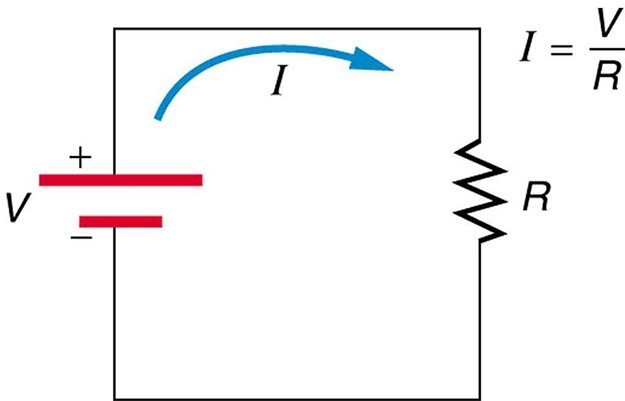
 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Газопламенная наплавка поверхностей. Наплавка сормайт
Твердые сплавы
Подробности Подробности Опубликовано 27.05.2012 13:23 Просмотров: 17317Твердые сплавы широко применяются в промышленности для наплавки быстроизнашивающихся поверхностей, для наплавки и напайки режущих инструментов.
Основой всех твердых сплавов являются тугоплавкие карбиды металлов, которые представляют собой химические соединения металла с углеродом.
Твердые сплавы можно разделить на следующие группы: П литые твердые сплавы, 2) порошкообразные твердые сплавы и 3) металл окерамические сверхтвердые сплавы.
Наибольшее распространение получили следующие твердые сплавы: сормайт, сталинит, вокар и победит.
Сормайт представляет собой литой сплав: изготовляется в виде прутков диаметром 3—8 мм и длиной до 450 мм. Применяется для наплавки быстроизнашивающихся частей деталей машин и инструментов. Наплавка производится ацетиленокислородным пламенем или электрической дугой по способу Славянова. Выпускается двух сортов: сормайт № 1 и сормайт № 2.
Сормайт № 1 имеет следующий химический состав: никеля 3— 5%, хрома 25—31%, марганца 1,5%, углерода 2,5—3,3%, кремния 2,8—4,2%, остальное — железо. Твердость HRC 48—52. Сормайт № 1 не требует термообработки после наплавки и может обрабатываться только шлифовкой карборундовыми камнями.
Сормайт № 2 содержит никеля 1,3—2,1 %, хрома 13—17,5%. марганца 1%, углерода 1,5—2%, кремния 1,5—2,2%, остальное — железо. Сплав сормайт № 2 после наплавки требует отжига, а затем закалки и отпуска. После отжига наплавленный сормайт № 2 может обрабатываться режущим инструментом.
Сормайт № 2 отличается от сормайта № 1 более высокой прочностью, вязкостью и способностью подвергаться термической обработке. Торцы прутков из сормайта № 1 окрашиваются зеленой, а сормайта № 2 — красной краской. Если окраски нет, то марка сормайта определяется пробой на изгиб: сормайт № 1 ломается, а сормайт № 2 дает прогиб.
Ввиду различия свойств сормайт № 1 и сормайт № 2 применяют для наплавки деталей, работающих в различных условиях. Сормайт № 1 более твердый и не изменяет своих свойств с изменением температуры, поэтому он применяется для наплавки деталей несложной конфигурации, работающих при высокой температуре (до 1000° С) и не испытывающих в процессе работы ударных нагрузок.
Сормайт № 2 после отжига легко обрабатывается режущим инструментом, что позволяет применять его для наплавки деталей сложной конфигурации, требующих последующей механической обработки. Сормайт № 2 благодаря хорошей вязкости применяется для деталей, испытывающих ударные нагрузки. Этими сплавами можно наплавлять как стальные, так и чугунные детали.
Сталинит — порошкообразный сплав, представляющий собой черно-серую зернообразную массу с размером зерен 1—2 мм. Химический состав: углерода 8—10%, хрома 16—20%, марганца 13— 17%, кремния не более 3%, остальное — железо. Твердость наплавленного слоя HRC 75—78. Температура плавления сталинита 1300— 1350° С. Сталинит и другие порошкообразные твердые сплавы применяются для наплавки быстроизнашивающихся деталей, не требующих последующей чистовой обработки, например для наплавки щек камнедробилок, деталей землечерпалок и т. п.
Вокар также представляет собой порошкообразный твердый сплав с размером зерен 1—3 мм. Химический состав: вольфрама 85—87%, углерода 9—10%, кремния не более 3%, железа не более 2%. Твердость HRC 80—84. Температура плавления 2700°С. Вокар является дорогостоящим сплавом. Применяется при наплавке в виде прутков ТЗ, представляющих собой трубки из малоуглеродистой стали размером 6X0,5 мм, заполненные порошкообразным сплавом.
Наряду с высоколегированными сплавами можно с успехом применять в качестве твердых наплавок белый чугун марки КУ (ГОСТ 4834-49) и низколегированный белый чугун с 2% хрома марки ХЧ (разработан В НИИ автогеном)*.
Износ не наплавленных образцов превосходит износ образцов, наплавленных прутками из белого чугуна, в 3 раза, а наплавленных прутками из чугуна марки ХЧ — в 11 раз.
Победит — металлокерамический твердый сплав. Металлокерамические сплавы обладают особенно высокой твердостью. Победит изготовляется в виде пластинок различной формы и размера. Процесс изготовления сводится к следующему: мелкий порошок карбида вольфрама или другого тугоплавкого карбида и мелкий порошок связующего металла кобальта или никеля перемешиваются и затем прессуются в соответствующих формах. Спрессованные пластины спекаются при температуре, близкой к температуре плавления связующего металла, что дает очень плотный и твердый сплав.
Пластинки из этого сверхтвердого сплава применяются для изготовления металлорежущего и бурового инструмента. Пластинки напаиваются на державки режущего инструмента медью. Термообработка не требуется.
Читайте также
Добавить комментарий
electrowelder.ru
Газопламенная наплавка поверхностей
При помощи пламени газосварочной горелки выполняют наплавку поверхностей изношенных деталей, наплавку твердых сталей и т.д. Этот метод позволяет придать детали необходимый размер, восстановив ее первоначальные размеры, или придать ее наплавленной зоне определенные свойства. Производительность газопламенной наплавки небольшая, поэтому ее применяют для небольших деталей. Наплавка низкоуглеродистых сталей выполняется методом обычной сварки с применением присадочной проволоки того же состава, что и основной материал.
Наплавка твердых сплавов
Наплавку твердых сплавов получают при применении твердых сплавов типа стеллиты, сормайт и т.д., характеристики которых отражены в таблице 1.
Таблица 1. Твердые сплавы, применяемые при наплаве
| Сплав | Содержание легирующих добавок, % | ||||||||
| Вольфрам | Храм | Марганец | Никель | Кобальт | Жалеэо | Кремний | Углерод | Примеси | |
| Сталиты: -В2К -ВЗК | 13-174-5 | 27-3328-32 | 1.0- | До 2До 2 | 47-5358-62 | До2До2 | 1-22,5 | 1,8-2,51-1,5 | 46-4842-43 |
| Другие сплавы: -Сормайт-1 -Сормайт-2 | -- | 25-31 13-17 | 1,51 | 3-51,3-2,2 | -- | Остальное | 2,8-4,21,5-2,2 | 2,5-3,31,5-2 | 49-5442-43 |
Металлокерамические сплавы (победит и др.) под воздействием газопламенной обработки перегреваются, поэтому данным методом они не наплавляются. Наплавку твердых сплавов ведут с применением флюсов, составы которых отражены в таблице 2.
Таблица 2. Флюсы, применяемые при наплаве
| Вид сплава | Состав флюса, % | ||||||
| Бура прокаленная | Борная кислота | Плавиковый шпат | Двууглекислая сода | Углекислый натрий | Кремнезем | Азотнокилый натрий | |
| ЗХ2В8, Х9С2 | 50 | 50 | - | - | - | - | - |
| Белый чугун, чугун КУ, чугун Х3 | 23 | - | - | - | 27 | - | 50 |
| Сормайт-1, Сормайт-2 | 50 | - | - | 47 | - | 3 | - |
| Стелиты: В2К, В3К (флюс №1 при наплавке углеродистых сталей) | 100 | - | - | - | - | - | - |
| В2К, ВЗК (флюс № 2 при наплавке углеродистых сталей) | 20 | 68 | - | 12 | - | - | - |
Наплавку выполняют как на холодную сталь, так и с предварительным подогревом до температуры 500 — 750°С. Для этого чаще всего используют нормальное пламя или небольшой избыток ацетилена. Процесс поддержания сварочной ванны приблизительно такой же, как и при сварке углеродистых сталей. Так как текучесть металла высока, то наплавку следует производить при нижнем положении шва. Для того чтобы процесс кристаллизации металла проходил нормально, не следует давать наплавленной поверхности быстро остывать. Чаще всего для медленного охлаждения деталь выдерживают в горячем песке или помещают в горячую печь, охлаждая их вместе. Толщина наплавляемого слоя зависит от требуемых свойств наплавленной поверхности и твердосплавного слоя. Рекомендуемые толщины наплавленного слоя при наплавке сормайтом приведены в таблице 3.
Таблица 3. Рекомендуемые толщины наплавляемых слоев
| Вид изделия | Толщина наплавляемого слоя, мм | |
| Сормайт-1 | Сормайт-2 | |
| Режущие части обрезных матриц, ножей, пpecc-ножниц т.д. | 1,5-2,5 | До 5,0 |
| Детали, работающие на истирание со значительной нагрузкой | 2,5-3,5 | До 7,0 |
| Детали, работающие на истирание с не значительней нагрузкой | 3-4,5 | - |
| Детали, работающие с минимальной нагрузкой | До 6,0 | - |
Наплавка цветных металлов и сплавов
Цветные металлы и их сплавы обычно наплавляют дуговой сваркой, что производительнее и эффективнее. Однако латунь наплавлять дуговым способом не рекомендуют, ввиду интенсивного испарения цинка при температурах, достигающих 900°С. Водород, поглощаемый жидким металлом из сварочного пламени, не успевает выделиться, так как латунь быстро остывает. Поэтому в охлажденном металле остаются пузырьки.
Пары цинка попадают в пузырьки водорода и там кристаллизуются, в результате чего наплавленная поверхность получается пористой, поэтому для латуни применяют газопламенную наплавку.
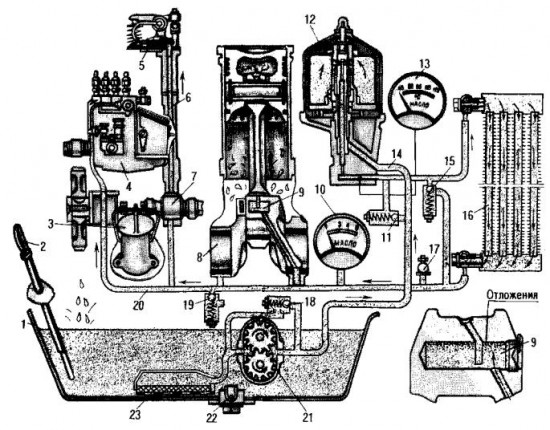
При наплавке латуни в качестве флюса используют буру, которую разводят в виде пасты и кистью наносят на наплавляемую поверхность, которую перед наплавкой тщательно зачищают до металлического блеска. Для наплавки можно использовать все виды горючих газов (ацетилен, пропан-бутан, керосин и т.д.). Мощность сварочного пламени должна быть такой же, как при сварке сталей, а конец ядра должен находиться от поверхности на расстоянии в 2 — 3 раза большем, чем при сварке. Наплавку ведут по возможности быстро. В данной области используются установки проволочного и порошкового типов. Одна из них — установка УГПЛ показана на рис. 1.
Она предназначена для ручного напыления термопластовых, цинковых и других материалов с температурой плавления 800°С. Используют в качестве напыляемого материала порошок. При работе используют ацетилен и воздух.
 |  |
| Рис. 1. Установка УГПЛ: 1 — щит управления; 2 — газопламенный напылитель; 3 — порошковый питатель; 4 — редукторы | Рис. 2. Газофлюсная наплавка: 1 — наплавляемая деталь; 2 — полуда; 3 — сварочная ванна; 4 — слой наплавленного металла. |
Применение порошкообразных флюсов
Флюсами в виде порошков обрабатывают наплавляемую поверхность, что создает предпосылку для защиты сварочной ванны. При использовании порошкообразных флюсов не следует применять латунь с содержанием кремния более 0,3%, так как могут образоваться хрупкие прослойки, снижающие прочность сцепления. Поэтому для наплавки чаще всего используют низкокремнистые латуни (ЛК-62-02 и др.). Перед наплавкой поверхность готовят, зачищают до металлического блеска, выполняют предварительный подогрев и после этого покрывают порошком флюса и приступают к наплавке. Сварочное пламя используют с небольшим избытком кислорода. Основные режимы, используемые при наплавке латуни, приведены в таблице 4.
Таблица 4. Режимы, используемые при наплавке латуни
| Толщина наплавляемого слоя, мм | Диаметр присадочного прудка, мм. | Номер сменного наконечника |
| 3-4 | 4-6 | 4 |
| 5-6 | 8-10 | 5 |
| 6-7 | 10-12 | 6 |
Газо-флюсовая наплавка выполняется с применением газообразного флюса, например БМ-1, который вводят в пламя горелки при помощи специальных установок. При наплавке используют нормальное пламя, применяя в качестве присадочного материала кремнистую латунь. Схема процесса газо-флюсовой наплавки приведена на рис. 2. Процесс газо-флюсовой наплавки легче поддается механизации. Поэтому его выполняют на специальном оборудовании.
build.novosibdom.ru
eom14_0_восстановление_дет
7
Страниц 6 Рисунков 10.03.17ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ
Выбор способа восстановления и упрочнения деталей при ремонте зависит прежде всего от условий, в которых производится ремонт (на ремонтно-механическом заводе, в ремонтно-механическом цехе, силами цеховой ремонтной бригады, при значительном отдалении от ремонтных баз и необходимости срочного ремонта и др.). В каждом конкретном случае необходимо стремиться выбрать наиболее простой, надежный и экономически целесообразный способ.
Следует различать понятия “ремонт” и “восстановление”.
Ремонт — выполнение работ, в результате которых детали, узлу или агрегату возвращается рабочее состояние.
Отремонтированные детали могут иметь размеры, отличные от исходных (смотри «способ ремонтных размеров»).
Отремонтированный агрегат может работать с незначительной потерей мощности или с незначительным изменением кинематической цепи.
Восстановление — выполнение восстановительных работ, в результате которых детали, узлу или агрегату возвращаются первоначальные размеры, форма, свойства, мощность и другие параметры (изменения возможны только в сторону улучшения).
Восстановление деталей хромированием.
Хромовое покрытие обладает высокой твердостью, низким коэффициентом трения и большой сопротивляемостью износу.
Чтобы обеспечить “смачиваемость” детали маслом, применяют точечное или канальчатое хромовое покрытие (каналы или точки в слое хрома служат резервуарами для удержания смазки).
В процессе хромирования при определенных плотностях тока и определенной температуре электролита на хромовом покрытии появляется сетка трещин.
Объем осаждающегося хрома вследствие перехода из гексагональной формы решетки в кубическую, как правило, уменьшается. Сокращению объема осажденного слоя хрома препятствует основной металл детали, что сопровождается возникновением в покрытии растягивающих усилий. По мере увеличения толщины покрытия растягивающие усилия возрастают и достигают величины, превышающей предел прочности хрома на разрыв. Эти напряжения в слое хрома и являются причиной образования трещин в покрытии.
Для увеличения густоты и глубины сетки трещин применяют химическое и электролитическое травление покрытия, иногда пористость получают механическим путем.
После анодного травления молочных и молочно-блестящих осадков хрома покрытие имеет канальчатый вид — на поверхности хромового покрытия образуется сетка, состоящая из небольших площадок, окаймленных мелкими каналами.
Точечный вид покрытия получается при анодной обработке матовых и матово-блестящих осадков хрома, при этом на поверхности покрытия возникают небольшие углубления в виде отдельных точек.
Механическую обработку такого покрытия следует производить до анодного травления, с тем, чтобы при шлифовании детали частицы хрома и зерна абразива не забили поры и каналы покрытия.
Технологическая последовательность хромирования поверхностей деталей: промывка, очистка и сушка, определение шероховатости поверхности (Rа=0,4—0,1 мкм), монтаж деталей на подвеске, обезжиривание их в ванне при температуре раствора 80°С или электролитическим путем, промывка в горячей воде, изоляция не хромируемых участков целлулоидом, зачистка хромируемой поверхности тонкой шкуркой или обезжиривание венской известью, промывка деталей в холодной воде, декапирование—удаление окислов для обеспечения плотности сцепления хрома с поверхностью деталей, хромирование, промывка деталей в дистиллированной воде (для сбора раствора хромового ангидрида), затем в проточной, демонтаж деталей, снятие изоляции, промывка деталей в горячей воде, сушка; контроль качества покрытия; контроль размеров хромированных поверхностей с целью определения припуска на механическую обработку. При восстановлении хромированием деталей больших размеров возникают затруднения из-за отсутствия необходимых ванн, сложностей изоляции не хромируемых поверхностей, недостаточной мощности питания и др.
Хромирование изношенных поверхностей таких деталей осуществляют вне ванны в струе электролита либо с помощью переносных ванн. При хромировании внутренних поверхностей гальванической ванной и катодом может служить сама деталь. Процесс хромирования поверхностей деталей ведется при высокой плотности тока (в пределах 50—100 А/м2), обеспечивающей повышенную производительность наращивания слоя хромового покрытия. Увеличение скорости протекания подогретого до 45°С электролита способствует росту микротвердости покрытия с 700—800 до 900—1000 кгс/мм2. Износостойкость покрытия, создаваемого в проточном электролите, в 1,5—2 раза выше, чем у покрытия, полученного в электролитической ванне. Во избежание отслаивания общая толщина хромового покрытия не должна превышать 0,1 мм. Припуск на шлифование, зависящий от размеров детали и ее формы, допускается в пределах 0,03—0,08 мм.
Осталивание (железнение) — гальваническое наращивание слоя железа.
Производительность процесса в 15—20 раз выше, чем при хромировании.
Большая скорость осаждения железа и низкая стоимость исходного материала определяют экономическую целесообразность этого способа.
Осталиванием на поверхности деталей можно нанести слой толщиной до 3 мм, что особенно важно при большом их износе.
С увеличением толщины покрытия прочность слоя железа уменьшается не в такой степени, как при хромировании.
В ремонтной практике для осталивания чаще применяют хлористые электролиты, позволяющие получать покрытия высокого качества.
Электролиз при осталивании с хлористым электролитом осуществляется при температуре 95—100 °С и плотности тока 10—20 А/м2. Скорость осаждения железа составляет 0,4—0,5 мм/ч на 1 дм2.
При так называемом твердом осталивании (температура электролита 60—80 °С, плотность тока 40— 60 А/м2) получают износостойкие покрытия толщиной до 1,2 мм при твердости 50—52 HRC.
При большом из носе деталей процесс осталивания производят в несколько приемов. Прочность сцепления покрытия с основным метал лом после осталивания достигает 45—50 кгс/мм2, износостойкость покрытия приближается к износостойкости закаленной стали.
Способ осталивания приемлем для восстановления широкой номенклатуры деталей, включая самые ответственные детали.
Недостаток его заключается в возникновении трещин на поверхности покрытия при твердости свыше 38—40 HRC (350—360 НВ).
Поэтому детали, работающие со знакопеременными нагрузками, следует восстанавливать до твердости покрытия не более 200 НВ, затем производить их цементацию и закалку до требуемой твердости.
При определенных режимах хромирования и осталивания можно получить пористые покрытия путем анодного травления образовавшихся на покрытии микротрещин.
Технологическая последовательность осталивания деталей:
очистка поверхностей от грязи и масла,
механическая обработка деталей перед осталиванием (устранение овальности, конусности, рисок, задиров и др.),
промывка их моющим препаратом типа МЛ-51 (ТУ 3-249—69),
установка на подвесные приспособления, изоляция поверхностей, не подлежащих осталиванию,
обезжиривание деталей, промывка их в холодной проточной воде,
прогрев и анодное травление деталей в хлористом электролите,
промывка их в холодной проточной воде,
анодная обработка в 30%-ном растворе серной кислоты,
промывка деталей в холодной проточной, затем в горячей воде,
перенос их в ванну осталивания и выдержка без тока,
осталивание,
контроль качества покрытия, контроль размеров восстановленных поверхностей с целью определения припуска на механическую обработку (шлифование).
В качестве изоляционных материалов для поверхностей, не подлежащих осталиванию, рекомендуются смесь лака цапон с нитроэмалью в соотношении 3 к 1, цапонлак, нитроэмаль, защитные футляры из текстолита, эбонита и винипласта.
В настоящее время разработаны три технологические схемы восстановления изношенных деталей способом осталивания:
первая схема — восстановление деталей с неподвижными посадками или с невысокой поверхностной твердостью без дополнительной термообработки или хромирования;
вторая схема—восстановление деталей, работающих на трение, при величине износа более 0,5 мм; после осталивания и соответствующей механической обработки восстановленные поверхности подвергают хромированию;
третья схема—восстановление деталей, работающих одновременно на удар и истирание; после осталивания для повышения твердости и износостойкости детали подвергают термической обработке; в процессе осталивания во избежание потери вязкости наращиваемый металл должен содержать не более 0,25% углерода.
По третьей схеме восстанавливают детали несложной кон фигурации, так как из-за нагрева при термообработке возможны их деформации. Разорванные, плоские и фигурные поверхности осталивать не рекомендуется, так как на выступающих частях фигурной поверхности слой покрытия получается неравномерным.
Борирование
Химико-термическая обработка деталей. Повышаются твердость детали, ее стой кость против окисления и коррозии, кислотоупорность, жаростойкость.
Для осуществления этого процесса в тигель электропечи закладывают соль тетраборной кислоты (буру).
В тигле бура, нагреваясь, образует расплавленную жидкость с температурой около 1000°С.
В эту ванну на подвеске или в металлической корзине опускают деталь. Поверхность стальной детали насыщается расплавленным бором, и происходит химико-термическая реакция, при которой образуется борид железа.
Технологическая последовательность электролизного борирования:
обезжиривание,
сушка,
загрузка деталей в ванну при температуре расплавленной буры 1000°С,
борирование при 950°С, выдержка 1—2 ч,
охлаждение на воздухе до 100°С,
промывка в воде при 100°С,
контроль качества покрытия, контроль размеров обработанных поверхностей с целью определения припуска на механическую обработку.
Восстановление деталей сваркой
В ремонтной практике сварка применяется как способ неразъемного соединения деталей, а также для восстановления изношенных и повышения износостойкости сменных деталей, изготовленных из углеродистых сталей.
Небольшие затраты времени при выполнении сварочных операций, простота технологического процесса и его высокая экономическая эффективность обусловили широкое распространение сварки в ремонтной практике.
Этот способ позволяет получить слой металла любого химического состава с необходимыми физико-механическими свойствами, что осуществляется за счет легирования его с помощью электродов, флюса и электродного покрытия.
В ремонтной практике при сварке используют электроды с толстой обмазкой, которая наряду со стабилизацией дуги горения создает эффективную газовую или шлаковую защиту расплавленного металла и предохраняет его от быстрого охлаждения.
В качестве газообразующих веществ в обмазке служат крахмал, пищевая и древесная мука, для шлакообразования применяют полевой шпат, кварцевый песок, мрамор и другие вещества минерального происхождения. В состав электродного покрытия для увеличения прочности и износостойкости сварного соединения вводят также специальные легирующие вещества: феррохром, ферросилиций, ферротитан и др.
Сварка чугуна.
Большое количество свободного углерода в составе серого чугуна затрудняет сварку чугунных деталей.
В процессе сварки углерод частично выгорает, образуя углекислый газ, растворяющийся в наплавленном металле. Часть газа из-за низкой температуры плавления и быстрого перехода чугуна из жидкого состояния в твердое не успевает выделиться и остается в металле. По этой причине сварной шов получается пористым, нестойким к воздействию нагрузки.
Неравномерный нагрев и быстрое охлаждение чугуна вызывают в деталях большие внутренние напряжения, поэтому в них часто появляются трещины.
Образующиеся в зоне сварки участки отбеливания, имеющие повышенную твердость и хрупкость, трудно поддаются механической обработке и легко разрушаются.
Все это осложняет процесс сварки чугуна обычными методами и вызывает необходимость применения особых мер для получения сварного соединения высокого качества.
Вот почему до сварки чугунные детали предварительно нагревают, затем медленно охлаждают, используя электроды с низкой температурой плавления.
При сварке чугунных деталей без предварительного нагрева применяют электроды из монель-металла, медно-железные и никелевые, а также специальную обмазку.
При заварке трещин в чугунных деталях стальными электродами в ряде случаев прибегают к установке шпилек, которые ввертывают в резьбовые отверстия по длине трещины, достигая тем самым увеличения площади сцепления наплавляемого металла с деталью.
За счет этого создается дополнительное сопротивление сдвигающей силе при действии на деталь в процессе эксплуатации различных нагрузок. Кроме того, наличие шпилек в зоне сварки понижает внутренние напряжения в наплавленном металле и препятствует его отслаиванию при остывании шва из-за различных коэффициентов усадки стали (наплавленный металл) и чугуна (деталь).
При подготовке детали к заварке трещины края ее до установки шпилек скашивают под углом 90—120°. Диаметр шпилек должен быть равен 0,3—0,4 толщины стенки детали, глубина ввертывания шпильки—1,5 ее диаметра, выступающая часть шпильки 4—6 мм. Заварку трещины начинают с обварки шпилек кольцевыми валиками с перерывами для охлаждения, после чего обычным путем по обеим сторонам кромок наплавляют металл.
При наплавке большого количества металла на небольшой участок наблюдается нагрев всей детали. Для предотвращения этого явления применяют ряд мер, например, интенсивное охлаждение детали путем погружения ее в водяную ванну.
Сварка под слоем флюса
Обеспечивает высокую производительность процесса и хорошее качество сварного шва.
Сущность этого процесса заключается в следующем. Под слоем гранулированного флюса между металлической проволокой и свариваемым металлом создается электрическая дуга. Проволока непрерывно подается автоматической головкой в осевом направлении. Вместе с головкой вдоль свариваемого металла двигается сварочная дуга, расплавляя новые слои флюса и свариваемого металла. Флюс насыпается на свариваемую поверхность непосредственно перед сваркой. Газы и пары, образующиеся в процессе сварки, вытесняют жидкий металл в сторону, противоположную движению электрода, и создают плотный сварной шов.
Плавление металла электрода под слоем флюса обеспечивает хорошую его защиту от воздуха, поэтому наплавленный металл содержит небольшое количество азота и кислорода и обладает высокой пластичностью. Кроме того, защита шва от окисления дает возможность получить однородный наплавленный слой металла высокого качества за счет устранения выгорания легирующих элементов. Расплавленный металл под слоем флюса остается длительное время в жидком состоянии. Это способствует выделению из него газов, удалению шлаков и других загрязняющих веществ.
Электродная проволока диаметром 1,2—2 мм с помощью роликов подающего механизма направляется в гибкий шланг и держатель с воронкой для подачи флюса в зону сварочной дуги. В держателе кроме воронки смонтирована пусковая кнопка. После включения полуавтомата и возбуждения дуги сварщик вручную перемещает держатель вдоль свариваемого шва.
Наплавка стеллитом и сормайтом.
Стеллиты — твердые сплавы на кобальтовой (иногда никелевой) основе, используемые для наплавки деталей с целью повышения их износостойкости. Важные свойства стеллитов — износостойкость и устойчивость против коррозии при высоком давлении газов и паров.
Сормайтами называют группу литых высокоуглеродистых и высокохромистых железистых сплавов, содержащих никель и кремний, отличающихся большой твердостью (по свойствам сормайты относятся к группе стеллитоподобных сплавов) и низкой коррозионной устойчивостью (из-за содержания большого количества железа).
Стеллиты и сормайты используют для наплавки в виде круглых электродов диаметром 3—7 мм и длиной 300—400 мм.
Толщина наплавленного слоя в зависимости от условий работы деталей колеблется в пределах от 0,5 до 5 мм.
Если после наплавки сормайтом требуется механическая обработка, то деталь подвергают отжигу.
После наплавки стеллитом термообработка деталей не производится.
Закалка и последующий отпуск наплавленной сормайтом детали после механической обработки заметно повышают ее твердость.
Во избежание окисления наплавленного слоя и выгорания углерода, вольфрама и хрома стеллит или сормайт наплавляют с помощью ацетилено-кислородного пламени с избытком ацетилена.
При наплавке горелку держат под углом к наплавляемой поверхности на расстоянии 15—20 мм. Поверхность нагревают до образования тонкой пленки расплавленного металла, затем быстро подводят стержень наплавляемого материала. Стержень в процессе наплавки необходимо держать в пламени горелки так, чтобы капли сплава попадали только на расплавленную поверхность основного металла.
Детали крупных размеров во избежание появления внутренних напряжений при наплавке рекомендуется предварительно нагревать до 600—700°С, а после на--плавки медленно охлаждать.
Поверхность, подлежащую наплавке, тщательно очищают от грязи, ржавчины и окалины металлической щеткой, напильником, шлифовальным кругом или с помощью пескоструйного аппарата. При сложной конфигурации детали очистку поверхности можно производить химическим способом—промывкой 10—15%-ным горячим раствором каустической соды, а затем теплым 15— 20%-ным раствором серной кислоты. При наплавке сормайта электрической дугой стержень электрода покрывают обмазкой, предохраняющей его от окисления и стабилизирующей дугу. Наплавленную сормайтом поверхность можно обрабатывать резцами, оснащенными пластинками из металлокерамических сплавов марок ВК4 и ВК6, или шлифованием.
Наплавка зернообразными сплавами.
Зернообразные наплавочные сплавы (вокар, сталинит) — смесь различных металлов (марганца, вольфрама, хрома, железа и др.) с углеродсодержащими веществами (нефтяным коксом, сахаром, патокой) — применяют в виде шихты, которую расплавляют и наплавляют на поверхность детали электрической дугой, возбуждаемой между угольным электродом и основным металлом детали.
Зернообразные сплавы способны глубоко проникать в наплавляемую поверхность вследствие глубокого взаимного перемешивания при наплавке расплавляемой шихты и основного металла. Коррозионной и эрозионной устойчивостью эти сплавы не обладают.
Наплавку зернообразными сплавами выполняют в следующей последовательности.
Поверхность детали, подлежащую наплавке, предварительно зачищают до металлического блеска и придают ей горизонтальное положение. На поверхность насыпают тонкий слой (0,2—0,3 мм) флюса (прокаленную буру), а поверх него — слой шихты (зернообразный сплав) высотой 3—5 мм и шириной 40—60 мм. Если поверхность наплавки не плоская, то для нанесения равномерного слоя шихты применяют шаблоны и ограничители из графита. Слой шихты разравнивают и слегка уплотняют, гладилкой. Отверстия и участки, не подлежащие наплавке, закрывают графитовыми или угольными пластинами.
Включив сварочный агрегат, угольный электрод подводят к краю детали, возбуждают дугу и переносят ее на край насыпанной шихты. Не прерывая дуги, электроду сообщают плавное поступательное зигзагообразное движение от себя по всей ширине слоя шихты со скоростью, обеспечивающей расплавление шихты и сплавление ее с основным металлом. Образующиеся при расплавлении шихты ванночки жидкого металла должны перекрывать друг друга.
При наплавке второго участка шихту на поверхность детали насыпают таким образом, чтобы слой ее перекрывал на 3—4 мм край наплавленного участка поверхности.
При наплавке в несколько слоев каждый наплавленный участок зачищают металлической щеткой для удаления окалины, брызг металла и шлака. Затем на поверхность насыпают слой шихты без флюса и наплавляют следующий слой, соблюдая такие же приемы, как и при наплавке первого слоя.
Во избежание появления трещин и коробления наплавленные детали рекомендуется медленно и равномерно охлаждать в сухом песке или укрывать асбестовыми листами. Чугунные детали перед наплавкой нагревают до 600—700 °С.
При наплавке зернообразных сплавов толщина общего наплавленного слоя не должна превышать 5—6 мм, а ширина—60 мм. При ширине поверхности более 60 мм наплавку выполняют полосами. Толщина однослойной наплавки при толщине шихты 3—5 мм составляет примерно 1,5—2 мм.
Наплавку зернообразных сплавов металлическими электродами осуществляют двумя способами. При первом способе на подготовленную поверхность насыпают слой шихты зернообразного сплава и расплавляют его металлическим электродом, в результате чего на поверхности детали образуется комбинированный слой. При втором способе шихту зернообразного сплава наносят в виде обмазки на металлический стержень электрода.
studfiles.net
Сормайт - Справочник химика 21
Сталь Х5 (Х5Л ) с наплавкой наружной поверхности сормайтом Ло 1 (ГОСТ [c.19]Для повышения износоустойчивости втулок производят наплавку рабочих поверхностей гильз сормайтом или стеллитом. Если эти гюверхности не наплавляют твердым сплавом, то рекомендуется подвергнуть втулки термообработке, достигнув для легированных сталей твердости НВ --- 350—400 и для углеродистых 260—320. [c.130]
Сталь с наплавкой стеллитом пли сормайтом Сталь с наплавкой сормайтом стали марок 4. Н и 40.x (после закалки) [c.153]Затем партию колец растачивают в один размер с припуском 5 мм на диаметр с обязательной заваркой по фанице наплавленного слоя. Чем меньше пофешность заварки, тем выше качество окончательно обработанных колец. Кольцо с наплавленным слоем обтачивают по наружному диаметру по оправке с припуском на дальнейшую операцию 1,5 мм на диаметр. Для предотвращения скола сормайта на выходе резца при окончательной обточке обтачивают фаску на глубину снимаемого припуска. [c.110]
Уплотнительное кольцо 4 устанавливают фаской к передней бабке и зажимают гайкой 9. После включения станка упор-поводок 3 счет трения вращает деталь 4 и весь вращающий узел подшипника. Через отверстие во втулке 12 растачивают отверстие. Проверку осуществляют индикаторным нутромером. Через окно в. корпусе 1 обтачивают кольцо по слою сормайта со скоростью 0,08 мм/об. Скорость резания подрезным резцом 6 -8 м/мин, вспомогательный угол в плане ( = 30°. [c.111]
Литые и порошкообразные смеси (Сормайт 1, ВК-3, Смена 2, КБХ) [c.375]
Толщина армированного слоя значительно влияет на износостойкость детали и определяется характером и условиями работы детали. Как показала практика [112], в зависимости от этих условий толщина слоя силава сормайт № 1 колеблется от 0,5 до [c.233]
Сормайт толщиной более 1,5 мм можно наплавлять несколькими слоями. Однако многослойной наплавки следует по возможности избегать слой необходимой толщины рекомендуется получать за один — два прохода. [c.233]
Сормайт 2 может подвергаться всем видам термической обработки. Это свойство очень важно, потому что иосле отжига детали, армированные этим сплавом, можио обрабатывать на металлорежущих станках. [c.234]
Снижение твердости наплавленного слоя после отжига до HR 30—35 позволяет армировать сормайтом № 2 детали, необходимую конфигурацию которых после наплавки можно получить режущим инструментом. [c.234]
После закалки деталей, армированных сормайтом № 2, твердость наплавленного слоя повыщается до HR 60—62. [c.234]
При работе с толчками и ударами возможно применение деталей, наплавленных сормайтом № 2 без термической обработки. В этом случае используется другое свойство сормайта № 2—его высокая вязкость. [c.234]
Для повышения долговечности деталей горячих центробежных насосов и детален клиновых задвижек их поверхности армируются твердым сплавом сормайт № 1 [101]. [c.240]
Наплавка твердого сплава сормайт. Металлургиздат, 1951, стр. 57. [c.389]
Стеллит, сормайт Серый с красной полосой но пери- [c.42]
Вал 7 в местах прохождения через набивку сальника защищен от износа съемными гильзами 15, на наружные поверхности которых направлен слой твердого сплава (сормайта или стеллита) для повышения износоустойчивости. [c.194]
Сормайт № 2 60-62 1,5—2,5 Не более 1,0 1,5—2,2 13,5-17,5 1,5-2,5 — — Остальное 0,07 0,07 [c.51]
Сталь марки 15, гост 1050-60, с наплавкой наруж ной поверхности сормайтом № 1 [c.378]
Уплотняющие кольца рабочих колес Ст. 1X13 с наплавкой сормайтом Ст.ЗХ13 без наплавки Углеродистая сталь с наплавкой сормайтом [c.61]
Для гильз, наплавленных сормайтом или стеллитом, допускается уменьшение наружного диаметра проточкой или шлифовкой до величины, обеспечивающей после проточки толщину наплавленного слоя не менее 0,5 —0,6 мм. При обычной его тол-и1,ине 1,8—2 мм наружный диаметр уменьшают на 3 мм. Для не-наплавленнь. х гильз проточка по наружному диаметру также допускается не более чем по 1,5 мм на сторону. [c.133]
Сталь с наплавкой сормайтом стали. марок 40ХН и ШХ-15 (после закалки) [c.153]
Защитные гильзы (втулки). Они служат для предохранения ва-лi от разрушения в местах установки сальниковых уплотнений и относятся к числу наиболее быстро изнашивающихся деталей цент-рс бежных насосов. Материалами для изготовления защитных гильз служат прокат углеродистых сталей (сталь 30, 40, 50), чугунное ЛР Тье, прокат легированных сталей (40Х, 1X13, 2X13, 3X13, Х5М). Для повышения износостойкости втулок производят наплавку их рабочих поверхностей сормайтом или стеллитом. Кроме того, втулки хромируют. Если поверхность стальных втулок не наплавляют твердым сплавом, то их подвергают термообработке. [c.150]
На Ангарском нефтехимическом комбинате освоена механическая обработка уплотнительных колец насосов КВН из стали 20 и 15Х5М с наплавкой сормайтом. Кольца насосов КВН 55-70, КВН 55-120 и КВН 55-180 диаметром от 130 до 200 мм -тонкостенные, наплавленные сормайтом. Чистота обработки наружного и внутреннего диаметров - = 6,3. Допуск на раз-ностенность - в пределах 0,01 - 0,02 мм. Основной и наиболее сложной задачей является обеспечение точности отверстия (2-й класс) и разностенности в пределах 0,01 мм. Качество колец зависит от правильной их подготовки под наплавку, качества наплавки, термической обработки и равномерности слоя сор-майта. Предусмотрено несколько операций по постепенному уменьшению и стабилизации снимаемого припуска. [c.109]
Предварительные токарные операции выполняют на участке наплавки сормайтом в горячем состоянии при 700 - 800 °С. Нафев осуществляют в электропечах. Наплавленный сормайт обтачивают на токарном станке 1А62 в специальных конусных фибках, которые фиксируют кольцо по внутреннему диаметру. [c.109]
Наиболее широко для армирования ирнмеияются сплавы сормайт № I и сормайт Л Ь 2. [c.232]
Сормайт № 1 целесообразно применять прн армированин деталей простой конфигурации, работающих без резких толчков и ударов (детали центробежных насосов, клиновых за-двих ек, штампы для горячей штамповки, калибровочные кольца для труб, детали приспособлений для гибки труб и т. д.). [c.233]
Сормайт № 2, обладающий, по сравнению с сормайт № 1, большей вязкостью, целесообразно применять для армирования деталей, работаю- щих с ударными нагрузками (клапаны и седла буровых насосов, вырубные штампы, матрицы и пуансоны для холодной штамповки и т. д.). Детали, наплавленные сормайтом № 2, после отжига обладают хорошей обрабатываемостью, что позволяет применять сормайт № 2 для армирования деталей сложной коифигура-цпи. [c.233]
Если армирование выполнено сплавом сормайт № I, то деталь подвергается термической обработке только лишь для повышения твердости и механических свойств основного металла, так как сормайт № 1 не принимает термическую обработку. В этом случае термическая обработка ведется ио оптимальным для каждой марки сталп или чугуна режимам. При закалке деталей, армиро-наиных сормайтом № 1, в качестве охлаждающей среды необходимо применять масло. Закалка в воде не рекомендуется, так как это может вызвать появление Tp HuiH в армированном слое. [c.234]
Армироваине сплавом сормайт № 1 высокохромистой сталп вызывает ряд трудностей, так как при резком перепаде температур в процессе армирования [c.240]
Лившиц Ф. Наплавка сормайтом № 1 гильз центробежных насосов и деталей клиновых задвилсек. Сб. статей по обмену опытом машииострои-телей-нефтяников, выи, 2, Гостоптехиздат, М., 1956, стр. 20—23. [c.388]
По условиям эксплуатации крекинг-насосы должны непрерывно работать в течение 30—40 суток, в связи с чем поверхности деталей, нод-верженные износу, наплавляют твердым снлавом (сормайтом или стеллитом). [c.196]
Сталь марки Х5 (трубы) по ЧМТУ 2968-51 с наплав кой наружной но верхности сормайтом № I (допускается замена стали Х5 на сталь марки Х5Т-Л) [c.378]
chem21.info
Наплавка поверхностей трения твердыми сплавами
Многие быстроизнашивающиеся детали оборудования имеют большой вес, хотя в работе участвует только их тонкий наружный слой, вес которого часто не превышает 10—15 % общего веса. Такие детали экономически целесообразно восстанавливать наплавкой изношенных поверхностей электродами и сплавами с повышенной твердостью.
Специальные электроды марок ОЗН-250, ОЗН-300, ОЗН-350, ОЗН-400 и У-340 (табл.28) применяются для получения наплавки средней твердости деталей из углеродистых и среднелегированных сталей (цифровые индексы показывают среднюю твердость третьего слоя наплавки по Бринеллю).
Заданная твердость наплавки достигается введением в наплавленный металл через покрытие одного или нескольких легирующих элементов (Mn, Сг, Si и др.). Это способствует образованию закалочных структур и упрочнению феррита. Покрытие наносится на обычную сварочную проволоку. Углерод в таких электродах не является ведущим легирующим элементом. В зависимости от марки электрода содержание углерода в наплавленном металле колеблется в пределах 0,12—0,3 %.
Попытки использовать углерод как основной ведущий легирующий элемент (увеличение содержания его в наплавке более 0,3 %) приводили к образованию трещин и пор в наплавленном металле.
Следует отметить, что углеродистые стали с С = 0,3—0,7 % склонны к образованию закалочных структур, снижающих прочность стали, и образованию трещин при обычных методах сварки, применяемых для малоуглеродистых сталей.
Опыт применения электродов ОЗН и У-340 свидетельствует о высоком качестве электродов со шлакообразующим покрытием основного типа (мрамор, плавиковый шпат) и с марганцем, введенным в качестве ведущего легирующего элемента. Основное преимущество указанных электродов заключается в меньшей склонности к образованию трещин.
Износостойкость закаленного металла, наплавленного электродом ОЗН-300, в 1,5 раза выше, чем закаленной стали марки 40Х. Электроды ОЗН-300 и ОЗН-250 следует рекомендовать для наплавки закаленных деталей из среднеуглеродистых сталей марок 40 и 45, из хромистых сталей марок 30Х, 35Х, 40Х и др. Эти электроды применимы для наплавки деталей из малоуглеродистых сталей и сталей марок 35 и 40.
Металл, наплавленный электродами ОЗН-250, хорошо обрабатывается режущими инструментами. Твердость металла, наплавленного электродом ОЗН-300 и др., может быть снижена отжигом при 850° и охлаждением вместе с печью.
При закалке наплавленный металл достигает твердости НВ 400—460.
 Табл. 28. Электроды для наплавки средней твердости
Табл. 28. Электроды для наплавки средней твердости
Электродами Т-540, Т-590 и Т-620 (см. табл. 9.1) для получения высокой твердости наплавляют детали, изготовленные из цементируемых и закаливаемых сталей, а также детали рабочих органов дорожных машин.
Высокая твердость металла, наплавленного этими электродами, получается в результате введения в состав покрытия легирующих элементов: феррохрома, ферротитана, ферробора, карбида, бора и графита.
Ввиду отсутствия первичных карбидов и сравнительно невысокой степени легирования аустенита хромом и титаном металл, наплавленный электродом Т-540, снижает твердость при отжиге и допускает механическую обработку резанием. Твердость металла, наплавленного электродами Т-540, непосредственно после наплавки равна 35—45 HRC; после отжига при 900—950° она снижается до 24—28 HRC, а после закалки при той же температуре и отпуске при 200—250° составляет 57—60 HRC. Этим электродом можно наплавлять изношенные зубья шестерен.
Металл, наплавленный электродами Т-590 и Т-620, характеризуется повышенной хрупкостью и склонностью к образованию трещин, поэтому при большом износе рекомендуется наплавлять только верхние рабочие слои. Нижние слои наплавляют более мягкими электродами. Рекомендуемые средние значения электрического тока: для диаметра электрода 4 мм — 200—20 а, для диаметра 5 мм — 250—270 а.
Указанными электродами можно наплавлять щеки и валки камнедробилок, зубья ковшов экскаваторов и др.
Стойкость щек камнедробилок увеличивается после наплавки электродом Т-590 в 2 раза.
Железо-хромистые электроды — литые твердые сплавы (стеллиты) типа сормайта и порошкообразного сплава — сталинита (табл.29). Применяя сормайт, получают хорошие результаты при наплавке небольших изношенных поверхностей цементованных и закаленных деталей.
Наплавка сормайтом производится газовой или электродуговой сваркой. Сормайт изготавливается прутками диаметром 5, 6 и 7 мм. При наплавке применяются электроды марок ЦС-1 и ЦС-2. Поверхность, наплавленная электродом ЦС-1 без термической обработки, имеет твердость 48—54 HRC, а электродом ЦС-2—39—45 HRC. Эти электроды различаются между собой тем, что слой, наплавленный электродом ЦС-1, не воспринимает последующей термической обработки, а слой, наплавленный электродом ЦС-2, принимает закалку, после которой твердость наплавки повышается до 56—60 HRC. Этими электродами производят наплавку постоянным и переменным током при короткой дуге. При постоянном токе применяют обратную полярность и толщину наплавленного слоя не более 2,5—4,0 мм с учетом припуска на последующую механическую обработку 1,0—1,5 мм.
Табл.29. Железо-хромистые электроды
| Марка электрода | Рекомендуемый род тока | Химический состав наплавленного металла, % | ||||
| С | Мn | Si | Сг | Ni | ||
| ЦС-1 | постоянный и переменный | 2,5—3,3 | > 1,5 | 2,8—4,2 | 25—31 | 3—4 |
| ЦС-2 | то же | 1,5—2,0 | > 1 | 1,5—2,2 | 13,5—17,5 | 1,5—2,5 |
| Сталинит | постоянный т.в.ч. | 8—10 | 13—17 | 3,0 | 16—20 | — |
Сталинит — порошкообразный сплав, который расплавляется угольным или стальным электродом на постоянном токе при прямой полярности и наносится на деталь слоем 3—4 мм. В качестве флюса применяется бура.
Сталинит можно замешивать на жидком стекле и в виде пасты наносить на поверхность детали, расплавляя его т.в.ч.
Вследствие высокого содержания углерода в наплавке охлаждать деталь следует медленно. Несмотря на это, наплавленная поверхность имеет значительное количество неглубоких трещин и пор.
Для уменьшения образования трещин применяют наплавку шихты стальным электродом или заменяют порошкообразную шихту 0,65—0,80 мм, наполненную порошкообразной смесью из ферромарганца, сталинита или др. составов.
Вследствие малого электрического сопротивления трубки весь сварочный ток практически идет по ней, и дуга возбуждается между трубкой и деталью. Трубка расплавляется от непосредственного действия электрической дуги, а порошкообразная смесь внутри нее плавится под воздействием излучаемой теплоты дуги.
Температура плавления ферромарганца — около 1 250°, поэтому порошкообразная смесь в электроде быстро расплавляется. Трубка на конце электрода защищает плавящийся порошок от окислительного действия наружного воздуха, что обеспечивает выгодное использование легирующих элементов. Из порошкообразной смеси в наплавку переходят 80—85 % марганца, 90 % углерода и 90 % хрома.
Другой, более слабой защитой является электродная наружная обмазка толщиной 0,6—0,8 мм, которая ионизирует электрическую дугу.
Глубокий провар, необходимый при сварке, приносит вред при наплавке, так как вызывает лишний расход марганца, хрома и других легирующих элементов. Для достижения прочной связи наплавленного слоя с деталью достаточно иметь глубину провара 0,1—0,2 мм, но такой малый провар получить трудно. Обычно при ручной наплавке трубчатым электродом глубина провара составляет 0,7—1,0 мм.
Наплавку литых деталей из стали марки 13ГЛ (щеки камнедробилок, бандажи валковых дробилок, била, облицовка шаровых мельниц) производят трубчатыми электродами, изготовленными из стальной ленты толщиной 0,8 мм и наполненными доменным ферромарганцем. Для наплавки бил молотковых дробилок и деталей дробилок ударного действия в наполнение этих электродов рекомендуется добавлять никель в количестве 6—7 % от веса наполнения.
Трубчатые электроды изготовляют из мягкой стальной ленты марки 10 и 08 с содержанием углерода 0,1 %. Применяют электроды двух диаметров: 6,2—6,3 мм из ленты шириной 18 мм и 8,2— 8,4 из ленты шириной 24 мм.
Недостатком высокохромистой наплавки является ее малая ударная вязкость (в 2—3 раза меньшая, чем у марганцовистой наплавки). Нанесение на марганцовистую сталь и чугун высокохромистой наплавки является затруднительным.
Хромомарганцовистые покрытия, получаемые наплавкой трубчатыми электродами, наполненными сталинитом, содержат 2,5—3,0 % углерода, 5,5—6,0 % марганца и 5,2—7,0 % хрома. Такая наплавка трубчатыми электродами обладает коэффициентом износостойкости 5,5—7,0, прочно удерживается на стали и чугуне и придает высокую износостойкость шнекам, ножам, вальцам и другим деталям, работающим на истирание без ударов или с небольшими ударами. Поэтому в большинстве случаев хромистая наплавка может быть заменена марганцовистой или хромомарганцовистой.
Наплавка трубчатыми электродами с ферромарганцем. Рассмотренные выше электроды для получения твердых наплавок имеют в своем составе такие дефицитные и дорогостоящие составляющие элементы как Cr, Ni, Ti, В.
Лаборатория сварки ВНИИСтройдормаша в качестве основной легирующей составляющей электродов предложила марганец, являющийся дешевым материалом. Твердость сложных (комплексных) карбидов железа—марганца в 1,5—2 раза выше твердости кварца, который является одним из самых твердых абразивов, соприкасающихся с рабочими органами дорожных машин. Твердость основы марганцовистой наплавки также высокая, а при наклепе (нагартовке) становится близкой к твердости кварца. Марганцовистая наплавка прочно удерживается на стали и чугуне и хорошо переносит удары. Эти качества марганцовистых наплавок делают их наиболее пригодными для защиты быстроизнашивающихся деталей дорожных машин.
В результате многочисленных опытов и проверки на производстве установлено, что наивыгоднейшим составом марганцовистой наплавки является тот, в котором содержится 1,9—2,3 % углерода и 19—23 % марганца. При этом важно, чтобы карбиды занимали не менее 20 % и не более 35 % от общего объема наплавки.
Содержание углерода в наплавке выгодно увеличивать до определенного предела; если углерода будет больше 2,3 %, то даже при содержании 20—23 % марганца в наплавке выделяются зерна ледебурита, содержащие 4,2 % углерода, твердость которых равна 800—1000 кГ/мм2, в то время как твердость комплексных карбидов железа—марганца составляет 1200—1600 кГ/мм2.
Кроме преимуществ, марганцовистые наплавки имеют и недостаток: их коэффициент расширения в 2,5 раза больше, чем у малоуглеродистой стали. Поэтому при остывании в наплавке возникают трещины, которые даже на щеках камнедробилок не приводят к отслоению наплавки и не отражаются на сроке службы детали. В некоторых случаях, например при наплавке полос для лезвий ножей, эти трещины можно полностью устранить.
Феррохром, так же как и ферромарганец, является сырьем, обеспечивающим износостойкие покрытия. Карбиды хрома обладают высокой твердостью — 1 570 кГ/мм2 и выше. Твердость основы хромистой наплавки — 500—675 кГ/мм2; коэффициент износостойкости хромистой наплавки 6,5—6,8. Следовательно, эта наплавка является даже несколько более износостойкой, чем марганцовистая, в тех случаях, когда при работе детали не происходит наклепа, что делает ее пригодной для защиты деталей, работающих без ударов.
Для восстановления щек камнедробилок применяют трубчатые электроды, наполненные доменным ферромарганцем или доменным ферромарганцем с никелем. Щеки для дробления известняка или других пород малой прочности наплавляют трубчатыми электродами, наполненными сталинитом.
При наплавке щек возможно их коробление (рис. 78 а) в результате большой усадки наплавленного металла. Поэтому следует одновременно производить наплавку 3—4 щек короткими участками, постепенно переходя от одной щеки к другой, чтобы за это время успевал остыть участок, наплавленный первым (рис. 78 б — цифры на рисунке указывают последовательность наплавки отдельных участков при одновременной наплавке трех щек).
Для уменьшения коробления между наплавленными участками ребер следует оставлять незаполненные промежутки, заплавляя их после окончания наплавки и полного остывания щеки, но не все подряд, а согласно цифрам, обозначенным на рис. 78 б, чтобы щека успевала остывать.
Щеки следует укладывать для наплавки так, чтобы их вес способствовал уменьшению коробления (рис.78,в). Однако даже при соблюдении всех перечисленных мер предосторожности все же происходит некоторое коробление, для устранения которого на обратной стороне щеки наплавляют усиливающие ребра (рис.78,г). Поверхность щек проверяют линейками по ребрам и по диагоналям.
Толщина слоя, наплавляемого на дробящие ребра за один проход, не должна превышать 6 мм. При наплавке каждого следующего слоя следует тщательно удалять шлак.
Форму наплавленных ребер проверяют шаблоном (рис.78,д). Ребра неправильной формы, подобно ослабленному ребру, быстро изнашиваются. Недопустимы впадины, которые должны быть обязательно заплавлены. Необходимо особенно тщательно очищать от шлака места, подлежащие наплавке.

Рис. 78. Наплавка щек камнедробилок
Раздел X
ОСОБЕННОСТИ РЕМОНТА И МОНТАЖА ОБОРУДОВАНИЯ ПРЕДПРИЯТИЙ ДЛЯ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ
Ремонт дробильно-помольного оборудования
Похожие статьи:
poznayka.org
Большая Энциклопедия Нефти и Газа, статья, страница 2
Сормайта
Cтраница 2
Для наплавочных работ используют прутки из сормайта, стеллита и других твердых сплавов. [16]
Сормайт № 1, в отличие от сормайта № 2, менее прочен и не поддается термической обработке. Механическая обработка сормайта № 1 может производиться только наждачными кругами. [17]
Электродуговая наплавка сормайта по способу Славянова производится электродами из сормайта с покрытием, состоящим из плавикового шпата, ферромарганца, феррохрома, алюминиевого порошка, графита и мрамора, размешанных на жидком стекле. Структура твердого сплава сормайт мало зависит от способа наплавки. [18]
Для уменьшения износа барабана на последний наплавлен слой стеллита или сормайта толщиной в i1 / мм. [20]
Уплотнительные кольца рабочего колеса также имеют наплавленный слой стеллита или сормайта. [22]
К литым твердым сплавам, изготовляемым в СССР, относятся сормайты 1 и 2 и стеллиты В2К и ВЗК. Стеллит представляет сплав на вольфрамо-хромо-кобальтовой основе, а сормайт - сплав на железо-хромовой основе. По структуре сплав сормайт 1 представляет заэвтектический, а сормайт 2 - доэвтектический высокохромистый чугун. [23]
Обычно стеллиты применяют для изделий, работающих при высоких, а сормайты - при низких температурах. В процессе наплавки этими материалами пользуются флюсами. [24]
Применение электроннолучевого нагрева позволяет получить тонкослойные, хорошо оплавленные покрытия из сормайта, стеллита, алюминия и других металлов на стали, а также вольфрама на граните. [25]
Гексанитовые резцы рекомендуется использовать при обработке твердых сплавов, наплавок из сормайта, закаленных сталей, чугунов, сплавов цветных металлов и пластмасс. [26]
Для повышения твердости одного из колец широко применяется наплавка стеллита и сормайта на стальные детали. В паре с этими кольцами хорошо работает чугун с шаровидным графитом. [27]
Для уменьшения износа нижние накладки имеют с внутренней стороны наплавленный слой 5 сормайта. [28]
Уплотнительные кольца рабочих колес и втулки рабочих колес имеют наплавленный слой стеллита или сормайта толщиной 1 5 мм. [29]
Страницы: 1 2 3 4
www.ngpedia.ru
Большая Энциклопедия Нефти и Газа, статья, страница 1
Сормайта
Cтраница 1
Сормайты, также отливаемые в виде прутков, обладают высокой износоустойчивостью в условиях работы при высоких удельных давлениях и применяются для наплавки вырубных штампов, ножей и различных изнашиваемых деталей. [1]
Сормайты, также отливаемые в виде прутков, обладают особой износоустойчивостью в условиях работы при высоких удельных давлениях и применяются для наплавки вырубных штампов, ножей и различных изнашиваемых деталей. [3]
В сормайтах дефицитные вольфрам и кобальт отсутствуют. [4]
В сормайтах, дефицитные вольфрам и кобальт отсутствуют. [5]
Стеллиты и сормайты широко применяют для наплавки уплотни-тельных поверхностей арматуры, а также для инструментов, работающих без ударов. Наплавку производят на стальные и чугунные детали независимо от их сечения и конфигурации. Рабочую поверхность покрывают слоем сплава, расплавленного ацетилене-кислородным пламенем газовой горелки. [6]
Стеллиты и сормайты широко применяют для наплавки уплот-нительных поверхностей арматуры, а также для инструментов, работающих без ударов. Наплавку производят на стальные и чугунные детали независимо от их сечения и конфигурации. Рабочую поверхность покрывают слоем сплава, расплавленного аце-тилено-кислородным пламенем газовой горелки. [7]
Стеллиты и сормайты широко применяют для наплавки уп-лотнительных поверхностей арматуры, а также для инструментов, работающих без ударов. Наплавку производят на стальные и чугунные детали независимо от их сечения и конфигурации. Рабочую поверхность покрывают слоем сплава, расплавленного ацетилено-кислородным пламенем газовой горелки. [8]
Стеллиты и сормайты широко применяют для наплавки уплотни-тельных поверхностей арматуры, а также для инструментов, работающих без ударов. Наплавку производят на стальные и чугунные детали независимо от rfx сечения и конфигурации. Рабочую поверхность покрывают слоем сплава, расплавленного ацетилене-кислородным пламенем газовой горелки. [9]
Глубина фаски для сормайта № 1 0 5 - 2 5 мм, а для сормайта № 2 - 1 5 - 3 5 мм, ширина фаски 5 - 10 мм. Наплавку производят ацетилено-кислородным пламенем с и-збытком ацетилена. [10]
Ручная наплавка электродами из сормайта 1 не обеспечивает получение высококачественного наплавленного металла. Наплавленный металл имеет сплошную сетку трещин ( фиг. Сетку трещин или отдельные трещины имеет также металл, наплавляемый износостойкими сплавами под слоем флюса. Однако целесообразность подогрева больших конусов сомнительна не только с технической, но и прежде всего с экономической точки зрения. Поэтому при наплавке конусов желательно применение таких составов присадочного металла или использование таких технологических вариантов, которые обеспечивали бы, наряду с высокой износостойкостью, отсутствие трещин в наплавленном металле. [11]
Наплавляют сталинит электродугой, сормайты - ацетилено-кислородны пламенем или электродугой. Покрытие ведется в один и несколько слоев После наплавки сормайта № 2 производят отжиг изделия, а затем механическую обработку. Окончательная отделка ведется шлифовальными кругами. Сормайт № 2 после наплавки и отжига обрабатывают на шлифовальных станках. [12]
Сормайт № 2 отличается от сормайта № 1 более высокой прочностью, вязкостью и способностью подвергаться термической обработке. Торцы прутков из сормайта № 1 окрашиваются зеленой, а сормайта № 2 - красной краской. Если окраски нет, то марка сормайта определяется пробой на изгиб: сормайт № 1 ломается, а сормайт № 2 дает прогиб. [13]
К литым сплавам относят стеллиты и сормайты, изготавливаемые в виде прутков диаметром 3 - 8 мм и длиной 200 - 300 мм. Стеллиты представляют собой сплав кобальта с вольфрамом, хромом и углеродом. Сормайт № 1 содержит 25 - 31 % хрома, 3 - 5 % никеля, 2 8 - 4 2 % кремния, 2 5 - 3 3 % углерода и 1 5 % марганца; остальное составляет железо. Сормайт № 2 содержит 13 - 17 5 % хрома, 1 3 - 2 2 % никеля, 1 5 - 2 2 % кремния, 1 5 - 2 % углерода и около 1 % марганца, остальное - железо. Стеллиты и сормайты широко применяют для наплавки уплотнительных поверхностей арматуры. [14]
К литым сплавам относят стеллиты и сормайты, изготовляемые в виде прутков диаметром 3 - 8 мм и длиной 200 - 300 мм. [15]
Страницы: 1 2 3 4
www.ngpedia.ru






423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)