 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
2.3. Измерительный инструмент и приборы для точных измерений. Измерительные инструменты слесаря
Измерительные слесарные инструменты | Инструментарий слесаря | Слесарные работы | Читать онлайн, без регистрации
Измерительные слесарные инструменты
Измерительные инструменты (рис. 1) обычно составляют предмет особой заботы слесаря, поскольку от того, в исправном ли состоянии они находятся, зависит результат работы зачастую не одного дня.
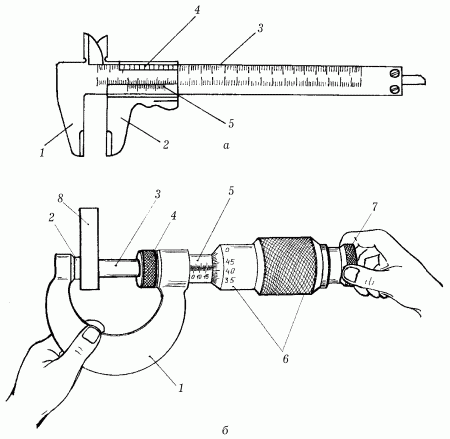
Рис. 1. Измерительные инструменты: а – штангенциркуль: 1 – измерительные губки; 2 – рамка с измерительными губками; 3 – штанга; 4 – нониус; 5 – стопорный винт; б – микрометр: 1 – полукруглая скоба; 2 – пятка; 3 – микрометрический винт; 4 – стопорный винт; 5 – втулка-стебель; 6 – барабан; 7 – трещотка; 8 – измеряемая деталь.
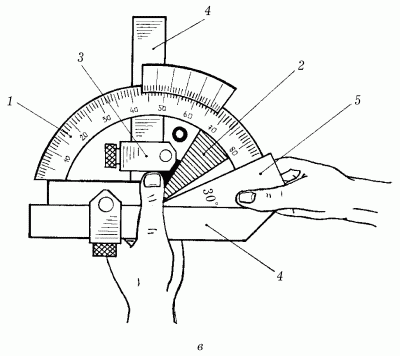
Рис. 1 (продолжение). Измерительные инструменты: в – угломер: 1 – полудиск со шкалой; 2 – подвижный сектор с нониусом, 3 – стопорный винт; 4 – линейка; 5 – измеряемая деталь.
Точность, которая требуется при слесарной сборке какого-нибудь механического узла, колеблется обычно в пределах от 0,1 до 0,005 мм. Точность измерения – это та ошибка, которая неизбежна при использовании в качестве измерителя того или иного инструмента.
Поэтому ни один слесарь не станет, например, пользоваться измерительной линейкой для того, чтобы точно подогнать вал под втулку: линейка просто не дает необходимой точности, которая требуется при выполнении этой операции.
Но даже если инструмент выбран правильно, абсолютно точного измерения получить все равно не удастся. Погрешность при измерении существует всегда, слесарь же должен стремиться свести ее к минимуму. Чем меньше погрешность, тем выше точность измерения.
Самый простой способ уменьшения погрешности – провести измерение не один раз, а несколько, затем вычислить среднее арифметическое из результатов каждого замера.
Как правило, увеличение погрешности чаще всего вызывается ошибками, которых вполне можно избежать. Самые распространенные ошибки, снижающие точность измерений, следующие:
– использование поврежденного измерительного инструмента;
– загрязненность рабочих поверхностей измерительного инструмента;
– неправильное положение нулевой отметки на шкале и нониусе;
– неправильная установка инструмента относительно детали;
– измерение нагретой или охлажденной детали;
– измерение нагретым или охлажденным инструментом;
– неумение пользоваться инструментом;
– неправильно выбранная база измерения.
Линейные размеры металлических деталей и самого инструмента меняются очень ощутимо при нагревании или охлаждении металла, поэтому для измерений выбран следующий температурный стандарт – производить их следует при 20 °C.
Измерительная линейка. Для линейных измерений не слишком высокой точности слесари применяют обычно металлическую измерительную линейку – стальную полированную полосу с нанесенными на нее отметками. Поскольку металлические детали чаще всего невелики, то и длина линейки не должна превышать 200–300 мм (в редких случаях можно использовать линейку длиной до 1000 мм). Цена деления равна 1 мм, соответственно и точность измерения также равна 1 мм. Такой точности в слесарных работах, как правило, недостаточно. Поэтому слесари пользуются другими, более точными инструментами.
Штангенциркуль (рис. 1, а). Он состоит из негнущейся металлической линейки (штанги), на которую нанесена измерительная шкала с ценой деления 0,5 мм. На передней части линейки расположены две измерительные губки; вдоль линейки перемещается металлическая рамка, снабженная двумя измерительными губками. Рамка обладает еще одной измерительной шкалой – нониусом, который имеет цену деления 0,02 мм. Движение рамки по штанге можно застопорить с помощью специального винта. По основной шкале на штанге отсчитываются показания с точностью до миллиметров, по нониусу показания уточняются до десятых долей миллиметра.
Более точные показания замеров может дать микрометр (рис. 1, б) – точность до сотых долей миллиметра. Те, кто впервые слышат название этого измерительного инструмента, часто допускают ошибку, считая, что с помощью микрометра можно измерять размеры с точностью до микронов. Прежде всего, такая точность при слесарных работах, особенно в условиях домашней мастерской, никогда не требуется. Во-вторых, микрон – это одна миллионная часть метра, а микрометр дает возможность измерять с точностью только до одной десятитысячной части метра.
Основная часть микрометра – винт с очень точной резьбой, он называется микрометрическим винтом. Торец этого винта является измерительной поверхностью. Винт может выдвигаться и зажимать измеряемую деталь, которую следует помещать между пяткой полукруглой скобы и торцом микрометрического винта. На втулке-стебле проведена продольная линия, на которой сверху и снизу расположены две шкалы: одна указывает миллиметры, вторая – их половины. На конической части барабана, вращающегося вокруг втулки-стебля, нанесены 50 делений (нониус), служащих для отсчета сотых долей миллиметра. Отсчет размера снимается сначала по шкале на втулке-стебле, а затем по нониусу на коническом барабане. Так как излишний нажим винта на измеряемую деталь может привести к неточности измерения, для регулировки нажима микрометр имеет трещотку. Она соединена с винтом так, что при увеличении измерительного усилия выше нормы винт поворачивается с характерными щелчками. Стопорный винт фиксирует полученный размер.
Для измерения углов деталей предназначен угломер (рис. 1, в). Он представляет собой полудиск с измерительной шкалой, на котором закреплены линейка и передвижной сектор с нанесенным на нем нониусом. Передвижной сектор можно закреплять на полудиске стопорным винтом. К сектору прикреплены также угольник и съемная линейка.
Для измерения угла детали ее нужно приложить одной гранью к съемной линейке угломера, а подвижную линейку сдвинуть таким образом, чтобы между гранями детали и сторонами обеих линеек образовался равномерный просвет. Затем нужно закрепить сектор с нониусом стопорным винтом и снять показания сначала по основной шкале, затем по нониусу.
Для измерения величины зазора в слесарных работах используетсящуп – набор тонких пластин, закрепленных в одной точке. Каждая из них имеет известную толщину. Собирая из пластин щуп определенной толщины, можно измерить величину зазора. При этом измерении следует осторожно обращаться с тонкими металлическими пластинами наборного щупа, поскольку они легко ломаются при незначительном усилии. В то же время пластины должны входить в зазор туго и на всю длину, это обеспечит точность измерения.
Вот, пожалуй, и весь измерительный инструмент, который может понадобиться домашнему слесарю. А чтобы он служил как можно дольше и не приводил к неоправданным ошибкам при измерениях, необходимо позаботиться о правильном его хранении: штангенциркуль и угломер настоящий слесарь носит всегда в специальном кожаном футляре и оберегает их от ударов, не говоря уже о микрометре; щуп лучше всего хранить в жестком футляре.
velib.com
2.3. Измерительный инструмент и приборы для точных измерений. Слесарное дело: Практическое пособие для слесаря
2.3. Измерительный инструмент и приборы для точных измерений
К инструментам и приборам для точных измерений относятся штангенциркули одно– или двухсторонние, эталонные и угловые плитки, микрометры для наружных измерений, нутромеры микрометрические, глубиномеры микрометрические, индикаторы, профилометры, проекторы, измерительные микроскопы, измерительные машины, а также разного вида пневматические и электрические приборы и вспомогательные устройства.
Измерительные индикаторы предназначены для сравнительных измерений путем определения отклонений от заданного размера. В сочетании с соответствующими приспособлениями индикаторы могут применяться для непосредственных измерений.
Измерительные индикаторы, являющиеся механическими стрелочными приборами, широко применяются для измерения диаметров, длин, для проверки геометрической формы, соосности, овальности, прямолинейности, плоскостности и т. д. Кроме того, индикаторы часто используются как составная часть приборов и приспособлений для автоматического контроля и сортировки. Цена деления шкалы индикатора обычно 0,01 мм, в ряде случаев – 0,002 мм. Разновидностью измерительных индикаторов являются миниметры и микрокаторы.
Измерительные приспособления предназначены для измерения изделий больших размеров.
Измерительные проекторы – это приборы, относящиеся к группе оптических, основанные на использовании метода бесконтактных измерений, т. е. измерений размеров не самого предмета, а его изображения, воспроизведенного на экране в многократном увеличении.
Измерительные микроскопы, как и проекторы, относятся к группе оптических приборов, в которых используется бесконтактный метод измерений. Они отличаются от проекторов тем, что наблюдение и измерение выполняются не на изображении предмета, спроектированном на экране, а на увеличенном изображении предмета, наблюдаемом в окуляре микроскопа. Измерительный микроскоп служит для измерения длин, углов и профилей разнообразных изделий (резьб, зубьев, шестерен и т. д.).

Рис. 3. Вспомогательные измерительные приспособления: а – плита для измерений; б – мерительная линейка; в – призма; г – мерительная скалка; д – синусная линейка; е – уровень; ж – мерительная стойка; з -клинья для измерения отверстий
К вспомогательным измерительным приспособлениям относятся: плиты, линейки, призмы, измерительные скалки, синусные линейки, уровни, измерительные стойки и клинья для измерения отверстий (рис. 3).
Все измерительные приборы отличаются высокой точностью исполнения и требуют тщательного ухода. Обеспечение соответствующих условий использования и хранения является гарантией долговечности их работы и точности. Неправильное обращение ведет к преждевременному износу и порче, невозможности эксплуатации и даже к повреждению измерительных приборов.
При эксплуатации измерительного инструмента и приборов недопустимы механические повреждения, резкие перепады температуры, намагничивание, коррозия.
Необходимыми требованиями при эксплуатации измерительного инструмента и приборов являются соблюдение чистоты, квалифицированное обслуживание и, прежде всего, хорошее знание конструкций и условий эксплуатации измерительных приборов.
Поделитесь на страничкеСледующая глава >
hobby.wikireading.ru
2. Измерительные инструменты
делятся на масштабные и проверочные.
Масштабные инструменты предназначены для непосредственного отсчета измеряемой величины. К таким инструментам относятся: складные металлические метры, линейки, рулетки, штангенциркули, штангенглубомеры, микрометры, индикаторы.
Для грубых измерений с точностью до 1 мм применяют метры, линейки, рулетки.
Штангенциркули применяются для наружных и внутренних измерений с точностью 0,1; 0,05 и 0,02 мм, прочерчивания дуг окружностей и параллельных линий при разметке, деления окружностей и прямых линий на части и для выполнения других работ. Пределы измерений от 0 до 2000 мм.
Штангенглубомеры применяются при измерения высот и глубин отверстий, канавок, пазов, углублений и т. д. с точностью 0,02; 0,05 и 0,1 мм с пределом измерения от 0 до 500 мм. В отличие от штангенциркулей он не имеет губок, а его рабочими поверхностями являются нижняя плоскость рамки и торцевая поверхность штанги (ножки).
Микрометры предназначены для измерения наружных размеров с точностью до 0,01 мм, с пределами 0-25; 25-50; 50-75 и т.д. Увеличение пределов измерения достигается путем увеличения размера скобы. Щупы - применяют для определения величины зазоров между сопрягаемыми поверхностями и состоят из набора стальных пластинок, каждая из которых калибрована на определенную толщину от 0,03 до 1 мм; с точностью определения зазора 0,01 мм. Изготовлены из стали марок У9 и У10.
Угломерные инструменты предназначены для проверки отклонений и измерений наружных и внутренних углов.
Угольники используются для измерения углов. Угольник накладывают на проверяемый угол и по величине просвета между его полкой и стороной детали определяют отклонение.
Уровни - используют для определения отклонений поверхности от горизонтального и вертикального положения. При проверке уровень накладывают на проверяемую поверхность и по шкале стеклянной трубки определяют величину отклонений.
3. Слесарно-сборочные работы. Классификация соединений деталей.
Сборкой называют образование изделия из его составных частей путем их соединения. Различают узловую и общую сборку; объектом узловой сборки является составная часть изделия, а объектом общей сборки - само изделие.
Соединения деталей бывают подвижные (когда составные части перемещаются относительно друг друга) и неподвижные (когда такие перемещения отсутствуют). Соединения подразделяются на разъемные и неразъемные.
Различают четыре класса соединений:
1. Подвижные разъемные соединения (шлицевые, шпоночные, ходовые резьбовые и др.) выполняемые с гарантированным зазором без приложения усилий при сборке.
2. Неподвижные разъемные соединения (резьбовые, крепежные, клиновые, штифтовые и др.) в которых соединяемые детали удерживаются силами трения или силами упругого деформирования.
3. Подвижные неразъемные соединения (например, подшипники качения).
4. Неподвижные неразъемные соединения, получаемые клепкой, сваркой, пайкой, склеиванием, развальцовыванием.
Разъемные соединения, выполненные с помощью резьбовых крепежных деталей (болтов, шпилек, гаек), называются резьбовыми. Для предотвращения болтов(шпилек) от самоотвинчивания (из-за вибраций, ударов, знакопеременных нагрузок) применяют специальные устройства и методы (контргайки, пружинные шайбы, шплинты, стопорные шайбы). Для сборки и разборки резъбовых соединений используют ручные гаечные ключи различных конструкций; с открытым зевом односторонние и двусторонние, накидные, торцовые, раздвижные, динамометрические и др.
Для механизации сборки резьбовых соединений и обеспечения постоянства момента затяжки используются ручные гайко(винто)верты с электрическим или пневматическим приводом.
Сборка резьбового соединения включает в себя: предварительное ввертывание (наживление) винта, гайки; навинчивание свободной части резьбы; затяжку с заданным моментом, стопорение и контроль.
studfiles.net
Контрольно-измерительные инструменты в слесарном деле - Слесарные работы
 Контрольно-измерительные инструменты в слесарном деле
Контрольно-измерительные инструменты в слесарном деле Категория:
Слесарные работы - общее
Контрольно-измерительные инструменты в слесарном деле Помимо основных рабочих инструментов, слесарь должен иметь также необходимые контрольно-измерительные инструменты для определения и проверки размеров. К таким инструментам относятся масштабная (измерительная) линейка, рулетка, штангенциркуль, кронциркуль, нутромер, угольники, малки.

Рис. 1. Масштабная (измерительная) линейка с миллиметровыми (верхняя шкала) и дюймовыми (нижняя шкала) делениями
Масштабная (измерительная) линейка (рис. 1, а) применяется для измерения наружных и внутренних линейных размеров и расстояний. На нее нанесены деления — Штрихи — обычно через каждый миллиметр, а иногда через полмиллиметра. Кроме тсго, иногда наносится дюймовая шкала.
щим образом. Целые миллиметры отсчитываются по делениям, нанесенным на штанге. Если нулевое деление нониуса точно совпадает с каким-либо делением на штанге, то это значит, что губки штангенциркуля раздвинуты точно на указанную данным делением штанги величину. Если же нулевое деление нониуса не совпадает ни с каким делением на штанге, то поступают следующим образом: отсчитывают число целых миллиметров по штанге, как указано выше; затем определяют, какое деление нониуса совпадает с любым делением на штанге. Совпавшее деление нониуса укажет число десятых долей миллиметра.
На рис. 4 показано, как надо пользоваться штангенциркулем.
Ниже приводятся примеры измерений штангенциркулем для тренировочных упражнений.
Пример 1. Поставить на штангенциркуле размер 35 мм. Целые миллиметры отсчитываются по совпадению нулевого деления нониуса с делениями на штанге штангенциркуля. Устанавливают нулевое деление нониуса точно против 35-го деления штанги. Полученный раствор губок будет равен 35 мм.
Пример 2. Поставить на штангенциркуле размер 25,4 мм. Для этого устанавливают нулевое деление нониуса против 25-го деления штанги, затем передвигают подвижную губку вправо до совпадения четвертого деления нониуса с ближайшим делением штанги. Полученное расстояние между губками будет 25,4 мм.
Пример 3. Измерить диаметр валика. Наружные поверхности измеряются длинными губками штангенциркуля. Измеряемый предмет, легко нажимая, помещают между измерительными поверхностями губок. Это положение закрепляют стопорным винтом. Размер определяется показанием нониуса. Предположим, нулевое деление нониуса оказалось между 12 и 13-м делениями штанги и с делением на штанге совпадает, допустим, 7-е деление нониуса. Тогда диаметр валика равен 12,7 мм.
Пример 4. Измерить диаметр отверстия. Внутренние размеры деталей измеряют короткими губками штангенциркуля. Вставив губки в отверстие, их раздвигают до легкого соприкосновения со стенками отзерстия; установленное положение закрепляют стопорным винтом. По нониусу читают результаты измерения. Допустим, нулевое деление нониуса оказалось между 30 и 31-м делениями штанги, а с делением на штанге совпало 3-е деление нониуса,— измеренный диаметр отверстия равен 30,3 мм.
Пример 5. Измерить глубину уступа детали. Глубину измеряют стержнем глубиномера штангенциркуля. Торцовую часть штанги ставят на измеряемую деталь, затем перемещают подвижную губку вниз, пока конец глубиномера не упрется в дно или уступ детали. Отсчет измерения делается так же, как и в предыдущих примерах.
Кронциркуль и нутромер служат для измерения линейных размеров с последующим их отсчетом по масштабной линейке. Наружные размеры измеряются кронциркулем, внутренние—нутромером. Различие между кронциркулем и нутромером состоит только в форме их ножек. Кронциркуль имеет кривые ножки, а нутромер — прямые, с изогнутыми наружу концами. Ножки кронциркуля и нутромера закреплены на одной оси так, что могут вокруг нее вращаться обязательно с некоторым, не очень большим трением, не спадая после замера.
Кронциркуль и нутромер изготовляют из стали У7—У8; их измерительные концы на длине около 20 мм закаливают.
При измерении детали кронциркулем или нутромером берут инструмент правой рукой за шарнирную часть и раздвигают ножки приблизительно на проверяемый размер. Затем легкими ударами сближают ножки так, чтобы они прикасались губками к поверхности измеряемой детали без качки и без просвета. При этом инструмент надо держать строго перпендикулярно к оси измеряемой детали.
Рис. 2. Кронциркуль (а) обыкновенный и пружинный, нутромер (б) обыкновенный и пружинный

Рис. 3. Приемы измерения кронциркулем и нутромером: а — приемы установки кронциркуля на размер детали, б — измерение кронциркулем и нутромером, в — определение размера кронциркулем по масштабной линейке, г — определение размера нутромером по масштабной линейке
После снятия размера с детали кронциркуль или нутромер осторожно прикладывают к масштабной линейке так, чтобы одна ножка упиралась в торец линейки. Слегка поддерживая эту ножку мизинцем левой руки, накладывают вторую ножку на линейку и отсчитывают полученный размер.
Преимущество пружинных кронциркуля и нутромера заключается в том, что их ножки разводят не непосредственно рукой, а с помощью установочного винта и гайки. При этом раствор ножек не сбивается в случае неосторожного удара.
С помощью кронциркуля и нутромера можно делать замеры с точностью + 0,5 мм. Приемы измерения показаны на рис. 15, Проверочная линейка применяется для проверки плоскостей на прямолинейность. При обработке плоскостей чаще всего пользуются проверочной лекальной линейкой (рис. 4), имеющей ножеобразную форму и скошенный под углом 45° конец, что дает возможность проверять прямолинейность деталей с углами. Продольные полукруглые канавки на боковых плоскостях линейки облегчают захват линейки рукой при работе. Длина лекальных линеек от 75 до 500 мм. Изготовляются они из угле- i родистой или легированной стали.
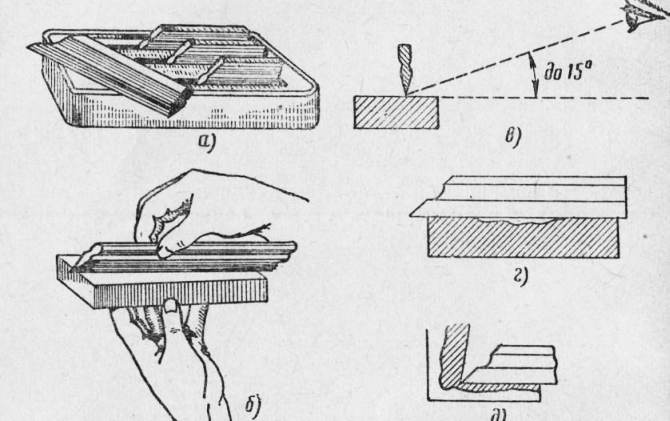
Рис. 4. Лекальная линейка и приемы проверки ею обрабатываемой поверхности: а — набор лекальных линеек, б — прием наложения линейки, в — положение глаза при проверке поверхности линейкой, г — проверка линейкой открытой поверхности, д — проверка поверхности в углах
Для проверки прямолинейности линейку накладывают на проверяемую поверхность и ведут проверку против света. Если на плоскости имеются какие-либо неровности, свет будет пробиваться в промежутки между линейкой и впадинами на плоскости.
Проверочное тонкое ребро линейки закруглено под радиусом 0,1—0,2 мм, что позволяет линейку наклонять до 30° и таким образом лучше видеть световую щель между нею и проверяемой поверхностью.
Угольники (рис. 5) применяются для проверки наружных и внутренних прямых углов. Существуют цельные угольники изготовленные из одного куска металла, и составные, сделанные из двух частей. Стороны угольника имеют разную длину. Дайна короткой стороны равна примерно 2/3 длинной стороны.
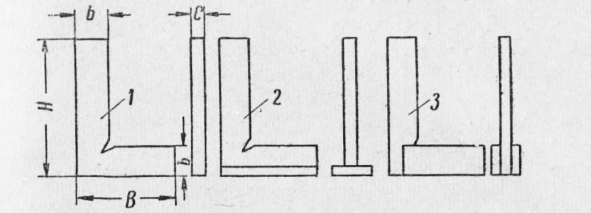
Рис. 5. Угольники: 1 — угольник 90° нормальный, 2 — угольник 90° с Т-образной полкой, 3 — угольник 90° с утолщенной полкой (аншлажный)
Угольники изготовляют из углеродистой инструментальной стали У8 или легированной инструментальной ХГ и подвергают закалке.
Для проверки прямых углов угольник накладывают на проверяемую деталь (рис. 6). При проверке наружного угла угольник накладывают на деталь его внутренней частью, а при проверке внутреннего угла — наружной частью. Наложив угольник одной стороной на деталь, слегка прижимают его этой стороной к одной из сторон детали; другую сторону угольника совмещают с обрабатываемой стороной детали и по образовавшемуся просвету судят о правильности прямого угла.
Малки предназначаются для контроля и перенесения углов различной величины на размечаемую поверхность. Существуют малки простые и двойные.
Простая малка состоит из обоймы и линейки, помещенной на шарнире между двумя планками обоймы.
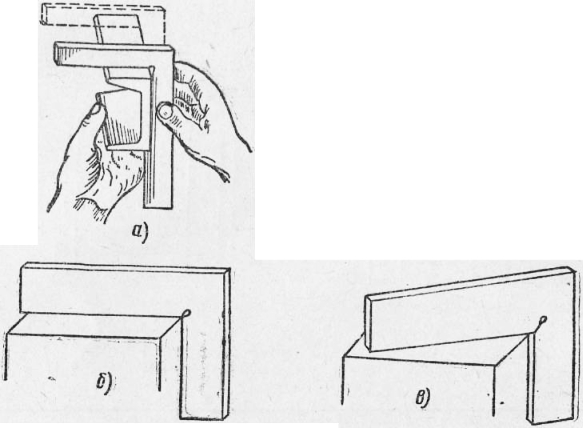
Рис. 6. Проверка угольником обрабатываемых поверхностей: а — прием проверки, б — правильное положение угольника в — неправильное
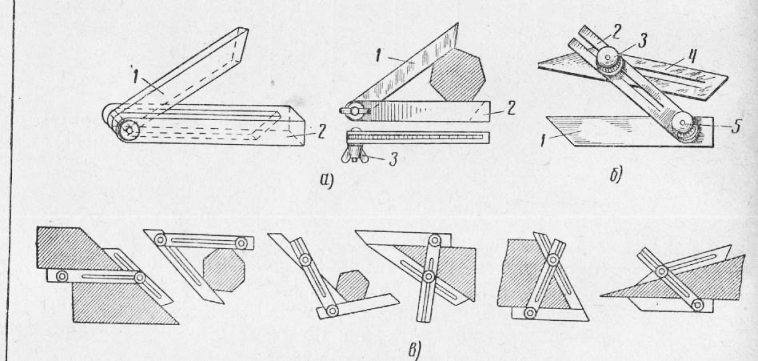
Рис. 7. Малки и способы их применения
Малку устанавливают на требуемый по образцу детали, по угловым плиткам или по транспорту Простой малкой можно переносить одновременно только один угол.
Двойная малка состоит из трех линеек, поэтому ею можно переносить одновременно два разных угла.
Читать далее:
Организация труда и рабочего места слесаря
Статьи по теме:
pereosnastka.ru
Измерительные слесарные инструменты
⇐ ПредыдущаяСтр 9 из 34Следующая ⇒Измерительные инструменты (рис. 1) обычно составляют предмет особой заботы слесаря, поскольку от того, в исправном ли состоянии они находятся, зависит результат работы зачастую не одного дня.
Рис. 1. Измерительные инструменты: а – штангенциркуль: 1 – измерительные губки; 2 – рамка с измерительными губками; 3 – штанга; 4 – нониус; 5 – стопорный винт; б – микрометр: 1 – полукруглая скоба; 2 – пятка; 3 – микрометрический винт; 4 – стопорный винт; 5 – втулка-стебель; 6 – барабан; 7 – трещотка; 8 – измеряемая деталь.
Рис. 1 (продолжение). Измерительные инструменты: в – угломер: 1 – полудиск со шкалой; 2 – подвижный сектор с нониусом, 3 – стопорный винт; 4 – линейка; 5 – измеряемая деталь.
Точность, которая требуется при слесарной сборке какого-нибудь механического узла, колеблется обычно в пределах от 0,1 до 0,005 мм. Точность измерения – это та ошибка, которая неизбежна при использовании в качестве измерителя того или иного инструмента.
Поэтому ни один слесарь не станет, например, пользоваться измерительной линейкой для того, чтобы точно подогнать вал под втулку: линейка просто не дает необходимой точности, которая требуется при выполнении этой операции.
Но даже если инструмент выбран правильно, абсолютно точного измерения получить все равно не удастся. Погрешность при измерении существует всегда, слесарь же должен стремиться свести ее к минимуму. Чем меньше погрешность, тем выше точность измерения.
Самый простой способ уменьшения погрешности – провести измерение не один раз, а несколько, затем вычислить среднее арифметическое из результатов каждого замера.
Как правило, увеличение погрешности чаще всего вызывается ошибками, которых вполне можно избежать. Самые распространенные ошибки, снижающие точность измерений, следующие:
– использование поврежденного измерительного инструмента;
– загрязненность рабочих поверхностей измерительного инструмента;
– неправильное положение нулевой отметки на шкале и нониусе;
– неправильная установка инструмента относительно детали;
– измерение нагретой или охлажденной детали;
– измерение нагретым или охлажденным инструментом;
– неумение пользоваться инструментом;
– неправильно выбранная база измерения.
Линейные размеры металлических деталей и самого инструмента меняются очень ощутимо при нагревании или охлаждении металла, поэтому для измерений выбран следующий температурный стандарт – производить их следует при 20 °C.
Измерительная линейка. Для линейных измерений не слишком высокой точности слесари применяют обычно металлическую измерительную линейку – стальную полированную полосу с нанесенными на нее отметками. Поскольку металлические детали чаще всего невелики, то и длина линейки не должна превышать 200–300 мм (в редких случаях можно использовать линейку длиной до 1000 мм). Цена деления равна 1 мм, соответственно и точность измерения также равна 1 мм. Такой точности в слесарных работах, как правило, недостаточно. Поэтому слесари пользуются другими, более точными инструментами.
Штангенциркуль (рис. 1, а). Он состоит из негнущейся металлической линейки (штанги), на которую нанесена измерительная шкала с ценой деления 0,5 мм. На передней части линейки расположены две измерительные губки; вдоль линейки перемещается металлическая рамка, снабженная двумя измерительными губками. Рамка обладает еще одной измерительной шкалой – нониусом, который имеет цену деления 0,02 мм. Движение рамки по штанге можно застопорить с помощью специального винта. По основной шкале на штанге отсчитываются показания с точностью до миллиметров, по нониусу показания уточняются до десятых долей миллиметра.
Б3-В4
При обнаружении очага возгорания, работник обязан сообщить об этом лицу технического надзора или сменному мастеру и, по возможности приступить к тушению очага пожара, всеми имеющимися огнетушащими средствами. При невозможности потушить очаг возгорания, необходимо следовать к запасному выходу, и извещать об опасности встречающихся на пути следования работников.
Получив сигнал об аварии, работники должны прекратить работы и следовать к запасному выходу на поверхность. Пройти табельный учёт; сдать светильники и самоспасатели.
Рабочие, аварийного или угрожаемого участка должны, включившись в самоспасатели, выходить на поверхность.
При невозможности обойти очаг пожара или, если путь к выходу на поверхность оказался отрезан, рабочие должны следовать в предусмотренные и оборудованные на этот случай, камеры аварийного воздухоснабжения (КАВС). В них необходимо открыть сжатый воздух и ожидать прихода горноспасателей.
Обязанности начальника участка, помощника начальника участка, сменного горного мастера.
Начальник участка, помощник начальника участка, на котором произошла авария:
а) немедленно сообщает о своём местонахождении ответственному руководителю работ лично или своих подчинённых (в случае невозможности оставить участок) и принимает на месте меры к выводу людей и ликвидации аварии;
б) по указанию ответственного руководителя работ по ликвидации аварии (ответруководителя) спускается в шахту, выясняет число оставшихся на участке людей. Принимает меры к выводу людей в безопасные места или из шахты (как это предусмотрено ПЛА для каждого конкретного случая), определяет характер, размеры и причины аварии и информирует о своих действиях ответруководителя.
2. Один из помощников начальника участка или начальник участка при ликвидации аварии остаётся при ответруководителе работ для информации о состоянии выработок, оборудования.
3. Горные мастера аварийного участка:
а) застигнутые аварией в шахте принимают на месте меры по спасению и выводу людей с участка (в соответствии с ПЛА) и немедленно сообщает о происшедшей аварии руководству шахты и диспетчеру рудника, по команде ответруководителя производят противопожарные мероприятия.
б) постоянно находится на связи с ответруководителем работ по ликвидации аварии.
в) находясь на поверхности и узнав об аварии, немедленно является к ответруководителю работ по ликвидации аварии для получения распоряжений.
4. Начальники других участков и их помощники:
а) узнав, об аварии в шахте, немедленно являются на шахту и поступают в распоряжение ответруководителя работ по ликвидации аварии для выполнения поручений, связанных со спасением людей и ликвидации аварии;
б) если на момент аварии они находятся в шахте, то выясняют характер и размеры аварии и, в случае опасности, принимают меры для вывода людей согласно ПЛА и информируют о своих действиях ответруководителя работ по ликвидации аварии.
Обязанности диспетчера рудника.
При получении сообщения об аварии до момента прибытия главного инженера шахты или лица его замещающего, выполняет обязанности ответственного руководителя работ по ликвидации аварии. При этом руководствуется, требованиями обязанностей ответруководителя работ по ликвидации аварии.
Командным пунктом является рабочее место диспетчера рудника. Диспетчер производит оповещение ИТР, находящихся в шахте, с пульта технологического ПТ-2У «Радиус-1», согласно имеющейся у них инструкции.
Помимо подачи сигналов об аварии через технологический пульт ПТ-2У «Радиус-1», Диспетчер производит подачу сигналов об аварии по всем горизонтам шахты отключением света в соответствии ПЛА. Перед подачей сигналов об аварии на пульте управления у диспетчера должна гореть лампа наличия питания (ЛНП). Подача сигналов производится одновременно по всем горизонтам шахты. Повторяет подачу сигналов через 20 секунд.
В случае отказа схемы диспетчер даёт команду оператору гор. – 210 м подать сигнал
об аварии по горизонтам шахты и дополнительно оповещает рабочих горизонта
+450м по телефону и оповещает дежурного слесаря участка №18 вентустановок. Об
исполнении подачи сигналов оператор горизонта -210м докладывает диспетчеру
рудника.
При пожаре в АБК включает сирену для оповещения и вывода людей работающих в
здании.
Б3-В5
Основным нормативным актом, содержащим нормы по охране труда, является ТК РФ. Статья 212 ТК РФ перечисляет основные обязанности работодателя по обеспечению безопасных условий и охраны труда. В Постановлении Правительства №399 перечислены правовые акты, содержащие нормативные требования по охране труда.
В статье 419 ТК РФ установлены виды ответственности за нарушение трудового законодательства и иных нормативных правовых актов, содержащих нормы трудового права:
«Лица, виновные в нарушении трудового законодательства и иных актов, содержащих нормы трудового права, привлекаются к дисциплинарной и материальной ответственности в порядке, установленном настоящим Кодексом и иными федеральными законами, а также привлекаются к гражданско-правовой, административной и уголовной ответственности в порядке, установленном федеральными законами».
Дисциплинарная ответственность - статья 90, 192 ТК РФ. За совершение дисциплинарного проступка, на работника может быть наложено дисциплинарное взыскание в виде замечания, выговора, увольнения по соответствующим основаниям. Дисциплинарный проступок – это неисполнение либо ненадлежащее исполнение работником по его вине возложенных на него трудовых обязанностей, предусмотренных трудовым законодательством, трудовым договором, локальными нормативными актами работодателя.
Нельзя привлечь к дисциплинарной ответственности работника, в действиях которого нет умысла или неосторожности при нарушении норм по охране труда.
Наиболее распространенными дисциплинарными проступками работников в сфере охраны труда являются – нарушение правил по охране труда, содержащихся в инструкциях.
К дисциплинарной ответственности могут быть привлечены помимо работников и должностные лица организации, в чьи обязанности входит обеспечение безопасных условий труда в организации, за неисполнение либо ненадлежащее исполнение данных обязанностей.
Для должностных наиболее распространенными являются следующие нарушения правил охраны труда:
допуск работников к выполнению работ без проверки знания ими требований охраны труда;
допуск к работе без прохождения обязательного медицинского осмотра;
допуск к работе на неисправном оборудовании либо к эксплуатации технологического оборудования с нарушением технических требований,
допуск к работе при отсутствии предохранительных и оградительных устройств, без применения работниками средств индивидуальной защиты;
привлечение отдельных категорий работников к тяжелым работам, работам с вредными или опасными условиями труда, к ночным и сверхурочным работам, которые законодательством для них запрещены.
mykonspekts.ru
| Введение Каждому знакома такая ситуация: отопительный сезон в самом разгаре, а в квартире труба системы центрального отопления неожиданно дала течь. Можно устранить ЧП с помощью хомута и запланировать летом обязательно заняться ремонтом отопления в пределах своей квартиры (на ДЕЗ или ЖЭУ в наше время рассчитывать не приходится). Или еще один житейский пример: приобретение для работы на даче мотоплуга и внезапная поломка его, например при выгрузке, да еще с поломкой основной его детали – ножа – со всеми вытекающими отсюда последствиями, связанными с ремонтом.Можно задаться вопросом: какая связь между этими, казалось бы, абсолютно разными ремонтными работами?А связь между ними есть, причем прямая, ибо и те и другие ремонтные работы связаны с металлом. Поэтому, чтобы заняться ремонтом труб отопления или мотоплуга, необходимо освоить некоторые виды слесарных работ.А с какими слесарными работами приходится сталкиваться домашним мастерам? Их достаточно много: прежде всего ремонт бытовой техники и сантехнического оборудования; хозяева автотранспорта должны владеть хотя бы начальными навыками ремонта транспортных средств; на дачном участке, возможно, потребуется проложить местный водо– или газопровод, привести в порядок гидронасос; тем, кто живет в сельской местности, часто приходится решать и более сложные слесарные задачи – ремонтировать двигатели, запрессовывать подшипники, производить ремонт различных видов передач и механизмов. А кроме того, каждому мужчине, который любит что-то мастерить своими руками, приходится время от времени применять резьбовые соединения металлических деталей, что-то клепать, пилить или гнуть. Словом, можно сказать, что домашний мастер должен иметь навыки слесаря широкого профиля. Слесарные работы Человеку, который никогда ранее не работал с металлом, может на первый взгляд показаться, что слесарными навыками ни за что не овладеешь, не проучившись несколько лет в техникуме или хотя бы в профессионально-техническом училище. Однако на самом деле все обстоит не столь уж сложно: слесарному делу в необходимых для домашних работ пределах может научиться практически каждый, у кого есть желание работать руками и головой, а не бежать с каждой мелкой поломкой в специализированную мастерскую. Труден только первый шаг, поэтому, научившись устранять мелкие неисправности, можно разобраться в более крупных и сложных.Какими качествами должен обладать слесарь? Точностью, точностью и еще раз точностью. Ибо любая из слесарных операций: разметка или к рубка металла, опиливание или сверление, нарезание резьбы или пайка требуют точности выполнения, так как ошибка всего в 1 мм может привести к порче заготовки.Что прежде всего должен знать и уметь слесарь? Конечно, приемы обработки металла, которые позволяют довести качество выполняемых им слесарных работ до необходимого уровня. Разумеется, речь не идет ни о токарном, ни о фрезерном станке промышленного образца, домашний мастер обходится приемами ручной обработки металла. Хотя те, у кого есть возможность устроить дома небольшую мастерскую, ставят, как правило, небольшие (бытовые) станки. Инструментарий слесаря Знакомство со слесарными работами логично начинать с того, без чего не обойтись ни профессиональному слесарю, ни слесарю-самоучке, – со слесарных инструментов. Для удобства разделим весь слесарный инструмент на группы: измерительный, разметочный, слесарный инструмент общего назначения и слесарно-сборочный. Измерительные слесарные инструменты Измерительные инструменты (рис. 1) обычно составляют предмет особой заботы слесаря, поскольку от того, в исправном ли состоянии они находятся, зависит результат работы зачастую не одного дня.
Рис. 1. Измерительные инструменты: а – штангенциркуль: 1 – измерительные губки; 2 – рамка с измерительными губками; 3 – штанга; 4 – нониус; 5 – стопорный винт; б – микрометр: 1 – полукруглая скоба; 2 – пятка; 3 – микрометрический винт; 4 – стопорный винт; 5 – втулка-стебель; 6 – барабан; 7 – трещотка; 8 – измеряемая деталь.
Рис. 1 (продолжение). Измерительные инструменты: в – угломер: 1 – полудиск со шкалой; 2 – подвижный сектор с нониусом, 3 – стопорный винт; 4 – линейка; 5 – измеряемая деталь. Точность, которая требуется при слесарной сборке какого-нибудь механического узла, колеблется обычно в пределах от 0,1 до 0,005 мм. Точность измерения – это та ошибка, которая неизбежна при использовании в качестве измерителя того или иного инструмента.Поэтому ни один слесарь не станет, например, пользоваться измерительной линейкой для того, чтобы точно подогнать вал под втулку: линейка просто не дает необходимой точности, которая требуется при выполнении этой операции.Но даже если инструмент выбран правильно, абсолютно точного измерения получить все равно не удастся. Погрешность при измерении существует всегда, слесарь же должен стремиться свести ее к минимуму. Чем меньше погрешность, тем выше точность измерения.Самый простой способ уменьшения погрешности – провести измерение не один раз, а несколько, затем вычислить среднее арифметическое из результатов каждого замера.Как правило, увеличение погрешности чаще всего вызывается ошибками, которых вполне можно избежать. Самые распространенные ошибки, снижающие точность измерений, следующие:– использование поврежденного измерительного инструмента;– загрязненность рабочих поверхностей измерительного инструмента;– неправильное положение нулевой отметки на шкале и нониусе;– неправильная установка инструмента относительно детали;– измерение нагретой или охлажденной детали;– измерение нагретым или охлажденным инструментом;– неумение пользоваться инструментом;– неправильно выбранная база измерения.Линейные размеры металлических деталей и самого инструмента меняются очень ощутимо при нагревании или охлаждении металла, поэтому для измерений выбран следующий температурный стандарт – производить их следует при 20 °C.Измерительная линейка.Для линейных измерений не слишком высокой точности слесари применяют обычно металлическую измерительную линейку – стальную полированную полосу с нанесенными на нее отметками. Поскольку металлические детали чаще всего невелики, то и длина линейки не должна превышать 200–300 мм (в редких случаях можно использовать линейку длиной до 1000 мм). Цена деления равна 1 мм, соответственно и точность измерения также равна 1 мм. Такой точности в слесарных работах, как правило, недостаточно. Поэтому слесари пользуются другими, более точными инструментами.Штангенциркуль (рис. 1, а).Он состоит из негнущейся металлической линейки (штанги), на которую нанесена измерительная шкала с ценой деления 0,5 мм. На передней части линейки расположены две измерительные губки; вдоль линейки перемещается металлическая рамка, снабженная двумя измерительными губками. Рамка обладает еще одной измерительной шкалой – нониусом, который имеет цену деления 0,02 мм. Движение рамки по штанге можно застопорить с помощью специального винта. По основной шкале на штанге отсчитываются показания с точностью до миллиметров, по нониусу показания уточняются до десятых долей миллиметра.Более точные показания замеров может дать микрометр(рис. 1, б) – точность до сотых долей миллиметра. Те, кто впервые слышат название этого измерительного инструмента, часто допускают ошибку, считая, что с помощью микрометра можно измерять размеры с точностью до микронов. Прежде всего, такая точность при слесарных работах, особенно в условиях домашней мастерской, никогда не требуется. Во-вторых, микрон – это одна миллионная часть метра, а микрометр дает возможность измерять с точностью только до одной десятитысячной части метра.Основная часть микрометра – винт с очень точной резьбой, он называется микрометрическим винтом. Торец этого винта является измерительной поверхностью. Винт может выдвигаться и зажимать измеряемую деталь, которую следует помещать между пяткой полукруглой скобы и торцом микрометрического винта. На втулке-стебле проведена продольная линия, на которой сверху и снизу расположены две шкалы: одна указывает миллиметры, вторая – их половины. На конической части барабана, вращающегося вокруг втулки-стебля, нанесены 50 делений (нониус), служащих для отсчета сотых долей миллиметра. Отсчет размера снимается сначала по шкале на втулке-стебле, а затем по нониусу на коническом барабане. Так как излишний нажим винта на измеряемую деталь может привести к неточности измерения, для регулировки нажима микрометр имеет трещотку. Она соединена с винтом так, что при увеличении измерительного усилия выше нормы винт поворачивается с характерными щелчками. Стопорный винт фиксирует полученный размер.Для измерения углов деталей предназначен угломер(рис. 1, в). Он представляет собой полудиск с измерительной шкалой, на котором закреплены линейка и передвижной сектор с нанесенным на нем нониусом. Передвижной сектор можно закреплять на полудиске стопорным винтом. К сектору прикреплены также угольник и съемная линейка.Для измерения угла детали ее нужно приложить одной гранью к съемной линейке угломера, а подвижную линейку сдвинуть таким образом, чтобы между гранями детали и сторонами обеих линеек образовался равномерный просвет. Затем нужно закрепить сектор с нониусом стопорным винтом и снять показания сначала по основной шкале, затем по нониусу.Для измерения величины зазора в слесарных работах используется щуп –набор тонких пластин, закрепленных в одной точке. Каждая из них имеет известную толщину. Собирая из пластин щуп определенной толщины, можно измерить величину зазора. При этом измерении следует осторожно обращаться с тонкими металлическими пластинами наборного щупа, поскольку они легко ломаются при незначительном усилии. В то же время пластины должны входить в зазор туго и на всю длину, это обеспечит точность измерения.Вот, пожалуй, и весь измерительный инструмент, который может понадобиться домашнему слесарю. А чтобы он служил как можно дольше и не приводил к неоправданным ошибкам при измерениях, необходимо позаботиться о правильном его хранении: штангенциркуль и угломер настоящий слесарь носит всегда в специальном кожаном футляре и оберегает их от ударов, не говоря уже о микрометре; щуп лучше всего хранить в жестком футляре. |
stydopedia.ru
|
В процессе монтажа машин выполняется большой объем разборочно-сборочных работ, для которых необходимо иметь в достаточном ассортименте монтажные и поверочные инструменты, а также вспомогательные приспособления. К слесарным инструментам относятся: зубило, крейцмейссель, канавочник, пробойник, слесарные молотки, выколотки, кернер, напильники, надфили, плоские гаечные ключи, ключ универсальный гаечный, торцевой, накладной, рычажный для труб, крюковый для труб, цепной трубный, разного рода щипцы, плоскогубцы, круглозубцы, дрели ручные и верстачные, сверла, развертки, метчики слесарные, плашки, слесарные ручные тиски, отвертки, струбцины, захваты, плита для гибки труб, труборез, ручные ножницы для жести, оправка с клинком для разрезания материала, воротки и оправки для плашек, шаберы и инструменты для наведения декоративного рисунка, плита для притирки и притиры, паяльники, паяльная лампа, пневматический молоток, съемник для подшипников, плита для разметки, разметочный инструмент и винтовые хомуты. К основным станкам, вспомогательному оборудованию и приспособлениям, применяемым при слесарных работах, относятся: токарные, фрезерные, строгальные, сверлильные, шлифовальные станки, винтовой пресс, кузнечный горн с наковальней и комплектом кузнечного инструмента, оборудование и инструмент для пайки, механической клепки и термической обработки, ручная таль, тиски настольные, тара для готовых изделий, деталей и отходов, а также материалы для чистки. Вспомогательным слесарным инструментом и вспомогательными материалами являются: ручная щетка, металлическая щетка для очистки напильников, инструмент для разметки, материалы для чистки, мел, накладки на щеки тисков, колодки деревянные, масла и смазки, маркеры стальные – цифровые и буквенные, рашпиль для древесины, монтерский нож, деревянный молоток, резиновый молоток, наждачное полотно, кисти, ложка для растапливания олова, тигель для растапливания легкоплавких сплавов цветных металлов, лента масляная и изоляционная, сурик, краски. Слесарные верстаки могут быть разной конструкции, одно– и двухместные, постоянные и передвижные. Они могут быть выполнены из древесины или металла; изготавливают также комбинированные верстаки – из древесины и металла. Плита слесарного верстака всегда изготавливается из твердой древесины. В нижней части стола (под плитой) находится выдвижной ящик для инструмента. В зависимости от конструкции стола с правой (или левой) стороны ящика располагается шкафчик с полочками. Одноместный слесарный верстак имеет обычно следующие размеры: длина 1200 мм, ширина 800 мм, высота 800–900 мм. Верстаки многоместные (рис. 4) устанавливаются на больших слесарных участках или в слесарных цехах. Длина двухместного стола составляет 3000–3200 мм. Расстояние между осями тисков на двух– или многоместных верстаках составляет 1250–1500 мм. Если слесарный участок не имеет естественного верхнего освещения, слесарный верстак должен быть установлен вблизи окон таким образом, чтобы естественное освещение (через окна) падало прямо или под углом с левой стороны от рабочего места. Рис. 4. Верстак слесарный двухместный Слесарные тиски по конструктивному исполнению разделяют на параллельные с подвижной задней или передней щекой и стуловые (рис 5). Рис. 5. Слесарные тиски: а – параллельные; б – стуловые К группе параллельных слесарных тисков относятся стационарные, поворотные, передвижные и переносные тиски. Ручные слесарные тиски относятся к группе стуловых тисков. Параллельные слесарные тиски отличаются от стуловых прежде всего взаимным расположением щек: в параллельных слесарных тисках щеки расходятся параллельно и охватывают предмет всей поверхностью; щеки стуловых тисков расходятся под углом, и предмет закрепляется только нижней поверхностью щек. Стуловые тиски изготовляют из стальных поковок, благодаря чему они стойки к ударам. Используются в кузнечном деле, реже – в слесарном. Слесарные параллельные тиски изготовляют из чугуна, поэтому они нестойки к ударам. Сменные рифленые губки щек выполняют из стали и закаливают. Параллельные тиски используются в основном для слесарных работ и служат для выполнения операций, связанных с ручной обработкой металла напильниками, пилами, зубилом или другим инструментом без значительных усилий и ударов. Они применяются также в случаях, когда обрабатываемый предмет должен быть надежно закреплен без повреждения зажимаемой поверхности. Это обеспечивается зажимом по всей поверхности щек и применением сменных накладок из мягкого металла. Параллельные тиски состоят из следующих деталей: неподвижной и подвижной щек, основания, резьбовой втулки, винта. Неподвижная щека у неповоротных тисков составляет с основанием единое целое. В основании имеются отверстия для прикрепления тисков к столу. Неподвижная щека имеет втулку с нарезанной внутри резьбой. Винт, имеющий прямоугольную или трапецеидальную резьбу, проходит через гладкое отверстие в подвижной щеке и ввинчивается в резьбовую втулку неподвижных щек. На утолщенной цилиндрической части винта имеется отверстие, в которое вставляется рукоятка. Ввинчивая или вывинчивая винт, можно сводить или разводить щеки тисков. Стуловые тиски состоят из неподвижной и подвижной щек, кронштейна и обоймы, служащих для прикрепления тисков к столу, втулки с внутренней резьбой, винта, заканчивающегося шаровой головкой, и рукоятки. Величину тисков определяют ширина губок, щек, наибольшее расстояние, на которое они могут расходиться, а также вес тисков. Боковые накладки, выполненные из мягких металлов (медь, алюминий, свинец), древесины, резины, искусственных и подобных материалов, значительно отличаются по твердости от материалов обрабатываемых предметов. Они предохраняют поверхности этих предметов от повреждений или изменения формы. Боковые накладки применяются только для губок щек параллельных тисков. Винтовой зажим (струбцина) – это вспомогательное слесарное приспособление, изготовленное из стали. Конструкция зажимов бывает различной в зависимости от их назначения. Зажатие обрабатываемых или собираемых деталей осуществляется с помощью винта (рис. 6). В зависимости от характера операций (обработки, сборки) струбцины выполняют роль либо основного зажима, либо дополнительного при обработке детали в тисках. Используются при мелких слесарных работах. Ключи служат для завертывания и отвертывания гаек и болтов, а также для того чтобы держать болт при довертывании гаек. Различают два вида ключей: нерегулируемые и разводные универсальные. Рис. 6. Винтовые слесарные зажимы Нерегулируемые ключи имеют постоянный размер зева под шестигранник гайки или болта, в то время как универсальные разводные ключи имеют изменяемое в определенных границах раскрытие зева ключа. Нерегулируемые ключи делятся на плоские односторонние и двусторонние (рис. 7, а и б), накладные односторонние прямые и двухсторонние выгнутые (рис. 7, в и г), прямые и изогнутые торцевые (рис. 7, д и е), а также крюковые (рис. 7, ж). Ключи универсальные делятся на разводные с головкой (рис. 7, з, и), рычажные (рис. 7,к), а также специальные. В группу специальных ключей входят ключи с трещоткой для гаек, ключи кривошипные, ключи для болтов с шестигранным или четырехгранным гнездом, трубные, крюковые, рычажные и цепные ключи, а также торцевые ключи со сменными головками. Рис. 7. Ключи гаечные Щипцы служат для вспомогательных слесарных работ. Ими можно гнуть тонкие металлические материалы, а также удерживать детали при обработке и сборке, отвинчивать и завинчивать гайки малых размеров. В зависимости от назначения и конструкции различают следующие виды щипцов: плоскозубцы обычные (рис. 8, а), плоскозубцы комбинированные, круглозубцы (рис. 8, б), регулируемые прямые и изогнутые (рис. 8, в) щипцы, острогубцы (кусачки) плоские и торцевые, кусачки шарнирные. В группу щипцов входят также универсальные клещи для труб и клещи для гвоздей (рис. 8, г). Рис. 8. Слесарные щипцы Съемник – это слесарный инструмент для съема с валов зубчатых колес, муфт, шкивов, подшипников, рычагов и т. д. Съемник для подшипников состоит из двух или трех прихватов (щек) и обоймы, соединяющей плечи прихватов, втулки с внутренней резьбой, а также из винта с шестигранной или квадратной головкой или рукояткой. Слесарная ручная щековая таль относится к слесарному вспомогательному оборудованию и используется для подъема и перемещения тяжелых деталей или материалов. Направление перемещения может быть произвольным. Тали используются также на ремонтно-сбороч-ных работах. Грузоподъемность талей – до 1,5 т. На строгальном станке выполняется черновая обработка плоских поверхностей изделий с целью сокращения до минимума ручной обработки этих поверхностей напильником. Поперечно-строгальный станок состоит из литой станины, стола и ползуна. В станине расположены механизмы привода. Ползун, находящийся в верхней части станины, с помощью специального механизма приводится в возвратно-поступательное движение по направляющим станины (рабочий и холостой ход). На конце ползуна находится поворотная головка суппорта с державкой для строгального резца. На вертикальных направляющих станины на кронштейне установлен стол станка, который приводится в движение с помощью ходового винта. На столе крепятся параллельные тиски или зажимное приспособление для зажатия обрабатываемых деталей. Отвертки служат для вывинчивания и завинчивания шурупов И винтов с головками различных форм, имеющими диаметральные шлицы (пропилы). Стандартные отвертки делятся на проволочные и с деревянными рукоятками.
Лезвие отверток должно быть параллельно граням шлицы винта или шурупа и входить в него на всю глубину с небольшим зазором. Лезвие заостренной формы сминает шлиц, портит винт и затрудняет работу, поэтому такая форма лезвия отвертки нежелательна.
Зубила применяют для рубки металла и отрубки плоскостей. Крейцмессели используют для прорубания канавок, а иногда отверстий и пазов.
Напильники применяют для опиловки металла. По числу насечек на 1 см длины напильники делятся на драчевые н личные, или бархатные. Кроме того, напильники отличаются по форме профиля: плоские, трехгранные, квадратные, полукруглые, круглые и др. Для мелких и точных работ применяют надфили. В наборе инструментов для монтажа машины необходимо иметь несколько напильников различных типов и профилей и слесарную ножовку. Вспомогательные инструменты и материалы в зависимости от потребностей технологического процесса и условий производства имеют разное назначение. Они служат для очистки поверхностей предметов или инструментов для их консервации, смазки, окраски и т. д. С помощью вспомогательных материалов можно придать изделию эстетичный, приятный внешний вид. Вспомогательный инструмент может применяться при обработке изделия, разборке или сборке его, а также иметь другое назначение в зависимости от необходимости и характера выполняемых операций.
Поверочный инструмент применяют при монтаже для проверки точности установки отдельных деталей и узлов и правильности сборки всей машины. К поверочным инструментам относятся: поверочная линейка, ватерпас, рамочный ватерпас, отвес, масштабная линейка, кронциркуль, нутром ер, штангенциркуль, щупы, рейсмус.
Рис. 1. Универсальные измерительные инструменты: а – мерная металлическая линейка; б -штангенциркуль; в – кронциркуль нормальный; г – нутромер нормальный д – штангенглубиномер; е – угломер универсальный; ж – угольник плоский на 90' К универсальным измерительным инструментам для контроля размеров, используемым в слесарном деле, относятся складная мерная металлическая линейка или металлическая рулетка, штангенциркуль универсальный, кронциркуль нормальный для наружных замеров, нутромер нормальный для измерения диаметра, простой штангенглубиномер, угломер универсальный, угольник на 90°, а также циркули (рис. 1). К простым специальным инструментам для контроля размеров, используемым в слесарном деле, относятся линейка угловая с двух сторонним скосом, линейка прямоугольная, шаблон резьбовой, щуп, пробка сборная односторонняя, пробка двухсторонняя предельная, скоба предельная односторонняя и скоба предельная двухсторонняя (рис. 2). Универсальный штангенциркуль – это мерный инструмент, служащий для внутренних и наружных измерений длины, диаметра и глубины. Он состоит из направляющей штанги, выполненной заодно с губкой, имеющей две опорные поверхности (нижнюю – для наружных и верхнюю – для внутренних замеров), ползуна, который составляет одно целое с нижней подвижной губкой для наружных измерений и верхней подвижной губкой – для внутренних измерений, зажимной рамки и выдвигающейся рейки глубиномера. На направляющей штанге нанесены миллиметровые деления. Рис. 2. Простые специальные инструменты для контроля размеров: а – линейка угловая с двухсторонним скосом; б – линейка прямоугольная; в -шаблон резьбовой; г – щуп; д – пробка сборная односторонняя; е – пробка сборная двухсторонняя предельная; ж – скоба предельная односторонняя; з – скоба предельная двухсторонняя На нижней части ползуна даны деления нониуса. Штангенциркули односторонние и двухсторонние отличаются от штангенциркуля универсального конструкцией. Диапазон измерений штангенциркулей разных размеров от 0 до 2000 мм. Нониус – это деления, нанесенные на нижней части ползуна штангенциркуля. При отсчете при помощи нониуса к числу целых делений штанги, расположенных ниже нуля шкалы нониуса, следует прибавить число десятых или сотых долей миллиметра, которое соответствует числу интервалов на шкале нониуса до штриха этой шкалы, совпадающего с одним из штрихов шкалы штанги. В зависимости от градуировки нониуса штангенциркулем можно измерять размеры с точностью 0,1, 0,05 или 0,02 мм. Штангенциркуль с точностью измерений до 0,1 мм имеет нониус с десятью делениями на длине 9 мм, т. е. расстояние между делениями нониуса составляет 0,9 мм. Штангенциркуль с точностью измерений до 0,05 мм имеет нониус с двадцатью делениями на длине 19 мм, т. е. расстояние между делениями нониуса составляет 0,95 мм. Штангенциркуль с точностью измерений до 0,02 мм имеет нониус с пятьюдесятью делениями на длине 49 мм, т. е. расстояние между делениями равно 0,98 мм. Кронциркуль – это мерный инструмент, используемый в слесарном деле для снятия и переноса размеров детали на масштаб. Различают следующие виды кронциркулей и нутромеров: нормальные для наружных или внутренних замеров; пружинные для наружных или внутренних замеров. В кронциркуле может быть шкала для внутренних замеров. Циркуль служит для вычерчивания окружностей, кривых линий или для последовательного переноса положения точек на линии при разметке деталей. Различают пружинные циркули и циркули с дуговым установом. Шаблон угла, называемый угольником, служит для проверки или вычерчивания углов на плоскости обрабатываемого изделия. Угольники бывают плоские (обычные и лекальные), а также плоские с широким основанием. Угольник на 90° – это стальной шаблон прямого угла. Часто, используются стальные угольники с углом 120°, 45° и 60°. Прямоугольные и граненые линейки являются простым слесарным вспомогательным инструментом для проверки плоскостности или прямолинейности поверхности. К прямоугольным линейкам относятся сплошные прямоугольные, с широкой рабочей поверхностью двутаврового сечения и линейки-мостики с широкой рабочей поверхностью. Граненые линейки бывают с двухсторонним скосом, трехгранные, четырехгранные. Граненые линейки выполняются с высокой точностью. К шаблонам, которые часто использует слесарь, относятся угольники, шаблоны для резьбы, щупы, шаблоны для фасонных поверхностей. Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте: |
zdamsam.ru





423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)