Виды технологических процессов 2021 new — Вика Николаева на DTF
Технологические процессы по уровню обобщения делятся на два вида: единичный и типовой.
489
просмотров
Единичный технологический процесс применим только для изготовления одного конкретного изделия, а типовой технологический процесс — для изготовления группы схожих изделий.
Единичный технологический процесс — это процесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения, независимо от типа производства.
К преимуществам единичного технологического процесса относятся: с одной стороны, возможность учета всех особенностей данного изделия, а с другой стороны — наиболее эффективного изготовления изделия за счет учета конкретных производственных условий (имеющегося технологического оборудования, приспособлений, инструментальной оснастки, квалификации рабочих и т.п.).
Наряду с преимуществами единичный технологический процесс имеет и недостатки. Для его разработки требуются большие затраты времени и труда.
Затраты времени на разработку технологического процесса могут во много раз превышать затраты времени на его осуществление. Если изготавливается большое число изделий, то доля затрат времени на разработку технологического процесса, приходящаяся на одно изделие, будет незначительной, но при небольшом выпуске изделий эта доля резко возрастет. В этом случае разрабатывают укрупненный технологический процесс, например создают лишь маршрутное описание технологического процесса, в которое включают последовательность операций и оборудование, но без указаний переходов и режимов процесса. Все остальное предоставляется решать непосредственно рабочему, который должен иметь соответствующую квалификацию. По мере роста объема выпускаемой продукции разработку технологического процесса проводят более подробно.
В единичном производстве высокая продолжительность разработки технологического процесса нередко входит в противоречие с продолжительностью самого процесса. Чем тщательней и подробней разрабатывается единичный технологический процесс, тем больше времени требуется для его разработки и тем выше должна быть квалификация технолога. Однако в определенных условиях затраты времени на разработку процесса становятся значительно больше затрат времени на его осуществление. Иллюстрацией такого положения может служить технологический процесс изготовления деталей на станке с ЧПУ, где его разработка отличается большой тщательностью и подробностью. Так, к примеру, документация технологического процесса изготовления детали на станке с ЧПУ содержит карту наладки, операционно-техническую карту, схему движения инструментов, операционную расчетно-техническую карту, карту программирования, чертежи специального инструмента и оснастки. Все это приводит к росту трудоемкости разработки операции; например, только разработка управляющей программы и ее отладка для деталей высокой сложности требует нескольких рабочих дней технолога-про- граммиста, в то время как обработка небольшой партии таких деталей может уложиться в одну рабочую смену.
Однако в определенных условиях затраты времени на разработку процесса становятся значительно больше затрат времени на его осуществление. Иллюстрацией такого положения может служить технологический процесс изготовления деталей на станке с ЧПУ, где его разработка отличается большой тщательностью и подробностью. Так, к примеру, документация технологического процесса изготовления детали на станке с ЧПУ содержит карту наладки, операционно-техническую карту, схему движения инструментов, операционную расчетно-техническую карту, карту программирования, чертежи специального инструмента и оснастки. Все это приводит к росту трудоемкости разработки операции; например, только разработка управляющей программы и ее отладка для деталей высокой сложности требует нескольких рабочих дней технолога-про- граммиста, в то время как обработка небольшой партии таких деталей может уложиться в одну рабочую смену.
Проектирование единичного технологического процесса отличается большим числом возможных решений по каждому изделию, подлежащему изготовлению. Поэтому в условиях единичного производства при сравнительно малом времени, отводимом на разработку процесса, возможность подкрепления принимаемых решений объективными технико-экономическими расчетами очень ограничена.
Поэтому в условиях единичного производства при сравнительно малом времени, отводимом на разработку процесса, возможность подкрепления принимаемых решений объективными технико-экономическими расчетами очень ограничена.
В массовом производстве высокая трудоемкость тщательной разработки единичного технологического процесса оказывается оправданной, так как ее величина несопоставимо мала по сравнению с трудоемкостью изготовления всего объема изделий данного наименования. Оправдывает себя в массовом производстве и применение специального оборудования, оснастки, отличающихся высокопроизводительными рабочими процессами.
Недостатки единичной технологии в массовом производстве проявляются в большой длительности технологической подготовки производства, обусловленной необходимостью создания специальных технологических средств.
Широкое применение единичной технологии в масштабе всего машиностроительного производства страны приводит к большим потерям. Дело в том, что в среднем изготавливаемые изделия состоят примерно на 70% из общемашиностроительных узлов и деталей, близких по своему конструктивному строению. Но на тысячах машиностроительных предприятий их изготавливают по единичным технологическим процессам, мало отличающимся по эффективности друг от друга, но зачастую использующим оригинальную оснастку, а в крупносерийном и массовом производстве — и оригинальное технологическое оборудование. При этом прогрессивные высокоэффективные решения, разработанные на каком-либо одном предприятии и потребовавшие больших затрат труда, теряются в огромном разнообразии разработок и практически не находят применения на других предприятиях.
Но на тысячах машиностроительных предприятий их изготавливают по единичным технологическим процессам, мало отличающимся по эффективности друг от друга, но зачастую использующим оригинальную оснастку, а в крупносерийном и массовом производстве — и оригинальное технологическое оборудование. При этом прогрессивные высокоэффективные решения, разработанные на каком-либо одном предприятии и потребовавшие больших затрат труда, теряются в огромном разнообразии разработок и практически не находят применения на других предприятиях.
Все перечисленные негативные стороны единичной технологии послужили причиной поиска нового вида технологии, свободной от этих недостатков. Первым шагом в этом направлении явилась разработка типовой технологии, когда в 30-е гг. XX в. проф. А.П. Соколовский [11] высказал идею типизации технологических процессов.
Типовой технологический процесс характеризуется единством содержания и последовательности большинства технологических операций для группы изделий с общими конструктивными признаками.
В основе типовой технологии лежит классификация изделий на классы — подклассы — группы — подгруппы — типы. Тип представляет собой группу схожих изделий, среди которых выбирается типовой представитель, обладающий наибольшей совокупностью свойств изделий, вошедших в эту группу. На типовой представитель разрабатывается типовой технологический процесс, по которому осуществляется изготовление всех изделий этого типа. В случае отсутствия в конкретном изделии той или иной характеристики (например, какой-то поверхности) при разработке рабочего процесса соответствующая операция из типового процесса исключается.
Тем самым типовой процесс в определенной степени разрешает противоречие между большими затратами времени на разработку процесса и малыми сроками на изготовление изделия, так как затраты времени на разработку рабочего технологического процесса для изготовления конкретного изделия резко сокращаются. Разрабатывая на группу деталей, близких по своему конструктивному оформлению, один типовой процесс, можно разработать более совершенный процесс, так как на его проектирование можно затратить больше времени и средств. Пользуясь типовым процессом, рабочий технологический процесс на деталь из группы будет разработан достаточно быстро и качественно.
Пользуясь типовым процессом, рабочий технологический процесс на деталь из группы будет разработан достаточно быстро и качественно.
Типовые процессы позволяют избегать повторных и новых разработок при проектировании рабочих технологических процессов, вследствие чего облегчается труд технолога и сокращаются затраты времени на разработку.
Важное обстоятельство: типовой технологический процесс, приобретая универсальность, одновременно теряет черты индивидуальности. Действительно, типовой технологический процесс изготовления деталей разрабатывается под группу конструктивно схожих деталей, вошедших в один тип. По этому типовому процессу изготавливаются все детали группы, несмотря на то что они чем-то отличаются друг от друга. В этом и заключается универсальность типового технологического процесса.
Потеря индивидуальности типового процесса заключается в том, что он не учитывает отмеченные выше различия, специфику изделий, вошедших в один тип. Как известно, в каждом типе из группы деталей выбирают типовую деталь, которая отличается наиболее часто встречающимися конструктивными формами, размерами, требованиями к точности и другими показателями качества. Типовая деталь, как правило, наиболее сложная из всех деталей, вошедших в данный тип. Поэтому если бы для каждой детали из этой группы разработать единичный технологический процесс, то он был бы более эффективным, чем типовой процесс, так как он учитывает все особенности детали (иными словами, потеря индивидуальности не позволяет типовому процессу стать оптимальным для каждой детали данной группы).
Типовая деталь, как правило, наиболее сложная из всех деталей, вошедших в данный тип. Поэтому если бы для каждой детали из этой группы разработать единичный технологический процесс, то он был бы более эффективным, чем типовой процесс, так как он учитывает все особенности детали (иными словами, потеря индивидуальности не позволяет типовому процессу стать оптимальным для каждой детали данной группы).
Чем больше изделия в группе отличаются по своему конструктивному оформлению и требованиям к качеству, тем сильнее отличается типовой процесс от оптимального. Это является одним из ограничений расширения группы изделий под один типовой технологический процесс. В результате изготавливаемые изделия приходится делить на большее число типов, что приводит к росту числа типовых процессов и снижает эффективность типизации.
В целом типовая технология способствует:
- 1) сокращению разнообразия технологических процессов и внесению однообразия в изготовление сходных изделий;
- 2) внедрению и распространению передового опыта и достижений науки и техники;
- 3) упрощению разработки рабочих технологических процессов и сокращению затрат времени на их разработку;
- 4) сокращению разнообразия средств технологического оснащения технологических процессов;
- 5) разработке новых высокоэффективных технологических процессов.


Эффективность единичной и типовой технологий будет разной в зависимости от типа производства. В массовом производстве эффективнее применять единичный технологический процесс, так как он позволяет создать оптимальный технологический процесс, дающий в итоге высокий суммарный экономический эффект.
По мере роста разнообразия выпускаемых изделий, снижения серийности их выпуска, величин партий увеличиваются потери времени, связанные с частыми переналадками технологического оборудования и оснастки. В итоге снижается эффективность производства, повышается себестоимость изготовления изделий. И чем шире выпускаемая номенклатура изделий и меньше их серийность, тем ниже эффективность производства.
В этих условиях возникла задача группирования изделий, отличающихся однородностью технологии изготовления, что позволяет снизить число переналадок оборудования и увеличить размеры партий, поступающих на обработку.
В результате решения этой задачи появился новый вид технологии — групповая технология, основоположником которой является проф. С.П. Митрофанов.
С.П. Митрофанов.
Если типовая технология направлена на сокращение трудоемкости технологической подготовки производства, повышение эффективности технологических процессов и распространение прогрессивных решений, то групповая технология предназначена для повышения эффективности производственного процесса.
Групповой технологический процесс — это процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками.
Групповой процесс нашел применение в мелкосерийном и серийном производстве. Принципиальная сущность групповой технологии заключается прежде всего в группировании изделий в технологические группы по технологическому подобию.
Групповой технологический процесс разрабатывают на комплексное изделие. В отличие от типового изделия комплексное изделие является «собирательным», часто не существующим в действительности, объединяющим в себе черты большинства изделий, вошедших в группу. Для комплексного изделия разрабатывается технологический процесс, и все изделия этой группы, будучи, как правило, проще комплексного изделия, изготовляют по данному технологическому процессу, пропуская отдельные технологические переходы. Все изделия, закрепленные за этим технологическим процессом, изготовляют партиями.
Все изделия, закрепленные за этим технологическим процессом, изготовляют партиями.
В качестве комплексного изделия технологической группы служит какое-то изделие из группы или искусственно созданное изделие. Например, комплексная деталь формируется следующим образом: берется наиболее сложная деталь, которая включает все поверхности других деталей, и если она не содержит всех поверхностей, содержащихся в других деталях группы, то к ней искусственно добавляют недостающие поверхности.
Различают групповую операцию и групповой технологический процесс. Групповая технологическая операция разрабатывается для выполнения технологически однородных работ при изготовлении группы изделий на специализированном рабочем месте при условии возможности частичной подналадки технологической системы. Групповой технологический процесс представляет собой комплекс групповых технологических операций, выполняемых на специализированных рабочих местах в последовательности технологического маршрута группы изделий, элементов.
Применение групповой технологии особенно эффективно тогда, когда на ее основе в серийном и мелкосерийном производствах удается создать групповые поточные или даже автоматические линии изготовления изделий или деталей отдельных групп. Создание подобных линий обычно основано на сочетании принципов типизации технологических процессов и групповой обработки, т.е. когда применяется типовой маршрут (например, при обработке заготовок по отдельным групповым операциям, выполняемым на станках с групповыми настройками, и при широком использовании групповых переналаживаемых приспособлений).
Применение групповой технологии тем эффективней, чем больше технологическая группа.
При внедрении групповой технологии возникают трудности, связанные с организацией больших технологических групп, не только в связи со сложностью в построении групповых наладок и приспособлений, но и из-за необходимости учета календарного планирования по выпуску изделий.
Изделия, изготавливаемые по групповой технологии, хотя и похожи, но имеют и различия, поэтому за редким исключением избавиться полностью от переналадки оборудования не удается.
По мере расширения номенклатуры деталей в группе при разработке групповой наладки возрастают ее сложность, количество позиций и время простоя инструментальных позиций. Это ограничивает номенклатуру деталей в группе, приводит к росту числа групп и, следовательно, увеличению числа групповых технологических процессов (операций).
Групповая технология оправдывает себя при условии многократного повторения выпуска данной технологической группы изделий. Если повторяемость отсутствует или незначительна, то дополнительные затраты на технологическую подготовку, которые значительно выше по сравнению с единичной технологией, себя не окупают (примером эффективного применения групповой технологии может служит авиационная промышленность, где имеет место высокая повторяемость групп).
Практика внедрения типовых и групповых технологических процессов показывает, что, несмотря на очевидные преимущества, доля их внедрения невысока и до сих пор доминирует единичная технология. Одной из главных причин этого является недостаток классификации изделий на типы, группы, которыми пользуются при разработке типовых и групповых процессов. Анализ этих классификаций показывает, что в обоих случаях в явном или неявном виде в качестве отличительных признаков выступают не конструктивные, а технологические характеристики. Это приводит к тому, что на предприятиях, различающихся составом технологических средств и квалификацией работников, одна и та же номенклатура изделий будет разбита на разные группы. С другой стороны, стоит изменить на предприятии применяемую технологию и оборудование, как придется изменять типы и группы. Чтобы свести к минимуму эти недостатки, надо классифицировать изделия на группы не по технологическим, а конструктивным признакам, что позволит сократить разнообразие типовых и групповых процессов и расширить область их применения. Подводя итог анализу различных видов технологического процесса, можно отметить следующее:
Анализ этих классификаций показывает, что в обоих случаях в явном или неявном виде в качестве отличительных признаков выступают не конструктивные, а технологические характеристики. Это приводит к тому, что на предприятиях, различающихся составом технологических средств и квалификацией работников, одна и та же номенклатура изделий будет разбита на разные группы. С другой стороны, стоит изменить на предприятии применяемую технологию и оборудование, как придется изменять типы и группы. Чтобы свести к минимуму эти недостатки, надо классифицировать изделия на группы не по технологическим, а конструктивным признакам, что позволит сократить разнообразие типовых и групповых процессов и расширить область их применения. Подводя итог анализу различных видов технологического процесса, можно отметить следующее:
- • применение единичного процесса позволяет разрабатывать оптимальные процессы, но это приводит к большим затратам времени на их разработку;
- • применение типового технологического процесса снижает объем и сроки технологической подготовки производства, но не обеспечивает оптимального процесса для каждой детали одного типа;
- • применение группового технологического процесса хотя и увеличивает размер партии, но требует повторяемости выпуска изделий, что существенно снижает область его эффективного применения.

Все три вида технологии не обладают гибкостью, так как не позволяют изменять в случае надобности маршрут.
Одной из главных причин недостатков всех видов технологических процессов является описание изделия на геометрическом уровне, когда деталь представляется совокупностью элементарных геометрических поверхностей, а сборочная единица — совокупностью деталей как геометрических тел.
Это приводит к тому, что технолог, разрабатывая технологический процесс, стремится изготавливать на операциях такие совокупности поверхностей, которые позволяют достичь наибольшей производительности. Однако при этом часто нарушаются связи между поверхностями, обусловленные совместным выполнением функций детали. В результате, во-первых, появляется многовариантность технологического процесса из-за большого числа комбинаций поверхностей, изготавливаемых на операциях, а во-вторых, из-за изготовления функционально связанных поверхностей на разных операциях возникают сложные технологические размерные связи, приводящие к необходимости введения дополнительных операций.
Все это приводит к необоснованному разнообразию технологических процессов, повышению трудоемкости их разработки, вызывают трудности в типизации технологических процессов и в группировании деталей при разработке групповых процессов.
Если же деталь описывать функциональными блоками в виде модулей поверхностей, объединенных совместным выполнением служебных функций, то геометрический признак становится вторичным, а элементарные поверхности входят в состав модулей поверхностей и не являются самостоятельными объектами при разработке технологических процессов.
Учитывая ограниченную номенклатуру МП и их высокую повторяемость, можно существенно снизить разнообразие технологических операций по составу изготавливаемых МП. В итоге упростятся разработка технологических процессов, их типизация и группирование деталей при использовании групповых процессов.
Все изложенное справедливо и для сборочных технологических процессов, если сборочную единицу рассматривать как совокупность модулей соединения.
С целью реализации изложенных преимуществ описания изделия как совокупности МП и МС, следует рассматривать построение технологического процесса как компоновку из модулей изготовления МП (МС), входящих в состав детали (сборочной единицы).
В связи с этим процесс получил название модульного технологического процесса, соответственно он может быть единичным, типовым, групповым процессом и представляет собой результат дальнейшего совершенствования методики разработки технологических процессов, начиная с описания изделия.
Модульный технологический процесс — это технологический процесс, построенный из модулей процессов изготовления МП или МС, входящих в состав изготавливаемого изделия. В основе модульного технологического процесса лежит объективное существование МП и МС, являющихся конструктивными элементами изделий. Узкая номенклатура и ограниченное число описывающих их характеристик открывает путь к типизации конструктивных решений МП, МС, унификации их характеристик и на этой основе разработке модулей технологического обеспечения изготовления МП и получения МС.
В состав модулей технологического обеспечения входят модули технологического процесса (МТИ) изготовления МП и сборочного процесса (МТС) получения МС, модули технологического оборудования (МО), инструментальной наладки (МИ), технологических баз (МТБ), приспособления (МПр) и контрольно-измерительного устройства (МКИ).
Поскольку модульное технологическое обеспечение разрабатывается под типовые МП и МС с унифицированными характеристиками, то оно отличается высоким уровнем обобщения, следовательно, широкой областью применения.
Имея технологическое обеспечение на модульном уровне, модульный технологический процесс изготовления, например, детали, строится следующим образом. Сначала определяется последовательность формирования из заготовки всех МП детали, затем из банка данных вызываются МТИ, МТБ, МО, МИ, МПр, МКИ, необходимые для изготовления каждого МП, затем МТИ объединяются в операции.
Модульный технологический процесс объединяет в себе преимущества единичного, типового и группового технологических процессов. Действительно, модульный технологический процесс разрабатывается так же, как и единичный технологический, учитывающий все особенности изделия. Однако в отличие от единичного процесса трудоемкость его разработки невысока, так как он строится методом компоновки из имеющихся модулей технологического обеспечения.
Действительно, модульный технологический процесс разрабатывается так же, как и единичный технологический, учитывающий все особенности изделия. Однако в отличие от единичного процесса трудоемкость его разработки невысока, так как он строится методом компоновки из имеющихся модулей технологического обеспечения.
Идея типизации в модульном технологическом процессе реализуется на уровне модулей технологического обеспечения, при этом типизация осуществляется более эффективно, так как модули МП и МС в отличие от изделий описываются небольшим числом характеристик.
Например, даже сравнительно простая деталь содержит десятка два поверхностей и имеет большое разнообразие вариантов конструктивного решения. При этом требования к точности и качеству поверхностного слоя у поверхностей такой детали может быть различным, что еще больше увеличивает ее разнообразие. В итоге для изготовления такого множества деталей потребуется большое число типовых технологических процессов.
В отличие от детали МП одного наименования имеет меньшее число вариантов конструктивного решения, содержит, за редким исключением, не более трех поверхностей, что существенно снижает разнообразие МП и уменьшает число типовых модулей технологического процесса.
Идея групповой технологии, заключающаяся в организации технологических групп из разных изделий, в условиях модульной технологии решается наилучшим образом. Дело в том, что в силу ограниченной номенклатуры МП и МС сравнительно просто формировать технологические группы даже в условиях единичного производства, т.е. не требуется повторяемость выпускаемых изделий.
И в заключение отметим, что модульный технологический процесс приобретает некоторую гибкость, позволяя в ограниченных пределах изменять последовательность операций. Это объясняется тем, что в традиционных технологических процессах функционально связанные поверхности детали могут изготавливаться на разных операциях. Например, такие поверхности детали, как торец, отверстие и шпоночный паз, образующие комплект баз (МПБ311), могут изготавливаться на разных операциях. В результате между операциями возникают сложные размерные связи, которые нарушаются при изменении последовательности операции, что может привести к браку. Поэтому изменение разработанного маршрутного процесса недопустимо.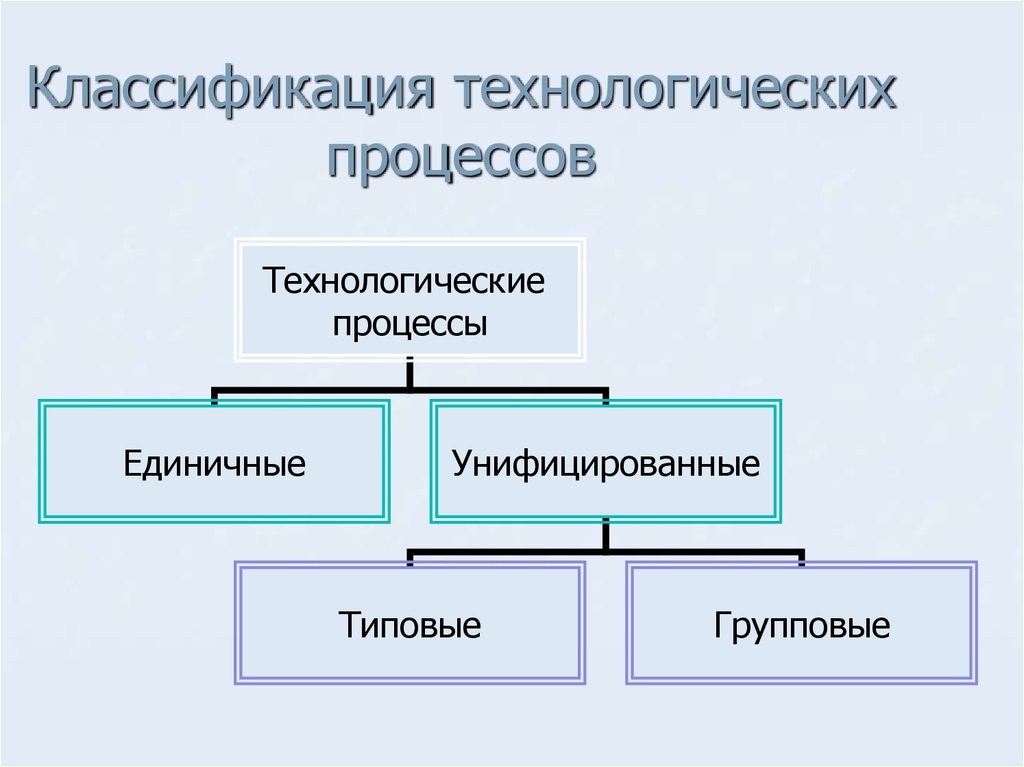 В модульном же технологическом процессе функционально связанные поверхности детали всегда объединены соответствующим модулем и изготавливаются на одной операции. Это существенно упрощает размерные связи технологического процесса, делает их прозрачными, что позволяет сравнительно просто определять возможность изменения маршрута обработки.
В модульном же технологическом процессе функционально связанные поверхности детали всегда объединены соответствующим модулем и изготавливаются на одной операции. Это существенно упрощает размерные связи технологического процесса, делает их прозрачными, что позволяет сравнительно просто определять возможность изменения маршрута обработки.
Принципы построения модульных технологических процессов позволяют по-новому строить машиностроительное производство, в основе которого лежит сквозное применение модульного принципа по всей производственной цепочке: изделие — технологические процессы — технологические системы — организация производственного процесса.
Системы автоматизации процессов направление
Направленность
Подать заявку
Введите ваше имя
Введите ваш телефон
Введите ваш e-mail
Системы и средства автоматизации технологических процессов — это повышение уровня эффективности, мобильности и облегчения труда сотрудников с помощью автоматических приборов и устройств.
Программа готовит специалистов по проектированию, производству и эксплуатации систем и средств управления, и разработке программного обеспечения в различных отраслях промышленности.
Проходные баллы
|
Специальность
|
Предмет
|
Минимальный проходной балл по ЕГЭ
|
|
Системы автоматизации процессов
|
Русский язык
Математика
Физика/Информатика и ИКТ/Химия
|
36
27
36/40/36
|
Приобретаемые знания выпускниками:
- Сбор, систематизация и анализ исходных данных, необходимых для проектирования технических систем и модулей их управления;/li>
- Проектирование аппаратно-программных комплексов автоматизированных и автоматических систем;/li>
- Контроль проектов на соответствие стандартам и иной нормативной документации;
совершенствование средств автоматизации и систем выполнения определённых технологических процессов;/li> - Подбор эффективных средств программного обеспечения и автоматизированного производства, /li>
- Разработка требований и правил к различной продукции, процессу её изготовления, качеству, условиям транспортировки и утилизации после использования.

Вы сможете работать как
- Руководитель отдела контроля качества
от 70 000 ₽ - Инженер-схемотехник
от 80 000 ₽ - Разработчик программного обеспечения
от 100 000 ₽
Кем Вы станете
Архитектором информационных систем, инженером по автоматизации технологических процессов и производств, инженером по сопровождению программного обеспечения, руководителем отдела контроля качества, инженером-разработчиком аппаратного обеспечения, разработчиком программного обеспечения.
В результате обучения Вы:
1. Сможете собирать, группировать и анализировать исходные данные, необходимые для проектирования технических систем и модулей их управления.
2. Будете проектировать аппаратно-программные комплексы автоматизированных и автоматических систем.
3. Сможете контролировать проекты на соответствие стандартам и иной нормативной документации.
4. Сможете совершенствовать средства автоматизации и системы выполнения определённых технологических процессов.
5. Сможете подбирать средства программного обеспечения и автоматизированного производства, которые наилучшим образом подойдут под конкретный случай, а также дополняющие их системы испытаний, диагностики, управления и контроля. Будете разрабатывать требования и правила к различной продукции, процессу её изготовления, качеству, условиям транспортировки и утилизации после использования.
Стоимость обучения
Выберите направление обучения:
Экономические специальности
Технические специальности
Выберите базу для поступления:
На базе среднего общего образования и действующих результатов ЕГЭ
На базе начального профессионального образования,
среднего профессионального образования, высшего образования, при переводе
Восстановление
Заочная форма
с применением ДОТ*
Поступить
Цена действительна при оплате в течении 7 рабочих дней с момента подачи заявки.
Поступить
*Дистанционные образовательные технологии
Заочная форма обучения
Поступить
Поступить
Очная форма обучения
Поступить
Поступить
Учебный план (ключевые дисциплины)
Моделирование систем управления
Основы анализа и синтеза производственных и экономических процессов, структур систем и их отдельных подсистем, систем управления, систем поддержки принятия решений.
Программирование и основы алгоритмизации
Основные понятия и навыки программирования, необходимые для создания простейших алгоритмов, программ и для перехода к углубленному изучению языков программирования, а также изучение основных подходов в разработке программного обеспечения.
Технические средства автоматизации и управления
Принципы построения комплексов технических средств (КТС) современных систем автоматизации и управления (САиУ). Концепция общей теории систем управления. Методы оптимизации системотехнических, схемотехнических, программных и конструктивных решений при выборе номенклатуры КТС. Методы функциональной, структурной, схемо- и системотехнической организации, агрегатирования и проектирования типовых аппаратных и программно-технических средств автоматизации и управления.
Концепция общей теории систем управления. Методы оптимизации системотехнических, схемотехнических, программных и конструктивных решений при выборе номенклатуры КТС. Методы функциональной, структурной, схемо- и системотехнической организации, агрегатирования и проектирования типовых аппаратных и программно-технических средств автоматизации и управления.
Системы управления технологическими процессами
Общие принципы построения и законов функционирования систем автоматического и организационного управления. Основные методы анализа и синтеза систем.
Схемотехника систем автоматизации и управления
Основы теоретической и практической электротехники и электроники.
Как поступить
1
Отправьте заявку на консультацию о поступлении в Приёмную комиссию, нажав кнопку «Поступить»
2
Предоставьте
в приемную комиссию документы о текущем уровне образования
3
Узнайте возможные варианты и условия поступления
4
Оформите пакет документов и оплатите обучение
5
Получите документы о зачислении и студенческий билет
1
Отправьте заявку на консультацию о поступлении в Приёмную комиссию, нажав кнопку «Поступить»
2
Представьте в Приемную комиссию документы о текущем уровне образования
3
Узнайте о сокращении срока своего обучения
4
Оформите пакет документов и оплатите обучение
5
Получите документы о зачислении и студенческий билет
1
Отправьте заявку на консультацию о поступлении в Приёмную комиссию, нажав кнопку «Поступить»
2
Предоставьте
в приемную комиссию документы о текущем уровне образования и документ, подтверждающий гражданство другого государства
3
Узнайте преимущества поступления граждан других государств в российские вузы
4
Оформите пакет документов и оплатите обучение
5
Получите документы о зачислении и студенческий билет
Вас будут ждать:
администрация
- руководитель отдела обслуживания
- начальник IT-отдела
- организатора сетей и архитектора систем
промышленные предприятия
- руководитель отдела контроля качества
- инженер-схемотехник
- инженер-проектировщик
- монтажники и наладчики
- руководитель отдела обслуживания
- начальник IT-отдела
- организатора сетей и архитектора систем
- поставщиком оборудования
- метролог
организации любой формы собственности и сферы деятельности
- руководитель отдела контроля качества
- инженер-схемотехник
- инженер-проектировщик
- монтажники и наладчики
- руководитель отдела обслуживания
- начальник IT-отдела
- организатора сетей и архитектора систем
- поставщиком оборудования
- метролог
Подать заявку на обучение
Позвонить
Технологические процессы | ПРО Технология
На Заводе АБМ-Технологии собран комплекс современных технологий для осуществления полного цикла производства (от проектирования до упаковки) широкого спектра изделий медицинского назначения. Он включает в себя имплантаты и компоненты протезов для стоматологической хирургии, нейрохирургии и ортопедии, а также медицинские инструменты.
Он включает в себя имплантаты и компоненты протезов для стоматологической хирургии, нейрохирургии и ортопедии, а также медицинские инструменты.
В основе возможностей нашего предприятия лежат известные методы обработки металлов, реализованные на современном технологическом уровне. Они обеспечивают высокую точность и абсолютную стерильность обработки, обусловленную современным уровнем развития хирургической медицины, а также высокими стандартами, достигнутыми специалистами США и Швейцарии, являющимися лидерами в сегменте хирургических имплантатов. Такого же уровня мы достигли и в оснащении производства, поскольку продукция ООО «АБМ Технологии» не уступает зарубежным аналогам в технологическом отношении.
Инжиниринг и дизайн
Изготовление протезных супраструктур для хирургии в основном носит мелкосерийный или даже штучный характер в зависимости от требований и пожеланий заказчика в большей степени, чем от стандартов производства. Разработка и дизайн этих медицинских изделий являются наиболее важной составляющей всего производственного процесса. К ним следует относиться уже как к критической организационной технологии, конечным результатом (продуктом) которой является отсутствие права на ошибку на всех последующих этапах производства. Он представляет собой сложный многоэтапный и весьма специфичный процесс проектирования, согласования требований заказчика с возможностями оборудования, поверочного характера и лабораторных испытаний.
К ним следует относиться уже как к критической организационной технологии, конечным результатом (продуктом) которой является отсутствие права на ошибку на всех последующих этапах производства. Он представляет собой сложный многоэтапный и весьма специфичный процесс проектирования, согласования требований заказчика с возможностями оборудования, поверочного характера и лабораторных испытаний.
В настоящее время на счету ООО «АБМ Технологии» более 600 номенклатурных позиций разработанных изделий медицинского назначения. Однако это далеко не предел, в наших долгосрочных планах развития предусмотрено дальнейшее развитие номенклатуры выпускаемой продукции на фоне постоянного сохранения и улучшения качества изготовления.
Обработка
Заготовки из технически чистого титана ВТ1-0 (сорт 4) производства известной немецкой компании ZAPP GmbH в основном используются для изготовления протезных супраструктур на Заводе АБМ-Технологии. Однако наши технологические возможности позволяют использовать заготовки и из других медицинских металлов и сплавов.
Однако наши технологические возможности позволяют использовать заготовки и из других медицинских металлов и сплавов.
Приведение изделий в требуемую конструкцией форму осуществляется путем их прецизионной обработки: токарной, фрезерной, сверлильной, шлифовальной. На нашем Заводе эти основные производственные операции выполняются на современных (год выпуска не позднее 2017 года) (прецизионного качества) металлообрабатывающих станках с ЧПУ S206 производства японской машиностроительной компании Tsunami Precision Co.
Наши квалифицированные операторы японских станков с ЧПУ соответствуют высокому классу металлообрабатывающего оборудования. Они прошли длительный курс обучения с практическими занятиями под руководством японских специалистов в оговоренное время. Кроме того, в настоящее время они имеют достаточно богатый опыт производственной практики.
Обработка поверхности
Механическая обработка поверхности медицинских имплантатов и компонентов протезов имеет свою специфику, так как направлена не на повышение класса точности поверхности детали, а на увеличение приживаемости металлического имплантата к биологической ткани. Гарантией этого свойства поверхности является ее достаточная шероховатость и пористость, а также абсолютная химическая чистота биологически нейтрального материала.
Гарантией этого свойства поверхности является ее достаточная шероховатость и пористость, а также абсолютная химическая чистота биологически нейтрального материала.
Для проведения операций по очистке и механической обработке поверхности изделий медицинского назначения на Заводе медицинских изделий «АБМ Технологии» используется самое высокотехнологичное оборудование производства швейцарской компании KKS Ultraschall AG, которая является безусловным лидером в данном сегменте рынка.
Имеющееся на нашем предприятии швейцарское оборудование позволяет применять следующие технологии обработки:
• электромагнитная обработка ствола мелкогабаритных деталей сложной формы (например, ювелирных и хирургических) является аналогом механической полировки. Применяется для сглаживания заусенцев и острых кромок, возникших в процессе механической обработки деталей, тщательной очистки поверхности металла (даже в труднодоступных местах) от окислов, различных загрязнений и жирных отложений;
• пескоструйная обработка выполняет еще одну важную функцию при очистке поверхности металла от оксидной пленки, а именно придает ей требуемую шероховатость, необходимую для оптимизации приживаемости имплантата к живой ткани;
• кислотная обработка (травление). Используется как для придания поверхности металлического имплантата необходимой химической чистоты (удаление остаточных загрязнений после механической обработки), так и для придания ей необходимой пористой структуры, что, в свою очередь, придавая шероховатость, оказывает влияние на качество приживаемость поверхности титана к живой ткани;
Используется как для придания поверхности металлического имплантата необходимой химической чистоты (удаление остаточных загрязнений после механической обработки), так и для придания ей необходимой пористой структуры, что, в свою очередь, придавая шероховатость, оказывает влияние на качество приживаемость поверхности титана к живой ткани;
• ультразвуковая очистка (очистка ультразвуковыми волнами в жидкой среде) – завершающий этап тонкой очистки поверхности изделия, в результате которого очищаются самые труднодоступные места и даже поры материала с абсолютной химической чистотой придается ему. На заводе АБМ-технологий ультразвуковая очистка может проводиться в шести различных средах (ваннах) — кислотной, щелочной, спиртовой, очищающем водном растворе и чистой воде
.
Обеспечение стерильности продукции
На Заводе медицинских изделий АБМ Технологии даже упаковка готовой продукции является
важной частью производственного процесса. Даже его первичная упаковка происходит в изолированном так называемом «чистом помещении» с соблюдением высочайших стандартов стерильности. На этом производственном участке поддерживается строжайший режим бактерицидной обработки, включая фильтрацию воздуха. Работники носят изолирующую рабочую одежду и осуществляют первичную упаковку продукции только с помощью стерильного инструмента без контакта с кожей рук упаковщиков.
Даже его первичная упаковка происходит в изолированном так называемом «чистом помещении» с соблюдением высочайших стандартов стерильности. На этом производственном участке поддерживается строжайший режим бактерицидной обработки, включая фильтрацию воздуха. Работники носят изолирующую рабочую одежду и осуществляют первичную упаковку продукции только с помощью стерильного инструмента без контакта с кожей рук упаковщиков.
После первичной упаковки продукция направляется на полную стерилизацию жестким гамма-излучением, полностью уничтожающую любые микробные и бактериальные среды.
Сроки изготовления изделий медицинского назначения на заводе АБС-Технологии достаточно гибкие в зависимости от вида продукции и ее партии. Они зависят от того, что конкретно должно быть изготовлено, технологического объема работ и количественного размера партии. По желанию заказчика мы можем изготовить как промежуточные заготовки, так и полностью готовые к применению изделия медицинского назначения.
Благодаря мощной производственной базе, грамотным и опытным инженерно-техническим специалистам, а также тщательно отработанным и отлаженным технологиям производственные возможности нашего Завода, предусмотренные на момент его основания, достаточно велики. Даже при тщательном подсчете они составляют от 30 до 40 тысяч изделий медицинского назначения в месяц, включая протезные супраструктуры и медицинские инструменты. С особым вниманием только к возможностям компонентов протезов для стоматологической хирургии наш сегодняшний производственный потенциал составляет не менее 22 000 изделий в месяц. Несомненно, такой объем способен покрыть значительную долю отечественного рынка в данном сегменте изделий медицинского назначения.
Однако ООО «АБМ Технологии» не останавливается на достигнутом. Наши долгосрочные планы развития предусматривают дальнейшее наращивание производства, расширение ассортимента продукции и повышение ее качества.
Процесс технологического проектирования – 8 класс
Рабочие листы по естественным наукам для 8 класса
Разработка новой технологии — это применение науки, т. е. использование научных знаний для определенной цели, целью которой является разработка конкретной технологии. Как именно научные знания используются для разработки технологий? Вот где Процесс технологического проектирования приходит.
е. использование научных знаний для определенной цели, целью которой является разработка конкретной технологии. Как именно научные знания используются для разработки технологий? Вот где Процесс технологического проектирования приходит.
Просто запланируйте БЕСПЛАТНОЕ занятие, чтобы встретиться с преподавателем и получить помощь по любой интересующей вас теме!
Кто выполняет процесс технологического проектирования?
Для лиц, занимающихся технологическим проектированием, определено множество ролей. Их в первую очередь Инженеры или Технологи , обладающие специальными навыками, как Дизайнеры . Следовательно, этот процесс также называется Engineering Design .
Типичный процесс проектирования состоит из множества этапов. Эти шаги обычно выполняются последовательно, но иногда может потребоваться повторение некоторых шагов, что делает итеративным процессом . Давайте рассмотрим эти шаги.
Этапы процесса технологического проектирования
1. Определение проблемы
Для появления любой новой технологии необходима потребность или желание. Например, истощение запасов ископаемого топлива может привести к желанию разрабатывать автомобили, работающие на нетрадиционных источниках энергии. Это также может быть вызвано идеей или Видением в уме ученого или инженера, даже если потребность или желание не ощущаются. Например, дизайн телефона с сенсорным экраном пришел в голову Стиву Джобсу , что привело к созданию iPhone. Этот шаг требует четкого Постановка задачи должна быть написана.
2. Исследование проблемы
Исследование — это процесс поиска ответов на многие вопросы, которые могут возникнуть в процессе проектирования. Например, чтобы построить автомобиль на нетрадиционной энергии, нужно выяснить, какой источник энергии лучше всего подходит для этой цели — ветер, солнце или топливо из биомассы? Если использовать солнечную энергию, то как лучше всего получить солнечные лучи? Как мы будем преобразовывать его в полезную энергию? Где мы будем хранить энергию? Аналогичные вопросы возникнут, если мы будем исследовать энергию ветра или биомассу.
3. Генерация возможных решений
Исследование часто приводит к более чем одному решению. Дизайнер может изучить множество альтернатив, прежде чем выбрать одну. Иногда многие решения кажутся возможными, и дизайнер будет экспериментировать со всеми ими на последующих этапах, прежде чем выбрать правильное решение. Здесь шаги могут стать Итеративными . Например, на этом этапе проектировщик может прийти к выводу, что солнечная энергия и энергия биомассы лучше всего подходят для дальнейшего развития, а энергия ветра не может быть решением.
4. Выберите наилучшее решение
Итерации нескольких решений помогут определить осуществимость одного конкретного решения, которое лучше всего подходит для решения проблемы. Это может быть основано на стоимости, наличии подходящих материалов, эффективности решения, времени, необходимом для строительства, и многих других подобных факторах. Используя этот пример, дизайнер может выбрать автомобиль на солнечной энергии как наиболее осуществимое решение.
Персонализированное онлайн-обучение
eTutorWorld предлагает доступное индивидуальное онлайн-обучение для классов K-12, помощь в подготовке к стандартным тестам, таким как SCAT, CogAT, MAP, SSAT, SAT, ACT, ISEE и AP. Вы можете запланировать уроки онлайн-репетиторства в удобное для вас время с гарантией возврата денег. Первый индивидуальный онлайн-урок всегда БЕСПЛАТНЫЙ, никаких обязательств по покупке, кредитная карта не требуется.
Чтобы получить ответы/решения на любой вопрос или изучить концепции, пройдите БЕСПЛАТНУЮ ПРОБНУЮ ПРОБНУЮ ВЕРСИЮ Сессия.
Запланировать бесплатный сеанс
Кредитная карта не требуется, никаких обязательств по покупке.
Просто запланируйте БЕСПЛАТНОЕ занятие, чтобы встретиться с преподавателем и получить помощь по любой интересующей вас теме!
5. Создание и тестирование моделей решения
Дизайнеру всегда необходимо рисовать Эскизы и создавать Модели или Прототипы для проверки осуществимости каждого альтернативного решения. Модели обычно строятся в короткие сроки из относительно дешевых материалов и тестируются для проверки их функционирования.
Модели обычно строятся в короткие сроки из относительно дешевых материалов и тестируются для проверки их функционирования.
6. Уточнение и повторное тестирование модели
Процесс моделирования обычно также является итеративным — может потребоваться создать и протестировать несколько моделей, прежде чем появится правильная. Иногда все результаты моделирования могут быть недостижимы, и дизайнеру может потребоваться вернуться к этапу исследования, чтобы ответить на дополнительные вопросы, прежде чем вернуться к этому этапу.
7. Сообщить окончательное решение
Конечным результатом процесса технологического проектирования является принятое окончательное проектное решение. Это часто пишется и зарисовывается во всех подробностях в форме 9.0076 Спецификации проекта , которые передаются другим инженерам и технологам для фактической сборки и производства решения.
На этом процесс технологического проектирования завершается.
Check Point
- В процессе технологического проектирования мы применяем ________ для разработки ________.

 Определяющий момент — происхождение пигмента.
Определяющий момент — происхождение пигмента. Выбирать бесконечно не получится;
Выбирать бесконечно не получится; Чтобы не увидеть в итоге на стене темные и светлые разводы, смесь необходимо долго и тщательно перемешивать перед применением;
Чтобы не увидеть в итоге на стене темные и светлые разводы, смесь необходимо долго и тщательно перемешивать перед применением; Это может быть «Файдаль» или «Colorex» с соответствующей пометкой на упаковке. В основном покупателям предлагаются жидкие концентрированные колеры;
Это может быть «Файдаль» или «Colorex» с соответствующей пометкой на упаковке. В основном покупателям предлагаются жидкие концентрированные колеры;
 Способов за всю историю придумали только два:
Способов за всю историю придумали только два: Процесс предполагает соблюдение следующего алгоритма:
Процесс предполагает соблюдение следующего алгоритма: Закупить несколько банок? А вдруг не понравится итоговый цвет? Приходится решать подобную дилемму. Нельзя забывать, что ни одна фотография или экран ПК не передают цвета точно. Разница обязательно будет.
Закупить несколько банок? А вдруг не понравится итоговый цвет? Приходится решать подобную дилемму. Нельзя забывать, что ни одна фотография или экран ПК не передают цвета точно. Разница обязательно будет. Оттенок регулируется вручную меняя объем и смешивая различные оттенки соблюдая при этом рекомендации производителей.
Оттенок регулируется вручную меняя объем и смешивая различные оттенки соблюдая при этом рекомендации производителей. Данный вид менее устойчив к воздействию света, не рекомендуются щелочные или химические воздействия, разрушают фактуру и цвет. Плюс данного колера огромный выбор ярких насыщенных цветов.
Данный вид менее устойчив к воздействию света, не рекомендуются щелочные или химические воздействия, разрушают фактуру и цвет. Плюс данного колера огромный выбор ярких насыщенных цветов. Окрашивания производится на листке бумаги или куске гипсокартона не нужного, и обязательно нужно записать пропорции;
Окрашивания производится на листке бумаги или куске гипсокартона не нужного, и обязательно нужно записать пропорции; 1 № 1 январь 1982 г.
1 № 1 январь 1982 г.  Очевидно, что некоторые прозрачные эмали изменяют цветовые характеристики больше, чем другие, по сравнению с изменением цвета, происходящим с более непрозрачными эмалями. Изменение цвета может происходить несколькими различными способами. Два из них довольно поразительны — из-за того, что происходит химическая реакция, полностью меняющая цвет без видимой связи. Другие изменения легче ожидать или понять, поскольку они происходят из-за физических, а не химических изменений. Физические изменения происходят из-за плотности стекла и цвета, непрозрачности и субтрактивной и аддитивной природы смеси света и пигмента. Не все эмали имеют явное изменение цвета, однако на все цвета эмали влияет как основной металл, так и соотношение времени и температуры во время обжига. Изменение цвета наиболее заметно для фритт прозрачного цвета. С самого начала следует понимать, что способ сплавления стекла с поверхностью металла является основой как химического изменения цвета, так и его удерживающей способности.
Очевидно, что некоторые прозрачные эмали изменяют цветовые характеристики больше, чем другие, по сравнению с изменением цвета, происходящим с более непрозрачными эмалями. Изменение цвета может происходить несколькими различными способами. Два из них довольно поразительны — из-за того, что происходит химическая реакция, полностью меняющая цвет без видимой связи. Другие изменения легче ожидать или понять, поскольку они происходят из-за физических, а не химических изменений. Физические изменения происходят из-за плотности стекла и цвета, непрозрачности и субтрактивной и аддитивной природы смеси света и пигмента. Не все эмали имеют явное изменение цвета, однако на все цвета эмали влияет как основной металл, так и соотношение времени и температуры во время обжига. Изменение цвета наиболее заметно для фритт прозрачного цвета. С самого начала следует понимать, что способ сплавления стекла с поверхностью металла является основой как химического изменения цвета, так и его удерживающей способности. В условиях нагрева основной металл легче окисляется при обжиге, чем при комнатной температуре, до размягчения и расплавления нанесенной эмали в сплошную массу. Это закрывает поверхность металла от действия кислорода в печи, который окисляет поверхность под нанесенной эмалевой фриттой. Время и температура определяют количество происходящего окисления. Это соотношение времени и температуры также влияет на скорость размягчения эмалевой фритты. Если температура недостаточна для быстрого плавления стекла, окисление поверхности увеличивается до такой степени, что при остывании изделия металл и стекло могут разъединиться на границе раздела, особенно при недообжиге твердых эмалей. Если металл и стекло сплавлены вместе, прозрачная эмаль может казаться очень темной из-за оксида металла. Это может, если его избыток, полностью блокировать отраженный свет от металлической поверхности. Если стеклу недостаточно времени, чтобы поглотить присутствующий оксид металла (перевести его в раствор), на цвет прозрачного стекла физически влияет цвет этого оксида.
В условиях нагрева основной металл легче окисляется при обжиге, чем при комнатной температуре, до размягчения и расплавления нанесенной эмали в сплошную массу. Это закрывает поверхность металла от действия кислорода в печи, который окисляет поверхность под нанесенной эмалевой фриттой. Время и температура определяют количество происходящего окисления. Это соотношение времени и температуры также влияет на скорость размягчения эмалевой фритты. Если температура недостаточна для быстрого плавления стекла, окисление поверхности увеличивается до такой степени, что при остывании изделия металл и стекло могут разъединиться на границе раздела, особенно при недообжиге твердых эмалей. Если металл и стекло сплавлены вместе, прозрачная эмаль может казаться очень темной из-за оксида металла. Это может, если его избыток, полностью блокировать отраженный свет от металлической поверхности. Если стеклу недостаточно времени, чтобы поглотить присутствующий оксид металла (перевести его в раствор), на цвет прозрачного стекла физически влияет цвет этого оксида. Это наиболее заметно при первом обжиге светлого прозрачного цвета, который показывает красновато-коричневатую неметаллическую непрозрачность на границе стекла и металла. Если и время, и температура достаточны, оксид металла для глаз абсорбировался в стекло, позволяя свету отражаться от очищенной от оксида поверхности металла. бесцветной эмали (флюс) и достаточно обожженной, только розовый цвет меди повлияет на физический цвет стекла. Однако, если на флюсовом покрытии есть тонкие участки, они могут иметь цвет от светло-голубого до зеленого. Что происходит, так это то, что количество оксида меди, попавшее в стекло, химически окрашивает стекло. Эта окраска возникает из-за двух факторов:
Это наиболее заметно при первом обжиге светлого прозрачного цвета, который показывает красновато-коричневатую неметаллическую непрозрачность на границе стекла и металла. Если и время, и температура достаточны, оксид металла для глаз абсорбировался в стекло, позволяя свету отражаться от очищенной от оксида поверхности металла. бесцветной эмали (флюс) и достаточно обожженной, только розовый цвет меди повлияет на физический цвет стекла. Однако, если на флюсовом покрытии есть тонкие участки, они могут иметь цвет от светло-голубого до зеленого. Что происходит, так это то, что количество оксида меди, попавшее в стекло, химически окрашивает стекло. Эта окраска возникает из-за двух факторов: Эта крайность для мастера-эмалиста известна как «выжженная» или «выгоревшая». Технически это форма девитрификации. Эти обстоятельства могут возникнуть при любой эмали; прозрачный, полупрозрачный или непрозрачный. Изменения химического действия становятся более сложными. Это верно, когда оксид металла из основного металла вступает в реакцию с «оксидами металлов» самого цветного стекла. Это особенно верно для цветов, содержащих золото; кадмий- и/или селенсодержащие красители; и в некоторой степени краски, содержащие хром.
Эта крайность для мастера-эмалиста известна как «выжженная» или «выгоревшая». Технически это форма девитрификации. Эти обстоятельства могут возникнуть при любой эмали; прозрачный, полупрозрачный или непрозрачный. Изменения химического действия становятся более сложными. Это верно, когда оксид металла из основного металла вступает в реакцию с «оксидами металлов» самого цветного стекла. Это особенно верно для цветов, содержащих золото; кадмий- и/или селенсодержащие красители; и в некоторой степени краски, содержащие хром. Они более прозрачны и/или менее непрозрачны (цвет печени) при медленном охлаждении после обжига. Теоретически считается, что кристаллы золота выросли настолько большими и компактными, что создали плотность цвета, которая превращает прозрачное стекло в непрозрачное по внешнему виду, блокируя отраженный свет от поверхности металла. Таким образом, рост кристаллов вызывает физическое блокирование света и, следовательно, изменение цвета. Действие указанных эмалей на серебро более химическое. Когда оксид серебра растворяют, он действует сначала как краситель, а затем как замутнитель. Это вызывает изменение цвета стекла с красно-розового на зелено-желтый, на непрозрачный зеленый или непрозрачный желто-коричневый. Цвет зеленый в случае прозрачных пурпурных. Это действие можно уменьшить частично или контролировать, если количество эмали достаточно для выравнивания химической активности при первом и последующих обжигах. Количество красящих компонентов, поступающих в объем стекла, не должно превышать той доли, которую это стекло может поглотить и сохранить исходную целостность цвета.
Они более прозрачны и/или менее непрозрачны (цвет печени) при медленном охлаждении после обжига. Теоретически считается, что кристаллы золота выросли настолько большими и компактными, что создали плотность цвета, которая превращает прозрачное стекло в непрозрачное по внешнему виду, блокируя отраженный свет от поверхности металла. Таким образом, рост кристаллов вызывает физическое блокирование света и, следовательно, изменение цвета. Действие указанных эмалей на серебро более химическое. Когда оксид серебра растворяют, он действует сначала как краситель, а затем как замутнитель. Это вызывает изменение цвета стекла с красно-розового на зелено-желтый, на непрозрачный зеленый или непрозрачный желто-коричневый. Цвет зеленый в случае прозрачных пурпурных. Это действие можно уменьшить частично или контролировать, если количество эмали достаточно для выравнивания химической активности при первом и последующих обжигах. Количество красящих компонентов, поступающих в объем стекла, не должно превышать той доли, которую это стекло может поглотить и сохранить исходную целостность цвета. Золотые рубины на металле с позолотой (Томпак), – 95 частей меди и 5 частей цинка – сохраняют свой цвет и прозрачность. Моя теория заключается в том, что окисляющийся цинк уменьшает количество кислорода, доступного для окисления меди во время обжига. Оксид цинка является модификатором стекла, который не придает цвет. Оксид меди, CuO, является красителем в стекле.
Золотые рубины на металле с позолотой (Томпак), – 95 частей меди и 5 частей цинка – сохраняют свой цвет и прозрачность. Моя теория заключается в том, что окисляющийся цинк уменьшает количество кислорода, доступного для окисления меди во время обжига. Оксид цинка является модификатором стекла, который не придает цвет. Оксид меди, CuO, является красителем в стекле. В настоящее время у меня нет надежной теории, кроме поверхностного окисления, с помощью которой можно было бы объяснить изменения цвета.
В настоящее время у меня нет надежной теории, кроме поверхностного окисления, с помощью которой можно было бы объяснить изменения цвета. Рассмотрение ясно показывает, почему один и тот же прозрачный цвет будет выглядеть по-разному на разных металлах. Золото следует рассматривать как оранжевое или ярко-желтое, серебро — как белое, стерлинговое серебро — как светло-серое, медь — как розовое, а позолоченный металл — как желтый. Физический цвет основного металла, когда он физически окрашивается прозрачным стеклом, становится аддитивной цветовой смесью, создавая вариации оттенка и тона. Пример – прозрачная фиолетовая эмаль на золоте представляет собой смесь фиолетового и оранжевого, создавая однотонный цвет комплементов.
Рассмотрение ясно показывает, почему один и тот же прозрачный цвет будет выглядеть по-разному на разных металлах. Золото следует рассматривать как оранжевое или ярко-желтое, серебро — как белое, стерлинговое серебро — как светло-серое, медь — как розовое, а позолоченный металл — как желтый. Физический цвет основного металла, когда он физически окрашивается прозрачным стеклом, становится аддитивной цветовой смесью, создавая вариации оттенка и тона. Пример – прозрачная фиолетовая эмаль на золоте представляет собой смесь фиолетового и оранжевого, создавая однотонный цвет комплементов. (Например, Басс Тай). Чем толще стекло на металлической поверхности, тем меньше света будет отражаться и излучаться обратно к зрителю. Чем больше количество красителей, тем больше света будет поглощаться стеклом. Избыток красителя и толщины быстро создает плотность, из-за которой прозрачная эмаль становится темнее или непрозрачной. (Пример: темные опаки, такие как синий и черный, на самом деле представляют собой прозрачную базовую фритту с высокой плотностью красителя.)
(Например, Басс Тай). Чем толще стекло на металлической поверхности, тем меньше света будет отражаться и излучаться обратно к зрителю. Чем больше количество красителей, тем больше света будет поглощаться стеклом. Избыток красителя и толщины быстро создает плотность, из-за которой прозрачная эмаль становится темнее или непрозрачной. (Пример: темные опаки, такие как синий и черный, на самом деле представляют собой прозрачную базовую фритту с высокой плотностью красителя.) Это связано с отсутствием белых отражающих частиц, взятых в раствор. Плотность частиц объясняет, почему светлая прозрачная, имеющая меньше цветных частиц, малоэффективна при обжиге темного цвета, в котором больше цветных частиц. Исключением является использование прозрачной эмали в качестве цветового фильтра для субтрактивного смешения цветов. Субтрактивная теория цвета относится скорее к свету, чем к пигменту. Смешивание цветных огней позволяет вычитать цвет с помощью цветных фильтров, то есть цветной фотографии. Эта тема будет рассмотрена в следующем выпуске. Существует возможность химического воздействия между двумя слоями эмали из-за реакции цветных оксидов. Оксиды неблагородных металлов также могут диспергироваться через слой стекла до такой степени, что они влияют на цвет второго слоя эмали. Эти химические и физические изменения цвета связаны или могут быть взаимосвязаны на одном изделии. Свобода работы с эмалью как со стеклом должна определяться динамическим потенциалом стекла, а не индивидом.
Это связано с отсутствием белых отражающих частиц, взятых в раствор. Плотность частиц объясняет, почему светлая прозрачная, имеющая меньше цветных частиц, малоэффективна при обжиге темного цвета, в котором больше цветных частиц. Исключением является использование прозрачной эмали в качестве цветового фильтра для субтрактивного смешения цветов. Субтрактивная теория цвета относится скорее к свету, чем к пигменту. Смешивание цветных огней позволяет вычитать цвет с помощью цветных фильтров, то есть цветной фотографии. Эта тема будет рассмотрена в следующем выпуске. Существует возможность химического воздействия между двумя слоями эмали из-за реакции цветных оксидов. Оксиды неблагородных металлов также могут диспергироваться через слой стекла до такой степени, что они влияют на цвет второго слоя эмали. Эти химические и физические изменения цвета связаны или могут быть взаимосвязаны на одном изделии. Свобода работы с эмалью как со стеклом должна определяться динамическим потенциалом стекла, а не индивидом.
 Прозрачный красный – яркий тому пример. Этот цвет может образовываться на основе селена или хлорита золота. Если этот цвет эмали обжигают на золотой основе, она блестит глубоко и имеет насыщенный цветовой тон. Металлические компоненты, которые диффундируют в процессе обжига, положительно влияют на цвет. Однако, если тот же цвет обжигается на серебряной основе, он выглядит некрасивым, коричневым и непрозрачным. Рассеянные компоненты серебра связываются с эмалью и создают неблагоприятные соединения. Этих проблем можно избежать, если иметь правильное ноу-хау.
Прозрачный красный – яркий тому пример. Этот цвет может образовываться на основе селена или хлорита золота. Если этот цвет эмали обжигают на золотой основе, она блестит глубоко и имеет насыщенный цветовой тон. Металлические компоненты, которые диффундируют в процессе обжига, положительно влияют на цвет. Однако, если тот же цвет обжигается на серебряной основе, он выглядит некрасивым, коричневым и непрозрачным. Рассеянные компоненты серебра связываются с эмалью и создают неблагоприятные соединения. Этих проблем можно избежать, если иметь правильное ноу-хау. Поскольку это возможно только при использовании агрессивной плавиковой кислоты, это должно оставаться крайней мерой.
Поскольку это возможно только при использовании агрессивной плавиковой кислоты, это должно оставаться крайней мерой.
 ..Может, попробуете воспользоваться поиском?
..Может, попробуете воспользоваться поиском? 2 до 2 т.)
2 до 2 т.) 0ЕХ
0ЕХ 530 TGA 41.530
530 TGA 41.530 400 TGX 26.440 TGX 26.460 TGX 26.480 TGX 26.500 TGX 26.540 TGX 26.560 TGX 28.480 TGX 28.500 TGX 28.540 TGX 28.560 TGX 33.480 TGX 33.540 TGX 33.580 TGX 33.680 TGX 35.510 TGX 41.540 TGX 41.680
400 TGX 26.440 TGX 26.460 TGX 26.480 TGX 26.500 TGX 26.540 TGX 26.560 TGX 28.480 TGX 28.500 TGX 28.540 TGX 28.560 TGX 33.480 TGX 33.540 TGX 33.580 TGX 33.680 TGX 35.510 TGX 41.540 TGX 41.680 3
3 Теофиполь, DX25476
Теофиполь, DX25476
 5
5
 0
0 0
0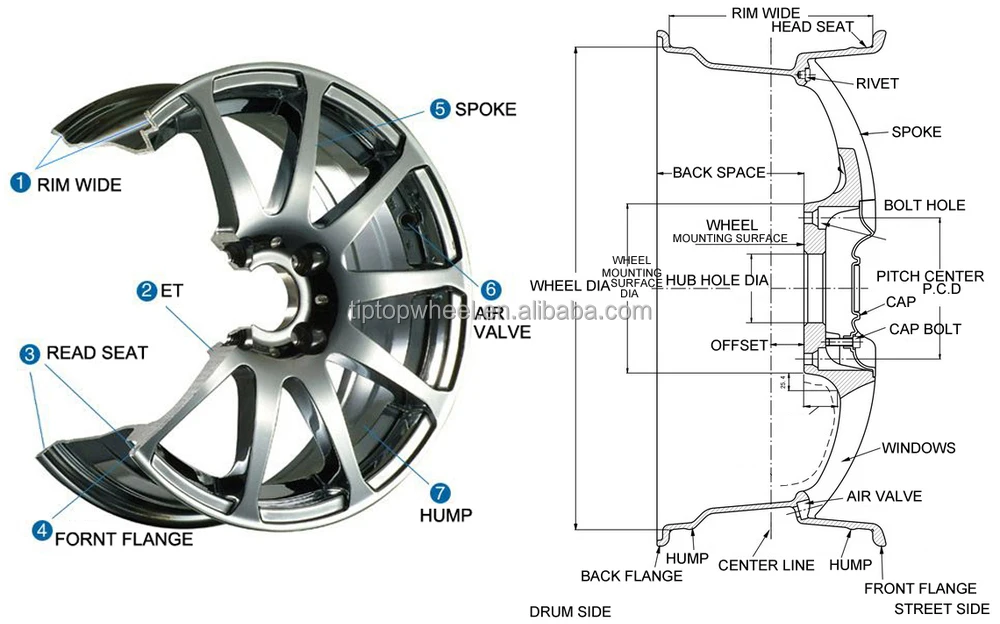 0
0 Старайтесь приобретать шины и диски в одном месте. Это позволит снизить риск покупки товаров с несоответствующими размерами.
Старайтесь приобретать шины и диски в одном месте. Это позволит снизить риск покупки товаров с несоответствующими размерами.
 Безусловно, летом ездить проще, чем зимой, но лужи, грязь тоже никто не отменял. Давайте разбираться, на что обращать внимание, когда выбираем хорошие летние шины
Безусловно, летом ездить проще, чем зимой, но лужи, грязь тоже никто не отменял. Давайте разбираться, на что обращать внимание, когда выбираем хорошие летние шины 
 Для любителей скорости компании-производители предлагают специальные коллекции спортивных покрышек. Благодаря особому рисунку протектора, обеспечивается лучшее сцепление колеса с дорогой. Однако и здесь есть минусы — как правило, такая резина не отличается особой износоустойчивостью и хватает ее всего на 10-15 тысяч километров пробега (в то время, как средний пробег обычных шин — 45 тысяч километров).
Для любителей скорости компании-производители предлагают специальные коллекции спортивных покрышек. Благодаря особому рисунку протектора, обеспечивается лучшее сцепление колеса с дорогой. Однако и здесь есть минусы — как правило, такая резина не отличается особой износоустойчивостью и хватает ее всего на 10-15 тысяч километров пробега (в то время, как средний пробег обычных шин — 45 тысяч километров).
 Но это не означает, что на ваш автомобиль или грузовик нельзя установить разные колеса или диски. Чтобы понять, какие колеса подойдут для вашего автомобиля, мы рассмотрим размеры обода и некоторые основные размеры.
Но это не означает, что на ваш автомобиль или грузовик нельзя установить разные колеса или диски. Чтобы понять, какие колеса подойдут для вашего автомобиля, мы рассмотрим размеры обода и некоторые основные размеры.
 У Les Schwab есть инструменты для точного измерения центральной линии.
У Les Schwab есть инструменты для точного измерения центральной линии. У Les Schwab есть эти размеры для вашего автомобиля, включая разболтовку.
У Les Schwab есть эти размеры для вашего автомобиля, включая разболтовку. Профессионалы Les Schwab делают это каждый день и могут гарантировать, что вы получите правильные диски для своего автомобиля.
Профессионалы Les Schwab делают это каждый день и могут гарантировать, что вы получите правильные диски для своего автомобиля.
 Этот ответ вы можете найти в таблицах под этим текстом.
Этот ответ вы можете найти в таблицах под этим текстом.

 Они предназначены только для информационных целей. Tyresizecalculator.com не несет ответственности за любые ошибки, которые могут возникнуть при их использовании.
Они предназначены только для информационных целей. Tyresizecalculator.com не несет ответственности за любые ошибки, которые могут возникнуть при их использовании.


 е. шина серия/профиль). В ряду, по мере увеличения серии, увеличивается и ширина шины. Таким образом, мы можем сказать, что есть минимальная и максимальная ширина шины для одной ширины обода, но только в контексте серии шин.
е. шина серия/профиль). В ряду, по мере увеличения серии, увеличивается и ширина шины. Таким образом, мы можем сказать, что есть минимальная и максимальная ширина шины для одной ширины обода, но только в контексте серии шин.

 11-240) язда Производитель: Ярославский
11-240) язда Производитель: Ярославский 11-240) язда Тип: муфта опережения впрыска
11-240) язда Тип: муфта опережения впрыска 10,20,7403.10,7408.10,7409.10) язда Тип: муфта
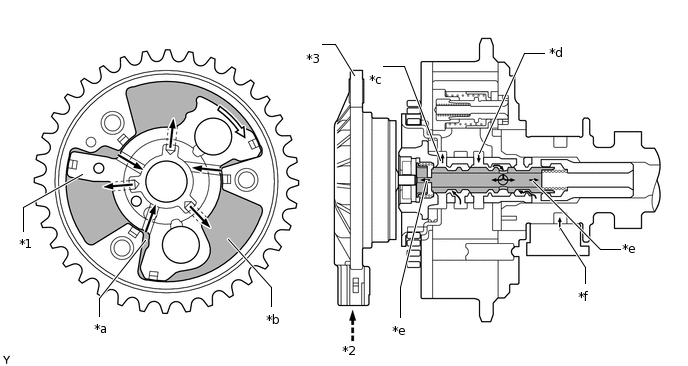
10,20,7403.10,7408.10,7409.10) язда Тип: муфта В частности, оно относится к включению сцепления с электронным управлением и гидравлическим приводом в силовой передаче, которая включает в себя многоступенчатую трансмиссию или трансмиссию с бесступенчатым передаточным числом и двигатель внутреннего сгорания с искровым зажиганием.
В частности, оно относится к включению сцепления с электронным управлением и гидравлическим приводом в силовой передаче, которая включает в себя многоступенчатую трансмиссию или трансмиссию с бесступенчатым передаточным числом и двигатель внутреннего сгорания с искровым зажиганием.
 оставить двигатель.
оставить двигатель. 2 представляет собой схематическое изображение автомобильной трансмиссии, работа которой управляется системой в соответствии с настоящим изобретением.
2 представляет собой схематическое изображение автомобильной трансмиссии, работа которой управляется системой в соответствии с настоящим изобретением.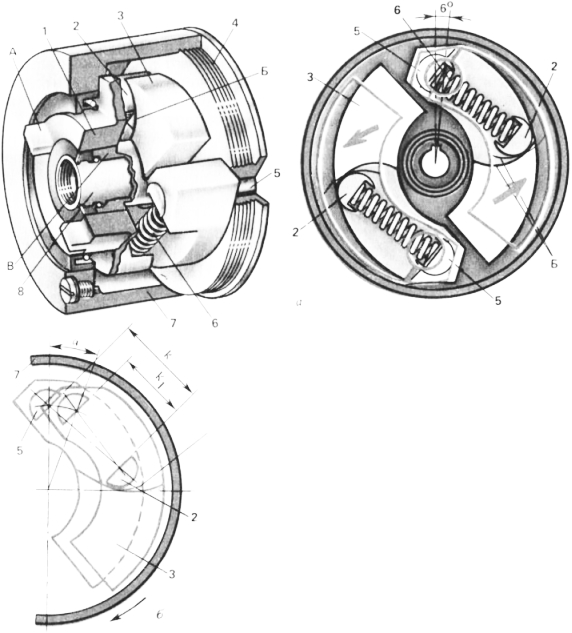 Заданное передаточное отношение скорости — это соотношение скоростей этих компонентов при переключении на более высокую передачу. При переключении на повышенную передачу скорость автомобиля поддерживается постоянной. Фрикционными элементами, включение и выключение которых определяют фактическое передаточное число рабочих скоростей, могут быть фрикционные муфты, тормоза, обгонные муфты свободного хода или аналогичные устройства. При переключении на повышенную передачу крутящий момент передается от муфты выключения к муфте встречного потока по мере того, как гидравлическое давление в цилиндрах сцепления падает и увеличивается соответственно.
Заданное передаточное отношение скорости — это соотношение скоростей этих компонентов при переключении на более высокую передачу. При переключении на повышенную передачу скорость автомобиля поддерживается постоянной. Фрикционными элементами, включение и выключение которых определяют фактическое передаточное число рабочих скоростей, могут быть фрикционные муфты, тормоза, обгонные муфты свободного хода или аналогичные устройства. При переключении на повышенную передачу крутящий момент передается от муфты выключения к муфте встречного потока по мере того, как гидравлическое давление в цилиндрах сцепления падает и увеличивается соответственно. Первоначально снижение давления просто позволяет уменьшить избыточный крутящий момент сцепления, способность сцепления передавать крутящий момент, превышающий требуемый крутящий момент. Скорость вращения трансмиссии практически не изменяется, как показано верхней линией на фиг. 1.
Первоначально снижение давления просто позволяет уменьшить избыточный крутящий момент сцепления, способность сцепления передавать крутящий момент, превышающий требуемый крутящий момент. Скорость вращения трансмиссии практически не изменяется, как показано верхней линией на фиг. 1. По мере того, как давление в выходном цилиндре сцепления падает ниже уровня, указанного в D, давление в цилиндре встречного сцепления повышается до уровня E, где крутящий момент полностью снимается с выходного сцепления и полностью переносится на встречное сцепление.
По мере того, как давление в выходном цилиндре сцепления падает ниже уровня, указанного в D, давление в цилиндре встречного сцепления повышается до уровня E, где крутящий момент полностью снимается с выходного сцепления и полностью переносится на встречное сцепление.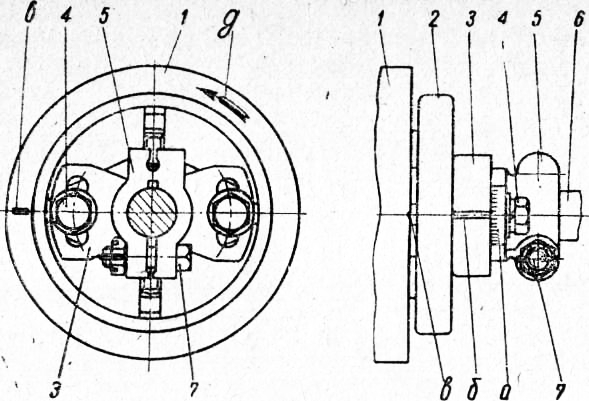 Способность опережать и задерживать время высоковольтного импульса зажигания, который производит искру в двигателе внутреннего сгорания, и способность управлять включением и выключением муфт трансмиссии используются в управлении согласно этому изобретению для уменьшения нежелательные эффекты переходных процессов при переключении передач и колебания трансмиссии, вызванные блокировкой сцепления. Во время инерционной фазы переключения на повышенную передачу входной и реактивный элементы трансмиссии затормаживаются. После инерционной фазы переключения резкое включение сцепления может вызвать колебания трансмиссии в системе привода, если не будут приняты превентивные меры. Система управления по данному изобретению использует замедление момента зажигания двигателя для имитации эффекта механического демпфирования, тем самым сокращая переходный период и уменьшая амплитуду вибраций, которые могут возникнуть.
Способность опережать и задерживать время высоковольтного импульса зажигания, который производит искру в двигателе внутреннего сгорания, и способность управлять включением и выключением муфт трансмиссии используются в управлении согласно этому изобретению для уменьшения нежелательные эффекты переходных процессов при переключении передач и колебания трансмиссии, вызванные блокировкой сцепления. Во время инерционной фазы переключения на повышенную передачу входной и реактивный элементы трансмиссии затормаживаются. После инерционной фазы переключения резкое включение сцепления может вызвать колебания трансмиссии в системе привода, если не будут приняты превентивные меры. Система управления по данному изобретению использует замедление момента зажигания двигателя для имитации эффекта механического демпфирования, тем самым сокращая переходный период и уменьшая амплитуду вибраций, которые могут возникнуть. 2, на которой также показан фильтр контроллера в соответствии с настоящим изобретением для управления моментом зажигания двигателя для снижения вибраций трансмиссии. Трансмиссия представлена в основном тремя массами, расположенными последовательно, которые вибрируют относительно неподвижной плоскости 12. Отраженная инерция двигателя 14, I e (SR) 2 , связана через муфту 16 или другое отключаемое трение. компонент относительно небольшой инерции 18 зубчатой передачи. Масса 20, представляющая инерцию транспортного средства, расположена последовательно с инерцией зубчатой передачи за счет параллельного расположения упругой пружины 22, которая представляет жесткость оси транспортного средства, и демпфера 24, который представляет собой демпфирование, присущее трансмиссии. Скорость передачи на выходе, ω o , выборка осуществляется периодически или непрерывно фильтруется и подается в качестве входных данных в контроллер 26 момента зажигания двигателя. Выходной сигнал SA от контроллера выборочно опережает и задерживает момент зажигания двигателя внутреннего сгорания, используемого в сочетании с трансмиссией.
2, на которой также показан фильтр контроллера в соответствии с настоящим изобретением для управления моментом зажигания двигателя для снижения вибраций трансмиссии. Трансмиссия представлена в основном тремя массами, расположенными последовательно, которые вибрируют относительно неподвижной плоскости 12. Отраженная инерция двигателя 14, I e (SR) 2 , связана через муфту 16 или другое отключаемое трение. компонент относительно небольшой инерции 18 зубчатой передачи. Масса 20, представляющая инерцию транспортного средства, расположена последовательно с инерцией зубчатой передачи за счет параллельного расположения упругой пружины 22, которая представляет жесткость оси транспортного средства, и демпфера 24, который представляет собой демпфирование, присущее трансмиссии. Скорость передачи на выходе, ω o , выборка осуществляется периодически или непрерывно фильтруется и подается в качестве входных данных в контроллер 26 момента зажигания двигателя. Выходной сигнал SA от контроллера выборочно опережает и задерживает момент зажигания двигателя внутреннего сгорания, используемого в сочетании с трансмиссией.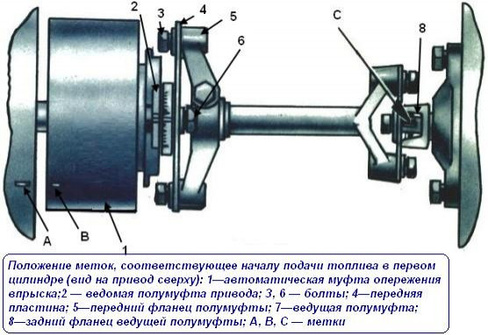 Действие выхода искрового регулятора двигателя эквивалентно действию другого демпфера 28, включенного последовательно между опорой 12 и отраженным инерционным 14.
Действие выхода искрового регулятора двигателя эквивалентно действию другого демпфера 28, включенного последовательно между опорой 12 и отраженным инерционным 14. Когда муфта 34 включена, трансмиссия обеспечивает прямое соединение между двигателем и выходным валом 50; поэтому реактивный момент равен нулю, а выходной момент равен входному моменту.
Когда муфта 34 включена, трансмиссия обеспечивает прямое соединение между двигателем и выходным валом 50; поэтому реактивный момент равен нулю, а выходной момент равен входному моменту. Фильтры нижних частот 52, 54 соответствуют непрерывным системам, представленным передаточной функцией вида ##EQU1##, где s — оператор преобразования Лапласа, а T L — постоянная времени фильтра. Заданное передаточное число SR c , которое определяется автоматически или берется из переключающего устройства, связанного с рычагом селектора передач, управляемым вручную оператором транспортного средства, подается на вход формирующего фильтра 56. Фильтр 56 является вторым порядком. , фильтр нижних частот, передаточная функция которого имеет форму ##EQU2##, где ω n — незатухающая собственная частота, а ζ — коэффициент затухания.
Фильтры нижних частот 52, 54 соответствуют непрерывным системам, представленным передаточной функцией вида ##EQU1##, где s — оператор преобразования Лапласа, а T L — постоянная времени фильтра. Заданное передаточное число SR c , которое определяется автоматически или берется из переключающего устройства, связанного с рычагом селектора передач, управляемым вручную оператором транспортного средства, подается на вход формирующего фильтра 56. Фильтр 56 является вторым порядком. , фильтр нижних частот, передаточная функция которого имеет форму ##EQU2##, где ω n — незатухающая собственная частота, а ζ — коэффициент затухания.
 Выходные данные контроллеров 62 и 68 суммируются в точке соединения 72 для получения выходного сигнала опережения зажигания, SA, значение которого равно SA=SA 9.0045 1 +SA 2
Выходные данные контроллеров 62 и 68 суммируются в точке соединения 72 для получения выходного сигнала опережения зажигания, SA, значение которого равно SA=SA 9.0045 1 +SA 2  В системе по фиг. 5, алгоритмы для фильтров G s , G f1 и G f2 , 80, 82, 84 могут быть синтезированы с использованием передаточных функций для фильтров 56, 52, 54 соответственно. Эти передаточные функции обсуждались ранее и изложены выше.
В системе по фиг. 5, алгоритмы для фильтров G s , G f1 и G f2 , 80, 82, 84 могут быть синтезированы с использованием передаточных функций для фильтров 56, 52, 54 соответственно. Эти передаточные функции обсуждались ранее и изложены выше. Поскольку коэффициент усиления в установившемся режиме равен единице C 5 =4C 1 -C 4 -1
Поскольку коэффициент усиления в установившемся режиме равен единице C 5 =4C 1 -C 4 -1
 Коэффициент усиления привода сцепления GAC определяется как 9.6.
Коэффициент усиления привода сцепления GAC определяется как 9.6.
 Это имеет аналогичный эффект легкого маховика. В этой статье я специально модифицирую свою мелодию Stage 2 для Subaru Impreza WRX 2004 года, но эта концепция применима ко всем автомобилям с бензиновым двигателем внутреннего сгорания.
Это имеет аналогичный эффект легкого маховика. В этой статье я специально модифицирую свою мелодию Stage 2 для Subaru Impreza WRX 2004 года, но эта концепция применима ко всем автомобилям с бензиновым двигателем внутреннего сгорания. Перепрошивка пользовательского ПЗУ также может привести к поломке вашего ЭБУ, если что-то пойдет не так, и машина не заведется. Выполняйте эти модификации только в том случае, если вы понимаете связанные с этим риски.
Перепрошивка пользовательского ПЗУ также может привести к поломке вашего ЭБУ, если что-то пойдет не так, и машина не заведется. Выполняйте эти модификации только в том случае, если вы понимаете связанные с этим риски. Для моего ЭБУ Subaru карта, которую я буду настраивать, называется «Базовая синхронизация». Время уменьшается от 0 градусов до -15 градусов, начиная с 2400 об / мин. Синхронизация сглажена, чтобы сделать большой переход синхронизации более плавным в диапазоне оборотов. Оставление положительного опережения зажигания ниже 2400 об/мин позволяет двигателю нормально работать на низких оборотах, облегчая медленное вождение и предотвращая хлопки и пламя выхлопных газов, хотя они могут быть нежелательными. Обратите внимание, что экстремальные временные скачки могут вызвать детонацию, скачок от 0 градусов или меньше до 45 градусов является большим изменением. Используйте менее агрессивное запаздывание или сгладьте карту в более высоких диапазонах нагрузки, если ECU применяет коррекцию детонации при нажатии на педаль газа.
Для моего ЭБУ Subaru карта, которую я буду настраивать, называется «Базовая синхронизация». Время уменьшается от 0 градусов до -15 градусов, начиная с 2400 об / мин. Синхронизация сглажена, чтобы сделать большой переход синхронизации более плавным в диапазоне оборотов. Оставление положительного опережения зажигания ниже 2400 об/мин позволяет двигателю нормально работать на низких оборотах, облегчая медленное вождение и предотвращая хлопки и пламя выхлопных газов, хотя они могут быть нежелательными. Обратите внимание, что экстремальные временные скачки могут вызвать детонацию, скачок от 0 градусов или меньше до 45 градусов является большим изменением. Используйте менее агрессивное запаздывание или сгладьте карту в более высоких диапазонах нагрузки, если ECU применяет коррекцию детонации при нажатии на педаль газа.
 Устанавливаем тракторное магнето в прорези муфты привода.
Устанавливаем тракторное магнето в прорези муфты привода. Не экономьте и на подушечке рычага тракторного магнето.
Не экономьте и на подушечке рычага тракторного магнето.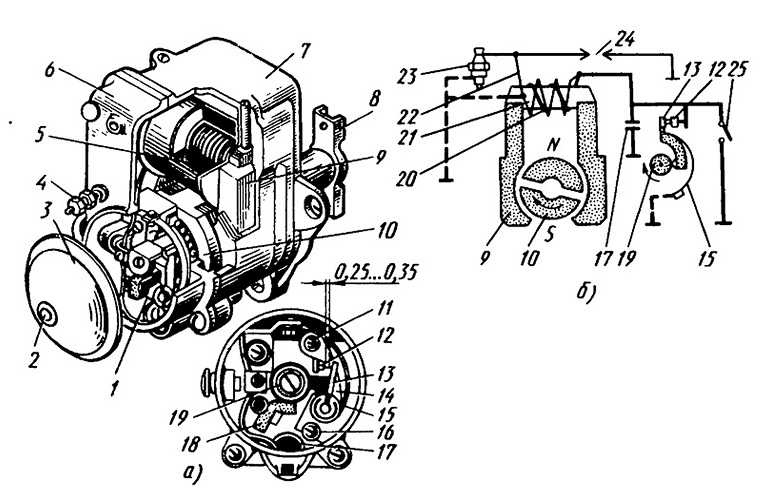 При установке устройства на двигатель, поводок входит в паз шестерни привода магнето. Корпус закрыт крышкой, на которой смонтированы контакты прерывателя и выводы обмоток трансформатора. Прерыватель закрыт легкосъемной крышкой.
При установке устройства на двигатель, поводок входит в паз шестерни привода магнето. Корпус закрыт крышкой, на которой смонтированы контакты прерывателя и выводы обмоток трансформатора. Прерыватель закрыт легкосъемной крышкой.
 Один контакт выключателя соединен со специальным выводом обмотки трансформатора, а другой с массой. При нажатии на кнопку выключателя обмотка трансформатора замыкается на «массу», и ток не проходит. Выключить магнето можно также кнопкой, расположенной в крышке.
Один контакт выключателя соединен со специальным выводом обмотки трансформатора, а другой с массой. При нажатии на кнопку выключателя обмотка трансформатора замыкается на «массу», и ток не проходит. Выключить магнето можно также кнопкой, расположенной в крышке.
 0026
0026 Gear is $25.00 additional
Gear is $25.00 additional Gear-$ 25,00 Дополнительные
Gear-$ 25,00 Дополнительные 00
00
 Полностью перестроена с новыми катушками, проводами и конденсаторами, готовыми к установке и запуску.
Полностью перестроена с новыми катушками, проводами и конденсаторами, готовыми к установке и запуску. Заводское руководство по обслуживанию описывает это для Hercules OOC, Cletrac AG и других. Проверьте свою книгу запчастей, чтобы быть уверенным. Это было совершенно…
Заводское руководство по обслуживанию описывает это для Hercules OOC, Cletrac AG и других. Проверьте свою книгу запчастей, чтобы быть уверенным. Это было совершенно… Д. Проверьте свою книгу запчастей, чтобы быть уверенным. Может подойти к другим…
Д. Проверьте свою книгу запчастей, чтобы быть уверенным. Может подойти к другим… Проверьте свою книгу запчастей, чтобы быть уверенным. Полностью разобран, промыт и…
Проверьте свою книгу запчастей, чтобы быть уверенным. Полностью разобран, промыт и… Он был полностью разобран, все компоненты проверены на соответствие заводским спецификациям и заменены по мере необходимости, подшипники промыты и перепакованы с…
Он был полностью разобран, все компоненты проверены на соответствие заводским спецификациям и заменены по мере необходимости, подшипники промыты и перепакованы с… Это качественное оборудование для зажигания, которое широко используется с ранними двигателями. Полностью разобран, отпескоструен, загрунтован и покрашен, подшипники промыты и…
Это качественное оборудование для зажигания, которое широко используется с ранними двигателями. Полностью разобран, отпескоструен, загрунтован и покрашен, подшипники промыты и…
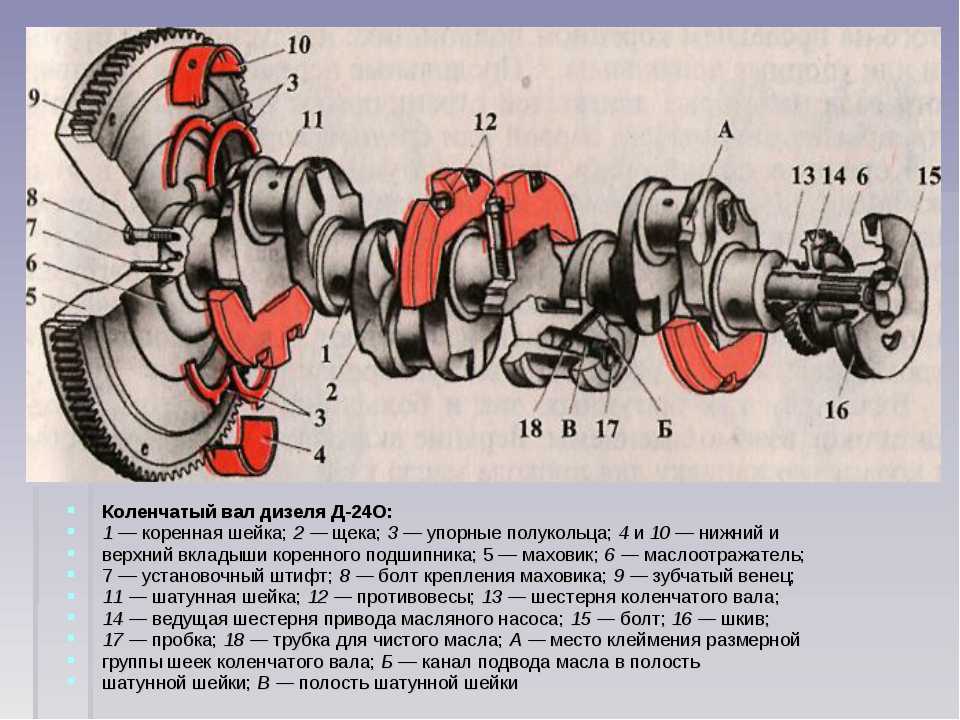 Во втулке и верхней части шатуна предусмотрены специальные отверстия для смазки поршневого пальца. Нижняя головка разъемная и расточена для монтажа шатунных вкладышей. От осевого смещения вкладыши фиксируются выштампованными усиками, вставляемые в фрезерованные прорези в расточках крышки и шатуна. Крышка шатуна присоединяется к нему болтами.
Во втулке и верхней части шатуна предусмотрены специальные отверстия для смазки поршневого пальца. Нижняя головка разъемная и расточена для монтажа шатунных вкладышей. От осевого смещения вкладыши фиксируются выштампованными усиками, вставляемые в фрезерованные прорези в расточках крышки и шатуна. Крышка шатуна присоединяется к нему болтами. В верхних половинках коренных вкладышей имеются отверстия, совпадающие с маслоподводящими каналами блоке. Кроме того, в первой, третьей и пятой верхних половинках имеются отверстия для отвода масла от коренных подшипников к опорным шейкам распредвала.
В верхних половинках коренных вкладышей имеются отверстия, совпадающие с маслоподводящими каналами блоке. Кроме того, в первой, третьей и пятой верхних половинках имеются отверстия для отвода масла от коренных подшипников к опорным шейкам распредвала. 14), поршни (поз. 7), шатуны (поз. 18), поршневые пальцы (поз. 9) и кольца, маховик (поз. 3), шатунные и коренные вкладыши подшипников.
14), поршни (поз. 7), шатуны (поз. 18), поршневые пальцы (поз. 9) и кольца, маховик (поз. 3), шатунные и коренные вкладыши подшипников.
 От осевого перемещения в бобышках поршня пальцы ограничены стопорными кольцами.
От осевого перемещения в бобышках поршня пальцы ограничены стопорными кольцами. Для того, чтобы обеспечить длительную работу деталей и узлов механизма, необходимо следовать рекомендациям по пуску и смазке двигателя. Особенно тщательно необходимо проводить работы по обслуживанию воздухоочистителя, потому как качественная очистка воздуха, который всасывается в цилиндры, является одним из наиболее главных условий обеспечения длительной работы поршней, гильз и поршневых колец двигателя.
Для того, чтобы обеспечить длительную работу деталей и узлов механизма, необходимо следовать рекомендациям по пуску и смазке двигателя. Особенно тщательно необходимо проводить работы по обслуживанию воздухоочистителя, потому как качественная очистка воздуха, который всасывается в цилиндры, является одним из наиболее главных условий обеспечения длительной работы поршней, гильз и поршневых колец двигателя.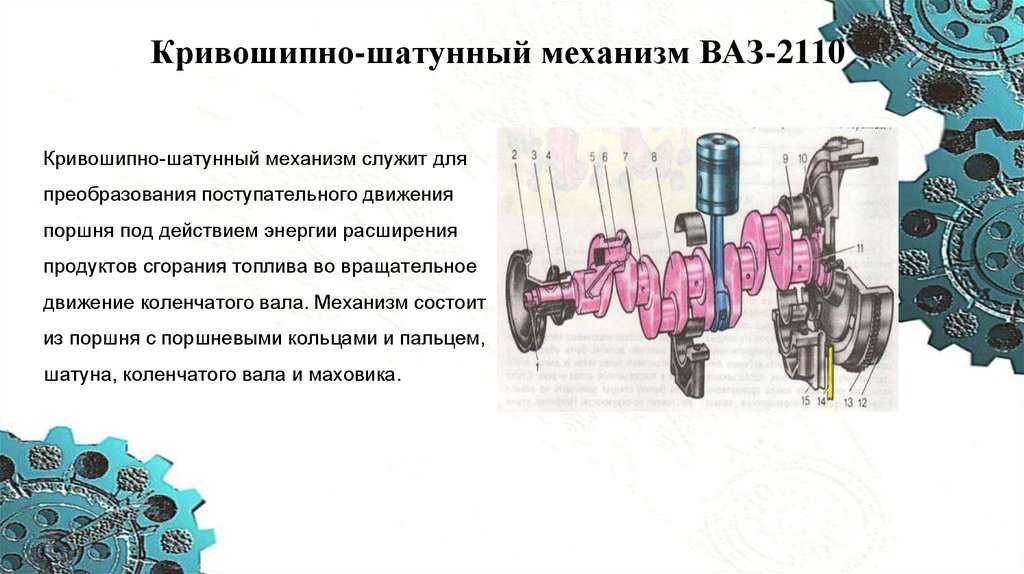
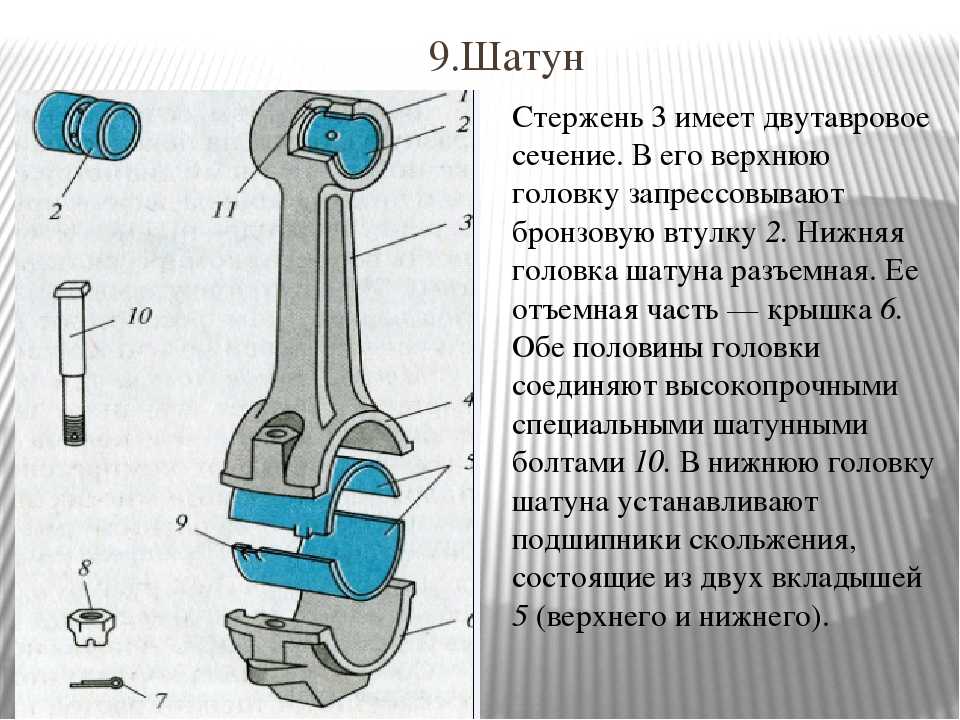 Их также можно назвать «чертежами местоположения», поскольку они показывают расположение различных компонентов и сборок в рамках общей конструкции, но их можно спутать с чертежами местоположения, указывающими географическое положение здания.
Их также можно назвать «чертежами местоположения», поскольку они показывают расположение различных компонентов и сборок в рамках общей конструкции, но их можно спутать с чертежами местоположения, указывающими географическое положение здания.
 Затем из модели BIM можно создать чертежи общего вида в требуемом масштабе.
Затем из модели BIM можно создать чертежи общего вида в требуемом масштабе.
 Несколько лет назад Dravo Lime осознала потенциальную экономию средств, которую могли бы получить ее клиенты ДДГ, если бы магний можно было извлекать из потоков отходов ДДГ. В результате было разработано несколько различных запатентованных процессов извлечения гидроксида магния. Эти процессы восстановления включают этапы выделения, очистки и выращивания кристаллов гидроксида магния. Процесс, реализованный на предприятии The Cincinnati Gas Electric Company`s Wm. Станция H. Zimmer была опробована компанией Dravo Lime Company на станции Митчелл Allegheny Power System возле Мононгахела, штат Пенсильвания, в четвертом квартале 1919 года.89 и первый квартал 1990 года. Эта экспериментальная работа послужила основой для дальнейшего развития процесса ThioClear на пилотной установке Dravo на станции CG&E в Майами-Форт. Процесс ThioClear представляет собой версию процесса извлечения гидроксида магния с замкнутым циклом, включающую те же операции и продукты, но также включающую абсорберную колонну для очистки дымовых газов.
Несколько лет назад Dravo Lime осознала потенциальную экономию средств, которую могли бы получить ее клиенты ДДГ, если бы магний можно было извлекать из потоков отходов ДДГ. В результате было разработано несколько различных запатентованных процессов извлечения гидроксида магния. Эти процессы восстановления включают этапы выделения, очистки и выращивания кристаллов гидроксида магния. Процесс, реализованный на предприятии The Cincinnati Gas Electric Company`s Wm. Станция H. Zimmer была опробована компанией Dravo Lime Company на станции Митчелл Allegheny Power System возле Мононгахела, штат Пенсильвания, в четвертом квартале 1919 года.89 и первый квартал 1990 года. Эта экспериментальная работа послужила основой для дальнейшего развития процесса ThioClear на пилотной установке Dravo на станции CG&E в Майами-Форт. Процесс ThioClear представляет собой версию процесса извлечения гидроксида магния с замкнутым циклом, включающую те же операции и продукты, но также включающую абсорберную колонну для очистки дымовых газов.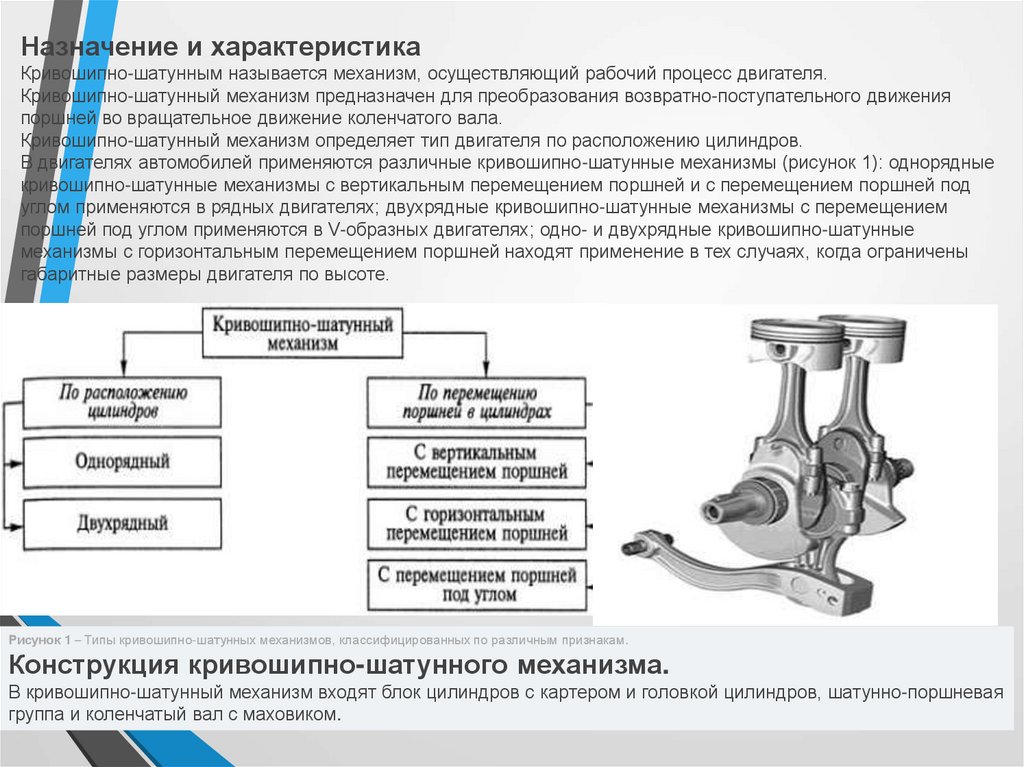 Испытания процесса ThioClear в Майами-Форт привели к улучшениям в отделении гидроксида магния от гипса, что является частью процесса извлечения гидроксида магния, установленного на станции Zimmer.
Испытания процесса ThioClear в Майами-Форт привели к улучшениям в отделении гидроксида магния от гипса, что является частью процесса извлечения гидроксида магния, установленного на станции Zimmer. Демонстрация извлечения гидроксида магния в вихревой струе компании Zimmer. Том I из II. Заключительный отчет, 1 апреля 1993 г. - 31 мая 1995 г. . США: Н. П., 1998.
Демонстрация извлечения гидроксида магния в вихревой струе компании Zimmer. Том I из II. Заключительный отчет, 1 апреля 1993 г. - 31 мая 1995 г. . США: Н. П., 1998. Том I из II. Заключительный отчет, 1 апреля 1993 г. -- 31 мая 1995 г.},
Том I из II. Заключительный отчет, 1 апреля 1993 г. -- 31 мая 1995 г.},  Процесс ThioClear представляет собой версию процесса извлечения гидроксида магния с замкнутым циклом, включающую те же операции и продукты, но также включающую абсорберную колонну для очистки дымовых газов. Испытания процесса ThioClear в Майами-Форт привели к улучшениям в отделении гидроксида магния от гипса, что является частью процесса извлечения гидроксида магния, установленного на станции Zimmer.},
Процесс ThioClear представляет собой версию процесса извлечения гидроксида магния с замкнутым циклом, включающую те же операции и продукты, но также включающую абсорберную колонну для очистки дымовых газов. Испытания процесса ThioClear в Майами-Форт привели к улучшениям в отделении гидроксида магния от гипса, что является частью процесса извлечения гидроксида магния, установленного на станции Zimmer.}, 



 Благодаря этому в современных автомобилях появилось множество полезных функций, а их эксплуатация стала проще. Однако электрический ручник не лишен недостатков. Причем они довольно существенны.
Благодаря этому в современных автомобилях появилось множество полезных функций, а их эксплуатация стала проще. Однако электрический ручник не лишен недостатков. Причем они довольно существенны.  Однако чтобы хорошо понять суть предмета, нужно сначала узнать хотя бы общую структуру системы.
Однако чтобы хорошо понять суть предмета, нужно сначала узнать хотя бы общую структуру системы. Вместо рычага используется кнопка, расположенная на консоли между передними сиденьями. Чаще всего такую систему можно встретить на французских и японских автомобилях.
Вместо рычага используется кнопка, расположенная на консоли между передними сиденьями. Чаще всего такую систему можно встретить на французских и японских автомобилях. 
 Однако здесь можно поспорить о различиях. Ведь, например, во многих автомобилях Мерседес классический механический ручник представлен не в виде рычага между передними сиденьями, а в виде обычной ножной педали слева, к которой никто другой не имеет доступа, кроме водителя.
Однако здесь можно поспорить о различиях. Ведь, например, во многих автомобилях Мерседес классический механический ручник представлен не в виде рычага между передними сиденьями, а в виде обычной ножной педали слева, к которой никто другой не имеет доступа, кроме водителя. 
 Когда, например, водитель едет с горы, он ограничивает скорость движения машины с помощью педали тормоза. Система помощи при спуске избавляет водителя от удержания педали тормоза при спуске. Эта функция автоматически притормаживает машину, ограничивая ее скорость при спуске. Кстати, функция помощи при движении по склону также доступна на автомобилях с классическим рычагом ручного тормоза, без системы EPB.
Когда, например, водитель едет с горы, он ограничивает скорость движения машины с помощью педали тормоза. Система помощи при спуске избавляет водителя от удержания педали тормоза при спуске. Эта функция автоматически притормаживает машину, ограничивая ее скорость при спуске. Кстати, функция помощи при движении по склону также доступна на автомобилях с классическим рычагом ручного тормоза, без системы EPB. То есть вы можете активировать ручник без ключа зажигания, но не можете разблокировать стояночный тормоз, пока не вставите ключ в замок зажигания (или не положите в салоне бесключевой брелок). Естественно, если в машине села батарея, то снять машину с электрического ручника вы не сможете.
То есть вы можете активировать ручник без ключа зажигания, но не можете разблокировать стояночный тормоз, пока не вставите ключ в замок зажигания (или не положите в салоне бесключевой брелок). Естественно, если в машине села батарея, то снять машину с электрического ручника вы не сможете.  Что еще хуже, исправить проблему электронного ручника намного сложнее и дороже, чем механический стояночный тормоз. Даже заменить тормозные колодки, используемые электрическим ручником, не так-то просто. Например, во многих автомобилях вы не можете этого сделать без компьютера. Естественно, при обращении в мастерскую, где есть такой компьютер, вам придется за замену тормозных колодок отдать больше денег.
Что еще хуже, исправить проблему электронного ручника намного сложнее и дороже, чем механический стояночный тормоз. Даже заменить тормозные колодки, используемые электрическим ручником, не так-то просто. Например, во многих автомобилях вы не можете этого сделать без компьютера. Естественно, при обращении в мастерскую, где есть такой компьютер, вам придется за замену тормозных колодок отдать больше денег.  Но, увы, таков современный мир, в котором никуда не деться от новых технологий. А современность всегда стоит намного дороже. Поэтому если у вас есть выбор, то решайте, что вам больше по душе: платить за обслуживание электрической стояночной тормозной системы больше, но пользоваться ручником в более комфортных условиях, получив вдобавок несколько полезных функций, или же уменьшить затраты на обслуживание, купив автомобиль с классическим механическим ручником, но оказаться без современных продвинутых опций комфорта и безопасности.
Но, увы, таков современный мир, в котором никуда не деться от новых технологий. А современность всегда стоит намного дороже. Поэтому если у вас есть выбор, то решайте, что вам больше по душе: платить за обслуживание электрической стояночной тормозной системы больше, но пользоваться ручником в более комфортных условиях, получив вдобавок несколько полезных функций, или же уменьшить затраты на обслуживание, купив автомобиль с классическим механическим ручником, но оказаться без современных продвинутых опций комфорта и безопасности.


 Вы можете принять одну функцию безопасности как должное просто потому, что не видите ее — электрический тормоз. На лучших циркулярных пилах и многих других пилах электрический тормоз является премиальной функцией. Эта единственная особенность спасла множество лезвий, деревянных полов, шнуров и даже пальцев рук или ног! Кусок дерева или какое-либо препятствие могут легко помешать защитному кожуху вернуться на место после разреза. Без электрического тормоза на некоторых пилах диск может продолжать вращаться в течение 10 секунд и более. Электрический тормоз останавливает лезвие примерно за 2 секунды. Так как же электрический тормоз пилы обеспечивает вашу безопасность?
Вы можете принять одну функцию безопасности как должное просто потому, что не видите ее — электрический тормоз. На лучших циркулярных пилах и многих других пилах электрический тормоз является премиальной функцией. Эта единственная особенность спасла множество лезвий, деревянных полов, шнуров и даже пальцев рук или ног! Кусок дерева или какое-либо препятствие могут легко помешать защитному кожуху вернуться на место после разреза. Без электрического тормоза на некоторых пилах диск может продолжать вращаться в течение 10 секунд и более. Электрический тормоз останавливает лезвие примерно за 2 секунды. Так как же электрический тормоз пилы обеспечивает вашу безопасность? В результате пильный диск останавливается гораздо быстрее, чем в противном случае. Легко представить потенциальный ущерб, который может нанести лезвие, вращающееся в течение 10-12 секунд после разреза, особенно с большими и тяжелыми пилами. Одинаковая опасность существует как для циркулярных пил, так и для угловых шлифовальных машин, которые можно опустить, пока диск еще вращается.
В результате пильный диск останавливается гораздо быстрее, чем в противном случае. Легко представить потенциальный ущерб, который может нанести лезвие, вращающееся в течение 10-12 секунд после разреза, особенно с большими и тяжелыми пилами. Одинаковая опасность существует как для циркулярных пил, так и для угловых шлифовальных машин, которые можно опустить, пока диск еще вращается. В любом случае целесообразно следить за тем, как долго лезвие вращается после отпускания курка. Если тормоз перестает быстро останавливать диск, рассмотрите возможность обслуживания или замены инструмента.
В любом случае целесообразно следить за тем, как долго лезвие вращается после отпускания курка. Если тормоз перестает быстро останавливать диск, рассмотрите возможность обслуживания или замены инструмента.

 Условно покрытие можно разделить на два слоя: верхний износостойки и нижний основной.
Условно покрытие можно разделить на два слоя: верхний износостойки и нижний основной.


 Аналогично, как и геотекстиль, выполняет роль разделения между слоем песка и щебня, а также частично гасит воздействие вертикальных нагрузок.
Аналогично, как и геотекстиль, выполняет роль разделения между слоем песка и щебня, а также частично гасит воздействие вертикальных нагрузок.




 Основное преимущество искусственного покрытия, правильная форма материала, упрощающая монтаж и повышающая производительность укладочных работ.
Основное преимущество искусственного покрытия, правильная форма материала, упрощающая монтаж и повышающая производительность укладочных работ.





 д. Во время строительства Обычное многослойное нежесткое покрытие, высококачественные материалы размещаются в самой верхней части покрытия, а материалы низкого качества размещаются в нижних слоях.
д. Во время строительства Обычное многослойное нежесткое покрытие, высококачественные материалы размещаются в самой верхней части покрытия, а материалы низкого качества размещаются в нижних слоях.
 Жесткие покрытия
Жесткие покрытия  Шовное гладкое бетонное покрытие
Шовное гладкое бетонное покрытие

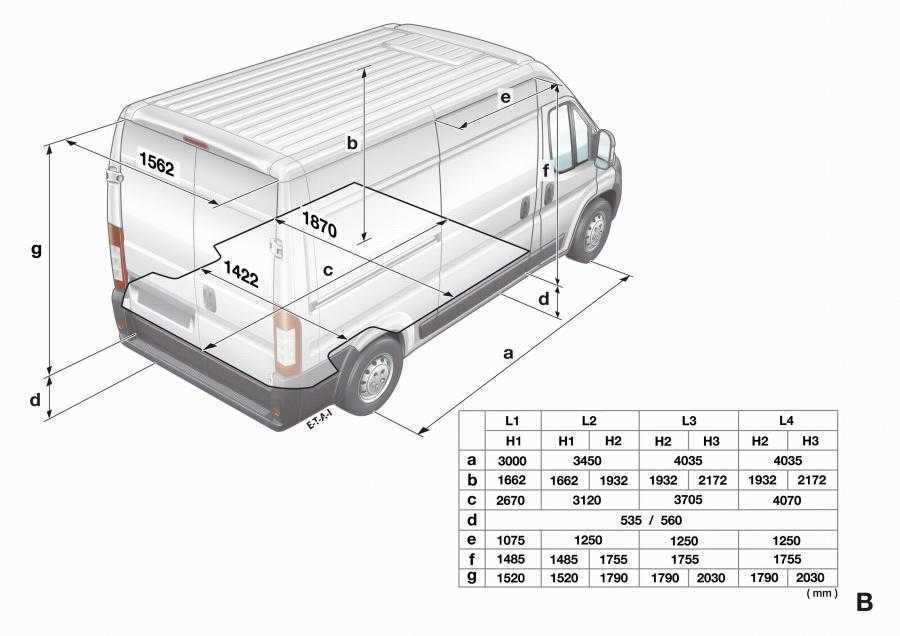

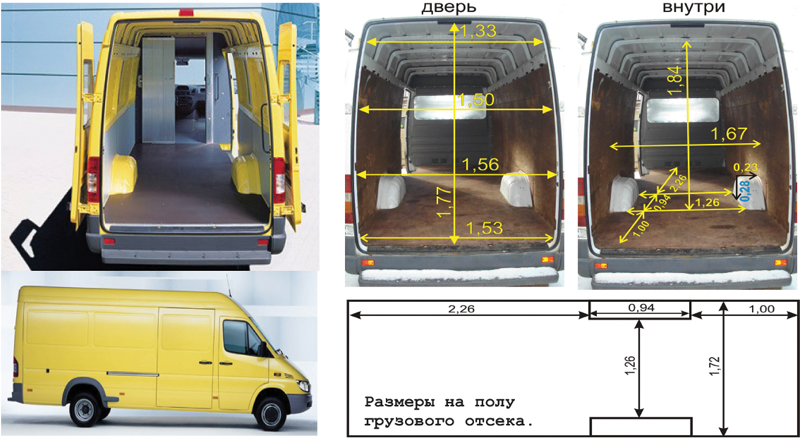 в., II Рестайлинг • 2 двери • 3 места
в., II Рестайлинг • 2 двери • 3 места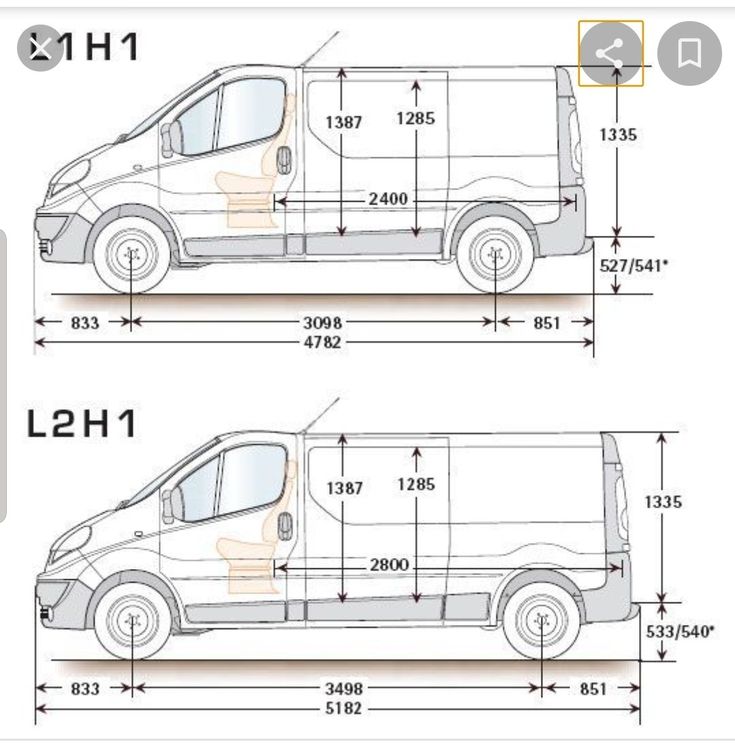 Перебрали всю коробку, вроде решилась проблема. Дополнительно еще пришлось поменять тормозные колодки и диск…
Перебрали всю коробку, вроде решилась проблема. Дополнительно еще пришлось поменять тормозные колодки и диск…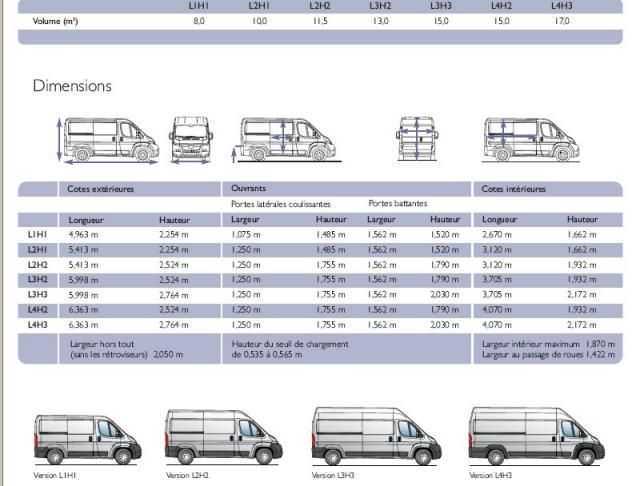 Именно поэтому я и остановил свой в…
Именно поэтому я и остановил свой в…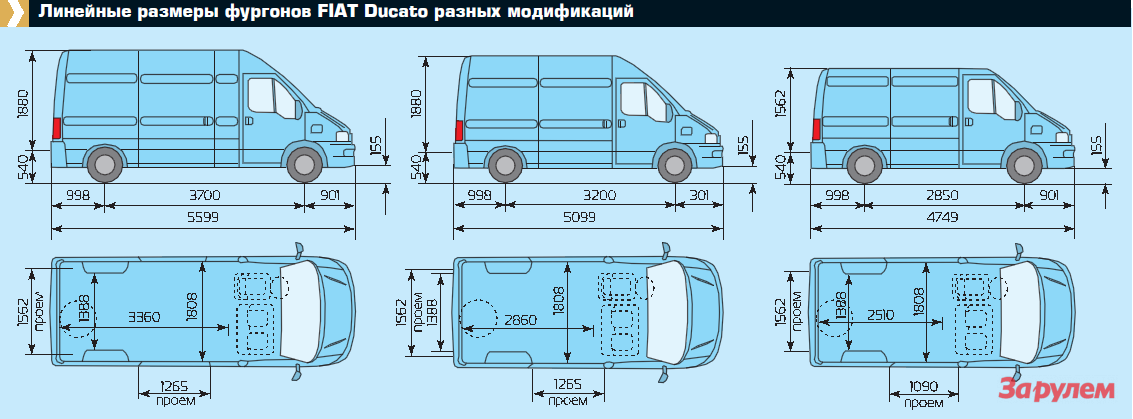 ..
.. Из практик…
Из практик… с. Средний расход топлива составляет 8,7 л в смешанном цикле езды, а разгон до 100 км/ч занимает 14-20 с, в зависимости от комплектации.
с. Средний расход топлива составляет 8,7 л в смешанном цикле езды, а разгон до 100 км/ч занимает 14-20 с, в зависимости от комплектации. 0005 Дисковые тормоза
0005 Дисковые тормоза 76 – 12 m
76 – 12 m 172.172.172.172.172.172 MM
172.172.172.172.172.172 MM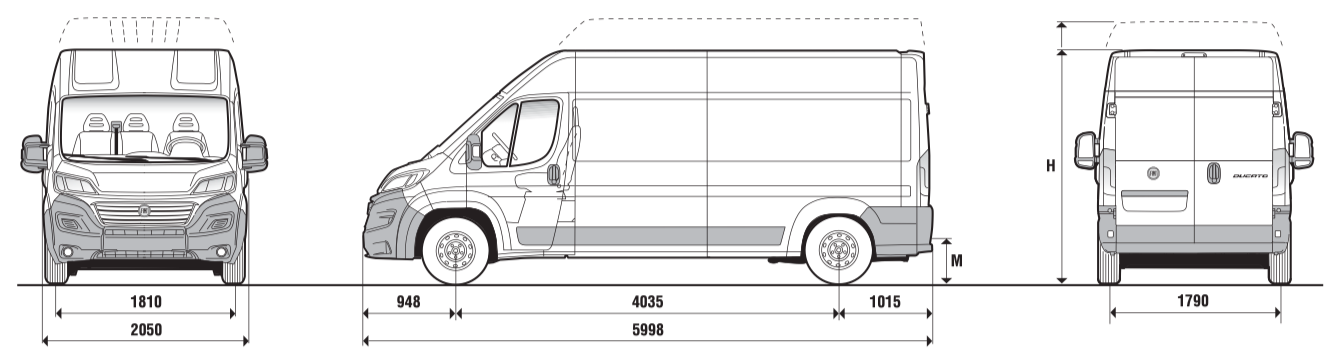
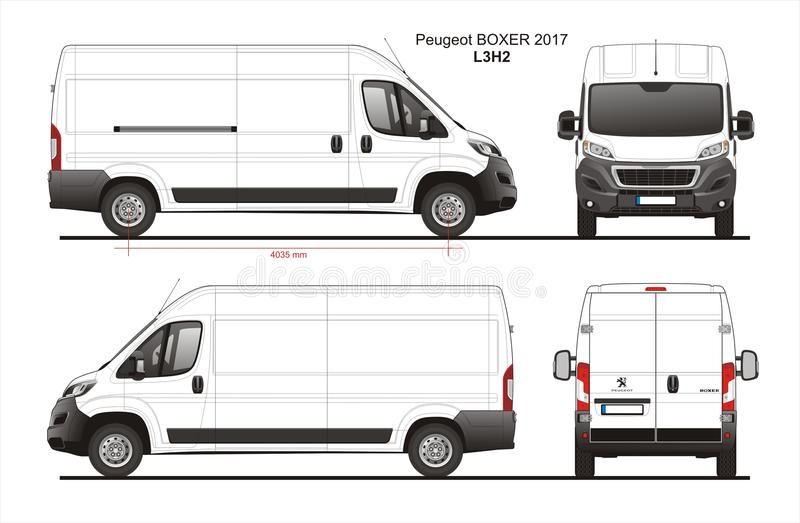
 | Откидной порог
| Откидной порог 0006
0006 info
info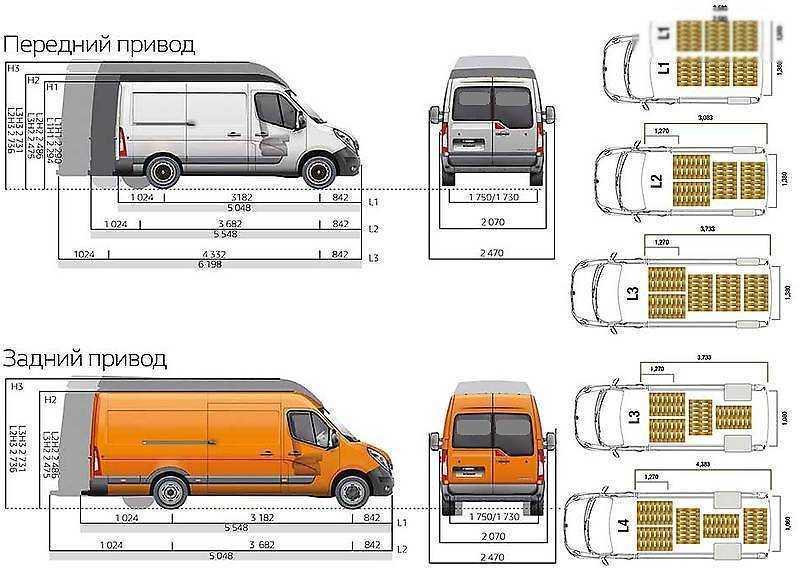 Примечательно, что двигатели теперь производят больше полезной мощности, несмотря на более низкий уровень выбросов CO2. Вы можете прочитать о них больше в разделе «движок» внизу страницы.
Примечательно, что двигатели теперь производят больше полезной мощности, несмотря на более низкий уровень выбросов CO2. Вы можете прочитать о них больше в разделе «движок» внизу страницы. На выбор предлагаются три колесные базы (3 м, 3,45 м и 4,03 м), которые сопровождаются четырьмя различными длинами груза (L1, L2, L3 и L4). В довершение всего доступны три высоты (h2, h3 и h4).
На выбор предлагаются три колесные базы (3 м, 3,45 м и 4,03 м), которые сопровождаются четырьмя различными длинами груза (L1, L2, L3 и L4). В довершение всего доступны три высоты (h2, h3 и h4).