 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Ремонт двигателя: что, как, к чему! Основные принципы и методы. Дефектовка двигателя
Ремонт двигателя: основы, понятия, процессы, нюансы
Многие автомобилисты сталкивались с понятием ремонт двигателя автомобиля. Но не все понимают, в чем заключается данный процесс. Отремонтировать свой автомобиль под силу не каждому автовладельцу, поскольку многие просто не знают, какая технология ремонта автомобильного двигателя. Данная статья, расскажет об основных процессах восстановления силового агрегата.
Общие понятия ремонта двигателя
Ремонт бензиновых двигателей — достаточно сложный процесс восстановления изношенных узлов и деталей силового агрегата до первоначального состояния или приближенного к нему. Этот процесс, включает в себя множество операций и зависит от типа и класса мотора.
В процессе эксплуатации транспортного средства многие автолюбители, не обращают внимание на обслуживание, которое играет весьма важную роль на состояние силового агрегата, а также на его ресурс. Впоследствии, может случиться так, что ремонт бензинового двигателя будет невозможен. Поэтому, на восстановление силового агрегата влияет не только физический износ, но и то как за ним ухаживают.
В каких случаях проводят ремонт силового агрегата
Рассмотрим, в каких случаях придется проводить ремонт двигателя:
- Износ и выработка деталей свыше 80% ресурса.
- Появление механических повреждений основных компонентов силового агрегата.
- Поломка, связанная с неправильной настройкой или техническим обслуживанием.
- Прочие причины, которые могли вызвать неисправности.

Как же классифицировать ремонт бензиновых двигателей:
- Поточный ремонт. Это ремонт изношенных деталей, которые в процессе эксплуатации имеют ресурс ниже, чем основной силовой агрегат.
- Технический ремонт двигателей. Проводится при проведении поточного технического обслуживания для плановой замены изношенных элементов.
- Внеплановый ремонт двигателей автомобилей. Это неожиданная поломка силового агрегата, которая вызвана некачественным проведением ТО, запасными частями или другими причинами, которые повлекли проведения восстановительных операций по мотору.
- Плановый ремонт. Его еще называют капитальный ремонт. Проводится, обычно, согласно пробегу автомобиля, когда исчерпан ресурс силового агрегата.
С чего начать
Многие автомобилисты задаются вопросом — с чего начать ремонт бензиновых двигателей? Ответ достаточно прост — необходимо определить признаки: а вообще необходим ли ремонт узла, или проблема кроется в чем-то другом? Для этого придется провести ряд диагностических процедур. Они делятся на 2 типа: электронные и механические.
Электронная диагностика может показать необходим ли ремонт авто в части электроники и есть ли вообще проблемы. Для этого проводится проверка электронного блока управления двигателем, а также состояние всех датчиков и соединений. Если проблемы не выявлено, то не стоит и лезть далее, поскольку можно создать проблему, которую придется решать.

Механическая диагностика потребует много времени, сил и знаний. Для проведения этой операции, в интернете есть инструкция, но в этой статье постараемся объяснить все намного детальнее и понятнее. Если в процессе проведения диагностических операций были обнаружены проблемы, то придется разбирать и проводить ремонт бензиновых двигателей.
Кстати для этого есть руководство по ремонту двигателя, которое выпускает завод изготовитель, как в бумажном, так и в электронном виде. Итак, рассмотрим процесс ремонта машины, а точнее ее силового агрегата более детально.
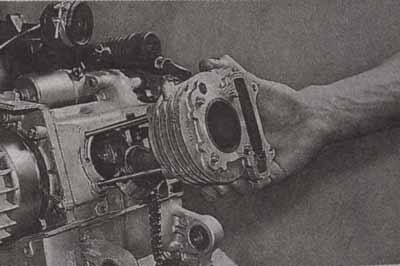
Демонтаж и разборка
Первый процесс — демонтаж силового агрегата с автомобиля и его разборка. В каждом конкретном случае, двигатели снимаются по-разному. На это влияют следующие показатели: привод, расположение мотора, количество цилиндров, конструктивные особенности кузова, тип коробки передач и прочие.
Например, демонтировать силовой агрегат с Жигулей или отечественного производства грузовика намного легче, чем с остальных автомобилей. В них имеется меньше электронных устройств, поэтому демонтаж проводиться достаточно легко и просто.
Например, дизельные двигатели ЯМЗ-236 и ЯМЗ-238 демонтируются с автомобиля за 10-12 часов, а их иностранные аналоги — за более чем 36 часов. Та же ситуация и с процессом разборки, который может занимать у Жигулей от 3 часов и машин иностранного производства от 10 часов.
К процессу разборки стоит относиться тщательно, поскольку именно в этот момент и проводиться первые диагностические операции. Автолюбитель, если он проводит ремонт двигателя своими руками, должен осмотреть визуально наличие повреждений, трещин и прочих дефектов на силовом агрегате и его компонентах.

Дефектовка элементов
Следующим этапом станет дефектовка, которая определит признаки неисправности, а также покажет, в каком состоянии находится механика. В чем же заключается данная процедура:
- Промер коленчатого вала на размер, твердость, прогиб и центровку.
- Диагностика состояния плоскости и корпуса блока цилиндров.
- Состояние поршневой группы.
- Изношенность элементов и корпуса головки блока цилиндров.
- Другие показатели.
- Целесообразность ремонт мотора.
Мойка
Двигатель, ремонт которого неизбежен, нуждается в мойке блока и его составляющих. Этот процесс проводится при помощи горячего керосина или специальных средств под давлением. Это позволяет вымыть всю металлическую стружку, грязь и прочие ненужные элементы, которые скопились в процессе эксплуатации.

Запасные части
Когда проведения диагностика и определены все детали, которые подлежат замене, стоит заказать необходимые запасные части, поскольку перед их установкой на двигатель требуется подготовка. Зачастую, когда проводится ремонт бензиновых двигателей, меняются следующие запасные части:
- Коренные и шатунные вкладыши.
- Поршневая группа.
- Пальцы шатунов.
- Втулки шатуна.
- Масляный фильтр и насос.
- Помпа или ее ремонтный комплект.
- Впускные и выпускные клапана.
- Маслосъемные кольца.
- Комплект прокладок.
- Направляющие втулки и седла клапанов.
- Прочие детали.
Шлифовка блока и коленвала
Следующим этапом проведения ремонтно-восстановительных работ является шлифовка коленчатого вала, а также плоскостей блока и головки. При помощи плоскошлифовального и фрезерного станков проводится приведения плоскости ГБУ и блока в зеркальную поверхность. Как правило, убираться может: 0,05мм, 0,1мм, 0,25мм, 0,5 мм, 1мм и более толщины изделия.
Что касается шлифовки коленчатого вала, то существует виды ремонта для этого узла:
| Вид ремонта | Толщина, мм | Эффективность по сравнению с новым |
| Ремонт № 1 | 0,25 | 80-90% |
| Ремонт № 2 | 0,50 | 70-75% |
| Ремонт № 3 | 0,75 | 65-70% |
| Ремонт № 4 | 1,00 | 50-55% |
| Ремонт № 5 | 1,25 | 40-45% |
| Ремонт № 6 | 1,50 | Меньше 30% |
| Ремонт № 7 | 2,00 | Не применяется с 1995 года |
Ремонт головки блока
Ремонт головки блока одна из самых несложных операций в процессе проведения капитального ремонта двигателя. Проводить ее рекомендуется, конечно, на автосервисе, но многие автомобилисты, после ремонтных операций по Жигулям, проводят ремонт ГБЦ иномарок самостоятельно. Итак, что же входит в процесс капитального ремонта головки блоки цилиндров:
- Замена распределительного вала (или нескольких, если их 2 и более на автомобиле).
- Замена клапанов, как выпускных, так и впускных.
- Замену направляющих втулок.
- Смену седел и маслосъемных колпачков.
- Аргонное сваривание, при наличии трещин или нарушений герметичности.
- Прочие работы связанные с ремонтом ГБЦ того, или иного типа.

Вспомогательные работы
К вспомогательным работам стоит отнести опрессовку и центровку сцепления. Первый — это процесс, при котором определяется герметичность головки и блока цилиндров. При помощи керосина заполняется внутренняя часть двигателя, предварительно закрыв все дыры. Если утечки не обнаружено, то двигатель полностью герметичен, если же есть трещины, то необходимо их заварить.
Второй процесс подразумевает выставление центробежной силы сцепления по отношению к коленчатому валу. Как правило, проводиться на специальном стенде, который есть не на всех автосервисах. Сцепление прикрепляется к коленчатому валу и проводится их совместная балансировка. Это поможет уменьшить износ и трение.
Сборка узла
Сборка узла проводится при помощи стенда, который позволяет крутить двигатель на 360 градусов. Итак, рассмотрим, последовательность проведения операции:
- Установка вкладышей и «укладка» коленчатого вала.
- Установка шатунов и поршневой группы.
- Установка в правильное положение бугелей, а также их окончательная затяжка.
- Монтаж Прокладок и крышек, закрывающих мотор.
- Установка масляного насоса и помпы.
- Монтаж шкива коленвала.
- Установка головки (головок) блока цилиндра.
- Монтаж поддона.
- Сборка мелких узлов.
- Установка топливной аппаратуры.
- Прочие работы по сборке.

Этот процесс достаточно трудоемкий и тяжелый, поэтому рекомендуется его доверить профессионалам.
Обкатка и испытания
Финальным этапом капитального ремонта двигателя становиться его обкатка и испытание. Лучший способ обкатать двигатель — это комбинированный, о котором мы писали в одной из статей. Для наиболее эффективной работы силового агрегата, необходимо его обкатывать, как на горячую, так и на холодную.
Во многих иностранных странах, помимо обкаточного стенда, существует испытательный стенд, который при помощи большого количества датчиков и показателей проводит испытание двигателя и определения ресурса после проведения ремонтно-восстановительных работ. К сожалению, на территории СНГ таких стендов нет, поскольку считается, что их использование экономически нецелесообразно.
Вывод
Провести капитальный ремонт современного двигателя своими руками без наличия специальных дорогостоящих стендов практически нереально. Можно делать только поточные ремонты, типа замене датчиков и то не на всех транспортных средствах. А вот провести собственноручный ремонт силового агрегата — ВАЗ или ГАЗ вполне реально, что по этот день и делают автомобилисты, которые владеют такими транспортными средствами.
avtodvigateli.com
Дефектовка двигателя | Скидки на дефектовку. Жми.
Дефектовка двигателя представляет собой процедуру по осмотру всех элементов механизма с определением их текущего состояния, фактических характеристик. Данная операция позволяет выявить детали, имеющие определённый дефект или повреждение. Помимо прочего, дефектовка двигателя — это прекрасный метод установления основных причин, по которым разрушение той или иной детали вообще произошло.

В нормальных условиях, когда можно вести речь исключительно об одном лишь естественном износе, все элементы двигателя изнашиваются постепенно и равномерно. Тогда автовладелец имеет возможность примерно спрогнозировать, на какой стадии эксплуатации автомобиля возникнет та или иная неполадка.
Однако зачастую возникающие неисправности обусловлены не только естественным износом, но и некоторыми прочими факторами, часть из которых связана с некорректной эксплуатацией автотранспортного средства. Поэтому перед тем, как приступить к непосредственному устранению дефекта, необходимо выявить главную причину возникновения той или иной неполадки.
Если водитель выберет лёгкий путь и предпочтёт просто заменить износившиеся детали новыми, не имея точного представления о характере дефекта, то проблему такой подход может и не решить. В данном случае достаточно высокой становится вероятность того, что в скором времени придётся повторно ремонтировать двигатель. При этом водитель, по сути, во второй раз будет оплачивать устранение всё той же неисправности.
Именно поэтому принимать окончательное решение о ремонте двигателя крайне не рекомендуется до тех пор, пока не будут получены точные сведения о состоянии и характеристиках его главных элементов. В этом автовладельцу и призвана помочь наша дефектовка двигателя — простая, но очень эффективная процедура, которая не теряет своей актуальности даже при повсеместно распространённой компьютерной диагностике.

Дефектовка двигателя. Этапы
Первичная дефектовка двигателя осуществляется в ходе его разборки. Каждая деталь подвергается тщательной проверке методом визуального осмотра. Элементы, состояние которых будет признано неудовлетворительным по результатам первичной дефектовки, откладываются в сторону. Аналогично мастер поступает и с деталями, имеющими не очень значительные повреждения, но всё равно непригодными к полному восстановлению. Главная задача специалиста на данном этапе — это выявить те части, которые подлежат однозначной замене.
На втором своём этапе дефектовка двигателя подразумевает исследование деталей, успешно прошедших визуальный осмотр — не имеющих внешних дефектов. Специалист определяет размеры каждого элемента, сопоставляя результат с заданными производителем параметрами. Характеристики каждого элемента проверяются на соответствие существующим нормативам.
Если клиент пожелает, ему может быть предоставлен дефектовочный лист. В последний вписывается дата дефектовки и перечень деталей, признанных пригодными к дальнейшей эксплуатации по итогам проверки. Дефектовочный лист очень поможет тому специалисту, который будет заниматься осмотром двигателя в будущем: сведения о предыдущих дефектовках позволят мастеру крайне оперативно получить точный и достоверный результат.

Поскольку дефектовка двигателя автомобиля почти всегда совмещена с переборкой детали, её качественное проведение зачастую сопровождается демонтажем и полным разбором механизма
Дефектовка двигателя
Дефектовка двигателя подразумевает очень тщательную проверку блока цилиндров — крайне важного и дорогостоящего элемента двигателя, являющегося основой всей силовой установки. Примечательно, что блок цилиндров относится к номерным деталям, поэтому его неисправность может принести некоторые хлопоты ещё и с документами.
Среди наиболее распространённых дефектов можно отметить различные повреждения на поршне, из-за которых кольца данного элемента частично теряют свой функционал и не могут выполнять возложенные на них задачи в полной мере. Как следствие, из-за обеднённой смеси в цилиндрах может существенно увеличиться расход масла.
Если дефектовка двигателя позволила обнаружить те или иные повреждения на зеркале цилиндров, то на обсуждение будет поднят вопрос о необходимости проведения ремонтно-восстановительных мероприятий. Решение о том, возможно ли вернуть блоку его основной функционал, сначала должен принять специалист. Затем ситуация обсуждается непосредственно с автовладельцем, который и должен будет принять окончательное решение о ремонте повреждённого элемента.

В некоторых случаях эффективным решением может стать гильзовка блока цилиндров — сложная процедура, проводимая в процессе восстановления гильзы* в должное состояние. Однако этот вариант рассматривается индивидуально для каждого случая.
Если дефектовка двигателя показала, что блок цилиндров полностью пригоден к дальнейшей эксплуатации, то специалисту останется просто провести ряд несложных процедур, среди которых:
- мойка;
- очистка масляных полостей;
- корректировка размерных характеристик методом перешлифовки (при необходимости).
Гильза — это металлическая вставка, содержащаяся в блоке. Именно в ней перемещается поршень двигателя. Гильзы обязаны иметь следующие характеристики:
- прочность;
- износостойкость материала;
- устойчивость к коррозии.
Дефектовка двигателя. Состав
Тот факт, что большое значение уделяется именно блоку цилиндров, вовсе не означает, что мастером система рассматривается лишь в совокупности, игнорируя частности. Рассмотрим вкратце, какие ещё детали двигателя подвергаются тщательному вниманию специалиста.
Коленчатый вал мотора осматривается на наличие различных повреждений. Коленчатый вал – это очень важная составная двигателя автотранспортного средства, которая входит в состав кривошипно-шатунного механизма, преобразующего энергию сгорающих газов в механическую энергию. Мастер должен установить реальное состояние детали, а также подтвердить (либо опровергнуть) необходимость проведения ремонтно-восстановительных процедур в отношении элемента.
Дефектовка двигателя также требует от специалиста проверить текущее состояние шатунов. Как показывает практика, некоторые мастера предпочитают игнорировать этот момент, не уделяя никакого внимания степени износа детали. Между тем, чрезмерно износ шатунов способен привести к серьёзному ухудшению состояния мотора.

Большое значение имеет и качественный осмотр клапанов, поскольку неисправность последних способна сделать практически бесполезными все проведённые восстановительные мероприятия. Чтобы автовладельцу не пришлось платить за ремонт дважды, дефектовка клапана должна быть проведена специалистом внимательно и ответственно.
Проверку этих и многих других элементов подразумевает качественная дефектовка двигателя автотранспортного средства. По итогам всех проведённых работ специалист составляет акт дефектовки.
Акт дефектовки
На заключительном этапе дефектовки двигателя клиенту вручается на руки акт дефектовки, в котором находят своё отражение все проведённые исследования.
Документ включает экспертное мнение касательно исправности двигателя, его пригодности к долгой и безопасной эксплуатации в дальнейшем. Оценку получает функционирование как всего механизма целиком, так и отдельных его элементов. Указываются подлежащие замене детали. Если тот или иной узел требует срочного ремонта, этот факт обязательно будет обозначен в акте совместно с ключевыми особенностями предстоящих работ.
В своём стандартном виде акт дефектовки включает подробное описание всех проведённых мероприятий. В документе указываются также результаты каждого исследования, чтобы водитель имел представление о том, на основании каких данных экспертом был вынесен тот или иной вердикт.
Чем ценен акт дефектовки? Если документ был составлен корректно, а отображённые в нём сведения верны и точны, то он станет прекрасным помощнику водителю при:
- подготовке к ремонту двигателя;
- оценке стоимости новых деталей;
- оценке стоимости услуг специалистов по проведению ремонтно-восстановительных работ.
Как следствие, водитель получает возможность сразу провести эффективный ремонт, который увеличит срок эксплуатации автотранспортного средства.

Дефектовка двигателя силами наших специалистов
Если Вас интересует качественная дефектовка двигателя, то мы сможем Вам помочь. Мы собрали в своём штате большое количество высококлассных специалистов, обладающих внушительным опытом в области диагностики, дефектовки, ремонта двигателя и других узлов автотранспортного средства.
Мы уже много лет успешно реализуем свою деятельность на рынке авторемонтных услуг. Работаем качественно, очень оперативно. На любой неясный вопрос клиент в самые кратчайшие сроки получит исчерпывающий ответ.
Цены доступные, очень лояльные.
Будем ждать Вас в нашей экспертной организации!
Другие услуги нашей организации
 Загрузка...
Загрузка... www.avtoexpert.pro
Дефектовка двигателя
Дефектовка двигателя – это осмотр и измерение характеристик деталей, которые подлежат ремонту или замене. Она позволяет определить конкретные запасные части, подвергшиеся разрушению, а также причины, по которым это разрушение произошло.
Одно дело, когда все детали двигателя изнашиваются равномерно (в случае естественного износа). Другое - когда явно присутствуют "криминальные следы". В данном случае, нужно точно определить причину произошедшего. Так как обычная замена износившихся детелей новыми, без выяснения причины неисправности, может привести к тому, что вновь придется проводить ремонт двигателя.
Что же включает в себя дефектовка двигателя?
Первая дефектовка деталей проводится прямо в процессе разборки – каждую деталь, снятую с двигателя, надо тщательно проверить «на глаз». Полностью разрушившиеся детали, а также детали, не подлежащие восстановлению, следует отложить отдельно, чтобы потом можно было сформировать список того, что надо приобрести на замену. Внешне благополучные детали, без видимых повреждений, будут осматриваться на втором этапе дефектовки – при проверке их размеров и характеристик на соответствие номинальным. Рекомендуется ведение дефектовочного листа, в который вносится дата дефектовки и список деталей, которые были признаны работоспособными и не были заменены. Такая мера поможет при следующей дефектовке более точно составить список запчастей на замену.
При дефектовке двигателя особое внимаение уделяется блоку цилиндров двигателя. Это основа всей силовой установки. К тому же данная деталь является номерной, что в случае выхода из строя, приведет к проблемам не только с ремонтными работами, но и с документами.
Одним из самых распространённых дефектов является наличие продольных царапин на поршне. Из-за таких царапин, кольца поршня не будут справляться со своей задачей, и двигатель станет излишне расходовать масло. Причина – обеднённая смесь в цилиндрах. Проблема решается проверкой каналов подачи горючей смеси. Могут возникать неполадки в подающих трубах впускного коллектора, карбюраторе или инжекторе. Причиной бедной смеси может также стать негерметичность системы рециркуляции отработанных газов.
При выявлении трещин на зеркале цилиндров, а также внутренних трещин в масляном канале, блок подлежит выбраковке. Решение о возможном ремонте при появлении трещин в цилиндре принимает шлифовщик. В данном случае можно провести гильзовку блока цилиндров. Однако это определяется отдельно в каждом конкретном случае.
Если блок цилиндров в результате дефектовки двигателя признается годным к эксплуатации, то он подлежит мойке, вскрытию масляных полостей, их промывке и пропарке и восстановлению заводских норм посредством перешлифовки на ремонтный размер.
Смотрите также:
Все статьи >>
www.xn----7sbabj9aleg0afqoo0b4bu.xn--p1ai
что это такое и для чего нужна
Начнем с того, что дефектовка двигателя — процедура, которая предполагает предварительную разборку силового агрегата, после чего производится осмотр деталей, а также производятся их замеры для сравнения с номинальными параметрами.
На основании полученных данных принимается решение о том, какие детали нужно полностью заменить, а какие еще возможно восстановить или отремонтировать для дальнейшей работы. Также устанавливается скрытая причина тех или иных повреждений, которые имеют место в конкретном ДВС.
Другими словами, мастер получает общее представление о состоянии двигателя и степени повреждений, а также способен приблизительно оценить объем работ и сколько стоит отремонтировать мотор, уже после дефектовки. Давайте подробнее рассмотрим, что означает дефектовка двигателя, а также как выполняется эта процедура.
Дефектовка двигателя: что такое процедура дефектовки мотора
Как уже было сказано выше, дефектовка двигателя нужна для оценки общего состояния ДВС, а также в целях установления причин, по которым произошел частичный или полный выход из строя силового агрегата. Само название процедуры происходит от слова дефект, то есть дефектовка двигателя нужна для выявления различных явных и скрытых дефектов.
Причин для дефектовки может быть много, начиная с необходимости предварительного углубленного осмотра мотора перед проведением планового капитального ремонта и заканчивая оценкой ущерба после возникновения непредвиденных поломок (заклинивание двигателя, обрыв шатуна, гидроудар, обрыв ремня ГРМ и т.д.).
В норме двигатель изнашивается естественным образом, причем такой износ отличается характерной равномерностью. Постепенно изнашиваются поршневые кольца, повреждается зеркало цилиндров, изменяется сама форма цилиндра, разбиваются седла клапанов, происходит износ подшипников скольжения, шеек коленвала и т.п.
Получается, уместно говорить о том, что ресурс двигателя с большим пробегом попросту исчерпан. Однако бывает и так, что силовая установка попадает на дефектовку намного раньше положенного срока. В этой ситуации особенно важно не только обнаружить и качественно устранить имеющиеся повреждения, заменить отдельные детали и т.д., но и определить основную причину такой поломки.
Дело в том, что если точно не установить изначальную причину, тогда после ремонта или переборки двигатель может повторно выйти из строя, причем иногда это происходит очень быстро. Получается, дефектовку вполне можно считать не только оценочной, но и диагностической процедурой, которая позволяет точно определить, что привело к возникновению той или иной неполадки.
Как выполняется дефектовка силового агрегата
Разобравшись с тем, зачем нужно дефектовать двигатель, давайте теперь рассмотрим саму процедуру. Как правило, дефектовку двигателя можно разделить на несколько основных этапов.
- В самом начале дефектовка различных деталей начинает осуществляться параллельно процессу разборки силового агрегата. Специалист по ремонту ДВС визуально оценивает состояние каждой детали, которая снимается с мотора, после чего на основании такой предварительной оценки уже можно сделать определенные выводы.
- Затем мастер откладывает в одну сторону детали, которые сильно повреждены или не подлежат восстановлению. После эти детали нужно по списку заменить на новые. Рядом формируется еще одна группа, в которую попадают детали, еще пригодные для восстановления или не имеющие заметных повреждений.
- Детали, которые собраны во второй группы, являются элементами для второго этапа дефектовки. Далее производится тщательный замер их размеров и параметров, после чего полученные данные сравниваются с номиналом. Опытные мастера специально ведут так называемый дефектовочный лист, в котором сформирован список восстановленных деталей и тех элементов, которые вообще не менялись в рамках текущего ремонта. Такой список при наступлении необходимости следующего ремонта облегчает задачу для последующей дефектовки деталей.
Дефектовка блока цилиндров двигателя
Как известно, блок цилиндров фактически является основной деталью всего двигателя. Более того, БЦ представляет собой номерную деталь, так как номер двигателя выполнен именно на блоке. Другими словами, блок нужно дефектовать особенно тщательно, так как его полная замена предполагает в дальнейшем определенные сложности по юридической части.
- Дефектовка двигателя предполагает осмотр блока цилиндров. В самом начале осуществляется визуальная проверка блока для выявления задиров, трещин на зеркале цилиндров, между резьбовыми отверстиями в местах крепления ГБЦ.
- Если было отмечено попадание моторного масла в антифриз или антифриза в масло, тогда производится дополнительная опрессовка блока, чтобы выявить трещины в масляных каналах или каналах охлаждения;
- Затем проверяются температурные и масляные заглушки на предмет их целостности, также проверка затрагивает постель коленвала, коренные крышки (бугеля) и т.д.
- Следующим шагом становится замер цилиндров при помощи специальных инструментов (нутромера и т.д.). Благодаря таким замерам оценивается выработка, что позволяет определить, пригоден ли цилиндр для дальнейшей работы.
- Гильзованные блоки, которые имеют сменные гильзы, подлежат проверке в области посадочного пояса гильзы, параллельно оценивается состояние креплений шпилек для установки ГБЦ и т.д.
Как видно, специалист
autoexpert.today
Дефектовка деталей двигателя
Дефектовка деталей двигателя
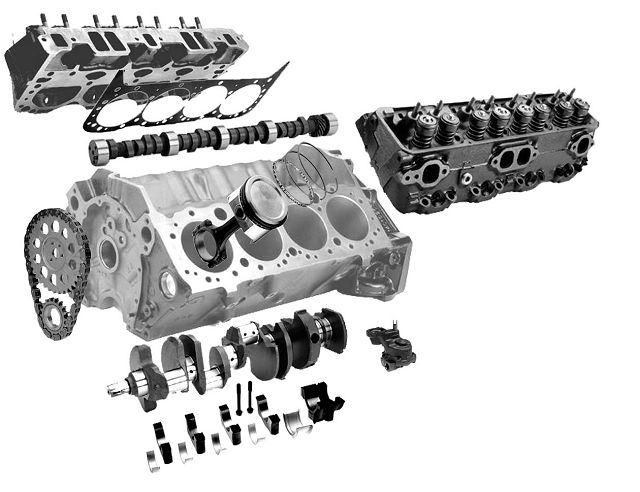
Детали шатунно-поршневой группы показаны на рис. 1.

Рис. 1. Детали шатунно-поршневой группы:
1 – поршень; 2 – поршневой палец; 3 – шатун; 4 – вкладыши; 5 – крышка шатуна; 6 – болты крепления крышки шатуна; 7, 9 – маслосъемные кольца; 8 – расширитель маслосъемных колец; 10 – нижнее компрессионное кольцо; 11 – верхнее компрессионное кольцо
Вам потребуются: переносная лампа, набор плоских щупов, линейка, штангенциркуль, нутромер, микрометр, шабер.
1. Очистите головку поршня от нагара. Если на поршне есть задиры, следы прогара, глубокие царапины, трещины, замените поршень. Прочистите канавки под поршневые кольца. Это удобно делать обломком старого кольца.

2. Подходящим куском проволоки прочистите в поршне отверстия для стока масла.

3. Проверьте на поршне зазоры между кольцами и канавками, предварительно очистив кольца от нагара. Зазоры должны быть следующими:
- 0,04–0,075 мм для верхнего компрессионного кольца;
- 0,03–0,07 мм для нижнего компрессионного кольца;
- 0,03–0,13 мм для маслосъемного кольца.
ПРИМЕЧАНИЕ

Так расположены кольца на поршне:
А — верхнее компрессионное кольцо;
Б — нижнее компрессионное кольцо;
В — маслосъемное кольцо.
4. Наиболее точно зазоры можно определить замером колец и канавок на поршне. Для этого замерьте микрометром толщину колец в нескольких местах по окружности, затем с помощью набора щупов замерьте ширину канавок также в нескольких местах по окружности. Вычислите средние значения зазоров (разница между толщиной кольца и шириной канавки). Если хотя бы один из зазоров превышает предельно допустимое значение, замените поршень с кольцами.
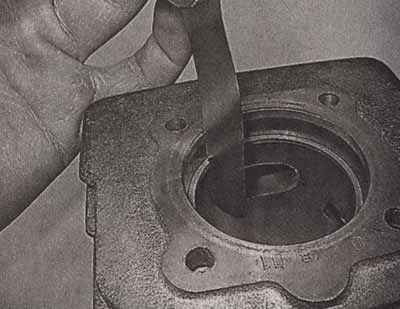
5. Осмотрите цилиндры с обеих сторон. Царапины, задиры и трещины не допускаются.
ПОЛЕЗНЫЙ СОВЕТ
При осмотре рекомендуем освещать зеркала цилиндров переносной лампой, так дефекты видны значительно лучше.

6. Измерьте зазоры в замках колец, вставив кольцо в специальную оправку. При отсутствии оправки вставьте кольцо в цилиндр, в котором оно работало (или будет работать, если кольцо новое), продвиньте поршнем как оправкой кольцо в цилиндр, чтобы оно установилось в цилиндре ровно, без перекосов и измерьте щупом зазор в замке кольца.
Зазоры в замках колец должны быть следующими:
- 0,25–0,50 мм для верхнего и нижнего компрессионных колец;
- 0,25–0,75 мм для маслосъемного кольца.
ПОЛЕЗНЫЙ СОВЕТ

Для того чтобы установить кольцо без перекоса, продвиньте его вглубь цилиндра поршнем.
7. Измерьте диаметр цилиндра в двух взаимно перпендикулярных плоскостях (X — вдоль, Y — поперек блока цилиндров) и в трех поясах (А, Б и В), как показано на рис. 2. Для этого необходим специальный прибор — нутромер. Номинальные размеры цилиндров приведены в табл. 1. Овальность не должна превышать 0,015 мм, конусность – 0,01 мм. Если максимальное значение износа больше 0,2 мм или овальность и конусность больше указанных значений, расточите цилиндры до ближайшего ремонтного размера поршней, оставив припуск 0,03 мм на диаметр под хонингование. Затем отхонингуйте цилиндры, выдерживая такой диаметр, чтобы при установке поршня расчетный зазор между ним и цилиндром был 0,03–0,05 мм. Дефектовку, расточку и хонингование блока проводите в мастерских, располагающих специальным оборудованием.

Рис. 2. Схема измерения цилиндра
Табл. 1. Размеры цилиндров и поршней двигателя A16 XER
| Класс | Диаметр цилиндра, мм | Диаметр поршня, мм |
| Номинальные размеры | ||
| 00 | 78,992–79,008 | 78,833–78,847 |
| 05 | 79,042–79,058 | 78,883–78,997 |
| Ремонтный размер | ||
| 00+0,5 | 79,492–75,508 | 79,433–79,447 |
8. Проверьте отклонение от плоскостности поверхности разъема блока с головкой блока цилиндров. Приложите штангенциркуль (или линейку) к поверхности:
- в продольном и поперечном направлениях;
- по диагоналям поверхности.
В каждом положении плоским щупом определите зазор между линейкой и поверхностью. Это и есть отклонение от плоскостности. Если отклонение больше 0,1 мм, замените блок.
9. Проверьте зазоры между поршнями и цилиндрами. Зазор, определяемый разностью замеренных диаметров цилиндра и поршня, должен быть в пределах 0,03–0,05 мм.
Если зазор не превышает предельно допустимый, можно подобрать поршни из следующего класса, чтобы зазор был как можно ближе к номинальному. Если зазор превышает предельно допустимый, расточите цилиндры и установите поршни ремонтного размера.

Диаметр поршня измеряйте на расстоянии 19 мм от нижнего края юбки поршня в плоскости, перпендикулярной поршневому пальцу.
10. При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по классу и одной группы по массе, поршневые пальцы к поршням по классу и шатуны по массе. Для подбора поршней к цилиндрам вычислите зазор между ними. Для удобства подбора поршней к цилиндрам их делят в зависимости от диаметров на два класса (через 0,05 мм): 00, 05 (см. табл. 1).
В запасные части поставляют поршни номинального размера двух классов и ремонтного размера, увеличенного на 0,5 мм.
Для поршней ремонтных размеров в запчасти поставляют кольца ремонтных размеров, увеличенных на 0,5 мм.
11. Поршневые пальцы с трещинами замените. Палец должен легко входить в поршень от усилия большого пальца руки. Вставьте палец в поршень. Если при покачивании пальца ощущается люфт, замените поршень. При замене поршня подберите к нему палец по зазору. Для этого измерьте диаметры отверстий в бобышках поршня…

12. …и диаметр поршневого пальца. Рассчитайте зазор как разницу диаметров отверстий и пальца. Зазор между поршневым пальцем и отверстиями в поршне должен составлять 0,009–0,015 мм.
13. Замените сломанные кольца и расширитель маслосъемного кольца.
14. Замените шатуны, если они деформированы.
15. Замените шатун, если при разборке двигателя обнаружено, что шатунные вкладыши провернулись в шатуне.
ПРЕДУПРЕЖДЕНИЕ
Шатуны обрабатывают совместно с крышками, поэтому их нельзя разукомплектовывать.

16. Осмотрите вкладыши. Если на их рабочей поверхности обнаружены риски, задиры и отслоения антифрикционного слоя, замените вкладыши новыми. Все шатунные вкладыши одинаковы и взаимозаменяемы.

17. Измерьте микрометром толщину шатунных вкладышей (табл. 2).
Табл. 2. Параметры шатунных вкладышей двигателя A16 XER
| Размер вкладыша | Толщина, мм | Цветная маркировка | Код |
| Номинальный | 1,485–1,497 | – | 264 N |
| 1-й ремонтный | 1,610–1,622 | Синяя | 265 A |
| 2-й ремонтный | 1,735–1,747 | Белая | 266 B |
ПРИМЕЧАНИЕ

На торцовую поверхность шатунных вкладышей ремонтных размеров нанесена цветная маркировка…

…а на нерабочую поверхность всех вкладышей нанесен код.

18. Измерьте микрометром диаметр Dн шатунных шеек коленчатого вала.
Диаметры шатунных шеек коленчатого вала указаны в табл. 3.
Табл. 3. Диаметры шатунных шеек коленчатых валов двигателя A16 XER
| Размер шейки | Диаметр, мм | Цветная маркировка |
| Номинальный | 42,971–42,987 | – |
| 1-й ремонтный | 42,721–42,737 | Синяя |
| 2-й ремонтный | 42,471–42,487 | Белая |
19. Установите вкладыши в шатун и его крышку, затяните болты крепления крышки моментом 25 Н·м и последовательно доверните болты сначала на 30°, а затем на 15°.
20. Измерьте нутрометром диаметр Dп шатунного подшипника в трех местах по ширине вкладыша и определите средний диаметр шатунного подшипника.
21. Рассчитайте зазор подшипника шатуна как разность Dп и Dн. Допустимый зазор подшипника шатуна составляет 0,019–0,071 мм.
ПРИМЕЧАНИЕ

Наиболее точно зазор подшипника шатуна можно определить, используя специальную деформируемую полосу Plastigage из синтетического волокна. Комплект Plastigage состоит из набора нескольких полосок и шкалы.

22. Для измерения зазора подшипника шатуна с использованием калибровочной проволоки Plastigage положите отрезок проволоки на шатунную шейку коленчатого вала, смажьте шатунные подшипники моторным маслом и установите шатун на шейку коленчатого вала.

23. Затяните болты крепления крышки моментом 25 Н·м и последовательно доверните болты сначала на 30°, а затем на 15°. При этом нельзя поворачивать шатун относительно коленчатого вала (если измерения проводятся на снятом валу) или вращать коленчатый вал (если вал установлен в двигатель).

24. Снимите крышку шатуна и сравните ширину деформированной проволоки с делениями шкалы. Величине каждого деления шкалы соответствует определенный зазор в подшипнике.
Если фактический зазор меньше предельно допустимого, можно снова использовать вкладыши, которые были установлены.
Если зазор больше предельно допустимого, можно заменить вкладыши на этих шейках новыми номинальной толщины, подходящего класса.
Если шейки коленчатого вала изношены и перешлифованы до ремонтного размера, замените вкладыши ремонтными (увеличенной толщины).
Шейки шлифуют, помимо наличия общего износа, если на них есть забоины и риски или если овальность и конусность составляют более 0,005 мм.
25. Измерьте микрометром толщину коренных вкладышей (табл. 4).
Табл. 4. Параметры коренных вкладышей двигателя A16 XER
| Размер вкладыша | Толщина, мм | Цветная маркировка | Код |
| 1, 2, 4 и 5-й подшипники | |||
| Номинальный | 1,987–1,9931,993–1,999 | КоричневаяЗеленая | 256 N257 N |
| 1-й ремонтный | 2,112–2,1182,118–2,124 | Коричневая/синяяЗеленая/синяя | 258 A259 A |
| 2-й ремонтный | 2,237–2,2432,243–2,249 | Коричневая/белаяЗеленая/белая | 260 B261 B |
| 3-й подшипник | |||
| Номинальный | 1,987–1,9931,993–1,999 | КоричневаяЗеленая | 859 N860 N |
| 1-й ремонтный | 2,112–2,1182,118–2,124 | Коричневая/синяяЗеленая/синяя | 861 A862 A |
| 2-й ремонтный | 2,237–2,2432,243–2,249 | Коричневая/белаяЗеленая/белая | 863 B864 B |

26. Измерьте микрометром диаметр Dн коренных шеек коленчатого вала (табл. 5). Фактический зазор между вкладышами коренных подшипников и коренными шейками коленчатого вала определяется по методикам, изложенным для шатунных вкладышей. Допустимый зазор коренного подшипника коленчатого вала составляет 0,005–0,059 мм.
Табл. 5. Диаметры коренных шеек коленчатого вала двигателя A16 XER
| Размер шейки | Диаметр, мм | Цветная маркировка |
| Номинальный | 54,980–54,997 | Коричневая, зеленая |
| 1-й ремонтный | 54,730–54,747 | Коричневая, зеленая |
| 2-й ремонтный | 54,482–54,495 | Коричневая, зеленая |
Если фактический расчетный зазор меньше предельно допустимого, можно снова использовать вкладыши, которые были установлены.
Если зазор больше предельно допустимого, можно заменить вкладыши на этих шейках новыми номинальной толщины, подходящего класса.
Если шейки коленчатого вала изношены и перешлифованы до ремонтного размера, замените вкладыши ремонтными (увеличенной толщины).
ПРЕДУПРЕЖДЕНИЕ
При перешлифовке шатунных и коренных шеек коленчатого вала на ремонтный размер необходимо поставить на первой щеке коленчатого вала соответствующее клеймо, например «Ш 0,25» и «К 0,25» соответственно.
opelastraj.ru
ДЕФЕКТОВКА ДЕТАЛЕЙ ДВИГАТЕЛЯ
ВНИМАНИЕ!
Все цифры (зазоры, размеры и прочее), приведенные в данной главе являются усредненными для двигателей 50-кубовых скутеров. Точные значения указаны в руководстве по ремонту конкретной модели скутера.
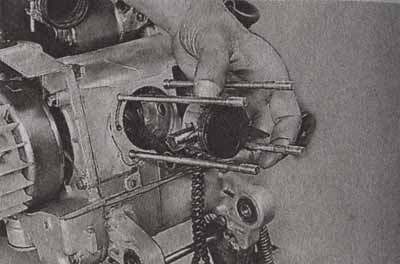
38. Снимаем кольца с поршня. Для этого лучше всего воспользоваться способом с применением тонких металлических пластин, показанном на фото.
Кольца снимаем по очереди.
Под верхнее поршневое кольцо поочередно вставляются три или четыре пластины из тонкого металла или упругого пластика, разводятся на равные расстояния друг от друга и кольцо снимается по пластинам, как по направляющим.

Повторяем операцию для второго кольца.
39. Проверяем состояние поршневых колец, для этого вставляем кольцо в цилиндр и замеряем зазор в замке кольца при помощи щупа.
Номинальный зазор в замке кольца должен находиться в пределах 0,1—0,2 мм. При зазоре более 0,5 мм кольца подлежат замене.
Вставляем кольца в их проточки на поршне и замеряем торцевой зазор между стенкой канавки и кольцом (разницу ширины кольца и канавки).
Зазор не должен превышать 0,07 - 0,08 мм. Однако, кольцо должно свободно, без усилий перемещаться в канавке, как в продольном, так и в поперечном направлениях.
40. Проверяем состояние цилиндра и поршня. Есть несколько методов проверки. Вот наиболее распространенные:
40.1. Наиболее точный метод - инструментальный.
• Измеряем микрометром диаметр в центральной части поршня, в направлении, перпендикулярном оси поршневого пальца. Место измерения обусловлено тем, что поршень имеет овальную форму в поперечном, и бочкообразную, в продольном разрезе. Необходимо измерить зазор в самой «толстой» части поршня.
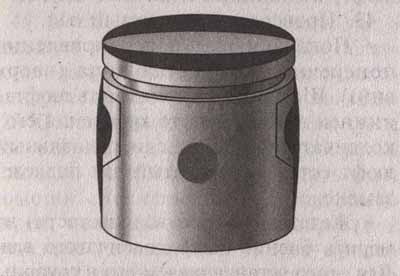
Красным цветом показаны области, выступающие за пределы правильной цилиндрической формы»
Синим — область измерения.
• Нутромером измеряем диаметр цилиндра в нескольких местах (снизу, в центре и сверху).
Сравниваем полученные измерения. Разница в числах (зазор) не должен превышать 0,07 — 0,08 мм. Если зазор в паре цилиндр - поршень больше, то поршень и цилиндр подлежат замене.

40.2. Менее точный, но более доступный метод:
· Опускаем поршень в цилиндр, сориентировав его в рабочее положение.
· Измеряем зазор при помощи щупа в средней части поршня, в плоскости поперечной оси поршневого пальца. Наиболее простой, но не точный способ измерения зазора в цилиндро-поршневой группе — визуальный.
· Устанавливаем цилиндр на плоскую ровную поверхность.
· Протираем поршень от пыли и смазываем тонким слоем моторного масла.
· Вставляем поршень в цилиндр в рабочем положении и отпускаем его. Поршень должен без заеданий, равномерно опуститься в цилиндр полностью примерно за 1 секунду. Если поршень застрял на половине пути — зазор мал, либо на поверхности поршня имеются задиры. Если провалился со стуком — зазор велик и поршень подлежит замене.
· Осматриваем трущиеся поверхности поршня и цилиндра на предмет повреждений.
· На трущихся поверхностях цилиндра и поршня возможно возникновение царапин и задиров, которые возникают в результате перегрева двигателя, масляного голодания, использования некачественного масла или повреждения воздушного фильтра. Осматриваем юбку поршня. Если на ней есть глубокие ( Грань между «глубокой» и «мелкой» царапинами можно определить на ощупь. Проводим пальцами по поверхности поршня, если царапины ощущаются — считаем ее глубокой. Если же царапину на ощупь почувствовать не удается, считаем ее мелкой ) царапины и задиры — поршень подлежит замене. Если царапины не глубокие — допускается зашлифовать их мелкозернистой наждачной бумагой ( В отличие от юбки, днище поршня можно и даже нужно отполировать до «зеркала» (мелкозернистой шкуркой и пастой ГОИ). К гладкой поверхности гораздо хуже прилипает нагар, что способствует улучшению охлаждения поршня и снижает вероятность возникновения калильного зажигания ) (№№ 600-800). При этом следует определить и устранить причину появления глубоких задиров и царапин.

ВНИМАНИЕ!
Юбку поршня нельзя полировать до зеркального блеска. Шероховатая поверхность юбки удерживает большее количество бензо-масляной смеси, что значительно улучшает смазку пары цилиндр-поршень.
• Если на поршне обнаружены прочие повреждения (сколы, нарушения геометрии, отверстия, и прочее), он подлежит замене).
41. Осматриваем цилиндр на предмет повреждений. Если на зеркале цилиндра обнаружены глубокие царапины, цилиндр подлежит замене.

42. Проверяем игольчатый подшипник верхней головки шатуна. Подшипник с шатуном должен свободно надеваться на поршневой палец, но при этом не должен иметь радиального люфта на нем. Заводим подшипник с вставленным в него поршневым пальцем в верхнюю головку шатуна и подкачаем палец в поперечном направлении относительно оси установки пальца. Если в сочленении чувствуется даже минимальный люфт, подшипник подлежит замене.
43. Проверяем коленчатый вал.
• Покачаем шатун в направлении, поперечном оси кривошипа (вверх-вниз). Шатун не должен иметь люфта в нижней головке (месте крепления его к коленчатому валу). Если радиальный ( Продольный (по оси) люфт шатуна в нижней головке допускается ) люфт есть - коленчатый вал подлежит замене.
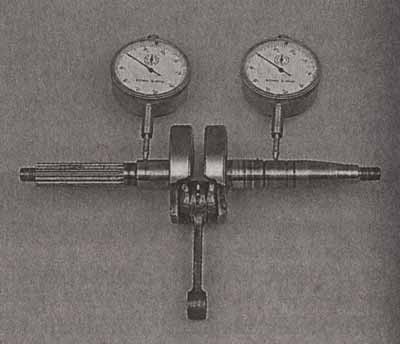
• Желательно (при возможности) измерить биение цапф коленчатого вала. Для этого устанавливаем его в токарных центрах и индикатором измеряем биение каждой цапфы.
44. Осматриваем лепестковый клапан. Если рабочие пластины потрескались, имеют физические повреждения или неплотно прилегают к плоскости корпуса, клапан подлежит замене.
СБОРКА ДВИГАТЕЛЯ
Сборку двигателя производим в последовательности, обратной разборке. При этом:
ВНИМАНИЕ!
Перед установкой новой прокладки необходимо полностью удалить остатки старой прокладки с поверхностей половинок картера (ножом, шабером или при помощи химического средства для удаления старых прокладок).
45. Устанавливаем коленчатый вал в большую половину картера. Для облегчения запрессовки подшипников рекомендуется разогреть картер до 100-120° С при помощи технического фена или в духовке электрической кухонной плиты, а подшипник - охладить (при помощи специального охлаждающего спрея, который можно приобрести в магазине автозапчастей) или просто положив подшипник в морозильную камеру на некоторое время.
46. Смазываем моторным маслом подшипники коленчатого вала и шатуна.
47. Устанавливаем новую прокладку на большую половинку картера.
48. Устанавливаем малую половинку картера на место (предварительно разогрев посадочное место подшипника).
49. Заворачиваем болты картера и затягиваем их по кругу в несколько приемов (момент затяжки см. Моменты затяжки резьбовых соединений).
ВНИМАНИЕ!
После установки коленчатый вал должен свободно, без заеданий, стуков и щелчков вращаться в обе стороны.
50. Перед установкой поршня устанавливаем на место поршневые кольца (см. с. 156 п. 38), вставляем одно из стопорных колец на место, затем ориентируем поршень стрелкой (она выбита на донышке поршня) вперед, то есть к выпускному окну. Запрессовываем палец до упора в противоположное стопорное кольцо и устанавливаем второе стопорное кольцо.
51. Вворачиваем шпильки цилиндра. Затягивать шпильки удобнее всего шпильковертом, однако если его нет, можно воспользоваться тем же способом, что и при выворачивании — при помощи двух гаек (см. с. 152 п. 19).
52. Устанавливаем прокладку цилиндра.
53. Перед установкой цилиндра на поршень необходимо развернуть поршневые кольца замками напротив фиксирующих штифтов, которые расположены в канавках и развернуты на угол примерно 120° относительно друг друга.
54. Смазываем зеркало цилиндра тонким слоем моторного масла и надеваем цилиндр на поршень, придерживая пальцами кольца.
ВНИМАНИЕ!
Если цилиндр не надевается, ни в коем случае нельзя применять силу, стараясь загнать его на место. Необходимо убедиться, что поршневые кольца прижаты конусной фаской на нижней кромке цилиндра и вошли внутрь. Если нет - снять цилиндр, проверить правильность установки колец (замки напротив штифтов) и повторить операцию.
55. Устанавливаем головку цилиндра на шпильки, наворачиваем гайки и затягиваем их постепенно крест-накрест (момент затяжки см. Моменты затяжки резьбовых соединений).
56. Устанавливаем на место впускной патрубок в сборе с лепестковым клапаном.
57. Вворачиваем свечу зажигания.
58. Устанавливаем все оставшиеся детали в последовательности, обратной разборке.
16.42. Ремонт скутера. Четырехтактный двигатель - разборка и сборка
РАЗБОРКА
Блок «двигатель-трансмиссия» извлечен из рамы скутера (см. Силовой агрегат - снятие и установка).
1. Сливаем масло из двигателя (см. Моторное масло - замена). ( Если не планируется разбирать картер двигателя (извлекать коленчатый вал), масло из двигателя можно не сливать )
2. Пассатижами снимаем пружинный хомут с шланга отвода картерных газов.
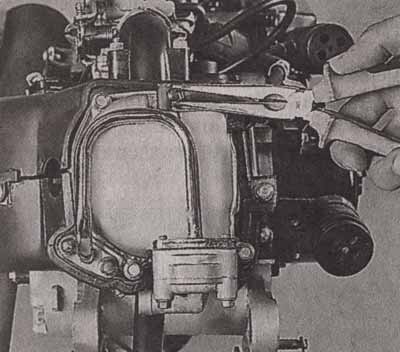
3. Снимаем со штуцера крышки головки цилиндра шланг отвода картерных газов.
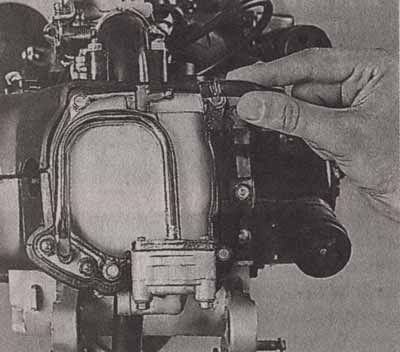
4. Отворачиваем болты крепления крышки головки цилиндра.
Внимание!
Перед снятием крышки головки цилиндра подставьте под нее емкость для сбора масла. В головке цилиндра всегда скапливается некоторое количество масла, которое выльется при снятии крышки.
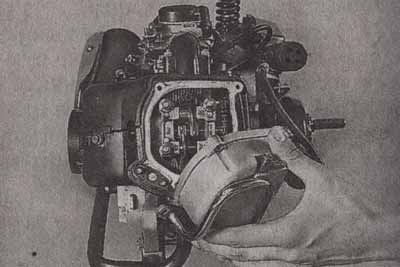
5. Снимаем крышку головки цилиндра.
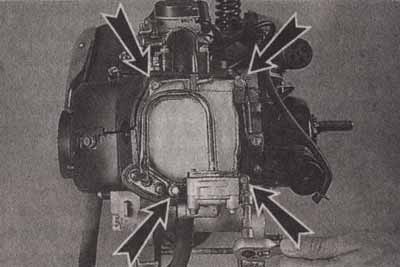
6. Отворачиваем гайки крепления впускного патрубка.
7. Снимаем впускной патрубок в сборе с карбюратором и отводим его в сторону. Для удобства проведения дальнейшей работы можно снять карбюратор в сборе с впускным патрубком, ослабив хомут патрубка воздушного фильтра (см. Карбюратор переменного разрежения — разборка, промывка и сборка).
8. Отворачиваем гайки выпускной трубы.

9. Отворачиваем все гайки и болты, крепящие глушитель к картеру силового агрегата и снимаем выпускную систему в сборе.

10. Снимаем кожух охлаждения цилиндра (см. Двухтактный двигатель — разборка и сборка).
ВНИМАНИЕ!
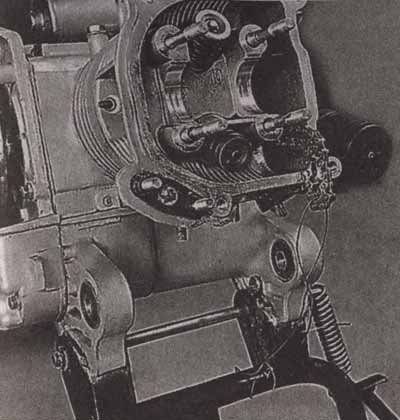
Перед тем, как приступить к разборке механизма газораспределения, необходимо уточнить, как выставлены фазы ГРМ. Для этого устанавливаем поршень в ВМТ такта сжатия (см. Регулировка клапанных зазоров), при этом запоминаем, каким образом расположились установочные метки и кулачки на приводной звездочке распределительного вала. Это необходимо для того, чтобы при сборке не возникло трудностей с правильной установкой фаз ГРМ, если технология установки будет отличаться от стандартной.
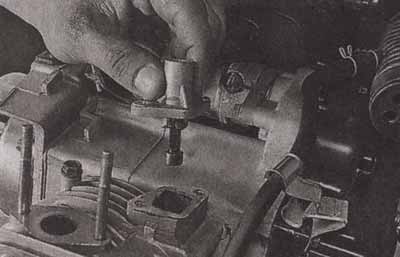
11. Отворачиваем болт натяжителя цепи ГРМ.
12. Извлекаем болт и пружину натяжителя цепи ГРМ.

13. Отворачиваем болты корпуса на-тяжителя цепи ГРМ.
14. Снимаем натяжитель цепи ГРМ.
15. Отворачиваем гайки крепления опоры коромысел клапанов.
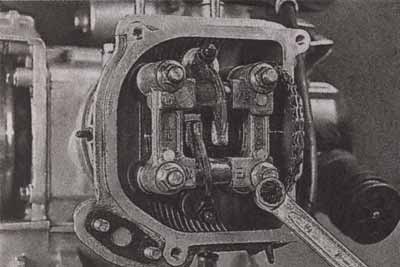
16. Снимаем уплотнительные шайбы опоры коромысел.
17. Снимаем опору коромысел в сборе.

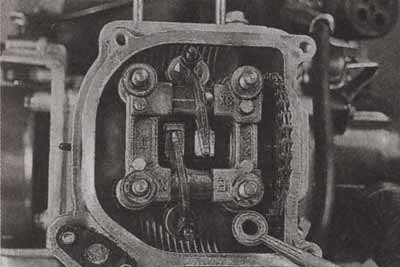
18. Снимаем цепь привода ГРМ со звездочки распределительного вала, придерживая ее так, чтобы она не провалилась в картер.
19. Извлекаем распределительный вал из головки цилиндра, придерживая цепь ГРМ.
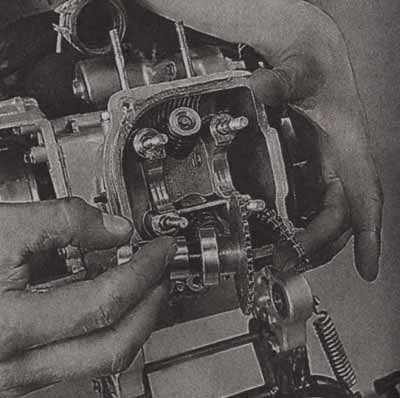
20. Привязываем цепь ГРМ отрезком проволоки или шнурком к любому удобному месту на блоке. Это не позволит цепи упасть внутрь двигателя.
21. Отворачиваем болты крепления головки цилиндра.
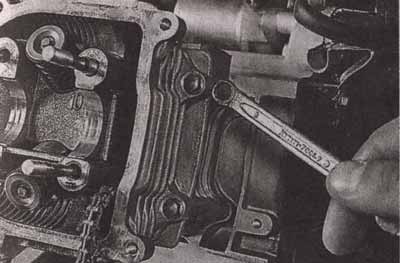
22. Снимаем головку цилиндра, пропустив цепь ГРМ сквозь колодец, вместе с привязанной к ней проволокой.
ВНИМАНИЕ!
Вероятно, головка окажется «прикипевшей» к цилиндру, и чтобы стронуть ее с места, будет необходимо нанести несколько легких ударов киянкой или резиновым молотком с боков. Категорически запрещается отрывать головку при помощи отверток или подобных инструментов! Это приведет к деформации посадочных плоскостей цилиндра и головки и нарушению герметичности соединения.
23. Снимаем прокладку головки цилиндра.

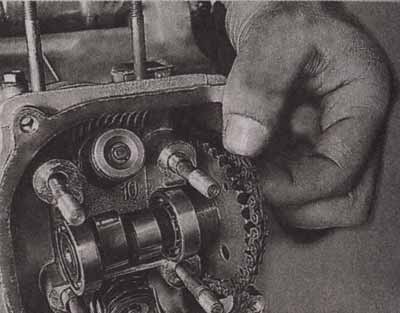
24. Извлекаем из цепного колодца успокоитель цепи ГРМ.

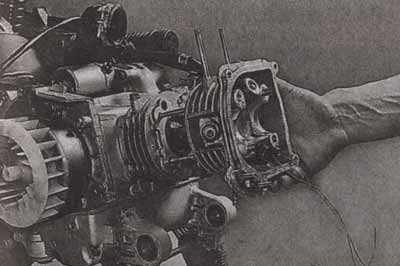
25. Снимаем цилиндр со шпилек.
ВНИМАНИЕ!
Вероятно, цилиндр, так же, как и головка, окажется прикипевшим к картеру. Чтобы стронуть его с места, необходимо так же нанести несколько легких ударов киянкой или резиновым молотком с боков, после чего снять цилиндр руками. Категорически запрещается отрывать цилиндр при помощи отверток или подобных инструментов! Это приведет к деформации посадочных плоскостей цилиндра и картера и нарушению герметичности соединения.
ВНИМАНИЕ!
Перед тем, как приступить к последующим работам, рекомендуется закрыть кривошипную камеру чистой тканью или бумагой во избежание попадания в нее грязи и мелких деталей.
26. Снимаем прокладку цилиндра и, если она приклеилась к плоскостям цилиндра или картера, аккуратно счищаем остатки ножом, стараясь не поцарапать плоскости.
27. Извлекаем из бобышки поршня стопорные кольца, пользуясь тонкими плоскогубцами и шилом.

28. Извлекаем из поршня поршневой палец и снимаем поршень (подробнее см. Двухтактный двигатель — разборка и сборка).
29. Дальнейшая разборка четырехтактного двигателя производится аналогично разборке двухтактного двигателя (см. Двухтактный двигатель — разборка и сборка).
Дефектовка деталей ЦПГ производится аналогично дефектовке деталей двухтактного двигателя (см. Двухтактный двигатель — разборка и сборка).
ВНИМАНИЕ!
Маслосъемное кольцо заменяется, вместе с компрессионными.
infopedia.su
Дефектовка деталей двигателя
Для дефектовки деталей двигателя в автомобилях Opel Astra вам потребуются: переносная лампа, набор плоских щупов, линейка, штангенциркуль, нутромер, микрометр, шабер.
После разборки тщательно вымойте детали керосином, продуйте и просушите сжатым воздухом (особенно масляные каналы деталей).
1. Осмотрите блок, особенно внимательно опоры коленчатого вала. Трещины в любых местах блока не допускаются.
Полезный совет
Если есть подозрение на наличие трещин в блоке (попадание охлаждающей жидкости в картер или масла в охлаждающую жидкость), проверьте герметичность блока на специальном стенде. Проверку проводите в ремонтных мастерских, располагающих соответствующим оборудованием.
2. Осмотрите цилиндры с обеих сторон. Царапины, задиры и трещины не допускаются.
Полезный совет
При осмотре цилиндров рекомендуем освещать зеркала цилиндров переносной лампой, так дефекты видны значительно лучше.
3. Определите нутромером фактические диаметры цилиндров. Диаметр цилиндра измеряйте в трех поясах (рис. 1). В каждом поясе диаметр измеряют в двух взаимно перпендикулярных направлениях (продольном и поперечном). В зоне над поясом А (на расстоянии 5 мм от плоскости разъема с головкой блока) цилиндры практически не изнашиваются. По разнице размеров в этой зоне и в остальных поясах можно судить об износе цилиндров. Номинальный размер цилиндра для двигателя Z 14 ХЕР составляет (73,4±0,25) мм, для двигателя Z 16 XER - (79,0±0,25) мм, для двигателя Z 18 XER - (80,5±0,25) мм, для двигателей мод. Z 20 LER и Z 20 LEH - (86,0±0,25) мм.
Овальность и конусность для двигателей Z 14 ХЕР, Z 16 XER и Z 18 XER не должны превышать 0,0065 мм, для двигателей Z 20 LER и Z 20 LEH - 0,013 мм. Если максимальное значение износа больше 0,15 мм или овальность превышает указанное значение, расточите цилиндры до ближайшего ремонтного размера поршней (увеличенного на 0,25 или 0,50 мм), оставив припуск 0,03 мм на диаметр под хонингование. Затем отхонингуйте цилиндры, выдерживая такой диаметр, чтобы при установке выбранного ремонтного поршня расчетный зазор между ним и цилиндром был 0,03 мм. Дефектовку, расточку и хонингование блока проводите в мастерских, располагающих специальным оборудованием.
Рис. 1. Схема измерения цилиндров: А - пояс наибольшего износа; Б - зона измерения после растачивания и хонингования; В - пояс наименьшего износа.
4. Проверьте отклонение от плоскостности поверхности разъема блока с головкой блока цилиндров. Приложите штангенциркуль (или линейку) к плоскости:
- в середине блока;
- в поперечном и продольном направлениях;
- по диагоналям плоскости. В каждом положении плоским щупом определите зазор между штангенциркулем и плоскостью. Это и будет отклонение от плоскостности. Если отклонение превышает 0,1 мм, замените блок.
5. Очистите днище поршня от нагара шабером (можно изготовить из старого напильника).
6. Очистите от нагара канавки под поршневые кольца старым кольцом, вставив его в канавку наружной стороной и перекатывая по канавке.
7. Осмотрите поршни.
8. Осмотрите шатуны…

9. ...и крышки - на них не должно быть трещин.


10. Осмотрите вкладыши: если на их рабочих поверхностях обнаружите риски, задиры и отслоения антифрикционного слоя, замените вкладыши новыми. Все шатунные вкладыши одинаковы и взаимозаменяемы.

11. Измерьте диаметр поршней в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 19 мм от кромки юбки. Диаметр поршня номинального размера для двигателя Z 14 ХЕР составляет 73,385-73,415 мм, для двигателя Z 16 XER - 78,992-79,983 мм, для двигателя Z 18 XER - 80,492-80,558 мм, а для двигателей мод. Z 20 LER, Z 20 LEH - 85,986-86,055 мм. Диаметры ремонтных поршней увеличены на 0,25 и 0,50 мм. По результатам измерений определите зазор между поршнем и цилиндром, при необходимости подберите новые поршни к цилиндрам. Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,03 мм. Его определяют промером цилиндров и поршней и обеспечивают установкой поршней номинального или ремонтных размеров. Максимально допустимый зазор (при износе деталей) 0,15 мм. Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, необходимо подобрать поршни номинального размера к цилиндрам или установить поршни ремонтного размера с расточкой и хонингованием цилиндров: зазор должен быть максимально приближен к расчетному.

12. Проверьте плоским щупом зазор по высоте между канавками в поршне и кольцами, вставляя кольцо в соответствующую канавку. Номинальный (расчетный) зазор для обоих компрессионных колец составляет 0,020 мм. Если кольцо велико по высоте и зазор мал, доведите высоту кольца до нужного значения, шлифуя его на наждачной бумаге, уложенной на стеклянную пластину.

13. Проверьте плоским щупом зазор в замке колец, установив кольцо в цилиндр на глубину около 50 мм.

Полезный совет

Для того чтобы установить кольцо без перекоса, продвиньте кольцо вглубь цилиндра поршнем.
14. Зазор должен составлять 0,3 мм для обоих компрессионных колец и 0,4-1,4 мм для маслосъемного кольца. Если зазор недостаточный, спилите стыковые поверхности кольца. Если зазор больше допустимого, замените кольцо.
15. Все поршни номинального и ремонтного размеров изготовлены с высокой степенью точности и не требуют предварительной сортировки и подбора по массе. При необходимости можно установить в отдельные цилиндры бывшие в употреблении поршни, если они в хорошем состоянии. Балансировка двигателя в этом случае не нарушится.
16. Измерьте нутромером внутренний диаметр Db посадочного места шатуна в сборе с крышкой.

Примечание
Перед измерением затяните шатунные болты номинальным моментом.
17. Измерьте микрометром толщину Т шатунных вкладышей.

Полезный совет
При отсутствии специальной насадки на микрометре для измерения вогнутой поверхности вкладыша можно воспользоваться небольшим шариком. После измерения вкладыша необходимо будет вычесть из полученного размера диаметр шарика.
18. Измерьте микрометром диаметр Dh шатунных шеек.

19. Рассчитайте зазор z между шатунными вкладышами и шейками коленчатого вала по формуле z = Db-2T-Dh. Номинальный расчетный зазор составляет 0,019-0,070 мм. Если фактический расчетный зазор меньше предельно допустимого, можно снова использовать вкладыши, которые были установлены. Если зазор больше предельно допустимого, замените вкладыши на этих шейках новыми (номинальной толщины).
Если шейки коленчатого вала изношены и перешлифованы до ремонтного размера, уменьшенного на 0,25 мм, замените вкладыши ремонтными (увеличенной толщины).
Шейки шлифуют помимо наличия общего износа, если на них есть забоины и риски или овальность составляет более 0,004 мм, а конусность - более 0,005 мм.
Предупреждения
При перешлифовке шатунных шеек коленчатого вала на ремонтный размер на первой щеке коленчатого вала необходимо поставить соответствующее клеймо, например «Ш 0,25». Коленчатые валы, галтели шеек которых выполнены методом накатки, перешлифовке не подлежат и при износе шеек должны быть заменены.
20. Осмотрите верхние и нижние вкладыши коренных подшипников. Вкладыши центрального (третьего) коренного подшипника отличаются от остальных большей шириной. Кроме того, на их боковых торцах выполнены широкие буртики, играющие роль опорных полуколец упорного подшипника коленчатого вала. Если на рабочей поверхности вкладышей появились риски, задиры, отслоения антифрикционного слоя, замените вкладыши новыми.

Предупреждение
Запрещается проводить какие-либо подгоночные операции на вкладышах.
21. Осмотрите коленчатый вал. Трещины не допускаются. На поверхностях, сопрягаемых с рабочими кромками сальников, не должно быть царапин, забоин, рисок. При обнаружении их замените вал.
22. Измерьте микрометром наружный диаметр Dh коренных шеек. Фактический зазор между вкладышами коренных подшипников и коренными шейками коленчатого вала определяют по методике, изложенной для шатунных вкладышей. Номинальный расчетный зазор составляет 0,005 мм. Если фактический расчетный зазор меньше предельно допустимого, можно снова использовать вкладыши, которые были установлены. Если зазор больше предельно допустимого, замените на этих шейках вкладыши новыми (номинальной толщины).

Если шейки коленчатого вала изношены и перешлифованы до ремонтного размера с уменьшением диаметра на 0,25 мм, замените вкладыши ремонтными (увеличенной толщины).
Шейки шлифуют помимо наличия износа, если на них есть забоины и риски или овальность составляет более 0,004 мм, а конусность - более 0,005 мм, уменьшая диаметр на 0,25 мм.
Предупреждения
При перешлифовке коренных шеек коленчатого вала на ремонтный размер на первой щеке коленчатого вала необходимо поставить соответствующее клеймо, например «К 0,25». Коленчатые валы, галтели шеек которых выполнены методом накатки, перешлифовке не подлежат и при износе шеек должны быть заменены.
23. Проверьте параллельность упорных буртиков средней коренной шейки: если они не параллельны, коленчатый вал погнут и должен быть заменен.
24. Промойте каналы коленчатого вала, для чего залейте бензин в радиальные каналы, предварительно заглушив их с одной стороны деревянными пробками. Выдержите не менее 20 мин и промойте каналы бензином, впрыскивая его резиновой грушей. Деревянные заглушки снимите после промывки соединительных каналов. При необходимости повторяйте промывку до вытекания чистого бензина.
25. Очистите поверхности поршневых пальцев от лаковых отложений, предварительно размягчив их в растворителе. Осмотрите пальцы. Если на них обнаружены трещины, чрезмерный износ в месте контакта с бобышками поршня, следы от проворачивания в верхней головке шатуна, замените пальцы.
Сопряжение поршневого пальца и поршня проверьте, вставляя предварительно смазанный моторным маслом палец в отверстие бобышки поршня. При температуре окружающей среды 20 °С палец должен входить в отверстие при нажатии большого пальца руки и не выпадать из бобышки в вертикальном положении поршня с поршневым пальцем. Выпадающий из бобышки палец следует заменить другим. Если палец снова выпадает, замените поршень с пальцем.
Полезный совет
При наличии нового комплекта запасных частей не используйте выпрессованные поршневые пальцы повторно.
opelastrah.ru








423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)