 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Ремонт блока цилиндров двигателя: что нужно знать. Ремонт блока цилиндров двигателя
Восстановление блока цилиндров двигателя: дефектовка и ремонт

Как известно, блок цилиндров двигателя является основой любого ДВС. Фактически, блок представляет собой объемную деталь, внутри которой размещаются различные узлы и механизмы (поршни и кольца, а также гильзы ЦПГ, коленчатый вал, шатуны КШМ и т.д.).
Также на блок цилиндров через прокладку устанавливается головка блока цилиндров, которая является «продолжением» блока. В ГБЦ находится ГРМ. При этом как узлы внутри блока, так и в ГБЦ подвергаются значительным механическим и температурным нагрузкам во время работы двигателя.Не удивительно, что повреждения блока цилиндров не только нарушат работоспособность, но и выведут из строя силовой агрегат. По этой причине восстановление блока и его ремонт должен быть выполнен качественно и своевременно.
Читайте в этой статье
Основные дефекты и неисправности блока цилиндров двигателя

Начнем с того, что существует два вида блоков цилиндров:
- чугунные БЦ;
- блоки из алюминиевых сплавов;
Как правило, блоки из чугуна дополнительно упрочнены при помощи графита, а облегченные изделия из алюминия делают гильзованными (в блок вставляется гильза из чугуна). Также существуют алюминиевые блоки цилиндров без гильз. В состав сплава включен кремний, который значительно упрочняет блок.
Что касается гильзованных блоков, гильзы бывают «мокрыми» и «сухими». В первом случае охлаждающая жидкость напрямую контактирует с гильзой, тогда как во втором гильза плотно запрессована в тело блока во время изготовления.
Так или иначе, каждое решение имеет свои плюсы и минусы, а также в процессе эксплуатации возникают различные повреждения и дефекты блока цилиндров или дефекты гильз блока (в зависимости от типа БЦ).
Ремонт блока цилиндров необходимо начинать с установления причины неисправностей и дефектовки. Зачастую основной проблемой на моторах с большим пробегом является износ поверхности цилиндра или гильзы. На поверхности (зеркале) цилиндра появляются задиры, могут образоваться трещины, раковины и т.д.
Также нередко возникает износ цилиндров по направлению оси коленвала. Как правило, к повреждениям цилиндров на «свежем» моторе приводит перегрев двигателя или гидроудар, а также снижение уровня или значительная потеря свойств моторного масла.
Реже причиной дефектов блока становится неожиданное разрушение поршневых колец и другие непредвиденные поломки. Еще добавим, что в БЦ часто происходит деформация постели подшипников коленвала и т.п.
- Что касается износа поверхностей цилиндров, в этом случае такой износ зачастую является «естественным», то есть становится результатом эксплуатации двигателя в нормальных рабочих режимах. Сам ремонт цилиндров в этом случае зачастую предполагает расточку и хонингование цилиндра (нанесение хона). Это позволяет убрать эллипсность цилиндра, удалить царапины и задиры на зеркале.
- Более сложным случаем можно считать обрыв шатуна, так как повреждения обычно более серьезные. Также причиной возникновения дефектов блока является и обрыв клапана, разрушение седла клапана и т.д. Результат — задиры на поверхности цилиндра и другие повреждения. Также в списке частых неисправностей следует выделить трещины блока или гильзы.
- Еще добавим, что существуют так называемые «скрытые» проблемы, то есть определить дефекты визуально в рамках поверхностного осмотра может быть затруднительно. При этом неквалифицированный ремонт, который ограничен банальной заменой изношенных частей, все равно приведет к тому, что двигатель потребуется разбирать повторно через несколько сотен или тыс. километров пробега.
К указанным «скрытым» дефектам, прежде всего, следует отнести деформацию блока цилиндров. Зачастую такая деформация является следствием нарушения технологии в процессе изготовления блока. Простыми словами, если в блоке не снять внутреннее напряжение, возникнет деформация.
Кстати, данная проблема больше присуща блокам из чугуна. Также к деформации блока (как чугунного, так и алюминиевого) может привести перегрев двигателя или его неравномерный нагрев во время эксплуатации.
Восстановление цилиндров двигателя

Итак, ремонт блока цилиндров и восстановление самих цилиндров предполагает:
Для многих двигателей растачивание цилиндров является обязательной процедурой в рамках капитального ремонта мотора. Для выполнения процедуры используется специальный станок для расточки цилиндров двигателей. Под самой расточкой блока следует понимать обработку внутренней поверхности.
Такая обработка фактически представляет собой снятие слоя металла для выравнивания неровностей, удаления задиров, сглаживания раковин и т.д. Главная задача обработки заключается в том, чтобы придать цилиндрам нормальную форму (цилиндрическую).
Следующим шагом после расточки является хонингование. Нанесение хона на внутренние поверхности цилиндров выполняется абразивным мелкозернистым материалом (хонинговальный брус на хонинговальной головке). Сама хонинговальная головка крепится в шпинделе хонинговального станка. Такой станок позволяет реализовать вращательные и возвратно-поступательные движения.Еще ремонт блока цилиндров может предполагать гильзовку или перегильзовку. В первом случае следует понимать установку гильз, хотя заводская конструкция изначально этого не предполагает. Во втором изношенную гильзу извлекают из блока, после чего устанавливают ремонтную новую.
Как правило, гильзовка блока может быть выполнена двумя способами, когда гильзу охлаждают жидким азотом или же осуществляется нагрев ответной детали. В первом случае охлажденная гильза уменьшается в размере и с легкостью ставится (запрессовывается) на посадочное место. Второй способ предполагает нагрев. Оба метода запрессовки гильз позволяет добиться нужного натяга.
Напоследок отметим, что также в рамках восстановления блока может потребоваться выполнить ремонт постели подшипников коленчатого вала. Также в некоторых случаях возникает необходимость устранить деформацию блока. Для этого используется метод искусственного старения, когда блок нагревают до определенной температуры, после чего производится обработка различных участков.
 Рекомендуем также прочитать статью о том, что такое гильзовка блока цилиндров. Из этой статьи вы узнаете о том, для чего выполняется данная процедура, а также когда возникает необходимость загильзовать двигатель, который изначально не рассчитан на установку гильз в блоке цилиндров.
Рекомендуем также прочитать статью о том, что такое гильзовка блока цилиндров. Из этой статьи вы узнаете о том, для чего выполняется данная процедура, а также когда возникает необходимость загильзовать двигатель, который изначально не рассчитан на установку гильз в блоке цилиндров. Что в итоге
Как видно, существует достаточно много неисправностей самого блока цилиндров. Некоторые можно считать мелкими (например, если болт обломался в блоке и т.п.), тогда как другие являются достаточно серьезными (например, износ стенок цилиндра, трещины и т.д.)
При этом важно понимать, что в каждом случае технология ремонта блока цилиндров может отличаться. Также сложность ремонта блока двигателя напрямую будет зависеть от самой проблемы, от общего состояние поврежденной детали, от особенностей конструкции и т.д.
На практике это означает, что в одних случаях можно выполнить восстановление блока цилиндров своими руками даже в условиях гаража, тогда как в других потребуется обязательное наличие спецоборудования (станки для расточки блока, хонингования, шлифовки). Также очень важным аспектом является опыт и квалификация самого мастера.
С учетом вышесказанного становится понятно, что доверять выполнение подобных работ следует только опытным специалистам, а сам двигатель оптимально ремонтировать на таких СТО, где реализована возможность производить все необходимые операции прямо на месте. Прежде всего, это позволит сократить сроки ремонта, а также зачастую может служить гарантией качества.
Читайте также
krutimotor.ru
Ремонт блока цилиндров двигателя своими руками » АвтоНоватор
Блок цилиндров является основной деталью двигателя. В нем и на нём находится и крепиться именно то, что мы называем двигателем. Традиционно блок цилиндров изготавливался из чугуна, теперь все чаще стали применять алюминий.
Что будем ремонтировать в блоке цилиндров?
Технология ремонта блока цилиндров, в основе своей, требует применения специализированных станков для расточки или хотингования. Хотя, в некоторых случаях, осуществляя ремонт блока цилиндров двигателя своими руками, можно применять и ручную хотинговальную головку для электродрели.

Ремонт головки блока цилиндров, или замену прокладки ГБЦ, частично тоже можно отнести к ремонту блока цилиндров. Но, речь пойдёт конкретно именно о ремонте блока цилиндров.
Как квалифицированные профессионалы, мы прекрасно понимаем, что прежде, чем браться за молоток, нужно разобраться по какой детали стучать будем. То есть речь идет о традиционных неисправностях, при которых ремонт блока цилиндров просто необходим.
Износ поверхностей цилиндров. Это основной, но не единственный дефект. Ремонт цилиндров, как правило, сводится к расточке и хотингованию цилиндра. Таким образом, убирается эллипсность, возникающая от особенностей работы поршней, удаляются царапины и задиры поверхности цилиндров.

Сильный износ цилиндра может происходить из-за большого осевого зазора в упорном подшипнике коленвала. Самым частым считается «естественный» износ поверхности цилиндра. Он происходит в итоге длительной эксплуатации в нормальном режиме. Проявляется в верхней части цилиндра в зоне ВМТ (верхней мертвой точки) в момент прихода в нее поршня.
Обрыв шатуна. Как правило, обрыв шатуна и следующие за ним сколы и пробоины нижней части цилиндра происходят из-за перегрева шатунного подшипника. Это результат недостаточной смазки подшипника.
Обрыв клапана или разрушение седла приводят к тому, что происходит повреждение в верхней части цилиндра. В этом случае на поверхности цилиндра появляются задиры или забои.

Трещины в гильзе. Этот дефект встречается редко, но он имеет место быть. Причиной этой трещины может послужить чрезмерная или неправильная затяжка болтов ГБЦ.
Зачастую задиры поверхности цилиндра являются прямым следствием перегрева двигателя. Во всех перечисленных случаях требуется ремонт цилиндров. Мероприятие не из быстрых, и недешёвых. Перечисленные дефекты и неисправности, требующие проводить ремонт блока цилиндров, относятся к числу явных.
Какие неисправности блока цилиндров не видны сразу
Их не видно, но они есть. Не знать об этих неисправностях, означает, что ремонт блока цилиндров двигателя, может перерости в неприятную эпопею. Когда после ремонта блока цилиндров, через десяток тысяч километров, двигатель опять выходит из строя.
Деформация блока. Это может произойти из-за нарушения технологии изготовления блока, когда не было снято внутреннее напряжение. Особенно это относится к чугунным блокам. Для этого существует такая технология ремонта блока цилиндров, как искусственное старение. Нагрев блока в определенной температуре и затем механическая обработка: фрезеровка плоскостей, расточка цилиндров и постели коленвала.

Ещё одна причина деформации самого блока цилиндров – неравномерность его нагрева во время эксплуатации.
Ремонт постели подшипников коленвала. Он требуется как из-за естественной деформации, так и из-за перегрева или недостатка смазки коренных подшипников.

На фоне перечисленных неисправностей, срыв шпильки или резьбы болта крепления ГБЦ – мелочь для механика. В этом случае растачивается отверстие и нарезается резьба.

Из перечня всех возможных неисправностей блока цилиндров, можно сделать вывод, что технология ремонта блока цилиндров двигателя в каждом случае может быть разной. Ремонт блока цилиндров своими руками в полном объёме вам вряд ли удастся выполнить на 100% в условиях гаража, так как определенные операции требуют специального оборудования.
Удачи вам в проведении ремонта блока цилиндров своими руками.
Оцените статью: Поделитесь с друзьями!carnovato.ru
Ремонт блока цилиндров и головки блока цилиндров двигателя

Здравствуйте, уважаемые автолюбители! Когда речь идёт об устройстве автомобиля, и при этом говорят, что та или иная деталь, узел или механизм, являются самыми главными, возникает естественный вопрос.
А сможет ли функционировать авто, без неглавных деталей? Наверное, всё же нет главных и неглавных деталей в автомобиле. Каждая выполняет свою функцию, и каждая необходима, коль скоро она есть в конструкции.
Давайте рассмотрим одну из основных частей двигателя – блок цилиндров. Блок цилиндров играет роль корпуса и основы всего двигателя автомобиля. Выполненный в виде цельнолитой детали из чугуна или алюминия, блок цилиндров – это то, в «чём» и на «чём» размещены все составляющие системы, узлы и детали двигателя авто.
Устройство блока цилиндров
 Ремонт блока цилиндров — видео
Ремонт блока цилиндров — видео Сверху на блок цилиндров крепится головка блока цилиндров, а его нижняя часть является частью картера двигателя.
Внутри блок цилиндров представляет собой основу (место) для размещения коленвала, цилиндров блока в различном исполнении: либо как части блока, либо как сменными втулками (гильзы).
Корпус блока цилиндров – это проводник для таких важных систем двигателя, как система смазки, система охлаждения. Функциональность этих систем происходит при помощи каналов и технологических отверстий, по которым, в нужном направлении перемещаются, и выполняют свои функции: моторное масло и охлаждающая жидкость.
Как и всё в этом бренном мире, блок цилиндров и его системы, так же выходит из строя и ломается. Ремонт блока цилиндров требуется в случае выхода из строя одной из его составляющих.
Ремонт блока цилиндров двигателя выполняется в соответствии со своими технологическими картами. И отличает ремонт блока от, например, ремонта подвески автомобиля, лишь временная разница выхода из строя тех или иных деталей.


Для каких деталей нужен ремонт в блоке цилиндров
Если вы сейчас ожидаете увидеть полный перечень неисправностей, которые могут произойти с блоком цилиндров и его внутренностями, то этого не будет. Для того, чтобы перечислить все мыслимые поломки, которым требуется ремонт, не хватит одной книги.
Постараемся акцентировать ваше внимание на наиболее характерных неисправностях крупных узлов и деталей. Их не так уж и много, но все эти неисправности требуют большой и кропотливой работы по ремонту блока цилиндров.
В принципе, каждая технологическая операция по ремонту тесно связана с другой. Порой ремонт головки блока цилиндров, тянет за собой перегильзовку или хонингование, замену распредвала и т.д.
- ремонт чугунных блоков цилиндров. В этом случае вы должны понимать, что ремонт своими руками вряд ли удастся выполнить, если только вы не профессиональный сварщик. Причины появления трещин в корпусе блока цилиндров разные: от перегрева двигателя до неправильной затяжки болтов головки блока цилиндров.
Ремонт трещин головки блока цилиндров и блока цилиндров производится методом сварки (как с предварительным прогревом, так и без него). Если поверхность, на которой образовалась трещина, не имеет сложных форм, то ремонт пройдет успешно. Если же нет, то эффективность сварки во многом зависит от мастерства сварщика.
- ремонт головки блока цилиндров – это целый комплекс мероприятий. Сюда может входить и ремонт (замена) распредвала, ремонт постелей распредвала и т.д. Большую часть работ по ремонту головки блока цилиндров придётся проводить при помощи специального оборудования. Т.е. ваша задача будет заключаться лишь в снятии и установке головки блока цилиндров. Остальное, например, хонингование распредвала – дело рук специалистов.
- ремонт цилиндров. В зависимости от характера повреждений (износ, задиры на зеркале цилиндра и т.д.), может быть проведена либо расточка, либо перегильзовка мест.
- обрыв шатуна, обрыв клапана и т.д. – эти неисправности, если они влекут за собой определенные последствия, прямая дорога к капитальному ремонту двигателя.
- трещины в гильзе. Этому дефекту особое внимание. Как правило, он – дело рук человеческих, и происходит из-за несоблюдения технологии затяжки болтов крепления ГБЦ. Например, решили вы заменить прокладку ГБЦ, сделали это, но проигнорировали требования производителя к схеме затяжки или моменту затяжки. Как результат – трещина гильзы.
Существует несколько важных причин, которые приводят к выходу из строя деталей двигателя и самого блока цилиндров.
- перегрев двигателя;
- неисправности в системе смазки двигателя: попадание в масло топлива или охлаждающей жидкости, некачественное масло;
- естественный износ деталей и узлов.
И то, и другое, как правило, происходит из-за невнимательного отношения водителя к режиму эксплуатации автомобиля. Диагностика двигателя проводится не от ТО до ТО, а систематически в процессе эксплуатации. Проверка уровня масла, показания панели приборов, визуальный осмотр.
Даже падение уровня тормозной жидкости является сигналом для водителя к тому, чтобы задуматься, - а куда и почему она уходит.
Вообще, если говорить по большому секрету, то ремонт блока цилиндров – это просто капитальный ремонт двигателя. И вы сами должны понимать, что лучше и эффективнее сделать всё сразу, коль скоро выпала такая оказия, чем с завидной регулярностью снимать и устанавливать ГБЦ и блок.
Хотя, при проведении диагностики неисправностей блока цилиндров, нужно вооружиться калькулятором.
Для чего? А чтобы посчитать, опираясь на существующий порядок цен на запчасти – детали – работу, что для вас окажется выгоднее. Может быть, замена блока или двигателя обойдётся намного дешевле, чем ремонт.
Удачи вам при эксплуатации, диагностике и ремонте двигателя автомобиля.
cartore.ru
Ремонт блока цилиндров автомобиля
Строительные машины и оборудование, справочник

Категория:
Техническое обслуживание автомобилей
Ремонт блока цилиндров автомобиляК слесарным и механическим работам при ремонте блоков цилиндров двигателей относятся подготовка к заварке и обработка после заварки трещин и обломов блока, замена втулок под шейки распределительного вала, обработка отверстий под толкатели клапанов, обработка плоскостей прилегания головок цилиндров, восстановление резьбовых отверстий и др.
Трещины и пробоины в блоках могут возникать в результате Удара, замерзания воды в системе охлаждения, а также резкого охлаждения перегретого двигателя. Перед заваркой трещину разделывают под углом 120° на глубину 3—4 мм и по ее концам сверлят отверстия 0 3—4 мм. Для разделки трещин в основном применяют пневматическую машинку с абразивным кругом. Поверхность металла вокруг трещины на 15—20 мм очищают от ржавчины и грязи.
Заварку трещин ведут прерывистым швом с последующей заваркой пропусков в сварных швах.
Трещины, проходящие через нижние перемычки между цилиндрами, восстанавливают заваркой с приваркой прутка на перемычке и постановкой стяжных шпилек на эпоксидной смоле.
На месте пробоины накладывают стальную пластину толщиной 2,0—2,5 мм так, чтобы она перекрывала трещину по периметру на 10—15 мм. После этого пластину обстукивают молотком, чтобы она приняла вогнутую форму для компенсации линейных расширений при сварке, а затем приваривают прерывистым швом.
Для герметизации сварочных швов на них наносится слой эпоксидной композиции. Пробоины можно восстанавливать практически любого размера и характера. После устранения дефектов сваркой рубашку охлаждения блока цилиндров испытывают на стендах на герметичность водой под давлением 4 кг/см2 в течение 2—3 мин.
При ручной холодной электродуговой сварке применяется следующее оборудование: сварочные трансформаторы ТДП-1, ТС-300, -500, ТД-300, -500; сварочные выпрямители ВДГ-301, -302, -303; а также однопостовые сварочные преобразователи и агрегаты ПСО-ЗОЗ-З, ПС-500 и САМ-300-2 (последний может применяться для работы на воздухе и под дождем). В этом агрегате применяется генератор брызгозащитного исполнения.
Трещины на стенках водяной рубашки алюминиевых блоков (и головок) заваривают или заплавляют аргонодуговой сваркой. По сравнению с другими способами эта сварка обладает рядом преимуществ: надежная газовая защита сварочной ванны от воздействия окружающего воздуха максимально сохраняет химический состав металла сварных соединений; концентрированное действие дуги обеспечивает незначительное коробление детали; отпадает необходимость в прёдваржтельном общем нагреве, что значительно снижает трудоемкость сварочных работ. Для аргонодуговой сварки применяются установки УДГ-301 и -501.
Отверстия с изношенной или поврежденной резьбой восстанавливают нарезанием резьбы увеличенного ремонтного размера, заваркой отверстий с последующим нарезанием резьбы номинального размера или спиральными резьбовыми вставками.
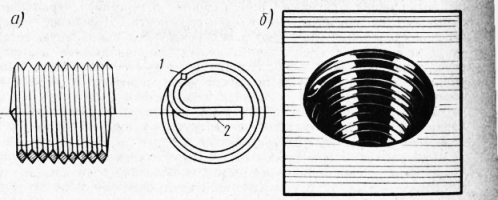
Рис. 1. Спиральная резьбовая вставка (а) и ее установка в отверстие детали (б)
Вставка представляет собой пружинящую спираль, изготовленную из проволоки ромбического сечения (рис. 1). На одном конце спирали загнут технологический поводок, посредством которого вставку заворачивают в предварительно подготовленное отверстие.
Технологический процесс ремонта резьбового отверстия при помощи спиральной вставки включает в себя следующие операции: рассверливание дефектного отверстия до определенного размера, нарезание в нем резьбы, соответствующей размеру спиральной вставки, ввертывание спиральной вставки и обламывание технологического поводка по насечке.
Для ремонта резьбовых отверстий спиральными вставками выпускается специальный комплект, в который, кроме вставок, входит инструмент: сверла, специальные метчики, ключи для заворачивания вставок, бородки для срубания технологического поводка.
Выполнение операций при ремонте отверстий спиральными вставками не представляет особой сложности. Дефектное отверстие рассверливают, нарезают в нем резьбу под спиральную вставку и при помощи специального ключа вворачивают ее в отверстие, пока последний виток вставки не окажется на 0,5 мм ниже уровня основной поверхности. После этого в отверстие вставляют бородок и срубают технологический поводок.
Так как в свободном состоянии наружный диаметр вставки несколько больше диаметра ремонтируемого отверстия, то после заворачивания в резьбовое отверстие вставка находится в напряженном состоянии и удерживается в отверстии достаточно прочно.
Практика восстановления деталей показала, что способ ремонта дефектных резьбовых отверстий при помощи спиральных резьбовых вставок является эффективным и целесообразным для большинства резьбовых отверстий в корпусных деталях автомобиля. Исключением являются сильно изношенные резьбовые отверстия, диаметр которых больше наружного диаметра вставки. Такие отверстия иногда встречаются в блоке цилиндров (под шпильки крепления головки блока), в газопроводе (под шцильку крепления фланца приемной трубы глушителя), в картере сцепления (под болты крепления стартера).
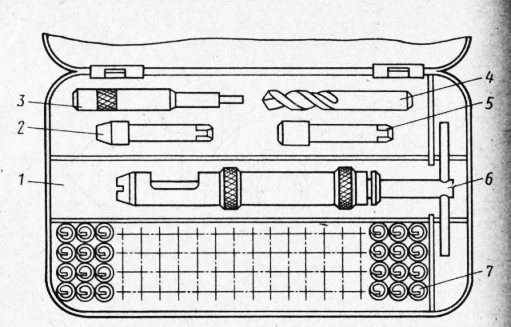
Рис. 2. Комплект приспособлений для ремонта резьбовых отверстий спиральными вставками: 1 — коробка; 2 — метчик М12Х 1.5Д-2-1; 3 — бородок; 4 — сверло 10;5; 5 — метчик М12X 1.5Д-2-11; 6—ключ; 7 — спиральные резьбовые вставки
Ремонт резьбовых отверстий в автомобильных деталях способом постановки спиральных резьбовых вставок по сравнению с ремонтом при помощи резьбовых втулок (ввертышей) или нарезанием новой (ремонтной) резьбы обеспечивает повышение износостойкости резьбовых соединений, исключает возможность заедания ввертываемых деталей, значительно повышает производительность труда и снижает стоимость .ремонта.
Изношенные и деформированные гнезда под вкладыши коренных подшипников восстанавливают в основном двумя способами. В первом случае изношенные поверхности гнезд под вкладыши наплавляют твердым припоем ПМЦ54 или латунью Л62 с помощью ацетилено-кислородной горелки. Толщина наплавляемого слоя 1,5—2,0 мм. Затем поверхности крышки коренных подшипников фрезеруют или шлифуют на глубину не более 0,3 мм. После этого крышки собирают с блоком цилиндров. Момент затяжки болтов крепления 11 —13 кгс-м для блоков двигателя ЗИЛ-130 и 30—32 кгс-м для ЯМЗ-238. Далее гнезда коренных подшипников растачивают в линию под номинальный размер на специальных двухшпиндельных горизонтально-расточных станках. На этих станках растачивание гнезд коренных подшипников ведется одновременно с растачиванием втулок распределительного вала, Одновременное растачивание обеспечивает номинальное расстояние между осями гнезд коренных подшипников и втулками распределительного вала.
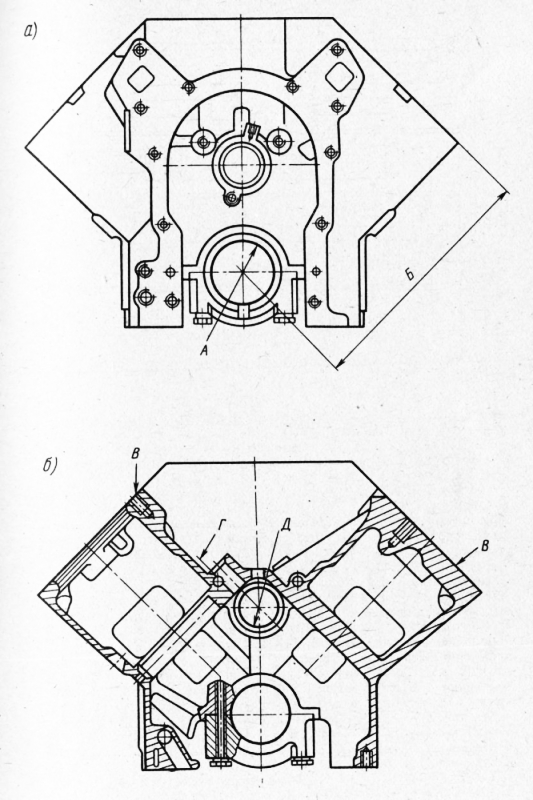
Рис. 3. Блок цилиндров двигателя ЗИЛ-130: а — вид спереди; б — разрез по 2-му цилиндру блока
Несоосность расточенных отверстий должна быть не более 0,02 мм для двигателя ЗИЛ-130 на длине блока, а биение расточенных гнезд средних опор относительно крайних допускается не более 0,025 мм для двигателя ЯМЭ-238.
Менее трудоемким и наиболее перспективным способом восстановления гнезд коренных подшипников является способ постановки компенсирующих пластин (под вкладыши), который заключается в следующем. Перед растачиванием и контролем расточенных блоков цилиндров болты и гайки крепления крышек коренных подшипников должны быть затянуты моментом, соответствующим требованиям технических условий, которые были приведены ранее. Далее производится одновременное растачивание гнезд коренных подшипников блоков под установку компенсирующих пластин.
После операций контроля и межоперационной мойки в блоках цилиндров и крышках устанавливаются компенсирующие пластины, затем блок подается на сборку.
Компенсирующие пластины устанавливаются в блок так, чтобы усик вкладыша входил в паз пластины и она выступала над плоскостью разъема блока цилиндров И крышки.
Пластины изготавливаются штамповкой из ленты высокой точности, материал — сталь 50. Толщина пластины 0,3 мм для двигателей ЯМЭ-238 и 0,25 мм для ЗИЛ-130.
Читать далее: Ремонт шатунов двигателя
Категория: - Техническое обслуживание автомобилей
Главная → Справочник → Статьи → Форум
stroy-technics.ru
Ремонтируем блок цилиндров ч. 1
Блок цилиндров, без сомнения, можно назвать основой любого двигателя. К нему крепятся головка блока, агрегаты, коробка передач, а внутри расположены поршневая группа и кривошипно-шатунный механизм. Очевидно, каждый из этих узлов испытывает нагрузки, а, значит, на блок действуют большие силы, переменные по величине и направлению. И, чтобы противостоять им, блок должен быть достаточно жестким, т.е. не деформироваться под действием этих сил.
Однако требование высокой жесткости вступает в противоречие с необходимостью снизить до минимума массу. Это вполне понятно - чем толще стенки блока, тем он жестче, но и тяжелее. А тяжелый блок - это не только тяжелый автомобиль: материалы, из которых изготавливается блок цилиндров, будь то специальный чугун или алюминиевый сплав, нельзя назвать дешевыми. И даже небольшой выигрыш по весу, к примеру, 100 г, в массовом производстве с его миллионными «тиражами» может дать экономию в сотни и тысячи тонн металла.
С другой стороны, работающий двигатель - основной источник шума в автомобиле. Так вот, еще одна задача блока цилиндров - не только не усилить, а, наоборот, поглотить, свести до минимума все моторные шумы. Эта задача - тоже не из простых: ведь тонкие стенки блока сами могут вибрировать, становясь при этом источником шума.
Естественно, выполнить все перечисленные требования одновременно очень непросто, но для современного автомобиля это необходимо. А потому блок цилиндров - это не кусок чугуна, как ошибочно полагают некоторые, а сложная и дорогостоящая деталь, при проектировании которой используются компьютеры и точные математические методы расчетов.
Какие бывают блоки
Традиционным материалом для блоков цилиндров издавна считается специальный чугун, содержащий так называемый пластинчатый графит. Именно такая структура обеспечивает высокую износостойкость поверхности цилиндров, выполненных как одно целое внутри блока (моноблок).
Такая конструкция применяется на легковых автомобилях уже более полувека и продолжает оставаться наиболее распространенной и в наши дни, несмотря на существенный недостаток моноблока - большую массу. Дело в том, что если попытаться увеличить долговечность цилиндров, использовав более износостойкий материал, то стоимость блока сразу заметно возрастет (не будем забывать, что любое удорожание единицы продукции в массовом производстве надо сразу умножить на программу ее выпуска - тогда, к примеру, один лишний доллар обернется миллионами дополнительных затрат).
Но износостойкость для блока важна не в каждой точке, а только в узком поясе вокруг каждого цилиндра. Вот почему в разные годы конструкторы пытались улучшить указанные свойства блоков цилиндров. Так, в 50-60-х годах появились алюминиевые блоки цилиндров со вставными («мокрыми», т.е. омываемыми снаружи охлаждающей жидкостью) гильзами из чугуна. Эта конструкция была заимствована из авиации, где требования к снижению массы моторов, пожалуй, самые жесткие. Так, кстати, были сконструированы блоки у наших «москвичей» и «волг».
В 70-х годах эта конструкция получила дальнейшее развитие: вместо «мокрых» гильз стали применять заливку их в алюминиевый блок на стадии его изготовления. Такие гильзы получили название «сухих» (одной из первых конструкцию с «сухими» гильзами применила фирма Honda). Тем самым удалось совместить преимущество моноблока (высокая жесткость) с низкой массой конструкции и высокой износостойкостью цилиндров.
Не остались без изменения и традиционные чугунные блоки у некоторых моторов. Так, на дизельных двигателях, где при высоких нагрузках износостойкость цилиндров особенно важна, в чугунные блоки стали устанавливать «сухие» гильзы из специальных дорогостоящих чугунов.
Дальнейшее совершенствование конструкции и технологии привело к появлению цельноалюминиевых блоков цилиндров. Содержание кремния в алюминиевом сплаве пришлось резко увеличить - до 18-20%. Мера, надо сказать, не случайная. После химического травления рабочих поверхностей таких цилиндров на них остается тончайший слой кремния. На поршни, работающие с такими цилиндрами, при этом наносят специальное железное покрытие - иначе работоспособность трущейся пары «поршень-цилиндр» не обеспечить.
В результате вся конструкция оказывается довольно дорогой и применяется, как правило, на автомобилях представительского класса (двигатели Mercedes V8 и V12, Audi V8, BMW V12, Porsche L4, V8).
Дальнейшим развитием цельноалюминиевой схемы стали блоки цилиндров с твердыми покрытиями типа «Никасил» (никель с частицами карбида кремния). Это покрытие пришло в массовое автомобилестроение из гонок «Формулы-1» и обладает, пожалуй, наивысшей износостойкостью. Однако пока эта технология остается дорогой и еще не получила широкого распространения, хотя примеры ее использования на автомобилях среднего класса (Nissan) уже известны.
Любая конструкция блока цилиндров нас интересует с точки зрения ее ремонта.
А здесь, как говорят, двух мнений быть не может: с развитием двигателестроения и внедрением новых технологий ужесточаются требования к способам ремонта. Из-за чего, к примеру, для некоторых цельноалюминиевых блоков обычные расточка и хонингование могут оказаться неприемлемы. Но, прежде чем рассматривать технологии, желательно выяснить, что конкретно нужно ремонтировать в блоках цилиндров.
Что произошло с блоком?
Список возможных дефектов блоков весьма велик и вовсе не ограничивается износом поверхностей цилиндров, как ошибочно полагают некоторые механики. Тем не менее, износ цилиндров действительно есть главный дефект блока, и на нем мы остановимся в первую очередь.
Чаще всего встречается так называемый «естественный» износ поверхности цилиндра в результате длительной нормальной эксплуатации автомобиля. Такой износ проявляется обычно в верхней части цилиндра в зоне остановки верхнего поршневого кольца в момент прихода поршня в верхнюю мертвую точку (ВМТ). Вблизи этого положения на кольцо действуют большие силы давления газов, распирающие его изнутри и прижимающие кольцо к стенке цилиндра. В то же время масляная пленка, расположенная между кольцом и поверхностью цилиндра, при остановке кольца легко продавливается и разрывается. Возникают режим полусухого трения деталей и, как следствие, их повышенный износ. Причем обычно цилиндр максимально изнашивается в плоскости, перпендикулярной оси пальца. Это не случайно - в ВМТ происходит «перекладка» поршня, из-за чего он, не доходя до ВМТ, юбкой прижимается к одной стороне цилиндра, а после прохождения ВМТ - к другой. В момент перекладки появляются дополнительные силы, прижимающие кольца к цилиндру, и, следовательно, увеличивается износ цилиндра в плоскости перекладки (перпендикулярно оси поршневого пальца).
Этот износ весьма велик, и у старых, изрядно походивших моторов достигает 0,1-0,2 мм (встречается даже до 0,4-0,5 мм), хотя нормой с точки зрения надежной работы поршневых колец у практиков считается износ не более 0,05 мм.
Но перекладка поршня неприятна не только этим. Юбка давит на цилиндр в разных местах по-разному, и там, где это давление больше, износ цилиндра тоже будет заметным. Такие зоны образуются на цилиндре ближе к верхней его части справа, если смотреть на мотор спереди, и снизу слева, что связано с перекладкой поршня в ВМТ и НМТ.
В результате цилиндр становится со временем некруглым: в некоторых сечениях он может иметь эллипсность, нередко доходящую до 0,04-0,05 мм (норма - не более 0,02 мм).
В таком кривом цилиндре даже новые поршневые кольца не обеспечат хорошего уплотнения, и двигатель будет чрезмерно расходовать масло.
Встречаются блоки с сильным износом цилиндров по направлению оси коленчатого вала. Причина такого износа - большой осевой зазор в упорном подшипнике коленчатого вала. Например, в момент выключения сцепления коленвал смещается вперед, и, если зазор в изношенном подшипнике больше 0,5-1,0 мм, нагрузка передается через сопряжение вала с шатуном и шатуна с поршнем на поверхность цилиндра.
В целом ряде случаев в блоке цилиндров возникает катастрофический износ - задиры, трещины и пробоины. Весьма распространен обрыв шатуна из-за недостаточной смазки и перегрева шатунного подшипника. Обычно это приводит к сколам и пробоинам в нижней части цилиндра. Разрушение седла или обрыв клапана вызывают, напротив, повреждение верхней части цилиндра в виде забоин и задиров. Возможен задир и в средней части цилиндра: после некачественного ремонта нередко нарушается посадка поршневого пальца в шатуне, и тогда палец легко сдвигается до упора в стенку цилиндра.
Из более редких дефектов отметим трещины в гильзе цилиндра. Иногда они появляются из-за перегрева, но причиной может стать и чрезмерная затяжка болтов головки блока. Гидроудар в цилиндре вследствие попадания охлаждающей жидкости или воды вызывает значительное повышение давления, и если гильза тонкая, то она тоже может треснуть.
Чего не заметил механик
Перечисленные выше дефекты можно назвать явными - подавляющее большинство их можно замерить с помощью приборов, увидеть невооруженным глазом или даже просто пощупать рукой. Однако бывает так: дефекты вроде бы устранены, а двигатель после ремонта через несколько десятков тысяч километров вышел из строя. И явная причина не обнаружена. В чем же дело?
Очень часто - в деформации самого блока, при которой искривляются не только цилиндры, но и другие рабочие поверхности блока. Например, после литья на стадии изготовления блока в нем всегда остаются внутренние напряжения (что особенно характерно для чугунных блоков). Со временем это приводит к деформациям, избежать которых помогает искусственное старение - нагрев и выдержка блока в печи при определенной температуре. Только после этого блок можно механически обрабатывать - фрезеровать плоскости, растачивать цилиндры, постели коленчатого вала. Но полностью деформацию искусственным старением не устранить: при работе двигателя блок нагревается неравномерно, да еще и нагружается переменными силами (совсем не те условия, что были в печи). И, как следствие, блок цилиндров постепенно коробится уже на автомобиле, т.е. происходит так называемое естественное старение.
В итоге картина безрадостная - деформируются не только плоскости, включая привалочную плоскость под головку. Нарушается соосность коренных опор коленчатого вала.
С некоторой деформацией плоскости (в пределах 0,05-0,07 мм) еще можно смириться (в конце концов, прокладка головки обладает некоторой пластичностью). Но вот несоосность опор может привести к заметному снижению ресурса и даже к новому капитальному ремонту уже через несколько десятков тысяч километров.
Искривлением опор больше страдают рядные многоцилиндровые моторы с числом цилиндров 5-6. Но и обычные четырехцилиндровые от беды не застрахованы. Особенно это касается отечественных моторов, потому что на некоторых заводах операция искусственного старения блока отсутствует - со всеми вытекающими для механиков последствиями. А тогда традиционными операциями - расточкой и хонингованием - блок цилиндров, да и весь мотор в целом, качественно не отремонтировать. Нужно дополнительно обработать плоскости блока и постели подшипников коленчатого вала, иначе отремонтированный мотор долго не проходит. Кстати, естественное старение блока - одна из причин того, почему старый блок лучше нового. Ведь старый уже состарен, нужно только грамотно его отремонтировать, - и тогда ресурс мотора может быть заметно увеличен даже по сравнению с аналогичным новым двигателем.
Какие еще бывают дефекты
Постели подшипников коленчатого вала в блоке часто требуют ремонта не только по причине естественной деформации. Встречаются повреждения опор из-за недостатка смазки и перегрева коренных подшипников. В подобных случаях нередко вкладыши проворачиваются в постели и задирают ее поверхность. Но, даже если проворота не случилось, без ремонта постелей уже не обойтись - перегретые коренные крышки блока, как правило, сжимаются по плоскости разъема с блоком так, что отверстие постели становится эллипсным, причем эта эллипсность достигает 0,1 мм и более при норме не выше 0,02 мм.
Иногда нерадивые мастера крышки теряют. Даже если постараться их подобрать от аналогичного блока, они не подойдут, поскольку обрабатываются за одно целое со «своим» блоком и невзаимозаменяемы. Тогда без ремонта постелей опять ничего не поправить.
У двигателей с нижним расположением распределительного вала (OHV) в блоке цилиндров установлены подшипники, которые тоже изнашиваются, причем весьма существенно. Обычно втулки подшипников распредвала можно менять на новые - у большинства моторов это не бог весть какая сложная операция. И тут опять отличились наши моторостроители - в свое время из «волговских» моторов втулки убрали, и теперь распредвал вращается непосредственно в блоке. А блок-то нежесткий, его «корежит» в процессе эксплуатации, и опорные поверхности подшипников изнашиваются стремительно. Оставить их без ремонта при этом никак нельзя - двигатель будет стучать, давление масла упадет, да и новый распредвал долго не проходит. Кстати, ремонт в такой ситуации довольно трудоемок: надо растачивать отверстия и устанавливать втулки. Короче, без специального оборудования, что называется, врукопашную, здесь не справиться.
Возможны и другие, более мелкие, дефекты блоков. Например, срыв резьбы под болт или шпильку крепления головки блока. Чаще это случается у того же «волговского» мотора. Когда-то проектировщиками был выбран (да так и остался на десятки лет) слишком мелкий шаг резьбы. Когда резьба сорвана, приходится ремонтировать гнездо - не менять же блок из-за одной шпильки?
Иногда в блоке повреждаются поверхности упорного подшипника коленвала. Если изношенные упорные полукольца проворачиваются, а затем выпадают из блока, коленчатый вал может сильно повредить торцевые поверхности соответствующей коренной опоры. Ремонт в этом случае сложен и, скорее всего, потребует индивидуального подхода.
Как видим, судя по перечню дефектов, блок цилиндров становится деталью для сборки ремонтируемого двигателя только в том случае, если его грамотно восстановили по всем тем рабочим поверхностям, которые в этом нуждаются. Практика показывает, что замена блока, особенно для иномарок - занятие малоперспективное в первую очередь из-за его высокой цены. Тем более, что в подавляющем большинстве случаев дефект можно исправить. Как это сделать, на каком оборудовании - читайте в наших следующих статьях.
www.motornn.ru
Ремонт Блока Цилиндров / Ремонт / Всё для моторов
Ремонт и восстановление блока цилиндров двигателя
Компания All4Motoros проводит комплексный ремонт блоков цилиндров бензиновых и дизельных двигателей, а так же восстановление ремонтно пригодных блоков двигателя.
Процесс ремонта блока цилиндров требует применения специализированного оборудования и высокоточных автоматизированных станков для проведения работ по расточке, хонинговке, сварке и тд. Для достижения высокого качества и предоставления гарантии на работы по ремонту блока двигателя. Все работы по ремонту должны выполняться высоко квалифицированными профессионалами с большим опытом работы с применением качественного импортного оборудования, для гарантии выполнения ремонтных работ согласно спецификацией завода производителя.1. Химическая Мойка Головки блока Цилиндров.
Перед началом дефектовочных работ и ремонтом блока цилиндров производится обязательная Мойка Блока Цилиндров на специализированном оборудовании. Для достижения лучшего вымывания всех грязевых и масляных отложений из двигателя перед установкой блока цилиндров на стенд моечного комплекса проводятся следующие подготовительные операции: - Внешняя обработка блока ДВС от налёта и внешних отложений, затем с помощью спец. оборудования начинается выпрессовка заглушек масляных каналов, для более тщательной мойки. Затем Блок двигателя размещается на стенде современного моечного комплекса для тщательной промывки всех внутренних каналов и плоскостей новейшими моющими средствами, что позволяет отмыть блок двигателя практически до идеального состояния, а так же получить уверенность в полном удалении масляных отложений даже труднодоступных местах блока двигателя.




2.Расточка блока и хонинговка цилиндров
При выполнении работ по расточке блока - наша компания All4Motoros использует только новейшие технологии, которые выполняем на усовершенствованных станках зарубежных брендов. Высокое качество проведения работ по расточке и хонингованию блока цилиндров гарантирует большой ресурс остаточный ресурс отремонтированного блока цилиндров. Вначале ремонтных работ по блоку цилиндров производятся контрольные замеры Выработки рабочих и привалочных поверхностей, а так же состояния и расположение опорных шеек коленвала относительно блока цилиндров. По результатам проведения замеров принимается решение о стоимости и сроках проведения восстановительных работ по блоку цилиндров. Если в результате промера цилиндров - блок подлежит расточке, то наши мастера произведут его расточку под ремонтный размер и путем хонингования нанесут на зеркало цилиндра микроструктурный сетчатый "узор", который необходим для удержания масляной пленки на стенках цилиндра. Удержание масляной пленки на зеркале цилиндра обеспечивает необходимый тепловой зазор между рабочей поверхностью поршня и стенками цилиндра. Процедура обработки внутренней поверхности блока, а именно цилиндров, которые может быть нарушены в период эксплуатации двигателя, что проводит к критическим тепловым зазорам в следствии образования эллипсности цилиндра и называется расточкой блока цилиндров. В случае когда блок двигателя уже исчерпал все возможные ремонтные размеры и нет возможности произвести расточку в ремонтный размер, то нашими мастерами будет произведена гильзовка блока цилиндров, что даст возможность восстановить Ваш блок в стандартных размерах поршневой группы.



3. Гильзовка Блока Цилиндров
Мы выполняем работы по гильзовке блока цилиндров из любых металлов и сплавов, силами наших высококвалифицированных мастеров с многолетним стажем работы в короткие строки 1-2 дня. После проведения замеров цилиндров двигателя и выявления превышения допустимого износа зеркала цилиндра при котором не представляется возможным произвести расточку блока под ремонтный размер, остается последний технологически приемлемый вариант - Установка Гильз. Ремонтные работы по гильзовке блока цилиндров имеют незначительное технологическое отличие, от типа блока: Чугунный или Алюминиевый. При установке "Сухой" гильзы в чугунный блок сначала выполняются токарные работы по расточке блока цилиндров под ремонтный размер гильзы, а уже затем в блок двигателя запрессовывается гильза. При расточке блока двигателя для запрессовки гильзы, наши мастера неоднократно промеряю размеры и геометрию посадочного отверстия под ремонтную гильзу - это одна из важнейших операций, так как от качества ее исполнения будет зависеть дальнейший ресурс двигателя. В завершении токарных работ обязательно проводиться очистка и мойка подготовленных отверстий под гильзы. Все работы по расточке и установке гильз выполняются на современном оборудовании иностранного производства с высоким классом точности. Основное отличие "Сухих" гильз от "Мокрых" в том, что "мокрые" гильзы имеют постоянный контакт с охлаждающей жидкостью и процесс их замены намного быстрее, так как не требуется предварительная механическая обработка блока двигателя. На данный момент Мы можем предложить два варианта запрессовки гильзы в блок двигателя. А. "На холодную" - Блок Двигателя Фиксируется в подвижной каретке станка, а гильза запрессовывается с помощью гидравлического пресса. Б. "На горячую" - Термический способ установки гильзы: Производится равномерный нагрев блока цилиндров до 145 градусов, а ремонтная гильза охлаждается азотом и устанавливается в блок.


4. Перепрессовка поршней
Мы производим перепресовку всех видов пальцев поршня одним из методов запресовки: "Холодным и "Горячим". Порядок работ по Выпресовки-Запресовки поршневого пальца в поршень:
- 1. Производим нагрев в специализированной термопечи до 230 градусов. (В зависимости от технической спецификации нагревается либо поршень, либо шатун).
- 2. Производится фиксация шатуна в специализированном прессовом станке.
- 3. С помощью переходника - оправки, производится запрессовка или выпрессовка пальца из поршня.
5. Мы проводим ремонтные работы по восстановлению балансирных и промежуточных валов блока двигателя
После проведение промерных работ по определению износа рабочих поверхностей вала, нашими специалистами принимается решение о возможности ограничиться только заменой вкладышей или произвести ремонтные работы по расточке и наплавке балансирного или промежуточного вала.

6. Восстановление постелей коленвала
При повреждении шейки коленчатого вала (образовании задира) а так же при большом износе постели, а также при изменении геометрии посадочной плоскости коленвала в следствии перегрева - Производиться ремонт постели коленчатого вала: путем расточки или наплавки рабочих поверхностей. Конечной операцией, после проведения расточки или наплавки постелей коленвала производиться финишный замер соосности коленвала относительно пастели, что является обязательно процедурой внутреннего контроля качественного выполнения работ.


7. Проведение Фрезеровочных работ по блоку цилиндров
При значительно перегреве двигателя может произойти не только деформации привалочной плоскости головки блока цилиндров, но и самого блока цилиндров. Вслед за проведением замеров кривизны поверхностей определяется допустимая высота снимаемой плоскости для проведения фрезеровочных работ и восстановления параметров привалочной плоскости. Мы проводим ремонтно шлифовальные работы блоков цилиндров из любых металлов и сплавов которые поддаются фрезеровке в промышленных условиях.




8. Опрессовка блока цилиндров
При невозможности визуально выявит место утечки антифриза или моторного масла на специальном станке выполняется процедура опрессовки блока двигателя. Сам процесс по проведению опрессовки достаточно прост:- а. Все технологические отверстия блока двигателя перекрываются специальными заглушками, которые гарантируют отсутствия утечек.
- б. Блок двигателя погружается в специализированную чашу которая заполнена подогретой до 76 градусов водой.
- в. Через заглушку блока двигателя оснащенную техническим клапаном подается воздушная смесь под давлением около 7 атмосфер.
all4motors.ru
Ремонт блока двигателя и кривошипно-шатунного механизма
Строительные машины и оборудование, справочник
Категория:
Ремонтирование строительных машин
Ремонт блока двигателя и кривошипно-шатунного механизмаБлоки цилиндров двигателей изготовляют из серого или низколегированного чугуна. Блок цилиндров представляет собой отливку сложной конфигурации со стенками разной толщины.
После длительной эксплуатации возможны следующие дефекты блоков цилиндров: трещины и обломы различного характера; пространственная деформация поверхностей прилегания под головки цилиндров; изнашивание или нарушение соосности гнезд под вкладыши коренных подшипников; изнашивание отверстий под втулки толкателей и распределительного вала; изнашивание или срыв резьбы в отверстиях крепления деталей.
Ремонт блока цилиндров начинают с устранения трещин, обломов, пробоин, так как применяемая для этой цели сварка вызывает коробление детали. Коробление устраняют механической обработкой.
Трещины в водяной рубашке и картере в зависимости от их местоположения могут быть заварены электросваркой стальными электродами из проволоки СВ-08 или электродами ЦЧ-4 способом отжигающих валиков с предварительной постановкой штифтов или электродами монелевыми, биметаллическими 034-1 диаметром 4 мм и др. Трещины на ненагруженных поверхностях можно заклеивать составами на основе эпоксидных смол или клеями БФ-2, ВС-ЮТ и № 88 с наложением заплаты из стеклоткани.
Пространственную деформацию поверхностей прилегания под головку цилиндров устраняют шлифованием на плоскошлифовальных или вертикально-сверлильных станках с последующим углублением на такой же размер выточки под бурты гильз цилиндров.
Соосность гнезд восстанавливают путем их расточки под ремонтные размеры с постановкой вкладышей увеличенного наружного размера. Практикуется также восстановление блока напылением смесью железных и медных порошков. Изношенные поверхности под вкладыши восстанавливают, нанося на них эпоксидные составы.
Изношенные отверстия под направляющие втулки толкателей и втулки распределительного вала развертывают под ремонтные размеры.
Резьбовые отверстия с изношенной, сорванной или забитой резьбой восстанавливают нарезанием новой резьбы ремонтного размера, постановкой ввертышей или спиральных вставок.
Перед нарезанием резьбы ремонтного размера отверстие с дефектной резьбой зенкуют и нарезают резьбу требуемого размера на радиально-сверлильных станках с применением револьверных головок и накладных кондукторов. Блок устанавливают на поворотном стенде с базированием на плоскость со стороны нижнего картера и на два установочных отверстия. При постановке ввертыша ввертывают дополнительную деталь с резьбой номинального размера и на его границе сверлят отверстие диаметром 3,3 мм, а также нарезают на ввертыше резьбу М4Х0.5 для его стопорения.
Восстановленные блоки испытывают на герметичность на стендах. При гидравлическом испытании блоков под давлением 0,4…0,5 МПа в течение 3 мин не должно быть запотевания швов.
Цилиндры и гильзы изнашиваются неравномерно. Наибольший износ наблюдается в зоне верхнего компрессионного кольца при положении поршня в верхней мертвой точке. В нижней части цилиндра износ небольшой.
Зеркало гильзы в основном подвергается абразивному, коррозионному и механическому изнашиванию. Наибольшее влияние на износ гильз оказывают абразивные частицы пыли, попадающие в двигатель через впускную магистраль вместе с воздухом, маслом, топливом; через сапуны у дизелей и принудительную систему вентиляции картеров у карбюраторных двигателей; через неплотности в соединениях всасывающего коллектора и картера.Коррозионное изнашиванние верхней части гильзы цилиндра вызывается работой двигателя при низкой температуре. Часть продуктов сгорания топлива конденсируется, происходят сложные превращения, приводящие к образованию кислот, которые вызывают коррозию зеркала гильзы. Для уменьшения износа необходимо поддерживать температуру нагрева двигателя не ниже 70 °С. Износ цилиндров с воздушным охлаждением вдвое меньше, чем у цилиндров с жидкостным охлаждением. Это объясняется более быстрым прогревом цилиндров после запуска.
Механическое изнашивание зеркала цилиндра вызывается движением поршня с кольцами (истирание) и вибрацией цилиндра (кавитационное разрушение) дизельных двигателей.
При кавитационном и коррозионном разрушении наружной поверхности гильз их бракуют.
Изношенные внутренние поверхности гильз и цилиндров шлифуют под ремонтный размер на всю длину на вертикально-расточных станках 278А, 268, 277Б, 2В-697. Можно использовать также переносные станки 2407ГАРО. Гильзы шлифуют и подвергают окончательной обработке хонингованием на хонинговальных станках 3833 или на сверлильных станках с хоиинговальными головками. Станок обеспечивает автоматическое вращательное и возвратно-поступательное движение головки, заданное увеличение ее диаметра за каждый цикл подъема и опускания. Хонингование проводят шлифовальными или алмазными брусками. Зернистость бруска выбирают в зависимости от требуемой шероховатости поверхности, а твердость связки —в соответствии с твердостью обрабатываемого материала. Хонингование ведут с подачей охлаждающей жидкости (керосина или смеси керосина с 15…20% машинного масла). Рекомендуется использовать алмазные бруски АСМ и для окончательного хонингования бруски АСП-40. После хонин-гования овальность и конусность должны быть не более 0,02…0,03 мм.
Изношенные гильзы последнего ремонтного размера восстанавливают постановкой сухой гильзы, изготовленной из титано-меднистого или марганцовистого чугуна. В расточенный блок запрессовывают гильзу, вновь ее растачивают и хонингуют на номинальный размер. Гильзы перед запрессовкой охлаждают, а блок подогревают. После окончательной обработки гильзы распределяют по размерным группам и комплектуют с поршнями одноименной размерной группы.
Для повышения износостойкости рабочей поверхности гильз рекомендуется подвергать их виброобкатыванию шариком или рожком на сверлильных или расточных станках. Это создает поверхностный наклеп и снижает шероховатость поверхности.
Ремонт поршневых пальцев производят перешлифовкой на меньший размер на шлифовальном станке без центров или с помощью конусной оправки. При централизованном восстановлении пальцев на номинальный размер в большинстве случаев применяют холодную раздачу. Поршневые пальцы восстанавливают также осталиванием и хромированием с последующей обработкой под номинальный ремонт или ремонтный размер.
Шатуны, поступающие в ремонт, имеют следующие дефекты: изгиб и скручивание стержня, трещины, изнашивание внутренней поверхности втулки верхней головки шатуна и отверстия под нее, отверстия нижней головки, поверхностей по плоскости разъема шатуна с крышкой, отверстий и опорных поверхностей под гайки и головки шатунных болтов.
Отсутствие установочных баз и изнашивание рабочих поверхностей затрудняет ремонт шатунов. Тем не менее на некоторых ремонтных заводах их успешно ремонтируют по следующей технологии: – выпрессовывают втулку верхней головки шатуна; – шлифуют боковую поверхность нижней головки шатуна для восстановления установочной базы; правят шатун; шлифуют или фрезеруют плоскость разъема крышки; собирают шатун с крышкой и запрессовывают втулку в верхнюю головку; растачивают отверстия нижней и верхней головок шатуна; контролируют шатун.
Рис. 1. Приспособление для проверки и правки шатуна1 — рукоятка для выбивания скалки; 2, 6 — малая и большая скалки; 3 — направляющие ползуна; 4 ~ индикаторы;. 5 — коромысло; 7 — стойки
Изгиб стержня шатуна устраняют способом правки на винтовых и гидравлических прессах, а скручивание— с помощью рычага или струбцины, захваты которой закрепляют с противоположных сторон поперечного сечения стержня.
Шатун можно править и на приспособлении, показанном на рис. 1. С помощью индикаторов, установленных на этом приспособлении, контролируют изгиб, скручивание и межцентровое расстояние осей отверстий.
После правки шатун рекомендуется подвергать термообработке. Для этого его нагревают до температуры 400…450°С, выдерживают в течение 0,5…1 ч и охлаждают на воздухе.
Шатуны с трещинами любого размера и расположения выбраковывают.
Изношенные втулки верхней головки шатуна выпрессовывают на прессе с пневматическим приводом. Боковые поверхности нижней головки шлифуют на плоскошлифовальных станках кругами зернистостью 40…60, твердостью СМ2, СМ1. Перед шлифованием гайки шатунных болтов затягивают динамометрическим ключом.
Изношенную внутреннюю поверхность верхней головки шатуна растачивают под ремонтный размер, и запрессовывают втулку увеличенного размера или омедненную. Отверстие нижней головки шатуна восстанавливают железнением. Сначала предварительно растачивают головку, а после железнения окончательно растачивают на приспособлении алмазно-расточного станка.
Изношенную поверхность нижней головки шатуна можно восстанавливать газовой наплавкой. Самофлюсующийся порошок ПГ-Х480СГ2 наносят на поверхность через пламя ацетиленокислородной горелки. Перед па-несением порошка шатун собирают с нижней крышкой. Стержень шатуна охлаждают, погружая в воду по головку. После направки отверстие нижней головки шатуна хонингуют до получения номинального размера.
Поверхности отверстий нижней головки шатуна восстанавливают наплавкой в углекислом газе и вибродуговым способом. Затем отверстия растачивают на расточных или токарных станках.
Поврежденные плоскости разъема шатуна с крышкой восстанавливают железнением с последующей механической обработкой.
Изношенные опорные поверхности под гайки и головки шатунных болтов фрезеруют и снимают следы изнашивания. После фрезерования при сборке нижней головки шатуна следят, чтобы отверстие для шплинта шатунного болта не выступало за торцовую поверхность гайки. В противном случае поверхность наплавляют, а затем фрезеруют до номинального размера.
Рис. 2. Подгонка поршневого Рис. 92. Пригонка поршневыхкольца колец к цилиндру
Рис. 3. Прибор для определения упругости поршневых колец(а) и пружин (б)1 — подвижный упор; 2 — стопорный винт; 3 — каретка; 4 — поршневые кольца; 5 —столик; 6 — дополнительный груз; 7 —основной груз; 8 — коромысло
После окончания ремонта шатун контролируют на специальном приспособлении (см. рис. 1).
При ремонте кривоишпно-шату иного механизма особое внимание должно быть обращено на тщательный подбор деталей друг к другу и к цилиндрам двигателя.Масляные и компрессионные кольца подбирают по размеру гильз и высоте канавок на поршне, при необходимости производят подгонку подпиливанием стыков колец (рис. 2) до получения необходимого зазора (0,3… 0,4 мм для карбюраторных и 0,7… 1 мм для дизельных двигателей). Для цилиндров, подвергшихся перешлифовке, подгонку зазора в стыках колец производят по верхней части цилиндра, а к цилиндрам, не подвергшимся перешлифовке, кольца подгоняют в зоне наименьшего диаметра цилиндра (в пределах хода поршневых колец). Кольца проверяют также по высоте канавок поршней и при необходимости шлифуют на абразивном круге или абразивной бумагой. Упругость кольца проверяют на специальном приборе (рис. 3). Кольцо вставляют между площадкой весов и нажимным устройством так, чтобы стык кольца был в горизонтальном положении. Нагружают кольцо нажимным устройством до нормального зазора в стыке, проверяемого шумом. Сила сжатия кольца при этом должна соответствовать установленным нормам упругости.
Поршни с гильзами ремонтного размера комплектуют по зазору между поршнем (по юбке) и гильзой. Эту операцию выполняют на ощупь или контролируют по усилию протягивания ленты-щупа определенной толщины, заложенной между гильзой и поршнем по всей его длине (рис. 4).
Поршневые пальцы к алюминиевым поршням подбирают по размерной группе отверстий в бобышках поршней таким образом, чтобы при комнатной температуре (20 °С) они от усилия руки входили в поршень, а при нагревании поршня в воде до 70 °С входили в него свободно. Этим достигается небольшой зазор в соединениях во время работы двигателя, так как коэффициент линейного расширения алюминия (поршень) и стали (палец) неодинаков. К шатуну поршневой палец подбирают так, чтобы при нормальной комнатной температуре он плавно входил в отверстие под небольшим усилием.
После подбора отдельных деталей друг к другу производят подсборку шатунно-поршневой группы, проверяют правильность взаимного положения образующейся цилиндрической поверхности юбки поршня и отверстия нижней головки шатуна, затем весь комплект на один двигатель подгоняют по массе. Разница в массах собранных комплектов (сверх допустимых пределов) устраняется снятием металла со специальных приливов, имеющихся на поршне.
Рис. 4. Подбор поршней к цилиндрам1 — ручные пружинные весы; 2 — лента-щуп
Рис. 5. Приспособление для сжатия и направления поршневых колец при ввода их в цилиндр1 — стальная лента; 2 — ключ; 8 — стяжная лента
Выверенные комплекты устанавливают в цилиндры двигателя. При этом для облегчения операции сжатия колец и предупреждения их повреждений пользуются приспособлением, показанным на рис. 5.
Сборка шатунно-поршневой группы может также производиться на шестипозиционном автомате карусельного типа.
У коленчатого вала возможны следующие основные дефекты: прогиб вала, изнашивание шатунных и коренных шеек, изнашивание и повреждение гнезда под подшипник, повреждение резьбы, фасок, трещины.
Дефекты коленчатых валов, поступающих в ремонт, повторяются в определенных сочетаниях, что позволяет разработать технологию ремонта не по каждому дефекту в отдельности, а по комплексу дефектов каждого сечения, с которым вал поступает в ремонт.
Ремонт коленчатого вала начинают с контрольных операций, выполняемых с помощью магнитного дефектоскопа или магнитного карандаша для выявления трещин на шейках. При обнаружении трещин валы выбраковывают.
Затем определяют прогиб вала, причем во избежание ошибок и неточностей прогиб следует проверять по торцовому биению фланца крепления маховика, которое допускается не более 0,05 мм. При большем биении прогиб вала устраняют шлифованием или правкой в холодком состоянии на прессе. Для снятия внутренних напряжений после правки производят термическую обработку (термофиксацию), состоящую в выдержке вала при температуре 400…500 °С в течение 0,5… 1 ч. Коленчатый вал правят также местным наклепом щек.
Изношенные шатунные и коренные шейки ремонтируют различными способами. Способ механической обработки под ремонтный размер наиболее распространен и эффективен только в случае, когда изменение размера не приводит к ликвидации термически обработанного поверхностного слоя коленчатого вала. Все коренные или шатунные шейки одного вала обрабатывают под один ремонтный размер.
Перед шлифовкой шеек вала устраняют все другие дефекты. Обрабатывают шейки вала на шлифовальных станках типа 3420, 3423, позволяющих ремонтировать как коренные, так и шатунные шейки. Однако для большей точности обработки их настраивают на шлифовку либо коренных, либо шатунных шеек.
После шлифования под ремонтный размер шейки полируют на станке для полирования. Шейки можно также полировать с помощью приспособления к шлифовальному станку, на универсальном приспособлении к токарному станку или обжимками вручную.
Шейки коленчатых валов можно восстанавливать наплавкой, способом электролитического железнения и хромирования, напылением металла.
Перед наплавкой отверстия масляных каналов должны быть закрыты графитовой пастой, пластинками из малоуглеродистой стали или графитовыми стержнями. После наплавки и охлаждения коленчатого вала выполняют предварительное шлифование шеек, затем разделку и очистку масляных отверстий и каналов, окончательное шлифование, полирование всех шеек и очистку вала.
Коленчатые валы, наплавленные под флюсом (с добавкой графита), проходят последующую термическую обработку и закалку шеек на установке ТВЧ. Наплавку шеек ведут от галтелей к середине. После наплавки их протачивают на токарном станке, отпускают вал при температуре 650 °С, выдерживают в течение 2 ч и закаливают нагревом ТВЧ на глубину 3,5 мм, а затем шлифуют до заданного размера. При шлифовании шеек необходимо соблюдать радиус галтелей.
Восстановление валов способом напыления металла имеет большое практическое значение для ремонта двигателей. Высокая температура плазменной струи позволяет применять тугоплавкие металлы и их сплавы, формировать на изношенных деталях поверхностный слой высокой твердости и получать высокую прочность сцепления нанесенного слоя с деталью. Транспортирующие инертные газы снижают окисляемость частиц металла, что в совокупности создает предпосылки для получения высокой износостойкости покрытия.
При повреждении резьбы в деталь устанавливают спиральные вставки или нарезают новую резьбу ремонтного размера.
Изношенные шпоночные канавки фрезеруют под шпонки ремонтного размера.
При увеличении размера отверстия под подшипник вал ремонтируют постановкой дополнительных ремонтных деталей в такой последовательности: обработка под втулку, запрессовка и механическая обработка.
Поверхность фасок вала, как правило, бывает повреждена, поэтому центровые фаски правят путем механической обработки. После шлифования шеек под ремонтные размеры уменьшается глубина фасок на отверстиях масляных каналов. Поэтому фаски обрабатывают и полируют.
Сборку коленчатых валов начинают с запрессовки трубок для направления масла в шатунных шейках, установки сегментных шпонок под шестерни. Затем вал промывают, продувают масляные каналы сжатым воздухом и устанавливают заглушки, резьбовые уплотни-тельные кольца и сальники.
Коленчатый вал подвергают динамической балансировке в сборе с маховиком (иногда и со сцеплением на специальном станке). Коленчатый вал уравновешивают с маховиком в его плоскости путем постановки балансировочных пластин или сверления отверстия в торце маховика. У тракторных двигателей с неразъемным картером маховика коленчатые валы балансируют без маховика.
Коренные и шатунные подшипники коленчатых валов автотракторных двигателей при износе получают овальность с большой осью в плоскости, перпендикулярной разъему подшипников, конусность, а поверхности насыщаются продуктами износа. В результате этого увеличиваются зазоры в подшипниках, что приводит к появлению давления масла в магистрали.
Последующее использование изношенных подшипников для большого размера вала возможно после удаления поверхностного слоя с накопленными абразивными частицами путем растачивания.
У подшипников наблюдается также выкрошивание антифрикционного слоя, смятие плоскостей в местах разъема и ослабление посадки в постелях шатуна и блока в результате износа их внутренней поверхности. При наличии этих дефектов подшипники выбраковываются.
К дефектам маховика, устраняемым при ремонте, относят износ зубчатого венца, отверстий под болты и плоскости прилегания ведомого диска сцепления. Изношенные венцы спрессовывают и заменяют новыми, а задиры на плоскости прилегания ведомого диска сцепления устраняют шлифовкой. Следует иметь в виду, что маховик вместе с коленчатым валом должен быть обязательно подвергнут динамической балансировке.
При сборке кривошипно-шатунного механизма все резьбовые соединения должны затягиваться предельными ключами, обеспечивающими требуемый момент затяжки, а затяжка болтов крепления головки блока, кроме того,—в определенной последовательности.
Читать далее: Ремонт головки блока цилиндров и газораспределительного механизма
Категория: - Ремонтирование строительных машин
Главная → Справочник → Статьи → Форум
stroy-technics.ru






423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)