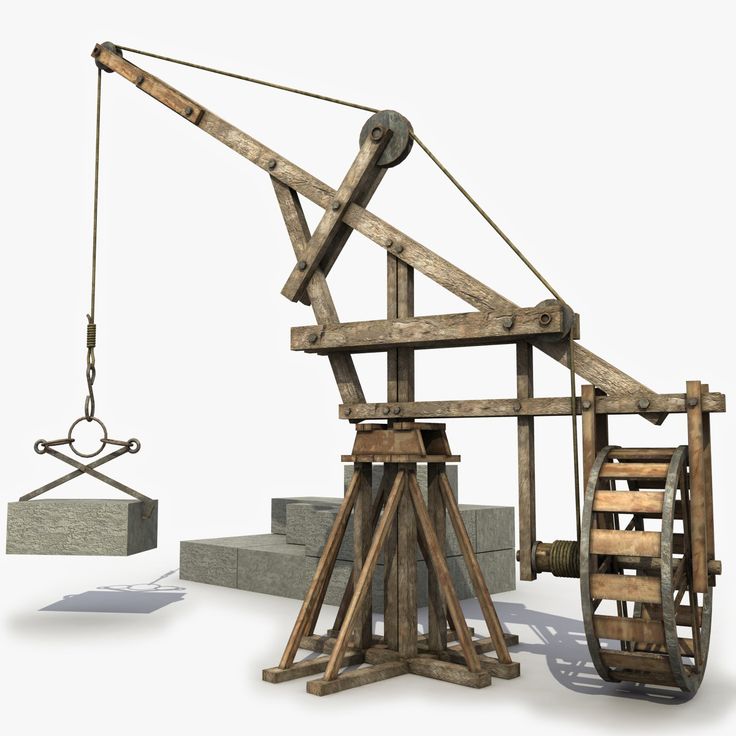
Наплавка металла электродом представляет собой укрепление сварного шва или его восстановление. Суть этого метода заключается в формировании на поверхности соединения нового слоя. При необходимости это может быть несколько слоев, для чего применяются наплавочные электроды. Наплавка и сварка имеют разную технологию.
Сущность наплавки
Наплавка электродом осуществляется следующим образом. Под действием пламени сварочной дуги расплавляется внутренний стержень электрода, после чего с его помощью накладываются поверхностные валики в необходимом количестве.
Качественные характеристики зависят от глубины проплавления поверхности. Чем меньше будет глубина, тем более качественной окажется проплавка. Это объясняется тем, что при этом перемешивание основного металла с наплавленным сведется к минимуму. Для избежания деформации деталей желательно, чтобы остаточные напряжения в металле были бы незначительными. Это возможно при тщательном соблюдении технологии процесса.
Электроды для наплавки имеют основное покрытие. Такая обмазка обеспечивает стойкость к образованию трещин, особенно в том случае, когда производится работа с изделиями из сталей, имеющих повышенное содержание углерода.
Электроды для наплавки валов обеспечивают жесткость соединения ответственных конструкций. Для работы с высоколегированными, жаростойкими и жаропрочными сталями применяются электроды для наплавки, стойкие к абразивному износу.
Электроды для наплавки стали применяются для осуществления наплавки рельсов, таких изделий в автомобильной и железнодорожной промышленности, как валы и крестовины.
Разновидности
Дуговая наплавка заключается в использовании теплоты для расправления присадочного материала и последующего его соединения с основным металлом изделия. В результате имеется возможность получить наплавленный слой различного химического состава, обладающего разнообразными свойствами различных толщин.
В зависимости от поставленных целей и методов использования наплавные электроды разделяются на шесть основных групп согласно области применения и имеющимся функциональным особенностям. Перед тем, как наплавить металл электродом, следует сделать правильный выбор в зависимости от конкретной работы. К первой группе относятся твердосплавные электроды для наплавки. Одними из наиболее часто применяемых расходных элементов этого типа являются электроды ЦНИИН-4.
Они имеют основной вид покрытия. Главные элементы химического состава — хром и марганец. Электроды выпускаются диаметром четыре миллиметра. Сферой использования является наплавка изделий из сталей с высоким содержанием марганца. Примером такой марки является 110Г13л. Применяются для ликвидации дефектов в железнодорожных крестовинах и иных изделий из сталей с высоким содержанием марганца.
Для наплавки также из этой серии применяются электроды ЦН. В частности, электроды ЦН-6Л используются для наплавки ручным способом уплотнительных поверхностей частей арматуры, которые эксплуатируются при температуре не более 570 градусов. Давление при этом не должно превышать 78 Мпа. Наплавка этими электродами осуществляется в нижнем положении. Используется постоянный ток. Выпускаются с двумя видами диаметров — 4 и 5 миллиметра.
Твердосплавные электроды способны восстанавливать геометрию деталей, которая была утрачена после длительной эксплуатации. К твердосплавному виду относятся Сталинит электроды, которые находят применение для наплавления деталей, которые при эксплуатации подвергаются грубому износу, в частности, их рабочих частей.
Во вторую группу входят расходные элементы, которые обеспечивают наплавленный металл со средним количеством углерода и средним легированием. Металл обладает повышенной стойкостью, когда происходит трение металла о металл, а также происходят сильные ударные нагрузки на изделие, в том числе при высокой температуре. Находят применение для ремонта деталей, подвергающихся быстрому износу в горно-металлургической промышленности, а также для различного станочного оборудования.
Третью группу составляют электроды, которые обеспечивают наплавленный металл, имеющий высокую стойкость при изнашивании металла абразивного характера и при ударных нагрузках умеренного или повышенного характера.
Электроды четвертой группы обеспечивают высоколегированное углеродистое наплавление, обладающее большой стойкостью. Изделия с такой наплавкой могут эксплуатироваться при больших давлениях и высоких температурах. Применяются для конструкций, которым предстоит работать в сверхтяжелых условиях. Могут использоваться для укрепления ножей, предназначенных для горячей резки металлов, штампов и бойков ковочных машин.
Пятую группу составляют электроды, которые обеспечивают наплавленный аустенитный металл высокого легирования, который является стойким при изнашивании вследствие образования большого слоя коррозии, а также при постоянном трении металлических деталей друг о друга при высокой температуре. Могут применяться для наплавки арматуры для работы в паровой и водяной среде.
Шестая группа включает в себя электроды для образования слоя металла с высоким легированием при температуре, доходящей до 1100 градусов. Используются в химическом машиностроении и атомной энергетике, а также оснастки кузнечно-штампового типа.
Электроды всех шести групп имеют основное покрытие. Это гарантирует минимальное образование трещин. Всего имеется сорок четыре вида электродов для осуществления наплавки, что регламентируется ГОСТом 10051-75. Небольшие различия состоят в химическом составе полученного наплавленного металла и значения их твердости. Каждое предприятие производит их изготовление согласно своим техническим условиям.
Процесс наплавки
Во время технологического процесса, которым является наплавка дополнительного слоя, положение является нижним, или, в некоторых случаях, наклонным, вертикальным и полувертикальным, ограниченно-потолочным. Имеются различные схемы наплавки, как плоских, так и фасонных поверхностей.
В качестве наплавочных материалов помимо плавящихся электродов используются:
порошковая проволока;
порошковая лента;
флюс;
газ, состоящий из кислорода и ацетилена.
При рекомендуемом расходе инертных газов, выполняющих роль защиты, образуется металл шва высокого качества, в котором не имеется различных включений.
Материалами для наплавки являются:
Проволока стальная наплавочная, имеющая сплошное сечение. Главным требованием является твердость. Сталь применяется углеродистая, легированная и высоколегированная.
Покрытые электроды сорока четырех типов, изготовленные согласно требованиям ГОСТа 100051-75.
Литые прутки для наплавки.
Порошковая проволока, выпускаемая различных марок.
Зернистые порошкообразные сплавы, которые используются в виде порошковых смесей. Так, например, Сталинит М применяется для наплавки ножей бульдозеров и козырьков ковшей экскаваторов, а марка Вакар — для наплавки при ремонте и изготовлении бурового инструмента.
Порошковые ленты, которые служат для наплавки роликов, колес, ножей бульдозеров, чаш аппаратов доменных печей. К достоинствам применения порошковых лент относятся высокая эффективность плавления, большая осваиваемая площадь за каждый проход, возможность работы при высоком значении тока.
Имеются различные способы наплавки. Наибольшим распространением пользуется наплавка дуговым методом. Это считается универсальным способом, который находит применение в промышленности и бытовой сфере. Популярность метода обусловлена его простотой, удобством и отсутствием необходимости иметь дополнительных приспособлений.
Работа с плоскими поверхностями может применяться созданием узких или широких валиков. К недостаткам относятся невысокая производительность и большая глубина проплавления.
Тип наплавочного электрода выбирается в зависимости от химического состава основного материала, а диаметр зависит от толщины и формы заготовок. От используемых марок электродов зависит необходимость предварительного подогрева. Перед началом процесса наплавки металла необходима предварительная очистка поверхностей изделия от загрязнений, пятен жира и краски.
Интересное видео
Наплавка
Главная >> Износ и способы восстановления деталей >> Наплавка
Наплавка служит для восстановления размеров деталей и получения на их рабочих поверхностях износостойких покрытий путем расплавления наплавочного материала дуговой или газовой сваркой ручным, полуавтоматическим и автоматическим способами.
Для деталей из низкоуглеродистой стали используют электроды ОММ-5 типа Э-42 и УОНИ-13/45П типа Э-42А; для среднеуглеродистой стали, термически не обработанной или нормализованной,— электроды УОНИ-13/55 типа Э-50А; для закаленных среднеуглеродистых цементированных и легированных сталей — (электроды ОЗН-250, ОЗН-300, ОЗН-350, У-340, ОМГ-Н и другие модели. Наплавку производят постоянным током при обратной полярности короткой дугой с перекрытием соседних валиков на 30—50 %, диаметр электрода и сила тока ниже, чем при сварке.
Крупные детали предварительно нагревают до 300—400 °С.
Наплавка деталей может производиться литыми (сормайт № 1 И № 2, стеллиты В2К и ВЗК) и порошкообразными (сталинит, боридные смеси БХ и КБХ и др.) твердыми сплавами. Толщина наплавленного слоя с учетом припуска на механическую обработку – от 2,5 до 4 мм.
Сормайт № 1 (электрод ЦС-1) после наплавки имеет твердость HRC 48-52 и последующей термообработке не подлежит; применяется для восстановления деталей, работающих при постоянной нагрузке. Сормайт № 2 (электрод ЦС-2) после наплавки и отжига хорошо обрабатывается резанием, а после закалки и отпуска приобретает твердость HRC 58-62; применяется для наплавки деталей, работающих при ударных нагрузках. Порошкообразные смеси (сталинит и др.) наносятся на поверхность детали и плавятся угольным, графитовым и стальным электродами или газовой горелкой, а также могут вводиться в состав обмазки стальных электродов.
При наплавке чугуна деталь нагревают до температуры 600-700 °С. Газопорошковая наплавка чугуна заключается в напылении порошка марки НПЧ на нагретую поверхность с помощью специальной ацетилено-кислородной горелки ГАЛ-2-68. Наносимый слой до 3 мм.
К механизированным способам наплавки относятся следующие:
Автоматическая и полуавтоматическая наплавка под слоем флюса
на токарном или специальном станке постоянным током при обратной полярности с помощью наплавочных головок. Электродная проволока диаметром 1-2,5 мм марок Св-08, Нп-30 — для малоуглеродистой стали; Нп-40, Нп-50 — для среднеуглеродистой стали; Нп-ЗОХГСА, Нп-2Х24, Нп-ЗХ13—для хромистых сталей и др. Флюс: плавленный (АН-348А, ОСЦ-45, АН-60 и др.) и керамический (АНК-18, АНК-19, ЖСН и др.). Толщина наплавляемого слоя до 5 мм и более.
Вибродуговая наплавка
на токарном станке постоянным током при обратной полярности с применением охлаждающей жидкости и без охлаждения, в среде защитных газов и под слоем флюса с помощью наплавочных головок с электромагнитным или механическим вибратором. Электродная проволока диаметром 1,2-2,5 мм — из углеродистой или легированной стали. Частота вращения детали до 20 оборотов в минуту. Продольная подача каретки суппорта с головкой 2-3 мм/об. Толщина слоя, наплавляемого за один проход, 0,5-2,5 мм, а его твердость — до HRC 60. Применяется для восстановления деталей (в том числе малого диаметра) из стали, серого и ковкого чугунов (шейки валов, шлицы, резьбовые поверхности и др.), не испытывающих больших динамических нагрузок.
Автоматическая и полуавтоматическая наплавка в среде защитных газов
плавящимся и неплавящимся (вольфрамовым) электродами на постоянном токе при обратной полярности с использованием углекислого газа для стальных и аргона и гелия для алюминиевых деталей. Электродная проволока диаметром 0,8-2,5 мм марок Св-0812СА, Св-12ГС, Св-18ХГСА, Нп-ЗОХГСА и др. Толщина наплавленного слоя 0,8-1 мм, твердость HRC 24—35, а после закалки — до HRC 50. Применяется для восстановления деталей, в том числе тонкостенных и малого сечения, диаметром от 10 мм (чаще всего шейки валов).
Электроконтактная наплавка
на токарном станке переменным током путем приварки навиваемой на деталь проволоки (ленты) при одновременном ее деформировании с помощью двух роликов до требуемой толщины слоя покрытия. Электродная проволока Нп-40, Нп-50, Нп-ЗОХГСА и др. диаметром 0,5-2 мм. Толщина наплавленного слоя 0,2-1,5 мм. При электроконтактном напекании вместо проволоки используются металлические порошки (ПЖ-3, ПЖ-5 и др.).
Применяются также другие способы наплавки: токами высокой частоты, электроискровая, плазменная и др.
Афанасьев В.К., Попова М.В., Масляев М.В., Толстогузов В.Н., Чибряков М.В., Корнева О.В. Новый материал — наплавочные электроды из доменного чугуна без графитовых отложений В статье рассматривается проблема производства качественных наплавочных материалов для увеличения срока службы изделий машиностроения. Используемые в промышленности наплавочные материалы содержат большое количество хрома (13–30%), а также никель, кобальт, вольфрам. Предложен новый материал для наплавочных электродов — доменный чугун, структура которого абсолютно свободна от графитовых выделений. Приведен его химический состав. Материал экономично легирован, так как общее содержание легирующих элементов ≤ 2%. Исследовано влияние условий кристаллизации на микроструктуру чугуна, его твердость и объемную долю цементита Vc в нем. Показано, что чугун для прутков имеет достаточно высокую твердость (5254 HRC) за счет высокого Vc = 6974 %. Помимо цементита, в микроструктуре железных стержней присутствуют участки перлита. Отложений графита нет. При освоении технологии наплавки использовали чугунные прутки и, для сравнения, наплавочные электроды марок Т-59.0, сталинит, -60 и сормит № 1. Наплавка проводилась электродуговым методом на постоянном токе обратной полярности, сила тока выбиралась из расчета 40 А/мм сечения электрода. Качество полученных наплавленных слоев сравнивалось по нескольким критериям: наличие выраженной переходной зоны, отсутствие трещин в зоне сплавления, общее состояние конструкции. Определены оптимальные режимы наплавки железными электродами, обеспечивающие наличие переходной зоны значительной протяженности от основного металла к наплавленному. Эта переходная зона (зона склеивания) является основным фактором, определяющим качество наплавленного шва. При анализе швов, полученных с использованием сормита, -60, сталинита, Т-590 оказалось, что такой зоны нет. Кроме того, после наплавки сормайтовыми электродами в переходной зоне имеются участки графитизации, которые, будучи готовыми трещинами, вызывали бы скалывание наплавленного слоя даже при малых нагрузках. Отсутствие переходной зоны и, как следствие, резкая деградация наплавленных соединений связаны со степенью легирования наплавленного металла. Применение железных электродов, обеспечивающих качественную зону пайки и имеющих самую низкую стоимость по сравнению с наплавочными электродами известных марок, может дать высокий экономический эффект.
Шумихин В.С., Щерецкий А.А. Кастовые композиты с аморфной матрицей Проведен комплекс исследований, разработаны режимы термовременной обработки расплавов на основе циркония и технологические параметры получения сплавов на основе аморфной системы Zr-Cu-Ni-Al-Ti при низких скоростях охлаждения, позволяющих с использованием технологий литья. Исследованы особенности межфазного взаимодействия керамических материалов с расплавами на основе циркония. Установлено, что сплавы на основе циркония можно плавить в тиглях из оксида иттрия, а кварц можно использовать в качестве материала для кратковременного контакта с расплавом, в частности, для металлических коробов. Исследованы кинетические и термодинамические особенности перехода сплавов системы Zr-Cu-Ni-Al-Ti в нанокристаллическое и кристаллическое состояния. Исследовано влияние скорости нагрева, времени выдержки и легирования на процессы кристаллизации аморфных сплавов. Установлено, что путем подбора состава и условий термообработки можно получить ряд материалов с различным фазовым составом, свойствами и структурой от аморфных до нанокристаллических и микрокристаллических. Разработаны оптимальные технологические режимы получения композиционных материалов с аморфной матрицей на основе сплавов на основе циркония методом термической обработки аморфных сплавов. Показано, что переход из аморфного состояния в кристаллическое для сплава Zr 62,9 Cu 17,7 Ni 9,7 Al 7,5 Ti 2,2 носит диффузионный характер, что позволяет регулировать процесс в зависимости от температурно-временных режимов и получать композиционные материалы с различными размерами интерметаллических включений. Исследованы структура и механические свойства полученных материалов. Установлено, что механические характеристики увеличиваются практически линейно с увеличением доли кристаллической фазы и уменьшаются с увеличением размера интерметаллических фаз.
Современные материалы
Задруцкий С.П., Королев С.П., Шешко А.Г. Высокоэффективные комплексные препараты для изготовления качественных отливок Отраслевая научно-исследовательская лаборатория перспективных процессов плавки и высокопрочного чугуна Белорусского национального технического университета совместно с ОДО «Эвтектика» (г. Минск) разработала модульный принцип создания препаратов нового поколения для изготовления отливок из алюминиевых сплавов. Материалы для глубокой дегазации и рафинирующей обработки расплава, его модифицирования, металлургического переплава, корректировки химического состава, очистки стенок печей и ковшей, технологические покрытия металлических изложниц, штампов, чугунных и стальных тиглей, плавильно-разливочного инструмента и др. был создан. Действие новых бездымных таблетированных препаратов для обработки силумина основано не только на термической диссоциации компонентов с образованием рафинирующего газа, но и на плавлении солевых составов с последующей очисткой металла с всплытием капель рафинирующей жидкости. Препараты можно использовать в литейных цехах с недостаточной вентиляцией. Системный подход к качеству литья позволил стабилизировать процессы на многих литейных предприятиях России, Беларуси и Украины с использованием имеющегося оборудования и препаратов производства ОДО «Эвтектика».
Малиновский В.С., Малиновский В.Д., Власова И.Б. Универсальные дуговые печи постоянного тока нового поколения для металлургии и машиностроения В статье рассмотрены особенности эксплуатации и результаты освоения плавильных и раздаточных печей нового типа конструкции НТФ ЕКТА, которые успешно эксплуатируются на многих литейных предприятиях России и за рубежом. Универсальные дуговые печи постоянного тока нового поколения (ДПТ-НГ) вместимостью от 0,5 до 100 т и дуговые печи постоянного тока (ДПТ-НГ) вместимостью до 150 т предназначены для производства высокопрочных качественное литье и переработка лома обычных и высоколегированных марок стали и чугуна, сплавов на основе Al, Cu, Ni, Co, Pb и других металлов, а также литейных сплавов на основе ферросплавов, раскислителей и других материалов. Новые технические решения позволили значительно расширить возможности дугового нагрева и устранить основные недостатки дуговых печей. Плавильные и раздаточные печи универсальны и предназначены для плавки различных металлов. Они не отличаются конструкцией и используемыми огнеупорами, что позволяет изготавливать широкий ассортимент сплавов. ДКАФ-НГ могут переплавлять любые виды шихты, в том числе стружку, без специальной подготовки. Печи поставляются в стандартной комплектации и модульной конфигурации (DCAF-MC) с двумя плавильными сосудами. DCAF-NG создали условия для высокорентабельной замены печей переменного тока, индукционных печей и других плавильных печей. DCAF-NG также можно создать, заменив печи переменного тока на постоянный ток. Срок окупаемости замены существующего плавильного оборудования на ДКАФ-НГ менее 1 года. Концепция создания ДКВС-НГ, разработанная специалистами НТФ ЕКТА, включает в себя специальные энергетические технологии, которые позволили, например, в сталеплавильном производстве не использовать альтернативные источники энергии, природный газ, кислород, угольный порошок и др. ; и запустить производство, т.е. г., алюминий, без применения хлор- и фторсодержащих флюсов и других вредных веществ, обычно применяемых для рафинирования алюминия. ДКАФ-НГ принципиально отличаются от разработок дуговых печей других фирм универсальными энергетическими технологиями, включающими, в том числе, организацию процесса плавки металла и новое эффективное управляемое магнитогидродинамическое (МГД) перемешивание расплава. Энергетические технологии, применяемые в ДКАФ-НГ, позволяют максимально снизить выбросы пыли и газа из печей при плавке. Управляемое МГД перемешивание в ДКАФ-НГ обеспечивает развитую эффективную поверхность взаимодействия шлака и расплава, идеальную однородность температуры и химического состава расплава, быстрое растворение и высокое усвоение легирующих элементов, интенсивную скорость протекания процессов: десульфурации, дефосфорация, науглероживание, обезуглероживание расплава, удаление неметаллических включений, дегазация расплава; минимальная удельная потребляемая мощность. Это позволяет значительно, до 0,5-1,5%, снизить потери заряда, гарантировать высокое качество получаемых металлов. Разработки и оборудование ООО «НТФ ЕКТА» защищены патентами РФ.
Нехамин С.М., Стомахин А.Ю., Черняк А.И., Филиппов А.К. Улучшение эксплуатационных характеристик малотоннажных сталеплавильных электродуговых печей литейного производства Эффективность работы малотоннажного сталеплавильного комплекса в значительной степени определяется правильным выбором дуговой электропечи постоянного или переменного тока (ДЭАП или ДППП). ДКЭАФ и АКЭАФ одинаково изготавливают основные элементы конструкции, схемы загрузки и разливки металла, используют одни и те же огнеупоры, позволяют применять одни и те же процессы плавки и отделки металла. Однако электромагнитные воздействия при протекании переменного и постоянного тока через ванну металла принципиально различны, вследствие чего при постоянном токе, помимо создания восстановительной атмосферы, более экономично расходовать ферросплавы. Существенной статьей экономии является снижение расхода графитированных электродов. В отличие от АКЭАФ, АКЭАФ имеют один вертикальный корончатый электрод, закрепленный в корпусе электрододержателя и через отверстие в центре короны вводимый в плавильное пространство печи. Это позволяет сделать ДКЭП более газонепроницаемыми, чем КВП, а также обеспечивает более равномерный прогрев шихты и футеровки по периметру ванны. DCEAF питается от специализированного источника постоянного тока, отрицательный полюс которого подключен к коронному электроду, а положительный полюс подключен к структуре электрического пути, ведущей к плавящемуся металлу (анод). Источник представляет собой комплекс оборудования, включающий силовой трансформатор, преобразователь, сглаживающие реакторы, теплообменник. Благодаря способности подового электрода к самовосстановлению в процессе плавки и возможности горячего межплавкового ремонта днища их непрерывный срок службы составляет 23 тыс. плавок, после чего подовый электрод проходит профилактические работы и монтируется на печь для повторной эксплуатации. Электрический режим АКЭДП обеспечивает снижение уровня пульсаций напряжения дуги при плавке, что достигается за счет удержания коронного электрода над уровнем заряда без заглубления его в «колодец». Напряжение на дуге в процессе плавки снижается, при этом источник питания соответственно увеличивает ток, поддерживая мощность неизменной. За счет высокой стабильности режима дуги постоянного тока и возможности хорошей герметизации топки отсутствует подсос воздуха в плавильную камеру, что приводит к меньшим, по сравнению с АПКА, потерям шихты при плавке (≤ 35%), меньшему выбросы пыли и газа, значительно меньший уровень шума (на 1015 дБА). Несмотря на то, что цена выпрямителя для ВДКВП составляет 10-35% от цены агрегата, из-за необходимости применения более мощных газоочистных и фильтро-компенсационных устройств в электрической схеме в АКВП капитальные затраты для обоих вариантов примерно то же самое. Но если сеть электроснабжения дуговых печей достаточно слаба, ДКЭП имеет явное преимущество перед ДПВП. Он также предпочтителен для выплавки качественных сталей и переплавки ее отходов, т. к. потери легирующих элементов в последнем случае на 20 % ниже. При производстве обычной стали типа 20 общий экономический эффект от использования 15-тонного ДКЭПВ вместо ДПВП составляет около 170 000 евро в год. При цене тиристорного выпрямителя 300 000 евро его стоимость окупается менее чем за два года.
Технологии 21 века
Кабалдин Ю.Г., Муравьев С.Н. Информационная модель самонаправленного синтеза наноматериалов — основы интеллектуальных нанотехнологий Исследован квантовый механизм образования наноструктур и проблема их структурной устойчивости. Показано, что электронное строение, размер и форма атомного ядра обусловлены квантовым характером развития микромира, его эволюции. Процесс объединения атомов в молекулу или кластер носит обменный характер и определяется квантовым состоянием отдельных атомов и сопровождается коллективизацией «слабосвязанных» валентных электронов с уменьшением полной энергии в системе. Коллективизацию валентных электронов, образование молекул или кластера следует рассматривать как результат самоорганизации системы, образования и распада квантовых состояний, перехода системы в новое устойчивое квантовое состояние с образованием диссипативных структур, обладающих фрактальными свойствами. Квантовый характер образования молекул или кластеров является проявлением коллективных эффектов при самосборке атомов, присущих синергетическим системам. Поэтому самоподобие и устойчивость кластеров (наносистем) можно выразить количественной характеристикой — фрактальной размерностью. Атом в электронной оболочке и ядре хранит информацию о предшествующей эволюции, т.е. е. обладает памятью. В связи с этим фрактальная размерность несет информацию о квантовом состоянии молекулы или кластера при обмене информацией изолированных атомов. Зависимость ФР фрактальной размерности от d-размерности кластера при объединении атомов одного вида (одинаковых атомов) носит монотонный, сглаженный характер, возрастающий с увеличением его размера, что свидетельствует об образовании единого квантового состояния . При объединении атомов разного сорта, а, следовательно, и с разными квантовыми состояниями, например, железо-кобальт, зависимость DF от размера наноструктуры носит периодический характер, а устойчивость системы низкая. Когда изолированные атомы с одинаковыми квантовыми состояниями, а, следовательно, и с одинаковой фрактальной размерностью объединяют, например, титан — алюминий, зависимость DF от размера наноструктуры сглаживается, т.е. е. точно так же, как при объединении атомов одного вида. В связи с этим способность изолированных атомов к самосборке в стабильную молекулу или кластер будет определяться, прежде всего, квантовым состоянием отдельных атомов, информацию о которых несет фрактальная размерность. С увеличением размеров наноструктуры фрактальная размерность приближается к трем. Следовательно, увеличение числа степеней свободы с увеличением размера наносистемы (> 100 нм) способствует переходу ее в хаотическое состояние, и устойчивость наноструктуры снижается. Разработана нейронная сеть, позволяющая осуществлять самосборку изолированных атомов, исходя из их электронного строения, с оценкой фрактальной размерности наноструктуры при разных ее размерах в условиях самонаправленного синтеза с построением зависимости DF от d ( размер наноструктуры).
Марукович Е.И., Стеценко В.Ю., Ки-Янг Чой Непрерывное литье алюминиевых сплавов без применения модификаторов К настоящему времени рафинирование микроструктуры слитков при непрерывной разливке алюминиевых сплавов проводят с применением легированных модификаторов I и II типа (модификаторы). Имеют следующие недостатки: неуниверсальность модификации всех фаз, агрессивность окружающей среды, относительно небольшой срок службы, их эффективность зависит от температуры заливки. Это вносит определенные трудности в технологию непрерывного литья слитков с однородной дисперсной структурой. Учитывая, что непрерывная горизонтальная разливка (ГГЛ) алюминиевых сплавов является достаточно длительным процессом, эти трудности становятся непреодолимыми, что снижает качество получаемых заготовок. Применение модификаторов обусловлено недостаточной охлаждающей способностью стандартных щелевых кристаллизаторов. Для повышения эффективности модифицирования при непрерывном литье алюминиевых сплавов разработан кристаллизатор со струйной системой охлаждения (струйный кристаллизатор). В его конструкцию входят: рубашка 1, корпус 2 с верхним 3 и нижним 4 фланцами, экран 5, перегородка 6, входной 7 и выходной 8 патрубки (рис. 1). Экран 5 над перегородкой 6 имеет отверстия заданного диаметра с заданным шагом по высоте и периметру. При этом щит 5 устанавливают на расстоянии не менее 7 мм от кожуха 1. Для создания избыточного давления в верхнем коллекторе 10 щит 5 стыкуют с верхним фланцем 3. Между нижним фланцем 4 и щитом 5 имеется кольцевая щель, что вместе с кольцевым каналом позволяет регулировать интенсивность охлаждения нижней части рубашки кристаллизатора (рис. 1). Охлаждение рубашки 1 осуществляется следующим образом. Охладитель (вода) из входного патрубка 7 подается в верхний коллектор 10 и продавливается через отверстия в щите 5 в виде погружных струй. Они попадают на внешнюю поверхность кожуха, что значительно увеличивает турбулентность потока вблизи охлаждающей поверхности. При этом наблюдается уменьшение толщины гидродинамического и теплового граничного уровня, через который осуществляется передача тепла от рубашки к основному потоку охладителя. Вблизи охлаждающей поверхности также повышено гидродинамическое давление воды, что особенно важно для предотвращения образования паровой рубашки. Все эти факторы повышают охлаждающую способность кристаллизатора. Проведем сравнительный анализ эффективности работы струйных и стандартных щелевых кристаллизаторов. Струйный кристаллизатор применялся для КГК слитков силумина диаметром 50 мм. Схема литья показана на рис. 2. Изготовлены слитки АК12 и АК18. В качестве шихтового материала использовались прутки АК12 и легирующая добавка Al+40%Si. Модифицирующие флюсы и легирующие добавки не применялись. Температура разливки сплава АК12 составила 840860С, силумина АК18 — 880920С. Из слитков вырезали образцы поперечного сечения. После шлифовки, полировки и травления водным раствором кислот (2% HCl + 3% HNO3 + 1% HF) методом металлографического анализа средние участки образцов анализировали на оптическом микроскопе «Аксиотех-100». Результаты микроструктурного анализа опытных образцов сравнивались с эталонными заготовками, полученными с применением натрийсодержащих флюсов и фторсодержащих легирующих добавок. В результате проведенных исследований установлено, что интенсивность струйного охлаждения рубашки кристаллизатора существенно влияет на размер фазовых составляющих силуминовых слитков. Таким образом, при расходе воды и давлении в кристаллизаторе 50 м 3 /ч 0,4 МПа в опытных образцах АК12 дисперсность кристаллов кремния составила 1,02,0 мкм, зерна α-фазы — 3040 мкм (рис. 3, ). В аналогичных серийных слитках размер кристаллов кремния составил 48 мкм, α-фазы — 6080 мкм (рис. 3, ). В опытных заготовках АК18 эвтектический кремний измельчен до 23 мкм, а первичный кремний — до 2030 мкм (рис. 3, ). В аналогичных серийных слитках размер эвтектического кремния составил 48 мкм, α-фазы — 6080 мкм (рис. 3, ). В аналогичных серийных слитках размер кристаллов эвтектического кремния и первичного кремния составил 40–60 мкм (рис. 3, ). Таким образом, заливка силуминов в струйный кристаллизатор без применения позволяет увеличить дисперсность фазовых составляющих слитков ∅50 мм в 24 раза по сравнению с заливкой в стандартный щелевой кристаллизатор. Высокая производительность КГК в струйный кристаллизатор позволяет перерабатывать отходы алюминиевых сплавов в слитки с более дисперсной структурой. Добавляясь в состав, они повышают структурную наследственность отливок. Это улучшает физико-механические свойства заготовок из алюминиевых сплавов. Такой способ, в частности, может решить проблему изготовления поршней из заэвтектических силуминов АК18, 21. Это требует получения из этих сплавов заготовок с высокодисперсной структурой методом ХГК в струйном кристаллизаторе. Затем добавляют в шихту в количестве не менее 30% от общей загрузки печи и заливают жидкий металл на поршневую машину кокильного литья заготовок. Установлено, что после такой модификации наследственности происходит измельчение как эвтектического, так и первичного кремния, а время жизни процесса составляет не менее 2,5 часов. Улучшение структурной наследственности — универсальный модификатор повышения дисперсности всех фазовых компонентов сплавов и резерв повышения механических свойств заготовок. Структурная наследственность сплавов Al-Si будет определяться концентрацией кристаллов кремния в шихте. Это кристаллографически идентичные (изоморфные) природные ядра. Таким образом, чем выше концентрация кристаллов кремния в шихте, тем выше их дисперсность в получаемой заготовке. В этом суть наследственной модификации. Для этого требуются высокодисперсные шихтовые материалы. ХУВ в струйный кристаллизатор — наиболее производительный процесс получения таких материалов. Наследственная модификация позволит не только увеличить дисперсность фазовых компонентов силуминовых заготовок при кокильном литье, но и снизить газоусадочную пористость в отливках при литье под давлением. Замечено, что чем мельче структура полученных заготовок, тем меньше таких дефектов проявляется. Наследственная модификация применима для всех алюминиевых сплавов, если используется шихта с мелкокристаллической структурой. КГК в струйный кристаллизатор позволяет получать легкоплавкие высокодисперсные раскислители на основе Al-модификаторов. Они повышают эффективность модификации структуры получаемых заготовок при любом способе литья. Таким образом, подача ХУ в струйный кристаллизатор позволяет:
получение слитков силумина с высокодисперсной микроструктурой без применения модификаторов;
обеспечивают высокопроизводительную переработку отходов алюминиевых сплавов в слитки с высокодисперсной структурой;
повышают эффективность наследственной модификации заготовок из алюминиевых сплавов;
получают высокодисперсные и относительно легкие модификаторы;
значительно улучшают окружающую среду в литейном цехе.
Борисов Г.П. Некоторые аспекты положительной роли газовой пористости в управлении процессами формования алюминиевых отливок
№ 2, 2007 г. № 4, 2007 г.
В архив
, 2015 электронная почта: liteinoe2006@yandex. ru
Возбуждающий постсинаптический потенциал, имитированный в синаптических транзисторах на основе оксида индия и цинка, управляемый твердым электролитом из метилцеллюлозы
Информация об авторе Примечания к статье Информация об авторских правах и лицензии Отказ от ответственности
Возбуждающий постсинаптический потенциал (ВПСП) биологических синапсов имитируется в синаптических транзисторах на основе оксида индия и цинка, управляемых твердым электролитом из метилцеллюлозы. Эти синаптические транзисторы демонстрируют отличные электрические характеристики при рабочем напряжении 0,8 В, I вкл/выкл соотношение 2,5 × 10 6 и подвижность 38,4 см 2 /Vs. После последовательного подключения этого устройства к сопротивлению 4 МОм оно демонстрирует отличные характеристики инвертора. Пороговый потенциал 0,3 В достигается путем изменения амплитуды, ширины или количества стробирующих импульсов, что аналогично биологическому ВПСП.
Для аппаратной реализации нейроморфных вычислений были предложены различные синаптические устройства для имитации биологических синапсов, которые являются основными единицами памяти и обработки информации в нейронных системах, таких как человеческий мозг. 1 ,2 ,3 Предложены ионные двухконцевые устройства, в которых протоны (H + ) обеспечивают как память, так и выходной сигнал. Эти устройства демонстрировали синаптическую обратимую кратковременную депрессию, память устройства, и их можно было включать и выключать всего за 30 нДж энергии на бит. 4 Гораздо больше внимания, чем когда-либо прежде, уделялось синаптическим транзисторам, структура которых аналогична структуре сложного дендро-аксонного синапса в нейронной сети. 5 ,6 Например, существенная синаптическая пластичность, известная как пластичность, зависящая от синхронизации спайка, была реализована путем программирования синхронизации пары пре- и постсинаптических спайков в полимерных синаптических транзисторах MEH-PPV с электролитным управлением. 7 Массивно-параллельная обработка сигналов была эмулирована в синаптических транзисторах из углеродных нанотрубок (CNT). 8 ,9 ,10 В этих синаптических транзисторах ионно-электронные динамические взаимодействия, наблюдаемые на границе электролит/полупроводник, имеют большое значение для имитации синапсов. В настоящее время многие синаптические функции, такие как долговременная память, кратковременная память и возбуждающий постсинаптический ток, также имитируются с помощью синаптических транзисторов с двойным электрическим слоем (EDL), управляемых протонной проводящей пленкой. 11 Пленки, проводящие протоны широкого спектра действия, такие как наногранулированные пленки SiO 2 , твердый электролит KH550-GO и хитозановая мембрана, были предложены в качестве затворной среды синаптических транзисторов. 12 ,13 ,14 Учитывая важность диэлектриков затвора для синаптических устройств на основе транзисторов, подвижные протоны в таких электролитах-проводниках протонов играют важную роль в применении этих устройств. 15 ,16 Распределение подвижных протонов можно модулировать скачками напряжения, приложенными к пресинаптической входной клемме. Проводимость канала можно настроить за счет динамических взаимодействий между протонами и электронами как электростатически, так и электрохимически.
В этом исследовании были продемонстрированы протонно-электронные гибридные синаптические транзисторы на основе оксида индия и цинка (IZO), управляемые твердым электролитом из метилцеллюлозы (MC), как показано на рис. Этот синаптический транзистор демонстрирует отличные электрические характеристики. Инвертор с резисторной нагрузкой был построен с использованием этого транзистора, включенного последовательно с нагрузочным резистором, и был получен коэффициент усиления по напряжению, равный 9. Что еще более важно, потенциал действия ВПСП генерировался в таком инверторе путем настройки схемы или времени пресинаптических напряжений. Поэтому такие синаптические устройства на основе транзисторов представляют большой интерес для синаптической электроники и нейроморфных систем.
Открыть в отдельном окне
( a ) Схематическое изображение синаптического транзистора IZO, управляемого твердым электролитом MC. Длина и ширина канала составляют 80 мкм и 1000 мкм соответственно. ( b ) Сэндвич-структура ITO/MC/IZO.
показывает СЭМ-изображение поперечного сечения твердого электролита MC, нанесенного на подложку n ++ (100) Si. Толщина твердого электролита МК оценивалась в ~14,7 мкм. Наблюдалась неконсолидированная структура, которая могла обеспечить большую удельную поверхность для адсорбции молекул воды. 17 Молекулярная формула твердого электролита MC показана на . Гидроксильные остатки позволяют электролиту МС поглощать молекулы воды и достигать высокой протонной проводимости. 18 ,19 Протоны образуются в результате ионизации молекул воды. Механизм диффузии H + в твердом электролите MC такой же, как и в других пленках-проводниках протонов. 20 Предполагается, что микропоры имеют столбчатую структуру. Затем каждая микропора и раствор в микропоре составляют цилиндрический твердый электролитический конденсатор. При приложении положительного напряжения большое количество протонов может двигаться вдоль направления электрического поля, но протоны могут адсорбироваться гидроксильными группами на стенке микропор через определенные промежутки времени в процессе переноса протонов. показывает частотно-зависимую удельную емкость и кривые фазового угла. Удельная емкость увеличивается с уменьшением частоты и достигает максимального значения ( C EDL ) ~1,7 мкФ/см 2 при 1,0 Гц. 21 По величине фазового угла релаксационные явления можно классифицировать как емкостные ( θ ( f ) < −45°) или резистивные ( θ ( f ) > −45° ) поведение. 22 Емкостно-частотные характеристики электролита MC можно разделить на следующие три различные частотные области: (1) Емкостное поведение в области высоких частот ( f > 20 кГц) объясняется диполярной релаксацией твердого электролита MC. (2) Резистивное поведение в области промежуточных частот (20 Гц < f < 20 кГц) обусловлено миграцией диссоциированных протонов из твердого электролита МК в осциллирующем электрическом поле. 3. Емкостное поведение в области низких частот ( f < 20 Гц) связано с формированием ДЭС на границах между твердым электролитом МК и ITO-электродом. показывает Cole — Cole участок твердого электролита MC. Протонная проводимость ( σ ) может быть рассчитана из графика Cole — Cole с действительной осью в соответствии с уравнением протонной проводимости: 23
Открыть в отдельном окне твердый электролит ( a ) СЭМ-изображение твердого электролита MC на подложке n ++ (100) Si. ( b ) Молекулярная формула твердого электролита MC. ( c ) Измеренная последовательная емкость и фазовый угол в зависимости от частоты конденсатора на основе MC. ( d ) Cole — Cole График твердого электролита MC, испытанный с многослойной структурой ITO/MC твердый электролит/IZO. На вставке показан ток утечки твердого электролита МК. На один из металлических зондов подается напряжение (-4 В~4 В), а на другой металлический зонд подается напряжение 0 В.
Где L, A и R 0 — толщина твердого электролита MC, площадь поверхности электрода и сопротивление короткого замыкания установки, которое составляет приблизительно 30 Ом соответственно. Расчетная протонная проводимость твердого электролита МК составила ~1,0 × 10 −3 См/см. Высокая протонная проводимость имеет решающее значение для образования ДЭС. Кривая тока утечки твердого электролита МК показана на вставке. К нижнему электроду прикладывают напряжение (от -4 В до 4 В), а к верхнему электроду прикладывают напряжение 0 В. Ток утечки ниже ~2 нА в диапазоне напряжений от −4 В до 4 В. Таким образом, на характеристики синаптических транзисторов IZO это не повлияет.
показывает выходные характеристики с изменением в V gs от 0,2 В до 0,8 В с шагом 0,1 В. В небольшой области В ds кривая выходной характеристики соответствует линейной характеристике, что свидетельствует об омическом контакте. Напротив, в области высоких значений V ds ток канала синаптического транзистора IZO достигает состояния насыщения постепенно. Механизм ДЭС твердого электролита МК играет важную роль в токах каналов синаптического транзистора IZO. показывает соответствующую кривую передаточных характеристик устройства при фиксированном значении V ds 1,5 В. Рабочее напряжение синапса составляет примерно 0,8 В. Энергия, необходимая для работы синапса, рассчитывается примерно как 16 нДж на бит. Синаптический транзистор IZO работает в режиме обеднения n-типа. Наблюдается петля гистерезиса против часовой стрелки ~0,2 В, которая в основном связана с подвижными протонами в твердом электролите МК. 24 Синаптические транзисторы IZO демонстрируют высокие характеристики с большим коэффициентом включения/выключения тока стока 2,5 × 10 6 и небольшой подпороговый размах 84,5 мВ/дек. Пороговое напряжение ( V th ) в 0,1 В было рассчитано по оси x, пересекающей квадратный корень из графика I ds – V gs . Полевую подвижность ( μ ) в области насыщения можно оценить как ~38,4 см 2 /Вс, используя следующую формулу: 25
Открыть в отдельном окне
( a ) Выходная характеристика синаптического транзистора IZO, управляемого твердым электролитом MC; Шаг В gs составляет 0,1 В. ( b ) Передаточная характеристика синаптического транзистора IZO, управляемого твердым электролитом MC; V ds равно 1,5 V.
Где L (80 мкм) и W (1000 мкм) — длина и ширина канала соответственно, а 9 i 90~ 90 мкФ/см 2 при 1 Гц) — удельная емкость. По сравнению с предыдущим отчетом подвижность синаптического тонкопленочного транзистора IZO, управляемого твердым электролитом MC, выше. 26 ,27 ,28
Нагруженный резистором инвертор был построен путем последовательного соединения синаптического транзистора IZO с резистором (4 МОм), как показано на рис. Электрод истока синаптического транзистора IZO был зафиксирован на уровне 0 В, а электрод стока был подключен к резистору. На электрод стока подавалось напряжение 1,0 В. Эквивалентная схема показана на вставке , а характеристики передачи статического напряжения (VTC) при подаваемом напряжении ( V DD ) 1,0 В показаны в . Когда входное напряжение ( В в ) ниже -0,25 В, управляющий транзистор выключен. Таким образом, получается высокое выходное напряжение ( В из ) ~1,0 В. Когда входное напряжение ( В в ) выше 0,1 В, управляющий транзистор находится в состоянии «ВКЛ», и, следовательно, получается низкое значение В из из 0 В. В характеристиках ВТХ наблюдается резкий переход В из в ответ на0209 В в примерно от -0,1 В. В из может переключаться в пределах примерно -0,1 В от В в вариациях. Коэффициент усиления по напряжению (-d В из /d В из ) инвертора с резисторной нагрузкой рассчитывается равным ~9 по кривой VTC. 29 Это выше, чем (~8,0) ранее описанного транзисторного инвертора IZO с электролитическим управлением. 30 Отмечено, что из-за накопления протонов наблюдается петля гистерезиса против часовой стрелки 0,25 В. Представлен ряд характеристик VTC в различных диапазонах входного напряжения (-0,4 В–0,4 В, –0,6 В–0,6 В, –0,8 В–0,8 В и –1,0 В–1,0 В) и ряд соответствующих против часовой стрелки петли гистерезиса (0,12 В, 0,18 В, 0,24 В и 0,3 В) наблюдаются, как показано на рис. При большем диапазоне сканирования наблюдается большая петля гистерезиса против часовой стрелки. С увеличением диапазона сканирования индуцируется и накапливается все больше подвижных протонов. Динамический отклик инвертора с резисторной нагрузкой при В DD 1,0 В предоставляется в . Устройство показывает хорошее инверторное действие и реакцию на маломощный прямоугольный входной сигнал ( В в ), переключаясь между -1,0 В и 1,0 В с частотой 0,2 Гц. Когда В в переключается между -1,0 В и 1,0 В, наблюдается небольшое время релаксации порядка миллисекунд в В из . Такое поведение релаксации связано с миграцией и накоплением протонов в твердом электролите MC, что означает, что это устройство можно использовать для искусственных электронных синапсов.
Открыть в отдельном окне
Синаптический транзисторный инвертор ИЗО.
( a ) Схема испытаний инверторов с резисторной нагрузкой; инвертор с резисторной нагрузкой построен путем последовательного соединения синаптического транзистора IZO с резистором (4 МОм). ( b ) Входная и выходная кривая синаптического транзисторного инвертора IZO; В dd составляет 1 В. ( c ) Выходная кривая с различными диапазонами сканирования синаптического транзисторного инвертора IZO; В dd равно 1 В. ( d ) Кривая циклической характеристики синаптического транзисторного инвертора IZO; частота импульсов 0,2 Гц.
ВПСП биологических синапсов также имитировали для дальнейшего подтверждения эффективности изготовленного устройства. ВПСП — это постсинаптический потенциал, благодаря которому нейрон с большей вероятностью активирует потенциал действия. Эта временная деполяризация постсинаптического мембранного потенциала, вызванная потоком положительно заряженных нейротрансмиттеров в постсинаптическую клетку, является результатом открытия лиганд-управляемых нейротрансмиттерных каналов. 31 Для моделирования этого биологического явления подвижные протоны, нижний электрод затвора ITO, самособирающийся канальный слой IZO с электродами истока/стока и проводимость самособирающегося слоя канала рассматривались как нейротрансмиттеры, пресинаптический входной терминал, постсинаптический выходной терминал и синаптический вес соответственно. Потенциал покоя составлял примерно -70 мВ, а пороговый потенциал был менее 0 мВ, как показано на рис. Для резисторно-нагруженного инвертора на основе синаптического транзистора ИЗО пороговый потенциал 0,3 В фиксировался сначала при V DD 1,0 В. На пресинаптический входной терминал накладывалась серия импульсных сигналов с амплитудой импульса 0,2 В, 0,6 В и 1,0 В и шириной импульса 15 мс. Вследствие миграции и накопления протонов постсинаптический выходной терминальный потенциал постепенно приближается к пороговому потенциалу с увеличением амплитуды импульса. Он превышает пороговый потенциал при амплитуде импульса 1 В, как показано на рис. Кроме того, при амплитуде импульса 0,4 В постсинаптический потенциал выходного терминала постепенно приближается к пороговому потенциалу и, наконец, превышает порог при ширине импульса 60 мс, как показано на рис. При подаче серии импульсов с шириной импульса 15 мс и амплитудой импульса 0,4 В, 0,6 В и 0,8 В потенциал постсинаптического выходного терминала мог превышать пороговый потенциал с номерами импульсов 16, 3 и 1. , соответственно, как показано на . После небольшого импульса межфазным протонам требуется короткое время, чтобы вернуться в свое равновесное положение. Следовательно, когда другие импульсы подаются на пресинаптический входной терминал вскоре после предыдущего импульса, реакция тока канала будет усилена. Таким образом, подвижные протоны в твердом электролите МК с высокой протонной проводимостью и большим C EDL играют важную роль в EPSP синаптических транзисторов EDL.
Открыть в отдельном окне
( a ) Принцип ВПСП биологических синапсов. ( b ) ВПСП с разной амплитудой импульсов; ширина импульса составляет 15 мс, а V dd устанавливается на 1 В. ( c ) EPSP с различной шириной импульса; V в и V dd установлено на 0,4 В и 1 В соответственно. ( d ) ВПСП с разным числом импульсов. V в составляют 0,4 В, 0,6 В и 0,8 В соответственно, а V dd установлен на 1 В.
. В электролите наблюдалась большая емкость ДЭС 1,7 мкФ/см 2 на частоте 1,0 Гц. Микроструктура твердого электролита МК была настолько рыхлой, что его протонная проводимость могла достигать ~1,0 × 10 −3 См/см. Рабочее напряжение, большой коэффициент включения/выключения и подвижность самосборного синаптического транзистора IZO составляли 0,8 В, 2,5 × 10 6 и 38,4 см 2 /Вс соответственно. Пороговый потенциал (0,3 В) достигался изменением амплитуды импульса, ширины или номера пресинаптического входного терминала, что аналогично ВПСП биологических синапсов. Таким образом, синаптические транзисторы IZO, управляемые твердым электролитом MC, являются перспективными устройствами в качестве альтернативы искусственному синапсу.
Порошок MC (Sinopharm Chemical Reagent Co., Ltd) смешивали с деионизированной водой при 85°C в течение 5 мин, а затем охлаждали на воздухе окружающей среды с получением гомогенного раствора с концентрацией 1,0% масс. Затем раствор MC наносили центрифугированием на стеклянную подложку из оксида индия-олова (ITO) и сушили на воздухе при температуре 50 °C в течение 2 часов. Твердый электролит MC также был приготовлен на подложке n ++ (100) Si для получения изображения поперечного сечения SEM с помощью автоэмиссионной сканирующей электронной микроскопии (FE-SEM) (Hitachi-S4800). Узорчатые пленки IZO толщиной 150 нм наносились на твердый электролит МК методом радиочастотного магнетронного напыления. ИЗО (В 9В качестве мишени для распыления использовалась керамика 0050 2 O 3 :ZnO = 90:10 мас.%. Давление осаждения, рабочая мощность и расход аргона составляли 0,5 Па, 100 Вт и 14 см3/мин соответственно. Тонкий слой IZO самоорганизовался между двумя узорчатыми пленками IZO на расстоянии ~80 мкм за счет эффекта дифракции. 32 ,33 Таким образом, был получен синаптический тонкопленочный транзистор IZO, как показано на рис. Длину канала можно определить как расстояние между электродом истока и электродом стока. Длина канала ( L ) и ширина ( W ) составляли 80 мкм и 1000 мкм соответственно. Тонкий канальный слой IZO может самоорганизоваться между электродами истока/стока из-за отражения наночастиц IZO на краю маски, а наночастицы с малым углом падения приводят к увеличенным размерам. В таких процессах активный канал IZO естественным образом формировался путем дифракции во время осаждения электрода IZO исток/сток без какого-либо специального процесса. Толщина самосборного канала ИЗО зависит от расстояния между никелевой маской и подложкой. Если расстояние от маски до подложки слишком мало, канальный слой IZO не будет самосборным. С другой стороны, если расстояние от маски до подложки слишком велико, самособирающаяся пленка IZO слишком толстая, чтобы действовать как активный канал. Большее отрицательное напряжение затвора необходимо для выключения транзистора с более толстым каналом IZO. Как правило, толщина канала IZO оценивается примерно в 30 нм с помощью измерения SEM в процессах, где расстояние от маски до подложки составляет ~50 мкм.
Для получения значений емкости и протонной проводимости твердого электролита MC была также изготовлена сэндвич-структура ITO/MC твердый электролит/IZO, как показано на рис. Как протонную проводимость, так и удельную емкость твердого электролита МК измеряли с помощью анализатора импеданса Solartron 1260. Все электрические характеристики синаптических транзисторов IZO собственной сборки, затворенных твердым электролитом МК, были измерены с помощью анализатора полупроводниковых параметров Keithley 4200SCS. Чтобы обеспечить точность эксперимента и воспроизвести эти синаптические устройства на основе транзисторов, было проведено большое количество экспериментов в тех же условиях, и все электрические характеристики искусственных синаптических устройств были измерены в закрытой комнате, сделанной Сталинитом. Для поддержания температуры ~30 °С и влажности 60% использовали увлажнитель и зондовую станцию с нагревателем. После выполнения всех условий проверочные эксперименты проводились повторно.
Как цитировать эту статью : Guo, L. et al . Возбуждающий постсинаптический потенциал, имитированный в синаптических транзисторах на основе оксида индия и цинка, закрытых твердым электролитом из метилцеллюлозы. наук. Респ. 6 , 38578; doi: 10.1038/srep38578 (2016).
Примечание издателя: Springer Nature остается нейтральной в отношении юрисдикционных претензий в опубликованных картах и институциональной принадлежности.
Эта работа поддерживается Национальным фондом естественных наук Китая (51402321), Планом финансирования постдокторских исследований провинции Цзянсу (1402013B), Исследовательским фондом базы выращивания провинции Цзянсу для государственной ключевой лаборатории фотогальванической науки и техники (SKLPSTKF201503) и Starting Foundation передового таланта Университета Цзянсу (14JDG049).
Вклад авторов L.Q.G. и J.N.D. были главными исследователями и несли основную ответственность за статью. G.G.C. придумали и разработали эксперименты. Дж. В. и C.J.W. проводил опыты. Н.Ю.Г. проанализировал данные. Л.К.Г. и C.J.W. написали работу и подготовили рисунки. Все авторы рассмотрели эту рукопись.
Оно Т. и другие. Кратковременная пластичность и долговременная потенциация имитируются в одиночных неорганических синапсах. Природа Матер. 10, 591–595 (2011). [PubMed] [Google Scholar]
Боргетти Дж. и другие. «Мемристивные» переключатели позволяют выполнять логические операции с сохранением состояния посредством материальной импликации. Природа 464, 873–876 (2010). [PubMed] [Google Scholar]
Струков Д. Б., Снайдер Г. С., Стюарт Д. Р., Уильямс Р. С. Пропавшие мемристоры найдены. Природа 453, 80–83 (2008). [PubMed] [Google Scholar]
Josberger E. E., Deng Y. X., Sun W., Rylan K. & Marco R. Двухконцевые протонные аппараты с синаптической кратковременной депрессией и аппаратной памятью. Доп. Матер. 26, 4986–4990 (2014). [PubMed] [Google Scholar]
Чжоу Дж. М., Ван С. Дж., Чжу Л. К., Ши Ю. и Ван К. Синаптическое поведение имитируется в гибких оксидных транзисторах на пластиковых подложках. Электронное устройство IEEE. 34, 1433–1435 (2013). [Google Scholar]
Ван С. Дж. Чжу Л. К., Лю Ю. Х., Фэн П. и Лю З. П. Протон-проводящие нейронные транзисторы, связанные с оксидом графена, для когнитивных систем, вдохновленных мозгом. Доп. Матер. 28, 3557–3563 (2016). [PubMed] [Google Scholar]
Lai Q. X. и другие. Ионные/электронные гибридные материалы, интегрированные в синаптический транзистор с функциями обработки сигналов и обучения. Доп. Матер. 22, 2448–2453 (2010). [PubMed] [Академия Google]
Судзуки И., Фукуда М., Сиракава К., Дзико Х. и Гото М. Многоэлектродные чипы из углеродных нанотрубок для неинвазивного измерения в реальном времени дофамина, потенциалов действия и постсинаптических потенциалов. Биосенсоры и биоэлектроника 49, 270–275 (2013). [PubMed] [Google Scholar]
Ким К., Чен С. Л., Чыонг К., Шен А. М. и Чен Ю. Синапс из углеродных нанотрубок с динамической логикой и возможностью обучения. Доп. Матер. 25, 1693–1698 (2013). [PubMed] [Google Scholar]
Chen C. L. и другие. Цепь импульсного нейрона на основе транзистора из углеродных нанотрубок. Нанотехнологии 23, 275202 (2012). [PubMed] [Академия Google]
Guo L. Q., Wan Q., Wan C. J., Zhu L. Q. & Shi Y. Переход от кратковременной памяти к долговременной памяти имитируется в синаптических транзисторах с гомопереходом IZO. Электронный разработчик IEEE. лет. 34, 1581–1583 (2013). [Google Scholar]
Чжао К. С., Сюань Р. Дж., Хань С. и Чжан Г. М. Беспереходные низковольтные тонкопленочные транзисторы на основе оксида индия-олова. Акта физ. Грех. 61, 197201 (2012). [Google Scholar]
Guo L. Q., Huang Y. K., Shi Y. Y., Cheng G. G. & Ding J. N. Индий-цинк-оксидные электрические двухслойные тонкопленочные транзисторы, управляемые силановыми связующими агентами 3-триэтоксисилилпропиламин-графеноксидный голидный электролит. Дж. Физ. Д: заявл. физ. 48, 285103 (2015). [Академия Google]
Ву Г. Д., Чжан Дж., Ван С., Ян Ю. и Цзян С. Х. Биополисахаридные протонные проводники на основе хитозана для синаптических транзисторов на бумажных подложках. Дж. Матер. хим. С 2, 6249–6255 (2014). [Google Scholar]
Юань Х. Т. и другие. Электростатическая и электрохимическая природа жидкостных двухслойных электрических транзисторов на основе оксидных полупроводников. Варенье. хим. соц. 132, 18402–18407 (2010). [PubMed] [Google Scholar]
Цзян Дж., Дай М. З., Сунь Дж., Чжоу Б., Лу А. С. и Ван Ц. Электростатическая модификация оксидных полупроводников двойными электрическими слоями микропористого SiO 2 на основе твердого электролита. Дж. Заявл. физ. 109, 054501 (2011). [Google Scholar]
Коломер М. Т. Транспорт протонов, водопоглощение и водородопроницаемость нанопористых гематитовых керамических мембран. J. Источники питания 196, 8280–8285 (2011). [Google Scholar]
Самсудин А. С., Иса М. И. Н. Характеристика карбоксиметилцеллюлозы, легированной ДТАБ, как новых типов биополимерных электролитов. Бык. Матер. науч. 35, 1123–1131 (2012). [Google Scholar]
Харун Н. И., Али Р. М., Али А. М. М. и Яхья М. З. А. Диэлектрические свойства полимерных электролитов на основе ацетата целлюлозы. Ионика 18, 599–606 (2012). [Google Scholar]
Guo L. Q. и другие. Влияние влажности на характеристики тонкопленочных транзисторов с двойным электрическим слоем на основе оксида, управляемых наногранулированным твердым электролитом SiO 2 . Достижения АИП 3, 072110 (2013). [Google Scholar]
Мори С. и другие. Повышение эффективности преобразования падающего фотона в ток для солнечных элементов, сенсибилизированных фталоцианином, за счет трехмерной молекулярной структуризации. Варенье. хим. соц. 132, 4054–4055 (2010). [PubMed] [Академия Google]
Ларссон О., Саид Э., Берггрен М. и Криспин Х. Механизмы поляризации изолятора в органических полевых транзисторах с полиэлектролитным управлением. Доп. Функц. Матер. 19, 3334–3341 (2009). [Google Scholar]
Jin Y. G. и другие. Гидролитически стабильные фосфорилированные гибридные диоксиды кремния для протонной проводимости. Доп. Функц. Матер. 17, 3304–3311 (2007). [Google Scholar]
Guo L. Q., Wan C. J., Zhu L. Q. & Wan. В. Индуцированная протонами многоуровневая память в тонкопленочных транзисторах из оксида индия-цинка собственной сборки. заявл. физ. лет. 103, 113503 (2013). [Академия Google]
Чун Ю. С., Чанг С. и Ли С. Ю. Влияние изоляторов затвора на характеристики a-IGZO TFT, изготовленного при комнатной температуре. Микроэлектрон. англ. 88, 1590–1593 (2011). [Google Scholar]
Чао Дж. Ю., Чжу Л. К., Сяо Х. и Юань З. Г. Оксидные двухслойные электрические транзисторы, управляемые биополимерным электролитом на основе хитозана. Электронное устройство IEEE. 36, 799–801 (2015). [Google Scholar]
Zhu L. Q., Xiao H. & Wang J. X. Оксидные двухслойные электрические транзисторы с боковой связью, управляемые электролитом из циркония, стабилизированного скандием и церием. Дж. Физ. Д: заявл. физ. 49, 025104 (2016). [Google Scholar]
Li H.K., Chen T.P., Liu P.S., Hu G. & Liu Y. Светостимулируемый синаптический транзистор с синаптической пластичностью и функциями памяти на основе тонкопленочной структуры InGaZnO x -Al 2 O 3 . Дж. Заявл. физ. 119, 244505 (2016). [Google Scholar]
Guo Z. J., Guo L. Q., Zhu L. Q. & Zhu Y. J. Кратковременная синаптическая пластичность, имитируемая на ионно-электронном гибридном оксидном синаптическом транзисторе, закрытом наногранулированным SiO 2 Пленки.
Фильтр масляный ФМ009.1012005 двигатель Д-240 Д-245 трактора МТЗ-80/82 система смазки двигателя; картер масляный, корпус фильтра масляного, насос масляный, маслоприемник, фильтр масляный, радиатор масляный, теплообменник.
Система смазки двигателя Д-240 на двигателе трактора МТЗ-80, МТЗ-82 применена комбинированная одноконтурная система смазки. Насос 2 (рис. 1) засасывает масло через маслозаборник 1 и нагнетает в полнопоточную активно-реактивную (бессопловую) центрифугу 4. Дальше масло через радиатор 5 или минуя его поступает в магистраль блок-картера к коренным подшипникам коленчатого вала и подшипникам распределительного вала.
От коренных подшипников по сверлениям в щеках оно подводится к шатунным. От шейки распределительного вала масло пульсирующим потоком поступает во внутреннюю полость оси коромысел, а через отверстия в ней — к втулкам коромысел. По имеющимся в коромыслах каналах масло поступает к сферическим поверхностям штанг толкателей.
Взаимодействие устройств системы смазки Д-240
Рис.1. 1 — маслозаборник; 2 — насос; 3 — предохранительный клапан; 4 — центифуга; 5 — радиатор; 6 — указатель манометра; 7 — сливной клапан; 8 — клапан-термостат радиатора; К и Ш — коренные и шатунные подшипники; Р — опоры распределительного вала; ПН и ПШ — шестерни привода топливного насоса и промежуточная: ВК — втулки коромысел
Гильзы цилиндров, поршни, толкатели, кулачки распределительного вала, зубья шестерен и другие детали двигателя Д-240 трактора МТЗ-80, МТЗ-82 смазываются маслом, вытекающим из зазоров подшипников. Предохранительный клапан 3 ограничивает давление масла на входе в фильтр не более 0,7 МПа.
Редукционный клапан (термостат) 8 перепускает холодное масло в магистраль мимо радиатора. Это ускоряет прогрев масла и двигателя. Сливной клапан 7 ограничивает рабочее давление в главной магистрали в пределах 0,2…0,3 МПа. Для контроля давления масла в системе смазки Д-240 служит манометр 6. Топливный насос с регулятором и пусковой двигатель с редуктором имеют автономные системы смазки.
Схема действия активно-реактивной центрифуги Д-240
Рис. 2. 1 — ось; 2 — колпак; 3 — ротор; 4 — корпус центрифуги; 5 — подводной канал; 6 — отводная трубка: 7 — насадок;8 — колонка ротора; 9 — гайка специальная; 10 — шайба; 11 — гайка: ВП и НП — верхняя и нижняя полости; В и Н— каналы
Ротор активно-реактивной центрифуги Д-240 трактора МТЗ-80, МТЗ-82 свободно посажен на ось 1 (рис. 2.). К ней неподвижно прикреплен насадок 7, имеющий каналы Н, расположенные по касательной к его окружности. Аналогично выполнены и каналы В в верхней части колонки ротора. Нагнетаемое насосом масло по каналу 5,кольцевому каналу и отверстиям в оси поступает в насадок 7, а оттуда выходит через каналы Н в полость НП колонки ротора.
Струи масла, которые выходят с большой скоростью и направляются каналами Н по касательной и внутренней стенке колонки, создают активный момент, заставляющий ротор вращаться. Из полости НП колонки через ее радиальные отверстия масло поступает в полость ротора 3, где очищается от посторонних примесей (как описано выше). Очищаемое масло через каналы В в верхней части колонки проходит в полость ВП. При этом возникают реактивные силы, крутящий момент которых совпадает с активным моментом.
Эти крутящие моменты, слагаясь, обеспечивают вращение ротора с частотой около 6000 мин’. Очищаемое масло из полости ВП по каналу и трубке в оси направляется для смазки трущихся поверхностей. Охлаждают масло с целью недопущения уменьшения вязкости ниже предельной и замедления процесса окисления. Применяемые в настоящее время на тракторах МТЗ-80, 82 радиаторы позволяют снизить температуру масла на 10-15°С.
Система питания двигателя Д-240
Система питания Д-240 трактора МТЗ-80, МТЗ-82 состоит из устройств, обеспечивающих раздельную подачу в цилиндры дизеля топлива и воздуха, а также выпуск отработанных продуктов в атмосферу.
У дизеля Д-240 топливо из баков 10 (рис. 3) поступает в фильтр грубой очистки 14. Очищенное от грубых механических примесей топливо отсасывается подкачивающим насосом 21 и нагнетается под давлением около 0,2 МПа в фильтр тонкой очистки 16. От фильтра тонкой очистки топливо подается трубкой 17 к распределительному каналу головки ТНВД 23, так как к насосу топливо подается с избытком, часть его пропускается через клапан и возвращается трубкой 22 к подкачивающему насосу.
Секции ТНВД трактора МТЗ-80, МТЗ-82 в необходимом количестве и в соответствии с порядком работы цилиндров дизеля подают топливо трубками высокого давления к форсункам 24, которые впрыскивают его в камере сгорания. Часть топлива просачивается через зазоры деталей форсунок и отводится дренажными трубками 7 в бак.
Заданный скоростной режим поддерживается регулятором 19. Воздух, поступающий в цилиндры дизеля, очищается в комбинированном воздухоочистителе 2. К электрофакельному подогревателю 5, которым пользуются при пуске двигателя в холодное время года, топливо поступает от фильтра Д-240 тонкой очистки трубкой 6.
Фильтр грубой очистки топлива Д-240 рассматриваемых дизелей комбинированный (инерционная очистка и фильтрация через латунную сетку с ячейками размером 0,25×0,25 мм) и состоит из корпуса 5 (рис. 4.), стакана 15,направляющего конуса 2 с сеткой, успокоителя 16.
Фильтр грубой очистки топлива Д-240
Рис.4.Корпус и стакан топливного фильтра Д-240 грубой очистки соединяют болтами 4 при помощи кольца 3.Уплотнение их осуществляется паронитовой прокладкой 11. В корпус завернуты штуцерные болты 6 и 7, а также пробка 10, закрывающая отверстие, предназначенное для удаления воздуха из полости фильтра при заполнении его топливом.
Топливо очищается следующим образом. Через штуцерный болт 6 оно поступает в кольцевую полость 9, откуда через многодырчатую распределительную шайбу 12 на поверхность направляющего конуса 2. Затем стекает к кольцевой щели между конусом и стаканом. Топливо забирается из фильтра-отстойника через штуцерный болт 7благодаря отсасывающему действию подкачивающего насоса.
Стекая с кромки направляющего конуса, оно резко изменяет направление движения и проходит через сетку фильтрующего элемента, направляясь вверх. Механические примеси и вода (более тяжелые частицы) продолжают двигаться по инерции вниз и собираются под успокоителем 16. Успокоитель ограничивает взбалтывание примесей при движении трактора.
Фильтр тонкой очистки топлива двигателя Д-240
Рис.5.Фильтр тонкой очистки топлива дизеля Д-240 состоит из корпуса 3 (рис. 5), крышки 2 с продувочным вентилем 1, трех бумажных фильтрующих элементов 4, работающих параллельно, и уплотнителя 6.Фильтрующие элементы нанизаны на шипы уплотнителя и крышки и уплотнены резиновыми кольцами 7.
Фильтр масляный МТЗ в категории «Авто — мото»
Фільтр масляний (ДК) МТЗ Д260дв. DK035-1012005
Доставка по Украине
212 грн
Купить
Фильтр масляный двигателя МТЗ WL7114
На складе в г. Житомир
Доставка по Украине
280 грн
Купить
Житомир
Фільтр масляний КПП МТЗ (Агро-Днепр) 80-1716080
Доставка по Украине
79 грн
Купить
Фильтр масляный МТЗ SCT SM108 Д240 — Д245, ЗИЛ 5301 «Бычок» (аналог ФМ 009 1012005) низкий нового образца
Ваша корзина на данный момент пуста. Последние 3 товара из вашей корзины
Стоимость доставки
0,00 EUR
+ Наложенный платеж
0,00 EUR
Итого
0,00 EUR
Сортировать по: A -> ZСортировать по: Z -> AСортировать по: Цена от низкой до высокойСортировать по: Цена от высокой к низкой
В наличии
1,21 евро / шт.
( 0,95 евро + НДС )
В наличии
2,31 евро / шт.
( 1,82 евро + НДС )
В наличии
106,07 евро / шт.
( 83,52 евро + НДС )
В наличии
21,51 евро / шт.
( 16,94 евро + НДС )
В наличии
1,80 евро / шт.
( 1,42 евро + НДС )
В наличии
25,61 евро / шт.
( 20,16 евро + НДС )
В наличии
52,05 евро / шт.
( 40,99 евро + НДС )
В наличии
6,00 евро / шт.
( 4,72 евро + НДС )
В наличии
4,47 евро / шт.
( 3,52 евро + НДС )
В наличии
48,20 евро / шт.
( 37,95 евро + НДС )
В наличии
48,20 евро / шт.
( 37,95 евро + НДС )
В наличии
6,40 евро / шт.
( 5,04 евро + НДС )
В наличии
22,15 евро / шт.
( 17,44 евро + НДС )
В наличии
6,40 евро / шт.
( 5,04 евро + НДС )
В наличии
2,33 евро / шт.
( 1,84 евро + НДС )
В наличии
4,98 евро / шт.
( 3,92 евро + НДС )
В наличии
4,98 евро / шт.
( 3,92 евро + НДС )
В наличии
8,02 евро / шт.
( 6,32 евро + НДС )
В наличии
9,29 евро / шт.
( 7,32 евро + НДС )
В наличии
15,72 евро / шт.
( 12,38 евро + НДС )
В наличии
22,80 евро / шт.
( 17,95 евро + НДС )
В наличии
0,74 евро / шт.
( 0,58 евро + НДС )
В наличии
15,08 евро / шт.
( 11,87 евро + НДС )
В наличии
8,65 евро / шт.
( 6,81 евро + НДС )
В наличии
18,62 евро / шт.
( 14,66 евро + НДС )
В наличии
9,93 евро / шт.
( 7,82 евро + НДС )
В наличии
9,61 евро / шт.
( 7,57 евро + НДС )
В наличии
4,79 евро / шт.
( 3,77 евро + НДС )
В наличии
3,21 евро / шт.
( 2,53 евро + НДС )
В наличии
2,41 евро / шт.
( 1,90 евро + НДС )
В наличии
2,99 евро / шт.
( 2,35 евро + НДС )
В наличии
1,79 евро / шт.
( 1,41 евро + НДС )
В наличии
0,87 евро / шт.
( 0,68 евро + НДС )
В наличии
0,87 евро / шт.
( 0,68 евро + НДС )
В наличии
0,32 евро / шт.
( 0,25 евро + НДС )
В наличии
0,74 евро / шт.
( 0,58 евро + НДС )
В наличии
268,44 евро / шт.
( 211,37 евро + НДС )
В наличии
2,97 евро / шт.
( 2,34 евро + НДС )
В наличии
1,02 евро / шт.
( 0,81 евро + НДС )
39 товар
ПОДПИСАТЬСЯ здесь! Узнайте о наших акциях и новинках.
Я хотел бы получать лучшие предложения от ООО «Келет-Агро» в рассылках. Я подтверждаю, что я старше 16 лет.
Вы успешно подписались на рассылку новостей!
Изменение успешно!
❖ Топливный фильтр Фильтр Pm948 Беларусь МТЗ 80 82
Код продукта:
S16521361842
Безопасный онлайн-платеж
14 д. гарантия возврата
Забрать в Вильнюсе БЕСПЛАТНО
Быстрая доставка по всему миру
Количество: Остался 1 шт.
Номер детали производителя:
PM948
Каталожные номера замен:
FIL97682
Производитель запчастей:
Filtron
Другие запчасти продавца в категории Фильтры
ПОДРОБНОСТИ ФИЛЬТР ТОПЛИВНЫЙ МТЗ БЕЛАРУСЬ ОПИСАНИЕ:
Описание автоматически переведено с иностранного языка, возможны грамматические и логические ошибки:
Бывшие в употреблении детали имеют царапины и следы использования. Пожалуйста, всегда проверяйте состояние детали на фотографиях, это реальные фотографии продаваемой детали. На товаре могут быть вмятины, потертости, следы коррозии или подобные признаки, могут быть небольшие повреждения, например поврежден держатель, разъем, что видно на фото. Пожалуйста, всегда сопоставляйте номера деталей и внимательно просматривайте фотографии перед покупкой детали. Если вам нужна дополнительная информация об этой детали, свяжитесь с нами.
ФИЛЬТР ТОПЛИВНЫЙ ФИЛЬТР пм948 БЕЛАРУСЬ МТЗ 80 82 деталь находится на складе поставщика и продается через интернет
Обращаем Ваше внимание, что в связи с максимальной загрузкой посылочных служб возможны задержки доставки.
Стоимость доставки товара Вы можете узнать, нажав кнопку КУПИТЬ на странице корзины и указав точный адрес и страну доставки.
Товары доставляются по всей Литве в течение 1-2 рабочих дней (после доставки на склад в Вильнюсе).
Доставка осуществляется курьерской службой DPD, VENIPAK и DHL.
Для получения дополнительной информации о доставке см. страницу доставки.
Мы отправляем товары по всему миру (если вашей страны нет в списке, пожалуйста, уточняйте стоимость доставки напрямую). Пожалуйста, свяжитесь с нами перед заказом, чтобы получить подтверждение того, что мы можем отправить товар на ваш адрес. За острова или труднодоступные районы может взиматься дополнительная плата. Пожалуйста, свяжитесь с нами перед покупкой, если вы находитесь в труднодоступном месте.
Заказ будет обработан в течение 1-2 рабочих дней после подтверждения оплаты. Заказ будет доставлен примерно через 2-7 дней. на склад в Вильнюсе или Польше, где вы можете забрать его БЕСПЛАТНО. Если вы не получили товар в течение 10 дней, пожалуйста, свяжитесь с нами.
Стандартный срок доставки в города Литвы 1-2 рабочих дня. Стандартный срок доставки в страны Евросоюза составляет 3-10 рабочих дней. Стандартный срок доставки в другие страны составляет 7-20 рабочих дней. Сроки доставки могут быть больше из-за задержек в таможенных процедурах или почтовой службе вашей страны.
ГАРАНТИЯ
На бывшие в употреблении детали распространяется 14-дневная гарантия возврата, если изделие повреждено или доставлено не так, как было заказано. Необходимо проконсультироваться с нашими консультантами, чтобы проверить, подходит ли деталь. Гарантийный срок на восстановленные детали может составлять до 4 лет в зависимости от их поставщика, а на новые детали — до 6 лет. Гарантийный срок исчисляется с даты получения детали. Согласно правилам ЕС, поставщик должен отремонтировать, заменить приобретенный вами товар, снизить его цену или вернуть деньги, если товар неисправен, выглядит не так, как указано в описании, или не работает так, как рекламируется. Следует отметить, что в некоторых странах ЕС продавец должен быть уведомлен о дефекте не позднее, чем через два месяца после его обнаружения. В противном случае вы можете потерять гарантию. Свяжитесь с консультантами Srotas24.co.uk по телефону +370 654 28028 или с помощью «Помощь онлайн», которые свяжутся с поставщиком и уточнят продолжительность и условия гарантийного срока на выбранную деталь.
Если возврат произошел по нашей вине (если товар не работает, отличается от описанного), покупатель получит полный возврат средств. Во всех остальных случаях взимается дополнительная плата в размере 20%, и покупатель оплачивает расходы по доставке и возврату. Электронные детали (форсунки, помпы, компьютер) или аналогичные детали требуют выписки из нормального специализированного сервиса для доказательства неисправности товара.
Быстро и легко выбирайте и заказывайте запчасти через Srotas24.co.uk
1.
ИСПОЛЬЗУЙТЕ КАТАЛОГ ЗАПЧАСТЕЙ и выберите ПОДХОДЯЩУЮ ЗАПЧАСТЬ
2.
ПРОВЕРЬТЕ И ЗАПОЛНИТЕ ФОРМУ ПОКУПАТЕЛЯ И ДОСТАВКИ
3.
ВЫБЕРИТЕ ПОДХОДЯЩИЙ СПОСОБ ОПЛАТЫ
ОПЛАЧЕННЫЙ ЗАКАЗ БУДЕТ ПОДТВЕРЖДЕН И ДОСТАВЛЕН В ТЕЧЕНИЕ 1-2D *
* ПОДРОБНЕЕ О ДОСТАВКЕ ТОВАРА Доставка товара.
Купить ФИЛЬТР ТОПЛИВНЫЙ пм948 БЕЛАРУСЬ МТЗ 80 82
Srotas24.ru — один из крупнейших интернет-магазинов новых и подержанных автозапчастей, таких как ФИЛЬТР ТОПЛИВНЫЙ пм948 БЕЛАРУСЬ МТЗ 80 82, от самых популярных автопроизводителей и др. A бывшая в употреблении деталь может иметь следы использования, но ее работоспособность сохраняется должным образом. Состояние видно на фото.
Интересует цена на ФИЛЬТР ТОПЛИВНЫЙ ФИЛЬТР пм948 БЕЛАРУСЬ МТЗ 80 82?
ФИЛЬТР ТОПЛИВНЫЙ ФИЛЬТР пм948 БЕЛАРУСЬ МТЗ 80 82 недорого можно заказать в нашем интернет магазине запчастей. Стоимость и описание автозапчасти приведены выше (без учета стоимости доставки на дом).
Перед заказом ФИЛЬТР ТОПЛИВНЫЙ ФИЛЬТР пм948 БЕЛАРУСЬ МТЗ 80 82 убедитесь, что данная запчасть подходит Вам и совместима с Вашей моделью автомобиля. Для этого сравните характеристики и оригинальные номера вашей детали и той, которую вы хотите приобрести. Также посмотрите на все предоставленные фотографии и сравните свои с той деталью, которую покупаете. Вы должны понимать, что на фото изображен именно тот товар, который вы получаете, никакие другие запчасти к нему поставляться не будут. Покупатель несет ответственность за соблюдение.
ФИЛЬТР ТОПЛИВНЫЙ ФИЛЬТР pm948 БЕЛАРУСЬ МТЗ 80 82 отгружается практически в любую точку мира. Заказ будет доставлен на склад в Вильнюсе через 3-7 рабочих дней после оплаты. Наш менеджер свяжется с вами по прибытии (по телефону или смс). Оттуда вы можете забрать его самостоятельно. Доставка в другие города Литвы занимает в среднем 1-2 рабочих дня.
Для получения дополнительной информации о продукте, пожалуйста, свяжитесь с нашими менеджерами по телефону +370 654 28028 или напишите в онлайн-чат/электронную почту: sales@srotas24.
Все3-сторонний самосвалAвтокранJumboАвтовозАвтопоездБетономешалкаБетононасосДорожная техникаДругиеДругие спецкузоваЗапчастиКлассические автоКузов для перевозки напитковКузов-цистернаЛесовозНавесное оборудование для крановОтвальный самосвалОткрытая платформаПлатформа/брезентРабочая платформаРефрижераторСамосвалСамосвал с платф. СкотовозСменное шассиФургонЦистерна для сыпучих грузовШассиЭвакуатор
Марка
ВсеЛУЧШИЕ БРЕНДЫDAFIvecoMANMercedes-BenzRenaultScaniaVolvoВСЕ БРЕНДЫAdamoliAlgemaAlphaAstraAtlasAviaDaewoo Motor PolskaDAFDaihatsuDemagDemakDFSK MinitrucksEpsilonFassiFaunFiatFitzelFleetwoodFordFreightlinerFuchsFusoGinafGottwaldGroveHeitlingHiabHmfHorsHyundaiIsuzuIvecoJonseredKarrenaKenworthKressKruppLiazLiebherrMackMagirus DeutzMANMeillerMercedes-BenzMitsubishiMultitelNissanPalfingerPegasoPeterbiltPpmPutzmeisterQuantronReischRenaultSaxasScaniaScvSisuSonstige/OtherSteyrTatraTerbergUnimogUralVolvoVWWielton
Габариты Volkswagen Caravelle T5 — все размеры (ширина, высота и длина) автомобиля на WhoByCar.com
Габариты Volkswagen Caravelle T5 — все размеры (ширина, высота и длина) автомобиля на WhoByCar.com
Быстрый выбор автомобиля МаркаACAcuraAlfa RomeoAlpinaAlpineAM GeneralArielAroAsiaAston MartinAstroAudiAustinAutobianchiBaltijas DzipsBeijingBentleyBertoneBitterBMWBrabusBrillianceBristolBrontoBuforiBugattiBuickBYDByvinCadillacCallawayCarbodiesCaterhamChanganChangFengCheryChevroletChryslerCitroenCizetaCoggiolaDaciaDadiDaewooDAFDaihatsuDaimlerDallasDatsunDe TomasoDeLoreanDerwaysDodgeDongfengDonkervoortE-CarEagleEagle CarsEcomotorsFAWFerrariFiatFiskerFordFotonFSOFuqiGeelyGeoGMCGonowGordonGreat WallHafeiHaimaHavalHawtaiHindustanHoldenHondaHuanghaiHummerHyundaiInfinitiInnocentiInvictaIran KhodroIsderaIsuzuIVECOJACJaguarJeepJensenJMCKiaKoenigseggKTMLamborghiniLanciaLand RoverLandwindLexusLiebao MotorLifanLincolnLotusLTILuxgenMahindraMarcosMarlinMarussiaMarutiMaseratiMaybachMazdaMcLarenMegaMercedes-BenzMercuryMetrocabMGMicrocarMinelliMiniMitsubishiMitsuokaMorganMorrisNissanNobleOldsmobileOpelOscaPaganiPanozPeroduaPeugeotPiaggioPlymouthPontiacPorschePremierProtonPUCHPumaQorosQvaleReliantRenaissanceRenaultRenault SamsungRolls-RoyceRonartRoverSaabSaleenSantanaSaturnScionSEATShuanghuanSkodaSmartSoueastSpectreSpykerSsang YongSubaruSuzukiTalbotTATATatraTazzariTeslaTianmaTianyeTofasToyotaTrabantTramontanaTriumphTVRUltimaVauxhallVectorVenturiVolkswagenVolvoVortexWartburgWestfieldWiesmannXin KaiYo-mobilZastavaZotyeZXАвтокамДонинвестГАЗИЖКамазКанонирЛУАЗМосквичСеАЗСМЗТАГАЗУАЗВАЗЗАЗЗИЛМодельПоколениеМодификация
или
Быстрый поиск автомобиля
На графиках представлены габариты автомобиля Volkswagen Caravelle T5 – ширина, длина и высота. Показаны данные для всех доступных модификаций, в том числе, для некоторых, общая ширина с зеркалами.
Самые малогабаритные автомобили отмечены зеленым цветом, а самые большие красным цветом.
Ниже приведена сводная таблица габаритных размеров по всем модификациям Volkswagen Caravelle T5.
Модификация
Ширина
Ширина с зеркалами
Длина
Высота
Диаметр разворота
1.9d MT 2003 — 2009
1904 мм
-
4890 мм
1949 мм
-
1.9d MT 2003 — 2009
1904 мм
-
4890 мм
1949 мм
-
2.0 MT 2003 — 2009
1904 мм
-
4890 мм
1949 мм
-
2.5d AT 2003 — 2009
1904 мм
-
4890 мм
1949 мм
-
2. 5d AT 2003 — 2009
1904 мм
-
4890 мм
1949 мм
-
2.5d MT 2003 — 2009
1904 мм
-
4890 мм
1949 мм
-
2.5d MT 2003 — 2009
1904 мм
-
4890 мм
1949 мм
-
4MOTION 2.5d AT 4WD 2003 — 2009
1904 мм
-
4890 мм
1949 мм
-
4MOTION 2.5d AT 4WD 2003 — 2009
1904 мм
-
4890 мм
1949 мм
-
4MOTION 2.5d MT 4WD 2003 — 2009
1904 мм
-
4890 мм
1949 мм
-
4MOTION 2. 5d MT 4WD 2003 — 2009
1904 мм
-
4890 мм
1949 мм
-
4MOTION 3.2 AT 4WD 2003 — 2009
1904 мм
-
4890 мм
1949 мм
-
4MOTION 3.2 MT 4WD 2003 — 2009
1904 мм
-
4890 мм
1949 мм
-
Модификация
Клиренс
Колесная база
Передняя колея
Задняя колея
1.9d MT 2003 — 2009
165 мм
3000 мм
1628 мм
1628 мм
1.9d MT 2003 — 2009
165 мм
3000 мм
1628 мм
1628 мм
2.0 MT 2003 — 2009
165 мм
3000 мм
1628 мм
1628 мм
2. 5d AT 2003 — 2009
165 мм
3000 мм
1628 мм
1628 мм
2.5d AT 2003 — 2009
165 мм
3000 мм
1628 мм
1628 мм
2.5d MT 2003 — 2009
165 мм
3000 мм
1628 мм
1628 мм
2.5d MT 2003 — 2009
165 мм
3000 мм
1628 мм
1628 мм
4MOTION 2.5d AT 4WD 2003 — 2009
165 мм
3000 мм
1628 мм
1628 мм
4MOTION 2.5d AT 4WD 2003 — 2009
165 мм
3000 мм
1628 мм
1628 мм
4MOTION 2.5d MT 4WD 2003 — 2009
165 мм
3000 мм
1628 мм
1628 мм
4MOTION 2. 5d MT 4WD 2003 — 2009
165 мм
3000 мм
1628 мм
1628 мм
4MOTION 3.2 AT 4WD 2003 — 2009
165 мм
3000 мм
1628 мм
1628 мм
4MOTION 3.2 MT 4WD 2003 — 2009
165 мм
3000 мм
1628 мм
1628 мм
цена 4 995 000 ₽ в автосалоне РОЛЬФ Юг Volkswagen — 618703
Продажа новых автомобилей в автосалонах РОЛЬФ — Volkswagen Caravelle 6.1 Comfortline 2021 год. — 618703
Комплектация
Comfortline
Год выпуска
2021
Кузов
Минивэн
КПП
Автоматическая
Мощность
150 л.с.
Объем двигателя
2.0 л.
Двигатель
Дизель
Привод
Полный
Цвет кузова
Серый `Ascot`
Тип усилителя
Электрический
Тип двигателя
Дизельный
Количество цилиндров
4
Количество клапанов на цилиндр
4
Рабочий объем
1968
Конфигурация
рядное
Максимальная мощность
150
Обороты максимальной мощности
3750
Максимальный крутящий момент
340
Обороты максимального крутящего момента
3000
Тип впуска
Непосредственный впрыск
Наддув
Турбина
Количество мест
7
Длина
4904
Ширина
1904
Высота
1970
Колесная база
3000
Колея передних колес
1628
Колея задних колес
1634
Дорожный просвет
202
Диаметр разворота
1190
Объем багажника
5800
Объем багажника максимальный
5800
Снаряженная масса
2001
Полная масса
3080
Максимальная скорость
179
Время разгона 0 — 100 км/ч
12,5
Смешанный цикл
7,3
Городской цикл
8,3
Загородный цикл
6,8
Рекомендуемое топливо
дизель
Емкость топливного бака
70
Соответствие экологическим требованиям
Евро-5
Передняя подвеска
Независимая — подвеска McPherson
Задняя подвеска
Независимая — многорычажная
Передние тормоза
Дисковые вентилируемые
Задние тормоза
Дисковые
Коробка передач
Автоматическая
Количество передач
7
Привод
Полный привод
Передние шины
205/65R16
Задние шины
205/65R16
Передние диски
16X6J
Задние диски
16X6J
Страна производства
Германия
Задняя дверь подъёмная, с остеклением, с доводчиком
Бамперы окрашены в цвет кузова
Высота h2 (крыша стандартная, металлическая), крыша окрашена в цвет кузова
Задняя дверь подъёмная, с остеклением, с доводчиком
Колёсные диски стальные штампованные 6. 5J x 16
Колёсные колпаки полноразмерные
Корпуса зеркал и ручки дверей окрашены в цвет кузова (для Edition — корпуса чёрные, глянцевые)
Накладка защитная заднего дверного проёма внутри — пластиковая
Наружные зеркала заднего вида с электроприводом регулировок и подогревом
Отсутствуют рейлинги
Раскрытие задних распашных дверей стандартное, до 180 градусов, с фиксатором на 90 градусов
Инфомедиа-система ‘Composition Color’ с цветным сенсорным экраном 6.5′
Комплект ключей: 2 ключа-радиопульта ДУ
Кондиционер автоматический ‘Climatronic’ (климат-контроль), 3-зонный, с доп. испарителем и отопителем сзади
Корректор угла наклона фар ручной
Лобовое стекло с электрообогревом, улучш. звукоизолирующими свойствами и теплозащитной тонировкой, У
Набор бортовых инструментов с баллонным ключом и домкратом
Обогрев обеих передних сидений
Очиститель лобового стекла автоматический, с датчиком дождя
Пакет протоколов Bluetooth для сопряжения с мобильными устройствами
Парктроник задний и передний с автоматическим торможением
Подвеска стандартная (для California Beach: -20мм)
Постгарантийная сервисная поддержка – 2 года (условия во вкладыше в сервисную книжку и на сайте www. vw-nfz.ru
Поясничные опоры в передних сиденьях ручные
Разрешённая полная масса: 3.08 т
Регулировка высоты обеих передних сидений — ручные
Розетка(-и) 12В
Система воздуховодов и дефлекторов вентиляции в салоне с обдувом бокового остекления
Топливный бак стандартной ёмкости (70л), датчик превышения воды в топливе
Тормоза передние: дисковые, вентилируемые, задние: дисковые (колёса от 16 дюймов)
Усилитель руля электрический, травмобезопасная рулевая колонка с регулировкой высоты и вылета
Центральный замок с ДУ, Kasten — с отдельным запиранием груз. отделения, без блокировки открытия изнутри
Электроразблокировка задней двери снаружи, отсутствует разблокировка изнутри
Crosswind Assist: автоматическая стабилизация при сильных порывах бокового ветра
ESC: комплекс систем активной безоп-ти, стаб-ции и управл-ти, вкл. Post-collision Break, ABS, EDL, ASR (с кнопкой откл.)
Hill Start Assist
Rest Assist (система распознавания
Дистанционная блокировка несанкционированного открытия сдвижных дверей изнутри
Контроль давления в шинах: косвенное определение измерением скорости колёс через датчики ABS
Отсутствует ‘BlueMotion Technologies’
Ремни безопасности спереди: 3-точечные, с преднатяжителями и регулировкой высоты
Сигнал предупреждения о незащёлкнутых ремнях безопасности водителя и переднего пассажира
Фронтальные подушки безопасности спереди, пассажирская — отключаемая
Система автоматического экстренного вызова ЭРА-ГЛОНАСС с бортовым регистратором параметров движения
автомобилей Volkswagen Caravelle на продажу
Возраст (самый новый) Возраст (самый старый) Цена (самый низкий) Цена (самый высокий) Мили (самый низкий) Мили (самый высокий) Местные выборы Новые объявления
SortAge (самый новый)
Возраст (самый новый) Возраст (самый старый) )Цена (самая низкая)Цена (самая высокая)Мили (самые низкие)Мили (самые высокие)Местные выборыНовинки
SortAge (самые новые)
Volkswagen Caravelle
2.
0 TDI Executive 204 4MOTION 5dr DSG
20221,550 £ 0emiels-40 9diesauto миль 71 500
Бесплатная доставка
Volkswagen Caravelle
2.0 TDI Executive 150 5dr DSG
20214 900 мильдизельполуавтомат
59 995 фунтов стерлингов
Депозит кон.
£ 250
£ 1,056MO PCP
БЕСПЛАТНАЯ ДОСТАВКА
Volkswagen Caravelle
2,0 TDI Executive 150 5DR DSG
202114,782 MILEDIESELESEMI-AUTO
,53,994 782 MILEDIESELESEMI-AUTO
,53,994 782 Milesdieselesemi-Auto
$ 53,994 782
949494994994999499782.
250 фунтов стерлингов
913 фунтов стерлингов PCP
ST62DE
Volkswagen Caravelle
2.0 TDI Executive 150 5dr DSG
20215,683 milesdieselsemi-auto
£54,990
£1,565mo HP
Free Delivery
Volkswagen Caravelle
2.
0 TDI Executive 204 5dr DSG
202115,777 milesdieselsemi-auto
£58,599
Free Delivery
Volkswagen Caravelle
2.0 TDI Executive 150 5dr DSG
202122,319 milesdieselsemi-auto
£54,991
£52,991
Скидка 2000 фунтов стерлингов
Депозит кон.
£ 250
£ 923MO PCP
БЕСПЛАТНАЯ ДОСТАВКА
Volkswagen Caravelle
2,0 TDI.
2.0 TDI Executive 199 5dr DSG
202025 640 мильдизельполуавтомат
£54 499
£1 012mo PCP
TA64BJ
Volkswagen Caravelle
2.0 TDI Executive 204 4MOTION 5dr DSG
202014,584 milesdieselsemi-auto
£63,299
Free Delivery
Volkswagen Caravelle
2.
0 TDI Executive 150 5dr DSG
202030,196 milesdieselsemi-auto
£55,995
Депозит кон.
250 фунтов стерлингов
1 045 фунтов стерлингов PCP
RG247NZ
Volkswagen Caravelle
2.0 TDI Executive 199 5dr DSG
202026,500 мильдизелиполуавтомат0003
£56,950
£1,019mo PCP
HR11LQ
Volkswagen Caravelle
2.0 TDI Executive 199 4MOTION 5dr DSG
202020,614 milesdieselsemi-auto
£63,990
£1,189mo PCP
DN158QZ
Volkswagen Caravelle
2.0 TDI Executive 199 5dr DSG
202012 597 мильдизельполуавто
58 995 фунтов стерлингов
Депозит кон.
250 фунтов стерлингов
1057 фунтов стерлингов в месяц PCP
RG247NZ
Volkswagen Caravelle
2.
0 TDI BlueMotion Tech 150 Executive 5dr DSG
201943 021 мильдизельполуавтомат
42 991 фунтов стерлингов
Депозит кон.
£250
£821mo PCP
Free Delivery
Volkswagen Caravelle
2.0 TDI BlueMotion Tech 199 Executive 5dr DSG
201911,711 milesdieselsemi-auto
£48,000
£45,980
£2,020 off
1270 млн фунтов стерлингов HP
IG103TQ
Volkswagen Caravelle
2.0 TDI BlueMotion Tech 150 Executive 5dr DSG
201952 650 мильдизельполуавтомат
42 495 фунтов стерлингов
Депозит кон.
£250
£1,177mo HP
CF104BB
Volkswagen Caravelle
2.
0 TDI BlueMotion Tech 199 Executive 5dr DSG
201946,910 milesdieselsemi-auto
£44,950
£876mo PCP
HR11LQ
Volkswagen Caravelle
2.0 TDI BlueMotion Tech 199 Executive 5dr DSG
201927 568 Milesdieselesemi -Auto
£ 46 980
£ 45 980
£ 1000 с
£ 853MO PCP
MK150DQ
£ 853MO PCP
MK150DQ
1 -183MO PCP
MK150DQ
1 — 18.3MO. Автотрейдер
Год
ВхШхД От
Собственная масса От
1982 г.
1950 мм х 1850 мм х 4570 мм
1440 кг
1984 г.
1950 мм х 1850 мм х 4600 мм
1520 кг
1985 г.
1950 мм х 1850 мм х 4600 мм
1520 кг
1986 г.
1950 мм х 1845 мм х 4600 мм
1480 кг
1987 г.
1950 мм х 1845 мм х 4600 мм
1480 кг
1988 г.
1950 мм х 1845 мм х 4600 мм
1480 кг
1989 г.
1950 мм х 1845 мм х 4600 мм
1480 кг
1990 г.
1950 мм х 1845 мм х 4600 мм
1480 кг
1991 г.
1950 мм х 1845 мм х 4600 мм
1480 кг
1992 г.
1950 мм х 1845 мм х 4600 мм
1480 кг
1993 г.
1940 мм х 1840 мм х 4655 мм
1640 кг
1994 г.
1940 мм х 1840 мм х 4655 мм
1640 кг
1995 г.
1940 мм х 1840 мм х 4655 мм
1640 кг
1996 г.
1940 мм х 1840 мм х 4655 мм
1640 кг
1997 г.
1940 мм х 1840 мм х 4789 мм
1700 кг
1998 г.
1940 мм х 1840 мм х 4789 мм
1700 кг
1999 г.
1940 мм х 1840 мм х 4789 мм
1700 кг
2000 г.
1940 мм х 1840 мм х 4789 мм
1700 кг
2001 г.
1940 мм х 1840 мм х 4789 мм
1700 кг
2002 г.
1940 мм х 1840 мм х 4789 мм
1700 кг
2003 г.
1940 мм х 1840 мм х 4789 мм
1700 кг
2004 г.
1940 мм х 1840 мм х 4789 мм
1810 кг
2005 г.
1940 мм х 1840 мм х 4789 мм
1810 кг
2008 г.
1970 мм х 1904 мм х 4890 мм
2033 кг
2009 г.
1970 мм х 1904 мм х 4890 мм
2033 кг
2010
1970 мм х 1904 мм х 4890 мм
2033 кг
2011
1990 мм х 1904 мм х 5292 мм
2053 кг
2012
1990 мм х 1904 мм х 5292 мм
2053 кг
2013
1990 мм х 1904 мм х 5292 мм
2053 кг
2014
1990 мм х 1904 мм х 5292 мм
2053 кг
2015
1990 мм х 1904 мм х 5292 мм
1857 кг
2016
1990 мм х 1904 мм х 5292 мм
1857 кг
2017
1990 мм х 1904 мм х 5292 мм
2053 кг
2018
1990 мм х 1904 мм х 5292 мм
2053 кг
2019
1990 мм х 1904 мм х 5292 мм
2053 кг
2020
1990 мм х 1904 мм х 2304 мм
2053 кг
2021
1990 мм х 1904 мм х 2304 мм
2183 кг
2022
1990 мм х 1904 мм х 2304 мм
2183 кг
2023
1990 мм х 1904 мм х 2304 мм
2183 кг
Volkswagen Caravelle на продажу Узнать больше
Отказ от ответственности: Информационные службы Glass (ГИС) и One Way Traffic Pty Ltd t/a Carsguide.
Закончилось топливо в дизельном двигателе, как закачать?
Ситуация не настолько редкая, как может показаться, особенно среди любителей ездить на последних остатках в баке.
Почему-то считается, что для того, чтобы закачать топливо из бака и развоздушить топливную систему, достаточно открутить трубку высокого давления, покрутить стартером до появления солярки, и этого вполне достаточно. Это не совсем правильно, более того, в некоторых случаях, когда стартер или аккумулятор неисправен и слабо крутит, Вам вообще не удастся прокачать систему. И на большинстве автомобилей вообще не устанавливается автономный подкачивающий насос
Как же поступать в этих случаях?
Производители рекомендуют заполнить бак топливом и крутить стартером, пока топливный насос сам не развоздушится. Но в большинстве случаев, садится аккумулятор и подгорает стартер (ведь для закачки 0,5 литра солярки используется колоссальная энергия, которая способна переместить автомобиль на десяток другой метров).
Некоторые тащат автомобиль на буксире (рискуя перескакиванием ремня или цепи газораспределения), кто-то заливает в топливный фильтр солярку (рискуя залить грязное топливо на выход к топливной аппаратуре, и в то же время дополнительно завоздушивают систему, так как фильтры стоят выше уровня бака, и солярка уходит именно туда обратно).
Есть ещё много способов развоздушивания топливной системы, но самый эффективный — это наличие подкачивающего насоса перед топливной аппаратурой (см. рис. 1, рис. 2), способного подать топливо из бака под давлением с минимальным риском и затратами энергии.
Рис. 1. Подкачивающий насос перед топливной аппаратурой
Рис. 2. Подкачивающий насос перед топливной аппаратурой
Если на Вашем автомобиле установлен подкачивающий насос, рекомендуем:
Проверять его работоспособность при каждой замене топливного фильтра.
Устанавливать перед ним предварительный фильтр грубой очистки (см. рис. 3, рис. 4) (чтоб предотвратить клапан от крупных загрязнений).
Рис. 3. Фильтр грубой очистки, установленный перед подкачивающим насосом
Рис. 4. Фильтр грубой очистки, установленный перед подкачивающим насосом
Рис. 5. Прозрачные шланги для подачи топлива (визуальный контроль)
Также устанавливать прозрачные шланги на подачу (рис. 5) (для контроля количества воздуха в системе)
Если стационарный механический насос создаёт проблемы, такие как постоянные подсосы воздуха, течи масла, предлагаем Вам его удалить, установив в место него заглушку (рис 6). Рекомендуем устанавливать как механические (ручные), так и электрические (работающие от включения зажигания) топливоподкачивающие насосы.
Рис. 6. Заглушка
Механическая/ручная подкачка подкачка производит быстрое устранение воздуха из топливной системы после замены фильтрующего элемента.
Электрическая подкачка, на момент запуска двигателя, прокачивает всю систему и ускоряет старт двигателя, чем уменьшает эмиссию. Таким образом помогает топливной аппаратуре прокачивать топливо с бака через топливные фильтра во время работы двигателя. Сводя на нет потери на всасывание, ухудшающие наполнение плунжерных пар топливных насосов.
Более подробную информацию о том, как развоздушить топливную систему, читайте здесь.
СТО «КОВШ». Управляй надёжным!
Предлагаем приобрести:
Подразделы
Как Вы закачиваете топливо в дизельном двигателе, если оно закончилось?
Заполняю бак топливом и кручу стартером
Тащу автомобиль на буксире
Заливаю в топливный фильтр солярку
Пользуюсь подкачивающим насосом перед топливной аппаратурой
У меня стоит электронасос, прокачивающий систему при включении зажигания
Рекомендуем посетить раздел:
Установка топливного насоса на дизеле
Строительные машины и оборудование, справочник
Установка топливного насоса на дизеле
Топливо, впрыснутое в камеру сгорания дизеля, воспламеняется не сразу, а спустя некоторое время, необходимое для подготовки его к самовоспламенению. За это время коленчатый вал успевает повернуться на какой-то угол. Поэтому впрыскивание должно начинаться до момента самовоспламенения, т. е. с опережением, когда поршень, заканчивая такт сжатия, не дойдет до в. м. т. на точно определенный угол а поворота коленчатого вала.
Впрыскивание топлива, ранее необходимого, приводит к стукам, падению мощности, повышенному изнашиванию деталей кривошипно-шатунного механизма. При позднем впрыскивании появляется дымление, увеличивается расход топлива и тоже снижается мощность дизеля. Дизели разных моделей имеют различные наивыгоднейшие углы опережения начала впрыскивания топлива, потому что у них различная форма камер сгорания, диаметр цилиндра, расположение форсунок.
Установка насоса на дизеле. Чтобы топливо начинало впрыскиваться в указанный момент, топливный насос должен начинать подачу его к форсунке еще раньше, с углом опережения р. Это вызвано тем, что при нагнетании топливопроводы расширяются, а давление передается от насоса к форсунке волнообразно.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Рис. 1. Проверка момента начала подачи топлива: а — моментоскоп; б — схема, поясняющая углы начала подачи и впрыскивания топлива; в — расположение соединительных отверстий в деталях привода; 1 — прозрачная трубка моментоскопа; 2 — резиновая трубка; 3 — отрезок топливопровода высокого давления; 4 — накидная гайка; 5 — шлицевой фланец; 6 — шестерня привода насоса
Если топливный насос, снятый с работающего дизеля, не разбирался и не регулировался, то его устанавливают на место так, чтобы восстановить прежнее положение кулачкового вала относительно коленчатого вала. Это достигается совмещением широкого шлица со своей впадиной на фланце 5. В таком положении осторожно (чтобы не повредить прокладку) вводят установочный фланец насоса через отверстие щита (корпуса) распределительных шестерен во втулку привода насоса и прикрепляют насос болтами, равномерно затягивая их.
Если насос разбирался или регулировался, то после установки на дизель, необходимо проверить и отрегулировать угол опережения начала впрыскивания топлива. Для нахождения угла опережения обычно используют прибор — моментоскоп, который устанавливают на штуцер топливного насоса вместо топливопровода, ведущего к форсунке. Поэтому угол опережения начала впрыскивания топлива форсункой при установке насоса на дизель проверяют по углу опережения начала подачи топлива насосом.
Порядок проверки и регулировки следующий.
1. На штуцер насоса устанавливают моментоскоп с прозрачной трубкой. 2. Включают подачу топлива и, вращая коленчатый вал, заполняют эту трубку топливом. Встряхивая ее, удаляют часть топлива, чтобы видеть уровень его в трубке. 3. Медленно вращая коленчатый вал, наблюдают за этим уровнем. В момент начала подачи, когда уровень топлива только начнет подниматься (дрогнет), вращение вала прекращают. 4. Определяют правильность установки насоса с учетом конструктивных особенностей дизеля. Так, например, на дизеле Д-240 вывинчивают установочный болт из резьбового отверстия заднего листа корпуса дизеля и вставляют его ненарезанным концом в то же отверстие до упора в маховик. Если болт войдет в сверленое углубление маховика, это будет означать правильную установку насоса: угол опережения начала подачи — 26° до в. м. т. На дизеле А-41 укрепляют против шкива коленчатого вала или тормозка сцепления трактора стрелку и наносят на шкив (тормозок) две риски: первую, когда начинает подниматься топливо в трубке момен-тоскопа, а вторую, когда поршень находится в в. м. т. Если расстояние по дуге между рисками на шкиве составляет 50…55 мм, это указывает на правильный угол опережения начала подачи топлива — 27…30° до в. м. т.
Регулировка момента начала подачи топлива. Если опережение отличается более чем на 3° от того, какой необходим для данного дизеля, нужно отрегулировать этот угол. На дизелях, где кулачковый вал насоса соединен с шестерней привода с помощью шлицевого фланца (Д-240, СМД-18Н, Д-144), вывинчивают два болта крепления фланца к шестерне и проворачивают его вместе с валом насоса по направлению вращения (в сторону знака «+») —для увеличения угла опережения или против направления (в сторону знака «—»)—для уменьшения этого угла. Расстояние между соседними отверстиями в шлицевом фланце равно 21°, а между резьбовыми отверстиями под болты шестерни — 22°30’. Поэтому если вывинтить болты крепления фланца и ввинтить их в соседнюю пару отверстий, расположенных по диаметру, то шлицевой фланец, а вместе с ним и кулачковый вал насоса повернется на 1°30’, а угол опережения подачи топлива изменится на 3° поворота коленчатого вала.
На дизелях других моделей момент начала подачи топлива проверяют по совмещению меток, имеющихся на их подвижных и неподвижных деталях.
Рекламные предложения:
Читать далее: Техническое обслуживание системы питания автомобиля и трактора
Категория: —
Тракторы-2
Главная → Справочник → Статьи → Форум
Как установить регулируемые бустерные насосы CT: пошаговое руководство
10 декабря 2021 г.
Каким бы красивым и высоким ни было здание, если в нем недостаточно давления воды для удовлетворения ваших повседневных потребностей, не будет стоить жить. Я имею в виду, просто возьмем случай с высотными зданиями. Обычно они сталкиваются с проблемами перекачки воды, в том числе с низким давлением и расходом воды. Не все задумываются о том, как вода течет на верхние этажи многоэтажки, но ответ прост: CT Водяные бустерные насосы.
Видите ли, повысительные водяные насосы используются для устранения проблем с низким давлением воды в высотных зданиях. Они очень похожи на газовый усилитель, но в целом имеют более простой механизм. Эти устройства обычно представляют собой центробежные насосы с электрическим приводом и обратным клапаном. Они всасывают воду во входное отверстие, а затем проталкивают ее через выходное отверстие бустерного насоса.
Когда давление падает ниже заданного значения или достигает высокого заданного значения, переключатель автоматически включается и выключается, помогая насосу поддерживать давление воды. Существуют насосы с регулируемой скоростью, в которых используется обратная связь по давлению для управления скоростью двигателя и достижения достаточно постоянного нагнетания. Обычно они контролируются датчиком давления, прикрепленным к насосу. С насосами с регулируемой скоростью вы можете управлять и работать на нескольких скоростях. Это важная функция, если вы хотите выполнять задачи, требующие регулировки расхода насоса.
Важные компоненты повысительного водяного насоса
Хотя несколько компаний разрабатывают повысительные водяные насосы в Коннектикуте, основные компоненты обычно одинаковы во всем мире. Эти компоненты в основном включают:
Двигатель
Для работы водяных бустерных насосов CT требуется двигатель. В зависимости от типа проекта он может работать как на электричестве, так и на дизельном топливе. Поскольку для работы насоса требуется электричество, электромонтаж двигателя должен выполняться профессиональным электриком.
Крыльчатки
Крыльчатки отвечают за повышение давления воды. Они представляют собой тип вращающегося компонента, который имеет несколько неподвижных лопастей, которые вращают воду в осевом и радиальном направлении с помощью центробежной силы. Роль крыльчатки заключается в том, чтобы продвигать воду по магистрали и помогать ей достигать места назначения через впускные и выпускные отверстия насоса.
Датчики
Датчики давления и расхода используются для определения необходимого давления и соответствующей корректировки значения. Они также защищают трубопроводы, не создавая нежелательного давления, которое на самом деле не нужно вашему дому.
Вход и выход
Для подключения водопроводной линии к входу насоса необходимо подключить другую линию к трубопроводам. Это поможет вам распределить воду по дому. Вы можете рассмотреть возможность установки гидроаккумулятора, но это не всегда необходимо.
10 простых шагов по установке повысительного водяного насоса
Водяные повысительные насосы облегчают жизнь, обеспечивая постоянное давление воды. Однако их установка может быть сложной и трудоемкой. Вот почему правильно нанять специалиста для беспроблемной установки. Чтобы помочь вам понять процесс установки, мы упомянули несколько важных шагов ниже.
Перекрыть главный клапан подачи воды.
Очистите трубопровод подачи воды.
Разрезать трубопровод подачи воды с помощью трубореза.
Убедитесь, что усилитель давления воды находится в нужном месте.
Соберите медные трубы и фитинги для запуска усилителя.
Использовать флюс для каждого соединения.
Припаяйте детали друг к другу.
Убедитесь, что армированный кабель подключен к специальному автомату защиты.
Откройте водяной клапан.
Прочтите показания манометров, чтобы увидеть изменения.
4 основных шага по подключению регулируемых бустерных насосов CT
Водяные бустерные насосы незаменимы, когда речь идет о повышении давления и расхода воды в высотных зданиях. От строительных площадок до складов, эти устройства используются в самых разных областях. Тем не менее, очень важно понять, как подключить водяной насос. Чтобы дать вам представление, мы создали пошаговое руководство. Посмотрите:
Шаг 1: Выберите место для установки блока контроллера
Блок контроллера должен находиться вдали от прямых солнечных лучей и влаги. Убедитесь, что он привинчен к поверхности стены и находится как можно ближе к источнику воды.
Шаг 2. Проверьте местные коды для подключения
Чтобы убедиться, какие типы кабелей подходят для подключения, необходимо проверить местные коды. Проверьте, не предлагает ли местный код какой-либо трубопровод. Спланируйте путь проводов как можно лучше и закройте провода в кабелепроводе в соответствии с инструкциями.
Шаг 3. Подключите коммутатор и блок контроллера
Прочтите руководство, чтобы определить точную схему подключения. Теперь удалите как минимум два дюйма оболочки с проводного кабеля и подключите черный и белый провода к соответствующим гнездам переключателя. Не забудьте подключить заземляющий провод к заземляющему винту. Повторите процедуру подключения коммутатора к блоку контроллера.
Шаг 4. Подключите насос к источнику питания
Во избежание поражения электрическим током обязательно выключите главный выключатель. Снимите оболочку с кабеля, вставьте его через выбивное отверстие и плотно зажмите. Дважды проверьте все соединения перед включением источника питания и насоса.
Заключительные замечания
Если давление и расход воды, подаваемой на отдельные водопроводные приборы, не соответствуют требованиям вашего кода, просто установите систему повышения давления воды. Убедитесь, что засоренные или недостаточного диаметра трубы не являются причиной низкого давления воды. Тем не менее, определение размеров, проводки и сантехники, необходимых для вашего повысительного водяного насоса, может быть сложной задачей. Поскольку отраслевые стандарты не являются общепринятыми, лучше обратиться за советом к профессионалу.
В Callaghan Pump мы помогаем нашим клиентам определить их потребности в перекачивании, чтобы обеспечить наилучший опыт установки насосов для повышения давления воды. У нас есть опытная команда профессионалов, которые помогут вам определить, нужен ли вашему зданию один из насосов повышения давления воды Connecticut .
Отправьте сообщение, чтобы узнать.
Установка насоса: наконечники | Общие указания по трубопроводам • BBA Pumps North America
Похоже, в вашем браузере отключен JavaScript. Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Размещение насоса – общее
Установите насосный агрегат на ровную поверхность, способную выдержать нагрузку.
Убедитесь, что насосный агрегат установлен таким образом, что на него не действуют деформирующие силы.
Убедитесь, что вокруг насосного агрегата достаточно места для эксплуатации и обслуживания.
ВНИМАНИЕ: — Убедитесь, что верхняя часть насосного агрегата не закрыта. Это важно, потому что насосный агрегат с приводом от дизельного двигателя всасывает свежий воздух сверху. — Убедитесь, что передняя и боковые стороны насосного агрегата не закрыты. Это важно, потому что насосный агрегат с приводом от дизельного двигателя отводит тепло с этих сторон.
Общие указания по трубопроводам
Выберите диаметр и длину всасывающей и напорной труб, а также любых дополнительных компонентов таким образом, чтобы входное давление оставалось выше минимально допустимого значения. Рабочее давление не должно превышать максимально допустимое значение. Мощность установленной приводной системы должна быть достаточной. Графики NPSH доступны по запросу.
Диаметры труб должны быть равны или больше, чем размеры соединений на насосе.
По возможности переход между трубами различных диаметров должен выполняться с углом перехода ок. 8 градусов.
Трубка должна быть правильно совмещена с соединением насоса.
Должна быть предусмотрена возможность соединения фланцев труб и насоса без нагрузки на какую-либо часть.
В случае вибрации и/или горячих жидкостей установите в трубы компенсаторы.
Поддерживайте трубы непосредственно перед насосом. Насос не должен выдерживать вес труб и фитингов.
Установите запорные клапаны на всасывающем и напорном трубопроводе как можно ближе к соединительным фланцам, чтобы обеспечить изоляцию насоса для обслуживания и ремонта. Запорные клапаны должны быть такого типа, который допускает прямолинейный поток, например задвижки или запорные клапаны. Внутренний диаметр запорной арматуры должен быть таким же, как у трубы.
Если существует вероятность того, что обратный поток жидкости может вызвать вращение насоса в противоположном направлении при остановке, для предотвращения этого в трубопроводе должен быть установлен обратный клапан.
Установите измерительные приборы в трубопровод для контроля во время работы.
Если применимо, подключите насосный агрегат к подходящей системе безопасности. Это остается на усмотрение проектировщика установки.
Изоляция или экранирование горячих труб.
Соблюдайте особые правила, касающиеся всасывающих и напорных трубопроводов.
Тщательно очистите все детали, соприкасающиеся с перекачиваемой жидкостью, перед вводом насосного агрегата в эксплуатацию.
Примечание. При перекачивании вязких жидкостей возможны значительные потери давления во всасывающем и напорном трубопроводе. Компоненты, размещенные в системе трубопроводов, такие как запорные клапаны, отводы, сетчатые фильтры на всасывании, фильтры и донные клапаны, увеличивают потери давления.
Всасывающая труба
Установите насос или насосный агрегат как можно ближе к перекачиваемой жидкости.
Труба должна быть как можно короче.
Проложите трубу так, чтобы она была направлена вверх к насосу, чтобы предотвратить образование воздушных пробок.
Если труба сужается, она должна иметь уклон вниз по направлению к насосу. Поместите запорный клапан между поплавковой камерой и MP, чтобы предотвратить избыточное давление на MP.
Уложите трубу так, чтобы предотвратить образование воздушных пробок.
Используйте как можно меньше изгибов.
Изгибы должны иметь максимально возможный радиус.
Система трубопроводов должна быть полностью герметичной.
В случае несамовсасывающего насоса, в котором жидкость не течет в сторону насоса, установите донный клапан с достаточно большой пропускной способностью.
В случае загрязненных жидкостей всегда устанавливайте сетчатый фильтр на всасывании или сито для отделения твердых частиц с достаточно большой чистой площадью отверстия. Размер частиц фильтрующего элемента всасывающего фильтра должен быть меньше или равен спецификации насоса для обработки твердых частиц.
При изменении диаметра трубопровода используйте эксцентриковый переходник для предотвращения скопления воздуха.
Убедитесь, что впускное отверстие для жидкости остается достаточно погруженным под поверхность жидкости, чтобы воздух не всасывался, даже когда жидкость находится на самом низком уровне.
Убедитесь, что длина трубы между изгибом и насосом не менее чем в четыре раза превышает диаметр трубы, особенно если разница между доступным и требуемым NPSH невелика. Изгиб препятствует плавному притоку жидкости к рабочему колесу насоса и может отрицательно сказаться на условиях всасывания.
При установке Т-образного соединения используйте соединение с входным коленом.
В случае самовсасывающих насосов, оснащенных отдельным всасывающим патрубком, этот патрубок никогда нельзя снимать или поворачивать.
Для жидкостей с низкой вязкостью либо установите обратный клапан с диаметром, равным или большим диаметра всасывающего клапана, либо установите трубопровод без обратного клапана в U-образной конфигурации (см. технические характеристики серии BA).
Не устанавливайте донный клапан при перекачивании жидкостей с высокой вязкостью. Донный клапан вызывает дополнительные потери в трубе.
Чтобы удалить любой воздух или газы, присутствующие в насосе или всасывающей трубе, напорная труба может быть оснащена байпасной линией. Использование байпасной линии позволит быстрее удалить воздух из насоса. См. также «Напорный трубопровод».
В некоторых ситуациях температура жидкости может быть настолько высокой, что насосу требуется предварительное давление относительно кавитационного запаса в линии (см. технические характеристики серии ВА).
Напорная труба
Ответственность за включение мер безопасности, таких как защита от избыточного давления, несет проектировщик установки.
Во избежание потерь в трубах используйте как можно меньше изгибов.
Если напорная труба длинная или когда в напорной трубе непосредственно после насоса используется обратный клапан, установите обводную линию с запорным клапаном. Подсоедините обводную линию к линии всасывания или точке всасывания.
Для более быстрого выпуска воздуха из насоса обводная линия должна быть подключена к резервуару подачи или к точке всасывания.
ПРЕДУПРЕЖДЕНИЕ Не допускайте внезапного закрытия напорной трубы, которое может вызвать гидравлический удар.
При опасности гидравлического удара установите байпас, аккумулятор или предохранительный клапан на напорном трубопроводе.
Всасывающий фильтр
При перекачивании загрязненной жидкости или жидкости, которая может содержать твердые частицы, установите всасывающий фильтр во всасывающем отверстии.
При выборе сетчатого фильтра на всасывании внимательно учитывайте ширину ячеек, чтобы потери в трубе были минимальными. Чистая площадь отверстия всасывающего фильтра должна как минимум в три раза превышать площадь поперечного сечения всасывающей трубы.
В случае загрязненных жидкостей всегда устанавливайте сетчатый фильтр на всасывании с достаточно большой чистой площадью отверстия . Размер частиц фильтрующего элемента всасывающего фильтра должен быть меньше или равен спецификации насоса по работе с твердыми частицами.
Установите сетчатый фильтр на всасывании таким образом, чтобы можно было выполнять техническое обслуживание и очистку.
Убедитесь, что всасываемая жидкость имеет ожидаемую вязкость и может легко проходить через всасывающий фильтр. При необходимости нагрейте всасывающий фильтр.
Обратитесь к техническим спецификациям для серии BA, чтобы узнать максимально допустимый размер частиц (пропускная способность твердых частиц).
У вас есть вопросы по установке насоса? Пожалуйста, свяжитесь с нами для консультации. Вы или ваш персонал хотели бы пройти обучение установке наших насосов? Обратитесь в учебный центр BBA Pumps.
Несоблюдение указаний по размещению и установке насосного агрегата может привести к опасности для пользователя и/или серьезному повреждению насоса или насосного агрегата. BBA Pumps не несет ответственности за несчастные случаи и ущерб, возникшие в результате несоблюдения указаний. Такое использование приводит к утрате права предъявлять претензии по гарантии или возмещению ущерба.
Для работы всех функций этого веб-сайта требуются файлы cookie. Для получения дополнительной информации о том, какие данные содержатся в файлах cookie, см. нашу страницу политики конфиденциальности.
Уплотнительные кольца. Согласно ГОСТ 7133—67 поршневые кольца дизелей должны изготавливаться из серых легированных чугунов с пластинчатым графитом или из чугунов с шаровидным графитом (высокопрочные чугуны). Судовые двигатели имеют кольца, выполненные из чугунов марок СЧ18-36—СЧ28-48. Верхние кольца у некоторых форсированных дизелей (например, М401А) делают из стали.
В свободном состоянии поршневое кольцо имеет диаметр, превышающий диаметр цилиндра D. Часть кольца вырезается, и в этом месте образуется так называемый замок к. Уплотнительные кольца делают, как правило, с косым замком при правом или левом направлении разреза. Часто на один и тот же поршень ставят кольца с правым и левым направлениями разреза, чередуя их. Маслосъемные кольца выполняют обычно с прямым замком.
Рис. 1. Поршневое кольцо
Рис. 2. Формы сечений уплотнительных колец
Рис. 3. Насосное действие уплотнительных колец
Рис. 4. Типы маслосъемных колец и их работа
После заводки кольца вместе с поршнем в цилиндр в замке остается зазор с порядка 0,5—1,5 мм. Поскольку при заводке кольцо было сжато, оно прижимается к стенке цилиндра в силу своей упругости. Кроме того, кольцо прижимается к стенке цилиндра и к стенке канавки давлением газов. Зазор кольца по высоте канавки составляет а = 0,06-0,30 мм. Уплотняющее действие кольца заключается в том, что энергия просачивающихся газов затрачивается на преодоление сопротивления в зазоре а и на вихревые движения в пространстве с зазором Ь.
У большинства уплотнительных колец радиальная толщина больше высоты. Такие кольца жестче, быстрее прирабатываются к втулке цилиндра и меньше разбивают торцовую поверхность канавки. В то же время кольца с малой радиальной толщиной позволяют уменьшить толщину стенки головки. Трапецеидальная форма сечения применяется для верхних колец поршней с высокой тепловой напряженностью: такие кольца дороже, но менее склонны к пригоранию, лучше уплотняют поршень и способствуют удалению масла со стенок цилиндра.
При установке колец на поршне замки их ставят «вразбежку», т. е. со сдвигом одного относительно другого. Фиксации колец от поворота не делают, так как зафиксированные кольца быстрее пригорают. Если есть опасность задевания концов кольца за вырезы во втулке (окна в двухтактных двигателях), то эти концы сошлифовывают.
Для повышения износостойкости поршневые кольца покрывают слоем пористого хрома. По ГОСТ 7133—67 такое покрытие обязательно для верхнего кольца четырехтактного дизеля с диаметром цилиндра до 250 мм. Верхние поршневые кольца остальных двигателёй согласно этому стандарту должны иметь приработочное покрытие или приработочные вставки. В качестве приработочного покрытия применяют лужение или омеднение рабочей поверхности кольца. Приработочная вставка делается, например, в виде пояска из меди.
Уменьшению износа колец способствует снятие фаски: острые кромки ухудшают распределение смазки по поверхности трения.
Маслосъемные кольца. Уплотнительные кольца обладают способностью перемещать масло со стенок цилиндра вверх («насосное действие» колец). При движении поршня вниз масло заполняет зазор под кольцом, а при движении вверх оно будет вытесняться в зазор над кольцом. При следующих движениях поршня масло подобным же образом поднимется еще выше и наконец будет перенесено в камеру сгорания. Это приведет к быстрому пригоранию колец, к загрязнению стенок камеры сгорания и к перерасходу масла.
Для предотвращения заноса масла в камеру сгорания служат масло-съемные кольца. Они могут быть с конической внешней поверхностью. В этом случае при движении поршня вверх образуется масляный клин, кольцо давлением масла сжимается и скользит по его слою. При движении вниз кольцо снимает масло со стенок втулки и оно стекает через отверстия внутрь поршня.
Часто применяют маслосъемные кольца с сечением по рис. 4, б. Они имеют кольцевую канавку, проточенную снаружи. Из канавки делают прорези внутрь кольца. Такие кольца, как видно из рисунка, снимают масло со стенок не только при движении поршня вниз, но и при движении его вверх. При установке этих колец на поршне наряду со сбрасывающими отверстиями ниже кольца должны быть отверстия сзади кольца. Конические кольца и кольца с проточкой часто встречаются на одном и том же поршне.
У некоторых двигателей в одну канавку ставят два маслосъемных кольца. Как видно из рис. 4, в, пара таких колец напоминает кольцо с проточкой, но при раздельном изготовлении кольцам может быть придана более удачная форма.
В целях предварительного снятия со стенок цилиндра части масла нижнюю кромку поршня иногда выполняют в виде скребка.
Поршневые пальцы. Технические требования к поршневым пальцам нормируются ГОСТ 8052—67. Этот стандарт предписывает изготовление пальцев из углеродистых или легированных цементируемых и азотируемых сталей, а также из высокоуглеродистых сталей с содержанием углерода до 0,65%, подвергаемых закалке ТВЧ. На флоте для этой цели применяют стали 20, 15Х, 20Х, 12ХНЗА и др. Как было сказано, внешнюю поверхность пальца цементируют и закаливают или азотируют. В целях облегчения пальцы делают пустотелыми.
Если поршневые пальцы не закрепляются в бобышках и после нагрева поршня при работе двигателя получают возможность вращаться, то такие пальцы называются плавающими. Они равномерно изнашиваются и при нагревании не распирают поршень. Однако зазор пальца в бобышках увеличивает суммарный зазор соединения поршня с шатуном, что приводит к ускоренному износу деталей. Поэтому в крупных двигателях применяют пальцы, закрепленные в бобышках. В двигателях речного флота такие пальцы не встречаются.
Плавающий палец должен быть зафиксирован от смещения вдоль своей оси. Существует несколько способов фиксации пальцев в осевом направлении.
Очень распространена фиксация пальца пружинящими кольцами (их называют также кольцевыми шпонками, кольцами Зегера), вставляемыми в проточку бобышки поршня. Они бывают прямоугольного и круглого сечений. Часто встречается фиксация пальца алюминиевыми заглушками, вставляемыми в расточку пальца или в расточку бобышки. При работе двигателя заглушки скользят вдоль стенки втулки цилиндра и не позволяют пальцу сместиться. Заглушки, вставленные в расточку пальца, имеют сферическую внешнюю поверхность и вставляются в бобышки поршня вместе с пальцем. Если же заглушка вставлена в расточку бобышки, то ее внешняя поверхность обрабатывается по диаметру цилиндра, а поворот предотвращается штифтом. Чтобы под заглушкой не скапливалось масло, сверлят отводящий канал. Нарезанное отверстие служит для ввертывания рыма при снятии заглушки.
Рис. 5. Способы фиксации поршневых пальцев
Палец смазывается в бобышках маслом, вытекающим вдоль пальца из верхней головки шатуна, и маслом, снимаемым со стенки цилиндра. В некоторых двигателях в пальце имеются каналы для принудительного подвода масла к трущейся поверхности бобышки из верхней головки шатуна. Поскольку в этом случае масло может попадать в большом количестве на стенку втулки цилиндра, палец фиксируется заглушкой с уплотняющей прокладкой под ней.
Заглушку крепят к поршню винтами.
Аналогичная герметизация заглушек, стягиваемых шпилькой и опирающихся на бурты поршня, встречается в двигателях ДР 30/50, однако цель герметизации здесь иная: предотвратить утечку продувочного воздуха через полость внутри пальца.
У алюминиевых поршней иногда для пальца в бобышки вставляют бронзовые втулки, более стойкие против износа. У составного поршня двигателя 10Д40 втулка изготовлена из стали и за-плавлена свинцовистой бронзой. В этом двигателе палец фиксируется от осевого смещения внутренним пояском тронка.
Рис. 6. Расчетная схема поршневого пальца
Рис. 7. Поршневые головки шатунов
Рис. 8. Кривошипные головки шатунов
Отъемные головки встречаются лишь в тихоходных двигателях: шатун в данном случае имеет увеличенную массу. В быстроходных и небольших двигателях применяют шатуны с неотъемной кривошипной головкой. При этом появляется технологическая необходимость во вкладышах, заплавляемых антифрикционным сплавом. Один из вкладышей может быть застопорен штифтом от проворачивания, но этого часто не делают: в целях уменьшения габаритов головки шатунные болты располагаются так близко к шейке, что во вкладышах вырезают для них карманы; в данном случае шатунные болты становятся фиксаторами вкладышей. От стопорения вкладышей штифтами отказываются еще и потому, что отверстия для штифтов вызывают концентрацию напряжений в шатуне или в крышке кривошипного подшипника.
Встречаются шатуны, в кривошипной головке которых имеется лишь один — верхний — вкладыш. Нижнюю половинку заплавля-ют антифрикционным сплавом без вкладыша.
Верхнюю половинку кривошипной головки центрируют с пяткой 8 шатуна с помощью выступа и шатунных болтов. Нижняя половинка (крышка кривошипного подшипника) направляется или шатунными болтами, или выступами на краях крышки, а иногда и тем и другим. Между половинками предусматривают наборы прокладок для регулирования масляного зазора. Однако в целях обеспечения большей жесткости подшипника от них часто отказываются даже в тихоходных дизелях.
Кривошипный подшипник смазывается маслом, поступающим под давлением из рамового подшипника по каналам коленчатого вала. Организация смазки кривошипного подшипника усложняется тем, что масло из него должно проходить постоянным потоком в трубку или в осевой канал для смазки головного подшипника. Постоянства потока можно достичь устройством кольцевой канавки с выходом масла к трубке через канал. Однако такая канавка, как известно, снижает несущую способность кривошипного подшипника. Чтобы не нарушать целостности масляного клина в наиболее нагруженной верхней части подшипника, часто ограничиваются одной или двумя канавками, прорезанными на протяжении примерно двух третей окружности в нижней части подшипника,, и отводят масло в осевой канал по наклонным каналам. В этом случае шейка коленчатого вала должна иметь выход масла в двух точках.
В небольших двигателях кривошипная головка часто выполняется с косым разъемом, крышка крепится шпильками, а направляется выступами шатуна и штифтами. Косой разъем делают для удобства обслуживания, а иногда — в технологических целях при унификации шатунов V-образных и однорядных двигателей.
В шатуне, показанном на рис. 8, в, применены тонкостенные вкладыши без регулировочных прокладок. Отказ от прокладок объясняется не только стремлением увеличить жесткость головки, но и тем, что при изменении толщины набора прокладок нарушается круглая форма сечения подшипника. При износе тонкостенный вкладыш заменяют новым.
Шатуны V-образных двигателей речного флота имеют общую для двух цилиндров кривошипную головку. Шатун одного из цилиндров является главным. В ушки его кривошипной головки вставляют палец прицепного шатуна соответствующего цилиндра второго ряда. Нижняя головка прицепного шатуна имеет бронзовую втулку и смазывается маслом, поступающим по каналам. Крышку кривошипного подшипника можно крепить не болтами, а двумя коническими штифтами, вставляемыми в соответствующие ушки.
Кривошипные подшипники заплавляют теми же антифрикционными сплавами, что и рамовые. Иногда верхнюю половинку заплавляют более качественным материалом, чем нижнюю.
Шатунные болты. Кривошипные головки большинства двигателей имеют по два шатунных болта: по одному с каждой стороны. В шатунах с косым разъемом головки встречается по три шпильки с каждой стороны. У шатунных болтов есть пояски, которыми они плотно входят в расточенные отверстия головки. Пояски делают, как правило, в плоскостях стыкования деталей: половинок и головки и верхней половинки с пяткой шатуна. Бывает и иное расположение поясков. Оба болта делают одинаковыми. Исключение составляет двигатель НФД48, имеющий разные болты: у одного направляющий поясок есть только в плоскости стыкования Головки с пяткой шатуна, у другого — только в плоскости стыкования половинок.
Гайки щатунных болтов делают корончатыми, стопорящимися шплинтами. Чтобы болт не проворачивался, его головку фиксируют штифтом. Кроме того, часто предусматривают отверстия для монтажных болтов, удерживающих шатунные болты при сборке и разборке головки.
У небольших двигателей часто оказывается более удобным располагать гайку болта снизу и стопорить его от проворачивания срезом головки. У двигателей с косым разъемом головки приходится применять шпильки , ввертываемые в шатун и застопоренные штифтами.
Шатунные болты — весьма ответственная деталь. Обрыв их ведет, как правило, к крупной аварии: шатун, отделившись от вала, падает вместе с поршнем вниз, пробивая стенки картера, рамы. Заклинив вал, шатун может вывести его из строя.
Во время работы дизеля шатунные болты испытывают растяжение от силы инерции поршня и стержня шатуна, действующей в конце такта выпуска и в начале такта впуска. Эта сила — переменная, близкая к ударной. Болты могут испытывать ударные нагрузки и при заедании поршня. Поэтому ГОСТ 6907—67 предписывает, что шатунные болты четырехтактных дизелей должны изготовляться из легированной стали с механическими свойствами не ниже, чем у стали 40ХН. В двухтактном двигателе силе инерции всегда противодействует давление газа на поршень, вследствие чего шатунные болты могут быть выполнены из менее качественной стали, например марки 35.
Гайки шатунных болтов четырехтактных дизелей согласно ГОСТ 6906—67 должны быть изготовлены из стали 40Х, в обоснованных случаях — из стали 18Х2Н4ВА.
Чтобы избежать концентрации Напряжений, шатунные болты должны быть чисто обработаны, не иметь резких переходов от одного сечения к другому, рисок, царапин, забоев. Резьба делается мелкой и чистой, без заусенцев и задиров.
Никаких дополнительных напряжений среза, изгиба шатунные болты не должны испытывать. Поэтому равномерность прилегания головки и гаек проверяют по краске. Затяжка болтов должна быть достаточной для обеспечения жесткости соединения, но не чрезмерной: при перетяжке может быть превышен предел текучести материала и болт при работе двигателя порвется. Шатунные болты затягивают с определенной силой, указываемой в инструкции. Если имеется динамометрический ключ, допускающий затяжку гаек лишь моментом определенной величины, то следует пользоваться только им. Длина болта контролируется микрометрической скобой: появление остаточного удлинения является браковочным признаком болта. Гайки болтов должны надежно шплинтоваться, причем применение шплинта несоответствующего размера не допускается.
Поскольку болт испытывает переменные напряжения, он может порваться вследствие усталости металла. Поэтому в срок, указанный в инструкции по эксплуатации двигателя, шатунные болты необходимо заменять независимо от внешнего состояния. Пренебрежение сроками смены шатунных болтов весьма опасно, и на флоте, к сожалению, еще происходят аварии по данной причине.
2.2 Поршни. Поршневые кольца и пальцы
Поршни воспринимают и передают на шатун усилие, возникающее от давления газов, а также обеспечивают протекание всех тактов рабочего цикла. Они подвергаются действию высоких температур, давлений, инерционных сил и движутся со значительными скоростями внутри цилиндра. В соответствии с условиями работы материал поршня должен обладать высокими механическими свойствами (прочностью, износостойкостью, быть легким, хорошо отводить тепло). Поэтому в современных двигателях поршни отливают из легкого, но достаточно прочного алюминиевого сплава (рис.6).
Рисунок 5. Цилиндры двигателя с жидкостным охлаждением (а)
и воздушным (б)
а – поршень дизельного двигателя; б – кольца; в – поршневой палец.
1 – маслосбрасывающая кромка; 2 – канавка для маслосъемочного кольца; 3 – канавка для стопорного кольца; 4 – отверстие для подвода масла к пальцу; 5 – канавки для компрессионных колец; 6 – камера сгорания в поршне.
Рисунок 6. Поршень и поршневой палец.
Поршень имеет вид повернутого стакана.
Поршень состоит (рис.6а) из днища А, головки Б или уплотняющей части и направляющей части В, называемой юбкой. Днище поршня дизеля делают фасонной формы с выемкой, которая зависит от способа смесеобразования и расположения клапанов и форсунок.
На внешней поверхности головки и юбке проточены канавки 5 и 2 компрессионных и маслосъемных колец.
На внутренней стороне юбки имеются два прилива – бобышки Г, в отверстия которых устанавливают поршневой палец.
По наружному диаметру поршни тракторных двигателей, как и гильзы, распределяют на три размерные группы Б, С и М.
Поршневые пальцы делают пустотелыми из стали. От осевого перемещения палец удерживается стопорными кольцами (8). Палец в (рис.6в) соединяет поршень с шатуном.
Поршневые кольца по назначению разделяют на компрессионные и маслосъемные (рис. 6а).
Компрессионные кольца предотвращают прорыв газов из камеры сгорания в картер. Кольца изготовляют из легированного чугуна или стали.
Вырез в поршневом кольце называют замком. Он может быть косым или прямым.
Маслосъемные кольца препятствуют проникновению масла из картера в камеру сгорания, снимая излишки масла со стенки цилиндра.
2.3 Шатуны
Шатуны соединяют поршни с коленчатым валом и передают ему усилие, воспринимаемое поршнями. При работе двигателя на шатун действуют силы давления газов и инерции, поэтому он должен быть прочным, жестким и легким. Шатун изготавливают из высококачественной стали в виде стержня с двумя головками (рис. 8).
В верхнюю головку шатуна запрессовывают бронзовую втулку 2. Нижняя головка шатуна – разъемная. Ее отъемная часть – крышка 6.
2.4 Коленчатый вал и маховик
Коленчатый вал воспринимает усилия, передающиеся от поршней через шатуны, создает крутящий момент, а также используются для привода в действия различных механизмов и деталей двигателя (рис.9).
Коленчатый вал штампуют из высококачественной стали или отливают из высокопрочного чугуна.
Он состоит из опорных коренных шеек 1, шатунных шеек 11, соединяющих их щек 2, носка (передней части) и хвостовика (задней части).
Коренные и шатунные подшипники выполнены в виде вкладышей, изготовленных из сталеалюминевой ленты.
Маховик способствует равномерному вращению коленчатого вала и помогает двигателю преодолевать повышенные нагрузки при трогании с места и во время работы (рис. 9).
а – рядный; б – V-образный; в – рядный с воздушным охлаждением.
1 – отверстие для штанг; 2 – отверстие для отвода жидкости; 3 – отверстие для крепления шпилек; 4 – водораспределительный канал; 5 – канал для подвода масла; 6 – крышка коренного подшипника; 7 — прилив; 8 – рези-новое уплотнительное кольцо; 9 – отверстие для втулки распреде-лительного вала; 10 – гильза; 11, 13 – левый и правый полублоки; 12 – воздушная полость; 14 – шпилька; 15 – гильза цилиндра; 16 – отверстие для гильзы цилиндра; 17 – картер; 18 – уплотнительная прокладка.
Когда я впервые начал работать в журнале HOT ROD более 30 лет назад, почти во всех автомобилях отечественного производства использовались поршневые кольца толщиной 5/64-5/64-3/16 дюймов. Верхнее кольцо, обычно из простого железа, могло быть заполнено молибденом, а могло и не быть. Масляное кольцо неизменно имело стандартную конфигурацию натяжения. В полноценных гоночных автомобилях использовались тонкие поршневые кольца размером 1/16–1/16 дюйма. Если возможно, они могли выбрать верхнее кольцо из ковкого чугуна, молибдена или хрома, с масляным кольцом низкого напряжения. Почти все использовали второе кольцо из простого железа, хотя некоторые компании также продвигали второе кольцо из молибдена. Большой спор был о том, осмелится ли обычный уличный водитель установить компрессионные кольца размером 1/16 и маслосъемные кольца низкого напряжения.
Теперь все изменилось: кольца размером 1/16 считаются толстыми, и даже в серийных двигателях V-8 используются тонкие кольца метрического размера, такие как пакет колец типичного двигателя GM LS толщиной 1,5-1,5-3 мм (около 0,059-0,059-0,118). дюйм). В настоящее время ковкий чугун считается минимальным материалом для серьезного использования, и многие гонщики и даже серийные автомобили переходят на сталь в верхней канавке. Вторые кольца стали изящнее, и даже маслосъемные кольца стандартного натяжения стали тоньше и легче. Толчком к этим изменениям стали требования OEM по уменьшению трения для увеличения расхода бензина и лучшей герметизации для снижения выбросов. Гонщики уловили новые разработки и используют их, потому что сниженное трение и улучшенное уплотнение стоят мощности. Более тонкие кольца также обеспечивают большее соответствие стенке цилиндра. Повышенная точность, технология изготовления поршней и колец, более качественные моторные масла и превосходные методы обработки стенок цилиндров позволяют производителям двигателей переходить на все более тонкие кольца.
Функции колец Чтобы разобраться в современных разработках в области колец, в первую очередь требуется краткий обзор функций поршневых колец. Комплект поршневых колец должен выполнять три задачи: предотвращать выход воздушно-топливной смеси из камеры сгорания, предотвращать загрязнение камеры сгорания маслом и передавать тепло от поршня к стенке цилиндра и, в конечном итоге, к рубашке охлаждения. В большинстве случаев это достигается комплектом из трех колец, классифицируемых (сверху вниз) как верхнее компрессионное кольцо, второе компрессионное кольцо и маслосъемное кольцо. Современные исследования показывают, что верхнее компрессионное кольцо на самом деле выполняет большую часть уплотнительной функции, в то время как второе компрессионное кольцо служит скорее дополнительным устройством контроля масла, чем компрессионным уплотнителем. Текущая тенденция заключается в повышении качества колец и термостойкости для наилучшего уплотнения при одновременном пересмотре конфигураций вторых колец для повышения их маслосъемной способности.
Верхнее кольцо Это кольцо подвергается сильному нагреву и давлению дымовых газов. У него тяжелая работа, еще более тяжелая, потому что верхнее кольцо становится тоньше. Для наиболее высокопроизводительного использования кольца из ковкого чугуна с молибденовой (молибденовой) поверхностью остаются наиболее популярным выбором. Молибден может выдерживать тепло в большинстве применений, но при этом он достаточно пористый, чтобы удерживать масло для лучшей смазки. Традиционные номера деталей вашего любимого производителя колец для классических молибденовых колец с производительностью 5/64 или 1/16, вероятно, не изменились, но само кольцо, скорее всего, будет изготовлено с более высокими допусками с использованием улучшенного производственного процесса. Например, молибденовая облицовка начиналась в виде проволоки и напылялась на кольцо пламенем с помощью кислородно-ацетиленовой горелки; теперь он наносится плазменным напылением с большей скоростью и температурой, что приводит к более высокой и более равномерной плотности молибдена на поверхности кольца.
Для повышения производительности и использования на уровне спортсменов высокопрочная верхняя часть из ковкого чугуна
Приложения для увеличения мощности, включая закись азота, нагнетатели и турбокомпрессоры, могут потребовать более сложных материалов для колец. Несмотря на то, что плазменно-молибденовая сталь очень пластична и обладает хорошими характеристиками износа, высокие ударные нагрузки от выстрелов закисью азота мощностью более 150 лошадиных сил или наддув более 10 фунтов на квадратный дюйм могут вызвать трещины, сколы или отслоения. «Неважно, что
[сумматор мощности] вызовет детонацию двигателя», — говорит Скотт Габриэльсон из Speed-Pro. «Вот сколько». Для этих применений рассмотрите модернизированные кольца из ковкого чугуна или стали с газовым азотированием, такие как серии Speed-Pro Hellfire или Perfect Circle Firepower.
Современные тонкие метрические кольца также должны быть изготовлены из более качественных материалов, чтобы поддерживать достаточную прочность, предотвращать флаттер и выдерживать большие температуры. Для них высокоуглеродистая сталь обычно является основным материалом. Раньше сталь была значительно дороже железа, но благодаря огромным объемам закупок OEM-производителями цена снижается почти так же, как стали доступными гидравлические роликовые кулачки. Во многих поршнях новой линейки SRP Pro от JE используются тонкие кольца, но JE заявляет, что цена сейчас примерно такая же, как у старых колец 1/16.
По данным Speed-Pro, плазменно-молибденовое покрытие остается предпочтительным покрытием для стальных колец, хотя газовое азотирование начинает его вытеснять. Газовое азотирование, в некоторой степени похожее на процесс закалки, обычно применяемый к кованым коленчатым валам, представляет собой обработку поверхности, которая упрочняет поверхность кольца, делая его износостойким, но при этом сохраняя совместимость со стенками цилиндра и поверхностями поршня. Кольца OEM с газовым азотированием рассчитаны на срок до 200 000 миль.
В некоторых двигателях NASCAR Cup толщина компрессионных колец составляет 0,7 мм. Этот титан-
Автомобили на грунтовых дорогах могут загрязнить впускную систему, и некоторые из этих парней по-прежнему предпочитают верхнее кольцо с хромированным покрытием, хотя улучшения в кольцах из плазменно-молибденового сплава заставили многих перейти на него, потому что молибденовое кольцо имеет примерно на 1000 градусов большую термостойкость. по сравнению с хромированными кольцами старой школы. Многие OEM-производители снова используют кольца с хромированным покрытием, теперь изготовленные по совершенно новой технологии. На самом деле, команда Total Seal утверждает, что современные тонкие кольца с нанесенным в вакуумной камере нитридом хрома устранили все недостатки традиционных хромированных колец и конкурентоспособны по цене с высококачественными молибденовыми кольцами.
Некоторые ребята из класса форсунок используют кольца Dykes из нержавеющей стали. L-образная дамба или кольцо разворотной полосы обычно имеет поверхность 1/16 дюйма с шагом 0,017 или 0,031 дюйма сзади, что обеспечивает повышение давления газа без необходимости в газовых портах. Кольца Dykes нуждаются в специальном поршне, их трудно посадить и они ускоряют износ отверстия цилиндра, поэтому они предпочтительны только для очень специализированных применений.
Ультратонкие кольца для использования в профессиональных гонках высокого класса, таких как двигатели NASCAR Cup или дрэг-рейсеры NHRA Pro Stock, могут иметь экзотические, очень дорогие покрытия из вольфрама или нитрида титана, нанесенные с помощью положительного осаждения из паровой фазы на корпус кольца из стали или даже нержавеющей стали. . Это улучшает характеристики износа и еще больше снижает трение. Но комплект колец из трех частей для двигателя Cup только для одного поршня стоит около 160 долларов, поэтому эта высокотехнологичная технология еще не применима в реальных приложениях.
Производители колец продолжают экспериментировать с различными марками стали, различными процессами термообработки и новыми покрытиями. Цель состоит в том, чтобы еще больше снизить трение и повысить долговечность без повреждения стенки цилиндра. На высоком уровне все меняется чуть ли не ежемесячно, но, как выразился Кит Джонс из Total Seal: «Если бы я сказал вам, над чем мы работаем, мне пришлось бы вас убить».
Компания Total Seal продолжает предлагать уникальное верхнее компрессионное кольцо без зазоров. Кольцо составное
Второе кольцо На протяжении более 40 лет вторым кольцом из гладкого чугуна с обратным скосом и конической поверхностью было стандартом. Тепло не является проблемой во второй канавке, поэтому не было необходимости в сверхэкзотических материалах или покрытиях (молибденовые кольца здесь — пустая трата времени). Сегодня большинство вторых колец по-прежнему изготавливаются из чугуна или (для некоторых высокопроизводительных приложений) ковкого чугуна. Тем не менее, конфигурация второго кольца развивается: современная теория утверждает, что второе кольцо составляет от 85 до 90-процентный контроль масла и только 5-10-процентный контроль сжатия, поэтому для лучшего управления маслом существует определенная тенденция к использованию второго кольца Napier (крючковидного или когтеобразного). Фактически, большинство двигателей GM LS поставляются с кольцами Napier. Кольцо Напье создает резервуар для протекания соскребаемого масла. «Если вы подрежете нижнюю часть кольца, вы обнажите большую часть торцевого зазора обратно в кольцевую канавку, что откроет проходное сечение и создаст резервуар для соскребаемого масла», — говорит Скотт Габриэльсон из Speed-Pro. Дополнительным преимуществом является то, что Napier позволяет еще больше открыть объем второго кольцевого зазора, улучшая сброс давления между кольцами. Если Napier доступен для вашего приложения, он может только помочь, а не повредить общей производительности.
Маслосъемное кольцо Несмотря на то, что некоторые импортные и высококлассные гонщики экспериментировали с цельной конструкцией маслосъемного кольца, конфигурация из трех частей, состоящая из расширителя, зажатого между верхней и нижней направляющими, остается стандартной. Однако натяжение и масса были уменьшены для улучшения контроля масла, экономии топлива и мощности. Билл Макнайт из Perfect Circle говорит, что «натяжение колец составляет около 40 процентов от общего трения двигателя, при этом одни только маслосъемные кольца составляют 50 процентов трения пакета колец». Ключом к снижению натяжения является радиальная глубина кольца (ширина в продольном и поперечном направлениях, поскольку оно находится в кольцевой канавке): если вы поддерживаете традиционный стандарт SAE 0,19При глубине 0 дюймов вам по-прежнему нужны маслосъемные кольца с более высоким натяжением, но, уменьшив радиальную глубину примерно до 0,140–0,150 с соответствующим образом обработанным поршнем, можно уменьшить натяжение, поскольку общий узел маслосъемного кольца более гибкий и лучше соответствует отверстию. При более тонком кольце, хотя общее натяжение уменьшается, эффективное единичное давление (нагрузка на стенку цилиндра) выше. «Более узкие рельсы создают большее давление, — говорит Джонс.
Второе кольцо на самом деле служит скорее дополнительным маслосъемным кольцом, чем компрессионным
В автомобилях, регулярно эксплуатируемых, по-прежнему должны использоваться маслосъемные кольца со стандартным натяжением. Традиционное кольцо стандартного натяжения для масляной кольцевой канавки диаметром 3/16 дюйма и глубиной 0,200 дюйма в классическом малоблочном двигателе с железным блоком когда-то имело натяжение от 20 до 22 фунтов; сегодня это около 18-19 фунтов. Большие блоки весили от 23 до 24 фунтов; теперь они снизились до 21-22 фунтов. Кольца с низким натяжением старой школы упали до 12–14 фунтов с предыдущих 15–18 фунтов. Так называемые метрические кольца стандартного натяжения размером от 3 мм x 0,135 до 0,150 дюйма, предназначенные для замены старых колец 3/16 в классических малых блоках, имеют натяжение всего от 15 до 17 фунтов.
Современные двигатели последних моделей разрабатываются с нуля для лучшего контроля масла, работы с более узкими зазорами в подшипниках и меньшим общим объемом масла в двигателе, поэтому они идеально подходят для колец с меньшим натяжением. Двигатели Ford Modular V-8 и GM LS поставляются только с кольцами весом от 9 до 10 фунтов. Между тем, в экстремальных профессиональных гонках натяжение колеблется от маслосъемного кольца NASCAR Cup толщиной 1,5–2 мм с натяжением от 2,5 до 4 фунтов до 25-фунтового контрольного кольца Top Fuel.
Также меняется форма и профиль дренажных отверстий расширителя. Тенденция к более крупным и круглым отверстиям в расширителе; у эспандеров старой школы были маленькие прорези. «Если вы видите сливные отверстия поршня через расширитель, у масла менее ограниченный обратный путь», — утверждает Рэнди Гиллис из JE Pistons.
Быстро завоевавшие популярность среди OEM-производителей и хот-роддеров, крючковые или Napier-st
Наконец, существуют специальные маслосъемные кольца, разработанные для ходовых двигателей, где поршень настолько короткий, что маслосъемное кольцо упирается в отверстие поршня. В настоящее время предпочтительным решением является добавление дополнительной специальной направляющей опоры с углублениями под маслосъемным кольцом, состоящим из трех частей.
Насколько тонкий слишком тонкий? Нет никаких сомнений в том, что тонкие кольца улучшают мощность и пробег в правильно сконструированном двигателе, но вопрос о том, насколько тонкие кольца можно использовать в непрофессиональных условиях, все еще находится в стадии разработки. Все согласны с тем, что кольца 1/16 — это максимум, который сегодня нужен каждому, но что делать тем, кто действительно хочет выйти за рамки возможного? Одним из соображений является размер отверстия. В двигателях с большим диаметром может быть недостаточно радиальной глубины для поддержания адекватного натяжения при высоких давлениях сгорания. По этой причине в настоящее время JE Pistons не рекомендует делать поршни тоньше 1/16-1/16-3/16 на обычном большом блоке с диаметром отверстия более 4,25 дюйма при использовании поршней, обработанных традиционным способом. С другой стороны, Mahle переводит все свои полочные поршни (даже для больших блоков) на стандарт 1,5-1,5-3 мм; ниже 3,5-дюймовых отверстий, Mahle собирается использовать пакеты 1,0-1,2-2,5 мм.
Одним из обходных путей для работы с тонкими кольцами на двигателе большого диаметра является газовое портирование. Поршни могут иметь газовые порты через вертикальные отверстия в поршневой платформе или боковые прорези в верхней части первой кольцевой канавки. Отверстия для газа позволяют давлению сгорания поступать непосредственно за верхнее кольцо на такте рабочего хода, оказывая давление на область за верхним кольцом для повышения герметичности. Кольцо сохраняет нормальное натяжение для уменьшения трения до конца четырехтактного цикла. Вертикальные отверстия чаще встречаются в дрэг-карах; овальные трекеры, кажется, предпочитают боковые газовые порты, которые более устойчивы к углеродному обрастанию при длительном использовании. «Газовое портирование увеличит мощность при каждом применении, но изнашивает кольца быстрее», — предостерегает Гиллис.
Маслосъемное кольцо, состоящее из трех частей, остается стандартным для большинства применений, но конфигурация продолжается.
Большинство малых блоков имеют отверстия диаметром 4 или 4,125 дюйма. В этом диапазоне все говорят, что компрессионные кольца 1,2 мм (0,043 дюйма) или 1,5 мм с маслосъемными кольцами 2,5 мм или 3 мм приемлемы почти в каждом случае. Смолл-блоки Chevy старой школы, вероятно, должны оставаться на высокой стороне, а новейшие двигатели нового поколения — на нижней стороне. И даже серьезные приложения для увеличения мощности могут стать тонкими, если кольца сделаны из стали с нитридным покрытием.
Хотите стать еще тоньше, как ребята из Кубка? Вам понадобится принудительная эвакуация картера, вызванная вакуумным насосом, а также система смазки с сухим картером. Конечно, для успешной работы этих тонких колец требуется дополнительный поршень и улучшенная обработка.
Поршень Для правильной работы тонкие кольца должны быть абсолютно плоскими и без биения. По словам Гиллиса, «кольца уплотняют нижнюю часть канавки поршневого кольца, а также внешний периметр кольца. Поскольку кольца стали более плоскими, нам пришлось сделать кольцевые канавки более плоскими». Такие абсолютно плоские канавки для поршневых колец можно получить только с помощью современной прецизионной обработки на станках с ЧПУ. «Вы больше не делаете поршни на токарном станке, — смеется Габриэльсон. Положительные и отрицательные допуски были ужесточены до такой степени, что некоторые производители теперь утверждают, что допускают допуски до миллионных долей дюйма (один микродюйм или 0,000001).
Профиль и обработка юбки поршня также изменились. Производители обнаружили, что кулачок юбки поршня и форма цилиндра влияют на уплотнение и стабильность кольцевого уплотнения. Даже если профиль юбки выточен (обработан) от маслосъемного кольца вниз или снизу вверх, имеет значение. У всех нас есть свои любимые теории.
Источник: Hot Rod Magazine
Об авторе: admin
Ссылка для загрузки страницы
Перейти к началу
Детали, название, функция с (PDF)
В этой статье вы узнаете что такое поршневое кольцо , как оно работает в поршне? различные типы поршневых колец с их функциями и многое другое.
Кроме того, вы можете скачать PDF-версию этой статьи в конце.
Поршневые кольца
Что такое поршневое кольцо?
Поршневые кольца фиксируются в канавках поршня для обеспечения хорошего уплотнения между поршнем и стенкой цилиндра.
Поршневые кольца выполняют три функции:
Обеспечение герметичности для предотвращения прорыва газов сгорания. Blow-by — это название, которое определяет выброс отработавших газов из камеры сгорания через поршень в картер.
Для формирования основного пути отвода тепла от днища поршня к стенкам цилиндра.
Для контроля подачи масла на юбку и сами кольца в недостаточном количестве, предотвращая попадание избыточного количества масла в камеру сгорания с последующим угаром и нагаром.
Читайте также: Список деталей двигателя автомобиля: его назначение (с картинками)
Типы поршневых колец:
Ниже приведены типы поршневых колец
Компрессионные кольца
9012 Раззенкованные и маслосъемные кольца Кольца разворотной полосы
Маслосъемные кольца
Цельные чугунные прорези
Цельные штампованные стальные
Трехкомпонентные стальные рельсовые с расширителем
Компрессионные поршневые кольца
В современных двигателях два или три компрессионных кольца устанавливаются в верхние канавки. Количество компрессионных колец улучшает степень сжатия. В нижнюю канавку поршня вставлено маслосъемное кольцо. Как правило, второе и третье компрессионные кольца имеют коническую поверхность и поставляются для улучшения масляного уплотнения.
Компрессионные кольца с коническими сторонами используются для устранения проблем с залипанием колец в двигателях высокой мощности. Его нельзя вставлять в пазы, отличные от пазов того же сечения. Специальное гребенчатое кольцо с малым шагом специально разработано для использования в изношенных двигателях, чтобы очистить гребень износа, оставленный оригинальным компрессионным кольцом.
Во многих случаях маслосъемные кольца имеют ряд канавок, которые отводят избыточное масло через отверстия в канавке поршня внутрь поршня и, таким образом, к поддонам, но оставляют достаточно масла для смазки стенок цилиндра. Маслосъемные кольца чуть больше радиального давления, чем компрессионные кольца.
Расточенные и грязесъемные кольца
Во многих двигателях эти типы поршневых колец используются для верхнего и второго компрессионного кольца. Во время хода всасывания, как показано на рисунке, кольца слегка скручиваются из-за внутренних сил, возникающих при срезании угла колец.
Таким образом, когда кольца двигаются вниз, они стирают масло, оставшееся на стенке цилиндра маслосъемными кольцами. Во время такта сжатия, когда кольца движутся вверх, они имеют тенденцию скользить по масляной пленке на стенке цилиндра. Таким образом, в камеру сгорания попадает меньше масла.
Во время рабочего хода, как показано на рисунке, давление сгорания вызывает раскручивание колец, таким образом, они имеют полный контакт со стенками цилиндра для эффективного уплотнения. В такте выпуска происходит то же самое, что и в такте сжатия.
Кольца для поворотной полосы
Кольцо для поворотной полосы представляет собой особый тип компрессионных колец, имеющих L-образное поперечное сечение. Он закрывает или защищает разворотную полосу поршня. Это площадь поршня между верхней кольцевой канавкой и головкой поршня.
В этой области содержится определенное количество топливно-воздушной смеси, которая не сгорает, поскольку стенка цилиндра и поршень охлаждают эту топливно-воздушную смесь ниже точки сгорания. Эта несгоревшая воздушно-топливная смесь выходит из двигателя и может образовывать смог.
За счет использования разворотного кольца на поршне специального типа со скошенной вершиной это пространство устранено, так что количество несгоревшей топливно-воздушной смеси, выбрасываемой из цилиндра, уменьшается. Это увеличивает мощность до 10 %.
Кольцо на разворотной полосе также имеет преимущество хорошей герметизации во время рабочего хода. Когда начинается сгорание, давление быстро воздействует на верхнюю кромку кольца, вытесняя его, таким образом обеспечивая хорошее уплотнение со стенкой цилиндра.
Почему два компрессионных кольца?
Обычно на поршень устанавливаются два компрессионных кольца. Во время рабочего такта давление возрастает до 70 кгс/см2, и одному компрессионному кольцу будет трудно удерживать такое большое давление.
Если есть два кольца, это давление будет разделено между двумя кольцами. Нагрузка на верхнее кольцо уменьшается, так что оно не так сильно давит на стенку цилиндра. Износ кольца и цилиндра также снижается.
Маслосъемные кольца
Некоторые шатуны имеют отверстие для разделения масла, которое распределяет масло из масляного поддона на стенке цилиндра при каждом обороте шатунной шейки. Для большего количества масла достигает стенок цилиндра, что необходимо. Его необходимо соскоблить и вернуть на смазочный штифт. В противном случае он попадет в камеру сгорания и сгорит.
Это приведет к увеличению расхода масла, так что двигателю потребуется доливать масло через частые промежутки времени. Кроме того, сгоревшее масло могло загрязнить свечу зажигания, увеличить вероятность детонации и затруднить работу компрессионных колец.
Вместо охлаждающего, уплотняющего, очищающего и смазывающего действия на стенки цилиндра масло необходимо каждый раз удалять со стенки цилиндра, чтобы оно не попало в камеру сгорания. Это делается маслосъемным кольцом.
1. Цельное чугунное кольцо с прорезями Тип
Эти типы поршневых колец имеют прорези между верхней и нижней поверхностями, которые опираются на стенку цилиндра. Соскребаемое со стенки цилиндра масло поступает в пазы в задней части канавок маслосъемных колец в поршне и оттуда возвращается в масляный поддон.
Некоторые кольца этого типа устанавливаются с расширительными кольцами. Расширяющая пружина увеличивает давление кольца на стенку цилиндра, что улучшает маслосъемный эффект.
2. Цельное штампованное стальное кольцо Тип
Цельное маслосъемное кольцо из штампованной стали, в основном используемое в двигателях с изношенными стенками цилиндра. Он изготовлен из штампованной стали, а не из чугуна. Он может герметизировать только одну сторону кольцевой канавки в поршне за раз, оставляя таким образом открытый путь, по которому масло может проходить вверх к камере сгорания.
3. Трехсекционный стальной рельсовый тип с расширителем
В трехкомпонентном маслосъемном кольце стального рельсового типа пружина расширителя толкает рельсы не только вверх, в контакт со стенками цилиндра, но также вверх и вниз, прижимаясь к верхней и нижней сторонам кольцевых канавок в поршне. Это обеспечивает более эффективное уплотнение в этих трех жизненно важных точках для обеспечения эффективного контроля масла.
Почему только одно маслосъемное кольцо?
Обычно четырехпоршневые кольца устанавливались на поршни с длинной юбкой более ранних двигателей легковых автомобилей. Нижние два кольца были маслосъемными кольцами. Но использование нижних строп капота сократило количество колец до трех.
Поскольку два компрессионных кольца необходимы для того, чтобы выдерживать высокое давление сгорания, остается только одно маслосъемное кольцо. Можно использовать одно маслосъемное кольцо из-за производственных усовершенствований и более эффективного действия современного маслосъемного кольца.
Покрытие колец
Для предотвращения быстрого износа на компрессионные кольца наносят различные покрытия. Покрытие также влияет на износ. Термин притирка означает быстрое устранение неровностей новых колец. В новом состоянии кольца и стенка цилиндра имеют определенные неровности и не подходят идеально, однако через некоторое время эти неровности стираются, так что получается гораздо лучшая посадка.
Относительно мягкие вещества, такие как графит, фосфат и оксид железа, которые быстро изнашиваются, часто используются для покрытия колец и, таким образом, способствуют их износу. Скорость износа отверстия цилиндра можно значительно снизить, если хромировать верхнее кольцо, а не отверстие. Однако хромированное кольцо нельзя использовать в сочетании с гальваническим отверстием или закаленной линейкой.
Кольцевое покрытие также обладает хорошими маслопоглощающими свойствами. Они «впитывают» некоторое количество масла, тем самым улучшая смазку колец. Покрытия также имеют тенденцию предотвращать задиры кольца. Задиры возникают в результате контакта металла с металлом, высоких локальных температур и фактической сварки на небольшой площади кольца и металла стенки цилиндра.
Хотя при дальнейшем движении поршня сварной шов разрывается, но остаются царапины. Покрытие предотвращает такие задиры, потому что сварка невозможна, если нет фактического контакта железа с железом.
Материал поршневых колец
Поршневые кольца изготовлены из мелкозернистого легированного чугуна. Этот материал обладает отличной теплостойкостью и износостойкостью, присущими его графитовой структуре.
Эластичность этого материала также достаточна для придания радиального расширения и сжатия, необходимого для сборки и снятия кольца, и особенно для того, чтобы оно могло оказывать гибкое давление на стенки цилиндра.
Поршневые кольца разделены таким образом, чтобы их можно было расширить и надеть на головку поршня и в выемки, прорезанные в поршне. Кольца обычно имеют стыковые соединения, но в некоторых двигателях большой мощности соединение может быть угловым, внахлестку или герметичным.
Наружный диаметр кольца несколько больше диаметра цилиндра, а место разреза открыто. Когда он установлен, он сжимается, что дает ему начальное напряжение, соединение почти закрыто. В рабочем положении он плотно прижимался к стенке цилиндра.
Зазор поршневого кольца [Измерение зазора]
Поршневые кольца имеют зазор, чтобы их можно было установить в канавки поршня и снять при износе путем их расширения. Зазор обеспечивает радиальное давление на стенку цилиндра, таким образом обеспечивая эффективное уплотнение для предотвращения утечки высокого давления сгорания.
Необходимо проверить этот зазор, если он слишком велик из-за износа отверстия цилиндра, радиальное давление будет уменьшено. Чтобы проверить этот зазор, очистите от нагара концы кольца, а затем проверьте его щупом. Этот зазор может находиться в диапазоне 0-178-0-50 мм в зависимости от диаметра отверстия, но он превышает 1 мм на 100 мм диаметра отверстия, необходимо установить новые кольца.
Зазор между кольцом и канавкой в поршне также следует проверять щупом. Этот зазор обычно составляет 0,038-0,102 мм для компрессионных колец и чуть меньше для маслосъемных колец.
Износ канавок поршневых колец заставляет кольца подниматься и опускаться при движении поршня, что создает насосное действие и приводит к большому расходу масла. Чрезмерный прорыв газов, потеря компрессии также будут иметь место, если этот зазор слишком велик.
В процессе эксплуатации поршневое кольцо могло потерять часть своих упругих свойств, из-за чего будет уменьшаться радиальное давление на стенку цилиндра. Это свойство можно проверить, прижимая вместе изношенное и новое кольца, как показано на рисунке, и наблюдая, закрывается ли зазор изношенного кольца больше, чем зазор нового кольца.
Как снять и установить поршневые кольца?
Поршневые кольца следует осторожно снять с поршня либо с помощью специального инструмента для снятия и установки, либо с помощью трех латунных полосок. Инструмент расширяет кольцо, чтобы его можно было легко снять с поршня. В последнем случае по окружности поршня располагаются три полоски и на них надеваются кольца.
Полоски можно снять, а кольцо вставить в канавку. Компрессор колец используется для сжатия колец для их вставки в цилиндр при сборке поршня и цилиндра. Зазоры колец не должны быть на одной линии, но они должны располагаться в шахматном порядке, чтобы компрессия не имела прямого пути утечки через юбку поршня.
Поршневой палец
Поршневой палец соединяет поршень и малый конец шатуна. Поршневой палец, как правило, полый и изготовлен из закаленной стали, подвергнутой термообработке для получения твердой износостойкой поверхности.
Существует три различных метода соединения поршня и шатуна с помощью поршневого пальца.
Палец крепится к поршню установочными винтами через бобышку поршня и имеет подшипник на шатуне, что позволяет концу шатуна поворачиваться в соответствии с требованиями за счет комбинированного возвратно-поступательного и вращательного движения поршня и коленчатого вала. Как показано на рисунке.
2. Штифт крепится к шатуну с помощью зажимного винта. В этом случае бобышки поршня образуют подшипник. По окружности поршневого пальца сделан соответствующий паз, в который вставляется зажимной винт. Как показано на рисунке.
3. Штифт плавает как в бобышках поршня, так и в малом конце шатуна. Его соприкосновение со стенкой цилиндра предотвращается двумя стопорными кольцами, установленными в канавках на внешнем конце бобышек поршня, эти кольца называются стопорными кольцами.
В настоящее время этот метод используется чаще всего. В этом случае в малом конце шатуна используется втулка из фосфористой бронзы или алюминия. Куст очень мало изнашивается и обновляется только через большие промежутки времени.
Фитинг поршневого пальца
Поршневые пальцы могут устанавливаться выборочно и, если они поставляются с поршнем, не являются взаимозаменяемыми. При очень больших переменных нагрузках на поршневые пальцы двигателей с воспламенением от сжатия особое внимание уделяется предотвращению риска усталостных трещин.
Внешняя поверхность подшипника обработана с очень высокой степенью точности, чтобы обеспечить правильную посадку в поршне и шатуне. Поршневой палец необходимо осмотреть на предмет износа, трещин или точечной коррозии. стопорные кольца следует всегда заменять, а если установлены мягкие торцевые накладки, проверяйте, не ослаблены ли они и не треснуты ли они.
Если у вас все еще есть сомнения по поводу « Типы поршневых колец », вы можете связаться с нами или задать вопрос в комментариях.
74. Ленточный конвейер. Конструктивная схема, область применения.
Ленточные конвейеры применяют для перемещения в горизонтальном и пологонаклонном направлениях разнообразных насыпных и штучных грузов, а также для межоперационного транспортирования изделий при поточном производстве. Большое распространение ленточные конвейеры получили благодаря возможности получения высокой производительности. Они просты по конструкции, удобны в эксплуатации и имеют высокую надежность.
По расположению на местности ленточные конвейеры разделяют на стационарные и подвижные, передвижные и переносные, переставные (для карьеров открытых разработок) и надводные, плавающие на понтонах.
По конструкции и назначению различают ленточные конвейеры общего назначения и специальные. По типу ленты конвейеры бывают с прорезиненной, стальной цельнопрокатной и проволочной лентой. Наибольшее распространение получили конвейеры с прорезиненной лентой. По конструкции прорезиненной ленты, опорных ходовых устройств и передаче тягового усилия различают ленточные конвейеры, у которых лента является грузонесущим и тяговым элементом.
Ленточный конвейер (рис. внизу) имеет станину 6, на концах которой установлены два барабана: передний 7 — приводной и задний 1 — натяжной. Вертикально замкнутая лента 5 огибает эти концевые барабаны и по всей длине поддерживается опорными роликами, называемыми роликоопорами, — верхними 4 и нижними 10, укрепленными на станине 6. Иногда вместо роликов применяют настил. Приводной барабан 7 получает вращение от привода и приводит в движение ленту вдоль трассы конвейера.
Лента загружается через одну или несколько загрузочных воронок 2, в которые груз попадает из бункеров. Для открывания и закрывания выпускных отверстий бункеров служат затворы. Они могут быть ручными или механическими (электрическими, гидравлическими или пневматическими). По способу действия различают затворы, отсекающие поток груза и создающие подпор. Затворы имеют ограниченные возможности для регулирования исходящего потока.
Для обеспечения равномерного и регулируемого потока служат питатели. Выгрузка насыпного груза из бункера с помощью питателя характеризуется активным воздействием его рабочих элементов на груз. Это особенно важно при переработке плохосыпучих грузов. Применяют две группы питателей: одна построена на базе конвейеров малой длины, а другая (барабанные, дисковые, цепные, лопастные питатели) не имеет конвейерных прототипов и служит для непосредственной выдачи груза у отверстия бункера.
Транспортируемый груз перемещается на верхней (грузонесущей, рабочей) ветви ленты, а нижняя ветвь является возвратной (обратной). Возможно также транспортирование грузов одновременно по верхней и нижней ветвях ленты в разных направлениях.
Груз выгружается на переднем барабане 7 через разгрузочную воронку 8 или в промежуточных пунктах конвейера при помощи разгрузочных устройств: плужковых 3 или барабанных разгружателей. Наружная поверхность ленты очищается от прилипших к ней частиц груза очистным устройством 9, установленным у переднего барабана 7.
Схема ленточного конвейера
Кинематическая схема ленточного конвейера
Главная » Приспособления
Оборудование на заказ
Мы осуществляем производство и поставки оборудования под заказ на территории России, Украины, Белоруссии, Казахстана, Молдавии, Азербайджана, Грузии, Латвии, Финляндии, Греции, Польши.Телефоны: +38; +38 (067) 531-64-92; +38 E-mail: Заказать Ленточный конвейер довольно плотно вошел в технологические процессы большинства производств. Его используют для транспортировки всевозможных грузов на предприятиях разных отраслей пищевой индустрии, сельском хозяйстве, горно-добывающих предприятий, в металлургии, на складах и портах для разгрузки и погрузки.
Ленточные конвейеры являются высокопроизводительными устройствами независимо от длины транспортерной ленты и скорости перемещения грузов. Такие агрегаты могут входить в состав сложных механизмов или же работать в качестве самостоятельного устройства.
Конструкция ленточного конвейера
Основными узлами ленточного конвейера являются натяжные и приводные устройства, транспортерная лента, роликоопоры, опорная металлоконструкция, загрузочные и разгрузочные устройства, очистные системы.
По способу установки ленточный конвейер может быть:
Транспортируемый: передвижной, переносной
Стационарный
Поворотный
Максимальное расстояние для транспортировки любого объема и веса грузов у стационарных конвейерных устройств может достигать до 3 км. Транспортируемые машины могут перемещать небольшие грузы на расстояния до 20 м. Отличным вариантом может быть последовательное расположение конвейерных устройств. Их применяют для транспортировки грузов на десятки километров.
Конвейерное оборудование — универсальные устройства, конструкция которых может быть разработана в зависимости от особенностей технологического процесса. Для экономии производственного пространства отличным решением будет использование спирального транспортера.
Конвейерная лента — основной рабочий орган ленточного транспортера.
Из всей конструкции лента подвергается наибольшему внешнему влиянию, является самой дорогостоящей и недолговечной. В современных устройствах применяют следующие виды лент:
резинотканевые
резинотросовые
полимерные
модульные
Комментарии (91) “Схема ленточного конвейера”
I appreciate, result in I discovered just what I used to be having a look for. You have ended my 4 day long hunt! God Bless you man. Have a great day. Bye
Читать также: Выжигательный аппарат какой лучше
tra cuu ma so thue taichinhbank tra cuu ma so thue ca nhan taichinhbank tra cuu ma so thue taichinhbank tra cuu ma so thue doanh nghiep taichinhbank tra cuu ma so thue ca nhan taichinhbank tra cuu ma so thue tncn taichinhbank tra cuu ma so thue thu nhap ca nhan taichinhbank tra cuu ma so thue doanh nghiep tong cuc thue taichinhbank tra cuu ma so thue nguoi phu thuoc taichinhbank tra cuu ma so thue cong ty taichinhbank tra cuu nganh nghe kinh doanh theo ma so thue taichinhbank tra cuu ma so thue ca nhan 2017 taichinhbank tra cuu ma so thue ca nhan don gian taichinhbank tra cuu ma so thue doanh nghiep taichinhbank tra cuu ma so thue tncn taichinhbank tra cuu ma so thue tong cuc thue taichinhbank tra cuu ma so thue ca nhan 2021 taichinhbank tra cuu ma so thue ca nhan online taichinhbank tra cuu ma so thue gov taichinhbank tra cuu ma so thue taichinhbank tra cuu ma so thue ca nhan bang cmnd taichinhbank tra cuu ma so thue online taichinhbank tra cuu ma so thue ca nhan tong cuc thue taichinhbank tra cuu ma so thue thu nhap ca nhan taichinhbank tra cuu ma so thue ca nhan qua cmnd taichinhbank cach tra cuu ma so thue ca nhan taichinhbank tra cuu thong tin doanh nghiep qua ma so thue taichinhbank cach tra cuu ma so thue nguoi phu thuoc taichinhbank tra cuu ma so thue cong ty taichinhbank cach tra cuu ma so thue taichinhbank tong cuc thue tra cuu ma so thue taichinhbank tra cuu ma so thue online taichinhbank tra cuu cong ty theo ma so thue taichinhbank tra cuu ngay cap ma so thue taichinhbank ma so thue ca nhan tra cuu taichinhbank gdt. gov.vn tra cuu ma so thue taichinhbank tra cuu ma so thue ho kinh doanh taichinhbank tra cuu thong tin ma so thue taichinhbank tra cuu ma so thue tncn online taichinhbank tra cuu ma so thue tong cuc thue taichinhbank gdt gov vn tra cuu ma so thue taichinhbank tra cuu ma so thue ca nhan theo ten taichinhbank tra cuu ma so thue ca nhan taichinhbank tra cuu ma so thue taichinhbank tra cuu ma so thue doanh nghiep online taichinhbank tra cuu ma so thue ca nhan theo so chung minh thu taichinhbank tra cuu ma so thue thu nhap ca nhan online taichinhbank tra cuu doanh nghiep theo ma so thue taichinhbank tra cuu thong tin ma so thue ca nhan taichinhbank tra cuu ma so thue ca nhan theo cmnd taichinhbank tra cuu ma so thue nguoi phu thuoc taichinhbank tra cuu ma so thue ca nhan qua cmnd taichinhbank
Howdy! I know this is kind of off topic but I was wondering which blog platform are you using for this website? I’m getting tired of WordPress because I’ve had problems with hackers and I’m looking at alternatives for another platform. I would be fantastic if you could point me in the direction of a good platform.
Hi, I do think this is an excellent site. I stumbledupon it
Рейтинг
( 2 оценки, среднее 4.5 из 5 )
Понравилась статья? Поделиться с друзьями:
Diagram > Детали винтовых конвейеров
Винтовые конвейеры представляют собой надежное и экономичное решение для обработки сыпучих материалов. С деталями, стандартизированными CEMA, ваш винтовой конвейер может обеспечить почти бесконечный срок службы, заменяя детали по мере их износа или до того, как они изнашиваются. Используйте эту схему, чтобы найти нужные детали, узнать о них больше и купить все на месте.
Выбрать компонент Торцевая накладка Нагнетание/вход Болтовое соединение Нагнетательное Болтовое соединение желобаПлита Торцевой фланецУплотнительное болтовое соединениеКонцевое уплотнение валаПодшипник валаХвостовой валВпускной клапанКрышкаБолтовое соединение крышкиПодвесной подшипникПодвескаСоединительный валВинтСоединительный болтПриводной болтВинтовой привод конвейера
Выберите компонент для получения дополнительной информации
Стыковая лента
Стыковая лента винтового конвейера является неотъемлемой частью системы покрытия. Стыковая планка используется на каждом стыке крышки, чтобы свести к минимуму запыление и обеспечить герметичность. Стыковая планка специально разработана для того, чтобы принимать ту же прокладку, что и фланец желоба, для простоты сборки. SCP предлагает стыковые ремни для винтовых конвейеров любого размера.
View Products
Болтовое соединение нагнетательного/входного конвейера
Болтовое соединение нагнетательного и впускного шнекового конвейера используется для соединения соседних винтовых конвейеров посредством стандартного фланцевого соединения. При правильном затягивании эти болты обеспечивают достаточное усилие зажима для обеспечения надежности этих соединений. SCP предлагает комплекты болтовых соединений на входе и выходе для всех стандартных диаметров винтовых конвейеров.
View Products
Разгрузочный конвейер
Разгрузочный шнековый транспортер предварительно рассчитан для максимального увеличения площади поперечного сечения на выходе продукта. Разгрузка стандартизирована в зависимости от диаметра шнека и соответствует схеме входа, чтобы можно было соединить болтами последовательные шнековые конвейеры. SCP предлагает стандартные входы для винтовых конвейеров любого диаметра.
View Products
Болтовое крепление желоба
Болтовое крепление желоба винтового конвейера используется для соединения соседних желобов вместе или желобов с концами желоба через концевые фланцы пластин. При правильном затягивании эти болты обеспечивают достаточное усилие зажима, чтобы удерживать желоба на месте. SCP предлагает комплекты болтового соединения желоба для винтовых конвейеров всех стандартных диаметров.
View Products
Желоб
Желоб винтового конвейера представляет собой корпус винтового конвейера и основную поверхность, по которой движется продукт. Корыто изготовлено из стального листа и имеет необходимую форму. Наиболее распространенным является желоб U-образной формы, который позволяет легко закручивать крышки с помощью встроенного фланца крышки. SCP предлагает желоба всех стандартных диаметров винтовых конвейеров.
Просмотр продуктов
Торцевой фланец с пластиной
Концевой фланец с пластиной винтового конвейера используется для соединения желоба с соседними желобами или концами желоба. CNC обожжен из толстолистовой стали с торцевыми фланцами стандартного фланца CEMA, обеспечивающими простое и надежное болтовое крепление. Концевой фланец с пластиной можно приобрести отдельно для укорачивающих желобов, и он входит в комплект поставки на каждом конце стандартных желобов. SCP предлагает плоские торцевые фланцы для каждого стандартного диаметра винтового конвейера.
View Products
Уплотнительные болты
Уплотнительные/хвостовые болты винтового конвейера используются для крепления хвостового подшипника и уплотнения вала винтового конвейера к стандартному концу желоба. Болты проходят через конец желоба, уплотнение вала и задний подшипник. При правильном затягивании эти болты обеспечивают достаточное усилие зажима для фиксации хвостового вала винтового конвейера и уплотнения. SCP предлагает комплекты приводных болтов для всех стандартных размеров валов.
Просмотр продуктов
Конец желоба
Конец желоба винтового конвейера служит ограждением, опорой конвейера, опорой шнека. Конец желоба крепится к обоим концам шнекового конвейера, вверху имеет фланец для поддержки крышки, внизу действует как опора для поддержки конвейера, а посередине имеет стандартные болтовые соединения для приводов шнекового конвейера, торцевые подшипники и уплотнения вала. . SCP предлагает концы желобов для винтовых конвейеров любого размера и в нескольких различных конфигурациях в зависимости от используемого подшипника или привода.
Просмотр продуктов
Уплотнение вала
Уплотнения вала винтового конвейера используются для предотвращения утечки материала при проникновении вала ведущего или хвостового вала через конец желоба. Уплотнения вала, которые часто упускают из виду до тех пор, пока не возникнет проблема, доступны в самых разных конфигурациях, от простых пластинчатых уплотнений до более сложных механических уплотнений, таких как основное уплотнение SCP. SCP предлагает наиболее распространенные уплотнения вала для винтовых конвейеров для всех стандартных размеров вала.
Просмотр продуктов
Подшипник вала
Подшипники винтовых конвейеров используются для поддержки привода и хвостовой части шнека. Шнековый конвейер обычно имеет встроенный подшипник со стороны привода. Хорошей практикой является использование шарикоподшипника в хвостовой части винтового конвейера, чтобы учесть любое биение или смещение шнека. Фланцевый подшипник является наиболее распространенным и экономичным. SCP предлагает подшипники как для ведущей, так и для хвостовой части валов всех стандартных размеров.
Просмотр продуктов
Хвостовой вал
Хвостовой вал винтового конвейера используется для поддержки неприводного конца шнека, также называемого хвостовой частью. Хвостовой вал имеет отверстие, соответствующее винту, и имеет достаточную длину, чтобы проходить от винта через конец желоба, через уплотнение вала и к шарикоподшипнику. SCP предлагает хвостовые валы всех стандартных размеров.
View Products
Впускное отверстие
Впускное отверстие винтового конвейера предварительно рассчитано для максимального увеличения площади поперечного сечения подачи продукта. Входное отверстие стандартизировано в зависимости от диаметра шнека и соответствует схеме разгрузки, что позволяет соединить последовательные винтовые конвейеры вместе. SCP предлагает стандартные входы для каждого диаметра винтового конвейера и удобную крышку с уже установленным входом для легкой сборки.
Просмотр продуктов
Крышка
Крышка шнекового конвейера является одной из наиболее важных функций, но иногда упускается из виду. Крышка служит ограждением для защиты от пыли, проникновения влаги и, что наиболее важно, в качестве защитного барьера для защиты операторов и обслуживающего персонала. Крышка имеет стандартную длину 10 футов для 6-дюймовых и 9-дюймовых конвейеров и 12-футовую длину для конвейеров 12 дюймов и выше и может быть легко укорочена в полевых условиях. SCP предлагает крышки для винтовых конвейеров любого размера.
Просмотр продуктов
Болтовое крепление крышки
Крышки винтового конвейера можно прикрепить к желобу с помощью нескольких различных вариантов крепления. Самый надежный способ — с помощью болтов, хотя на некоторых предприятиях используются винтовые хомуты. Болты обеспечивают наибольшую защиту для операторов и обслуживающего персонала, поскольку они не будут ослаблены вибрацией и требуют инструмента для ослабления и снятия крышки. Большинство болтов просверливаются в центрах 12 или 24 дюйма по обеим сторонам крышки по всей длине. Расстояние может быть изменено в соответствии с конкретными потребностями. SCP предлагает предварительно упакованные комплекты болтовых соединений для винтовых крышек 10 футов (6 дюймов и 9 дюймов). дюймов) и 12 футов (12 дюймов и выше).
Просмотр продуктов
Подшипник подвески
Подшипники подвески винтового конвейера представляют собой подшипники скольжения, используемые для поддержки длинных пролетов винтов. Подвесные подшипники доступны в широком диапазоне материалов и в нескольких конфигурациях. Наиболее широко используется стиль 226, иногда называемый 220, с материалом конструкции из дерева, UHMW и твердого железа. Подшипники подвески требуют более низкой сквозной нагрузки, чтобы продукт проходил под подшипником подвески, а не в него. Это обязательная часть любого списка запасных частей. SCP предлагает подвесные подшипники моделей 216 и 226 из самых разных материалов.
Просмотр продуктов
Подвеска
Подвески винтовых конвейеров используются для поддержки шнека и позволяют использовать более длинные шнековые конвейеры, чем можно было бы сделать с цельным шнеком. Подвеска доступна в двух основных конфигурациях: 216 и 226. Наиболее популярным является тип 226. Подвеска зависит от диаметра каждого винта и вала. SCP предлагает подвески любого типа для всех стандартных диаметров винтовых конвейеров и размеров валов.
Просмотр продуктов
Соединительный вал
Соединительные валы винтовых конвейеров используются для соединения нескольких винтов друг с другом на каждой подвеске, чтобы увеличить длину винтового конвейера по сравнению с тем, что может быть достигнуто с помощью цельного шнека. Существует несколько типов соединительных валов, наиболее распространенными из которых являются полноразмерные. SCP предлагает стандартные и закаленные соединительные валы для всех стандартных размеров валов винтовых конвейеров.
View Products
Шнек
Шнек является сердцевиной винтового конвейера. Винт вращается, чтобы обеспечить поступательное движение транспортируемого продукта. Винты доступны в различных конфигурациях, толщинах, диаметрах и длинах. Винтовой виток может быть выполнен цельным геликоидом или сегментирован с секционным витком. Геликоид является наиболее распространенным и экономичным, поскольку для любых специальных материалов, шагов, толщин или диаметров требуется сечение. SCP предлагает широкий выбор винтов стандартных диаметров, длины и посадки на вал.
Просмотр продуктов
Соединительный болт
Соединительные болты винтового конвейера являются неотъемлемой частью работы винтового конвейера. Соединительные болты специально разработаны для управления выходным крутящим моментом привода винтового конвейера. Доступные в нескольких вариантах прочности и специально рассчитанные на сдвиговую нагрузку между валом и шнеком, эти болты работают в гораздо более сложных условиях, чем другие болты на шнековом конвейере. Соединительные болты обычно являются элементом, ограничивающим крутящий момент в винтовом конвейере, а значит, они изнашиваются первыми, защищая гораздо более дорогие компоненты. Соединительные болты обязательны для любого списка запасных частей. SCP предлагает стяжные болты для любого стандартного соединения вала и трубы.
View Products
Болтовое крепление привода
Болтовое крепление привода шнекового конвейера используется для крепления привода шнекового конвейера к стандартному концу желоба с использованием адаптера шнекового конвейера. Болты проходят как через конец желоба, так и через переходник винтового конвейера. При правильном затягивании эти болты обеспечивают достаточное усилие зажима для надежной фиксации привода винтового конвейера. SCP предлагает комплекты болтовых соединений для каждого предлагаемого размера редуктора.
View Products
Привод винтового конвейера с карданным валом
Привод винтового конвейера представляет собой конфигурацию двигателя и редуктора с адаптером винтового конвейера и карданным валом. Винтовой конвейер загоняет болт непосредственно в конец желоба винтового конвейера и в шнек. Они используются для привода шнекового конвейера и конфигурируются в соответствии с требованиями к мощности и скорости вращения конвейера. SCP предлагает несколько стандартных конфигураций дисков с наиболее распространенными HP и RPM и может поставляться в течение 2 недель.
Просмотр продуктов
Выбор компонентов конвейера
Правильный выбор компонентов очень важен при проектировании конвейерной системы. В этом разделе Технического каталога объясняются различные конструкции основных компонентов и принципы их использования. Кроме того, существует список особых влияющих факторов для материалов с особыми характеристиками обработки.
Загрузка и разгрузка конвейера
Загрузка конвейера должна регулироваться, чтобы компоненты не превышали расчетные пределы.
Регулируемые устройства вывода
Когда подача на конвейер осуществляется с помощью машин с регулируемым выходом материала, сам конвейер может быть спроектирован так, чтобы обрабатывать ожидаемый объем материала.
Материал иногда хранится и выпускается с перерывами. В этой ситуации импульсные нагрузки иногда заставляют конвейер работать за пределами рекомендуемой мощности. Шнековые питатели очень эффективны в регулировании этих прерывистых нагрузок, и их следует использовать, если это вообще возможно. В противном случае конвейеры должны быть рассчитаны на максимальные мгновенные или импульсные нагрузки.
Нагрузка в статическом хранилище
При загрузке из статического хранилища или через регулируемые вручную впускные отверстия амперметр, показывающий нагрузку, может быть присоединен к блоку управления измерителем в качестве простого и эффективного инструмента для достижения максимальной проектной нагрузки.
Загрузка с несколькими входами
Когда на винтовой конвейер подается более одного входа, необходимо следить за тем, чтобы общее количество входов не превышало расчетных пределов конвейеров.
Загрузка с помощью автоматического управления
Доступны автоматические устройства для модуляции входных или подающих устройств, чтобы они всегда работали в проектных пределах конвейера.
Методы нагнетания
Ниже приведены чертежи стандартных компонентов нагнетания в различных исполнениях. Эти конфигурации перечислены для отдельных применений, где стандартные выпускные патрубки не обязательно подходят. Предостережения вставляются, когда это необходимо для определенных компонентов разряда.
Стандартный выпускной патрубок
Этот компонент обеспечивает средства прямого соединения большинства соединительных желобов, технологического оборудования, других конвейеров или складских помещений. Доступны с ручными, реечными или пневматическими отсечными воротами.
Торцевой выпуск с промывкой
Затворы с механическим приводом (с ручным или дистанционным управлением)
Внимание! Не использовать при последнем выпуске.
Плоское отверстие
Выпуск с открытым дном
Выпуск через край желоба
Внимание! Использовать только при загрузке конвейера 30 % или менее.
Выпуск с открытым концом
Факторы, влияющие на материалы конструкции или специальное механическое расположение компонентов винтового конвейера
Коррозионно-активные материалы -устойчивые сплавы, такие как нержавеющая сталь.
Абразивные материалы
Абразивные материалы, которые могут вызвать чрезмерный износ компонентов, должны транспортироваться на номинальной глубине конвейера. Часто рекомендуется также указать износостойкие шнековые конвейеры Kase или конвейеры с скребками, изготовленными из листовой стали AR.
Износостойкие шнековые конвейеры Kase, имеющие твердость по шкале С по Роквеллу 68–70, рассматриваются в разделе «Компоненты». Прилагается таблица, в которой указана стандартная ширина нанесения твердого покрытия.
Загрязняемые материалы
Материалы, полезность или ценность которых могут измениться из-за загрязнения, могут потребовать использования подшипников без смазки, а также герметичной системы.
Гигроскопичные материалы
Материалы, легко впитывающие влагу, требуют герметичного конвейера. Также может быть необходимо покрыть желоб или корпус конвейера циркулирующей средой для поддержания повышенной температуры. Может потребоваться продувка системы сухим газом или воздухом.
Соединительные материалы
Материалы, склонные к слипанию или слипанию, иногда эффективно транспортируются с помощью специальных устройств для загрузки конвейера.
Флюидизирующие материалы
Некоторые материалы приобретают гидравлические свойства при аэрации или механическом перемешивании. Такие материалы могут «течь» в конвейере почти так же, как жидкость. Эти материалы следует направить в инженерный отдел Kase для получения рекомендаций.
Взрывоопасные материалы
С опасными взрывчатыми веществами можно обращаться, герметизируя систему и/или используя искробезопасные компоненты. Также можно использовать вытяжные системы для удаления опасной пыли.
Материалы, склонные к уплотнению
Материалы, склонные к уплотнению под давлением, часто можно обрабатывать с помощью аэрационных устройств (для мелких материалов) или специальных подающих устройств (для крупных или волокнистых частиц).
Вязкие или липкие материалы
Вязкие или липкие материалы наиболее эффективно транспортируются ленточными конвейерами.
Разлагаемые материалы
Материалы с частицами, которые легко ломаются, могут эффективно обрабатываться путем выбора более крупного и медленного конвейера.
Повышенные температуры
Для материалов, обрабатываемых при повышенных температурах, могут потребоваться компоненты, изготовленные из жаропрочных сплавов. Если есть возможность охлаждать материал в пути, можно также использовать желоб с рубашкой, используемый в качестве охлаждающего устройства.
Токсичные материалы
Материалы, выделяющие вредные пары или пыль, требуют герметичных систем. Вытяжные устройства также могут использоваться для удаления паров или пыли из кожуха конвейера.
Описание компонентов
Шнеки конвейера
Рекомендуемые винты, перечисленные в Таблице серий компонентов, относятся к стандартным винтовым конвейерам Kase и секционным шнекам. Использование спиральных или секционных конвейеров во многом зависит от индивидуальных предпочтений.
По возможности рекомендуется использовать стандартные конвейеры стандартной длины. Когда необходимо использовать специальную короткую длину, чтобы составить общую длину конвейера, ее предпочтительно располагать на разгрузочном конце.
Винтовые конвейеры конструктивно усилены на концах за счет использования концевых проушин, которые приварены к ненесущей стороне скребков, чтобы не возникало препятствий для потока материала.
Винтовые конвейеры, которые перемещают материал в одном направлении, не должны поворачиваться встык, если направление вращения шнека не изменено на обратное. Точно так же направление вращения не должно изменяться, если только конвейер не повернут встык. Требования к реверсивным конвейерам должны быть переданы в инженерный отдел Kase. При окончательной разгрузке следует отказаться от пролета, чтобы материал не уносился дальше точки разгрузки.
Чтобы обеспечить надлежащее протекание материала мимо опорных точек подвески, концы скребка должны располагаться друг к другу под углом 180 градусов.
«Рука» конвейера в сочетании с направлением вращения конвейера определяет направление потока материала. На приведенной ниже диаграмме показано направление потока для «правосторонних» и «левосторонних» конвейеров при вращении по часовой стрелке или против часовой стрелки.
Правосторонний винтовой конвейер тянет материал к концу, который вращается по часовой стрелке. Направление потока меняется на противоположное при изменении направления вращения.
Левосторонний конвейер отталкивает материал от конца, который вращается по часовой стрелке. Опять же, направление потока материала меняется на противоположное при изменении направления вращения.
Чтобы определить направление конвейера, наблюдайте за наклоном ближней стороны пролета. Если наклон направлен вниз вправо, конвейер правосторонний. Если наклон направлен вниз влево, конвейер левосторонний. Если не указано иное, предусмотрен правый транспортер.
Желоба и трубчатые кожухи
Желоба Kase и трубчатые кожухи доступны стандартной длины. При необходимости доступны специальные длины. Все конвейерные желоба или трубчатые корпуса должны опираться на фланцевые ножки или опоры через стандартные интервалы. Крайние концевые фланцы должны поддерживаться ножками, чтобы концы конвейера можно было снять, не нарушая выравнивания желоба или корпуса.
Впускные и выпускные отверстия
Надлежащие методы загрузки и разгрузки конвейера были рассмотрены ранее в этом разделе.
Валы
При определении типа и размера муфты и приводных валов основное внимание уделяется тому, подходят ли выбранные валы для передачи требуемой мощности, включая любую перегрузку. Обычно подходят холоднокатаные валы. Однако из-за ограничений по крутящему моменту могут потребоваться высокопрочные валы. Кроме того, валы из нержавеющей стали могут понадобиться при работе с коррозионно-активными или загрязняющими материалами. Конвейеры, оснащенные несмазываемыми чугунными подвесными подшипниками, требуют закаленных соединительных валов, а подвесные подшипники с твердой поверхностью требуют валов с твердой поверхностью. Определение конкретного размера вала описано в разделе «Мощности по крутящему моменту».
Уплотнения вала
Доступны несколько типов концевых уплотнений конвейера для предотвращения загрязнения транспортируемого материала или предотвращения утечки материала из системы.
Подшипники
Подшипники подвески – Подшипники подвески предназначены для обеспечения промежуточной поддержки при использовании нескольких винтовых секций. Подвесные подшипники предназначены в первую очередь для радиальных нагрузок. Должен быть обеспечен достаточный зазор между подшипниками и концами конвейерной трубы, чтобы предотвратить повреждение осевой нагрузкой, которая передается через конвейерную трубу.
Рекомендации по подвесным подшипникам, перечисленные в Таблице серий компонентов, обычно соответствуют обрабатываемому материалу. Однако часто необычные характеристики материала или условия, в которых должен работать конвейер, делают желательным использование специальных подшипниковых материалов. В этом разделе приведен список доступных специальных подшипниковых материалов. За конкретными рекомендациями по использованию специальных подшипниковых материалов обращайтесь в инженерный отдел Kase.
Концевые подшипники – доступно несколько типов торцевых подшипников, и их выбор зависит от двух основных факторов: радиальной нагрузки и осевой нагрузки. Относительные значения этих нагрузок определяют типы торцевых подшипников.
Радиальная нагрузка на хвостовой вал конвейера незначительна. Однако приводные концы (если они не объединены с концевой плитой конвейера) подвержены радиальной нагрузке из-за выступающих приводных нагрузок, таких как цепные звездочки или редукторы скорости, установленные на валу.
Тяга – это реакция через шнек или шнеки конвейера, возникающая в результате движения материала. Следовательно, торцевой подшипник должен предотвращать осевое перемещение винта, которое может привести к контакту с подвесными подшипниками или концами. Упорные подшипники должны располагаться на разгрузочном конце конвейера.
Проверка уровня масла в баке гидросистемы МТЗ-82.1/80.1 Беларус
Операция выполняется на тракторах с тент-каркасом или основанием тента на базе малой кабины.
Перед проверкой уровня масла установите трактор на ровной горизонтальной площадке. Поднимите тяги ЗНУ в крайнее верхнее положение, заглушите двигатель, затормозите трактор стояночным тормозом и поднимите капот.
Проверьте визуально уровень масла по масломеру на баке с левой стороны трактора. Уровень должен быть между метками «О» и «П» масломера.
При необходимости, долейте масло до уровня метки «П» через маслозаливное отверстие, сняв резьбовую пробку.
При работе трактора в агрегате с машинами, требующими повышенного отбора масла, заливайте масло до метки «С» на масломере при втянутых штоках гидроцилиндров агрегатируемой машины.
Проверка уровня масла в корпусе гидроусилителя руля
Операция выполняется на тракторах МТЗ-82-1/80-1 Беларус с установленным ГУР или ГОРУ с корпусом ГУР.
Для проверки уровня масла в корпусе ГУР необходимо выполнить следующее:
— установите трактор на ровную площадку;
— поднимите капот.
— снимите крышку маслозаливной горловины корпуса ГУР;
— выньте сетчатый заливной фильтр с масломерным стержнем и определите уровень масла;
— уровень масла должен быть между верхней (MAX) и нижней (MIN) метками масломерного стержня;
— установите на место сетчатый фильтр;
— если необходимо, долейте масло до нужно уровня;
— установите на место крышку маслозаливной горловины корпуса гидроусилителя руля.
Операция выполняется на тракторах с ГОРУ либо ГОРУ с корпусом ГУР.
При использовании смазки МС-1000 ТУ 0254-003-45540231-99 операцию следует выполнять через каждые 500 часов работы трактора.
Прошприцуйте шарниры гидроцилиндра ГОРУ через масленки мазкой.
Замена фильтрующего элемента и промывка сапуна в совмещенном баке ГНС и ГОРУ (в баке ГНС)
Операция выполняется на тракторах с унифицированной кабиной (с тент-каркасом или основанием тента на базе унифицированной кабины).
Первая и вторая замена фильтрующего элемента выполняется через 500 часов работы трактора. Далее замену фильтрующего элемента требуется производить через каждую 1000 часов работы, совместно с заменой масла в ГНС и ГОРУ (в ГНС).
Для замены фильтрующего элемента в совмещенном баке гидросистемы и ГОРУ МТЗ-82-1/80-1 Беларус выполните следующее:
— отверните болты, снимите крышку и извлеките фильтрующий элемент в сборе с помощью ограничителя;
— снимите гайки, ограничитель и фильтрующий элемент;
— промойте корпус в моющем растворе;
— установите новый фильтрующий элемент и соберите фильтр, выполнив операции в обратной последовательности;
— установите фильтр в сборе в бак гидросистемы, закройте его крышкой и закрепите болтами.
— проверьте уровень масла в баке гидросистемы и ГОРУ (в баке ГНС), если необходимо – долейте.
Промывка масляного фильтра корпуса гидроусилителя (при установленном ГУР)
Для промывки масляного фильтра выполните следующее:
— отсоедините маслопроводы;
— выверните болты крепления крышки к корпусу и при помощи двух демонтажных болтов снимите крышку;
— отпустите контргайку и выверните редукционный клапан;
— извлеките сливной фильтр и промойте его в моющем растворе;
— проверьте, если необходимо подтяните гайку поворотного вала. Момент затяжки гайки должен быть от 280 до 320 Нм;
— установите фильтр и соберите все, выполнив операции в обратной последовательности;
Замена смазки в шарнирах рулевой тяги МТЗ-82-1/80-1 Беларус
Для замены смазки в шарнирах рулевой тяги необходимо выполнить следующее:
— снять контровочную проволоку; — отвернуть резьбовую пробку; — удалить из шарниров находящуюся в них смазку; — заполните шарниры новой смазкой; — завернуть резьбовую пробку так, чтобы зазор в шарнирном соединении отсутствовал; — законтрить пробку проволокой.
При установленном ГУР либо ГОРУ с корпусом ГУР необходимо производить замену смазки в шарнирах двух рулевых тяг. При использовании смазки МС-1000 ТУ 0254-003-45540231-99 операцию следует выполнять через каждые 2000 часов работы трактора.
Замена масла в корпусе ГУР МТЗ-82.1/80.1 Беларус
Операция выполняется на тракторах с установленным ГУР либо ГОРУ с корпусом ГУР. Операция замены масла в корпусе ГУР должна быть произведены одновременно с промывкой масляного фильтра корпуса ГУР.
Перед заменой масла прогрейте масло в корпусе ГУР до нормальной рабочей температуры, для чего произведите запуск двигателя и поверните рулевое колесо до упора и удерживайте его в этом положении до нагрева масла.
Для замены масла в корпусе ГУР выполните следующее:
— установите трактор на ровной горизонтальной площадке. Двигатель должен быть заглушен. Включите стояночный тормоз и заблокируйте от перемещения колеса спереди и сзади противооткатными упорами, исключающими самопроизвольное перемещение трактора;
— поднимите капот.
— отверните сливную пробку на корпусе насоса питания ГУР (ГОРУ с корпусом ГУР), слейте масло в специальную емкость для отработанного масла;
— установите на место сливную пробку;
— снимите крышку маслозаливной горловины на верхней крышке корпуса ГУР (ГОРУ с корпусом ГУР) и заправьте корпус ГУР свежим маслом. Нормальный уровень масла в корпусе ГУР должен быть между верхней (MAX) и нижней (MIN) метками масломерного стержня.
— установите на место крышку 3 маслозаливной горловины.
Замена масла в совмещенном баке ГНС и ГОРУ (в баке ГНС)
Операция выполняется на тракторах МТЗ-82.1/80.1 Беларус с унифицированной кабиной (с тент-каркасом или основанием тента на базе унифицированной кабины).
Перед заменой масла прогрейте масло в гидросистеме ГНС и ГОРУ (ГНС) до нормальной рабочей температуры, для чего произведите запуск двигателя и установите любой из рычагов управления гидравлическими выводами в положение «подъем» и удерживайте рычаг в этом положении до нагрева гидросистемы.
Для замены масла в гидросистемах задней навески и ГОРУ выполните следующее:
— установите трактор на ровной площадке, поднимите тяги задней навески в крайнее верхнее положение, затормозите трактор стояночным тормозом. Двигатель должен быть заглушен;
— отверните пробку маслозаливного отверстия и сливную пробку, слейте из маслобака масло в специальную емкость для отработанного масла;
— установите на место сливную пробку и заправьте систему свежим маслом до требуемой метки «П» по указателю уровня масла. При использовании машин, требующих большого отбора масла, залейте масло до уровня, соответствующего верхней отметке «С».
— установите на место пробку маслозаливного отверстия.
ПВМ с планетарно-цилиндрическими колесными редукторами
Привод ПВМ
Ходовая система
Гидрообъемное рулевое управление
Гидроусилитель рулевого управления
Гидравлическая навесная система
Регулировки задней навески
Кабина Беларус
Техническое обслуживание
Обслуживание двигателя
Техобслуживание трансмиссии
Сервисное обслуживание ПВМ
Обслуживание гидросистемы и рулевого управления
Обслуживание переднего моста
Обслуживание пневмосистемы и тормозов
Ремонт МТЗ-80
Ремонт головки блока цилиндров
Ремонт поршневой группы Д-240
Ремонт топливной аппаратуры
Ремонт пускового двигателя
Ремонт рулевого управления
Ремонт переднего моста
Ремонт сцепления и понижающего редуктора
Ремонт КПП
Ремонт заднего моста
Ремонт ВОМ
Ремонт гидросистемы задней навески
Ремонт электрооборудования
Обслуживание и эксплуатация МТЗ-1221
Управление и приборы
Коробка передач
Сцепление
Обслуживание двигателя Д-260
Задний мост
Рабочие тормоза
Пневмооборудование
Вал отбора мощности
Передний ведущий мост
Навесная гидросистема
Электронное управление задней навеской
Заднее навесное устройство
Рулевое управление
Техобслуживание и эксплуатация МТЗ-320
Органы управления и приборы
Дизельный двигатель
Сцепление и КПП
Задний мост
Тормоза
Задний вал отбора мощности
Передний ведущий мост
Рулевое управление
Навесное и сцепное устройство
Гидросистема
Электрооборудование
Агрегатирование
Эксплуатация и сервис тракторов
Блок-картер и кривошипно-шатунный механизм
Механизм газораспределения
Система питания дизельных двигателей
Система регулирования тракторных двигателей
Система охлаждения тракторных двигателей
Система пуска дизелей
Силовые передачи тракторов
Трансмиссия трактора Т-150, Т-150К
Ведущие мосты колесных и гусеничных тракторов
Ходовая часть и управление трактора
Ходовая и рулевое управление колесных тракторов
Заправочные емкости МТЗ 82 и марки масла
Статья обновлена 03. 08.2018
МТЗ 82 – это трактор белорусского производителя, который имеет большую популярность в нашей стране. Прежде чем эксплуатировать любое рабочее транспортное средство, следует проверить уровень всех жидкостей и при необходимости дополнить. Только зная заправочные емкости МТЗ 82 и заливаемые марки масел, можно выполнить эту задачу.
Основные заправочные объемы МТЗ 82 и МТЗ 80
В первую очередь трактористу необходимо знать, сколько топлива может вместиться в топливный бак и сколько масла в МТЗ 82 в двигателе. Объем топливного бака 120 литров. Но они не единственные. Имеется еще бак пускового двигателя ПД-10. В него вмещается 1,9 литров.
Дополнительный карбюраторный двигатель необходим для пуска двигателя. Он обеспечивает легкий старт даже в сложных условиях при низкой температуре. Он состоит из одноступенчатого редуктора и электрического стартера с подогревателем.
Трактор Беларус
МТЗ 82 может оснащаться одним из двух силовых агрегатов: Д240 и Д240Л. Что касаемо заправочных объемов, то разница между ними лишь в том, что Д240 имеет 20-литровую охлаждающую систему, а Д240Л – 22-литровую.
Заправочные емкости МТЗ 82:
Объем картера моторного масла — 15л.
Корпус трансмиссии, с учетом коробки передач и заднего моста — 40 л.
Передний ведущий мост – 1,7 л.
Колесный редуктор ПМ – 1,7 л. каждый.
Верхняя коническая пара колесных редукторов переднего моста – по 0,3 каждый.
Гидроусилитель руля – 6 л.
Топливный насос – 0,2 л.
Пусковой двигатель, редуктор – 0,4 л.
Марки и заправочный объем
Емкость узлов не является предопределяющей для заправки. Заливать в систему необходимо определенное количество масла или смазки. Прежде чем заливать жидкость или смазывать узлы, необходимо уточнить, какую марку необходимо использовать.
При работе трактора в холодное время года при температуре до +5 С необходимо использовать моторное масло М-8ДМ, которое соответствует ГОСТ 8581-78. Заливать необходимо 12 литров. То же количествао смазки, но уже марки масел М-10ДМ по ГОСТ 8581-78 необходимо обновить при температуре окружающего воздуха +5 С и более. Менять смазку необходимо каждый 500 мч. Использовать можно и альтернативные варианты: М-10Г2К и М-10Г2. Первый образец меняется каждые 250 мч, а второй 500 мч.
В топливный насос можно заливать одно из вышеперечисленных масел. Причиной замены жидкости в узле может стать его ремонт. В остальных случаях заливать его не требуется. В топливный насос вмещается 0,25 л моторного масла.
Воздухоочиститель – еще один узел трактора, который требует наличия моторного масла. Но здесь есть особенность. Можно добавлять отработку, дав ему отстояться. Замена производится каждый 500 мч. Но обязательно знать, сколько литров масла добавлять. В этом случае — 1,5 л.
Моторный отсек
Заправочная емкость силовой передачи – 40 литров. Система заправляется полностью. При каждом очередном плановом то необходимо заменить 40 литров трансмиссионного масла ТАп-15В, ТСп-10 или ТСп-15К. Можно дублировать другим — ТАД-17.
Колесный редуктор вмещает 3,7 л того же масла, что и в трансмиссию. В отличие от других элементов, в редуктор необходимо заполнять сразу в двух точках. Колесные редуктор, верхняя коническая пара, опора привода и приводной шкив заправляются Тап-15В и другими аналогичными маслами.
Все гидроагрегаты и ГОРУ заправляются модернизированным моторным маслом М-10Г2. Можно использовать и другие: М-8Г2К или М-10Г2К. Это же касается и гидроусилителя руля, туда заправляется такое же масло.
Смазка подшипника обводки выполняется Литолом-24. В качестве альтернативы можно использовать многоцелевую пластичную дублирующую смазку марки LCP-GM. Выполнять это необходимо как при эксплуатации, так и техническом обслуживании. Чтобы заполнить 0,2 литра рабочего объема, необходимо использовать специальный шприц. Нескольких нагнетаний будет достаточно.
Литол-24 можно назвать универсальной смазкой. Его используют в подшипнике ступицы в количестве 0,4 л, поворотном кулаке, шестерне раскоса, втулках, шарнирах, подшипниках в различном количестве.
При добавлении в насос отработанного дизельного масла необходимо учитывать, что зимой, когда температура опускается ниже -20 градусов оно может замерзнуть, поэтому актуально использовать веретенную смазку АУ. При температуре -55 актуально разбавление дизельным топливом на 15%.
Читайте еще:
Вчерашние тракторы — Произошла ошибка
Ой!
Произошла какая-то ошибка!
Пожалуйста, сообщите нам об этом, когда у вас будет время — мы постараемся решить проблему!
Попробуйте использовать одну из ссылок слева, чтобы найти страницу, на которой вы были находясь в поиске.
Если ошибка произошла во время покупки, нажмите здесь, чтобы вернуться в магазин.
Продаем запчасти для тракторов! У нас есть детали, необходимые для ремонта вашего трактора — нужные детали . Наши низкие цены и годы исследований делают нас вашим лучшим выбором, когда вам нужны запчасти. Интернет-магазин сегодня . [ О нас ]
Главная | Форумы
Сегодняшняя избранная статья — Ременный шкив? Действительно что-то делаете? – Крис Пратт . Ременные шкивы! Большинство из нас представляет в воображении картину массивной молотилки с широким ремнем, лениво выгибающейся к трактору в 35 футах от него, выбрасывающего облако пыли, соломы и зерна, и, хотя это вызывает ностальгию, не слишком практичный метод использования наших тракторов. Хотя в прошлом это могло быть хлебом с маслом для ленточной работы (поскольку это то, что приносило деньги на многих фермах), более мелкие задачи могли быть и все еще могут быть его реальным требованием к славе. Молотилка будет приносить урожай (и доход) один раз в год. … [Читать статью]
Последнее объявление: Двигатель IH UD14 из автогрейдера, работал при вытягивании, хранился внутри. 1100 обо [Дополнительные объявления]
Все права защищены. Воспроизведение любой части этого веб-сайта, включая дизайн и содержание, без письменного разрешения строго запрещено. Товарные знаки и торговые наименования, содержащиеся и используемые на этом веб-сайте, принадлежат другим лицам и используются на этом веб-сайте в описательном смысле для обозначения продуктов других лиц. Использование этого веб-сайта означает принятие нашего Пользовательского соглашения и Политики конфиденциальности
ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ ОТ ТОРГОВЫХ ЗНАКОВ: Товарные знаки и товарные знаки, упоминаемые в продуктах Yesterday’s Tractor Co. и на веб-сайтах Yesterday’s Tractor Co., являются собственностью соответствующих владельцев товарных знаков. Ни один из владельцев этих товарных знаков не связан с Yesterday’s Tractor Co., нашей продукцией или нашим веб-сайтом и не спонсируется ими. John Deere и его логотипы являются зарегистрированными товарными знаками корпорации John Deere. Agco, Agco Allis, White, Massey Ferguson и их логотипы являются зарегистрированными товарными знаками корпорации AGCO. Case, Case-IH, Farmall, International Harvester, New Holland и их логотипы являются зарегистрированными товарными знаками CNH Global N.V.
Пожалуйста, сообщите нам об этом, когда у вас будет время — мы постараемся решить проблему!
Попробуйте использовать одну из ссылок слева, чтобы найти страницу, на которой вы были находясь в поиске.
Если ошибка произошла во время покупки, нажмите здесь, чтобы вернуться в магазин.
Продаем запчасти для тракторов! У нас есть детали, необходимые для ремонта вашего трактора — нужные детали . Наши низкие цены и годы исследований делают нас вашим лучшим выбором, когда вам нужны запчасти. Интернет-магазин сегодня . [ О нас ]
Главная | Форумы
Сегодняшняя избранная статья — Ременный шкив? Действительно что-то делаете? — Крис Пратт . Ременные шкивы! Большинство из нас представляет в воображении картину массивной молотилки с широким ремнем, лениво выгибающейся к трактору в 35 футах от него, выбрасывающего облако пыли, соломы и зерна, и, хотя это вызывает ностальгию, не слишком практичный метод использования наших тракторов. Хотя в прошлом это могло быть хлебом с маслом для ленточной работы (поскольку это то, что приносило деньги на многих фермах), более мелкие задачи могли быть и все еще могут быть его реальным требованием к славе. Молотилка будет приносить урожай (и доход) один раз в год. … [Читать статью]
Последнее объявление: Двигатель IH UD14 из автогрейдера, работал при вытягивании, хранился внутри. 1100 обо [Дополнительные объявления]
Все права защищены. Воспроизведение любой части этого веб-сайта, включая дизайн и содержание, без письменного разрешения строго запрещено. Товарные знаки и торговые наименования, содержащиеся и используемые на этом веб-сайте, принадлежат другим лицам и используются на этом веб-сайте в описательном смысле для обозначения продуктов других лиц. Использование этого веб-сайта означает принятие нашего Пользовательского соглашения и Политики конфиденциальности
ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ ОТ ТОРГОВЫХ ЗНАКОВ: Товарные знаки и товарные знаки, упоминаемые в продуктах Yesterday’s Tractor Co. и на веб-сайтах Yesterday’s Tractor Co., являются собственностью соответствующих владельцев товарных знаков.
ООО «Строительные машины и механизмы» предлагает на российском рынке широкий ассортимент высококачественной строительной, коммунальной, сельскохозяйственной техники и строительного оборудования ведущих американских, европейских и японских фирм-производителей от таких известных производителей как:
Gehl (Гель) — американская компания, основанная еще в 1859 году и известная сегодня во всем мире как производитель сельскохозяйственного и компактного промышленно-строительного оборудования.
Bobcat
Bobcat — американская компания, основанная в 1958 году. В 1977 году техника Bobcat впервые появляется на рынке СССР, предпочтение на тот момент отдавалось малогабаритным универсальным машинам.
XCMG
Фронтальные погрузчики XCMG – универсальная техника с высокой производительностью для выполнения широкого комплекса задач.
Уплотнительная техника AMMANN
Ammann является ведущим мировым поставщиком смесительных установок, машин и услуг для строительной отрасли с ключевой компетенцией в дорожно-строительной и транспортной сферах.
Bomag
Фирма «BOMAG» (Германия, г. Боппард) основана в 1957 году и является мировым лидером на рынке техники для уплотнения (катков), а также производителем современных стабилизаторов грунта, дорожных фрез и асфальтоукладчиков.
Nichiyu
Компания NICHIYU первой в Японии начала
производить электрические погрузчики,
производит их уже более 70 лет
и имеет самый широкий модельный ряд
электрической техники.
TCM
TCM предлагаем надежные и долговечные вилочные погрузчики для промышленных целей. Данная техника удовлетворяет потребностям, как в закрытом помещении, так и на открытом воздухе.
Yanmar
Yanmar — японская компания, основаная в 1912 году. Компания специализируется на производстве тракторов, дизельных двигателей.
Avant
Avant Tecno собрала за последние 25 лет более 40.000 погрузчиков на заводе в финском городе Юлёярви. Продукция AVANT реализуется в 40 странах мира в том числе в Великобритании, Германии и США.
Запчасти для тяжёлой землеройной техники
Ходовые части бульдозеров и экскаваторов. Ремкомплекты гидроцилиндров рукояти, стрелы, ковша, редуктора хода. Втулки, пальцы, редукторы, гидроцилиндры.
Навесное оборудование — Gehl и Bobcat
Навесное оборудование — Gehl и Bobcat
Навесное оборудование для Avant
Навесное оборудование для Avant
Почему мы?
1
Супер-пупер выгодные условия, правда-правда
2
У нас огрооомный выбор техники
3
Сервисное обслуживание по низким ценам
Доставка осуществляется в города:
Тюмень
Курган
Нефтеюганск
Нижневартовск
Сургут
Ханты-Мансийск
Новый Уренгой
Ноябрьск
Салехард
Запрос цены
Даю согласие на обработку моих персональных данных и получение информационных сообщений
Заказать звонок
Даю согласие на обработку моих персональных данных и получение информационных сообщений
Строительные механизмы — отзывы, фото, цены, телефон и адрес — Строительство — Уфа
+7 (347) 246-93-. .. — показать
/Нет отзывов
Закроется через 7 ч. 32 мин.
Вы владелец?
Описание
Строительные механизмы предлагает сотрудничество частным лицам и крупным компаниям. Учреждение обладает лицензией, оборудованием и штатом мастеров, необходимыми для выполнения ответственных заказов. Все работы совершаются в соответствии с проектно-сметной документацией и обговоренными сроками. Сотрудники не опасаются проверок контрольно-надзорных органов и могут по первой просьбе показать разрешения на право осуществления строительных мероприятий.
Клиенты, которые доверились сотрудникам Строительные механизмы, остались довольны тем, как они выполнили свою работу. И поэтому единогласно поставили оценку 5 баллов!
Компанию можно найти по адресу: Россия, Республика Башкортостан, Уфа, Энтузиастов, 16. Если у вас возникли вопросы, озвучить их вы можете по телефону +7 (347) 246-93-66. График работы Пн-пт: 09:00 — 18:00 (перерыв 13:00 — 14:00).
Телефон
+7 (347) 246-93-… — показать
+7 (347) 246-93-… — показать
Сообщите, что нашли номер на Зуне — компании работают лучше, если знают, что вы можете повлиять на их рейтинг Дозвонились?
— Нет: неправильный номер / не ответили — Да, все хорошо
Спасибо!
Проложить маршрут
На машине, пешком или на общественном транспорте… — показать как добраться
Время работы
Пн-пт: 09:00—18:00 (перерыв 13:00—14:00)
Вы владелец?
Получить доступ
Получить виджет
Сообщить об ошибке
Другие строительные компании поблизости
Специалисты Строительные механизмы
Работаете здесь или знаете кто здесь работает? Добавьте специалиста, и он появится здесь, а еще в каталоге специалистов. Подробнее о преимуществах размещения
Часто задаваемые вопросы о Строительные механизмы
📍 Как можно найти Строительные механизмы?
Строительные механизмы находится по адресу Россия, Республика Башкортостан, Уфа, Энтузиастов, 16.
☎️ Как связаться с Строительные механизмы?
Вы можете позвонить по номеру телефона +7 (347) 246-93-66.
🕖 Какой режим работы Строительные механизмы? org/Answer»> Приём клиентов ведётся в следующем режиме: Пн-пт: 09:00 — 18:00 (перерыв 13:00 — 14:00).
⭐ Как посетители сайта Zoon.ru оценивают эту организацию?
Средняя оценка заведения от пользователей Zoon.ru: 5. Вы можете оставить свои впечатления о Строительные механизмы!
✔️ Насколько достоверна информация, размещённая на этой странице?
Zoon.ru делает всё возможное, чтобы размещать максимально точную и свежую информацию о заведениях. Если вы нашли ошибку и/или являетесь представителем данного заведения, то можете воспользоваться формой обратной связи.
Средняя оценка — 5,0 на основании 1 оценки
строительных блоков дизайна настольных игр: энциклопедия механизмов
Содержание Описание книги отзыва критиков
ISBN 9781032015811
626 страниц 72 цветных и 206 черно-белых иллюстраций
Опубликовано 3 марта 2022 г. к CRC Пресс
Бесплатная доставка (6-12 рабочих дней) варианта доставки
Формат Мягкая обложкаТвердый переплетVitalSource электронная книга
84,95
КОЛ-ВО
добавить в корзину
Запрос на печать Контрольная копия Добавить в список желаний
ISBN 9781032015835
626 страниц 72 цветных и 206 черно-белых иллюстраций
Опубликовано 3 марта 2022 г. к CRC Пресс
Бесплатная доставка (6-12 рабочих дней) варианта доставки
Формат Мягкая обложкаТвердый переплетVitalSource электронная книга
долларов США долларов США 160,00
КОЛ-ВО
добавить в корзину
Запрос на печать Контрольная копия Добавить в список желаний
ISBN 9781003179184
626 страниц 72 цветных и 206 черно-белых иллюстраций
Опубликовано 2 марта 2022 г. к CRC Press
Узнайте об электронных книгах VitalSource Открытие всплывающего окна
Также доступна в виде электронной книги по адресу:
Amazon Kindle открывается в новой вкладке или окне
Электронные книги Тейлора и Фрэнсиса (учрежденческая покупка)Открывается в новой вкладке или окне
Запросить контрольную копию электронной книги Добавить в список желаний
Продолжить покупки
Основные элементы дизайна настольных игр: энциклопедия механизмов, второе издание содержит сотни игровых механизмов, организованных по категориям. Книгу можно читать от корки до корки и использовать в качестве справочника для решения конкретной дизайнерской проблемы или для вдохновения и исследования новых дизайнов. Это второе издание содержит еще больше механизмов, расширяет и обновляет существующие записи и включает цветные изображения. Building Blocks — отличная отправная точка для новых дизайнеров, удобное руководство для опытных и идеальное пособие для занятий в классе.
Каждое описание игровых механизмов содержит:
Определение механизма
Пояснительная схема механизма
Обсуждение того, как механизм используется в успешных играх
Рекомендации по реализации механизма в новых конструкциях
ГЛАВА 1 Структура игры
Глава 2 Порядок поведения и структура
Глава 3 Действия
Глава 4Resolution
Глава 5 Конец игры и победа
Глава 6 Неопределенность
Глава 7 Экономика
Глава 8 AUSTS
Глава 7 Экономика
Глава 8 AUSTS
Глава 7 Глава 9 Расстановка рабочих
Глава 10 Перемещение
Глава 11 Районный контроль
Глава 12 Сбор наборов
Глава 13 Карточные механизмы
Биография
Джеффри Энгельштейн — гейм-дизайнер и педагог. Его проекты включают серию Space Cadets , The Dragon & Flagon, The Expanse и Super Skill Pinball . Он опубликовал несколько книг по игровому дизайну, в том числе GameTek: The Math and Science of Gaming , Achievement Relocked и Game Production . Он работает на факультете NYU Game Center в качестве адъюнкт-профессора по дизайну настольных игр, и его пригласили выступить с докладом о дизайне игр на PAX, GenCon, Metatopia и конференции разработчиков игр.
Исаак Шалев — геймдизайнер, автор и консультант по образовательным играм. Исаак разработал настольные игры, в том числе Seikatsu, Waddle, и Show & Tile . Исаак руководит Sage70, Inc., консультационной компанией по стратегии данных и обучению на основе игр, которая обслуживает некоммерческие организации. Исаак живет в Кэри, Северная Каролина, с женой, тремя детьми и собакой.
«Если бы игры представляли собой земли, которые нужно исследовать, они были бы слишком велики, чтобы их мог освоить один исследователь. Building Blocks of Tabletop Game Design это столь необходимый атлас для исследователя, дающий основу того, что нужно искать в игре, и фокус игры, который будет полезен для понимания целого. Специалист по играм найдет это бесценным.»
— Ричард Гарфилд, создатель Magic: The Gathering
«Люди говорят об искусстве игрового дизайна или о ремесле игрового дизайна. Энгельштейн и Шалев оттачивают «науку» игрового дизайна острым как бритва скальпелем. Эта книга будет у меня под рукой, пока я работаю над играми, и я ожидаю с ним нужно часто консультироваться».
— Роб Давио, создатель Risk: Legacy и главный специалист по восстановлению Restoration Games
.
«Самая полная и хорошо проработанная энциклопедия игровых механизмов, которую я когда-либо видел».
— Мэтт Ликок, создатель Пандемия
«Ценность этой работы заключается не только в вдумчивом описании и обсуждении самих строительных блоков, но и в каталогизации примеров игр для каждого раздела. Ранее было решено так много проблем дизайна, и эта книга дает дизайнерам удобный обзор этих решений».
— Элизабет Харгрейв (дизайнер Wingspan):
Мы предлагаем бесплатную стандартную доставку каждого заказа по всему миру.
Бесплатная доставка (6-12 рабочих дней)
Добавить в корзину
Понимание механизмов укрепления доверия в социальных сетях: эффективность регулирования, передача доверия и гендерные различия
Чтобы прочитать этот контент, выберите один из вариантов ниже:
Юнцян Сунь (Школа управления информацией, Уханьский университет, Ухань, Китай)
Ян Чжан (Школа управления информацией, Уханьский университет, Ухань, Китай)
Сяо-Лян Шен (Школа экономики и менеджмента, Уханьский университет, Ухань, Китай)
Нань Ван (Школа управления информацией, Уханьский университет, Ухань, Китай)
Си Чжан (Колледж управления и экономики, Тяньцзиньский университет, Тяньцзинь, Китай)
Yanqiu Wu (Школа управления информацией, Уханьский университет, Ухань, Китай)
Аслиб Журнал управления информацией
«> ISSN : 2050-3806
Дата публикации статьи: 14 сентября 2018 г.
Дата публикации номера: 11 октября 2018 г.
Загрузки
Аннотация
Цель
Несмотря на то, что влияние доверия на раскрытие информации хорошо известно, механизмы построения доверия в социальных сетях все еще недостаточно изучены. Чтобы восполнить этот пробел, цель данной статьи состоит в том, чтобы изучить два механизма построения доверия, а именно построение доверия на основе институтов и на основе переноса, и определить, как эти два механизма различаются в зависимости от пола.
Дизайн/методология/подход
Для сбора данных был проведен онлайн-опрос. Частичный метод наименьших квадратов использовался для изучения взаимосвязи между эффективностью регулирования, тремя доверительными восприятиями и намерением раскрытия информации. Для проверки гендерных различий использовался метод сравнения межгрупповых коэффициентов пути.
Выводы
Результаты показывают, что эффективность регулирования влияет на доверие, основанное на компетентности и характере, и это влияние сильнее на мужчин, чем на женщин. Доверие, основанное как на компетентности, так и на характере, влияет на общее доверие к членам, хотя их влияние варьируется. Для мужчин важнее доверие, основанное на компетентности, а для женщин — доверие, основанное на характере.
Оригинальность/ценность
Это исследование вносит свой вклад в литературу по социальным сетям, определяя два механизма построения доверия с особым вниманием к роли эффективности регулирования и передачи доверия. Кроме того, это исследование также проливает свет на то, как эти два механизма различаются в зависимости от пола.
Ключевые слова
Социальные сети
Информационное поведение
Раскрытие информации
Гендерное различие
Эффективность регулирования
Доверительный перевод
Благодарности
Работа, описанная в данной статье, была частично поддержана грантами Национального фонда естественных наук Китая (проекты № 71571133, 71671132, 71828202), грантами Фонда гуманитарных и социальных наук Министерства образования Китая (проект № 16YJC870011 и 17YJC630157), исследовательского проекта высшего образования Департамента образования провинции Хубэй (проект № 2014025), фондов фундаментальных исследований центральных университетов (проект № 2042018kf0224) и исследовательского фонда академической группы молодых ученых Уханьского университета (проект № 2042018kf0224).


 Это объясняется тем, что при этом перемешивание основного металла с наплавленным сведется к минимуму. Для избежания деформации деталей желательно, чтобы остаточные напряжения в металле были бы незначительными. Это возможно при тщательном соблюдении технологии процесса.
Это объясняется тем, что при этом перемешивание основного металла с наплавленным сведется к минимуму. Для избежания деформации деталей желательно, чтобы остаточные напряжения в металле были бы незначительными. Это возможно при тщательном соблюдении технологии процесса. В результате имеется возможность получить наплавленный слой различного химического состава, обладающего разнообразными свойствами различных толщин.
В результате имеется возможность получить наплавленный слой различного химического состава, обладающего разнообразными свойствами различных толщин.
 Находят применение для ремонта деталей, подвергающихся быстрому износу в горно-металлургической промышленности, а также для различного станочного оборудования.
Находят применение для ремонта деталей, подвергающихся быстрому износу в горно-металлургической промышленности, а также для различного станочного оборудования. Могут применяться для наплавки арматуры для работы в паровой и водяной среде.
Могут применяться для наплавки арматуры для работы в паровой и водяной среде.


 Перед началом процесса наплавки металла необходима предварительная очистка поверхностей изделия от загрязнений, пятен жира и краски.
Перед началом процесса наплавки металла необходима предварительная очистка поверхностей изделия от загрязнений, пятен жира и краски. Наплавку производят постоянным током при обратной полярности короткой дугой с перекрытием соседних валиков на 30—50 %, диаметр электрода и сила тока ниже, чем при сварке.
Наплавку производят постоянным током при обратной полярности короткой дугой с перекрытием соседних валиков на 30—50 %, диаметр электрода и сила тока ниже, чем при сварке.
 Электродная проволока диаметром 1,2-2,5 мм — из углеродистой или легированной стали. Частота вращения детали до 20 оборотов в минуту. Продольная подача каретки суппорта с головкой 2-3 мм/об. Толщина слоя, наплавляемого за один проход, 0,5-2,5 мм, а его твердость — до HRC 60. Применяется для восстановления деталей (в том числе малого диаметра) из стали, серого и ковкого чугунов (шейки валов, шлицы, резьбовые поверхности и др.), не испытывающих больших динамических нагрузок.
Электродная проволока диаметром 1,2-2,5 мм — из углеродистой или легированной стали. Частота вращения детали до 20 оборотов в минуту. Продольная подача каретки суппорта с головкой 2-3 мм/об. Толщина слоя, наплавляемого за один проход, 0,5-2,5 мм, а его твердость — до HRC 60. Применяется для восстановления деталей (в том числе малого диаметра) из стали, серого и ковкого чугунов (шейки валов, шлицы, резьбовые поверхности и др.), не испытывающих больших динамических нагрузок.


 При анализе швов, полученных с использованием сормита, -60, сталинита, Т-590 оказалось, что такой зоны нет. Кроме того, после наплавки сормайтовыми электродами в переходной зоне имеются участки графитизации, которые, будучи готовыми трещинами, вызывали бы скалывание наплавленного слоя даже при малых нагрузках. Отсутствие переходной зоны и, как следствие, резкая деградация наплавленных соединений связаны со степенью легирования наплавленного металла.
При анализе швов, полученных с использованием сормита, -60, сталинита, Т-590 оказалось, что такой зоны нет. Кроме того, после наплавки сормайтовыми электродами в переходной зоне имеются участки графитизации, которые, будучи готовыми трещинами, вызывали бы скалывание наплавленного слоя даже при малых нагрузках. Отсутствие переходной зоны и, как следствие, резкая деградация наплавленных соединений связаны со степенью легирования наплавленного металла. 

 был создан.
был создан.  Новые технические решения позволили значительно расширить возможности дугового нагрева и устранить основные недостатки дуговых печей.
Новые технические решения позволили значительно расширить возможности дугового нагрева и устранить основные недостатки дуговых печей.  ; и запустить производство, т.е. г., алюминий, без применения хлор- и фторсодержащих флюсов и других вредных веществ, обычно применяемых для рафинирования алюминия.
; и запустить производство, т.е. г., алюминий, без применения хлор- и фторсодержащих флюсов и других вредных веществ, обычно применяемых для рафинирования алюминия.  Это позволяет значительно, до 0,5-1,5%, снизить потери заряда, гарантировать высокое качество получаемых металлов.
Это позволяет значительно, до 0,5-1,5%, снизить потери заряда, гарантировать высокое качество получаемых металлов. 
 Электрический режим АКЭДП обеспечивает снижение уровня пульсаций напряжения дуги при плавке, что достигается за счет удержания коронного электрода над уровнем заряда без заглубления его в «колодец».
Электрический режим АКЭДП обеспечивает снижение уровня пульсаций напряжения дуги при плавке, что достигается за счет удержания коронного электрода над уровнем заряда без заглубления его в «колодец».  Он также предпочтителен для выплавки качественных сталей и переплавки ее отходов, т. к. потери легирующих элементов в последнем случае на 20 % ниже.
Он также предпочтителен для выплавки качественных сталей и переплавки ее отходов, т. к. потери легирующих элементов в последнем случае на 20 % ниже.  Коллективизацию валентных электронов, образование молекул или кластера следует рассматривать как результат самоорганизации системы, образования и распада квантовых состояний, перехода системы в новое устойчивое квантовое состояние с образованием диссипативных структур, обладающих фрактальными свойствами.
Коллективизацию валентных электронов, образование молекул или кластера следует рассматривать как результат самоорганизации системы, образования и распада квантовых состояний, перехода системы в новое устойчивое квантовое состояние с образованием диссипативных структур, обладающих фрактальными свойствами.  При объединении атомов разного сорта, а, следовательно, и с разными квантовыми состояниями, например, железо-кобальт, зависимость DF от размера наноструктуры носит периодический характер, а устойчивость системы низкая. Когда изолированные атомы с одинаковыми квантовыми состояниями, а, следовательно, и с одинаковой фрактальной размерностью объединяют, например, титан — алюминий, зависимость DF от размера наноструктуры сглаживается, т.е. е. точно так же, как при объединении атомов одного вида. В связи с этим способность изолированных атомов к самосборке в стабильную молекулу или кластер будет определяться, прежде всего, квантовым состоянием отдельных атомов, информацию о которых несет фрактальная размерность. С увеличением размеров наноструктуры фрактальная размерность приближается к трем. Следовательно, увеличение числа степеней свободы с увеличением размера наносистемы (> 100 нм) способствует переходу ее в хаотическое состояние, и устойчивость наноструктуры снижается. Разработана нейронная сеть, позволяющая осуществлять самосборку изолированных атомов, исходя из их электронного строения, с оценкой фрактальной размерности наноструктуры при разных ее размерах в условиях самонаправленного синтеза с построением зависимости DF от d ( размер наноструктуры).
При объединении атомов разного сорта, а, следовательно, и с разными квантовыми состояниями, например, железо-кобальт, зависимость DF от размера наноструктуры носит периодический характер, а устойчивость системы низкая. Когда изолированные атомы с одинаковыми квантовыми состояниями, а, следовательно, и с одинаковой фрактальной размерностью объединяют, например, титан — алюминий, зависимость DF от размера наноструктуры сглаживается, т.е. е. точно так же, как при объединении атомов одного вида. В связи с этим способность изолированных атомов к самосборке в стабильную молекулу или кластер будет определяться, прежде всего, квантовым состоянием отдельных атомов, информацию о которых несет фрактальная размерность. С увеличением размеров наноструктуры фрактальная размерность приближается к трем. Следовательно, увеличение числа степеней свободы с увеличением размера наносистемы (> 100 нм) способствует переходу ее в хаотическое состояние, и устойчивость наноструктуры снижается. Разработана нейронная сеть, позволяющая осуществлять самосборку изолированных атомов, исходя из их электронного строения, с оценкой фрактальной размерности наноструктуры при разных ее размерах в условиях самонаправленного синтеза с построением зависимости DF от d ( размер наноструктуры).
 В его конструкцию входят: рубашка 1, корпус 2 с верхним 3 и нижним 4 фланцами, экран 5, перегородка 6, входной 7 и выходной 8 патрубки (рис. 1). Экран 5 над перегородкой 6 имеет отверстия заданного диаметра с заданным шагом по высоте и периметру. При этом щит 5 устанавливают на расстоянии не менее 7 мм от кожуха 1. Для создания избыточного давления в верхнем коллекторе 10 щит 5 стыкуют с верхним фланцем 3. Между нижним фланцем 4 и щитом 5 имеется кольцевая щель, что вместе с кольцевым каналом позволяет регулировать интенсивность охлаждения нижней части рубашки кристаллизатора (рис. 1). Охлаждение рубашки 1 осуществляется следующим образом. Охладитель (вода) из входного патрубка 7 подается в верхний коллектор 10 и продавливается через отверстия в щите 5 в виде погружных струй. Они попадают на внешнюю поверхность кожуха, что значительно увеличивает турбулентность потока вблизи охлаждающей поверхности. При этом наблюдается уменьшение толщины гидродинамического и теплового граничного уровня, через который осуществляется передача тепла от рубашки к основному потоку охладителя.
В его конструкцию входят: рубашка 1, корпус 2 с верхним 3 и нижним 4 фланцами, экран 5, перегородка 6, входной 7 и выходной 8 патрубки (рис. 1). Экран 5 над перегородкой 6 имеет отверстия заданного диаметра с заданным шагом по высоте и периметру. При этом щит 5 устанавливают на расстоянии не менее 7 мм от кожуха 1. Для создания избыточного давления в верхнем коллекторе 10 щит 5 стыкуют с верхним фланцем 3. Между нижним фланцем 4 и щитом 5 имеется кольцевая щель, что вместе с кольцевым каналом позволяет регулировать интенсивность охлаждения нижней части рубашки кристаллизатора (рис. 1). Охлаждение рубашки 1 осуществляется следующим образом. Охладитель (вода) из входного патрубка 7 подается в верхний коллектор 10 и продавливается через отверстия в щите 5 в виде погружных струй. Они попадают на внешнюю поверхность кожуха, что значительно увеличивает турбулентность потока вблизи охлаждающей поверхности. При этом наблюдается уменьшение толщины гидродинамического и теплового граничного уровня, через который осуществляется передача тепла от рубашки к основному потоку охладителя. Вблизи охлаждающей поверхности также повышено гидродинамическое давление воды, что особенно важно для предотвращения образования паровой рубашки. Все эти факторы повышают охлаждающую способность кристаллизатора.
Вблизи охлаждающей поверхности также повышено гидродинамическое давление воды, что особенно важно для предотвращения образования паровой рубашки. Все эти факторы повышают охлаждающую способность кристаллизатора.  В результате проведенных исследований установлено, что интенсивность струйного охлаждения рубашки кристаллизатора существенно влияет на размер фазовых составляющих силуминовых слитков. Таким образом, при расходе воды и давлении в кристаллизаторе 50 м 3 /ч 0,4 МПа в опытных образцах АК12 дисперсность кристаллов кремния составила 1,02,0 мкм, зерна α-фазы — 3040 мкм (рис. 3, ). В аналогичных серийных слитках размер кристаллов кремния составил 48 мкм, α-фазы — 6080 мкм (рис. 3, ). В опытных заготовках АК18 эвтектический кремний измельчен до 23 мкм, а первичный кремний — до 2030 мкм (рис. 3, ). В аналогичных серийных слитках размер эвтектического кремния составил 48 мкм, α-фазы — 6080 мкм (рис. 3, ). В аналогичных серийных слитках размер кристаллов эвтектического кремния и первичного кремния составил 40–60 мкм (рис. 3, ). Таким образом, заливка силуминов в струйный кристаллизатор без применения позволяет увеличить дисперсность фазовых составляющих слитков ∅50 мм в 24 раза по сравнению с заливкой в стандартный щелевой кристаллизатор.
В результате проведенных исследований установлено, что интенсивность струйного охлаждения рубашки кристаллизатора существенно влияет на размер фазовых составляющих силуминовых слитков. Таким образом, при расходе воды и давлении в кристаллизаторе 50 м 3 /ч 0,4 МПа в опытных образцах АК12 дисперсность кристаллов кремния составила 1,02,0 мкм, зерна α-фазы — 3040 мкм (рис. 3, ). В аналогичных серийных слитках размер кристаллов кремния составил 48 мкм, α-фазы — 6080 мкм (рис. 3, ). В опытных заготовках АК18 эвтектический кремний измельчен до 23 мкм, а первичный кремний — до 2030 мкм (рис. 3, ). В аналогичных серийных слитках размер эвтектического кремния составил 48 мкм, α-фазы — 6080 мкм (рис. 3, ). В аналогичных серийных слитках размер кристаллов эвтектического кремния и первичного кремния составил 40–60 мкм (рис. 3, ). Таким образом, заливка силуминов в струйный кристаллизатор без применения позволяет увеличить дисперсность фазовых составляющих слитков ∅50 мм в 24 раза по сравнению с заливкой в стандартный щелевой кристаллизатор.
 Структурная наследственность сплавов Al-Si будет определяться концентрацией кристаллов кремния в шихте. Это кристаллографически идентичные (изоморфные) природные ядра. Таким образом, чем выше концентрация кристаллов кремния в шихте, тем выше их дисперсность в получаемой заготовке. В этом суть наследственной модификации. Для этого требуются высокодисперсные шихтовые материалы. ХУВ в струйный кристаллизатор — наиболее производительный процесс получения таких материалов. Наследственная модификация позволит не только увеличить дисперсность фазовых компонентов силуминовых заготовок при кокильном литье, но и снизить газоусадочную пористость в отливках при литье под давлением. Замечено, что чем мельче структура полученных заготовок, тем меньше таких дефектов проявляется. Наследственная модификация применима для всех алюминиевых сплавов, если используется шихта с мелкокристаллической структурой. КГК в струйный кристаллизатор позволяет получать легкоплавкие высокодисперсные раскислители на основе Al-модификаторов.
Структурная наследственность сплавов Al-Si будет определяться концентрацией кристаллов кремния в шихте. Это кристаллографически идентичные (изоморфные) природные ядра. Таким образом, чем выше концентрация кристаллов кремния в шихте, тем выше их дисперсность в получаемой заготовке. В этом суть наследственной модификации. Для этого требуются высокодисперсные шихтовые материалы. ХУВ в струйный кристаллизатор — наиболее производительный процесс получения таких материалов. Наследственная модификация позволит не только увеличить дисперсность фазовых компонентов силуминовых заготовок при кокильном литье, но и снизить газоусадочную пористость в отливках при литье под давлением. Замечено, что чем мельче структура полученных заготовок, тем меньше таких дефектов проявляется. Наследственная модификация применима для всех алюминиевых сплавов, если используется шихта с мелкокристаллической структурой. КГК в струйный кристаллизатор позволяет получать легкоплавкие высокодисперсные раскислители на основе Al-модификаторов. Они повышают эффективность модификации структуры получаемых заготовок при любом способе литья.
Они повышают эффективность модификации структуры получаемых заготовок при любом способе литья.  ru
ru Эти синаптические транзисторы демонстрируют отличные электрические характеристики при рабочем напряжении 0,8 В, I вкл/выкл соотношение 2,5 × 10 6 и подвижность 38,4 см 2 /Vs. После последовательного подключения этого устройства к сопротивлению 4 МОм оно демонстрирует отличные характеристики инвертора. Пороговый потенциал 0,3 В достигается путем изменения амплитуды, ширины или количества стробирующих импульсов, что аналогично биологическому ВПСП.
Эти синаптические транзисторы демонстрируют отличные электрические характеристики при рабочем напряжении 0,8 В, I вкл/выкл соотношение 2,5 × 10 6 и подвижность 38,4 см 2 /Vs. После последовательного подключения этого устройства к сопротивлению 4 МОм оно демонстрирует отличные характеристики инвертора. Пороговый потенциал 0,3 В достигается путем изменения амплитуды, ширины или количества стробирующих импульсов, что аналогично биологическому ВПСП. 4 Гораздо больше внимания, чем когда-либо прежде, уделялось синаптическим транзисторам, структура которых аналогична структуре сложного дендро-аксонного синапса в нейронной сети. 5 ,6 Например, существенная синаптическая пластичность, известная как пластичность, зависящая от синхронизации спайка, была реализована путем программирования синхронизации пары пре- и постсинаптических спайков в полимерных синаптических транзисторах MEH-PPV с электролитным управлением. 7 Массивно-параллельная обработка сигналов была эмулирована в синаптических транзисторах из углеродных нанотрубок (CNT). 8 ,9 ,10 В этих синаптических транзисторах ионно-электронные динамические взаимодействия, наблюдаемые на границе электролит/полупроводник, имеют большое значение для имитации синапсов. В настоящее время многие синаптические функции, такие как долговременная память, кратковременная память и возбуждающий постсинаптический ток, также имитируются с помощью синаптических транзисторов с двойным электрическим слоем (EDL), управляемых протонной проводящей пленкой.
4 Гораздо больше внимания, чем когда-либо прежде, уделялось синаптическим транзисторам, структура которых аналогична структуре сложного дендро-аксонного синапса в нейронной сети. 5 ,6 Например, существенная синаптическая пластичность, известная как пластичность, зависящая от синхронизации спайка, была реализована путем программирования синхронизации пары пре- и постсинаптических спайков в полимерных синаптических транзисторах MEH-PPV с электролитным управлением. 7 Массивно-параллельная обработка сигналов была эмулирована в синаптических транзисторах из углеродных нанотрубок (CNT). 8 ,9 ,10 В этих синаптических транзисторах ионно-электронные динамические взаимодействия, наблюдаемые на границе электролит/полупроводник, имеют большое значение для имитации синапсов. В настоящее время многие синаптические функции, такие как долговременная память, кратковременная память и возбуждающий постсинаптический ток, также имитируются с помощью синаптических транзисторов с двойным электрическим слоем (EDL), управляемых протонной проводящей пленкой. 11 Пленки, проводящие протоны широкого спектра действия, такие как наногранулированные пленки SiO 2 , твердый электролит KH550-GO и хитозановая мембрана, были предложены в качестве затворной среды синаптических транзисторов. 12 ,13 ,14 Учитывая важность диэлектриков затвора для синаптических устройств на основе транзисторов, подвижные протоны в таких электролитах-проводниках протонов играют важную роль в применении этих устройств. 15 ,16 Распределение подвижных протонов можно модулировать скачками напряжения, приложенными к пресинаптической входной клемме. Проводимость канала можно настроить за счет динамических взаимодействий между протонами и электронами как электростатически, так и электрохимически.
11 Пленки, проводящие протоны широкого спектра действия, такие как наногранулированные пленки SiO 2 , твердый электролит KH550-GO и хитозановая мембрана, были предложены в качестве затворной среды синаптических транзисторов. 12 ,13 ,14 Учитывая важность диэлектриков затвора для синаптических устройств на основе транзисторов, подвижные протоны в таких электролитах-проводниках протонов играют важную роль в применении этих устройств. 15 ,16 Распределение подвижных протонов можно модулировать скачками напряжения, приложенными к пресинаптической входной клемме. Проводимость канала можно настроить за счет динамических взаимодействий между протонами и электронами как электростатически, так и электрохимически. Этот синаптический транзистор демонстрирует отличные электрические характеристики. Инвертор с резисторной нагрузкой был построен с использованием этого транзистора, включенного последовательно с нагрузочным резистором, и был получен коэффициент усиления по напряжению, равный 9. Что еще более важно, потенциал действия ВПСП генерировался в таком инверторе путем настройки схемы или времени пресинаптических напряжений. Поэтому такие синаптические устройства на основе транзисторов представляют большой интерес для синаптической электроники и нейроморфных систем.
Этот синаптический транзистор демонстрирует отличные электрические характеристики. Инвертор с резисторной нагрузкой был построен с использованием этого транзистора, включенного последовательно с нагрузочным резистором, и был получен коэффициент усиления по напряжению, равный 9. Что еще более важно, потенциал действия ВПСП генерировался в таком инверторе путем настройки схемы или времени пресинаптических напряжений. Поэтому такие синаптические устройства на основе транзисторов представляют большой интерес для синаптической электроники и нейроморфных систем. Наблюдалась неконсолидированная структура, которая могла обеспечить большую удельную поверхность для адсорбции молекул воды. 17 Молекулярная формула твердого электролита MC показана на . Гидроксильные остатки позволяют электролиту МС поглощать молекулы воды и достигать высокой протонной проводимости. 18 ,19 Протоны образуются в результате ионизации молекул воды. Механизм диффузии H + в твердом электролите MC такой же, как и в других пленках-проводниках протонов. 20 Предполагается, что микропоры имеют столбчатую структуру. Затем каждая микропора и раствор в микропоре составляют цилиндрический твердый электролитический конденсатор. При приложении положительного напряжения большое количество протонов может двигаться вдоль направления электрического поля, но протоны могут адсорбироваться гидроксильными группами на стенке микропор через определенные промежутки времени в процессе переноса протонов. показывает частотно-зависимую удельную емкость и кривые фазового угла.
Наблюдалась неконсолидированная структура, которая могла обеспечить большую удельную поверхность для адсорбции молекул воды. 17 Молекулярная формула твердого электролита MC показана на . Гидроксильные остатки позволяют электролиту МС поглощать молекулы воды и достигать высокой протонной проводимости. 18 ,19 Протоны образуются в результате ионизации молекул воды. Механизм диффузии H + в твердом электролите MC такой же, как и в других пленках-проводниках протонов. 20 Предполагается, что микропоры имеют столбчатую структуру. Затем каждая микропора и раствор в микропоре составляют цилиндрический твердый электролитический конденсатор. При приложении положительного напряжения большое количество протонов может двигаться вдоль направления электрического поля, но протоны могут адсорбироваться гидроксильными группами на стенке микропор через определенные промежутки времени в процессе переноса протонов. показывает частотно-зависимую удельную емкость и кривые фазового угла. Удельная емкость увеличивается с уменьшением частоты и достигает максимального значения ( C EDL ) ~1,7 мкФ/см 2 при 1,0 Гц. 21 По величине фазового угла релаксационные явления можно классифицировать как емкостные ( θ ( f ) < −45°) или резистивные ( θ ( f ) > −45° ) поведение. 22 Емкостно-частотные характеристики электролита MC можно разделить на следующие три различные частотные области: (1) Емкостное поведение в области высоких частот ( f > 20 кГц) объясняется диполярной релаксацией твердого электролита MC. (2) Резистивное поведение в области промежуточных частот (20 Гц < f < 20 кГц) обусловлено миграцией диссоциированных протонов из твердого электролита МК в осциллирующем электрическом поле. 3. Емкостное поведение в области низких частот ( f < 20 Гц) связано с формированием ДЭС на границах между твердым электролитом МК и ITO-электродом. показывает Cole — Cole участок твердого электролита MC.
Удельная емкость увеличивается с уменьшением частоты и достигает максимального значения ( C EDL ) ~1,7 мкФ/см 2 при 1,0 Гц. 21 По величине фазового угла релаксационные явления можно классифицировать как емкостные ( θ ( f ) < −45°) или резистивные ( θ ( f ) > −45° ) поведение. 22 Емкостно-частотные характеристики электролита MC можно разделить на следующие три различные частотные области: (1) Емкостное поведение в области высоких частот ( f > 20 кГц) объясняется диполярной релаксацией твердого электролита MC. (2) Резистивное поведение в области промежуточных частот (20 Гц < f < 20 кГц) обусловлено миграцией диссоциированных протонов из твердого электролита МК в осциллирующем электрическом поле. 3. Емкостное поведение в области низких частот ( f < 20 Гц) связано с формированием ДЭС на границах между твердым электролитом МК и ITO-электродом. показывает Cole — Cole участок твердого электролита MC. Протонная проводимость ( σ ) может быть рассчитана из графика Cole — Cole с действительной осью в соответствии с уравнением протонной проводимости: 23
Протонная проводимость ( σ ) может быть рассчитана из графика Cole — Cole с действительной осью в соответствии с уравнением протонной проводимости: 23  Расчетная протонная проводимость твердого электролита МК составила ~1,0 × 10 −3 См/см. Высокая протонная проводимость имеет решающее значение для образования ДЭС. Кривая тока утечки твердого электролита МК показана на вставке. К нижнему электроду прикладывают напряжение (от -4 В до 4 В), а к верхнему электроду прикладывают напряжение 0 В. Ток утечки ниже ~2 нА в диапазоне напряжений от −4 В до 4 В. Таким образом, на характеристики синаптических транзисторов IZO это не повлияет.
Расчетная протонная проводимость твердого электролита МК составила ~1,0 × 10 −3 См/см. Высокая протонная проводимость имеет решающее значение для образования ДЭС. Кривая тока утечки твердого электролита МК показана на вставке. К нижнему электроду прикладывают напряжение (от -4 В до 4 В), а к верхнему электроду прикладывают напряжение 0 В. Ток утечки ниже ~2 нА в диапазоне напряжений от −4 В до 4 В. Таким образом, на характеристики синаптических транзисторов IZO это не повлияет. показывает соответствующую кривую передаточных характеристик устройства при фиксированном значении V ds 1,5 В. Рабочее напряжение синапса составляет примерно 0,8 В. Энергия, необходимая для работы синапса, рассчитывается примерно как 16 нДж на бит. Синаптический транзистор IZO работает в режиме обеднения n-типа. Наблюдается петля гистерезиса против часовой стрелки ~0,2 В, которая в основном связана с подвижными протонами в твердом электролите МК. 24 Синаптические транзисторы IZO демонстрируют высокие характеристики с большим коэффициентом включения/выключения тока стока 2,5 × 10 6 и небольшой подпороговый размах 84,5 мВ/дек. Пороговое напряжение ( V th ) в 0,1 В было рассчитано по оси x, пересекающей квадратный корень из графика I ds – V gs . Полевую подвижность ( μ ) в области насыщения можно оценить как ~38,4 см 2 /Вс, используя следующую формулу: 25
показывает соответствующую кривую передаточных характеристик устройства при фиксированном значении V ds 1,5 В. Рабочее напряжение синапса составляет примерно 0,8 В. Энергия, необходимая для работы синапса, рассчитывается примерно как 16 нДж на бит. Синаптический транзистор IZO работает в режиме обеднения n-типа. Наблюдается петля гистерезиса против часовой стрелки ~0,2 В, которая в основном связана с подвижными протонами в твердом электролите МК. 24 Синаптические транзисторы IZO демонстрируют высокие характеристики с большим коэффициентом включения/выключения тока стока 2,5 × 10 6 и небольшой подпороговый размах 84,5 мВ/дек. Пороговое напряжение ( V th ) в 0,1 В было рассчитано по оси x, пересекающей квадратный корень из графика I ds – V gs . Полевую подвижность ( μ ) в области насыщения можно оценить как ~38,4 см 2 /Вс, используя следующую формулу: 25  ( b ) Передаточная характеристика синаптического транзистора IZO, управляемого твердым электролитом MC; V ds равно 1,5 V.
( b ) Передаточная характеристика синаптического транзистора IZO, управляемого твердым электролитом MC; V ds равно 1,5 V. Когда входное напряжение ( В в ) ниже -0,25 В, управляющий транзистор выключен. Таким образом, получается высокое выходное напряжение ( В из ) ~1,0 В. Когда входное напряжение ( В в ) выше 0,1 В, управляющий транзистор находится в состоянии «ВКЛ», и, следовательно, получается низкое значение В из из 0 В. В характеристиках ВТХ наблюдается резкий переход В из в ответ на0209 В в примерно от -0,1 В. В из может переключаться в пределах примерно -0,1 В от В в вариациях. Коэффициент усиления по напряжению (-d В из /d В из ) инвертора с резисторной нагрузкой рассчитывается равным ~9 по кривой VTC. 29 Это выше, чем (~8,0) ранее описанного транзисторного инвертора IZO с электролитическим управлением. 30 Отмечено, что из-за накопления протонов наблюдается петля гистерезиса против часовой стрелки 0,25 В.
Когда входное напряжение ( В в ) ниже -0,25 В, управляющий транзистор выключен. Таким образом, получается высокое выходное напряжение ( В из ) ~1,0 В. Когда входное напряжение ( В в ) выше 0,1 В, управляющий транзистор находится в состоянии «ВКЛ», и, следовательно, получается низкое значение В из из 0 В. В характеристиках ВТХ наблюдается резкий переход В из в ответ на0209 В в примерно от -0,1 В. В из может переключаться в пределах примерно -0,1 В от В в вариациях. Коэффициент усиления по напряжению (-d В из /d В из ) инвертора с резисторной нагрузкой рассчитывается равным ~9 по кривой VTC. 29 Это выше, чем (~8,0) ранее описанного транзисторного инвертора IZO с электролитическим управлением. 30 Отмечено, что из-за накопления протонов наблюдается петля гистерезиса против часовой стрелки 0,25 В. Представлен ряд характеристик VTC в различных диапазонах входного напряжения (-0,4 В–0,4 В, –0,6 В–0,6 В, –0,8 В–0,8 В и –1,0 В–1,0 В) и ряд соответствующих против часовой стрелки петли гистерезиса (0,12 В, 0,18 В, 0,24 В и 0,3 В) наблюдаются, как показано на рис. При большем диапазоне сканирования наблюдается большая петля гистерезиса против часовой стрелки. С увеличением диапазона сканирования индуцируется и накапливается все больше подвижных протонов. Динамический отклик инвертора с резисторной нагрузкой при В DD 1,0 В предоставляется в . Устройство показывает хорошее инверторное действие и реакцию на маломощный прямоугольный входной сигнал ( В в ), переключаясь между -1,0 В и 1,0 В с частотой 0,2 Гц. Когда В в переключается между -1,0 В и 1,0 В, наблюдается небольшое время релаксации порядка миллисекунд в В из . Такое поведение релаксации связано с миграцией и накоплением протонов в твердом электролите MC, что означает, что это устройство можно использовать для искусственных электронных синапсов.
Представлен ряд характеристик VTC в различных диапазонах входного напряжения (-0,4 В–0,4 В, –0,6 В–0,6 В, –0,8 В–0,8 В и –1,0 В–1,0 В) и ряд соответствующих против часовой стрелки петли гистерезиса (0,12 В, 0,18 В, 0,24 В и 0,3 В) наблюдаются, как показано на рис. При большем диапазоне сканирования наблюдается большая петля гистерезиса против часовой стрелки. С увеличением диапазона сканирования индуцируется и накапливается все больше подвижных протонов. Динамический отклик инвертора с резисторной нагрузкой при В DD 1,0 В предоставляется в . Устройство показывает хорошее инверторное действие и реакцию на маломощный прямоугольный входной сигнал ( В в ), переключаясь между -1,0 В и 1,0 В с частотой 0,2 Гц. Когда В в переключается между -1,0 В и 1,0 В, наблюдается небольшое время релаксации порядка миллисекунд в В из . Такое поведение релаксации связано с миграцией и накоплением протонов в твердом электролите MC, что означает, что это устройство можно использовать для искусственных электронных синапсов.
 Эта временная деполяризация постсинаптического мембранного потенциала, вызванная потоком положительно заряженных нейротрансмиттеров в постсинаптическую клетку, является результатом открытия лиганд-управляемых нейротрансмиттерных каналов. 31 Для моделирования этого биологического явления подвижные протоны, нижний электрод затвора ITO, самособирающийся канальный слой IZO с электродами истока/стока и проводимость самособирающегося слоя канала рассматривались как нейротрансмиттеры, пресинаптический входной терминал, постсинаптический выходной терминал и синаптический вес соответственно. Потенциал покоя составлял примерно -70 мВ, а пороговый потенциал был менее 0 мВ, как показано на рис. Для резисторно-нагруженного инвертора на основе синаптического транзистора ИЗО пороговый потенциал 0,3 В фиксировался сначала при V DD 1,0 В. На пресинаптический входной терминал накладывалась серия импульсных сигналов с амплитудой импульса 0,2 В, 0,6 В и 1,0 В и шириной импульса 15 мс.
Эта временная деполяризация постсинаптического мембранного потенциала, вызванная потоком положительно заряженных нейротрансмиттеров в постсинаптическую клетку, является результатом открытия лиганд-управляемых нейротрансмиттерных каналов. 31 Для моделирования этого биологического явления подвижные протоны, нижний электрод затвора ITO, самособирающийся канальный слой IZO с электродами истока/стока и проводимость самособирающегося слоя канала рассматривались как нейротрансмиттеры, пресинаптический входной терминал, постсинаптический выходной терминал и синаптический вес соответственно. Потенциал покоя составлял примерно -70 мВ, а пороговый потенциал был менее 0 мВ, как показано на рис. Для резисторно-нагруженного инвертора на основе синаптического транзистора ИЗО пороговый потенциал 0,3 В фиксировался сначала при V DD 1,0 В. На пресинаптический входной терминал накладывалась серия импульсных сигналов с амплитудой импульса 0,2 В, 0,6 В и 1,0 В и шириной импульса 15 мс._0x0_9b1.jpg) Вследствие миграции и накопления протонов постсинаптический выходной терминальный потенциал постепенно приближается к пороговому потенциалу с увеличением амплитуды импульса. Он превышает пороговый потенциал при амплитуде импульса 1 В, как показано на рис. Кроме того, при амплитуде импульса 0,4 В постсинаптический потенциал выходного терминала постепенно приближается к пороговому потенциалу и, наконец, превышает порог при ширине импульса 60 мс, как показано на рис. При подаче серии импульсов с шириной импульса 15 мс и амплитудой импульса 0,4 В, 0,6 В и 0,8 В потенциал постсинаптического выходного терминала мог превышать пороговый потенциал с номерами импульсов 16, 3 и 1. , соответственно, как показано на . После небольшого импульса межфазным протонам требуется короткое время, чтобы вернуться в свое равновесное положение. Следовательно, когда другие импульсы подаются на пресинаптический входной терминал вскоре после предыдущего импульса, реакция тока канала будет усилена. Таким образом, подвижные протоны в твердом электролите МК с высокой протонной проводимостью и большим C EDL играют важную роль в EPSP синаптических транзисторов EDL.
Вследствие миграции и накопления протонов постсинаптический выходной терминальный потенциал постепенно приближается к пороговому потенциалу с увеличением амплитуды импульса. Он превышает пороговый потенциал при амплитуде импульса 1 В, как показано на рис. Кроме того, при амплитуде импульса 0,4 В постсинаптический потенциал выходного терминала постепенно приближается к пороговому потенциалу и, наконец, превышает порог при ширине импульса 60 мс, как показано на рис. При подаче серии импульсов с шириной импульса 15 мс и амплитудой импульса 0,4 В, 0,6 В и 0,8 В потенциал постсинаптического выходного терминала мог превышать пороговый потенциал с номерами импульсов 16, 3 и 1. , соответственно, как показано на . После небольшого импульса межфазным протонам требуется короткое время, чтобы вернуться в свое равновесное положение. Следовательно, когда другие импульсы подаются на пресинаптический входной терминал вскоре после предыдущего импульса, реакция тока канала будет усилена. Таким образом, подвижные протоны в твердом электролите МК с высокой протонной проводимостью и большим C EDL играют важную роль в EPSP синаптических транзисторов EDL.
 Пороговый потенциал (0,3 В) достигался изменением амплитуды импульса, ширины или номера пресинаптического входного терминала, что аналогично ВПСП биологических синапсов. Таким образом, синаптические транзисторы IZO, управляемые твердым электролитом MC, являются перспективными устройствами в качестве альтернативы искусственному синапсу.
Пороговый потенциал (0,3 В) достигался изменением амплитуды импульса, ширины или номера пресинаптического входного терминала, что аналогично ВПСП биологических синапсов. Таким образом, синаптические транзисторы IZO, управляемые твердым электролитом MC, являются перспективными устройствами в качестве альтернативы искусственному синапсу. ИЗО (В 9В качестве мишени для распыления использовалась керамика 0050 2 O 3 :ZnO = 90:10 мас.%. Давление осаждения, рабочая мощность и расход аргона составляли 0,5 Па, 100 Вт и 14 см3/мин соответственно. Тонкий слой IZO самоорганизовался между двумя узорчатыми пленками IZO на расстоянии ~80 мкм за счет эффекта дифракции. 32 ,33 Таким образом, был получен синаптический тонкопленочный транзистор IZO, как показано на рис. Длину канала можно определить как расстояние между электродом истока и электродом стока. Длина канала ( L ) и ширина ( W ) составляли 80 мкм и 1000 мкм соответственно. Тонкий канальный слой IZO может самоорганизоваться между электродами истока/стока из-за отражения наночастиц IZO на краю маски, а наночастицы с малым углом падения приводят к увеличенным размерам. В таких процессах активный канал IZO естественным образом формировался путем дифракции во время осаждения электрода IZO исток/сток без какого-либо специального процесса.
ИЗО (В 9В качестве мишени для распыления использовалась керамика 0050 2 O 3 :ZnO = 90:10 мас.%. Давление осаждения, рабочая мощность и расход аргона составляли 0,5 Па, 100 Вт и 14 см3/мин соответственно. Тонкий слой IZO самоорганизовался между двумя узорчатыми пленками IZO на расстоянии ~80 мкм за счет эффекта дифракции. 32 ,33 Таким образом, был получен синаптический тонкопленочный транзистор IZO, как показано на рис. Длину канала можно определить как расстояние между электродом истока и электродом стока. Длина канала ( L ) и ширина ( W ) составляли 80 мкм и 1000 мкм соответственно. Тонкий канальный слой IZO может самоорганизоваться между электродами истока/стока из-за отражения наночастиц IZO на краю маски, а наночастицы с малым углом падения приводят к увеличенным размерам. В таких процессах активный канал IZO естественным образом формировался путем дифракции во время осаждения электрода IZO исток/сток без какого-либо специального процесса. Толщина самосборного канала ИЗО зависит от расстояния между никелевой маской и подложкой. Если расстояние от маски до подложки слишком мало, канальный слой IZO не будет самосборным. С другой стороны, если расстояние от маски до подложки слишком велико, самособирающаяся пленка IZO слишком толстая, чтобы действовать как активный канал. Большее отрицательное напряжение затвора необходимо для выключения транзистора с более толстым каналом IZO. Как правило, толщина канала IZO оценивается примерно в 30 нм с помощью измерения SEM в процессах, где расстояние от маски до подложки составляет ~50 мкм.
Толщина самосборного канала ИЗО зависит от расстояния между никелевой маской и подложкой. Если расстояние от маски до подложки слишком мало, канальный слой IZO не будет самосборным. С другой стороны, если расстояние от маски до подложки слишком велико, самособирающаяся пленка IZO слишком толстая, чтобы действовать как активный канал. Большее отрицательное напряжение затвора необходимо для выключения транзистора с более толстым каналом IZO. Как правило, толщина канала IZO оценивается примерно в 30 нм с помощью измерения SEM в процессах, где расстояние от маски до подложки составляет ~50 мкм. Чтобы обеспечить точность эксперимента и воспроизвести эти синаптические устройства на основе транзисторов, было проведено большое количество экспериментов в тех же условиях, и все электрические характеристики искусственных синаптических устройств были измерены в закрытой комнате, сделанной Сталинитом. Для поддержания температуры ~30 °С и влажности 60% использовали увлажнитель и зондовую станцию с нагревателем. После выполнения всех условий проверочные эксперименты проводились повторно.
Чтобы обеспечить точность эксперимента и воспроизвести эти синаптические устройства на основе транзисторов, было проведено большое количество экспериментов в тех же условиях, и все электрические характеристики искусственных синаптических устройств были измерены в закрытой комнате, сделанной Сталинитом. Для поддержания температуры ~30 °С и влажности 60% использовали увлажнитель и зондовую станцию с нагревателем. После выполнения всех условий проверочные эксперименты проводились повторно.
 Природа
Природа Доп. Матер.
Доп. Матер. Дж., Хань С. и Чжан Г. М.
Дж., Хань С. и Чжан Г. М.
 [Google Scholar]
[Google Scholar] Микроэлектрон. англ.
Микроэлектрон. англ.
 Сливной клапан 7 ограничивает рабочее давление в главной магистрали в пределах 0,2…0,3 МПа. Для контроля давления масла в системе смазки Д-240 служит манометр 6. Топливный насос с регулятором и пусковой двигатель с редуктором имеют автономные системы смазки.
Сливной клапан 7 ограничивает рабочее давление в главной магистрали в пределах 0,2…0,3 МПа. Для контроля давления масла в системе смазки Д-240 служит манометр 6. Топливный насос с регулятором и пусковой двигатель с редуктором имеют автономные системы смазки. Нагнетаемое насосом масло по каналу 5,кольцевому каналу и отверстиям в оси поступает в насадок 7, а оттуда выходит через каналы Н в полость НП колонки ротора.
Нагнетаемое насосом масло по каналу 5,кольцевому каналу и отверстиям в оси поступает в насадок 7, а оттуда выходит через каналы Н в полость НП колонки ротора.
 3) поступает в фильтр грубой очистки 14. Очищенное от грубых механических примесей топливо отсасывается подкачивающим насосом 21 и нагнетается под давлением около 0,2 МПа в фильтр тонкой очистки 16. От фильтра тонкой очистки топливо подается трубкой 17 к распределительному каналу головки ТНВД 23, так как к насосу топливо подается с избытком, часть его пропускается через клапан и возвращается трубкой 22 к подкачивающему насосу.
3) поступает в фильтр грубой очистки 14. Очищенное от грубых механических примесей топливо отсасывается подкачивающим насосом 21 и нагнетается под давлением около 0,2 МПа в фильтр тонкой очистки 16. От фильтра тонкой очистки топливо подается трубкой 17 к распределительному каналу головки ТНВД 23, так как к насосу топливо подается с избытком, часть его пропускается через клапан и возвращается трубкой 22 к подкачивающему насосу.
 Затем стекает к кольцевой щели между конусом и стаканом. Топливо забирается из фильтра-отстойника через штуцерный болт 7благодаря отсасывающему действию подкачивающего насоса.
Затем стекает к кольцевой щели между конусом и стаканом. Топливо забирается из фильтра-отстойника через штуцерный болт 7благодаря отсасывающему действию подкачивающего насоса.
 Detroit) (Luber Finer) LFP2285
Detroit) (Luber Finer) LFP2285 32 грн
32 грн Днепр
Днепр Херсон
Херсон














 Пожалуйста, всегда сопоставляйте номера деталей и внимательно просматривайте фотографии перед покупкой детали. Если вам нужна дополнительная информация об этой детали, свяжитесь с нами.
Пожалуйста, всегда сопоставляйте номера деталей и внимательно просматривайте фотографии перед покупкой детали. Если вам нужна дополнительная информация об этой детали, свяжитесь с нами. 

 Гарантийный срок исчисляется с даты получения детали. Согласно правилам ЕС, поставщик должен отремонтировать, заменить приобретенный вами товар, снизить его цену или вернуть деньги, если товар неисправен, выглядит не так, как указано в описании, или не работает так, как рекламируется. Следует отметить, что в некоторых странах ЕС продавец должен быть уведомлен о дефекте не позднее, чем через два месяца после его обнаружения. В противном случае вы можете потерять гарантию. Свяжитесь с консультантами Srotas24.co.uk по телефону +370 654 28028 или с помощью «Помощь онлайн», которые свяжутся с поставщиком и уточнят продолжительность и условия гарантийного срока на выбранную деталь.
Гарантийный срок исчисляется с даты получения детали. Согласно правилам ЕС, поставщик должен отремонтировать, заменить приобретенный вами товар, снизить его цену или вернуть деньги, если товар неисправен, выглядит не так, как указано в описании, или не работает так, как рекламируется. Следует отметить, что в некоторых странах ЕС продавец должен быть уведомлен о дефекте не позднее, чем через два месяца после его обнаружения. В противном случае вы можете потерять гарантию. Свяжитесь с консультантами Srotas24.co.uk по телефону +370 654 28028 или с помощью «Помощь онлайн», которые свяжутся с поставщиком и уточнят продолжительность и условия гарантийного срока на выбранную деталь.
 Стоимость и описание автозапчасти приведены выше (без учета стоимости доставки на дом).
Стоимость и описание автозапчасти приведены выше (без учета стоимости доставки на дом).

 Челябинск
Челябинск
 01.2017
01.2017
 , 500000 км
, 500000 км




 5-я Промышленная, д.22/2
5-я Промышленная, д.22/2
 0046
0046
 5007.50010.00012.00018.00026.00032.000до3.5007.50010.00012.00018.00026.00032.000
5007.50010.00012.00018.00026.00032.000до3.5007.50010.00012.00018.00026.00032.000 Эта услуга может быть отменена в любое время.
Эта услуга может быть отменена в любое время. 800,-
800,-
 000,-
000,-
 965,-
965,-
 370,-
370,-
 117 км
117 км 136 км
136 км 537 км
537 км 932 км
932 км 709,-
709,-
 595,-
595,-
 333 км
333 км 165,-
165,-
 500,-
500,-
 500,-
500,-
 500,-
500,-
 816.336 км
816.336 км 511.000 км
511.000 км 000 км
000 км Спасибо.
Спасибо.

 pl
pl 0186 Podbite 15 minut temu
0186 Podbite 15 minut temu 0128 2019
0128 2019 0127
0127 Игла
Игла


 0129
0129
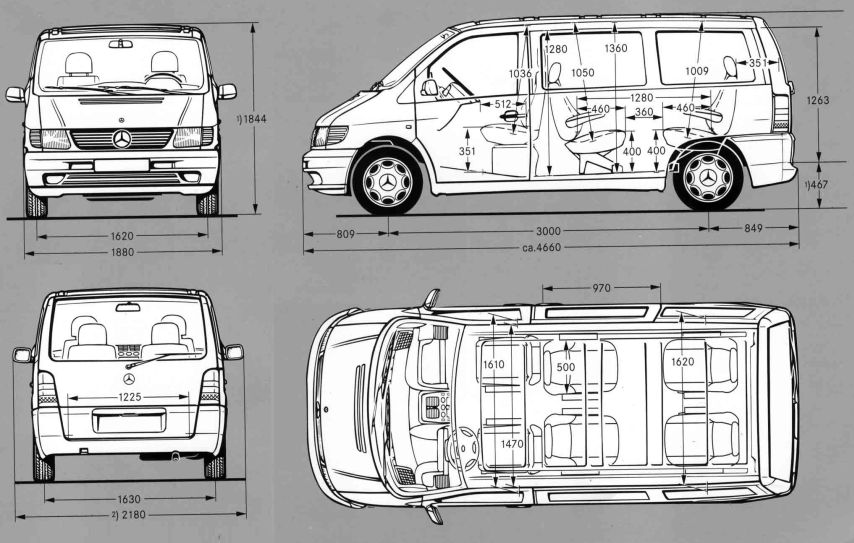 5d AT 2003 — 2009
5d AT 2003 — 2009
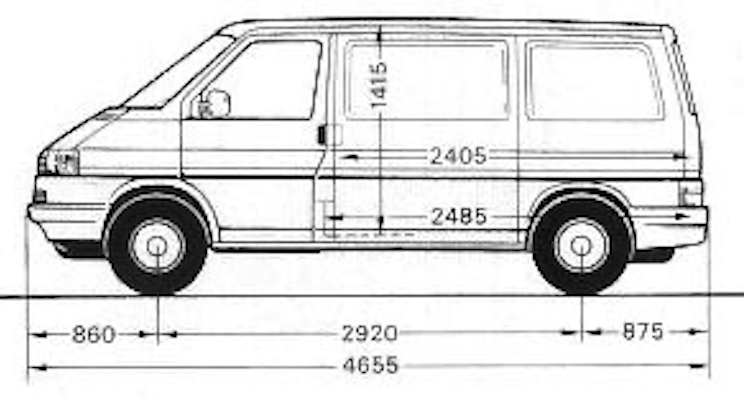 5d MT 4WD 2003 — 2009
5d MT 4WD 2003 — 2009
 5d AT 2003 — 2009
5d AT 2003 — 2009
 5d MT 4WD 2003 — 2009
5d MT 4WD 2003 — 2009
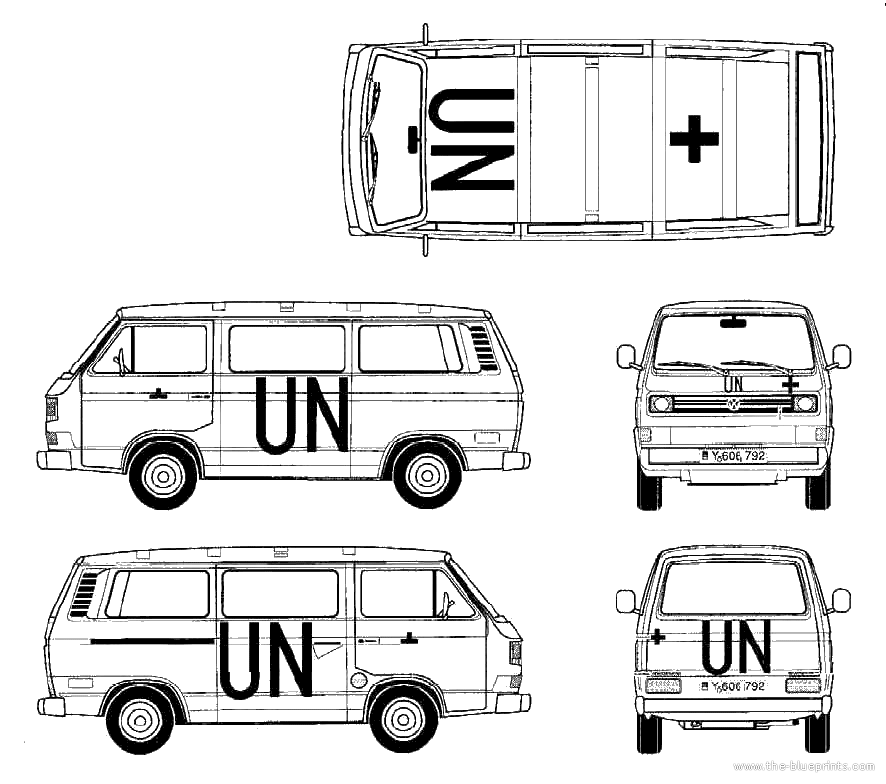 5J x 16
5J x 16 вставками, ручки дверей окрашены в металлик (низ — серый Pd)
вставками, ручки дверей окрашены в металлик (низ — серый Pd) стекла
стекла vw-nfz.ru
vw-nfz.ru 0 TDI Executive 204 4MOTION 5dr DSG
0 TDI Executive 204 4MOTION 5dr DSG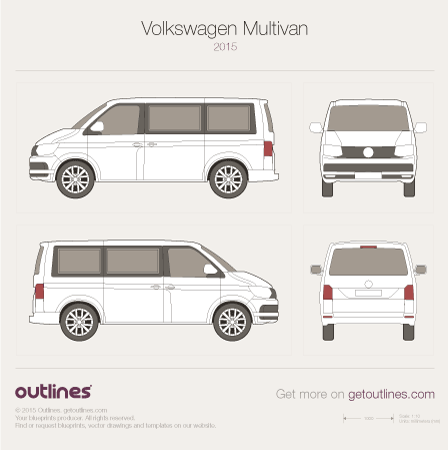 0 TDI Executive 204 5dr DSG
0 TDI Executive 204 5dr DSG 0 TDI Executive 150 5dr DSG
0 TDI Executive 150 5dr DSG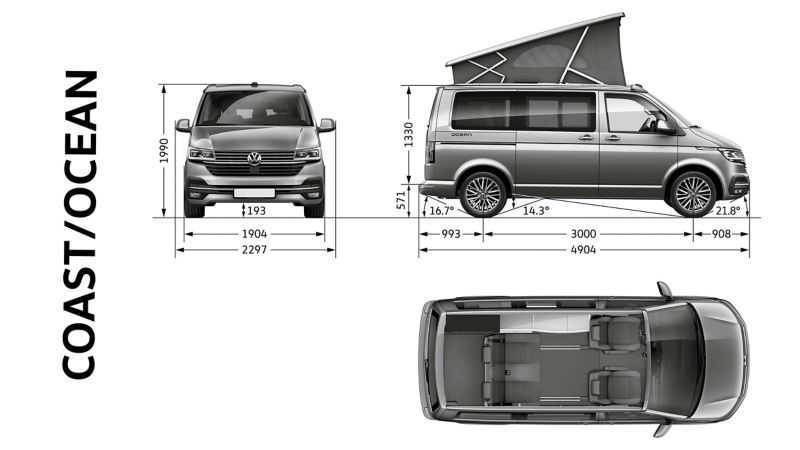 0 TDI BlueMotion Tech 150 Executive 5dr DSG
0 TDI BlueMotion Tech 150 Executive 5dr DSG 0 TDI BlueMotion Tech 199 Executive 5dr DSG
0 TDI BlueMotion Tech 199 Executive 5dr DSG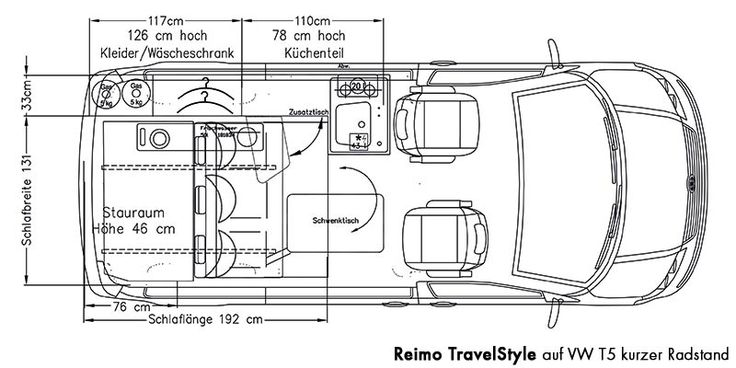
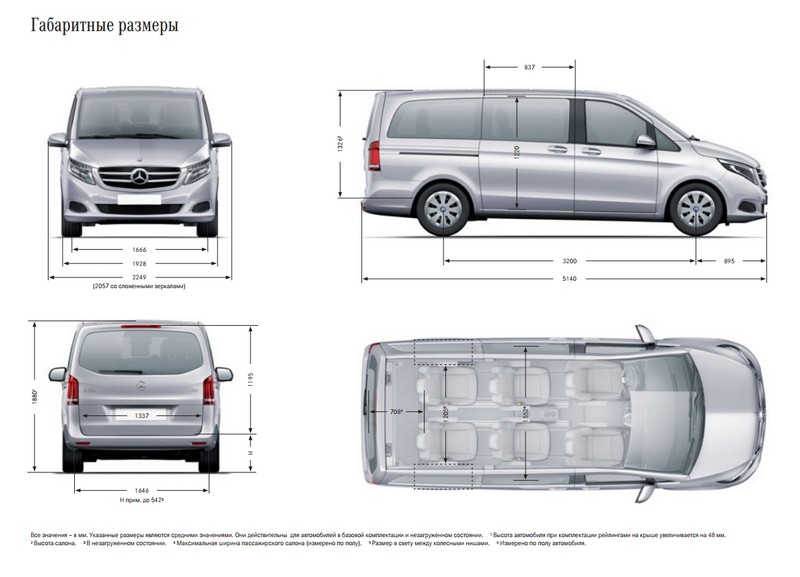



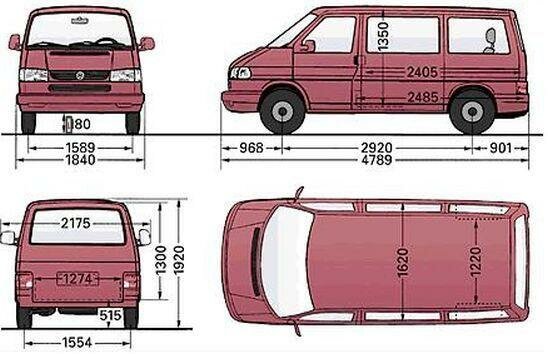







 рис. 3, рис. 4) (чтоб предотвратить клапан от крупных загрязнений).
рис. 3, рис. 4) (чтоб предотвратить клапан от крупных загрязнений). Таким образом помогает топливной аппаратуре прокачивать топливо с бака через топливные фильтра во время работы двигателя. Сводя на нет потери на всасывание, ухудшающие наполнение плунжерных пар топливных насосов.
Таким образом помогает топливной аппаратуре прокачивать топливо с бака через топливные фильтра во время работы двигателя. Сводя на нет потери на всасывание, ухудшающие наполнение плунжерных пар топливных насосов. За это время коленчатый вал успевает повернуться на какой-то угол. Поэтому впрыскивание должно начинаться до момента самовоспламенения, т. е. с опережением, когда поршень, заканчивая такт сжатия, не дойдет до в. м. т. на точно определенный угол а поворота коленчатого вала.
За это время коленчатый вал успевает повернуться на какой-то угол. Поэтому впрыскивание должно начинаться до момента самовоспламенения, т. е. с опережением, когда поршень, заканчивая такт сжатия, не дойдет до в. м. т. на точно определенный угол а поворота коленчатого вала.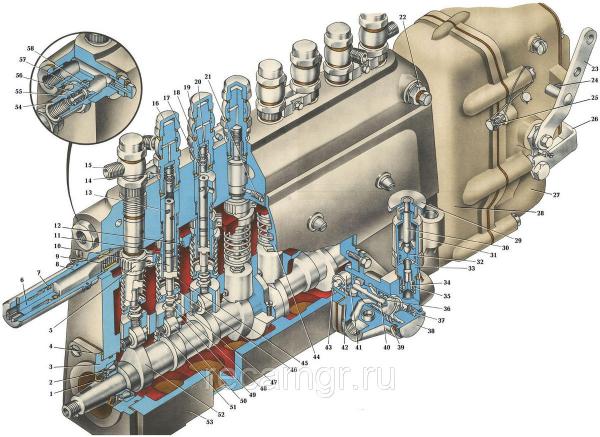

 Так, например, на дизеле Д-240 вывинчивают установочный болт из резьбового отверстия заднего листа корпуса дизеля и вставляют его ненарезанным концом в то же отверстие до упора в маховик. Если болт войдет в сверленое углубление маховика, это будет означать правильную установку насоса: угол опережения начала подачи — 26° до в. м. т. На дизеле А-41 укрепляют против шкива коленчатого вала или тормозка сцепления трактора стрелку и наносят на шкив (тормозок) две риски: первую, когда начинает подниматься топливо в трубке момен-тоскопа, а вторую, когда поршень находится в в. м. т. Если расстояние по дуге между рисками на шкиве составляет 50…55 мм, это указывает на правильный угол опережения начала подачи топлива — 27…30° до в. м. т.
Так, например, на дизеле Д-240 вывинчивают установочный болт из резьбового отверстия заднего листа корпуса дизеля и вставляют его ненарезанным концом в то же отверстие до упора в маховик. Если болт войдет в сверленое углубление маховика, это будет означать правильную установку насоса: угол опережения начала подачи — 26° до в. м. т. На дизеле А-41 укрепляют против шкива коленчатого вала или тормозка сцепления трактора стрелку и наносят на шкив (тормозок) две риски: первую, когда начинает подниматься топливо в трубке момен-тоскопа, а вторую, когда поршень находится в в. м. т. Если расстояние по дуге между рисками на шкиве составляет 50…55 мм, это указывает на правильный угол опережения начала подачи топлива — 27…30° до в. м. т. Расстояние между соседними отверстиями в шлицевом фланце равно 21°, а между резьбовыми отверстиями под болты шестерни — 22°30’. Поэтому если вывинтить болты крепления фланца и ввинтить их в соседнюю пару отверстий, расположенных по диаметру, то шлицевой фланец, а вместе с ним и кулачковый вал насоса повернется на 1°30’, а угол опережения подачи топлива изменится на 3° поворота коленчатого вала.
Расстояние между соседними отверстиями в шлицевом фланце равно 21°, а между резьбовыми отверстиями под болты шестерни — 22°30’. Поэтому если вывинтить болты крепления фланца и ввинтить их в соседнюю пару отверстий, расположенных по диаметру, то шлицевой фланец, а вместе с ним и кулачковый вал насоса повернется на 1°30’, а угол опережения подачи топлива изменится на 3° поворота коленчатого вала. Я имею в виду, просто возьмем случай с высотными зданиями. Обычно они сталкиваются с проблемами перекачки воды, в том числе с низким давлением и расходом воды. Не все задумываются о том, как вода течет на верхние этажи многоэтажки, но ответ прост: CT Водяные бустерные насосы.
Я имею в виду, просто возьмем случай с высотными зданиями. Обычно они сталкиваются с проблемами перекачки воды, в том числе с низким давлением и расходом воды. Не все задумываются о том, как вода течет на верхние этажи многоэтажки, но ответ прост: CT Водяные бустерные насосы.  Обычно они контролируются датчиком давления, прикрепленным к насосу. С насосами с регулируемой скоростью вы можете управлять и работать на нескольких скоростях. Это важная функция, если вы хотите выполнять задачи, требующие регулировки расхода насоса.
Обычно они контролируются датчиком давления, прикрепленным к насосу. С насосами с регулируемой скоростью вы можете управлять и работать на нескольких скоростях. Это важная функция, если вы хотите выполнять задачи, требующие регулировки расхода насоса. Они представляют собой тип вращающегося компонента, который имеет несколько неподвижных лопастей, которые вращают воду в осевом и радиальном направлении с помощью центробежной силы. Роль крыльчатки заключается в том, чтобы продвигать воду по магистрали и помогать ей достигать места назначения через впускные и выпускные отверстия насоса.
Они представляют собой тип вращающегося компонента, который имеет несколько неподвижных лопастей, которые вращают воду в осевом и радиальном направлении с помощью центробежной силы. Роль крыльчатки заключается в том, чтобы продвигать воду по магистрали и помогать ей достигать места назначения через впускные и выпускные отверстия насоса. Однако их установка может быть сложной и трудоемкой. Вот почему правильно нанять специалиста для беспроблемной установки. Чтобы помочь вам понять процесс установки, мы упомянули несколько важных шагов ниже.
Однако их установка может быть сложной и трудоемкой. Вот почему правильно нанять специалиста для беспроблемной установки. Чтобы помочь вам понять процесс установки, мы упомянули несколько важных шагов ниже. От строительных площадок до складов, эти устройства используются в самых разных областях. Тем не менее, очень важно понять, как подключить водяной насос. Чтобы дать вам представление, мы создали пошаговое руководство. Посмотрите:
От строительных площадок до складов, эти устройства используются в самых разных областях. Тем не менее, очень важно понять, как подключить водяной насос. Чтобы дать вам представление, мы создали пошаговое руководство. Посмотрите: Теперь удалите как минимум два дюйма оболочки с проводного кабеля и подключите черный и белый провода к соответствующим гнездам переключателя. Не забудьте подключить заземляющий провод к заземляющему винту. Повторите процедуру подключения коммутатора к блоку контроллера.
Теперь удалите как минимум два дюйма оболочки с проводного кабеля и подключите черный и белый провода к соответствующим гнездам переключателя. Не забудьте подключить заземляющий провод к заземляющему винту. Повторите процедуру подключения коммутатора к блоку контроллера. Поскольку отраслевые стандарты не являются общепринятыми, лучше обратиться за советом к профессионалу.
Поскольку отраслевые стандарты не являются общепринятыми, лучше обратиться за советом к профессионалу.
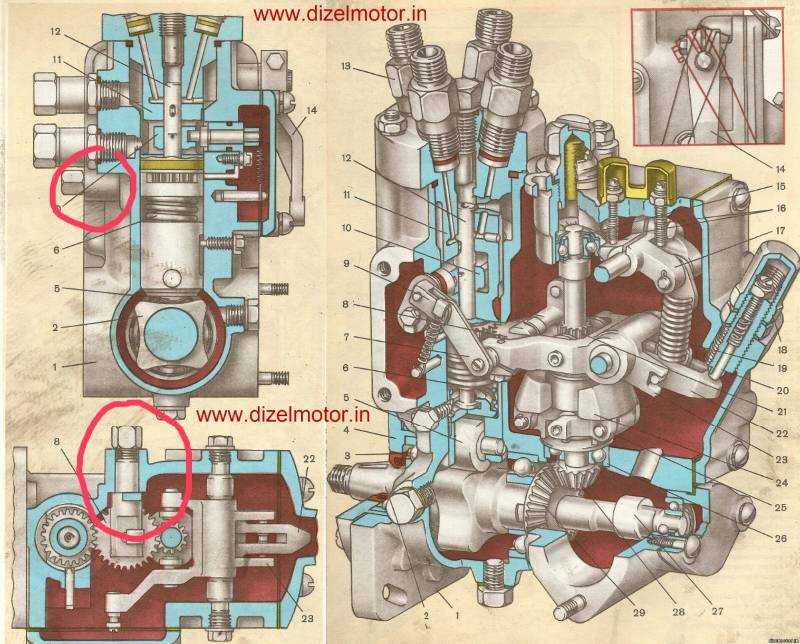 Графики NPSH доступны по запросу.
Графики NPSH доступны по запросу.


 технические характеристики серии ВА).
технические характеристики серии ВА). 
 При необходимости нагрейте всасывающий фильтр.
При необходимости нагрейте всасывающий фильтр.
 е. со сдвигом одного относительно другого. Фиксации колец от поворота не делают, так как зафиксированные кольца быстрее пригорают. Если есть опасность задевания концов кольца за вырезы во втулке (окна в двухтактных двигателях), то эти концы сошлифовывают.
е. со сдвигом одного относительно другого. Фиксации колец от поворота не делают, так как зафиксированные кольца быстрее пригорают. Если есть опасность задевания концов кольца за вырезы во втулке (окна в двухтактных двигателях), то эти концы сошлифовывают. При движении поршня вниз масло заполняет зазор под кольцом, а при движении вверх оно будет вытесняться в зазор над кольцом. При следующих движениях поршня масло подобным же образом поднимется еще выше и наконец будет перенесено в камеру сгорания. Это приведет к быстрому пригоранию колец, к загрязнению стенок камеры сгорания и к перерасходу масла.
При движении поршня вниз масло заполняет зазор под кольцом, а при движении вверх оно будет вытесняться в зазор над кольцом. При следующих движениях поршня масло подобным же образом поднимется еще выше и наконец будет перенесено в камеру сгорания. Это приведет к быстрому пригоранию колец, к загрязнению стенок камеры сгорания и к перерасходу масла. Конические кольца и кольца с проточкой часто встречаются на одном и том же поршне.
Конические кольца и кольца с проточкой часто встречаются на одном и том же поршне. Они равномерно изнашиваются и при нагревании не распирают поршень. Однако зазор пальца в бобышках увеличивает суммарный зазор соединения поршня с шатуном, что приводит к ускоренному износу деталей. Поэтому в крупных двигателях применяют пальцы, закрепленные в бобышках. В двигателях речного флота такие пальцы не встречаются.
Они равномерно изнашиваются и при нагревании не распирают поршень. Однако зазор пальца в бобышках увеличивает суммарный зазор соединения поршня с шатуном, что приводит к ускоренному износу деталей. Поэтому в крупных двигателях применяют пальцы, закрепленные в бобышках. В двигателях речного флота такие пальцы не встречаются.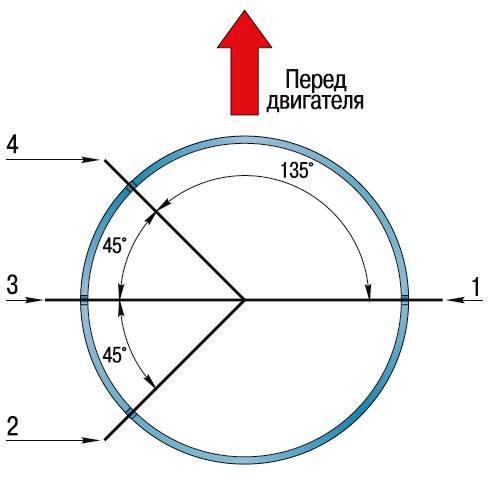 Если же заглушка вставлена в расточку бобышки, то ее внешняя поверхность обрабатывается по диаметру цилиндра, а поворот предотвращается штифтом. Чтобы под заглушкой не скапливалось масло, сверлят отводящий канал. Нарезанное отверстие служит для ввертывания рыма при снятии заглушки.
Если же заглушка вставлена в расточку бобышки, то ее внешняя поверхность обрабатывается по диаметру цилиндра, а поворот предотвращается штифтом. Чтобы под заглушкой не скапливалось масло, сверлят отводящий канал. Нарезанное отверстие служит для ввертывания рыма при снятии заглушки.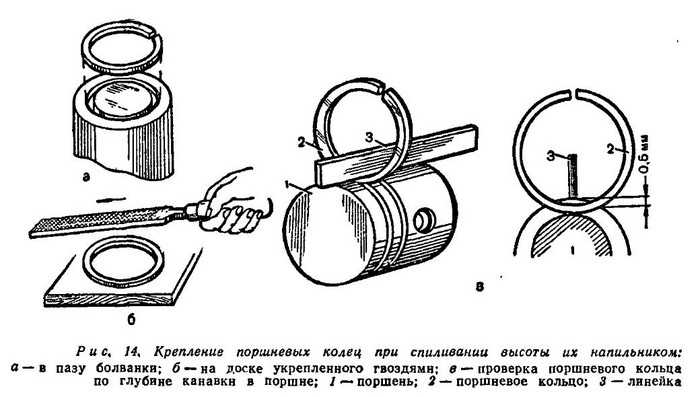
 От стопорения вкладышей штифтами отказываются еще и потому, что отверстия для штифтов вызывают концентрацию напряжений в шатуне или в крышке кривошипного подшипника.
От стопорения вкладышей штифтами отказываются еще и потому, что отверстия для штифтов вызывают концентрацию напряжений в шатуне или в крышке кривошипного подшипника. Постоянства потока можно достичь устройством кольцевой канавки с выходом масла к трубке через канал. Однако такая канавка, как известно, снижает несущую способность кривошипного подшипника. Чтобы не нарушать целостности масляного клина в наиболее нагруженной верхней части подшипника, часто ограничиваются одной или двумя канавками, прорезанными на протяжении примерно двух третей окружности в нижней части подшипника,, и отводят масло в осевой канал по наклонным каналам. В этом случае шейка коленчатого вала должна иметь выход масла в двух точках.
Постоянства потока можно достичь устройством кольцевой канавки с выходом масла к трубке через канал. Однако такая канавка, как известно, снижает несущую способность кривошипного подшипника. Чтобы не нарушать целостности масляного клина в наиболее нагруженной верхней части подшипника, часто ограничиваются одной или двумя канавками, прорезанными на протяжении примерно двух третей окружности в нижней части подшипника,, и отводят масло в осевой канал по наклонным каналам. В этом случае шейка коленчатого вала должна иметь выход масла в двух точках. При износе тонкостенный вкладыш заменяют новым.
При износе тонкостенный вкладыш заменяют новым. Бывает и иное расположение поясков. Оба болта делают одинаковыми. Исключение составляет двигатель НФД48, имеющий разные болты: у одного направляющий поясок есть только в плоскости стыкования Головки с пяткой шатуна, у другого — только в плоскости стыкования половинок.
Бывает и иное расположение поясков. Оба болта делают одинаковыми. Исключение составляет двигатель НФД48, имеющий разные болты: у одного направляющий поясок есть только в плоскости стыкования Головки с пяткой шатуна, у другого — только в плоскости стыкования половинок.

 Пренебрежение сроками смены шатунных болтов весьма опасно, и на флоте, к сожалению, еще происходят аварии по данной причине.
Пренебрежение сроками смены шатунных болтов весьма опасно, и на флоте, к сожалению, еще происходят аварии по данной причине. Цилиндры двигателя с жидкостным
Цилиндры двигателя с жидкостным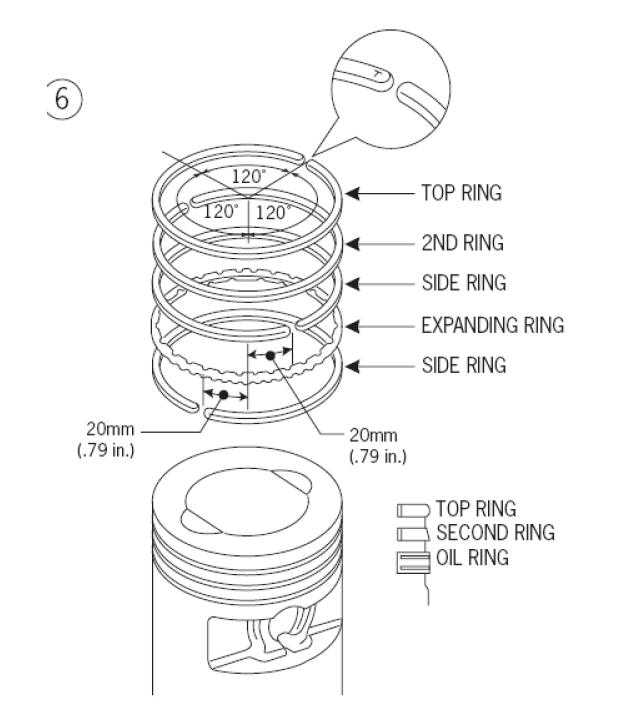
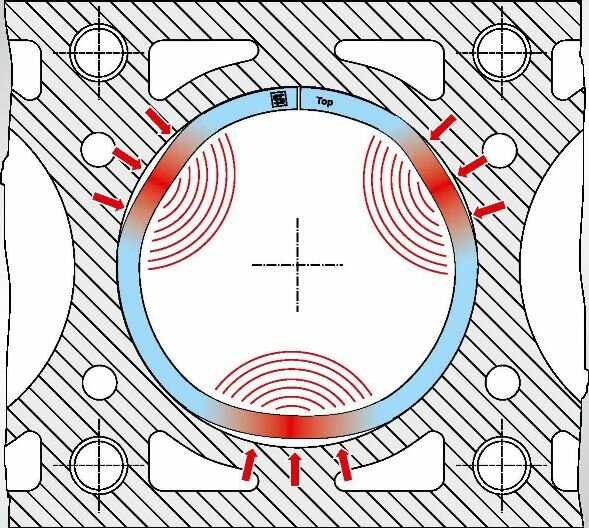 При работе двигателя на шатун
При работе двигателя на шатун

 Масляное кольцо неизменно имело стандартную конфигурацию натяжения. В полноценных гоночных автомобилях использовались тонкие поршневые кольца размером 1/16–1/16 дюйма. Если возможно, они могли выбрать верхнее кольцо из ковкого чугуна, молибдена или хрома, с масляным кольцом низкого напряжения. Почти все использовали второе кольцо из простого железа, хотя некоторые компании также продвигали второе кольцо из молибдена. Большой спор был о том, осмелится ли обычный уличный водитель установить компрессионные кольца размером 1/16 и маслосъемные кольца низкого напряжения.
Масляное кольцо неизменно имело стандартную конфигурацию натяжения. В полноценных гоночных автомобилях использовались тонкие поршневые кольца размером 1/16–1/16 дюйма. Если возможно, они могли выбрать верхнее кольцо из ковкого чугуна, молибдена или хрома, с масляным кольцом низкого напряжения. Почти все использовали второе кольцо из простого железа, хотя некоторые компании также продвигали второе кольцо из молибдена. Большой спор был о том, осмелится ли обычный уличный водитель установить компрессионные кольца размером 1/16 и маслосъемные кольца низкого напряжения. Вторые кольца стали изящнее, и даже маслосъемные кольца стандартного натяжения стали тоньше и легче. Толчком к этим изменениям стали требования OEM по уменьшению трения для увеличения расхода бензина и лучшей герметизации для снижения выбросов. Гонщики уловили новые разработки и используют их, потому что сниженное трение и улучшенное уплотнение стоят мощности. Более тонкие кольца также обеспечивают большее соответствие стенке цилиндра. Повышенная точность, технология изготовления поршней и колец, более качественные моторные масла и превосходные методы обработки стенок цилиндров позволяют производителям двигателей переходить на все более тонкие кольца.
Вторые кольца стали изящнее, и даже маслосъемные кольца стандартного натяжения стали тоньше и легче. Толчком к этим изменениям стали требования OEM по уменьшению трения для увеличения расхода бензина и лучшей герметизации для снижения выбросов. Гонщики уловили новые разработки и используют их, потому что сниженное трение и улучшенное уплотнение стоят мощности. Более тонкие кольца также обеспечивают большее соответствие стенке цилиндра. Повышенная точность, технология изготовления поршней и колец, более качественные моторные масла и превосходные методы обработки стенок цилиндров позволяют производителям двигателей переходить на все более тонкие кольца. В большинстве случаев это достигается комплектом из трех колец, классифицируемых (сверху вниз) как верхнее компрессионное кольцо, второе компрессионное кольцо и маслосъемное кольцо. Современные исследования показывают, что верхнее компрессионное кольцо на самом деле выполняет большую часть уплотнительной функции, в то время как второе компрессионное кольцо служит скорее дополнительным устройством контроля масла, чем компрессионным уплотнителем. Текущая тенденция заключается в повышении качества колец и термостойкости для наилучшего уплотнения при одновременном пересмотре конфигураций вторых колец для повышения их маслосъемной способности.
В большинстве случаев это достигается комплектом из трех колец, классифицируемых (сверху вниз) как верхнее компрессионное кольцо, второе компрессионное кольцо и маслосъемное кольцо. Современные исследования показывают, что верхнее компрессионное кольцо на самом деле выполняет большую часть уплотнительной функции, в то время как второе компрессионное кольцо служит скорее дополнительным устройством контроля масла, чем компрессионным уплотнителем. Текущая тенденция заключается в повышении качества колец и термостойкости для наилучшего уплотнения при одновременном пересмотре конфигураций вторых колец для повышения их маслосъемной способности. Молибден может выдерживать тепло в большинстве применений, но при этом он достаточно пористый, чтобы удерживать масло для лучшей смазки. Традиционные номера деталей вашего любимого производителя колец для классических молибденовых колец с производительностью 5/64 или 1/16, вероятно, не изменились, но само кольцо, скорее всего, будет изготовлено с более высокими допусками с использованием улучшенного производственного процесса. Например, молибденовая облицовка начиналась в виде проволоки и напылялась на кольцо пламенем с помощью кислородно-ацетиленовой горелки; теперь он наносится плазменным напылением с большей скоростью и температурой, что приводит к более высокой и более равномерной плотности молибдена на поверхности кольца.
Молибден может выдерживать тепло в большинстве применений, но при этом он достаточно пористый, чтобы удерживать масло для лучшей смазки. Традиционные номера деталей вашего любимого производителя колец для классических молибденовых колец с производительностью 5/64 или 1/16, вероятно, не изменились, но само кольцо, скорее всего, будет изготовлено с более высокими допусками с использованием улучшенного производственного процесса. Например, молибденовая облицовка начиналась в виде проволоки и напылялась на кольцо пламенем с помощью кислородно-ацетиленовой горелки; теперь он наносится плазменным напылением с большей скоростью и температурой, что приводит к более высокой и более равномерной плотности молибдена на поверхности кольца.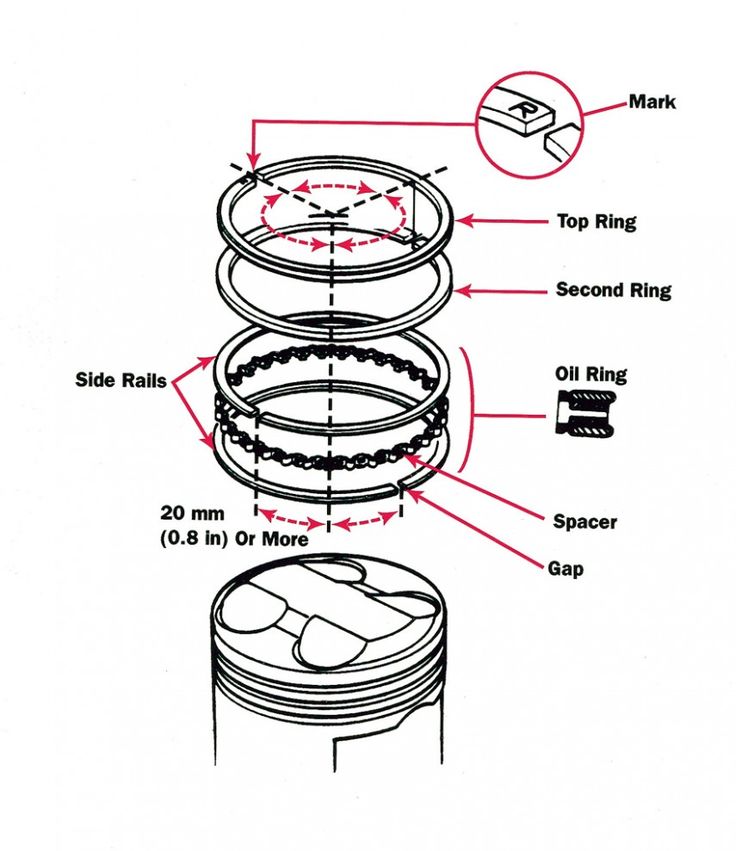 Несмотря на то, что плазменно-молибденовая сталь очень пластична и обладает хорошими характеристиками износа, высокие ударные нагрузки от выстрелов закисью азота мощностью более 150 лошадиных сил или наддув более 10 фунтов на квадратный дюйм могут вызвать трещины, сколы или отслоения. «Неважно, что
Несмотря на то, что плазменно-молибденовая сталь очень пластична и обладает хорошими характеристиками износа, высокие ударные нагрузки от выстрелов закисью азота мощностью более 150 лошадиных сил или наддув более 10 фунтов на квадратный дюйм могут вызвать трещины, сколы или отслоения. «Неважно, что Во многих поршнях новой линейки SRP Pro от JE используются тонкие кольца, но JE заявляет, что цена сейчас примерно такая же, как у старых колец 1/16.
Во многих поршнях новой линейки SRP Pro от JE используются тонкие кольца, но JE заявляет, что цена сейчас примерно такая же, как у старых колец 1/16. по сравнению с хромированными кольцами старой школы. Многие OEM-производители снова используют кольца с хромированным покрытием, теперь изготовленные по совершенно новой технологии. На самом деле, команда Total Seal утверждает, что современные тонкие кольца с нанесенным в вакуумной камере нитридом хрома устранили все недостатки традиционных хромированных колец и конкурентоспособны по цене с высококачественными молибденовыми кольцами.
по сравнению с хромированными кольцами старой школы. Многие OEM-производители снова используют кольца с хромированным покрытием, теперь изготовленные по совершенно новой технологии. На самом деле, команда Total Seal утверждает, что современные тонкие кольца с нанесенным в вакуумной камере нитридом хрома устранили все недостатки традиционных хромированных колец и конкурентоспособны по цене с высококачественными молибденовыми кольцами. . Это улучшает характеристики износа и еще больше снижает трение. Но комплект колец из трех частей для двигателя Cup только для одного поршня стоит около 160 долларов, поэтому эта высокотехнологичная технология еще не применима в реальных приложениях.
. Это улучшает характеристики износа и еще больше снижает трение. Но комплект колец из трех частей для двигателя Cup только для одного поршня стоит около 160 долларов, поэтому эта высокотехнологичная технология еще не применима в реальных приложениях. Сегодня большинство вторых колец по-прежнему изготавливаются из чугуна или (для некоторых высокопроизводительных приложений) ковкого чугуна. Тем не менее, конфигурация второго кольца развивается: современная теория утверждает, что второе кольцо составляет от 85 до 90-процентный контроль масла и только 5-10-процентный контроль сжатия, поэтому для лучшего управления маслом существует определенная тенденция к использованию второго кольца Napier (крючковидного или когтеобразного). Фактически, большинство двигателей GM LS поставляются с кольцами Napier. Кольцо Напье создает резервуар для протекания соскребаемого масла. «Если вы подрежете нижнюю часть кольца, вы обнажите большую часть торцевого зазора обратно в кольцевую канавку, что откроет проходное сечение и создаст резервуар для соскребаемого масла», — говорит Скотт Габриэльсон из Speed-Pro. Дополнительным преимуществом является то, что Napier позволяет еще больше открыть объем второго кольцевого зазора, улучшая сброс давления между кольцами.
Сегодня большинство вторых колец по-прежнему изготавливаются из чугуна или (для некоторых высокопроизводительных приложений) ковкого чугуна. Тем не менее, конфигурация второго кольца развивается: современная теория утверждает, что второе кольцо составляет от 85 до 90-процентный контроль масла и только 5-10-процентный контроль сжатия, поэтому для лучшего управления маслом существует определенная тенденция к использованию второго кольца Napier (крючковидного или когтеобразного). Фактически, большинство двигателей GM LS поставляются с кольцами Napier. Кольцо Напье создает резервуар для протекания соскребаемого масла. «Если вы подрежете нижнюю часть кольца, вы обнажите большую часть торцевого зазора обратно в кольцевую канавку, что откроет проходное сечение и создаст резервуар для соскребаемого масла», — говорит Скотт Габриэльсон из Speed-Pro. Дополнительным преимуществом является то, что Napier позволяет еще больше открыть объем второго кольцевого зазора, улучшая сброс давления между кольцами. Если Napier доступен для вашего приложения, он может только помочь, а не повредить общей производительности.
Если Napier доступен для вашего приложения, он может только помочь, а не повредить общей производительности. При более тонком кольце, хотя общее натяжение уменьшается, эффективное единичное давление (нагрузка на стенку цилиндра) выше. «Более узкие рельсы создают большее давление, — говорит Джонс.
При более тонком кольце, хотя общее натяжение уменьшается, эффективное единичное давление (нагрузка на стенку цилиндра) выше. «Более узкие рельсы создают большее давление, — говорит Джонс.
 В настоящее время предпочтительным решением является добавление дополнительной специальной направляющей опоры с углублениями под маслосъемным кольцом, состоящим из трех частей.
В настоящее время предпочтительным решением является добавление дополнительной специальной направляющей опоры с углублениями под маслосъемным кольцом, состоящим из трех частей. С другой стороны, Mahle переводит все свои полочные поршни (даже для больших блоков) на стандарт 1,5-1,5-3 мм; ниже 3,5-дюймовых отверстий, Mahle собирается использовать пакеты 1,0-1,2-2,5 мм.
С другой стороны, Mahle переводит все свои полочные поршни (даже для больших блоков) на стандарт 1,5-1,5-3 мм; ниже 3,5-дюймовых отверстий, Mahle собирается использовать пакеты 1,0-1,2-2,5 мм.
 По словам Гиллиса, «кольца уплотняют нижнюю часть канавки поршневого кольца, а также внешний периметр кольца. Поскольку кольца стали более плоскими, нам пришлось сделать кольцевые канавки более плоскими». Такие абсолютно плоские канавки для поршневых колец можно получить только с помощью современной прецизионной обработки на станках с ЧПУ. «Вы больше не делаете поршни на токарном станке, — смеется Габриэльсон. Положительные и отрицательные допуски были ужесточены до такой степени, что некоторые производители теперь утверждают, что допускают допуски до миллионных долей дюйма (один микродюйм или 0,000001).
По словам Гиллиса, «кольца уплотняют нижнюю часть канавки поршневого кольца, а также внешний периметр кольца. Поскольку кольца стали более плоскими, нам пришлось сделать кольцевые канавки более плоскими». Такие абсолютно плоские канавки для поршневых колец можно получить только с помощью современной прецизионной обработки на станках с ЧПУ. «Вы больше не делаете поршни на токарном станке, — смеется Габриэльсон. Положительные и отрицательные допуски были ужесточены до такой степени, что некоторые производители теперь утверждают, что допускают допуски до миллионных долей дюйма (один микродюйм или 0,000001).
 Количество компрессионных колец улучшает степень сжатия. В нижнюю канавку поршня вставлено маслосъемное кольцо. Как правило, второе и третье компрессионные кольца имеют коническую поверхность и поставляются для улучшения масляного уплотнения.
Количество компрессионных колец улучшает степень сжатия. В нижнюю канавку поршня вставлено маслосъемное кольцо. Как правило, второе и третье компрессионные кольца имеют коническую поверхность и поставляются для улучшения масляного уплотнения. Во время хода всасывания, как показано на рисунке, кольца слегка скручиваются из-за внутренних сил, возникающих при срезании угла колец.
Во время хода всасывания, как показано на рисунке, кольца слегка скручиваются из-за внутренних сил, возникающих при срезании угла колец.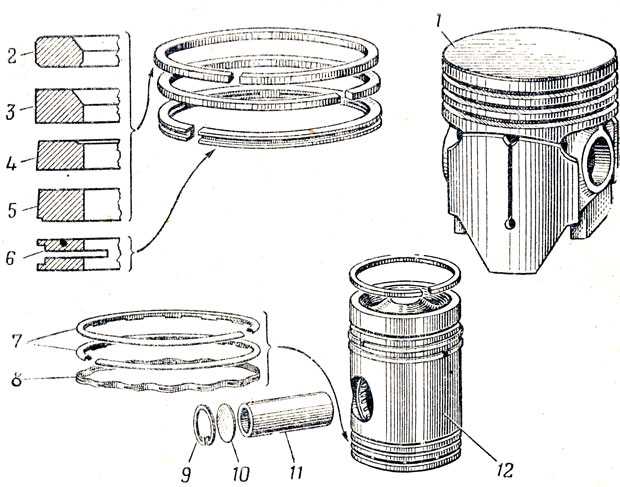 Эта несгоревшая воздушно-топливная смесь выходит из двигателя и может образовывать смог.
Эта несгоревшая воздушно-топливная смесь выходит из двигателя и может образовывать смог. Износ кольца и цилиндра также снижается.
Износ кольца и цилиндра также снижается. Соскребаемое со стенки цилиндра масло поступает в пазы в задней части канавок маслосъемных колец в поршне и оттуда возвращается в масляный поддон.
Соскребаемое со стенки цилиндра масло поступает в пазы в задней части канавок маслосъемных колец в поршне и оттуда возвращается в масляный поддон. Это обеспечивает более эффективное уплотнение в этих трех жизненно важных точках для обеспечения эффективного контроля масла.
Это обеспечивает более эффективное уплотнение в этих трех жизненно важных точках для обеспечения эффективного контроля масла.

 Зазор обеспечивает радиальное давление на стенку цилиндра, таким образом обеспечивая эффективное уплотнение для предотвращения утечки высокого давления сгорания.
Зазор обеспечивает радиальное давление на стенку цилиндра, таким образом обеспечивая эффективное уплотнение для предотвращения утечки высокого давления сгорания.



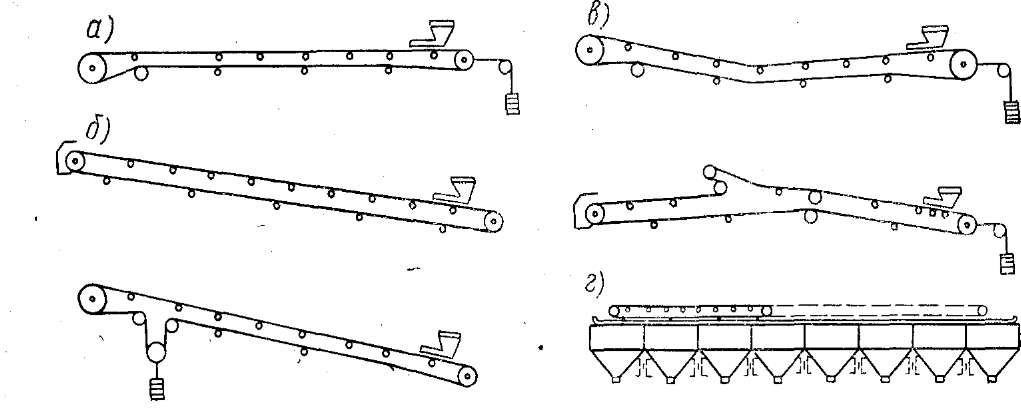 Затворы имеют ограниченные
Затворы имеют ограниченные Наружная
Наружная Такие агрегаты могут входить в состав сложных механизмов или же работать в качестве самостоятельного устройства.
Такие агрегаты могут входить в состав сложных механизмов или же работать в качестве самостоятельного устройства.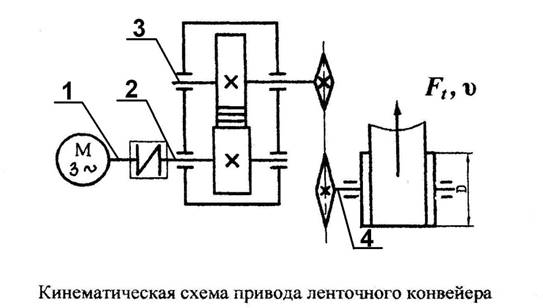 Для экономии производственного пространства отличным решением будет использование спирального транспортера.
Для экономии производственного пространства отличным решением будет использование спирального транспортера. gov.vn tra cuu ma so thue taichinhbank tra cuu ma so thue ho kinh doanh taichinhbank tra cuu thong tin ma so thue taichinhbank tra cuu ma so thue tncn online taichinhbank tra cuu ma so thue tong cuc thue taichinhbank gdt gov vn tra cuu ma so thue taichinhbank tra cuu ma so thue ca nhan theo ten taichinhbank tra cuu ma so thue ca nhan taichinhbank tra cuu ma so thue taichinhbank tra cuu ma so thue doanh nghiep online taichinhbank tra cuu ma so thue ca nhan theo so chung minh thu taichinhbank tra cuu ma so thue thu nhap ca nhan online taichinhbank tra cuu doanh nghiep theo ma so thue taichinhbank tra cuu thong tin ma so thue ca nhan taichinhbank tra cuu ma so thue ca nhan theo cmnd taichinhbank tra cuu ma so thue nguoi phu thuoc taichinhbank tra cuu ma so thue ca nhan qua cmnd taichinhbank
gov.vn tra cuu ma so thue taichinhbank tra cuu ma so thue ho kinh doanh taichinhbank tra cuu thong tin ma so thue taichinhbank tra cuu ma so thue tncn online taichinhbank tra cuu ma so thue tong cuc thue taichinhbank gdt gov vn tra cuu ma so thue taichinhbank tra cuu ma so thue ca nhan theo ten taichinhbank tra cuu ma so thue ca nhan taichinhbank tra cuu ma so thue taichinhbank tra cuu ma so thue doanh nghiep online taichinhbank tra cuu ma so thue ca nhan theo so chung minh thu taichinhbank tra cuu ma so thue thu nhap ca nhan online taichinhbank tra cuu doanh nghiep theo ma so thue taichinhbank tra cuu thong tin ma so thue ca nhan taichinhbank tra cuu ma so thue ca nhan theo cmnd taichinhbank tra cuu ma so thue nguoi phu thuoc taichinhbank tra cuu ma so thue ca nhan qua cmnd taichinhbank I would be fantastic if you could point me in the direction of a good platform.
I would be fantastic if you could point me in the direction of a good platform. Стыковая планка используется на каждом стыке крышки, чтобы свести к минимуму запыление и обеспечить герметичность. Стыковая планка специально разработана для того, чтобы принимать ту же прокладку, что и фланец желоба, для простоты сборки. SCP предлагает стыковые ремни для винтовых конвейеров любого размера.
Стыковая планка используется на каждом стыке крышки, чтобы свести к минимуму запыление и обеспечить герметичность. Стыковая планка специально разработана для того, чтобы принимать ту же прокладку, что и фланец желоба, для простоты сборки. SCP предлагает стыковые ремни для винтовых конвейеров любого размера.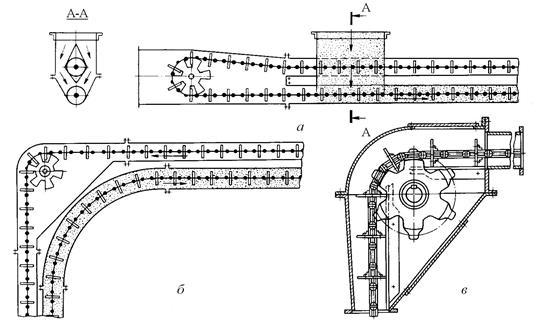 Разгрузка стандартизирована в зависимости от диаметра шнека и соответствует схеме входа, чтобы можно было соединить болтами последовательные шнековые конвейеры. SCP предлагает стандартные входы для винтовых конвейеров любого диаметра.
Разгрузка стандартизирована в зависимости от диаметра шнека и соответствует схеме входа, чтобы можно было соединить болтами последовательные шнековые конвейеры. SCP предлагает стандартные входы для винтовых конвейеров любого диаметра. SCP предлагает желоба всех стандартных диаметров винтовых конвейеров.
SCP предлагает желоба всех стандартных диаметров винтовых конвейеров.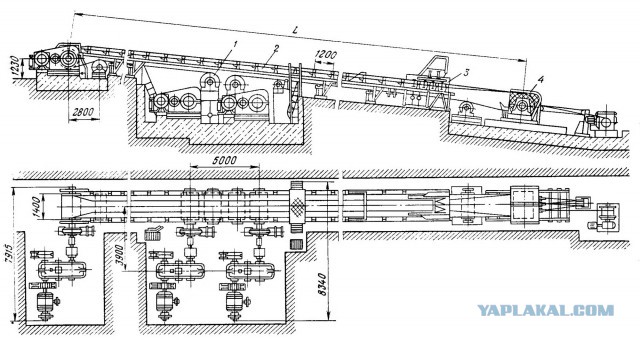 При правильном затягивании эти болты обеспечивают достаточное усилие зажима для фиксации хвостового вала винтового конвейера и уплотнения. SCP предлагает комплекты приводных болтов для всех стандартных размеров валов.
При правильном затягивании эти болты обеспечивают достаточное усилие зажима для фиксации хвостового вала винтового конвейера и уплотнения. SCP предлагает комплекты приводных болтов для всех стандартных размеров валов. Хвостовой вал имеет отверстие, соответствующее винту, и имеет достаточную длину, чтобы проходить от винта через конец желоба, через уплотнение вала и к шарикоподшипнику. SCP предлагает хвостовые валы всех стандартных размеров.
Хвостовой вал имеет отверстие, соответствующее винту, и имеет достаточную длину, чтобы проходить от винта через конец желоба, через уплотнение вала и к шарикоподшипнику. SCP предлагает хвостовые валы всех стандартных размеров. Крышка имеет стандартную длину 10 футов для 6-дюймовых и 9-дюймовых конвейеров и 12-футовую длину для конвейеров 12 дюймов и выше и может быть легко укорочена в полевых условиях. SCP предлагает крышки для винтовых конвейеров любого размера.
Крышка имеет стандартную длину 10 футов для 6-дюймовых и 9-дюймовых конвейеров и 12-футовую длину для конвейеров 12 дюймов и выше и может быть легко укорочена в полевых условиях. SCP предлагает крышки для винтовых конвейеров любого размера. дюймов) и 12 футов (12 дюймов и выше).
дюймов) и 12 футов (12 дюймов и выше). Винтовой виток может быть выполнен цельным геликоидом или сегментирован с секционным витком. Геликоид является наиболее распространенным и экономичным, поскольку для любых специальных материалов, шагов, толщин или диаметров требуется сечение. SCP предлагает широкий выбор винтов стандартных диаметров, длины и посадки на вал.
Винтовой виток может быть выполнен цельным геликоидом или сегментирован с секционным витком. Геликоид является наиболее распространенным и экономичным, поскольку для любых специальных материалов, шагов, толщин или диаметров требуется сечение. SCP предлагает широкий выбор винтов стандартных диаметров, длины и посадки на вал.





 08.2018
08.2018 Что касаемо заправочных объемов, то разница между ними лишь в том, что Д240 имеет 20-литровую охлаждающую систему, а Д240Л – 22-литровую.
Что касаемо заправочных объемов, то разница между ними лишь в том, что Д240 имеет 20-литровую охлаждающую систему, а Д240Л – 22-литровую.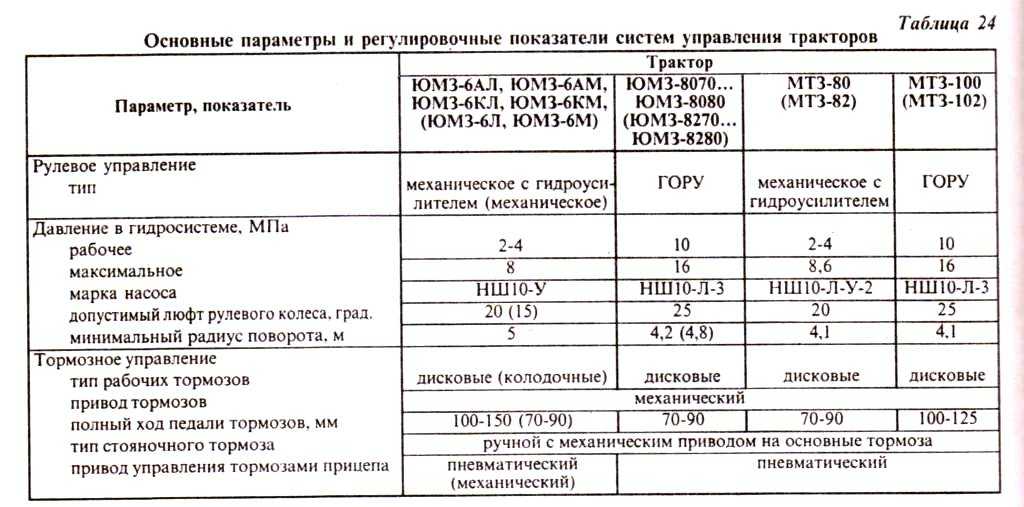 Заливать необходимо 12 литров. То же количествао смазки, но уже марки масел М-10ДМ по ГОСТ 8581-78 необходимо обновить при температуре окружающего воздуха +5 С и более. Менять смазку необходимо каждый 500 мч. Использовать можно и альтернативные варианты: М-10Г2К и М-10Г2. Первый образец меняется каждые 250 мч, а второй 500 мч.
Заливать необходимо 12 литров. То же количествао смазки, но уже марки масел М-10ДМ по ГОСТ 8581-78 необходимо обновить при температуре окружающего воздуха +5 С и более. Менять смазку необходимо каждый 500 мч. Использовать можно и альтернативные варианты: М-10Г2К и М-10Г2. Первый образец меняется каждые 250 мч, а второй 500 мч. Можно дублировать другим — ТАД-17.
Можно дублировать другим — ТАД-17.

 Молотилка будет приносить урожай (и доход) один раз в год.
Молотилка будет приносить урожай (и доход) один раз в год.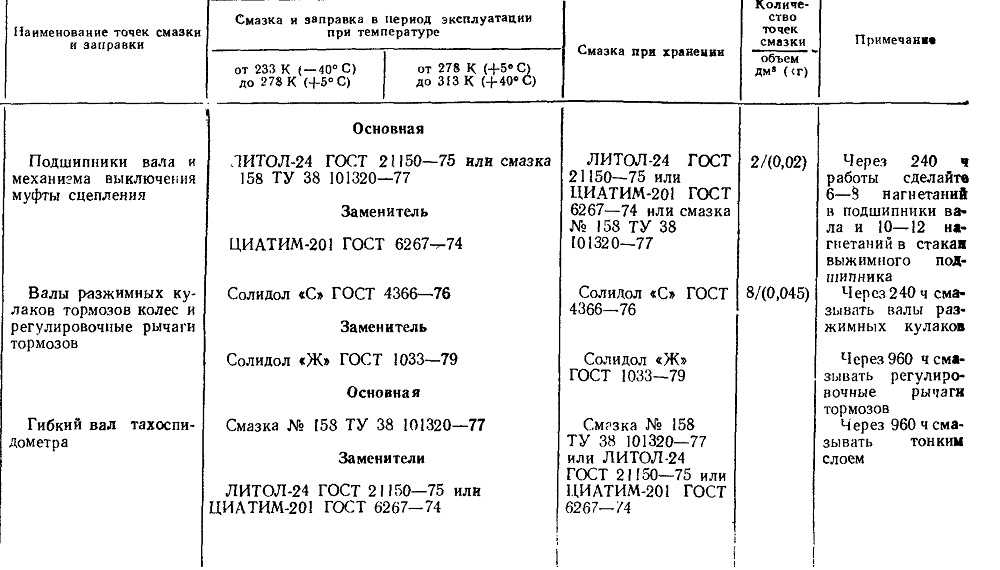 Ни один из владельцев этих товарных знаков не связан с Yesterday’s Tractor Co., нашей продукцией или нашим веб-сайтом и не спонсируется ими. John Deere и его логотипы являются зарегистрированными товарными знаками корпорации John Deere. Agco, Agco Allis, White, Massey Ferguson и их логотипы являются зарегистрированными товарными знаками корпорации AGCO. Case, Case-IH, Farmall, International Harvester, New Holland и их логотипы являются зарегистрированными товарными знаками CNH Global N.V.
Ни один из владельцев этих товарных знаков не связан с Yesterday’s Tractor Co., нашей продукцией или нашим веб-сайтом и не спонсируется ими. John Deere и его логотипы являются зарегистрированными товарными знаками корпорации John Deere. Agco, Agco Allis, White, Massey Ferguson и их логотипы являются зарегистрированными товарными знаками корпорации AGCO. Case, Case-IH, Farmall, International Harvester, New Holland и их логотипы являются зарегистрированными товарными знаками CNH Global N.V.
 Молотилка будет приносить урожай (и доход) один раз в год.
Молотилка будет приносить урожай (и доход) один раз в год.


 ..
.. График работы Пн-пт: 09:00 — 18:00 (перерыв 13:00 — 14:00).
График работы Пн-пт: 09:00 — 18:00 (перерыв 13:00 — 14:00). Подробнее о преимуществах размещения
Подробнее о преимуществах размещения org/Answer»> Приём клиентов ведётся в следующем режиме: Пн-пт: 09:00 — 18:00 (перерыв 13:00 — 14:00).
org/Answer»> Приём клиентов ведётся в следующем режиме: Пн-пт: 09:00 — 18:00 (перерыв 13:00 — 14:00).
 Это второе издание содержит еще больше механизмов, расширяет и обновляет существующие записи и включает цветные изображения. Building Blocks — отличная отправная точка для новых дизайнеров, удобное руководство для опытных и идеальное пособие для занятий в классе.
Это второе издание содержит еще больше механизмов, расширяет и обновляет существующие записи и включает цветные изображения. Building Blocks — отличная отправная точка для новых дизайнеров, удобное руководство для опытных и идеальное пособие для занятий в классе. Его проекты включают серию Space Cadets , The Dragon & Flagon, The Expanse и Super Skill Pinball . Он опубликовал несколько книг по игровому дизайну, в том числе GameTek: The Math and Science of Gaming , Achievement Relocked и Game Production . Он работает на факультете NYU Game Center в качестве адъюнкт-профессора по дизайну настольных игр, и его пригласили выступить с докладом о дизайне игр на PAX, GenCon, Metatopia и конференции разработчиков игр.
Его проекты включают серию Space Cadets , The Dragon & Flagon, The Expanse и Super Skill Pinball . Он опубликовал несколько книг по игровому дизайну, в том числе GameTek: The Math and Science of Gaming , Achievement Relocked и Game Production . Он работает на факультете NYU Game Center в качестве адъюнкт-профессора по дизайну настольных игр, и его пригласили выступить с докладом о дизайне игр на PAX, GenCon, Metatopia и конференции разработчиков игр. Building Blocks of Tabletop Game Design это столь необходимый атлас для исследователя, дающий основу того, что нужно искать в игре, и фокус игры, который будет полезен для понимания целого. Специалист по играм найдет это бесценным.»
Building Blocks of Tabletop Game Design это столь необходимый атлас для исследователя, дающий основу того, что нужно искать в игре, и фокус игры, который будет полезен для понимания целого. Специалист по играм найдет это бесценным.» Ранее было решено так много проблем дизайна, и эта книга дает дизайнерам удобный обзор этих решений».
Ранее было решено так много проблем дизайна, и эта книга дает дизайнерам удобный обзор этих решений». «> ISSN :
«> ISSN : Для проверки гендерных различий использовался метод сравнения межгрупповых коэффициентов пути.
Для проверки гендерных различий использовался метод сравнения межгрупповых коэффициентов пути.