Для
того чтобы зажимное устройство и движитель автомобиля функционировали должным
образом, необходимо обеспечивать вольное движение внешнего окончания отмычки
отключения сцепления в предписываемых границах.
Внешнее
окончание отмычки отключения сцепления детерминирует люфт между графитовой
подушкой и пятой отжимных рукояток. Длина подобного зазора равна приблизительно
трем миллиметрам. Если длина люфта оказывается небольшой или, в некоторых
ситуациях, если его вообще нет, лобовая поверхность графитовой подушки будет
соприкасаться с пятой. Это сделает неосуществимым прижатие нажимного диска к
ведомому.
В
результате возникает проскальзывание зажимного устройства, что приводит к
быстрой амортизации подпятника. Однако зазор может быть и достаточно больших
размеров, следствием чего станет неполное выключение сцепления. Данный аспект
создаст некоторые трудности в процессе переключения передач, вызовет
неисправность зубьев шестерен и достаточную амортизацию блокирующих колец
сельсина коробки скоростей.
Фрикционные накладки
и их изнашивание
Степень
амортизации подобных фрикционных изделий сцепления сигнализирует об уменьшении
толщины ведомого диска. Нажимной диск близиться к
маховику в это самое время, а вольное движение внешнего окончания отмычки
отключения сцепления уменьшается.
Повреждения
сцепления и способы их решения в ЗАЗ-968М
Проскальзывание
сцепления. Причинами подобного инцидента могут быть самые разнообразные
аспекты, например отсутствие вольного движения панели выключения зажимного
устройства. В результате возникновения подобной проблемы необходимо
стабилизировать вольное движение наружного окончания отмычки выключения сцепления.
Еще одной причиной может быть уменьшение напряжения нажимных пружин по причине повышенного
нагревания. Данная проблема устраняется разбором конструкции сцепления и
удалением выступа из соприкасающихся деталей и заменой устарелых элементов.
Скрежет в
конструкции при выключении сцепления. Причиной может стать амортизация
элементов гасителя крутильных частот. Устраняется эта трудность заменой
ведомого диска в сборе. Искривление и стук ведомого диска может быть исправлено
снятием зажимного устройства и извлечением ведомого диска для его
восстановления либо замены.
Повышенное
вибрирование педали в начальное время выключения. Увеличенное стуканье пяты
отжимных рукояток устраняется снятием устройства сцепления и корректировкой
местонахождения пяты отжимных рычагов.
ЗАЗ-968М:
структура сцепления«Запорожца»
Ведущее и ведомое
отделение. Структура зажимного устройства слагается из двух отделений:
ведущего и ведомого. Первое отделение складывается из футляра, нажимного диска,
оболочки, нажимных пружин, рукояток, пальцев и пяты. Эта часть зажимного
устройства зафиксирована на маховике мотора. Ведомый диск учрежден на ведущей
оси коробки скорости. Части привода расположены на кожухе сцепления и фаэтоне.
Зажимное устройство в компоновке с вентилем, коленчатой
осью и обшивкой центробежного фильтра подчиняется подвижной балансировке. После
чего происходит совмещение меток нажимного диска и маховика.
Передача
выключения сцепления. Подобный элемент является гидромеханическим,
состоящим из подвесного компонента, основного вала, питательного бака,
контактного коллектора и эксплуатационного цилиндра со стимулирующим штоком, действующим
на рукоятку отмычки выключения фрикциона.
Основной цилиндр. В
структуру передового цилиндра входит обшивка, распорная спираль, внутренний
обшлаг, поршень, наружный обшлаг, ударная шайба и стопорные лимбы. Обшивка, спираль,
распорный грибок, поршень и стопорная шайба являются элементами рабочего
цилиндра.
Течь масла в двигателе «Запорожца»
Протекание масла не является особо страшной поломкой, но у двигателей Запорожцев, наверное, это самая частая неисправность. Течь масла опре¬деляется визуальным осмотром узлов двигателя и может проявляться через датчик…
Тюнинг и запчасти ЗАЗ-968М
Если вы решили заняться автомобильным тюнингом, и в качестве прототипа свой выбор остановили на легенде отечественного автопрома ЗАЗ-968М, то нужно понимать, что не только его кузов, но и вся подкапотная техническая база уже…
Распространенные модели ЗАЗ-968 для инвалидов
С 1980-года советский автопром начал выпускать такие автомобили, которые специально предназначены для инвалидов. На сегодняшний день существует большое количество моделей, предназначенных для людей с ограниченными возможностями,…
Картер двигателя Запорожца ЗАЗ-968М и его состав
Двигатель Запорожца ЗАЗ-968М оснащен картером туннельного типа. Для его изготовления используется сплав магния. Для двигателя, картер представляет собой основную деталь. Жесткость картера создается за счет сплошных…
Головка цилиндров двигателя ЗАЗ-968М «Запорожец»
Головка цилиндров. Необходимо сказать, что данный механизм имеет развитые ребра охлаждения. Изготавливается он с помощью алюминиевого сплава, взаимозаменяемый, общий на два цилиндра. В основной механизм запрессуются…
Диск сцепления Ведомый 968-1601130 на автомобиль ЗАЗ 965
Отзывы клиентов (0)
Добавить отзыв
Качество обслуживанияОтличноХорошоНормальноПлохоУжасно
Удобство использования веб-сайтаОтличноХорошоНормальноПлохоУжасно
Качество товараОтличноеХорошееНормальноПлохоеУжасно
ДоставкаОтличноХорошоНормальноПлохоУжасно
Загрузить
КАТЕГОРИЯ
показать все автозапчасти
Body 67
Body 3
Body Assy 3
Входная дверь 17
замки, ручки, петли и дверные остановки
37.
Мягкая дверь с усиленными стержнями и окнами; уплотнение двери 2
Swinging door window 4
Windshield and rear window 7
Windshield glass 3
Windshield washer 3
Windscreen wiper 1
Ventilation and heating 4
Heating блок 1
Детали обогревателя 3
ПРИНАДЛЕЖНОСТИ 12
Зеркало заднего вида и противоослепляющий экран 2
Декоративные надписи 10
Фронт тела 1
Подробная информация о передней части интерьера zaz-968 1
СТОРОНА КОЛИТЕ
Покрытие пола 2
Покрытие тоннеля пола 3
Капот, крылья, кожух радиатора 7
Капот, петли и передняя опора капота 6
Замок и блокировка переднего капота 1
Сиденья 2
Рама переднего сиденья 1
задний сидень Задняя часть 1
Задняя часть панель в сборе 1
Воздухозаборник хвостовой части ЗАЗ-968 2
Стекло кузова, обивка крыши и заднего сиденья ЗАЗ 968 3
Engine 48
COOLING SYSTEM 2
Fan guard details 1
Fan and deflector 1
Engine 32
Distribution and balance shafts 1
Power unit with main Шестерня и трансмиссия (вид справа) 4
Корпус коленчатого вала 2
Крепления силового агрегата 2
Масляный радиатор и центрифуга 3
Pistons, поршневые стержни и цилиндры 6
головка цилиндра 3
Детали для механизмов распределения газа 4
Мал -кора
Система выпуска продуктов сгорания 2
Глушитель и впускные трубы 2
ТОПЛИВНАЯ СИСТЕМА 12
Топливные трубы 3
Gas tank 1
Carburetor and inlet pipe 3
Gas pump 1
Carburetor throttle and choke control and strater drive switch 1
Carburetors ZAZ-968M 2
Фильтр воздушный ЗАЗ-968 1
Трансмиссия 25
Трансмиссия 8
Управление трансмиссией 3
90 Детали трансмиссии0018 2
Transmission unit (in section) 3
Rear axle 7
Final drive and differential 2
Half shafts 5
Clutch 10
Clutch gear 5
Привод выключения сцепления и привод ножного тормоза 1
Механизм управления сцеплением ЗАЗ 968 1
Механизм сцепления ЗАЗ 968 3
Ходовая часть0018 21
Рама, бамперы и всплески двигателя. 3
Ступица заднего колеса 6
Подвеска 2
Пружины и рычаги задней подвески 1
Амортизаторы передней подвески0018 1
Передняя оси 5
Рулевые стержни 1
Передняя ось и стержня
Передняя поддержка и спереди 1
.
Контроль Механизмы 20
Рулевое управление 5
Рулевое управление 5
ТРЕБОРКИ 15
Ручной куро0020
Цилиндр разбивки колеса 2
Тормовый мастер-цилиндр 2
Подробная информация о переднем тормозе 1
Гидраулический привод BRAKE HIDRAULIC 2
Задний брейк. 968 2
Тормоз передний ЗАЗ-968 3
Электрооборудование Оборудование 41
Приборы и датчики 5
0435 INSTRUMENTS 5
Electrical equipment 36
Ignition distributor 1
Backlights 7
Ignition switch 1
Voltage control box 1
Head lamp 2
License 3
Лампа капота 5
Внутреннее освещение кузова 2
Катушка зажигания, свечи зажигания и провода зажигания 2
Wiring diagram of ZAZ-965 vehicle 10
Fuse block and flasher unit with electrical wires switch and connector 1
Полимеры — это высокомолекулярные соединения, молекулы которых состоят из большого числа одинаковых группировок, соединенных химическими связями.
Профессор, доктор технических наук Г. В. Мотовилин разработал технологию восстановления деталей полимерными материалами в виде эпоксидных композиций в авторемонтном производстве. Эпоксидные композиции широко применяют для заделки трещин и пробоин в корпусных деталях.
В состав эпоксидных композиций входят эпоксидная смола ЭД-16 или ЭД-20, пластификатор, наполнители и отвердители. Пластификаторами служат дибутилфталат ДБФ, полиэфир МГФ-9, тиокол НВБ-2. В качестве отвердителей применяются полиэтиленполиамин ПЭПА, отвердитель УП-583. Одновременно и пластификатором, и отвердителем являются низкомолекулярные полиамидные смолы Л-18, Л-19, Л-20. В табл. 11 приведены некоторые составы эпоксидных композиций.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Для ремонтных целей также могут быть использованы клеи холодного отверждения УП-5-177 и УП-5-177-1 —композиции на основе модифицированной эпоксидной смолы и отвердителя УП-5-159, отверждающиеся как на воздухе, так и в воде (пресной и морской).
Для приготовления композиций эпоксидная смола ЭД-16 подогревается до жидкотекучего состояния (при температуре 60… 70 °С) в ванне с горячей водой или у источника с равномерным нагревом. В фарфоровом или металлическом сосуде в горячую смолу вводится пластификатор и состав перемешивается в течение 5—8 мин. После этого по частям добавляется наполнитель, который должен быть сухим, и приготовленная смесь тщательно перемешивается.
Полученный состав может длительно (1—2 года) храниться в закупоренной таре в прохладном и темном месте. Непосредственно перед употреблением в тройную смесь вводится отвердитель. При этом температура смеси не должна превышать 30 °С. Срок нанесения композиции после введения ПЭПА составляет 30—60 мин при комнатной температуре.
—
Полимерные материалы и их свойства. При восстановлении деталей машин в ремонтной практике все шире применяют пластмассы. Полимерные материалы имеют большой диапазон положительных свойств: простота восстановления и изготовления деталей, хорошие фрикционные и антифрикционные качества, достаточная прочность, масло-, бензо- и водостойкость, небольшая трудоемкость и низкая стоимость. К недостаткам полимерных материалов можно отнести изменение их физико-механических свойств с изменением температуры и срока службы, сравнительно низкие твердость, усталостная прочность и теплостойкость.
При ремонте машин наибольшее применение получили композиции материалов на основе эпоксидных смол, полиамиды (68, НД, ВД и др.), волокнит АГ-4, текстолит, эластомер ГЭН-150(В), герметики типа «Эластосил» и синтетические клеи. Промышленность выпускает специальные аптечки и наборы полимерных материалов для ремонта машин.
Ремонтная аптечка АРПК ГОСНИТИ предназначена для ремонта тракторов, автомобилей и других машин в полевых условиях. В ее состав входят эпоксидная смола ЭД-16 с отвердителем и пластификатором, железный порошок, алюминиевый порошок ПАК-1, стеклолента, стеклоткань, герметик «Эластосил» 137—83, стальные, алюминиевые пластины и вспомогательные материалы для выполнения необходимых операций при ремонте.
Набор полимерных материалов для ремонта сельскохозяйственной техники (ТУ 6-09-4090—75) предназначен для заделки трещин, пробоин, восстановления изношенных поверхностей неподвижных сопряжений, резьбовых соединений, ремонта трубопроводов и других операций в мастерских. Набор содержит эпоксидную смолу, отвердитель (полиэтиленполиамин) и пластификатор (дибутилфталат).
Восстановление деталей составами на основе эпоксидных смол.
Составы на основе смолы ЭД-16 применяют для склеивания хорошо подогнанных одна к другой деталей, заделки трещин, пробоин и нанесения покрытий на изношенные поверхности. Составы изготавливают в зависимости от требуемых механических свойств поверхности и условий работы. Для восстановления деталей, работающих пРи температуре от —70 °С до +120 °С, рекомендуют следующие составы. На 100 частей (по массе) эпоксидной смолы ЭД-16 берут —8 частей отвердителя (полиэтиленполиамина), 12…15 частей пластификатора (дибутилфталата) и в качестве наполнителя используют железный порошок, алюминиевый порошок ПАК-1 или Цемент марки «500».
Состав без наполнителей применяют для закрепления втулок и колец при восстановлении с использованием дополнительных деталей. При заделке трещин и пробоин в стальных и чугунных деталях в качестве наполнителя вводят железный порошок— 160 частей или цемент — 120 частей, а при восстановлении алюминиевых деталей — алюминиевый порошок — 30…40 частей.
Приготовление составов заключается в следующем. Эпоксидную смолу разогревают в таре до температуры 60…80°С, добавляют дибутилфталат и смесь перемешивают. Затем, если необходимо, вносят наполнитель, предварительно высушенный в течение 2…3 ч при температуре 100 …120 °С. Отвердитель (полиэтиленполиамин) добавляют перед употреблением состава. Его так же, как и напол: нитель, перед внесением в состав выпаривают в вакуум-сушильном шкафу в течение 3 ч при температуре 110… 115 °С. Готовый состав необходимо использовать в течение 20…25 мин. Перед нанесением состава поверхности должны быть очищены до металлического блеска и обезжирены.
Заделка трещин и пробоин. После определения размеров трещины концы ее засверливают сверлом диаметром 3 мм, а трещину по всей длине разделывают под углом 60…70° на глубину 2…3 мм. Если толщина стенки детали менее 2 мм, разделку трещин не делают. Вдоль трещины зачищают поверхность на расстоянии 40…50 мм по обе стороны трещины. Приготовленный состав наносят на обезжиренную поверхность слоем 0,1…0,15 мм, а шов уплотняют шпателем. Накладывают заплату из стеклоткани так, чтобы она перекрывала трещину на 20…25 мм по обе стороны, и прикатывают заплату роликом. Затем наносят второй слой состава, накладывают вторую заплату и также прикатывают ее роликом. На вторую заплату снова наносят слой состава и оставляют для отверждения.
Рис. 1. Заделка трещин полимерными материалами: а — разделка трещины; б — нанесение состава; в — прикатывание заплаты роликом; г — заделанная трещина; 1 — ролик; 2 — заплата; 3 — слой состава.
Рис. 2. Заделка пробоин с помощью полимерных материалов: а — наращиванием заподлицо; б — наращиванием накладок внахлестку; 1 — накладки из стекловолокна; 2 — проволока; 3 — металлическая накладка.
Пробоины заделывают обычно на необработанных поверхностях и площадью не более 600 см2 по двум вариантам. 1. При наращивании стенки заподлицо применяют металлическую накладку и закрепляют ее проволокой. Стеклоткань укладывают по всей толщине стенки. 2. При наложении накладки внахлестку сверлят отверстия диаметром 3 мм вокруг пробоины или закрепляют металлическую накладку болтами.
Технологические процессы нанесения состава, наложения накладок и отверждения такие же, как и при заделке трещин.
Восстановление изношенных отверстий эпоксидными составами. На подготовленную поверхность изношенных отверстий наносят состав и через 30 мин при помощи специальной оправки заданного размера протягиванием формируют размер отверстия. Оправку предварительно смазывают тонким слоем масла. Отверждение нанесенного слоя выполняют по одному из режимов: выдержка 4…5 ч при температуре 60°С или 2 ч при 100 °С.
Склеивание деталей синтетическими клеями. Для склеивания деталей чаще всего применяют клеи ВС-10Т и типа БФ.
Клеи ВС-ЮТ используют в основном для приклеивания накладок к тормозным колодкам и дискам сцепления, но их можно успешно использовать также и для склеивания металлов, стекло-текстолитов и других материалов. Режим отверждения: давление прижатия склеиваемых поверхностей 0,2…0,4 МПа, температура — 175…185 °С, продолжительность 1,5…2,0 ч.
Клеи БФ-2, БФ-4 и БФ-6 используют для тех же целей, что и клей ВС-ЮТ. Клей БФ-4 дает более пластичные соединения, а клей БФ-6 — еще более эластичные соединения, поэтому его применяют в основном для склеивания фетра, резины, тканей, войлока и других эластичных материалов. Режим отверждения этих клеев: давление 0,5…1,0 МПа, температура 140…160 °С, продолжительность 1,0…1,5 ч.
Поверхности, подлежащие склеиванию, тщательно очищают от грязи, масла и оксидов. Остатки старых полимерных материалов удаляют механической обработкой резцами и специальными порошками. Металлические поверхности зачищают до блеска наждачными кругами и создают достаточную шероховатость. После этого поверхности протирают ацетоном или бензином и сушат в течение 10 мин. Наносят клей тонким слоем (0,1…0,15 мм) и выдерживают при комнатной температуре 10… 15 мин, затем наносят второй слой клея и снова сушат. Склеиваемые поверхности накладывают одна на другую и сжимают их специальными приспособлениями. Сжатые поверхности подвергают термообработке (отверждению клеевого шва) в шахтных печах, специальных шкафах и другими способами по режиму, соответствующему применяемому клею.
Нанесение толстых (более 0,5 мм) слоев клея резко снижает прочность соединения. Для уменьшения остаточных напряжений склеенное соединение после нагрева и выдержки медленно охлаждают вместе с печью до температуры 100 °С в течение 50…60 мин, затем на воздухе до температуры 20…25°С в течение 2…3 ч.
По такой технологии приклеивают фрикционные накладки на диски сцепления, тормозные колодки и другие детали с использованием клея ВС-10Т.
Существуют и другие способы приклеивания фрикционных накладок. Например, все более широкое применение получает способ приклеивания накладок с использованием готовой клеевой ленты. Хлопчатобумажную ленту пропитывают клеем ВС-ЮТ в специальных установках и просушивают по определенному режиму. При склеивании отрезают необходимый размер ленты, прокладывают ее между поверхностями, подлежащими склеиванию, сжимают их в приспособлении под давлением 0,2…0,3 МПа и подвергают термообработке по режиму: нагрев до температуры 180 ±5°С и выдержка в течение 1,5 ч.
В клеевых соединениях возможны дефекты: непроклеи, слишком тонкие («голодные») или толстые клеевые швы, неотвердевшие клеевые швы и др. Поэтому после склеивания любым способом детали подвергают контролю вибрационным, вакуумным, акустическим или ультразвуковым методом. Тормозные колодки часто проверяют выборочно под прессом. Качество приклеивания накладок оценивают по усилию, выдерживаемому без разрушения. Для машин разных марок оно различно.
—
В последние годы в ремонтном производстве широко применяют различные виды синтетических материалов. Их используют при устранении механических повреждений на деталях (трещины, пробоины, отколы), компенсации износа рабочих поверхностей деталей, а также при соединении деталей склеиванием.
Пластмассы подразделяются на две большие группы: термореактивные (реактопласты) и термопластические (термопласты) . Термореактивные пластмассы при нагревании отверждаются и теряют свои пластические свойства, а термопластические — размягчаются, и в этом состоянии им можно придать любую форму. При охлаждении они снова затвердевают. Из термореактивных пластмасс наиболее широко применяют эпоксидные составы, состоящие из связующих веществ, отвердителей, пластификаторов и наполнителей.
В качестве связующего вещества в эпоксидные составы входит эпоксидная смола, представляющая собой вязкую жидкость светло-коричневого цвета. Для придания эпоксидным составам требуемых физико-механических свойств в них вводят наполнители: стальной или чугунный порошок, алюминиевую пудру, порошки талька, асбеста, графита и др.
На эпоксидной основе с наполнителем в виде порошка железа и портландцемента готовят клеевую композицию. В качестве растворителя применяют дибутилфталат. Непосредственно перед употреблением в раствор добавляют полиэтиленполиамин и тщательно перемешивают в течение 5—10 мин. Клеевую композицию наносят на обе склеиваемые детали, соединяют их и стягивают болтами для фиксации. После отверждения состава деталь обретает нужные свойства.
Для восстановления изношенных цилиндрических поверхностей в корпусных деталях трансмиссий тракторов применяют ремонтные кольца, устанавливаемые в корпус на эпоксидных смолах. Кольца изготовляют из стальной ленты толщиной 0,5 мм (ширина зависит от длины и диаметра восстанавливаемого отверстия).
Изношенные отверстия корпуса обрабатывают до размера, обеспечивающего свободное (с зазором) размещение в них втулок (колец) при центрировании. Кольца устанавливают в соответствующие отверстия корпуса, на внутреннюю поверхность которого нанесен клеевой состав, и центрируют с помощью специальных приспособлений. Можно также наносить клеевой состав на наружную поверхность кольца, при центрировании которого в корпусе лишнее количество состава будет вытеснено из зазора. После установки корпус выдерживают до отверждения состава при температуре 20° С в течение 72 ч.
Технологический процесс можно использовать для восстановления. посадочных мест корпусов, коробок передач, корпусов трансмиссии, переднего и заднего мостов тракторов и строительных машин.
Для ремонта промышленностью выпускается набор синтетических материалов, в который входят: эпоксидная смола ЭД-16 (связующее) —3 кг; дибутилфталат (пластификатор) —0,5 кг; полиэтиленполиамин (отвердитель) — 0,37 кг. Набор предназначен для приготовления эпоксидных составов, используемых при ремонте техники на ремонтных предприятиях и в мастерских.
Тонкослойные полимерные покрытия на основе эпоксидных порошковых материалов применяют при ремонте посадочных мест подшипников корпусных деталей, например постелей коренных подшипников блоков цилиндров двигателей, и при ремонте деталей типа «вал» с восстановлением номинальных размеров.
Для ремонта кабин и облицовки тракторов и строительных машин используют газопламенный способ нанесения пластмассы ПФН-12 и ТПФ-37 с помощью установки УПН-6-63.
В качестве клеев, растворов, паст, замазок с любой вязкостью и необходимыми наполнителями может применяться герметизирующий эластомер ГЭН-150(В), состоящий из каучука и смолы. Его применяют также в виде пленок толщиной от 10 мкм до 10 мм с различной твердостью и пластичностью в зависимости от добавки наполнителя или без него и применяемой термообработки.
Эластомер ГЭН-150(В) обладает высокой адгезией и хорошей эластичностью, выдерживает высокие давления и значительные перегрузки, создает большое сопротивление прохождению тока.
Распрессовочные усилия при применении пленки эластомера в зависимости от натяга и обработки сопрягаемых деталей повышаются в 2—3 раза по сравнению с прессовой посадкой без пленки. Детали, на которые нанесена пленка эластомера, могут работать, храниться и транспортироваться при температуре —20 и +145 °С.
Ремонт деталей полимерными материалами, заделка трещин и пробоин.
При производстве, техническом обслуживании и ремонте машин получили широкое применение различные виды синтетических, полимерных, композиционных материалов и пластических масс на их основе.
Полимерные материалы при восстановлении деталей (сборочных единиц) могут применяться для заделки в деталях трещин, пробоин и других механических повреждений, при соединении деталей склеиванием, а также для устранения износов рабочих поверхностей. Перспективность использования полимерных материалов обуславливается простотой технологического процесса восстановления деталей и применяемого оборудования, небольшой трудоемкостью, достаточно высокими свойствами синтетических материалов и их низкой стоимостью.
Полимеры — высокомолекулярные органические соединения искусственного или естественного происхождения — делят на две группы:
термопластические (термопласты) — полиэтилен, полиамиды и другие материалы, которые при нагревании способны размягчаться и подвергаться многократной переработке;
термореактивные (реактопласты) — эпоксидные композиции, текстолит и другие материалы, которые при нагревании вначале размягчаются, а затем, в результате химических реакций затвердевают и необратимо переходят в неплавкое и нерастворимое состояние.
Пластмассы — композиционные материалы, изготовленные на основе полимеров, способные при заданных температуре и давлении принимать определенную форму, которая сохраняется в условиях эксплуатации. Кроме полимера, являющегося связующим веществом, в состав пластмассы входят наполнители, пластификаторы, отвердители, ускорители и другие добавки. Содержание наполнителей (металлический порошок, цемент, графит, ткань и др.) может достигать 70 %.
Пластмассы применяют для восстановления размеров деталей, заделки трещин и пробоин, герметизации и стабилизации неподвижных соединений, изготовления некоторых деталей и пр.
Пластмассы наносят намазыванием, газопламенным напылением, вихревым, вибрационным способами, литьем под давлением, прессованием и др.
Для обеспечения надежной адгезии полимера с деталью ее поверхность должна быть тщательно подготовлена, для чего производятся очистка от грязи, механическая обработка или зачистка поверхности шлифовальной шкуркой, тщательное обезжиривание (в щелочных растворах, ацетоном, бензином и др. ) с последующей сушкой. Для увеличения сцепляемости полимера с поверхностью детали у последней сверлят отверстия, нарезают канавки, резьбу, проводят струйную обработку и т.д.
В ремонтном производстве используют составы на основе эпоксидных смол (табл.13) чаще всего смолу ЭД-16. Составы приготавливают путем ввода в эпоксидную смолу отвердителей, пластификаторов и наполнителей. Пластификаторы устраняют хрупкость составов, улучшают пластичность и эластичность. В качестве пластификаторов могут быть использованы дибутифталат, диоктилфталат, жидкий тиокол и др. Отвердитель (полиэтиленполиамин, 7— 9 % от массы смолы) превращает состав из жидкого или тестообразного состояния в твердое вещество. Наполнителями служат чугунные, стальные порошки, алюминиевая и бронзовая пудры, стекловолокно, портландцемент, асбест и другие материалы, которые улучшают физико-механические свойства композиции, снижают усадку смолы, улучшают теплопроводность.
Табл.13. Состав эпоксидных композиций (в частях по массе)
Составы приготавливают непосредственно перед их применением. Для этого эпоксидную смолу в специальной таре помещают в какую-либо посуду и нагревают до 60—80 СС для лучшего переливания. Количество эпоксидной смолы по массе выбирают в зависимости от числа восстанавливаемых деталей. В смолу, охлажденную до 30—40°С, вводят по частям дибутилфталат, перемешивая в течение 5 мин. В смесь по частям вводят наполнитель, предварительно высушенный при температуре 100—120°С. Затем вводят отвердитель — полиэтиленполиамин, предварительно выдержанный при 105—110 °С в течение 3 час для удаления низкокипя-щих компонентов. Готовая смесь при нормальной температуре пригодна к применению в течение 20—30 мин. По истечении этого срока состав густеет, и его клеящие свойства снижаются.
Полученная композиция (состав) сохраняется длительное время. Непосредственно перед ее применением добавляют отвердитель и тщательно перемешивают в течение 5—7 мин. Время использования полученного состава — 20—30 мин.
Для герметизации и восстановления посадок неподвижных со широкое распростраранение эластомеры и герметики, в том числе анаэробные.Эластомеры представляют собой вальцованные листы типа твердой резины толщиной 2—5 мм. Раствор эластомера приготавливают с помощью ацетона. Одну весовую часть, например ГЭН-150 (В) или 6Ф, растворяют, соответственно, в 6,2 или 5 частях ацетона (ГОСТ 2768—79). Необходимое количество эластомера режут на кусочки 10×10 мм и помещают в стеклянную емкость, заливают расчетным количеством ацетона и оставляют на 10-12 ч для разбухания и растворения. Емкость должна быть плотно закрыта резиновой или притертой стеклянной пробкой. Работу производят на столе, оборудованном вытяжным шкафом.
Анаэробные полимерные составы — это смеси жидкостей различной вязкости, способные длительное время оставаться в исходном состоянии без изменений свойств и быстро отвердевать с образованием прочного полимерного слоя в узких зазорах между поверхностями при температуре 15—35°С при условии прекращения контакта с кислородом воздуха. Скорость отверждения и время достижения максимальной прочности соединений зависят от температуры окружающей среды. При температуре ниже 15 °С полимеризация замедляется. Благодаря высокой проникающей способности анаэробные полимерные материалы плотно заполняют трещины, микродефекты сварных швов, зазоры.
Полимерный материал может восстанавливать травмированные органы и ткани человека
полимеры
СМЕНИТЬ ТЕМУ
Главная » Полимеры и мягкие материалы » Новости » Полимерный материал может восстанавливать травмированные органы и ткани человека
22 августа 2018 г. | Лори Дональдсон
Пористый полимерный материал из коллагена и хитозана (фото: Санкт-Петербургский политехнический университет Петра Великого)
Российские исследователи создали новый тип полимерного материала, который может найти применение в тканевой инженерии и клеточной трансплантации. Поскольку тканевая инженерия считается ключевой областью медицинских исследований, ученые Российской академии наук, Санкт-Петербургского государственного медицинского университета и Санкт-Петербургского политехнического университета разработали пористый трехмерный материал из коллагена и хитозана, который может помочь восстановить части тканей. кость потеряна из-за травмы или болезни.
Использование искусственных органов для трансплантации становится все более важным при разработке новых медицинских процедур, успех которых в некоторой степени зависит от биосовместимых и биорезорбируемых полимерных материалов. Здесь команда разработала способ производства биосовместимых материалов, которые стимулируют восстановление естественных тканей, а также разработали средства для регулирования времени резорбции материалов, поскольку жизненно важно, чтобы недавно имплантированные материалы не распадались до того, как новая ткань сформирован.
Как сообщается в журнале Cell and Tissue Biology [Попрядухин et al. биол. клеточной ткани. (2018) DOI: 10.1134/S1990519X18030094], эти уникальные высокопористые 3D-матрицы цилиндрической формы можно имплантировать в поврежденную ткань печени, кости или сосуды, насыщенные клетками этих органов. Поскольку коллаген и хитозан биосовместимы, организм не отторгает их как инородные объекты. Со временем матрица разлагается, и искусственная ткань заменяется натуральной тканью.
«Мы не обманываем природу, мы просто помогаем ей справиться с медицинской проблемой» Владимир Юдин
Как сказал исследователь Владимир Юдин, «Мы не обманываем природу, мы просто помогаем ей справиться с медицинской проблемой» проблема.В настоящее время специалисты спорят о том,что лучше использовать имплантат или восстановить орган.Человек с искусственным органом должен всю оставшуюся жизнь принимать лекарства,чтобы организм не отторг его.Это не относится к выращенной ткани из человеческих клеток».
Из доклинических исследований было продемонстрировано, что полная резорбция матрикса происходит только через шесть недель после их имплантации в ткань печени и через три недели после имплантации в мышечную ткань животных, при этом окружающие ткани не изменены и не повреждены. В то же время сам материал также начал разлагаться, и по мере резорбции матриксного коллагена было обнаружено образование соединительной природной ткани и кровеносных сосудов. Кроме того, были произведены покрытия для ран, шовные нити и протезы сосудов, эффективность которых в доклинических испытаниях in vivo была доказана.
Поделись этой новостью
Текущие исследования
Новый многофункциональный каркас с фототермическим управлением для клинического лечения остеосаркомы и регенерации тканей , Zhiwei Liao, Gaocai Li, Xiangmei Liu, Shuilin Wu, Cao Yang
News
Новая хирургическая клейкая лента может заклеивать раны
Исследователи разработали хирургическую липкую ленту, которая может восстанавливать утечки и разрывы в желудочно-кишечном тракте и других тканях и органах.
14 февраля 2022 г.
Ученые разрабатывают уникальные материалы для восстановления поврежденных органов и тканей
Ученые создали биосовместимые и биорезорбируемые полимерные материалы. Фото: Санкт-Петербургский политехнический университет Петра Великого.
Тканевая инженерия – будущее медицины. Лаборатория полимерных материалов для тканевой инженерии и трансплантологии Санкт-Петербургского политехнического университета Петра Великого (СПбПУ) создала уникальные полимерные материалы медицинского назначения для восстановления травмированных органов человека.
Специалисты лаборатории разработали трехмерный пористый материал из коллагена и хитозана, аналога костной ткани. Используя этот материал, исследователи могут восстановить части кости, утраченные в результате травмы или болезни.
По мнению ученых, это совершенно новая медицинская инновация; терминология еще не определена. В настоящее время их называют «имитирующими» материалами, поскольку они обманом заставляют тело их принять. Полимерная матрица имплантируется в поврежденную ткань печени, кости или сосуды и насыщается клетками этих органов. Поскольку материалы изготовлены из биосовместимых компонентов (хитозан и коллаген), организм не отторгает чужеродный материал. Со временем матрица разлагается, и искусственная ткань заменяется натуральной тканью.
«Мы не обманываем природу, мы просто помогаем ей справиться с медицинской проблемой. В настоящее время специалисты спорят о том, что лучше использовать имплантат или восстановить орган. Человек с искусственным органом должен принимать лекарства для остальных жизни, чтобы организм не отторгал ее. Это не относится к ткани, выращенной из клеток человека», — поясняет заведующий лабораторией Владимир Юдин.
Разработка искусственных органов для трансплантации является актуальным приоритетом современной медицины. Успешное развитие этого направления во многом зависит от создания биосовместимых и биорезорбируемых полимерных материалов. Ученые Санкт-Петербургского политехнического университета не только разработали технологию создания биосовместимых материалов, стимулирующих восстановление естественных тканей, но и сумели регулировать время рассасывания материалов. Очень важно, чтобы имплантированные материалы не распались до того, как сформируется новая ткань.
Результаты доклинических исследований показали, что через определенный промежуток времени объемная губка, внедренная в кость, начинает покрываться натуральной костной тканью, а сам материал разлагается. Кроме того, разработанную коллагеновую губку исследовали как в тканях печени, так и в мышечной ткани — материал также стимулировал восстановление естественной ткани органов. Последние результаты исследований описаны в статье «Биорезорбция пористых 3-D матриц на основе коллагена в печени и мышечной ткани», опубликованной в журнале Биология клеток и тканей .
Исследователи также разработали раневые покрытия, протезы кровеносных сосудов и шовные нити. С этими материалами были проведены доклинические испытания in vivo, и результаты подтвердили их эффективность. Материалы рекомендованы для использования в тканевой инженерии и клеточной трансплантации.
Дополнительная информация: П. В. Попрядухин и др. Биорезорбция пористых трехмерных матриц на основе коллагена в печени и мышечной ткани, Биология клеток и тканей (2018).
Козловой кран: устройство и назначение, его применение и принцип работы
Строительство больших объектов на открытых площадках не обходится без использования козловых кранов. Это разновидность мостового крана, в функции которого входит передвижение тяжелых грузов. В закрытых помещениях используются небольшие модели с ручным приводом. Это незаменимое оборудование, которое позволяет облегчить и ускорить строительный процесс.
Принцип работы козлового крана
Главные опоры крана размещены на рельсах. По ним кран осуществляет движение, закрепленного на стропах груза вперед и назад. Перемещение груза в стороны происходит за счет грузовой тележки, которая движется по мостовому пролету. С помощью крана выполняются следующие основные операции:
Фиксация груза. Захват объекта происходит за сквозное или глухое отверстие. Зацепление выполняется стоящим внизу человеком. На эту операцию уходит около одной минуты.
Подъем. Закрепленный объект поднимается на высоту полуметра. Крановщик должен убедиться в том, что груз был надежно зафиксирован. Дальше осуществляется подъем на требуемую высоту.
Транспортировка. Скорость перемещения определяется габаритами и массой груза.
Опускание. Скорость опускания определяется параметрами перевозимого груза. Опускание выполняется на место, где исключается возможность падения, опрокидывания или повреждения.
После полного завершения работ происходит поднятие крюка в верхнее положение.
Назначение козловых кранов
Козловые краны применяются с целью транспортировать тяжелые грузы на строительном объекте или в цехах. С его помощью можно производить монтаж объектов из железобетонных элементов. Они нашли широкое применение при строительстве металлоконструкций и других объектов.
Они также используются для обслуживания:
портов;
складов;
гидротехнических объектов;
промышленных предприятий;
выполнения ремонтных работ.
С их помощью осуществляется транспортировка:
бетона;
металлопроката;
пиломатериалов;
промышленных заготовок;
сыпучих материалов.
Максимальная грузоподъемность кранов составляет до 50 тонн. Их внутренний пролет может составлять от 10 до 40 метров. Особенность конструкции крана и способность поднимать тяжелые грузы позволяет использовать их:
в цехах по машиностроению;
в процессе строительства судов;
на железнодорожных станциях.
Поднятие больших грузов позволяет сократить время на реализацию проекта и планировать строительство с минимальным использованием рабочей силы.
Устройство козлового крана
Кран состоит из двух опор, которые двигаются по рельсам. Для их большей устойчивости они выполнены в форме треугольника. На них устанавливается пролетный элемент – мост. Он состоит из одной или двух балок. Его конструкция определяет длину пролета и уровень грузоподъемности. Конструкция с одной балкой ограничена:
по длине – до 40 метров;
по грузоподъемности – до 20 тонн.
Конструкция из двух балок является более прочной. Их длина может превышать 40 метров, а способность выдерживать вес увеличена до 50 тонн.
Основными элементами козловых кранов выступают:
ходовое устройство;
тележка;
лебедка.
Ходовое устройство – это тележка с одним или двумя колесами, которая движется вдоль основы опорных стоек при помощи электродвигателя. Крутящий момент от электродвигателя передается при помощи цилиндрического или конического редуктора.
Подъемные тележки бывают разных видов:
Монорельсовые. Перемещение устройства осуществляется по нижней полке. Старая модель тележки, которая быстро изнашивается и имеет низкий уровень устойчивости.
Двухрельсовые. Снабжают монорельсовыми каретками, а нижние пояса моста выполняют из двутавровых балок, однако при этом резко возрастает число ходовых колёс.
Канатные. Устанавливаются на краны с легким и средним режимом работы. Движение осуществляется за счет канатной тяги. Их недостаток – быстрый износ каната.
Самоходные. Перемещение происходит по специальным направляющим. Они оснащаются отдельным приводом и грузоподъемным механизмом. Являются самыми востребованными.
Чтобы смягчить удар тележек об балки в местах конечного положения тележек, на них устанавливаются ограничители – резиновые или деревянные буферы.
Конструкция лебедки может иметь нарезной барабан или шкив. Устройства с нарезным барабаном являются более надежными в эксплуатации. Однако их недостаток состоит в большой массе и габаритах. Если ход лебедки составляет 40-45 метров, используются натяжные лебедки. Чтобы добиться правильной ориентации груза в тележках предусмотрен механизм их поворота.
Козловой кран также состоит из кабины, которая выступает в роли органа управления. Кабины бывают двух типов:
подвижные;
неподвижные.
Из кабины оператора открывается полный обзор за крюком, передвигающимся грузом, ходовыми тележками и подкрановыми путями.
Дополнительное оборудование:
пульт дистанционного управления;
ограничитель подъема груза;
весы;
частотный преобразователь.
Эти элементы расширяют функциональность козлового крана и делают его работу более безопасной. Их можно устанавливать уже на этапе эксплуатации оборудования.
Разновидности козловых кранов
По сфере применения козловые краны делятся на следующие виды:
Перегрузочная машина. Часто используется в промышленности, где изготавливается продукция из бетона и металла.
Механизмы для выполнения строительных и монтажных работ. Грузоподъемность устройств значительно выше. Среднее значение – 400 тонн. Обладают высоким показателем по скорости транспортировки – до 0,1 м/с. Скорость движения крана – 1,5 м/с.
Специальные устройства. Грузоподъемность в пределах 300-500 тонн. Длина пролета составляет 100-130 м, высота – до 80 м. Предназначены для установки на гидротехнических и железнодорожных объектах.
Контейнерные. Обладают специальным устройством для захвата контейнеров. Значительно снижают время на погрузо-разгрузочные работы.
В зависимости от конструкционных особенностей контейнеры бывают:
однобалочные – пролет выполнен с сечением коробчатой формы;
двухбалочные – отличаются долговечностью и возможностью поднимать тяжелые грузы;
бесконсольные – движение грузов выполняется вдоль основного пролета;
одноконсольные – отличаются лучшей прочностью и надежностью в эксплуатации.
В зависимости от органа захвата краны классифицируются:
с захватом в виде крюка – груз зацепляется с помощью строп, на конце которых имеют крюки для захвата;
магнитные – перемещают габаритные металлические предметы за счет работы мощного магнита;
грейферные – имеют форму ковша, в котором перемещаются сыпучие материалы.
По типу привода краны классифицируются на два вида:
электрический;
ручной.
Модификация кранов в первую очередь зависит от специфики работы производства и особенностей проводимых на нем технологических процессов.
Применение
К управлению краном допускаются технически подготовленных специалистов. Они в обязательном порядке проходят обследование медицинской комиссией и предварительно должны получить допуск на выполнение работ. Территория, где находится кран, должна иметь:
подъездные пути;
предупреждающие знаки;
отдельную зону для погрузочных и разгрузочных работ.
Кран ККС должен проходить предварительный технический осмотр. В момент использования состояние главных механизмов также должны находиться под контролем. Работа устройства немедленно прекращается при выявлении любых дефектов в его функциональности. При завершении работы с краном все его элементы выставляются в нулевую позицию и его отключают от сети питания.
Преимущество козловых кранов
Преимущество козловых кранов заключается в их возможности обеспечивать обслуживание большей площади. Для этого он не нуждается в монтаже специальных опор. К другим преимуществам необходимо добавить:
мобильность;
возможность обслуживать малые и большие площади;
высокий уровень грузоподъемности;
большая высота подъема груза;
надежность и долговечность в эксплуатации.
Козловые краны также обладают высокой скоростью перемещения грузов. Они способны работать в температурном диапазоне от -40 до +40 градусов. Их можно укомплектовывать дополнительным оборудованием для повышения функциональности.
Монтаж и демонтаж
При монтаже козловых кранов соблюдается возможность использовать менее затратные и трудоемкие способы. В некоторых случаях монтаж производят из полностью собранных моделей. Крановый механизм с двумя опорами устанавливают при помощи стягивания основания стоек посредством использования монтажных полипастов. Чтобы стянуть полипасты, дополнительно применяются лебедки или тракторы. Монтаж также можно осуществлять при помощи одного-двух самоходных кранов стрелового типа. Демонтаж кранов выполняется в том же порядке, как производилась их установка.
ᐉ Козловой кран: особенности и область применения
Для перемещения тяжёлых грузов на предприятиях и строительных площадках используют специальные механизмы. Козловые краны – вид техники, база которой представляет собой две устойчивые опоры. Как выглядит оборудование? Это мост, закреплённый на двух козлах. Рельсы укладываются так, чтобы обеспечить устойчивость конструкции. Козловые краны перемещаются со скоростью от 20 до 50 метров в минуту. Как работает, из чего состоит оборудование? Обо всём по порядку.
Пролётная часть представлена одной или двумя балками. Независимо от количества элементов мостовой части, она сваривается из металлических форм. Однобалочные козловые устройства обладают такими преимуществами, как:
простота монтажа;
невысокая стоимость – цена ниже в сравнении с двухбалочными аналогами высокой грузоподъемности;
доступность компонентов – детали на любую из моделей есть в продаже;
удобство обслуживания и эксплуатации.
Максимальная грузоподъёмность однобалочных моделей в ассортименте – 16 тонн.
Двухбалочное оборудование отличается большей мощностью. Среди его преимуществ отмечают:
Большая грузоподъемность – до 500 тонн
Прочность в соответствии с ГОСТ (ЗГПО Атлант использует сертифицированную сталь СТ3 и 09Г2С)
Высокие эксплуатационные качества – несколько подъемных устройств с возможностью одновременной работы на разных типах механизмов захвата (грейфер, магнит, крюк, крюковая траверса, рудный перегружатель)
Неизменный показатель грузоподъёмности независимо от участка пролёта
Двухбалочные козловые краны используются на предприятиях, где предусмотрено перемещение большого количества тяжёлых грузов.
Оба вида можно демонтировать и установить заново в другой локации без потери технических и эксплуатационных характеристик.
Устройства, применяемые в козловых кранах, выполняются:
с канатоведущим шкивом желобчатого типа;
с нарезным барабаном.
Механизмы второго типа отличаются надёжностью и прочностью, но они больше по размеру и весу. По этой причине устанавливаются не на всех моделях.
Тележки
Грузовая тележка – один из важнейших элементов кранового оборудования. В зависимости от особенностей конструкции, бывает:
монорельсовой;
двухрельсовой;
канатной;
самоходной.
Монорельсовая тележка имеет простую конструкцию и легка в управлении, но не очень устойчива. По этой причине изнашивается довольно быстро. Двухрельсовые модели часто дополнительно оснащены монорельсовой кареткой. Особенность самоходных тележек заключается в передвижении по направляющим. Они более прочные, надёжные и долговечные. Используются для оснащения большинства моделей козловых кранов. Механизмы для подъёма грузов монтируются на тележку. Канатные модели устанавливаются стационарным способом на мосту.
Ходовое устройство
Устройство передвижения кранового оборудования – это одноколёсная или балансирная тележка. Монтируется к основанию стоек опор. Двигатели характеризуются наличием фазного ротора. Для кранов грузоподъёмностью около пяти тонн используется короткозамкнутый механизм. На тележки балансирного типа устанавливаются промежуточные колёса. Элементы соединяются специальным колесом. Для уменьшения нагрузки на корпус устанавливается дополнительная опора выходного вала.
Типы устройств
Грузоподъёмное оборудование классификация и характеристики:
строительно-монтажные модели грузоподъёмностью до 500 тонн, длиной балок до 70 метров и высотой подъёма около 40 м;
общего назначения однобалочные – длина моста до 32 м, высота подъёма не более 9 метров и грузоподъёмность до 16 тонн;
спецназначения с различными устройствами захвата (грейфер, магнит, крюк, крюковая траверса, рудный перегружатель) – используются для перемещения тяжёлых больших контейнеров, длинномерных предметов. Также эксплуатируются в портах, гидроэлектростанциях. Обладают высокой грузоподъёмностью, перемещают предметы весом до 500 тонн.
Козловые краны отличаются экономичностью, подъемными характеристиками, способны выполнять работу в сложных и даже экстремальных условиях. Возможно использование при низких и высоких температурах. Ещё одна особенность – точность позиционирования груза. При своевременном техническом обслуживании и соблюдении основных правил оборудование будет служить десятки лет. Финансовые затраты на ремонтные работы и покупку деталей минимальны.
Где применяют
Благодаря техническим характеристикам козловые краны эксплуатируются в:
строительстве жилых, офисных зданий, промышленных объектов;
заготовке леса;
перегрузочных работах в помещениях складского типа;
обслуживании объектов гидротехнического типа;
производственных цехах;
ремонте крупного промышленного оборудования;
предприятиях по производству железобетонных изделий.
Производительность и сравнительно невысокая цена делают козловые краны востребованным оборудованием.
Чем отличается мостовой кран от козлового
Оба широко эксплуатируются на производстве, в строительстве и других сферах. Главное отличие в оснащении специальными опорами для моста козлового крана. Установка возможна в подготовленном месте с ровной поверхностью. Он движется по рельсам, которые расположены на шпалах на земле.
Мостовой кран – это конструкция для использования в закрытом помещении, на улице и под навесом. Подкрановые пути, рельсы устанавливаются под потолком на специальные опоры или подвешиваются. Козловой кран больше подходит для площадок под открытым небом, а мостовой – для закрытых цехов.
Разновидности в зависимости от устройства фиксации груза
Выделяют следующие типы грузоподъёмного оборудования:
С крюковой траверсой. Выполнение всех видов погрузочных и разгрузочных работ на предприятиях разного типа. Предназначено для перемещения штучных грузов;
Универсальное — однобалочный кран или двухбалочный. Используется для проведения погрузочных и разгрузочных работ на предприятиях, где необходимо перемещение контейнеров и других типов грузов;
Грейферное. Перегрузка сыпучих и навалочных грузов. Имеет грейфер канатного или приводного ковшового типа. Оснащено съёмным моторным или электрогидравлическим механизмом. Используется на предприятиях металлургической и горнодобывающей направленности;
Магнитно-грейферное. Эксплуатируется на металлургических предприятиях, в компаниях по переработке металлолома. Использование оборудования позволяет переместить груз в контейнеры, вагоны, автотранспорт и так далее. Наличие магнита и грейфера расширяет функциональность механизма;
Магнитное. Для перемещения заготовок, проката, рулонов и других грузов, имеющих в составе железо. Грузоподъёмный магнит перемещает тяжёлые элементы оперативно и безопасно;
Монтажное. Используется на монтажных площадках для сборки конструкций на складах, судостроительных верфях, нефтехимических, металлургических и других видах предприятий. Оборудование оснащено электроприводом с посадочными скоростями. Главная особенность – увеличенная высота и небольшая масса конструкции;
Рудный перегружатель. Используется на открытых площадках. Кроме механизма подъёма, оборудование оснащено устройством замыкания грейфера.
Обратите внимание на следующие товары:
Кран козловой электрический
Полукозловой кран
Крановая эстакада
Козловой кран — Ограниченная серия 1/9 Фотография Яна Фоллби
Козловой кран — Ограниченная серия 1/9 Фотография Яна Фоллби | Saatchi Art
183 Просмотр
View в моей комнате
Ян.
пузырейСделать предложение
чека Доставка включена
Основное изображениеОсновное изображениеОсновное изображениеОсновное изображениеОсновное изображение
Оценка Trustpilot
183 Просмотров
Признание художника
Художник представлен в коллекции
Об художественном произведении
Козловой кран Двойная экспозиция, сделанная камерой. Фотография представляет собой репродукцию Prime Fine Art на бумаге Hahnemühle PhotoRag Baryta. Размер 61В 41Ш см плюс 4см белая кайма. Ограниченное издание № 1 из 9. Каждое издание подписано и пронумеровано художником и имеет сертификат подлинности. Доставка осуществляется в течение 10 рабочих дней с момента заказа, однако в большинстве случаев распечатки будут отправлены раньше. _______________________________________________________________________________ — Если вам удобнее в готовом виде или на капа 10мм (или Дибонд 3мм) — свяжитесь со мной. — Пожалуйста, не стесняйтесь спрашивать о других размерах. — Для получения дополнительной информации, не стесняйтесь обращаться ко мне по почте. 🙂
Детали и размеры
Фотография: Цвет на бумаге
Произведено художником ограниченным тиражом: 1
Размер: 16,1 Ш x 24 В x 0,1 Г в
Сроки доставки
90py:5Tyly
90p:5Tyly -7 рабочих дней для внутренних отправлений, 10-14 рабочих дней для международных отправлений.
Ян Фоллби — разработчик логистики, фотограф и иллюстратор из Оскарсхамна, Швеция. Ян начал серьезно фотографировать в 2008 году и работает в основном над своими более длинными проектами. «В рамках своей профессии я много работал с мастерскими по планированию, где я использую программное обеспечение САПР для визуализации мастерской или потока в ней. Я научился видеть красоту в простоте, но также ценить необходимые детали. Одна деталь может создать или испортить всю картину или поток. С развитием цифровых камер возник интерес к созданию изображений с использованием камеры в качестве инструмента вместо программного обеспечения для рисования». «Я люблю цвета и предпочитаю использовать естественный свет в техниках длительной и многократной выдержки. Мои любимые мотивы часто абстрактные или минималистичные» [email protected]
Признание художника
Художник, представленный Saatchi Art в коллекции
Тысячи отзывов с пятью звездами
Мы обеспечиваем обслуживание клиентов мирового класса для всех наших покупателей произведений искусства.
Toyota Hiace 2019-2020 фото цена и характеристики нового микроавтобуса 6-го поколения от Тойота
Данная модель отлично зарекомендовала себя при использовании в коммерческих целях и для многих стала верным, неприхотливым другом, который не подведет в трудный момент. Причем особенно это распространяется на пятое поколение японского однообъемника, который помимо всего прочего, еще обладает и приемлемым комфортом, плюс оснащением. Но ему спешит на смену преемник, а о том, что он из себя представляет, можно будет узнать ниже.
Содержание статьи:
1 Технические характеристики
2 Обзор
2.1 Экстерьер
2.2 Интерьер
2.3 Ездовые качества
Официальная премьера Toyota Hiace состоялась в феврале 2019 года. Место презентации было выбрано специфическое — Филиппины. При этом здесь также новинка будет доступна для покупки.
Если говорить о самой модели, то она предстала перед публикой в 6-ом поколении. При этом интересен тот факт, что в Японии по-прежнему актуальна лишь предыдущая генерации и в ближайшем будущем ничего не изменится.
Автомобиль по-прежнему доступен в нескольких исполнениях:
Пассажирское.
Грузопассажирское.
Грузовое.
Снаружи без труда можно проследить схожий с предшественником дизайнерский стиль. Однако двигатель у автомобиля теперь располагается вне кабины, поэтому у модели появился выпирающий за переднюю ось капот, чего за пятой генерацией замечено не было.
В зависимости от выбранного исполнения (пассажирское либо грузопассажирское), количество посадочных мест может варьироваться от 11 до 17 штук.
Читайте также: Mitsubishi ASX 2020 обновленный кроссовер под знаком трех бриллиантов
Оснащение авто может состоять из штатной аудиосистемы с USB, Bluetooth, мультифункционального рулевого колеса, кондиционера, бортового компьютера, электрических стеклоподъемников передних дверей, сервоприводов зеркал бокового вида с их обогревом, подогрева передних сидений, сервопривода, штатной мультимедиа с навигацией, бортового компьютера.
Старт продаж новинки на филиппинском рынке намечен на предстоящий март. Минимальная цена Toyota Hiace 2019—2020 составит 1 миллион 590 тысяч евро.
Технические характеристики
Машина основана на модульной платформе TNGA. Передняя подвеска спроектирована по типу McPherson, задняя — это не разрезной мост с листовыми рессорами. Привод — на заднюю ось.
Тип колесной базы
Размер колесной базы, мм
стандартный
3210
удлиненный
3860
Базовый мотор — это турбодизель 2.8 литра, способный развивать 176 лошадиных сил. Более мощная альтернатива представлена в качестве бензинового силового агрегата 3.5 литра, который генерирует 280 «лошадок».
Это интересно: Как выглядит Volkswagen Passat 2020 в новом кузове B8
В обоих случаях есть выбор между механической либо автоматической трансмиссиями.
Обзор
Экстерьер
Внешний дизайн Хайс 2019 года ничем особенным не примечателен, что не удивительно, учитывая позиционирование авто в сегменте коммерческого транспорта.
Тем не менее он смотрится монументально, гармонично за счет чуть раскосых головных фар, массивного переднего бампера с интегрированными противотуманными фонарями и светодиодными дневными ходовыми огнями, стильных колесных дисков и выверенных пропорций кузова.
Интерьер
Архитектура салона примечательна широкой центральной консолью и селектором трансмиссии, который пододвинут к водителю на максимально близкое расстояние. При этом уровень эргономики в целом нареканий не вызывает, хотя некоторые органы управления все же различаются — в зависимости от комплектации.
Так, при базовом исполнении нужно отметить практически полностью аналоговый щиток приборов, скромную аудиосистему на торпедо. Более же богатые варианты оснащаются мультимедийным центром с тачскрином, а также иной комбинацией приборов с большим и цветным экраном по центру основных указателей. Во всех случаях можно отметить высокую читабельность показаний, а также удобство пользования предложенными функциями.
Статья по теме: Toyota Tacoma 2020 новая жизнь знаменитого пикапа
Водительское кресло имеет неплохую боковую поддержку, широкие диапазоны регулировок. Устроиться на нем вольготно не составляет особых проблем. Соседний же, сдвоенный диван с трудом помещает на себе двух человек, к тому же его профиль далеко не идеален, а значит комфорт при длительной езде мало гарантирован.
Ездовые качества
Турбодизель 2.8 литра наделяет автомобиль сносной динамикой ускорения. Он обладает отличной тягой на низких, средних оборотах, поэтому особых проблем с обгонами не возникает.
Что касается силового агрегата 3.5 литра, который работает на бензине, то ему в пределах города явно тесно — основной крутящий момент приходится на средний диапазон оборотов, при этом и на «верхах» мотор довольно активен, а значит на трассе можно поддерживать очень высокую скорость движения — для дальних поездок такой вариант наиболее оптимален.
К сведению: Субару Легаси нового поколения: культовый седан из Японии
Если не считать легкий руль, который может дезориентировать в сложной ситуации, то в целом управляемость японского авто нареканий не вызывает — он стабильно следует указанному курсу, не проявляет сильной раскачки. По поводу ездового комфорта — мелкие неровности машина проезжает играючи, не допуская тряски. Однако на крупных возникают сильные толчки, вибрации — таковы особенности зависимой задней подвески.
Выводы: Тойота Хайс имеет все шансы побороться за лидерство среди себе подобных. Автомобиль способен предложить высокий уровень оснащения, комфортабельный салон, сбалансированные ездовые качества. Впрочем, его высокую стоимость вряд ли можно отнести к сильным сторонам.
Toyota Hiace имеет стандартную или удлиненную базу, а также сдвижную боковую и подъемную или распашную дверь. Тойота Хайс оснащена двигателем 2,5 – литровым, мощностью сто пятнадцать лошадиных сил. В оснащение стандартное Хайс входят удобные кресла, кондиционер, стекла, которые не пропускают лучи ультрафиолетовые и панель приборов с хромированными деталями. Автомобиль оборудован специальными материалами, поглощающими звук. Это необходимо для снижения вибрации и уровня шума.
Отличительная черта авто – решетка радиатора, колпаки колес и хромированные молдинги на корме и капоте.
Актуальное пятое поколение микроавтобусов Toyota Hiace было запущено в серию в 2004 году. Данная модель является идеальным транспортом, как для коммерческих пассажирских перевозок в условиях города, так и доставки пассажиров по магистральным трассам между населенными пунктами. Отлично продуманная эргономика салона позволяет взять на борт до 12 человек, причем каждому из них предоставляется отдельное посадочное место, оборудованное регулировочной системой, подлокотниками и подголовниками, ремнями безопасности. Существовали версии этого микроавтобуса переоборудованные в мобильный офис или в автомобиль для семейных путешествий.
Для своего времени машина имела современный, обтекаемый, привлекательный дизайн кузова. Доступ в салон осуществляется через боковые широкие раздвижные двери оборудованные сервоприводом. В носовой части выделяется массивный бампер, выполненный из неокрашенного полимера, на его поверхности сформированы секции, предназначенные для забора воздуха. В кабине между посадочными местами оставлен достаточно широкий для свободного по нему передвижения проход, высокая крыша позволила разместить над пассажирскими сиденьями багажные полки.
Экстерьер
Высокие стойки лобового стекла Toyota почти под прямым углом переходят в слегка выступающую носовую часть Hiace. Прямо под нижним краем короткого капота размещаются широкие прямоугольники фар, пространство между ними перекрыто крупноячеистой сеткой, защищенной широкой горизонтально ориентированной планкой. Передний массивный бампер выступает за линию корпуса, его центр в горизонтальном направлении пересекает несколько секций воздухозаборников. На высокой крыше образован незначительный радиус закругления, установлена пара люков, задние стойки прямые, в их нижней части располагаются вертикальные блоки стоп-сигналов. Размеры кузова составляют 5380/1880/2285 мм, соотношение колесной колеи – 1655/1650 мм, клиренс – 185 мм. Под багажник предоставлен объем в 900 литров, полная/снаряженная масса – 3050/2160 кг, диаметр разворота – 12,4 метров, величина колесной базы – 3110 мм.
Интерьер
При отделке внутреннего интерьера Toyota автопроизводитель использовал пластик двух немарких оттенков, посадочные места Hiace обтянуты тканью пропитанной составом отталкивающим влагу и загрязнения различного типа. Кресла пассажиров установлены вдоль бортов по формуле 2+1, между ними оставлен свободный проход, по которому человек среднего роста сможет пройти не нагибаясь. Передняя панель имеет существенную ширину в своей фронтальной части, на ней перед местом переднего пассажира образована пара вместительных полок. В центре панели, сверху сформирована пара ниш предназначенных для установки бортового оборудования, в качестве которого может выступать стереосистема и навигационная система. Под этими нишами расположились регуляторы изменения интенсивности работы кондиционера, рукоятка селектора трансмиссии, несколько клавиш управления сервисными системами.
Технические характеристики
Привод от двигателя в Тойота Хиайс передается на заднюю колесную ось, в бензиновом варианте микроавтобуса под капотом устанавливается 151-сильный агрегат. Он обладает рабочим объемом 2694 см3, предельный крутящий момент составляет 241 Нм, время разгона – 20,7 секунды, усредненный уровень потребления топлива – 11,5 литров. Дизельная модификация транспорта комплектуется 136-сильным мотором с рабочим объемом 2982 см3, крутящий момент составляет – 300 Нм, средний расход солярки – 8,7 литров.
Продажа автомобилей Hayes | Посмотреть инвентарь
Посмотреть фотографии
Посмотреть видео
Summit White
Автомат
Бензин
Ecotec 1,4 л Turbo I4 138 л.с. фунтов
94 735 миль
Стоимость Интернета
15 994 долл. США
Посмотреть фотографии
Посмотреть видео
Summit White
Medium Ash Grey
Автомат
Бензин
1,5 л Turbo I4 170 л.с. фунтов
63 580 миль
Посмотреть бесплатно Отчет CARFAX
Интернет-цена
$23 997
Посмотреть фотографии
Посмотреть видео
Northsky Blue Metallic
Dark Atmosphere/Medium Ash Grey
Автомат
Бензин
Ecotec 1. 5L Turbo I4 160hp 184ft. фунтов
62 981 миль
Посмотреть бесплатно Отчет CARFAX
Интернет-цена
$20 994
Посмотреть фотографии
Посмотреть видео
Shadow Grey Metallic
Dark Atmosphere/Medium Ash Grey
Автомат
Бензин
Ecotec 1,5 л Turbo I4 160 л. с. фунтов
60 058 миль
Посмотреть бесплатно Отчет CARFAX
Интернет-цена
$19 984
Посмотреть фотографии
Посмотреть видео
Gideon/Very Dark Atmosphere
Автомат
Бензин
EcoTec3 5,3 л V8 355 л.с. фунтов
52 595 миль
Посмотреть бесплатно Отчет CARFAX
Интернет-цена
43 990 долларов США
Посмотреть фотографии
Посмотреть видео
Автомат
Бензин
8
99 999 миль
Специальная цена
32 995 долл. США
Посмотреть фотографии
Посмотреть видео
Малиново-красный оттенок
Автомат
Бензин
EcoTec3 5,3 л V8 355 л.с. фунтов
74 116 миль
Стоимость Интернета
$32 990
Посмотреть видео
Бензин
Посмотреть бесплатно Отчет CARFAX
Интернет-цена
10 990 долларов США
Посмотреть видео
Автомат
Бензин
1 л NA I4 с одним верхним распредвалом (SOHC) 16 В
187 149 миль
Интернет-цена
7 990 долл. США
Посмотреть фотографии
Посмотреть видео
Modern Steel Metallic
Черный
6-ступенчатая механическая
Бензиновый
1,5 л Turbo I4 205 л.с. фунтов
71 320 миль
Стоимость Интернета
24 977 $
Специальная цена
23 993 долл. США
Посмотреть видео
6-ступенчатая механическая
Бензин
2,4 л I4 205 л. с. фунтов
109 519 миль
Стоимость Интернета
15 995 долларов США
Посмотреть фотографии
Посмотреть видео
Modern Steel Metallic
Автомат
Бензин
2,0 л I4 158 л.с. фунтов
42 875 миль
Посмотреть бесплатно Отчет CARFAX
Интернет-цена
$26 995
Посмотреть фотографии
Посмотреть видео
White Diamond Pearl
Автомат
Бензин
2,4 л I4 185 л. с. фунтов
65 722 мили
Стоимость Интернета
27 944 $
Посмотреть фотографии
Посмотреть видео
Белая жемчужина орхидеи
Автомат
Бензин
1,5 л I4 128 л.с. фунтов
100 983 мили
Посмотреть бесплатно Отчет CARFAX
Интернет-цена
$14 990
Посмотреть фотографии
Посмотреть видео
Красный гранат
Автомат
Бензин
1,6 л I4 130 л. с. фунтов
64 940 миль
Интернет-цена
$16 998
Посмотреть видео
Symphony Silver
Автомат
Бензин
1,8 л I4 145 л.с. фунтов
75 803 мили
Узнать цену
804-642-0098
Посмотреть фотографии
Посмотреть видео
Scarlet Red Pearl
Автомат
Бензин
Nu 2. 0L I4 147 л.с. фунтов
70 260 миль
Посмотреть бесплатно Отчет CARFAX
Интернет-цена
$18 998
Специальная цена
$18 996
Посмотреть фотографии
Посмотреть видео
Машинно-серый
Автомат
Бензин
Nu 2,0 л I4 147 л. с. фунтов
47 495 миль
Стоимость Интернета
18 994 долл. США
Посмотреть фотографии
Посмотреть видео
Автомат
Бензин
3,6 л V6 285 л.с. фунтов
33 735 миль
Интернет-цена
$44 988
СОВЕРШЕННО НОВЫЙ ПОДЪЕМНИК И ШИНЫ ТОЛЬКО 33 ТЫС. МИЛЬ **ОБЯЗАТЕЛЬНО ПОСМОТРЕТЬ**
Посмотреть видео
Brilliant Black Crystal Pearl Coat
Автомат
Бензин
HEMI 5,7 л V8 360 л. с. фунтов
111 346 миль
Узнать цену
804-642-0098
Посмотреть видео
Ярко-белый прозрачный лак
Темно-серый
Автомат
Бензин
2,0 л I4 158 л.с., 141 фут. фунтов
121 498 миль
Посмотреть бесплатно Отчет CARFAX
Узнать цену
804-642-0098
Посмотреть фотографии
Посмотреть видео
Прозрачное покрытие Rhino
Автомат
Бензин
3,6 л V6, 285 л. с., 260 футов. фунтов
55 255 миль
Интернет-цена
33 995 $
Специальная цена
36 990 $
СОВЕРШЕННО НОВЫЙ! ЦЕНА ДЛЯ ПРОДАЖИ.
Посмотреть фотографии
Посмотреть видео
Прозрачно-белый
Автомат
Бензин
1,6 л I4 130 л.с. фунтов
117 687 миль
Посмотреть бесплатно Отчет CARFAX
Интернет-цена
$12 974
Посмотреть фотографии
Посмотреть видео
Черный бархат
Автомат
Бензин
3,5 л Twin Turbo V6 365 л. с. фунтов
35 385 миль
Стоимость Интернета
26 988 долларов США
Посмотреть видео
Tarmac Black Metallic
Автомат
Бензин
1,5 л Turbo I4 152 л.с. фунтов
95 813 миль
Узнать цену
804-642-0098
Имя
Фамилия
Сообщение
Запрос цены уже отправлен, представитель свяжется с вами в ближайшее время.
Hayes Family Auto Inc — Продажа, обслуживание и запчасти для подержанных автомобилей в Уотертауне, Висконсин, недалеко от Эбенезера и Иксонии
Hayes Family Auto Inc — Продажа, обслуживание и запчасти для подержанных автомобилей в Уотертауне, Висконсин, недалеко от Эбенезера и Иксонии
Hayes Family Auto Inc — Продажа, обслуживание и запчасти для подержанных автомобилей в Уотертауне, Висконсин, недалеко от Эбенезера и Иксонии
Hayes Family Auto Inc — Продажа, обслуживание и запчасти для подержанных автомобилей в Уотертауне, Висконсин, недалеко от Эбенезера и Иксонии
Hayes Family Auto Inc — продажа подержанных автомобилей, обслуживание и запчасти в Уотертауне, штат Висконсин, недалеко от Эбенезера и Иксонии
Hayes Family Auto Inc — Продажа, обслуживание и запчасти к подержанным автомобилям в Уотертауне, Висконсин, недалеко от Эбенезера и Иксонии
Hayes Family Auto Inc — Продажа, обслуживание и запчасти к подержанным автомобилям в Уотертауне, Висконсин, недалеко от Эбенезера и Иксонии
Hayes Family Auto Inc — Продажа, обслуживание и запчасти подержанных автомобилей в Уотертауне, Висконсин, недалеко от Эбенезера и Иксонии
Hayes Family Auto Inc — Продажа, обслуживание и запчасти подержанных автомобилей в Уотертауне, Висконсин, недалеко от Эбенезера и Иксонии
Hayes Family Auto Inc — Продажа подержанных автомобилей, обслуживание и запчасти в Уотертауне, Висконсин, недалеко от Эбенезера и Иксонии
Hayes Family Auto Inc — Продажа, обслуживание и запчасти к подержанным автомобилям в Уотертауне, Висконсин, недалеко от Эбенезера и Иксонии
Hayes Family Auto Inc — Продажа, обслуживание и запчасти к подержанным автомобилям в Уотертауне, Висконсин, недалеко от Эбенезера и Иксонии
Hayes Family Auto Inc — Продажа, обслуживание и запчасти для подержанных автомобилей в Уотертауне, Висконсин, недалеко от Эбенезера и Иксонии
Предыдущий
Пауза
Следующий
Магазин
Бюджет
Магазин
Автомобили
Магазин
Грузовики
Магазин
Фургоны
Магазин
Внедорожники
Поиск
Отзывы
Будь то наши чистые, качественные автомобили, наше дружелюбное обслуживание или честность и ценность, которые мы привносим в каждое взаимодействие, наши клиенты любят нас.
Главная / Товары Курска / Ломбарды Курска / Карла Маркса / Инструменты / Дрели и перфораторы / Дрель ИЭ-1202А
Все города РоссииАбаканАлександровАльметьевскАнгарскАнжеро-СудженскАртёмАрхангельскБалаковоБалашихаБарнаулБезенчукБелгородБеловоБелогорскБерезовскийБийскБлаговещенскБодайбоБорскоеБугурусланВладивостокВладимирВолгодонскВолжскВолжскийВоронежВятские ПоляныГорно-АлтайскГубкинГурьевскЕкатеринбургЕлабугаЕлецЕманжелинскЕссентукиЗвенигородЗеяИвановоИркутскКазаньКалининградКалининецКалугаКаменск-Уральский КедровкаКемеровоКировКиселевск КисловодскКомсомольск-на-АмуреКрасноармейскКраснодарКрасноярскКрымскКукморКурскКызылЛенинск-КузнецкийЛенскЛесосибирскЛипецкЛюберцыМалоярославецМедногорскМеждуреченскМоскваМыскиНабережные ЧелныНижний НовгородНижний ТагилНовокузнецкНовокуйбышевскНовосибирскНовотроицкНовочебоксарскНовошахтинскНогинскНоябрьскНурлатОбнинскОдинцовоОктябрьскОмскОренбургОрскОсинникиОтрадныйПГТ ПромышленнаяПервоуральскПодольскПолевскойПолысаевоПохвистневоПрокопьевскПятигорскРаменскоес. ЕрмаковскоеСамараСанкт-ПетербургСаранскСаратовСергиев ПосадСеровСлободскойСосновкаСочиСтарый ОсколСургутСызраньТаганрогТайгаТихорецкТобольскТольяттиТомскТопкиТулунТучковоТындаТюменьХабаровскХанты-МансийскЧапаевск ЧереповецЧистопольЭлектростальЭнгельсЯкутскЯрославльЯсныйЯшкино
Все ломбардыАвтоломбардДериглазоваДзержинскогоДружбыКарла МарксаКулаковаЛомбард «Кошелёк»СадоваяСоюзнаяСумская, 36Хрущева
Все категорииЮвелирные изделияМобильные телефоныДля автомобиляТехника Фототехника и видеокамеры Бытовая техника Мобильные телефоны Другое Телевизоры и мониторы Ноутбуки и компьютерыИнструменты Шуруповерты и гайковерты Сварочное оборудование Лазерный инструмент Дрели и перфораторы Пилы, рубанки и лобзики Фены строительные Другое Ручной инстумент Угловые шлифовальные машины (болгарки) БензоинструментыАксессуары
Все металлы
Все пробы
Искать только с размером
Размер:
—
Искать только с ценой
Цена:
—
Поделиться:
И мы вам ответим 🙂
Мы сами с вами свяжемся и все расскажем
Телефон *
Телефон необходим для связи продавца с вами.
Имя
Представьтесь, пожалуйста, чтобы мы знали как к вам обращаться.
Электронная почта
Сюда мы можем отправить вам запрашиваемую информацию.
Нажимая кнопку «Отправить», вы соглашаетесь с условиями обработки и хранения персональных данных
И мы вам перезвоним 🙂
И мы отправим вам фото товара 🙂
Дрель-шуруповерт акк. RYOBI CSDT 1202 N 12В 1,3Ач Ni-Cd
Главная / Каталог товаров / Все для строительства и монтажа / Электроинструмент / Аккумуляторный инструмент / Аккумуляторные дрели, шуруповерты / Дрель-шуруповерт акк. RYOBI CSDT 1202 N 12В 1,3Ач Ni-Cd
Описание и характеристики
Отзывы
Доставка и оплата
Код товара
0059095
Производитель
Ryobi
Артикул
3000223
Единица продажи
Штука
Тип двигателя
Щеточный
Количество аккумуляторов в комплекте
2
Наличие удара
Нет
Напряжение аккумулятора, В
12
Максимальный крутящий момент, Н*м
12
Тип аккумулятора
Ni-Cd
Емкость аккумулятора, А*ч
1,3
Количество скоростей
1
Тип патрона
Быстрозажимной
Устройство аккумулятора
Слайдер
Макс. диаметр сверления (дерево), мм
20
Макс. диаметр сверления (металл), мм
10
Размер зажимаемой оснастки,мм
1-10
Вес, кг
1.5
Диаметр патрона, мм
1-10
Число оборотов, об/мин
600
Крутящий момент, Нм.
12
Емкость аккумулятора, Ач.
1.3
Кол-во скоростей
1
Производитель Ryobi Модель CSDT1202N Тип патрона быстрозажимной Тип аккумулятора NiCd Тип двигателя щеточный Макс. диаметр сверления дерево, мм 20 Максимальный крутящий момент, Н·м 12 Макс. диаметр сверления металл, мм 10 Емкость аккумулятора 1.3 Макс. число оборотов холостого хода, об/мин 0 Габариты, мм 210 x 320 x 100 Число ступеней крутящего момента 24+1 Количество скоростей работы 1 Реверс Да Вес брутто, кг 2.5 кг Напряжение аккумулятора, В 12 Аккумуляторная дрель Ryobi CSDT1202N применяется для сверления, завинчивания и вывинчивания различных крепежных элементов. Предусмотрены 24 позиций предустановки крутящего момента и одна позиция для точного сверления. Для простоты транспортировки и хранения дрели в комплекте имеется сумка.
Оставить отзыв
Пока нет ни одного отзыва о данном товаре. Ваш отзыв будет первым!
Предлагаем Вам купить дрель-шуруповерт акк. RYOBI CSDT 1202 N 12В 1,3Ач Ni-Cd по выгодной цене 3 050 . Мы очень тщательно следим за качеством реализуемой продукции и отдаем предпочтение только проверенным производителям.
Чтобы купить дрель-шуруповерт акк. RYOBI CSDT 1202 N 12В 1,3Ач Ni-Cd в нашем интернет-магазине Вам достаточно оформить заказ любым удобным способом:
На сайте. Для этого нужно выбрать понравившиеся Вам товары, положить их в корзину и оформить покупку (не займет много времени).
По телефонам 8 (8453) 64-30-40, 8 (8453) 64-46-60. Наши операторы проконсультируют Вас по всем вопросам, связанных с товаром, и примут Ваш заказ на обработку.
По электронной почте shop@mirsnab64. ru. В письме необходимо указать наименования (коды) выбранных Вами товаров и их количество, а также данные о себе: Ф.И.О., контактный телефон и e-mail.
Продолжая использовать наш сайт, Вы принимаете пользовательское соглашение на обработку файлов _COOKIE и пользовательских данных в целях повышения качества функционирования сайта, проведения ретаргетинга и статистических маркетинговых исследований. Если Вы не хотите, чтобы Ваши данные обрабатывались, необходимо соответствующим образом установить настройки браузера или не использовать сайт.
Аккумуляторная дрель-шуруповерт Ryobi 12 В | CTh2202K2
Вопросы и ответы
Горячие точки
Рис. №
1
Плоский винт (L.H.T) M5X16
2,99 $
Номер детали: 6130388
Доставка в течение 5-11 рабочих дней
Доставка в течение 5-11 рабочих дней
2,99 долл. США
Доставка в течение 5-11 рабочих дней
2,99 долл. США
2
Патрон устарел — недоступен
27,50 долл. США
Номер детали: 4130270
Снято с производства
Снято с производства
27,50 долл. США
Снято с производства
3
Винт M3X14
2,99 $
Номер детали: 1130302
Доставка в течение 5-11 рабочих дней
Доставка в течение 5-11 рабочих дней
2,99 долл. США
Доставка в течение 5-11 рабочих дней
2,99 долл. США
4
Монтажная пластина Устарела — недоступна
2,99 долл. США
Номер детали: 4
4
Снято с производства
Снято с производства
2,99 долл. США
Снято с производства
6
Шаровой держатель, 9 шт.0095 Пластик
2,99 долл. США
Номер детали: 41
Доставка в течение 5-11 рабочих дней
Доставка в течение 5-11 рабочих дней
2,99 долл. США
Доставка в течение 5-11 рабочих дней
2,99 долл. США
7
Шайба
2,99 долл. США
Номер детали: 4
5
Доставка в течение 5-11 рабочих дней
Доставка в течение 5-11 рабочих дней
2,99 долл. США
Доставка в течение 5-11 рабочих дней
2,99 долл. США
8
Крышка сцепления Устарела — недоступна
2,99 долл. США
Номер детали: 4
0
Снято с производства
Снято с производства
2,99 долл. США
Снято с производства
9
Пружинная пластина
2,99 $
Номер детали: 4180026
Доставка в течение 5-11 рабочих дней
Доставка в течение 5-11 рабочих дней
2,99 долл. США
Доставка в течение 5-11 рабочих дней
2,99 долл. США
10
Втулка Устаревшая — недоступна
2,99 долл. США
Номер детали: 5267511
Снято с производства
Снято с производства
2,99 долл. США
Снято с производства
11
Тормозная пружина Устарела — недоступна
2,99 долл. США
Номер детали: 4180027
Снято с производства
Снято с производства
2,99 долл. США
Снято с производства
12
Установочная чашка, Пластик
2,99 $
Номер детали: 4360005
Доставка в течение 5-11 рабочих дней
Доставка в течение 5-11 рабочих дней
2,99 долл. США
Доставка в течение 5-11 рабочих дней
2,99 долл. США
13
Шайба 30,5×15 мм Устарело — недоступно
2,99 долл. США
Номер детали: 1
9
Снято с производства
Снято с производства
2,99 долл. США
Снято с производства
14
Шайба сцепления Устарела — недоступна
2,99 долл. США
Номер детали: 4
9
Снято с производства
Снято с производства
2,99 долл. США
Снято с производства
15
Рычаг корпуса Устаревший — недоступен
2,99 долл. США
Номер детали: 4360008
Снято с производства
Снято с производства
2,99 долл. США
Снято с производства
16
Пластиковый держатель бит Устаревший — недоступен
2,99 долл. США
Номер детали: 1360077
Снято с производства
Снято с производства
2,99 долл. США
Снято с производства
17
Корпус устарел — недоступен
17,10 $
Номер детали: 1800073
Снято с производства
Снято с производства
17,10 долл. США
Снято с производства
18
Ремешок Устаревший — недоступен
2,99 долл. США
Номер детали: 1080066
Снято с производства
Снято с производства
2,99 долл. США
Снято с производства
19
Фирменная этикетка
2,99 долл. США
Номер детали: 4
1
Доставка в течение 5-11 рабочих дней
Доставка в течение 5-11 рабочих дней
2,99 долл. США
Доставка в течение 5-11 рабочих дней
2,99 долл. США
20
Переключатель в сборе устарел — недоступен
36,84 долл. США
Номер детали: 4550038
Снято с производства
Снято с производства
36,84 долл. США
Снято с производства
20-1
Держатель планшета в сборе устарел — недоступен
2,99 долл. США
Номер детали: 1580005
Снято с производства
Снято с производства
2,99 долл. США
Снято с производства
20-2
Переключатель Ul Variable
38,37 $
Номер детали: 1550055
Доставка в течение 5-11 рабочих дней
Доставка в течение 5-11 рабочих дней
38,37 долл. США
Доставка в течение 5-11 рабочих дней
38,37 долл. США
20-3
Сталь M3X8 мм
2,99 долл. США
Номер детали: 1130050
Доставка в течение 5-11 рабочих дней
Доставка в течение 5-11 рабочих дней
2,99 долл. США
Доставка в течение 5-11 рабочих дней
2,99 долл. США
20-4
Радиатор устарел — недоступен
2,99 долл. США
Номер детали: 1320026
Снято с производства
Снято с производства
2,99 долл. США
Снято с производства
21
Двигатель в сборе устарел — недоступен
17,30 $
Номер детали: 1030029
Снято с производства
Снято с производства
17,30 долл. США
Снято с производства
22
Пружинная шайба Устарела — недоступна
2,99 долл. США
Номер детали: 9550300
Снято с производства
Снято с производства
2,99 долл. США
Снято с производства
23
Винт Устаревший — недоступен
2,9 доллара США9
Номер детали: 1130303
Снято с производства
Снято с производства
2,99 долл. США
Снято с производства
24
Коробка передач устарела — недоступна
27,16 $
Номер детали: 4050007
Снято с производства
Снято с производства
27,16 долл. США
Снято с производства
25
Стальной шарик 5 мм Устарело — недоступно
2,99 долл. США
Номер детали: 12
Снято с производства
Снято с производства
2,99 долл. США
Снято с производства
26
Установочный винт M3,5X16 мм
2,99 $
Номер детали: 1130304
Доставка в течение 5-11 рабочих дней
Доставка в течение 5-11 рабочих дней
2,99 долл. США
Доставка в течение 5-11 рабочих дней
2,99 долл. США
27
Этикетка с техническими данными устарела — недоступна
2,99 долл. США
Номер детали: 4
2
Снято с производства
Снято с производства
2,99 долл. США
Снято с производства
501
Аккумулятор 12 В устарел — недоступен
84,70 долл. США
Номер детали: 1400652B
Снято с производства
Снято с производства
84,70 долл. США
Снято с производства
502
Универсальное зарядное устройство устарело — недоступно
58,46 $
Номер детали: 1400677
Снято с производства
Снято с производства
Примечание: ПРОВЕРЬТЕ ВАШИ БАТАРЕИ ПЕРЕД ПРИОБРЕТЕНИЕМ ЭТОЙ ДЕТАЛИ. ЕСЛИ ОНИ НЕИСПРАВНЫ, ОНИ РАЗРУШАТ ВАШЕ НОВОЕ ЗАРЯДНОЕ УСТРОЙСТВО.
58,46 долл. США
Снято с производства
503
Футляр для переноски устарел — недоступен
25,76 $
Номер детали: 4770007
Снято с производства
Снято с производства
25,76 долл. США
Снято с производства
504
Двойная насадка Phillips № 2/ Слот № 6
2,99 долл. США
Номер детали: 4240023
Доставка в течение 5-11 рабочих дней
Доставка в течение 5-11 рабочих дней
2,99 долл. США
Доставка в течение 5-11 рабочих дней
2,99 долл. США
505
Двойная насадка Phillips #3/ Слот № 7
2,99 долл. США
Номер детали: 4240022
Доставка в течение 5-11 рабочих дней
Доставка в течение 5-11 рабочих дней
2,99 долл. США
Доставка в течение 5-11 рабочих дней
2,99 долл. США
Рис #
Руководство оператора
2,99 долл. США
Номер детали: 1980014
Доставка в течение 5-11 рабочих дней
Доставка в течение 5-11 рабочих дней
2,99 долл. США
Доставка в течение 5-11 рабочих дней
2,99 долл. США
Детали дрели Детали аккумуляторной дрели
Аксессуары для Ryobi CTh2202K2
Имя *
Электронная почта *
Присоединяйтесь к нашему списку VIP-адресов, чтобы получать советы по экономии денег и специальные скидки.
Номер модели (рекомендуется)
Задать вопрос по этой детали *
Наши специалисты свяжутся с вами, как только смогут.
Комплект аккумуляторной дрели-шуруповерта Ryobi 12 В | HP1202M
Не включается
Выберите… Не включается
Вопросы и ответы
Горячие точки
Рис. №
1
Винт (M3,5 X 16 мм)
2,99 долл. США
Номер детали: 6620606
Доставка в течение 5-11 рабочих дней
Доставка в течение 5-11 рабочих дней
2,99 долл. США
Доставка в течение 5-11 рабочих дней
2,99 долл. США
2
Винт (M3,5 X 14 мм)
2,99 долл. США
Номер детали: 6620614
В наличии, 1 в наличии
В наличии, 1 в наличии
2,9 доллара США9
В наличии, 1 в наличии
2,99 долл. США
3
Устаревший корпус в сборе — недоступен
7,76 долл. США
Номер детали: 984571001
Снято с производства
Снято с производства
7,76 долл. США
Снято с производства
4
Двигатель с зубчатой передачей в сборе
18,59 $
Номер детали: 984572001
Доставка в течение 5-11 рабочих дней
Доставка в течение 5-11 рабочих дней
18,59 долл. США
Доставка в течение 5-11 рабочих дней
18,59 долл. США
5
Переключатель в сборе
20,77 $
Номер детали: 25
В наличии, 1 в наличии
В наличии, 1 в наличии
20,77 долл. США
В наличии, 1 в наличии
20,77 долл. США
6
Держатель бит Устаревший — недоступен
2,99 долл. США
Номер детали: 4360006
Снято с производства
Снято с производства
2,99 долл. США
Снято с производства
7
Стальной шарик (4 мм)
2,99 долл. США
Номер детали: 4750013
Доставка в течение 5-11 рабочих дней
Доставка в течение 5-11 рабочих дней
2,99 долл. США
Доставка в течение 5-11 рабочих дней
2,99 долл. США
8
Шайба сцепления Устарела — недоступна
2,99 долл. США
Номер детали: 4
9
Снято с производства
Снято с производства
2,99 долл. США
Снято с производства
9
Пружина
2,99 долл. США
Номер детали: 6894301
Доставка в течение 5-11 рабочих дней
Доставка в течение 5-11 рабочих дней
2,99 долл. США
Доставка в течение 5-11 рабочих дней
2,99 долл. США
10
Уровень в сборе
2,99 долл. США
Номер детали: 3000905
Доставка в течение 5-11 рабочих дней
Доставка в течение 5-11 рабочих дней
2,99 долл. США
Доставка в течение 5-11 рабочих дней
2,99 долл. США
11
Втулка
2,99 долл. США
Номер детали: 5501402
Доставка в течение 5-11 рабочих дней
Доставка в течение 5-11 рабочих дней
2,99 долл. США
Доставка в течение 5-11 рабочих дней
2,99 долл. США
12
Крышка сцепления устарела — недоступна
2,99 долл. США
Номер детали: 3854101
Снято с производства
Снято с производства
2,99 долл. США
Снято с производства
13
Плоский винт (L.H.T) M5X16
2,99 $
Номер детали: 6130388
Доставка в течение 5-11 рабочих дней
Доставка в течение 5-11 рабочих дней
2,99 долл. США
Доставка в течение 5-11 рабочих дней
2,99 долл. США
14
Быстрозажимной патрон
37,12 $
Номер детали: 6885501
Доставка в течение 5-11 рабочих дней
Доставка в течение 5-11 рабочих дней
37,12 долл. США
Доставка в течение 5-11 рабочих дней
37,12 долл. США
15
Винт (M3 X 20 мм)
2,99 $
Номер детали: 6620311
В наличии, 6 в наличии
В наличии, 6 в наличии
2,99 долл. США
В наличии, 6 в наличии
2,9 доллара США9
16
Монтажная пластина
2,99 $
Номер детали: 6387101
Доставка в течение 5-11 рабочих дней
Доставка в течение 5-11 рабочих дней
2,99 долл. США
Доставка в течение 5-11 рабочих дней
2,99 долл. США
17
Пружинная пластина
2,99 долл. США
Номер детали: 6399201
Доставка в течение 5-11 рабочих дней
Доставка в течение 5-11 рабочих дней
2,99 долл. США
Доставка в течение 5-11 рабочих дней
2,99 долл. США
18
Держатель пружины
2,99 долл. США
Номер детали: 5553201
Доставка в течение 5-11 рабочих дней
Доставка в течение 5-11 рабочих дней
2,99 долл. США
Доставка в течение 5-11 рабочих дней
2,99 долл. США
19
Магнит
2,99 долл. США
Номер детали: 6856905
Доставка в течение 5-11 рабочих дней
Доставка в течение 5-11 рабочих дней
2,99 долл. США
Доставка в течение 5-11 рабочих дней
2,99 долл. США
20
Никель-кадмиевый аккумулятор 12 В Устаревший — недоступен
33,13 $
Номер детали: 1311148
Снято с производства
Снято с производства
33,13 долл. США
Снято с производства
21
Зарядное устройство Ni-Cd аккумуляторов 12 В (сначала проверьте аккумуляторы) Устарело — недоступно
8,99 долл. США
Номер детали: 1411141
Снято с производства
Снято с производства
Примечание: ПРИМЕЧАНИЕ: ПЕРВАЯ ПРОВЕРКА АККУМУЛЯТОРОВ! ЕСЛИ ВАША АККУМУЛЯТОР ИЗНОШЕН ИЛИ НЕИСПРАВЕН, ЭТО РАЗРУШИТ ВАШЕ НОВОЕ ЗАРЯДНОЕ УСТРОЙСТВО.
8,99 долл. США
Снято с производства
22
Футляр для переноски
14,77 $
Номер детали: 3051735
Доставка в течение 5-11 рабочих дней
Доставка в течение 5-11 рабочих дней
14,77 долл. США
Доставка в течение 5-11 рабочих дней
14,77 долл. США
23
Пластина с логотипом
2,99 долл. США
Номер детали: 9418527
Доставка в течение 5-11 рабочих дней
Доставка в течение 5-11 рабочих дней
2,99 долл. США
Доставка в течение 5-11 рабочих дней
2,99 долл. США
24
Паспортная табличка
2,99 долл. США
Номер детали: 9418652
Доставка в течение 5-11 рабочих дней
Доставка в течение 5-11 рабочих дней
2,99 долл. США
Доставка в течение 5-11 рабочих дней
2,99 долл. США
Рис. №
Детали дрели Детали аккумуляторной дрели
Аксессуары для Ryobi HP1202M
Имя *
Электронная почта *
Присоединяйтесь к нашему списку VIP-адресов, чтобы получать советы по экономии денег и специальные скидки.
Героторный гидромотор по эксплуатационным данным стоит между аксиально-поршневыми и радиально- поршневыми гидродвигателями. Он развивает высокий стартовый и рабочий крутящий момент, дает постоянную частоту вращения выходного вала. Отличает героторный двигатель компактный размер и вес при низкой цене.
Героторный мотор выступает представителем шестеренных гидравлических машин с внутренним зацеплением. Теоретическое обоснование движения геротора разрабатывалось инженером Майроном Хиллом (1921).
Универсальность героторных машин позволяет использовать их в любых гидросхемах. Высокий крутящий момент в рабочих режимах, невысокая частота вращения выходного вала дают возможность без редуктора использовать гидромотор для прямого привода разнородных исполнительных механизмов.
Качающий узел представлен героторной парой:
Неподвижная шестерня с внутренними зубьями кругового профиля жестко соединена с корпусом вращающаяся шестерня с внешними зубьями кругового профиля состыкована с выходным валом. Внутренняя шестерня насчитывает 4-8 зубьев (на 1 зуб меньше, чем у внешней) и находится со смещением от центра внешней. В названии внутренней шестерни используется название ротор.
В центре ротора имеется внутреннее отверстие с нарезанными в нем шлицами для связи с выходным валом с использованием промежуточной карданной передачи.
Герметично соединенные зубья шестерен разобщают внутренний объем героторной пары на 2-е половины. Межзубьевые впадины корпусными осевыми каналами и распределителем соединены с нагнетательной и сливной областями геротора.
Подход рабочей жидкости в область нагнетания ротор благодаря эксцентриситету начинает обкатываться по неподвижной шестерне. Количественное несовпадение зубьев делает малой скорость относительного скольжения в героторной паре, что дает плавность и продолжительный срок службы гидромотору.
Центр ротора совершает вращение в отношении центра неподвижной шестерни по траектории орбиты, что в международной терминологии дало название этим гидромоторам орбитальных или планетарных.
Рабочая жидкость при вращении шестерни занимает межзубьевые впадины в области нагнетания, действуя на зубья ротора с созданием крутящего момента, а в сливной — зацепляющиеся зубья выдавливают ее из мотора.
Показатель крутящего момента зависит от активной и постоянной по величине площади зубьев в области нагнетания и формируемым давлением. Давление рабочей жидкости изменяется и зависит от показателя действующей внешней нагрузки на вал мотора.
Определяющими свойствами мотора служат рабочий его объем и MAX давление, они определяют частоту вращения выходного вала и крутящий момент.
Рабочий объем – объем рабочей жидкости, потребляемый мотором при полном в 360º обороте выходного вала.
В реверсивной героторной паре смена направленности в движении потока вызывает вращение ротора и выходного вала в обратную сторону.
Орбитальное вращение оси ротора переходит на выходной вал с использованием карданной передачи. В свою очередь карданный вал соединяет внутреннюю поверхность ротора с идентичной поверхностью выходного вала через шлицевое зацепление.
Шлицы обкатываются по осевым впадинам шлиц выходного вала и ротора с передачей под незначительным углом движения вращения и крутящего момента.
Вращающийся распредузел, размещенный на выходном валу, направляет поток от насоса – входной области — в нагнетательную полость героторной пары и из сливной полости – в выходную — трубопровод.
От распределителя до героторной пары и в обратном направлении рабочая жидкость двигается по осевым каналам корпуса.
Возврат к списку
Гидромотор радиально-поршневой высокомоментный типа МРФ
МРФ МРФ
Радиально-поршневые гидромоторы высокомоментные нерегулируемые МРФ работают по принципу трансформации кинетической энергии потока рабочей среды в механическую энергию вращательного движения вала.
Гидромоторы радиально-поршневые высокомоментные МРФ купить в Челябинске
Наименование
Описание
Гидромотор МРФ 160/25М1-0,1
цена
Заказать
Гидромотор МРФ 250/25М1-0,1
цена
Заказать
Гидромотор МРФ 400/25М1-0,1
цена
Заказать
Мотор устанавливают горизонтально в закрытом помещении Он работает как исполнительный силовой орган в силовых гидроприводах:
термопластавтоматов,
конвейеров,
мобильной гидравлики,
прессов по переработке пластических масс,
станков по металло- и деревообработке,
кузнечно-прессового оборудования,
горнодобывающей техники,
строительно-дорожных машин в шахтах,
буровых установок и т. п.
Рабочая среда: минеральное масло, очищенное от воды, смол, чужеродных механических включений, кислот с кинетической вязкостью 20…500 сСт, t 0…60C, t окр. среды 0…-50C.
Техническая информация по высокомоментным радиально-поршневым моторам МРФ
Гидромотор/характеристики
МРФ-100/25М1
МРФ-160/25М1
МРФ-160/25М1-20
МРФ-250/25М1
Номинальный рабочий объем, см³
100
160
250
Частота вращения, (об/мин):
— номинальная
750
480
— max
960
600
— min
12
10
8
Расход номинальный, л/мин.
79
81
127
Давление на входе, МПа:
— номинальное
25
— max
32
Давление на выходе, МПа:
— max
25
— min
3
Номинальный перепад давления, МПа
24,7
Max давление дренажа, МПа
0,05
Гидромеханический КПД, %, не менее
95
КПД, %, не менее
90
Удельная масса, кг/нм
0,15
0,097
0,079
Номинальная мощность, кВт
28,7
29,4
45,9
Крутящий момент, Нм:
— номинальный
373
597
932
— страгивания
354
567
885
Допускаемая нагрузка наконец вала, Н:
— осевая
300
500
— радиальная
1000
2000
Масса без рабочей жидкости, кг
56
58
74
Расшифровка маркировки
Как устроен МРФ гидромотор
Габаритно-присоединительные размеры можно посмотреть в товарной карте.
Гидромотор МРФ как альтернативный вариант электродвигателя
Компактность гидроагрегата при высокой мощности – это возможность присутствия в ряду электродвигателей и даже выступать альтернативой. Чем больше рабочий объем МРФ, тем выше крутящий момент и, в итоге, больше его мощность.
Продуктовый портфель представлен агрегатами, имеющими рабочий объем 100, 160, 250, 400, 630 и 1000 см³, из них на объем 400 и 100 — базовые.
Радиально-поршневые гидромоторы МРФ с доставкой в компании «ГидроМаш»
Модель гидромотора МРФ
Рабочий объем см³
Крутящий момент, развиваемый на валу, Нм
160/25М
160
597
250/25М
250
932
400/25М
400
1492
Пожалуйста, уточняйте цену на высокомоментный МРФ-гидромотор у консультанта онлайн или по тел. +7-351-247-65-68 и +7-351-793-77-88. Звоните!
Гидравлические двигатели — White House Products, Ltd
Местное время: Пт 12 июн 2020 05:40
Сеанс вашего клиента не установлен/истек срок его действия. Нажмите здесь, чтобы выбрать клиента для работы.
Гидравлические двигатели
Гидравлическая система может использовать один или несколько двигателей. По сути, эти двигатели работают путем преобразования гидравлического (жидкостного) давления и потока в механическую энергию (крутящий момент). Гидравлические двигатели по своей базовой конструкции сильно напоминают гидравлические насосы — фактически, некоторые двигатели могут даже использоваться в качестве насосов, если это необходимо. Гидравлические двигатели используются в очень широком диапазоне применений, включая, помимо прочего, краны, лебедки, конвейеры, экскаваторы, вальцовые станы и многие другие.
Поскольку эти устройства можно найти в самых разных областях применения, гидравлические двигатели выпускаются нескольких совершенно разных типов, каждый из которых имеет свои уникальные особенности.
Мотор-редукторы — Гидравлические мотор-редукторы используют промежуточную шестерню и ведущую шестерню в конфигурации «бок о бок». Поток жидкости, поступающий через входное отверстие, приводит в движение блокирующие шестерни, транспортирующие жидкость через устройство в выходное отверстие. Эти недорогие устройства ценятся за их универсальность и надежность.
Поршневые двигатели – Гидравлические поршневые двигатели отличаются высокой мощностью и крутящим моментом на высоких и низких скоростях. Эти моторы производятся в двух основных разновидностях. Радиальный тип имеет несколько поршней вокруг центрального вала, конструкция которых напоминает звезду. Осевая конструкция является более распространенной и более компактной из двух, с поршнями, размещенными в круглом блоке цилиндров. вход на выход. Гидравлические лопастные двигатели широко известны как бесшумные и простые в обслуживании устройства.
Орбитальные двигатели – Эти двигатели вырабатывают очень высокий крутящий момент благодаря конструкции «шестерня внутри шестерни» (геротор). Они также оснащены золотниковым или дисковым распределительным клапаном, который помогает правильно направлять жидкость.
Огромный набор из Гидравлическая система Компоненты и детали
Вы можете рассчитывать на ведущего поставщика гидравлических двигателей, который предоставит двигатели, необходимые для любого применения. Так же, как мы храним запасные части для гидравлических насосов, мы предлагаем детали для сборки и ремонта гидравлических двигателей наиболее экономичным способом. В вашем распоряжении эффективные инструменты для быстрого заказа и сокращения затрат времени на заказ важнейших гидравлических компонентов.
White House Products позволяет быстро и легко найти детали гидравлической системы. Введите номер детали или ключевое слово в инструмент быстрого поиска или просмотрите весь каталог по категориям, подкатегориям и производителям. Даже поиск по OEM или типу машины.
Зарегистрируйтесь сейчас, чтобы получить полную информацию о продукте. Цены на товары видны, как только вы входите в систему. Добавляйте товары в корзину, в которой хранится информация о каждом интересующем вас товаре до тех пор, пока вы не купите его с помощью защищенной корзины покупок.
Если вы не нашли нужный гидромотор или продукт в Интернете, вы можете запросить каталог поставщиков гидравлических систем. Каталог доступен в разделах, которые можно просмотреть в Интернете или загрузить на свой компьютер, поэтому на списки продуктов можно ссылаться в автономном режиме. Наша служба технической поддержки всегда готова ответить на ваши запросы и помочь найти то, что вам нужно.
Полный ассортимент гидравлических двигателей и другой продукции доступен в Великобритании (с доставкой на следующий день) и для клиентов по всему миру. Наше обслуживание быстрое, наша служба поддержки вежлива, а наши цены конкурентоспособны, чтобы соответствовать нашим высоким стандартам.
Пожалуйста, не стесняйтесь исследовать огромный ассортимент гидравлических редукторов, поршневых, лопастных и орбитальных двигателей White House Products.
Веб-сайт теперь хранит файлы cookie на вашем компьютере. Вы можете ограничить это использованием только некоторых из них или ни одним, однако вы не сможете использовать определенные функции веб-сайта, включая, помимо прочего: вход в систему, покупку продуктов, просмотр персонализированного контента, переключение между культурами сайта.
Гидромоторы для мобильной техники
Мэри Гэннон
Джош Косфорд
Гидравлические двигатели используются в любых устройствах, где требуется выход механической энергии вращения, например, в шнеках, приводах колес, вентиляторах, миксерах и измельчителях. Их исполнение так же разнообразно, как и их применение, включая такие типы двигателей, как орбитальные, лопастные, зубчатые и основные поршневые типы — с наклонной осью, радиальные и осевые.
Двигатели преобразуют гидравлическую энергию в механическую энергию вращения. Их выходной крутящий момент зависит как от рабочего объема двигателя (теоретический объем жидкости, который требуется двигателю для одного оборота), так и от рабочего давления. Кроме того, выходная мощность гидравлического двигателя является фактором крутящего момента и скорости (обычно описывается в оборотах в минуту или об/мин). Орбитальные двигатели являются наиболее полинимичными в группе, они носят такие прозвища, как низкоскоростные / высокомоментные (LSHT), геротор, героллер и дисковый клапан, и это лишь некоторые из них. Имейте в виду, что последние три на самом деле представляют собой разные конфигурации одного и того же типа двигателя, однако их общая функция одинакова за счет использования смещенного вала внутри шестерни с золотниковым или дисковым клапаном.
Орбитальные двигатели являются наименее эффективным типом (хотя каждый тип двигателя имеет относительно эффективную золотую середину на кривых давления и скорости), но превосходно подходят для низкоскоростных приложений с высоким крутящим моментом, а также очень экономичны. Они используются в большинстве сельскохозяйственных приложений, таких как конвейеры или разбрасыватели, и во всех приложениях, где цена является основным фактором.
Редукторные двигатели очень просты, в них используется та же компоновка ведущей и промежуточной шестерни, что и в шестеренных насосах, и хотя они по большей части не более эффективны, чем орбитальные двигатели, они недороги и хорошо работают на более высоких скоростях. Они чаще всего используются, когда требуется такая комбинация, например, приводы охлаждающих вентиляторов или приводы насосов.
Лопастные двигатели являются наименее распространенными из основных типов, но они заслуживают уважения по своей эффективности и скорости. Их также можно использовать с большим рабочим объемом, что делает их хорошим выбором для приложений с высоким крутящим моментом. В них используется ротор с фиксированными лопастями, как и в лопастных насосах, хотя некоторые производители также используют более сложную конструкцию с лопастями на корпусе. Эти двигатели можно увидеть в таких приложениях, как лебедки или буровые установки.
Поршневые двигатели трудно превзойти по мощности и эффективности. Поршневой двигатель с изогнутой осью является чемпионом по работе на высоких скоростях и работает на этих высоких скоростях с огромным давлением и крутящим моментом. Их конструкция с изогнутой осью также делает их очень надежными, поскольку они способны выдерживать давление 5000–6000 фунтов на квадратный дюйм «пока коровы не вернутся домой». Они используются в любых приложениях, где требуются сверхвысокие скорость и крутящий момент, например, в шлифовальных машинах или приводах вакуумных насосов. Они недешевы, но по плотности мощности им нет равных.
Калибровка — резьба — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Калибровка резьбы после нанесения покрытий не допускается.
[1]
Калибровка резьб болтов и гаек после нанесения гальванических покрытий не допускается.
[2]
Для калибровки резьбы круглых плашек применяются маточные метчики, конструкция которых дана на фиг.
[3]
Предназначен для калибровки резьбы в круглых гайках с наружным диаметром 5 — 8 мм после шлицовки, сверления отверстий по периметру гайки под ключ и гальванопокрытия.
[4]
Для зачистки и калибровки резьбы в круглых плашках маточные метчики имеют режущую часть на длине 12 витков и калибрующую на длине 10 витков. Величину затылования всей режущей части по всему профилю принимают в пределах 0 015 — 0 040 мм. Во избежание ударов режущих кромок метчика о режущие кромки плашки и заваливания последних метчики снабжают симметричными ( по профилю) винтовыми канавками с углом наклона к оси 3 — 7 и с направлением, противоположным направлению резания. Канавки изготовляют угловой 15 — 10 -ной фрезой с радиусом закругления 0 2 — 2 0 мм.
[5]
Калибрующая часть плашек осуществляет калибровку резьбы, служит направляющей при продольном перемещении плашки во время резьбонарезания и свинчивания. Выполняется с полным профилем резьбы, исполнительные размеры которой обеспечивают получение резьбы требуемой точности.
[6]
Калибрующая часть плашек осуществляет калибровку резьбы, участвует в самозатягивании плашки ( при работе с самозатягиванием), служит направляющей при продольном перемещении плашки как при нарезании резьбы, так и при ее свинчивании. Характеризуется она длиной, достаточной для устойчивого перемещения плашки по резьбе и обеспечивающей запас на переточки, размерами резьбовой части, формой передних и задних поверхностей, углами резания. Выполняется с полным профилем резьбы, достаточным для формирования резьбы болта.
[7]
Маточные метчики служат для прочистки и калибровки резьбы плашек после на-ре-занин их плашечнымн метчиками ( пп. [8]
Болты и гайки — опиловка граней под ключ и калибровка резьбы.
[9]
Кроме того, выполняется ряд мелких станочных и ручных операций: зенкование торцов втулок, калибровка резьб отверстий, ввертывание шпилек, также окраска ( эмалировка) цилиндра. Окраска производится до шлифования юбки и торца фланца. Вместо окрашивания завод Райт покрывает цилиндры чистым алюминием.
[10]
Для производства круглых плашек применяют инструментальные метчики: плашечные — служащие для нарезания резьбы в плашках и маточные — предназначенные для калибровки резьбы плашек.
[11]
Утяжеленные бурильные трубы диаметрами 146, 178 и 203 мм, предназначенные для изготовления УБТ-КВ, подвергаются внешнему осмотру, обмеру и калибровке резьб. [13]
С тепловоза № 2200 наряду с ранее введенной калибровкой резьб пробок и валов рабочая длина пробок увеличена с 30 до 47 мм.
[14]
Полный цикл образования резьбы на заготовке, включая калибровку резьбы, происходит за один поперечный ход подвижного ролика. Образование полного профиля резьбы заканчивается за несколько оборотов заготовки.
[15]
Страницы:
1
2
3
Обозначение метрической резьбы.
На чертежах метрическая резьба обозначается буквой М, после которой пишется величина наружного диаметра резьбы, например М20, далее может быть указан мелкий шаг резьбы, например М20х1,5. Если после величины наружного диаметра не указывается величина шага резьбы, то это означает, что резьба имеет крупный шаг. Величина шага резьбы выбирается по ГОСТу (рис. 208).
2.Поверка и калибровка средств измерений.
Калибровка измерительных приборов заключается в установлении зависимости между показаниями прибора и размером измеряемой (входной) величины.
Калибровка— это процесс подстройки показаний выходной величины или индикации измерительного инструмента до достижения согласования между эталонной величиной на входе и результатом на выходе (с учётом оговоренной точности). Например, калибровкой медицинского термометра, показывающего в ванне с температурой 36,6°С результат на дисплее 36,3°С будет добавление 0,3°С. При этом неважно, будет ли эта величина внесена в память прибора или написана на приклеенной к термометру бумаге.
Калибровка средств измерений в рф
Калибровка средства измерений — совокупность операций, выполняемых в целях определения действительных значений метрологических характеристик средств измерений.
Калибровка средств измерений производится преимущественно метрологическими службами юридических лиц с использованием эталонов, соподчинённых государственным эталонам единиц величин.
В России калибровочная деятельность регламентирована Законом РФ «Об обеспечении единства измерений» и многими другими подзаконными актами. К сожалению, в нормативных документах не очень чётко разграничены понятия «калибровка» и «поверка».
Калибровка электронных весов — это цикл операций, производимых с целью настройки метрологических характеристик весов к утвержденным требованиям.
Калибровка бывает:
-Первичная
-Периодическая
-Внеочередная
Калибровка электронных весов производится программными средствами весоизмерительной станции (терминала).
3.Международные организации iso и мэк.
Международная организация по стандартизации, ИСО (International Organization for Standardization, ISO) — международная организация, занимающаяся выпуском стандартов.
Международная организация по стандартизации создана в 1946 году двадцатью пятью национальными организациями по стандартизации, на основе двух организаций: ISA (International Federation of the National Standardizing Associations), учреждённая в Нью-Йорке в 1926 году (расформирована в 1942) и UNSCC (United Nations Standards Coordinating Committee), учреждённая в 1944 году. Фактически её работа началась с 1947 года.[2] СССР был одним из основателей организации, постоянным членом руководящих органов, дважды представитель Госстандарта избирался председателем организации. Россия стала членом ИСО как правопреемник СССР. 23 сентября 2005 года Россия вошла в Совет ИСО.
При создании организации и выборе её названия учитывалась необходимость того, чтобы аббревиатура наименования звучала одинаково на всех языках. Для этого было решено использовать греческое слово ισος — равный, вот почему на всех языках мира Международная организация по стандартизации имеет краткое название «исо».
Сфера деятельности ИСО касается стандартизации во всех областях, кроме электротехники и электроники, относящихся к компетенции Международной электротехнической комиссии (МЭК, IEC). Некоторые виды работ выполняются совместными усилиями этих организаций. Кроме стандартизации ИСО занимается проблемами сертификации.
ИСО определяет свои задачи следующим образом: содействие развитию стандартизации и смежных видов деятельности в мире с целью обеспечения международного обмена товарами и услугами, а также развития сотрудничества в интеллектуальной, научно-технической и экономической областях.
Официальными языками являются: английский, французский и русский.
Измерение калибра резьбы — Калибровка
Тщательная калибровка калибра с параллельной резьбой (внутренней или внешней) может занять очень много времени, но при наличии подходящего прибора этого не требуется. Параметры, требующие проверки, могут включать:
1. Делительный диаметр
2. Большой диаметр (внешний) или меньший диаметр (внутренний)
3. Шаг резьбы
4. Шаг резьбы
4. Полуугол резьбы и
0 0
5. Общая промышленная практика заключается в том, чтобы ограничить проверки калибровки резьбы делительным диаметром, а иногда и большим/малым диаметром. Хотя существует несколько методов проверки делительного диаметра, для наружной резьбы чаще всего используется трехпроволочный метод. Для внутренней резьбы используйте установочные заглушки или шариковый метод, в зависимости от ситуации. Проверка большого/меньшего диаметра выполняется с помощью плоских калибров-колец/пробок, в зависимости от обстоятельств. Проверка диаметра шага трехпроволочной проволоки обычно выполняется с рекомендуемым усилием согласно ANSI/ASME B1.2 (английский) или B1.16M (метрический). Эти стандарты ANSI/ASME также содержат рекомендации по усилию для проверки внутренней резьбы шариковым методом. Эти рекомендации по силам сведены в следующую таблицу:
ANSI/ASME Рекомендуемое усилие калибровки резьбы
Внешний
Английский
Метрическая система
ТПИ
Усилие (унции)
Шаг
Усилие (унции/Н)
≤ 20
40
≥ 1,25
40 (11. 1)
> 20-40
16
0,6-1,25
16 (4,5)
> 40-80
8
0,35-0,6
8 (2,2)
> 80-140
4
0,2-0,35
4 (1.1)
> 140
2
Внутренний
≤ 8
8
≥ 3
8 (2,2)
8-20
6
1,25-3
6 (1,7)
20-32
4
0,8-1,25
4 (1. 1)
.
2. Измерители с допуском X: проверяйте резьбу изделия непосредственно на сборочной линии.
3. Датчики с допуском W: калибры-пробки для установки резьбы (также известные как «установочные пробки»). Используется для проверки резьбовых калибров- колец с допуском X в калибровочной лаборатории с регулируемой температурой. Эти допуски меньше X-допуска.
Для измерения шага наружной резьбы по возможности используйте проволоку наилучшего размера. Проволока лучшего размера контактирует с калибром на делительном диаметре, что позволяет избежать ошибок, вызванных отклонением угла резьбы. Диаметр шага внутренней резьбы проверяется следующим образом:
2. Допуск W (сплошные кольца): либо используйте установочные заглушки (допуск W), либо шариковый метод. В последнем случае рекомендуется, чтобы размер шарика соответствовал наилучшему размеру проволоки для этого TPI (шага).
Общие формулы (упрощенные 1 ), используемые для расчета делительного диаметра:
1. 60º: а. Лучший: W (лучший) = 0,57735 * P b. Минимум: Вт (мин) = 0,505182 * P в. Максимум: W (макс.) = 1,010363 * P
2. 55º (Whitworth) наилучшее: W (наилучшее) = 0,56368 * P
3. 29º (ACME) наилучшее: W (наилучшее) = 0,51645 * P
Где: E = Диаметр шага M = Измерение по проводам, т. е. показания станка TPI = Число витков на дюйм P = Шаг калибра (1/TPI) W = Размер калиброванной резьбы проволоки B = Размер калиброванного шарика
1 Полная формула для делительного диаметра исправляет небольшую ошибку (отклонение в сторону занижения размера), вызванную «углом опережения». Эта ошибка возникает из-за того, что проволока не перпендикулярна оси резьбы. Угол опережения обратно пропорционален TPI.
Резьбовые калибры, такие как калибры-пробки и калибры-кольца, являются важными элементами конструкции многих промышленных машин. Хотя они могут показаться маленькими, для оборудования очень важно, чтобы они были правильно откалиброваны. Вот почему компания Cross Precision Measurement предлагает надежные услуги по калибровке резьбовых заглушек и калибров-колец .
Огромное количество машин, использующих резьбовые калибры, может сделать калибровку резьбовых калибров-колец или калибров-пробок сложной задачей. Для многих из этих машин требуются разные резьбовые детали с разными требованиями к производительности и разной степенью активного использования. Однако, когда вы работаете с профессиональной калибровочной компанией, регулярные услуги по калибровке упрощаются.
Мы работаем напрямую со всеми нашими заказчиками калибровочных калибров-пробок и калибров-колец с резьбой, чтобы гарантировать, что каждый из них получает именно те услуги по калибровке, которые ему необходимы для каждого компонента, в котором он нуждается. И мы также предоставим сертификаты калибровки и график калибровки. Таким образом, вы точно будете знать, когда следует запланировать последующие услуги по калибровке, и при этом будете знать, что все ваше оборудование работает должным образом.
Калибровка и точность резьбовых калибров
Группа прецизионных измерений компании Cross предлагает калибровку резьбовых калибров ISO 17025 на резьбовых заглушках и резьбовых кольцах диаметром до 6 дюймов. В зависимости от требований заказчика, наши лаборанты могут выполнять как измерения делительного диаметра, так и измерения основного диаметра резьбовых пробок, а также измерения простого делительного диаметра как цельных колец, так и регулируемых колец.
В дополнение к ISO 17025 калибровка резьбовых калибров , наши лаборатории также предлагают калибровку резьбовой проволоки для клиентов, которые имеют возможность выполнить калибровку резьбового калибра на дому. Мы можем выполнить калибровку резьбовой проволоки ISO 17025 до 1,5 дюймов.
Если вам нужна калибровка резьбового калибра-пробки, калибровка резьбового кольца или любые другие услуги по калибровке резьбовых калибров, вам может помочь Cross Precision Measurement. Наши калибровочные лаборатории могут предоставить широкий спектр услуг по калибровке датчиков. И когда вы работаете с Cross для всех ваших потребностей в метрологии или калибровке, вы получаете неизменно высококачественные услуги по калибровке резьбовых калибров (с сертификатом калибровки).
Услуги надежной калибровки
Группа прецизионных измерений в Cross предлагает прослеживаемую калибровку NIST для всех типов механических и электрических измерительных устройств, от штангенциркуля до инклинометров. Наши технические специалисты используют эталоны, такие как поверочные пластины, угловые блоки и синусоидальные линейки, среди прочего, для выполнения комплексной калибровки, включая показания как минимум в четырех контрольных точках.
Кроме того, наша команда может предоставить как найденные, так и оставленные показания в сертификате калибровки, к которому ваша группа контроля качества может получить доступ 24/7 с помощью GageSuite®, нашей онлайн-системы отслеживания сертификатов калибровки.
Когда речь идет об услугах по калибровке для производителей и других представителей промышленного мира, двумя наиболее важными факторами являются точность и согласованность. В Cross Precision Measurement мы стремимся каждый раз обеспечивать высочайшую степень точности калибровок. Таким образом, вы можете быть уверены, что ваши приборы или оборудование снова и снова проходят точную калибровку.
NIST-отслеживаемый
Основные стандарты
Минимум четыре контрольных точки
Сертификаты калибровки
Знайте свой статус калибровки
GageSuite — отмеченная наградами облачная всеобъемлющая система отчетности для всех ваших потребностей в калибровке и сертификации. Наша лучшая в своем классе система позволяет вам управлять сертификатами калибровки и отслеживать их, а также предоставляет полную систему управления активами.
GageSuite предоставляет нашим клиентам полный доступ к истории калибровки оборудования, а также к статусу калибровки единицы оборудования в режиме реального времени.
Благодаря этой системе клиенты могут пропускать меньше калибровок инструментов, что снижает расходы, ограничивает простои и повышает ответственность. Это программное обеспечение также предоставляет комплексные решения для управления активами в сочетании с отмеченным наградами облачным отслеживанием.
Всегда знайте свой статус калибровки с помощью Cross. предложения GageSuite; Списки оборудования, сертификаты калибровки, статус заказа, отслеживание местоположения и многое другое.
Узнайте, почему клиентам нравится GageSuite, наша отмеченная наградами облачная система управления калибровкой.
Your Gauge Calibration Company
Многие промышленные производители, OEM-производители и коммерческие предприятия в значительной степени полагаются на калибры-пробки и калибры-кольца. Они являются неотъемлемой частью многих обычных промышленных машин. А учитывая количество датчиков в этих машинах, важно работать с компанией по калибровке датчиков, обладающей опытом, знаниями и необходимым оборудованием.
Когда речь идет о важных компонентах машин, таких как резьбовые калибры, необходима регулярная и предсказуемая калибровка. Неправильно откалиброванные датчики могут вызвать серьезные проблемы в будущем, особенно если они используются регулярно.
В Cross Precision Measurement мы хотим быть вашей компанией по калибровке пробок и колец. Но это не все, чем мы хотим быть. Наши опытные технические специалисты и полные калибровочные лаборатории позволяют нам выполнять широкий спектр прецизионных измерений или метрологических анализов. От калибровки до инспекции и испытаний — компания Cross готова и желает помочь поддерживать целостность калибровки вашего оборудования или приборов.
Почему измерение перекрестной точности?
Компания Cross Precision Measurement работала с широким кругом предприятий в десятках отраслей, предоставляя нашим клиентам надежную калибровку, проверку, тестирование и контрольно-измерительные приборы.
Наша главная цель — всегда обеспечивать максимальную ценность для наших клиентов, их производственных процессов и конечных пользователей. И лучший из известных нам способов сделать это — предоставить нашим клиентам все инструменты, необходимые им для достижения успеха.
Будь то услуги встроенной калибровки , тестирование продукции или метрологическое оборудование , компания Cross может предоставить необходимые вам услуги по прецизионным измерениям.
Ознакомьтесь с другими нашими услугами или свяжитесь со специалистом по прецизионным измерениям в компании Cross, чтобы начать работу уже сегодня.
Калибровка калибра резьбы рядом со мной
Аккредитованная лаборатория A2LA
Предыдущий
Далее
Узнайте, как наша команда может помочь улучшить качество, повысить эффективность и снизить риски в вашей работе
Дж.
А. King теперь измеряет перекрестную точность!
Та же команда, тот же опыт. С 1939 года специалисты по прецизионным измерениям компании J.A. King был вашим надежным партнером по измерениям; обеспечивая точность, надежность и эффективность, чтобы вы могли сосредоточиться на том, что у вас получается лучше всего. Та же команда теперь является группой точных измерений в компании Cross. Узнайте больше о нашей истории.
855.889.0092
МагазинКрест
Подпишитесь на нашу рассылку, чтобы получать отраслевые новости, образовательные материалы и обновления продуктов удобным для вас способом.
Загрузите нашу последнюю версию W9
Свяжитесь с нашей командой
Держать крепко! Были Идет поиск… Идет поиск… Идет поиск…
Мы просматриваем тысяч страниц, чтобы найти самую актуальную информацию.
А пока наслаждайтесь этими забавными фактами. ..
Знаете ли вы… Группа точных измерений в компании Cross была основана в 1939 году дедом нашего нынешнего генерального директора, Джимом Кингом. Это целая куча калибровки!
Знаете ли вы… Отпечаток пальца весит около 50 микрограммов. Мы знаем, мы взвесили! Остаток, оставшийся от пальца, может повлиять на результаты взвешивания, поэтому мы надеваем перчатки при калибровке весов. Для справки, лист к бумаге примерно 4,5 грамма, это 4,5 миллиона мкг.
Знаете ли вы, что… Cross Company является ESOP (План владения акциями сотрудников). Наш ESOP начался в 1979 году, а с 2006 года мы на 100 % принадлежат сотрудникам! Узнайте больше о нашем ESOP и о том, как это приносит пользу как членам команды, так и нашим клиентам.
Знаете ли вы… Компания Cross значительно выросла с момента своего основания в 1954 году. За эти годы мы приобрели 26 компаний! Сегодня наши пять групп обладают опытом во всем, от промышленной автоматизации до точных измерений, а также отраслевыми знаниями, начиная с 19 века.
Ремонт и замена распылителей дизельных форсунок common rail своими руками + видео
Автор Владимир Долженков На чтение 9 мин. Просмотров 4.1k. Опубликовано
В процессе эксплуатации дизельного двигателя постепенно снижается эффективность распыления топлива. На определённом этапе приходится ремонтировать или менять распылитель форсунки, а иногда и форсунку целиком. Всё это можно сделать самостоятельно, не прибегая к недешёвым услугам автосервиса.
Одним из основных элементов любой топливной системы, в том числе и Common Rail (CR), является форсунка, основные функции которой:
впрыск топлива;
герметизация между системой впрыска и камерой сгорания;
экономия расхода топлива.
Элемент форсунки, из которого впрыскивается топливо, называется распылителем. Его передний край находится в камере сгорания и постоянно подвергается механическим и температурным нагрузкам. При прохождении топлива через форсунку происходит охлаждение распылителя, но в процессе длительной эксплуатации этого может быть недостаточно. Поэтому наконечник форсунки изготавливается из устойчивых к высоким температурам материалов. В системе CR распылить встроен в форсунку — это увеличивает его срок службы.
Виды распылителей форсунок
В топливных насосах высокого давления (ТНВД) рядного многоплунжерного, распределительного и индивидуального типов распылители в форсунке закреплены резьбовым соединением. В результате форсунка представляет собой единое целое.
Для рядных многоплунжерных, индивидуальных и распределительных ТНВД используются форсунки с распылителями на резьбе
Топливные системы CR или насос-форсунки имеют встроенные (сборные) распылители. На двигатели c распределёнными камерами сгорания установлены штифтовые форсунки, а на двигатели с непосредственным впрыском — сопловые.
В системе Common Rail распылители встроены в форсунки
Принцип работы форсунки
В системе СR управление форсунками осуществляется через электронный блок управления (ЭБУ), с которого на форсунки поступают определённые сигналы. Этим СR отличается от механической системы, где форсунки открываются при достижении определённого давления.
Форсунки электрогидравлического типа также открываются при повышении давления топлива. Однако игла распылителя имеет ободок, который используется в качестве поршня. Подача топлива осуществляется под высоким давлением как под поршнем, так и над ним. Поскольку давление одинаково, игла прижимается к посадочному месту, а распылитель находится в закрытом состоянии. Над иглой имеется пространство (канал), которое объединяется с магистралью слива. В это пространство встроен клапан (пьезоэлектрический или электромагнитный), перекрывающий канал в процессе работы.
При подаче с ЭБУ сигнала происходит срабатывание форсунки. Клапан открывается, канал становится свободным, и топливо над иглой поступает в соответствующую магистраль. В результате возникает разница давления, и топливо, которое находится под иглой, приподнимает пружинку, открывающую отверстие распылителя. В этот момент происходит впрыск. В отсутствии сигнала с ЭБУ давление стабилизируется, а форсунка закрывается.
В исправном состоянии форсунка распыляет топливо в виде облака. Если же топливо подаётся струёй, то форсунка неисправна.
Видео: принцип работы форсунки
Замена распылителя форсунки
В процессе эксплуатации дизельного автомобиля могут возникать ситуации, когда заметно увеличивается расход топлива, снижается мощность двигателя вплоть до полной остановки. Часто причиной этого являются неисправные распылители. Ремонтные работы в этих случаях желательно провести в максимально короткие сроки.
Причиной снижения мощности двигателя и повышенного расхода топлива часто является неисправный распылитель форсунки
Симптомы неисправности распылителя форсунки
Необходимость замены распылителя можно определить по следующим признакам.
Топливо подаётся в избыточном объёме. Оно продолжает поступать в двигатель даже после завершения рабочего цикла. Появляются подтёки.
Двигатель работает неустойчиво, плохо запускается после длительной стоянки и плавают обороты на холостом ходу. Причиной этого является недостаток топлива в системе.
Из-за неполного сгорания топлива выхлоп становится чёрным и более плотным.
В результате снижается мощность двигателя. В этом случае требуется замена распылителей.
Необходимые инструменты
Обычно форсунки установлены в головке блока цилиндров на резьбе. Для их демонтажа не стоит пользоваться рожковыми ключами. Даже если получится таким способом форсунки снять, то установить обратно не удастся — выполнить затяжку ключом с требуемым усилием невозможно.
Основная часть корпуса форсунок представляет собой шестигранник. Для их снятия можно использовать стандартные торцевые головки на 24 и 27 и вороток. Они должны быть удлинёнными. Кроме этого, потребуется ёмкость с топливом для промывки форсунок.
Видео: демонтаж и ремонт форсунок
Порядок действий при замене форсунки
После снятия форсунок из форсуночных каналов удаляют шайбы и загрязнения. Шайбы вытаскиваются с помощью самостоятельно изготовленных крючков. После очистки каналов следует обязательно прокрутить стартер в течение 10 секунд. Это обеспечит полную очистку каналов от мусора. Кроме этого, рекомендуется проверить работоспособность свечей накаливания и систему управления.
После снятия форсунок проверяется их работоспособность по следующим критериям:
при подаче топлива под определённым давлением форсунка должна открываться;
до открытия форсунок топливо из распылителя вытекать не должно;
распыление должно быть равномерным;
при прекращении подачи топлива давление внутри форсунки в течение некоторого времени должно оставаться неизменным.
При разборке форсунки удобно использовать тиски, но прилагать излишние усилия не стоит
Если распылители неисправны, на форсунки следует надеть защитные колпачки и подготовить место для работы. Поверхность должна быть чистой и ровной. Потребуются:
тиски;
ёмкость с чистым топливом;
накидные ключи.
Форсунки японских авто, имеющие обратку через рампу, в тисках зажимать не стоит, поскольку деталь может быть повреждена. В тиски закрепляют ключ и уже в него помещают форсунку.
Форсунки немецких двигателей можно зажимать в тисках. При этом не рекомендуется использовать рожковые ключи — только торцевые ключи и удлинённые головки.
Порядок замены распылителя следующий.
Ослабляется и откручивается накидная гайка. Иногда она снимается вместе с распылителем. В этом случае её выбивают любой подходящей наставкой, очищают от загрязнений и промывают.
Снимается и промывается в ёмкости с топливом промежуточный корпус.
С корпуса форсунки сливается оставшееся топливо.
Извлекается из упаковки и промывается новый распылитель.
Промежуточный корпус вынимают из ёмкости таким образом, чтобы вместе с топливом удалялись частицы загрязнений.
Форсунка собирается, затягивается гайка.
На стенде проверяется работоспособность форсунки.
Перед установкой форсунки посадочное место смазывается графитной смазкой. Затягивание производится с усилием 6–7 кг-м. Закручивать форсунку в канал следует руками — она должна идти легко.
Процесс сборки не представляет каких-либо сложностей, если при разборке трубки и штуцера были помечены. Трубки высокого давления перед установкой промывают топливом как снаружи, так и изнутри. После присоединения на трубки устанавливаются зажимы, предотвращающие их вибрацию и преждевременную поломку. Затем из системы удаляется воздух, и запускается двигатель.
Видео: замена форсунки своими руками
Ремонт распылителя форсунки
Так как покупка и установка новой форсунки сопряжена с довольно серьёзными финансовыми расходами, часто заменяют лишь распылитель. Он состоит из корпуса и расположенной внутри иглы. В процессе эксплуатации посадочные поверхности деформируются, и распылитель начинает работать некорректно.
Ремонт распылителя возможен в следующих случаях:
Залипание иглы в корпусе по причине загрязнения, деформации, задиров или выкрашивания рабочих поверхностей.
Загрязнение сопла распылителя.
Порядок действий при ремонте распылителя
Отремонтировать распылитель можно несколькими способами. Одним из них является ультразвуковая чистка, к которой прибегают для снятия нагара с внутренних поверхностей. Однако при сильной закоксованности распылителя полное удаление нагара этим способом невозможно. Более того, ультразвук не может восстановить механически изношенные поверхности.
Один из вариантов ремонта распылителя — ультразвуковая чистка
Другой вариант ремонта распылителей — притирка с помощью полировочных паст разной степени зернистости. Недостатком этого способа является возможное нарушение геометрии взаимного расположения деталей. В результате может происходить утечка топлива в форсунку из распылителя. Притирка не поможет и в случае сильной механической деформации поверхностей.
Элементы форсунки располагаются в строго определённойпоследовательности
Притирка осуществляется следующим образом.
Форсунка зажимается в тисках. Отворачивается гайка, фиксирующая распылитель.
Игла промывается в ёмкости с топливом, протирается чистой ветошью и продувается сжатым воздухом.
Для притирки иглы используют пасту с содержанием абразива и чугунный притир для окончательной обработки. Игла пропускается по притиру для удаления рисок. При этом следует избегать появления новых повреждений.
С помощью никелирования восстанавливается рабочий объем иглы.
Механически обрабатывается корпус распылителя. Он должен приобрести гладкий и блестящий вид.
Иглу вставляют в корпус. Зазор между иглой и корпусом не должен превышать 1–2 мкм. В противном случае никелирование следует повторить.
Таким образом, ремонт распылителя заключается в очистке от нагара, шлифовке и наращивании объёма. Процесс этот достаточно трудоёмок. Если заменить распылитель форсунки сможет практически каждый автовладелец, то для самостоятельного ремонта потребуется специальное оборудование.
Видео: ремонт распылителя дизельной форсунки
Притирка распылителя
Во избежание ошибок процесс притирки распылителей следует рассмотреть более подробно. Для притирки потребуется:
паста ГОИ;
густое автомобильное масло;
дрель.
Паста ГОИ измельчается в порошок и разводится с маслом в пропорции 1 к 2. Затем состав наносится в корпус распылителя, игла зажимается в дрель, и на самых низких оборотах производится притирка к корпусу. При этом необходимо постукивать иглой о корпус в течение минуты. Затем детали промывают в чистом топливе и продувают компрессором. После этого проводится притирка только маслом.
Все элементы, в том числе и сама форсунка, промываются в керосине, продуваются и собираются.
Посадочное место для иглы в корпусе распылителя восстанавливается методом притирки с помощью специальных паст
Как продлить срок службы распылителя
Для увеличения срока службы распылителя рекомендуется придерживаться ряда простых, но важных правил:
заправляйтесь только качественным топливом на проверенных АЗС;
своевременно меняйте топливный фильтр;
используйте присадки для топлива, очищающие топливную систему от воды и примесей;
при появлении проблем в работе двигателя незамедлительно проведите диагностику на СТО.
Эти простые рекомендации позволят избежать серьёзных расходов при внеплановой замене форсунок.
Алгоритм замены форсунок на дизельном двигателе достаточно прост. Сделать это может даже неискушённый автолюбитель. Ремонт распылителя более сложен и трудоёмок. Однако при наличии желания и необходимых инструментов его тоже можно осуществить своими руками. Заправляйтесь качественным топливом, своевременно меняйте топливные фильтры, и проблемы с форсунками будут возникать гораздо реже. Удачи на дорогах!
Автор: Владимир Долженков
Распечатать
Оцените статью:
(7 голосов, среднее: 3.3 из 5)
Поделитесь с друзьями!
Подготовка к притирке распылителя — Транспорт
Подготовка к притирке распылителя
А). Проверка форсунок Читать далее: Основные неисправности форсунки
6.4.6 Подготовка к притирке распылителя
Операцию по притирке приходится производить при каждой плановой ревизии форсунок и тем более при наличии отказов. Используемые при этом приемы и продолжительность операций зависят от состояния зоны уплотнения. В любом случае форсунка разбирается, детали очищают, промывают чистым дизельным топливом, а осушают сжатым воздухом.
Если на игле имеются лаковые отложения, то их необходимо предварительно удалить соответствующими препаратами типа “Sicloe”. До начала операций по притирке необходимо выяснить состояние и местоположение уплотняющего пояска на игле. Для этого на конус иглы в месте несколько выше зоны конца седла тонко заточенной спичкой или иголкой нанести 3-4 капельки притирочной пасты (рис. 6.4.8). Вставить иглу в корпус распылителя и легкими вращательными движениями (без ударов и сильных нажимов) притирать иглу 15-30 секунд. Извлечь иглу, удалить притирочную пасту с конуса иглы и седла. Развести на масле притирочную пасту и нанести снова 3-4 капельки, но уже ближе к месту предполагаемого пояска и притирать иглу с легким нажимом 5-10 сек. Снова очистить иглу и седла и приступить к осмотру с более детальным выяснением состояния и местоположения пояска. Прежде чем приступить к притирке необходимо уяснить и в дальнейшем соблюдать несколько основных правил:
· Фирма “Зульцер” рекомендует использовать карборундовые пасты зернистостью не ниже 500 (это на уровне марок 3А, 4А класса “Very fine”). Этому условию соответствует отечественная паста Государственного оптического института (ГОИ) светло-зеленого цвета (тонкая).
· Избегать попадания пасты на цилиндрическую направляющую часть иглы и отверстия при заводке иглы в корпус и обратно, а так же при чистке седла; Наличие там пасты при притирке приведет к увеличению зазора и необходимости забраковать распылитель. При чистке седла соблюдать указания изготовителя, приведенные в инструкции (использовать деревянные палочки с плотно обтянутой тканью и т. п.).
· В процессе притирки не производить сильных нажимов и ударов, что приведет к царапанию и повреждению поверхностей абразивами. Необходимый эффект притирки со снятием долей микрометров происходит за счет окисления поверхности находящейся в пасте олеиновой кислотой. Мелкие абразивы легко снимают окисленные слои даже при легком воздействии без повреждения чистых поверхностей, которые тут снова окисляются. (Этот процесс называется коррозионно-механическим износом и по форме похож на поведение самополирующих красок, покрывающих подводную часть корпуса. Под действием струй воды тонкие слои краски отделяются вместе с прилипшими микроорганизмами, обеспечивая постоянную чистоту и гладкость наружной обшивки).
· Пасту наносить всегда ниже формируемого пояска уплотнения, создавая тем самым повышенный износ нижележащих поверхностей, создавая раскрытие зазора к низу и продвижение контактной зоны вверх к основанию конуса. По мере притирки паста поднимается вверх и распределяясь по увеличивающейся площади, ее плотность и агрессивность уменьшаются, а абразивные частицы измельчаются (рис. 6.4.9). Поэтому чем выше находятся слои, тем меньше скорость износа, что и обеспечивает сохранение клинового зазора.
· Каждый раз наносить пасту малыми дозами, препятствуя тем самым попаданию свежей (агрессивной) пасты на формируемый поясок и вышележащие поверхности. Необходимую агрессивность в зоне притирки обеспечивают частой сменой пасты с удалением отработанной (по 15-30 сек.).
· Нельзя допускать увеличения длительности работы на одной порции пасты до 3-5 минут, (как указано в некоторых рекомендациях). За длительное время нагреваясь паста высыхает, теряет агрессивность и только царапает, а не полирует поверхность. Скорость износа падает, а качество поверхностей ухудшается. По этой же причине нельзя использовать старую, подохшую пасту. Если даже разбавить ее маслом агрессивность восстановить не удастся.
Указанных выше правил следует придерживаться при всех операциях с использованием притирочных паст, чтобы избежать ошибок, ведущих к нерациональной затрате времени и повреждению поверхностей.
Рис. 6.4.8 Рис. 6.4.9
6.4.7 Притирка иглы и седла
После выявления состояния запирающего пояска возможны несколько вариантов дальнейших действий.
Вариант 1.
Уплотняющий поясок занимает правильное положение на переходе конуса в цилиндрическую часть, но его ширина увеличена и нижняя кромка четко не просматривается. Задача притирки сводится к уменьшению ширины пояска у форсунок к МОД до 0,1-0,2 мм с приданием четкого очертания нижней границы (для СОД оптимальная ширина пояска может быть на уровне 0,3-0,5 мм). Для этого притирочную пасту 3-4 точками наносят несколько ниже проявившегося блестящего пояска (рис. 6.4.10). Вставить иглу в корпус и легкими вращательными движениями (2-3 оборота всего)
Рис 6.4.10 равномерно распределить пасту по обрабатываемым поверхностям. Далее провести короткую притирку (15-30 сек.) вращательно ударными движениями. Вытащить иглу и тщательно очистить поверхности.
Нанести снова 3-4 точки уже на самую границу пояска и легкими вращательными движениями (без ударов) провести притирку 5-10 сек. Снова извлечь иглу, очистить ее и седло и осмотреть. Если пара не сильно изношена, то этого бывает достаточно для формирования нужной ширины пояска. Если нет, то операцию повторяют до получения нужного результата. Пара промывается, осушается, собирается.
Примечание. Некоторые специалисты предпочитают окончательную доводочную операцию производить без пасты на масле. При этом происходит выглаживание пояска
без износов- поясок “набивается”.
Вариант 2.
Уплотняющий поясок несколько смещен вниз от основания конуса (рис. 6.4.11). На первом этапе задача сводится к смещению пояска вверх в нужную зону для чего пасту наносят ниже кромки пояска и также интервалами 15-30 сек. Производить притирку и замену пасты. Если паста после притирки равномерно распределена по поверхности, то это указывает на отсутствие искажения формы конусов и поясок довольно
Рис.6.4.11 Рис.6.4.12 быстро будет перемещаться вверх к основанию, а окончательную его доводку проводят по варианту 1. Если же игла притиралась многократно, то не исключено, что на конусе под пояском имеется впадина. Такую ситуацию можно отличить по неравномерному распределению пасты после притирочных операций: выступающий поясок будет светлым, а впадина со скопившейся в ней пастой будет выглядеть темной полосой (рис.6.4.12). Ситуация осложняется и потребует большего времени или даже проверки формы седла и его исправления. При достаточной квалификации исполнителя выступ на конусе иглы, на котором находится поясок, можно убрать тонким (мелким) бруском, установив иглу на станок (снять всего 0,01-0,02 мм). После этого притирку повторить.
Вариант 3.
Поясок на игле смещен вниз и притиркой по седлу его не удается исправить. Требуется проверка формы седла в корпусе. Если выяснится нарушение формы седла, то после ее исправления притирку можно повторить по варианту 2.
Проверку и исправление формы седла производят с помощью, притира аналогичного по форме и размерам игл, и отличающегося от нее увеличенным углом конуса (60 градусов 30 минут вместо 60 градусов) и уменьшенным диаметром цилиндрической направляющей части (так, для дизеля RND 68 рекомендуемый диаметр 11,50 мм). В судовых условиях его невозможно изготовить с такой точностью по углу конуса и необходимо сделать заказ на его изготовление. При этом обязательно нужно указать матери: серый чугун СЧ22; СЧ28 (cast iron).
Выбор материала притира мотивирован тем, что он должен быть мягче притираемых поверхностей. (Так для обработки посадочного гнезда под форсунку в стальной цилиндрической крышке притир изготовляют из более мягкого материала бронзы). К тому же серый чугун обладает антизадирными свойствами и не подвержен пластическим деформациям в следствии нулевой пластичности. Поэтому и проверочные плиты делают чугунными. Требование к пониженной твердости по отношению к обрабатываемой поверхности обусловлено тем, что при притирке абразивы способны внедряться в более мягкую поверхность и образуют вместе с нею нечто наподобие абразивного камня. Такая поверхность царапает более твердую, а сама защищена от износа и искажения формы. Как производится обработка седла распылителя чугунным притиром подробно описано в инструкциях к двигателям модификаций RND и RTА фирмы “Зульцер”.
Если причина затрудненной притирки иглы оказалась в изношенности седла, то после исправления его формы операцию можно повторить.
А). Проверка форсунок Читать далее: Основные неисправности форсунки
Информация о работе «Судовой двигатель внутреннего сгорания L21/31»
Раздел: Транспорт Количество знаков с пробелами: 82455 Количество таблиц: 3 Количество изображений: 17
Технология ремонта тепловозов — Восстановление распылителя дизелей
Страница 35 из 75
Технологический процесс восстановления включает следующие операции: промывка, дефектация, доводка направляющего отверстия корпуса распылителя, притирка конуса, предварительная доводка цилиндрической части иглы, шлифование уплотняющего конуса иглы, чистовая обработка цилиндрической поверхности иглы, комплектование и взаимная притирка пары, доводка торцовой поверхности деталей, контроль и приемка распылителей. Распылители с коррозией рабочей поверхности и большими рисками не ремонтируют. Направляющее отверстие корпуса распылителя обрабатывают (доводят) на доводочной бабке станка с применением разрезного чугунного притира. Конусность отверстия допускается 0,001—0,003 мм с большим диаметром со стороны торца отсечного отверстия. Она определяется на ротаметре, также как и фактический размер диаметра—при помощи набора калибров (пробок). Измеренные корпуса распылителей разделяют на группы, отличающиеся друг от друга не более чем на 0,002 мм. Сортировка корпусов распылителей облегчает дальнейшее спаривание их с иглами. Конус распылителя притирают (рис. 111) чугунными притирами — наконечниками 3, вставляемыми в закаленные цилиндрические направляющие 2, которые зажимаются в патроне доводочной бабки 1. Рис. 112. Схема шлифования абразивным кругом конуса корпуса распылителя дизелей типа Д50 и Д70: 1— подвижной упор; 2 — приводной ремень; 3 — индикатор; 4 — распылитель; 5 — трубчатая оправка; 6 — шлифовальный камень Рис. 113. Схема электроискрового шлифования рабочего конуса корпуса распылителя дизеля типа Д100: 1 — направляющая; 2 — ролики; 3 — ремень; 4 — корпус распылителя; 5 — оправка; 6 — трубка; 7 — инструмент; 8 — конденсатор; 9 — сопротивление
Для притиров применяются направляющие с интервалом размером по диаметру 0,002 мм в зависимости от диаметра цилиндрической поверхности корпуса распылителей. Чистоту обработки конуса в корпусе распылителя проверяют специальным микроскопом. Биение рабочего конуса относительно оси направляющей цилиндрической поверхности корпуса контролируют на вертикальном оптиметре. По максимальному отклонению шкалы прибора определяют величину биения, которая должна быть не более 0,004 мм. Для обеспечения точности замеров применяют набор оправок по диаметру цилиндрической части корпуса распылителя. Притирка конуса распылителя требует много времени, и ей не всегда удается получить достаточно правильную коническую поверхность. Поэтому уплотняющий конус распылителя исправляют шлифовальным камнем или электроискровым способом.
Распылитель (рис. 112) вращается на трубчатой оправке 5, снабженной для повышения износостойкости четырьмя победитовыми пластинками. Носиком распылитель упирается в подвижной упор 1. У приводного ремня одна ветвь направлена в сторону, благодаря чему обтачиваемая деталь надежно прижимается к оправке и к упору. Для настройки и определения толщины снимаемого слоя служит индикатор 3, ножка которого упирается в торец распылителя. При технологии, предусматривающей предварительное и окончательное шлифование камнем ЭБ180, возможна обработка конуса с доведением биения не более чем 0,002 мм. Работа станка осуществляется по автоматическому циклу, т. е. одновременно с включением детали во вращение через приводной ремень 2 включается перемещение суппорта и подача изделия (быстрый подвод), рабочая подача, быстрый отвод, а затем остановка всех двигателей. Шлифовальный камень приводится во вращение воздушной турбиной с числом оборотов 60 000— 70 000 в минуту, деталь вращается со скоростью 200—225 об/мин.
При электроискровом способе распылитель (рис. 113) насаживают на оправку 5 и приводят во вращение через ремень 3. Инструмент 7 (латунная проволока) вводят через трубку 6. Подача осуществляется роликами 2 по направляющей 1. Ползун с роликами имеет возвратно-поступательное движение, параллельное образующей рабочего конуса распылителя. Для соосности отверстия и конуса распылителя в пределах 1—2 мк зарубежные и «Ува» применяют принцип шлифования с одной постановки детали двумя шпинделями, смонтированными на одном суппорте. Рис. 116. Схема прибора-приставки к профилографу-профилометру для измерения угла и оценки профиля образующих конусов распылителя: 1 — стойка; 2 — микрометрический винт; 3 — пружина; 4 — оправка; 5 — корпус распылителя; 6 — датчик профилографа-профилометра; 7 — подшипник; 8 — игла распылителя; 9 — сменная призма; 10 — люлька Предварительной обработкой иглы распылителя исправляют натиры, шероховатости, овальность и конусность цилиндрической поверхности. Доводка выполняется на станке при помощи разрезных чугунных притиров или на станке с двумя притирами (рис. 114). Иглы укладывают в специальный сепаратор 3, находящийся между двумя чугунными дисками-притирами 2 и 4. Нижний притир 4 вращается при помощи электродвигателя через ременную передачу и червячный редуктор, расположенные внутри кожуха. Верхний притир 2 может быть отведен в сторону поворотом хобота 1 вокруг колонки. Верхний притир не вращается, а нижний, вращаясь, перемещает эксцентрично расположенный сепаратор, чем достигается равномерный износ притиров. После предварительной доводки цилиндрическая поверхность должна быть чистой, а овальность и конусность не более 0,002 мм.
Ответственной операцией является шлифование уплотняющего конуса иглы. От качества обработки конуса зависит герметичность пары, поэтому несоосность конуса с цилиндрической частью допускается не более 0,002 мм. При обработке конуса базой служит предварительно доведенная цилиндрическая поверхность иглы. Для исправления конуса иглы применяются специальные шлифовальные станки, один из которых представлен на рис. 115. Иглы устанавливают в призмы 13 стойки 11 и приводят во вращение от шкива 12, насаживаемого на иглу 2. Прорези на ступице шкива создают плотность его посадки на игле. Иглы перемещают вдоль оси винтом 1 с микрометрической резьбой. Шпиндель 5 шлифовального камня вращается в подшипниках и приводится во вращение шкивом 4 от электродвигателя через ременную передачу. Шлифовальную бабку 7 ставят под определенным углом к оси иглы и фиксируют болтами. Шлифовальный камень подается продольным суппортом, передвигаемым по точно обработанным поверхностям винтом 6 и гайкой. Поперечный суппорт 9 служит для предварительной установки камня, его перемещают винтом 10. Камень для шлифования иглы имеет диаметр 150 мм, зернистость 150—200, скорость вращения 3 400 об/мин, а иглы 1 200 об/мин. После шлифования проверяют чистоту конической поверхности по эталону, а угол— на проекторе или при помощи оптического прибора. Это делается периодически в процессе производства при помощи прибора-приставки к профилографу-профилометру (рис. 116). Прибор-приставка представляет собой стойку 1, в которой на подшипнике 7 поворачивается люлька 10, связанная со стойкой пружиной 3 и микрометрическим винтом 2. Корпус распылителя 5, разрезанный вдоль оси, или иглу распылителя 8 для проверки устанавливают на сменную призму 9. Датчик профилографа 6 имеет горизонтальное перемещение. Биение рабочего конуса (0,004 мм) проверяют на вертикальном оптиметре. Рис. 117. Приспособление для измерения подъема иглы форсунок двигателей типов Д100 (а) и Д50 (б): 1 — наконечник; 2 — штуцер; 3 —· гайка; 4 — втулка Завершающей операцией является пригонка иглы распылителя к корпусу в результате чего создается пара. Корпус распылителя во избежание деформации не закрепляется в доводочной бабке, а закрепляется за хвостовик иглы в цанговом патроне. При доводке применяются пасты марок 1М и 3М. В результате пригонки перемещение иглы в корпусе распылителя должно быть таким, чтобы игла, выдвинутая из корпуса на треть своей длины при угле наклона к горизонтали 45°, опускалась на седло под влиянием собственного веса, а ширина уплотняющего пояска на конусе иглы у дизелей типов Д100, Д50, 11Д45 и М753 должна быть не более 0,2 мм. Распылитель проходит испытание на стенде на подтекание и распыл. Если имеется большой ремонтный фонд распылителей, можно обойтись без взаимной притирки иглы и корпуса. В этом случае прецизионные поверхности обрабатывают на специальных станках и сортируют на группы с разницей 0,001 мм по направляющему диаметру (селективный метод). Иглу и распылитель одноименной группы собирают и спаривают только по уплотняющему пояску конуса. У новых форсунок подъем иглы 0,4—0,5 мм и с течением времени увеличивается. Для уменьшения подъема торцовую поверхность шлифуют, зажимая распылитель в приспособлении. Высоту подъема иглы проверяют в приспособлении (рис. 117, а), как это показано для распылителя дизелей типа Д100. Предварительно торец штуцера 2 и конец наконечника 1 совмещают по плите, устанавливая индикатор на нуль. Последующая установка приспособления на ограничитель подъема иглы дает возможность определить ее подъем. По такому же принципу проверяют подъем иглы и у распылителей дизелей типа Д50 (см. рис. 117, б).
<< Назад
Вперёд >>
Полное руководство по инъекциям мяса для копчения
494 акции
SmokedBBQSource поддерживается читателями. Мы можем получать партнерскую комиссию без каких-либо дополнительных затрат для вас i , если вы покупаете по ссылке на этой странице. Узнать больше.
Если вы смотрите много телевизионных шоу, таких как BBQ Pitmasters, вы можете простить себя за то, что думаете, что инъекция мяса является неотъемлемой частью приготовления барбекю.
И это точно не так.
Если вы не участвуете в соревнованиях по приготовлению барбекю, вы никогда не сможете сделать инъекцию мяса перед копчением, и все равно будете в порядке.
Но вы упустите возможность улучшить вкус и текстуру вашего барбекю.
Итак, давайте перейдем к делу и углубимся в детали того, когда и как вводить мясо при подготовке к копчению.
Зачем инжектировать мясо для копчения?
Хотя для получения влажного и нежного результата вам не нужно делать инъекцию, это отличный вариант, если вы хотите, чтобы интенсивный вкус пропитал весь кусок мяса.
Маринование, хотя и имеет место быть, конечно, добавит аромат в лучшем случае лишь на пару миллиметров вглубь.
Натирка и глазурь просто остаются на поверхности мяса.
Другой вариант — поместить мясо в солевой или солевой раствор, но это займет время. Как правило, засолка мяса может занять около 1 часа на фунт.
Так, например, целая свиная вырезка должна постоять в холодильнике около 12 часов, пока ее маринуют. Это много времени и места в холодильнике, чтобы пожертвовать.
Следует также упомянуть, что если вы решите вялить мясо, необходимо помнить о некоторых соображениях безопасности.
Инъекция мяса, напротив, может быть осуществлена за считанные минуты, и влага и вкус будут доставлены прямо в сердце куска мяса.
У нас есть подробное руководство о том, как делать инъекции позже, но если вы хотите посмотреть, как это делают профессионалы, это видео от HowToBBQRight хорошо объясняет это.
Как приготовить барбекю из свиных окороков — Рецепт свиных окороков
Посмотрите это видео на YouTube
Лучшие виды мяса для инъекций
Здесь все обсуждается. Кто-то колет свиной окурок каждый раз, а кому-то это и не приснится.
Malcom Reed, Говяжья грудинка для инъекций
«Я всегда рекомендую инъецировать говяжью грудинку просто потому, что это придаст вашему мясу больше вкуса и поможет сохранить его влажным во время и после процесса приготовления».
С другой стороны, Аарон Франклин, известный барбекю Франклина, делает свою грудинку очень простой и не использует никаких инъекций.
Мы собрали несколько общих советов о том, что вводить, но вам нужно будет поэкспериментировать и выяснить, что лучше всего подходит для ваших вкусовых рецепторов.
Крупные куски мяса:
Свинина целиком
Ветчина
Целая птица, особенно индейка
Грудинка
Свиные лопатки
Преимущества инъекционного введения наиболее очевидны при копчении больших, мягких или естественно сухих кусков мяса. Именно тогда добавление вкуса и влаги прямо в центр нарезки окажет наибольшее влияние.
Примеры естественно сухого мяса:
Свиная корейка
Баранья ножка
Жаркое из говядины
Двойные толстые свиные отбивные
Что вводить в мясо
Удивительный рецепт инъекции является очень тщательно охраняемым секретом для некоторых питмастеров. Но самый большой «секрет» заключается в том, что раствор, который вы вводите в мясо, совсем не должен быть сложным, и он все равно может дать аппетитные результаты.
Однако, если вы придумаете что-то впечатляющее, вы можете сохранить это в тайне (или дайте нам знать в комментариях ниже, если вы считаете себя щедрым!)’
Не сходите с ума от количества соль, сладость или отличительные вкусы при приготовлении раствора — идея состоит в том, чтобы усилить, а не перебить вкус самого мяса.
Прекрасным примером является наш рецепт инъекции индейки, который сочетает в себе масло, куриный бульон, острый соус, лимонный сок, соль, чеснок и луковый порошок.
Вот несколько советов о том, что вводить
Вы можете добавить специи или другие твердые ингредиенты, такие как чеснок, в рецепт инъекции. Просто убедитесь, что вы измельчили ингредиенты до состояния мелкого порошка или пасты, иначе вы можете засорить иглу
.
Используйте подходящую иглу для объемных растворов. Вам понадобится один с более толстым отверстием, иначе будет трудно ввести раствор через иглу в мясо.
Один из наших любимых рецептов для инъекций называется соусом для инъекций Мадейры, и он отлично подходит для индейки.
Возможно, вы хотели бы немного понять, что включает в себя инъекция уровня чемпионата мира? Взгляните на инъекцию свиной лопатки шестикратного чемпионата мира Криса Лилли
Если вам нужно больше вдохновения, на сайте AmazingRibs есть отличный обзор различных инъекций, которые вы можете использовать для различных видов мяса, а также более подробные сведения о соотношениях, которые следует учитывать при составлении вашего решения.
Как делать инъекции в мясо – пошаговое руководство
Не волнуйтесь, это не займет семь лет в медицинской школе. Вводить мясо очень быстро и легко.
Мы составили пошаговое руководство, в котором рассматриваются и включены некоторые советы и приемы, которые опытные мастера используют для достижения потрясающих результатов каждый раз.
1) Прежде чем начать, выберите подходящую иглу.
Если у вашего инъектора есть сменные иглы, подумайте, какую из них вам нужно будет использовать, чтобы она соответствовала размеру и нарезке мяса, которое вы готовите, а также что вы планируете в него влить.
Например, игла с отверстиями на стержне предназначена для более жидких растворов для инъекций, таких как маринады. Этот тип иглы равномерно распределит жидкость по всему мясу. Игла с одним более толстым отверстием подходит для рецептов, в которых могут быть кусочки чеснока или молотые специи.
Более толстая игла должна быть в состоянии ввести этот раствор без блокировки. Как только вы узнаете, какую иглу вам нужно использовать, вы можете поменять иглу, отвинтив ее у основания ствола. Замените ее иглой, которую вы хотите использовать, накрутив эту иглу.
2) Подготовьте свое оборудование
Убедитесь, что игла для инъекций чистая и внутри иглы не осталось следов от последнего использования. Это не только может заблокировать поток раствора, но и является важным фактором безопасности пищевых продуктов, поскольку бактерии могут размножаться в любых остатках мяса, оставшихся в игле.
Убедитесь, что у вас есть под рукой контейнер для раствора, а также поднос, на котором вы будете держать мясо, пока будете вводить его.
Вы можете надеть что-нибудь поверх одежды, так как она может испачкаться!
3) Приготовьте раствор для инъекций
Убедитесь, что вы смешиваете и храните раствор для инъекций в нереакционноспособном контейнере. Приготовленный раствор не должен быть слишком сложным.
Например, отличный рецепт инъекции свинины включает:
яблочный сок
вода
сахар
соль
вустерский соус.
Уловка, позволяющая убедиться, что раствор хорошо перемешан, состоит в том, чтобы смешать все ингредиенты в бутылке с водой и встряхнуть ее перед тем, как вылить ее в миску, из которой вы будете ее набирать. В качестве приблизительного ориентира вы можете рассчитывать на введение около 2 чашек раствора в свиной окорочок весом 8-12 фунтов.
4) Наполните шприц раствором для инъекций.
Опустите иглу в раствор, постепенно вытягивая поршень шприца обратно к себе. Если у вас инъектор с прозрачным корпусом, вы увидите, как жидкость заполняет цилиндр шприца. Возможно, вам придется наклонить чашу, если вы используете иглу с отверстиями на стержне, чтобы избежать всасывания воздуха.
Если у вас возникли проблемы с получением этого раствора, выполните следующие действия:
Налейте раствор для инъекций в пластиковую бутылку с водой.
Завинтить крышку на бутылке.
Нагрейте иглу инъектора и проткните крышку.
Наклейте изоленту на крышку.
Оттяните ручку инжектора и наполните ствол воздухом.
Проткните изоленту иглой — идея состоит в том, чтобы сделать «прокладку».
Впрысните немного воздуха из инжектора в бутылку, чтобы создать в ней давление, это облегчит забор жидкости.
Переверните бутылку вверх дном и наберите жидкость в инжектор.
5) Выберите место для инъекции раствора
Если в вашем мясе есть кость, не забудьте ввести ее в кость и вокруг нее. Другой совет — делать инъекции сбоку, направляя их в мышцы, а не прямо в верхнюю часть мяса.
Делая это, вы не будете терять чрезмерное количество жидкости, так как вы доставляете ее прямо между мышечными волокнами, наполняя мясо. Вы должны быть в состоянии видеть, как мясо набухает, когда жидкость доставляется.
6) Введите раствор в мясо.
Это делается простым нажатием на поршень шприца. Старайтесь надавливать с постоянным равномерным давлением и убедитесь, что игла находится глубоко в мясе, чтобы не потерять слишком много жидкости.
Если вы используете иглу с отверстиями на стержне, убедитесь, что все отверстия находятся в мясе, иначе жидкость попадет либо вам в глаза, либо на одежду!
7) Продолжайте вводить до тех пор, пока жидкость не распределится равномерно по всему мясу
Если вы используете иглу меньшего размера, вы можете перемещать ее в одном и том же месте, чтобы равномерно ввести раствор в эту область. Не забудьте перевернуть срез мяса и сделать укол с двух сторон.
Вы по-прежнему можете впрыскивать сверху, но, скорее всего, вы добьетесь наиболее эффективного покрытия, впрыскивая сбоку.
Если вы хотите получить действительно технические знания, знакомство с анатомией зверя, с которым вы работаете, поможет, так как вы поймете, где лучше всего делать инъекции, чтобы получить максимальное покрытие.
Лучшие инжекторы для мяса
Комплект инъекторов для мяса из нержавеющей стали 304
Инжектор для мяса из нержавеющей стали 304
27,99 $
Узнать последнюю цену
12. 04.2023 10:02 GMT
Изготовлен из высококачественной нержавеющей стали. Он крепкий и должен прослужить долго.
Вы получаете четыре разные иглы для инъекций для работы с различными нарезками и типами маринадов.
Инжектор для мяса SpitJack Magnum
Пистолет для инъекций мяса SpitJack Magnum — полный комплект с кейсом
Проверить последнюю цену
Разумно ли тратить столько на инжектор для мяса? Почти наверняка нет.
С учетом сказанного, если вы хотите готовить как профессионалы, лучше иметь лучшее оборудование. И SpitJack Magnum, безусловно, лучший инжектор для мяса.
В комплект входят четыре иглы и три щеточки для чистки, так что в нем действительно есть все необходимое в одном наборе. Входящие в комплект иглы подходят для различных кусков мяса и растворов, которые вы можете использовать.
Что нам нравится:
Сделано в США – высококачественная, прочная конструкция.
Регулируемая доза инъекции. Вы можете настроить объем инъекции за один раз (от 1 до 5 мл).
Гарантия один год с возможностью замены деталей.
Может проникать в мясо на глубину до 5,5 дюймов.
Этот инжектор коммерческого качества и регулярно используется питмастерами при приготовлении барбекю на соревнованиях.
Что нам не нравится:
Это дорогая покупка. Возможно, вы захотите подумать, требуется ли вам такое продвинутое оборудование, если вы не часто готовите барбекю или серьезно относитесь к курению.
Возможны проблемы с болтом, который удерживает ручку на месте, как будто он ослаб, слишком короткий, чтобы затянуть его самостоятельно.
Без дополнительных уплотнений.
Инжектор необходимо разбирать после каждого использования, чтобы его можно было правильно промыть.
Получите последнюю цену на Amazon.
Подведение итогов
Надеюсь, вам понравилось это руководство по m,at инъекции, и вы нашли его практичным и легким для понимания.
Овладение этим аспектом приготовления барбекю — отличный способ сделать своего повара персонализированным, с ароматами, которые заставят ваших друзей вернуться снова и снова.
Думаете, мы что-то упустили или хотите поделиться своим любимым рецептом инъекций? Пожалуйста, оставьте свой отзыв в разделах комментариев ниже.
9 надежных способов остановить перемещение 3D-отпечатков во время печати — 3D Printerly
Вы настроили свой 3D-принтер, у вас есть отличный дизайн для печати и все загруженные файлы готовы к работе. Ваш 3D-принтер активен, но по какой-то причине отпечаток не прилипает и двигается во время печати.
Это разочаровывающая вещь, которая случилась со многими любителями 3D-принтеров, но будьте рады узнать, что это определенно поправимо при наличии необходимых знаний.
Есть несколько причин, некоторые из которых более распространены, чем другие, почему это происходит. В этом посте я расскажу вам о некоторых из наиболее успешных решений, которые люди использовали, чтобы их отпечатки не двигались во время печати.
Вы хотите узнать, как выглядит хороший первый слой, потому что без хорошей основы мало надежды на остальную часть вашего отпечатка. 3D-принтеры должны быть довольно точными, поэтому точность некоторых вещей является ключевым моментом.
Убедитесь, что высота сопла и платформы установлена правильно
Убедитесь, что поверхность платформы находится в хорошем рабочем состоянии
Напечатайте первый слой на более низкой скорости
Увеличьте скорость вентилятора это
Настройте слайсер на экструзию первого слоя
Отрегулируйте температуру сопла и платформы с подогревом
Используйте хороший клей на поверхности печати юбки и поля
Убедитесь, что сопло не засорено
1. Убедитесь, что сопло и высота платформы установлены правильно поверхность ниже. Чтобы получить хороший контакт, высота сопла и платформы должна быть установлена таким образом, чтобы сопло не выдавливало нить слишком сильно на поверхность печати и не слишком далеко от нее, чтобы она не имела надлежащего соединения.
Если не установлен правильный уровень, вы быстро обнаружите одну из двух вещей:
Ваше сопло находится слишком близко к печатной платформе, что приводит к фактическому трению нити о поверхность печати, и ваша нить не сможет выдавливайте правильно или
Ваше сопло находится слишком далеко от печатной платформы, и ему будет очень трудно приклеиться.
Производители 3D-принтеров решают задачу выравнивания высоты кровати по-разному, поэтому рекомендуется обратиться к руководству для вашего конкретного 3D-принтера.
Некоторые 3D-принтеры имеют автоматическое выравнивание платформы, некоторые требуют ручного выравнивания платформы, но я дам вам несколько общих рекомендаций, которым люди следуют.
То, что вы хотите сделать, это установить правильное нулевое положение для оси Z (ось вверх и вниз). К сожалению, не все 3D-принтеры имеют датчики, которые сообщают вам, когда сопло касается поверхности печати.
Общая практика установки высоты сопла заключается в том, чтобы установить ее ниже высоты слоя примерно на 50%-75%. Поэтому, если вы печатаете с высотой слоя 0,15 мм или 150 микрон, вы можете установить высоту сопла на расстоянии около 0,1 мм или 100 микрон от печатной платформы.
Как установить насадку на нужной высоте
Многие люди используют визитную карточку или другую тонкую карточку, которую кладут под насадку, чтобы определить, какой высоты должна быть насадка. Когда вы устанавливаете высоту сопла, должно быть некоторое сопротивление между соплом и картой под ним, чтобы вы знали, что есть достаточно места для правильной экструзии.
Поскольку вам нужна хорошая точность, я бы посоветовал приобрести щуп на Amazon, чтобы вы могли определить высоту между поверхностью печати и соплом.
Это очень полезный, но недорогой предмет, который поможет вам в вашем путешествии по 3D-печати.
После того, как вы установите высоту сопла, выполните быстрый пробный запуск, чтобы увидеть, насколько хорошо ваше сопло выдавливает. Если он плотно прилегает к земле, значит, у вас есть хороший показатель того, насколько хороши ваши настройки высоты.
Например, 3D-принтеры CR-10 и Ender 3 имеют так называемую четырехточечную систему выравнивания. Это просто место, где есть пружины на четырех углах печатной платформы и затягивайте или ослабляйте эти пружины, чтобы получить правильные уровни.
Ниже представлен видеоролик от CHEP, демонстрирующий простой способ выравнивания кровати.
Это отличное руководство по выравниванию грядок. Вместе с этим руководством вы можете загрузить файл G-кода, который вы запускаете на своем 3D-принтере. Требуется несколько регулировок каждого угла, подкладывая лист бумаги под сопло, чтобы получить хороший уровень. Затем проведите несколько конкретных тестов, поэтому обязательно посмотрите видео.
В некоторых прошивках для 3D-принтеров есть настройка для регулировки высоты сопла во время печати первого слоя. В прошивке Marlin это называется «детским шагом» и может быть очень полезным для правильной настройки высоты сопла без необходимости физического выравнивания кровати.
Автоматическое выравнивание платформы
Автоматизация хороша, когда все сделано правильно, и ее можно настроить с помощью вашего 3D-принтера, чтобы убедиться, что ваша платформа выравнивается во время печати.
Причины, по которым люди используют автоматическое выравнивание кровати:
Печатные поверхности и пружины расширяются, изгибаются и сжимаются, особенно в присутствии высокой температуры и большого движения
Люди просто устают от необходимости постоянно повторно выровняйте печатную платформу
Экономит время и избавляет от головной боли в долгосрочной перспективе, чтобы они не жалели денег горе из-за того, что это доставляет им проблемы с прокачкой!
Если речь идет о чем-то столь важном, как уровень кровати, лучше сделать выбор в пользу качества и долговечности. BL Touch или EZABL — хороший выбор.
Есть хорошие руководства по их установке на ваш 3D-принтер.
2. Убедитесь, что поверхность вашей кровати находится в хорошем рабочем состоянии
Существуют различные типы поверхностей для печати, такие как стекло, PEI и различные типы металлических листов. Вы хотите убедиться, что поверхность вашей печатной платформы не изношена, на ней не слишком много царапин/следов, она чистая и соответствует назначению.
Хорошая поверхность для печати необходима для получения хороших результатов в вашей карьере в области 3D-печати. Я не мог сосчитать количество людей, у которых были неудачные отпечатки и которые искали решение в Интернете, когда это было просто из-за отсутствия хорошей поверхности платформы принтера.
Когда вы, наконец, думаете, что нашли решение и печатаете несколько успешных отпечатков, а через несколько дней ваши отпечатки снова терпят неудачу, это может сильно разочаровать.
Найти поверхность для печати, которая работает со всеми типами филамента и которую легко установить, может быть непростой задачей. Вам нужна термостойкая, прочная и многоразовая поверхность станины без необходимости замены печатной поверхности.
Что-то, что может создать оптимальную связь между вашим 3D-печатным объектом и поверхностью сборки, увеличит вероятность того, что ваш объект останется на месте в течение всей печати, а также его будет легко удалить. Тот, который не требует всевозможных липких посторонних веществ.
Ваш ответ прост: приобретите поверхность для печати BuildTak Printing Build Surface.
Как вы знаете, цена и качество идут рука об руку, поэтому помните о долгосрочных затратах, а не о цене. Нанесите этот раствор один раз, и вам не придется беспокоиться о том, что отпечатки не приклеятся. Его можно легко обрезать по размеру, если он не подходит для вашего 3D-принтера.
Я рекомендую поддерживать поверхность печати в чистоте, протирая ее спиртом. Вы можете либо получить бутылку и быстро промокнуть салфетку, либо получить спиртовые салфетки в индивидуальной упаковке на Amazon.
Многие люди используют вещества на своих печатных поверхностях, которые могут скапливаться, и о которых нужно время от времени заботиться. Эти вещества можно легко освежить влажным полотенцем и заменить его свежим слоем.
Некоторые более дешевые кровати с подогревом имеют тенденцию изгибаться вверх или вниз при нагревании и охлаждении. Это может привести к плохому первому слою, что приводит к перемещению отпечатков во время процесса печати, что портит ваши отпечатки.
Наличие качественной кровати с подогревом очень поможет в решении этой проблемы, поэтому я рекомендую избавить себя от хлопот в будущем и приобрести одну.
Если у вас более дешевая поверхность стола, проведите прямым краем по поверхности для печати, чтобы убедиться, что она прямая и не искривлена. Если ваша поверхность изогнута, ее будет трудно выровнять, если у вас нет устройства автоматического выравнивания кровати.
3. Напечатайте первый слой на более низкой скорости
Температуры очень важны в 3D-печати, и этот метод учитывает это. При 3D-печати на более низкой скорости вы даете филаменту больше времени для нагрева внутри хотэнда 9.0049, а также выделяет тепло на поверхность печати, что способствует адгезии первого слоя.
С другой стороны, это дает материалу больше времени остыть и стать более твердым перед нанесением следующего слоя.
Для разных 3D-принтеров работают разные скорости, так что вам решать, как их проверить. Некоторым людям удалось изменить скорость до 75%, другим удалось значительно снизить скорость в диапазоне 20-40%.
Проведите несколько проб и ошибок с собственным принтером и посмотрите, что вам больше подходит.
Обычно скорость первого слоя можно уменьшить в слайсере или с помощью функций принтера. Например, в 3D-принтере Prusa вы можете использовать ручки для уменьшения скорости печати, поэтому узнайте, как это делается на вашем конкретном 3D-принтере.
В зависимости от того, как получится, вы можете замедлить скорость печати для первых нескольких слоев, а не только для первого, если это не удастся.
4. Увеличьте скорость вентилятора или обновите ее
Этот способ связан с предыдущим способом приклеивания отпечатков и их неподвижности во время печати. Когда ваши вентиляторы не работают на оптимальном уровне, экструдированный материал может не остыть вовремя.
Ваш материал по-прежнему будет резиноподобным , а это означает, что он будет иметь более низкую адгезию к поверхности печати. Увеличение скорости вашего вентилятора — это решение, которое легко решит эту проблему.
После того, как скорость вашего вентилятора будет достаточной, он должен охладить ваш материал и подготовить его к экструдированию следующего слоя.
Если ваш материал по-прежнему не охлаждается достаточно быстро, вы можете обновить вентилятор до более эффективного. Это может быть лучшей идеей, потому что стандартные вентиляторы, которые поставляются с некоторыми принтерами, имеют более низкое качество и довольно громкие.
Уменьшение этого шума, успешная печать и отсутствие необходимости снижать скорость принтера — идеальный сценарий для любого пользователя 3D-принтера. Вентилятор, который я всегда рекомендую людям, — это Noctua NF-A4. Он всегда имеет высокую оценку, потому что работает тихо, эффективно и долговечно.
5. Настройте слайсер на чрезмерное выдавливание на первом слое (150%-200%) печать.
Хороший метод, который подтверждают многие пользователи 3D-принтеров, — это увеличение ширины и высоты экструзии только для первого слоя. При этом ваш экструдер будет выкачивать больше материала, чем обычно, чтобы получить первый слой основы лучше прилипает к печатной платформе.
Излишки пластика выдавливаются из сопла, которое проталкивает пластик в нижний слой. Чем большую площадь поверхности покрывает ваш материал, тем большую адгезию он создает.
Хорошим сравнением является наличие пистолета для горячего клея, прижатие наконечника к поверхности и нажатие на спусковой крючок против подъема клеевого пистолета над поверхностью и стекания клея.
Материал, имеющий хороший контакт с поверхностью, необходим для первого слоя, что помогает остановить движение отпечатков во время печати.
При использовании этого метода ваши отпечатки получают некоторое сопротивление. Это допускает некоторые небольшие погрешности , такие как уровень вашей печатной платформы, и в конечном итоге все равно даст вам успешные отпечатки.
Таким образом, вам не обязательно делать печатную платформу идеально ровной, если вы используете этот метод в своем процессе.
Ввод настроек слайсера:
Ширина экструзии для первого слоя – до двух раз больше размера сопла
Высота экструзии для первого слоя – до однократного размера сопла
Если вы используете эти настройки, существует вероятность того, что экструдер будет чрезмерно растягиваться, поэтому, чтобы противодействовать этому, объедините предыдущий метод и уменьшите скорость печати для первого слоя.
6. Отрегулируйте температуру сопла и платформы с подогревом
Повышение температуры сопла имеет тот же эффект, что и замедление скорости печати, поскольку позволяет температуре лучше работать с точки зрения адгезии слоев экструдированного материала. материал.
В слайсере вы можете повысить температуру сопла на 5–10 °C (9–18 °F) , чтобы только первый слой был более заземленным. Это должно остановить перемещение ваших отпечатков во время печати.
Таким же образом можно повысить температуру подогреваемого слоя только для первого слоя. Повышение температуры на 5°C должно быть достаточным для получения хорошей основы. Это может занять некоторое время методом проб и ошибок, но как только у вас будут оптимальные настройки для вашего материала, это должно дать вам стабильные результаты.
Имейте в виду, что разные марки одного и того же материала могут иметь разные добавки и формулы, которые изменяют состав материала. В этих случаях вам, возможно, придется повторно протестировать настройки температуры первого слоя , чтобы получить наилучшее значение.
Если вы используете более дешевую кровать с подогревом, следите за вторым слоем еще и потому, что, как упоминалось ранее, он имеет тенденцию немного деформироваться в горячем или холодном состоянии.
7. Используйте хороший клей на поверхности печати
Иногда такое простое исправление, как использование хорошего клея на поверхности печати, отлично помогает предотвратить смещение отпечатков. Многие из вышеперечисленных методов должны работать достаточно хорошо, чтобы вам не нужно было использовать клей, но если вам нужен простой метод, попробуйте его.
Существует несколько типов клея, вот те, которые работают лучше всего:
Синяя малярная лента – очень эффективна, не оставляет следов, предотвращает появление царапин и легко удаляется
Пурпурные моющиеся клеевые стержни — легко увидеть пропущенные участки, после высыхания становится прозрачным, решение для многих пользователей 3D-принтеров.
Лак для волос – хорошая альтернатива и работает хорошо, когда другие не работают, хороши на стеклянных поверхностях
Специализированные клейкие продукты для 3D-принтеров (например, клей 3DLAC)
Обычно вам достаточно нанести тонкий слой клея на поверхность платформы для печати, будет достаточно, чтобы ваши отпечатки прилипли к кровати.
8. Плоты, юбки и поля
Возможно, вы смутно слышали о юбках, полях и плотах, которые широко используются в 3D-печати. Эти термины относятся к использованию структур вокруг нижних слоев отпечатка, чтобы обеспечить ему дополнительную поддержку. Они выполняют схожие функции, но имеют разное назначение и преимущества.
Подложка
Подложка — это небольшая подложка из материала под печатью. Он работает, стабилизируя отпечаток и создавая прочную основу, на которой можно строить отпечаток. После того, как ваш отпечаток будет готов, подложка должна отделиться от вашего отпечатка, и ее можно будет выбросить.
Многие люди используют подложки при печати из АБС-пластика, потому что он склонен к деформации и проблемам с адгезией к основанию.
Ваш 3D-слайсер будет иметь настройки для включения плота, поэтому его довольно легко добавить к вашим отпечаткам, если у вас возникнут проблемы с перемещением отпечатков. Есть и другие настройки вашего плота, которые можно настроить в соответствии с вашими потребностями. Проверьте этот пост Simplify3D о плотах для получения дополнительной информации.
Юбка
Юбка представляет собой простой тонкий контур, который окружает принт, но не касается его. Перед запуском основного отпечатка контур вашего отпечатка будет выдавлен, чтобы убедиться, что экструдер готов. По сути, это похоже на разогрев вашего экструдера, чтобы убедиться, что ваша нить выдавливается плавно.
Когда юбка экструдируется, важно наблюдать за тем, как она выглядит, чтобы заранее выявить проблемы. Например, если вы видите, что выравнивание происходит из-за того, что материал плохо прилипает к печатной платформе, вы можете отрегулировать это перед печатью основного объекта.
Для юбки обычно достаточно одного слоя, но некоторые люди добавляют слой или два, чтобы юбку было легче снять после того, как печать будет закончена и остынет. Это хороший вариант использования этой функции, чтобы вы знали, что все в рабочем состоянии и готово дать вам успешную печать.
Поля
Поля — это несколько линий материала, напечатанных непосредственно вокруг детали, которые используются для удержания краев отпечатка. Край почти смесь юбки и плота. Это уникальная юбка, которая прикрепляется непосредственно к краям вашего принта.
Это хорошее решение для предотвращения коробления и повышения адгезии к столу, что приводит к тому, что решает проблему смещения деталей во время печати.
Вместо подложки для краев модели требуется меньше материала и печать выполняется намного быстрее , поэтому, если вам не требуется слишком много дополнительной основы, я бы остановился на использовании краев. После печати легко отделяется от модели , которую можно выбросить после использования.
Есть несколько настроек, с которыми можно поиграться, когда дело доходит до краев. Это работает с юбкой, где вы установите смещение юбки на 0 мм, чтобы она касалась вашей модели. Затем установите количество контуров юбки на 5+, чтобы сделать контуры вокруг принта.
Если вам нужна увеличенная площадь поверхности, просто увеличьте количество контуров в настройках.
Ваш экструдер не только подготовит основной отпечаток, но и поможет склеить первый слой!
Если поля слишком плотно прилегают после печати, вы можете увеличить смещение юбки до 0,1 мм или 0,2 мм, чтобы добавить небольшой зазор между печатью и полями.
Создать юбку, плот или поля в программном обеспечении для слайсера довольно просто, поэтому определенно стоит попробовать, если вы еще этого не сделали. В Simplify3D есть хорошая сводка настроек, идеальных для каждой техники, которую вы можете найти здесь.
9. Убедитесь, что ваше сопло не засорено
Я написал подробный пост о пяти лучших способах прочистить сопло экструдера, поэтому проверьте его, если это одна из ваших проблем.
Поначалу засорение сопла может быть незаметным, но это отрицательно скажется на качестве ваших отпечатков. Когда ваш экструдер не может экструдировать то, что ему нужно, с хорошим потоком, это приводит к тому, что нить укладывается слабее.
Это приводит к увеличению вероятности того, что ваши отпечатки сдвинутся во время печати, потому что они имеют слабую основу.
Чтобы определить эту проблему, вы можете обратить внимание на детали и попытаться заметить, являются ли линии, выдавленные вашим 3D-принтером, нормальными или выглядят тоньше, чем обычно.
Если вы обнаружите очень тонкие линии, вам обязательно нужно очистить сопло.
Другим признаком засорения сопла является изогнутая нить, выходящая из сопла. Это хороший признак того, что у вас есть частичная блокировка, которую необходимо устранить.
Многие сопла, изначально поставляемые с 3D-принтерами, не самого лучшего качества и чаще забиваются из-за более дешевых версий.
Иногда увеличение температуры горячего конца может помочь избавиться от засоров внутри сопла, но если это засорение, которое образовалось со временем, этот метод может не решить проблему.
Если вы регулярно пользуетесь 3D-печатью, я бы определенно посоветовал вам приобрести подходящий набор для чистки сопел (от Amazon). Он состоит из 33 деталей, изготовленных из высококачественных материалов, и справляется со своей задачей благодаря насадкам всех размеров.
Они даже добавляют две пары прецизионных пинцетов и чистящую ткань в качестве дополнительного бонуса!
Просто нагрейте хотэнд, включите его на полную мощность, затем вставьте иглу нужного размера в сопло. Он должен быть очищен и готов.
Если ваше сопло серьезно забито, оно может не сработать, но при регулярном использовании для обслуживания вы не должны сталкиваться с этой проблемой в будущем.
Все модели кранов серии КДЭ производились машиностроительным заводом, расположенным в Ленинграде (сейчас Санкт-Петербург). Техника серийно выпускалась с конца 60-х годов, имеет грузоподъемность в пределах 16-25 т.
В основе машины лежит стальная рама, сваренная из большого числа продольных лонжеронов и поперечных балок. В свободном пространстве размещены балластный груз и дополнительное оборудование. Торцевые части оснащены железнодорожными автосцепками, предназначенными для перевозки установки в составе поезда.
Ходовая часть состоит из 2 спаренных тележек с пружинной амортизацией. На тележках установлены тяговые электродвигатели с многоступенчатыми редукторами, которые могут переключаться во время стоянки крана. Источником энергии является дизель-генератор, расположенный на поворотной части машины. Передача электрического тока осуществляется через контактные кольца, установленные в поворотном погоне.
Тормозная система включает в себя стандартные механизмы тележек, которые прижимают колодки к внешней беговой поверхности колес. При движении в сцепке тормоза подключаются к общей сети; управляет ими машинист состава. Дополнительно смонтирован механический привод колодок, который используется во время стоянки крановой установки.
КДЭ-163
Кран КДЭ-163 на железнодорожном (ЖД) ходу предназначен для погрузки материалов и деталей с весом до 16 т. Базовая модель поставлялась с стрелой 15 м и крюковым захватом. По отдельному заказу завод комплектовал машину дополнительными грузоподъемными приспособлениями и удлинительной вставкой стрелы длиной 5 м. При использовании удлинителя допускается перемещение грузов только крюком.
На поворотной платформе расположен дизель-генератор ДГ 75-3. Установка оборудована системой принудительного жидкостного охлаждения. Для обеспечения температурного режима во время длительной работы применена система охлаждения масла. Радиаторы установлены в 1 блоке, обдуваются многолопастным вентилятором с механическим приводом. В комплект стандартного оборудования входит электрический кабель для подключения к внешнему источнику тока.
Технические характеристики и габариты:
база тележек — 1850 мм;
расстояние между центрами тележек — 2950 мм;
высота сцепки — 1040 мм;
длина установки (без учета вылета стрелы и сцепок) — 7016 мм;
ширина — 3120 мм;
высота подъема крюка — 13,7-18,5 м;
скорость транспортировки — до 80 км/ч;
вес — 63,93 т.
КДЭ-253
Кран КДЭ-253 с грузоподъемностью 25 т построен на основе узлов предыдущей модели. Отличием является увеличенная в размерах ходовая платформа и усиленная конструкция стрелового оборудования. Электрическая схема и источники энергии остались неизменными.
Описание параметров крана:
скорость подъема груза — 5,3-17,8 м/мин;
время, необходимое для поднятия стрелы до максимума, — 55-60 секунд;
частота вращения платформы (плавно регулируемая) — 0-1,5 об/мин;
скорость самостоятельного движения — до 8 км/ч;
снаряженная масса — 66,41-67,18 т.
КДЭ-251
Кран КДЭ-251 в стандартном оснащении имеет решетчатую стрелу длиной 15 м, предназначенную для перемещения нагрузки весом 25 т. Стрела имеет разъемную конструкцию, допускает установку дополнительных секций, которые доводят длину узла до 20 или 25 м. При использовании стрелы максимальной длины устанавливается гусек, имеющий размер 5 м. В этом случае машина комплектуется крюковой обоймой, рассчитанной на нагрузку до 7,5 т.
На кранах устанавливается дизельный агрегат ДГ 75-3, развивающий мощность 115 л.с. В конструкции узла имеется генератор переменного тока. В конструкции ходовой части и на грузоподъемных лебедках смонтированы асинхронные двигатели мощностью от 3,5 до 30 кВт.
Характеристики крана (при установке стрелы длиной 15 м и работе на опорах):
вылет стрелы — 4,5-14,0 м;
диапазон грузоподъемности — 5-25 т;
высота подъема крюка — 9,0-13,5 м;
скорость поднятия нагрузки — до 12,5 м/мин;
частота вращения подвижной платформы — до 2 об/мин;
скорость движения — до 25 км/ч;
вес установки — 69 т;
база — 4000 мм;
ширина колеи — 1524 мм.
КДЭ-161
Кран КДЭ-161 предназначен для перемещения штучных грузов весом до 16 т. В состав силовой установки входит 6-цилиндровый дизельный двигатель К-661, оснащенный механическим нагнетателем. Мотор оснащен специальной соединительной муфтой, которая передает крутящий момент на ротор 3-фазного генератора ECC5-93.
длина стрелы — 10 или 15 м;
грузоподъемность без опор — не более 10 т;
скорость хода — 10,2 км/ч;
мощность двигателя — 115 л.с. при 1500 об/мин;
допустимый радиус закругления путей — 60 м;
снаряженный вес — 52,1 т.
При работе возможно подключение машины к промышленной электросети 3-фазного тока с напряжением 380 В. Для коммутации используется распределительный щит, установленный на раме ходовой части.
Кран железнодорожный — продажа, где купить, цена
Железнодорожный дизель-электрический кран, грузоподъемностью 16 т предназначен для погрузочно-разгрузочных работ со штучными и сыпучими грузами и строительно-монтажных работ.
Кран нормального исполнения изготовляется с прямой стрелой длиной 15 м и грузоподъемным крюком с соответствующим комплексом канатов.
По заказу кран может быть оборудован грейфером для сыпучих материалов, грейферным захватом для погрузки леса, грузоподъемным электромагнитом, Г-образной 15-метровой стрелой, а также вставкой к прямой стреле, которая удлиняет стрелу до 20 м.
Кран имеет многомоторный дизель привод. Это позволяет осуществлять независимые движения механизмов крана, а также совмещение операций. Питание крана может осуществляться непосредственно от внешней сети переменного тока напряжением 380 В.
Кран оборудован автоматически действующими электрогидравлическими колодчатыми тормозами, ограничителями высоты подъема, вылета стрелы и грузоподъемности. Для транспортирования крана необходима дополнительная платформа.
Краны железнодорожные дизель-электрические КЖ-462, КЖ-562, КЖ-662 предназначены для механизации погрузочно-разгрузочных и транспортно-складских работ на путях колеи 1520 мм. Краны данной серии оснащены многомоторным электрическим приводом на трехфазном токе напряжением 400 В, частотой 50 Гц.
Питание электропривода осуществляется от дизель-электрической установки мощностью 100 кВт. Предусмотрена возможность работы кранов с питанием от внешнего источника тока при помощи гибкого кабеля.
В базовом исполнении краны изготавливаются со стрелой длиной 15 м и грузовым крюком.
Дополнительно краны могут быть укомплектованы: вставкой стрелы длиной 5 м, грейфером для сыпучих грузов объемом 1,2 м3 или 2 м3, грейфером лесозахватывающим, грузоподъемным электромагнитом с соответствующим оборудованием, путеочистительным устройством.
Краны с удлиненной стрелой применяются только для работы с крюком.
Краны КЖ-462, КЖ-562, КЖ-662 оснащены ограничителем нагрузки, который служит для защиты от перегрузки и опрокидывания при подъеме груза, защиты рабочего оборудования от повреждения при работе в стесненных условиях (координатная защита), а также для отображения информации о фактической массе поднимаемого груза, предельной грузоподъемности на данном вылете, степени загрузки крана, величине вылета, высоте подъема оголовка стрелы, угле поворота крана. Встроенный регистратор технических характеристик обеспечивает запись и долговременное хранение информации о рабочих параметрах кранов, а также о степени их загрузки в течение всего срока службы. Кабина машиниста разработана с учетом единого эргономического и стилевого решения, отвечающего современным требованиям рынка. Применение АБС-пластика и шумоизоляционных материалов позволило создать звукопоглощающую термоизоляционную облицовку внутренних поверхностей кабины машиниста. По показателям обзорности с места машиниста кабина превосходит прототипы и не уступает зарубежным аналогам. Кабина оборудована современной системой нормализации микроклимата, имеющей автономный дизельный отопитель и кондиционер. На панели пульта управления вместо контроллеров установлены малогабаритные переключатели (джойстики), имеющие небольшую амплитуду и угол поворота рукоятки, что создает более комфортные условия для работы машиниста и улучшает дизайн пульта управления.
Железнодорожный кран КДЭ-163
ЖД-кран КДЭ-163
– дальнейшее развитие одного из первых советских дизель-электрических ЖД-кранов КДЭ-151, выпускаемого с начала 60-х годов прошлого века. В КДЭ-163, выпускаемом с 1971 г, были учтены недочеты, выявленные при эксплуатации предыдущих моделей, потом машина получилась более производительной и экономичной. Несмотря на то, что покупка ЖД-крана КДЭ-163 означает, что машине минимум 30 лет, эти краны могут работать еще долго и , если можно так сказать, находятся в прекрасной форме и проработают, при правильной эксплуатации и регулярном техобслуживании еще столько же.
“Монтажспецтехника”, Институтом проблем надежности машин и сооружений и Киевским отделением Подъемно-транспортной Академии наук Украины
СОГЛАСОВАНЫ:
Заместителем Председателя Госнадзорохрантруда Украины 23.03.2004 г., Директором Украинского государственного центра железнодорожных рефрижераторных перевозок “Укррефтранс” А. Н. Пеньковым 27.05.2003 г., Заместителем главного государственного санитарного врача Украины (заключение № 05.03.02-07/2956 от 01.01.2001 г.)
утверждены и введены в действие:
приказом Подъемно-транспортной Академии наук Украины от 01.01.2001 № 3
ЗАРЕГИСТРИРОВАНЫ:
Всеукраинским государственным научно-производственным центром стандартизации, метрологии, сертификации и защиты прав потребителей (Укрметртестстандарт) 01.06.2004 г. за № 081/028893
СРОК ВВЕДЕНИЯ
с 01.06.2004 г.
СРОК ДЕЙСТВИЯ
Без ограничения срока действия
Описание КДЭ-163
КДЭ-163
– дизель-электрический железнодорожный кран, грузоподъемностью 16 т (при выдвинутых дополнительных опорах). Силовая установка КДЭ-163 – это объединенный гибкой муфтой дизельный двигатель К-661 и генератор ДГ75-3 . Благодаря наличию многомоторного дизельного агрегата кран может самостоятельно передвигаться, даже на довольно большие расстояния, но гораздо экономичнее перевозить кран в составе специального поезда. В случае необходимости этот железнодорожный кран может сам стать источником энергии для других машин и механизмов, что очень удобно, если приходится вести масштабные работы в местности, не имеющей централизованного энергоснабжения.
КДЭ-163
оснащается 15-метровой стальной решетчатой стрелой, имеющей коробчатое сечение. Дополнительная секция может удлинить стрелу до 20 м. Стрела с удлинителем может нести только крюковую обойму, без удлинения она может оснащаться электромагнитным захватом, двухзубым грейфером и специальным крюком для погрузки леса. Покупая ЖД-кран КДЭ-163 позаботьтесь о дополнительном рабочем оборудовании, это существенно расширяет возможности машины и позволяет заменить несколько единиц техники.
КДЭ-163 состоит из двух платформ:
ходовой, перемещающейся по рельсам и несущей гидравлические упоры для повышения устойчивости крана;
поворотной, на которой установлены все рабочие органы, силовая установка, кабина машиниста.
Связь между платформами осуществляется посредством поворотной опоры – подшипника большого диаметра, имеющего на одной из полуобойм зубчатый венец, для зацепления с редуктором и передачи крутящего момента на поворотную платформу. Вращение платформы производится при помощи отдельного электромотора. Собственные электродвигатели имеются также у грузовой двухбарабанной лебедки (по одному на каждый барабан, мощность каждого двигателя 22 кВт). Лебедка подъема стрелы также оснащается отдельным электромотором, мощностью 14 кВт.
Ходовая платформа крана – это стальная рама установленная на две вагонные тележки. Для 55-тонной машины очень важно иметь надежные тормоза. КДЭ-163
имеет 3 типа тормозов. Одни подключаются когда кран движется в составе спецпоезда, вторые работают когда кран движется своим ходом, а при длительных стоянках КДЭ-163 блокируется специальным колодочным тормозом, размещенным на раме.
Блок 33-100000-001-01 чугунное литье
В блоках крана применены подшипники с защитными шайбами, заполненные смазкой. Пополнение смазкой в процессе эксплуатации не требуется.
Важно Технические характеристики УАЗа болотохода и как сделать вездеход своими руками
Для предохранения каната от ржавления, а также во избежание преждевременного износа и перетирания отдельных проволок одна о другую и о поверхности блоков канат надо регулярно смазывать канатной смазкой. В качестве канатной смазки можно применять также смесь из 90 % солидола и 10 % битума. При смазке смесь необходимо прогреть до 60 °С. Ориентировочная норма смазочного материала для смазки каната составляет 3г на метр длины и миллиметр диаметра. Смазка тормоза должна производиться не реже, чем раз в месяц. Зимой надо применять зимние сорта смазки, летом — летние. Отступление от этого правила приведет к нарушению режима работы механизма.
имеют похожую конструкцию, которая состоит из нескольких компонентов. Например, поворотная платформа включает в себя стрелу, А-образную раму и кабину оператора. Также сюда входят опорно-поворотный механизм, рабочее оборудование и ходовые тележки. Стоит знать, что блок 24-10030-20 располагается в портале железнодорожного крана и позволяет упростить работу стрелового оборудования.
Покупка железнодорожных кранов КДЭ-163
Наше предприятие продает и покупает ЖД-краны КДЭ-163.
В основном мы приобретаем тяжелую спецтехнику (краны, бульдозеры, грейдеры и т. п.) для восстановления и продажи. Кроме этого мы можем купить б/у ЖД-кран КДЭ-163 или другую машину для использования в качестве донора, то есть для разборки на запчасти
Почему сегодня более выгодно покупать б/у ЖД-краны КДЭ-163?
Новый кран, железнодорожный или другой стоит дорого, импортный стоит очень дорого. Во всех современных российских кранах и другой спецтехнике есть импортные детали, которые сейчас также дорого стоят и дешеветь не будут. А краны семейства КДЭ, во-первых стоят гораздо дешевле, во вторых они проще в обслуживании и ремонте. В то же время, запас прочности, вложенный конструкторами в советские железнодорожные краны позволяет использовать их десятилетиями. Практика показывает, что при верном обращении и регулярном техобслуживании ЖД-краны КДЭ могут работать 30-50 лет и более. Именно поэтому покупка ЖД-крана КДЭ-163 – достаточно выгодное приобретение не только для небольших предприятий, но и для крупных компаний.
При покупке б/у ЖД-кранов КДЭ-163 или других моделей, можно столкнуться с проблемой поиска запчастей, которые давно перестали выпускаться.
В этом случае есть 2 выхода:
покупка ЖД-кранов КДЭ-163 или другой техники для последующей разборки на детали;
приобретение дефицитных деталей у компаний, специализирующихся на штучных заказах уже не выпускающихся деталей.
В первом случае вы можете потратить много денег, а детали окажутся в не очень хорошем состоянии, ао втором можете потратить много времени и не найти надежного производителя. Чтобы не тратить время и не нарваться на мошенников, лучше обратиться за помощью в . У нас много партнеров, выполняющих индивидуальные заказы и мы можем гарантировать, что они ответственно подходят к работе и качественно ее выполняют.
ООО «Кранмастер» является дилером тридцати заводов-изготовителей спецтехники, поэтому, если Вы решили купить Железнодорожные краны КДЭ-163
по низкой цене, обращайтесь в нашу компанию.
Как правильно купить опорно-поворотное устройство ОПУ 33-030000-000-01 для железнодорожных кранов?
Покупать или ремонтировать представленное оборудование лучше в авторитетных и серьезных компаниях, которые поставляют только высококачественные детали. Ведь от качества опорно-поворотного устройства будет зависеть работа машины
. Некачественная деталь может стать источником поломки крана, или привести к еще более печальным ситуациям.
Важно Топливный насос высокого давления на трактор (ТНВД МТЗ-82): устройство, установка, регулировка
реализует как новые опорно-поворотные устройства кранов, так и комплектующие с разборки или после капитального ремонта
. Большой ассортимент и низкие цены дают возможность подобрать запчасти, соответствующие запросам клиентов по техническому состоянию и требованиям по стоимости деталей. Также мы осуществляем доставку ОПУ 33-030000-000-01 для железнодорожных кранов по всем городам России и ближайшим странам СНГ.
Различают четыре типа опорно-поворотных устройств:
с шариковыми кругами, с роликовыми кругами, с разнесенными опорами типа «колокол» или «стакан».
Опорно-поворотное устройство с шариковыми и роликовыми кругами
обладает компактностью конструкции (так как имеет малую высоту и свободное внутреннее пространство), малой массой, большой надежностью и долговечностью, простотой обслуживания. Поэтому в настоящее время они наиболее распространены.
Опорно-поворотные устройства с роликовыми однорядными кругами
эффективнее, так как при небольших габаритных размерах и массе они обладают во многих случаях большей несущей способностью, чем двухрядные шариковые круги. В роликовом однорядном круге ролики размещают в одном общем желобе крест-накрест.
Опоры поворотные роликовые однорядные с зубьями наружного и внутреннего зацепления
используются как основной базовый узел в грузоподъемных машинах и механизмах (строительных вышках, экскаваторах, башенных, автомобильных, и стреловых кранах), обладающих рабочим поворотным органом с частотой вращения до 16 оборотов в минуту.
Подбор и поставку железнодорожных кранов Российских и зарубежных производителей
с необходимыми для Ваших строительных объектов техническими характеристиками. Команда опытных и профессиональных менеджеров обеспечит оперативное выполнение Ваших заказов. Мы стремимся сделать процесс закупа и доставки продукции для Вас максимально простым. Поэтому в работе с каждым заказчиком мы берем на себя не только обеспечение предприятия продукцией, но и решение всех вопросов и проблем, связанных со снабжением. Отвечая Вашим ожиданиям, мы предлагаем оптимальное соотношение цены и сроков поставки .
Технические характеристики железнодорожного крана КДЭ-163 и других модификаций
Модель КДЭ-163 относится к серии железнодорожных кранов, оснащенных дизель-электрическим приводом. Машины поставляются со стрелой различной длины и конфигурации, используются для перемещения штучных грузов. Возможно применение грейферных захватов для погрузки хлыстов деревьев, а также магнитных узлов, позволяющих перегружать отходы стального проката.
Модели
Все модели кранов серии КДЭ производились машиностроительным заводом, расположенным в Ленинграде (сейчас Санкт-Петербург). Техника серийно выпускалась с конца 60-х годов, имеет грузоподъемность в пределах 16-25 т.
В основе машины лежит стальная рама, сваренная из большого числа продольных лонжеронов и поперечных балок. В свободном пространстве размещены балластный груз и дополнительное оборудование. Торцевые части оснащены железнодорожными автосцепками, предназначенными для перевозки установки в составе поезда.
Ходовая часть состоит из 2 спаренных тележек с пружинной амортизацией. На тележках установлены тяговые электродвигатели с многоступенчатыми редукторами, которые могут переключаться во время стоянки крана. Источником энергии является дизель-генератор, расположенный на поворотной части машины. Передача электрического тока осуществляется через контактные кольца, установленные в поворотном погоне.
Тормозная система включает в себя стандартные механизмы тележек, которые прижимают колодки к внешней беговой поверхности колес. При движении в сцепке тормоза подключаются к общей сети; управляет ими машинист состава. Дополнительно смонтирован механический привод колодок, который используется во время стоянки крановой установки.
КДЭ-163
Кран КДЭ-163 на железнодорожном (ЖД) ходу предназначен для погрузки материалов и деталей с весом до 16 т. Базовая модель поставлялась с стрелой 15 м и крюковым захватом. По отдельному заказу завод комплектовал машину дополнительными грузоподъемными приспособлениями и удлинительной вставкой стрелы длиной 5 м. При использовании удлинителя допускается перемещение грузов только крюком.
На поворотной платформе расположен дизель-генератор ДГ 75-3. Установка оборудована системой принудительного жидкостного охлаждения. Для обеспечения температурного режима во время длительной работы применена система охлаждения масла. Радиаторы установлены в 1 блоке, обдуваются многолопастным вентилятором с механическим приводом. В комплект стандартного оборудования входит электрический кабель для подключения к внешнему источнику тока.
Технические характеристики и габариты:
база тележек — 1850 мм;
расстояние между центрами тележек — 2950 мм;
высота сцепки — 1040 мм;
длина установки (без учета вылета стрелы и сцепок) — 7016 мм;
ширина — 3120 мм;
высота подъема крюка — 13,7-18,5 м;
скорость транспортировки — до 80 км/ч;
вес — 63,93 т.
КДЭ-253
Кран КДЭ-253 с грузоподъемностью 25 т построен на основе узлов предыдущей модели. Отличием является увеличенная в размерах ходовая платформа и усиленная конструкция стрелового оборудования. Электрическая схема и источники энергии остались неизменными.
Описание параметров крана:
скорость подъема груза — 5,3-17,8 м/мин;
время, необходимое для поднятия стрелы до максимума, — 55-60 секунд;
частота вращения платформы (плавно регулируемая) — 0-1,5 об/мин;
скорость самостоятельного движения — до 8 км/ч;
снаряженная масса — 66,41-67,18 т.
КДЭ-251
Кран КДЭ-251 в стандартном оснащении имеет решетчатую стрелу длиной 15 м, предназначенную для перемещения нагрузки весом 25 т. Стрела имеет разъемную конструкцию, допускает установку дополнительных секций, которые доводят длину узла до 20 или 25 м. При использовании стрелы максимальной длины устанавливается гусек, имеющий размер 5 м. В этом случае машина комплектуется крюковой обоймой, рассчитанной на нагрузку до 7,5 т.
На кранах устанавливается дизельный агрегат ДГ 75-3, развивающий мощность 115 л.с. В конструкции узла имеется генератор переменного тока. В конструкции ходовой части и на грузоподъемных лебедках смонтированы асинхронные двигатели мощностью от 3,5 до 30 кВт.
Характеристики крана (при установке стрелы длиной 15 м и работе на опорах):
вылет стрелы — 4,5-14,0 м;
диапазон грузоподъемности — 5-25 т;
высота подъема крюка — 9,0-13,5 м;
скорость поднятия нагрузки — до 12,5 м/мин;
частота вращения подвижной платформы — до 2 об/мин;
скорость движения — до 25 км/ч;
вес установки — 69 т;
база — 4000 мм;
ширина колеи — 1524 мм.
КДЭ-161
Кран КДЭ-161 предназначен для перемещения штучных грузов весом до 16 т. В состав силовой установки входит 6-цилиндровый дизельный двигатель К-661, оснащенный механическим нагнетателем. Мотор оснащен специальной соединительной муфтой, которая передает крутящий момент на ротор 3-фазного генератора ECC5-93.
2.2. Выбор и характеристика механизации погрузочно-выгрузочных работ на местах необщего пользования.
Для переработки лесоматериалов на открытой площадке используют автопогрузчики, краны стреловые на железнодорожном ходу, козловые, башенные, портальные со специальными захватами для леса или без такового.
Рассмотрим следующие возможные варианты переработки леса круглого:
1) Козловой кран модели КДКК-10;
2) Стреловой кран модели КДЭ-253.
Для переработки леса круглого выбираем козловой кран модели КДКК-10. Технические характеристики козлового крана приведены в таблице 2.4.
Для переработки плит древесно-стружечных на станции используют козловые краны, стреловые краны или погрузчики.
Рассмотрим следующие возможные варианты переработки плит древесно-стружечных:
1) Козловой кран модели ККС-10;
2)Стреловой кран модели КДЭ-163.
Для данной станции выбираем стреловой кран модели КДЭ-163.
Кран КДЭ-163 предназначен для механизации погрузочно-разгрузочных и монтажно-строительных работ. В основном исполнении кран изготовляется с 15-метровой стрелой и крюком для погрузки штучных грузов. По особому заказу с краном поставляются: вставка длиной 5 м для удаления стрелы; захват для леса или грейфер с комплектом канатов; грузовой электромагнит с соответствующим оборудованием. Краны с удлиненной стрелой до 20 м могут быть использованы только для работы с крюком. Технические характеристики приведены в таблице 2.5.
Таблица 2.5. Технические характеристики стрелового крана КДЭ-163.
Показатель
Тип крана
КДЭ-163
Грузоподъемность, т.
16
Длина нормальной стрелы, м.
15
Вылет нормальной стрелы, м:
минимальный
максимальный
5
14
Максимальная скорость подъема, м/мин.
17,8
Скорость крана, м/мин.
173
Частота вращения стрелы крана, об/мин.
2
Мощность двигателя, кВт
53,1
Для погрузки бокситной руды в вагоны на железнодорожных станциях применяются конвейеры, стреловые краны, козловые краны, экскаваторы или бункерные погрузчики.
Рассмотрим следующие возможные варианты переработки бокситной руды:
1) Стреловой кран модели КДЭ-163;
2) Экскаватор модели ЭКГ-5.
Выбираем стреловой кран модели КДЭ-163. Железнодорожный дизель-электрический кран, грузоподъемностью 16 т предназначен для погрузочно-разгрузочных работ со штучными и сыпучими грузами и строительно-монтажных работ.
Кран нормального исполнения изготовляется с прямой стрелой длиной 15 м и грузоподъемным крюком с соответствующим комплексом канатов. По заказу кран может быть оборудован грейфером для сыпучих материалов, грейферным захватом для погрузки леса, грузоподъемным электромагнитом, Г-образной 15-метровой стрелой, а также вставкой к прямой стреле, которая удлиняет стрелу до 20 м. Кран имеет многомоторный дизель привод. Это позволяет осуществлять независимые движения механизмов крана, а также совмещение операций.
Технические характеристики конвейера приведены в таблице 2.6.
Таблица 2.6. Технические характеристики стрелового крана КДЭ-163.
Показатель
Тип крана
КДЭ-163
Грузоподъемность, т.
16
Длина нормальной стрелы, м.
15
Вылет нормальной стрелы, м:
минимальный
максимальный
5
14
Максимальная скорость подъема, м/мин.
17,8
Скорость крана, м/мин.
173
Частота вращения стрелы крана, об/мин.
2
Мощность двигателя, кВт
53,1
Для погрузки цемента, расфасованного в мешки, на железнодорожных станциях применяют электропогрузчики, автопогрузчики или бункерные погрузчики.
Выбираем следующие возможные варианты переработки цемента в мешках:
1) Электропогрузчик модели ЭП-1003;
2) Электропогрузчик модели ЭП-103.
Электропогрузчик ЭП-103 предназначен для работы в закрытых производственных помещениях и на открытых площадках при условии сухой погоды. Комплектуется как щелочными, так и кислотными аккумуляторными батареями, благодаря которым время работы погрузчика без подзарядки составляет от 8 до 10 часов.
Технические характеристики погрузчиков приведены в таблицах 2.7. и 2.8.
Таблица 2.7. Технические характеристики электропогрузчика ЭП-1003.
Показатели
Модель электропогрузчика
ЭП-1003
Грузоподъемность, т
1,0
Размеры, мм:
ширина
длина с вилами
988
2326
Наибольшая высота подъема груза, мм
3000
Наименьший радиус поворота, мм
1250
Скорость подъема груза, м/мин
22,2
Наибольшая скорость передвижения с грузом, км/ч
9,5
Таблица 2. 8. Технические характеристики электропогрузчика ЭП-103.
Показатели
Модель электропогрузчика
EFG 535
Грузоподъемность, т
3,5
Размеры, мм:
ширина
длина с вилами
1340
3835
Наибольшая высота подъема груза, мм
3100
Наименьший радиус поворота, мм
2300
Скорость подъема груза, м/мин
22,8
Скорость опускания вил с грузом (без груза) м/мин.
34,8
(33)
Наибольшая скорость передвижения с грузом, км/ч
16
(17)
Результаты выбранных погрузочно-разгрузочных механизмов сведены в табл.2.1.
Таблица 2.1 — Выбор ПРМ
Грузовой пункт
Род груза
Род ПС
Вид гр. операции
Тип ПРМ
ГР
ВО
КР
погр.
выгр.
Электропогрузчик
ЭП-1003
СТК
ПЛ
погр.
выгр.
Козловой кран
ККС-10
ТГ
ПЛ
погр.
выгр.
Козловой кран КДКК-10
Результаты выбранных погрузочно-разгрузочных механизмов сведены в табл.2.2.
Таблица 2.2 — Выбор ПРМ
Грузовой пункт
Род груза
Род ПС
Вид гр. операции
Тип ПРМ
ПП №1
Лес круглый: длинный
ПВ
погр.
Козловой кран КДКК-10
Плиты древесно-стружечные
ПВ
выгр.
Стреловой кран
КДЭ-163
ПП №2
Бокситная руда
ПВ
погр.
Конвейер СМД-150А-70
Цемент в мешках
КР
погр.
Электропогрузчик ЭП-1003
Электропогрузчик EFG 535
Морской кран для морских ветряных турбин
Морской кран для морских ветряных турбин — 3S Lift
Безопасная и быстрая погрузка и разгрузка в море
Продукция
Морской кран
Безопасная и быстрая погрузка и разгрузка запасных частей
3S Подъемный морской кран предназначен для безопасной и быстрой погрузки и разгрузки запасных частей с корабля снабжения в море и имеет срок службы более 25 лет. Высококачественные компоненты морского крана 3S Lift специально разработаны для суровых условий океана, отличаются высокой безопасностью, надежностью и многочисленными антикоррозионными обработками.
Безопасная и быстрая погрузка и разгрузка в море
Специально разработан для суровых условий океана
Высококачественные компоненты безопасного подъемного механизма морского крана 3S Lift специально разработаны для суровых условий океана и обеспечивают долгий срок службы жизнь ваших активов. Оффшорный кран отличается высокой безопасностью, надежностью и многократной антикоррозийной обработкой. Прочный и долговечный, он обеспечивает высокую ударопрочность и грузоподъемность даже в экстремальных условиях.
Безопасный, прочный и удобный в использовании
Морской кран 3S Lift специально разработан для морских платформ ветряных турбин. Он предназначен для безопасной и быстрой погрузки и разгрузки запасных частей с корабля снабжения в море и имеет срок службы более 25 лет. Он оснащен системой защиты от перегрузок. Электрический блок управления 24 В постоянного тока с функцией plug-and-play обеспечивает удобную установку, а прецизионная система вращения подшипников обеспечивает плавную работу и более длительный срок службы. Механическая функция самоблокировки и защищенная от ошибок конструкция обеспечивают безопасность людей и оборудования. Оффшорный кран разработан с учетом технических требований, чтобы предотвратить ошибки в работе, обеспечивая при этом эргономичность и удобство использования в течение длительного времени.
Основные характеристики
1
Безопасная и быстрая погрузка и разгрузка
Морской кран устанавливается на базовой платформе морских ветряных турбин для безопасного и удобного подъема оборудования, инструментов и запасных частей с судов снабжения. Кроме того, кран можно использовать и для спасения людей. Длина подъемного рычага регулируется от 1,3 до 5 метров.
2
Минимизация времени простоя
Оффшорный кран минимизирует время простоя, повышает эффективность работы и сокращает время обслуживания.
3
Специально разработан для использования в морских условиях
Высококачественные компоненты морского крана не требуют особого обслуживания и специально разработаны для обеспечения безопасности и долговечности в суровых морских условиях.
4
Срок службы более 25 лет
Морской кран 3S Lift обеспечивает высокую надежность и качество со сроком службы более 25 лет.
5
Чрезвычайно прочный
Кран имеет изоляцию класса F, ударопрочность и термостойкость, а также несколько слоев антикоррозийной обработки.
6
Нержавеющая сталь
Оффшорный кран изготовлен из высокопрочной, стойкой к старению нержавеющей стали, способной выдерживать суровые морские условия.
7
Прецизионное устройство вращения
Механизм вращения состоит из двух основных компонентов: системы вращения прецизионных подшипников и винтовой цилиндрической трансмиссии. Вместе они обеспечивают чрезвычайно точную и плавную работу.
8
Функция самоблокировки
Функция механической самоблокировки предотвращает ошибки пользователя. Он срабатывает сразу же, как только руки оператора покидают органы управления, предотвращая травмы оператора и повреждение оборудования.
9
Блок управления на 24 постоянного тока
Электрический блок управления на 24 постоянного тока подключается по принципу «подключи и работай» для удобной установки.
10
Верхний и нижний концевые выключатели
Верхний и нижний двойные концевые выключатели обеспечивают высокую безопасность.
11
Защита от перегрузки
В случае перегрузки система защиты от перегрузки отключает питание во избежание повреждения оборудования.
12
Стойкий к скручиванию трос из нержавеющей стали
Оффшорный кран поднимает грузы с помощью прочного на кручение 10-мм троса из нержавеющей стали.
13
Минимальное техническое обслуживание
Оффшорный кран, предназначенный для повышения эффективности ветряных электростанций, требует минимального технического обслуживания и обучения. Высококачественные компоненты и смазочные материалы сводят к минимуму количество сервисных работ, а продуманная конструкция сокращает общее время обслуживания.
14
Возможность индивидуальной настройки
Благодаря множеству регулируемых компонентов, включая монтажную платформу, длину стрелы, угол наклона и систему вращения, морской кран 3S Lift можно настроить в соответствии с широким спектром потребностей клиентов.
Посмотреть все
Спецификация
Морской кран
Модель
OC-5
ОС-2
Номинальная нагрузка
1000 кг / 1200 кг
1000 кг
Скорость подъема
20 м/мин
18 м/мин
901 34
Номинальная мощность
5,5 кВт
3,7 кВт
Макс. высота подъема
≤25 м
≤20 м
Диаметр троса
11 мм
8 мм
901 34
Диапазон рабочих температур
-30 – +60°C
Модель
OC-5 9012 9
OC-2
Длина стрелы
1,3–5 м (настраивается )
Степень защиты
IP67
Угол поворота
0–360° (настраиваемый) 90 129
Блок питания
3 фазы, 380 / 690 В
Для морских условий
1,8 м (значительная высота волны), скорость ветра ниже 15 м/с
901 26 Соответствует стандарту
EN 13852-1 , API Spec 2C-2004
Загрузите полный каталог лифтов 3S, чтобы ознакомиться со всем ассортиментом продукции 3S Lift
Загрузите каталог
Контакт
Свяжитесь с нами сейчас, чтобы узнать, как мы
может повысить эффективность вашей работы
Свяжитесь с нами — Америка
Необходимо заказать запасные части?
Щелкните здесь, чтобы перейти к форме заказа запасных частей.
Заказать
Морские краны | NOV
Мы предлагаем широкий ассортимент морских, подводных кранов и кранов для перевозки тяжелых грузов в дополнение к другим избранным решениям для подъема и погрузочно-разгрузочных работ в открытом море. Мы также предоставляем поддержку на протяжении всего жизненного цикла, включая проверку, ремонт, модернизацию и обслуживание на месте.
Морские краны
Мы знаем, что краны имеют решающее значение для повседневной работы морских платформ и судов, поэтому морские краны NOV рассчитаны на долговечность даже в самых суровых условиях. Используя многолетний полевой опыт и отзывы о производительности, мы разработали ряд стандартных моделей, соответствующих вашим потребностям в морских кранах. Если вам требуется индивидуальное приложение, мы используем тот же опыт для предоставления надежного решения.
Подводные краны
В нашем широком спектре подводных кранов, каждый из которых поставляется с многослойной системой активной компенсации вертикальной качки (AHC), может быть оснащен системой рекуперации кинетической энергии (KERS), которая восстанавливает энергию системы от подъема судна и опускания блоков в режиме AHC. .
Краны большой грузоподъемности
Наши краны большой грузоподъемности (HL) грузоподъемностью более 1000 т в первую очередь предназначены для морского строительства, а подъемные механизмы AHC доступны для глубоководного спуска. Также доступны специальные конфигурации для установки ветряных турбин.
Специальные краны
В дополнение к морским, подводным и большегрузным кранам мы поддерживаем отдельные области, такие как морское бурение, с помощью подъемных и погрузочно-разгрузочных решений, которые используют нашу обширную технологическую базу и обеспечивают уникальную ценность для наших клиентов.
Ассортимент продукции для подъема и перемещения
Брошюра, посвященная нашим продуктам и услугам для подъема и перемещения
Краны с А-образной рамой
Проспект нашей линейки кранов с А-образной рамой
Рекламный проспект по автоматическому испытательному прибору (ATT)
Рекламный проспект по автоматическому испытательному прибору для кранов
Все электрические краны с решетчатой стрелой
Рекламный проспект нашей линейки полностью электрических кранов с решетчатой стрелой
Автоматическая система защиты от перегрузки (AOPS)
Листовка с подробным описанием нашей автоматической системы защиты от перегрузки (AOPS)
Краны для обработки сыпучих материалов
Рекламный проспект нашей линейки кранов для обработки сыпучих материалов
Trident Crane
Флаер для нашего крана Trident
Листовка по модернизации морских кранов
Листовка с подробным описанием доступных модификаций крана
MSB7000S Кран с решетчатой стрелой
Рекламный проспект для нашего крана с решетчатой стрелой MSB7000S
Кран с решетчатой стрелой OC3550L
Листовка для нашего крана с решетчатой стрелой OC3550L
Кран серии OC-L
Рекламный проспект по нашей линейке кранов OC-L
72 Кран с решетчатой стрелой DNS
Рекламный проспект для крана с решетчатой стрелой 72 DNS
Система глубоководного опускания
Рекламный проспект нашей системы глубоководного опускания
Краны серии MSB
Рекламный проспект по нашей линейке кранов MSB
Подводные краны с коробчатой стрелой серии OC
Листовка с подробным описанием наших моделей подводных кранов с коробчатой стрелой OC
Кран с коробчатой стрелой с телескопической стрелой
Рекламный проспект наших кранов с коробчатой стрелой с телескопической стрелой
Однокорпусные стреловые краны
Рекламный проспект для наших однокорпусных стреловых кранов
Подъем на всю жизнь
Мы можем помочь вам с ремонтом, восстановлением и обменом.
Сегодня достаточно сложно найти фермера, который бы не знал, что собой представляют трактора Т 40. Дебют этих агрегатов припал на далекий 1961 год. С тех пор эти надежные сельскохозяйственные машины стали родоначальниками целого ряда техники, производимой Липецким тракторным заводом. Несмотря на то, что трактора Т 40 перестали выпускаться еще в 1995 году, сотни из них продолжают успешно эксплуатироваться на просторах нашей страны.
Содержание
1 Технические характеристики трактора
2 Конструктивные особенности двигателя
3 Устройство коробки передач агрегата
4 Ходовая часть трактора
5 Конструкция механизма навески
6 Известные модификации тракторов Т-40
Технические характеристики трактора
Трактора Т 40 пользовались и до сих пор пользуются высоким спросом благодаря отличным характеристикам. Среди них выделяется:
Надежные двигатели Д-37 и Д-144, мощностью 38 и 50 л. с. соответственно;
Масса без навесного оборудования – 2,3 т., с навесным инвентарем – 2,6 т.;
Скорость передвижения в диапазоне от 1,5 до 28 км/ч. ;
Количество скоростей – 7 вперед и 7 назад;
Тяговое усилие – 0.9 тс;
Клиренс – 50 см.;
Колея может регулироваться в пределах от 120 до 180 см.
Габариты трактора достаточно скромные. Длина агрегата составляет 3,66, а ширина 1,62 м. Высота трактора – 2,1 м.
Производитель машины не останавливался на достижении перечисленных характеристик, поэтому конструкция агрегатов время от времени совершенствовалась. Так появился трактор Т 40 А, который отличался более мощным мотором и наличием улучшенного декомпрессора. Следующие представители – трактора Т 40АМ, помимо перечисленных улучшений, оснащались модернизированной подвеской, генератором и КПП. Это дало возможность использовать агрегат в паре с куном, чего не удавалось достичь, когда использовалась предыдущая модель – трактор Т40А.
Нужно отметить отсутствие необходимости в специальном обслуживании машины. Двигатель, трансмиссия, сцепление и другие основные узлы легко поддаются ремонту. При необходимости, машину можно усовершенствовать, модернизировал отвал или заменив элементы для крепления лебедки. Все, что потребуется при ремонте и доработке агрегата своими руками – это внимательно изучить чертежи из техпаспорта трактора и приобрести или самостоятельно выточить подходящую деталь.
Отдельного внимания заслуживают и заправочные объемы трактора. Как при работе в поле, так и при езде по заасфальтированной дороге, благодаря улучшенной топливной системе, машина не отличается достаточно скромным расходом топлива. Это делает трактор одним из наиболее экономных агрегатов в своем классе. Ниже подробно изучим каждый из узлов трактора и рассмотрим области применения агрегата.
Конструктивные особенности двигателя
В основу конструкции тракторов Т-40 вложены дизельные моторы, которые выпускались Владимирским тракторным заводом. Базовая модель трактора укомплектована двигателем Д-37, номинальной мощностью около 38 л. с. Модификации агрегатов, которые выпускались несколькими годами позже, оснащались двигателями Д-144, мощностью 50 л. с. с уменьшенным расходом топлива.
Оба мотора представляют собой 4-цилиндровые четырехтактные конструкции, работающие под воздушным охлаждением. Моторы не оснащаются блок-картерами, а съемные рядные цилиндры снабжаются радиаторными ребрами, предназначенными для лучшего отведения тепла.
Чтобы масло в масляном насосе охлаждалась быстрее и эффективнее, моторы тракторов имеют дополнительные радиаторы. Они отключаются в зимнее время, а летом радиаторы снова включаются. Если и этого не хватает для охлаждения масла , то к двигателю необходимо подключить генератор, который поможет снизить температуру жидкости. При этом важно помнить, что подключать оборудование необходимо строго по схеме подключения генератора. Данные о температуре масла выводятся на отдельные датчики, расположенные на панели приборов внутри кабины.
Моторы приводятся в рабочее состояние посредством электрического стартера или, что бывает гораздо реже, посредством пускового бензинового мотора ПД-8. В любом случае водителю требуется выполнить предварительную установку зажигания согласно схеме в инструкции по эксплуатации.
Даже с учетом наличия минусов в системе охлаждения, моторы агрегатов Т-40 до сих пор считаются наиболее надежными. Они выдерживают значительные нагрузки не только тогда, когда трактор используется в качестве культиватора, но и в ситуациях, когда необходимо работать в паре с погрузчиком на заднюю навеску.
Устройство коробки передач агрегата
Представители семейства Т-40 снабжались 8-скоростной четырехходовой механической коробкой переключения передач, которая имела одну замедленную передачу. Несмотря на немалую массу трактора, наличие реверса в КПП делало его достаточно маневренным, а также существенно повышало производительность агрегата.
Отличием коробки передач стало поперечное расположение валов и ручная регулировка клапанов. Благодаря этому конструкция КПП была немного укорочена и соединена в одно устройство с элементами заднего моста. Вследствие также удалось достичь уменьшения массы механизма переключения передач.
Передняя перегородка трансмиссии крепится к корпусу сцепления, поэтому перед тем, как настроить плуг, водитель должен полностью выжать сцепление трактора. Эта перегородка также оснащается резьбовым соединением, позволяющим установить отдельные элементы управление трактором.
Задняя стенка снабжена пружинным крепежом для монтажа рычагов навесного инвентаря. В этом же месте находится ВОМ-удлинитель. По краям установлены рукава тормозной системы. В связи с этим, если не выключается скорость, достаточно просто снова заново выжать педаль сцепления, и понизить передачу.
Механизмы и рычаги переключения передач, реверс и дифференциалы располагаются на верхней крышке коробки. Чтобы отремонтировать или заменить их, потребуется разобрать коробку, снять сломанные детали и установить новые запчасти.
Ходовая часть трактора
В качестве опоры трактора выступает задний и передний мост. Ось в передней части служит для смены направления движения посредством рулевого управления и проводки. Колеса заднего моста играют роль преобразователя крутящего момента, который передает двигатель в процессе движения агрегата.
Благодаря качественному выжимному подшипнику колеса могут оснащаться дополнительными грузами с целью увеличения сцепного веса трактора, если на это вынуждают плохие рабочие условия. При этом важно помнить, что при частом использовании грузов, придется регулярно выполнять замену тормозных лент. Многие фермеры, пытаясь сэкономить, пытаются установить вместо штатных лент самоделки, однако, как правило, это ни к чему хорошему не приведет. В результате изготовленные своими руками детали выйдут из строя через несколько дней.
Шины трактора изготовлены из резины. Давление внутри них нужно придерживать в пределах 0,11–0,13 МПа. Давление зависит от работ, выполняемых трактором, и от габаритных размеров навесного инвентаря.
Владелец трактора имеет возможность выполнить модернизацию путем монтажа колес «наизнанку». Это делает ширину колеи значительно больше. При этом водитель также получает возможность увеличить клиренс трактора до 65 см., что очень удобно при работе на склонах.
Модернизированная, по сравнению с предыдущими тракторами, трансмиссия тракторов Т-40 дала возможность использовать агрегаты в паре с ковшом и другим тяжелым навесным оборудованием. Таким образом, агрегат может успешно применятся для выполнения различных работ по уборке территории.
Конструкция механизма навески
Задняя навеска в конструкции трактора предназначается для установки различного навесного инвентаря. Она представляет собой стандартный механизм, оборудованный центральной и двумя боковыми продольными тягами.
Две боковые тяги соединяются с валовыми рычагами посредством раскосов. На валу рядом с рычагами находится кривошип, которые соединяется с гидравлическим цилиндром. Такая схема соединения позволяет сделать навеску более надежной и долговечной.
Для использования вместе с трактором подходят различные виды навесного оборудования, инвентаря для заготовки кормов, вспашки целины и ухода за овощными культурами. Также есть возможность установки погрузчика, грузоподъемность которого не должна превышать 800 кг.
Известные модификации тракторов Т-40
На протяжении периода выпуска трактора Т-40 его конструкция часто менялась, что стало следствием появления нескольких популярных модификаций агрегата. Предлагаем обзор самых известных из них.
Главным отличием между моделями становился двигатель, используемым производителем. Семейство агрегатов с моторами Д-37 насчитывало три модели, каждая из которых имела свои характеристики и отличия:
Модель Т-40А – полноприводный агрегат с доработанной электропроводкой. Машина снабжалась улучшенной трансмиссией и сцеплением, что позволило использовать ее при строительстве и ремонте дорог;
Трактор Т-40АН – также полноприводная модель, позволяющая выполнять подключение генератора большой мощности. Это дало возможность избавиться от проблем в случаях, если машина плохо заводится на холодную. Данная модель имела уменьшенный клиренс, что не позволяло использовать ее для работы на склонах;
Модель Т-50А – проектировалась специально для работы в паре с погрузчиком. Этот агрегат ориентировался на работу в промышленной сфере. Для него было сложно приобрести запчасти даже в период активного производства трактора.
Следующие несколько моделей отечественных тракторов снабжались двигателями Д-144. По внешним признакам они отличались от моделей с 37-ым мотором прямоугольной формой капота то время, как у агрегатов с двигателями Д-37 он был немного закруглен по бокам. К семейству с моторами Д-144 относится:
Трактор Т-40М – агрегат с задним ведущим приводом. Использовался для различных работ на огороде, в поле и на производстве. Если требовалось улучшить производительность машины, владельцу было достаточно заменить выжимной подшипник и поменять несколько элементов сцепления;
Модель Т-40АМ – агрегат с полным приводом, который оснащался улучшенной коробкой передач и сцеплением для повышения маневренности. На него можно было устанавливать небольшую фрезу для обработки почвы, борону, плуг и другой инвентарь;
Трактор Т-40АП – производился исключительно для работы в коммунальных службах. В поле эта машина практически не использовалась;
Т-40АНМ – эта модель предназначалась для обработки грунта на склонах. Оборудовалась мощными штатными грунтозацепами для лучшей сцепки с землей.
Каждый из представителей тракторов Т-40 нашел свое применение и до сих пор активно эксплуатируется в полях или на производстве.
Дизельный двигатель с оппозитными поршнями Napier Deltic
Уильям Пирс
В 1933 году британская инженерная фирма D. Napier & Son (Napier) приобрела лицензии на производство авиационных двигателей Junkers Jumo 204 и 205. Napier стремилась диверсифицировать и расширить свой бизнес по производству авиационных двигателей, и компания считала, что двухтактные дизельные двигатели с оппозитными поршнями откроют эру безопасных и экономичных авиаперевозок. Компания Napier внесла некоторые изменения в двигатели Jumo, но внутренние компоненты в основном остались без изменений. Jumo 204 был построен как Napier Culverin (E102), а Jumo 205 планировался как Napier Cutlass (E103). Калверин впервые был запущен 24 сентября 19 г.34, но двигатель не вызвал особого интереса и заказов. К 1936 году, после того как было изготовлено всего семь Culverin и ни одного Cutlass, Napier прекратил дальнейшие работы над дизельными авиационными двигателями с оппозитными поршнями. Компания English Electric приобрела Napier в ноябре 1942 года.
Испытательный трехцилиндровый двигатель Napier E130, подтвердивший треугольную компоновку двигателя. Каждый из коленчатых валов двигателя имел маховик на ведущем конце (слева). Шесть отверстий впускной камеры видны на свободном (не приводном) конце (справа). Обратите внимание на вертикальные патрубки охлаждающей жидкости в верхней части двигателя. (изображения Napier/NPHT/IMechE)
В 1944 году Британское Адмиралтейство захотело повысить живучесть моторного торпедного катера (MTB). Одной из основных проблем было то, что на МТБ использовались бензиновые двигатели. Жидкий бензин легко воспламеняется, а пары бензина взрывоопасны. Безопасность МТБ повысится, если можно будет перейти на дизельные двигатели. Дизельное топливо не взрывоопасно и имеет гораздо более высокую температуру воспламенения, чем бензин. Однако в то время не было подходящих дизельных двигателей для МТБ.
Около 1945, Napier и другие компании представили в Адмиралтейство предложения по созданию легкого, мощного и компактного 18-цилиндрового дизельного двигателя. Новый двигатель Napier носил фирменное обозначение E130, и на его конструкцию повлиял их опыт работы с дизельными двигателями Junkers Jumo, их работа над Culverin и Cutlass, а также анализ других шестицилиндровых двигателей Jumo, захваченных во время Второй мировой войны. Тем не менее, нет никакого упоминания о том, что Junkers Jumo 223 участвовал в разработке двигателя Napier. В начале 1946, Адмиралтейство выбрало конструкцию Napier и заключило контракт на разработку, который предусматривал строительство одного одноцилиндрового испытательного двигателя, одного трехцилиндрового испытательного двигателя и шести прототипов 18-цилиндровых двигателей.
Чертеж сечения приводной части двигателя Deltic. Воздушная камера окружает впускной конец цилиндра, а выпускные коллекторы крепятся к внешним сторонам двигателя. Обратите внимание на вращение коленчатых валов. (Изображение Napier/NPHT/IMechE)
В двухтактном двигателе Napier с жидкостным охлаждением использовались оппозитные поршни. Эта конструктивная особенность позволила отказаться от многих деталей, не требовала головки блока цилиндров, улучшила тепловую эффективность и привела к большей мощности для данного размера. а вес. В двигателе с оппозитными поршнями каждый цилиндр имеет два поршня, которые движутся навстречу друг другу, образуя единое пространство сгорания вблизи центра цилиндра. Отверстия в стенке цилиндра, которые закрыты и открыты поршнями, впускают воздух и позволяют выхлопным газам выходить. Самым необычным аспектом конструкции Напье было то, что двигатель имел форму перевернутого треугольника с коленчатым валом в каждом углу. Из-за его треугольной формы название Deltic было выбрано в связи с греческой буквой Delta, а 18-цилиндровый двигатель был известен как Deltic D18 (или просто 18). Треугольная конструкция привела к компактному двигателю с очень жесткой конструкцией.
Работы по проектированию Napier Deltic начались под руководством Бена Барлоу, Джорджа Мюррея и Эрнеста Чаттертона, главного инженера отдела поршневых двигателей в Napier. Первоначально проект курировал Генри Нельсон, а в 1949 году его возглавил Герберт Саммонс. Двигатель Deltic образовывал равносторонний треугольник, каждый из трех рядов цилиндров которого находился под углом 60 градусов. Литые алюминиевые корпуса картера находились в каждом углу треугольника, а нижний картер включал масляный картер и также служил основанием двигателя. Каждый ряд цилиндров из литого алюминия был зажат между двумя картерами с помощью сквозных болтов. Моноблочные ряды цилиндров были идентичными, как и два верхних картера. Однако различные вспомогательные компоненты были установлены в соответствии с положением отливки на двигателе в сборе.
Собранные ряды цилиндров и картеры 18-цилиндрового двигателя Napier Deltic, вид со свободного конца. Обратите внимание на свободное пространство между рядами цилиндров. Порты стадиона (овальные) ведут к воздушным камерам. Втулки, видимые в верхних картерах по углам треугольника, поддерживали валы, приводившие в движение нагнетатель. (Изображение Napier/NPHT/IMechE)
Влажные гильзы цилиндров из кованой стали были открытыми и имели хромированное отверстие для уменьшения износа. Часть отверстия была протравлена небольшими углублениями для удержания смазочного масла и уменьшения износа поршневых колец. Гильза была примерно 32 дюйма (813 мм) в длину и выступала на некоторое расстояние в картеры. Концы вкладыша были надрезаны, чтобы обеспечить зазор для качающихся шатунов. Вблизи одного конца гильзы располагались 14 впускных отверстий с тангенциальным входом для придания вихревого движения набегающему воздуху. Закрученный воздух помог очистить цилиндр через девять выпускных отверстий на другом конце гильзы. В каждом цилиндре один поршень будет закрывать и открывать впускные каналы, а другой поршень будет делать то же самое для выпускных каналов. Выпускные отверстия были открыты (открыты) на 34,5 градуса раньше впускных. Оба набора портов были открыты (открыты) на 101,5 градуса, а впускные каналы были открыты (открыты) на 5,5 градусов после того, как выпускные каналы были закрыты (закрыты). Размещение впускных и выпускных отверстий на противоположных концах гильзы цилиндра позволило обеспечить прямоточную продувку цилиндра. Гильзы были запрессованы в ряды цилиндров и закреплены кольцевой гайкой со стороны впуска.
Поршни, состоящие из двух частей, состояли из литого алюминиевого внешнего корпуса и внутреннего элемента из кованого Y-образного сплава (никель-алюминиевый сплав), который удерживал поршневой палец. Внутренний элемент был приварен к внешнему корпусу поршня и закреплен большим стопорным кольцом. Масло текло между двумя частями, чтобы охладить поршень. Три компрессионных кольца располагались непосредственно под днищем поршня, а два маслосъемных кольца располагались в нижней части юбки поршня. Поршни были прикреплены к вильчато-лопастным шатунам, при этом выпускные поршни были прикреплены к вильчатым шатунам, а впускные поршни — к лопастным шатунам. Оппозитные поршни создавали степень сжатия 17,5:1 (некоторые источники говорят, что 15:1).
Двигатель Napier Deltic в сборе с корпусами фазовращателя в правом нижнем углу. Слева — готовый корпус фазовращателя; обратите внимание на две промежуточные шестерни, соединяющие нижний коленчатый вал с центральным выходным валом. Ближе к центру Deltics на разных стадиях сборки. Готовый двигатель без установленного нагнетателя находится вверху справа. Обратите внимание на отверстие в центре двигателя. (Изображение Napier/NPHT/IMechE)
Корпус фазирующего редуктора, состоящий из двух частей, на приводной стороне двигателя содержал шестерни, которые соединяли коленчатые валы с основным выходным валом. Главный выходной вал обычно располагался в центре двигателя, но разные корпуса фазоинвертора позволяли размещать выходной вал по-разному. Каждый коленчатый вал был соединен со своей ведущей шестерней коротким гибким валом. Если смотреть со свободной (неприводной) стороны двигателя, два верхних коленчатых вала вращались по часовой стрелке и были соединены с основным выходным валом через одну промежуточную шестерню. Нижний коленчатый вал вращался против часовой стрелки и был соединен с основным выходным валом через две промежуточные шестерни. Промежуточные шестерни можно было переставить, чтобы изменить направление вращения выходного вала. Каждый коленчатый вал поддерживался в своем картере семью коренными подшипниками, а крышка каждого коренного подшипника крепилась четырьмя шпильками и двумя поперечными болтами. Коленчатые валы были сфазированы таким образом, чтобы выпускной поршень в каждом цилиндре опережал впускной поршень на 20 градусов. Обратное вращение нижнего коленчатого вала и фазировка коленчатого вала были разработаны Гербертом Пенварденом из Инженерной лаборатории Адмиралтейства.
Посредством полого вала и конических шестерен каждый коленчатый вал также приводил в движение распределительный вал топливных насосов высокого давления. Распределительный вал располагался в корпусе, прикрепленном болтами к внешней стороне каждого ряда цилиндров, недалеко от его центра. Каждый распределительный вал приводил в действие шесть топливных насосов высокого давления, и каждый насос подавал топливо на две форсунки на цилиндр. Время работы насосов менялось в зависимости от оборотов двигателя. Два верхних коленчатых вала приводили в движение отдельные гибкие приводные валы нагнетателя (слабый нагнетатель). Карданные валы располагались в верхних внутренних углах треугольника двигателя. Они вели к противоположному концу двигателя и приводили в действие одноступенчатый двухсторонний центробежный нагнетатель. Рабочее колесо было 15,5 дюйма (394 мм) в диаметре и вращался со скоростью, в 5,72 раза превышающей скорость коленчатого вала, создавая наддув 7,8 фунтов на квадратный дюйм (0,53 бара). Сжатый воздух от нагнетателя подавался в камеру, которая проходила через каждый ряд цилиндров и окружала впускные отверстия в гильзе цилиндра. Выхлопные газы собирались через коллектор с водяным охлаждением, который крепился к внешней стороне каждого ряда цилиндров. Нижний коленчатый вал приводил в движение гибкий приводной вал, который приводил в действие два масляных и два водяных насоса двигателя.
Основные части судового двигателя Deltic (T18-37K). Слева направо: секция нагнетателя (в данном случае турбонагнетателя), секция двигателя D18, корпус фазирующего редуктора и двунаправленная коробка передач. Deltic был мощным дизельным двигателем для своего размера и веса. (изображение Napier/NPHT/IMechE)
При осмотре двигателя со свободного конца ряды цилиндров обозначались следующим образом: левый — ряд А; верхняя, горизонтальная – банк Б; а справа был ряд C. Коленчатые валы были обозначены следующим образом: вверху слева был коленчатый вал AB, вверху справа был коленчатый вал BC, а внизу был коленчатый вал CA. Ряды цилиндров были пронумерованы банком 1 на свободном конце, а последующие ряды были пронумерованы последовательно с банком 6 на приводном конце. Порядок запуска Deltic D18 был следующим: банк цилиндров C 1 (C1), A6, B1, C5, A1, B5, C3, A5, B3, C4, A3, B4, C2, A4, B2, C6, A2 и B6.
Модель Napier Deltic имела диаметр цилиндра 5,125 дюйма (130 мм) и ход поршня 7,25 дюйма (184 мм) (x2). Это дало каждому цилиндру рабочий объем 299 куб. Дюймов (4,9 л), а 18-цилиндровый двигатель — 5 384 куб. Дюймов (88,2 л). Чистый двигатель (без двунаправленной морской коробки передач) имел максимальную 15-минутную мощность 2730 л.с. (2036 кВт) при 2000 об/мин с удельным расходом топлива (sfc) 0,380 фунтов/л.с./ч (231 г/ч). кВт/ч). Непрерывная мощность Deltic составляла 2035 л.с. (1517 кВт) при 1700 об/мин с коэффициентом полезного действия 0,364 фунта/л.с./ч (221 г/кВт/ч). С двунаправленной коробкой передач двигатель производил 2500 л.с. (1864 кВт) при 2000 об/мин с коэффициентом удельного веса 0,415 фунта/л.с./ч (252 г/кВт/ч) и 1875 л.с. (1,398 кВт) при 1700 об/мин с коэффициентом полезного действия 0,395 фунта/л.с./ч (240 г/кВт/ч). Deltic D18 имел длину 105 дюймов (2,67 м), ширину 71,25 дюйма (1,81 м) и высоту 80 дюймов (2,03 м). Двунаправленная коробка передач добавила еще 36 дюймов (0,91 м). Двигатель весил 8 860 фунтов (4 018 кг) без двунаправленной коробки передач и 10 500 фунтов (4 763 кг) с ней.
Одноцилиндровый испытательный двигатель проектировался с октября по декабрь 1946 года, а трехцилиндровый — с января по май 1947 года. Испытания этих двигателей начались сразу после завершения строительства. Трехцилиндровый двигатель представлял собой всего один ряд двигателя Deltic, но он продемонстрировал работоспособность компонентов, используемых в треугольной компоновке.
Свободная часть прототипа двигателя Deltic D18-1 (E130) мощностью 2500 л.с. (1864 кВт). Обратите внимание на два воздухозаборника, по одному с каждой стороны двухстороннего вентилятора. Каждый ряд цилиндров имел два больших выпускных коллектора. Поперечные болты, ввернутые в коренные подшипники, видны сбоку на верхнем картере. (Изображение Napier/NPHT/IMechE)
Первый 18-цилиндровый двигатель Deltic Series I был собран к марту 1950 года. Вскоре двигатель должен был пройти испытания на заводе Napier в Актоне, Англия; однако трос оборвался при установке двигателя на стенд. Он упал на стенд, повредив двигатель и испытательный стенд. Произведен ремонт, и 19 апреля начались испытания двигателя.50. 18-цилиндровый двигатель Deltic запускал цилиндр каждые 20 градусов поворота коленчатого вала, что приводило к плавному и почти постоянному выходному крутящему моменту. Холостой ход двигателя составлял около 600 об / мин, а общий механический КПД Deltic продемонстрировал 85,5% при 2000 об / мин. В конце 1951 года два двигателя Deltic были установлены вместо трех двигателей Mercedes-Benz MB 501 V-20 на бывшей немецкой лодке E-boat S-212 (переименованной в Fast Patrol Boat P5212). К январю 1952 года было построено шесть двигателей Deltic D18, по первоначальному контракту. В 1953 были завершены типовые испытания Admiralty в течение 1000 часов, которые показали, что двигатель может работать 2000 часов между капитальными ремонтами.
К 1954 году компания Napier предлагала коммерческую версию Deltic D18 Series I (E169). По сути, это был двигатель с пониженным номиналом. Коммерческий двигатель производил 1900 л.с. (1417 кВт) при 1500 об / мин с удельным весом 0,363 фунта / л.с. / ч (221 г / кВт / ч) и мог работать в течение 5000 часов между капитальными ремонтами. В дополнение к различным морским приложениям, двигатели Deltic могут также работать с электростанциями, водяными насосами и использоваться для питания тяговых двигателей локомотивов. Napier также построил девятицилиндровую версию с тремя рядами по три цилиндра. Делтик 9(E159 / E165) имел объем 2692 куб. Дюйма (44,1 л) и имел односторонний центробежный нагнетатель, но в остальном имел ту же конструкцию, что и Deltic D18. Он запускал один цилиндр на каждые 40 градусов поворота коленчатого вала. Максимальная мощность Deltic 9 составляла 1250 л.с. (932 кВт) при 2000 об/мин для мощной версии и 950 л.с. (708 кВт) при 1500 об/мин для коммерческой версии. К концу 1955 года испытательные и серийные двигатели Deltic наработали более 20 000 часов.
Составной двигатель Deltic C18 (E185) мощностью 5500 л.с. (4101 кВт) был самым мощным поршневым двигателем, когда-либо созданным Napier. Несмотря на то, что он закрыт, воздухозаборник виден в верхней части корпуса фазовращателя. Выхлоп направлялся через трехступенчатую турбину, которая приводила в действие восьмиступенчатый компрессор внутри треугольника двигателя. (изображение Napier/NPHT/IMechE)
В 1956 году компания Napier построила составной дизельный двигатель, известный как Deltic C18 (E185). Серьезное развитие C18 произошло после того, как в 1955 году был отменен составной дизельный авиационный двигатель Napier Nomad II. Deltic C18 имел восьмиступенчатую (некоторые источники говорят, что 12-ступенчатую, то есть такое же количество ступеней, как и в Nomad II). осевой компрессор, расположенный внутри треугольника двигателя. Компрессор приводился в движение трехступенчатой турбиной, которая приводилась в действие выхлопными газами двигателя. Турбина располагалась в положении нормального нагнетателя на свободном конце двигателя. Новый корпус фазоинвертора был сконструирован с отверстием, которое позволяло воздуху поступать в центр треугольника двигателя и служило впускным отверстием для компрессора. Deltic C18 производил 5 500 л.с. (4 101 кВт) при 2 000 об/мин. Двигатель был 124 дюйма (3,15 м) в длину, 65 дюймов (1,65 м) в ширину и 77 дюймов (1,9 дюйма).6 м) высотой. C18 весил примерно 10 700 фунтов (4853 кг). Двигатель был испытан в 1957 году, но был построен только один опытный С18. Во время испытаний мощности двигатель намеренно выходил за пределы своих возможностей, пока не вышел из строя шатун на мощности 5600 л.с. (4176 кВт). Шток прошел через картер, но повреждение так и не было устранено из-за повышенного внимания ВМФ к газотурбинным двигателям.
К 1956 году компания Napier внесла некоторые незначительные изменения в двигатели Deltic Series II, но одним из основных изменений стало добавление турбонагнетателя. Эти двигатели были известны как турбонаддувные и обозначались как Deltic T18 (E171/E239).). Выхлопные газы собирались и подавались в осевую турбину, установленную за нагнетателем. Колесо турбины имело диаметр 18,04 дюйма (458 мм) и помогало вращать нагнетатель через вал с редуктором. Колесо турбины вращалось со скоростью, в 0,756 раза превышающей скорость крыльчатки нагнетателя. Вентилятор по-прежнему приводился в движение верхними коленчатыми валами, но теперь он вращался со скоростью, в 8,266 раз превышающей скорость коленчатого вала. Турбокомпрессор создавал наддув в 19 фунтов на квадратный дюйм (1,31 бар). Поршень был переработан и состоял из трех частей: головка из Hidural 5 (медный сплав), которая навинчивалась на алюминиевую юбку, образуя внешний корпус, и внутренний элемент из Y-сплава (никель-алюминиевый сплав), который удерживал запястье. К юбке поршня добавлено третье маслосъемное кольцо. Степень сжатия увеличена до 17,9.до 1, а в двигателе использовалась одна топливная форсунка на цилиндр. Deltic T18 имел мощность 3100 л.с. (2312 кВт) при 2100 об/мин и 2400 л.с. (1641 кВт) при 1800 об/мин. SFC составлял 0,414 фунта/л.с./ч (252 г/кВт/ч) и 0,404 фунта/л.с./ч (246 г/кВт/ч) соответственно. Двигатель был 118 дюймов (3,00 м) в длину, 75 дюймов (1,91 м) в ширину и 84 дюйма (2,13 м) в высоту. T18 весил около 13 630 фунтов (6 183 кг) с двунаправленной коробкой передач и 11 050 фунтов (5 012 кг) без нее. Девятицилиндровый двигатель Deltic T9 с турбонаддувом (E172/E198) производил 1100 л.с. (820 кВт) при 1600 об/мин.
Турбированный двигатель Deltic T18-37K (E239) мощностью 3100 л.с. (2312 кВт) наиболее широко использовался в моторных торпедных катерах. Обратите внимание на выпускные коллекторы, ведущие к турбине с большим впускным отверстием в задней части двигателя. Виден короткий канал, соединяющий нагнетатель с верхним рядом цилиндров. (Изображение Napier/NPHT/IMechE)
Дополнительные изменения были внесены в двигатели Series III, в которых также было введено охлаждение наддува с Deltic CT18 (E263) в 1966 году. Для CT18 один приводной вал проходил через центр двигателя. двигатель для подачи мощности от корпуса фазирующего редуктора к турбонагнетателю. Вал вращался со скоростью, в 5,16 раз превышающей скорость коленчатого вала, а рабочее колесо нагнетателя и турбинное колесо были установлены на приводном валу. Рабочее колесо одностороннего нагнетателя было перемещено за турбинное колесо. Перед каждым отверстием трех воздушных отсеков двигателя устанавливался заполненный водой доохладитель. Доохладитель снизил температуру наддува с 259° F (126 ° C) до 144 ° F (62 ° C). Поршни снова были переработаны: головка из Hidural 5 (медный сплав) крепилась болтами к алюминиевой юбке. Для Deltic CT18 мощность увеличилась до 3700 л.с. (2759 кВт) при 2100 об/мин с удельным весом 0,403 фунта/л.с./ч (245 г/кВт/ч) и 2750 л.с. (2051 кВт) при 1800 об/мин при коэффициенте удельного веса 0,395 фунта/л.с./ч (240 г/кВт/ч). К 1968 году дальнейшие разработки позволили увеличить мощность до 4000 л.с. (2983 кВт) при 2100 об/мин с коэффициентом удельного веса 0,401 фунта/л.с./ч (244 г/кВт/ч) и 3000 л.с. (2237 кВт) при 1800 об/мин с sfc .399 фунтов/л.с./ч (243 г/кВт/ч). CT18 весил 15 382 фунта (6 977 кг) с двунаправленной коробкой передач.
Когда в конце 1960-х Napier пришла в упадок, English Electric перенесла производство Deltic в недавно приобретенное Paxman Engine Division. Компания General Electric (GEC, не связанная с американской компанией General Electric / GE) приобрела English Electric в 1968 году. То, что когда-то было Napier, было практически закрыто в 1969 году. В 1975 году GEC преобразовала Paxman Engine Division в Paxman Diesels Limited. Paxman продолжал поддерживать двигатели Deltic, развивая мощность CT18 до 4140 л.с. (3087 кВт) за 19 лет.78 и переделка Deltic 9 с механическим выдуванием для производства D9-59K (E280) в начале 1980-х. Д9-59К был построен почти полностью из цветных (немагнитных) деталей для тральщика. В 2000 году MAN приобрела то, что раньше было Paxman, а Rolls-Royce получила контракт на поддержку двигателей Deltic в 2001 году. Контракт действовал до 2012 года, но неясно, был ли контракт продлен после этого года.
Двигатель Deltic CT18-42K (E263) с турбонаддувом и наддувом мощностью 3700 л.с. (2759 кВт). Турбина расположена между двигателем и нагнетателем. Обратите внимание на большой квадратный доохладитель в воздуховоде между вентилятором и двигателем. (изображение Napier/NPHT/IMechE)
Двигатели Deltic установлены на ряде различных MTB, в том числе на классе Dark Королевского флота (произведено 18). Два турбонаддувных двигателя Deltic C18 мощностью 3100 л. с. (2312 кВт) приводили в движение каждый быстроходный патрульный катер класса Nasty / Tjeld (всего построено 49), которые были спроектированы в 1959 году и введены в эксплуатацию в 1960 году. Эти катера служили в военно-морских силах. Норвегии, США, Греции, Германии и Турции. Лодки имели максимальную скорость 52 мили в час (83 км / ч), а некоторые находились в эксплуатации до 1990-х годов. Двигатели Deltic приводили в действие тральщики класса «Тон» (построено более 100), а также генераторы импульсов для других тральщиков. Deltics все еще устанавливались на новые военные лодки в течение 19-го века.80-х годов, с тральщиками класса Hunt с двигателем Deltic T9 мощностью 1180 л.с. (880 кВт) (построено 13) все еще в эксплуатации. Несколько коммерческих судов также были оснащены двигателями Deltic — самой большой установкой были четыре двигателя мощностью 1850 л.с. (1380 кВт) для рудовоза Bahama King длиной 513,5 футов (156,5 м) в 1958 году. кВт) Двигатели Deltic D18-12 (E158) использовались в прототипе дизель-электровоза English Electric DP1. Двигатели приводили в действие шесть тяговых двигателей English Electric EE829-1A, которые давали локомотиву тяговое усилие 50 000 фунтов силы (222,4 кН). DP1 оказался успешным, в результате чего было выпущено 22 локомотива British Rail Class 55 с двигателями Deltic D18-25 (E169).) двигателей, построенных в начале 1960-х годов. Эти локомотивы, получившие название Deltics, могли развивать скорость более 110 миль в час (177 км / ч) и находились в эксплуатации до начала 1980-х годов. Один двигатель Deltic T9-29 (E172) мощностью 1100 л.с. (919 кВт) использовался в каждом из меньших локомотивов British Rail Class 23, известных как Baby Deltics. Двигатель приводил в действие четыре тяговых двигателя English Electric, которые давали локомотиву 47 000 фунтов силы (209,1 кН) тягового усилия. Baby Deltics поступили на вооружение в 1959 году, но они не имели такого успеха, как их более крупные аналоги, из-за более коротких пробегов и частых остановок. Все Baby Deltics были выведены из эксплуатации к 1971.
Вид в разрезе двигателя Deltic CT-18 с наддувом и наддувом. Обратите внимание на вал, проходящий через центр двигателя, который приводил в действие турбонагнетатель от фазирующего механизма. (Изображение Napier/NPHT/IMechE)
Другие конструкции Deltic включали рядный шестицилиндровый двигатель мощностью 735 л.с. (548 кВт) (E164/E197) с одним рядом из шести цилиндров и 15-цилиндровый двигатель мощностью 1420 л.с. (1059 кВт) (E162). с тремя рядами по пять цилиндров, но эти двигатели не строились. 24-цилиндровый квадратный двигатель (E260) с четырьмя коленчатыми валами и четырьмя рядами по шесть цилиндров также был рассчитан на мощность 5400 л.с. (4027 кВт). Квадратная конструкция двигателя имела гораздо больше общего с Deltic, чем с Jumo 223, но она не была построена. Включая девятицилиндровую версию, было изготовлено более 600 двигателей Deltic. Ряд двигателей Deltic выжил. Некоторые из них до сих пор работают на сохранившихся лодках или локомотивах, что позволяет до сих пор слышать необычный рев треугольного двухтактного двигателя Deltic. Другие двигатели находятся в различных музеях, а некоторые находятся в частной собственности.
Примечание. В некоторых случаях номер Napier E является одним из примеров этого типа, с дополнительными номерами E, существующими для аналогичных двигателей с разными конфигурациями (морские или железнодорожные). Разным конструкциям Deltic было присвоено около 100 номеров E.
Девятицилиндровый двигатель Deltic T9-33 (E198) с турбонаддувом мощностью 1250 л.с. (932 кВт) проходит испытания на заводе Napier в Актоне. Двигатель был похож на те, что использовались в локомотивах Baby Deltic. Обратите внимание на низкое положение выходного вала. (изображение Napier/NPHT/IMechE)
Источники: – «Дизельный двигатель Napier Deltic» Эрнеста Чаттертона, SAE Transactions Vol 64 (1956) – Двигатели с оппозитными поршнями Жан-Пьер Пиро и Мартин Флинт (2010) – Примечания к курсу Deltic Engine Type T18-37K от D. Napier & Son Ltd. (декабрь 1967 г. ) — «Разработка двигателя с наддувочным охлаждением Napier Deltic» Р. П. Тейлора и С. Х. Дэвисона, Труды Института инженеров-механиков, том 183 (1968–69) – By Precision Into Power Алана Весси (2007) – Napier Powered Алана Весси (1997) – https://www.ptfnasty.com/ptfDeltic.html ://www.npht.org/deltic/4579702653
Нравится:
Нравится Загрузка…
2023 Ford F-150 Raptor Обзор, цены и характеристики Simari|Car and Driver
9/10 C/D RATING
Выберите год
Максимумы Ужасная производительность, непревзойденные внедорожные качества, почему каждый пикап не может ездить так плавно?
Минусы Плохая выхлопная труба V-6, большие счета за бензин, есть предел тому, насколько большим может быть грузовик — и это все.
Вердикт F-150 Raptor — очень интенсивный грузовик, но он удивительно пригоден для повседневного использования, если вы не ожидаете, что он поместится на парковочных местах нормального размера.
Остин Ирвин и Эрик Стаффорд
Обзор
Ford F-150 Raptor — это трофейный внедорожник SCORE, живущий в мире асфальта. У него очень широкие крылья, длинноходная подвеска, большие шины и высокопроизводительный вид гоночного грузовика. Он даже занял место в нашем списке 10 лучших грузовиков и внедорожников на 2023 год. Большинство Raptor оснащены битурбированным двигателем V-6 мощностью 450 л. , более мощный Raptor R появится в 2023 году, используя версию 700-сильного 5,2-литрового V-8 с наддувом Mustang Shelby GT500, который, наконец, даст 702-сильному Ram TRX что-то пугающее, чтобы фыркнуть. В то время как R стандартно поставляется с 37-дюймовыми шинами BFGoodrich K02, стандартная резина для моделей с твин-турбо V-6 имеет размеры 35 дюймов, но 37-е не являются обязательными. Несмотря на огромные размеры Raptor, у него один из самых плавных ходов среди полноразмерных пикапов. Эта длинноходная подвеска, специально разработанная для поглощения неровностей, провалов и прыжков на скоростном бездорожье, удивительно мягкая и щадящая каждодневные выбоины и неровное дорожное покрытие. Скалы и дюны в стороне, установка этого XXL F-150 на узкой дороге или на парковке вполне может стать самым большим препятствием для Raptor.
Where This Vehicle Ranks
1
Ram 1500
STARTING AT: $39,305
2
Ram 1500 TRX
STARTING AT: $86,450
3
Ford F-150
STARTING AT: $35,680
4
Ford F-150 Raptor
ОТ 78 480 долл. США
5
GMC Sierra 1500
ОТ 37 445 долл. США
6
Chevrolet Silverado 1500
ОТ 2 9015 долл. США
Ford добавляет мегамощный F-150 Raptor R в 2023 году. Raptor R использует 700-сильный 5,2-литровый двигатель V-8 Predator с наддувом мощностью 700 л.с. от Mustang GT500. Внизу 9Задний мост диаметром 0,75 дюйма с блокируемым задним дифференциалом с электронным управлением и передаточным числом 4:10:1 входит в стандартную комплектацию. В то время как 37-дюймовые шины входят в стандартную комплектацию, Ford также оснащает R более жесткими передними пружинами и специально настроенными амортизаторами, чтобы выдерживать дополнительный вес. В стандартную комплектацию Raptor R входят акценты из углеродного волокна по всему салону и обивка из черной кожи и микрозамши передних сидений Recaro.
Цены и какой из них купить
F-150 Raptor
78 480 долл. США
F-150 Raptor R
109 145 долл. США
F-150 Raptor предлагается только с кузовом с двойной кабиной под названием SuperCrew. Выбрать между более доступной моделью EcoBoost V-6 и более мощной моделью V-8 R непросто. Если мы объективно посмотрим на математику, цифры показывают, что базовая цена Raptor R примерно на 40 процентов выше, чем базовая цена «обычного» Raptor, однако он также выдает примерно на 55 процентов больше лошадиных сил. Если вам нужно пугающее ускорение и максимальная производительность, то выбор очевиден. Выбор пакета R также означает графику Raptor R, аппликации и значки, а также открывает другие варианты, включая пакет Raptor Carbon Fibre. Великолепный вой этого V-8 с наддувом — изюминка на торте.
Двигатель, трансмиссия и производительность
Под новым капотом F-150 Raptor, который теперь оснащен выдающимся теплоотводом, находится знакомая высокопроизводительная версия 3,5-литрового двигателя EcoBoost V с двойным турбонаддувом мощностью 450 л.с. -6. Он дышит через новую 3,0-дюймовую выхлопную систему, которая, как сообщается, усиливает саундтрек V-6 грузовика. Двигатель по-прежнему сочетается с 10-ступенчатой автоматической коробкой передач с подрулевыми лепестками, которая питает все четыре колеса через стандартную систему полного привода. Если вам этого недостаточно, просто подождите. Raptor R — еще более крупный хищник. Он использует 700-сильную версию 5,2-литрового V-8 с наддувом от Shelby GT500, но с крутящим моментом 640 фунт-футов. Каждый Raptor оснащен сложной подвеской, которая включает в себя более крупные амортизаторы внутреннего байпаса и пятирычажную заднюю спиральную пружину. 9Версия 0119, которую мы тестировали. Модель продемонстрировала невероятную тягу и плавность хода грузовика даже на самой сложной местности. Наряду с другими улучшениями шасси, набором 17-дюймовых колесных дисков и стандартным набором 35-дюймовых шин, Raptor также доступен с комплектом 37-дюймовых вездеходных шин BFGoodrich для улучшения углов въезда, выезда и отрыва. а также дорожный просвет, который увеличивается с 12,0 до 13,1 дюйма. В стандартную комплектацию Raptor R входят 37-дюймовые шины BFGoodrich All-Terrain T/A K02.
Подробнее о пикапе F-150 Raptor
Ford F-150 Raptor R с двигателем V-8 Fury
Рев восстановлен: новый F-150 Raptor R оснащен двигателем V-8 мощностью 700 л.с.
Испытано: Ford 2021 года F-150 Raptor на 37-дюймовых шинах
Буксировка и грузоподъемность
F-150 Raptor может буксировать даже больше, чем версия, которую он заменяет. Его максимальная полезная нагрузка и тяговое усилие увеличиваются на 200 фунтов до 1400 и 8200 фунтов соответственно.
Экономия топлива и реальный MPG
F-150 Raptor рассчитан на 15 миль на галлон в городе и 18 миль на галлон на шоссе. Выбор более крупных 37-дюймовых шин может снизить эти показатели до 14 миль на галлон по городу и 16 миль на галлон по шоссе. Raptor R с двигателем V-8, как и ожидалось, имеет самые низкие оценки: 10 миль на галлон по городу и 15 миль на галлон по шоссе. Как только у нас появится возможность протестировать один из них на нашем шоссе со скоростью 75 миль в час, мы сможем оценить его реальный расход на галлон. Для получения дополнительной информации об экономии топлива F-150 Raptor посетите веб-сайт EPA.
Интерьер, комфорт и багаж
Кабина Raptor имеет ту же планировку дизайна и пассажирское пространство, что и обычный F-150 SuperCrew. Высокопроизводительная версия стандартно поставляется с 12,0-дюймовым цифровым приборным блоком и может похвастаться большим внутренним пространством для хранения вещей, а также, по словам Форда, более приятными материалами. На новом рулевом колесе нанесен логотип с лазерной гравировкой, а на отметке «12 часов» теперь есть оранжевая метка в стиле гоночного автомобиля; видные алюминиевые подрулевые лепестки все еще прячутся за спицами. Наряду со стандартной алюминиевой внутренней отделкой, Raptor доступен с дополнительными элементами интерьера из углеродного волокна и более агрессивными передними ковшами Recaro. Высоколетящий пикап больше не будет предлагаться с удлиненной кабиной (также известной как SuperCab). По крайней мере, версия кабины экипажа SuperCrew предлагает больше места на заднем сиденье. Он сочетается с 5,5-футовым грузовым ящиком.
Разница между автомобилем и водителем
Описание наших комплексных испытаний автомобилей
Почему мы тестируем: каждая цифра рассказывает историю
Информационно-развлекательная система и возможности подключения стандартная информационно-развлекательная система Sync 4 грузовика. Наряду с возможностью взаимодействовать с Amazon Alexa и получать беспроводные обновления, он поддерживает беспроводную связь Apple CarPlay и Android Auto. Мы также ценим то, что Ford включил физические регуляторы громкости и настройки в дополнение к элементам управления на рулевом колесе и голосовым командам. Те, кто хочет улучшить качество звука, могут выбрать звуковую систему B&O с 18 динамиками. Raptor также может быть оснащен полезным мобильным генератором мощностью 2,0 кВт, который установлен в грузовой платформе и может работать с электроинструментами и другим оборудованием.
Как купить и обслуживать автомобиль
Как купить или взять в аренду новый автомобиль
Как купить подержанный автомобиль
Как ремонтировать, обслуживать и ухаживать за автомобилем
Безопасность и помощь водителю Особенности
Общий рейтинг безопасности (NHTSA)
Посмотреть результаты краш-тестов
Как и в случае с обычным F-150, высокопроизводительный вариант предлагает различные технологии помощи водителю . Точно так же у него будут вспомогательные средства, которые облегчат преодоление трассы, в том числе то, что Ford называет Trail Control и Trail 1-Pedal Drive. Оба являются стандартными и действуют как низкоскоростной круиз-контроль для сложных внедорожных ситуаций.
Для получения дополнительной информации о результатах краш-тестов Raptor посетите веб-сайты Национальной администрации безопасности дорожного движения ( NHTSA ) и Страхового института дорожной безопасности ( IIHS ). Ключевые функции безопасности должны включать:
Стандартное предупреждение о лобовом столкновении и автоматическое экстренное торможение
Доступный мониторинг слепых зон и предупреждение о перекрестном движении сзади
Доступные предупреждение о выходе из полосы движения и помощь в удержании полосы движения
Гарантия и техническое обслуживание
Хотя Ford не предлагает бесплатное техническое обслуживание, которое есть у конкурентов Chevy , GMC и Toyota , компания предоставляет конкурентоспособную ограниченную гарантию и гарантию на трансмиссию.
Ограниченная гарантия распространяется на три года или 36 000 миль
Гарантия на трансмиссию распространяется на пять лет или 60 000 миль
Бесплатное плановое техническое обслуживание не предусмотрено
Стрелка внизСтрелка вниз
Технические характеристики
Технические характеристики
Ford F-150 Raptor 2021 Тип автомобиля: переднемоторный, задний/полноприводный, 5-местный, 4-дверный пикап
ЦЕНА
Базовый/протестированный: 65 840 долл. США/78 545 долл. США Опции: группа оборудования 801A, 6150 долларов США; Пакет Power Tech, 1995 долларов США; 17-дюймовые кованые алюминиевые диски с бортовым замком, 1895 долларов; Пакет внешней графики Raptor, 1075 долларов; Пакет из углеродного волокна Raptor, 9 долларов.95; напыляемая подкладка, $595
ДВИГАТЕЛЬ
24-клапанный V-6 с двойным турбонаддувом и промежуточным охлаждением DOHC, алюминиевый блок и головки, порт и непосредственный впрыск топлива Рабочий объем: 318 дюймов 3 , 3496 см 3 Мощность: 450 л. с. при 5850 об/мин Крутящий момент: 510 фунто-футов при 3000 об/мин
Колесная база: 145,4 в Длина: 232,6 в Ширина: 86,6 дюйма Рост: 79,8 в Пассажирский объем: 136 футов 3 Снаряженная масса: 5947 фунтов
C/D РЕЗУЛЬТАТЫ ИСПЫТАНИЙ
60 миль в час: 5,2 с 1/4 мили: 13,9 с при скорости 98 миль в час 100 миль/ч: 14,7 с В приведенных выше результатах не учитывается разворот на 1 фут за 0,3 с. Роллинг Старт, 5–60 миль в час: 6,1 с Top Gear, 30–50 миль в час: 3,2 с Top Gear, 50–70 миль в час: 4,0 с Максимальная скорость (gov ltd): 120 миль в час Торможение, 70–0 миль в час: 214 футов Сцепление с дорогой, 300 футов Skidpad: 0,69 г
C/D ЭКОНОМИЯ ТОПЛИВА
Наблюдаемый: 12 миль на галлон Вождение по шоссе со скоростью 75 миль в час: 18 миль на галлон Дальность действия по шоссе: 640 миль
ЭКОНОМИЯ ТОПЛИВА EPA
Комбинированный/Город/Шоссе: 16/15/18 миль на галлон
2023 Форд Ф-150 Раптор Р Тип автомобиля: переднемоторный, задний/полноприводный, 5-местный, 4-дверный пикап
ЦЕНА
Базовый/протестированный: 109 335 долл. США/112 125 долл. США Опции: люк и задняя дверь с электроприводом, 2195 долларов; спрей-в постели, $ 595; удаление графики, $0
ДВИГАТЕЛЬ
32-клапанный V-8 с наддувом и промежуточным охлаждением DOHC, алюминиевый блок и головки, порт впрыска топлива Смещение: 315 в 3 , 5163 см 3 Мощность: 700 л.с. при 6650 об/мин Крутящий момент: 640 фунто-футов при 4250 об/мин
Колесная база: 145,4 в Длина: 232,6 дюйма Ширина: 87,0 в Рост: 80,6 в Пассажирский объем: 136 футов 3 Снаряженная масса: 6077 фунтов
C/D РЕЗУЛЬТАТЫ ИСПЫТАНИЙ
60 миль в час: 3,6 с 100 миль в час: 9,1 сек 1/4 мили: 12,0 с при скорости 112 миль/ч Приведенные выше результаты не учитывают разворот на 1 фут за 0,3 с. Роллинг Старт, 5–60 миль в час: 4,1 с Top Gear, 30–50 миль в час: 2,2 с Top Gear, 50–70 миль в час: 2,7 с Максимальная скорость (gov ltd): 114 миль в час Торможение, 70–0 миль в час: 205 футов Торможение, 100–0 миль в час: 430 футов Сцепление с дорогой, 300 футов Skidpad: 0,71 г
C/D ЭКОНОМИЯ ТОПЛИВА
Наблюдаемый: 10 миль на галлон Вождение по шоссе со скоростью 75 миль в час: 14 миль на галлон 75 миль в час Дальность действия по шоссе: 500 миль
ЭКОНОМИЯ ТОПЛИВА EPA
Комбинированный/Город/Шоссе: 12/10/15 миль на галлон
C/D ОБЪЯСНЕНИЕ ИСПЫТАНИЙ
Дополнительные характеристики и характеристики
Инструменты для покупок
Сколько стоит моя машина?
Стоимость автомобилей и водителей рассчитывается на основе тех же данных, которые дилеры Black Book® используют для оценки автомобилей.


 Данный аспект
Данный аспект
 Данная проблема устраняется разбором конструкции сцепления и
Данная проблема устраняется разбором конструкции сцепления и
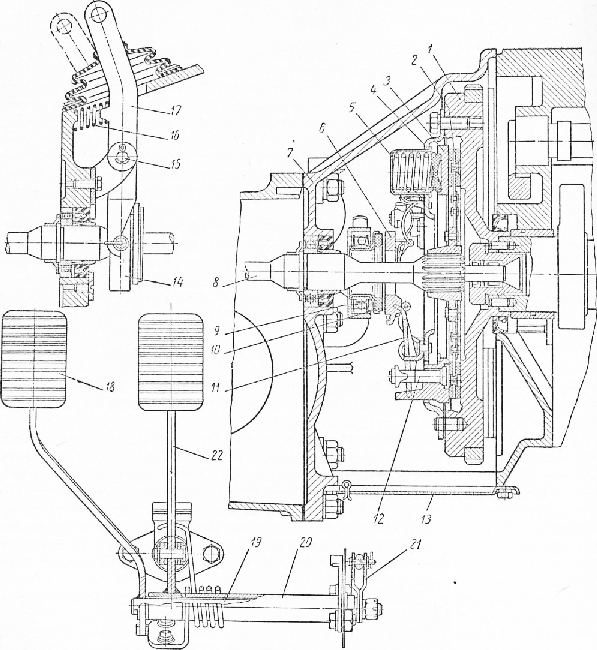 Эта часть зажимного
Эта часть зажимного

 Для двигателя, картер представляет собой основную деталь. Жесткость картера создается за счет сплошных…
Для двигателя, картер представляет собой основную деталь. Жесткость картера создается за счет сплошных… 3
3 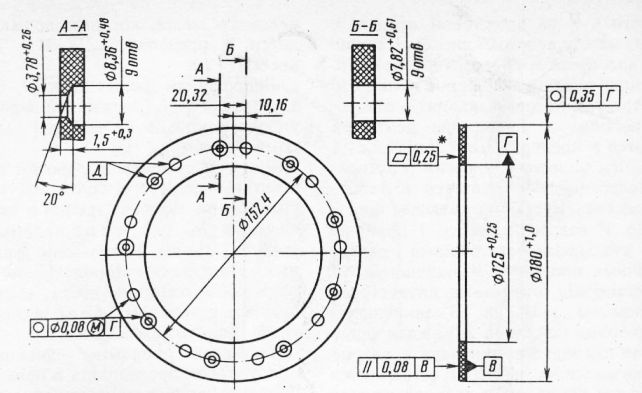
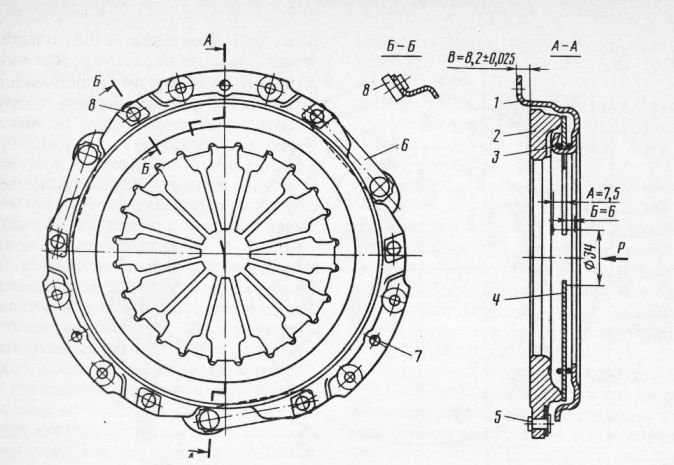 3
3 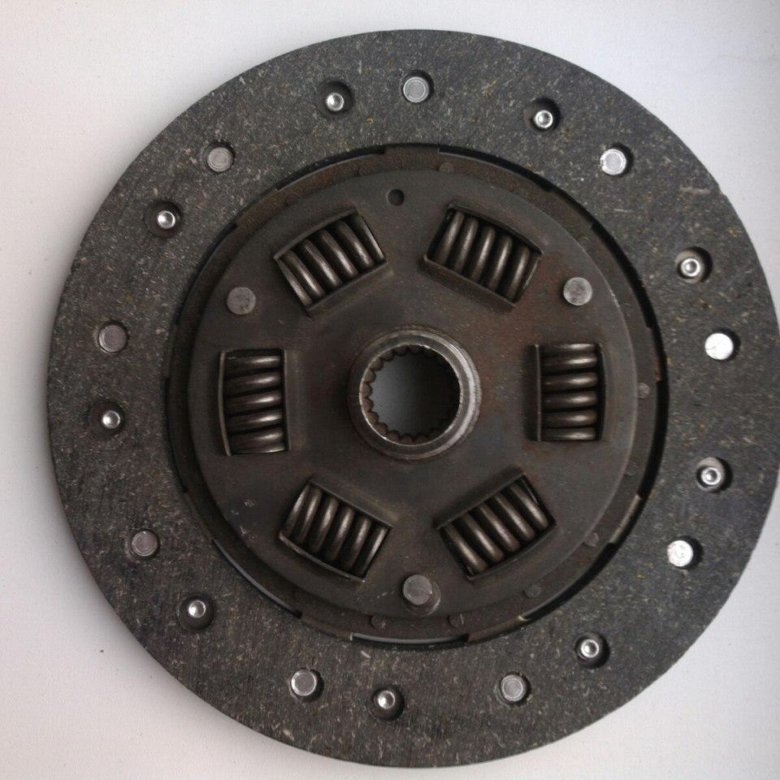 968 2
968 2 
 При этом температура смеси не должна превышать 30 °С. Срок нанесения композиции после введения ПЭПА составляет 30—60 мин при комнатной температуре.
При этом температура смеси не должна превышать 30 °С. Срок нанесения композиции после введения ПЭПА составляет 30—60 мин при комнатной температуре.
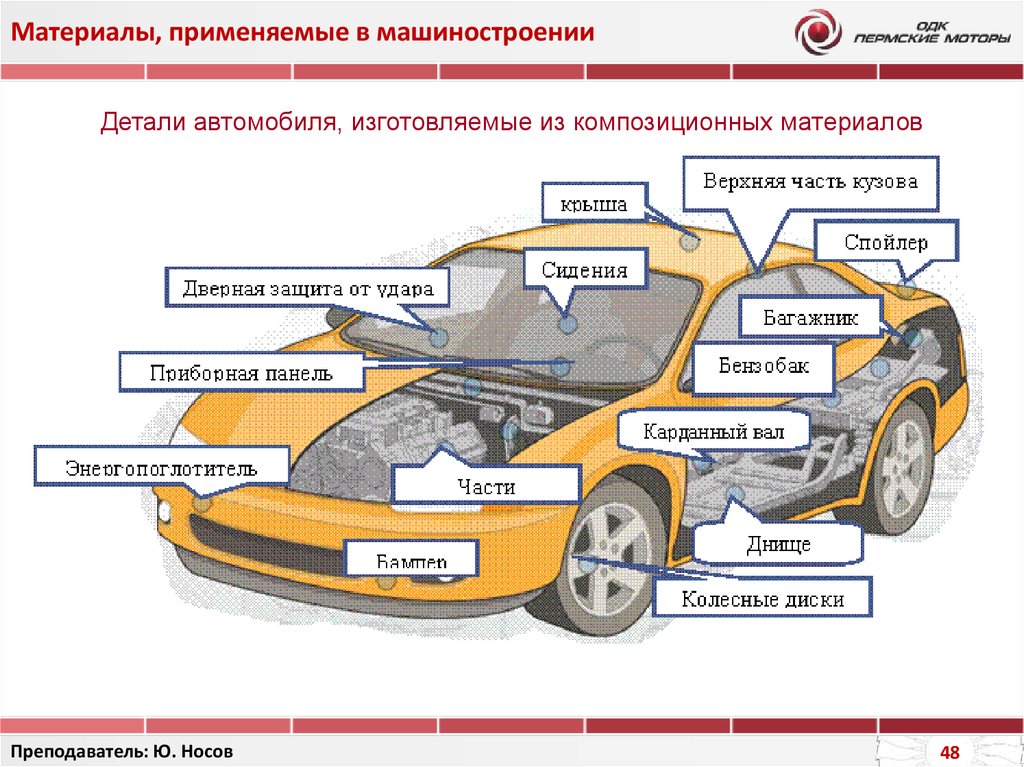 Составы изготавливают в зависимости от требуемых механических свойств поверхности и условий работы. Для восстановления деталей, работающих пРи температуре от —70 °С до +120 °С, рекомендуют следующие составы. На 100 частей (по массе) эпоксидной смолы ЭД-16 берут —8 частей отвердителя (полиэтиленполиамина), 12…15 частей пластификатора (дибутилфталата) и в качестве наполнителя используют железный порошок, алюминиевый порошок ПАК-1 или Цемент марки «500».
Составы изготавливают в зависимости от требуемых механических свойств поверхности и условий работы. Для восстановления деталей, работающих пРи температуре от —70 °С до +120 °С, рекомендуют следующие составы. На 100 частей (по массе) эпоксидной смолы ЭД-16 берут —8 частей отвердителя (полиэтиленполиамина), 12…15 частей пластификатора (дибутилфталата) и в качестве наполнителя используют железный порошок, алюминиевый порошок ПАК-1 или Цемент марки «500». Отвердитель (полиэтиленполиамин) добавляют перед употреблением состава. Его так же, как и напол: нитель, перед внесением в состав выпаривают в вакуум-сушильном шкафу в течение 3 ч при температуре 110… 115 °С. Готовый состав необходимо использовать в течение 20…25 мин. Перед нанесением состава поверхности должны быть очищены до металлического блеска и обезжирены.
Отвердитель (полиэтиленполиамин) добавляют перед употреблением состава. Его так же, как и напол: нитель, перед внесением в состав выпаривают в вакуум-сушильном шкафу в течение 3 ч при температуре 110… 115 °С. Готовый состав необходимо использовать в течение 20…25 мин. Перед нанесением состава поверхности должны быть очищены до металлического блеска и обезжирены. На вторую заплату снова наносят слой состава и оставляют для отверждения.
На вторую заплату снова наносят слой состава и оставляют для отверждения.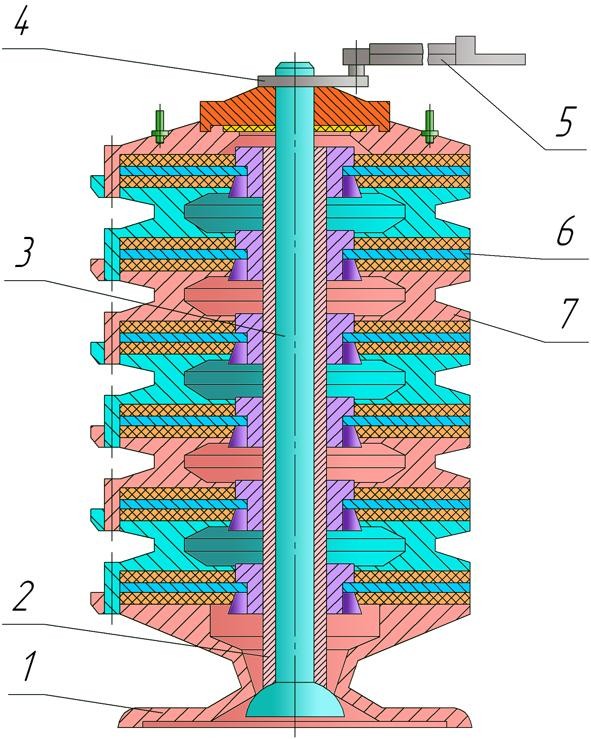
 Режим отверждения этих клеев: давление 0,5…1,0 МПа, температура 140…160 °С, продолжительность 1,0…1,5 ч.
Режим отверждения этих клеев: давление 0,5…1,0 МПа, температура 140…160 °С, продолжительность 1,0…1,5 ч.
 Качество приклеивания накладок оценивают по усилию, выдерживаемому без разрушения. Для машин разных марок оно различно.
Качество приклеивания накладок оценивают по усилию, выдерживаемому без разрушения. Для машин разных марок оно различно. Для придания эпоксидным составам требуемых физико-механических свойств в них вводят наполнители: стальной или чугунный порошок, алюминиевую пудру, порошки талька, асбеста, графита и др.
Для придания эпоксидным составам требуемых физико-механических свойств в них вводят наполнители: стальной или чугунный порошок, алюминиевую пудру, порошки талька, асбеста, графита и др.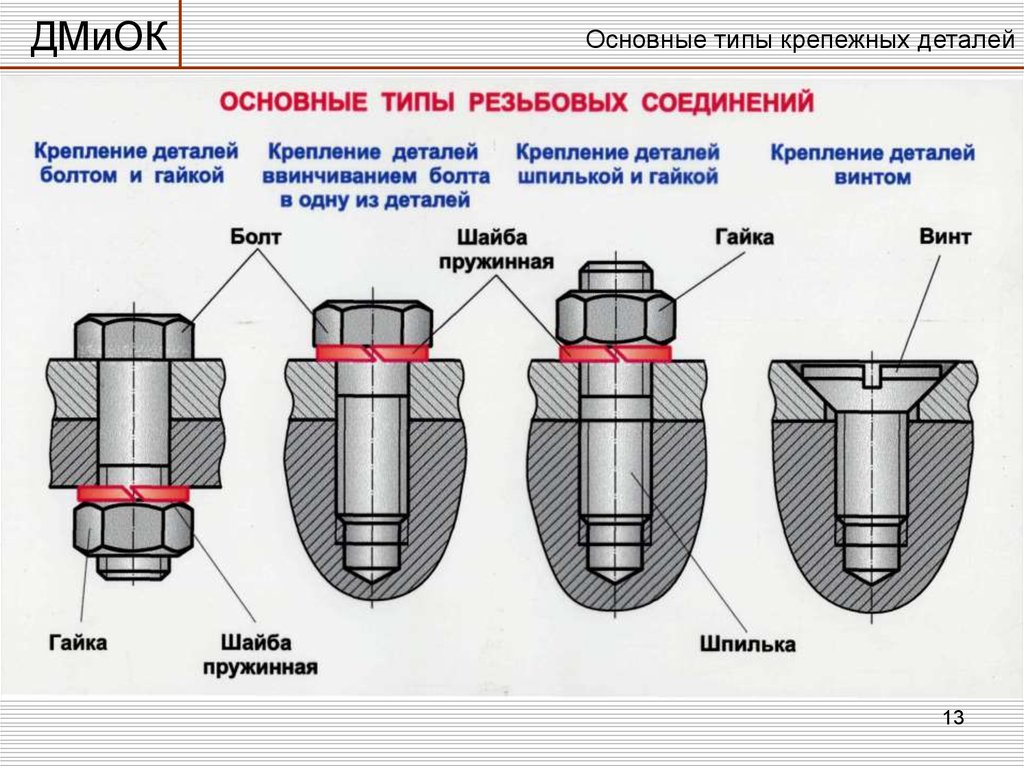 Кольца устанавливают в соответствующие отверстия корпуса, на внутреннюю поверхность которого нанесен клеевой состав, и центрируют с помощью специальных приспособлений. Можно также наносить клеевой состав на наружную поверхность кольца, при центрировании которого в корпусе лишнее количество состава будет вытеснено из зазора. После установки корпус выдерживают до отверждения состава при температуре 20° С в течение 72 ч.
Кольца устанавливают в соответствующие отверстия корпуса, на внутреннюю поверхность которого нанесен клеевой состав, и центрируют с помощью специальных приспособлений. Можно также наносить клеевой состав на наружную поверхность кольца, при центрировании которого в корпусе лишнее количество состава будет вытеснено из зазора. После установки корпус выдерживают до отверждения состава при температуре 20° С в течение 72 ч.


 ) с последующей сушкой.
) с последующей сушкой. Для этого эпоксидную
Для этого эпоксидную Эластомеры
Эластомеры При температуре ниже
При температуре ниже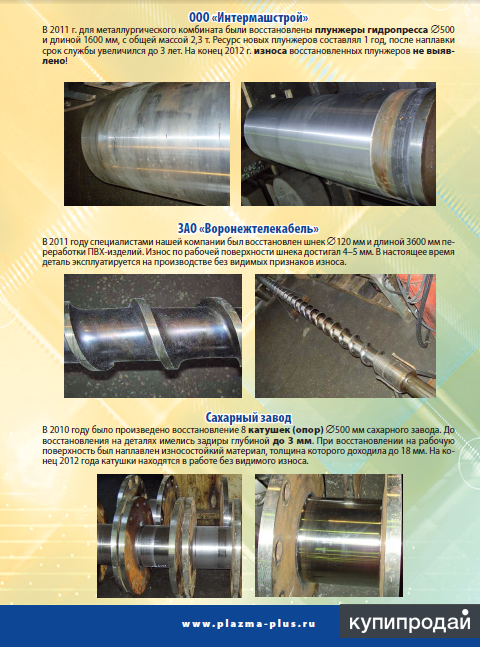 Поскольку тканевая инженерия считается ключевой областью медицинских исследований, ученые Российской академии наук, Санкт-Петербургского государственного медицинского университета и Санкт-Петербургского политехнического университета разработали пористый трехмерный материал из коллагена и хитозана, который может помочь восстановить части тканей. кость потеряна из-за травмы или болезни.
Поскольку тканевая инженерия считается ключевой областью медицинских исследований, ученые Российской академии наук, Санкт-Петербургского государственного медицинского университета и Санкт-Петербургского политехнического университета разработали пористый трехмерный материал из коллагена и хитозана, который может помочь восстановить части тканей. кость потеряна из-за травмы или болезни. биол. клеточной ткани. (2018) DOI: 10.1134/S1990519X18030094], эти уникальные высокопористые 3D-матрицы цилиндрической формы можно имплантировать в поврежденную ткань печени, кости или сосуды, насыщенные клетками этих органов. Поскольку коллаген и хитозан биосовместимы, организм не отторгает их как инородные объекты. Со временем матрица разлагается, и искусственная ткань заменяется натуральной тканью.
биол. клеточной ткани. (2018) DOI: 10.1134/S1990519X18030094], эти уникальные высокопористые 3D-матрицы цилиндрической формы можно имплантировать в поврежденную ткань печени, кости или сосуды, насыщенные клетками этих органов. Поскольку коллаген и хитозан биосовместимы, организм не отторгает их как инородные объекты. Со временем матрица разлагается, и искусственная ткань заменяется натуральной тканью. В то же время сам материал также начал разлагаться, и по мере резорбции матриксного коллагена было обнаружено образование соединительной природной ткани и кровеносных сосудов. Кроме того, были произведены покрытия для ран, шовные нити и протезы сосудов, эффективность которых в доклинических испытаниях in vivo была доказана.
В то же время сам материал также начал разлагаться, и по мере резорбции матриксного коллагена было обнаружено образование соединительной природной ткани и кровеносных сосудов. Кроме того, были произведены покрытия для ран, шовные нити и протезы сосудов, эффективность которых в доклинических испытаниях in vivo была доказана. Фото: Санкт-Петербургский политехнический университет Петра Великого.
Фото: Санкт-Петербургский политехнический университет Петра Великого. Со временем матрица разлагается, и искусственная ткань заменяется натуральной тканью.
Со временем матрица разлагается, и искусственная ткань заменяется натуральной тканью.
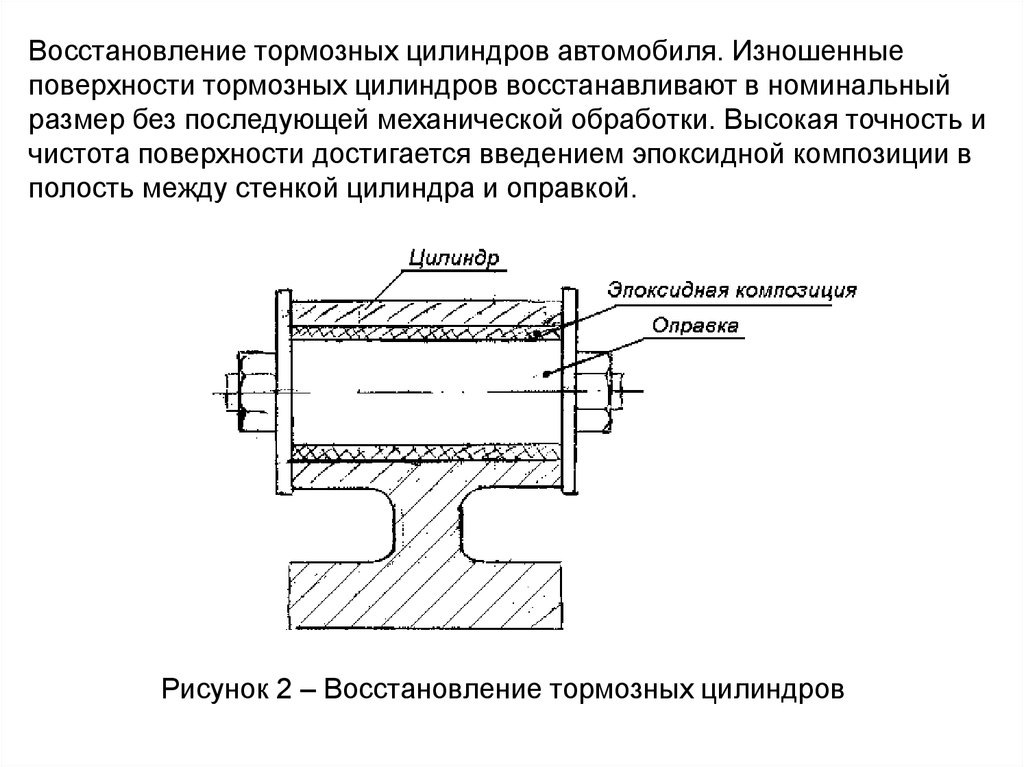

 Конструкция с одной балкой ограничена:
Конструкция с одной балкой ограничена:

 Грузоподъемность в пределах 300-500 тонн. Длина пролета составляет 100-130 м, высота – до 80 м. Предназначены для установки на гидротехнических и железнодорожных объектах.
Грузоподъемность в пределах 300-500 тонн. Длина пролета составляет 100-130 м, высота – до 80 м. Предназначены для установки на гидротехнических и железнодорожных объектах.

 Чтобы стянуть полипасты, дополнительно применяются лебедки или тракторы. Монтаж также можно осуществлять при помощи одного-двух самоходных кранов стрелового типа. Демонтаж кранов выполняется в том же порядке, как производилась их установка.
Чтобы стянуть полипасты, дополнительно применяются лебедки или тракторы. Монтаж также можно осуществлять при помощи одного-двух самоходных кранов стрелового типа. Демонтаж кранов выполняется в том же порядке, как производилась их установка.

 Монтируется к основанию стоек опор. Двигатели характеризуются наличием фазного ротора. Для кранов грузоподъёмностью около пяти тонн используется короткозамкнутый механизм. На тележки балансирного типа устанавливаются промежуточные колёса. Элементы соединяются специальным колесом. Для уменьшения нагрузки на корпус устанавливается дополнительная опора выходного вала.
Монтируется к основанию стоек опор. Двигатели характеризуются наличием фазного ротора. Для кранов грузоподъёмностью около пяти тонн используется короткозамкнутый механизм. На тележки балансирного типа устанавливаются промежуточные колёса. Элементы соединяются специальным колесом. Для уменьшения нагрузки на корпус устанавливается дополнительная опора выходного вала.

 Используется для проведения погрузочных и разгрузочных работ на предприятиях, где необходимо перемещение контейнеров и других типов грузов;
Используется для проведения погрузочных и разгрузочных работ на предприятиях, где необходимо перемещение контейнеров и других типов грузов; Оборудование оснащено электроприводом с посадочными скоростями. Главная особенность – увеличенная высота и небольшая масса конструкции;
Оборудование оснащено электроприводом с посадочными скоростями. Главная особенность – увеличенная высота и небольшая масса конструкции; Фотография представляет собой репродукцию Prime Fine Art на бумаге Hahnemühle PhotoRag Baryta. Размер 61В 41Ш см плюс 4см белая кайма. Ограниченное издание № 1 из 9. Каждое издание подписано и пронумеровано художником и имеет сертификат подлинности. Доставка осуществляется в течение 10 рабочих дней с момента заказа, однако в большинстве случаев распечатки будут отправлены раньше. _______________________________________________________________________________ — Если вам удобнее в готовом виде или на капа 10мм (или Дибонд 3мм) — свяжитесь со мной. — Пожалуйста, не стесняйтесь спрашивать о других размерах. — Для получения дополнительной информации, не стесняйтесь обращаться ко мне по почте. 🙂
Фотография представляет собой репродукцию Prime Fine Art на бумаге Hahnemühle PhotoRag Baryta. Размер 61В 41Ш см плюс 4см белая кайма. Ограниченное издание № 1 из 9. Каждое издание подписано и пронумеровано художником и имеет сертификат подлинности. Доставка осуществляется в течение 10 рабочих дней с момента заказа, однако в большинстве случаев распечатки будут отправлены раньше. _______________________________________________________________________________ — Если вам удобнее в готовом виде или на капа 10мм (или Дибонд 3мм) — свяжитесь со мной. — Пожалуйста, не стесняйтесь спрашивать о других размерах. — Для получения дополнительной информации, не стесняйтесь обращаться ко мне по почте. 🙂



 Во всех случаях можно отметить высокую читабельность показаний, а также удобство пользования предложенными функциями.
Во всех случаях можно отметить высокую читабельность показаний, а также удобство пользования предложенными функциями.



 Кресла пассажиров установлены вдоль бортов по формуле 2+1, между ними оставлен свободный проход, по которому человек среднего роста сможет пройти не нагибаясь. Передняя панель имеет существенную ширину в своей фронтальной части, на ней перед местом переднего пассажира образована пара вместительных полок. В центре панели, сверху сформирована пара ниш предназначенных для установки бортового оборудования, в качестве которого может выступать стереосистема и навигационная система. Под этими нишами расположились регуляторы изменения интенсивности работы кондиционера, рукоятка селектора трансмиссии, несколько клавиш управления сервисными системами.
Кресла пассажиров установлены вдоль бортов по формуле 2+1, между ними оставлен свободный проход, по которому человек среднего роста сможет пройти не нагибаясь. Передняя панель имеет существенную ширину в своей фронтальной части, на ней перед местом переднего пассажира образована пара вместительных полок. В центре панели, сверху сформирована пара ниш предназначенных для установки бортового оборудования, в качестве которого может выступать стереосистема и навигационная система. Под этими нишами расположились регуляторы изменения интенсивности работы кондиционера, рукоятка селектора трансмиссии, несколько клавиш управления сервисными системами.  Дизельная модификация транспорта комплектуется 136-сильным мотором с рабочим объемом 2982 см3, крутящий момент составляет – 300 Нм, средний расход солярки – 8,7 литров.
Дизельная модификация транспорта комплектуется 136-сильным мотором с рабочим объемом 2982 см3, крутящий момент составляет – 300 Нм, средний расход солярки – 8,7 литров. США
США  5L Turbo I4 160hp 184ft. фунтов
5L Turbo I4 160hp 184ft. фунтов с. фунтов
с. фунтов США
США  США
США с. фунтов
с. фунтов с. фунтов
с. фунтов с. фунтов
с. фунтов 0L I4 147 л.с. фунтов
0L I4 147 л.с. фунтов с. фунтов
с. фунтов с. фунтов
с. фунтов с., 260 футов. фунтов
с., 260 футов. фунтов с. фунтов
с. фунтов


 диаметр сверления (дерево), мм
диаметр сверления (дерево), мм Предусмотрены 24 позиций предустановки крутящего момента и одна позиция для точного сверления. Для простоты транспортировки и хранения дрели в комплекте имеется сумка.
Предусмотрены 24 позиций предустановки крутящего момента и одна позиция для точного сверления. Для простоты транспортировки и хранения дрели в комплекте имеется сумка. ПОБЕДА ДА-12П/1 Ли Li-Ion 12V 2А*ч
ПОБЕДА ДА-12П/1 Ли Li-Ion 12V 2А*ч STANLEY 12В 1,5Ач SCD121S2K
STANLEY 12В 1,5Ач SCD121S2K 1.2.70
1.2.70 0.2.01
0.2.01 Elitech ДА12БЛ2 бесщеточный 2Ач 12В Li-Ion
Elitech ДА12БЛ2 бесщеточный 2Ач 12В Li-Ion ru. В письме необходимо указать наименования (коды) выбранных Вами товаров и их количество, а также данные о себе: Ф.И.О., контактный телефон и e-mail.
ru. В письме необходимо указать наименования (коды) выбранных Вами товаров и их количество, а также данные о себе: Ф.И.О., контактный телефон и e-mail. США
США США
США США
США США
США США
США США
США  США
США США
США США
США  США
США США
США США
США США
США США
США США
США США
США
 США
США США
США США
США США
США США
США США
США США
США США
США США
США США
США
 США
США


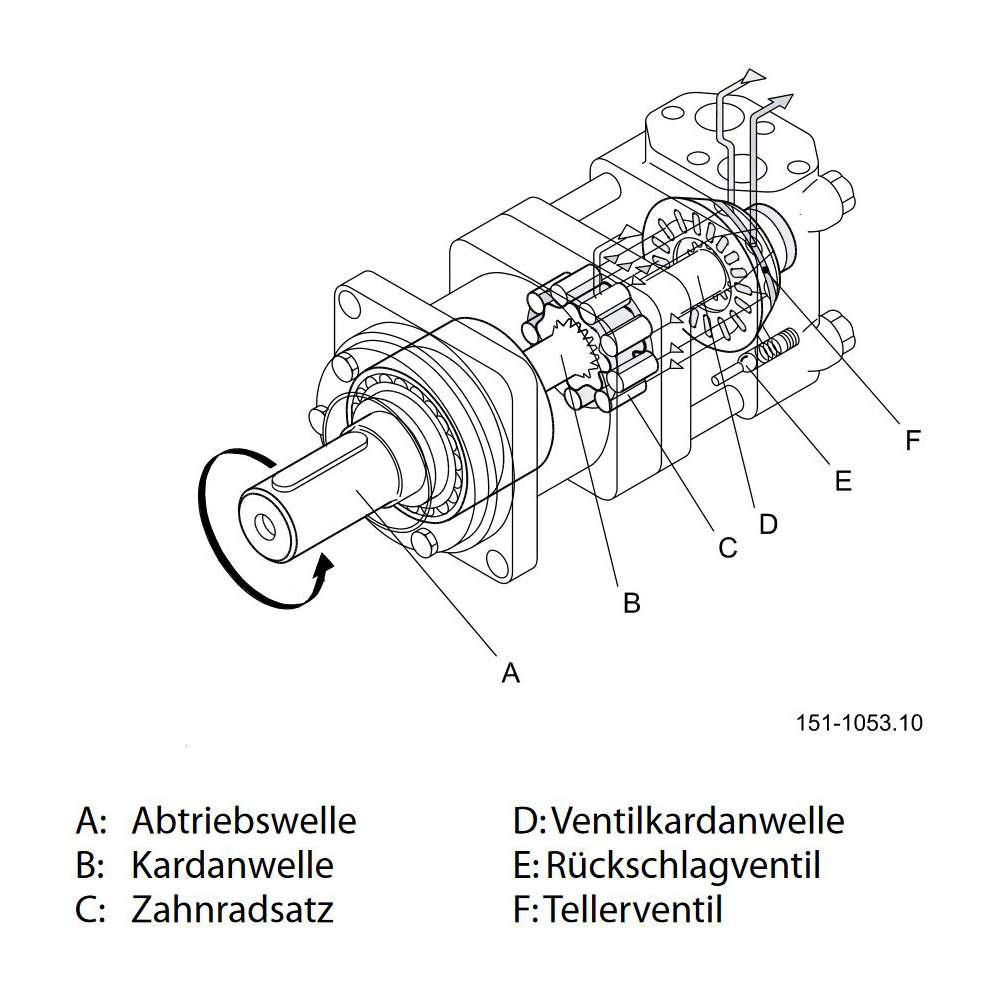
 п.
п.
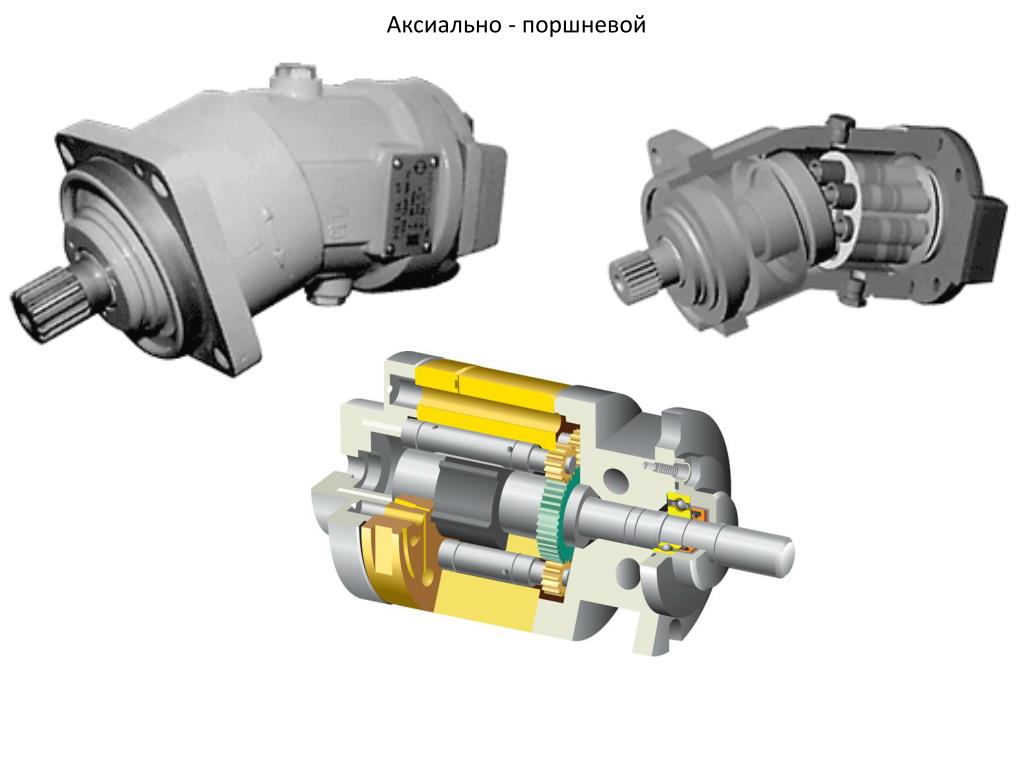
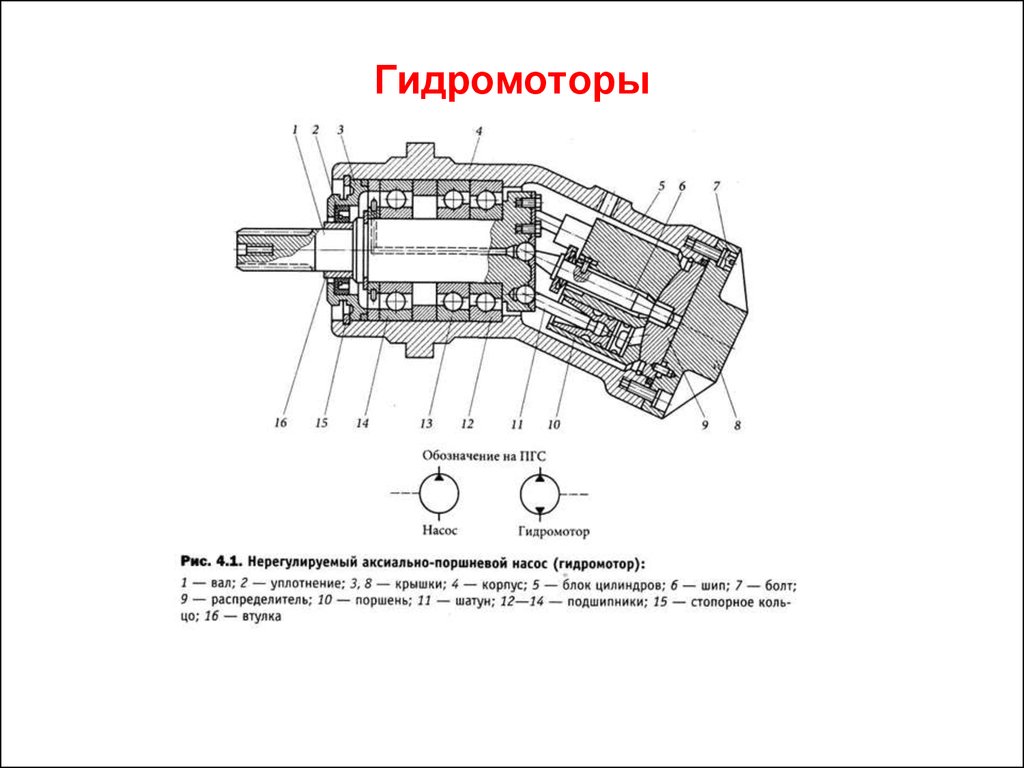 +7-351-247-65-68 и +7-351-793-77-88. Звоните!
+7-351-247-65-68 и +7-351-793-77-88. Звоните!
 вход на выход. Гидравлические лопастные двигатели широко известны как бесшумные и простые в обслуживании устройства.
вход на выход. Гидравлические лопастные двигатели широко известны как бесшумные и простые в обслуживании устройства.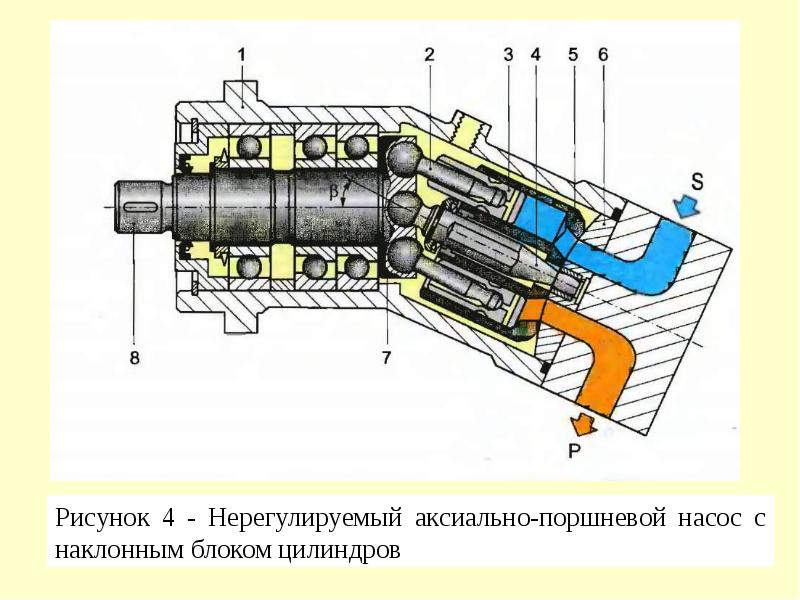
 Наше обслуживание быстрое, наша служба поддержки вежлива, а наши цены конкурентоспособны, чтобы соответствовать нашим высоким стандартам.
Наше обслуживание быстрое, наша служба поддержки вежлива, а наши цены конкурентоспособны, чтобы соответствовать нашим высоким стандартам.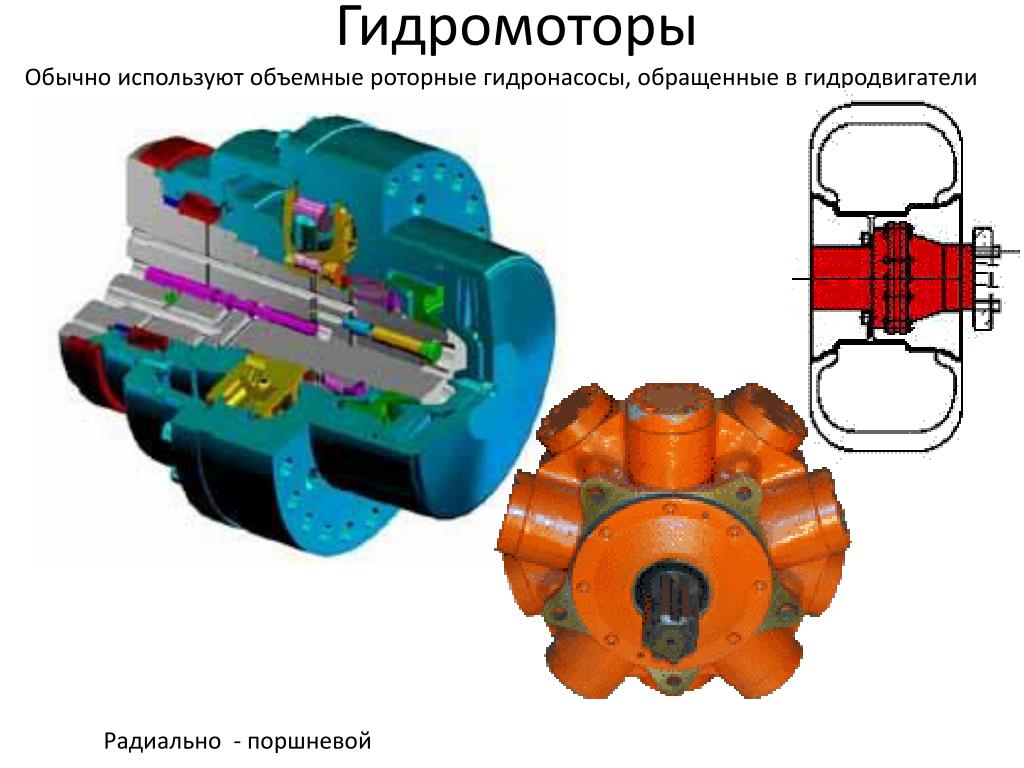 Их исполнение так же разнообразно, как и их применение, включая такие типы двигателей, как орбитальные, лопастные, зубчатые и основные поршневые типы — с наклонной осью, радиальные и осевые.
Их исполнение так же разнообразно, как и их применение, включая такие типы двигателей, как орбитальные, лопастные, зубчатые и основные поршневые типы — с наклонной осью, радиальные и осевые.
 Их также можно использовать с большим рабочим объемом, что делает их хорошим выбором для приложений с высоким крутящим моментом. В них используется ротор с фиксированными лопастями, как и в лопастных насосах, хотя некоторые производители также используют более сложную конструкцию с лопастями на корпусе. Эти двигатели можно увидеть в таких приложениях, как лебедки или буровые установки.
Их также можно использовать с большим рабочим объемом, что делает их хорошим выбором для приложений с высоким крутящим моментом. В них используется ротор с фиксированными лопастями, как и в лопастных насосах, хотя некоторые производители также используют более сложную конструкцию с лопастями на корпусе. Эти двигатели можно увидеть в таких приложениях, как лебедки или буровые установки.

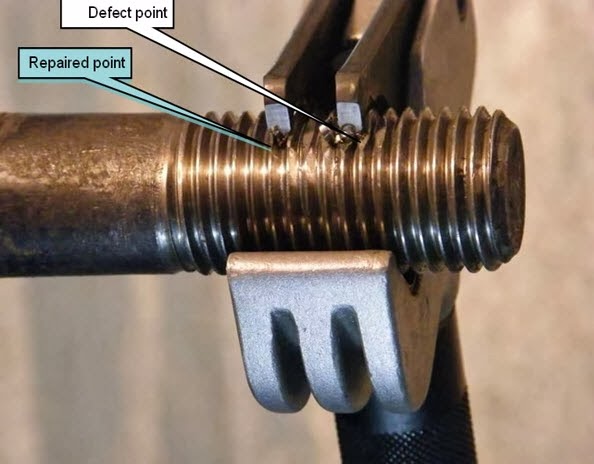


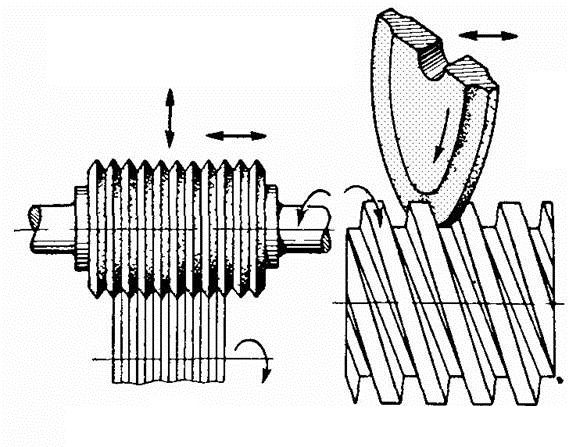 Фактически её
Фактически её
 Проверка диаметра шага трехпроволочной проволоки обычно выполняется с рекомендуемым усилием согласно ANSI/ASME B1.2 (английский) или B1.16M (метрический). Эти стандарты ANSI/ASME также содержат рекомендации по усилию для проверки внутренней резьбы шариковым методом. Эти рекомендации по силам сведены в следующую таблицу:
Проверка диаметра шага трехпроволочной проволоки обычно выполняется с рекомендуемым усилием согласно ANSI/ASME B1.2 (английский) или B1.16M (метрический). Эти стандарты ANSI/ASME также содержат рекомендации по усилию для проверки внутренней резьбы шариковым методом. Эти рекомендации по силам сведены в следующую таблицу: 1)
1) 1)
1) В последнем случае рекомендуется, чтобы размер шарика соответствовал наилучшему размеру проволоки для этого TPI (шага).
В последнем случае рекомендуется, чтобы размер шарика соответствовал наилучшему размеру проволоки для этого TPI (шага). Угол опережения обратно пропорционален TPI.
Угол опережения обратно пропорционален TPI.
 Мы можем выполнить калибровку резьбовой проволоки ISO 17025 до 1,5 дюймов.
Мы можем выполнить калибровку резьбовой проволоки ISO 17025 до 1,5 дюймов.
 Наша лучшая в своем классе система позволяет вам управлять сертификатами калибровки и отслеживать их, а также предоставляет полную систему управления активами.
Наша лучшая в своем классе система позволяет вам управлять сертификатами калибровки и отслеживать их, а также предоставляет полную систему управления активами. Они являются неотъемлемой частью многих обычных промышленных машин. А учитывая количество датчиков в этих машинах, важно работать с компанией по калибровке датчиков, обладающей опытом, знаниями и необходимым оборудованием.
Они являются неотъемлемой частью многих обычных промышленных машин. А учитывая количество датчиков в этих машинах, важно работать с компанией по калибровке датчиков, обладающей опытом, знаниями и необходимым оборудованием.
 А. King теперь измеряет перекрестную точность!
А. King теперь измеряет перекрестную точность! ..
..
 Поэтому наконечник форсунки изготавливается из устойчивых к высоким температурам материалов. В системе CR распылить встроен в форсунку — это увеличивает его срок службы.
Поэтому наконечник форсунки изготавливается из устойчивых к высоким температурам материалов. В системе CR распылить встроен в форсунку — это увеличивает его срок службы. Этим СR отличается от механической системы, где форсунки открываются при достижении определённого давления.
Этим СR отличается от механической системы, где форсунки открываются при достижении определённого давления. В отсутствии сигнала с ЭБУ давление стабилизируется, а форсунка закрывается.
В отсутствии сигнала с ЭБУ давление стабилизируется, а форсунка закрывается.
 Кроме этого, потребуется ёмкость с топливом для промывки форсунок.
Кроме этого, потребуется ёмкость с топливом для промывки форсунок.

 Он состоит из корпуса и расположенной внутри иглы. В процессе эксплуатации посадочные поверхности деформируются, и распылитель начинает работать некорректно.
Он состоит из корпуса и расположенной внутри иглы. В процессе эксплуатации посадочные поверхности деформируются, и распылитель начинает работать некорректно. В результате может происходить утечка топлива в форсунку из распылителя. Притирка не поможет и в случае сильной механической деформации поверхностей.
В результате может происходить утечка топлива в форсунку из распылителя. Притирка не поможет и в случае сильной механической деформации поверхностей. Процесс этот достаточно трудоёмок. Если заменить распылитель форсунки сможет практически каждый автовладелец, то для самостоятельного ремонта потребуется специальное оборудование.
Процесс этот достаточно трудоёмок. Если заменить распылитель форсунки сможет практически каждый автовладелец, то для самостоятельного ремонта потребуется специальное оборудование.
 Заправляйтесь качественным топливом, своевременно меняйте топливные фильтры, и проблемы с форсунками будут возникать гораздо реже. Удачи на дорогах!
Заправляйтесь качественным топливом, своевременно меняйте топливные фильтры, и проблемы с форсунками будут возникать гораздо реже. Удачи на дорогах! В любом случае форсунка разбирается, детали очищают, промывают чистым дизельным топливом, а осушают сжатым воздухом.
В любом случае форсунка разбирается, детали очищают, промывают чистым дизельным топливом, а осушают сжатым воздухом. Этому условию соответствует отечественная паста Государственного оптического института (ГОИ) светло-зеленого цвета (тонкая).
Этому условию соответствует отечественная паста Государственного оптического института (ГОИ) светло-зеленого цвета (тонкая). Под действием струй воды тонкие слои краски отделяются вместе с прилипшими микроорганизмами, обеспечивая постоянную чистоту и гладкость наружной обшивки).
Под действием струй воды тонкие слои краски отделяются вместе с прилипшими микроорганизмами, обеспечивая постоянную чистоту и гладкость наружной обшивки). За длительное время нагреваясь паста высыхает, теряет агрессивность и только царапает, а не полирует поверхность. Скорость износа падает, а качество поверхностей ухудшается. По этой же причине нельзя использовать старую, подохшую пасту. Если даже разбавить ее маслом агрессивность восстановить не удастся.
За длительное время нагреваясь паста высыхает, теряет агрессивность и только царапает, а не полирует поверхность. Скорость износа падает, а качество поверхностей ухудшается. По этой же причине нельзя использовать старую, подохшую пасту. Если даже разбавить ее маслом агрессивность восстановить не удастся. Для этого притирочную пасту 3-4 точками наносят несколько ниже проявившегося блестящего пояска (рис. 6.4.10). Вставить иглу в корпус и легкими вращательными движениями (2-3 оборота всего)
Для этого притирочную пасту 3-4 точками наносят несколько ниже проявившегося блестящего пояска (рис. 6.4.10). Вставить иглу в корпус и легкими вращательными движениями (2-3 оборота всего) 6.4.11). На первом этапе задача сводится к смещению пояска вверх в нужную зону для чего пасту наносят ниже кромки пояска и также интервалами 15-30 сек. Производить притирку и замену пасты. Если паста после притирки равномерно распределена по поверхности, то это указывает на отсутствие искажения формы конусов и поясок довольно
6.4.11). На первом этапе задача сводится к смещению пояска вверх в нужную зону для чего пасту наносят ниже кромки пояска и также интервалами 15-30 сек. Производить притирку и замену пасты. Если паста после притирки равномерно распределена по поверхности, то это указывает на отсутствие искажения формы конусов и поясок довольно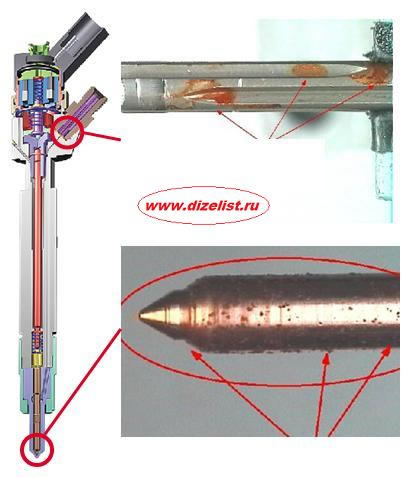 После этого притирку повторить.
После этого притирку повторить. К тому же серый чугун обладает антизадирными свойствами и не подвержен пластическим деформациям в следствии нулевой пластичности. Поэтому и проверочные плиты делают чугунными. Требование к пониженной твердости по отношению к обрабатываемой поверхности обусловлено тем, что при притирке абразивы способны внедряться в более мягкую поверхность и образуют вместе с нею нечто наподобие абразивного камня. Такая поверхность царапает более твердую, а сама защищена от износа и искажения формы. Как производится обработка седла распылителя чугунным притиром подробно описано в инструкциях к двигателям модификаций RND и RTА фирмы “Зульцер”.
К тому же серый чугун обладает антизадирными свойствами и не подвержен пластическим деформациям в следствии нулевой пластичности. Поэтому и проверочные плиты делают чугунными. Требование к пониженной твердости по отношению к обрабатываемой поверхности обусловлено тем, что при притирке абразивы способны внедряться в более мягкую поверхность и образуют вместе с нею нечто наподобие абразивного камня. Такая поверхность царапает более твердую, а сама защищена от износа и искажения формы. Как производится обработка седла распылителя чугунным притиром подробно описано в инструкциях к двигателям модификаций RND и RTА фирмы “Зульцер”. Распылители с коррозией рабочей поверхности и большими рисками не ремонтируют. Направляющее отверстие корпуса распылителя обрабатывают (доводят) на доводочной бабке станка с применением разрезного чугунного притира. Конусность отверстия допускается 0,001—0,003 мм с большим диаметром со стороны торца отсечного отверстия. Она определяется на ротаметре, также как и фактический размер диаметра—при помощи набора калибров (пробок). Измеренные корпуса распылителей разделяют на группы, отличающиеся друг от друга не более чем на 0,002 мм. Сортировка корпусов распылителей облегчает дальнейшее спаривание их с иглами. Конус распылителя притирают (рис. 111) чугунными притирами — наконечниками 3, вставляемыми в закаленные цилиндрические направляющие 2, которые зажимаются в патроне доводочной бабки 1. Рис. 112. Схема шлифования абразивным кругом конуса корпуса распылителя дизелей типа Д50 и Д70: 1— подвижной упор; 2 — приводной ремень; 3 — индикатор; 4 — распылитель; 5 — трубчатая оправка; 6 — шлифовальный камень Рис.
Распылители с коррозией рабочей поверхности и большими рисками не ремонтируют. Направляющее отверстие корпуса распылителя обрабатывают (доводят) на доводочной бабке станка с применением разрезного чугунного притира. Конусность отверстия допускается 0,001—0,003 мм с большим диаметром со стороны торца отсечного отверстия. Она определяется на ротаметре, также как и фактический размер диаметра—при помощи набора калибров (пробок). Измеренные корпуса распылителей разделяют на группы, отличающиеся друг от друга не более чем на 0,002 мм. Сортировка корпусов распылителей облегчает дальнейшее спаривание их с иглами. Конус распылителя притирают (рис. 111) чугунными притирами — наконечниками 3, вставляемыми в закаленные цилиндрические направляющие 2, которые зажимаются в патроне доводочной бабки 1. Рис. 112. Схема шлифования абразивным кругом конуса корпуса распылителя дизелей типа Д50 и Д70: 1— подвижной упор; 2 — приводной ремень; 3 — индикатор; 4 — распылитель; 5 — трубчатая оправка; 6 — шлифовальный камень Рис.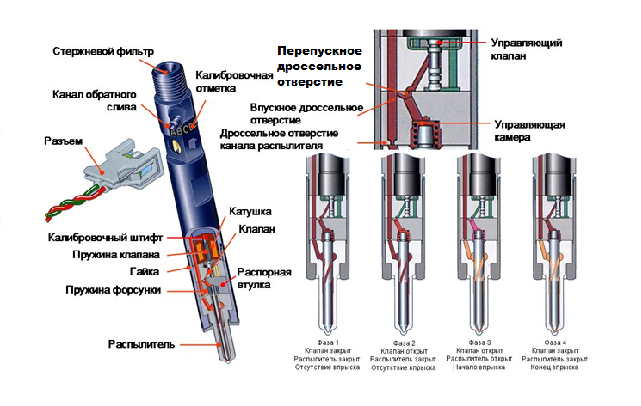 113. Схема электроискрового шлифования рабочего конуса корпуса распылителя дизеля типа Д100: 1 — направляющая; 2 — ролики; 3 — ремень; 4 — корпус распылителя; 5 — оправка; 6 — трубка; 7 — инструмент; 8 — конденсатор; 9 — сопротивление
113. Схема электроискрового шлифования рабочего конуса корпуса распылителя дизеля типа Д100: 1 — направляющая; 2 — ролики; 3 — ремень; 4 — корпус распылителя; 5 — оправка; 6 — трубка; 7 — инструмент; 8 — конденсатор; 9 — сопротивление

 Доводка выполняется на станке при помощи разрезных чугунных притиров или на станке с двумя притирами (рис. 114). Иглы укладывают в специальный сепаратор 3, находящийся между двумя чугунными дисками-притирами 2 и 4. Нижний притир 4 вращается при помощи электродвигателя через ременную передачу и червячный редуктор, расположенные внутри кожуха. Верхний притир 2 может быть отведен в сторону поворотом хобота 1 вокруг колонки. Верхний притир не вращается, а нижний, вращаясь, перемещает эксцентрично расположенный сепаратор, чем достигается равномерный износ притиров. После предварительной доводки цилиндрическая поверхность должна быть чистой, а овальность и конусность не более 0,002 мм.
Доводка выполняется на станке при помощи разрезных чугунных притиров или на станке с двумя притирами (рис. 114). Иглы укладывают в специальный сепаратор 3, находящийся между двумя чугунными дисками-притирами 2 и 4. Нижний притир 4 вращается при помощи электродвигателя через ременную передачу и червячный редуктор, расположенные внутри кожуха. Верхний притир 2 может быть отведен в сторону поворотом хобота 1 вокруг колонки. Верхний притир не вращается, а нижний, вращаясь, перемещает эксцентрично расположенный сепаратор, чем достигается равномерный износ притиров. После предварительной доводки цилиндрическая поверхность должна быть чистой, а овальность и конусность не более 0,002 мм. 115. Иглы устанавливают в призмы 13 стойки 11 и приводят во вращение от шкива 12, насаживаемого на иглу 2. Прорези на ступице шкива создают плотность его посадки на игле. Иглы перемещают вдоль оси винтом 1 с микрометрической резьбой. Шпиндель 5 шлифовального камня вращается в подшипниках и приводится во вращение шкивом 4 от электродвигателя через ременную передачу. Шлифовальную бабку 7 ставят под определенным углом к оси иглы и фиксируют болтами. Шлифовальный камень подается продольным суппортом, передвигаемым по точно обработанным поверхностям винтом 6 и гайкой. Поперечный суппорт 9 служит для предварительной установки камня, его перемещают винтом 10. Камень для шлифования иглы имеет диаметр 150 мм, зернистость 150—200, скорость вращения 3 400 об/мин, а иглы 1 200 об/мин. После шлифования проверяют чистоту конической поверхности по эталону, а угол— на проекторе или при помощи оптического прибора. Это делается периодически в процессе производства при помощи прибора-приставки к профилографу-профилометру (рис.
115. Иглы устанавливают в призмы 13 стойки 11 и приводят во вращение от шкива 12, насаживаемого на иглу 2. Прорези на ступице шкива создают плотность его посадки на игле. Иглы перемещают вдоль оси винтом 1 с микрометрической резьбой. Шпиндель 5 шлифовального камня вращается в подшипниках и приводится во вращение шкивом 4 от электродвигателя через ременную передачу. Шлифовальную бабку 7 ставят под определенным углом к оси иглы и фиксируют болтами. Шлифовальный камень подается продольным суппортом, передвигаемым по точно обработанным поверхностям винтом 6 и гайкой. Поперечный суппорт 9 служит для предварительной установки камня, его перемещают винтом 10. Камень для шлифования иглы имеет диаметр 150 мм, зернистость 150—200, скорость вращения 3 400 об/мин, а иглы 1 200 об/мин. После шлифования проверяют чистоту конической поверхности по эталону, а угол— на проекторе или при помощи оптического прибора. Это делается периодически в процессе производства при помощи прибора-приставки к профилографу-профилометру (рис. 116). Прибор-приставка представляет собой стойку 1, в которой на подшипнике 7 поворачивается люлька 10, связанная со стойкой пружиной 3 и микрометрическим винтом 2. Корпус распылителя 5, разрезанный вдоль оси, или иглу распылителя 8 для проверки устанавливают на сменную призму 9. Датчик профилографа 6 имеет горизонтальное перемещение. Биение рабочего конуса (0,004 мм) проверяют на вертикальном оптиметре. Рис. 117. Приспособление для измерения подъема иглы форсунок двигателей типов Д100 (а) и Д50 (б): 1 — наконечник; 2 — штуцер; 3 —· гайка; 4 — втулка Завершающей операцией является пригонка иглы распылителя к корпусу в результате чего создается пара. Корпус распылителя во избежание деформации не закрепляется в доводочной бабке, а закрепляется за хвостовик иглы в цанговом патроне. При доводке применяются пасты марок 1М и 3М. В результате пригонки перемещение иглы в корпусе распылителя должно быть таким, чтобы игла, выдвинутая из корпуса на треть своей длины при угле наклона к горизонтали 45°, опускалась на седло под влиянием собственного веса, а ширина уплотняющего пояска на конусе иглы у дизелей типов Д100, Д50, 11Д45 и М753 должна быть не более 0,2 мм.
116). Прибор-приставка представляет собой стойку 1, в которой на подшипнике 7 поворачивается люлька 10, связанная со стойкой пружиной 3 и микрометрическим винтом 2. Корпус распылителя 5, разрезанный вдоль оси, или иглу распылителя 8 для проверки устанавливают на сменную призму 9. Датчик профилографа 6 имеет горизонтальное перемещение. Биение рабочего конуса (0,004 мм) проверяют на вертикальном оптиметре. Рис. 117. Приспособление для измерения подъема иглы форсунок двигателей типов Д100 (а) и Д50 (б): 1 — наконечник; 2 — штуцер; 3 —· гайка; 4 — втулка Завершающей операцией является пригонка иглы распылителя к корпусу в результате чего создается пара. Корпус распылителя во избежание деформации не закрепляется в доводочной бабке, а закрепляется за хвостовик иглы в цанговом патроне. При доводке применяются пасты марок 1М и 3М. В результате пригонки перемещение иглы в корпусе распылителя должно быть таким, чтобы игла, выдвинутая из корпуса на треть своей длины при угле наклона к горизонтали 45°, опускалась на седло под влиянием собственного веса, а ширина уплотняющего пояска на конусе иглы у дизелей типов Д100, Д50, 11Д45 и М753 должна быть не более 0,2 мм. Распылитель проходит испытание на стенде на подтекание и распыл. Если имеется большой ремонтный фонд распылителей, можно обойтись без взаимной притирки иглы и корпуса. В этом случае прецизионные поверхности обрабатывают на специальных станках и сортируют на группы с разницей 0,001 мм по направляющему диаметру (селективный метод). Иглу и распылитель одноименной группы собирают и спаривают только по уплотняющему пояску конуса. У новых форсунок подъем иглы 0,4—0,5 мм и с течением времени увеличивается. Для уменьшения подъема торцовую поверхность шлифуют, зажимая распылитель в приспособлении. Высоту подъема иглы проверяют в приспособлении (рис. 117, а), как это показано для распылителя дизелей типа Д100. Предварительно торец штуцера 2 и конец наконечника 1 совмещают по плите, устанавливая индикатор на нуль. Последующая установка приспособления на ограничитель подъема иглы дает возможность определить ее подъем. По такому же принципу проверяют подъем иглы и у распылителей дизелей типа Д50 (см.
Распылитель проходит испытание на стенде на подтекание и распыл. Если имеется большой ремонтный фонд распылителей, можно обойтись без взаимной притирки иглы и корпуса. В этом случае прецизионные поверхности обрабатывают на специальных станках и сортируют на группы с разницей 0,001 мм по направляющему диаметру (селективный метод). Иглу и распылитель одноименной группы собирают и спаривают только по уплотняющему пояску конуса. У новых форсунок подъем иглы 0,4—0,5 мм и с течением времени увеличивается. Для уменьшения подъема торцовую поверхность шлифуют, зажимая распылитель в приспособлении. Высоту подъема иглы проверяют в приспособлении (рис. 117, а), как это показано для распылителя дизелей типа Д100. Предварительно торец штуцера 2 и конец наконечника 1 совмещают по плите, устанавливая индикатор на нуль. Последующая установка приспособления на ограничитель подъема иглы дает возможность определить ее подъем. По такому же принципу проверяют подъем иглы и у распылителей дизелей типа Д50 (см. рис. 117, б).
рис. 117, б).
 Кто-то колет свиной окурок каждый раз, а кому-то это и не приснится.
Кто-то колет свиной окурок каждый раз, а кому-то это и не приснится.


 Как только вы узнаете, какую иглу вам нужно использовать, вы можете поменять иглу, отвинтив ее у основания ствола. Замените ее иглой, которую вы хотите использовать, накрутив эту иглу.
Как только вы узнаете, какую иглу вам нужно использовать, вы можете поменять иглу, отвинтив ее у основания ствола. Замените ее иглой, которую вы хотите использовать, накрутив эту иглу.


 04.2023 10:02 GMT
04.2023 10:02 GMT 
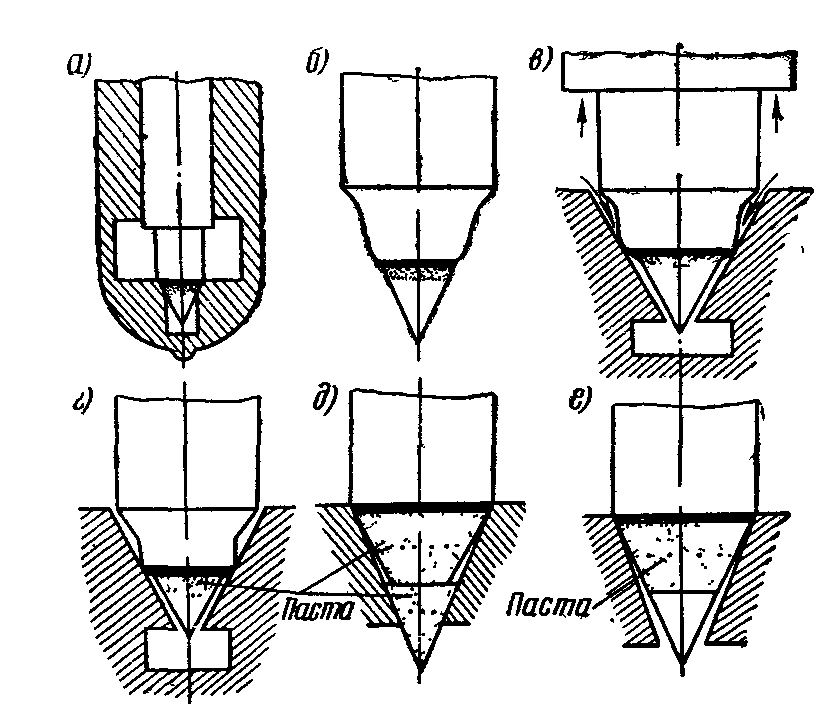

 Убедитесь, что сопло и высота платформы установлены правильно поверхность ниже. Чтобы получить хороший контакт, высота сопла и платформы должна быть установлена таким образом, чтобы сопло не выдавливало нить слишком сильно на поверхность печати и не слишком далеко от нее, чтобы она не имела надлежащего соединения.
Убедитесь, что сопло и высота платформы установлены правильно поверхность ниже. Чтобы получить хороший контакт, высота сопла и платформы должна быть установлена таким образом, чтобы сопло не выдавливало нить слишком сильно на поверхность печати и не слишком далеко от нее, чтобы она не имела надлежащего соединения.

 Вместе с этим руководством вы можете загрузить файл G-кода, который вы запускаете на своем 3D-принтере. Требуется несколько регулировок каждого угла, подкладывая лист бумаги под сопло, чтобы получить хороший уровень. Затем проведите несколько конкретных тестов, поэтому обязательно посмотрите видео.
Вместе с этим руководством вы можете загрузить файл G-кода, который вы запускаете на своем 3D-принтере. Требуется несколько регулировок каждого угла, подкладывая лист бумаги под сопло, чтобы получить хороший уровень. Затем проведите несколько конкретных тестов, поэтому обязательно посмотрите видео. BL Touch или EZABL — хороший выбор.
BL Touch или EZABL — хороший выбор.
 Вы можете либо получить бутылку и быстро промокнуть салфетку, либо получить спиртовые салфетки в индивидуальной упаковке на Amazon.
Вы можете либо получить бутылку и быстро промокнуть салфетку, либо получить спиртовые салфетки в индивидуальной упаковке на Amazon.

 Это может быть лучшей идеей, потому что стандартные вентиляторы, которые поставляются с некоторыми принтерами, имеют более низкое качество и довольно громкие.
Это может быть лучшей идеей, потому что стандартные вентиляторы, которые поставляются с некоторыми принтерами, имеют более низкое качество и довольно громкие. Чем большую площадь поверхности покрывает ваш материал, тем большую адгезию он создает.
Чем большую площадь поверхности покрывает ваш материал, тем большую адгезию он создает. 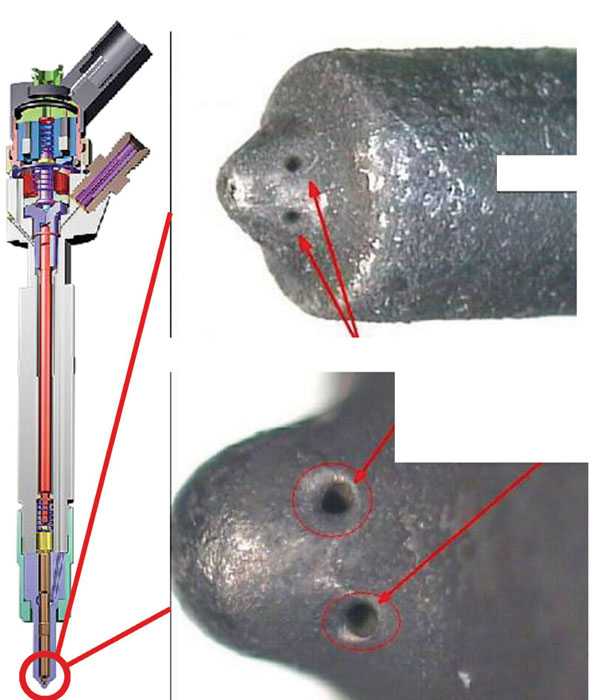
 В этих случаях вам, возможно, придется повторно протестировать настройки температуры первого слоя , чтобы получить наилучшее значение.
В этих случаях вам, возможно, придется повторно протестировать настройки температуры первого слоя , чтобы получить наилучшее значение. 


 После печати легко отделяется от модели , которую можно выбросить после использования.
После печати легко отделяется от модели , которую можно выбросить после использования.



 Стрела имеет разъемную конструкцию, допускает установку дополнительных секций, которые доводят длину узла до 20 или 25 м. При использовании стрелы максимальной длины устанавливается гусек, имеющий размер 5 м. В этом случае машина комплектуется крюковой обоймой, рассчитанной на нагрузку до 7,5 т.
Стрела имеет разъемную конструкцию, допускает установку дополнительных секций, которые доводят длину узла до 20 или 25 м. При использовании стрелы максимальной длины устанавливается гусек, имеющий размер 5 м. В этом случае машина комплектуется крюковой обоймой, рассчитанной на нагрузку до 7,5 т.



 Встроенный регистратор технических характеристик обеспечивает запись и долговременное хранение информации о рабочих параметрах кранов, а также о степени их загрузки в течение всего срока службы. Кабина машиниста разработана с учетом единого эргономического и стилевого решения, отвечающего современным требованиям рынка. Применение АБС-пластика и шумоизоляционных материалов позволило создать звукопоглощающую термоизоляционную облицовку внутренних поверхностей кабины машиниста. По показателям обзорности с места машиниста кабина превосходит прототипы и не уступает зарубежным аналогам. Кабина оборудована современной системой нормализации микроклимата, имеющей автономный дизельный отопитель и кондиционер. На панели пульта управления вместо контроллеров установлены малогабаритные переключатели (джойстики), имеющие небольшую амплитуду и угол поворота рукоятки, что создает более комфортные условия для работы машиниста и улучшает дизайн пульта управления.
Встроенный регистратор технических характеристик обеспечивает запись и долговременное хранение информации о рабочих параметрах кранов, а также о степени их загрузки в течение всего срока службы. Кабина машиниста разработана с учетом единого эргономического и стилевого решения, отвечающего современным требованиям рынка. Применение АБС-пластика и шумоизоляционных материалов позволило создать звукопоглощающую термоизоляционную облицовку внутренних поверхностей кабины машиниста. По показателям обзорности с места машиниста кабина превосходит прототипы и не уступает зарубежным аналогам. Кабина оборудована современной системой нормализации микроклимата, имеющей автономный дизельный отопитель и кондиционер. На панели пульта управления вместо контроллеров установлены малогабаритные переключатели (джойстики), имеющие небольшую амплитуду и угол поворота рукоятки, что создает более комфортные условия для работы машиниста и улучшает дизайн пульта управления. В КДЭ-163, выпускаемом с 1971 г, были учтены недочеты, выявленные при эксплуатации предыдущих моделей, потом машина получилась более производительной и экономичной. Несмотря на то, что покупка ЖД-крана КДЭ-163 означает, что машине минимум 30 лет, эти краны могут работать еще долго и , если можно так сказать, находятся в прекрасной форме и проработают, при правильной эксплуатации и регулярном техобслуживании еще столько же.
В КДЭ-163, выпускаемом с 1971 г, были учтены недочеты, выявленные при эксплуатации предыдущих моделей, потом машина получилась более производительной и экономичной. Несмотря на то, что покупка ЖД-крана КДЭ-163 означает, что машине минимум 30 лет, эти краны могут работать еще долго и , если можно так сказать, находятся в прекрасной форме и проработают, при правильной эксплуатации и регулярном техобслуживании еще столько же. Н. Пеньковым 27.05.2003 г., Заместителем главного государственного санитарного врача Украины (заключение № 05.03.02-07/2956 от 01.01.2001 г.)
Н. Пеньковым 27.05.2003 г., Заместителем главного государственного санитарного врача Украины (заключение № 05.03.02-07/2956 от 01.01.2001 г.) В случае необходимости этот железнодорожный кран может сам стать источником энергии для других машин и механизмов, что очень удобно, если приходится вести масштабные работы в местности, не имеющей централизованного энергоснабжения.
В случае необходимости этот железнодорожный кран может сам стать источником энергии для других машин и механизмов, что очень удобно, если приходится вести масштабные работы в местности, не имеющей централизованного энергоснабжения. Вращение платформы производится при помощи отдельного электромотора. Собственные электродвигатели имеются также у грузовой двухбарабанной лебедки (по одному на каждый барабан, мощность каждого двигателя 22 кВт). Лебедка подъема стрелы также оснащается отдельным электромотором, мощностью 14 кВт.
Вращение платформы производится при помощи отдельного электромотора. Собственные электродвигатели имеются также у грузовой двухбарабанной лебедки (по одному на каждый барабан, мощность каждого двигателя 22 кВт). Лебедка подъема стрелы также оснащается отдельным электромотором, мощностью 14 кВт.





 При движении в сцепке тормоза подключаются к общей сети; управляет ими машинист состава. Дополнительно смонтирован механический привод колодок, который используется во время стоянки крановой установки.
При движении в сцепке тормоза подключаются к общей сети; управляет ими машинист состава. Дополнительно смонтирован механический привод колодок, который используется во время стоянки крановой установки.
 Стрела имеет разъемную конструкцию, допускает установку дополнительных секций, которые доводят длину узла до 20 или 25 м. При использовании стрелы максимальной длины устанавливается гусек, имеющий размер 5 м. В этом случае машина комплектуется крюковой обоймой, рассчитанной на нагрузку до 7,5 т.
Стрела имеет разъемную конструкцию, допускает установку дополнительных секций, которые доводят длину узла до 20 или 25 м. При использовании стрелы максимальной длины устанавливается гусек, имеющий размер 5 м. В этом случае машина комплектуется крюковой обоймой, рассчитанной на нагрузку до 7,5 т.






 8. Технические характеристики
8. Технические характеристики


 Высококачественные компоненты морского крана 3S Lift специально разработаны для суровых условий океана, отличаются высокой безопасностью, надежностью и многочисленными антикоррозионными обработками.
Высококачественные компоненты морского крана 3S Lift специально разработаны для суровых условий океана, отличаются высокой безопасностью, надежностью и многочисленными антикоррозионными обработками. Он оснащен системой защиты от перегрузок. Электрический блок управления 24 В постоянного тока с функцией plug-and-play обеспечивает удобную установку, а прецизионная система вращения подшипников обеспечивает плавную работу и более длительный срок службы. Механическая функция самоблокировки и защищенная от ошибок конструкция обеспечивают безопасность людей и оборудования. Оффшорный кран разработан с учетом технических требований, чтобы предотвратить ошибки в работе, обеспечивая при этом эргономичность и удобство использования в течение длительного времени.
Он оснащен системой защиты от перегрузок. Электрический блок управления 24 В постоянного тока с функцией plug-and-play обеспечивает удобную установку, а прецизионная система вращения подшипников обеспечивает плавную работу и более длительный срок службы. Механическая функция самоблокировки и защищенная от ошибок конструкция обеспечивают безопасность людей и оборудования. Оффшорный кран разработан с учетом технических требований, чтобы предотвратить ошибки в работе, обеспечивая при этом эргономичность и удобство использования в течение длительного времени.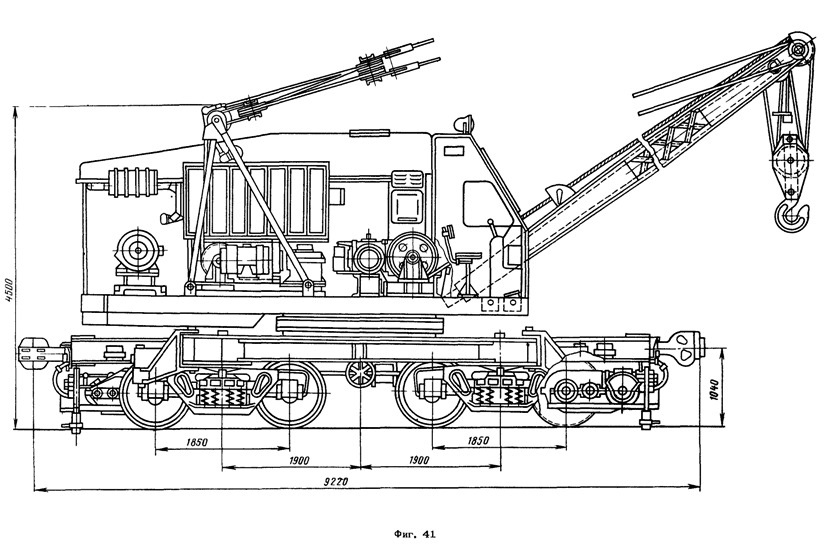

 Высококачественные компоненты и смазочные материалы сводят к минимуму количество сервисных работ, а продуманная конструкция сокращает общее время обслуживания.
Высококачественные компоненты и смазочные материалы сводят к минимуму количество сервисных работ, а продуманная конструкция сокращает общее время обслуживания. высота подъема
высота подъема 
 .
.
 с.)
с.) Дебют этих агрегатов припал на далекий 1961 год. С тех пор эти надежные сельскохозяйственные машины стали родоначальниками целого ряда техники, производимой Липецким тракторным заводом. Несмотря на то, что трактора Т 40 перестали выпускаться еще в 1995 году, сотни из них продолжают успешно эксплуатироваться на просторах нашей страны.
Дебют этих агрегатов припал на далекий 1961 год. С тех пор эти надежные сельскохозяйственные машины стали родоначальниками целого ряда техники, производимой Липецким тракторным заводом. Несмотря на то, что трактора Т 40 перестали выпускаться еще в 1995 году, сотни из них продолжают успешно эксплуатироваться на просторах нашей страны.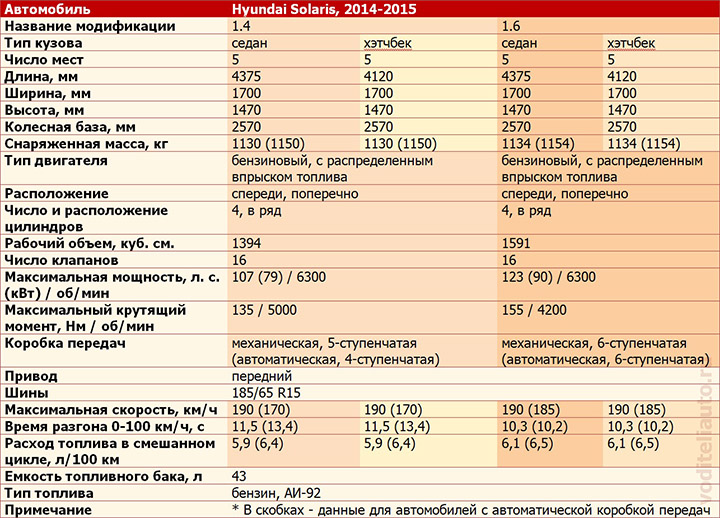 ;
; Двигатель, трансмиссия, сцепление и другие основные узлы легко поддаются ремонту. При необходимости, машину можно усовершенствовать, модернизировал отвал или заменив элементы для крепления лебедки. Все, что потребуется при ремонте и доработке агрегата своими руками – это внимательно изучить чертежи из техпаспорта трактора и приобрести или самостоятельно выточить подходящую деталь.
Двигатель, трансмиссия, сцепление и другие основные узлы легко поддаются ремонту. При необходимости, машину можно усовершенствовать, модернизировал отвал или заменив элементы для крепления лебедки. Все, что потребуется при ремонте и доработке агрегата своими руками – это внимательно изучить чертежи из техпаспорта трактора и приобрести или самостоятельно выточить подходящую деталь.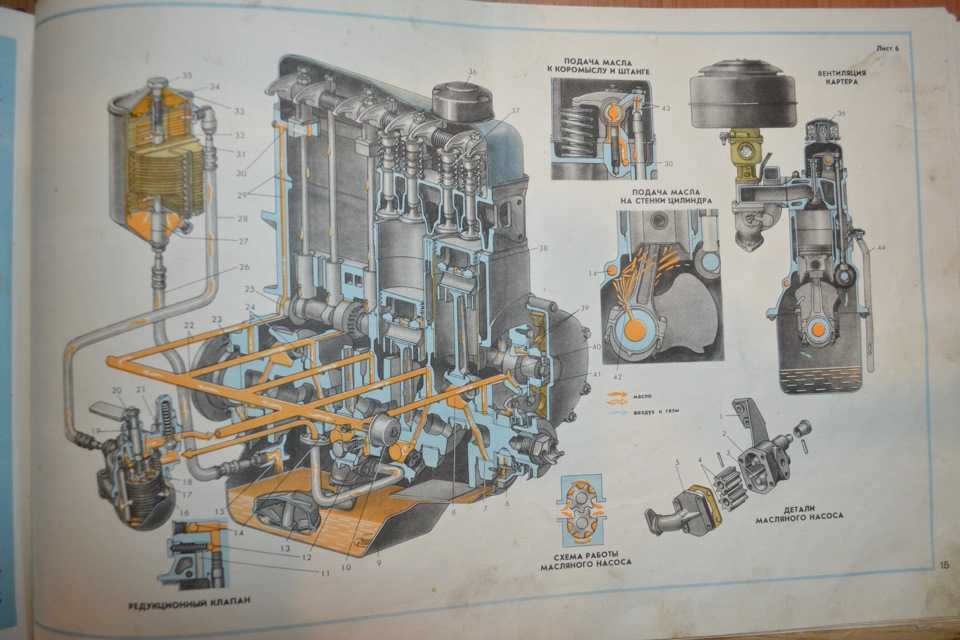 с. Модификации агрегатов, которые выпускались несколькими годами позже, оснащались двигателями Д-144, мощностью 50 л. с. с уменьшенным расходом топлива.
с. Модификации агрегатов, которые выпускались несколькими годами позже, оснащались двигателями Д-144, мощностью 50 л. с. с уменьшенным расходом топлива. В любом случае водителю требуется выполнить предварительную установку зажигания согласно схеме в инструкции по эксплуатации.
В любом случае водителю требуется выполнить предварительную установку зажигания согласно схеме в инструкции по эксплуатации. Вследствие также удалось достичь уменьшения массы механизма переключения передач.
Вследствие также удалось достичь уменьшения массы механизма переключения передач. Ось в передней части служит для смены направления движения посредством рулевого управления и проводки. Колеса заднего моста играют роль преобразователя крутящего момента, который передает двигатель в процессе движения агрегата.
Ось в передней части служит для смены направления движения посредством рулевого управления и проводки. Колеса заднего моста играют роль преобразователя крутящего момента, который передает двигатель в процессе движения агрегата. com/embed/wSv0ia3RBzU» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
com/embed/wSv0ia3RBzU» frameborder=»0″ allowfullscreen=»allowfullscreen»/> На валу рядом с рычагами находится кривошип, которые соединяется с гидравлическим цилиндром. Такая схема соединения позволяет сделать навеску более надежной и долговечной.
На валу рядом с рычагами находится кривошип, которые соединяется с гидравлическим цилиндром. Такая схема соединения позволяет сделать навеску более надежной и долговечной. Это дало возможность избавиться от проблем в случаях, если машина плохо заводится на холодную. Данная модель имела уменьшенный клиренс, что не позволяло использовать ее для работы на склонах;
Это дало возможность избавиться от проблем в случаях, если машина плохо заводится на холодную. Данная модель имела уменьшенный клиренс, что не позволяло использовать ее для работы на склонах; На него можно было устанавливать небольшую фрезу для обработки почвы, борону, плуг и другой инвентарь;
На него можно было устанавливать небольшую фрезу для обработки почвы, борону, плуг и другой инвентарь; Компания Napier внесла некоторые изменения в двигатели Jumo, но внутренние компоненты в основном остались без изменений. Jumo 204 был построен как Napier Culverin (E102), а Jumo 205 планировался как Napier Cutlass (E103). Калверин впервые был запущен 24 сентября 19 г.34, но двигатель не вызвал особого интереса и заказов. К 1936 году, после того как было изготовлено всего семь Culverin и ни одного Cutlass, Napier прекратил дальнейшие работы над дизельными авиационными двигателями с оппозитными поршнями. Компания English Electric приобрела Napier в ноябре 1942 года.
Компания Napier внесла некоторые изменения в двигатели Jumo, но внутренние компоненты в основном остались без изменений. Jumo 204 был построен как Napier Culverin (E102), а Jumo 205 планировался как Napier Cutlass (E103). Калверин впервые был запущен 24 сентября 19 г.34, но двигатель не вызвал особого интереса и заказов. К 1936 году, после того как было изготовлено всего семь Culverin и ни одного Cutlass, Napier прекратил дальнейшие работы над дизельными авиационными двигателями с оппозитными поршнями. Компания English Electric приобрела Napier в ноябре 1942 года. Одной из основных проблем было то, что на МТБ использовались бензиновые двигатели. Жидкий бензин легко воспламеняется, а пары бензина взрывоопасны. Безопасность МТБ повысится, если можно будет перейти на дизельные двигатели. Дизельное топливо не взрывоопасно и имеет гораздо более высокую температуру воспламенения, чем бензин. Однако в то время не было подходящих дизельных двигателей для МТБ.
Одной из основных проблем было то, что на МТБ использовались бензиновые двигатели. Жидкий бензин легко воспламеняется, а пары бензина взрывоопасны. Безопасность МТБ повысится, если можно будет перейти на дизельные двигатели. Дизельное топливо не взрывоопасно и имеет гораздо более высокую температуру воспламенения, чем бензин. Однако в то время не было подходящих дизельных двигателей для МТБ.
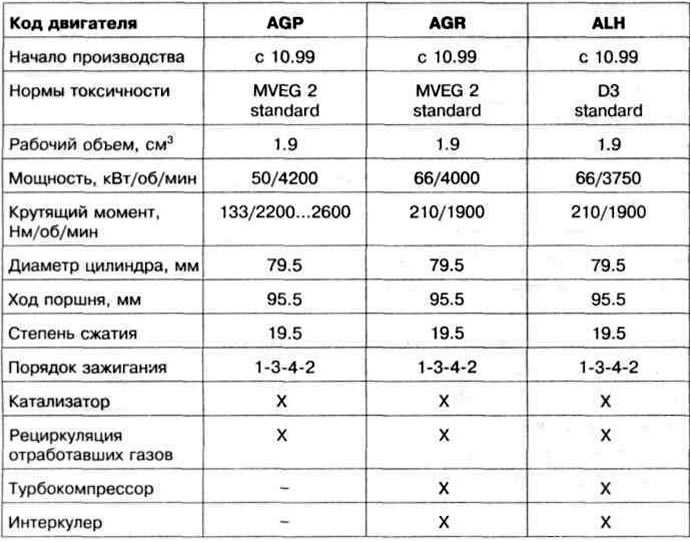 Треугольная конструкция привела к компактному двигателю с очень жесткой конструкцией.
Треугольная конструкция привела к компактному двигателю с очень жесткой конструкцией. Обратите внимание на свободное пространство между рядами цилиндров. Порты стадиона (овальные) ведут к воздушным камерам. Втулки, видимые в верхних картерах по углам треугольника, поддерживали валы, приводившие в движение нагнетатель. (Изображение Napier/NPHT/IMechE)
Обратите внимание на свободное пространство между рядами цилиндров. Порты стадиона (овальные) ведут к воздушным камерам. Втулки, видимые в верхних картерах по углам треугольника, поддерживали валы, приводившие в движение нагнетатель. (Изображение Napier/NPHT/IMechE) Выпускные отверстия были открыты (открыты) на 34,5 градуса раньше впускных. Оба набора портов были открыты (открыты) на 101,5 градуса, а впускные каналы были открыты (открыты) на 5,5 градусов после того, как выпускные каналы были закрыты (закрыты). Размещение впускных и выпускных отверстий на противоположных концах гильзы цилиндра позволило обеспечить прямоточную продувку цилиндра. Гильзы были запрессованы в ряды цилиндров и закреплены кольцевой гайкой со стороны впуска.
Выпускные отверстия были открыты (открыты) на 34,5 градуса раньше впускных. Оба набора портов были открыты (открыты) на 101,5 градуса, а впускные каналы были открыты (открыты) на 5,5 градусов после того, как выпускные каналы были закрыты (закрыты). Размещение впускных и выпускных отверстий на противоположных концах гильзы цилиндра позволило обеспечить прямоточную продувку цилиндра. Гильзы были запрессованы в ряды цилиндров и закреплены кольцевой гайкой со стороны впуска. Оппозитные поршни создавали степень сжатия 17,5:1 (некоторые источники говорят, что 15:1).
Оппозитные поршни создавали степень сжатия 17,5:1 (некоторые источники говорят, что 15:1). Нижний коленчатый вал вращался против часовой стрелки и был соединен с основным выходным валом через две промежуточные шестерни. Промежуточные шестерни можно было переставить, чтобы изменить направление вращения выходного вала. Каждый коленчатый вал поддерживался в своем картере семью коренными подшипниками, а крышка каждого коренного подшипника крепилась четырьмя шпильками и двумя поперечными болтами. Коленчатые валы были сфазированы таким образом, чтобы выпускной поршень в каждом цилиндре опережал впускной поршень на 20 градусов. Обратное вращение нижнего коленчатого вала и фазировка коленчатого вала были разработаны Гербертом Пенварденом из Инженерной лаборатории Адмиралтейства.
Нижний коленчатый вал вращался против часовой стрелки и был соединен с основным выходным валом через две промежуточные шестерни. Промежуточные шестерни можно было переставить, чтобы изменить направление вращения выходного вала. Каждый коленчатый вал поддерживался в своем картере семью коренными подшипниками, а крышка каждого коренного подшипника крепилась четырьмя шпильками и двумя поперечными болтами. Коленчатые валы были сфазированы таким образом, чтобы выпускной поршень в каждом цилиндре опережал впускной поршень на 20 градусов. Обратное вращение нижнего коленчатого вала и фазировка коленчатого вала были разработаны Гербертом Пенварденом из Инженерной лаборатории Адмиралтейства. Время работы насосов менялось в зависимости от оборотов двигателя. Два верхних коленчатых вала приводили в движение отдельные гибкие приводные валы нагнетателя (слабый нагнетатель). Карданные валы располагались в верхних внутренних углах треугольника двигателя. Они вели к противоположному концу двигателя и приводили в действие одноступенчатый двухсторонний центробежный нагнетатель. Рабочее колесо было 15,5 дюйма (394 мм) в диаметре и вращался со скоростью, в 5,72 раза превышающей скорость коленчатого вала, создавая наддув 7,8 фунтов на квадратный дюйм (0,53 бара). Сжатый воздух от нагнетателя подавался в камеру, которая проходила через каждый ряд цилиндров и окружала впускные отверстия в гильзе цилиндра. Выхлопные газы собирались через коллектор с водяным охлаждением, который крепился к внешней стороне каждого ряда цилиндров. Нижний коленчатый вал приводил в движение гибкий приводной вал, который приводил в действие два масляных и два водяных насоса двигателя.
Время работы насосов менялось в зависимости от оборотов двигателя. Два верхних коленчатых вала приводили в движение отдельные гибкие приводные валы нагнетателя (слабый нагнетатель). Карданные валы располагались в верхних внутренних углах треугольника двигателя. Они вели к противоположному концу двигателя и приводили в действие одноступенчатый двухсторонний центробежный нагнетатель. Рабочее колесо было 15,5 дюйма (394 мм) в диаметре и вращался со скоростью, в 5,72 раза превышающей скорость коленчатого вала, создавая наддув 7,8 фунтов на квадратный дюйм (0,53 бара). Сжатый воздух от нагнетателя подавался в камеру, которая проходила через каждый ряд цилиндров и окружала впускные отверстия в гильзе цилиндра. Выхлопные газы собирались через коллектор с водяным охлаждением, который крепился к внешней стороне каждого ряда цилиндров. Нижний коленчатый вал приводил в движение гибкий приводной вал, который приводил в действие два масляных и два водяных насоса двигателя. Слева направо: секция нагнетателя (в данном случае турбонагнетателя), секция двигателя D18, корпус фазирующего редуктора и двунаправленная коробка передач. Deltic был мощным дизельным двигателем для своего размера и веса. (изображение Napier/NPHT/IMechE)
Слева направо: секция нагнетателя (в данном случае турбонагнетателя), секция двигателя D18, корпус фазирующего редуктора и двунаправленная коробка передач. Deltic был мощным дизельным двигателем для своего размера и веса. (изображение Napier/NPHT/IMechE) Дюймов (4,9 л), а 18-цилиндровый двигатель — 5 384 куб. Дюймов (88,2 л). Чистый двигатель (без двунаправленной морской коробки передач) имел максимальную 15-минутную мощность 2730 л.с. (2036 кВт) при 2000 об/мин с удельным расходом топлива (sfc) 0,380 фунтов/л.с./ч (231 г/ч). кВт/ч). Непрерывная мощность Deltic составляла 2035 л.с. (1517 кВт) при 1700 об/мин с коэффициентом полезного действия 0,364 фунта/л.с./ч (221 г/кВт/ч). С двунаправленной коробкой передач двигатель производил 2500 л.с. (1864 кВт) при 2000 об/мин с коэффициентом удельного веса 0,415 фунта/л.с./ч (252 г/кВт/ч) и 1875 л.с. (1,398 кВт) при 1700 об/мин с коэффициентом полезного действия 0,395 фунта/л.с./ч (240 г/кВт/ч). Deltic D18 имел длину 105 дюймов (2,67 м), ширину 71,25 дюйма (1,81 м) и высоту 80 дюймов (2,03 м). Двунаправленная коробка передач добавила еще 36 дюймов (0,91 м). Двигатель весил 8 860 фунтов (4 018 кг) без двунаправленной коробки передач и 10 500 фунтов (4 763 кг) с ней.
Дюймов (4,9 л), а 18-цилиндровый двигатель — 5 384 куб. Дюймов (88,2 л). Чистый двигатель (без двунаправленной морской коробки передач) имел максимальную 15-минутную мощность 2730 л.с. (2036 кВт) при 2000 об/мин с удельным расходом топлива (sfc) 0,380 фунтов/л.с./ч (231 г/ч). кВт/ч). Непрерывная мощность Deltic составляла 2035 л.с. (1517 кВт) при 1700 об/мин с коэффициентом полезного действия 0,364 фунта/л.с./ч (221 г/кВт/ч). С двунаправленной коробкой передач двигатель производил 2500 л.с. (1864 кВт) при 2000 об/мин с коэффициентом удельного веса 0,415 фунта/л.с./ч (252 г/кВт/ч) и 1875 л.с. (1,398 кВт) при 1700 об/мин с коэффициентом полезного действия 0,395 фунта/л.с./ч (240 г/кВт/ч). Deltic D18 имел длину 105 дюймов (2,67 м), ширину 71,25 дюйма (1,81 м) и высоту 80 дюймов (2,03 м). Двунаправленная коробка передач добавила еще 36 дюймов (0,91 м). Двигатель весил 8 860 фунтов (4 018 кг) без двунаправленной коробки передач и 10 500 фунтов (4 763 кг) с ней. Испытания этих двигателей начались сразу после завершения строительства. Трехцилиндровый двигатель представлял собой всего один ряд двигателя Deltic, но он продемонстрировал работоспособность компонентов, используемых в треугольной компоновке.
Испытания этих двигателей начались сразу после завершения строительства. Трехцилиндровый двигатель представлял собой всего один ряд двигателя Deltic, но он продемонстрировал работоспособность компонентов, используемых в треугольной компоновке. Холостой ход двигателя составлял около 600 об / мин, а общий механический КПД Deltic продемонстрировал 85,5% при 2000 об / мин. В конце 1951 года два двигателя Deltic были установлены вместо трех двигателей Mercedes-Benz MB 501 V-20 на бывшей немецкой лодке E-boat S-212 (переименованной в Fast Patrol Boat P5212). К январю 1952 года было построено шесть двигателей Deltic D18, по первоначальному контракту. В 1953 были завершены типовые испытания Admiralty в течение 1000 часов, которые показали, что двигатель может работать 2000 часов между капитальными ремонтами.
Холостой ход двигателя составлял около 600 об / мин, а общий механический КПД Deltic продемонстрировал 85,5% при 2000 об / мин. В конце 1951 года два двигателя Deltic были установлены вместо трех двигателей Mercedes-Benz MB 501 V-20 на бывшей немецкой лодке E-boat S-212 (переименованной в Fast Patrol Boat P5212). К январю 1952 года было построено шесть двигателей Deltic D18, по первоначальному контракту. В 1953 были завершены типовые испытания Admiralty в течение 1000 часов, которые показали, что двигатель может работать 2000 часов между капитальными ремонтами.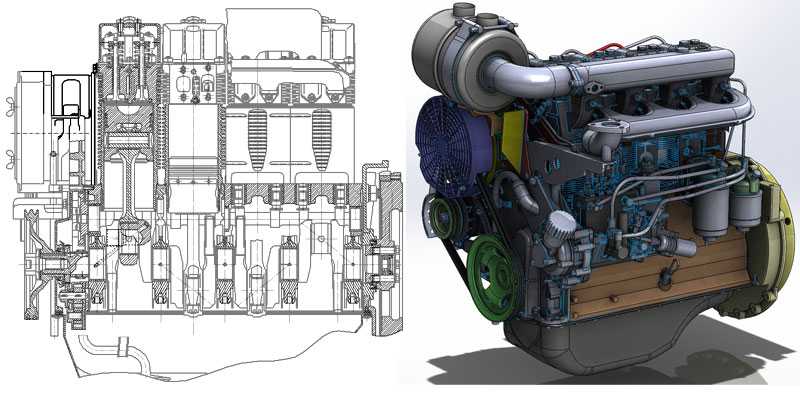 Napier также построил девятицилиндровую версию с тремя рядами по три цилиндра. Делтик 9(E159 / E165) имел объем 2692 куб. Дюйма (44,1 л) и имел односторонний центробежный нагнетатель, но в остальном имел ту же конструкцию, что и Deltic D18. Он запускал один цилиндр на каждые 40 градусов поворота коленчатого вала. Максимальная мощность Deltic 9 составляла 1250 л.с. (932 кВт) при 2000 об/мин для мощной версии и 950 л.с. (708 кВт) при 1500 об/мин для коммерческой версии. К концу 1955 года испытательные и серийные двигатели Deltic наработали более 20 000 часов.
Napier также построил девятицилиндровую версию с тремя рядами по три цилиндра. Делтик 9(E159 / E165) имел объем 2692 куб. Дюйма (44,1 л) и имел односторонний центробежный нагнетатель, но в остальном имел ту же конструкцию, что и Deltic D18. Он запускал один цилиндр на каждые 40 градусов поворота коленчатого вала. Максимальная мощность Deltic 9 составляла 1250 л.с. (932 кВт) при 2000 об/мин для мощной версии и 950 л.с. (708 кВт) при 1500 об/мин для коммерческой версии. К концу 1955 года испытательные и серийные двигатели Deltic наработали более 20 000 часов.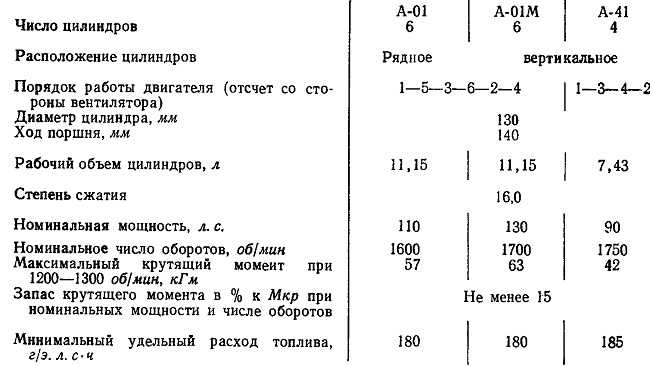 Серьезное развитие C18 произошло после того, как в 1955 году был отменен составной дизельный авиационный двигатель Napier Nomad II. Deltic C18 имел восьмиступенчатую (некоторые источники говорят, что 12-ступенчатую, то есть такое же количество ступеней, как и в Nomad II). осевой компрессор, расположенный внутри треугольника двигателя. Компрессор приводился в движение трехступенчатой турбиной, которая приводилась в действие выхлопными газами двигателя. Турбина располагалась в положении нормального нагнетателя на свободном конце двигателя. Новый корпус фазоинвертора был сконструирован с отверстием, которое позволяло воздуху поступать в центр треугольника двигателя и служило впускным отверстием для компрессора. Deltic C18 производил 5 500 л.с. (4 101 кВт) при 2 000 об/мин. Двигатель был 124 дюйма (3,15 м) в длину, 65 дюймов (1,65 м) в ширину и 77 дюймов (1,9 дюйма).6 м) высотой. C18 весил примерно 10 700 фунтов (4853 кг). Двигатель был испытан в 1957 году, но был построен только один опытный С18.
Серьезное развитие C18 произошло после того, как в 1955 году был отменен составной дизельный авиационный двигатель Napier Nomad II. Deltic C18 имел восьмиступенчатую (некоторые источники говорят, что 12-ступенчатую, то есть такое же количество ступеней, как и в Nomad II). осевой компрессор, расположенный внутри треугольника двигателя. Компрессор приводился в движение трехступенчатой турбиной, которая приводилась в действие выхлопными газами двигателя. Турбина располагалась в положении нормального нагнетателя на свободном конце двигателя. Новый корпус фазоинвертора был сконструирован с отверстием, которое позволяло воздуху поступать в центр треугольника двигателя и служило впускным отверстием для компрессора. Deltic C18 производил 5 500 л.с. (4 101 кВт) при 2 000 об/мин. Двигатель был 124 дюйма (3,15 м) в длину, 65 дюймов (1,65 м) в ширину и 77 дюймов (1,9 дюйма).6 м) высотой. C18 весил примерно 10 700 фунтов (4853 кг). Двигатель был испытан в 1957 году, но был построен только один опытный С18. Во время испытаний мощности двигатель намеренно выходил за пределы своих возможностей, пока не вышел из строя шатун на мощности 5600 л.с. (4176 кВт). Шток прошел через картер, но повреждение так и не было устранено из-за повышенного внимания ВМФ к газотурбинным двигателям.
Во время испытаний мощности двигатель намеренно выходил за пределы своих возможностей, пока не вышел из строя шатун на мощности 5600 л.с. (4176 кВт). Шток прошел через картер, но повреждение так и не было устранено из-за повышенного внимания ВМФ к газотурбинным двигателям. Поршень был переработан и состоял из трех частей: головка из Hidural 5 (медный сплав), которая навинчивалась на алюминиевую юбку, образуя внешний корпус, и внутренний элемент из Y-сплава (никель-алюминиевый сплав), который удерживал запястье. К юбке поршня добавлено третье маслосъемное кольцо. Степень сжатия увеличена до 17,9.до 1, а в двигателе использовалась одна топливная форсунка на цилиндр. Deltic T18 имел мощность 3100 л.с. (2312 кВт) при 2100 об/мин и 2400 л.с. (1641 кВт) при 1800 об/мин. SFC составлял 0,414 фунта/л.с./ч (252 г/кВт/ч) и 0,404 фунта/л.с./ч (246 г/кВт/ч) соответственно. Двигатель был 118 дюймов (3,00 м) в длину, 75 дюймов (1,91 м) в ширину и 84 дюйма (2,13 м) в высоту. T18 весил около 13 630 фунтов (6 183 кг) с двунаправленной коробкой передач и 11 050 фунтов (5 012 кг) без нее. Девятицилиндровый двигатель Deltic T9 с турбонаддувом (E172/E198) производил 1100 л.с. (820 кВт) при 1600 об/мин.
Поршень был переработан и состоял из трех частей: головка из Hidural 5 (медный сплав), которая навинчивалась на алюминиевую юбку, образуя внешний корпус, и внутренний элемент из Y-сплава (никель-алюминиевый сплав), который удерживал запястье. К юбке поршня добавлено третье маслосъемное кольцо. Степень сжатия увеличена до 17,9.до 1, а в двигателе использовалась одна топливная форсунка на цилиндр. Deltic T18 имел мощность 3100 л.с. (2312 кВт) при 2100 об/мин и 2400 л.с. (1641 кВт) при 1800 об/мин. SFC составлял 0,414 фунта/л.с./ч (252 г/кВт/ч) и 0,404 фунта/л.с./ч (246 г/кВт/ч) соответственно. Двигатель был 118 дюймов (3,00 м) в длину, 75 дюймов (1,91 м) в ширину и 84 дюйма (2,13 м) в высоту. T18 весил около 13 630 фунтов (6 183 кг) с двунаправленной коробкой передач и 11 050 фунтов (5 012 кг) без нее. Девятицилиндровый двигатель Deltic T9 с турбонаддувом (E172/E198) производил 1100 л.с. (820 кВт) при 1600 об/мин. (2312 кВт) наиболее широко использовался в моторных торпедных катерах. Обратите внимание на выпускные коллекторы, ведущие к турбине с большим впускным отверстием в задней части двигателя. Виден короткий канал, соединяющий нагнетатель с верхним рядом цилиндров. (Изображение Napier/NPHT/IMechE)
(2312 кВт) наиболее широко использовался в моторных торпедных катерах. Обратите внимание на выпускные коллекторы, ведущие к турбине с большим впускным отверстием в задней части двигателя. Виден короткий канал, соединяющий нагнетатель с верхним рядом цилиндров. (Изображение Napier/NPHT/IMechE) Поршни снова были переработаны: головка из Hidural 5 (медный сплав) крепилась болтами к алюминиевой юбке. Для Deltic CT18 мощность увеличилась до 3700 л.с. (2759 кВт) при 2100 об/мин с удельным весом 0,403 фунта/л.с./ч (245 г/кВт/ч) и 2750 л.с. (2051 кВт) при 1800 об/мин при коэффициенте удельного веса 0,395 фунта/л.с./ч (240 г/кВт/ч). К 1968 году дальнейшие разработки позволили увеличить мощность до 4000 л.с. (2983 кВт) при 2100 об/мин с коэффициентом удельного веса 0,401 фунта/л.с./ч (244 г/кВт/ч) и 3000 л.с. (2237 кВт) при 1800 об/мин с sfc .399 фунтов/л.с./ч (243 г/кВт/ч). CT18 весил 15 382 фунта (6 977 кг) с двунаправленной коробкой передач.
Поршни снова были переработаны: головка из Hidural 5 (медный сплав) крепилась болтами к алюминиевой юбке. Для Deltic CT18 мощность увеличилась до 3700 л.с. (2759 кВт) при 2100 об/мин с удельным весом 0,403 фунта/л.с./ч (245 г/кВт/ч) и 2750 л.с. (2051 кВт) при 1800 об/мин при коэффициенте удельного веса 0,395 фунта/л.с./ч (240 г/кВт/ч). К 1968 году дальнейшие разработки позволили увеличить мощность до 4000 л.с. (2983 кВт) при 2100 об/мин с коэффициентом удельного веса 0,401 фунта/л.с./ч (244 г/кВт/ч) и 3000 л.с. (2237 кВт) при 1800 об/мин с sfc .399 фунтов/л.с./ч (243 г/кВт/ч). CT18 весил 15 382 фунта (6 977 кг) с двунаправленной коробкой передач. В 1975 году GEC преобразовала Paxman Engine Division в Paxman Diesels Limited. Paxman продолжал поддерживать двигатели Deltic, развивая мощность CT18 до 4140 л.с. (3087 кВт) за 19 лет.78 и переделка Deltic 9 с механическим выдуванием для производства D9-59K (E280) в начале 1980-х. Д9-59К был построен почти полностью из цветных (немагнитных) деталей для тральщика. В 2000 году MAN приобрела то, что раньше было Paxman, а Rolls-Royce получила контракт на поддержку двигателей Deltic в 2001 году. Контракт действовал до 2012 года, но неясно, был ли контракт продлен после этого года.
В 1975 году GEC преобразовала Paxman Engine Division в Paxman Diesels Limited. Paxman продолжал поддерживать двигатели Deltic, развивая мощность CT18 до 4140 л.с. (3087 кВт) за 19 лет.78 и переделка Deltic 9 с механическим выдуванием для производства D9-59K (E280) в начале 1980-х. Д9-59К был построен почти полностью из цветных (немагнитных) деталей для тральщика. В 2000 году MAN приобрела то, что раньше было Paxman, а Rolls-Royce получила контракт на поддержку двигателей Deltic в 2001 году. Контракт действовал до 2012 года, но неясно, был ли контракт продлен после этого года. с. (2312 кВт) приводили в движение каждый быстроходный патрульный катер класса Nasty / Tjeld (всего построено 49), которые были спроектированы в 1959 году и введены в эксплуатацию в 1960 году. Эти катера служили в военно-морских силах. Норвегии, США, Греции, Германии и Турции. Лодки имели максимальную скорость 52 мили в час (83 км / ч), а некоторые находились в эксплуатации до 1990-х годов. Двигатели Deltic приводили в действие тральщики класса «Тон» (построено более 100), а также генераторы импульсов для других тральщиков. Deltics все еще устанавливались на новые военные лодки в течение 19-го века.80-х годов, с тральщиками класса Hunt с двигателем Deltic T9 мощностью 1180 л.с. (880 кВт) (построено 13) все еще в эксплуатации. Несколько коммерческих судов также были оснащены двигателями Deltic — самой большой установкой были четыре двигателя мощностью 1850 л.с. (1380 кВт) для рудовоза Bahama King длиной 513,5 футов (156,5 м) в 1958 году. кВт) Двигатели Deltic D18-12 (E158) использовались в прототипе дизель-электровоза English Electric DP1.
с. (2312 кВт) приводили в движение каждый быстроходный патрульный катер класса Nasty / Tjeld (всего построено 49), которые были спроектированы в 1959 году и введены в эксплуатацию в 1960 году. Эти катера служили в военно-морских силах. Норвегии, США, Греции, Германии и Турции. Лодки имели максимальную скорость 52 мили в час (83 км / ч), а некоторые находились в эксплуатации до 1990-х годов. Двигатели Deltic приводили в действие тральщики класса «Тон» (построено более 100), а также генераторы импульсов для других тральщиков. Deltics все еще устанавливались на новые военные лодки в течение 19-го века.80-х годов, с тральщиками класса Hunt с двигателем Deltic T9 мощностью 1180 л.с. (880 кВт) (построено 13) все еще в эксплуатации. Несколько коммерческих судов также были оснащены двигателями Deltic — самой большой установкой были четыре двигателя мощностью 1850 л.с. (1380 кВт) для рудовоза Bahama King длиной 513,5 футов (156,5 м) в 1958 году. кВт) Двигатели Deltic D18-12 (E158) использовались в прототипе дизель-электровоза English Electric DP1. Двигатели приводили в действие шесть тяговых двигателей English Electric EE829-1A, которые давали локомотиву тяговое усилие 50 000 фунтов силы (222,4 кН). DP1 оказался успешным, в результате чего было выпущено 22 локомотива British Rail Class 55 с двигателями Deltic D18-25 (E169).) двигателей, построенных в начале 1960-х годов. Эти локомотивы, получившие название Deltics, могли развивать скорость более 110 миль в час (177 км / ч) и находились в эксплуатации до начала 1980-х годов. Один двигатель Deltic T9-29 (E172) мощностью 1100 л.с. (919 кВт) использовался в каждом из меньших локомотивов British Rail Class 23, известных как Baby Deltics. Двигатель приводил в действие четыре тяговых двигателя English Electric, которые давали локомотиву 47 000 фунтов силы (209,1 кН) тягового усилия. Baby Deltics поступили на вооружение в 1959 году, но они не имели такого успеха, как их более крупные аналоги, из-за более коротких пробегов и частых остановок. Все Baby Deltics были выведены из эксплуатации к 1971.
Двигатели приводили в действие шесть тяговых двигателей English Electric EE829-1A, которые давали локомотиву тяговое усилие 50 000 фунтов силы (222,4 кН). DP1 оказался успешным, в результате чего было выпущено 22 локомотива British Rail Class 55 с двигателями Deltic D18-25 (E169).) двигателей, построенных в начале 1960-х годов. Эти локомотивы, получившие название Deltics, могли развивать скорость более 110 миль в час (177 км / ч) и находились в эксплуатации до начала 1980-х годов. Один двигатель Deltic T9-29 (E172) мощностью 1100 л.с. (919 кВт) использовался в каждом из меньших локомотивов British Rail Class 23, известных как Baby Deltics. Двигатель приводил в действие четыре тяговых двигателя English Electric, которые давали локомотиву 47 000 фунтов силы (209,1 кН) тягового усилия. Baby Deltics поступили на вооружение в 1959 году, но они не имели такого успеха, как их более крупные аналоги, из-за более коротких пробегов и частых остановок. Все Baby Deltics были выведены из эксплуатации к 1971.
 Другие двигатели находятся в различных музеях, а некоторые находятся в частной собственности.
Другие двигатели находятся в различных музеях, а некоторые находятся в частной собственности. )
) 
 Скалы и дюны в стороне, установка этого XXL F-150 на узкой дороге или на парковке вполне может стать самым большим препятствием для Raptor.
Скалы и дюны в стороне, установка этого XXL F-150 на узкой дороге или на парковке вполне может стать самым большим препятствием для Raptor. В стандартную комплектацию Raptor R входят акценты из углеродного волокна по всему салону и обивка из черной кожи и микрозамши передних сидений Recaro.
В стандартную комплектацию Raptor R входят акценты из углеродного волокна по всему салону и обивка из черной кожи и микрозамши передних сидений Recaro. Великолепный вой этого V-8 с наддувом — изюминка на торте.
Великолепный вой этого V-8 с наддувом — изюминка на торте. 9Версия 0119, которую мы тестировали. Модель продемонстрировала невероятную тягу и плавность хода грузовика даже на самой сложной местности. Наряду с другими улучшениями шасси, набором 17-дюймовых колесных дисков и стандартным набором 35-дюймовых шин, Raptor также доступен с комплектом 37-дюймовых вездеходных шин BFGoodrich для улучшения углов въезда, выезда и отрыва. а также дорожный просвет, который увеличивается с 12,0 до 13,1 дюйма. В стандартную комплектацию Raptor R входят 37-дюймовые шины BFGoodrich All-Terrain T/A K02.
9Версия 0119, которую мы тестировали. Модель продемонстрировала невероятную тягу и плавность хода грузовика даже на самой сложной местности. Наряду с другими улучшениями шасси, набором 17-дюймовых колесных дисков и стандартным набором 35-дюймовых шин, Raptor также доступен с комплектом 37-дюймовых вездеходных шин BFGoodrich для улучшения углов въезда, выезда и отрыва. а также дорожный просвет, который увеличивается с 12,0 до 13,1 дюйма. В стандартную комплектацию Raptor R входят 37-дюймовые шины BFGoodrich All-Terrain T/A K02. Его максимальная полезная нагрузка и тяговое усилие увеличиваются на 200 фунтов до 1400 и 8200 фунтов соответственно.
Его максимальная полезная нагрузка и тяговое усилие увеличиваются на 200 фунтов до 1400 и 8200 фунтов соответственно. Высокопроизводительная версия стандартно поставляется с 12,0-дюймовым цифровым приборным блоком и может похвастаться большим внутренним пространством для хранения вещей, а также, по словам Форда, более приятными материалами. На новом рулевом колесе нанесен логотип с лазерной гравировкой, а на отметке «12 часов» теперь есть оранжевая метка в стиле гоночного автомобиля; видные алюминиевые подрулевые лепестки все еще прячутся за спицами. Наряду со стандартной алюминиевой внутренней отделкой, Raptor доступен с дополнительными элементами интерьера из углеродного волокна и более агрессивными передними ковшами Recaro. Высоколетящий пикап больше не будет предлагаться с удлиненной кабиной (также известной как SuperCab). По крайней мере, версия кабины экипажа SuperCrew предлагает больше места на заднем сиденье. Он сочетается с 5,5-футовым грузовым ящиком.
Высокопроизводительная версия стандартно поставляется с 12,0-дюймовым цифровым приборным блоком и может похвастаться большим внутренним пространством для хранения вещей, а также, по словам Форда, более приятными материалами. На новом рулевом колесе нанесен логотип с лазерной гравировкой, а на отметке «12 часов» теперь есть оранжевая метка в стиле гоночного автомобиля; видные алюминиевые подрулевые лепестки все еще прячутся за спицами. Наряду со стандартной алюминиевой внутренней отделкой, Raptor доступен с дополнительными элементами интерьера из углеродного волокна и более агрессивными передними ковшами Recaro. Высоколетящий пикап больше не будет предлагаться с удлиненной кабиной (также известной как SuperCab). По крайней мере, версия кабины экипажа SuperCrew предлагает больше места на заднем сиденье. Он сочетается с 5,5-футовым грузовым ящиком. Наряду с возможностью взаимодействовать с Amazon Alexa и получать беспроводные обновления, он поддерживает беспроводную связь Apple CarPlay и Android Auto. Мы также ценим то, что Ford включил физические регуляторы громкости и настройки в дополнение к элементам управления на рулевом колесе и голосовым командам. Те, кто хочет улучшить качество звука, могут выбрать звуковую систему B&O с 18 динамиками. Raptor также может быть оснащен полезным мобильным генератором мощностью 2,0 кВт, который установлен в грузовой платформе и может работать с электроинструментами и другим оборудованием.
Наряду с возможностью взаимодействовать с Amazon Alexa и получать беспроводные обновления, он поддерживает беспроводную связь Apple CarPlay и Android Auto. Мы также ценим то, что Ford включил физические регуляторы громкости и настройки в дополнение к элементам управления на рулевом колесе и голосовым командам. Те, кто хочет улучшить качество звука, могут выбрать звуковую систему B&O с 18 динамиками. Raptor также может быть оснащен полезным мобильным генератором мощностью 2,0 кВт, который установлен в грузовой платформе и может работать с электроинструментами и другим оборудованием. Точно так же у него будут вспомогательные средства, которые облегчат преодоление трассы, в том числе то, что Ford называет Trail Control и Trail 1-Pedal Drive. Оба являются стандартными и действуют как низкоскоростной круиз-контроль для сложных внедорожных ситуаций.
Точно так же у него будут вспомогательные средства, которые облегчат преодоление трассы, в том числе то, что Ford называет Trail Control и Trail 1-Pedal Drive. Оба являются стандартными и действуют как низкоскоростной круиз-контроль для сложных внедорожных ситуаций.
 с. при 5850 об/мин
с. при 5850 об/мин  США/112 125 долл. США
США/112 125 долл. США