

Содержание
Ремонт и техническое обслуживание кривошипно-шатунного механизма
Ремонт кривошипно-шатунного механизма заключается в замене или ремонте его деталей. Ремонт, как правило, осуществляется со снятием двигателя с автомобиля. Не снимая двигатель с автомобиля, можно только производить снятие или установку крышки головки блока цилиндров, головки блока цилиндров, поддона масляного картера, а также замену их прокладок. При установке вышеперечисленных деталей затяжка гаек и болтов их крепления осуществляется в определенном порядке в соответствии с общим правилом крепления корпусных деталей: от центра к периферии методом крест-накрест. Такой способ затяжки позволяет обеспечить герметичность креплений и всего механизма.
Крышку головки цилиндров снимают и устанавливают в том случае, если есть необходимость замены или ремонта головки цилиндров двигателя, при подтяжке гаек и болтов ее крепления, при замене прокладки головки блока. Кроме того, крышку головки цилиндров необходимо снимать при техническом обслуживании и ремонте газораспределительного механизма (регулировке зазоров клапанов, замене маслоотражательных колпачков и других деталей газораспределения). Снятие и установка крышки цилиндра производится аккуратно, чтобы не повредить прокладку крышки, кроме того, при ремонте двигателя желательно иметь запасную прокладку крышки для замены в случае повреждения ее при разборке или на тот случай, если старая прокладка окажется поврежденной в процессе эксплуатации двигателя. Кроме этого запасная прокладка может понадобиться в том случае, если старая резиновая прокладка потеряет свои уплотняющие свойства из-за затвердевания.
Снятие и установка крышки цилиндра производится аккуратно, чтобы не повредить прокладку крышки, кроме того, при ремонте двигателя желательно иметь запасную прокладку крышки для замены в случае повреждения ее при разборке или на тот случай, если старая прокладка окажется поврежденной в процессе эксплуатации двигателя. Кроме этого запасная прокладка может понадобиться в том случае, если старая резиновая прокладка потеряет свои уплотняющие свойства из-за затвердевания.
Снятие и установка головки блока цилиндров осуществляется в том случае, если необходимо произвести ее замену, при замене прокладки головки, ремонте газораспределительного механизма. Кроме этого головку блока цилиндров снимают в том случае, когда осуществляют удаление нагара со стенок камер сгорания и с днища поршней, а также если применение специальных веществ для удаления нагара не приносит результатов. Признаками отложения нагара являются перегрев двигателя и продолжение работы в течение нескольких секунд после выключения зажигания.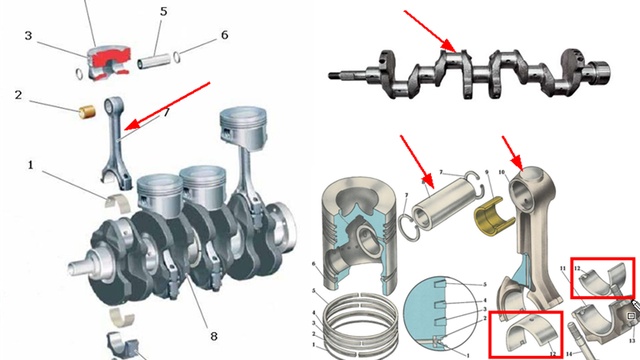 Для того чтобы снять головку блока цилиндров, необходимо сначала слить охлаждающую жидкость, потом снять приборы, установленные на головке; отвернуть болты, при помощи которых она крепится к двигателю. После этого можно аккуратно снять головку, чтобы не повредить прокладку. В том случае, если прокладка прилипла к головке цилиндров, ее отделяют при помощи тонкой металлической пластины или тупого ножа. При удалении нагара нужно поочередно установить поршни в ВМТ, затем размягчить нагар ветошью, смоченной керосином, и после этого удалить образовавшийся нагар скребком из мягкого металла или из дерева. При удалении нагара со стенок камеры сгорания необходимо проделать те же самые операции.
Для того чтобы снять головку блока цилиндров, необходимо сначала слить охлаждающую жидкость, потом снять приборы, установленные на головке; отвернуть болты, при помощи которых она крепится к двигателю. После этого можно аккуратно снять головку, чтобы не повредить прокладку. В том случае, если прокладка прилипла к головке цилиндров, ее отделяют при помощи тонкой металлической пластины или тупого ножа. При удалении нагара нужно поочередно установить поршни в ВМТ, затем размягчить нагар ветошью, смоченной керосином, и после этого удалить образовавшийся нагар скребком из мягкого металла или из дерева. При удалении нагара со стенок камеры сгорания необходимо проделать те же самые операции.
Установка головки цилиндров производится в обратной последовательности. Перед установкой старой прокладки ее нужно натереть порошкообразным графитом для обеспечения герметичности. Однако лучше всего при каждом снятии-установке головки блока цилиндров производить замену старой прокладки на новую. После установки головки блока цилиндров необходимо произвести затяжку ее креплений к блоку. Затяжка креплений осуществляется на холодном двигателе при помощи динамометрического ключа с определенным моментом и в определенной последовательности. В процессе эксплуатации двигателя головка не нуждается в дополнительном подтягивании крепежных элементов, благодаря применению специальных болтов и установки безусадочной прокладки. Для ремонта и замены остальных деталей кривошипно-шатунного механизма необходимо снять двигатель с автомобиля и произвести полную или частичную его разборку. Для того чтобы определить пригодность детали к ее дальнейшему применению, необходимо произвести проверку технического состояния деталей кривошипно-шатунного механизма.
После установки головки блока цилиндров необходимо произвести затяжку ее креплений к блоку. Затяжка креплений осуществляется на холодном двигателе при помощи динамометрического ключа с определенным моментом и в определенной последовательности. В процессе эксплуатации двигателя головка не нуждается в дополнительном подтягивании крепежных элементов, благодаря применению специальных болтов и установки безусадочной прокладки. Для ремонта и замены остальных деталей кривошипно-шатунного механизма необходимо снять двигатель с автомобиля и произвести полную или частичную его разборку. Для того чтобы определить пригодность детали к ее дальнейшему применению, необходимо произвести проверку технического состояния деталей кривошипно-шатунного механизма.
Проверка технического состояния блока цилиндров заключается в тщательном визуальном контроле целостности блока, в измерении величин его деформации, а также износов поверхностей цилиндров и отверстий под коренные подшипники. Перед проверкой технического состояния блок цилиндров нужно тщательно очистить, а также промыть все его внутренние полости (особенно каналы смазочной системы) горячим раствором каустической соды при температуре 75-85 °С. Если на блоке цилиндров имеются повреждения (трещины, пробоины, сколы), то блок, как правило, подлежит немедленной замене. Небольшие трещины заделывают эпоксидным составом или устраняют при помощи сварки. В процессе определения деформации блока цилиндров осуществляется контроль соосности отверстий под коренные подшипники, а также неплоскостности его разъема с головкой блока цилиндров.
Если на блоке цилиндров имеются повреждения (трещины, пробоины, сколы), то блок, как правило, подлежит немедленной замене. Небольшие трещины заделывают эпоксидным составом или устраняют при помощи сварки. В процессе определения деформации блока цилиндров осуществляется контроль соосности отверстий под коренные подшипники, а также неплоскостности его разъема с головкой блока цилиндров.
Неплоскостность разъема блока с головкой цилиндров проверяют при помощи набора щупов, линейки или поверочной плиты. Линейку устанавливают по диагоналям плоскости разъема и посередине в продольном и поперечном направлениях. После этого при помощи подложенного под нее щупа определяют величину зазора между щупом и линейкой. Блок считается пригодным для дальнейшего применения, если величина зазоров не превышает 0,1 мм. Если величина зазора.не превышает 0,14 мм, то плоскость разъема необходимо прошлифовать для устранения ее неплоскостности. При зазоре более 0,14 мм блок цилиндров подлежит замене. .
Несоосность отверстий коренных подшипников проверяется при помощи специальной оправки. Для проверки необходимо вставить оправку в отверстие коренного подшипника. Если оправка вставляется одновременно во все отверстия коренных подшипников, то блок считается пригодным для дальнейшего применения, если оправка не вставляется одновременно во все отверстия, то блок цилиндров необходимо заменить на новый.
Для проверки необходимо вставить оправку в отверстие коренного подшипника. Если оправка вставляется одновременно во все отверстия коренных подшипников, то блок считается пригодным для дальнейшего применения, если оправка не вставляется одновременно во все отверстия, то блок цилиндров необходимо заменить на новый.
После этого необходимо провести измерение диаметров цилиндров и отверстий под коренные подшипники. Для этой операции применяют индикаторный нутромер. Если износ отверстий превышает допустимые значения, то блок цилиндров либо меняется на новый, либо растачивается под ближайший ремонтный размер. После такой расточки в блок цилиндров устанавливают поршни и поршневые кольца, соответствующие ремонтному размеру.
Проверка технического состояния коленчатого вала осуществляется для того, чтобы выявить наличие трещин, следы повышенного износа поверхности резьбы. Перед проверкой коленчатый вал необходимо снять с двигателя, тщательно промыть. Кроме этого нужно прочистить и продуть полости масляных каналов, предварительно отвернув пробки масляных каналов. Если в процессе визуального осмотра вала обнаруживаются трещины, вал подлежит замене. При срыве резьбы не более двух ниток производится ее прогонка. После этого производится измерение диаметров коренных и шатунных шеек и делается заключение о дальнейшем использовании вала, о возможности перешлифования шеек под ремонтные размеры или о замене вала на новый. Замер шейки коленчатого вала осуществляется при помощи микрометра по двум поясам в двух взаимно перпендикулярных плоскостях. Перешлифовка всех одноименных шеек осуществляется под один ремонтный размер. Кроме этого при проверке технического состояния коленчатого вала измеряется биение в креплениях маховика и оси вала при помощи микрометрической индикаторной головки при прокручивании коленчатого вала. Эта проверка позволяет контролировать перпендикулярность торцевой поверхности фланца.
Если в процессе визуального осмотра вала обнаруживаются трещины, вал подлежит замене. При срыве резьбы не более двух ниток производится ее прогонка. После этого производится измерение диаметров коренных и шатунных шеек и делается заключение о дальнейшем использовании вала, о возможности перешлифования шеек под ремонтные размеры или о замене вала на новый. Замер шейки коленчатого вала осуществляется при помощи микрометра по двум поясам в двух взаимно перпендикулярных плоскостях. Перешлифовка всех одноименных шеек осуществляется под один ремонтный размер. Кроме этого при проверке технического состояния коленчатого вала измеряется биение в креплениях маховика и оси вала при помощи микрометрической индикаторной головки при прокручивании коленчатого вала. Эта проверка позволяет контролировать перпендикулярность торцевой поверхности фланца.
Контроль технического состояния маховика осуществляется по состоянию поверхности плоскости прилегания ведомого диска сцепления, а также по состоянию ступицы и зубчатого обода. Плоскость прилегания ведомого диска должна быть без рисок и задиров. Кроме этого проверяется биение плоскости маховика в сборе с коленчатым валом. Оно не должно превышать 0,10 мм на крайних точках. Если биение превышает допустимые значения, нужно прошлифовать плоскость прилегания либо необходимо заменить маховик. Маховик также подлежит замене при наличии на нем трещин. Если на зубьях обода маховика присутствуют забои, то их следует зачистить, а при значительном износе или при повреждении обод маховика меняют на новый. Новый обод необходимо разогреть до температуры в 200-230 °С и затем напрессовать на маховик.
Плоскость прилегания ведомого диска должна быть без рисок и задиров. Кроме этого проверяется биение плоскости маховика в сборе с коленчатым валом. Оно не должно превышать 0,10 мм на крайних точках. Если биение превышает допустимые значения, нужно прошлифовать плоскость прилегания либо необходимо заменить маховик. Маховик также подлежит замене при наличии на нем трещин. Если на зубьях обода маховика присутствуют забои, то их следует зачистить, а при значительном износе или при повреждении обод маховика меняют на новый. Новый обод необходимо разогреть до температуры в 200-230 °С и затем напрессовать на маховик.
После первых 1500-2000 км пробега необходимо подтянуть гайки шпилек и болты головки блока цилиндров. В дальнейшем эту операцию необходимо проделывать только после снятия головки блока цилиндров, при появлении признаков прорыва газов или подтекания охлаждающей жидкости. Кроме этого вместе с подтяжкой гаек и болтов крепления головки блока цилиндров нужно подтягивать винты или болты крепления поддона картера двигателя.
Через каждые 10 000-15000 км пробега нужно проверять и при необходимости подтягивать болты и гайки крепления опор двигателя, а также очищать их резиновые подушки. Кроме того, по мере накопления пыли и грязи следует протирать поверхность двигателя ветошью, смоченной специальным очистителем.
Ремонт кривошипно-шатунного механизма
При ремонте кривошипно-шатунного механизма необходимо проверить соответствие деталей, поступивших на сборку, следующим требованиям технических условий (ТУ):
- Зеркало цилиндров должно обрабатываться с высокой степенью точности, иметь правильную геометрическую форму и шероховатость поверхности не грубее Ra=1,25–0,32 мкм.
- Ось цилиндра должна быть перпендикулярна оси коленчатого вала.
- Зазоры в сопряжениях должны быть в пределах норм, указанных в ТУ.
- Отверстия во вкладышах шатунов и в коренных подшипниках, коренные и шатунные шейки должны иметь правильную геометрическую форму, размеры в пределах допусков и шероховатость поверхности, указанные в ТУ.
 Обязательно необходимо выдержать зазоры, задаваемые в ТУ для этих сопряжений, для размещения смазки. В среднем зазоры равны 0,001 диаметра шейки вала.
Обязательно необходимо выдержать зазоры, задаваемые в ТУ для этих сопряжений, для размещения смазки. В среднем зазоры равны 0,001 диаметра шейки вала. - В многоцилиндровых механизмах поршни должны быть одинаковыми по массе, допускается разность не более ±0,5 %.
- Упругость поршневых колец должна соответствовать нормам ТУ на сборку данного оборудования. Поршневые кольца должны прилегать к цилиндру без зазора по всей поверхности.
 Обязательно необходимо выдержать зазоры, задаваемые в ТУ для этих сопряжений, для размещения смазки. В среднем зазоры равны 0,001 диаметра шейки вала.
Обязательно необходимо выдержать зазоры, задаваемые в ТУ для этих сопряжений, для размещения смазки. В среднем зазоры равны 0,001 диаметра шейки вала.Он служит для шарнирного соединения коленчатого вала или кривошипа с поршневой группой.
Сборка шатуна (рис. 1) начинается с запрессовки втулки в головку 3 шатуна.
Рис. 1. Шатун
Втулку устанавливают так, чтобы канавка 1, предназначенная для смазки пальца, находилась против отверстия 5. Это возможно при условии, если торцы втулки 2 будут запрессованы заподлицо с торцом верхней головки шатуна. Втулки при запрессовке в отверстие шатуна несколько сжимаются. Для исправления этого недостатка после запрессовки выполняют чистовое растачивание или протягивание или развертывают двумя-тремя развертками отверстие втулки.
После запрессовки втулки в головку шатуна приступают к сборке вкладышей шатуна. Начинают с проверки параллельности плоскостей разъема вкладышей 9 и 10 по высоте «на краску»: при параллельности плоскостей вкладышей пятна краски должны располагаться по всей плоскости разъема с обеих сторон и не должно быть качания на плите. Если плоскости не параллельны, их пришабривают. Допустимая величина выступающих торцов вкладышей из тела шатуна указывается в сборочных чертежах или ТУ на сборку (обычно 0,05–0,15 мм).
После запрессовки вкладышей в головку и крышку 8 шатуна их соединяют вместе болтами 4 и гайками 7. Предварительно укладывают между головкой шатуна и крышкой набор регулирующих латунных или медных прокладок 6 толщиной до 0,05 мм. Общая толщина прокладок указывается в чертеже и обычно равна 4–5 мм. После сборки проверяют отверстия шатуна индикаторным нутромером на овальность и конусообразность (рис. 2, а), а затем проверяют шатуны на прямолинейность (рис. 2, б).
Рис. 2. Проверка собранного шатуна: а — конусообразности и овальности индикаторным нутромером; б — прямолинейности; в — на двойной изгиб
2. Проверка собранного шатуна: а — конусообразности и овальности индикаторным нутромером; б — прямолинейности; в — на двойной изгиб
На прямолинейность шатуны проверяют на специальном приборе следующим образом: шатун 6 верхней головкой 5 устанавливают на контрольный палец 4 с конусом, а нижний — на палец 7 контрольной плиты 2, и, завернув винт 8, зажимают шатун на пальце. Затем устанавливают на цилиндрические пояски контрольного пальца 4 призму (калибр) 3 и подводят его так, чтобы штифты касались плоскости плиты 2. Если шатун прямолинеен, то все три штифта призмы 3 будут касаться плиты. Если шатун согнут, то касаться плиты будет либо один верхний штифт, либо два нижних, либо будут касаться плиты верхний и один из нижних штифтов.
Величину скрученности и погнутости шатуна определяют щупом 1 по величине зазора между плитой и штифтами. Зазор не должен превышать 0,05 мм.
Если шатун имеет двойной изгиб, который указанным выше способом обнаружить нельзя, то его проверяют следующим образом: зажимают шатун (рис. 2, в) на пальце 11 контрольной плиты 9, выдвигают ограничитель 12 до упора в торец нижней головки шатуна и закрепляют эту головку винтом. Затем, замерив глубиномером 10 расстояние от торца верхней головки до плоскости плиты, снимают шатун с прибора и поворачивают на 180°, подводят до упора в ограничитель торцом с другой стороны нижней головки и делают второй замер (так же, как первый).
2, в) на пальце 11 контрольной плиты 9, выдвигают ограничитель 12 до упора в торец нижней головки шатуна и закрепляют эту головку винтом. Затем, замерив глубиномером 10 расстояние от торца верхней головки до плоскости плиты, снимают шатун с прибора и поворачивают на 180°, подводят до упора в ограничитель торцом с другой стороны нижней головки и делают второй замер (так же, как первый).
Скрытые трещины обнаруживают на специальных установках (рентгеновские и ультразвуковые), а иногда менее совершенным способом — постукиванием молотком по различным участкам шатуна: глухой, дребезжащий звук указывает на трещины.
Поршневая группа в двигателях внутреннего сгорания, паровых машинах, компрессорах, пневматических и гидравлических механизмах предназначена для передачи силы давления газов или пара, действующих на поршень, коленчатому валу. К основным деталям поршневой группы относятся поршни, поршневые кольца и поршневые пальцы.
Поршни изготовляют из чугуна, а также из алюминия или других легких сплавов. На боковой поверхности поршня имеются канавки для поршневых колец. Обычно канавок бывает от 3 до 7, а иногда и больше. Верхние канавки служат для уплотнительных колец, а нижние — для маслосборных.
На боковой поверхности поршня имеются канавки для поршневых колец. Обычно канавок бывает от 3 до 7, а иногда и больше. Верхние канавки служат для уплотнительных колец, а нижние — для маслосборных.
Поршневые кольца изготовляют из плотного мелкозернистого серого или специального чугуна. Благодаря пружинящим свойствам поршневые кольца прилегают равномерно к стенкам цилиндра, и поэтому, с одной стороны, препятствуют пропуску газов между поршнем и стенками цилиндра, а с другой предохраняют камеру сгорания от попадания в нее масла из картера. Поршневые кольца делятся на уплотнительные и маслосборные. Разрез в кольцах (замок) делают ступенчатой формы или кольцо разрезают наискось.
Сборку поршневой головки начинают с подборки поршня по цилиндру и по массе (рис. 3, а). Затем устанавливают шатун 5 в поршень 4 до совмещения отверстия поршневого пальца 3 с верхней головкой 2 шатуна. После этого слегка смазанный маслом поршневой палец вставляют в отверстие поршня и легким нажимом вводят внутрь.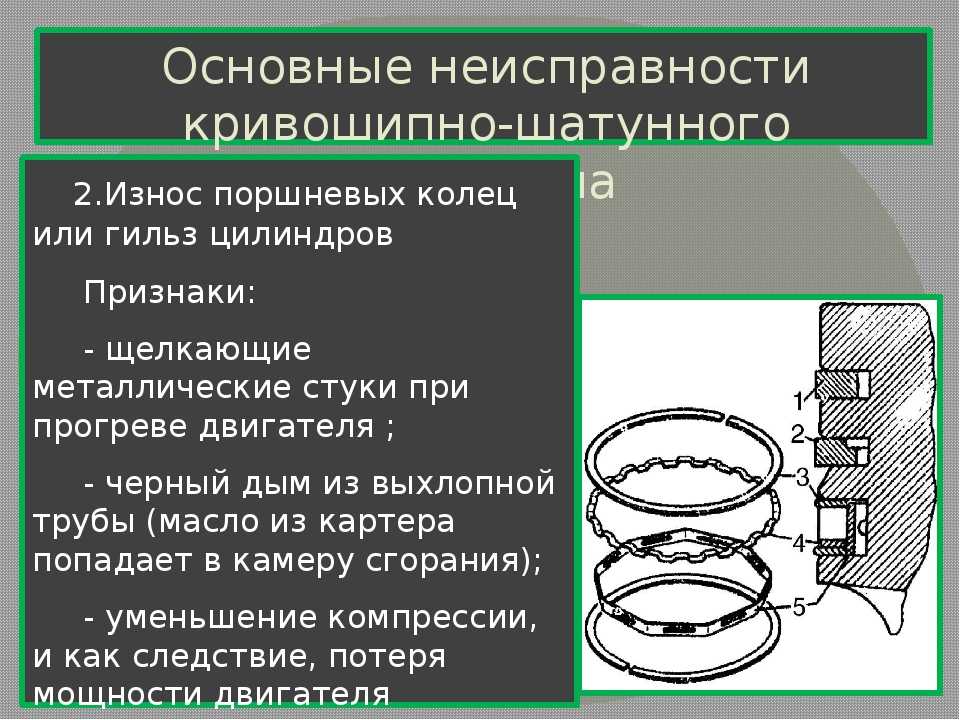
Рис. 3. Поршневая головка: а — сборка; б — приспособление для сборки поршневых колец в цилиндр и установки
Если требуется, чтобы поршневой палец имел натяг, то поверхность поршня нагревают в горячем масле 60–70° С. Затем устанавливают распорные кольца 1, предохраняющие поршневой палец от осевых перемещений при работе двигателя. При сборке также обеспечивают правильные зазоры между поршнем и цилиндром и между поршневыми кольцами и канавками в поршнях.
Установка колец на поршень является очень ответственной операцией. Большое значение имеет зазор в их стыке. Слишком большой зазор приводит к прорыву газов через замок, а слишком маленький — к тому, что концы колец при нагревании могут упереться друг в друга, в результате чего кольцо, потеряв свою упругость, может вызвать задир стенок цилиндра. Величина зазора в стыках должна быть от 0,3 до 0,8 мм.
Когда поршневые кольца надеты на поршень и находятся в свободном состоянии, их наружный диаметр больше диаметра поршня. Чтобы опустить поршень в цилиндр, кольца необходимо сжать. Сжимают кольца с помощью приспособления в виде цилиндра с конусной внутренней поверхностью (рис. 3, б). Меньший диаметр конусной поверхности равен диаметру цилиндра. Такое приспособление устанавливают на торец цилиндра, и поршневые кольца при опускании поршня вниз сжимаются и легко входят в цилиндр.
Чтобы опустить поршень в цилиндр, кольца необходимо сжать. Сжимают кольца с помощью приспособления в виде цилиндра с конусной внутренней поверхностью (рис. 3, б). Меньший диаметр конусной поверхности равен диаметру цилиндра. Такое приспособление устанавливают на торец цилиндра, и поршневые кольца при опускании поршня вниз сжимаются и легко входят в цилиндр.
Просмотров:
1 590
Ремонт деталей кривошипно-шатунного механизма — Техническое Обслуживание и Ремонт Автомобилей
Блок цилиндров большинства двигателей изготавливается из серого чугуна со вставными мокрыми гильзами. Основными дефектами блока цилиндров являются: пробоины, сколы, трещины различного размера и расположения, износ цилиндров или деформации посадочных отверстий под гильзу, износ гнезд вкладышей коренных подшипников, гнезд клапанов, обломы шпилек, срыв резьбы в отверстиях.
Дефекты блока цилиндров устанавливают тщательным осмотром, обмером цилиндров и опрессовкой. Осмотром обнаруживают пробоины, сколы, заметные для глаза трещины, срывы резьбы, состояние зеркала цилиндров. Опрессовкой выявляют трещины, не замеченные при осмотре. Один из применяемых стендов для гидравлического испытания блока цилиндров показан на рис. 70. В рубашку охлаждения блока под давлением 4—5 кгс/см2 нагнетается вода. При этом на блок цилиндров должна быть установлена головка блока или вместо нее чугунная плита с резиновой прокладкой. Поворачивая раму стенда, осматривают блок и устанавливают, нет ли течи воды.
Осмотром обнаруживают пробоины, сколы, заметные для глаза трещины, срывы резьбы, состояние зеркала цилиндров. Опрессовкой выявляют трещины, не замеченные при осмотре. Один из применяемых стендов для гидравлического испытания блока цилиндров показан на рис. 70. В рубашку охлаждения блока под давлением 4—5 кгс/см2 нагнетается вода. При этом на блок цилиндров должна быть установлена головка блока или вместо нее чугунная плита с резиновой прокладкой. Поворачивая раму стенда, осматривают блок и устанавливают, нет ли течи воды.
При наличии трещин, проходящих через зеркало цилиндров, клапанные гнезда и плоскость разъема, блок цилиндров бракуется. В доступных местах трещины заваривают. Предварительно концы трещин засверливают
сверлом диаметром 5 мм и разделывают по всей длине шлифовальным кругом под углом 90° на глубину 4/5 толщины стенки. Рекомендуется перед сваркой блок цилиндров нагреть до температуры 600—650°С. Трещину заваривают газовой сваркой, применяя нейтральное пламя, флюс и чугунно-медный присадочный пруток диаметром 5 мм. Шов должен быть ровным, сплошным и выступать над поверхностью основного металла не более 1,0—1,5 мм. После заварки блок цилиндров медленно охлаждают в термошкафу или в томильной яме, Заварку трещин можно осуществлять и без подогрева блока. В этом случае трещину заваривают электросваркой, применяя постоянный ток обратной полярности. Хорошие результаты получаются при заварке трещин между поясками цилиндров электродами, изготовленными из монель-металла, и следующем режиме сварки: сила тока — 120 А, напряжение 65—75 В.
Шов должен быть ровным, сплошным и выступать над поверхностью основного металла не более 1,0—1,5 мм. После заварки блок цилиндров медленно охлаждают в термошкафу или в томильной яме, Заварку трещин можно осуществлять и без подогрева блока. В этом случае трещину заваривают электросваркой, применяя постоянный ток обратной полярности. Хорошие результаты получаются при заварке трещин между поясками цилиндров электродами, изготовленными из монель-металла, и следующем режиме сварки: сила тока — 120 А, напряжение 65—75 В.
Сварочный шов зачищают заподлицо с плоскостью основного металла напильником или наждачным кругом. Затем блок цилиндров подвергают опрессовке на стенде, проверяя герметичность сварочного шва. Течи воды через шов не допускаются.
Трещины и пробоины блока цилиндров можно заделывать эпоксидными пастами. Процесс заделки заключается в следующем. Поверхность блока с двух сторон трещины зачищают до блеска металлической щеткой или косточковой крошкой на установке для очистки деталей. На концах трещины просверливают отверстия сверлом диаметром 3—4 мм, нарезают в них резьбу и ввертывают заподлицо заглушки из медной или алюминиевой проволоки. Трещину обрабатывают под углом 60— 90° зубилом или абразивным кругом на глубину до 3/4 толщины стенки.
На концах трещины просверливают отверстия сверлом диаметром 3—4 мм, нарезают в них резьбу и ввертывают заподлицо заглушки из медной или алюминиевой проволоки. Трещину обрабатывают под углом 60— 90° зубилом или абразивным кругом на глубину до 3/4 толщины стенки.
На поверхности блока вокруг трещины на расстоянии до 30 мм создают шероховатость путем насечки зубилом или дробеструйной обработкой. Ацетоном или бензином обезжиривают подготовленную поверхность блока. Шпателем последовательно наносят слои эпоксидной пасты на подготовленную сухую поверхность. Вначале наносят первый слой пасты толщиной до 1 мм, резко перемещая шпатель по поверхности блока. Затем наносят второй слой пасты толщиной не менее 2 мм, тщательно втирая ее. Общая толщина слоя пасты на всей поверхности должна составлять 3—4 мм.
После заделки трещины блок цилиндров оставляют на 25—28 ч до полного затвердевания пасты. Процесс затвердевания пасты можно ускорить подогревом электрической отражательной печью до температуры 100°С или при приготовлении пасты осуществляют выпаривание отвердителя (полиэтиленполиамина) путем нагревания до температуры 105—110°С и последующей выдержки при данной температуре в течение 3 ч. Отремонтированную поверхность зачищают драчевым напильником или абразивным кругом. Подтеки пасты срубают зубилом.
Отремонтированную поверхность зачищают драчевым напильником или абразивным кругом. Подтеки пасты срубают зубилом.
Пробоины, поддающиеся ремонту, заделывают наложением заплат. Вначале осуществляют зачистку и обезжиривание краев и поверхности вокруг пробоин. Затем наносят пасту и накладывают заплату из стеклоткани толщиной 0,3 мм и прокатывают роликом. Расстояние от края заплаты до края пробоины должно быть не менее 15—20 мм. После этого наносят второй слой пасты и накладывают вторую заплату так, чтобы она перекрывала первую на 10—15 мм со всех сторон. Заплату прикатывают роликом. В такой последовательности накладывают до восьми слоев стеклоткани. Последний слой заплаты покрывают пастой для защиты его от повреждений.
Пробоины можно заделывать приваркой заплат, изготовленных из мягкой стали такой же толщины, что и стенка детали. Форма заплаты должна соответствовать форме поврежденного участка, а размеры ее на 1,5—2,0 мм меньше размера пробоины. Края пробоины и заплаты обрабатывают под углом. Заплату вначале приваривают в двух местах, а затем приваривают по всему периметру. Применяют электросварку и медные электроды, обернутые жестью. Рекомендуется герметизировать поврежденный участок эпоксидной смолой.
Заплату вначале приваривают в двух местах, а затем приваривают по всему периметру. Применяют электросварку и медные электроды, обернутые жестью. Рекомендуется герметизировать поврежденный участок эпоксидной смолой.
После восстановления пробоины заплатами и механической обработки нанесенного слоя пасты блок цилиндров подвергают опрессовке на стенде. Если в течение 5—6 мин просачивание воды не обнаруживается, то ремонт блока выполнен высококачественно.
Трещины рубашки охлаждения блока можно заделать постановкой штифтов. Порядок выполнения работ следующий. Вначале по концам трещины просверливают отверстия сверлом диаметром 4—5 мм. Затем этим же сверлом сверлят отверстия по всей длине трещины на расстоянии 7—8 мм одно от другого. Нарезают резьбу и ввертывают медные прутки на глубину, равную толщине стенки блока.
Прутки обрезают ножовкой, оставляя концы, выступающие на 1,5—2,0 мм над поверхностью детали. Сверлят отверстия между установленными штифтами так, чтобы они перекрывали их на 3/4 диаметра. Нарезают резьбу, ввертывают медные прутки и обрезают их ножовкой, оставляя соответствующие концы. Далее легкими ударами молотка концы штифтов расчеканивают, образуя плотный шов. Если требуется, то шов выравнивают напильником. Затем блок цилиндров подвергают опрессовке.
Нарезают резьбу, ввертывают медные прутки и обрезают их ножовкой, оставляя соответствующие концы. Далее легкими ударами молотка концы штифтов расчеканивают, образуя плотный шов. Если требуется, то шов выравнивают напильником. Затем блок цилиндров подвергают опрессовке.
Блок цилиндров, имеющий сколы, допустимые для ремонта, восстанавливают наплавкой или приваркой заплаты.
Величину износа цилиндров или гильз определяют индикаторным нутромером (рис.71). Измерения делают в двух взаимно перпендикулярных направлениях и в трех поясах. Одно направление устанавливают параллельно оси коленчатого вала. Первый пояс располагается на расстоянии 5—10 мм от верхней плоскости блока, второй — в средней части цилиндра и третий — на расстоянии 15—20 мм от нижней кромки цилиндра. В зависимости от величины износа устанавливают вид ремонта. Обычно осуществляют растачивание и последующую доводку или постановку (запрессовку) гильз.
Вставные гильзы также можно ремонтировать расточкой с последующей окончательной обработкой хонингованием. Результаты исследований показали, что не менее,.80% гильз двигателя ЗИЛ-130, поступивших на авторемонтные заводы в первый раз, можно восстанавливать.
Результаты исследований показали, что не менее,.80% гильз двигателя ЗИЛ-130, поступивших на авторемонтные заводы в первый раз, можно восстанавливать.
Растачивание является основным способом ремонта цилиндров и гильз. Цилиндры или гильзы обрабатывают до ремонтных размеров на расточных станках стационарного или переносного типа. Гильзы крепят в специальном приспособлении, установленном на столе расточного станка.
На рис. 72, а показано приспособление, применяемое при растачивании гильзы двигателя ЗИЛ-130. Гильза 6 устанавливается во втулке 7, которая расположена в корпусе 1 приспособления. Крепление осуществляется зажимами 3 и 5. Усилие зажима передается на гильзу через два сферических кольца 4 и 2.
После растачивания гильза подвергается хонингованию. Гильзу 6 (рис. 72,6) крепят на столе станка в специальном приспособлении, которое состоит из корпуса 1, двух втулок 7, выталкивающего устройства 8, установочного кольца 9 и зажимного болта 10.
При обработке хонинговальную головку, соединенную со шпинделем станка, вводят в обрабатываемое отверстие (бруски находятся в сжатом состоянии). Вначале осуществляют предварительное, а затем окончательное хонингование. Применяют хонинговальную головку с механическим, гидравлическим или пневматическим разжимным устройством.
На рис. 73 показана одна из конструкций хонинговальных головок с пневматическим приводом.
Пневматический привод обеспечивает постоянное давление брусков на стенки цилиндра, что повышает качество обработки и производительность процесса хонингования. При этом можно регулировать давление брусков на обрабатываемую поверхность и автоматизировать процесс разжатия брусков по мере изменения диаметра гильзы.
Для получения правильной геометрической формы цилиндра в процессе хонингования необходимо установить определенную длину хода головки. Она должна быть такой, чтобы абразивные бруски выходили за торец цилиндра на величину, не превышающую 0,2—0,4 их длины. При большей величине хода хонинговальной головки наблюдаются погрешности формы, в частности, вогнутость, а при меньшей величине хода — бочкообразность.
При большей величине хода хонинговальной головки наблюдаются погрешности формы, в частности, вогнутость, а при меньшей величине хода — бочкообразность.
Хонингование осуществляется при непрерывной и обильной подаче смазочно-охлаждающей жидкости в зону обработай. В качестве смазочно-охлаждающей жидкости применяют керосин или смесь керосина с веретенным маслом.
Для предварительного хонингования рекомендуются бруски синтетических алмазов А10МХ50, а для окончательного хонингования — бруски БХ-100Х 11 Х9К38БС. Обработка ведется при режимах: окружная скорость вращения головки 280 об/мин, а скорость возвратно-поступательного движения — 90 двойных ходов в минуту. Припуск на предварительное хонингование устанавливают не более 0,08 мм, а для окончательного хонингования 0,04 мм.
Окончательная обработка цилиндров двигателя может быть осуществлена шариковыми раскатными головкам и, позволяющими получить поверхность требуемой точности и шероховатости. Процесс осуществляют после растачивания или одновременно за один проход обрабатывают отверстие цилиндра резцом и шариком головки.
Рекомендуется следующий режим резания и раскатывания: частота вращения — 450 об/мин; подача на 1 оборот — 0,08 мм; глубина резания — 0,25 мм; сила давления на шарик — 20 кгс.
Независимо от способа окончательной обработки цилиндров (гильз) их внутренний диаметр должен иметь один и тот же ремонтный размер.
Цилиндры можно восстанавливать запрессовкой гильз, если их износ превышает последний ремонтный размер или на стенках имеются глубокие риски и задиры. Для этого цилиндры обрабатывают под ремонтную гильзу, толщина которой должна быть не менее 3— 4 мм. В верхней части цилиндра растачивают кольцевую выточку под буртик гильзы. Гильзы запрессовывают с натягом 0,05—0,10 мм на гидравлическом прессе, опрессовывают и обрабатывают (растачивают и хонингуют) до номинального размера. Иногда гильзы обрабатывают под размер меньше номинального, чтобы использовать перешлифованные старые поршни.
Вставные гильзы выпрессовывают и запрессовывают при помощи специальных съемников.
Деформации гнезд коренных подшипников проверяют поверочной скалкой. Если она входит в гнезда и без больших усилий проворачивается, то деформации отсутствуют.
Износ, а также величину несоосности гнезд коренных подшипников можно установить специальным приспособлением. НИИАТ разработал приспособление для контроля соосности гнезд вкладышей коренных подшипников блоков двигателей ЗИЛ (рис. 74). Принцип работы его заключается в том, что скалка 2 при помощи втулок 3 фиксируется в гнездах вкладышей коренных подшипников. На скалке располагают (последовательно при вводе в гнезда) индикаторы для контроля каждого отверстия. Рычаги I индикаторных устройств вводят в измеряемое отверстие Индикаторы устанавливают на нуль и закрепляют на скалке. При вращении скалки отклонения стрелок индикаторов покажут удвоенную величину несоосности каждого отверстия.
Изношенные и деформированные гнезда вкладышей коренных подшипников растачивают до номинального размера. Снятые крышки подшипников обязательно маркируют (ставят номер блока цилиндров и порядковый номер крышки). Плоскости разъема крышки фрезеруют на определенную величину (0,6—0,8 мм) и контролируют индикаторным приспособлением. Так же фрезеруют внешний паз в крышке переднего и фасонный паз в крышке заднего коренного подшипника. Обработанные и принятые ОТК крышки собирают с блоком цилиндров соответственно их маркировке.
Снятые крышки подшипников обязательно маркируют (ставят номер блока цилиндров и порядковый номер крышки). Плоскости разъема крышки фрезеруют на определенную величину (0,6—0,8 мм) и контролируют индикаторным приспособлением. Так же фрезеруют внешний паз в крышке переднего и фасонный паз в крышке заднего коренного подшипника. Обработанные и принятые ОТК крышки собирают с блоком цилиндров соответственно их маркировке.
Собранный блок цилиндров с крышками устанавливают и закрепляют на плите расточного станка. Отверстия коренных подшипников растачивают за один проход резцами, укрепленными на борштанге до размера, установленного чертежом или техническими условиями. После расточки проверяют размеры отверстия, шероховатость поверхности и межцентровое расстояние между отверстиями коренных подшипников и втулками распределительного вала.
Ремонт головки блока цилиндров и клапанных седел. Основными дефектами головок блока цилиндров являются: трещины в различных местах, коробление поверхности сопряжения с блоком цилиндров, износ отверстий в направляющих втулках клапанов и резьбы, ослабление посадки седел клапанов в гнездах.
Головка блока цилиндров с деталями клапанного механизма работает в очень тяжелых условиях — при высоких температурах и воздействии механических и тепловых нагрузок.
Поэтому в зависимости от дефекта и места его расположения необходимо правильно установить способ ремонта. Трещины можно заделывать эпоксидными пастами, заваркой с общим подогревом головки, наложением заплат, штифтовкой.
Коробление плоскости сопряжения головки с блоком цилиндров устраняют шлифованием или фрезерованием с последующим шлифованием. При этом должна быть выдержана минимально допустимая глубина камеры сгорания, которая указывается в технических условиях. Величину коробления плоскости устанавливают на плите по краске или при помощи контрольной линейки и щупа.
Изношенные отверстия в направляющих втулках и под направляющие втулки клапанов обрабатывают развертками до номинального или ремонтного размера. При износе больше допустимой величины производят замену втулки.
Износ и раковины на фасках седел клапанов устраняют шлифованием или осуществляют замену седла. Производят притирку седла с клапаном или зенкование с последующим шлифованием и притиркой. При зенковании применяют комплект из четырех зенковок, имеющих углы наклона режущих кромок 30 или 45, 75 и 15°. Зенковки с углами 75 и 15° являются вспомогательными и применяются для получения необходимой рабочей фаски. На рис. 75 показана последовательность зенкования клапанного седла.
Производят притирку седла с клапаном или зенкование с последующим шлифованием и притиркой. При зенковании применяют комплект из четырех зенковок, имеющих углы наклона режущих кромок 30 или 45, 75 и 15°. Зенковки с углами 75 и 15° являются вспомогательными и применяются для получения необходимой рабочей фаски. На рис. 75 показана последовательность зенкования клапанного седла.
Рабочие фаски седел клапанов шлифуют абразивными кругами под соответствующий угол. Для двигателя ЗИЛ-130 впускные клапаны шлифуют под углом 60°, а выпускные клапаны —под углом 45° к оси направляющих втулок. Ширина рабочей фаски седла клапана должна быть 1,5—2,0 мм для двигателей ГАЗ и 2,5—3,0 мм — для двигателей ЗИЛ.
При больших износах седла клапана, когда утопание калибра превышает допустимую величину, указанную в технических условиях, седло клапана заменяют новым. Для этого изношенное клапанное седло растачивают, а затем запрессовывают вставное седло клапана, расчеканивая его при помощи специальной оправки. Далее шлифуют или зенкуют рабочую фаску до получения требуемого размера. Затем осуществляют притирку с рабочей поверхностью клапана.
Далее шлифуют или зенкуют рабочую фаску до получения требуемого размера. Затем осуществляют притирку с рабочей поверхностью клапана.
Притирку выполняют на специальных станках, которые полностью механизируют процесс и позволяют выполнять обработку всех клапанов одновременно. Для притирки применяют притирочную пасту или пасту ГОИ. Рекомендуется вначале притирку производить более грубой пастой. Тонкая паста применяется для получения окончательной чистовой поверхности. Притирка должна обеспечить плотное, герметичное соединение рабочих фасок клапана и седла, исключающее возможность проникновения газов. Притертые клапан и седло должны иметь по всей окружности фаски ровную матовую полоску а определенной ширины (рис. 76). Для двигателей ЗИЛ ширина полоски должна быть равной l/2 ширины рабочей фаски седла.
Качество притирки проверяют прибором (рис. 77), при помощи которого создают над клапаном избыточное давление воздуха (0,7 кгс/см2). Давление устанавливают по манометру и оно не должно заметно снижаться в течение 1 мин.
Давление устанавливают по манометру и оно не должно заметно снижаться в течение 1 мин.
При ослаблении посадки седла клапана в гнезде его выпрессовывают, а отверстие растачивают для установки седла ремонтного размера. При выпрессовке применяют различные съемники. На рис. 78 показана одна из применяемых конструкций съемников.
Ремонт поршня.
Основными дефектами поршня являются нагар на днище и канавках, износ канавок под кольца, отверстий в бобышках, трещины и царапины на стенках.
Для очистки канавок поршня от нагара применяют приспособление в виде стальной ленты с рукоятками, на внутренней поверхности которого закреплены резцы. Вставляя резцы в канавку и поворачивая приспособление вокруг поршня, удаляют нагар.
Поршни с изношенными канавками под поршневые кольца заменяют новыми соответствующих размеров.
Изношенное отверстие в бобышках поршня восстанавливают развертыванием с последующей установкой поршневого пальца увеличенного размера. Незначительные риски или царапины на наружной поверхности поршня удаляют зачисткой наждачной шкуркой. Поршни с трещинами и глубокими царапинами заменяют на новые.
Незначительные риски или царапины на наружной поверхности поршня удаляют зачисткой наждачной шкуркой. Поршни с трещинами и глубокими царапинами заменяют на новые.
Подбор поршневых колец.
Изношенные и потерявшие упругость поршневые кольца заменяют новыми. Подбор новых колец производят в соответствии с размерами поршня и цилиндра. При подборе к поршню кольца (рис. 79,а) производят прокатку его по канавке и если нет заеданий, то щупом определяют зазор. В случае заедания кольца в канавке или малого зазора кольцо шлифуют на листе мелкозернистой наждачной бумаги, положенной на поверочную плиту. Величина зазора по высоте канавки не должна превышать 0,052—0,082 мм для верхнего и 0,035— 0,70 мм — для остальных компрессионных колец.
При подборе по цилиндру (рис. 79, б) определяют зазор в стыке кольца, установленного в цилиндр. Кольцо можно устанавливать в калибр, внутренний диаметр которого равен диаметру цилиндра. При отсутствии или малой величине зазора осуществляют подпиливание стыков колец личным напильником. При этом плоскости стыков колец должны быть параллельны. Техническими условиями установлена для каждого двигателя определенная величина зазора. Для компрессионных колец зазор должен быть 0,3—0,5 мм, а для малосъемных колец —0,15—0,45 мм. При зазоре больше нормального кольца бракуются.
При этом плоскости стыков колец должны быть параллельны. Техническими условиями установлена для каждого двигателя определенная величина зазора. Для компрессионных колец зазор должен быть 0,3—0,5 мм, а для малосъемных колец —0,15—0,45 мм. При зазоре больше нормального кольца бракуются.
Ремонт поршневого пальца.
Изношенные поршневые пальцы восстанавливают хромированием. Осуществляют наращивание пористого хрома, который хорошо удерживает масло. После нанесения слоя хрома пальцы шлифуют под необходимый ‘размер. При износе по диаметру более 0,03 мм пальцы ремонтируют или заменяют новыми. Рекомендуется при капитальном ремонте двигателя устанавливать поршневые пальцы только номинального размера. Для облегчения сборки их размеры рассортированы на ряд групп.
Ремонт шатуна.
Основными дефектами шатуна являются: изгиб и скручивание стержня, износ отверстия втулки верхней головки и отверстия под втулку, износ отверстия и торцовых поверхностей нижней головки.
Изношенные втулки верхней головки шатуна обычно заменяют новыми. Иногда отверстие втулки растачивают или развертывают под увеличенный ремонтный размер поршневого пальца.
Изношенное отверстие головки под втулку восстанавливают обработкой под ремонтные размеры (шатуны двигателей ЯМЗ-236 и ЯМЗ-238) или шатуны с данным дефектом выбраковывают (шатуны двигателей ЗИЛ-130, ЗИЛ-164, ГАЗ-51).
Отверстие нижней головки шатуна под вкладыш растачивают и шлифуют под номинальный размер после обработки стыковых поверхностей крышки с шупом. Последние фрезеруют или шлифуют, используя специальные приспособления. При наличии гальванического участка целесообразно отверстие нижней головки шатуна ремонтировать осталиванием. После осталивания отверстие восстанавливают до номинального размера. Этот метод ремонта позволяет сохранить жесткость детали и межцентровое расстояние между отверстиями верхней и нижней головок шатуна.
Изгиб и скручивание стержня шатуна устраняют правкой. Для правки и контроля шатунов применяют различные приспособления. На рис. 80 показана одна из конструкций применяемых приспособлений. На данном приспособлении одновременно проверяют изгиб и скручивание шатуна, а также расстояние между центрами его головок. При обнаруженных отклонениях, превышающих допустимые величины, шатун правят специальным ключом без снятия с приспособления. При этом верхняя головка шатуна должна занимать положение между вертикальной и горизонтальной плитами.
Для правки и контроля шатунов применяют различные приспособления. На рис. 80 показана одна из конструкций применяемых приспособлений. На данном приспособлении одновременно проверяют изгиб и скручивание шатуна, а также расстояние между центрами его головок. При обнаруженных отклонениях, превышающих допустимые величины, шатун правят специальным ключом без снятия с приспособления. При этом верхняя головка шатуна должна занимать положение между вертикальной и горизонтальной плитами.
Шатун плотно устанавливается в приспособлении при помощи большой скалки 8; пропущенной через стойки 9. Малую скалку 10 вставляют в обработанное отверстие верхней головки шатуна. Вначале предварительно проверяют скрученность шатуна. Для этого шатун, установленный в горизонтальном положен ним, вручную поворачивают так, чтобы малая скалка 10 поочередно упиралась на сухари стоек 11. Наличие зазора укажет о скручивании шатуна.
Определение величины скручивания и изгиба производится при нахождении шатуна в вертикальном положении. При этом малая скалка 10, соприкасаясь с упорами коромысла 4, находится в контакте с штифтами 2 индикаторов / и 7, которые указывают величину скрученности шатуна. Индикатор 5 устанавливает отклонение расстояния между осями отверстий верхней и нижней головок, а индикатор 6 — непараллельность осей отверстий.
При этом малая скалка 10, соприкасаясь с упорами коромысла 4, находится в контакте с штифтами 2 индикаторов / и 7, которые указывают величину скрученности шатуна. Индикатор 5 устанавливает отклонение расстояния между осями отверстий верхней и нижней головок, а индикатор 6 — непараллельность осей отверстий.
После правки и контроля, резко перемещая рукоятку 13, выбивают большую скалку 8, освобождая шатун.
Перед началом работы индикаторы приспособления настраивают по эталонному шатуну.
Ремонт коленчатого вала.
Основными дефектами коленчатого вала являются: изгиб, износ шатунных и коренных шеек, износ отверстия под подшипник ведущего вала коробки передач и отверстий фланца вала под болты крепления маховика.
Изгиб коленчатого вала двигателя проверяют на стенде, на призмах, установленных на контрольной плите или в центрах токарного станка при помощи индикатора. Изгиб (биение средней коренной шейки относительно крайних) свыше допустимого по техническим условиям устраняют правкой на прессе.
Коленчатый вал устанавливают на призмы крайними коренными шейками, а штоком пресса через медную или латунную прокладку давят на среднюю шейку со стороны, противоположной изгибу. При этом величина прогиба должна быть примерно в 10 раз больше устраняемого изгиба. Вал выдерживают под нагрузкой на прессе в течение 2—4 мин. После правки рекомендуется вал подвергнуть термической обработке, т.е. нагреть до 180—200°С и выдержать при этой температуре в течение 5—6 ч. Затем вал проверяют на биение. Биение средних шеек по отношению к крайним шейкам не должно превышать 0,05 мм.
Изношенные шатунные и коренные шейки коленчатого вала восстанавливают шлифованием под ремонтный размер. Устанавливают один ремонтный размер для всех шатунных шеек и один ремонтный размер для коренных шеек в зависимости от наименьшего диаметра, полученного в результате обмера и рекомендуемого техническими условиями ремонтного размера. Завершают обработку шеек вала полированием или суперфинишированием до получения требуемой шероховатости поверхности. Затем промывают масляные каналы и наружную поверхность вала керосином в специальной ванне.
В тех случаях, когда использованы все ремонтные размеры и дальнейшее уменьшение диаметра вала недопустимо, а прочность его достаточна, шейки можно восстанавливать наплавкой с последующей обработкой под номинальный размер.
При восстановлении шеек коленчатого вала важна правильно выбрать установочные базы. Рекомендуется устанавливать коленчатый вал на станке на те же базовые поверхности, которые применялись при изготовлении. Тогда получаются минимальные погрешности, связанные с его установкой. В конструкциях коленчатых валов двигателей ЗИЛ-130, ГАЗ-53, ЯМЗ-236 и других предусмотрены фаски с двух сторон (со стороны отверстия под храповик и отверстия под шариковый подшипник направляющего конца ведущего вала). Данные фаски принимают в качестве установочных баз. Предварительно их проверяют и при необходимости зачищают или исправляют.
В конструкциях коленчатых валов двигателей ГАЗ-51, ЗИЛ-164 центровые отверстия, используемые при изготовлении, в последующем удаляются. Поэтому необходимо при шлифовании шеек коленчатого вала правильно выбрать новые установочные базы, которые бы удовлетворяли предъявляемым требованиям. Для таких валов можно принимать за установочные базы: при шлифовании .коренных шеек — фаску отверстия под храповик и отверстие под подшипник направляющего конца ведущего вала, при шлифовании шатунных шеек— шейку под шестерню и наружную цилиндрическую поверхность фланца под маховик. Для обеспечения требуемой точности обработки выбранные установочные поверхности предварительно подготавливают.
В качестве технологической базы могут быть приняты прошлифованные коренные шейки при шлифовании шатунных шеек. При этом ось вращения шатунных шеек должна точно совпадать с осью шпинделя станка.
Износ отверстия под подшипник ведущего вала коробки передач восстанавливают постановкой втулки. На рис. 81 приведен эскиз восстановленного коленчатого вала двигателя ЗИЛ-130, На токарно-винторезном станке растачивают отверстие в вале до диаметра
затем запрессовывают ремонтную втулку до упора, растачивают отверстие во втулке до размера 52 и снимают фаску 3X30°
Изношенное отверстие во фланце вала под болты крепления маховика обрабатывают разверткой до ремонтного размера в сборе с маховиком. При сборке ставят болты крепления маховика увеличенного ремонтного размера.
После ремонта необходимо осуществить контроль коленчатого вала для установления качества выполненных работ и выявления возможных раковин и трещин.
Замена подшипников.
Подшипники для шатунных и коренных шеек коленчатого вала изготовлены в виде стальных тонкостенных вкладышей, с внутренней стороны залитых антифрикционным сплавом. Заводы выпускают вкладыши как номинального, так и ремонтного размеров. При износе их осуществляют замену вкладышей без какой-либо дополнительной подгонки. Вкладыши заменяют только парами.
Поделитесь этой страницей с друзьями!
Устройство, техническое обслуживание и ремонт кривошипно-шатунного механизма двигателя
Реферат
На тему: «Устройство, техническое
обслуживание и ремонт кривошипно-шатунного
механизма двигателя»
Выполнил обучающийся гр.
326
Макаров Е.С.
Проверил преподаватель
Попов С.С.
Содержание
1.Введение
2.Устройство КШМ
3. Неисправности
КШМ и способы их устранения
4. Инструменты применяемые
при выполнении технического обслуживания
и ремонта КШМ.
5 .Техническое обслуживание
и ремонт КШМ.
6. Техника Безопасности
при ремонте
1. Введение
Двигатель — это агрегат, преобразующий
какой-либо вид энергии в механическую
работу. На отечественных легковых автомобилях
устанавливаются поршневые двигатели
внутреннего сгорания, в которых тепловая
энергия, получаемая при сгорании топлива
внутри цилиндров двигателя, преобразуется
в механическую работу, используемую для
передвижения автомобиля. Для обеспечения
нормальной работы двигатель внутреннего
сгорания имеет следующие механизмы и
системы:
— кривошипно-шатунный
механизм;
— газораспределительный
механизм;
— систему охлаждения;
— систему смазки;
— систему питания;
— систему зажигания.
На легковых автомобилях отечественного
производства применяются четырехтактные
двигатели, а на мотоциклах и моторных
лодках — двухтактные
Кривошипно-шатунный механизм
преобразует прямолинейное возвратно-поступательное
движение поршней, воспринимающих силу
давления газов, во вращательное движение
коленчатого вала.
Условно элементы КШМ (кривошипно-шатунного
механизма) можно разделить на две группы:
неподвижные и подвижные.
К неподвижным
элементам относятся блок цилиндров,
головка блока цилиндров, картер с подшипниками
коленчатого вала и поддоном, соединяющие
их детали. Все это образует остов двигателя.
Подвижными
элементами механизма являются поршень,
поршневые кольца, поршневой палец, шатун
с подшипниками, коленчатый вал с маховиком,
соединяющие их детали.
Поршни, поршневые кольца и
поршневые пальцы в сборе образуют поршневую
группу.
2. Устройство КШМ.
Схема КШМ:
1.Вкладыш (подшипник скольжения).
2.Втулка верхней головки шатуна.
3.Поршневые кольца.
4.Поршень.
5.Поршневой палец.
6.Стопорное кольцо.
7.Шатун.
8.Коленчатый вал.
9.Крышка шатунного подшипника (крышка
вкладыша)
Поршень.
Поршень имеет вид цилиндра, изготовленного
из сплавов алюминия. Основная функция
этой детали заключается в превращении
в механическую работу изменение давления
газа, или на оборот,- нагнетание давления
за счет возвратно-поступательного движения.
Поршень представляет собой сложенные
воедино днище, головку и юбку, которые
выполняют совершенно разные функции. Днище поршня
плоской, вогнутой или выпуклой формы
содержит в себе камеру сгорания. Головка имеет
нарезанные канавки,где размещаются поршневе
кольца (компресионные и маслосъемные
). Компрессионные кольца
исключают прорыв газов в картер двигателя,
а поршневые маслосъемные кольца способствуют
удале нию излишков масла на внутренних
стенках цилиндра.
В юбке расположены две бобышки,
обеспечивающие размещение соединяющего
поршень с шатуном поршневого пальца.
Шатун.
Изготовленный штамповкой или кованый
стальной ( реже – итановый) шатун
имеет шарнирные соединения . Основная
роль шатуна состоит в передаче поршневого
усилия к коленчатому валу. Конструкция
шатуна предполагает наличие верхней
и нижней головки, а также стержня с двутавровым
сечением. В верхней головке
и бобышках находится вращающийся ( «плавающий»
) поршневой палец ,а нижняя головка
– разборная, позволяющая, тем самым, обеспечить
тесное соединение с шейкой вала. Современная
технология контролируемого раскалывания
нижней головки позволяет обеспечить
высокую точность соединения ее частей.
Коленчатый
вал.
Изготовлен из стали или чугуна высокой
прочности. Коленчатый вал
состоит из шатунных и коренных шеек, соединенных
щеками и вращающихся в подшипниках скольжения.
Щеки создают противовес шатунным шейкам.
Основная функция коленчатого вала состоит
в восприятии усилия от шатуна для преобразования
его в крутящий момент. Внутри щек и шеек
вала предусмотрены отверстия для подачи
под давлением масла системой смазки двигателя.
Маховик устанавливается на конце коленчатого
вала. На сегодняшний день находят широкое
применение двухмассовые маховики, имеющие
вид, упруго соединенных между собой
дисков. Зубчатый венец маховика принимает
непосредственное участие в запуске двигателя
через стартер.
Блок
и головка блока цилиндров.
Блок цилиндров и головка блока цилиндра
отливается из чугуна ( реже – сплавов
алюминия). В блоке цилиндров предусмотрены
рубашки охлаждения, постели для подшипников
коленчатого и распределительного валов,
а также точки крепления приборов и узлов.
Сам цилиндр выполняет функцию направляющей
для поршней. Головка блока цилиндра располагает
в себе камеру сгорания, впускные — выпускные
каналы, специальные резьбовые отверстия
для свечей системы зажигания, втулки
и запрессованные седла.
Герметичность
соединения блока цилиндров с головкой
обеспечены прокладкой. Кроме того, головка
цилиндра закрыта штампованное крышкой,
а между ними, как правило, устанавливается
прокладка из маслостойкой резины.
3. Неисправности
КШМ и способы их устранения.
Неисправность | Способ устранения | |
Неисправность ступицы шкива | Заменить шкив коленчатого | |
Легкий стук прогретого | Детонация двигателя | Проверить качество топлива |
Стук при запуске, который | Моторное масло низкого качества Увеличенный зазор в переднем | Проверить масло, при необходимости Заменить передний коренной |
Стук прогретого двигателя | Ослаблены или изношены приводные | Натянуть, при необходимости |
4.
Инструменты применяемые
при выполнении технического обслуживания
и ремонта КШМ.
Техническое состояние кривошипно-шатунных
и газораспределительных механизмов можно
определить по шумам и стукам с помощью
стетоскопов (рисунок а,б). По характеру
стука и шума и месту его возникновения
находят неисправности двигателя. Зоны
прослушивания работы двигателя располагаются
на его внешних поверхностях (рисунок
в). При углубленном диагностировании
технического состояния двигателя, в частности
кривошипно-шатунного и газораспределительного
механизмов, определяют расход газов,
прорывающихся в картер двигателя, давление
в конце такта сжатия, утечку сжатого воздуха
через не плотности камеры сгорания, зазоры
в сопряжениях поршень — поршневой палец
— верхняя головка шатуна — вкладыш шатунного
подшипника — шатунная шейка коленчатого
вала. Для этого применяется следующее
оборудование.
Стетоскопы (а, б )
1.Стержень.
2.Мембрана.
3.Резиновые трубки.
4.Накнечники.
5.Пружинная пластина.
6.Телефон.
Зоны прослушивания стуков
в двигателе ( в ):
7.Клапанов.
8.Поршневых колец, шатунных
подшипников.
9.Распределительных шестерен.
10. Коренных подшипников.
11.Подшипников
вала.
Обозначение | Наименование |
А 96137 А 95615 А 94016/10 А 94016 А 86010 А 60325
— — — — — — — | Кольцевой калибр для установки Для контроля надежности запрессовки Зенкер для обработки гнезд Шпиндель зенкера для обработки Оправка для запрессовки заглушек Приспособление для горячей Ключи 8х10, 10х12, 14х17, 17х19, 20х22, Молоток Отвертка Штангенциркуль Микрометр Нутрометр Щуп |
5.
Техническое
обслуживание и ремонт КШМ.
Ежедневное техническое
обслуживание. (ЕО).
Очистить двигатель от грязи
и проверить его состояние. Двигатель
очищают от грязи скребками, моют с помощью
кисти смоченной в керосине, а затем вытирают
насухо.
Состояние двигателя проверяют
внешним осмотром и прослушивают его работы
на разных режимах.
Первое техническое
обслуживание. (ТО-1).
Проверить крепление опор двигателя.
Проверить герметичность соединений:
головки цилиндров, рубашку охлаждения,
поддона картера, сальник коленчатого
вала.
Второе техническое
обслуживание. (ТО-2).
Подтянуть гайки крепления
головки цилиндров.
Затяжка гаек производится
динометрическим или обычным ключом из
комплекта шофера.
Сезонное техническое
обслуживание. (СО).
Снять головку, удалить нагар
и проверить состояние цилиндров. Перед
снятием головки цилиндров слить воду
или тосол, отсоединить шланги.
Удаление нагара с днища поршней,
производится скребками из мягкого металла,
чтобы не нанести риска или царапин на
днище поршня.
Нагар в камере сгорания удаляют аналогичным
способом.
При замене прокладки головки
цилиндров тщательно очистить поверхность
разъема, а прокладку натереть порошкообразным
графитом.
Каждое техническое
обслуживание обязательно включает все
работы предыдущих видов обслуживания.
Замена переднего
сальника коленчатого вала ВАЗ 2107
Сальник коленвала заменяем
при обнаружении замасливания передней
части двигателя автомобиля ваз 2107, вследствие
разбрызгивания масла шкивом коленчатого
вала.
Снятие сальника
коленвала
1. Устанавливаем автомобиль ваз 2107 на
смотровую яму или эстакаду и включаем
I передачу.
2. Снимаем грязезащитный щиток двигателя
ваз
3. Снимаем ремень привода генератора
4. Специальным ключом на 38 мм отворачиваем
гайку крепления шкива коленчатого вала
5. Снимаем
шкив коленвала.
6. Отверткой
поддеваем сальник коленчатого
вала и извлекаем его из
крышки привода
механизма.
Снятие
заднего сальника коленвала с автомобиля
ваз 2107
1. Устанавливаем
автомобиль ваз 2107 на смотровую
яму или эстакаду
2. Снимаем с автомобиля
ваз 2107 маховик
3. Торцовым
или накидным ключом на 10 мм
отворачиваем две гайки
щитка картера сцепления и
снимаем щиток.
4. Для замены
заднего сальника коленвала на
автомобиле ваз 2107 рекомендуется
снять держатель сальника во
избежание повреждения фланца
коленвала при запрессовке
Торцовым ключом
на 10 мм отворачиваем два болта крепления
поддона картера двигателя к держателю
и шесть болтов крепления держателя заднего
сальника к блоку цилиндров. Болты А и
Б ослабляем.
5. Поддеваем
шлицевой отверткой держатель
заднего сальника и снимаем
его вместе с уплотнительной
прокладкой.
6. Устанавливаем
держатель в тиски и
выбиваем сальник через вырез
в держателе.
Установка
заднего сальника коленвала на автомобиль
ваз 2107
1. Смазываем
рабочую кромку нового
моторным маслом.
2. Запрессовываем
задний сальник коленвала в держатель
через оправку (в качестве оправки можно
использовать старый сальник или отрезок
трубы подходящего диаметра).
Дефектовка кривошипно-шатунного механизма. Техническое обслуживание и ремонт кривошипно-шатунного механизма двигателя автомобиля ваз-21074.
3.1.
Назначением
технического обслуживания двигателя
является предупреждение и выявление
неисправностей и отказов его механизмов
и систем.
Оно
заключается в своевременном выполнении
контрольно-диагностических, крепежных,
смазочных, регулировочных и других
работ. ТО-1 и ТО-2 двигателя начинается
с его контрольного осмотра, заключающегося
в проверке его комплектности, выявлении
подтекания масла, топлива, охлаждающей
жидкости и проверке крепления двигателя
на опорах.
Контрольный
осмотр позволяет
выявить очевидные дефекты двигателя и
определить необходимость в его техническом
обслуживании и ремонте. Чтобы выявить
техническое состояние двигателя,
проводят его общую проверку по основным
диагностическим параметрам, к которым
относятся расход топлива и масла (на
угар), давление масла.
Расход
топлива определяется
методами ходовых и стендовых испытаний,
а также на основании ежедневного его
учета и сравнения с нормативными.
Угар
масла определяется
по его фактическому расходу (для
малоизношенного двигателя угар масла
может составлять 0,5…1,0% расхода топлива).
Повышенный угар масла сопровождается
заметным дымлением отработавших газов
на выпуске.
Давление
масла при
малой частоте вращения коленчатого
вала ниже 0,04 МПа указывает на неисправность
механизмов двигателя.
Предусматриваются
следующие виды технического обслуживания
(ТО) автотранспорта:
ЕО
– ежедневное техническое обслуживание;ТО-1
– первое техническое обслуживание;ТО-2
– второе техническое обслуживание;СО
– сезонное техническое обслуживание.
Работы,
относящиеся к ТО-1 и ТО-2:
Трудоемкость
работ при ТО-1 составляет примерно от
2,5 (легковые автомобили) до 6,5 (грузовые)
чел. час, при ТО-2 в среднем 10…15 чел. час
для легковых автомобилей и 10…20 чел.
час для грузовых.Периодичность
ТО (пробег автомобиля), км, зависит от
различных условий дорог.ТО-1
проводят в межсменное время, при этом
автомобиль с эксплуатации на линии не
снимают, при ТО-2 его снимают с эксплуатации
на линии сроком до одних суток.При
ТО-1 можно заменять отдельные детали и
узлы. При ТО-2 – агрегаты, механизмы,
системы.При
ТО-1 проводят общую диагностику Д-1, а
при ТО-2 – поэлементную (или углубленную)
Д-2.
Диагностика
– это
процесс выявления скрытых дефектов без
разборки агрегатов, систем, механизмов.
Различают:
Объективную
диагностику; ее проводят с помощью
приборов. Здесь есть количественные
показатели – температура, давление,
меры длины или линейные площади, массы,
объемы, электрические параметры.Субъективную
диагностику, при выявлении дефектов
используется опыт специалиста.
Крышки
коренных подшипников в процессе ремонта
с блоками цилиндров не разукомплектовываются,
как и картеры сцепления.
Основные
дефекты в
блоке цилиндров:
Пробоины
на стенках рубашки охлаждения или
картера;Износ
торцов первого коренного подшипника;Трещины
и отколы;Износ
нижнего посадочного отверстия под
гильзу;Износ
верхнего посадочного отверстия под
гильзу;Износ
отверстий под толкатели;Износ
отверстий во втулках под опорные шейки
распределительного вала;Износ
гнезд вкладышей коренных подшипников
и их несоосность;Износ
отверстий под втулки распределительного
вала.
Основные
дефекты головки
цилиндров:
Пробоины,
прогар и трещины на стенках камеры
сгорания, разрушение перемычек между
гнездами;Трещины
на рубашке охлаждения;Износ,
риски или раковины на рабочих фасках
седел клапанов;Износ
гнезд под седла клапанов;Коробление
поверхностей прилегания к блоку
цилиндров;Износ
отверстия в направляющие втулки клапана;Срыв
или износ резьбы под свечи.
Основные
дефекты коленчатого
вала:
Изгиб
вала;Износ
наружной поверхности фланца;Биение
торцевой поверхности фланца;Износ
маслосъемных канавок;Износ
отверстия под подшипник;Износ
отверстий под болты крепления маховика;Износ
коренных или шатунных шеек;Износ
шейки под шестерню и ступицу шкива;Износ
шпоночной канавки по ширине;Увеличение
длины передней коренной шейки;Увеличение
длины шатунных шеек.
Основные
дефекты шатуна:
Изгиб
или скручивание;Износ
отверстия нижней головки;Износ
отверстия под втулку в верхней головке;Износ
отверстия во втулке верхней головки;Уменьшение
расстояния между осями верхней и нижней
головок.
Техническое обслуживание и ремонт кривошипно–шатунного механизма ГАЗ-3102. Эксплуатация контейнерных АЗС
Похожие презентации:
Обслуживание и ремонт кривошипно-шатунного механизма
Техника транспорта, обслуживание и ремонт. Ремонт кривошипно-шатунного механизма. (Тема 9.1)
Кривошипно-шатунный механизм
Кривошипно- шатунный механизм
Неисправности кривошипно-шатунного механизма и газораспределительного механизма
Кривошипно-шатунный механизм
Техническое обслуживание, диагностика и устройство кривошипно-шатунного механизма ВАЗ 2110
Кривошипно-шатунный механизм двигателя. Назначение и характеристика
Кривошипно-шатунный механизм
Неподвижные части кривошипно-шатунного механизма
1. Министерство образования, науки и молодёжной политики Забайкальского края Государственное автономное профессиональное образовательное
МИНИСТЕРСТВО ОБРАЗОВАНИЯ, НАУКИ И МОЛОДЁЖНОЙ ПОЛИТИКИ ЗАБАЙКАЛЬСКОГО КРАЯ
ГОСУДАРСТВЕННОЕ АВТОНОМНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
«КРАСНОКАМЕНСКИЙ ГОРНО — ПРОМЫШЛЕННЫЙ ТЕХНИКУМ»
ПРИЛОЖЕНИЕ К ПИСЬМЕННОЙ ЭКЗАМЕНАЦИОННОЙ РАБОТЕ
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И РЕМОНТ
КРИВОШИПНО–ШАТУННОГО МЕХАНИЗМА ГАЗ-3102
Приоритет маршрутных транспортных средств
Эксплуатация контейнерных АЗС
ВЫПОНИЛ СТУДЕНТ
ГРУППЫ № 30
Тарзян Александр
Краснокаменск 2016
Планово-предупредительная система
ТЕХНИЧЕСКОЕ
ОБСЛУЖИВАНИЕ
ПЛАНОВЫЕ РЕМОНТЫ
ЕО
ТО-1
ТО-2
СО
По потребности
восстановления
ТР
По выработке
ресурса
автомобиля
КР
Назначение
КШМ – предназначен для преобразования
возвратно-поступательного движения поршня,
во вращательное движение коленчатого вала.
Детали КШМ делится на :
Подвижным
Неподвижные
1. Поршень в сборе с кольцами
2. Шатун в сборе с пальцем
3. Коленчатый вал
4. Маховик
5. Вкладыши
Поршень в сборе с шатуном
1. Поршень
2. Поршневой палец
3. Стопорные кольца
4. Компрессионное кольцо
5. Компрессионное кольцо
6. Маслосъемное кольцо
7. Шатун
8. Нижняя разборная головка
9. Бронзовая втулка
10.Вкладыш
11.Вкладыш
12.Винты
Шатун
Верхняя неразборная головка
Тело шатуна (в сечении двутавр)
Нижняя разборная головка
Коленчатый вал
Коренные шейки
Шатунные шейки
Коленчатый вал и маховик
1.Блок цилиндров
2.Головка блока цилиндров
3.Гильза
4.Поддон картера
Блок цилиндров
Головка блока цилиндров
Поддон картера
1 — головка цилиндров, 2 — резиновый наконечник, 3 — шланг, 4 —
манометр, 5 — клапан выпуска воздуха, 6 — золотник
15. Техническое обслуживание кривошипно-шатунного механизма.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
КРИВОШИПНО-ШАТУННОГО
МЕХАНИЗМА.
ЕО – очистить двигатель от грязевых отложений. Прослушать на
всех режимах.
ТО-1 — проверить крепление опор двигателя, герметичность
соединений диагностическим оборудованием.
ТО-2 – в дополнении к операциям по ТО-1 подтянуть гайки крепления
головки цилиндров.
Диагностирование неисправностей кривошипно — шатунного
механизма.
Неисправность
Причина
Двигатель не пускается
Слабая компрессия в цилиндрах ввиду износа поршневой
группы
Двигатель работает с перебоями и не развивает
номинальной мощности
Попадание в цилиндры воды из системы охлаждения
Изношены поршневые кольца
Засорена выпускная труба
Дымный выпуск отработавших газов
Закоксовывание поршневых колец
Износ поршневой группы
Двигатель не прогрет
Попадание воды в цилиндры
Стуки в двигателе
Изношены поршневые пальцы, отверстия в бобышках
поршня и верхней головки шатуна
Изношены поршни и гильзы
Изношены вкладыши и шейки коленчатого вала
Правила. Раздел 18. Пункт 18.1.
Вне перекрёстков, где трамвайные пути пересекают проезжую часть,
трамвай имеет преимущество перед безрельсовыми транспортными
средствами, кроме случаев выезда из депо.
Правила. Раздел 18. Пункт 18.2.
На дорогах с полосой для маршрутных транспортных средств,
обозначенных знаками 5.11, 5.13.1, 5.13.2, 5.14 запрещаются движение и
остановка других транспортных средств на этой полосе.
Если эта полоса отделена от остальной проезжей части прерывистой
линией разметки, то при поворотах транспортные средства должны
перестраиваться на неё. Разрешается также в таких местах заезжать на
эту полосу при выезде на дорогу и для посадки и высадки пассажиров у
правого края проезжей части при условии, что это не создаёт помех
маршрутным транспортным средствам.
Правил. Правила. Раздел 18. Пункт 18.2.
Если эта полоса отделена от остальной проезжей части прерывистой
линией разметки, то при поворотах транспортные средства должны
перестраиваться на неё.
Точно также сплошную линию
превращают в прерывистую на съездах
в прилегающие территории. И в этом
случае, совершая поворот направо,
водитель обязан сначала перестроиться
на правую полосу.
Правила. Раздел 18. Пункт 18.2.
Разрешается также в таких местах заезжать на эту полосу при выезде на
дорогу и для посадки и высадки пассажиров у правого края проезжей
части при условии, что это не создаёт помех маршрутным транспортным
средствам.
Правила. Раздел 18. Пункт 18.3.
В населённых пунктах водители должны уступать дорогу троллейбусам и
автобусам, начинающим движение от обозначенного места остановки.
Водители троллейбусов и автобусов могут начинать движение только
после того, как убедятся, что им уступают дорогу.
Контейнерные – Это АЗС с надземным расположением резервуаров для
хранения топлива. Они характеризуются раздельным размещением ТРК и
резервуара с технологическим оборудованием в контейнерах, выполненных как
отдельные заводские изделия.
Контейнерная АЗС – как правило, этот тип заправки предназначается для
приема, хранения, а также выдачи потребителям (владельцам
автотранспортных средств) одного вида топлива (редко – двух и более). Такие
АЗС характеризуются тем, что ТРК с необходимым технологическим
оборудованием размещены в одном контейнере и соединены с другим
контейнером – резервуаром для хранения топлива, в единую технологическую
систему. Применение контейнерных АЗС оправдано на строительстве
крупных объектов, где задействовано большое количество транспортных
средств, дорожной и специальной техники.
Основными преимуществами контейнерной АЗС являются:
•Относительно низкая стоимость комплекта, срок окупаемости не больше
одного года.
•Небольшой временной срок монтажа и наладки (примерно две недели).
•Благодаря надежной и прочной конструкции резервуара контейнерная АЗС не
требует строительства сложного фундамента.
•Не требуется установка специальной емкости для возможного аварийного
пролива топлива.
English
Русский
Правила
Момент затяжки шатуна. Момент затяжки коренных и шатунных подшипников. Что такое подшипники скольжения
Многие автолюбители, привыкшие самостоятельно ремонтировать свой автомобиль, не понаслышке знают, что ремонт двигателя – дело очень сложное и ответственное.
Так как ремонт силового агрегата требует от автомобилиста не только определенных навыков, но и знаний для правильного выполнения технологического процесса. Сегодня в статье мы кратко рассмотрим кривошипно-шатунный механизм, его роль в двигателе автомобиля.
Кроме того, мы также расскажем о важности соблюдения моментов затяжки коренных и шатунных подшипников, нюансах и последовательности выполнения этой операции и других. важные аспекты. Поэтому новичкам будет полезно несколько расширить свои знания по теме, прочитав нашу статью.
Концепция КШМ
Кривошипно-шатунный механизм, сокращенно КШМ, является важнейшим узлом агрегата для двигателя. Основной задачей этого механизма является изменение прямолинейных движений поршня на вращательные и наоборот. Этот момент вращения возникает за счет сгорания топлива в цилиндрах двигателя.
Как известно, продукты сгорания горючей смеси имеют свойство расширяться. Затем под высоким давлением они толкают поршни двигателя вниз, а те, в свою очередь, передают усилие на шатуны и коленчатый вал. Именно благодаря специфической форме коленчатого вала в двигателе одно движение преобразуется в другое, что в конечном итоге позволяет колесам машины вращаться.
По своим функциям коленчатый вал является наиболее нагруженным механизмом двигателя. Именно этот узел определяет, какую форму будет иметь тот или иной силовой агрегат и как в нем будут располагаться цилиндры. Это связано с тем, что каждый тип двигателя создается для определенной цели. Некоторым автомобилям требуется максимальная мощность двигателя, малый вес и габариты, в то время как другие отдают предпочтение простоте обслуживания, надежности и долговечности. Поэтому производители выпускают для разных типов двигателей разные виды кривошипно-шатунных механизмов. КШМ делятся на однорядные и двухрядные.
Роль вкладышей коленчатого вала
Коленчатый вал должен выдерживать большие нагрузки при работе двигателя. Но подшипники для этого устройства использовать нельзя. Эту роль взяли на себя коренные и шатунные подшипники. Хотя по своей задаче они выполняют функции подшипников скольжения. Вкладыши изготавливаются из биметаллической ленты, состоящей из малоуглеродистой стали, меди и свинца, а также алюминиевого сплава АСМ или баббита.
Именно благодаря вкладышам обеспечивается свободное вращение коленчатого вала. Для обеспечения долговечности и износостойкости вкладыши покрываются тонким, микронным слоем масла во время работы двигателя. Но для их полной и качественной смазки высокое давление масла просто необходимо. Эту роль взяла на себя система смазки двигателя. Все эти условия как раз и способствуют снижению силы трения и увеличению ресурса двигателя.
Типы и размеры вкладышей
В целом вкладыши коленвала делятся на две группы:
- Первый тип называется коренными вкладышами. Они расположены между коленчатым валом и местами его прохождения через корпус двигателя. Они несут наибольшую нагрузку, так как именно на них закреплен и вращается коленчатый вал.
- Ко второй группе относятся шатунные вкладыши. Они расположены между шатунами и коленчатым валом, его шейками. Они также несут огромные нагрузки.
Коренные и шатунные вкладыши изготавливаются для каждого типа двигателя индивидуально со своими размерами. А для большинства автомобильных двигателей помимо номинальных, заводских размеров существуют еще и ремонтные вкладыши. Внешний размер ремонтных вкладышей остается неизменным, а внутренний диаметр регулируется за счет увеличения толщины вкладыша. Всего таких размеров четыре с шагом 0,25 мм.
Не секрет, что при большом пробеге автомобиля изнашиваются не только коренные и шатунные вкладыши, но и шейки коленчатого вала. Эти обстоятельства приводят к необходимости замены вкладышей номинальных размеров на ремонтные. Чтобы поставить ту или иную ремонтную вставку, шейку растачивают до определенного диаметра. Причем диаметр подбирается для каждого из габаритов вкладыша индивидуально.
Если уже применялся, например, ремонтный размер 0,25 мм, то при избавлении от дефектов на шейках коленчатого вала следует использовать размер 0,5 мм, а при серьезных задирах — 0,75 мм. При правильной замене вкладышей двигатель должен проработать не одну тысячу километров, если, конечно, не работают другие системы автомобиля.
Также есть варианты, когда расточка не требуется и вкладыши просто меняются на новые. Но люди, занимающиеся этим профессионально, не советуют просто менять вкладыши на новые. Объясняется это тем, что в процессе работы и эксплуатации вкладышей на валу все же возникают микродефекты, которые на первый взгляд не видны. В общем без шлифовки возможен быстрый износ и малый ресурс КШМ.
Признаки износа подшипников коленчатого вала
В разговорах автолюбителей часто можно услышать фразы: «Застучал двигатель» или «Вкладыши провернуло», эти слова чаще всего относятся к износу вкладышей. Это, в свою очередь, является серьезной поломкой мотора. Первые признаки таких неисправностей – потеря давления масла или появление посторонних звуков при работе двигателя. Неопытному автолюбителю будет сложно определить признаки неисправности вкладышей, поэтому лучше сразу обратиться к специалисту.
Для профессионала выслушать и поставить диагноз не составит серьезной проблемы. Обычно эта процедура выполняется на холостом ходу двигателя путем резкого нажатия на педаль газа. Считается, что если звук представляет собой глухой тон или железный скрежет, то проблема в коренных подшипниках. При выходе из строя шатунных подшипников стук становится громче и сильнее.
Есть еще один способ проверить износ. Нужно поочередно выкручивать свечи зажигания или форсунки для дизельных двигателей. Если стук пропадает при выкручивании свечи, то это тот цилиндр, в котором проблемы.
Проблема низкого давления масла не обязательно может быть связана с износом вкладышей. Возможно, неисправен масляный насос, редукционный клапан или изношена постели распредвала. Поэтому сначала проверяем все узлы системы смазки и только после этого делаем выводы, что именно ремонтировать.
Измеряем зазор между вкладышем и коленвалом
Вкладыши изготавливаются из 2-х отдельных частей со специальными местами для крепления. Главной задачей при сборке должно быть обеспечение необходимого зазора между шейкой вала и вкладышем. Обычно для определения рабочего зазора между ними используют микрометр, а внутренний диаметр вкладышей измеряют нутромером. После этого производятся некоторые расчеты, позволяющие выявить зазор.
Однако сделать такую операцию гораздо проще, используя специальную пластиковую калиброванную проволоку. Между вкладышем и шейкой помещаются куски необходимого размера, после чего подшипник зажимается с требуемым усилием и снова разбирается. Далее берется специальная линейка, которая идет в комплекте с проволокой, и измеряется ширина соответствующего отпечатка на валу. Чем шире раздавленная мерная полоса, тем меньше зазор в подшипнике. Этот метод позволяет с высокой точностью контролировать необходимое расстояние между грифом и вкладышем.
Как и с каким усилием затягиваются коренные и шатунные вкладыши?
Коренные и шатунные вкладыши можно затянуть с требуемым усилием специальным динамометрическим ключом. Ключ может быть как с трещоткой, так и со стрелкой. На обоих ключах выбиты размеры, необходимые для затяжки гаек и болтов с любым крутящим моментом. Для настройки потребуется выставить необходимое значение на ключе, и после этого можно будет сразу приступать к затяжке.
При этом помните, что при усилии менее 5 кг нет необходимости надевать на ключ трубу для создания дополнительных рычагов. Это можно сделать одной рукой, чтобы не сорвать резьбу болта.
Момент затяжки коренных и шатунных подшипников
Перед установкой вкладышей первым делом необходимо удалить с них консервационную смазку и нанести небольшой слой масла. Далее устанавливаем коренные подшипники в постели коренных шеек, при этом не забывая, что средний вкладыш отличается от остальных.
Следующий шаг — накрыть кровати покрывалами и затянуть их. Причем момент затяжки должен применяться в соответствии со стандартами, которые иногда указываются в правилах эксплуатации. средство передвижения. Но чаще всего бывают случаи, когда в техническом руководстве на автомобиль не указаны моменты затяжки коренных и шатунных подшипников. В таких случаях рекомендуется искать эту информацию в специальной литературе по ремонту конкретного двигателя. Например, для автомобилей Лада Приора момент затяжки крышки станины составляет от 64 Н*м (6,97 кгс*м) до 81 Н*м (8,61 кгс*м).
Далее приступаем к установке шатунных вкладышей. При этом следует обратить внимание на правильность установки крышек, каждая из них промаркирована, поэтому не перепутайте их. Момент затяжки у них намного меньше, чем у коренных. Например, если взять более тугую модель «Лада Приора», момент затяжки шатунных подшипников будет начинаться примерно с 43 Н*м (4,42 кгс*м), до 53 Н*м (5,46 кгс*м).
Обратите внимание, что данные, приведенные в качестве примера, предполагают использование для ремонта новых вкладышей, а не бывших в употреблении деталей.
При первой затяжке всех болтов желательно прокрутить вал. Для этого сбоку коленчатого вала есть место под гаечный ключ, спокойно прокручиваем его по часовой стрелке. Если кольцо лопнуло или есть какая-либо другая неисправность, то это сразу будет видно. Далее, убедившись в отсутствии проблем, проверяем еще раз все болты ключом в момент затяжки.
Следует помнить, что от того, насколько правильно выполнен этот процесс, зависит плотность прилегания подшипников скольжения к коленчатому валу и, соответственно, КПД самого двигателя. Так как если болт затянут не до конца, будет избыток масла, нарушится весь цикл смазки, а также это может привести к поломке вкладыша.
Рейтинг 3.50
Без динамометрического ключа в ремонте двигателя делать нечего! Моменты затяжки при ремонте Honda Civic очень важны. Инженеры Honda рассчитали различный крутящий момент для каждого болта и гайки в автомобиле. Закручивать вручную до характерного хруста не нужно. Во-первых, можно сломать какой-нибудь болт, и достать его будет крайне сложно. Во-вторых, перекошенная ГБЦ явно будет пропускать масло и охлаждающую жидкость. В Honda Civic, как и в любом другом автомобиле, используются разные моменты затяжки, от 10 Нм до 182 Нм и даже больше, болта шкива коленвала. Советую приобрести мощный динамометрический ключ, мощный и хороший, на нажмите, чтобы добраться до момента , не берите стрелку. И в последнюю очередь все соединения, входящие в состав одного элемента (диск, ГБЦ, крышки), затягиваются в несколько приемов от центра наружу и зигзагом. Итак, по порядку описываю все в Нм (Нм). Не забудьте слегка смазать резьбу маслом или медной смазкой.
Эти моменты подходят для всех D Series D14,D15,D16 . Не проверял Д17 и Д15 7-го поколения.
| Болты крышки головки блока цилиндров | 10 Н·м |
| Болты крепления головки блока цилиндров 8 мм | 20 Н·м |
| Болты крепления головки блока цилиндров 6 мм | 12 Н·м |
| Колпачковые гайки шатунов | 32 Н·м |
| Болт шкива распределительного вала | 37 Н·м |
| болт шкива коленчатого вала | 182 Нм |
| Болты крышки коренного вала D16 | 51 Н·м |
| Болты крышки коренного вала D14, D15 | 44 Нм |
| Болты и гайки маслоприемника | 11 Н·м |
| Болты крепления масляного насоса | 11 Н·м |
| Болт платы привода (AT) | 74 Н·м |
| Болт маховика (MT) | 118 Н·м |
| Болты масляного поддона | 12 Н·м |
| Болты крышки заднего сальника коленчатого вала | 11 Н·м |
| Датчик крепления насоса охлаждающей жидкости | 12 Нм |
| Болт крепления кронштейна генератора (от помпы к гене) | 44 Н·м |
| Болт натяжителя ремня ГРМ | 44 Н·м |
| Болт датчика CKF | 12 Н·м |
| Болты крепления пластиковых кожухов ГРМ | 10 Нм |
| Крепление датчика VTEC к головке блока цилиндров | 12 Н·м |
| Болт масляного поддона (широкая прокладка), заглушка | 44 Нм |
Моменты затяжки болтов ГБЦ
На более ранних версиях было только две ступени, на более поздних уже 4. Важно Болты и вообще работать с резьбовыми соединениями желательно при температуре не ниже 20 градусов Цельсия . Не забывайте, что нужно очистить резьбовые соединения от любой жидкости и грязи. Также желательно выждать 20 минут после каждого этапа, чтобы снять «напряжение» металла.
P.S. Разные источники дают разные цифры, например 64, 65, 66 м. миль. Даже в оригинальных справочниках по разным регионам я пишу здесь средние или самые привычные.
- D14A3, D14A4, D14Z1, D14Z2, D14A7 — 20 Нм, 49 Нм, 67 Нм. Контроль 67
- D15Z1 — 30 Нм, 76 Нм Управление 76
- D15Z4, D15Z5, D15Z6, D15Z7, D15B (3 ступени) — 20 Нм, 49 Нм, 67 Нм. Контроль 67
- D16Y7, D16y5, D16Y8, D16B6 — 20 Нм, 49 Нм, 67 Нм. Контроль 67
- D16Z6 — 30 Нм, 76 Нм Управление 76
- Контргайка клапанного зазора d16y5, d16y8 — 20
- Контргайка клапанного зазора D16y7 — 18
- Банджо болт топливного шланга d16y5, d16y8 — 33
- Полый болт топливного шланга D16y7 — 37
Другие моменты затяжки
- Гайки на дисках 4×100 — 104 Нм
- Свечи зажигания 25
- Гайка ступицы — 181 Н·м
Узнайте что-то новое
Эта статья актуальна для автомобилей Honda 1992-2000 года выпуска, такие как Civic EJ9, Civic EK3, CIVIC EK2, CIVIC EK4 (частично). Информация будет актуальна для владельцев Honda Integra в кузовах DB6, DC1, с двигателями ZC, D15B, D16A.
Ремонт двигателя считается самым сложным в автомобиле, ведь ни одна другая его часть не содержит такого огромного количества взаимосвязанных элементов. С одной стороны это очень удобно, так как в случае поломки одного из них нет необходимости менять весь узел, достаточно просто заменить вышедшую из строя деталь, с другой стороны, чем больше комплектующих , чем сложнее устройство и тем сложнее в нем разобраться человеку не очень опытному в авторемонтном деле. Однако при большом желании все возможно, особенно если ваше усердие подкреплено теоретическими знаниями, например, в вопросе определения момента затяжки коренных и шатунных подшипников. Если пока эта фраза для вас набор непонятных слов, обязательно прочитайте эту статью, прежде чем лезть в движок.
Коренные и шатунные подшипники представляют собой два типа подшипников скольжения. Они производятся по одинаковой технологии и отличаются друг от друга только внутренним диаметром (у шатунных подшипников этот диаметр меньше).
Основной задачей вкладышей является преобразование поступательных движений (вверх-вниз) во вращательные и обеспечение бесперебойной работы коленчатого вала, чтобы он не изнашивался раньше времени. Именно для этих целей вкладыши устанавливаются под строго определенный зазор, в котором поддерживается строго заданное давление масла.
Если этот зазор увеличивается, то давление моторного масла в нем становится меньше, а значит, шейки газораспределительного механизма, коленвала и других важных узлов изнашиваются гораздо быстрее. Что и говорить, слишком большое давление (уменьшенный зазор) тоже ничего положительного не несет, так как создает дополнительные препятствия в работе коленчатого вала, его может начать подклинивать. Именно поэтому так важен контроль этого зазора, который невозможен без применения в ремонтных работах динамометрического ключа, знания необходимых параметров, которые прописаны заводом-изготовителем в технической литературе по ремонту двигателя, а также соблюдения момент затяжки коренных и шатунных подшипников. Кстати, усилие (момент) затяжки болтов крышек шатуна и коренных подшипников разное.
Обратите внимание, что приведенные нормы актуальны только при использовании новых комплектов деталей, так как сборка/разборка узла, бывшего в эксплуатации в связи с его разработкой, не может гарантировать соблюдение необходимых зазоров. Как вариант, в этой ситуации при затяжке болтов можно ориентироваться на верхнюю границу рекомендуемого крутящего момента, а можно использовать специальные ремонтные вставки четырех разных размеров, отличающиеся друг от друга на 0,25 мм, при условии шлифовки коленчатого вала до упора. минимальный зазор между трющимися элементами 0,025/0,05/0,075/0,1/0,125 (в зависимости от имеющегося зазора и используемых ремонтных материалов).
Примеры конкретных моментов затяжки болтов крышек шатунов и коренных подшипников некоторых автомобилей семейства ВАЗ.
Видео.
Для изделий из углеродистой стали класса прочности — 2 на головке болта указываются номера через точку. Пример: 3,6, 4,6, 8,8, 10,9 и т. д.
Первая цифра обозначает 1/100 номинального значения предела прочности при растяжении, измеренного в МПа. Например, если головка болта имеет маркировку 10,9, первая цифра 10 означает 10 х 100 = 1000 МПа.
Второе число — это отношение предела текучести к пределу текучести, умноженное на 10. В приведенном выше примере 9 — это предел текучести / 10 x 10. Следовательно, предел текучести = 9 x 10 x 10 = 900 МПа.
Предел текучести — это максимальная рабочая нагрузка болта!
На изделия из нержавеющей стали наносится маркировка стали — А2 или А4 — и предел прочности 50, 60, 70, 80, например: А2-50, А4-80.
Цифра в этой маркировке означает — 1/10 соответствия прочности на растяжение углеродистой стали.
Перевод единиц измерения: 1 Па = 1 Н/м2; 1 МПа = 1 Н/мм2 = 10 кгс/см2.
Ограничение момента затяжки болтов (гаек).
Моменты затяжки болтов (гаек).
В таблице ниже указаны моменты затяжки болтов и гаек. Не превышайте эти значения.
Резьба | Прочность болта | ||
Приведенные выше значения даны для стандартных болтов и гаек с метрической резьбой
. Нестандартный и специальный крепеж смотрите в руководстве по ремонту ремонтируемого оборудования.
Моменты затяжки для стандартных крепежных изделий с резьбой в дюймах США.
В следующих таблицах приведены общие указания
Моменты затяжки болтов и гаек класса SAE 5 и выше.
1 ньютон-метр (Н·м) приблизительно равен 0,1 кГм.
ISO – Международная организация по стандартизации
Моменты затяжки стандартных червячных хомутов
В таблице ниже приведены моменты затяжки
хомутов при их первоначальной установке на новый шланг, а
также при повторной установке или затягивании хомутов
на бывших в употреблении шлангах.
Момент затяжки новых шлангов при первоначальной установке
Ширина зажима | фунт дюйм | |
16 мм 0,625 дюйма) | ||
13,5 мм 0,531 дюйма) | ||
8 мм 0,312 дюйма) | ||
Момент затяжки для повторной сборки и затяжки | ||
Ширина зажима | фунт дюйм | |
16 мм 0,625 дюйма) | ||
13,5 мм 0,531 дюйма) | ||
8 мм 0,312 дюйма) | ||
Таблица моментов затяжки для типовых резьбовых соединений
Номинальный диаметр болта (мм) | Шаг резьбы (мм) | Крутящий момент, Нм (кг. | |
Метка на головке болта «4» | Метка на головке болта «7» | ||
3 ~ 4 (30 ~ 40; 2,2 ~ 2,9) | 5 ~ 6 (50 ~ 60; 3,6 ~ 4,3) | ||
5 ~ 6 (50 ~ 50; 3,6 ~ 4,3) | 9 ~ 11 (90 ~ 110; 6,5 ~ 8,0) | ||
12 ~ 15 (120 ~ 150; 9 ~ 11) | 20 ~ 25 (200 ~ 250; 14,5 ~ 18,0) | ||
25 ~ 30 (250 ~ 300; 18 ~ 22) | 30 ~ 50 (300 ~ 500; 22 ~ 36) | ||
35 ~ 45 (350 ~ 450; 25 ~ 33) | 60 ~ 80 (600 ~ 800; 43 ~ 58) | ||
75 ~ 85 (750 ~ 850; 54 ~ 61) | 120 ~ 140 (1200 ~ 1400; 85 ~ 100) | ||
110 ~ 130 (1100 ~ 1300; 80 ~ 94) | 180 ~ 210 (1800 ~ 2100; 130 ~ 150) | ||
160 ~ 180 (1600 ~ 1800; 116 ~ 130) | 260 ~ 300 (2600 ~ 3000; 190 ~ 215) | ||
220 ~ 250 (2200 ~ 2500; 160 ~ 180) | |||
290 ~ 330 (2900 ~ 3300; 210 ~ 240) | 480 ~ 550 (4800 ~ 5500; 350 ~ 400) | ||
360 ~ 420 (3600 ~ 4200; 260 ~ 300) | 610 ~ 700 (6100 ~ 7000; 440 ~ 505) | ||
Двигатель внутреннего сгорания Конструктивно имеет большое количество сопрягаемых деталей, испытывающих в процессе эксплуатации значительные нагрузки. По этой причине сборка мотора является ответственной и сложной операцией, для успешного выполнения которой необходимо соблюдать технологический процесс. От надежности фиксации и точности подгонки отдельных элементов напрямую зависит работоспособность всего силового агрегата. По этой причине важным моментом является точное выполнение расчетных сопряжений между сопрягаемыми поверхностями или парами трения. В первом случае речь идет о креплении ГБЦ к блоку цилиндров, так как болты необходимо тянуть со строго определенным усилием и в четко обозначенной последовательности.
Что касается нагруженных трущихся пар, то к креплению шатунных и коренных подшипников (коренных и шатунных подшипников) выдвигаются повышенные требования. После ремонта двигателя при последующей сборке силового агрегата очень важно соблюдать правильный момент затяжки коренных и шатунных подшипников двигателя. В этой статье мы рассмотрим, почему необходимо затягивать вкладыши со строго определенным усилием, а также ответим на вопрос, каков момент затяжки коренных и шатунных подшипников.
Читать в этой статье
Что такое подшипники скольжения
Чтобы лучше понять, почему вкладыши в двигателе нужно затягивать с определенным моментом, давайте рассмотрим функцию и назначение этих элементов. Начнем с того, что эти подшипники скольжения взаимодействуют с одной из важнейших частей любого двигателя внутреннего сгорания — . Короче говоря, возвратно-поступательное движение в цилиндре преобразуется во вращательное именно благодаря коленчатому валу. В результате появляется крутящий момент, который в итоге передается на колеса автомобиля.
Коленчатый вал вращается постоянно, имеет сложную форму, испытывает значительные нагрузки и является дорогостоящей деталью. Для максимального увеличения срока службы элемента в конструкции используются шатунные и коренные подшипники. Учитывая тот факт, что коленчатый вал вращается, а также ряд других особенностей, для этой детали создаются условия, минимизирующие износ.
Другими словами, инженеры отказались от решения установить в данном случае обычные шарикоподшипники или подшипники роликового типа, заменив их коренными и шатунными подшипниками скольжения. Коренные подшипники используются для коренных шеек коленчатого вала. Шатунные вкладыши устанавливаются в месте соприкосновения шатуна с шейкой коленчатого вала. Часто коренные и шатунные подшипники скольжения изготавливаются по одному принципу и отличаются только внутренним диаметром.
Для изготовления вкладышей используются более мягкие материалы по сравнению с теми, из которых изготовлен сам коленчатый вал. Также вкладыши дополнительно покрыты антифрикционным слоем. Смазка (моторное масло) подается под давлением в место сопряжения вкладыша с шейкой коленчатого вала. Указанное давление обеспечивает масляный насос. При этом особенно важно наличие необходимого зазора между шейкой коленчатого вала и подшипником скольжения. От величины зазора будет зависеть качество смазки трущихся пар, а также показатель давления моторного масла в системе смазки двигателя. Если зазор увеличивается, то давление смазки уменьшается. В результате быстро изнашиваются шейки коленчатого вала, страдают и другие нагруженные узлы в устройстве ДВС. Параллельно с этим в двигателе появляется стук.
Добавим, что низкий показатель давления масла (при отсутствии других причин) является признаком того, что коленчатый вал нуждается в шлифовке, а сами вкладыши двигателя необходимо менять с учетом ремонтного размера. Для ремонтных вкладышей предусмотрено увеличение толщины на 0,25 мм. Как правило, существует 4 ремонтных размера. Это значит, что диаметр ремонтной вставки в последнем размере будет 1 мм. меньше стандартного.
Сами подшипники скольжения состоят из двух половинок, в которых для правильной установки сделаны специальные замки. Основная задача состоит в том, чтобы между шейкой вала и вкладышем образовался зазор, рекомендованный производителем двигателя.
Как правило, для измерения шейки используют микрометр, внутренний диаметр шатунных вкладышей измеряют нутромером после сборки на шатуне. Также для замеров можно использовать контрольные полоски из бумаги, использовать медную фольгу или контрольную пластиковую проволоку. Зазор на минимальной отметке для трущихся пар должен быть 0,025 мм. Увеличение зазора до 0,08 мм является поводом для расточки коленчатого вала до следующего ремонтного размера
Обратите внимание, что в некоторых случаях вкладыши просто заменяются новыми без растачивания шеек коленчатого вала. Другими словами, можно обойтись только заменой вкладышей и получить нужный зазор без шлифовки. Обратите внимание, что опытные специалисты не рекомендуют данный вид ремонта. Дело в том, что ресурс деталей в месте сопряжения сильно снижается даже с учетом того, что зазор в трущихся парах нормальный. Причиной считают микродефекты, которые все равно остаются на поверхности шейки вала при отказе от шлифовки.
Как затянуть коренные и шатунные вкладыши
Итак, с учетом вышеизложенного становится понятно, что момент затяжки коренных и шатунных подшипников крайне важен. Теперь перейдем к самому процессу сборки.
- В первую очередь в постели коренных шеек устанавливаются коренные подшипники. Обратите внимание, что средний вкладыш отличается от остальных. Перед установкой подшипников удаляется консервирующая смазка, после чего на поверхность наносится немного машинного масла. После этого кладут покрывала, после чего проводят затяжку. Момент затяжки должен соответствовать рекомендованному для конкретной модели силового агрегата. Например, для двигателей на модели ВАЗ 2108 этот показатель может быть от 68 до 84 Нм.
- Далее устанавливаются шатунные вкладыши. При сборке необходимо точно установить крышки на место. Эти крышки промаркированы, то есть их произвольная установка не допускается. Момент затяжки шатунных подшипников несколько меньше по сравнению с коренными (показатель находится в пределах от 43 до 53 Нм). У Лада Приора коренные подшипники затягиваются с усилием 68,31-84,38, а шатунные вкладыши имеют момент затяжки 43,3-53,5.
Отдельно следует добавить, что указанный момент затяжки предполагает использование новых деталей. Если речь идет о сборке, в которой используются бывшие в употреблении детали, то наличие износа или других возможных дефектов может привести к отклонению от рекомендуемого стандарта. В этом случае при затягивании болтов можно оттолкнуть верхнюю планку рекомендуемого момента, который указан в техническом руководстве.
Подведение итогов
Хотя крутящий момент крышек коренных и шатунных подшипников является важным параметром, довольно часто значение крутящего момента не указывается в общем техническом руководстве на конкретный автомобиль. По этой причине следует отдельно искать необходимые данные в специальной литературе по ремонту и обслуживанию того или иного типа ДВС. Это необходимо сделать перед монтажом, что позволит правильно провести ремонтные работы, а также избежать возможных последствий.
Также важно помнить, что при несоблюдении рекомендованного момента затяжки при затяжке могут возникнуть проблемы как с недостаточным моментом, так и с перетягиванием болтов. Увеличение зазора приводит к низкому давлению масла, стуку и износу. Уменьшенный зазор будет означать, что в зоне сопряжения, например, возникает сильное опорное давление на шейку, что мешает работе коленчатого вала и может привести к его подклиниванию.
По этой причине затяжка производится динамометрическим ключом с точно определенным крутящим моментом. Не забывайте, что момент затяжки болтов крепления шатуна и крышек коренных подшипников немного отличается.
Читайте также
Почему проворачиваются вкладыши коленвала: основные причины. Что делать если провернулся шатун, как правильно поменять шатунные вкладыши.
Армейский справочник
МТ-ЛБ — бронированная гусеничная машина-амфибия. Он имеет приземистый коробчатый корпус из сварных стальных листов и небольшую башню в правой передней части, в которой установлен один 7,62-мм пулемет.
Имеется четыре порта для стрельбы: по одному с каждой стороны машины и по одному в каждой из двух задних выходных дверей. Плоская крыша корпуса имеет два открывающихся вперед люка для выхода десанта. Подвеска с плоской гусеницей состоит из шести опорных катков без возвратных катков.
Корпус МТ-ЛБ цельносварной стальной с боевым отделением в передней части, двигателем сразу за боевым отделением с левой стороны и десантным отделением в задней части корпуса. Пулеметная турель установлена справа от места командира и вооружена 7,62-мм пулеметом ПКТ.
И у механика-водителя, и у пулемётчика перед их позициями есть ветровое стекло, которое в бою прикрывается крышкой, откидывающейся вверху. В каждом борту корпуса, слева от места механика-водителя и справа от места пулемётчика, есть смотровые блоки. Проход обеспечивает доступ из боевого отделения в передней части машины в служебное отделение в задней части, в котором установлены откидные брезентовые сиденья, обращенные внутрь, для 10 пехотинцев.
Два люка в верхней части десантного отделения открываются вперед. Пехота входит и выходит из машины через две двери в задней части корпуса, обе из которых снабжены огневым портом. С каждой стороны десантного отделения имеется дополнительный люк для стрельбы и смотровой блок. Отцепляющая балка часто находится на крыше или сбоку автомобиля.
МТ-ЛБ полностью амфибийно перемещается по воде на гусеницах. В стандартную комплектацию всех автомобилей входит система NBC.
MT-LB имеет пневматические тормоза, которые можно подсоединять к прицепу. Средства ночного видения включают бело-инфракрасный прожектор ОУ-3ГК с дальностью действия 400 м для командира и инфракрасный перископ ТВН-2 для механика-водителя с дальностью действия 40 м. Он также может буксировать прицеп или оружие массой до 6500 кг или перевозить до 2000 кг груза или запасов.
ВАРИАНТЫ:
1V13 Батарейный центр управления огнем, называемый 1W13 Польшей, Чехословакией и Венгрией. Болгарией называется MT-LBO.
Батальонная командно-штабная машина 1V14, обозначенная Польшей как 1W14, также используется в Чехословакии и Венгрии , также используется Чехословакией и Венгрией
Примечание. Семейство 1V12 состоит из 1V13, 1V14, 1V15 и 1V16. Это исходный комплект управления и контроля: 1В14, 1В15 и 1В16, каждый из которых имеет комплект цифровой передачи данных АПК, а 1В15 и 1В16 также имеют компьютер управления артиллерийским огнем 9В59. Семейство 1В12М состоит из 1В13М, 1В14М, 1В15М и 1В16М, они представляют собой модифицированный комплекс управления артиллерией, в котором каждая машина имеет вычислительную систему расчета артиллерийских данных и цифровой передачи АПКК. (Подробнее об этих системах см. в разделе «Машины артиллерийской поддержки».)
Штабно-командирская машина 1В21, получившая в Чехословакии название MP-21, также используется Польшей. Установлено новое оборудование C3.
1V22 Машина управления ПВО, получившая в Чехословакии название MP-22, также используется Польшей. Установлено новое оборудование C3.
1В23 Командно-штабная машина, названная в Чехословакии MP-23, также используется Польшей. Установлено новое оборудование C3.
1В24 Артиллерийская машина С3, получившая в Чехословакии название МР-24, также используется Польшей. Оснащен новым оборудованием C3.
1V25 Машина управления ПВО, получившая в Чехословакии название MP-25, также используется Польшей. Установлено новое оборудование C3.
МТ-ЛБ 9С743 Болгарский МТ-ЛБ с радиосистемой и генератором в задней части корпуса
МТ-ЛБ КШМ Р-80, болгарский МТ-ЛБ со столом и увеличенной высотой над головой
МТ-ЛБ КШМ Р-81 Болгарский МТ-ЛБ с радиооборудованием
МТ-ЛБ ТРИ Польская инженерно-разведывательная машина
МТ-ЛБ БПЭ Польская ремонтно-эвакуационная машина
МТ-ЛБ Сова Болгарский МТ-ЛБ со съемной обзорной радиолокационной системой Бета ЭМ, польская машина связи.
MT-LBV Модель MT-LB также может быть оснащена гусеницами шириной 565 мм для работы на снегу и болотистой местности; тогда он называется MT-LBV. Эта версия имеет давление на грунт 0,28 кг/см{2}.
Артиллерийский тягач МТ-ЛБ Были замечены МТ-ЛБ, используемые в качестве артиллерийских тягачей, с полностью закрытым ящиком, установленным над крышей десантного отделения, в котором находилось оборудование орудийной секции.
МТ-ЛБУ (командирский) Это командирская версия МТ-ЛБ с дополнительными радиостанциями, генератором, системой наземной навигации и брезентовым чехлом, который можно удлинить назад, когда машина используется в стационарной роли.
MT-LB M1975 (SNAR-10) Эта машина представляет собой MT-LB, оснащенную радаром обнаружения артиллерийских/минометных минометов, которому присвоено отчетное имя НАТО BIG FRED. При движении антенна складывается вперед на верхнюю часть большой башни, которая находится в задней части машины. Установленный в передней турели 7,62-мм пулемет сохранен. Считается, что радар аналогичен британскому THORN EMI Cymbeline в том смысле, что радар измеряет наклонную дальность и пеленг двух точек на траектории минометной бомбы / артиллерийского снаряда. Также измеряется время, необходимое для прохождения бомбы/снаряда между двумя точками, и бортовой компьютер использует эту информацию вместе с заданными углами возвышения для определения положения вражеского миномета или артиллерийского орудия. Затем эта информация передается подразделениям полевой артиллерии, и цель поражается. Радар имеет радиус действия около 20 км. Технические характеристики МТ-ЛБ с БОЛЬШОЙ ФРЕД аналогичны характеристикам базового МТ-ЛБ, за исключением массы 11500 кг, высоты с опущенной антенной 2,9.м и экипаж от четырех до шести человек.
МТР-ЛБ Ремонтная машина МТР-ЛБ предназначена для полевого обслуживания, ремонта и эвакуации танков и других ББМ и отличается отсутствием пулеметной башни. В передней части автомобиля установлена А-образная рама, которая может поднять максимальную нагрузку 1500 кг. В стандартную комплектацию входят инструменты, газосварочное и режущее оборудование, тросовая лебедка с кабелем длиной 85 м и грузоподъемностью 6700 кг, домкратное устройство, буксировочные крюки и кран.
МТ-ЛБ (Скорая помощь) Это МТ-ЛБ, используемый в качестве бронированной эвакуационной машины (бронированная машина скорой помощи) с носилками, установленными в заднем отсеке.
Инженерная машина МТ-ЛБ Внешне похожа на базовую МТ-ЛБ, но модифицирована для установки отвала на крыше. Гидравлические устройства в задней части машины позволяют вручную устанавливать отвал плуга только сзади.
МТ-ЛБ с Василек Для использования в Афганистане был разработан самоходный вариант буксируемого 82 мм автоматического миномета 2Б9 Василек, описанный и проиллюстрированный в разделе Буксируемые орудия и гаубицы. У миномета сняты колеса, и он установлен на верхней задней палубе на стальных ящиках для боеприпасов.
9П149 МТ-ЛБ с ПТУР AT-6 SPIRAL Этот истребитель танков состоит из модифицированного МТ-ЛБ с выдвижной пусковой установкой AT-6 SPIRAL и средствами управления наведением ракет. Система полностью автоматизирована, пусковая установка до использования защищена броней. Автомат заряжания вмещает 12 ракет, скорострельность 3-4 ракеты в минуту. Радиокомандная система наведения установлена в правой передней части надстройки корпуса, заменив малую башню с 7,62-мм пулеметом ПКТ.
120-мм миномет МТ-ЛБ Болгарская армия установила 120-мм миномет в кормовой части многоцелевой бронированной машины МТ-ЛБ. МТ-ЛБ с башней WAT Польша оснастила МТ-ЛБ башней WAT, установленной на БТР OT-64C(2) (SKOT-2AP) и OT-62C, вооруженных 14,5-мм и 7,62-мм пушками. пулемет.
ЗРК SA-13 Gopher Шасси многоцелевого бронеавтомобиля МТ-ЛБ также используется в качестве основы для ЗРК SA-13 Gopher. В центре крыши корпуса установлена турель с манипулятором, на которой размещается всего четыре ракеты SA-13 в транспортно-пусковых контейнерах, при этом оператор размещается внизу и между ракетами. SA-13 поступил на вооружение в 1977 и заменяет SA-9 по принципу «один к одному». Он сохраняет амфибийные возможности МТ-ЛБ и имеет радар только для дальнего действия.
Иракский 120-мм самоходный миномет В начале 1989 г. в Ираке впервые был показан МТ-ЛБ с широкими гусеницами, модифицированными на месте для установки 120-мм миномета в задней части машины. Люки в крыше были изменены и теперь открываются с любой стороны корпуса, что позволяет 120-мм миномету вести огонь в корму. На правой стороне корпуса установлена опорная плита, позволяющая развернуть миномет вдали от машины, если того требует тактическая ситуация.
МТ-ЛБус (Р-330П) Машина постановки помех УКВ Это шасси ACRV на базе МТ0-ЛБ, оснащенное вспомогательной силовой установкой, установленной в задней части корпуса. а на крыше установлена антенна для установки помех УКВ Тип Р-330П. При использовании 11-элементная веерная антенна находится в вертикальном положении, но при необходимости ее можно опустить в горизонтальное положение.
Практика вносит коррективы. использование кривошипа в боях в Чечне
Боевой пример. Мотострелковый батальон вел ожесточенный бой в Грозном. У его командира были достаточно стабильные отношения с подчиненными ротами и взводами. Вопросы взаимодействия с соседями, танкистами, десантниками, авиацией, подразделениями МВД удавалось решать с большим трудом — не хватало средств радиосвязи. Когда после настоятельных просьб старший начальник выделил из резерва командно-штабную машину (КШМ), проблема была снята, что называется, с повестки дня. А именно: с его помощью поддерживалась устойчивая связь не только с вышестоящим штабом и взаимодействующими подразделениями, но и через одну-две инстанции вниз.
Командно-штабная машина П-145БМ «Чайка» на базе БТР-60ПА
Командно-штабная машина БМП-1КШ («Поток-2», объект 774) на базе БМП-1
Командно-штабная машина Р-142Н («Деймос-Н») на базе автомобиля ГАЗ-66
Анализ опыта обеспечения управления соединениями и частями в ходе боевых действий на территории Чеченской Республики свидетельствует о том, что основным средством в тактическом звене остается радиосвязь. Особенно в полку, батальоне, роте и взводе, где для управления широко используются КШМ, носимые радиостанции, радиоаппаратура бронеобъектов (танков, БТР и БМП).
В боях КШМ применялись на броневой (П-145БМ и БМП-1КШ) и автомобильной (П-142Н) базе. Каждый из них, как правило, работал в одной коротковолновой (КВ) и одной – двух ультракоротковолновой (УКВ) радиосетях. Если в экипаже был дефицит личного состава (а это было не редкостью), то один радист поддерживал связь в нескольких радиосетях, используя приставку для выборочного вызова корреспондентов. При необходимости выключения связи с подчиненными подразделениями на один-два экземпляра, а также для решения вопросов взаимодействия с артиллерией и другими родами войск использовались возможности УКВ-станций по автоматической перестройке на заранее подготовленные частоты.
При этом также были выявлены недостатки в работе командно-штабных машин. В частности, в тех, что стоят на вооружении с семидесятых годов. Возьмите Р-145БМ. Как известно, он смонтирован на транспортной базе БТР-60, уступая боевой технике мотострелковых подразделений, например, БТР-80. В результате в ходе боев такие ЦМВ часто выходили из строя. А так как ремонтные части частей слабо оснащены для восстановления БТР-60, ремонтные учреждения были выведены из центрального подчинения.
Кроме того, Р-145БМ легко отличить от линейных боевых машин. Поэтому таких боевиков КШМ стремились вывести из строя в первую очередь. Особенно во время боев в населенных пунктах. Это привело к нарушению контроля. В то же время в частях и подразделениях, где дислоцировались командно-штабные машины на базе БМП-1, их достаточно сложно найти среди других БМП. Следовательно, здесь и потерь было меньше.
Что касается Р-142Н, которые устанавливаются на шасси ГАЗ-66, то они уязвимы даже для стрелкового оружия. Поэтому на отдельных участках потери таких КШМ достигали 50 и более процентов.
Как показала практика, вышеуказанные командно-штабные машины оснащены устаревшими средствами связи, которые не могут в полной мере удовлетворить потребности управления. Так, во время боевых действий в Чечне часто приходилось доводить информацию до командиров и штабов в документированном виде. Однако этого сделать не удалось — в ЦСМ такого оборудования нет.
Также следует отметить еще один недостаток кривошипа. Когда мотострелковые и воздушно-десантные батальоны выполняли самостоятельные задачи, действуя в отрыве от своих полков, зачастую ими руководили не только командиры частей и соединений, но и руководители вышестоящих инстанций. С помощью штатных средств, входящих в комплект КШМ, было очень сложно, а то и невозможно связаться, например, с командиром объединенной группы. Поэтому к этим частям пришлось прикрепить более мощные радиостанции и другое оборудование. В результате узлы связи ПСС и ПдБ стали громоздкими, а их подвижность и разведывательная защищенность резко снизились.
И далее. Командный состав не имеет авиационных радиостанций, а командиры самолетов, отделенные от группы управления со своими средствами связи, как правило, не стационарны в НРМ батальона. Поэтому взаимодействие частей, которые вели бой или совершали марш, с поддерживающими (прикрывающими) их самолетами и боевыми вертолетами было затруднено. Бывало, что летчики действовали неэффективно, а иногда и нечаянно наносили удары по своим войскам.
На наш взгляд, остается нерешенным вопрос об электроснабжении пуско-наладочного станка. Основным источником питания является газоэлектрическая установка АБ-1-П/30. Однако она имеет недостаточный ресурс работы двигателя 2СДВ. Резервным является генератор отбора мощности двигателя автомобиля (БТР, БМП), но использовать его можно только на стоянке. Кроме того, расходуется большое количество горюче-смазочных материалов. При этом на Р-142Н и БМП-1КШ не предусмотрена возможность питания техники от электрической сети 220 В.
Похоже, пришло время создать новое поколение командно-штабных машин, которые должны отвечать следующим требованиям.
Во-первых, все КШМ нужно монтировать только на броневой основе. Внешне они не должны были отличаться от линейных боевых машин. Целесообразно включить в комплект документированную технику связи, работающую по каналам, образованным собственными средствами радиосвязи. А также аппаратура определения своего местоположения, передачи (приема) навигационной информации. Это улучшит качество управления на тактическом уровне.
Во-вторых, желательно предусмотреть возможность установки (при необходимости) малогабаритных переносных станций спутниковой связи в новых КШМ. В результате появится возможность поддерживать связь с правительствами любого ранга.
В-третьих, в оснащение командно-штабных машин батальонного и полкового звена обязательно должна входить авиационная радиостанция. На нем будет работать нестандартный авианосец, подготовленный из штабных офицеров, например, ИСБ или МСБ.
В-четвертых, вопрос электроснабжения КРГ следует решать с учетом комплексного использования различных источников питания.
В заключение отметим, что, несмотря на недостатки, находящиеся на вооружении командно-штабные машины с хорошо подготовленными экипажами достаточно успешно применялись в боях в Афганистане и Чечне. Однако для обеспечения более высокой боеспособности частей и подразделений, оснащенных современными средствами ведения боя, необходимо иметь СММ, отвечающие самым высоким требованиям к управлению войсками.
Модульные преимущества. Особенности универсальной платформы Boxer
Опытный БТР Boxer в конфигурации для британской армии. Министерство обороны Великобритании Фото
Многие современные проекты боевых бронированных машин предусматривают использование модульной архитектуры. При этом на общей базе создается несколько образцов техники разного назначения, различающихся только целевым оснащением и полезной нагрузкой. Наиболее интересные результаты такого рода были получены в европейском проекте бронеавтомобиля ARTEC Boxer.
Два модуля
Совместный проект Германии, Великобритании и Нидерландов, позже названный Boxer, разрабатывался с конца 90-х годов несколькими компаниями с использованием опыта предыдущих исследовательских программ. Целью нового проекта было создание универсальной платформы и модулей для нее, из которых можно было бы собрать широкий спектр оборудования различного назначения.
Любая бронированная машина семейства Boxer состоит из двух основных компонентов: Приводного модуля и Целевого модуля. Первая представляет собой колесную платформу со всеми необходимыми комплектующими. В нем находятся моторный отсек, отделение управления, трансмиссия и шасси, электроснабжение и жизнеобеспечение и т. д. Все основные агрегаты сосредоточены в носовой части платформы, внутри бронекорпуса. За последним находится место для «модуля миссии».
Ходовая часть без полезной нагрузки, вид сзади. Фото Wikimedia Commons
Миссионерский модуль представляет собой корпус стандартных размеров и креплений, устанавливаемый на платформе. Предусмотрены быстросъемные крепления и системные соединения. При наличии крана или специальных домкратов замена мишенного модуля занимает около получаса, при этом возможно использование того же модуля или узла по другому назначению. Это значительно упрощает как ремонт, так и изменение назначения бронемашины.
Модули миссии можно перевозить отдельно с помощью специальной рамы. Такой блок вместе с модулем укладывается в габариты стандартного контейнера. Работа с таким грузом не требует специфических средств, что упрощает логистику и снабжение.
Боевые возможности
На разных этапах развития проекта Boxer предлагалось большое количество сменных целевых модулей того или иного назначения. Некоторые из этих предложений были реализованы в металле и даже доведены до эксплуатации. Другие варианты полезной нагрузки все еще проходят испытания, а несколько образцов все еще находятся в планах.
Миссионерский модуль для постройки бронетранспортера, вид спереди. На лобовом листе предусмотрен проем для связи с отделением управления на шасси. Фото Wikimedia Commons
«Боксер» разрабатывался как современный транспорт для пехоты, а потому его основной нагрузкой является десантный модуль. Данное изделие имеет развитую многослойную защиту от пуль/снарядов, осколков и мин. Есть места для командира, наводчика и восьми бойцов. Экипаж и десант размещаются на энергопоглощающих сиденьях. Доступ к модулю обеспечивается кормовой аппарелью и верхними люками.
В конфигурации БТР машина Boxer должна нести дистанционно управляемый боевой модуль. Тип этого продукта выбирается заказчиком. Серийные БТР для разных стран получают ДУБМ нескольких моделей и несут пулеметы и автоматические гранатометы. Также предлагаются ДБМ с малокалиберными пушками.
Есть модификации с более мощным вооружением. Так вот, для Литвы строится БМП Вилкас. Он оснащен башней Rafael Samson Mk II с 30-мм пушкой и ракетами Spike. AIF заказала аналогичную машину с двухместной башней, оснащенной 30-мм пушкой и парой 7,62-мм пулеметов. После такой модернизации литовские десантные возможности сохраняются, но количество мест может быть уменьшено.
Опытная БМП «Вилкас» с ракетно-пушечным вооружением. Фото Rheinmetall Defense
Предлагается сразу несколько вариантов артиллерийской бронемашины на базе общего шасси. При минимальной переработке десантного «боевого модуля» возможно создание самоходного миномета калибром до 120 мм. Были проведены эксперименты с установкой на штатный модуль ЗРК Oerlikon Skyranger. Разрабатывается башня со 155-мм гаубицей, заимствованная у PzH 2000. При наличии интереса со стороны заказчиков возможно продолжение разработки боевых машин с неуправляемым, противотанковым или зенитно-ракетным вооружением.
Спецтехника
В корпусе строится командно-штабной модуль по авиадесантному типу. Он получает несколько рабочих мест, а также развитый комплекс средств связи и управления. Точный состав электроники определяется потребностями заказчика. На сегодняшний день созданы две версии таких модулей — для Германии и Нидерландов.
Тренажер для Литвы — отличия от оборудования для других стран минимальны. Фото Thinkdefence.co.uk
Имеется санитарный модуль. Он отличается очень высоким кузовом и оснащен всем необходимым оборудованием для оказания первой помощи. В модуле могут разместиться семь малоподвижных пациентов или три лежачих пациента с сопровождающим лицом. Загрузка производится через корму; пандус переделан для большего удобства для санитаров и раненых.
Выполняется тестирование модуля восстановления и восстановления. На его корпусе установлены боковые домкраты и кормовой сошник. На крыше размещен кран со стрелой длиной 5,3 м и грузоподъемностью до 20 тонн. Предлагаются модули инженерного назначения: защищенные автомобили для саперов и грузов до 1 тонны. Разработан мостоукладчик, все его спецузлы установлены на штатной площадке полезной нагрузки.
Создан учебный модуль для обучения водителей-механиков. Он оснащен большой рулевой рубкой с большим остеклением и всем необходимым оборудованием. Внутри есть места для инструктора и сопровождающих лиц. Инструктор может следить за дорогой и показаниями приборов, а также брать на себя управление.
Зенитная установка с башней Skyranger. Фото Wikimedia Commons
Модульность на вооружении
К настоящему времени освоен полномасштабный серийный выпуск бронеавтомобилей Boxer, и страны-заказчики активно используют их модульный потенциал. Выпускается несколько вариантов техники разного назначения, планируются новые закупки других машин. Также проводятся различного рода модернизации.
Первым покупателем Boxer была Германия, которая хотела более 400 единиц. техники до 2020 года. На начало года на вооружении находилось более 300 машин: свыше 120-130 БТР, 72 санитарных, 65 командно-штабных и 10 учебных машин. Поставки продолжаются и будут завершены в ближайшее время. Рассматривается возможность закупки артиллерийских и ракетных комплексов на базе универсального шасси.
В 2013-18 гг. выполнял крупный заказ вооруженных сил Нидерландов. Основная часть этого контракта, 92 единицы, упало на инженерное оборудование. Впоследствии часть этих машин была перестроена в ремонтно-эвакуационные машины. Также заказано 52 машины скорой помощи и 36 командно-штабных. Мы приобрели небольшое количество тренировочных и грузовых вариантов.
Боксер для австралийской армии. Министерство обороны Австралии Фото
Начались поставки Boxer/Vilkas литовской армии. Заказана 91 бронемашина — 89 БМП и две учебные. Передача последних машин запланирована на следующий год. Литовская армия также проявляет интерес к другим модификациям Boxer, но не может их заказать.
В прошлом году в Австралию были отправлены первые образцы БМП, изготовленные по ее требованиям. 25 машин в двух модификациях используются для начального освоения и получения опыта. До 2026 года австралийская армия хочет получить 211 бронемашин нескольких типов: БМП, КШМ, БРЭМ и др. Основная часть этой техники будет собираться на строящемся заводе в Австралии.
В 2022 году начнутся поставки техники семейства Boxer британской армии. Она купит 528 машин с опционом на 900-1000 единиц. Предлагается закупить четыре варианта техники, включая БТР и КШМ. Производство будет передано новому совместному британо-немецкому предприятию.
Немецкий салон командирской машины Boxer. Вид со стороны рампы. Фото Минобороны Германии
Ряд стран, в т.ч. за пределами Европы проявляют интерес к семейству Boxer, но еще не разместили заказы. Так, в недавнем прошлом Словения изъявила желание купить такую технику. В 2018-19 гг.. дело почти дошло до подписания контракта, но Минобороны страны решило провести новые исследования и пересмотреть требования. Также сообщалось о переговорах с Алжиром. Уже в 2020 году он может начать лицензионную сборку, однако новостей такого рода пока не поступало.
Реализация концепции
В целом, концепция построения универсальной платформы, оснащенной целевыми модулями разного назначения, не является чем-то новым или уникальным. Однако именно применение этой концепции делает международный проект Boxer интересным с технической и эксплуатационной точек зрения, а также привлекает потенциальных заказчиков.
В этом проекте идея модулей доведена до логического завершения. «Ходовой модуль» выполнен в виде машины с большим посадочным местом для «боевого модуля» и не требует перестроения при замене этого узла. При этом разработано несколько целевых модулей разного назначения, и вскоре должны появиться новые.
Оснащение санитарного исполнения. Фото Wikimedia Commons
Следует отметить, что из всего многообразия «модулей предназначения» для Boxer пока в серию пошло всего несколько изделий — БТР и БМП, КШМ, санитарный автомобиль и т. д. Перспективы для других, таких как мостоукладчик или самоходное орудие, остается неопределенным. Заказов на такие модули пока не поступало, и неизвестно, появятся ли они вообще.
Однако отсутствие реального интереса к отдельным модулям не препятствует производству и продаже других. Кроме того, разработчики Boxer, создав несколько различных модулей, имеют возможность сразу предложить заказчику весь спектр таких продуктов. Он сможет выбрать нужные образцы и ему не нужно будет заказывать разработку новых, что само по себе является важным конкурентным преимуществом.
Таким образом, совместный европейский проект бронемашины Boxer не просто использует перспективную модульную архитектуру. Он реализует ее в полной мере и с максимальной эффективностью. Приказы подтверждают правильность таких решений. Для них изготовлено более 540 единиц. бронетехники, а в перспективе будет построено не менее 700-750 машин. Подобные коммерческие успехи в целом подтверждают правильность выбранных конструкторских решений.
Ремонт перфоратора своими руками. Ремонт перфоратора своими руками не такой страшный процесс, как кажется! В чем может быть причина разборки перфоратора
Если срок гарантии на перфоратор истек, его придется ремонтировать своими руками. Как правило, действия сводятся к замене неисправных деталей, и сегодня мы поговорим о типичных поломках, подборе комплектующих и ремонте своими руками.
Как устроен перфоратор
Перфоратор можно отнести к инструменту с устройством повышенной сложности. Однако последовательное рассмотрение деталей и принципа работы поможет досконально разобраться в нюансах работы механизма и устранении неполадок.
Источником движения, как и во многих других строительных инструментах, в перфораторе является однофазный двигатель с фазным ротором. Его мы рассмотрим отдельно, а сейчас возьмем за точку отсчета шестерню, установленную на валу переднего якоря. Именно она задает поворот всех остальных элементов системы.
Ствольное перфораторное устройство: 1 — шнур питания; 2 — угольные щетки; 3 — электродвигатель; 4 — переключатель; 5 — эксцентриковый механизм; 6 — ударный механизм; 7 — быстросменный картридж
В бочковом перфораторе двигатель и привод расположены вертикально. Ключевым отличием от орудия пистолетного типа здесь является наличие промежуточного редуктора. В его устройстве нет ничего хитрого: плоская шестерня от двигателя вращает две другие с разными передаточными числами. Один из них передает вращение на главный вал, другой вращает эксцентриковый вал с шатуном, который обеспечивает возвратно-поступательное движение ударного механизма.
В перфораторах горизонтального (пистолетного) типа раздаточной коробки как таковой нет, вращение сразу передается на промежуточный вал, расположенный ниже оси главного шпинделя. Этот вал установлен на двух подшипниках, между ними находится «пьяный подшипник», который при вращении колеблется и приводит в движение поршень бойка. На выступающем переднем конце вала имеется шестерня, благодаря которой вращение передается на ствол.
Устройство перфоратора пистолетного типа: 1 — переключатель; 2 — электродвигатель; 3 — щетки; 4 — «пьяный подшипник»; 5 — «летающий» поршень; 6 — боёк; 7 — быстросъемный патрон СДС
У каждой дрели есть переключатель режимов. В стволе просто приподнимают шестерни раздаточной коробки, выводя их из зацепления. Пистолетный перфоратор может использовать одну из двух схем управления. В простейшем случае один переключатель смещает промежуточный вал, который, выдвинувшись максимально вперед, входит в зацепление с шестерней патрона, но при этом муфта передачи вращения на поворотный подшипник выходит из зацепления. В среднем положении в трансмиссию включены оба механизма, а в максимально утопленном положении работает только ударник. Устаревшая кинематическая схема имеет два переключателя, один из которых выключает муфту качающегося подшипника, а другой переключает промежуточный вал.
Определение неисправностей двигателя
Если двигатель перфоратора имеет заводской брак, последний проявляется в первые же месяцы эксплуатации. В противном случае причиной поломки зачастую становится нарушение техники эксплуатации или чрезмерный износ комплектующих.
Основным элементом моторной части, подверженным интенсивному износу, являются графитовые щетки, передающие ток на обмотки ротора. При износе щеток их давление ослабевает, что увеличивает зазор между графитом и ламелями якоря, возникает интенсивное искрение. По звуку эту неисправность ни с чем не спутаешь: при включении слышен натужный гул, коллектор брызжет снопом искр, сильно нагревается задняя часть двигателя.
Обмотки двигателя выполнены из провода в лаковой изоляции, которая теряет свои диэлектрические свойства из-за перегрева, растрескивания и выкрашивания. Небольшие замыкания между соседними витками можно определить по характерному гулу двигателя при работе. К сожалению, перемотку статора и якоря в домашних условиях сделать практически невозможно, но большинство деталей двигателя типовые и найти им замену несложно.
Подшипники — еще одна уязвимая деталь. Их на анкере два: задний закрепляется в корпусе электрической части внутри виброгасящего колпака, передний вставляется в посадочное место картера редуктора или прикручивается к нему колпачком. Износ подшипников определить легко: при вращении рукой ход их либо слишком свободный с характерным шуршанием, либо присутствуют подклинивания, люфты и посторонние шумы. Подшипники имеют закрытый сепаратор и не подлежат обслуживанию. Их гораздо проще заменить на новые, достаточно переписать номер на крышке сепаратора или торце внешней клипсы.
Замена кнопок и щеток
Во время работы качественного перфоратора кнопку, возможно, придется менять не один раз. Оптимально, если вы приобретете кнопку заранее для конкретной модели. Если вам необходимо снять неисправную деталь для пробы, зарисуйте на бумаге схему подключения с указанием цветовой маркировки проводов. Некоторые кнопки имеют винтовые зажимы, и вам понадобится узкая шлицевая отвертка, чтобы их открутить. Некоторые кнопки снабжены фиксаторами пружинного типа; чтобы их разжать, нужно вбить шило в отверстие рядом с вводом провода. Достаточно редко встречаются одноразовые пружинные зажимы, провода от которых не отсоединяются. Провода от старой кнопки придется обрезать, зачистить и залудить, а затем подключить к новой кнопке в соответствии со схемой подключения.
Щетки в перфораторе легко меняются, каналы для них в некоторых моделях выведены наружу и закрыты заглушками для доступа без разборки инструмента. В противном случае придется просто снять корпус электродвижущей части инструмента и внимательно осмотреть коллектор в сборе. Посадочные места для щеток расположены внутри или рядом с пластиковыми стойками, удерживающими крышку заднего подшипника, и к ним подходят два провода. Механизм крепления и прижатия щеток варьируется от модели к модели.
В большинстве случаев для снятия щеток достаточно вытащить клещами два металлических язычка, открутить пару винтов или расстегнуть пружинки зажима. При периодическом осмотре щеток рекомендуется снимать и проверять их на наличие сколов, очищать посадочные канавки от пыли и грязи. Будьте внимательны, не перепутайте левую щетку с правой, при установке соблюдайте их исходное положение. Как правило, щетки притираются под индивидуальным углом, изменение которого либо потребует новой притирки, либо приведет к разрушению графитового элемента.
При замене изношенных щеток важно только правильно подобрать размер и сечение, а затем притереть щетки, запустив двигатель на 2-3 минуты без нагрузки в безударном режиме. Сейчас почти каждый перфоратор комплектуется комплектом сменных щеток, но замену можно найти и из остатков уже изношенных.
Как заменить подшипники
В перфораторах имеется от пяти до десяти радиальных подшипников качения разных типоразмеров и необходимость их замены является лишь вопросом времени. Очень важно периодически разбирать и оценивать степень износа этих узлов, иначе в дальнейшем могут развиться более серьезные неисправности.
Практически каждый подшипник в перфораторе снимается достаточно легко, установочные размеры для них подобраны с высокой точностью. В некоторых случаях стопорное кольцо может мешать снятию. Если его нет в наличии, а подшипник отказывается сниматься, используется универсальный двухкулачковый съемник. Если съемника нет, то часть, на которую садится подшипник, нужно зажать в мягких губках тисков, а затем сбить изношенный элемент, пробив через переходник на внутреннем кольце.
При установке нового подшипника нельзя подвергать его прямым сильным ударам. Следует использовать эластичную направляющую, например, для резки полипропиленовой трубы. Его нужно предварительно срезать наискосок, чтобы сила удара приходилась исключительно на внутреннюю обойму. Так тела качения не оставят на канавках микроскопических вмятин.
Картридж неисправен
Патрон СДС состоит из дросселя с одним или двумя отверстиями, в которые посажены шарики, обычно диаметром 6,7 мм. Шарики свободно перемещаются в отверстиях при оттянутом назад пластиковом корпусе патрона, в обычном положении они плотно прижаты пружиной через массивное стальное кольцо.
Для разборки картриджа необходимо подцепить отверткой передний пыльник и снять стопорное кольцо со штуцера. Остальные детали просто надеваются на штуцер и снимаются без дополнительных манипуляций, важно лишь вернуть их на место в правильном порядке.
Как правило, основной причиной выхода патрона из строя являются изношенные шарики или запрессованная пластина и прижимное кольцо. Из-за этого техника либо вообще не держится, либо вылетает во время работы. Получить такие шарики можно в любом количестве, разбив подшипник номер 106. Крепежные отверстия и шлицы внутри втулки имеют гораздо больший ресурс, но если замена не дала ожидаемого результата, придется менять только штуцер в сборе с бочка.
Обратите внимание, что быстрый износ деталей картриджа происходит из-за неплотного уплотнения пыльников, как переднего, так и кольца на штуцере. Хвостовики сверла всегда нужно держать смазанными, а при сверлении потолка использовать специальную промывку пыли.
Ремонт редуктора и ударного механизма
Вот мы и добрались до самой содержательной части нашей инструкции. Из-за различий конструкции передающей части и генератора ударных импульсов в разных семействах перфораторов их техническое обслуживание и ремонт осуществляют по разным схемам.
Бочковые перфораторы
Шестерня привода раздаточной коробки установлена на подшипнике двигателя, две другие имеют свои упоры. Их нужно периодически проверять на заедание и люфт, при необходимости менять.
Шатунный механизм имеет собственный подшипник, который обычно посажен на кулачок эксцентрика, иногда в основание самого шатуна. Изредка в этом месте используется подшипник скольжения, что требует постоянного наличия смазки с нормированным показателем вязкости. Износ этого узла часто требует замены эксцентрикового цилиндра и шатуна.
Передача вращения осуществляется прямой или конической передачей, в этом месте также важно постоянное наличие смазки. Необходимость замены определяется по почернению, истончению и наличию блестящих включений.
Пистолет-пробойник
В перфораторах с горизонтальным ротором проблемы могут возникать из-за изношенных или заклинивших подшипников. Это самая опасная неисправность для всех узлов перфоратора: осколки сломанного подшипника могут попасть в детали ударного механизма и вывести их из строя.
Посадка промежуточного вала и «пьяного подшипника» часто производится по индивидуальной схеме. Для полной разборки отверните прижимную скобу переднего конца вала, отсоедините рычаг переключателя.
Характерной поломкой горизонтального редуктора является износ шестерен трансмиссии. При отсутствии пресса снять их будет непросто, гораздо проще их сломать, сделав пару надрезов до 2/3 толщины. Новая шестерня запрессовывается после предварительного нагрева до 150-200 ºС, это можно сделать строительным феном или в духовке.
Редукторы всех типов необходимо периодически тщательно очищать и смазывать. После разборки все детали тщательно промывают в керосине, избавляясь от осколков сломанных элементов и металлической стружки. После этого на все подвижные части наносится специальный вид смазки.
Растровый соединитель
Ствол почти всех типов перфораторов имеет одинаковое устройство. Наружная втулка муфты опирается на игольчатый подшипник в передней части картера коробки передач. С внешней стороны чашка крепится к главной шестерне передачи вращения вместе с предохранительной муфтой. Чтобы их снять, нужно снять стопорное кольцо, сжав перед этим разводными пассатижами пружину.
Также легко разбирается внутренности растровой муфты. Фиксируются стопорным кольцом, которое снимается через пару боковых отверстий обычной отверткой. Когда кольцо снято, детали внутри можно выдавить, вставив отвертку с передней части ствола.
Внутри находится «летающий» ударный болт и промышленная масса – приемник ударной силы. Большинство болтов имеют сборное устройство, в них часто изнашиваются резиновые прокладки и сальниковые кольца. Рекомендуется менять эти элементы при каждом обслуживании. Сам болт и промышленная масса могут расколоться из-за усталостных проявлений при длительной эксплуатации. Эти элементы стоят сущие копейки, а при малейших следах возгорания их тоже лучше сразу заменить.
Более конкретные рекомендации по ремонту растровой муфты и зубчатой части дать сложно: кинематические схемы каждого производителя могут иметь небольшие отличия. Однако большинство неисправностей хорошо видно при осмотре и доработке. В связи с этим рекомендуется сохранить схему сборки из инструкции к инструменту, ее также следует использовать при поиске комплектующих, которые определяются по порядковому номеру перечня используемых деталей.
Ремонт перфоратора затруднен из-за компоновки узлов с механическим сопряжением и силовым агрегатом. Все детали имеют микронные допуски и выверенную последовательность действий. Поэтому необходимо обеспечить правильный уход и техническую эксплуатацию инструмента в соответствии с требованиями инструкции, продлевая тем самым межремонтный период.
Перфоратор
Мало пользователей инструмента, изучивших не только порядок нажатия на рычаги и кнопки, но и понимающих, что происходит в механизме в результате полученной команды. Не зная взаимодействия узлов, невозможно выполнить даже самый мелкий ремонт перфоратора.
Имеются признаки проблем, которые касаются силовой части, а иногда происходит механический износ или поломка деталей.
Электрические схемы и оборудование сосредоточены в одной части и представлены в разрезе на фото.
Симптомы неисправности, требующие замены деталей или ремонта перфоратора в силовой части, могут быть следующими:
- при включении устройства срабатывают предохранители сети;
- устройство не включается;
- при работе появляется дым с резким запахом;
- во время работы прибор искрит;
- оборот не регулируется.
Найти причину, по которой не включается устройство, можно с помощью тестера. Нужно искать пробел в схеме, от простого к сложному. Проверьте соединения, зачистите контакты. Самой сложной и дорогой деталью, которая вышла из строя, может быть якорь перфоратора. Это сердце двигателя, состоящее из медных катушек, соединенных между собой и скрепленных ламелями. При пробое изоляции между проводами в любом месте происходит короткое замыкание, и весь коллектор нуждается в перемотке или замене.
Определить неисправность якоря на перфораторе можно визуально по сгоревшей обмотке, следам дыма от ламелей или при проверке на короткое замыкание. Устранить поломку можно своевременным уходом, очисткой деталей от пыли, которая и является первопричиной всех неприятностей. Если искра исходит от двигателя, якорь необходимо очистить спиртовой салфеткой или обычной школьной резинкой для удаления графитовых отложений с коллектора.
Второй важной частью двигателя являются угольные или графитовые щетки. Именно через подвижные контакты в сердечник поступает электрический заряд, создающий момент наведенной ЭДС. Молотковые щетки представляют собой контакт, соединяющий вращающийся коллектор с источником питания.
Два элемента всегда работают парами. Углеродная или графитовая пластина прижимается к коллектору. В результате постоянного трения о вращающийся коллектор изнашиваются пластины и нарушается контакт. Признаком неисправности будет искрение в коллекторе, возможно, двигатель не развивает обороты. Независимо от степени износа обе пластины меняются одновременно. Большинство моделей инструментов имеют индикаторы износа щеток, которые заранее предупреждают пользователя.
Скорость перфоратора может не регулироваться из-за неисправности УУД, тогда требуется его замена, ремонту устройство не подлежит.
Механические неисправности и их устранение
Чтобы найти конкретную неисправность, необходимо достичь желаемого узла. Любая из последовательно снятых деталей тщательно осматривается на наличие:
- трещины;
- чипа;
- заусенцы или царапины.
В большинстве моделей они разбираются на две половинки, но при этом каждый из перфораторов имеет свои особенности. Как отремонтировать перфоратор своими руками смотрите видео:
Признаком поломки может быть:
- отказ от выполнения функции;
- посторонние звуки внутри механизма и чрезмерный нагрев корпуса;
- режимы не переключаются;
- .
Течет смазка
Каждый из признаков может быть результатом поломки любой из деталей, которые снимаются в последовательности, указанной на схеме. Соберите инструмент в обратном порядке. Запчасти следует приобретать в соответствии со спецификацией в руководстве по обслуживанию.
Одной из причин механических поломок часто становится недостаточное техническое обслуживание агрегата, работающего в тяжелых условиях. Профилактические меры не сложны, а срок службы инструмента значительно продлится. По правилам эксплуатации необходимо:
- каждые полгода обновлять смазку коробки передач;
- через 6 месяцев осмотрите и очистите щетки и прилегающую часть коллектора;
- в конце рабочего дня чистить перфоратор пылесосом;
- не забудьте нанести смазку на хвостовики долбежного инструмента для защиты от пыли и предотвращения износа втулки.
Не прилагать физических усилий при работе с перфоратором, боёк и уплотнения изнашиваются, оператор устает и раздражается.
Цели и задачи смазки инструмента
Часто причиной поломки инструмента является отсутствие, недостаточность или неподходящая смазка. Абразивный износ снижается, если все щели и полости покрыть слоем антифриза, а также своевременно провести очистку.
Тип трансмиссионной смазки отличается от состава для хвостовиков. Каждый производитель рекомендует использовать конкретную смазку для перфоратора, указанную в инструкции, с нужной периодичностью.
Доступны общие рекомендации для всех перфораторов. В редукторы должно поступать масло жидкой консистенции, заливаемое в специальное отверстие. Для всех узлов, без сомнения, можно использовать смазку Bosh и Makita, предназначенную для коробок передач, что и делают в сервисных центрах.
Неправильно подобранная или перелитая смазка может привести к перегреву коробки передач.
Для смазывания хвостовиков рабочего оборудования перед вставкой в патрон используется смазка более густой консистенции, тех же производителей. При этом место крепления хвостовика в патроне и боёк защищены от износа. Заполнение всех зазоров смазкой предохраняет узел от попадания пыли.
Необходимо смазать места, указанные в инструкции. И уж точно, доливать смазку в сцепление вредно. В случае внезапного обнаружения недостатка смазки в редукторе можно использовать отечественный состав Литол-24 Люкс, но для аккумуляторных перфораторов смазка не подходит даже временно.
Устройство рабочего органа и оборудование перфоратора
Перфоратор имеет патрон, в котором закреплены рабочие инструменты. Для профессиональных тяжелых перфораторов патроны SDS max подходят только для хвостовиков диаметром 18 мм с пятью продольными канавками, которые устанавливаются в гнездо патрона соответствующего профиля.
Легкий и средний инструмент оснащен патроном SDS plus, который позволяет использовать долбежный инструмент с четырьмя продольными канавками и поперечным сечением 10 мм. Патрон для перфоратора сконструирован так, что он может принимать только предназначенные для него инструменты. Если вы вставите неправильный инструмент, он не войдет в гнездо или будет установлен сбоку. При попытке работы крепление рухнет. Но сверла не имеют рифленого хвостовика. Используется патрон насадки, который устанавливается в профиль SDS. Но при этом инструмент удлиняется. Патрон для дрели может быть быстрозажимным или ключевым. Адаптер используется только с патроном SDS+, так как более мощная ударная дрель не имеет функции сверления без удара.
Перфоратор — многофункциональный инструмент. Он может использовать режимы:
- амортизатор;
- ударные со сверлением;
- сверление, если есть специальный патрон.
Для работы в ударном режиме используется множество приспособлений, облегчающих ручной труд.
Удар со сверлением производится только с применением насадок для перфоратора:
- полая коронка;
- шпатель для шинковки.
Им называют инструмент, имеющий хвостовик специального профиля, рабочую часть, представляющую собой винт и наконечник из специальной стали с центрирующим острием. Разрушение материала происходит не соскабливанием, а скалыванием породы. При этом происходит крутящий удар, в результате которого сколы удаляются по винтовой поверхности рабочей части.
Сверла для перфоратора устанавливаются при работе в безударном режиме. С этим инструментом легкая ударная дрель может работать как обычная дрель по дереву. При необходимости устройство можно использовать для затягивания креплений, если предусмотрена функция реверса.
Коронка пустотелая нужна для выполнения сквозных проходов для разводки кабеля или для создания углублений в теле конструкции для установки приборов. Корона образует кольцевой проход, оставляя посередине колонну. Поскольку насадка имеет специальный зубчатый профиль, металлическая арматура в бетоне сделает фрезы непригодными для использования.
Углубления в стене можно сделать специальным шпателем для чеканки, но отверстия будут выглядеть не так аккуратно, как сделанные коронкой.
Бучарда уже давно считается инструментом скульптора.
При использовании одного ударного режима использовать с насадками:
- шпатель или плоское долото;
- пик;
- канальное долото;
- .
Молоток
Лезвие для перфоратора предназначено для выравнивания поверхности твердого материала. С помощью этого оборудования можно снять плитку со стен, убрать неровности с поверхности затвердевшего бетона. Исправление некоторых недочетов при монтаже проемов в многоэтажном доме ведут с помощью этого инструмента. Долото для перфоратора, используемого по бетону, может иметь разную ширину в зависимости от выполняемых задач. Подходит ко всем перфораторам. Применяются также специально разработанные узконаправленные насадки – долото, трамбовочная плита или растворорезка.
При демонтаже строительных конструкций необходимо усилие на разрыв. Для разрушения стены или перегородки, сосредоточенного в одной точке, удар пикой обеспечивается мощностью перфоратора.
Бучарда — литая голова, очень крепкая кувалда. Зубья на кушарде твердосплавные, выдерживают большие ударные нагрузки. Снять со стены, отбить слой бетона, сбить слой ржавчины с металла — это область применения бучардового молотка. Если стены обработать этим средством перед оштукатуриванием, армирование не потребуется. Нельзя использовать втулочный молоток для перфоратора в режиме прокрутки инструмента. Неизбежным последствием будет заедание.
Правила, которым нужно следовать
Во время работы перфоратор быстро нагревается. Чтобы инструмент работал долго, необходимо после 20-30 минут работы делать перерыв не менее 10 минут.
В процессе работы при холостом прокручивании инструмента необходимо удалить крошки и пыль, очистить пробитое отверстие, чтобы облегчить работу инструмента. При сверлении больших отверстий их сначала сверлят тонким сверлом, затем средним, делая отверстие в три приема. Сквозные длинные проходы необходимо просверливать сначала короткими насадками, постепенно заменяя их более длинными.
После работы необходимо привести в порядок перфоратор и использованные насадки. Инструменты должны быть очищены от пыли и помещены в сухой контейнер.
Видео о самостоятельном ремонте перфоратора
Перфоратор, как и любой электроинструмент, требует бережного обращения, правильной эксплуатации и своевременного профилактического обслуживания. Если пренебречь этими нормами, то устройство может выйти из строя, не выработав свой ресурс. Ремонт перфоратора при некоторых неисправностях можно выполнить своими руками, а для устранения поломок, связанных с электрической частью двигателя, требуется помощь специалиста.
Все неисправности агрегата можно разделить на 2 группы: механические и электрические.
Механические поломки
Если в перфораторе появляется какая-либо механическая неисправность, то ее наличие можно определить на слух (повышается шум, появляется скрежет).
Вы также можете почувствовать повышенную вибрацию или неприятный запах, исходящий от корпуса устройства.
Итак, к механическим неисправностям можно отнести:
- поломка переключателя режимов работы прибора;
- изношены резинки ударника и бойка;
- выход из строя ударного механизма;
- выход из строя узла ствола из-за износа;
- поломка зубьев шестерни;
- поломка патрона, в результате которой сверло вылетает.
Электрические неисправности
Неисправности, связанные с электрической частью молота, также могут сопровождаться неприятным запахом от корпуса аппарата, искрами. Также вы можете заметить, что двигатель быстро нагревается и гудит не вращаясь, либо из него идет дым.
Электрические поломки устройства включают, например:
- устройство не включается;
- поломка пусковой кнопки;
- износ щеток;
- засорение коллектора;
- нарушение электрических контактов;
- перегорание обмотки статора или ротора электродвигателя.
Алгоритм разборки перфоратора
Для устранения механических и электрических неисправностей (за исключением сломанной штепсельной вилки) обязательна разборка корпуса агрегата. Наиболее популярны среди мастеров, как домашних, так и профессиональных, перфораторы марок Бош, Макита, Интерскол, Энергомаш. Конструкция блоков разных производителей примерно одинакова, поэтому и способы разборки устройств будут схожими. Но полностью разбирать устройство не стоит, так как собрать его обратно будет сложно. На фото ниже показано, как выглядит полностью разобранный перфоратор.
Демонтаж картриджа
Разборку агрегата для устранения неисправности следует проводить осторожно, с осмотром каждой снятой детали. Чтобы сборка не вызвала затруднений, процесс разборки лучше фотографировать. Если вы не обнаружили на устройстве внешних дефектов, то начинать его разборку рекомендуется с картриджа.
Разбираем корпус
Если требуется разборка корпуса агрегата, предварительно необходимо снять переключатель режимов работы.
Демонтаж электрической части перфоратора
Чтобы добраться до электрической части устройства, если вы подозреваете, что именно здесь может быть поломка, необходимо выполнить следующие действия.
Если требуется разобрать ствол перфоратора, с вертикальным расположением электропривода, то сначала снимается рукоятка, а затем откручиваются болты, удерживающие двигатель.
Замена щеток двигателя
Основным признаком того, что щетки пора менять, является образование повышенного искрения в районе коллектора электродвигателя, быстрый нагрев щеткодержателей, запах гари. Когда щетки не изношены, искру видно только под ними. В противном случае искра видна по всей окружности коллектора.
Наличие искры вокруг коллектора при изношенных щетках является признаком износа подшипников, нарушения изоляции ротора или статора, прогара пластин коллектора, прогара статора или ротора.
Еще одним признаком того, что статор сгорел, является наличие искры только под одним электродом. Если у вас есть тестер, то им можно проверить статор и ротор : измерить сопротивление на роторе и статоре по очереди. Если он одинаковый на обеих обмотках, то со статором все в порядке. Если вы заметили явные признаки проблем с ротором или статором в своем перфораторе, вам придется нести устройство в сервисный центр для ремонта. Что касается щеток, то их можно поменять самостоятельно.
Чтобы добраться до места установки щеток, потребуется разобрать корпус, в котором установлен мотор, либо просто снять заднюю крышку. Открыв крышку, вы увидите кисти, закрепленные в специальных держателях. На фото ниже показано, как выглядят эти детали.
Щетки, которые устанавливаются на двигатели перфоратора, бывают 3-х типов.
- Графит — отличаются износостойкостью, но так как они очень твердые, их притирание к коллектору не идеальное, что негативно сказывается на последнем.
- Уголь — легко трется о коллектор, обеспечивая хороший контакт, но быстро изнашивается.
- Углерод-графит – идеальный вариант, так как представляют собой смесь 2-х компонентов, дополняющих друг друга.
Очень важно не дожидаться искры двигателя, а уже после этого менять щетки. Замена нужна после их износа на 1/3 от номинала (8 мм). Даже если одна щетка изнашивается меньше другой, все равно нужно менять обе.
Обратите внимание на состояние пружины в новых щетках и крепление контакта. Если пружина слетит при работающем двигателе, она получит значительные повреждения. Также, если пружина слабая, то она не сможет обеспечить хороший контакт.
Обязательно перед сменой щеток необходимо очистить ротор и статор от остатков графита или угольной пыли. Очистить эти детали можно техническим или медицинским спиртом.
Далее следует закрепить электроды в держателях и притереть их к коллектору. Для этого положите на коллектор кусочек мелкозернистой наждачной бумаги и вращайте в разные стороны, чтобы получился притирочный электрод . Притирку продолжают до тех пор, пока площадь контакта электрода не станет слегка округленной. Это обеспечит его лучшее прилегание к пластинам коллектора и, соответственно, лучший контакт.
Схема устройства ударного механизма, его неисправности и ремонт
Ударные механизмы перфораторов различаются по своей конструкции в зависимости от того, к какому семейству относятся устройства. Поэтому ремонт этих механизмов будет происходить по разным принципам.
Бочковые перфораторы
Перфораторы с вертикальным двигателем обычно имеют ударный блок на основе кривошипно-шатунного механизма (КШМ). Ниже приведена схема этого типа ударного механизма.
На следующем фото аппарат в разрезе, где видно расположение КШМ.
Ударный механизм узла вертикального двигателя может иметь следующие неисправности. Кривошипный механизм имеет отдельный подшипник, который установлен на кулачке эксцентрикового колеса, но иногда он может располагаться в основании кривошипа. В некоторых моделях перфораторов в этом месте может быть установлен подшипник скольжения (вместо подшипника качения), требующий постоянной смазки. Если его нет, или он уже устарел, то этот узел изнашивается. При ремонте придется полностью заменить шатун и эксцентриковый барабан.
Еще одна распространенная проблема — поломка бойка . Эту неисправность можно вычислить, если вы заметите, что ваш удар больше не бьет. Чтобы добраться до бойка, потребуется полностью разобрать ствол устройства. Это делается следующим образом.
В этом случае боек целый. Но если он сломан, то замените его новым. Также следует обратить внимание на уплотнительные резинки и уплотнители в корпусе бочки. Если они изношены, их необходимо заменить.
Перфораторы пистолетного типа
Устройство ударного механизма аппарата пистолетного типа несколько отличается от механизма того же назначения, установленного в аппарате ствольного типа.
Его основное отличие в том, что поршень приводится в движение не с помощью шатуна, а от качающегося («пьяного») подшипника. Поэтому самая частая поломка этого узла — это износ «пьяного» подшипника, требующего замены.
На следующем фото разрушенный «пьяный» подшипник, из-за которого молот перестал бить.
Качающийся подшипник снимается плоской отверткой, которой нужно подцепить кронштейн и снять его. После этого подшипник легко отделяется от корпуса редуктора.
При замене вышедшего из строя подшипника следует промыть редуктор , так как именно в его корпусе могут остаться осколки сломанной детали.
После очистки и установки нового подшипника нанесите на этот блок жирный слой смазки.
Также причиной того, что устройство не бьет, может быть поломка бойка. Чтобы его достать, нужно снять стопорное кольцо, которое видно в отверстии.
Возьмите маленькую отвертку, зацепите ею кольцо и сдвиньте его вправо (в сторону шестерни).
Выполните те же действия с другой стороны детали. Далее вставьте отвертку в отверстие в детали и протолкните снятые внутренние детали механизма.
После этого действия стопорное кольцо и корпус, в котором находится сломанная бойка, будут легко сниматься.
Если разобрать этот корпус, то вы увидите «виновника» неисправности, из-за которого перфоратор не бьет.
При сборке ударного механизма не забудьте обильно нанести смазку на все его части.
Другие механические неисправности и их устранение
Помимо поломок, связанных с ударным механизмом, в перфораторе могут возникать и другие механические поломки.
Переключатель режимов
Бывают случаи, когда переключатель режимов устройства выходит из строя. В основном это происходит из-за того, что пыль забивает этот узел. Чтобы починить переключатель, потребуется отсоединить его от корпуса (как это сделать см. выше) и почистить от грязи. Если вы обнаружите какие-либо поломки пластиковых деталей переключателя, то его придется заменить.
Косозубые шестерни
Причина того, что устройство перестало нормально работать, а именно перестало сверлить и долбить, может крыться в изношенных зубьях на валу ротора.
Если это произойдет, то износятся зубья и у промежуточной косозубой шестерни.
Эта проблема возникает при заклинивании инструмента или неправильной работе сцепления. Поломка устраняется заменой промежуточной шестерни и ротора двигателя.
Сверло не держится в патроне
Причина того, что перфоратор не держит сверло, кроется в поломке патрона и износе его составных частей:
- произошла деформация шаров;
- ограничительное кольцо изношено;
- провисла фиксирующая пружина.
Вам потребуется разобрать картридж и заменить проблемные детали.
Сверло застряло в перфораторе
Причины заклинивания сверла в патроне станка могут быть следующие.
- Перед установкой инструмента вы не нанесли смазку на его хвостовик. Вам нужно будет отодвинуть уплотнительную резинку картриджа и ввести WD-40 в посадочное место инструмента.
- Под шарики попала пыль. Проделайте ту же операцию, что и в пункте выше.
- Если вы использовали обычную дрель, вставленную в переходник в перфораторе, то также обработайте ее жидкостью WD-40 , подождите пару минут, и, слегка постукивая молотком по поверхности хомута, ослабьте защелку в разных направлениях. Обычно после этих действий зажимные губки размыкаются и позволяют извлечь сверло.
- Хвостовик инструмента клепаный. Вам нужно будет сначала залить жидкость WD-40 и попытаться вытащить сверло. Если ничего не помогает, то нужно разобрать патрон и выбить защелку. Также вы можете воспользоваться советами, как заклинить инструмент в станке из этого видео.
Люди, хоть раз пользовавшиеся перфоратором, хорошо знают, насколько сложно правильно ею пользоваться и следить за ее рабочим состоянием. Именно поэтому систематический ремонт и профилактика данного устройства является неотъемлемой частью процесса эксплуатации. Ремонт перфоратора своими руками – наиболее финансово выгодный вариант, тем более, что некоторые поломки незначительны.
Перфоратор незаменимый прибор в строительстве. Однако при неправильном использовании он может быстро выйти из строя.
Столь частые неисправности инструмента связаны с тем, что он используется в очень сложных условиях, когда требуется высокая производительность. Зачастую перфоратор просто не выдерживает тех нагрузок, которые на него возлагаются. Даже брендовые модели не застрахованы от поломок.
Как правило, практически любой инструмент, который со временем перестает работать, можно отремонтировать в домашних условиях. Однако далеко не все имеют представление о том, как ремонтировать тот или иной инструмент. Перфоратор не исключение.
Немного общей информации
При поломке инструмента очень часто бывает, что причиной неисправности становится какой-нибудь оборванный провод. Многие платят большие деньги в сервисных центрах, чтобы вставить этот провод на место. Механические повреждения чаще всего можно увидеть визуально. При внимательном осмотре вышедшего из строя перфоратора можно, например, увидеть незначительную неисправность, приведшую к поломке.
Однако бывают ситуации, когда обычный «дедовский» метод — встряхнуть, постучать — не решает проблему. В этом случае возникает вопрос, обращаться ли в профессиональную ремонтную контору или взяться за ремонт самостоятельно.
Вернуться к индексу
Могу ли я починить сам?
Если при визуальном осмотре перфоратора повреждений не видно, то следующим этапом является его разборка.
Все зависит от того, насколько серьезна поломка и есть ли у вас определенные навыки, чтобы починить неисправный перфоратор. Если речь идет о старом инструменте, который давно служит и не представляет особой ценности для пользователя, то можно попробовать найти проблемы самостоятельно. Кроме того, если поломка видна визуально и есть представление о том, что нужно делать с инструментом, то и самостоятельный ремонт тоже имеет место.
Если модель перфоратора более современная, куплена сравнительно недавно и стоит больших денег, то не всегда рекомендуется браться за работу самостоятельно, так как можно сделать еще хуже. Если при первичном осмотре видимых проблем обнаружено не было, то дальнейший ремонт проводить не рекомендуется. Ремонтировать могут только пользователи с опытом и техническими навыками.
Вернуться к индексу
Некоторые признаки возможных неисправностей
Если в процессе работы вы обнаружите какие-либо неисправности в работе перфоратора, то вам необходимо выяснить причину неисправностей.
Конечно, люди, покупающие перфоратор, рассчитывают на 100% отдачу от него. Особенно, если приобретаемое устройство является качественным импортным товаром. Поэтому, чтобы не допустить серьезной поломки, нужно иметь представление о том, как работает устройство. По работе инструмента (некоторые признаки) иногда можно определить причину неисправности. Такими вещами не следует пренебрегать, чтобы предотвратить больший ущерб.
- Неприятный запах от устройства, особенно гари.
- Работа перфоратора в штатном режиме нестабильна — наблюдаются короткие замыкания или короткие паузы в работе.
- Устройство не выполняет свое прямое назначение иногда или в течение определенного времени.
- При включении или работе с инструментом появляются странные звуки, которых раньше не было.
В случае, если был замечен один из вышеперечисленных или другие признаки нестабильной работы перфоратора, следует немедленно выяснить, в чем дело. Внимание и уход за инструментом – обязательные условия долгой службы. Поэтому первый шаг на пути к — возможность полностью разобрать его на составные части.
Вернуться к индексу
Как разобрать перфоратор или дрель?
Для того чтобы отремонтировать перфоратор, нужно знать, как правильно и в каком порядке необходимо разбирать устройство.
Многие могут задаться вопросом, для чего это нужно. Ответ довольно прост: если вы разобрали инструмент на составные части и обнаружили поломку в одной из частей, то можете приобрести новую и заменить запчасть. Большинство также может подумать, что гораздо лучше и быстрее отнести инструмент в соответствующий сервис, и ремонт сделают за вас. Однако, во-первых, потребуется много времени, чтобы принести и взять инструмент, что крайне расточительно при ограниченном времени работы; кроме того, это пустая трата денег на ремонт. Таким образом, осуществляя ремонт самостоятельно, вы сможете сэкономить деньги и время на ремонт.
Инструкции по разборке:
- Начинать работу нужно с верхнего узла. Сначала снимается резиновый наконечник, затем шайба, в конце — пружина и шарик.
- Сняв шар, можно приступать к откручиванию винтов, удерживающих корпус. Далее снимается накладка на ручке (если она есть). Только после выполнения работ провода стартера отсоединяются.
- Снимите щеткодержатель.
- На этом этапе необходимо разъединить редуктор и корпус до образования зазора. Через этот зазор переключатель будет удален.
- На завершающем этапе корпус перфоратора ставится вертикально и фиксируется в одном положении тисками. Из него аккуратно вынимаются все детали и запчасти.
Независимо от того, какая поломка присутствует, настоятельно рекомендуется очистить как корпус, так и все детали от пыли и грязи.
Неудаленная грязь в будущем может помешать стабильной работе перфоратора.
Если вам нужно отремонтировать перфоратор, то это, как минимум, означает, что он у вас уже есть. Хотя вполне возможно, что вы только выбираете этот инструмент ударного бурения, параллельно изучая слабые места его конструкции, и какие узлы теоретически могут в нем выйти из строя.
Что ж, попробуем вам помочь. В этой статье мы изучим:
- Перфораторное устройство.
- Наиболее нагруженные детали и узлы инструмента.
- Разборка и сборка.
- Меры, продлевающие срок службы электроинструментов ударного бурения.
Перфоратор
Изучение принципа работы ударного бурового инструмента не только расширит ваш технический кругозор, но в первую очередь позволит грамотно проводить его техническое обслуживание и, при необходимости, ремонт. Чтобы было проще понять процессы, происходящие при сверлении твердых материалов (а этот инструмент предназначен для выполнения именно таких работ), не поленитесь посмотреть эти два коротких видео. На первом хорошо видна работа перфоратора с продольным двигателем.
На втором видео показано устройство перфоратора с поперечным расположением двигателя.
Итак, начнем с самого главного: бетон, кирпич, камень, инструмент разрушает ударная волна , которая возникает в момент очень короткого контакта бойка с концом сверла (через бойок). Энергия ударной волны передается через дрель (ударную дрель) и разрушает связи (образует микротрещины) между зернами минералов, входящих в состав камня (бетона, кирпича). Спиральные канавки вращающегося сверла служат для удаления незакрепленных частиц материала из отверстия.
(Отсюда следует вывод: не нужно сильно давить перфоратором на бетонную стену, быстрее он не просверлит — сами устанете, и инструмент быстрее сломается.)
Боек изготовлен из высокопрочной стали и достаточно свободно перемещается внутри цилиндра поршня.
Уплотнительное резиновое кольцо герметизирует зазор, препятствуя свободному прохождению воздуха в зазор между цилиндром и ударником.
Внешнее кольцо подшипника качения, установленное под углом на валу, вращаемом электродвигателем, совершает возвратно-поступательное движение, заставляя поршневой цилиндр двигаться вперед и назад.
Как отремонтировать перфоратор Makita HR 2450, если пропал ударный режим
При перемещении цилиндра вперед (в сторону сверла) ударник по инерции остается на месте, воздух между ударником и задней стенкой цилиндра сжимается и толкает ударник навстречу торцу сверла.
Фактически этот воздух служит демпфирующим элементом, предотвращающим деформацию и разрушение цилиндра перфоратора. В орудии с поперечным расположением двигателя цилиндр неподвижен, а разрежение и сжатие воздуха за бойком создается поршнем, приводимым в движение кривошипно-шатунным механизмом.
Наиболее нагруженные детали и узлы перфоратора
Исходя из вышеизложенного, ударный механизм и редуктор в процессе длительной работы испытывают максимальные нагрузки. Часть кинетической энергии ударника преобразуется в тепловую энергию и нагревает всю сборку. Уплотнительное кольцо постоянно трется о внутреннюю поверхность цилиндра и при недостатке смазки изнашивается, пропуская со временем все больше воздуха из рабочей зоны.
Энергии сжатого воздуха становится все меньше и меньше — ударная дрель уже не долбит как надо. При самостоятельном ремонте перфоратора иногда достаточно просто заменить смазку в редукторе, цилиндре поршня и резиновом уплотнительном кольце на ударнике.
При длительной непрерывной работе или при обычном сверлении под большой нагрузкой электродвигатель может легко перегреться и сгореть. Хотя последние модели инструмента имеют электронный блок управления, включающий защиту двигателя от перегрузки. При желании вы можете прочитать об устранении неполадок электродвигателя, шнура питания, электроники и кнопки включения в предыдущей статье.
Разборка и сборка перфоратора
При попытке ремонта перфоратора своими руками в первую очередь необходимо его разобрать. Для этого снимаются резиновый наконечник, кольцевая пружина и кожух муфты фиксации дрели. Фиксирующий стальной шарик удаляется. Поворачивая переключатель режимов работы в крайнее положение, нажимая на нем фиксирующую кнопку, рукоятка переключателя снимается.
Снята задняя накладка на ручке, сняты щетки электродвигателя. Откручиваются 4 винта (со стороны дрели) и снимается вся передняя часть инструмента (корпус редуктора), содержащая ствол, редуктор, ударный механизм и переключатель режимов работы.
Ротор двигателя снят. Откручиваются два винта крепления статора. С контактов статора снимается 4 вывода, затем он вынимается из корпуса. Выключатель (кнопка + переключатель реверса), щеткодержатель, фильтр помех и сетевой шнур снимаются.
При необходимости ремонта перфоратора в части ударного механизма и редуктора, с торца корпуса редуктора откручиваются 4 винта, затем снимается наружный пластиковый кожух. Лучше всего это делать в вертикальном положении. Тогда во внутреннем корпусе все детали останутся на месте.
После замены неисправной детали сборка производится в обратном порядке. Детали, оказавшиеся «лишними», следует вытереть насухо и отнести в ремонтную мастерскую вместе с перфоратором.
Мероприятия, продлевающие «срок службы» перфоратора
Все действия следующие:
- Внимательно прочтите руководство пользователя и инструкцию по эксплуатации прибора.
- Строго следуйте указаниям, данным в инструкции.
- Регулярно меняйте смазку редуктора и ударного механизма. Ровно заменить, так как нет смысла добавлять новую смазку в отработанную старую — металлическая пыль служит отличным абразивом, который «съедает» все на своем пути.
- Смажьте хвостовик сверла перед работой.
- Регулярно проверяйте щетки электродвигателя и при необходимости заменяйте их.
- Очищайте инструмент снаружи каждый день после окончания работы.
- Старайтесь не работать в облаках пыли — это вредно не только для перфоратора, но и для ваших легких. Проветрить рабочее место, открыв все окна.
- Не лезьте в то, в чем абсолютно ничего не понимаете — доверьте обслуживание профессионалу, или, если вы уже взялись за ремонт перфоратора своими руками, то делайте это не спеша, хорошо помня, куда вы его положили.
Желаем успехов!
Устройство пневматического ударного механизма перфоратора:
1 — качающийся подшипник, 2 — поршень, 3 — ползун, 4 — ударный шток
Конструктивные особенности перфораторов предполагают некоторые отличия в расположении штатных механизмов. Основные узлы неизменны в любой модели. Это электродвигатель, редуктор, механизм ударного комплекса, концевая рабочая часть (патрон). Основным принципом действия является преобразование кинетической энергии вращательного движения двигателя в энергию удара за счет колебательных движений осевого вала (удара) ударного механизма.
Интересует: Как выбрать правильный перфоратор — гарантируем, будет полезно
Механические отличия конструкций перфораторов
Двигатель большинства перфораторов коллекторный. Его расположение может быть горизонтальным и вертикальным. Первый вариант размещения двигателя используется в легких маломощных автомобилях. Второй — в средних и тяжелых транспортных средствах. Легкие перфораторы удобно использовать для бытовых работ, сверления небольших отверстий, легкой обработки старых настенных или напольных покрытий. Им можно работать и в труднодоступных местах, однако вибрация этого вида инструмента, учитывая его конструкцию ударного механизма, достаточно велика. И их мощности едва хватает для работы по монолитному бетону.
Перфораторы с вертикальным двигателем оснащены антивибрационной системой, а также кривошипно-шатунным ударным механизмом, который отличается большей мощностью и устойчивостью к длительным нагрузкам. Сила удара в некоторых модификациях тяжелого типа может достигать 20Дж, в среднем – 8. Они больше по габаритам и массе инструмента, и предназначены для особо твердых поверхностей.
Принцип работы ударного механизма
Вращательное движение двигателя приводит в движение один из важнейших компонентов перфоратора — ударный механизм. Пневмосистема этого узла имеет 2 варианта — с использованием качающегося подшипника или кривошипно-шатунного механизма, совмещенного с зубчатой частью. При вращении вала создаются колебательные вращения поршня, нагнетающего воздух в рабочий цилиндр системы. В этом цилиндре из-за небольшого объема создается давление сжатого воздуха, которое приводит в движение ползун и ударник. В результате кратковременных импульсных переходов поршня и ползуна эти движения преобразуются в удары.
На холостом ходу, не будучи прижатым к твердой поверхности, этот механизм отключается, давление сжатия не создается, удары не производятся.
Как правильно отремонтировать перфоратор самостоятельно
Рабочий механизм остается неподвижным.
Вращение вала регулируется нажатием кнопки, если предусмотрен плавный пуск. На некоторых моделях кнопка имеет настройку ограничения срабатывания, которая регулирует скорость и мощность двигателя.
Редуктор перфоратора способствует передаче числа оборотов с соответствующими параметрами мощности и крутящего момента от начального узла (двигатель) к конечному (ударный механизм). Уменьшение передаточного отношения необходимо для нормальной работы всего аппарата с его вибрационными параметрами. Понижающий тип коробки передач приводит к меньшему количеству оборотов двигателя и увеличению мощности конечного агрегата. Для его смазывания используется специализированная густая смазка типа консистентной смазки, заправляемая при изготовлении или текущем ремонте.
Корпус перфоратора изготавливается в основном из металла (дюралюминиевые сплавы, сталь), только возле электрической части, в районе спусковой кнопки, из прочного пластика.
Фото: tool-land. ru
Фото: www.expertcen.ru
Режим перфорации не работает
Форум / Инструменты и оборудование / Не работает ударный режим в перфораторе
Задайте свой вопрос на нашем форуме без регистрации
и Вы быстро получите ответ и консультацию от наших специалистов и посетителей форума!
Почему мы так в этом уверены? Потому что мы платим им за это!
Узнать больше
Проблема такая: вчера при сверлении отверстий 10 мм, для крепления пенопласта перфоратор перестал работать в ударном режиме (и в ударном режиме, и в режиме сверление+удар), просверлив половину глубины отверстия, он отказался работать дальше.
В режиме сверления работает перфоратор. Так же, если переключиться в режим сверления, то слышно, что мотор посередине работает, а сверление не работает.
Скажите, пожалуйста, в чем может быть причина этого неудобства. Сможете ли вы справиться самостоятельно? Нужно везти в ремонт?
Перфоратор 4-5 лет, используется для постройки собственного дома и для работы в хозяйстве.
Ну, трудно сказать, что произошло. Наиболее вероятная версия — поломка механизма переключения режимов. Возможно полетел контакт такого выключателя. В любом другом случае все режимы не работали бы. Взгляните, взгляните. Возможно обойдется простой перепайкой контакта.
тюи
Да, надо разобрать посмотреть, посмотреть обмотку поршневой системы.
Я когда-то тоже столкнулся с подобной бедой, пришлось менять поршень и менять уплотнительное кольцо. В общем, проще отдать в мастерскую.
Прошу прощения, насколько я понял, вопрос был про электродрель, есть ли у электродрели поршень и уплотнительное кольцо?
Согласен с Максимкой, причина поломки скорее всего в механизме переключения, возможно ремонт перфоратора своими руками.
Уважаемый ТС! Поршни лучше не трогать, иначе может воспламениться топливо!!! (Шутка, надеюсь вы поняли :). тюи, а где поршень в перфораторе? По поводу поломки: самый разумный вариант – отнести инструмент в профессиональный ремонт. Если не разбираетесь, можно починить что-то такое, что спецы не исправят.
Впервые слышу о поршневой системе в перфораторе. А тебе, Доминик, советую взять молоток в ремонт, если ты не умеешь чинить выключатель. Я думаю, что это не поломка самого механизма, а то, что контакт отошел или сгорел
нужно разобрать перф редуктор. Да, смотрите, что не так. Поршень тут ни при чем если слышно как он работает, хотя возможно что треснул.
Ремонт перфоратора своими руками
Скорее причина в забастовке. А, возможно, еще и уплотнительные кольца…. разгерметизация — давление не создается — боек не двигается.
Перестал стучать Hammer («бочка»). Смазка бойка в держателе сверла загустела, стала похожа на смолу, и боек перестал двигаться в держателе сверла. После промывки и смазки бойка и держателя сверла жидким маслом боёк начал двигаться в держателе сверла, а перфоратор начал бить.
Но если вы проходите мимо, вы все равно можете:
Исполнения перфораторов
Конструкции перфораторов. Портативные перфораторы мало чем отличаются по конструкции друг от друга. Рассмотрим устройство одного из распространенных перфораторов ПП63В (рис. 16.8).
Состоит из цилиндра 1, бочки 2 и задней крышки 11, соединенных между собой стяжными болтами 10 с гайками. Поршень-ударник 3 под действием сжатого воздуха, поступающего попеременно то в переднюю, то в заднюю относительно поршневой полости цилиндра, совершает возвратно-поступательное движение. Очередность подачи сжатого воздуха регулируется клапанным воздухораспределительным устройством 15. В конце рабочего хода поршень-ударник ударяет своим штоком по хвостовику сверла. При обратном ходе поршень-ударник с помощью механизма 9поворачивает сверло на определенный угол. Для удаления разрушенной породы из скважины перфоратор имеет промывочное устройство 12, подающее воду на забой скважины через промывочную трубу перфоратора, осевой канал в штанге и отверстия в долоте.
Держатель сверла 4 предназначен для центрирования сверла в процессе сверления отверстия и извлечения сверла из отверстия. Глушитель 16, выполненный из резины, установлен над выпускными отверстиями в стенке цилиндра и может поворачиваться относительно цилиндра, что позволяет направлять отработанный воздух в сторону от бурильщика.
Для поддержки перфоратора во время работы предусмотрена рукоятка 8, соединенная с перфоратором через виброгасящее устройство 7. Представляет собой трубчатую металлоконструкцию с пружинной системой 5 гашения колебаний. Перфоратор соединяется с опорными устройствами скобой 6.
Перфораторы телескопические (рис. 16.9) отличаются от переносных наличием пневматического телескопического питателя и устройства, предохраняющего механизмы перфоратора от попадания шлама из отверстия . Телескопический питатель состоит из цилиндра 13, поршня 11 со штоком 12. Упор 14 удерживает перфоратор от проворачивания при бурении и от перемещения по поверхности, на которой он установлен (рабочий грунт, рабочие полки и т.п.).
Ремонт перфоратора своими руками: реально ли это?
Пуансон имеет рукоятку управления подачей 10 с кнопкой для выпуска при необходимости сжатого воздуха из питателя без остановки работы пуансона.
Защита узлов перфоратора от попадания шлама обеспечивается следующим образом. Держатель бура у перфоратора заменяется большой буксой 3, которая ввинчивается в поворотную буксу 4. Буровая штанга, выполненная для телескопических перфораторов без буртика, удерживается в перфораторе в нужном положении благодаря наличию дополнительного бойка 5. Шламоуловитель 6 устанавливается на патрон 7 перфоратора. Он улавливает воду, шлам и отводит их в сторону по рукаву 8. Попадание стекающего ила в перфоратор предотвращается подачей сжатого воздуха через специальную трубку 9.расположенных концентрично той, через которую в отверстие поступает вода. Рукоятка 2 пускового крана, как и у переносных перфораторов, имеет четыре положения.
Cherry tigo 2.4 дергается при разгоне. Chery Tiggo – это азартная лотерея. Диагностика КШМ по ширине зазоров у его собратьев
Китайский кроссовер Chery Tiggo
изначально был скопирован из . Впервые в России эти китайские кроссоверы появились в 2005 году. Часть автомобилей привозили в разобранном виде и собирали на «Автоторе» в Калининграде.
Сейчас эти автомобили уже продаются на вторичном рынке, и мы подробнее рассмотрим целесообразность покупки этого китайского подержанного автомобиля.
Коррозионная стойкость Тигго не на высоком уровне, эти автомобили со временем ржавеют примерно так же, как и наши Жигули. Металл не оцинкован и там, где появляются сколы, начинает цвести металл , а это значит, что примерно через 6 лет ржавчина может разрастаться вовсю. Поэтому для этой машины жизненно необходимо дополнительно нанести антикоррозийное покрытие.
Бамперы сделаны из дешевого пластика, который не очень прочный и может треснуть, если за что-нибудь зацепиться. На мойке тоже нужно быть осторожнее, ведь мойка высокого давления может водой отбить краску с зеркал и бамперов.
Салон
Полным ходом используется в салоне простой жесткий пластик , очень быстро начинает скрипеть, к тому же дополнительный шум создают дверные замки, которые быстро разбалтываются. Скрипят и сиденья, ткань которых довольно тонкая, поэтому легко рвется, теряет форму, быстро протирается и пачкается. Так что время не в пользу салона Тигго, даже пенополиуретан внутри сидений помят. Но хорошо, что с новых машин уже исчез неприятный фенольный запах.
Рулевое колесо тоже временами выглядит не очень красиво, потому что пластик отслаивается и стирается. Рычаг коробки передач, особенно ручной, тоже быстро лысеет и выглядит потертым.
Электроника в этой машине простая, так что особых проблем с ней нет, разве что, магнитола может барахлить и со временем выходят из строя стеклоподъемники. Замена магнитолы обойдется в 200 долларов, а восстановление стеклоподъемников — в 80 долларов. Также со временем может начать сильно шуметь вентилятор печки — новый моторчик вентилятора стоит 100 долларов. Радиатор отопителя тоже быстро забивается отложениями, его надо периодически промывать, но со временем его все равно придется менять на новый, который стоит 75 долларов, но чтобы этот радиатор меньше засорялся, его надо заливать в лучшем антифризе.
Моторы
На Chery Tiggo устанавливаются двигатели Mitsubishi 4G6, которым уже больше 30 лет. Есть двигатели объемом 2 и 2,4 литра, у них одни и те же болезни: слабые подшипники на генераторе — уже через 70000 км. появляется гул, означающий, что пора менять эти подшипники.
Если заливать некачественное масло, да еще и с опозданием, то гидрокомпенсаторы, ресурс которых не превышает 100 000 км, быстро выйдут из строя. пробега если вовремя менять масло и заливать качественно. Гидравлические толкатели стоят недорого — 8 долларов за штуку, главное не дать им заклинить, потому что тогда они будут тянуть клапана, а значит, придется ставить новую ГБЦ, которая стоит 700 долларов.
Но бывает и более дорогое развитие событий из-за особенностей конструкции этих моторов. Но это больше для невнимательных владельцев. В этих двигателях балансирные валы имеют втулки-подшипники, работающие без избыточной смазки, поэтому нужно следить за тем, чтобы уровень масла в картере был в норме, иначе подшипники быстро изнашиваются без необходимого количества масла, после чего валы будут заклинивать. А потом будет дорогой ремонт. Кстати, в этих моторах надо не забывать менять ремень ГРМ каждые 45 000 км., а еще можно менять ремень привода балансирных валов, чтобы не пришлось капитально ремонтировать двигатель.
Как и в любом автомобиле нужно следить за уровнем антифриза в системе охлаждения, особенно у этих моторов может пропадать антифриз в месте подключения помпы или антифриз может вытекать через нижний патрубок радиатора. Свечи зажигания также должны быть качественными и рабочими.
Даже в Chery Tiggo нужно лить качественный бензин, чтобы бензонасос прослужил дольше. Особенно в этом ТНВД фильтр тонкой очистки , который может быстро забиться, если бензин некачественный.
Вообще бензонасос стоит всего 80$, а если сеточка забита, то надо менять весь насос, но некоторые владельцы просто снимают сеточку, но есть риск, что грязь от топлива может попасть в форсунки , которые стоят 70 долларов и не любят грязи. При их выходе из строя будет слышен стук на холостом ходу и небольшая вибрация.
Существуют также полноприводные версии Тигго, у них бензобак разделен карданным валом на 2 половины, в бензобаке установлена система подкачки, которая также имеет быстро засоряющийся фильтр. Если такая сетка забьется, то топливо перекачиваться не будет, а запас хода уменьшится вдвое. Здесь вы также можете удалить этот меш навсегда, чтобы не менять его регулярно.
После 2006 года модели Tiggo стали оснащаться двигателями собственного производства, которые были разработаны австрийской компанией AVL. Это двигатели серии Acteco разного объема: 1,6, 1,8 и 2,0 литра. Эти моторы оснащены электронным управлением дроссельной заслонкой. Получились вполне удачные силовые агрегаты, наверняка, ничем не хуже моторов от Mitsubishi. Также они требуют качественного масла и антифриза. Бывают случаи, что после 70 тыс. км. опоры двигателя выходят из строя, их замена будет стоить 25 долларов.
Трансмиссия Chery Tiggo
Переднеприводные модификации оснащены редукторами автоматической коробки передач. Этот автомат 4-х ступенчатый, был позаимствован у французов, модель называется DPO или AL4. Эти коробки устанавливались в Рено, Пежо и Ситроен примерно после 1995 года. Надежностью она не славится. На автомобилях Chery Tiggo, которые оснащены двигателем Acteco, устанавливается эта коробка, только в ее названии — QR425. У нее есть свои особенности: она не любит работать, пока не прогреется, масло немного течет через сальники, и после 80 000 км. при переключении передач появляются толчки, а это значит, что скоро придется менять гидроклапаны модуляции давления, цена которых 100 долларов. Также бывают случаи, что потребуется замена всего гидроблока, его цена довольно высокая — 500$.
Есть и механическая коробка, для этого автомобиля 5-ступенчатая QR523 китайского производства, имеет недостаточно продуманную конструкцию многоконусных синхронизаторов. Очень скоро они издают звуки, похожие на хруст, и после 80 000 км. передачи будут плохо переключаться.
Сцепление обычно служит менее 100 000 км. пробега, даже сам рычаг коробки передач может перестать слушаться водителя из-за того, что оболочка тросовых приводов плавится на выпускном коллекторе летом, а зимой, наоборот, при попадании воды внутрь оболочки тросы начнут примерзнуть к выпускному коллектору. Поэтому придется заменить оболочку тросовых приводов, стоит она недорого — около 15$.
Кроме того, в полноприводной версии есть конструктивный недостаток — автомобиль начинает трястись на скорости 70 и 110 км/ч. Несмотря на усилия дилеров по балансировке карданных валов, причиной здесь стала многодисковая муфта BorgWarner ITM 3e, подключающая задние колеса. Так вот, вся причина вибраций в том, что эта муфта жестко закреплена на днище и при определенных оборотах карданного вала входит в резонанс с кузовом. Кстати, такое же сцепление устанавливается и на известные кроссоверы от Hyundai и Kia.
Китайские инженеры во избежание вибраций поставили резиновые сайлентблоки в тех местах, где крепится сцепление, но это мало помогло. Эту проблему не могли решить до 2010 года, в 2008 году даже перестали продавать полноприводную технику. Но потом сцепление перенесли на заднюю передачу, а на его место поставили опору карданного вала, после чего вибрации исчезли.
Подвеска от Cherie Tiggo
Подвеска точно такая же, как у Toyota RAV4 2-го поколения, поэтому проблем с подвеской практически нет. Подвески Toyota надежны и долговечны, поэтому китайские инженеры не прогадали с выбором, кого копировать. Но все равно качество деталей подвески явно не тойотовское, поэтому и долговечность подвески Тигго оставляет желать лучшего. Но когда придет время делать ремонт, можно установить японские детали вместо китайских, тогда срок службы увеличится в 2-3 раза, хотя цена японских деталей примерно в полтора раза дороже.
Уже через 40 тыс. км. втулки стабилизатора нужно будет заменить, китайские стоят по 8 долларов каждая, а японские 12 долларов. Для этого пробега также потребуется замена стоек, они стоят примерно одинаково: 10 долларов для Китая и 14 долларов для Японии. Примерно через 90 тысяч километров замена амортизатора , китайская стоимость: 65 долларов за передние, а задние — 45, японские обойдутся в 120 и 90 долларов соответственно. Также до 100 тыс. км. надо менять сайлентблоки рычагов.
К тому же пробегу могут ослабнуть пружины, особенно задние, поэтому клиренс автомобиля уменьшится на 3-4 см. Замена пружины будет стоить 23 доллара США для Китая и 35 долларов США для Японии.
И еще одной неприятной особенностью Chery Tiggo являются тормоза с направляющими пальцами: здесь закисают задние дисковые тормозные суппорта . Кроме того, они начинают заедать после 30 000 км. Что характерно для этих тормозов, так это то, что внутренние колодки очень быстро изнашиваются, а внешние остаются целыми. В такой ситуации можно попробовать почистить направляющие стержни, либо заменить их. Если дело на ходу, то вам остается только поставить новые суппорта, которые стоят по 160 долларов за штуку.
Безопасность в Cherie Tiggo
Как известно, китайские автомобили в краш-тестах показывают не самые высокие баллы, Chery Tiggo не исключение. Этот автомобиль имеет 2 фронтальные подушки безопасности и преднатяжители ремней безопасности. В 2011 году был проведен краш-тест ANCAP, в котором участвовала версия с 2-литровым двигателем Acteco 2.0 и рулем с правой стороны. Когда машина врезалась лоб в стену на скорости 64 км/ч, подушки безопасности сработали с опозданием, и голова манекена ударилась о руль, кроме того, педали сильно сместились в салон при ударе, как В результате манекен повредил голову, грудь и ноги. Пассажир в случае такого столкновения тоже не останется без синяков. Итак, результат этого теста — 2 балла из возможных 16.
При тестировании Toyota RAV 4 в 2002 году по методике ANCAP он спокойно получил твердую 4-ку, так как набрал 27,1 балла из 34. Все-таки 4 подушки безопасности делают свое дело. Конечно, не все было идеально с Тойотой во время теста — при лобовом ударе руль немного сместился в салон и манекен на водительском сиденье получил легкий удар по ногам, а манекен на пассажирском сиденье ускользнул с небольшим ушибом на груди. Но подушки безопасности сработали четко и вовремя, именно из-за этого синяки незначительные.
Ощущения от вождения Chery Tiggo
За рулем переднеприводного Chery Tiggo с двигателем 2,4 литра и МКПП чувствуешь себя довольно хорошо мотор достаточно сильный , разгоняется примерно с такой же динамикой как Toyota RAV4, есть, конечно, разница в полторы секунды в пользу Тойоты. При нажатии газа в пол он не сразу разгоняется, машина думает где-то полсекунды, и только потом скорость увеличивается. Переключение передач быстрое и легкое, управляемость тоже хорошая.
Если сравнивать Тигго и РАВ4, то плавность хода у китайца даже лучше, подвеска ведет себя мягче, сглаживая мелкие неровности на дороге, а в поворотах крены меньше, чем у Тойоты. А вот по шуму Тойота явно выигрывает: двигатель тише, аэродинамический свист меньше и шороха шин практически не слышно. Также в Toyota RAV4 подвеска не издает лишних звуков, в отличие от Чери. И, конечно же, тормоза у китайцев явно хуже, чем у японцев.
24
..
Chery Tiggo 2005. Диагностика неисправностей кривошипно-шатунного механизма двигателя
Рабочие качества кривошипно-шатунного механизма можно оценить путем измерения давления масла, определения характеристик стуков и измерения зазоров в определенных сопряжениях коленчатого вала.
Измеритель давления масла
Давление масла проверяют с помощью прибора, состоящего из манометра, соединительной втулки с накидной гайкой и ниппелем и демпфера, сглаживающего пульсации масла при измерении давления. Для снятия показаний давления в магистрали прибор подсоединяют к корпусу масляного фильтра, предварительно отсоединив его от трубки штатного манометра. Чтобы проверить давление, последовательно выполните следующие шаги:
подсоединить измерительный прибор к корпусу масляного фильтра;
запустить и прогреть двигатель до штатного теплового состояния;
фиксируют давление масла в магистрали на холостом ходу, в момент стабильного и номинально частотного вращения коленчатого вала.
Прослушивание стуков в сопряжениях коленвала
Прослушивание стуков в КШМ в определенных парах с помощью электронного автостетоскопа. Этот метод диагностики КШМ требует нагнетания разреженного давления в надпоршневое пространство с помощью специальной компрессорно-вакуумной установки. Требуется прослушать сопряжение между поршневым пальцем и бобышкой поршня, а также между шатунным механизмом и шейкой коленчатого вала, а затем между втулкой верхней головки шатуна и поршневым пальцем.
В случае если зафиксировано низкое давление масла и стуки в коленчатом валу, необходимо будет проверить зазоры в вышеуказанных сопряжениях и заменить датчик давления масла. Если давление масла низкое, но стуков нет, то следует отрегулировать сливной клапан системы смазки. В том случае, если предпринятые действия не приведут к нормализации давления, то потребуется проверка диагностики системы смазки на стенде.
Диагностика КШМ по ширине зазоров в его сопряжениях
Состояние кривошипно-шатунного механизма также определяется величиной зазоров в его сопряжениях. Их измеряют с помощью специального прибора и по следующей схеме:
устанавливают поршень цилиндра в сжатом состоянии;
фиксатор коленчатого вала;
вместо форсунки закрепить приспособление в головке блока цилиндров, ослабить стопорный винт, после чего поднять направляющую вверх;
включить аппарат и довести давление до разряженного состояния;
для достижения стабильных показаний индикатора методом двух-трех циклов подачи;
фиксируют зазор в соединении между верхней головкой шатуна и поршневым пальцем, а затем общий зазор между шатунным подшипником и верхней головкой шатуна.
Все зазоры в коленчатом валу измеряют трижды и принимают среднее арифметическое. В случае, когда зазоры какого-либо одного шатуна больше допустимых значений, требуется ремонт двигателя.
К неисправностям кривошипно-шатунного механизма относятся снижение компрессии в цилиндрах и мощности двигателя, увеличение расхода топлива и масла, нехарактерные для работы двигателя дым, стуки и шумы, утечки масла и охлаждающей жидкости.
Компрессию в цилиндре измеряют на прогретом двигателе с помощью компрессометра.
Перед измерением компрессии выкручивают свечи зажигания, вставляют резиновый наконечник прибора в свечное отверстие и проворачивают коленчатый вал стартером при полностью открытых дроссельной и воздушной заслонках в течение 5-6 с. При максимальном давлении компрессометра конец такта сжатия в цилиндре снимают по шкале манометра, а на компрессографе значение давления записывают на бумажный бланк. Измерения повторяют 2-3 раза в каждом цилиндре и определяют среднее значение. Разность давлений в баллонах не должна превышать 0,1 МПа.
Снижение компрессии в отдельных цилиндрах может происходить из-за закоксовывания или поломки поршневых колец, повреждения прокладки ГБЦ, неправильной регулировки зазоров в клапанном механизме, прогоревших клапанов. Закоксовывание поршневых колец в поршневых канавках способствует интенсивному прорыву газов в картер, что может привести к повышению давления картерных газов и выплескиванию масла через отверстие масломерного щупа. В этом случае в каждый цилиндр заливают по 20-25 см3 моторного масла и повторяют замеры компрессии. Повышение давления свидетельствует о негерметичности цилиндропоршневой группы.
Неисправность прокладки головки блока цилиндров и течь в клапанном механизме можно обнаружить с помощью пневматического тестера, пропуская сжатый воздух в цилиндр через свечное отверстие. Утечка воздуха в соседний цилиндр указывает на повреждение прокладки головки блока цилиндров или ослабление гаек или болтов головки цилиндров. Неисправность прокладки головки блока цилиндров также можно определить по попаданию охлаждающей жидкости в поддон. При этом будет происходить постоянное снижение уровня охлаждающей жидкости в расширительном бачке или радиаторе и одновременное повышение уровня масла в поддоне. При этом масло приобретает цвет от серого до молочно-белого. Утечка воздуха через карбюратор свидетельствует о неисправности впускного клапана, а через глушитель — выпускного клапана. Найденные неисправности исправлены.
Причиной снижения компрессии в цилиндрах двигателя при исправной прокладке ГБЦ и клапанах является износ цилиндро-поршневой группы. Степень износа цилиндропоршневой группы, а значит, и ее техническое состояние определяют без разборки двигателя приборами и пневмотестером. Принцип работы приборов основан на измерении утечек воздуха, подаваемого в цилиндр двигателя. Проверка проводится на прогретом двигателе. Свечи снимаются, поршень первого цилиндра устанавливается в верхнюю мертвую точку конца такта сжатия. Коленчатый вал блокируется от вращения путем включения передачи и установки автомобиля на стояночный тормоз. Прижать контрольный наконечник прибора к свечному отверстию первого цилиндра, открыть клапан подачи воздуха и по показаниям стрелки манометра на приборе определить утечку воздуха. Проворачивая коленчатый вал, таким же образом проверяют другие цилиндры в соответствии с порядком их работы. Утечка воздуха не должна превышать 28% при исправных клапанах и прокладке ГБЦ.
При появлении стуков и шумов, нехарактерных для работы двигателя, выслушивают работу двигателя мембранным или электронным стетоскопом. Шток стетоскопа устанавливают перпендикулярно поверхности двигателя в том месте, где слышны стуки и шумы.
Состояние поршня и поршневого пальца определяют при резком изменении частоты вращения коленчатого вала, выслушивая стенки блока цилиндров по линии движения поршня в местах, соответствующих его крайним положениям. Звук поршневого пальца отчетливый и резкий и пропадает при выключении цилиндра из работы. При износе пары поршневое кольцо — поршневая канавка слышен слабый щелкающий звук в нижней мертвой точке при средней частоте вращения коленчатого вала. Изношенные поршни при холодном двигателе издают щелкающий, дребезжащий приглушенный звук, который уменьшается по мере прогрева.
Износ коренных подшипников и увеличение зазора между шейками коленчатого вала и вкладышами сопровождается глухим низким металлическим звуком, частота которого увеличивается с увеличением частоты вращения коленчатого вала. Слышен стук в нижней части блока цилиндров по оси коленчатого вала при резком открытии дроссельной заслонки. Причиной такого стука может быть и слишком раннее зажигание. Большой осевой зазор коленчатого вала способствует появлению стука более резкого тона с неравномерными интервалами, особенно заметного при плавном увеличении и уменьшении частоты вращения коленчатого вала. Тон этого звука меняется в зависимости от того, нажата педаль сцепления или нет. Величину осевого зазора определяют на неработающем двигателе путем перемещения переднего конца коленчатого вала при выжатой и отпущенной педали сцепления и сравнивают с данными таблицы.
Шатунные вкладыши при износе также создают стук в районе оси коленчатого вала, но ниже или выше на величину радиуса кривошипа и при положении поршня вверху или нижняя мертвая точка. При этом слышен более резкий и звонкий стук, меньшей силы по отношению к стуку коренных подшипников. Стук пропадает в каждом из цилиндров при выключении соответствующей свечи зажигания.
Признаком износа коренных и шатунных подшипников является также падение давления масла в системе смазки двигателя ниже нормы. Давление масла проверяют контрольным манометром с ценой деления не более 0,05 МПа.
Двигатели с перечисленными неисправностями отправлены в ремонт.
Первый Chery Tigo сошел с конвейера в 2005 году. Кроссоверы для российского рынка производились в Китае и у нас в России — до 2008 года на заводе «Автотор» в Калининграде, а с 2010 года на ТагАЗе под названием Vortex Tingo. Прототипом послужил «внедорожник» Toyota RAV4 второго поколения. Под капотом разместили лицензионные силовые агрегаты Mitsubishi.
Chery Tiggo благодаря невысокой цене пользуется хорошим спросом в своем классе. Как поведет себя кроссовер в плане надежности в дальнейшем, конечно же, зависит от условий эксплуатации и грамотности обслуживания. Но есть одно но…. Помимо всего прочего, немалую роль играет и случайность. Помимо «породных» болезней, есть и непредвиденные – внезапно возникающие. В итоге при одинаковых условиях эксплуатации кто-то ездит и бед не знает, а кто-то мучает себя устранением бесконечно всплывающих неисправностей. Поэтому мнение об этом автомобиле среди владельцев неоднозначное. Также стоит добавить, что родная китайская сборка более качественная, чем российская.
Двигатели
Кроссовер Chery Tigo комплектовался бензиновыми двигателями рабочим объемом 2,4 л/130 л.с. и 1,8 л/132 л.с. Чуть позже появились 1,6 л/119 л.с. и 2,0 л/136 л.с.
Некоторые владельцы Tiggo с двигателем 2,4 л сталкивались с неприятными случаями поломки клапанов и разрушения шатуна. Двигатель склонен «растрачивать» охлаждающую жидкость через нижний патрубок радиатора, место соединения помпы с патрубком термостата или через сам патрубок. Иногда «подтекают» пробки в блоке цилиндров.
Для двигателя 1,8 л характерны трудности с холодным пуском в сильные морозы — ниже 15 градусов. Виной всему датчик температуры охлаждающей жидкости. Реже причина в «уставших» катушках зажигания. Снижение тяги и дерганье на низких оборотах часто вызвано неисправностью датчика массового расхода воздуха.
Двигатели 1,6 л и 2,0 л «штатными» болячками не страдают. Но и они не лишены общих проблем, характерных для Cherie Tigo.
Многие жалуются на неудовлетворительное качество используемых в силовом агрегате рабочих жидкостей. В частности, охлаждающая жидкость на автомобилях российской сборки со временем может осаждаться, что часто приводит к заклиниванию термостата в открытом положении.
Из-за неисправности топливного насоса или регулятора давления топлива двигатель начинает глохнуть и перестает заводиться с первого раза, а затем вообще отказывается заводиться, когда в баке остается меньше половины или 1/3 топлива. Что бы беда не застала врасплох, особо смекалистые возят с собой «НЗ» в количестве 5 литров. После небольшой порции топлива двигатель легко запускается. Такое поведение можно наблюдать ближе к 100 000 км. Предвестником является медленная реакция стрелки скорости на нажатие педали газа. Оригинальный регулятор давления топлива редко служит долго, его надежность очень низкая. «Мастера» советуют установить регулятор давления топлива от «Волги» или «Ланоса». Работники автосервиса не рекомендуют чистить сетку бензонасоса, так как в 90% случаев после этого RTD выходит из строя.
Катушки зажигания и высоковольтные провода могут «приказать долго жить» через 30-50 тыс. км. Часто водители замечают рывки при разгоне на 2-й передаче. В поисках решения проблемы приходится сталкиваться с заменой топливного фильтра, свечей зажигания, катушек, высоковольтных проводов и даже прошивки ЭБУ. Но это не всегда заканчивается положительным исходом.
Датчик уровня топлива вскоре начинает «фальшивить», а затем и вовсе ставит стрелку указателя на ноль. Причина в износе ламелей.
Трансмиссия
Механическая коробка передач не очень надежна. Жизненный цикл коробки сопровождается шумами, хрустами и грохотом. Проблемы с переключением появляются к 40-80 тыс. км. Известны случаи разрушения подвески и вторичных валов.
На тросовых трансмиссиях селектор передач может «залипать» из-за оплавления оболочки тросов, расположенных слишком близко к выпускному коллектору. Проблема возникает на Тиго с двигателями 1,8 и 2,0 л. На Тигго с двигателем 2,4 л зимой могут появиться проблемы с переключением передач — из-за попадания влаги в оболочки тросов или под гофру механизма переключения передач.
Сцепление часто «заканчивается» после 70-90 тыс. км, но есть и «счастливчики», откатавшие до первой замены 150-160 тыс. км. За замену сцепления дилеры просят около 10 тысяч рублей, в стороннем сервисе придется заплатить около 7-8 тысяч рублей.
С АКПП DP0, которую Тиго получил в подарок от Renault, тоже не все гладко. Так при пробеге более 30-40 тыс. км на приборной панели высвечивается шестеренка с восклицательным знаком. При этом могут появиться легкие толчки. Причина в клапанах модуляции давления. Клапана придется либо заменить, либо можно будет отделаться промывкой гидроблока. Стоимость клапана 2-2,5 тысячи рублей, работы по замене 4-6 тысяч рублей. «Официалы» просят за ремонт до 80-90 тыс. руб.
На автомобилях старше 3-х лет коробка может не переходить в режим «Р» (парковка) из-за разрушения хрупкого наконечника, соединяющего трос и рычаг выбора передач. Со временем на контактах гребенки разъема коробки появляется коррозия.
Полноприводные версии Chery Tigo, выпущенные до мая 2008 года, донимали заметной вибрацией в диапазоне скоростей 60-100 км/ч. Причина — неправильная балансировка карданного вала. Производителю удалось победить вибрацию, перенеся электромуфту на задний редуктор и установив на ее место подвесной подшипник. ШРУСы внутренние и наружные часто требуют замены при пробеге более 70-90 тыс. км.
Шасси
Подвеска кроссовера имеет средний ресурс. Стойки и втулки стабилизатора поперечной устойчивости требуют замены на 40-60 тыс. км. Передние и задние амортизаторы начинают подтекать или стучать после 60-100 тыс. км. Заодно подходят и сайлентблоки рычагов. При пробеге более 100 тыс. км ослабевают задние пружины.
Рулевые тяги служат более 40-70 тыс. км. Рулевая рейка может стучать или подтекать через 60-90 тыс. км. Есть проблемы с насосом ГУР — подтекает в районе датчика.
После 60-90 тыс. км часто закисают направляющие суппорта заднего тормоза. Также есть вопросы к блоку АБС, который начинает «глючить». Новый блок стоит около 30 тысяч рублей, но его ремонт не дорог. Причиной «глюка» блока АБС может быть и влага, попавшая в контактную колодку на модуле.
Другие проблемы и неисправности
Окраска кузова терпимая. Металл на месте сколов вскоре начинает «цвести». Проблемные места- капот, пороги, низ багажника. При проезде неровностей часто стучат дверные замки. Заболевание лечится обматыванием скобы изолентой.
Сверчки в салоне селятся целыми колониями. Передние сиденья тоже начинают скрипеть. От скрипа можно избавиться, подклеив крепеж. Со временем краска на руле стирается.
Головное устройство тоже часто вызывает проблемы. То диски не играет, то волну не держит, то замолкает, многозначительно выдавая надпись «TOO HOT» — перегрев. Примечательно, что в гарантийной книжке указано, что на аудиосистему гарантия не распространяется.
Со временем начинает свистеть вентилятор печки. После смазки втулок свист пропадает. Если потоки воздуха в салоне зимой распределяются неравномерно (водителю холодно, а переднему пассажиру жарко), то забитый радиатор отопителя придется заменить.
В сырую погоду или после мойки многие сталкиваются с полной «тишиной» приборной панели. Причина — влага. После нескольких дней «сушки» работоспособность панели восстанавливается.
Проблемы с генератором появляются после 50-70 тыс. км. Новый генератор будет стоить 5-6 тысяч рублей.
Заключение
Многие владельцы сравнивают приобретение Chery Tiggo с игрой в лотерею. Никогда не знаешь, как поведет себя твоя машина. Также стоит отметить, что цены на оригинальные запчасти значительно завышены, да и заботятся о них гораздо меньше, чем те, которые изначально устанавливаются при сборке. Ресурс аналогов не меньше оригинальных запчастей.
УАЗ Патриот , 2.7 л., 2009 г.в.
Легкий стал на ходу и на разгоне. Особенно для маневренности. Стал как хорошая иномарка. Машина неузнаваема, кувыркается так, что не уступает ни одной иномарке. Нравится кататься.
Александр
Первые ощущения автовладельцев после обслуживания на УАЗ Патриот.
Ваш браузер не поддерживает видео
Используйте другой браузер
Добрый день Владислав. Сегодня получил посылку с дросселем и сразу установил в сборе. Машина неузнаваема . волга весом 1.8 тонны с места рвёт с пробуксовкой по нашим горам где я раньше ездил на 3-4 передаче сейчас свободен на 5-й и ещё собираюсь разгонять . На старом узле скорость 90 км. разгонялся до 3000-3300 об/мин. Сейчас 2000-2300 об/мин. обгон это удовольствие понижать передачу не надо . И при этом еле нажимаю на педаль газа. Пока я очень доволен результатом.
Я много читал о настройке дроссельной заслонки и решил попробовать. Мои первые впечатления — машина стала легче разгоняться. Раньше разгон был с 3000 теперь с 2000 об/мин. уже ведется. Всем советую, реально работает! Хотя у меня были большие сомнения.
