Рулевое управление, оснащенное гидроусилителем Уаз Патриот состоит из рулевого колеса, рулевой колонки и двух рулевых тяг, соединенных шаровыми шарнирами с поворотными кулаками передней подвески.
Вал рулевого управления Патриот, установленный в трубе рулевой колонки на двух подшипниках, передает крутящий момент от рулевого колеса на рулевой механизм через карданный вал, состоящий из шлицевого вала, скользящей вилки и карданных шарниров. Рулевое колесо установлено на шлицах вала рулевой колонки и прикреплено к валу гайкой. К трубе рулевой колонки прикреплен также механизм регулировки угла наклона.
Рулевой механизм Уаз Патриот установлен в подкапотном пространстве. Картер рулевого механизма прикреплен к раме болтами. Винт рулевого механизма при вращении рулевого колеса выворачивается из гайки-поршня (или вворачивается в нее), которая перемещается вместе с золотником. Давление жидкости в одной из полостей рулевого механизма возрастает — гайка-поршень перемещается. Перемещаясь, гайка-поршень поворачивает вал рулевой сошки, которая, в свою очередь, через тяги рулевой трапеции поворачивает управляемые колеса. Рабочая жидкость, пройдя через рулевой механизм, поступает обратно в бачок по отводящему шлангу.
Давление рабочей жидкости в гидроусилителе Уаз Патриот создается насосом лопастного типа, установленным на кронштейне двигателя. Насос приводится поликлиновым ремнем от шкива коленчатого вала двигателя. Установленный в насосе расходный предохранительный клапан поддерживает требуемое давление рабочей жидкости в системе гидроусилителя рулевого управления в зависимости от частоты вращения коленчатого вала двигателя. Бачок гидроусилителя рулевого управления установлен в подкапотном пространстве на кронштейне левого брызговика и соединен шлангом с насосом гидроусилителя и с магистралью возврата рабочей жидкости. При отказе гидроусилителя возможность управления автомобилем сохраняется, но усилие на рулевом колесе возрастает.
Рулевая трапеция Уаз Патриот состоит из сошки, тяги сошки и тяги рулевой трапеции, регулируемых по длине, наконечников рулевых тяг, рычага поворотного кулака, поворотных кулаков и шаровых шкворней.
Новый комментарий
Видеоремонт
Замена рулевой рейки Рено Меган 2
Замена ремня генератора на Нива (ВАЗ-21213)
Замена направляющих суппорта Део Ланос
Как на Шкода Октавия 1,8 поменять воздушный фильтр
Особенность конструкции рулевого управления УАЗ Патриот
Рулевое управление, оснащенное гидроусилителем, автомобилей UAZ Patriot (рис.1) состоит из рулевого колеса, рулевой колонки и двух рулевых тяг, соединенных шаровыми шарнирами с поворотными кулаками передней подвески
Вал рулевого управления (рис. 2), установленный в трубе рулевой колонки на двух подшипниках, передает крутящий момент от рулевого колеса на рулевой механизм через карданный вал, состоящий из шлицевого вала, скользящей вилки и карданных шарниров.
Рулевое колесо установлено на шлицах вала рулевой колонки и прикреплено к валу гайкой. К трубе рулевой колонки прикреплен также механизм регулировки угла наклона.
Рулевой механизм (рис. 3) установлен в подкапотном пространстве. Картер рулевого механизма прикреплен к раме болтами.
Винт рулевого механизма при вращении рулевого колеса выворачивается из гайки-поршня (или вворачивается в нее), которая перемещается вместе с золотником.
Давление жидкости в одной из полостей рулевого механизма возрастает — гайка-поршень перемещается.
Перемещаясь, гайка-поршень поворачивает вал рулевой сошки, которая, в свою очередь, через тяги рулевой трапеции поворачивает управляемые колеса. Рабочая жидкость, пройдя через рулевой механизм, поступает обратно в бачок по отводящему шлангу.
Давление рабочей жидкости в гидроусилителе создается насосом лопастного типа, установленным на кронштейне двигателя. Насос приводится поликлиновым ремнем от шкива коленчатого вала двигателя.
Установленный в насосе расходный предохранительный клапан поддерживает требуемое давление рабочей жидкости в системе гидроусилителя рулевого управления в зависимости от частоты вращения коленчатого вала двигателя.
Бачок гидроусилителя рулевого управления установлен в подкапотном пространстве на кронштейне левого брызговика и соединен шлангом с насосом гидроусилителя и с магистралью возврата рабочей жидкости.
При отказе гидроусилителя возможность управления автомобилем сохраняется, но усилие на рулевом колесе возрастает.
Рулевая трапеция состоит из сошки, тяги сошки и тяги рулевой трапеции, регулируемых по длине, наконечников рулевых тяг, рычага поворотного кулака, поворотных кулаков и шаровых шкворней.
Увеличенный свободный ход рулевого колеса
— Неправильная регулировка бокового зазора механизма рулевого управления
Отрегулируйте боковой зазор механизма рулевого управления
— Износ шаровых шарниров рулевой трапеции
Замените шаровые шарниры
— Ослабление гайки крепления сошки
Затяните гайку
— Ослабление гайки крепления рулевого колеса
То же
Заедание в механизме рулевого управления
— Неправильная регулировка бокового зазора механизма рулевого управления
Отрегулируйте боковой зазор механизмарулевого управления
— Износ ролика или червяка
Замените изношенные детали
Подтекание рабочей жидкости из картера механизма рулевого управления
— Износ или повреждение рабочей кромки сальников
Замените дефектные сальники
— Повышенный уровень рабочей жидкости
Восстановите требуемый уровень жидкости
— Повреждение прокладок или ослабление затяжки болтов крепления крышки картера
Замените прокладки или затяните болты крепления крышки
Шум (стук) в рулевом управлении
— Отсутствие рабочей жидкости в картере рулевого управления
Устраните причину вытекания жидкости и залейте новую жидкость в картер
— Разрушение рабочих поверхностей червяка и ролика
Замените поврежденные детали
— Увеличенный зазор в шаровых шарнирах рулевых тяг
Затяните или замените наконечники рулевых тяг
— Ослабление болтов крепления рулевого механизма
Проверьте и затяните гайки болтов
— Ослабление гаек крепления поворотного рычага
Затяните гайки
— Ослабление болтов крепления вала рулевого управления
Затяните гайки болтов
— Увеличенный зазор в подшипниках ступиц передних колес
Отрегулируйте зазор
Ощутимые толчки и вибрация на рулевом колесе (при исправных и отбалансированных колесах, нормальном давлении в шинах)
— Ослабление креплений деталей рулевого управления
Проверьте и затяните ослабленные крепления деталей рулевого управления
Увод автомобиля в какую-либо сторону от прямолинейного движения
— Неодинаковое давление в шинах
Проверьте и установите нормальное давление
— Нарушены углы установки передних колес
Проверьте и отрегулируйте углы установки колес
— Разница в осадке пружин передней подвески
Замените непригодные пружины
— Деформированы поворотные кулаки или рычаги подвески
Проверьте кулаки и рычаги, дефектные детали замените
Износ шин передних колес в виде пятен
— Низкое давление в шинах передних колес
Установите нормальное давление в шинах
— Не отрегулирован механизм рулевого управления
Отрегулируйте механизм рулевого управления
Как правильно отрегулировать автомобильное сиденье и рулевое колесо
Лучший способ лучше управлять автомобилем — установить сиденье и рулевое колесо в правильном для вас положении. Это может не обязательно быть правильным положением для других водителей автомобиля, но вы не должны идти на компромисс, так как правильное положение сиденья будет означать, что вы будете меньше уставать после длительных поездок, у вас будет лучший обзор в слепых зонах и снизится риск травма в аварии.
Как настроить положение сиденья
В зависимости от типа вашего автомобиля у вас будет ручная, электрическая или комбинированная регулировка сиденья.
Ручная регулировка сиденья
Этот стержень в передней части сиденья позволяет сдвигать его вперед и назад, потянув вверх. В некоторых автомобилях полоса или петля меньшего размера есть только слева или справа.
На боковой стороне сиденья часто можно найти рычаг или вращающийся диск, который регулирует наклон сиденья (т. е. угол наклона спинки сиденья) и высоту сиденья. Перемещение сиденья вниз часто также немного сдвигает его назад.
Электрические регулировки сидений
Более дорогие автомобили, как правило, имеют полностью электрическое управление сиденьями, которое регулирует угол наклона подушки сиденья, положение вперед/назад, высоту, длину, величину поясничной и боковой поддержки, и высота подголовника.
Комбинированное управление сиденьем
Приведенные выше элементы управления представляют собой смешанное управление спинкой и высотой сиденья с ручным управлением, а поясничная и боковая поддержка, а также вперед и назад — электрическими. Поскольку моторы сидений тяжелые и более дорогие, чем ручные, у вас меньше шансов найти полностью электрические сиденья в спортивных автомобилях, где приоритетом является снижение веса, или в бюджетных автомобилях, где важна цена.
Перемещение сиденья в правильное положение
Начните с высоты сиденья (если она у вас есть), так как это имеет тенденцию регулировать положение сиденья вперед и назад. В какой-то степени это личное предпочтение и в основном зависит от вашего роста — невысоким водителям потребуется более высокое сиденье. Если сиденье слишком высокое, ваша голова может задеть крышу, а если сиденье слишком низкое, вы ухудшите видимость. Единственное преимущество низкой посадки в том, что так немного легче чувствовать, что происходит в машине, потому что у вас более низкий центр тяжести, но если вы не гонщик, то это не имеет значения. Если у вас слишком высокое сиденье, вам может быть трудно видеть из заднего окна. Если вы не знаете, куда его положить, положите примерно наполовину.
Теперь мы можем настроить положение вперед/назад. Переместите его туда, где вы можете полностью нажать на педаль газа (и сцепление, если это необходимо) без необходимости двигаться вперед в сиденье. Правой ногой вы должны быть в состоянии сильно нажать на тормоз. Если ваши колени ударяются о рулевую колонку (под рулевым колесом), отодвиньте сиденье назад; если вы не можете достичь полного хода педалей, сдвиньте сиденье вперед.
Получив базовое положение, вы можете отрегулировать спинку сиденья. Слишком вертикальная установка будет неудобна, а установка слишком далеко назад будет означать, что ваши руки будут слишком прямыми для руля, а ваши слепые зоны увеличатся в размерах, потому что вы ниже в машине. Теперь проверьте, можете ли вы легко добраться до рычага переключения передач. В некоторых автомобилях слишком далеко выдвинутое вперед сиденье будет означать, что ваш локоть будет ударяться о сиденье, когда вы попытаетесь переключить передачу.
Чтобы отрегулировать посадку, нам также нужно правильно установить руль.
Установка положения рулевого колеса
Ваше лицо должно находиться на расстоянии не менее 25 см от рулевого колеса, чтобы избежать травм при срабатывании подушки безопасности.
Если у вас есть автомобиль, в котором нет регулировки высоты рулевого колеса или наклона (вперед/назад), вам нужно поработать над положением сиденья, чтобы сделать его правильным. Если вы можете отрегулировать руль, то поднимите высоту так, чтобы колени не касались его при торможении или выжимании сцепления, и сквозь него были видны приборы. Если ваши колени касаются рулевой колонки, вы рискуете сильно их травмировать в случае аварии.
Если у вас такая же Honda Civic, правильное положение рулевого колеса может оказаться сложной задачей, поскольку приборы разделены.
Затем поднесите руль к себе так, чтобы, когда вы сидите с вытянутыми руками, пятки рук упирались в верхнюю часть руля. Это означает, что ваши руки будут слегка согнуты, когда вы держитесь за руль в положении 10 к 2 или четверть к 3.
Регулировка колес
Другие регулировки положения сиденья
Подголовник всегда следует оставлять на месте, так как он защитит вас от хлыстовой травмы, если вас ударят сзади. Если вам нужно отрегулировать высоту, на воротнике есть кнопка, или у вас может быть электрическая регулировка.
Регулировка поясницы и боковая регулировка на ваше усмотрение.
Если ваше сиденье наклоняется вперед или назад, отрегулируйте его так, чтобы вам было удобно. Низкорослые водители могут обнаружить, что сиденье, слегка наклоненное вперед, удобнее.
Теперь проведите окончательную проверку:
Руки положите на верхнюю часть рулевого колеса
Вы можете выжать сцепление и акселератор до пола
Ваше колено не касается руля, когда вы нажимаете на тормоз
Вы можете видеть все приборы (спидометр и т. д.)
Можете ли вы добраться до рычага переключения передач
Высота ремня безопасности
Большинство автомобилей имеют регулировку высоты ремня безопасности. Убедитесь, что вам удобно.
Сохранение положения сиденья
Многие автомобили имеют функцию памяти для сохранения положения сиденья. Если он есть у вас, он будет выглядеть примерно так:
Некоторые из них можно сохранить вместе с ключом, поэтому, если у вас есть ключ, он подстроится под ваши настройки, когда вы войдете, а если у вашего партнера есть другой ключ, он может запомнить его или ее настройки.
Хотя вся установка кажется сложной, когда вы читаете ее в первый раз, как только вы привыкнете к ней, вы сможете настроить свое сиденье менее чем за 20 секунд.
После того, как вы установили свое сиденье, вам необходимо правильно настроить зеркала. Нажмите здесь, чтобы прочитать наше руководство по настройке боковых зеркал.
Даррен Коттингем
Даррен владел несколькими компаниями в автомобильной, рекламной и образовательной отраслях. Он ведет образовательные веб-сайты по теории вождения с 2010 года.
Lincoln Aviator — Регулировка рулевого колеса — Автомобили с: регулируемой рулевой колонкой с электроприводом
Lincoln Aviator 2020–2023 гг. Рулевое управление Колонка
ВНИМАНИЕ: Не регулируйте рулевое управление колесо во время движения автомобиля.
Примечание. Убедитесь, что вы сидите в правильное положение.
Используйте органы управления сбоку рулевого управления. столбец для настройки положения.
Для регулировки:
Наклон: Нажмите на верхнюю или нижнюю часть контроль.
Телескоп: Нажмите на переднюю или заднюю часть контроль.
Положение конца хода
Рулевая колонка останавливается сразу за конец хода колонны для предотвращения повреждения к рулевой колонке. Новая остановка position устанавливает, если он встречает объект, когда наклон или телескопирование.
Для возврата рулевой колонки в нормальное состояние положение остановки:
Убедитесь, что ничто не препятствует движения рулевой колонки.
Нажмите и удерживайте рулевую колонку управление до тех пор, пока рулевая колонка не остановится движущийся.
Снова нажмите на подрулевой переключатель.
Примечание: Рулевое управление колонка может начать двигаться снова.
Когда рулевая колонка останавливается, продолжайте удерживать управление в течение нескольких секунды.
При необходимости повторите для каждого направления.
Устанавливается новое положение остановки. В следующий раз вы наклоняете или выдвигаете рулевую колонку, это останавливается прямо перед концом столбца путешествовать.
Функция памяти
Вы можете сохранить и вызвать рулевую колонку положение с функцией памяти.
Нажатие регулятора регулировки во время вызов памяти отменяет операцию.
Функция простого входа и выхода
Колонна перемещается вверх при переключении зажигание выключено. Включите зажигание, чтобы вернуться систему к прежним настройкам. Ты можешь включить или выключить эту функцию через сенсорный экран.
Примечание. Если нажать любую настройку или кнопку памяти в режиме простого выхода, система отменяет операцию.
Примечание. В зависимости от автомобиля колонка может перемещаться вверх и внутрь.
Регулировка рулевого колеса — автомобили с: рулевым управлением с ручной регулировкой Колонна
ВНИМАНИЕ: Не регулируйте рулевое колесо во время движения автомобиля. Примечание. Убедитесь, что вы сидите в правильное положение. Разблокировать рулевую колонку…
Аудио и голосовое управление
Управление звуком Вы можете управлять следующими функции с управлением: Переместите селекторный переключатель вверх в увеличить уровень громкости. Переместите селекторный переключатель вниз, чтобы уменьшить уровень громкости…
Дополнительная информация:
Lincoln Aviator 2020-2023 Руководство по обслуживанию: Описание и работа — Круиз-контроль — Работа системы и описание компонентов
Работа системы
Адаптивный круиз-контроль
Элемент Описание
1
МПК
2 Педаль газа
3 Переключатель деактиватора
4 Выключатель стоп-сигнала
5 Тормозной переключатель в сборе
6
SCCM
7
ПКМ
8 Переключатели круиз-контроля
9
IPMA
10
млрд кубометров
11
Модуль АБС
12
GWM
13
РКМ
14
СКК
15
СИМА
Таблица сетевых сообщений
Сетевые входные сообщения — модуль ABS
Трансляция сообщение
Исходный модуль
Сообщение Цель
Запрос замедления АСС
IPMA
Используется для автоматического торможения круиз-контроля.
Приняты обозначения ПОН
–приводной объёмный нагнетатель. ПЦН- приводной центробежный нагнетатель. ТК –
турбокомпрессор. ОВ – охладитель воздуха.
Дизели типа Д-100 (10Д 20,7/25,4)
Категория:
Дизельные двигатели
Публикация:
Дизели типа Д-100 (10Д 20,7/25,4)
Читать далее:
Дизель 6ЧСП 18/22
Дизели типа Д-100 (10Д 20,7/25,4)
Дизели типа Д-100 — вертикальные, десятицилиндровые, двухтактные, бескомпрессорные, со встречно движущимися поршнями, со струйным распыливанием топлива и прямоточной продувкой. Их устанавливают на тепловозах железнодорожного транспорта (2Д-100), а также на судах речного и морского флота (ЗД-100 и 9Д-100). Общий вид дизеля ЗД-100 представлен на рис. 145.
Блок цилиндров является остовом, на котором устанавливают все узлы и детали двигателя. Сварная конструкция этого блока обеспечивает необходимую жесткость и прочность при небольшом весе. В верхней и нижней частях вертикальных перегородок приварены опоры для коренных подшипников коленчатого вала. Крышки подшипников вместе с опорами образуют 12 гнезд для вкладышей верхнего и нижнего коленчатых валов. Вкладыши коренных подшипников взаимозаменяемы и изготовляются из бронзы с заливкой баббитом. Сверху блок закрыт крышкой.
На судовых двигателях блок цилиндров снизу заканчивается поддоном, из которого масло стекает в сточную цистерну, а на тепловозных — блок нижней своей плоскостью крепится к раме, изготовленной за одно целое с масляным поддоном.
Втулки цилиндров отлиты из чугуна и являются общими для верхнего и нижнего поршней. Для повышения жесткости и улучшения охлаждения втулки цилиндров по наружной поверхности имеют ребра. В верхней части втулки, охлаждаемой продувочным воздухом, ребра — кольцевые, а в средней, охлаждаемой водой,— продольные.
Во втулке цилиндра имеются верхние продувочные окна для впуска в цилиндр воздуха, а нижние окна — для выпуска отработавших газов. В средней части втулки между продувочными и выпускными окнами на гильзу напрессована стальная рубашка, образующая внутри полость, в которой циркулирует охлаждающая вода.
Коленчатые валы (верхний и нижний) изготовляют из чугуна с шаровидным графитом, модифицированным магнием по ГОСТ 10167—62. Для уменьшения веса коренные и шатунные шейки валов пустотелые. Коленчатые валы имеют каждый по десять колен (кривошипов), расположенных через 36° в соответствии с чередованием вспышек в цилиндрах.
Каждый коленчатый вал имеет по десять шатунных шеек и по двенадцать коренных, которыми он Опирается на подшипники блока цилиндров. Для уменьшения амплитуды крутильных колебаний во время работы двигателя, а следовательно для предотвращения поломки коленчатых валов, на переднем конце нижнего вала установлен антивибратор. Мощность, передаваемая верхним коленчатым валом, частично расходуется на привод воздуходувки и кулачковых валов привода топливных насосов. Остальная часть этой мощности передается нижнему коленчатому валу посредством вертикальной зубчатой передачи.
Шатуны изготовлены из стали; они одинаковы по конструкции для верхнего и нижнего коленчатого валов, но отличаются различной длиной стержня: нижний длиннее верхнего. Каждый шатун представляет собой стержень двутаврового сечения, одинакового по всей длине, с двумя головками на концах: верхней (внутренней) и нижней (внешней). В средней части вдоль стержня просверлен канал для прохода масла от нижней головки к верхней.
В верхнюю головку шатуна запрессована втулка, которая состоит из двух неразъемных частей: наружной — стальной и внутренней — бронзовой. Нижняя головка шатуна разъемная, вкладыши изготовлены из алюминиевого сплава или из бронзы с заливкой баббитом.
Поршень двигателя составной — из трех частей: собственно поршня, вставки поршня и опорной плиты Поршни представляют собой изготовленные из чугуна цилиндры с донышками специальной формы. Поверхности донышек верхнего и нижнего поршней вместе с соответствующими поверхностями цилиндра образуют камеру сгорания цилиндра дизеля. На наружной поверхности поршня имеется семь канавок — четыре вблизи головки поршня для компрессионных колец и три на направляющей части — для маслосъемных. На внутренней поверхности поршня имеется ребро, образующее совместно с опорной плитой спиральный канал, по которому циркулирует масло, охлаждающее донышко поршня.
Наружная поверхность поршня покрыта тонким слоем (0,02— 0,03 мм) олова. Покрытие наносится гальваническим способом и уменьшает трение между поршнем и втулкой цилиндра. Донышко верхнего поршня по форме является зеркальным отображением донышка нижнего поршня. Степень сжатия в цилиндре регулируется подбором прокладок, которые устанавливаются между вставкой поршня и опорной плитой.
Поршневой палец — плавающего типа, пустотелый, изготовлен из легированной стали.
Компрессионные поршневые кольца разрезные, изготовлены из специального чугуна. Маслосъемные кольца двух типов: верхнее маслосъемное кольцо, помимо основного назначения, служит также для уплотнения и не имеет поперечных щелей, как у нижних маслосъемных колец. У верхнего кольца замок ступенчатый, а у нижних — косой.
Распределительные валы (два), служащие для привода топливных насосов,— стальные, состоят из четырех частей что облегчает их разборку. Каждый распределительный вал имеет по одиннадцать шеек, которыми он опирается на подшипники. Распределительные валы приводятся во вращение от верхнего коленчатого вала через шестеренчатую передачу.
Воздуходувка. На двигателях типа Д-100 применена воздуходувка объемного типа (ротативная), которая дает возможность получить значительную производительность при умеренном габарите. Ее производительность при 1450 об/мин составляет 2,4 м3/сек. Потребляемая мощность — около 150 кет.
Топливная система состоит из фильтров грубой и тонкой очистки, топливоподкачивающего насоса, десяти топливных насосов высокого давления, двадцати форсунок, перепускного и предохранительного клапанов и трубопроводов. Топливные насосы— плунжерного типа, выполнены с постоянной величиной хода. Регулировка количества подаваемого топлива осуществляется перепуском избыточного топлива в линию всасывания в конце хода нагнетания.
Регулятор числа оборотов — центробежный, непрямого действия, с гидравлическим сервомотором и изодромной обратной связью.
Форсунки — закрытого типа. На каждом цилиндре установлены две форсунки, распылители которых имеют по три распыливающих отверстия диаметром 0,56 мм. Сопловой наконечник после сборки форсунки должен выступать из-под торца ее корпуса на 1,2— 2,2 мм. Высота подъема иглы обеспечивается в пределах 0,45 — 0,55 мм. Затяжка пружины форсунки регулируется на давление 210 бар.
Масляная система — циркуляционная под давлением. Для тепловозных двигателей схема масляной системы принципиально такая же, как и для судовых. Однако в ней отсутствуют маслосборник (поскольку масляным резервуаром служит «мокрый картер») и маслоперекачивающий насос для параллельной работы на фильтр тонкой очистки. У судовых двигателей маслоохладитель охлаждается воздухом, а у тепловозных — водой. Для подогрева масла перед пуском предусмотрено специальное устройство.
Система охлаждения у судовых двигателей — циркуляционная (внутренняя вода охлаждается проточной водой в холодильнике).
Пуск судовых двигателей осуществляется сжатым воздухом, для этого они оборудованы специальными механизмами и устройствами.
Двигатели типа Д-100 имеют противоаварийную автоматическую защиту и сигнализацию, а также прибор, контролирующий работу двигателя.
APE 150 Vibrative Hammer Package ▪ 1992 Модель 150 Wibrative Hammle 90 ▪ Полностью восстановленная коробка передач в 2020 году с гарантией ▪ 2006 г. модель APE 350Power Блок ▪ 2007 г. модель APE модели 150 листовой зажим ▪ Торговая подставка
Предлагается по телефону: $ 178 000
33%P R R R R R R R R R R R R R R R R R R R R R R R R R R R R R R R R R R R R R R R R R R R R R R R R R.
HPSI Model 100xl Vibro с MKT Model 140 Power Pack
Предлагается по цене 80 000 долл. США
(было 120 000 долл.0006
ПР И С Е Д Р О П ! ! !
Сделка с горкой листом с общей суммой 317 356 фунтов, предлагаемых по 0,35 долл. США/фунт до 0,45/фунтов . Доступны несколько вариантов шельфовых вводов для свай до 36 дюймов и меньших морских шпилей Для свай до 24 дюймов
Offered At Prices Ranging from $5,000 to $20,000
PTC 30 HP Vibratory Hammer Package
CLICK FOR MORE DETAILS
PILECO D46-32 S/N 709
Дизельный молот одностороннего действия Прибл. Вес: 19 580 Макс. энергия: 107 280 82 284 долл. США
PILECO D12-42 S/N 245 Дизельный молот одностороннего действия Прибл. Вес: 7100 MAX Energy: 29 840 Предлагается по цене $ 33 496
Вариант финансирования: 5%, 3 года, 20%
PileCo D36-32 S/N 633
PileCo D36-32 S/n 633
D36-32 S/n 633
PileCo D36-32 S/n 633
Дизельный молот молоток Вес молотка: 17 375 Max Energy: 83 950
Спасибо за проявленный интерес. Время от времени мы рассылаем электронные письма, в которых объявляем о впечатляющих ЦЕНАХ ПРОДАЖИ при продаже или аренде оборудования. Если вы хотите, чтобы вас включили, пожалуйста нажмите здесь , чтобы добавить свой адрес электронной почты в наш список. Ваша информация не идет дальше нас.
Виброгаситель Antaeus NO SHOCK * Гасит около 95 % вибрации Не верите? Попробуйте One
Нажмите для получения дополнительной информации
Опция финансирования: 5%
3 года, 20%
ID 66.0018 Нажмите для получения дополнительной информации
APE Model 200 Пакет вибрационных молотков
Кличок для получения дополнительной информации
Опционе
Дизель-молот Д-100 с гидроприводом
НАЖМИТЕ ДЛЯ ПОДРОБНОСТИ
Вибромолот Antae6 0009 Нажмите для получения дополнительной информации
Ложится на поверхность более тонким, однородным, более впитывающим слоем
Обладает превосходными свойствами подвески
Инвентарный номер НАТО: 6850-01-316-9431
Легко удаляется легкой щеткой или ополаскиванием водой
Хорошо работает на гладких и шероховатых поверхностях
Технический паспорт
Проявитель ДУБЛ-ЧЕК Д-100 состоит из взвешенных в изопропиловом спирте рафинированных белых частиц, обеспечивающих повышенную чувствительность при обнаружении узких дефектов. Проявитель Д-100 вытягивает пенетрант с дефектами на поверхность детали и создает контрастный ярко-белый фон. Соответствует требованиям по низкому содержанию серы и галогенов.
• QPL-AMS-2644 листинг • MIL-I-25135, редакции C, D и E • ASME Code NDT, Sec V • SAE AMS 2644
Цвет:
Белые взвешенные частицы
Температура вспышки:
11,7°С
Температура кипения:
82ºC
Удельный вес:
0,79
1. Применение: Пенетрант наносить только на чистые сухие поверхности распылением, струей, кистью или окунанием. 2. Время выдержки: Рекомендуется 10-минутное время выдержки, хотя во многих случаях будет достаточно пяти минут. При подозрении на наличие особо узких трещин или при наличии особенно важных деталей время выдержки может быть увеличено до 30 минут или более. Дайте пенетранту стечь с поверхности детали обратно в резервуар для пенетранта, чтобы сохранить материал. 3. Удаление: Используйте соответствующий метод промывки, чтобы удалить избыток пенетранта с поверхности. 4. Сушка: a) Рекомендуется установка рециркуляционной печи на температуру не выше 71ºC. Оставьте деталь в духовке на время, достаточное для испарения поверхностной влаги. Сушка улучшается за счет использования сжатого воздуха для рассеивания и удаления как можно большего количества избыточной воды перед помещением детали в печь. b) При использовании растворителя перед нанесением проявителя дайте поверхности полностью высохнуть. 5. Проявка: После перемешивания суспензии Д-100 равномерно распылить на сухую поверхность детали легкий слегка влажный слой проявителя. Слишком влажное нанесение приведет к размытию показаний; слишком сухое нанесение не дает полноценного развивающего действия. Два-три легких приложения работают лучше, чем одно тяжелое. Слишком тяжелое приложение может скрывать индикацию. Если D-100 наносится с помощью краскораспылителя, то он должен иметь испаряющий наконечник, бак для распыления должен находиться под давлением 15-30 фунтов и иметь мешалку для удерживания порошка во взвешенном состоянии. 6. Осмотр: Осмотрите детали при соответствующем освещении.
Деррик-кран ГМК-12/20. Кран 20-тонный типа ГМК-12/20 имеет три опоры и два подкоса; угол между подкосами в плане равен 90° (рис. 6.1; 6.2, табл. 6.1). Помимо подъема груза, кран рассчитан также на работу с четы-рехканатным грейфером емкостью 1 м3. При подвешенном грейфере грузоподъемность основного крюка снижается до 10 т.
Основная стрела длиной 20,09 м наращивается вставками до длины 22,09 и 30,09 м. Привод поворота мачты — канатный через поворотный круг.
Кран с углом 90° между подкосами используют на общестроительных работах, а также при монтаже пролетных строений широких городских мостов с ездой поверху. При монтаже железнодорожных пролетных строений с ездой понизу ширину его колеи уменьшают посредством уменьшения угла между подкосами: если кран устанавливается на верхних поясах, этот угол равен 43°, а при установке на проезжей части—27° 40 .
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
В последнем случае конструкции крана усиляют постановкой двух передних подкосов мачты.
Ходовые тележки и опорные конструкции (рамы, порталы), необходимые для установки крана, используемого в качестве передвижного, в комплект его не входят и изготавливается в каждом отдельном случае.
Грузоподъемность крана при углах 43° и 27°40’ зависит не только от вылета, но и от угла поворота стрелы в плане; влияет на грузоподъемность и длина стрелы.
Рис. 6.1. Деррик-кран типа ГМК-12/20: а — общий вид; б —схематизированный план крана при установке его на верхних поясах собираемых пролетных строений; в — то же, при установке на проезжей части
Деррик-кран МДК-63-1100. Кран типа МДК-63-1100 (рис. 6.3; 6.4, табл. 6.2) трехопорный с двумя подкосами; угол между подкосами составляет 90°. Мачта крана неповоротная, имеет жесткие соединения с подкосами в верхнем узле и с распорками в нижнем. Ширина колеи крана и его база изменяются от 6 до 14 м посредством соответствующего изменения длин подкосов и распорок с помощью вставных элементов. Ширину колеи и базу устанавливают в каждом отдельном случае исходя из условий размещения крана на монтируемой конструкции (пролетном строении) и передачи на конструкцию опорных давлений и анкерных усилий крана. Предпочтительны наибольшие размеры колеи и базы, так как при этом анкерные усилия оказываются наименьшими. При работе кран заанкеривается за собираемую конструкцию или фундаменты.
Ходовым тележкам крана придана возможность поворота в плане; при работе крана колеса ходовых тележек разгружаются посредством установки тележек на аутригеры.
Наибольший угол поворота стрелы в плане, определяющей размеры рабочей зоны, изменяется от 149 до 250°, увеличиваясь с увеличением колеи, базы и вылета стрелы (табл. 6.3).
Механическое и электрическое оборудование крана МДК-63-1100 смонтировано в поворотном машинном помещении, жестко связанном со стрелой. Нагрузки от стрелы и машинного помещения, передаются ра шариковое опорно-поворотное устройство с зубчатым приводом.
Область применения крана — общестроительные работы с тяжелыми грузами, перегрузка конструкций, обслуживание складов сборных железобетонных элементов, навесной монтаж железобетонных и стальных (с ездой поверху) пролетных строений мостов больших пролетов, возведение фундаментов опор из сборных железобетонных оболочек больших диаметров.
Деррик-кран ДК-45/60. Кран типа ДК-45/60 (рис. 6.5; 6,6, табл. 6.4) четырехопорный с двумя подкосами. Для уменьшения ширины колеи угол между подкосами установлен равным 43°.
При этом во избежание возникновения чрезмерно больших усилий в подкосах наибольший угол поворота мачты ограничен 228°. Соответствующие высоты мачты составляют 11,56 и 14,71 м. Привод поворота мачты — канатный, через поворотный круг. Кран образован ходовыми тележками.
Механическое и электрическое оборудование монтируется на раме крана.
Деррик-кран ДК-35. Кран типа ДК-35 (рис. 6.7, табл. 6 5) представляет собой прототип крана ДК-45/60, имеющий с последним общую схему и основные параметры, кроме грузоподъемности, увеличенной для крана ДК-45/60 посредством усиления элементов конструкций.
Деррик-кран инж. Зубача. Кран инж. Зубача (рис. 6.8, 6.9, табл.. 6.6) четырехопорный с тремя подкосами, два из которых находятся в плоскости, параллельной плоскости мачты. Для обеспечения возможности поворота мачты на 170° ее ось вынесена на 0,345 м вперед относительно плоскости передних подкосов. База крана равна 6,5 м. Ходовые части выполнены в виде салазок. Для закрепления за монтируемую конструкцию опоры, крана оборудованы анкерными» устройствами. Конструктивная особенность крана инж. Зубача состоит в расположении подпятника, воспринимающего опорное давление мачты в верхнем узле сопряжения подкосов с мачтой. Благодаря этому опорное давление перестов со сквозными главными фермами и ездой поверху.
Рис. 6.2. Грузовые характеристики крана ГМК-12/20: а — угол между подкосами 90°; б — угол между подкосами 43° и стрела длиной 22,09 м; в — то же, 43° и 20,09 м; г — то же, 27°40’ и 20,09 м; 1— стрела длиной 20,09 м, высота подъема, основного крюка; 2 — то же, высота подъема вспомогательного крюка; 3 — то же; грузоподъемность; 4 — стрела длиной 30,09 м, грузоподъемность; 5 — то же, высота подъема основного крюка; 6 — то же, высота подъема вспомогательного крюка
Рис. 6.3. Деррик-кран МДК-63-1100: I, II, III, IV — возможные схемы положения подкрановых путей (схема IV — при равных размерах колеи Л и базы В)
В случае подачи элементов на монтаж по проезжей части кран обеспечивает сборку типовых пролетных строений пролетом до 77 м, имеющих длину панели 8,25 м. При больших длинах панелей не соблюдается требование правил Госгортехнадзора о вертикальном положении грузового полиспаста во время подъема монтажных элементов с транспортных средств.
Деррик-кран УМК-1. Кран типа УМК-1 (рис. 6.10 — 6.12, табл. 6.7) специальный предназначен для навесной сборки стальных пролетных строений однопутных железнодорожных мостов со сквозными главными фермами и ездой понизу. По параметрам и конструкции крана обеспечивается возможность монтажа типовых пролетных строений пролетами от 33 до 77 м. Кран приспособлен для установки его как на верхних поясах главных ферм, так и на проезжей части. По схеме компоновки кран УМК-1 относится к четырехо-порным кранам с тремя подкосами и горизонтальной рамой. Опорное давление мачты передается в верхний узел примыкания подкосов. Ось мачты вынесена вперед на 0,3 м относительно плоскости передних подкосов с целью обеспечения угла поворота мачты на 160°.
Рис. 6.4. Грузовысотные характеристики крана типа МДК-63-1100: 1 — стрела длиной 25 м, высота подъема крюка; 2 — то же, грузоподъемность; 3 — стрела длиной 32,5 м, высота подъема крюка; 4 — то же, грузоподъемность; 5 — стрела длиной 40 м, грузоподъемность; 6 — то же, высота подъема крюка
База и ширина колеи крана — переменные. База крана, устанавливаемая в зависимости от длины панели главных ферм монтируемого пролетного строения, может изменяться при установке на верхних поясах от 7,4 до 8,25 м и при установке на проезжей части от 5,5 до 8,25 м.
Колея крана устанавливается в зависимости от расстояния между главными фермами и изменяется от 5,5 до 5,8 м. Кран оснащен неприводными ходовыми тележками.
Привод поворота мачты цевочный посредством цевочного колеса.
В соответствии с вариантами установки кран может быть собран по двум схемам. При первой схеме, соответствующей .установке крана на верхних поясах, ширина колеи равна расстоянию между осями главных ферм, а при второй схеме, соответствующей установке на проезжей части, ширину крана уменьшают, и кран устанавливают на портальную подставку, упирающуюся на поперечные балки проезжей части и заанкериваемую за них. Путь монтажных элементов, подаваемых под крюк крана, проходит между опорами портала. В комплект крана, собираемого по второй схеме, входит кран-балка для монтажа верхних продольных связей, установка которых с проезжей части невозможна.
Рис. 6.6. Грузовысотные характеристики крана ДК-45/60
Рис. 6.8. Деррик-кран конструкции инж. Зубача и схема запасовки каната поворота мачты
Таблица 6. 5
Таблица 6.6
Для перемещения крана от стоянки к стоянке используют специальную тележку с домкратами для вывешивания крана при его погрузке.
Деррик-кран УМК-2. Кран типа УМК-2 грузоподъемностью 20 т (рис. 6.13 — 6.15, табл. 6.8) специальный, предназначен для навесной сборки стальных пролетных строений однопутных железнодорожных мостов со сквозными главными фермами и ездой понизу. Параметрами и конструкцией крана обеспечивается возможность монтажа типовых пролетных строений пролетами от 88 до 159 м. Краном можно монтировать как с верхних поясов главных ферм, так и с проезжей части. Кран имеет горизонтальную раму с четырьмя опорами
База крана изменяется в зависимости от длины панели главных ферм от 8,55 до 11м при установке на верхних поясах и от 8,25 до 11 м при установке на проезжей части. Колея крана может изменяться от 5,8 до 8 м в зависимости от расстояния между осями главных ферм. На главные фермы кран опирается через неприводные ходовые тележки. При установке на проезжей части нагрузка от крана передается на поперечные балки пролетного строения через стойки портальных рам. В первом случае кран заанкеривается за верхние пояса, во втором— за поперечные балки.
Рис. 6.10. Деррик-кран УМК-1, установленный на верхних поясах собираемого пролетного строения: 1 — ось главных ферм; 2 — ось верхнего пояса главной фермы
Примечание. Показатели даны в числителе при установке крана на проезжей части, в знаменателе — на верхних поясах.
Рис. 6.11. Деррик-кран УМК-1, установленный на проезжей части собираемого пролетного строения: 1— кран-балка для монтажа верхних связей; 2 — ось верхнего пояса главной фермы; 3 — оси поперечных балок проезжей части; 4 — тележка для перемещения крана; 5 — оси главных ферм
При установке на проезжей части путь подачи монтажных элементов проходит между стойками портальных рам. Для перемещения крана в этом случае используют специальные тележки с домкратами для вывешивания крана при его погрузке.
В комплект крана, устанавливаемого на проезжей части, входит кран-балка для монтажа верхних связей.
По конструкции основных узлов И оборудованию кран УМК-2 унифицирован с краном УМК-1.
Рис. 6.12. Грузовысотные характеристики деррик-крана УМК-1: 1 — высота подъема крюка при работе на верхних поясах; 2 — то же, при работе на проезжей части; 3 — грузоподъемность
Деррик-кран ДК-25/40. Кран типа ДК-25/40 грузоподъемностью 40 т (рис. 6.16 — 6.18, табл. 6.9) специальный предназначен для навесной сборки стальных и сталежелезобетонных пролетных строений железнодорожных, автодорожных и городских мостов с ездой понизу и поверху. Он может быть использован для монтажа типовых железнодорожных пролетных строений со сквозными главными фермами пролетами 88 — 159 м, типовых автодорожных сталежелезобетонных пролетных строений пролетом 84 м, а также индивидуальных стальных и сталежелезобетонных пролетных строений городских мостов больших пролетов. Грузовой полиспаст в таких случаях запасовывают на грузоподъемность 25 т. Помимо этого, кран приспособлен для установки по схеме «перед собой» разрезных балок типовых автодорожных железобетонных пролетных строений длиной до 24 м. В этом случае грузовой полиспаст запасовывают на грузоподъемность 40 т.
Кран имеет горизонтальную раму на четырех опорах при трех подкосах.
Отличительная конструктивная особенность крана — наличие гибкого заднего подкоса, способного воспринимать только растягивающие нагрузки. Гибким подкосом создается самомонтирующаяся конструкция и достигается некоторое уменьшение веса крана.
Для обеспечения устойчивости мачты передние подкосы расположены в наклонной плоскости.
Эта конструктивная особенность связана с необходимостью ограничения угла поворота мачты во избежание перегрузки передних подкосов.
Привод поворота крана цевочный посредством цевочного колеса.
Кран имеет постоянную длину базы, равную 11 м, и переменную ширину колей, варьируемую от 5,8 до 8 м в зависимости от поперечных размеров монтируемых пролетных строений. В рабочем положении кран заанкеривается за монтируемое пролетное строение.
Рис 6.13. Деррик-кран УМК-2, установленный на верхних поясах собираемого пролетного строения: 1 – ось главных ферм; 2-ось верхнего пояса главной фермы
При монтаже железобетонных пролетных строений заанкеривание не требуется, а устойчивость крана обеспечивается применением передних и задних противовесов.
В соответствии с типом монтируемого пролетного строения назначают одну из схем компоновки крана. Компоновка по одной схеме соответствует схеме пролетных строений с ездой понизу и расположению крана на верхних поясах главных ферм; кран при этом устанавливается непосредственно на ходовые тележки. Компоновку по другой схеме применяют при монтаже пролетных строений с ездой поверху; нагрузка от крана на ходовые тележки передается при этом через опорные ноги. Последние образуют в поперечном направлении вместе с ригелем горизонтальной рамы портал, обеспечивающий возможность подачи монтажных элементов под крюк крана.
Рис. 6.14. Деррик-кран УМК-2, установленный на проезжей части собираемого пролетного строения: 1 — кран-балка для монтажа верхних связей; 2 — ось верхнего лояса главной фермы; 3 — оси поперечных балок проезжей части; 4 — тележка для перемещения крана; 5 — оси главных ферм
Рис. 6.15. Грузовысотные характеристики деррик-крана УМК-2: 1 — высота подъема крюка при работе на верхних поясах; 2 — то же, при работе на проезжей части; 3 — грузоподъемность
Рис. 6.16. Деррик-кран ДК-25/40
Рис. 6.17. Схемы расположения деррик-крана ДК-25/40 при монтаже стальных пролетных строений: а — с ездой понизу; б — с ездой поверху
Рис. 6.18. Грузовысотные характеристики крана ДК-25/40: 1 — стрела длиной 20 м, грузоподъемность; 2 — то же, высота подъема крюка; 3 — стрела длиной 25 м, грузоподъемность; 4 — то же, высота подъема крюка; 5 — стрела длиной 30 м, высота подъема крюка; 6 — то же, грузоподъемность
Двухстреловой деррик-кран грузоподъемностью 2X8 т. Двухстреловой жестконогий деррик-кран (рис. 6.19, табл. 6.10) представляет собой грузоподъемное оборудование, предназначенное для монтажа железнодорожных стальных типовых пролетных строений с ездой понизу с наибольшей длиной панели 8— 8,5 м. Оснащение крана двумя стрелами повышает скорость монтажа и обеспечивает удобство закрепления к крану подвесных рештований. Однако необходимость в двойном комплекте механического и электрического оборудования и двойном количестве элементов металлоконструкций приводит к заметному увеличению веса крана и его стоимости в сравнении с аналогичными одностреловыми кранами.
Кран оснащен подвесными рештованиями, закрепляемыми к мачтам крана через специальную траверсу. Они занимают по отношению к пролетному строению объемлющее положение, обеспечивая доступ к нижним узлам главных ферм, к узлам проезжей части, а также к верхним узлам ферм с наружной стороны. Для доступа к верхним узлам изнутри устраиваются откидные площадки, поднимаемые на время перемещения крана на очередную стоянку.
Рис. 6.19. Двухстреловой деррик-кран грузоподъемностью 2X8 т и подвесные рештования (ограждения рабочих площадок не показаны) (стрела непоказана)
Деррик-кран — это одна из разновидностей оборудования, которое используется для выполнения подъемно-транспортных работ. Сам по себе кран представляет строительный мачто-стреловой агрегат. Чаще всего их применяют на карьерах облицовочного камня.
Общее описание конструкции
Кроме использования на карьерах по добыче камня, он активно применяется в промышленном строительстве, а также в некоторых других отраслях. К примеру, со второй половины 19 века деррик-краны эксплуатируются в горной промышленности. К основным конструктивным элементам устройства относятся следующие части: мачты, которые выполнены в виде больших металлических конструкций, стрелы, стойки-укосины. Кроме них, присутствуют также такие части, как поворотная платформа и механизм подъема груза. Последний обычно состоит из таких деталей, как одно- или двухбарабанной лебедки, а также каната. Помимо перечисленных элементов, есть еще несколько, которые позволяют захватывать груз и выполнять другие действия.
Грузоподъемные краны: разновидности и правила эксплуатации
Много лет назад грузоподъемное оборудование являлось одним из главных достижений техники. Но…
Типы кранов
Если более подробно рассматривать конструкцию, то стоит отметить наличие двух разных видов деррик-кранов.
Первый тип получил название вантовый. Стрела такого крана крепится в мачте, установленная при помощи канатных растяжек, она способна поворачиваться на 240 градусов. Реже, но все же встречаются конструкции, когда кран может поворачиваться и на 360 градусов. Кроме этого, он также способен наклоняться к горизонту на 30-75 градусов.
Второй тип деррик-кранов — это жестконогие. В этом случае стрела установлена в мачте, но уже при помощи жестких стоек-укосин. Однако углы поворота, а также углы наклона остались без изменений и могут поворачиваться в тех же пределах, что и вантовые. Что касается длины стрелы такой конструкции, то она от 20 до 40 метров, а высота мачты 14-20 метров.
Кран Либхер: подробное описание и технические характеристики
Кран «Либхер»: подробное описание кранов одной из самых известных машиностроительных…
Что касается применения таких устройств на карьерах облицовочного камня, то там они эксплуатируются по бестранспортной схеме с верхней погрузкой, а также перемещением горной массы на борт карьера или на вышележащий горизонт. Есть определенные правила установки таких деррик-кранов, которые регламентируют место установки. Если на карьере требуется более одного устройства, то второе должен быть установлен за пределами работы первого и наоборот. Другими словами, они не должны мешать друг другу. Грузоподъемность стандартного деррик-крана, фото которого представлено, составляет от 15 до 30 тонн. Рабочее пространство, которое может обслуживать один такой кран, — от 210 до 840 м2. Здесь также стоит обратить внимание на радиус действия крана при угле его наклона. Если угол равен 30 градусов, то радиус составит от 18 до 36 метров. Если же угол 75 градусов, то и радиус сократится до 6-11 метров.
Так как деррик-кран — это прежде всего подъемно-транспортное оборудование, то у него должны быть свои преимущества, которые будут выделять его на фоне схожих устройств. Первое и очень важное преимущество — это снижение стоимости выемочно-погрузочных и транспортных работ примерно в 1,5-2 раза. Второе важное преимущество — это возможность механизировать выемку и погрузку, а также транспортировку горной массы при использовании всего одного вида оборудования. Последнее — это создание благоприятных возможностей для интенсификации углубления карьеров.
УМК-2М
Так как существует большое разнообразие моделей подобного вида оборудования, то стоит рассмотреть некоторые популярные из них. Одним из таких стал деррик-кран УМК-2М. Грузоподъемность машины составляет 25 тонн. Это специальный кран, который предназначен для навесной сборки стальных пролетных строений однопутных железнодорожных мостов. Во время проведения монтажных работ такой кран обычно устанавливают на верхних поясах ферм. В состав этого устройства входят горизонтальная рама и 4 опоры, а также мачта, два передних подкоса и две гибких оттяжки. У описываемого оборудования также имеется база, которая является постоянной и занимает 11 метров. Отличительная особенность в том, что возможно изменение колеи крана в зависимости от расстояния между главными фермами. Диапазон изменений находится в пределах 5,8-8 метров. Достаточно удобно то, что есть возможность транспортировать такой кран по заранее установленным специальным рельсам. В этом случае можно использовать для перемещения как оси верхних поясов ферм, так и пути, по которым катаются рельсовые тележки.
ДК-25/40
Деррик-кран 25/40 отличается гораздо больше грузоподъемностью, чем УМК-2М. Его предельный вес составляет 40 тонн. Что касается его основного предназначения, то он также может применяться для строительства стальных пролетных строений железнодорожных путей. Однако это еще не все, и он эксплуатируется в тех случаях, когда необходимо обустроить сталежелезобетонные пролетные строения и не только для железнодорожных путей, а еще и для движения автомобильного транспорта.
Что касается его конструкции, то кран имеет горизонтальную раму с четырьмя опорами и при этом тремя подкосами. Здесь имеется небольшая, но важная отличительная особенность в конструкции. Задний подкос является гибким и способен он воспринимать только растягивающие нагрузки. За счет наличия данного гибкого подкоса можно несколько уменьшить собственный вес конструкции, а также удалось создать самомонтирующуюся конструкцию. Чтобы в таком положении обеспечивать хорошую устойчивость всей платформы, передние откосы устанавливаются под определенным углом. Можно добавить, что длина базы, как и ширина колеи у ДК-25/40 такие же, как у УМК-2М, то есть длина равна 11 метрам, а колея варьируется в пределах от 5,8 до 8 метров.
Еще один кран, который относится к жестконогим конструкциям — это деррик-кран МДК-63-1100. Оборудование является трехопорным с двумя подкосами. Отличительная особенность состоит в том, что угол между подкосами составляет ровно 90 градусов. Еще один интересный факт заключается в том, что мачта этого типа крана неповоротная. В верхнем узле она жестко зафиксирована с подкосами, а в нижнем с распорками. А вот что касается ширины колеи, то МДК-63 явно выигрывает у двух предыдущих кранов, так как диапазон составляет от 6 до 14 метров. Изменить его можно при помощи вставных элементов, которые устанавливаются в специальные места, изменяющие длину подкосов. Ширина колеи и база устройства устанавливаются исходя из условий размещения крана на монтируемой местности.
Жестконогие краны
Все выше приведенные приспособления относились к жестконогим конструкциям. Есть несколько общих факторов, которые объединяют их в одну группу. Во-первых, это один из основных видов подъемно-транспортного оборудования, которое используется при строительстве мостов. Во-вторых, область применения каждой модели напрямую зависит от особенностей грузовых характеристик. В этом случае имеется в виду грузоподъемность, которую способна сохранять конструкция при полном вылете стрелы. Кроме того, всем кранам такого типа присуща еще одна особенность, которая заключена в относительно низком собственном весе всей конструкции.
Заключение
Исходя из всего вышесказанного можно сделать вывод, что деррик-краны применяются достаточно широко благодаря своим характеристикам. Кроме того, они способны выполнять достаточно большой спектр поставленных задач, а большое разнообразие моделей позволяет максимально точно подбирать оборудование для выполнения поставленных задач.
Пресс -релиз — здания
для немедленного выпуска: 28 сентября 2018 г. Контакт: Dobcommunications@buildings. nyc.gov, (212) 393-2126
DOB. Отчет освещает результаты правоприменения DOB за август 2018 года, направленные на сдерживание злоумышленников и обеспечение безопасности жителей Нью-Йорка. наказывать и сдерживать злоумышленников в строительной отрасли посредством обеспечения соблюдения законов о безопасности и кодексов поведения для строительных специалистов. Сегодняшний бюллетень включает сводку дисциплинарных мер, наложенных DOB, включая штрафы, приостановку и отзыв лицензий.
Приведенные ниже действия представляют собой часть общей работы DOB по обеспечению соблюдения городских строительных норм и правил безопасности, в дополнение к тысячам проводимых проверок и ежемесячных нарушений, выдаваемых агентством в связи с незаконными условиями строительства и строительства.
DOB в августе предпринял ряд серьезных принудительных действий, в том числе:
В общей сложности 30 нарушений и $320 975 штрафов, включая ежедневные штрафы, выписанные за незаконную перестройку здания в 10 отдельных случаях.
В общей сложности 46 нарушений и $427 375 штрафов, включая ежедневные штрафы, выписанных за незаконное временное использование зданий в 8 разных местах.
43 нарушения и штрафы в размере 610 030 долларов США за несоблюдение мер безопасности на строительных площадках в 40 отдельных случаях.
10 нарушений и штраф в размере 100 000 долларов США, выписанных 10 различным лицам за невыполнение обязанностей прорабов.
Ниже приведены отдельные основные моменты правоприменения за август 2018 г.:
Штрафы в размере 33 000 долларов США, выписанные владельцу собственности UMK Holdings LLC за несоблюдение мер безопасности и незаконную работу без разрешения на Берген-стрит, 1967, Бруклин, после того, как инспекторы DOB обнаружили несколько квартир, в которых был проведен капитальный ремонт, а также за сантехнику, водопровод и отходы. строки, которые были удалены без разрешения на работу DOB.
Штраф в размере 80 000 долларов, наложенный на владельца собственности Richard Breslaw Limited Family Partnership за эксплуатацию квартиры по адресу 614 11th Avenue, Manhattan, в качестве нелегальной временной гостиницы, а также за несоблюдение ранее вынесенных нарушений.
Штраф в размере 78 750 долларов, наложенный на владельца собственности Thera Realty, Inc. за эксплуатацию четырех квартир в пятиэтажном многоквартирном доме по адресу 323 West 42nd Street, Manhattan, в качестве незаконного временного отеля, а также за отсутствие автоматических разбрызгивателей и ненадлежащий выход.
65 625 долларов штрафа, выписанного владельцу собственности Баптистской церкви на Голгофе за использование многоквартирного жилого дома по адресу 123 West 57th Street, Manhattan, в качестве незаконного временного отеля и за отсутствие автоматических разбрызгивателей.
Штраф в размере 17 000 долларов США, наложенный на владельца собственности Мин Фэн Лю за незаконную переделку существующей законной квартиры по адресу 132-35 Sanford Avenue, Queens, в 4 единицы незаконного проживания в одноместных комнатах (SRO).
Штраф в размере 22 000 долларов США, наложенный на владельца собственности Цзя Ван Донга за незаконную переделку существующей законной квартиры по адресу 1415 71st Street, Brooklyn, в 4 единицы незаконного проживания в одноместных комнатах (SRO).
30 500 долларов штрафа, наложенного на владельца собственности 124-136 East 117 LLC за незаконную переделку существующей законной квартиры по адресу 124 East 117th Street, Манхэттен, в четыре единицы с незаконным размещением одноместных комнат (SRO) и использование этих SRO в качестве незаконного временного отеля. аренда.
Штраф в размере 53 475 долларов, вынесенный владельцу собственности Чандердаю Латчману за незаконное использование подвала по адресу 86-31 102nd Road, Квинс, в две квартиры класса А без надлежащих разрешений DOB, а также за отказ обслуживать здание.
Штраф в размере 26 500 долларов США, наложенный на владельца собственности 3143-3147 Broadway LLC за незаконную переделку существующей законной квартиры по адресу 3147 Broadway, Manhattan, в три незаконных единицы с одноместным размещением (SRO) и использование этих SRO в качестве незаконной временной аренды отеля.
Штрафы в размере 25 000 долларов США, наложенные на начальника строительства Дэвида Коладжованни за неисполнение обязанностей начальника строительства после того, как инспекторы DOB обнаружили, что строительная площадка по адресу 834 Herkimer Street, Бруклин, была открыта ненадлежащим образом и доступна для публики, отсутствовали необходимые ограждения. , и отсутствовала необходимая информация в бортовом журнале суперинтенданта.
Штрафы в размере 25 000 долларов США, выписанные владельцу собственности AR Central Properties LLC за несоблюдение 219Сентрал-авеню, Бруклин, после того, как инспекторы DOB заметили, что внешняя стена выпирает с одной стороны, дымоход частично обрушился, а стена парапета наклонилась.
Штраф в размере 25 000 долларов США, выписанный зарегистрированному генеральному подрядчику Galaxy Developers, LLC за неспособность защитить строительную площадку по адресу 42-20 27th Street, Queens, после того, как каска рабочего упала на землю с 14-го этажа за ограждением по периметру.
Штраф в размере 10 000 долларов США, наложенный на подрядчика J.C. Steel за небезопасное использование крана после того, как инспекторы DOB заметили, что кран находится в состоянии 40-10 99-я улица в Квинсе была проложена в 100 футах от того места, где она должна была быть, как указано на планах.
Штрафы в размере 10 000 долларов, выписанные регистратору по безопасности Д.Ф. Молитесь за небезопасное использование крана после того, как инспекторы DOB заметили мини-кран, работающий на крыше дома 47-11 Austell Place, Queens, без необходимого разрешения и без соответствующих страховочных креплений.
Штраф в размере 25 000 долларов США, выписанный зарегистрированному генеральному подрядчику Sun Sun Contracting, Inc. за неспособность защитить строительную площадку по адресу 404 11th Street, Brooklyn, после того, как доставка строительных материалов привела к обрушению пола.
Эдвард Хикс, Р.А., Роберт Кроун Р.А., Сяо Цзюнь Ван, Ч.Е., и Мохаммад Баальбаки, Ч.Е. все они передали Департаменту свою профессиональную сертификацию и привилегии Директивы 14 после того, как следователи DOB установили, что все они ранее подавали в Департамент профессионально сертифицированные документы, в которых было несколько несоответствий кодексу.
Трелдон Макмиллан добровольно отказался от своих лицензий главного сантехника и подрядчика пожаротушения после осуждения за умышленную подачу в Департамент документов, содержащих ложную информацию.
Штраф в размере 15 000 долларов США и двухлетний испытательный срок были назначены главному электрику Моргану Торену за использование работников, не входящих в его платежную ведомость, для выполнения работы, отсутствие надлежащей страховки, отсутствие надлежащего учреждения и использование бизнеса, не зарегистрированного в Департамент по привлечению подрядчиков на электромонтажные работы.
Штраф в размере 6500 долларов США и двухлетний испытательный срок были назначены специальному вешалку для вывесок Майклу ДеДжиакомо за подачу заявки на вешание вывесок, размер которых превышает размер, разрешенный его лицензией, а также за использование работников, не входящих в его платежную ведомость, для вешания вывесок.
Штраф в размере 5000 долларов США и двухлетний испытательный срок были назначены лицензированному мастеру-сантехнику Киту Шиссеру за выполнение незаконных работ без разрешения DOB.
2500 долларов штрафа и 1 год испытательного срока были назначены суперинтенданту строительства Джейкобу Хиршу за неисполнение обязанностей, требуемых от суперинтенданта строительства.
Штраф в размере 25 000 долларов США, наложенный на компанию по наружной рекламе Angel Media LLC, и штраф в размере 20 000 долларов США на владельца собственности High Line Development за две незаконные наружные рекламные вывески на 450 West 14th Street, Манхэттен.
Штраф в размере 10 000 долларов США, наложенный на Outfront Media LLC за размещение вывески наружной рекламы на Лафайет-стрит, 195, Манхэттен без надлежащего разрешения DOB.
DOB недавно заблокировал незаконный бизнес по хранению мертвых автомобилей в жилом доме по адресу 3220 Tiemann Avenue, Bronx, после того, как владелец не явился на запланированное слушание OATH и не прекратил незаконное использование.
DOB недавно заблокировал незаконную автомойку, которая работала в жилом доме по адресу 4012 Bronxwood Avenue, Bronx, после того, как владелец не выполнил согласованное условие для легализации этого коммерческого использования.
DOB недавно заблокировал незаконную авторемонтную мастерскую, которая работала в жилом доме на Баркер-стрит, 73, Статен-Айленд, после того, как владелец не явился на запланированное слушание присяги и не прекратил незаконное использование.
DOB недавно закрыла на замок двор незаконного подрядчика и склад коммерческого транспорта, работающий в жилом доме по адресу 91-01 120th Street, Queens, после того, как недавняя проверка установила, что владелец собственности не выполнил согласованное условие прекратить незаконное использование.
Ранее выпущенные бюллетени о правоприменительных мерах можно найти на нашем веб-сайте.
Подпишитесь на нас: twitter.com/nyc_buildings facebook.com/nycbuildings youtube.com/nycbuildings
ЭВОЛЮЦИЯ ПОЛИТИКИ КОНТРОЛЯ ЗА СЛИЯНИЯМИ В США – ЧАСТЬ 2: 1974-2013
Авторы
Магдалена Катажина Конкол
Университет Марии Кюри-Склодовской
DOI:
https://doi. org/10.12775/EiP.2014.030
Ключевые слова
слияния, политика контроля за слияниями, антимонопольное законодательство США, теория конкуренции
Аннотация
Цель исследования — представить изменения в политике контроля за слияниями в США на разных этапах развития теорий конкуренции и взглядов на про- и антиконкурентные последствия слияний (особенно Гарвардской, Чикагской и Пост-Чикагской школ конкуренции). . Методы исследования, используемые в исследовании, включают обзор литературы, а также углубленный анализ законодательства США, правоприменительной политики антимонопольных органов и практики вынесения решений федеральными судами с акцентом на изменения в экономическом анализе слияний и их влияние на рыночную конкуренцию.
Эта часть исследования охватывает период с середины 1970-х годов по настоящее время и охватывает два этапа развития политики США в отношении слияний. В 1980-е годы в антимонопольной политике США преобладали теории Чикагской школы, приоритет эффективности и принцип минимального вмешательства. С 1990-х годов под влиянием пост-чикагского подхода, который больше не предполагает идеальной работы рынков, антимонопольные агентства стали более активно вмешиваться, чтобы заблокировать некоторые (даже вертикальные) слияния с потенциальными антиконкурентными последствиями (хотя уровень этого вмешательства вряд ли можно было бы по сравнению с 1960-х). Политика США в области принуждения к слияниям стала более междисциплинарной с более гибким подходом к экономическому анализу в отношении прикладной методологии, которая должна быть адаптирована к каждой сделке и подтверждена эмпирическими данными. Помимо защиты прав потребителей его приоритетом является защита конкурентного процесса на рынке.
Рекомендации
Аткинсон Р. Д., Одретч Д. Б., Экономические доктрины и подходы к антимонопольному регулированию, Фонд информационных технологий и инноваций, Вашингтон, январь 2011 г.
Борк Р. Х., Антимонопольный парадокс: политика в войне с самой собой, Basic Books, Нью-Йорк, 1978 г. , перепечатано с новым введением и эпилогом, 1993 г.
ЦРУ, The World Factbook, https://www.cia.gov /library/publications/the-world-factbook/geos/us.html (27.09.2013).
Демсетц Х., Экономика как руководство по антимонопольному регулированию, «Журнал права и экономики», Vol. 19, Выпуск 2/1976, http://dx.doi.org/10.1086/466876.
Eastman Kodak Co. против изображения. Technical Services, Inc., 504 U.S. 451 (1992).
FTC, Данные расследования горизонтального слияния. 1996–2011 финансовые годы, Вашингтон, январь 2013 г.
Гундлах Г.Т., Филлипс Дж.М., Дерошерс Д.М., Антимонопольное законодательство и маркетинг: учебник и призыв к исследованиям, «Журнал государственной политики и маркетинга», том. 21, выпуск 2/2002.
Хильдебранд Д., Роль экономического анализа в правилах конкуренции ЕС, второе издание, Kluwer Law International, Гаага, Лондон, Нью-Йорк, 2002.
Horton T.J., Новые руководящие принципы горизонтальных слияний США: передача полномочий, эволюция или контрреволюция?, «Журнал европейского конкурентного права и практики», Vol. 2, № 2/2011, http://dx.doi.org/10.1093/jeclap/lpr005.
Ховенкамп Х., Расчет постчикагского антимонопольного законодательства, [в:] А. Кучинотта, Р. Пардолези, Р. ван дер Берг, Пост-Чикагские события в антимонопольном законодательстве, Edward Elgar Publishing, Northampton 2002.
Kobayashi Б.Х., Мурис Т.Дж., Чикаго, Пост-Чикаго и не только: время отпустить 20-й век, «Исследование Джорджа Мейсона по праву и экономике», № 12-31/2012.
Ковачич В.Э., Шапиро К., Антимонопольная политика: век экономического и правового мышления, «Журнал экономических перспектив», Vol. 14, № 1/2000.
Ланде Р.Х., Чикагский фальшивый фонд: передача имущества (а не только эффективность) должна определять антимонопольное законодательство, «Журнал антимонопольного права», Vol. 58/1989.
Мотта М. , Политика в области конкуренции. Theory and Practice, Cambridge University Press, Cam-bridge 2004.
OECD, The Role of Efficiency Claims in Antitrust Proceedings, DAF/COMP(2012)23, Paris, 2 May 2013.
Реллер Л.Х., Стеннек Й., Вербовен Ф., Повышение эффективности от слияний, [in:] Защита эффективности и европейская система контроля за слияниями, «Европейская экономика. Отчеты и исследования», № 5/2001.
Салливан Л., Постчикагская экономика: экономисты, юристы, судьи и сотрудники правоохранительных органов в менее определенном мире, «Журнал антимонопольного права», Vol. 63, выпуск 2/1995.
Соединенные Штаты против General Dynamics Corp., 415 U.S. 486 (1974).
Министерство юстиции США и FTC, Руководство по горизонтальному слиянию 1992 г., http://www.ftc.gov/bc/docs/horizmer.shtm (15.10.2013).
Министерство юстиции США и FTC, Руководство по горизонтальным слияниям, 2010 г.
Телефон (847) 918-0111 БЕСПЛАТНЫЙ Вт. W. Meyer & Sons, Inc. 1700 Franklin Boulevard Libertyville, IL 60048 U.S.A. Часы работы с понедельника по пятницу с 8:00 до 16:30 CDT
Пневматический винтовой насос Meyer — это мощный насос для впрыскивания сухих материалов. Предназначен для подачи сухого пылевидного материала в пневмотранспортную линию. Винтовой насос работает там, где другие устройства подачи разбавленной фазы не работают из-за таких проблем, как абразивный износ, сыпучие материалы или мелкодисперсная пыль материала. В отличие от ротационных шлюзов, которые требуют узких зазоров для уплотнения от транспортируемого воздуха, конструкция винтового насоса использует транспортируемый материал для образования уплотнения. Встроенная заслонка предотвращает обратный выброс при заполнении или работе вхолостую.
Винтовой насос исключает обратный удар и преждевременный выход из строя из-за абразивного износа; это снижает чрезмерное техническое обслуживание и незапланированные дорогостоящие простои. Доступны пять стандартных моделей. Во время изготовления и сборки винтовой насос оптимизируется для ваших конкретных потребностей питателя.
ПРЕИМУЩЕСТВА
Увеличенная скорость подачи при меньшем количестве воздуха Отсутствие обратного продувки даже при работе вхолостую Повышенная устойчивость к абразивным материалам Низкий профиль Полная гарантия Более длительный срок службы подшипника/меньше отключений системы Строительные затраты на эксплуатацию и техническое обслуживание
0 9008 Есть вопросы? Мы здесь, чтобы помочь индивидуализировать этот продукт
Избранное видео
Винтовой насос Meyer — это мощный насос для впрыска сухих материалов, предназначенный для подачи сухого пылевидного материала в пневматическую конвейерную линию. Винтовой насос работает там, где другие устройства подачи разбавленной фазы не работают из-за таких проблем, как абразивный износ, сыпучие материалы или мелкая пыль материала. В отличие от ротационных шлюзов, которые требуют узких зазоров для уплотнения от транспортируемого воздуха, винтовой насос использует транспортируемый материал для образования уплотнения. Встроенная заслонка предотвращает обратный выброс при заполнении или работе вхолостую. Винтовой насос исключает обратный удар и преждевременный выход из строя из-за абразивного износа; это снижает чрезмерное техническое обслуживание и незапланированные дорогостоящие простои. Доступны пять стандартных моделей. Во время изготовления и сборки винтовой насос оптимизируется для ваших конкретных потребностей питателя.
Винтовой насос KX
Винтовой насос KX предназначен для пневматической транспортировки сыпучих материалов
Насос KX компании Kemex предназначен для пневматической транспортировки сухих продуктов с использованием воздуха среднего давления. Это обеспечивает широкий диапазон транспортных расстояний и грузоподъемности.
Винтовой насос Kemex — это решение для установок, требующих непрерывной подачи больших объемов материала.
Транспортируемые продукты представляют собой порошкообразные продукты, необходимые для транспортировки в химической цементной промышленности.
Насосы KEMEX KX перекачивают такие продукты, как:
Цемент
Сырье для цемента
Электростатический порошок
Угольный порошок
Зола
Шлаковый порошок 90
0 90 Известняк
0
9 Карбонат
Продукт поступает в насос Kemex KX через загрузочную воронку, откуда он движется к выпускному отверстию с помощью шнека, приводимого в действие через трансмиссию, который подает продукт в конвейерную линию, избегая утечки воздуха.
Как только материал поступает в смесительную камеру, он псевдоожижается воздухом среднего давления от компрессора или воздуходувки и направляется по трубе к приемному пункту.
Винт шнека поддерживается с обоих концов внешними подшипниками, герметизированными механическими элементами и воздухом. Шнеки перезагружаются в зависимости от каждого применения с учетом износа, вызванного абразивностью продукта.
Капитальный ремонт автомобильных дорог: этапы, процессы, задачи
В этой статье:
Суть и задачи капитального ремонта автодорог
Проектирование перед началом ремонта автодороги
Этапы капитального ремонта автомобильной дороги
Оборудование для капитального ремонта автодороги
Капитальный ремонт автомобильной дороги должен проводиться регулярно по мере износа полотна и сопутствующей инфраструктуры и подчиняться требованиям различных нормативных актов. Для выполнения этих работ необходимо предварительное проектирование, которое позволит провести мероприятие быстрее и качественнее.
Состав работ капитального ремонта фиксирован, но при этом каждая технология имеет свои особенности. В нашей статье расскажем, когда необходим капремонт автодорог, разберем порядок его проведения и поговорим об особенностях проектирования этого процесса.
Суть и задачи капитального ремонта автодорог
Под капитальным ремонтом автомобильной дороги понимают комплекс работ, направленный на полное восстановление поврежденного дорожного полотна. Проводимые мероприятия затрагивают все слои: от грунтового основания до асфальтового покрытия. В рамках данного процесса в нормальное состояние приводят также конструкции, относящиеся к дороге и необходимые для ее нормальной эксплуатации.
Обязательным этапом капремонта является вычисление уровня трафика, который будет достигнут с течением времени, поскольку недостаточно опираться только на актуальные показатели. Таким образом, новому дорожному полотну сообщают характеристики, которые позволят ему справляться с нагрузками в течение значительного срока.
При строительстве новых дорог также обязательно выполняют расчеты повышения транспортной нагрузки – данные показатели берут за основу еще при проектировании объекта.
Капитальный ремонт автомобильной дороги предполагает, в первую очередь, обеспечение ее работоспособности и безопасности до момента проведения очередного планового ремонта. При этом специалисты учитывают актуальные нормы и рост трафика на определенном отрезке трассы.
Значительные повреждения полотна, особенно его глубоких слоев, могут стать причиной проведения капремонта. Когда износу подвергся лишь асфальт, в большинстве случаев убирают верхние слои и проводят повторное асфальтирование.
К ключевым причинам возникновения серьезных повреждений, после которых требуется проводить работы по капительному ремонту автомобильной дороги, относят:
слишком продолжительную эксплуатацию и отказ от своевременного ремонта;
допущенные в процессе строительства нарушения;
значительные ошибки во время подготовки проекта;
изменения рельефа участка;
размывание почвы;
проседание грунта;
ЧС природного характера, такие как наводнения, сели, землетрясения, пр.
Капремонт может проводиться на всей протяженности дороги или только на одном из отрезков. Во втором случае участок должен иметь размеры не менее 200 м2.
Проектирование перед началом ремонта автодороги
Проектирование автомобильных дорог позволяет использовать чертежи разного масштаба. Гораздо важнее, чтобы проектировщик придерживался общих принципов данного процесса. К ключевым аналитическим факторам, от которых зависят параметры нового полотна и безопасность его эксплуатации, относится планируемое увеличение нагрузки.
Составление проекта для осуществления капитального ремонта автомобильной дороги включает в себя несколько этапов, во время которых:
изучают состояние дороги;
определяют ее общую степень износа и отдельных отрезков;
выполняют комплексные инженерные изыскания;
подготавливают проект для малого радиуса закругления трассы и поперечного профиля;
проектируют капремонт и продольный профиль;
устанавливают список и расположение сооружений автодороги и освещения;
согласуют документы с соответствующими инстанциями;
составляют смету;
отправляют проект на экспертизу.
Это интересно!
“Ливневая канализация на дороге: назначение и устройство”
Подробнее
Помимо этого, нередко требуется провести анализ поперечного профиля дороги, чтобы определить колейность, выявить неровности. То есть он позволяет установить разницу между реальным состоянием полотна и идеальной моделью, предусмотренной проектом. Данный показатель исчисляется в сантиметрах (+/-), всю информацию фиксируют в ведомости. А именно: записывают начало и конец колейности, предельную глубину выбоин на конкретном отрезке трассы.
Сравнение проектной модели с актуальной картиной позволяет определить участки, которым нужно уделить максимальной внимание. В результате специалисты могут судить об объеме предстоящих работ, распределить бюджет, выделенный на решение существующих вопросов.
Для капительного ремонта автомобильных дорог нормативы устанавливают: СП 34.13330.2012 (СНиП 2.05.02-85), приказ от 16.11.2012 г. № 402 «Об утверждении классификации работ по капитальному ремонту, ремонту и содержанию автомобильных дорог», ГОСТ 21.101-97, ГОСТ Р 52399-2005.
Основным этапом подготовительных работ являются инженерно-геодезические изыскания, которые дают возможность собрать информацию и на ее основе принять технические решения.
В первую очередь, рассматривают документы на земельный участок, к ним относятся исполнительная съемка, итоги выполненных ранее геологических, геодезических исследований. Некоторые инженерные изыскания повторяют, чтобы собрать более актуальные данные – это наиболее важно в случае с топографо-геодезическими сведениями о территории. Они ложатся в основу технико-экономических параметров капремонта и сметной документации.
ГрК РФ позволяет проводить геодезические и иные разновидности инженерных изысканий исключительно организациям, имеющим допуск СРО. Только при выполнении этого условия результаты работ будут иметь юридическую силу и могут использоваться при подготовке проекта капитального ремонта автомобильной дороги. Все технические отчеты по исследованиям направляются на экспертизу.
Проект включает дефектные ведомости, в которых фиксируются глубина, площадь, объем выявленных неровностей. Остальные компоненты проектной документации остаются стандартными, к ним относятся пояснительная записка, план трассы, расчеты, необходимые для строительства обновленного земляного полотна и основания дороги, чертежи, трехмерные модели.
Это интересно!
“Строительство искусственных сооружений на дорогах: типы конструкций, особенности возведения”
Подробнее
Первым этапом является анализ подготовленных документов, после чего формируют план мероприятий в рамках капитального ремонта автомобильной дороги. Состав и объем работ зависят от конкретного объекта, но обычно выполняют такие операции:
рекогносцировка местности;
инженерные изыскания;
исследования геологической направленности;
расчет характеристик нового дорожного полотна;
выбор материалов, которые являются наиболее подходящими для конкретного проекта;
установление нагрузок и состава полотна дороги;
составление плана организации дорожного движения;
подготовка сметы.
Без грамотного планирования, выполнения существующих норм невозможно строительство качественных и безопасных автодорог.
Этапы капитального ремонта автомобильной дороги
Определение дефектов, необходимого объема работы
К капитальному ремонту автомобильной дороги переходят, когда точно известны причины, по которым она утратила свои рабочие характеристики. Также выявляют дефекты и длину участка, требующего восстановления. Далее переходят к подготовке карты ремонта, решают, какое нужно количество техники, материалов, каких специалистов пригласить.
Проектировщику важно понимать, благодаря каким дополнительным манипуляциям удастся обеспечить хорошее состояние дороги. Нужно учитывать, что подобные действия могут обойтись в ту же сумму, что и ремонт дорожного полотна. Так, прокладка новой дороги, соединение ее с транспортной сетью всегда является наиболее сложной и дорогостоящей задачей.
Некоторые изыскания проводят до начала ремонта, а другие должны выполняться уже после снятия старого покрытия. По их результатам стоимость проекта может оказаться больше изначально предполагавшейся.
Обеспечение безопасности осуществления работ
С ГИБДД и ОАТИ предварительно согласуют сам капитальный ремонт автомобильной дороги и маршруты его объезда. Иногда требуется подготовить дополнительную грунтовую, щебеночную или асфальтовую дорогу, чтобы перенаправить транспорт с восстанавливаемого участка.
После согласования территорию проведения работ ограждают, обеспечивают пути подъезда спецтехники, доставки материалов. Не менее важно обустроить бытовку для отдыха рабочих, хранения спецодежды, аптечки, здесь же устанавливают емкости для питьевой воды. Перед началом работы бригаду снабжают одеждой и обувью.
Для обеспечения безопасности всех мероприятий работники проходят ежедневный медосмотр, а техника – технический осмотр.
Снятие старого асфальта
Удаленное с проезжей части и обочин дорожное покрытие передают на асфальтобетонный завод для последующей переработки, где из него будет сделан литой асфальтобетон. Когда подобное решение является слишком затратным с финансовой точки зрения, старый асфальт вывозят на свалку.
Если использовалось бетонное покрытие, его сразу отправляют на свалку либо на объекты, где планируется бутование, так как данный материал не подлежит переработке.
Покрытие удаляют с дороги поэтапно специальными грунторезами – они упрощают перемещение снятого материала в бульдозеры и погрузчики, а затем в самосвалы.
Для сокращения сроков капитального ремонта автомобильной дороги необходимо уменьшить долю ручного труда. Чем меньше времени уйдет на работу, тем меньший объем средств потребуется выделить из бюджета.
Удаление бетонного основания
Данная стадия осуществляется по тому же принципу, что и предыдущая. Слой основы снимается погрузчиками, а щебень, из которого он состоит, повторно используется. Для этого его необходимо просеять, разделить на фракции, очистить при помощи грохота и промыть. Без предварительной очистки щебень использовать нельзя, поскольку такой подход негативно отразится на прочности основания.
Очистить песок и щебень удается не всегда, по этой причине старые стройматериалы лучше применять во время работ с меньшей степенью ответственности.
Это интересно!
“Как производится технический контроль за строительством дорог”
Подробнее
Демонтаж и строительство новой системы для отвода воды
Если в основе системы лежит коллектор, находящийся под дорогой, его нужно убрать, а грунт укрепить. Если данный элемент расположен сбоку от трассы, для уплотнения почвы подобная операция не требуется. Иногда прибегают к демонтажу водоотводов.
Подготовка грунта
Далее необходимо провести изыскания, чтобы определить характеристики почвы, выбрать способ ее укрепления в рамках капитального ремонта автомобильной дороги.
Если разорвало водопроводную магистраль, канализационные трубы либо трасса пострадала от наводнения, в первую очередь, избавляются от протечки, после чего осушают, уплотняют землю и выравнивают песчаной подушкой.
Ошибки во время георазведки при подготовке проекта дороги приводят к необходимости в усилении грунта, заполнении пустот – допустим, проектировщик проигнорировал подземные реки. Если стоимость подобных работ оказывается слишком большой, готовят другой проект для строительства объездной дороги.
Укладка нового покрытия
На данном этапе основным требованием является соблюдение уровня старого участка трассы, чтобы он плавно переходил в только что отремонтированный.
Оборудование для капитального ремонта автодороги
Так как капитальный ремонт автомобильной дороги требует масштабного восстановления дорожного полотна и его элементов, работы не могут осуществляться без профильной дорожно-строительной техники и оборудования.
К основным стадиям ремонта относится транспортировка, укладка асфальтобетонных смесей. Здесь применяют:
Самосвалы – перевозят асфальт, причем разновидность данного транспорта зависит от дорог, используемых для доставки материалов. Так, если планируется работа в пределах города, предельная грузоподъемность самосвала составляет 10 тонн.
Асфальтоукладчики – могут быть гусеничными и колесными. В них перегружают смесь с самосвала, после чего ровным слоем укладывают ее на новую дорогу.
Катки – классификация этой техники, применяемой для капитального ремонта автомобильных дорог, предполагает разделение на легкие, средние и тяжелые. С их помощью осуществляют механизированное закатывание асфальта. Наиболее подходящее оборудование выбирают в соответствии с количеством слоев асфальта, установленным проектом.
Это интересно!
“Реконструкция дорожного полотна: методы оценки и выполнения работ”
Подробнее
Во время ремонтных работ есть процессы, которые удобнее и дешевле выполнять вручную, чем при помощи тяжелой техники. Чаще всего используют такое ручное оборудование:
Заливщики швов – плавят битум, позволяют сохранять его характеристики, обеспечивают точное дозирование при заливке швов, не допуская перерасхода смеси.
Гудронаторы – являются удобным оборудованием небольших размеров для распыления битумных эмульсий. Лучше всего зарекомендовали себя при обработке вертикальных участков, а также имеющих малую площадь.
Достаточно часто прибегают к помощи и других ручных установок:
Швонарезчики – необходимы для удаления покрытия с небольших участков, например, тротуаров, остановок общественного транспорта, пр.
Виброплиты/вибротрамбовки – уплотняют почву в местах, недоступных для применения крупной техники.
Если при помощи локальных мероприятий не удается исправить повреждения дорожного покрытия, прибегают к капитальному ремонту автомобильной дороги. Тогда планируют комплекс действий, целью которых является восстановление всех слоев: от асфальтобетонного до грунтового основания и системы отвода воды.
Прежде чем приступить к работам, необходимо согласовать их проведение с государственными инстанциями и выполнить исследования. Тогда у проектировщиков будет представление о причинах разрушения полотна и объеме вложений, которые потребуются для приведения его в нормальное состояние.
ремонт аэродромов, зданий, дорог, аренда оборудования
Технологии устройства бетонных покрытий. Какую выбрать чтобы не ошибиться?
В каждом виде работ всегда присутствуют технологии, которые зарекомендовали себя как наиболее продуктивные, или дающие наилучшее качество, или просто наименее затратные. При этом технологии, которые наиболее оптимальны для одних задач, не …
подробнее
Фасочная машина Lissmac FAM 300 P
Фаски снимаются для того, чтобы не происходило обламывания кромок деформационных швов под нагрузкой и вследствие этого — разгерметизации швов. Операцию по снятию фасок выполняют специальным алмазным диском . Мы предлагаем вам воспользоваться на …
подробнее
Шламоотсос Lissmac
ЗАО «Аэродорстрой» обладает крупным автопарком спец техники, предназначенной для устройства швов в бетонных и асфальтобетонных покрытиях.Для оптимизации работы по нарезке швов целесообразно использовать шламоотсос. Очень часто приходиться выполнять …
подробнее
Сепаратор шлама VACUUM DRY 500
При нарезке швов в цементобетонных и асфальтобетонных покрытиях всегда возникает сбора бетонного шлама ( пульпы, «мули»). Для решения этой задачи используются нарезчики с установленной системой шламоотсоса и сепаратором шлама. Наша компания готова …
подробнее
Тепловое копьё для обработки трещин и швов
Работы по устройству и ремонту деформационных швов, разделке и герметизации трещин часто связаны с необходимостью прогрева, просушки, продувки швов. Наша компания имеет в своём распоряжении и готова сдать в аренду газогенераторные установки («HOT …
подробнее
Автономное терможало с компрессором
При выполнении работ по герметизации деформационных швов и трещин в асфальтобетонных и цементобетонных покрытиях для достижения максимальной адгезии мастики с покрытием обязательно необходимо использовать тепловое копьё (терможало). Очистка …
подробнее
Нарезчик швов Lissmac MULTICUT 400
Швонарезчик Lissmac MULTICUT 400 -это компактная , мощная и простая в использовании дизельная швонарезная машина, созданная для быстрого и надёжного выполнения сложных задач по нарезке швов глубиной до 42 см. Дизельный нарезчик швов предназначен для …
подробнее
Швонарезчик Husqvarna FS 400 LV
У компании Husqvarna есть целое большое направление, которое называется Husqvarna Сonstruction Products, в котором представлены различного рода нарезчики швов, установки алмазного бурения, оборудования для демонтажа и прочая строительная техника. …
подробнее
Нарезчик швов CEDIMA CF 6020
Компания » Аэродорстрой» располагает идеальным для длинных и больших объемов работ по нарезке цементобетонного и асфальтобетонного покрытия высокопроизводительным нарезчиком CEDIMA CF 6020. Нарезчик швов — 6020 является самоходной машиной для …
подробнее
Нарезчик швов CEDIMA CF 2500
Компания ЗАО»СП Аэродорстрой» имеет большой выбор оборудования фирмы Cedima,применяемого при устройстве дорожных ( бетонных и асфальтобетонных) покрытий, для устройства деформационных швов,разделки трещин . Нарезчики швов являются незаменимым …
подробнее
Нарезчик швов CEDIMA CF 4100
Нарезчик швов CF 4100 — дизельный швонарезчик с глубиной реза до 380 мм, с гидростатической подачей. Производитель: Cedima (Цедима). Нарезчик швов (швонарезчик) CF 4100 фирмы CEDIMA – это машина с сочетанием компактности конструкции и преимуществами …
подробнее
Нарезчик швов CEDIMA CF 3000
Компания » Аэродорстрой» готова предложить Вам на правах аренды воспользоваться нашими нарезчиками швов CEDIMA. Эти нарезчики положительно зарекомендовали себя во многих строительных площадках страны. CEDIMA CF 3000 является надежным мощным …
подробнее
новости и статьи
01.02.2023
Ямочный ремонт бетонного покрытия. Миф о неремонтопригодности цементобетонных покрытий
Аренда фасочной машины
Фасочная машина Lissmac FAM 300 P
Аренда нарезчиков швов
Швонарезчик Husqvarna FS 400 LV
новости и статьи
27.12.2022
Поздравляем Вас с Наступающим Новым 2023 годом!
Аренда нарезчиков швов
Нарезчик швов Lissmac MULTICUT 400
Аренда бетоноукладчиков
Текстурировщик Gomaco Т/С 600
Аренда бетоноукладчиков
Текстурировщик Wirtgen TCM 95
Ремонт и реконструкция зданий и сооружений
Ремонт покрытий паркингов
Ремонт и реконструкция дорог, мостов, путепроводов
Восстановление ровности покрытий
Ремонт и реконструкция дорог, мостов, путепроводов
Устранение коробления и перекосов плит покрытий
Ремонт и реконструкция дорог, мостов, путепроводов
Технологии устройства бетонных покрытий. Какую выбрать чтобы не ошибиться?
Гидрофобные пропиточные составы (гидрофобизаторы)
Гидрофобизирующий состав NOTAM
Аренда бетоноукладчиков
Трубный бетоноукладочный комплекс
Мировые технологии
Водопроницаемый (дренажный) бетон
Мировые технологии
Прикромочный бетон
Дорожная лаборатория
Измеритель глубины трещины
Промышленные объекты
Ремонт асфальтобетонного покрытия на полигоне для испытаний
Промышленные объекты
Устройство железобетонных фундаментов на ОАО «БМЗ» Жлобин
Промышленные объекты
Благоустройство территории ЗАО «БНБК»
Промышленные объекты
Текущий ремонт на предприятии «Белагротерминал» г. Сморгонь
Объекты на территории СЭЗ
СЭЗ «Могилёв»
Искусственные сооружения
Устройство швов расширения на паркинге границах ул. Грушевская-пер. Железнодорожный
Искусственные сооружения
Демонтаж датчиков взвешивания на трассе М-6 Минск-Гродно
Площадки , стоянки, проезды
Устройство цементобетонных покрытий в гр. улиц Беды-Восточной г. Минска
Площадки , стоянки, проезды
Строительство объекта производственно-складского помещения в Червенском районе
Площадки , стоянки, проезды
Реконструкция цехов по производству полимеров и ПВХ изделий в Смолевичском районе
Автозаправочные станции (АЗС)
Гидрофобизация ц/б покрытия на АЗС «Лукойл»
Компания «АЭРОДОРСТРОЙ» успешно работает на строительном рынке с 1996 года и выполняет полный комплекс дорожных работ и работ по строительству, реконструкции и комплексному ремонту аэродромов в сжатые сроки, с высоким качеством, а также на строительстве высококачественных современных промышленных бетонных полов. Выполняет все виды земляных работ.
За весь период работы на территории Республики Беларусь компания, принимала участие в реконструкции и ремонте всех аэродромов и бетонных дорог. На территории Российской Федерации производила работы в аэропортах: Шереметьево (Москва), Домодедово (Москва), Пулково (СПб), Внуково (Москва), Курумоч (Самара), Квеничи (Владивосток), Алыкель (Норильск), Емельяново (Красноярск), Храброво (Калининград), аэропорты г. Якутск, г. Уфы, г. Сыктывкар, г. Минеральные Воды, г. Нижний Новгород, г. Казань, Ростов-на-Дону, г. Челябинск, г. Хатанга.
Основные направления деятельности. — Генподрядная и подрядная деятельность по строительству, реконструкции, комплексному ремонту и продлению ресурса покрытий аэродромов, автомобильных дорог, зданий и инженерных сооружений. — Оказание комплекса высокотехнологичных действенных решений для продления ресурса, восстановления, ремонта и защиты сооружений из бетона и железобетона. — Предоставление высокоэффективных системных услуг по устройству бетонных полов, а также эскортированных работ при производстве.
подробнее
Технологии устройства бетонных покрытий. Какую выбрать чтобы не ошибиться?
В каждом виде работ всегда присутствуют технологии, которые зарекомендовали себя как наиболее продуктивные, или дающие наилучшее качество, или просто наименее затратные. При этом технологии, которые наиболее оптимальны для одних задач, не . ..
подробнее
Фасочная машина Lissmac FAM 300 P
Фаски снимаются для того, чтобы не происходило обламывания кромок деформационных швов под нагрузкой и вследствие этого — разгерметизации швов. Операцию по снятию фасок выполняют специальным алмазным диском . Мы предлагаем вам воспользоваться на …
подробнее
Шламоотсос Lissmac
ЗАО «Аэродорстрой» обладает крупным автопарком спец техники, предназначенной для устройства швов в бетонных и асфальтобетонных покрытиях.Для оптимизации работы по нарезке швов целесообразно использовать шламоотсос. Очень часто приходиться выполнять …
подробнее
Сепаратор шлама VACUUM DRY 500
При нарезке швов в цементобетонных и асфальтобетонных покрытиях всегда возникает сбора бетонного шлама ( пульпы, «мули»). Для решения этой задачи используются нарезчики с установленной системой шламоотсоса и сепаратором шлама. Наша компания готова …
подробнее
Тепловое копьё для обработки трещин и швов
Работы по устройству и ремонту деформационных швов, разделке и герметизации трещин часто связаны с необходимостью прогрева, просушки, продувки швов. Наша компания имеет в своём распоряжении и готова сдать в аренду газогенераторные установки («HOT …
подробнее
Автономное терможало с компрессором
При выполнении работ по герметизации деформационных швов и трещин в асфальтобетонных и цементобетонных покрытиях для достижения максимальной адгезии мастики с покрытием обязательно необходимо использовать тепловое копьё (терможало). Очистка …
подробнее
Капитальный ремонт дорог
Любая дорога, каким бы ни было качество материала, со временем начинает требовать ремонта.
Проезжая часть изнашивается, принимая на себя вес транспортных средств и подвергаясь вредным воздействиям окружающей среды – со временем на проезжей части появляются выбоины и ямы, которые не только снижают комфортность пользования дорогой, но и могут привести к авариям.
Избежать неприятных ситуаций поможет текущий ремонт дорог, представляющий собой обширный комплекс работ, направленных на улучшение качества дорожного покрытия. Текущий ремонт дорог подразумевает замену изношенных участков проезжей части новым покрытием. В летний сезон новый асфальт укладывают чаще всего асфальтобетонными смесями в горячем состоянии. Если в зимнее время года требуется срочный ремонт, часто используют так называемый расплавленный асфальт.
Текущий ремонт дорожного полотна может производиться методом «ямочного ремонта», когда выбоины и ямы выравниваются подогретой асфальтобетонной смесью или холодными битумными материалами. Такой способ ремонта позволяет быстро и без особых затрат обновить дорожное полотно, не блокируя движение по данной магистрали на длительное время.
Капитальный ремонт автомобильных дорог включает в себя большой перечень работ и представляет собой полное восстановление всех слоев дорожного покрытия, земляного полотна и сооружений, входящих в инфраструктуру дороги. Капитальный ремонт предполагает замену изношенных деталей и конструкций на новые, более прочные. Зачастую под капитальным ремонтом подразумевается реконструкция дорог, когда в связи с увеличением интенсивности движения улучшаются параметры земляного полотна.
Как капитальный, так и текущий ремонт специалисты компании выполняют в полном соответствии с разработанной и утвержденной проектно-сметной документацией. Мы используем новейшие материалы и современное оборудование, что позволяет сократить сроки ремонта без ущерба для качества дорожных работ.
Составляющие успеха МИЛАНСТРОЙ
Основными приоритетами компании являются своевременность и качество работ, удовлетворение потребностей заказчика в рамках запланированного бюджета. За время работы у компании не было ни одного случая нарушения договорных обязательств: объекты были сданы в срок и качественно.
Опыт, ответственность и высокий профессиональный уровень команды «Миланстрой» позволяют им справляться с самыми сложными задачами, успешно оправдывая доверие своих клиентов, в том числе департаментов Правительства Москвы и федеральных ведомств.
Мы активно участвуем в городских программах, направленных на улучшение качества жизни москвичей, и способствуем созданию комфортной среды в Москве, неизменно придерживаясь высоких стандартов.
Мы стремимся всегда быть лучшими, поэтому используем современные стандарты в сочетании с инновационными технологиями. «Миланстрой» имеет все необходимые технические и транспортные средства для выполнения полного комплекса строительных работ.
Капитальный ремонт дорог — журнал Civil + Structural Engineer
В отчете Национальной академии говорится, что система автомагистралей между штатами США требует значительных усилий для координации и финансирования на федеральном уровне и уровне штата.
Будущему системы автомагистралей между штатами США угрожает постоянное и растущее количество структурных и эксплуатационных недостатков, а также различные надвигающиеся проблемы, такие как развитие автоматизированных транспортных средств, разработка электромобилей и уязвимость из-за изменения климата. Если не будет принято обязательство исправить недостатки системы и подготовиться к этим грядущим вызовам, существует реальный риск того, что межштатные автомагистрали станут все более ненадежными и перегруженными, значительно более дорогостоящими в обслуживании, менее безопасными, несовместимыми с развивающимися технологиями и уязвимыми для последствия экстремальных погодных условий, согласно новому утвержденному Конгрессом отчету Национальной академии наук, инженерии и медицины.
В отчете «Обновление национальных обязательств перед системой автомагистралей между штатами: основа для будущего» содержится призыв к 20-летнему «плану действий», который включает создание «Программы обновления и модернизации системы автомагистралей между штатами», увеличение федерального налог на топливо, чтобы помочь заплатить за него, и разрешение дорожных сборов и сборов за милю на большем количестве межгосударственных маршрутов.
«Автомагистрали между штатами долгое время были основой транспортной системы нашей страны, но срок службы большинства из них истек, и во многих местах они изношены и чрезмерно используются», — сказал Норман Августин, бывший председатель и главный исполнительный директор Lockheed Martin Corp. комиссии, написавшей отчет. «Эти стареющие межштатные автомагистрали часто сильно загружены и нуждаются в реконструкции. Кроме того, технологические достижения открывают новые возможности, но они также могут подорвать основной источник дохода для межгосударственных отношений, а именно налог на топливо. Мы рекомендуем курс действий, который является агрессивным и амбициозным, но ни в коем случае не новым. По сути, нам нужно возродить федеральное и государственное партнерство, которое в первую очередь создало систему межштатных автомагистралей».
Национальная система автомобильных дорог между штатами и автомагистралей Министерства обороны имени Дуайта Д. Эйзенхауэра была утверждена в 1956 году и предназначена для обеспечения безопасных и эффективных транспортных перевозок между штатами. Автомагистрали служат как городскими пригородными, так и междугородними транспортными коридорами, интегрируют грузовую систему страны, соединяясь с крупными портами и железнодорожными узлами, и имеют решающее значение для логистики национальной обороны. На межштатные автомагистрали, составляющие около 1 процента пробега дорог общего пользования, приходится около одной четверти автомобильных миль страны, в том числе около половины миль, проходимых тяжелыми грузовиками.
Более того, в расчете на милю, пройденную автомобилем, автомагистрали между штатами являются самыми безопасными дорогами в стране. Однако из-за их интенсивного использования на них по-прежнему приходится более 5000 смертей в результате дорожно-транспортных происшествий в год. Тем не менее, сегодня они страдают от серьезных заторов, в основном в городских районах, и во многих случаях нуждаются в дорогостоящей реконструкции.
Надвигающиеся вызовы
Комитет определил ряд вызовов — как давних, так и возникающих, — которые стоят перед будущим автомагистралей между штатами. К ним относятся:
восстановление тротуаров, мостов и других устаревающих объектов до того, как они станут непригодными и менее безопасными;
добавляет больше пропускной способности и возможностей управления спросом, особенно в перегруженных городских сегментах;
обеспечение того, чтобы покрытие системы соответствовало изменениям в местонахождении населения страны и экономическому росту;
повышение безопасности при увеличении объемов движения;
адаптация к изменяющимся автомобильным технологиям;
принятие новых механизмов финансирования на основе пользователей, которые будут генерировать необходимые доходы от реинвестирования; и
учет меняющихся климатических условий при планировании и проектировании.
Например, более трети межгосударственных мостов находятся в эксплуатации более 50 лет и потребуют капиталовложений в ремонт и обновление, что значительно увеличит основные расходы, необходимые для восстановления первоначального основания дорожного покрытия системы. Кроме того, ожидается, что на крупные мегаполисы по-прежнему будет приходиться большая часть прироста населения страны, однако их межштатные районы имеют мало возможностей для локального расширения и, вероятно, потребуют инновационных решений для удовлетворения растущего спроса на поездки.
Комитет отметил, что достижения в области технологий — от более эффективных и быстрых методов строительства и более прочных материалов до электронного взимания платы и все более подключенных и автоматизированных транспортных средств — могут сделать перестройку системы автомагистралей между штатами и распределение ее пропускной способности более управляемыми. а также продвигая постоянную цель увеличения пропускной способности системы и уровня безопасности.
Инвестиционная необходимость
Предлагаемая в отчете крупная модернизация системы автомагистралей между штатами потребует от федерального правительства и правительств штатов координации и сосредоточения их усилий на цели, аналогичной той, которая мотивировала развитие системы в рамках первоначальной системы автомагистралей между штатами. Программа строительства. Поэтому комитет рекомендовал Конгрессу принять закон о Программе обновления и модернизации системы автомагистралей между штатами (RAMP), чтобы укрепить партнерство, в котором федеральное правительство будет обеспечивать лидерство, видение и основную часть финансирования, а штаты будут определять приоритеты и выполнять проекты в своих странах. традиционная роль владельцев, строителей и сопровождающих системы.
Недавние совокупные капитальные расходы штата и федерального правительства на межштатные автомагистрали составили примерно 25 миллиардов долларов в год. Для обновления и модернизации этих автомагистралей в течение следующих 20 лет потребуется от 45 до 70 миллиардов долларов ежегодно, в зависимости от неопределенностей, таких как скорость роста пробега транспортных средств. Однако комитет отметил, что эти оценки могут быть низкими, поскольку они не включают финансирование, необходимое для реконфигурации и реконструкции многих из 15 000 развязок между штатами или повышения устойчивости системы к последствиям изменения климата.
Чтобы получить дополнительные новые доходы, необходимые для модернизации системы, комитет рекомендовал увеличить федеральный налог на топливо в ближайшем будущем и разрешить дорожные сборы или плату за милю для пользователей между штатами. Отмена запрета на взимание платы, который применяется к большинству межгосударственных полос общего назначения, предоставит штатам и мегаполисам больше возможностей для увеличения доходов от их доли инвестиций в RAMP, а также для управления спросом на трафик и работой межгосударственных сегментов, которые предлагают ограниченные возможности для физического расширения. .
Дополнительные рекомендации
Конгрессу следует поручить Министерству транспорта США (DOT) и Федеральному управлению автомобильных дорог (FHWA) установить критерии «правильного размера» межштатных автомагистралей, что расширит протяженность и охват системы и устранит вызванные сбои. сегментами шоссе, которые считаются навязчивыми для местных сообществ. Эти критерии должны быть разработаны в консультации со штатами, местными сообществами, пользователями автомобильных дорог и широкой общественностью и учитывать потребности растущих регионов и городов в улучшении доступа к транспортной сети, а также интересы юрисдикций, которые пострадали. сегментами между штатами, которые разделяют или изолируют районы.
Кроме того, Конгресс должен дать указание Министерству транспорта США и FHWA, работающим со штатами, промышленностью и независимыми техническими экспертами, приступить к планированию перехода к более автоматизированным и подключенным к сети транспортным средствам, заявил комитет. Эти усилия должны повлечь за собой необходимые исследования и обновления требований и стандартов системы автомагистралей между штатами, чтобы гарантировать, что основные инструменты интеллектуальной транспортной системы будут приняты на последовательной и общесистемной основе, а также чтобы единообразие и другие атрибуты дорожной разметки, конструкции развязок и т. д. способный облегчить возможное межгосударственное использование подключенными и автоматизированными транспортными средствами.
Исследование спонсировалось Министерством транспорта США. Национальные академии наук, инженерии и медицины являются частными некоммерческими учреждениями, которые предоставляют нации независимый, объективный анализ и рекомендации для решения сложных проблем и информирования о решениях государственной политики, связанных с наукой, технологиями и медициной. Они действуют в соответствии с хартией Конгресса 1863 года для Национальной академии наук, подписанной президентом Линкольном.
Загрузите бесплатную копию отчета «Обновление национальных обязательств в отношении системы автомагистралей между штатами: основа для будущего» по адресу www.nap.edu/catalog/25334/renewing-the-national-commitment-to-the-interstate -автомобильная-система-основа-будущего.
Избиратели поддерживают инвестиции в транспорт
6 ноября 2018 г. избиратели в 31 штате одобрили 272 (79 процентов) из 346 избирательных бюллетеней штата и местного самоуправления. Согласно анализу, проведенному Центром защиты инвестиций в транспорт Американской ассоциации дорожных и транспортных строителей (ARTBA-TIAC), в общей сложности ожидается, что одобренные инициативы принесут единовременный и регулярный доход в размере более 30 миллиардов долларов.
Предварительные результаты за 2018 год подтвердили тенденцию последних лет, продемонстрировав сильную поддержку избирателями инвестиций в поддержание и улучшение государственных и местных транспортных сетей. Включая 2018 год, избиратели одобрили 78 процентов из почти 1700 бюллетеней по транспортным инвестициям, отслеживаемых ARTBA-TIAC с 2009 года..
В рамках наиболее внимательно наблюдаемой инициативы 2018 года избиратели Калифорнии отклонили предложение 6, направленное на отмену повышения государственного налога на бензин и дизельное моторное топливо, которое было одобрено законодательным органом в рамках закона о финансировании транспорта 2017 года. Решение 55% против 45% избирателей поможет сохранить более 50 миллиардов долларов на улучшение автомагистралей, мостов и общественного транспорта в Калифорнии в течение 10 лет.
5 причин смерти АКБ зимой / Причины неисправности АКБ — Блог — AutoShop98.com
В 95 % случаев автомобильные аккумуляторы полностью выходят из строя зимой. С приходом морозов они в одно прекрасное утро отказываются крутить стартер. Некоторые из «умерших» АКБ еще можно оживить, просто подзарядив их с помощью стационарного устройства. Однако чаще всего приходится идти в магазин за новым аккумулятором, так как замерзшие, как правило, восстанавливать бесполезно.
В статье описаны основные 5 причин, по которым срок службы АКБ заканчивается, как правило, в зимнее время. В завершении приведены элементарные советы, как помочь аккумулятору безболезненно пережить нелегкое для него время.
Причина 1. Недостаток обслуживания
С наступлением холодов даже самые заядлые автолюбители реже заглядывают под капот, чем по теплу. Это факт. А автомобильный аккумулятор, даже если он только с магазина, зимой требует не меньше внимания, чем прослуживший несколько лет.
Причина 2. Критическое снижение плотности электролита
Электролит нормальной плотности (батарея полностью заряжена) не замерзает даже при очень сильных морозах. По мере разряда АКБ электролит в нем постепенно превращается в дистиллированную воду. Чем сильнее он разряжен, тем при меньшем морозе происходит замерзание.
Замерзший аккумулятор – мертвый аккумулятор. Он не только не будет крутить стартер, но и после отогрева с последующим зарядом от стационарного устройства уже не восстановит свою первоначальную емкость. В результате образования расширяющегося льда безвозвратно деформируются свинцовые пластины, вплоть до разрушения.
Причина 3. Неэффективный заряд от генератора
Машина простояла всю ночь на морозе. Утром ее завели (потратив на это немало энергии), прогрели пару минут и поехали. Доехав за 20 минут до места назначения, двигатель глушится. Чаще всего таких поездок бывает по две за день – на работу утром и обратно вечером.
Среднестатистический автолюбитель полагает, что за время этого кратковременного передвижения аккумулятор восстанавливает потраченную на запуск энергию от генератора. Однако это не так. В зимнее время химические процессы в АКБ существенно замедляются. По этой причине после запуска двигателя аккумулятор почти не принимает заряд от генератора в течение 30 минут. Соответственно, восстановить потерянное он не успевает.
Если за батареей не следить, и ездить в таком режиме день за днем, она постепенно разрядится в ноль, электролит превратится в воду и замерзнет. Это касается как старых аккумуляторов, так и абсолютно новых.
Причина 4. Повышенное энергопотребление
Зимой холодно, а световой день короче. Соответственно, постоянно работает вентилятор печки и чаще включаются фары. Даже самый мощный и полностью исправный генератор с трудом справляется с восстановлением заряда АКБ и одновременным питанием всех включенных потребителей. Соответственно, все это частично работает от батареи, которая свой заряд недополучает.
При морозах масло в картере двигателя заметно густеет. Чтобы стартер смог прокрутить коленчатый вал во время запуска, ему требуется очень много энергии. Если машина с дизельным мотором, ситуация еще больше усугубляется, так как такие двигатели и по теплу крутить тяжело. Нагрузка на АКБ возрастает и тогда, когда в авто есть газовая установка, с которой двигатель запускается зимой с трудом, и не всегда с первой попытки.
Подобьем итоги, 5 основных причин неисправности АКБ зимой
Недостаток обслуживания в зимнюю пору года.
Критическое снижение плотности электролита.
Неэффективный заряд от генератора.
Повышенное энергопотребление зимой.
Утрудненные пуски двигателя.
Вывод
Самый главный совет, исходящий из вышесказанного, заключается в следующем. Аккумуляторную батарею зимой нужно всегда поддерживать в заряженном состоянии. Для этого надо регулярно контролировать ее состояние (по напряжению, плотности, индикатору на корпусе) и, при необходимости, не лениться подзаряжать от стационарного устройства.
Если аккумулятор старенький, то он не способен держать заряд всю ночь по умолчанию. Даже если его зарядить с вечера, к утру плотность снизится, все замерзнет и так далее. АКБ еще послужит, если забирать его на ночь в тепло. К сожалению, делать это могут только те автолюбители, которые оставляют свои авто на ночь в запираемом гараже или на охраняемой парковке.
Видео: причины неисправности АКБ и способы их устранения
Схожий материал
Топ-10 отличных семейных автомобилей с полным приводом
Как подготовить автомобиль к продаже
Как правильно перевезти собаку в машине
Меняем тормозные колодки на колесах своими руками
Принцип работы датчика давления в шинах: обзор, особенности и устройство
Обман на АЗС: как нам не доливают бензин и как уберечься от жульничества?
Самый дешевый способ очистки системы охлаждения автомобиля
Как продлить жизнь автомобильного аккумулятора
Удаление ржавчины с кузова автомобиля в домашних условиях
Система рулевого управления автомобиля, её диагностика и ремонт
Как избавиться от запотевания стекол в автомобиле. Причины и способы их устранения.
Об автомобильных тормозах: история появления, правила ухода
Восстановление автомобильного аккумулятора
10 возможных причин почему низкое напряжение бортовой сети
Галоген или светодиод — что лучше. Сравнение по 15 критериям
ГУР vs ЭУР: что лучше — гидроусилитель или электроусилитель руля
Как проверить генератор автомобиля: 10 основных неисправностей
10 причин почему стартер еле крутит и пояснения к ним
Как проверить втягивающее реле стартера
Какой домкрат купить и как правильно его выбрать
Какой набор инструментов купить для автомобиля: 5 вариантов
История шин Bridgestone / Бриджстоун
История шин Матадор / Matador
неисправности акб для списаниясимптомы умирающего аккумуляторазамыкание аккумуляторной батареинеисправная акбнеисправности и техническое обслуживание аккумуляторной батареиэлектролит на поверхности аккумуляторакоробление пластин аккумуляторапричины неисправности акб автомобилянеисправности акб и их причинынеисправности акб причины и способы их устранения
как отремонтировать и устранить неисправности
02. 03.20233 955 8 4 АКБ
Автор:Иван Баранов
Для подзарядки АКБ используется специальный прибор, который, как и любое другое электрооборудование, может выйти из строя. Следуя пошаговой инструкции, ремонт зарядного устройства для автомобильного аккумулятора легко произвести в домашних условиях.
Содержание
1 Меры безопасности
2 Как проверить зарядное устройство?
2.1 Проверка без аккумулятора
2.2 Проверка диодного моста
2.3 Неисправности в амперметре
3 Причины выхода из строя зарядных устройств
4 Устраняем неисправности
5 Фотогалерея
6 Видео «Наглядное руководство по ремонту ЗУ»
[ Раскрыть]
[ Скрыть]
Меры безопасности
При ликвидации поломок зарядки для АКБ необходимо учитывать простые меры безопасности:
Нельзя замыкать контактные щупы на приборе. Это может привести к замыканию и возгоранию устройства. Из строя выйдет основная плата зарядного прибора и восстановить ее не получится.
При демонтаже АКБ не допускается замыкание плюсового и отрицательного зажимов, подключенных к батарее. Это станет причиной замыкания в бортовой сети, что приведет к катастрофическим последствиям. Может произойти поломка электронного блока управления и даже выход из строя всего электрооборудования.
Если восстанавливать работу зарядного прибора автовладелец будет самостоятельно, надо с внимательностью подойти к выбору комплектующих деталей. Не допускается использование составляющих, не соответствующих элементам, установленным на плате. Это может привести не только к поломке самого зарядного прибора, но и к выходу из строя аккумулятора.
При проверке ЗУ после ремонта АКБ надо будет подзарядить. Выполняя эту задачу, обязательно надо открутить пробки на банках устройства, если аккумулятор обслуживаемый. В противном случае возможно закипание раствора электролита. В теории может возникнуть взрыв аккумулятора.
Пользователь Алексей Техмастер подробно рассказал о мерах предосторожности, а также ремонте зарядного оборудования для батареи машины.
Как проверить зарядное устройство?
Для диагностики аккумуляторная батарея подключается к ЗУ и производится замер величины напряжения. Процедура измерения выполняется на клеммных зажимах, которые идут от бортовой сети к АКБ. Для измерения используется мультиметр. В идеале эта величина должна составить около 14,4 вольт.
Если рабочий параметр при диагностике показал менее 13 вольт либо напряжение скачет, но аккумулятор рабочий, то ЗУ подлежит ремонту. Выполнить проверку можно посредством замера величины силы тока в электроцепи.
Для проведения диагностики необходимо разряженный аккумулятор соединить с зарядным прибором через тестер. Клеммы мультиметра устанавливаются между клеммным зажимом и самим контактом АКБ. Величина силы тока, которая подается на аккумулятор, должна быть около 10% от общей емкости батареи. Если полученные значения не соответствуют норме, то ЗУ нерабочее и его надо менять либо ремонтировать.
Проверка без аккумулятора
При отсутствии тестера диагностику зарядного прибора допускается произвести по другой схеме. Вместо мультиметра будет использоваться обычная лампа, рассчитанная на работу в 12-вольтной сети. Подключение источника освещения выполняется аналогичным образом. Если в результате соединения лампа загорелась, это говорит о корректной работе зарядного прибора. В случае, если световой источник не включился, ЗУ подлежит ремонту.
Проверка диодного моста
Для диагностики этой составляющей необходимо подать напряжение на зарядное оборудование. Если диодный мост нерабочий, то ток можно увидеть как на выходе, так и на входе. Иначе выполняется диагностика каждого диодного элемента составляющей. Если диоды работоспособны, то величина сопротивления с одной стороны будет минимальной, а с другой стороны — стремиться к бесконечности. Нерабочие диодные элементы подлежат удалению и замене на новые.
Неисправности в амперметре
Если предыдущие действия по диагностике не дали результатов, выполняется проверка работы амперметра. Простой вариант убедиться в работоспособности устройства — соединить клеммные зажимы друг с другом. Если в результате выполненных действий появилось напряжение, но до этого оно отсутствовало, то амперметр подлежит замене или ремонту.
Канал Maysternya TV подробно рассказал о диагностике автомобильного зарядного оборудования в гаражных условиях.
Причины выхода из строя зарядных устройств
Причины, по которым прибор ломается:
Ошибки при зарядке аккумуляторной батареи. Могли не соблюдаться технические параметры выполнения этой задачи.
Повреждение проводников, идущих от ЗУ либо отсоединение контактных элементов.
Сломалась одна из составляющих частей зарядного оборудования. Проблема может заключаться в работе амперметра, предохранительного элемента либо диодного моста.
Проблема заключается в утечке тока на конкретном этапе его передачи.
Канал zxDTSzx представил подробную инструкцию по диагностике ЗУ для АКБ, а также рассказал об основных причинах неисправностей приборов.
Устраняем неисправности
Простой ремонт зарядного устройства для автомобильного аккумулятора можно выполнить только путем разбора оборудования и диагностики каждого элемента.
Процедуру проверки и восстановления работоспособности следует начинать после отключения ЗУ от сети. Осторожно производится демонтаж крышки, для этого отверткой выкручиваются саморезы, после чего выполняется диагностика электроцепей. При ослаблении контактных элементов, их заново припаивают с помощью обычного паяльника.
Иногда проблема кроется в выходе из строя либо расплавлении пластиковых соединений между составными компонентами оборудования. Тогда замена поврежденных деталей выполняется самостоятельно с помощью паяльника и подручных материалов. Если электроцепи и контакты на соединениях целые, то диагностике подлежат остальные детали устройства.
С использованием мультиметра необходимо выполнить проверку уровня напряжения в начале электролинии, на входе. Рабочий параметр замеряется по проводнику из места, где кабель подключается к трансформаторному устройству.
Если напряжение отсутствует либо наблюдаются его скачки, то диагностируется:
Предохранительный элемент. Напряжение должно присутствовать с обоих сторон детали, на двух клеммах. Если наблюдаются проблемы, то деталь подлежит замене.
Электроцепь и вилка на предмет целостности. Процедура замера напряжения выполняется аналогично. Если имеются проблемы, то вышедшие из строя элементы меняются.
Выполняется диагностика трансформаторного устройства. Замеряется напряжение, если оно присутствует, то трансформаторный узел рабочий, если нет, то выполняется диагностика галетного переключателя. При нерабочем переключательном устройстве выходного напряжения на линии не будет на выходе, но оно будет присутствовать на входе.
Подробнее о диагностики предохранительных деталей, трансформаторного устройства и остальных элементов плату, а также ремонте ПЗУ рассказал канал Maysternya TV.
После устранения неисправностей в работе проводки, трансформаторного механизма и предохранителя процедура ремонта будет иметь ряд особенностей:
Средняя часть схемы, на которой расположено пять транзисторных элементов, представляет временное реле с ключами, использующимися для управления тиристорами. Благодаря последним зарядное оборудование функционирует в режиме «Реле». Данный узел в рассматриваемом примере выполнен на отдельной схеме.
На второй плате располагаются регулировочный узел зарядного тока, снизу, а также механизм регулировки тиристорными элементами. Эти детали предназначены для определения параметра тока. Здесь же расположены тиристоры, использующиеся для обеспечения функционирования устройства в режиме «Реле», а также механизм автоматической защиты платы. Он функционирует на транзисторных устройствах VT1 и VT2. Если визуальная диагностика платы показала наличие оборванного проводника, контакт припаивается обратно.
Производится активация оборудования. Если световой индикатор «Сеть» загорелся, но на клеммах напряжения нет, значит, заряд отсутствует. Выполняется диагностика диодных элементов VD1 и VD2. Если эти элементы нерабочие, то они подлежат замене. Для отсоединения детали выпаиваются из посадочного места, затем производится пайка новых элементов.
Следующим этапом будет диагностика тиристорных элементов VS1 и VS2. Деталь не должно пропускать ток в обоих направлениях — это говорит о ее неработоспособности. Пробитые детали можно проверить с помощью мультиметра, но для выявления проблемы необходимо будет собрать пробник для диагностики. Вышедшие из строя детали подлежат замене путем демонтажа и пайки новых элементов.
Когда диагностика всех полупроводниковых компонентов будет завершена, выполняется проверка электролитических конденсаторов. Надо убедиться в отсутствии высокого тока утечки и потери емкости деталей. Вышедшие из строя конденсаторные элементы также подлежат замене.
Выполняется сборка зарядного оборудования и производится его активация. Если устройство успешно функционирует во всех режимах, то процедуру ремонта можно считать завершенной. В случае если ЗУ работает только в режиме активной нагрузки, продолжается диагностика неисправностей.
Так как в рассматриваемом примере ток заряда можно регулировать, то регулировочный узел работоспособный. В противном случае выполняется его замена.
При активированном тумблере S1 происходит замыкание выводов коллекторного устройства, а также эмиттера транзисторной детали VT1. Это позволяет произвести деактивацию механизма автоматической защиты на транзисторах VT1 и VT2. Если при отключенном тумблере переход от коллекторного устройства до эмиттера не открывается, то диагностировать надо детали VT1 и VT2, а также С2.
Проверяемые транзисторные элементы могут вести себя как рабочие, но обрыв эмиттерного перехода может наблюдаться в результате воздействия напряжения.
После проверки выполняется сборка зарядного оборудования и диагностика его работы во всех режимах. Если менялись резисторные элементы, может потребоваться регулировка времени разряда при функционировании в режиме «Реле». Временной параметр необходимо выставить в диапазоне от десяти до пятнадцати секунд. В случае если вместо постоянного резисторного элемента R18 использовалась деталь подстроечного типа, то выполняется корректировка зарядного времени до 1,5-2 минут.
Когда сборка после регулировки резисторов будет завершена, выполняется проверка работы оборудования. Время разряда должно составить 15 секунд, а заряда — около 1,5 мин.
Фотогалерея
Схема диагностируемого зарядного оборудования Демонтаж корпуса устройства для визуальной диагностики Проверка силового трансформаторного узла амперметром
Видео «Наглядное руководство по ремонту ЗУ»
Пользователь Николай Тяни-Толкай представил наглядную инструкцию по самостоятельному обнаружению неполадок в работе зарядного оборудования и их ликвидации.
Загрузка …
Была ли эта статья полезна?
Спасибо за Ваше мнение!
Статья была полезнаПожалуйста, поделитесь информацией с друзьями
Да (66.67%)
Нет (33.33%)
Поцарапан аккумулятор электромобиля? Вашей страховой компании, возможно, придется утилизировать весь автомобиль.
ЛОНДОН/ДЕТРОЙТ, 20 марта (Рейтер) — Для многих электромобилей нет возможности отремонтировать или оценить даже слегка поврежденные аккумуляторные батареи после аварий, что вынуждает страховые компании списывать автомобили с несколько миль, что приводит к более высоким премиям и подрывает прибыль от перехода на электричество.
И теперь эти аккумуляторы накапливаются на свалках в некоторых странах, что ранее не сообщалось и обходилось дорого в том, что должно было стать «экономикой замкнутого цикла».
«Мы покупаем электромобили из соображений устойчивого развития», — сказал Мэтью Эйвери, директор по исследованиям компании Thatcham Research, специализирующейся на оценке автомобильных рисков. «Но электромобиль не очень устойчив, если вам приходится выбрасывать аккумулятор после незначительного столкновения».
Аккумуляторы могут стоить десятки тысяч долларов и составлять до 50% от стоимости электромобиля, поэтому их замена зачастую нерентабельна.
В то время как некоторые автопроизводители, такие как Ford Motor Co (F.N) и General Motors Co (GM.N), заявили, что они упростили ремонт аккумуляторных батарей, Tesla Inc (TSLA.O) заняла противоположную позицию со своей моделью Y, построенной в Техасе. , чей новый структурный аккумуляторный блок был описан экспертами как имеющий «нулевую ремонтопригодность».
Tesla не ответила на запрос о комментариях.
Поиск Рейтер по продажам старых электромобилей в США и Европе показывает большую часть Tesla с небольшим пробегом, а также модели от Nissan Motor Co (7201.T), Hyundai Motor Co (005380.KS), Stellantis (STLAM. MI), BMW (BMWG.DE), Renault (RENA.PA) и другие.
Электромобили составляют лишь небольшую часть транспортных средств на дорогах, что затрудняет получение общеотраслевых данных, но тенденция списания автомобилей с нулевым уровнем выбросов с небольшим пробегом и незначительными повреждениями растет. Решение Tesla сделать аккумуляторные батареи «структурными» — частью кузова автомобиля — позволило сократить производственные затраты, но рискует вернуть эти затраты потребителям и страховщикам.
Tesla не упоминала о каких-либо проблемах со списанием автомобилей страховщиками. Но в январе генеральный директор Илон Маск заявил, что премии от сторонних страховых компаний «в некоторых случаях были неоправданно высокими».
Если Tesla и другие автопроизводители не будут выпускать более легко ремонтируемые аккумуляторные батареи и не предоставят третьим сторонам доступ к данным об элементах аккумуляторной батареи, и без того высокие страховые взносы будут продолжать расти по мере роста продаж электромобилей и списания большего количества автомобилей с небольшим пробегом после столкновений, страховых компаний и отрасли. сказали эксперты.
«Число случаев будет увеличиваться, поэтому обращение с батареями является критическим моментом», — сказал Кристоф Лаутервассер, управляющий директор Технологического центра Allianz, исследовательского института, принадлежащего Allianz (ALVG. DE).
Лаутервассер отметил, что производство батарей для электромобилей выбрасывает гораздо больше CO2, чем модели, работающие на ископаемом топливе, а это означает, что электромобили должны проехать тысячи миль, прежде чем они компенсируют эти дополнительные выбросы.
«Если вы выбрасываете автомобиль на ранней стадии, вы теряете практически все преимущества в плане выбросов CO2», — сказал он.
Большинство автопроизводителей заявляют, что их аккумуляторные батареи ремонтопригодны, хотя, похоже, немногие готовы поделиться доступом к данным об аккумуляторах. Страховщики, лизинговые компании и автомастерские уже борются с автопроизводителями в ЕС за доступ к прибыльным данным об подключенных автомобилях.
Лаутервассер сказал, что доступ к данным об аккумуляторе электромобиля является частью этой борьбы. Allianz видел поцарапанные аккумуляторные блоки, в которых элементы внутри, вероятно, не повреждены, но без диагностических данных компания вынуждена списать эти автомобили.
Ford и GM рекламируют свои новые, более ремонтопригодные аккумуляторы. Но новые, большие элементы 4680 в Model Y, произведенные на заводе Tesla в Остине, штат Техас, вклеены в пакет, который является частью конструкции автомобиля и не может быть легко удален или заменен, говорят эксперты.
В январе Маск из Tesla заявил, что автопроизводитель вносит изменения в конструкцию и программное обеспечение своих автомобилей, чтобы снизить затраты на ремонт и страховые взносы.
Компания также предлагает собственный страховой продукт в дюжине штатов США владельцам Tesla по более низким ставкам.
Страховщики и отраслевые эксперты также отмечают, что электромобили, поскольку они оснащены всеми новейшими функциями безопасности, до сих пор попадают в меньше аварий, чем традиционные автомобили.
«ПРЯМО НА МЯСО»
Сэнди Манро, глава компании Munro & Associates из Мичигана, которая разбирает автомобили и консультирует автопроизводителей по вопросам их улучшения, говорит, что аккумуляторная батарея модели Y «не подлежит ремонту».
«Структурный аккумуляторный блок Теслы отправляется прямо в дробилку», — сказал Мунро.
[1/3] Поврежденные электромобили, списанные страховщиками, изображены на верфи британской спасательной компании Synetiq в Донкастере, Великобритания, на этой фотографии без даты. Любезно предоставлено Synetiq/Handout via REUTERS
Проблемы с батареями электромобилей также обнажают дыру в зеленой «экономике замкнутого цикла», которую рекламируют автопроизводители.
В Synetiq, крупнейшей спасательной компании Великобритании, руководитель операций Майкл Хилл сказал, что за последние 12 месяцев количество электромобилей в изоляционном отсеке, где они должны быть проверены, чтобы избежать риска возгорания, резко возросло с возможно, от дюжины каждые три дня до 20 в день.
«Мы наблюдаем действительно большие изменения, и они касаются всех производителей, — сказал Хилл.
В настоящее время в Великобритании нет предприятий по переработке аккумуляторов электромобилей, поэтому Synetiq приходится извлекать аккумуляторы из списанных автомобилей и хранить их в контейнерах. По оценкам Хилла, не менее 95% элементов в сотнях аккумуляторных батарей для электромобилей и тысячах гибридных аккумуляторных батарей, которые Synetiq хранит в Донкастере, не повреждены и должны быть использованы повторно.
Страхование большинства электромобилей уже обходится дороже, чем страхование традиционных автомобилей.
По данным онлайн-брокера Policygenius, средний ежемесячный страховой платеж по страхованию электромобиля в США в 2023 году составляет 206 долларов, что на 27% больше, чем для модели с двигателем внутреннего сгорания.
По данным Bankrate, интернет-издателя финансового контента, страховые компании США знают, что «если даже незначительная авария приведет к повреждению аккумуляторной батареи… стоимость замены этого ключевого компонента может превысить 15 000 долларов США».
Сменный аккумулятор для Tesla Model 3 может стоить до 20 000 долларов США для автомобиля, который продается по цене около 43 000 долларов США, но со временем быстро обесценивается.
Энди Кин, менеджер по коммерческим автомобилям в Великобритании во французской страховой компании AXA (AXAF.PA), сказал, что дорогостоящие сменные батареи «иногда могут сделать замену батареи невыполнимой».
Растет число ремонтных мастерских, специализирующихся на ремонте электромобилей и замене аккумуляторов. В Фениксе, штат Аризона, компания Gruber Motor Co в основном занималась заменой аккумуляторов в старых моделях Tesla.
Но страховщики не могут получить доступ к данным об аккумуляторе Tesla, поэтому они предприняли осторожный подход, сказал владелец Питер Грубер.
«Страховая компания не собирается брать на себя этот риск, потому что позже им грозит судебный иск, если что-то случится с этим автомобилем, и они не подведут итог», — сказал он.
«БОЛЬНЫЕ ТОЧКИ»
Британское правительство финансирует исследование «болевых точек» страхования электромобилей под руководством Thatcham, Synetiq и страховой компании LV=.
Недавно принятые правила ЕС по батареям конкретно не касаются ремонта батарей, но они просили Европейскую комиссию поощрять стандарты, чтобы «облегчить техническое обслуживание, ремонт и перепрофилирование», сообщил источник в комиссии.
Страховщики заявили, что знают, как решить эту проблему: изготавливать батареи из более мелких секций или модулей, которые проще ремонтировать, и предоставлять диагностические данные третьим сторонам для определения состояния аккумуляторных элементов.
Индивидуальные страховщики США отказались от комментариев.
Но Тони Котто, директор отдела автострахования и андеррайтинга в Национальной ассоциации компаний взаимного страхования, сказал, что «доступ потребителей к данным, генерируемым транспортными средствами, еще больше повысит безопасность водителей и удовлетворенность страхователей… за счет облегчения всего процесса ремонта».
Отсутствие доступа к критически важным диагностическим данным было поднято в середине марта в коллективном иске, поданном против Tesla в Окружной суд США в Калифорнии.
Страховщики заявили, что бездействие будет стоить потребителям.
Повреждение аккумуляторной батареи электромобиля составляет всего несколько процентов страховых случаев Allianz, но 8% расходов на страховые возмещения в Германии, сказал Лаутервассер. Немецкие страховщики объединяют данные о претензиях по транспортным средствам и ежегодно корректируют ставки страховых взносов.
«Если стоимость определенной модели становится выше, это повысит уровень премий, потому что повышается рейтинг», — сказал Лаутервассер.
Репортаж Ника Кэри и Сары Макфарлейн в Лондоне, Пола Линерта в Детройте, Жиля Гийома в Париже и Джулио Пиовакари в Милане Дополнительный репортаж Виктории Вальдерзее в Берлине Под редакцией Бена Клаймана и Мэтью Льюиса
Наши стандарты: Принципы доверия Thomson Reuters.
Повреждение аккумуляторной батареи электромобиля может вынудить страховщиков списать весь автомобиль
Для многих электромобилей даже слегка поврежденные аккумуляторные батареи не подлежат ремонту, что приводит к более высоким страховым взносам и сокращению доходов от перехода на электроэнергию.
20 марта 2023 г. 06:37
Рейтер
{{/содержание}}
ЛОНДОН/ДЕТройТ — Для многих электромобилей нет возможности отремонтировать или оценить даже слегка поврежденные аккумуляторные батареи после аварий, что вынуждает страховые компании списывать автомобили с пробегом в несколько миль — что приводит к более высоким страховым взносам и снижению прибыли от перехода на электромобили. .
И теперь эти аккумуляторы накапливаются на свалках в некоторых странах, что ранее не сообщалось и обходилось дорого в том, что должно было стать «экономикой замкнутого цикла».
«Мы покупаем электромобили из соображений устойчивого развития», — сказал Мэтью Эйвери, директор по исследованиям компании Thatcham Research, специализирующейся на оценке автомобильных рисков. «Но электромобиль не очень устойчив, если вам приходится выбрасывать аккумулятор после незначительного столкновения».
Аккумуляторные блоки могут стоить десятки тысяч долларов и составлять до 50 процентов от стоимости электромобиля, поэтому их замена зачастую нерентабельна.
В то время как некоторые автопроизводители, такие как Ford и GM, заявили, что они упростили ремонт аккумуляторных батарей, Tesla выбрала противоположный подход со своей моделью Y, чей новый структурный аккумуляторный блок был описан экспертами как «нулевой ремонтопригодности».
Tesla не ответила на запрос о комментариях.
Поиск Reuters по продажам электромобилей в США и Европе показывает большую часть Tesla с небольшим пробегом, а также модели Nissan, Hyundai Motor, Stellantis, BMW, Renault и других.
Электромобили составляют лишь небольшую часть транспортных средств на дорогах, что затрудняет получение общеотраслевых данных, но тенденция списания автомобилей с нулевым уровнем выбросов с небольшим пробегом и незначительными повреждениями растет. Решение Tesla сделать аккумуляторные батареи «структурными» — частью цельного кузова автомобиля — позволило компании сократить производственные затраты, но есть риск, что эти расходы вернутся потребителям и страховщикам.
Исправить или отказаться?
Что говорят автопроизводители о том, насколько ремонтопригодны их аккумуляторные блоки:
Компания Ford Motor заявила, что упростила процесс ремонта аккумуляторного модуля и разработала простой способ замены лотка аккумуляторного блока, если он поврежден снаружи.
GM заявила, что ее новые аккумуляторы Ultium предназначены для ремонта на уровне модулей, что «значительно дешевле, чем замена всего аккумуляторного блока». Это также позволяет третьим лицам получить доступ к данным батареи.
Nissan заявил, что отдельные модули в его электромобилях можно заменить. Отвечая на вопрос о доступе к данным третьих лиц, представитель сказал: «У дилеров Nissan есть все необходимое для обучения и специальные инструменты, необходимые для обеспечения качества или потребностей в ремонте аккумуляторов для электромобилей».
Renault заявила, что модули в ее электромобилях можно ремонтировать в специально отведенных «аккумуляторных центрах», но не ответила на вопрос о доступе к данным третьих лиц.
Stellantis заявила, что не ремонтирует аккумуляторы после аварий, в которых сработали подушки безопасности, и добавила, что твердо верит в конфиденциальность данных.
Tesla не упомянула о каких-либо проблемах со списанием автомобилей страховщиками. Но в январе генеральный директор Илон Маск заявил, что премии от сторонних страховых компаний «в некоторых случаях были неоправданно высокими».
Если Tesla и другие автопроизводители не будут выпускать более легко ремонтируемые аккумуляторные блоки и не предоставят третьим сторонам доступ к данным об аккумуляторных элементах, и без того высокие страховые взносы будут продолжать расти по мере роста продаж электромобилей и списания большего количества автомобилей с небольшим пробегом после столкновений, страховых компаний и отрасли сказали эксперты.
«Число случаев будет увеличиваться, поэтому обращение с батареями является критически важным моментом», — сказал Кристоф Лаутервассер, управляющий директор Технологического центра Allianz, исследовательского института, принадлежащего страховой компании Allianz.
Лаутервассер отметил, что производство батарей для электромобилей выбрасывает гораздо больше CO2, чем модели, работающие на ископаемом топливе, а это означает, что электромобили должны проехать тысячи миль, прежде чем они компенсируют эти дополнительные выбросы.
«Если вы выбрасываете автомобиль на ранней стадии, вы теряете практически все преимущества в плане выбросов CO2», — сказал он.
Большинство автопроизводителей заявляют, что их аккумуляторы можно ремонтировать, хотя, похоже, немногие готовы поделиться доступом к данным об аккумуляторах. Страховщики, лизинговые компании и автомастерские уже борются с автопроизводителями в ЕС за доступ к прибыльным данным подключенных автомобилей.
Лаутервассер сказал, что доступ к данным об аккумуляторе электромобиля является частью этой борьбы. Allianz видел поцарапанные аккумуляторные блоки, в которых элементы внутри, вероятно, не повреждены, но без диагностических данных компания вынуждена списать эти автомобили.
Ford и GM рекламируют свои новые, более ремонтопригодные пакеты. Но новые, большие ячейки 4680 в модели Y склеены в пакет, который является частью конструкции автомобиля и не может быть легко удален или заменен, говорят эксперты.
В январе Маск заявил, что автопроизводитель вносит изменения в конструкцию и программное обеспечение своих автомобилей, чтобы снизить затраты на ремонт и страховые взносы.
Компания также предлагает собственный страховой продукт в дюжине штатов США владельцам Tesla по более низким ставкам.
Страховщики и отраслевые эксперты также отмечают, что электромобили, поскольку они оснащены всеми новейшими функциями безопасности, до сих пор попадают в меньше аварий, чем традиционные автомобили.
«Прямо на мясорубку»
Сэнди Манро, глава мичиганской компании Munro & Associates, которая разбирает автомобили и консультирует автопроизводителей по их улучшению, говорит, что аккумуляторная батарея Model Y «не подлежит ремонту».
«Структурный аккумуляторный блок Tesla отправляется прямо в дробилку», — сказал Мунро.
Проблемы с батареями электромобилей также обнажают дыру в зеленой «экономике замкнутого цикла», которую рекламируют автопроизводители.
В Synetiq, крупнейшей спасательной компании Великобритании, руководитель операций Майкл Хилл сказал, что за последние 12 месяцев количество электромобилей в изоляционном отсеке, где они должны быть проверены, чтобы избежать риска возгорания, резко возросло. от дюжины каждые три дня до 20 в день.
«Мы увидели действительно большие изменения, и они коснулись всех производителей, — сказал Хилл.
В настоящее время в Великобритании нет предприятий по переработке аккумуляторов для электромобилей, поэтому Synetiq приходится извлекать аккумуляторы из списанных автомобилей и хранить их в контейнерах. По оценкам Хилла, по крайней мере 95 процентов элементов в сотнях аккумуляторных батарей для электромобилей и тысячах гибридных аккумуляторных батарей, которые Synetiq хранит в Донкастере, не повреждены и должны быть использованы повторно.
Страхование большинства электромобилей уже обходится дороже, чем страхование обычных автомобилей.
По данным онлайн-брокера Policygenius, средний ежемесячный платеж по страхованию электромобиля в США в 2023 году составит 206 долларов, что на 27 процентов больше, чем для модели с двигателем внутреннего сгорания.
По данным Bankrate, интернет-издателя финансового контента, страховые компании США знают, что «если даже незначительная авария приведет к повреждению аккумуляторной батареи… стоимость замены этого ключевого компонента может превысить 15 000 долларов США».
Сменный аккумулятор для Tesla Model 3 может стоить до 20 000 долларов США для автомобиля, который продается по цене около 43 000 долларов США, но со временем быстро обесценивается.
Энди Кин, менеджер по коммерческим автомобилям в Великобритании во французской страховой компании AXA, сказал, что дорогостоящие сменные батареи «иногда могут сделать замену батареи невыполнимой».
Растет число ремонтных мастерских, специализирующихся на ремонте электромобилей и замене аккумуляторов. В Фениксе, штат Аризона, Gruber Motor в основном занимается заменой аккумуляторов в старых моделях Tesla.
Но страховщики не могут получить доступ к данным об аккумуляторе Tesla, поэтому они предприняли осторожный подход, сказал владелец компании Питер Грубер.
«Страховая компания не собирается брать на себя этот риск, потому что позже они столкнутся с судебным иском, если что-то случится с этим транспортным средством, и они не подведут итог», — сказал он.
«Болевые точки»
Британское правительство финансирует исследование «болевых точек» страхования электромобилей под руководством Thatcham, Synetiq и страховой компании LV.
Недавно принятые правила ЕС по батареям конкретно не касаются ремонта батарей, но они просили Европейскую комиссию поощрять стандарты, чтобы «облегчать техническое обслуживание, ремонт и перепрофилирование», сообщил источник в комиссии.
Страховщики заявили, что знают, как решить эту проблему: изготавливать батареи из более мелких секций или модулей, которые проще ремонтировать, и предоставлять диагностические данные третьим сторонам для определения состояния аккумуляторных элементов.
Отдельные страховые компании США отказались от комментариев.
Но Тони Котто, директор отдела автострахования и андеррайтинга в Национальной ассоциации компаний взаимного страхования, сказал, что «доступ потребителей к данным, генерируемым транспортными средствами, еще больше повысит безопасность водителей и удовлетворенность страхователей … за счет облегчения всего процесса ремонта».
Отсутствие доступа к критически важным диагностическим данным было поднято в середине марта в коллективном иске, поданном против Tesla в Окружной суд США в Калифорнии.
Страховщики заявили, что бездействие будет стоить потребителям.
Повреждение аккумуляторной батареи электромобиля составляет всего несколько процентов страховых случаев Allianz, но 8 процентов расходов по страховым случаям в Германии, сказал Лаутервассер. Немецкие страховщики объединяют данные о претензиях по транспортным средствам и ежегодно корректируют ставки страховых взносов.
«Если стоимость определенной модели становится выше, это повысит уровень премий, потому что повышается рейтинг», — сказал Лаутервассер.
Пожарная машина — Энциклопедия пожарной безопасности
Пожарная машина – транспортная или транспортируемая машина, предназначенная для использования при пожаре. Современное понятие «пожарная машина» (ПМ) – управляемая человеком транспортная машина с оснащением и оборудованием для использования при пожарно-спасательных работах.
Это понятие является общим для пожарной техники и объединяет в себе такие понятия, как: автомобиль, трактор, машина на гусеничном ходу, мотоцикл, поезд, судно, летательный аппарат, мотопомпа, прицеп, насос.
ПМ может состоять из транспортного средства, которое включает в себя в зависимости от функционального назначения спец. пожарную надстройку для размещения запаса ОТВ, пожарно-технического вооружения и оборудования, спец. агрегатов (генераторов, грузоподъёмных устройств и т.п.), средств связи, устройства для подачи спец. звукового сигнала. ПМ могут иметь оборудованные места для доставки на место пожара боевого расчёта. Отличительной особенностью ПМ является окраска наружной поверхности в красный цвет с белыми полосами.
ПМ подразделяются на осн. (машины тушения), спец. и вспомогательные. Осн. ПМ могут быть общего (для тушения пожаров в городах и других населённых пунктах) и целевого применения (для тушения пожаров на предприятиях химической, нефтяной, лесоперерабатывающей промышленности, в аэропортах, лесах, других спец. объектах). Осн. ПМ общего применения подразделяются на ПМ первой помощи, водопенного тушения (автоцистерны), насосно-рукавные и др. Осн. ПМ целевого применения подразделяются на ПМ пенного, порошкового, газового, газоводяного, комбинированного тушения, насосные станции, лесопожарные, аэродромные ПМ и др. Спец. ПМ включают в себя пожарные автолестницы и автоподъёмники, пеноподъёмники, аварийно-спасательные, водозащитные, связи и освещения, ГДЗС, химической защиты, дымоудаления, рукавные, штабные, лаборатории, профилактики и ремонта средств связи, диагностики пожарной техники, базы ГДЗС, техн. службы, отогрева пожарной техники, компрессорные станции, оперативно-служебные и др. Вспомогательные ПМ вводятся на вооруж. пожарных частей для выполнения вспомогательных работ как в подразделениях, так и на месте тушения крупных и сложных пожаров (автотопливозаправщики, передвижные авторемонтные мастерские автобусы, легковые, оперативно-служебные, грузовые автомобили и т.п.).
Первая ПМ с паровым приводом насоса и автомобильного шасси была создана в США в 1858. В Петербурге первая ПМ появилась в 1904. На начало 2006 отечественная промышленность освоила производство более 150 моделей ПМ (автомобилей, судов, самолётов, вертолётов и т.п.).
Литература: ГОСТ 12.2.047-86. ССБТ. Пожарная техника. Термины и определения;
ГОСТ Р 50574-2002. Автомобили, автобусы и мотоциклы специальных и оперативных служб. Цветографические схемы, опознавательные знаки, надписи, специальные световые и звуковые сигналы. Общие требования;
Типаж пожарных автомобилей на 2006-2010 гг.
Пожарные машины МКЗ и АМО ЗИЛ
Геннадий Бабарика и Александр Говоруха Фото завода-производителя, Р. Данилова, М. Шелепенкова, Д. Кирюшина, А. Говорухи, И. Жукова, М. Чернявского и из архива авторов
30 апреля – День пожарной охраны
В модельном ряду пожарных машин, созданных на Московском карбюраторном заводе и Заводе имени И. А. Лихачёва, без инсайдерской информации разобраться непросто. Даже с учётом непродолжительной истории выпуска пожарной техники на этих предприятиях. К тому же в цехах ЗИЛа с 2008 года размещалось ЗАО «ПО «Спецтехника пожаротушения». Мы попытаемся представить более-менее полную картину выпуска пожарных машин в разные годы.
Первые модели противопожарной техники были собраны на МКЗ в мае 1993 года, а массовый выпуск и разработка новых машин начались на ЗИЛе в июне 1998 года. К основной продукции завода добавилась специальная техника, выпуск которой ранее не предполагался, – в основном это пожарные автоцистерны. Экономическая ситуация в стране изменилась, и новые условия заставили предприятия заняться новым видом деятельности.
Индексная путаница
Кроме ведомственного обозначения, например АЦ-3,2-40, пожарные машины, созданные на МКЗ да и на ЗИЛе, в первые месяцы не имели собственного индекса. Получается, что идентифицировать пожарную машину могли только заводские специалисты по элементам конструкции, комплектации и модификации базового шасси. Привычный для остальных производителей пожарных машин номер модели, значивший всё, на ЗИЛе вынужденно стали присваивать формально, но это не внесло ясности, так как машины МКЗ и ЗИЛа совпадали.
В истории завода им. Лихачёва есть примеры, когда под одинаковым обозначением строились разные машины. Это объяснялось тем, что ЗИЛ – завод массового производства автомобилей. За моделью, принятой к производству, закрепляли номер, разрабатывали полный комплект конструкторской и технологической документации, оснастки и т. д. Когда модель отклоняли (не шла в производство), то номер использовали для другой машины, упрощая себе жизнь, так как каждый новый номер надо согласовывать с НАМИ.
Бытовала информация, что заводу выделяли ограниченное количество номеров, но полагаем, что эта проблема для известного предприятия надуманная, так как на дефицит номеров здесь не жаловались. Весомей оказалось то, что в рыночных условиях за закрепление и госрегистрацию каждого нового номера модели необходимо платить деньги, и немалые.
Первое время ЗИЛ даже работал по сертификату Московского карбюраторного завода, благо, преемственность между предприятиями полная. Заметим, что для внутреннего производственного использования кроме основного положенного цифрового шестизначного номера модели шасси имелся десятизначный номер потребительской комплектации изделия, в котором учтено всё, включая состав ПТВ. Привычную для ЗИЛа систему обозначения продукции не нарушили и с выпуском новых, не характерных для завода изделий. Если требования заказчика менялись, то тут же создавалась новая потребительская номерная комплектация. Номер модели формально необходим для оформления ТУ, МВК и формуляра. В процессе выпуска машину модернизировали, вносили изменения, тем не менее номер модели оставался прежним! С опытными образцами и вовсе не церемонились, нет серийного производства, значит, не нужны документы и номер модели.
Перечень типов освоенной предприятиями пожарной техники невелик, их всего шесть: АЦ – автомобиль общего применения, АА – аэродромный автомобиль, АЦУ – автомобиль упрощённого типа, АД – автомобиль дымоудаления, АГДЗ – автомобиль газодымозащиты, МЛПК – малый лесопатрульный комплекс.
Передовые технологии «МосКарЗ»
У ЗИЛа в Москве было три филиала: МКЗ (Московский карбюраторный завод), МААЗ (Мироновский автоагрегатный завод), МЗАА (Московский завод автоагрегатов). Карбюраторный завод имел две производственные площадки: основная историческая на Шаболовке и новая – на окраине Москвы в Чертаново. Карбюраторный завод кроме карбюраторов выпускал ещё газовые амортизаторы. На Шаболовке делали карбюраторы, а амортизаторы – в Чертаново. В Чертаново большие производственные площади позволяли собирать спецтехнику – промтоварные фургоны, пожарные, аварийные машины.
Проектированием пожарных машин на МКЗ занялись в 1993 году не от хорошей жизни. Специальная техника создавалась заводчанами на всём своём (шасси, КОМ, трансмиссия), кроме пожарных насосов и ПТВ, покупаемых на специализированных предприятиях.
Пожарные машины МКЗ можно распознать по характерному логотипу на левой боковине облицовки моторного отсека (позже на правой) и конструктивным особенностям кузова. Хотя и не зазорно переосмыслить удачный опыт других, тем не менее, конструкторы МосКарЗа не копировали известные конструкции пожарных машин, а попытались создавать собственные, идти в ногу с техническим прогрессом и тенденциями построения пожарных машин. Но дальше каркасных кузовов, шторных дверей отсеков и рифленого алюминиевого листа для элементов кузова они не продвинулись.
Впрочем, и это было прогрессом по сравнению с архаичными складными подъёмными дверями на первых моделях автоцистерн. Под давлением рекламаций на плохое качество от шторных дверей, не зарекомендовавших своей надёжностью, отказались, но впоследствии вернулись при создании новых моделей пожарных машин. Над созданием машин трудился коллектив технического отдела филиала в Чертаново. Начальник технического отдела О. С. Жуков, главный конструктор Е. Д. Гусев. Конструкторы: Ю. Н. Лютров, В. А. Григорьев, В. И. Романов, И. А. Лукьянов, В. А. Фалеев, О. Ю. Пылёва, П. С. Быков, В. Б. Семёнов, В. И. Аброскин, В. И. Попов, Л. И. Щёлокова, И. Н. Алейников, О. В. Пронина, О. Мельникова. Технологи: С. Н. Кошкин, В. В. Аляев.
На шасси ЗИЛ-4331
Пожарным машинам на шасси ЗИЛ-4331 была уготована благосклонная судьба, выпускались серийно и более того на конвейере самой метрополии – на ЗИЛе! Гуляющие производственные мощности ЗИЛа загрузят изготовлением пожарной техники, но не раньше чем через пять лет после начала выпуска на МКЗ.
На других шасси
На шасси ЗИЛ-5301
Опытные образцы АМО ЗИЛ на шасси ЗИЛ-4331
Производство пожарных машин на ЗИЛе началось в 1998 году с изготовления опытных образцов, частично разработанных ещё на МКЗ. За 1998–1999 годы изготовили три опытных образца первой пожарной машины АЦ-3,2-40: первый с бензиновым двигателем 508.10 и белой облицовкой, второй с бензиновым двигателем 509.10 и третий с дизельным двигателем в конце 1999 года, вторая и третья машины с красной облицовкой радиатора.
О месте изготовления первого опытного образца у самих зиловцев нет единого мнения. По одной информации, опытный образец АЦ-3,2-40 с двигателем 508.10 собрали на МКЗ, а складные двери отсеков автомобиль получил на ЗИЛе. По другой информации, машину полностью собрали на ЗИЛе. Вот и разберись, кто тут прав.
Для развёртывания работ по серийному выпуску и проектированию новых моделей пожарных машин группу конструкторов-разработчиков пожарной техники во главе с главным конструктором МКЗ Е. Д. Гусевым переселили в помещение ОГК СТ на ЗИЛе. КБ МКЗ насчитывало всего 7 человек: Е. Д. Гусев, Ю. Н. Лютров, А. В. Григорьев, И. А. Лукьянов, В. А. Фалеев, О. Ю. Пылёва, Л. И. Щёлокова. На усиление испытательной и производственной служб ОГК СТ направили мастера Е. И. Майкова, токаря В. В. Иванова, наладчика станков с ЧПУ П. А. Колесникова и фрезеровщика И. М. Паршина. Они занялись освоением серийного производства АЦ-3,2-40 на шасси семейства ЗИЛ-4331, а в это время остальная часть ОГК СТ занялась проектированием автоцистерны на шасси ЗИЛ-530104, их предыдущих наработок МКЗ.
Как уже говорилось, присвоение номера модели началось на ЗИЛе. К ведомственному обозначению АЦ-3,2-40(433104) добавили сокращённое слово «мод.» с трёхзначным числом 001 и две буквы через дефис, обозначающие производителя ММ (АМО ЗИЛ и МКЗ). Первые серийные пожарные машины поступали в пожарные части Москвы и региона, а с увеличением выпуска – по стране.
Внешне отличить АЦ-3,2-40 мод. 003-ММ от АЦ-3,2-40 мод. 004-ММ практически невозможно. Различие состоит в двигателях и составе ПТВ. Немалое количество машин выпустили по условиям тендеров с особыми требованиями заказчика по составу ПТВ, системе отопления, насосу НЦПК и двум рукавным катушкам и др. Тендерные машины собирали с насосом нормального давления ПН-40УВ или варгашинским НПЦ-40/100.
Углубляясь в тонкости заводского обозначения шасси и изделий на их базе, удалось выяснить, что на шасси ЗИЛ-433115 с двигателем ЗИЛ-508.10 (150 л.с.) строилась пожарная машина АЦ-3,2-40(433114) мод. 003-ММ, но впоследствии сменившая базовое шасси на ЗИЛ-433104М и обозначение на АЦ-3,2-40(433104) мод. 003-ММ. А вот модель 004-ММ следовало бы обозначать АЦ-3,2-40 (433124) мод. 004-ММ, так как у автомобиля с двигателем ЗИЛ-509.10 (175 л.с.) шасси обозначалось ЗИЛ-433125, а изделие на его базе соответственно ЗИЛ-433124. Но с 2004 г. шасси с двигателем ЗИЛ-509.10 и коробкой передач со смоленской КОМ, установленной вместо верхней крышки, стали обозначать ЗИЛ-433115. Поэтому более поздняя модель 005-ММ уже обозначалась АЦ-3,2-40/4 (433114) мод. 005-ММ.
Опытные образцы для Москвы
При проектировании пожарных автоцистерн, конечно, не обошлось без опытных образцов и вариантов исполнения. Некоторые образцы сохранились не только на фото, но и в металле. Как правило, опытные машины проходили подконтрольную эксплуатацию в ПЧ Москвы и региона. Неоднократно машины возвращались на завод для ремонта, некоторые оставались навсегда, а многие до сих пор в боевых расчётах.
Автомобиль газодымозащиты
Наряду с пожарной автоцистерной на ЗИЛе изготовили специальный автомобиль газодымозащиты – АГДЗ. Габариты кузова не изменились, а внутреннего пространства хватило для размещения оборудования – переносных электродымососов, катушек с силовым электрокабелем, пологов для герметизации, дыхательных аппаратов, переносных прожекторов и пр. Для привода вентиляторов вместо пожарного насоса установлен электрогенератор с щитом управления. На крыше в специальном ящике разместили опорные стойки и прочее оснащение. На задней стенке кузова – осветительная мачта с пневмоприводом.
Попытка произвести модернизацию АЦ-3,2-40 привела к экспериментам с насосом и смене конструкции кузова (он стал ниже, оборудован шторными алюминиевыми дверьми отсеков фирмы ВИЛС, стационарными подножками вдоль борта). На машине несколько раз меняли типы насосов и остановились на НЦПК-40/100-4/400В1Т. Но до серийного производства машина не дошла.
Вынужденная конверсия
Борясь за выживание, на заводе выполняли заказы даже непредсказуемые. Однажды пришла бумага: «С целью ликвидации задолженности за потреблённый природный газ просим изготовить пожарные машины в следующей комплектации…» – и дальше следовал список. Так ГУП «Мосгаз» получило автомобили, предназначенные для аварийных работ, но собранные на основе кузова пожарной машины.
На шасси ЗИЛ-5301
Ранний опытный зиловский образец с оригинальной облицовкой радиатора, накладными расширительными арками проёмов над колёсами передней оси, блок-фарами в бампере, низкой надстройкой, с распашными «буфетными» дверьми отсеков в выставках не участвовал. Использовали в качестве машины сопровождения при поездках в Бронницы на испытания. Оригинальная облицовка радиатора появилась в 2004 г. с началом серийного производства пожарных машин экологического класса Euro 2. Дополнительный радиатор системы наддува не помещался в старой облицовке. Предложение конструкторов в УКЭР не поддержали, а решили проблему удалением на внутренней стороне облицовки усилителей.
На шасси ЗИЛ-4334
Нереализованная мощь
АЦ-5,0-40(640904) в заводскую номенклатуру машина не попала, так как к моменту окончания сборки опытного экземпляра модельная стратегия завода изменилась. Идеи В. Носова по расширению типового ряда моделей, в частности создания трёхосных полноприводных автомобилей полной массой 20 т и более, а также пожарной автоцистерны на шасси 6х6 с оригинальной раздаточной коробкой, не нашли воплощения. С приходом К. В. Лаптева, запретившего семейство 133, машина и вовсе оказалась на распутье, о производстве не могло быть и речи, а оборудование отправили в металлолом.
На шасси ЗИЛ-43274Т
«Уж если с тяжёлыми полноприводными пожарными машинами не получилось, так возможно лёгкие и недорогие найдут спрос», – решили на ЗИЛе, к тому же лесные пожары в регионах зачастили и стали регулярным явлением в последние 4–5 лет. Проблема быстрой локализации лесных возгораний, не говоря об оснащении вновь реанимируемых ДПД, где мобильность и своевременное прибытие решают всё. Попытка зиловцев выйти на рынок пожарной техники в этом сегменте привела к разработке пожарной автоцистерны АЦ-1,6-40/2 мод. 009-ММ и МЛПК (42274Н) мод. 010-ММ малого лесопатрульного комплекса на шасси ЗИЛ-43274Т (4х4) со сдвоенной 4-дверной кабиной вместимостью 7 человек с дизельным двигателем ММЗ Д-245. 9Е3 мощностью 136 л.с., колёсной базой 4140 мм, ГУР, СРДВШ и лебёдкой с тяговым усилием 5 тс. Пожарная автоцистерна АЦ-1,6-40/2 мод. 009-ММ и мод. 010-ММ укомплектованы агрегатами трансмиссии собственной разработки ЗИЛ, новыми мостами с увеличенной грузоподъёмностью, дифференциалом заднего моста с блокировкой и гидроусилителем ЗИЛ-RBL с повышенной точностью управления и сниженным усилием на руле. Постоянный привод на все четыре колеса реализован через новую раздаточную коробку с симметричным межосевым блокируемым дифференциалом. Новая агрегатная база ЗИЛ-43274Т обеспечивает лучшие маневренность, проходимость и устойчивость, а грузоподъёмность может быть увеличена с 3,5 до 5 т.
И что же из этого вышло? Торжественно переданные в марте 2012 г. высокому руководству лесного ведомства страны два образца остались стоять на территории ЗИЛа до июня, несмотря на бушующие лесные пожары по всей России. И опять фиаско, равно как и возобновлённое в 2011 г. производство шасси семейства ЗИЛ-4334 не поспособствовало получению заказов на выпуск пожарных машин, а было использовано сторонними производителями пожарной техники!
Авторы выражают благодарность Роману Данилову за помощь при подготовке материала.
Please enable JavaScript to view the comments powered by Disqus.
Есть выбор материалов для корпусов аппаратов
Пожарные могут выбирать из множества материалов при выборе корпусов аппаратов. Доступны нержавеющая сталь, алюминий, пластик и даже некоторые высокотехнологичные композитные материалы, и все они имеют свои преимущества.
На протяжении десятилетий пожарные машины изготавливались из старой доброй стали. В то время как есть несколько заводов, которые все еще используют сталь, большинство строителей используют алюминий. Многие используют нержавеющую сталь, а некоторые используют полипропилен при производстве корпусов пожарных устройств.
Недавно сотрудники Firehouse поговорили с производителями оборудования и кузовов для пожарных машин, чтобы узнать о различиях материалов.
Sutphen Corporation, производитель пожарных машин в Дублине, штат Огайо, использует алюминий и нержавеющую сталь в конструкции оборудования.
«Мы изготавливаем насосы из нержавеющей стали или алюминия, — сказал Зак Руди, директор Sutphen по продажам и маркетингу. «Наши антенны имеют алюминиевые лестницы и корпуса из нержавеющей стали».
Джастин Хауэлл, региональный менеджер по продажам Sutphen, сказал, что компания использует алюминий толщиной 3/16 дюйма для изготовления корпусов — материал гораздо более толстый, чем у некоторых конкурентов.
«Он прочнее, а сварка лучше с минимальной деформацией», — сказал Хауэлл, отметив, что сварка тонкого материала может ослабить его, а деформация требует наполнителя, чтобы поверхности кузова выглядели хотя бы отдаленно гладкими.
Кузова из нержавеющей стали с болтовым креплением
Когда Sutphen использует нержавеющую сталь для изготовления кузова, это делается по модульному принципу, и панели скрепляются болтами, сказал Хауэлл. Он добавил, что сварка нержавеющей стали является сложной задачей и требует идеальных условий и пристального внимания к скорости и температуре сварки.
Соединение панелей болтами позволяет избежать сварки, а также облегчает ремонт в случае повреждения при столкновении, сказал Хауэлл.
«Вы просто отвинчиваете [поврежденный участок] и прикручиваете его обратно», — сказал он. «Это позволяет быстрее вернуть в эксплуатацию этот аппарат стоимостью 1 миллион долларов».
Нержавеющая сталь в большинстве случаев значительно дороже алюминия, сказал Руди. Преимущество, однако, заключается в том, что нержавеющая сталь значительно более устойчива к коррозии, чем алюминий.
Из-за недавних тарифов на металлы стоимость необработанных металлов выросла на 40-60 процентов, сказал Руди, отметив, что другие компоненты, использующие металл, такие как двигатели, теперь стоят дороже из-за тарифов.
«Стоимость грузовика выросла с 3000 до 8000 долларов, — сказал Руди. «Двигатели Cummins подорожали. Оси поднялись. Все подорожало, будь то наш лист металла или детали, все подорожало».
Руди сказал, что Сатфен «принял на себя удар» и не переложил полную стоимость тарифов на клиента. «Мы также сократили нашу маржу», — сказал Руди. «Не самая приятная тема для разговора».
Клиенты в районах, где много соли, рассола или других химикатов, используемых для уборки снега, часто выбирают корпуса из нержавеющей стали, сказал Хауэлл.
Более тяжелый корпус из нержавеющей стали означает, что аппарату потребуются тяжелые оси и более тяжелая подвеска, чтобы выдержать дополнительный вес.
«Грузовики [из нержавеющей стали] немного прочнее», — сказал Хауэлл, добавив, что дополнительный вес влияет на движущие факторы — не отрицательно, но их необходимо учитывать.
— Все зависит от того, что вы укажете, — сказал он.
Как правило, подгонка и отделка между корпусами из нержавеющей стали и алюминием одинаковы, сказал Руди. Он добавил, что есть некоторые тонкие различия.
Поскольку кузова из нержавеющей стали скреплены болтами, в этих отсеках немного больше места по сравнению с грузовиками с алюминиевыми кузовами, в которых используются алюминиевые профили, которые немного уменьшают доступное пространство, сказал Хауэлл.
Углеродное волокно для уменьшения веса
Чтобы уменьшить вес, Sutphen использует углеродное волокно на дверцах своих шкафов.
Двери некоторых больших аппаратов могут быть тяжелыми для подъема, поэтому Sutphen использует более легкий композитный материал для уменьшения веса, сказал Хауэлл. Он добавил, что новый материал был хорошо принят на рынке.
Коррозия является проблемой для всех производителей пожарной техники, и Сатфен всегда пытается разработать новые способы решения этой проблемы, сказал Хауэлл.
«Мы добились больших успехов в снижении коррозии», — сказал он, приводя примеры. По его словам, когда необходимо соединить разнородные металлы, используются шайбы и изолирующие материалы, такие как грунтовка. Даже когда над колесами прикреплены крылья из нержавеющей стали, зазор в 1/8 дюйма создается с помощью промывок, чтобы мусор не застревал между двумя поверхностями.
Такое же внимание к деталям проявляется при создании кадров. Руди сказал, что компания использует четырехэтапный процесс под названием Cathacoat, метод, применяемый при изготовлении мостов, когда материал подвергается пескоструйной обработке, очищается, грунтуется усиленной неорганической грунтовкой с высоким содержанием цинка, а затем окрашивается.
Руди сказал, что это гораздо лучший процесс, чем процесс горячего цинкования, который со временем откалывается.
«Мы пользуемся им уже 12 лет, и у нас не было никаких жалоб», — сказал он.
Оцинкованная сталь
Что касается оцинкованного материала, то было время, когда пожарные машины изготавливались из оцинкованной стали, называемой оцинкованной.
Уайатт Комптон, специалист по продажам транспортных средств Spartan Emergency Response, базирующийся в Шарлотте, штат Мичиган, объяснил, что гальванопокрытие начало терять популярность в середине 90-х годов, когда нержавеющая сталь и алюминий стали более конкурентоспособными по цене.
«Недостаток гальванического отжига заключается в том, что цинковое покрытие должно быть удалено со сварных швов, чтобы предотвратить образование дыма», — сказал Комптон, добавив, что цинк может вызвать пористость сварных швов. Срезанные края оцинкованного материала необходимо было покрыть, чтобы предотвратить коррозию в этой незащищенной области.
«Несмотря на то, что этот материал очень легко ремонтировать на любом предприятии, нержавеющая сталь и особенно алюминий завоевали большую популярность на рынке», — сказал Комптон.
И именно поэтому Spartan Emergency Response использует как нержавеющую сталь, так и алюминий в конструкции корпусов своих аппаратов, сказал Комптон.
Преимущество нержавеющей стали состоит в том, что она имеет низкую реакционную способность с дорожными химикатами и соляным туманом, а также обеспечивает превосходный внешний вид неокрашенной с течением времени, независимо от того, является ли она необработанной, матовой или полированной, сказал Комптон.
Недостатком нержавеющей стали, согласно Комптону, является то, что с ней трудно работать, труднее резать и сверлить, и она подвержена истиранию.
Преимущество алюминия в том, что он устойчив к коррозии и с ним легко работать, поскольку он легче режется, сверлится и формуется, чем нержавеющая сталь, сказал Комптон. По его словам, в случае повреждения его легко починят в местных кузовных мастерских.
Он также намного легче нержавеющей стали, добавил он.
Одним из самых больших недостатков алюминия является то, что он может быть очень реактивным по отношению к химическим веществам, что приводит к окислению белого цвета и точечной коррозии, сказал Комптон, добавив, что связанной с этим проблемой является гальваническая коррозия, которая возникает, когда алюминий находится в контакте с нержавеющей сталью или другими разнородными металлами. .
Комптон сказал, что контроль коррозии с производственной стороны является частью процесса отделки, в основном при покраске аппарата. По его словам, правильная герметизация швов, соединение и крепление материалов также важны для предотвращения ржавчины.
«После того, как грузовик введен в эксплуатацию, мы настоятельно рекомендуем проводить ежегодную чистку и профилактическую обработку», — сказал Комптон. «Это особенно важно в районах, где используются реактивные дорожные химикаты. …После высыхания они довольно инертны, но важно понимать, что для уменьшения ущерба с течением времени химикаты необходимо тщательно удалять, а не просто повторно смачивать, как часть косметической чистки».
Комптон сказал, что Spartan экспериментировала с несколькими альтернативными материалами на протяжении многих лет, но результаты были неоднозначными.0003
«Хотя альтернативные материалы, используемые в автомобильной или автобусной промышленности, кажутся многообещающими, им часто не хватает сочетания формуемости и прочности материала в течение 20–25-летнего жизненного цикла пожарной техники», — сказал он.
Корпуса и резервуары из полипропилена
Одним из уже используемых альтернативных материалов является полипропилен, из которого изготовлены многие резервуары для воды в современных устройствах, сказал он, отметив, что водозаборники Spartan имеют открытый и окрашенный материал.
Для ProPoly of America полипропилен является не альтернативным материалом для кузова, а основой бизнеса на протяжении почти 20 лет, сказал президент и главный исполнительный директор компании Тим Дин.
Компания начала производство резервуаров, а затем стала партнером W. S. Darley & Co. создает компанию PolyBilt, которая специализируется на производстве кузовов для грузовиков, в частности, для пожарных служб.
За последние два десятилетия, по словам Дина, компания построила более 3000 кузовов всех видов и конфигураций.
«Мы построили полные, полные цистерны для очистки грузовиков и всего, что между ними», — сказал Дин. По словам Дина,
Кузова из полипропилена популярны, потому что почти не требуют обслуживания и не имеют проблем с коррозией.
— Нам вообще не так много звонков, — сказал Дин, говоря о просьбах о ремонте или обслуживании. «Обычно мы получаем хорошие истории о том, как кузов защищает от повреждений при столкновениях даже после тяжелых условий эксплуатации».
Если полигональное тело находится в столкновении, Дин сказал, что повреждение от удара локализовано без передачи энергии, сказал Дин, отметив, что PolyBilt недавно был отправлен для ремонта повреждения танкера в результате столкновения в одном из штатов Равнин. По словам Дина, ремонт был завершен за одно утро, тогда как, если бы корпус аппарата был сделан из металла, его пришлось бы снимать с шасси и проводить обширную переработку.
Даже столкновения с опрокидыванием в большинстве случаев не подходят для полипропиленовых кузовов, сказал Дин. Он отметил, что автоцистерна перевернулась, полностью раздавив алюминиевую кабину и практически не повредив остальную часть аппарата.
— Тело было в хорошей форме, — сказал Дин. «Бак на 1000 галлонов и ячейка из пеноматериала на 20 галлонов даже не протекали». Они попали в пожары на пшеничном поле. У этих устройств были повреждены шины, все фары автомобиля, включая сигнальные огни, зеркала, материалы ABS на кабинах и даже краска. Полимерные кузова, однако, не пострадали, сказал он.0003
— Это очень прочный продукт, — сказал Дин.
Что касается цены, Дин сказал, что корпус из полиэстера стоит примерно столько же, сколько аппарат из нержавеющей стали, хотя он намного легче. Также фактором цены является объем, сказал он, отметив, что PolyBilt не является крупным производителем. Многие крупные производители аппаратов вложили значительные средства в оборудование для производства алюминиевых корпусов, потому что это качественный и доступный материал, который хорошо подходит для пожарных машин.
«Если вы стремитесь сэкономить деньги, то выбирайте алюминий», — сказал Дин. «Алюминий — это качественный продукт, и, как правило, в его центре находится пластиковый бак, который, как мы надеемся, изготовлен нами».
Дин сказал, что у полиэтилена есть и другие внутренние качества, которые он имеет по сравнению с алюминием и нержавеющей сталью.
«Это естественно яркий белый материал с красивой отделкой», — сказал он. «Когда в купе загорается свет, становится намного ярче».
Он сказал, что полимерный материал обеспечивает большую гибкость конфигурации корпуса, а отсеки могут быть немного глубже, а все остальное пространство может быть использовано впустую.
«В дизайне больше гибкости, и это дает строителям возможность немного дополнительной настройки», — сказал Дин.
Есть несколько производителей аппаратов, определяющих и использующих поликорпуса. Помимо Darley, которая широко использует их на международных рынках, Midwest Fire, Fouts Brothers, Seagrave, Spencer Manufacturing, Finley Fire и Firematic используют полипропиленовые кузова в конструкции своих пожарных машин.
— Сейчас их использует множество строителей, — сказал Дин.
Когда PolyBilt впервые начала производить кузова, Дин сказал, что был «более громкий хор людей, подвергающих сомнению» пригодность материала для пожарных машин, но это утихло.
— За годы мы доказали это, — сказал Дин.
Дин сказал, что его компания всегда была «первопроходцем» в чем-то и, глядя в будущее, он сказал, что, несомненно, будут усовершенствования и новые материалы для создания аппаратов.
«Мы всегда держим глаза в поле зрения», — сказал Дин, добавив, что компания исследовала полиэтилен с нагнетанием воздуха, который обладает всеми свойствами обычного полиэтилена с некоторым уменьшением веса. Компания также рассмотрела материалы подложки и ткани.
Но пока полипропилен на высоте.
«Если вы хотите взять грузовик и выйти за рамки стандарта и выбрать исполнителя, вам следует выбрать поли», — сказал Дин.
Шаги, необходимые для создания индивидуального устройства
Изготовление пожарной машины и планирование, необходимое для создания пожарной машины или индивидуального устройства, представляет собой ориентированный на детали пошаговый процесс, требующий точности, изобретательности и большого опыта. От самого первого разреза листового металла до окончательной доставки оборудования существуют процессы, гарантирующие, что каждое специальное устройство не только превосходит ожидания клиентов, но и работает как никакое другое.
Инженеры и группы производственных предприятий руководят процессом создания нестандартных пожарных устройств на площадях проектирования, производства и сборки площадью более 1 500 000 квадратных футов. От сварки до сборки опытные члены команды на протяжении всего производственного процесса овладели всеми рабочими характеристиками каждого компонента насоса, автоцистерны, воздушной и спасательной установки.
Благодаря постоянным инновациям, исследованиям и разработкам компания Pierce Manufacturing остается в авангарде передовых технологий и методов производства пожарных машин. Производство индивидуального пожарного оборудования помогает поддерживать сообщества по всему миру, и Пирс справляется с этой задачей.
Взгляните на подробный процесс сборки пожарной машины ниже, который демонстрирует труд и самоотверженность, которые вложены в каждый дюйм новой пожарной машины, и обязательно посмотрите это подробное видео, показывающее пошаговый процесс пожара производство грузовиков.
Процесс изготовления металла для пожарной машины
Первый этап изготовления пожарной машины включает в себя несколько процессов изготовления металла. Для начала листовой металл разрезается на части с помощью комбинации лазеров, револьверных штампов и водяных струй; сюда входят компоненты кабины и кузова, узлы, входящие в состав рамы, такие как бамперы и поперечины, а также двери кабины и боковые стенки, и это лишь некоторые из них.
После того, как вырезы из плоского листового металла завершены, детали формируются в соответствии с техническими спецификациями с использованием комбинации оборудования, включая листогибочные прессы и полностью автоматизированное оборудование для гибки панелей мирового класса.
После того, как изготовление металла завершено, пожарная машина начинает приобретать форму в сварочных операциях.
Когда пожарная часть думает о строительстве пожарной машины, с чего они начинают? Ознакомьтесь с нашим последним ресурсом «Проектирование пожарных устройств: пошаговое руководство».
Сварочные работы
После изготовления деталей узла или узла начинается процесс сварки. В приведенном ниже видеоролике показаны процессы производства металла и сварки на одном из производственных предприятий Pierce.
Пирс имеет несколько отделов по сварке; каждому поручается другой тип детали или шага процесса. От кабин пожарных машин до кузовов, конструкций насосов и других узлов — опытные сварщики с точностью изготавливают индивидуальные компоненты пожарных машин. Все сварщики получили одинаковые сертификаты Pierce Custom Welding Certification. Это гарантирует качество и превосходное мастерство для всех заказов на оборудование.
Процесс покраски
Когда процесс сварки завершен, кабина, кузов и детали пожарной машины подготавливаются к окончательной сборке с нанесением защитного покрытия или окраски.
В это время на направляющие рамы и другие требуемые детали наносится электроосаждающее покрытие (e-coat) или гальванизируется. Оба процесса увеличивают срок службы и обеспечивают коррозионную стойкость, стойкость к истиранию и химическую стойкость.
На параллельном этапе компоненты пожарной машины проходят детальный процесс окраски либо на производственном предприятии, либо на автоматизированной покрасочной линии.
Процесс покраски пожарной машины состоит из следующих важных этапов:
Шлифовка и подготовка поверхности.
Химическая очистка и обработка для удаления жира, масла или других материалов.
Нанесение грунтовки на поверхность.
Ручная шлифовка мелкозернистой наждачной бумагой для получения гладкой поверхности.
Грунтовка-герметик для улучшения сцепления между базовым и верхним слоями краски.
Нанесение базового покрытия.
Нанесение прозрачной краски для защиты поверхности и увеличения ее долговечности, прочности и глянцевого вида.
Когда краска на компонентах пожарной машины застынет, можно начинать сборку. Чтобы подробно ознакомиться с процессом окраски автоматизированной линии окраски, просмотрите наш блог сейчас.
Рама, кабина и шасси в сборе
На этапе сборки шасси при сборке пожарной машины параллельно собирается ряд деталей, в том числе подузлы внутри лонжеронов рамы, колеса и оси, двигатель и трансмиссия, и кабина.
Изготовление рамы — это процесс соединения балок рамы в квадратное приспособление, установки поперечин, монтажа осей и компонентов подвески, а также оснащения колес и шин.
После завершения сборки рамы сборка рамы переходит в процесс сборки шасси. Устанавливаются жгуты и устанавливаются воздухопроводы и узлы воздушной системы. Также установлены двигатель, радиатор, система охлаждения и выхлопная система. Когда эти элементы собираются вместе, кабина собрана и почти готова к установке.
Сборка кабины уникальна, поскольку она начинается снаружи и движется внутрь. Первые этапы включают сборку приборной панели, дверей, электрических систем, изоляции, стен и обивки потолка. После того, как стены и потолок установлены, начинается внутренняя сборка. Устанавливаются сиденья и отсеки скорой помощи, добавляются системы рулевого управления, а компоненты салона начинают больше походить на пожарную машину.
На каждом этапе процесса сборки проводится проверка качества. Это гарантирует, что каждый этап сборки соответствует высоким стандартам качества Pierce.
Когда сборка рамы, шасси и кабины завершена, пожарная машина почти готова к окончательной сборке. Шасси заполнено жидкостями, и двигатель запускается в первый раз. На этом этапе загружаются программы электрической системы, настраиваются параметры управления осями и подвески, а также многие другие окончательные настройки.
Окончательная сборка
Когда кто-то спрашивает, «как сделать пожарную машину», этот шаг может иметь для них наибольшее значение — окончательная сборка.
На этом этапе начинается окончательная сборка пожарной машины и внутренняя отделка. Когда кабина и шасси собираются вместе, окрашенный кузов или задняя часть пожарной машины также собираются. Сюда входит установка жгутов, отсеков, фонарей и дверей.
После сборки окрашенного кузова он устанавливается на шасси вместе с баком для воды. Отсюда устанавливаются все электрические и механические компоненты, включая катушки для шнура, коробки выключателей, дверцы кузова и любые дополнительные полки, лотки и светильники.
Когда пожарная машина собирается вместе, подключаются системы электропроводки и водопровода. Если для пожарной машины требуется воздушное устройство, в это время также происходит сборка необходимых компонентов. По мере того, как кузов пожарной машины и авиационное устройство дорабатываются, начинаются сборка и испытания этих компонентов.
Испытания и окончательные проверки
На заключительных этапах производства пожарных машин компоненты и системы проверяются на безопасность, точность и производительность, включая, помимо прочего, следующее:
Рулевое управление автомобиля, выравнивание подвески и системы ABS откалиброваны надлежащим образом.
Производительность насоса протестирована и сертифицирована третьей стороной.
Пенные системы откалиброваны.
Электрические системы протестированы и сертифицированы третьей стороной.
После того, как сотрудники компании Pierce проверили пожарную машину, сторонний инспектор проводит независимую проверку, чтобы убедиться, что машина соответствует требованиям NFPA или превосходит их.
Если пожарная машина включает в себя воздушное устройство, проводится всесторонний процесс авиационных испытаний и осмотров, который включает в себя перемещение лестницы по диапазону ее движения и проверку всех компонентов. Затем следует инспекция третьей стороны, чтобы убедиться, что воздушное устройство соответствует спецификациям NFPA или превосходит их.
Когда все финальное тестирование завершено, можно начинать графическое приложение. Индивидуальная графика наносится командой Pierce, и теперь грузовик готов к процессу окончательной проверки.
Окончательный осмотр и доставка
Последний этап производственного процесса по изготовлению пожарных машин на заказ позволяет представителям пожарной службы осмотреть новые пожарные машины и протестировать их компоненты. Во время последнего посещения клиента грузовик будет оценен, чтобы убедиться, что он соответствует ожиданиям клиента. Трехэтапный процесс окончательной проверки завершается доставкой готового устройства.
Шины и диски для Ford Transit 1994 3.0 II Facelift, размер колёс на Форд Транзит 3.0 II Facelift
Наиболее популярные модели шин для Ford Transit
Tracmax X-Privilo TX5 205/65 R15 94H
Хит
3 930 ₽
4 890 ₽
Windforce Catchfors PCR 205/65 R15 94H
Хит
Нет в наличии
Tracmax X-Privilo TX5 205/65 R15 94V
Хит
Нет в наличии
Windforce Catchfors H/P 205/65 R15 94H
ХитНовинка
3 690 ₽
4 390 ₽
Kormoran Road Performance 205/65 R15 94V
Хит
5 100 ₽
Yokohama Bluearth ES32 205/65 R15 99H
Хит
5 400 ₽
WestLake ZuperEco Z-107 205/65 R15 94V
Хит
3 850 ₽
Белшина Artmotion 205/65 R15 94H
Хит
3 910 ₽
4 290 ₽
В данный момент для автомобиля Ford Transit на Мосавтошине присутствует 1620 модификаций шин со средней оценкой 4. 39/5. Добавить свой отзыв.
Услуги по ремонту
Другие модели Ford
Ford Aerostar, Ford Aspire, Ford B-Max, Ford Bronco I, Ford Bronco I, Ford Bronco II, Ford Bronco Sport, Ford C-Max, Ford Classic, Ford Club Wagon, Ford Contour, Ford Cortina, Ford Cougar, Ford Courier, Ford Crown Victoria, Ford E-150 Econoline, Ford E-250 Econoline, Ford E-350 Econoline, Ford E-Transit, Ford Ecosport, Ford Edge, Ford Edge Plus, Ford Endeavour, Ford Endura, Ford Equator, Ford Equator Sport, Ford Escape, Ford Escort, Ford Escort ZX2, Ford Everest, Ford Evos, Ford Excursion, Ford Expedition, Ford Explorer, Ford Explorer Sport Trac, Ford F-100, Ford F-150, Ford F-150 Lightning, Ford F-250, Ford F-350, Ford F-450 Super Duty, Ford F150, Ford Fairlane, Ford Fairmont, Ford Falcon, Ford Fiesta, Ford Fiesta Active, Ford Fiesta Classic, Ford Fiesta Ikon, Ford Figo, Ford Five Hundred, Ford Flex, Ford Focus, Ford Focus Active, Ford Focus C-MAX, Ford Focus Electric, Ford Focus Shooting Brake, Ford Freestar, Ford Freestyle, Ford Fusion, Ford Fusion USA, Ford Galaxie 500, Ford Galaxy, Ford Gran Torino, Ford Granada, Ford Grand C-MAX, Ford GT, Ford Ikon, Ford Ka, Ford Ka Freestyle, Ford Ka+ Active, Ford Kuga, Ford Laser, Ford Lobo, Ford LTD, Ford Maverick, Ford Mondeo, Ford Mustang, Ford Mustang Boss 302, Ford Mustang Cobra, Ford Mustang Mach 1, Ford Mustang Mach-E, Ford Mustang Roush, Ford Mustang Saleen, Ford Mustang Shelby GT350, Ford Mustang Shelby GT350, Ford Mustang Shelby GT500, Ford Orion, Ford Probe, Ford Puma, Ford Ranger, Ford Ranger Sport, Ford S-Max, Ford Scorpio, Ford Sierra, Ford Sport Trac, Ford SportKa, Ford StreetKa, Ford Taurus, Ford Taurus SE/SEL, Ford Taurus SHO, Ford Taurus X, Ford Territory, Ford Thunderbird, Ford Tourneo, Ford Tourneo Connect, Ford Tourneo Courier, Ford Tourneo Custom, Ford Transit, Ford Transit 150, Ford Transit 250, Ford Transit 350, Ford Transit 350 HD, Ford Transit Connect, Ford Transit Courier, Ford Transit Custom, Ford Windstar,
Подбор шин и дисков для автомобиля Ford Transit 1994 3.
0 II Facelift
Подбор шин и дисков для автомобиля Ford Transit 3.0 II Facelift 1994 снижает риск возникновения проблем из-за ошибок, допущенных автовладельцами при их самостоятельном выборе. Зачастую это вызвано отсутствием необходимых знаний, как правило, об их технических характеристиках. Именно по этой причине установить шину и колесный диск становится очень трудно и зачастую невозможно, а кроме того, такие изменения в комплектации автомобиля приводит к повышенной нагрузке на рулевое управление и очень многих узлов подвески. Система подбора шин и дисков интернет-магазина «Мосавтошина» содержит специальную базу данных, в которых указаны различные технические характеристики практически всех современных легковых и грузовых автомобилей. Для ее полноценного применения пользователю нужно знать всего лишь марку, модель, год выпуска и модификацию собственного транспортного средства.
Шины и диски для Ford Transit 1994 2.0 II Facelift, размер колёс на Форд Транзит 2.
0 II Facelift
Наиболее популярные модели шин для Ford Transit
Tracmax X-Privilo TX5 205/65 R15 94H
Хит
3 930 ₽
4 890 ₽
Windforce Catchfors PCR 205/65 R15 94H
Хит
Нет в наличии
Tracmax X-Privilo TX5 205/65 R15 94V
Хит
Нет в наличии
Windforce Catchfors H/P 205/65 R15 94H
ХитНовинка
3 690 ₽
4 390 ₽
Kormoran Road Performance 205/65 R15 94V
Хит
5 100 ₽
Yokohama Bluearth ES32 205/65 R15 99H
Хит
5 400 ₽
WestLake ZuperEco Z-107 205/65 R15 94V
Хит
3 850 ₽
Белшина Artmotion 205/65 R15 94H
Хит
3 910 ₽
4 290 ₽
В данный момент для автомобиля Ford Transit на Мосавтошине присутствует 1620 модификаций шин со средней оценкой 4. 39/5. Добавить свой отзыв.
Услуги по ремонту
Другие модели Ford
Ford Aerostar, Ford Aspire, Ford B-Max, Ford Bronco I, Ford Bronco I, Ford Bronco II, Ford Bronco Sport, Ford C-Max, Ford Classic, Ford Club Wagon, Ford Contour, Ford Cortina, Ford Cougar, Ford Courier, Ford Crown Victoria, Ford E-150 Econoline, Ford E-250 Econoline, Ford E-350 Econoline, Ford E-Transit, Ford Ecosport, Ford Edge, Ford Edge Plus, Ford Endeavour, Ford Endura, Ford Equator, Ford Equator Sport, Ford Escape, Ford Escort, Ford Escort ZX2, Ford Everest, Ford Evos, Ford Excursion, Ford Expedition, Ford Explorer, Ford Explorer Sport Trac, Ford F-100, Ford F-150, Ford F-150 Lightning, Ford F-250, Ford F-350, Ford F-450 Super Duty, Ford F150, Ford Fairlane, Ford Fairmont, Ford Falcon, Ford Fiesta, Ford Fiesta Active, Ford Fiesta Classic, Ford Fiesta Ikon, Ford Figo, Ford Five Hundred, Ford Flex, Ford Focus, Ford Focus Active, Ford Focus C-MAX, Ford Focus Electric, Ford Focus Shooting Brake, Ford Freestar, Ford Freestyle, Ford Fusion, Ford Fusion USA, Ford Galaxie 500, Ford Galaxy, Ford Gran Torino, Ford Granada, Ford Grand C-MAX, Ford GT, Ford Ikon, Ford Ka, Ford Ka Freestyle, Ford Ka+ Active, Ford Kuga, Ford Laser, Ford Lobo, Ford LTD, Ford Maverick, Ford Mondeo, Ford Mustang, Ford Mustang Boss 302, Ford Mustang Cobra, Ford Mustang Mach 1, Ford Mustang Mach-E, Ford Mustang Roush, Ford Mustang Saleen, Ford Mustang Shelby GT350, Ford Mustang Shelby GT350, Ford Mustang Shelby GT500, Ford Orion, Ford Probe, Ford Puma, Ford Ranger, Ford Ranger Sport, Ford S-Max, Ford Scorpio, Ford Sierra, Ford Sport Trac, Ford SportKa, Ford StreetKa, Ford Taurus, Ford Taurus SE/SEL, Ford Taurus SHO, Ford Taurus X, Ford Territory, Ford Thunderbird, Ford Tourneo, Ford Tourneo Connect, Ford Tourneo Courier, Ford Tourneo Custom, Ford Transit, Ford Transit 150, Ford Transit 250, Ford Transit 350, Ford Transit 350 HD, Ford Transit Connect, Ford Transit Courier, Ford Transit Custom, Ford Windstar,
Подбор шин и дисков для автомобиля Ford Transit 1994 2.
0 II Facelift
Подбор шин и дисков для автомобиля Ford Transit 2.0 II Facelift 1994 снижает риск возникновения проблем из-за ошибок, допущенных автовладельцами при их самостоятельном выборе. Зачастую это вызвано отсутствием необходимых знаний, как правило, об их технических характеристиках. Именно по этой причине установить шину и колесный диск становится очень трудно и зачастую невозможно, а кроме того, такие изменения в комплектации автомобиля приводит к повышенной нагрузке на рулевое управление и очень многих узлов подвески. Система подбора шин и дисков интернет-магазина «Мосавтошина» содержит специальную базу данных, в которых указаны различные технические характеристики практически всех современных легковых и грузовых автомобилей. Для ее полноценного применения пользователю нужно знать всего лишь марку, модель, год выпуска и модификацию собственного транспортного средства.
Форд Транзит 1994 | CarsGuide
Что на этой странице
Отзывы
Продается
вопросы и ответы
Размеры
Цена и характеристики
Буксировочная способность
Размер колеса
Потребление топлива
Новости
Диапазон конфигураций Ford Transit 1994 года в настоящее время стоит от 7700 долларов.
Ford Transit 1994 г. имеет тяговое усилие до 1500 кг с тормозами, но убедитесь, что это применимо к рассматриваемой вами конфигурации.
Посмотреть полное руководство по Ford Transit
Что на этой странице
Отзывы
Продается
вопросы и ответы
Размеры
Цена и характеристики
Буксировочная способность
Размер колеса
Потребление топлива
Новости
Форд Транзит Отзывы
expertguide
Обзор Ford E-Transit 2023
Автор S.tephen Ottley — 4 окт 2022 4.0
tradieguide
Ford Transit 2020 обзор: 350L LWB FWD Van GVM test
Автор M.ark Oastler — 17 марта 2020 г. 5,0
expertguide
Обзор Ford Transit 2014
Автор J. oshua Dowling — 3 июня 2014 г. 4.0
Просмотреть все отзывы о Ford Transit
Ford Transit 1994 Вопросы и ответы
Ознакомьтесь с реальными ситуациями, связанными с Ford Transit, здесь, в частности с тем, что наши эксперты могут сказать о них.
Можно ли установить трехлитровый дизель Toyota на Ford Transit?
Вероятно, нет, и, поскольку это будет классическая конверсия на заднем дворе, мы не знаем никаких документальных доказательств или набора инструкций о том, как это сделать.
Более важный вопрос, конечно, в том, почему вы хотите попытаться выполнить такую трансплантацию. Возможно, было бы иначе, если бы сам Transit не был доступен с дизельным двигателем, но так было уже много лет. Так зачем пытаться адаптировать двигатель Toyota? Купите дизельный Transit и избавьте себя от хлопот на всю жизнь.
Серьезно, помимо больших проблем с установкой иностранного двигателя в поврежденный моторный отсек фургона, у вас также будут мелкие проблемы с прокладкой кабелей и электрики. Затем возникает вопрос о том, как заставить двигатель общаться с остальной частью автомобиля в электронном виде, что включает в себя все, от компьютера управления двигателем до обеспечения правильной работы приборной панели. И вы используете коробку передач Transit или устанавливаете всю трансмиссию Toyota? Но даже тогда, если вам удастся добиться всего этого, вам придется убедить органы регистрации в том, что эта вещь пригодна для движения по дорогам.
Показать больше Показывай меньше
Какой фургон мне взять, чтобы построить автодом?
Mitsubishi L300 Express был доступен как полноприводная модель еще в 1980-х годах (с 83 по 86) и был очень популярным фургоном для кемпинга благодаря полноприводному сцеплению, которое позволяло ему преодолевать неровные дороги. с небольшой проблемой. После 1986 года несколько более поздних моделей фургонов Express 4WD (часто под маркой Delica) попали в Австралию в качестве частного импорта, и сейчас есть несколько из них на выбор.
Необходимость встать внутри автомобиля немного ограничит ваш выбор, но популярные фургоны, такие как Toyota HiAce, Ford Transit и Mercedes-Benz Vito, были доступны в конфигурации с высокой крышей. Несмотря на то, что у них не было полного привода, в целом прочная конструкция означает, что они должны хорошо справляться с грунтовыми дорогами. У них просто не будет хватки для работы на бездорожье.
Как и в случае с любым подержанным коммерческим автомобилем, попытайтесь выяснить, что он делал в своей прошлой жизни. Фургон, который использовался для каторжных работ, вполне может быть изношен. И не забывайте, никто не покупал эти вещи новыми ни для чего, кроме как для работы.
Если, с другой стороны, вы отправляете совершенно новый фургон, есть множество вариантов от Ford, Mercedes, Peugeot, Fiat, Toyota и других. Подавляющее большинство из них используют турбодизельный двигатель, поэтому они будут довольно экономичными, а многие также предлагают автоматическую коробку передач для удобства вождения. Выберите тот, который лучше всего подходит для вашей предполагаемой компоновки с точки зрения боковых и задних дверей и возможности забраться с переднего сиденья в зону фургона, не выходя из автомобиля (некоторые из них имеют грузовые барьеры, которые предотвращают это).
Показать больше Показывай меньше
Почему не работает турбонаддув в моем Ford Transit 2018 года?
Вы на правильном пути, Дон, и предположили, что свистящий шум как-то связан с подшипником турбонагнетателя. Но, к сожалению, если вы правы и свистящий звук издает подшипник турбины (и я согласен с вашей теорией), то новый или восстановленный турбокомпрессор — единственное реальное решение. Турбины имеют тяжелую жизнь, имея дело с экстремальными температурами, а также с требованием разгоняться практически с нуля до чего угодно до 250 000 об / мин. Подшипники, которые позволяют это сделать, являются герметичными узлами и, как правило, не подлежат обслуживанию.
Но вам может повезти: отсутствие турбонаддува может быть вызвано многими причинами, поэтому проверьте основы, например, ослабленную трубку наддува, прежде чем начинать разбирать двигатель.
Показать больше Показывай меньше
Почему мой Ford Transit 1999 года заводится только тогда, когда педаль акселератора полностью нажата?
Проблема может быть вызвана множеством причин, Билл. Просканируйте автомобиль, чтобы увидеть, не появляются ли какие-либо коды ошибок, которые затем могут привести к чему-то вроде изворотливого топливного насоса, изношенных форсунок, утечки где-то в топливной системе или даже датчика кривизны, который передает неверную информацию на компьютер. Честно говоря, я подозреваю, что датчик положения дроссельной заслонки (TPS) сломан, тем более, что вам нужно выжать газ, чтобы запустить двигатель. Без правильной работы TPS компьютер не может узнать, сколько топлива нужно впрыснуть в двигатель.
Показать больше Показывай меньше
Просмотреть все вопросы и ответы по Ford Transit
Отказ от ответственности: Вы признаете и соглашаетесь с тем, что все ответы представлены только в качестве общего руководства и не должны рассматриваться как индивидуальные рекомендации. Carsguide не несет ответственности за точность любой информации, представленной в ответах.
Ford Transit 1994 Размеры
Размеры Ford Transit 1994 года зависят от выбранного типа кузова. Максимальная ширина и высота 1972 мм x 2669 мм и могут варьироваться в зависимости от модели.
Форд Транзит Модель
Тип кузова
Высота x Ширина x Длина
Дорожный просвет
основание
Коммерческий
2669x1972x5368 мм
—
Смотреть все Ford Transit 1994 Размеры
Самые просматриваемые в новостях
Буйство Рама! Новый mini-1500 ute подтвержден, поскольку бренд наконец нацелился на HiLux и Ranger
Как Австралия формирует Mitsubishi Triton 2024 года: будущего конкурента Toyota HiLux и Ford Ranger следующего поколения разрабатывают для буксировки, электрификации и производительности
Стоит ли покупать Ford SUV, внедорожник или фургон сейчас или дождаться редизайна или фейслифтинга? Жизненный цикл Ford Ranger, Everest, Mustang и других моделей 2023 года
Хотите более дешевые гибриды Honda? Наконец-то в разработке находятся менее дорогие бензиново-электрические хэтчбеки и внедорожники, среди которых должны быть модели HR-V, ZR-V и CR-V
.
Является ли Ford Explorer большой белой надеждой Голубого Овала? Почему решение Ford избавиться от своего конкурента Toyota RAV4 и Hyundai Tucson стало шоком — и что Ford может сделать, чтобы восстановиться | Мнение
Ford Transit 1994 г. Цена и характеристики
Ford Transit 1994 г. в настоящее время доступен по цене от 7 700 долларов США за Transit (базовый вариант) до 10 780 долларов США за Transit (базовый вариант).
9 240 долл. США
На основе данных о ценах третьих сторон
Самая низкая цена
7 700 долл. США
Самая высокая цена
Тип кузова
Технические характеристики
Цена от
Цена до
(основание)
Коммерческий
2,5 л Дизель 4 SP АВТО
7700 долларов США
10 780 долларов США 90 149
Смотреть все Ford Transit 1994 г. Цены и характеристики
Ford Transit 1994 г. Тяговое усилие
Максимальное тяговое усилие Ford Transit составляет 1500 кг. Некоторые модели также предлагают пакеты опций для тяжелых условий эксплуатации или буксировки, которые могут увеличить буксировочную способность, а также опции, которые могут затруднить буксировку. Грузоподъемность может сильно различаться в зависимости от большого количества факторов. К ним относятся двигатель, трансмиссия, модель и выбранные опции. Всегда консультируйтесь с производителем или в руководстве по транспортному средству, прежде чем пытаться буксировать что-либо.
Форд Транзит Модель
Тип кузова
Технические характеристики
Тормозная мощность
основание
Коммерческий
2,5 л, дизель, 4 СП АВТО
1500 кг
См. все Ford Transit 1994 г. Тяговое усилие
Ford Transit 1994 г. Размер колес
Размер колес для Ford Transit 1994 г. зависит от выбранной модели, однако имейте в виду, что многие производители предлагают колесные диски разных размеров в качестве опций для многих моделей. . Доступный размер колес изменит диапазон шин, доступных для установки.
Форд Транзит Модель
Тип кузова
Размер передней шины
Передний обод
Размер задней шины
Задний обод
основание
Коммерческий
225x70R15
—
225x70R15
—
См. все размеры колес Ford Transit 1994 г.
Ford Transit 1994 г. Расход топлива
Расход топлива для Ford Transit 1994 г. зависит от выбранного типа двигателя, трансмиссии или модели. Ford Transit доступен со следующим типом топлива: Дизель.
Форд Транзит Модель
Тип кузова
Технические характеристики
Расход топлива
основание
Коммерческий
2,5 л, дизель, 4 СП АВТО
—
* Комбинированный расход топлива Посмотреть все цены и характеристики Ford Transit 1994
Новости Ford Transit
Лучшие электромобили 2023 года
Т. унг Нгуен — 31 марта 2023 г.
Лучшие полноприводные автомобили, внедорожники и легкие коммерческие автомобили, поступающие в 2023 году
Автор T.ung Nguyen — 31 марта 2023
Subaru WRX, Porsche 911, Ford Mustang… сокращающийся список автомобилей с механической коробкой передач, оставшихся в Австралии | Мнение
Р. Ричард Берри — 26 мар 2023
Вы в последнее время ездили на Ford EV? Гибридные и электрические автомобили, внедорожники и внедорожники с легендарными именами, которыми австралийцы заслуживают управлять — должны ли Ford Explorer, Maverick и другие модели продвинуться дальше?
Байрон Матиудакис — 25 мар 2023
Ford F-150 Lightning 2023 года превратится в Raptor? Предстоящий «демонстратор производительности» подтолкнет электромобиль к его пределам
Автор Том Уайт — 6 фев 2023
Сможет ли Ford восстановиться в 2023 году? Новые модели Mustang, F-150 и электрические модели — ключ к росту Blue Oval | Мнение
Стивен Оттли — 5 фев 2023
Думаете, электромобили скоро будут править миром? Не так быстро, поскольку в обозримом будущем использование бензина будет продолжаться, особенно в Австралии
С. Стивен Оттли — 29 окт 2022
Тесла под давлением! Электромобили Ford и Hyundai начинают расти в зеркалах Tesla в США
Автор Джеймс Клири — 13 окт 2022
Почему новый Ford Mustang 2023 года имеет решающее значение для «Голубого овала», чтобы не стать «Коммерческой компанией Ford» | Мнение
Стивен Оттли — 9 окт 2022
Все новости Ford Transit
Подержанный 1994 Ford Transit Cargo на продажу (с фото)
Конструкция и расчет основных параметров щековых дробилок — Черная и цветная металлургия на metallolome.ru
Щековые дробилки относятся к агрегатам периодического действия. Их используют для дробления материалов с σв ≤ 350 МПа при крупном и среднем дроблении. По устройству они делятся на две группы: с простым и сложным качанием щеки (возможно движение как одной щеки, так и двух щек).
Рубрика: Железорудная промышленность
1. Конструкция щековых дробилок
2. Расчет основных параметров щековых дробилок
2.1. Параметры дробилок с простым качанием щеки
2.2. Параметры дробилки со сложным качанием щеки
Конструкция щековых дробилок
Щековые дробилки относятся к агрегатам периодического действия. Их используют для дробления материалов с σв ≤ 350 МПа при крупном и среднем дроблении. По устройству они делятся на две группы: с простым и сложным качанием щеки (возможно движение как одной щеки, так и двух щек). На рисунки 1,а представлена дробилка с простым качанием щеки. Подвижная щека 2 приводится от эксцентрикового вала 3 через шатун 4, переднюю 9 и заднюю 8 распорные плиты. Ширина разгрузочной щели регулируется устройством 5. При сближении подвижной 2 и неподвижной 1 щек руда дробится. Неразъемная кинематическая связь подвижной щеки с распорными плитами и шатуном обеспечивается только пружиной 6 через тягу 7. При сложном движении щеки (рисунок 1,б) движение от эксцентрикового вала 3 передается на щеку 2. Качание щеки 2 обеспечивает распорная плита 4, выполняющая роль коромысла. Остальные механизмы те же, что и у дробилки с простым качанием щеки. У дробилки с движением двух щек 1 и 4 (рисунок 1,в) наружная щека 1 приводится через тягу 2 от эксцентрикового вала 3.
Рисунок 1 – Схема щековых дробилок
На рисунки 2 показана дробилка крупного дробления ЩКД 15-21 с длиной загрузочного отверстия (зева) дробилки 2100 мм и шириной 1500 мм для дробления горных пород крепостью 18-20 по шкале Протодьяконова. Станина дробилки состоит из восьми частей: передних и задних стенок коробчатого сечения и боковых ребристых плит. Нижняя передняя стенка имеет криволинейную поверхность с выпуклостью, направленной в сторону вогнутого участка подвижной щеки для увеличения длины параллельной зоны, что повышает производительность машины, срок службы этих стенок и улучшает условия разгрузки от продуктов размола. Подвижная щека 4 закреплена на оси 5 в двух подшипниках скольжения.
Рисунок 2 – Щековая дробилка ЩКД
Дробящее пространство образуется дробящими щеками 1, 4 и боковыми стенками станины. Для предохранения от истирания щеки футерованы плитами с рифлением 2 и 5, а боковые стенки футерованы гладкими плитами. Плиты скрепляются со стенками болтами, на подвижной щеке футеровка дополнительно закреплена клином 14. Все футеровочные плиты выполняются для облегчения ремонта составными. Исполнительный механизм состоит из эксцентрикового вала 6, установленного в станине на подшипниках скольжения с баббитовой заливкой, стального цельно литого шатуна 8 с разъемной головкой и двух распорных плит 10, 12. Шатун устанавливается на эксцентриковой шейке вала в подшипниках скольжения с баббитовой заливкой. Распорные плиты выполнены составными для обеспечения удобства замены концевых частей при их износе. Распорные плиты своими торцами упираются в термически обработанные сухари 13 (вкладыши), установленные в щеках, шатуне и клиновом устройстве. Огромные до 20МН усилия не дают возможности осуществлять шарнирные разъемные соединения плит с щеками и шатуном. Поэтому для их замыкания используются силовые пружины 9, воздействующие через тягу 11 на подвижную щеку. Привод дробилки состоит из электродвигателя, шкива, клиноременной передачи, шкива с фрикционной муфтой и маховика с фрикционной муфтой 7.
Устройство фрикционной муфты показано на рисунки 3. Маховик (шкив) 1 свободно устанавливаются на подшипниках 9, расположенных на шлицевой втулке 7, закрепленной на валу 10. В шлицевые пазы втулки заходят ведущие диски 8 шкива (ведомые для маховика). Между ними располагаются соответственно ведомые диски 2 с наружными шлицами, входящими в шлицевой корпус муфты 11, жестко сболченный с маховиком (шкивом). Для сжатия дисков используются пружины усилия которых передаются на диски через крышку 3. Пружина разжимается плунжером 6, действующим на крышку со стороны противоположной действию пружины.
Рисунок 3 – Фрикционная муфта
Перед запуском дробилки под плунжер через маслопровод 5 подается давление. Плунжер сжимает пружины и расцепляет диски. Затем включается электродвигатель и разгоняет один шкив до рабочей скорости. Под плунжером снимается давление масла и под действием пружин диски сцепляются и начинает вращаться эксцентриковый вал. По достижении рабочей скорости вала снимается давление под плунжером фрикционной муфты маховика и происходит сцепление дисков, позволяющее разогнать маховик до заданных оборотов.
Для регулировки разгрузочной щели используется упорный клин, в торец которого упираются отжимные болты. Между торцом станины и задней стенкой упорного клина заводится набор прокладок и после окончательной настройки разгрузочной щели положение клинового устройства фиксируется клином.
Крупные дробилки имеют две системы централизованной автоматической смазки. Станция густой смазки подводит масло к подшипникам приводного механизма, трущимся частям распорных плит и к опоре подвижной щеки через определенное время при помощи автоматического питателя. Жидкая система смазки подходит к опорам эксцентрикового вала и головке шатуна. Система состоит из бакаотстойника, основного и резервного шестеренчатых насосов, подающих масло из бака через фильтр-холодильник и систему труб к трущимся поверхностям. При снижении давления в подающих магистралях, привод дробилки обесточивается.
В конструкциях дробилок большое внимание уделяется устройствам, предохраняющим дробилку от перегрузок. В дробилках среднего дробления в качестве предохранителя используются как задняя распорная плита, так и шатун. При попадании в дробилку не дробимых тел задняя плита ломается и подвижная щека перестает качаться.
В случае применения составного шатуна роль предохранителя выполняет лежащая на матрице тарированная пластина, на которую через пробойник упирается передняя распорная плита. При увеличении нагрузки на распорную плиту свыше допустимого значения пробойник пробивает предохранительную пластину и опускается в матрицу, разъединяя распорные плиты и шатун. Для устранения перегрузки в приводе предусмотрено проскальзывание ремней или дисков фрикционной муфты.
На рисунки 4 представлена конструкция щековой дробилки со сложным движением щеки. Подвижная щека 3 при данной схеме является одновременно шатуном, сидящим на роликовых подшипниках качения на эксцентриковом вале 4, также установленного на роликовых подшипниках. В нижней части подвижная щека упирается в распорную плиту 8. Кинематическое замыкание указанному четырехзвенному механизму придает пружина 6, воздействующая на систему через тягу 9. Клиновый механизм 7 с помощью винта 5 служит для регулировки размера разгрузочной щели.
Стальная станина дробилки усилена ребрами жесткости. Загрузочное отверстие футеровано по неподвижной 1 и подвижной 3 щекам и боковым стенкам 2.
Рисунок 4 – Дробилка со сложным движением щек
Вращение эксцентриковому валу передается от электродвигателя через шкив и клино-ременную передачу. Направление вращения маховика выбирается против часовой стрелки, чтобы в момент дробления щека двигалась вниз, ускоряя разгрузку продуктов размола и повышая производительность дробилки. По сравнению с дробилками с простым движением щеки данные дробилки позволяют дробить липкие и вязкие породы, имеют более высокую степень дробления при более равномерном выпуске продуктов дробления, обладают повышенной удельной производительностью, имеют более простую конструкцию. Однако кинематика движения подвижной щеки вызывает больший процент истирания кусков руды и, соответственно, дробящих плит.
Ниже приведены основные параметры отечественных щековых дробилок.
Расчет основных параметров щековых дробилок
Параметры дробилок с простым качанием щеки
Анализ характеристик крупности дробимой руды показывает, что в загрузочной полости при степени заполнения ψ = 0,3 – 0,6 содержатся руды крупностью:
0,8-0,85 В (В — ширина загрузной щели) — 4-6% от засыпаемого объема;
0,4-0,5 В — 11-15% от засыпаемого объема;
0,15-0,3 В — 70-85% от засыпаемого объема.
В этом случае для выбора параметров дробилки удобно по методике Л.С. Кохана представлять заполнение загрузочной полости условно шаровой загрузкой так, чтобы выполнялось соотношение
При таком выборе нагрузки крупность получаемых кусков при степени заполнения ψ = 0,59 – 0,595 будет:
(0,8-0,85) В — 6 %;
(0,43—0,5) В — 11,6%;
до 0,3 В – 84%.
Сравнение заданных и полученных результатов показывает, что в количественном отношении выбор шаровой загрузки дает удовлетворительные результаты.
Используя предыдущую зависимость, определяем знаменатель прогрессии:
Ниже приведены расчетные параметры (в том числе номинальная степень дробления и знаменатель прогрессии) для дробилок разных типоразмеров:
Известно, что при крупном дроблении при изменении размера куска руды с Dz до продукта размером dzработа на его дробление определяется по зависимости
С другой стороны работа упругой силы Pz на пути Sz = Dz —dz вычисляется по формуле Az = PzSz/2. Приравнивая указанные зависимости, вычисляется усилие дробления любого Z-го куска
и полное усилие по всей загрузочной полости при номинальном размере разгрузочной щели енравно по формуле Л.С. Кохана:
Для среднего дробления работа пропорциональна изменению поверхности кусков, и в этом случае полное усилие дробления при номинальной величине разгрузочной щели ен:
По полученной формуле расчитаны усилия дробилок ЩКД4х6, Щ КД6х9, ЩКД9х12. Для сравнения выше приведены экспериментальные усилия дробления руды прочностью σв = 200 МПа.
При изменении ширины разгрузочной щели е в интервале от ен до еmах усилие дробления:
Исследование шаровой модели загрузки показывает, что усилие вдоль щеки распределено линейно и центр давления находится от точки подвеса подвижной щеки на расстоянии LЦТ ≈ 0,44 ее длины.
В каждый момент времени полное усилие линейно зависит от размеров дробимых тел или пропорционально величине угла качания щеки а от угла а л, соответствующего ее переднему положению, до угла а к, соответствующего заднему конечному положению. Принимая отсчет углов а эксцетричного вала от вертикали в направлении против часовой стрелки, из кинематики дробилки определяют текущие значения усилия дробления:
и угла
Мощность дробления равна: Учитывая, что привод дробилки включает маховики, вычисляют среднюю цикловую мощность Ncp = 0,0027PeSnх, где Ре — усилие дробления, кН; S — ход подвижной щеки, м; nх — число ходов щеки.
Выше приведены расчетные значения мощности, удовлетворительно совпадающие с каталожными.
В расчетах основных параметров дробления выбор числа ходов или частоты вращения главного вала зависит от обеспечения при дроблении наибольшей производительности. При каждом ходе щеки дробится объем руды, заключенный между крайними положениями щеки
При этом из дробильной массы выпадает столб высотой Н=0,204Dmax для мелких и средних дробилок и Н=0,31Dmax для крупных. Свободное падение продукта происходит под действием силы тяжести на пути h за время t, т. е. h = 0,5gt2 и определяет оптимальную скорость дробилок для мелкого и среднего дробления
и для крупного дробления
К основным параметрам механического режима дробилок относится производительность. Она определяется объемом ΔV и числом ходов. Для дробилок среднего и мелкого дробления производительность
для дробилок крупного дробления
Расчетная производительность практически не отличается от проектной. Необходимо учитывать, что реальная производительность зависит от влажности и физических свойств руды.
Параметры дробилки со сложным качанием щеки
Особенность движения подвижной щеки дробилки — различные траектории движения каждой точки вдоль ее высоты. Практически любая точка описывает эллиптическую кривую, большая ось которой равна двум радиусам эксцентриситета r и направлена по высоте щеки, а малая изменяется от 2r на верхней кромке щеки до минимальной на нижней кромке. Ход по горизонтали Z куска руды
Используя полученное соотношение, вычисляют параметры дробилки со сложным движением щеки:
Полное усилие дробления аналогично приведенному выше расчету для дробилок с простым качанием щеки
(первая цифра для дробилок ЩС 25×40, ЩС25×90 и ЩС 40×90, вторая — для остальных дробилок и зависит от числа кусков руды, размещаемых по длине подвижной щеки, что определяет центр давления lц.т.= 0,716 – 0,735lN, где lN — длина щеки.
Дифференцируя зависимость хода щеки дробилки по времени, рассчитывают скорость перемещения и затем текущую мощность процесса дробления
При маховичном приводе дробилки средняя мощность равномерно распределяемая по циклу
Производительность дробилки определяется объемом дробимой руды между крайними положениями подвижной щеки. Производительность дробилок ЩС25×40, ЩС 25×90 и ЩС 40×90 (с шириной щели В ≤ 60 мм) определяется зависимостью
https://youtu. be/4AIltAi4Qr0
Расчётно-лабораторная работа № 9 по дисциплине «Строительные машины»
12
МИНИСТЕРСТВО ОБРАЗОВАНИЯ и НАУКИ
РОССИЙСКОЙ ФЕДЕРАЦИИ
Тольяттинский Государственный Университет
Кафедра “ Промышленное и гражданское строительство”
Тема: «Изучение работы щековых дробилок,
определение их производительности»
Методическое руководство по выполнению работы
Тольятти, 2008
Цель работы: Изучить устройство щековых дробилок, кинематические схемы их приводов, особенности рабочих процессов дробления нерудных материалов, порядок определения основных параметров дробилок, включая их производительность.
Исходная информация
Машины для дробления нерудных материалов по принципу действия и устройству рабочих органов подразделяются на следующие классы: щековые, конусные и валковые дробилки; вибромельницы и шаровые мельницы; бегуны.
Щековые дробилки применяют для крупного и среднего дробления горных пород средней и высокой прочности. Выпускаются щековые дробилки двух типов: с простым движением подвижной щеки и со сложным движением.
В щековых дробилках материал раздавливается между неподвижной и подвижной щеками, которые называются плитами.
Привод большинства камнедробилок состоит из электродвигателя и клиноременной передачи.
Кинематическая схема щековой дробилки Основные части
1 – электродвигатель; 2 – приводные ремни;
3 – шкив-маховик; 4 – маховик.
Шкив-маховик и маховик установлены на валу через фрикционные муфты, что создает возможность пробуксовки маховика и шкива при превышении предельного значения крутящего момента и предотвращает поломку деталей дробилки при перегрузках. Шкив-маховик и маховик играют роль аккумуляторов кинетической энергии для преодоления пиковых рабочих сопротивлений.
Щековая дробилка с простым движением подвижной щеки работает следующим образом. Крутящий момент от электродвигателя передается клиноременной передачей на эксцентриковый вал. Вал приводит в движение шатун, шатун – распорные плиты, которые передают движение подвижной щеке. Щека совершает на оси маятниковые колебания. Нижний конец щеки проходит
больший путь, чем верхний. Путь, который проходят щеки, называется рабочим ходом. Неравномерность рабочего хода по длине щеки обуславливает в продуктах дробления повышенный процент лещадных (плоских) частиц камня, что является недостатком конструкции. Следует стремиться получать продукты дробления, близкие к кубической форме. Это обеспечивает равнопрочность кусков щебня.
Щековая дробилка с простым движением щеки
а – конструктивная схема;
б – кинематическая схема;
в – схема прохождения материала через разгрузочную щель;
г – схема для определения производительности щековой дробилки.
Основные части
1 – сварной корпус дробилки; 2, 3 – неподвижная и подвижная щеки;
Рабочие поверхности дробящих плит и боковые стенки корпуса дробилки образуют камеру дробления. Дробящие плиты устанавливают так, чтобы выступы одной располагались против впадин другой.
Режим работы дробилки изменяется регулировкой входной щели с помощью клинового или иной конструкции регулировочного устройства. Выходную щель замеряют между вершиной и впадиной дробящих плит в момент наибольшего удаления подвижной щеки. При вращении эксцентрикового вала подвижная щека совершает качательное движение (подобно маятнику). За один оборот эксцентрикового вала подвижная щека, приближаясь к неподвижной, совершает рабочий ход (дробление) и холостой ход, при котором продукт дробления выпадает через разгрузочную щель. Для щековых дробилок с простым движением щеки наиболее характерным видом разрушения материала является раздавливание, раскалывание и излом. Поэтому их применяют для крупного и среднего дробления высокопрочных пород на первичной стадии дробления. Ширина разгрузочной щели составляет 40…120 мм для дробилок среднего дробления и 100…250 мм – для крупного дробления.
В щековой дробилке со сложным движением подвижной щеки, где подвижная щека 1 установлена не на оси 2 , а на эксцентриковом валу, а шатун и вторая распорная плита отсутствуют.
Щековая дробилка Блейка
В истории дробилок, как в хронологическом порядке, так и благодаря своему положению в области тяжелого дробления, щековая дробилка Blake стоит на первом месте в списке. Все большие мощные дробилки первичного дробления щекового типа построены по принципу Блейка, который по простоте и грубой прочности не имеет себе равных ни в одном механизме, разработанном до сих пор для дробления горных пород и руды.
Разрез щековой дробилки, включающей Механизм двойного переключения Blake показан ниже. Дробилка Блейка, как и все машины щекового семейства, встроена в прямоугольную раму, на одном конце которой расположена камера дробления; фактически конец коробчатой рамы представляет собой неподвижную челюсть. Подвижная или качающаяся щека подвешена к поперечному валу (валу качающейся щеки) на своем верхнем конце, причем этот вал, в свою очередь, опирается на каждом конце на подшипники в верхней части двух сторон рамы дробилки.
Приводной механизм состоит из эксцентрикового вала (также опирающегося на подшипники по бокам рамы), шатуна и пары шатунов, которые проходят от поворотной челюсти к шатуну и от шатуна к заднему концу шатуна. рамка. Движение эксцентрикового вала передается через шатун на внутренние концы шарнирно-рычажной пары, а под их действием на нижний конец качающейся челюсти, которая своим верхним концом поворачивается вокруг опорного вала. Движение в одном отношении похоже на движение стандартной гирационной дробилки, поскольку оно максимально у разгрузочного отверстия и постепенно уменьшается к верхней части камеры.
Двухрычажная дробилка
Рамы щековой дробилки Blake модели отличаются большим разнообразием деталей конструкции и изготавливаются из различных материалов. Первоначально все рамы были из чугуна, как и все ранние гирационные машины. Затем, когда были разработаны более крупные дробилки, литая сталь стала обычной средой для всех больших и средних дробилок. При разработке линейки Superior для рамы была выбрана полусталь, а стальные стержни, проходящие через лонжероны от конца до конца, поглощали растягивающие напряжения. Этот тип конструкции используется во всех типоразмерах этой линии, за исключением 84-дюймовых машин, где до настоящего времени использовалась исключительно литая сталь. полустальные рамы небольших машин. В последние годы отчетливо прослеживается тенденция к использованию сварной конструкции с лонжеронами из катаного стального листа, усиленного ребрами жесткости.
В прошлые годы в щековых плитах дробилки Блейка использовались как отбеленный чугун, так и марганцевая сталь, в зависимости от типа породы, которую нужно дробить. Пластины из закаленного железа не обладали необходимой прочностью, чтобы противостоять поломке, даже при использовании на сравнительно мягких породах; в нашем случае мы отказались от них в пользу марганцевой стали на всех наших щековых дробилках, независимо от размера.
Эта дробилка в общих пропорциях представляет преобладающую практику проектирования дробилок Блейка в течение ряда лет. В этом отношении она, вероятно, имеет такое же право быть классифицированной как «стандартный» тип, как и гирационные дробилки, носящие это название. «Это правда, что почти каждая деталь была усовершенствована по сравнению с ранними моделями, но основное действие и общие пропорции камеры дробления остались прежними.
На самом деле, помимо этих усовершенствований в механических деталях, единственные важные отклонения от оригинальной конструкции Блейка, которые были опробованы до недавнего времени, состояли из:
изменений относительного положения неподвижных и поворотных челюстей по вертикали;
Оригинальная дробилка Blake была разработана с вертикальной неподвижной щекой. Вероятно, первым отходом от этой компоновки была дробилка размером 84 X 66 дюймов, построенная в 1919 г. 14. У этой машины обычная конструкция, в том, что поворотная челюсть была выполнена вертикально. Позже, когда была разработана линия Superior, в нескольких размерах был использован компромисс между этими двумя крайностями; то есть обе челюсти были наклонены. Каждое из этих трех устройств имеет определенные преимущества и недостатки. Существующие признаки указывают на то, что первоначальная конструкция с вертикальной неподвижной челюстью будет по-прежнему занимать лидирующие позиции.
Дробление 9Углы 0004 в стандартных машинах Blake-Type обычно составляют около 27 градусов при минимальной настройке разгрузки с открытой стороны. Коэффициент редукции при минимальных рекомендуемых настройках и с прямыми челюстными пластинами в среднем составляет около 8:1 в диапазоне размеров от 15 x 10 дюймов до 60 x 48 дюймов включительно.
Буклет Allis Chalmers Machinery
Дэвид Мишо
типов щековых дробилок | Щековая дробилка Блейка, основная конструкция и работа
Определение дробилки: Дробилки представляют собой тихоходные машины, используемые для грубого измельчения больших количеств твердых частиц. Щековые дробилки, гирационные дробилки и гладковалковые дробилки являются основными типами дробилок.
Они работают или используются путем сжатия и могут разбивать большие куски твердых материалов. Они находят применение в альпинарии и горнодобывающей промышленности.
{tocify} $title={Оглавление}
Щековые дробилки сжимают сырье между неподвижной и подвижной щеками. Есть 3 типа щековых дробилок.
1. Щековая дробилка Блейка.
2. Щековая дробилка Dodge.
3. Дробилка эксцентриковая подвесная.
В щековой дробилке Blake подвижная щека поворачивается вверху, что обеспечивает наибольшее движение внизу. В щековой дробилке Dodge подвижная щека поворачивается в нижней части, что обеспечивает наибольшее/максимальное движение в верхней части. Дробилка Dodge менее широко используется из-за склонности к захлебыванию из-за минимального движения челюсти в нижней части.
Преимущества и недостатки щековой дробилки
(i) подвижная щека поворачивается вверху,
(ii) максимальное перемещение осуществляется внизу,
(iii) склонность к захлебыванию (нет свободы от заклинивания),
(iv) подходит для низкой производительности,
(v) возможен большой коэффициент измельчения,
(vi) требует особого ухода,
(vii) сравнительно меньшего размера,
(viii) дает однородные продукты,
(ix) используется редко/менее широко.
Щековая дробилка Blake Pricipal
Щековая дробилка Blake работает по принципу сжатия.
Конструкция щековой дробилки
Принципиальная схема щековой дробилки Блейка показана на рис. Он имеет фиксированную челюсть и подвижную челюсть, которая поворачивается вверху. Челюсти не расположены так, чтобы образовать V-образную открытую вершину. Качающаяся челюсть, совершающая возвратно-поступательные движения в горизонтальной плоскости, обычно составляет с неподвижной челюстью угол 20—30°.
Схема щековой дробилки
Щеки обычно изготавливаются из марганцовистой стали или другого материала, устойчивого к истиранию. Поверхности дробящих щек обычно рифленые для концентрации давления на относительно небольших участках. Помимо щек, дробилка состоит из сошника, шкворней, маховика, эксцентриковых валов, возвратной штанги, пружины и рамы. При этом вертикальное движение сообщается по горизонтали подвижной челюсти с помощью клевант.
Скорость работы не должна быть высокой, в противном случае образуется большое количество мелких частиц, так как материал не может быстро уйти и многократно измельчается. Поскольку дробление носит прерывистый характер, нагрузка на машину неравномерна. Следовательно, дробилка включает в себя тяжелый маховик.
Защита щековой дробилки
Машина обычно защищена таким образом, чтобы она не была повреждена в случае попадания в дробилку случайных кусков железа, таких как головки молотков, болты и т. д., что делает один из рычагов в приводном механизме относительно слабым. То есть один конкретный рычаг состоит из двух частей, которые скреплены болтами, которые специально сделаны самой слабой частью дробилки.
Если материал, вызывающий разрушительные деформации, попадает в дробилку, эти болты срезаются и позволяют подвижной щеке откинуться назад достаточно далеко, чтобы устранить препятствие. Таким образом, отказ происходит в точке, которую можно легко и быстро устранить, вместо того, чтобы сломать какую-то жизненно важную часть машины.
Поскольку максимальное движение щеки происходит в нижней части (разгрузка), вероятность засорения дробилки такого типа незначительна.




 Бачок гидроусилителя рулевого управления установлен в подкапотном пространстве на кронштейне левого брызговика и соединен шлангом с насосом гидроусилителя и с магистралью возврата рабочей жидкости. При отказе гидроусилителя возможность управления автомобилем сохраняется, но усилие на рулевом колесе возрастает.
Бачок гидроусилителя рулевого управления установлен в подкапотном пространстве на кронштейне левого брызговика и соединен шлангом с насосом гидроусилителя и с магистралью возврата рабочей жидкости. При отказе гидроусилителя возможность управления автомобилем сохраняется, но усилие на рулевом колесе возрастает.


 Это может не обязательно быть правильным положением для других водителей автомобиля, но вы не должны идти на компромисс, так как правильное положение сиденья будет означать, что вы будете меньше уставать после длительных поездок, у вас будет лучший обзор в слепых зонах и снизится риск травма в аварии.
Это может не обязательно быть правильным положением для других водителей автомобиля, но вы не должны идти на компромисс, так как правильное положение сиденья будет означать, что вы будете меньше уставать после длительных поездок, у вас будет лучший обзор в слепых зонах и снизится риск травма в аварии.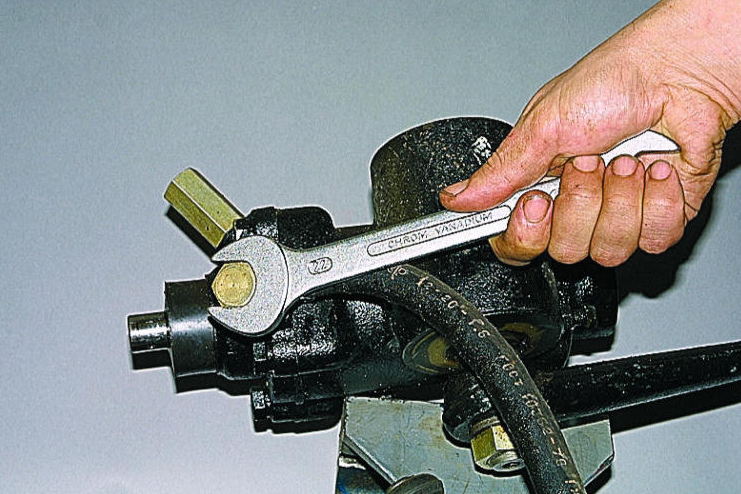
 Если у вас слишком высокое сиденье, вам может быть трудно видеть из заднего окна. Если вы не знаете, куда его положить, положите примерно наполовину.
Если у вас слишком высокое сиденье, вам может быть трудно видеть из заднего окна. Если вы не знаете, куда его положить, положите примерно наполовину.
 Это означает, что ваши руки будут слегка согнуты, когда вы держитесь за руль в положении 10 к 2 или четверть к 3.
Это означает, что ваши руки будут слегка согнуты, когда вы держитесь за руль в положении 10 к 2 или четверть к 3. д.)
д.) д.)
д.)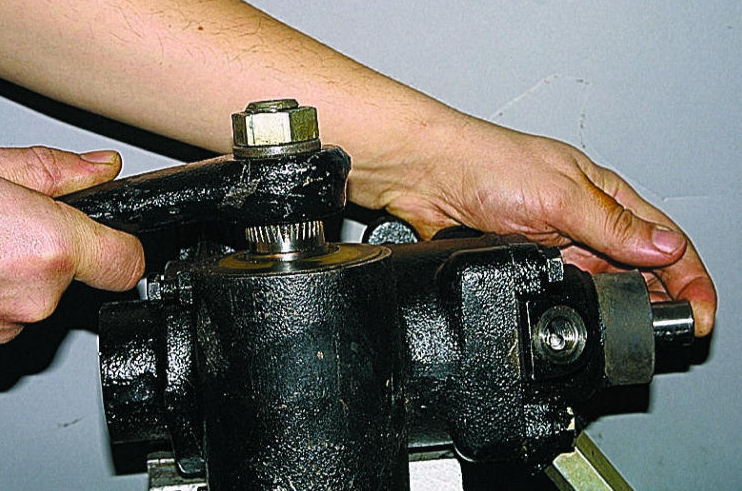 Он ведет образовательные веб-сайты по теории вождения с 2010 года.
Он ведет образовательные веб-сайты по теории вождения с 2010 года.
 Ты можешь
Ты можешь
 28
28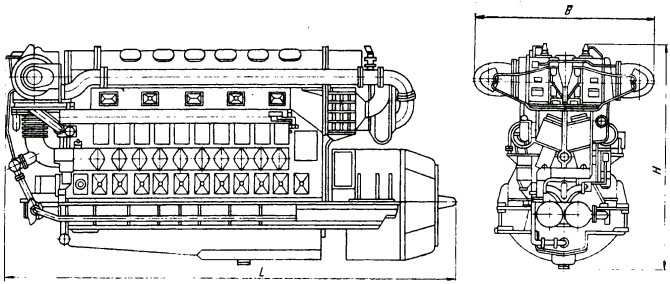
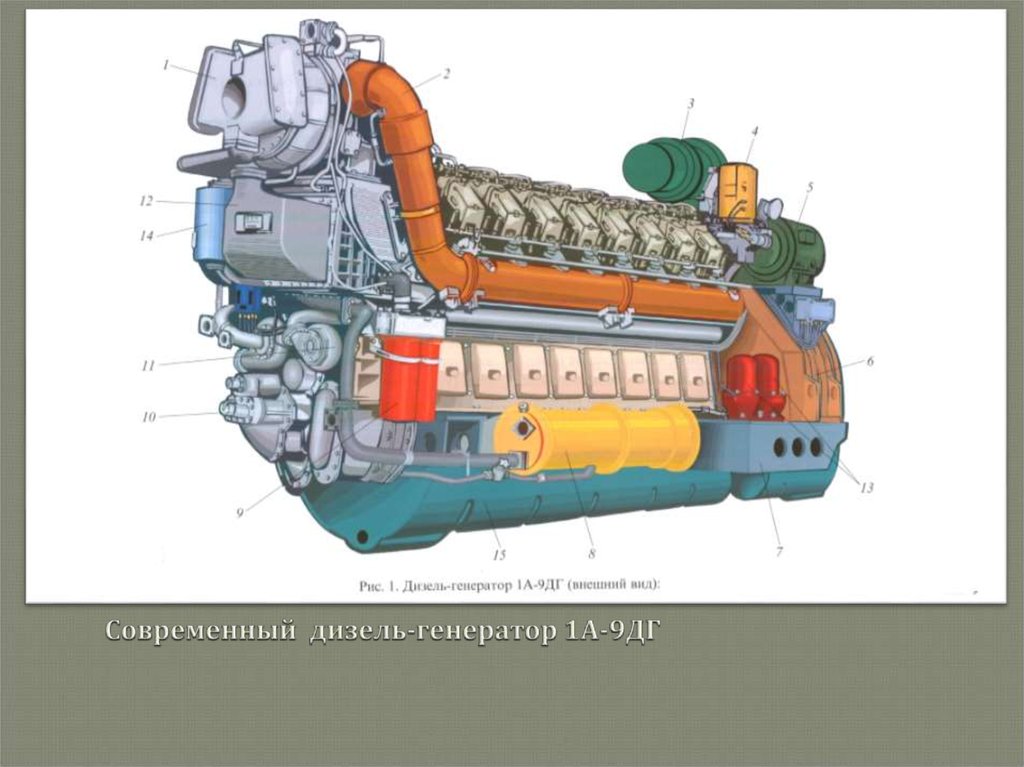
 Общий вид дизеля ЗД-100 представлен на рис. 145.
Общий вид дизеля ЗД-100 представлен на рис. 145.
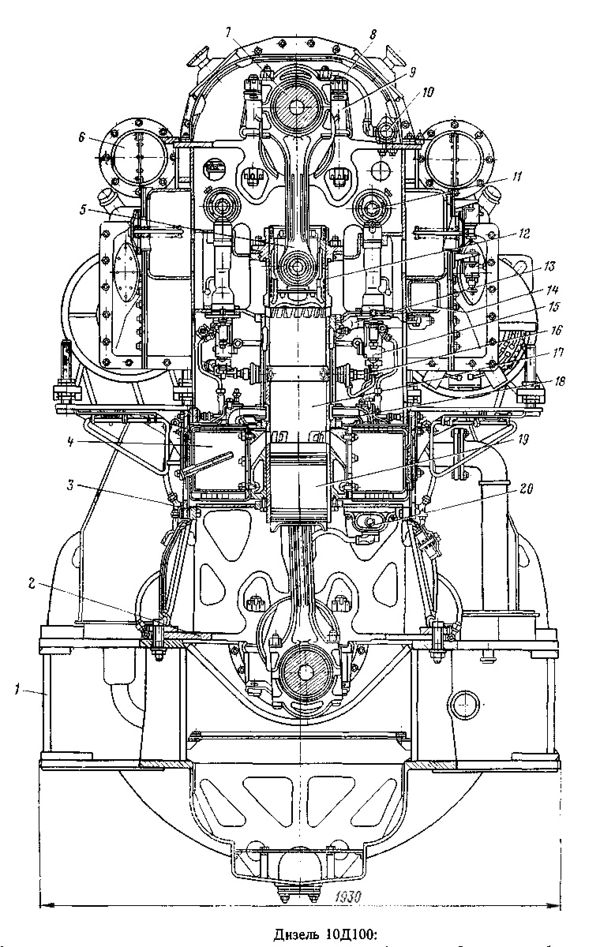 В средней части втулки между продувочными и выпускными окнами на гильзу напрессована стальная рубашка, образующая внутри полость, в которой циркулирует охлаждающая вода.
В средней части втулки между продувочными и выпускными окнами на гильзу напрессована стальная рубашка, образующая внутри полость, в которой циркулирует охлаждающая вода.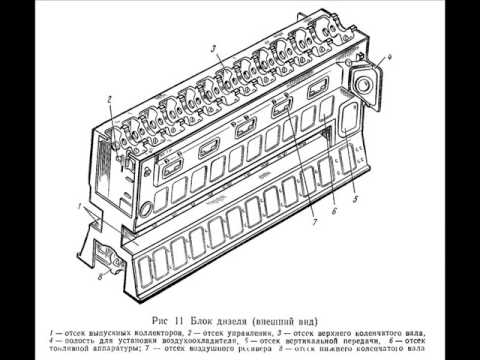
 На наружной поверхности поршня имеется семь канавок — четыре вблизи головки поршня для компрессионных колец и три на направляющей части — для маслосъемных. На внутренней поверхности поршня имеется ребро, образующее совместно с опорной плитой спиральный канал, по которому циркулирует масло, охлаждающее донышко поршня.
На наружной поверхности поршня имеется семь канавок — четыре вблизи головки поршня для компрессионных колец и три на направляющей части — для маслосъемных. На внутренней поверхности поршня имеется ребро, образующее совместно с опорной плитой спиральный канал, по которому циркулирует масло, охлаждающее донышко поршня.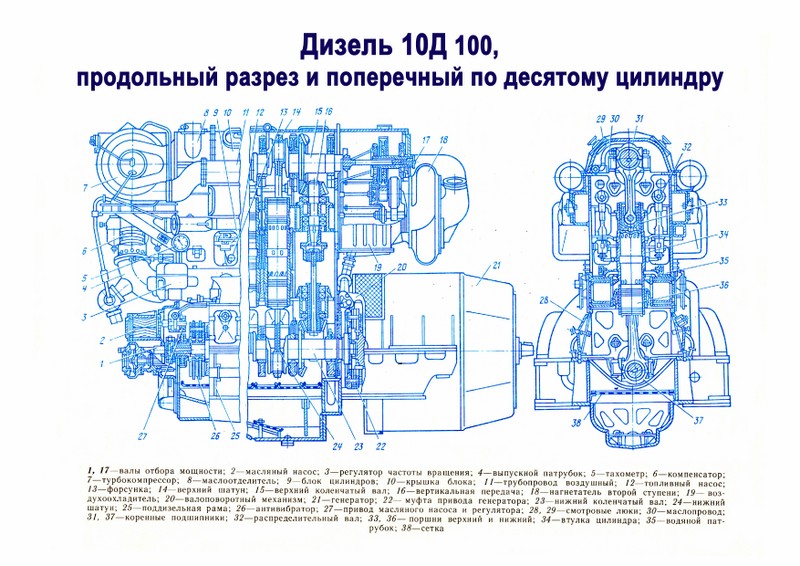 У верхнего кольца замок ступенчатый, а у нижних — косой.
У верхнего кольца замок ступенчатый, а у нижних — косой.
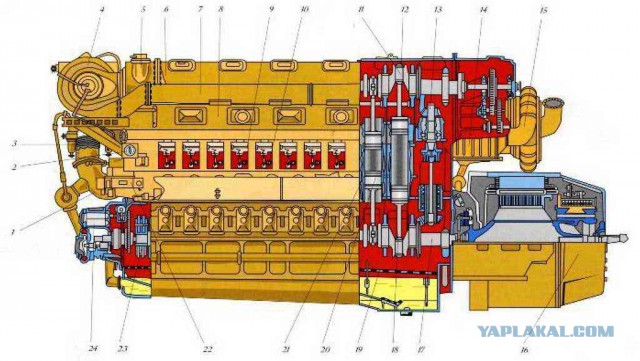
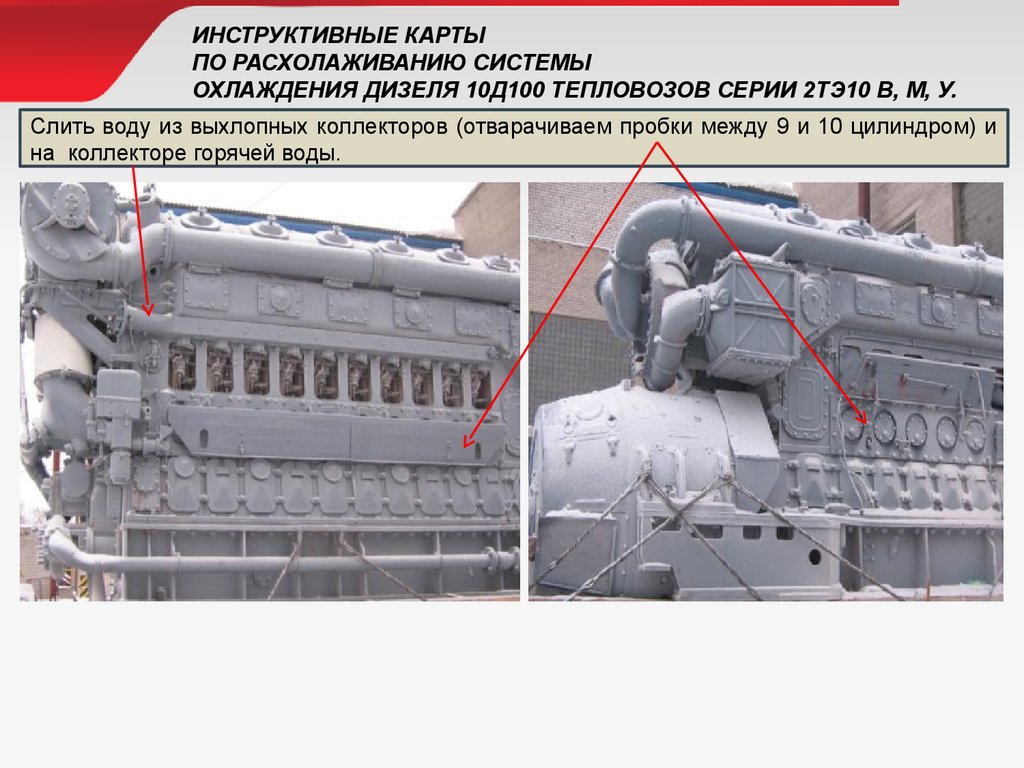 модель APE модели 150 листовой зажим
модель APE модели 150 листовой зажим  Вес: 19 580
Вес: 19 580  Струйт -карт.
Струйт -карт. Все права защищены. Сваи экскаватора
Все права защищены. Сваи экскаватора Применение: Пенетрант наносить только на чистые сухие поверхности распылением, струей, кистью или окунанием.
Применение: Пенетрант наносить только на чистые сухие поверхности распылением, струей, кистью или окунанием. 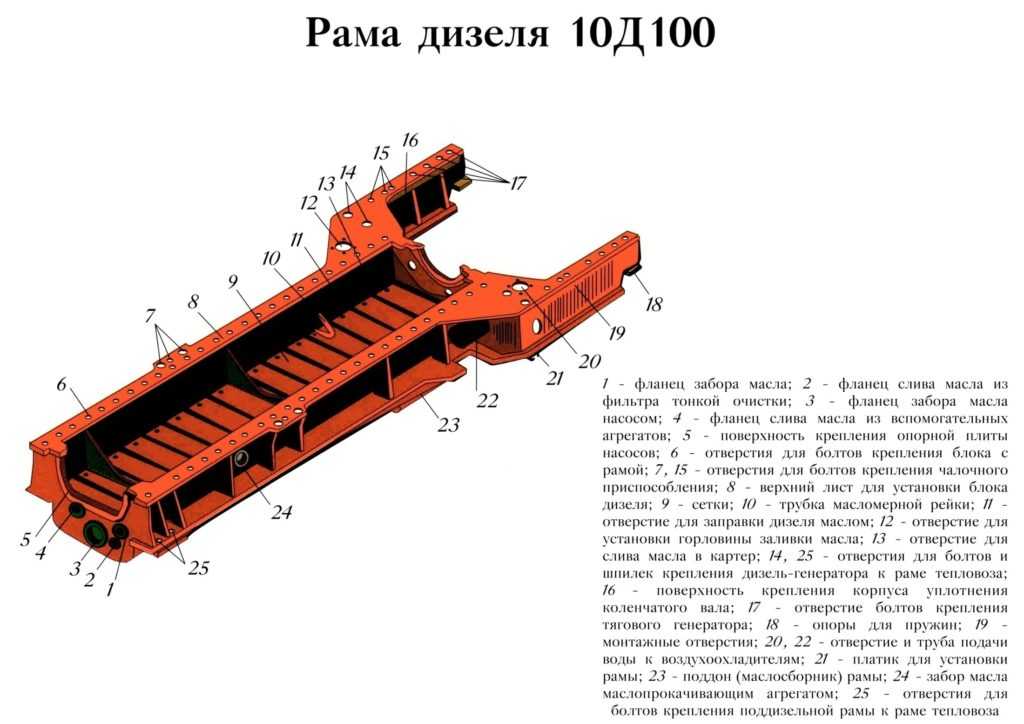
 Ширина колеи крана и его база изменяются от 6 до 14 м посредством соответствующего изменения длин подкосов и распорок с помощью вставных элементов. Ширину колеи и базу устанавливают в каждом отдельном случае исходя из условий размещения крана на монтируемой конструкции (пролетном строении) и передачи на конструкцию опорных давлений и анкерных усилий крана. Предпочтительны наибольшие размеры колеи и базы, так как при этом анкерные усилия оказываются наименьшими. При работе кран заанкеривается за собираемую конструкцию или фундаменты.
Ширина колеи крана и его база изменяются от 6 до 14 м посредством соответствующего изменения длин подкосов и распорок с помощью вставных элементов. Ширину колеи и базу устанавливают в каждом отдельном случае исходя из условий размещения крана на монтируемой конструкции (пролетном строении) и передачи на конструкцию опорных давлений и анкерных усилий крана. Предпочтительны наибольшие размеры колеи и базы, так как при этом анкерные усилия оказываются наименьшими. При работе кран заанкеривается за собираемую конструкцию или фундаменты. Нагрузки от стрелы и машинного помещения, передаются ра шариковое опорно-поворотное устройство с зубчатым приводом.
Нагрузки от стрелы и машинного помещения, передаются ра шариковое опорно-поворотное устройство с зубчатым приводом. Кран типа ДК-35 (рис. 6.7, табл. 6 5) представляет собой прототип крана ДК-45/60, имеющий с последним общую схему и основные параметры, кроме грузоподъемности, увеличенной для крана ДК-45/60 посредством усиления элементов конструкций.
Кран типа ДК-35 (рис. 6.7, табл. 6 5) представляет собой прототип крана ДК-45/60, имеющий с последним общую схему и основные параметры, кроме грузоподъемности, увеличенной для крана ДК-45/60 посредством усиления элементов конструкций.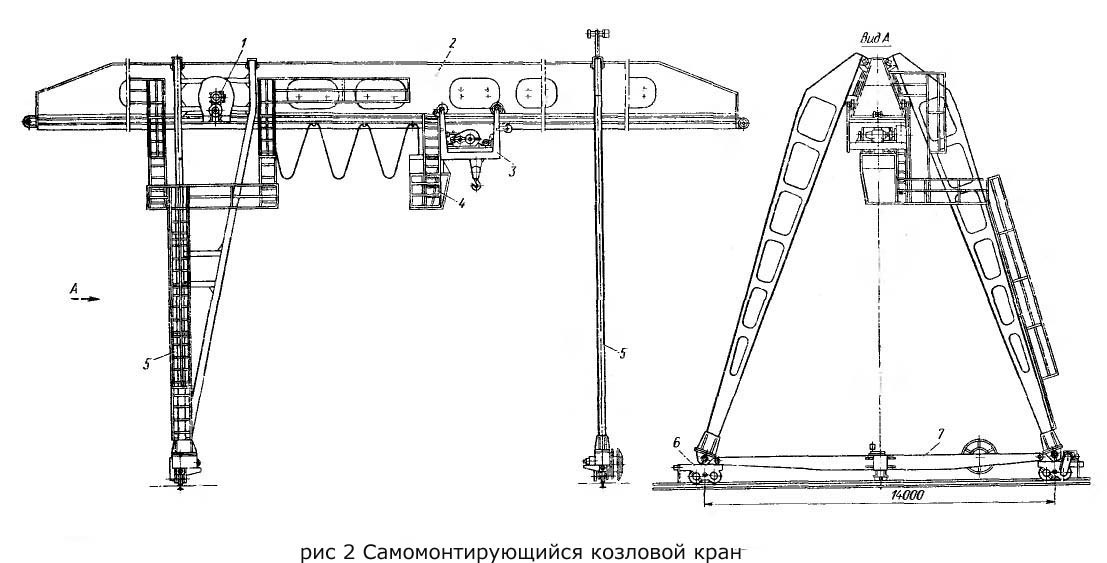 1
1 Кран приспособлен для установки его как на верхних поясах главных ферм, так и на проезжей части. По схеме компоновки кран УМК-1 относится к четырехо-порным кранам с тремя подкосами и горизонтальной рамой. Опорное давление мачты передается в верхний узел примыкания подкосов. Ось мачты вынесена вперед на 0,3 м относительно плоскости передних подкосов с целью обеспечения угла поворота мачты на 160°.
Кран приспособлен для установки его как на верхних поясах главных ферм, так и на проезжей части. По схеме компоновки кран УМК-1 относится к четырехо-порным кранам с тремя подкосами и горизонтальной рамой. Опорное давление мачты передается в верхний узел примыкания подкосов. Ось мачты вынесена вперед на 0,3 м относительно плоскости передних подкосов с целью обеспечения угла поворота мачты на 160°.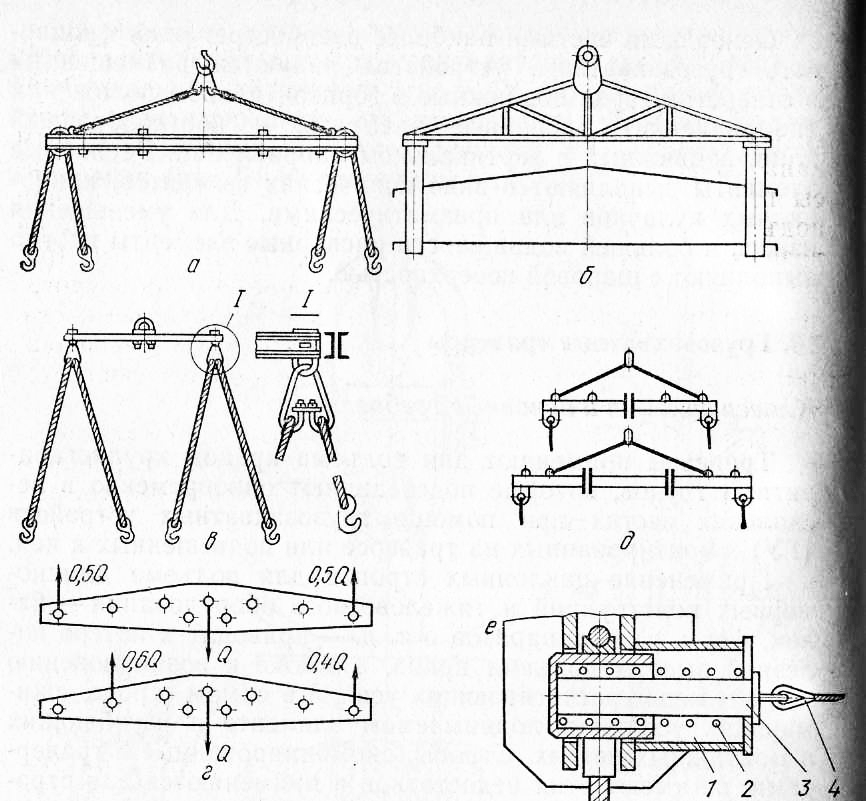 Кран оснащен неприводными ходовыми тележками.
Кран оснащен неприводными ходовыми тележками.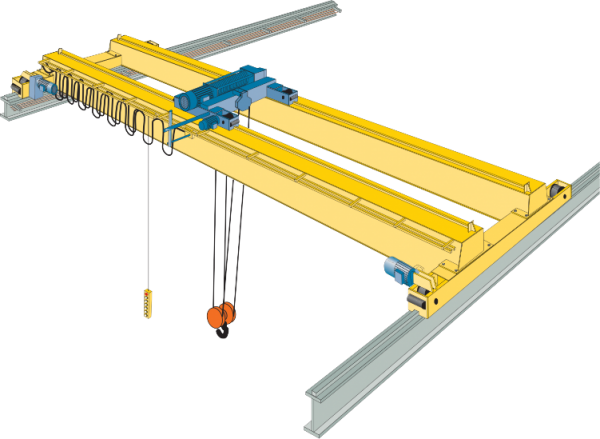 5
5 При установке на проезжей части нагрузка от крана передается на поперечные балки пролетного строения через стойки портальных рам. В первом случае кран заанкеривается за верхние пояса, во втором— за поперечные балки.
При установке на проезжей части нагрузка от крана передается на поперечные балки пролетного строения через стойки портальных рам. В первом случае кран заанкеривается за верхние пояса, во втором— за поперечные балки. Для перемещения крана в этом случае используют специальные тележки с домкратами для вывешивания крана при его погрузке.
Для перемещения крана в этом случае используют специальные тележки с домкратами для вывешивания крана при его погрузке. Грузовой полиспаст в таких случаях запасовывают на грузоподъемность 25 т. Помимо этого, кран приспособлен для установки по схеме «перед собой» разрезных балок типовых автодорожных железобетонных пролетных строений длиной до 24 м. В этом случае грузовой полиспаст запасовывают на грузоподъемность 40 т.
Грузовой полиспаст в таких случаях запасовывают на грузоподъемность 25 т. Помимо этого, кран приспособлен для установки по схеме «перед собой» разрезных балок типовых автодорожных железобетонных пролетных строений длиной до 24 м. В этом случае грузовой полиспаст запасовывают на грузоподъемность 40 т. В рабочем положении кран заанкеривается за монтируемое пролетное строение.
В рабочем положении кран заанкеривается за монтируемое пролетное строение.
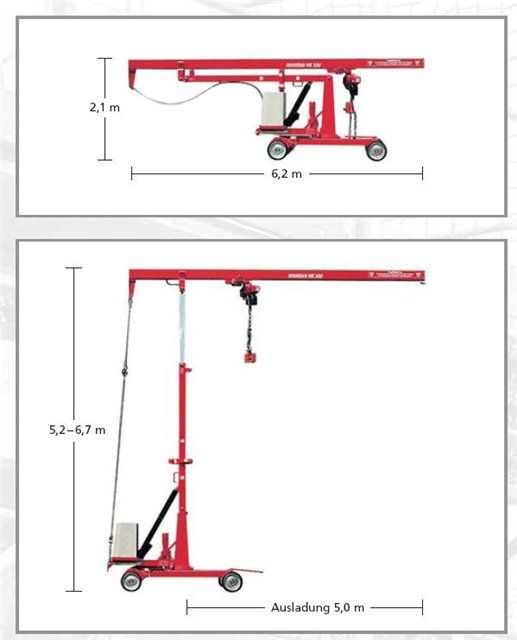 Двухстреловой жестконогий деррик-кран (рис. 6.19, табл. 6.10) представляет собой грузоподъемное оборудование, предназначенное для монтажа железнодорожных стальных типовых пролетных строений с ездой понизу с наибольшей длиной панели 8— 8,5 м. Оснащение крана двумя стрелами повышает скорость монтажа и обеспечивает удобство закрепления к крану подвесных рештований. Однако необходимость в двойном комплекте механического и электрического оборудования и двойном количестве элементов металлоконструкций приводит к заметному увеличению веса крана и его стоимости в сравнении с аналогичными одностреловыми кранами.
Двухстреловой жестконогий деррик-кран (рис. 6.19, табл. 6.10) представляет собой грузоподъемное оборудование, предназначенное для монтажа железнодорожных стальных типовых пролетных строений с ездой понизу с наибольшей длиной панели 8— 8,5 м. Оснащение крана двумя стрелами повышает скорость монтажа и обеспечивает удобство закрепления к крану подвесных рештований. Однако необходимость в двойном комплекте механического и электрического оборудования и двойном количестве элементов металлоконструкций приводит к заметному увеличению веса крана и его стоимости в сравнении с аналогичными одностреловыми кранами.
 Кроме них, присутствуют также такие части, как поворотная платформа и механизм подъема груза. Последний обычно состоит из таких деталей, как одно- или двухбарабанной лебедки, а также каната. Помимо перечисленных элементов, есть еще несколько, которые позволяют захватывать груз и выполнять другие действия.
Кроме них, присутствуют также такие части, как поворотная платформа и механизм подъема груза. Последний обычно состоит из таких деталей, как одно- или двухбарабанной лебедки, а также каната. Помимо перечисленных элементов, есть еще несколько, которые позволяют захватывать груз и выполнять другие действия. Однако углы поворота, а также углы наклона остались без изменений и могут поворачиваться в тех же пределах, что и вантовые. Что касается длины стрелы такой конструкции, то она от 20 до 40 метров, а высота мачты 14-20 метров.
Однако углы поворота, а также углы наклона остались без изменений и могут поворачиваться в тех же пределах, что и вантовые. Что касается длины стрелы такой конструкции, то она от 20 до 40 метров, а высота мачты 14-20 метров. Здесь также стоит обратить внимание на радиус действия крана при угле его наклона. Если угол равен 30 градусов, то радиус составит от 18 до 36 метров. Если же угол 75 градусов, то и радиус сократится до 6-11 метров.
Здесь также стоит обратить внимание на радиус действия крана при угле его наклона. Если угол равен 30 градусов, то радиус составит от 18 до 36 метров. Если же угол 75 градусов, то и радиус сократится до 6-11 метров.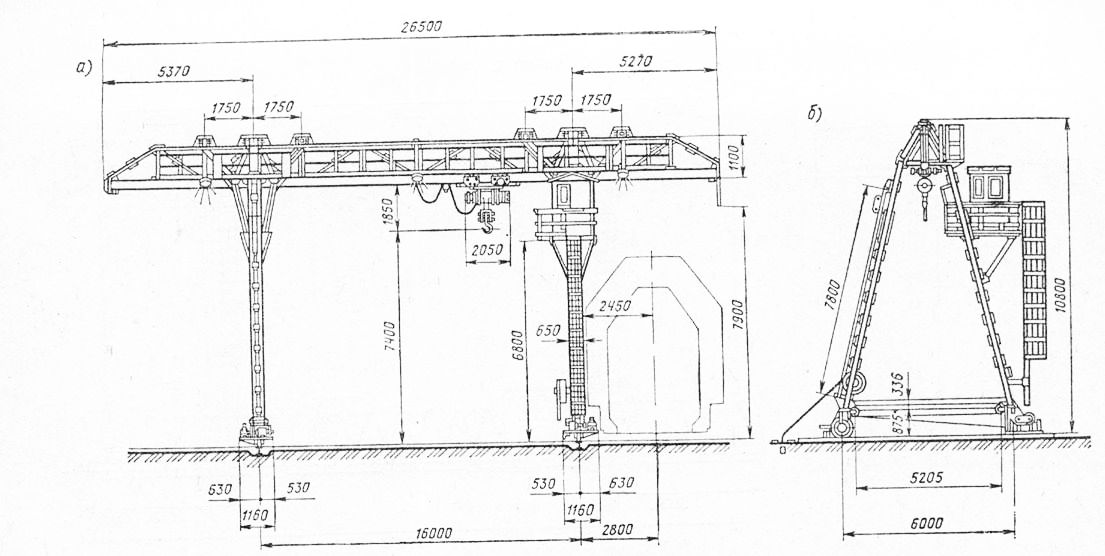 Одним из таких стал деррик-кран УМК-2М. Грузоподъемность машины составляет 25 тонн. Это специальный кран, который предназначен для навесной сборки стальных пролетных строений однопутных железнодорожных мостов. Во время проведения монтажных работ такой кран обычно устанавливают на верхних поясах ферм. В состав этого устройства входят горизонтальная рама и 4 опоры, а также мачта, два передних подкоса и две гибких оттяжки. У описываемого оборудования также имеется база, которая является постоянной и занимает 11 метров. Отличительная особенность в том, что возможно изменение колеи крана в зависимости от расстояния между главными фермами. Диапазон изменений находится в пределах 5,8-8 метров. Достаточно удобно то, что есть возможность транспортировать такой кран по заранее установленным специальным рельсам. В этом случае можно использовать для перемещения как оси верхних поясов ферм, так и пути, по которым катаются рельсовые тележки.
Одним из таких стал деррик-кран УМК-2М. Грузоподъемность машины составляет 25 тонн. Это специальный кран, который предназначен для навесной сборки стальных пролетных строений однопутных железнодорожных мостов. Во время проведения монтажных работ такой кран обычно устанавливают на верхних поясах ферм. В состав этого устройства входят горизонтальная рама и 4 опоры, а также мачта, два передних подкоса и две гибких оттяжки. У описываемого оборудования также имеется база, которая является постоянной и занимает 11 метров. Отличительная особенность в том, что возможно изменение колеи крана в зависимости от расстояния между главными фермами. Диапазон изменений находится в пределах 5,8-8 метров. Достаточно удобно то, что есть возможность транспортировать такой кран по заранее установленным специальным рельсам. В этом случае можно использовать для перемещения как оси верхних поясов ферм, так и пути, по которым катаются рельсовые тележки. Его предельный вес составляет 40 тонн. Что касается его основного предназначения, то он также может применяться для строительства стальных пролетных строений железнодорожных путей. Однако это еще не все, и он эксплуатируется в тех случаях, когда необходимо обустроить сталежелезобетонные пролетные строения и не только для железнодорожных путей, а еще и для движения автомобильного транспорта.
Его предельный вес составляет 40 тонн. Что касается его основного предназначения, то он также может применяться для строительства стальных пролетных строений железнодорожных путей. Однако это еще не все, и он эксплуатируется в тех случаях, когда необходимо обустроить сталежелезобетонные пролетные строения и не только для железнодорожных путей, а еще и для движения автомобильного транспорта.
 Есть несколько общих факторов, которые объединяют их в одну группу. Во-первых, это один из основных видов подъемно-транспортного оборудования, которое используется при строительстве мостов. Во-вторых, область применения каждой модели напрямую зависит от особенностей грузовых характеристик. В этом случае имеется в виду грузоподъемность, которую способна сохранять конструкция при полном вылете стрелы. Кроме того, всем кранам такого типа присуща еще одна особенность, которая заключена в относительно низком собственном весе всей конструкции.
Есть несколько общих факторов, которые объединяют их в одну группу. Во-первых, это один из основных видов подъемно-транспортного оборудования, которое используется при строительстве мостов. Во-вторых, область применения каждой модели напрямую зависит от особенностей грузовых характеристик. В этом случае имеется в виду грузоподъемность, которую способна сохранять конструкция при полном вылете стрелы. Кроме того, всем кранам такого типа присуща еще одна особенность, которая заключена в относительно низком собственном весе всей конструкции. nyc.gov,
nyc.gov, 

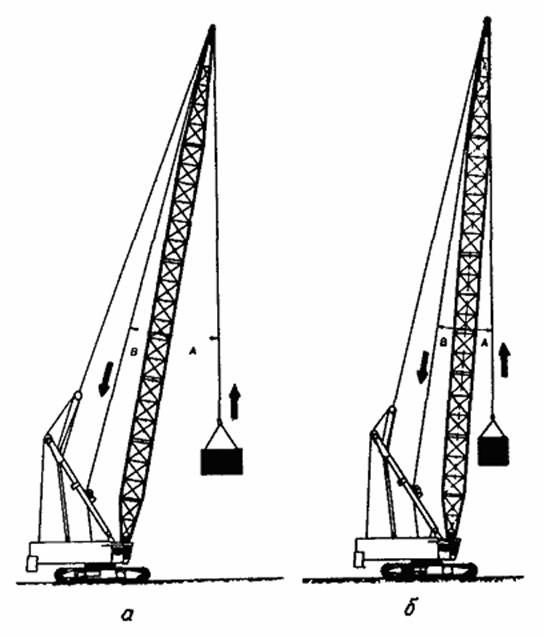 , и отсутствовала необходимая информация в бортовом журнале суперинтенданта.
, и отсутствовала необходимая информация в бортовом журнале суперинтенданта.



 org/10.12775/EiP.2014.030
org/10.12775/EiP.2014.030 С 1990-х годов под влиянием пост-чикагского подхода, который больше не предполагает идеальной работы рынков, антимонопольные агентства стали более активно вмешиваться, чтобы заблокировать некоторые (даже вертикальные) слияния с потенциальными антиконкурентными последствиями (хотя уровень этого вмешательства вряд ли можно было бы по сравнению с 1960-х). Политика США в области принуждения к слияниям стала более междисциплинарной с более гибким подходом к экономическому анализу в отношении прикладной методологии, которая должна быть адаптирована к каждой сделке и подтверждена эмпирическими данными. Помимо защиты прав потребителей его приоритетом является защита конкурентного процесса на рынке.
С 1990-х годов под влиянием пост-чикагского подхода, который больше не предполагает идеальной работы рынков, антимонопольные агентства стали более активно вмешиваться, чтобы заблокировать некоторые (даже вертикальные) слияния с потенциальными антиконкурентными последствиями (хотя уровень этого вмешательства вряд ли можно было бы по сравнению с 1960-х). Политика США в области принуждения к слияниям стала более междисциплинарной с более гибким подходом к экономическому анализу в отношении прикладной методологии, которая должна быть адаптирована к каждой сделке и подтверждена эмпирическими данными. Помимо защиты прав потребителей его приоритетом является защита конкурентного процесса на рынке. , перепечатано с новым введением и эпилогом, 1993 г.
, перепечатано с новым введением и эпилогом, 1993 г.
 , Политика в области конкуренции. Theory and Practice, Cambridge University Press, Cam-bridge 2004.
, Политика в области конкуренции. Theory and Practice, Cambridge University Press, Cam-bridge 2004.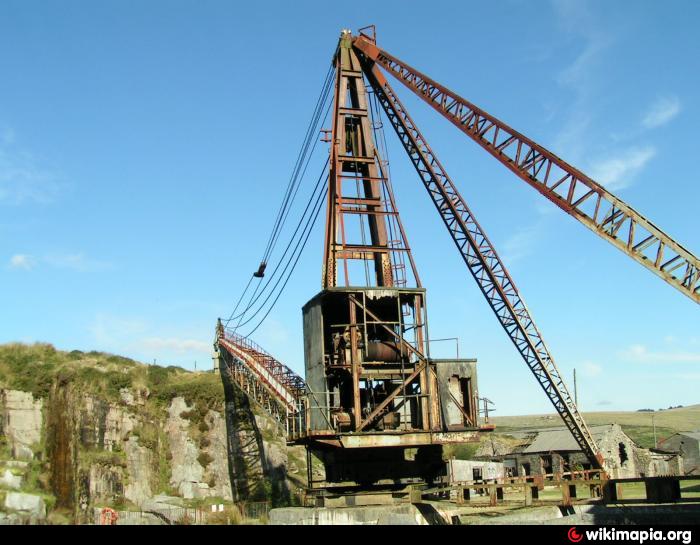
 eUwumS54iMjW24myRaMyi3EjR1i1QDli27TwmKXq_q8″ data-advtracking-product-id=»872413229″ data-tg-chain=»{"view_type": "preview"}»>
eUwumS54iMjW24myRaMyi3EjR1i1QDli27TwmKXq_q8″ data-advtracking-product-id=»872413229″ data-tg-chain=»{"view_type": "preview"}»>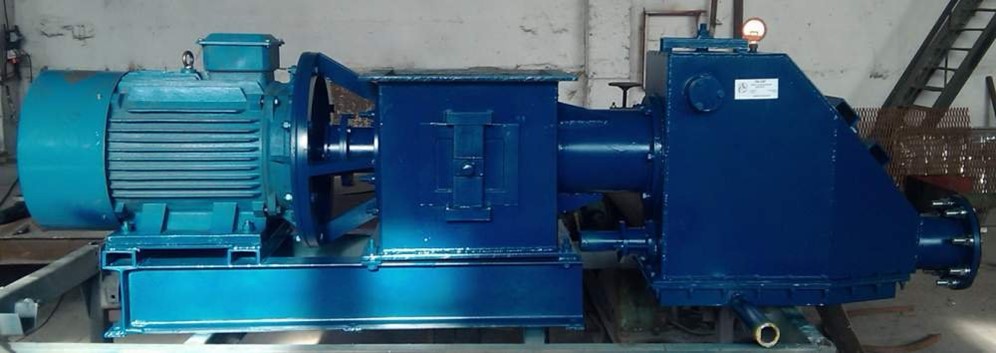 P0sxtC2tartW39AM66u_2drrOIqCOO_9Hh5THoc2qW4″ data-advtracking-product-id=»1299074463″ data-tg-chain=»{"view_type": "preview"}»>
P0sxtC2tartW39AM66u_2drrOIqCOO_9Hh5THoc2qW4″ data-advtracking-product-id=»1299074463″ data-tg-chain=»{"view_type": "preview"}»> Jkib8NRrSrkszF1TvDSXe1XkPRr3Mbwa8C1d8KDjnH0″ data-advtracking-product-id=»872565539″ data-tg-chain=»{"view_type": "preview"}»>
Jkib8NRrSrkszF1TvDSXe1XkPRr3Mbwa8C1d8KDjnH0″ data-advtracking-product-id=»872565539″ data-tg-chain=»{"view_type": "preview"}»> 1abZDLTWTj899dinA2eISR1PJbPlaftuiYWGwmPtx0E» data-advtracking-product-id=»872593591″ data-tg-chain=»{"view_type": "preview"}»>
1abZDLTWTj899dinA2eISR1PJbPlaftuiYWGwmPtx0E» data-advtracking-product-id=»872593591″ data-tg-chain=»{"view_type": "preview"}»> IRL4aqr-eWRiBgqnOAgX-ARRD7A9f2TQc9dPpMr8Gfo» data-advtracking-product-id=»872526894″ data-tg-chain=»{"view_type": "preview"}»>
IRL4aqr-eWRiBgqnOAgX-ARRD7A9f2TQc9dPpMr8Gfo» data-advtracking-product-id=»872526894″ data-tg-chain=»{"view_type": "preview"}»> RaNb0XN7YmO8BwOXwAQ5HDm1dOGVqY9gvZdsaC_qKIc» data-advtracking-product-id=»873321874″ data-tg-chain=»{"view_type": "preview"}»>
RaNb0XN7YmO8BwOXwAQ5HDm1dOGVqY9gvZdsaC_qKIc» data-advtracking-product-id=»873321874″ data-tg-chain=»{"view_type": "preview"}»> Ur3n6KbVfEr6Hro4Ohetf7c_-OOqW2m7Uf1qYOi2VYs» data-advtracking-product-id=»872398307″ data-tg-chain=»{"view_type": "preview"}»>
Ur3n6KbVfEr6Hro4Ohetf7c_-OOqW2m7Uf1qYOi2VYs» data-advtracking-product-id=»872398307″ data-tg-chain=»{"view_type": "preview"}»> bh2SrDduRPQvSnsvRCiRBsxhIhZ3UI8—LAwbSycyRY» data-advtracking-product-id=»872437102″ data-tg-chain=»{"view_type": "preview"}»>
bh2SrDduRPQvSnsvRCiRBsxhIhZ3UI8—LAwbSycyRY» data-advtracking-product-id=»872437102″ data-tg-chain=»{"view_type": "preview"}»> Fy6DISsc7DxZzHgHcEhFW5ch8O33pXgMCl8rLsUERzU» data-advtracking-product-id=»872445359″ data-tg-chain=»{"view_type": "preview"}»>
Fy6DISsc7DxZzHgHcEhFW5ch8O33pXgMCl8rLsUERzU» data-advtracking-product-id=»872445359″ data-tg-chain=»{"view_type": "preview"}»> ChAX6vcPLZmeRUk54fyNpeOQEYEgau_rl_uo2vXklHA» data-advtracking-product-id=»872431650″ data-tg-chain=»{"view_type": "preview"}»>
ChAX6vcPLZmeRUk54fyNpeOQEYEgau_rl_uo2vXklHA» data-advtracking-product-id=»872431650″ data-tg-chain=»{"view_type": "preview"}»> Qr27kvX_KOULYcSI9pqsGUCob7XYiG0OomkvdiXEl7o» data-advtracking-product-id=»873340312″ data-tg-chain=»{"view_type": "preview"}»>
Qr27kvX_KOULYcSI9pqsGUCob7XYiG0OomkvdiXEl7o» data-advtracking-product-id=»873340312″ data-tg-chain=»{"view_type": "preview"}»>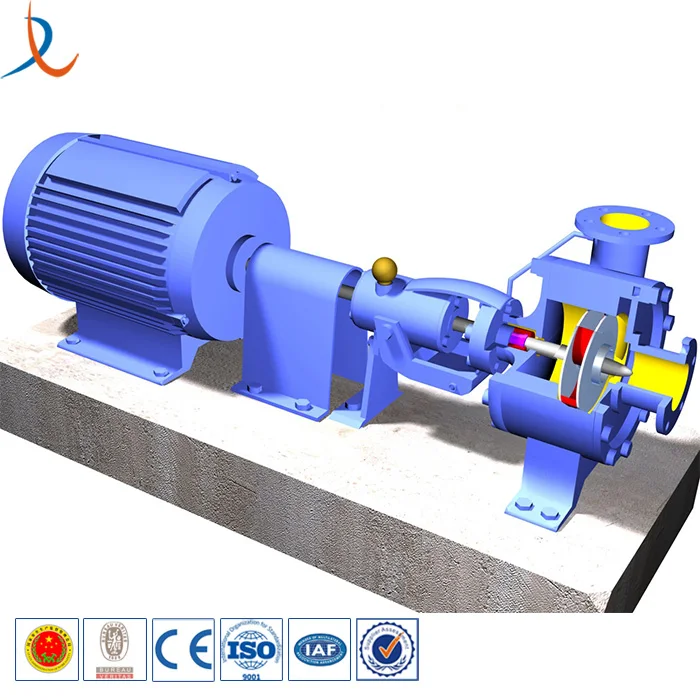 W. Meyer & Sons, Inc. 1700 Franklin Boulevard Libertyville, IL 60048 U.S.A. Часы работы с понедельника по пятницу с 8:00 до 16:30 CDT
W. Meyer & Sons, Inc. 1700 Franklin Boulevard Libertyville, IL 60048 U.S.A. Часы работы с понедельника по пятницу с 8:00 до 16:30 CDT Доступны пять стандартных моделей. Во время изготовления и сборки винтовой насос оптимизируется для ваших конкретных потребностей питателя.
Доступны пять стандартных моделей. Во время изготовления и сборки винтовой насос оптимизируется для ваших конкретных потребностей питателя.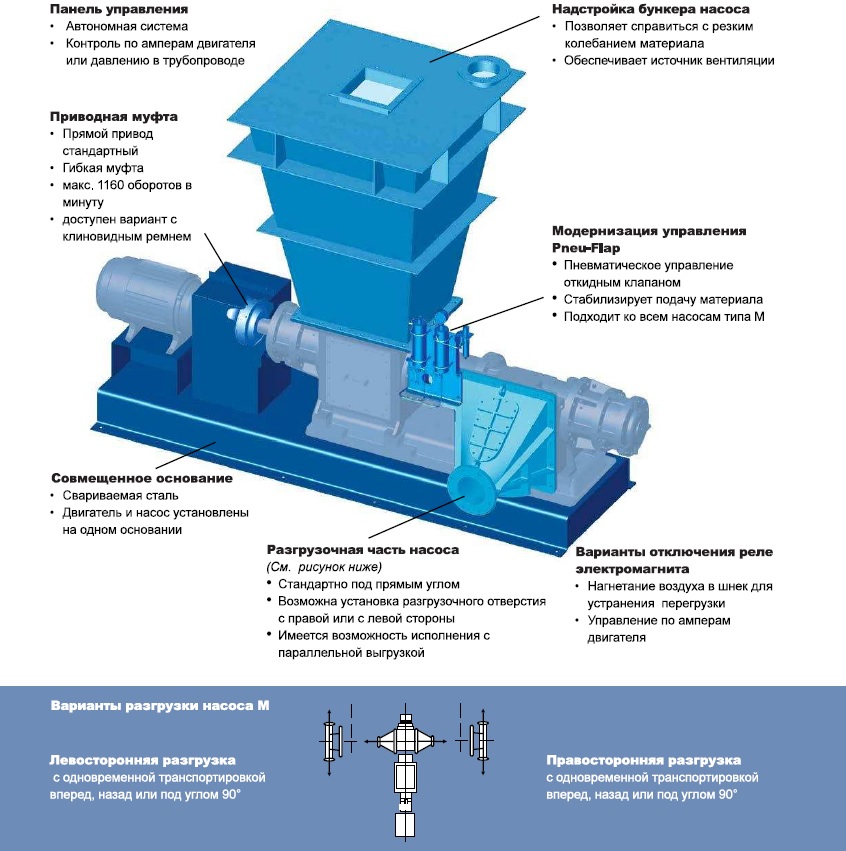
 В отличие от ротационных шлюзов, которые требуют узких зазоров для уплотнения от транспортируемого воздуха, винтовой насос использует транспортируемый материал для образования уплотнения. Встроенная заслонка предотвращает обратный выброс при заполнении или работе вхолостую.
В отличие от ротационных шлюзов, которые требуют узких зазоров для уплотнения от транспортируемого воздуха, винтовой насос использует транспортируемый материал для образования уплотнения. Встроенная заслонка предотвращает обратный выброс при заполнении или работе вхолостую. 

 При этом специалисты учитывают актуальные нормы и рост трафика на определенном отрезке трассы.
При этом специалисты учитывают актуальные нормы и рост трафика на определенном отрезке трассы.
 Во втором случае участок должен иметь размеры не менее 200 м2.
Во втором случае участок должен иметь размеры не менее 200 м2.


 Только при выполнении этого условия результаты работ будут иметь юридическую силу и могут использоваться при подготовке проекта капитального ремонта автомобильной дороги. Все технические отчеты по исследованиям направляются на экспертизу.
Только при выполнении этого условия результаты работ будут иметь юридическую силу и могут использоваться при подготовке проекта капитального ремонта автомобильной дороги. Все технические отчеты по исследованиям направляются на экспертизу.
 Состав и объем работ зависят от конкретного объекта, но обычно выполняют такие операции:
Состав и объем работ зависят от конкретного объекта, но обычно выполняют такие операции:
 Далее переходят к подготовке карты ремонта, решают, какое нужно количество техники, материалов, каких специалистов пригласить.
Далее переходят к подготовке карты ремонта, решают, какое нужно количество техники, материалов, каких специалистов пригласить.


 Если данный элемент расположен сбоку от трассы, для уплотнения почвы подобная операция не требуется. Иногда прибегают к демонтажу водоотводов.
Если данный элемент расположен сбоку от трассы, для уплотнения почвы подобная операция не требуется. Иногда прибегают к демонтажу водоотводов.

 С их помощью осуществляют механизированное закатывание асфальта. Наиболее подходящее оборудование выбирают в соответствии с количеством слоев асфальта, установленным проектом.
С их помощью осуществляют механизированное закатывание асфальта. Наиболее подходящее оборудование выбирают в соответствии с количеством слоев асфальта, установленным проектом.
 Какую выбрать чтобы не ошибиться?
Какую выбрать чтобы не ошибиться? Для решения этой задачи используются нарезчики с установленной системой шламоотсоса и сепаратором шлама. Наша компания готова …
Для решения этой задачи используются нарезчики с установленной системой шламоотсоса и сепаратором шлама. Наша компания готова … Дизельный нарезчик швов предназначен для …
Дизельный нарезчик швов предназначен для … Производитель: Cedima (Цедима). Нарезчик швов (швонарезчик) CF 4100 фирмы CEDIMA – это машина с сочетанием компактности конструкции и преимуществами …
Производитель: Cedima (Цедима). Нарезчик швов (швонарезчик) CF 4100 фирмы CEDIMA – это машина с сочетанием компактности конструкции и преимуществами … Какую выбрать чтобы не ошибиться?
Какую выбрать чтобы не ошибиться? улиц Беды-Восточной г. Минска
улиц Беды-Восточной г. Минска Якутск, г. Уфы, г. Сыктывкар, г. Минеральные Воды, г. Нижний Новгород, г. Казань, Ростов-на-Дону, г. Челябинск, г. Хатанга.
Якутск, г. Уфы, г. Сыктывкар, г. Минеральные Воды, г. Нижний Новгород, г. Казань, Ростов-на-Дону, г. Челябинск, г. Хатанга. ..
.. Наша компания имеет в своём распоряжении и готова сдать в аренду газогенераторные установки («HOT …
Наша компания имеет в своём распоряжении и готова сдать в аренду газогенераторные установки («HOT … Текущий ремонт дорог подразумевает замену изношенных участков проезжей части новым покрытием. В летний сезон новый асфальт укладывают чаще всего асфальтобетонными смесями в горячем состоянии. Если в зимнее время года требуется срочный ремонт, часто используют так называемый расплавленный асфальт.
Текущий ремонт дорог подразумевает замену изношенных участков проезжей части новым покрытием. В летний сезон новый асфальт укладывают чаще всего асфальтобетонными смесями в горячем состоянии. Если в зимнее время года требуется срочный ремонт, часто используют так называемый расплавленный асфальт.


 Мы рекомендуем курс действий, который является агрессивным и амбициозным, но ни в коем случае не новым. По сути, нам нужно возродить федеральное и государственное партнерство, которое в первую очередь создало систему межштатных автомагистралей».
Мы рекомендуем курс действий, который является агрессивным и амбициозным, но ни в коем случае не новым. По сути, нам нужно возродить федеральное и государственное партнерство, которое в первую очередь создало систему межштатных автомагистралей». Однако из-за их интенсивного использования на них по-прежнему приходится более 5000 смертей в результате дорожно-транспортных происшествий в год. Тем не менее, сегодня они страдают от серьезных заторов, в основном в городских районах, и во многих случаях нуждаются в дорогостоящей реконструкции.
Однако из-за их интенсивного использования на них по-прежнему приходится более 5000 смертей в результате дорожно-транспортных происшествий в год. Тем не менее, сегодня они страдают от серьезных заторов, в основном в городских районах, и во многих случаях нуждаются в дорогостоящей реконструкции.

 Однако комитет отметил, что эти оценки могут быть низкими, поскольку они не включают финансирование, необходимое для реконфигурации и реконструкции многих из 15 000 развязок между штатами или повышения устойчивости системы к последствиям изменения климата.
Однако комитет отметил, что эти оценки могут быть низкими, поскольку они не включают финансирование, необходимое для реконфигурации и реконструкции многих из 15 000 развязок между штатами или повышения устойчивости системы к последствиям изменения климата. сегментами шоссе, которые считаются навязчивыми для местных сообществ. Эти критерии должны быть разработаны в консультации со штатами, местными сообществами, пользователями автомобильных дорог и широкой общественностью и учитывать потребности растущих регионов и городов в улучшении доступа к транспортной сети, а также интересы юрисдикций, которые пострадали. сегментами между штатами, которые разделяют или изолируют районы.
сегментами шоссе, которые считаются навязчивыми для местных сообществ. Эти критерии должны быть разработаны в консультации со штатами, местными сообществами, пользователями автомобильных дорог и широкой общественностью и учитывать потребности растущих регионов и городов в улучшении доступа к транспортной сети, а также интересы юрисдикций, которые пострадали. сегментами между штатами, которые разделяют или изолируют районы. д. способный облегчить возможное межгосударственное использование подключенными и автоматизированными транспортными средствами.
д. способный облегчить возможное межгосударственное использование подключенными и автоматизированными транспортными средствами. Согласно анализу, проведенному Центром защиты инвестиций в транспорт Американской ассоциации дорожных и транспортных строителей (ARTBA-TIAC), в общей сложности ожидается, что одобренные инициативы принесут единовременный и регулярный доход в размере более 30 миллиардов долларов.
Согласно анализу, проведенному Центром защиты инвестиций в транспорт Американской ассоциации дорожных и транспортных строителей (ARTBA-TIAC), в общей сложности ожидается, что одобренные инициативы принесут единовременный и регулярный доход в размере более 30 миллиардов долларов.


 Аккумуляторную батарею зимой нужно всегда поддерживать в заряженном состоянии. Для этого надо регулярно контролировать ее состояние (по напряжению, плотности, индикатору на корпусе) и, при необходимости, не лениться подзаряжать от стационарного устройства.
Аккумуляторную батарею зимой нужно всегда поддерживать в заряженном состоянии. Для этого надо регулярно контролировать ее состояние (по напряжению, плотности, индикатору на корпусе) и, при необходимости, не лениться подзаряжать от стационарного устройства. Причины и способы их устранения.
Причины и способы их устранения. 03.20233 955 8 4 АКБ
03.20233 955 8 4 АКБ Из строя выйдет основная плата зарядного прибора и восстановить ее не получится.
Из строя выйдет основная плата зарядного прибора и восстановить ее не получится.
 Величина силы тока, которая подается на аккумулятор, должна быть около 10% от общей емкости батареи. Если полученные значения не соответствуют норме, то ЗУ нерабочее и его надо менять либо ремонтировать.
Величина силы тока, которая подается на аккумулятор, должна быть около 10% от общей емкости батареи. Если полученные значения не соответствуют норме, то ЗУ нерабочее и его надо менять либо ремонтировать. Нерабочие диодные элементы подлежат удалению и замене на новые.
Нерабочие диодные элементы подлежат удалению и замене на новые.

 Замеряется напряжение, если оно присутствует, то трансформаторный узел рабочий, если нет, то выполняется диагностика галетного переключателя. При нерабочем переключательном устройстве выходного напряжения на линии не будет на выходе, но оно будет присутствовать на входе.
Замеряется напряжение, если оно присутствует, то трансформаторный узел рабочий, если нет, то выполняется диагностика галетного переключателя. При нерабочем переключательном устройстве выходного напряжения на линии не будет на выходе, но оно будет присутствовать на входе. Данный узел в рассматриваемом примере выполнен на отдельной схеме.
Данный узел в рассматриваемом примере выполнен на отдельной схеме. Деталь не должно пропускать ток в обоих направлениях — это говорит о ее неработоспособности. Пробитые детали можно проверить с помощью мультиметра, но для выявления проблемы необходимо будет собрать пробник для диагностики. Вышедшие из строя детали подлежат замене путем демонтажа и пайки новых элементов.
Деталь не должно пропускать ток в обоих направлениях — это говорит о ее неработоспособности. Пробитые детали можно проверить с помощью мультиметра, но для выявления проблемы необходимо будет собрать пробник для диагностики. Вышедшие из строя детали подлежат замене путем демонтажа и пайки новых элементов.



 Решение Tesla сделать аккумуляторные батареи «структурными» — частью кузова автомобиля — позволило сократить производственные затраты, но рискует вернуть эти затраты потребителям и страховщикам.
Решение Tesla сделать аккумуляторные батареи «структурными» — частью кузова автомобиля — позволило сократить производственные затраты, но рискует вернуть эти затраты потребителям и страховщикам. DE).
DE).
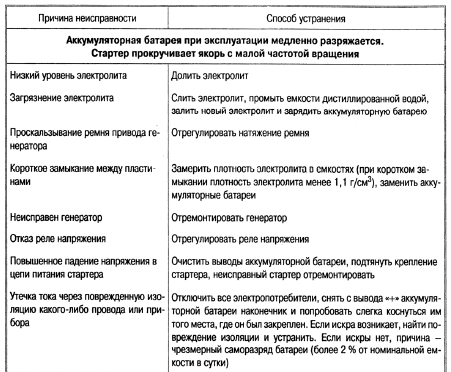

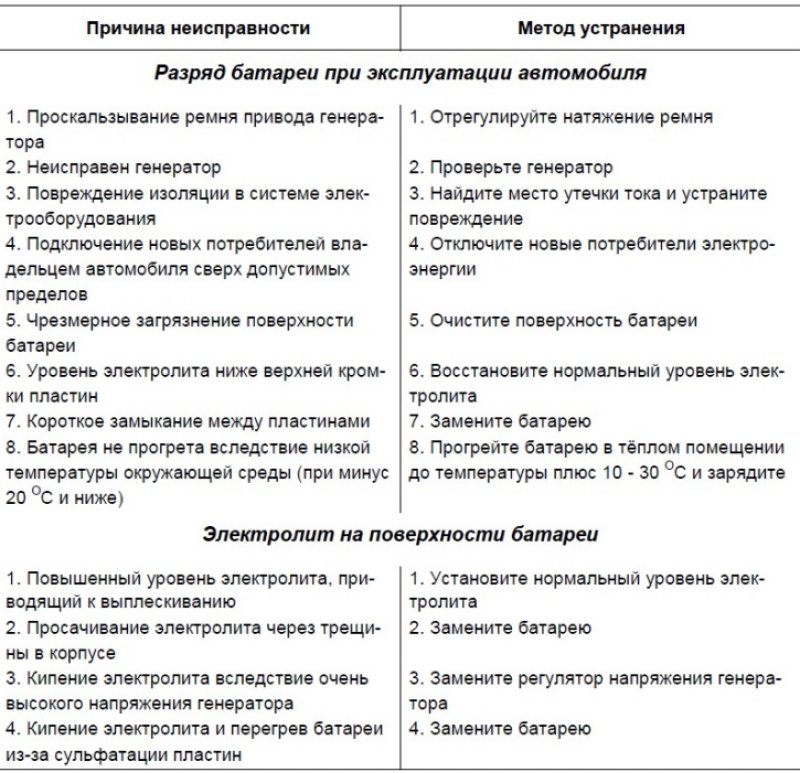

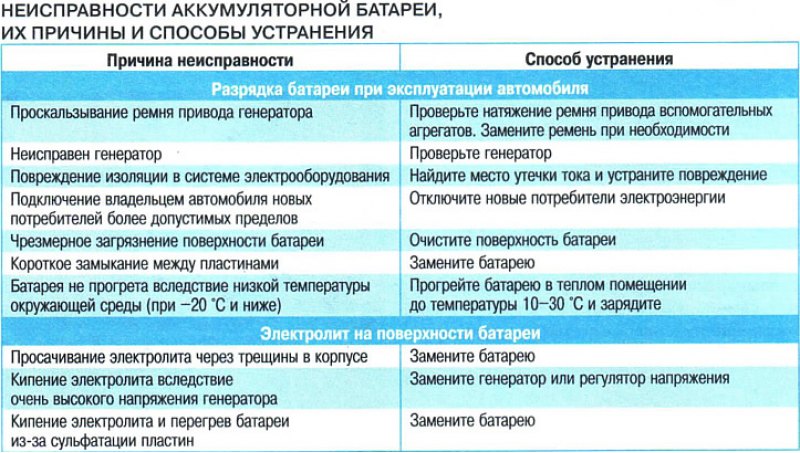





 Allianz видел поцарапанные аккумуляторные блоки, в которых элементы внутри, вероятно, не повреждены, но без диагностических данных компания вынуждена списать эти автомобили.
Allianz видел поцарапанные аккумуляторные блоки, в которых элементы внутри, вероятно, не повреждены, но без диагностических данных компания вынуждена списать эти автомобили.

 В Фениксе, штат Аризона, Gruber Motor в основном занимается заменой аккумуляторов в старых моделях Tesla.
В Фениксе, штат Аризона, Gruber Motor в основном занимается заменой аккумуляторов в старых моделях Tesla.

 .Тормоза
.Тормоза 315100-3502040-00 3151-3502040/42000.315100-3502040-00 3151-3502040
315100-3502040-00 3151-3502040/42000.315100-3502040-00 3151-3502040
 .Тормоза
.Тормоза
 0020 1
0020 1  3/8″, 330 бар (конус 60 градусов)
3/8″, 330 бар (конус 60 градусов)
 пожарных частей для выполнения вспомогательных работ как в подразделениях, так и на месте тушения крупных и сложных пожаров (автотопливозаправщики, передвижные авторемонтные мастерские автобусы, легковые, оперативно-служебные, грузовые автомобили и т.п.).
пожарных частей для выполнения вспомогательных работ как в подразделениях, так и на месте тушения крупных и сложных пожаров (автотопливозаправщики, передвижные авторемонтные мастерские автобусы, легковые, оперативно-служебные, грузовые автомобили и т.п.). Данилова, М. Шелепенкова, Д. Кирюшина, А. Говорухи, И. Жукова, М. Чернявского и из архива авторов
Данилова, М. Шелепенкова, Д. Кирюшина, А. Говорухи, И. Жукова, М. Чернявского и из архива авторов Получается, что идентифицировать пожарную машину могли только заводские специалисты по элементам конструкции, комплектации и модификации базового шасси. Привычный для остальных производителей пожарных машин номер модели, значивший всё, на ЗИЛе вынужденно стали присваивать формально, но это не внесло ясности, так как машины МКЗ и ЗИЛа совпадали.
Получается, что идентифицировать пожарную машину могли только заводские специалисты по элементам конструкции, комплектации и модификации базового шасси. Привычный для остальных производителей пожарных машин номер модели, значивший всё, на ЗИЛе вынужденно стали присваивать формально, но это не внесло ясности, так как машины МКЗ и ЗИЛа совпадали. Весомей оказалось то, что в рыночных условиях за закрепление и госрегистрацию каждого нового номера модели необходимо платить деньги, и немалые.
Весомей оказалось то, что в рыночных условиях за закрепление и госрегистрацию каждого нового номера модели необходимо платить деньги, и немалые.

 Д. Гусев. Конструкторы: Ю. Н. Лютров, В. А. Григорьев, В. И. Романов, И. А. Лукьянов, В. А. Фалеев, О. Ю. Пылёва, П. С. Быков, В. Б. Семёнов, В. И. Аброскин, В. И. Попов, Л. И. Щёлокова, И. Н. Алейников, О. В. Пронина, О. Мельникова. Технологи: С. Н. Кошкин, В. В. Аляев.
Д. Гусев. Конструкторы: Ю. Н. Лютров, В. А. Григорьев, В. И. Романов, И. А. Лукьянов, В. А. Фалеев, О. Ю. Пылёва, П. С. Быков, В. Б. Семёнов, В. И. Аброскин, В. И. Попов, Л. И. Щёлокова, И. Н. Алейников, О. В. Пронина, О. Мельникова. Технологи: С. Н. Кошкин, В. В. Аляев.

 003-ММ. А вот модель 004-ММ следовало бы обозначать АЦ-3,2-40 (433124) мод. 004-ММ, так как у автомобиля с двигателем ЗИЛ-509.10 (175 л.с.) шасси обозначалось ЗИЛ-433125, а изделие на его базе соответственно ЗИЛ-433124. Но с 2004 г. шасси с двигателем ЗИЛ-509.10 и коробкой передач со смоленской КОМ, установленной вместо верхней крышки, стали обозначать ЗИЛ-433115. Поэтому более поздняя модель 005-ММ уже обозначалась АЦ-3,2-40/4 (433114) мод. 005-ММ.
003-ММ. А вот модель 004-ММ следовало бы обозначать АЦ-3,2-40 (433124) мод. 004-ММ, так как у автомобиля с двигателем ЗИЛ-509.10 (175 л.с.) шасси обозначалось ЗИЛ-433125, а изделие на его базе соответственно ЗИЛ-433124. Но с 2004 г. шасси с двигателем ЗИЛ-509.10 и коробкой передач со смоленской КОМ, установленной вместо верхней крышки, стали обозначать ЗИЛ-433115. Поэтому более поздняя модель 005-ММ уже обозначалась АЦ-3,2-40/4 (433114) мод. 005-ММ. Габариты кузова не изменились, а внутреннего пространства хватило для размещения оборудования – переносных электродымососов, катушек с силовым электрокабелем, пологов для герметизации, дыхательных аппаратов, переносных прожекторов и пр. Для привода вентиляторов вместо пожарного насоса установлен электрогенератор с щитом управления. На крыше в специальном ящике разместили опорные стойки и прочее оснащение. На задней стенке кузова – осветительная мачта с пневмоприводом.
Габариты кузова не изменились, а внутреннего пространства хватило для размещения оборудования – переносных электродымососов, катушек с силовым электрокабелем, пологов для герметизации, дыхательных аппаратов, переносных прожекторов и пр. Для привода вентиляторов вместо пожарного насоса установлен электрогенератор с щитом управления. На крыше в специальном ящике разместили опорные стойки и прочее оснащение. На задней стенке кузова – осветительная мачта с пневмоприводом. Так ГУП «Мосгаз» получило автомобили, предназначенные для аварийных работ, но собранные на основе кузова пожарной машины.
Так ГУП «Мосгаз» получило автомобили, предназначенные для аварийных работ, но собранные на основе кузова пожарной машины. Идеи В. Носова по расширению типового ряда моделей, в частности создания трёхосных полноприводных автомобилей полной массой 20 т и более, а также пожарной автоцистерны на шасси 6х6 с оригинальной раздаточной коробкой, не нашли воплощения. С приходом К. В. Лаптева, запретившего семейство 133, машина и вовсе оказалась на распутье, о производстве не могло быть и речи, а оборудование отправили в металлолом.
Идеи В. Носова по расширению типового ряда моделей, в частности создания трёхосных полноприводных автомобилей полной массой 20 т и более, а также пожарной автоцистерны на шасси 6х6 с оригинальной раздаточной коробкой, не нашли воплощения. С приходом К. В. Лаптева, запретившего семейство 133, машина и вовсе оказалась на распутье, о производстве не могло быть и речи, а оборудование отправили в металлолом. 9Е3 мощностью 136 л.с., колёсной базой 4140 мм, ГУР, СРДВШ и лебёдкой с тяговым усилием 5 тс. Пожарная автоцистерна АЦ-1,6-40/2 мод. 009-ММ и мод. 010-ММ укомплектованы агрегатами трансмиссии собственной разработки ЗИЛ, новыми мостами с увеличенной грузоподъёмностью, дифференциалом заднего моста с блокировкой и гидроусилителем ЗИЛ-RBL с повышенной точностью управления и сниженным усилием на руле. Постоянный привод на все четыре колеса реализован через новую раздаточную коробку с симметричным межосевым блокируемым дифференциалом. Новая агрегатная база ЗИЛ-43274Т обеспечивает лучшие маневренность, проходимость и устойчивость, а грузоподъёмность может быть увеличена с 3,5 до 5 т.
9Е3 мощностью 136 л.с., колёсной базой 4140 мм, ГУР, СРДВШ и лебёдкой с тяговым усилием 5 тс. Пожарная автоцистерна АЦ-1,6-40/2 мод. 009-ММ и мод. 010-ММ укомплектованы агрегатами трансмиссии собственной разработки ЗИЛ, новыми мостами с увеличенной грузоподъёмностью, дифференциалом заднего моста с блокировкой и гидроусилителем ЗИЛ-RBL с повышенной точностью управления и сниженным усилием на руле. Постоянный привод на все четыре колеса реализован через новую раздаточную коробку с симметричным межосевым блокируемым дифференциалом. Новая агрегатная база ЗИЛ-43274Т обеспечивает лучшие маневренность, проходимость и устойчивость, а грузоподъёмность может быть увеличена с 3,5 до 5 т.

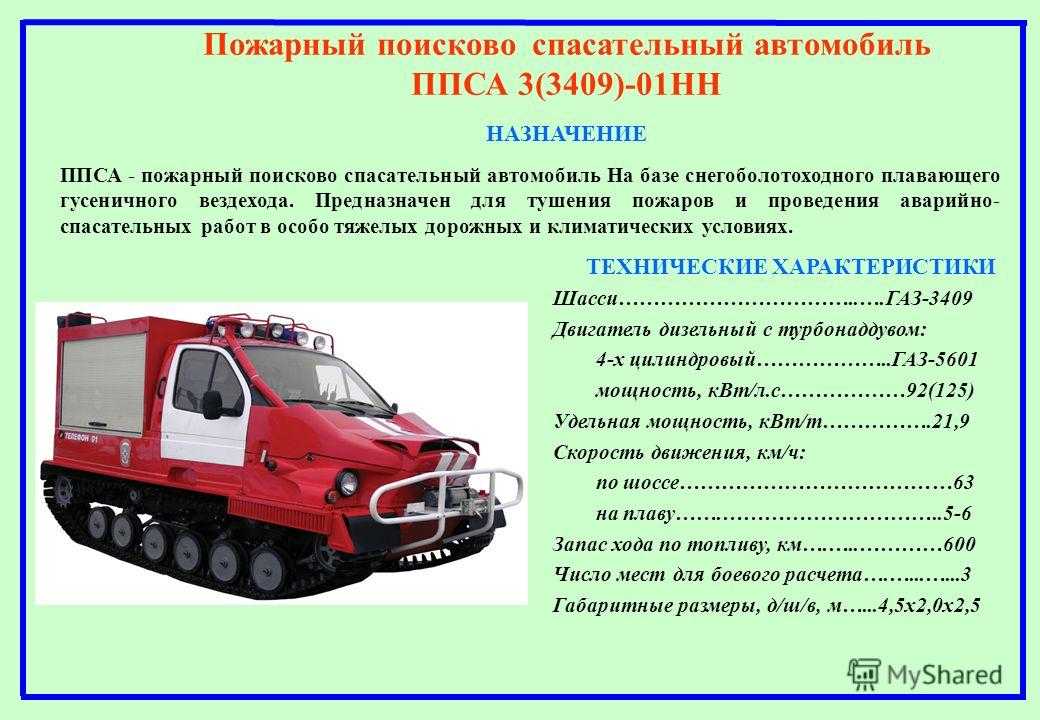
 «Мы также сократили нашу маржу», — сказал Руди. «Не самая приятная тема для разговора».
«Мы также сократили нашу маржу», — сказал Руди. «Не самая приятная тема для разговора».




 S. Darley & Co. создает компанию PolyBilt, которая специализируется на производстве кузовов для грузовиков, в частности, для пожарных служб.
S. Darley & Co. создает компанию PolyBilt, которая специализируется на производстве кузовов для грузовиков, в частности, для пожарных служб. По словам Дина, ремонт был завершен за одно утро, тогда как, если бы корпус аппарата был сделан из металла, его пришлось бы снимать с шасси и проводить обширную переработку.
По словам Дина, ремонт был завершен за одно утро, тогда как, если бы корпус аппарата был сделан из металла, его пришлось бы снимать с шасси и проводить обширную переработку. Многие крупные производители аппаратов вложили значительные средства в оборудование для производства алюминиевых корпусов, потому что это качественный и доступный материал, который хорошо подходит для пожарных машин.
Многие крупные производители аппаратов вложили значительные средства в оборудование для производства алюминиевых корпусов, потому что это качественный и доступный материал, который хорошо подходит для пожарных машин.
 Компания также рассмотрела материалы подложки и ткани.
Компания также рассмотрела материалы подложки и ткани.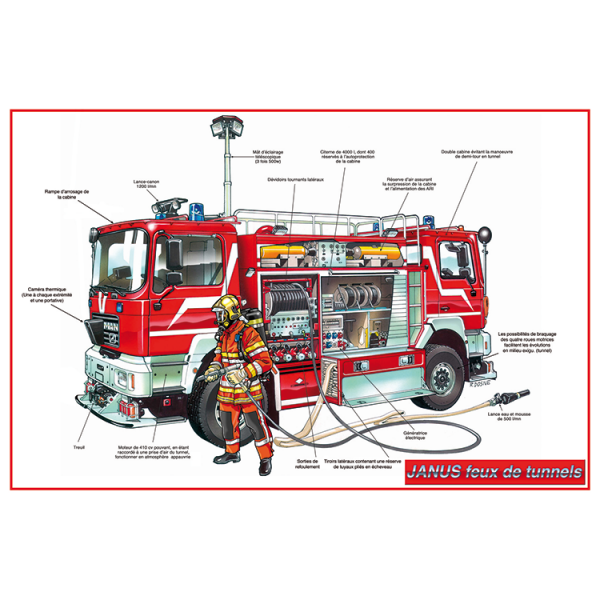

 Все сварщики получили одинаковые сертификаты Pierce Custom Welding Certification. Это гарантирует качество и превосходное мастерство для всех заказов на оборудование.
Все сварщики получили одинаковые сертификаты Pierce Custom Welding Certification. Это гарантирует качество и превосходное мастерство для всех заказов на оборудование.

 Шасси заполнено жидкостями, и двигатель запускается в первый раз. На этом этапе загружаются программы электрической системы, настраиваются параметры управления осями и подвески, а также многие другие окончательные настройки.
Шасси заполнено жидкостями, и двигатель запускается в первый раз. На этом этапе загружаются программы электрической системы, настраиваются параметры управления осями и подвески, а также многие другие окончательные настройки. Если для пожарной машины требуется воздушное устройство, в это время также происходит сборка необходимых компонентов. По мере того, как кузов пожарной машины и авиационное устройство дорабатываются, начинаются сборка и испытания этих компонентов.
Если для пожарной машины требуется воздушное устройство, в это время также происходит сборка необходимых компонентов. По мере того, как кузов пожарной машины и авиационное устройство дорабатываются, начинаются сборка и испытания этих компонентов.

 0 II Facelift
0 II Facelift 0 II Facelift
0 II Facelift 39/5. Добавить свой отзыв.
39/5. Добавить свой отзыв. 0 II Facelift
0 II Facelift
 oshua Dowling —
oshua Dowling — Станина дробилки состоит из восьми частей: передних и задних стенок коробчатого сечения и боковых ребристых плит. Нижняя передняя стенка имеет криволинейную поверхность с выпуклостью, направленной в сторону вогнутого участка подвижной щеки для увеличения длины параллельной зоны, что повышает производительность машины, срок службы этих стенок и улучшает условия разгрузки от продуктов размола. Подвижная щека 4 закреплена на оси 5 в двух подшипниках скольжения.
Станина дробилки состоит из восьми частей: передних и задних стенок коробчатого сечения и боковых ребристых плит. Нижняя передняя стенка имеет криволинейную поверхность с выпуклостью, направленной в сторону вогнутого участка подвижной щеки для увеличения длины параллельной зоны, что повышает производительность машины, срок службы этих стенок и улучшает условия разгрузки от продуктов размола. Подвижная щека 4 закреплена на оси 5 в двух подшипниках скольжения. Шатун устанавливается на эксцентриковой шейке вала в подшипниках скольжения с баббитовой заливкой. Распорные плиты выполнены составными для обеспечения удобства замены концевых частей при их износе. Распорные плиты своими торцами упираются в термически обработанные сухари 13 (вкладыши), установленные в щеках, шатуне и клиновом устройстве. Огромные до 20МН усилия не дают возможности осуществлять шарнирные разъемные соединения плит с щеками и шатуном. Поэтому для их замыкания используются силовые пружины 9, воздействующие через тягу 11 на подвижную щеку. Привод дробилки состоит из электродвигателя, шкива, клиноременной передачи, шкива с фрикционной муфтой и маховика с фрикционной муфтой 7.
Шатун устанавливается на эксцентриковой шейке вала в подшипниках скольжения с баббитовой заливкой. Распорные плиты выполнены составными для обеспечения удобства замены концевых частей при их износе. Распорные плиты своими торцами упираются в термически обработанные сухари 13 (вкладыши), установленные в щеках, шатуне и клиновом устройстве. Огромные до 20МН усилия не дают возможности осуществлять шарнирные разъемные соединения плит с щеками и шатуном. Поэтому для их замыкания используются силовые пружины 9, воздействующие через тягу 11 на подвижную щеку. Привод дробилки состоит из электродвигателя, шкива, клиноременной передачи, шкива с фрикционной муфтой и маховика с фрикционной муфтой 7. Для сжатия дисков используются пружины усилия которых передаются на диски через крышку 3. Пружина разжимается плунжером 6, действующим на крышку со стороны противоположной действию пружины.
Для сжатия дисков используются пружины усилия которых передаются на диски через крышку 3. Пружина разжимается плунжером 6, действующим на крышку со стороны противоположной действию пружины.
 При увеличении нагрузки на распорную плиту свыше допустимого значения пробойник пробивает предохранительную пластину и опускается в матрицу, разъединяя распорные плиты и шатун. Для устранения перегрузки в приводе предусмотрено проскальзывание ремней или дисков фрикционной муфты.
При увеличении нагрузки на распорную плиту свыше допустимого значения пробойник пробивает предохранительную пластину и опускается в матрицу, разъединяя распорные плиты и шатун. Для устранения перегрузки в приводе предусмотрено проскальзывание ремней или дисков фрикционной муфты. Направление вращения маховика выбирается против часовой стрелки, чтобы в момент дробления щека двигалась вниз, ускоряя разгрузку продуктов размола и повышая производительность дробилки. По сравнению с дробилками с простым движением щеки данные дробилки позволяют дробить липкие и вязкие породы, имеют более высокую степень дробления при более равномерном выпуске продуктов дробления, обладают повышенной удельной производительностью, имеют более простую конструкцию. Однако кинематика движения подвижной щеки вызывает больший процент истирания кусков руды и, соответственно, дробящих плит.
Направление вращения маховика выбирается против часовой стрелки, чтобы в момент дробления щека двигалась вниз, ускоряя разгрузку продуктов размола и повышая производительность дробилки. По сравнению с дробилками с простым движением щеки данные дробилки позволяют дробить липкие и вязкие породы, имеют более высокую степень дробления при более равномерном выпуске продуктов дробления, обладают повышенной удельной производительностью, имеют более простую конструкцию. Однако кинематика движения подвижной щеки вызывает больший процент истирания кусков руды и, соответственно, дробящих плит.
 Приравнивая указанные зависимости, вычисляется усилие дробления любого Z-го куска
Приравнивая указанные зависимости, вычисляется усилие дробления любого Z-го куска Принимая отсчет углов а эксцетричного вала от вертикали в направлении против часовой стрелки, из кинематики дробилки определяют текущие значения усилия дробления:
Принимая отсчет углов а эксцетричного вала от вертикали в направлении против часовой стрелки, из кинематики дробилки определяют текущие значения усилия дробления: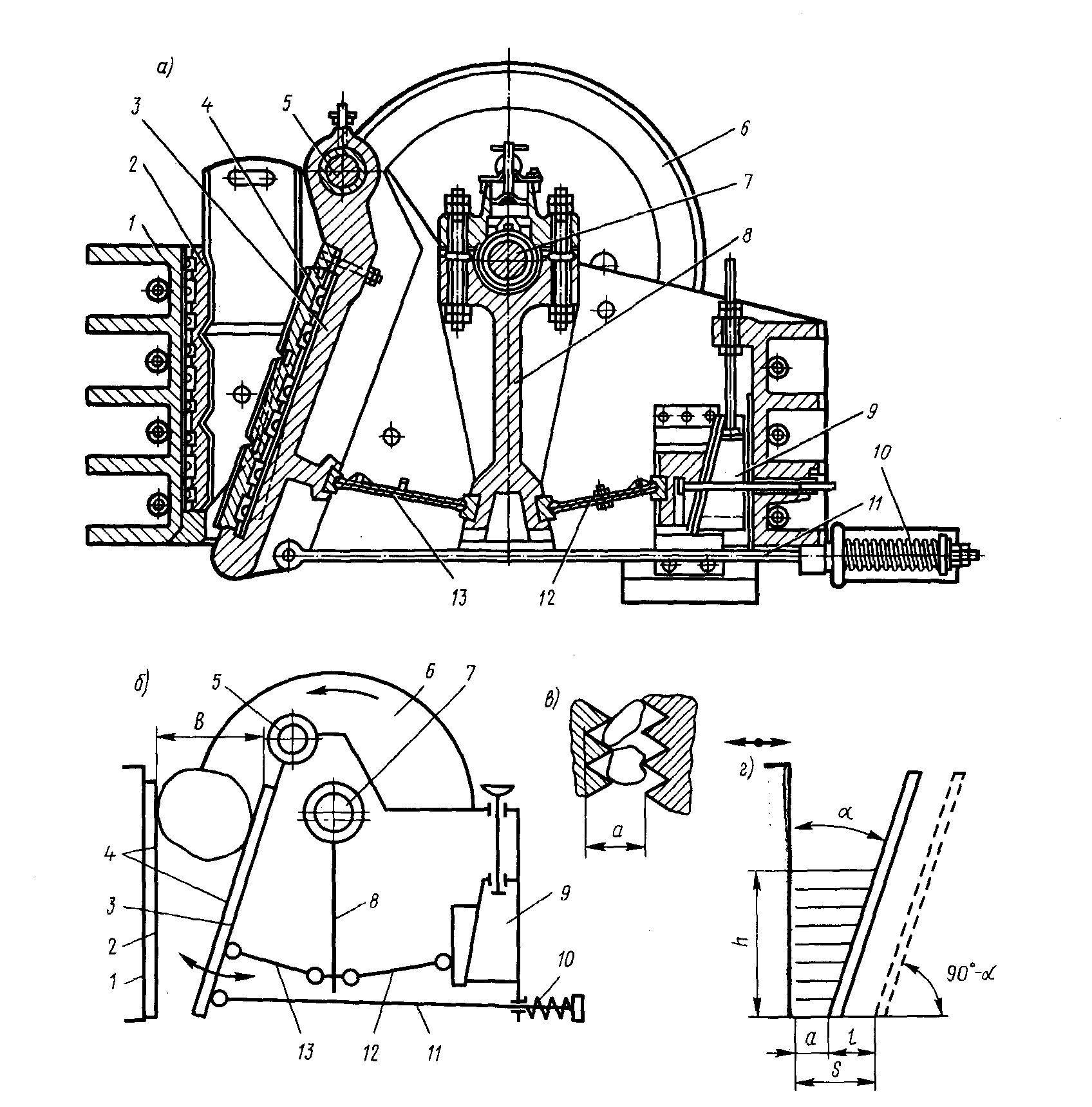 Свободное падение продукта происходит под действием силы тяжести на пути h за время t, т. е. h = 0,5gt2 и определяет оптимальную скорость дробилок для мелкого и среднего дробления
Свободное падение продукта происходит под действием силы тяжести на пути h за время t, т. е. h = 0,5gt2 и определяет оптимальную скорость дробилок для мелкого и среднего дробления Ход по горизонтали Z куска руды
Ход по горизонтали Z куска руды be/4AIltAi4Qr0
be/4AIltAi4Qr0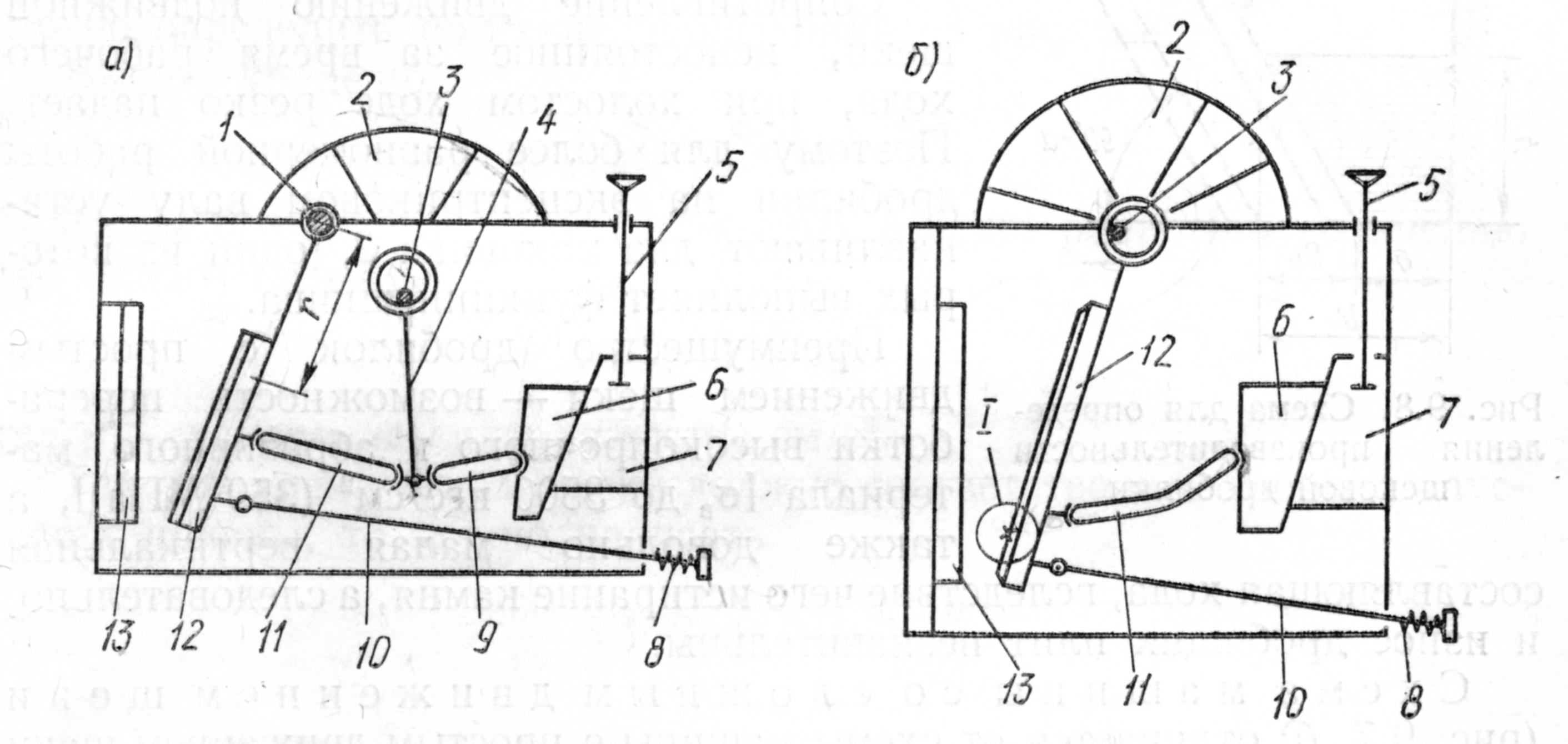

 Следует стремиться получать
Следует стремиться получать Дробящие плиты устанавливают
Дробящие плиты устанавливают
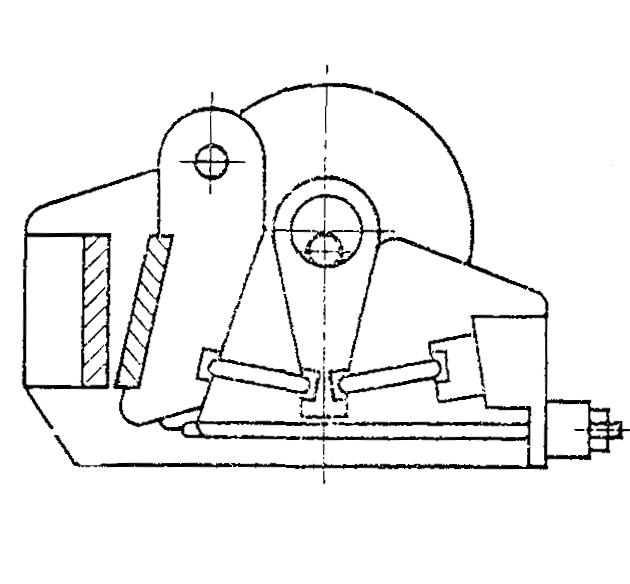 Подвижная или качающаяся щека подвешена к поперечному валу (валу качающейся щеки) на своем верхнем конце, причем этот вал, в свою очередь, опирается на каждом конце на подшипники в верхней части двух сторон рамы дробилки.
Подвижная или качающаяся щека подвешена к поперечному валу (валу качающейся щеки) на своем верхнем конце, причем этот вал, в свою очередь, опирается на каждом конце на подшипники в верхней части двух сторон рамы дробилки. Первоначально все рамы были из чугуна, как и все ранние гирационные машины. Затем, когда были разработаны более крупные дробилки, литая сталь стала обычной средой для всех больших и средних дробилок. При разработке линейки Superior для рамы была выбрана полусталь, а стальные стержни, проходящие через лонжероны от конца до конца, поглощали растягивающие напряжения. Этот тип конструкции используется во всех типоразмерах этой линии, за исключением 84-дюймовых машин, где до настоящего времени использовалась исключительно литая сталь. полустальные рамы небольших машин. В последние годы отчетливо прослеживается тенденция к использованию сварной конструкции с лонжеронами из катаного стального листа, усиленного ребрами жесткости.
Первоначально все рамы были из чугуна, как и все ранние гирационные машины. Затем, когда были разработаны более крупные дробилки, литая сталь стала обычной средой для всех больших и средних дробилок. При разработке линейки Superior для рамы была выбрана полусталь, а стальные стержни, проходящие через лонжероны от конца до конца, поглощали растягивающие напряжения. Этот тип конструкции используется во всех типоразмерах этой линии, за исключением 84-дюймовых машин, где до настоящего времени использовалась исключительно литая сталь. полустальные рамы небольших машин. В последние годы отчетливо прослеживается тенденция к использованию сварной конструкции с лонжеронами из катаного стального листа, усиленного ребрами жесткости.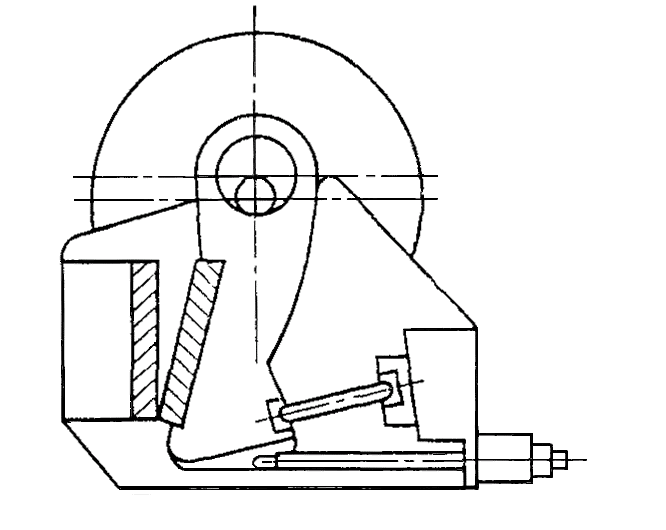
 14. У этой машины обычная конструкция, в том, что поворотная челюсть была выполнена вертикально. Позже, когда была разработана линия Superior, в нескольких размерах был использован компромисс между этими двумя крайностями; то есть обе челюсти были наклонены. Каждое из этих трех устройств имеет определенные преимущества и недостатки. Существующие признаки указывают на то, что первоначальная конструкция с вертикальной неподвижной челюстью будет по-прежнему занимать лидирующие позиции.
14. У этой машины обычная конструкция, в том, что поворотная челюсть была выполнена вертикально. Позже, когда была разработана линия Superior, в нескольких размерах был использован компромисс между этими двумя крайностями; то есть обе челюсти были наклонены. Каждое из этих трех устройств имеет определенные преимущества и недостатки. Существующие признаки указывают на то, что первоначальная конструкция с вертикальной неподвижной челюстью будет по-прежнему занимать лидирующие позиции.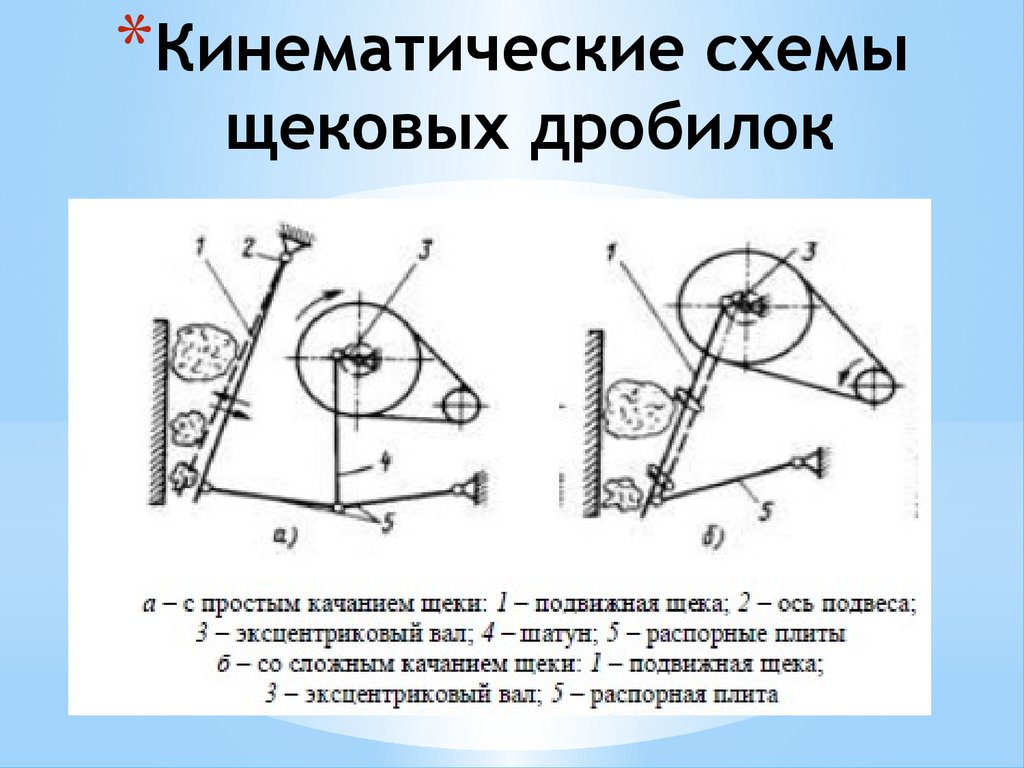 Щековые дробилки, гирационные дробилки и гладковалковые дробилки являются основными типами дробилок.
Щековые дробилки, гирационные дробилки и гладковалковые дробилки являются основными типами дробилок.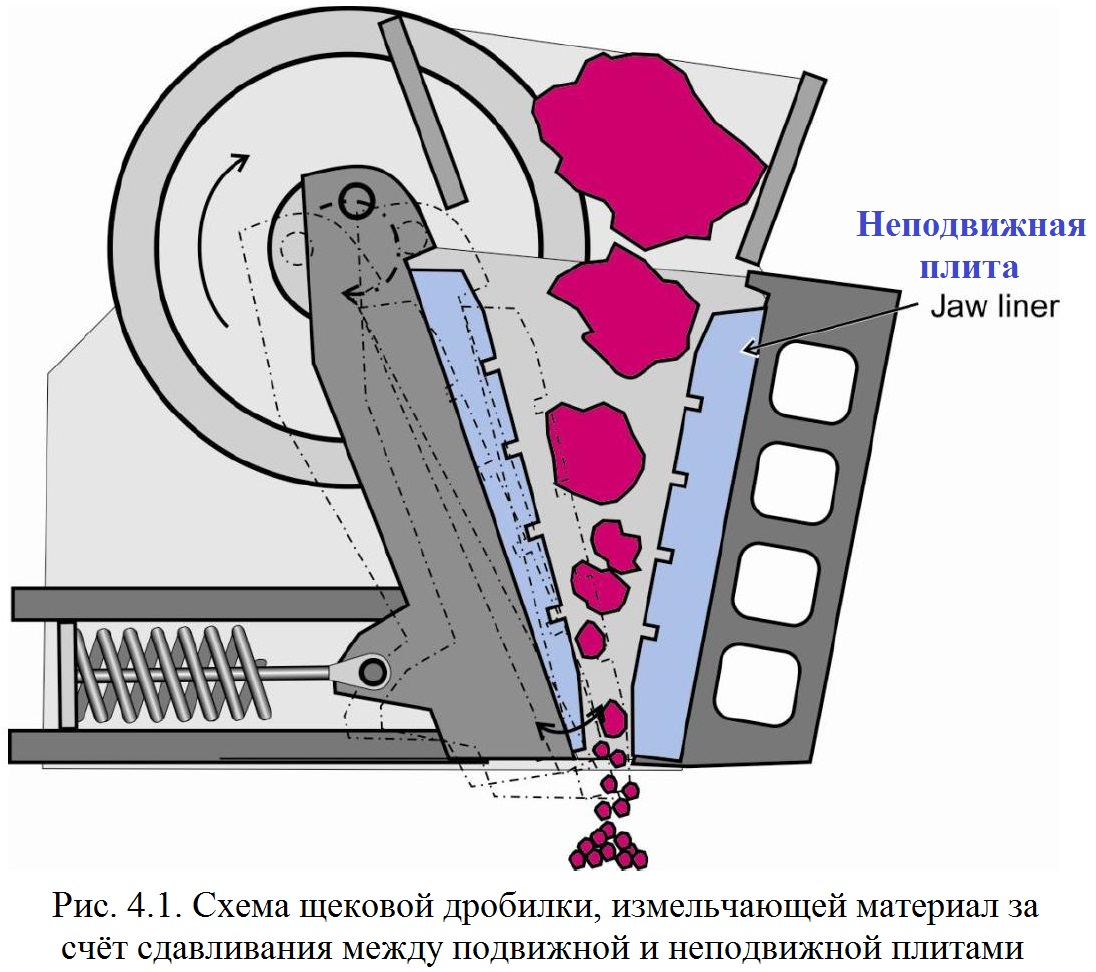 ..
..
 Поскольку дробление носит прерывистый характер, нагрузка на машину неравномерна. Следовательно, дробилка включает в себя тяжелый маховик.
Поскольку дробление носит прерывистый характер, нагрузка на машину неравномерна. Следовательно, дробилка включает в себя тяжелый маховик.
