 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Классификация формовочных машин. Формовочная машина
Классификация формовочных машин
Основной вид оборудования современных литейных цехов — формовочные машины позволяют механизировать трудоемкие и тяжелые работы по изготовлению литейных форм. Машинную формовку применяют в массовом, крупносерийном и в мелкосерийном литейном производстве. Ее выполняют почти всегда в двух опоках и только по модельным плитам — моделям, укрепленным на подмодельных плитах. Машинная формовка имеет ряд преимуществ по сравнению с ручной. Она облегчает труд рабочего-формовщика, повышает производительность, позволяет получать отливки с более точными и стабильными размерами, уменьшает брак и т. д. Кроме того, машинная формовка обеспечивает лучшее использование площадей цеха, улучшает организацию труда формовщиков, что благотворно сказывается на качестве отливок и работе литейного цеха.
В современных литейных цехах применяют разнообразные формовочные машины. Большинство, этих машин, несмотря на их различные конструктивные особенности, механизирует главным образом две основные операции: уплотнение формовочной смеси и извлечение модели из набитой смесью опоки. На отдельных типах машин производится механизированный переворот полуформ на 180° и их сталкивание на сборочный рольганг.
Обычно форму изготовляют раздельно на двух машинах. Формовку верхних и нижних полуформ на одной машине (формы в целом) производят лишь на ручных машинах с поворотной плитой и при изготовлении безопочных форм. Иногда формовку производят на трех работающих в комплексе машинах: две из них изготовляют нижние и верхние полуформы, а третья — стержни, которые одновременно устанавливают в форму.
Классификация формовочных машин строится по трем признакам: вид энергии для приведения машин в действие; метод уплотнения смеси в опоке; способ извлечения модели из набитой смесью опоки.
В зависимости от вида энергии для приведения в действие формовочные машины делятся на ручные, пневматические, механические, гидравлические и электромагнитные. Ручные формовочные машины, с помощью которых механизируются только операции перевертывания полуформ и извлечения модели, малопроизводительны и. применяются в небольших полумеханизированных литейных цехах. Пневматические машины, работающие при помощи сжатого до 6 ат воздуха, наиболее распространены в условиях современного литейного производства, так как пригодны для опок самых различных размеров. Механические машины — пескометы — приводятся в действие электродвигателем и применяются главным образом для больших опок (длиной более 1200 мм). Гидравлические (работающие под давлением масла или воды) и электромагнитные машины отличаются бесшумностью в работе, высокой производительностью и низким расходом энергии, но пригодны только для изготовления форм в небольших и невысоких опоках.
По методу уплотнения смеси в опоке формовочные машины делятся на ручные, прессовые, вибропрессовые, встряхивающие, встряхивающие с допрессовкой и пескометы. В последние годы начинают осваивать пескодувные формовочные машины.
По способу извлечения модели из набитой смесью опоки машины подразделяются на следующие типы: со штифтовым и рамочным съемом опоки, с протяжкой модели, с поворотным и перекидным столом.
www.stroitelstvo-new.ru
Формовочная машина - Большая Энциклопедия Нефти и Газа, статья, страница 1
Формовочная машина
Cтраница 1
Формовочные машины бывают ручные, пневматические, гидравлические, механические, электромагнитные. [1]
Формовочные машины - грануляторы в производстве катализаторов, серы, технического углерода. [2]
Формовочные машины по технологической схеме работы можно разбить на две группы: машины, формующие изделие целиком, и машины, формующие его по частям. По способу формования и конструктивной схеме их подразделяют на вибрационные формовочные площадки, вибрационные формовочные установки, виброштампы, вибропротяжные устройства, устройства внутреннего вибрирования. [3]
Формовочная машина состоит из привода, траверсы с формующими вкладышами, подвижного борта и механизмов передвижения борта и траверсы. Формовочная машина типа СМ-620А, применяемая при конвейерном производстве железобетонных плит, имеет следующее электрооборудование: девять двигателей-вибровкладышей мощностью по 4 5 кет; два двигателя-вибровкладыша по 2 8 кет; один двигатель цепного толкателя 28 кет; конечные выключатели; электромагнитные клапаны для пневматических клапанов пригрузочной рамы; шкаф и пульт управления. Все электродвигатели асинхронные коротко-замкнутые, включаемые пускателями. [4]
Формовочные машины по технологической схеме работы можно разбить на две группы: машины, формующие изделие целиком, и машины, формующие его по частям. По способу формования и конструктивной схеме их подразделяют на вибрационные формовочные площадки, вибрационные формовочные установки, виброштампы, вибропротяжные устройства, устройства внутреннего вибрирования. [5]
Формовочные машины обычно входят в состав формовочных установок и выполняют операции по формованию изделий. [7]
Формовочные машины бывают ручные, пневматические, гидравлические, механические, электромагнитные. [8]
Формовочные машины выполняют операции уплотнения смеси и удалгния модели из литейной формы. По способу уплотнения фермы машины разделяют на прессовые, встряхивающие и пескометы. [9]
Формовочная машина, устанавливаемая в технологической линии узкого конвейера, по конструкции и принципу действия аналогична машине широкого конвейера. Максимальная ширина изготавливаемых изделий равна 1790 мм, длина - 6260 мм, толщина - 220 мм. [10]
Формовочные машины располагают около замкнутого конвейера ( рис. 59), который представляет собой ряд тележек /, непрерывно движущихся по рельсам 2 при помощи привода 12, Изготовленные на машинах формы 6 ставятся или сталкиваются на тележки конвейера. Сборка форм может производиться на движущемся конвейере, но чаще ее осуществляют на особых рольгангах 7 у формовочных машин, и на конвейер ставят уже собранные формы. [11]
Формовочные машины классифицируют по способам уплотнения формовочной смеси, извлечения моделей из формы. [13]
Формовочные машины предназначены для изготовления многопустотных панелей перекрытий, силикатных и шлаковых блоков на заводах с конвейерной агрегатно-поточной и стендовой технологией производства. Пустоты формуют специальными вибровкладышами, вдвигаемыми в форму перед бетонированием. Внутри вкладышей помещают вибраторы, питаемые от преобразователей частоты. [14]
Формовочная машина состоит из привода, траверсы с формующими вкладышами, подвижного борта и механизмов передвижения борта и траверсы. Формовочная машина СМ-62ОА, применяемая при конвейерном производстве железобетонных плит, имеет следующее электрооборудование: девять электродвигателей вибровкладышей по 4 5 кВт и два по 2 8 кВт; двигатель цепного толкателя 28 кВт; электромагниты для управления пневмоприводом перегрузочной рамы; конечные выключатели; шкафы и пульт управления. Все электродвигатели асинхронные с короткозамкнутым ротором. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
ФОРМОВОЧНАЯ МАШИНА - это... Что такое ФОРМОВОЧНАЯ МАШИНА?
ФОРМОВОЧНАЯ МАШИНАлитейная машина для изготовления форм в опоках или без них. Ф, м. уплотняет формовочную смесь, извлекает модели из формы, выдаёт полуформы на участок сборки форм. Получили распространение формовочные полуавтоматы и автоматы (прессовые, встряхивающие, встряхивающе-прессующие, вибропрессовые, пескомётные, пескострельные).
Большой энциклопедический политехнический словарь. 2004.
- ФОРМОВКА
- ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
Смотреть что такое "ФОРМОВОЧНАЯ МАШИНА" в других словарях:
формовочная машина — Машина для изготовления разовых песчаных полуформ и форм. [ГОСТ 18111 93] Тематики оборудование для литья Обобщающие термины машины для изготовления форм и стержней EN molding machine DE Formmaschine FR machine á mouler … Справочник технического переводчика
ВАКУУМНО-ПРЕССОВАЯ ФОРМОВОЧНАЯ МАШИНА — формовочная машина, уплотняет смесь многоплунжерной прессовой головкой под вакуумом. смотри также Вакупресс … Металлургический словарь
прессовая формовочная машина — [squeeze moulding machine] формовочная машина, уплотняющая формовочную или стержневую смесь прессованием; Смотри также: Машина электровысадочная машина ротационная кузнечно прессовая машина … Энциклопедический словарь по металлургии
пескодувная формовочная машина — [core blowing machine] м., уплотняющая формов. или стержн. смесь пескодувным способом; Смотри также: Машина электровысадочная машина ротационная кузнечно прессовая машина центробежная литей … Энциклопедический словарь по металлургии
встряхивающая формовочная машина — Формовочная машина, в которой формовочная смесь уплотняется встряхиванием. [ГОСТ 18111 93] Тематики оборудование для литья Обобщающие термины машины для изготовления форм и стержней EN jolt molding machine DE Rüttelformmaschine FR secouer de… … Справочник технического переводчика
прессовая-формовочная машина — Формовочная машина, в которой формовочная смесь уплотняется прессованием. [ГОСТ 18111 93] Тематики оборудование для литья Обобщающие термины машины для изготовления форм и стержней EN squeezer molding machine DE Pressformmaschine FR machine á… … Справочник технического переводчика
вибропрессовая формовочная машина — Прессовая формовочная машина с одновременной вибрацией. [ГОСТ 18111 93] Тематики оборудование для литья Обобщающие термины машины для изготовления форм и стержней DE Vibrationspressmaschine … Справочник технического переводчика
встряхивающая с допрессовкой формовочная машина — Встряхивающая формовочная машина, в которой прессо ванием, практически не влияющим на уплотнение в зоне модели, доуплотняется сторона набивки — контрлад полуформы. [ГОСТ 18111 93] Тематики оборудование для литья Обобщающие термины машины… … Справочник технического переводчика
встряхивающая с допрессовкой формовочная машина с поворотной колонной — Встряхивающая с допрессовкой формовочная машина, у которой блок механизмов встряхивания и прессования поворачивается вокруг горизонтальной оси на 180°, а модель извлекается при обратном ходе прессового поршня. [ГОСТ 18111 93] Тематики… … Справочник технического переводчика
встряхивающая с допрессовкой формовочная машина с поворотным столом — Встряхивающая с допрессовкой формовочная машина, у которой стол с полуформой после встряхивания поворачивается вокруг горизонтальной оси на 180°, затем происходит прессование, а модель извлекается при опускании полуформы. [ГОСТ 18111 93]… … Справочник технического переводчика
dic.academic.ru
Формовочная машина Википедия
Формо́вка — технологический процесс изготовления форм, придания формы воплощается в огромном спектре разнообразных производств. В литейном производстве применяется как при самом литье, так и при изготовлении форм для литья. При изготовлении железобетонных изделий, используют процессы экструзии, виброформования, послойного виброформования. В пищевой промышленности — это хлебопечение, кондитерское производство. Широко используются технологии формовки листовых материалов.
Литейное производство
При литейном производстве формовкой изготавливают литейные формы. Процесс может выполняться как ручным, так и машинным способом. Применение ручной формовки характерно для единичного и мелкосерийного производства, машинной, осуществляемой с помощью автоматических линий и другого специального формовочного оборудования, — для серийного, крупносерийного и массового производства.
Машинная формовка обеспечивает более высокое качество и точность отливок. Ручная формовка бывает нескольких видов: в опоках, в почве по литейным моделям (которая, в свою очередь, делится на закрытую и открытую), в литейных стержнях, по скелетным моделям и по шаблону. Из всех указанных видов наиболее распространена почвенная формовка, применяемая в основном для получения тяжёлых отливок крупного размера, но, пусть и реже, и для мелких.
Для осуществления почвенной отливки необходимы разработка грунта в полу цеха и последующее устройство бетонных кессонов и ям, предназначенных для защиты будущей формы от грунтовых вод, на дно которых укладывается так называемая «постель» — слой того или иного газонепроницаемого материала. В случае приготовления мелких отливок в роли такого материала выступает мягкая разрыхлённая смесь из песка и глины, для крупных используются жёсткие постели из кусковых материалов, чаще всего из шлака. Для вывода из постелей газов, которые образуются при заливке формы, устраивается система каналов, которые в случае мягкой постели образованы изогнутой стальной иглой, а в случае жёсткой — стальными трубами. Открытая почвенная формовка предполагает размещение формы полностью в почве, тогда как при закрытой, которая применяется в случае повышенных требований к шероховатости верхней поверхности отливок, используется нижняя почвенная полуформа, которая сверху накрывается другой полуформой, опочной. Точность при почвенной формовке невысока, а трудоёмкость, наоборот, очень велика.
Формовка по шаблону применяется для единичных крупных отливок — шкивов, крышек, чаш и других, имеющих форму тел вращения. Целесообразность этого вида формовки заключается в том, что таким образом можно не использовать сплошную деревянную модель, заменив её плоскими фигурными шаблонами из дерева, гораздо более дешёвыми, и, вращая их относительно оси — шпинделя, получить полость литейной формы. Формовка в опоках предназначена для получения однотипных отливок небольшими партиями. Формовка по скелетной модели является, по сути, вариантом формовки по шаблону, но деревянная модель при ней заменяется фасонным каркасом с полостью и ячейками, заполненными ещё перед началом процесса формовки формовочной смесью. Формовка в стержнях применяется редко — для отливок сложной конфигурации, для которых невозможно или неэкономично применять модели. Стержни, устанавливаемые в сборные металлические жакеты, предназначены для оформления внешних и внутренних очертаний отливки.
Формовка бетонных изделий на технологических линиях формования
Методы Формовки бетонных и железобетонных изделий:
- агрегатно-поточная технология в формах;
- безопалубочное формование на стендах (технологических линиях) с использованием формующих машин (агрегатов).
Библиография
- Сосненко М. Н., Святкин Б. К., Общая технология литейного производства. М., 1975.
- К. И. Львович, Песчаный бетон.
Ссылки
wikiredia.ru
Формовочные машины - УралИндуктор
Формовочные машины для песчано-глинистых смесей серии УИФ-14
 Формовочные машины для песчано-глинистых смесей серии УИФ-14 предназначены для работы в литейном производстве с использованием песчано-глинистых смесей. Установки производят уплотнение смеси в небольших полуопоках. Уплотнение смеси происходит с помощью микровстряски, и не требует предварительного ручного уплотнения смеси.
Процесс формовки происходит в несколько этапов, отдельно формуется верхняя и нижняя полуопоки, затем полуопоки переворачиваются (вручную, или с помощью переворотной установки) и стыкуются.
Формовочные машины для песчано-глинистых смесей серии УИФ-14 предназначены для работы в литейном производстве с использованием песчано-глинистых смесей. Установки производят уплотнение смеси в небольших полуопоках. Уплотнение смеси происходит с помощью микровстряски, и не требует предварительного ручного уплотнения смеси.
Процесс формовки происходит в несколько этапов, отдельно формуется верхняя и нижняя полуопоки, затем полуопоки переворачиваются (вручную, или с помощью переворотной установки) и стыкуются.
Станина. Станина, стальная, с верхним поворотным рычагом (траверсой), а также посадочными местами для приводов и вспомогательного оборудования.Система выемки. Состоит из двух пар цилиндров, шатуна, вала синхронизации, кронштейна и толкателя. Система для удобной и аккуратной выемки выталкивает готовую полуопоку одновременно с четырех углов.Система уплотнения. В данном механизме используется пружинная система с пневматическим приводом с регулируемой силой сжатия, для обеспечения наилучшего результата под различные требования.Пневмосистема. Предназначена для предварительной фильтрации и дегидрации подключаемого сжатого воздуха для обеспечения нужного качества воздуха для механизма уплотнения.
Технические характеристики| Максимальный размер опоки, мм | 400x400x100 | 500x400x180 | 500x450x200 | 600x500x200 | 600x500x200 | 850х750х300 | 800х700х350 | 1100х800х300 |
| Размер рабочего стола, Д/Ш мм | 560x420 | 560x465 | 610x515 | 700x550 | 700x550 | 880х750 | 900х730 | 1170х830 |
| Рабочее давление воздуха, MPа | 0.55 | 0.6 | 0.6 | 0.6 | 0.6 | 0.6 | 0.6 | 0.6 |
| Сила сжатия, кгс | 4000 | 4200 | 6300 | 7000 | 7000 | 15000 | 15500 | 17000 |
| Сила встряски, кгс | 250 | 280 | 300 | 300 | 300 | 640 | ||
| Ход поршня сжатия, мм | 100 | 120 | 160 | 160 | 160 | 200 | 180 | 200 |
| Ход штока верхней плиты, мм | 150 | 160 | 200 | 200 | 200 | 350 | 350 | 350 |
| Габаритные размеры, Д/Ш/В мм | 1000x600x1420 | 1000x800x1420 | 1200x1000x1692 | 1380x850x1565 | 1380x850x1565 | 1200x2100x2450 | 1339x1064x2240 | 1200x2100x2450 |
Мультиконтактная формовочная машина для песчано-глинистых смесей серии УИФ-0806
 Мультиконтактная формовочная машина для песчано-глинистых смесей серии УИФ-0806 предназначена для работы в литейном производстве с использованием песчано-глинистых смесей. Установка предназначена для уплотнение смеси в небольших полуопоках. Уплотнение смеси происходит с помощью микровстряски, и не требует предварительного ручного уплотнения смеси.
Процесс формовки происходит в несколько этапов, отдельно формуется верхняя и нижняя полуопоки, затем полуопоки переворачиваются (вручную, или с помощью переворотной установки) и стыкуются.
Данная установка предназначена как для отдельного использования, так и для эксплуатации в автоматических или полуавтоматических линиях.
В данной серии верхняя уплотнительная плита наборная, и состоит из 48 независимых плит с отдельными пневматическими цилиндрами, что позволяет использовать различные размеры опок без дополнительной подстройки оборудования.
Формовочная машина не требовательна к месту установки.
Мультиконтактная формовочная машина для песчано-глинистых смесей серии УИФ-0806 предназначена для работы в литейном производстве с использованием песчано-глинистых смесей. Установка предназначена для уплотнение смеси в небольших полуопоках. Уплотнение смеси происходит с помощью микровстряски, и не требует предварительного ручного уплотнения смеси.
Процесс формовки происходит в несколько этапов, отдельно формуется верхняя и нижняя полуопоки, затем полуопоки переворачиваются (вручную, или с помощью переворотной установки) и стыкуются.
Данная установка предназначена как для отдельного использования, так и для эксплуатации в автоматических или полуавтоматических линиях.
В данной серии верхняя уплотнительная плита наборная, и состоит из 48 независимых плит с отдельными пневматическими цилиндрами, что позволяет использовать различные размеры опок без дополнительной подстройки оборудования.
Формовочная машина не требовательна к месту установки.
Станина. Стальная рама с верхним поворотным рычагом (траверсой), а также посадочными местами для приводов и вспомогательного оборудования.Система выемки. Состоит из двух пар цилиндров, шатуна, вала синхронизации, кронштейна и толкателя. Система для удобной и аккуратной выемки выталкивает готовую полуопоку одновременно с четырех углов.Система уплотнения.В данном механизме используется пружинная система с пневматическим приводом с регулируемой силой сжатия, для обеспечения наилучшего результата под различные требования.Пневмосистема. Предназначена для предварительной фильтрации и дегидрации подключаемого сжатого воздуха для обеспечения нужного качества воздуха для механизма уплотнения.
Технические характеристики| Максимальный размер опоки, мм | 800x630x300 |
| Размер рабочего стола, Д/Ш мм | 950x370 |
| Ход верхней плиты, мм | 200 |
| Сила уплотнения, 4 кг/см2 | 4 |
| Максимальная нагрезка на рабочий стол, кг | 650 |
| Ход поршня сжатия, мм | 300 |
| Потребление воздуха, м3 | 2.5 |
| Габаритные размеры, ДхШхВ мм | 2175x1600x2380 |
| Вес установки, т | 5 |
Стержневая машина по горячей оснастке серии УИФ-86
 Установка предназначена для создания форм из горяче-твердеющих смесей на основе смол. Отвердение смесей происходит с помощью нагрева формующей оснастки, и выдержкой модели в нагретом состоянии.
Готовые модели используются как составная часть для литья в песчано-глинистые смеси (ПГС), горяче-твердеющие смеси (ГТС) и т.п.
Данная серия может быть модифицирована под необходимые требования производства.
Установка предназначена для создания форм из горяче-твердеющих смесей на основе смол. Отвердение смесей происходит с помощью нагрева формующей оснастки, и выдержкой модели в нагретом состоянии.
Готовые модели используются как составная часть для литья в песчано-глинистые смеси (ПГС), горяче-твердеющие смеси (ГТС) и т.п.
Данная серия может быть модифицирована под необходимые требования производства.
Механизм разделения оснастки: вертикальныйСпособ подачи смеси: автоматическийСпособы выбора и контроля температуры нагрева: автоматический/ручнойВстроенный датчик контроля температуры: даСпособ установки пресс-форм: крайние половины пресс-форм подвижные, центральные фиксированныеСпособ нагрева: электрический (возможен вариант исполнения газового нагрева)
Технические характеристики
| Максимальный размер формы (ДхШхВ мм) | 540x400x300 |
| Максимальный вес форм (кг) | 12x2 |
| Габариты установки (Д/Ш/В мм) | 2800x1600x2760 |
| Общая мощность установки (кВт) | 35 |
| Мощность нагрева (кВт) | 18 |
uralinduktor.ru
Машинная формовка - Литейное производство
 Машинная формовка
Машинная формовка Категория:
Литейное производство
Машинная формовка Машинная формовка является основным методом изготовления форм в массовом, крупносерийном и серийном производствах. Машины позволяют механизировать две основные операции формовки: уплотнение смеси и удаление модели из формы и, кроме того, некоторые вспомогательные операции (устройство литниковых каналов, поворот опок и т. д.). При механизации процесса формовки улучшается качество уплотнения, возрастает точность геометрических размеров отливки, резко повышается производительность труда, облегчается труд рабочего и улучшаются санитарно-гигиенические условия в цехе, уменьшается количество брака.
Процесс изготовления форм в парных опоках на машинах осуществляется следующим образом. Формовочная смесь каким-либо транспортным устройством (системой ленточных конвейеров или электротельфером с бадьей) подается в бункеры, установленные над машинами. Пустые опоки (верхняя и нижняя) с места выбивки форм подаются к машинам по рольгангам. Как правило, нижнюю полуформу изготовляют на одной машине, а верхнюю — на другой. На стол машины устанавливают опоку, далее с помощью дозатора или питателя опоку заполняют смесью из бункера. Затем уплотняют смесь. Готовую полуформу снимают с машины и подают на приемное устройство (чаще всего рольганг), где полуформу отделывают (устраняют дефекты, делают вентиляционные каналы, окрашивают, если это необходимо и т. д.) и затем транспортируют на сборку. Если форма должна быть высушена, то полуформы направляют в сушило до сборки и только после остывания и отделки — на сборку.
В массовом производстве мелких отливок иногда применяют безопочную формовку. Этот способ правильнее было бы называть способом безопочной заливки, так как формовку осуществляют несообразно применять для форм, изготовляемых прессованием под высоким давлением.
Формовочные машины
Формовочные машины классифицируют по методам:1) уплотнения смеси;2) удаления модели из формы;3) приведения машины в действие.
Классификация машин по методу уплотнения формовочной смеси. Различают следующие типы формовочных машин:1) с ручным уплотнением;2) прессовые с давлением прессования до 5 кгс/см2 и более 10 кгс/см2;3) встряхивающие;4) пескометы;5) пескодувные;6) пескострельные;7) специальные (уплотнение формовочной смеси осуществляется методами, отличными от перечисленных).
На машинах с ручным уплотнением смесь уплотняют ручными или пневматическими трамбовками. По существу эти машины являются только приспособлениями для извлечения модели из формы. Сейчас такие машины не делают, хотя их и продолжают применять в действующих цехах. Эти машины имеют малую производительность.
Прессовые машины. Различают машины с верхним и нижним прессованием. При верхнем прессовании плиту с моделью укрепляют на столе. На плиту устанавливают опоку с наполнительной рамкой, затем в них насыпают формовочную смесь. Стол с опокой поднимается и прессовая колодка, входя внутрь наполнительной рамки, уплотняет формовочную смесь. Прессование заканчивается в момент, когда вся формовочная смесь, находящаяся в наполнительной рамке, перейдет в опоку. Высота прессовой колодки и высота наполнительной рамки одинаковые.
По мере удаления от прессовой колодки степень уплотнения уменьшается до определенного предела и затем несколько“возрастает из-за сопротивления, которое оказывает жесткая плоскость модельной плиты передвижения смеси в процессе уплотнения.
С увеличением высоты опоки увеличивается неравномерность уплотнения смеси. По этой причине высота опок ограничивается размером 200-250 мм.
В машинах с нижним прессованием (рис. 48, б) роль наполнительной рамки выполняет углубление в неподвижном столе. По сравнению с верхним прессованием степень уплотнения смеси будет больше у модели. Этот вариант технологически более благоприятен, однако такие машины обладают худшими эксплуатационными качествами.
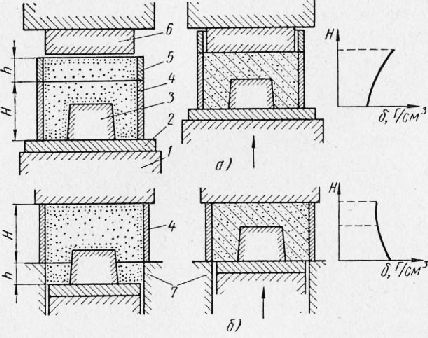
Рис. 1. Схема верхнего (а) и нижнего (б) прессования и график распределения плотности по высоте опоки
В некоторых машинах прессование осуществляется вместе с вибрацией. Песчинки смеси совершают колебания с малой амплитудой и с большой частотой, трение между ними и о боковые стенки опоки уменьшается. В результате прессование происходит более эффективно, т.е. значительно улучшается равномерность уплотнения в форме. В этом случае можно применять более высокие опоки.
Прессовые машины, работающие под высоким давлением до 20 кгс/см2 и более, позволяют уплотнять смеси в высоких опоках, которые ранее использовали на встряхивающих машинах, работающих с большим шумом. Прочность формовочной смеси при этом способе уплотнения увеличивается за счет сцепления зерен песка, а не за счет сил связи между водными оболочками вокруг зерен песка. Поэтому на этих машинах можно использовать смеси с пониженной влажностью (1,5-3%), что уменьшает брак отливок по газовым раковинам.
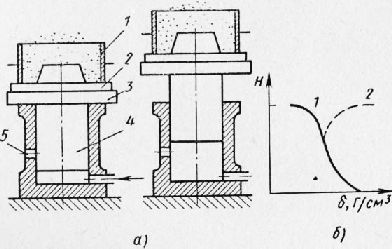
Рис. 2. Схема работы встряхивающей формовочной машины и распределение степени уплотнения смеси по высоте опоки
Встряхивающие машины. На столе машины (рис. 2, а) укреплена плита с моделью, на которую устанавливают опоку, заполняемую формовочной смесью. Стол поднимается под давлением воздуха на 30-80 мм. После того, как поршень 4 дойдет до отверстия, сжатый воздух выходит, и стол, падая, ударяется о преграду. Уплотнение происходит под действием сил инерции смеси. Число ударов стола о преграду, которой являются борта пневматического цилиндра, составляет 30-50 в минуту.
При встряхивании наиболее сильно уплотняются нижние слои, непосредственно прилегающие к модельной плите. По мере удаления от плиты масса вышележащего слоя смеси уменьшается, а следовательно, и уменьшается степень уплотнения. Верхний слой смеси остается практически неуплотненным.
Характер распределения плотности смеси по высоте опоки при встряхивании описывается кривой, приведенной на рис. 2, б.
Верхние слои смеси в опоках уплотняют дополнительным прессованием — подпрессовкой. С этой целью на машинах устанавливают специальные подпрессовочные устройства.
Характер распределения плотности смеси по высоте опоки при встряхивании с подпрессовкой описывается кривой.
Пескометы. Основной рабочей частью пескомета является головка. Внутри кожуха головки с большой скоростью вращается ротор с одной или (реже) двумя лопатками. Скорость вращения ротора до 1500 об/мин. Через отверстие в кожухе лопатки выбрасывают смесь. При падении за счет сил инерции смесь уплотняется.
Головку монтируют на подвижной консоли пескомета, что дает возможность перемещать ей в вертикальной и горизонтальной плоскостях. Смесь в головку подается транспортером. Поэтому можно уплотнять смесь в опоках больших размеров. Степень уплотнения смеси по высоте опоки практически одинаковая (рис. 3, б). С помощью пескомета можно изготовлять формы в опоках любой высоты.
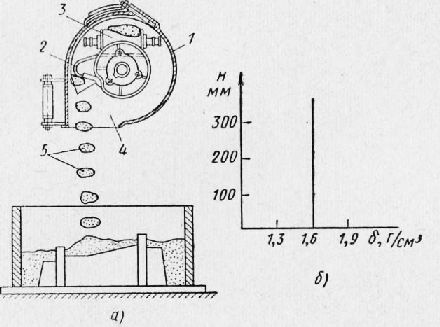
Рис. 3. Схема уплотнения смеси пескометом и распределение степени уплотнения смеси по высоте опоки
Производительность пескометов составляет обычно не менее 10-12 м3!ч формовочной смеси, поэтому их целесообразно применять для изготовления средних и крупных форм и стержней. Пескометы только заполняют смесью опоки и уплотняют ее. Другие операции, относящиеся к формовке, они не выполняют.
Следует отметить, что формы или стержни с помощью пескометов изготовляют двумя способами:1) перемещением пескомета относительно неподвижных опок или стержневых ящиков;2) перемещением на каком-либо транспортном устройстве опок или стержневых ящиков относительно неподвижно установленного пескомета.
Пескодувные машины. Формовочную (стержневую) смесь вдувают в опоку (стержневой ящик) под значительным давлением. Вибратор предусмотрен для предупреждения зависания смеси в бункере. После заполнения резервуар цилиндром 6 перемещается по польгангу на рабочую позицию. При этом бункер перекрывается шиберным затвором. Опока (стержневой ящик) прижимается столом к вдувной плите. Сжатый воздух через распределитель поступает в пескодувный резервуар и через вдувные отверстия выносит смесь в виде песчано-воздушной массы в полость опоки (стержневого ящика) и уплотняет ее. В опоке (в стержневом ящике) имеются отверстия (венты), закрытые сеткой и предназначенные для выхода воздуха из полости опоки (ящика). Воздух, стремясь выйти через венты, приобретает высокую скорость, что содействует уплотнению смеси. Если изготовляемый стержень имеет сложную конфигурацию, то венты следует располагать в труднодоступных для смеси местах ящика.
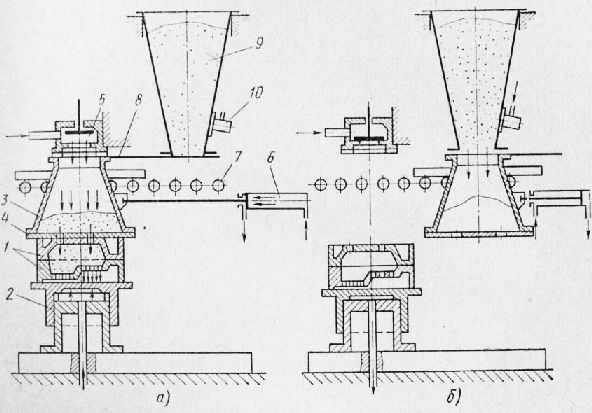
Рис. 4. Схема работы пескодувной машины: а — надув смеси в стержневой ящик; б — заполнение пескодувного резервуара смесью
Пескострельные машины. Пескострельные машины являются разновидностью пескодувных машин. Смесь в пескострельных машинах уплотняется мгновенным перемещением смеси под давлением воздуха из пескострельного резервуара через вдувное отверстие в .стержневой ящик (в опоку). Сжатый воздух из резервуара через быстродействующий клапан большого сечения поступает в рабочий резервуар. Давление в резервуаре мгновенно повышается и ударно действует на смесь, выбрасывая ее через вдувное отверстие в полость стержневого ящика (опоки). Сопло (вдувное отверстие) обязательно должно быть конической формы, как показано на рис. 52, чтобы воздух не прорвался в стержневой ящик и не ухудшил качество уплотнения смеси. Отверстия во вдувной плите необходимы для удаления воздуха, вытесняемого смесью из стержневого ящика. В стержневом ящике (опоке) венты, как правило, отсутствуют, что в значительной степени удешевляет конструкцию ящика (опоки).
В пескострелыюм процессе не происходит образования воздушно-песчаной смеси. Уплотнение смеси происходит за счет кинетической энергии потока смеси.
Отсутствие песчано-воздушной массы резко снижает абразивное действие потока смеси на оснастку, что позволяет применять деревянные ящики.
На пескострельных машинах в СССР и за рубежом преимущественно изготовляют стержни.
Специальные магазины. Примерами таких машин могут быть машины для формовки труб, уплотняющие смесь в опоках механически действующими трамбовками, или машины, уплотняющие смесь шнеками. Такие машины применяют сравнительно редко.
Классификация машин по методу извлечения модели из формы. Эти машины подразделяют на следующие типы:1) со штифтовым подъемом опок;2) с протяжкой модели;3) с поворотной плитой;4) с перекидным столом.
Машины со штифтовым подъемом опок (рис. 53, а). После уплотнения смеси в опоке четыре штыря (штифты) проходят через отверстия в подмодельной плите и, упираясь в углы опоки, поднимают ее над моделью, которая вместе со столом 5 машины остается неподвижной. Подъем штифтов и их передвижение осуществляется пневматическими цилиндрами. Для предупреждения перекосов опоки и разрушения формы необходимо, чтобы верхние концы штифтов были установлены точно на одном уровне.
На практике машины со штифтовым подъемом применяют только для формовки по простым и невысоким моделям.
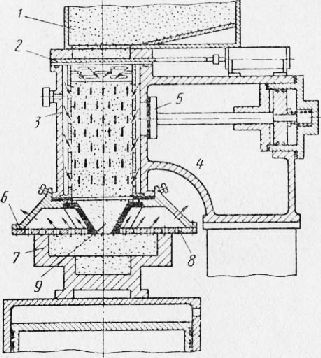
Рис. 5. Схема работы пескострельной машины
Протяжку осуществляют двумя способами: с проваливающейся моделью и в комбинации со штифтовым подъемом.
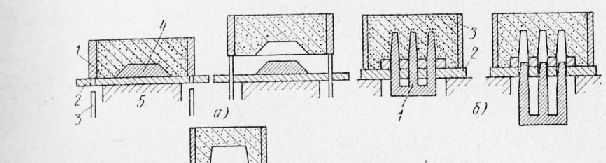
Рис. 6. Схема машины со штифтовым подъемом опок (а) и протяжкой модели (б, в)
При первом способе после уплотнения смеси в опоке модель опускается специальным механизмом через прорези в неподвижной подмодельной плите. Затем опоку снимают с машины и отправляют на сборку. Выступающие части формы, расположенные между ребрами, при протяжке модели поддерживаются снизу неподвижной подмодельной плитой, поэтому они не обваливаются. При втором способе протяжки на специальной протяжной плите устанавливают опоку. Плита имеет прорези, соответствующие конфигурации модели. После уплотнения смеси в опоке модель, закрепленная на столе, остается неподвижной, а протяжная плита, поддерживающая кромку смеси около модели, вместе с опокой поднимается штифтами. Таким образом, осуществляется протяжка модели. С протяжной плиты опока снимается каким-либо транспортным устройством и отправляется на сборку форм.
Машины с поворотной плитой. После уплотнения формовочной смеси в опоке плита, на которой закреплены плита с моделью и опока, поворачивается вокруг на 180°. Затем опоку отсоединяют от поворотной плиты и передают на приемный стол, который, опускаясь, производит протяжку модели. Готовая полуформа по какому-либо транспортному устройству (чаще всего рольгангу) направляется на сборку.
Машины с перекидным столом. Принцип работы машины с перекидным столом аналогичен принципу работы машин с поворотной плитой, а сами машины различаются только конструктивным исполнением.
Классификация машин по типу привода. По типу привода машины подразделяют на ручные, пневматические, гидравлические, электрические.
Машины с ручным приводом малопроизводительны и в настоящее время почти не применяются.
Пневматические машины наиболее распространены на практике. Они просты по конструкции, требуют меньше ухода, чем другие типы машин, работают от сети сжатого воздуха (давление 5-7 ат).
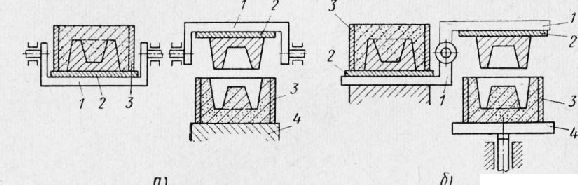
Рис. 7. Схема машин с поворотной плитой (а) и перекидным столом (б)
Гидравлические машины приводятся в действие жидкостью под давлением от 50 до 100 am.
Каждый класс машин обладает определенными преимуществами и недостатками, которые, в конечном счете, определяют область их применения. Обычные прессовые формовочные машины дают удовлетворительное качество форм при использовании невысоких опок (высотой до 250 мм). Кроме того, конструктивные особенности этих машин ограничивают возможность изготовления крупных форм размером более 1000-1200 мм по ширине.
Прессовые машины, работающие под высоким давлением, позволяют получать формы в опоках высотой 500 мм и более с высокой степенью уплотнения и использовать смеси с пониженной влажностью, что улучшает качество литья.
Встряхивающие машины позволяют получать формы в опоках любых размеров (от малых до самых крупных), но их нерационально использовать для опок высотой меньше 200 мм. Наилучшее уплотнение достигается при встряхивании с последующей подпрессовкой. Производительность прессовых машин выше производительности встряхивающих, так как при встряхивании для уплотнения формы необходимо произвести 30-50 ударов, на что расходуется больше времени, чем на один ход стола при прессовании.
Встряхивающие машины с прессовыми колодками являются наиболее распространенными формовочными машинами, но в последние годы их стали вытеснять прессовые машины, работающие под высоким давлением, а также машины других типов. Встряхивающие машины работают с большим шумом.
Пескомет механизирует операции заполнения опоки и уплотнения смеси, но извлечение модели из формы производят отдельно. Пескомет рациональнее использовать для уплотнения крупных форм единичного и мелкосерийного производства.
Пескодувные и пескострельные машины обладают высокой производительностью, дают качественное уплотнение смеси. Особого внимания заслуживают пескострельные машины.
По сравнению с пескодувными машинами в них меньше расход воздуха, шире диапазон применяемых смесей. На пескодувных и на пескострельных машинах можно получать стержни любой сложности.
Автоматические формовочные машины
Формовочные и стержневые машины выполняют трудоемкие процессы формовки (уплотнение смеси, извлечение модели), но все-таки многие мелкие операции, снижающие производительность (очистка моделей, установка опок и т. д.) выполняются вручную. В СССР созданы высокопроизводительные формовочные машины, в которых механизированы все операции (кроме простановки стержней в форму).
Полуавтоматические и автоматические формовочные машины подразделяют на однопозиционные проходные и многопозиционные карусельные.
На однопозиционных проходных машинах все операции формовки осуществляются последовательно (обдувка модели воздухом, подача смеси в опоку, уплотнение, подпрессовка, снятие полуформы с подмодельной плиты и подача ее на приемное устройство).
Многопозиционные карусельные машины имеют четыре и более позиций, расположенных с равными интервалами на круглом столе. На каждой позиции параллельно (одновременно) с другими выполняются различные технологические операции.
На рис. 8 представлена схема работы автоматической проходной однопозиционной встряхивающей формовочной машины с протяжной рамой. С участка выбивки пустые опоки толкателем по рольгангу подаются к машине. Шаг подачи опоки равен размеру опоки по ширине. Подъемный стол в нижнем положении находится на одном уровне с подающим рольгангом и является как бы отдельной секцией рольганга. Опока толкателем перемещается на подъемный стол. В это время протяжная рама с заформованной опокой находится на одном уровне со столом. Ходом толкателя пустая опока сталкивает полуформу с протяжной рамы и занимает ее место. Одновременно дозатор с воронкой и прессовой траверсой перемещаются до тех пор, пока воронка не расположится над пустой опокой. Протяжная рама с пустой опокой опускается на модельную плиту, открывается днище дозатора и отмеренная порция формовочной смеси через воронку насыпается в опоку. Затем начинается процесс встряхивания. Пустой дозатор с воронкой перемещается вправо под бункер, из которого поступает очередная порция смеси.
Вместе с дозатором передвигается и прессовая траверса. Она останавливается над столом машины. К этому моменту встряхивание заканчивается и прессовый поршень 9 поднимает стол и с ним подмодельную плиту и опоку. С помощью прессовой траверсы производят подпрессовку верхних, слабо уплотненных при встряхивании слоев формовочной смеси. Затем прессовый поршень начинает опускаться вместе с подмодельной плитой и опокой. Протяжная рама с опокой останавливается на одном уровне с приемными столами, а модель с плитой, жестко укрепленной на прессовом столе, продолжают опускаться, осуществляя тем самым протяжку модели. Готовая полуформа последующей пустой опокой сталкивается на стол-кантователь, который, поворачиваясь на 180°, ставит полуформу разъемом вверх на приемный рольганг. Стол-кантователь делают в машинах, предназначенных для изготовления нижних полуформ, так как он выдает их в удобном для сборки форм положении. В машинах для изготовления верхних полуформ стола-кантователя нет, готовая полуформа сталкивается сразу же на приемный рольганг. Затем готовые полуформы поступают на сборку форм.
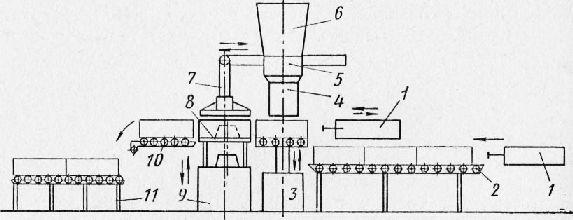
Рис. 8. Схема работы формовочного автомата: 1 — толкатели; 2 — рольганг для подачи опок; 3 — подъемный стол; 4 — воронка; 5 — дозатор; 6 т- бункер со смесью; 7 — прессовая траверса; 8 — протяжная рамка; 9 — корпус машины; 10 — приемный стол-кантователь; И — рольганг для подачи полуформ на сборку
На рис. 9, а приведена упрощенная схема карусельного четырехпозиционного формовочного автомата. Механизмы машины, производящие технологические операции, расположены неподвижно относительно перемещающихся на карусели полуформ. Во время работы карусель периодически поворачивается на г/л оборота. На позиции осуществляются операции обдувки смазки модели. На 11 позиции на подмодельную плиту устанавливается пустая опока, которая подается толкателем по рольгангу на кромочный рольганг, а с него на подмодельную плиту. Пои этом секции кромочного рольганга расходятся, как показано на рис. 9, б. На этой же позиции происходит заполнение опоки смесью.
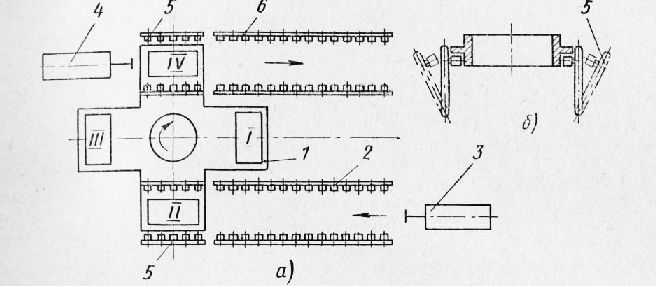
Рис. 9. Схема четырехпозиционного формовочного автомата
На III позиции смесь уплотняется встряхиванием с подпрессовкой. На IV позиции осуществляется протяжка модели и съем готовой полуформы с помощью толкателя и кромочного рольганга. Затем по рольгангу 6 полуформы поступают на сборку.
На формовочном автомате на каждой позиции все механизмы работают одновременно и параллельно, что обусловливает его высокую производительность.
Читать далее:
Особенности изготовления стержней
Статьи по теме:
pereosnastka.ru
Формовочная машина Литейное оборудование ПГС Прямые поставки

Формовочная машина используются для уплотнения песчано-глинистой смеси в литейных опоках. Подмодельная плита крепится к рабочему столу формовочной машины, после чего устанавливается опока (рамка). На рабочую поверхность модели наносится разделительное покрытие, после чего рамка наполняется формовочным составом на основе песчано-глинистой смеси. Уплотнение производится за счет встряхивания: рабочий стол понимается на установленную высоту, после чего падает. Цикл уплотнения – 10-20 ударов. Смесь значительно уплотняется в нижних частях, однако верхняя часть остается неуплотнённой. Окончательное уплотнение производится за счет прессования в поворотную траверсу машины.
Режим встряхивания отключается, поворотная траверса перемещается в рабочее положение, после чего запускается механизм прессования. Далее траверса возвращается в исходное положение, а стол машины опускается на стационарные штифты. Включается пневматический вибратор и происходит отделение полуформы от подмодельной плиты с получением точного отпечатка.
В литейных цехах машины, работающие по односторонней подмодельной плите работают в паре: на одной машине изготавливаются полуформы «верха» на другой полуформы «низа». Стоить особо выделить вариант безопочной формовки. При этом временные опоки, в которых происходит уплотнение смеси, снимаются с формовочного кома сразу после сборки, а периметр кома крепится съемным жакетом.
-
Формовочные машины FD-4 в Тверской области
-
Формовочная машина FD-2
-
Формовочная машина FD-5
-
Формовочная машина FD перед отправкой со склада в г.Новосибирске
-
Установленные формовочные машины в г.Ижевск
-
Формовочная машина FD перед отправкой со склада в г.Новосибирске
-
Формовочная машина FD-3
-
Транспортировка формовочной машины FD
| Размеры опоки «в свету», мм | 600х400х200 | 700х500х250 | 800х600х350 | 1000х800х300 | 1100х1000х300 |
| Размер рабочего стола, мм | 600х460 | 700х575 | 800х680 | 1000х800 | 1170х830 |
| Грузоподъемность, кг | 200 | 300 | 500 | 1000 | 1000 |
| Усилие прессования, кг | 3000 | 4300 | 6300 | 9600 | 10000 |
| Давление сжатого воздуха, МПа | 0,56 | 0,56 | 0,56 | 0,56 | 0,6 |
| Расход сжатого воздуха, м3/съем | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 |
| Диаметр пневмовибратора, мм | 25 | 30 | 30 | 30 | 30 |
| Габаритные размеры, мм | 690х830х1430 | 885х1070х1550 | 930х1230х1780 | 1025х1710х2140 | 1200х2100х2450 |
| Вес машины, кг | 850 | 890 | 1300 | 2300 | 5300 |
sibtehlit.ru









423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)