 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Технология монтажа ленточного конвейера (стр. 2 из 2). Крепление транспортерной ленты
Механическое соединение конвейерных лент
Заголовок:
МЕХАНИЧЕСКИЕ СОЕДИНЕНИЯ ДЛЯ КОНВЕЙЕРНЫХ ЛЕНТ
Конвейерные ленты очень часто используются в различных отраслях промышленности, потому что такой способ является самым эффективным и простым для передвижения сырья и готовой продукции во время проведения ряда технологических процессов. Но нередко возникают ситуации, когда требуется осуществить соединение конвейерных лент, с чем быстро и качественно справятся высококвалифицированные специалисты компании «Росрезинотехника».
Как соединить конвейерную ленту
На сегодняшний день существуют такие способы сцепления лент:• горячая вулканизация: при воздействии большого давления и высокой температуры особые смолы, входящие в состав вулканизационных растворов, образуют с рабочей поверхностью гибкое стыковое соединение;• холодная вулканизация представляет собой склеивание ленты с помощью определенного вида клея, в составе которого содержатся два компонента;• механическое соединение транспортерной ленты: сцепление происходит с помощью предназначенных для этого механических замков.
Последний метод подходит особенно для тех производств, где длина ленточного конвейера в силу некоторых обстоятельств постоянно изменяется. Стоит отметить тот факт, что механические соединения для конвейерных лент широко применяются тогда, когда требуется в минимальные сроки состыковать необходимые узлы, чтобы минимизировать простой конвейера. К достоинствам механического соединения относятся: оперативность проведения процедуры, легкость установки, отсутствие необходимости использования специальных инструментов, возможность проведения соединения в любых условиях окружающей среды, а также доступная стоимость.
Замки для лент, используемые при механическом сцеплении, могут иметь различные формы, типы, а также способы крепления. На сегодняшний день особой популярностью при стыковке конвейеров пользуются механические соединители лент известных компаний MLT (Франция) и Flexible Steel Lacing Co (Америка).
Механические соединения конвейерных лент MLT Франция
 Замки для транспортерных лент MS с самонарезающими винтами от компании MLT предназначены для тяжелых резинотканевых конвейеров. Благодаря современной технологии соединение лент можно выполнять при любых погодных условиях без предварительной подготовки персонала и какого-либо особенного инструментария. В зависимости от толщины транспортерной ленты используются соединители определенной маркировки. Так, замок к ленте конвейерной MS 35 выбирают при толщине 4,5–10 мм, а MS 45 – при 6–12 мм (существуют еще MS 25, MS 55, MS 65). В комплектацию любого из них входят соединительная пластина, саморезы и соединительный стержень.
Замки для транспортерных лент MS с самонарезающими винтами от компании MLT предназначены для тяжелых резинотканевых конвейеров. Благодаря современной технологии соединение лент можно выполнять при любых погодных условиях без предварительной подготовки персонала и какого-либо особенного инструментария. В зависимости от толщины транспортерной ленты используются соединители определенной маркировки. Так, замок к ленте конвейерной MS 35 выбирают при толщине 4,5–10 мм, а MS 45 – при 6–12 мм (существуют еще MS 25, MS 55, MS 65). В комплектацию любого из них входят соединительная пластина, саморезы и соединительный стержень.
Замки для соединения конвейерных лент Flexco США
 Соединители данной компании подразделяются на такие способы крепления: шарнирное и болтовое неразъемное. Кроме того, в зависимости от некоторых параметров (тип транспортерной ленты, максимальная нагрузка, вид и особенности производства) подбираются разные соединители. При обслуживании конвейеров с резиновым покрытием, применяемых на рудниках или в металлургии, прекрасно подойдут замки для стальной ленты Flexco Bolt Hinged, Flexco Rivet inged и пр. А, например, для пищевой и фармацевтической промышленности могут понадобиться замки Flexco Clipper (для соединения тканевых лент), Alligator Rivet и пр.
Соединители данной компании подразделяются на такие способы крепления: шарнирное и болтовое неразъемное. Кроме того, в зависимости от некоторых параметров (тип транспортерной ленты, максимальная нагрузка, вид и особенности производства) подбираются разные соединители. При обслуживании конвейеров с резиновым покрытием, применяемых на рудниках или в металлургии, прекрасно подойдут замки для стальной ленты Flexco Bolt Hinged, Flexco Rivet inged и пр. А, например, для пищевой и фармацевтической промышленности могут понадобиться замки Flexco Clipper (для соединения тканевых лент), Alligator Rivet и пр.
Шарнирные крепежи для конвейерных лент Kıvılcım Турция
 Соединения транспортерной ленты механическими крепежами компании KIVILCIM используется в отраслях металлургических, строительных, сельскохозяйственных. Крепежи для транспортерных лент SELFLEX облегчают установку на конвейерную ленту по времени и условиям монтажа механического крепежа ленты конвейерной. Особенно актуально в чрезвычайных обстоятельствах во время порыва ленты на конвейерах и элеваторах. Шарнирные и болтовые крепежи соответствует конвейерным лентам толщиной 8-10 мм. для перемещения песка, гравия, камня по конвейеру. Болтов крепежи конвейерной ленты обеспечивает легкий монтаж механического соединения ленты без дополнительного использования иных средств. Выбор болтового соединения ленты зависит от толщины конвейерной ленты и приводных и натяжных конвейерных барабанов. Вы сможете найти в таблице указанной на этой странице.
Соединения транспортерной ленты механическими крепежами компании KIVILCIM используется в отраслях металлургических, строительных, сельскохозяйственных. Крепежи для транспортерных лент SELFLEX облегчают установку на конвейерную ленту по времени и условиям монтажа механического крепежа ленты конвейерной. Особенно актуально в чрезвычайных обстоятельствах во время порыва ленты на конвейерах и элеваторах. Шарнирные и болтовые крепежи соответствует конвейерным лентам толщиной 8-10 мм. для перемещения песка, гравия, камня по конвейеру. Болтов крепежи конвейерной ленты обеспечивает легкий монтаж механического соединения ленты без дополнительного использования иных средств. Выбор болтового соединения ленты зависит от толщины конвейерной ленты и приводных и натяжных конвейерных барабанов. Вы сможете найти в таблице указанной на этой странице.
Эластичные гибкие соединения для конвейерных лент
 Для бесшумного и эластичного соединения конвейерных лент для бесконечного движения по конвейеру применяются эластичные резиновые соединения Super Screw фирмы MLT Франция. Эластичное соединение:
Для бесшумного и эластичного соединения конвейерных лент для бесконечного движения по конвейеру применяются эластичные резиновые соединения Super Screw фирмы MLT Франция. Эластичное соединение:1. Гнётся во всех направлениях, следует за всеми движениями ленты, совместим с маленькими диаметрами барабанов (от 160мм).
2. Высокая прочность на разрыв, способность к растяжению перед разрывом 55мм, фактор прочности > 500%.
3. Стык не возвышается над поверхностью ленты => полностью совместим со скребками – очистителями.
Наша компания может предложить аналогичные импортным соединения, Российских производителей. Пластина КВМ предназначена для стыковки и ремонта резинотканевых конвейерных лент с разрывным усилием до 1600 н/мм.
Пластина КВМ выпускается трёх основных видов:
1. КВМ-1 для стыковки и ремонта конвейерных лент с разрывным усилием до 1600 н/мм.
2. КВМ-2 для стыковки и ремонта конвейерных лент с разрывным усилием до 800 н/мм.
3. КВМ-3А для стыковки и ремонта конвейерных лент с разрывным усилием до 600 н/мм.
4. КВМ-3Б для стыковки и ремонта лёгких конвейерных лент с разрывным усилием до 400 н/мм.
5. Пластина КМВ может быть изготовлена жаро/масло/морозостойком/пищевом исполнении.
Наши предложения
Наши специалисты всегда помогут подобрать правильные замки для конвейерных лент. Кроме того, компания «Росрезинотехника» предоставит комплект для его установки и обучит персонал ремонту. Специалисты компании «Росрезинотехника» готовы оказать квалифицированную помощь в механическом соединении конвейерных лент. Доступные цены. Услуги по стыковки конвейерной ленты механическим соединением транспортерной ленты!Оформить заказ на оказание услуги
www.rosrez.ru
Установка транспортерной ленты
Установка транспортерной ленты осуществляется по окончании монтажа станины, натяжного устройства, привода и роликовых опор. Перед навешиванием ленту выдерживают при температуре выше 5 градусов. В процессе навешивания соблюдаются все предосторожности для исключения повреждения бортов и тканевых прокладок. Специалисты компании «ЭластикТрейд» производят демонтаж и монтаж конвейерных лент любых типов на любых производствах заказчиков.
Этапы проведения монтажа
Лента навешивается в три этапа:
- протаскивание ленты на конвейере;
- стыковка концов;
- натяжение.
Длина ленты отмеряется в соответствии с монтажной схемой + дополнительные отрезки для стыковых соединений.
Протаскивание ленты
Ленты поставляются в катушках или рулонах. Перед укладкой рулон подвешивается на ось, сначала пропускается нижняя ветвь, затем конец ленты огибается вокруг барабана и направляется по рабочей ветви. Лента навешивается при помощи монтажной лебедки. Между монтажной лебедкой и натяжным барабаном устанавливают временные ролики и блоки для поддержания направления ленты.
Если производится замена старой ленты на новую используется специальный прием, позволяющий сократить время монтажа. Старая лента разрезается и временно соединяется с концом новой особым способом. При работающем приводном барабане новая лента обходит весь периметр конвейера, а старая оказывается сверху, после чего при вращении привода сматывается в рулон.
Стыковка концов
Стыковка концов производится одним из трех методов:
- механический метод;
- холодная вулканизация;
- горячая вулканизация.
Горячая вулканизация – пожалуй, наиболее предпочтительный метод, поскольку прочность соединения составляет 90% от прочности ленты на разрыв. Специалисты компании «Эластик Трейд» используют компактные вулканизационные прессы, позволяющие произвести всю процедуру даже в труднодоступных местах.
Натяжка ленты
Натяжка и отладка хода ленты производится при помощи изменения положения барабанов и роликовых опор. Лента должна правильно набегать на барабан без смещения в сторону или пробуксовки.
В процессе наладки производятся следующие работы:
- отслеживание состояния смазки;
- проверка болтовых и шпоночных соединений, правильного вращения роликов;
- отслеживание равномерности распределения материала на ленте;
- регулировка ленты в случае перекоса;
- отслеживание плотности прилегания прокладок лотка к ленте и т.д.
После пуско-наладки конвейера установка транспортерной ленты заканчивается. При необходимости вы можете заключить с нами договор на последующее обслуживание и ремонт ленты и конвейера.
elastictrade.ru
Как соединить транспортерную ленту
Шарнирное соединение УМ1750.14, УМ1400.13, УМ1000.11
Классическая забивная система соединения для прочных конвейерных лент толщиной от 10 мм.
Соединяйте ленты быстрее, надежнее и по доступной цене!

П-образные скобы и профилированные шарниры прочно соединяют конвейерную ленту с разрывным усилием до 1750 Н/мм
Соединительные замки УМ предлагаются в трех модификациях, отличающихся толщиной пластин шарнира и размером проволочных скоб - для конвейерной ленты толщиной от 10 мм, от 13 мм от 15 мм и более.
Шарнирное соединение УМ в разы дешевле французских, немецких или американских соединительных замков подобного типа.Вы экономите метры конвейерной ленты при стыковке - УМ1750.15 соединяет ленту стык-в-стык.
В осенне-зимний период и ранней весной проблематично использовать самую доступную технологию холодной вулканизации, а пресс не всегда доступен, но Вы без проблем сможете соединить конвейерную ленту механическим способом, не прибегая к услугам подрядчиков, в любых погодных условиях, прямо на конвейере за 30-60 мин.
Технология соединения конвейерных лент
Разъемные механические соединители УМ1750.15 запрессовываются в концы стыкуемых лент при помощи специального устройства, после чего обе части стыка соединяются по принципу «замка-молнии», внутрь петель вводится соединительный стержень УМ.
Соединительный стрежень для УМ, представляет собой отрезок каната специальной конструкции, длина которого зависит от ширины стыкуемой конвейерной ленты. Длина соединительного стержня УМ, мм - 785, 985, 1185, 1385, 1585.
Шарнирные механические соединители УМ поставляются в комплектах на ширину соединяемой конвейерной ленты 1000 мм, 1200 мм. В процессе стыковки могут набираться на любую ширину ленты.
Преимущества использования шарнирного стыкового соединения УМ
- при подготовке к стыковке ленты упрощается технология, не отслаиваются обкладки ленты, простая обрезка ленты под прямым углом;
- экономия конвейерной ленты до 1 м2 на стык;
- гибкость полученного стыка почти такая же, как цельной ленты, что не создает напряжений при прохождении лентой барабанов;
- одинаковая по всей толщине лента не затруднит прохождение по очистным устройствам;
- упрощается демонтаж и монтаж ленточного полотна в любом месте;
- снижается доля ручного труда (механизация работ) в связи с применением инструмента УМ130
Подготовка конвейерной ленты к стыковке
- Обрезать оба края стыкуемой ленты под углом 90 градусов с помощью специального ножа и угольника;
- При необходимости снять верхнюю или нижнюю обкладку ленты, чтобы толщина ленты в месте стыка не превышала 15 мм;
- Количество соединителей определяется простым выкладыванием на ленту отступая от каждого края ленты 30-40 мм;
- В случае стыковки ленты различной ширины, количество соединителей набирается по ширине меньшей ленты;
- Количество соединителей должно быть строго одинаковым для каждого края стыкуемой ленты;
- С помощью рулетки определить центр ленты;
- Процесс стыковки ленты начинать от центра ленты к краям;
- Набор шарнирных соединителей УМ1750.15 в устройство УМ130;
- Набрать шарнирные соединители УМ в планку набора соединителей (скободержатель) устройства УМ130 овальными отверстиями вниз и зафиксировать их шомполом;
- Соединители набираются не боле 6 шт. за один раз;
- Обязательно отступать по одному посадочному месту для соединителей УМ с левой и правой стороны планки набора соединителей
Запрессовка соединителей УМ1750.15
- Вставить проволочные скобы 2 шт. в посадочное место ударного механизма (центральную часть бойка)Установить ударный механизм в направляющие станины напротив первого соединителя;
- Придерживая устройство УМ130 одной рукой легкими ударами молотка по посадочной пяте догнуть соединитель до полной посадки соединительных элементов УМ1750.15 к станине;
- Нанести несколько ударов молотком по бойку УМ130 до его естественного отскока;
- Произвести те же действия напротив крайнего соединителя и только потом перейти к центральным в любой последовательности:
- Вставить проволочную скобы 2 шт. в посадочное место ударного механизма (крайнюю часть бойка) и произвести допрессовку крайней части соединителей в любой последовательности;
- Извлечь шомпол, освободить ленту;
- Произвести выше изложенные действия с оставшимися участками ленты путем перестановки устройства (при этом крайний запрессованный соединитель устанавливается в свободное посадочное место скободержателя в плотную с новым соединителем)
Окончательная допрессовка стыкового соединения
- После соединения, края ленты обрезать под углом 30 градусов по ходу движения ленты;
- Для фиксации стержня у края соединителя, одеть гайку и расклепать на стержне;
- Готовое стыковое шарнирное соединение выложить на жесткую поверхность и путем удара молотка по соединителям произвести допрессовку соединителей УМ1750.15
После окончания запрессовки соединителей обо торца ленты соединить с помощью соединительного стержня УМ или УМ Б
Внимание! Шарнирное соединение конвейерной ленты прослужит значительно дольше, если планово менять соединительные стержни в случае их износа (рекомендуется производить замену стержня каждые три месяца, в зависимости от условий эксплуатации конвейера)Купить замки для конвейерной ленты УМ1750.15
centrobelt.ru
Технология стыковки конвейерных лент
Строительные машины и оборудование, справочник

Категория:
Портовые подъемно-транспортные машины
Технология стыковки конвейерных лентМесто стыка является наиболее слабой и недолговечной частью конвейерной ленты. Различные способы стыковки обеспечивают прочность соединения ленты на 50—80%, а долговечность на 60 — 90%. Поэтому выбор способа стыковки (рис. 1) должен отвечать, с одной стороны, производственным возможностям его выполнения, а с другой — условиям работы конвейера (роду груза, климатическим воздействиям и т. п.). Необходимо отметить, что при соединении путем вулканизации у ленты наивысшие показатели прочности и долговечности, так как в этом случае не уменьшается ее прочность и не разрушаются внутренние слои в процессе работы, тогда как при соединении элементами, внедряющимися в ленту, уменьшается площадь поперечного сечения и появляются концентраторы напряжения, что в конечном итоге вызывает в ленте разрывы. Если прочность стыка, выполненного путем вулканизации условно принять за 1, то прочность ленты при холодной склейке составит 0,5—0,6, сшивке без склеивания — 0,3, соединениях встык — 0,3—0,5.

Рис. 1. Способы стыковки резинотканевых лент
При выполнении стыка необходимо стремиться к тому, чтобы детали соединения не выступали за поверхность ленты и не образовывали углубления. Это уменьшит возможность повреждения роликов и барабанов и предотвратит дополнительный захват лентой груза.
Технология стыковки ленты состоит из следующих операций: разделки кромок и подготовки концов ленты, натяжения ленты до совмещения ее концов, соединения концов. Стыковать необходимо при полностью ослабленном натяжном устройстве и снятых в зоне работы на длине 4—6 м роликоопорах.
Каждый очередной слой ленты снимают в пределах одной полки. При этом не должна повреждаться наружная поверхность прокладки, образующей полку. Окончательно поверхности полок подготавливают к соединению, размягчая растворителем остатки резины и соскабливая их ручным скребком.
Для натяжения ленты используют полиспаст, соединенный с винтовыми зажимами, которые закрепляют на ленте на расстоянии 5 м от ее концов. При натяжении ленты с текстильным каркасом сначала выбирают слабину, а затем вытягивают примерно на 1% ее длины, чтобы предотвратить ускоренную вытяжку в начальный период работы.
При стыковке концов ленты путем склейки поверхности полок протирают бензином и 2—3 раза промазывают тонким слоем резинового клея. Каждый слой подсушивают в течение 15—20 мин. Концы ленты подгоняют один к другому, сжимают и помещают под пресс на 8 —12 ч.
Наиболее надежное соединение обеспечивает горячая склейка—вулканизация, заключающаяся в том, что между склеиваемыми поверхностями помещают слой «сырой» резины — смесь каучука с серой, сажей и другими наполнителями. Под действием температуры и давления молекулы серы соединяются с молекулами каучука, образуя сложные пространственные системы. В результате каучук превращается в резину. Ее свойства, а следовательно, и прочность соединения зависят от количества свободных связей молекул каучука, замещенных серой: чем их больше, тем тверже и прочнее резина.
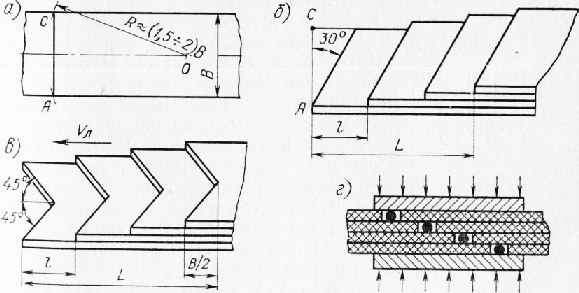
Рис. 2. Схемы разделки концов под склейку и вулканизацию резинотканевых лент
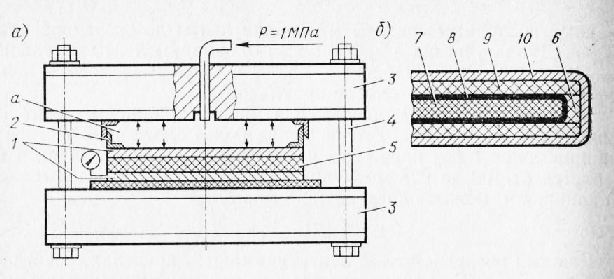
Рис. 3. Схемы работы пресса для вулканизации стыков лент: а — общий вид пресса; б — нагревательный элемент
Качество соединения зависит от соблюдения технологии вулканизации. На очищенные от резины полки разделанных концов ленты в 2—3 слоя наносят разбавленный в отношении 1:4 клей марки АН. Первый слой тщательно втирают, последующие наносят после подсушки предыдущего. Вдоль уступов полок (рис. 2, г) укладывают прорезиненный шнур, а на их поверхность — слой сырой резины, который тщательно раскатывают. Концы ленты стыкуют, выверяют и прижимают один к другому. Для удаления воздуха место стыка проколачивают молотком в направлении от оси ленты к краям, а затем прокатывают роликами. Стык помещают в пресс и включают вулканизатор.
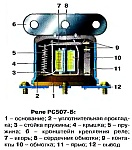
Существует много различных конструкций прессов как с электрическими нагревательными элементами, так и с газовым или жидким теплоносителем. На рис. 123 изображен переносный гидравлический пресс конструкции института геотехнической механики АН УССР. Его особенность заключается в применении гибких нагревательных элементов и эластичной камеры давления, обеспечивающих равномерное распределение давления по всей поверхности стыка независимо от наличия неровностей.
Пресс состоит из облегченных плит, соединенных болтами. Конвейерную ленту помещают между нагревательными элементами, состоящими из миканитово-го сердечника, на который намотана нихромовая полоса размерами 0,1X30 мм. Сердечник изолирован листовым миканитом и помещен в чехол из листовой стали толщиной 0,3—0,5 мм. Давление на ленту создает вода, подаваемая ручным насосом в резиновую плоскую камеру а, заключенную в раздвижной корпус. При давлении воды 1 МПа пресс развивает усилие 1600 кН.
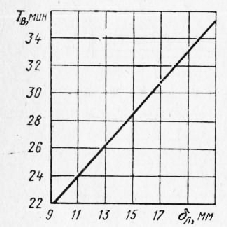
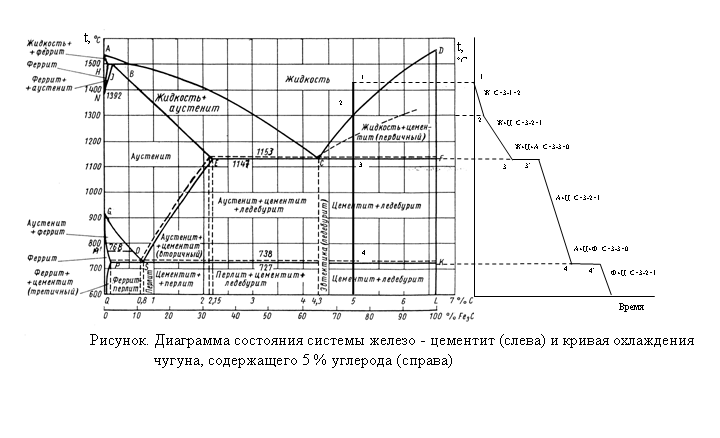
Рис. 4. Зависимость времени вулканизации от толщины ленты
Необходимая температура для вулканизации 138—143 °С. При установке ленты в нагретый вулканизатор время вулканизации в зависимости от ее толщины бл может быть определено по графику на рис. 4. В противном случае его необходимо увеличивать в 2—3 раза.
Читать далее: Механическое оборудование конвейерных лент
Категория: - Портовые подъемно-транспортные машины
Главная → Справочник → Статьи → Форум
stroy-technics.ru
Технология монтажа ленточного конвейера - часть 2
В соответствии с положением вала приводного барабана монтируют узел электродвигатель – редуктор.
После выполнения монтажных операций, связанных с установкой приводного барабана и электродвигателя с редуктором, необходимо выполнить обкатку этого узла и устранить замеченные дефекты.
Затем переходят к установке натяжной станции. Подшипники натяжной станции закрепляют болтами, не затягивая гаек. В заключение необходимо проверить параллельность винтовых натяжек, а также горизонтальность барабана. Только после этого окончательно затягивают гайки крепления подшипников.
Нормально смонтированные приводной и натяжной барабаны легко вращаются от руки.
Заключительной работой по монтажу конвейера является установка ленты. Для этого необходимо рулон ленты при помощи вставленной в него оси (отрезка вала или трубы) опереть на козлы или подвесить к балкам эстакады. Рулон устанавливают по оси конвейера впереди, позади или над ним, в зависимости от условий, с таким расчетом, чтобы более толстая резиновая обкладка служила впоследствии рабочей поверхностью.
Наружный конец ленты стропят канатом, и рулон ленты раскатывают вдоль машины. Если к моменту раскатки ленты уже проведен монтаж электропитательной сети, приводной барабан конвейера может использован в качестве шпиля. Для этого на приводной барабан наматывают 3-4 витка каната, натягивают его и, включив привод, подтягивают ленту.
Ленту следует натягивать таким образом, чтобы стык для разделки попадал на верхнюю ветвь конвейера.
1.3. Эксплуатация ленточных конвейеров.
Ленточные конвейеры при правильной эксплуатации представляют собой надежный вид транспорта и выходят из строя только при использовании их не по назначению или при нарушении правил эксплуатации.
Ленточный конвейер до начала эксплуатации должен быть тщательно осмотрен и опробован на холостом ходу.
В процессе осмотра, пробного запуска и на протяжении всей работы машины необходимо тщательно следить за степенью натяжения ленты. Ленту нельзя чрезмерно натягивать, так как это увеличивает расход мощности, ослабляет стык и делает ленту очень чувствительной к неточной установке роликовых опор. Слабое натяжение также недопустимо, так как увеличивает ее провес, приводит к рассыпанию транспортируемого груза и затрудняет регулирование.
Натяжение ленты можно при некотором опыте проверить по величине прогиба от нажима на нее рукой и по величине провеса груженой ленты между роликами. Повышенное провисание ленты между роликовыми опорами является следствием увеличенного шага этих опор, недостаточного натяжения ленты или повышения нагрузки на ленту.
Для нормального натяжения конвейерной ленты необходимо подтянуть натяжное устройство, а также проверить шаг роликов.
При проверке конвейера необходимо проследить за тем, чтобы лента перемещалась прямо, без смещения в сторону и без пробуксовки. Во избежание пробуксовки ленты и порчи ее внутренней поверхности барабан надо очищать от налипающих частиц транспортируемого материала. Следует также периодически очищать от налипающих частиц ролики и междуленточные перекрытия. Плохая очистка роликов и ленты может быть причиной простоев и аварий машины.
Если лента неправильно набегает на барабан, то необходимо ослабить гайки крепления двух-трех роликовых опор у приводного барабана со стороны набегания ленты и ударом молотка подать вперед края этих роликов. При подаче одного края роликовой опоры вперед второй край подается назад.
В том случае, если обнаружен перекос ленты в средней части конвейера, то ленту регулируют на участке у начала схода ленты; для этого надо повернуть несколько роликовых опор в сторону движения со стороны ее натяжения.
Если же лента неправильно набегает на натяжной барабан, то ее регулируют двумя-тремя нижними роликовыми опорами, расположенными непосредственно у натяжного барабана.
Перед эксплуатацией следует убедиться в том, что натяжной барабан, несущие и поддерживающие ролики легко вращаются. Для нормальной эксплуатации конвейера материал необходимо подавать равномерно и в количестве, соответствующем производительности машины. Материал на ленте должен располагаться ровным слоем, ленту следует загружать равномерно, но без перегрузки, в результате которой материал ссыпается с краев.
В зимних условиях для улучшения сцепления ленты с ведущим барабаном на него целесообразно наклеивать кусок конвейерной ленты.
При температуре ниже 30о барабан может не иметь необходимого сцепления с конвейерной лентой. В этом случае можно повысить сцепление, подбрасывая на вращающийся барабан мелко раздробленный битум. Будучи достаточно твердым при низкой температуре, битум играет роль фрикционного материала. Однако его твердость не настолько велика, чтобы повредить ленту.
При подаче влажных теплых материалов в зимних условиях конвейерная лента может обледенеть, и материал скатывается с нее даже при небольшом наклоне конвейера. Надежным средством борьбы с обледенением является обрызгивание ее раствором хлористого кальция.
После окончания работы конвейера электродвигатель следует выключить; перед этим надо убедиться, что весь материал сошел с ленты; затем электродвигатель и все подшипники осматривают. Ленту после окончания работы закрывают брезентовым чехлом с тем, чтобы предохранить ее от вредного влияния дождя, солнца, снега и т. п.
Одной из важных работ, обеспечивающих соблюдение правил техники безопасности при работе конвейера, является проверка тормоза. Длину стопорной ленты выбирают с учетом продолжительности торможения и тем самым с учетом величины обратного хода конвейера, допускаемой в пределах 50-100мм.
На конце стопорной ленты тормоза следует делать фаску, что обеспечивает затягивание ее между барабаном и холостой ветвью ленты. Надо следить за тем, чтобы конец стопорной ленты всегда был направлен в сторону барабана, примыкал к нему и не выворачивался в противоположную от барабана сторону.
В процессе эксплуатации конвейера необходимо заменять изношенную ленту, а также соединять ее концы.
Замена изношенной представляет собой определенные трудности. Это операция может быть облегчена путем использования тягового усилия, передаваемого старой лентой. Для этого старую ленту разрезают и временно соединяют с концом новой ленты так, чтобы конец новой ленты был сверху ведущего конца старой ленты, а ведомый конец старой ленты был уложен сверху новой ленты и присоединен к ней.
После того как при работающем приводном барабане новая лента обойдет весь периметр конвейера, старая лента окажется сверху новой и может быть смотана в рулон при вращении привода, а концы предварительно натянутой ленты соединяют между собой.
Соединения (стыки) лент бывают двух видов: неразъемные и разъемные.
Неразъемные соединения могут быть выполнены несколькими способами: горячей вулканизацией, использованием клеев типа БФ, клепкой и сшивкой сыромятными ремнями.
Для получения неразъемного соединения концы конвейерной ленты можно соединить внахлестку и встык.
Соединяя концы хлопчатобумажной прорезиненной ленты внахлестку, их обрезают под прямым углом к боковой поверхности ленты, затем под углом 30–45о . Срез под углом 30о делают при отношении толщины ленты к диаметру барабана, большем 1:80, а под углом 45о – меньшим или равным. На концах ее нарезают ступени по числу прокладок.
С поверхности ступеней личным напильником опиливают резину до ткани, затем промывают ткань бензином. После испарения бензина приступают к склеиванию, для чего применяют одну часть починочного вулканизационного клея №1, растворенного в четырех частях бензина.
Раствор клея наносят на ступени при помощи кисти тонким равномерным слоем, втирая его в ткань; нанесенному раствору дают высохнуть до такой степени, чтобы он не прилипал к пальцам, и повторяют эту операцию три-четыре раза. Затем последовательно накладывают ступени одну на другую так, чтобы между торцами ступеней был зазор в 1мм, который придает гибкость месту склейки. Склеиваемые поверхности ступеней должны плотно прилегать одна к другой; для этого их сверху прокатывают роликом. Потом место склейки зажимают между двумя пластинами, нагретыми до 100–120о , и таким образом выдерживают сутки.
Разъемные соединения могут быть крючковые, аллигаторные, петлевые, скобочные и планочные.
Крючковые соединения выполняют из стальных скобок, устанавливаемых на краях стыка, и стального закладочного стержня или стального каната, соединяющего крючки.
Аналогичны соединения с зубчатыми скобами.
При крючковых соединениях зубчатыми скобами нагрузка в стыке передается по всей ширине, а стык обладает достаточной гибкостью в поперечном направлении.
Петлевые соединения состоят из шарниров, прикрепленных к краям ленты и соединяемых стержнями. Для плоских лент длина петли несколько меньше ширины ленты.
Этот тип соединений не обеспечивает равномерной передачи нагрузки по всей ширине ленты; так как часть ширины ленты в стыке не участвует в непосредственной передаче нагрузки, а из-за частых ударов стыка по роликам и барабанам разрушается стык ленты и быстро изнашиваются роликовые опоры и их подшипники.
Рассмотренные соединения стыков целесообразно применять для лент конвейеров рассчитанных на непродолжительный срок эксплуатации. Прочность таких стыков значительно ниже прочности стыка, выполненного горячей вулканизацией.
Основные неисправности ленточных конвейеров, причины и способы устранения приведены в таблице 1.
Табл.1. Неисправности ленточных конвейеров и способы их устранения.
mirznanii.com
Монтаж ленточных конвейеров — Мегаобучалка
Машины непрерывного транспорта монтируют на постоянном рабочем месте. Трудоемкость монтажных работ конвейеров требует повышенной точности координирования их положения в пространстве по отношению к другим машинам, технологическому оборудованию и элементам строительных конструкций. При большой длине недопустимы даже малые угловые ошибки, которые приводят к отклонениям линейных размеров, поэтому монтаж оборудования выполняют квалифицированные рабочие непосредственно на рабочем месте [7].
Монтажу ленточного конвейера предшествует разработка проектно-сметной документации и монтажных работ с учетом расположения складов, подъездных путей, энергетического хозяйства.
Конвейерные установки с мощностью привода более 500 кВт монтируют специализированные монтажно-строительные организации, при меньшей мощности – монтажные бригады самого предприятия.
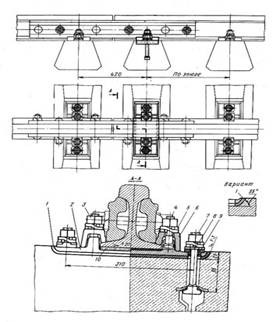
На выверенную по шаблону, отвесам и уровню и закрепленную металлоконструкцию (рис. 3.25) устанавливают роликоопоры, начиная с нижней (холостой) ветви, пока доступ к ней не закрыт роликоопорами верхней ветви. Затем устанавливают роликоопоры рабочей ветви и монтируют приводной барабан, а по его валу – редуктор и электродвигатель.
Привод конвейера обкатывают до установки ленты, замеченные неисправности устраняют. Натяжной барабан устанавливают в крайнее положение, соответствующее минимальной длине конвейера.
Наибольшая ответственность монтажа необходима при установке приводной станции и роликового става в плане.
При установке приводных барабанов не допускается отклонение от перпендикулярности осей барабана и конвейера более чем на 0,5 мм на 1000 мм длины, смещение середины барабана относительно продольной оси конвейера должно быть не более 2 мм, жесткие требования предъявляются и к натяжным и к отклоняющим барабанам.
Рис. 3.25. Схема подготовки металлоконструкции к монтажу:
а – подготовка к монтажу; б – секция конвейера;
1 – ориентир; 2 – отвес; 3 – уровень; 4 – металлоконструкция; 5 – шаблон; 6 – отверстия
Отклонение середины роликоопоры от продольной оси конвейера не должно превышать 3 мм. Опорная поверхность под роликоопоры должна быть прямолинейной (отклонение не более ± 1 мм на 1000 мм длины), ролики должны легко вращаться.
После холостого испытания приводов, натяжных устройств и другого оборудования приступают к монтажу конвейерной ленты [5]. Необходимая длина ленты (м) определяется по формуле
, (3.26)
где Ri – радиус огибания лентой барабанов, м;
αi – угол изгиба ленты, град;
Li – длина прямолинейных участков, м;
Lт – длина огибания барабанов разгрузочной тележки (если она имеется), м;
ℓc – длина стыка, м.
Для укладки ленты на обеих ветвях конвейера рулон ленты устанавливают со стороны концевой станции. Конец ленты прикрепляют к стальному канату, длина которого не меньше удвоенной длины конвейера (рис. 3.26).
Канат укладывают на роликоопоры холостой ветви, перекидывают через головной барабан и протягивают по роликоопорам грузовой ветви к лебедке.
При наматывании каната на барабан лебедки лента сматывается с рулона и укладывается на грузовой, а затем, обогнув концевой барабан, на холостой ветви конвейера.
Рис. 3.26. Схема навески ленты с помощью привода и лебедки:
1 – рулон ленты; 2 – барабан лебедки; 3 – канат
После монтажа всех узлов и электрооборудования производится тщательный осмотр и обкатка конвейера.
Перед опробованием конвейера вхолостую в течение 3–4 часов необходима установка защитных кожухов, бортов, течек, воронок, очистных устройств. Лента должна быть натянута расчетным усилием. При этом проверяется работа механизмов, нагрев подшипников, вращение роликов, отсутствие течи масла из редуктора, контроль правильности движения ленты (рис. 3.27). При сходе ленты с приводного барабана или с роликоопор конвейер останавливают [7].
При опробовании под нагрузкой в течение 12 часов выполняются аналогичные проверки и регулировки, как при опробовании вхолостую.
Рис. 3.27. Регулировка верхних роликоопор ленточного конвейера при сходе ленты:
а – с приводного барабана; б – в средней части;
1 – приводной барабан; 2 – роликоопоры; 3, 4 – оси ленты и конвейера;
5, 6, 7 – направления движения ленты, ее схода и разворота роликоопор
Для попадания груза на середину ленты необходимо соблюдать правильность загрузки и разгрузки конвейера и положения загрузочных устройств. Просыпание груза в местах разгрузки устраняют регулированием приемных устройств. При опробовании наклонных конвейеров под нагрузкой (при полностью загруженной ленте) проверяют работу тормозов и остановов, препятствующих движению загруженного конвейера в обратном направлении при выключении двигателя. Натяжение ленты регулируется в соответствии с ее загрузкой.
megaobuchalka.ru
Инструкция горячей стыковки транспортерных лент. Стыковка конвейерных лент
Наша компания оказывает услуги предприятиям по ремонту и стыковке конвейерных (транспортерных) лент. Соединение конвейерных лент выполняется одним из следующих вариантов: методом горячей вулканизации, холодной вулканизации или механической стыковкой с помощью замков. О достоинствах каждого из них мы расскажем немного подробнее.
К преимуществам способа можно отнести:
- наиболее крепкий вариант соединения конвейерных лент;
- стыковка транспортерных лент допустима при низких температурах и относительной запыленности;
- расходные материалы немного дешевле, чем используемые при холодной вулканизации.
Холодная вулканизация – быстрый способ
Соединение конвейерных лент методом холодной вулканизации выполняют проверенными временем клеящим составами Nilos, Conti Secur. Таким вариантом склейки можно достичь до 71% прочности полотна, он уступает по надежности предыдущему методу, но выигрывает в стоимости.
Основные плюсы:
- время на соединение транспортерной ленты сокращается в два раза по сравнению с горячим процессом;
- снижается время простоев оборудования производства;
- стоимость стыка указанным способом невысокая, так как не используется специализированное оборудование (прессы-вулканизаторы), характерное для горячей вулканизации конвейерных лент.
Механическая стыковка – просто и надежно
Стыковка конвейерных лент этим методом представляет собой наиболее быстрый и недорогой вариант. Довольно часто его применяют при необходимости срочного ремонта конвейерных лент, во избежание длительного простоя производственного оборудования, а также при отсутствии технической возможности выполнить горячую вулканизацию. Стыковка транспортерных лент выполняется замками известных производителей Flexco и MLT, они обеспечивают прочность стыка до 69%. Работы характеризуются следующими достоинствами.
Вулканизация транспортерной ленты холодным и горячим методом в ООО «РосРезинотехника»
Неотъемлемым элементом любого конвейера является транспортировочная лента, которая чаще всего имеет замкнутый цикл, то есть два её конца соединены стыком, за счет чего лента постоянно передвигается по кругу. Несмотря на то что конвейерная лента изготавливается из высокопрочных каучуковых составов, стык является самым слабым звеном этого механизма и требует периодического ремонта. Склеить резиновую ленту можно несколькими способами в зависимости от пожеланий и потребностей заказчика.
Наиболее востребованными методами стыковки лент являются горячая и холодная вулканизация, которые вы можете заказать в ООО «РосРезинотехника». Наши опытные менеджеры внимательно проанализируют условия и особенности ремонта вашего ленточного конвейера и подберут оптимальный метод соединения транспортерной ленты.
Мы оперируем современным оборудованием для качественной реализации горячей вулканизации каучуковых материалов, а также используем надежные и долговечные клеящие материалы для проведения работ «холодным» методом.
Кроме того, у нас вы можете купить инструмент для разделки транспортерных лент, а также вулканизационные прессы для широкого спектра портативного и стационарного оборудования, такие как ПС, ПСС, ПСА, ПСШ, ПСТ, ПСА-Л, ПСС-Л и ПСШ-1.
Обладая высокой квалификацией и необходимым инструментарием, наши мастера производят вулканизацию транспортерных лент в производственном цехе компании, а также на месте у заказчика. Благодаря этому вы можете значительно сократить время простоя своего конвейера и устранить разрыв транспортировочной ленты в сжатые сроки и без выполнения дополнительных демонтажных работ. После приезда на вашу производственную базу специалисты ООО «РосРезин отехника» произведут стыковку транспортерных лент, не снимая их с конвейера.
Стоимость выполнения данной услуги определяется в каждом случае индивидуально, в зависимости от применяемого метода стыковки и других параметров заказа.
Стыковка конвейерных лент методом горячей вулканизации
Такая технология ремонта транспортировочных лент является более трудоемкой и дорогостоящей, однако в результате заказчик получает надежное, прочное и долговечное соединение, которое не нарушится даже, если ленточный конвейер используется в усиленном режиме в тяжелых условиях эксплуатации. Именно поэтому мы предлагаем заказывать горячую вулканизацию лент крупным компаниям, которые хотят добиться наибольшей производительности своего оборудования.
Стоит также отметить, что горячую вулканизацию мы можем осуществить, выезжая на объект, поэтому у заказчика нет необходимости снимать ленту с конвейера и доставлять в мастерскую ООО «РосРезинотехника».
Горячую стыковку лент можно проводить при любой температуре в любых условиях. Даже если ваш конвейер установлен в достаточно запыленном помещении с высокой влажностью и минусовой температурой, горячая вулканизация конвейерных лент будет выполнена качественно, а после проведения работ нашими мастерами можно будет сразу же возобновить работу конвейера.
Стыковка конвейерных лент «горячим» методом - это наиболее подходящий способ увеличения их прочности, ведь такая вулканизация технологически приближена к процессу производства самой транспортировочной ленты, поэтому помогает д
levevg.ru






423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)