2021 Ford: перепрограммирование модуля или PMI (программируемая инициализация модуля) для 28 модулей Раздвижные двери
Стандартные функции
Автоматическая маркировка номерных знаков при загрузке отчетов о системе автомобиля и повторной калибровке ADAS в Snap-on Cloud
Данные стоп-кадра состояния двигателя для Chrysler®, Dodge®, Jeep® и RAM®
Программное обеспечение планирует получить наиболее полный охват и функции
Хранение до 100 различных списков PID
Отчеты о повторной калибровке системы автомобиля и ADAS предоставляют вашим клиентам полезную сводку о проведенных диагностических работах
Широкие программы поддержки , включая горячую линию службы поддержки клиентов, расширенную гарантию и бесплатное всестороннее онлайн-обучение и поддержку
С Wi-Fi и актуальным программным обеспечением для оперативного онлайн-хранилища.
При проведении полного технического освидетельствовании кран должен подвергаться:
осмотру;
статическим испытаниям;
динамическим испытаниям.
Консультация и оформление заказа на испытания грузоподъемного оборудования .
Рассмотрим проведение испытаний на примере кранов мостового типа.
Для проведения статических и динамических испытаний Владелец крана должен обеспечить наличие комплекта испытательных (контрольных) грузов с указанием их фактической массы в «Паспорте контрольного груза».
Готовятся контрольные грузы на 10% и 25% превышающие грузоподъемность крана. Подойдет как неделимый, так и собранный из нескольких частей груз. Поверенными весами проверяется вес грузов и сверяется с данными, указанными в «Паспорте контрольного груза». Испытание магнитных и грейферных кранов может быть проведено с навешенным соответственно магнитом или грейфером. Для крюковых кранов готовятся стропы соответствующие весу поднимаемого груза.
Статические испытания крана проводятся нагрузкой на 25% превышающей грузоподъемность, указанную в паспорте крана (паспортную грузоподъемность) и имеют целью проверить конструкции крана к готовности выдерживать заявленные нагрузки.
Порядок проведения статических испытаний мостового крана:
Кран устанавливается над опорами (колоннами) кранового пути, а его тележка (тележки) — в положение, отвечающее наибольшему прогибу моста (по центру пролета)*.
Проводятся базовые осмотр и измерения конструкции крана.
Контрольный груз поднимается краном на высоту 100 — 200 мм и выдерживается в таком положении в течение 10 минут.
По истечении 10 минут груз опускается, и снова проводятся осмотр и измерения конструкции крана на отсутствие остаточной деформации.
*Статические испытания козлового крана и мостового перегружателя проводятся так же, как испытания мостового крана; при этом у крана с консолями каждая консоль испытывается отдельно.
Кран считается выдержавшим статические испытания, если по истечению 10 минут не будет обнаружено трещин, остаточных деформаций и других повреждений металлоконструкций и механизмов крана.
При обнаружении трещин, остаточных деформаций и других повреждений, явившихся следствием статических испытаний крана грузом, кран не допускаться к работе. Определение возможности дальнейшей работы крана выясняется специализированной организацией после уточнения причин деформации.
Динамические испытания крана проводятся грузом на 10% превышающей грузоподъемность, указанную в паспорте (паспортную грузоподъемность) и имеют целью проверить действия (работоспособность) механизмов и тормозов.
При динамических испытаниях кранов производятся многократные (не менее трех раз) подъем и опускание груза, а также проверка действия (не менее трех раз) всех других механизмов при совмещении рабочих движений, предусмотренных руководством по эксплуатации крана.
У крана, оборудованного двумя и более механизмами подъема, должен быть испытан каждый механизм в отдельности. А затем при совмещении рабочих движений механизмов, предусмотренных руководством по эксплуатации крана.
Кран считается выдержавшим динамические испытания, если после их завершения не будет обнаружено трещин, остаточных деформаций и других повреждений металлоконструкций и механизмов крана.
При обнаружении трещин, остаточных деформаций и других повреждений, явившихся следствием динамических испытаний крана с грузом, кран не допускаться к работе. Определение возможности дальнейшей работы крана выясняется специализированной организацией после уточнения причин деформации.
Грузоподъемные краны не выдержавшие испытания считаются не прошедшими техническое освидетельствование, и к работе не допускаются.
Примечание:
Если кран используется только для подъема и опускания груза (например подъем затворов на гидроэлектростанции), динамические испытания могут быть проведены без передвижения самого крана или его тележки.
Испытания крана, имеющего несколько сменных грузозахватных органов, должны быть проведены с тем грузозахватным органом, который установлен на момент испытаний.
Статические испытания кранов мостового типа, предназначенных для обслуживания гидро- и теплоэлектростанций, могут проводиться при помощи специальных приспособлений, позволяющих создать испытательную нагрузку без применения груза. Динамические испытания в этом случае не проводятся. Для испытания кранов при помощи специальных приспособлений владельцем крана или специализированной организацией должна быть разработана дополнительная инструкция.
Результаты испытаний, как и технического освидетельствования крана, записываются в его паспорт лицом, проводившим освидетельствование, с указанием срока следующего освидетельствования.
Разрешение на дальнейшую работу крана выдается лицом, проводившим освидетельствование.
12.4. Испытание кранов — septilos.ru
Статическое испытание крана имеет целью проверку его прочности и прочности eго отдельных элементов, а стреловых крапов также грузовой устойчивости. Статическое испытание во всех случаях, кроме приемочного испытания опытного образка стрелового, башенного или портального крана па заводе-изготовителе, производится нагрузкой, на 25% превышающей грузоподъемность крана. При динамическом испытании проверяется под нагрузкой действие механизмов крана и его тормозов. Динамическое испытание производится грузом, на 10% превышающим грузоподъемность крана или рабочим грузом, т. е. грузом, масса которого равна грузоподъемности крана. Динамическое испытание рабочим грузом облегчает его проведение для кранов большой грузоподъемности. В начале производится статическое испытание. Динамическое испытание производится лишь при положительном результате статического испытания.
Во избежание перегрузки крана при испытании масса испытательного груза должен быть проверен взвешиванием или расчетом (по объему и плотности). При этом неизбежно отклонение. В величине испытательного груза оно может быть допущено при испытаниях свободно стоящих кранов стрелового типа 3%, кранов мостового типа ±5%, съемных грузозахватных приспособлений ±5%. Испытание магнитных и грейферных крапов может быть произведено с навешенным магнитом и грейфером. В этом случае масса магнита или грейфера включается в массу испытательного груза.
Статическое и динамическое испытания кранов мостового типа, предназначенных для обслуживания гидро- и теплоэлектро¬станций и подстанций, могут производиться при помощи специальных приспособлений (рис. 12. 9), позволяющих создать испытательную нагрузку без применения груза. Приспособление должно позволять производить динамическое испытание механизма подтема под нагрузкой в пределах не менее одного оборота барабана. Испытание под нагрузкой механизма передвижения не обязательно. На испытание кранов с помощью специальных приспособлений предприятием — владельцем крана или специализированной организацией должна быть разработана инструкция.
Статическое и динамическое испытания, а также регулировка ограничителя грузоподъемности должны производиться на грузоподъемность, указанную в паспорте крана. В тех случаях, когда по условиям производства использование крана на номинальную грузоподъемность не требуется, разрешается при полном периодическом освидетельствовании производить испытание крана на меньшую грузоподъемность; при этом в паспорте крана должна быть сделана запись о том, что грузоподъемность крана снижена за ненадобностью. Соответствующее исправление должно быть сделано на трафарете крана.
Методика статического испытания
Статическое испытание мостового крана, а также передвижного консольного производится следующим образом. Кран устанавливается над опорами крановых путей, а его тележка—в положение, отвечающее наибольшему прогибу моста (консоли). Крюком или заменяющим его устройством захватывается груз, поднимается на высоту порядка 200—300 мм и выдерживается в этом положении в течение 10 мин. Затем груз опускается и определяется величина остаточной деформации ферм (балок) крана.
Для замера остаточной деформации ферм следует до подъема испытательного груза закрепить к металлоконструкции крана (поясу фермы, раме грузовой тележки) отвес — тонкую проволоку с грузом массой 100—200 г на конце и отметить его положение. По окончании статического испытания крана груз отвеса при отсутствии остаточной деформации займет прежнее положение.
Во избежание искажения результатов замера остаточной деформации пользование шнуром вместо проволоки, закрепление отвеса за перила, трансмиссионный вал или настил моста не допускаются. Для замера остаточной деформации рекомендуется также пользоваться геодезическими инструментами. Замер упругой деформации моста крана, а также проверка наличия его строительного подъема не производятся.
При наличии остаточной деформации, явившейся следствием испытания крана грузом, кран к работе не допускается до выяснения причин деформации и возможности дальнейшей работы крана. Если при статическом испытании крана в данных условиях не представляется возможным установить его тележку в положение, отвечающее наибольшему прогибу моста, испытание крана и замер остаточной деформации можно произвести в ином положении тележки.
В случае наличия на кране двух тележек, предназначенных для одновременного подъема одного груза, тележки такого крана при статическом испытании располагаются в средней части пролета. У кранов, оборудованных двумя и более механизмами подъема, предназначенными для раздельной работы испытанию подвергается каждый механизм. При этом замер остаточной деформации производится только при испытании механизма главного подъема При наличии на одном механизме подъема двух и более тормозов (литейные краны) испытывают отдельно каждый тормоз. Статическое испытание козлового крана и мостового перегружателя производится так же, как мостового, при этом у крана с консолями отсутствие остаточной деформации проверяется как при установке тележки между опорами крана, так и при установке ее на консоли.
При статическом испытании кранов стрелового типа (башенных, портальных, автомобильных, железнодорожных, гусе¬ничных и др. ) стрела устанавливается относительно ходовой платформы в положение, отвечающее наименьшей устойчивости крана, и груз поднимается на высоту 100— 200 мм.
У железнодорожных автомобильных, гусеничных и пневмоколесных кранов наименьшая устойчивость будет при расположении стрелы перпендикулярно продольной оси крана. У башенных и портальных кранов стрела может быть расположена в любом положении относительно кранового пути.
Периодическое и внеочередное испытание кранов, имеющих одну или несколько грузовых характеристик, производится и положении, соответствующей наибольшей грузоподъемности крана. Краны, не имеющие механизма изменения вылета (стрела поддерживается растяжкой), испытываются при установленном на момент испытания вылете. С этим же вылетом при условии удовлетворительных результатов технического освидетельствования разрешается последующая работа крана. После установки на кран вновь полученного с завода сменного стрелового оборудования испытание производится в положении, соответствующем наибольшей грузоподъемности крана при установленном оборудовании. Периодическое испытание кранов, имеющих сменное стреловое оборудование, может производиться с установленным для работы оборудованием.
Для проведения испытания автомобильных, пневмоколесных и гусеничных кранов должна быть выбрана горизонтальная площадка с хорошо утрамбованным грунтом или асфальтированная, а для железнодорожных кранов — горизонтальный исправный участок пути.
Расчетный угол наклона крана при ис- пытании не учитывается. Не допускается проведение испытаний на уклонах, на насыпном грунте, на временном или неисправном железнодорожном пути, на кривой и т. п. При установке автомобильного крана па дополнительные опоры под них должны быть подложены инвентарные подкладки, изготовленные из брусков или отрезков толстых досок. Подкладывать под дополнительные опоры крана неустойчивые предметы, которые могут разрушиться или с которых может соскользнуть опора при подъеме груза или при повороте крана, не разрешается. Если кран снабжен ограничителем грузоподъемности, последний во время испытания крана должен быть отключен. Кран считается выдержавшим испытание, если в течение 10 мин поднятый груз не опустится на землю, а также не будет обнаружено трещин, деформаций и других повреждений. При этом отрыв выносных опор от подкладок и отрыв катков поворотной части от круга катания признаком потери устойчивости не считается. О проведении испытания опытных образцов крана и вновь изготовленных стреловых самоходных кранов см. гл. 3. 6 и 3. 7.
Методика динамического испытания
При динамическом испытании производятся повторный подъем и опускание груза, а также проверка действия всех других механизмов крана. Основные условия проведения этого испытания те же, что и для статического. Например, для крапов, оборудованных двумя и более механизмами подъема, должен быть испытан каждый механизм, при этом величина груза определяется в зависимости от условий их работы (раздельная, совместная) и т. п. Динамическое испытание механизмов передвижения кранов мостового типа производится путем раздельного перемещения крапа и его тележки. Проверка механизма подъема и опускания стрелы у кранов стрелового типа, рассчитанных на подъем и опускание стрелы с грузом, производится под нагрузкой, соответствующей наибольшему рабочему вылету стрелы. Испытание механизма передвижения крана производится только в том случае, если кран рассчитан на передвижение с грузом. При вращении стрелы с грузом во время динамического испытания автомобильных и пневмоколесных кранов иногда происходит отрыв одной из четырех опор (колес) от основания, когда стрела расположена по диагонали крана или близкому к этому положению. Такой отрыв при положительных результатах статического испытания ие является признаком потери устойчивости крана. В тех случаях, когда крап установлен только для подъема и опускания груза (подъем затворов па гидроэлектростанциях), динамическое испытание может быть произведено без передвижения самого крана или его тележки.
На рис. 12. 9 приводится гидравлический динамометр для нагружения мостовых кранов большой грузоподъемности (100 тс и выше) при их испытании. Сущность этого устройства заключается в том, что к крюку крана вместо испытательного груза подвешивается приспособление, прикрепленное к анкерной тяге, заделанной в бетонный массив, и способное создать усилие, равное испытательной нагрузке. Гидравлический динамометр включает рабочий цилиндр, металлический бак для масла с ручным насосом и гибкие рукава, соединяющие цилиндр с ручным насосом. Рабочий цилиндр состоит из следующих основных частей: корпуса с верхней и нижней крышками, штока с поршнем и уплотнениями, блока клапанов с управляемым обратным клапаном и регулировочным клапаном максимального давления, соединительных трубопроводов и арматуры. Корпус цилиндра скрепляется с верхней и нижней крышками с помощью фланцевого соединения на шпильких. Нижняя крышка имеет проушину для присоединения к анкерной тяге при испытании крана. Шток цилиндра также имеет проушину для присоединения к подвеске крана. Верхняя и нижняя полости цилиндра гидравлически связаны между собой блоками клапанов. Блок клапанов имеет регулируемый клапан максимального давления и управляемый обратный клапан. С помощью регулируемого клапана максимального давления задается величина испытательной нагрузки, что позволяет применить один и тот же динамометр для испытания ряда кранов различной грузоподъемности. Управляемый обратный клапан дает возможность при его отклонении в случае необходимости свободно поднять шток. Длина цилиндра и рабочий ход штока выбираются таким образом, чтобы при динамическом испытании могло быть обеспечено вращение барабана механизма подъема крана свыше одного полного оборота.
Для контроля регулировки клапана на определенную величину испытательной нагрузки устанавливаются два манометра: один — на клапане максимального Давления, другой — на ручном насосе. Заполнение системы динамометра маслом перед испытанием производится из бака, снабженного ручным насосом. При производстве статического и динамического испытании работа ручным насосом не требуется, так как давление в цилиндре создается при подъеме штока самим краном до величины, заданной клапаном максимального давления. С помощью гидравлического цилиндра можно произвести статическое испытание крана и динамическое испытание, механизма подъема за один полный оборот его барабана.
Гидравлические динамометры для испытания кранов грузоподъемностью до 500 тс изготовляются Ново-Краматорским заводом им. В. И. Ленина.
Испытание грузоподъемного крана | ESPOT.BY
Каким испытаниям должен подвергаться грузоподъемный кран при полном техническом освидетельствовании? Как проводятся испытания?
При полном техническом освидетельствовании кран должен подвергаться статическим и динамическим испытаниям.
Справочно:
требования, предъявляемые к испытанию кранов, содержатся в Правилах эксплуатации грузоподъемных кранов № 37.
Статические испытания крана проводятся нагрузкой, на 25 % превышающей его паспортную грузоподъемность.
Статические испытания мостового крана проводятся следующим образом. Кран устанавливается над опорами кранового пути, а его тележка (тележки) – в положение, отвечающее наибольшему прогибу моста. Контрольный груз поднимается краном на высоту 100–200 мм и выдерживается в таком положении в течение 10 мин.
Важно!
При наличии деформации, явившейся следствием испытания крана грузом, кран не должен допускаться к работе.
Статические испытания козлового крана и мостового перегружателя проводятся так же, как испытания мостового крана; при этом у крана с консолями каждая консоль испытывается отдельно.
По истечении 10 мин груз опускается, после чего проверяют отсутствие остаточной деформации моста крана. При наличии деформации, явившейся следствием испытания крана грузом, кран не должен допускаться к работе до выяснения специализированной организацией причин деформации и определения возможности дальнейшей работы крана.
Статические испытания крана стрелового типа, имеющего одну или несколько грузовых характеристик, при периодическом или внеочередном техническом освидетельствовании проводятся в положении, соответствующем наибольшей грузоподъемности крана и (или) наибольшему грузовому моменту.
Испытания кранов, имеющих сменное стреловое оборудование, могут проводиться с установленным на них для работы оборудованием. После установки на кран сменного стрелового оборудования испытание проводят в положении, соответствующем наибольшей грузоподъемности крана при установленном оборудовании.
Испытания кранов стрелового типа, не имеющих механизма изменения вылета (стрела поддерживается растяжкой), проводят при установленных для испытаний вылетах. С этими же вылетами при условии удовлетворительных результатов технического освидетельствования разрешается последующая работа крана.
При статических испытаниях кранов стрелового типа стрелу устанавливают относительно ходовой опорной части в положение, отвечающее наименьшей расчетной устойчивости крана, и груз поднимается на высоту 100–200 мм.
Кран считается выдержавшим статические испытания, если в течение 10 мин поднятый груз не опустился на землю, а также не будет обнаружено трещин, остаточных деформаций и других повреждений металлоконструкций и механизмов.
Динамические испытания крана проводятся грузом, масса которого на 10 % превышает его паспортную грузоподъемность, и имеют целью проверку действия механизмов и тормозов.
При динамических испытаниях кранов (кроме кранов кабельного типа) производят многократные (не менее 3 раз) подъем и опускание груза, а также проверку действия всех других механизмов при совмещении рабочих движений, предусмотренных руководством по эксплуатации крана.
У крана, оборудованного 2 и более механизмами подъема, должен быть испытан каждый механизм.
Если кран используют только для подъема и опускания груза (подъем затворов на гидроэлектростанции), динамические испытания могут быть проведены без передвижения самого крана или его тележки. Статические испытания кранов мостового типа, предназначенных для обслуживания гидро- и теплоэлектростанций, могут проводиться при помощи специальных приспособлений, позволяющих создать испытательную нагрузку без применения груза. Динамические испытания в этом случае не проводят.
Для испытания кранов при помощи специальных приспособлений владельцем крана или специализированной организацией должна быть разработана дополнительная инструкция.
Справочно:
кран считается выдержавшим статические испытания, если в течение 10 мин поднятый груз не опустился на землю, а также не будет обнаружено трещин, остаточных деформаций и других повреждений металлоконструкций и механизмов.
Испытания крана, имеющего несколько сменных грузозахватных органов, должны быть проведены с тем грузозахватным органом, который установлен на момент испытаний.
Для проведения статических и динамических испытаний владелец крана должен обеспечить наличие комплекта испытательных (контрольных) грузов с указанием их фактической массы.
Испытание магнитных и грейферных кранов может быть проведено с навешенным соответственно магнитом или грейфером.
Результаты технического освидетельствования крана записывает в его паспорт лицо, проводившее освидетельствование, с указанием срока следующего освидетельствования. При освидетельствовании вновь смонтированного крана запись в паспорте должна подтверждать, что кран смонтирован и установлен в соответствии с Правилами эксплуатации грузоподъемных кранов № 37, руководством по эксплуатации и (или) инструкцией по монтажу и выдержал испытания.
Важно!
У крана, оборудованного 2 и более механизмами подъема, должен быть испытан каждый механизм.
Справочно:
комплекты испытательных (контрольных) грузов с указанием их фактической массы для проведения статических и динамических испытаний должны быть обеспечены владельцем крана.
Запись в паспорте действующего крана, подвергнутого периодическому техническому освидетельствованию, должна подтверждать, что кран отвечает требованиям Правил эксплуатации грузоподъемных кранов № 37, находится в исправном состоянии и выдержал испытания. Разрешение на дальнейшую работу крана в этом случае выдает лицо, проводившее освидетельствование.
Техническое освидетельствование и ремонт крана манипулятора, автокрана
1. Краны, краны манипуляторы до пуска в работу должны быть подвергнуты полному техническому освидетельствованию. Краны, подлежащие регистрации в органах Ростехнадзора, должны подвергаться техническому освидетельствованию до их регистрации. Техническое освидетельствование должно проводиться согласно руководству по эксплуатации крана.
2. Краны, краны манипуляторы в течение нормативного срока службы должны подвергаться периодическому техническому освидетельствованию:
частичному — не реже одного раза в 12 мес.;
полному — не реже одного раза в 3 года.
3. Внеочередное полное техническое освидетельствование крана должно проводиться после:
капитального ремонта или замены грузовой или стреловой лебедки;
4. После замены изношенных грузовых, стреловых или других канатов, а также во всехслучаях перепасовки канатов должна производиться проверка правильности запасовки инадежности крепления концов канатов, а также обтяжка канатов рабочим грузом, о чемдолжна быть сделана запись в паспорте крана инженерно-техническим работником,ответственным за содержание грузоподъемных кранов в исправном состоянии.
5. Техническое освидетельствование крана должно проводиться инженерно-техническимработником по надзору за безопасной эксплуатацией грузоподъемных кранов при участииинженерно-технического работника, ответственного за содержание грузоподъемных крановв исправном состоянии.
6. Кран, отремонтированный на специализированном ремонтном предприятии и доставленныйна место эксплуатации в собранном виде, должен пройти полное техническое освидетельствование на ремонтном предприятии перед отправкой его владельцу. Акт технического освидетельствования должен быть приложен к паспорту крана. До пуска в работу владелец крана должен провести его частичное техническое освидетельствование, результаты которого занести в паспорт.
7. Техническое освидетельствование имеет целью установить, что:
кран и его установка соответствуют Правилам ПБ 10-382-00 , паспортным данным ипредставленной для регистрации документации;
кран находится в состоянии, обеспечивающем его безопасную работу.
8. При полном техническом освидетельствовании кран должен подвергаться:
осмотру;
статическим испытаниям;
динамическим испытаниям.
9. При техническом освидетельствовании крана должны быть осмотрены и проверены в работеего механизмы, тормоза, гидро- и электрооборудование, приборы и устройствабезопасности. Проверка исправности действия ограничителя грузоподъемности крана
стрелового типа должна проводиться с учетом его грузовой характеристики.Кроме того, при техническом освидетельствовании крана должны быть проверены:
состояние металлоконструкций крана и его сварных (клепаных) соединений(отсутствие трещин, деформаций, утонения стенок вследствие коррозии, ослабленияклепаных соединений и др.), а также кабины, лестниц, площадок и ограждений;
состояние крюка, блоков. У кранов, транспортирующих расплавленный металл и жидкий шлак, у механизмов подъема и кантовки ковша ревизия кованых и штампованных крюков и деталей их подвески, а также деталей подвески пластинчатых крюков должна проводиться заводской лабораторией по инструкции с применением методов неразрушающего контроля. Заключение лаборатории должно храниться вместе с паспортом крана. При неразрушающем контроле должно быть проверено отсутствие трещин в нарезной части кованого (штампованного) крюка, отсутствие трещин в нарезной части вилки пластинчатого крюка и в оси соединения
пластинчатого крюка с вилкой или траверсой. Такая проверка должна проводиться не реже одного раза в 12 мес. Необходимость и периодичность проверки деталей подвески устанавливаются владельцем;
фактическое расстояние между крюковой подвеской и упором при срабатыванииконцевого выключателя и остановки механизма подъема;
состояние изоляции проводов и заземления электрического крана с определением ихсопротивления;
соответствие массы противовеса и балласта у крана стрелового типа значениям,указанным в паспорте;
состояние канатов и их крепления;
состояние освещения и сигнализации.
Работы, предусмотренные п. 9, могут быть проведены отдельно, но не ранее чем за 10 дней до технического освидетельствования. Результаты осмотров и проверок должны оформляться актом, подписанным инженерно-техническим работником, ответственным за содержание грузоподъемных кранов в исправном состоянии.
1. Статические испытания крана проводятся нагрузкой, на 25% превышающей его паспортную грузоподъемность.
2. Статические испытания крана стрелового типа, имеющего одну или несколько грузовых характеристик, при периодическом или внеочередном техническом освидетельствовании проводятся в положении, соответствующем наибольшей грузоподъемности крана и/или
наибольшему грузовому моменту. Испытания кранов, имеющих сменное стреловое оборудование, могут проводиться с установленным на них для работы оборудованием. После установки на кран сменного стрелового оборудования испытание проводится в положении, соответствующем наибольшей грузоподъемности крана при установленном оборудовании. Испытания кранов стрелового типа, не имеющих механизма изменения вылета (стрела поддерживается растяжкой), проводятся при установленных для испытаний вылетах. С
этими же вылетами, при условии удовлетворительных результатов технического освидетельствования, разрешается последующая работа крана, крана манипулятора.
Статические испытания кранов манипуляторов
3. При статических испытаниях кранов стрелового типа стрела устанавливается относительно ходовой опорной части в положение, отвечающее наименьшей расчетной устойчивости крана, и груз поднимается на высоту 100-200 мм. Кран считается выдержавшим статические испытания, если в течение 10 мин поднятый груз не опустится на землю, а также не будет обнаружено трещин, остаточных деформаций и других повреждений металлоконструкций и механизмов.
4. Динамические испытания крана проводятся грузом, масса которого на 10% превышает его паспортную грузоподъемность, и имеют целью проверку действия ее механизмов и тормозов. При динамических испытаниях кранов (кроме кранов кабельного типа) производятся
многократные (не менее трех раз) подъем и опускание груза, а также проверка действия всех других механизмов при совмещении рабочих движений, предусмотренных руководством по эксплуатации крана.
Испытания крана манипулятора после монтажа
Испытания КМУ после монтажа
Динамические испытания КМУ после монтажа
Динамические испытания крана манипулятора после монтажа
5. У крана, оборудованного двумя и более механизмами подъема, должен быть испытан каждый механизм.
6. Для проведения статических и динамических испытаний владелец крана должен обеспечить наличие комплекта испытательных (контрольных) грузов с указанием их фактической массы.
7. Результаты технического освидетельствования крана записываются в его паспорт инженерно-техническим работником по надзору за безопасной эксплуатацией грузоподъемных кранов, проводившим освидетельствование, с указанием срока следующего освидетельствования. При освидетельствовании вновь смонтированного крана запись в паспорте должна подтверждать, что кран смонтирован и установлен в соответствии с настоящими Правилами, руководством по эксплуатации и выдержал испытания.
Записью в паспорте действующего крана, подвергнутого периодическому техническому освидетельствованию, должно подтверждаться, что кран отвечает требованиям настоящих Правил, находится в исправном состоянии и выдержал испытания. Разрешение на дальнейшую работу крана в этом случае выдается инженерно-техническим работником по надзору за безопасной эксплуатацией грузоподъемных кранов. Проведение технического освидетельствования может осуществляться специализированной организацией.
8. Краны, отработавшие нормативный срок службы, должны подвергаться экспертному обследованию (диагностированию), включая полное техническое освидетельствование, проводимому специализированными организациями в соответствии с нормативными документами. Результаты обследования должны заноситься в паспорт крана инженерно- техническим работником, ответственным за содержание грузоподъемных кранов в исправном состоянии.
9. Техническое обслуживание и ремонт кранов, в том числе отработавших нормативный срок службы, а также ремонт и рихтовка крановых путей должны производиться в соответствии с руководствами по эксплуатации кранов и другими нормативными документами в сроки,
установленные графиком планово-предупредительного ремонта. Владелец кранов обязан обеспечить проведение указанных работ в соответствии с графиком и своевременное устранение выявленных неисправностей.
10. Специализированная организация по ремонту и наладке приборов безопасности кранов должна организовать своим приказом соответствующую службу, назначив специалистов, отвечающих за содержание приборов и устройств безопасности в исправном состоянии, а
также наладчиков приборов безопасности.
11. Результаты технических обслуживаний, сведения о ремонтах кранов должны записываться в журнал ремонта. Сведения о ремонтах, вызывающих необходимость внеочередного полного технического освидетельствования крана, заносятся в его паспорт.
12. В процессе эксплуатации съемных грузозахватных приспособлений и тары владелец должен периодически производить их осмотр в следующие сроки: траверс, клещей и других захватов и тары — каждый месяц; стропов (за исключением редко используемых) — каждые
10 дней.
13. Вывод крана в ремонт должен производиться инженерно-техническим работником, ответственным за содержание грузоподъемных кранов в исправном состоянии, в соответствии с графиком ремонта, утвержденным владельцем крана. Дата и время вывода крана в ремонт, а также фамилия специалиста, ответственного за его проведение, должны быть указаны в наряде-допуске и вахтенном журнале. Без наряда-
допуска можно производить осмотр и техническое обслуживание крана, а также устранение неисправностей по вызову крановщика.
14. Разрешение на пуск в работу крана после ремонта выдается инженерно-техническим работником, ответственным за содержание грузоподъемных кранов в исправном состоянии, с записью в вахтенном журнале.
ᐉ Особенности проведения испытаний кран балки
Мостовой кран является оборудованием с повышенной опасностью эксплуатации. Неисправности, поломки или нарушения норм эксплуатации грозят не только остановкой производства, но и возможными травмами обслуживающего персонала. Подобное оборудование справедливо относится к источникам повышенной опасности. Для предотвращения несчастных случаев и остановки работы предприятия разработаны нормы технического освидетельствования грузоподъемного оборудования. Законодательно они представлены двумя документами:
ПБ 10-382-00 «Правила устройства и безопасной эксплуатации грузоподъемных кранов»;
ГОСТ Р 54767-2011 Национальный Стандарт Российской Федерации «Краны грузоподъемные. Правила и методы испытаний».
В данной статье мы сжато обозначим все значимое, что стоит знать при покупке кран балки или проведении ее испытаний. Для более детального ознакомления с вопросом следует обратиться непосредственно к обозначенным нормативным актам.
Содержание процесса освидетельствования крана
Проверка рабочей пригодности крана проводиться на этапе сразу после изготовления и/или после установки на рабочем месте у заказчика. Кроме того, осмотр и диагностику рабочих механизмов рекомендуется проводить периодически в процессе эксплуатации. Целью проведения технического освидетельствования является:
Проверка соответствия характеристик оборудования нормам ГОСТ и паспорту изделия.
Обеспечение уверенности в исправности изделия.
К процедурам испытания крана относятся:
Осмотр.
Статические испытания.
Динамическая проверка.
Изделие, доставляемое в готовом виде на место монтажа, проходит полный процесс проверки оборудования на заводе производителя. Все процедуры, их результаты в цифровом и текстовом формате, дата и подписи всех ответственных лиц отражаются в паспорте крана. Перед запуском непосредственно в работу важно провести частичную техническую проверку кран балки – фактически производится визуальный контроль исправности. Грузоподъемное оборудование, несоответствующее допускам после испытаний, не допускается к эксплуатации. В ряде случаев кран балка проходит полное техническое освидетельствование (ПТО) повторно:
Установка устройства на новом месте работы.
Капитальный ремонт всего механизма.
Ремонтные работы с применением сварки.
Реконструкция крана.
В иных случаях предусмотренных инструкцией по эксплуатации.
Осмотр
Данный вид проверки предполагает диагностику всех соединений, приборов безопасности, устройств торможения, электрооборудования. В случае специального исполнения или модернизации техники следует подвергнуть тестированию дополнительное оборудование. Кроме того, осмотр предполагает ревизию:
Соответствия подкрановых путей документации и реализованному крану.
Состояния металлоконструкций крана, сварных швов, клепаных соединений.
Изоляции проводов, наличия и правильности заземления.
Срабатывания систем оповещения (сигнализации).
После проведения полного осмотра оборудования оформляется акт испытания кран балки.
Статическая проверка
В ходе испытаний по статике выявляется способность крана сопротивляться прогибу. Поэтому подвижную тележку устройства перемещают на середину пролетной балки, где нагрузка на изгиб металла будет максимальной. Затем груз весом на 25% больше допустимой нагрузки подвешивается на высоту 0,1-0,2 м. В этом положении механизм оставляют на десять минут.
После снятия груза комиссия замеряет возможные прогибы, трещины, говорящие об усталости металла, сколы и повреждённые сварные швы. Важно фиксировать наличие изменений в расстоянии от земли до пролетной балки в результате остаточной деформации. В случае обнаружения отклонений, необходимо выяснить причины деформации, определить следует ли механизм отправить на технологическую доработку или в ремонт.
Обратите внимание на следующие товары:
Опорная кран балка
Подвесная кран балка
Подвесная кран балка двухпролетная
Динамическая проверка
Тест технических параметров крана в динамике определяет эксплуатационные качества функциональных узлов и надежность устройств торможения. Нагрузка на оборудование должна превышать на 10% максимально допустимый вес в соответствии с документацией изделия. Процесс проверки крана предполагает многократный (не менее трех раз) цикл подъема-спуска груза с максимальной амплитудой при одновременном перемещении по все длине пути. Для проверки тормозов выполняют экстренную остановку. Проверяется действие иных механизмов, входящих в комплектацию оборудования, в условиях экстремальной нагрузки в движении. Некоторые особенности в проведении динамических испытаний:
При наличии двух и более поднимающих устройств, проверяется каждый механизм.
Если кран работает стационарно, то не требуется проверять способность передвижения крана по подкрановым путям.
Испытания специальных кранов
Для кранов, предназначенных для особых условий или имеющих конструктивные особенности, применяются особые нормы. Для статических испытаний мостовых кранов на гидро- и теплоэлектростанциях можно использовать специальное оборудование. Такое оборудование моделирует нагрузку и условия, родственные данной отрасли. Для такой процедуры готовится отдельная инструкция. Как провести испытания, если у крана несколько механизмов удержания груза? В этом случае ПТО проводится с тем устройством, которое было установлено на момент тестирования. Магнитные и грейферные краны проверяют, используя соответствующее устройство подъема/спуска груза.
Как выбрать правильного поставщика
При выборе поставщика обратите внимание на качество металла и комплектующих, используемых в кранах. Недобросовестные поставщики могут использовать б/у металл. Это может критично повлиять на срок эксплуатации вашего оборудования. Наш завод использует надежные и долговечные мотор-редуктора Япония (Katsu) и только новый металл. Вы обезопасите себя от расходов на ремонт и обеспечите безопасность работы. Также поинтересуйтесь при согласовании заказа, какую металлоемкость завод закладывает в изделие. К примеру, ЗГПО Атлант поддерживает коэффициент металлоемкости на уровне 1,5. Вы можете быть уверены, что кран успешно пройдет ПТО и в дальнейшем будет устойчив к деформации изделия. Уточните может ли исполнитель изготовить облегченный вариант пролетный балки, какое оборудование используется для нарезки стали, могут ли установить частотный преобразователь напряжения и иное требуемое вам дополнительное оборудование.
Документация по испытанию кранов:
Протокол испытания кран балки образец
ПБ 10-382-00 «Правила устройства и безопасной эксплуатации грузоподъемных кранов»
ГОСТ Р 54767-2011 Национальный Стандарт Российской Федерации «Кран грузоподъемные. Правила и методы испытаний»
Статьи по теме:
Как выбрать таль (тельфер)
Устройство и сфера применения консольных кранов
Мостовой кран: что это такое, область применения и основные критерии выбора
ООО «Верис» предлагает провести техническое освидетельствование вашего грузоподъемного крана.
Техническое освидетельствование (далее по тексту ТО) кранов должно проводиться согласно руководства по эксплуатации крана. Краны в течение нормативного срока службы подвергаются частичному (ЧТО) и полному техническому освидетельствованию (ПТО). Частичное ТО проводится не реже одного раза в 12 месяцев; полное — не реже одного раза в 3 года, за исключением редко используемых кранов, которые подвергаются полному ТО не реже одного раза в 5 лет.
При полном ТО кран подвергается осмотру, статическому и динамическому испытаниям. При частичном ТО статическое и динамическое испытания не проводятся. При ТО крана осматриваются и проверяются в работе его механизмы, тормоза, гидро- и электрооборудование, приборы и устройства безопасности. Проверка исправности действия ограничителя грузоподъёмности крана стрелового типа проводится с учётом его грузовой характеристики.
Кроме того, при ТО крана проверяются: — состояние металлоконструкций крана и его сварных (клёпаных) соединений, а также кабины, лестниц, площадок и ограждений; — состояние крюка, блоков. Детали пластинчатых крюков исследуются с применением методов неразрушающего контроля. При этом методе проверяется отсутствие трещин в нарезной части вилки пластинчатого крюка и в оси соединения крюка с вилкой или траверсой.Такая проверка должна проводиться не реже одного раза в 12 месяцев; — фактическое расстояние между крюковой подвеской и упором при срабатывании концевого выключателя и остановки механизма подъёма; — состояние изоляции проводов и заземления электрического крана с определением их сопротивления; — соответствие массы противовеса и балласта ( крана стрелового типа) значениям, указанным в паспорте; — состояние кранового пути и соответствие его требованиям Правил, проекту и руководству по эксплуатации крана; — состояние канатов и их крепления; — состояние освещения и сигнализации.
Статические испытания крана проводятся нагрузкой, на 25% превышающей его паспортную грузоподъёмность. Статические испытания козлового крана проводятся в положении, отвечающем наибольшему прогибу моста. Контрольный груз поднимается краном на высоту 100…200 мм и выдерживается в таком положении в течение 10 мин. Статические испытания козлового крана с консолями предусматривают испытание каждой консоли отдельно. По истечении 10 мин груз опускается и после этого проверяется отсутствие остаточной деформации моста крана. При наличии остаточной деформации, явившейся следствием испытания крана грузом, кран не допускается к работе до выяснения причин деформации. Причины устанавливаются специализированной организацией, которая определяет возможность дальнейшей работы крана. Статические испытания крана стрелового типа, имеющего одну или несколько грузовых характеристик, проводятся в положении, сответствующем наибольшей грузоподъёмности крана и (или) наибольшему грузовому моменту. При статических испытаниях кранов стрелового типа стрела устанавливается относительно ходовой опорной части в положение, отвечающее наименьшей расчётной устойчивости крана, и груз поднимается на высоту 100…200 мм. Кран считается выдержавшим статические испытания, если в течение 10 мин поднятый груз не опустился на землю, а также не будет обнаружено трещин, остаточных деформаций и других повреждений металлоконструций и механизмов. Динамические испытания крана проводятся грузом, масса которого на 10% превышает его паспортную грузоподъёмность, и имеет целью проверку действия его механизмов и тормозов. При динамических испытаниях кранов производятся многократные (не менее трёх раз) подъём и опускание груза, а также проверка действия всех других механизмов при совмещении рабочих движений, предусмотренных руководством по эксплуатации крана. У крана, оборудованного двумя и более механизмами подъёма груза (краны КДЭ и КЖ), должен быть испытан каждый механизм. Для испытания кранов специальным приспособлением владелец крана или специализированная организация должны разработать дополнительную инструкцию. Испытания крана, имеющего несколько сменных грузозахватных органов, должны быть проведены с тем грузозахватным органом, который установлен на момент испытаний. Владелец крана для проведения статических и динамических испытаний должен обеспечить наличие комплекта испытательных (контрольных) грузов с указанием их фактической массы. Результаты технического освидетельствования крана записываются в паспорт машины инженерно-техническим работником по надзору за безопасной эксплуатацией грузоподъёмных кранов, с указанием срока следующего освидетельствования.
В процессе эксплуатации съёмных грузозахватных приспособлений и тары владелец должен периодически производить их осмотр в следующие сроки: траверс, клещей и других захватов и тары – каждый месяц; стропов (за исключением редко используемых) – каждые 10 дней; редко используемых съёмных грузозахватных приспособлений- -перед выдачей их в работу.
Осмотр съёмных грузозахватных приспособлений и тары производится по разработанной инструкции. Повреждённые съёмные грузозахватные приспособления изымаются из работы. Результаты осмотра съёмных грузозахватных приспособлений и тары заносятся в журнал осмотра грузозахватных приспособлений.
Сравнение испытаний статической и динамической нагрузки • G-Octopus
Blog30 Ноябрь 2020 г.
Во многих проектах испытания свай часто учитываются только тогда, когда что-то идет не так, и это может считаться бременем как для проектировщиков, так и для подрядчиков. Тем не менее, мы рассматриваем испытания свай как возможность, которая требует профессионального подхода, чтобы обеспечить все преимущества, которых заслуживает ваш проект.
Наш опыт показывает, что для того, чтобы действительно воспользоваться преимуществами, необходимо разработать стратегию испытаний свай с самого начала, когда сваи проектируются или во время строительства, чтобы убедиться, что сваи соответствуют техническим условиям.
Но при наличии нескольких типов испытаний свай, какой из них лучше всего подходит для вашего проекта, или вам нужно учитывать оба? В этой статье мы расскажем о плюсах и минусах двух наиболее распространенных типов испытаний свай, используемых для оценки несущей способности сваи: испытаний на статическую нагрузку и испытаний на динамическую нагрузку.
Наше видение заключается в том, что статические и динамические испытания, профессионально реализованные и объединенные, всегда приносят экономическую выгоду проектам.
Испытания статической нагрузкой
Испытания на статическую нагрузку используются для измерения поведения сваи под действием приложенной нагрузки. Статическая постоянная нагрузка (ступенчато возрастающая) прикладывается к свае медленно и с малой деформацией, и измеряется смещение.
Преимущества испытаний на статическую нагрузку
Благодаря этому более медленному и более точному процессу испытания на статическую нагрузку считаются наиболее точными результатами при измерении несущей способности сваи и оседания или подъема сваи после забивки .
После того, как вы получили результаты испытаний на статическую нагрузку, их можно использовать для достоверной проверки расчетов, использованных при проектировании глубоких фундаментов проекта, а также для уточнения проектных параметров и допущений.
Еще одно преимущество испытаний на статическую нагрузку заключается в том, что их можно проводить в любых грунтовых условиях и на всех типах свай, а при необходимости также возможны испытания на растяжение и поперечное сопротивление.
Общие проблемы со статической нагрузкой
Одной из основных проблем со статической нагрузкой является ее настройка. Это тяжелая работа, и именно из-за сложности, более длительного времени тестирования и количества необходимого оборудования статические тесты также обходятся дорого. Во многих проектах снижение стоимости проекта часто является приоритетом, поэтому они могут не рассматриваться как лучший вариант.
Наконец, в некоторых случаях транспортировка статической нагрузки может быть затруднена, и часто требуется много места для установки опорных балок и реакционных свай. Поэтому обычно рассматривают альтернативные варианты, особенно для площадок, где требуется испытание большого количества свай (например, промышленные предприятия), расположенных вблизи берега (пристани) или на море (нефтяные и газовые платформы или ветряные электростанции).
Испытания на динамическую нагрузку
Испытания на динамическую нагрузку контролируют реакцию сваи на повторяющиеся удары молотком (падение массы) по оголовку сваи. Волна сжатия распространяется по свае и заставляет ее продвигаться в грунте. Именно за счет повторяющихся ударов свая вдавливается в грунт и для этого при каждом ударе должна преодолеваться осевая нагрузка сваи. Это означает, что свая фактически как бы испытывается на прочность при каждом ударе.
Датчики, обычно устанавливаемые на вершине сваи, отслеживают волну и записывают результаты. Как только основная волна сжатия, бегущая вниз по свае, достигает части сваи, находящейся в грунте, взаимодействие с грунтом (вдоль ствола и в основании) приводит к тому, что часть этой волны отражается обратно к оголовку сваи. Таким образом, даже от основания сваи генерируется серия бегущих назад отраженных волн напряжения. Все эти волны доходят до головы сваи и одна за другой фиксируются нашими датчиками.
Анализируя эти волны и сравнивая их с первоначальной ударной волной, мы можем «ощутить» взаимодействие сваи с грунтом и вычислить осевую нагрузку сваи с помощью численных методов.
Испытания динамической и статической нагрузкой
По сравнению со статической нагрузкой испытания динамической нагрузкой значительно дешевле и выполняются быстрее. Например, при забивке стальной сваи не требуется дополнительное оборудование в виде балок, анкерных свай или тяжелых балластных грузов.
Во время и в конце установки также можно провести испытание на динамическую нагрузку, и оно выполняется гораздо быстрее — часто занимает менее получаса. Результаты обычно тоже готовы быстрее. В зависимости от типа свай, сложности теста и организации команды (параллельно тестировать и интерпретировать может больше людей), результаты могут быть доступны в течение от 6 до 48 часов.
Наконец, для оффшорных проектов динамические нагрузочные тесты — действительно единственный жизнеспособный вариант.
Преимущества обоих
На практике подрядчики довольно часто используют как динамические, так и статические испытания. Хотя испытания на динамическую нагрузку могут использоваться для оценки несущей способности и целостности свай на испытательных и эксплуатационных сваях, в соответствии с основными международными стандартами они должны быть откалиброваны в соответствии со статическими испытаниями. Комбинируя тесты на динамическую и статическую нагрузку для каждого типа грунта и сваи, можно откалибровать результаты. Это требуется главным образом для подтверждения качества датчиков и процедуры сбора/интерпретации, а не для подтверждения способности динамических испытаний оценить правильную осевую способность.
На самом деле, в случаях, таких как морские сооружения, где статические испытания запрещены, динамические испытания используются только со ссылкой на надежность, продемонстрированную в литературе, когда статические испытания сравниваются с динамическими испытаниями, проводимыми высококачественными датчиками с высокими характеристиками. , установленные опытными и экспертными командами.
Еще одним преимуществом использования как статических, так и динамических испытаний является то, что Еврокод 7 позволяет снизить расчетные частные коэффициенты, если испытания на динамическую нагрузку проводятся вместе со статическими испытаниями для каждого типа грунта и сваи.
Специалисты по глубинным испытаниям фундаментов, такие как G-Octopus, являются экспертами в организации и проведении испытаний как динамической, так и статической нагрузки. Используя самое лучшее оборудование, они стараются не терять времени на подготовку сваи, проведение испытаний и анализ результатов. Кроме того, если требуется повторное тестирование, они могут убедиться, что влияние на ваш проект будет минимальным.
Итак, если ваш проект требует испытания свай на суше, прибрежных, морских или подводных установках, свяжитесь с командой сегодня, чтобы узнать, как они могут помочь, или, для получения дополнительной информации, почему бы не послушать наш вебинар.
И если вам понравилась эта статья, почему бы не подписаться на нашу рассылку, чтобы получать еще больше тематических исследований и статей!
3D-модель для статического и динамического анализа оффшорной резьбовой бум-крана
ScienceDirect
Регистр.
https://doi.org/10.1016/j.apm.2018.09.006Получить права и контент
В работе представлена пространственная модель крана, состоящего из двух стрел, соединенных посредством поворотного кулака. Изменение вылета крана и положения стрел осуществляется изменением длины цилиндров. Модель крана учитывает гибкость стрел, цилиндров и канатной системы. Жесткий метод конечных элементов используется для дискретизации стрел. Компьютерная программа, разработанная на основе представленной модели, позволяет проводить расчеты динамического и статического анализа. Программный комплекс используется конструкторами PROTEA для проверки крана при погрузочно-разгрузочных работах в условиях моря. Модель прошла валидацию для задач подъема груза с заданной скоростью как с воздуха, так и с основания. Результаты численного моделирования сравниваются с результатами экспериментальных измерений на стенде.
Морское оборудование включает высокопроизводительные краны, используемые для перемещения труб, установленные на судах, платформах или буровых установках. Некоторые примеры морских кранов различных типов представлены на рис. 1.
В настоящее время производители стремятся к созданию все более и более эффективных конструкций с компактными размерами и большой грузоподъемностью. Примером таких конструкций являются краны с шарнирно-сочлененной стрелой (рис. 1(г)), также называемые кранами с шарнирно-сочлененной рамой, которые имеют две стрелы с шарниром между ними. В результате кран может использоваться в ограниченном пространстве и дает больше возможностей для крановщика.
Из-за низкой производительности и, следовательно, ограниченных возможностей для создания прототипов для проектировщиков особенно важно разрабатывать и использовать имитационные модели, обеспечивающие динамический анализ. Эти модели должны наилучшим образом отражать реальную систему, но с максимальной числовой эффективностью, что позволяет инженерам быстро и надежно принимать решения. Моделирование кранов с поворотной стрелой, используемых в морских условиях, должно учитывать не только гибкость стрел, цилиндров, канатов, но и движение основания, вызванное морем.
Было проведено много исследований в области моделирования, симуляции и управления различными типами кранов. Моделирование и симуляция операций морских кранов представлены в [[1], [2], [3]–4], а кран с поворотной стрелой проанализирован в [5], [6]–7]. Обычно для моделирования гибких стрел крана используют метод конечных элементов [3–7]. Однако метод конечных сегментов также хорошо известен и часто используется при моделировании морских тонких конструкций [8,9].
Метод жестких конечных элементов (RFEM) был сформулирован Крушевским и его коллегами из Гданьского технологического университета в конце 1960-х и начале 1970-х годов [10–12]. Первая формулировка была посвящена анализу статики и колебаний линейных систем постоянной конфигурации. Основная идея метода заключается в разделении неразрезных звеньев на жесткие конечные элементы (ккэ), отражающие массовые свойства звена, и безмассовые безразмерные пружинно-демпфирующие элементы (ддэ), обладающие упругими и демпфирующими свойствами дискретизированного звена. Дискретизация осуществляется в два этапа: сначала непрерывное звено разбивается на набор элементов (это называется первичным делением – рис. 2(а)) и затем при вторичном делении в центр помещаются пружинно-демпфирующие элементы. полученных элементов (рис. 2(б)). Большинство исследований касалось систем с постоянной конфигурацией [13]. Обобщение метода на плоские системы с изменяющейся конфигурацией представлено в [14], а обобщение метода на пространственные системы — в [15]. В то же время была разработана модифицированная формулировка жесткого метода конечных элементов [16], [17], [18], [19].]–20] и называется модификацией метода. Его идея та же, что и у метода конечных отрезков [8], сформулированного в совместных координатах. Данная модификация I отличается от классической формулировки метода тем, что если в классической постановке каждая фигура имеет шесть степеней свободы в пространственном случае (три перемещения и три поворота), то в модификации каждая фигура имеет три степени свободы (три поворота) в относительном движении по отношению к предыдущему элементу. Это обеспечивает непрерывность перемещений класса С°. Обе формулировки имеют свои преимущества и недостатки, описанные в [21].
В работе используется другая модификация жесткого метода конечных элементов (назовем ее модификацией II), в которой применяются абсолютные координаты. Его основная идея состоит в том, чтобы объединить преимущества обоих предыдущих составов без их недостатков. На рис. 2 представлено деление гибких звеньев на rfes и sdes в классической постановке и обеих модификациях.
В классической формулировке каждая rfe имеет шесть степеней свободы, которые являются компонентами следующего вектора: qiT=[xiyiziψiθiφi], где x I , Y I , Z I — координаты выбранной точки (обычно центр масс), ψ I , θ I , ϕ 9 1111111111111111111111111111111111111111111111111111111111111111111111111111113 I , 111111111119 . – углы Эйлера ZYX – рис. 3(а).
Вектор обобщенных координат звена имеет следующий вид: qT=[q0T…qiT…qnT], где n – количество жестких элементов в первичном делении (рис. 2(а)).
Координаты РЧС независимы и элементы связаны посредством шести пружин и демпферов (3 поступательных и 3 вращательных – рис. 2(в)).
В модификации I движение rfe i определяется вектором: qiT=[ψiθiφi], а вектор обобщенных координат звена принимает вид: qT=[r0Tq0T…qnT], где r0T=[x0y0z0] — координаты выбранной точки ссылки.
Поскольку в этой модификации используются совместные координаты, координаты rfe и зависят от r 0 и q0T…qiT.
В модификации II используются абсолютные координаты. Для устранения сдвига, который требует использования небольшого шага интегрирования в динамическом анализе. Таким образом, обобщенные координаты каждого элемента являются компонентами следующего вектора: qiT=[xiyiziψiθiφiΔi], где ∆ i есть смещение части 2 относительно части 1 rfe i , а вектор обобщенных координат всего звена принимает вид (1. 2): qT=[q0T…qiT…qnT]
Однако по сравнению с классической постановкой пружинно-демпфирующие элементы (sde ⊗ рис. 1(д)) отражают не поступательные, а только вращательные деформации, как в модификации I.
Для обеспечения непрерывности поступательных перемещений геометрические уравнения ограничений формулируются следующим образом: rAi(qi−1)=rAi(qi), где rAi — вектор положения точки 9.0111 А и (рис. 3(б)).
Очевидно, что в уравнения движения необходимо ввести реакции связей. Такой метод моделирования гибких связей применяется в данной работе. Как и в классической формулировке, матрица масс гибкого звена имеет блочно-диагональную форму. Очень легко устранить кручение (угол ϕ i ) или продольные деформации (перемещение Δ i ), что значительно уменьшает число степеней свободы звена.
Жесткий метод конечных элементов также успешно использовался для моделирования различных типов кранов, установленных на платформах или судах, подверженных волновому движению [22–24]. В работе [23] представлен планарный динамический анализ крана с учетом движения корабля снабжения на критических этапах погрузочно-разгрузочных работ. Учтена гибкость стрелы для изучения ее деформаций при моделировании аварийных режимов. Аналогичные задачи рассмотрены в [24]. Предложенная плоская модель используется для выбора функций привода подъемной лебедки с целью минимизации перегрузки каната и анализа требуемых скоростей при подъеме груза. Выбор функций привода грузоподъемной лебедки при проведении подъемных работ при описании волнения с помощью гармонических функций посвящен работе [25]. Некоторые другие примеры применения RFEM для моделирования динамики морских устройств во время погрузочно-разгрузочных работ можно найти в [26], [27]–28].
В данной статье представлено применение жесткого метода конечных элементов (модификация II) для моделирования крана с поворотной стрелой производства Protea. На основе полученной модели разработан специальный пакет программ [29], который используется компанией Protea для расчетов статики и динамики крана.
Модель позволяет рассчитать и проанализировать динамический коэффициент, а также прогибы и напряжения стрелы для различных конфигураций крана в соответствии с проектными требованиями [30], выполнение которых необходимо для допуска крана к эксплуатации. Результаты расчетов, полученные по таким спецификациям, подтверждаются экспериментальными измерениями.
Фрагменты сечения
Пространственная модель сформулирована для анализа структуры системы и ее влияния на рабочий радиус крана и нагрузку в соединениях звеньев. Учитывается гибкость стрелы, цилиндров и тросовой системы. Груз, прикрепленный к концу веревки, рассматривается как сосредоточенная масса. Кроме того, можно имитировать подъем и опускание груза с помощью цилиндров или лебедки. Схема системы вместе с системами координат, используемыми в
Компьютерная реализация модели крана с поворотной стрелой (KBC) выполняется в Delphi. Программа позволяет решать статическую задачу для различных конфигураций крана с различной нагрузкой, а также анализировать динамику при погрузочно-разгрузочных работах с учетом волнения моря.
Модель и программа подготовлены таким образом, что классический кран с одной стрелой и цилиндром можно рассматривать как частный случай. Это расширяет применимость предложенной модели.
Программа, разработанная на основе представленного метода, позволяет анализировать динамический коэффициент при подъеме груза с заданной скоростью. Динамический коэффициент вводится нормами (API, DNV) для того, чтобы обозначить, превышает ли динамическая нагрузка статическую (номинальную) и на какую величину. Значение этого коэффициента можно рассчитать двумя способами. При первом подходе конец стрелы нагружается вертикальной силой F y = −100 кН. Прогиб, рассчитанный для этой нагрузки, равен
Производство морских кранов, отвечающих новейшим конструкторским спецификациям и требованиям, связано с надлежащим выбором материалов и геометрии конструкции для обеспечения механической прочности в условиях эксплуатации. Прежде чем построить настоящий кран, его конструкция на этапе проектирования должна быть проверена несколько раз. Испытываются различные конфигурации крана с учетом нагрузок, возникающих в реальных условиях в процессе эксплуатации.
Комплексное тестирование
Литература (33)
ChaJ.H. и др.
Моделирование динамического отклика тяжелого груза, подвешенного на плавкране, на основе динамики многотельных систем
Ocean Eng.
(2010)
ПаркК.П. и др.
Анализ динамических факторов с учетом эффектов упругой стрелы при подъеме тяжелых грузов
Ocean Eng.
(2011)
РенХ.И. и др.
Анализ динамической реакции пришвартованного крана с гибкой стрелой
J. Zhejiang Univ. науч.
(2008)
ThanT.K. и др.
Моделирование и симуляция работы морских кранов на плавучем производственном судне
М.К. Бак и др.
Виртуальное прототипирование – модель морского крана с поворотной стрелой
J. Henriksen et al.
Метод моделирования гибких компонентов на основе конечных элементов во временной области моделирования крана с поворотной стрелой
М.К. Бак и др.
Анализ морского крана с поворотной стрелой – часть первая: моделирование и идентификация параметров
Модель. Идентиф. Control
(2013)
J.D. Connely et al.
Динамика гибких многотельных систем: метод конечных сегментов-I, Теоретические аспекты
Comp. Структура
(1994)
J.D. Connely et al.
Динамика гибких многотельных систем: метод конечных сегментов-II, Примеры задач
Комп. Структура
(1994)
Ю. Крушевски
Применение метода конечных элементов к расчету колебаний конструкции корабля (теория). Европейское судостроение
J. Ship Tech. соц.
(1968)
Ю. Крушевски и др.
Metoda Sztywnych Elementów Skończonych.
(Метод жестких конечных элементов)
(1975)
J. Kruszewski et al.
Metoda Elementów Skończonych w Dynamice Konstrukcji. (Метод конечных элементов в динамике конструкций). Аркадий, Варшава
(1984)
Э. Виттбродт и др.
Сорок пять лет жесткого метода конечных элементов
Arch. мех. англ.
(2003)
E. Wittbrodt
(1983)
E. Wittbrodt et al.
Применение жесткого метода конечных элементов к динамическому анализу пространственных систем
Дж. Гид. контр. Дин.
(1995)
S. Wojciech
Dynamika Płaskich Mechanizmów Dźwigniowych z Uwzględnieniem Podatności Ogniw Oraz Tarcia i Luzów w Węzłach, (Dynamics of Planar Linkage Mechanisms with Consideration of Both Flexible Links and Fiction as Well as Clearance in Joints)
(1984)
Методика моделирования и анализа подъемной системы монорельсового крана
2022, Fusion Engineering and Design
Монорельсовая крановая система (МКС) является частью системы дистанционного управления с нейтральной балкой (NBRHS) ИТЭР в ячейке нейтральной балки (NB) для подъема и транспортировки компонентов во время их дистанционного обслуживания. MCS состоит из четырех подъемных систем на каждом углу тележки крана, которые приводятся в действие двумя независимыми подъемными двигателями и зубчатыми цепями. Поскольку MCS работает в радиационно-контролируемой зоне, доступ к которой строго запрещен, а внутри ячейки NB находится множество важных компонентов, структурное и динамическое поведение MCS имеет решающее значение и требует проверки. В данной статье описывается метод моделирования и анализа подъемной системы монорельсового крана. Подъемная система включает два барабана и один балансир с закрепленным на нем полезным грузом. Разработана кинематическая и динамическая модель подъемной системы как для нерастяжимого, так и для растяжимого каната. Построено дифференциально-алгебраическое уравнение (ДАУ) и описана методика его решения. Отклик маятника свободного тела анализируется для проверки динамической модели и метода решения. Разработаны динамические уравнения с реалистичной четвертной моделью подъемной установки с учетом гибкости каната. В качестве сил возбуждения применяется синтезированная сейсмоакселерограмма. Рассчитывается время отклика балансировщика и полезной нагрузки. Результат показывает, что динамическая модель хорошо отражает шесть степеней свободы движения балансира и полезной нагрузки во время сейсмических событий. Эта методология применима для разработки полной многокомпонентной модели динамического анализа монорельсового крана.
Нейронное управление телескопическими автокранами с дробным порядком
2022, Прикладное математическое моделирование
Кран с телескопической стрелой представляет собой систему с неполным приводом, в которой три исполнительных механизма отслеживают пять движений. Вылет и удлинение стрелы вызывают изменения в форме и конструкции кранов. Динамическая реакция между полезной нагрузкой и стрелой через гибкий трос и вязкоупругие цилиндры вызывает значительные вибрации. Кроме того, кран имеет много неопределен- ных параметров, подвержен ветровым помехам и иногда выходит из строя приводы. На основе сложной модели с пятью полностью нелинейными дифференциальными уравнениями мы строим интеллектуальную надежную систему управления такими кранами, которая объединяет преимущества передовых технологий. Управление с дробным порядком в сочетании с робастным управлением дает контроллер, поддерживающий гибкие производные порядки. Многослойная сеть персептрона предоставляет кранам функцию обучения, в которой адаптивный механизм оценивает один эквивалентный компонент, представленный для отдельных воздействий. Моделирование практического крана показывает эффективность предложенной системы управления.
Нелинейное частично насыщенное управление морским краном с двойным маятником на основе наблюдателя возмущений дробного порядка
2022, Автоматизация в строительстве Насыщение актюатора является сложной проблемой. Для решения этой проблемы предлагается антираскачивающийся метод частично насыщенного управления. В частности, наблюдатель возмущений дробного порядка (FODO) предназначен для компенсации согласованных возмущений, а контроллер стабилизации с обратной связью предлагается для регулирования крюка и груза в желаемых положениях и подавления колебаний. После этого строго доказывается асимптотическая устойчивость замкнутого контура. Обширные результаты моделирования приведены для демонстрации того, что предлагаемый контроллер может эффективно подавлять колебания, не превышая насыщения исполнительного механизма, и обладает высокой устойчивостью к различным возмущениям.
Динамическое моделирование и самонастраивающееся управление защитой от раскачивания судового крана с поворотной стрелой с семью степенями свободы
2021, Механические системы и обработка сигналов судовых кранов с поворотной стрелой (DOF) путем разработки динамической модели и системы управления против раскачивания для судового крана с поворотной стрелой с семью степенями свободы, установленного на борту судна, которое испытывает движение корабля с шестью степенями свободы. Динамическая модель обеспечивает точность, превосходящую ту, что обычно встречается в литературе, включая массу и инерцию гидравлических приводов, шкивов и лебедки, а также внутреннюю динамику привода и реалистичный угол падения троса. Кинематика крана выводится с использованием как стандартного матричного подхода преобразования, так и с помощью двойных кватернионов, а также уравнений движения, полученных с помощью подхода Лагранжа. Чтобы обеспечить управление против раскачивания, самонастраивающийся модификатор траектории против раскачивания сочетается с нелинейным контроллером режима скольжения и оптимизатором нелинейной траектории. Испытанная в моделировании на корабле с шестью степенями свободы при волнении моря 6, система с отключенной самонастройкой обеспечила снижение средней среднеквадратичной ошибки (RMSE) между желаемым и фактическим положением полезной нагрузки на 64 %. х и у траектории. Самонастройка модификатора траектории, препятствующего раскачиванию, обеспечила снижение среднеквадратичной ошибки на 74% при тех же условиях. Когда к полезной нагрузке была приложена возмущающая сила 5 кН, система без самонастройки показала снижение среднего среднеквадратичного отклонения на 58%, а с включенной самонастройкой — на 77% снижение среднеквадратичного отклонения. Также было показано, что самонастраивающаяся система контроля раскачивания устойчива к ошибкам в системных параметрах, где ошибки до ±20% в смоделированном кране привели к максимальному увеличению среднего среднеквадратичного отклонения всего на 6,3%. В ходе моделирования показано, что система управления защитой от раскачивания очень эффективна при отслеживании изменяющейся во времени траектории полезного груза для крана с поворотной стрелой с семью степенями свободы и уменьшении нежелательного движения полезного груза, а также устойчива как к внезапным возмущениям, так и к ошибкам в параметры системы.
Новая формула жесткого конечного элемента для динамического анализа гибких пластин
2022, International Journal of Structural Stability and Dynamics
Упруго-динамический анализ многотельных систем и расчет параметрической матрицы масс
2 20 и Машины
Просмотреть все цитирующие статьи в Scopus
Научная статья
Размерно-зависимая нелинейная динамика криволинейных гибких балок в температурном поле
Прикладное математическое моделирование, Том 67, 2019, стр. 283-296
Построена и исследована математическая модель потери динамической устойчивости криволинейных размерозависимых МЭМС и НЭМС элементов, погруженных в температурное поле и подвергающихся большим прогибам . Основные управляющие динамические уравнения элементов МЭМС/НЭМС были получены на основе принципа Гамильтона. Исследования были основаны на сочетании модифицированной теории парных напряжений, кинематической модели первого порядка (Эйлера-Бернулли), геометрической нелинейности фон Кармана и закона Дюамеля-Неймана относительно входной температуры (материал балки упругий, изотропна и на распределение температуры не накладывается никаких ограничений). Температурное поле определялось путем решения уравнения теплопереноса. Алгоритм расчета основан на методе конечных разностей и методе Рунге–Кутты. Численные методы были проверены путем оценки временной и пространственной сходимости, а надежность полученного решения подтверждена показателями Ляпунова, полученными качественно разными методами. Было исследовано несколько тематических исследований, связанных с потерей устойчивости, величиной параметра, зависящего от размера, типом и интенсивностью температурного воздействия, а также параметрами равномерно распределенной поперечной нагрузки.
Научная статья
Скользящий режим управления системами управления запасами с ограниченным размером партии
Прикладное математическое моделирование, том 66, 2019, стр. 296-304
В данной статье рассматривается управление переменной структурой дискретных систем времени и представлена идея достижения управления скользящим режимом на основе закона. Затем идея применяется для разработки стратегии управления для класса цепочек поставок с несколькими поставщиками. В рассматриваемых системах управления запасами товары доставляются на единый склад с ограниченной вместимостью. Сами поставщики имеют ограниченные производственные возможности, но также не желают принимать заказы незначительного размера. Предложенный для таких систем закон достижения обеспечивает полное удовлетворение непредсказуемого потребительского спроса при соблюдении ограничений состояния и входа.
Исследовательская статья
Управление перекосом стреловых кранов с двумя степенями свободы, включая оценку состояния и генерацию опорной траектории
используется для нескольких приложений. К ним относятся обработка сыпучих грузов и перегрузка контейнеров. Для обработки контейнеров к крюку крана крепится спредер. При захвате контейнера спредером положение и ориентация спредера и контейнера должны совпадать. Ориентация расширителя обычно называется углом наклона. Другими синонимами являются угол рыскания или курс разбрасывателя. Угол наклона регулируется вращающимся двигателем на крюке. Поскольку ветер, удары и неравномерное распределение нагрузки могут вызывать перекосы, активный контроль перекоса желателен для облегчения работы крана, повышения точности позиционирования и увеличения товарооборота. Для разных типов кранов применяются различные конструкции наклонных устройств. В этом вкладе представлена динамика перекоса стрелового крана вместе с моделью привода и конфигурацией датчика. Впоследствии выводится концепция управления с двумя степенями свободы (2-DOF), которая включает в себя наблюдатель состояния для косой динамики, генератор эталонной траектории и закон управления с обратной связью. Система управления установлена на мобильном портовом кране Liebherr, и ее эффективность подтверждена многочисленными тест-драйвами.
Исследовательская статья
Анализ отказов литейного крана для увеличения его рабочих параметров
Анализ технических отказов, том 88, 2018 г., стр. 25-34
Литейные краны играют важную роль в металлургических процессах. Конечная продукция зависит от их производительности и надежности. В процессе эксплуатации они подвергаются целому ряду нагрузок, влияющих на их износ и срок службы. Загрузка крана является важным показателем, который необходимо знать, особенно когда необходимо учитывать изменение рабочих параметров в ходе текущей операции. Изменение рабочих параметров представляет собой очень важное вмешательство в работу крана с точки зрения производственных требований, а также влияет на процесс повреждения крана или даже может привести к его разрушению. В данной статье представлен комплексный метод, пригодный для возможного анализа работы литейного крана с учетом увеличения эксплуатационных параметров крана, анализа отказов и прогнозирования предельных эксплуатационных параметров.
Научная статья
Совместная оценка положения судна и жесткости швартовки при работе морских кранов
Автоматизация в строительстве, том 101, 2019 г., стр. 218-226
Морские большегрузные суда предназначены для транспортировки, установки и удаления оффшорные объекты. Предыдущие исследования показали, что изменяющиеся во времени силы, действующие на основной кран, могут привести к нестабильной работе системы динамического позиционирования (DP), что отрицательно сказывается на безопасности операций по подъему тяжелых грузов. Таким образом, были предложены решения, основанные на упреждающем управлении усилием, т. е. низкочастотная горизонтальная составляющая усилия крана передается на контроллер DP или наблюдатель. Точная оценка горизонтальной составляющей усилия крана необходима для решения с прямой связью, но ее чрезвычайно сложно получить из измерений из-за ее изменяющегося во времени характера и нелинейной динамики системы, возникающей из-за взаимодействия корабля с окружающей средой. Поэтому в данной работе мы сосредоточимся на оценке низкочастотного усилия крана в горизонтальном направлении во время погрузочно-разгрузочных операций при подъеме тяжеловесных грузов в различных условиях окружающей среды. Для достижения этой цели вводится новый изменяющийся во времени член жесткости швартовки, который включается в нелинейный пассивный наблюдатель судна и используется в совместном оценщике состояния параметра для оценки горизонтальной силы крана и состояния судна. После этого выполняется моделирование для проверки оценщика в различных условиях окружающей среды и нагрузки. Результаты показывают, что точная оценка низкочастотной горизонтальной составляющей усилия крана может быть достигнута путем измерения положения корабля и натяжения тросов даже при наличии большой неопределенности параметров.
Исследовательская статья
Адаптивный метод управления слежением с подавлением раскачивания для систем башенных кранов с 4 степенями свободы
Механические системы и обработка сигналов, том 123, 2019 г. , стр. 426-442
В качестве эффективного транспортного средства Башенный кран широко используется на строительных площадках. Для повышения эффективности работы были предложены некоторые методы автоматического управления для систем башенных кранов, в том числе некоторые методы разомкнутого цикла, такие как методы формирования входных данных, методы планирования траектории и так далее. Однако, как правило, башенные краны обычно работают на открытом воздухе, которые чувствительны к неизбежным внешним воздействиям. Кроме того, трудно получить точные параметры системы, что усложняет управление системой башенного крана. Принимая во внимание эти факторы, в этой статье мы предлагаем метод адаптивного управления слежением, который обеспечивает удовлетворительную производительность слежения по сравнению с другими. неопределенности параметров и внешние возмущения. В частности, используя свойство пассивности, сформированная энергоподобная функция разработана как кандидат Ляпунова, на основе которой предлагается адаптивный контроллер слежения для работы с неопределенностями параметров. С помощью анализа устойчивости по Ляпунову в сочетании с принципом инвариантности Ла-Салле доказана асимптотическая устойчивость замкнутой системы. Наконец, проводится серия экспериментальных испытаний, чтобы проиллюстрировать удовлетворительную работу предложенного метода.
☆
Эта статья принадлежит IG005640: VSI:DSTA 2017: Последние разработки в области математического моделирования динамических систем.
Глава 8. Испытание сваи статической нагрузкой и динамический анализ сваи , расширения, усиления или сейсмостойкие модификации. При нормальных обстоятельствах специалист по геологоразведке, назначенный для проведения исследования, может собрать достаточно информации, чтобы рекомендовать тип сваи и высоту ее острия, которые способны выдержать требуемые нагрузки на рекомендованный свайный фундамент. Однако бывают ситуации, когда подпочвенные слои непостоянны, не доказаны или имеют такое низкое качество, что необходима дополнительная информация, чтобы дать рекомендации по сплошным свайным фундаментам.
В этих ситуациях рекомендуется статическое испытание сваи под нагрузкой и/или динамический анализ сваи (PDA). Информация, полученная в результате тестирования и/или PDA, будет использоваться для проверки проектных предположений или изменения рекомендаций по фундаменту.
Персонал отдела геотехнических служб, отдел испытаний фундамента, проводит испытания на статическую нагрузку и КПК на проектах Caltrans. После завершения испытаний письменные отчеты с кратким изложением результатов передаются инженеру. В идеале эти тесты должны проводиться на этапе проектирования; однако они часто выполняются на этапе строительства.
8-2 Основания для проведения испытаний на статическую нагрузку и динамического анализа свай
Испытания на статическую нагрузку измеряют реакцию сваи на приложенную нагрузку и являются наиболее точным методом определения грузоподъемности сваи. Они могут определить предельную разрушающую нагрузку фундаментной сваи и определить ее способность выдерживать нагрузку без чрезмерного или непрерывного смещения. Целью таких испытаний является проверка того, что несущая способность построенной сваи превышает номинальное сопротивление (сжатие, растяжение, боковое сопротивление и т. д.), используемое в конструкции. Наилучшие результаты достигаются, когда испытания сваи под нагрузкой выполняются в сочетании с динамическим анализом сваи (PDA). Испытания дают Geoprofessional информацию, необходимую для использования более «рациональной» конструкции фундамента.
Испытания на статическую нагрузку могут быть рекомендованы, когда сваи установлены в грунтах с переменным геологическим строением или в грунтах низкого качества, и могут использоваться для подтверждения проектных предположений или для получения достаточной информации для изменения проектных отметок вершин. Их часто рекомендуют для забивных свай (CIDH), установленных в непроверенных грунтовых породах, поскольку нет других способов определения грузоподъемности. Они дают более точную информацию, чем можно получить из формул забивки свай, и могут продемонстрировать, что забивные сваи можно безопасно нагружать сверх допустимой нагрузки, полученной из этих формул.
Испытания свай под нагрузкой требуют больших затрат, но обеспечивают ценность конструкции. Публикация FHWA № FHWA-SA-91-042 «Статические испытания глубоких фундаментов» содержит следующие рекомендации о том, когда следует проводить испытание сваи нагрузкой. Они следующие:
Когда есть потенциал для значительной экономии средств. Обычно в крупных проектах с одинаковыми слоями и типами свай.
Когда безопасные условия загрузки вызывают сомнения из-за ограничений базы опыта инженера или необычных условий площадки или проекта.
Когда состояние почвы или горных пород значительно различается от одной части проекта к другой.
Когда расчетная нагрузка значительно превышает типичные расчетные нагрузки.
Когда ожидаются связанные со временем изменения емкости почвы (т. е. установка и релаксация почвы).
Для определения длины сборных висячих свай во избежание стыков.
Когда необходимо использовать новые или непроверенные типы свай или методы установки.
Когда существующие сваи будут использоваться для поддержки новой конструкции с более высокими нагрузками.
Для получения надежного значения сопротивления сваи на растяжение и поперечное сопротивление.
Когда при строительстве различается несущая способность сваи. значительно по сравнению с тем, что было предсказано по формулам забивки свай и PDA.
Вместо проведения испытания на статическую нагрузку можно использовать КПК для установления критериев приемлемости сваи и проверки проектных предположений. Он может определять сопротивление грунта, эффективность/производительность молота и напряжения в свае во время забивки. Практика Caltrans заключается в использовании PDA для установления критериев приемки нестандартных забивных свай диаметром до 36 дюймов. PDA в сочетании с испытанием статической нагрузки сваи используется для установления критериев приемлемости забивных свай диаметром более 36 дюймов. См. Памятку по строительству моста 130-4.0, Критерии приемки забивки свай.
Информация, полученная с КПК, также может использоваться другими программами для определения несущей способности сваи. Объединение этих результатов с результатами испытания сваи под нагрузкой повышает точность определения несущей способности.
8-2.1 Испытания сваи статической нагрузкой
Испытание сваи статической нагрузкой дает наиболее точное представление о грузоподъемности сваи на месте. Осуществляется методом реакции. Процедура испытания включает приложение осевой нагрузки к вершине испытательной сваи с помощью одного или нескольких гидравлических домкратов. Сила реакции передается на анкерные сваи, переходящие на растяжение в случае испытания статической нагрузкой на сжатие; или на сжатие в случае испытания статической нагрузкой на растяжение. На испытательные и анкерные сваи устанавливаются различные формы контрольно-измерительных приборов, чтобы можно было получить точное измерение смещения испытательной сваи. Резервные системы используются для обеспечения точности различных измерений.
Группа испытаний из пяти свай (четыре анкерные сваи и одна испытательная свая) используется для всех испытаний на статическую нагрузку на сжатие и для большинства испытаний на растяжение (рис. 8-1). Иногда группа испытаний из трех свай (две анкерные сваи и одна испытательная свая) используется для испытаний на статическую нагрузку при растяжении (см. Приложение F, Динамический анализ свай, Испытания свай на статическую нагрузку и Критерии приемки в полевых условиях). Нагрузки применяются поэтапно; обычно составляет 5% от расчетной нагрузки. Каждое приращение нагрузки удерживается в течение заданного интервала времени. Процедура испытаний проводится в соответствии с ASTM 1143, Процедура A: Быстрый тест. Критерии приемлемости или разрушения сваи будут определяться параметрами, установленными проектировщиком конструкции и инженером-геотехником.
Испытание на статическую нагрузку сваи приводит к разрушению границы раздела грунт/свая. Это разрушение обычно происходит задолго до того, как будет достигнута предельная конструкционная способность сваи. После завершения испытания свая возвращается в состояние без нагрузки и может быть встроена в фундамент конструкции. Единственным постоянным эффектом испытания забивной сваи под нагрузкой является смещение испытательной сваи вниз. Тот же эффект был бы достигнут, если бы свайный молот забил сваю на дополнительное расстояние. Предыдущее утверждение, хотя и справедливо для забивных свай, может не относиться к монолитным сваям и, в частности, к каменным гнездам, поскольку эти сваи будут вести себя по-разному после разрыва связи между бетоном и грунтом.
После завершения испытания сваи под нагрузкой сотрудники отдела испытаний фундамента собирают и анализируют данные испытаний под нагрузкой. Данные испытаний используются для построения графика зависимости нагрузки от смещения сваи. Предельную грузоподъемность испытательной сваи определяют с помощью графических или аналитических методик. Затем инженеру направляется сводный отчет вместе с любыми рекомендуемыми изменениями или модификациями проекта.
Испытание сваи на статическую нагрузку превосходит стандарты, указанные в ASTM D1143, Процедура A: Быстрый тест, для испытания на статическую нагрузку при сжатии, и ASTM D3689для испытаний на статическую нагрузку при растяжении. Каждое испытание на сжатие и растяжение занимает примерно от 4 до 8 часов.
Подразделение по испытаниям фундаментов имеет четыре системы для испытания статической осевой нагрузки на сваи с различной максимальной несущей способностью:
Система испытания под нагрузкой 1 000 000 фунтов
Система испытания под нагрузкой 2 000 000 фунтов
Система испытания под нагрузкой 4 000 000 фунтов
Система испытания под нагрузкой 8 000 000 фунтов
Запросы на проведение испытаний на статическую нагрузку направляются в Отделение по испытаниям фундамента в форме запроса на испытания на нагрузку свай (PLT). Копия этой формы включена в Приложение F, Динамический анализ сваи, Испытание статической нагрузки сваи и Критерии приемки в полевых условиях, и доступна для скачивания.1
8-2.2 Динамический анализ свай (PDA)
Динамический анализ относится к использованию устройства, называемого анализатором забивки свай. Анализатор забивки свай состоит из портативного компьютера, который собирает и анализирует деформации и ускорения, измеряемые приборами, прикрепленными к забиваемой свае.
Оператор анализатора забивки свай вводит параметры, относящиеся к физическим характеристикам сваи, до начала анализа сваи. Также вводятся данные для описания окружающего грунта и его сопротивления демпфированию. Анализатор забивки сваи способен анализировать волну напряжения, создаваемую по длине сваи каждым ударом молота во время забивки. Анализируя форму волновой трассы, анализатор забивки свай может измерять напряжения в сваях, возникающие во время забивки. Во время установки повреждение сваи часто можно обнаружить с помощью анализатора забивки свай. Данные, полученные в ходе анализа, могут быть использованы для определения местоположения или глубины трещины в бетонной свае и точки выпячивания стальной сваи.
Анализатор забивки свай точно измеряет энергию, передаваемую свае во время забивки. Этот энергетический рейтинг можно сравнить с номинальным значением производителя, чтобы получить представление о фактической эффективности работы молота. Низкая или необычная подача энергии к свае может указывать на такие проблемы, как проблема предварительного воспламенения в молоте, неэффективное сгорание молота, смещение толкателя или шлема или использование неподходящей подушки молота сваи.
Динамический анализ свай считается надежным для свай, забиваемых в сыпучих грунтах. Для более мелкозернистых грунтов, таких как ил и глина, этот метод может быть менее надежным, поскольку эти грунты оказывают значительно большее демпфирующее сопротивление сваям во время забивки и могут быть трудны для точного моделирования.
Информация, получаемая анализатором забивки свай, также используется для прогнозирования допустимой статической нагрузки сваи. Динамический анализ выполняется на эксплуатационных сваях, как указано в специальных положениях, а также на испытательных и/или анкерных сваях, используемых для испытания на статическую нагрузку, если применимо. Сваи, отслеживаемые с помощью Анализатора забивки свай, перед началом анализа обычно забиваются на заданное расстояние выше заданной вершины. В это время движение останавливается, чтобы персонал отдела испытаний фундамента мог прикрепить к свае необходимые приборы. КИП крепится на расстоянии 1-1/2-2 диаметра сваи от вершины сваи. После установки Подрядчик возобновляет забивку сваи. Первые несколько ударов выполняются медленно, чтобы дать возможность оператору анализатора забивки свай убедиться в том, что контрольно-измерительные приборы установлены правильно и данные передаются на компьютер анализатора забивки свай. Затем движение продолжается до тех пор, пока не будет достигнута заданная высота наконечника. В некоторых грунтах, как правило, в связных грунтах, сваи могут со временем увеличивать свою грузоподъемность или устанавливаться. Когда это ожидается, кончик сваи остается примерно на один фут выше указанной высоты конца.
По истечении периода подготовки свая готова к повторному забиванию. Срок установки обычно составляет ночь, но может быть и дольше. Перед повторным забивом к свае снова прикрепляют приборы анализатора забивки свай, и последний фут сваи отмечается с шагом в одну десятую фута. По свае наносят несколько ударов, чтобы убедиться, что контрольно-измерительные приборы работают правильно. Затем сваю забивают на несколько дюймов или на оставшуюся часть длины в один фут. Грузоподъемность сваи определяется из PDA или с помощью уравнений забивки сваи. Новая несущая способность сравнивается с той, что была до установки, чтобы определить увеличение несущей способности за этот период времени. Концепция увеличения грузоподъемности свай в течение периода установки полностью обсуждается в Главе 7 «Забивные сваи».
В нормальных условиях динамический анализ используется в сочетании с испытанием на статическую нагрузку для определения пригодности фундаментных свай. Как и в случае испытаний статической нагрузкой, на персонал отделения испытаний фундамента возложена ответственность за выполнение PDA по проектам Caltrans. Запросы на PDA подаются в отдел испытаний фундамента в форме запроса на испытания динамического анализа свай. Копия этой формы включена в Приложение F, Динамический анализ сваи, Испытание статической нагрузки сваи и Критерии приемки в полевых условиях, и доступна для скачивания.
8-3 Администрирование контракта на испытание сваи статической нагрузкой и динамический анализ сваи
В начале любого проекта, требующего испытания статической нагрузки сваи и/или динамического анализа сваи, инженер должен тщательно изучить планы контракта, специальные положения, Стандартные спецификации и Меморандум о конструкции моста 130-2.0, Испытания свай под нагрузкой, чтобы ознакомиться с требованиями контракта.
В обязанности инженера входит координация испытаний статической нагрузки свай и динамического анализа свай с отделом испытаний фундаментов. Ранний контакт и хорошая коммуникация с ними важны, так как это обеспечит бесперебойное течение процесса. График Подрядчика по установке свай должен быть получен как можно раньше. Затем этот график должен быть отправлен в отдел тестирования Foundation. Детали, касающиеся логистических потребностей испытательной бригады, также должны быть обсуждены с Отделом испытаний Фонда, а необходимая информация передана Подрядчику.
В спецификациях контракта3 указано, что Подрядчику необходимо выполнить дополнительную работу, чтобы помочь в настройке и проведении испытания статической нагрузки сваи. Таким образом, для компенсации этих расходов необходимо будет написать приказ о внесении изменений. Это не относится к динамическому анализу, так как он оплачивается по статье контракта на забивку свай или как указано в специальных положениях. Подрядчик должен быть уведомлен как можно раньше о конкретном оборудовании и помощи персонала, требуемой Отделом испытаний фундамента для завершения испытаний статической нагрузки на сваи или операций PDA.
Как правило, для статического испытания сваи Подрядчик должен предоставить кран и оператора для подъема и размещения испытательного оборудования с транспортных прицепов Caltrans на массив свай, а также для возврата оборудования в прицеп. как только тестирование будет завершено. Кран должен быть способен поднимать и размещать соответствующую испытательную балку поверх испытательных групп свай. Иногда для нагрузочных испытаний используется балка весом 54 000 фунтов или больше. Фактический размер используемой балки должен быть подтвержден отделом испытаний фундамента. Отделение по испытаниям фундамента поставит всю необходимую оснастку. Подрядчик должен будет предоставить сварочный аппарат, сварочный аппарат и резаки для помощи в установке испытательного оборудования. Конкретные логистические потребности и вопросы, связанные с конкретным проектом, следует обсудить с персоналом Отделения тестирования Фонда, чтобы обеспечить эффективную координацию тестовой установки.
В спецификациях контракта указано, что никакие сваи, представленные сваей для испытаний под нагрузкой, нельзя бурить, отливать, нарезать по длине, забивать, а также изготавливать арматурные каркасы до тех пор, пока не будут завершены требуемые испытания на статическую нагрузку. Кроме того, инженер должен убедиться, что зона испытаний статической нагрузкой и/или PDA сухая и свободная от мусора. Вокруг испытательных свай должна быть создана безопасная рабочая зона, а любые операции Подрядчика, противоречащие работе испытательных бригад, должны быть приостановлены до завершения испытаний.
Испытание бетонных свай на статическую нагрузку нельзя начинать до тех пор, пока бетон не достигнет прочности на сжатие 2000 фунтов на квадратный дюйм (PSI), за исключением сборных железобетонных свай, которые нельзя забивать до 14 дней после заливки. За счет подрядчика может быть использован дополнительный цемент или цемент типа III (высокоранний), но только для свай для испытаний под нагрузкой, не включенных в работы.
В спецификациях контракта указано, что Инженеру не потребуется более 15 дней для проведения каждого испытания на статическую нагрузку, если иное не предусмотрено специальными положениями. Это важно, поскольку Caltrans будет нести ответственность за любые дополнительные расходы или задержки в графике, если тестирование займет больше времени или если оно не начнется в запрошенный день. Таким образом, необходима ранняя и эффективная связь с Отделом тестирования Фонда.
8-4 Требования к проверке во время испытаний статической нагрузкой и PDA
Как и в случае с производственными сваями, очень важно, чтобы инженер удостоверился, что все сваи, которые будут использоваться для испытаний статической нагрузки и PDA, забиты или сконструированы в соответствии с контрактные планы и контрактные спецификации. Инженер должен обсудить и утвердить установку массива свай для испытаний под нагрузкой с подразделением по испытаниям фундамента заблаговременно до начала работ, даже если планы контракта адекватно описывают установку испытательных свай.
Испытательные сваи должны быть установлены отвесно и до заданной высоты острия, указанной на планах контракта. Все сваи (анкерные и испытательные) в каждой тестовой группе должны быть зарегистрированы на всю длину забивки. Для буронабивных свай следует вести запись о классификации грунта по всей длине каждой. Если какая-либо из забивных свай имеет низкое значение несущей способности на указанной отметке вершины (менее 50% от требуемой), то инженер должен связаться с отделом испытаний фундаментов, проектировщиком и геопрофессионалом, чтобы узнать, не требуется ли пересмотр указанной отметки вершины. соответствующий. Изменения заданной высоты острия испытательных и/или анкерных свай потребуют внесения изменений в контракт.
Дополнительные работы с анкерными и испытательными сваями необходимы для облегчения испытательного оборудования. Эти детали включены в стандартные планы и могут также отображаться в планах контрактов. Если данные не подходят для свай или неясны, обратитесь к проектировщику и/или в отдел испытаний фундаментов. Реакции в испытании под нагрузкой существенны, и надлежащая опора имеет важное значение. Поэтому верхняя часть испытательных свай CIDH должна быть ровной и гладкой, чтобы обеспечить полный контакт/подшипник реактивной балки испытания под нагрузкой.
Планы контракта или специальные положения могут требовать, чтобы анкерные сваи были сконструированы так, чтобы их острие было ниже испытательной сваи, в качестве дополнительной меры предосторожности, чтобы гарантировать, что сваи не выдернутся во время испытания. Этот вопрос следует обсудить с отделом тестирования Foundation. Любые изменения длин свай по сравнению с указанными на планах контракта влекут за собой заказ на изменение контракта.
Если строительный проект включает динамический анализ свай, в спецификациях контракта4 указывается, когда сваи, подлежащие анализу, должны быть предоставлены государственному персоналу, чтобы можно было выполнить необходимую подготовку этих свай до их забивки. Техническому специалисту из отдела испытаний фундаментов потребуется доступ к сваям, чтобы подготовить их для крепления необходимых приборов. Инженер должен убедиться, что Подрядчик оказывает помощь техническому специалисту, когда это необходимо для маневрирования свай.
По прибытии на строительную площадку бригады по нагрузочным испытаниям инженеру необходимо будет иметь копии журналов забивки свай, протокол классификации грунта (для свай CIDH), журнал тестовых бурений и план фундамента. После завершения испытаний статической нагрузки на сваи и/или динамического анализа свай подразделение по испытаниям фундамента предоставит отчет, в котором будет указано, подтвердились ли испытания проектными допущениями или потребуются ли изменения в эксплуатационных сваях. Эти изменения обычно вносятся без дополнительных нагрузочных тестов. Если требуется дополнительное испытание, Инженер должен обязательно задокументировать любые задержки в работе Подрядчика. Если требуются дополнительные испытания, Caltrans несет ответственность за дополнительные расходы, понесенные Подрядчиком. Существенные изменения сваи (в результате плохих результатов испытаний) могут оказать существенное влияние на административные аспекты контракта. Изменения могут быть такими, что цены на изделия для свайных работ больше не действуют, и может потребоваться корректировка цен на предметы.
Опять же, очень важно, чтобы инженер установил хорошую связь с отделом тестирования Фонда на ранних стадиях проекта. Цель всегда должна состоять в том, чтобы иметь четкое представление о том, какую координацию необходимо выполнить, чтобы правильно установить испытательные сваи и настроить оборудование для нагрузочных испытаний без значительных задержек проекта. Хорошая координация также важна, поскольку она позволяет рабочим бригадам, проводящим испытания на статическую нагрузку, проводить испытания эффективно и в соответствии с графиком.
Понимание основ требований к испытаниям под нагрузкой
Испытание под нагрузкой проводится для проверки того, что конкретный кран или подъемник безопасно выполняет все свои функции, выдерживая испытательную нагрузку, вес которой как минимум равен номинальной грузоподъемности оборудования. Поскольку испытания под нагрузкой подтверждают способность крана и подъемника безопасно работать в соответствии с назначением, их необходимо проводить всякий раз, когда это подвесное подъемное оборудование устанавливается, модифицируется, ремонтируется или модифицируется перед вводом в эксплуатацию. Существующие крановые и подъемные системы также должны подвергаться испытаниям под нагрузкой не реже одного раза в четыре года.
Используемая испытательная нагрузка должна составлять не менее 100 % и не более 125 % номинальной мощности оборудования, если иное не рекомендовано производителем оригинального оборудования (OEM). Сама гиря должна быть сертифицирована до проведения испытаний. Нагрузочные испытания должны быть динамическими, т. е. они подтверждают, что мостовой кран и подъемник работают безопасно и правильно, когда они поднимают и опускают испытательный груз, а также перемещают его по длине моста и взлетно-посадочной полосы. Все выводы и отчеты должны храниться в файле в течение всего срока службы оборудования.
В рамках процесса нагрузочных испытаний должны проводиться как предэксплуатационные проверки, так и периодические проверки:
Предэксплуатационная проверка оценивает оборудование для выявления любых недостатков или повреждений, которые могут повлиять на безопасную работу крана и подъемника или повлиять на результаты испытаний под нагрузкой. Ключевые области для оценки включают в себя подтверждение того, что кран или подъемник не помечен знаком неисправности; чтобы все движения совпадали с маркировкой управляющего устройства; что крючок и защелка не повреждены и не деформированы и работают исправно; что трос не сломан, не перекручен и не намотан неправильно; что грузовая цепь не изношена, не растянута, не перекручена и не деформирована; правильность работы ограничителей хода и концевых выключателей подъема; и что необычных звуков не обнаружено.
Периодическая проверка , которую следует проводить после завершения нагрузочного испытания, представляет собой очень подробную оценку оборудования. Он включает в себя комплексное обследование структурных и механических компонентов. Проверяются все балки, концевые тележки, пешеходные дорожки, поручни, рамы тележек и кабины. Кроме того, проводится осмотр тормозов, валов, осей, колес, муфт, шкивов и барабанов, компонентов трансмиссии, конструкций взлетно-посадочной полосы и устройств под крюком на наличие износа, трещин или других повреждений. Инспектор осматривает электрические компоненты, индикаторы, датчики, точки подключения, тележку и рельсы, бамперы и концевые упоры, крышки и ограждения, а также все автономные электрические, гидравлические или бензиновые генераторные установки.
Поскольку они очень важны для безопасной эксплуатации мостовых кранов и подъемников, существует несколько стандартов и спецификаций, в которых подробно изложены требования к испытаниям под нагрузкой. К ним относятся:
Стандарт Управления по безопасности и гигиене труда OSHA 1910.179(b)(3) и OSHA 1910.179(k)(2) : Модифицированные краны или краны с измененными характеристиками должны проходить испытания под нагрузкой. Испытательные нагрузки не должны превышать 125 % номинальной нагрузки, если иное не рекомендовано изготовителем. Отчеты об испытаниях должны храниться в файле, доступном для назначенного персонала.
Стандарты Американского общества инженеров-механиков ASME B30.2: мостовые и козловые краны , ASME B30.16: подвесные подвесные и стационарные подъемники и ASME B30.17: краны и монорельсы с подвесной тележкой или мостом : Новые, переустановленные, измененные, отремонтированные и модифицированные краны и подъемники должны быть испытаны под нагрузкой перед первоначальным использованием с испытательной нагрузкой, равной 100–125 % номинальной нагрузки, и должны включать все расчетные функции (подъем, опускание, длина траверсы моста). , длина поперечного сечения взлетно-посадочной полосы).
Стандарт Американской ассоциации производителей кранов Спецификация CMAA 78, раздел 4.7: Содержит требования к испытаниям под нагрузкой согласно OSHA 1910.179 и указывает, что испытание под нагрузкой следует проводить не реже одного раза в четыре года при 100% нагрузке с предварительным испытанием. и контроль после испытаний в соответствии с рекомендациями по периодическим проверкам, и должен храниться письменный отчет о результатах испытаний под нагрузкой и проверок в течение всего срока службы оборудования.
Хотите узнать больше о безопасности подъема над головой? Три члена Overhead Alliance — Американская ассоциация производителей кранов (CMAA), Институт производителей подъемников (HMI) и Ассоциация производителей монорельсов (MMA) — предлагают подробные ресурсы, стандарты, спецификации и контрольные списки безопасности, относящиеся к такого рода оборудование. Эти три группы недавно получили статус послов в Альянсе кранов, подъемников и монорельсовой дороги OSHA (CHM). Вместе они будут продвигать совместные программы с федеральным агентством, повышая осведомленность об инициативах OSHA, работе с общественностью, коммуникации, обучении и образовании. Они также будут продолжать предоставлять информацию, рекомендации и доступ к учебным ресурсам, которые помогут защитить здоровье и безопасность персонала, работающего с подъемниками и кранами. и монорельсы.
ТегиCMAА Американская ассоциация производителей крановБезопасность крановHMIПодъемникиИнститут производителей подъемниковБезопасность подъемниковНагрузочные испытанияТребования к испытаниям на нагрузкуИспытания на нагрузкуMHIMMAМонорельсовая безопасностьАссоциация производителей монорельсовых железных дорогМостовой кранМостовой кранБезопасность мостовых крановПодъемные операцииПодъемный подъемникБезопасность надземного подъемаБезопасность надземного подъемаПодвесной монорельсБезопасность надземного монорельса
0001
10 ноября 1993 г.
Г-н Эл Уиллис Директор по безопасности Barnard Construction Company, Inc. P.O. Box 99 Bozeman, Montana 59771-0099
Уважаемый г-н Уиллис!
Это ответ на ваше письмо от 31 августа с запросом на определение соответствия от Управления по охране труда и здоровья (OSHA) в отношении приемлемости испытаний под нагрузкой крана на 110% своей мощности для выполнения контрактных требований. Приносим извинения за задержку с ответом на ваш запрос.
Как указано в письме г-на Тимоти Риттера из Grove North America от 23 августа 1993 г., OSHA не требует плановых испытаний, превышающих номинальную грузоподъемность крана. Испытания на перегрузку требуются только для новых кранов и после ремонта или перенастройки крана. Следовательно, все другие испытания на перегрузку должны выполняться в соответствии со спецификациями и ограничениями производителя, как того требует 1926.550(a)(1).
Если мы можем чем-то помочь, свяжитесь со мной или с г-ном Дейлом Кавано из моих сотрудников по телефону (202) 219.-8136.
С уважением,
Рой Ф. Гернэм, ЧП, эсквайр. Директор Управление строительства и морского судоходства Содействие соблюдению
31 августа 1993 г.
Директор Содействия соблюдению Министерство труда США — OSHA 200 авеню Конституции, СЗ. Комната N3610 Вашингтон, округ Колумбия 20210
Уважаемый господин:
У нас есть запрос от Бюро мелиорации (BOR) загрузить испытательные краны до 110% грузоподъемности. Я запросил информацию у двух производителей кранов, чтобы узнать, сможем ли мы это сделать. Насколько я понимаю из ответов, мы можем загрузить испытательные краны с такой грузоподъемностью, если тест должен соответствовать требованиям ANSI B 30.5.
Копия переписки с двумя производителями кранов и выдержка из раздела Норм безопасности строительства БОР прилагаются.
Соответствуем ли мы стандартам Управления по охране труда и промышленной гигиене США (OSHA) при проведении испытаний крана с грузоподъемностью 110 % в соответствии с контрактными требованиями, которые не соответствуют требованиям стандарта ANSI B 30. 5?
С уважением,
Эл Уиллис Директор по безопасности
9 августа 1993 г.
Grove Manufacturing Company Box 21 Shady Grove, PA 17256
Уважаемый господин:
Владелец, на которого мы работаем, попросил нас провести испытание под нагрузкой каждого из наших кранов до 110% их номинальной грузоподъемности.
Как вы, вероятно, знаете: OSHA 1926.550(a)(1) гласит:
«Работодатель должен соблюдать спецификации и ограничения производителя, применимые к эксплуатации любых и всех кранов и деррик-кранов».
Мы читаем в вашем руководстве оператора, что нельзя превышать номинальную грузоподъемность крана. У меня два вопроса:
1. Превышает ли пробный подъем на 110% номинальную грузоподъемность крана?
2. Если он превышает ограничения, установленные для крана, можем ли мы получить разрешение на испытание подъемной силы до 110 % грузоподъемности крана, чтобы соответствовать требованиям OSHA 1926.550(a)(1)?
С уважением,
Эл Уиллис Директор по безопасности
23 августа 1993 г.
Barnard Construction Company, Inc. P.O. Box 99 Bozeman, MT 59771-0099
Внимание: Эл Уиллис
RE: Тестирование на «перегрузку» — Grove Cranes
Я отвечаю на вопросы из вашего 9Письмо от августа 1993 г.:
1 — «Превышает ли выполнение пробного подъема на 110% номинальную предельную грузоподъемность крана»?
ОТВЕТ: Грузоподъемность, указанная в диаграмме грузоподъемности крана Grove, является максимальной номинальной грузоподъемностью для этого крана. Подъем на 110 % от номинальной грузоподъемности для данной конфигурации установки крана будет превышать грузоподъемность крана.
2 — «Если он превышает предельный рейтинг крана, можем ли мы получить разрешение на испытательный подъем до 110% грузоподъемности крана, чтобы мы соответствовали требованиям OSHA 19.26.550(a)(1)»?
ОТВЕТ: Ни Управление по охране труда и промышленной гигиене США, ни Grove не требуют каких-либо плановых испытаний под нагрузкой, когда необходимо превысить номинальную грузоподъемность крана. Испытания на перегрузку требуются только в качестве контрольных испытаний при первом изготовлении крана. а также при ремонте или переналадке крана. Любые испытания на перегрузку, которые должны проводиться после ремонта и перенастройки крана, могут выполняться только с письменного разрешения изготовителя и в соответствии с инструкциями изготовителя. Любые другие виды «испытаний под нагрузкой» должны выполняться на 100 % или менее номинальной грузоподъемности крана.0003
Надеюсь, я удовлетворительно разрешил ваши проблемы. Если у вас есть дополнительные вопросы относительно нагрузочного тестирования, обратитесь к местному авторизованному дистрибьютору Grove или в отдел поддержки продукции Grove.
С уважением,
GROVE NORTH AMERICA
Тимоти А. Риттер Инженер по безопасности и надежности продукции
9 августа 1993 г.
Manitowoc Engineering Co. P.O. Box 70 Manitowoc, WI 54221-0070
Уважаемый господин:
Владелец, на которого мы работаем, попросил нас провести испытание под нагрузкой каждого из наших кранов до 110 % их номинальной грузоподъемности.
Как вы, вероятно, знаете: OSHA 1926.550(a)(1) гласит:
«Работодатель должен соблюдать спецификации и ограничения производителя, применимые к эксплуатации любых и всех кранов и деррик-кранов».
Мы читаем в вашем руководстве оператора, что нельзя превышать номинальную грузоподъемность крана. У меня два вопроса:
1. Превышает ли пробный подъем на 110% номинальную грузоподъемность крана?
2. Если он превышает ограничения, установленные для крана, можем ли мы получить разрешение на испытание подъемной силы до 110 % грузоподъемности крана, чтобы соответствовать требованиям OSHA 1926.550(a)(1)?
С уважением,
Эл Уиллис Директор по безопасности
20 августа 1993 г.
Эл Уиллис Barnard Construction Co., Inc. P.O. Box 99 Bozeman, MT 59771-0099
Уважаемый Al:
Тема: Политика полевых испытаний Manitowoc Liftcrane
Для подтверждения целостности наших кранов политика Manitowoc Engineering Co. OSHA, позволяет пользователю крана поднимать 9Тест 0748 тест загружает максимум на 10 процентов от номинальной емкости таблицы.
Машина должна быть оборудована и эксплуатироваться в соответствии с применимой таблицей производительности.
По всем вопросам звоните.
Sincerely,
MANITOWOC ENGINEERING CO.
Todd W. Berg Crane Sales Representative
Testing to the next level
Next Story
from ‘Offshore Industry issue 5 2020’
Autonomous landing for motion
Устройство для динамических испытаний способно постоянно натягивать грузоподъемное оборудование с максимальным усилием 5 мТ и максимальной скоростью 5 м/мин.
LIFTAL И COMPAGNIE MECO ПРЕДСТАВЛЯЮТ УСТРОЙСТВО ДЛЯ ДИНАМИЧЕСКИХ ИСПЫТАНИЙ ДЛЯ МОТОРОПРИВОДНЫХ ПОДЪЕМНИКОВ И ЛЕБЕДОК.
ПОСЛЕ УСПЕШНОГО УСТРОЙСТВА ДЛЯ СТАТИЧЕСКИХ ИСПЫТАНИЙ, КОТОРОЕ ПОЛУЧИЛО НАГРАДУ EDF за ИННОВАЦИИ 2017 ГОДА, а ПОСЛЕДСТВИЯ ПОТРЕБНОСТИ КЛИЕНТОВ В УСТРОЙСТВЕ, КОТОРОЕ СНИЖАЕТ ЭКОНОМИЧЕСКИЙ И ЭКОЛОГИЧЕСКИЙ ВОЗДЕЙСТВИЕ ТЕСТИРОВАНИЯ, Liftal и Compagnie MECO объединили свои усилия, чтобы найти разумное решение. .
ВСЕ ФОТОГРАФИИ ПРЕДОСТАВЛЕНЫ LIFTAL.
В прошлом компания Liftal реализовала множество инновационных решений для испытаний. Фиксированные грузы, гидравлика, водяные мешки, испытательные понтоны; решение всегда под рукой, для испытаний от 10 кг до 1000 т. Теперь совместно с Compagnie MECO компания разработала испытательное устройство, имитирующее динамическое испытание кранов и лебедок без использования испытательных нагрузок. Вместо этого компании выбрали техническое решение, вдохновленное системами постоянного натяжения, которые широко используются в оффшорной индустрии. Совместно с инжиниринговой компанией Draftec было сконструировано инновационное устройство.
Больше испытаний в день «Один из наших клиентов, — объясняет Ханс Хирдес, управляющий директор Liftal, — хотел вывести свои ежегодные испытания кранов и лебедок на новый уровень. Прежде всего, они хотели более безопасного тестирования с использованием меньших нагрузок и компактного инструмента. Тестирование также должно стать более экономичным за счет проведения большего количества тестов в день. Наконец, уменьшение размера и веса испытательного устройства также уменьшит воздействие на окружающую среду». Новый инструмент для измерения натяжения представляет собой портативное устройство, состоящее из четырех компонентов. Эти компоненты, каждый из которых весит не более 25 кг, соединяются каждый раз, когда требуется испытание подъемного устройства. Каждый компонент оснащен ручками для удобной переноски. «С этим устройством можно выполнить полную программу тестирования, от статического до динамического тестирования, а также зарегистрировать результаты для дальнейшего анализа», — продолжает г-н Хирдес. «Наш инструмент способен постоянно натягивать грузоподъемное оборудование с максимальным усилием 5 мТ и максимальной скоростью 5 м/мин. Таким образом, его можно использовать для большинства доступных кранов и лебедок».
Как это работает Для ежегодных динамических испытаний крана груз обычно необходимо поднимать поэтапно, например, на 50 %, 80 %, 100 % и 110 %. При использовании фиксированных грузов каждый этап требует настройки испытательной нагрузки, например, с использованием фиксированных грузов
, гидравлики, мешков с водой, испытательных понтонов; с Liftal всегда есть решение для испытаний от 10 кг до 1000 т.
Вилочные погрузчики и такелажники «Традиционный способ динамических испытаний требует очень много времени, — говорит г-н Хирдес. «В нашем новом решении цилиндр крепится к неподвижной проушине на полу или даже на вилочном погрузчике, если его вес не меньше испытательного груза. С другой стороны цилиндр крепится к подъемному устройству. После установки ряда параметров, таких как рабочая нагрузка крана, можно выбрать один из предварительно запрограммированных тестов. Как только система находится под давлением, цилиндр активируется, тем самым реализуя желаемые испытательные нагрузки. Во время испытаний можно поднимать и отпускать, поэтому коробка передач и тормоз крана также нагружены». Испытательный образец был единогласно выбран в сентябре профессиональным местным жюри EDF как самый инновационный среди пятнадцати претендентов. Национальный конкурс был отменен из-за COVID-19. Устройство динамического тестирования теперь доступно для коммерческого использования.
Особенности Устройство для динамических испытаний моторных подъемников и лебедок
0,5–5,0 мТ нагрузки при максимальной скорости 5 м/мин. Экономит транспортные расходы и снижает выбросы CO2. Безопаснее в использовании, чем цельные гири. Высокая точность. Простая и быстрая установка: больше тестов в день. Нужна только одна точка крепления. Регистрация данных для анализа. Максимальный ход цилиндра 500 мм. Точность штифта измерения нагрузки составляет < 0,5 % (гистерезис составляет приблизительно 0,5 % полной шкалы, повторяемость (гистерезис составляет приблизительно 0,5 % полной шкалы, повторяющаяся точность составляет приблизительно 0,5 %). Точность приблизительно 0,5 %). Гистерезис контроля постоянного натяжения между моментами Гистерезис контроля постоянного натяжения между динамическим вытягиванием и отпусканием составляет < 3% от уставки. динамическое вытягивание и отпускание составляет < 3% от заданного значения. Максимальная скорость 8 м/мин вверх и вниз. Максимальная скорость 8 м/мин вверх и вниз.
и. liftal.com liftal.com
Новый прибор для измерения натяжения представляет собой портативное устройство, состоящее из четырех компонентов.
Крановые электродвигатели это агрегаты, которые приводят в движение механизм крана. В зависимости от условий, крановые двигатели подразделяются на двигатели с фазным и короткозамкнутым ротором. С фазным ротором двигатели МТН и МТКН с короткозамкнутым.
У них простая конструкция: щеточный механизм, держатель, встроенный механизм нажатия, который служит для запуска электродвигателя. Так же этот механизм снижает вероятность несчастного случая на производстве. Щеткодержатель гарантирует безопасность при эксплуатации двигателя, и дополнительно служит его тормозом. Более всего, распространены электродвигатели с фазным ротором. Это объясняется тем, что по условиям работы кранового механизма, в большинстве случаев присутствует сопротивление при запуске электродвигателя. Особенностью эксплуатации крановых двигателей является необходимость регулировать обороты в процессе работы механизма.
Крановые фазные электродвигатели МТН
Преимуществом двигателей с фазным ротором МТН (MTF) является высокий стартовый крутящий момент и низкий пусковой ток. Особенностью фазного ротора является его строение, в фазный ротор добавлены обмотки трех фаз, соединенных в звезду и концы этих обмоток выведены на контактные кольца. По кольцам скользят щетки, которые подсоединяют обмотки с питающей электрической цепи. Плавный разгон электродвигателя с фазным ротором обеспечивается специальным устройством, контакторы которого включаются последовательно через фиксированный временной промежуток, формируемый реле времени. Для перемещения моста крана часто используют два электродвигателя по обоим концам моста, при этом они работают синхронно и их характеристики и параметры идентичны.
Монтажные крепления крановых двигателей МТН и МТКН
Монтажные крепления этих агрегатов имеют отличия от стандартных креплений общепромышленных асинхронных электродвигателей. Они заключаются в исполнении вала агрегата, они бывают или цилиндрическими или коническими, при чем, у мощных двигателей идет конический вал. Так же широко распространены двигатели с двумя выходными валами, и такое исполнение является основным в отличие от основных монтажных креплений общепромышленных двигателей.
Режимы работы агрегатов МТН и МТКН
Крановые двигатели в своем большинстве работают в повторно-кратковременном режиме работы с разными условиями включений. В основном это режим работы S3, процессы включения которого: ПВ 15, 25, 40 и 60%. Подробнее про режимы работы электродвигателей читайте в этой статье.
Крановые электродвигатели МТН, МТФ и МТКН – это распространенные промышленные асинхронные двигатели для кранов и подъемных механизмов, характерные устойчивостью к работе в режиме S3 с частыми пусками и остановками, перегрузкам, вибрации и тряски.
В данном каталоге собраны справочные и обмоточные данные, технические характеристики, габаритные размеры, монтажные исполнения, расшифровки маркировок, цены и ценообразование для асинхронных крановых электродвигателей МТН, MTF, MTKF, МТКН. Все параметры, чтоб правильно выбрать и купить крановый электродвигатель. Для получения подробной технической информации и особенностей – жмите на маркировку двигателя в таблице.
Для быстрой навигации переходите к нужному разделу
МТН, MTF
4МТ, 4МТ
МТКН, MTKF
Справочник
Производители
Размеры валов
Каталог крановых электродвигателей с фазным ротором МТН и MTF
Каталог электродвигателей серии 4МТ, 4МТН и 4МТМ
Двигатель
Мощность, кВт
об/мин
Маркировка
Мощность, кВт
об/мин
Маркировка
Мощность, кВт
об/мин
4МТН132LA6
5,5
1000
4МТ 200LB8
22
700
4МТН(М) 280S6
75
1000
4МТН132LB6
7,5
1000
4МТМ 225М6
37
1000
4МТН(М) 280S10
45
600
4МТ 200LA6
22
1000
4МТН(М) 225М8
30
700
4МТН(М)280М10
60
600
4МТ 200LA8
15
700
4МТН(М) 225L6
55
1000
4МТН(М) 280L6
110
1000
4МТ 200LB6
30
1000
4МТН(М) 225L8
37
700
4МТН(М) 280L10
75
600
Каталог крановых двигателей с короткозамкнутым ротором МТКН и MTKF
Справка по фазным электродвигателям МТФ, ДМТФ и МТН
Фазные электродвигатели – используются при необходимости повышенной регулировки пусковых токов и частоты вращения. Большее количество витков обмотки ротора, обеспечивает более высокий крутящий момент и устойчивость частым пускам, перегрузкам, торможению и реверсу. Устанавливаются на крановые лебедки подъема в комплекте с тормозными шкивами, тормозами ТКГ, муфтами МЗ или МЗП. Конструктивные характеристики:
высокая перегрузочная способность;
большие пусковые моменты;
быстрый разгон;
высокий класс температуростойкости изоляции.
Расшифровка маркировки
На шильдике (бирке) указаны условные обозначения и обмоточные данные электродвигателя: тип мотора, габарит, заводской номер, количество фаз и частота, мощность, схема подключения, класс изоляции, номинальное напряжение и токи, количество оборотов, вес, режим работы, ГОСТ. Отличия маркировки МТF и MTН в классе нагревостойкости изоляции согласно ГОСТ 8865-87:
F – предельная температура нагрева изоляции 150 °С;
Н – изоляция выдержит температуру до 180 °С.
Особенности фазного ротора
Крановые фазные электродвигатели, имеют трехфазную обмотку ротора, выводы которой подключены к контактным кольцам. Через щетки и контактные кольца, подключается пускорегулирующий реостат – выполняет роль сопротивления, снижает пусковой ток и увеличивает пусковой момент до максимального значения. Предназначены для привода механизмов, запуск которых происходит при больших нагрузках или требуется плавная регулировка скорости вращения.
Производители
Лидирующий производитель крановых электродвигателей – «Сибэлектромотор» г.Томск. Выпускает электрические двигатели от 011 до 613 габарита с мощностью 1,4–110 кВт. Все производители:
«Ржевский краностроительный завод» – моторы МТF и МТН, в габаритах 1, 3 и 4.
«Сафоновский электромашиностроительный завод» – единственный российский производитель электромоторов в 711, 712, 713 габаритах, мощностью 110–160 кВт
«Сибэлектромотор» – на большинстве украинских предприятий, установлены крановые электродвигатели именно этого производителя.
Цены
Крановый электродвигатель
Цена, грн
без НДС
с НДС
МТФ 012-6
8000
9600
МТФ 112-6
9800
11760
МТН 312-6
18300
21960
МТН 312-8
18300
21960
МТН 411-8
20000
24000
МТН 412-8
30000
36000
Актуальные цены на наиболее востребованные крановые двигатели МТН на 13. 05.2019 от производителя Сибэлектромотор из складских запасов. Стоимость указана за монтажное исполнение «лапы 1 конец вала».
Цены на крановые двигатели даже небольшой мощности достаточно высоки, а на некоторые редкие позиции, к примеру, фланцевые с 2 валами, может доходить до 50000 грн с НДС за двигатель мощностью всего 22 кВт. Китайские аналоги МТНУ и МТКНУ по стоимости немногим уступают российским, хотя сервис фактор у них гораздо ниже.
Справка по короткозамкнутым МТКН и МТКФ
Электродвигатели c короткозамкнутым ротором применяются реже чем с фазным. Причина – низкий пусковой момент и высокие пусковые токи. Не подходят для применения в приводах, работающих в тяжелых режимах, обусловлено низкой частотой включений и сложностью в регулировании скорости вращения. Бывают одно- и двухскоростные.
Расшифровка маркировки
MT – маркировка модели;
К – с короткозамкнутым ротором;
F, H – класс температуростойкости изоляции;
311 – габарит мотора;
6 – количество полюсов.
У1 – климатическое исполнение и категория размещения.
Особенности и производители
В отличие от общепромышленных, рассчитаны на кратковременные режимы работы и широкое изменение нагрузок. В связи с этим, имеют повышенный запас прочности деталей, механических узлов и высокие обмоточные данные.
Условные обозначения маркировок отечественных и китайских производителей:
Китайские моторы-аналоги МТКНУ, часто не справляются с такими тяжелыми режимами работы и быстро выходят из строя. Производителями качественных односкоростных и двухскоростных двигателей являются: «Сибэлектромотор», Ржевский и Бавленский заводы – высокое качество, но для многих предприятий цена высока и неприемлема.
«Системы Качества» могут поставить новый российский мотор, подготовить двигатель со складских запасов (что на порядок дешевле) либо отремонтировать ваш старый.
Где покупать?
Так как в Украине крановые двигатели не производят, Вы можете купить электродвигатели МТН со складских запасов, китайские аналоги или заказать из России.
По соотношению цены и надежности, лучше купить двигатель МТН с хранения – проводится предпродажная подготовка, испытания на стендах, технические параметры идентичны новым моторам. Срок поставки 2–7 дней, в зависимости от габарита и исполнения.
Китайские электромоторы – хорошая цена, минимальный срок поставки, но качество хромает. Низкая устойчивость к кратковременным перегрузкам, сервис фактор равен единице.
Импорт из России – отличное качество, длительность поставки может занять 30 дней, высокая цена, может превысить стоимость аналогичного мотора с хранения в 2 раза.
«Системы качества» имеют большой запас крановых электродвигателей МТF, МТН, МТКН, МТКF, ДМТH, ДМТF, ДМТКF, ДМТКН с фазным и КЗ ротором на своем складе, могут заказать двигатель в России, произвести профессиональный ремонт. К примеру, цена перемотки статора и ротора электромотора МТН 411-6 (аналог – двигатель 4МТ 200LA6) с фазным ротором – 19000 грн.
Тип монтажного исполнения
По типу монтажного исполнения, бывают с фланцем и на лапах. Различают с тормозом и без, с цилиндрическим или коническим валом. При покупке, нужно заранее определится с выше упомянутыми параметрами – влияет на стоимость.
Исполнение
Обозначение
Цилиндрический
Конический
Лапы 1 конец вала
1001
1003
Лапы 2 конца вала
1002
1004
Лапы-фланец 1 конец вала
2001
2003
Лапы-фланец 2 конца вала
2002
2004
Вертикальный фланец 1 конец вала
2011
2013
Вертикальный фланец 2 конца вала
2012
2014
Размеры валов
Маркировка электродвигателя
Диаметр вала, мм
Длина вала, мм
h
Вал
MTF 011-6
MTKF 011-6
28
60
112
цил.
MTF 012-6
MTKF 012-6
28
60
112
MTF 111-6
MTKF 111-6
35
80
132
MTF 112-6
MTKF 112-6
35
80
132
MTF 211А6
MTKF 211А6
40
110
160
MTF 211В6
MTKH 211В6
40
110
160
MTF 311-6
MTKF 311-6
50
110
180
MTF 311-8
MTKF 311-8
50
110
180
MTF 312-6
MTKF 312-6
50
110
180
MTF 312-8
MTKF 312-8
50
110
180
МТФ 411-6
MTKF 411-6
65
140
225
конус
МТФ 411-8
MTKF 411-8
65
140
225
МТФ 412-6
MTKF 412-6
65
140
225
МТФ 412-8
MTKF 412-8
65
140
225
МТФ 511-8
MTKF 511-8
70
140
250
МТФ 512-8
MTKF 512-8
70
140
250
MTH 611-10
–
90
170
315
MTH 612-10
–
90
170
315
MTH 613-10
–
90
170
315
MTH 711-10
–
110
210
400
MTH 712-10
–
110
210
400
MTH 713-10
–
110
210
400
«Системы качества» – Ваш надежный поставщик крановых двигателей и крановых колес.
Крановый электродвигатель МТН, МТФ с фазным ротором
Для подъема грузов на различную высоту используется электродвигатель крановый. Его особенность в том, что он рассчитан на работу в режиме частых пусков. Обычный двигатель, даже достаточно мощный, при таких режимах сильно перегревается и выходит из строя.
Электродвигатель подъемного крана работает под напряжением 380 вольт, хотя есть варианты на другие значения по электропитанию. Как правило, это трехфазные асинхронные аппараты с фазным ротором, регулируемые при помощи сопротивлений. В некоторых моделях кранов вместо резисторов устанавливают тиристорные регуляторы с горизонтальным управлением угла открытия. Такие схемы позволяют делать плавный пуск, что исключает рывки, толчки, а также делает работу с краном более комфортной и безопасной. Для этих же целей могут применяться двигатели постоянного тока.
Фазные аппараты
В мостовых кранах, как правило, стоят асинхронные двигатели с фазным ротором, к примеру, МТН. Такие моторы обеспечивают плавный пуск, а также позволяют регулировать скорость, несмотря на значительную нагрузку на валу. Их устанавливают на оборудовании среднего, тяжелого и очень тяжелого режимов работы. Преимущество МТН перед двигателями постоянного тока заключается в более низкой цене и простоте обслуживания. Если сравнить массы этих двигателей на мостовых кранах, то будет видно, что фазники в несколько раз легче.
Если общие затраты на работу короткозамкнутых асинхронных машин принять равными единице, то для фазных аппаратов они будут равны пяти, а для двигателей постоянного тока – десяти. Это объясняет, почему подавляющее большинство моторов на кранах именно трехфазные.
Для отечественной промышленности выпускаются электродвигатели различной нагревостойкости изоляции, обозначаемой буквой в модели аппарата: МТФ – 155○С, МТН – 180○С.
Электрические машины для мостовых, а также других кранов, серии МТН и МТКН выпускают с частотой вращения 600, 750 и 1 тыс. об/мин. при 50 Гц, а для частоты сети 60 Гц – 720, 900 и 1200 об/мин. Эта серия характеризуется высокой перегрузочной способностью, повышенным пусковым моментом при небольшом токе и быстрым разгоном.
Двигатели МТН имеют повышенную мощность за счет улучшенных характеристик изоляционных материалов, по сравнению с предыдущими моделями подобных электрических машин.
Фазный ротор имеет три обмотки, уложенные со сдвигом в 120 градусов. Обмотку соединяют только звездой, а ее концы выводят на контактные кольца, изготовленные либо из латуни, либо из стали и качественно изолированные друг от друга, а также от вала, на котором они насажены. При помощи щеточного механизма обмотки ротора подсоединяются к пусковой или пускорегулирующей аппаратуре.
Пусковая аппаратура может представлять из себя мощные резисторы, несколько пускателей, постепенно закорачивающих ротор, и реле времени.
Схема с использованием мощных резисторов, нескольких пускателей, постепенно закорачивающего ротора, и реле времени
Подобные схемы успешно работают на мостовых кранах. После пуска двигатель МТН включается на полном значении сопротивлений в цепи ротора. Через определенное время, выставленное на реле времени, когда пусковой ток падает до номинала, включается первый контактор, который как бы «выбрасывает» часть сопротивлений и двигатель получает дополнительный момент, разгоняясь до следующего значения. В каждом отдельном случае количество резисторов и пускателей «выброса» может быть разное.
Когда включается последний пускатель, МТН выходит на свои полные обороты и работает как асинхронник с короткозамкнутым ротором. Крановые электродвигатели с фазным ротором можно использовать как для кратковременного режима работы, так и для постоянного.
Пониженная скорость
На современных мостовых кранах используется электронная схема, позволяющая получить пониженную, или «ползучую», скорость. Это бывает крайне необходимо в случаях погрузки опасных или негабаритных грузов, а также в случае, когда нужна очень точная погрузка.
Для этой цели используют тиристоры или симисторы. Получая напряжение с фазных колец ротора, схема устанавливает угол открытия тиристора согласно заданного значения. В результате, машинист может регулировать нужную скорость, если такая регулировка выведена в его кабину, либо включать заданное значение.
Торможение
Для торможения двигателя на мостовых, и не только, кранах, успешно применяют динамический режим: в обмотку статора, после отключения питания, кратковременно подают постоянное напряжение, имеющее неподвижное магнитное поле. Такой способ позволяет повысить точность остановки механизма.
Такое напряжение подают либо через гасящий резистор, либо при помощи понижающей схемы. После остановки двигателя его необходимо обесточить.
Другие типы двигателей
В крановом хозяйстве широко применяются электродвигатели постоянного тока. Они изготавливаются с разбросом мощностей от 2,5 до 185 кВт. Степени защищенности: IP20 – сборка защищенная, обдув независимый, IP23 – полностью закрытая сборка.
Если возбуждение либо смешанное, либо параллельное, тогда эти обмотки можно не обесточивать. Это обусловлено техническими характеристиками данной электрической машины, рассчитанной на длительные режимы работы.
Если возбуждение у аппарата последовательное, то обмотки собираются из двух групп. При 220 в их собирают и подключают друг с другом последовательно, если 110 в – параллельно, а если двигатель питается от 440 в – последовательно-параллельно с добавочным резистором.
Частота вращения регулируется двумя способами: ослаблением напряжения возбуждения или увеличением его на якоре.
Электродвигатели постоянного тока с параллельным возбуждением и стабилизирующей обмоткой, согласно своим характеристикам, допускают ускорение вращения в два раза от номинала при помощи уменьшения напряжения возбуждения. Если же это тихоходный тип двигателя, тогда можно увеличить скорость в 2,5 раза.
Однако стоит помнить о таком ограничении: для аппаратов на 220 в при увеличенной скорости вращающий момент должен быть не выше 0,8 Мн, а для двигателей на 440 в – не выше 0,64 Мн.
Электродвигатели для кранового хозяйства имеют свои характеристики, которые необходимо учитывать при установке их на соответствующие механизмы.
Крановые электродвигатели MTF, МТН. Двигатели для кранов с фазным или короткозамкнутым ротором.
Общие сведения о крановых электродвигателях
Область применения крановых двигателей
Крановые (или, как их ещё называют, краново-металлургические) электродвигатели широко используются в области строительства, энергетике, в горнодобывающей и металлургических отраслях. Основное назначение крановых электродвигателей – обеспечение надёжной работы привода крановых и других механизмов, работающих в кратковременных и повторно-кратковременных режимах, а также для привода механизмов, работающих с частыми пусками и электрическим торможением (башенные, портальные, козловые, мостовые краны, лифты и разнообразные грузоподъемные механизмы).
Исполнение крановых электродвигателей
Крановые электродвигатели серии МТ (MTF, MTH, МТИ) изготавливаются с фазным ротором, электродвигатели серии МТК (MTKF, MTKH, МТКИ) — с короткозамкнутым ротором. Номенклатура крановых электродвигателей (с короткозамкнутым и фазным роторами) насчитывает более 80 типоразмеров с высотами оси вращения от 112 до 280 мм. Все крановые электродвигатели стандартно изготавливаются для умеренного климата (климатическое исполнение У1), а также, по желанию заказчика, могут изготавливаться для работы в условиях тропического климата (климатическое исполнение Т1) и для работы в северных широтах (исполнение УХЛ). Все крановые электродвигатели из-за конструктивных особенностей способны работать в «горячих» цехах металлургических заводов. Охлаждение крановых двигателей производится с помощью внешнего обдува (IC 0141). Стандартная степень защиты крановых электродвигателей — IP44, степень защиты коробки выводов и люка контактных колец электродвигателей — IP 54.
Условия эксплуатации крановых двигателей
Значения климатических факторов внешней среды для нормальной эксплуатации крановых электродвигателей регламентированы ГОСТ 15150 и ГОСТ 15543. 1 для различных видов климатического исполнения:
верхнее значение рабочей температуры окружающего воздуха – не выше 50°С, нижнее значение рабочей температуры: для У1 – не ниже 45°С; для УХЛ1 – не ниже 60°С; для Т1 – не ниже 1°С.
относительная влажность окружающей среды: для климатических исполнений У1, УХЛ1 — 80% при 15°С; для климатических исполнений Т1, О1 — 80% при 27°С.
Крановые электродвигатели предназначены для эксплуатации в следующих условиях:
высота над уровнем моря – не выше 1000 м.
окружающая среда не взрывоопасная, не содержащая токоведущей пыли, агрессивных газов и паров в концентрациях, разрушающих металлы и изоляцию.
значение запыленности — до 100 мг/м3.
ПРИМЕР УСЛОВНОГО ОБОЗНАЧЕНИЯ КРАНОВОГО ЭЛЕКТРОДВИГАТЕЛЯ ТИП 1:
МТ, АМТ, ДМТ– наименование серии
К – тип ротора, короткозамкнутый ротор
отсутствие буквы – фазный ротор
H или F – класс нагревостойкости изоляции
F — температурный индекс 155°С
H — температурный индекс 180°С
0…7 — габарит наружного диаметра листов статора
0…1 — модернизация двигателя>
1…3 — размер длины сердечника статора двигателя
6, 8, 10 — число полюсов
У, Т, УХЛ — климатическое исполнение
1, 2 — категория размещения
ПРИМЕР УСЛОВНОГО ОБОЗНАЧЕНИЯ КРАНОВОГО ЭЛЕКТРОДВИГАТЕЛЯ ТИП 2:
MT, АМТ, ДМТ, 4МТМ– наименование серии
К – тип ротора, короткозамкнутый ротор
отсутствие буквы – фазный ротор
H или F – класс нагревостойкости изоляции
F — температурный индекс 155°С
H — температурный индекс 180°С
132. ..400 — высота оси вращения
S, М, L — установочный размер по длине станины
А, В или без буквы — обозначение длины сердечника
6, 8, 10 — число полюсов
У, Т, УХЛ — климатическое исполнение
1, 2 — категория размещения
Обозначения специальных исполнений крановых электродвигателей:
Ф – наличие системы независимой вентиляции с центробежным вентилятором
1Ф – наличие системы независимой вентиляции с осевым вентилятором (по умолчанию используется самовентиляция)
2П – модификация, используемая для частотно-регулируемых приводов
Б – наличие встроенных термодатчиков типа СТ 14-2.
Расшифровка обозначений кранового электродвигателя с пристроенным датчиком обратной связи:
Г1 – со встроенным импульсным датчиком скорости модели HOG 9
Г10 – с возможностью установки импульсного датчика скорости HOG 9 заказчиком самостоятельно
Г2 – со встроенным импульсным датчиком скорости модели HOG 10
Г20 – с возможностью установки импульсного датчика скорости HOG 10 заказчиком самостоятельно
Г3 – со встроенным импульсным датчиком скорости модели HOG 12
Г30 – с возможностью установки импульсного датчика скорости HOG 12 заказчиком самостоятельно
Г4 – со встроенным преобразователем угловых перемещений с датчиком модели ЛИР276А
Г40 – с возможностью установки датчика ЛИР276А заказчиком
Г5 – со встроенным импульсным датчиком скорости индивидуально согласованного с заказчиком вида
Г50 – с возможностью установки импульсного датчика скорости индивидуально согласованного с заказчиком вида
Габаритные и присоединительные размеры крановых электрических двигателей
Тип
d30
l33
h41
b1
b10
b12
d1
d5
d10
l1
l3
l10
l31
h
h2
h8
b11
l11
h20
Масса, кг
Объем, м3
4MT 200LA6, 4MTM 200LA6
422
1053
500
16
318
80
65
M42x3
19
140
105
335
133
200
10
33,9
400
350
24
270
0,22
4MT 200LB6, 4MTM 200LB6
422
1053
500
16
318
80
65
M42x3
19
140
105
335
133
200
10
33,9
400
350
24
300
0,22
4MT 200LA8, 4MTM 200LA8
422
1053
500
16
318
80
65
M42x3
19
140
105
335
133
200
10
33,9
400
350
24
275
0,22
4MT 200LB8, 4MTM 200LB8
422
1053
500
16
318
80
65
M42x3
19
140
105
335
133
200
10
33,9
400
350
24
305
0,22
MTF 411-6, MTH 411-6, 5MTF 411-6, 5MTH 411-6
422
1053
525
16
330
65
M42x3
28
140
105
335
175
225
10
33,9
440
435
25
290
0,23
MTF 411-8, MTH 411-8, 5MTF 411-8, 5MTH 411-8
422
1053
525
16
330
65
M42x3
28
140
105
335
175
225
10
33,9
440
435
25
296
0,23
MTF 412-6, MTH 412-6, 5MTF 412-6, 5MTH 412-6
422
1053
525
16
330
65
M42x3
28
140
105
420
165
225
10
33,9
440
510
25
322
0,23
MTF 412-8, MTH 412-8, 5MTF 412-8, 5MTH 412-8
422
1053
525
16
330
65
M42x3
28
140
105
420
165
225
10
33,9
440
510
25
328
0,23
4MTM 225L6
465
1220
545
18
356
95
70
M48x3
19
140
105
356
149
225
11
36,4
435
410
24
490
0,31
4MTM 225M6
465
1110
545
18
356
95
70
M48x3
19
140
105
311
149
225
11
36,4
435
370
24
390
0,28
4MTM 225L8
465
1220
545
18
356
95
70
M48x3
19
140
105
356
149
225
11
36,4
435
410
24
470
0,31
4MTM 225M8
465
1110
545
18
356
95
70
M48x3
19
140
105
311
149
225
11
36,4
435
370
24
390
0,28
MTH 511-6
465
1110
570
18
380
70
M48x3
35
140
105
310
251
250
11
36,4
500
480
25
415
0,29
MTH 511-8
465
1110
570
18
380
70
M48x3
35
140
105
310
251
250
11
36,4
500
480
25
415
0,29
MTH 512-6
465
1220
570
18
380
70
M48x3
35
140
105
390
271
250
11
36,4
500
600
25
520
0,32
MTH 512-8
465
1220
570
18
380
70
M48x3
35
140
105
390
271
250
11
36,4
500
600
25
500
0,32
4MTH 280S6, 4MTM 280S6
605
1265
740
22
457
125
90
M64x4
24
170
130
368
190
280
14
46,8
540
430
40
740
0,57
4MTH 280L6, 4MTM 280L6
605
1439
740
22
457
125
90
M64x4
24
170
130
457
190
280
14
46,8
540
520
40
970
0,64
4MTH 280S8, 4MTM 280S8
605
1265
740
22
457
125
90
M64x4
24
170
130
368
190
280
14
46,8
540
430
40
740
0,57
4MTH 280M8, 4MTM 280M8
605
1345
740
22
457
125
90
M64x4
24
170
130
419
190
280
14
46,8
540
480
40
820
0,6
4MTH 280S10, 4MTM 280S10, 5MTH 280S10
605
1265
740
22
457
125
90
M64x4
24
170
130
368
190
280
14
46,8
540
430
40
715
0,57
4MTH 280M10, 4MTM 280M10, 5МТН 280М10
605
1345
740
22
457
125
90
M64x4
24
170
130
419
190
280
14
46,8
540
480
40
825
0,6
4MTH 280L10, 4MTM 280L10, 5МТН 280L10
605
1439
740
22
457
125
90
M64x4
24
170
130
457
190
280
14
46,8
540
520
40
975
0,64
MTH 611-6
605
1335
775
22
520
90
M64x4
42
170
130
345
256
315
14
46,8
650
575
35
805
0,63
MTH 611-10
605
1335
775
22
520
90
M64x4
42
170
130
345
256
315
14
46,8
650
575
35
780
0,63
MTH 612-10
605
1435
775
22
520
90
M64x4
42
170
130
445
256
315
14
46,8
650
645
35
890
0,67
MTH 613-6
605
1530
775
22
520
90
M64x4
42
170
130
540
256
315
14
46,8
650
735
35
1045
0,72
MTH 613-10
605
1530
775
22
520
90
M64x4
42
170
130
540
256
315
14
46,8
650
735
35
1050
0,72
MTH 711-10
790
1710
862
640
110
210
440
323
400
790
650
MTH 712-10
790
1710
862
640
110
210
510
323
400
790
650
MTH 713-10
790
1710
862
640
110
210
590
323
400
790
650
4MTH 400S8, 4MTНФ 400S8
790
1735
880
25
686
110
35
210
165
560
280
400
790
710
1255
1,21
4MTH 400M8, 4MTНФ 400M8
790
1815
880
25
686
110
35
210
165
630
280
400
790
790
1405
1,26
4MTH 400L8, 4MTНФ 400L8
790
1885
880
25
686
110
35
210
165
710
280
400
790
860
1545
1,31
4MTH 400S10, 4MTНФ 400S10, 5МТН 400S10
790
1665
880
25
686
110
35
210
165
560
280
400
790
670
1280
1,16
4MTH 400M10, 4MTНФ 400M10, 5MTH 400M10
790
1736
880
25
686
110
35
210
165
560
280
400
790
710
1445
1,21
4MTH 400L10, 4MTНФ 400L10, 5MTh500L10
790
1816
880
25
686
110
35
210
165
630
280
400
790
790
1445
1,26
Крановые электродвигатели с фазным ротором — ТПО ТехПромМаш
ТПО ТехПромМаш > Электродвигатели > Крановые электродвигатели с фазным ротором
Крановый электродвигатель MTF (МТФ), МТН, 4МТМ с фазным ротором
Крановые асинхронные электродвигатели серий MTF, MTH, MTM предназначены для работы в подъемно-транспортных механизмах и в электроприводе агрегатов самых различных машин.
Применяются трехфазные асинхронные крановые двигатели в таких сферах, как жилищное и капитальное строительство, в транспортной, энергетической отрасли, а также в металлургической и горнодобывающей промышленностях, помимо этого, устанавливаются на лебедки электрические и другие подъемные механизмы. Крановые электродвигатели нередко применяют в различных сферах народного хозяйства.
Расшифровка условного обозначения кранового электродвигателя
Пример: МТН-412-6 У1
МТ — серия двигателя
Н — класс изоляции (температурный индекс Н — 180°С; F — 155°С)
4 — габарит двигателя
1 — порядковый номер серии
2 — условная длина сердечника
6 — количество полюсов
У1 — умеренное климатическое исполнение
Технические характеристики
Электродвигатели для кранов изготавливаются для частоты 50 ГЦ на номинальные напряжения 380 или 220/380. Двигатели на одно напряжение имеют 3 выводных конца, на два напряжения – 6 выводных концов. Номинальным режимом является повторно-кратковременный (S3) с относительной продолжительностью включения ПВ 40%. Номинальные данные двигателя указаны на фирменной табличке или в заводском паспорте. Схема соединения фаз обмотки статора кранового электродвигателя и подключения ее к трехфазной сети размещена на внутренней стороне крышки клемной коробки каждого электродвигателя.
Тип
Мощность кВт
об/мин
КПД, %
cos φ
Iн при U=380В, А
Iр, А
Uр, В
Мm/Мн
Масса, кг
1000 об/мин (6 полюсов)
МТН-011
1,4
890
65
0,67
4,9
8,8
114
2,6
60
МТН-012
2,2
895
70
0,69
6,9
11,0
138
2,7
68
МТН-111
3,5
900
75
0,73
9,7
14,3
171
2,3
91
МТН-112
5
930
79
0,70
13,7
15,7
213
2,7
101
МТН-211А
5,5
925
79
0,73
14,3
17,4
211
3,0
115
МТН-211В
7,5
935
80
0,71
19,6
19,1
255
3,3
126
МТН-311
11
950
83
0,79
25,4
14,0
170
2,8
210
МТН-312
15
950
84
0,78
34,7
46,0
210
3,1
240
МТН-411
22
960
86
0,76
51,0
59,0
246
2,8
270
МТН-412
30
960
87
0,79
66,0
72,0
273
2,8
300
МТН-511
37
955
87
0,81
80,0
80,0
295
3,0
390
МТН-512
55
955
88
0,81
117
122
285
2,9
490
МТН-611
75
955
89
0,86
149
180
266
3,2
740
МТН-612
95
960
90
0,86
187
175
350
3,3
855
МТН-613
100
970
91
0,85
216
168
420
3,5
970
750 об/мин (8 полюсов)
МТН-311
7,5
700
79
0,69
23
21
240
2,8
220
МТН-312
11
710
81
0,69
30
41
165
3,0
240
МТН-411
15
720
83
0,62
44
46
189
3,2
275
МТН-412
22
715
83
0,70
58
58
248
3,0
305
МТН-511
30
715
85
0,72
74
70
275
2,9
390
МТН-512
37
725
86
0,74
88
76
305
2,9
470
600 об/мин (10 полюсов)
МТН-611
45
570
86
0,73
109
167
177
3,0
715
МТН-612
55
575
88
0,74
140
162
235
3,2
825
МТН-613
75
575
89
0,74
175
150
308
3,0
975
МТН-711
100
580
89
—
—
—
—
2,8
1255
МТН-712
125
580
90
—
—
—
—
2,8
1420
МТН-713
160
580
91
Конструкция кранового двигателя с фазным ротором
Крышка подшипника
Подшипниковый щит
Крышка подшипника внутренняя
Контактное кольцо
Крышка люка для сброса пыли из щёточного узла
Стержень щёткодержателей
Щёткодержатель
Коллекторный щит
Крышка коллекторного люка
Корпус клемной коробки
Крышка клемной коробки
Статор
Ротор
Рым-болт
Корпус
Крышка подшипника внутренняя
Подшипниковый щит
Кожух вентилятора
Вентилятор
Подшипник
Крышка подшипника
Шпонка
Вал кранового электродвигателя
Вид мотажа
IM1001, IM1002 — на лапах, с одним или двумя цилиндрическими концами вала
IM2001, IM2002 — и фланец и лапы (комбин. ), с одним или двумя цилиндрическими концами вала
IM1003, IM1004 — на лапах, с одним или двумя коническими концами вала
IM2003, IM2004 — и фланец и лапы (комбин.), с одним или двумя коническими концами вала
IM2008 — и фланец и лапы (комбин.), один цилиндрический конец вала, второй конический конец вала
В комплекте с двигателем
крановые щетки (запасной комплект) – 6 шт
паспорт производителя — 1 шт
Для плавного пуска и продления срока службы кранового электродвигателя используйте крановое сопротивление, т.е. блок резисторов крановый.
Закажите ОНЛАЙН
Или позвоните по телефону:
+7 (991) 408-01-33
Название организации (обязательно)
Ваш e-mail
Телефон (обязательно)
Прикрепить файл:
Электродвигатели Indukta крановые с фазным ротором. Высота вала от 90 до 180 мм.
Отечественные
АИС (DIN стандарт)
АИР (ГОСТ)
5АИ
МЭЗ (Могилев)
УралЭлектро
АДМ (по ГОСТ)
IMM (DIN стандарт)
Eneral
АДЧР
АДЧР
АЭТЗ
КД
ДК
ДАТ
ДАО
ДАК
АВE
АВ
БЭ
ДШР
ДП
ВА (Россия)
БАВЭМЗ
Электростанции АД
Генераторы ГС
ДМТ и АМТ
БЭМЗ
Двигатели
Серия 5AM
Серия 5AMH
Серия AO4
Серия A4
Серия АО3
Серия АО2-9
Серия AO10
Серия 4АЛ
Серия АТЧД
Генераторы
Серия БГ
Серия БГ с повышенным маховым моментом
Серия ГСМ
Серия БГО
Дизельстанции АД
ДАР
ELDIN
Иолла
Трехфазные асинхронные
Универсальные асинхронные
Универсальные коллекторные
Коллекторные постоянного тока
КРЗЭД
КД60-180
ДАТ40-250
ДАТ1000
ДАК
ДАО
ДАТ63
Русэлт
АОДВ
ВАСО5К
ВАН-5
ВАНз-5А
СЭГЗ
Электродвигатели привода механизма подъёма
Для электротележек и электропогрузчиков
Электродвигатели ДАЛ
Электродвигатели АИМЛ
СЭЗ
Элком
АИМУР рудничные
160мм
180мм
200мм
225мм
250мм
280мм
АИМУ взрывозащищенные
63мм
71мм
80мм
90мм
100мм
112мм
132мм
160мм
180мм
200мм
225мм
250мм
280мм
315мм
355мм
5АИЕ однофазные
ВАСОУ для градирен
5АИН защита IP23
5MTH фазный
5MTКH короткозамкнутый
ЭЛМА
Электромаш
Общепромышленные
Взрывозащищенные
АИМА-Л
АИМ-МТ
АИМ-Л
АИМ-МВ
АИМ-М
АИУ
АИМА-М
Зарубежные
ABLE
Однофазные
Трехфазные
C тормозом
ABB
AEG
Atas
Тахогенераторы
Коллекторные мотор-редукторы
Трехфазные передаточные мотор-редукторы
Асинхронные однофазные мотор-редукторы
Электронно коммутируемые электродвигатели
Коллекторные электродвигатели
С электромагнитным возбуждением
Постоянного тока с постоянными магнитами
Асинхронные электродвигатели
с высокими оборотами
трёхфазные
однофазные
BEN
Besel
Однофазные
56 мм
63 мм
71 мм
80 мм
Для вентиляторов SEMOg
Универсальные SEMh
Универсальные SEh
Для вентиляторов SSOg
90 мм
Универсальный SEMhR
Универсальный SEMh
Универсальный SEhR
Универсальный SEh
Трехфазные
56 мм
63 мм
71 мм
Индукторный RShR
Универсальный Sh
Многоскоростной Sh
Индукторный RSh
80 мм
Многоскоростные Sh
Индукторый RSh
Универсальные Вesel ShZ
ShZ исполнение IMB5
ShZ исполнение IMB3
ShZ исполнение IMB14
Универсальные Sh
Для вентиляторов SMOg
Для вентиляторов SOg
90 мм
Многоскоростной Sh
Индукторный RSh
Универсальный ShR
Энергосберегающие
Взрывозашищенные
80 мм
71 мм
63 мм
56 мм
С независимой вентиляцией
90 мм
80 мм
71 мм
63 мм
56 мм
С тормозом
Механическим
90 мм
71 мм
80 мм
63 мм
56 мм
Электромагнитным
80 мм
90 мм
71 мм
63 мм
56 мм
С регулированием скорости
80 мм
90 мм
71 мм
63 мм
56 мм
Морского исполнения
90 мм
80 мм
71 мм
63 мм
56 мм
Бескорпусные
Однофазные
90 мм
80 мм
71 мм
63 мм
56 мм
Трехфазные
90 мм
80 мм
71 мм
63 мм
56 мм
Для деревообработки
Однофазные
Трехфазные
Brevini
Серия ET
Серия ED
Серия EQ
Серия PDA
Серия EC
Серия EM
Серия S300
Bonfiglioli
С малым ходом вала
Серия LC
Серия MP
Серия TR
Приводы поворота
С параллельными валами
Устанавливаемые на вал
Угловые
Цилиндро-конические
Геликоидальные
Одноступенчатые
Соосно-цилиндрические
Планетарные
Для агрессивных сред
Червячные
Celma
Для лифтов
Взрывозащищенные
80 мм
90 мм
112 мм
132 мм
160 мм
100 мм
180 мм
200 мм
225 мм
250 мм
280 мм
315 мм
Морского исполнения
160 мм
180 мм
200 мм
225 мм
250 мм
280 мм
315 мм
Трехфазные
160 мм
180 мм
200 мм
С короткозамкнутым ротором
Пылезащищенные
С водяным охлаждением
Производительные
Общего назначения
Многоскоростные
225 мм
С короткозамкнутым ротором
Пылезащищенные
Производительные
Общего назначения
Многоскоростные
250 мм
Общего назначения
Производительные
Пылезащищенные
С короткозамкнутым ротором
Многоскоростные
280 мм
Производительные
Пылезащищенные
Общего назначения
С короткозамкнутым ротором
Многоскоростные
315 мм
Пылезащищенные
Производительные
Общего назначения
Многоскоростные
355 мм
Крановые
CIMA Innovari
Однофазные
Трехфазные
Взрывозащищенные
С тормозом
Indukta
Погружные
Энергосберегающие
286 мм размер рамы
284 мм размер рамы
256 мм размер рамы
254 мм размер рамы
143 мм размер рамы
213 мм размер рамы
184 мм размер рамы
182 мм размер рамы
145 мм размер рамы
215 мм размер рамы
Морского исполнения
180 мм
160 мм
132 мм
112 мм
100 мм
90 мм
С тормозом
180 мм
160 мм
132 мм
112 мм
100 мм
90 мм
Трехфазный
200 мм
80 мм
90 мм
SEE 90 производительный
PSh 90 с повышенной мощностью
SBh 90 встраиваемый
Sh 90 односкоростной
PSh-Sh 90 с короткозамкнутым ротором
Sh 90 для вентиляторов
180 мм
PSg 180 с повышенной мощностью
SEE 180 производительный
Sg 180 односкоростной
PSBg 180 встраиваемый
SCg 180 с повышенным скольжением
Sg 180 с короткозамкнутым ротором
Sg 180 для вентиляторов
160 мм
Sg 160 с большим моментом
Sg 160 односкоростной
SEE 160 производительный
SCg 160 с повышенным скольжением
PSg-SBg 160 встраиваемый
Sg 160 с короткозамкнутым ротором
Sg 160 для вентиляторов
112 мм
SEE 112M производительный
PSg 112M с повышенной мощностью
Sg 112M односкоростной
PSBg 112M встраиваемый
Sg 112M для вентиляторов
Sg 112M с короткозамкнутым ротором
100 мм
SEE 100 производительный
PSg 100 с повышенной мощностью
SBg 100 встраиваемый
Sg 100L односкоростной
Sg 100L для вентиляторов
Sg 100L с короткозамкнутым ротором
132 мм
Sg 132 с большим моментом
PSg 132 с повышенной мощностью
SCg 132 с повышенным скольжением
SEE 132 производительный
Sg 132 односкоростной
PSBg 132 встраиваемый
PSg 132 с короткозамкнутым ротором
Sg 132 для вентиляторов
Крановый
С фазным ротором
Стандартный
С тормозом
Взрывозащищенные
90 мм
II 2D Ex TD
II 2G Ex e II T3
II 2G Ex e II T4
II 2D Ex tD A21 T125
II 3D Ex tD A22 T125
II 3G Ex nA II T3
II 3G Ex nA II T4
180 мм
II 2G Ex e II T3
II 2D Ex TD
II 2G Ex e II T4
II 2D Ex tD A21 T125
II 3D Ex tD A22 T125
II 3G Ex nA II T3
II 3G Ex nA II T4
160 мм
II 2D Ex TD
II 2G Ex e II T3
II 2G Ex e II T4
II 2D Ex tD A21 T125
II 3D Ex tD A22 T125
II 3G Ex nA II T3
II 3G Ex nA II T4
132 мм
II 2D Ex TD
II 2G Ex e II T3
II 2G Ex e II T4
II 2D Ex tD A21 T125
II 3D Ex tD A22 T125
II 3G Ex nA II T3
II 3G Ex nA II T4
112 мм
II 2D Ex TD
II 2G Ex e II T3
II 2G Ex e II T4
II 2D Ex tD A21 T125
II 3D Ex tD A22 T125
II 3G Ex nA II T3
II 3G Ex nA II T4
100 мм
II 2D Ex TD
II 2G Ex e II T3
II 2G Ex e II T4
II 2D Ex tD A21 T125
II 3D Ex tD A22 T125
II 3G Ex nA II T3
II 3G Ex nA II T4
С внешней вентиляцией
180 мм
160 мм
132 мм
112 мм
100 мм
90 мм
INNORED
Gamak
Двухскоростные
Guanglu
Ebmpapst
Коллекторные
BCI42
BCI52
BCI63
Электронно коммутируемые
BG
ECI-С
ECI63
VD-3
VDC-3-43
VDC-3-54
VDC-3-49
Мотор-редукторы
Gtg78 с расщепленными полюсами
Gtg85
BCI-42
BCI-52
BCI-63
C расщепленными полюсами
Частотного регулирования
Конденсаторные
КМ4060
КМ4050
КМ4030
КМ4360
КМ4350
КМ4330
КМ4340
КМ4040
КМ4320
КМ4020
Emit
Трехфазные
710 мм
Sfw
Sf
560 мм
Sh
Sf
500 мм
Sh с высоким КПД
Sh IP55
450 мм
SVf
Sf
Sh
400 мм
SVf
Sf
Sh
280 мм
315 мм
Sf
See
2Sie
Sgm
Sg
355 мм
SVf
Sf
Sh
See
2Sie
Sg
Горно-рудные
Henschel
DURUTRAIL
Червячные передачи
Специальные под заказ
T2MAX S
DURUMAX TPM
Система масляной смазки TA
DURUMAX TGE
DURUMAX S2
Nidec-Servo
KR42-3,75
KT86-1,2
KT60-1,2
KT56-1,2
KT50-1,2
KT42-3,75
KT35-1,2
KT42-1,2
KT60-0,6
KT42-0,6
KH56
Kh52
Kh49
KA50/60 + encoder
KA50-0,9
KA60
KA50-1,8
Menzel
Общепромышленные
IP 67
С короткозамкнутым ротором
Рольганговый
Фазным ротором
Mosca
Motive
Pekrun
Renk
Подшипники и муфты
UMEB
ASA-VF
ASA
ASAF
ASNA
TEE-motor
Общепромышленные
Однофазные
Двухскоростные
С тормозом
Tramec
Tramec X
Tramec H
Tramec KC
Siemens
Stoegra
SM88
SM87/88PR
SM87/88PE
SM87
SM56PRA
SM56PR
SM56PE
SM56
SM168
SM107PR
SM107PE
SM107
Ziehl-abegg
Электронные регуляторы напряжения
D control
U control
P-E
A control
Блоки управления
Преобразователи частоты
FSDM 3Ф регуляторы скорости с дисплеем
FSDM 3Ф регуляторы скорости с расширением
FXDM 3Ф универсальные
FSDM 3Ф регуляторы скорости
FSDM 3Ф регуляторы скорости с расширением
FKDM 3Ф для управления компрессором
FXDM 3Ф универсальные
FSET 1Ф регуляторы скорости
FTET 1Ф температурные
FXET 1Ф универсальные
SM250
SM225
SM200
SM160
WEG
W20 Чугунный
W21 Алюминий
W22 Гост
W22 DIN
Weiguang
YZF
YWF J92
YWF K102
YWF K92
YZF-P
YZF18/26
YZF26
YZF18
YCF
ECM
YZF00
YWF D92
Мотор-редукторы
Chiaravalli
CHC
CHC-20
CHC-25
CHC-30
CHC-35
CHC-40
CHM
CHM-25
CHM-30
CHM-40
CHM-50
CHM-63
CHM-75
CHM-90
CHM-110
CHM-130
CH
CH-03
CH-04
CH-05
CH-06
CH-07
CH-08
K
MRT
NMRV
IRW INNORED
INNOVARI
В круглом корпусе
В квадратном корпусе
Одноступенчатые
Соосные
R
ZTS Sabinov
PM
UCG
UZP
TSP TSR
EP
TSA E
TSA
Для приводов градирен
МЗПз
MTC
Тормоза
Cantoni
HS-HSY-HSX
HYg
HPSX
HPS
HDE
h3SP
h3S
H
2HZg
2HYg
2H
HZg
NEX
NE
HPS
Hg
h3SPX
h3SP
2Hg
2h3SP
Выпрямитель
Монтажные диски
Порошковая муфта
Порошковый тормоз
Ebmpapst
KEB
Intorq
VIS Brake
ATEX
NEMA
Coel
Преобразователи
Fuji Electric
Delta
VFD-VL
VFD-G
VFD-F
VFD-VE
VFD-L
VFD-B
VFD-EL
VFD-E
Ch3000
CP2000
C2000
Prostar
PR6100
PR6000
Русэлком
RI200
RI100
RI10
Lenze
SMVector
SMD
ABB
ACH550
ACS150
ACS310
ACS355
ACS800-01
ACS800-11
ACS800-31
ACS800-02
ACS800-07
ACS800-07LC
ACS800-17
ACS800-37
ОптимЭлектро
Устройства плавного пуска электродвигателей A100
Векторные C200
С вентиляторной нагрузкой C100
KEB
Combivert F5 400V
Combivert F5 230V
Vacon
NXL
380-480В
208-240В
50X
208-240В
380-460В
100
380-480В
208-240В
NCX
525-690В
380-500В
5X
208-240В
380-480В
CX
440-500В
525-690В
380-400В
10
NXS
208-240В
525-690B
380-500В
NXP
525-690В
380-480В
208-240В
Веспер
E2-MINI IP65
E2-MINI
E3-8100 компактные
E2-8300 малогабаритный
EI-9011 векторные IP54
EI-P7011 общепромышленные IP54
EI-P7012 насосные IP54
Е3-9100 многофункциональные
EI-9011 векторные
EI-P7012 насосные
EI-7011 общепромышленные
Hitachi
L100
SJ700
X200
SJ300
SJ200
L300P
L200
Danfos
VLT Micro FC-051
VLT 2800
VLT HVAC Basic Drive FC 101
VLT HVAC Drive FC 102
VLT AutomationDrive FC 301
VLT AQUA Drive FC 202
Hyundai
N5000
N700Е/P
N700Е
N700V
Toshiba
Tosvert VF-S15
Tosvert VF-AS1
Tosvert VF-PS1
Tosvert VF-MB1
Tosvert VF-FS1
Tosvert VF-S11
Tosvert VF-NC3
Innovert
IBD
ISD
ITD
IHD
IVD
IPD
IDD
ESQ
Оборудование
Автоматика
Carpanelli охлаждение
Независимая вентиляция
Innored охлаждение
Innovari охлаждение IP66
Wistro охлаждение
Для приводов лифтов
УПП
Siemens Sirius 3RW30
Siemens Sirius 3RW40
Prostar PRS2
HPP
Кварцевые датчики
Шкафы и Щиты управления
Для электродвигателей, насосов, вентиляторов реверсивных
Для электродвигателей, насосов, вентиляторов нереверсивных
Для управления с частотным электроприводом
Для управления преобразователем частоты
Вибрационные опоры
Дроссели
Отраслевые решения
WingFan
Multi-wing
АСУ ТП
По типу
Однофазные
90 мм
80 мм
71 мм
63 мм
56 мм
Трехфазные
355 мм
315 мм
280 мм
250 мм
225 мм
200 мм
180 мм
160 мм
132 мм
112 мм
100 мм
90 мм
80 мм
71 мм
63 мм
56 мм
Коллекторные
Электронно коммутируемые
Шаговые
По свойствам
С независимой вентиляцией
Частотного регулирования
Энергоэффективные
С тормозом
Взрывозащищенные
Наш склад — онлайн!
Показать еще
Показывать по:
20
40
60
80
100
Серия JZR2 Трехфазный роторный двигатель крана с контактным кольцом
Запросить сейчас
Тип: Трехфазный роторный асинхронный двигатель для работы крана
Уровень эффективности: Высокоэффективный энергосберегающий
Время выполнения в пиковый сезон: один месяц Время выполнения в межсезонье: один месяц
ZCL Electric Motor Technology Co. , Ltd. — производственная компания, специализирующаяся на разработке, производстве и производстве электродвигателей., уставный капитал 10 миллионов юаней, в основном занимается различными сериями высоковольтных и низковольтных электротехнических изделий. Компания и многие выдающиеся отечественные производители двигателей установили хорошие отношения сотрудничества, придерживаются отечественных и зарубежных клиентов с высококачественными моторными продуктами и услугами.
Основная сфера деятельности компании: Механические и …
Просмотреть все
Процесс производства двигателя
4 шт.
Проверка типа двигателя
Статор, ротор с покрытием погружением, сушка
Динамический баланс ротора
Компонент в сборе
Пошлите Ваше сообщение этому продавцу
* От:
* Кому:
г-н Тиан
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете?
Опубликовать запрос на поставку сейчас
Конструкция и работа трехфазного асинхронного двигателя на корабле
Популярность трехфазных асинхронных двигателей на борту судов обусловлена их простой, прочной конструкцией и высокой надежностью в морской среде. Асинхронный двигатель может использоваться для различных приложений с различными требованиями к скорости и нагрузке.
Трехфазный источник питания переменного тока судового генератора может быть подключен к асинхронному двигателю переменного тока через пускатель или любое другое устройство, например автотрансформатор, для улучшения характеристик крутящего момента и тока.
Связанные материалы: Почему номинальные характеристики трансформаторов и генераторов на кораблях указаны в кВА?
Асинхронные двигатели используются почти во всех механизмах корабля, таких как двигатель крана, гребной двигатель, двигатель воздуходувки, двигатель насоса забортной воды и даже небольшой синхронный двигатель.
Содержание
Что такое асинхронный двигатель?
Асинхронный двигатель или асинхронный двигатель представляет собой двигатель переменного тока, в котором электрический ток в роторе, необходимый для создания крутящего момента, получается за счет электромагнитной индукции из магнитного поля обмотки статора.
Существует два основных типа асинхронных двигателей:
1 . Однофазный асинхронный двигатель:
Однофазный асинхронный двигатель: Как следует из названия, этот тип двигателя поставляется с однофазным источником питания. Переменный ток проходит по основной обмотке двигателя. Тип используемого однофазного асинхронного двигателя зависит от пускового устройства, которое они используют в качестве вспомогательного, поскольку они не являются самозапускающимися.
Однофазные асинхронные двигатели в основном используются в маломощных устройствах, некоторые из них перечислены ниже:
Небольшие насосы
Небольшие переносные компрессоры
Маленькие вентиляторы
Сверлильные станки
2 . 3-фазный асинхронный двигатель:
Эти 3-фазные двигатели поставляются с 3-мя трехфазными источниками переменного тока и широко используются на судах для более тяжелых нагрузок. Трехфазные асинхронные двигатели бывают двух типов: с короткозамкнутым ротором и с контактным кольцом.
Электродвигатели с короткозамкнутым ротором широко используются на судах из-за их прочной конструкции и простой конструкции. их применения:
Лифты
Краны
Вытяжные вентиляторы большой мощности
Вспомогательные насосы двигателя
Электродвигатель вентилятора обдува двигателя
Тяжелые насосы машинного отделения – балластные, противопожарные, пресноводные, морские и т. д.
Двигатель лебедки
Двигатель лебедки
Связанные материалы: Общий обзор центральной системы охлаждения на судах
Конструкция трехфазного асинхронного двигателя
Основной корпус асинхронного двигателя состоит из двух основных частей:
Статор
Статор состоит из нескольких штамповок, в которых прорезаны различные пазы. получить 3-х фазную цепь обмотки, которая подключена к 3-х фазному источнику переменного тока.
Трехфазные обмотки расположены в пазах таким образом, что создают вращающееся магнитное поле после подачи на них переменного тока.
Связанные материалы: Как ремонтировать двигатели на кораблях?
Обычно обмотки располагаются на разной окружности шага с 30 % перекрытием друг друга.
Обмотки наматываются для определенного количества полюсов в зависимости от требуемой скорости, так как скорость обратно пропорциональна количеству полюсов, определяемому по формуле: с = синхронная скорость
f = частота
р = нет. полюсов
Ротор
Ротор состоит из цилиндрического многослойного сердечника с параллельными пазами, в которых закреплены токопроводящие стержни.
Проводники представляют собой тяжелые медные или алюминиевые стержни, которые входят в каждую щель. Эти проводники припаяны к замыкающим концевым кольцам.
Ротор трехфазного асинхронного двигателя
Прорези выполнены не точно параллельно оси вала, а прорезаны с небольшим перекосом по следующим причинам:
Они уменьшают магнитный гул или шум
Предотвращают останов двигателя
Принцип работы трехфазного асинхронного двигателя
Когда на двигатель подается трехфазное питание, результирующий ток создает магнитный поток «Ø».
Из-за последовательности переключения трехфазного тока в R, Y и B генерируемый поток вращается вокруг проводника ротора.
Согласно закону Фарадея, который гласит, что «ЭДС, индуцируемая в любой замкнутой цепи, обусловлена скоростью изменения магнитного потока через цепь», ЭДС индуцируется в медном стержне, и благодаря этому в ротор.
Направление ротора может быть задано законом Ленца, который гласит, что «направление индуцированного тока будет противоположно движению, вызывающему его».
Здесь относительная скорость между вращающимся потоком и неподвижным проводником ротора является причиной генерации тока; следовательно, ротор будет вращаться в том же направлении, чтобы уменьшить причину, то есть относительную скорость, тем самым вращая ротор асинхронного двигателя.
Преимущества асинхронного двигателя
Конструкция двигателя и способ подачи электроэнергии дают асинхронному двигателю ряд преимуществ, таких как:
– Они прочны и просты по конструкции с очень небольшим количеством движущихся частей
– Они могут эффективно работать в суровых условиях, как и на морских судах
– Стоимость обслуживания трехфазного асинхронного двигателя меньше, и в отличие от двигателя постоянного тока или синхронного двигателя, они не имеют таких деталей, как щетки, переходники или контактные кольца и т. д.
— Асинхронный двигатель может работать во внутренней среде, так как у него нет щеток, которые могут вызвать искру и могут быть опасны для такой атмосферы Трехфазные асинхронные двигатели не нуждаются в каком-либо дополнительном пусковом механизме или устройстве, поскольку они могут генерировать момент самозапуска при подаче на них трехфазного питания переменного тока, в отличие от синхронных двигателей. Однако однофазный асинхронный двигатель нуждается в некотором вспомогательном устройстве для пускового момента 9.0003
— Конечная мощность трехфазного двигателя почти в 1,5 раза превышает номинальную мощность (мощность) однофазного двигателя того же размера.
Недостатки 3-фазного асинхронного двигателя:
– Во время пуска потребляет высокий начальный пусковой ток при подключении к большой нагрузке. Это вызывает падение напряжения в период пуска машины. Методы плавного пуска связаны с трехфазным электродвигателем, чтобы избежать этой проблемы.
Похожие чтения: Панель запуска двигателя на судах: техническое обслуживание и регламентные работы
— Асинхронный двигатель работает с отстающим коэффициентом мощности, что приводит к увеличению потерь I2R и снижению эффективности, особенно при низкой нагрузке. Чтобы скорректировать и улучшить коэффициент мощности, с этим типом двигателя переменного тока можно использовать батареи статических конденсаторов.
– Управление скоростью трехфазного асинхронного двигателя затруднено по сравнению с двигателями постоянного тока. Преобразователь частоты может быть интегрирован с асинхронным двигателем для регулирования скорости.
Проблемы с 3-фазным асинхронным двигателем:
Как и любое другое оборудование, 3-фазный асинхронный двигатель может столкнуться с различными типами проблем, которые можно в целом классифицировать как:
A) Неисправности, связанные с окружающей средой: море может нанести ущерб корабельным механизмам на ранней стадии, если они не обслуживаются должным образом. Температура окружающей среды и влажность воздуха в море влияют на эксплуатационные характеристики асинхронного двигателя.
Двигатели устанавливаются на другое крупное оборудование (главный двигатель), имеющее собственную частоту вибрации, воздействующую на детали двигателя.
Неправильный монтаж или ослабление фундамента двигателя или нагрузки, к которой он подключен, также может привести к снижению КПД двигателя, а при более длительной работе — выходу двигателя из строя.
B) Неисправности, связанные с электричеством: Проблема возникает в двигателе из-за неисправностей в электроснабжении, таких как несбалансированная подача тока или напряжения в сети, замыкание на землю в системе, проблема с одной фазой, короткое замыкание и т. д. Различное Типы электрических неисправностей:
Неисправность обмотки: Обмотка статора может выйти из строя из-за проблемы с изоляцией, что может привести к короткому замыканию.
Связанные материалы: Важность сопротивления изоляции в морских электрических системах
Неисправность одной фазы: повышенные параметры температуры и потерь. Это состояние называется однофазным.
Сползание: Это сочетание электрической и механической неисправности, когда асинхронный двигатель работает на более низкой скорости (почти 1/7 его синхронной скорости) даже при полной нагрузке. Это результат аномальной магнитодвижущей силы или высокого содержания гармоник в питании двигателя.
C) Механические неисправности: Двигатель состоит из нескольких механических частей, и их соосность друг с другом и с нагрузкой играет важную роль в эффективности двигателя. Некоторые из известных механических неисправностей двигателя:
Ротор дисбаланса: Ротор является единственной движущейся частью трехфазного асинхронного двигателя. Если существует дисбаланс между осью вращения вала и осью распределения веса ротора, это создаст вибрацию, дополнительный нагрев и потерю эффективности в системе.
Дисбаланс может быть вызван дефектом ротора, внутренней несоосностью, изгибом вала, неравномерной нагрузкой и проблемами в двигателе и муфте нагрузки.
Связанные материалы: 10 моментов, которые необходимо учитывать при повторной сборке судового оборудования после технического обслуживания
Усталостное разрушение: Если график технического обслуживания не соответствует требованиям или детали, используемые в двигателе, имеют низкое качество, ослабление материала может привести к усталостному разрушению, которое обычно вызывается повторяющимися нагрузками.
Выход из строя подшипника: Двигатель оснащен двумя подшипниками на каждом конце ротора для поддержки и свободного вращения вала. Подшипник может выйти из строя, если своевременно не проводить техническое обслуживание или из-за перегрузок, неправильной установки, загрязненного смазочного масла и работы при чрезмерной температуре.
Связанные материалы: Как проверить смазочное масло на борту судов?
Коррозия: Окружающая среда двигателя, установленного на корабле, сильно корродирует. Поскольку двигатель состоит из нескольких механических частей, таких как ротор, подшипник и т. д., влага, присутствующая в атмосфере, или вода, присутствующая в смазке (смазке), вызывает коррозию подшипников, вала двигателя и роторов. Изоляция также может подвергнуться коррозии и привести к короткому замыканию между обмотками
Проблема со смазкой: Недостаток смазки или загрязнение смазки может привести к увеличению трения между деталями, и подшипники могут быстро изнашиваться.
Дополнительная литература: 8 способов оптимизации использования смазочного масла на судах
Защита для трехфазного асинхронного двигателя
Однофазная защита: Для решения этой проблемы используются защитные устройства для трехфазного асинхронного двигателя. Все двигатели мощностью более 500 кВт должны быть снабжены защитными устройствами или оборудованием для предотвращения любого повреждения из-за однофазного включения. Детали этих устройств можно найти здесь.
Перегрев: Обмотка двигателя может нагреться из-за таких проблем, как перегрузка или однофазность. Предохранители, реле и т. д. используются для защиты двигателя от перегрева. ток, который он потребляет в начальный период. Чтобы защитить его от этой проблемы, используются различные методы пуска путем интеграции двигателя с устройством плавного пуска, прямым пуском, пускателем звезда-треугольник, автотрансформатором и т. д.
Связанные материалы: 10 способов достижения энергоэффективности судовых электрических систем
Использование устройства плавного пуска для асинхронного двигателя снижает механические и электрические нагрузки, защищая двигатель во время пуска.
Вы также можете прочитать:
Как свести к минимуму риск поражения электрическим током на корабле?
10 способов достижения энергоэффективности в электрической системе корабля
Однофазное замыкание в электродвигателях: причины, последствия и методы защиты
Техническое обслуживание электрического реле на судовой электрической цепи
10 электротехнических работ, которые должны знать морские инженеры на борту судов
Отказ от ответственности: мнения, упомянутые выше, принадлежат только автору. Данные и диаграммы, если они используются в статье, были получены из доступной информации и не были подтверждены каким-либо установленным законом органом. Автор и компания Marine Insight не претендуют на точность и не несут за это никакой ответственности. Взгляды представляют собой только мнения и не представляют собой каких-либо руководящих указаний или рекомендаций относительно какого-либо курса действий, которым должен следовать читатель.
Статья или изображения не могут быть воспроизведены, скопированы, переданы или использованы в любой форме без разрешения автора и Marine Insight.
Код продукта C00000260A, ротор/вал в сборе
Информация о запросе
Характеристики | ДОСТУПНОСТЬ | Примечание
Технические характеристики
Торговая марка
Н/Д СМ®
org/PropertyValue»>
Категория продукта
Н/Д роторы
org/PropertyValue»>
Мощность
Н/Д 1/2 л.с.
org/PropertyValue»>
Фаза
Н/Д 3
org/PropertyValue»>
Иерархия продуктов
Н/Д Двигатели/компоненты двигателей
НАЛИЧИЕ
org/PropertyValue»>
Наличие
Н/Д {}
Примечание
org/PropertyValue»>
Примечание
Н/Д Цены могут быть изменены или взиматься дополнительная плата во время заказа.
Двигатель переменного тока
— основные свойства, терминология и теория Двигатель переменного тока
преобразует электрическую энергию в механическую. В двигателе переменного тока используется переменный ток, другими словами, направление тока периодически меняется. В случае обычного переменного тока, который используется на большей части территории Соединенных Штатов, ток меняет направление 120 раз в секунду. Этот ток называется «переменный ток 60 циклов» или «переменный ток 60 Гц» в честь г-на Герца, который первым придумал концепцию переменного тока. Другая характеристика текущего потока состоит в том, что он может изменяться по количеству. Например, поток может встречаться в 5 ампер, 10 ампер или 100 ампер.
Было бы довольно трудно, если бы ток, скажем, 100 ампер в один момент протекал в положительном направлении, а затем протекал с такой же силой в отрицательном направлении. Вместо этого, по мере того, как ток готовится изменить направление, он сужается до тех пор, пока не достигнет нулевого потока, а затем постепенно нарастает в другом направлении. Максимальный ток (пики линии) в каждом направлении превышает указанное значение (в данном случае 100 ампер). Поэтому указанное значение дано как среднее. Важно помнить, что сила магнитного поля, создаваемого электромагнитной катушкой переменного тока, увеличивается и уменьшается с увеличением и уменьшением этого переменного тока.
Магазин ПРИВОДЫ ПЕРЕМЕННОГО ТОКА
Двигатель переменного тока состоит из двух основных электрических частей: «статора» и «ротора», как показано на рисунке 8. Статор является неподвижным электрическим компонентом. Он состоит из группы отдельных электромагнитов, расположенных таким образом, что они образуют полый цилиндр, причем один полюс каждого магнита обращен к центру группы. Термин «статор» происходит от слова «стационарный». Тогда статор является неподвижной частью двигателя. Ротор представляет собой вращающийся электрический компонент. Он также состоит из группы электромагнитов, расположенных вокруг цилиндра, полюса которых обращены к полюсам статора. Ротор расположен внутри статора и закреплен на валу двигателя. Термин «ротор» происходит от слова вращающийся. Таким образом, ротор является вращающейся частью двигателя. Задача этих компонентов двигателя — заставить вращаться ротор, который, в свою очередь, будет вращать вал двигателя. Это вращение произойдет из-за ранее обсуждавшегося магнитного явления, когда разные магнитные полюса притягиваются друг к другу, а одинаковые полюса отталкиваются. Если вы постепенно меняете полярность полюсов статора таким образом, что их объединенное магнитное поле вращается, то ротор будет следовать и вращаться вместе с магнитным полем статора.
Как показано на рис. 9, статор имеет шесть магнитных полюсов, а ротор — два полюса. В момент времени 1 полюса статора A-1 и C-2 являются северными полюсами, а противоположные полюса, A-2 и C-1, являются южными полюсами. S-полюс ротора притягивается двумя N-полюсами статора, а два южных полюса статора притягиваются к N-полюсу ротора. Во время 2 полярность полюсов статора меняется так, что теперь полюса C-2, B-1 и N, а C-1 и B-2 являются полюсами S. Затем ротор вынужден повернуться на 60 градусов, чтобы выровняться с полюсами статора, как показано на рисунке. В момент 3 B-1 и A-2 равны N. В момент 4 A-2 и C-1 равны N. При каждом изменении противоположные полюса статора притягиваются к полюсам ротора. Таким образом, когда магнитное поле статора вращается, ротор вынужден вращаться вместе с ним.
Одним из способов создания вращающегося магнитного поля в статоре двигателя переменного тока является использование трехфазного источника питания для катушек статора. Чтобы создать вращающееся магнитное поле в статоре трехфазного двигателя переменного тока, все, что нужно сделать, это правильно намотать катушки статора и правильно подключить провода питания. Соединение для 6-полюсного статора показано на рисунке 11. Каждая фаза трехфазного источника питания подключена к противоположным полюсам, а соответствующие катушки намотаны в одном направлении. Полярность полюсов электромагнита определяется направлением тока, протекающего через катушку. Следовательно, если два противоположных электромагнита статора намотаны в одном направлении, полярность противоположных полюсов должна быть противоположной. Когда полюс A1 — это N, полюс A2 — это S, а когда полюс B1 — это N, B2 — это S и так далее.
На рис. 12 показано, как создается вращающееся магнитное поле. В момент времени 1 ток в полюсах фазы «A» положительный, а в полюсе A-1 — N. Ток в полюсах фазы «C» отрицательный, что делает C-2 полюсом N, а C-1 — S. В фазе «В» ток отсутствует, поэтому эти полюса не намагничены. В момент времени 2 фазы сместились на 60 градусов, в результате чего полюса C-2 и B-1 стали оба N, а C-1 и B-2 оба S. Таким образом, по мере того, как фазы сдвигают свой ток, результирующие полюса N и S перемещаются. по часовой стрелке вокруг статора, создавая вращающееся магнитное поле. Ротор действует как стержневой магнит, притягиваемый вращающимся магнитным полем.
До сих пор мало что было сказано о роторе. В предыдущих примерах предполагалось, что полюса ротора были намотаны катушками, как и полюса статора, и питались постоянным током для создания полюсов с фиксированной полярностью. Кстати, именно так работает синхронный двигатель переменного тока. Однако большинство двигателей переменного тока, используемых сегодня, не являются синхронными двигателями. Вместо этого так называемые «асинхронные» двигатели являются рабочими лошадками промышленности. Так чем же отличается асинхронный двигатель? Большая разница заключается в том, как ток подается на ротор. Это не внешний источник питания. Как вы можете догадаться из названия двигателя, вместо него используется индукционная техника. Индукция — еще одна характеристика магнетизма. Это естественное явление, которое возникает, когда проводник (алюминиевые стержни в случае ротора, см. рис. 13) проходит через существующее магнитное поле или когда магнитное поле проходит мимо проводника. В любом случае их относительное движение вызывает протекание электрического тока в проводнике. Это называется «индуцированным» током. Другими словами, в асинхронном двигателе протекание тока в роторе вызвано не каким-либо прямым подключением проводников к источнику напряжения, а скорее влиянием проводников ротора, пересекающих линии потока, создаваемые магнитными полями статора. Индуцированный ток, создаваемый в роторе, приводит к возникновению магнитного поля вокруг проводников ротора, как показано на рисунке 14. Это магнитное поле вокруг каждого проводника ротора заставляет каждый проводник ротора действовать как постоянный магнит на рисунке 9.пример. Когда магнитное поле статора вращается, из-за воздействия трехфазного источника питания переменного тока наведенное магнитное поле ротора притягивается и будет следовать за вращением. Ротор соединен с валом двигателя, поэтому вал вращается и приводит в движение соединительную нагрузку.
Электродвигатели переменного тока доступны в 3 типах; 3-фазный IEC, однофазный NEMA и трехфазный NEMA. Эти двигатели переменного тока имеют мощность от одной восьмой до 750 л.
Ремонт и техническое обслуживание кривошипно-шатунного механизма
Ремонт кривошипно-шатунного механизма заключается в замене или ремонте его деталей. Ремонт, как правило, осуществляется со снятием двигателя с автомобиля. Не снимая двигатель с автомобиля, можно только производить снятие или установку крышки головки блока цилиндров, головки блока цилиндров, поддона масляного картера, а также замену их прокладок. При установке вышеперечисленных деталей затяжка гаек и болтов их крепления осуществляется в определенном порядке в соответствии с общим правилом крепления корпусных деталей: от центра к периферии методом крест-накрест. Такой способ затяжки позволяет обеспечить герметичность креплений и всего механизма.
Крышку головки цилиндров снимают и устанавливают в том случае, если есть необходимость замены или ремонта головки цилиндров двигателя, при подтяжке гаек и болтов ее крепления, при замене прокладки головки блока. Кроме того, крышку головки цилиндров необходимо снимать при техническом обслуживании и ремонте газораспределительного механизма (регулировке зазоров клапанов, замене маслоотражательных колпачков и других деталей газораспределения). Снятие и установка крышки цилиндра производится аккуратно, чтобы не повредить прокладку крышки, кроме того, при ремонте двигателя желательно иметь запасную прокладку крышки для замены в случае повреждения ее при разборке или на тот случай, если старая прокладка окажется поврежденной в процессе эксплуатации двигателя. Кроме этого запасная прокладка может понадобиться в том случае, если старая резиновая прокладка потеряет свои уплотняющие свойства из-за затвердевания.
Снятие и установка головки блока цилиндров осуществляется в том случае, если необходимо произвести ее замену, при замене прокладки головки, ремонте газораспределительного механизма. Кроме этого головку блока цилиндров снимают в том случае, когда осуществляют удаление нагара со стенок камер сгорания и с днища поршней, а также если применение специальных веществ для удаления нагара не приносит результатов. Признаками отложения нагара являются перегрев двигателя и продолжение работы в течение нескольких секунд после выключения зажигания. Для того чтобы снять головку блока цилиндров, необходимо сначала слить охлаждающую жидкость, потом снять приборы, установленные на головке; отвернуть болты, при помощи которых она крепится к двигателю. После этого можно аккуратно снять головку, чтобы не повредить прокладку. В том случае, если прокладка прилипла к головке цилиндров, ее отделяют при помощи тонкой металлической пластины или тупого ножа. При удалении нагара нужно поочередно установить поршни в ВМТ, затем размягчить нагар ветошью, смоченной керосином, и после этого удалить образовавшийся нагар скребком из мягкого металла или из дерева. При удалении нагара со стенок камеры сгорания необходимо проделать те же самые операции.
Установка головки цилиндров производится в обратной последовательности. Перед установкой старой прокладки ее нужно натереть порошкообразным графитом для обеспечения герметичности. Однако лучше всего при каждом снятии-установке головки блока цилиндров производить замену старой прокладки на новую. После установки головки блока цилиндров необходимо произвести затяжку ее креплений к блоку. Затяжка креплений осуществляется на холодном двигателе при помощи динамометрического ключа с определенным моментом и в определенной последовательности. В процессе эксплуатации двигателя головка не нуждается в дополнительном подтягивании крепежных элементов, благодаря применению специальных болтов и установки безусадочной прокладки. Для ремонта и замены остальных деталей кривошипно-шатунного механизма необходимо снять двигатель с автомобиля и произвести полную или частичную его разборку. Для того чтобы определить пригодность детали к ее дальнейшему применению, необходимо произвести проверку технического состояния деталей кривошипно-шатунного механизма.
Проверка технического состояния блока цилиндров заключается в тщательном визуальном контроле целостности блока, в измерении величин его деформации, а также износов поверхностей цилиндров и отверстий под коренные подшипники. Перед проверкой технического состояния блок цилиндров нужно тщательно очистить, а также промыть все его внутренние полости (особенно каналы смазочной системы) горячим раствором каустической соды при температуре 75-85 °С. Если на блоке цилиндров имеются повреждения (трещины, пробоины, сколы), то блок, как правило, подлежит немедленной замене. Небольшие трещины заделывают эпоксидным составом или устраняют при помощи сварки. В процессе определения деформации блока цилиндров осуществляется контроль соосности отверстий под коренные подшипники, а также неплоскостности его разъема с головкой блока цилиндров. Неплоскостность разъема блока с головкой цилиндров проверяют при помощи набора щупов, линейки или поверочной плиты. Линейку устанавливают по диагоналям плоскости разъема и посередине в продольном и поперечном направлениях. После этого при помощи подложенного под нее щупа определяют величину зазора между щупом и линейкой. Блок считается пригодным для дальнейшего применения, если величина зазоров не превышает 0,1 мм. Если величина зазора.не превышает 0,14 мм, то плоскость разъема необходимо прошлифовать для устранения ее неплоскостности. При зазоре более 0,14 мм блок цилиндров подлежит замене. .
Несоосность отверстий коренных подшипников проверяется при помощи специальной оправки. Для проверки необходимо вставить оправку в отверстие коренного подшипника. Если оправка вставляется одновременно во все отверстия коренных подшипников, то блок считается пригодным для дальнейшего применения, если оправка не вставляется одновременно во все отверстия, то блок цилиндров необходимо заменить на новый. После этого необходимо провести измерение диаметров цилиндров и отверстий под коренные подшипники. Для этой операции применяют индикаторный нутромер. Если износ отверстий превышает допустимые значения, то блок цилиндров либо меняется на новый, либо растачивается под ближайший ремонтный размер. После такой расточки в блок цилиндров устанавливают поршни и поршневые кольца, соответствующие ремонтному размеру.
Проверка технического состояния коленчатого вала осуществляется для того, чтобы выявить наличие трещин, следы повышенного износа поверхности резьбы. Перед проверкой коленчатый вал необходимо снять с двигателя, тщательно промыть. Кроме этого нужно прочистить и продуть полости масляных каналов, предварительно отвернув пробки масляных каналов. Если в процессе визуального осмотра вала обнаруживаются трещины, вал подлежит замене. При срыве резьбы не более двух ниток производится ее прогонка. После этого производится измерение диаметров коренных и шатунных шеек и делается заключение о дальнейшем использовании вала, о возможности перешлифования шеек под ремонтные размеры или о замене вала на новый. Замер шейки коленчатого вала осуществляется при помощи микрометра по двум поясам в двух взаимно перпендикулярных плоскостях. Перешлифовка всех одноименных шеек осуществляется под один ремонтный размер. Кроме этого при проверке технического состояния коленчатого вала измеряется биение в креплениях маховика и оси вала при помощи микрометрической индикаторной головки при прокручивании коленчатого вала. Эта проверка позволяет контролировать перпендикулярность торцевой поверхности фланца.
Контроль технического состояния маховика осуществляется по состоянию поверхности плоскости прилегания ведомого диска сцепления, а также по состоянию ступицы и зубчатого обода. Плоскость прилегания ведомого диска должна быть без рисок и задиров. Кроме этого проверяется биение плоскости маховика в сборе с коленчатым валом. Оно не должно превышать 0,10 мм на крайних точках. Если биение превышает допустимые значения, нужно прошлифовать плоскость прилегания либо необходимо заменить маховик. Маховик также подлежит замене при наличии на нем трещин. Если на зубьях обода маховика присутствуют забои, то их следует зачистить, а при значительном износе или при повреждении обод маховика меняют на новый. Новый обод необходимо разогреть до температуры в 200-230 °С и затем напрессовать на маховик.
После первых 1500-2000 км пробега необходимо подтянуть гайки шпилек и болты головки блока цилиндров. В дальнейшем эту операцию необходимо проделывать только после снятия головки блока цилиндров, при появлении признаков прорыва газов или подтекания охлаждающей жидкости. Кроме этого вместе с подтяжкой гаек и болтов крепления головки блока цилиндров нужно подтягивать винты или болты крепления поддона картера двигателя. Через каждые 10 000-15000 км пробега нужно проверять и при необходимости подтягивать болты и гайки крепления опор двигателя, а также очищать их резиновые подушки. Кроме того, по мере накопления пыли и грязи следует протирать поверхность двигателя ветошью, смоченной специальным очистителем.
Ремонт кривошипно-шатунного механизма
При ремонте кривошипно-шатунного механизма необходимо проверить соответствие деталей, поступивших на сборку, следующим требованиям технических условий (ТУ):
Зеркало цилиндров должно обрабатываться с высокой степенью точности, иметь правильную геометрическую форму и шероховатость поверхности не грубее Ra=1,25–0,32 мкм.
Ось цилиндра должна быть перпендикулярна оси коленчатого вала.
Зазоры в сопряжениях должны быть в пределах норм, указанных в ТУ.
Отверстия во вкладышах шатунов и в коренных подшипниках, коренные и шатунные шейки должны иметь правильную геометрическую форму, размеры в пределах допусков и шероховатость поверхности, указанные в ТУ. Обязательно необходимо выдержать зазоры, задаваемые в ТУ для этих сопряжений, для размещения смазки. В среднем зазоры равны 0,001 диаметра шейки вала.
В многоцилиндровых механизмах поршни должны быть одинаковыми по массе, допускается разность не более ±0,5 %.
Упругость поршневых колец должна соответствовать нормам ТУ на сборку данного оборудования. Поршневые кольца должны прилегать к цилиндру без зазора по всей поверхности.
Он служит для шарнирного соединения коленчатого вала или кривошипа с поршневой группой.
Сборка шатуна (рис. 1) начинается с запрессовки втулки в головку 3 шатуна.
Рис. 1. Шатун
Втулку устанавливают так, чтобы канавка 1, предназначенная для смазки пальца, находилась против отверстия 5. Это возможно при условии, если торцы втулки 2 будут запрессованы заподлицо с торцом верхней головки шатуна. Втулки при запрессовке в отверстие шатуна несколько сжимаются. Для исправления этого недостатка после запрессовки выполняют чистовое растачивание или протягивание или развертывают двумя-тремя развертками отверстие втулки.
После запрессовки втулки в головку шатуна приступают к сборке вкладышей шатуна. Начинают с проверки параллельности плоскостей разъема вкладышей 9 и 10 по высоте «на краску»: при параллельности плоскостей вкладышей пятна краски должны располагаться по всей плоскости разъема с обеих сторон и не должно быть качания на плите. Если плоскости не параллельны, их пришабривают. Допустимая величина выступающих торцов вкладышей из тела шатуна указывается в сборочных чертежах или ТУ на сборку (обычно 0,05–0,15 мм).
После запрессовки вкладышей в головку и крышку 8 шатуна их соединяют вместе болтами 4 и гайками 7. Предварительно укладывают между головкой шатуна и крышкой набор регулирующих латунных или медных прокладок 6 толщиной до 0,05 мм. Общая толщина прокладок указывается в чертеже и обычно равна 4–5 мм. После сборки проверяют отверстия шатуна индикаторным нутромером на овальность и конусообразность (рис. 2, а), а затем проверяют шатуны на прямолинейность (рис. 2, б).
Рис. 2. Проверка собранного шатуна: а — конусообразности и овальности индикаторным нутромером; б — прямолинейности; в — на двойной изгиб
На прямолинейность шатуны проверяют на специальном приборе следующим образом: шатун 6 верхней головкой 5 устанавливают на контрольный палец 4 с конусом, а нижний — на палец 7 контрольной плиты 2, и, завернув винт 8, зажимают шатун на пальце. Затем устанавливают на цилиндрические пояски контрольного пальца 4 призму (калибр) 3 и подводят его так, чтобы штифты касались плоскости плиты 2. Если шатун прямолинеен, то все три штифта призмы 3 будут касаться плиты. Если шатун согнут, то касаться плиты будет либо один верхний штифт, либо два нижних, либо будут касаться плиты верхний и один из нижних штифтов.
Величину скрученности и погнутости шатуна определяют щупом 1 по величине зазора между плитой и штифтами. Зазор не должен превышать 0,05 мм.
Если шатун имеет двойной изгиб, который указанным выше способом обнаружить нельзя, то его проверяют следующим образом: зажимают шатун (рис. 2, в) на пальце 11 контрольной плиты 9, выдвигают ограничитель 12 до упора в торец нижней головки шатуна и закрепляют эту головку винтом. Затем, замерив глубиномером 10 расстояние от торца верхней головки до плоскости плиты, снимают шатун с прибора и поворачивают на 180°, подводят до упора в ограничитель торцом с другой стороны нижней головки и делают второй замер (так же, как первый).
Скрытые трещины обнаруживают на специальных установках (рентгеновские и ультразвуковые), а иногда менее совершенным способом — постукиванием молотком по различным участкам шатуна: глухой, дребезжащий звук указывает на трещины.
Поршневая группа в двигателях внутреннего сгорания, паровых машинах, компрессорах, пневматических и гидравлических механизмах предназначена для передачи силы давления газов или пара, действующих на поршень, коленчатому валу. К основным деталям поршневой группы относятся поршни, поршневые кольца и поршневые пальцы.
Поршни изготовляют из чугуна, а также из алюминия или других легких сплавов. На боковой поверхности поршня имеются канавки для поршневых колец. Обычно канавок бывает от 3 до 7, а иногда и больше. Верхние канавки служат для уплотнительных колец, а нижние — для маслосборных.
Поршневые кольца изготовляют из плотного мелкозернистого серого или специального чугуна. Благодаря пружинящим свойствам поршневые кольца прилегают равномерно к стенкам цилиндра, и поэтому, с одной стороны, препятствуют пропуску газов между поршнем и стенками цилиндра, а с другой предохраняют камеру сгорания от попадания в нее масла из картера. Поршневые кольца делятся на уплотнительные и маслосборные. Разрез в кольцах (замок) делают ступенчатой формы или кольцо разрезают наискось.
Сборку поршневой головки начинают с подборки поршня по цилиндру и по массе (рис. 3, а). Затем устанавливают шатун 5 в поршень 4 до совмещения отверстия поршневого пальца 3 с верхней головкой 2 шатуна. После этого слегка смазанный маслом поршневой палец вставляют в отверстие поршня и легким нажимом вводят внутрь.
Рис. 3. Поршневая головка: а — сборка; б — приспособление для сборки поршневых колец в цилиндр и установки
Если требуется, чтобы поршневой палец имел натяг, то поверхность поршня нагревают в горячем масле 60–70° С. Затем устанавливают распорные кольца 1, предохраняющие поршневой палец от осевых перемещений при работе двигателя. При сборке также обеспечивают правильные зазоры между поршнем и цилиндром и между поршневыми кольцами и канавками в поршнях.
Установка колец на поршень является очень ответственной операцией. Большое значение имеет зазор в их стыке. Слишком большой зазор приводит к прорыву газов через замок, а слишком маленький — к тому, что концы колец при нагревании могут упереться друг в друга, в результате чего кольцо, потеряв свою упругость, может вызвать задир стенок цилиндра. Величина зазора в стыках должна быть от 0,3 до 0,8 мм.
Когда поршневые кольца надеты на поршень и находятся в свободном состоянии, их наружный диаметр больше диаметра поршня. Чтобы опустить поршень в цилиндр, кольца необходимо сжать. Сжимают кольца с помощью приспособления в виде цилиндра с конусной внутренней поверхностью (рис. 3, б). Меньший диаметр конусной поверхности равен диаметру цилиндра. Такое приспособление устанавливают на торец цилиндра, и поршневые кольца при опускании поршня вниз сжимаются и легко входят в цилиндр.
Просмотров:
1 590
Ремонт деталей кривошипно-шатунного механизма — Техническое Обслуживание и Ремонт Автомобилей
Блок цилиндров большинства двигателей изготавливается из серого чугуна со вставными мокрыми гильзами. Основными дефектами блока цилиндров являются: пробоины, сколы, трещины различного размера и расположения, износ цилиндров или деформации посадочных отверстий под гильзу, износ гнезд вкладышей коренных подшипников, гнезд клапанов, обломы шпилек, срыв резьбы в отверстиях.
Дефекты блока цилиндров устанавливают тщательным осмотром, обмером цилиндров и опрессовкой. Осмотром обнаруживают пробоины, сколы, заметные для глаза трещины, срывы резьбы, состояние зеркала цилиндров. Опрессовкой выявляют трещины, не замеченные при осмотре. Один из применяемых стендов для гидравлического испытания блока цилиндров показан на рис. 70. В рубашку охлаждения блока под давлением 4—5 кгс/см2 нагнетается вода. При этом на блок цилиндров должна быть установлена головка блока или вместо нее чугунная плита с резиновой прокладкой. Поворачивая раму стенда, осматривают блок и устанавливают, нет ли течи воды.
При наличии трещин, проходящих через зеркало цилиндров, клапанные гнезда и плоскость разъема, блок цилиндров бракуется. В доступных местах трещины заваривают. Предварительно концы трещин засверливают
сверлом диаметром 5 мм и разделывают по всей длине шлифовальным кругом под углом 90° на глубину 4/5 толщины стенки. Рекомендуется перед сваркой блок цилиндров нагреть до температуры 600—650°С. Трещину заваривают газовой сваркой, применяя нейтральное пламя, флюс и чугунно-медный присадочный пруток диаметром 5 мм. Шов должен быть ровным, сплошным и выступать над поверхностью основного металла не более 1,0—1,5 мм. После заварки блок цилиндров медленно охлаждают в термошкафу или в томильной яме, Заварку трещин можно осуществлять и без подогрева блока. В этом случае трещину заваривают электросваркой, применяя постоянный ток обратной полярности. Хорошие результаты получаются при заварке трещин между поясками цилиндров электродами, изготовленными из монель-металла, и следующем режиме сварки: сила тока — 120 А, напряжение 65—75 В.
Сварочный шов зачищают заподлицо с плоскостью основного металла напильником или наждачным кругом. Затем блок цилиндров подвергают опрессовке на стенде, проверяя герметичность сварочного шва. Течи воды через шов не допускаются.
Трещины и пробоины блока цилиндров можно заделывать эпоксидными пастами. Процесс заделки заключается в следующем. Поверхность блока с двух сторон трещины зачищают до блеска металлической щеткой или косточковой крошкой на установке для очистки деталей. На концах трещины просверливают отверстия сверлом диаметром 3—4 мм, нарезают в них резьбу и ввертывают заподлицо заглушки из медной или алюминиевой проволоки. Трещину обрабатывают под углом 60— 90° зубилом или абразивным кругом на глубину до 3/4 толщины стенки.
На поверхности блока вокруг трещины на расстоянии до 30 мм создают шероховатость путем насечки зубилом или дробеструйной обработкой. Ацетоном или бензином обезжиривают подготовленную поверхность блока. Шпателем последовательно наносят слои эпоксидной пасты на подготовленную сухую поверхность. Вначале наносят первый слой пасты толщиной до 1 мм, резко перемещая шпатель по поверхности блока. Затем наносят второй слой пасты толщиной не менее 2 мм, тщательно втирая ее. Общая толщина слоя пасты на всей поверхности должна составлять 3—4 мм.
После заделки трещины блок цилиндров оставляют на 25—28 ч до полного затвердевания пасты. Процесс затвердевания пасты можно ускорить подогревом электрической отражательной печью до температуры 100°С или при приготовлении пасты осуществляют выпаривание отвердителя (полиэтиленполиамина) путем нагревания до температуры 105—110°С и последующей выдержки при данной температуре в течение 3 ч. Отремонтированную поверхность зачищают драчевым напильником или абразивным кругом. Подтеки пасты срубают зубилом.
Пробоины, поддающиеся ремонту, заделывают наложением заплат. Вначале осуществляют зачистку и обезжиривание краев и поверхности вокруг пробоин. Затем наносят пасту и накладывают заплату из стеклоткани толщиной 0,3 мм и прокатывают роликом. Расстояние от края заплаты до края пробоины должно быть не менее 15—20 мм. После этого наносят второй слой пасты и накладывают вторую заплату так, чтобы она перекрывала первую на 10—15 мм со всех сторон. Заплату прикатывают роликом. В такой последовательности накладывают до восьми слоев стеклоткани. Последний слой заплаты покрывают пастой для защиты его от повреждений.
Пробоины можно заделывать приваркой заплат, изготовленных из мягкой стали такой же толщины, что и стенка детали. Форма заплаты должна соответствовать форме поврежденного участка, а размеры ее на 1,5—2,0 мм меньше размера пробоины. Края пробоины и заплаты обрабатывают под углом. Заплату вначале приваривают в двух местах, а затем приваривают по всему периметру. Применяют электросварку и медные электроды, обернутые жестью. Рекомендуется герметизировать поврежденный участок эпоксидной смолой.
После восстановления пробоины заплатами и механической обработки нанесенного слоя пасты блок цилиндров подвергают опрессовке на стенде. Если в течение 5—6 мин просачивание воды не обнаруживается, то ремонт блока выполнен высококачественно.
Трещины рубашки охлаждения блока можно заделать постановкой штифтов. Порядок выполнения работ следующий. Вначале по концам трещины просверливают отверстия сверлом диаметром 4—5 мм. Затем этим же сверлом сверлят отверстия по всей длине трещины на расстоянии 7—8 мм одно от другого. Нарезают резьбу и ввертывают медные прутки на глубину, равную толщине стенки блока.
Прутки обрезают ножовкой, оставляя концы, выступающие на 1,5—2,0 мм над поверхностью детали. Сверлят отверстия между установленными штифтами так, чтобы они перекрывали их на 3/4 диаметра. Нарезают резьбу, ввертывают медные прутки и обрезают их ножовкой, оставляя соответствующие концы. Далее легкими ударами молотка концы штифтов расчеканивают, образуя плотный шов. Если требуется, то шов выравнивают напильником. Затем блок цилиндров подвергают опрессовке.
Блок цилиндров, имеющий сколы, допустимые для ремонта, восстанавливают наплавкой или приваркой заплаты.
Величину износа цилиндров или гильз определяют индикаторным нутромером (рис.71). Измерения делают в двух взаимно перпендикулярных направлениях и в трех поясах. Одно направление устанавливают параллельно оси коленчатого вала. Первый пояс располагается на расстоянии 5—10 мм от верхней плоскости блока, второй — в средней части цилиндра и третий — на расстоянии 15—20 мм от нижней кромки цилиндра. В зависимости от величины износа устанавливают вид ремонта. Обычно осуществляют растачивание и последующую доводку или постановку (запрессовку) гильз.
Вставные гильзы также можно ремонтировать расточкой с последующей окончательной обработкой хонингованием. Результаты исследований показали, что не менее,.80% гильз двигателя ЗИЛ-130, поступивших на авторемонтные заводы в первый раз, можно восстанавливать.
Растачивание является основным способом ремонта цилиндров и гильз. Цилиндры или гильзы обрабатывают до ремонтных размеров на расточных станках стационарного или переносного типа. Гильзы крепят в специальном приспособлении, установленном на столе расточного станка.
На рис. 72, а показано приспособление, применяемое при растачивании гильзы двигателя ЗИЛ-130. Гильза 6 устанавливается во втулке 7, которая расположена в корпусе 1 приспособления. Крепление осуществляется зажимами 3 и 5. Усилие зажима передается на гильзу через два сферических кольца 4 и 2.
После растачивания гильза подвергается хонингованию. Гильзу 6 (рис. 72,6) крепят на столе станка в специальном приспособлении, которое состоит из корпуса 1, двух втулок 7, выталкивающего устройства 8, установочного кольца 9 и зажимного болта 10.
При обработке хонинговальную головку, соединенную со шпинделем станка, вводят в обрабатываемое отверстие (бруски находятся в сжатом состоянии). Вначале осуществляют предварительное, а затем окончательное хонингование. Применяют хонинговальную головку с механическим, гидравлическим или пневматическим разжимным устройством.
На рис. 73 показана одна из конструкций хонинговальных головок с пневматическим приводом.
Пневматический привод обеспечивает постоянное давление брусков на стенки цилиндра, что повышает качество обработки и производительность процесса хонингования. При этом можно регулировать давление брусков на обрабатываемую поверхность и автоматизировать процесс разжатия брусков по мере изменения диаметра гильзы.
Для получения правильной геометрической формы цилиндра в процессе хонингования необходимо установить определенную длину хода головки. Она должна быть такой, чтобы абразивные бруски выходили за торец цилиндра на величину, не превышающую 0,2—0,4 их длины. При большей величине хода хонинговальной головки наблюдаются погрешности формы, в частности, вогнутость, а при меньшей величине хода — бочкообразность.
Хонингование осуществляется при непрерывной и обильной подаче смазочно-охлаждающей жидкости в зону обработай. В качестве смазочно-охлаждающей жидкости применяют керосин или смесь керосина с веретенным маслом.
Для предварительного хонингования рекомендуются бруски синтетических алмазов А10МХ50, а для окончательного хонингования — бруски БХ-100Х 11 Х9К38БС. Обработка ведется при режимах: окружная скорость вращения головки 280 об/мин, а скорость возвратно-поступательного движения — 90 двойных ходов в минуту. Припуск на предварительное хонингование устанавливают не более 0,08 мм, а для окончательного хонингования 0,04 мм.
Окончательная обработка цилиндров двигателя может быть осуществлена шариковыми раскатными головкам и, позволяющими получить поверхность требуемой точности и шероховатости. Процесс осуществляют после растачивания или одновременно за один проход обрабатывают отверстие цилиндра резцом и шариком головки.
Рекомендуется следующий режим резания и раскатывания: частота вращения — 450 об/мин; подача на 1 оборот — 0,08 мм; глубина резания — 0,25 мм; сила давления на шарик — 20 кгс.
Независимо от способа окончательной обработки цилиндров (гильз) их внутренний диаметр должен иметь один и тот же ремонтный размер.
Цилиндры можно восстанавливать запрессовкой гильз, если их износ превышает последний ремонтный размер или на стенках имеются глубокие риски и задиры. Для этого цилиндры обрабатывают под ремонтную гильзу, толщина которой должна быть не менее 3— 4 мм. В верхней части цилиндра растачивают кольцевую выточку под буртик гильзы. Гильзы запрессовывают с натягом 0,05—0,10 мм на гидравлическом прессе, опрессовывают и обрабатывают (растачивают и хонингуют) до номинального размера. Иногда гильзы обрабатывают под размер меньше номинального, чтобы использовать перешлифованные старые поршни.
Вставные гильзы выпрессовывают и запрессовывают при помощи специальных съемников.
Деформации гнезд коренных подшипников проверяют поверочной скалкой. Если она входит в гнезда и без больших усилий проворачивается, то деформации отсутствуют.
Износ, а также величину несоосности гнезд коренных подшипников можно установить специальным приспособлением. НИИАТ разработал приспособление для контроля соосности гнезд вкладышей коренных подшипников блоков двигателей ЗИЛ (рис. 74). Принцип работы его заключается в том, что скалка 2 при помощи втулок 3 фиксируется в гнездах вкладышей коренных подшипников. На скалке располагают (последовательно при вводе в гнезда) индикаторы для контроля каждого отверстия. Рычаги I индикаторных устройств вводят в измеряемое отверстие Индикаторы устанавливают на нуль и закрепляют на скалке. При вращении скалки отклонения стрелок индикаторов покажут удвоенную величину несоосности каждого отверстия.
Изношенные и деформированные гнезда вкладышей коренных подшипников растачивают до номинального размера. Снятые крышки подшипников обязательно маркируют (ставят номер блока цилиндров и порядковый номер крышки). Плоскости разъема крышки фрезеруют на определенную величину (0,6—0,8 мм) и контролируют индикаторным приспособлением. Так же фрезеруют внешний паз в крышке переднего и фасонный паз в крышке заднего коренного подшипника. Обработанные и принятые ОТК крышки собирают с блоком цилиндров соответственно их маркировке.
Собранный блок цилиндров с крышками устанавливают и закрепляют на плите расточного станка. Отверстия коренных подшипников растачивают за один проход резцами, укрепленными на борштанге до размера, установленного чертежом или техническими условиями. После расточки проверяют размеры отверстия, шероховатость поверхности и межцентровое расстояние между отверстиями коренных подшипников и втулками распределительного вала.
Ремонт головки блока цилиндров и клапанных седел. Основными дефектами головок блока цилиндров являются: трещины в различных местах, коробление поверхности сопряжения с блоком цилиндров, износ отверстий в направляющих втулках клапанов и резьбы, ослабление посадки седел клапанов в гнездах.
Головка блока цилиндров с деталями клапанного механизма работает в очень тяжелых условиях — при высоких температурах и воздействии механических и тепловых нагрузок.
Поэтому в зависимости от дефекта и места его расположения необходимо правильно установить способ ремонта. Трещины можно заделывать эпоксидными пастами, заваркой с общим подогревом головки, наложением заплат, штифтовкой.
Коробление плоскости сопряжения головки с блоком цилиндров устраняют шлифованием или фрезерованием с последующим шлифованием. При этом должна быть выдержана минимально допустимая глубина камеры сгорания, которая указывается в технических условиях. Величину коробления плоскости устанавливают на плите по краске или при помощи контрольной линейки и щупа.
Изношенные отверстия в направляющих втулках и под направляющие втулки клапанов обрабатывают развертками до номинального или ремонтного размера. При износе больше допустимой величины производят замену втулки.
Износ и раковины на фасках седел клапанов устраняют шлифованием или осуществляют замену седла. Производят притирку седла с клапаном или зенкование с последующим шлифованием и притиркой. При зенковании применяют комплект из четырех зенковок, имеющих углы наклона режущих кромок 30 или 45, 75 и 15°. Зенковки с углами 75 и 15° являются вспомогательными и применяются для получения необходимой рабочей фаски. На рис. 75 показана последовательность зенкования клапанного седла.
Рабочие фаски седел клапанов шлифуют абразивными кругами под соответствующий угол. Для двигателя ЗИЛ-130 впускные клапаны шлифуют под углом 60°, а выпускные клапаны —под углом 45° к оси направляющих втулок. Ширина рабочей фаски седла клапана должна быть 1,5—2,0 мм для двигателей ГАЗ и 2,5—3,0 мм — для двигателей ЗИЛ.
При больших износах седла клапана, когда утопание калибра превышает допустимую величину, указанную в технических условиях, седло клапана заменяют новым. Для этого изношенное клапанное седло растачивают, а затем запрессовывают вставное седло клапана, расчеканивая его при помощи специальной оправки. Далее шлифуют или зенкуют рабочую фаску до получения требуемого размера. Затем осуществляют притирку с рабочей поверхностью клапана.
Притирку выполняют на специальных станках, которые полностью механизируют процесс и позволяют выполнять обработку всех клапанов одновременно. Для притирки применяют притирочную пасту или пасту ГОИ. Рекомендуется вначале притирку производить более грубой пастой. Тонкая паста применяется для получения окончательной чистовой поверхности. Притирка должна обеспечить плотное, герметичное соединение рабочих фасок клапана и седла, исключающее возможность проникновения газов. Притертые клапан и седло должны иметь по всей окружности фаски ровную матовую полоску а определенной ширины (рис. 76). Для двигателей ЗИЛ ширина полоски должна быть равной l/2 ширины рабочей фаски седла.
Качество притирки проверяют прибором (рис. 77), при помощи которого создают над клапаном избыточное давление воздуха (0,7 кгс/см2). Давление устанавливают по манометру и оно не должно заметно снижаться в течение 1 мин.
При ослаблении посадки седла клапана в гнезде его выпрессовывают, а отверстие растачивают для установки седла ремонтного размера. При выпрессовке применяют различные съемники. На рис. 78 показана одна из применяемых конструкций съемников.
Ремонт поршня.
Основными дефектами поршня являются нагар на днище и канавках, износ канавок под кольца, отверстий в бобышках, трещины и царапины на стенках.
Для очистки канавок поршня от нагара применяют приспособление в виде стальной ленты с рукоятками, на внутренней поверхности которого закреплены резцы. Вставляя резцы в канавку и поворачивая приспособление вокруг поршня, удаляют нагар.
Поршни с изношенными канавками под поршневые кольца заменяют новыми соответствующих размеров.
Изношенное отверстие в бобышках поршня восстанавливают развертыванием с последующей установкой поршневого пальца увеличенного размера. Незначительные риски или царапины на наружной поверхности поршня удаляют зачисткой наждачной шкуркой. Поршни с трещинами и глубокими царапинами заменяют на новые.
Подбор поршневых колец.
Изношенные и потерявшие упругость поршневые кольца заменяют новыми. Подбор новых колец производят в соответствии с размерами поршня и цилиндра. При подборе к поршню кольца (рис. 79,а) производят прокатку его по канавке и если нет заеданий, то щупом определяют зазор. В случае заедания кольца в канавке или малого зазора кольцо шлифуют на листе мелкозернистой наждачной бумаги, положенной на поверочную плиту. Величина зазора по высоте канавки не должна превышать 0,052—0,082 мм для верхнего и 0,035— 0,70 мм — для остальных компрессионных колец.
При подборе по цилиндру (рис. 79, б) определяют зазор в стыке кольца, установленного в цилиндр. Кольцо можно устанавливать в калибр, внутренний диаметр которого равен диаметру цилиндра. При отсутствии или малой величине зазора осуществляют подпиливание стыков колец личным напильником. При этом плоскости стыков колец должны быть параллельны. Техническими условиями установлена для каждого двигателя определенная величина зазора. Для компрессионных колец зазор должен быть 0,3—0,5 мм, а для малосъемных колец —0,15—0,45 мм. При зазоре больше нормального кольца бракуются.
Ремонт поршневого пальца.
Изношенные поршневые пальцы восстанавливают хромированием. Осуществляют наращивание пористого хрома, который хорошо удерживает масло. После нанесения слоя хрома пальцы шлифуют под необходимый ‘размер. При износе по диаметру более 0,03 мм пальцы ремонтируют или заменяют новыми. Рекомендуется при капитальном ремонте двигателя устанавливать поршневые пальцы только номинального размера. Для облегчения сборки их размеры рассортированы на ряд групп.
Ремонт шатуна.
Основными дефектами шатуна являются: изгиб и скручивание стержня, износ отверстия втулки верхней головки и отверстия под втулку, износ отверстия и торцовых поверхностей нижней головки.
Изношенные втулки верхней головки шатуна обычно заменяют новыми. Иногда отверстие втулки растачивают или развертывают под увеличенный ремонтный размер поршневого пальца.
Изношенное отверстие головки под втулку восстанавливают обработкой под ремонтные размеры (шатуны двигателей ЯМЗ-236 и ЯМЗ-238) или шатуны с данным дефектом выбраковывают (шатуны двигателей ЗИЛ-130, ЗИЛ-164, ГАЗ-51).
Отверстие нижней головки шатуна под вкладыш растачивают и шлифуют под номинальный размер после обработки стыковых поверхностей крышки с шупом. Последние фрезеруют или шлифуют, используя специальные приспособления. При наличии гальванического участка целесообразно отверстие нижней головки шатуна ремонтировать осталиванием. После осталивания отверстие восстанавливают до номинального размера. Этот метод ремонта позволяет сохранить жесткость детали и межцентровое расстояние между отверстиями верхней и нижней головок шатуна.
Изгиб и скручивание стержня шатуна устраняют правкой. Для правки и контроля шатунов применяют различные приспособления. На рис. 80 показана одна из конструкций применяемых приспособлений. На данном приспособлении одновременно проверяют изгиб и скручивание шатуна, а также расстояние между центрами его головок. При обнаруженных отклонениях, превышающих допустимые величины, шатун правят специальным ключом без снятия с приспособления. При этом верхняя головка шатуна должна занимать положение между вертикальной и горизонтальной плитами.
Шатун плотно устанавливается в приспособлении при помощи большой скалки 8; пропущенной через стойки 9. Малую скалку 10 вставляют в обработанное отверстие верхней головки шатуна. Вначале предварительно проверяют скрученность шатуна. Для этого шатун, установленный в горизонтальном положен ним, вручную поворачивают так, чтобы малая скалка 10 поочередно упиралась на сухари стоек 11. Наличие зазора укажет о скручивании шатуна.
Определение величины скручивания и изгиба производится при нахождении шатуна в вертикальном положении. При этом малая скалка 10, соприкасаясь с упорами коромысла 4, находится в контакте с штифтами 2 индикаторов / и 7, которые указывают величину скрученности шатуна. Индикатор 5 устанавливает отклонение расстояния между осями отверстий верхней и нижней головок, а индикатор 6 — непараллельность осей отверстий.
После правки и контроля, резко перемещая рукоятку 13, выбивают большую скалку 8, освобождая шатун.
Перед началом работы индикаторы приспособления настраивают по эталонному шатуну.
Ремонт коленчатого вала.
Основными дефектами коленчатого вала являются: изгиб, износ шатунных и коренных шеек, износ отверстия под подшипник ведущего вала коробки передач и отверстий фланца вала под болты крепления маховика.
Изгиб коленчатого вала двигателя проверяют на стенде, на призмах, установленных на контрольной плите или в центрах токарного станка при помощи индикатора. Изгиб (биение средней коренной шейки относительно крайних) свыше допустимого по техническим условиям устраняют правкой на прессе.
Коленчатый вал устанавливают на призмы крайними коренными шейками, а штоком пресса через медную или латунную прокладку давят на среднюю шейку со стороны, противоположной изгибу. При этом величина прогиба должна быть примерно в 10 раз больше устраняемого изгиба. Вал выдерживают под нагрузкой на прессе в течение 2—4 мин. После правки рекомендуется вал подвергнуть термической обработке, т.е. нагреть до 180—200°С и выдержать при этой температуре в течение 5—6 ч. Затем вал проверяют на биение. Биение средних шеек по отношению к крайним шейкам не должно превышать 0,05 мм.
Изношенные шатунные и коренные шейки коленчатого вала восстанавливают шлифованием под ремонтный размер. Устанавливают один ремонтный размер для всех шатунных шеек и один ремонтный размер для коренных шеек в зависимости от наименьшего диаметра, полученного в результате обмера и рекомендуемого техническими условиями ремонтного размера. Завершают обработку шеек вала полированием или суперфинишированием до получения требуемой шероховатости поверхности. Затем промывают масляные каналы и наружную поверхность вала керосином в специальной ванне.
В тех случаях, когда использованы все ремонтные размеры и дальнейшее уменьшение диаметра вала недопустимо, а прочность его достаточна, шейки можно восстанавливать наплавкой с последующей обработкой под номинальный размер.
При восстановлении шеек коленчатого вала важна правильно выбрать установочные базы. Рекомендуется устанавливать коленчатый вал на станке на те же базовые поверхности, которые применялись при изготовлении. Тогда получаются минимальные погрешности, связанные с его установкой. В конструкциях коленчатых валов двигателей ЗИЛ-130, ГАЗ-53, ЯМЗ-236 и других предусмотрены фаски с двух сторон (со стороны отверстия под храповик и отверстия под шариковый подшипник направляющего конца ведущего вала). Данные фаски принимают в качестве установочных баз. Предварительно их проверяют и при необходимости зачищают или исправляют.
В конструкциях коленчатых валов двигателей ГАЗ-51, ЗИЛ-164 центровые отверстия, используемые при изготовлении, в последующем удаляются. Поэтому необходимо при шлифовании шеек коленчатого вала правильно выбрать новые установочные базы, которые бы удовлетворяли предъявляемым требованиям. Для таких валов можно принимать за установочные базы: при шлифовании .коренных шеек — фаску отверстия под храповик и отверстие под подшипник направляющего конца ведущего вала, при шлифовании шатунных шеек— шейку под шестерню и наружную цилиндрическую поверхность фланца под маховик. Для обеспечения требуемой точности обработки выбранные установочные поверхности предварительно подготавливают.
В качестве технологической базы могут быть приняты прошлифованные коренные шейки при шлифовании шатунных шеек. При этом ось вращения шатунных шеек должна точно совпадать с осью шпинделя станка.
Износ отверстия под подшипник ведущего вала коробки передач восстанавливают постановкой втулки. На рис. 81 приведен эскиз восстановленного коленчатого вала двигателя ЗИЛ-130, На токарно-винторезном станке растачивают отверстие в вале до диаметра
затем запрессовывают ремонтную втулку до упора, растачивают отверстие во втулке до размера 52 и снимают фаску 3X30°
Изношенное отверстие во фланце вала под болты крепления маховика обрабатывают разверткой до ремонтного размера в сборе с маховиком. При сборке ставят болты крепления маховика увеличенного ремонтного размера.
После ремонта необходимо осуществить контроль коленчатого вала для установления качества выполненных работ и выявления возможных раковин и трещин.
Замена подшипников.
Подшипники для шатунных и коренных шеек коленчатого вала изготовлены в виде стальных тонкостенных вкладышей, с внутренней стороны залитых антифрикционным сплавом. Заводы выпускают вкладыши как номинального, так и ремонтного размеров. При износе их осуществляют замену вкладышей без какой-либо дополнительной подгонки. Вкладыши заменяют только парами.
Поделитесь этой страницей с друзьями!
Устройство, техническое обслуживание и ремонт кривошипно-шатунного механизма двигателя
Реферат
На тему: «Устройство, техническое обслуживание и ремонт кривошипно-шатунного механизма двигателя»
Выполнил обучающийся гр.
326
Макаров Е.С.
Проверил преподаватель
Попов С.С.
Содержание
1.Введение
2.Устройство КШМ
3. Неисправности КШМ и способы их устранения
4. Инструменты применяемые при выполнении технического обслуживания и ремонта КШМ.
5 .Техническое обслуживание и ремонт КШМ.
6. Техника Безопасности при ремонте
1. Введение
Двигатель — это агрегат, преобразующий какой-либо вид энергии в механическую работу. На отечественных легковых автомобилях устанавливаются поршневые двигатели внутреннего сгорания, в которых тепловая энергия, получаемая при сгорании топлива внутри цилиндров двигателя, преобразуется в механическую работу, используемую для передвижения автомобиля. Для обеспечения нормальной работы двигатель внутреннего сгорания имеет следующие механизмы и системы:
— кривошипно-шатунный механизм;
— газораспределительный механизм;
— систему охлаждения;
— систему смазки;
— систему питания;
— систему зажигания.
На легковых автомобилях отечественного производства применяются четырехтактные двигатели, а на мотоциклах и моторных лодках — двухтактные
Кривошипно-шатунный механизм преобразует прямолинейное возвратно-поступательное движение поршней, воспринимающих силу давления газов, во вращательное движение коленчатого вала.
Условно элементы КШМ (кривошипно-шатунного механизма) можно разделить на две группы: неподвижные и подвижные.
К неподвижным элементам относятся блок цилиндров, головка блока цилиндров, картер с подшипниками коленчатого вала и поддоном, соединяющие их детали. Все это образует остов двигателя.
Подвижными элементами механизма являются поршень, поршневые кольца, поршневой палец, шатун с подшипниками, коленчатый вал с маховиком, соединяющие их детали.
Поршни, поршневые кольца и поршневые пальцы в сборе образуют поршневую группу.
Поршень имеет вид цилиндра, изготовленного из сплавов алюминия. Основная функция этой детали заключается в превращении в механическую работу изменение давления газа, или на оборот,- нагнетание давления за счет возвратно-поступательного движения.
Поршень представляет собой сложенные воедино днище, головку и юбку, которые выполняют совершенно разные функции. Днище поршня плоской, вогнутой или выпуклой формы содержит в себе камеру сгорания. Головка имеет нарезанные канавки,где размещаются поршневе кольца (компресионные и маслосъемные ). Компрессионные кольца исключают прорыв газов в картер двигателя, а поршневые маслосъемные кольца способствуют удале нию излишков масла на внутренних стенках цилиндра.
В юбке расположены две бобышки, обеспечивающие размещение соединяющего поршень с шатуном поршневого пальца.
Шатун.
Изготовленный штамповкой или кованый стальной ( реже – итановый) шатун имеет шарнирные соединения . Основная роль шатуна состоит в передаче поршневого усилия к коленчатому валу. Конструкция шатуна предполагает наличие верхней и нижней головки, а также стержня с двутавровым сечением. В верхней головке и бобышках находится вращающийся ( «плавающий» ) поршневой палец ,а нижняя головка – разборная, позволяющая, тем самым, обеспечить тесное соединение с шейкой вала. Современная технология контролируемого раскалывания нижней головки позволяет обеспечить высокую точность соединения ее частей.
Коленчатый вал.
Изготовлен из стали или чугуна высокой прочности. Коленчатый вал состоит из шатунных и коренных шеек, соединенных щеками и вращающихся в подшипниках скольжения.
Щеки создают противовес шатунным шейкам. Основная функция коленчатого вала состоит в восприятии усилия от шатуна для преобразования его в крутящий момент. Внутри щек и шеек вала предусмотрены отверстия для подачи под давлением масла системой смазки двигателя.
Маховик устанавливается на конце коленчатого вала. На сегодняшний день находят широкое применение двухмассовые маховики, имеющие вид, упруго соединенных между собой дисков. Зубчатый венец маховика принимает непосредственное участие в запуске двигателя через стартер.
Блок и головка блока цилиндров.
Блок цилиндров и головка блока цилиндра отливается из чугуна ( реже – сплавов алюминия). В блоке цилиндров предусмотрены рубашки охлаждения, постели для подшипников коленчатого и распределительного валов, а также точки крепления приборов и узлов. Сам цилиндр выполняет функцию направляющей для поршней. Головка блока цилиндра располагает в себе камеру сгорания, впускные — выпускные каналы, специальные резьбовые отверстия для свечей системы зажигания, втулки и запрессованные седла.
Герметичность соединения блока цилиндров с головкой обеспечены прокладкой. Кроме того, головка цилиндра закрыта штампованное крышкой, а между ними, как правило, устанавливается прокладка из маслостойкой резины.
3. Неисправности КШМ и способы их устранения.
Неисправность
Способ устранения
Неисправность ступицы шкива коленчатого вала Ослаблено крепление гидротрансформатора Ослаблены или пережаты приводные ремни Неисправна система выпуска отработавших газов Трещина в маховике Увеличен зазор в коренном подшипнике Увеличен зазор в шатунном подшипнике
Заменить шкив коленчатого вала Затянуть болты крепления гидротрансформатора Заменить или натянуть приводные ремни согласно нормам Проверить и при необходимости отремонтировать систему выпуска отработавших газов Осмотреть и при необходимости заменить маховик Заменить коренной подшипник Заменить шатунный ПОДШИПНИК
Легкий стук прогретого двигателя
Детонация двигателя Ослаблено крепление гидротрансформатора Утечка выхлопных газов в системе выпуска отработавших газов Увеличенный зазор в подшипника шатуна
Проверить качество топлива Проверить и установить необходимый угол опережения зажигания Затянуть болты крепления гидротрансформатора Проверить и затянуть болты крепления, при необходимости заменить прокладку Заменить подшипник шатуна
Стук при запуске, который длится несколько секунд
Моторное масло низкого качества или не соответствует климатическим условиям эксплуатации неисправен регулировочный механизм зазора в приводе клапана (гидротолкатель) Увеличенное осевое перемещение коленчатого вала
Увеличенный зазор в переднем коренном подшипнике
Проверить масло, при необходимости заменить новым, соответствующим климатическим условиям Прочистить, проверить и в случае необходимости заменить гидротолкатель Заменить упорный подшипник коленчатого вала
Заменить передний коренной подшипник
Стук прогретого двигателя в режиме холостого хода
Ослаблены или изношены приводные ремни Неисправен генератор или компрессор системы кондиционирования воздуха Моторное масло не соответствует климатическим условиям эксплуатации Увеличенный зазор в соединении поршень -поршневой палец Увеличен зазор между цилиндром и поршнем
Натянуть, при необходимости заменить приводные ремни Осмотреть, при необходимости заменить (отремонтировать) генератор или компрессор Проверить масло, при необходимости заменить новым, соответствующим климатическим условиям эксплуатации Заменить поршень и (или) поршневой палец Заменить поршень, при необходимости расточить цилиндр и хонинговать
4.
Инструменты применяемые при выполнении технического обслуживания и ремонта КШМ.
Техническое состояние кривошипно-шатунных и газораспределительных механизмов можно определить по шумам и стукам с помощью стетоскопов (рисунок а,б). По характеру стука и шума и месту его возникновения находят неисправности двигателя. Зоны прослушивания работы двигателя располагаются на его внешних поверхностях (рисунок в). При углубленном диагностировании технического состояния двигателя, в частности кривошипно-шатунного и газораспределительного механизмов, определяют расход газов, прорывающихся в картер двигателя, давление в конце такта сжатия, утечку сжатого воздуха через не плотности камеры сгорания, зазоры в сопряжениях поршень — поршневой палец — верхняя головка шатуна — вкладыш шатунного подшипника — шатунная шейка коленчатого вала. Для этого применяется следующее оборудование.
Стетоскопы (а, б )
1.Стержень.
2.Мембрана.
3.Резиновые трубки.
4.Накнечники.
5.Пружинная пластина.
6.Телефон.
Зоны прослушивания стуков в двигателе ( в ):
7.Клапанов.
8.Поршневых колец, шатунных подшипников.
9.Распределительных шестерен.
10. Коренных подшипников.
11.Подшипников
распределительного вала.
Обозначение
Наименование
А 96137
А 95615
А 94016/10
А 94016
А 86010
А 60325
—
—
—
—
—
—
—
Кольцевой калибр для установки нутрометра
Для контроля надежности запрессовки поршневого пальца
Зенкер для обработки гнезд заглушек коленчатого вала
Шпиндель зенкера для обработки гнезд заглушек
Оправка для запрессовки заглушек коленчатого вала
Приспособление для горячей запрессовки поршневого пальца в поршень и шатун
Ключи 8х10, 10х12, 14х17, 17х19, 20х22, 11х13
Молоток
Отвертка
Штангенциркуль
Микрометр
Нутрометр
Щуп
5.
Техническое обслуживание и ремонт КШМ.
Ежедневное техническое обслуживание. (ЕО).
Очистить двигатель от грязи и проверить его состояние. Двигатель очищают от грязи скребками, моют с помощью кисти смоченной в керосине, а затем вытирают насухо.
Состояние двигателя проверяют внешним осмотром и прослушивают его работы на разных режимах.
Сальник коленвала заменяем при обнаружении замасливания передней части двигателя автомобиля ваз 2107, вследствие разбрызгивания масла шкивом коленчатого вала.
Снятие сальника коленвала 1. Устанавливаем автомобиль ваз 2107 на смотровую яму или эстакаду и включаем I передачу. 2. Снимаем грязезащитный щиток двигателя ваз 3. Снимаем ремень привода генератора 4. Специальным ключом на 38 мм отворачиваем гайку крепления шкива коленчатого вала
5. Снимаем шкив коленвала.
6. Отверткой поддеваем сальник коленчатого вала и извлекаем его из крышки привода
газораспределительного механизма.
Снятие заднего сальника коленвала с автомобиля ваз 2107
1. Устанавливаем автомобиль ваз 2107 на смотровую яму или эстакаду
2. Снимаем с автомобиля ваз 2107 маховик
3. Торцовым или накидным ключом на 10 мм отворачиваем две гайки
крепления щитка картера сцепления и снимаем щиток.
4. Для замены заднего сальника коленвала на автомобиле ваз 2107 рекомендуется снять держатель сальника во избежание повреждения фланца коленвала при запрессовке
сальника. Торцовым ключом на 10 мм отворачиваем два болта крепления поддона картера двигателя к держателю и шесть болтов крепления держателя заднего сальника к блоку цилиндров. Болты А и Б ослабляем.
5. Поддеваем шлицевой отверткой держатель заднего сальника и снимаем его вместе с уплотнительной прокладкой.
6. Устанавливаем держатель в тиски и
выколоткой выбиваем сальник через вырез в держателе.
Установка заднего сальника коленвала на автомобиль ваз 2107
1. Смазываем рабочую кромку нового
сальника моторным маслом. 2. Запрессовываем задний сальник коленвала в держатель через оправку (в качестве оправки можно использовать старый сальник или отрезок трубы подходящего диаметра).
Дефектовка кривошипно-шатунного механизма. Техническое обслуживание и ремонт кривошипно-шатунного механизма двигателя автомобиля ваз-21074.
3.1. Назначением технического обслуживания двигателя является предупреждение и выявление неисправностей и отказов его механизмов и систем.
Оно заключается в своевременном выполнении контрольно-диагностических, крепежных, смазочных, регулировочных и других работ. ТО-1 и ТО-2 двигателя начинается с его контрольного осмотра, заключающегося в проверке его комплектности, выявлении подтекания масла, топлива, охлаждающей жидкости и проверке крепления двигателя на опорах.
Контрольный осмотр позволяет выявить очевидные дефекты двигателя и определить необходимость в его техническом обслуживании и ремонте. Чтобы выявить техническое состояние двигателя, проводят его общую проверку по основным диагностическим параметрам, к которым относятся расход топлива и масла (на угар), давление масла.
Расход топлива определяется методами ходовых и стендовых испытаний, а также на основании ежедневного его учета и сравнения с нормативными.
Угар масла определяется по его фактическому расходу (для малоизношенного двигателя угар масла может составлять 0,5…1,0% расхода топлива). Повышенный угар масла сопровождается заметным дымлением отработавших газов на выпуске.
Давление масла при малой частоте вращения коленчатого вала ниже 0,04 МПа указывает на неисправность механизмов двигателя.
Предусматриваются следующие виды технического обслуживания (ТО) автотранспорта:
ЕО – ежедневное техническое обслуживание;
ТО-1 – первое техническое обслуживание;
ТО-2 – второе техническое обслуживание;
СО – сезонное техническое обслуживание.
Работы, относящиеся к ТО-1 и ТО-2:
Трудоемкость работ при ТО-1 составляет примерно от 2,5 (легковые автомобили) до 6,5 (грузовые) чел. час, при ТО-2 в среднем 10…15 чел. час для легковых автомобилей и 10…20 чел. час для грузовых.
Периодичность ТО (пробег автомобиля), км, зависит от различных условий дорог.
ТО-1 проводят в межсменное время, при этом автомобиль с эксплуатации на линии не снимают, при ТО-2 его снимают с эксплуатации на линии сроком до одних суток.
При ТО-1 можно заменять отдельные детали и узлы. При ТО-2 – агрегаты, механизмы, системы.
При ТО-1 проводят общую диагностику Д-1, а при ТО-2 – поэлементную (или углубленную) Д-2.
Диагностика – это процесс выявления скрытых дефектов без разборки агрегатов, систем, механизмов.
Различают:
Объективную диагностику; ее проводят с помощью приборов. Здесь есть количественные показатели – температура, давление, меры длины или линейные площади, массы, объемы, электрические параметры.
Субъективную диагностику, при выявлении дефектов используется опыт специалиста.
Крышки коренных подшипников в процессе ремонта с блоками цилиндров не разукомплектовываются, как и картеры сцепления.
Основные дефекты в блоке цилиндров:
Пробоины на стенках рубашки охлаждения или картера;
Износ торцов первого коренного подшипника;
Трещины и отколы;
Износ нижнего посадочного отверстия под гильзу;
Износ верхнего посадочного отверстия под гильзу;
Износ отверстий под толкатели;
Износ отверстий во втулках под опорные шейки распределительного вала;
Износ гнезд вкладышей коренных подшипников и их несоосность;
Износ отверстий под втулки распределительного вала.
Основные дефекты головки цилиндров:
Пробоины, прогар и трещины на стенках камеры сгорания, разрушение перемычек между гнездами;
Трещины на рубашке охлаждения;
Износ, риски или раковины на рабочих фасках седел клапанов;
Износ гнезд под седла клапанов;
Коробление поверхностей прилегания к блоку цилиндров;
Износ отверстия в направляющие втулки клапана;
Срыв или износ резьбы под свечи.
Основные дефекты коленчатого вала:
Изгиб вала;
Износ наружной поверхности фланца;
Биение торцевой поверхности фланца;
Износ маслосъемных канавок;
Износ отверстия под подшипник;
Износ отверстий под болты крепления маховика;
Износ коренных или шатунных шеек;
Износ шейки под шестерню и ступицу шкива;
Износ шпоночной канавки по ширине;
Увеличение длины передней коренной шейки;
Увеличение длины шатунных шеек.
Основные дефекты шатуна:
Изгиб или скручивание;
Износ отверстия нижней головки;
Износ отверстия под втулку в верхней головке;
Износ отверстия во втулке верхней головки;
Уменьшение расстояния между осями верхней и нижней головок.
Техническое обслуживание и ремонт кривошипно–шатунного механизма ГАЗ-3102. Эксплуатация контейнерных АЗС
Похожие презентации:
Обслуживание и ремонт кривошипно-шатунного механизма
Техника транспорта, обслуживание и ремонт. Ремонт кривошипно-шатунного механизма. (Тема 9.1)
Кривошипно-шатунный механизм
Кривошипно- шатунный механизм
Неисправности кривошипно-шатунного механизма и газораспределительного механизма
Кривошипно-шатунный механизм
Техническое обслуживание, диагностика и устройство кривошипно-шатунного механизма ВАЗ 2110
Кривошипно-шатунный механизм двигателя. Назначение и характеристика
Кривошипно-шатунный механизм
Неподвижные части кривошипно-шатунного механизма
1. Министерство образования, науки и молодёжной политики Забайкальского края Государственное автономное профессиональное образовательное
МИНИСТЕРСТВО ОБРАЗОВАНИЯ, НАУКИ И МОЛОДЁЖНОЙ ПОЛИТИКИ ЗАБАЙКАЛЬСКОГО КРАЯ ГОСУДАРСТВЕННОЕ АВТОНОМНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ «КРАСНОКАМЕНСКИЙ ГОРНО — ПРОМЫШЛЕННЫЙ ТЕХНИКУМ» ПРИЛОЖЕНИЕ К ПИСЬМЕННОЙ ЭКЗАМЕНАЦИОННОЙ РАБОТЕ ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И РЕМОНТ КРИВОШИПНО–ШАТУННОГО МЕХАНИЗМА ГАЗ-3102 Приоритет маршрутных транспортных средств Эксплуатация контейнерных АЗС ВЫПОНИЛ СТУДЕНТ ГРУППЫ № 30 Тарзян Александр Краснокаменск 2016 Планово-предупредительная система ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ПЛАНОВЫЕ РЕМОНТЫ ЕО ТО-1 ТО-2 СО По потребности восстановления ТР По выработке ресурса автомобиля КР Назначение КШМ – предназначен для преобразования возвратно-поступательного движения поршня, во вращательное движение коленчатого вала. Детали КШМ делится на : Подвижным Неподвижные 1. Поршень в сборе с кольцами 2. Шатун в сборе с пальцем 3. Коленчатый вал 4. Маховик 5. Вкладыши Поршень в сборе с шатуном 1. Поршень 2. Поршневой палец 3. Стопорные кольца 4. Компрессионное кольцо 5. Компрессионное кольцо 6. Маслосъемное кольцо 7. Шатун 8. Нижняя разборная головка 9. Бронзовая втулка 10.Вкладыш 11.Вкладыш 12.Винты Шатун Верхняя неразборная головка Тело шатуна (в сечении двутавр) Нижняя разборная головка Коленчатый вал Коренные шейки Шатунные шейки Коленчатый вал и маховик 1.Блок цилиндров 2.Головка блока цилиндров 3.Гильза 4.Поддон картера Блок цилиндров Головка блока цилиндров Поддон картера 1 — головка цилиндров, 2 — резиновый наконечник, 3 — шланг, 4 — манометр, 5 — клапан выпуска воздуха, 6 — золотник
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ КРИВОШИПНО-ШАТУННОГО МЕХАНИЗМА. ЕО – очистить двигатель от грязевых отложений. Прослушать на всех режимах. ТО-1 — проверить крепление опор двигателя, герметичность соединений диагностическим оборудованием. ТО-2 – в дополнении к операциям по ТО-1 подтянуть гайки крепления головки цилиндров. Диагностирование неисправностей кривошипно — шатунного механизма. Неисправность Причина Двигатель не пускается Слабая компрессия в цилиндрах ввиду износа поршневой группы Двигатель работает с перебоями и не развивает номинальной мощности Попадание в цилиндры воды из системы охлаждения Изношены поршневые кольца Засорена выпускная труба Дымный выпуск отработавших газов Закоксовывание поршневых колец Износ поршневой группы Двигатель не прогрет Попадание воды в цилиндры Стуки в двигателе Изношены поршневые пальцы, отверстия в бобышках поршня и верхней головки шатуна Изношены поршни и гильзы Изношены вкладыши и шейки коленчатого вала Правила. Раздел 18. Пункт 18.1. Вне перекрёстков, где трамвайные пути пересекают проезжую часть, трамвай имеет преимущество перед безрельсовыми транспортными средствами, кроме случаев выезда из депо. Правила. Раздел 18. Пункт 18.2. На дорогах с полосой для маршрутных транспортных средств, обозначенных знаками 5.11, 5.13.1, 5.13.2, 5.14 запрещаются движение и остановка других транспортных средств на этой полосе. Если эта полоса отделена от остальной проезжей части прерывистой линией разметки, то при поворотах транспортные средства должны перестраиваться на неё. Разрешается также в таких местах заезжать на эту полосу при выезде на дорогу и для посадки и высадки пассажиров у правого края проезжей части при условии, что это не создаёт помех маршрутным транспортным средствам. Правил. Правила. Раздел 18. Пункт 18.2. Если эта полоса отделена от остальной проезжей части прерывистой линией разметки, то при поворотах транспортные средства должны перестраиваться на неё. Точно также сплошную линию превращают в прерывистую на съездах в прилегающие территории. И в этом случае, совершая поворот направо, водитель обязан сначала перестроиться на правую полосу. Правила. Раздел 18. Пункт 18.2. Разрешается также в таких местах заезжать на эту полосу при выезде на дорогу и для посадки и высадки пассажиров у правого края проезжей части при условии, что это не создаёт помех маршрутным транспортным средствам. Правила. Раздел 18. Пункт 18.3. В населённых пунктах водители должны уступать дорогу троллейбусам и автобусам, начинающим движение от обозначенного места остановки. Водители троллейбусов и автобусов могут начинать движение только после того, как убедятся, что им уступают дорогу. Контейнерные – Это АЗС с надземным расположением резервуаров для хранения топлива. Они характеризуются раздельным размещением ТРК и резервуара с технологическим оборудованием в контейнерах, выполненных как отдельные заводские изделия. Контейнерная АЗС – как правило, этот тип заправки предназначается для приема, хранения, а также выдачи потребителям (владельцам автотранспортных средств) одного вида топлива (редко – двух и более). Такие АЗС характеризуются тем, что ТРК с необходимым технологическим оборудованием размещены в одном контейнере и соединены с другим контейнером – резервуаром для хранения топлива, в единую технологическую систему. Применение контейнерных АЗС оправдано на строительстве крупных объектов, где задействовано большое количество транспортных средств, дорожной и специальной техники. Основными преимуществами контейнерной АЗС являются: •Относительно низкая стоимость комплекта, срок окупаемости не больше одного года. •Небольшой временной срок монтажа и наладки (примерно две недели). •Благодаря надежной и прочной конструкции резервуара контейнерная АЗС не требует строительства сложного фундамента. •Не требуется установка специальной емкости для возможного аварийного пролива топлива.
English Русский Правила
Момент затяжки шатуна. Момент затяжки коренных и шатунных подшипников. Что такое подшипники скольжения
Многие автолюбители, привыкшие самостоятельно ремонтировать свой автомобиль, не понаслышке знают, что ремонт двигателя – дело очень сложное и ответственное.
Так как ремонт силового агрегата требует от автомобилиста не только определенных навыков, но и знаний для правильного выполнения технологического процесса. Сегодня в статье мы кратко рассмотрим кривошипно-шатунный механизм, его роль в двигателе автомобиля.
Кроме того, мы также расскажем о важности соблюдения моментов затяжки коренных и шатунных подшипников, нюансах и последовательности выполнения этой операции и других. важные аспекты. Поэтому новичкам будет полезно несколько расширить свои знания по теме, прочитав нашу статью.
Концепция КШМ
Кривошипно-шатунный механизм, сокращенно КШМ, является важнейшим узлом агрегата для двигателя. Основной задачей этого механизма является изменение прямолинейных движений поршня на вращательные и наоборот. Этот момент вращения возникает за счет сгорания топлива в цилиндрах двигателя.
Как известно, продукты сгорания горючей смеси имеют свойство расширяться. Затем под высоким давлением они толкают поршни двигателя вниз, а те, в свою очередь, передают усилие на шатуны и коленчатый вал. Именно благодаря специфической форме коленчатого вала в двигателе одно движение преобразуется в другое, что в конечном итоге позволяет колесам машины вращаться.
По своим функциям коленчатый вал является наиболее нагруженным механизмом двигателя. Именно этот узел определяет, какую форму будет иметь тот или иной силовой агрегат и как в нем будут располагаться цилиндры. Это связано с тем, что каждый тип двигателя создается для определенной цели. Некоторым автомобилям требуется максимальная мощность двигателя, малый вес и габариты, в то время как другие отдают предпочтение простоте обслуживания, надежности и долговечности. Поэтому производители выпускают для разных типов двигателей разные виды кривошипно-шатунных механизмов. КШМ делятся на однорядные и двухрядные.
Роль вкладышей коленчатого вала
Коленчатый вал должен выдерживать большие нагрузки при работе двигателя. Но подшипники для этого устройства использовать нельзя. Эту роль взяли на себя коренные и шатунные подшипники. Хотя по своей задаче они выполняют функции подшипников скольжения. Вкладыши изготавливаются из биметаллической ленты, состоящей из малоуглеродистой стали, меди и свинца, а также алюминиевого сплава АСМ или баббита.
Именно благодаря вкладышам обеспечивается свободное вращение коленчатого вала. Для обеспечения долговечности и износостойкости вкладыши покрываются тонким, микронным слоем масла во время работы двигателя. Но для их полной и качественной смазки высокое давление масла просто необходимо. Эту роль взяла на себя система смазки двигателя. Все эти условия как раз и способствуют снижению силы трения и увеличению ресурса двигателя.
Типы и размеры вкладышей
В целом вкладыши коленвала делятся на две группы:
Первый тип называется коренными вкладышами. Они расположены между коленчатым валом и местами его прохождения через корпус двигателя. Они несут наибольшую нагрузку, так как именно на них закреплен и вращается коленчатый вал.
Ко второй группе относятся шатунные вкладыши. Они расположены между шатунами и коленчатым валом, его шейками. Они также несут огромные нагрузки.
Коренные и шатунные вкладыши изготавливаются для каждого типа двигателя индивидуально со своими размерами. А для большинства автомобильных двигателей помимо номинальных, заводских размеров существуют еще и ремонтные вкладыши. Внешний размер ремонтных вкладышей остается неизменным, а внутренний диаметр регулируется за счет увеличения толщины вкладыша. Всего таких размеров четыре с шагом 0,25 мм.
Не секрет, что при большом пробеге автомобиля изнашиваются не только коренные и шатунные вкладыши, но и шейки коленчатого вала. Эти обстоятельства приводят к необходимости замены вкладышей номинальных размеров на ремонтные. Чтобы поставить ту или иную ремонтную вставку, шейку растачивают до определенного диаметра. Причем диаметр подбирается для каждого из габаритов вкладыша индивидуально.
Если уже применялся, например, ремонтный размер 0,25 мм, то при избавлении от дефектов на шейках коленчатого вала следует использовать размер 0,5 мм, а при серьезных задирах — 0,75 мм. При правильной замене вкладышей двигатель должен проработать не одну тысячу километров, если, конечно, не работают другие системы автомобиля.
Также есть варианты, когда расточка не требуется и вкладыши просто меняются на новые. Но люди, занимающиеся этим профессионально, не советуют просто менять вкладыши на новые. Объясняется это тем, что в процессе работы и эксплуатации вкладышей на валу все же возникают микродефекты, которые на первый взгляд не видны. В общем без шлифовки возможен быстрый износ и малый ресурс КШМ.
Признаки износа подшипников коленчатого вала
В разговорах автолюбителей часто можно услышать фразы: «Застучал двигатель» или «Вкладыши провернуло», эти слова чаще всего относятся к износу вкладышей. Это, в свою очередь, является серьезной поломкой мотора. Первые признаки таких неисправностей – потеря давления масла или появление посторонних звуков при работе двигателя. Неопытному автолюбителю будет сложно определить признаки неисправности вкладышей, поэтому лучше сразу обратиться к специалисту.
Для профессионала выслушать и поставить диагноз не составит серьезной проблемы. Обычно эта процедура выполняется на холостом ходу двигателя путем резкого нажатия на педаль газа. Считается, что если звук представляет собой глухой тон или железный скрежет, то проблема в коренных подшипниках. При выходе из строя шатунных подшипников стук становится громче и сильнее.
Есть еще один способ проверить износ. Нужно поочередно выкручивать свечи зажигания или форсунки для дизельных двигателей. Если стук пропадает при выкручивании свечи, то это тот цилиндр, в котором проблемы.
Проблема низкого давления масла не обязательно может быть связана с износом вкладышей. Возможно, неисправен масляный насос, редукционный клапан или изношена постели распредвала. Поэтому сначала проверяем все узлы системы смазки и только после этого делаем выводы, что именно ремонтировать.
Измеряем зазор между вкладышем и коленвалом
Вкладыши изготавливаются из 2-х отдельных частей со специальными местами для крепления. Главной задачей при сборке должно быть обеспечение необходимого зазора между шейкой вала и вкладышем. Обычно для определения рабочего зазора между ними используют микрометр, а внутренний диаметр вкладышей измеряют нутромером. После этого производятся некоторые расчеты, позволяющие выявить зазор.
Однако сделать такую операцию гораздо проще, используя специальную пластиковую калиброванную проволоку. Между вкладышем и шейкой помещаются куски необходимого размера, после чего подшипник зажимается с требуемым усилием и снова разбирается. Далее берется специальная линейка, которая идет в комплекте с проволокой, и измеряется ширина соответствующего отпечатка на валу. Чем шире раздавленная мерная полоса, тем меньше зазор в подшипнике. Этот метод позволяет с высокой точностью контролировать необходимое расстояние между грифом и вкладышем.
Как и с каким усилием затягиваются коренные и шатунные вкладыши?
Коренные и шатунные вкладыши можно затянуть с требуемым усилием специальным динамометрическим ключом. Ключ может быть как с трещоткой, так и со стрелкой. На обоих ключах выбиты размеры, необходимые для затяжки гаек и болтов с любым крутящим моментом. Для настройки потребуется выставить необходимое значение на ключе, и после этого можно будет сразу приступать к затяжке.
При этом помните, что при усилии менее 5 кг нет необходимости надевать на ключ трубу для создания дополнительных рычагов. Это можно сделать одной рукой, чтобы не сорвать резьбу болта.
Момент затяжки коренных и шатунных подшипников
Перед установкой вкладышей первым делом необходимо удалить с них консервационную смазку и нанести небольшой слой масла. Далее устанавливаем коренные подшипники в постели коренных шеек, при этом не забывая, что средний вкладыш отличается от остальных.
Следующий шаг — накрыть кровати покрывалами и затянуть их. Причем момент затяжки должен применяться в соответствии со стандартами, которые иногда указываются в правилах эксплуатации. средство передвижения. Но чаще всего бывают случаи, когда в техническом руководстве на автомобиль не указаны моменты затяжки коренных и шатунных подшипников. В таких случаях рекомендуется искать эту информацию в специальной литературе по ремонту конкретного двигателя. Например, для автомобилей Лада Приора момент затяжки крышки станины составляет от 64 Н*м (6,97 кгс*м) до 81 Н*м (8,61 кгс*м).
Далее приступаем к установке шатунных вкладышей. При этом следует обратить внимание на правильность установки крышек, каждая из них промаркирована, поэтому не перепутайте их. Момент затяжки у них намного меньше, чем у коренных. Например, если взять более тугую модель «Лада Приора», момент затяжки шатунных подшипников будет начинаться примерно с 43 Н*м (4,42 кгс*м), до 53 Н*м (5,46 кгс*м).
Обратите внимание, что данные, приведенные в качестве примера, предполагают использование для ремонта новых вкладышей, а не бывших в употреблении деталей. В противном случае при использовании старых втулок момент затяжки следует выбирать исходя из верхней границы рекомендуемого момента из документации на этот двигатель. Делается это из-за возможного наличия некоторого износа на старых деталях. Иногда игнорирование этого факта может привести к значительным отклонениям от рекомендуемой нормы.
При первой затяжке всех болтов желательно прокрутить вал. Для этого сбоку коленчатого вала есть место под гаечный ключ, спокойно прокручиваем его по часовой стрелке. Если кольцо лопнуло или есть какая-либо другая неисправность, то это сразу будет видно. Далее, убедившись в отсутствии проблем, проверяем еще раз все болты ключом в момент затяжки.
Следует помнить, что от того, насколько правильно выполнен этот процесс, зависит плотность прилегания подшипников скольжения к коленчатому валу и, соответственно, КПД самого двигателя. Так как если болт затянут не до конца, будет избыток масла, нарушится весь цикл смазки, а также это может привести к поломке вкладыша. Если будем перетягивать, то гильза перегреется, смазки уже будет не хватать. В конце концов, вкладыш может даже расплавиться и провернуться, что приведет к капитальному ремонту двигателя.
Рейтинг 3.50
Без динамометрического ключа в ремонте двигателя делать нечего! Моменты затяжки при ремонте Honda Civic очень важны. Инженеры Honda рассчитали различный крутящий момент для каждого болта и гайки в автомобиле. Закручивать вручную до характерного хруста не нужно. Во-первых, можно сломать какой-нибудь болт, и достать его будет крайне сложно. Во-вторых, перекошенная ГБЦ явно будет пропускать масло и охлаждающую жидкость. В Honda Civic, как и в любом другом автомобиле, используются разные моменты затяжки, от 10 Нм до 182 Нм и даже больше, болта шкива коленвала. Советую приобрести мощный динамометрический ключ, мощный и хороший, на нажмите, чтобы добраться до момента , не берите стрелку. И в последнюю очередь все соединения, входящие в состав одного элемента (диск, ГБЦ, крышки), затягиваются в несколько приемов от центра наружу и зигзагом. Итак, по порядку описываю все в Нм (Нм). Не забудьте слегка смазать резьбу маслом или медной смазкой.
Эти моменты подходят для всех D Series D14,D15,D16 . Не проверял Д17 и Д15 7-го поколения.
Болты крышки головки блока цилиндров
10 Н·м
Болты крепления головки блока цилиндров 8 мм
20 Н·м
Болты крепления головки блока цилиндров 6 мм
12 Н·м
Колпачковые гайки шатунов
32 Н·м
Болт шкива распределительного вала
37 Н·м
болт шкива коленчатого вала
182 Нм
Болты крышки коренного вала D16
51 Н·м
Болты крышки коренного вала D14, D15
44 Нм
Болты и гайки маслоприемника
11 Н·м
Болты крепления масляного насоса
11 Н·м
Болт платы привода (AT)
74 Н·м
Болт маховика (MT)
118 Н·м
Болты масляного поддона
12 Н·м
Болты крышки заднего сальника коленчатого вала
11 Н·м
Датчик крепления насоса охлаждающей жидкости
12 Нм
Болт крепления кронштейна генератора (от помпы к гене)
На более ранних версиях было только две ступени, на более поздних уже 4. Важно Болты и вообще работать с резьбовыми соединениями желательно при температуре не ниже 20 градусов Цельсия . Не забывайте, что нужно очистить резьбовые соединения от любой жидкости и грязи. Также желательно выждать 20 минут после каждого этапа, чтобы снять «напряжение» металла. P.S. Разные источники дают разные цифры, например 64, 65, 66 м. миль. Даже в оригинальных справочниках по разным регионам я пишу здесь средние или самые привычные.
Эта статья актуальна для автомобилей Honda 1992-2000 года выпуска, такие как Civic EJ9, Civic EK3, CIVIC EK2, CIVIC EK4 (частично). Информация будет актуальна для владельцев Honda Integra в кузовах DB6, DC1, с двигателями ZC, D15B, D16A.
Ремонт двигателя считается самым сложным в автомобиле, ведь ни одна другая его часть не содержит такого огромного количества взаимосвязанных элементов. С одной стороны это очень удобно, так как в случае поломки одного из них нет необходимости менять весь узел, достаточно просто заменить вышедшую из строя деталь, с другой стороны, чем больше комплектующих , чем сложнее устройство и тем сложнее в нем разобраться человеку не очень опытному в авторемонтном деле. Однако при большом желании все возможно, особенно если ваше усердие подкреплено теоретическими знаниями, например, в вопросе определения момента затяжки коренных и шатунных подшипников. Если пока эта фраза для вас набор непонятных слов, обязательно прочитайте эту статью, прежде чем лезть в движок.
Коренные и шатунные подшипники представляют собой два типа подшипников скольжения. Они производятся по одинаковой технологии и отличаются друг от друга только внутренним диаметром (у шатунных подшипников этот диаметр меньше).
Основной задачей вкладышей является преобразование поступательных движений (вверх-вниз) во вращательные и обеспечение бесперебойной работы коленчатого вала, чтобы он не изнашивался раньше времени. Именно для этих целей вкладыши устанавливаются под строго определенный зазор, в котором поддерживается строго заданное давление масла.
Если этот зазор увеличивается, то давление моторного масла в нем становится меньше, а значит, шейки газораспределительного механизма, коленвала и других важных узлов изнашиваются гораздо быстрее. Что и говорить, слишком большое давление (уменьшенный зазор) тоже ничего положительного не несет, так как создает дополнительные препятствия в работе коленчатого вала, его может начать подклинивать. Именно поэтому так важен контроль этого зазора, который невозможен без применения в ремонтных работах динамометрического ключа, знания необходимых параметров, которые прописаны заводом-изготовителем в технической литературе по ремонту двигателя, а также соблюдения момент затяжки коренных и шатунных подшипников. Кстати, усилие (момент) затяжки болтов крышек шатуна и коренных подшипников разное.
Обратите внимание, что приведенные нормы актуальны только при использовании новых комплектов деталей, так как сборка/разборка узла, бывшего в эксплуатации в связи с его разработкой, не может гарантировать соблюдение необходимых зазоров. Как вариант, в этой ситуации при затяжке болтов можно ориентироваться на верхнюю границу рекомендуемого крутящего момента, а можно использовать специальные ремонтные вставки четырех разных размеров, отличающиеся друг от друга на 0,25 мм, при условии шлифовки коленчатого вала до упора. минимальный зазор между трющимися элементами 0,025/0,05/0,075/0,1/0,125 (в зависимости от имеющегося зазора и используемых ремонтных материалов).
Примеры конкретных моментов затяжки болтов крышек шатунов и коренных подшипников некоторых автомобилей семейства ВАЗ.
Видео.
Для изделий из углеродистой стали класса прочности — 2 на головке болта указываются номера через точку. Пример: 3,6, 4,6, 8,8, 10,9 и т. д.
Первая цифра обозначает 1/100 номинального значения предела прочности при растяжении, измеренного в МПа. Например, если головка болта имеет маркировку 10,9, первая цифра 10 означает 10 х 100 = 1000 МПа.
Второе число — это отношение предела текучести к пределу текучести, умноженное на 10. В приведенном выше примере 9 — это предел текучести / 10 x 10. Следовательно, предел текучести = 9 x 10 x 10 = 900 МПа.
Предел текучести — это максимальная рабочая нагрузка болта!
На изделия из нержавеющей стали наносится маркировка стали — А2 или А4 — и предел прочности 50, 60, 70, 80, например: А2-50, А4-80.
Цифра в этой маркировке означает — 1/10 соответствия прочности на растяжение углеродистой стали.
Перевод единиц измерения: 1 Па = 1 Н/м2; 1 МПа = 1 Н/мм2 = 10 кгс/см2. Ограничение момента затяжки болтов (гаек).
Моменты затяжки болтов (гаек).
В таблице ниже указаны моменты затяжки болтов и гаек. Не превышайте эти значения.
Резьба
Прочность болта
Приведенные выше значения даны для стандартных болтов и гаек с метрической резьбой . Нестандартный и специальный крепеж смотрите в руководстве по ремонту ремонтируемого оборудования.
Моменты затяжки для стандартных крепежных изделий с резьбой в дюймах США.
В следующих таблицах приведены общие указания Моменты затяжки болтов и гаек класса SAE 5 и выше.
1 ньютон-метр (Н·м) приблизительно равен 0,1 кГм.
ISO – Международная организация по стандартизации
Моменты затяжки стандартных червячных хомутов
В таблице ниже приведены моменты затяжки хомутов при их первоначальной установке на новый шланг, а также при повторной установке или затягивании хомутов на бывших в употреблении шлангах.
Момент затяжки новых шлангов при первоначальной установке
Ширина зажима
фунт дюйм
16 мм (
0,625 дюйма)
13,5 мм (
0,531 дюйма)
8 мм (
0,312 дюйма)
Момент затяжки для повторной сборки и затяжки
Ширина зажима
фунт дюйм
16 мм (
0,625 дюйма)
13,5 мм (
0,531 дюйма)
8 мм (
0,312 дюйма)
Таблица моментов затяжки для типовых резьбовых соединений
Номинальный диаметр болта (мм)
Шаг резьбы (мм)
Крутящий момент, Нм (кг. см, lb.ft)
Метка на головке болта «4»
Метка на головке болта «7»
3 ~ 4 (30 ~ 40; 2,2 ~ 2,9)
5 ~ 6 (50 ~ 60; 3,6 ~ 4,3)
5 ~ 6 (50 ~ 50; 3,6 ~ 4,3)
9 ~ 11 (90 ~ 110; 6,5 ~ 8,0)
12 ~ 15 (120 ~ 150; 9 ~ 11)
20 ~ 25 (200 ~ 250; 14,5 ~ 18,0)
25 ~ 30 (250 ~ 300; 18 ~ 22)
30 ~ 50 (300 ~ 500; 22 ~ 36)
35 ~ 45 (350 ~ 450; 25 ~ 33)
60 ~ 80 (600 ~ 800; 43 ~ 58)
75 ~ 85 (750 ~ 850; 54 ~ 61)
120 ~ 140 (1200 ~ 1400; 85 ~ 100)
110 ~ 130 (1100 ~ 1300; 80 ~ 94)
180 ~ 210 (1800 ~ 2100; 130 ~ 150)
160 ~ 180 (1600 ~ 1800; 116 ~ 130)
260 ~ 300 (2600 ~ 3000; 190 ~ 215)
220 ~ 250 (2200 ~ 2500; 160 ~ 180)
290 ~ 330 (2900 ~ 3300; 210 ~ 240)
480 ~ 550 (4800 ~ 5500; 350 ~ 400)
360 ~ 420 (3600 ~ 4200; 260 ~ 300)
610 ~ 700 (6100 ~ 7000; 440 ~ 505)
Двигатель внутреннего сгорания Конструктивно имеет большое количество сопрягаемых деталей, испытывающих в процессе эксплуатации значительные нагрузки. По этой причине сборка мотора является ответственной и сложной операцией, для успешного выполнения которой необходимо соблюдать технологический процесс. От надежности фиксации и точности подгонки отдельных элементов напрямую зависит работоспособность всего силового агрегата. По этой причине важным моментом является точное выполнение расчетных сопряжений между сопрягаемыми поверхностями или парами трения. В первом случае речь идет о креплении ГБЦ к блоку цилиндров, так как болты необходимо тянуть со строго определенным усилием и в четко обозначенной последовательности.
Что касается нагруженных трущихся пар, то к креплению шатунных и коренных подшипников (коренных и шатунных подшипников) выдвигаются повышенные требования. После ремонта двигателя при последующей сборке силового агрегата очень важно соблюдать правильный момент затяжки коренных и шатунных подшипников двигателя. В этой статье мы рассмотрим, почему необходимо затягивать вкладыши со строго определенным усилием, а также ответим на вопрос, каков момент затяжки коренных и шатунных подшипников.
Читать в этой статье
Что такое подшипники скольжения
Чтобы лучше понять, почему вкладыши в двигателе нужно затягивать с определенным моментом, давайте рассмотрим функцию и назначение этих элементов. Начнем с того, что эти подшипники скольжения взаимодействуют с одной из важнейших частей любого двигателя внутреннего сгорания — . Короче говоря, возвратно-поступательное движение в цилиндре преобразуется во вращательное именно благодаря коленчатому валу. В результате появляется крутящий момент, который в итоге передается на колеса автомобиля.
Коленчатый вал вращается постоянно, имеет сложную форму, испытывает значительные нагрузки и является дорогостоящей деталью. Для максимального увеличения срока службы элемента в конструкции используются шатунные и коренные подшипники. Учитывая тот факт, что коленчатый вал вращается, а также ряд других особенностей, для этой детали создаются условия, минимизирующие износ.
Другими словами, инженеры отказались от решения установить в данном случае обычные шарикоподшипники или подшипники роликового типа, заменив их коренными и шатунными подшипниками скольжения. Коренные подшипники используются для коренных шеек коленчатого вала. Шатунные вкладыши устанавливаются в месте соприкосновения шатуна с шейкой коленчатого вала. Часто коренные и шатунные подшипники скольжения изготавливаются по одному принципу и отличаются только внутренним диаметром.
Для изготовления вкладышей используются более мягкие материалы по сравнению с теми, из которых изготовлен сам коленчатый вал. Также вкладыши дополнительно покрыты антифрикционным слоем. Смазка (моторное масло) подается под давлением в место сопряжения вкладыша с шейкой коленчатого вала. Указанное давление обеспечивает масляный насос. При этом особенно важно наличие необходимого зазора между шейкой коленчатого вала и подшипником скольжения. От величины зазора будет зависеть качество смазки трущихся пар, а также показатель давления моторного масла в системе смазки двигателя. Если зазор увеличивается, то давление смазки уменьшается. В результате быстро изнашиваются шейки коленчатого вала, страдают и другие нагруженные узлы в устройстве ДВС. Параллельно с этим в двигателе появляется стук.
Добавим, что низкий показатель давления масла (при отсутствии других причин) является признаком того, что коленчатый вал нуждается в шлифовке, а сами вкладыши двигателя необходимо менять с учетом ремонтного размера. Для ремонтных вкладышей предусмотрено увеличение толщины на 0,25 мм. Как правило, существует 4 ремонтных размера. Это значит, что диаметр ремонтной вставки в последнем размере будет 1 мм. меньше стандартного.
Сами подшипники скольжения состоят из двух половинок, в которых для правильной установки сделаны специальные замки. Основная задача состоит в том, чтобы между шейкой вала и вкладышем образовался зазор, рекомендованный производителем двигателя.
Как правило, для измерения шейки используют микрометр, внутренний диаметр шатунных вкладышей измеряют нутромером после сборки на шатуне. Также для замеров можно использовать контрольные полоски из бумаги, использовать медную фольгу или контрольную пластиковую проволоку. Зазор на минимальной отметке для трущихся пар должен быть 0,025 мм. Увеличение зазора до 0,08 мм является поводом для расточки коленчатого вала до следующего ремонтного размера
Обратите внимание, что в некоторых случаях вкладыши просто заменяются новыми без растачивания шеек коленчатого вала. Другими словами, можно обойтись только заменой вкладышей и получить нужный зазор без шлифовки. Обратите внимание, что опытные специалисты не рекомендуют данный вид ремонта. Дело в том, что ресурс деталей в месте сопряжения сильно снижается даже с учетом того, что зазор в трущихся парах нормальный. Причиной считают микродефекты, которые все равно остаются на поверхности шейки вала при отказе от шлифовки.
Как затянуть коренные и шатунные вкладыши
Итак, с учетом вышеизложенного становится понятно, что момент затяжки коренных и шатунных подшипников крайне важен. Теперь перейдем к самому процессу сборки.
В первую очередь в постели коренных шеек устанавливаются коренные подшипники. Обратите внимание, что средний вкладыш отличается от остальных. Перед установкой подшипников удаляется консервирующая смазка, после чего на поверхность наносится немного машинного масла. После этого кладут покрывала, после чего проводят затяжку. Момент затяжки должен соответствовать рекомендованному для конкретной модели силового агрегата. Например, для двигателей на модели ВАЗ 2108 этот показатель может быть от 68 до 84 Нм.
Далее устанавливаются шатунные вкладыши. При сборке необходимо точно установить крышки на место. Эти крышки промаркированы, то есть их произвольная установка не допускается. Момент затяжки шатунных подшипников несколько меньше по сравнению с коренными (показатель находится в пределах от 43 до 53 Нм). У Лада Приора коренные подшипники затягиваются с усилием 68,31-84,38, а шатунные вкладыши имеют момент затяжки 43,3-53,5.
Отдельно следует добавить, что указанный момент затяжки предполагает использование новых деталей. Если речь идет о сборке, в которой используются бывшие в употреблении детали, то наличие износа или других возможных дефектов может привести к отклонению от рекомендуемого стандарта. В этом случае при затягивании болтов можно оттолкнуть верхнюю планку рекомендуемого момента, который указан в техническом руководстве.
Подведение итогов
Хотя крутящий момент крышек коренных и шатунных подшипников является важным параметром, довольно часто значение крутящего момента не указывается в общем техническом руководстве на конкретный автомобиль. По этой причине следует отдельно искать необходимые данные в специальной литературе по ремонту и обслуживанию того или иного типа ДВС. Это необходимо сделать перед монтажом, что позволит правильно провести ремонтные работы, а также избежать возможных последствий.
Также важно помнить, что при несоблюдении рекомендованного момента затяжки при затяжке могут возникнуть проблемы как с недостаточным моментом, так и с перетягиванием болтов. Увеличение зазора приводит к низкому давлению масла, стуку и износу. Уменьшенный зазор будет означать, что в зоне сопряжения, например, возникает сильное опорное давление на шейку, что мешает работе коленчатого вала и может привести к его подклиниванию.
По этой причине затяжка производится динамометрическим ключом с точно определенным крутящим моментом. Не забывайте, что момент затяжки болтов крепления шатуна и крышек коренных подшипников немного отличается.
Читайте также
Почему проворачиваются вкладыши коленвала: основные причины. Что делать если провернулся шатун, как правильно поменять шатунные вкладыши.
Появление стуков на разных режимах работы дизеля. Исправление проблем. Характер стуков кривошипно-шатунного механизма, ГРМ, топливной аппаратуры.
Армейский справочник
МТ-ЛБ — бронированная гусеничная машина-амфибия. Он имеет приземистый коробчатый корпус из сварных стальных листов и небольшую башню в правой передней части, в которой установлен один 7,62-мм пулемет.
Имеется четыре порта для стрельбы: по одному с каждой стороны машины и по одному в каждой из двух задних выходных дверей. Плоская крыша корпуса имеет два открывающихся вперед люка для выхода десанта. Подвеска с плоской гусеницей состоит из шести опорных катков без возвратных катков.
Корпус МТ-ЛБ цельносварной стальной с боевым отделением в передней части, двигателем сразу за боевым отделением с левой стороны и десантным отделением в задней части корпуса. Пулеметная турель установлена справа от места командира и вооружена 7,62-мм пулеметом ПКТ.
И у механика-водителя, и у пулемётчика перед их позициями есть ветровое стекло, которое в бою прикрывается крышкой, откидывающейся вверху. В каждом борту корпуса, слева от места механика-водителя и справа от места пулемётчика, есть смотровые блоки. Проход обеспечивает доступ из боевого отделения в передней части машины в служебное отделение в задней части, в котором установлены откидные брезентовые сиденья, обращенные внутрь, для 10 пехотинцев.
Два люка в верхней части десантного отделения открываются вперед. Пехота входит и выходит из машины через две двери в задней части корпуса, обе из которых снабжены огневым портом. С каждой стороны десантного отделения имеется дополнительный люк для стрельбы и смотровой блок. Отцепляющая балка часто находится на крыше или сбоку автомобиля.
МТ-ЛБ полностью амфибийно перемещается по воде на гусеницах. В стандартную комплектацию всех автомобилей входит система NBC.
MT-LB имеет пневматические тормоза, которые можно подсоединять к прицепу. Средства ночного видения включают бело-инфракрасный прожектор ОУ-3ГК с дальностью действия 400 м для командира и инфракрасный перископ ТВН-2 для механика-водителя с дальностью действия 40 м. Он также может буксировать прицеп или оружие массой до 6500 кг или перевозить до 2000 кг груза или запасов.
ВАРИАНТЫ:
1V13 Батарейный центр управления огнем, называемый 1W13 Польшей, Чехословакией и Венгрией. Болгарией называется MT-LBO.
Батальонная командно-штабная машина 1V14, обозначенная Польшей как 1W14, также используется в Чехословакии и Венгрии , также используется Чехословакией и Венгрией
Примечание. Семейство 1V12 состоит из 1V13, 1V14, 1V15 и 1V16. Это исходный комплект управления и контроля: 1В14, 1В15 и 1В16, каждый из которых имеет комплект цифровой передачи данных АПК, а 1В15 и 1В16 также имеют компьютер управления артиллерийским огнем 9В59. Семейство 1В12М состоит из 1В13М, 1В14М, 1В15М и 1В16М, они представляют собой модифицированный комплекс управления артиллерией, в котором каждая машина имеет вычислительную систему расчета артиллерийских данных и цифровой передачи АПКК. (Подробнее об этих системах см. в разделе «Машины артиллерийской поддержки».)
Штабно-командирская машина 1В21, получившая в Чехословакии название MP-21, также используется Польшей. Установлено новое оборудование C3.
1V22 Машина управления ПВО, получившая в Чехословакии название MP-22, также используется Польшей. Установлено новое оборудование C3.
1В23 Командно-штабная машина, названная в Чехословакии MP-23, также используется Польшей. Установлено новое оборудование C3.
1В24 Артиллерийская машина С3, получившая в Чехословакии название МР-24, также используется Польшей. Оснащен новым оборудованием C3.
1V25 Машина управления ПВО, получившая в Чехословакии название MP-25, также используется Польшей. Установлено новое оборудование C3.
МТ-ЛБ 9С743 Болгарский МТ-ЛБ с радиосистемой и генератором в задней части корпуса
МТ-ЛБ КШМ Р-80, болгарский МТ-ЛБ со столом и увеличенной высотой над головой
МТ-ЛБ КШМ Р-81 Болгарский МТ-ЛБ с радиооборудованием
МТ-ЛБ ТРИ Польская инженерно-разведывательная машина
МТ-ЛБ БПЭ Польская ремонтно-эвакуационная машина
МТ-ЛБ Сова Болгарский МТ-ЛБ со съемной обзорной радиолокационной системой Бета ЭМ, польская машина связи.
MT-LBV Модель MT-LB также может быть оснащена гусеницами шириной 565 мм для работы на снегу и болотистой местности; тогда он называется MT-LBV. Эта версия имеет давление на грунт 0,28 кг/см{2}.
Артиллерийский тягач МТ-ЛБ Были замечены МТ-ЛБ, используемые в качестве артиллерийских тягачей, с полностью закрытым ящиком, установленным над крышей десантного отделения, в котором находилось оборудование орудийной секции.
МТ-ЛБУ (командирский) Это командирская версия МТ-ЛБ с дополнительными радиостанциями, генератором, системой наземной навигации и брезентовым чехлом, который можно удлинить назад, когда машина используется в стационарной роли.
MT-LB M1975 (SNAR-10) Эта машина представляет собой MT-LB, оснащенную радаром обнаружения артиллерийских/минометных минометов, которому присвоено отчетное имя НАТО BIG FRED. При движении антенна складывается вперед на верхнюю часть большой башни, которая находится в задней части машины. Установленный в передней турели 7,62-мм пулемет сохранен. Считается, что радар аналогичен британскому THORN EMI Cymbeline в том смысле, что радар измеряет наклонную дальность и пеленг двух точек на траектории минометной бомбы / артиллерийского снаряда. Также измеряется время, необходимое для прохождения бомбы/снаряда между двумя точками, и бортовой компьютер использует эту информацию вместе с заданными углами возвышения для определения положения вражеского миномета или артиллерийского орудия. Затем эта информация передается подразделениям полевой артиллерии, и цель поражается. Радар имеет радиус действия около 20 км. Технические характеристики МТ-ЛБ с БОЛЬШОЙ ФРЕД аналогичны характеристикам базового МТ-ЛБ, за исключением массы 11500 кг, высоты с опущенной антенной 2,9.м и экипаж от четырех до шести человек.
МТР-ЛБ Ремонтная машина МТР-ЛБ предназначена для полевого обслуживания, ремонта и эвакуации танков и других ББМ и отличается отсутствием пулеметной башни. В передней части автомобиля установлена А-образная рама, которая может поднять максимальную нагрузку 1500 кг. В стандартную комплектацию входят инструменты, газосварочное и режущее оборудование, тросовая лебедка с кабелем длиной 85 м и грузоподъемностью 6700 кг, домкратное устройство, буксировочные крюки и кран.
МТ-ЛБ (Скорая помощь) Это МТ-ЛБ, используемый в качестве бронированной эвакуационной машины (бронированная машина скорой помощи) с носилками, установленными в заднем отсеке.
Инженерная машина МТ-ЛБ Внешне похожа на базовую МТ-ЛБ, но модифицирована для установки отвала на крыше. Гидравлические устройства в задней части машины позволяют вручную устанавливать отвал плуга только сзади.
МТ-ЛБ с Василек Для использования в Афганистане был разработан самоходный вариант буксируемого 82 мм автоматического миномета 2Б9 Василек, описанный и проиллюстрированный в разделе Буксируемые орудия и гаубицы. У миномета сняты колеса, и он установлен на верхней задней палубе на стальных ящиках для боеприпасов.
9П149 МТ-ЛБ с ПТУР AT-6 SPIRAL Этот истребитель танков состоит из модифицированного МТ-ЛБ с выдвижной пусковой установкой AT-6 SPIRAL и средствами управления наведением ракет. Система полностью автоматизирована, пусковая установка до использования защищена броней. Автомат заряжания вмещает 12 ракет, скорострельность 3-4 ракеты в минуту. Радиокомандная система наведения установлена в правой передней части надстройки корпуса, заменив малую башню с 7,62-мм пулеметом ПКТ.
120-мм миномет МТ-ЛБ Болгарская армия установила 120-мм миномет в кормовой части многоцелевой бронированной машины МТ-ЛБ. МТ-ЛБ с башней WAT Польша оснастила МТ-ЛБ башней WAT, установленной на БТР OT-64C(2) (SKOT-2AP) и OT-62C, вооруженных 14,5-мм и 7,62-мм пушками. пулемет.
ЗРК SA-13 Gopher Шасси многоцелевого бронеавтомобиля МТ-ЛБ также используется в качестве основы для ЗРК SA-13 Gopher. В центре крыши корпуса установлена турель с манипулятором, на которой размещается всего четыре ракеты SA-13 в транспортно-пусковых контейнерах, при этом оператор размещается внизу и между ракетами. SA-13 поступил на вооружение в 1977 и заменяет SA-9 по принципу «один к одному». Он сохраняет амфибийные возможности МТ-ЛБ и имеет радар только для дальнего действия.
Иракский 120-мм самоходный миномет В начале 1989 г. в Ираке впервые был показан МТ-ЛБ с широкими гусеницами, модифицированными на месте для установки 120-мм миномета в задней части машины. Люки в крыше были изменены и теперь открываются с любой стороны корпуса, что позволяет 120-мм миномету вести огонь в корму. На правой стороне корпуса установлена опорная плита, позволяющая развернуть миномет вдали от машины, если того требует тактическая ситуация.
МТ-ЛБус (Р-330П) Машина постановки помех УКВ Это шасси ACRV на базе МТ0-ЛБ, оснащенное вспомогательной силовой установкой, установленной в задней части корпуса. а на крыше установлена антенна для установки помех УКВ Тип Р-330П. При использовании 11-элементная веерная антенна находится в вертикальном положении, но при необходимости ее можно опустить в горизонтальное положение.
Практика вносит коррективы. использование кривошипа в боях в Чечне
Боевой пример. Мотострелковый батальон вел ожесточенный бой в Грозном. У его командира были достаточно стабильные отношения с подчиненными ротами и взводами. Вопросы взаимодействия с соседями, танкистами, десантниками, авиацией, подразделениями МВД удавалось решать с большим трудом — не хватало средств радиосвязи. Когда после настоятельных просьб старший начальник выделил из резерва командно-штабную машину (КШМ), проблема была снята, что называется, с повестки дня. А именно: с его помощью поддерживалась устойчивая связь не только с вышестоящим штабом и взаимодействующими подразделениями, но и через одну-две инстанции вниз.
Командно-штабная машина П-145БМ «Чайка» на базе БТР-60ПА
Командно-штабная машина БМП-1КШ («Поток-2», объект 774) на базе БМП-1
Командно-штабная машина Р-142Н («Деймос-Н») на базе автомобиля ГАЗ-66
Анализ опыта обеспечения управления соединениями и частями в ходе боевых действий на территории Чеченской Республики свидетельствует о том, что основным средством в тактическом звене остается радиосвязь. Особенно в полку, батальоне, роте и взводе, где для управления широко используются КШМ, носимые радиостанции, радиоаппаратура бронеобъектов (танков, БТР и БМП).
В боях КШМ применялись на броневой (П-145БМ и БМП-1КШ) и автомобильной (П-142Н) базе. Каждый из них, как правило, работал в одной коротковолновой (КВ) и одной – двух ультракоротковолновой (УКВ) радиосетях. Если в экипаже был дефицит личного состава (а это было не редкостью), то один радист поддерживал связь в нескольких радиосетях, используя приставку для выборочного вызова корреспондентов. При необходимости выключения связи с подчиненными подразделениями на один-два экземпляра, а также для решения вопросов взаимодействия с артиллерией и другими родами войск использовались возможности УКВ-станций по автоматической перестройке на заранее подготовленные частоты.
При этом также были выявлены недостатки в работе командно-штабных машин. В частности, в тех, что стоят на вооружении с семидесятых годов. Возьмите Р-145БМ. Как известно, он смонтирован на транспортной базе БТР-60, уступая боевой технике мотострелковых подразделений, например, БТР-80. В результате в ходе боев такие ЦМВ часто выходили из строя. А так как ремонтные части частей слабо оснащены для восстановления БТР-60, ремонтные учреждения были выведены из центрального подчинения.
Кроме того, Р-145БМ легко отличить от линейных боевых машин. Поэтому таких боевиков КШМ стремились вывести из строя в первую очередь. Особенно во время боев в населенных пунктах. Это привело к нарушению контроля. В то же время в частях и подразделениях, где дислоцировались командно-штабные машины на базе БМП-1, их достаточно сложно найти среди других БМП. Следовательно, здесь и потерь было меньше. Что касается Р-142Н, которые устанавливаются на шасси ГАЗ-66, то они уязвимы даже для стрелкового оружия. Поэтому на отдельных участках потери таких КШМ достигали 50 и более процентов.
Как показала практика, вышеуказанные командно-штабные машины оснащены устаревшими средствами связи, которые не могут в полной мере удовлетворить потребности управления. Так, во время боевых действий в Чечне часто приходилось доводить информацию до командиров и штабов в документированном виде. Однако этого сделать не удалось — в ЦСМ такого оборудования нет.
Также следует отметить еще один недостаток кривошипа. Когда мотострелковые и воздушно-десантные батальоны выполняли самостоятельные задачи, действуя в отрыве от своих полков, зачастую ими руководили не только командиры частей и соединений, но и руководители вышестоящих инстанций. С помощью штатных средств, входящих в комплект КШМ, было очень сложно, а то и невозможно связаться, например, с командиром объединенной группы. Поэтому к этим частям пришлось прикрепить более мощные радиостанции и другое оборудование. В результате узлы связи ПСС и ПдБ стали громоздкими, а их подвижность и разведывательная защищенность резко снизились.
И далее. Командный состав не имеет авиационных радиостанций, а командиры самолетов, отделенные от группы управления со своими средствами связи, как правило, не стационарны в НРМ батальона. Поэтому взаимодействие частей, которые вели бой или совершали марш, с поддерживающими (прикрывающими) их самолетами и боевыми вертолетами было затруднено. Бывало, что летчики действовали неэффективно, а иногда и нечаянно наносили удары по своим войскам.
На наш взгляд, остается нерешенным вопрос об электроснабжении пуско-наладочного станка. Основным источником питания является газоэлектрическая установка АБ-1-П/30. Однако она имеет недостаточный ресурс работы двигателя 2СДВ. Резервным является генератор отбора мощности двигателя автомобиля (БТР, БМП), но использовать его можно только на стоянке. Кроме того, расходуется большое количество горюче-смазочных материалов. При этом на Р-142Н и БМП-1КШ не предусмотрена возможность питания техники от электрической сети 220 В.
Похоже, пришло время создать новое поколение командно-штабных машин, которые должны отвечать следующим требованиям.
Во-первых, все КШМ нужно монтировать только на броневой основе. Внешне они не должны были отличаться от линейных боевых машин. Целесообразно включить в комплект документированную технику связи, работающую по каналам, образованным собственными средствами радиосвязи. А также аппаратура определения своего местоположения, передачи (приема) навигационной информации. Это улучшит качество управления на тактическом уровне. Во-вторых, желательно предусмотреть возможность установки (при необходимости) малогабаритных переносных станций спутниковой связи в новых КШМ. В результате появится возможность поддерживать связь с правительствами любого ранга.
В-третьих, в оснащение командно-штабных машин батальонного и полкового звена обязательно должна входить авиационная радиостанция. На нем будет работать нестандартный авианосец, подготовленный из штабных офицеров, например, ИСБ или МСБ.
В-четвертых, вопрос электроснабжения КРГ следует решать с учетом комплексного использования различных источников питания. В заключение отметим, что, несмотря на недостатки, находящиеся на вооружении командно-штабные машины с хорошо подготовленными экипажами достаточно успешно применялись в боях в Афганистане и Чечне. Однако для обеспечения более высокой боеспособности частей и подразделений, оснащенных современными средствами ведения боя, необходимо иметь СММ, отвечающие самым высоким требованиям к управлению войсками.
Модульные преимущества. Особенности универсальной платформы Boxer
Опытный БТР Boxer в конфигурации для британской армии. Министерство обороны Великобритании Фото
Многие современные проекты боевых бронированных машин предусматривают использование модульной архитектуры. При этом на общей базе создается несколько образцов техники разного назначения, различающихся только целевым оснащением и полезной нагрузкой. Наиболее интересные результаты такого рода были получены в европейском проекте бронеавтомобиля ARTEC Boxer.
Два модуля
Совместный проект Германии, Великобритании и Нидерландов, позже названный Boxer, разрабатывался с конца 90-х годов несколькими компаниями с использованием опыта предыдущих исследовательских программ. Целью нового проекта было создание универсальной платформы и модулей для нее, из которых можно было бы собрать широкий спектр оборудования различного назначения.
Любая бронированная машина семейства Boxer состоит из двух основных компонентов: Приводного модуля и Целевого модуля. Первая представляет собой колесную платформу со всеми необходимыми комплектующими. В нем находятся моторный отсек, отделение управления, трансмиссия и шасси, электроснабжение и жизнеобеспечение и т. д. Все основные агрегаты сосредоточены в носовой части платформы, внутри бронекорпуса. За последним находится место для «модуля миссии».
Ходовая часть без полезной нагрузки, вид сзади. Фото Wikimedia Commons
Миссионерский модуль представляет собой корпус стандартных размеров и креплений, устанавливаемый на платформе. Предусмотрены быстросъемные крепления и системные соединения. При наличии крана или специальных домкратов замена мишенного модуля занимает около получаса, при этом возможно использование того же модуля или узла по другому назначению. Это значительно упрощает как ремонт, так и изменение назначения бронемашины.
Модули миссии можно перевозить отдельно с помощью специальной рамы. Такой блок вместе с модулем укладывается в габариты стандартного контейнера. Работа с таким грузом не требует специфических средств, что упрощает логистику и снабжение.
Боевые возможности
На разных этапах развития проекта Boxer предлагалось большое количество сменных целевых модулей того или иного назначения. Некоторые из этих предложений были реализованы в металле и даже доведены до эксплуатации. Другие варианты полезной нагрузки все еще проходят испытания, а несколько образцов все еще находятся в планах.
Миссионерский модуль для постройки бронетранспортера, вид спереди. На лобовом листе предусмотрен проем для связи с отделением управления на шасси. Фото Wikimedia Commons
«Боксер» разрабатывался как современный транспорт для пехоты, а потому его основной нагрузкой является десантный модуль. Данное изделие имеет развитую многослойную защиту от пуль/снарядов, осколков и мин. Есть места для командира, наводчика и восьми бойцов. Экипаж и десант размещаются на энергопоглощающих сиденьях. Доступ к модулю обеспечивается кормовой аппарелью и верхними люками.
В конфигурации БТР машина Boxer должна нести дистанционно управляемый боевой модуль. Тип этого продукта выбирается заказчиком. Серийные БТР для разных стран получают ДУБМ нескольких моделей и несут пулеметы и автоматические гранатометы. Также предлагаются ДБМ с малокалиберными пушками.
Есть модификации с более мощным вооружением. Так вот, для Литвы строится БМП Вилкас. Он оснащен башней Rafael Samson Mk II с 30-мм пушкой и ракетами Spike. AIF заказала аналогичную машину с двухместной башней, оснащенной 30-мм пушкой и парой 7,62-мм пулеметов. После такой модернизации литовские десантные возможности сохраняются, но количество мест может быть уменьшено.
Опытная БМП «Вилкас» с ракетно-пушечным вооружением. Фото Rheinmetall Defense
Предлагается сразу несколько вариантов артиллерийской бронемашины на базе общего шасси. При минимальной переработке десантного «боевого модуля» возможно создание самоходного миномета калибром до 120 мм. Были проведены эксперименты с установкой на штатный модуль ЗРК Oerlikon Skyranger. Разрабатывается башня со 155-мм гаубицей, заимствованная у PzH 2000. При наличии интереса со стороны заказчиков возможно продолжение разработки боевых машин с неуправляемым, противотанковым или зенитно-ракетным вооружением.
Спецтехника
В корпусе строится командно-штабной модуль по авиадесантному типу. Он получает несколько рабочих мест, а также развитый комплекс средств связи и управления. Точный состав электроники определяется потребностями заказчика. На сегодняшний день созданы две версии таких модулей — для Германии и Нидерландов.
Тренажер для Литвы — отличия от оборудования для других стран минимальны. Фото Thinkdefence.co.uk
Имеется санитарный модуль. Он отличается очень высоким кузовом и оснащен всем необходимым оборудованием для оказания первой помощи. В модуле могут разместиться семь малоподвижных пациентов или три лежачих пациента с сопровождающим лицом. Загрузка производится через корму; пандус переделан для большего удобства для санитаров и раненых.
Выполняется тестирование модуля восстановления и восстановления. На его корпусе установлены боковые домкраты и кормовой сошник. На крыше размещен кран со стрелой длиной 5,3 м и грузоподъемностью до 20 тонн. Предлагаются модули инженерного назначения: защищенные автомобили для саперов и грузов до 1 тонны. Разработан мостоукладчик, все его спецузлы установлены на штатной площадке полезной нагрузки.
Создан учебный модуль для обучения водителей-механиков. Он оснащен большой рулевой рубкой с большим остеклением и всем необходимым оборудованием. Внутри есть места для инструктора и сопровождающих лиц. Инструктор может следить за дорогой и показаниями приборов, а также брать на себя управление.
Зенитная установка с башней Skyranger. Фото Wikimedia Commons
Модульность на вооружении
К настоящему времени освоен полномасштабный серийный выпуск бронеавтомобилей Boxer, и страны-заказчики активно используют их модульный потенциал. Выпускается несколько вариантов техники разного назначения, планируются новые закупки других машин. Также проводятся различного рода модернизации.
Первым покупателем Boxer была Германия, которая хотела более 400 единиц. техники до 2020 года. На начало года на вооружении находилось более 300 машин: свыше 120-130 БТР, 72 санитарных, 65 командно-штабных и 10 учебных машин. Поставки продолжаются и будут завершены в ближайшее время. Рассматривается возможность закупки артиллерийских и ракетных комплексов на базе универсального шасси.
В 2013-18 гг. выполнял крупный заказ вооруженных сил Нидерландов. Основная часть этого контракта, 92 единицы, упало на инженерное оборудование. Впоследствии часть этих машин была перестроена в ремонтно-эвакуационные машины. Также заказано 52 машины скорой помощи и 36 командно-штабных. Мы приобрели небольшое количество тренировочных и грузовых вариантов.
Боксер для австралийской армии. Министерство обороны Австралии Фото
Начались поставки Boxer/Vilkas литовской армии. Заказана 91 бронемашина — 89 БМП и две учебные. Передача последних машин запланирована на следующий год. Литовская армия также проявляет интерес к другим модификациям Boxer, но не может их заказать.
В прошлом году в Австралию были отправлены первые образцы БМП, изготовленные по ее требованиям. 25 машин в двух модификациях используются для начального освоения и получения опыта. До 2026 года австралийская армия хочет получить 211 бронемашин нескольких типов: БМП, КШМ, БРЭМ и др. Основная часть этой техники будет собираться на строящемся заводе в Австралии.
В 2022 году начнутся поставки техники семейства Boxer британской армии. Она купит 528 машин с опционом на 900-1000 единиц. Предлагается закупить четыре варианта техники, включая БТР и КШМ. Производство будет передано новому совместному британо-немецкому предприятию.
Немецкий салон командирской машины Boxer. Вид со стороны рампы. Фото Минобороны Германии
Ряд стран, в т.ч. за пределами Европы проявляют интерес к семейству Boxer, но еще не разместили заказы. Так, в недавнем прошлом Словения изъявила желание купить такую технику. В 2018-19 гг.. дело почти дошло до подписания контракта, но Минобороны страны решило провести новые исследования и пересмотреть требования. Также сообщалось о переговорах с Алжиром. Уже в 2020 году он может начать лицензионную сборку, однако новостей такого рода пока не поступало.
Реализация концепции
В целом, концепция построения универсальной платформы, оснащенной целевыми модулями разного назначения, не является чем-то новым или уникальным. Однако именно применение этой концепции делает международный проект Boxer интересным с технической и эксплуатационной точек зрения, а также привлекает потенциальных заказчиков.
В этом проекте идея модулей доведена до логического завершения. «Ходовой модуль» выполнен в виде машины с большим посадочным местом для «боевого модуля» и не требует перестроения при замене этого узла. При этом разработано несколько целевых модулей разного назначения, и вскоре должны появиться новые.
Следует отметить, что из всего многообразия «модулей предназначения» для Boxer пока в серию пошло всего несколько изделий — БТР и БМП, КШМ, санитарный автомобиль и т. д. Перспективы для других, таких как мостоукладчик или самоходное орудие, остается неопределенным. Заказов на такие модули пока не поступало, и неизвестно, появятся ли они вообще.
Однако отсутствие реального интереса к отдельным модулям не препятствует производству и продаже других. Кроме того, разработчики Boxer, создав несколько различных модулей, имеют возможность сразу предложить заказчику весь спектр таких продуктов. Он сможет выбрать нужные образцы и ему не нужно будет заказывать разработку новых, что само по себе является важным конкурентным преимуществом.
Таким образом, совместный европейский проект бронемашины Boxer не просто использует перспективную модульную архитектуру. Он реализует ее в полной мере и с максимальной эффективностью. Приказы подтверждают правильность таких решений. Для них изготовлено более 540 единиц. бронетехники, а в перспективе будет построено не менее 700-750 машин. Подобные коммерческие успехи в целом подтверждают правильность выбранных конструкторских решений.
Ремонт перфоратора своими руками. Ремонт перфоратора своими руками не такой страшный процесс, как кажется! В чем может быть причина разборки перфоратора
Если срок гарантии на перфоратор истек, его придется ремонтировать своими руками. Как правило, действия сводятся к замене неисправных деталей, и сегодня мы поговорим о типичных поломках, подборе комплектующих и ремонте своими руками.
Как устроен перфоратор
Перфоратор можно отнести к инструменту с устройством повышенной сложности. Однако последовательное рассмотрение деталей и принципа работы поможет досконально разобраться в нюансах работы механизма и устранении неполадок.
Источником движения, как и во многих других строительных инструментах, в перфораторе является однофазный двигатель с фазным ротором. Его мы рассмотрим отдельно, а сейчас возьмем за точку отсчета шестерню, установленную на валу переднего якоря. Именно она задает поворот всех остальных элементов системы.
В бочковом перфораторе двигатель и привод расположены вертикально. Ключевым отличием от орудия пистолетного типа здесь является наличие промежуточного редуктора. В его устройстве нет ничего хитрого: плоская шестерня от двигателя вращает две другие с разными передаточными числами. Один из них передает вращение на главный вал, другой вращает эксцентриковый вал с шатуном, который обеспечивает возвратно-поступательное движение ударного механизма.
В перфораторах горизонтального (пистолетного) типа раздаточной коробки как таковой нет, вращение сразу передается на промежуточный вал, расположенный ниже оси главного шпинделя. Этот вал установлен на двух подшипниках, между ними находится «пьяный подшипник», который при вращении колеблется и приводит в движение поршень бойка. На выступающем переднем конце вала имеется шестерня, благодаря которой вращение передается на ствол.
У каждой дрели есть переключатель режимов. В стволе просто приподнимают шестерни раздаточной коробки, выводя их из зацепления. Пистолетный перфоратор может использовать одну из двух схем управления. В простейшем случае один переключатель смещает промежуточный вал, который, выдвинувшись максимально вперед, входит в зацепление с шестерней патрона, но при этом муфта передачи вращения на поворотный подшипник выходит из зацепления. В среднем положении в трансмиссию включены оба механизма, а в максимально утопленном положении работает только ударник. Устаревшая кинематическая схема имеет два переключателя, один из которых выключает муфту качающегося подшипника, а другой переключает промежуточный вал.
Определение неисправностей двигателя
Если двигатель перфоратора имеет заводской брак, последний проявляется в первые же месяцы эксплуатации. В противном случае причиной поломки зачастую становится нарушение техники эксплуатации или чрезмерный износ комплектующих.
Основным элементом моторной части, подверженным интенсивному износу, являются графитовые щетки, передающие ток на обмотки ротора. При износе щеток их давление ослабевает, что увеличивает зазор между графитом и ламелями якоря, возникает интенсивное искрение. По звуку эту неисправность ни с чем не спутаешь: при включении слышен натужный гул, коллектор брызжет снопом искр, сильно нагревается задняя часть двигателя.
Обмотки двигателя выполнены из провода в лаковой изоляции, которая теряет свои диэлектрические свойства из-за перегрева, растрескивания и выкрашивания. Небольшие замыкания между соседними витками можно определить по характерному гулу двигателя при работе. К сожалению, перемотку статора и якоря в домашних условиях сделать практически невозможно, но большинство деталей двигателя типовые и найти им замену несложно.
Подшипники — еще одна уязвимая деталь. Их на анкере два: задний закрепляется в корпусе электрической части внутри виброгасящего колпака, передний вставляется в посадочное место картера редуктора или прикручивается к нему колпачком. Износ подшипников определить легко: при вращении рукой ход их либо слишком свободный с характерным шуршанием, либо присутствуют подклинивания, люфты и посторонние шумы. Подшипники имеют закрытый сепаратор и не подлежат обслуживанию. Их гораздо проще заменить на новые, достаточно переписать номер на крышке сепаратора или торце внешней клипсы.
Замена кнопок и щеток
Во время работы качественного перфоратора кнопку, возможно, придется менять не один раз. Оптимально, если вы приобретете кнопку заранее для конкретной модели. Если вам необходимо снять неисправную деталь для пробы, зарисуйте на бумаге схему подключения с указанием цветовой маркировки проводов. Некоторые кнопки имеют винтовые зажимы, и вам понадобится узкая шлицевая отвертка, чтобы их открутить. Некоторые кнопки снабжены фиксаторами пружинного типа; чтобы их разжать, нужно вбить шило в отверстие рядом с вводом провода. Достаточно редко встречаются одноразовые пружинные зажимы, провода от которых не отсоединяются. Провода от старой кнопки придется обрезать, зачистить и залудить, а затем подключить к новой кнопке в соответствии со схемой подключения.
Щетки в перфораторе легко меняются, каналы для них в некоторых моделях выведены наружу и закрыты заглушками для доступа без разборки инструмента. В противном случае придется просто снять корпус электродвижущей части инструмента и внимательно осмотреть коллектор в сборе. Посадочные места для щеток расположены внутри или рядом с пластиковыми стойками, удерживающими крышку заднего подшипника, и к ним подходят два провода. Механизм крепления и прижатия щеток варьируется от модели к модели.
В большинстве случаев для снятия щеток достаточно вытащить клещами два металлических язычка, открутить пару винтов или расстегнуть пружинки зажима. При периодическом осмотре щеток рекомендуется снимать и проверять их на наличие сколов, очищать посадочные канавки от пыли и грязи. Будьте внимательны, не перепутайте левую щетку с правой, при установке соблюдайте их исходное положение. Как правило, щетки притираются под индивидуальным углом, изменение которого либо потребует новой притирки, либо приведет к разрушению графитового элемента.
При замене изношенных щеток важно только правильно подобрать размер и сечение, а затем притереть щетки, запустив двигатель на 2-3 минуты без нагрузки в безударном режиме. Сейчас почти каждый перфоратор комплектуется комплектом сменных щеток, но замену можно найти и из остатков уже изношенных.
Как заменить подшипники
В перфораторах имеется от пяти до десяти радиальных подшипников качения разных типоразмеров и необходимость их замены является лишь вопросом времени. Очень важно периодически разбирать и оценивать степень износа этих узлов, иначе в дальнейшем могут развиться более серьезные неисправности.
Практически каждый подшипник в перфораторе снимается достаточно легко, установочные размеры для них подобраны с высокой точностью. В некоторых случаях стопорное кольцо может мешать снятию. Если его нет в наличии, а подшипник отказывается сниматься, используется универсальный двухкулачковый съемник. Если съемника нет, то часть, на которую садится подшипник, нужно зажать в мягких губках тисков, а затем сбить изношенный элемент, пробив через переходник на внутреннем кольце.
При установке нового подшипника нельзя подвергать его прямым сильным ударам. Следует использовать эластичную направляющую, например, для резки полипропиленовой трубы. Его нужно предварительно срезать наискосок, чтобы сила удара приходилась исключительно на внутреннюю обойму. Так тела качения не оставят на канавках микроскопических вмятин.
Картридж неисправен
Патрон СДС состоит из дросселя с одним или двумя отверстиями, в которые посажены шарики, обычно диаметром 6,7 мм. Шарики свободно перемещаются в отверстиях при оттянутом назад пластиковом корпусе патрона, в обычном положении они плотно прижаты пружиной через массивное стальное кольцо.
Для разборки картриджа необходимо подцепить отверткой передний пыльник и снять стопорное кольцо со штуцера. Остальные детали просто надеваются на штуцер и снимаются без дополнительных манипуляций, важно лишь вернуть их на место в правильном порядке.
Как правило, основной причиной выхода патрона из строя являются изношенные шарики или запрессованная пластина и прижимное кольцо. Из-за этого техника либо вообще не держится, либо вылетает во время работы. Получить такие шарики можно в любом количестве, разбив подшипник номер 106. Крепежные отверстия и шлицы внутри втулки имеют гораздо больший ресурс, но если замена не дала ожидаемого результата, придется менять только штуцер в сборе с бочка.
Обратите внимание, что быстрый износ деталей картриджа происходит из-за неплотного уплотнения пыльников, как переднего, так и кольца на штуцере. Хвостовики сверла всегда нужно держать смазанными, а при сверлении потолка использовать специальную промывку пыли.
Ремонт редуктора и ударного механизма
Вот мы и добрались до самой содержательной части нашей инструкции. Из-за различий конструкции передающей части и генератора ударных импульсов в разных семействах перфораторов их техническое обслуживание и ремонт осуществляют по разным схемам.
Бочковые перфораторы
Шестерня привода раздаточной коробки установлена на подшипнике двигателя, две другие имеют свои упоры. Их нужно периодически проверять на заедание и люфт, при необходимости менять.
Шатунный механизм имеет собственный подшипник, который обычно посажен на кулачок эксцентрика, иногда в основание самого шатуна. Изредка в этом месте используется подшипник скольжения, что требует постоянного наличия смазки с нормированным показателем вязкости. Износ этого узла часто требует замены эксцентрикового цилиндра и шатуна.
Передача вращения осуществляется прямой или конической передачей, в этом месте также важно постоянное наличие смазки. Необходимость замены определяется по почернению, истончению и наличию блестящих включений.
Пистолет-пробойник
В перфораторах с горизонтальным ротором проблемы могут возникать из-за изношенных или заклинивших подшипников. Это самая опасная неисправность для всех узлов перфоратора: осколки сломанного подшипника могут попасть в детали ударного механизма и вывести их из строя.
Посадка промежуточного вала и «пьяного подшипника» часто производится по индивидуальной схеме. Для полной разборки отверните прижимную скобу переднего конца вала, отсоедините рычаг переключателя.
Характерной поломкой горизонтального редуктора является износ шестерен трансмиссии. При отсутствии пресса снять их будет непросто, гораздо проще их сломать, сделав пару надрезов до 2/3 толщины. Новая шестерня запрессовывается после предварительного нагрева до 150-200 ºС, это можно сделать строительным феном или в духовке.
Редукторы всех типов необходимо периодически тщательно очищать и смазывать. После разборки все детали тщательно промывают в керосине, избавляясь от осколков сломанных элементов и металлической стружки. После этого на все подвижные части наносится специальный вид смазки.
Растровый соединитель
Ствол почти всех типов перфораторов имеет одинаковое устройство. Наружная втулка муфты опирается на игольчатый подшипник в передней части картера коробки передач. С внешней стороны чашка крепится к главной шестерне передачи вращения вместе с предохранительной муфтой. Чтобы их снять, нужно снять стопорное кольцо, сжав перед этим разводными пассатижами пружину.
Также легко разбирается внутренности растровой муфты. Фиксируются стопорным кольцом, которое снимается через пару боковых отверстий обычной отверткой. Когда кольцо снято, детали внутри можно выдавить, вставив отвертку с передней части ствола.
Внутри находится «летающий» ударный болт и промышленная масса – приемник ударной силы. Большинство болтов имеют сборное устройство, в них часто изнашиваются резиновые прокладки и сальниковые кольца. Рекомендуется менять эти элементы при каждом обслуживании. Сам болт и промышленная масса могут расколоться из-за усталостных проявлений при длительной эксплуатации. Эти элементы стоят сущие копейки, а при малейших следах возгорания их тоже лучше сразу заменить.
Более конкретные рекомендации по ремонту растровой муфты и зубчатой части дать сложно: кинематические схемы каждого производителя могут иметь небольшие отличия. Однако большинство неисправностей хорошо видно при осмотре и доработке. В связи с этим рекомендуется сохранить схему сборки из инструкции к инструменту, ее также следует использовать при поиске комплектующих, которые определяются по порядковому номеру перечня используемых деталей.
Ремонт перфоратора затруднен из-за компоновки узлов с механическим сопряжением и силовым агрегатом. Все детали имеют микронные допуски и выверенную последовательность действий. Поэтому необходимо обеспечить правильный уход и техническую эксплуатацию инструмента в соответствии с требованиями инструкции, продлевая тем самым межремонтный период.
Перфоратор
Мало пользователей инструмента, изучивших не только порядок нажатия на рычаги и кнопки, но и понимающих, что происходит в механизме в результате полученной команды. Не зная взаимодействия узлов, невозможно выполнить даже самый мелкий ремонт перфоратора.
Имеются признаки проблем, которые касаются силовой части, а иногда происходит механический износ или поломка деталей.
Электрические схемы и оборудование сосредоточены в одной части и представлены в разрезе на фото.
Симптомы неисправности, требующие замены деталей или ремонта перфоратора в силовой части, могут быть следующими:
при включении устройства срабатывают предохранители сети;
устройство не включается;
при работе появляется дым с резким запахом;
во время работы прибор искрит;
оборот не регулируется.
Найти причину, по которой не включается устройство, можно с помощью тестера. Нужно искать пробел в схеме, от простого к сложному. Проверьте соединения, зачистите контакты. Самой сложной и дорогой деталью, которая вышла из строя, может быть якорь перфоратора. Это сердце двигателя, состоящее из медных катушек, соединенных между собой и скрепленных ламелями. При пробое изоляции между проводами в любом месте происходит короткое замыкание, и весь коллектор нуждается в перемотке или замене.
Определить неисправность якоря на перфораторе можно визуально по сгоревшей обмотке, следам дыма от ламелей или при проверке на короткое замыкание. Устранить поломку можно своевременным уходом, очисткой деталей от пыли, которая и является первопричиной всех неприятностей. Если искра исходит от двигателя, якорь необходимо очистить спиртовой салфеткой или обычной школьной резинкой для удаления графитовых отложений с коллектора.
Второй важной частью двигателя являются угольные или графитовые щетки. Именно через подвижные контакты в сердечник поступает электрический заряд, создающий момент наведенной ЭДС. Молотковые щетки представляют собой контакт, соединяющий вращающийся коллектор с источником питания.
Два элемента всегда работают парами. Углеродная или графитовая пластина прижимается к коллектору. В результате постоянного трения о вращающийся коллектор изнашиваются пластины и нарушается контакт. Признаком неисправности будет искрение в коллекторе, возможно, двигатель не развивает обороты. Независимо от степени износа обе пластины меняются одновременно. Большинство моделей инструментов имеют индикаторы износа щеток, которые заранее предупреждают пользователя.
Скорость перфоратора может не регулироваться из-за неисправности УУД, тогда требуется его замена, ремонту устройство не подлежит.
Механические неисправности и их устранение
Чтобы найти конкретную неисправность, необходимо достичь желаемого узла. Любая из последовательно снятых деталей тщательно осматривается на наличие:
трещины;
чипа;
заусенцы или царапины.
В большинстве моделей они разбираются на две половинки, но при этом каждый из перфораторов имеет свои особенности. Как отремонтировать перфоратор своими руками смотрите видео:
Признаком поломки может быть:
отказ от выполнения функции;
посторонние звуки внутри механизма и чрезмерный нагрев корпуса;
режимы не переключаются;
Течет смазка
.
Каждый из признаков может быть результатом поломки любой из деталей, которые снимаются в последовательности, указанной на схеме. Соберите инструмент в обратном порядке. Запчасти следует приобретать в соответствии со спецификацией в руководстве по обслуживанию.
Одной из причин механических поломок часто становится недостаточное техническое обслуживание агрегата, работающего в тяжелых условиях. Профилактические меры не сложны, а срок службы инструмента значительно продлится. По правилам эксплуатации необходимо:
каждые полгода обновлять смазку коробки передач;
через 6 месяцев осмотрите и очистите щетки и прилегающую часть коллектора;
в конце рабочего дня чистить перфоратор пылесосом;
не забудьте нанести смазку на хвостовики долбежного инструмента для защиты от пыли и предотвращения износа втулки.
Не прилагать физических усилий при работе с перфоратором, боёк и уплотнения изнашиваются, оператор устает и раздражается.
Цели и задачи смазки инструмента
Часто причиной поломки инструмента является отсутствие, недостаточность или неподходящая смазка. Абразивный износ снижается, если все щели и полости покрыть слоем антифриза, а также своевременно провести очистку.
Тип трансмиссионной смазки отличается от состава для хвостовиков. Каждый производитель рекомендует использовать конкретную смазку для перфоратора, указанную в инструкции, с нужной периодичностью.
Доступны общие рекомендации для всех перфораторов. В редукторы должно поступать масло жидкой консистенции, заливаемое в специальное отверстие. Для всех узлов, без сомнения, можно использовать смазку Bosh и Makita, предназначенную для коробок передач, что и делают в сервисных центрах.
Неправильно подобранная или перелитая смазка может привести к перегреву коробки передач.
Для смазывания хвостовиков рабочего оборудования перед вставкой в патрон используется смазка более густой консистенции, тех же производителей. При этом место крепления хвостовика в патроне и боёк защищены от износа. Заполнение всех зазоров смазкой предохраняет узел от попадания пыли.
Необходимо смазать места, указанные в инструкции. И уж точно, доливать смазку в сцепление вредно. В случае внезапного обнаружения недостатка смазки в редукторе можно использовать отечественный состав Литол-24 Люкс, но для аккумуляторных перфораторов смазка не подходит даже временно.
Устройство рабочего органа и оборудование перфоратора
Перфоратор имеет патрон, в котором закреплены рабочие инструменты. Для профессиональных тяжелых перфораторов патроны SDS max подходят только для хвостовиков диаметром 18 мм с пятью продольными канавками, которые устанавливаются в гнездо патрона соответствующего профиля.
Легкий и средний инструмент оснащен патроном SDS plus, который позволяет использовать долбежный инструмент с четырьмя продольными канавками и поперечным сечением 10 мм. Патрон для перфоратора сконструирован так, что он может принимать только предназначенные для него инструменты. Если вы вставите неправильный инструмент, он не войдет в гнездо или будет установлен сбоку. При попытке работы крепление рухнет. Но сверла не имеют рифленого хвостовика. Используется патрон насадки, который устанавливается в профиль SDS. Но при этом инструмент удлиняется. Патрон для дрели может быть быстрозажимным или ключевым. Адаптер используется только с патроном SDS+, так как более мощная ударная дрель не имеет функции сверления без удара.
Перфоратор — многофункциональный инструмент. Он может использовать режимы:
амортизатор;
ударные со сверлением;
сверление, если есть специальный патрон.
Для работы в ударном режиме используется множество приспособлений, облегчающих ручной труд.
Удар со сверлением производится только с применением насадок для перфоратора:
полая коронка;
шпатель для шинковки.
Им называют инструмент, имеющий хвостовик специального профиля, рабочую часть, представляющую собой винт и наконечник из специальной стали с центрирующим острием. Разрушение материала происходит не соскабливанием, а скалыванием породы. При этом происходит крутящий удар, в результате которого сколы удаляются по винтовой поверхности рабочей части.
Сверла для перфоратора устанавливаются при работе в безударном режиме. С этим инструментом легкая ударная дрель может работать как обычная дрель по дереву. При необходимости устройство можно использовать для затягивания креплений, если предусмотрена функция реверса.
Коронка пустотелая нужна для выполнения сквозных проходов для разводки кабеля или для создания углублений в теле конструкции для установки приборов. Корона образует кольцевой проход, оставляя посередине колонну. Поскольку насадка имеет специальный зубчатый профиль, металлическая арматура в бетоне сделает фрезы непригодными для использования.
Углубления в стене можно сделать специальным шпателем для чеканки, но отверстия будут выглядеть не так аккуратно, как сделанные коронкой.
Бучарда уже давно считается инструментом скульптора. Ремесленники использовали кузнечные и крестообразные молоты. Это ударный инструмент, напоминающий молоток, ударник которого имеет насечку. Кузнечным молотом скульптор отрезал от каменной глыбы все лишнее, и крест придал камню форму.
При использовании одного ударного режима использовать с насадками:
шпатель или плоское долото;
пик;
канальное долото;
Молоток
.
Лезвие для перфоратора предназначено для выравнивания поверхности твердого материала. С помощью этого оборудования можно снять плитку со стен, убрать неровности с поверхности затвердевшего бетона. Исправление некоторых недочетов при монтаже проемов в многоэтажном доме ведут с помощью этого инструмента. Долото для перфоратора, используемого по бетону, может иметь разную ширину в зависимости от выполняемых задач. Подходит ко всем перфораторам. Применяются также специально разработанные узконаправленные насадки – долото, трамбовочная плита или растворорезка.
При демонтаже строительных конструкций необходимо усилие на разрыв. Для разрушения стены или перегородки, сосредоточенного в одной точке, удар пикой обеспечивается мощностью перфоратора.
Бучарда — литая голова, очень крепкая кувалда. Зубья на кушарде твердосплавные, выдерживают большие ударные нагрузки. Снять со стены, отбить слой бетона, сбить слой ржавчины с металла — это область применения бучардового молотка. Если стены обработать этим средством перед оштукатуриванием, армирование не потребуется. Нельзя использовать втулочный молоток для перфоратора в режиме прокрутки инструмента. Неизбежным последствием будет заедание.
Правила, которым нужно следовать
Во время работы перфоратор быстро нагревается. Чтобы инструмент работал долго, необходимо после 20-30 минут работы делать перерыв не менее 10 минут.
В процессе работы при холостом прокручивании инструмента необходимо удалить крошки и пыль, очистить пробитое отверстие, чтобы облегчить работу инструмента. При сверлении больших отверстий их сначала сверлят тонким сверлом, затем средним, делая отверстие в три приема. Сквозные длинные проходы необходимо просверливать сначала короткими насадками, постепенно заменяя их более длинными.
После работы необходимо привести в порядок перфоратор и использованные насадки. Инструменты должны быть очищены от пыли и помещены в сухой контейнер.
Видео о самостоятельном ремонте перфоратора
Перфоратор, как и любой электроинструмент, требует бережного обращения, правильной эксплуатации и своевременного профилактического обслуживания. Если пренебречь этими нормами, то устройство может выйти из строя, не выработав свой ресурс. Ремонт перфоратора при некоторых неисправностях можно выполнить своими руками, а для устранения поломок, связанных с электрической частью двигателя, требуется помощь специалиста.
Все неисправности агрегата можно разделить на 2 группы: механические и электрические.
Механические поломки
Если в перфораторе появляется какая-либо механическая неисправность, то ее наличие можно определить на слух (повышается шум, появляется скрежет).
Вы также можете почувствовать повышенную вибрацию или неприятный запах, исходящий от корпуса устройства.
Итак, к механическим неисправностям можно отнести:
поломка переключателя режимов работы прибора;
изношены резинки ударника и бойка;
выход из строя ударного механизма;
выход из строя узла ствола из-за износа;
поломка зубьев шестерни;
поломка патрона, в результате которой сверло вылетает.
Электрические неисправности
Неисправности, связанные с электрической частью молота, также могут сопровождаться неприятным запахом от корпуса аппарата, искрами. Также вы можете заметить, что двигатель быстро нагревается и гудит не вращаясь, либо из него идет дым.
Электрические поломки устройства включают, например:
устройство не включается;
поломка пусковой кнопки;
износ щеток;
засорение коллектора;
нарушение электрических контактов;
перегорание обмотки статора или ротора электродвигателя.
Алгоритм разборки перфоратора
Для устранения механических и электрических неисправностей (за исключением сломанной штепсельной вилки) обязательна разборка корпуса агрегата. Наиболее популярны среди мастеров, как домашних, так и профессиональных, перфораторы марок Бош, Макита, Интерскол, Энергомаш. Конструкция блоков разных производителей примерно одинакова, поэтому и способы разборки устройств будут схожими. Но полностью разбирать устройство не стоит, так как собрать его обратно будет сложно. На фото ниже показано, как выглядит полностью разобранный перфоратор.
Демонтаж картриджа
Разборку агрегата для устранения неисправности следует проводить осторожно, с осмотром каждой снятой детали. Чтобы сборка не вызвала затруднений, процесс разборки лучше фотографировать. Если вы не обнаружили на устройстве внешних дефектов, то начинать его разборку рекомендуется с картриджа.
Разбираем корпус
Если требуется разборка корпуса агрегата, предварительно необходимо снять переключатель режимов работы.
Демонтаж электрической части перфоратора
Чтобы добраться до электрической части устройства, если вы подозреваете, что именно здесь может быть поломка, необходимо выполнить следующие действия.
Если требуется разобрать ствол перфоратора, с вертикальным расположением электропривода, то сначала снимается рукоятка, а затем откручиваются болты, удерживающие двигатель.
Замена щеток двигателя
Основным признаком того, что щетки пора менять, является образование повышенного искрения в районе коллектора электродвигателя, быстрый нагрев щеткодержателей, запах гари. Когда щетки не изношены, искру видно только под ними. В противном случае искра видна по всей окружности коллектора.
Наличие искры вокруг коллектора при изношенных щетках является признаком износа подшипников, нарушения изоляции ротора или статора, прогара пластин коллектора, прогара статора или ротора.
Еще одним признаком того, что статор сгорел, является наличие искры только под одним электродом. Если у вас есть тестер, то им можно проверить статор и ротор : измерить сопротивление на роторе и статоре по очереди. Если он одинаковый на обеих обмотках, то со статором все в порядке. Если вы заметили явные признаки проблем с ротором или статором в своем перфораторе, вам придется нести устройство в сервисный центр для ремонта. Что касается щеток, то их можно поменять самостоятельно.
Чтобы добраться до места установки щеток, потребуется разобрать корпус, в котором установлен мотор, либо просто снять заднюю крышку. Открыв крышку, вы увидите кисти, закрепленные в специальных держателях. На фото ниже показано, как выглядят эти детали.
Щетки, которые устанавливаются на двигатели перфоратора, бывают 3-х типов.
Графит — отличаются износостойкостью, но так как они очень твердые, их притирание к коллектору не идеальное, что негативно сказывается на последнем.
Уголь — легко трется о коллектор, обеспечивая хороший контакт, но быстро изнашивается.
Углерод-графит – идеальный вариант, так как представляют собой смесь 2-х компонентов, дополняющих друг друга.
Очень важно не дожидаться искры двигателя, а уже после этого менять щетки. Замена нужна после их износа на 1/3 от номинала (8 мм). Даже если одна щетка изнашивается меньше другой, все равно нужно менять обе.
Обратите внимание на состояние пружины в новых щетках и крепление контакта. Если пружина слетит при работающем двигателе, она получит значительные повреждения. Также, если пружина слабая, то она не сможет обеспечить хороший контакт.
Обязательно перед сменой щеток необходимо очистить ротор и статор от остатков графита или угольной пыли. Очистить эти детали можно техническим или медицинским спиртом.
Далее следует закрепить электроды в держателях и притереть их к коллектору. Для этого положите на коллектор кусочек мелкозернистой наждачной бумаги и вращайте в разные стороны, чтобы получился притирочный электрод . Притирку продолжают до тех пор, пока площадь контакта электрода не станет слегка округленной. Это обеспечит его лучшее прилегание к пластинам коллектора и, соответственно, лучший контакт.
Схема устройства ударного механизма, его неисправности и ремонт
Ударные механизмы перфораторов различаются по своей конструкции в зависимости от того, к какому семейству относятся устройства. Поэтому ремонт этих механизмов будет происходить по разным принципам.
Бочковые перфораторы
Перфораторы с вертикальным двигателем обычно имеют ударный блок на основе кривошипно-шатунного механизма (КШМ). Ниже приведена схема этого типа ударного механизма.
На следующем фото аппарат в разрезе, где видно расположение КШМ.
Ударный механизм узла вертикального двигателя может иметь следующие неисправности. Кривошипный механизм имеет отдельный подшипник, который установлен на кулачке эксцентрикового колеса, но иногда он может располагаться в основании кривошипа. В некоторых моделях перфораторов в этом месте может быть установлен подшипник скольжения (вместо подшипника качения), требующий постоянной смазки. Если его нет, или он уже устарел, то этот узел изнашивается. При ремонте придется полностью заменить шатун и эксцентриковый барабан.
Еще одна распространенная проблема — поломка бойка . Эту неисправность можно вычислить, если вы заметите, что ваш удар больше не бьет. Чтобы добраться до бойка, потребуется полностью разобрать ствол устройства. Это делается следующим образом.
В этом случае боек целый. Но если он сломан, то замените его новым. Также следует обратить внимание на уплотнительные резинки и уплотнители в корпусе бочки. Если они изношены, их необходимо заменить.
Перфораторы пистолетного типа
Устройство ударного механизма аппарата пистолетного типа несколько отличается от механизма того же назначения, установленного в аппарате ствольного типа.
Его основное отличие в том, что поршень приводится в движение не с помощью шатуна, а от качающегося («пьяного») подшипника. Поэтому самая частая поломка этого узла — это износ «пьяного» подшипника, требующего замены.
На следующем фото разрушенный «пьяный» подшипник, из-за которого молот перестал бить.
Качающийся подшипник снимается плоской отверткой, которой нужно подцепить кронштейн и снять его. После этого подшипник легко отделяется от корпуса редуктора.
При замене вышедшего из строя подшипника следует промыть редуктор , так как именно в его корпусе могут остаться осколки сломанной детали.
После очистки и установки нового подшипника нанесите на этот блок жирный слой смазки.
Также причиной того, что устройство не бьет, может быть поломка бойка. Чтобы его достать, нужно снять стопорное кольцо, которое видно в отверстии.
Возьмите маленькую отвертку, зацепите ею кольцо и сдвиньте его вправо (в сторону шестерни).
Выполните те же действия с другой стороны детали. Далее вставьте отвертку в отверстие в детали и протолкните снятые внутренние детали механизма.
После этого действия стопорное кольцо и корпус, в котором находится сломанная бойка, будут легко сниматься.
Если разобрать этот корпус, то вы увидите «виновника» неисправности, из-за которого перфоратор не бьет.
При сборке ударного механизма не забудьте обильно нанести смазку на все его части.
Другие механические неисправности и их устранение
Помимо поломок, связанных с ударным механизмом, в перфораторе могут возникать и другие механические поломки.
Переключатель режимов
Бывают случаи, когда переключатель режимов устройства выходит из строя. В основном это происходит из-за того, что пыль забивает этот узел. Чтобы починить переключатель, потребуется отсоединить его от корпуса (как это сделать см. выше) и почистить от грязи. Если вы обнаружите какие-либо поломки пластиковых деталей переключателя, то его придется заменить.
Косозубые шестерни
Причина того, что устройство перестало нормально работать, а именно перестало сверлить и долбить, может крыться в изношенных зубьях на валу ротора.
Если это произойдет, то износятся зубья и у промежуточной косозубой шестерни.
Эта проблема возникает при заклинивании инструмента или неправильной работе сцепления. Поломка устраняется заменой промежуточной шестерни и ротора двигателя.
Сверло не держится в патроне
Причина того, что перфоратор не держит сверло, кроется в поломке патрона и износе его составных частей:
произошла деформация шаров;
ограничительное кольцо изношено;
провисла фиксирующая пружина.
Вам потребуется разобрать картридж и заменить проблемные детали.
Сверло застряло в перфораторе
Причины заклинивания сверла в патроне станка могут быть следующие.
Перед установкой инструмента вы не нанесли смазку на его хвостовик. Вам нужно будет отодвинуть уплотнительную резинку картриджа и ввести WD-40 в посадочное место инструмента.
Под шарики попала пыль. Проделайте ту же операцию, что и в пункте выше.
Если вы использовали обычную дрель, вставленную в переходник в перфораторе, то также обработайте ее жидкостью WD-40 , подождите пару минут, и, слегка постукивая молотком по поверхности хомута, ослабьте защелку в разных направлениях. Обычно после этих действий зажимные губки размыкаются и позволяют извлечь сверло.
Хвостовик инструмента клепаный. Вам нужно будет сначала залить жидкость WD-40 и попытаться вытащить сверло. Если ничего не помогает, то нужно разобрать патрон и выбить защелку. Также вы можете воспользоваться советами, как заклинить инструмент в станке из этого видео.
Люди, хоть раз пользовавшиеся перфоратором, хорошо знают, насколько сложно правильно ею пользоваться и следить за ее рабочим состоянием. Именно поэтому систематический ремонт и профилактика данного устройства является неотъемлемой частью процесса эксплуатации. Ремонт перфоратора своими руками – наиболее финансово выгодный вариант, тем более, что некоторые поломки незначительны.
Перфоратор незаменимый прибор в строительстве. Однако при неправильном использовании он может быстро выйти из строя.
Столь частые неисправности инструмента связаны с тем, что он используется в очень сложных условиях, когда требуется высокая производительность. Зачастую перфоратор просто не выдерживает тех нагрузок, которые на него возлагаются. Даже брендовые модели не застрахованы от поломок.
Как правило, практически любой инструмент, который со временем перестает работать, можно отремонтировать в домашних условиях. Однако далеко не все имеют представление о том, как ремонтировать тот или иной инструмент. Перфоратор не исключение.
Немного общей информации
При поломке инструмента очень часто бывает, что причиной неисправности становится какой-нибудь оборванный провод. Многие платят большие деньги в сервисных центрах, чтобы вставить этот провод на место. Механические повреждения чаще всего можно увидеть визуально. При внимательном осмотре вышедшего из строя перфоратора можно, например, увидеть незначительную неисправность, приведшую к поломке.
Однако бывают ситуации, когда обычный «дедовский» метод — встряхнуть, постучать — не решает проблему. В этом случае возникает вопрос, обращаться ли в профессиональную ремонтную контору или взяться за ремонт самостоятельно.
Вернуться к индексу
Могу ли я починить сам?
Если при визуальном осмотре перфоратора повреждений не видно, то следующим этапом является его разборка.
Все зависит от того, насколько серьезна поломка и есть ли у вас определенные навыки, чтобы починить неисправный перфоратор. Если речь идет о старом инструменте, который давно служит и не представляет особой ценности для пользователя, то можно попробовать найти проблемы самостоятельно. Кроме того, если поломка видна визуально и есть представление о том, что нужно делать с инструментом, то и самостоятельный ремонт тоже имеет место.
Если модель перфоратора более современная, куплена сравнительно недавно и стоит больших денег, то не всегда рекомендуется браться за работу самостоятельно, так как можно сделать еще хуже. Если при первичном осмотре видимых проблем обнаружено не было, то дальнейший ремонт проводить не рекомендуется. Ремонтировать могут только пользователи с опытом и техническими навыками.
Вернуться к индексу
Некоторые признаки возможных неисправностей
Если в процессе работы вы обнаружите какие-либо неисправности в работе перфоратора, то вам необходимо выяснить причину неисправностей.
Конечно, люди, покупающие перфоратор, рассчитывают на 100% отдачу от него. Особенно, если приобретаемое устройство является качественным импортным товаром. Поэтому, чтобы не допустить серьезной поломки, нужно иметь представление о том, как работает устройство. По работе инструмента (некоторые признаки) иногда можно определить причину неисправности. Такими вещами не следует пренебрегать, чтобы предотвратить больший ущерб.
Неприятный запах от устройства, особенно гари.
Работа перфоратора в штатном режиме нестабильна — наблюдаются короткие замыкания или короткие паузы в работе.
Устройство не выполняет свое прямое назначение иногда или в течение определенного времени.
При включении или работе с инструментом появляются странные звуки, которых раньше не было.
В случае, если был замечен один из вышеперечисленных или другие признаки нестабильной работы перфоратора, следует немедленно выяснить, в чем дело. Внимание и уход за инструментом – обязательные условия долгой службы. Поэтому первый шаг на пути к — возможность полностью разобрать его на составные части.
Вернуться к индексу
Как разобрать перфоратор или дрель?
Для того чтобы отремонтировать перфоратор, нужно знать, как правильно и в каком порядке необходимо разбирать устройство.
Многие могут задаться вопросом, для чего это нужно. Ответ довольно прост: если вы разобрали инструмент на составные части и обнаружили поломку в одной из частей, то можете приобрести новую и заменить запчасть. Большинство также может подумать, что гораздо лучше и быстрее отнести инструмент в соответствующий сервис, и ремонт сделают за вас. Однако, во-первых, потребуется много времени, чтобы принести и взять инструмент, что крайне расточительно при ограниченном времени работы; кроме того, это пустая трата денег на ремонт. Таким образом, осуществляя ремонт самостоятельно, вы сможете сэкономить деньги и время на ремонт.
Инструкции по разборке:
Начинать работу нужно с верхнего узла. Сначала снимается резиновый наконечник, затем шайба, в конце — пружина и шарик.
Сняв шар, можно приступать к откручиванию винтов, удерживающих корпус. Далее снимается накладка на ручке (если она есть). Только после выполнения работ провода стартера отсоединяются.
Снимите щеткодержатель.
На этом этапе необходимо разъединить редуктор и корпус до образования зазора. Через этот зазор переключатель будет удален.
На завершающем этапе корпус перфоратора ставится вертикально и фиксируется в одном положении тисками. Из него аккуратно вынимаются все детали и запчасти.
Независимо от того, какая поломка присутствует, настоятельно рекомендуется очистить как корпус, так и все детали от пыли и грязи.
Неудаленная грязь в будущем может помешать стабильной работе перфоратора.
Если вам нужно отремонтировать перфоратор, то это, как минимум, означает, что он у вас уже есть. Хотя вполне возможно, что вы только выбираете этот инструмент ударного бурения, параллельно изучая слабые места его конструкции, и какие узлы теоретически могут в нем выйти из строя.
Что ж, попробуем вам помочь. В этой статье мы изучим:
Перфораторное устройство.
Наиболее нагруженные детали и узлы инструмента.
Разборка и сборка.
Меры, продлевающие срок службы электроинструментов ударного бурения.
Перфоратор
Изучение принципа работы ударного бурового инструмента не только расширит ваш технический кругозор, но в первую очередь позволит грамотно проводить его техническое обслуживание и, при необходимости, ремонт. Чтобы было проще понять процессы, происходящие при сверлении твердых материалов (а этот инструмент предназначен для выполнения именно таких работ), не поленитесь посмотреть эти два коротких видео. На первом хорошо видна работа перфоратора с продольным двигателем.
На втором видео показано устройство перфоратора с поперечным расположением двигателя.
Итак, начнем с самого главного: бетон, кирпич, камень, инструмент разрушает ударная волна , которая возникает в момент очень короткого контакта бойка с концом сверла (через бойок). Энергия ударной волны передается через дрель (ударную дрель) и разрушает связи (образует микротрещины) между зернами минералов, входящих в состав камня (бетона, кирпича). Спиральные канавки вращающегося сверла служат для удаления незакрепленных частиц материала из отверстия.
(Отсюда следует вывод: не нужно сильно давить перфоратором на бетонную стену, быстрее он не просверлит — сами устанете, и инструмент быстрее сломается.)
Боек изготовлен из высокопрочной стали и достаточно свободно перемещается внутри цилиндра поршня.
Уплотнительное резиновое кольцо герметизирует зазор, препятствуя свободному прохождению воздуха в зазор между цилиндром и ударником.
Внешнее кольцо подшипника качения, установленное под углом на валу, вращаемом электродвигателем, совершает возвратно-поступательное движение, заставляя поршневой цилиндр двигаться вперед и назад.
Как отремонтировать перфоратор Makita HR 2450, если пропал ударный режим
При перемещении цилиндра вперед (в сторону сверла) ударник по инерции остается на месте, воздух между ударником и задней стенкой цилиндра сжимается и толкает ударник навстречу торцу сверла.
Фактически этот воздух служит демпфирующим элементом, предотвращающим деформацию и разрушение цилиндра перфоратора. В орудии с поперечным расположением двигателя цилиндр неподвижен, а разрежение и сжатие воздуха за бойком создается поршнем, приводимым в движение кривошипно-шатунным механизмом.
Наиболее нагруженные детали и узлы перфоратора
Исходя из вышеизложенного, ударный механизм и редуктор в процессе длительной работы испытывают максимальные нагрузки. Часть кинетической энергии ударника преобразуется в тепловую энергию и нагревает всю сборку. Уплотнительное кольцо постоянно трется о внутреннюю поверхность цилиндра и при недостатке смазки изнашивается, пропуская со временем все больше воздуха из рабочей зоны.
Энергии сжатого воздуха становится все меньше и меньше — ударная дрель уже не долбит как надо. При самостоятельном ремонте перфоратора иногда достаточно просто заменить смазку в редукторе, цилиндре поршня и резиновом уплотнительном кольце на ударнике.
При длительной непрерывной работе или при обычном сверлении под большой нагрузкой электродвигатель может легко перегреться и сгореть. Хотя последние модели инструмента имеют электронный блок управления, включающий защиту двигателя от перегрузки. При желании вы можете прочитать об устранении неполадок электродвигателя, шнура питания, электроники и кнопки включения в предыдущей статье.
Разборка и сборка перфоратора
При попытке ремонта перфоратора своими руками в первую очередь необходимо его разобрать. Для этого снимаются резиновый наконечник, кольцевая пружина и кожух муфты фиксации дрели. Фиксирующий стальной шарик удаляется. Поворачивая переключатель режимов работы в крайнее положение, нажимая на нем фиксирующую кнопку, рукоятка переключателя снимается.
Снята задняя накладка на ручке, сняты щетки электродвигателя. Откручиваются 4 винта (со стороны дрели) и снимается вся передняя часть инструмента (корпус редуктора), содержащая ствол, редуктор, ударный механизм и переключатель режимов работы.
Ротор двигателя снят. Откручиваются два винта крепления статора. С контактов статора снимается 4 вывода, затем он вынимается из корпуса. Выключатель (кнопка + переключатель реверса), щеткодержатель, фильтр помех и сетевой шнур снимаются.
При необходимости ремонта перфоратора в части ударного механизма и редуктора, с торца корпуса редуктора откручиваются 4 винта, затем снимается наружный пластиковый кожух. Лучше всего это делать в вертикальном положении. Тогда во внутреннем корпусе все детали останутся на месте.
После замены неисправной детали сборка производится в обратном порядке. Детали, оказавшиеся «лишними», следует вытереть насухо и отнести в ремонтную мастерскую вместе с перфоратором.
Внимательно прочтите руководство пользователя и инструкцию по эксплуатации прибора.
Строго следуйте указаниям, данным в инструкции.
Регулярно меняйте смазку редуктора и ударного механизма. Ровно заменить, так как нет смысла добавлять новую смазку в отработанную старую — металлическая пыль служит отличным абразивом, который «съедает» все на своем пути.
Смажьте хвостовик сверла перед работой.
Регулярно проверяйте щетки электродвигателя и при необходимости заменяйте их.
Очищайте инструмент снаружи каждый день после окончания работы.
Старайтесь не работать в облаках пыли — это вредно не только для перфоратора, но и для ваших легких. Проветрить рабочее место, открыв все окна.
Не лезьте в то, в чем абсолютно ничего не понимаете — доверьте обслуживание профессионалу, или, если вы уже взялись за ремонт перфоратора своими руками, то делайте это не спеша, хорошо помня, куда вы его положили.
Конструктивные особенности перфораторов предполагают некоторые отличия в расположении штатных механизмов. Основные узлы неизменны в любой модели. Это электродвигатель, редуктор, механизм ударного комплекса, концевая рабочая часть (патрон). Основным принципом действия является преобразование кинетической энергии вращательного движения двигателя в энергию удара за счет колебательных движений осевого вала (удара) ударного механизма.
Интересует: Как выбрать правильный перфоратор — гарантируем, будет полезно
Механические отличия конструкций перфораторов
Двигатель большинства перфораторов коллекторный. Его расположение может быть горизонтальным и вертикальным. Первый вариант размещения двигателя используется в легких маломощных автомобилях. Второй — в средних и тяжелых транспортных средствах. Легкие перфораторы удобно использовать для бытовых работ, сверления небольших отверстий, легкой обработки старых настенных или напольных покрытий. Им можно работать и в труднодоступных местах, однако вибрация этого вида инструмента, учитывая его конструкцию ударного механизма, достаточно велика. И их мощности едва хватает для работы по монолитному бетону.
Перфораторы с вертикальным двигателем оснащены антивибрационной системой, а также кривошипно-шатунным ударным механизмом, который отличается большей мощностью и устойчивостью к длительным нагрузкам. Сила удара в некоторых модификациях тяжелого типа может достигать 20Дж, в среднем – 8. Они больше по габаритам и массе инструмента, и предназначены для особо твердых поверхностей.
Принцип работы ударного механизма
Вращательное движение двигателя приводит в движение один из важнейших компонентов перфоратора — ударный механизм. Пневмосистема этого узла имеет 2 варианта — с использованием качающегося подшипника или кривошипно-шатунного механизма, совмещенного с зубчатой частью. При вращении вала создаются колебательные вращения поршня, нагнетающего воздух в рабочий цилиндр системы. В этом цилиндре из-за небольшого объема создается давление сжатого воздуха, которое приводит в движение ползун и ударник. В результате кратковременных импульсных переходов поршня и ползуна эти движения преобразуются в удары.
На холостом ходу, не будучи прижатым к твердой поверхности, этот механизм отключается, давление сжатия не создается, удары не производятся.
Как правильно отремонтировать перфоратор самостоятельно
Рабочий механизм остается неподвижным.
Вращение вала регулируется нажатием кнопки, если предусмотрен плавный пуск. На некоторых моделях кнопка имеет настройку ограничения срабатывания, которая регулирует скорость и мощность двигателя.
Редуктор перфоратора способствует передаче числа оборотов с соответствующими параметрами мощности и крутящего момента от начального узла (двигатель) к конечному (ударный механизм). Уменьшение передаточного отношения необходимо для нормальной работы всего аппарата с его вибрационными параметрами. Понижающий тип коробки передач приводит к меньшему количеству оборотов двигателя и увеличению мощности конечного агрегата. Для его смазывания используется специализированная густая смазка типа консистентной смазки, заправляемая при изготовлении или текущем ремонте.
Корпус перфоратора изготавливается в основном из металла (дюралюминиевые сплавы, сталь), только возле электрической части, в районе спусковой кнопки, из прочного пластика.
Фото: tool-land. ru
Фото: www.expertcen.ru
Режим перфорации не работает
Форум / Инструменты и оборудование / Не работает ударный режим в перфораторе
Задайте свой вопрос на нашем форуме без регистрации и Вы быстро получите ответ и консультацию от наших специалистов и посетителей форума! Почему мы так в этом уверены? Потому что мы платим им за это!
Узнать больше
Проблема такая: вчера при сверлении отверстий 10 мм, для крепления пенопласта перфоратор перестал работать в ударном режиме (и в ударном режиме, и в режиме сверление+удар), просверлив половину глубины отверстия, он отказался работать дальше. В режиме сверления работает перфоратор. Так же, если переключиться в режим сверления, то слышно, что мотор посередине работает, а сверление не работает. Скажите, пожалуйста, в чем может быть причина этого неудобства. Сможете ли вы справиться самостоятельно? Нужно везти в ремонт? Перфоратор 4-5 лет, используется для постройки собственного дома и для работы в хозяйстве.
Ну, трудно сказать, что произошло. Наиболее вероятная версия — поломка механизма переключения режимов. Возможно полетел контакт такого выключателя. В любом другом случае все режимы не работали бы. Взгляните, взгляните. Возможно обойдется простой перепайкой контакта.
тюи
Да, надо разобрать посмотреть, посмотреть обмотку поршневой системы.
Я когда-то тоже столкнулся с подобной бедой, пришлось менять поршень и менять уплотнительное кольцо. В общем, проще отдать в мастерскую.
Прошу прощения, насколько я понял, вопрос был про электродрель, есть ли у электродрели поршень и уплотнительное кольцо? Согласен с Максимкой, причина поломки скорее всего в механизме переключения, возможно ремонт перфоратора своими руками.
Уважаемый ТС! Поршни лучше не трогать, иначе может воспламениться топливо!!! (Шутка, надеюсь вы поняли :). тюи, а где поршень в перфораторе? По поводу поломки: самый разумный вариант – отнести инструмент в профессиональный ремонт. Если не разбираетесь, можно починить что-то такое, что спецы не исправят.
Впервые слышу о поршневой системе в перфораторе. А тебе, Доминик, советую взять молоток в ремонт, если ты не умеешь чинить выключатель. Я думаю, что это не поломка самого механизма, а то, что контакт отошел или сгорел
нужно разобрать перф редуктор. Да, смотрите, что не так. Поршень тут ни при чем если слышно как он работает, хотя возможно что треснул.
Ремонт перфоратора своими руками
Скорее причина в забастовке. А, возможно, еще и уплотнительные кольца…. разгерметизация — давление не создается — боек не двигается.
Перестал стучать Hammer («бочка»). Смазка бойка в держателе сверла загустела, стала похожа на смолу, и боек перестал двигаться в держателе сверла. После промывки и смазки бойка и держателя сверла жидким маслом боёк начал двигаться в держателе сверла, а перфоратор начал бить.
Но если вы проходите мимо, вы все равно можете:
Исполнения перфораторов
Конструкции перфораторов. Портативные перфораторы мало чем отличаются по конструкции друг от друга. Рассмотрим устройство одного из распространенных перфораторов ПП63В (рис. 16.8).
Состоит из цилиндра 1, бочки 2 и задней крышки 11, соединенных между собой стяжными болтами 10 с гайками. Поршень-ударник 3 под действием сжатого воздуха, поступающего попеременно то в переднюю, то в заднюю относительно поршневой полости цилиндра, совершает возвратно-поступательное движение. Очередность подачи сжатого воздуха регулируется клапанным воздухораспределительным устройством 15. В конце рабочего хода поршень-ударник ударяет своим штоком по хвостовику сверла. При обратном ходе поршень-ударник с помощью механизма 9поворачивает сверло на определенный угол. Для удаления разрушенной породы из скважины перфоратор имеет промывочное устройство 12, подающее воду на забой скважины через промывочную трубу перфоратора, осевой канал в штанге и отверстия в долоте.
Держатель сверла 4 предназначен для центрирования сверла в процессе сверления отверстия и извлечения сверла из отверстия. Глушитель 16, выполненный из резины, установлен над выпускными отверстиями в стенке цилиндра и может поворачиваться относительно цилиндра, что позволяет направлять отработанный воздух в сторону от бурильщика. Для поддержки перфоратора во время работы предусмотрена рукоятка 8, соединенная с перфоратором через виброгасящее устройство 7. Представляет собой трубчатую металлоконструкцию с пружинной системой 5 гашения колебаний. Перфоратор соединяется с опорными устройствами скобой 6. Перфораторы телескопические (рис. 16.9) отличаются от переносных наличием пневматического телескопического питателя и устройства, предохраняющего механизмы перфоратора от попадания шлама из отверстия . Телескопический питатель состоит из цилиндра 13, поршня 11 со штоком 12. Упор 14 удерживает перфоратор от проворачивания при бурении и от перемещения по поверхности, на которой он установлен (рабочий грунт, рабочие полки и т.п.).
Ремонт перфоратора своими руками: реально ли это?
Пуансон имеет рукоятку управления подачей 10 с кнопкой для выпуска при необходимости сжатого воздуха из питателя без остановки работы пуансона. Защита узлов перфоратора от попадания шлама обеспечивается следующим образом. Держатель бура у перфоратора заменяется большой буксой 3, которая ввинчивается в поворотную буксу 4. Буровая штанга, выполненная для телескопических перфораторов без буртика, удерживается в перфораторе в нужном положении благодаря наличию дополнительного бойка 5. Шламоуловитель 6 устанавливается на патрон 7 перфоратора. Он улавливает воду, шлам и отводит их в сторону по рукаву 8. Попадание стекающего ила в перфоратор предотвращается подачей сжатого воздуха через специальную трубку 9.расположенных концентрично той, через которую в отверстие поступает вода. Рукоятка 2 пускового крана, как и у переносных перфораторов, имеет четыре положения.
Cherry tigo 2.4 дергается при разгоне. Chery Tiggo – это азартная лотерея. Диагностика КШМ по ширине зазоров у его собратьев
Китайский кроссовер Chery Tiggo изначально был скопирован из . Впервые в России эти китайские кроссоверы появились в 2005 году. Часть автомобилей привозили в разобранном виде и собирали на «Автоторе» в Калининграде.
Сейчас эти автомобили уже продаются на вторичном рынке, и мы подробнее рассмотрим целесообразность покупки этого китайского подержанного автомобиля.
Коррозионная стойкость Тигго не на высоком уровне, эти автомобили со временем ржавеют примерно так же, как и наши Жигули. Металл не оцинкован и там, где появляются сколы, начинает цвести металл , а это значит, что примерно через 6 лет ржавчина может разрастаться вовсю. Поэтому для этой машины жизненно необходимо дополнительно нанести антикоррозийное покрытие.
Бамперы сделаны из дешевого пластика, который не очень прочный и может треснуть, если за что-нибудь зацепиться. На мойке тоже нужно быть осторожнее, ведь мойка высокого давления может водой отбить краску с зеркал и бамперов.
Салон
Полным ходом используется в салоне простой жесткий пластик , очень быстро начинает скрипеть, к тому же дополнительный шум создают дверные замки, которые быстро разбалтываются. Скрипят и сиденья, ткань которых довольно тонкая, поэтому легко рвется, теряет форму, быстро протирается и пачкается. Так что время не в пользу салона Тигго, даже пенополиуретан внутри сидений помят. Но хорошо, что с новых машин уже исчез неприятный фенольный запах.
Рулевое колесо тоже временами выглядит не очень красиво, потому что пластик отслаивается и стирается. Рычаг коробки передач, особенно ручной, тоже быстро лысеет и выглядит потертым.
Электроника в этой машине простая, так что особых проблем с ней нет, разве что, магнитола может барахлить и со временем выходят из строя стеклоподъемники. Замена магнитолы обойдется в 200 долларов, а восстановление стеклоподъемников — в 80 долларов. Также со временем может начать сильно шуметь вентилятор печки — новый моторчик вентилятора стоит 100 долларов. Радиатор отопителя тоже быстро забивается отложениями, его надо периодически промывать, но со временем его все равно придется менять на новый, который стоит 75 долларов, но чтобы этот радиатор меньше засорялся, его надо заливать в лучшем антифризе.
Моторы
На Chery Tiggo устанавливаются двигатели Mitsubishi 4G6, которым уже больше 30 лет. Есть двигатели объемом 2 и 2,4 литра, у них одни и те же болезни: слабые подшипники на генераторе — уже через 70000 км. появляется гул, означающий, что пора менять эти подшипники.
Если заливать некачественное масло, да еще и с опозданием, то гидрокомпенсаторы, ресурс которых не превышает 100 000 км, быстро выйдут из строя. пробега если вовремя менять масло и заливать качественно. Гидравлические толкатели стоят недорого — 8 долларов за штуку, главное не дать им заклинить, потому что тогда они будут тянуть клапана, а значит, придется ставить новую ГБЦ, которая стоит 700 долларов.
Но бывает и более дорогое развитие событий из-за особенностей конструкции этих моторов. Но это больше для невнимательных владельцев. В этих двигателях балансирные валы имеют втулки-подшипники, работающие без избыточной смазки, поэтому нужно следить за тем, чтобы уровень масла в картере был в норме, иначе подшипники быстро изнашиваются без необходимого количества масла, после чего валы будут заклинивать. А потом будет дорогой ремонт. Кстати, в этих моторах надо не забывать менять ремень ГРМ каждые 45 000 км., а еще можно менять ремень привода балансирных валов, чтобы не пришлось капитально ремонтировать двигатель.
Как и в любом автомобиле нужно следить за уровнем антифриза в системе охлаждения, особенно у этих моторов может пропадать антифриз в месте подключения помпы или антифриз может вытекать через нижний патрубок радиатора. Свечи зажигания также должны быть качественными и рабочими.
Даже в Chery Tiggo нужно лить качественный бензин, чтобы бензонасос прослужил дольше. Особенно в этом ТНВД фильтр тонкой очистки , который может быстро забиться, если бензин некачественный.
Вообще бензонасос стоит всего 80$, а если сеточка забита, то надо менять весь насос, но некоторые владельцы просто снимают сеточку, но есть риск, что грязь от топлива может попасть в форсунки , которые стоят 70 долларов и не любят грязи. При их выходе из строя будет слышен стук на холостом ходу и небольшая вибрация.
Существуют также полноприводные версии Тигго, у них бензобак разделен карданным валом на 2 половины, в бензобаке установлена система подкачки, которая также имеет быстро засоряющийся фильтр. Если такая сетка забьется, то топливо перекачиваться не будет, а запас хода уменьшится вдвое. Здесь вы также можете удалить этот меш навсегда, чтобы не менять его регулярно.
После 2006 года модели Tiggo стали оснащаться двигателями собственного производства, которые были разработаны австрийской компанией AVL. Это двигатели серии Acteco разного объема: 1,6, 1,8 и 2,0 литра. Эти моторы оснащены электронным управлением дроссельной заслонкой. Получились вполне удачные силовые агрегаты, наверняка, ничем не хуже моторов от Mitsubishi. Также они требуют качественного масла и антифриза. Бывают случаи, что после 70 тыс. км. опоры двигателя выходят из строя, их замена будет стоить 25 долларов.
Трансмиссия Chery Tiggo
Переднеприводные модификации оснащены редукторами автоматической коробки передач. Этот автомат 4-х ступенчатый, был позаимствован у французов, модель называется DPO или AL4. Эти коробки устанавливались в Рено, Пежо и Ситроен примерно после 1995 года. Надежностью она не славится. На автомобилях Chery Tiggo, которые оснащены двигателем Acteco, устанавливается эта коробка, только в ее названии — QR425. У нее есть свои особенности: она не любит работать, пока не прогреется, масло немного течет через сальники, и после 80 000 км. при переключении передач появляются толчки, а это значит, что скоро придется менять гидроклапаны модуляции давления, цена которых 100 долларов. Также бывают случаи, что потребуется замена всего гидроблока, его цена довольно высокая — 500$.
Есть и механическая коробка, для этого автомобиля 5-ступенчатая QR523 китайского производства, имеет недостаточно продуманную конструкцию многоконусных синхронизаторов. Очень скоро они издают звуки, похожие на хруст, и после 80 000 км. передачи будут плохо переключаться.
Сцепление обычно служит менее 100 000 км. пробега, даже сам рычаг коробки передач может перестать слушаться водителя из-за того, что оболочка тросовых приводов плавится на выпускном коллекторе летом, а зимой, наоборот, при попадании воды внутрь оболочки тросы начнут примерзнуть к выпускному коллектору. Поэтому придется заменить оболочку тросовых приводов, стоит она недорого — около 15$.
Кроме того, в полноприводной версии есть конструктивный недостаток — автомобиль начинает трястись на скорости 70 и 110 км/ч. Несмотря на усилия дилеров по балансировке карданных валов, причиной здесь стала многодисковая муфта BorgWarner ITM 3e, подключающая задние колеса. Так вот, вся причина вибраций в том, что эта муфта жестко закреплена на днище и при определенных оборотах карданного вала входит в резонанс с кузовом. Кстати, такое же сцепление устанавливается и на известные кроссоверы от Hyundai и Kia.
Китайские инженеры во избежание вибраций поставили резиновые сайлентблоки в тех местах, где крепится сцепление, но это мало помогло. Эту проблему не могли решить до 2010 года, в 2008 году даже перестали продавать полноприводную технику. Но потом сцепление перенесли на заднюю передачу, а на его место поставили опору карданного вала, после чего вибрации исчезли.
Подвеска от Cherie Tiggo
Подвеска точно такая же, как у Toyota RAV4 2-го поколения, поэтому проблем с подвеской практически нет. Подвески Toyota надежны и долговечны, поэтому китайские инженеры не прогадали с выбором, кого копировать. Но все равно качество деталей подвески явно не тойотовское, поэтому и долговечность подвески Тигго оставляет желать лучшего. Но когда придет время делать ремонт, можно установить японские детали вместо китайских, тогда срок службы увеличится в 2-3 раза, хотя цена японских деталей примерно в полтора раза дороже.
Уже через 40 тыс. км. втулки стабилизатора нужно будет заменить, китайские стоят по 8 долларов каждая, а японские 12 долларов. Для этого пробега также потребуется замена стоек, они стоят примерно одинаково: 10 долларов для Китая и 14 долларов для Японии. Примерно через 90 тысяч километров замена амортизатора , китайская стоимость: 65 долларов за передние, а задние — 45, японские обойдутся в 120 и 90 долларов соответственно. Также до 100 тыс. км. надо менять сайлентблоки рычагов.
К тому же пробегу могут ослабнуть пружины, особенно задние, поэтому клиренс автомобиля уменьшится на 3-4 см. Замена пружины будет стоить 23 доллара США для Китая и 35 долларов США для Японии.
И еще одной неприятной особенностью Chery Tiggo являются тормоза с направляющими пальцами: здесь закисают задние дисковые тормозные суппорта . Кроме того, они начинают заедать после 30 000 км. Что характерно для этих тормозов, так это то, что внутренние колодки очень быстро изнашиваются, а внешние остаются целыми. В такой ситуации можно попробовать почистить направляющие стержни, либо заменить их. Если дело на ходу, то вам остается только поставить новые суппорта, которые стоят по 160 долларов за штуку.
Безопасность в Cherie Tiggo
Как известно, китайские автомобили в краш-тестах показывают не самые высокие баллы, Chery Tiggo не исключение. Этот автомобиль имеет 2 фронтальные подушки безопасности и преднатяжители ремней безопасности. В 2011 году был проведен краш-тест ANCAP, в котором участвовала версия с 2-литровым двигателем Acteco 2.0 и рулем с правой стороны. Когда машина врезалась лоб в стену на скорости 64 км/ч, подушки безопасности сработали с опозданием, и голова манекена ударилась о руль, кроме того, педали сильно сместились в салон при ударе, как В результате манекен повредил голову, грудь и ноги. Пассажир в случае такого столкновения тоже не останется без синяков. Итак, результат этого теста — 2 балла из возможных 16.
При тестировании Toyota RAV 4 в 2002 году по методике ANCAP он спокойно получил твердую 4-ку, так как набрал 27,1 балла из 34. Все-таки 4 подушки безопасности делают свое дело. Конечно, не все было идеально с Тойотой во время теста — при лобовом ударе руль немного сместился в салон и манекен на водительском сиденье получил легкий удар по ногам, а манекен на пассажирском сиденье ускользнул с небольшим ушибом на груди. Но подушки безопасности сработали четко и вовремя, именно из-за этого синяки незначительные.
Ощущения от вождения Chery Tiggo
За рулем переднеприводного Chery Tiggo с двигателем 2,4 литра и МКПП чувствуешь себя довольно хорошо мотор достаточно сильный , разгоняется примерно с такой же динамикой как Toyota RAV4, есть, конечно, разница в полторы секунды в пользу Тойоты. При нажатии газа в пол он не сразу разгоняется, машина думает где-то полсекунды, и только потом скорость увеличивается. Переключение передач быстрое и легкое, управляемость тоже хорошая.
Если сравнивать Тигго и РАВ4, то плавность хода у китайца даже лучше, подвеска ведет себя мягче, сглаживая мелкие неровности на дороге, а в поворотах крены меньше, чем у Тойоты. А вот по шуму Тойота явно выигрывает: двигатель тише, аэродинамический свист меньше и шороха шин практически не слышно. Также в Toyota RAV4 подвеска не издает лишних звуков, в отличие от Чери. И, конечно же, тормоза у китайцев явно хуже, чем у японцев.
24 ..
Chery Tiggo 2005. Диагностика неисправностей кривошипно-шатунного механизма двигателя
Рабочие качества кривошипно-шатунного механизма можно оценить путем измерения давления масла, определения характеристик стуков и измерения зазоров в определенных сопряжениях коленчатого вала.
Измеритель давления масла
Давление масла проверяют с помощью прибора, состоящего из манометра, соединительной втулки с накидной гайкой и ниппелем и демпфера, сглаживающего пульсации масла при измерении давления. Для снятия показаний давления в магистрали прибор подсоединяют к корпусу масляного фильтра, предварительно отсоединив его от трубки штатного манометра. Чтобы проверить давление, последовательно выполните следующие шаги: подсоединить измерительный прибор к корпусу масляного фильтра; запустить и прогреть двигатель до штатного теплового состояния; фиксируют давление масла в магистрали на холостом ходу, в момент стабильного и номинально частотного вращения коленчатого вала.
Прослушивание стуков в сопряжениях коленвала
Прослушивание стуков в КШМ в определенных парах с помощью электронного автостетоскопа. Этот метод диагностики КШМ требует нагнетания разреженного давления в надпоршневое пространство с помощью специальной компрессорно-вакуумной установки. Требуется прослушать сопряжение между поршневым пальцем и бобышкой поршня, а также между шатунным механизмом и шейкой коленчатого вала, а затем между втулкой верхней головки шатуна и поршневым пальцем.
В случае если зафиксировано низкое давление масла и стуки в коленчатом валу, необходимо будет проверить зазоры в вышеуказанных сопряжениях и заменить датчик давления масла. Если давление масла низкое, но стуков нет, то следует отрегулировать сливной клапан системы смазки. В том случае, если предпринятые действия не приведут к нормализации давления, то потребуется проверка диагностики системы смазки на стенде.
Диагностика КШМ по ширине зазоров в его сопряжениях
Состояние кривошипно-шатунного механизма также определяется величиной зазоров в его сопряжениях. Их измеряют с помощью специального прибора и по следующей схеме: устанавливают поршень цилиндра в сжатом состоянии; фиксатор коленчатого вала; вместо форсунки закрепить приспособление в головке блока цилиндров, ослабить стопорный винт, после чего поднять направляющую вверх; включить аппарат и довести давление до разряженного состояния; для достижения стабильных показаний индикатора методом двух-трех циклов подачи; фиксируют зазор в соединении между верхней головкой шатуна и поршневым пальцем, а затем общий зазор между шатунным подшипником и верхней головкой шатуна. Все зазоры в коленчатом валу измеряют трижды и принимают среднее арифметическое. В случае, когда зазоры какого-либо одного шатуна больше допустимых значений, требуется ремонт двигателя.
К неисправностям кривошипно-шатунного механизма относятся снижение компрессии в цилиндрах и мощности двигателя, увеличение расхода топлива и масла, нехарактерные для работы двигателя дым, стуки и шумы, утечки масла и охлаждающей жидкости.
Компрессию в цилиндре измеряют на прогретом двигателе с помощью компрессометра.
Перед измерением компрессии выкручивают свечи зажигания, вставляют резиновый наконечник прибора в свечное отверстие и проворачивают коленчатый вал стартером при полностью открытых дроссельной и воздушной заслонках в течение 5-6 с. При максимальном давлении компрессометра конец такта сжатия в цилиндре снимают по шкале манометра, а на компрессографе значение давления записывают на бумажный бланк. Измерения повторяют 2-3 раза в каждом цилиндре и определяют среднее значение. Разность давлений в баллонах не должна превышать 0,1 МПа.
Снижение компрессии в отдельных цилиндрах может происходить из-за закоксовывания или поломки поршневых колец, повреждения прокладки ГБЦ, неправильной регулировки зазоров в клапанном механизме, прогоревших клапанов. Закоксовывание поршневых колец в поршневых канавках способствует интенсивному прорыву газов в картер, что может привести к повышению давления картерных газов и выплескиванию масла через отверстие масломерного щупа. В этом случае в каждый цилиндр заливают по 20-25 см3 моторного масла и повторяют замеры компрессии. Повышение давления свидетельствует о негерметичности цилиндропоршневой группы.
Неисправность прокладки головки блока цилиндров и течь в клапанном механизме можно обнаружить с помощью пневматического тестера, пропуская сжатый воздух в цилиндр через свечное отверстие. Утечка воздуха в соседний цилиндр указывает на повреждение прокладки головки блока цилиндров или ослабление гаек или болтов головки цилиндров. Неисправность прокладки головки блока цилиндров также можно определить по попаданию охлаждающей жидкости в поддон. При этом будет происходить постоянное снижение уровня охлаждающей жидкости в расширительном бачке или радиаторе и одновременное повышение уровня масла в поддоне. При этом масло приобретает цвет от серого до молочно-белого. Утечка воздуха через карбюратор свидетельствует о неисправности впускного клапана, а через глушитель — выпускного клапана. Найденные неисправности исправлены.
Причиной снижения компрессии в цилиндрах двигателя при исправной прокладке ГБЦ и клапанах является износ цилиндро-поршневой группы. Степень износа цилиндропоршневой группы, а значит, и ее техническое состояние определяют без разборки двигателя приборами и пневмотестером. Принцип работы приборов основан на измерении утечек воздуха, подаваемого в цилиндр двигателя. Проверка проводится на прогретом двигателе. Свечи снимаются, поршень первого цилиндра устанавливается в верхнюю мертвую точку конца такта сжатия. Коленчатый вал блокируется от вращения путем включения передачи и установки автомобиля на стояночный тормоз. Прижать контрольный наконечник прибора к свечному отверстию первого цилиндра, открыть клапан подачи воздуха и по показаниям стрелки манометра на приборе определить утечку воздуха. Проворачивая коленчатый вал, таким же образом проверяют другие цилиндры в соответствии с порядком их работы. Утечка воздуха не должна превышать 28% при исправных клапанах и прокладке ГБЦ.
При появлении стуков и шумов, нехарактерных для работы двигателя, выслушивают работу двигателя мембранным или электронным стетоскопом. Шток стетоскопа устанавливают перпендикулярно поверхности двигателя в том месте, где слышны стуки и шумы.
Состояние поршня и поршневого пальца определяют при резком изменении частоты вращения коленчатого вала, выслушивая стенки блока цилиндров по линии движения поршня в местах, соответствующих его крайним положениям. Звук поршневого пальца отчетливый и резкий и пропадает при выключении цилиндра из работы. При износе пары поршневое кольцо — поршневая канавка слышен слабый щелкающий звук в нижней мертвой точке при средней частоте вращения коленчатого вала. Изношенные поршни при холодном двигателе издают щелкающий, дребезжащий приглушенный звук, который уменьшается по мере прогрева.
Износ коренных подшипников и увеличение зазора между шейками коленчатого вала и вкладышами сопровождается глухим низким металлическим звуком, частота которого увеличивается с увеличением частоты вращения коленчатого вала. Слышен стук в нижней части блока цилиндров по оси коленчатого вала при резком открытии дроссельной заслонки. Причиной такого стука может быть и слишком раннее зажигание. Большой осевой зазор коленчатого вала способствует появлению стука более резкого тона с неравномерными интервалами, особенно заметного при плавном увеличении и уменьшении частоты вращения коленчатого вала. Тон этого звука меняется в зависимости от того, нажата педаль сцепления или нет. Величину осевого зазора определяют на неработающем двигателе путем перемещения переднего конца коленчатого вала при выжатой и отпущенной педали сцепления и сравнивают с данными таблицы.
Шатунные вкладыши при износе также создают стук в районе оси коленчатого вала, но ниже или выше на величину радиуса кривошипа и при положении поршня вверху или нижняя мертвая точка. При этом слышен более резкий и звонкий стук, меньшей силы по отношению к стуку коренных подшипников. Стук пропадает в каждом из цилиндров при выключении соответствующей свечи зажигания.
Признаком износа коренных и шатунных подшипников является также падение давления масла в системе смазки двигателя ниже нормы. Давление масла проверяют контрольным манометром с ценой деления не более 0,05 МПа.
Двигатели с перечисленными неисправностями отправлены в ремонт.
Первый Chery Tigo сошел с конвейера в 2005 году. Кроссоверы для российского рынка производились в Китае и у нас в России — до 2008 года на заводе «Автотор» в Калининграде, а с 2010 года на ТагАЗе под названием Vortex Tingo. Прототипом послужил «внедорожник» Toyota RAV4 второго поколения. Под капотом разместили лицензионные силовые агрегаты Mitsubishi.
Chery Tiggo благодаря невысокой цене пользуется хорошим спросом в своем классе. Как поведет себя кроссовер в плане надежности в дальнейшем, конечно же, зависит от условий эксплуатации и грамотности обслуживания. Но есть одно но…. Помимо всего прочего, немалую роль играет и случайность. Помимо «породных» болезней, есть и непредвиденные – внезапно возникающие. В итоге при одинаковых условиях эксплуатации кто-то ездит и бед не знает, а кто-то мучает себя устранением бесконечно всплывающих неисправностей. Поэтому мнение об этом автомобиле среди владельцев неоднозначное. Также стоит добавить, что родная китайская сборка более качественная, чем российская.
Двигатели
Кроссовер Chery Tigo комплектовался бензиновыми двигателями рабочим объемом 2,4 л/130 л.с. и 1,8 л/132 л.с. Чуть позже появились 1,6 л/119 л.с. и 2,0 л/136 л.с.
Некоторые владельцы Tiggo с двигателем 2,4 л сталкивались с неприятными случаями поломки клапанов и разрушения шатуна. Двигатель склонен «растрачивать» охлаждающую жидкость через нижний патрубок радиатора, место соединения помпы с патрубком термостата или через сам патрубок. Иногда «подтекают» пробки в блоке цилиндров.
Для двигателя 1,8 л характерны трудности с холодным пуском в сильные морозы — ниже 15 градусов. Виной всему датчик температуры охлаждающей жидкости. Реже причина в «уставших» катушках зажигания. Снижение тяги и дерганье на низких оборотах часто вызвано неисправностью датчика массового расхода воздуха.
Двигатели 1,6 л и 2,0 л «штатными» болячками не страдают. Но и они не лишены общих проблем, характерных для Cherie Tigo.
Многие жалуются на неудовлетворительное качество используемых в силовом агрегате рабочих жидкостей. В частности, охлаждающая жидкость на автомобилях российской сборки со временем может осаждаться, что часто приводит к заклиниванию термостата в открытом положении.
Из-за неисправности топливного насоса или регулятора давления топлива двигатель начинает глохнуть и перестает заводиться с первого раза, а затем вообще отказывается заводиться, когда в баке остается меньше половины или 1/3 топлива. Что бы беда не застала врасплох, особо смекалистые возят с собой «НЗ» в количестве 5 литров. После небольшой порции топлива двигатель легко запускается. Такое поведение можно наблюдать ближе к 100 000 км. Предвестником является медленная реакция стрелки скорости на нажатие педали газа. Оригинальный регулятор давления топлива редко служит долго, его надежность очень низкая. «Мастера» советуют установить регулятор давления топлива от «Волги» или «Ланоса». Работники автосервиса не рекомендуют чистить сетку бензонасоса, так как в 90% случаев после этого RTD выходит из строя.
Катушки зажигания и высоковольтные провода могут «приказать долго жить» через 30-50 тыс. км. Часто водители замечают рывки при разгоне на 2-й передаче. В поисках решения проблемы приходится сталкиваться с заменой топливного фильтра, свечей зажигания, катушек, высоковольтных проводов и даже прошивки ЭБУ. Но это не всегда заканчивается положительным исходом.
Датчик уровня топлива вскоре начинает «фальшивить», а затем и вовсе ставит стрелку указателя на ноль. Причина в износе ламелей.
Трансмиссия
Механическая коробка передач не очень надежна. Жизненный цикл коробки сопровождается шумами, хрустами и грохотом. Проблемы с переключением появляются к 40-80 тыс. км. Известны случаи разрушения подвески и вторичных валов.
На тросовых трансмиссиях селектор передач может «залипать» из-за оплавления оболочки тросов, расположенных слишком близко к выпускному коллектору. Проблема возникает на Тиго с двигателями 1,8 и 2,0 л. На Тигго с двигателем 2,4 л зимой могут появиться проблемы с переключением передач — из-за попадания влаги в оболочки тросов или под гофру механизма переключения передач.
Сцепление часто «заканчивается» после 70-90 тыс. км, но есть и «счастливчики», откатавшие до первой замены 150-160 тыс. км. За замену сцепления дилеры просят около 10 тысяч рублей, в стороннем сервисе придется заплатить около 7-8 тысяч рублей.
С АКПП DP0, которую Тиго получил в подарок от Renault, тоже не все гладко. Так при пробеге более 30-40 тыс. км на приборной панели высвечивается шестеренка с восклицательным знаком. При этом могут появиться легкие толчки. Причина в клапанах модуляции давления. Клапана придется либо заменить, либо можно будет отделаться промывкой гидроблока. Стоимость клапана 2-2,5 тысячи рублей, работы по замене 4-6 тысяч рублей. «Официалы» просят за ремонт до 80-90 тыс. руб.
На автомобилях старше 3-х лет коробка может не переходить в режим «Р» (парковка) из-за разрушения хрупкого наконечника, соединяющего трос и рычаг выбора передач. Со временем на контактах гребенки разъема коробки появляется коррозия.
Полноприводные версии Chery Tigo, выпущенные до мая 2008 года, донимали заметной вибрацией в диапазоне скоростей 60-100 км/ч. Причина — неправильная балансировка карданного вала. Производителю удалось победить вибрацию, перенеся электромуфту на задний редуктор и установив на ее место подвесной подшипник. ШРУСы внутренние и наружные часто требуют замены при пробеге более 70-90 тыс. км.
Шасси
Подвеска кроссовера имеет средний ресурс. Стойки и втулки стабилизатора поперечной устойчивости требуют замены на 40-60 тыс. км. Передние и задние амортизаторы начинают подтекать или стучать после 60-100 тыс. км. Заодно подходят и сайлентблоки рычагов. При пробеге более 100 тыс. км ослабевают задние пружины.
Рулевые тяги служат более 40-70 тыс. км. Рулевая рейка может стучать или подтекать через 60-90 тыс. км. Есть проблемы с насосом ГУР — подтекает в районе датчика.
После 60-90 тыс. км часто закисают направляющие суппорта заднего тормоза. Также есть вопросы к блоку АБС, который начинает «глючить». Новый блок стоит около 30 тысяч рублей, но его ремонт не дорог. Причиной «глюка» блока АБС может быть и влага, попавшая в контактную колодку на модуле.
Другие проблемы и неисправности
Окраска кузова терпимая. Металл на месте сколов вскоре начинает «цвести». Проблемные места- капот, пороги, низ багажника. При проезде неровностей часто стучат дверные замки. Заболевание лечится обматыванием скобы изолентой.
Сверчки в салоне селятся целыми колониями. Передние сиденья тоже начинают скрипеть. От скрипа можно избавиться, подклеив крепеж. Со временем краска на руле стирается.
Головное устройство тоже часто вызывает проблемы. То диски не играет, то волну не держит, то замолкает, многозначительно выдавая надпись «TOO HOT» — перегрев. Примечательно, что в гарантийной книжке указано, что на аудиосистему гарантия не распространяется.
Со временем начинает свистеть вентилятор печки. После смазки втулок свист пропадает. Если потоки воздуха в салоне зимой распределяются неравномерно (водителю холодно, а переднему пассажиру жарко), то забитый радиатор отопителя придется заменить.
В сырую погоду или после мойки многие сталкиваются с полной «тишиной» приборной панели. Причина — влага. После нескольких дней «сушки» работоспособность панели восстанавливается.
Проблемы с генератором появляются после 50-70 тыс. км. Новый генератор будет стоить 5-6 тысяч рублей.
Заключение
Многие владельцы сравнивают приобретение Chery Tiggo с игрой в лотерею. Никогда не знаешь, как поведет себя твоя машина. Также стоит отметить, что цены на оригинальные запчасти значительно завышены, да и заботятся о них гораздо меньше, чем те, которые изначально устанавливаются при сборке. Ресурс аналогов не меньше оригинальных запчастей.
УАЗ Патриот , 2.7 л., 2009 г.в. Легкий стал на ходу и на разгоне. Особенно для маневренности. Стал как хорошая иномарка. Машина неузнаваема, кувыркается так, что не уступает ни одной иномарке. Нравится кататься. Александр
Первые ощущения автовладельцев после обслуживания на УАЗ Патриот.
Ваш браузер не поддерживает видео Используйте другой браузер
Добрый день Владислав. Сегодня получил посылку с дросселем и сразу установил в сборе. Машина неузнаваема . волга весом 1.8 тонны с места рвёт с пробуксовкой по нашим горам где я раньше ездил на 3-4 передаче сейчас свободен на 5-й и ещё собираюсь разгонять . На старом узле скорость 90 км. разгонялся до 3000-3300 об/мин. Сейчас 2000-2300 об/мин. обгон это удовольствие понижать передачу не надо . И при этом еле нажимаю на педаль газа. Пока я очень доволен результатом.
Я много читал о настройке дроссельной заслонки и решил попробовать. Мои первые впечатления — машина стала легче разгоняться. Раньше разгон был с 3000 теперь с 2000 об/мин. уже ведется. Всем советую, реально работает! Хотя у меня были большие сомнения.
Виды свайных фундаментов могут различаться в зависимости от особенностей ландшафта, грунта и самого сооружения. Но в любом случае, данный тип опорных сооружений существенно снижает затраты на строительство по сравнению с применением заливных фундаментов, уходящих под поверхность земли. Во многих случаях различные типы свай являются единственным решением в строительстве сооружений при сложных условиях. Свайные конструкции имеют свои преимущества некоторые недостатки, потому в проектировании учитываются даже малейшие нюансы их сооружения.
Содержание
Основные типы свайных конструкций
Составляющие свайного фундамента
Классификация по типу материала
Деревянные
Железобетонные
Металлические
Классификация по способу заглубления в грунт
Разделение свай по условию изготовления
Набивные сваи
Применение фигурных свай различного типа
Основные типы свайных конструкций
Типы свайных фундаментов различаются по видам свай и ростверк. Но основной принцип применения данного типа фундамента заключается в том, что опора сооружения получает сцепление с грунтом за счет наличия вертикально расположенных в нем элементов конструкции, то есть – свай.
По типу работы фундаменты разделяют на следующие типы:
Стоечные сваи. Их задача заключается в принятии на себя основной нагрузки от веса всего сооружения. Такие сваи передают вес конструкции на грунт. Это – наиболее распространенный тип свай, их материал и конструкция предполагает максимальную прочность, надежность и долговечность, так как на них приходится около 85 % всей массы здания. Данный тип фундамента практически не дает осадки и способен выдерживать значительные нагрузки на протяжении длительного периода.
Висячие сваи. Они, как правило, имеют рельефную поверхность в сочетании с увеличенной боковой площадью. По принципу действия их можно сравнить с забитым в прочное основание гвоздем. Яркий пример данного типа фундамента можно привести при помощи винтовых свай. Их применение становится целесообразным в тех случаях, когда прочный грунт залегает в поверхности на значительную глубину, то висячие смогут выполнять свою функцию без погружения в грунт на большое расстояние.
Устройство фундамента на сваях
Свая – это стержень, на котором впоследствии будет держаться фундамент. Она может погружаться в землю в готовом виде, либо изготавливаться непосредственно в грунте. Основное назначение элемента – передача нагрузки на грунт как посредством бокового трения, так и через нижний торец.
Составляющие свайного фундамента
Свайный фундамент состоит из нескольких составляющих. Его конструкция может изменяться в зависимости от типа применяемых материалов и других факторов, но в целом выглядит следующим образом:
сваи, погруженные в землю;
в верхней части они соединяются ростверком, который может состоять из балок или плит и находиться над уровнем грунта.
Как выглядит ростверк на сваях
Виды ростверков свайных фундаментов: сборные, монолитные, монолитно-сборные. В случаях, когда голова сваи является ее продолжением и соединяется с другими колонами, в изготовлении ростверка необходимость отпадает.
Во всех типах фундаментов ростверк служим для равномерной передачи нагрузки от здания к сваям, а от них – на грунт.
Классификация по типу материала
Чтобы определить, какие бывают сваи, следует более подробно рассмотреть их классификацию по типу материала. От его выбора будет зависеть долговечность, надежность, устойчивость к внешним раздражителям возводимого фундамента.
Деревянные
Изделия изготавливаются преимущественно из следующих пород древесины:
сосна, ель;
дуб;
кедр;
лиственница или пихта.
Сваи из дерева бывают цельными и сращенными по длине, во втором случае бревна соединяются с помощью металлических накладок.
При меньшей цене изделий из дерева важно учитывать, что они способны выдержать меньшую нагрузку по сравнению с железобетонными или железными аналогами. Чаще всего деревянные сваи применяются при сооружении временных конструкций.
Железобетонные
Данная разновидность свай имеет наиболее распространенное применение. Они могут быть как монолитными, так сборными.
Монолитные конструкции имеют разное сечение: круглое, квадратное, прямоугольное. Параметры сечения – от 20Хдо до 40Х40. Конец, погружаемый в грунт, имеет пирамидальную форму. При забивке фундамента он дополнительно защищается стальным башмаком. Монолитная конструкция почти всегда укрепляется посредством внутреннего продольного армирования. Для увеличения прочности сваи она может иметь поперечное армирование из низкоуглеродистой проволоки.
Наиболее распространенный вид железобетонных свай
Сваи сборной конструкции собираются из трубчатых железобетонных элементов. Сборка осуществляется заранее на производстве или непосредственно на месте строительства.
Забивка железобетонных свай может осуществляться при помощи копров, передвижных кранов и прочего специализированного оборудования. Широкое распространение получила менее затратная технология вибропогружения.
При забивке свай их верхняя поверхность защищается тройным слоем металлической сетки с шагом от 5 см. Данная мера предотвращает разрушение железобетонного изделия в процессе передачи нагрузки от молота.
Металлические
Основное преимущество металлических или винтовых свай заключается в возможности точечного создания несущей способности в местах, где применение железобетонных технологий либо невозможно по причине трудного доступа, либо является слишком дорогим. На сегодняшний день в гражданском строительстве данный вид опор применяется все чаще.
Изделия изготавливаются из цельнолитых труб, с одной стороны сведенных к конусу. Около наконечника к трубе приваривается реборда из листового металла. Существуют следующие виды винтовых свай:
сварные;
с литыми наконечниками;
геошурупы.
Применение металлических свай
Применение металлических свай целесообразно в строительстве фундамента на сложном грунте. С их помощью можно значительно сэкономить бюджет, при этом достигается максимальное качество и прочность конструкции. Сроки возведения фундамента и шум сокращаются в 2 раза по сравнению с железобетонными аналогами.
Классификация по способу заглубления в грунт
Способ погружения сваи зависит от вида изделия, материала, из которого оно изготовлено и некоторых других факторов, например – тип грунта и уровень грунтовых вод. Для облегчения возведения свайного фундамента в песчаных и гравелистых грунтах может применяться технология подмывания, а для пылевато-глинистых грунтов – бурение скважин и электроосмос. Но чаще всего используются следующие способы погружения:
забивной способ реализуется с применением свайных молотов;
погружение вибрированием осуществляется в условиях влажных песков;
вдавливание в грунт, применяется в случаях, когда недопустимо динамическое воздействие на грунт;
винтовые металлические си заглубляются в грунт посредством ввинчивания. Данная технология является целесообразной в слабых грунтах.
Разделение свай по условию изготовления
Существует две основные классификации свай по условию их изготовления: производимые на производстве и в грунте. Если в первом случае изделие погружается в землю в готовом виде, то во втором изготавливается непосредственно на месте строительства. Такие изделия называют буронабивными или набивными.
Набивные сваи
Первым этапом монтажа таких свай является бурение скважины до определенной отметки. Впоследствии в ней набивается бетон или железобетонная конструкция. Часто в нижней части скважины путем бурения грунта либо распирания путем усиленной трамбовки бетона делается расширение. В результате свая будет иметь расширенную пяту.
Изготовление железобетонных свай в грунте
Следующим этапом является укрепление ложа. Для этого на дно скважины засыпается и трамбуется щебень или шлак для укрепления будущей сваи. Максимальные параметры буронабивного изделия – до 0,5 м. в ширину и до 50 м. в глубину.
Затем в скважину устанавливается обсадная труба, которая впоследствии будет выполнять функцию фундамента. Если конструкция сваи предполагает дополнительное укрепление, в обсадную трубу устанавливается каркас из арматуры. Труба имеет теряемый башмак, который в процессе утрамбовки бетона образовывает расширенную пяту.
В трубу заливается бетонная смесь, после чего производится утрамбовка материала. Оно выполняется путем удара молота по трубе либо по технологии виброштампования. Второй метод является более экономичным и на сегодняшний день применяется все чаще.
Применение фигурных свай различного типа
В особенно сложных условиях, например – при сильном промерзании грунта или чрезмерной нагрузке на почву, рекомендуется применение свай с различными формами. Они могут быть как изготавливаемыми в грунте, так и забивными.
Различают следующие виды изделий:
пирамидальные;
трапецеидальные;
ромбовидные;
с уширенной пятой.
Вид свай с уширенной пятой
Все эти виды свай используются только в качестве висячих стоек, так как позволяют в полной мере использовать опорную способность грунта. Первые три вида изделий применяются в условиях сильного промерзания грунта для минимизации касательных сил при его пучении.
Сваи с уширенной пятой применяются в слабых грунтах, под которыми пролегают более плотные слои. Такие изделия используются в качестве стоек и могут обеспечить прочность и надежность фундамента даже на нестабильных грунтах.
Виды и классификация свай — полезная информация о примерах применения свай
Блог
Самое актуальное и полезное смотрите в нашем блоге
Все
Сваебойный бизнес
Выполненные проекты
Видео
Управление сваебойкой
Техническое обслуживание
Отзывы
Сваи появились практически одновременно с человеческой цивилизацией. Как только люди стали строить дома, они стали применять сваи для укрепления строений. Тогда сваи выглядели как деревянные колья, часто закованные в железо со стороны острия. С развитием металлургии появились металлические (чугунные или железные) сваи, а в ХХ веке получили распространение железобетонные и винтовые конструкции.
Главное назначение свай — прорезка поверхностных слабых слоёв грунта с целью передачи нагрузок на нижние, более устойчивые слои. Свайный фундамент рационально устраивать в двух случаях:
Грунт с достаточной несущей способностью расположен существенно ниже уровня земли.
Невозможность увеличения фундамента под очень тяжёлым строением — многоэтажным зданием или мостом.
По своей конструкции сваи состоят из пяты, оголовка, ствола, башмака, наконечника и других элементов в зависимости от типа сваи.
При устройстве фундаментов может быть использована одна свая (односвайный фундамент), кучно расположенные сваи числом от 2 до 16 (свайный куст) и большое количество свай (свайное поле). Свайный фундамент комбинируется с ленточным или плитным, образуя комбинированный фундамент, препятствующий общей и неравномерной осадке строений.
Классификация свай включает в себя несколько критериев:
методы погружения в грунт;
способы опоры на грунт;
материал изготовления.
Кроме того, внутри каждой группы есть своя классификация, позволяющая получить представление о широте ассортимента свай и их функциональных возможностях. Рассмотрим виды свай по методу погружения в грунт:
Забивные. Они погружаются в грунт без его предварительной выемки с помощью копровых установок ударного, вибрационного и вдавливающего типа.
Сваи-оболочки. Их устанавливают вибрационным методом с предварительной выемкой грунта.
Буровые. Это железобетонные сваи, которые погружают в предварительно пробуренную скважину методом бетонирования.
Винтовые. Лёгкие металлические сваи, вкручиваемые в грунт.
По способу опоры на грунт сваи делятся на сваи-стойки, опирающиеся пятой на скальные и малосжимаемые слои, и висячие сваи, которые опираются на сжимаемые слои боковой поверхностью и пятой. Есть и анкерные сваи, которые раскрывают опорную лопасть после погружения в грунт, что позволяет им воспринимать как вдавливающие, так и выдёргивающие нагрузки.
Что касается видов свай по материалу изготовления, то можно выделить следующие группы:
Железобетонные сваи. Это наиболее распространённые забивные сваи, имеющие длину до 12 м при сечении до 30×30 см и до 16 м с сечением 40×40 см. По способу армирования ж/б сваи выпускаются с ненапрягаемой продольной арматурой и с предварительно напряжённой продольной арматурой. По форме сечения они бывают квадратные, прямоугольные, квадратные полые и круглые полые. По геометрии пяты ж/б сваи могут быть заострёнными и тупыми, а по конструктивным особенностям — цельные и составные.
Деревянные сваи. Производятся из длинномерного леса хвойных пород, используются при малых и средних нагрузках в слабых грунтах. Согласно требованиям ГОСТ-9463, диаметр деревянных свай должен составлять 22–34 см, а длина — 650–850 см, с сохранением естественной коничности (сбега) брёвен. Нижние концы деревянных свай заостряются в виде трёх- или четырёхгранной пирамиды и защищаются металлическим башмаком, а верхние концы — бугелем.
Металлические сваи. Их производят из высокопрочных сталей и делят на винтовые, шпунт Ларсена и шпунтовые трубы. Винтовые сваи представляют собой стальные стержни с винтообразными лопастями в нижней части. Они могут быть монолитными и сварными, делиться по числу витков лопастей — это влияет на применение свай в различных типах грунта.
Шпунт Ларсена выглядит как металлопрокат корытообразной формы с пазовыми замками на торцевых частях. Длина одной секции составляет от 5 до 20 м — их соединение образует монолитные стены, не пропускающие воду. В отличие от шпунта Ларсена, шпунтовые трубы имеют полую форму и такие же замки — благодаря своей форме они образуют ещё более прочные и устойчивые шпунтовые стенки.
Сфера применения свай зависит от их классификации. Железобетонные забивные сваи применяют в промышленном и гражданском строительстве — они становятся надёжными опорами для зданий, мостов, ЛЭП.
Буровые сваи применяются в зависимости от способа установки: буронабивные сваи применяются при высоких вертикальных или горизонтальных сосредоточенных нагрузках, на площадках со сложными инженерными или геологическими условиями. Буроинъекционными сваями укрепляют старые основания зданий в случае опасности оседания грунта. Буросекущие сваи применяются для устройства сплошной стены, выполняющей функцию шпунтового ограждения котлована, фундамента и стены подвальной части здания.
Металлические винтовые сваи становятся фундаментом для малоэтажных зданий, опорами для заборов и рекламных щитов. Шпунтовый металлопрокат применяется для укрепления стенок котлованов, набережных и резервуаров. Деревянные сваи находят своё применение в частном домостроении — их малый вес и способность не нагружать собой грунт позволяют сократить площадь подошвы деревянного фундамента.
читать еще
Виды свайных фундаментов и классификация свай
Использование свай позволяет возводить здания даже в особо сложных условиях: при слабых поверхностных слоях почвы, при высоком уровне грунтовых вод, если климат в данной местности очень суровый, а также в случаях, когда рельеф усложняет задачу строительства. Посредством использования свай можно достичь более твердых слоев грунта, что сведет к минимуму негативное воздействие вышеперечисленных факторов риска для увеличения надежности и долговечности постройки. Различные виды свайных фундаментов и классификация свай помогут сориентироваться в выборе основания под постройку.
Использование свай позволяет возводить здания даже в особо сложных условиях: при слабых поверхностных слоях почвы, при высоком уровне грунтовых вод, если климат в данной местности очень суровый, а также в случаях, когда рельеф усложняет задачу строительства. Посредством использования свай можно достичь более твердых слоев грунта, что сведет к минимуму негативное воздействие вышеперечисленных факторов риска для увеличения надежности и долговечности постройки. Различные виды свайных фундаментов и классификация свай помогут сориентироваться в выборе основания под постройку.
Существующие разновидности свай
Опоры под здание делятся на разные типы по определенным параметрам. Так, в зависимости от способа погружения различают:
забивные — при этом в качестве материала может использоваться металл и дерево, а в дополнение к этому еще и железобетон. Такие сваи вбиваются в почву посредством специального оборудования (молоты, вибровдавливатели и погружатели), поэтому нет необходимости извлекать грунт на поверхность;
железобетонные сваи-оболочки, которые создаются при условии удаления излишков почвы, после чего полости заполняются бетонной смесью;
набивные обустраиваются посредством обжатия грунта, а затем в полости укладывается бетон;
винтовые сваи заглубляются в почву с помощью кабестана;
буровые — получаются посредством бурения скважин, а затем заполняются бетонной смесью.
Существует также подразделение опор на типы, основанное на несущих нагрузках:
сваи-стойки — передают на грунт полностью все напряжение, получаемое от постройки;
так называемые «висячие», при этом нагрузка на почву оказывается боковыми гранями свай.
Помимо общей классификации существует также несколько разновидностей забивных железобетонных опор, которые отличаются формой сечения:
квадратные;
прямоугольные;
тавровые;
двутавровые;
круглые полые;
квадратные с круглой полостью.
Разнится также способ армирования свай и конфигурация исполнения. Так, можно создать цельную конструкцию опоры или составную из отдельных элементов. Существуют также сваи с различным окончанием: заостренной формы, с расширенной подошвой, с закрытой или открытой полостью, расположенной с нижней стороны опоры. Преимуществом остроконечных свай можно назвать более быстрое и легкое вбивание в почву, а расширение подошвы опоры не позволит поддаться силам, действующим на разрыв в холодное время года, так как при этом велика вероятность частичного выталкивания столбов.
Виды фундаментов на сваях
В зависимости от того, какое количество опор будет задействовано при строительстве, от степени тяжести объекта, а также от конфигурации самого здания, различают несколько видов свайных основ под постройку:
1. Одиночные сваи — используются в случаях, когда необходимо передать нагрузку от элемента малой площади основания, например, если в проекте дома имеются колонны. Нередко используется вариант, когда непосредственно сама свая и является колонной.
2. Ленточный свайный фундамент применяется, когда планируется возвести протяженную конструкцию или установить опоры по периметру дома.
3. Свайные «кусты» — при этом нагрузку принимают на себя несколько опор, сконцентрированных под одним из элементов объекта, например, под той же колонной.
4. Свайное «поле» — такой проект подразумевает системное расположение опор по всей площади основания объекта. Обычно такое решение используется в случаях, когда здание планируется крупногабаритным и тяжелым.
Перечисленные виды свайных фундаментов и большинство свай вне зависимости от их классификации обычно задействуются вместе с ростверком. Это монолитная или сборная конструкция, которая объединяет все установленные опоры. Различают несколько типов фундаментов с ростверком:
низкий — оборудуется несколько ниже поверхности почвы, при этом есть возможность равномерно распределить передаваемую объектом нагрузку по всей площади фундамента, а не только на сваи;
повышенный — располагается непосредственно над поверхностью почвы, исключая вероятность передачи напряжения на грунт;
высокий — используется при строительстве мостов и других гидротехнических сооружений, а также в случаях, когда в жилом доме планируется подпольное помещение.
Главной особенностью ростверка является необходимость объединения этой бетонной конструкции со сваями. Делается это посредством арматурной конструкции. Когда закладываются металлические стержни в скважины под сваи, их длина должна превышать длину опоры. Это позволит при оборудовании ростверка создать монолитную конструкцию.
Как видно, существует немало решений, позволяющих построить дом или здание даже на непрочных грунтах без угрозы появления деформаций со временем при воздействии грунтовых вод или в случае пучения грунта. Свайный фундамент можно выполнить даже самостоятельно, при этом достаточно иметь ручной бур. Особого внимания заслуживает также оценка почвы: ее структуры, подвижности, глубины залегания твердых слоев грунта и грунтовых вод. Также играет роль климат в той местности, где планируется строительство дома, так как свайную основу под постройку вполне можно возвести там, где не допускается оборудовать даже заглубленный ленточный фундамент.
Читайте также:
Назначение и классификация свай. Устройство набивных свай. Особенности производства свайных работ в зимнее время. Охрана труда при производстве свайных работ
Строительство и архитектура \ Механика грунтов, основания и фундаменты
Страницы работы
17 страниц (Word-файл)
Посмотреть все страницы
Скачать файл
Фрагмент текста работы
ГЛАВА XV. фундаментов зданий и сооружений с целью передачи нагрузки на нижележащие слои грунта, а также для увеличения несущей способности слабых грунтов.
В последние годы свайные фундаменты ‘применяют и при строительстве зданий и сооружений на прочных грунтах. Однако такие решения должны в каждом отдельном случае обосновываться технико-экономическими расчетами.
Сваи можно классифицировать по следующим признакам: по материалу, форме поперечного сечения, способу, устройства и , по способу передачи нагрузки на грунты основания.
По видам материалов, из которых изготовляются сваи, они разделяются на деревянные, бетонные, железобетонные, металлические, грунтовые и комбинированные.
По форме поперечного сечения—на квадратные сплошного сечения, квадратные с круглой полостью, прямоугольные, трубчатые, многогранные.
По способу устройства сваи подразделяются на готовые или забивные, которые изготовляют заранее и погружают в грунт забивкой, вибрацией, вдавливанием, гидроподмывом; винтовые, завинчиваемые в грунт, и набивные, которые изготовляют непосредственно в грунте, в местах их проектного расположения.
По способу передачи нагрузки на грунты сваи подразделяются на сваи-стойки, передающие нагрузку на прочный грунт, расположенный под слоем слабого грунта, и висячие сваи, несущая способность которых обеспечивается главным образом трением их боковой поверхности о грунт (рис. XV.il).
К свайным работам относятся также работы по устройству шпунтовых ограждений, которые применяют для защиты котлованов и траншей от грунтовых и поверхностных вод, от ополза-ния грунтов, а также в качестве подпорных стенок. Шпунтовые
126
сваи изготовляют из дерева, железобетона и стали с поперечным сечением различной формы. .
Способы устройства свайных .фундаментов зависят от вида свай, свойств грунтов и гидрогеологических условий. Погружение свай производят следующими способами: забивкой с помощью различных типов молотов; вибрацией с помощью вибропогружателей; завинчиванием с помощью кабестанов;
вдавливанием и вибровдавливанием с помощью специальных агрегатов, гидроподмывом.
Забивкой погружают деревянные, железобетонные и стальные сваи и шпунт практически в любые грунты. Вибропогружение целесообразно применять в песча-яых и водонасыщенных грунтах. Особенно эффективен этот способ при погружении свай-оболочек и стального шпунта.
Завинчиванием погружают сваи с винтовым наконечником в грунты, не содержащие крупных твердых включений.
Вдавливание и вибровдавливание применяют при Погружении коротких (до 6 м) свай как в рыхлых, так и в .плотных грунтах.
Способ гидроподмыва применяют при погружении свай в песчаные, гравелистые и другие малосвязные грунты, обладающие способностью размываться.
В отдельных случаях применяют комбинированные способы погружения свай — забивкой с подмывом и вибропогружением с подмывом. Кроме того, для ускорения погружения свай в глинистые водонасыщенные грунты применяют электроосмос.
При выборе способа погружения свай следует учитывать, что применение ударных способов (забивка, вибро.погружение) вызывает сотрясение грунта, что в свою очередь может привести к осадке и разрушению существующих сооружений, расположенных вблизи места производства работ. В этих случаях применяют безударные способы погружения (статическое вдавливание, завинчивание, гидролодмыв
Похожие материалы
Информация о работе
Скачать файл
Выбери свой ВУЗ
АлтГТУ 419
АлтГУ 113
АмПГУ 296
АГТУ 267
БИТТУ 794
БГТУ «Военмех» 1191
БГМУ 172
БГТУ 603
БГУ 155
БГУИР 391
БелГУТ 4908
БГЭУ 963
БНТУ 1070
БТЭУ ПК 689
БрГУ 179
ВНТУ 120
ВГУЭС 426
ВлГУ 645
ВМедА 611
ВолгГТУ 235
ВНУ им. Даля 166
ВЗФЭИ 245
ВятГСХА 101
ВятГГУ 139
ВятГУ 559
ГГДСК 171
ГомГМК 501
ГГМУ 1966
ГГТУ им. Сухого 4467
ГГУ им. Скорины 1590
ГМА им. Макарова 299
ДГПУ 159
ДальГАУ 279
ДВГГУ 134
ДВГМУ 408
ДВГТУ 936
ДВГУПС 305
ДВФУ 949
ДонГТУ 498
ДИТМ МНТУ 109
ИвГМА 488
ИГХТУ 131
ИжГТУ 145
КемГППК 171
КемГУ 508
КГМТУ 270
КировАТ 147
КГКСЭП 407
КГТА им. Дегтярева 174
КнАГТУ 2910
КрасГАУ 345
КрасГМУ 629
КГПУ им. Астафьева 133
КГТУ (СФУ) 567
КГТЭИ (СФУ) 112
КПК №2 177
КубГТУ 138
КубГУ 109
КузГПА 182
КузГТУ 789
МГТУ им. Носова 369
МГЭУ им. Сахарова 232
МГЭК 249
МГПУ 165
МАИ 144
МАДИ 151
МГИУ 1179
МГОУ 121
МГСУ 331
МГУ 273
МГУКИ 101
МГУПИ 225
МГУПС (МИИТ) 637
МГУТУ 122
МТУСИ 179
ХАИ 656
ТПУ 455
НИУ МЭИ 640
НМСУ «Горный» 1701
ХПИ 1534
НТУУ «КПИ» 213
НУК им. Макарова 543
НВ 1001
НГАВТ 362
НГАУ 411
НГАСУ 817
НГМУ 665
НГПУ 214
НГТУ 4610
НГУ 1993
НГУЭУ 499
НИИ 201
ОмГТУ 302
ОмГУПС 230
СПбПК №4 115
ПГУПС 2489
ПГПУ им. Короленко 296
ПНТУ им. Кондратюка 120
РАНХиГС 190
РОАТ МИИТ 608
РТА 245
РГГМУ 117
РГПУ им. Герцена 123
РГППУ 142
РГСУ 162
«МАТИ» — РГТУ 121
РГУНиГ 260
РЭУ им. Плеханова 123
РГАТУ им. Соловьёва 219
РязГМУ 125
РГРТУ 666
СамГТУ 131
СПбГАСУ 315
ИНЖЭКОН 328
СПбГИПСР 136
СПбГЛТУ им. Кирова 227
СПбГМТУ 143
СПбГПМУ 146
СПбГПУ 1599
СПбГТИ (ТУ) 293
СПбГТУРП 236
СПбГУ 578
ГУАП 524
СПбГУНиПТ 291
СПбГУПТД 438
СПбГУСЭ 226
СПбГУТ 194
СПГУТД 151
СПбГУЭФ 145
СПбГЭТУ «ЛЭТИ» 379
ПИМаш 247
НИУ ИТМО 531
СГТУ им. Гагарина 114
СахГУ 278
СЗТУ 484
СибАГС 249
СибГАУ 462
СибГИУ 1654
СибГТУ 946
СГУПС 1473
СибГУТИ 2083
СибУПК 377
СФУ 2424
СНАУ 567
СумГУ 768
ТРТУ 149
ТОГУ 551
ТГЭУ 325
ТГУ (Томск) 276
ТГПУ 181
ТулГУ 553
УкрГАЖТ 234
УлГТУ 536
УИПКПРО 123
УрГПУ 195
УГТУ-УПИ 758
УГНТУ 570
УГТУ 134
ХГАЭП 138
ХГАФК 110
ХНАГХ 407
ХНУВД 512
ХНУ им. Каразина 305
ХНУРЭ 325
ХНЭУ 495
ЦПУ 157
ЧитГУ 220
ЮУрГУ 309
Полный список ВУЗов
Установка фундамента дома из свай
главная — Фундаменты
Андрей Дачник
8 августа, 2016
Глава из книги Свайный фундамент своими руками
Основные термины и понятия
Свая (pile): погруженная в грунт или изготовленная в грунте вертикальная или наклонная конструкция, предназначенная для передачи нагрузки на основание. Основание сваи (pile ground base): часть массива грунта, воспринимающая нагрузку, передаваемую сваей, и взаимодействующая со сваей. Несущая способность одиночной сваи (bearing resistance of a single pile): предельное сопротивление основания одиночной сваи по условию ограничения развития в нем чрезмерных деформаций сдвига. Свайный фундамент (pile foundation): комплекс свай, объединенных в единую конструкцию, передающую нагрузку на основание. Ростверк (pile cap, raft): распределительная балка, рама, решетка или плита, объединяющая головы свай и перераспределяющие на них нагрузку от вышерасположенных конструкций.
Различают высокий ростверк, если его подошва располагается выше поверхности грунта, и низкий ростверк, если его подошва опирается на грунт или заглубляется в нем. Свайно-ростверковый фундамент (piled raft foundation): фундамент, состоящий из ростверка и свай, совместно передающих нагрузку на основание. Безростверковый фундамент: фундамент, состоящий только из свай, непосредственно передающих нагрузку от здания на основание.
Классификация свай
Разнообразие применяемых технологий и материалов для строительства свайных фундаментов обуславливает достаточно разветвленную классификацию свай.1
Материал свай.
Деревянные.
Стальные (круглого или профильного сечения).
Бетонные (с размещением арматурного каркаса только в верхней части сваи).
Железобетонные (с размещением арматурного каркаса по всей длине сваи).
с предварительным напряжением арматуры
без предварительного напряжения арматуры
Бутобетонные.
Композитные, выполненные из комбинации нескольких материалов (чаще всего сочетания бетона/железобетона со сталью или деревом).
Устройство ствола сваи.
Безоболочечные сваи.
Оболочечные сваи, где постоянная оболочка выполняет роль опалубки сваи и/или гидроизоляции без несущих функций.
Сваи с временной оболочкой, где опалубка-оболочка удаляется после (во время) отливки сваи (метод вертикально перемещаемой трубы ВПТ).
Трубобетонные сваи с бетонным ядром, где оболочка выполняет несущие функции.
Сваи-трубы без наполнения.
Наличие расширений ствола сваи.
Без расширений.
С концевым расширением.
Разбуриваемое расширение.
Выпрессованое расширение.
Камуфлетная пята (расширение взрывом).
Корневидное расширение (дополнительные бетонные свайки).
С концевым и дополнительным расширением.
С множественными мелкими расширениями ствола сваи.
Вид оголовка сваи.
Индивидуальный оголовок (pile cap).
Общий ростверк (pile raft).
Вид ростверка
Ростверк-балка.
Ростверк – рама (решетка).
Ростверк – плита.
Сопряжение сваи с ростверком
Жесткое сопряжение.
Скользящее сопряжение.
Способ заглубления свай в грунт.
Забивные сваи (driven piles), погружаемые в грунт без его выемки при помощи молотов, вибропогружателей, вибровдавливающих и вдавливающих устройств.
Набивные сваи, устраиваемые в грунте путем укладки бетонной смеси в скважины, образованные в результате принудительного отжатия (вытеснения) грунта, приводящего к уплотнению грунта вокруг сваи.
Буровые сваи (cast-in-place or grouted-in place drilled shaft), устраиваемые в грунте путем заполнения пробуренных скважин бетонной смесью.
Буроинъекционные сваи, устраиваемые в грунте путем заполнения пробуренных скважин мелкозернистой бетонной смесью под давлением.
Сваи-столбы (embedded posts and pole), устраиваемые в грунте путем установки в пробуренных скважинах железобетонных, деревянных, стальных или композитных элементов (сваи-столбы).
Винтовые сваи (helical pile), заворачиваемые в грунт.
Погружаемые сваи (кессонные или колодезные сваи, сваи-цилиндры) (cofferdam, caisson, well foundation, cylinder pile) где оболочка сваи погружается в грунт под своим весом или нагрузочной массой с одновременной выемкой грунта из внутреннего просвета оболочки.
Сваи-опоры (pier), устанавливаемые в шурфах, траншеях или котлованах с обратной засыпкой грунтом.
Сваи-стойки, опирающиеся на грунты с хорошими несущими способностями (скальные или малосжимаемые грунты – скальные крупнообломочные грунты с песчаным заполнителем или глины твердой консистенции). Силы сопротивления грунтов, за исключением отрицательных сил трения (возникающих при осадках грунтов) на боковой поверхности свай-стоек, в расчетах их несущей способности по грунту основания на сжимающую нагрузку не учитываться.
Висячие (фрикционные, сваи трения) сваи, опирающиеся на сжимаемые грунты и передающие нагрузку на грунты основания боковой поверхностью и нижним концом.
Степень воздействия на грунт при установке сваи.
Со значительным вытеснением и уплотнением грунта (забивные железобетонные сваи).
С незначительным вытеснением грунта (забивные профильные стальные сваи).
Без вытеснения грунта (буровые сваи).
Вид взаимодействия свай друг с другом.
Одиночная свая, передающая нагрузку на основание без воздействия на нее других свай.
Групповые сваи, объединенные ростверком или общей нагрузкой и передающие совместно нагрузку на основание.
Куст свай — компактно размещенная группа свай, объединенная ростверком и, как правило, передающая сосредоточенную нагрузку на основание (например от колонны, стойки или печи).
Свайное поле — большая группа свай, объединенная общим ростверком, передающая нагрузку на основание.
Свайная сеть (reticulated piles) – группа разнонаправленных буровых микросвай, используемых для закрепления определенного объема грунта или создания дополнительной опоры для существующих конструкций.
1 Классификация свай А. Дачника является обобщением различных классификаций, приведенных в СНиП 2.02.03-85 “Свайные фундаменты” (М.,1995), Руководстве по проектированию и устройству фундаментов из буронабивных свай и опор-колонн (Киев, 1991), Международном строительном коде (IBC-2009), Руководстве по строительству фундаментов Департамента транспорта штата Калифорния, США (2008, 2010), Британском стандарте BS 8004 “Фундаменты” и в других отечественных и зарубежных документах.
Из этого великого множества вариантов исполнения свай для дачного строительства своими руками без использования специальной техники подходит ограниченное количество типов свай. Из свай, устанавливаемых методом забивания в землю, можно исключить железобетонные сваи промышленного производства, так как для их установки понадобится специальное оборудование. Условно к забивным сваям, пригодным для самостоятельного строительства отнесены стальные сваи круглого или профильного сечения. Такие стальные сваи имеют небольшое концевое сопротивление и теоретически могут быть забиты в грунт при использовании самодельного копра.
Большинство же свай, пригодных для самостоятельного строительства, относятся к типам свай, установка которых не связана с вытеснением и уплотнением грунта при установке. Это все виды свай, которые можно установить, прибегнув к выемке грунта методом бурения или экскавации (копания). Большинство этих свай относится к коротким сваям – длиной до 3 метров. Большего заглубление свай затруднительно достичь без использования специального оборудования. Ниже представлена сводная классификация свай, пригодных для изготовления свайных фундаментов при дачном строительстве.
Схема №1. Классификация коротких свай для дачного строительства “своими руками”
Малозоглубленный ленточный фундамент
Виды свайных фундаментов: классификация, типы, устройство
Содержание
Предназначение
Способы погружения свай
Используемые материалы
Сваи из древесины
Сваи из железобетона
Свайное фундаментное основание, виды опор
Монолитные
Буронабивные
Металлические
Винтовая свая
Классификация ростверков
Заключение
Такие основания являются подземными конструкциями с удлиненными формами. Могут располагаться группой либо обособленными элементами, устанавливаться вертикально или наклонно. Определенные виды свайных опор забиваются в почву, некоторые – ввинчиваются, вдавливаются или опускаются. Есть и набивная категория. Любой из способов отличается правилами монтажных работ, материалами, используемыми для изготовления, применением в определенных условиях. Сегодня рассмотрим, какие бывают виды свайных фундаментов.
Предназначение
Прежде, чем начать изучать виды свайных фундаментов и классификацию свай, необходимо узнать их основное предназначение. Их устанавливают под фундаментную основу, чтобы нагрузочные воздействия передавались на почву, а несущая возможность основания увеличивалась.
Свайные фундаменты считаются долговечными, простыми в устройстве, расходы на их возведение достаточно приемлемы.
Способы погружения свай
Независимо от используемых материалов, свайные опоры бывают висячими или в форме стоек. Первый вариант используется на проблемных почвах, залегающих на большую глубину. По ним нагрузочные воздействия передаются за счет нижних концов и трения, возникающего между землей и боковыми стенками. А стойки своими нижними концами опираются на прочную почвенную основу, воспринимающую нагрузку.
Свайные конструкции по способам установки взаимосвязаны и делятся на определенные типы:
забивные – устанавливаются при помощи ударных воздействий молотом, вибраторов или агрегатов вдавливания. Используют такой вариант установки, если в непосредственной близости отсутствуют другие сооружения, способные дать усадку от сотрясений почвы;
пустотелые сваи-оболочки – установка в грунт выполняется вибрацией, с дальнейшим замещением извлеченного грунта раствором;
винтовые – установка выполняется завинчиванием в землю.
Используемые материалы
Рассматривая классификацию свай и свайных фундаментов, важно знать, из каких материалов изготавливаются опорные элементы.
Сваи из древесины
Устройство свайных фундаментов из этого материала применяется под легкие дома, масса которых на каждый квадратный метр не превышает нормативное значение.
Как правило, возводится такое основание под времянки и хозпостройки, кафе, автомойки. К данным сооружениям не предъявляются повышенные требования по согласованиям, как в случаях с капитальными объектами.
Деревянные сваи различаются по пиломатериалам и бывают:
сосновыми;
еловыми;
дубовыми;
из кедра или лиственницы.
Выбираются прямые бревна, зачищаются. Длина свай может составлять 4.5 – 16 м, в диаметре – 20 см. Если предстоит выполнить большое заглубление, то максимально разрешается наращивать не более четырех элементов. Нижняя часть затачивается конусообразно длиной в полтора – два ствольных диаметра. Если грунт плотный или содержит камни, на нижний участок фиксируется стальной башмак. Верхний торцевой участок оснащается металлическим кольцом, чтобы исключить деформирования во время вбивания.
До начала установки деревянные сваи обрабатываются специальными составами, защищающими от гниения, обжигаются. В качестве дополнительной меры их покрывают креазотом либо осмолкой, обертывают бандажами антисептического действия.
Для столбов фундаментной основы готовят скважины, диаметр которых в полтора раза превышает аналогичный параметр свай. В качестве нижней опоры используют камни либо бетонный раствор. Завершив установку свай, их закапывают и плотно трамбуют. Если все технологические требования соблюдены, деревянная свая прослужит вам не менее двух десятков лет.
Сваи из железобетона
Этот вид свай для фундамента бывает в форме готовых балок либо заливается в опалубку, установленную в подготовленной скважине.
Свайные конструкции бывают круглыми или многоугольными, концы снизу заострены. Параметр длины – до 16 м, диаметр – от 200 до 400 мм.
Особой популярностью пользуются сваи с квадратными сечениями, так как считаются менее трудоемкими и самыми технологичными в производстве.
Свайное фундаментное основание, виды опор
Свайный фундамент – это разновидность оснований, создаваемая группой свай, соединенных в верхних точках балкой либо ростверком. Одна свая удерживает гораздо меньшую нагрузку по отношению к массе надземной части сооружения. В связи с этим опорные элементы формируются в группы.
Монолитные
Перед забивкой опоры в грунте готовится скважина полутораметровой глубины, в не и вставляется столб. На необходимую глубину опору вбивают молотом или копром, заполняя свободное пространство бетонной смесью.
Полые железобетонные сваи состоят из отдельных звеньев, соединение которых выполняется сварным способом либо с помощью болтов. В нижней части таких опор остается грунт, верхняя – заливается раствором, чтобы получить связку с фундаментной основой.
Буронабивные
Рассматривая типы свай и виды свайных фундаментов, следует упомянуть про конструкции, которые изготавливаются на строительной площадке.
Это буронабивные опоры, для подготовки которых выполняется следующий алгоритм действий:
в почве готовится скважина, глубина которой соответствует аналогичному параметру сваи. Грунт с этой целью бурят или пробивают. В первом случае стенки скважины укрепляют обсадными трубами либо раствором глины. Как только будет достигнута нижняя отметка, пространство для основания расширяется специальным приспособлением, установленным на штанге для бурения;
в подготовленную скважину опускается труба из рубероидного материала, устанавливается каркас из четырех арматурных прутьев, перевязанных горизонтально;
все свободное пространство заливается бетонной смесью, которая уплотняется при помощи вибратора.
Металлические
В данном случае роль свай выполняют трубы, швеллер, двутавровые балки. Изредка проводится предварительная подготовка, во время которой швеллера свариваются таким образом, чтобы получилась труба с квадратным сечением.
Встречаются стальные сваи с незамкнутыми сечениями, изготовленные из уголка, двутавра или рельса.
Металлические опоры используются в том случае, когда нет возможности для установки опорных элементов из железобетона. Дело в том, что по мере погружения в почву сталь проще нарастить.
Такой вид опор отличается высоким показателем прочности, что придает процессу забивки их в грунт облегчение. Если опоры с небольшим поперечным сечением, то их можно без проблем вбивать в почву, содержащую камни.
Винтовая свая
Особый вид свай для фундамента – винтовые опоры, изготовленные из металла. Они более экономичны и технологичны, гарантируют высокий уровень прочности, представляют собой трубы, оснащенные снаружи лопастями.
Главными достоинствами винтовых опор являются:
отсутствие в необходимости проведения земляных работ;
возможность ведения строительства на участках со сложными рельефами и слабыми грунтовыми составами;
легкость в пристраивании;
отличный показатель несущей способности;
нет процесса усадки;
возможна установка возле коммуникационных линий и при любых погодных условиях;
длительный эксплуатационный период.
Свайный фундамент такой классификации применяется на участках со слабыми почвами, отличающихся влажностью, подвижностью и промерзаниями. Подвальное помещение по такому фундаменту устроить не получится, но данный недостаток отмечается для любого вида свайного основания.
Выбирая винтовые сваи, рекомендуется обращать внимание на определенные факторы:
в качестве основы используются новые стальные трубы, обработанные пескоструйными агрегатами и покрытые антикоррозийными составами. Толщина стенок – от 4 мм, лопастей – от 5 мм;
наружная сторона сваи гладкая, стыковочные швы отсутствуют, лопасти отличаются правильностью форм;
к сварным швам предъявляются особые требования, чтобы при заглублении в почву в местах соединений не происходили разрывы.
Различают несколько видов винтовых свайных опор:
литые – отличаются высоким показателем прочности в местах соединения лопасти и трубы;
сварные – лопатки навариваются на опору;
комбинированные – монтаж выполнен из двух элементов – лопасти и конусной части.
Винтовая опора не устанавливается на скалистом участке, но оборудование для подобного монтажа существует.
Классификация ростверков
При обустройстве свайных фундаментов используют разные виды ростверков, чтобы оптимально снизить стоимость работ и не уменьшить функциональность основания.
Классификация ростверков свайных фундаментов:
ленточный – балка, уложенная по периметру объекта и под стены;
плитный – представлен плитой, используется в случае, если свайные опоры размещаются по всей площади объекта.
Кроме этого, различают следующие разновидности ростверков:
сборно-монолитный – монтаж выполняется из железобетонных элементов, имеющих специальные замки. Заключительным этапом сборки считается замоноличивание;
монолитный – изготовление выполняется на строительной площадке за счет заливки раствора в опалубку.
Заключение
Строительство объектов на свайных фундаментах позволяет воплощать в реальность сложные задания за счет простых и доступных методов. С помощью свай возможно освоить подземное пространство на любом почвенном участке.
Свайный фундамент | Классификация свайных фундаментов | Методы установки свай
Namita
Свайный фундамент. Свайные фундаменты — это фундаменты глубокого заложения, которые используются, когда на площадке имеются слабые неглубокие несущие слои, что требует передачи нагрузки на более глубокие слои либо за счет трения, либо за счет торцевой опоры. Фундаменты обеспечивают поддержку конструкций, передавая нагрузку на скалу или слои грунта, которые имеют достаточную несущую способность и подходящие характеристики осадки. Существует очень широкий спектр доступных типов фундаментов, которые подходят для различных применений. Фундаменты классифицируются в основном как неглубокие фундаменты и глубокие фундаменты.
свайный фундамент
Фундаменты мелкого заложения используются там, где нагрузка, создаваемая конструкцией, невелика по сравнению с несущей способностью поверхностных грунтов. Глубокие фундаменты необходимы там, где несущая способность поверхностных грунтов недостаточна для восприятия возложенных на них нагрузок и поэтому они передаются более глубоким слоям с высокой несущей способностью.
Свайные фундаменты представляют собой глубокие фундаменты, образованные длинными тонкими столбчатыми элементами. Они состоят из двух компонентов: ростверка и одиночной или групповой сваи. Свайные фундаменты в основном используются для передачи нагрузок от надстройки через слабые сжимаемые слои или воду на более прочный, более компактный, менее сжимаемый и более жесткий грунт или горную породу. Этот тип фундамента используется для больших сооружений, а также в ситуациях, когда грунт не подходит для предотвращения чрезмерной осадки.
Свайные фундаменты классифицируют по несущей способности свай, материалу конструкции свай и типу грунта.
Классификация на основе
нагрузки передачи:
Концевые опорные сваи (остроконечные)
Они передают большую часть своих нагрузок на несущий слой (который может быть плотным песком или камнем). Большая часть несущей способности сваи выводится из конечной опорной точки.
Опорная свая
Висячие сваи:
Они передают свою нагрузку через слои, через которые проходят сваи, в основном через поверхностное трение (трение кожи) с окружающими грунтами. При этом сваи забиваются на такую глубину, что сопротивление трения, развиваемое сбоку свай, равняется нагрузке, приходящейся на сваи.
Висячая свая
Классификация на основе
Материал Конструкция свай:
Деревянные сваи:
Древесина может быть использована для изготовления временных свай, а также для постоянных в регионах, где древесина легко и экономически доступна. Он наиболее подходит для укладки длинных связных свай и укладки под насыпями.
Стальные сваи:
Сталь можно использовать как для временных, так и для постоянных работ. Они подходят для перемещения и забивки свай большой длины. Их относительно небольшая площадь поперечного сечения в сочетании с высокой прочностью облегчает проникновение в твердый грунт. Если он въезжает в почву с низким значением pH, может возникнуть риск коррозии, которую можно устранить смоляным покрытием или катодной защитой.
Установка стальных свай
Бетонные сваи:
Бетон применяют для изготовления сборных железобетонных свай, монолитных и предварительно напряженных железобетонных свай. Предварительно напряженные бетонные сваи становятся все более популярными, чем обычные сборные, поскольку требуется меньше армирования.
бетонные сваи
Композитные сваи:
Когда свая состоит из комбинации различных материалов в одной свае, она называется композитной сваей. Например, часть сваи, установленной над грунтовыми водами, может быть подвержена нападению насекомых и гниению. Поэтому, чтобы избежать этого, бетонные или стальные сваи используются выше уровня грунтовых вод, а древесина устанавливается ниже уровня грунтовых вод.
Составная свая из бетона и дерева
Классификация на основе
влияния грунта :
Забивные сваи:
земля. Может существовать составляющая движения грунта в вертикальном направлении. Поэтому забивные сваи считаются сваями смещения.
Различные поперечные сечения, используемые для стальных свай
Буронабивные сваи:
В этом процессе пустота образуется путем бурения или выемки грунта перед забивкой сваи в землю. Сваи могут быть изготовлены путем заливки бетона в пустоту. Бурильные сваи относятся к сваям без смещения.
В свайных фундаментах процесс установки и методы установки так же важны, как и процесс проектирования. При проектировании свай следует тщательно выбирать метод установки и оборудование, чтобы избежать повреждения сваи.
Способы забивки свай (смещаемые сваи)
Падающий вес: Молот, вес которого приблизительно равен весу сваи, поднимают на подходящую высоту и отпускают для удара по оголовку сваи.
Забивка свай с помощью молота
Вибрация: Амплитуда вибрации, используемая здесь, должна быть достаточной, чтобы нарушить поверхностное трение о стороны сваи. Это лучше всего подходит для песчаных или гравийных почв.
Забивка (только для микросвай): Для установки забивных свай используются гидравлические домкраты, которые вдавливают сваи в грунт
Гидроструйная обработка: Чтобы облегчить проникновение свай в песок или гравий, можно использовать водоструйную очистку.
Методы бурения (неподвижные сваи)
Шнековый бур (CFA): Если при забивке свай одновременно происходит бурение и заливка, то они называются сваями CFA. Здесь оборудование состоит из мобильного базового носителя, оснащенного полым шнеком основного шнека, который вращается и забивается в землю для получения необходимой глубины забивки. Этот метод особенно эффективен на мягком грунте.
Непрерывный шнековый процесс
Расширение: Это особый тип буронабивных свай, который используется для использования несущей способности соответствующих пластов за счет увеличения основания. Почва должна быть в состоянии стоять открытой без поддержки, чтобы использовать эту технику.
Инструмент для бурения в открытом положении
Отрицательное поверхностное трение
Когда засыпка или нагрузка помещается на сжимаемый грунт, происходит уплотнение. Когда сваи забиваются в грунт до завершения консолидации, грунт смещается вниз относительно сваи. Движение грунта вниз вызывает поверхностное трение между сваей и окружающим грунтом, что называется отрицательным поверхностным трением. Он также может развиваться из-за снижения уровня воды в сжимаемых грунтах, таких как глина, ил и мягкая почва, а также из-за увеличения стресса.
Отрицательное трение кожи
Что такое ворсовая основа? Типы свайных фундаментов
Фундаменты обеспечивают поддержку конструкции, передают нагрузки от конструкции на грунт. Но слой, на который фундамент передает нагрузку, должен иметь достаточную несущую способность и подходящие характеристики осадки. Существует несколько типов фундамента в зависимости от различных соображений, таких как-
Общая нагрузка от надстройки.
Почвенные условия.
Уровень воды.
Чувствительность к шуму и вибрации.
Доступные ресурсы.
Сроки реализации проекта.
Стоимость.
Вообще говоря, фундаменты можно разделить на неглубокие и глубокие. Неглубокие фундаменты обычно используются, когда несущая способность поверхностного грунта достаточна для того, чтобы выдерживать нагрузки, создаваемые конструкцией. С другой стороны, глубокие фундаменты обычно используются, когда несущая способность поверхностного грунта недостаточна для того, чтобы выдерживать нагрузки, создаваемые конструкцией. Таким образом, нагрузки должны передаваться на более глубокий уровень, где слой грунта имеет более высокую несущую способность.
Свайный фундамент , разновидность глубокого фундамента, на самом деле представляет собой тонкую колонну или длинный цилиндр из таких материалов, как бетон или сталь, которые используются для поддержки конструкции и передачи нагрузки на желаемой глубине либо за счет торцевой опоры, либо за счет поверхностного трения. .
Свайные фундаменты фундаменты глубокого заложения. Они состоят из длинных тонких столбчатых элементов, обычно изготавливаемых из стали или железобетона, а иногда и из дерева. Фундамент называют «свайным», если его глубина более чем в три раза превышает его ширину.
Свайные фундаменты обычно используются для больших сооружений и в ситуациях, когда грунт на небольшой глубине не подходит для сопротивления чрезмерной осадке, противодействия поднятию и т. д.
Когда использовать свайный фундамент
Ниже приведены ситуации при использовании свай система фундамента может быть
При высоком уровне грунтовых вод.
Большие и неравномерные нагрузки от надстройки.
Другие типы фундаментов дороже или нецелесообразны.
Когда грунт на небольшой глубине сжимаем.
Когда существует возможность размыва, из-за его расположения вблизи русла реки или берега моря и т. д.
Когда вблизи сооружения есть канал или системы глубокого дренажа.
Когда выемка грунта на требуемую глубину невозможна из-за плохого состояния грунта.
Когда становится невозможно поддерживать траншеи фундамента сухими с помощью откачки или любым другим способом из-за сильного притока просачивающейся воды.
Свайные фундаменты можно классифицировать в зависимости от функции, материалов, процесса установки и т. д. Ниже приведены типы свайных фундаментов, используемых в строительстве: Несущие сваи
Висячие сваи
Сваи для уплотнения грунта
На основе материалов и метода строительства
Деревянные сваи
Бетонные сваи
Стальные сваи
Композитные сваи
На следующей диаграмме представлены рассмотренные выше типы свайных фундаментов.
Эти сваи кратко описаны ниже.
Классификация свайного фундамента в зависимости от функции или использования
Шпунтовые сваи
Этот тип свай в основном используется для обеспечения боковой поддержки. Обычно они противостоят боковому давлению рыхлого грунта, потока воды и т. д. Их обычно используют для перемычек, траншейных заграждений, берегоукрепления и т. д. Они не используются для вертикальной поддержки конструкции. Они обычно используются для следующих целей:
Строительство подпорных стен.
Защита от береговой эрозии.
Сохраните рыхлую почву вокруг котлованов фундамента.
Для изоляции фундамента от прилегающих грунтов.
Для удержания грунта и, таким образом, увеличения несущей способности грунта.
Несущие сваи
Этот тип свайного фундамента в основном используется для передачи вертикальных нагрузок от конструкции на грунт. Эти фундаменты передают нагрузки через грунт с плохими несущими свойствами на слой, способный нести нагрузку. В зависимости от механизма передачи нагрузки от сваи к грунту несущие сваи могут быть дополнительно классифицированы как заливные.
Сваи с торцевыми опорами
В сваях этого типа нагрузка проходит через нижний конец сваи. Нижний конец сваи упирается в прочный слой почвы или скалы. Обычно ворс упирается в переходный слой слабого и сильного убийцы. В результате свая выполняет роль колонны и надежно передает нагрузку на прочный слой.
Общая несущая способность концевой опоры сваи может быть рассчитана путем умножения площади вершины сваи на несущую способность на той конкретной глубине грунта, на которую опирается свая. С учетом разумного запаса прочности рассчитывается диаметр сваи.
Фрикционная свая
Фрикционная свая передает нагрузку от конструкции на грунт за счет силы трения между поверхностью сваи и грунтом, окружающим сваю, таким как твердая глина, песчаный грунт и т. д. Трение может возникать по всей длина сваи или определенная длина сваи в зависимости от пластов грунта. В висячей свае, как правило, вся поверхность сваи работает на передачу нагрузки от конструкции к грунту.
Площадь поверхности сваи, умноженная на безопасную силу трения, развиваемую на единицу площади, определяет грузоподъемность сваи.
При проектировании висячей сваи необходимо тщательно оценить поверхностное трение, возникающее на поверхности сваи, и принять во внимание разумный коэффициент безопасности. Кроме того, можно увеличить диаметр сваи, ее глубину, количество свай и сделать поверхность сваи шероховатой для увеличения несущей способности висячей сваи.
Сваи для уплотнения грунта
Иногда сваи забивают через небольшие промежутки, чтобы увеличить несущую способность грунта за счет уплотнения.
Классификация свай по материалам и способу изготовления
В первую очередь сваи можно разделить на две части. Перемещаемые сваи и несмещаемые или сменные сваи. Сваи, которые вызывают вертикальное и радиальное смещение грунта при вбивании в землю, известны как сваи смещения. В случае сменных свай в земле бурят и грунт удаляют, а затем полученное отверстие либо заполняют бетоном, либо вставляют сборную бетонную сваю. По материалам конструкции свай и способу их установки несущие сваи можно классифицировать следующим образом:
Timber Piles
Untreated
Treated with Preservative
Concrete Piles
Pre-cast Piles
Cast-in-place Piles
Steel Piles
I-Section Piles
Hollow Piles
Композитные сваи
Деревянные сваи
Деревянные сваи размещаются ниже уровня воды. Они служат примерно около 30 лет. Они могут быть прямоугольной или круглой формы. Их диаметр или размер может варьироваться от 12 до 16 дюймов. Длина ворса обычно в 20 раз больше его ширины.
Обычно рассчитаны на 15-20 тонн. Дополнительную прочность можно получить, прикрепив накладки к сваям болтами.
Преимущества деревянных свай —
Доступны деревянные сваи стандартного размера.
Экономичный.
Простота установки.
Низкая вероятность повреждения.
Деревянные сваи можно обрезать на любую желаемую длину после их установки.
При необходимости деревянные сваи легко выдвигаются.
Недостатки деревянных свай-
Сваи большей длины не всегда доступны.
Трудно получить прямые сваи, если они малой длины.
Трудно забить сваю, если слой грунта очень твердый.
Приправа деревянного штабеля затруднена.
Деревянные или деревянные сваи не подходят для использования в качестве опорных свай.
Для долговечности деревянных свай необходимо принимать специальные меры. Например, деревянные сваи часто обрабатывают консервантом.
Бетонные сваи
Сборные бетонные сваи
Сборные железобетонные сваи заливаются в свайное ложе в горизонтальной форме, если они имеют прямоугольную форму. Обычно круговые сваи отливают в вертикальных формах. Сборные сваи обычно армируют сталью, чтобы предотвратить ее поломку во время ее перемещения от литейного ложа до места расположения фундамента. После того, как сваи отлиты, необходимо провести отверждение в соответствии со спецификацией. Обычно период отверждения сборных свай составляет от 21 до 28 дней.
Преимущества сборных свай
Обеспечивает высокую стойкость к химическим и биологическим трещинам.
Обычно имеют высокую прочность.
Для облегчения забивки по центру сваи может быть установлена труба.
Если сваи залиты и готовы к забивке до наступления срока установки, это может увеличить темпы работ.
Может быть обеспечено удержание арматуры.
Качество ворса можно контролировать.
При обнаружении неисправности ее можно заменить перед поездкой.
Сборные сваи можно забивать под водой.
Сваи можно нагружать сразу после того, как они будут забиты на необходимую длину.
Недостатки сборных свай
После определения длины сваи трудно увеличить или уменьшить ее длину впоследствии.
Их трудно мобилизовать.
Требуется тяжелое и дорогое оборудование для вождения.
Поскольку они недоступны для покупки в готовом виде, это может привести к задержке проекта.
Существует вероятность поломки или повреждения при погрузочно-разгрузочных работах и забивке свай.
Залитые бетонные сваи
Сваи этого типа сооружаются путем бурения грунта на нужную глубину с последующим укладыванием в это место свежесмешанного бетона и оставлением его там затвердевать. Этот тип сваи сооружается либо путем вбивания металлической оболочки в землю и заполнения ее бетоном, оставляя оболочку с бетоном, либо оболочку вытаскивают во время заливки бетона.
Преимущества монолитных бетонных свай
Оболочки легкие, поэтому с ними легко обращаться.
Длину свай можно легко изменить.
Корпуса могут быть собраны на месте.
Чрезмерное усилие не требуется только для предотвращения повреждений при обращении.
Отсутствие возможности поломки при установке.
При необходимости можно легко установить дополнительные сваи.
Недостатки монолитных бетонных свай
Установка требует тщательного наблюдения и контроля качества.
Необходимо достаточное место на участке для хранения материалов, используемых для строительства.
Трудно соорудить монолитные сваи в местах с большим потоком подземных вод.
Нижняя часть ворса может быть несимметричной.
Если свая неармированная и необсаженная, свая может разрушиться при растяжении, если на нее действует подъемная сила.
Стальные сваи
Стальные сваи могут быть двутавровыми или трубчатыми. Они залиты бетоном. Размер может варьироваться от 10 дюймов до 24 дюймов в диаметре, а толщина обычно составляет ¾ дюйма. Из-за небольшой площади сечения сваи легко забивать. В основном они используются в качестве опорных свай.
Преимущества стальных свай
Простота установки.
Они могут достигать большей глубины по сравнению с любым другим типом свай.
Может проникать сквозь твердый слой почвы благодаря меньшей площади поперечного сечения.
Легко сращиваются стальные сваи
Могут выдерживать большие нагрузки.
Недостатки стальных свай
Склонны к коррозии.
Имеет возможность отклонения во время движения.
Сравнительно дорогой.
Свайный фундамент Статьи
Что такое свайный фундамент? Типы свайного фундамента
Использование свайного фундамента
Факторы, влияющие на выбор типа свайного фундамента
Причины разрушения свайного фундамента
Разница между мелким и глубоким фундаментом
Что такое висячая свая? Расчет мощности и подробная информация
Различия между свайным и опорным фундаментом
Различия между сваями, опорами и кессонами
Классификация свай по конструктивным функциям метод построения.
Свайные фундаменты используются для больших сооружений на слабом грунте и для предотвращения чрезмерной осадки здания в будущем.
НЕТ ВРЕМЕНИ ЧИТАТЬ?? Смотреть видео: здесь
Классификация свай по функциям и конструкции
Читать далее Особенности: Свайный фундамент
2 Типы свай по конструкции,
Типы свай по конструкции,
Типы свай по конструкции,
Типы свай по конструкции классифицируются на:
1. Опорные сваи
Опорные сваи – это тип свайного фундамента, в котором несущая способность развивается на подошве сваи, расположенной на твердом слое, таком как скала или плотная или гравий. Он развивает наибольшее трение и подшипник, чтобы выдерживать нагрузку на носок сваи.
Рис.1. Опорная свая
Опорные сваи передают нагрузку от надстройки через мягкие сжимаемые слои грунта на твердые слои. Следовательно, опорные сваи действуют аналогично колонне.
Подробнее о: Опорная свая – особенности, преимущества и области применения
2. Фрикционные или плавающие сваи
Фрикционные или плавающие сваи развивают несущую способность за счет напряжения сдвига по сторонам сваи. Следовательно, свая передает нагрузку на окружающий грунт за счет трения между поверхностью сваи и грунтом. Нагрузка передается вниз и в стороны на почву.
Рис.2. Висячая свая
3. Комбинация торцевых и висячих свай
Сваи также могут нести нагрузку за счет комбинации сил трения и торцевой опоры. Например, свая может проходить через мягкий грунт, обеспечивающий достаточное сопротивление трению, и находить формообразующий слой, развивающий несущую способность за счет торцевой опоры.
Рис. 3. Сочетание концевых и висячих свай
4. Анкерные или натяжные или подъемные сваи
Анкерные сваи используются для обеспечения анкеровки против горизонтального натяжения.
Рис.4. Анкерные или натяжные или подъемные сваи
Натяжные или подъемные сваи — это сваи, используемые для закрепления конструкций, которые подвергаются подъему из-за таких проблем, как опрокидывающее давление или опрокидывающий момент, возникающие из-за горизонтальных сил.
5. Сваи уплотнения
Уплотняющие сваи используются для уплотнения рыхлых гранулированных грунтов с целью увеличения несущей способности грунта. Песчаная куча используется для формирования сваи уплотнения, так как она не должна нести никакой нагрузки.
Рис.5. Уплотняющая свая
6.
Отбойные сваи
Отбойные сваи — это сваи, предназначенные для защиты береговых сооружений от ударов кораблей или других плавучих объектов.
Рис.6. Отбойные сваи
7. Шпунтовые сваи
Шпунтовые сваи представляют собой стальные профильные сваи с замковыми краями, которые забиваются в землю для обеспечения постоянного или временного удержания грунта и поддержки земляных работ. Подробнее>>
Рис.7. Шпунтовые сваи
8. Набивные сваи
Набивные сваи — это сваи, забиваемые в грунт под углом к вертикали для повышения несущей способности фундамента. Обычно его располагают под углом от 14 до 20 градусов к вертикали. В основном они используются в сочетании с групповыми сваями.
Рис. 8. Сваи с боковой нагрузкой
9. Сваи с боковой нагрузкой
Сваи с боковой нагрузкой — это сваи, предназначенные для восприятия боковой нагрузки. Когда свая с поперечной нагрузкой подвергается поперечной нагрузке, часть или вся свая пытается сместиться горизонтально в направлении приложенной нагрузки, вызывая изгиб, вращение или перемещение сваи.
Рис.9. Сваи с боковой нагрузкой
Свая давит на грунтовый массив, лежащий в направлении приложения нагрузки, создавая сжимающие и касательные напряжения и деформации в грунте. Это обеспечивает сопротивление движению сваи. Сваи с поперечной нагрузкой используются для поддержки подпорных стен, мостов, дамб или в качестве отбойных устройств в доках и гаванях.
Читайте также
Фундамент в строительстве – назначение, характеристики
7 Типы мелкозаглубленных фундаментов в строительстве
Типы свайных фундаментов, классификация, когда используется свайный фундамент
Содержание
Свайный фундамент
Свайный фундамент — это тип фундамента, в котором нагрузка передается на низкий уровень с помощью вертикальных элементов, известных как геморрой.
Свая представляет собой тонкий конструктивный элемент, изготовленный из стали, бетона или дерева. Свая либо забивается в почву, либо формируется на месте путем выкапывания ямы и заполнения ее бетоном. Эти сваи могут быть деревянными, бетонными или стальными.
Этот тип фундамента обычно используется, когда твердые слои доступны на большой глубине и залегание неровное, или верхний слой почвы имеет плохую несущую способность, или имеются большие колебания уровня подпочвенных вод, или верхний слой почвы имеет экспансивную природу. Свайный фундамент передает нагрузку как через трение, так и через подшипник.
когда предпочтительнее использовать свайный фундамент
Нагрузка от пользовательской конструкции большая и распределяется неравномерно.
Сооружение расположено на берегу моря или русла реки, когда на фундамент может воздействовать размывающее действие воды. Следовательно, они полезны в морских сооружениях.
Фундамент свайный для использования под сооружения в местах, где вблизи фундамента предполагается строительство каналов, глубинных дренажных линий и т. п.
Верхний слой почвы имеет низкую несущую способность.
Строительство ростверка или ростверка, скорее всего, очень затратно или практически невозможно.
Уровень грунтовых вод высок, поэтому откачка воды из открытых траншей для мелкозаглубленного фундамента затруднена и неэкономична.
КЛАССИФИФИКАЦИЯ КАЛОВОЙ ФОНАЛА
Фонд Свалов — два типа
Согласно материалу
Бетонные Сваи
Плоицы
Стальные пили
. сваи
Шпунтовые сваи
Бетонные сваи
Бетонные сваи состоят из бетона. Это сборные и монолитные сваи. Сборные железобетонные сваи изготавливаются на заводе, а затем вбиваются в землю в нужном месте.
Сборные железобетонные сваи, обычно армированные стальной проволокой. Обычно они имеют поперечное сечение от 30 до 50 см и длину до 20 м. В нижней части сваи предусмотрен литой стальной башмак.
Сваи деревянные
Деревянные сваи готовят из просушенной древесины. Обычно они имеют круглую форму, а диаметр варьируется от 20 до 50 см.
Длина в основном 20 брус диммируемая. Дно заточено. Внизу железный башмак, а вверху колпачок.
Эти сваи находятся ниже постоянного уровня грунтовых вод, иначе они разлагаются из-за грибков и насекомых. Эти сваи в настоящее время неэкономичны.
Сваи стальные
Сваи стальные могут быть из 1 или полой трубы. Им очень легко управлять из-за небольшой площади сечения.
Сваи забивные с открытым концом. Почва внутри трубы вытесняется сжатым воздухом. Затем эти сваи залиты бетоном.
Стальные сваи в основном используются в качестве несущих свай. Стальную трубу нельзя использовать в качестве фрикционной сваи, так как она имеет меньшую доступную площадь поверхности и гладкость поверхности.
Композитные сваи
Композитные сваи представляют собой композиты из дерева и бетона. Деревянные сваи более долговечны под водой.
Свая, состоящая из деревянной секции для нижней части и бетонной секции для верхней части.
Соединение деревянно-бетонного профиля, предназначенное для восприятия сил, действующих на него при забивке соседних свай.
По назначению Свайный фундамент
Несущие сваи
Эти сваи забиваются в твердый слой. Они передают нагрузку конструкции на нижний твердый слой. Эти сваи практически действуют как колонны. Эти сваи раньше воспринимали вертикальные нагрузки на своих концах.
Висячие сваи
При очень рыхлых или мягких грунтах на значительную глубину, когда применяют висячие сваи. Трение развивается по поверхности сваи от окружающего грунта. Нагрузка на конструкцию уравновешивается возникающим трением.
Не нужно забивать такие сваи до жестких грядок. Поверхность ворса делают шероховатой для увеличения трения кожи.
Шпунтовые сваи
Шпунтовые сваи обычно представляют собой тонкие сваи. Они производят плиты из бетона, дерева и стали. Эти сваи вбиваются в землю либо для разделения элементов, либо для остановки просачивания воды, они не предназначены для восприятия вертикальной нагрузки.
Классификация шпунтовых свай Фундамент
Бетонные шпунтовые сваи
Стальные шпунтовые сваи
Деревянные шпунтовые сваи
Бетонные шпунтовые сваи
Эти шпунтовые сваи всегда изготавливаются предварительно отлитыми, а арматура используется в качестве предварительного проектирования. Квадратные или прямоугольные сваи забиваются рядом друг с другом, образуя непрерывную стену. Ширина каждой единицы варьируется от 50 см до 60 см, а толщина варьируется от 2 см до 6 см. Армирование в виде вертикальных стержней и обручей.
Фундамент из стальных шпунтовых свай
Чаще всего используются стальные шпунтовые сваи. Их сваи доступны в нескольких продажах под разными торговыми названиями. Как правило, они изготавливаются из стальных листов шириной от 20 до 30 см и длиной от 4 до 5 м с соответствующими блокировочными устройствами. Поэтому они образуют довольно водонепроницаемые соединения.
Фундамент из деревянных шпунтовых свай
Деревянные шпунтовые сваи, используемые только для временных работ, таких как перемычки. Обычно их делают из деревянных брусьев толщиной от 8 до 15 см, шириной также 20 см и длиной 2 и 4 м. Они могут быть соединены либо встык, либо V-образными соединениями. Нижняя часть скошена, чтобы образовать режущую кромку. При необходимости верх и низ снабжаются подходящим железным фитингом.
См. также
Балка, типы балок и действующая нагрузка на балки
Торкретирование: свойства, методы, применение, преимущества и недостатки
Типы конструкции арок, форма и материал
Типы свай по передаче нагрузки, назначению, материалу и грунту
🕑 Время чтения: 1 минута
Содержание:
Типы свай для свайного фундамента на основе Передача нагрузки и функция
Концевые опорные сваи
Висячие или связные сваи
Висячие сваи
Комбинация висячих и связных свай
Классификация свай по типу материала
Деревянные сваи
Бетонные сваи
Залитые на месте Бетонные сваи
Буронабивные и забивные (несмещаемые сваи)
Стальные сваи
Композитные сваи
5
грунт
Забивные сваи
Буронабивные сваи
Типы свай для свайного фундамента в зависимости от передачи нагрузки и функции
Классификация свай по передаче нагрузки и функциональному поведению:
Концевые опорные сваи (острые опорные сваи)
Висячие сваи (связные сваи)
Комбинация висячих и связных свай
Концевые опорные сваи
Эти сваи передают свою нагрузку на прочный слой , расположенный на значительной глубине ниже основания конструкции, и большую часть своей несущей способности они получают за счет сопротивления проникновению грунта у основания сваи (см. рис. 1). Свая ведет себя как обычная колонна и должна быть спроектирована как таковая. Даже в слабом грунте свая не выйдет из строя из-за коробления, и этот эффект необходимо учитывать только в том случае, если часть сваи не имеет опоры, т. е. находится в воздухе или в воде. Нагрузка передается на грунт за счет трения или сцепления. Но иногда почва, окружающая сваю, может прилипать к поверхности сваи и вызывать «отрицательное поверхностное трение» сваи. Иногда это оказывает значительное влияние на емкость сваи. Отрицательное поверхностное трение вызвано дренированием грунтовых вод и уплотнением почвы. На глубину заложения сваи влияют результаты исследования площадки и испытания грунта.
Висячие или связные сваи
Несущая способность определяется главным образом сцеплением или трением грунта, находящегося в контакте со стволом сваи (см. рис. 2).
Рис. 1: Концевые опорные сваи
Рис. 2: Сваи трения или сцепления
Эти сваи передают большую часть нагрузки на грунт за счет поверхностного трения. Этот процесс забивания таких свай близко друг к другу группами значительно снижает пористость и сжимаемость грунта внутри и вокруг групп. Поэтому сваи этой категории иногда называют сваями уплотнения. В процессе забивания сваи в грунт грунт оформляется и в результате теряет часть своей прочности. Следовательно, свая не способна передать точную величину нагрузки, на которую она рассчитана, сразу после того, как она была забита. Обычно почва частично восстанавливает свою прочность через три-пять месяцев после того, как ее прогнали. Связные сваи
Висячие сваи
Эти сваи также передают свою нагрузку на землю за счет поверхностного трения. Процесс забивки таких свай не приводит к заметному уплотнению грунта. Эти типы свайных фундаментов широко известны как фундаменты с плавающими сваями.
Комбинация висячих и связных свай
Расширение концевой несущей сваи, когда несущий слой не твердый, например твердая глина. Свая забивается достаточно глубоко в нижний материал, чтобы обеспечить адекватное сопротивление трению. Еще одной разновидностью торцевой несущей сваи являются сваи с увеличенной опорной поверхностью. Это достигается путем вдавливания бетонной глыбы в мягкий слой непосредственно над твердым слоем, чтобы получить увеличенное основание. Аналогичный эффект получают буронабивные сваи, формируя на дне большой конус или раструб с помощью специального расширителя. Буронабивные сваи, снабженные раструбом, обладают высокой прочностью на растяжение и могут использоваться в качестве натяжных свай (см. рис.3).
Рис. 3: Расширение основания до буронабивной сваи
Классификация свай по типу материала
Сваи обычно изготавливают из дерева, бетона или стали. Древесина может быть использована для изготовления временных свай и тогда, когда древесина доступна по экономичной цене. Бетон используется для изготовления сборных железобетонных свай, монолитных и предварительно напряженных железобетонных свай, а стальные сваи используются для постоянных или временных работ.
Древесина
Бетон
Сталь
Композитные сваи.
Деревянные сваи
Используется с самых ранних времен и до сих пор используется для постоянных работ в регионах, где много древесины. Древесина больше всего подходит для закладки длинных связных свай и забивки под насыпями. Древесина должна быть в хорошем состоянии и не должна быть поражена насекомыми. Для деревянных свай длиной менее 14 м диаметр оголовка должен быть более 150 мм. Если длина превышает 18 метров, допускается диаметр наконечника 125 мм. Очень важно, чтобы древесина двигалась в правильном направлении и не должна быть забита в твердую почву. Так как это может легко повредить ворс. Хранение древесины ниже уровня грунтовых вод защитит древесину от гниения и гниения. Для защиты и укрепления вершины сваи деревянные сваи могут быть снабжены защитным кожухом. Креозотирование под давлением — обычный метод защиты деревянных свай.
Преимущества и недостатки деревянных свай
+ Со сваями легко обращаться + Относительно недорог в местах, где много древесины. + Секции могут быть соединены вместе, а лишняя длина легко удалена. — Сваи будут гнить выше уровня грунтовых вод. Имеют ограниченную несущую способность. — Может быть легко поврежден во время движения камнями и валунами. — Сваи трудно сращивать, и в соленой воде на них нападают морские бурильщики.
Бетонные сваи
Бетонные сваи можно разделить на сборные и монолитные бетонные сваи:
Сборные бетонные сваи или сборные бетонные сваи
он формируется и армируется из высококачественного контролируемого бетона. Обычно используется квадратное (см. рис. 1-4 б), треугольное, круглое или восьмиугольное сечение, они производятся короткой длины с интервалом в один метр от 3 до 13 метров. Они предварительно собраны, чтобы их можно было легко соединить вместе, чтобы получить необходимую длину (рис. 1-4 а). Это не уменьшит расчетную грузоподъемность. Усиление необходимо внутри сваи, чтобы выдерживать нагрузки как при погрузке, так и при движении. Также используются предварительно напряженные бетонные сваи, которые становятся более популярными, чем обычные сборные железобетонные сваи, поскольку требуется меньше армирования.
Рис. 4:a) Деталь соединения бетонной сваи. b) сборная железобетонная свая прямоугольной формы
Соединение свай типа Hercules (рис. 5) легко и точно заливается в сваю и быстро и надежно соединяется на месте. Они изготовлены с точными размерными допусками из высококачественных сталей.
Рисунок-5: Свайный стык типа Hercules
Преимущества и недостатки сборных железобетонных свай
+ Устойчивый к продавливанию грунт, например, мягкие глины, ил и торф, материал сваи можно проверить перед забивкой . + Легко сращиваются. Относительно недорогой. + Можно использовать на больших расстояниях. + Может увеличить относительную плотность зернистого слоя основания. — Смещение, пучение и нарушение грунта во время движения. — Может быть поврежден во время движения. Возможно, потребуется замена свай. — Нельзя использовать с очень большими диаметрами или в условиях ограниченного пространства над головой.
Монолитные бетонные сваи
Залитые бетонные сваи чаще всего используются для фундаментов из-за большого разнообразия способов заливки бетона и введения сваи в грунт. Забивные и буровые сваи представляют собой два типа монолитных бетонных свай; однако установка этих свай на месте может сопровождаться некоторыми проблемами, такими как выгибание, сдавливание и расслоение. Эти сваи делятся на: Сваи засыпаются в трубы с нижней пяткой и оставляются при подъеме труб. некоторые из этих типов:
Простая свая : представляет собой трубу из литья диаметром 40 см, имеет нижнюю пятку, ее забивают под землей автоматическим молотом до достижения пахотной земли для сооружения, затем внутрь заливают бетон и забивают другой молоток. При этом трубу приподнимают на определенную величину, чтобы не заходить грунт внутрь. Эта свая может выдержать около 40-50 тонн.
Фрэнки Пайл : Это несколько труб, входящих друг в друга для легкого доступа к большим глубинам земли. Пятка из железобетона может быть использована и оставлена в земле для предотвращения проникновения труб холодной воды. Эта свая может нести нагрузку 50-80 тонн.
Вибровая свая : представляет собой стальную трубу диаметром 40 см, имеет коническую пятку с отдельным фланцем, забивается под землей автоматическим молотом до достижения пашни для установки, затем пятка удаляется и вставляется в труба, после чего заливается бетон. Труба перемещается вверх и вниз (около 80 раз в минуту) для уплотнения бетона. Эта свая может нести около 60 тонн.
Прочная свая : эта свая во многом аналогична простой свае, за исключением того, что ее нижняя пятка сделана из железобетона, покрытого литой пяткой. Эта свая может нести нагрузку 25-30 тонн.
Свая под изморозью : эта свая используется на черноземах и землях без остаточного грунта, поэтому этот грунт очень опасно устанавливать на него.
Сваи с открытыми трубами без пятки, тогда внутрь трубы заливают бетон. Труба имеет диаметр 40 см и средний бетонный колодец от 12 до 15 метров в зависимости от уровня земли, которую необходимо установить. Некоторые из этих свай:
Свая Strauss : очень похожа на сваю Simplex, но без пятки. Грунт из труб можно удалить с помощью специальных приспособлений, а вместо грунта залить бетон. Максимальная нагрузка, которую могут нести эти сваи, составляет от 20 до 25 тонн.
Кимберсольская свая : Делается колодец диаметром около 80 см, до выхода на пашню для сооружения, затем дно колодца уплотняется с помощью закругленного молотка и заливается бетоном в соотношении 1 : 5 (цемент : песок). Эта свая может нести нагрузку 80 – 120 тонн.
Свая Welfchaulzer : труба диаметром 30 – 40 см забивается до тех пор, пока она не достигнет пахотной земли для сооружения, и внутренняя почва удаляется, затем устанавливаются стальные стержни и открытое верхнее отверстие плотно закрывается. Оставляя отверстия для соединения сжатым воздухом, чтобы удалить фильтраты, затем заливают бетон в соотношении 1 : 4.
Свая Raymond : Состоит из цилиндрических щепок внутри друг друга диаметром 40 – 60 см вверху стопки и 20 – 28 см внизу. Он забивается внутри мандрилом, а цилиндрические стружки оставляются в почве и заполняются бетоном.
Преимущества и недостатки монолитных бетонных свай
+ Можно проверить до того, как отливку можно будет легко отрезать или удлинить до нужной длины. + Относительно недорого. + Сваи можно заливать до раскопок. + Длина ворса легко регулируется. + Может быть сформировано увеличенное основание, которое может увеличить относительную плотность зернистого слоя основания, что приведет к гораздо более высокой несущей способности конца. + Усиление не определяется воздействием нагрузок при погрузке-разгрузке или вождении. — Пучение прилегающей поверхности грунта, что может привести к переуплотнению и развитию отрицательных сил поверхностного трения на сваях. — Повреждение при растяжении неармированных свай или свай, состоящих из свежего бетона, у которых усилия на подошве достаточны для сопротивления движениям вверх. — Повреждение свай, состоящих из необсаженного или тонкообсаженного сырого бетона, из-за боковых сил, возникающих в грунте. Бетон может быть ослаблен, если артезианская вода поднимается вверх по стволу сваи при извлечении трубы. — Легкие стальные профили или сборные железобетонные оболочки могут быть повреждены или деформированы при жестком вождении. — Невозможно управлять автомобилем при ограниченном пространстве над головой. — Занимает много времени; нельзя использовать сразу после установки. — Ограниченная длина.
Буронабивные и монолитные (неподвижные сваи)
+ Длина может быть легко изменена в зависимости от состояния грунта. + Может быть установлен в очень больших диаметрах. + В глинах возможны концевые расширения до двух-трех диаметров. + Материал свай не зависит от условий обращения или вождения. + Может быть установлен на очень большую длину. — Бетон находится не в идеальных условиях и не может быть впоследствии проверен. — Вода под артезианским напором может подниматься вверх по стволу сваи, вымывая цемент. — Не может быть легко удлинен над уровнем земли, особенно в речных и морских сооружениях. — Методы бурения могут разрыхлять песчаные или гравийные грунты, требующие заливки цементным раствором для достижения экономичного сопротивления основания.
Стальные сваи
Изготовлен из секторов в виде Н, Х или из толстых труб (см. рис. 6). Они подходят для обработки и вождения на большие расстояния. Их относительно небольшая площадь поперечного сечения в сочетании с высокой прочностью облегчает проникновение в твердый грунт. Их можно легко отрезать или соединить сваркой. Если сваю забить в грунт с низким значением рН, то есть риск коррозии, но риск коррозии не так велик, как можно было бы подумать. Хотя при капитальных работах можно применять смоляное покрытие или катодную защиту. Обычно в конструкции учитывают некоторую степень коррозии, просто увеличивая площадь поперечного сечения стальной сваи. Таким образом, процесс коррозии может быть продлен до 50 лет. Обычно скорость коррозии составляет 0,2-0,5 мм/год, а при расчете эта величина может быть принята равной 1 мм/год.
Рисунок 6: Поперечные сечения стальных свай
Преимущества и недостатки стальных свай
+ Со сваями легко обращаться, и их можно легко обрезать до нужной длины. + Может проходить через плотные слои. Боковое смещение грунта при забивке небольшое (стальные сваи Н- или Двутаврового сечения) относительно легко сращиваются или крепятся болтами. + Может работать с большой нагрузкой и на очень большие расстояния. + Может перевозить тяжелые грузы. — Сваи ржавеют, — Отклоняется относительно легко во время движения. — Относительно дороги.
Композитные сваи
Сочетание разных материалов в одном ворсе. Как указывалось ранее, часть деревянной сваи, установленной над грунтовыми водами, может быть уязвима для нападения насекомых и гниения. Чтобы избежать этого, над уровнем грунтовых вод используются бетонные или стальные сваи, а ниже уровня грунтовых вод устанавливаются деревянные сваи (см. рис. 7).
Рисунок 7: Защита деревянных свай от гниения: а) с помощью верхней секции из сборного железобетона над уровнем воды. б) путем удлинения верха сваи ниже уровня воды
Классификация сваи по воздействию на грунт
Часто используется упрощенное деление на забивные или буронабивные сваи.
Забивные сваи
Забивные сваи считаются сваями смещения. В процессе забивания сваи в грунт грунт перемещается радиально по мере того, как ствол сваи входит в грунт. Также может присутствовать составляющая движения грунта в вертикальном направлении .
Рис. 8: Забивные сваи
Буронабивные сваи
Буронабивные сваи (сменные сваи ) обычно считаются несмещаемыми сваями, пустота образуется путем бурения или выемки грунта до изготовления свай. Сваи могут быть изготовлены путем заливки бетона в пустоту. Некоторые грунты, такие как твердые глины, особенно поддаются формированию свай таким способом, поскольку стенки скважины не требуют временной поддержки, кроме ткани, к поверхности земли. В неустойчивом грунте, таком как гравий, требуется временная опора из обсадной трубы или бентонитового раствора. В качестве альтернативы обсадная колонна может быть постоянной, но забитой в скважину, которая бурится по мере продвижения обсадной колонны. Другой метод, который по-прежнему по существу не является смещением, заключается в внедрении цементного раствора или бетона из шнека, который вращается в гранулированном грунте и, таким образом, образует залитый столбик грунта. Существует три метода без смещения: буронабивные сваи, в частности, предварительно сформированные сваи и цементные или бетонные забивные сваи. Сменные сваи:
Шнековые
Ударное бурение с кабелем
Расширитель большого диаметра
Типы, включающие сборный железобетонный блок
Просверленные трубы
Мини-сваи
Классификация свайных фундаментов (9 критериев)
РЕКЛАМА:
Классификация свай по различным критериям следующая: 1. Классификация по форме поперечного сечения 2. Классификация по форме продольного сечения 3. Классификация по материалу конструкции 4. Классификация по форме 5. Классификация по форме Способ установки 6. Классификация по функциям и некоторым другим.
1. Классификация по форме поперечного сечения :
На рис. 20.2 показаны различные типы свай в зависимости от формы поперечного сечения. Круглые сваи являются наиболее распространенными для буронабивных свай. Квадратное или прямоугольное сечение обычно удобно для сборных железобетонных свай.
Шестиугольное сечение иногда может использоваться для сборных железобетонных свай. Другие типы свай описываются следующим образом:
ОБЪЯВЛЕНИЯ:
я. H-сваи:
Сваи с двутавровым сечением из катаной стали выгодны для забивки из-за их малой площади поперечного сечения и, как следствие, меньшего сопротивления забивке. Использование двутавровых свай — относительно недавняя разработка в свайной промышленности. Полезность двутавровых свай заключается в том, что они могут выдерживать большие ударные нагрузки, возникающие при забивке свай. Они подходят в качестве опорных свай при забивке в коренные породы или на большие глубины.
Сваи
Н обычно используются при строительстве переборок, эстакад, подпорных стен, мостов и коффердамов. Забивка двутавровых свай не вызывает сильного смещения грунта и, следовательно, их можно забивать близко к существующему строению. Также возможно сращивание двутавровых свай, и сращенные двутавровые сваи использовались на глубине до 100 м. Однако они имеют ограниченную грузоподъемность.
ОБЪЯВЛЕНИЯ:
ii. Трубные сваи:
В качестве свай могут использоваться стальные трубы с открытыми или закрытыми днищами. В случае сваи с открытой трубой полая центральная часть может быть заполнена бетоном после забивки сваи. Трубчатые сваи с закрытыми концами имеют конический стальной или чугунный башмак в качестве закрытого конца. Диаметр варьируется от 0,2 до 1,2 м, а толщина оболочки от 8 до 12 мм.
2. Классификация по форме продольного сечения :
На рис. 20.3 показаны различные типы свай в зависимости от формы продольного сечения. Продольное сечение сваи обычно призматическое, с равномерным сечением по всей длине сваи. Если предусмотрены забивные сваи с постепенно увеличивающимся диаметром снизу вверх, известные как конические сваи, то это обеспечит дополнительную несущую способность за счет несущей способности грунта.
Другие типы свай описываются следующим образом:
ОБЪЯВЛЕНИЯ:
я. Шпунтовые сваи:
Плоские деревянные или стальные листы, когда их вбивают рядом друг с другом, образуют шпунтовые сваи. Утечку между соседними сваями можно предотвратить, заблокировав их специальным образом скрепленными концами листов. Шпунтовые сваи обычно используются для создания временной строительной площадки в глубоких залежах мягкой глины, для строительства мостов через реки и т. д.
ii. Рассверленные сваи:
ОБЪЯВЛЕНИЯ:
Свая с подрасширением представляет собой буронабивную круглую сваю, залитую на месте, с увеличенной частью, известной как луковица или подсвая, вблизи нижнего конца сваи, как показано на рис. 20.3(с). Первоначально рассверленные сваи были разработаны для расширяющихся грунтов, чтобы обеспечить крепление к фундаменту от вертикальных перемещений фундамента из-за набухания и усадки грунта. Подрасширяемые сваи обычно имеют диаметр 15-20 см и длину 3-4 м.
iii. Дисковые сваи:
Дисковая свая состоит из полой металлической трубы с чугунным диском на дне, обеспечивающим увеличенную опорную поверхность на дне сваи. Дисковые сваи можно использовать только в песчаных или мягких грунтах, чтобы обеспечить погружение сваи мокрой струей. Дисковые сваи используются в основном в морских сооружениях, где требуется большое полное проникновение сваи в грунт.
3. Классификация по материалу конструкции :
Материалы, используемые для свай, включают древесину, сталь, бетон или композитный материал, состоящий из комбинации дерева со стальной оболочкой, бетона со стальной арматурой, как указано в следующем списке:
ОБЪЯВЛЕНИЯ:
я. Деревянные сваи:
Это самый старый тип свай, образованный путем использования ствола дерева, обрубки его ветвей, коры, изгибов, расколов и т. д. Для деревянных свай обычно используются железный башмак внизу и железный колпак вверху. для предотвращения повреждения сваи во время забивки. Необходимо химически обработать древесину, прежде чем использовать ее в качестве сваи, чтобы предотвратить ее порчу водой или защитить ее от нападения насекомых или термитов. Деревянные сваи могут выдерживать нагрузку 100-250 кН на сваю.
Деревянные сваи
— самый дешевый тип свай, но они имеют меньшую грузоподъемность по сравнению с другими сваями. С развитием бетонных и стальных свай деревянные сваи более или менее устарели с ограниченным использованием, особенно с учетом неблагоприятного воздействия на окружающую среду при использовании древесины.
ii. Стальные сваи:
Стальные сваи
используются для перевозки тяжелых грузов. Сращивание стальных свай для увеличения длины может быть выполнено легко. Стальные сваи используются длиной до 40 м и выдерживают нагрузку до 1800 кН. Для забивки стальных свай требуется тяжелое оборудование. Требуется защитить стальные сваи от коррозии. Это можно сделать, покрасив поверхность стальной сваи или забетонировав сваю.
Преимущества стальных свай:
(a) Установка свай не вызывает затруднений и позволяет легко достичь уровня отсечки.
(b) Для установки может использоваться высокая движущая сила.
(c) Высокая грузоподъемность и возможность использования секций меньшего размера из-за высокой прочности материала.
(d) Стальные сваи целесообразно использовать в качестве опорных свай в твердых породах.
Недостатки стальных свай:
(a) Стальные сваи дороже других свай.
(b) Сваи могут изгибаться при высоких нагрузках при забивке.
(c) Существует проблема коррозии стальных свай, если не будут приняты адекватные меры для ее предотвращения.
(d) Забивка стальных свай приводит к шумовому загрязнению.
(e) Для установки свай требуется тяжелое оборудование.
iii. Бетонные сваи:
Сваи из армированного цементобетона (RCC) являются наиболее распространенным типом свай, используемых во всем мире. Бетонные сваи могут быть либо залитыми на месте сваями, в которых бетон заливается на строительной площадке, либо сборными сваями, которые изготавливаются в контролируемых условиях с заданными размерами и прочностью.
Преимущества бетонных свай:
(a) Бетонные сваи дешевле стальных свай.
(b) Монолитная конструкция может быть достигнута с надстройкой.
(c) Нет проблемы коррозии, как в случае со стальными сваями.
(d) Бетонные сваи могут выдерживать высокие нагрузки при забивке, а буронабивные монолитные сваи устраняют проблемы с шумом и вибрацией при забивке свай.
Недостатки бетонных свай:
(a) Трудно транспортировать сборные железобетонные сваи, которые могут быть повреждены, если не соблюдать надлежащий уход.
(b) Трудно достичь уровня отсечения, когда существует разница между расчетной и фактической длиной сваи.
(c) При бетонировании требуется большая осторожность для достижения требуемой прочности и качества.
iv. Композитные сваи:
Сваи, изготовленные из комбинации двух или более материалов, являются составными сваями. Наиболее часто используемыми составными сваями являются железобетонные сваи, которые состоят из цементобетонного сердечника с арматурными стержнями как в качестве основной арматуры, так и боковых связей или винтовой стали. Примерами других типов составных свай являются древесина в стальном кожухе или полая стальная трубчатая свая с заполнением бетоном и т. д., которые используются редко.
4. Классификация на основе образования :
Бетонные сваи можно разделить на сборные или монолитные в зависимости от того, выполняется ли бетонирование за пределами площадки или на месте.
я. Сборные железобетонные сваи:
Сборные железобетонные сваи могут быть круглыми, квадратными или прямоугольными в поперечном сечении. Они отливаются на центральном литейном дворе, отверждаются и транспортируются на строительную площадку. Они должны быть рассчитаны не только на нагрузки, которые они должны нести от надстройки, но и на нагрузки, которым подвергаются сваи при транспортировке и установке. Обычный размер сечения сборных свай колеблется от 0,2 до 0,3 м.
Сборные сваи выдерживают нагрузку от 600 до 2000 кН в зависимости от длины сваи. Для использования сборных свай важно точно оценить профиль грунта/скальной породы на площадке, потому что невозможно добавить дополнительную длину сваи, если несущий слой находится на более глубоком уровне, чем предполагалось, а также легко сократить длину. если твердый пласт встречается на меньшей глубине, чем предполагалось.
Преимущества сборных железобетонных свай:
(a) Можно проверить и убедиться в качестве перед выездом на установку.
(b) На конструкцию свай не влияют грунтовые воды.
(c) Сборные железобетонные сваи могут выдерживать более высокие нагрузки на изгиб и растяжение.
(d) Сборные сваи можно забивать большей длины.
Недостатки сборных железобетонных свай:
(a) Трудно изменить длину свай в связи с изменением конструкции.
(b) Сваи могут быть повреждены или сломаны во время забивки.
(c) Сборные сваи неэкономичны, поскольку их конструкция основана на движущих силах, а не на рабочих напряжениях.
(d) Шум и вибрации при забивке свай.
(e) Забивка свай повлияет на безопасность и устойчивость близлежащих сооружений и коммуникаций.
ii. Залитые на месте бетонные сваи:
Этот тип сваи формируется путем бурения скважины в земле до необходимой глубины, а затем заливки ямы бетоном после размещения арматурного каркаса.
Преимущества монолитных бетонных свай:
(a) Длину монолитных свай можно легко отрегулировать в соответствии с проектными требованиями.
(b) Можно принять требуемое поперечное сечение, например, увеличенное основание, нижнюю часть или коническое сечение.
(c) Эти сваи более экономичны, поскольку их конструкция основана на воздействии, а не на выталкивающих напряжениях.
(d) Шум и вибрации могут быть устранены.
Недостатки монолитных бетонных свай:
(а) трудно поддерживать однородность поперечного сечения; также возможно сужение при использовании временной оболочки.
(b) Бетон не может быть проверен на предмет контроля качества ни во время, ни после строительства.
(c) Длина свай может быть ограничена.
(d) Для бетонирования под водой требуются специальные методы.
Длина и несущая способность различных свай приведены в таблице 20.2.
5. Классификация по способу установки :
Установка свай на место может производиться:
я. Забивка сваи ударами молота – такая свая называется забивной. Все типы свай, такие как деревянные, бетонные и стальные сваи, могут быть установлены забивкой.
ii. Сначала делают отверстие в почве до длины сваи, а затем устанавливают сваю на место — тогда свая называется буронабивной. Обычно бетонные сваи устанавливаются бурением.
III. Ввинчивание сваи в почву, если свая имеет винтовой винт внизу и в других местах на стволе — такая свая называется винтовой сваей. Этим методом устанавливаются только стальные сваи.
ив. Приложение силы вниз к свае с помощью гидравлического домкрата – такая свая называется вдавленной сваей.
6. Классификация по функциям :
Сваи можно классифицировать в зависимости от цели, для которой они используются.
я. Несущие сваи:
Сваи, которые используются для передачи нагрузки от надстройки на нижележащий твердый слой почвы или породы, известны как несущие сваи.
ii. Шпунтовые сваи:
Шпунтовые сваи используются для обеспечения временной строительной площадки для строительства конструкций над глубокими отложениями мягкой морской глины в морских районах на морском побережье. Они также используются с той же целью для строительства мостов через реки или другие глубоководные объекты. Шпунтовые сваи удерживают грунт на разной высоте с обеих сторон, а также подвергаются гидростатическому давлению.
iii. Анкерные сваи:
Сваи, используемые для обеспечения анкеровки против горизонтального натяжения стен из шпунтовых свай или других вытягивающих сил, известны как анкерные сваи.
iv. Сваи крыла:
Сваи, которые используются для защиты бетонной палубы или других конструкций береговой линии от истирания или ударов кораблей или барж, называются отбойными сваями.
v. Сваи уплотнения:
Короткие деревянные сваи, забиваемые в сыпучие грунты для увеличения несущей способности, известны как уплотняющие сваи.
7. Классификация по типу нагрузки :
На рис. 20.5 показаны различные типы свай в зависимости от типа нагрузки, действующей на сваю.
я. Сваи сжатия:
Сваи, которые подвергаются сжатию из-за нагрузки от надстройки, известны как сваи сжатия.
ii. Натяжные сваи:
Сваи, используемые в качестве фундамента для подводных сооружений и подвергающиеся действию подъемной силы, называются сваями натяжения. Поверхностное трение, возникающее на поверхности сваи, будет направлено вниз, чтобы противостоять подъемной силе.
iii. Сваи с боковой нагрузкой:
Сваи, подвергающиеся боковым нагрузкам или моментам, известны как сваи с поперечной нагрузкой и используются в качестве фундаментов для подпорных стен и причалов.
iv. Сваи теста:
Когда величина боковых нагрузок велика, сваи с поперечной нагрузкой забиваются под некоторым углом к вертикали, чтобы извлечь выгоду из пассивного сопротивления грунта и противостоять большим горизонтальным или наклонным силам; такие сваи называются сваями из теста. Сваи из теста также известны как сваи с граблями.
8. Классификация по механизму передачи нагрузки :
Сваи можно классифицировать на основе того, каким образом нагрузки от надстройки передаются сваями на грунт/скальную породу фундамента.
я. Концевая свая:
Сваи, которые передают нагрузку на нижележащий слой горных пород через свое основание или острие в нижней части, называются сваями-опорниками. Концевые сваи используются в чрезвычайно слабых или сжимаемых грунтах, таких как мягкие морские глины, где сваи доходят до уровня мягких или твердых пород. В полностью несущей свае сопротивление трению, создаваемое грунтом, окружающим поверхность сваи, либо равно нулю, либо пренебрежимо мало. На рис. 20.6(а) схематично показано сопротивление торцевого подшипника.
ii. Фрикционная свая:
Висячие сваи сопротивляются нагрузке, приходящейся на них, благодаря сопротивлению поверхностного трения, обеспечиваемому грунтом, окружающим сваю по ее длине. Когда грунт в основании или на конце сваи оказывает лишь незначительное или частичное сопротивление нагрузке, приходящейся на сваю, свая будет стремиться к вертикальному смещению вниз, вызывая развитие поверхностного сопротивления трения между грунтом, окружающим сваю, и сваей. поверхность по всей длине. На рис. 20.6(b) показано схематическое изображение сопротивления трения кожи.
iii. Висячие сваи:
Сваи, воспринимающие нагрузки за счет комбинированного действия торцевого сопротивления ( f b ) в нижней части сваи и сопротивления поверхностного трения ( f s ) по ее поверхности по длине, называются несущими — висячие сваи. Сваи, оканчивающиеся в глинах средней жесткости или песках средней плотности, являются примерами этого типа свай. На рис. 20.6(с) показано схематическое изображение сопротивления подшипника и трения.
9. Классификация на основе смещения грунта во время установки :
В этой классификации различные типы свай — это сваи смещения и сваи без смещения, и они описаны следующим образом:
я. Сваи смещения:
Забивка свай в грунт вызывает боковое смещение грунта, и такие сваи известны как сваи смещения. Смещающие сваи помогают уплотнить рыхлые несвязные грунты на расстояние, в 3,5 раза превышающее диаметр сваи, и, следовательно, увеличить несущую способность. Смещающие сваи неэффективны в плотных несвязных грунтах, так как угол сопротивления сдвигу уменьшается из-за эффекта дилатансии.
В глинах забивка свай вызывает переформовку глины на расстоянии примерно в два раза больше диаметра сваи, вызывая снижение их прочности на сдвиг, если глины чувствительны. Кроме того, поровое давление, возникающее при проходке, снижает прочность этих грунтов на сдвиг. Этот процесс помогает в забивке свай. Если после установки до возведения надстройки прошло достаточно времени, поровое давление спадет и восстановится прочность на сдвиг. Примерами свай смещения являются забивные сваи.
ii. Небольшие или неперемещаемые сваи:
Сваи с катаным стальным профилем, винтовые сваи и сваи полого профиля с открытым концом вызывают небольшое смещение грунта при забивке и такие сваи называются малоподвижными.
Заклепочные соединения — Слесарно-инструментальные работы
Заклепочные соединения
Категория:
Слесарно-инструментальные работы
Заклепочные соединения
Клепкой называют метод получения неразъемного неподвижного соединения с помощью заклепок. Клепку применяют в тех же случаях, что и вальцевание. Клепаные соединения надежно работают в условиях вибраций и ударных нагрузок, при высоких и низких температурах и давлениях, обеспечивая герметичность соединения.
Заклепку (в холодном или горячем состоянии) из пластичного материала устанавливают в совмещенные отверстия соединяемых деталей. Перед установкой заклепка имеет одну головку, называемую закладной. Под действием приложенных сил стержень заклепки пластически деформируется и образуется замыкающая головка заклепки, которая стягивает соединяемые детали.
В стыке соединяемых деталей возникают силы трения, которые воспринимают внешнюю нагрузку (или ее часть). Стержень заклепки также может воспринимать внешнюю нагрузку.
Клепаные соединения делят на свободные и прочные. В свободном соединении заклепка выполняет роль оси вращения (например, у угломера, циркуля).
Прочные соединения выполняют внахлестку, с одной и двумя накладками. По числу рядов заклепок различают однорядные и многорядные соединения. Заклепки могут располагаться в шахматном порядке и параллельными рядами (шахматный шов обеспечивает большую плотность соединения). Минимальный шаг заклепок определяется удобством клепки, а максимальный — плотностью и прочностью соединения.
Во избежание электрохимической коррозии материал заклепок должен быть таким же, как материал соединяемых деталей. Заклепки изготовляют из углеродистой и легированной стали, меди, латуни, алюминия и его сплавов.
Наибольшее распространение имеют заклепки с полукруглой и потайной головкой. Применяют также заклепки с конической полупотайной головкой, а также взрывные заклепки, содержащие взрывчатое вещество.
Инструмент и оборудование для клепки. При ручной ударной клепке используют молотки с квадратным бойком, поддержки, обжимки и натяжки. Обжимка представляет собой цилиндрический стержень, имеющий на одном конце углубление для образования замыкающей головки заклепки. Обжимки изготовляют из инструментальной стали У8 или У8А, твердость их рабочей части 56—58 HRQ. Натяжка представляет собой цилиндрический стержень, на одном конце которого выполнено глухое отверстие, диаметр которого больше диаметра стержня заклепки на 0,3 мм. С помощью натяжки осаживают склепываемые детали вокруг заклепки (перед ее расклепыванием). Поддержка удерживает заклепку в рабочем положении и позволяет плотно прижать закладную головку к склепываемым деталям. Масса поддержки, используемой при ручной клепке, должна в 3—5 раз превышать массу молотка.
Для механизации клепки применяют пневмомолотки, клепальные гидравлические и пневматические пресс-скобы, прессы и клепальные машины. При горячей клепке заклепки нагревают в угольных, газовых и электрических печах.
Рис. 2. Основные типы заклепок
Последовательность работ при клепке. Сначала размечают, а потом обрабатывают отверстия под заклепки. Для ответственных (высоконагруженных) соединений отверстия под заклепки сверлят; для менее ответственных — пробивают, для весьма ответственных — совместно сверлят и развертывают. Диаметр отверстий на 0,1—0,5 мм больше диаметра стержня заклепки.
Ударную ручную клепку выполняют следующим образом: в совмещенные отверстия соединяемых деталей вставляют заклепку; ударами молотка по натяжке склепываемые детали плотно прижимают друг к другу; затем осаживают стержень заклепки до полного заполнения им всего пространства отверстия; далее с помощью обжимки образуют замыкающую головку. В процессе клепки закладная головка все время находится на поддержке.
Стальные (диаметром до 8 мм), а также медные, латунные и алюминиевые заклепки можно расклепывать в холодном состоянии.
При горячем процессе стальные заклепки нагревают до температуры 1050— 1100 °С. Во время процесса каждую заклепку выдерживают под давлением рабочего инструмента для предупреждения ее вытяжки.
Клепку ведут вразброс (через две-три, а иногда и через большее число заклепок), чтобы предотвратить выпучивание и смещение отверстий.
Контроль: внешним осмотром выявляют дефекты замыкающей головки; простукиванием обнаруживают плохо затянутые головки; шаблонами выявляют головки, размеры которых меньше допустимых; щупами проверяют плотность прилегания головок. Заклепки, в которых обнаружены какие-либо из указанных дефектов, высверливают, а вместо них ставят новые.
—
Среди неразъемных соединений большое место занимают такие соединения, в которых скрепление деталей осуществляется заклепками. В машиностроении заклепочные соединения все чаще заменяют сварными либо резьбовыми соединениями. Однако заклепочные соединения широко применяют в металлических конструкциях (мостовых балках, фермах и пр.). Наибольшее распространение имеют заклепки со сплошными, трубчатыми и полутрубчатыми стержнями. Материал заклепок — сталь, медь, латунь и алюминиевые сплавы. Наиболее распространены заклепки с полукруглой, потайной и полупотайной головками.
При соединении деталей заклепками отверстия для них, как правило, должны быть подготовлены заранее. Сверление отверстий под заклепки одновременно в обеих деталях в процессе сборки применяют лишь в тех случаях, когда требуется повышенная точность в совпадении отверстий. Сверлят обычно по кондуктору. Диаметр сверла под заклепку должен быть на 0,1—0,2 мм больше диаметра заклепки. Если отверстие готовится под заклепку с потайной головкой, то его зенкуют.
Рис. 2. Виды заклепочных соединений
Метод образования головок заклепок при сборке соединений может быть прямым и обратным. При прямом методе клепки удары для получения головки наносят со стороны этой замыкающей головки, а при обратном методе клепки — со стороны закладной головки. Для получения плотного соединения деталей при прямом методе клепки необходимо тщательное обжатие; при обратном способе плотность достигается одновременно с образованием головки, и, следовательно, промежуточная операция затяжки устраняется.
Рис. 3. Погрешности заклепочных соединений
В процессе работы наиболее часто встречаются следующие погрешности заклепочных соединений: — смещение оси заклепки получается при неправильном совмещении осей отверстий под заклепки; — изгиб стержня заклепки в отверстии возникает при чрезмерном увеличении диаметра отверстия по сравнению с диаметром заклепки; — сдвиг стержня заклепки в отверстиях сопрягаемых деталей объясняется не только увеличенным диаметром отверстий в сопрягаемых деталях, но и несовпадением осей отверстий сопрягаемых деталей или плохой фиксацией деталей; — выпучивание стержня заклепки между поверхностями склепываемых деталей получается при слабом сжатии деталей перед клепкой или плохой зачистке торцов отверстий.
Неправильно поставленные заклепки удаляют (срубают или высверливают) и заменяют новыми.
Рис. 4. Виды заклепочных швов
В месте соединения деталей заклепками образуются заклепочные швы, которые могут быть однорядными и многорядными (обычно двух- и трехрядными). По расположению соединяемых листов различают швы внахлестку и встык с накладками (одной или двумя). В месте заклепочных швов заклепка подвергается деформациям смятия и сдвига (среза). В зависимости от числа плоскостей, по которым возможен срез, швы делят на односрезные (внахлестку и встык с одной накладкой) и двухсрезные (встык с двумя накладками).
Прочность заклепочного соединения в значительной мере зависит от размеров и формы замыкающей головки заклепки. Если головка сферическая, то ее размеры и форма зависят от размеров и формы лунки обжимки.
Правильность установки заклепок с полукруглой или полупотайной головкой контролируют по высоте шаблоном-высотомером, а с потайной головкой — линейкой и щупом, вставляемым в зазор между поверхностью заклепок и линейкой.
Рис. 5. Контроль правильности установки заклепок
В зависимости от конструктивных форм узла, размеров заклепок и масштаба производства клепку осуществляют вручную или с использованием пневматических приспособлений. Выбирая инструмент или оборудование для клепки, следует учитывать, что при применении маломощных клепальных машин или молотков клепка получается некачественной и экономически невыгодной вследствие повышенного расхода воздуха и времени на операцию. Чрезмерно мощный молоток или пресс также недопустимы, так как при их использовании заклепки будут разрушаться.
Если при клепке применяют пневматические молотки, то для защиты от шума используют противошумные наушники ПН-2К Для клепальщиков. Наушники ПН-2К состоят из чашечки, изготовленной из алюминия толщиной 1,5 мм, звукопоглощающего материала, уплотнителя из бестканевой окантовочной пленки толщиной 0,3—0,4 мм, заполненного дистиллированным глицерином, обжимного кольца, выполненного из той же пленки и служащего для крепления уплотнения к наушникам. Наушники надевают на голову работающего.
Реклама:
Читать далее:
Сварные соединения
Статьи по теме:
Ремонт пресс-форм
Технология изготовления пресс-форм
Детали пресс-форм
Классификация и конструкция пресс-форм
Способы получения изделий пресс-формах
Главная → Справочник → Статьи → Блог → Форум
Заклепочные (клепаные) соединения
Заклепочные (клепаные) соединения выполняют с помощью специальных крепежных деталей – заклепок или непосредственным расклепыванием цапф деталей. Заклепка представляет собой цилиндрический стержень с двумя головками, одна из которых, называемая закладной, выполнена заранее, а вторая, замыкающая, получается в процессе сборки под ударами инструмента. Соединяемые детали при этом сильно сжимаются.
Форма и размеры заклепок стандартизированы. Стержень заклепки может быть сплошным или полым; головки по форме бывают полукруглые, потайные, полупотайные, плоские. Заклепки изготавливают из пластичных материалов: низкоуглеродистых сталей (Ст2, Ст3, 08, 10), меди (М1), латуни (Л62), алюминиевых сплавов.
Материал соединяемых деталей может быть тверже или мягче материала заклепок. Желательно, чтобы коэффициенты линейного расширения заклепок и соединяемых деталей были равными или близкими друг другу. В противном случае при изменении температуры возникнут дополнительные напряжения, что снизит прочность соединения. Диаметр d заклепки принимают примерно в 1,8 … 2,0 раза больше минимальной толщины соединяемых деталей.
Стержень заклепки должен выступать над соединяемыми деталями на величину примерно 1,5d для образования замыкающей головки. Для обеспечения лучшей механической прочности и предотвращения концентрации напряжений при посадке и клепке заклепки рекомендуют минимальный зазор между заклепкой и стенками отверстия. Диаметр отверстия под заклепку принимают на 0,2 … 0,5 мм больше диаметра заклепки.
Заклепочные соединения применяют для соединения трудносвариваемых металлов и разнородных материалов; в конструкциях, подверженных действию вибрационных и ударных нагрузок; для соединения металлических деталей с неметаллическими.
Выбор формы заклепки зависит от материала и толщины соединяемых деталей. Стальные заклепки применяют для прочных соединений, а латунные и алюминиевые – для соединений, не требующих большой механической прочности. Для соединения деталей, изготовленных из хрупких или неметаллических материалов, используют полупустотелые (рис. 1, г, д, е) и пустотелые заклепки (рис. 1, ж, з, и). Заклепки с полукруглой головкой – самые распространенные и применяются везде, где допустима выступающая головка. Применение заклепок с потайной головкой целесообразно для деталей из прочных материалов при толщине более 2 … 2,5 мм. При меньшей толщине берут заклепки с полупотайной головкой. Для соединения мягких и эластичных материалов (винипласт, резина) необходимы большие площади головки, поэтому под заклепки ставят шайбы, прокладки. Клепка и развальцовка заклепок не должны сильно деформировать соединяемые детали.
Заклепочные соединения выполняют внахлестку (рис. 2, а) или встык с одной (рис. 2, б) или двумя (рис. 2, в)накладками и расположением заклепок в один, два или более параллельных или шахматных ряда.
Шаги между заклепками выбираются исходя из назначения соединения и удобства клепки:
t = (2 … 8)d, l = (1,35 … 2)d, m = (1,5 … 2)d.
Заклепки рассчитывают на сдвиг по поперечным сечениям и на смятие по боковым поверхностям, а листы – на растяжение по ослабленным отверстиями под заклепки сечениям.
Достоинствами заклепочных соединений являются возможность соединения различных материалов, хорошая сопротивляемость вибрационным и ударным нагрузкам, удобство и надежность контроля качества соединения.
К недостаткам относятся трудоемкость (разметка, сверление отверстий, закладка и клепка заклепок)и высокая стоимость; ослабление соединяемых деталей отверстиями; дополнительный расход материала на накладки.
***
Клеевые соединения
Склеиваниемназывают соединение деталей тонким слоем быстротвердеющего раствора – клея. Процесс склеивания состоит из подготовки соединяемых поверхностей деталей, нанесения клея, соединения деталей и выдержки при определенных давлении и температуре.
Клеевые соединения применяют для скрепления деталей из различных металлических и неметаллических(стекло, керамика, пластмасса) материалов в любом их сочетании. К клеевым соединениям не предъявляют требований высокой прочности, но они должны хорошо сопротивляться вибрациям, воздействию влаги, колебаниям температур. Соединения бывают чисто клеевые и клеемеханические, для повышения герметичности (клеерезьбовые, клеесварные).
Клеевые соединения улучшают герметизацию, снижают стоимость изделия и позволяют проще решать задачи миниатюризации конструкций. Их часто применяют в тех случаях, когда невозможно механическое крепление соединяемых деталей, например, склеивание оптического стекла с помощью прозрачных и неокрашенных клеев, крепление полупроводникового кристалла с кристаллодержателем.
Прочность клеевого соединения зависит от способа подготовки поверхностей. Желательно, чтобы они были шероховатые. Для этого применяют механическую (абразивную) и химическую (травление в растворах) обработку. Клеевой слой для повышения прочности должен быть по возможности тонок (0,05 … 0,25 мм), тепло- и влагостойким, не подвергаться старению. Для обеспечения необходимого взаиморасположения склеиваемых деталей в конструкции предусматривают фиксирующие элементы – выступы, впадины и т.п.
Клеи подбирают исходя из свойств материала соединяемых поверхностей. Клеи делят на твердеющие при удалении растворителя, твердеющие при охлаждении расплава и твердеющие за счет химических процессов.
Процесс склеивания клеями первой группы сводится к нанесению на поверхность деталей раствора клея, сдавливанию деталей и последующему удалению растворителя путем испарения или впитывания в склеиваемый материал. Соединение обладает свойством обратимости, его не применяют для изделий, работающих в условиях повышенной влажности и температуры. К таким клеям относят резиновые, казеиновые и другие виды клеев.
Клеи второй группы перед нанесением разжижают нагреванием, затем наносят на поверхности, которые сдавливают и выдерживают при комнатной температуре. Эти клеи также обратимы, т.е. при нагревании становятся вязкими, и соединения разрушаются.
Клеи третьей группы необратимы, полученное с их помощью соединение обладает большой прочностью, однако процесс склеивания бывает сложным, некоторые клеи твердеют при нагревании соединения. К таким клеям относят синтетические клеи серий БФ, «Момент», клеи на эпоксидной, эпоксидно-кремнийорганической основе и др.
Клеевое соединение лучше работает на сдвиг, хуже – на отрыв. Его прочность зависит от сорта клея, толщины и качества слоя, прочности сцепления клея с поверхностями соединяемых деталей.
***
Соединения заформовкой
Заформовка заключается в соединении металлических элементов (арматуры) со стеклом, пластмассами, резиной, легкоплавкими цинковыми, алюминиевыми и магниевыми сплавами путем погружения этих элементов в формуемый материал, находящийся в вязкотекучем пластичном или жидком состоянии. После застывания формуемого материала образуется неразъемное соединение. Таким способом получают различные рукоятки, крышки, сайлент-блоки, клеммовые держатели, детали для электроизмерительных, оптико-механических и электронных приборов.
Заформовка является единственным способом получения газонепроницаемого соединения металлических электродов со стеклянными баллонами электровакуумных устройств.
Соединения заформовкой имеют следующиедостоинства: не требуются высокие точность и чистота обработки погружаемых частей арматуры; можно получить необходимые, часто не совместимые местные свойства элементов узла – электро- и теплопроводность арматуры при сохранении изоляционных свойств узла; уменьшаются масса изделий и расход металла, стоимость.
При заформовке практически отсутствует сцепление арматуры с формуемым материалом. Прочность и плотность соединений обеспечивают выбором соответствующих форм погружаемой арматуры в виде кольцевых проточек, впадин, уступов, уширений, загибов, увеличивающих поверхности контакта и препятствующих ее выдергиванию.
***
Соединения запрессовкой
Соединения запрессовкой получают путем создания гарантированного натяга между охватываемой и охватывающей поверхностями при сборке. После сборки вследствие упругих и пластических деформаций на поверхности контакта возникает удельное давление и соответствующие ему силы трения, препятствующие взаимному смещению деталей.
Сборка при соединении запрессовкой может осуществляться одним из трех способов: прессование без нагрева, с нагревом втулки или с охлаждением вала. Наиболее распространены соединения запрессовкой по цилиндрическим поверхностям. Они применяются для соединения зубчатых колес на валиках, при соединении зубчатого венца червячного колеса со ступицей. Для облегчения сборки на деталях выполняют направляющие фаски. Сборка с нагревом втулки может вызвать изменение структуры, коробление детали. Предпочтительнее сборка с охлаждением вала. Для охлаждения используют жидкий азот (–196 °С), сухой лед (–72 °С).
Чем больше натяг и параметры шероховатости поверхности, тем выше надежность соединения. К соединениям с гарантированным натягом относятся соединения с применением посадок H7/u7; H7/r6; Н7/p6и др. Выбор необходимой посадки осуществляют из условий прочности по величине удельного давления.
Достоинствами соединений запрессовкой являются: отсутствие дополнительных креплений, простота конструкции, хорошая центровка сопрягаемых деталей, возможность передачи значительных осевых усилий и крутящих моментов.
К недостаткам соединений запрессовкой относятся: высокие точность и стоимость изготовления соединяемых деталей, сложность сборки, влияние величины натяга, коэффициента трения и рабочих температур на прочность соединения.
Что будет с Землей, если ось ее сместится на 6666 км? Что будет с Землей? — задался я вопросом…
ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала…
Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор…
Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все…
Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
Клепаное соединение « Попаданцев.нет
Клепаное соединение — одно из самых древних, что человек придумал для соединения металла. Наверняка это соединение изобреталось множество раз в разных местах, поэтому попаданец вряд ли сможет удивить местных клепкой.
Однако, сам попаданец может удивится, потому что в наше время вряд ли среднестатистический офисный работник имел дело с клепкой. Чтобы удивление его было меньше, попробую осветить кое-какие вопросы клепания…
Каждый представляет, что такое заклепка. В простейшем виде — с одной стороны удерживается, а с другой стороны разбивается шляпка. Однако, мы в современном мире имеем дело только с алюминиевыми заклепками, которые ставятся в холодном виде. Но появились они только после Первой Мировой, а до этого тысячи лет заклепки были либо медными, либо железными, а их нужно ставить разогретыми до определенной температуры.
Например, вспомним работу клепальщика на постройке небоскребов в Америке 30-х годов. Небоскребы стали возможными только после того, как технология позволила строить здания из железа. Но элементы конструкции собирали на заклепках — 10 сантиметров в длину и 3 сантиметра диаметром. Их клепали бригадами по четыре человека. Один в бригаде — «повар», он разогревал заклепки на угольной печи, раздувая мехи. Нагреть их нужно до определенной температуры — если недогреть, то заклепку не расклепать, а если перегреть, то она «провернется» в отверстии и ее придется высверливать. Нагревать заклепки нужно непосредственно на месте установки, а строят ведь небоскреб, и крыши на каком-нибудь 70-м этаже над строительной площадкой нет. Куда именно ставить заклепки — укажет мастер, это место бывает метрах в 30-ти от нагревательной печи, на этаж-другой выше или ниже. Передать нужно быстро, поэтому раскаленные, светящиеся красным заклепки брали щипцами и бросали — второму члену бригады, «вратарю». Тот, стоя на открытой балке неясно на какой высоте, должен был консервной банкой поймать эту 600-граммовую заклепку и вставить ее в отверстие. Остальные два члена бригады — «упор» и «стрелок», пневматическим молотом ее расклепывали. Средняя бригада делала это 250 раз за смену, а у хорошей бригады доходило до 500 заклепок. Надо ли удивляться, что зарплаты клепальщикам превышали зарплаты все остальным, даже самые высококвалифицированным рабочим?
Клепка — очень ответственный процесс. А если у нас клепается теплонагруженный котел паровой машины? Требования к качеству еще подскакивают!
Клепка вообще интересная штука. Например, после нескольких лет эксплуатации клепаные соединения из-за диффузии только упрочняются (в отличие от той же сварки). И трещина, если и возникает в клепаном соединении, то она идет только до первого отверстия, где нагрузки распределяются и трещина останавливается. К тому же — если нужно соединить, к примеру, медь с железом — то сварка не поможет, зато клепка — самое оно. До сих пор используются клепаные соединения в мостах — потому, что при изменении температуры воздуха клепаное соединение лучше компенсирует нагрузки и выдерживает холодные зимы без разрушения. Да и вообще — сварной шов всегда имеет напряжения по длине, а клепка напряжения нивелирует. Кроме того — сварка из-за высокой температуры изменяет в этих местах свойства металла, а заклепки — нет (после сварки даже видно невооруженным взглядом цветные разводы, и даже при точечной сварке). Поэтому в век сварки и супер-клеев не надо смотреть на клепку свысока — это очень качественное соединение.
Но есть и недостатки. Например — под клепку нужно сверлить отверстия. И самое неприятное — отверстия должны быть высверлены точно. Если есть неточности при установки двух рядом стоящих заклепок, то возникают очень неприятные деформации, которые либо передаются листам, либо со временем срезают одну из заклепок. Поэтому отверстия высверливают на месте — то есть собирают конструкцию на паре болтов и сверлят дырки для заклепок насквозь через оба листа. Особенно интересно это выглядит при сборке паровых котлов, листы которых не плоские, а могут быть вообще отливками. Представьте себе, во что превращается такая работа для попаданца, когда паровую машину построить нужно, а для высверливания нет ни электродрели, ни качественных сверл. По сравнению со сваркой — трудоемкость космическая!
Также клепка сама по себе не герметична, и нужно использовать специальные методы и герметики. И поэтому до сих пор в самолетах используют клепаные соединения — там на трудоемкость не смотрят, а герметизировать не надо.
Еще у классических заклепок есть недостаток — с обратной стороны кто-то должен удерживать саму заклепку во время установки. В свое время на авиационные заводы брали худых, чтобы пролазили в узкие лазы. Сейчас это решено специальными заклепками, для которых не надо доступа с обратной стороны. Но представьте себе, что вы попаданец и у вас задача — паровой котел, который со всех сторон круглый и больших отверстий в нем не предполагается…
Итак, ставим заклепки. Сначала нужно их рассчитать, ведь вся нагрузка ложится на заклепку как на достаточно тонкий металлический стержень. И поэтому заклепки часто ставят даже не рядами, а парами — либо просто в два ряда, либо в шахматном порядке. Водонепроницаемые швы всегда клепаются в два ряда. Толщину заклепки выбирают как удвоенную толщину материала. Расстояние до края листа — минимум два диаметра заклепки.
В общем — без заклепки попаданцу точно не обойтись. А уж конкретные детали придется определять на месте — что аборигены подскажут, а что придется выяснять опытным путем.
Выполнение заклепочных соединений
Выполнение заклепочных соединений
Клепка представляет собой процесс соединений деталей заклепками, в результате которого получают неразборное соединение. При выполнении обивочных работ клепка служит для соединения деталей металлических, деревянных, деревоподобных, из синтетических материалов, тканевых, кожи, ковров и резины. Соединяющим элементом являются заклепки, которые состоят из закладной головки, стержня и замыкающей головки. Заклепки расклепывают в холодном состоянии (вручную при помощи молотка и поддержки), полумеханизированным (пневматическими молотками, стационарными или ручными), а также механизированным способом (на клепальных машинах). Инструменты и приспособления для клепки описаны в разделе «Оборудование обивочной мастерской». Виды и размеры заклепок, применяемых для обивочных автомобильных работ, описаны в разделе «Материалы, применяемые для облицовочных и обивочных работ».
Стадии ручной клепки заклепками с полукруглой головкой показаны на рис. 1. В заранее подготовленное отверстие в соединяемых деталях вкладывают заклепку и подпирают ее поддержкой. На выступающий стержень заклепки надевают натяжку. Ударами молотка по вершине натяжки обеспечивают плотное прилегание соединяемых деталей и закладной головки. После снятия натяжки стержень заклепки слегка расклепывают (рис. 1, в) ударами молотка. Правильный выбор молотка соответствующей массы имеет большое значение и зависит от диаметра стержня заклепки. Зависимость массы от диаметра стержня заклепки приведена ниже.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Рис. 1. Процесс ручной клепки заклепок с полукруглой головкой: а — установка; б — натяжка; в — расклепывание; г — обжатие; 1 — натяжка; 2 — молоток; 3 — обжимка; 4 — поддержка
Последний этап клепки — формирование замыкающей головки. На предварительно расклепанный стержень накладывают обжимку, которая под воздействием ударов молотка придает окончательную форму замыкающей головке.
При полуручной клепке применяют обратный метод, т. е. удары механическим инструментом наносят по закладной головке, а поддержку подпирают вручную со стороны замыкающей головки.
В зависимости от формы головок существуют различные виды клепки.
Кроме обычной клепки с помощью поддержек и обжимок, при выполнении обивочных работ применяют и другие виды клепок, которые из-за особой формы заклепок требуют использования специальных инструментов. Типичные примеры такой клепки приведены на рис. 3.
Заклепки трубчатые, или полупустотелые, требуют применения кернера или специальной пистонницы для развальцовки замыкающей головки (рис. 3, а). Заклепки разводные для закрепления требуют разводки раздвоенного конца стержня (рис. 3, б). Специальные грибовидной формы заклепки с насадкой закрепляют запрессовкой грибка на насадке с последующим его обжатием (рис. 3, в). Трубчатые заклепки для односторонней клепки (рис. 3, г) развальцовывают при помощи специальных инструментов. Эти заклепки находят все большее применение из-за малой трудоемкости. Применяемые инструменты не требуют поддержки с обратной стороны. Технологический процесс односторонней клепки показан на рис. 4.
Рис. 2. Клепка: а — обычная; б — скрытая односторонняя; в — скрытая двусторонняя; г — полускрытая
Рис. 3. Клепка обойными заклепками: а — полу пустотелой; б — разводной; в — грибовидной с насадкой; г — трубчатой односторонней
Стержень заклепки вставляют в губки инструмента до упора в головку заклепки (рис. 4, а). Подготовленную заклепку вводят в отверстия соединяемых деталей и прижимают (рис. 4, б). Сжатие рукояток щипцов для клепки создает усилие, натягивающее стержень заклепки. Стержень головкой раздает конец заклепки, формируя замыкающую головку (рис. 4, в). Когда головка полностью сформирована, дальнейшее натяжение стержня приводит к его обрыву в надсеченном месте (рис. 4, г). Наэтом клепка заканчивается.
При ремонте автомобилей часто возникает необходимость разборки клепаных соединений для замены поврежденных деталей или для их ремонта с отсоединением от сборочной единицы. Другой причиной, вынуждающей производить разборку клепаного соединения, является некачественная первоначальная клепка. Наиболее частыми причинами возникновения брака при клепке являются следующие:
сдвиг отверстий соединяемых элементов; перекос высверленных отверстий; слабое обжатие соединяемых элементов; применение заклепок несоответствующего диаметра; применение заклепок несоответствующей длины стержня; неправильная поддержка инструмента при клепке. Наиболее частыми причинами повреждения клепаных соединений в обивке автомобилей являются: — отсоединение насадки в заклепках с насадкой; ослабление стягивающего продольного усилия при воздействии чрезмерных растягивающих усилий, приводящих к утонению материала в соединении; — растяжение отверстий в одном из соединяемых элементов; срез заклепок при неправильном расчете прочности шва. К простейшим способам разборки клепаных соединений относятся: — срез головки заклепки зубилом и удаление оставшейся части при помощи бородка; — высверливание головки заклепки сверлом и удаление оставшейся части при помощи бородка; выпрямление отогнутых концов в разводных заклепках или спиливание замыкающей головки напильником и удаление оставшейся части бородком.
Высверливание головки заклепки рекомендуется в тех случаях, когда недопустимо повреждение клепаных поверхностей, а также при удалении полупустотелых и трубчатых заклепок. Спиливание замыкающей головки напильником рекомендуется для заклепок из мягких сплавов в случае, когда площадь поверхности детали, на которой расположена замыкающая головка, небольшая и спиливание головки не приведет к значительному повреждению поверхности.
Общие сведения о клепаных соединениях
Заглавная страница
Избранные статьи
Случайная статья
Познавательные статьи
Новые добавления
Обратная связь
КАТЕГОРИИ:
Археология Биология Генетика География Информатика История Логика Маркетинг Математика Менеджмент Механика Педагогика Религия Социология Технологии Физика Философия Финансы Химия Экология
Балочные системы. Определение реакций опор и моментов защемления
⇐ ПредыдущаяСтр 4 из 45Следующая ⇒
Клепаные соединения получают расклепыванием выступающих стержней заклепок, вставляемых в совмещенные отверстия склепываемых деталей (рис. 3.1).
Отверстия под заклепки в деталях выполняют в сборе продавлива-нием или сверлением. При продавливании образуются мелкие трещины
по периферии отверстий, которые могут быть причиной разрушения соединения во время работы. Продавленные отверстия применяют в малоответственных конструкциях.
Сверление — процесс малопроизводительный и дорогой. Сверленые отверстия применяют в конструкциях, где требуется высокая надежность. При больших диаметрах отверстий практикуют продавливание с последующим рассверливанием.
Для повышения циклической прочности соединения отверстия под заклепки после сверления развертывают или прошивают, а по краям отверстий делают фаски.
Для облегчения ввода стержня заклепки диаметр отверстия daв детали делают больше поминального диаметра d заклепки (табл. 3.1).
Таблица 3.1. Диаметры отверстий под заклепки
Диаметр заклепки d, мм
Диаметр отверстия
d{i, мм
Диаметр заклепки d, мм
Диаметр отверстия
мм
машино- и станкостроение
грубая сборка
машино- и станкостроение
рубая сборка
8 10
6,5
8,5
10,5
6,7
8,7
11,0
12 16
13,0 16,5 21,0
13,0 17,0 21,0
Для образования замыкающей головки конец стержня заклепки (рис. 3.1, о) должен выходить из отверстия детали на длину l0~1,5dn.
Клепку— процесс образования замыкающей головки заклепки, производят на клепальных машинах (прессах) или пневматическими молотками. В начале клепки происходит осадка стержня, зазор между заклепкой и отверстием заполняется, после чего формируется замыкающая головка (рис. 3.1,6). Клепку стальных заклепок диаметром до 10 мм, а также заклепок из цветных металлов производят холодным способом.
При горячем способестальные заклепки нагревают до светло-красного каления. Этот способ обеспечивает более высокое качество заклепочного шва, так как при остывании заклепки укорачиваются и стягивают детали, создавая на стыке их поверхностей большие силы трения, препятствующие относительному сдвигу деталей при действии нагрузки.
Достоинства, недостатки и применение клепаных соединений
Достоинства.
1.Высокая надежность соединения.
2. Удобство и надежность контроля качества шва.
3. Хорошая сопротивляемость вибрационным и ударным нагрузкам. Недостатки.
1.Высокая стоимость, так как процесс получения клепаного шва состоит из большого числа операций (разметка, продавливание или сверление отверстий, нагрев заклепок, их закладка, клепка) и требует применения дорогостоящего оборудования (станки, прессы, клепальные машины).
2. Большой расход материала из-за ослабления деталей отверстиями под заклепки. Применение накладок также приводит к увеличению расхода материала.
Применение.В современном машиностроении область применения клепаных соединений все более сокращается по мере совершенствования методов сварки. В настоящее время клепаные соединения применяют в тех случаях, когда сварные соединения недопустимы, а именно:
1. В конструкциях, воспринимающих значительные вибрационные и ударные нагрузки при высоких требованиях к надежности соединения, например в соединениях деталей рам и колес автомобилей, в креплениях тормозных накладок, дисков к барабанам и др.
2. При изготовлении конструкций из несвариваемых материалов (дюралюминий, текстолит и др.), например в самолетостроении. В одном самолете свыше 2 • 106 заклепок.
3. В соединениях окончательно обработанных деталей, в которых нагрев при сварке недопустим из-за их коробления и опасности изменения термообработки, например в соединении зубчатого венца колеса с диском (см. рис. 11.29, в) и др.
Основные типы заклепок
Форма головки выбирается в зависимости от назначения клепаного соединения. Наибольшее применение имеют заклепки с полукруглыми головками (рис. 3.2, а). Заклепки с потайными головками (рис. 3.2, б) применяют тогда, когда конструктивно недопустимы выступы головок, например в самолетостроении. Трубчатые заклепки (рис. 3.2, г) применяют в слабонагруженных металлических соединениях, а также в соединениях неметаллических материалов (фибра, текстолит и др.). Замыкающая головка трубчатой заклепки получается развальцовкой ее выступающего конца. Все заклепки стандартизованы.
Классификация клепаных швов
В зависимости от назначения клепаные швы бывают:
прочные,обеспечивающие основной критерий работоспособности — прочность. Применяют для деталей общего назначения, в металлоконструкциях (рамы и др.), в самолетостроении;
прочноплотные,обеспечивающие прочность и герметичность. Применяют в различных резервуарах. В настоящее время эти клепаные швы заменяют сварными соединениями.
В зависимости от взаимного расположения склепываемых деталей различают клепаные швы внахлестку (рис. 3.3)и встык,с одной (рис. 3.4) или с двумя (рис. 3.5) накладками.
В зависимости от числа рядов заклепок швы бывают однорядные(см. рис. 3.3) и многорядные(см. рис. 3.4 и 3.5). Для швов встык число рядов учитывается по одну сторону стыка.
В зависимости от расположения заклепок в рядах различают швы параллельные(см. рис. 3.4) и шахматные(см. рис. 3.5).
Взависимости от числа плоскостей среза одной заклепки швы делят на односрезные (см. рис. 3.3 и 3.4) и двухсрезные (см. рис. 3.5).
⇐ Предыдущая12345678910Следующая ⇒
Читайте также:
Психологические особенности спортивного соревнования
Последнее изменение этой страницы: 2016-04-19; просмотров: 678; Нарушение авторского права страницы; Мы поможем в написании вашей работы!
infopedia. su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 176.9.44.166 (0.005 с.)
Способы клепки, типы заклепок и виды клепаных соединений » Строительно-информационный портал
Области применения. Клепаные соединения известны давно. Однако широкое распространение при изготовлении строительных конструкций клепка получила лишь в конце первой четверти прошлого столетия, когда был освоен процесс продавливания отверстий. Процесс изготовления клепаных конструкций в высокой мере механизирован и автоматизирован, что обеспечивает хорошее качество клепаных соединений, высокую прочность их при значительной вязкости, относительно высокий предел выносливости при вибрационных нагрузках и др. Контроль качества клепаных соединений прост, а стоимость его невысока. Однако расход металла на клепаные конструкции на 10—20% больше, чем на сварные, а осуществление соединений сложнее. Эти обстоятельства явились главными причинами постепенного и почти полного вытеснения в нашем строительстве клепаных соединений сварными. Область применения клепаных соединений в настоящее время — тяжелые большепролетные строения, конструкции, работающие при динамических или вибрационных нагрузках, при очень низких температурах, при резких колебаниях температур и т. п.
Типы заклепок и размеры их. Для соединения металлических элементов клепкой в них делают цилиндрические отверстия, в которые вставляют штампованные на заводах стандартные заклепочные заготовки, состоящие из стержня и закладной головки (рис. III—35). Стержень заготовки по- чти цилиндрической формы, диаметром на 1—1,5 мм меньше, чем приготовленное для него отверстие. Заклепочные заготовки штампуют из круглой калиброванной заклепочной стали мартеновской выплавки марок Ст.2з, Ст.3з и 09Г2. Марку заклепочной стали назначают в зависимости от марки стали соединяемых частей. Сталь для заклепок проходит дополнительные испытания на осадку в холодном и горячем состоянии, на образование головки и расплющивание. В зависимости от формы головки различают заклепки с полукруглой головкой (рис. III—36.а; ГОСТ 10229—62), с полупотайной, с потайной и с высокой параболической головкой. Обычно в строительных конструкциях применяют заклепки с полукруглой головкой, представляющей собой шаровой сегмент с диаметром основания 1,6 или 1,7 диаметра стержня и стрелкой 0,6 диаметра стержня. Если толщина склепываемых пакетов более 5 диаметров заклепки, применяют заготовки со слегка коническим стержнем и повышенной головкой, очерченной, по параболоиду со стрелкой около 0,8d. Объем этой головки больше объема обычной полукруглой головки.
Заклепка, поставленная в соединение, должна плотно входить в приготовленное для нее отверстие, то есть стержень заклепки в деле должен иметь тот же диаметр, что и отверстие. Поэтому в расчетах и на чертежах принято указывать диаметр не стержня заготовки, а диаметр отверстия. Номинальные диаметры отверстий для заклепок и болтов, установленные СНиП, приведены в таблице III—4. Наиболее часто в строительных конструкциях применяют отверстия 17, 21, 23 и 25. Для унификации и упрощения изготовления конструкций рекомендуется обходиться в сооружении заклепками одного или максимум двух диаметров.
При соблюдении последнего условия выбранный диаметр заклепок, как и диаметр болтов, влияет на установление минимальных размеров используемой профильной стали, на предельную толщину склепываемых пакетов, на конструктивное оформление соединений и на величину запасов, появляющихся в результате конструктивного оформления. Образование отверстий для заклепок и болтов. Способы клепки. Отверстия для заклепок и болтов могут быть продавлены в отдельных элементах на меньший диаметр d—(2,5/6) мм и затем рассверлены до полного размера d в собранном пакете или сразу рассверлены на полный диаметр по специальным направляющим устройствам — кондукторам. Этот способ обеспечивает полное совпадение отверстий соединяемых элементов и удаление со стенок хрупкого металла, наклепанного при продавливании. Изготовленные такими способами отверстия относятся к группе «В» (высокого качества). Отверстия могут быть сразу продавлены на полный диаметр или рассверлены на полный диаметр в отдельных элементах без кондукторов, но тогда в собранном пакете они не полностью совпадают и в них остается хрупкий наклепанный металл, что затрудняет плотное заполнение отверстия заготовкой и ухудшает работу клепаных соединений. Такие отверстия относят к группе «С» (среднего качества). Расчетные сопротивления (допускаемые напряжения) зависят от способа изготовления отверстий; для группы «С» их принимают более низкими, чем для группы «В». Отверстия, продавленные на полный диаметр, допускается применять в клепаных соединениях, работающих под статической нагрузкой, для связующих заклепок и для черных болтов. Продавливание отверстий выполняется быстрее и стоит дешевле, чем высверливание отверстий. Толщина продавливаемых элементов доходит до 22—25 мм в обычных сталях и до 20 мм в низколегированных (это зависит от имеющегося на заводе оборудования). Диаметр продавливающего штемпеля должен быть более толщины продавливаемого элемента на 2 мм. Толщину склепываемого пакета принимают не более 5 диаметров, заклепки. Однако при выполнении клепки двумя молотками или скобой и при постановке заклепочных заготовок с повышенной головкой и коническим стержнем (рис. III—36, г) толщину пакета можно доводить до 7 диаметров заклепки. В конструкциях из низколегированных сталей клепка в два молотка и постановка заклепок с повышенной головкой требуются при толщине пакета более 3,5d. Виды клепаных соединений. Применяемые в строительных конструкциях клепаные соединения можно разбить на три группы: — соединений прочные, предназначенные для передачи определенных силовых факторов и на них рассчитанные; — соединения плотные, предназначенные для образования швов, непроницаемых для жидкостей или газов, и испытывающие незначительные силовые воздействия, которые не учитывают расчетом; — соединения прочно-плотные, в которых количество и размещение заклепок определяют с учетом требований как прочности, так и плотности шва. Можно также выделить отдельно заклепки, поставленные без рас-, чета, только для связи между совместно работающими элементами (см. рис. II—3, в) — так называемые связующие заклепки.
Что такое заклепки | Типы заклепочных соединений | Преимущества заклепочных соединений
Важный момент
Что такое заклепки?
Почти невозможно, чтобы огромные конструкции, такие как мосты, небоскребы, самолеты, локомотивы и т. д., были бы построены без включения этих небольших, но прочных интегрированных механических устройств. Заклепки не только позволяют этим конструкциям стать огромными, но и обеспечивают равную прочность и выносливость, чтобы противостоять множеству различных природных и возникающих проблем.
Первоначально заклепки представляли собой такие инструменты, как болты, изготовленные из устойчивых к растяжению металлов, которые вставлялись в параллельные отверстия, просверленные поперек соединительных элементов и с другой стороны, для создания надежных и прочных замковых соединений. Перфорированы
Давайте обсудим и изучим различные типы заклепочных соединений, популярных в строительстве. Заклепка представляет собой небольшую цилиндрическую полоску, в которую впереди интегрирована. Цилиндрическая часть заклепки называется хвостовиком или слитком.
Нижняя часть ниже голени называется хвостом. Полукруглая часть наверху называется головкой.
Заклепки используются для неразъемных соединений между пластинами, например, в строительных конструкциях, судостроении, мостах, резервуарах и котлах. Берем две тарелки; обе эти пластины либо располагаются друг напротив друга, либо располагаются друг над другом. На обеих пластинах делается отверстие, а между отверстиями пластин вставляется заклепка.
Заклепки вставляются таким образом, что головка находится вверху, а хвостовик внизу. После того, как заклепка вставлена, хвост наклоняется, а хвост выгибается вперед, создавая соединение между двумя пластинами, называемое заклепочным соединением.
Также прочтите: Части поршневого насоса | Определение поршневого насоса | Работа поршневого насоса | Математический анализ поршневого насоса
Типы заклепочных соединений:
В зависимости от расположения пластин заклепочные соединения подразделяются на два типа:
Соединение внахлестку.
Стыковое соединение.
#1. Соединение внахлестку
Внахлест — это когда две пластины располагаются друг над другом или под ним. Когда две пластины складываются друг под другом или над ним, такой тип соединения называется соединением внахлестку.
Заклепочные соединения внахлестку изготавливаются путем размещения двух пластин друг над другом или под ними, создания отверстий в этих двух пластинах, фиксации заклепки внутри отверстий двух пластин и ударов по хвостовику заклепки молотком.
№2. Стыковое соединение
При стыковом соединении обе пластины соединяются путем размещения пластин друг на друге или друг на друге. Две пластины касаются друг друга, но не перекрывают друг друга. Для соединения двух пластин рядом используются накладки, толщина которых обычно меньше толщины основной пластины.
Стыковое соединение размещается с обеих сторон основной пластины и с обеих сторон пластины, закрывая пластину, и в месте соединения основной пластины делаются отверстия, а в накладку вставляется заклепка и каждое отверстие обеих плит.
Читайте также: Методы газовой сварки | Части сварочной горелки | Работа газовой сварки | Виды газовой сварки | Типы пламени при газовой сварке
Используемые накладки, стыковые соединения подразделяются на типы:
В зависимости от количества используемых накладок стыковое соединение делится на два типа:
#1. Стыковое соединение с одной лентой
В стыковых соединениях, если поверх основной пластины используется только одна накладка, то такой тип стыкового соединения называется стыковым соединением с одной лентой.
№2. Стыковое соединение с двойной лентой
При стыковом соединении, если на верхней части основной пластины используются только две накладки, то этот тип стыкового соединения называется стыковым соединением с двойной лентой.
Также читайте: Работа электрохимической обработки | Электрохимическая обработка | Конструкция электрохимической обработки
Используемые ряды заклепок Заклепочные соединения классифицируются по различным типам:
В зависимости от количества используемых рядов заклепок заклепочные соединения классифицируются по различным типам: —
#1. Одинарное заклепочное соединение
Если одна линия заклепки вставляется между двумя пластинами, то такое соединение называется одинарным заклепочным соединением. Одинарные заклепочные соединения могут быть внахлестку или встык.
#2. Двойное заклепочное соединение
Если два ряда заклепок вставляются между двумя пластинами, то такой тип соединения называется двойным заклепочным соединением. Двойные заклепочные соединения могут быть внахлестку или встык.
В соединениях с двойной заклепкой внахлест между основными пластинами имеется два ряда заклепок, используемых для создания соединения. В соединениях с двойной заклепкой внахлестку имеется два ряда заклепок в каждой комбинации основной пластины и накладной пластины.
Также прочтите: Работа карбюратора Solex | Солекс Карбюратор | Строительство карбюратора Solex | Типы карбюратора Солекс
В зависимости от расположения заклепок Заклепочные соединения:
В зависимости от расположения заклепок заклепочные соединения подразделяются на два типа:
#1. Заклепочное соединение цепного типа
В многострочном заклепочном соединении, если все ряды заклепок расположены рядом друг с другом на одной и той же поперечной линии, такое соединение называется заклепочным соединением цепного типа.
№2. Заклепочное соединение зигзагообразного типа
В многорядных заклепочных соединениях, если ряды заклепок расположены зигзагообразно, такое соединение называется заклепочным соединением зигзагообразного типа.
Также прочтите: Разница между балкой и балкой | Что такое луч? | Что такое луч?
Тип разрушения в заклепочных соединениях:
Разрушение пластин при раздавливании.
Разрушение при сдвиге.
Разрыв пластины в краевой области.
Разрушение пластин при растяжении.
Разрушение при сдвиге в краевой области.
Преимущества заклепочных соединений:
Может использоваться для цветных металлов.
Проверка качества заклепочных соединений очень проста и дешева.
Надежнее.
При демонтаже соединяемые детали имеют меньше повреждений по сравнению со свариваемыми деталями.
Детали, соединяемые заклепками, не имеют тепловых повреждений, как в случае сварных соединений.
Также читайте: Части слоттерной машины | Типы слоттеров | Приводной механизм слот-машины | Слоттерные операции
Недостатки заклепочных соединений:
Высокая стоимость рабочей силы.
Из-за отверстий пластины становятся слабыми.
Общая стоимость, включая затраты на оплату труда, относительно высока.
Напряжение концентрируется вблизи отверстий.
Увеличивается общий вес соединительных частей.
Клепка создает больше шума.
Применение заклепочных соединений:
Эти соединения чаще всего используются для скрепления листов и фасонного проката.
Заклепочные соединения применяются для соединения металлов, не поддающихся сварке или нагреву, например тонкостенных деталей из листовых материалов в самолетостроении.
Используются для изготовления кузовов автобусов и троллейбусов для создания высоконагруженного соединения.
Они также используются для соединения компонентов самолетов, кораблей, котлов и других корпусов.
Также прочтите: Батарея бесключевого дистанционного управления разряжена | Когда замена батареи брелока замена? | Как заменить батарею пульта без ключа
Часто задаваемые вопросы (FAQ)
Типы заклепочных соединений
Существует два основных типа заклепочных соединений: соединения внахлест и встык (рис. 16.33). При соединении внахлестку соединяемые компоненты перекрывают друг друга, а при стыковом соединении используется дополнительный кусок материала для соединения двух соединяемых компонентов, которые прилегают друг к другу встык.
Одинарное заклепочное соединение внахлестку
Эффективность заклепочного соединения равна прочности соединения, деленной на прочность не заклепочной пластины, выраженной в процентах.
Двойное заклепочное соединение внахлестку
Двойное заклепочное соединение Если между двумя пластинами вставляются два ряда заклепок, то такой тип соединения называется двойным заклепочным соединением. Двойные заклепочные соединения могут быть внахлестку или встык.
Преимущества заклепочных соединений
Более надежный.
Может также использоваться для цветных металлов.
Детали, собранные заклепочными соединениями, не имеют термических последствий.
Проверка качества проста и дешева.
При разборке клепаные детали повреждаются меньше, чем сварные.
Применение заклепочных соединений
Применяется там, где необходимо избежать послетермических эффектов, например, при сварке.
Используется для металлов с плохой свариваемостью.
Используется для разнородных материалов, таких как асбестовые фрикционные накладки и сталь.
Типы, связанные термины, причины отказа
Привет, друзья, сегодня я собираюсь обсудить заклепочные соединения , в котором вы будете знать все аспекты, связанные с заклепочными соединениями, такие как типы заклепочных соединений, связанные термины, различные причины отказа и т. д.
Но прежде чем узнать типы заклепочных соединений, прежде всего, мы должны знать, что такое заклепки и заклепочные соединения.
Итак, не теряя времени, приступим.
Что такое заклепка?
Заклепка представляет собой полупостоянное скрепляющее устройство, которое используется для полупостоянного соединения листов.
Заклепка представляет собой круглый металлический стержень.
Заклепка в основном состоит из трех частей: головка, хвостовик или корпус и хвост.
Заклепка изготовлена из мягких металлов, таких как медь, латунь и т. д.
Метод установки заклепки в отверстие заготовки или пластины с расширением конца ее хвоста называется клепкой.
Клепка производится прессованием головки заклепки с помощью гидравлического давления, пневматического давления или молотка.
Что такое заклепочное соединение?
Соединение листов или плит из любого металла с помощью заклепок называется заклепочным соединением.
Типы заклепочных соединений
При соединении металлических листов заклепками используются в основном два типа соединений:
Соединение внахлестку
Соединение встык
См. на рисунке типы заклепочных соединений, которые подробно описаны ниже.
. соединение.
Соединение внахлестку можно разделить на следующие типы:
Однорядное соединение внахлестку
Двухрядное соединение внахлестку
Цепное соединение внахлестку
Зигзагообразное соединение внахлестку
На рисунке показаны различные типы соединений внахлестку. подробно описано ниже.
Types of Lap Joint
Single Row Lap Joint
When a line of rivets is used in a lap joint, it is called a single row lap joint.
Двухрядное соединение внахлестку
Когда в соединении внахлест используются два ряда заклепок, такое соединение называется двухрядным соединением внахлестку.
Цепное соединение внахлестку
Если в соединении внахлестку используется несколько рядов заклепок, такое соединение называется цепным соединением внахлестку.
Зигзагообразное соединение внахлестку
Когда два или более ряда заклепок используются в соединении внахлестку в форме зигзага, такое соединение называется зигзагообразным соединением внахлестку.
Соединение встык
При этом концы листа или пластины соединяются вместе путем размещения поверх него отдельного куска листа, и этот кусок листа называется лентой.
При этом два листа или пластины соприкасаются друг с другом, но не перекрываются.
Стыковое соединение можно разделить на следующие типы:
Однорядное стыковое соединение с одной лентой
Однорядное стыковое соединение с двойной лентой
Двухрядное стыковое соединение с двойной лентой
См. на рисунке различные типы стыковых соединений которые подробно описаны ниже.
Типы стыкового соединения
Однорядное стыковое соединение с одной лентой
Когда один ряд заклепок и одна лента используются на обоих соединяемых листах, такое соединение называется однорядным стыковым соединением с одной лентой.
Однорядное стыковое соединение с двойной лентой
Если на обоих листах используется один ряд заклепок и две ленты, такое соединение называется однорядным стыковым соединением с двойной лентой.
Двухрядное стыковое соединение с двойной лентой
Если два ряда заклепок и две ленты используются на обоих соединяемых листах, то такое соединение называется двухрядным стыковым соединением с двойной лентой.
Условия, связанные с захватываемым соединением
, существуют следующие термины, связанные с захватываемыми суставами:
Плоха
Диагональный шаг
Задняя шаг
Маржини
PITH
IT IT AS CENTRO-CENTER DISSTER DISSTER-CENTOR DISSTER-CENTOR-CENTOR. две соседние заклепки в одном ряду, измеренные параллельно шву или краю пластины.
Обычно
Шаг = 3 x диаметр отверстия заклепки или заклепки после клепки.
Шаг по диагонали
Это поперечное измерение между центрами заклепок в соседних параллельных рядах на одной плите.
Задний шаг
Это расстояние между рядами заклепок, измеренное параллельно шву.
Поле
Это кратчайшее расстояние между центром отверстия под заклепку и краем, ближайшим к пластине.
Обычно в 1,5 раза больше диаметра отверстия под заклепку.
Общие причины выхода из строя заклепочного соединения
Причины отказа
Средства правовой защиты
Диаметр заклепки слишком мал, диаметр заклепки должен быть больше толщины пластины, на которую она должна быть установлена.
Выберите правильный диаметр заклепки в соответствии с толщиной пластины.
Диаметр заклепки намного больше толщины пластины. Заклепки имеют тенденцию раздавливать металл перед собой при забивании.
Выберите правильный диаметр заклепки в соответствии с толщиной пластины.
Пробейте или просверлите отверстия для заклепок слишком близко к краю пластины. Трещина в передней части заклепки может привести к разрушению металла.
Просверлите или пробейте отверстия для заклепок на правильном расстоянии от кромки и используйте правильный припуск для диаметра выбранной заклепки.
Ослабление пластин из-за слишком близкого расположения отверстий под заклепки. Пластины имеют тенденцию ломаться по центральной линии заклепок.
Просверлите или пробейте отверстия для заклепок с правильным расстоянием или шагом. Кроме того, перед окончательной сборкой очистите отверстия от всех заусенцев и т.п.
Итак, здесь я обсудил типы заклепочных соединений, термины, связанные с заклепочными соединениями, причины выхода из строя заклепочных соединений и способы устранения.
Надеюсь, вам понравится эта тема.
Спасибо.
Какие существуют типы заклепочных соединений?
Что такое заклепка? Что ж, заклепка — это элемент постоянного крепления, который в основном используется для крепления легких металлов пластин в корпусах котлов, строительных работах, судостроении и мостах. В предыдущей статье мы обсудили метод заклепочного соединения, различные типы головок заклепок и материалы, используемые для заклепок в соответствии с индийскими стандартами. В этой статье мы собираемся обсудить различные типы заклепочных соединений.
Типы заклепочных соединений на основе расположения пластин
В первую очередь, на основе расположения пластин, которые необходимо соединить, заклепочные соединения можно классифицировать как
Соединение внахлестку
Соединение встык
1. Соединение внахлестку
Как показано на приведенной выше схеме, расположение двух пластин одна над другой для соединения их вместе с помощью заклепки называется соединением внахлестку.
2. Стыковое соединение
Как показано выше, при стыковом соединении основные пластины выровнены, стыкуясь друг с другом, а накладные пластины размещаются с обеих сторон или с одной стороны. Накладные пластины склеиваются вместе с основными пластинами, образуя соединение.
Стыковое соединение может быть дополнительно классифицировано на следующие
(a) Стыковое соединение с одинарной лентой (b) Стыковое соединение с двойной лентой
(a) Стыковое соединение с одинарной лентой
На приведенном выше рисунке схематически показано расположение одинарной ленты стыковое соединение. В этом стыковом соединении с одной лентой края основных пластин соприкасаются друг с другом, и только одна накладка помещается на одну сторону основных пластин, а затем склеивается вместе, как показано на рисунке выше.
(b) Стыковое соединение двойной ленты
Тип сварного соединения в 3D
Включите JavaScript
На приведенном выше рисунке схематически показано стыковое соединение двойной ленты. В этом стыковом соединении с двойной лентой края основных пластин упираются друг в друга, а две накладные пластины размещаются по обеим сторонам основных пластин, а затем склеиваются вместе, как показано на рисунке выше.
Типы заклепочных соединений в зависимости от количества рядов заклепок
Во-вторых, в зависимости от количества рядов заклепок в соединении, следующая классификация заклепочных соединений
Одинарное заклепочное соединение
Двойное заклепочное соединение с цепным расположением
Двойное заклепочное соединение с зигзагообразным расположением
С помощью этого расположения заклепок мы можем сделать эти заклепочные соединения для соединения внахлестку или для соединения встык.
1. Одиночное заклепочное соединение
Как показано на рисунке выше, схематичное расположение одинарного ряда заклепок на соединении внахлест и встык. В этом одиночном заклепочном соединении для соединения внахлестку (рисунок слева) имеется только один ряд заклепок, а для соединения встык (рисунок справа) имеется один ряд заклепок с каждой стороны стыкового соединения.
2. Двойное заклепочное соединение с цепочкой
Как показано на рисунке выше, схематичное расположение двойного ряда заклепок с цепной заклепкой на соединении внахлест и встык.
В этом двойном заклепочном соединении с цепным расположением заклепок есть два ряда заклепок, которые расположены напротив друг друга, как показано выше в соединении внахлест (рисунок слева).
Для стыкового соединения (рисунок справа) расположение заклепок будет с обеих сторон.
Расположение заклепок напротив друг друга называется цепной заклепкой.
3. Двойное заклепочное соединение зигзагообразным расположением
Как показано на рисунке выше, схематичное расположение двойного ряда заклепок зигзагообразным расположением на соединении внахлест и встык.
В этом двойном заклепочном соединении с зигзагообразным расположением заклепок имеется два ряда заклепок, расположенных в шахматном порядке таким образом, что каждая заклепка находится посередине двух заклепок противоположного ряда, как показано выше на соединение внахлест (левый рисунок).
Для стыкового соединения (рисунок справа) расположение заклепок будет с обеих сторон.
Расположение заклепок в шахматном порядке, при котором каждая заклепка находится посередине двух заклепок противоположного ряда, называется зигзагообразной заклепкой.
аналогично, как и двойные заклепочные соединения, там тройные или четверные заклепки при необходимых применениях.
Тройные заклепочные соединения
Ниже приведены тройные заклепочные соединения с цепным расположением и зигзагообразным расположением как в нахлестном, так и в стыковом соединении.
Это все различные типы заклепочных соединений, основанные на расположении пластин и количестве рядов заклепок.
Наряду с этим у нас есть несколько терминов, которые нам нужно понять, пока мы работаем с клепкой. Это
Шаг: Это расстояние от центра одной заклепки до центра следующей заклепки, измеренное параллельно шву, как показано на рисунке выше. Обычно его обозначают p .
Задний шаг: Это перпендикулярное расстояние между осевыми линиями последовательных рядов, как показано на двойном заклепочном соединении с диаграммой расположения цепи. Обычно обозначается цифрой 9.0536 р б .
Шаг по диагонали: Это расстояние между центрами заклепок в соседних рядах зигзагообразного заклепочного соединения, как показано на рисунке выше. Обычно он обозначается p d .
Предельный шаг: Это расстояние от центра отверстия под заклепку до ближайшего края пластины, как показано на рисунке выше. Обычно его обозначают м .
Чтобы сделать эти заклепочные соединения герметичными, нам нужно выполнить процесс, называемый зачеканкой и фуллерованием.
Заключение
Существуют различные типы заклепочных соединений в зависимости от расположения пластин и количества рядов заклепок, которые обсуждаются на схематических схемах выше. Пожалуйста, дайте нам знать, что вы думаете о них в разделе комментариев ниже.
Заклепочные соединения: определение, области применения, операции, типы
Заклепывание представляет собой постоянный процесс холодного соединения, который широко используется в производственной сфере. Это лучшая альтернатива и более экономичная, чем сварные и клеевые соединения. До широкого использования сварки клепка была основным методом соединения, используемым при строительстве металлических мостов, котлов (от плотного соединения с ослабленным напряжением до плотного прочного соединения), резервуаров низкого давления (требующих герметичного соединения) и подъемных кранов (прочные соединения или соединения). снятие стресса).
Сегодня мы рассмотрим определение, приложения, компоненты, схемы, типы, операции и инструменты, используемые для заклепывания и заклепочных соединений. Вы также узнаете преимущества и недостатки суставов.
Подробнее: 11 различных способов сварки с помощью схемы
Содержание
1 Что такое заклепки?
2 Применение заклепочных соединений
3 Типы заклепок
3.1 Заклепки с плоской головкой:
3.2 Заклепки с потайной головкой:
3.3 Присоединяйтесь к нашей рассылке
3,4 Овальная заглушка для головных заглушений
3.5 Строительство котла:
3.6 Взрывные разрывы:
3,7. Пояс. 4 Типы заклепочных соединений
4.0.1 Схема заклепки:
0038
5,3 Вставка/установка
5.4 ОБСЛУЖИВАНИЕ:
5,5 ПРЕДВОЧКА/Заголовок:
5,6 Заголовок:
5,6,1 Смотрите видео ниже, чтобы узнать, как запекание или зазоры. /Tools Tools Bealts
6.1 Заклепевающий молоток:
6.2 ЗАКРЫТИЯ СОЕДИНЕНИЯ:
6.3 Заголовок заклепок:
6.4.0034
7.1 Преимущества
7. 2 Недостатки:
8 Заключение
8.1 Пожалуйста, поделитесь!
Что такое заклепки?
Заклепки представляют собой крепежные детали без резьбы, обычно изготавливаемые из стали или алюминия и используемые для соединения металлических частей друг с другом. Они состоят из предварительно отформованной головки и хвостовика, которые вставляются в соединяемый материал или детали. Заклепочные соединения выполняются с помощью заклепочного штифта и пистолета, и эта операция называется клепкой. Хотя есть типы заклепочного пистолета и штифта, в зависимости от применения.
Заклепки относятся к категории крепежных изделий, поскольку их вторая головка формируется на свободном конце с помощью различных средств, называемых заклепками. См. иллюстрацию обычной заклепки до и после установки на рисунке ниже.
Как упоминалось ранее, заклепки могут быть изготовлены из любого пластичного материала, такого как углеродистая сталь, алюминий и латунь. Тем не менее, различные покрытия делаются для повышения коррозионной стойкости. При выборе материала и покрытия необходимо уделить серьезное внимание предотвращению возможности коррозии в результате гальванического воздействия.
Обратите внимание, что заклепка данного размера не будет такой прочной, как аналогичная резьбовая застежка.
Подробнее: Различные типы молотков, используемых в различных областях
Применение заклепочных соединений
Ниже приведены области применения заклепочных соединений:
Заклепочные соединения представляют собой неразъемные соединения, используемые в основном для крепления листов и фасонного проката.
Используются в соединениях внахлестку, абатменте и двойной накладке.
Их все еще можно использовать для строительства металлического моста, подъемных кранов, котлов и напорных резервуаров. Но какой-то другой процесс присоединения может служить лучше.
Заклепочные соединения применяются для соединения материалов, которые нельзя сваривать или нагревать, например тонкостенных деталей из листового материала в авиастроении.
Применяется при изготовлении кузовов автобусов и троллейбусов для создания высоконагруженного соединения
В основном заклепки широко используются для соединения компонентов самолетов, котлов, кораблей, ящиков и других корпусов.
Заклепки широко используются, потому что их установка намного дешевле, чем другие процессы соединения. Развитие технологий привело к созданию автоматизированного клепального станка, который способен устанавливать более тысячи заклепок в час.
Подробнее: Принцип работы при сварке трением
Типы заклепок
Ниже приведены различные типы заклепок:
Заклепки с полукруглой головкой:
Заклепки с полукруглой головкой используются для соединения деталей, на которые не воздействуют тепловые потоки. мешать работе приложения. Они подходят для фиксированных и тесных соединений, благодаря эффекту тесного зажима, который они обеспечивают.
Заклепки с потайной головкой:
Заклепки с потайной головкой используются для соединения деталей с неровной поверхностью за счет выступающих головок заклепок. Они не подходят для сильно нагруженных соединений. Их коническая головка входит в сустав, обнажая их поверхности.
Подпишитесь на нашу рассылку новостей
Заклепки с потайной головкой
Заклепки с потайной головкой используются для соединения деталей с шероховатой и неровной поверхностью. При таком применении исключается требование качественной поверхности, т.к. будет достигнута неровная поверхность.
Заклепка для конструкции котла:
Заклепка для конструкции котла состоит из заклепок с полукруглой головкой и коническим хвостовиком. Это облегчает точное попадание в несоосные скважины. Эта заклепка часто используется при строительстве котлов и сосудов под давлением. Плотные и прочные соединения достигаются за счет уплотнения кромок пластин и головок заклепок.
Подробнее: различаются процессы сварки и пайки
Взрывные заклепки:
Взрывные заклепки используются в тех случаях, когда к процессу соединения можно получить доступ с одной стороны. К ним относится авиастроение легких металлических конструкций. Заклепки с электрическим воспламенением — это хвостовик, который взорвется и расширит его.
Ленточная заклепка:
Ленточная заклепка используется для соединения мягких материалов, таких как кожа, войлок, резина и т. д.
Полая или трубчатая заклепка:
Полые или трубчатые заклепки используются при соединении хрупких материалов. Во время операции требуется небольшое усилие, что делает ее менее утомительной.
Штифт:
Штифты используются в точной механике, так как их выступающий конец действует как стержень заклепки.
Подробнее: 5 различных типов сварных соединений
Типы заклепочных соединений
Ниже приведены типы заклепочных соединений в зависимости от их классификации:
Типы заклепочного соединения в зависимости от того, как расположены заклепочные пластины, подразделяются на два:
Соединение внахлестку : при соединении внахлестку рабочие пластины накладываются друг на друга, заклепки вставляются в область нахлеста.
Стыковое соединение : стыковые соединения представляют собой виды клепки, при которых соединяемые пластины удерживаются на одном уровне встык или закалкой без нахлеста. Внешняя пластина также используется для покрытия одной или обеих сторон основной пластины, которая также приклепана к основной пластине. Это соединение может стоить дорого, но в некоторых приложениях оно требуется.
Типы заклепочных соединений в зависимости от количества используемых накладок. Стыковые соединения далее делятся на два; стыковые соединения с одинарной лентой и стыковые соединения с двойной лентой.
Стыковые соединения с одинарной лентой : в этом типе стыкового соединения только одна накладная пластина размещается на основной пластине.
Стыковое соединение с двойной лентой : в этом типе используются две накладки, по одной с обеих сторон соединения.
Схема заклепки:
Подробнее: Все, что вам нужно знать о цепном приводе
Типы заклепочных соединений в зависимости от количества рядов заклепок в соединении:
Одинарное заклепочное соединение: в соединении внахлестку только один ряд. Стыковое соединение также может иметь один ряд заклепок на каждой пластине.
Двойное заклепочное соединение: в двойных заклепочных соединениях используются два ряда заклепок в соединении внахлестку или два ряда заклепок в каждой основной пластине стыковых соединений.
Обратите внимание, что существуют тройные и четверные заклепочные соединения, аналогичные описанным выше.
Типы заклепочных соединений, основанные на расположении соседних рядов заклепок:
Цепное заклепочное соединение : в этих типах соединений заклепки в соседних рядах располагаются напротив друг друга (на одной поперечной линии) .
Зигзагообразное заклепочное соединение : в зигзагообразных заклепочных соединениях заклепки в соседних рядах не расположены в цепочке.
Клепальные операции
Ниже приведены пошаговые операции, выполняемые при клепке:
Зажим/сверление:
Зажим и сверление являются первыми операциями, которые необходимо выполнить при создании заклепочных соединений. Соединяемые пластины прижимаются друг к другу как можно плотнее, чтобы между ними не оставалось зазоров. Затем его сверлят вместе, чтобы убедиться, что нет смещенных отверстий. Но если есть, то его следует рассверлить структурной разверткой. Отверстия под заклепки необходимо просверливать немного большим диаметром стержня заклепки.
Удаление заусенцев/зенкование:
Следующие операции необходимо учитывать при создании заклепочных соединений: удаление заусенцев или зенкерование. Зенковка всегда используется для удаления заусенцев в отверстиях заклепок с помощью зенкерной фрезы 75°.
Вставка/установка
Это когда заклепочный штифт будет вставлен в отверстие в заготовке. Ударом молотка или заклепочного пистолета по заклепочному приспособлению пластины прижимаются друг к другу по мере того, как закрепочная головка прижимается к заготовке.
Высадка:
Высадка производится в процессе клепки парой ударов молотка точно в направлении продольной оси до заполнения скважины.
Подробнее: Процесс соединения пайкой: все, что вам нужно знать
Предварительное формование/заголовок:
Предварительное формование представляет собой постоянный обдув или удары по головке заклепки, в результате чего создается головка пуговицы.
Заголовок:
У заклепок с потайной головкой головка заклепки может быть вбита в зенковку сразу же при выполнении операций с заголовком.
При достаточном количестве заклепочных операций на заклепочной головке головка заклепки окончательно формируется головкой заклепки.
По существу, клепка вручную выполняется в холодном состоянии, если стальная заклепка имеет диаметр около 8 мм. Однако более толстые заклепки нужно делать в раскаленных условиях. Заклепки из цветных металлов также обрабатываются в холодных условиях после процесса отжига.
Материалы становятся твердыми и хрупкими при любой холодной обработке стали или цветных металлов, особенно если заклепочные соединения образованы многими ударами молота. Сохраняя эти материалы как можно более прочными и эластичными, при создании соединений будет использоваться небольшое количество метких ударов.
Посмотрите видео ниже, чтобы узнать, как выполняются заклепочные соединения или заклепочные соединения:
Подробнее: Все, что вам нужно знать о кулачке и толкателе
Инструменты для заклепывания/заклепочных соединений
клепальные операции:
Клепальный молоток:
Один из лучших клепальных инструментов – молоток. Здесь используются слесарные молотки, вес которых составляет от 50 до 200 г, а ручные молотки — от 200 до 400 г. инженеры также хорошо используют этот молоток.
Заклепочное приспособление:
Заклепочное приспособление используется для установки установочной головки на заготовку, а также для прижатия пластин, подлежащих заклепке, друг к другу. отверстие головки изготовлено из твердого материала.
Заголовок заклепки:
Заголовок очень похож на установщик, но используется для другой цели. Головка используется для окончательной обработки закрывающей головки заклепок с полукруглой головкой после ее предварительной обработки с помощью молотка. Выемка для головки закалена и отполирована, что придает ей хороший внешний вид.
Подставка для заклепок (контрдержатель):
Подставки для заклепок — это специальные типы заклепочных инструментов, на которые устанавливается головка заклепки с полукруглой головкой. Он оснащен углублением для головы. Некоторые фиксированные заклепочные опоры доступны для зажима в тисках, а некоторые даже предназначены для регулировки.
Подробнее: Общие сведения о процессе пайки
Зажимные инструменты:
Зажимные заклепочные инструменты также называются прижимными, поскольку они используются для прижатия пластин друг к другу с помощью своих зубьев. Заклепочные штифты выполняются, когда круглый материал является хомутом.
Для выполнения горячих заклепок необходимы следующие инструменты:
Пламя Смита – используется для нагрева заклепок.
Заклепочный зажим – используется для удержания горячих заклепок.
Щипцы для заклепок – для извлечения заклепок из огня.
Для механизированной клепки использовалось следующее оборудование:
Гидравлический клепальный станок
Пневматический заклепочник
Преимущества и недостатки заклепочных соединений
Преимущества
Ниже приведены преимущества заклепочного соединения в различных областях его применения:
Заклепка — недорогой метод соединения. То есть производство заклепки дешевое.
Клепкой можно соединять как черные, так и цветные металлы
Клепка может выполняться на неметаллических материалах, таких как дерево, пластик, листы асбеста и т. д.
Разнородные материалы можно соединять с помощью заклепок, напр. соединение алюминиевой пластины с медной пластиной
Есть возможность сделать стык вне зависимости от расположения (вертикальный, потолочный и т.д.)
Не опасен, так как не образуются газы и пары, как при сварке.
Процесс соединения является экологически безопасным и удобным для пользователя.
Заклепочные соединения хорошо и более надежны в тех случаях, когда соединение подвергается вибрации и ударным нагрузкам.
Хорошая усталостная прочность и высокая прочность на сдвиг.
Он хорошо подходит для более легких приложений, поскольку болт и винт могут быть более тяжелыми.
Заклепочные соединения также обладают высокой устойчивостью к атмосферной и химической коррозии.
Тепловой эффект минимален, т. к. нет плавления металла и неравномерного нагрева и охлаждения. Не вызывает или практически не повреждает защитные покрытия из материала
.
В отличие от контроля сварки, его легче выполнять на заклепочных соединениях.
Демонтаж заклепочного соединения вызывает меньше повреждений по сравнению со сваркой или другими методами.
Подробнее: Сверлильный станок с механической и ручной подачей
Недостатки:
Несмотря на преимущества заклепочных соединений, существуют некоторые ограничения. Ниже приведены недостатки заклепочных соединений в различных областях их применения:
Клепка требует больше трудозатрат, чем сварка. Это связано с тем, что требуются дополнительные операции, такие как сверление, зенкерование и т. д.
Трудозатраты на клепку высоки.
Отверстия соединения могут ослабить поперечное сечение пластин.
Концентрация напряжений в отверстиях заклепок металлических пластин.
Имеет больший вес, чем сварные соединения, за счет накладки и заклепок.
Соединение более объемное, чем другие методы, такие как сварка и пайка.
Выступ заклепок также влияет на эстетический вид.
Как правило, заклепочные соединения не создают герметичных или герметичных соединений, только если выполняется горячая клепка или герметик вместе с заклепкой, что будет стоить дороже.
Операция более шумная, чем сварка, из-за ударов молотка.
Подробнее: Компоненты сверлильного станка
Заключение
Среди процессов соединения сегодня клепка является одним из распространенных и наиболее распространенных типов, поскольку она хорошо подходит для различных применений. В этой статье мы рассмотрели определение, приложения, функции, компоненты, диаграммы, типы, операции и инструменты, используемые для заклепывания и заклепочных соединений. Мы также объяснили преимущества и недостатки заклепочных соединений.
Надеюсь, вам понравилось чтение, если да, пожалуйста, прокомментируйте ваш любимый раздел в этой статье. И, пожалуйста, не забудьте поделиться с другими студентами технических специальностей. Спасибо!
Заклепки и заклепочные соединения, применение, преимущества, недостатки
Опубликовано
Пока без коментариев .
Содержание
Что такое заклепка?
Заклепка имеет цилиндрический стержень с головкой на одном конце. Он используется для создания неразъемных соединений между двумя плитами. Заклепка вставляется в отверстия пластин (соединяемых) и затем ее выступающая часть осаживается молотком. Соединения, выполненные с помощью заклепок, известны как заклепочные соединения.
Типы разрушения заклепочных соединений
Разрушение при сдвиге
Разрушение пластин при растяжении
Разрушение пластин
Разрушение пластин при сдвиге в краевой зоне
Разрыв пластины в области края
Читайте также:
Что такое резьбовые соединения?
Что такое силовой винт?
Что такое остаточное напряжение?
Что такое горячая обработка?
Источник изображения:
Атрибуция: Автор: машиночитаемый автор не указан. Предполагается, что Miaow Miaow (на основании заявлений об авторских правах). – Не предоставлен машиночитаемый источник. Предполагается собственная работа (на основании заявлений об авторских правах). Public Domain, https://commons.wikimedia.org/w/index.php?curid=246104
Соединения, выполненные заклепками, называются неразъемными, поскольку детали могут быть только разбирается путем повреждения заклепок. В отличие от соединений, выполненных с помощью гаек и болтов.
Типы головок заклепок
Головка с защелкой или головка с пуговицей
Чашечная головка
Потайная головка
Плоская головка
Заклепка с полупотайной головкой
Овальная потайная головка
Коническая головка
Типы заклепочных соединений
Заклепочные соединения можно классифицировать по двум признакам
По назначению заклепочные соединения можно разделить на следующие три типа
Герметичные соединения
Герметичное соединение обеспечивает герметичность
Прочные соединения
Прочные соединения обеспечивают высокую прочность
Прочные герметичные соединения
Герметичные и герметичные соединения
В зависимости от положения соединенных пластин
Стыковое соединение
В стыковых соединениях края пластин просто накладываются друг на друга и заклепываются
Соединение внахлестку
Внахлестку пластины лежат в одной плоскости и соединяются посредством накладок
Способы выполнения отверстий для заклепочных соединений
Отверстия в пластинах могут быть пробиты или просверлены. Однако между ними есть некоторые различия
База сравнения
Штамповка
Сверление
Стоимость отверстия
Дешевле
Дорого
Точность отверстия
Меньше
Подробнее
Повреждение пластины вблизи отверстия
Да
№
Толщина листа
до 25 мм
без ограничений
Методы клепки
Классификация методов типа 1:
Ручная клепка
Машинная клепка
Ручная клепка выполняется человеком с помощью молотка, а машинная клепка выполняется с помощью машины.
Тип классификации методов 2:
Горячая клепка
Холодная клепка
Различия в горячей и холодной клепке
Основание для сравнения
Горячая клепка
Холодная клепка
Температура
выше 1000 градусов Цельсия
неприменимо
Трение о скольжение пластины
да
нет
Вид нагрузки на хвостовик
растяжение
сдвиг
Диаметр заклепки
выше 10 мм
ниже 10 мм
Применение заклепочных соединений
Используется там, где необходимо избегать послетермических воздействий, например, при сварке
Используется для металлов с плохой свариваемостью
Используется для разнородных материалов, таких как асбестовые фрикционные накладки и сталь
Поскольку сварные соединения плохо гасят вибрацию, в случае необходимости вместо них используются заклепки
Используется для конструкции самолета, где используется алюминий
Преимущества заклепочных соединений
Преимущества заклепочных соединений по сравнению со сварными
Надежнее
Может также использоваться для цветных металлов
Детали, собранные с помощью заклепочного соединения, не имеют термических последствий
Контроль качества прост и дешев
При разборке деталей клепаные детали повреждаются меньше, чем сварные детали
Недостатки заклепочных соединений
Недостатки заклепочных соединений по сравнению со сварными соединениями
Из-за отверстий пластины становятся слабыми
Стоимость труда больше
Общая стоимость заклепочных соединений больше
Имеют больший вес, чем сварные соединения
Процесс клепки создает больше шума
Концентрация напряжений вблизи отверстий
Типы разрушения заклепочных соединений
Разрушение при сдвиге
Разрушение пластин при растяжении
Разрушение пластин
Разрушение пластин при сдвиге в краевой зоне
Разрыв пластины в области края
Читайте также:
Что такое резьбовые соединения?
Что такое силовой винт?
Что такое остаточное напряжение?
Что такое горячая обработка?
Источник изображения:
Атрибуция: Автор: машиночитаемый автор не указан. Предполагается, что Miaow Miaow (на основании заявлений об авторских правах). – Не предоставлен машиночитаемый источник. Предполагается собственная работа (на основании заявлений об авторских правах). Public Domain, https://commons.wikimedia.org/w/index.php?curid=246104
Поиск
Категории
Подписаться на блог по электронной почте
Адрес электронной почты
Заклепочные соединения, метод, применение (PDF)
В этой статье вы узнаете, что такое заклепка и заклепочное соединение , как использовать заклепки, методы , типы заклепок , приложения преимущества и недостатки. А также вы можете скачать pdf файл этой статьи в конце.
Заклепки и типы
Что такое заклепка и заклепочное соединение?
Заклепочное соединение является неразъемным соединением, поскольку заклепка представляет собой постоянное механическое крепление. Заклепка представляет собой цилиндрический стержень, который имеет головку на одном конце и противоположный конец, известный как хвост.
Заклепки обычно изготавливаются из мягкой стали, но иногда они также изготавливаются из латуни, меди, алюминия и т. д. Используются в конструкциях, мостах, операциях с листовым металлом, на кораблях и во многих отраслях промышленности.
Части заклепки
Ниже приведены части заклепки:
Головка
Хвостовик и корпус
Хвост
1. Головка заклепки называется «самой верхней частью»
7 . Они сделаны из различного типа согласно различным работам.
2. Стержень и корпус
Часть под заклепкой называется стержнем или телом. Это круглая форма.
3. Хвост
Часть ниже его центра называется хвостом. Он несколько заужен. Его вставляют в отверстия двух пластин и делают головку, отбивая их хвостом. Длина хвоста ¼ D. Заклепка известна своей округлостью, длиной и формой головки.
Типы заклепок
Следующие приведены различные типы заклепок:
ЗАКРЫВАЙТЕ ЗАКРЫВАЮЩИХ ЗАКРЫВАЙТЕЛЕ заклепка с головкой
заклепка с полой головкой.
1. Заклепки с плоской или полукруглой головкой
Чаще всего используются заклепки с такой головкой. Этот тип заклепок показан на рисунке. Голова имеет форму полукруга. Его диаметр составляет 1,6D, а высота – 0,7D. Соединения этой заклепки очень прочные. Вот почему он широко используется в мостах из железного материала.
2. Заклепки с плоской головкой
В тяжелом машиностроении используются заклепки с плоской головкой. Они были показаны на рисунке. Высота его головы 0,7D, а диаметр 1,6D. Верхняя часть головки заклепки плоская и конусная. Малый диаметр головки равен диаметру заклепки.
3. Заклепка с конической головкой t
Заклепка с конической головкой показана на рисунке. Приданная коническая форма используется для легких работ. Коническую форму головке придают молотком. Диаметр его головы 0,75D, а высота головы 2D.
4. Заклепка с потайной головкой
В местах, где необходимо сохранить плоскость поверхности даже после установки заклепки, используются заклепки этого типа. Диаметр головки составляет 1,5D, угол холостого хода 0,5D, а угол конусности 60. Существует три типа, как показано на рисунке.
5. Заклепка с плоской головкой
Для небольших и легких работ по листовому металлу используются заклепки с плоской головкой. Они обычно используются в цветных металлах и тонких листах. Его голова плоская. Диаметр его головы равен 2D, а высота — 0,33D. Эта заклепка показана на рисунке.
6. Буферизованная заклепка
Эти типы заклепок отличаются от других заклепок. Они используются для соединения цепей и т. д. вместо штифтов.
7. Полая заклепка
Полые заклепки используются там, где часть машины движется, и также необходимо, чтобы эта часть была прикреплена к машине.
Типы заклепочных соединений
Ниже приведены основные типы заклепочных соединений:
Соединение внахлестку
Стыковое соединение
Одинарное заклепочное соединение
Двойное или цепное заклепочное соединение
Цепное заклепочное соединение
Зигзагообразное заклепочное соединение
Алмазное заклепочное соединение
1. Соединение внахлестку
таковы, что их поверхность слегка перекрывается. Затем клепка осуществляется через отверстие совпадения.
2. Соединение встык
В этом типе заклепочного соединения два элемента соединяются по прямой линии от края до края. Зажим строится с использованием внешней пластины кожуха, затем он заклепывается вверх через параллельные просверленные отверстия.
Для стыкового соединения можно использовать накладку или пару накладок. Стыковые соединения имеют защитный кожух, называемый стыковым соединением с одной защитной крышкой.
В местах, где требуется твердость и прочность, обычно включают две накладные пластины, которые затем приклепывают к верхней и нижней поверхностям элементов. Это известно как стыковое соединение с двойной крышкой.
Кроме вышеперечисленных видов, заклепочные соединения могут быть перечислены следующим образом, в зависимости от способа их заливки:
3. Одиночные заклепочные соединения
В этом типе заклепочного соединения более одной заклепки закреплены вдоль линии, обычно в соединении внахлестку, тогда как ряды в стыковом соединении могут быть видны как с верхней, так и с нижней поверхности.
4. Двойное заклепочное соединение
Его также называют двойным стыковым соединением, когда два ряда заклепок используются над соединением или когда два ряда заклепок используются сверху и снизу в стыковом соединении.
5. Заклепочное соединение цепи
В этом соединении скорректированные ряды заклепок могут располагаться напротив друг друга, а не на прямых линиях.
6. Зигзагообразное заклепочное соединение
В отличие от вышеуказанных типов, в зигзагообразном заклепочном соединении линии могут располагаться в шахматном порядке и не дополнять друг друга.
7. Алмазное заклепочное соединение
Как вы видели на рисунке выше, здесь заклепки расположены рядами, широкими на концах встык и сужающимися на противоположных сторонах, что придает ромбовидную форму значительных размеров. Обычно этот тип соединения встречается в стыковых соединениях.
Методы клепки
Клепка осуществляется с помощью плашек и опорных плашек, между которыми помещается заклепка, которая с усилием вставляется в соединяемые детали.
Равная и противоположная сила деформирует заклепку, и хвостовая часть заклепки поворачивается головкой вниз, поэтому вся заклепка садится на пластины. В этом процессе хвост заклепки превращается в «головку», иногда называемую «головкой магазина».
Для соединения заклепочных деталей их просверливают с помощью сверлильного станка. Зазор отмечается при клепке, потому что диаметр заклепки в некоторой степени увеличивается при нажатии.
Обычно зазор считается следующим образом:
Если диаметр заклепки d = от 12 до 24 мм, то зазор принимается равным С = 1,5 мм
Если диаметр заклепки
Применение заклепочных соединений
Ниже приведены варианты применения заклепочных соединений:
также используется в частях мостов, чтобы выдерживать большие нагрузки.
Заклепки также очень полезны в железнодорожных вагонах и автобусах.
Заклепочные соединения применяются в корпусах котлов.
Заклепки также используются в тяжелых транспортных средствах, таких как автобусы и грузовики.
Преимущества заклепочных соединений
Ниже приведены преимущества заклепочных соединений:
Восстановление деталей – неотъемлемая часть ремонта
Поиск новых методов восстановления не прекращается сегодня ни на минуту. Ведь расширение вторичного использования изношенных деталей – огромный резерв в экономической сфере. Об этом говорит опыт экономически развитых стран. Например, в США, по данным Ассоциации дилеров тракторных запчастей, более 500 предприятий непосредственно занимается восстановлением изношенных узлов и отдельных деталей.
Эксплуатации без последствий не бывает
В процессе эксплуатации на транспортное средство действуют различные факторы, оказывающие существенное влияние на техническое состояние основных узлов, сборочных единиц и отдельных деталей. Так, прежде других материалов, детали из резины, пластины АКБ и пластмассовые комплектующие меняют свои эксплуатационные свойства под действием старения. Значительный ущерб приносит воздействие коррозии на все незащищённые металлические поверхности. Её воздействие настолько ощутимо, что при разработке методов защиты специально выделяют коррозионную усталость, коррозионное растрескивание, коррозионно-механическое изнашивание.
По статистике, наиболее частой причиной необходимости замены той или иной детали становится механический износ. Изнашиваясь, сопрягаемые детали начинают взаимодействовать с отклонениями от начальных регулировок, это приводит к ещё более интенсивному износу контактирующих поверхностей. Существенно, хотя и в меньшей степени, на ресурс использования деталей и узлов спецтехники влияет усталость металла. Следствием усталостного износа является выкрашивание. Например, часто наблюдается выкрашивание баббитового слоя на вкладышах подшипников шатунов и коленчатого вала, выкрашивается металл на беговых дорожках сепараторов, на профилях зубьев шестерён. Но воздействие усталости металла можно снизить. Замечено, что причина этого явления чаще всего кроется в неправильной, небрежной сборке либо в нарушении правил эксплуатации.
Ещё одним следствием нарушения норм эксплуатации является коробление деталей. При короблении в «пострадавших» деталях, например в головках блоков двигателей, возникают структурные изменения и большие внутренние напряжения.
Механические повреждения, трещины, пробоины, задиры, а также вмятины и скручивания наблюдаются в наиболее нагруженных местах рам, в корпусных деталях различных механизмов. Трещины могут появляться в радиаторах, в головках блоков, а также на стенках блоков, например при замерзании охлаждающей жидкости.
В результате воздействия указанных и иных подобных многочисленных факторов возникает необходимость в замене детали. Наряду с установкой новых запчастей, во всём мире всё более нарастают тенденции по организации восстановления работоспособности изношенных деталей различными методами.
Чтобы восстановить, нужно знать дефекты
Если разделить условно все детали, которые наиболее часто подвергаются восстановлению, то 53,3% всех восстанавливаемых деталей имеют цилиндрическую форму, как наружную, так и внутреннюю. 12,7% всех восстанавливаемых деталей приходится на долю резьбовых деталей, и примерно по 10% – на зубчатые (шестерёнки, звёздочки и т. д.) и шлицевые (валы, втулки) детали. Реже всего восстанавливают плоские детали, всего в 6,5% случаев из 100% ремонтируемых деталей. Это связано с относительно невысокой стоимостью подобных деталей при серийном производстве и достаточной сложностью их восстановления.
Если рассматривать сам процесс восстанавливания, то на первой стадии необходима тщательнейшая очистка детали. Если не уделить чистоте должного внимания, то, например при наплавке оставшаяся грязь, скорее всего, может вызвать образование пор и раковин. А при покрытии гальваническими или химическими способами жировые или иные загрязнения приводят к отслаиванию этих покрытий при эксплуатации.
На следующем этапе проводят дефектацию деталей, сначала внешним осмотром, а затем – используя универсальный измерительный инструмент. Выявляют трещины, забоины, вмятины, участки, значительно пострадавшие от коррозии, поверхности и посадки, имеющие существенную выработку. Для выявления скрытых дефектов, проверки на герметичность, а также для определения правильности взаимного положения сопрягаемых деталей существуют специальный мерительный инструмент и типовые приспособления. От тщательности проведения дефектации в значительной степени зависит качество восстановленной детали.
Конечно, многие скрытые дефекты в полевых условиях обнаружить сложно. Поэтому, скажем, при подозрении на возникновение внутренних трещин в сплошных деталях их желательно выявлять магнитным способом с помощью универсальных магнитных дефектоскопов. На специализированных предприятиях, как правило, имеется подобное оборудования. Для выявления внутренних дефектов в деталях из цветных металлов используют люминесцентную дефектоскопию.
Для обнаружения трещин в корпусных деталях пользуются гидравлическим способом. Предварительно заглушками закрываются все штатные отверстия, затем деталь устанавливают на специальный стенд и внутреннюю полость заполняют водой, создают давление и выдерживают некоторое время.
В экстренных случаях трещины хорошо выявляются обработкой обезжиренной поверхности металла керосином, в который добавляется трансформаторное масло и скипидар, примерно 150 и 50 г на 1 л керосина соответственно. Обработав таким раствором деталь и выдержав 5-10 мин., керосин с детали вытирают насухо и на исследуемую поверхность наносят слой мела. Остатки раствора керосина обязательно выступят на трещинах и покажут величину и форму дефекта.
Метод «ремонтных размеров» и другие
Наиболее распространённым дефектом, как уже упоминалось, является износ поверхностей. Поэтому и основное направление технологий восстановления заключается в доведении изношенных поверхностей до первоначальных параметров. Для этого применяются типовые технологические приёмы – сварка, пайка, наплавка, напыление металлопокрытий, осаждение металла, нанесение полимерных материалов и некоторые другие.
При выборе способа восстановления следует обратить внимание на ряд вопросов. Например, с помощью поверхностного напыления можно получить желаемую твёрдость поверхности, повысить износостойкость рабочей поверхности детали, снизить воздействие усталостного фактора, усилить антикоррозионные качества, поэтому материал напыления, так же как и способ его нанесения – важнейший этап восстановления. Но, если принято решение о нанесении покрытия на дефектную поверхность, необходимо выяснить, насколько металл детали сочетается с наносимым покрытием, а также как к этому покрытию «отнесётся» поверхность сопрягаемой детали. Также необходимо знать, можно ли выбранным методом и материалом создать такую толщину покрытия, которая бы компенсировала износ и припуск на последующую обработку.
Но, если взаимная выработка деталей, работающих в паре, значительна, то обычно посадки не напыляют, а восстанавливают, изменяя первоначальные размеры на так называемые «ремонтные». Наиболее ценную деталь пары обрабатывают, увеличивая, например диаметр выработанного отверстия до ремонтного, при этом восстанавливается геометрия отверстия, удаляются следы износа, восстанавливается необходимая чистота обработки. А сопрягаемую деталь либо изготавливают новую, но с увеличенным диаметром, соответствующим ремонтному размеру первой детали, либо протачивают до цилиндрической поверхности, устраняя эллипсность, и устанавливают втулку, наружный диаметр которой соответствует ремонтному диаметру.
Метод «ремонтных размеров» нежелателен там, где детали интенсивно изнашиваются и, соответственно, часто ремонтируются либо меняются. При ремонте, выбраковывая одну деталь пары, приходится менять и парную деталь. А ещё часто бывает, что ремонтник не знает о ремонтных размерах детали и приготавливает для замены стандартную деталь. Затем в срочном порядке приходится решать что делать, искать новую запчасть. В конечном итоге несложный ремонт может затянуться.
Более универсальным является т. н. метод «постановки дополнительного элемента». В этом случае изношенные отверстия и валы обрабатываются до восстановления правильной геометрической формы, а затем в отверстие, или на вал, устанавливаются втулки, восстанавливающие исходные чертёжные посадочные размеры сопрягаемых деталей.
Начальную форму рам, балок выносных опор, колец опорно-поворотных устройств, портальных стоек и стрел, получивших остаточный изгиб и скручивание, возвращают методом правки. Осадкой восстанавливают номинальные размеры полых деталей гидроцилиндров. Для этого в полую часть вставляют стержень, диаметр которого соответствует восстанавливаемому, и цилиндр обжимают на прессе. Подобным образом восстанавливают и втулки, обжимая на прессе, который укомплектован специальными пуансонами и матрицами.
Сварка, наплавка
Технологические процессы сварки и наплавки занимают главное место при ремонте автодеталей, этими способами восстанавливают почти 70% всех ремонтируемых деталей. Наиболее простой и распространённый вид сварки – ручная дуговая. С её помощью заваривают трещины, приваривают различные ремонтные вставки в детали, а также наплавляют износостойкие материалы. Но при дуговой сварке выделяется большое количество тепла. Детали, даже значительной массы, после сварочных действий может «повести», т. е. они искривляются, изменяется их соосность и геометрическая форма.
Для уменьшения температурного воздействия сварки используют метод обратной полярности. Его сущность заключается, во-первых, в том, что используется электродуга постоянного тока, которая более стабильна, чем дуга, полученная в результате использования переменного тока. А во-вторых, наплавляемая деталь соединяется с «минусом» источника энергии, в таком случае на положительном электроде выделяется на 20% тепла больше, а сама деталь проплавляется на меньшую глубину. В частности, при вваривании втулок с толщиной стенки менее 3 мм, только пользуясь постоянным током и обратной полярностью, можно избежать прожога стенки втулки.
Воздействие дуговой сварки имеет целый ряд нежелательных последствий для восстанавливаемой детали: кроме коробления, окисляется металл, поглощается азот, сгорают легирующие добавки. В результате снижается твёрдость наружного слоя детали. За счёт поглощения азота увеличивается прочность сварного шва, но шов почти не пластичен.
С целью исключения отрицательных последствий дуговой сварки уже разработаны и продолжают совершенствоваться различные методы сварки. Так, для заварки трещин и при работе с тонкими листами оптимальными вариантами считаются использование газовой, а также контактной сварки. Для качественной сварки крупногабаритных и массивных деталей лучше всего использовать термитную и электрошлаковую сварки. Для работы с цветными металлами разработаны ультразвуковая и магнитноимпульсная сварки, а для сварочных работ с коррозионностойкой сталью рекомендуется использовать высокочастотную и аргонодуговую сварки. Последняя, кстати, часто используется для сварки и наплавки алюминия. Сварочные технологии сегодня позволяют сваривать даже чугунные детали, причём таким образом, что их после сварки можно свободно обрабатывать, а прочность металла шва не ниже прочности основного металла.
Наплавка, как вид сварки, позволяет получить на поверхности детали слой материала необходимой толщины и нужного химического состава, с заданными параметрами твёрдости, износостойкости, пластичности. Основной объём, около 1/3 всех восстановительных операций, связанных с наплавкой, выполняют наплавкой под слоем флюса. Этот вид наплавки используют, когда нужно наплавить слой толщиной более 3 мм. Метод часто используется при наплавке деталей ходовой гусеничных машин – катков, цапф, роликов, осей и т. д.
1/5 всех наплавочных операций приходится на наплавку в среде углекислого газа. Этот вид наплавки имеет целый ряд преимуществ – отсутствуют вредные выделения и шлаковые корки, наплавлять можно в любом пространственном положении восстанавливаемой поверхности, причём открытая дуга позволяет наблюдать и корректировать процесс наплавки. Скорость наплавки прямо зависит от толщины наплавляемого слоя и требуемого качества поверхности. Твёрдость наплавленного металла связана с выбором электродной проволоки и составляет 200-300 HB.
В меньшей степени применяются, в основном для различных спецработ, вибродуговая наплавка, наплавка порошковой проволокой без флюса, электроконтактное напекание, плазменная наплавка. Специфическими видами восстановления, также относящимися к наплавочным операциям, являются гальваническое напыление, электрошлаковая наплавка и заливка деталей жидким металлом, а также газопламенное нанесение порошковых материалов.
Полимерные покрытия
Материалы из пластмасс успешно используют сегодня для нанесения на дефектные поверхности с целью восстановления размеров и улучшения герметизации. Пластиковое покрытие снижает шум, создаваемый трением, создаёт дополнительную коррозионную защиту. Наносятся пластмассы горячим прессованием, литьем под давлением и ещё некоторыми способами.
В ремонтных работах широко применяются акриловые пластмассы, представляющие собой термопластическое быстротвердеющее вещество, имеющее консистенцию сметаны. Такая пластмасса застывает без подогрева и давления. Затвердевшие пластмассы хорошо обрабатываются резанием, шлифуются, полируются. Пластмассовые покрытия эффективно зарекомендовали себя при нанесении на чугун, бронзу, сталь. Обычно износостойкую акриловою пластмассу применяют для восстановления посадок зубчатых колёс, шкивов. Застывшая пластмасса не боится контактов с бензином, различными моторными маслами. Для повышения износостойкости и уменьшения коэффициента трения в состав пластмассы добавляют до 10% порошка графита.
Сегодня пластмассами различного состава успешно восстанавливают выработанные поверхности подшипников скольжения, заделывают забоины и задиры, в т. ч. и с помощью установки накладок, закрепляющихся эпоксидным клеем. Эпоксидные пластмассы эффективно используются при заделке трещин в корпусных деталях. Пластмасса, состоящая из эпоксидной смолы и графита, или каолина, применяется при восстановлении внутренней поверхности изношенных гильз гидравлических и пневматических приводов.
Перспективные методы восстановления
К перспективным способам можно отнести такой оригинальный способ восстановления, который, правда, ещё применяют ограниченно, как детонационное напыление. Разработчики постарались использовать энергию детонации, имеющуюся в некоторых газах. На восстанавливаемую поверхность наносится металлический или металлизированный порошок, состоящий из смеси карбидов вольфрама и титана. При взрыве ацетиленокислородной смеси, продолжительностью 0,23 сек., на ремонтной поверхности образуется покрытие толщиной 0,007 мм. Покрытие из порошков с элементами вольфрама и титана имеет большую твёрдость и очень высокую износостойкость. Метод предполагает возможность нанесения многослойного покрытия общей толщиной 0,02-0,4 мм. Преимуществом метода перед аналогами является то, что ремонтируемая поверхность не нагревается выше 250 оС, а в результате напыления образуется покрытие с высокой прочностью сцепления и малой пористостью, не выше 1%. Кроме того, метод технологически не сложен и экономически выгоден даже при ремонте отдельных деталей.
Ещё один способ восстановления, который сегодня получает распространение в различных отраслях машиностроения, основан на плазменном напылении ремонтных поверхностей композиционными порошковыми материалами. Эти порошки отличаются тугоплавкой основой и легкоплавкой связкой. Такие покрытия имеют огромную износостойкость и особенно эффективны при нанесении на рабочие поверхности, подверженные трению. Структура нанесённого слоя представляет хромоникелевый раствор и карбидную фазу с упрочняющими частицами связки – карбидами и боридами хрома. Плазменное напыление используют при ремонте шеек коленвалов, постелей и блоков двигателей. Сущность метода состоит в «бомбардировке» ремонтной поверхности частицами порошка, разогретыми до пластического состояния плазменной либо газопламенной струями.
Экономия металла и защита от коррозии в сочетании с повышением надёжности – это тот эффект, который мы получаем при верно выбранном способе восстановления изношенных деталей и узлов. Располагая современным набором методов ремонта, восстановление может реально улучшить первоначальные эксплуатационные свойства деталей.
Автор: Николай Днепров
Поделиться
Error
Sorry, the requested file could not be found
More information about this error
◄ Отправка задания «СТВДА»
Jump to…
Jump to…Новостной форумВстречи с АТб-18А2Встреча с АВСб-18Z1,2Лекции по дисциплинеhttps://meet.google.com/art-hjtd-cgjМатериалы по дисциплинеЗадание №1Ответы на задание №1 (Внешние световые приборы)Задание №2Ответы на задание №2 (рулевое управление)Задание №3Ответы на задание №3 (Определение токсичности отработавших газов)Задание №4Ответы на задание №4 (Определение шумности выхлопа)Итоговый тест по дисциплинеВстреча с АВСб-18Z 16. 03.2022Ссылка на встречи АТб-17А2МУ Диагн сист впрыскаВопросы к экзам по СИСТ ПИТ и УПРМУ по выполнению контрольной работыСписок АВСб18Z1Список АВСб18Z2Выполненная КРПракт №1 ОСПУАД (Бенз)Ответы на задание №1Практ №2 ОСПУАД (Диз)Ответы на задание №2Практ №3 ОСПУАД (Газ)Ответы на задание №3Итоговый тест по дисциплинеЗадание №1Отправка задания «Практика АТб-19″Материалы по практикеЗадание №2 до 20.04.20Ответы на задание №2Задание №3 до 04.05.20Ответы на задание №3Задание №4Ответы на задание №4Расписание занятий АТб-19А1Задание для отчета по учебной практике 1 курсОтчеты по практикеРАсписание на летнюю (соср) уч практикуВласов Тех обсл и ремонт а/мЗадание на уч. практику 2 (Летняя)Отчеты по учебной практике 2 (Летняя)Задание для отчёта по прктике АТб-19А1Материалы по практикеОтчеты по учебной практике №3Задание по практике№1Отправка задания «Практика АТб-18″Ответы на задание №2Задание №2 до 16.04.20Материалы по практикеЗадание №3 до 30.04.20Ответы на задание №3Задание №4 до 14.05.20Ответы на задание №4Расписание занятий АТб18А1Расписание занятий АТб18А2Задание №5 до 29. 05.20Ответы на задание №5Задание для отчёта по прктике АТб-18А1Задание для отчёта по прктике АТб-18А2Отчёты по практикеЗадание АТб-17А2Отправка задания «СТВДА»Задание СТВДА по теме №3 до 15.04.20Ответы на задание по теме №3Расписание занятий АТб17А2Задание СТВДА по теме №4 на 29.04.20Ответы на задание по теме №4Задание СТВДА по теме №5 на 13.05.20Ответы на задание по теме №5Встреча с АТб-19А1 15.11.21Лекция — Неисправности стартеровЛекции и материалы ЭиЭСАЗадание для АТб-19А1 на 01.11.21Задание для АТб-19А1 на 01.11.21Задание №1Отправка вопросов по ЭОАОтветы на задание №2Задание №2Расписание занятий АТб17А2Задание №3Задание №4 до 06.05.20Ответы на задание №4Вопросы к экз по ЭиЭСАВстреча с АТб-18Z1,2 16.03.2022 в 17:05Диагностирование системы впрыска топлива с электронным управлением: Методические указания по выполнению лабораторной работыУстройство, функционирование и диагностирование электронной системы управления бензинового двигателя. Учебное пособиеЯковлев В.Ф. Диагностика электронных систем автомобиля. Учебное пособие (2003)Лекция 1. Общие сведения об электронных системах управления двигателемЛекция 2. Датчики электронных систем управления двигателемЛекция 3. Исполнительные элементы системы управления бензинового двигателяИсполнительные элементы системы управления бензинового двигателя. Часть 1Исполнительные элементы системы управления бензинового двигателя. Часть 2Исполнительные элементы системы управления бензинового двигателя. Часть 3Практическое занятие 1. Исследование характеристик датчиков электронной системы управления ДВСПрактическое занятие 2. Исследование функционирования электронной системы управления ДВСПрактическое занятие 3. Исследование влияния неисправностей элементов электронной системы управления ДВСЛабораторная работа №1Лабораторная работа №2Лабораторная работа №3Лабораторная работа №4Лабораторная работа №5Лабораторная работа №6Лабораторная работа №7Лабораторная работа №8Отправка лабораторных работВопросы к зачету по дисциплинеЗадание для контрольной работыОтправка контрольной работыПерезачет по дисциплинеСписок АТб18Z1Список АТб18Z2Итоговый тест по дисциплинеМатериалы по дисциплинеКР Сист упрОтправка КР по ДЭСАВопросы к зачету по дисциплине ДЭСАЗадание для АТб-17Z1-3Ссылка на встречи в период сессии (с 17. 03.21)Задание на практ работу №1Выполненные задания по практической работе №1Задание на практ работу №2Выполненные задания по практической работе №2Задание на лабор работуОтчеты по лабор работеИтоговый тест по дисциплинеДля АТб-17А2 https://meet.google.com/vzc-kyyj-rchОтправка задания для зачетаВопросы к зачету по дисциплине ЭСАЭлектронные и микропроцессорные системы автомобилейУчеб пособиеИтоговое тестирование по дисциплинеОтправка заданий для зачетаКадровое обеспечение системы автосервисаас предприятияВопросы для зачетаВстречи с ПОб-19ZЭлектронные и микропроцессорные системы автомобилейУчеб пособиеКР ДЭиЭСКонтрольная работаВопросы по дисциплине ДЭиЭСОтветы на вопросы по дисциплинеВстреча с ДВСб-19А1 Лекции по ЭиЭСУВопросы по дисциплине ЭиЭСУСИСТЕМЫ ЭЛЕКТРОСНАБЖЕНИЯ И ЗАЖИГАНИЯ АВТОМОБИЛЕЙ Методические указания к лабораторным работам-5Задание для заочВстреча с ДВСб-18А1 17.09.21Материалы по дисциплинеЗадание для ДВСб-18А1 на 01.11Ответы на задание ДВСб-18А1 на 01.11.21Задание для ДВСб-18А1 на 29. 11Лекции ДВСб-19А1Техническая диагностика (Лекции)Контрольные тесты по дисциплинеВопр ТехнДиагн — ДВСбМетод указ для контрольной работыЗадание для ДВСб-19Z1ДВСб-19Z1ДВСб-19Z1Контрольная работаМетод указанияТесты остат знанийВопросы для зачетаЗадание для заочСистемы двигателей ЛекцииВстречи АВСб-19ZРекомендуемая литератураОбсуждение тем по дисциплинеТеоретический материалПрактическое задание №1Ответы на практическое №1Практическое задание №2Ответы на практическое №2Практическое задание №3Ответы на практическое №3Итоговый тест по дисциплинеВопросы итог Оценка кач и сертЛекции Оценка кач и сертифРекомендуемая литератураТеоретический материалОбсуждение тем по дисциплинеЗадание для заочОтветы на заданиеВажно!Ссылка на встречи ЭТКм-20МАZ1Литература по дисциплинеКР Совр элек сист автКонтрольная работаЗадание практ №1Задание практ №1Задание практ №2Задание практ №2Задание практ №3Задание практ №3Задание практ №4Задание практ №4Задание практ №5Задание практ №5Вопросы по дисциплине СЭСАОтветы на вопросы для зачетаИтоговый тест по дисциплинеЗадание АТб 20А1Отчеты по практикеДневники по практикеОтчеты по практикеДневники по практикеЗадание АТб 17 А2Приказ на практику Атб-18А1,2По дисциплинеТехническая диагностика (Лекции)Задание №1 для ДВС-19А1 на 06. 11.21Задание №1 для ДВСб-19А1 на 06.11.21Контрольные тесты по дисциплинеВопр ТехнДиагн — ДВСбБилеты Теор Диаг ДВСбМУ. Опред осн хар диаг парРасписание занятий ДВСб-18А1Практ зан №2Ответы на Задание №2Практ зан №3Ответы на задание №3Практ зан №4Ответы на задание №4Лабораторная работа №1Лабораторная работа №2Лабораторная работа №3Лабораторная работа №4Итоговый тест по дисциплинеДля АТб-18 А2 https://meet.google.com/srz-xyjq-fncТеоретические материалыВопросы по дисциплинеРасписание АТб18А2Практическое задание №1Практич задание №1Практическое задание №2Практическое задание №2Практическое задание №3Практическое задание №3Лекционный материалМатериалы по семестровому заданиюЗадание для заочниковОтветы на задание для заочниковВопросы для экзаменаСсылка на встречуСсылка на занятия с АВСб-20ZРаздел 1. Основы организации сервисных услуг по техническому обслуживанию и ремонту автомототранспортных средствРаздел 2. Производственная инфраструктура предприятияРаздел 3. Бизнес-планирование предприятий автомобильного сервисаРаздел 4. Организация работы с потребителемРаздел 5. Организация и нормирование труда в автосервисном предприятииТеоретические материалыПрактическая работа 1 АВСб-20ZПрактическая работа 1 АВСб-20ZПрактическая работа 2 АВСб-20ZПрактическая работа 2 АВСб-20ZПрактическая работа 3 АВСб-20ZПрактическая работа 3 АВСб-20ZЗадание для АТб-20А2 на 01-06.11.21Задание по лекциям на 01-06.11.21 АТб-20А2Задание по практическим на 01-06.11.21 для АТб-20А2Тесты ООФАСВсё для экзаменаОтветы на вопросы экзаменаПрактическая работа №1 (АТб-20А2)Итоговый тестСсылка на встречу в Google MeetНСб-21Т1 Задание для отчета по учебной практике 1 курсАТб-21А Задание для отчета по учебной практике 1 курсОтчеты по практике АТб-21А (Задание №1)Отчеты по практике НСб-21Т (Задание №1)Титульный образецСписок использованных источников. Правила оформленияЗадание для заочного ф-таМатериалы по дисциплинеВидеоматериалы по дисциплинеЗадание №1Задание №2Видеовстречи ДВСбИтоговый тест по дисциплинеМатериалы по дисциплинеЗадание к лабораторнойЗадание к лабораторнойЗадание на практ работу №1Практическое задание №1Задание на практ работу №2Практическая работа№2Опрос 1 Контр. неделяВопросы к зачету по дисциплине ЭСУДСписок рек литературыНорм-прав регул в АТЭТеоретические материалыЛабораторные работыОтчеты по лабор рабВстречи с АВСб-19ZИтоговый тест по дисциплинеПрактическое задание (Технологическая карта) ДВСб-19А1
Задание СТВДА по теме №3 до 15.04.20 ►
Skip Accessibility
A-
A
A+
R
A
A
A
(always?)
Skip Statistics
Способы восстановления деталей — Техническое Обслуживание и Ремонт Автомобилей
Изношенную деталь восстанавливают под номинальный или ремонтный размер, придают детали правильную геометрическую форму и соответствующие поверхностные свойства или устраняют различные механические повреждения, а иногда и аварийные неисправности.
Для этого используют следующие методы:
-восстановление посадки с применением деталей ремонтных размеров;
-восстановление посадки с применением дополнительных ремонтных деталей;
-восстановление посадки путем — получения начальных размеров наплавкой, металлизацией, электролитическим и химическим наращиванием, покрытием полимерными материалами и т. д.;
устранение различных механических повреждений.
-Восстановление посадки с применением деталей ремонтных размеров заключается в том, что наиболее дорогую и ответственную деталь обрабатывают под ремонтный размер, а сопряженную деталь заменяют новой. Например, при ремонте шеек коленчатого вала их диаметры обрабатывают под ремонтный размер, а вкладыши подбирают новые (ремонтного размера), обеспечивая соответствующий зазор между данными деталями. Таким образом, ремонтный размер — это ближайший размер от номинального, который при обработке изношенной детали обеспечивает требуемую геометрическую форму и шероховатость поверхности.
Различают стандартные, регламентированные и свободные ремонтные размеры.
Стандартные ремонтные размеры применяются для поршней, поршневых колец и пальцев, толкателей, тонкостенных вкладышей. Указанные детали ремонтных размеров изготавливаются автопромышленностью и заводами по производству запасных частей. Ремонтные предприятия производят восстановление сопряженных деталей (блок цилиндров, коленчатые валы и т. д.) в соответствии со стандартными ремонтными размерами рассматриваемых деталей.
Регламентированные ремонтные размеры устанавливаются техническими условиями на ремонт ряда деталей, например на диаметры шеек кулачковых валов и их втулок, клапанов и их направляющих, шкворней и других деталей. Недостатком стандартных и регламентированных ремонтных размеров является то, что в процессе обработки приходится снимать не только дефектный поверхностный слой металла, образовавшийся в результате износа, но и вести дальнейшую обработку до тех пор, пока не будет достигнут ремонтный размер детали. Однако важное преимущество данных размеров заключается в том, что они позволяют заранее иметь готовые детали и осуществлять ремонт методом частичной взаимозаменяемости.
Свободные ремонтные размеры предусматривают обработку деталей до получения правильной геометрической формы и требуемой шероховатости рабочих поверхностей. При ремонте одни и те же детали могут получить различные размеры в зависимости от величины и характера износа. Сопряженная деталь подгоняется к отремонтированной до величины свободного ее размера. В этом случае заранее изготовить детали с окончательными размерами нельзя. Поэтому приходится осуществлять подгонку деталей по месту. В ремонтном производстве восстановление деталей под свободные размеры производится у различного нестандартного оборудования.
Восстановление посадки с применением дополнительных ремонтных деталей широко применяется при восстановлении деталей под ремонтный и особенно под номинальный размер.
Сущность способа состоит в том, что на изношенную поверхность предварительно обработанной детали устанавливают специально изготовленную дополнительную деталь (насадок). Дополнительные детали — насадки — изготавливают в виде различных втулок, гильз, колец, разьбовых ввертышей, зубчатых венцов шестерен и т. д. Этим способом ремонтируют блок цилиндров, гнезда клапанов, посадочные отверстия под подшипники качения в картерах коробок передач, задних мостов, ступицах, корпуса масляных и водяных насосов, отверстия с изношенной резьбой в корпусных деталях и др.
Крепление дополнительной детали чаще всего осуществляют за счет гарантированного натяга выбранной посадки. В отдельных случаях применяют дополнительные крепления в виде приварки в нескольких точках или по всему сечению торцовой поверхности, стопорных винтов или шпилек. Стопорные винты используют для крепления втулок и резьбовых ввертышей.
В условиях ремонтных предприятий сборку дополнительных деталей с ремонтируемой осуществляют обычно под прессом. При этом происходят изменения размеров втулки, которые необходимо учитывать при окончательной обработке ее рабочей поверхности.
Восстановление посадки путем получения номинальных размеров независимо от степени износа возможно различными методами, если прочность детали достаточна и выбранный метод экономически целесообразен. В ремонтном производстве применяются следующие способы: наплавка; металлизация; электролитическое наращивание; давление; покрытие полимерными материалами и др. Опытную проверку проходят плазменная наплавка, сварка трением, наплавка жидким металлом, электрофизические способы сварки (диффузионная, ультразвуковая, лазером и др. ).
Поделитесь этой страницей с друзьями!
Ремонт и восстановление деталей автомобиля
Ремонт деталей представляет собой восстановление всех геометрических размеров детали, ее формы и расположения поверхностей, а также обеспечение физико-механических свойств в сравнении с новой деталью. Кроме этого при ремонте решается задача повышения долговечности и работоспособности детали. При ремонте автомобилей нашли широкое применение следующие способы восстановления деталей: механическая обработка, сварка, наплавка, напыление металлов, химическая и гальваническая обработка.
Механическая обработка применяется для снятия припуска на обработку после наплавки, сварки, напыления и т. д.; для придания детали заданных геометрических форм; для установки дополнительных ремонтных деталей; обработки одной из сопряженных деталей при ремонте под ремонтные размеры. После механической обработки деталь, как правило, имеет необходимые геометрические размеры, но не обладает требуемыми физико-механическими свойствами. Поэтому некоторые детали после механической обработки проходят термическую обработку, в результате которой они приобретают необходимые физико-механические свойства.
Наплавочные работы широко применяются при восстановлении изношенных деталей. Сущность наплавки сводится к тому, что при помощи источника нагрева присадочный металл расплавляется и переносится на наплавляемую поверхность восстанавливаемой детали. При этом происходит частичное расплавление поверхностного слоя основного металла детали, который вместе с расплавленным присадочным металлом образует слой наплавленного металла. Наплавочные работы могут осуществляться различными способами, основными из которых являются: ручная дуговая наплавка, автоматическая дуговая наплавка под флюсом, наплавка в среде углекислого газа, вибродуговая наплавка, а также плазменная и газовая наплавка. Ручная дуговая наплавка широко применяется при индивидуальном способе проведения работ. На выбор марки применяемого при ручной наплавке электрода влияют требования, которые предъявляются к металлу поверхности в зависимости от вида изнашивания. Наплавку плоских поверхностей осуществляют в наклонном положении способом сверху вниз. Наплавку цилиндрических поверхностей выполняют по винтовой линии или продольными валиками.
При большом объеме восстановительных работ рекомендуется применять автоматическую наплавку под флюсом. Сущность такого способа заключается в том, что сварочная дуга горит под слоем флюса, в результате этого выделяется тепло, которое расплавляет электродную, проволоку, слой основного металла детали, а также флюс. Расплавленный металл электрода вступает во взаимодействие с основным металлом детали, в результате этого образуется слой наплавленного металла. С удалением сварочной дуги расплавленный флюс затвердевает, при этом образуется шлаковая корка, которая легко отделяется от металла. На выбор марки электродной проволоки для наплавки влияют требуемые физико-механические свойства металла. Автоматическая наплавка по сравнению с ручной наплавкой имеет следующие преимущества: высокая производительность, возможность получения наплавленного слоя с заданными физико-механическими свойствами, отсутствие ультрафиолетового излучения, высокое качество наплавленного металла, лучшие условия труда сварщиков.
Достаточно широкое применение получила наплавка в среде углекислого газа. Сущность этого метода состоит в том, что сварочная дуга горит в среде углекислого газа, в результате этого расплавленный металл не контактирует с воздухом. Наплавка в среде углекислого газа имеет следующие преимущества перед наплавкой под флюсом: меньший нагрев детали, более высокая производительность, возможность восстановления деталей небольших размеров, возможность совмещения наплавки с термической обработкой. К недостаткам наплавки в среде с углекислым газом относится то обстоятельство, что легирование наплавленного металла ограничивается химическим составом электродной проволоки. Кроме этого широко применяется способ вибродуговой наплавки, сущность которого заключается в том, что электродной проволоке при движении в зону дуги придаются дополнительные продольные колебания высокой частоты. Благодаря этим колебаниям повышается стабильность горения дуги. Кроме того, колебания позволяют снизить силу сварочного тока и его напряжение по сравнению с наплавкой в среде с углекислым газом. Достоинствами данного метода является возможность восстановления деталей небольшого размера, а также вибродуговая наплавка отличается малой глубиной зоны термического влияния и незначительным нагревом детали.
Кроме вышеперечисленных методов наплавки широко применяется метод плазменной наплавки. Сущность этого метода заключается в расплавлении присадочного металла струей плазмы и перенесении его на поверхность восстанавливаемой детали. Достоинствами такого метода наплавки являются возможность регулирования температуры нагрева металла, малая глубина зоны термического влияния, высокое качество наплавляемого металла, а также высокая производительность труда. Недостатком этого способа наплавки являются более высокие требования по электробезопасности при выполнении наплавочных работ.
При ремонте автомобилей достаточно редко применяется способ газовой наплавки металла. Этот способ применяется в основном при индивидуальном выполнении ремонтных работ из-за трудности механизации выполнения работ. Наплавка металла производится при помощи газового пламени, которое образуется при сгорании кислорода в среде ацетилена. Температура пламени в зоне ядра достигает 3100-3200 °С. Достоинством газовой наплавки по сравнению с дуговой наплавкой является возможность регулирования температуры нагрева, а также возможность проведения последующей термической обработки. К недостатку этого способа относится высокая трудоемкость процесса, высокая стоимость, а также большая зона термического влияния. Напыление металлов представляет собой перенос расплавленного металла на предварительно подготовленную поверхность детали при помощи потока сжатого воздуха. Расплавленный металл разделяется на мелкие частицы потоком сжатого воздуха, затем частицы ударяются о поверхность детали и соединяются с ней, в результате этого образуется слой покрытия.
В зависимости от источника нагрева напыление может быть газопламенным, электродуговым, плазменным и т. д. При газопламенном напылении расплав напыляемых частиц осуществляется газовым пламенем, а распыление — сжатым воздухом. В роли горючего газа выступает чаще всего пропан-бутан, а также природный газ, ацетилен. В качестве напыляемого материала могут выступать порошок, проволока сплошного сечения, а также порошковая проволока. Достоинства этого метода — в небольшом окислении и в достаточной прочности и долговечности получаемого покрытия. Недостатком этого метода является малая производительность.
При электродуговом напылении распыление расплавленного металла осуществляется при помощи сжатого воздуха, а расплавление проволоки — электрической дугой. Достоинством этого способа является его простота по равнению с другими. Недостатком является низкое качество получившегося покрытия из-за интенсивного окисления, а также выгорание значительного количества материала. Наиболее широкое применение получил метод плазменного напыления. Расплавление материала осуществляется плазмой. Достоинства плазменного напыления: высокое качество покрытия, высокая производительность, возможность регулирования параметров процесса напыления. Недостатки: невысокий КПД процесса, а также высокая электроопасность.
Гальваническое покрытие получают при переносе металла из раствора электролита на деталь. Этот процесс проходит при пропускании через раствор электролита электрического тока. В роли катода выступает деталь, а в роли анода — металлическая пластина.
Способы восстановления деталей двигателя
Способы восстановления деталей двигателя
Для обеспечения нормальной работы двигателя необходимо периодически его ремонтировать. В современной технологии ремонта деталей двигателей применяют следующие основные способы: изменение размеров деталей, наращивание деталей сваркой, гальванопокрытиями или металлизацией, восстановление насадками, пластической деформацией и с помощью специальных клеев и замазок.
Восстановление посадок изменением размеров изношенных деталей. Данный способ ремонта состоит в том, что одну из двух сопряженных деталей двигателя механически обрабатывают под ремонтный размер, а другую устанавливают ремонтного размера.
Механическая обработка изношенных поверхностей необходима для восстановления правильной геометрической формы и начальной посадки деталей.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
В качестве примера рассмотрим способ восстановления сопряженных деталей цилиндр — поршень двигателя ГАЗ-МК.
При износе цилиндра и поршня двигателя, когда зазор между ними достигнет более 0,3 мм, двигатель работает с повышенным расходом масла и бензина. В этом случае производят ремонт, т.е. растачивают и шлифуют цилиндры под ближайшие ремонтные размеры и заменяют изношенные поршни новыми — ремонтных размеров.
Зная припуск на обработку диаметра цилиндра, можно легко подобрать поршень необходимого ремонтного размера. Машиностроительные заводы выпускают запасные части (поршни, поршневые кольца, тонкостенные вкладыши и др.) ремонтных размеров для различных типов двигателей передвижных электростанций.
вается расход масла и снижается мощность. Поэтому необходимо заменить изношенный поршень поршнем ремонтного размера.
Достоинства способа восстановления деталей под ремонтный размер заключаются в простоте и относительной дешевизне ремонтного процесса, а недостатки — в снижении износоустойчивости и прочности отремонтированных деталей.
Восстановление деталей наращиванием сваркой. При ремонте деталей применяют электрическую или газовую сварку, наплавку под слоем флюса и в среде углекислого газа, а также виброконтактную наплавку. Сваркой восстанавливают более 50% деталей машин. Сварка обеспечивает прочные и надежные соединения.
В большинстве случаев при ремонте деталей применяют сварку ацети-лено-кислородным пламенем, температура которого достигает 3100- 3200 °С.
Сварочный шов при сварке таким пламенем получается качественным и хорошо поддается механической обработке, В зависимости от качества смеси ацетилена с кислородом сварочный шов может быть мягким или ломким.
Ацетилен для сварки получают в специальном генераторе, который заряжают карбидом кальция. В генератор поступает вода, от воздействия которой на карбид кальция образуется горючий газ — ацетилен и выделяется гашеная известь. Из генератора ацетилен поступает к горелке. Сжатый кислород из баллона тоже поступает к горелке. При соединении кислорода с ацетиленом у наконечника горелки возникает пламя, которое, действуя на металл присадочной проволоки, расплавляет ее, в результате чего образуется сварочный шов.
Для полного разложения 1 кг карбида необходимо затратить около 0,6 л воды. Стандартные генераторы вырабатывают 3000 л ацетилена в час под давлением 0,3 кГ/см2. Кислород, необходимый для горения ацетилена, получают с заводов в баллонах, окрашенных в голубой цвет. В баллон емкостью 40 л кислород нагнетают под давлением 150 кГ/см2, что соответствует 6000 л кислорода при атмосферном давлении. Давление кислорода, поступающего из баллона в горелку, снижается в редукторе 4 до 1-4 кГ/см2. На некоторых ремонтных предприятиях пользуются ацетиленом, который получают с заводов в баллонах, окрашенных в белый цвет. В баллоне емкостью 40 л три давлении 26 кГ/см2 помещается около 4000 л ацетилена. Давление ацетилена снижается в редукторе 4 до 0,01-1,5 кГ/см2.
Ремонт деталей электродуговой сваркой тоже широко применяют при ремонте двигателей передвижных электростанций. При электродуговой сварке металл плавится от действия теплоты электрической дуги, температура которой достигает 4000-6000° С.
Наиболее распространен предложенный Н. Г. Славяновым способ электросварки с металлическими электродами.: Для электросварки можно применять как переменный, так и постоянный ток; лучшие результаты дает сварка постоянным гоком. При сварке постоянным током теплота электрической дуги распределяется следующим образом: около 2/3 ее выделяется на положительном полюсе и 1/з — на отрицательном полюсе, поэтому массивные свариваемые детали соединяют с положительным полюсом. Детали толщиной до 2,5 мм из легированных сталей и чугуна сваривают стальными электродами, при которых нагрев нежелателен. В этом случае деталь соединяют с отрицательным полюсом, т.е. сварку ведут с обратной полярностью.
Широко применяют способ ремонта при помощи сварочного трансформатора переменного тока (рис. 2). Силу тока регулируют изменением величины индукционного редуктора, соединенного последовательно с вторичной обмоткой трансформатора. Первичная обмотка трансформатора включается в электросеть. Для создания устойчивой электродуги при сварка параллельно трансформатору и редуктору 1 подсоединяют осциллятор (регулятор), питающий дугу при напряжении около 3000 в током высокой частоты (порядка 200 кгц), благодаря чему обеспечивается безопасность персонала.
При газовой сварке применяют присадочную проволоку, состав которой соответствует составу ремонтируемой детали. Стальные детали наплавляют высоколегированной стальной проволокой и твердыми сплавами типа сормайт № 1 и № 2, чугунные детали — чугуном и медью.
Для электросварки применяют стальные и чугунные электроды, покрытые специальной обмазкой, позволяющей получить шов высокого качества.
Выпускаются следующие марки электродов с обмазкой: УОНИ-13/45, ОЗН-300, 03H-350 и УОНЧ-13/15 для сварки мало-углеродистых сталей; ЦН-250 — для сварки всех конструкционных сталей.
Восстановление деталей металлизацией. Процесс металлизации заключается в расплавлении и распыливании расплавленного металла и последующем нанесении его на поверхность ремонтируемой детали специальным аппаратом-металлизато-ром. Металл распыляется на частицы размером 0,01-0,015 мм сжатым воздухом со скоростью движения его 140-330 м/сек.
Металлизацию применяют при ремонте изношенных шеек коленчатых и распределительных валов и для заделки трещин в блоках цилиндров двигателей.
Существуют различные способы металлизации, при которых используется теплота, создаваемая токами высокой частоты, электрической дугой или горящим газокислородным пламенем. Наиболее распространена электродуговая металлизация.
Устройство электродуговой стационарной металлизационной установки, схематически показано на рис. 152. Компрессор подает воздух под давлением 4,5-6 кГ/см2 в ресивер 2 емкостью 2,0-2,5 м3. Из ресивера воздух поступает в маслоотделитель, а из него по шлангу — в металлизатор. Ток напряжением 20-30 в подается в металлизатор от понижающего трансформатора. Две металлические проволоки, намотанные на катушки, автоматически протягиваются специальным механизмом через ролики и подаются в металлизатор.
Электродуговой металлизационный аппарат (рис. 4) работает следующим образом. В точке касания концов движущихся проволок проходит ток, вследствие чего возникает электрическая дуга и проволоки плавятся. Капли расплавленного металла выдуваются через сопло 5 сжатым воздухом, поступающим от компрессора, и с большой скоростью ударяются о поверхность ремонтируемой детали, где, оседая и охлаждаясь, образуют слой металлического покрытия.
Производительность металлизатора 12-14 кг/ч расплавленного металла. Наименьшая допустимая толщина покрытия после механической обработки должна составлять 1,0-0,6 мм в зависимости от размера детали.
Технология ремонта методом электрометаллизации заключается в подготовке детали (создании на поверхности шероховатости и удалении с нее грязи), нанесении слоя металла требуемой толщины и механической обработке этого слоя.
Восстановление деталей гальванопокрытиями. Для восстановления некоторых деталей применяется гальванический способ покрытия: хромирование, железнение и др.
Хромирование применяется для повышения поверхностной твердости и восстановления изношенных поверхностей. Сущность хромирования заключается в нанесении слоя хрома на поверхности деталей. Хромирование производится посредством электролиза. Для этого применяют ванну с электролитом, состоящим из хромовой и серной кислот. В ванне установлены электроды — анод и катод. Анодом служит металл, которым покрывается деталь, а катодом-деталь, подлежащая покрытию металлом. Хром под действием постоянного тока электричес-ким путем переносится на поверхности деталей. Перед хромированием детали обезжиривают и шлифуют, затем опускают в ванну с электролитом и укрепляют в подвешенном положении. Хромирование деталей производят на толщину нескольких микронов.
Железнением ремонтируют изношенные поверхности деталей. Железнение — это гальванический способ нанесения железа, содержащегося в растворах его хлористых или сернокислых солей. Процесс железнения протекает в 10 раз быстрее, чем процесс хромирования. Для железнения наиболее часто применяют состав из 450 г/л хлористого железа, 300 г/л поваренной соли и 3,5 г/л соляной кислоты. Плотность тока при железнении должна быть 2000 а/м2, а температура раствора 100 °С.
Восстановление деталей насадками. Восстановление деталей насадками имеет преимущества перед методом обработки деталей под ремонтный размер, которые заключаются в его простоте, доступности и дешевизне. Недостатком данного способа является невозможность применения насадков или втулок для восстановления трущихся поверхностей большинства деталей двигателя.
Технологический процесс восстановления деталей насадками состоит в подготовке изношенной поверхности детали, называемой поднасадком, в изготовлении самого насадка, соединении детали и насадка в одно целое и механической обработке рабочей поверхности, восстановленной насадком. Для резьбовых насадков применяют сталь 10 и 20, а для прессуемых соединений — сталь 35 и 45. Чугун используют для насадков, работающих на трение.
Ремонт деталей методом пластической деформации. Восстановление деталей методом пластической деформации (раздачи, обжимки, правки, осадки) основано на использовании пластических свойств металла. Вследствие пластичности металла у деталей под действием давления может изменяться форма. Методом пластической деформации детали ремонтируют как в холодном, так и в горячем состоянии. Выбор режима обработки зависит от степени износа, материала и объема металла детали.
Правкой восстанавливают изогнутые коленчатые валы, раздачей-поршневые пальцы и другие пустотелые детали, осадкой ремонтируют, например, головки клапанов.
Ремонт деталей клеями и замазками. В последнее время в ремонтной практике при заделке трещин, пробоин и соединении дефектных деталей применяют клеи и замазки. Склеенные изделия имеют высокую механическую прочность и обеспечивают надежное соединение, в ряде случаев не уступающее по прочности сварке и клепке.
Широко используются универсальный клей БФ, карбиноль-ный клей, клей ВС-10Т, специальные составы с эпоксидными смолами (ЭД-5, ЭД-6 и ЭД-40) и различные замазки, например глетоглицериновая и др.
Для очистки масляного картера нужно слить из него старое масло, заполнить его свежим маслом4и поставить двигатель на холостую (без нагрузки) работу в течение 10-15 мин, затем еще раз слить масло.
При сдаче двигателя для ремонта в ремонтные мастерские или на завод вместе с заказом на ремонт ремонтному предприятию представляют паспорт двигателя электростанции и акт о его техническом состоянии.
На ремонтном предприятии двигатель поступает сначала в разборочно-моечное отделение. Там его направляют на стенд для разборки. Большую часть агрегатов и узлов двигателя подвергают дополнительной мойке, после чего возвращают на рабочее место для разборки, дефектации узлов, агрегатов и деталей и последующего их ремонта.
К агрегатам и узлам двигателя, направляемым на разборку, относятся: топливная аппаратура, радиаторы и электрооборудование.
Детали, входящие в отдельные узлы и агрегаты, признанные годными для работы (например, шестерни газораспределения, шатуны с крышками и др. ), необходимо маркировать. Маркировку наносят на самих деталях или на специальных бирках, присоединяемых к ним проволокой. При этом указывают номер двигателя, с которого детали сняты. Такая маркировка делается для того, чтобы можно было повторно использовать годные детали на ремонтируемых агрегатах двигателя.
При разборке и сборке двигателя полезно пользоваться альбомами технологических карт.
Разборка двигателя. Разборка двигателя производится для того, чтобы обеспечить доступ к отдельным деталям для их осмотра.
Двигатель разбирают в такой последовательности: — -снимают корпус масляного фильтра, стартер, генератор, распределитель и водяную помпу, головку цилиндров, для чего отвертывают гайки, крепящие головку к блоку; — отвертывают болты маховика и снимают маховик; — отвернув болты нижнего картера (поддона) и сняв его, снимают масляный насос и маслопроводы; — расшплинтовывают шатунные и коренные подшипники и отвертывают гайки болтов нижних головок шатунов; — снимают нижние крышки шатунов и вынимают поршни из цилиндров вместе с шатунами; — отвернув болты, крепящие картер маховика к блоку цилиндров, снимают картер; — снимают крышку распределительных шестерен, нижние крышки коренных подшипников и вынимают коленчатый вал; — отвернув четыре болта клапанных крышек, снимают эти крышки; — специальным съемником снимают клапаны и клапанные пружины.
Разборку двигателя производят с соблюдением правил техники безопасности.
Мойка и дефектация узлов и деталей. Детали и узлы двигателя, поступившие в ремонт, подвергают мойке сначала специальным горячим раствором, а затем чистой горячей водой. Мойка деталей должна быть организована так, чтобы не смешивались узлы и детали разных двигателей, иначе будет трудно производить дефектацию.
Моечные машины и установки бывают различных конструкций. Для мойки небольших деталей применяют специальные передвижные ванны. Рекомендуемый состав моечного раствора: 25 г. едкого натра (каустической соды), 35 г. кальцинированной соды, 25 г. жидкого мыла и 1,5 г. жидкого стекла. Можно применять также раствор, состоящий из 2,3 г. каустической соды, 6,5 г. кальцинированной соды и 3 г. зеленого мыла.
Температура раствора и воды при мойке деталей должна быть 80-90 °С. При пользовании горячими растворами необходимо соблюдать осторожность, во избежание ожогов и попадания раствора на незащищенные части лица и рук.
Для удаления нагара с деталей рекомендуется применять раствор, состоящий из 3,5% эмульсии, 0,15% кальцинированной соды, 0,15% жидкого стекла и 96,2% воды; температура раствора должна быть 60-80 °С. Детали, очищенные от нагара, промывают в холодной, а затем в горячей воде.
Из выпускных труб двигателей нагар удаляют путем нагрева труб в термической печи до 600-700 °С в течение 2-3 ч с последующим медленным охлаждением их в печи или сухом песке. Нагар в выпускных трубах можно выжигать и с помощью газовой горелки.
После осмотра детали сортируют. После мойки и разборки определяют степень износа и состояние деталей (дефектация) с целью выявления их пригодности для дальнейшей работы. Дефектация состоит из внешнего осмотра, замера величин зазоров, проверки на специальных приспособлениях и стендах. При де-фектации применяют универсальные стенды для гидравлического испытания блоков цилиндров, головок блоков, впускных и выпускных коллекторов. Степень износа цилиндро-поршневой группы двигателя определяют по внешним признакам в процессе его работы. Если расход масла достигает 4-4,6% количества использованного топлива и его не удается снизить даже путем замены поршневых колец, в этом случае необходимо произвести расточку и шлифовку цилиндров (или замену гильз цилиндров) и заменить поршни новыми — ремонтных размеров.
С увеличением зазоров в подшипниках коленчатых валов резко снижается давление масла. Установлено, что для дизельного двигателя Д-54 предельные зазоры в коренных и шатунных подшипниках соответственно равны 0,4 и 0,5 мм.
Величины износов, обеспечивающие эксплуатацию детали или сопряжения в течение межремонтного срока, называются, допустимым и. Наименее долговечной деталью является гильза цилиндра (цилиндр) двигателя, срок работы которой в среднем составляет 2000 ч. Поэтому в практике эксплуатации дизелей очередной их ремонт обычно приурочивают к этому сроку.
После разборки ремонтируемого двигателя составляют ведомость дефектов и карту дефектации деталей. Непригодные для использования и ремонта детали откладывают в специальный ящик.
Основные узлы двигателя (масляный насос, форсунки, радиаторы и др.) испытывают на специальных стендах и лишь при неудовлетворительных результатах испытаний дается заключение о необходимости их разборки и подетальной дефектации.
В зависимости от величины износа, вида и характера повреждений детали при дефектации сортируют на пять групп, а затем маркируют краской различного цвета: пригодные — зеленой; пригодные только при сопряжении с новыми или восстановленными до нормальных размеров деталями — желтой; подлежащие ремонту на ремонтном предприятии — белой; подлежащие восстановлению только на специализированных ремонтных предприятиях- синей; полностью непригодные — красной.
К группе пригодных относятся детали, имеющие допустимые износы. Износ деталей определяют, руководствуясь техническими условиями на контроль и сортировку.
К группе подлежащих ремонту или восстановлению относятся детали, имеющие износы и другие дефекты, которые можно устранить путем ремонта.
Ремонтируемые узлы двигателей комплектуют деталями в соответствии с ведомостью дефектов и техническими условиям]! на ремонт деталей (приведенными в альбомах технологических карт на разборку и сборку двигателей).
, — ()
Восстановление изношенных или замена дефектных сборочных единиц (узлов) и деталей
Восстановление деталей применяется при отсутствии запасных частей.
Выбор способа восстановления определяется величиной и характером износа, необходимой термообработкой, конструктивными особенностями, размерами и характером нагрузок, действующих на деталь.
Метод восстановления должен обеспечить полноценность детали в условиях эксплуатации и быть экономически целесообразным.
При выборе метода восстановления необходимо учитывать стоимость восстановления и долговечность не только восстанавливаемой детали, но и детали, с ней сопряженной, т.к. износ сопряженной детали зависит от метода восстановления ремонтируемой детали.
Возможны следующие способы устранения повреждений детали:
1. Повреждения целостности деталей исправляется с помощью сварки и накладок.
2. Геометрическая форма и размеры деталей восстанавливаются с помощью наплавки, металлизации, электролитического наращивания металла, методом пластических деформаций и правкой.
Сварка
Для восстановления поломанных деталей применяют электродуговую сварку постоянным и переменным током.
Для сварки постоянным током используют сварочные генераторы, а для сварки переменным током – сварочные агрегаты с однофазным однопостовым трансформатором.
При сварке толстостенных деталей применяют прямую полярность (плюс – деталь, минус – электрод), чтобы обеспечить прогрев шва, а при сварке тонкостенных – обратную полярность.
Основными требованиями при сварке являются правильная подготовка швов, выбор соответствующих электродов и соблюдение принятой технологии.
Швы под сварку должны быть разделаны рубкой зубилами, фрезерованием, строганием и зачищены шлифовкой.
Электроды и присадочные материалы, применяемые для сварки, выбирают в зависимости от марки материала, из которой изготовлена деталь. Диаметр стержня и толщина покрытия электрода должны быть соразмерны толщине свариваемого шва. Возможно применение пучка электродов по два, три и четыре электрода.
Для снятия напряжений, появившихся в результате сварки, детали подвергают термообработке полностью или в зоне сварного шва. Режим термообработки зависит от размеров и форм детали и поврежденного участка. Термообработка улучшает структуру металла, снижает напряжения и предупреждает хрупкий излом в сварных швах.
Наплавка
Наиболее доступный и распространенный метод восстановления деталей. Процесс восстановления детали складывается из наплавки, отжига и механической обработки ее на номинальный размер.
Наплавкой наращивают на изношенной поверхности достаточный слой металла, прочность которого не меньше прочности металла восстанавливаемой детали. Наплавку выполняют на цилиндрических, плоских и фасонных поверхностях. Значительная толщина наплавляемого слоя достигается многослойной наплавкой.
Недостаток наплавки – коробление деталей вследствие возникновения напряжений, обусловленных местным нагревом детали. Во избежании коробления деталь нагревают до температуры 100 – 400 ºС. Кроме того, на цилиндрической детали валики накладывают обратноступенчатой сваркой, а на плоской детали – сваркой вразброс. После наплавки проводят термообработку.
Этот метод восстановления деталей применяют для стальных, чугунных, бронзовых, свинцовых деталей, а также для баббитовых вкладышей подшипников скольжения.
Длинные и тонкие валы наплавкой не восстанавливаются.
Металлизация
Металлизацией называется процесс нанесения расплавленного металла на поверхность изделий с помощью сжатого воздуха. Металл, расплавленный в металлизаторе, распыляется сжатым воздухом на частицы размером в несколько микрометров и в таком виде наносится на поверхность восстанавливаемой детали. Напыление осуществляется послойно, в результате чего металлизацией удается получать покрытия толщиной до 10 мм.
Подготовка поверхности детали при металлизации заключается в обезжиривании ее раствором каустической и кальцинированной соды и в обработке нанесением рваной резьбы (для повышения прочности сцепления напыляемого слоя с деталью).
После металлизации в напыленном слое содержится много окислов. Последующая обработка высокотвердого металлизированного слоя ведется резцами с твердосплавными пластинами.
Методы электролитического восстановления деталей
К электролитическим методами покрытия деталей относятся осаждение сплавов, хромирование, железирование, никелирование, меднение, цинкование и т.д. Чаще при восстановлении деталей в ремонтной практике находят применение хромирование и железнение. Максимальная толщина покрытия при хромировании может достигать 0,2 – 0,3 мм, а при железнении – 2 – 3 мм.
Хромирование повышает износостойкость детали благодаря твердости и износоустойчивости хрома. Хромированные поверхности обладают высокими антикоррозионными свойствами.
Недостатки хромирования: низкая скорость осаждения (24 – 50 мкм/ч) и плохая смачиваемость хрома маслами. Поэтому хромирование используется только при небольшом степени износа.
Железнение дает возможность получать толстые (до 3 мм) покрытия. Железнение применяется как самостоятельный метод восстановления детали, а также при создании подслоя для хромирования.
Детали перед железнением шлифуют или полируют. Цементованные или закаленные детали перед механической обработкой подвергают отжигу.
Метод пластических деформаций
Восстановление деталей при помощи пластических деформаций основано на способности детали изменять свою геометрическую форму без разрушения под действием внешних сил. Возможны следующие методы восстановления деталей: правка, осадка, раздача, обжим, накатывание и др.
Правку применяют для устранения изгиба, коробления, скручивания.
Этим методом восстанавливают валы, рычаги, кронштейны, шатуны.
Правку можно осуществлять с нагревом и без него. Нагрев уменьшает остаточные напряжения в металле, но одновременно может вызвать коробление детали и изменение структуры металла.
Для правки валов и других элементов конструкции используют винтовые скобы, домкраты, рычажные захваты и другие приспособления.
Рисунок – Пресс для правки валов
1, 6 – подвижные винты; 2, 4 – призмы; 5 — рама
При правке выпучин и вмятин в корпусах аппаратов и емкостей выправляемый участок нагревают. При этом соседние участки для увеличения жесткости могут быть усилены приваркой швеллеров. Выпучины правят ударами кувалды по медной подкладке в направлении от периферии выпучины к центру. Нагрев стенок из легированных сталей не допускается, т.к. он может привести к изменению структуры металла. При невозможности правки устанавливают заплату.
Обжим и раздачу используют для изменения размеров детали. Эти способы применимы только для восстановления мелких и тонкостенных деталей из пластических материалов. Кроме того, эти детали должны иметь простейшую геометрическую форму (втулки из цветных металлов, поршневые кольца и т.д.).
Обработка деталей на ремонтные размеры
Обработка на ремонтные размеры применяется для сопрягаемых деталей с целью восстановления посадки в соединении. При таком виде ремонта одна из сопрягаемых деталей обрабатывается для устранения следов износа, т.е. восстанавливается только качество и форма поверхности, а размер детали изменяется. Вторая деталь целиком изготавливается заново, но уже на новый размер, обеспечивающий проектную посадку в соединении.
В основном этот вид восстановления применяется для пары вал – втулка. При увеличении зазора в сочленении шейка вала протачивается для устранения эллипсности, удаления следов износа, а отверстие (втулка) изготовляется заново с меньшим, чем первоначальное, значением диаметра. Новые размеры деталей соединения отличаются от проектных (номинальных) значений и называются ремонтными.
Этот вид ремонта может применяться несколько раз при допустимом уменьшении диаметра вала на 10 % от его первоначального размера.
Разновидностью обработки на ремонтные размеры является способ дополнительных деталей. При большом износе сопрягаемых деталей между ними устанавливается дополнительная деталь.
В качестве дополнительных деталей применяются втулки, гильзы, кольца, зубчатые венцы, пластины. Обычно толщина устанавливаемой втулки или пластины значительно превышает величину износа детали, поэтому перед установкой дополнительной детали основная деталь обрабатывается по 6 – 9 классу шероховатости со съемом значительного слоя металла.
Условием надежной работы соединения после ремонта является обеспечение необходимого момента трения в посадке дополнительной детали, препятствующего ее проворачиванию или сдвигу. Для обеспечения этого момента трения соединение основной детали с дополнительной осуществляется напрессовкой, приваркой или установкой стопорных винтов.
После установки дополнительная деталь подвергается обработке под номинальный или новый ремонтный размер.
Рисунок — Установка ввертыша
1 – деталь; 2 – ввертыш
Рисунок – Установка резьбовой втулки на вал
1 – вал; 2 – втулка; 3 – стопорный штифт
Метод дополнительных деталей имеет следующие недостатки: снижает усталостную прочность восстановленных деталей, неприменим для восстановления тонкостенных деталей.
Как навсегда восстановить черную пластиковую отделку (легкое исправление)
Одна вещь, которая всегда может испортить внешний вид обновленного автомобиля, — это выцветшие участки черной пластиковой отделки кузова. Эти области, которые когда-то были темно-черного цвета, когда они покидали завод, со временем меняют цвет на старый и усталый серый (иногда почти белый). Как и в случае с любыми внешними элементами автомобиля, он подвергается воздействию элементов и, следовательно, склонен к выцветанию в какой-то момент жизни автомобиля.
Вы можете часами заниматься деталями автомобиля, но если снаружи есть выцветшие пластиковые детали, он никогда не будет выглядеть так хорошо, как мог бы. Глубокий черный цвет выглядит гладким и чистым и обеспечивает контраст с панелями кузова, который делает лакокрасочное покрытие ярким, поэтому важно следить за этими областями, если вы хотите, чтобы ваш автомобиль выглядел наилучшим образом.
В этом посте мы обсудим, почему черные пластиковые детали кузова со временем тускнеют, а также рассмотрим некоторые продукты, которые легко могут вернуть их внешний вид с минимальными усилиями.
Посмотрим!
Почему черная пластиковая отделка тускнеет?
Выцветание отделки салона почти неизбежно для любого автовладельца, если он не принял правильных мер по ее защите (которые мы рассмотрим далее в этом посте)
Пластик содержит масла. Со временем эти масла разлагаются, что, в свою очередь, приводит к порче пластика. В отличие от лакокрасочного покрытия, пластиковые детали не имеют защитного прозрачного покрытия. Таким образом, без этого уровня защиты он всегда будет более подвержен повреждениям от стихий.
Основными причинами повреждения обшивки автомобиля являются УФ-лучи солнечного света . Эти вредные лучи обезвоживают пластик и разрушают его.
Если пластик подвергся воздействию ультрафиолетовых лучей, вы можете заметить
Меловидный вид
Поверхность компонента становится хрупкой
Изменение цвета на поверхности пластика
Другой причиной выцветания отделки салона является воздействие суровых погодных условий в сочетании с другими дорожными загрязнениями. Когда вы едете на своем автомобиле, поверхностная вода, которая может содержать грязь и другие материалы, может попасть на поверхность пластика.
Со временем это также портит их внешний вид.
Итак, теперь, когда мы знаем причины, какие методы мы можем использовать для решения этой проблемы и как мы можем предотвратить ее повторение в будущем?
Как навсегда восстановить черную пластиковую отделку
Существует несколько различных способов восстановления черной пластиковой отделки и приведения ее внешнего вида к приемлемому стандарту. Все сводится к личным предпочтениям методов, которые можно использовать, но некоторые способы, несомненно, сложнее других.
Тяжелый способ (не рекомендуется)
Эти методы лично я не рекомендую для восстановления внешнего вида черной пластиковой отделки салона, да, они могут работать до определенной степени, но для среднего мастера или энтузиаста, ухаживающего за своим автомобилем, они просто не практично. Не буду вдаваться в подробности, но к ним относятся:
Восстановление обшивки термофеном
Теоретически восстановить внешний вид пластика с помощью термофена можно. Аккуратно нагревая пластик, вы выделяете масла из материала, восстанавливая цвет.
У меня есть несколько проблем с этим подходом, и я его никому не рекомендую.
Не у всех есть доступ к фену
Это требует больше времени и усилий по сравнению с некоторыми другими методами, которые мы рассмотрим ниже
Пластиковые детали отделки обычно выдерживают лишь несколько обработок, после чего становятся окончательно серыми. Это имеет смысл; в конце концов, есть только так много нефти, которую нужно извлечь.
Я лично никогда не хочу нагреваться рядом с лакокрасочным покрытием
Вы можете деформировать пластик, если не будете осторожны.
Основываясь только на этих пяти пунктах, я не являюсь поклонником этого метода.
Перекрасить/покрасить отделку
Вместо восстановления самого пластика можно просто покрасить его новым слоем. Хотя это долгосрочное решение, оно не очень практично для большинства автолюбителей по нескольким причинам
Поиск правильного цветового сочетания может занять много времени и денег
Внешний вид не всегда выглядит абсолютно ровно, в зависимости от качества выполненной работы
Как правило, перед покраской необходимо снять с автомобиля все детали отделки
Отделка должна быть идеально чистой и обеззараженной перед покраской
Не стоит браться за это, если у вас нет опыта покраски деталей
Легкий способ (рекомендуется)
Хотя два решения, которые я изложил выше , будут в некоторой степени работать, они не являются наиболее практичными методами для достижения желаемого результата. У современных детейлеров нет времени возиться со снятием обшивки с автомобиля и ждать, пока краска высохнет.
К счастью, в 2021 году несколько продуктов радикально улучшат внешний вид черной пластиковой отделки практически без усилий и совершенно без риска.
Давайте взглянем на некоторые продукты, которые помогут вам вернуть глубокий черный вид вашей отделке.
Лучшие реставраторы/покрытия для отделки салона автомобиля
Реставраторы и покрытия для отделки салона — это отличные продукты, которые можно всегда иметь под рукой и которые могут обеспечить превосходные результаты всего за несколько минут работы. Восстановители пластика хорошего качества впитываются в пластик и разрушают окисление, которое приводит к осветлению и серости.
Они будут питать пластик и служить долго, обеспечивая ровную поверхность, как у нового пластика.
Ниже приведены некоторые из продуктов, которые я использовал или рекомендую для обработки салона вашего автомобиля.
Carpro PERL
Большинство постоянных читателей этого блога знают, что я большой поклонник Carpro PERL.
CarPro PERL — универсальная повязка на основе оксида силикона на водной основе от CarPro. Название PERL является аббревиатурой, означающей P lastic, E ngine, R ubber и L ether, и он способен обрабатывать все эти поверхности с минимальным блеском, обеспечивая при этом защиту от ультрафиолета. 9№ 0003
PERL — это фантастический продукт для черных пластиковых поверхностей, который можно наносить очень быстро и легко. PERL идет с небольшим компромиссом, потому что это не «постоянное» решение, и вам придется в конечном итоге повторно применить его к обрезке, однако он настолько прост в использовании и универсален, что я всегда рекомендую его как быстрое решение. раствор для восстановления пластика.
Если вы хотите узнать больше о PERL, вы можете ознакомиться с полным обзором DriveDetailed и руководством здесь
Средство для восстановления отделки Gtechniq C4
При надлежащей подготовке отделки C4 от Gtechniq является средством для восстановления отделки, которое, безусловно, заслуживает внимания. Что отличает C4 от использования чего-то вроде PERL, так это то, что C4 фактически образует связь с пластиком и может оставлять результаты, которые сохраняются до 2 лет, прежде чем потребуется другое применение. Покрытие меняет часть своей молекулярной структуры с поверхностными молекулами отделки салона вашего автомобиля.
Несмотря на то, что вы получаете гораздо более продолжительные результаты, чем при использовании такого продукта, как PERL, компромисс заключается в том, что нанесение продукта немного сложнее, а подготовка чрезвычайно важна для обеспечения надлежащей химической связи с пластик.
Использование этого продукта требует некоторых дополнительных действий и осторожности, но результат может быть фантастическим при правильном использовании.
The Last Coat – CeraTrim
Относительно новым продуктом для отделки на рынке является Ceratrim от The Last Coat . Подобно C4 выше, этот продукт образует своего рода связь с пластиком автомобиля.
«CeraTrim — это не просто повязка или морилка. Это настоящее керамическое покрытие , которое придаст вашим поверхностям отделки превосходные гидрофобные и самоочищающиеся свойства и защитит вашу отделку в течение длительного времени в любых условиях вождения, возвращая им более новый вид»
Наряду с сильными восстанавливающими свойствами CeraTrim обеспечивает длительную защиту от ультрафиолетовых лучей и внешних загрязнений благодаря своим «керамическим свойствам».
Любой из перечисленных выше продуктов адекватно восстановит внешний вид черной пластиковой отделки. Какой «лучший» продукт будет зависеть от ваших личных предпочтений.
Найдите продукт, который вам подходит, и придерживайтесь его.
Насадки для восстановления отделки
Наносите средство для восстановления отделки в помещении или в защищенном месте, если это возможно, вы не хотите, чтобы во время нанесения вы попали под ливень, в результате чего у продукта не будет достаточно времени для высыхания/склеивания с пластиком.
Перед нанесением любого продукта на поверхность убедитесь, что отделка чистая и полностью обеззаражена.
По возможности используйте небольшие ручные аппликаторы из микрофибры.
Избегайте попадания какого-либо продукта на лакокрасочное покрытие, так как это может привести к повреждению или появлению следов, если оставить его сохнуть в краске. Заклейте скотчем места, где краска соединяется с отделкой, чтобы этого не произошло.
Убедитесь, что вы наносите равномерно на каждый участок отделки, чтобы не было несоответствий во внешнем виде (например, одна часть отделки может оказаться темнее другой)
Будьте в курсе приложений и не пренебрегайте стрижкой в течение длительного времени.
Резюме
Приведенная выше информация должна служить руководством по сохранению внешнего вида черной пластиковой отделки автомобиля. Следует отметить, что на самом деле никакое решение не является «постоянным», и в какой-то момент обрезку необходимо будет снова обрабатывать. Сколько времени проходит между процедурами, зависит от выбранного вами решения/продукта.
Лучшая стратегия — всегда следить за внешним видом пластика и воздействовать на него при необходимости. Как и в случае с любой другой поверхностью автомобиля, важно защитить ее от непогоды.
Есть ли у вас какие-либо рекомендации или советы по поддержанию хорошего внешнего вида? Пожалуйста, дайте мне знать в комментариях ниже!
До следующего раза,
Удачной детализации!
На главную
Об авторе — Даррен О Хара
Даррен — основатель блога DriveDetailed и большой любитель деталей, живущий на дождливом юге Ирландии. Когда он не чистит свою машину, он всегда ищет способы улучшить свои методы и любит тестировать новые продукты.
В настоящее время Даррен водит Audi TTRS и является большим поклонником мощных автомобилей.
Вы можете подписаться на Даррена в Instagram @darrenoharacork.
Авторы и права: Аарон Дайер
Подождите! Прежде чем вы сочтете что-то предназначенным для мусора, подумайте о том, чтобы расширить его использование в вашем доме. Устраните любые трещины, разрывы и пятна от случайных разливов с помощью наших лучших советов.
Начать слайд-шоу
1 из 14
ml106_0601_screen_tools.jpg
Авторы и права: Мэтью Септимус обязательно произойдет. Тем не менее, вам не нужно бежать и покупать его совершенно новым, если вы обнаружите разорванный шов или потертость. Как правило, спросите себя: можно ли сначала починить предмет, прежде чем заменять его? Возможно, вы удивитесь, узнав, что можно оживить, если у вас есть время, инструменты и терпение.
Этот менталитет «сначала все исправь» дает преимущества: больше узнать о том, как все работает, получить чувство выполненного долга, сблизиться с детьми и членами семьи, а также сохранить уникальные семейные реликвии и сувениры. Во-первых, есть только некоторые вещи, которые невозможно заменить. Во-вторых, ремонт помогает окружающей среде. Зачем выбрасывать то, что можно починить или отремонтировать? Уход за предметами гарантирует, что они прослужат дольше. Наконец, если затраты на ремонт составляют менее 50 процентов от первоначальной покупной цены, вы можете рассмотреть возможность выполнения ремонта самостоятельно, нанимая кого-то еще, только если это действительно необходимо. Вы также можете покупать вещи более высокого качества, так как у вас будет больше уверенности в том, что вы можете отремонтировать их и получить от них больше пользы.
И хотя мы забыли, как чинить вещи, возрождается менталитет «сделай сам»: люди часто выходят за рамки традиционных ремонтных работ и превращают их в проект вторичной переработки. Например, стулья с рваными подушками можно обить новыми материалами или пришить к ним очаровательные заплатки, чтобы они выглядели совершенно по-новому. Мягкие игрушки могут получить вторую жизнь с помощью нашивок, пуговиц и других декалей. Ваша одежда также может преобразиться, изменив некоторые детали или швы. Это увеличивает их моду и функциональность вместе взятые. Так почему бы не достать этот ящик с инструментами и не взяться за ремонт уже сегодня?
Реклама
Реклама
2 из 14
Оконные экраны
КРЕСС-Стич-Экран-Дверная-324-D111148. JPG
Кредит: AARON DAYER
Как Стич A NYLON-TWINE HOUS идеальный экран состоит из тысячи отверстий, но добавьте еще одно, и он испорчен. К счастью, вы можете легко сделать заплатку для нежелательной перфорации. Начните с обрезки вокруг разрыва, чтобы создать маленькое прямоугольное отверстие с четкими краями. Теперь вырежьте кусок экрана примерно на полдюйма больше с каждой стороны, чем отверстие. Развяжите пару прядей сетки с четырех сторон изделия, а затем сложите получившиеся «пальцы» от себя. Закройте отверстие заплаткой, аккуратно вплетая пальцы снизу и сверху в окружающий экран.
Чтобы замаскировать лоскутное одеяло, попробуйте пришить номер дома разноцветной нейлоновой бечевкой (например, Mason Twine от Everbilt) прямо в сетку, используя существующую сетку и один из наших шаблонов в качестве ориентира.
3 из 14
Керамика
расписная керамика декор керамики
Кредит: Эдди Джуэлл
Получите руководство по расписной керамике
Керамические тарелки и кружки можно отремонтировать, если действовать быстро. Во-первых, выясните, пористая керамика или нет. Перед нанесением клея пористую керамику следует смочить на сломанных краях. Это помогает клею прочнее сцепиться с керамикой. Затем очень аккуратно соедините детали и дайте им высохнуть.
После того, как вы нанесете клей, у вас будет всего пара минут, чтобы установить сломанную деталь, поэтому очистите сосуд денатуратом, подготовьте все материалы и работайте быстро. Нанесите эпоксидную смолу с помощью скрепки или булавки. Закрепите сломанную деталь небольшими кусочками глины для лепки; дайте вылечить хотя бы час. Аккуратно соскоблите излишки эпоксидной смолы лезвием бритвы, и она должна сразу отслаиваться (например, PC-Clear Epoxy Adhesive Liquid от PC Products). При регулярном ремонте вам, возможно, не придется заменять керамическую посуду, но если повреждение серьезное и вы предпочитаете заменить ее, вы можете использовать керамику для других поделок и художественных проектов для дома.
Реклама
4 из 14
Лампы
Латунная лампа
Кредит: Маркус Смит
У вас есть любимая лампа? Возможно, вы сможете отремонтировать его вместо замены. Используя инструмент для зачистки проводов, вы можете подготовить новый провод для входа в лампу при установке новой вилки, розетки или проводов внутри лампы. Конечно, вам нужно быть очень осторожным при ремонте лампы, но эта акцентная деталь может легко получить второй шанс на вашей тумбочке или в вашей гостиной.
Как правило, корпус лампы можно ремонтировать так же, как и другие предметы, сделанные из материалов, из которых изготовлена лампа. Электрические детали, которые изношены или повреждены, должны быть заменены по мере необходимости.
Авторы и права: Джонни Миллер Фу-Фу не обязательно таинственным образом исчезать. Иногда достаточно времени, чтобы снова набить игрушку, отремонтировать швы, залатать дырки и хорошенько постирать. Ваша малышка оценит заботу, которую вы подарили ее плюшевому другу, и вызовет у нее улыбку, когда ее игрушка вернется домой из «больницы».
Необходимость замены игрушки в конечном итоге зависит от степени повреждения. Серьезные повреждения от пожара или химических веществ небезопасно возвращать вашему ребенку. Если это так, найдите мягкую игрушку на замену в таких случаях. В остальном вообще можно починить чучело.
6 из 14
Ваш любимый свитер
mld106715_0111_yellow10.jpg
Как починить трикотаж: штопка, зацепившиеся нитки и потрепанные петли
Помните тот свитер, в котором вы были на первом свидании с вашим нынешним супругом? Или, может быть, это твой энергетический свитер. Отремонтируйте дыры и разошедшиеся швы, чтобы одежда снова выглядела как новая. И если вы так склонны, вы также можете придать ему совершенно новый вид, чтобы изменить свой старый фаворит.
Если предмет одежды действительно не подлежит ремонту, вам действительно нужно заменить его, только если вы убираетесь в шкафу и чувствуете, что свитер больше не говорит с вами.
Реклама
Реклама
Реклама
7 из 14
Сумки и кошельки
MLD105794_0810_BAG_KEY.JPG
Кредит: Johnny Miller
. новое оборудование. Пятна на коже можно обработать и отполировать белым уксусом. А если кожа не обработана, подойдет нейтральный крем для обуви. Повысьте функциональность своей сумки, добавив люверс и карабин для ключей, боковые карманы для хранения вещей на ходу или внутреннюю подкладку для большей практичности и стиля.
Как и все тканевые предметы, следует утилизировать все, что заплесневело, запятнано пятнами от нашествия вредителей или не подлежит ремонту. Но не позволяйте предмету с дырками, прорехами или поврежденной тканью стать поводом для того, чтобы выбросить его в мусорное ведро. К счастью, большинство бывших в употреблении тканей можно переработать или использовать повторно, поэтому подумайте о том, чтобы отнести их в местный центр.
8 из 14
Ювелирные изделия и часы
Дизайн часов 1
Фото: Виктор Прадо
Качество изготовления швейцарских часов вашего дедушки или бриллиантовых серег вашей матери делает эти семейные украшения достойными семейной реликвии. И хотя некоторые вещи лучше оставить на усмотрение ювелира — роскошное 18-каратное золото и сталь, современная механика и устойчивое к царапинам стекло, — есть некоторые настройки, которые вы можете сделать дома с помощью пары игл. -носовые плоскогубцы.
9 из 14
Обувь
Обувь с аппликацией
Предоставлено: Marcus Smith
Когда весь день вы проводите в колотках по тротуару, на вашей обуви неизбежно появляются признаки износа. Будь то пара повседневных кроссовок или итальянских кожаных лоферов, вы можете починить изношенную подошву или поврежденный каблук. Еще лучше наденьте обувь для предотвращения преждевременного износа и герметизируйте галоши, вейдерсы или резиновые сапоги.
Реклама
Реклама
Реклама
10 из 14
Горшки для рассады
msl_jun06_enamel_pot.jpg
Ваши глиняные горшки для рассады неизбежно покроются трещинами в течение срока службы. Итак, попробуйте следующее: проденьте кусок прямой медной проволоки через щели и скрутите ее концы внутри кастрюли. Вам не понадобится клей или плоскогубцы для этого ремонта. Это будет выглядеть как небольшая скоба снаружи горшка. Для других трещин может потребоваться эпоксидная смола.
Полностью разбитые глиняные горшки можно собрать заново, поэтому вам решать, хотите ли вы это сделать. Воспользуйтесь эпоксидным клеем, чтобы восстановить горшок, наполнителем, чтобы укрепить треснувшие участки, и завершите его аккуратной шлифовкой и цветной глазурью.
11 из 14
Потертая мебель
деревянный комод с окрашенными сторонами
Кредит: Рэймонд Хом
Как сохранить мебель в новом виде
Никогда не позволяйте нескольким потертостям на вашей мебели испугать вас. Потертости и водяные кольца на мебели можно легко устранить с помощью правильных инструментов и терпения. Соберите мебельную аптечку, чтобы все необходимое было под рукой. Методы ремонта зависят от типа повреждения. Например, вы можете удалить водяные кольца, посыпав солью кольцо и используя немного тепла, чтобы вытянуть воду. Подкладка ящиков комода также может скрыть незначительные повреждения интерьера.
Однако, если ущерб действительно серьезный — например, от термитов — вы можете подумать о замене всего предмета мебели.
12 из 14
Уличная мебель
брезентовый зонт
Кредит: Pernille Loof
Попробуйте еще проекты Canvas Decor
Уличная мебель обязательно покроется ржавчиной после того, как ее регулярно бьют от непогоды. Начните с удаления рыхлой ржавчины с помощью проволочной щетки или наждачной бумаги. Суперстриппер помогает удалить ржавчину с хрупкого металла. Завершите очистку изделия от ржавчины. Когда он будет готов, вы можете нанести антикоррозийный грунт и немного краски, чтобы восстановить его первоначальный вид.
Тем не менее, если он настолько проржавел и покрылся дырами, что о его ремонте не может быть и речи, вы, безусловно, можете заменить его.
Реклама
Реклама
Реклама
13 из 14
коврики и ковры
Шерстяная чашка-мд-107386. jpg
максимально из них, как вы можете. Хотя это зависит от повреждения, вы можете залатать ковер аналогичными кусками других ковров и покрасить ткань, чтобы она соответствовала исходному рисунку. Жидкая реставрация делает ваш ковер практически новым.
Хотя реставрация — лучшая идея, вы можете заменить ковер , который настолько сильно поврежден, что это уже нерентабельно. Проконсультируйтесь со специалистом о том, какие варианты доступны для вас. Даже ковры, которые неопытному глазу кажутся сильно поврежденными, можно восстановить.
14 из 14
5 Элементы, которые следует ремонтировать, а не заменять
Галерея повторов
Поделиться галереей
Далее
Как восстановить выцветшую и окисленную краску — Полное руководство по детализации
Это факт, что краска и отделка выцветают под палящими ультрафиолетовыми лучами солнца.
Это часто случается с автомобилями, которые не хранятся в гараже или под навесом.
В любом случае, есть ключевой аспект этого типа повреждений, который вам необходимо понять…
Автомобильная краска начнет окисляться (с этого момента повреждение начнет ускоряться). Скоро ваша краска навсегда поджарится!
Но есть и хорошие новости:
Вот как выглядит повреждение прозрачного покрытия (вызванное воздействием УФ-излучения и окислением). Полировкой это не исправить.
Выцветшую и сильно окислившуюся краску часто можно восстановить (до определенного предела).
Возможно ли это, зависит от нескольких факторов, включая цвет вашей краски.
Но часто все сводится к состоянию прозрачного покрытия. Восстановление возможно только до того момента, когда начинается разрушение прозрачного покрытия (пятнистые белые участки).
Нет лака? О чувак!
Без прозрачного покрытия восстановить краску, как правило, нереально. Вы можете забыть об устранении повреждений, если цветное покрытие уже обветрилось и обнажило грунтовку.
Вы столкнулись с такой ситуацией?
Не удивляйтесь, узнав, что затронутые панели, а лучше весь автомобиль, нуждаются в полной перекраске.
Профилактика всегда лучше
Старайтесь не парковать автомобиль на улице (по крайней мере, регулярно).
Несмотря на то, что вы можете избежать выцветания на солнце и повреждений от окисления, регулярно полируя и натирая воском, лучше всего использовать автомобильный чехол.
Я видел, как мой сосед моет свою Мазду Миата. Я посмотрел на багажник и с ужасом увидел уровень окисления. Как видите, краска была очень тусклой (еще не меловой) и покрыта пятнами от воды.
Оставленная незащищенной и на открытом воздухе краска вашего автомобиля начнет окисляться.
Дело в том, что…
Вы действительно не заметите окислительного износа в течение месяца или двух, но он есть!
Краска обычно становится заметно тусклой и шероховатой примерно через 2 года нахождения в непогоде – без защиты.
Конечно, окисление краски не обязательно означает смерть.
Ага! Это правда, что легкое окисление может быть легко удалено. Достаточно регулярно очищать краску глиняным бруском.
(Обязательно прочитайте о детализации глиняных стержней здесь).
Базовый процесс реставрации
Рассмотрим более подробно восстановление поверхности краски, которая начала тускнеть или выцветать.
Во-первых, вам нужно очистить окисление. Опять же, вы делаете это с детализацией глины. Затем вы восстановите блеск путем полировки.
С другой стороны…
Сильное окисление (узнаваемое по совершенно тусклой меловой поверхности), вероятно, не подлежит полному восстановлению.
Но есть надежда!
Подтверждаю, что даже полностью окисленную краску можно отполировать до блеска. Это не редкость.
Я достал с полки старую банку полироли и аппликатор и потратил минут пять, полируя окислы на крышке багажника. Затем я переключился на пенный аппликатор для второго прохода. Результат на фото выше. Тяжелая полироль удалила все пятна, водяные пятна и окисление. Быстрая ручная полировка Klasse All-In-One восстановила полный блеск и глубину.
Обязательно используйте наименее абразивную полироль, необходимую для достижения результата. Даже умеренное окисление краски вызывает ее истончение.
Все сделано правильно, окисленная (отмершая) краска быстро удаляется!
Вот вопрос, который всегда появляется в моем электронном письме:
«Лак с моей машины отслаивается. Как мне его починить?»
К сожалению, ответ им никогда не нравится. Я говорю им перекрасить поврежденные панели кузова. Нельзя обойти тот факт, что полировка не восстановит лак, если он полностью вышел из строя из-за сильного окисления.
К вашему сведению: Твердые краски для кузова, как правило, гораздо более устойчивы. Вот почему цвет имеет значение!
Но в случае легкого окисления краски восстановление блеска не составляет труда (если у вас есть подходящие инструменты).
Полировка, но с помощью полировальной машинки двойного действия.
Кабель Porter 7424XP лучше всего.
Не экономьте. Вручную работать все равно не очень эффективно!
Как исправить сильное окисление краски
У вас довольно серьезный случай повреждения автомобильной краски солнцем?
Ниже приведены пошаговые инструкции по восстановлению сильно выцветшей отделки (за исключением полностью выцветшей краски):
Отмершая краска и грязь накапливаются на поверхности, когда краска окисляется. Первым делом нужно очистить от окисления и грязи.
Начните с очистки краски
Прежде всего:
Тщательно вымойте машину. Используйте средство для мытья посуды Dawn.
Затем с помощью глиняного бруска удалите засохшие загрязнения и отмершую краску.
Зачем мы это делаем?
Необходимо удалить так называемую отмершую краску и прилипшую к ней грязь.
По мере окисления краски мелкие частицы верхнего слоя краски отслаиваются. Позаботьтесь об этом прежде всего.
Хорошая отделка глиняным бруском будет казаться гладкой и иметь немного больше блеска. Но любая поломка требует ремонта.
Система автомобильных глиняных брусков отлично подходит для удаления отмершей краски и прилипших загрязнений.
Полировка На очереди краска
Этап очистки оказался самым простым. Теперь начинается самое интересное…
Вам нужно отполировать машину двумя разными способами. Полироль для резки (обычно называемая компаундом) и полироль для финишной обработки.
Полироль для резки Я больше всего рекомендую Meguiar’s M105 Mirror Glaze Ultra-Cut Compound.
Используется микроабразивная технология. Этот материал удаляет верхний слой поврежденной краски, не царапая отделку.
Этот процесс очень важен!
Имейте в виду, что вам нужно удалить как можно меньше краски. Ведь окисление уже взяло свое.
В качестве финишной полироли я рекомендую Klasse All-In-One (идеально подходит для этой конкретной работы).
В нем используются химические очистители с очень тонкой полировкой, которые глубоко проникают в поры краски, что действительно придает блеск. Кроме того, его легко применять!
Возможна ли полировка вручную?
Многие люди спрашивают меня, могут ли они сделать эту работу вручную.
Ответ — да, но это не будет ни легко, ни быстро, ни самой лучшей из возможных работ.
Опять же, мой совет — использовать полироль с автомобильной полировальной машинкой двойного действия.
Полировка краски удаляет тонкий слой краски, чтобы скрыть повреждения. Это позволяет восстановить блеск.
Кабель Porter 7424XP всегда будет моим любимым.
Если вы не знакомы с полировальными машинами двойного действия (очень безопасными), ознакомьтесь с нашим Руководством покупателя автомобильных полировальных машин.
Чтобы узнать, как использовать автомобильную полировальную машинку, прочитайте «Как использовать автомобильную полировальную машинку двойного действия».
Такое матовое, безжизненное покрытие можно восстановить за пару часов. Секрет: безопасная полировальная паста двойного действия и правильная полироль.
ПРЕДУПРЕЖДЕНИЕ: Будьте очень осторожны при полировке пластиковых крышек бамперов, пластиковых зеркал и других поверхностей с выступающими краями.
Окрашенные пластиковые детали окисляются быстрее, чем окрашенные металлические.
Поверьте мне…
Отполируйте эти участки вручную, используя только финишную полироль.
Также не используйте полироль для резки окрашенных пластиковых деталей.
Будьте осторожны и с выступающими краями. Краска становится тоньше.
Не забудьте запечатать краску
После полировки краска имеет насыщенный цвет, блеск и глубину.
Последний шаг заключается в использовании герметика для краски.
Для этого я рекомендую Klasse High Gloss Sealant Glaze.
Можно нанести несколько слоев для лучшей защиты и более глубокого блеска.
Мне нравится Klasse, потому что он отличается от других.
Большинство автомобильных восков содержат нефтяной дистиллят. Klasse Sealant Glaze, с другой стороны, использует акриловую формулу.
Перевод: Блеск заметно усиливается после нанесения двух-трех слоев.
Ознакомьтесь с нашим руководством по нанесению воска для автомобилей Klasse, чтобы узнать больше об их продуктах и способах их использования.
Вы также можете обратиться в нашу клинику по ремонту лакокрасочных покрытий, чтобы получить подробную информацию по смежным темам. Обязательно проверьте это!
Как навсегда восстановить черную пластиковую отделку (рассмотрено и протестировано) — Auto Obsessed
Почти каждый автомобиль получит выгоревшую на солнце пластиковую отделку, поврежденную УФ-излучением. Без защиты пластик, который изначально был черным, станет серым. Выцветшая отделка заставит ваш автомобиль выглядеть на несколько лет старше, чем он есть.
Использование реставратора пластика для окончательного восстановления черной пластиковой отделки — это простой и очень экономичный способ улучшить внешний вид вашего автомобиля.
Какие методы доступны?
1. Нагрев/плавление пластика с помощью фена или горелки
Это краткосрочное решение. Мы не рекомендуем это, потому что это повреждает пластик. Сгоревший пластик со временем снова станет серым и тусклым, так как для его ремонта ничего не делалось.
Многократное прожигание приведет к дальнейшему повреждению пластика, и вам придется заменить пластиковую накладку на новую. В зависимости от автомобиля и производителя это может быть довольно дорого.
2. Наложение декоративной повязки
Она имеет самый короткий срок службы и требует больше всего времени. Повязки выглядят хорошо, но смываются через 3-6 недель. Их приходится применять практически при каждой мойке автомобиля. Большинство декоративных повязок оставляют пятна, когда они намокают и стекают по бокам автомобиля.
3. РЕКОМЕНДУЕТСЯ: Используйте Solution Finish Trim Restorer
Это наш предпочтительный метод. Solution Finish удобен в использовании, долго держится и действительно помогает восстановить и зафиксировать отделку.
Посмотрите наше короткое видео о восстановлении пластиковой накладки на кожухе ветрового стекла Porsche Cayenne из тусклой старой в лучшую, чем новая:
Как окончательно восстановить черную пластиковую накладку за 3 простых шага?
Промыть пластиковую накладку. Для достижения наилучших результатов очистите пластиковую отделку изопропиловым спиртом, чтобы не осталось следов, только чистый пластик.
Используйте аппликатор из микрофибры или пенопластовый аппликатор, чтобы нанести Solution Finish Trim Restorer на пластик.
Вытрите излишки продукта чистым полотенцем и дайте пластику высохнуть в течение 6 часов.
После первого применения ваша отделка будет оставаться черной и выглядеть как новая в течение приблизительно 8 или более месяцев. После этого второе нанесение может длиться еще дольше, так как Solution Finish Black Plastic Restorer работает над восстановлением поврежденного пластика, а не только над его обработкой!
Советы по использованию Solution Finish:
Для достижения наилучших результатов наносите на чистую прохладную поверхность в тени.
Использовать при достаточной вентиляции.
Solution Finish окрашивает одежду и кожу. Наденьте перчатки и защитные очки.
Перед нанесением используйте IPA 70-90% (изопропиловый спирт), чтобы удалить любые чистящие средства, масла или силиконы с пластика.
Хорошо встряхните флакон и нанесите небольшое количество средства на аппликатор или губку из микрофибры.
Равномерными движениями распределите тонкий слой по всей поверхности, полностью покрывая поверхность.
Дайте раствору впитаться в течение 3-4 минут.
Используйте чистое полотенце из микрофибры, чтобы убрать излишки и вытереть стекло и краску.
Для достижения наилучших результатов после использования Solution Finish не мойте обработанную область в течение 4-6 часов.
Не использовать на окрашенных или стеклянных поверхностях. Немедленно вытрите чистым полотенцем, если Solution Finish попал на эти участки.
Для защиты от УФ-излучения обработанной поверхности Solution Finish используйте Solution Finish Over The Top Plastic Sealer
Щелкните изображение, чтобы узнать цену
1 унция подходит примерно для 3 автомобилей.
Щелкните изображение, чтобы узнать цену
12 унций подходит примерно для 36 автомобилей.
Щелкните изображение, чтобы узнать цену
Fusion Grey для пластиковой отделки серого цвета
Щелкните изображение, чтобы узнать цену
Solution Finish Over The Top для защиты от УФ-излучения на новых или пластмассах, обработанных Solution Finish Trim Restorer
Дополнительная защита с помощью Solution Finish Over The Top Plastic Sealer
Solution Finish Over The Top Plastic Sealer защищает пластиковую отделку от вредных ультрафиолетовых лучей, поэтому пластик не выцветает и не портится. Этот герметик можно использовать в качестве самостоятельного средства для обработки новых или находящихся в хорошем состоянии пластиков, а также в качестве покрытия для пластиков, восстановленных с помощью Solution Finish Trim Restorer.
Посмотрите подробное пошаговое видео о том, как использовать Solution Finish Trim Restorer и Solution Finish Over The Top Plastic Sealer.
Если вы использовали Solution Finish, вы знаете, что качество не имеет себе равных, и этот новый продукт вас не разочарует. Over The Top — это продукт, который заполняет пустоту в индустрии товаров для детейлинга — УФ-защита для пластика, которая действует долгое время!
Характеристики герметика для финишного покрытия:
Over The Top — это продукт длительного действия, который защищает от вредного воздействия ультрафиолетовых лучей и не требует повторного нанесения после каждой мойки автомобиля.
УФ-защита
Защита новых пластмасс от выцветания под действием УФ-излучения
Может использоваться в качестве покрытия поверх Solution Finish Trim Restorer для улучшения и продления срока службы обработки
Можно наслаивать для дополнительной защиты
Сухая прозрачная пленка
Одна заявка длится примерно месяцев
Советы по использованию Solution Finish Over The Top:
Для достижения наилучших результатов наносите на чистую прохладную поверхность в тени
Использовать при достаточной вентиляции
Носите перчатки и защитные очки
Используйте IPA 70-90% (изопропиловый спирт) для удаления любых чистящих средств, масел или силиконов
Хорошо встряхните флакон и нанесите небольшое количество средства на пенный аппликатор
.
Равномерными движениями нанесите тонкий слой на поверхность, полностью покрывая поверхность
Дайте высохнуть в течение 20–30 минут. Дополнительные слои можно наносить с интервалом в 30 минут. Не рекомендуется наносить более 3 слоев.
Для достижения наилучших результатов после использования Solution Finish Over The Top Plastic Sealer не мойте обработанный участок в течение как минимум 12 часов
Немедленно вытрите чистым полотенцем, если раствор попадет на другие области, которые не обрабатываются
Сухая прозрачная пленка
Срок действия одного приложения около 3 месяцев
Просмотреть всю линейку продуктов Solution Finish
Посмотреть продукт
Смотрите больше видео с практическими рекомендациями по детализации – подпишитесь на наш канал YouTube
Подписаться
Исправление дефектных частей кузова | NIH News in Health
Февраль 2015 г.
Распечатать этот выпуск
Разработка новых тканей и органов
En españolПрисылайте нам свои комментарии
Как склеить разбитое сердце? Или восстановить поврежденную печень, почку или колено? Ученые, финансируемые NIH, изучают инновационные способы исправления дефектных органов и тканей или даже выращивания новых. Этот тип исследования называется тканевой инженерией. Захватывающие достижения продолжают появляться в этой быстро развивающейся области.
Тканевая инженерия может позволить врачам восстанавливать или заменять изношенные ткани и органы живыми рабочими частями. Самое главное, тканевая инженерия может помочь некоторым из 120 000 человек в списке ожидания получить донорские почки, печень или другие органы.
Врачи уже давно используют искусственную кожу для лечения тяжелых ожогов и других травм. Но большинство методов тканевой инженерии все еще экспериментальны. Они были протестированы только в лабораторных посудах и иногда на животных, но лишь несколько новых подходов были протестированы на людях. Несколько клинических исследований (с участием людей-добровольцев) находятся на ранних стадиях тестирования недавно разработанных тканей.
«При таком подходе ученые объединяют инженерию и биологию для восстановления поврежденного органа или ткани, независимо от того, были ли они повреждены болезнью, травмой или чем-то еще», — говорит доктор Марта Лундберг, эксперт Национального института здравоохранения в области тканевой инженерии, связанной с сердцем.
Некоторые ученые создают специальные сетчатые структуры или каркасы желаемой формы, а затем уговаривают клетки расти внутри них. Некоторые используют смесь природных веществ, называемых факторами роста, которые направляют клетки на рост и развитие определенным образом.
«Другие ученые используют различные технологии трехмерной биопечати — некоторые из них похожи на причудливые струйные принтеры — для создания новых тканей или органов, — говорит Лундберг. Они напечатали в 3D почки и другие органы, которые выглядят как настоящие. Но хотя большинство этих печатных частей тела имеют правильную форму, они не полностью функциональны.
«Ученые еще не придумали, как напечатать орган, который включает в себя правильные узоры кровеносных сосудов, нервные связи и другие компоненты, которые объединяются в зрелом органе», — говорит Лундберг. «При создании нового органа, если он может выполнять правильную работу и функции, он может не выглядеть как настоящий».
Во многих методах тканевой инженерии используются стволовые клетки. Незрелые клетки, которые потенциально могут развиваться во множество различных типов клеток в организме, которые можно подтолкнуть к превращению в другие типы клеток. Одна исследовательская группа научила стволовые клетки человека превращаться в трехмерную структуру, способную реагировать на свет. Этот метод может однажды привести к новым методам лечения заболеваний глаз. Другие подходы со стволовыми клетками могут привести к улучшению лечения травм спинного мозга, диабета и многого другого.
Другой подход, называемый децеллюляризацией, предполагает удаление всех клеток из органа. То, что осталось, — это тонкий, бледный каркас, который содержит естественные структурные белки органа, включая пути для крошечных кровеносных сосудов и нервов. Внедряя новые клетки в эту сетчатую матрицу, некоторые исследователи успешно создали работающие почки, печень, сердце, легкие и другие органы животных.
Метод децеллюляризации был использован доктором Мартином Ярмушем и его коллегами для создания функциональной печени крысы, которая включала сеть работающих кровеносных сосудов. Ярмуш — инженер-биомедик в Университете Рутгерса и Массачусетской больнице общего профиля. Сконструированная его командой печень оставалась живой в лаборатории в течение нескольких дней и функционировала в течение нескольких часов после трансплантации крысам. В настоящее время исследователи работают над тем, чтобы помочь пересаженной печени прожить еще дольше. Они также расширяют методы создания децеллюляризованной печени человека, которую можно заселить функциональными клетками.
«Параллельно мы работаем над тем, чтобы взять донорский орган, который по определенной причине не считается пригодным для пересадки, а затем использовать раствор для восстановления и, возможно, даже стволовые клетки, чтобы оживить орган, чтобы он стал пригодным для пересадки», — говорит Ярмуш.
Другие исследователи работают над восстановлением поврежденных частей тела, которые все еще находятся в организме. В Вашингтонском университете в Сиэтле доктор Чарльз Мюрри и его коллеги ищут способы лечения поврежденных сердец. В одном из последних исследований использовались человеческие стволовые клетки для восстановления поврежденных сердец у обезьян. Стволовые клетки были уговорены стать клетками сердца на ранней стадии, которые затем были перелиты рядом с повреждением сердца.
Новые клетки попали в поврежденную сердечную мышцу и организовались в мышечные волокна у всех лечившихся обезьян. Влитые стволовые клетки заменили почти половину поврежденной сердечной ткани и начали биться синхронно с сердцем. Тем не менее, ученые отмечают, что им нужны годы исследований, прежде чем этот тип терапии можно будет опробовать на людях.
Некоторые методы уже тестируются на людях. Доктор Марта Мюррей, хирург из Бостонской детской больницы, изучает новые способы лечения распространенной травмы колена, известной как разрыв передней крестообразной связки (передняя крестообразная связка, жесткая, гибкая ткань, соединяющая кости друг с другом). Спортсмены, которые много крутятся и поворачиваются, например, в баскетболе или футболе, подвержены риску повреждения передней крестообразной связки.
«Типичное лечение сегодня, называемое реконструкцией передней крестообразной связки, работает хорошо, и оно возвращает пациентов на игровое поле с относительно высокой скоростью», — говорит Мюррей. Но операция включает в себя удаление куска сухожилия из другого места тела и его использование для замены передней крестообразной связки. «Таким образом, это включает в себя получение 2 травм, от которых тело должно исцелиться. И даже при таком лечении у пациентов через 15–20 лет все еще развивается артрит колена», — добавляет Мюррей. «Мы хотели найти лучшую терапию — что-то менее инвазивное».
После тестирования нескольких биоматериалов команда Мюррея обнаружила, что вшивание биоинженерной губки между разорванными концами поврежденной передней крестообразной связки позволяет крови свертываться и собираться вокруг поврежденной связки. Поскольку кровь естественным образом содержит стволовые клетки и факторы роста, пропитанная кровью губка действует как «мост», который способствует заживлению ПКС. Губка состоит из тех же белков, которые обычно содержатся в связках, и растворяется через несколько недель.
Исследования на крупных животных показали, что биоинженерная губка с гораздо меньшей вероятностью приводит к артриту и заживляет травмы передней крестообразной связки так же хорошо, как и стандартные реконструктивные операции. Управление по санитарному надзору за качеством пищевых продуктов и медикаментов США недавно одобрило тестирование губки на безопасность человека у 10 человек с травмами передней крестообразной связки.
Металлические, пластиковые и другие небиологические устройства также могут заменить или улучшить неисправные части тела. Одной из многообещающих возможностей, которая все еще находится в стадии разработки, является искусственная почка, которую можно имплантировать в тело и использовать вместо диализа для лечения терминальной стадии почечной недостаточности. Ученые также изучают синтетический клей, созданный по образцу природного клея, который может помочь восстановить ткани в организме. Вы можете узнать больше об этих и других передовых исследованиях на сайте www.nibib.nih.gov/science-education/bionic-man.
Как восстановить облупившуюся кожу? Faux Leather & Bonded Leather Blues
Натуральная кожа не отслаивается и не отслаивается. Хотя это может быть просто поврежденная отделка или старая краска (нажмите здесь, чтобы увидеть пример), чаще отслаивание является признаком расслаивающегося полиуретанового (ПУ) покрытия на двухкастовой, склеенной или искусственной коже. Эти материалы не следует путать с винилом (ПВХ). Отслаивающиеся полиуретановые материалы ремонтировать не стоит, потому что долговременного результата не добиться.
Вся отслаивающаяся и отслаивающаяся «кожа» удаляется до тех пор, пока поверхность не станет стабильной.
Кожаный наполнитель и прорезиненное покрытие тестируются для создания новой «кожи» на ткани.
Наносится цвет. Обратите внимание на превосходную текстуру кожаного наполнителя.
Это офисное кресло использовалось только 30 минут в день.
Если исходное покрытие не прилипло к материалу, как может что-то еще? Видео ниже демонстрирует процесс ремонта, сравнение нашего кожаного наполнителя с прорезиненным покрытием и неутешительные результаты. Лучше заменить вещь на натуральную кожу, возможно, бывшую в употреблении. Узнайте, как определить хорошие вещи в конце видео или этой статьи.
Содержание видео:
0:28 – Подготовительный пилинг
00:57 – Нанесение состава для ремонта винила и кожи Soft Filler
3:47 – Ох, еще пилинг
3:58 – Нанесение прорезиненного покрытия Flex Seal
5:13 – Сравнение Soft Filler и Flex Seal
5:45 – Перекрашивание
6:22 – Окончательный результат после отделка
6:40 – Вердикт после месяца использования
7:19 – Наша рекомендация
Некоторые люди отказываются от наполнителя и окрашивают открытую ткань нашей отделкой или краской для ткани. Это улучшит внешний вид, но у вас не будет гладкой, блестящей поверхности, похожей на кожу, которая отталкивает воду.
Некоторые виды искусственной кожи изнашиваются более естественно, не отслаиваются и не отслаиваются, и обнажают впитывающее микроволокно, которое можно окрашивать и обрабатывать воском.
Некоторые из новых видов искусственной кожи не отслаиваются. Вместо этого их отделка изнашивается более естественно и обнажает микрофибру или искусственную замшу. Опять же, применение наполнителя является непомерно дорогим и проблематичным по причинам, обсуждаемым в видео. Лучше всего окрасить ткань и покрыть ее прозрачным воском, чтобы поверхность выглядела более похожей на кожу.
Что такое двухкастовая, скрепленная или искусственная кожа?
Все они аналоги дешевого ДСП:
бикастовая кожа – сплит-кожа (нижняя, более слабая половина шкуры/шкуры) с уретановым или полиуретановым покрытием;
кожа бондированная представляет собой композитную ткань, изготовленную из измельченных обрезков кожи, покрытую полиуретановой «кожей»; Искусственная кожа
представляет собой полиэфирную ткань, покрытую полиуретаном.
В то время как двухкастовая кожа может прослужить несколько лет до того, как произойдет отслаивание, известно, что клееная и искусственная кожа расслаивается всего за 18 месяцев. Производители небрежно называют это «отказом, связанным с гидролизом». Ожидается, что даже самые лучшие полиуретановые смолы для коммерческого использования прослужат всего 7 лет. Они рекламируются как более экологичные в производстве, чем винил (ПВХ), но их одноразовость является чрезмерно дорогостоящей и расточительной.
Все начинается с волосяных трещин…
…которые превращаются в пустоты…
…и обнажить основу из ткани или микрофибры.
Зоны с интенсивным движением, подверженные воздействию масла для тела…
…или солнечный свет расслоится.
И будешь вечно подметать крохи.
Почему потребителей вводят в заблуждение относительно искусственной кожи?
Термин «кожа» не регулируется в США и Канаде, в отличие от таких стран, как Новая Зеландия, где введение потребителей в заблуждение является незаконным. Большинство продавцов мебели и автофургонов могут не знать, что торгуют паршивой синтетикой. Невежество и низкая цена позволяют ему преобладать. Ирония заключается в том, что военные Соединенных Штатов ежегодно тратят миллиарды долларов на защиту нефтяных интересов, в то время как часть мировых запасов нефти превращается в дрянную мебель, которая разлагается до того, как наши мальчики смогут вернуться домой, чтобы наслаждаться ею! Конгресс, вот возможность для разнообразия принять достойный закон!
Наше решение
Мы предлагаем купить подержанную кожаную мебель на Craigslist, Facebook Marketplace или на распродаже. Это легко заметить. Наилучшее качество будет иметь съемные подушки. Анилиновая или полуанилиновая кожа хорошо впитывает влагу, имеет естественную мраморность и может иметь пятна от воды или масла. Изделия высокого качества часто можно найти менее чем за пару сотен долларов, если не бесплатно.
Выцветание, водяные знаки…
… а пятна масла для тела — явные признаки натуральной кожи.
Гидравлическая система трактора оборудована двухзолотниковым
четырехпозиционным распределителем Р75-В2. Он установлен на корпусе
гидромеханизма у сиденья тракториста и соединен трубопроводами с насосом
и с силовым цилиндром навесной системы. На тракторе ДТ-20 используется
только один золотник распределителя. Золотник распределителя можно
установить с помощью рычага в следующие положения: а) нейтральное, б)
подъем, в) опускание и г) плавающее положение. Схема распределителя
показана на рисунке 106. Он состоит из корпуса 1, золотника 3 с
фиксирующим устройством, перепускного 12 и предохранительного клапанов
37, верхней крышки 2 и переходной пластины 15.
Масло от насоса под давлением подается в корпус распределителя через
отверстие 13. Полость 33 распределителя соединена с подпоршне-вым
пространством силового цилиндра, а полость 26 — с надпорш-невым. В
зависимости от положения золотника обе полости цилиндра можно отключить
от насоса и изолировать друг от друга, при этом находящиеся в полостях
цилиндра объемы масла будут заперты и поршень окажется в положении,
соответствующем объемам масла, заключенным в полостях цилиндра. Это
соответствует нейтральному положению золотника.
При плавающем положении золотника обе полости цилиндра соединены между
собой, а масло, подаваемое от насоса, сливается в бак. При таком
положении оно может свободно перетекать из одной полости цилиндра в
другую, а поршень свободно перемещаться под действием внешних сил. В
обоих случаях перепускной клапан открыт и пропускает масло от насоса в
бак. При нагнетании масла в полость 33 оно поступает под поршень и
поднимает машину. В это время масло, находящееся над поршнем, через
полость распределителя 26 сливается в бак. Если масло от насоса подать в
полость 26, то оно поступит в пространство цилиндра над поршнем и
опустит навешенную машину, масло из-под поршня через полость 33 будет
сливаться в бак. Перепускной клапан в обоих случаях будет закрыт.
Перепускной клапан перемещается вдоль своей оси под воздействием пружины
9. и давления масла от насоса на клапан. Размеры его и усилие пружины
подобраны так, что положение клапана будет определяться давлением масла
в полости 8 над буртиком. Масло в эту полость просачивается через
отверстие 11 в буртике и через канал 7 поступает в отверстие 6. Если
проточки 4 или 5 золотника располагаются против отверстия 6, что
соответствует плавающему или нейтральному положению, то масло через
отверстие 35 поступает в полость 34 распределителя, которая через
колодец 16 соединена с полостью бака. В этом случае давление масла,
воздействующее на торец буртика клапана, преодолеет усилие пружины 9,
откроет клапан, и масло поступающее в распределитель от насоса,
перельется в бак через отверстие 14.
Если золотник установить так, что проточки 4 или 5 не будут расположены
против отверстия 6, что соответствует положению подъема или опускания
машины, то масло из отверстия 6 не будет иметь выхода, так как это
отверстие перекроет золотник и давление в полости 8 над буртиком клапана
возрастет до величины, уравновешивающей давление на нижний торец
буртика. При этом силы, сжимающие пружину 9, уменьшатся, пружина закроет
клапан, а масло поступит в нижнюю или
верхнюю полость цилиндра и, воздействуя на поршень,
поднимет или опустит навесную машину.
Рис. 106. Распределитель Р75-В2
Нейтральное положение. Золотник удерживает в
нейтральном положении пружина 20, которая в этом случае имеет наибольшую
высоту. При движении золотника вверх или вниз пружина сжимается и
стремится установить золотник в нейтральное положение.
В этом положении проточка 4 золотника располагается против отверстия 6 и
масло, поступающее в полость 8, переливается в полость 34 и далее в бак.
Поэтому клапан 12 открыт, а масло, поступающее от насоса, также
сливается в бак через отверстие 14. Полость нагнетания 17 в этом случае
перекрыта буртиками золотника и масло не может поступать в нижнюю и
верхнюю полости силового цилиндра. Буртики золотника перекрывают полости
26 и 33 распределителя, разобщая верхнюю и нижнюю полости цилиндра. В
этом случае поршень не может передвигаться, так как он удерживается в
определенном положении маслом, объемы которого в верхней и нижней частях
цилиндра не могут изменяться.
Положение подъема. Для подъема навесной машины перемещают
золотник рычагом в крайнее нижнее (по схеме) положение, преодолевая
усилие пружины 20. Золотник перекроет отверстие 6, в полости 8 над
буртиком перепускного клапана возрастет давление, клапан закроется и
перекроет слив подаваемого насосом масла в бак. Одновременно золотник
откроет доступ масла из полости 17 в полость 33 и из полости 26 на слив
в бак. Таким образом, масло из насоса под давлением, величина которого
определяется весом поднимаемой машины, поступит под поршень силового
цилиндра, а навесная машина поднимется. Масло, находящееся в верхней
камере цилиндра, вытиснится поршнем и через полость 26 распределителя
перельется в бак.
Золотник удерживают в нижнем положении пять фиксирующих шариков 23,
которые выдавливаются в нижнюю расточку направляющей обоймы 18 и
поддерживаются в этом положении конусной поверхностью фиксирующей втулки
22, находящейся под постоянным воздействием пружины 21. Усилие пружины,
а также углы наклона конических поверхностей на направляющей обойме и
фиксирующей втулке подобраны так, что фиксирующее устройство надежно
удерживает золотник в заданном положении преодолевая усилие пружины 20.
После подъема машины или орудия поршень цилиндра поднимется до упора в
верхнюю крышку и остановится в этом положении. Так как насос продолжает
подачу масла, давление под поршнем и в полостях 33 и 17 достигнет
максимума— 100—125 кг/см2. Масло под этим давлением поступит по
наклонным отверстиям 32 в золотник, пройдет через, отверстие 31 и
откроет шариковый клапан 30, преодолев усилие пружины 27. Далее оно
пройдет через отверстие 29. Поршенек 24, перемещаясь вниз, надавит на
фиксирующую втулку 22 и, преодолевая усилие пружины 21, опустит ее до
упора в пробку. Шарики 23 освободятся и не будут удерживать золотник в
положении «подъем». Под действием усилия пружины 20 золотник
переместится в нейтральное положение, проточка 4 золотника откроет
доступ маслу из отверстия 6 на слив в бак, откроется перепускной клапан
и насос подаст масло через отверстие 14 на слив в бак. Золотник также
перекроет нижнюю полость цилиндра и заключенное в ней масло будет
удерживать машину в поднятом положении.
Положение опускания. Для опускания машины золотник распределителя
перемещают с помощью рычага из нейтрального положения вверх. Золотник в
этом положении удерживают фиксирующие шарики, которые входят в среднюю
канавку обоймы 18 и удерживаются в ней конической поверхностью
фиксирующей втулки 22. Пружина 20 сжимается и стремится возвратить
золотник в нейтральное положение. Как и при подъеме, соответствующий
поясок золотника перекрывает отверстие 6,
давление над буртиком перепускного клапана
возрастает и клапан закроется. Слив масла в бак прекратится, и оно
начнет перекачиваться насосом в полость 17. В этом положении золотник
откроет доступ масла в полость 26 и в верхнюю камеру силового цилиндра.
Одновременно из нижней камеры цилиндра через полость 33 золотник
перепустит масло в полость 34, откуда оно выльется в бак через колодец
16. Под воздействием давления масла машина опустится.
Когда поршень доходит до нижнего положения и упирается торцом штока в
нижнюю крышку, давление в надпоршневом пространстве резко возрастает,
срабатывает автоматика возврата золотника в нейтральное положение,
работающая также, как и при подъеме машины.
Механизм автоматического возврата золотника из положения «подъем» и
«опускание» в нейтральное положение срабатывает при давлении в системе
100—125 кг1см2 и температуре масла от 35 до 65°. При других температурах
механизм автоматического возврата иногда отказывает. В этом случае
золотник после подъема или опускания быстро возвращают вручную рычагом
36. Длительная задержка золотника в положении «подъем» или «опускание»
вызывает перегрузку всей системы и выход из строя элементов гидравлики.
Такой способ опускания применяют, если требуется принудительное
заглубление рабочих органов машины или орудия в почву с усилием,
значительно превосходящим его вес. При неумелом пользовании могут быть
поломки орудия или навесной системы трактора.
Плавающее положение. Как правило, для опускания орудия пользуются
плавающим положением золотника. При установке золотника в плавающее
положение переводят его из нейтрального положения в крайнее верхнее,
минуя положение «опускание». В этом случае фиксирующие шарики
располагаются в верхней канавке обоймы 18 и удерживают золотник в этом
положении. Так как проточка 5 золотника располагается против отверстия
6, масло над торцом перепускного клапана имеет доступ для слива в бак,
клапан находится в открытом положении и масло, подводимое насосом,
сливается через отверстие 14 в бак. Золотник распределителя открывает
свободный доступ маслу из полости 26 в полость 33 распределителя и
наоборот, а также доступ из каждой этой полости на слив в бак. Поршень
силового цилиндра и навесная машина свободно перемещаются в вертикальном
направлении под воздействием внешних сил, масло же перетекает из верхней
полости цилиндра в нижнюю и обратно через распределитель.
Так производится опускание орудия под действием силы его веса. Это
положение используют также для того, чтобы машина при перекатывании
свободно копировала рельеф почвы. Так как в распределителе при плавающем
положении золотника устанавливается сравнительно небольшое давление,
автоматика возврата золотника в нейтральное положение не работает, а
давления масла не хватает для преодоления усилия пружины 27 и открытия
шарикового клапана 30. Вывести золотник из этого положения и перевести в
нейтральное можно только рукой. Для этого нужно резко толкнуть рычаг,
чтобы преодолеть усилие пружины 21 и вывести фиксирующие шарики из
канавки обоймы.
Распределитель Р75-В2 установлен на тракторах ДТ-20, начиная с № 102560
(март 1963 г.). На тракторах более раннего выпуска установлен
распределитель марки Р16А, отличающийся от распределителя Р75-В2
устройством фиксатора и автоматическим возвратом золотника в нейтральное
положение. Схема его работы представлена на рисунке 107. Вместо шариков
в нем поставлены пружинные фиксаторы, представляющие собой
цилиндрическую спиральную пружину, свернутую в кольцо и скрепленную
концами. Два фиксатора 20 и 21 заключены в кольцевых канавках держателя
19 и плотно охватывают втулки 12 и 14, сидящие на нижнем конце
золотника. Втулка 14 насажена на золотник неподвижно,
а втулка 12 скользит вдоль золотника, прижимаясь к
торцу золотника пружиной 13. Когда втулка 12 прижата к торцу золотника,
то между ее торцом и торцом неподвижной втулки 14 образуется зазор, в
который заскакивает пружинный фиксатор.
В нейтральном положении а золотник удерживается пружиной 15. При
перемещении золотника вверх или вниз пружина сжимается и, если золотник
ничем не удерживается, всегда будет устанавливать его в нейтральное
положение. При установке золотника в положение б («подъем») канавка
между двумя втулками расположится против нижнего фиксатора 20, который
входит в канавку и удерживает золотник в положении «подъем». Как только
поршень силового цилиндра дойдет до крайнего верхнего положения и
упрется в крышку, давление под поршнем и в полости распределителя
повысится до 110—125 кг/сиг2, масло через отверстие 6 поступит внутрь
золотника, откроет шариковый клапан 8 и, воздействуя через поршенек 10
на пружину 13, опустит втулку 12 до соприкосновения ее торца с торцом
втулки 14. Коническая поверхность на конце втулки вытолкнет фиксатор из
канавки и золотник под действием пружины 15 возвратится в нейтральное
положение.
При положении «опускание» канавка между двумя втулками сопрягается с
верхним фиксатором 21. При плавающем положении г золотник перемещается в
крайнее верхнее положение и удерживается нижним фиксатором за уступ
втулки 14. В этом случае автоматика возврата не действует и золотник
переводят в нейтральное положение вручную.
Предохранительный клапан. При работе
гидравлической системы возможны перегрузки, сопровождаемые резким
возрастанием давления масла. С целью предохранения элементов гидравлики
от повреждений,
в конструкцию распределителя введен
предохранительный клапан (рис. 106), срабатывающий при давлении,
превышающем 130 кг/см2.
Масло поступает под клапан 37 из полости 8 через отверстие 10 и при его
открытии перетекает в полость 17, а затем в масляный бак. Давление над
перепускным клапаном 12 понизится, клапан откроется и перепустит масло,
подведенное насосом, в бак. Предохранительный клапан работает также в
случае отказа автоматики при подъеме или опускании машины.
Предохранительный клапан регулирует и пломбирует завод-изготовитель. Во
избежание перегрузки предохранительного клапана и излишнего нагрева
масла, нужно следить за работой распределителя и при отказе
автоматического устройства быстро возвращать рычаг вручную в нейтральное
положение, когда подъем или опускание закончится.
Рис. 107. Схема работы распределителя Р16А:
а — нейтральное положение; б — подъем; в —опускание; г — плавающее
положение; 1 — корпус распределителя; 2 —сливное сверление; 3 — верхняя
крышка; 4 — золотник; 5 — отверстие подачи масла в подпоршневое
пространство силового цилиндра; 6 — канал к клапану автоматики; 7 —
полость высокого давления; 8—клапан автоматики; 9— полость, соединенная
с надпоршневым пространством силового цилиндра; 10 — поршенек; 11 —
вкладыш; 12 — втулка подвижная; 13 ~ пружина;
Гидрораспределители — cтарые обозначения (тип Р80, МР100, МР160, МР200)
Наличие товара уточняйте у менеджеров по телефонам +7 495 972-03-54, +7 495 972-83-69
На этой странице представлена информация по замене Р80-3/1-222 на гидрораспределитель типа МР80-3/1-222
Старые обозначения гидрораспределителей
ТАБЛИЦА СООТВЕТСТВИЯ РАНЕЕ ПРИМЕНЯЕМЫХ И НОВЫХ ОБОЗНАЧЕНИЙ ГИДРОРАСПРЕДЕЛИТЕЛЕЙ ТИПА Р-80, ТИПА Р-160
Действующее обозначение
Ранее применяемые обозначения
Р80-3/1-22
Р75-В2А, Р75-22, Р80-22-2
Р80-3/1-44
Р75-П2А, Р75-42
Р80-3/1-222
Р75-В3А, Р75-23, Р80-23-2
Р80-3/1-444
Р75-П3А, Р75-43
Р80-3/2-444
Р75-П3-ПГ1А, Р75-43-ПГ1А
Р80-3/3-444
Р75-П3-ПГ2Б, Р75-43-ПГ2Б
Р160-3/1-111
702. 46.11.000-Т, Р160-2/1-111-20, Р150-13
Р160-3/1-111-10
702.46.11.000, Р150-13-К2, Р160-3/1-121
Р160-3/1-222
700.46.11.000-1; Р160-2/1-222-20; Р150-23-К
МР200.3.000
26.6850.000-01, 6850.000.01
МР100. 3.000
37.2110.000-01 26.1401.000-01; 1 отв. Т, левый
МР100.3.000-01
МР100.3.000-01
37.2110.000 26.1401.000; 2 отв. Т, правый
——
2МРЭ50-00
73.00.00.000В
——
3МРЭ50-02
73. 00.00.000-02
——
4МРЭ50-29
73.00.00.000-03
——
5МРЭ50-44
73.00.00.000-04
Аналога гидрораспределителя 700.46.11.000-Т (Р160-2/1-222-30) ОАО «МЗТГ» в настоящее время не производит.
Мы продём весь ассортимент
гидрораспределителей, в том числе Р-80
Схема подключения гидрораспределителя — Центр Технического Обеспечения и Сервиса
Варианты схем подключения гидрораспределителя
Гидрораспределитель р80 – схема подключения
Схема подключения гидрораспределителя P40
Схема подключения гидрораспределителя на МТЗ-80
Гидравлический распределитель отвечает за изменение направление рабочей жидкости, используя внешнее воздействие. Переключение устройства позволяет изменить соединение в гидравлических линиях, и направить жидкость к определенному агрегату. Правильно выбранная схема подключения гидрораспределителя обеспечит необходимую последовательность запуска рабочих механизмов. Установка гидроузлов является важным элементом контроля работы навесного оборудования. Возможность управления спецсредствами из кабины водителя облегчает работу при выполнении пропашных задач, а также повышает срок эксплуатации вспомогательных устройств. Для этого нужно знать особенности схемы подключения гидравлического распределителя к разным моделям тракторов.
Варианты схем подключения гидрораспределителя
Гидравлический распределитель – это устройство, которое применяется для контроля гидравлических потоков. Он регулирует передвижение выходного звена двигателя путем перенаправления рабочей жидкости. Есть 3 типа моделей для тракторов МТЗ, которые отличаются между собой конструкцией:
Золотниковые регуляторы. Они могут иметь от 2 до 7 плунжеров, в зависимости от модели. Данный вид распределителей является более распространенным благодаря высокому КПД и простоте в использовании. Схема подключения гидрораспределителя достаточно проста, поскольку на устройстве присутствует маркировка, позволяющая самостоятельно установить оборудование на трактор. Основными преимуществами этих приборов являются компактность и низкий уровень нагрузки со стороны осевых сил, что существенно снижает порог чувствительности при управлении золотниками.
Клапанные аппараты. Эти приборы являются комбинацией золотниковых моделей с встроенными обратными клапанами, которые размещаются в каналах распределителя. Главным недостатком этих устройств выступает возможность загрязнения пространства между золотником и корпусом.
Крановые распределители. Потоки жидкостей управляются путем поворота пробки на определенный угол. При этом они обладают низкой пропускной способностью и способны загрязняться, что затрудняет выполнение пропашных работ.
Гидрораспределитель р80 – схема подключения
Маркировка частично отображает информацию о характеристиках устройства. Число 80 говорит о количестве пропускаемой жидкости за минуту. Эта информация дополняется количеством золотников и рабочим давлением. В зависимости от модификации, технические характеристики могут незначительно отличаться:
производительность – единая 80 л/мин;
диаметр золотника – 2.5 см;
количество золотников – 2 или 3;
давление максимально допустимое – 20 МПа;
предохранительный клапан – постоянного давления, дифференциальный;
вес – в диапазоне 10-19 кг.
Устройство располагается между цилиндрами, насосом, накопительными резервуарами гидравлической системы транспортного средства. Схема подключения гидрораспределителя р80 зависит от типа установленного гидравлического цилиндра, и имеет различные вариации. Если жидкость будет удаляться из цилиндров под действием давления навесного оборудования, штуцер подсоединяют так, чтобы буртик золотника открывал сливной канал. Применение двухстороннего цилиндра предусматривает перемещение штока благодаря обратной подаче масла. Для жидкости, которая находится по другую сторону клапана, открывается сливной канал.
Схемы подключения распределителей Р80 принципиально похожи, за исключением небольших деталей. Наиболее распространенным вариантом прибора является устройство P80 3/4 -222. Он используется в работе с догружателем сцепного веса и является регулятором пахоты на пропашных тракторах МТЗ. Помимо этого, гидросистема выполняет ряд других функций, среди которых:
контроль распределения потоков жидкостей, нагнетающихся гидронасосом, между потребителями;
предохранение от перегруза системы;
наличие каналов сообщения пустот со сливом для обеспечения быстрого оттока масла;
снижение нагрузки на гидросистему при нейтральном положении золотника.
Схема подключения гидрораспределителя P80 подразумевает подсоединение золотников A1-C1 и A2-C2 потребителям в положениях подъема/опускания. Подвод масла осуществляется через отверстие P, а его отвод – при помощи отделения T. Регулятор пахоты подключается к отверстию D.
Схема подключения гидрораспределителя P40
В схеме подключения гидрораспределителя для МТЗ эта модель может иметь от 2 до 7 золотников. В большинстве случаев аппараты имеют 5 плунжеров с последовательным или параллельным действием, которых достаточно для нормального перенаправления потоков рабочих жидкостей. Они могут обладать индивидуальной или общей клапанной системой. Некоторые модели поставляются с предохранительными клапанами.
Стандартная модель гидравлического усилителя имеет 5 золотников опускания и подъема. Помимо этого, она оснащена каналом нагнетания рабочих жидкостей. Отличительной чертой в схеме подключения гидрораспределителя P40 является наличие продолжения канала давления. Его можно применять для последовательного соединения со следующим потребителем или дополнительной секцией, а также для слива масла в гидробак.
Схема подключения гидрораспределителя на МТЗ-80
Основным назначением продукции Минского тракторного завода является выполнение универсально-пропашных работ. Для эффективной работы моделей МТЗ-80 со специальным оборудованием устанавливаются гидравлические распределители с 3 золотниками. При этом возможно использование аппаратов с 2 плунжерами.
Схема подключения распределителя на МТЗ-80 с 2 золотниками отличается наличием 2 рычагов, которые используется для работы с кабины трактора. Устройство имеет подвод рабочей жидкости от насоса по каналу нагнетания, а также отделение для отвода масла в полость сливного бака.
После установки оборудования на МТЗ согласно схеме подключения гидрораспределителя нужно регулярно осматривать комплектующие устройства и заниматься их обслуживанием. Во время периодического контроля работы гидравлического распределителя рекомендуется проверять уровень масла, используя для этого щупы.
Помимо этого, при использовании некачественных смазочных материалов наблюдаются частые выходы приборов из строя. Чтобы избежать подобных неприятностей, нужно использовать марки масел, которые рекомендованы производителем.
Гидравлические распределители при правильном использовании повышают срок эксплуатации техники. В случае соблюдения всех особенностей схемы подключения гидрораспределителя эффективность работы трактора вместе со специальным оборудованием повысится на 30-40%. При этом снизится вероятность различных поломок и потеря гидравлической жидкости.
Если у Вас остались вопросы, заполните форму:
Ваше сообщение было успешно отправлено!
Наши специалисты скоро свяжутся с Вами!
Нажимая кнопку «Отправить» вы соглашаетесь с политикой конфиденциальности компании.
Устройство и работа гидрораспределителя трактора Т-25
В гидравлической системе трактора Т-25 применяется двухзолотниковый четырехпозиционный распределитель Р75-В2А. Он установлен под щитком приборов слева и соединен трубопроводами с насосом и силовым цилиндром навесной системы. С помощью распределителя производится управление навесной системы путем подачи рабочей жидкости в верхнюю или нижнюю полости силового цилиндра.
Золотник распределителя может быть установлен трактористом с помощью рычага в одно из следующих четырех положений (позиций): «нейтральное», «подъем», «опускание» и «плавающее». Схема гидрораспределителя показана на рис. 69.
Распределитель Т-25 состоит из корпуса 14, золотника 13 с фиксирующим устройством, перепускного клапана 17, предохранительного клапана 22. Распределитель работает следующим образом.
Масло от насоса под давлением подается в корпус распределителя через отверстие в полость А. Полость распределителя Б соединена с подпоршневым пространством силового цилиндра, а полость В — с надпоршневым пространством.
В зависимости от положения золотника обе полости цилиндра могут быть отключены от насоса и изолированы друг от друга. Это соответствует нейтральному положению золотника гидрораспределителя Р75.
При плавающем положении золотника обе полости гидроцилиндра соединены между собой, а масло, подаваемое от насоса, сливается в бак. При таком положении масло может свободно перетекать из одной полости цилиндра в другую, а поршень свободно перемещается под действием внешних сил.
В обоих случаях перепускной клапан открыт и пропускает масло от насоса в бак. При нагнетании в полость Б масло поступает под поршень и производит подъем орудия. В это время масло, находящееся над поршнем, через полость распределителя В сливается в бак.
Если масло от насоса подать в полость В, то оно поступит в пространство цилиндра над поршнем и произведет опускание орудия, масло из-под поршня через полость Б в этом случае будет сливаться в бак.
Перепускной клапан распределителя Р75 трактора Т-25 в этих случаях будет закрыт. Рассмотрим более подробно устройство и принцип действия перепускного клапана. Перепускной клапан перемещается вдоль своей оси под воздействием пружины 18 и давления масла от насоса на элементы клапана.
Размеры клапана и усилие пружины подобраны таким образом, что положение клапана будет определяться давлением масла в полости Г над его буртиком. Масло в эту полость просачивается через отверстие 20 в буртике и через канал 19 поступает в сверление 15.
Если проточка 16 (верхняя или нижняя) золотника располагается против сверления 15, что соответствует плавающему или нейтральному положению, то масло поступает в полость гидрораспределителя Т-25, которая соединена с полостью бака и сливается в бак.
В этом случае давление масла, воздействующее на торец буртика клапана, преодолевает усилие пружины 18 и клапан находится в открытом состоянии, а масло, поступающее в распределитель от насоса через отверстие 25, сливается в бак.
Если золотник установить таким образом, что проточки 16 не будут располагаться против сверления 15, что соответствует положению подъема или опускания орудия, то масло из сверления 15 уже не будет иметь выхода, так как это сверление будет перекрыто золотником и давление в полости Г над буртиком клапана возрастает до такой величины, которая уравновесит давление на нижний торец буртика.
При этом силы, сжимающие пружину 18, уменьшатся и пружина закроет клапан, а масло будет поступать в нижнюю или верхнюю полость цилиндра и, воздействуя на поршень, будет поднимать или опускать орудие.
Работа распределителя Т-25
Нейтральное положение
Золотник гидрораспределителя Р75 трактора Т-25 удерживается в нейтральном положении пружиной 2, которая в этом положении имеет наибольшую высоту и следовательно, наименьшее усилие. При движении золотника вверх или вниз пружина сжимается и всегда стремится установить золотник в нейтральное положение.
Как указывалось выше, при нейтральном положении золотника его проточка 16 (верхняя) располагается против сверления 15 и масло, поступающее в полость Г, имеет доступ для слива в бак, поэтому клапан 17 открыт, а масло от насоса сливается через отверстие 25 в бак.
Полость нагнетания А в этом случае перекрыта буртиками золотника и масло не может поступать ни в нижнюю, ни в верхнюю полость силового цилиндра. Эти же буртики золотника перекрывают полости распределителя Р75 Б и В, отделяя их друг от друга, разобщая таким образом верхнюю и нижнюю
полости цилиндра.
В этом положении поршень не может передвигаться, так как он удерживается в определенном положении маслом, объемы которого в верхней и нижней частях цилиндра не могут изменяться ввиду того, что перетекание масла между ними исключено.
Положение подъема орудия
Для подъема орудия необходимо золотник переместить рычагом в крайнее нижнее положение, преодолевая усилие пружины 2.
При этом золотник гидрораспределителя Т-25 перекроет сверление 15, в полости Г над буртиком перепускного клапана возрастет давление и клапан закроется, перекрыв тем самым слив подаваемого насосом масла в бак. Одновременно золотник откроет доступ масла из полости А в полость Б и из полости В на слив в бак.
Таким образом, масло из насоса под давлением, величина которого, определяется весом поднимаемого орудия, поступит под поршень силового цилиндра и произведет подъем. Масло, находящееся в верхней камере цилиндра, вытесняется поршнем и через полость В распределителя сливается в бак.
Золотник распределителя Р75 трактора Т-25 удерживается в нижнем положении фиксирующими шариками 6, которые выдавливаются в нижнюю расточку направляющей обоймы 5 и поддерживаются в этом положении конусной поверхностью фиксирующей втулки 4, находящейся под постоянным воздействием пружины 3.
Усилие пружины 3 и углы наклона конических поверхностей на направляющей обойме и фиксирующей втулке подобраны таким образом, что фиксирующее устройство надежно удерживает золотник в заданном положении, преодолевая усилие пружины 1. После того как подъем орудия будет закончен, поршень цилиндра поднимется до упора в верхнюю крышку и остановится в этом положении.
Так как насос будет продолжать подачу масла, давление под поршень и в полостях распределителя Б и А достигнет максимума — 100—125 кг/см2. Масло под этим давлением поступит по наклонным сверлениям 12 в золотник, пройдет через центральное отверстие и откроет шариковый клапан 11, преодолев усилие пружины 9.
Далее масло пройдет через отверстие в регулировочном винте, ввиду чего это же давление установится над поршеньком, который, перемещаясь вниз, надавит на фиксирующую втулку 4 и, преодолевая усилие пружины 5, опустите ее до упора в пробку 2. Шарики 6 при этом освободятся и уже не будут удерживать золотник гидрораспределителя Т-25 в положении подъема.
Под действием усилия пружины 1 золотник переместится в нейтральное положение. Как только это произойдет, канавка золотника 16 откроет доступ маслу из сверления 15 на слив в бак, откроется перепускной клапан и насос станет подавать масло в бак. Золотник также перекроет нижнюю полость цилиндра, и заключенное в ней масло будет удерживать через поршень орудие в поднятом положении.
Положение опускания орудия
Для опускания орудия необходимо золотник распределителя Т-25 с помощью рычага переместить из нейтрального положения вверх. Золотник в этом положении удерживается фиксирующими шариками, которые входят в среднюю канавку обоймы 5 и удерживаются в ней конической поверхностью фиксирующей втулки 4.
Пружина 1 при этом сжимается и стремится возвратить золотник в нейтральное положение. Как и при подъеме, соответствующий поясок золотника перекрывает сверление 15, ввиду чего давление над буртиком перепускного клапана возрастает и клапан закрывается.
Слив масла в бак прекращается, и масло подается насосом в полость А. В этом положении золотник открывает доступ масла в полость В и в верхнюю камеру силового цилиндра.
Одновременно из нижней камеры цилиндра через полость Б золотник гидрораспределителя Р75 трактора Т-25 перепускает масло в полость Д, откуда оно сливается в бак. Под воздействием давления масла орудие опускается.
Когда поршень доходит до нижнего положения и упирается торцом штока в нижнюю крышку, давление в надпоршневом пространстве резко возрастает. Срабатывает автоматика возврата золотника в нейтральное положение (так же, как и при подъеме орудия).
Механизм автоматического возврата золотника распределителя Т-25 из положения подъема и опускания в нейтральное положение надежно срабатывает при давлении в системе в пределах 100—125 кг/см2 при температуре масла от 20 до 60°.
При других температурах механизм автоматического возврата иногда отказывает и в этом случае возврат золотника после окончания подъема или опускания необходимо производить вручную с помощью рычага.
Эту операцию необходимо производить быстро, так как длительная задержка золотника в положении подъема или опускания ведет к перегрузке всей системы, что может повлечь за собой выход из строя отдельных элементов гидравлики.
Плавающее положение
Описанный выше способ опускания орудия является принудительным. Такой способ применяется только в особых случаях, когда требуется принудительное заглубление орудия в почву с усилием, значительно превосходящим его вес.
Такое опускание при неумелом пользовании может вызвать поломку как самого орудия, так и навесной системы трактора. Поэтому, как правило, для опускания орудия пользуются плавающим положением золотника.
Для установки золотника гидрораспределителя Т-25 в плавающее положение необходимо перевести рукоятку из нейтрального в крайнее верхнее положение, минуя положение опускания. В этом случае фиксирующие шарики располагаются в самой верхней канавке обоймы 5 и удерживают золотник в этом положении.
Так как проточка 16 (нижняя) золотника располагается против сверления 25, масло над торцом перепускного клапана имеет доступ для слива в бак. Клапан находится в открытом положении, и масло, подводимое насосом, сливается через отверстие в бак.
Золотник распределителя Р75 трактора Т-25 открывает свободный доступ масла из полости В в полость А распределителя и наоборот, а также доступ из каждой этой полости на слив в бак. При этом поршень цилиндра, а следовательно, и навесное орудие имеет возможность свободно перемещаться в вертикальном направлении под воздействием внешних сил.
Масло же перетекает из верхней полости цилиндра в нижнюю и обратно через распределитель. Таким образом, производится опускание орудия под действием веса. Это положение используется также для того, чтобы орудие при перекатывании свободно копировало рельеф почвы.
Так как во всем гидрораспределителе Т-25 при плавающем положении золотника устанавливается сравнительно небольшое давление масла, автоматика возврата золотника в нейтральное положение в этом случае не работает; давления масла не хватает, чтобы преодолеть усилие пружины 9 и открыть шариковый клапан 11.
Вывести золотник из этого положения и перевести его в нейтральное можно только рукой. При этом необходим резкий толчок на рычаг для преодоления усилия пружины 3 и выведения фиксирующих шариков из канавки обоймы.
При работе гидравлической системы Т-25 возможны различные перегрузки, сопровождаемые резким возрастанием давления масла. С целью предохранения элементов гидравлики от повреждений в конструкцию распределителя введен предохранительный клапан. Клапан срабатывает при давлении, превышающем 130+5 кг/см2.
Масло под клапан 22 поступает из полости Г через отверстия 21, перетекает в полость Д и далее в масляный бак. При этом давление над перепускным клапаном 17 понижается, клапан открывается и перепускает масло, подведенное насосом в бак. Давление в гидросистеме падает.
Предохранительный клапан работает также в случае отказа автоматики при подъеме или опускании орудия. Предохранительный клапан регулируется заводом-изготовителем и после этого пломбируется.
Во избежание перегрузки предохранительного клапана и излишнего нагрева масла необходимо внимательно следить за работой распределителя и при отказе автоматического устройства быстро возвращать рычаг вручную в нейтральное положение, когда подъем или опускание закончатся.
Распределение белков рецептора p75 и trk-нейротрофина в симпатических ганглиях взрослого человека
. 1996 г., июнь; 193(6):577-83.
дои: 10.1007/BF00187929.
О Гарсия-Суарес 1 , F J Naves, M E Del Valle, I Esteban, E Bronzetti, E Vazquez, J A Vega
принадлежность
1 Кафедра морфологии и биологии Целуляра, Медицинский факультет, Университет Овьедо, Испания.
PMID:
8737813
DOI:
10.1007/BF00187929
О Гарсия-Суарес и соавт.
Анат Эмбриол (Берл).
1996 июнь
. 1996 г., июнь; 193(6):577-83.
дои: 10.1007/BF00187929.
Авторы
О Гарсия-Суарес 1 , Ф.Дж. Навс, М.Э. Дель Валле, И. Эстебан, Э. Бронзетти, Э. Васкес, Х.А. Вега
принадлежность
1 Кафедра морфологии и биологии Целуляра, Медицинский факультет, Университет Овьедо, Испания.
PMID:
8737813
DOI:
10.1007/BF00187929
Абстрактный
Мы исследовали экспрессию иммунореактивности (ИР) для низко- (p75) и высокоаффинных (белки trk) белков-рецепторов нейротрофинов в нейронах паравертебрально-симпатического ганглия взрослого человека. Мышиные моноклональные антитела против пан-нейротрофинового рецептора p75 и кроличьи поликлональные антитела против специфических эпитопов внутрицитоплазматического домена на белках нейротрофинового рецептора trk использовали в свежих нефиксированных и фиксированных формальдегидом парафиновых симпатических ганглиях. Все паравертебрально-симпатические нейроны взрослого человека демонстрируют IR белка, подобного нейротрофиновому рецептору trkA, 10% экспрессируют IR белка, подобного нейротрофиновому рецептору trkC, 37–44% демонстрируют IR p75, а для белка, подобного нейротрофиновому рецептору trkB, IR не получено. . Интенсивность иммуноокрашивания не зависела от размера нейронов. Мечение ненейрональных тканей, особенно стенок кровеносных сосудов, наблюдалось для белков-рецепторов нейротрофинов p75, trkA и trkC. Эти результаты показывают, что существует перекрытие в экспрессии белков p75 и trk нейротрофиновых рецепторов в паравертебрально-симпатических нейронах взрослого человека, и предполагают, что нейротрофины могут действовать на эти нейроны.
Похожие статьи
Субпопуляция нейронов в энтеральной нервной системе млекопитающих экспрессирует белки, подобные нейротрофиновым рецепторам TrkA и TrkC.
Эстебан И., Леванти Б., Гарсия-Суарес О., Германа Г., Сириако Э., Навес Ф.Дж., Вега Х.А. Эстебан I и др. Анат Рек. 1998 июль; 251 (3): 360-70. doi: 10.1002/(SICI)1097-0185(199807)251:33.0.CO;2-M. Анат Рек. 1998.
PMID: 9669764
Иммунореактивность, подобная рецептору Trk-нейротрофина, в кишечнике костистых видов.
Лучини С., де Джироламо П., Маруччо Л., Ламанна С., Кастальдо Л., Вега Х.А. Лучини С. и др. Сотовые Ткани Res. 1999 г., май; 296(2):323-30. doi: 10.1007/s004410051292. Сотовые Ткани Res. 1999.
PMID: 10408916
Иммуногистохимическая локализация нейротрофинов и рецепторов нейротрофинов в слюнных железах человека и мыши.
Де Висенте Х.С., Гарсия-Суарес О., Эстебан И., Сантамария Х., Вега Х.А. Де Висенте Дж. К. и др. Энн Анат. 1998 г., апрель; 180 (2): 157–63. doi: 10.1016/S0940-9602(98)80016-2. Энн Анат. 1998.
PMID: 9587639
Решения о жизни и смерти нейронов обусловлены функциональным антагонизмом между рецепторами нейротрофина Trk и p75.
Майдан М., Миллер Ф.Д. Майдан М. и др. Int J Dev Neurosci. 1999 июня; 17(3):153-61. doi: 10.1016/s0736-5748(99)00016-7. Int J Dev Neurosci. 1999.
PMID: 10452359
Обзор.
Аннотация недоступна.
Нейротрофины и их рецепторы в развитии нейронов цыплят.
Hallbook F, Бэкстрем А., Кулландер К., Килберг А., Уильямс Р., Эбендал Т. Холлбук Ф. и др. Int J Dev Biol. 1995 г., октябрь; 39 (5): 855–68. Int J Dev Biol. 1995.
PMID: 8645570
Обзор.
Посмотреть все похожие статьи
Цитируется
Гликопротеиновый рецептор p75NTR вируса бешенства не является существенным для заражения вирусом бешенства.
Туфферо С., Шмидт К., Ланжевен С., Лафай Ф., Дешан Г., Кольтценбург М. Тафферо С. и др. Дж Вирол. 2007 декабрь; 81 (24): 13622-30. doi: 10.1128/ОВИ.02368-06. Epub 2007 10 октября. Дж Вирол. 2007.
PMID: 17928338 Бесплатная статья ЧВК.
использованная литература
Анат Рек. 1994 декабрь; 240 (4): 579-88
—
пабмед
Virchows Arch B Cell Pathol, включая Mol Pathol. 1990;58(5):371-6
—
пабмед
Нейрон. 1992 Сентябрь; 9 (3): 449-63
—
пабмед
Природа. 1994 17 марта; 368 (6468): 246-9
—
пабмед
Тренды Нейроси. 1995 июль; 18 (7): 321-6
—
пабмед
Типы публикаций
термины MeSH
вещества
Купить Оригинал Хонда 30105P75A01 (30105-P75-A01) Корпус комп.
, дистрибьютор. Фотографии
Каталог оригинальных автозапчастей Honda Car & Auto Spare Parts Online 30105-P75-A01
Оригинал Хонда (30105P75A01)
30105-P75-A01
Вес
неизвестно
Каталог
КОРПУС КОМП., РАСПРЕДЕЛИТЕЛЬ
Более
Вид Хонда 30105-P75-A01 на диаграммах
Эта деталь снята с производства
Honda 30105P75A01 может соответствовать
Только для справки. Мы не гарантируем 100% совместимость.
Техническая информация OBDI Справочник по транспортным средствам
Это руководство по хранению блоков управления двигателем Honda в зависимости от автомобиля со списком подходящих блоков управления двигателем для данного автомобиля. Если в вашем автомобиле заменен двигатель, рекомендуется просматривать заявки по двигателю. Для многих автомобилей требуется переходник OBDII-OBDI (примечание 6) и/или замена ЭБУ (примечание 7).
После того, как вы определили, какие ЭБУ подходят для вашего двигателя, перейдите к приложениям по ЭБУ, чтобы узнать, какие приложения есть у Hondata для вашего двигателя.
9Для этих ЭБУ OBDI доступны системы Hondata s100/s200 и Stage 2/3/4 0005, но рекомендуется использовать системы s100 или s200.
Только механические коробки передач.
ЭБУ
P28, P30, P72, P61 настроены на работу без VTEC.
Работа вторичного впускного канала будет потеряна, если ЭБУ P72 не используется.
Для использования системы Hondata требуется ЭБУ OBDI. Обратите внимание, что необходимо использовать распределитель OBD1.
Требуется адаптер
OBDII-OBDI.
Замена ЭБУ OBDI.
Дифференциальное управление будет потеряно.
Требуется переход с OBD1 (жгут переходников OBD0-OBD1, распределитель OBD1).
4-проводной кислородный датчик должен быть подключен и использоваться, если вы хотите работать в замкнутом контуре.
Accord 94 и 95 имеют реверсивную систему рециркуляции отработавших газов (A11) и обогрев O2 (A6), поэтому их необходимо перемонтировать
Если этот ЭБУ используется с 6-ступенчатой коробкой передач, блокировка заднего хода не будет работать.
PND A5# можно использовать только с АКПП, и для этого ЭБУ доступны только программы перепрошивки.
Использование этого ECU рекомендуется только для замены двигателя, так как мы не предлагаем никаких программ для CRV.
Этот ЭБУ не использует широкополосный кислородный датчик и не совместим с автомобилями США или JDM.
С K-Pro
можно использовать только ЭБУ с ручным управлением.
Может потребоваться преобразование в распределитель OBD1 и некоторая проводка
9ЭБУ 0005 PRB-A13 не перепрошиваются и не совместимы с K-Pro (2005 RSX).
Фелер 404
Фелер 404
изображение/svg+xml
Auswahl von Land und Sprache beeinflusst Deine Geschäftsbedingungen, Produktpreise und Sonderangebote
Sprache
Верунг
Preise
нетто
брутто
нетто
брутто
Nutze diesuchmaschine, um Themen zu finden, die Dich interessieren:
Каталог
Ви кауфт человек
Хильфе
или по телефону:
Дом
Abonnieren Sie jetzt
В том же информационном бюллетене вы найдете самые интересные и интересные сведения о новых продуктах, товарах и услугах на веб-сайте TME. Hier können Sie sich auch von der Liste abmelden.
* Pflichtfeld
AnmeldenAuf Mitteilungsblatt verzichten
Ich habe mich mit der Ordnung des TME-Bulletins bekannt gemacht und erteile meine Zustimmung, damit das elektronische Informationsbulletin des TME-Dienstes meine E-Mail-Adresse geschickt wird. Орден бюллетеней TME
*
1. Трансфер Multisort Elektronik sp. о.о. mit Sitz в Лодзи, Адрес: ул. Устронная 41, 93-350 Łódź teilt hiermit mit, dass sie der Administrator Ihrer personenbezogenen Daten sein wird. 2. Ein Datenschutzbeauftragter wird beim Administrator der personenbezogenen Daten ernannt und kann per E-Mail unter [email protected] kontaktiert werden. 3. Ihre Daten werden verarbeitet auf Grundlage von Art. 6 Абс. 1 лит. a) der Verordnung des Europäischen Parlaments und des Rates (EU) 2016/679 vom 27. April 2016 zum Schutz natürlicher Personen bei der Verarbeitung personenbezogener Daten und zum freien Datenverkehr und zur Aufhebung der Richtlinie 95/46/EG (nachstehend «DSGVO» genannt), um an die angegebene E-Mail-Adresse den elektronischen Newsletter von TME zu senden. 4. Die Angabe der Daten ist freiwillig, jedoch für den Versand des Newsletters erforderlich. 5. Ihre personenbezogenen Daten werden gespeichert, bis Ihre Einwilligung für die Verarbeitung Ihrer personenbezogenen Daten widerufen. 6. Sie haben das Recht auf Zugang, Berichtigung, Löschung oder Einschränkung der Verarbeitung Ihrer Daten; Soweit Ihre personenbezogenen Daten aufgrund einer Einwilligung verarbeitet werden, haben Sie das Recht, die Einwilligung zu widerufen. Der Widerruf der Einwilligung berührt nicht die Rechtmäßigkeit der Verarbeitung auf der Grundlage der Einwilligung vor dem Widerruf. 7. Soweit Ihre Daten zum Zwecke des Vertragsabschlusses und der Vertragsabwicklung oder aufgrund Ihrer Einwilligung verarbeitet werden, haben Sie auch das Recht, Ihre personenbezogenen Daten zu übertragen, d. час von der verantwortlichen Stelle in structurierter, allgemein üblicher und maschinenlesbarer Form zu erhalten. Sie können diese Daten einen anderen Datenadministrator übersenden. 8. Sie haben auch das Recht, eine Beschwerde bei der für Datenschutz zuständigen Aufsichtsbehörde einzureichen.
больше Венигер
TME-Newsletter abonnieren
Ангбот — Рабат — Нойхайтен. Sei auf dem Laufenden mit dem Angebot von TME
AGB zum Информационный бюллетень Auf Mitteilungsblatt verzichten
Daten werden verarbeitet
Die Operation wurde erfolgreich durchgeführt.
Ein unerwarteter Fehler ist aufgetreten. Bitte versuche noch einmal.
Логин
Пароль
Логин и пароль заранее.
Die Angabe im Feld ist zu kurz. Мин. Отметьте значение %minLength%.
Пароль недействителен?
Dein Browser wird nicht mehr unterstützt, bitte lade eine neue Version herunter
Хром
Скачать фон Датей
Fire Fox
Скачать фон Датей
Опера
Скачать фон Датей
Интернет-проводник
Скачать фон Датей
Выберите почтовый ящик
Веб-сайт Diese Nutzt Cookie-Dateien. Нажмите Sie Hier, um mehr über Cookie-Dateien und deren Verwaltung mithilfe von Einstellungen zu erfahren.
Как рассчитать P90 (или другие Pxx) оценки выхода фотоэлектрической энергии
Лучшие практики
П. Кабальеро, Г. Шринивасан, М. Шури
26 июля 2018 г.
Чтобы оценить потенциал выработки фотоэлектрической (PV) энергии на объекте, мы запускаем модели с использованием наилучших доступных данных и методов. Результатом моделирования является оценка P50, или, другими словами, «наилучшая оценка». P50 — это, по сути, статистический уровень достоверности, предполагающий, что мы ожидаем, что прогнозируемый выход солнечных ресурсов/энергии может быть превышен с вероятностью 50%. Это также означает, что с той же вероятностью ожидание может не сбыться.
Уровень достоверности P50 может представлять слишком высокий риск для некоторых инвесторов. Поэтому учитываются другие вероятности превышения, такие как P90 (оценка превышена с вероятностью 90 %) или P75 (оценка превышена в 75 % случаев). Кредиторы и инвесторы обычно используют оценки P90, чтобы быть уверенными в том, что вырабатывается достаточно энергии, что позволяет безопасно погасить задолженность по проекту.
В солнечной энергетике распределение неопределенности не совсем соответствует нормальному распределению. Тем не менее, для упрощения расчетов, а также из-за того, что статистически репрезентативные данные не всегда доступны, используется концепция нормального (гауссова) распределения неопределенности (колоколообразная кривая, см. рис. 1). Значение P50 представляет собой центральное/среднее значение и представляет оценку, которая возникает с наибольшей вероятностью.
Рисунок 1: Значение P50, представленное в виде нормального распределения
Значение P90 является более низким значением, и ожидается, что оно будет превышено в 90% случаев (рисунок 2). Значение P75 выше, чем P90 (и ниже, чем P50), и ожидается, что оно будет превышено в 75% случаев. Аналогичным образом можно определить любой уровень превышения Pxx (рис. 2 и 3).
Рис. 2. Значение P90, представленное в виде нормального распределения
Рисунок 3: P50, P75, P90 и значение P99, представленное в виде нормального распределения
P50 является наиболее вероятным значением, также называемым наилучшей оценкой, и оно может быть превышено с вероятностью 50%. P90 должен быть превышен с вероятностью 90% и считается консервативной оценкой.
Все значения Pxx строятся на основе знания (i) наилучшей оценки или P50 (значение, рассчитанное с помощью моделей или измеренное солнечным датчиком) и (ii) значения общей неопределенности, связанной с этой оценкой. Нет ничего, что мы могли бы назвать неопределенностью P50: P50 — это наилучшая оценка, и с ней связан определенный уровень неопределенности, который, в свою очередь, может использоваться для расчета значений превышения на различных уровнях достоверности, все они основаны на одной и той же вероятности. распределение ценностей.
Факторы неопределенности, учитываемые при расчете фотоэлектрической энергии
При расчете сценариев Pxx на основе оценки P50 учитывается общая неопределенность, которая суммирует все факторы, участвующие в моделировании выхода фотоэлектрической энергии. Для достоверной характеристики долгосрочных климатических моделей требуются данные о солнечном ресурсе и метеорологические данные, представляющие по крайней мере 10 лет.
В следующем тексте мы рассмотрим оценку неопределенности годовых (годовых) значений. При оценке общей неопределенности следует учитывать следующие источники неопределенности:
Неопределенность моделей. Стандартные поставки данных включают информацию о неопределенности модели, относящуюся к годовым оценкам GHI . Общая информация о неопределенности представлена в отчетах с данными в формате PDF, и по запросу ее можно уточнить в отношении интересующей области. Неопределенность модели уже включает в себя неопределенности, связанные с измерениями, используемыми для проверки модели. При расчете фотоэлектрической энергии используются значения GTI и модель 9.0027 преобразование GHI в GTI также вносит свой вклад в общую неопределенность.
Межгодовая изменчивость. Погода меняется от года к году, в долгосрочных циклах, а также носит стохастический характер. Поэтому солнечная радиация, температура воздуха и выработка фотоэлектрической энергии в каждый год могут в некоторой степени отклоняться от среднего многолетнего, и это называется межгодовой изменчивостью. Его можно рассчитать из исторического временного ряда как стандартное отклонение ряда годовых значений. Если межгодовая изменчивость за период N лет, то STDEV следует разделить на квадратный корень из N (обычно один год, 10 лет или общий ожидаемый срок службы объекта солнечной энергии). Для одного года эта неопределенность является самой высокой и уменьшается с количеством лет. При расчете энергии P90 обычно принимается случай изменчивости, которую можно ожидать в любой отдельный год. По запросу также предоставляется расчет изменчивости за более длительный период (10, 20 или 25 лет). Оптимально межгодовая изменчивость Производство фотоэлектрической энергии рассчитывается на основе полного исторического временного ряда. В случае использования данных TMY это невозможно, и поэтому применяется менее точное предположение о изменчивости GHI .
Неопределенность имитационной модели энергопотребления . Это учитывает несовершенство имитационных моделей фотоэлектрической энергии, которые обеспечивают значения ожидаемого выхода энергии. Различные факторы неопределенности, влияющие на производство фотоэлектрической энергии (например, потери от загрязнения, доступность и т. д.), также должны быть включены, и часто они являются основными источниками неопределенности в имитационных моделях.
Окончательный P90 (Pxx) получается путем объединения P50 со всеми факторами неопределенности, выраженными для одного и того же уровня превышения интервал, эквивалентный примерно 68,27 % случаев (вероятность превышения 84 %). Упрощенное предположение о нормальном распределении, неопределенность на уровне P90 может быть рассчитана просто путем умножения стандартного отклонения на 1,282, в результате чего получается несколько большее число, рассчитанное на основе той же кумулятивной кривой вероятности (рис. 4).
Рисунок 4: Интервалы неопределенности, выраженные в виде стандартного отклонения и 80% доверительного уровня (превышение P90)
Чтобы округлить значения в большую или меньшую сторону до желаемого числа (P90, P75 или аналогичного), мы можем преобразовать СТАНДОТКЛОН в любое значение Pxx на основе формул распределения Гаусса (табл. 1).
Таблица 1: Расчет различных PXX по нормальному распределению вероятности.
Получить значение Pxx из оценки P50 довольно просто, если неопределенность была рассчитана правильно, как показано в таблице 2.
Таблица 2: Расчет различных значений превышения Pxx для нормального распределения вероятности.
Как упоминалось ранее, неопределенность состоит из нескольких факторов, поэтому мы должны помнить об одном: работать на одном и том же уровне превышения при их объединении. В Solargis стандартные оценки неопределенности предоставляются на уровне превышения P90.
Источники неопределенности независимы друг от друга, и все влияющие факторы объединены в общую неопределенность U всего в квадратичной сумме:
Для расчета TMY P90 мы берем в качестве эталона значения P90 солнечного ресурса (GHI и DNI; взвешивание зависит от типа TMY и географического положения). Годовое значение P90 рассчитывается, как показано в таблице 2. Неопределенность P90 для солнечных параметров представляет собой общую неопределенность, она рассчитывается, как показано в уравнении 1, где рассматриваются два источника неопределенности: неопределенность солнечной модели и межгодовая изменчивость для любого отдельного года.
Различные подходы к расчету могут давать разные результаты
Solargis предлагает 3 типа почасовых наборов данных, которые можно использовать для моделирования ожидаемой выработки энергии для сценариев P50, P90 и других сценариев Pxx. Описание и примеры файлов данных для каждого типа данных приведены ниже:
Исторический временной ряд включает весь доступный период времени (данные с 1994/1999/2007 года по настоящее время). Если выразить в часовых интервалах, он имеет 8760 значений на каждый год (8784 значения для високосных лет) доступных данных. Пример набора данных ниже содержит более 200 000 значений для каждого параметра. Скачать образец файла данных для почасовых временных рядов (CSV, 14,1 МБ)
Набор данных TMY P50 представляет для каждого месяца наиболее типичные (средние) климатические условия и наиболее репрезентативное распределение часовых значений ключевых параметров, относящихся к историческим временным рядам. Он строится путем объединения «типичных» месяцев. При выражении в виде почасовой агрегации полный файл исторических временных рядов в TMY окончательно сжимается до 8760 «типичных» значений. Преимущество TMY заключается в том, что размер файла данных обеспечивает более высокую скорость вычислений. Недостатком является потеря различных (менее типичных) погодных условий. Загрузить образец файла данных для TMY P50 (CSV, 0,5 МБ)
Набор данных TMY P90 представляет год, близкий к годовому значению P90, и характеризует тип года с условиями солнечного ресурса ниже среднего (более высокая частота облачной погоды и более высокая концентрация атмосферных аэрозолей) и более низкая температура. Упрощенно можно считать, что он представляет собой год, который может наступить раз в 10 лет. Таким образом, он подходит для моделирования консервативных сценариев выхода фотоэлектрической энергии. Этот набор данных создается путем объединения месяцев, представляющих более низкие сводные данные о солнечной радиации, так что годовое значение близко к P9.0 (принимая во внимание комбинированный эффект неопределенности солнечной модели и межгодовой изменчивости GHI, которые можно наблюдать в любой отдельный год). При выражении в часовых интервалах информационное содержание, присутствующее в исторических временных рядах, также окончательно сжимается до 8760 значений. Загрузить образец файла данных для TMY P90 (CSV, 0,5 МБ)
Из приведенного выше описания видно, что в лучшем случае следует использовать полные исторические временные ряды данных, чтобы все типы погодных условий были представлены в энергетическом моделировании. Тем не менее, типичной практикой в солнечной энергетике является использование Данные TMY P50 , представляющие «стандартный» год. Частично это связано со скоростью и эффективностью моделирования энергии. Другая причина также заключается в том, что текущее программное обеспечение для моделирования фотоэлектрической энергии имеет очень ограниченные возможности или вообще не имеет возможности использовать полные временные ряды. Тип данных TMY P90 также широко используется, поскольку он предлагает удобное и в значительной степени стандартизированное решение для работы с годом, представляющим «консервативные» (субоптимальные) погодные условия. Важное преимущество использования TMY P90, в качестве дополнения к TMY P50, заключается в том, что он включает в себя некоторые модели почасовых данных, которые могут указывать на критические погодные условия.
В зависимости от набора данных, выбранного при моделировании фотоэлектрической энергии для уровня достоверности P90 (Pxx), коэффициенты неопределенности следует применять в несколько ином порядке, поэтому результаты моделирования будут отличаться. Различия в подходах описаны в таблице 3.
Таблица 3: Неопределенности, которые следует учитывать при использовании различных наборов данных Solargis при моделировании фотоэлектрической энергии.
Шаги, которые необходимо предпринять для оценки годовой выработки фотоэлектрической энергии P90 при использовании трех разных шагов данных, описаны ниже.
Расчет годового значения PVOUT P90 из полного исторического временного ряда
Расчет PVOUT для P50 из временного ряда
Учитывать неопределенность оценки модели GHI
Учитывать неопределенность модели, преобразующей GHI в GTI
Учитывать неопределенность из-за изменчивости годовых значений PVOUT (межгодовая изменчивость)
Учитывать неопределенности, возникающие на этапах моделирования PV
Расчет общей неопределенности шагов 2–5 (уравнение 1)
Рассчитайте годовое значение PVOUT для случая P90 по значению P50 (шаг 1) и общей неопределенности (шаг 6), используя уравнение, приведенное в таблице 2.
Расчет годового значения PVOUT P90 на основе набора данных TMY P50
Расчет PVOUT для P50 на основе набора данных TMY P50
Учитывать неопределенность оценки модели GHI
Учитывать неопределенность из-за изменчивости годовых значений GHI (межгодовая изменчивость)
Учитывать неопределенность модели, преобразующей GHI в GTI
Учитывать неопределенности, возникающие на этапах моделирования PV
Расчет общей неопределенности шагов 2–5 (уравнение 1)
Рассчитайте годовое значение PVOUT для случая P90 по значению P50 (шаг 1) и общей неопределенности (шаг 6), используя уравнение, приведенное в таблице 2.
Расчет годового значения PVOUT P90 на основе набора данных TMY P90
Расчет PVOUT на основе TMY P90
Учитывать неопределенность модели, преобразующей GHI в GTI
Учитывать неопределенности, возникающие на этапах моделирования PV
Рассчитать общую неопределенность шагов 2 и 3
Рассчитайте годовое значение PVOUT для случая P90 по значению P50 (шаг 1) и общей неопределенности (шаг 4) с помощью уравнения, приведенного в таблице 2.
Примечания:
Расчет на основе использования временных рядов позволяет более точно оценить межгодовую изменчивость: рассчитывая ее непосредственно по значениям PVOUT. Это невозможно при использовании TMY P50, где можно учитывать только изменчивость годовых значений GHI.
Неопределенности модели GHI и межгодовой изменчивости GHI уже включены в расчет набора данных TMY P90, поэтому они не учитываются при расчете значения PVOUT для P90.
Примеры
Результаты моделирования для выборки Альмерии (Испания) представлены в таблице 4: для полных исторических временных рядов, TMY P50 и TMY P90. Выбор месяцев, рассчитанный как результат алгоритма TMY, показан в столбце «Месяц:Год».
Таблица 4: Сводка значений GHI и PVOUT, полученных для пробного участка в Платаформа-Солар-де-Альмерия, Испания.
Для выборки, рассматриваемой в этой статье, результаты применения неопределенностей для каждого набора данных представлены в таблице 5. По сравнению с использованием временных рядов для моделирования (наиболее точный и полный подход), для этого конкретного участка с использованием TMY P50 для моделирования привел к завышению P9 на 1%.0, в то время как использование набора данных TMY P90 привело к 4% недооценке энергетической ценности P90. Эти отклонения связаны с допущениями, принятыми при расчете межгодовой изменчивости, с одной стороны, и потерей информации, связанной с генерацией ТМГ, с другой. Это упражнение было выполнено в качестве примера, и полученные результаты могут не отражать такую же тенденцию для других местоположений.
Таблица 5: Как рассчитать выход энергии фотоэлектрических систем для P90 с использованием различных наборов данных для рассматриваемой выборки.
Примечания
Для расчетов использовались погодные данные Solargis (период 1994-2016 гг., климатическая база данных Solargis v2.1.19).
Моделирование с использованием методологии Solargis для системы мощностью 1 кВт с технологией cSi, эффективностью инвертора 97,5 %, потерями постоянного тока 2,5 %, потерями переменного тока 1,5 % и относительным расстоянием между рядами 2,5.
Производственные показатели за первый год эксплуатации, в расчетах не учитывался коэффициент деградации.
Местоположение: Plataforma Solar de Almería Широта: 37,094416°, Долгота: -2,35985°.
Неопределенность имитации PV, учитываемая при расчете: ±5%
Все значения выражены с доверительным интервалом P90 (STDEV*1,282).
TMY, рассчитанный с использованием метода конкатенации выбранных «типичных месяцев» Solargis, включая окончательную корректировку годового GHI до среднего значения временного ряда.



 Перечислите устройство системы питания, указанные на рисунке
Перечислите устройство системы питания, указанные на рисунке Подпишите виды камер сгорания дизеля
Подпишите виды камер сгорания дизеля Что изображено на рисунке? ____________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Что изображено на рисунке? ____________________________________________________________________________________________________________________________________________________________________________________________________________________________________ Что представляет собой корпус топливного насоса? ______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Что представляет собой корпус топливного насоса? ______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________ Где и для чего устанавливают топливоподкачивающий насос дизеля? ____________________________________________________________________________________________________________________________________________________________________
Где и для чего устанавливают топливоподкачивающий насос дизеля? ____________________________________________________________________________________________________________________________________________________________________ Из какого материала изготовлены корпус и игла форсунки? _______________________________________________________________________
Из какого материала изготовлены корпус и игла форсунки? _______________________________________________________________________ Напишите назначение глушителя автомобиля. ____________________________________________________________________________________________________________________________________________________________________
Напишите назначение глушителя автомобиля. ____________________________________________________________________________________________________________________________________________________________________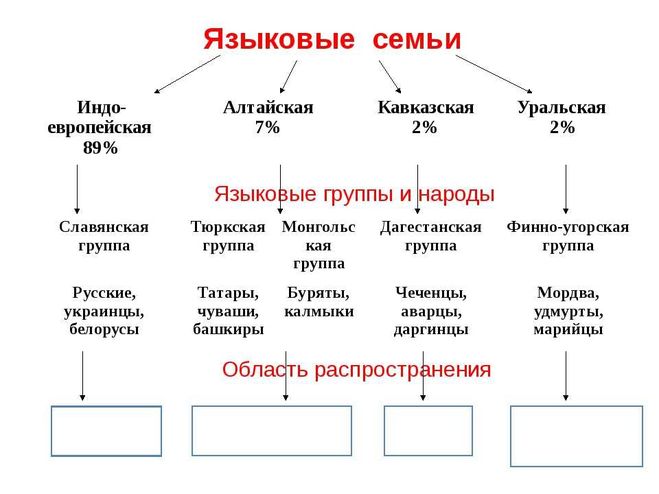 Подпишите устройство трансмиссии автомобиля
Подпишите устройство трансмиссии автомобиля Какая сила используется в работе фрикционного сцепления? __________________
Какая сила используется в работе фрикционного сцепления? __________________ Какие механизмы включает в себя механический привод сцепления?_____________________
Какие механизмы включает в себя механический привод сцепления?_____________________ Для чего служит пневматический усилитель привода сцепления? Где его устанавливают? ________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Для чего служит пневматический усилитель привода сцепления? Где его устанавливают? ________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________ Обычно, давление рабочего
Обычно, давление рабочего
 Основными переменными, влияющими на работу блока клапанов, являются
Основными переменными, влияющими на работу блока клапанов, являются Помимо того, диспенсер выполняет функцию датчика
Помимо того, диспенсер выполняет функцию датчика
 Обычно её располагают либо в верхней части, либо сбоку. В первом случае инструмент используют для работы в местах, куда затруднительно подобраться.
Обычно её располагают либо в верхней части, либо сбоку. В первом случае инструмент используют для работы в местах, куда затруднительно подобраться. Обычно её располагают либо в верхней части, либо сбоку. В первом случае инструмент используют для работы в местах, куда затруднительно подобраться.
Обычно её располагают либо в верхней части, либо сбоку. В первом случае инструмент используют для работы в местах, куда затруднительно подобраться. Качественный срез способно обеспечить лишь то, у которого зубья расположены часто. В последнее время в продаже стали появляться биметаллические полотна.
Качественный срез способно обеспечить лишь то, у которого зубья расположены часто. В последнее время в продаже стали появляться биметаллические полотна. Стоят такие ножовки намного дешевле остальных.
Стоят такие ножовки намного дешевле остальных. Левая нога должна стоять впереди. Именно она — опорная. Ручка опирается на ладонь правой руки, большим пальцем она держится сверху, а остальными обхватывается снизу. Левую руку следует расположить на переднем конце ножовки.
Левая нога должна стоять впереди. Именно она — опорная. Ручка опирается на ладонь правой руки, большим пальцем она держится сверху, а остальными обхватывается снизу. Левую руку следует расположить на переднем конце ножовки. Под конец процесса, когда деталь уже почти распилена, нажим следует ослабить.
Под конец процесса, когда деталь уже почти распилена, нажим следует ослабить. Достаточно будет сточить два или три. После этой процедуры можно вновь пользоваться полотном.
Достаточно будет сточить два или три. После этой процедуры можно вновь пользоваться полотном. 1. Столярный верстак: 1 — подверстачье; 2 — крышка; 3 — отверстия под клинья; 4 — лоток; 5 — передний зажим; 6 — задний зажим; 7 — выдвижные или поворотные пальцы
1. Столярный верстак: 1 — подверстачье; 2 — крышка; 3 — отверстия под клинья; 4 — лоток; 5 — передний зажим; 6 — задний зажим; 7 — выдвижные или поворотные пальцы В нем также размещают и хранят инструменты и приспособления.
В нем также размещают и хранят инструменты и приспособления. Высота верстака должна соответствовать росту ученика.
Высота верстака должна соответствовать росту ученика.

 п.
п. Считается, что крышка правильно установлена тогда, когда не требуется наклоняться или сгибать руки
Считается, что крышка правильно установлена тогда, когда не требуется наклоняться или сгибать руки Клинья в отверстия верстака забивать только киянкой, потому что:
Клинья в отверстия верстака забивать только киянкой, потому что:
 Повторение пройденного материала
Повторение пройденного материала


 Заключительный инструктаж. Оценка результатов работы учащихся, выбор лучших работ учащихся, разбор допущенных ошибок и анализ причин, их вызвавших, разъяснение возможностей применения полученных знаний, умений и навыков в общественно полезном труде.
Заключительный инструктаж. Оценка результатов работы учащихся, выбор лучших работ учащихся, разбор допущенных ошибок и анализ причин, их вызвавших, разъяснение возможностей применения полученных знаний, умений и навыков в общественно полезном труде.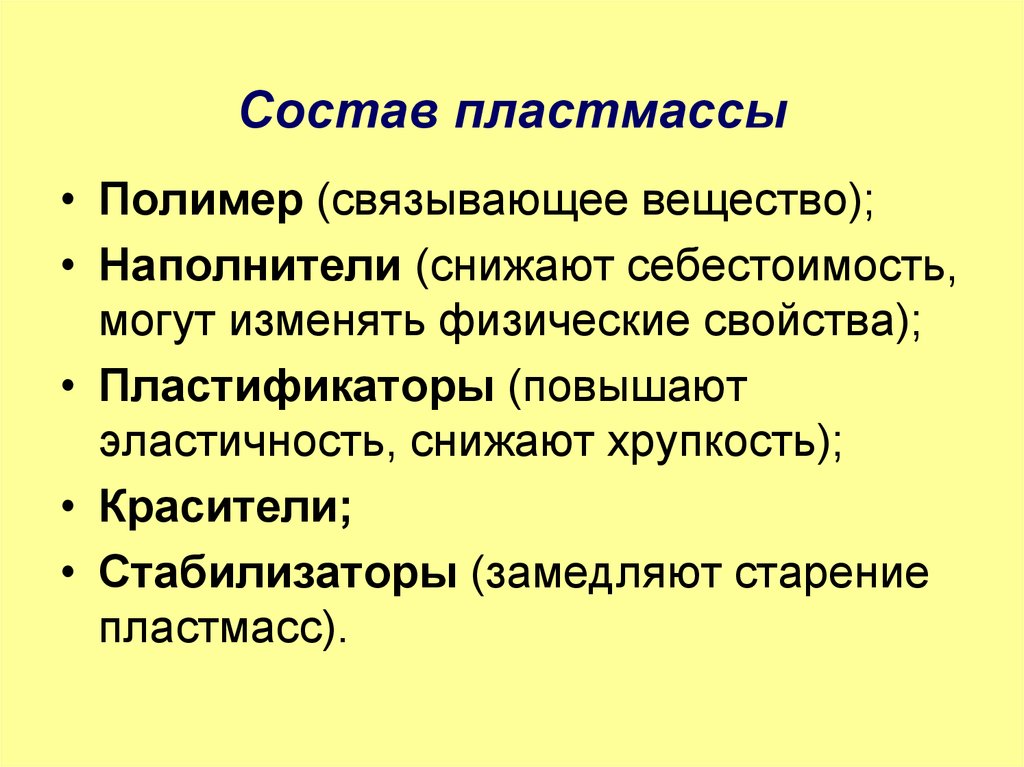 Как называется спец одежда, в которой работает слесарь?
Как называется спец одежда, в которой работает слесарь?
 Только при хорошей организации рабочего места можно достичь высокой производительности труда.
Только при хорошей организации рабочего места можно достичь высокой производительности труда.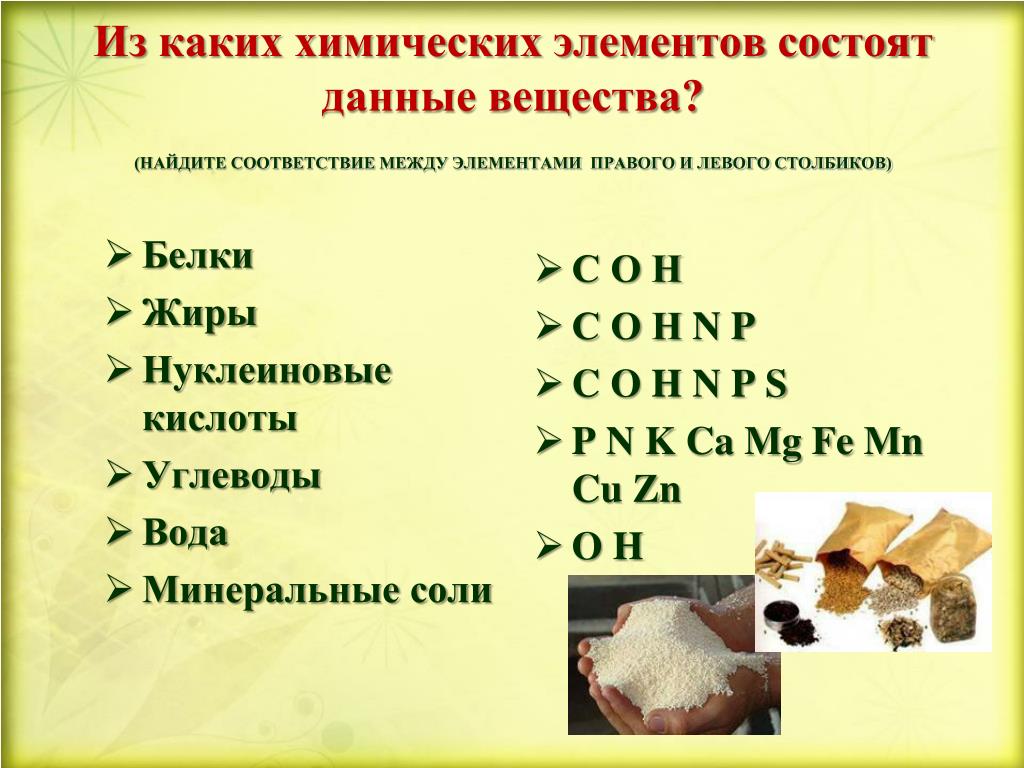 Для закрепления заготовок служат приспособления верстака – передний и задний винтовые зажимы, а также гнезда с клиньями. В гнезда вставляются клинья – предназначены для упора и крепления заготовок, деталей. Инструменты кладут в лоток – углубление в крышке верстака.
Для закрепления заготовок служат приспособления верстака – передний и задний винтовые зажимы, а также гнезда с клиньями. В гнезда вставляются клинья – предназначены для упора и крепления заготовок, деталей. Инструменты кладут в лоток – углубление в крышке верстака.
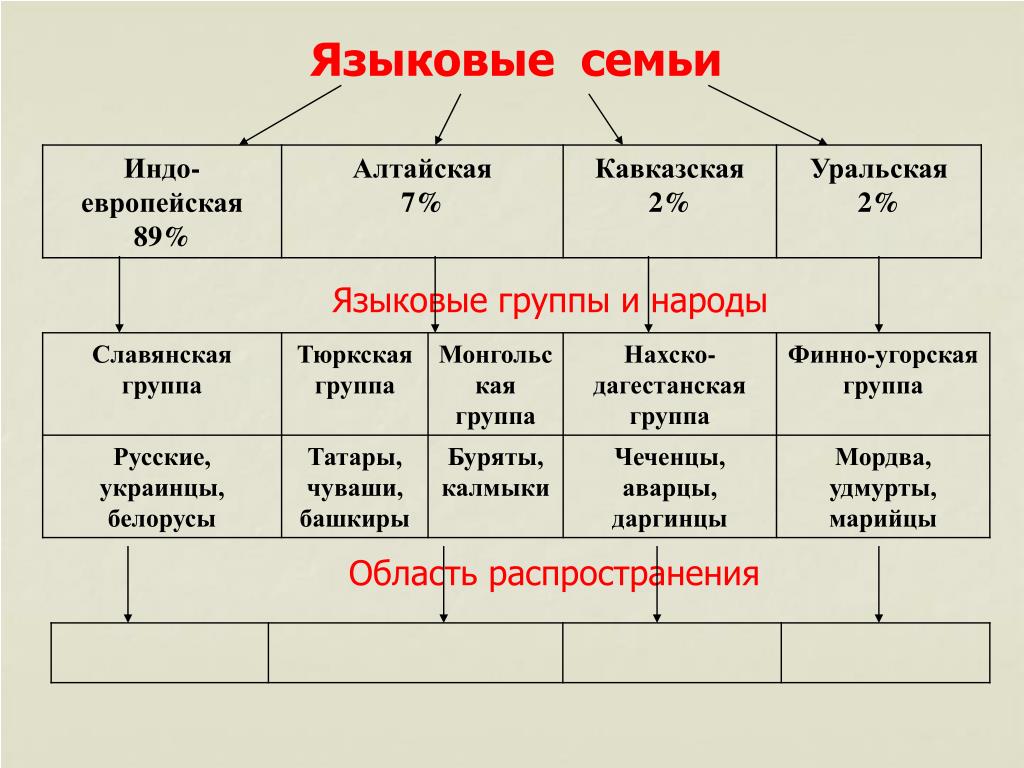 Текущие наблюдения учителя, контроль за соблюдением правил техники безопасности, ответы на возникающие вопросы в процессе работы, проверка правильности выполнения заданий. Заключительный инструктаж. Оценка результатов работы учащихся, выбор лучших работ учащихся, разбор допущенных ошибок и анализ причин, их вызвавших, разъяснение возможностей применения полученных знаний, умений и навыков в общественно полезном труде.
Текущие наблюдения учителя, контроль за соблюдением правил техники безопасности, ответы на возникающие вопросы в процессе работы, проверка правильности выполнения заданий. Заключительный инструктаж. Оценка результатов работы учащихся, выбор лучших работ учащихся, разбор допущенных ошибок и анализ причин, их вызвавших, разъяснение возможностей применения полученных знаний, умений и навыков в общественно полезном труде. Чтобы выбрать из чего можно сделать забор, рекомендуем сначала ознакомиться с особенностями каждого материала.
Чтобы выбрать из чего можно сделать забор, рекомендуем сначала ознакомиться с особенностями каждого материала.

 В этом случае он служит материалом для возведения опор, а секции могут быть заполнены элементами из дерева, бетона, металла, натурального камня, агломерата, керамогранита и т.д. Например, эффектно выглядит забор-жалюзи с кирпичными столбами.
В этом случае он служит материалом для возведения опор, а секции могут быть заполнены элементами из дерева, бетона, металла, натурального камня, агломерата, керамогранита и т.д. Например, эффектно выглядит забор-жалюзи с кирпичными столбами.

 Кроме того, полимерное покрытие обеспечивает дополнительную эстетику.
Кроме того, полимерное покрытие обеспечивает дополнительную эстетику.
 Для строительства подходят сварная сетка для забора, рифленая, рабица. В отличие от глухих конструкций сетка не мешает проникновению солнечных лучей, хорошо сочетается с растениями, в том числе вьющимися.
Для строительства подходят сварная сетка для забора, рифленая, рабица. В отличие от глухих конструкций сетка не мешает проникновению солнечных лучей, хорошо сочетается с растениями, в том числе вьющимися.
 Поэтому забор из оцинкованного профнастила способен прослужить несколько десятилетий без сложного ухода.
Поэтому забор из оцинкованного профнастила способен прослужить несколько десятилетий без сложного ухода.

 Это сердце автомобиля — основной механизмом его передвижения. С двигателя начинается история современных средств передвижения. Последние 100 лет авто оснащались моторами внутреннего сгорания, но относительно недавно стали популярны электромоторы.
Это сердце автомобиля — основной механизмом его передвижения. С двигателя начинается история современных средств передвижения. Последние 100 лет авто оснащались моторами внутреннего сгорания, но относительно недавно стали популярны электромоторы.
 Агрегаты имеют небольшой расход и большой крутящий момент, однако меньшую мощность. Хорошо подходят грузовикам.
Агрегаты имеют небольшой расход и большой крутящий момент, однако меньшую мощность. Хорошо подходят грузовикам. Подобная конструкция всегда выполняется из металла, но история знает немало автомобилей, когда применялись пластик и дерево.
Подобная конструкция всегда выполняется из металла, но история знает немало автомобилей, когда применялись пластик и дерево.


 Салон состоит из сидений, обшивки всевозможных частей и панели приборов. Салон авто почти полностью герметизирован от внешней среды.
Салон состоит из сидений, обшивки всевозможных частей и панели приборов. Салон авто почти полностью герметизирован от внешней среды.
 Сотрудников на них допускают по наряду-допуску.
Сотрудников на них допускают по наряду-допуску.
 При этом нагрузка на одного работника не должна превышать 50 кг.
При этом нагрузка на одного работника не должна превышать 50 кг.
 Запрещается поднимать груз, масса которого превышает грузоподъемность оборудования.
Запрещается поднимать груз, масса которого превышает грузоподъемность оборудования.



 допущенных к работе, и их обучением.
допущенных к работе, и их обучением.
 0 м, а при большей высоте — не менее 2,5 м. (Измененная редакция. Им. № 1).
0 м, а при большей высоте — не менее 2,5 м. (Измененная редакция. Им. № 1). Маневрирование транспортных средств с грузами после снятия крепления с грузов не допускается. (Имененная редакция. Им. № 1).
Маневрирование транспортных средств с грузами после снятия крепления с грузов не допускается. (Имененная редакция. Им. № 1).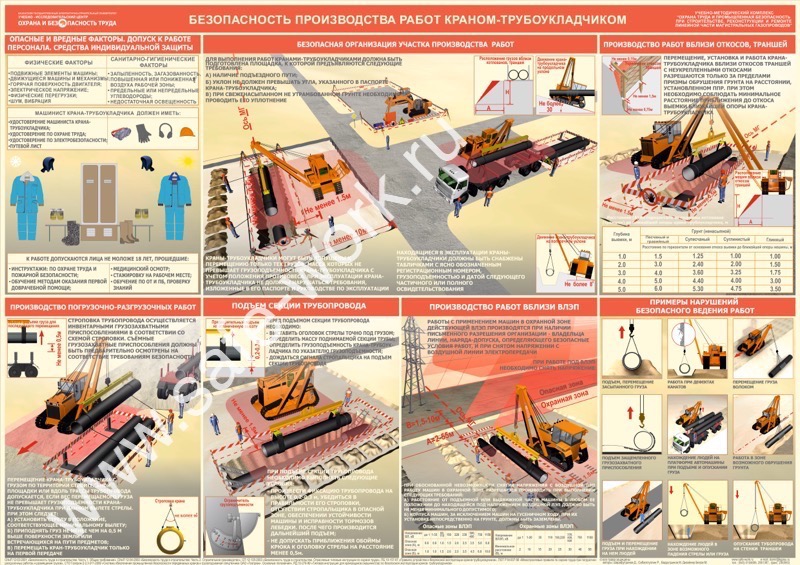 2.15, 2.16. (Измененная редакция. Изм. № 1).
2.15, 2.16. (Измененная редакция. Изм. № 1).








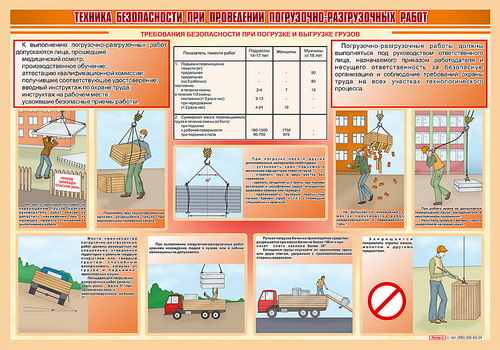
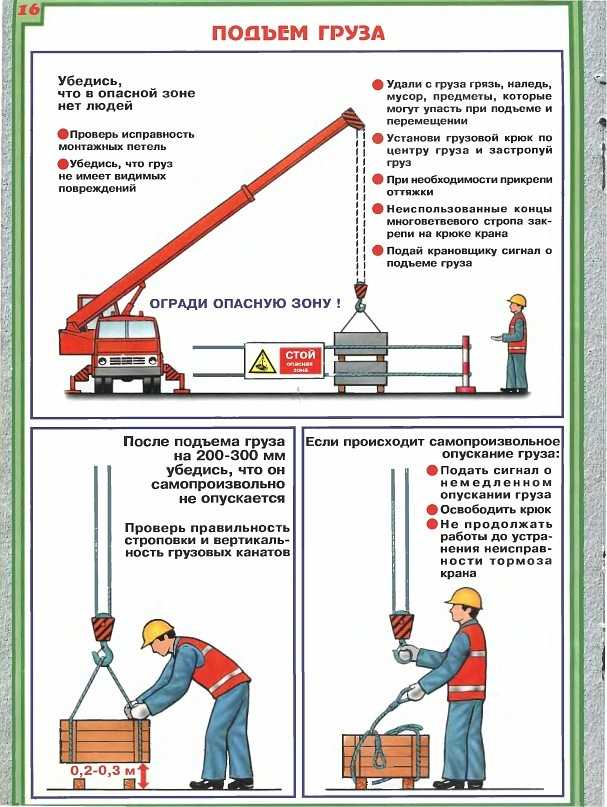
 100
100
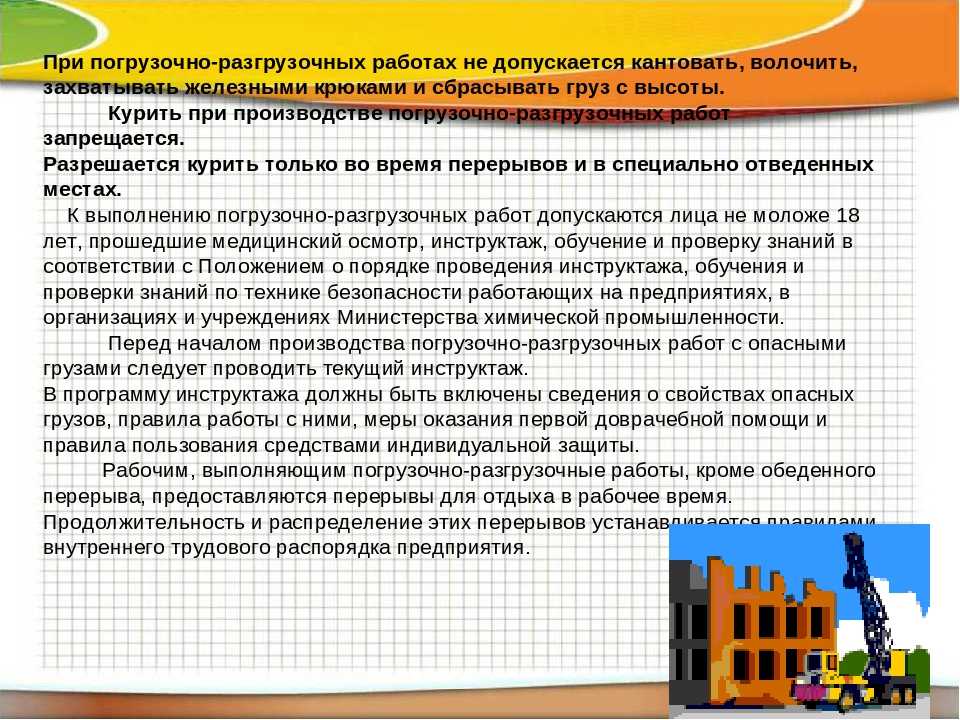

 0 м, а при большей высоте — не менее 2,5 м. (Измененная редакция. Им. № 1).
0 м, а при большей высоте — не менее 2,5 м. (Измененная редакция. Им. № 1). Маневрирование транспортных средств с грузами после снятия крепления с грузов не допускается. (Имененная редакция. Им. № 1).
Маневрирование транспортных средств с грузами после снятия крепления с грузов не допускается. (Имененная редакция. Им. № 1). 2.15, 2.16. (Измененная редакция. Изм. № 1).
2.15, 2.16. (Измененная редакция. Изм. № 1).




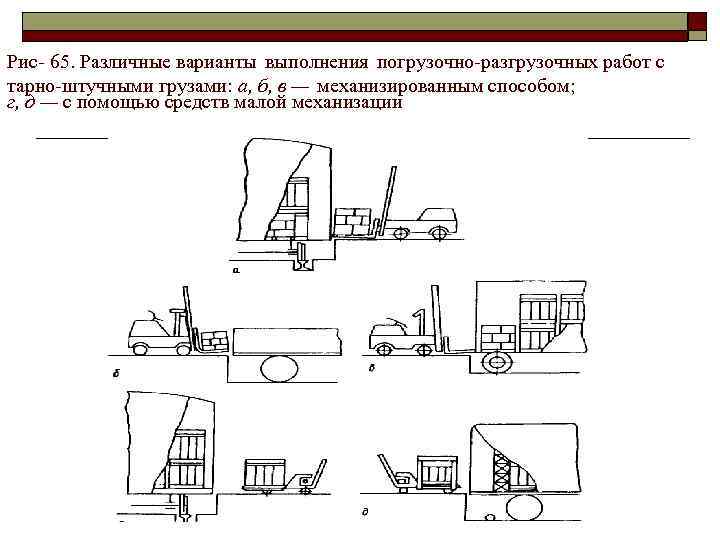
 ru
ru Диагностика автомобиля должна проводиться квалифицированными специалистами, которые имеют в своем распоряжении современное диагностическое оборудование. Только такой способ диагностирования позволит точно определить техническое состояние механизмов, систем и агрегатов автомобиля. Для проведения работ по диагностированию автомобиля создаются специальные участки диагностики автомобиля.
Диагностика автомобиля должна проводиться квалифицированными специалистами, которые имеют в своем распоряжении современное диагностическое оборудование. Только такой способ диагностирования позволит точно определить техническое состояние механизмов, систем и агрегатов автомобиля. Для проведения работ по диагностированию автомобиля создаются специальные участки диагностики автомобиля.

 д.
д.
 В рамках диагностических мероприятий происходит считывание и обработка кодов ошибок, обнаруженных при анализе действия основных узлов и агрегатов.
В рамках диагностических мероприятий происходит считывание и обработка кодов ошибок, обнаруженных при анализе действия основных узлов и агрегатов. Только высокоточное оборудование, с помощью многочисленных электронных датчиков и чипов, способно распознать неполадку в программном обеспечении того или иного узла.
Только высокоточное оборудование, с помощью многочисленных электронных датчиков и чипов, способно распознать неполадку в программном обеспечении того или иного узла. 
 В ходе диагностики специалисты обычно проверяют систему впрыска, корректность функционирования электрики, а также измеряют компрессию.
В ходе диагностики специалисты обычно проверяют систему впрыска, корректность функционирования электрики, а также измеряют компрессию. Современные системы диагностики, применяемые в наших сервисных центрах, позволяют своевременно обнаружить неисправности, существенно снизив затраты на содержание и дальнейший ремонт автомобиля.
Современные системы диагностики, применяемые в наших сервисных центрах, позволяют своевременно обнаружить неисправности, существенно снизив затраты на содержание и дальнейший ремонт автомобиля.
 В стоимость включен поиск неисправности электрооборудования
В стоимость включен поиск неисправности электрооборудования Работник осматривает подкапотный отсек, проверяет наличие всех необходимых составляющих: проводов, датчиков, хомутов.
Работник осматривает подкапотный отсек, проверяет наличие всех необходимых составляющих: проводов, датчиков, хомутов. Данную жидкость необходимо менять.
Данную жидкость необходимо менять.

 Водители со стажем с грустью вспоминают те времена, когда внезапно остановившийся на дороге автомобиль можно было оживить своими руками за десять-пятнадцать минут, пусть даже изрядно запачкав эти самые руки. Поломку современного автомобиля в полевых условиях своими силами устранить, как правило, не удается. Это своеобразная расплата за снижение расхода топлива, эффективность торможения, удобство управления, безопасность водителя и пассажиров, а также другие составляющие комфорта и надежности, которыми так богаты современные четырехколесные помощники.
Водители со стажем с грустью вспоминают те времена, когда внезапно остановившийся на дороге автомобиль можно было оживить своими руками за десять-пятнадцать минут, пусть даже изрядно запачкав эти самые руки. Поломку современного автомобиля в полевых условиях своими силами устранить, как правило, не удается. Это своеобразная расплата за снижение расхода топлива, эффективность торможения, удобство управления, безопасность водителя и пассажиров, а также другие составляющие комфорта и надежности, которыми так богаты современные четырехколесные помощники.  При этом работа данного узла может быть блокирована. Если этот узел является жизненно важным для обеспечения работы двигателя, силовой агрегат будет остановлен.
При этом работа данного узла может быть блокирована. Если этот узел является жизненно важным для обеспечения работы двигателя, силовой агрегат будет остановлен. 
 1097/00004032-199511000-00006.
1097/00004032-199511000-00006.


 2020 13 февраля; 21 (4): 1258.
2020 13 февраля; 21 (4): 1258.


 МПС II является редким генетическим заболеванием, недавно описанным как частота заболеваемости от 0,38 до 1,09 на 100 000 живорождений мужского пола, и это единственный мукополисахаридоз, сцепленный с Х-хромосомой. Комплексное заболевание связано с дефицитом лизосомальной гидролазы идуронат-2-сульфатазы, которая является ключевым ферментом в ступенчатой деградации гепаран- и дерматансульфата. Это способствует тяжелому клиническому фенотипу, поражающему большинство систем органов, включая головной мозг, по крайней мере, в двух третях случаев. В этом обзоре мы обобщим историю болезни в этом столетии с помощью клинических и лабораторных оценок, которые позволили определить ее, правильно поставить диагноз, частично понять ее патогенез и предложить терапевтические протоколы. Мы также выделим основные открытые вопросы, связанные с возможным включением MPS II в скрининг новорожденных, пониманием патогенеза головного мозга и лечением неврологического отдела.
МПС II является редким генетическим заболеванием, недавно описанным как частота заболеваемости от 0,38 до 1,09 на 100 000 живорождений мужского пола, и это единственный мукополисахаридоз, сцепленный с Х-хромосомой. Комплексное заболевание связано с дефицитом лизосомальной гидролазы идуронат-2-сульфатазы, которая является ключевым ферментом в ступенчатой деградации гепаран- и дерматансульфата. Это способствует тяжелому клиническому фенотипу, поражающему большинство систем органов, включая головной мозг, по крайней мере, в двух третях случаев. В этом обзоре мы обобщим историю болезни в этом столетии с помощью клинических и лабораторных оценок, которые позволили определить ее, правильно поставить диагноз, частично понять ее патогенез и предложить терапевтические протоколы. Мы также выделим основные открытые вопросы, связанные с возможным включением MPS II в скрининг новорожденных, пониманием патогенеза головного мозга и лечением неврологического отдела.
 Транспортировка лизосомальных ферментов и коррекция соседних клеток. Получено от Tomanin et al. 2012 [21], с разрешения издателя John Wiley and Sons.
Транспортировка лизосомальных ферментов и коррекция соседних клеток. Получено от Tomanin et al. 2012 [21], с разрешения издателя John Wiley and Sons. У мышей Ids -ko наблюдается прогрессирующее ухудшение грубого меха, а также искаженное лицо и расширение морды в результате склероза и увеличения костей черепа [219].
У мышей Ids -ko наблюдается прогрессирующее ухудшение грубого меха, а также искаженное лицо и расширение морды в результате склероза и увеличения костей черепа [219].



 , Туррифф А., Тумминия С.Дж., Ситинг П.А., Кукрас К.А., Хуфнагель Р.Б.
, Туррифф А., Тумминия С.Дж., Ситинг П.А., Кукрас К.А., Хуфнагель Р.Б. , Бек М., Энг К., Джуглиани Р., Харматц П., Муньос В., Мюнцер Дж. Распознавание и диагностика мукополисахаридоза II (синдром Хантера) Педиатрия. 2008; 121:377. doi: 10.1542/пед.2007-1350.
, Бек М., Энг К., Джуглиани Р., Харматц П., Муньос В., Мюнцер Дж. Распознавание и диагностика мукополисахаридоза II (синдром Хантера) Педиатрия. 2008; 121:377. doi: 10.1542/пед.2007-1350. Гаргулизм: мукополисахаридоз. Сканд. Дж. Клин. лаборатория Инвестировать. 1952; 4: 43–46. дои: 10.3109/0036551520
Гаргулизм: мукополисахаридоз. Сканд. Дж. Клин. лаборатория Инвестировать. 1952; 4: 43–46. дои: 10.3109/0036551520 адрес
адрес Вопреки распространенному мнению, это заболевание является довольно частой причиной хронических болей в спине у молодых мужчин. Часто диагноз не устанавливается в течение нескольких лет после начала заболевания, а ранние симптомы часто ошибочно принимают за люмбаго, фиброзит или мышечный ревматизм, хроническое растяжение поясницы, заболевание почек или идиопатический радикулит. Однако, если врачи обращают внимание на характерные клинические и рентгенографические особенности заболевания, диагностика не должна вызывать затруднений даже на ранней стадии.
Вопреки распространенному мнению, это заболевание является довольно частой причиной хронических болей в спине у молодых мужчин. Часто диагноз не устанавливается в течение нескольких лет после начала заболевания, а ранние симптомы часто ошибочно принимают за люмбаго, фиброзит или мышечный ревматизм, хроническое растяжение поясницы, заболевание почек или идиопатический радикулит. Однако, если врачи обращают внимание на характерные клинические и рентгенографические особенности заболевания, диагностика не должна вызывать затруднений даже на ранней стадии. Эта информация отображается через удобный программный интерфейс Renishaw ADT View. В то время как в большинстве случаев встроенного светодиода настройки на считывающей головке энкодера достаточно для настройки системы, ADT можно использовать для помощи в более сложных установках, а также для создания отчетов о производительности энкодера, чтобы помочь в поиске системных неисправностей, чтобы избежать длительного простоя машины. .
Эта информация отображается через удобный программный интерфейс Renishaw ADT View. В то время как в большинстве случаев встроенного светодиода настройки на считывающей головке энкодера достаточно для настройки системы, ADT можно использовать для помощи в более сложных установках, а также для создания отчетов о производительности энкодера, чтобы помочь в поиске системных неисправностей, чтобы избежать длительного простоя машины. . Интуитивно понятный программный интерфейс предоставляет ряд полезных функций, отображает подробную информацию, полученную из ADT, и предлагает несколько вариантов экспорта и хранения ключевых данных.
Интуитивно понятный программный интерфейс предоставляет ряд полезных функций, отображает подробную информацию, полученную из ADT, и предлагает несколько вариантов экспорта и хранения ключевых данных.

 11.0.0.
11.0.0. IVD могут обнаруживать заболевания или другие состояния и могут использоваться для мониторинга общего состояния здоровья человека, чтобы помочь в лечении, лечении или профилактике заболеваний.
IVD могут обнаруживать заболевания или другие состояния и могут использоваться для мониторинга общего состояния здоровья человека, чтобы помочь в лечении, лечении или профилактике заболеваний. После того, как у пациентов будет диагностировано заболевание COVID-19, эти дополнительные тесты могут быть использованы для обоснования решений по ведению пациентов.
После того, как у пациентов будет диагностировано заболевание COVID-19, эти дополнительные тесты могут быть использованы для обоснования решений по ведению пациентов. )
) Шаблоны отражают текущие взгляды FDA на данные и информацию, которые разработчики должны предоставлять для облегчения процесса EUA. Шаблоны содержат информацию и рекомендации, и мы планируем обновлять их по мере необходимости, когда узнаем больше о COVID-19.заболеваний и получить опыт работы с процессом EUA для различных типов тестов на COVID-19.
Шаблоны отражают текущие взгляды FDA на данные и информацию, которые разработчики должны предоставлять для облегчения процесса EUA. Шаблоны содержат информацию и рекомендации, и мы планируем обновлять их по мере необходимости, когда узнаем больше о COVID-19.заболеваний и получить опыт работы с процессом EUA для различных типов тестов на COVID-19.
 Он включает в себя непрерывные обновления Smart Data с любым планом предоплаты или подписки.
Он включает в себя непрерывные обновления Smart Data с любым планом предоплаты или подписки. Отображаются только те, которые относятся к этому коду неисправности
Отображаются только те, которые относятся к этому коду неисправности , Crosstrek 2016–2021 гг. и Impreza 9 2017–2021 гг.0003
, Crosstrek 2016–2021 гг. и Impreza 9 2017–2021 гг.0003

 А затем при совмещении рабочих движений механизмов, предусмотренных руководством по эксплуатации крана.
А затем при совмещении рабочих движений механизмов, предусмотренных руководством по эксплуатации крана.
 При динамическом испытании проверяется под нагрузкой действие механизмов крана и его тормозов. Динамическое испытание производится грузом, на 10% превышающим грузоподъемность крана или рабочим грузом, т. е. грузом, масса которого равна грузоподъемности крана. Динамическое испытание рабочим грузом облегчает его проведение для кранов большой грузоподъемности. В начале производится статическое испытание. Динамическое испытание производится лишь при положительном результате статического испытания.
При динамическом испытании проверяется под нагрузкой действие механизмов крана и его тормозов. Динамическое испытание производится грузом, на 10% превышающим грузоподъемность крана или рабочим грузом, т. е. грузом, масса которого равна грузоподъемности крана. Динамическое испытание рабочим грузом облегчает его проведение для кранов большой грузоподъемности. В начале производится статическое испытание. Динамическое испытание производится лишь при положительном результате статического испытания.
 Соответствующее исправление должно быть сделано на трафарете крана.
Соответствующее исправление должно быть сделано на трафарете крана. Для замера остаточной деформации рекомендуется также пользоваться геодезическими инструментами. Замер упругой деформации моста крана, а также проверка наличия его строительного подъема не производятся.
Для замера остаточной деформации рекомендуется также пользоваться геодезическими инструментами. Замер упругой деформации моста крана, а также проверка наличия его строительного подъема не производятся.
 С этим же вылетом при условии удовлетворительных результатов технического освидетельствования разрешается последующая работа крана. После установки на кран вновь полученного с завода сменного стрелового оборудования испытание производится в положении, соответствующем наибольшей грузоподъемности крана при установленном оборудовании. Периодическое испытание кранов, имеющих сменное стреловое оборудование, может производиться с установленным для работы оборудованием.
С этим же вылетом при условии удовлетворительных результатов технического освидетельствования разрешается последующая работа крана. После установки на кран вновь полученного с завода сменного стрелового оборудования испытание производится в положении, соответствующем наибольшей грузоподъемности крана при установленном оборудовании. Периодическое испытание кранов, имеющих сменное стреловое оборудование, может производиться с установленным для работы оборудованием.
 Например, для крапов, оборудованных двумя и более механизмами подъема, должен быть испытан каждый механизм, при этом величина груза определяется в зависимости от условий их работы (раздельная, совместная) и т. п. Динамическое испытание механизмов передвижения кранов мостового типа производится путем раздельного перемещения крапа и его тележки. Проверка механизма подъема и опускания стрелы у кранов стрелового типа, рассчитанных на подъем и опускание стрелы с грузом, производится под нагрузкой, соответствующей наибольшему рабочему вылету стрелы. Испытание механизма передвижения крана производится только в том случае, если кран рассчитан на передвижение с грузом.
Например, для крапов, оборудованных двумя и более механизмами подъема, должен быть испытан каждый механизм, при этом величина груза определяется в зависимости от условий их работы (раздельная, совместная) и т. п. Динамическое испытание механизмов передвижения кранов мостового типа производится путем раздельного перемещения крапа и его тележки. Проверка механизма подъема и опускания стрелы у кранов стрелового типа, рассчитанных на подъем и опускание стрелы с грузом, производится под нагрузкой, соответствующей наибольшему рабочему вылету стрелы. Испытание механизма передвижения крана производится только в том случае, если кран рассчитан на передвижение с грузом.
 Корпус цилиндра скрепляется с верхней и нижней крышками с помощью фланцевого соединения на шпильких. Нижняя крышка имеет проушину для присоединения к анкерной тяге при испытании крана. Шток цилиндра также имеет проушину для присоединения к подвеске крана. Верхняя и нижняя полости цилиндра гидравлически связаны между собой блоками клапанов.
Корпус цилиндра скрепляется с верхней и нижней крышками с помощью фланцевого соединения на шпильких. Нижняя крышка имеет проушину для присоединения к анкерной тяге при испытании крана. Шток цилиндра также имеет проушину для присоединения к подвеске крана. Верхняя и нижняя полости цилиндра гидравлически связаны между собой блоками клапанов. Заполнение системы динамометра маслом перед испытанием производится из бака, снабженного ручным насосом. При производстве статического и динамического испытании работа ручным насосом не требуется, так как давление в цилиндре создается при подъеме штока самим краном до величины, заданной клапаном максимального давления. С помощью гидравлического цилиндра можно произвести статическое испытание крана и динамическое испытание, механизма подъема за один полный оборот его барабана.
Заполнение системы динамометра маслом перед испытанием производится из бака, снабженного ручным насосом. При производстве статического и динамического испытании работа ручным насосом не требуется, так как давление в цилиндре создается при подъеме штока самим краном до величины, заданной клапаном максимального давления. С помощью гидравлического цилиндра можно произвести статическое испытание крана и динамическое испытание, механизма подъема за один полный оборот его барабана.


 Динамические испытания в этом случае не проводят.
Динамические испытания в этом случае не проводят. При освидетельствовании вновь смонтированного крана запись в паспорте должна подтверждать, что кран смонтирован и установлен в соответствии с Правилами эксплуатации грузоподъемных кранов № 37, руководством по эксплуатации и (или) инструкцией по монтажу и выдержал испытания.
При освидетельствовании вновь смонтированного крана запись в паспорте должна подтверждать, что кран смонтирован и установлен в соответствии с Правилами эксплуатации грузоподъемных кранов № 37, руководством по эксплуатации и (или) инструкцией по монтажу и выдержал испытания. Краны, краны манипуляторы до пуска в работу должны быть подвергнуты полному техническому освидетельствованию. Краны, подлежащие регистрации в органах Ростехнадзора, должны подвергаться техническому освидетельствованию до их регистрации. Техническое освидетельствование должно проводиться согласно руководству по эксплуатации крана.
Краны, краны манипуляторы до пуска в работу должны быть подвергнуты полному техническому освидетельствованию. Краны, подлежащие регистрации в органах Ростехнадзора, должны подвергаться техническому освидетельствованию до их регистрации. Техническое освидетельствование должно проводиться согласно руководству по эксплуатации крана.

 Заключение лаборатории должно храниться вместе с паспортом крана. При неразрушающем контроле должно быть проверено отсутствие трещин в нарезной части кованого (штампованного) крюка, отсутствие трещин в нарезной части вилки пластинчатого крюка и в оси соединения
Заключение лаборатории должно храниться вместе с паспортом крана. При неразрушающем контроле должно быть проверено отсутствие трещин в нарезной части кованого (штампованного) крюка, отсутствие трещин в нарезной части вилки пластинчатого крюка и в оси соединения Результаты осмотров и проверок должны оформляться актом, подписанным инженерно-техническим работником, ответственным за содержание грузоподъемных кранов в исправном состоянии.
Результаты осмотров и проверок должны оформляться актом, подписанным инженерно-техническим работником, ответственным за содержание грузоподъемных кранов в исправном состоянии. С
С

 Владелец кранов обязан обеспечить проведение указанных работ в соответствии с графиком и своевременное устранение выявленных неисправностей.
Владелец кранов обязан обеспечить проведение указанных работ в соответствии с графиком и своевременное устранение выявленных неисправностей. Дата и время вывода крана в ремонт, а также фамилия специалиста, ответственного за его проведение, должны быть указаны в наряде-допуске и вахтенном журнале. Без наряда-
Дата и время вывода крана в ремонт, а также фамилия специалиста, ответственного за его проведение, должны быть указаны в наряде-допуске и вахтенном журнале. Без наряда-
 Цены и характеристики
Цены и характеристики Большее количество витков обмотки ротора, обеспечивает более высокий крутящий момент и устойчивость частым пускам, перегрузкам, торможению и реверсу. Устанавливаются на крановые лебедки подъема в комплекте с тормозными шкивами, тормозами ТКГ, муфтами МЗ или МЗП.
Большее количество витков обмотки ротора, обеспечивает более высокий крутящий момент и устойчивость частым пускам, перегрузкам, торможению и реверсу. Устанавливаются на крановые лебедки подъема в комплекте с тормозными шкивами, тормозами ТКГ, муфтами МЗ или МЗП. Через щетки и контактные кольца, подключается пускорегулирующий реостат – выполняет роль сопротивления, снижает пусковой ток и увеличивает пусковой момент до максимального значения. Предназначены для привода механизмов, запуск которых происходит при больших нагрузках или требуется плавная регулировка скорости вращения.
Через щетки и контактные кольца, подключается пускорегулирующий реостат – выполняет роль сопротивления, снижает пусковой ток и увеличивает пусковой момент до максимального значения. Предназначены для привода механизмов, запуск которых происходит при больших нагрузках или требуется плавная регулировка скорости вращения. 05.2019 от производителя Сибэлектромотор из складских запасов. Стоимость указана за монтажное исполнение «лапы 1 конец вала».
05.2019 от производителя Сибэлектромотор из складских запасов. Стоимость указана за монтажное исполнение «лапы 1 конец вала».

 Различают с тормозом и без, с цилиндрическим или коническим валом. При покупке, нужно заранее определится с выше упомянутыми параметрами – влияет на стоимость.
Различают с тормозом и без, с цилиндрическим или коническим валом. При покупке, нужно заранее определится с выше упомянутыми параметрами – влияет на стоимость.

 Такие моторы обеспечивают плавный пуск, а также позволяют регулировать скорость, несмотря на значительную нагрузку на валу. Их устанавливают на оборудовании среднего, тяжелого и очень тяжелого режимов работы. Преимущество МТН перед двигателями постоянного тока заключается в более низкой цене и простоте обслуживания. Если сравнить массы этих двигателей на мостовых кранах, то будет видно, что фазники в несколько раз легче.
Такие моторы обеспечивают плавный пуск, а также позволяют регулировать скорость, несмотря на значительную нагрузку на валу. Их устанавливают на оборудовании среднего, тяжелого и очень тяжелого режимов работы. Преимущество МТН перед двигателями постоянного тока заключается в более низкой цене и простоте обслуживания. Если сравнить массы этих двигателей на мостовых кранах, то будет видно, что фазники в несколько раз легче. при 50 Гц, а для частоты сети 60 Гц – 720, 900 и 1200 об/мин. Эта серия характеризуется высокой перегрузочной способностью, повышенным пусковым моментом при небольшом токе и быстрым разгоном.
при 50 Гц, а для частоты сети 60 Гц – 720, 900 и 1200 об/мин. Эта серия характеризуется высокой перегрузочной способностью, повышенным пусковым моментом при небольшом токе и быстрым разгоном. После пуска двигатель МТН включается на полном значении сопротивлений в цепи ротора. Через определенное время, выставленное на реле времени, когда пусковой ток падает до номинала, включается первый контактор, который как бы «выбрасывает» часть сопротивлений и двигатель получает дополнительный момент, разгоняясь до следующего значения. В каждом отдельном случае количество резисторов и пускателей «выброса» может быть разное.
После пуска двигатель МТН включается на полном значении сопротивлений в цепи ротора. Через определенное время, выставленное на реле времени, когда пусковой ток падает до номинала, включается первый контактор, который как бы «выбрасывает» часть сопротивлений и двигатель получает дополнительный момент, разгоняясь до следующего значения. В каждом отдельном случае количество резисторов и пускателей «выброса» может быть разное. Получая напряжение с фазных колец ротора, схема устанавливает угол открытия тиристора согласно заданного значения. В результате, машинист может регулировать нужную скорость, если такая регулировка выведена в его кабину, либо включать заданное значение.
Получая напряжение с фазных колец ротора, схема устанавливает угол открытия тиристора согласно заданного значения. В результате, машинист может регулировать нужную скорость, если такая регулировка выведена в его кабину, либо включать заданное значение. Это обусловлено техническими характеристиками данной электрической машины, рассчитанной на длительные режимы работы.
Это обусловлено техническими характеристиками данной электрической машины, рассчитанной на длительные режимы работы.

 1 для различных видов климатического исполнения:
1 для различных видов климатического исполнения: ..400 — высота оси вращения
..400 — высота оси вращения
 Номинальным режимом является повторно-кратковременный (S3) с относительной продолжительностью включения ПВ 40%. Номинальные данные двигателя указаны на фирменной табличке или в заводском паспорте. Схема соединения фаз обмотки статора кранового электродвигателя и подключения ее к трехфазной сети размещена на внутренней стороне крышки клемной коробки каждого электродвигателя.
Номинальным режимом является повторно-кратковременный (S3) с относительной продолжительностью включения ПВ 40%. Номинальные данные двигателя указаны на фирменной табличке или в заводском паспорте. Схема соединения фаз обмотки статора кранового электродвигателя и подключения ее к трехфазной сети размещена на внутренней стороне крышки клемной коробки каждого электродвигателя.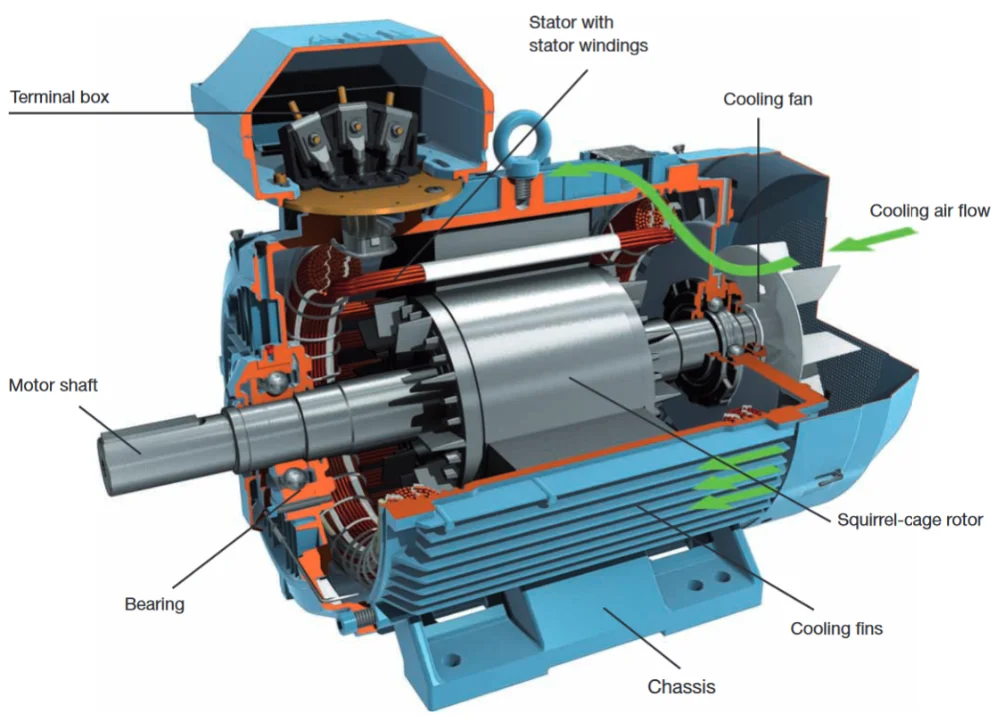 ), с одним или двумя цилиндрическими концами вала
), с одним или двумя цилиндрическими концами вала
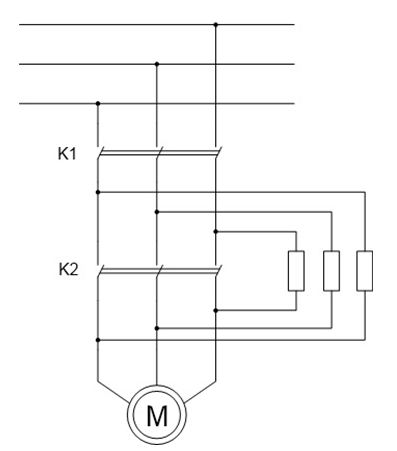 Рабочий асинхронный двигатель
Рабочий асинхронный двигатель  0221726681621″> 7.0
0221726681621″> 7.0 5″> 7.5
5″> 7.5 67″> 0.67
67″> 0.67 0389221349823″> 44
0389221349823″> 44 3642268679013″> 75
3642268679013″> 75 717133181078″> 143
717133181078″> 143 8989260
8989260 each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}} ..
.. , Ltd. — производственная компания, специализирующаяся на разработке, производстве и производстве электродвигателей., уставный капитал 10 миллионов юаней, в основном занимается различными сериями высоковольтных и низковольтных электротехнических изделий. Компания и многие выдающиеся отечественные производители двигателей установили хорошие отношения сотрудничества, придерживаются отечественных и зарубежных клиентов с высококачественными моторными продуктами и услугами.
, Ltd. — производственная компания, специализирующаяся на разработке, производстве и производстве электродвигателей., уставный капитал 10 миллионов юаней, в основном занимается различными сериями высоковольтных и низковольтных электротехнических изделий. Компания и многие выдающиеся отечественные производители двигателей установили хорошие отношения сотрудничества, придерживаются отечественных и зарубежных клиентов с высококачественными моторными продуктами и услугами.

 3-фазный асинхронный двигатель:
3-фазный асинхронный двигатель:  получить 3-х фазную цепь обмотки, которая подключена к 3-х фазному источнику переменного тока.
получить 3-х фазную цепь обмотки, которая подключена к 3-х фазному источнику переменного тока.
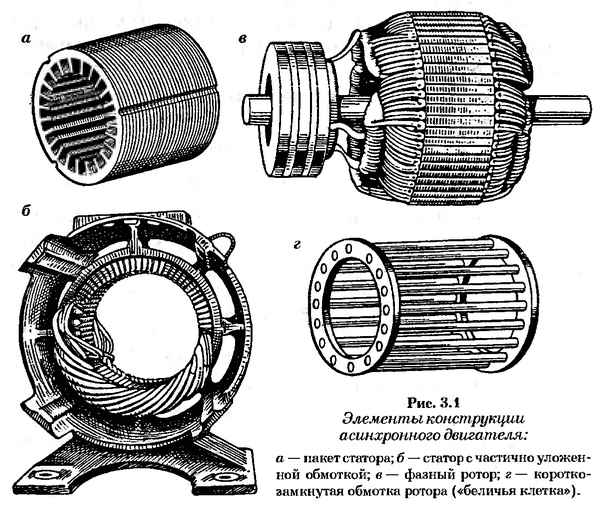
 Однако однофазный асинхронный двигатель нуждается в некотором вспомогательном устройстве для пускового момента 9.0003
Однако однофазный асинхронный двигатель нуждается в некотором вспомогательном устройстве для пускового момента 9.0003





 org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»> В двигателе переменного тока используется переменный ток, другими словами, направление тока периодически меняется. В случае обычного переменного тока, который используется на большей части территории Соединенных Штатов, ток меняет направление 120 раз в секунду. Этот ток называется «переменный ток 60 циклов» или «переменный ток 60 Гц» в честь г-на Герца, который первым придумал концепцию переменного тока. Другая характеристика текущего потока состоит в том, что он может изменяться по количеству. Например, поток может встречаться в 5 ампер, 10 ампер или 100 ампер.
В двигателе переменного тока используется переменный ток, другими словами, направление тока периодически меняется. В случае обычного переменного тока, который используется на большей части территории Соединенных Штатов, ток меняет направление 120 раз в секунду. Этот ток называется «переменный ток 60 циклов» или «переменный ток 60 Гц» в честь г-на Герца, который первым придумал концепцию переменного тока. Другая характеристика текущего потока состоит в том, что он может изменяться по количеству. Например, поток может встречаться в 5 ампер, 10 ампер или 100 ампер. Поэтому указанное значение дано как среднее. Важно помнить, что сила магнитного поля, создаваемого электромагнитной катушкой переменного тока, увеличивается и уменьшается с увеличением и уменьшением этого переменного тока.
Поэтому указанное значение дано как среднее. Важно помнить, что сила магнитного поля, создаваемого электромагнитной катушкой переменного тока, увеличивается и уменьшается с увеличением и уменьшением этого переменного тока. Термин «ротор» происходит от слова вращающийся. Таким образом, ротор является вращающейся частью двигателя. Задача этих компонентов двигателя — заставить вращаться ротор, который, в свою очередь, будет вращать вал двигателя. Это вращение произойдет из-за ранее обсуждавшегося магнитного явления, когда разные магнитные полюса притягиваются друг к другу, а одинаковые полюса отталкиваются. Если вы постепенно меняете полярность полюсов статора таким образом, что их объединенное магнитное поле вращается, то ротор будет следовать и вращаться вместе с магнитным полем статора.
Термин «ротор» происходит от слова вращающийся. Таким образом, ротор является вращающейся частью двигателя. Задача этих компонентов двигателя — заставить вращаться ротор, который, в свою очередь, будет вращать вал двигателя. Это вращение произойдет из-за ранее обсуждавшегося магнитного явления, когда разные магнитные полюса притягиваются друг к другу, а одинаковые полюса отталкиваются. Если вы постепенно меняете полярность полюсов статора таким образом, что их объединенное магнитное поле вращается, то ротор будет следовать и вращаться вместе с магнитным полем статора. Затем ротор вынужден повернуться на 60 градусов, чтобы выровняться с полюсами статора, как показано на рисунке. В момент 3 B-1 и A-2 равны N. В момент 4 A-2 и C-1 равны N. При каждом изменении противоположные полюса статора притягиваются к полюсам ротора. Таким образом, когда магнитное поле статора вращается, ротор вынужден вращаться вместе с ним.
Затем ротор вынужден повернуться на 60 градусов, чтобы выровняться с полюсами статора, как показано на рисунке. В момент 3 B-1 и A-2 равны N. В момент 4 A-2 и C-1 равны N. При каждом изменении противоположные полюса статора притягиваются к полюсам ротора. Таким образом, когда магнитное поле статора вращается, ротор вынужден вращаться вместе с ним. Следовательно, если два противоположных электромагнита статора намотаны в одном направлении, полярность противоположных полюсов должна быть противоположной. Когда полюс A1 — это N, полюс A2 — это S, а когда полюс B1 — это N, B2 — это S и так далее.
Следовательно, если два противоположных электромагнита статора намотаны в одном направлении, полярность противоположных полюсов должна быть противоположной. Когда полюс A1 — это N, полюс A2 — это S, а когда полюс B1 — это N, B2 — это S и так далее. В предыдущих примерах предполагалось, что полюса ротора были намотаны катушками, как и полюса статора, и питались постоянным током для создания полюсов с фиксированной полярностью. Кстати, именно так работает синхронный двигатель переменного тока. Однако большинство двигателей переменного тока, используемых сегодня, не являются синхронными двигателями. Вместо этого так называемые «асинхронные» двигатели являются рабочими лошадками промышленности. Так чем же отличается асинхронный двигатель? Большая разница заключается в том, как ток подается на ротор. Это не внешний источник питания. Как вы можете догадаться из названия двигателя, вместо него используется индукционная техника. Индукция — еще одна характеристика магнетизма. Это естественное явление, которое возникает, когда проводник (алюминиевые стержни в случае ротора, см. рис. 13) проходит через существующее магнитное поле или когда магнитное поле проходит мимо проводника. В любом случае их относительное движение вызывает протекание электрического тока в проводнике.
В предыдущих примерах предполагалось, что полюса ротора были намотаны катушками, как и полюса статора, и питались постоянным током для создания полюсов с фиксированной полярностью. Кстати, именно так работает синхронный двигатель переменного тока. Однако большинство двигателей переменного тока, используемых сегодня, не являются синхронными двигателями. Вместо этого так называемые «асинхронные» двигатели являются рабочими лошадками промышленности. Так чем же отличается асинхронный двигатель? Большая разница заключается в том, как ток подается на ротор. Это не внешний источник питания. Как вы можете догадаться из названия двигателя, вместо него используется индукционная техника. Индукция — еще одна характеристика магнетизма. Это естественное явление, которое возникает, когда проводник (алюминиевые стержни в случае ротора, см. рис. 13) проходит через существующее магнитное поле или когда магнитное поле проходит мимо проводника. В любом случае их относительное движение вызывает протекание электрического тока в проводнике. Это называется «индуцированным» током. Другими словами, в асинхронном двигателе протекание тока в роторе вызвано не каким-либо прямым подключением проводников к источнику напряжения, а скорее влиянием проводников ротора, пересекающих линии потока, создаваемые магнитными полями статора. Индуцированный ток, создаваемый в роторе, приводит к возникновению магнитного поля вокруг проводников ротора, как показано на рисунке 14. Это магнитное поле вокруг каждого проводника ротора заставляет каждый проводник ротора действовать как постоянный магнит на рисунке 9.пример. Когда магнитное поле статора вращается, из-за воздействия трехфазного источника питания переменного тока наведенное магнитное поле ротора притягивается и будет следовать за вращением. Ротор соединен с валом двигателя, поэтому вал вращается и приводит в движение соединительную нагрузку.
Это называется «индуцированным» током. Другими словами, в асинхронном двигателе протекание тока в роторе вызвано не каким-либо прямым подключением проводников к источнику напряжения, а скорее влиянием проводников ротора, пересекающих линии потока, создаваемые магнитными полями статора. Индуцированный ток, создаваемый в роторе, приводит к возникновению магнитного поля вокруг проводников ротора, как показано на рисунке 14. Это магнитное поле вокруг каждого проводника ротора заставляет каждый проводник ротора действовать как постоянный магнит на рисунке 9.пример. Когда магнитное поле статора вращается, из-за воздействия трехфазного источника питания переменного тока наведенное магнитное поле ротора притягивается и будет следовать за вращением. Ротор соединен с валом двигателя, поэтому вал вращается и приводит в движение соединительную нагрузку.
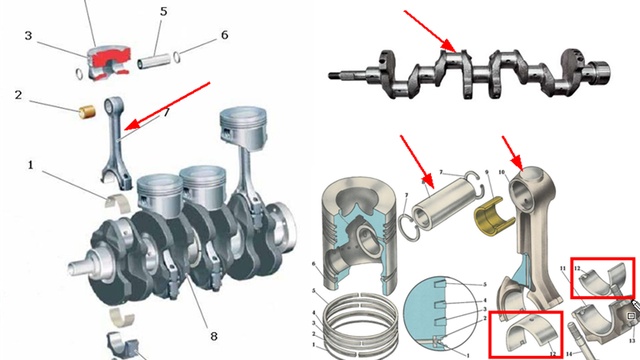 Для того чтобы снять головку блока цилиндров, необходимо сначала слить охлаждающую жидкость, потом снять приборы, установленные на головке; отвернуть болты, при помощи которых она крепится к двигателю. После этого можно аккуратно снять головку, чтобы не повредить прокладку. В том случае, если прокладка прилипла к головке цилиндров, ее отделяют при помощи тонкой металлической пластины или тупого ножа. При удалении нагара нужно поочередно установить поршни в ВМТ, затем размягчить нагар ветошью, смоченной керосином, и после этого удалить образовавшийся нагар скребком из мягкого металла или из дерева. При удалении нагара со стенок камеры сгорания необходимо проделать те же самые операции.
Для того чтобы снять головку блока цилиндров, необходимо сначала слить охлаждающую жидкость, потом снять приборы, установленные на головке; отвернуть болты, при помощи которых она крепится к двигателю. После этого можно аккуратно снять головку, чтобы не повредить прокладку. В том случае, если прокладка прилипла к головке цилиндров, ее отделяют при помощи тонкой металлической пластины или тупого ножа. При удалении нагара нужно поочередно установить поршни в ВМТ, затем размягчить нагар ветошью, смоченной керосином, и после этого удалить образовавшийся нагар скребком из мягкого металла или из дерева. При удалении нагара со стенок камеры сгорания необходимо проделать те же самые операции. После установки головки блока цилиндров необходимо произвести затяжку ее креплений к блоку. Затяжка креплений осуществляется на холодном двигателе при помощи динамометрического ключа с определенным моментом и в определенной последовательности. В процессе эксплуатации двигателя головка не нуждается в дополнительном подтягивании крепежных элементов, благодаря применению специальных болтов и установки безусадочной прокладки. Для ремонта и замены остальных деталей кривошипно-шатунного механизма необходимо снять двигатель с автомобиля и произвести полную или частичную его разборку. Для того чтобы определить пригодность детали к ее дальнейшему применению, необходимо произвести проверку технического состояния деталей кривошипно-шатунного механизма.
После установки головки блока цилиндров необходимо произвести затяжку ее креплений к блоку. Затяжка креплений осуществляется на холодном двигателе при помощи динамометрического ключа с определенным моментом и в определенной последовательности. В процессе эксплуатации двигателя головка не нуждается в дополнительном подтягивании крепежных элементов, благодаря применению специальных болтов и установки безусадочной прокладки. Для ремонта и замены остальных деталей кривошипно-шатунного механизма необходимо снять двигатель с автомобиля и произвести полную или частичную его разборку. Для того чтобы определить пригодность детали к ее дальнейшему применению, необходимо произвести проверку технического состояния деталей кривошипно-шатунного механизма. Если на блоке цилиндров имеются повреждения (трещины, пробоины, сколы), то блок, как правило, подлежит немедленной замене. Небольшие трещины заделывают эпоксидным составом или устраняют при помощи сварки. В процессе определения деформации блока цилиндров осуществляется контроль соосности отверстий под коренные подшипники, а также неплоскостности его разъема с головкой блока цилиндров.
Если на блоке цилиндров имеются повреждения (трещины, пробоины, сколы), то блок, как правило, подлежит немедленной замене. Небольшие трещины заделывают эпоксидным составом или устраняют при помощи сварки. В процессе определения деформации блока цилиндров осуществляется контроль соосности отверстий под коренные подшипники, а также неплоскостности его разъема с головкой блока цилиндров. Для проверки необходимо вставить оправку в отверстие коренного подшипника. Если оправка вставляется одновременно во все отверстия коренных подшипников, то блок считается пригодным для дальнейшего применения, если оправка не вставляется одновременно во все отверстия, то блок цилиндров необходимо заменить на новый.
Для проверки необходимо вставить оправку в отверстие коренного подшипника. Если оправка вставляется одновременно во все отверстия коренных подшипников, то блок считается пригодным для дальнейшего применения, если оправка не вставляется одновременно во все отверстия, то блок цилиндров необходимо заменить на новый. Если в процессе визуального осмотра вала обнаруживаются трещины, вал подлежит замене. При срыве резьбы не более двух ниток производится ее прогонка. После этого производится измерение диаметров коренных и шатунных шеек и делается заключение о дальнейшем использовании вала, о возможности перешлифования шеек под ремонтные размеры или о замене вала на новый. Замер шейки коленчатого вала осуществляется при помощи микрометра по двум поясам в двух взаимно перпендикулярных плоскостях. Перешлифовка всех одноименных шеек осуществляется под один ремонтный размер. Кроме этого при проверке технического состояния коленчатого вала измеряется биение в креплениях маховика и оси вала при помощи микрометрической индикаторной головки при прокручивании коленчатого вала. Эта проверка позволяет контролировать перпендикулярность торцевой поверхности фланца.
Если в процессе визуального осмотра вала обнаруживаются трещины, вал подлежит замене. При срыве резьбы не более двух ниток производится ее прогонка. После этого производится измерение диаметров коренных и шатунных шеек и делается заключение о дальнейшем использовании вала, о возможности перешлифования шеек под ремонтные размеры или о замене вала на новый. Замер шейки коленчатого вала осуществляется при помощи микрометра по двум поясам в двух взаимно перпендикулярных плоскостях. Перешлифовка всех одноименных шеек осуществляется под один ремонтный размер. Кроме этого при проверке технического состояния коленчатого вала измеряется биение в креплениях маховика и оси вала при помощи микрометрической индикаторной головки при прокручивании коленчатого вала. Эта проверка позволяет контролировать перпендикулярность торцевой поверхности фланца. Плоскость прилегания ведомого диска должна быть без рисок и задиров. Кроме этого проверяется биение плоскости маховика в сборе с коленчатым валом. Оно не должно превышать 0,10 мм на крайних точках. Если биение превышает допустимые значения, нужно прошлифовать плоскость прилегания либо необходимо заменить маховик. Маховик также подлежит замене при наличии на нем трещин. Если на зубьях обода маховика присутствуют забои, то их следует зачистить, а при значительном износе или при повреждении обод маховика меняют на новый. Новый обод необходимо разогреть до температуры в 200-230 °С и затем напрессовать на маховик.
Плоскость прилегания ведомого диска должна быть без рисок и задиров. Кроме этого проверяется биение плоскости маховика в сборе с коленчатым валом. Оно не должно превышать 0,10 мм на крайних точках. Если биение превышает допустимые значения, нужно прошлифовать плоскость прилегания либо необходимо заменить маховик. Маховик также подлежит замене при наличии на нем трещин. Если на зубьях обода маховика присутствуют забои, то их следует зачистить, а при значительном износе или при повреждении обод маховика меняют на новый. Новый обод необходимо разогреть до температуры в 200-230 °С и затем напрессовать на маховик.
 Обязательно необходимо выдержать зазоры, задаваемые в ТУ для этих сопряжений, для размещения смазки. В среднем зазоры равны 0,001 диаметра шейки вала.
Обязательно необходимо выдержать зазоры, задаваемые в ТУ для этих сопряжений, для размещения смазки. В среднем зазоры равны 0,001 диаметра шейки вала.
 2. Проверка собранного шатуна: а — конусообразности и овальности индикаторным нутромером; б — прямолинейности; в — на двойной изгиб
2. Проверка собранного шатуна: а — конусообразности и овальности индикаторным нутромером; б — прямолинейности; в — на двойной изгиб 2, в) на пальце 11 контрольной плиты 9, выдвигают ограничитель 12 до упора в торец нижней головки шатуна и закрепляют эту головку винтом. Затем, замерив глубиномером 10 расстояние от торца верхней головки до плоскости плиты, снимают шатун с прибора и поворачивают на 180°, подводят до упора в ограничитель торцом с другой стороны нижней головки и делают второй замер (так же, как первый).
2, в) на пальце 11 контрольной плиты 9, выдвигают ограничитель 12 до упора в торец нижней головки шатуна и закрепляют эту головку винтом. Затем, замерив глубиномером 10 расстояние от торца верхней головки до плоскости плиты, снимают шатун с прибора и поворачивают на 180°, подводят до упора в ограничитель торцом с другой стороны нижней головки и делают второй замер (так же, как первый). На боковой поверхности поршня имеются канавки для поршневых колец. Обычно канавок бывает от 3 до 7, а иногда и больше. Верхние канавки служат для уплотнительных колец, а нижние — для маслосборных.
На боковой поверхности поршня имеются канавки для поршневых колец. Обычно канавок бывает от 3 до 7, а иногда и больше. Верхние канавки служат для уплотнительных колец, а нижние — для маслосборных.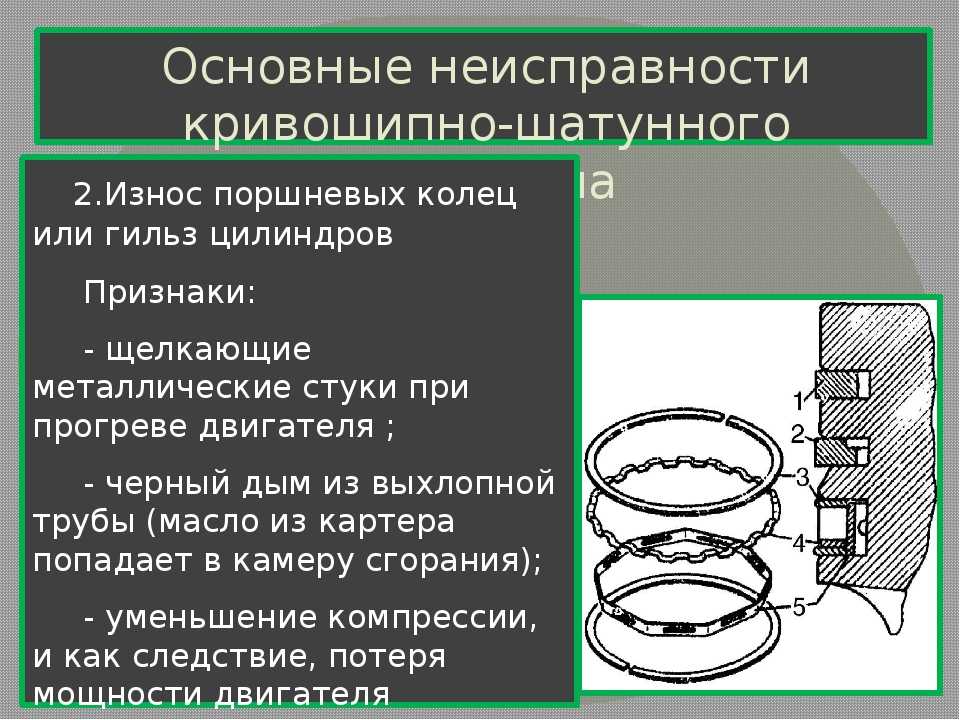
 Чтобы опустить поршень в цилиндр, кольца необходимо сжать. Сжимают кольца с помощью приспособления в виде цилиндра с конусной внутренней поверхностью (рис. 3, б). Меньший диаметр конусной поверхности равен диаметру цилиндра. Такое приспособление устанавливают на торец цилиндра, и поршневые кольца при опускании поршня вниз сжимаются и легко входят в цилиндр.
Чтобы опустить поршень в цилиндр, кольца необходимо сжать. Сжимают кольца с помощью приспособления в виде цилиндра с конусной внутренней поверхностью (рис. 3, б). Меньший диаметр конусной поверхности равен диаметру цилиндра. Такое приспособление устанавливают на торец цилиндра, и поршневые кольца при опускании поршня вниз сжимаются и легко входят в цилиндр. Осмотром обнаруживают пробоины, сколы, заметные для глаза трещины, срывы резьбы, состояние зеркала цилиндров. Опрессовкой выявляют трещины, не замеченные при осмотре. Один из применяемых стендов для гидравлического испытания блока цилиндров показан на рис. 70. В рубашку охлаждения блока под давлением 4—5 кгс/см2 нагнетается вода. При этом на блок цилиндров должна быть установлена головка блока или вместо нее чугунная плита с резиновой прокладкой. Поворачивая раму стенда, осматривают блок и устанавливают, нет ли течи воды.
Осмотром обнаруживают пробоины, сколы, заметные для глаза трещины, срывы резьбы, состояние зеркала цилиндров. Опрессовкой выявляют трещины, не замеченные при осмотре. Один из применяемых стендов для гидравлического испытания блока цилиндров показан на рис. 70. В рубашку охлаждения блока под давлением 4—5 кгс/см2 нагнетается вода. При этом на блок цилиндров должна быть установлена головка блока или вместо нее чугунная плита с резиновой прокладкой. Поворачивая раму стенда, осматривают блок и устанавливают, нет ли течи воды. Шов должен быть ровным, сплошным и выступать над поверхностью основного металла не более 1,0—1,5 мм. После заварки блок цилиндров медленно охлаждают в термошкафу или в томильной яме, Заварку трещин можно осуществлять и без подогрева блока. В этом случае трещину заваривают электросваркой, применяя постоянный ток обратной полярности. Хорошие результаты получаются при заварке трещин между поясками цилиндров электродами, изготовленными из монель-металла, и следующем режиме сварки: сила тока — 120 А, напряжение 65—75 В.
Шов должен быть ровным, сплошным и выступать над поверхностью основного металла не более 1,0—1,5 мм. После заварки блок цилиндров медленно охлаждают в термошкафу или в томильной яме, Заварку трещин можно осуществлять и без подогрева блока. В этом случае трещину заваривают электросваркой, применяя постоянный ток обратной полярности. Хорошие результаты получаются при заварке трещин между поясками цилиндров электродами, изготовленными из монель-металла, и следующем режиме сварки: сила тока — 120 А, напряжение 65—75 В. На концах трещины просверливают отверстия сверлом диаметром 3—4 мм, нарезают в них резьбу и ввертывают заподлицо заглушки из медной или алюминиевой проволоки. Трещину обрабатывают под углом 60— 90° зубилом или абразивным кругом на глубину до 3/4 толщины стенки.
На концах трещины просверливают отверстия сверлом диаметром 3—4 мм, нарезают в них резьбу и ввертывают заподлицо заглушки из медной или алюминиевой проволоки. Трещину обрабатывают под углом 60— 90° зубилом или абразивным кругом на глубину до 3/4 толщины стенки. Отремонтированную поверхность зачищают драчевым напильником или абразивным кругом. Подтеки пасты срубают зубилом.
Отремонтированную поверхность зачищают драчевым напильником или абразивным кругом. Подтеки пасты срубают зубилом. Заплату вначале приваривают в двух местах, а затем приваривают по всему периметру. Применяют электросварку и медные электроды, обернутые жестью. Рекомендуется герметизировать поврежденный участок эпоксидной смолой.
Заплату вначале приваривают в двух местах, а затем приваривают по всему периметру. Применяют электросварку и медные электроды, обернутые жестью. Рекомендуется герметизировать поврежденный участок эпоксидной смолой. Нарезают резьбу, ввертывают медные прутки и обрезают их ножовкой, оставляя соответствующие концы. Далее легкими ударами молотка концы штифтов расчеканивают, образуя плотный шов. Если требуется, то шов выравнивают напильником. Затем блок цилиндров подвергают опрессовке.
Нарезают резьбу, ввертывают медные прутки и обрезают их ножовкой, оставляя соответствующие концы. Далее легкими ударами молотка концы штифтов расчеканивают, образуя плотный шов. Если требуется, то шов выравнивают напильником. Затем блок цилиндров подвергают опрессовке.  Результаты исследований показали, что не менее,.80% гильз двигателя ЗИЛ-130, поступивших на авторемонтные заводы в первый раз, можно восстанавливать.
Результаты исследований показали, что не менее,.80% гильз двигателя ЗИЛ-130, поступивших на авторемонтные заводы в первый раз, можно восстанавливать.
 При большей величине хода хонинговальной головки наблюдаются погрешности формы, в частности, вогнутость, а при меньшей величине хода — бочкообразность.
При большей величине хода хонинговальной головки наблюдаются погрешности формы, в частности, вогнутость, а при меньшей величине хода — бочкообразность.

 Снятые крышки подшипников обязательно маркируют (ставят номер блока цилиндров и порядковый номер крышки). Плоскости разъема крышки фрезеруют на определенную величину (0,6—0,8 мм) и контролируют индикаторным приспособлением. Так же фрезеруют внешний паз в крышке переднего и фасонный паз в крышке заднего коренного подшипника. Обработанные и принятые ОТК крышки собирают с блоком цилиндров соответственно их маркировке.
Снятые крышки подшипников обязательно маркируют (ставят номер блока цилиндров и порядковый номер крышки). Плоскости разъема крышки фрезеруют на определенную величину (0,6—0,8 мм) и контролируют индикаторным приспособлением. Так же фрезеруют внешний паз в крышке переднего и фасонный паз в крышке заднего коренного подшипника. Обработанные и принятые ОТК крышки собирают с блоком цилиндров соответственно их маркировке.
 Производят притирку седла с клапаном или зенкование с последующим шлифованием и притиркой. При зенковании применяют комплект из четырех зенковок, имеющих углы наклона режущих кромок 30 или 45, 75 и 15°. Зенковки с углами 75 и 15° являются вспомогательными и применяются для получения необходимой рабочей фаски. На рис. 75 показана последовательность зенкования клапанного седла.
Производят притирку седла с клапаном или зенкование с последующим шлифованием и притиркой. При зенковании применяют комплект из четырех зенковок, имеющих углы наклона режущих кромок 30 или 45, 75 и 15°. Зенковки с углами 75 и 15° являются вспомогательными и применяются для получения необходимой рабочей фаски. На рис. 75 показана последовательность зенкования клапанного седла. Далее шлифуют или зенкуют рабочую фаску до получения требуемого размера. Затем осуществляют притирку с рабочей поверхностью клапана.
Далее шлифуют или зенкуют рабочую фаску до получения требуемого размера. Затем осуществляют притирку с рабочей поверхностью клапана. Давление устанавливают по манометру и оно не должно заметно снижаться в течение 1 мин.
Давление устанавливают по манометру и оно не должно заметно снижаться в течение 1 мин. Незначительные риски или царапины на наружной поверхности поршня удаляют зачисткой наждачной шкуркой. Поршни с трещинами и глубокими царапинами заменяют на новые.
Незначительные риски или царапины на наружной поверхности поршня удаляют зачисткой наждачной шкуркой. Поршни с трещинами и глубокими царапинами заменяют на новые. При этом плоскости стыков колец должны быть параллельны. Техническими условиями установлена для каждого двигателя определенная величина зазора. Для компрессионных колец зазор должен быть 0,3—0,5 мм, а для малосъемных колец —0,15—0,45 мм. При зазоре больше нормального кольца бракуются.
При этом плоскости стыков колец должны быть параллельны. Техническими условиями установлена для каждого двигателя определенная величина зазора. Для компрессионных колец зазор должен быть 0,3—0,5 мм, а для малосъемных колец —0,15—0,45 мм. При зазоре больше нормального кольца бракуются.
 Для правки и контроля шатунов применяют различные приспособления. На рис. 80 показана одна из конструкций применяемых приспособлений. На данном приспособлении одновременно проверяют изгиб и скручивание шатуна, а также расстояние между центрами его головок. При обнаруженных отклонениях, превышающих допустимые величины, шатун правят специальным ключом без снятия с приспособления. При этом верхняя головка шатуна должна занимать положение между вертикальной и горизонтальной плитами.
Для правки и контроля шатунов применяют различные приспособления. На рис. 80 показана одна из конструкций применяемых приспособлений. На данном приспособлении одновременно проверяют изгиб и скручивание шатуна, а также расстояние между центрами его головок. При обнаруженных отклонениях, превышающих допустимые величины, шатун правят специальным ключом без снятия с приспособления. При этом верхняя головка шатуна должна занимать положение между вертикальной и горизонтальной плитами. При этом малая скалка 10, соприкасаясь с упорами коромысла 4, находится в контакте с штифтами 2 индикаторов / и 7, которые указывают величину скрученности шатуна. Индикатор 5 устанавливает отклонение расстояния между осями отверстий верхней и нижней головок, а индикатор 6 — непараллельность осей отверстий.
При этом малая скалка 10, соприкасаясь с упорами коромысла 4, находится в контакте с штифтами 2 индикаторов / и 7, которые указывают величину скрученности шатуна. Индикатор 5 устанавливает отклонение расстояния между осями отверстий верхней и нижней головок, а индикатор 6 — непараллельность осей отверстий.
 Их применение становится целесообразным в тех случаях, когда прочный грунт залегает в поверхности на значительную глубину, то висячие смогут выполнять свою функцию без погружения в грунт на большое расстояние.
Их применение становится целесообразным в тех случаях, когда прочный грунт залегает в поверхности на значительную глубину, то висячие смогут выполнять свою функцию без погружения в грунт на большое расстояние.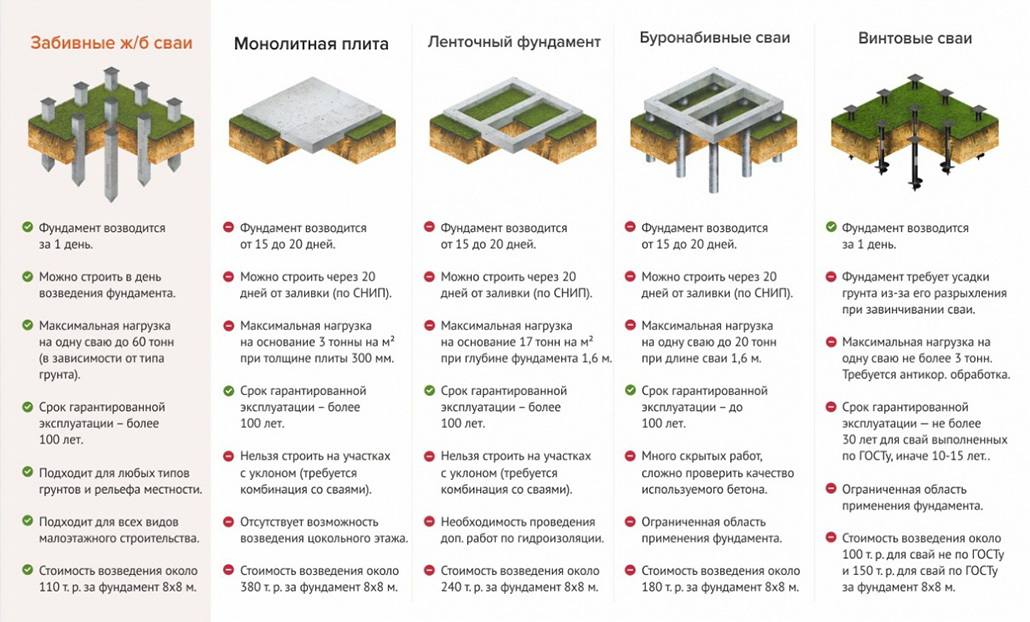 В случаях, когда голова сваи является ее продолжением и соединяется с другими колонами, в изготовлении ростверка необходимость отпадает.
В случаях, когда голова сваи является ее продолжением и соединяется с другими колонами, в изготовлении ростверка необходимость отпадает. Чаще всего деревянные сваи применяются при сооружении временных конструкций.
Чаще всего деревянные сваи применяются при сооружении временных конструкций. Широкое распространение получила менее затратная технология вибропогружения.
Широкое распространение получила менее затратная технология вибропогружения. С их помощью можно значительно сэкономить бюджет, при этом достигается максимальное качество и прочность конструкции. Сроки возведения фундамента и шум сокращаются в 2 раза по сравнению с железобетонными аналогами.
С их помощью можно значительно сэкономить бюджет, при этом достигается максимальное качество и прочность конструкции. Сроки возведения фундамента и шум сокращаются в 2 раза по сравнению с железобетонными аналогами.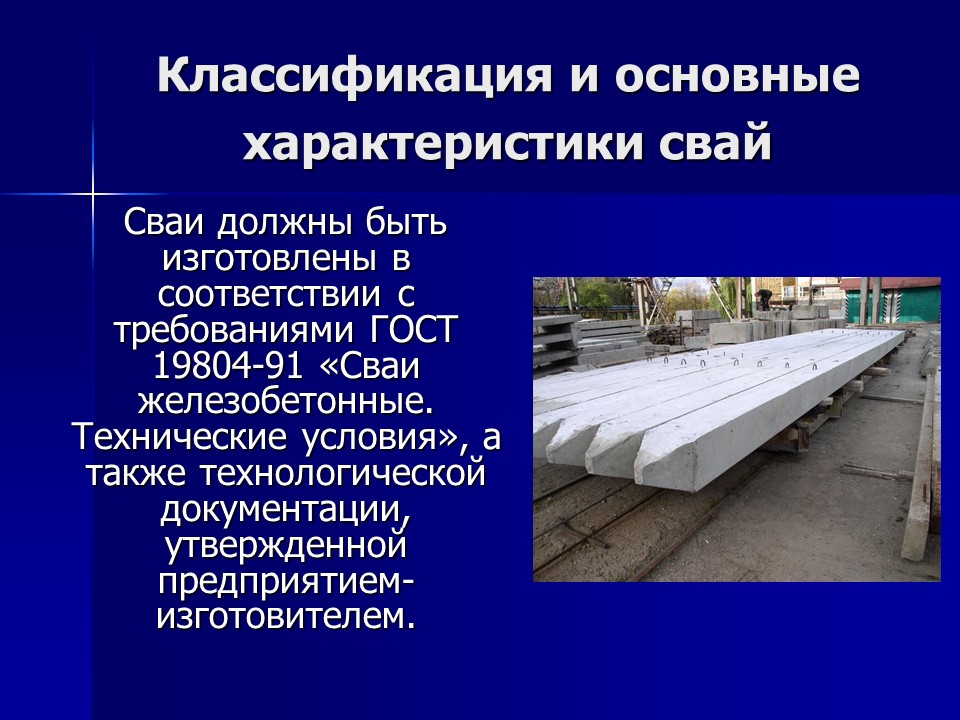 Данная технология является целесообразной в слабых грунтах.
Данная технология является целесообразной в слабых грунтах. Максимальные параметры буронабивного изделия – до 0,5 м. в ширину и до 50 м. в глубину.
Максимальные параметры буронабивного изделия – до 0,5 м. в ширину и до 50 м. в глубину.
 Свайный фундамент комбинируется с ленточным или плитным, образуя комбинированный фундамент, препятствующий общей и неравномерной осадке строений.
Свайный фундамент комбинируется с ленточным или плитным, образуя комбинированный фундамент, препятствующий общей и неравномерной осадке строений. Лёгкие металлические сваи, вкручиваемые в грунт.
Лёгкие металлические сваи, вкручиваемые в грунт.
 В отличие от шпунта Ларсена, шпунтовые трубы имеют полую форму и такие же замки — благодаря своей форме они образуют ещё более прочные и устойчивые шпунтовые стенки.
В отличие от шпунта Ларсена, шпунтовые трубы имеют полую форму и такие же замки — благодаря своей форме они образуют ещё более прочные и устойчивые шпунтовые стенки.


 Однако заклепочные соединения широко применяют в металлических конструкциях (мостовых балках, фермах и пр.). Наибольшее распространение имеют заклепки со сплошными, трубчатыми и полутрубчатыми стержнями. Материал заклепок — сталь, медь, латунь и алюминиевые сплавы. Наиболее распространены заклепки с полукруглой, потайной и полупотайной головками.
Однако заклепочные соединения широко применяют в металлических конструкциях (мостовых балках, фермах и пр.). Наибольшее распространение имеют заклепки со сплошными, трубчатыми и полутрубчатыми стержнями. Материал заклепок — сталь, медь, латунь и алюминиевые сплавы. Наиболее распространены заклепки с полукруглой, потайной и полупотайной головками. Для получения плотного соединения деталей при прямом методе клепки необходимо тщательное обжатие; при обратном способе плотность достигается одновременно с образованием головки, и, следовательно, промежуточная операция затяжки устраняется.
Для получения плотного соединения деталей при прямом методе клепки необходимо тщательное обжатие; при обратном способе плотность достигается одновременно с образованием головки, и, следовательно, промежуточная операция затяжки устраняется.

 Наушники надевают на голову работающего.
Наушники надевают на голову работающего. Соединяемые детали при этом сильно сжимаются.
Соединяемые детали при этом сильно сжимаются. Для обеспечения лучшей механической прочности и предотвращения концентрации напряжений при посадке и клепке заклепки рекомендуют минимальный зазор между заклепкой и стенками отверстия.
Для обеспечения лучшей механической прочности и предотвращения концентрации напряжений при посадке и клепке заклепки рекомендуют минимальный зазор между заклепкой и стенками отверстия. 




 Реже всего восстанавливают плоские детали, всего в 6,5% случаев из 100% ремонтируемых деталей. Это связано с относительно невысокой стоимостью подобных деталей при серийном производстве и достаточной сложностью их восстановления.
Реже всего восстанавливают плоские детали, всего в 6,5% случаев из 100% ремонтируемых деталей. Это связано с относительно невысокой стоимостью подобных деталей при серийном производстве и достаточной сложностью их восстановления. От тщательности проведения дефектации в значительной степени зависит качество восстановленной детали.
От тщательности проведения дефектации в значительной степени зависит качество восстановленной детали. Обработав таким раствором деталь и выдержав 5-10 мин., керосин с детали вытирают насухо и на исследуемую поверхность наносят слой мела. Остатки раствора керосина обязательно выступят на трещинах и покажут величину и форму дефекта.
Обработав таким раствором деталь и выдержав 5-10 мин., керосин с детали вытирают насухо и на исследуемую поверхность наносят слой мела. Остатки раствора керосина обязательно выступят на трещинах и покажут величину и форму дефекта. Но, если принято решение о нанесении покрытия на дефектную поверхность, необходимо выяснить, насколько металл детали сочетается с наносимым покрытием, а также как к этому покрытию «отнесётся» поверхность сопрягаемой детали. Также необходимо знать, можно ли выбранным методом и материалом создать такую толщину покрытия, которая бы компенсировала износ и припуск на последующую обработку.
Но, если принято решение о нанесении покрытия на дефектную поверхность, необходимо выяснить, насколько металл детали сочетается с наносимым покрытием, а также как к этому покрытию «отнесётся» поверхность сопрягаемой детали. Также необходимо знать, можно ли выбранным методом и материалом создать такую толщину покрытия, которая бы компенсировала износ и припуск на последующую обработку.
 Для этого в полую часть вставляют стержень, диаметр которого соответствует восстанавливаемому, и цилиндр обжимают на прессе. Подобным образом восстанавливают и втулки, обжимая на прессе, который укомплектован специальными пуансонами и матрицами.
Для этого в полую часть вставляют стержень, диаметр которого соответствует восстанавливаемому, и цилиндр обжимают на прессе. Подобным образом восстанавливают и втулки, обжимая на прессе, который укомплектован специальными пуансонами и матрицами. А во-вторых, наплавляемая деталь соединяется с «минусом» источника энергии, в таком случае на положительном электроде выделяется на 20% тепла больше, а сама деталь проплавляется на меньшую глубину. В частности, при вваривании втулок с толщиной стенки менее 3 мм, только пользуясь постоянным током и обратной полярностью, можно избежать прожога стенки втулки.
А во-вторых, наплавляемая деталь соединяется с «минусом» источника энергии, в таком случае на положительном электроде выделяется на 20% тепла больше, а сама деталь проплавляется на меньшую глубину. В частности, при вваривании втулок с толщиной стенки менее 3 мм, только пользуясь постоянным током и обратной полярностью, можно избежать прожога стенки втулки. Для работы с цветными металлами разработаны ультразвуковая и магнитноимпульсная сварки, а для сварочных работ с коррозионностойкой сталью рекомендуется использовать высокочастотную и аргонодуговую сварки. Последняя, кстати, часто используется для сварки и наплавки алюминия. Сварочные технологии сегодня позволяют сваривать даже чугунные детали, причём таким образом, что их после сварки можно свободно обрабатывать, а прочность металла шва не ниже прочности основного металла.
Для работы с цветными металлами разработаны ультразвуковая и магнитноимпульсная сварки, а для сварочных работ с коррозионностойкой сталью рекомендуется использовать высокочастотную и аргонодуговую сварки. Последняя, кстати, часто используется для сварки и наплавки алюминия. Сварочные технологии сегодня позволяют сваривать даже чугунные детали, причём таким образом, что их после сварки можно свободно обрабатывать, а прочность металла шва не ниже прочности основного металла. Этот вид наплавки имеет целый ряд преимуществ – отсутствуют вредные выделения и шлаковые корки, наплавлять можно в любом пространственном положении восстанавливаемой поверхности, причём открытая дуга позволяет наблюдать и корректировать процесс наплавки. Скорость наплавки прямо зависит от толщины наплавляемого слоя и требуемого качества поверхности. Твёрдость наплавленного металла связана с выбором электродной проволоки и составляет 200-300 HB.
Этот вид наплавки имеет целый ряд преимуществ – отсутствуют вредные выделения и шлаковые корки, наплавлять можно в любом пространственном положении восстанавливаемой поверхности, причём открытая дуга позволяет наблюдать и корректировать процесс наплавки. Скорость наплавки прямо зависит от толщины наплавляемого слоя и требуемого качества поверхности. Твёрдость наплавленного металла связана с выбором электродной проволоки и составляет 200-300 HB. Пластиковое покрытие снижает шум, создаваемый трением, создаёт дополнительную коррозионную защиту. Наносятся пластмассы горячим прессованием, литьем под давлением и ещё некоторыми способами.
Пластиковое покрытие снижает шум, создаваемый трением, создаёт дополнительную коррозионную защиту. Наносятся пластмассы горячим прессованием, литьем под давлением и ещё некоторыми способами. ч. и с помощью установки накладок, закрепляющихся эпоксидным клеем. Эпоксидные пластмассы эффективно используются при заделке трещин в корпусных деталях. Пластмасса, состоящая из эпоксидной смолы и графита, или каолина, применяется при восстановлении внутренней поверхности изношенных гильз гидравлических и пневматических приводов.
ч. и с помощью установки накладок, закрепляющихся эпоксидным клеем. Эпоксидные пластмассы эффективно используются при заделке трещин в корпусных деталях. Пластмасса, состоящая из эпоксидной смолы и графита, или каолина, применяется при восстановлении внутренней поверхности изношенных гильз гидравлических и пневматических приводов. Метод предполагает возможность нанесения многослойного покрытия общей толщиной 0,02-0,4 мм. Преимуществом метода перед аналогами является то, что ремонтируемая поверхность не нагревается выше 250 оС, а в результате напыления образуется покрытие с высокой прочностью сцепления и малой пористостью, не выше 1%. Кроме того, метод технологически не сложен и экономически выгоден даже при ремонте отдельных деталей.
Метод предполагает возможность нанесения многослойного покрытия общей толщиной 0,02-0,4 мм. Преимуществом метода перед аналогами является то, что ремонтируемая поверхность не нагревается выше 250 оС, а в результате напыления образуется покрытие с высокой прочностью сцепления и малой пористостью, не выше 1%. Кроме того, метод технологически не сложен и экономически выгоден даже при ремонте отдельных деталей. Сущность метода состоит в «бомбардировке» ремонтной поверхности частицами порошка, разогретыми до пластического состояния плазменной либо газопламенной струями.
Сущность метода состоит в «бомбардировке» ремонтной поверхности частицами порошка, разогретыми до пластического состояния плазменной либо газопламенной струями. 03.2022Ссылка на встречи АТб-17А2МУ Диагн сист впрыскаВопросы к экзам по СИСТ ПИТ и УПРМУ по выполнению контрольной работыСписок АВСб18Z1Список АВСб18Z2Выполненная КРПракт №1 ОСПУАД (Бенз)Ответы на задание №1Практ №2 ОСПУАД (Диз)Ответы на задание №2Практ №3 ОСПУАД (Газ)Ответы на задание №3Итоговый тест по дисциплинеЗадание №1Отправка задания «Практика АТб-19″Материалы по практикеЗадание №2 до 20.04.20Ответы на задание №2Задание №3 до 04.05.20Ответы на задание №3Задание №4Ответы на задание №4Расписание занятий АТб-19А1Задание для отчета по учебной практике 1 курсОтчеты по практикеРАсписание на летнюю (соср) уч практикуВласов Тех обсл и ремонт а/мЗадание на уч. практику 2 (Летняя)Отчеты по учебной практике 2 (Летняя)Задание для отчёта по прктике АТб-19А1Материалы по практикеОтчеты по учебной практике №3Задание по практике№1Отправка задания «Практика АТб-18″Ответы на задание №2Задание №2 до 16.04.20Материалы по практикеЗадание №3 до 30.04.20Ответы на задание №3Задание №4 до 14.05.20Ответы на задание №4Расписание занятий АТб18А1Расписание занятий АТб18А2Задание №5 до 29.
03.2022Ссылка на встречи АТб-17А2МУ Диагн сист впрыскаВопросы к экзам по СИСТ ПИТ и УПРМУ по выполнению контрольной работыСписок АВСб18Z1Список АВСб18Z2Выполненная КРПракт №1 ОСПУАД (Бенз)Ответы на задание №1Практ №2 ОСПУАД (Диз)Ответы на задание №2Практ №3 ОСПУАД (Газ)Ответы на задание №3Итоговый тест по дисциплинеЗадание №1Отправка задания «Практика АТб-19″Материалы по практикеЗадание №2 до 20.04.20Ответы на задание №2Задание №3 до 04.05.20Ответы на задание №3Задание №4Ответы на задание №4Расписание занятий АТб-19А1Задание для отчета по учебной практике 1 курсОтчеты по практикеРАсписание на летнюю (соср) уч практикуВласов Тех обсл и ремонт а/мЗадание на уч. практику 2 (Летняя)Отчеты по учебной практике 2 (Летняя)Задание для отчёта по прктике АТб-19А1Материалы по практикеОтчеты по учебной практике №3Задание по практике№1Отправка задания «Практика АТб-18″Ответы на задание №2Задание №2 до 16.04.20Материалы по практикеЗадание №3 до 30.04.20Ответы на задание №3Задание №4 до 14.05.20Ответы на задание №4Расписание занятий АТб18А1Расписание занятий АТб18А2Задание №5 до 29. 05.20Ответы на задание №5Задание для отчёта по прктике АТб-18А1Задание для отчёта по прктике АТб-18А2Отчёты по практикеЗадание АТб-17А2Отправка задания «СТВДА»Задание СТВДА по теме №3 до 15.04.20Ответы на задание по теме №3Расписание занятий АТб17А2Задание СТВДА по теме №4 на 29.04.20Ответы на задание по теме №4Задание СТВДА по теме №5 на 13.05.20Ответы на задание по теме №5Встреча с АТб-19А1 15.11.21Лекция — Неисправности стартеровЛекции и материалы ЭиЭСАЗадание для АТб-19А1 на 01.11.21Задание для АТб-19А1 на 01.11.21Задание №1Отправка вопросов по ЭОАОтветы на задание №2Задание №2Расписание занятий АТб17А2Задание №3Задание №4 до 06.05.20Ответы на задание №4Вопросы к экз по ЭиЭСАВстреча с АТб-18Z1,2 16.03.2022 в 17:05Диагностирование системы впрыска топлива с электронным управлением: Методические указания по выполнению лабораторной работыУстройство, функционирование и диагностирование электронной системы управления бензинового двигателя. Учебное пособиеЯковлев В.Ф. Диагностика электронных систем автомобиля.
05.20Ответы на задание №5Задание для отчёта по прктике АТб-18А1Задание для отчёта по прктике АТб-18А2Отчёты по практикеЗадание АТб-17А2Отправка задания «СТВДА»Задание СТВДА по теме №3 до 15.04.20Ответы на задание по теме №3Расписание занятий АТб17А2Задание СТВДА по теме №4 на 29.04.20Ответы на задание по теме №4Задание СТВДА по теме №5 на 13.05.20Ответы на задание по теме №5Встреча с АТб-19А1 15.11.21Лекция — Неисправности стартеровЛекции и материалы ЭиЭСАЗадание для АТб-19А1 на 01.11.21Задание для АТб-19А1 на 01.11.21Задание №1Отправка вопросов по ЭОАОтветы на задание №2Задание №2Расписание занятий АТб17А2Задание №3Задание №4 до 06.05.20Ответы на задание №4Вопросы к экз по ЭиЭСАВстреча с АТб-18Z1,2 16.03.2022 в 17:05Диагностирование системы впрыска топлива с электронным управлением: Методические указания по выполнению лабораторной работыУстройство, функционирование и диагностирование электронной системы управления бензинового двигателя. Учебное пособиеЯковлев В.Ф. Диагностика электронных систем автомобиля. Учебное пособие (2003)Лекция 1. Общие сведения об электронных системах управления двигателемЛекция 2. Датчики электронных систем управления двигателемЛекция 3. Исполнительные элементы системы управления бензинового двигателяИсполнительные элементы системы управления бензинового двигателя. Часть 1Исполнительные элементы системы управления бензинового двигателя. Часть 2Исполнительные элементы системы управления бензинового двигателя. Часть 3Практическое занятие 1. Исследование характеристик датчиков электронной системы управления ДВСПрактическое занятие 2. Исследование функционирования электронной системы управления ДВСПрактическое занятие 3. Исследование влияния неисправностей элементов электронной системы управления ДВСЛабораторная работа №1Лабораторная работа №2Лабораторная работа №3Лабораторная работа №4Лабораторная работа №5Лабораторная работа №6Лабораторная работа №7Лабораторная работа №8Отправка лабораторных работВопросы к зачету по дисциплинеЗадание для контрольной работыОтправка контрольной работыПерезачет по дисциплинеСписок АТб18Z1Список АТб18Z2Итоговый тест по дисциплинеМатериалы по дисциплинеКР Сист упрОтправка КР по ДЭСАВопросы к зачету по дисциплине ДЭСАЗадание для АТб-17Z1-3Ссылка на встречи в период сессии (с 17.
Учебное пособие (2003)Лекция 1. Общие сведения об электронных системах управления двигателемЛекция 2. Датчики электронных систем управления двигателемЛекция 3. Исполнительные элементы системы управления бензинового двигателяИсполнительные элементы системы управления бензинового двигателя. Часть 1Исполнительные элементы системы управления бензинового двигателя. Часть 2Исполнительные элементы системы управления бензинового двигателя. Часть 3Практическое занятие 1. Исследование характеристик датчиков электронной системы управления ДВСПрактическое занятие 2. Исследование функционирования электронной системы управления ДВСПрактическое занятие 3. Исследование влияния неисправностей элементов электронной системы управления ДВСЛабораторная работа №1Лабораторная работа №2Лабораторная работа №3Лабораторная работа №4Лабораторная работа №5Лабораторная работа №6Лабораторная работа №7Лабораторная работа №8Отправка лабораторных работВопросы к зачету по дисциплинеЗадание для контрольной работыОтправка контрольной работыПерезачет по дисциплинеСписок АТб18Z1Список АТб18Z2Итоговый тест по дисциплинеМатериалы по дисциплинеКР Сист упрОтправка КР по ДЭСАВопросы к зачету по дисциплине ДЭСАЗадание для АТб-17Z1-3Ссылка на встречи в период сессии (с 17. 03.21)Задание на практ работу №1Выполненные задания по практической работе №1Задание на практ работу №2Выполненные задания по практической работе №2Задание на лабор работуОтчеты по лабор работеИтоговый тест по дисциплинеДля АТб-17А2 https://meet.google.com/vzc-kyyj-rchОтправка задания для зачетаВопросы к зачету по дисциплине ЭСАЭлектронные и микропроцессорные системы автомобилейУчеб пособиеИтоговое тестирование по дисциплинеОтправка заданий для зачетаКадровое обеспечение системы автосервисаас предприятияВопросы для зачетаВстречи с ПОб-19ZЭлектронные и микропроцессорные системы автомобилейУчеб пособиеКР ДЭиЭСКонтрольная работаВопросы по дисциплине ДЭиЭСОтветы на вопросы по дисциплинеВстреча с ДВСб-19А1 Лекции по ЭиЭСУВопросы по дисциплине ЭиЭСУСИСТЕМЫ ЭЛЕКТРОСНАБЖЕНИЯ И ЗАЖИГАНИЯ АВТОМОБИЛЕЙ Методические указания к лабораторным работам-5Задание для заочВстреча с ДВСб-18А1 17.09.21Материалы по дисциплинеЗадание для ДВСб-18А1 на 01.11Ответы на задание ДВСб-18А1 на 01.11.21Задание для ДВСб-18А1 на 29.
03.21)Задание на практ работу №1Выполненные задания по практической работе №1Задание на практ работу №2Выполненные задания по практической работе №2Задание на лабор работуОтчеты по лабор работеИтоговый тест по дисциплинеДля АТб-17А2 https://meet.google.com/vzc-kyyj-rchОтправка задания для зачетаВопросы к зачету по дисциплине ЭСАЭлектронные и микропроцессорные системы автомобилейУчеб пособиеИтоговое тестирование по дисциплинеОтправка заданий для зачетаКадровое обеспечение системы автосервисаас предприятияВопросы для зачетаВстречи с ПОб-19ZЭлектронные и микропроцессорные системы автомобилейУчеб пособиеКР ДЭиЭСКонтрольная работаВопросы по дисциплине ДЭиЭСОтветы на вопросы по дисциплинеВстреча с ДВСб-19А1 Лекции по ЭиЭСУВопросы по дисциплине ЭиЭСУСИСТЕМЫ ЭЛЕКТРОСНАБЖЕНИЯ И ЗАЖИГАНИЯ АВТОМОБИЛЕЙ Методические указания к лабораторным работам-5Задание для заочВстреча с ДВСб-18А1 17.09.21Материалы по дисциплинеЗадание для ДВСб-18А1 на 01.11Ответы на задание ДВСб-18А1 на 01.11.21Задание для ДВСб-18А1 на 29. Гидрораспределитель Р80-3/1-222 с плавающим, Беларусь
Гидрораспределитель Р80-3/1-222 с плавающим, Беларусь Цены на Распределитель р75 на Prom.ua
Цены на Распределитель р75 на Prom.ua Т-25.Т-40″
Т-25.Т-40″ Гидрораспределитель Р80-3/1-222 с плавающим, Беларусь
Гидрораспределитель Р80-3/1-222 с плавающим, Беларусь .
.

 В это время масло, находящееся над поршнем, через
В это время масло, находящееся над поршнем, через
 В этом случае давление масла,
В этом случае давление масла,
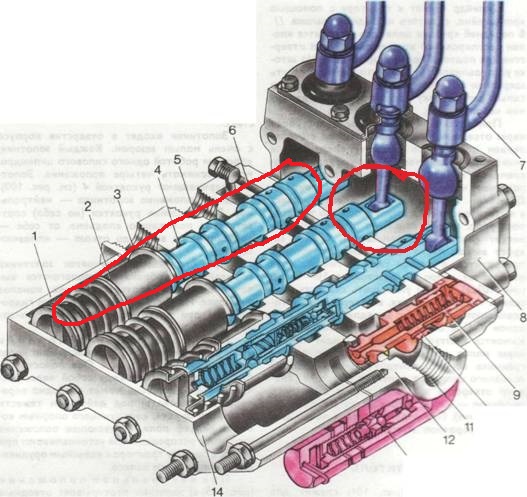 Золотник удерживает в
Золотник удерживает в
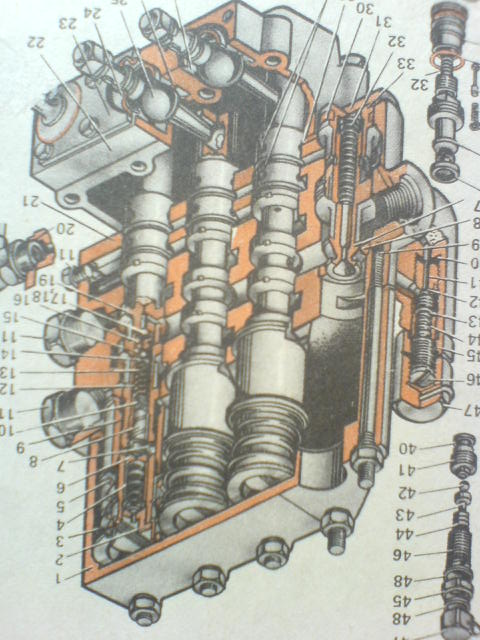 Для подъема навесной машины перемещают
Для подъема навесной машины перемещают
 Усилие пружины,
Усилие пружины,
 Золотник также
Золотник также
 Под воздействием давления масла машина опустится.
Под воздействием давления масла машина опустится. При неумелом пользовании могут быть
При неумелом пользовании могут быть

 Схема его работы представлена на рисунке 107. Вместо шариков
Схема его работы представлена на рисунке 107. Вместо шариков
 Как только
Как только
 При работе
При работе
 Переключение устройства позволяет изменить соединение в гидравлических линиях, и направить жидкость к определенному агрегату. Правильно выбранная схема подключения гидрораспределителя обеспечит необходимую последовательность запуска рабочих механизмов. Установка гидроузлов является важным элементом контроля работы навесного оборудования. Возможность управления спецсредствами из кабины водителя облегчает работу при выполнении пропашных задач, а также повышает срок эксплуатации вспомогательных устройств. Для этого нужно знать особенности схемы подключения гидравлического распределителя к разным моделям тракторов.
Переключение устройства позволяет изменить соединение в гидравлических линиях, и направить жидкость к определенному агрегату. Правильно выбранная схема подключения гидрораспределителя обеспечит необходимую последовательность запуска рабочих механизмов. Установка гидроузлов является важным элементом контроля работы навесного оборудования. Возможность управления спецсредствами из кабины водителя облегчает работу при выполнении пропашных задач, а также повышает срок эксплуатации вспомогательных устройств. Для этого нужно знать особенности схемы подключения гидравлического распределителя к разным моделям тракторов. Они могут иметь от 2 до 7 плунжеров, в зависимости от модели. Данный вид распределителей является более распространенным благодаря высокому КПД и простоте в использовании. Схема подключения гидрораспределителя достаточно проста, поскольку на устройстве присутствует маркировка, позволяющая самостоятельно установить оборудование на трактор. Основными преимуществами этих приборов являются компактность и низкий уровень нагрузки со стороны осевых сил, что существенно снижает порог чувствительности при управлении золотниками.
Они могут иметь от 2 до 7 плунжеров, в зависимости от модели. Данный вид распределителей является более распространенным благодаря высокому КПД и простоте в использовании. Схема подключения гидрораспределителя достаточно проста, поскольку на устройстве присутствует маркировка, позволяющая самостоятельно установить оборудование на трактор. Основными преимуществами этих приборов являются компактность и низкий уровень нагрузки со стороны осевых сил, что существенно снижает порог чувствительности при управлении золотниками.
 Применение двухстороннего цилиндра предусматривает перемещение штока благодаря обратной подаче масла. Для жидкости, которая находится по другую сторону клапана, открывается сливной канал.
Применение двухстороннего цилиндра предусматривает перемещение штока благодаря обратной подаче масла. Для жидкости, которая находится по другую сторону клапана, открывается сливной канал. Подвод масла осуществляется через отверстие P, а его отвод – при помощи отделения T. Регулятор пахоты подключается к отверстию D.
Подвод масла осуществляется через отверстие P, а его отвод – при помощи отделения T. Регулятор пахоты подключается к отверстию D. Для эффективной работы моделей МТЗ-80 со специальным оборудованием устанавливаются гидравлические распределители с 3 золотниками. При этом возможно использование аппаратов с 2 плунжерами.
Для эффективной работы моделей МТЗ-80 со специальным оборудованием устанавливаются гидравлические распределители с 3 золотниками. При этом возможно использование аппаратов с 2 плунжерами.
 С помощью распределителя производится
С помощью распределителя производится
 При нагнетании в полость Б масло поступает под поршень
При нагнетании в полость Б масло поступает под поршень
 При движении золотника
При движении золотника




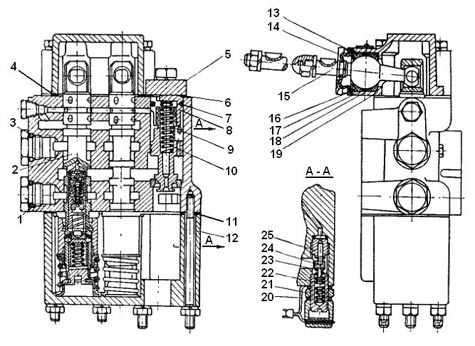

 com,
com, 

 . Интенсивность иммуноокрашивания не зависела от размера нейронов. Мечение ненейрональных тканей, особенно стенок кровеносных сосудов, наблюдалось для белков-рецепторов нейротрофинов p75, trkA и trkC. Эти результаты показывают, что существует перекрытие в экспрессии белков p75 и trk нейротрофиновых рецепторов в паравертебрально-симпатических нейронах взрослого человека, и предполагают, что нейротрофины могут действовать на эти нейроны.
. Интенсивность иммуноокрашивания не зависела от размера нейронов. Мечение ненейрональных тканей, особенно стенок кровеносных сосудов, наблюдалось для белков-рецепторов нейротрофинов p75, trkA и trkC. Эти результаты показывают, что существует перекрытие в экспрессии белков p75 и trk нейротрофиновых рецепторов в паравертебрально-симпатических нейронах взрослого человека, и предполагают, что нейротрофины могут действовать на эти нейроны.
 и др.
и др. и др.
и др. 1992 Сентябрь; 9 (3): 449-63
1992 Сентябрь; 9 (3): 449-63 , дистрибьютор. Фотографии
, дистрибьютор. Фотографии Если в вашем автомобиле заменен двигатель, рекомендуется просматривать заявки по двигателю. Для многих автомобилей требуется переходник OBDII-OBDI (примечание 6) и/или замена ЭБУ (примечание 7).
Если в вашем автомобиле заменен двигатель, рекомендуется просматривать заявки по двигателю. Для многих автомобилей требуется переходник OBDII-OBDI (примечание 6) и/или замена ЭБУ (примечание 7). ПР4, П72, П28, П30, П61, П08Дж, П30Дж, П72Дж
ПР4, П72, П28, П30, П61, П08Дж, П30Дж, П72Дж


 April 2016 zum Schutz natürlicher Personen bei der Verarbeitung personenbezogener Daten und zum freien Datenverkehr und zur Aufhebung der Richtlinie 95/46/EG (nachstehend «DSGVO» genannt), um an die angegebene E-Mail-Adresse den elektronischen Newsletter von TME zu senden.
April 2016 zum Schutz natürlicher Personen bei der Verarbeitung personenbezogener Daten und zum freien Datenverkehr und zur Aufhebung der Richtlinie 95/46/EG (nachstehend «DSGVO» genannt), um an die angegebene E-Mail-Adresse den elektronischen Newsletter von TME zu senden.  час von der verantwortlichen Stelle in structurierter, allgemein üblicher und maschinenlesbarer Form zu erhalten. Sie können diese Daten einen anderen Datenadministrator übersenden.
час von der verantwortlichen Stelle in structurierter, allgemein üblicher und maschinenlesbarer Form zu erhalten. Sie können diese Daten einen anderen Datenadministrator übersenden. 
 Нажмите Sie Hier, um mehr über Cookie-Dateien und deren Verwaltung mithilfe von Einstellungen zu erfahren.
Нажмите Sie Hier, um mehr über Cookie-Dateien und deren Verwaltung mithilfe von Einstellungen zu erfahren. Поэтому учитываются другие вероятности превышения, такие как P90 (оценка превышена с вероятностью 90 %) или P75 (оценка превышена в 75 % случаев). Кредиторы и инвесторы обычно используют оценки P90, чтобы быть уверенными в том, что вырабатывается достаточно энергии, что позволяет безопасно погасить задолженность по проекту.
Поэтому учитываются другие вероятности превышения, такие как P90 (оценка превышена с вероятностью 90 %) или P75 (оценка превышена в 75 % случаев). Кредиторы и инвесторы обычно используют оценки P90, чтобы быть уверенными в том, что вырабатывается достаточно энергии, что позволяет безопасно погасить задолженность по проекту. Значение P75 выше, чем P90 (и ниже, чем P50), и ожидается, что оно будет превышено в 75% случаев. Аналогичным образом можно определить любой уровень превышения Pxx (рис. 2 и 3).
Значение P75 выше, чем P90 (и ниже, чем P50), и ожидается, что оно будет превышено в 75% случаев. Аналогичным образом можно определить любой уровень превышения Pxx (рис. 2 и 3). распределение ценностей.
распределение ценностей. Неопределенность модели уже включает в себя неопределенности, связанные с измерениями, используемыми для проверки модели. При расчете фотоэлектрической энергии используются значения GTI и модель 9.0027 преобразование GHI в GTI также вносит свой вклад в общую неопределенность.
Неопределенность модели уже включает в себя неопределенности, связанные с измерениями, используемыми для проверки модели. При расчете фотоэлектрической энергии используются значения GTI и модель 9.0027 преобразование GHI в GTI также вносит свой вклад в общую неопределенность. При расчете энергии P90 обычно принимается случай изменчивости, которую можно ожидать в любой отдельный год. По запросу также предоставляется расчет изменчивости за более длительный период (10, 20 или 25 лет). Оптимально межгодовая изменчивость Производство фотоэлектрической энергии рассчитывается на основе полного исторического временного ряда. В случае использования данных TMY это невозможно, и поэтому применяется менее точное предположение о изменчивости GHI .
При расчете энергии P90 обычно принимается случай изменчивости, которую можно ожидать в любой отдельный год. По запросу также предоставляется расчет изменчивости за более длительный период (10, 20 или 25 лет). Оптимально межгодовая изменчивость Производство фотоэлектрической энергии рассчитывается на основе полного исторического временного ряда. В случае использования данных TMY это невозможно, и поэтому применяется менее точное предположение о изменчивости GHI . Упрощенное предположение о нормальном распределении, неопределенность на уровне P90 может быть рассчитана просто путем умножения стандартного отклонения на 1,282, в результате чего получается несколько большее число, рассчитанное на основе той же кумулятивной кривой вероятности (рис. 4).
Упрощенное предположение о нормальном распределении, неопределенность на уровне P90 может быть рассчитана просто путем умножения стандартного отклонения на 1,282, в результате чего получается несколько большее число, рассчитанное на основе той же кумулятивной кривой вероятности (рис. 4). В Solargis стандартные оценки неопределенности предоставляются на уровне превышения P90.
В Solargis стандартные оценки неопределенности предоставляются на уровне превышения P90. Описание и примеры файлов данных для каждого типа данных приведены ниже:
Описание и примеры файлов данных для каждого типа данных приведены ниже: Недостатком является потеря различных (менее типичных) погодных условий.
Недостатком является потеря различных (менее типичных) погодных условий. 
 Важное преимущество использования TMY P90, в качестве дополнения к TMY P50, заключается в том, что он включает в себя некоторые модели почасовых данных, которые могут указывать на критические погодные условия.
Важное преимущество использования TMY P90, в качестве дополнения к TMY P50, заключается в том, что он включает в себя некоторые модели почасовых данных, которые могут указывать на критические погодные условия.
