Разработка технологических процессов изготовления деталей машин
Вы можете изучить и скачать доклад-презентацию на тему Разработка технологических процессов изготовления деталей машин. Презентация на заданную тему содержит 15 слайдов. Для просмотра воспользуйтесь проигрывателем, если материал оказался полезным для Вас — поделитесь им с друзьями с помощью социальных кнопок и добавьте наш сайт презентаций в закладки!
Презентации» Разное» Разработка технологических процессов изготовления деталей машин
Слайды и текст этой презентации
Слайд 1
Описание слайда:
ЭКЗАМЕНАЦИОННОЕ ЗАДАНИЕ № 1
ПМ.01. Разработка технологических процессов изготовления деталей машин
Специальность 151901 «Технология машиностроения»
Слайд 2
Описание слайда:
Содержание задания
1. Используйте конструкторскую документацию при разработке технологического процесса изготовления детали «Крышка»:
Создайте 3-D модель детали
Выполните анализ технологичности детали.
Дайте характеристику материалу.
2. Выберите метод получения заготовки и схемы базирования.
3. Составьте маршрут изготовления детали и спроектируйте технологическую операцию.
4. Разработайте управляющую программу обработки детали для одной операции (по выбору), выполняемой на станке с ЧПУ в САПР ADEM модуль CAM.
Оформите кодировочную карту (КК) на управляющую программу по ГОСТу 3.1404-86 форма 5 в САПР ADEM модуль CAM
5. Используйте системы автоматизированного проектирования технологических процессов САПР ADEM 8. CAD/CAM/CAPP.
Оформите комплект технологической документации в соответствии с ЕСКД
Слайд 3
Описание слайда:
Исходные данные: Вариант задания №1
Слайд 4
Описание слайда:
3-D модель детали «Крышка»
Слайд 5
Описание слайда:
Анализ технологичности детали
Слайд 6
Описание слайда:
Характеристика материала
Слайд 7
Описание слайда:
2. Метод получения заготовки и схемы базирования.
Слайд 8
Описание слайда:
Схемы базирования заготовки
Слайд 9
Описание слайда:
Маршрут изготовления детали.
Слайд 10
Описание слайда:
Спроектированная технологическая операция 025 Фрезерно-сверлильная с ЧПУ
Слайд 11
Описание слайда:
Карта наладки операции 025 Фрезерно-сверлильная с ЧПУ
Слайд 12
Описание слайда:
Карта наладки операции 025 Фрезерно-сверлильная с ЧПУ
Слайд 13
Описание слайда:
Разработка управляющей программы обработки детали на станке с ЧПУ в САПР ADEM модуль CAM. 1. Разработка управляющей программы в САПР ADEM модуле CAM.
Этапы работы:
определение конструктивных элементов;
задание геометрических параметров режущих инструментов;
назначение режимов резания;
выбор постпроцессора;
Слайд 14
Описание слайда:
Система автоматизированного проектирования технологических процессов САПР ADEM 8. CAD/CAM/CAPP. в модуле CAPP
Слайд 15
Описание слайда:
Заключение
В результате выполнения экзаменационного задания по ПМ.01. Разработка технологических процессов изготовления деталей машин были продемонстрированы профессиональные компетенции:
ПК 1.1. Использовать конструкторскую документацию при разработке технологических процессов изготовления деталей.
ПК 1.2. Выбирать метод получения заготовок и схемы их базирования. ПК 1.3. Составлять маршруты изготовления деталей и проектировать технологические операции.
ПК 1.4. Разрабатывать и внедрять управляющие программы обработки деталей.
ПК 1.5. Использовать системы автоматизированного проектирования технологических процессов обработки деталей.
Tags Разработка технологических процессов изготовления деталей машин
Похожие презентации
Презентация успешно отправлена!
Ошибка! Введите корректный Email!
Email
Разработка технологических процессов изготовления деталей машин презентация, доклад
Слайд 1
Текст слайда:
СПб ГБП ОУ СПО «Политехнический колледж городского хозяйства»
Выполнил студент: Семенов В.Д. группа ТМ-406
2017 г.
ПМ.01. Разработка технологических процессов изготовления деталей машин
Специальность 151901 «Технология машиностроения»
ЭКЗАМЕНАЦИОННОЕ
ЗАДАНИЕ № 1
Слайд 2
Текст слайда:
Содержание задания
1. Используйте конструкторскую документацию при разработке технологического процесса изготовления детали «Крышка»: Создайте 3-D модель детали Выполните анализ технологичности детали. Дайте характеристику материалу.
2. Выберите метод получения заготовки и схемы базирования.
3. Составьте маршрут изготовления детали и спроектируйте технологическую операцию.
4. Разработайте управляющую программу обработки детали для одной операции (по выбору), выполняемой на станке с ЧПУ в САПР ADEM модуль CAM. Оформите кодировочную карту (КК) на управляющую программу по ГОСТу 3.1404-86 форма 5 в САПР ADEM модуль CAM
5. Используйте системы автоматизированного проектирования технологических процессов САПР ADEM 8. CAD/CAM/CAPP. Оформите комплект технологической документации в соответствии с ЕСКД
Слайд 3
Текст слайда:
Исходные данные: Вариант задания №1
Слайд 4
Текст слайда:
3-D модель детали «Крышка»
Слайд 5
Текст слайда:
Анализ технологичности детали
Слайд 6
Текст слайда:
Характеристика материала
Обрабатываемость резанием – хорошая. т.к поправочный коэффициент на скорость резания Kvм =2,20
Свариваемость – ограничено свариваемая, рекомендуется подогрев до 100-120 град.
Заменителем данной стали является Сталь 35Х23Н7СЛ ГОСТ 977-88.
07Х17Н16ТЛ ГОСТ 977-88 Хромоникелевая сталь. Это прочный материал, обладающий высокой жаропрочностью и коррозийно-стойкостью.
Литейные свойства Температура литья 1485-1491 ºС Линейная усадка 2,25%
Слайд 7
Текст слайда:
2. Метод получения заготовки и схемы базирования.
Критерии выбора заготовки: тип производства, марка материала, форма и размеры делали. Вывод: в качестве заготовки будет использоваться отливка.
Метод получения — литье в кокиль Особенность литья в кокиль состоит в многократном использовании металлической формы (кокиля). Высокая прочность материала металлической формы позволяет более точно выполнять рабочие поверхности формы, что обеспечивает высокое качество литой поверхности.
Критерии выбора способа: Цилиндрическая форма; Марка материала
Недостатки: отсутствие податливости форм; трудоемкость изготовления кокилей; высокая стоимость кокилей.
Преимущества: Литьё в кокиль позволяет получать отливки со стабильными и точными размерами, вплоть до 12 квалитета и шероховатости Rz 20 мкм.
Заготовка-отливка КИМ = 0,85
Слайд 8
Текст слайда:
Схемы базирования заготовки
Слайд 9
Текст слайда:
Маршрут изготовления детали.
Слайд 10
Текст слайда:
Спроектированная технологическая
операция 025
Фрезерно-сверлильная с ЧПУ
Слайд 11
Текст слайда:
Карта наладки операции 025
Фрезерно-сверлильная с ЧПУ
Слайд 12
Текст слайда:
Карта наладки операции 025
Фрезерно-сверлильная с ЧПУ
Слайд 13
Текст слайда:
Разработка управляющей программы обработки детали на станке с ЧПУ в САПР ADEM модуль CAM.
1. Разработка управляющей программы в САПР ADEM модуле CAM.
Этапы работы: определение конструктивных элементов;
Система автоматизированного проектирования технологических процессов САПР ADEM 8. CAD/CAM/CAPP. в модуле CAPP
Этапы проектирования
Накопление, редактирование и хранение исходной информации, необходимой для формирования документации.
Взаимодействие с другими модулями системы ADEM для создания эскизов (модули CAD; CAM).
Извлечение нормативно-справочной информации из таблиц баз данных.
Формирование документации, т.е. получение всех необходимых при проектировании техпроцесса технологических документов.
Слайд 15
Текст слайда:
Заключение
В результате выполнения экзаменационного задания по ПМ. 01. Разработка технологических процессов изготовления деталей машин были продемонстрированы профессиональные компетенции:
ПК 1.1. Использовать конструкторскую документацию при разработке технологических процессов изготовления деталей. ПК 1.2. Выбирать метод получения заготовок и схемы их базирования. ПК 1.3. Составлять маршруты изготовления деталей и проектировать технологические операции. ПК 1.4. Разрабатывать и внедрять управляющие программы обработки деталей. ПК 1.5. Использовать системы автоматизированного проектирования технологических процессов обработки деталей.
Скачать презентацию
Конспект лекций — Лекции — Основы технологии машиностроения
Загрузка…
Лекции — Основы технологии машиностроения скачать (1113.3 kb.)
Доступные файлы (28):
содержание
Смотрите также:
Абрамов К. Н. Основы технологии машиностроения, технология машиностроения [ документ ]
Основы Технологии машиностроения [ документ ]
Кафедра: «Технологии машиностроения» Дисциплина: «Основы технологии машиностроения» [ документ ]
Основы технологии машиностроения [ документ ]
Основы технологии машиностроения [ документ ]
Выпускная квалификационная работа (бакалавриат) по технологии машиностроения [ документ ]
Выполнение курсовой работы позволяет студенту обобщить и закрепить зна¬ния, полученные при изучении дисциплины «Основы технологии машино¬строения» и ряда других кур [ документ ]
по технологии машиностроения [ документ ]
Основные понятия. Технологический процесс [ документ ]
Основы технологии машиностроения [ документ ]
Федеральное агентство по образованию [ документ ]
по курсу Технология машиностроения [ документ ]
Конспект лекций:
«Основы технологии машиностроения»
ВВЕДЕНИЕ
Цель дисциплины – изучение закономерностей, действующих в процессе изготовления машин.
Задачи изучения дисциплины. В результате изучения дисциплины необходимо усвоить:
основные термины и определения;
связи в машине и производственном процессе ее изготовления;
теорию базирования;
теорию размерных цепей;
пути реализации размерных связей в машине в процессе ее сборки;
пути формирования требуемых свойств материала и размерных связей детали в процессе ее изготовления;
временные связи в производственном процессе;
основы разработки технологического процесса механической обработки детали машины.
Основная литература
Базирование и базы в машиностроении. Термины и определения. ГОСТ 21496. Изд-во стандартов, 1982, 35с.
Балакшин Б.С. Основы технологии машиностроения. М.: Машиностроение, 1969. 358с.
Балакшин Б. С. Теория и практика технологии машиностроения. В 2-хкн. М.: Машиностроение, 1982. Кн.1. 283с.; Кн.2. 269с.
Грановский Г.И., Грановский В.Г. Резание металлов. Учебник для машиностр. И приборостр. Спец. Вузов. М.% Высшая школа, 1985. 304 с.
Допуски и посадки: Справочник. В 2-х ч. В.Д. Мягков, М.А. Палей, А.Б. Романов, В.А. Брагинский. Л.: Машиностроение, 1983. Ч1. 543 с.; Ч.2 448с.
Колесов И.М. Основы технологии машиностроения: Учебник для машиностроительных вузов. – М.: Машиностроение, 1997.- 592с.: ISBN 5-217-02692-8.
Марков Н.Н. Взаимозаменяемость и технические измерения. Учебник. М.: Изд-во стандартов, 1983. 288с.
Маталин А.А. Технология машиностроения: Учебник для машиностроительных вузов по специальности «Технология машиностроения, металлорежущие станки и инструменты». Л.: Машиностроение, 1985. 512с.
Материаловедение: Учебник для высших технических заведений / Б.Н.Арзамасов, И. И.Сидорин, Г.Ф. Косолапов и др. ; Под общ. Ред. Б.Н. Арзамасов. Изд. 2-е, испр. и доп. М.: Машиностроение, 1986. 786 с.
Митрофанов С.П. Групповая технология машиностроительного производства. В 2-х т. Л.: Машиностроение, 1983. 786с.
Новиков М.П. Основы технологии сборки машин и механизмов. М.: Машиностроение, 1980. 592с.
Основы технологии машиностроения: Учебник для вузов / Под ред. В.С.Корсакова. Изд. 3-е доп. и перераб. М.: Машиностроение, 1977, 416с.
Подураев В.Н. Технология физико-химических методов обработки. М.: Машиностроение, 1985. 264с.
Пугачев В.С. Теория вероятности и математическая статистика: Учеб. Пособие для вузов. М.: Наука, 1979. 496с.
Размерный анализ технологических процессов / В.В.Матвеев, М.М.Тверской, Ф.И.Бойков и др. М.: Машиностроение, 1982. 264с.
Справочник инструментальщика/ И.А.Ординарцев, Г.В.Филлипов, А.Н. Шевченко и др.; Под общ. ред. И.А. Ординарцева. Л.: Машиностроение, 1987. 846с.
Справочник технолога-машиностроителя. В 2-х т. / Под ред. А.Г. Косиловой и Р.К.Мещерякова. М.: Машиностроение. 1985. Т1.656с.; Т2. 496с.
Технологичность конструкции изделий: Справочник / Под ред. Д.Адамирова. М.: Машиностроение, 1985. 368с.
Технология машиностроения (специальная часть): Учебник для машиностроительных специальностей вузов /А.А.Гусев, Е.Р.Ковальчук, И.М.Колесов и др. М.: Машиностроение, 1986. 480 с.
Цепи размерные. Основные понятия, методы расчета линейных и угловых цепей. Методические указания РД 50-635-87 / И.М.Колесов, Е.И.Луцков, А.И.Кубарев и др. М.: Изд-во стандартов. 10876. 42с.
Якушев А.И., Воронцов Л.Н., Федотов Н.М. Взаимозаменяемость, стандартизация и технические измерения: Учебник для вузов. Изд. 6-е, перераб. и доп. М.: Машиностроение, 1987. 352с.
Методические указания по выполнении анализа вариантов базирования и выбору технологических баз для студентов спец. 0501 «Технология машиностроения, металлорежущие станки и инструменты» / ИЭИ им. В.И.Ленина: сост. Птуха Л.И. – Иваново, 1982.
Методика выполнения анализа вариантов базирования / ИЭИ им. В.И.Ленина: сост. Л.И.Птуха – Иваново, 1994.
Размерный анализ конструкции изделия/ ИЭИ им. В.И.Ленина: сост. Л.И.Птуха — Иваново, 1999.
Скачать файл (1113.3 kb.)
Поиск по сайту:
ФГБОУ ВО «Псковский государственный университет»
Skip to main content
Search courses
Skip course categories
Course categories
Expand all
Skip объявления сайта
Объявления сайта
Skip Инструкция по работе с СДО
Инструкция для студента
Skip Calendar
September 2022
No events, Thursday, 1 September 1
No events, Friday, 2 September 2
No events, Saturday, 3 September 3
No events, Sunday, 4 September 4
No events, Monday, 5 September 5
No events, Tuesday, 6 September 6
No events, Wednesday, 7 September 7
No events, Thursday, 8 September 8
No events, Friday, 9 September 9
No events, Saturday, 10 September 10
No events, Sunday, 11 September 11
No events, Monday, 12 September 12
No events, Tuesday, 13 September 13
No events, Wednesday, 14 September 14
No events, Thursday, 15 September 15
No events, Friday, 16 September 16
No events, Saturday, 17 September 17
No events, Sunday, 18 September 18
No events, Monday, 19 September 19
No events, Tuesday, 20 September 20
No events, Wednesday, 21 September 21
No events, Thursday, 22 September 22
No events, Friday, 23 September 23
No events, Saturday, 24 September 24
No events, Sunday, 25 September 25
No events, Monday, 26 September 26
No events, Tuesday, 27 September 27
No events, Wednesday, 28 September 28
No events, Thursday, 29 September 29
No events, Friday, 30 September 30
Skip Online users
3 online users (last 5 minutes)
Разработка технологического процесса изготовление детали | Презентация к уроку на тему:
Слайд 1
Разработка технологического процесса механической обработки детали «Пластина»
Слайд 2
технологический проект обработки детали «Пластина» Деталь -“Пластина” представляет собой пластину длиной 154мм, общей шириной 148мм и общей высотой 4,8мм. На поверхности имеется 6 пазов из которых 4 паза шириной 6,5мм а два паза шириной 7мм.Также имеется 3 отверстия диаметром 5,3 а два отверстия диаметром 6.1мм. Деталь является симметричной с двумя обнижениями 80 x 25и58 x 23. Деталь выполнена из стали СТ3ГОСТ380-88. Деталь имеет свободный доступ ко всем обрабатываемым поверхностям .Для обработки детали используется набор стандартного режущего инструмента, стандартное приспособление ,все поверхности детали измеряются стандартными измерения
Слайд 3
Характеристика материала заготовки При выборе материала необходимо учитывать его свойства, условия в которых будет работать деталь, конструкцию, характер нагрузок и напряжений. Для изготовления детали «Пластина» Ст3 ГОСТа380-Ст3 -сталь конструкционная ,обыкновенного качества Характеристики материала представлены в следующих таблицах
Слайд 4
Химический состав . Физико-механические свойства Марка Содержание элементов в % не более. C ( Углерод ) 0.14-0.22 Si (Кремний) 0.2-0. 3 S (сера) до 0.055 Mg (магний) 0.4-0.65 P (фосфор) 0.045 Вывод: исходя из химического состава, механических и физических свойств, приходим к выводу, что для производства данной детали “ Пластина” целесообразно использовать материал – Ст3, так как данный материал подходит по всем параметрам. Марка материала Gt Gb б Y HB Ст3 101-143 460 ,9 2. 8 25 54.7 Механические свойства материала
Слайд 5
Оценка технологичности детали Проведя качественный и количественный анализ детали приходим к выводу, что соблюден принцип постоянства и единства баз. Следовательно, погрешность базирования сводится к минимуму, деталь технологична, технологические требования не завышены — деталь технологична.
Слайд 6
АНАЛИЗ ТИПА ПРОИЗВОДСТВА Проанализировав конструктивные особенности детали приходим к выводу: так как деталь мелкогабаритная с массой 0.632 кг и в год обрабатывается 35 000 шт., то тип производства – серийный . Исходя из конструктивных особенностей, габарита и массы детали, а также количества выпускаемых деталей в партии составляющее 100 шт. получаем среднесерийное производство.
Слайд 7
ЗАГОТОВКА Метод получения заготовки определяется назначением и конструкцией детали, материалом, технологическими требованиями, годовой программой выпуска. В качестве заготовки для получения детали «Пластина», целесообразно изготовлять деталь – прокат, что подтверждено расчетом коэффициента использования материала.
Слайд 8
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА Технологический процесс – часть производственного процесса, непосредственно связанная с изменением размеров, форм и свойств обрабатываемой заготовки, выполняемая в определенной последовательности. Разработанный мною технологический процесс должен быть прогрессивным и обеспечивающим повышение производительности труда и качества детали, сокращение трудовых и материальных затрат на его реализацию, уменьшение вредных воздействий на окружающую среду.
Слайд 9
Оборудование Для обработки детали «Пластина контактная» используем различное оборудование. — — фрезерного станка ИР 320 ПМФ4 сверлильный станок KNUTH R 60 Станок предназначен для обработки деталей типа «Пластина ». Станок используют в среднесерийном производстве.
Слайд 10
Фрезерного станка ИР 320 ПМФ4
Слайд 11
Наименование параметра ИР 320 ПМФ4 перемещение ось Х, мм 400 ось Y, мм 460 ось Z, мм 400 ось B, град. 360° Мощность главного привода, кВт 7,5…11 Исполнение конуса шпинделя ISO 40 Наибольший момент на шпинделе, нМ 200 Скорость вращения, мин-1 13…5000 Размер стола-спутника, мм 320×320 Количество столов-спутников, шт 4 Грузоподъёмность стола-спутника, кг 150 Дискретность позиционирования рабочего стола, град 0,001° Скорость перемещения линейных осей, мм/мин 1…10000 Скорости вращения стола(ось А)об/мин 0,05…200 Емкость инструментального магазина, шт 36 Среднее время смены инструмента «от реза до реза», сек 14 Наибольшая масса/размеры инструмента, кг/мм 10/150х200 Габаритные размеры станка с 4-местным накопителем паллет ( LxBxH ), мм 3840х2300х2507 Общая масса станка с 4-местным накопителем, кг 8000
Слайд 12
Сверлильный станок KNUTH R 60
Слайд 13
Наименование параметра KNUTH R 60 Диаметр сверления, 62 мм Максимальная глубина сверления 315 мм Рабочая зона Габариты стола станка 2400x1000x200 мм Габариты ящичного стола 500x710x500 мм Вылет шпиндель / поверхность колонны 350 — 1600 мм Расстояние торец шпинделя/стол 350 — 1250 мм Технологический ход горизонтальной сверлильной головки 1250 мм Высота подъема консоли 585 мм Главный шпиндель Диапазон частоты вращения 38 — 2000 об/мин Зажим шпинделя MK 5 / MT 5 Подача Подачи 0,06 — 1 мм/об Мощность Мощность двигателя гл. привода 4 кВт Двигатель подач 1,5 кВт Размеры и масса Габариты 2490x1050x2780 мм Вес 3800 кг
Слайд 14
Режущий инструмент Режущий инструмент является частью комплексной автоматизированной системы станка с ЧПУ, обеспечивающий его эффективную эксплуатацию. От выбора и подготовки инструмента зависят производительность станка и точность обработки . В данном дипломном проекте в качестве режущего инструмента для обработки детали «Пластина» используются следующие инструменты : Фреза торцевая Ø80 ГОСТ 9473-80 Фреза концевая Ø10 ГОСТ 17025-71 Фреза концевая Ø6 ГОСТ 17025-71 Сверло спиральное Ø5.3 ВК6 ГОСТ 885-77 Фреза дисковая Ø125 ГОСС 17025-71
Слайд 15
Средства измерения и контроля Средство измерений –техническое средство, используемое при измерениях и имеющее нормированные метрологические свойства. Для измерения и контроля обработанных поверхностей детали «Пластина» используют следующие средства измерения и контроля: Штангенциркуль ШЦ-1 ГОСТ 166-89; Калибр- пробки ГОСТ 16780-71. Для контроля поверхности Ø5.3Н14 используем калибр-пробку проходную.
Слайд 16
Техника безопасности Общие требования безопасности распространяются на все группы металлорежущих станков и содержат общие требования к станкам, электрооборудованию и местному освещению и дополнительные требования к станкам различных групп . Общие требования к станкам относятся к защитным устройствам, органам управления, устройствам для установки и закрепления заготовок на станках и др. Эксплуатируемое оборудование должно быть в исправном состоянии. Работать на неисправном оборудовании запрещается. Безопасность работы станочника во многом зависит от правильной организации его рабочего места и поддержания последнего в нормальном состоянии. Станочник должен строго выполнять все требования инструкции по охране труда.
Рабочая тетрадь ПМ.01 Разработка технологических процессов изготовления деталей машин МДК.01.01. Технологические процессы изготовления деталей машин УП.01.01 Технологические процессы изготовления деталей машин
Образовательные организации среднего профессионального образованияОбразовательные организации высшего образованияОбщеобразовательные организацииРабочие программы учебных дисциплин, профессиональных модулей и междисциплинарных курсовОткрытое учебное занятиеОткрытое внеучебное мероприятиеУчебно-методическое сопровождение практики обучающихсяУчебно-методическое сопровождение курсового проектирования и выпускных квалификационных работ (дипломного проектирования)Учебно-методическое сопровождение системы оценивания и аттестации обучающихсяУчебно-методическое сопровождение организации самостоятельной работы обучающихся (аудиторной/внеаудиторной)Документационное сопровождение организации индивидуальной траектории обучающихся (примеры разработки индивидуального плана)Документационное сопровождение образовательного процесса (примеры разработки локальных нормативных актов образовательной организации)Учебно-методическое сопровождение практических занятийПрограммы сопровождения первокурсников в адаптационный периодУчебники, учебные и учебно-методические пособия (УМК дисциплин, модулей)Рабочие программы учебных курсов, предметов, дисциплин (модулей)Учебно-методическое сопровождение практики студентовУчебно-методическое сопровождение учебно- и научно-исследовательской работы студентовНормативно-методическое обеспечение системы оценки качества освоения студентами основных образовательных программУчебно-методическое сопровождение внеучебной деятельности студентовДокументационное сопровождение образовательного процесса (примеры разработки локальных нормативных актов образовательной организации)Учебно-методическое сопровождение занятийУчебно-методическое сопровождение организации самостоятельной работы студентов (аудиторной/внеаудиторной)Программы сопровождения первокурсников в адаптационный периодУчебники, учебные и учебно-методические пособия (УМК дисциплин, модулей)Документационное сопровождение организации обучения в школе на основе индивидуальных учебных планов (примеры индивидуальных планов)Документационное сопровождение системы профильного обучения в школе (примеры программ профильной подготовки, элективных курсов)Документационное сопровождение системы профориентации обучающихся школы (примеры программ профориентационной работы)Документационное сопровождение системы работы с детьми, отнесенными к категории «трудных»/«группа риска» (примеры программ)Открытый урокОткрытое внеурочное мероприятие (по направлениям)Рабочие программы предметовДокументационное сопровождение образовательного процесса (примеры разработки локальных нормативных актов образовательной организации)
04. 04.2017
164
1
2704
Николаева Ольга Владимировна, преподаватель
Волгоградский экономико-технический колледж
Рабочая тетрадь разработана с целью формирования у студентов знаний и умений в области машиностроения.
В рабочую тетрадь входят практические работы, предусмотренные программой ПМ.01 Разработка технологических процессов изготовления деталей машин МДК.01.01. Технологические процессы изготовления деталей машин, УП.01.01 Технологические процессы изготовления деталей машин.
Рабочая тетрадь предназначена для оказания помощи студентам очного отделения колледжа, обучающимся по специальности: 15.02.08 — Технология машиностроения по ПМ.01 Разработка технологических процессов изготовления деталей машин МДК.01.01. Технологические процессы изготовления деталей машин.
Данная рабочая тетрадь, предназначена для студентов дневного отделения ВЭТК, обучающихся по специальности 15. 02.08 Технология машиностроения, для углубленного изучения ПМ.01 Разработка технологических процессов изготовления деталей машин МДК.01.01. Технологические процессы изготовления деталей машин и УП.01.01 Технологические процессы изготовления деталей машин.
Рабочая тетрадь включает 12 работ, а также приложение в виде комплекта технологической документации на три разнохарактерные детали. Каждая работа по своей структуре соответствует оформлению пояснительной записки курсовой работы и выпускной квалификационной работы.
Работы разработаны как сквозное задание по ПМ.01 Разработка технологических процессов изготовления деталей машин МДК.01.01. Технологические процессы изготовления деталей машин и УП.01.01 Технологические процессы изготовления деталей машин и максимально приближены по своему содержанию к будущей профессиональной деятельности техника.
Студентам предлагается изучить полный комплект технологичной документации применяемой в настоящее время на производстве.
Данное пособие можно использовать при курсовом и дипломном проектировании по ПМ 03, ПМ 01.
Оригинал работы:
Рабочая тетрадь ПМ.01 Разработка технологических процессов изготовления деталей машин МДК.01.01. Технологические процессы изготовления деталей машин УП.01.01 Технологические процессы изготовления деталей машин
Расскажите друзьям:
Назад к списку
Комментарии
MorekTECHTechniki Wytwarzania i Procesy Technologiczne
В следующей статье представлены основы технологических процессов, необходимых для рассмотрения производственных технологий. Производственный процесс включает в себя технологические и вспомогательные процессы (основы) – все необходимые операции для производства данного продукта, т.е.:
разработка и изготовление заготовки,
обработка заготовки,
в сборе,
контроль качества,
транспортная,
хранилище.
Разработка и производство заготовок и сборок являются процессами, тесно связанными с производством. Из-за принципов проектирования и используемых технологий изготовления они рассматриваются как отдельные вопросы. Технологический процесс в основном касается превращения заготовки в конечный продукт (декрементный и аддитивный методы).
Контроль качества является неотъемлемой частью производственного процесса, особенно технологического процесса. Контроль механической обработки осуществляется на технологической станции или в специально построенных и оборудованных измерительных помещениях.
Технологический процесс
Технологический процесс включает механическую обработку деталей (деталей, предметов), заключающуюся в изменении формы, геометрических размеров, качества поверхности (поверхностного слоя), физико-химических свойств заготовки и объединении изготовленных элементов в узлы (станки, механические устройства, электромеханические устройства).
Различают технологический процесс детали и технологический процесс сборки. Процесс сборки заключается в объединении изготовленных деталей в комплекты (машина, механическое, электромеханическое устройство).
Технологическая подготовка производства использует технологические процессы, определенные для отдельных классов деталей (валы, втулки и диски, рычаги, корпуса, плоские элементы, шестерни). Разделение на классы деталей и связанные с ними технологические процессы является важной опорой в работе технологов.
Виды продукции
Разделение технологического процесса зависит от многих факторов. Важным фактором является количественный тип производства. Технолога интересует объем производства, количество производственных серий. В основном производство разделено на производственные серии. Технологический процесс разработан для серийного производства. На рис. 1 представлены виды производства по количественному критерию.
Рис.1 Виды производства с количественным критерием.
Штучное производство
Выпускаются единичные изделия или их небольшое количество. Такое производство не является повторяющимся. Компоненты изготавливаются за один раз или очень нерегулярно. Технологический процесс должен быть разработан таким образом, чтобы не было необходимости использовать станки, инструменты и специализированное или специальное технологическое оборудование. В данном случае стоимость является ключевым критерием. Должны использоваться только универсальные инструменты и оборудование (имеющиеся в продаже). Время установки и разбивки будет больше. Также возможно увеличить основное машинное время (время выполнения обработки). Однако увеличение этих сроков является более экономичным решением, чем разработка и изготовление, например, специализированного технологического оборудования. Однако не всегда можно избежать использования специализированных или специальных инструментов. Обработка внутреннего конуса с необычным углом требует использования специального инструмента.
Серийное производство
Повторяющееся серийное производство, в рамках которого изготавливается определенное количество компонентов. Технологический процесс уже существенно отличается от штучного производства. Использование специальных и специальных технологических инструментов и оборудования вполне приемлемо и желательно. Специализированное и специальное технологическое оборудование в зависимости от размера производственной серии может быть более или менее сложным. Используются специализированные станки.
Массовое производство
Очень большое количество производимых изделий почти непрерывно, по крайней мере, в течение очень длительного периода. Каждая технологическая операция представляет собой определенный станок обработки. В первую очередь используются станки и специальные инструменты. Во многих случаях технологическое оборудование будет использоваться только в рамках одного технологического процесса данной детали, без возможности использования его в других технологических задачах. То, что в технологическом процессе серийного производства было технологической операцией в одну операцию, в серийном производстве является отдельной операцией. Применение так называемого специального станка позволяет для серийного производства включить несколько серийных производственных операций в одну.
Приведенная выше информация нуждается в дополнении. В настоящее время использование обрабатывающих центров с ЧПУ и автоматизация как транспортных подсистем, так и самих обрабатывающих станций позволяет осуществить структурную оптимизацию (сокращение подготовительного и чистового времени). Характер современного производства, приближенный к штучному и мелкосерийному, дополнительно оправдывает применение станков с ЧПУ за счет большей гибкости с точки зрения технологической подготовки производства. Несомненно, еще есть технологические задачи, где использование специальных станков, коллективного труда вполне оправдано, однако общий характер производства за последние 20 лет претерпел существенные изменения. Этот процесс отчетливо прослеживается уже в 19 в.90-е.
На рис. 2 представлено разделение технологического процесса по критерию структуры. Технологический процесс состоит из отдельных технологических операций. Технологическая операция состоит из обработки (резки) – одной или нескольких. В ситуации, когда технологическая операция включает одну обработку, технологическая обработка является технологической операцией.
Рис.2 Разделение технологического процесса по его структуре
Технологическая операция выполняется на одном станке в одной или нескольких установках. Необходимым условием является отсутствие какой-либо переналадки станка между отдельными приставками заготовки (смена технологического оборудования, смена инструмента, любое другое вмешательство оператора в пространство обработки). Технологическая операция может выполняться в одном или нескольких положениях заготовки (например, пятикоординатная обработка – рис.2 – технологическая операция №20).
Технологическая операция на обычном станке (не ЧПУ) состоит из одной или нескольких обработок – рисунок 2 – технологическая операция №10 – обработка №2. Каждая технологическая обработка имеет свои индивидуально подобранные параметры обработки.
Sources
Feld M., Podstawy projektowania procesów technologicznych typowych części maszyn, WNT 2000
Капинский С., Скавинский П., Собещанский, Соболевский Ю.З., Проектирование технологий машин, OWPW 2002
Пафф Т., Технология строительных машин, PWN 1985
Пять технологических приложений, влияющих на производственные инновации
«Давайте изобретать завтра вместо того, чтобы беспокоиться о том, что было вчера». – Стивен Джобс
Производитель может быть инновационным во многих отношениях, помимо использования технологий. Инновации могут включать использование новых бизнес-моделей, разработку новых процессов и услуг, а также усовершенствование существующих продуктов.
Технологии поддерживают и стимулируют инновации. Технологические достижения могут позволить производителям создавать товары более высокого качества быстрее, чем раньше, с меньшими затратами и помочь им реализовать более эффективные операции, чтобы стать более конкурентоспособными.
Новаторы и инженеры постоянно совершенствуют существующие технологии, чтобы удовлетворять неудовлетворенные потребности, поставлять товары на неосвоенные рынки и, самое главное, стремятся оставаться впереди конкурентов!
Итак, в этом духе, вот пять технологий, которые влияют на производственные инновации. Я понимаю, что это ни в коем случае не исчерпывающий или полный список, так что это лишь некоторые из них для вашего рассмотрения:
1. Аддитивное производство / 3D-печать
Аддитивное производство было фактически разработано в 1980-х годах, но в последние несколько лет оно вызвало более значительный интерес. Он охватывает все без исключения процессы, связанные с печатью трехмерного продукта, поэтому его обычно называют 3D-печатью. Аддитивное производство включает в себя метод, называемый холодным напылением, который включает взрыв металлических частиц через сопло на высоких скоростях, связывающих частицы вместе для формирования форм. Это создает часть строительных материалов слой за слоем с помощью компьютера. Поскольку конечным результатом является высокоточная копия оригинального дизайна, в производственном процессе возникает меньше отходов, что может сэкономить деньги производителя.
Исторически технология аддитивного производства была дорогой и обычно использовалась «крупной рыбой» в этой области. Однако недавние достижения позволили аддитивному производству стать более доступным, и ожидается, что оно станет обычным вариантом для небольших производителей. 3D-принтеры будут продолжать менять производственный ландшафт, создавая более эффективные способы изготовления нестандартных деталей и товаров.
2. Передовые материалы
В отчете Совета советников президента по науке и технологиям (PCAST) отмечается, что «почти все мегатенденции будущего — энергоэффективность или альтернативные источники энергии, новые материалы для борьбы с нехваткой ресурсов, следующие- потребительские устройства поколения и новые парадигмы в области химической безопасности и защиты — в значительной степени зависят от передовых материалов», и что эти передовые материалы «будут питать развивающиеся многомиллиардные отрасли». Это включает в себя передовые композиты, использование которых на сегодняшний день в значительной степени ограничено в ограниченном числе дорогостоящих приложений. Тем не менее, предпринимаются усилия по разработке производственных процессов, которые снижают стоимость и ускоряют производство, чтобы в ближайшие годы усовершенствованные композиты были интегрированы в гораздо более широкий спектр продуктов и приложений.
3. Облачные вычисления
Облачные вычисления используют подключенные к сети удаленные службы для управления и обработки данных. Жизнь в облаке будет набирать обороты, но необходимо постоянно решать проблемы безопасности. Компании все чаще используют эту технологию в разных географических точках для обмена данными и принятия более эффективных бизнес-решений. Облачные вычисления помогают снизить затраты, улучшить контроль качества и сократить время производства.
4. Интернет вещей (IoT)
Многие из нас сейчас не могут представить жизнь до появления смартфона… добро пожаловать в идею умного производственного предприятия. Умные технологии не новы, но они неуклонно развиваются в будущее для производства.
Представьте себе рабочее место, где подключенное оборудование сможет общаться через Интернет, а компьютеризированное производственное оборудование сможет «разговаривать друг с другом» и отправлять/получать уведомления о рабочих условиях. При обнаружении проблемы на другие сетевые устройства отправляется уведомление, чтобы весь процесс можно было настроить автоматически. Конечным результатом будет сокращение времени простоя, повышение качества, сокращение отходов и снижение затрат. Эта технология приведет к развитию новых типов должностей для производственной рабочей силы.
5. Нанотехнологии
Нанотехнологии имеют дело с материей размером от 1 до 100 нанометров; нанометр — это одна миллиардная часть метра. Нанотехнологии традиционно использовались в аэрокосмической и биомедицинской сферах, но теперь они используются для производства легких прочных материалов для лодок, спортивного оборудования и автозапчастей, а также для создания предметов личной гигиены, таких как очки.
Наноструктурированные катализаторы делают химические производственные процессы более эффективными за счет экономии энергии, сокращения отходов, а также находят более широкое применение в здравоохранении и фармацевтике.
Будьте в курсе технологий
Если вы небольшой производитель, особенно важно иметь дальновидный подход и адаптироваться к технологиям. В конечном итоге это может помочь компаниям стать более прибыльными и конкурентоспособными.
NIST MEP, центры MEP и партнеры MEP предлагают многочисленные программы и услуги, помогающие ускорить развитие технологий для производителей США. Для получения дополнительной информации ознакомьтесь с тем, как мы помогаем.
Инновации, технологии и тренды
Принципы развития технологий проектирования производственных процессов
%PDF-1.7 % 1 0 объект > эндообъект 6 0 объект > эндообъект 2 0 объект > ручей uuid:b746a408-c53c-4465-be85-c183dffcabbaadobe:docid:indd:02a1718c-6cb9-11e0-bded-ba70f4a2ca89proof:pdf02a17189-6cb9-11e0-bded-ba70f4a2ca89adobe:docid:indd:95ba5037-2ccb-11e0-93f2-c96bb23ca7c5
Столкнувшись с огромным давлением, чтобы оставаться конкурентоспособными, производители обращаются к технологиям для оцифровки и автоматизации операций. Мы взглянем на эволюцию производства и то, куда технологии приведут его дальше, от экзокостюмов с приводом от человека до совместных роботов и не только.
В ответ на глобальные потрясения производственный сектор резко изменился с 2020 года. Производители все чаще обращают внимание на новые технологии — от передовой робототехники в научно-исследовательских лабораториях до компьютерного зрения на складах — которые повышают производительность, чтобы оставаться конкурентоспособными.
Временные рамки и технологии будут различаться в зависимости от сектора, но почти в каждой производственной вертикали (например, автомобили, электроника, фармацевтика, складское хозяйство и т. д.) в следующем десятилетии произойдут радикальные изменения. Оцифровка и автоматизация производства — выгодные долгосрочные инвестиции, поскольку они снижают стоимость рабочей силы, увеличивают время безотказной работы и снижают количество ошибок.
БЕСПЛАТНЫЙ ОТЧЕТ: ТЕХНОЛОГИЧЕСКИЕ ТЕНДЕНЦИИ 2022
Снижение рисков в цепочках поставок. Электрификация всего. Энергия слияния. Получите наш 70-страничный анализ технологических тенденций, формирующих отрасли от производства до финансовых услуг в 2022 году, здесь.
В этом отчете мы изучаем факторы спроса, включая макроэкономические и социальные тенденции, такие как переориентация и стремление к устойчивому развитию, которые способствуют изменениям в производстве. Оттуда мы углубляемся в новые технологии на стороне предложения, которые будут формировать фабрику будущего.
Содержание
Текущий рынок
Сторона спроса
Глобализация
Перекрепление
Затраты на оплату труда и дефицит
Устойчивое развитие
Сторона подачи
Программное обеспечение для проектирования и цифровые двойники
3D-печать
Автоматизация и робототехника
Носимые устройства
Заводская оцифровка
Заглядывая вперед
Текущий рынок
С 2020 года последствия пандемии Covid-19, стихийных бедствий и торговой напряженности серьезно подорвали мировую экономику. В сочетании с растущим потребительским спросом, нехваткой рабочей силы и продолжающимися проблемами с цепочками поставок до 2022 года производителям предстоит решить серьезные проблемы.
На протяжении десятилетий в этом секторе наблюдалось значительное сокращение занятости, особенно с учетом роста населения. В США, по данным Бюро статистики труда США, производство достигло пика примерно в 190,5 млн рабочих мест в 1979 году, а в 2010 году они упали до минимума в 11,5 млн. Если не считать сбоев из-за Covid-19, которые привели к сокращению общего числа рабочих мест на производстве на 1,3 млн, а затем быстро восстановились, занятость в обрабатывающей промышленности с тех пор выросла примерно до 13 млн рабочих мест сегодня.
Производственная рабочая сила сокращается в глобальном масштабе. Согласно данным Всемирного банка, и в Австралии, и в Канаде занятость сократилась с примерно 23% от общей занятости в 1991 году до примерно 19% в 2019 году. Между тем, за тот же период занятость в обрабатывающей промышленности снизилась примерно с 30% до 18% в Великобритании.
Есть 2 основные причины этой тенденции:
Поскольку Китай открылся для мировой экономики, производство переместилось за границу, хотя часть его теперь возвращается из-за переориентации.
Производительность производства растет, а это означает, что для достижения тех же результатов требуется меньше рабочих. Добавленная стоимость в обрабатывающей промышленности осталась на уровне около 16% мирового ВВП, даже при сокращении занятости.
Несмотря на то, что на 2020 год приходится почти четверть ВВП США, производство остается областью с относительно низким уровнем цифровизации. Например, в большинстве стран мира в среднем на 10 000 сотрудников приходится менее 200 роботов, что говорит о том, что в производственных цехах есть много возможностей для инвестиций в автоматизацию и робототехнику.
Это означает рекордный уровень инвестиций в производственные технологические компании. За последние 5 лет долевое финансирование сектора почти утроилось и к 2021 году достигло 6,8 млрд долларов. За это время количество сделок стабилизировалось на уровне около 270 в год, что позволяет предположить, что средний размер сделки увеличивается по мере взросления рынка и движения компаний. на более поздние стадии роста.
Пандемия Covid-19 изначально замедлила усилия по оцифровке. Около 38% производителей, опрошенных Deloitte, в 2020 году приостановили инвестиции в умные фабрики. Тем не менее, согласно отчету Plex, к 2021 году 80% производителей сообщили, что умные фабрики являются ключом к их будущему успеху. Инвестиции, вероятно, продолжат поступать в этот сектор.
Страной с самой высокой долей сделок с 2017 года являются США (39%), за ними следует Китай (23%).
Стоимость рабочей силы в США выше, чем в большинстве стран мира, что требует инвестиций в передовые технологии, такие как робототехника, прогнозная аналитика и 3D-печать, чтобы компенсировать невозможность просто нанять больше работников. Это также объясняет, почему ведущие страны с инвестициями в робототехнику — Южная Корея, Сингапур, Япония и Германия — несут высокую стоимость рабочей силы.
Но затраты на оплату труда — не единственный фактор инвестиций и внедрения технологий. Ниже мы углубимся в элементы спроса и предложения, положившие начало технологической революции в производстве.
Сторона спроса
Глобальная конкуренция стимулирует спрос на новые решения
Глобализация усилила конкуренцию между производителями во всем мире, особенно в связи с перемещением производства в страны с низкой стоимостью рабочей силы. Эта конкуренция привела к снижению доли США в мировой производственной деятельности с 29% в начале 1980-х годов до минимума примерно в 16% в 2011 году, по данным Исследовательской службы Конгресса. С тех пор он увеличился до более чем 18% (по состоянию на 2018 год) из-за решоринга.
В дополнение к снижению производства в США, увеличение импорта из Китая привело к снижению наценки на продукцию, согласно документу Федеральной резервной системы. В то же время дополнительная конкуренция подтолкнула к повышению качества продукции. Это может быть хорошей новостью для среднего потребителя, но производителям было трудно покрыть дополнительные расходы.
Чтобы конкурировать, такие страны, как США, Япония, Южная Корея и европейские страны, изучают новые технологии для снижения затрат в производственном процессе.
Например, компания GlobalFoundries, производитель передовых полупроводников, вложила средства в комплексную автоматизацию и робототехнику на своем предприятии на Мальте, в Нью-Йорке. Цель состояла в том, чтобы сократить время производства и количество ошибок, переместив людей из производственного цеха в специальные диспетчерские, что фактически повысило производительность каждого работника и повысило качество продукции. В июне 2021 года компания объявила, что расширит производство и построит новый завод (также на Мальте), который удвоит его мощность.
Источник: GlobalFoundries
Глобализация также привела к увеличению потребности в исследованиях и разработках, где разрабатываются новые производственные процессы, включая усилия по оцифровке и автоматизации. Крупные компании в фармацевтическом, технологическом, аэрокосмическом и других секторах в настоящее время ежегодно инвестируют миллиарды долларов в исследования и разработки, причем многие производители возглавляют список корпоративных расходов.
Производители также распределяют расходы на НИОКР по большему количеству стран, стремясь лучше понять местные рынки, привлечь местные кадры и инфраструктуру и многое другое.
Благодаря дальнейшей интеграции по всей планете и относительной простоте доставки товаров по всему миру производители будут продолжать сталкиваться с последствиями глобализации в ближайшие десятилетия.
Решоринг растет в странах с высокими затратами
В развитых странах существует сильное политическое давление, требующее от компаний прекратить офшоринг производства. Но компаниям сложно игнорировать сочетание взаимосвязанных международных цепочек поставок, доступной рабочей силы, сниженных коммерческих затрат и государственных финансовых стимулов. Это привело к значительным потерям рабочих мест в обрабатывающей промышленности в развитых странах в последние десятилетия.
Однако с 2014 года решоринг — процесс, когда компании возвращают зарубежное производство в свои страны — привел к росту показателей занятости в США и большей части Европы. Между тем, с 2014 года производство переместилось из Китая.
Текущее ускорение усилий по переориентации на новые предприятия обусловлено тремя факторами:
Развитие автоматизации, робототехники, цифровизации и других технологий, повышающих производительность труда. По мере того, как эти технологии становятся дешевле, они делают более экономически целесообразным повторное производство, даже с учетом более высоких затрат на рабочую силу.
Ковид-19. В связи со строгими ограничениями во многих азиатских странах мотивация к перезагрузке возросла, поскольку блокировки в западных странах, как правило, были менее интенсивными. Согласно одному отчету, в 2020 году в США было переведено 109 тысяч рабочих мест, причем 46% этих должностей пришлось на Китай. Covid-19 был указан в качестве основной причины, и большинство этих позиций приходилось на фармацевтику и средства индивидуальной защиты (СИЗ).
Растущий спрос на снижение зависимости от иностранных государств и создание надежных цепочек поставок , особенно в критически важных отраслях, таких как полупроводники и современная упаковка. Правительства все больше обеспокоены тем, что враждебные страны наносят серьезный экономический ущерб, ограничивая торговлю, и это приводит к возрождению решоринга. Например, Intel недавно заключила партнерское соглашение с DARPA в области безопасности цепочки поставок и увеличения внутреннего производства, в то время как Европа ищет стратегическую автономию в области полупроводников.
Затраты на оплату труда и нехватка рабочей силы распространены во всем мире
Разница в стоимости производственной рабочей силы во всем мире значительна: от 60 долларов в час в Швейцарии до 39 долларов в США и около 5 долларов в Мексике и Китае, по данным The Совет конференции. В трудоемких отраслях, таких как текстильная промышленность и бытовая электроника, это несоответствие затрат трудно игнорировать, и оно является важной причиной переноса производства в страны с низкими издержками.
Высокая стоимость рабочей силы также стимулирует спрос на робототехнику и автоматизацию. На самом деле, предполагается, что к 2025 году робототехника может снизить затраты на рабочую силу во всем мире на 16%. Обе страны сталкиваются со старением населения, и общее сокращение населения делает роботов необходимыми для выполнения ролей, ранее исполнявшихся людьми. Японские производители промышленных роботов произвели более 50% роботов, поставленных по всему миру в 2017 году, в то время как Южная Корея использует больше промышленных роботов на 10 000 сотрудников, чем любая другая страна.
Источник: Международная федерация робототехники
Производство во всем мире страдает от нехватки рабочей силы и навыков. Люди старше 55 лет составляют все большую часть технической рабочей силы в США, а это означает, что молодые сотрудники не заменяют пожилых в достаточно большом количестве. Между тем, технические требования к производству выросли, что затрудняет наем подходящих работников. Как сказал New York Times один из бывших руководителей Siemens: «Люди на заводе должны быть намного более квалифицированными, чем они были в прошлом. Сегодня в «Сименс» нет работы для выпускников средних школ».
Последствия Covid-19 еще больше увеличили нехватку рабочей силы: 80% американских производителей столкнулись с трудностями при найме во время пандемии, согласно отчету Общества управления персоналом. Между тем, количество вакансий в США увеличилось на 33% с четвертого квартала 2019 года. Точно так же они увеличились на 30% в Израиле и на 54% в Австралии.
Нехватка не ограничивается рабочей силой. В различных отраслях промышленности ощущается нехватка физических деталей, особенно в полупроводниковой промышленности. Это требует творческого подхода, когда компании переделывают продукты для большей устойчивости цепочки поставок. Ford, например, недавно заключил партнерские отношения с GlobalFoundries и NXP Semiconductors для создания более устойчивых конструкций, а General Motors объявила о партнерстве с поставщиками полупроводников, чтобы удвоить производство в Северной Америке.
В целом, эти тенденции вызывают повышенный спрос на автоматизацию, робототехнику и другие технологии, позволяющие повысить эффективность труда сотрудников и сделать цепочки поставок более устойчивыми.
Инициативы в области устойчивого развития находятся в центре внимания
Производители все больше осознают свое воздействие на окружающую среду, особенно с учетом потребительского спроса на устойчивые методы. Сокращение потребления энергии и воды на объектах может привести к значительной экономии средств.
Использование энергии в производстве составляет 24% глобальных выбросов парниковых газов, а еще 5% приходится на различные виды промышленного использования, согласно «Нашему миру в данных». Производственный сектор также способствует пагубным последствиям для окружающей среды и здоровья, таким как загрязнение воды, воздуха и шума.
В связи с этим ряд компаний разрабатывают экологически чистые производственные решения.
Solidia Technologies делает производство цемента, на которое, по ее утверждению, приходится 5-7% выбросов углерода в мире, более экологичным, предлагая 2 решения: свою технологию производства цемента, которая снижает выбросы до 40%; и его технология отверждения бетона, в которой используется CO 2 , а не вода. Эта технология может ежегодно экономить до 3 трлн литров воды в дополнение к потреблению CO 9 .0341 2 из атмосферы.
Аналогичным образом компания Fortera разработала процесс, который превращает CO 2 в цемент, снижая выбросы более чем на 60 % на тонну. В октябре 2021 года калифорнийская компания расширилась до Европы.
Учитывая, что сталелитейная промышленность является одним из трех крупнейших производителей CO 2 в мире, обезуглероживание производства стали также является необходимостью. h3 Green Steel — шведская компания, основанная в 2020 году, основное внимание которой направлено на обезуглероживание производства стали с использованием энергии из источников, не содержащих ископаемого топлива, включая зеленый водород. Компания строит завод на севере Швеции, который надеется завершить к 2024 году. К 2030 году компания планирует производить 5 млн тонн зеленой стали.
Источник: h3 Green Steel
Прежде чем приступить к управлению выбросами углерода, она должна сначала понять текущие уровни выбросов. Платформа Sweep позволяет пользователям вводить данные о различных аспектах своего бизнеса и видеть, какой вклад они вносят в выбросы. Пользователи Sweep также могут создавать цели по снижению своего воздействия на окружающую среду и отслеживать их прогресс.
Инновации в сельскохозяйственном секторе также касаются декарбонизации. Nitricity, стартап из Калифорнии, позволяет фермерам производить безуглеродные азотные удобрения на месте. Его технология опирается только на электричество, воздух и воду. В августе 2021 года стартап привлек начальные инвестиции в размере 5 миллионов долларов.
Помимо выбросов углерода, TerraCycle служит для сокращения отходов за счет переработки материалов, которые используются в качестве строительных материалов и потребительских товаров. В последний раз компания привлекла $25 млн серии A в 2020 году и работает в 21 стране, работая с такими крупными брендами, как Nestlé и PepsiCo.
БЕСПЛАТНЫЙ ОТЧЕТ: ТЕХНОЛОГИЧЕСКИЕ ТЕНДЕНЦИИ 2022
Снижение рисков в цепочках поставок. Электрификация всего. Энергия слияния. Получите наш 70-страничный анализ технологических тенденций, формирующих отрасли от производства до финансовых услуг в 2022 году, здесь.
Сторона предложения
Слияние рыночных факторов со стороны спроса — от нехватки рабочей силы до требований устойчивого развития и растущей конкуренции — подталкивает мировых производителей к внедрению новых технологий, которые способствуют цифровизации и автоматизации на заводе.
Эта волна цифровой трансформации, получившая название Индустрия 4.0 (четвертая промышленная революция), включает в себя широкий спектр новых технологий, направленных на улучшение всех аспектов промышленных операций. Ниже мы рассмотрим 5 ключевых технологических тенденций.
Программное обеспечение для проектирования и цифровые двойники
От производства лекарств до промышленного дизайна этап планирования имеет решающее значение для массового производства. К счастью, существует множество инструментов и технологий, которые помогают дизайнерам, ученым и инженерам в разных отраслях работать более эффективно.
ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ ускоряет ПРОЕКТИРОВАНИЕ ПРОДУКЦИИ
Сегодня наиболее передовые производители полагаются на программное обеспечение для автоматизированного проектирования (САПР) — программное обеспечение для 2D- и 3D-проектирования и моделирования, позволяющее проектировать автомобили, спутники, оборудование и многое другое. Прогнозируется, что эта отрасль будет расти на 10% ежегодно до 2028 года. Двумя ведущими компаниями являются Dassault Systèmes, производитель SolidWorks и CATIA, и Autodesk, разработчик программного обеспечения AutoCAD.
Однако есть и другие, предназначенные для более специализированных приложений. Microfabrica фокусируется на 3D CAD для микроэлектромеханических систем (MEMS), которые представляют собой миниатюрные устройства с механическими и электрическими компонентами. Тем временем Onshape создает программное обеспечение, сочетающее в себе САПР, управление данными и бизнес-аналитику. Обе компании были приобретены в 2019 году.
Программное обеспечение Onshape для проектирования. Источник: Onshape. Здесь необходимо программное обеспечение для конечно-элементного анализа. Программное обеспечение COMSOL Group, например, моделирует все, от аэродинамики до теплопередачи и потока жидкости. Точно так же Dynardo разрабатывает программное обеспечение для анализа таких вещей, как надежность, чувствительность и надежность. Был приобретен в 2019 годуот Ansys, крупного игрока в области инженерного программного обеспечения, за 33 миллиона долларов.
ЦИФРОВЫЕ ДВОЙНИКИ ПОМОГАЮТ СОКРАЩАТЬ ЗАТРАТНЫЕ ПРОГРАММЫ ПРОЕКТИРОВАНИЯ
Постоянной проблемой на этапах разработки и производства является понимание того, что происходит в режиме реального времени. Здесь в игру вступают цифровые двойники.
На самом базовом уровне цифровой двойник — это виртуальная модель, отражающая физический объект. Это может включать в себя виртуальное представление продукта, чтобы помочь на этапе проектирования, уменьшая количество итераций, необходимых для получения правильного результата. Или это может быть система мониторинга производственного цеха, чтобы рабочие могли знать все параметры в любое время.
Основным конкурентом в этой области является компания NavVis, которая использует внутреннюю пространственную интеллектуальную платформу для создания цифровых изображений заводских цехов. На сегодняшний день компания привлекла более 94 миллионов долларов и сотрудничает с такими крупными компаниями, как Autodesk, интегрируя свое облачное программное обеспечение для строительства, чтобы помочь в планировании и управлении строительством.
Точно так же Sight Machine фокусируется на искусственном интеллекте для производственных цехов, включая такие приложения, как развертывание прогнозной аналитики для увеличения времени безотказной работы предприятия, сокращение отходов для повышения устойчивости или более быстрое обнаружение узких мест для повышения производительности.
Автоматизация и робототехника
За последние несколько десятилетий многие рабочие места на сборочных линиях массового производства были автоматизированы из-за более высоких затрат на рабочую силу, повышенных требований к качеству и более быстрых производственных требований. Вкусы потребителей также расширились, и производители стараются не отставать от растущих требований к персонализации и разнообразию.
В свою очередь, производители внедрили такие системы, как промышленная робототехника, для повышения безопасности, эффективности и настройки продукта. Принятие ускорилось, поскольку роботы стали дешевле, точнее и безопаснее в использовании.
Видения для Индустрии 4.0 включают в себя полностью интеллектуальную фабрику, где объединенные в сеть машины и продукты взаимодействуют с помощью технологии IoT — с целью не только прототипирования и сборки определенной серии продуктов, но и итерации этих продуктов на основе отзывов потребителей и прогнозной информации.
МОДУЛЬНОЕ ПРОИЗВОДСТВО ПОЗВОЛЯЕТ НАСТРАИВАТЬ НАСТРОЙКИ
Прежде чем мы достигнем мира, в котором люди практически не участвуют в производстве, модульная конструкция может помочь существующим заводам стать более гибкими.
Модульность позволяет фабрике еще больше упростить настройку и выпускать больше моделей на одних и тех же линиях. Модульность также может проявляться в виде более мелких частей или модулей, которые входят в более настраиваемый продукт. Или это может быть оборудование, такое как сменные детали роботов и машин, что позволяет использовать их в самых разных целях.
Массовое производство уже перестраивается, чтобы удовлетворить потребительский спрос на большую индивидуализацию и разнообразие. Согласно опросу BCG, в 2020 году 86 % опрошенных в автомобильной промышленности заявили, что ожидают, что структура завода, включающая разнонаправленную компоновку, модульную настройку линии и устойчивое производство, будет иметь важное значение для завода будущего. И стартапы извлекают выгоду из стремления к модульным деталям.
Vention, например, производит промышленное оборудование на заказ. Выбирая из своих модульных частей, все, что нужно сделать фирме, это загрузить CAD-проект оборудования, которое она хочет, а затем подождать 3 дня, чтобы получить специализированные инструменты или роботизированное оборудование.
Платформа Vention. Источник: SolidSmack
РОБОТИКИ ЗАНИМАЮТ ФАБРИКУ И СКЛАД
Долгое время считалось, что промышленная робототехника несет ответственность за сокращение производственных рабочих мест, которые до недавнего времени сокращались на протяжении десятилетий. Но последняя волна робототехники расширяет возможности человека.
Коботы (коллаборативные роботы) программируются с помощью вспомогательных движений. Они «учатся», когда кто-то сначала двигает их вручную, а затем копирует движение вперед. Эти роботы считаются коллаборативными, потому что они могут работать вместе с людьми.
Робототехника незаменима при монотонных работах, таких как упаковка, сортировка и подъем. Производитель коботов Universal Robots говорит, что некоторые из его манипуляторов окупаются в среднем за 195 дней. Стоимость коллаборативных роботов может варьироваться от 10 000 до 50 000 долларов.
Производители наращивают инвестиции в роботов. По данным Ассоциации развития автоматизации, с 3 кв. 20 г. по 3 кв. 21 г. количество заказов роботов в Северной Америке увеличилось на 32%.
В области обработки тяжелых материалов значительную долю рынка занимают крупные промышленные игроки, такие как Mitsubishi, Fanuc и Yaskawa, хотя появляется новая волна стартапов, готовых конкурировать.
Хотя даже самые лучшие роботы все еще имеют ограничения, некоторые экономисты считают, что автоматизация может привести к радикальной реструктуризации труда.
В ближайшем будущем перепрограммируемая природа коботов позволит производственным фирмам лучше настраивать и работать параллельно с существующим оборудованием и сотрудниками. В долгосрочной перспективе автоматизированные фабрики, вероятно, будут нанимать меньше людей и потребуют высококвалифицированных сотрудников, которые разбираются в сложном программном обеспечении и оборудовании.
Робототехника может в конечном итоге стать двигателем «автоматического» производства, то есть производства без человеческого труда.
КОМПЬЮТЕРНОЕ ВИДЕНИЕ ОБЕСПЕЧИВАЕТ ПРОВЕРКУ КАЧЕСТВА
При массовом производстве проверка соответствия каждого продукта техническим условиям является унылой работой, ограниченной человеческой склонностью к ошибкам. Напротив, будущие фабрики будут использовать машинное обучение для анализа фабрики в реальном времени и компьютерное зрение для обнаружения недостатков, которые человеческий глаз может не заметить.
Благодаря этому обеспечение качества все больше внедряется в кодовую базу организации. Платформы данных машинного обучения, такие как Sight Machine и Uptake, могут систематизировать принципы бережливого производства во внутренней работе систем.
Тем временем стартапы, поддерживаемые венчурным капиталом, такие как Instrumental, обучают ИИ выявлять производственные проблемы. Известный исследователь ИИ Эндрю Нг создал стартап Landing AI, специализирующийся на решениях для визуального контроля ИИ. В ноябре 2021 года стартап привлек серию A на сумму 57 миллионов долларов. Он уже работает с Foxconn, контрактным производителем электроники из Тайваня, который работает с некоторыми из крупнейших компаний мира, такими как Apple.
Еще один стартап в этой сфере — Neurala. Имея на данный момент финансирование в размере 34 миллионов долларов, компания использует технологию глубокой нейронной сети, которая имитирует человеческое восприятие и учится улучшать машинное зрение, что приводит к лучшему контролю качества.
Но это не просто стартапы в области компьютерного зрения.
В 2021 году Google запустила решение Visual Inspection AI, чтобы помочь организациям улучшить контроль качества. Инструмент предназначен для различных отраслей промышленности, включая производство автомобилей и электроники. Google утверждает, что организации могут развернуть этот инструмент всего за несколько недель на заводе или в Google Cloud.
Многие недостатки в электронике даже не видны человеческому глазу. Возможность мгновенно выявлять и классифицировать дефекты автоматизирует контроль качества, делая заводы более адаптивными.
3D-печать
Следующим шагом после разработки продукта часто является прототипирование. Производители во всех секторах полагаются на 3D-печать, чтобы оставаться конкурентоспособными и укреплять цикл обратной связи при запуске продукта. Согласно опросу Sculpteo 2021 года, ускорение разработки продуктов является приоритетом №1 для фирм, использующих 3D-печать.
Благодаря иммерсивным дизайнерским решениям пользователи могут получить реальное представление о конструкции еще до ее изготовления. Этот процесс также делает физические прототипы излишними.
3D-ПЕЧАТЬ УСКОРЯЕТ РАЗРАБОТКУ ПО ВЕРТИКАЛЬНЫМ РАЗРАБОТКАМ
Помимо традиционного программного обеспечения AutoCAD, Autodesk является лидером будущих технологий прототипирования и совместной работы. Компании не привыкать инвестировать в передовые технологии, такие как 3D-печать, включая такие компании, как Carbon и многие другие.
Точно так же Apple представила дополненную реальность (AR) и виртуальную реальность (VR), упрощающие процесс проектирования в сочетании с 3D-печатью. Используя базу данных CB Insights, мы обнаружили патент Apple, который предполагает, что дополненная реальность «накладывает сгенерированную компьютером виртуальную информацию» на реальные виды существующих объектов, что позволяет промышленным дизайнерам вносить 3D-печатные «правки» в существующие или незавершенные объекты.
Патент предусматривает использование AR через «полупрозрачные очки», но также упоминает «мобильное устройство, оснащенное камерой», намекая на потенциальные возможности 3D-печати на iPhone.
Кроме того, исследователь из Корнелла продемонстрировал способность делать наброски с помощью AR/VR во время 3D-печати. В конце концов, человеко-компьютерный интерфейс может стать настолько бесшовным, что 3D-модели можно будет создавать в режиме реального времени.
Источник: Корнельский университет
Производители будущего будут полагаться на интеллектуальное программное обеспечение для своих научных открытий. 3D-принтер уже является основным продуктом в любой дизайн-студии. Прежде чем заказывать тысячи физических деталей, дизайнеры могут использовать 3D-печать, чтобы увидеть, как будет выглядеть будущий продукт.
МАССОВАЯ ПЕРСОНАЛИЗАЦИЯ И НОВАЯ ГЕОМЕТРИЯ
По сравнению с некоторыми традиционными процессами массового производства, 3D-печать никогда не превзойдет эффект масштаба. Но для небольших тиражей может иметь смысл выполнение с использованием аддитивного производства.
Производители все чаще обращаются к 3D-печати по мере того, как массовая персонализация некоторых потребительских товаров становится все более популярной.
Обувь — один из популярных вариантов использования для просмотра. Например, Adidas сотрудничает с Carbon для массовой печати индивидуальной спортивной обуви. Другие компании, предоставляющие услуги 3D-печати, такие как Voxel8 (недавно приобретенная Kornit Digital), ориентированы именно на обувь.
Тем временем стартапы, разрабатывающие или коммерциализирующие сложные материалы, набирают популярность в мире 3D-печати. Такие компании, как Markforged, используют принтеры, способные печатать что угодно, от металлов до композитов из углеродного волокна, тогда как другие, такие как Boston Micro Fabrication, разрабатывают композиты с редкой структурой и экзотическими физическими свойствами. В июле 2021 года Markforged стала публичной и объявила о годовом увеличении выручки на 53% в третьем квартале 2021 года.
Xometry предлагает по запросу аддитивное производство и обработку с числовым программным управлением (ЧПУ) — метод вычитания, при котором объект вырезается из блока материала — выполняя заказы на детали в сети своих мастерских. Его платформа позволяет пользователям просто загружать 3D-файл и получать расценки на фрезерование, 3D-печать или даже литье под давлением для деталей. В 2021 году Xometry стала публичной.
Источник: Autodesk
Важным преимуществом 3D-печати является возможность создавать формы, которые иначе были бы невозможны. Например, представьте себе изготовление сот из металлического блока по сравнению с 3D-печатью слоя за слоем. Это важно для аэрокосмических компаний, таких как Relativity Space, которые используют эту технологию для крупномасштабных промышленных печатных работ. Компания недавно открыла завод площадью 1 миллион квадратных футов в Калифорнии после получения финансирования серии E в размере 650 миллионов долларов.
Носимые устройства
Внешний вид производства резко изменился за короткое время благодаря новым технологиям, повышающим эффективность труда и рабочую силу.
Covid-19 выступил здесь в роли ускорителя: 76% руководителей производства сообщили, что они начали использовать искусственный интеллект и другие инновационные технологии из-за пандемии, по данным Google Cloud.
Вот как новые технологии, такие как AR и VR, экзокостюмы и другие носимые устройства, вписываются в фабрику будущего.
AR И VR ОФОРМЛЯЮТ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
Дополненная реальность способна повысить квалификацию промышленных рабочих. Например, AR может анализировать сложную машинную среду и использовать компьютерное зрение для отображения деталей машин, как визуальное руководство в реальном времени. Это делает высококвалифицированный труд, такой как выездное обслуживание, «загружаемым» навыком.
Многие производители дополненной реальности предполагают, что технология работает как «интернет-браузер» без помощи рук, который позволяет работникам просматривать статистику соответствующей информации в режиме реального времени. RealWear предлагает небольшой, но прочный дисплей перед глазами. В 2021 году компания стала партнером Librestream и NOV для создания решения AR, которое связывает передовых сотрудников с удаленными экспертами, чтобы помочь им принимать решения в режиме реального времени.
Другие, такие как Scope AR, выполняют аналогичную работу в полевых условиях с использованием мобильных камер и камер iPad, используя AR для выделения деталей промышленного оборудования и подключаясь к специалистам службы поддержки в режиме реального времени. Это экономит на командировочных расходах сотрудников для ремонта сломанного оборудования. Ранее в этом году компания выпустила WorkLink Create, приложение, которое позволяет пользователям создавать и делиться AR-контентом на работе.
RE’FLEKT, корпоративный разработчик дополненной реальности из Мюнхена, недавно приобретенный PTC, создал платформу для преобразования данных САПР в приложения дополненной реальности для обслуживания и обучения. Компания Jaguar Land Rover использовала RE’FLEKT ONE для создания обучающего приложения, которое позволило бы сотрудникам приобретать «рентгеновское зрение» в автомобиле и точно определять, какой компонент или ремонт требуется.
Технический гигант Microsoft предлагает HoloLens, гарнитуру смешанной реальности, которую можно использовать не только на производстве, но и в образовании, здравоохранении и инженерии. Например, техники Mercedes-Benz используют HoloLens при ремонте автомобилей. Устройство позволяет пользователям получать информацию от удаленного эксперта в режиме реального времени в случае возникновения сложных проблем, а также делиться визуальным контентом на дисплее, чтобы помочь техническому специалисту.
Виртуальная реальность также имеет решающее значение во многих производственных процессах, и в последние годы она получила широкое распространение в отрасли. Это полезно для таких приложений, как техническое обучение, удаленное обслуживание оборудования и анализ проекта. Например, у Ford есть обязательная проверка виртуальной реальности для всех автомобилей, которые идут в производство.
ЭКЗОКОСТЮМЫ СТАНОВЯТСЯ СТАНДАРТОМ ДЛЯ СЛОЖНЫХ РАБОТ
Технология экзоскелетов, наконец, достигает фабричных цехов, что может значительно снизить физические потери от повторяющейся работы. Стартапы здесь производят носимое высокотехнологичное снаряжение, которое несет большую часть нагрузки.
Ekso Bionics испытала свой костюм EksoVest на сборочных заводах Ford в Мичигане, что привело к снижению производственных травм на 83%. EksoVest уменьшает износ от повторяющихся движений и, в отличие от некоторых конкурирующих продуктов, обеспечивает помощь при подъеме без батарей или робототехники. Помимо промышленных условий, компания также поддерживает пациентов, проходящих нейрореабилитацию, которые заново учатся ходить.
Источник: Ford Media Center
Sarcos — еще один известный производитель экзокостюмов, специализирующийся на дистанционно управляемой робототехнике и экзоскелетах с электроприводом. Его роботизированный экзоскелет, который рабочий может надеть или снять за 30 секунд, может помочь пользователю многократно поднимать и сбрасывать 200 фунтов в течение рабочего сеанса продолжительностью до 8 часов. В конце 2021 года компания стала публичной через SPAC.
На той же территории находится StrongArm Technologies, которая производит носимые устройства для измерения осанки и помощи при подъеме. StrongArm рекламирует возможность прогнозирования, чтобы вмешаться до риска травмы или инцидента. В декабре 2020 года компания выпустила FUSE FLEX, меньшее по размеру и более мощное защитное носимое устройство.
Там, где люди по-прежнему необходимы для некоторых опасных задач, носимые устройства и экзоскелеты расширят человеческие возможности, а также повысят безопасность.
Оцифровка производства
Согласно отчету Senseye, средняя стоимость незапланированного простоя для крупных производственных компаний составляет 532 000 долларов в час. Между тем, согласно показателям бережливого производства, производственные площадки мирового класса работают на 85% от теоретической мощности. Средняя фабрика загружена всего на 60%, а это означает, что есть много возможностей для улучшения с точки зрения оптимизации деятельности.
Созревание этой отрасли в течение следующих нескольких десятилетий сначала потребует базовой оцифровки.
Сначала мы видим, что на фабрике появляется больше цифровых машин. Позже эта оцифровка может превратиться в профилактическое обслуживание и настоящий прогнозный интеллект. Тем не менее производители сталкиваются с серьезными препятствиями, чтобы взять на себя новое бремя аналитики.
Заводские цеха, как правило, содержат старые машины, в которых осталось много десятилетий производства. Помимо значительной стоимости, датчики, отслеживающие температуру и вибрацию, не предназначены для типичной машины, что увеличивает период калибровки и эффективность.
Когда на заводе-изготовителе Harley-Davidson проходила модернизация датчиков IIoT, Майк Фишер, генеральный менеджер компании, сказал в интервью WSJ, что датчики «усложняют оборудование и сами по себе сложны. Но со сложностью приходит возможность».
Результаты были ошеломляющими: по сообщениям, время производства велосипедов сократилось с 3 недель до 6 часов.
ОТ РЕАКТИВНОЙ К ПРОГНОЗИРУЮЩЕЙ
Проще говоря, операционная технология (ОТ) похожа на традиционную ИТ, но предназначена для производственных помещений. В то время как типичный ИТ-стек включает в себя настольные компьютеры, ноутбуки и возможности подключения для работы с знаниями и конфиденциальными данными, OT управляет прямым контролем или мониторингом физических устройств.
Для производителей стек OT обычно включает:
Подключенное производственное оборудование (часто с модернизированными промышленными датчиками IoT)
Системы диспетчерского управления и сбора данных (SCADA) и человеко-машинные интерфейсы (HMI), обеспечивающие промышленный контроль и мониторинг
Программируемые логические контроллеры (ПЛК), защищенные компьютеры, которые управляют заводскими машинами
3D-принтеры для аддитивного производства и станки с числовым программным управлением (ЧПУ) для субтрактивного производства
В некотором смысле ИТ и ОТ — две стороны одной медали, и по мере цифровизации производства границы будут продолжать стираться.
Сегодня «мозгом» большинства промышленных машин является ПЛК. Промышленные гиганты, такие как Siemens, Rockwell Automation и Opto 22, предлагают ПЛК, но они могут быть неоправданно дорогими для небольших производственных компаний.
Это дало стартапам, таким как Oden Technologies, возможность предлагать готовое вычислительное оборудование, которое можно напрямую подключать к большинству машин или интегрировать существующие ПЛК. Это, в свою очередь, позволяет малым предприятиям экономить и анализировать свою эффективность в режиме реального времени.
По мере повсеместного распространения цифровых технологий следующая волна повышения эффективности технологий будет сосредоточена на прогнозной аналитике. Сегодняшний нарратив вокруг Интернета вещей предполагает, что все — каждый конвейер и роботизированный привод — будет иметь датчик, но не все фабричные функции имеют одинаковую ценность.
Augury, например, использует датчики с искусственным интеллектом для прослушивания машин и прогнозирования отказов. Совсем недавно компания достигла статуса единорога после привлечения инвестиций серии E на 180 миллионов долларов. Владельцы фабрик, ориентированные на затраты, признают, что высокоточные датчики обеспечат более высокую рентабельность инвестиций, чем бесполезный IoT.
НОВАЯ АРХИТЕКТУРА НА ГРАНИЦЕ
В ближайшем будущем достижения в области искусственного интеллекта и аппаратного обеспечения позволят IIoT, каким мы его знаем, быть почти независимым от централизованных облаков.
Вычисления, выполняемые «на краю» или ближе к датчику, — важная новая тенденция. Пограничные вычисления предлагают производителям значительные преимущества, в том числе:
Повышение эффективности. Производители могут обрабатывать свои данные рядом с источником, откуда они были получены, что позволяет приложениям работать быстрее.
Снижение затрат. Производители могут избежать затрат на дорогостоящее облачное хранение и обработку данных, обрабатывая свои данные на недорогих локальных устройствах.
Эффективная пропускная способность. По мере роста использования облачных вычислений периферийные вычисления позволяют производителям избежать конкуренции за все более редкую и дорогую полосу пропускания.
Такие компании, как Saguna Networks (приобретенная COMSovereign в 2021 году), специализируются на граничных вычислениях, тогда как Foghorn Systems занимается туманными вычислениями (представьте, что облако создается на месте, например, локальная сеть). Оба метода позволяют критически важным устройствам безопасно работать без задержки передачи всех данных в облако.
Это важно, потому что задержка облачных вычислений имеет серьезные недостатки в производстве. Отключение питания машины за доли секунды с опозданием может стать разницей между предотвращением физического повреждения и нанесением ему физического ущерба.
В долгосрочной перспективе периферийные вычисления заложат основу для автономной фабрики. Программное обеспечение искусственного интеллекта, лежащее в основе периферии, представляет собой инфраструктуру, которая позволяет фабричным машинам принимать решения независимо.
КИБЕРБЕЗОПАСНОСТЬ – ПРИОРИТЕТ
В последние годы производство подверглось большему количеству атак программ-вымогателей, чем любая другая отрасль (за исключением государственного сектора). Одна из пяти производственных компаний в Великобритании и США, опрошенных Morphisec, подверглась кибератакам в прошлом году. А атаки программ-вымогателей обходятся недешево — по данным Sophos, производственным компаниям для восстановления требуется в среднем 1,5 миллиона долларов.
По мере того, как промышленные компании внедряют технологии IoT для мониторинга цепочек поставок и оборудования, они также становятся уязвимыми в плане операционной безопасности.
Источник: Morphisec. что привело к потере производственных мощностей примерно на 41 миллион долларов. Атака 2021 года на поставщика решений IoT Sierra Wireless вынудила компанию остановить производство до тех пор, пока она не разберется с инцидентом.
Следовательно, критическая инфраструктура является растущим сегментом кибербезопасности. Такие стартапы, как Bayshore Networks (приобретена OPSWAT), предлагают шлюзы IoT, которые соединяют разрозненные протоколы для подключенных датчиков, позволяя производителям из разных вертикалей контролировать свои сети IIoT. Другие компании, занимающиеся безопасностью на основе шлюзов, такие как Xage, даже используют реестры блокчейнов, чтобы промышленные датчики могли безопасно обмениваться данными.
Кроме того, некоторые из наиболее активных инвесторов в корпоративную кибербезопасность являются корпорациями, заинтересованными в OT-вычислениях. Венчурные подразделения Dell (которая производит промышленные шлюзы IoT), а также Google, GE, Samsung и Intel являются одними из самых активных в этой области.
Безопасное управление системами IIoT по-прежнему будет критически важной областью для инвестиций, тем более что взлом за взломом доказывает уязвимость.
Взгляд в будущее
Производство становится все более эффективным, персонализированным, модульным и автоматизированным. Но заводы остаются в постоянном движении. Производители известны как медленно внедряющие технологии, и многие могут сопротивляться новым инвестициям. Тем не менее, по мере того как цифровизация становится отраслевым стандартом, конкурентное давление будет усиливать стимулы к развитию.
Самые мощные рычаги, которые могут использовать производители, появятся в виде робототехники, искусственного интеллекта и базовой оцифровки Интернета вещей. Извлечение информации из данных и инвестиции в интеллектуальную робототехнику позволят максимизировать производительность при минимальных затратах и дефектах.
Тем временем, поскольку передовые категории, такие как носимые устройства и дополненная реальность, тестируются в промышленных условиях, производство может достичь беспрецедентного уровня беспрепятственного производства и увеличения числа рабочих.
Говоря словами Генри Форда: «Если вы всегда будете делать то, что делали всегда, вы всегда будете получать то, что всегда получали». Чтобы полностью реализовать свой потенциал, обрабатывающая промышленность должна продолжать использовать новые технологии.
Если вы еще не являетесь нашим клиентом, подпишитесь на бесплатную пробную версию, чтобы узнать больше о нашей платформе.
Новые технологические процессы для суперсплавов – PreScouter
Постоянный поиск более прочных, твердых, устойчивых и, следовательно, более безопасных сплавов в аэронавтике принес большие преимущества в этих аспектах, но также привел к новым сложностям, которые необходимо решать. столкнулись: как обрабатывать эти материалы. Аэрокосмические сплавы трудно поддаются механической обработке, и свойства материала аналогичны инструментам, используемым для их резки, что может значительно сократить срок службы режущего инструмента. По мере того, как свойства материала приближаются к свойствам режущего инструмента, необходимо либо замедлить резку, чтобы сохранить срок службы инструмента и избежать поломки, либо использовать более прочные инструменты, что увеличивает производственные затраты.
Если сегодняшние процессы обработки используются в материалах следующего поколения, интенсивность выделяемого тепла может деформировать, отколоть и сломать обычные фрезы. Этих недостатков больше, чем преимуществ, и все усилия, затраченные на разработку этих материалов, теряют ценность.
Поэтому аэрокосмические компании очень заинтересованы в инвестировании в разработку новых методов производства деталей внутренней части реактивных двигателей, газовых турбин и других устройств. Здесь мы представляем последние достижения в области резки и механической обработки под названием Blue Arc, а также представляем технологии 3D-печати металлом. Обе технологии предлагают новый способ обработки и манипулирования новыми суперматериалами для производства деталей, особенно используемых в авиационной отрасли.
Blue Arc: новая технология резки суперсплавов
Стремясь решить эти проблемы и улучшить качество и стоимость отдельных компонентов, в 2011 году GE впервые представила процесс механической обработки GE Blue Arc. Эта разработка значительно сокращает обычное время резки. Например, механическая обработка титанового сплава аэрокосмического качества сократится с 45 до 3 минут, сэкономив 200 миллионов долларов после 5 лет использования технологии. Конструкция устраняет необходимость в мощных шпинделях, дорогих фрезах и других устройствах. Эта технология была запатентована GE, и по этой причине не так много других компаний занимается ее коммерциализацией.
Blue Arc использует высокоскоростной электронный луч для эрозии и удаления металла. Поскольку между электродным инструментом и заготовкой имеется электрическая энергия высокого тока и низкого напряжения, части заготовки расплавляются, а излишки материала удаляются с помощью охлаждающей жидкости под высоким давлением. Электрическая дуга создается с помощью медно-вольфрамового электрода, который может иметь желаемую форму, диаметр или контур, что очень похоже на использование режущего инструмента для механической обработки. Эта технология также имеет преимущества в плане устойчивости, поскольку удаленный материал можно восстановить и использовать для других процессов.
Благодаря низким силам Blue Arc процесс может быть изменен с мощных станков с высоким крутящим моментом и высокотехнологичных режущих инструментов на меньшую, менее жесткую машину и простой электродный инструмент. Этот процесс рекомендуется для глубоких, труднодоступных и очень тонких разрезов, которые обычно используются в аэрокосмической, энергетической и автомобильной промышленности.
В поисках этой новой технологической разработки компания GE объединилась с японской компанией Mitsui Seiki, производителем станков, чтобы объединить их знания в этой области и разработать коммерческий станок, который может быстро и эффективно производить детали из жаропрочных сплавов с использованием этой новой технологии резки. . Они сделали свою первую презентацию в 2016 году на Международной конференции по информационным технологиям для производственных систем (IMTS), а затем 6 июня 2018 года провели второе мероприятие для общественности, организованное TechSolve в своей штаб-квартире в Цинциннати.
Машина, разработанная и представленная на последнем мероприятии, была основана на Mitsui Seiki HW63-TD. Его особенностью является то, что он является гибридным, что позволяет выполнять обработку как с Blue Arc, так и с обычной обработкой на одной и той же платформе.
3D-печать металлом для аэрокосмической отрасли:
Сегодня 3D-принтеры постепенно проникают в большинство отраслей, связанных с развитием высоких технологий, таких как космос, здравоохранение, строительство и многие другие. Этот метод в настоящее время используется в основном в промышленном секторе для создания компонентов оснастки или готовых деталей, например:
В аэрокосмической отрасли может производить компоненты для самолетов или ракетных двигателей
В автомобильной промышленности может производить пресс-формы для массового литья под давлением тысяч компонентов
В медицинском секторе, когда речь идет о создании имплантатов, особенно в области стоматологии
В морском секторе аддитивное изготовление металлов может использоваться даже для проектирования гребных винтов для судов.
Этот процесс изготовления строительных материалов отличается от традиционного или нового метода Blue Arc для резки сплошного блока именно тем, что он не выполняет резку, сверление или механическую обработку, а вместо этого придает форму изделию путем добавления различных слоев материалы, как следует из общего названия аддитивного производства (AM).
Компании, предлагающие 3D-принтеры по металлу:
Все больше и больше компаний приступают к 3D-печати металлом. Среди ведущих производителей 3D-принтеров по металлу мы находим:
Американская компания 3D Systems, которая сейчас предлагает полный спектр станков;
SLM Solutions, важный поставщик этой технологии для автомобильной и авиационной промышленности;
Arcam, компания, занимающаяся технологией электронно-лучевого синтеза с 2000 года. Arcam производит 3D-принтеры размером с холодильник, которые используют электронные лучи для сварки миллионов зерен металла в состоянии мелкой пыли, по одному тонкому слою за раз, для создания таких сложных вещей, как детальные детали реактивного двигателя.
С другой стороны, мы также находим такие компании, как Desktop Metal, которые предлагают меньшие и более дешевые комплексные системы для мелкого или масштабного производства. Эта компания предлагает машину под названием Studio System+, которую можно установить даже дома. У них также есть оборудование для массового производства.
Студийная система+. Источник: Desktop Metal.
Markforged — еще одна недавно созданная компания, которая также предлагает различные системы печати, а ее машина Metal X способна создавать детали размером 250x220x200 мм.
Израильская компания XJet предлагает струйную печать наночастицами, которая может сократить затраты и время при современной металлической печати. Для печати используются жидкие чернила, содержащие металлические наночастицы, которые впрыскиваются на строительный лоток и накапливаются слоями обычным способом. На этом первом этапе жидкость испаряется из-за высоких температур строительной камеры, оставляя только твердую металлическую часть.
Национальная лаборатория Ок-Риджа штата Теннесси (ORLN) недавно представила свои достижения в области нового способа производства материалов, подвергающихся воздействию высокого давления и теплового стресса, с использованием 3D-печати металлом. Эта технология сочетает в себе гибкость дизайна 3D-печати с механическими свойствами металла для производства элементов с высокой точностью, управления свойствами металлов путем управления температурными градиентами и лучшего понимания их микроскопической структуры, что позволяет исследователям изучать их свойства твердости, долговечности, или вес.
В постоянном стремлении производить более совершенные и безопасные материалы GE недавно объявила о заключении 5-летнего соглашения о сотрудничестве с ORLN, чтобы объединить свой лабораторный опыт с реальными приложениями. Это соглашение является продолжением совместного проекта с Arcam, который был приобретен GE в 2016 году.
Последним коммерческим выпуском 3D-принтеров этой компании стал Arcam EBM Spectra H, произведенный на заводе Arcam недалеко от Гётембурга, Швеция. Сегодня электронно-лучевая плавка остается единственным коммерческим методом аддитивного производства, способным удовлетворить требования к производству титана-алюминия (TiAl), сплава, для обработки которого требуются высокие температуры и который очень подвержен растрескиванию. Первоначально Arcam EBM Spectra H будет поддерживать TiAl и Alloy 718, а в 2019 году запланирована совместимость дополнительных суперсплавов Ni..
Выводы:
Авиакосмическая и оборонная отрасли теперь могут извлечь выгоду из новых технологий, дающих многочисленные преимущества при обработке деталей. Очевидно, что в области 3D-печати наблюдается большее технологическое развитие по сравнению с технологией Blue Arc из-за большого количества организаций, занимающихся этими проблемами.
Мы можем сделать вывод, что обе технологии представлены как отличные решения для поддержки и дополнения разработки суперматериалов, снижения затрат и повышения надежности готовых деталей, используемых в авиационной отрасли.
Если у вас есть какие-либо вопросы или вы хотите узнать, можем ли мы помочь вашему бизнесу с его инновационными задачами, свяжитесь с нами здесь или напишите нам по адресу [email protected].
Об авторе
Каролина Мартин Берарди
Каролина недавно получила степень магистра инженерных наук в Высшей школе Бибераха, Германия, и степень бакалавра инженеров-технологов в Национальном университете Тукумана, Аргентина. Она проработала полтора года в автомобильной промышленности и прошла несколько семинаров и курсов по инженерии, так как проявляет большой интерес к этой области и хочет продолжать изучать будущие технологические инновации.
Что такое технология аддитивного производства
Содержание
Что такое аддитивное производство (АП)?
Основной принцип технологии Аддитивное производство заключается в том, что она использует созданную САПР 3D-модель непосредственно для изготовления трехмерного объекта путем добавления материала слой за слоем и их сплавления.
Экструзия материалов (источник: Makerbot)
Более чем достаточно статистических данных подтверждают утверждение о том, что внедрение 3D-печати произвел революцию в индустриальном мире так, как ни один другой продукт не добился такого важного успеха за последние 35 лет.
Реклама
Реклама
Аддитивное производство, быстрое прототипирование и 3D-печать
Хотя первоначально в контексте разработки продукта эти технологии назывались Быстрое прототипирование , в последние годы эти технологии достигли гигантских успехов и перешли от прототипа к стадии готовности к производству изготовление детали. Term 3D-печать также широко используется для этих технологий, и MIT придумал его для струйной печати на основе AM, изобретенного ими в 90-х годах. Следовательно, эти термины не могут эффективно описать последние технологические достижения в этом секторе.
Реклама
Реклама
История аддитивного производства
Чак Халл, американский инженер корпорации 3D Systems, аккредитован как изобретатель 3D-печати в 1983 году, известной как процесс твердотельной визуализации под названием стереолитография (3D-печать), первая коммерческая технология быстрого прототипирования и формат файла STL. Благодаря Халлу, его вклад в формат файлов STL, цифровую нарезку слоев и стратегии заполнения до сих пор используются во многих процессах аддитивного производства.
С тех пор многие компании изобрели и внедрили новые технологии. Поскольку технология является относительно новой, компании разрабатывают и внедряют различные методы в соответствии с новыми маркетинговыми условиями, даже если основная технология может быть той же.
Технический комитет ASTM International окончательно определил эти процессы как аддитивное производство (AM), поскольку технология создает трехмерные детали путем добавления материала по сравнению с субтрактивным производством .
В соответствии со стандартами ISO/ASTM технологии аддитивного производства подразделяются на семь типов в зависимости от методов, используемых для создания этих слоев, источника энергии и плавкого материала.
7 видов аддитивных технологий производства
Существует семь основных технологий аддитивного производства, а именно: Ванная фотополимеризация , Экструзия материала , Струйное распыление материала , Струйное распыление связующего , Плавление в порошковом слое , 30 Лист и направленное осаждение энергии8.
7 типов аддитивных технологий производства
Частично ознакомиться со стандартами можно здесь.
Частная фотополимеризация
В этом процессе используется метод, называемый фотополимеризацией, при котором радиационно-отверждаемые смолы или фотополимеры используются для создания трехмерных объектов путем выборочного воздействия на них ультрафиолетового света. При воздействии эти материалы вступают в химическую реакцию и становятся твердыми. Этими технологиями можно печатать только пластмассы.
В этой категории есть три основных типа: стереолитография, цифровая обработка света и непрерывная цифровая обработка света.
Процесс распыления связующего
Как следует из названия, процесс распыления связующего избирательно наносит связующее вещество, связующую жидкость, для соединения порошкового материала с образованием трехмерной детали. Этот процесс отличается от любой другой технологии AM, так как он не использует тепло во время процесса, как другие, для сплавления материала.
Печатающая головка и распределитель порошка наносят чередующиеся слои связующего вещества и строительного материала, чтобы сформировать трехмерный объект.
Направленное нанесение энергии
Технология направленного наложения энергии использует сфокусированную тепловую энергию, такую как лазер, электронный луч или плазменная дуга, для плавления и плавления материала по мере его осаждения для создания трехмерного объекта. Они очень похожи на процесс сварки, но очень точно детализированы.
Геометрическая информация, включенная в твердотельную модель системы автоматизированного проектирования (САПР), используется 3D-принтерами LENS для автономного управления процессом DED при построении детали слой за слоем.
Двумя основными типами технологий направленного осаждения энергии являются LENS и EBAM. EBAM использует электронный луч, а LENS использует сфокусированный лазер для плавления материала.
Объявление
Объявление
Объявление
Объявление
Экструзия материала
Экструзия материала — это метод аддитивного производства, в котором используется непрерывная нить из термопласта или композитного материала для создания трехмерных деталей. Экструзия материала была первоначально разработана и запатентована С. Скоттом Крампом в рамках моделирования плавленого осаждения (FDM) в 19 году 20 века.80-е годы.
В этой технологии аддитивного производства непрерывная нить из термопластика подается через нагретое сопло, а затем слой за слоем укладывается на платформу для создания объекта.
Струйная обработка материала
При распылении материала капли строительного материала выборочно наносятся слой за слоем на строительную платформу для формирования трехмерной детали.
Эта технология аддитивного производства очень похожа на стандартные струйные принтеры, где капли материала выборочно наносятся слой за слоем для создания трехмерного объекта. Когда слой готов, его отверждают ультрафиолетовым светом.
Струйное распыление порошковых материалов включает в себя следующие широко используемые технологии печати: Струйное распыление УФ-отвержденного материала, Струйное распыление по требованию (DOD), Струйное распыление наночастиц (NPJ).
Плавка в порошковом слое
Плавка в порошковом слое — это технология аддитивного производства, в которой используется лазер или электронный луч для плавления и сплавления материала для формирования трехмерной геометрической детали. Технология Powder Bed Fusion включает в себя следующие широко используемые технологии печати: Multi Jet Fusion (MJF), прямое лазерное спекание металлов (DMLS), электронно-лучевое плавление (EBM), селективное термическое спекание (SHS), селективное лазерное плавление (SLM) и селективное лазерное спекание. спекание (SLS).
Процессы плавления в порошковом слое, особенно селективное лазерное спекание, являются ранними промышленными технологиями аддитивного производства. В этом методе используется лазерный или электронный луч для расплавления порошкообразного материала и его сплавления для создания твердого объекта.
Листовое ламинирование
В технологии листового ламинирования листы материала используются для создания трехмерных объектов путем укладки их друг на друга и ламинирования с помощью клея или ультразвуковой сварки. После того, как объект построен, ненужные области секций удаляются слой за слоем.
Технология ламинирования листов — это общий термин для ультразвукового аддитивного производства (UAM, селективного ламинирования осаждением (SDL) и производства ламинированных объектов (LOM). аддитивного производства
Преимущества аддитивного производства
AM может печатать сложные 3D-геометрии с внутренними элементами без каких-либо инструментов
Сокращение отходов по сравнению с механической обработкой
Деталь можно распечатать прямо из 3D-модели без чертежа
Прототипы можно делать быстрее, что позволяет разработчикам проверять различные итерации, что приводит к более быстрому этапу цикла проектирования
Отсутствие или меньше инструментов для небольших партий по сравнению с традиционной обработкой
Производственный инструмент можно напечатать
В процессе печати можно смешивать различные материалы для создания уникального сплава
Разные сечения детали могут быть разными вариантами одного и того же сплава
Недостатки аддитивного производства
Поскольку технология все еще находится в зачаточном состоянии, процесс сборки медленный и дорогостоящий
Высокие производственные затраты из-за стоимости оборудования
Требуется различная постобработка в зависимости от типа используемого аддитивного производства
Небольшой объем сборки по сравнению с другими размерами производственных деталей, такими как литье в песчаные формы
Плохие механические свойства, поэтому требуется последующая обработка
Плохая отделка поверхности и текстура по сравнению с производственными процессами, такими как ЧПУ и литье по выплавляемым моделям.
Прочность деталей сравнительно слабее по сравнению с производственными процессами, такими как литье под давлением, литье по выплавляемым моделям и обработка с ЧПУ.
Реклама
Реклама
Реклама
Реклама
Как работает технология аддитивного производства
Хотя процесс аддитивного производства различается между 7 различными технологиями аддитивного производства, используемыми для создания 3D-деталей, каждая из них в целом следует этим общим шагам для создания конечной детали.
Этап создания 3D-модели
Сначала дизайнер создает 3D-модель объекта для печати, используя программное обеспечение для автоматизированного проектирования (САПР) или 3D-сканер объектов. Поскольку деталь является точной копией 3D-модели, каждая деталь должна быть корректной и полностью определять ее внешнюю геометрию.
Несмотря на то, что AM позволяет печатать сложные детали и дает разработчику продукта большую гибкость при проектировании, чем обычные производственные процессы, все же существуют ограничения и правила, которых необходимо придерживаться при проектировании для достижения наилучших результатов.
Рис. 1. Модель CAD
Руководства по проектированию различаются в зависимости от типа технологии аддитивного производства и выбора материала. Производители оборудования и поставщики услуг в области аддитивных технологий имеют обширные руководства по проектированию деталей. Чтобы узнать больше, обратитесь к типам технологии AM и их производителям.
Этап создания файла STL
После того, как проектировщик будет доволен дизайном, пользователь преобразует файл CAD в стандартный формат файла AM, называемый стандартным языком тесселяции (STL) , который компания 3D Systems разработала для использования в конце 80-х годов. в своих стереолитографических (SLA) машинах. Вы можете прочитать, как файл STL создается и используется для 3D-печати здесь.
Файл STL
Большинство программ САПР, таких как SolidWorks, Inventor и Catia, могут сохранять любую модель в виде файла STL. Тем не менее, у всех производителей принтеров есть программное обеспечение для обработки любых форматов CAD и преобразования файлов в файл STL.
Как следует из названия, трехмерная фигура будет разбита на мозаику, а часть разделена на цифровые слои. Толщина слоя определяет конечное качество и зависит от машины и процесса .
Этап передачи файла STL
Затем файл STL передается на принтер, часто с использованием специального программного обеспечения, где модель будет ориентироваться для печати. На этом этапе программное обеспечение машины может создать свой файл с дополнительной информацией, такой как структура поддержки и температура.
Настройка машины — с поддержкой
Настройка машины
Каждая технология аддитивного производства и ее варианты имеют свои шаги и требования для настройки нового задания на печать. Настройка включает в себя выбор материала, ориентацию, температуру принтера, опорную конструкцию и выравнивание платформы сборки. Это также включает в себя загрузку печатного материала, переплетов и других расходных материалов в машину.
Программное обеспечение станка преобразует информацию файла STL в G-код. Инструкции G-кода — это информация для исполнительных механизмов, таких как двигатели, сообщающая им, куда двигаться, как быстро двигаться и какой путь выбрать.
Деталь FDM (источник:materialise.com)
Можно настроить несколько деталей, чтобы снизить стоимость печати, а отходы также можно минимизировать, выбрав правильную ориентацию.
Сборка деталей
После начала сборки проект постепенно строится по одному слою за раз. Толщина типичного слоя составляет около 0,1 мм, но в зависимости от технологии и используемого материала она может уменьшаться до 20 микрон.
Часть платформы сборки
В зависимости от размера сборки, печатной машины, технологии AM, материала и разрешения печати процесс сборки может занять часы или даже дни.
Удаление детали
После изготовления детали или нескольких деталей в некоторых случаях может потребоваться период охлаждения перед снятием деталей с машины. Опять же, в зависимости от машины и технологии, удаление может варьироваться от простого отрыва от рабочей платформы в случае FDM до отрыва проволоки от рабочей пластины в DMLS.
Нижний лесной склад — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Манипулятор ЛО-30.
[1]
Нижний лесной склад — это технологическая позиция на которой производится первичная переработка древесины. Поваленные деревья ( или хлысты, в зависимости от технологической схемы) доставляются на нижний склад автотранспортом. С деревьев удаляются сучья, они сортируются. Тонкомеры и низкопородные сорта древесины идут на переработку в щепу. Основная масса хлыстов поступает на раскряжевочные линии, где хлысты разделываются на бревна стандартной длины с последующей сортировкой.
[2]
Манипулятор ЛО-30.
[3]
На нижних лесных складах используют стационарные манипуляторы, устанавливаемые на эстакадах. Так, одностреловой гидро-манинулятор ЛО-30 ( рис. 5.38) предназначен для подачи дерева на каретку протаскивающего механизма сучкорезного агрегата с укладкой ствола в сучкорезную головку.
[4]
На нижних лесных складах, а также биржах сырья деревообрабатывающих предприятий основной операцией является укладка лесоматериалов в штабеля. На нижних лесных складах штабелевка проводится после сортировки лесоматериалов, а на складах сырья деревообрабатывающих предприятий — после выгрузки лесоматериалов из транспортных средств. Технология же выполнения работ одинакова.
[5]
Автомобильные краны применяют на нижних лесных складах в основном на погрузке лесоматериалов в вагоны МПС. Работают эти краны по следующей схеме. Перед погрузкой кран устанавливают на этой дороге на аутригеры против штабеля и производят погрузку лесоматериалов из этого штабеля. После завершения погрузки из одного штабеля кран перемещают и производят погрузку лесоматериалов из второго штабеля. Бригада грузчиков при погрузке автомобильным краном состоит из 3 — 5 человек — водителя и двух-четырех стропальщиков. Два из них заняты на формировании и застропке пачек, а два Других отцепляют пачки и укладывают лесоматериалы в вагоны. Если производят погрузку заранее подготовленных пачек, то бригада состоит из 3 человек. Петли стропов надевают на крюк крана в такой последовательности, чтобы после снятия двух первых петель с каждой стороны пачки осталось по одному стропу. При укладке таким способом не происходит перемещения пачки к борту вагона.
[6]
Однобалочный мостовой кран.
[7]
Мостовые краны получили широкое применение на нижних лесных складах, их устанавливают на эстакадах, перекрывающих площадки, для разгрузки лесовозных машин, создания запасов хлыстов и подачи их на разделочные агрегаты, в ремонтных мастерских леспромхозов, на ремонтных заводах, складах сырья, полуфабрикатов и готовой продукций деревообрабатывающих заводов.
[8]
Козловый кран ККЛ-32 ( опытный образец) может обеспечить выполнение всего комплекса погрузочно-разгрузочных работ на нижнем лесном складе. Положительным является то, что благодаря наличию консолей и конструкции, позволяющей переносить пакеты хлыстов с пролета на консоли, имеется возможность укладывать под краном три штабеля хлыстов.
[9]
Оригинальный вариант синхронно следящей системы автоматического адресования бревен ( рис. 48) сконструирован и испытан на нижнем лесном складе в Красноярском крае.
[10]
На нижних лесных складах, а также биржах сырья деревообрабатывающих предприятий основной операцией является укладка лесоматериалов в штабеля. На нижних лесных складах штабелевка проводится после сортировки лесоматериалов, а на складах сырья деревообрабатывающих предприятий — после выгрузки лесоматериалов из транспортных средств. Технология же выполнения работ одинакова.
[11]
Измерительные устройства непрерывного действия.
[12]
Замеряют объем древесины на нижнем лесном складе трижды: после доставки лесоматериалов с лесосек, в процессе транспортирования и размещения в штабелях и непосредственно в железнодорожных вагонах после окончания погрузки. С этой целью в настоящее время применяют электромеханические, индуктивные, оптические измерительные устройства.
[13]
В связи с переходом лесной промышленности от механизации отдельных процессов заготовки ( валка, разделка, подвозка, погрузка) к комплексной механизации всего производственного процесса, начиная от рубки леса и кончая его загрузкой в вагоны на нижнем лесном складе, большое значение имеет слаженная работа лесопогрузочных станций железных дорог с предприятиями лесной промышленности.
[14]
Если по условиям технологии возможна другая композиция элементов склада на его территории, то и для них выполняются аналогичные расчеты. В итоге находят оптимальное планировочное решение склада. Исследования, выполненные В. П. Ситяевым для условий проектирования нижнего лесного склада, показали, что применение описанной методики позволяет сэкономить транспортные издержки на 20 — 40 % по сравнению с проектами, разработанными традиционными способами. [15]
Страницы:
1
Региональный Лесной Склад, база пиломатериалов и отделочных материалов в Новокузнецке, Промстроевская, 34/10
Региональный Лесной Склад, база пиломатериалов и отделочных материалов — адрес сайта
Региональный Лесной Склад, база пиломатериалов и отделочных материалов в Новокузнецке, информация о сайте www. sklad-nk.ru.
Региональный Лесной Склад, база пиломатериалов и отделочных материалов по адресу 654038, Кемеровская область, Новокузнецк, Промстроевская, 34/10 в дальнейшем Организация, размещена в следующих категориях:
Для связи с организацией воспользуйтесь номером телефона: +7 (3843) 60-25-90, +7 (3843) 52-77-33, +7-950-586-76-26, +7-923-464-25-90. Пн: c 10:00-18:00, Вт: c 10:00-18:00, Ср: c 10:00-18:00, Чт: c 10:00-18:00, Пт: c 10:00-18:00, Сб: c 10:00-15:00, Вс: выходной, вы можете обратиться в эту организацию.
Хотим обратить ваше внимание, на то, что у Организации есть сайт http://www.sklad-nk.ru, поэтому для актуализации контактных данных советуем его посетить. В социальных сетях обычно дублируют информацию с официального сайта, тем не менее, социальные сети это быстрый отклик клиентов и посетителей, вы можете найти ответы на волнующие вас вопросы, советуем также заглянуть и в соц. сети: https://instagram.com/lesnoysklad
Отправьте свой вопрос, предложение или замечание на [email protected], [email protected] (почта). Иногда хорошо сформированное электронное письмо гораздо эффективнее, чем звонок по телефону, так как в письме вы можете указать всю необходимую информацию и прикрепить нужные файлы.
Если хотите посетить организацию, советуем вам заранее проложить маршрут. С помощью карты ниже, вы можете узнать точное расстояние, рекомендуемый маршрут, а также загруженность дорог в Новокузнецке.
Карта
Ориентировочное расстояние от центра города до организации 10.8 км.
Отзывы и обсуждение:
К сожалению, отзывов и комментариев нет. Поделитесь своим мнение, будьте первым =)
Как вы оцениваете организацию ?
Минимум символов: 0/50
Возможно вам будут интересны другие организации:
Тел.: +7 (3843) 60-25-90, +7 (3843) 33-11-11, +7-902-759-11-11 Адрес: Кемеровская область, Новокузнецк, Ильинское шоссе, 15 к8 Режим работы: Пн: c 10:00-17:00, Вт: c 10:00-17:00, Ср: c 10:00-17:00, Чт: c 10:00-17:00, Пт: c 10:00-17:00, Сб: выходной, Вс: выходной
Тел. : +7 (3843) 99-34-99, +7 (3843) 94-44-11, +7-951-224-44-11, +7-951-179-84-33, +7-923-631-11-69 Адрес: Кемеровская область, Новокузнецк, Производственная, 17 Режим работы: Пн: c 10:00-18:00, Вт: c 10:00-18:00, Ср: c 10:00-18:00, Чт: c 10:00-18:00, Пт: c 10:00-18:00, Сб: c 10:00-18:00, Вс: выходной
Тел.: +7 (3843) 60-25-90, +7-923-477-17-17, +7-960-918-64-28 Адрес: Кемеровская область, Новокузнецк, проспект Курако, 51а к22 Режим работы: Пн: c 10:00-18:00, Вт: c 10:00-18:00, Ср: c 10:00-18:00, Чт: c 10:00-18:00, Пт: c 10:00-18:00, Сб: c 10:00-15:00, Вс: выходной
21.09.2022 03:43
Грандиозный лесной склад | Здание
Эта страница не содержит всей информации. Полная информация будет добавлена в будущих обновлениях сайта.
Размер: 5 x 4
Название
Ресурсы
Время производства
23
Сосна
10 минут
33
Сосна
10 минут
5
Доски из сосны
5
1 минута
7
Доски из сосны
7
1 минута
10
Доски из сосны
10
1 минута
5
Уголь
10
1 минута
7
Уголь
14
1 минута
10
Уголь
20
1 минута
5
Уголь
5
1 минута
7
Уголь
7
1 минута
17
Дуб
10 минут
24
Дуб
10 минут
5
Дубовые доски
5
4 минуты
7
Дубовые доски
7
4 минуты
10
Дубовые доски
10
4 минуты
5
Доски из красного дерева
5
5 минут, 30 секунд
7
Доски из красного дерева
7
5 минут, 30 секунд
Торговец
Цена
Категория
Доступно
Предмет
5000 x
Архитектура
1 x
1 x
5000 x
Эпичные предметы
1 x
1 x
Комментарии
Картинки
Доп. информация
Полностью настраиваемый игровой движок — Amazon Lumberyard — Amazon Web Services
Открытый 3D-движок (O3DE) уже здесь. Преемник Lumberyard, стабильная версия O3DE 21.11, теперь доступна с новым установщиком Windows и поддержкой Linux.
Скачать O3DE 21.11
В июле мы объявили о создании Open 3D Foundation и Open 3D Engine (O3DE), кроссплатформенного игрового движка с открытым исходным кодом и поддержкой AAA, доступного по лицензии Apache 2.0. Мы хотели предоставить разработчикам игр и симуляторов больше возможностей для совместной работы, настройки и контроля своих производственных конвейеров. Вместе с Linux Foundation и отраслевыми партнерами мы также расширяем сообщество разработчиков ПО с открытым исходным кодом. Преемник Lumberyard, стабильная версия O3DE 21.11, теперь доступна с новым установщиком Windows и поддержкой Linux.
Анонс Open 3D Engine (O3DE)
Преимущества
Создавайте больше
Архитектура O3DE основана на модульности и гибкости. Замените подсистемы или легко добавьте интеграции, чтобы дать вашим играм и симуляциям необходимые им возможности без функций, которых они не имеют.
Build Connected
Добавьте масштабирование многопользовательской игры, аналитику, облачное хранилище и источники данных в реальном времени в свою игру прямо из движка с помощью AWS Integration Gem от O3DE.
Бесплатная сборка
O3DE является бесплатным и включает полный исходный код. Нет платы за место, абонентской платы или требований по распределению доходов. Лицензия Apache 2.0 дает вам полный контроль над технологией вашего движка.
Ресурсы от O3DE
Загрузите последнюю версию
Загрузите последнюю версию O3DE, чтобы узнать, как создавать игры AAA, трехмерные миры кинематографического качества и высококачественные симуляторы без каких-либо сборов и коммерческих обязательств.
Загрузить сейчас »
Начало работы с O3DE
Эти ресурсы включают пошаговые материалы, которые помогут вам настроить O3DE и приступить к работе.
Узнать больше »
Учебники по O3DE
Ознакомьтесь с видеоуроками, пошаговыми письменными учебными пособиями и образцами документации, которые научат вас концепциям, функциям и инструментам O3DE.
Узнать больше »
Руководство пользователя O3DE
Руководство пользователя O3DE содержит информацию и рекомендации для пользователей, работающих над проектом O3DE.
Узнать больше »
Из блога
Создано для разработчиков: AWS и O3DE, стабильная версия 21.11, выпуск
Сегодня мы рады сообщить, что последняя версия O3DE Stable 21.11 теперь доступна для разработчиков и создателей контента, что способствует выполнению нашей миссии по созданию бесплатных инструментов 3D-рендеринга мирового класса, доступных для всех. Читать блог >>
Мы также делаем игры: наша первая игра AWS O3DE уже доступна
Разработчикам нравится код. Разработчики любят демоверсии. Но разработчики игр, по нашему опыту, ДЕЙСТВИТЕЛЬНО любят код и демоверсии. И мы хотим поделиться с вами кодом и демонстрационными примерами. В конце концов, когда вы начинаете создавать новую игру, вам может помочь, когда вы видите, что что-то работает, и изучаете, «как они это сделали». Читать блог >>
Создано для строителей: история AWS и Open 3D Engine — предварительная версия для разработчиков
Мы слышим от разработчиков игр и симуляторов, что они хотят больше возможностей для совместной работы, настройки и творческого контроля в своих производственных процессах. Создание 3D-инструментов с нуля может быть непомерно дорогим, на разработку уходят годы и требуются значительные ресурсы для обслуживания. Читать блог >>
Присоединиться к беседе
Войдите в консоль
Узнайте об AWS
Что такое АВС?
Что такое облачные вычисления?
AWS Разнообразие, равенство и инклюзивность
Что такое DevOps?
Что такое контейнер?
Что такое озеро данных?
Облачная безопасность AWS
Что нового
Блоги
Пресс-релизы
Ресурсы для AWS
Начало работы
Обучение и сертификация
Портфолио решений AWS
Архитектурный центр
Часто задаваемые вопросы по продуктам и техническим вопросам
Аналитические отчеты
Партнеры AWS
Разработчики на AWS
Центр разработчиков
SDK и инструменты
. NET на AWS
Python на AWS
Java на AWS
PHP на AWS
JavaScript на AWS
Помощь
Свяжитесь с нами
Подать заявку в службу поддержки
Центр знаний
AWS re:Сообщение
Обзор поддержки AWS
Юридический
Карьера в AWS
Amazon является работодателем с равными возможностями: Меньшинства / Женщины / Инвалидность / Ветеран / Гендерная идентичность / Сексуальная ориентация / Возраст.
Поддержка AWS для Internet Explorer заканчивается 31. 07.2022. Поддерживаемые браузеры: Chrome, Firefox, Edge и Safari. Узнать больше »
Amazon Lumberyard / Часто задаваемые вопросы по O3DE
Общие
В. Что такое Amazon Lumberyard?
Amazon Lumberyard — это бесплатный кроссплатформенный игровой движок класса AAA, глубоко интегрированный с AWS и Twitch, с полным исходным кодом. Независимо от того, являетесь ли вы крупной студией, независимым разработчиком, студентом или любителем, Lumberyard предоставляет растущий набор инструментов для создания игр высочайшего качества, подключения ваших игр к обширным вычислительным ресурсам и хранилищам AWS, а также привлечения поклонников на Дергаться. Надежные профессиональные инструменты Lumberyard помогают разработчикам создавать игры с красивыми мирами, реалистичными персонажами и потрясающими эффектами. Кроме того, благодаря интеграции Lumberyard с AWS разработчики могут добавлять в игру облачные функции всего за несколько минут (например, динамический контент, ежедневные новости, списки лидеров или разрешение боя на стороне сервера). Lumberyard также интегрирован с Amazon GameLift, сервисом AWS для развертывания, эксплуатации и масштабирования выделенных игровых серверов для многопользовательских игр на основе сеансов.
Amazon Lumberyard предоставляется бесплатно, для него не требуются лицензии на рабочие места, лицензионные платежи или подписки. Используя Amazon Lumberyard, вы платите стандартные сборы AWS только за те сервисы AWS, которые решили использовать.
В. Что вы подразумеваете под «бесплатно»? Я должен вам 5% от моего дохода?
Lumberyard бесплатен, включая исходный код. Мы зарабатываем деньги, когда вы используете другие сервисы AWS для своей игры. Мы создали Lumberyard, чтобы упростить и ускорить создание фантастических живых многопользовательских игр для сообщества, которые естественным образом подключаются к облаку, чтобы предоставлять эти функции игрокам. Если ваша игра не подключается к облаку, вы ничего нам не платите. Также нет платы за место, абонентской платы или требований по распределению доходов. Вы платите только за ресурсы инфраструктуры, которые вы решили использовать. Полную информацию о лицензировании см. в нашем Часто задаваемые вопросы о лицензировании ниже.
В. Использует ли Amazon Game Studios Lumberyard для создания игр?
Да, игры Amazon Game Studios создаются с помощью Lumberyard. Ознакомьтесь с ними на веб-сайте Amazon Game Studios .
В. Основан ли Lumberyard на других технологиях?
Lumberyard состоит из проверенных технологий от CryEngine, AWS, Twitch, EMotion FX и Double Helix. Мы наняли одних из лучших игровых технологов в мире, у которых уже внес более 3300 улучшений , новых функций и исправлений в Lumberyard с момента запуска. Некоторые примеры новых функций, которые мы выпустили с момента запуска, включают:
Мы представили новую систему сущностей компонентов, современный подход к составлению сложных сущностей из более простых сущностей. Создатели контента могут просто перетаскивать компоненты, чтобы создавать желаемое поведение, редактировать настройки компонентов в режиме реального времени в редакторе и создавать Lua и визуальные скрипты для быстрого изменения или расширения поведения объекта. Чтобы упростить повторение более сложных сцен, объекты можно сгруппировать в «срезы», а эти срезы, в свою очередь, можно использовать для создания более сложных срезов, в результате чего получится полностью каскадная сборная система.
Мы создали новые рабочие процессы с активами, предназначенные для того, чтобы за считанные секунды перенести художников из их любимых инструментов для создания цифрового контента прямо в игровой процесс. Асинхронный обработчик ресурсов Lumberyard автоматически импортирует и выполняет оперативные обновления ресурсов за считанные секунды — и на всех платформах целевых устройств. Просто поместите файл ресурса в каталог вашего проекта или сохраните изменение в существующем файле, и эти ресурсы будут обработаны, оптимизированы и обновлены в редакторе за считанные секунды.
Редактор Lumberyard имеет новую информационную архитектуру и пользовательский интерфейс, которые были перестроены в Qt и разработаны для упрощения использования и повышения производительности.
Мы интегрировали сетевой уровень GridMate, чтобы вашим инженерам было проще создавать многопользовательские игры с малой задержкой и большим количеством игроков.
Мы представили Cloud Canvas, Cloud Gems Framework и Cloud Gem Portal, которые позволяют вашим инженерам и техническим дизайнерам, практически не имеющим опыта работы с серверной частью, создавать живые функции онлайн-игр, такие как новостные ленты сообщества, совместное использование очков и сервера. разрешение бокового боя всего за несколько минут с помощью системы визуальных сценариев Lumberyard и предварительно созданных Cloud Gems.
Мы интегрировались с Amazon GameLift, чтобы вы могли развертывать, масштабировать и управлять многопользовательскими играми на основе сеансов на выделенных серверах.
Мы добавили новую систему генерации кода, позволяющую аннотировать код C++ и генерировать нужный код.
Мы усовершенствовали движок, добавив поддержку мобильных устройств, в том числе поддержку iOS Metal и развертывание Android в один клик.
Мы создали новую программу запуска и Конфигуратор проектов, чтобы ваша команда могла настроить их с меньшими усилиями инженеров.
Мы также создали новые рабочие процессы, чтобы ваши художники могли работать быстрее и создавать более качественный контент, включая новый редактор эффектов частиц, новый импортер FBX и редактор пользовательского интерфейса.
Пожалуйста, ознакомьтесь с полными примечаниями к выпуску дополнений, исправлений и улучшений, чтобы узнать больше, и присоединяйтесь к нашему блогу Lumberyard , чтобы узнать больше о том, над чем мы работаем.
В. Действительно ли я получу доступ к исходному коду Lumberyard?
Да. Бесплатный доступ к полному исходному коду C++ предоставляется при загрузке Lumberyard. Вы также можете получить исходный код Lumberyard с GitHub .
В. Какая поддержка доступна для Lumberyard?
Мы перенесли разработку новых функций с Lumberyard на Open 3D Engine (O3DE), но продолжим предоставлять критические исправления безопасности для Lumberyard 1.28 по мере необходимости. Дополнительная поддержка Lumberyard доступна в рамках планов AWS Premium Support.
В. Могу ли я использовать Lumberyard для неигровых целей, таких как архитектура, симуляторы и анимационные фильмы?
Да, пожалуйста.
В. Каковы системные требования для создания игры с помощью редактора и инструментов Lumberyard?
Мы рекомендуем вам использовать ПК с 64-разрядной версией Windows 10, 8+ ГБ ОЗУ, 60 ГБ памяти, четырехъядерным процессором с тактовой частотой 3 ГГц+ и видеокартой с 2+ ГБ, совместимой с DX11+.
В. Какие платформы устройств поддерживает Lumberyard?
В настоящее время Lumberyard поддерживает ПК, Xbox One, PlayStation 4, iOS (iPhone 5S+ и iOS 7.0+) и Android (Nexus 5 и аналоги с поддержкой OpenGL 3.0+). Lumberyard также поддерживает выделенные серверы в Windows и Linux. Обратите внимание, что Sony и Microsoft разрешают разрабатывать игры для своих консольных платформ только разработчикам, прошедшим процесс отбора.
В. Как начать разработку игр для Xbox и PlayStation?
Если вы являетесь лицензированным разработчиком Microsoft Xbox, отправьте свое имя, название студии и лицензированный адрес электронной почты по адресу [email protected] . Если вы являетесь лицензированным разработчиком Sony PlayStation, , посетите SCE DevNet . В каталоге промежуточного программного обеспечения нажмите «Подтвердить статус» для Amazon Lumberyard.
Lumberyard и AWS
В.
Если я создам однопользовательскую игру без подключения к облаку, нужно ли мне платить за использование движка?
Нет, в этом случае вы ничего не платите AWS.
В. Нужна ли мне учетная запись AWS для использования Lumberyard?
Нет, но загружая или используя Lumberyard, вы соглашаетесь с Клиентским соглашением AWS и Условиями обслуживания Lumberyard . Если вы хотите использовать Amazon GameLift или Cloud Canvas от Lumberyard для создания подключенных игровых функций, вам или кому-то из вашей игровой команды необходимо зарегистрировать учетную запись AWS и предоставить услуги для вашей учетной записи.
В. Нужно ли запускать игру на AWS?
Нет. Если вы владеете собственными частными серверами и управляете ими, вам не нужно использовать AWS. Вы также можете использовать Lumberyard без AWS, если ваша игра не использует серверы. Например, если вы выпускаете отдельную однопользовательскую или локальную многопользовательскую игру, вы ничего не платите AWS.
В. Взимается ли дополнительная плата или другие дополнительные платежи за AWS Identity и сборы сверх тарифов на обслуживание AWS для клиентов Lumberyard?
В. Как разрешить моей команде разработчиков использовать Cloud Canvas и AWS через редактор Lumberyard?
Чтобы предоставить участникам рабочей группы доступ к AWS через Cloud Canvas, сначала необходимо создать пользователя AWS Identity and Access Management (IAM) для членов вашей рабочей группы и сгенерировать ключи доступа и секретные ключи. Члены вашей команды могут ввести эти ключи в диспетчере учетных данных редактора Lumberyard в меню AWS. Для получения дополнительной информации см. Cloud Canvas и документация IAM .
В. Могу ли я предоставить определенным членам команды разрешения или ограничения на доступ к определенным сервисам AWS в Cloud Canvas?
Да, Cloud Canvas позволяет настраивать разрешения, чтобы ресурсы разработки, тестирования и выпуска могли иметь разные ограничения доступа. Cloud Canvas создает управляемые политики IAM, которые можно использовать для предоставления доступа выбранным вами пользователям и группам IAM. Вы можете настроить разрешения, изменив конфигурацию Cloud Canvas в редакторе Lumberyard и при необходимости обновив назначения пользователей и групп в Консоли управления AWS.
В. Какие сервисы AWS доступны в Cloud Canvas?
Cloud Canvas позволяет использовать DynamoDB , S3 , Cognito , SQS , SNS и Lambda с помощью инструментов сценариев Lumberyard.
Лицензирование и модификации
В. Каковы условия лицензии для Lumberyard?
Использование вами Lumberyard регулируется Клиентское соглашение AWS и Условия обслуживания Lumberyard .
В. Должен ли я продавать свою игру Lumberyard на Amazon?
Нет, вы можете продавать свою игру где угодно. Конечно, мы будем рады видеть вашу игру на Amazon, и вы можете найти информацию о публикации игр для ПК и Mac на Amazon здесь и о публикации игр для Android в Amazon Appstore здесь .
В. Могу ли я взять Lumberyard, создать собственный игровой движок и распространять его?
Нет. Хотя вы можете поддерживать измененную вами внутреннюю версию Lumberyard, вы не можете использовать Lumberyard для распространения собственного игрового движка, улучшения другого игрового движка или иным образом конкурировать с Lumberyard.
Однако вы можете распространять свою собственную вилку Lumberyard через репозиторий Lumberyard на GitHub , если вы соблюдаете требования наших условий и включаете копию нашего уведомления о лицензии в свою вилку. Пользователи, которые используют вашу вилку, должны согласиться с Клиентское соглашение AWS и Условия обслуживания Lumberyard , и их использование вашей вилки регулируется этими условиями.
Эти условия не применяются к Open 3D Engine (O3DE). Вы можете узнать больше об O3DE и создании движка на o3de.org.
В. Является ли Lumberyard «открытым исходным кодом»?
Нет. Мы предоставляем исходный код, чтобы вы могли полностью настроить свою игру, но ваши права ограничены Условия обслуживания лесопилки . Например, вы не можете публиковать исходный код движка Lumberyard (за исключением репозитория Lumberyard GitHub) или использовать его для выпуска собственного игрового движка.
O3DE — это продукт с открытым исходным кодом, распространяемый по разрешающей лицензии Apache 2.0. Узнайте больше об O3DE на o3de.org.
В. Могу ли я распространять модификации исходного кода в Lumberyard?
Да, вы можете распространять свою собственную вилку Lumberyard через репозиторий Lumberyard (ваша вилка должна быть связана с нашим репозиторием) на GitHub, если вы соблюдаете требования наших условий и включаете копию нашего уведомления о лицензии в свой вилка. Пользователи, которые используют вашу вилку, должны согласиться с Клиентское соглашение AWS и Условия обслуживания Lumberyard , и их использование вашей вилки регулируется этими условиями.
Кроме того, вы можете распространять до 50 строк исходного кода на форумах (включая официальный форум Lumberyard) или где-либо еще. Вы также можете делиться изменениями со своими подрядчиками и издателями, работающими над вашей игрой, как указано в Условиях предоставления услуг. В противном случае вы не сможете публиковать исходный код движка Lumberyard.
В. Могу ли я устанавливать собственные условия при публикации форка на GitHub или публикации улучшений на форуме?
Нет. Когда вы публично делитесь улучшением с Lumberyard, вы предоставляете другим клиентам Lumberyard лицензию на использование этого улучшения на тех же условиях, что и сама Lumberyard, а нам — лицензию на использование этого улучшения без ограничений.
В.
Могу ли я отправить код, добавляющий функции или исправляющий обнаруженные мной ошибки?
Да, хотя разработка функций командой AWS была перенесена с Lumberyard на O3DE. Исходный код Lumberyard доступен на GitHub . Вы можете отправить код для Lumberyard в форме запроса на вытягивание. Подробности смотрите в правилах участия на нашей странице GitHub.
Да. Ваша игра может считывать и записывать данные в сервисы платформы и общедоступные сторонние игровые сервисы для сохранения состояния игрока, личности, социального графа, подбора игроков, чата, уведомлений, достижений, списков лидеров, рекламы, привлечения игроков, внутриигровых покупок, аналитики и т. д. отчет о сбоях.
В. Могу ли я использовать свои собственные серверы?
Да. Вы можете использовать аппаратное обеспечение, которое принадлежит вам и работает для вашей игры. Ваши пользователи также могут подключаться к одноранговым сетям, а пользователи размещать персональные серверы (если они не работают в качестве поставщика услуг).
В. Могу ли я использовать в своей игре игровые ресурсы, включенные в Lumberyard?
Да. Lumberyard включает пакеты ресурсов, которые вы можете использовать в своих играх и прототипах. Мы также предоставляем дополнительные высококачественные ресурсы и образцы, которые могут оказаться полезными на нашем сайте 9.сайт 0207.
В. Могу ли я распространять активы из Lumberyard или примеров проектов Lumberyard?
Не по своей воле. Вы можете изменять и/или распространять образцы ресурсов Lumberyard, такие как звук, текстуры, сетки, анимация, файлы игровых данных и скрипты, как часть вашей игры. Но вы не можете, например, перепродавать активы Lumberyard в магазине активов.
В. Могу ли я использовать Lumberyard способом, не разрешенным Условиями предоставления услуг?
Пожалуйста , свяжитесь с нами , если вы хотите использовать Lumberyard способом, не разрешенным Условиями предоставления услуг Lumberyard .
В. Поддерживает ли Lumberyard интеграцию со сторонним ПО промежуточного слоя?
Да. Lumberyard уже интегрирован с популярным промежуточным ПО, включая Perforce, Wwise, Substance, Speedtree и другими. Если вы поставщик ПО промежуточного слоя и заинтересованы в интеграции с Lumberyard, свяжитесь с нами.
В. Могу ли я включить инструменты Lumberyard, чтобы мои игроки могли создавать моды для моей игры?
Да. Ваше право на распространение Lumberyard в вашей игре включает также право на распространение частей среды разработки в вашей игре. Список распространяемых компонентов включен в документацию . Эти права также распространяются на сопутствующие продукты, которые вы предоставляете конечным пользователям для изменения и создания производных продуктов вашей игры. Если вы хотите распространять компоненты Lumberyard в виде исходного кода, свяжитесь с нами.
Регистрация
Создан для строителей: AWS и Open 3D Engine — стабильная версия 21.
11, выпуск
по Техническая команда Amazon Game | на | в Разработка игр с открытым исходным кодом | Постоянная ссылка | | Делиться
Еще в июле мы объявили о выпуске Developer Preview Open 3D Engine (O3DE), преемника Amazon Lumberyard, в качестве компании-основателя недавно запущенного Open 3D Foundation (O3DF) Linux Foundation. Наша цель с O3DE, кросс-платформенным 3D-движком с открытым исходным кодом с поддержкой AAA, лицензированным под Apache 2.0, заключалась в том, чтобы создать для Open 3D Foundation расширяемую модульную основу для создания игр, виртуальных миров, симуляций и даже других движков. Сегодня мы рады поделиться новостью о том, что Open 3D Foundation выпустила новую версию O3DE — стабильную версию 21.11 (версия 21.11). Этот выпуск теперь доступен для разработчиков и создателей контента, что помогает нам в нашей миссии по созданию бесплатных инструментов 3D-рендеринга мирового класса, доступных для всех.
Сегодняшний выпуск — это кульминация растущего сообщества открытого исходного кода, состоящего из нашей команды здесь, в AWS, 25 других партнерских организаций в Open 3D Foundation, а также увлеченных участников, которые разделяют видение расширенного выбора для совместной работы, настройки и творчества в 3D-приложениях. разработка. С момента запуска O3DE Developer Preview команда Lumberyard сосредоточилась на улучшении общих рабочих процессов создателей, связанных с игровыми механиками и разработкой внешнего вида, сокращении времени, необходимого для начала работы с движком, и изучении того, что значит вносить свой вклад в новая команда проекта с открытым исходным кодом.
Стабильная версия 21.11
Установщик Windows
Редактор Ubuntu, упакованные двоичные файлы tar, среда выполнения клиента и менеджер проектов
Система ландшафта (экспериментальная)
Поддержка сериализации JSON для ресурсов редактора Script Canvas
Совместимость с готовыми шаблонами Script Canvas
Генерация LUT цветовой градации в редакторе
Режим фокусировки видового экрана для префабов
Сетевые сценарии (предварительная версия)
Удаленное управление гемами и отслеживание зависимостей
Стабильная версия 21. 11 Open 3D Engine включает в себя новый установщик Windows, поддержку разработки приложений для Linux с инструментами редактирования, работающими в дистрибутивах на основе Debian, новый режим фокусировки окна просмотра для сборных элементов, удаленное управление гемами и отслеживание зависимостей, экспериментальный система ландшафта и предварительный просмотр возможностей сетевых сценариев. Помимо добавления этих новых возможностей и систем в движок, наша команда также работала над улучшением общего пользовательского опыта для рабочих процессов движка первого дня и недели 1 с помощью программы O3DE Rev the Engine, регулируемой UI-UX Special Interest. Группа (SIG). Полный список новых функций и возможностей в выпуске Stable 21.11, предоставленный членами сообщества и партнерами фонда, можно просмотреть в полных примечаниях к выпуску.
Сдвиг в нашем процессе разработки
Переход от работы над внутренним игровым движком к участию в проекте с открытым исходным кодом стал изменением нашего отношения к разработке. За последние несколько месяцев наша команда в AWS имела возможность работать с партнерами и членами сообщества, чтобы получить отзывы о том, как мы думаем о нашей роли в качестве партнера фонда. С момента запуска Open 3D Foundation сообщество O3DE создало новые механизмы, процессы и структуры сообщества посредством формирования и работы групп с особыми интересами для управления различными компонентными областями движка. Отзывы сообщества и партнеров являются ключевым компонентом того, как мы расставляем приоритеты в нашей работе для O3DE. Через процессы «Запрос комментариев» мы предложили такие функции, как:
Поддержка Linux в качестве редактора и клиентской платформы выполнения
Система местности
Предоставление сетевых возможностей для Lua и Script Canvas
Шейдеры материалов и освещения
Когда мы рассматривали функции, которые мы хотели добавить в этот выпуск, отзывы, которые мы чаще всего получали от наших первых последователей, касались установщика Windows, поддержки Linux и родной системы Terrain. Мы добились прогресса во всех этих областях, и одно из преимуществ проекта с открытым исходным кодом сейчас заключается в том, что мы можем быстрее и раньше предоставлять функции сообществу через ветку разработки на GitHub. В версии 21.11 разработчики могут быстрее приступить к работе с движком благодаря готовым двоичным файлам для дистрибутивов Windows и Linux на основе Debian. Когда вы опробуете последние сборки, мы приглашаем вас поделиться своими отзывами с нашей командой на сервере O3DE Discord или зарегистрировать проблемы на GitHub.
В ожидании 2022 года
2021 год стал для нашей команды полезным опытом, поскольку мы перешли к более открытой и совместной работе. Мы рады тому, как мы смогли расти вместе с сообществом Open 3D Engine в качестве партнеров в фонде, и сегодняшний выпуск — важный шаг вперед в повышении стабильности и удобства использования O3DE, но мы еще далеки от завершения!
В преддверии 2022 года одной из основных задач нашей команды будет повышение производительности O3DE. Мы начали добавлять в движок дополнительные возможности тестирования, чтобы мы могли профилировать производительность движка и систем на различных устройствах, и мы продолжим вкладывать средства в улучшения по мере продвижения вперед в разработке. Мы также продолжим улучшать процесс начала работы с O3DE, используя рабочие процессы, адаптированные для разработки неигровых симуляций и цифровых двойников, а также творческие конвейеры для студий, ориентированные на искусство. Это означает создание новых инструментов для создания шейдеров и анимации, а также сокращение времени, необходимого для сборки на мобильном устройстве, среди прочих возможностей.
Учитывая будущее
Редактор Mac OS, установщик, руководитель проекта
Производительность ландшафта и функциональность редактора
Поддержка Linux ARM для AWS Graviton
Переопределение Prefab и конвейер ресурсов с возможностью сценариев
Инструмент Shader Canvas
Драгоценный камень OpenXR
Сетевые улучшения: приоритизация пропускной способности для определенных объектов, согласование настраиваемого рукопожатия для конкретной игры, улучшения работы в редакторе (ctrl+g)
Улучшения системы тиков двигателя
Интеграция ROS 2 для моделирования робототехники
Этот релиз — важный шаг в предоставлении платформы для разработки игр и симуляторов, которую каждый может использовать для быстрого создания еще более потрясающих игр и симуляторов в реальном времени, и мы с нетерпением ждем, что будет дальше! Ты к нам присоединишься?
Узнайте больше об инициативе Open 3D Engine на docs. o3de.org.
ТЕГИ: Amazon Game Development, Amazon Game Tech, Amazon GameDev, AWS Game Tech, O3dE
Хоккейный и спортивный центр Lumberyard
Добро пожаловать в самый полный учебный центр в городах-побратимах
ИНФОРМАЦИЯ О УЧЕБНОМ ЛАГЕРЕ
ЗАРЕГИСТРИРУЙТЕСЬ СЕЙЧАС
ЛАГЕРЯ ЗАПОЛНЯЮТСЯ БЫСТРО
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
РЕГИСТРАЦИЯ
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
ЗАРЕГИСТРИРУЙТЕСЬ СЕЙЧАС
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
ЗАРЕГИСТРИРУЙТЕ СВОЮ КОМАНДУ
LumberYard фигурирует во вступлении к пятой игре Кубка Стэнли. Джейберд снимает потрясающие навыки управления дроном.
ЛЬДА В НАЛИЧИИ В АРЕНДУ ИЛИ НА ВЕЧЕРИНКИ 170 $ В ЧАС
ДАТА
ВРЕМЯ
50 МИН. ВКЛЮЧАЕТ НАЛОГ
Сб, 24 сентября
12:00
151,76 $
Сб, 24 сентября
19:00 — сначала нужно использовать
151,76 $
Сб, 24 сентября
20:00
151,76 $
Вс, 25 сентября
19:10 — Сначала нужно использовать
151,76 $
Вс, 25 сентября
20:10
151,76 $
Ср, 28 сентября
20:00
151,76 $
Чт, 29 сентября
20:00
151,76 $
Пт, 30 сентября
20:00
151,76 $
Сб, 1 октября
17:00 — сначала нужно использовать
151,76 $
Сб, 1 октября
18:00
151,76 $
Сб, 1 октября
19:00
151,76 $
Сб, 1 октября
20:00
151,76 $
Сб, 1 октября
21:00
151,76 $
Пн, 3 октября
20:00
Вт, 4 октября
20:00
Ср, 5 октября
20:00
Чт, 6 октября
20:00
Пт, 7 октября
20:00
Пн, 10 октября
20:00
Вт, 11 октября
20:00
Ср, 12 октября
20:00
Чт, 13 октября
20:00
РАСПИСАНИЕ ОСЕННИХ ИГРОВ
РЕГИСТРАЦИЯ ИГРОКА (должен принадлежать к команде)
Лесопилка точит хоккейные коньки!
ЛЕД В АРЕНДУ
В НАСТОЯЩЕЕ ВРЕМЯ В ПРОДАЖЕ НЕТ ЛЬДА
ОБНОВЛЕНО 22. 06.22
ОТКАЗ ИГРОКА
Вы должны принадлежать к команде, которая в настоящее время зарегистрирована.
Маски COVID для молодых спортсменов хуже, чем бесполезны: Эндрю Ф. Артур из Эдины, хирург-ортопед.
СВЯЖИТЕСЬ С НАМИ:
LY_Хоккей
Только что опубликовал фото @ The LumberYard Hockey & Sports Center https://t.co/TPrndI2viw
LY_Хоккей
Только что опубликовал фото @ The LumberYard Hockey & Sports Center https://t.co/SqaARYCHWi
LY_Хоккей
Только что опубликовал фото @ The LumberYard Hockey & Sports Center https://t.co/8DsBtfoIxh
LY_Хоккей
Только что опубликовал фото @ The LumberYard Hockey & Sports Center https://t. co/B3afOYWkYY
LY_Хоккей
Только что опубликовал фото @ The LumberYard Hockey & Sports Center https://t.co/xwERlQQrHa
LY_Хоккей
Только что опубликовал фото @ The LumberYard Hockey & Sports Center https://t.co/3tKBEuRM9f
LY_Хоккей
Только что опубликовал фото @ The LumberYard Hockey & Sports Center https://t.co/7iIKLRxXXw
LY_Хоккей
В этот четверг, 10 февраля, начнется новая сессия обучения игре в хоккей. Не упустите шанс для своего малыша… https://t.co/nJUqO8UNJc
LY_Хоккей
Не упустите шанс зарегистрировать свою команду. У нас осталось всего 4 места, чтобы зарегистрировать вашу команду на предстоящий Lumb… https://t.co/aEQAd1v0dn
LY_Хоккей
Ух ты! Всего 7️⃣ мест осталось на #lumberjackleague 🪓 Не упустите возможность зарегистрировать свою 🏒команду.… https://t.co/UAdso5OntV
Lumberyard Определение и значение — Merriam-Webster
1
1
1
1 лесоматериалы · двор
ˈləm-bər-ˌярд
: склад пиломатериалов для продажи
Примеры предложений
Недавние примеры в Интернете
Их анализ показал, что Уилке продал восемьдесят три блока бракованной древесины лесопилке .
Лорен Маркхэм, 9 лет0614 Harper’s Magazine , 20 июля 2022 г.
Помимо железнодорожного депо, это здание ранее служило лесопилкой , а также местом для другой розничной торговли.
Рэй Джонсон, The Courier-Journal , 19 августа 2022 г.
Ее отец владел оптовой лесопилкой , а мать была домохозяйкой.
Эмили Лангер, 9 лет0614 Вашингтон Пост , 26 мая 2022 г.
Фонд семьи Эрб, базирующийся в Ройал-Оук, где у его тезки был свой первый лесной склад , обычно входит в число 10 крупнейших фондов Мичигана.
Билл Лайтнер, Detroit Free Press , 18 мая 2022 г.
Используйте местный лесопилочный склад , а не большие магазины.
Вероника Тони, 9 лет0614 Better Homes & Gardens , 20 июля 2022 г.
Ее отец владел оптовой лесопилкой , а мать была домохозяйкой.
Эмили Лангер, Washington Post , 26 мая 2022 г.
Образцы могут заработать несколько тысяч долларов каждый на лесопилке , откуда древесина в конечном итоге попадет к мебельщикам и мастерам.
Лорен Маркхэм, 9 лет0614 Harper’s Magazine , 20 июля 2022 г.
Вечно находчивый Самуэльсон отправился на местный лесопилку и нашел две сосновые доски восьмифутовой длины и девятидюймовой ширины, как писал Джим Хармон из Sports Illustrated в 1987 году.
Сара Кута, Smithsonian Magazine , 1 июля 2022 г.
Узнать больше
Эти примеры предложений автоматически выбираются из различных онлайн-источников новостей, чтобы отразить текущее использование слова «лесной склад». Мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв.
История слов
Первое известное использование
1753, в значении, определенном выше
Путешественник во времени
Первое известное использование лесной склад был в 1753 г.
Посмотреть другие слова того же года пиломатериалы с
лесной склад
пояснично-
Посмотреть другие записи поблизости
Процитировать эту запись0004
«Лесной склад». Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster. com/dictionary/lumberyard. По состоянию на 20 сентября 2022 г.
Копировать цитирование
Детское определение
Лесной склад
лесоматериалы · двор
ˈləm-bər-ˌярд
: Место, где пиломатериалы хранятся на продажу
Подробнее от Merriam-Webster на
Lumberyard
Nglish: перевод Lumberyard для испанского динамика
Последний обновлен: 2 Sepp 202 2 . словарь и получить тысячи других определений и расширенный поиск без рекламы!
Merriam-Webster без сокращений
The LumberYard in St.
Michaels MD
Сегодня отличный день! Спасибо всем, кто вышел!
Кнопка
Нам очень весело, и к нам заглядывает много людей! Обед тоже здесь от @rudebbq Наши представители работают только до 14:00!
Кнопка
Демонстрация продукции FastenMaster
Кнопка
Приходите к нам! Многие люди приходят и разговаривают с нашими представителями! У нас есть Intel Millwork Solutions, Azek Building Products, Yellawood, TimberTech, FastenMaster! FastenMaster также раздает Tigerclaw! Также для всех, кто покупает TigerClaw и Concealoc впервые, купите 1000 квадратных футов пневматических креплений и получите пистолет TigerClaw за 400 долларов бесплатно!!! Приходите к нам скорее!!
Кнопка
Приходите к нам сегодня!! У нас есть все виды замечательных продуктов и представителей продуктов здесь! Приходите познакомиться с ними, Ларри Хитченс из нашего Дизайн-центра, пообедайте в 12 часов в ресторане #rudebbq И примите участие, чтобы выиграть новенький Weber Grill! Сегодня в The @lumberyardstmichaels есть куча интересных вещей, так что приходите!
Кнопка
Наступила теплая погода! Заходи! У нас есть все виды вещей в нашем магазине для вас! И в эту среду, если вы подрядчик, вы обязательно захотите присоединиться к нам! Листайте фотографии, чтобы узнать больше! До скорой встречи на @lumberyardstmichaels
Кнопка
Боже мой! Утро прекрасное, а погода в эти выходные обещает просто потрясающую! Воспользуйтесь этим и зайдите в @lumberyardstmichaels, чтобы получить все для вашего газона, сада и дома! Будь то украшение клумб, борьба с сорняками или просто благоустройство территории внутри и снаружи вашего дома, у нас есть то, что вам нужно! Открыто в пятницу до 5 и в субботу 7a-3p делает нас вашей первой остановкой! До скорой встречи и наслаждайтесь сегодня!! 🌞 💐
Кнопка
Загляните к нам за всеми вашими потребностями #azek и #timbertech! У нас ПОЛНОСТЬЮ ЗАПАСНЫ PaintPro, Azek Trim, перила и настил. Хотите узнать больше о PaintPro и других наших замечательных строительных продуктах Azek? Присоединяйтесь к нам на День подрядчика в среду, 4 мая, с 10:00 до 14:00! У нас будет несколько представителей продукта на месте, а также обед! #azektrim #azekpaintpro #отделка #pvctrim #stmichaelsmd #экстерьеры #timbertechdecking #обустройство дома #thisoldhouse #openhouse
Кнопка
Аааа 🌞! Такое ощущение, что мы давно ждали таких дней! Но, вместе с теплой погодой, многие вещи начали цвести, в том числе и эти прекрасные стойкие многолетники! В вашем #hometownhardwarestore у нас есть все виды расходных материалов, которые помогут избавиться от сорняков и сделать ваш газон и сад красивыми! Загляните к нам сегодня и проверьте все, что появляется в The @lumberyardstmichaels. #сорняки #одуванчики #donteatthedaisies #greengrass #discovereaston #explorestmichaels #eastshoremd
Кнопка
Мы ТАК готовы к этим теплым вечерам, и знайте, что вы тоже! Если вы где-то в гостях, загляните и посмотрите все наши потрясающие @seasidecasual! Скоро прибудет больше, включая эти великолепные каминные столы! До скорой встречи в The LumberYard!
Кнопка
Ищете конкретные предметы для ваших проектов #обустройства дома ? У нас есть намного больше, чем вы ожидаете! Когда дело доходит до знаний и советов экспертов, вы можете рассчитывать на свой #родной город #truevalue #магазин #оборудования ! Приходите к нам и узнайте, как мы можем помочь улучшить ваш дом изнутри и снаружи!
Кнопка
Теперь, когда официально началась весна, самое время зайти в The @lumberyardstmichaels и подобрать все, что вам может понадобиться для газона, сада, патио, террасы, дорожек и многого другого! У нас в магазине гораздо больше, чем вы ожидаете, и мы тоже рядом с домом! Приходите к нам, и мы поможем сделать все ваши внутренние и наружные жилые помещения самыми красивыми, какими они когда-либо были! Открыт с понедельника по пятницу с 7:00 до 17:00 и в субботу с 7:00 до 15:00. До скорой встречи на The LumberYard в #stmichaelsmaryland
Кнопка
Прекрасная погода зовет нас всех больше бывать на свежем воздухе! У нас есть все, что вам нужно, чтобы создать фантастические жилые пространства на свежем воздухе! Пиломатериалы, грили и аксессуары, грязь, мульча, семена цветов и овощей, мебель, зонты и многое другое! Сейчас весна! Новый старт для создания красивых пространств уже здесь! До скорой встречи в The @lumberyardstmichaels
Кнопка
ЭТО ПРЕКРАСНЫЙ ДЕНЬ, чтобы заглянуть в The LumberYard и купить @seasidecasual мебель для ваших открытых пространств! У нас есть так много прекрасных способов насладиться фантастическим, солнечным, теплым (почти) весенним днем! Если вы не были в последнее время, сегодня ИДЕАЛЬНЫЙ день! У нас есть не только мебель, у нас есть #webergrills все виды #садовых товаров и многое другое! Открыто до 17:00 в пятницу и с 7:00 до 15:00 в субботу. До скорой встречи в The @lumberyardstmichaels 🌞
Кнопка
Пусть удача 🍀 ирландцев сопутствует вам сегодня и весь год!
Кнопка
До официального первого дня весны осталось всего 10 дней! 💐 Как встретите новый сезон? Как насчет создания фантастических новых пространств внутри и снаружи!!??!! У нас есть почти все, что вы можете пожелать, в чем нуждаться или вообразить, прямо здесь, в вашем магазине бытовой техники #hometown! Красиво улучшите каждый аспект вашего дома! Новые поставки ежедневно! До скорой встречи в The @lumberyardstmichaels
Кнопка
У нас есть все виды газонных и садовых принадлежностей, и семена трав, и грязь, и лопаты, и грабли, и, и, и! Заходите на лесопилку и выходите наружу! 🌞
Кнопка
Солнце и 57 градусов сегодня! Выйдите на улицу и наслаждайтесь сегодняшним днем! 🌞 Зайди и поздоровайся! У нас ежедневно появляются ВСЕ новинки!
Кнопка
Вы ведь видели прогноз на ближайшую неделю? Погода 50 и 60 градусов, вот и мы! Будьте готовы выйти наружу! Да, и, конечно же, у нас есть все пиломатериалы, которые вам понадобятся, чтобы построить новые клумбы или приподнятые ящики для цветов! Мы готовы на все, включая все виды грязи, чтобы помочь вашим садам процветать! Присоединяйтесь и примите участие в субботней вечеринке @lumberyardstmichaels! Открытые 7а-3р. До скорой встречи! #stmichaelsmaryland #stmichaelsfarmersmarket #садоводство #growyourownfood #органическоесадоводство #цветы #инструменты #localhardwarestore #shoplocal #stmichaels
Кнопка
Мы проросли! 🌱 Появились всходы лаванды и розмарина, это так здорово! Вы уже начали выращивать семена? Лучше иди! Мы открыты с понедельника по пятницу с 7:00 до 17:00 и в субботу с 7:00 до 15:00. До скорой встречи 🔜 @lumberyardstmichaels
Кнопка
Кто-нибудь еще проверяет, не взошли ли уже их саженцы? Прошло 6 дней, а 🌱 еще нет 😬
Кнопка
Нам нравится погода!
Кнопка
Верно, друзья! Весна приходит! Приходите к нам сегодня, потому что у нас есть все виды семян цветов и овощей, стартовые наборы И поставки садовой мебели @seasidecasual прибывают каждый день! Приготовьтесь сейчас и давайте подумаем о весне! 🌺
Кнопка
Мало-помалу солнце с каждым днем светит все дольше и дольше. И если вы заметили, нарциссы начинают прорастать, деревья тоже начинают понемногу распускаться! Все верные признаки того, что весна скоро придет, и есть еще один признак! Пришли семена! Это единственное, что нам нужно знать, чтобы сказать нам #веснаприходит ! У нас есть #flowerseeds и #vegetableseeds, а также все, что вам нужно, чтобы начать свой #сад. Так что давайте начнем и давайте расти!!! 🌱 🥕 🍅 🥬 🌸 🌺
Кнопка
Хорошо, ребята. Пришло время поторопиться. Согласно местным прогнозам погоды, сегодня во второй половине дня начнутся осадки, которые с наступлением темноты перейдут в снег, а ветер усилится. Ожидаемые скопления пока в среднем составляют около 4-8 дюймов, но, конечно, это во многом зависит от того, откуда дует ветер и где вы живете. У нас есть средства для уборки снега, средства защиты от перебоев в подаче электроэнергии, предметы домашнего обихода, такие как батарейки и фонарики, семена для птиц и корм для цыплят! Мы здесь сегодня до 5. Просто предупреждаем о субботе — мы планируем быть открытыми, однако, если мы обнаружим, что дорожные условия опасны, мы (как и вы) будем держаться подальше от дорог! Берегите себя, согревайтесь и будьте готовы!!
Кнопка
Мы следим за ВСЕМИ прогнозами погоды! Честно говоря, мы настроены немного скептически, НО мы хотим, чтобы все были готовы к любой буре в эти выходные! У нас есть ваши лопаты #winterstorm #snowsalt И только что готовые оригинальные гибкие летающие тарелки с #лучшим рейтингом! По прогнозам, этот новейший шторм начнет обрушиваться на нас в пятницу днем, так что заходите и получайте свои #снегозапасы, пока они есть!! #wehavesleds #stmichaelsmd #eastshore #delmarva #bayhundred #tilghmanisland #chesapeake #snowman #snowmageddon #itscoming
Кнопка
Новый год требует нового взгляда! Один из самых #рентабельных и #драматичных способов обновить свой дом, а также повысить #энергоэффективность – это обновить окна и двери! Отмечая исключительное мастерство, неподвластную времени #эстетику и последние достижения в области энергоэффективности, экстремальных погодных условий и #ударопрочности, мы делаем @weather_shield единственным выбором для вашего дома! Для существующих домов и #newconstruction @lumberyardstmichaels покажет вам один из самых универсальных и красивых способов придать вашему дому новый вид, которого он заслуживает! #waterfrontliving #waterfronthomes #talbotcountyrealestate #talbotcountymd
Кнопка
О боже! У нас еще холодная погода и, возможно, еще больше снега в ближайшие несколько дней… подготовьте себя и свой дом к арктическому взрыву, который, по их словам, нас ждет! Открыт с понедельника по пятницу с 7:00 до 17:00 и в субботу с 7:00 до 15:00. Всем тепла!! 🥶 ❄️ 💨 🥶
Кнопка
Мы закрываемся сегодня в 13:00!
Кнопка
Снежный день!! Будьте осторожны! У нас есть запасы для снега, в том числе лопаты и талый лед, бревна из дюрафлейма и обогреватели всех видов. Большая часть района советует всем оставаться дома, так что, если вам что-то понадобится, лучше хватайте поскорее! Оставайтесь в тепле и делитесь с нами своими снежными фотографиями #lumberyardstmichaels
Кнопка
Закрытие сегодня в 5, и мы закрыты в канун Рождества и Рождества. Нужны чулки, подарки, батарейки, удлинители или что-то еще, спешите! У нас осталось всего 2 елочки с крабовыми палочками! Это был фантастический и очень насыщенный месяц! Мы с нетерпением ждем выходных с нашей семьей. Большое спасибо всем жителям нашего удивительного и прекрасного города за покупки! Счастливого Рождества всем и каждому! ~ Марджи и семья LumberYard!🎄
Кнопка
Все еще не можете найти подходящий подарок для кого-то из вашего списка? Тематическая подарочная корзина всегда будет хитом! Инструменты или обустройство дома, уход за автомобилем, новый дом, садоводство и дикая природа — одни из самых любимых тем! Хотите мыслить еще масштабнее? Почему бы не морской повседневный комплект? Или новая веранда или даже новая кухня? Возможности безграничны, и мы здесь, чтобы помочь вам придумать все виды фантастических подарков-сюрпризов! 🎁 🎅🏻
Кнопка
Одна из самых замечательных частей продажи оригинальных рождественских елок Crabpot — это ездить по нашему району и видеть их как часть украшения каждого. Ручьи тоже выглядят более волшебно! 🎄
Кнопка
Мы так весело провели прошлые выходные на #christmasinstmichaels #christmasparade 🎄 Осталось всего 9 дней, и у нас есть все способы помочь вам завершить #праздничное оформление и #праздничные покупки! У нас есть #treelights и удлинители, #crabpotchristmastree все еще в наличии, а также у нас есть все виды отличных товаров, чтобы создать идеальную # подарочную корзину для мастера или садовника, автолюбителя и любителя природы! Заходите и узнайте, как @lumberyardstmichaels может помочь вам проверить все, что нужно, в вашем #todolist. До скорой встречи на The LumberYard в #stmichaelsmaryland #магазин
Кнопка
Счастливого Рождества в Сент-Майклсе! 🎅🏻🎄 от семьи Патриков вам и вашим близким! ⛄️
Кнопка
𝙸𝙼𝙿𝙾𝚁𝚃𝙰𝙽𝚃 𝚄𝙿𝙳𝙰𝚃𝙴: 𝙱𝙾𝙰𝚃 𝙿𝙰𝚁𝙰𝙳𝙴 𝙼𝙾𝚅𝙴𝙳 𝙵𝚁𝙸𝙳𝙰𝚈 𝙵𝚁𝙸𝙳𝙰𝚈 𝙰𝚃 𝟼𝚙𝚖, пожалуйста, поделитесь этим, чтобы наше сообщество знало! Команда @christmasinstmichaels опубликовала следующее: Из-за неблагоприятных погодных условий в субботу вечером Парад лодок состоится в пятницу вечером в 18:00. К сожалению, должны быть изменения, однако необходимо учитывать безопасность парадных шкиперов и экипажа. Капитаны лодок рады швартовать свои освещенные лодки в гавани в субботу вечером. Команда «Рождество в Сент-Майклсе» надеется, что вы посетите гавань и насладитесь креативной праздничной выставкой лодок. Еще раз, пожалуйста, сообщите другим, чтобы никто не стоял под дождем в субботу в ожидании лодок! 🚤🌲🛥🎄⛵️ #stmichaelsharbor #boatparade #stmichaelsmaryland #stmichaelsmd #visitstmichaelsmd #shopstmichaelsmd #talbotcountymd @talbotcountychamber @stmichaelsmd @discovereaston
Кнопка
#boatparade Сент-Майклс уже в эту субботу! Это также ночь для #midnightmadness, поэтому, если вы еще не получили свое #crabpotchristmatree, вам лучше поторопиться! У нас также есть #stringlights теплого белого цвета, светодиодные и разноцветные 💡 Удлинители, ленты на молнии и стяжки !! Давайте #lightitup #deckthehalls и сделаем всю #talbotcounty #merryandbright
Кнопка
Мы являемся пунктом выдачи #granitelodge #bayhundred #toydrive Помогите подарить детям в нашем районе Рождество и сделайте пожертвование! #соседипомогаютсоседям
Кнопка
Не забывайте, что в #givingtuesday вы также можете помочь поддержать местные организации! Недавно мы поддержали @shapershairsalon и их #charityevent ежегодную распродажу пуансеттии в пользу детского центра #critchlowadkins. Вот что делает #местный #малый бизнес! Мы поддерживаем друг друга и отдаем #сообществу. Пожалуйста, не забывайте в течение следующих 3 недель #shoplocal и #buylocal всякий раз, когда вы можете. ❤️
Кнопка
В @lumberyardstmichaels вас ждет МНОГО отличных подарков! Знаешь нового владельца дома? Почему бы не создать подарочную корзину инструментов! Или новый водитель? Подарки по чистке и уходу за автомобилем всегда пользуются успехом. Любитель природы или сада? Попробуйте семена и кормушки для птиц! В вашем #hometownhardwarestore вас ждут всевозможные отличные идеи подарков. Магазин для малого бизнеса и поддержка #locallyowned приходите к нам сегодня до 15:00 в #bluebarn в #stmichaelsmaryland
Кнопка
Готовы к #holidaydecorating и #stmichaelsharbor #boatparade?🌲 У нас есть все, что вам нужно, чтобы #Christmasdecor в этом году был самым красивым! От удлинителей до таймеров, зажимов и липких материалов — у нас есть все необходимое, включая наши коллекции #crabpotchristmastree! Так много размеров и цветов на выбор, пока они есть в наличии! Заходи сегодня и готовься к самому яркому #празднику #stmichaelsmaryland #bluebarn #truevalue #магазин оборудования #talbotcountymd #eastshorelife #christmastree #discovereaston #shopstmichaelsmd
Кнопка
💕Происходит что-то новое и замечательное!💕 Это 🄿🄸🄽🄺 🄵🅁🄸🄳🄰🅈 💕Идея состоит в том, чтобы отправиться туда и купить праздничные подарки 🛍 вместе с местным малым бизнесом сегодня и в эти выходные, и сделать это * до* ⬛️пятница 💗РОЗОВАЯ ПЯТНИЦА 2021… СДЕЛАЕМ ЭТО!!💗 #shopsmallfirst до Черной пятницы и до больших парней… Это сообщество важнее конкуренции в лучшем виде! Отличный день для местных покупок💗 #thelumberyard #shopstmichaelsmd #shoplocal #supportsmallbusiness #shopsmall #smallbusiness #восточное побережье #pinkfriday #shoptalbotcountymd #discovereaston #eastonmaryland #stmichaelsmd #oxfordmd #cambridgemd
Кнопка
💕Происходит что-то новое и замечательное!💕 Это 🄿🄸🄽🄺 🄵🅁🄸🄳🄰🅈 💕Идея состоит в том, чтобы отправиться туда и купить праздничные подарки 🛍 вместе с местным малым бизнесом сегодня и в эти выходные, и сделать это * до* ⬛️пятница 💗РОЗОВАЯ ПЯТНИЦА 2021… СДЕЛАЕМ ЭТО!!💗 #shopsmallfirst до Черной пятницы и до больших парней… Это сообщество важнее конкуренции в лучшем виде! Отличный день для местных покупок💗 #thelumberyard #shopstmichaelsmd #shoplocal #supportsmallbusiness #shopsmall #smallbusiness #восточное побережье #pinkfriday #shoptalbotcountymd #discovereaston #eastonmaryland #stmichaelsmd #oxfordmd #cambridgemd
Кнопка
Красивый день заслуживает красивого стула! Спешите, работаем до 5!
Кнопка
Если они здесь такие красивые, представьте, как они будут выглядеть там! Заходи в The @lumberyardstmichaels и хватай свои #crabpotchristmastrees уже сегодня! #merryandbright #tistheseason #littrees #happyholidays #stmichaelsmd #bluebarn #visitmd #shopstmichaelsmd #shoplocal #discovereaston #talbotcountymd
Кнопка
Ветер сегодня гарантирует уборку листьев завтра! У нас есть все, что вам нужно, чтобы ваш газон был чистым и ухоженным! Грабли, мешки для газонов и листьев, и даже семена осенней травы и удобрения. Пока погода стоит теплая, садитесь и позвольте нам помочь вам подготовить ваш #lawnandgarden! До скорой встречи на @lumberyardstmichaels
Кнопка
Дни становятся короче, и сейчас темнеет намного раньше. Но у нас есть как раз то, что нужно, вместе со всеми удлинителями, датчиками и прочим. До скорой встречи в The LumberYard! @lumberyardstmichaels #holidayseason #crabpotchristmastree #seasonoflights #bluebarn #stmichaelsharbor #stmichaels #festivaloflights #treelights #boatparade
Кнопка
Мы чувствуем большой долг перед всеми теми, кто служил Соединенным Штатам Америки в наших Вооруженных Силах. Спасибо ветеранам! Мы приветствуем вас и все, чем вы пожертвовали для нашей страны. 🇺🇸
Кнопка
Начните украшать к #празднику 🌲 с оригинальной #crabpotchristmastree У нас есть широкий выбор #цветов и размеров, чтобы украсить любой #ландшафт. Разместите их во дворе, вдоль набережной и даже в конце пристани! Сделайте этот год самым #весёлым и #ярким До скорой встречи на @lumberyardstmichaels
Кнопка
Черный кот готов к усыновлению. Прозвище Гипно из-за его гипнотических и вращающихся глаз. Довольно большой, но не занимает много места, особенно после ноября. Приучена к дому, предпочитает колья выгулу. Довольно тихий, но определенно отпугнет незнакомцев. Готов присоединиться к подобным существам и любит наблюдать. Только личное усыновление. Его экстра-огромный компаньон Фрэнки также ищет новую лабораторию, оборудованную напряжением, и место с большим количеством места для головы.
Кнопка
Готовы приветствовать всех этих маленьких 🧙♀️👻🤠🤡😈🎃👽👩🎤👮👩🚒🦸🏻♀️🦹♀️🧛♂️🧚♀выходные У нас еще есть несколько #inflatablehalloween #decorations Открыто до 5 сегодня и в пятницу, с 7 утра до 3 вечера в субботу #Halloween всех! 🎃
Кнопка
Вы видели новости? Нет, НАШИ новости! У нас есть еще #seasidecasual #adirondackchairs #instocknow❣️Пока они есть! У вас есть место на лужайке, чтобы посмотреть 🌅, который просто просит пару стульев? Мебель Seaside Casual – та планка, которой все остальные пытаются соответствовать и не могут! Наши стулья Adirondack устойчивы к погодным условиям и становятся более долговечными из года в год, а еще они просто потрясающие и удобные! Остановитесь и проверьте их. До скорого! #bluebarn #stmichaelsmd #lumberyard #landofpleasantliving #waterfrontliving #sunsetviews #eastshorelife
Кнопка
Нужны грабли и садовый инвентарь? Приходите и получите их! У нас также есть семена трав и все виды товаров для газонов и сада! Наслаждайтесь этой прекрасной погодой, и мы скоро увидимся в The LumberYard в #stmichaelsmd
Кнопка
Сегодня у #stmichaels 👻оооооооооооооооооооооооооооооооооооййной день, чтобы подготовиться к #trickortreating 🧙♀️ и всем маленьким упырям 👻 и гоблинам, которые прибудут! Воодушевитесь и загляните за надувными украшениями #halloweendecorations У нас они есть в наличии!! 🎃 #shopstmichaelsmd #discovereaston #eastonmd #talbotcountymd #bluebarn #shopeastonmd
Кнопка
Только что прибыл! @seasidecasual #Shellback #adirondackchairs Это #идеальные кресла для наслаждения прекрасными #осенними вечерами Так что заходите на LumberYard СЕЙЧАС, пока они есть на складе До скорой встречи в @lumberyardstmichaels #stm #stmichaelsmaryland #shopstmichaelsmd #bluebarn #seasidecasual #eastshoremd #truevalue #магазин оборудования #shopsmall #shoplocal
Кнопка
Вот кое-что, чтобы скрасить остаток этого пасмурного дня
Кнопка
Мы знаем, кто это сделал! Мы видели этого персонажа в The LumberYard, покупающем больше #crabpotchristmastrees Лучше купите свой скорее, как только они исчезнут в этом сезоне, они исчезнут! #clarkgriswoldbrokefacebook #buythemnow #lumberyard #christmasdecorations #highvoltage #электрика #удлинители #bluebarn #truevalue #shopstmichaelsmd
Кнопка
Просто оставлю это здесь 🌞
Кнопка
Снято сегодня утром на восходе солнца, и это, безусловно, было красиво! Открыто до 3 сегодня. Приходите за своими #crabpotchristmastrees СЕЙЧАС! У нас есть они #instock, и как только они исчезнут в этом сезоне, они исчезнут! #saintmichaelsmaryland #stmichaels #bluebarn #truevaluehardware #магазин оборудования #shoplocal #shopsmall #shopstmichaelsmd
Кнопка
А ты УЖЕ получил СВОЙ лотерейный билет 🎟?? Все вырученные средства пойдут на пользу Ассоциации водников Talbot! Эта удивительная копия рабочей лодки, изготовленная вручную Паем Хаддэуэем из #neavitt, является настоящим шедевром и предметом коллекционирования. 5 билетов по 20 долларов. Купите #raffletickets у нас или TalbotWatermen.net #oysterboat #workboat #chesapeakebayworkboat #modelboat #talbotwatermen
Кнопка
Оповещение о розыгрыше! Загляните и получите билеты, чтобы выиграть эту модель рабочей лодки, сделанную Pie Haddaway! Преимущества Talbot Waterman Association. Все виды деталей, включая маленькие устрицы. Выставка на этой неделе здесь, так что зайдите и получите свои лотерейные билеты сегодня!! 5 долларов за билет или 5 билетов за 20 долларов! #talbotwatermen #workboat #modelboat
Кнопка
От инструментов до пиломатериалов, от краски до шурупов, по уходу за автомобилем, по уходу за газоном и садом, а также по сезонным товарам, LumberYard — это действительно единственное место, где вам нужно найти все это! Делайте покупки в местных магазинах и сотрудничайте с малыми предприятиями, которые также поддерживают наше сообщество❣️Наслаждайтесь великолепной погодой в эти выходные, и мы скоро увидимся! Открыто с понедельника по пятницу с 7:00 до 17:00 и в субботу с 7:00 до 15:00. #магазин скобяных изделий #малый бизнес #stmichaelsmaryland #bluebarn #lumber #tools #paint #halloweendecorations #christmasdecorations #outdoorliving #fallweather #eastshoremaryland #discovertalbotcounty
Кнопка
Приходите посмотреть, что у нас есть для вас в нашем магазине! #Украшения для Хэллоуина в наличии! #leafgrow органическая обработка почвы #на складе и #распродаже все глиняные горшки со скидкой 50%!! Это еще один прекрасный день на #delmarva, так что заходите в The LumberYard и получите все, что вам нужно. Делайте покупки на месте и #supportsmallbusinesses #stmichaelsmd #bluebarn
Кнопка
Оповещение о распродаже‼️ У нас есть 14 мешков #козьего корма, которые так и не были забраны. Сделайте предложение забрать домой все 14 пакетов #organicgoatfeed от #newcountryorganics Мы не хотим, чтобы это пропадало зря! Разве нет #козы 🐐, которая хочет и заслуживает лучшего #органического корма ⁉️ Сделайте предложение, и 14 пакетов премиальных органических продуктов готовы забрать домой вашего ребенка* 🐐 *Для уточнения, это органический корм для четвероногих коз, а не для людей! #bluebarn #stmichaelsmaryland #thelumberyard #wecarryorganicbrands #getitnow #goatfarmer #notforhumanconstruction
Кнопка
Они баааак! ДА! #crabpotchristmastrees снова в The LumberYard в #stmichaelsmd 🎄У нас есть все размеры и цвета, и они есть на складе, пока они есть в наличии! Готовы делать вещи #веселоиярко ? Давайте осветим каждый #док, каждую #лодку и каждый #двор самым знаковым #праздничным украшением #восточного берега, #crabpotchristmastree До скорой встречи! (Да, мы знаем, что еще даже не октябрь, но, учитывая задержки #цепочки поставок, мы знали, что нам нужно получить их как можно скорее! Спасибо за понимание) #thinkchristmas, даже если #слишком рано для этого #eastshorechristmastree #stmichaelsmaryland #stmichaelsharbor #visitstmichaelsmd
Кнопка
Ищите наши объявления в @tidewatertimes или, что еще лучше, заходите или звоните нам, чтобы разработать дизайн #newkitchen и помочь вам начать #создавать совершенно новую #террасу #timbertech OH! И не забывайте, сезон #crabpotchristmastree уже наступил! Если вы всегда хотели такой для своих #праздничныхукрашений, не откладывайте! Груз прибыл на прошлой неделе, и на данный момент #suppliesarelimited Так что заходите на LumberYard уже сегодня! Ссылка на контактную информацию находится в нашей биографии #kitchenrenovation #showplacecabinetry #newbathroom #kitchenandbathdesign #timbertechazek #outdoorliving #stmichaelsmd #stmichaelsvacation #bluebarn #truevaluehardware #leafgrow #fallweather
Кнопка
Доступен в The LumberYard в Сент-Майклсе, штат Мэриленд. Наслаждайтесь своим задним двором! @official_dynatrap #nomosquitos #bugzapper #bluebarn #stmichaels #truevalue #hardwarestore #eastshoremd #discovereaston
Кнопка
20 лет назад — 246 человек легли спать, готовясь к утренним полетам. 2606 человек легли спать, готовясь к работе утром. 343 пожарных легли спать, готовясь к утренней смене. 60 полицейских легли спать, готовясь к утреннему патрулированию. 8 фельдшеров легли спать, готовясь к утренней смене по спасению жизней. Ни один из них не видел дальше 10:00 утра 11 сентября 2001 года. В один единственный момент жизнь может уже никогда не быть прежней. Пока вы живете и наслаждаетесь дыханием, которое вы делаете сегодня и сегодня вечером, прежде чем лечь спать, готовясь к своей завтрашней жизни, целуйте тех, кого любите, прижимайтесь немного крепче и никогда не принимайте ни секунды своей жизни как должное. Пусть мы #никогданезабудем911
Кнопка
Вот так наша семья немного повеселилась в праздничные выходные. Дети вернулись в школу, и пришло время начать все эти проекты #обустройства дома! Праздники буквально не за горами! До скорой встречи в The @lumberyardstmichaels #familygatherings #homedesign #updateyourhome #homemprovement #discovereaston #visitstmichaels #portofoxford #bluebarn #truevaluehardware
Кнопка
Поздравляем всех с Днем труда! Мы наслаждаемся сегодняшним днем с нашей семьей, и надеемся, что вы тоже сможете. Мы будем открыты во вторник утром в 7:00 и с нетерпением ждем встречи с вами в The @lumberyardstmichaels. #shoplocal #rickkollinger #shopsmallbusiness #labordayweekend #stmichaelsmaryland #bluebarn
Кнопка
Готовимся к празднику! И да, мы имеем в виду более одного! Для #labordayweekend у нас есть все, что вам нужно, включая пропановые грили Weber, #древесный уголь и #пропантанки и, конечно же, все виды поставок #crabfeast! Большая новость в The @lumberyardstmichaels: #crabpotchristmastrees прибыли! Если вы хотели один, лучше получить их сейчас! У нас есть все виды #instorespecials, включая 50% скидку на все глиняные горшки! И не забывайте, у нас также есть #americanflags В нашем магазине есть гораздо больше, чем #пиломатериалы и #инструменты! Зайдите в #bluebarn в #historicstmichaelsmd, и вы быстро увидите, что мы #старомодный магазин #хозяйственных товаров и НАМНОГО БОЛЬШЕ! #happylabordayweekend🇺🇸 #stmichaelsmaryland #truevaluehardware #talbotcounty #bayhundred #neckdistrict #royaloakmd #sherwoodmd #tilghmanisland #eastonmd #discovereaston #visitstmichaels #claiborne #wittman #neavitt
Кнопка
Открыто в пятницу до 17:00, в субботу с 7:00 до 15:00, закрыто в воскресенье, и мы будем закрыты в понедельник, 6 сентября, в День труда
Кнопка
Как обычно, #talbotcounty находится на грани между минимальным риском штормов и проливных дождей и умеренным риском. Тем не менее, похоже, что мы можем ожидать сильного ветра и сильного дождя сегодня днем из-за остатков тропического шторма. Неважно, что вам нужно, ведра, веревка, брезент, клейкая лента или пиломатериалы, мы здесь! Будьте в безопасности все! Вот утреннее обновление от наших друзей из @jseastshoreweather. Обновление погоды: доброе утро в среду, друзья, будьте готовы к дикому дню, если верить прогнозу. Температура влажная 83-86 градусов индекс тепла ниже 90 с. Ветер восточный, усиление ветра 15-20 м/с, местами усиление. Ожидается, что суровая погода проложит свой путь через наш регион в любое время после обеда, и я думаю, что не стоит говорить, что у нас не может быть нескольких румяных бурь заранее. Ожидается, что все режимы суровой погоды будут потенциальной вспышкой торнадо. Порывистый ветер 60-70 м/с, возможен шторм. Внезапное наводнение и плохой дренаж Наводнение, вероятно, вызвано количеством осадков 2-4 дюйма, вероятным для округов Талбот, Кэролайн, Кент, Королевы Анны и Сесил в Мэриленде и всего штата Делавэр. Дорчестер, Уикомико, Вустер, округа Сомерсет в Мэриленде, округа Аккомак и Нортгемптон в Вирджинии. Осадки 1-3 дюйма вероятны. Наблюдение за внезапными наводнениями действует в округах Талбот, Кэролайн, Кент, Королева Анна и Сесил в Мэриленде и во всем штате Делавэр. Убедитесь, что у вас есть способ получать предупреждения о погоде в течение всего дня. Погодные условия на всей территории будут намного хуже, чем сегодня лучше всего оставаться к востоку от Чесапикского залива. В настоящее время графство королевы Анны Температура: 78° Тепловой индекс: 80° Ветер:Западный 8 м/с Давление: 290,72 Химидность: 87% Точка росы: 74° Видимость: 10 миль Погода: Облака Дата: 01.09.2021 Время: 08:15 Будьте осторожны! Дж.К. #MDWX #MDESWX #MDTRAFFIC #MDFIREWX #DEWX #DETRAFFIC #DEFIREWX #VAWX #VAESWX #VATRAFFIC #VAFIREWX #THUNDERROARSGOINDOORS #KEEPAEYETOTHESKY #turnarounddontdrown
Кнопка
ОБНОВЛЕНИЕ
: У нас остался только *ОДИН* бассейн шириной 15 футов!! Когда так 🥵 жарко, нет ничего лучше, чем прыгнуть в бассейн, пробежаться по разбрызгивателю или даже помыть машину! У нас есть все способы помочь вам остыть! У нас также есть куча средств от #насекомых, которые помогут справиться с #слепнями и #комарами, стаями стаями! Открыто до 5 пятницы и 7a-3p в субботу
Кнопка
В преддверии Дня труда, последних выходных лета, самое время заняться сезонными домашними проектами! Заходите на The LumberYard, чтобы начать планировать свой #newkitchen или #homeoffice, чтобы подготовить его к праздникам! Повысьте значение «R» вашего дома с помощью новых окон и дверей! Для вашего #газона #сада и растений у нас есть все виды отличных #продуктов по уходу за газоном и, конечно же, у нас есть все виды #инструментов #оборудование #пиломатериалы и все, что #строитель или #домовладелец может пожелать!До скорой встречи на The LumberYard в Сент-Майклс #lumberyard #stmichaelsmd #talbotcountymd #eastshoremd #shorelife #oxfordmd #bayhundred #hometownhardware #shopsmall #buylocallyowned
Кнопка
Мы не только #truevalueмагазин оборудования, но и #магазин пиломатериалов! Независимо от того, над каким #проектом улучшения дома вы работаете, у нас есть #древесина и #композитнаядревесина всех форм и размеров! Обязательно ознакомьтесь с нашим широким ассортиментом продукции #yellawood, #timbertech и #azek, а также пиломатериалов, обработанных под давлением. Как бы ни было нужно, у @lumberyardstmichaels это есть! До скорого!
Кнопка
По субботам можно покупать в The LumberYard все, что вам может понадобиться для отличных и продуктивных выходных! Сегодня работает до 15:00
Кнопка
Мы знаем, как быстро проходит лето, и всего через несколько коротких недель наступят «бер» месяцы! Начните планировать прямо сейчас, чтобы сделать каждую комнату в вашем доме не только более #организованной, но и #красивой! Красивые, организованные кухни, ванные комнаты, прачечные и #homeoffices находятся в пределах досягаемости, если они спроектированы Ларри Хитченсом из The LumberYard. У нас есть не только широкий выбор #корпуса, у нас есть все #корпусное оборудование, #столешницы, ПЛЮС у нас есть #новые окна, #электрика, #сантехника, #полы и многое другое! Мы занимаемся #designnewkitchens уже более десяти лет, и с нашим #designexperience в дополнение ко всем дополнительным ресурсам, которые у нас под рукой, создавать #beautfulspaces очень просто! Узнайте больше и запланируйте свою #designconsultation уже сегодня! 410-745-2533 или напрямую Ларри по телефону 443-786-7341 #lumberyard #stmichaelsmd #stmichaelsrealestate #bluebarn #talbotcountymd #discovereaston #talbottourism #storage #kitchenmakeover #newkitchendesign #bathroomremodel #homerenovation #interiordesigner #renovationexperts #homeofficedesign #decoratingonabudget
Кнопка
Нам нравится узнавать, какие проекты делают наши клиенты! Какие дела вы решаете по дому на этой неделе? Дайте нам знать!
Кнопка
Хотя температура идеальная, немного суховата! Убедитесь, что ваш двор и растения остаются увлажненными! Чтобы помочь вам #политьрастения и помочь сохранить этот #зеленый газон, у нас есть шланги, форсунки и разбрызгиватели, чтобы все было в порядке, И у нас есть всевозможные способы, чтобы помочь избавиться от вредителей. Не забывайте, что у нас также очень ограниченное количество (но #в наличии) #плавательных бассейнов и #детских бассейнов. Открыто с понедельника по пятницу с 7:00 до 17:00 и в субботу с 7:00 до 3:00. До скорой встречи в #bluebarn, также известном как The @lumberyardstmichaels. #магазин скобяных изделий #truevalue #садоводство #уход за газоном #пиломатериалы #инструменты #сезонныетовары #наземныебассейны #sprinklerfun #shoplocal #shopstmichaelsmd
Кнопка
Независимо от того, включают ли ваши #проекты на этой неделе #крабовые пиршества или #бездельничанье, #ремонт, #ремонт или #строительство, у @lumberyardstmichaels есть то, что вам нужно! Цены на пиломатериалы снижаются, и у нас есть свежие поставки #обработанной под давлением и обычной продукции @yellawood и @azekbuildingproducts, готовых для любого проекта, который вам нужно выполнить! Небольшое примечание: осталось всего 3 #надземныхбассейна #плавательныхбассейна, а #dogdaysofsummer еще даже не наступили! Если давно не был, заходи! Мы здесь с понедельника по пятницу с 7:00 до 17:00 и по субботам с 7:00 до 3:00. #TheLumberYard #stmichaelsmd #workandplay #bluebarn #hardwareandlumber #andalotmore
Кнопка
Еще больше свежей вкуснятины из сада от Three Sisters Produce 🍅 @lumberyardstmichaels ‼️ Приходите за свежими овощами, пока они не закончились! Суббота до 15:00
Кнопка
Впереди теплые выходные! Заходите сегодня до 3, у нас есть все способы, чтобы вы не замерзли и наслаждались этой великолепной погодой! Суббота 7a-3p
Кнопка
Мы здесь, если вам нужно что-то подготовить к #tropicalstormelsa, и если вы пропустили это, вот утренний брифинг от @nws Брифинг Эльзы о тропическом шторме — 8 июля 2021 г., 05:30
Угроза – жителям и посетителям округа Талбот рекомендуется продолжать следить за состоянием ТС Эльзы. В настоящее время основными угрозами являются изолированные внезапные наводнения из-за дождей, тропические штормовые ветры, отдельные торнадо и незначительные приливные наводнения. Этот шторм набирает скорость по мере продвижения на северо-восток вдоль побережья.
Рекомендации общественности. Люди должны воспользоваться этой возможностью, чтобы проверить общую готовность к чрезвычайным ситуациям, проверить комплекты для обеспечения готовности к чрезвычайным ситуациям и быть готовыми к возможным воздействиям этого шторма на нашу территорию. См. график, показывающий самые последние прогнозируемые траектории шторма и скорость ветра силы тропического шторма.
Кнопка
Если вы занимались #развлечением в выходные #4июля, то вы, вероятно, также имеете хорошее представление о том, насколько хорошо ваша #кухня работала на вас или нет. Если вы чувствовали #ifonlys более одного раза, то пришло время встретиться с нашим экспертом по дизайну кухни Ларри Хитченсом и получить ту #кухню-мечту, о которой вы всегда мечтали! Жить в уродливых, неуклюжих и нефункциональных кухнях — это не то, что вам нужно терпеть до очередного #праздника. Узнайте больше онлайн или 📞 #bluebarn #stmichaelsmdvacation #stmichaelsharbor #visitstmichaelsmd #landofpleasantliving #eastshoremaryland
Кнопка
Приобретите свежие, выращенные в домашних условиях кабачки, огурцы, помидоры и перец от Three Sisters Produce на The LumberYard уже сегодня!! 💥🥰
Кнопка
Желаю вам и вашим близким радостных выходных 4 июля! Мы открыты сегодня, в субботу, до 15:00 для всех ваших поставок #crabfeast и #bbq, включая пропан. Обратите внимание, в этот понедельник, 5 июля, мы закрыты. Отпразднуйте основание нашей страны, когда наши предки подписали Декларацию независимости 4 июля 1776 года. 🇺🇸 💥
Кнопка
О, июль! Июль! Ознакомьтесь с сегодняшней историей и присоединяйтесь к небольшому «тому или этому», в котором рассказывается о ряде продуктов, которые мы продаем!
Кнопка
Мы всегда ищем знаки, верно? Ну вот твое! Наслаждайтесь цветами, прекрасной погодой и приходите к нам! Открыто в пятницу до 5 и в субботу 7a-5p. Хотите узнать больше о том, что у нас есть? Посетите наш сайт thelumberyardinc.com #плавательные бассейны #кинозвезды #visitus #магазин оборудования #bluebarn #stmichaelsmd #crabfeastfriday #wehavewhatyouneed #locallyowned #seasidecasual #фанаты #mosquitorepellent
Кнопка
Вас ждет долговечная, красивая и требующая минимум обслуживания палуба. Загляните в The @lumberyardstmichaels, и пусть она станет вашей • @timbertech Линда может и потеряла дар речи, но ее соседи не могут перестать говорить о ее потрясающей колоде. #BetterTechBetterDeck #ИдтиПротивЗерна Террасная доска TimberTech AZEK — Коллекция Vintage — #Coastline Серия Classic Composite с верхней направляющей Premier — белая #stmichaelsmd #bluebarn #hardwareandmore #outdoorlife #instock #talbotcountymd #eastshoremd
Кнопка
Зайдите сегодня на LumberYard, чтобы найти все виды замечательных подарков #fathersday, включая #easysetup #плавательныебассейны #fathersday будет солнечным и теплым! У нас есть зонты для бассейна! У нас есть фанаты! У нас есть запасы крабового пиршества! У нас есть садовая мебель! У нас так много вещей, которые трудно найти, прямо здесь, в #bluebarn в #stmichaelsmd. Открыто по субботам до 3. До скорой встречи на @lumberyardstmichaels
.
Кнопка
В это воскресенье День отца! Отправляйтесь туда, где папы покупают все, что им нужно и чего они хотят каждый день! От #электроинструментов до #бассейнов, #ловушек для комаров, #корабельных ловушек, #ловушек для крабов и всякой всячины. LumberYard — единственное место, куда вам нужно пойти, чтобы найти то, что #cooldads действительно хотят в этот #день отца. Мы открыты с понедельника по пятницу с 7:00 до 17:00 и в субботу с 7:00 до 15:00. До скорой встречи в The @lumberyardstmichaels
.
Кнопка
Прекрасных Кухни в пределах досягаемости, если у вас есть #newkitchen, разработанный Ларри Хитченсом из The LumberYard. У нас есть не только широкий выбор #корпуса, у нас есть все #корпусное оборудование, #столешницы, ПЛЮС у нас есть #новые окна, #электрика, #сантехника, #полы и многое другое! Мы занимаемся #designnewkitchens уже более десяти лет, и с нашим #designexperience в дополнение ко всем дополнительным ресурсам, которые у нас под рукой, создавать #beautfulspaces очень просто! Узнайте больше и запланируйте свою #designconsultation уже сегодня! 410-745-2533 или напрямую Ларри по телефону 443-786-7341 #lumberyard #stmichaelsmd #stmichaelsrealestate #bluebarn #talbotcountymd #discovereaston #talbottourism #storage #kitchenmakeover #bathroomremodel #homerenovation #interiordesigner #renovationexperts #homeofficedesign #decoratingonabudget
Кнопка
Пока вы отдыхаете от воскресных дел, вот лишь некоторые из многих вещей, которые ждут вас на LumberYard в @stmichaelsmd! Мы #магазин скобяных изделий, #магазин товаров для дома и #магазин товаров для дома! Увидимся в понедельник!
Кнопка
Это прекрасный день на #delmarva, и он обещает быть еще более прекрасным #выходным! В @lumberyardstmichaels у нас есть все, что вам нужно, чтобы сделать не только ваши #homeimprovementprojects, у нас есть все виды предметов, чтобы улучшить вашу #lifeoutdoors тоже! Это похоже на то, что мы не только #магазин бытовой техники и #магазин товаров для дома, мы еще и магазин #жизненных улучшений!
Кнопка
Кнопка
Вместо того, чтобы иметь дело с толпами людей, обзаведитесь этим летом собственным #бассейном! У нас есть #intekpools в наличии прямо сейчас, а также все, что вам нужно, включая таблетки хлора! Сделайте всплеск! Получите новый бассейн сегодня в The @lumberyardstmichaels #stmichaelsmd #тилманиленд #байсотред #истонмд #talbotcountymd #лето #nocrowds
Кнопка
Если ваш газон больше похож на #fieldsofclover, чем на траву, это хорошая неделя, чтобы посыпать его дополнительными семенами травы.
Таблица применяемых в электродвигателях подшипников
Главная > Применяемые в электродвигателях подшипники
Подшипники для двигателей указаны для монтажного исполнения 1001.
Габарит эл-двигателя
Число полюсов
ВЭМЗ (5АМ, 5А, АИРМ)
ELDIN (А, АИР)
Сибэлектромотор (АИРМ, АД)
Электродвигатели 4А
Подшипник
Подшипник
Подшипник
Подшипник
со стороны вала
с обратной стороны
со стороны вала
с обратной стороны
со стороны вала
с обратной стороны
со стороны вала
с обратной стороны
80
2/4/6
6205
6205
6205
180605
90
не производит
100S
2/4
не производит
6206
6205
не производит
180606
100L
2/4/6
6206
112
2,4
6307
6207
6206
6307
108607
6/8
6208
132
S4/6/8/М2
6309
6208
6307
6208
180609
М4/6/8
6309
6307
160
2
6310
6309
2310*
310
4/6/8
6310
6309
180
2
6312
2312*
312*
4/6/8
6312
200
2
6313
6213
6312
2313*
313*
4/6/8
6313
6312
225
2
6314
6214
6313
2314*
314*
4/6/8
6314
6313
250
2
6315
6314
2317*
317*
4/6/8
6317
6316
6314
280
2
6316
2317
317
4/6/8
6317
6317
6316
315
2
6316
6316
не производит
2319
319
4/6/8
6319
6319
6316
355
2
2322
322
4/6/8
— подшипники для двигателей марок АИР, 5А, 5АМ, А, АИРМ, АД. * — с обеих сторон установлены шарико-подшипники. — Информация подшипники для электродвигателей 4А взята из книги: «Асинхронные двигатели серии 4А: Справочник», А.Э.Кравчик, 1982г.
Подобрать подшипники для электродвигателей — Маркировки и Таблицы
Подшипники электродвигателя – это сборочный узел, отвечающий за равномерный воздушный зазор между ротором и статором двигателя. Передает нагрузку, компенсирует давление на корпус вала ротора. Правильно подобранный подшипник обеспечивает максимальный КПД, минимальное трение и износ деталей.
В статье расскажем как подобрать подшипники для электродвигателей серий — АИР, 5А, 4А, 4АМ, 5АМ, МТН, MTKH, MTF, MTKF, 4MT. Справочник подшипников. Виды подшипников — шариковые, роликовые, радиально-упорные, конические, открытые, закрытые, однорядные, двухрядные, с сепаратором.
Содержание:
Виды и типы подшипников
Устройство, конструкция
Расшифровка маркировки подшипника
Модели
Обозначение угла контакта
Таблица диаметров отверстий
Код внутреннего зазора
Таблица подшипников электродвигателей АИР
Таблица подшипников крановых двигателей
Смазка
Как определить подшипник электродвигателя
В конструкции асинхронных трехфазных электродвигателей устанавливают роликовые, шариковые подшипники качения и скольжения. Они способны выдерживать широкий температурный диапазон, работать при высоких оборотах вращения и минимизировать потери при трении.
Типы подшипников электродвигателей:
Двухрядный радиально-упорный шарикоподшипник
Радиальный шариковый сферический шарикоподшипник
Радиальный или упорный сферический роликоподшипник
Упорный, радиальный роликоподшипник с цилиндрическими роликами
Конструкция, чертеж подшипников асинхронных двигателей
Стандартно асинхронные электродвигатели комплектуют шариковыми подшипниками с глубокими дорожками качения для горизонтальной параллельной платформе установки. Радиально-упорные подшипники устанавливают для вертикального и бокового монтажа мотора.
Конструкция шарикового подшипника двигателя:
Кольцо с дорожками качения внутреннее и наружное
Элементы качения шарика
Сепаратор
Шарик
Преимущества шарикоподшипников — работа с высокими температурами, с максимальной скоростью вращения вала и минимизации трения деталей, токоизолированные, с минимальными вибрациями.
Маркировка
Маркировка подшипника — кодовая комбинация технических характеристик, размеров, точности, жесткости, марки металла, конструкцию шарика, модель. Обозначение содержит основной и дополнительный код.
Основная кодировка
Дополнительный код
Модель
D расточенного отверстия
Угол контакта (для радиально-упорных подшипников)
Уплотнение/защитный экран
Внутренний зазор
Смазка
73
05
B
ZZ
C3
L683
Расшифровка моделей подшипников
Типы шарикоподшипников электродвигателей:
Открытого типа
С одной защитной шайбой
Уплотненные
В случае диаметра отверстия меньше 10 мм или больше 500 мм, то указывают цифрой в мм и отделяют косой линий от значений типа подшипника и серии размеров.
Для подшипников, согласно стандарту ISO с размерами 22/28/32 мм применяют аналогичное обозначение.
Подшипники с диаметрами отверстий 10/12/15/17 мм имеют коды диаметров:
00 = 10мм
01 = 12мм
02 = 15мм
03 = 17мм
Тип подшипника
Модель
Тип
Размер
Ряд ширин
Ряд диаметров
Роликовый
NU10
NU2
NU22
NU3
NU23
NU
1
(0)
2
(0)
2
0
2
2
3
3
Шариковый с глубокими дорожками
60
62
63
6
(1)
(0)
(0)
0
2
3
Шариковые радиально-упорные
70
72
73
7
(1)
(0)
(0)
—
Код внутреннего зазора
Кодировка
Что означает
С2
Внутренний радиальный зазор ˂ стандартного
С3
Внутренний радиальный зазор ˃ стандартного
С4
Внутренний радиальный зазор ˃ СЗ
Обозначение угла контакта
Угол контакта, °
Код
15
С
30
A
40
B
Маркировка диаметра расточенного отверстия
№ диаметра
D, мм
Как рассчитать
04
20
№ диаметра расточенного отверстия = D расточенного отверстия /5
05
25
92
460
96
480
Маркировка уплотнения или защитного экрана
Тип
Обозначение
Каучуковое синтетическое уплотнение бесконтактного типа
Каталог подшипников для электродвигателей трехфазных асинхронных в исполнении IM1081 в габарите 80-355.
Габарит
Кол-во полюсов
Маркировки электродвигателей
АИР
5А
4А
Передний
Задний
Передний
Задний
Передний
Задний
80
2, 4, 6
6205
180605
90
6205
—
100
S
2, 4
6206
6205
—
180606
L
2, 4, 6
6206
112
2, 4
6207
6206
6307
108607
6, 8
6208
132
S
4, 6, 8
6208
6309
180609
M
2, 4, 6, 8
160
2
6309
6310
2310
310
4, 6, 8
6310
6309
180
2
6312
2312
312
4, 6, 8
6312
200
2
6312
6313
6213
2313
313
4, 6, 8
6313
6312
225
2
6313
6314
6214
2314
314
4, 6, 8
6314
6313
250
2
6314
6315
2317
317
4, 6, 8
6316
6314
6317
280
2
6316
2317
317
4, 6, 8
6317
6316
6317
315
2
6316
6316
2319
319
4, 6, 8
6319
6316
6319
355
2
2322
322
Мощность двигателя, кВт
Обороты и марка электродвигателя
3000 об/мин
1500 об/мин
1000 об/мин
750 об/мин
1,1
АИР71В2
АИР80А4
АИР80В6
АИР90LB8
1,5
АИР80А2
АИР80В4
АИР90L6
АИР100L8
2,2
АИР80В2
АИР90L4
АИР100L6
АИР112МА8
3
АИР90L2
АИР100S4
АИР112МА6
АИР112МВ8
4
АИР100S2
АИР100L4
АИР112МВ6
АИР132S8
5,5
АИР100L2
АИР112М4
АИР132S6
АИР132М8
7,5
АИР112М2
АИР132S4
АИР132М6
АИР160S8
11
АИР132М2
АИР132М4
АИР160S6
АИР160М8
15
АИР160S2
АИР160S4
АИР160М6
АИР180М8
18,5
АИР160М2
АИР160М4
АИР180М6
АИР200М8
22
АИР180S2
АИР180S4
АИР200М6
АИР200L8
30
АИР180М2
АИР180М4
АИР200L6
АИР225М8
37
АИР200М2
АИР200М4
АИР225М6
АИР250S8
45
АИР200L2
АИР200L4
АИР250S6
АИР250М8
55
АИР225М2
АИР225М4
АИР250М6
АИР280S8
75
АИР250S2
АИР250S4
АИР280S6
АИР280М8
90
АИР250М2
АИР250М4
АИР280М6
АИР315S8
110
АИР280S2
АИР280S4
АИР315S6
АИР315М8
132
АИР280М2
АИР280М4
АИР315М6
АИР355S8
160
АИР315S2
АИР315S4
АИР355S6
АИР355МВ8
200
АИР315М2
АИР315М4
АИР355М6
250
АИР355S2
АИР355S4
АИР355МВ6
315
АИР355М2
АИР355М4
Габариты электродвигателей АИР:
Таблица подшипников крановых двигателей MTH, MTKH, 4MT, 4MTK, 4MTM, 4MTKM
Для крановых электродвигателей МТН, МТФ, МТКН, МТКФ надежный подшипник, его своевременное обслуживание и замена – залог бесперебойной работы. Таблица подшипников крановых электродвигателей: маркировка, количество, размеры.
Маркировка двигателя
Подшипник
Кол-во
габариты
Маркировка
Отечественная
Международная
MTH011
76-180307С9Ш2У
6.307 2RSP63QE6/C9
2
35*80*21
MTH012
MTKH011
MTKH012
MTh211
76-180309C9Ш2У
6.309 2RSP63QE6/C9
2
45*100*25
MTh212
MTKh211
MTKh212
MTh311 A, B
MTKh311 A, B
4МТН132, LA, LB
4МТКН132, LA, LB
МТН311, 312, МТКН311, 312
BO-60314Ш
Нет аналога
2
70*150*35
4МТ(4МТМ)200LA, 2LB
4МТК(4МТКМ)200LA, LB
МТН411, 412
МТКН411, 412
4МТМ225М, L
B20-42616Ш
2
80*170*58
4МТКМ225М,L
МТН511, 512
МТКН511, 512
МТh325М, L
В20-42616Ш
1
80*170*58
В20-42616Ш
1
90*190*64
4МТМ280S, М, L
30-42620
2
100*215*73
MTH611; 612; 613
4МТН280S, М, L
30-42620
1
30-42624
1
120*260*86
Мощности асинхронных электродвигателей:
Смазка подшипников электродвигателей
В современных электродвигателях 80-112 габарита устанавливают не обслуживаемые подшипники. Смазка не меняется на протяжении всего срока эксплуатации. В двигателях 132-315 габарита смазка частично меняется или пополняется. Необходимо проводить текущий ремонт, контролировать наличие смазки во избежание поломки.
Виды смазки для подшипников:
Силиконовые — работают с высокими температурами, меньше изменяют вязкость с понижением t, водоустойчивы
Синтетические, минеральные — распространены для высокоскоростных моторов, устойчивы к воде
Перфторированные или РFРЕ — химикатоустойчивы, негорючие, подходят для работы в вакууме. Не вступают в реакцию с эластомерами, пластмассами
Демфирующие — для автомобильных деталей
Сухие смазки — для разбавленных кислот, вакуумных сред. Порошкообразные, восковые
Купить подшипники к двигателям в Украине
Своевременная замена и смазка подшипников продлит службу электродвигателя. На базе Слобожанского завода Вы можете подобрать и купить подшипники к электродвигателю шариковые, радиально-упорные, роликовые. В сервисных цехах выполним полную дефектовку, ремонт, замену подшипников электродвигателя или перемотку. Звоните специалистам для покупки подшипников электродвигателей по низкой цене.
59710 17.01.2019
Вернуться к списку новостей
Подобрать подшипники для электродвигателей — Маркировки и Таблицы
Подшипники электродвигателя – это сборочный узел, отвечающий за равномерный воздушный зазор между ротором и статором двигателя. Передает нагрузку, компенсирует давление на корпус вала ротора. Правильно подобранный подшипник обеспечивает максимальный КПД, минимальное трение и износ деталей.
В статье расскажем как подобрать подшипники для электродвигателей серий — АИР, 5А, 4А, 4АМ, 5АМ, МТН, MTKH, MTF, MTKF, 4MT. Справочник подшипников. Виды подшипников — шариковые, роликовые, радиально-упорные, конические, открытые, закрытые, однорядные, двухрядные, с сепаратором.
Содержание:
Виды и типы подшипников
Устройство, конструкция
Расшифровка маркировки подшипника
Модели
Обозначение угла контакта
Таблица диаметров отверстий
Код внутреннего зазора
Таблица подшипников электродвигателей АИР
Таблица подшипников крановых двигателей
Смазка
Как определить подшипник электродвигателя
В конструкции асинхронных трехфазных электродвигателей устанавливают роликовые, шариковые подшипники качения и скольжения. Они способны выдерживать широкий температурный диапазон, работать при высоких оборотах вращения и минимизировать потери при трении.
Типы подшипников электродвигателей:
Двухрядный радиально-упорный шарикоподшипник
Радиальный шариковый сферический шарикоподшипник
Радиальный или упорный сферический роликоподшипник
Упорный, радиальный роликоподшипник с цилиндрическими роликами
Конструкция, чертеж подшипников асинхронных двигателей
Стандартно асинхронные электродвигатели комплектуют шариковыми подшипниками с глубокими дорожками качения для горизонтальной параллельной платформе установки. Радиально-упорные подшипники устанавливают для вертикального и бокового монтажа мотора.
Конструкция шарикового подшипника двигателя:
Кольцо с дорожками качения внутреннее и наружное
Элементы качения шарика
Сепаратор
Шарик
Преимущества шарикоподшипников — работа с высокими температурами, с максимальной скоростью вращения вала и минимизации трения деталей, токоизолированные, с минимальными вибрациями.
Маркировка
Маркировка подшипника — кодовая комбинация технических характеристик, размеров, точности, жесткости, марки металла, конструкцию шарика, модель. Обозначение содержит основной и дополнительный код.
Основная кодировка
Дополнительный код
Модель
D расточенного отверстия
Угол контакта (для радиально-упорных подшипников)
Уплотнение/защитный экран
Внутренний зазор
Смазка
73
05
B
ZZ
C3
L683
Расшифровка моделей подшипников
Типы шарикоподшипников электродвигателей:
Открытого типа
С одной защитной шайбой
Уплотненные
В случае диаметра отверстия меньше 10 мм или больше 500 мм, то указывают цифрой в мм и отделяют косой линий от значений типа подшипника и серии размеров.
Для подшипников, согласно стандарту ISO с размерами 22/28/32 мм применяют аналогичное обозначение.
Подшипники с диаметрами отверстий 10/12/15/17 мм имеют коды диаметров:
00 = 10мм
01 = 12мм
02 = 15мм
03 = 17мм
Тип подшипника
Модель
Тип
Размер
Ряд ширин
Ряд диаметров
Роликовый
NU10
NU2
NU22
NU3
NU23
NU
1
(0)
2
(0)
2
0
2
2
3
3
Шариковый с глубокими дорожками
60
62
63
6
(1)
(0)
(0)
0
2
3
Шариковые радиально-упорные
70
72
73
7
(1)
(0)
(0)
—
Код внутреннего зазора
Кодировка
Что означает
С2
Внутренний радиальный зазор ˂ стандартного
С3
Внутренний радиальный зазор ˃ стандартного
С4
Внутренний радиальный зазор ˃ СЗ
Обозначение угла контакта
Угол контакта, °
Код
15
С
30
A
40
B
Маркировка диаметра расточенного отверстия
№ диаметра
D, мм
Как рассчитать
04
20
№ диаметра расточенного отверстия = D расточенного отверстия /5
05
25
92
460
96
480
Маркировка уплотнения или защитного экрана
Тип
Обозначение
Каучуковое синтетическое уплотнение бесконтактного типа
Каталог подшипников для электродвигателей трехфазных асинхронных в исполнении IM1081 в габарите 80-355.
Габарит
Кол-во полюсов
Маркировки электродвигателей
АИР
5А
4А
Передний
Задний
Передний
Задний
Передний
Задний
80
2, 4, 6
6205
180605
90
6205
—
100
S
2, 4
6206
6205
—
180606
L
2, 4, 6
6206
112
2, 4
6207
6206
6307
108607
6, 8
6208
132
S
4, 6, 8
6208
6309
180609
M
2, 4, 6, 8
160
2
6309
6310
2310
310
4, 6, 8
6310
6309
180
2
6312
2312
312
4, 6, 8
6312
200
2
6312
6313
6213
2313
313
4, 6, 8
6313
6312
225
2
6313
6314
6214
2314
314
4, 6, 8
6314
6313
250
2
6314
6315
2317
317
4, 6, 8
6316
6314
6317
280
2
6316
2317
317
4, 6, 8
6317
6316
6317
315
2
6316
6316
2319
319
4, 6, 8
6319
6316
6319
355
2
2322
322
Мощность двигателя, кВт
Обороты и марка электродвигателя
3000 об/мин
1500 об/мин
1000 об/мин
750 об/мин
1,1
АИР71В2
АИР80А4
АИР80В6
АИР90LB8
1,5
АИР80А2
АИР80В4
АИР90L6
АИР100L8
2,2
АИР80В2
АИР90L4
АИР100L6
АИР112МА8
3
АИР90L2
АИР100S4
АИР112МА6
АИР112МВ8
4
АИР100S2
АИР100L4
АИР112МВ6
АИР132S8
5,5
АИР100L2
АИР112М4
АИР132S6
АИР132М8
7,5
АИР112М2
АИР132S4
АИР132М6
АИР160S8
11
АИР132М2
АИР132М4
АИР160S6
АИР160М8
15
АИР160S2
АИР160S4
АИР160М6
АИР180М8
18,5
АИР160М2
АИР160М4
АИР180М6
АИР200М8
22
АИР180S2
АИР180S4
АИР200М6
АИР200L8
30
АИР180М2
АИР180М4
АИР200L6
АИР225М8
37
АИР200М2
АИР200М4
АИР225М6
АИР250S8
45
АИР200L2
АИР200L4
АИР250S6
АИР250М8
55
АИР225М2
АИР225М4
АИР250М6
АИР280S8
75
АИР250S2
АИР250S4
АИР280S6
АИР280М8
90
АИР250М2
АИР250М4
АИР280М6
АИР315S8
110
АИР280S2
АИР280S4
АИР315S6
АИР315М8
132
АИР280М2
АИР280М4
АИР315М6
АИР355S8
160
АИР315S2
АИР315S4
АИР355S6
АИР355МВ8
200
АИР315М2
АИР315М4
АИР355М6
250
АИР355S2
АИР355S4
АИР355МВ6
315
АИР355М2
АИР355М4
Габариты электродвигателей АИР:
Таблица подшипников крановых двигателей MTH, MTKH, 4MT, 4MTK, 4MTM, 4MTKM
Для крановых электродвигателей МТН, МТФ, МТКН, МТКФ надежный подшипник, его своевременное обслуживание и замена – залог бесперебойной работы. Таблица подшипников крановых электродвигателей: маркировка, количество, размеры.
Маркировка двигателя
Подшипник
Кол-во
габариты
Маркировка
Отечественная
Международная
MTH011
76-180307С9Ш2У
6.307 2RSP63QE6/C9
2
35*80*21
MTH012
MTKH011
MTKH012
MTh211
76-180309C9Ш2У
6.309 2RSP63QE6/C9
2
45*100*25
MTh212
MTKh211
MTKh212
MTh311 A, B
MTKh311 A, B
4МТН132, LA, LB
4МТКН132, LA, LB
МТН311, 312, МТКН311, 312
BO-60314Ш
Нет аналога
2
70*150*35
4МТ(4МТМ)200LA, 2LB
4МТК(4МТКМ)200LA, LB
МТН411, 412
МТКН411, 412
4МТМ225М, L
B20-42616Ш
2
80*170*58
4МТКМ225М,L
МТН511, 512
МТКН511, 512
МТh325М, L
В20-42616Ш
1
80*170*58
В20-42616Ш
1
90*190*64
4МТМ280S, М, L
30-42620
2
100*215*73
MTH611; 612; 613
4МТН280S, М, L
30-42620
1
30-42624
1
120*260*86
Мощности асинхронных электродвигателей:
Смазка подшипников электродвигателей
В современных электродвигателях 80-112 габарита устанавливают не обслуживаемые подшипники. Смазка не меняется на протяжении всего срока эксплуатации. В двигателях 132-315 габарита смазка частично меняется или пополняется. Необходимо проводить текущий ремонт, контролировать наличие смазки во избежание поломки.
Виды смазки для подшипников:
Силиконовые — работают с высокими температурами, меньше изменяют вязкость с понижением t, водоустойчивы
Синтетические, минеральные — распространены для высокоскоростных моторов, устойчивы к воде
Перфторированные или РFРЕ — химикатоустойчивы, негорючие, подходят для работы в вакууме. Не вступают в реакцию с эластомерами, пластмассами
Демфирующие — для автомобильных деталей
Сухие смазки — для разбавленных кислот, вакуумных сред. Порошкообразные, восковые
Купить подшипники к двигателям в Украине
Своевременная замена и смазка подшипников продлит службу электродвигателя. На базе Слобожанского завода Вы можете подобрать и купить подшипники к электродвигателю шариковые, радиально-упорные, роликовые. В сервисных цехах выполним полную дефектовку, ремонт, замену подшипников электродвигателя или перемотку. Звоните специалистам для покупки подшипников электродвигателей по низкой цене.
59711 17.01.2019
Вернуться к списку новостей
Подобрать подшипники для электродвигателей — Маркировки и Таблицы
Подшипники электродвигателя – это сборочный узел, отвечающий за равномерный воздушный зазор между ротором и статором двигателя. Передает нагрузку, компенсирует давление на корпус вала ротора. Правильно подобранный подшипник обеспечивает максимальный КПД, минимальное трение и износ деталей.
В статье расскажем как подобрать подшипники для электродвигателей серий — АИР, 5А, 4А, 4АМ, 5АМ, МТН, MTKH, MTF, MTKF, 4MT. Справочник подшипников. Виды подшипников — шариковые, роликовые, радиально-упорные, конические, открытые, закрытые, однорядные, двухрядные, с сепаратором.
Содержание:
Виды и типы подшипников
Устройство, конструкция
Расшифровка маркировки подшипника
Модели
Обозначение угла контакта
Таблица диаметров отверстий
Код внутреннего зазора
Таблица подшипников электродвигателей АИР
Таблица подшипников крановых двигателей
Смазка
Как определить подшипник электродвигателя
В конструкции асинхронных трехфазных электродвигателей устанавливают роликовые, шариковые подшипники качения и скольжения. Они способны выдерживать широкий температурный диапазон, работать при высоких оборотах вращения и минимизировать потери при трении.
Типы подшипников электродвигателей:
Двухрядный радиально-упорный шарикоподшипник
Радиальный шариковый сферический шарикоподшипник
Радиальный или упорный сферический роликоподшипник
Упорный, радиальный роликоподшипник с цилиндрическими роликами
Конструкция, чертеж подшипников асинхронных двигателей
Стандартно асинхронные электродвигатели комплектуют шариковыми подшипниками с глубокими дорожками качения для горизонтальной параллельной платформе установки. Радиально-упорные подшипники устанавливают для вертикального и бокового монтажа мотора.
Конструкция шарикового подшипника двигателя:
Кольцо с дорожками качения внутреннее и наружное
Элементы качения шарика
Сепаратор
Шарик
Преимущества шарикоподшипников — работа с высокими температурами, с максимальной скоростью вращения вала и минимизации трения деталей, токоизолированные, с минимальными вибрациями.
Маркировка
Маркировка подшипника — кодовая комбинация технических характеристик, размеров, точности, жесткости, марки металла, конструкцию шарика, модель. Обозначение содержит основной и дополнительный код.
Основная кодировка
Дополнительный код
Модель
D расточенного отверстия
Угол контакта (для радиально-упорных подшипников)
Уплотнение/защитный экран
Внутренний зазор
Смазка
73
05
B
ZZ
C3
L683
Расшифровка моделей подшипников
Типы шарикоподшипников электродвигателей:
Открытого типа
С одной защитной шайбой
Уплотненные
В случае диаметра отверстия меньше 10 мм или больше 500 мм, то указывают цифрой в мм и отделяют косой линий от значений типа подшипника и серии размеров.
Для подшипников, согласно стандарту ISO с размерами 22/28/32 мм применяют аналогичное обозначение.
Подшипники с диаметрами отверстий 10/12/15/17 мм имеют коды диаметров:
00 = 10мм
01 = 12мм
02 = 15мм
03 = 17мм
Тип подшипника
Модель
Тип
Размер
Ряд ширин
Ряд диаметров
Роликовый
NU10
NU2
NU22
NU3
NU23
NU
1
(0)
2
(0)
2
0
2
2
3
3
Шариковый с глубокими дорожками
60
62
63
6
(1)
(0)
(0)
0
2
3
Шариковые радиально-упорные
70
72
73
7
(1)
(0)
(0)
—
Код внутреннего зазора
Кодировка
Что означает
С2
Внутренний радиальный зазор ˂ стандартного
С3
Внутренний радиальный зазор ˃ стандартного
С4
Внутренний радиальный зазор ˃ СЗ
Обозначение угла контакта
Угол контакта, °
Код
15
С
30
A
40
B
Маркировка диаметра расточенного отверстия
№ диаметра
D, мм
Как рассчитать
04
20
№ диаметра расточенного отверстия = D расточенного отверстия /5
05
25
92
460
96
480
Маркировка уплотнения или защитного экрана
Тип
Обозначение
Каучуковое синтетическое уплотнение бесконтактного типа
Каталог подшипников для электродвигателей трехфазных асинхронных в исполнении IM1081 в габарите 80-355.
Габарит
Кол-во полюсов
Маркировки электродвигателей
АИР
5А
4А
Передний
Задний
Передний
Задний
Передний
Задний
80
2, 4, 6
6205
180605
90
6205
—
100
S
2, 4
6206
6205
—
180606
L
2, 4, 6
6206
112
2, 4
6207
6206
6307
108607
6, 8
6208
132
S
4, 6, 8
6208
6309
180609
M
2, 4, 6, 8
160
2
6309
6310
2310
310
4, 6, 8
6310
6309
180
2
6312
2312
312
4, 6, 8
6312
200
2
6312
6313
6213
2313
313
4, 6, 8
6313
6312
225
2
6313
6314
6214
2314
314
4, 6, 8
6314
6313
250
2
6314
6315
2317
317
4, 6, 8
6316
6314
6317
280
2
6316
2317
317
4, 6, 8
6317
6316
6317
315
2
6316
6316
2319
319
4, 6, 8
6319
6316
6319
355
2
2322
322
Мощность двигателя, кВт
Обороты и марка электродвигателя
3000 об/мин
1500 об/мин
1000 об/мин
750 об/мин
1,1
АИР71В2
АИР80А4
АИР80В6
АИР90LB8
1,5
АИР80А2
АИР80В4
АИР90L6
АИР100L8
2,2
АИР80В2
АИР90L4
АИР100L6
АИР112МА8
3
АИР90L2
АИР100S4
АИР112МА6
АИР112МВ8
4
АИР100S2
АИР100L4
АИР112МВ6
АИР132S8
5,5
АИР100L2
АИР112М4
АИР132S6
АИР132М8
7,5
АИР112М2
АИР132S4
АИР132М6
АИР160S8
11
АИР132М2
АИР132М4
АИР160S6
АИР160М8
15
АИР160S2
АИР160S4
АИР160М6
АИР180М8
18,5
АИР160М2
АИР160М4
АИР180М6
АИР200М8
22
АИР180S2
АИР180S4
АИР200М6
АИР200L8
30
АИР180М2
АИР180М4
АИР200L6
АИР225М8
37
АИР200М2
АИР200М4
АИР225М6
АИР250S8
45
АИР200L2
АИР200L4
АИР250S6
АИР250М8
55
АИР225М2
АИР225М4
АИР250М6
АИР280S8
75
АИР250S2
АИР250S4
АИР280S6
АИР280М8
90
АИР250М2
АИР250М4
АИР280М6
АИР315S8
110
АИР280S2
АИР280S4
АИР315S6
АИР315М8
132
АИР280М2
АИР280М4
АИР315М6
АИР355S8
160
АИР315S2
АИР315S4
АИР355S6
АИР355МВ8
200
АИР315М2
АИР315М4
АИР355М6
250
АИР355S2
АИР355S4
АИР355МВ6
315
АИР355М2
АИР355М4
Габариты электродвигателей АИР:
Таблица подшипников крановых двигателей MTH, MTKH, 4MT, 4MTK, 4MTM, 4MTKM
Для крановых электродвигателей МТН, МТФ, МТКН, МТКФ надежный подшипник, его своевременное обслуживание и замена – залог бесперебойной работы. Таблица подшипников крановых электродвигателей: маркировка, количество, размеры.
Маркировка двигателя
Подшипник
Кол-во
габариты
Маркировка
Отечественная
Международная
MTH011
76-180307С9Ш2У
6.307 2RSP63QE6/C9
2
35*80*21
MTH012
MTKH011
MTKH012
MTh211
76-180309C9Ш2У
6.309 2RSP63QE6/C9
2
45*100*25
MTh212
MTKh211
MTKh212
MTh311 A, B
MTKh311 A, B
4МТН132, LA, LB
4МТКН132, LA, LB
МТН311, 312, МТКН311, 312
BO-60314Ш
Нет аналога
2
70*150*35
4МТ(4МТМ)200LA, 2LB
4МТК(4МТКМ)200LA, LB
МТН411, 412
МТКН411, 412
4МТМ225М, L
B20-42616Ш
2
80*170*58
4МТКМ225М,L
МТН511, 512
МТКН511, 512
МТh325М, L
В20-42616Ш
1
80*170*58
В20-42616Ш
1
90*190*64
4МТМ280S, М, L
30-42620
2
100*215*73
MTH611; 612; 613
4МТН280S, М, L
30-42620
1
30-42624
1
120*260*86
Мощности асинхронных электродвигателей:
Смазка подшипников электродвигателей
В современных электродвигателях 80-112 габарита устанавливают не обслуживаемые подшипники. Смазка не меняется на протяжении всего срока эксплуатации. В двигателях 132-315 габарита смазка частично меняется или пополняется. Необходимо проводить текущий ремонт, контролировать наличие смазки во избежание поломки.
Виды смазки для подшипников:
Силиконовые — работают с высокими температурами, меньше изменяют вязкость с понижением t, водоустойчивы
Синтетические, минеральные — распространены для высокоскоростных моторов, устойчивы к воде
Перфторированные или РFРЕ — химикатоустойчивы, негорючие, подходят для работы в вакууме. Не вступают в реакцию с эластомерами, пластмассами
Демфирующие — для автомобильных деталей
Сухие смазки — для разбавленных кислот, вакуумных сред. Порошкообразные, восковые
Купить подшипники к двигателям в Украине
Своевременная замена и смазка подшипников продлит службу электродвигателя. На базе Слобожанского завода Вы можете подобрать и купить подшипники к электродвигателю шариковые, радиально-упорные, роликовые. В сервисных цехах выполним полную дефектовку, ремонт, замену подшипников электродвигателя или перемотку. Звоните специалистам для покупки подшипников электродвигателей по низкой цене.
59712 17.01.2019
Вернуться к списку новостей
Подшипники применяемые в электродвигателях — статьи от Неринга-Сервис
Статьи
Подшипники применяемые в электродвигателях
Справочный материал: таблица подшипников для электродвигателей популярных марок.
Габарит электродвигателя
4А
АИР
5А,5АМ,АИРМ
АД(АИРМ)
Сторона вала
Обратная сторона
Сторона вала
Обратная сторона
Сторона вала
Обратная сторона
Сторона вала
Обратная сторона
80
180605
6205
6205
6205
90
180605
6205
***
6205
100S
180606
6206
6205
***
***
100L
180606
6206
***
***
112
180607
6207/6208
6206/6208
6307
6307
132
180609
6208
6309
6307/6309
6208/6307
160
2310
310
6309
6310
***
180
2312
312
6309/6310/6312
6312
***
200
2313
313
6312/6313
6313
6213
***
225
2314
314
6313/6314
6314
6214
***
250
2317
317
6314/6316
6315/6317
***
280
2317
317
6314/6316/6317
6316/6317
***
315
2319
319
6316/6319
6316/6319
***
355
2322
322
***
***
***
Примечания:
*** — данный габарит не производится.
/ — использование разных типоразмеров.
У нас вы можете заказать перемотку якорей двигателя, наши цены одни из самых низких в Санкт-Петербурге.
Преимущества работы с Неринга-Сервис
Гарантия качества
100% положительный результат на работы любой сложности
Многолетний опыт работы
Наша сплоченная команда трудится в сфере ремонта и обслуживания электродвигателей уже много лет
Качественные комплектующие
Используем только качественные зарубежные комплектующие
Гарантия на работы
Мы предоставляем гарантию на проведенные работы — пол года!
Оперативность
Высокая скорость выполнения работ. Возможность выполнения заказов в
выходные и праздничные дни
Вывоз изделий
Вывоз / доставка отремонтированных двигателей заказчику
Этапы проведения ремонта в Неринга-Сервис
01
Оформление заявки на сайте
или звонок в компанию
02
Мы забираем Ваше изделие или Вы оставляете его самостоятельно
03
Проводим диагностику, составляем смету
04
Ремонтируем / меняем комплектующие
05
Доставляем исправное изделие на адрес или Вы забираете самовывозом
06
Предоставляем гарантию на проведенный ремонт — 6 месяцев
Свяжитесь с нами
Вы можете задать интересующие вопросы,
ответим или перезвоним вам в ближайшее время
Подшипники в электродвигателях 4А, АИР, 5А, 5АМ, АИРМ, АД.
Подшипники для двигателей указаны для монтажного исполнения 1001.
Габарит
эл-дв.
Число
полюсов
ВЭМЗ (5АМ,
5А, АИРМ)
ELDIN
(А, АИР)
Сибэлектромотор
(АИРМ, АД)
Электродвигатели
4А
передний
задний
передний
задний
передний
задний
передний
задний
80
2/4/6
6205
6205
6205
180605
90
не производит
100S
2/4
не производит
6206
6205
не производит
180606
100L
2/4/6
6206
112
2,4
6307
6207
6206
6307
108607
6/8
6208
132
S4/6/8/М2
6309
6208
6307
6208
180609
М4/6/8
6309
6307
160
2
6310
6309
2310
310
4/6/8
6310
6309
180
2
6312
2312
312
4/6/8
6312
200
2
6313
6213
6312
2313
313
4/6/8
6313
6312
225
2
6314
6214
6313
2314
314
4/6/8
6314
6313
250
2
6315
6314
2317
317
4/6/8
6317
6316
6314
280
2
6316
2317
317
4/6/8
6317
6317
6316
315
2
6316
6316
не производит
2319
319
4/6/8
6319
6319
6316
355
2
2322
322
4/6/8
— DE (со стороны привода), NDE (со стороны вентилятора)
— Информация по подшипникам для электродвигателей 4А из книги: «Асинхронные двигатели серии 4А: Справочник», А. Э.Кравчик, 1982г.
Габарит
эл-двигателя
Число
полюсов
Тип подшипника
со стороны привода
с обратной стороны
IM1001
71
-
6204
6202
80
-
6205
6204 (6205)
90
-
6205 (6206)
100
-
6206
112
-
6207
6206 (6207)
132
-
6308 (6208)
160
2
6309 (6310)
6309
4/6/8
6311 (6310)
6309
180
2
6312 (6311)
6311
4/6/8
6312
6311
200
2
6313 (6312)
6312
4/6/8
6313
6312
225
2
6313
4/6/8
6314
6313
250
2
6314 (6316)
6314
4/6/8
6316 (6317)
6314
280
2
6317
6314
4/6/8
6317
315
2
6317
4/6/8
NU6319
6319
355
2
NU6322 (6319)
6319
4/6/8
NU6322
6322
На одном и том же типе двигателя, в зависимости от модификации, могут быть установлены разные подшипники.
Подшипники с низким уровнем шума для приложений, чувствительных к шуму
Подшипники для электродвигателей с низким уровнем шума для размеров вала от 10 мм до 30 мм Размеры и технические чертежи см. в таблице ниже шарикоподшипники проходят индивидуальные испытания на соответствие рейтингу EMQ2 для очень низкого уровня шума или вибрации. Могут быть поставлены различные группы радиального зазора, но чаще всего имеются в наличии CN (стандартный) радиальный зазор и C3 (более свободный) радиальный зазор. У нас также есть подшипники EZO меньшего размера, прошедшие испытания на шум, которые подходят для использования в электродвигателях.
Эти радиальные шарикоподшипники EMQ2 предназначены в первую очередь для радиальных нагрузок, но также могут выдерживать осевые и осевые нагрузки в обоих направлениях. Их допустимая осевая нагрузка составляет от 25% до 50% номинальной статической радиальной нагрузки подшипника в зависимости от серии подшипников (6000, 6200 или 6300). Эти популярные метрические малошумные шарикоподшипники изготовлены из хромистой стали SAE52100 (100Cr6). Для низкоскоростных приложений, не чувствительных к шуму или вибрации, мы рекомендуем использовать стандартные популярные метрические подшипники (см.0003 Варианты продуктов ниже).
Популярные метрические подшипники из хромистой стали, со стальным фиксатором и подходящей смазкой, могут использоваться при постоянной температуре 120°C или кратковременной температуре до 150°C. Выше этих температур нагрузочная способность хромистой стали снижается. Эти подшипники не подходят для использования в агрессивных средах, так как сталь не устойчива к коррозии. Стандартная клетка или фиксатор представляет собой стальную ленту, состоящую из двух частей.
Эти подшипники EMQ2 обычно поставляются с консистентной смазкой, но экранированные подшипники могут смазываться маслом для применения на низких скоростях и с низким коэффициентом трения. Благодаря нашему собственному оборудованию для повторного смазывания, экранированного или герметизированного, эти подшипники могут поставляться с указанными заказчиком маслами, консистентными смазками или сухими смазочными материалами.
Нажмите INFO в строках ниже, чтобы отобразить технические чертежи подшипников с данными о нагрузке и скорости. Обратите внимание, что в теоретических расчетах срока службы используются максимальные нагрузки и скорости. Рекомендуется использовать подшипники при значительно меньших номинальных нагрузках и скоростях, чтобы обеспечить достаточный срок службы подшипников.
Шариковые подшипники популярных метрических размеров и подшипники EMQ
Стандартный класс
Дополнительная информация
Информация о продукте Электродвигатель
ОТВЕРСТИЕ
(мм)
Н.Д.
(мм)
ШИРИНА
(мм)
ЭКРАНИРОВАННЫЙ ПОДШИПНИК
ГЕРМЕТИЧНЫЙ ПОДШИПНИК
ССЫЛКА SMB
ПОДРОБНЕЕ
ССЫЛКА SMB
ПОДРОБНЕЕ
ССЫЛКА SMB
ПОДРОБНЕЕ
ССЫЛКА SMB
ПОДРОБНЕЕ
10
26
8
6000ZZP6EMQ2
информация
6000ZZP6C3EMQ2
информация
6000- 2RSP6EMQ2
информация
6000- 2RSP6C3EMQ2
информация
30
9
6200ZZP6EMQ2
информация
6200ZZP6C3EMQ2
информация
6200- 2RSP6EMQ2
информация
6200- 2RSP6C3EMQ2
информация
35
11
6300ZZP6EMQ2
информация
6300ZZP6C3EMQ2
информация
6300- 2RSP6EMQ2
информация
6300- 2RSP6C3EMQ2
информация
12
28
8
6001ZZP6EMQ2
информация
6001ZZP6C3EMQ2
информация
6001- 2RSP6EMQ2
информация
6001- 2RSP6C3EMQ2
информация
32
10
6201ZZP6EMQ2
информация
6201ZZP6C3EMQ2
информация
6201- 2RSP6EMQ2
информация
6201- 2RSP6C3EMQ2
информация
37
12
6301ZZP6EMQ2
информация
6301ZZP6C3EMQ2
информация
6301- 2RSP6EMQ2
информация
6301- 2RSP6C3EMQ2
информация
15
32
9
6002ZZP6EMQ2
информация
6002ZZP6C3EMQ2
информация
6002- 2RSP6EMQ2
информация
6002- 2RSP6C3EMQ2
информация
35
11
6202ZZP6EMQ2
информация
6202ZZP6C3EMQ2
информация
6202- 2RSP6EMQ2
информация
6202- 2RSP6C3EMQ2
информация
42
13
6302ZZP6EMQ2
информация
6302ZZP6C3EMQ2
информация
6302- 2RSP6EMQ2
информация
6302- 2RSP6C3EMQ2
информация
17
35
10
6003ZZP6EMQ2
информация
6003ZZP6C3EMQ2
информация
6003- 2RSP6EMQ2
информация
6003- 2RSP6C3EMQ2
информация
40
12
6203ZZP6EMQ2
информация
6203ZZP6C3EMQ2
информация
6203- 2RSP6EMQ2
информация
6203- 2RSP6C3EMQ2
информация
47
14
6303ZZP6EMQ2
информация
6303ZZP6C3EMQ2
информация
6303- 2RSP6EMQ2
информация
6303- 2RSP6C3EMQ2
информация
20
42
12
6004ZZP6EMQ2
информация
6004ZZP6C3EMQ2
информация
6004- 2RSP6EMQ2
информация
6004- 2RSP6C3EMQ2
информация
47
14
6204ZZP6EMQ2
информация
6204ZZP6C3EMQ2
информация
6204- 2RSP6EMQ2
информация
6204- 2RSP6C3EMQ2
информация
52
15
6304ZZP6EMQ2
информация
6304ZZP6C3EMQ2
информация
6304- 2RSP6EMQ2
информация
6304- 2RSP6C3EMQ2
информация
25
47
12
6005ZZP6EMQ2
информация
6005ZZP6C3EMQ2
информация
6005- 2RSP6EMQ2
информация
6005- 2RSP6C3EMQ2
информация
52
15
6205ZZP6EMQ2
информация
6205ZZP6C3EMQ2
информация
6205- 2RSP6EMQ2
информация
6205- 2RSP6C3EMQ2
информация
62
17
6305ZZP6EMQ2
информация
6305ZZP6C3EMQ2
информация
6305- 2RSP6EMQ2
информация
6305- 2RSP6C3EMQ2
информация
30
55
13
6006ZZP6EMQ2
информация
6006ZZP6C3EMQ2
информация
6006- 2RSP6EMQ2
информация
6006- 2RSP6C3EMQ2
информация
62
16
6206ZZP6EMQ2
информация
6206ZZP6C3EMQ2
информация
6206- 2RSP6EMQ2
информация
6206- 2RSP6C3EMQ2
информация
72
19
6306ZZP6EMQ2
информация
6306ZZP6C3EMQ2
информация
6306- 2RSP6EMQ2
информация
6306- 2RSP6C3EMQ2
информация
Подшипники электродвигателей и их применение
Целью подшипника в электродвигателе является поддержка и размещение ротора, поддержание небольшого и постоянного воздушного зазора и передача нагрузки от вала к двигателю. Подшипники должны быть в состоянии работать на низких и высоких скоростях с минимальными потерями на трение. При этом подшипник должен быть экономичным и требовать абсолютно минимального обслуживания (если оно вообще требуется).
При проектировании двигателя следует учитывать следующие моменты применительно к подшипникам.
Нагрузки
Вес и действующие силы
Передаваемая мощность
Магнитное притяжение в результате несимметричных воздушных зазоров
Динамические силы из-за неточной регулировки
Неуравновешенные ситуации
Ошибки шага в шестернях
Возможные осевые нагрузки
Тяжелые нагрузки обычно возлагаются на роликовые подшипники, а более легкие — на шарикоподшипники. Силы привода учитываются только при использовании ремней или шестерен. При использовании ремней или шестерен могут возникать радиальные и осевые силы. Оценка величин и направлений всех этих нагрузок будет иметь непосредственное отношение к выбору подшипника. Например, цилиндрические ролики могут выдерживать высокие радиальные нагрузки, но практически не выдерживают осевых нагрузок. Другие подшипники, такие как радиально-упорные шарикоподшипники, могут воспринимать радиальные и осевые нагрузки.
Скорость
Предписанная скорость вала напрямую влияет на выбор смазочного материала, размера подшипника, конструкции сепаратора, внутреннего зазора и типов экранов/уплотнений. Асинхронные двигатели и двигатели с импульсной модуляцией могут вызывать точечную коррозию или ребристость на дорожках качения подшипников, поэтому следует рассмотреть варианты изолированных подшипников.
Муфта с шестернями или ремнями
Тип соединения двигателя будет создавать нагрузку на подшипники двигателя. Муфтовый привод может создавать силы в различных направлениях; поэтому выравнивание имеет здесь ключевое значение. Во многих случаях на приводном конце используется роликовый подшипник с определенной степенью смещения вала, а на другом — шариковый подшипник, что определяет направление и величину смещения. Ремень или шестерня могут подвергаться более высоким нагрузкам, чем муфта; поэтому на это следует смотреть внимательно.
Вертикальные монтажные приспособления
Двигатели, которые должны работать вертикально, требуют особого внимания. Расположение подшипников имеет жизненно важное значение при вертикальной установке, как и требования к смазочным материалам.
Операционная среда
Высокая влажность или влажные условия потребуют, чтобы подшипник имел уплотнения или экраны. Твердые загрязнения, такие как пыль, грязь, древесная стружка, металлическая стружка и другие твердые материалы, также потребуют наличия в подшипнике экранов или уплотнений. Следует иметь в виду, что при сильном загрязнении твердыми частицами желательны вторичные формы герметизации.
Температура
Температура окружающей среды
Рабочие температуры
Подшипники генерируют собственное тепло, но основное тепло исходит от ротора. Для охлаждения подшипника можно использовать либо воздух, либо масло, либо воду, однако, если существует возможность высокого температурного градиента от внутреннего кольца к внешнему кольцу, особое внимание следует уделить внутреннему зазору. Если не принять меры, может произойти предварительная нагрузка, которая быстро приведет к выходу подшипника из строя.
Вибрация
В условиях сильной вибрации цилиндрические роликоподшипники обеспечивают наибольшую устойчивость, хотя при выборе сепаратора следует уделить особое внимание.
Низкий уровень шума
В некоторых случаях требуются подшипники с низким уровнем шума, и в этом случае подшипники с глубокими канавками в сочетании с малошумной смазкой обеспечивают наилучшее решение. Здесь также может иметь значение зазор подшипника.
Срок службы подшипника
Срок службы подшипника определяется как количество оборотов (или количество часов работы при заданной постоянной скорости), которые подшипник может выдержать до появления первых признаков усталости. Срок службы подшипника в значительной степени зависит от условий эксплуатации, не менее важны процедуры его монтажа и технического обслуживания.
Смазка
По возможности в двигателях всегда следует использовать консистентную смазку. Это упрощает техническое обслуживание и продлевает срок службы подшипников. При высоких скоростях и температурах следует рассмотреть возможность смазывания маслом.
Техническое обслуживание
Техническое обслуживание двигателя обычно состоит из:
Обслуживание обмоток статора
Смазка подшипников
Контроль производительности двигателя
Подшипники с постоянной смазкой, оснащенные защитными шайбами или уплотнениями, не требуют повторного смазывания, поэтому они не требуют технического обслуживания.
Точность
Точность оборудования будет определять точность класса точности подшипников. Для высокоточных подшипников (обычно связанных с высокими скоростями) посадочные места на валу должны быть обработаны до соответствующих уровней чистоты поверхности и округлости + концентричности.
Как заменить подшипники электродвигателя
Подшипники электродвигателя регулярно испытывают высокие уровни нагрузки при работе с тяжелыми грузами. Это делает их одним из наиболее важных компонентов, о которых вам нужно заботиться, чтобы ваш двигатель работал плавно и стабильно.
В этой статье мы рассмотрим основные причины, по которым они выходят из строя, и способы их замены в случае выхода из строя, чтобы вы могли принять как превентивные, так и упреждающие меры для поддержания подшипников электродвигателя и эксплуатационной производительности.
Почему подшипники выходят из строя?
Подшипники электродвигателя поддерживают вращающийся вал двигателя во время работы, поглощая большие радиальные силы и позволяя поверхностям оставаться в контакте при движении на высокой скорости. Несмотря на то, что они должны выдерживать, при надлежащем обслуживании подшипники могут прослужить много лет, прежде чем достигнет конца своего срока службы. Несколько предотвратимых факторов ускоряют износ и приводят к преждевременному выходу подшипника из строя.
Чрезмерный крутящий момент и скорость
Предположим, что ваш двигатель работает за пределами номинальных значений скорости или крутящего момента, или установлен подшипник, который не соответствует номинальному значению двигателя. В этом случае внутреннее трение в подшипнике превысит охлаждающую способность смазки. Таким образом, подшипник будет испытывать перегрев, повреждения и вибрации, которые заканчиваются выходом из строя. Чтобы предотвратить это, тщательно оцените свои требования перед покупкой двигателя или подшипника. Обратите особое внимание на радиальные силы и циклические или ударные нагрузки, так как они создают исключительно высокие нагрузки на подшипник.
Ненадлежащее обслуживание
Ненадлежащее обслуживание и защита могут привести к очень быстрому износу подшипника. Если он не смазан на весь срок службы, вы должны периодически смазывать подшипники в соответствии с графиком. Необходимо обратить особое внимание на тип и количество смазки, указанные производителем. Также очень важно сделать все возможное, чтобы не допустить попадания загрязняющих веществ, включая пыль, влагу или что-либо еще, что может вызвать точечную коррозию или коррозию внутренних поверхностей. При необходимости на двигатель должны быть установлены надлежащие уплотнения и упоры для валов, а подшипники или двигатели, которые не используются, должны храниться в чистом, сухом и свободном от вибрации месте.
Неправильная установка
Неправильная установка или снятие подшипников может привести к смещению новых подшипников, что приведет к возникновению зон сосредоточенного напряжения, которые могут привести к выходу из строя сразу при запуске или не слишком далеко в будущем. При снятии старых подшипников избегайте применения чрезмерных усилий, так как вы можете повредить вал или корпус подшипника и затруднить правильную центровку нового подшипника. Если во время установки вы используете неправильные инструменты или методы, вы можете повредить и деформировать корпус или тела качения нового подшипника.
Мы подробно рассмотрим правильный способ замены подшипников позже в этой статье, но сначала давайте посмотрим, что нужно учитывать при выходе из строя подшипника.
Заменить или отремонтировать?
Перед заменой двигателя может возникнуть вопрос: не будет ли более рентабельно отремонтировать его в местной мастерской? Это может быть вариантом, особенно если вы видите признаки повреждения, такие как повышенный шум, вибрация или чрезмерный нагрев, но подшипники не полностью вышли из строя.
Обычно нецелесообразно ремонтировать подшипники на небольших двигателях, особенно если они стандартного типа и относительно недорогие. Если у вас есть двигатели среднего и крупного размера с подшипником определенного типа, замена которого обходится дорого, вы можете обратиться в местную ремонтную мастерскую по поводу возможности профессионального ремонта.
Заказ запасного подшипника
Чтобы заказать запасной подшипник для вашего электродвигателя, сначала найдите номер детали. Обычно это видно, если поверхность не изношена и не подверглась коррозии. Если у вас есть номер детали, особенно если подшипник вышел из строя преждевременно, еще раз проверьте, подходит ли он для двигателя и предполагаемого применения.
Если вы не можете найти номер детали, мы можем вам в этом помочь. У нас есть широкий ассортимент подшипников для двигателей всех размеров и типов, и вы можете связаться с нами, предоставив подробную информацию о вашем двигателе, чтобы быстро найти подходящий.
Замена подшипника А
Замена подшипника электродвигателя не сложная, но и не тривиальная задача. Вы рискуете повредить двигатель или новый подшипник. Вы можете сэкономить больше времени и денег, заменив подшипник специалистом. Но если вы хотите выполнить эту задачу самостоятельно, вот ключевые шаги и вещи, на которые следует обратить внимание.
Перед тем, как начать, убедитесь, что двигатель не подключен к источнику питания и нет возможности случайного прикосновения во время выполнения работ по техническому обслуживанию. Носите соответствующие СИЗ и убедитесь, что у вас достаточно времени, отведенного на работу, чтобы вы не торопились.
Снятие старого подшипника
Снятие старого подшипника может быть утомительной работой, особенно если он прослужил много лет, а поверхностная коррозия удерживает его прочно прикрепленным к валу.
Лучше всего использовать съемник подшипников. Есть несколько разных типов; в обычных используются две или три губки, зажатые вокруг подшипника, для создания равномерно распределенной силы и минимизации сопротивления трения. Хотя некоторые съемники оснащены гидравлическим усилителем, это обычно не требуется для двигателей малого и среднего размера. Использование таких инструментов требует особой осторожности, чтобы предотвратить повреждение вала двигателя и свести к минимуму риски для личной безопасности.
Следует избегать отрезания подшипника с помощью электроинструмента, так как существует высокий риск повреждения ценного двигателя. Если у вас возникли трудности с его удалением, гораздо менее рискованно поручить это специалисту.
Перед установкой нового подшипника осмотрите старый на наличие признаков неисправности, таких как коррозионное повреждение или наличие воды или частиц песка в смазке. Если проблема не обнаружена и не приняты соответствующие меры для ее устранения, новый подшипник вполне может постичь та же участь.
Очистка вала
Убедитесь, что вал двигателя по всей длине, по которому будет проходить новый подшипник, идеально чистый и гладкий, без коррозии, влаги, частиц пыли или других загрязнений. Удалите выемки или заусенцы, чтобы предотвратить повреждение кольца подшипника при его скольжении.
Если вам нужно почистить вал, лучше использовать губку Scotch-Brite или аналогичный материал, а не наждачную бумагу, так как он не оставляет мелких частиц песка.
Нагрев подшипника
Подшипники рассчитаны на точную посадку с допусками в десятитысячных дюйма; посадить его на вал будет сложно. Один из способов упростить процесс — нагреть подшипник, чтобы расширить его, и/или охладить вал двигателя, чтобы уменьшить его. В этом может быть разница между легкой работой и сложной.
Мы рекомендуем нагревать подшипник с помощью подходящего индукционного нагревателя с циклом размагничивания, предназначенным для данной работы. Это позволяет избежать перегрева подшипника и потенциального повреждения внутренней смазки. Вам следует избегать рискованных методов быстрого приготовления, таких как горелки, печи для пиццы или масляные ванны, поскольку температуру в этих методах трудно отслеживать и контролировать.
Установка нового подшипника
Установите новые подшипники с помощью надлежащего комплекта для установки подшипников, который содержит необходимые инструменты, такие как безотбойный молоток и ударная втулка, которые помогут вам избежать повреждения подшипника и вала двигателя.
В большинстве случаев новый подшипник устанавливается без особого труда. Не торопитесь и избегайте применения грубой силы, если столкнетесь с сопротивлением. Вместо этого проверьте вал двигателя на наличие неровностей и убедитесь, что подшипник имеет правильный размер и достаточно нагрет.
Если подшипник рассчитан на очень плотную посадку, альтернативным методом является использование оправочного пресса, но убедитесь, что вы правильно выровняли и заблокировали подшипник, чтобы он не деформировался или не сместился при приложении усилия.
После установки подшипника соберите двигатель и запустите его без нагрузки, чтобы проверить наличие вибрации, шума или других признаков неправильной установки нового подшипника.
Краткое описание
Подшипники электродвигателей выдерживают большие нагрузки, но при правильном выборе, установке и обслуживании они прослужат вам долгие годы. Если вам нужно заменить подшипник в вашем двигателе, ознакомьтесь с нашим ассортиментом подшипников, подходящих для всех типов двигателей, или свяжитесь с нами сегодня, и мы поможем вам найти правильный.
Есть вопросы? Свяжитесь с нашими экспертами.
Свяжитесь с нашей командой экспертов по электронной почте или телефону.
1-800-890-7593 customerservice@emotorsdirect. ca
Подшипники электродвигателей
Подшипники качения
Подшипники качения, также известные как подшипники качения, являются неотъемлемой частью большинства электродвигателей. Они позволяют валам и осям вращаться с невероятной скоростью с минимальными потерями мощности, и они делают это за счет резкого снижения трения, заменяя скользящее движение вращательным движением. Подшипники качения обычно классифицируют по типу используемого элемента, наиболее распространенными из которых являются шарикоподшипники и цилиндрические подшипники.
Шарикоподшипники
В шарикоподшипниках движение качения обеспечивается шариками, удерживаемыми на месте дорожкой и сепаратором. Шариковые подшипники поддерживают высокие скорости и очень низкое трение, и они могут выдерживать легкие и средние нагрузки. Шариковые подшипники электродвигателей обычно используются в приложениях с прямым соединением и могут выдерживать как радиальные, так и осевые нагрузки.
Роликовые подшипники
Как следует из названия, роликовые подшипники зависят от тел качения цилиндрической формы. Эти подшипники не требуют сепаратора и вращаются так же, как шариковые подшипники. Роликовые подшипники электродвигателей используются для ременной передачи с двигателями мощностью 150 л.с. и выше. Поверхность тел качения цилиндрической формы помогает учитывать высокий уровень радиальной нагрузки, которую ремни оказывают на подшипники.
Типы уплотнений подшипников качения
Теперь, когда мы поговорили о различных типах уплотнений подшипников качения, мы должны уделить несколько минут и поговорить о типах или стилях подшипников. Три наиболее распространенных типа: герметичные, экранированные и открытые, и у каждого есть свои плюсы и минусы.
Герметичный подшипник
В герметичных подшипниках полость подшипника заполняется смазкой, а затем герметизируется при изготовлении. Это предотвращает попадание загрязняющих веществ (например, грязи, пыли, металлической стружки) в смазку и устраняет необходимость в повторной смазке подшипников. Однако герметичные подшипники электродвигателя имеют более короткий срок службы, чем другие подшипники, и их необходимо полностью заменять при появлении признаков проблемы.
Экранированный подшипник
Экранированные подшипники аналогичны закрытым подшипникам в том, что тела качения защищены от загрязнения во время установки и использования. Однако, в отличие от герметичных подшипников, в них используется съемный экран для удержания смазки внутри камеры подшипника. Поскольку он является съемным, он позволяет повторно смазывать подшипники (чего нельзя сделать с закрытым подшипником). Возможность повторной смазки этих подшипников приводит к увеличению их срока службы.
Открытый подшипник
Последний тип подшипников качения — открытый подшипник. Эти подшипники не экранированы и не герметизированы. Это позволяет им работать с меньшим нагревом, приводит к меньшему трению и делает возможным их легкое повторное смазывание. Однако сама подшипниковая система должна быть спроектирована так, чтобы защищать подшипник от загрязнения и удерживать смазку там, где она необходима.
Подшипники скольжения
Другой тип подшипников, которые можно найти в электродвигателях, — это подшипники скольжения. Эти подшипники намного проще по своей конструкции, чем антифрикционные подшипники, и их работа в гораздо большей степени зависит от надлежащей смазки. Иногда известные как подшипники скольжения или баббитовые подшипники, подшипники скольжения часто состоят только из смазанной втулки, в которой вращается вал.
Подшипники для вертикальных двигателей
Существуют также подшипники для вертикальных двигателей, ориентированных на вертикальную, а не горизонтальную работу. К ним относятся упорные подшипники, в том числе антифрикционные подшипники (такие как шарикоподшипники, роликоподшипники или цилиндрические подшипники) или подшипники с самоустанавливающимися вкладышами Kingsburg. Много раз несколько упорных подшипников совмещены друг с другом, чтобы они могли выдерживать как восходящую, так и нисходящую тягу. Вы также можете увидеть нижний направляющий подшипник на вертикальных двигателях. Направляющие подшипники могут иметь форму подшипника скольжения или подшипника качения и располагаться в нижней части двигателя.
Уход и техническое обслуживание подшипников
Основная задача ухода за антифрикционными подшипниками (особенно шарикоподшипниками) заключается в их надлежащей смазке. Чрезвычайно важно правильно смазывать подшипники, потому что подшипники являются основной причиной отказа электродвигателя. Ключом к смазке подшипников является соблюдение баланса между использованием слишком большого количества смазки (больше не всегда лучше!) и слишком малого количества смазки (что может очень быстро разрушить подшипник).
Неисправности подшипников электродвигателя
Большинство отказов подшипников связаны с одной из двух причин: либо причиной отказа является смазка (слишком много, слишком мало или загрязнение), либо электрическое повреждение (включая гофрирование). Хорошей новостью является то, что оба этих режима отказа можно предотвратить.
Отказ подшипников, связанный со смазкой и загрязнением
Как упоминалось ранее, правильное смазывание подшипников двигателя жизненно важно. Слишком много смазки может привести к выходу из строя клетки или смещению экрана и даже повлиять на температуру обмотки электродвигателя. С другой стороны, использование недостаточного количества смазки приведет к контакту металла с металлом, который разрушит подшипник (и другие компоненты), если не принять меры. Наконец, еще одна серьезная проблема с подшипниками — загрязнение. Если смазка загрязнена абразивными частицами, это ускорит скорость износа и приведет к тому, что подшипник не прослужит ожидаемый срок службы.
Электрическое повреждение подшипников
Другой распространенной причиной выхода из строя подшипников в электродвигателях является электрическое повреждение. Одной из форм электрического повреждения является гофрирование, то есть прохождение тока через подшипники, что приводит к видимым повреждениям. Повреждения возникают на поверхностях шарикоподшипников (которые могут выглядеть покрытыми инеем или ямками) и роликоподшипниках (которые имеют равномерно расположенные линии или узоры на поверхности). К счастью, канавки можно устранить путем электрической изоляции подшипника или, в случае двигателей с ЧРП, кольца заземления вала (например, изготовленного AEGIS).
Заключение
Если у вас возникли проблемы с подшипниками в ваших электродвигателях и вы ищете ответы, обратитесь в HECO. HECO предлагает надежные решения для ремонта, которые вы больше нигде не найдете. Кроме того, у нас есть оборудование и ноу-хау, которые помогут вам отследить источник проблем с подшипниками, включая канавки в двигателях с ЧРП. Мы аккредитованы EASA и следуем строгим процедурам ремонта и восстановления, что позволяет нам предоставлять вам ремонт высочайшего качества, который снизит затраты на техническое обслуживание и эксплуатацию силового агрегата вашего электродвигателя.
Стратегии смазки подшипников электродвигателей
Собственная статистика ряда нефтехимических заводов в Соединенных Штатах показывает, что около 60 процентов всех проблем с двигателем возникают из-за проблем с подшипниками. Если дефекту подшипника позволить прогрессировать до точки отказа, это часто приводит к гораздо более дорогостоящей перемотке двигателя и длительному простою.
Увеличение срока службы подшипников не должно быть трудно обосновать, особенно если можно легко установить, что большинство случаев выхода подшипников из строя вызваны недостатком смазки.
Среди производителей электродвигателей существуют некоторые разногласия относительно наилучшего расположения подшипников для двигателей горизонтального типа с консистентной смазкой и шарикоподшипниками. Существуют также разногласия по поводу наилучшего метода пополнения запаса смазки в картридже подшипника.
Если пользователь этих двигателей желает следовать рекомендациям всех этих производителей для своих соответствующих двигателей, он должен иметь в наличии или иметь в наличии шарикоподшипники заданного размера без экрана, с одним экраном и с двойным экраном. Он также должен обучить персонал методам повторного смазывания двигателей каждой марки.
Путаница, созданная таким образом в умах обслуживающего персонала, действительно может привести к неудовлетворительному методу обслуживания дорогого и важного оборудования.
Это обсуждение будет сосредоточено на методах смазывания консистентной смазкой подшипников электродвигателей. Слишком часто промышленный пользователь будет использовать далеко не идеальные стратегии смазки или уязвимые конфигурации корпусов подшипников. Именно эти вопросы решаются в первую очередь.
Экранированный шарикоподшипник с консистентной смазкой (рис. 1) можно сравнить с центробежным насосом, имеющим узел шарика и сепаратора в качестве рабочего колеса и кольцевым пространством между неподвижным экраном и вращающимся внутренним кольцом в качестве проушины насоса. Экранированные подшипники не являются герметичными подшипниками.
Рис. 1. Экранированный подшипник с консистентной смазкой
В экранированном подшипнике смазка может легко попасть в подшипник, но грязь ограничена плотно прилегающими экранами. И наоборот, подшипники закрытой конструкции не допускают попадания новой смазки, тогда как в экранированных подшипниках смазка будет втягиваться под действием капиллярных сил при вращении узла сепаратора подшипника.
Затем смазка выбрасывается под действием центробежной силы в шариковую дорожку внешней обоймы. Если на задней стороне этого подшипника нет защитного экрана, избыточная смазка может попасть во внутреннюю крышку подшипника корпуса подшипника двигателя.
Подшипники с одинарным экраном
Многие пользователи подшипников считают, что обычные подшипники с одним защитным экраном, когда защитный экран обращен к источнику смазки (рис. 2), являются наилучшим вариантом.
Рис. 2. Подшипник двигателя с одинарным экраном с Экран, обращенный к полости для смазки
Таблица 1. Влияние смазки на срок службы
Опыт показывает, что такое простое расположение продлевает срок службы подшипника. Такая компоновка также обеспечивает чрезвычайно простую технику смазки и повторной смазки. Щит служит перегородкой против волнения. Кольцевое пространство между защитным экраном и внутренней обоймой служит дозирующим устройством для контроля потока смазки.
Эти функции предотвращают преждевременный выход из строя шарикоподшипников, вызванный загрязненной смазкой и накоплением тепла из-за избытка смазки. Для других применений, где необходим открытый подшипник, например, в некоторых устройствах с промывкой, экран можно снять в полевых условиях.
Подшипники с двойным экраном
Некоторые производители двигателей придерживаются другого подхода, предпочитая подшипники с двойным экраном. Обычно они располагаются, как показано на рис. 3.
Рис. 3. Подшипник с двойным экраном и пластиной дозатора смазки, обращенной к резервуару для смазки
Корпуса служат резервуаром для смазки и заполнены смазкой. Регулируя подачу смазки в подшипник, экраны предотвращают попадание чрезмерного количества смазки в подшипник. Лабиринтный фиксатор смазки предназначен для предотвращения попадания смазки на обмотки двигателя на внутренней стороне подшипника.
В двигателях с такой конфигурацией подшипников и монтажным устройством нет необходимости заполнять корпус рядом с подшипником консистентной смазкой для надлежащей смазки подшипника. Однако уплотнение консистентной смазкой помогает предотвратить попадание грязи и влаги. В течение длительного времени масло из этого резервуара для смазки поступает в подшипник, чтобы оживить смазку внутри экранов.
Смазка в корпусе вне стационарных щитков не перемешивается и не взбалтывается при вращении подшипника и, следовательно, меньше подвержена окислению. Кроме того, при наличии посторонних предметов тот факт, что смазка в камере не взбалтывается, снижает вероятность контакта мусора с телами качения подшипника.
На многих двигателях с консистентной смазкой подшипников с двойным экраном корпуса подшипников обычно не снабжены сливной пробкой. Когда смазка добавляется и корпус заполняется, некоторое количество смазки будет вытесняться в подшипник, а любая излишняя смазка будет выдавливаться через узкий зазор между валом и внешней крышкой.
Это происходит потому, что сопротивление этого пути меньше, чем сопротивление подшипниковых щитов, дозирующей пластины и лабиринтного уплотнения.
Открытые подшипники
Высоконагруженные и/или высокоскоростные подшипники часто поставляются без экранов, чтобы обеспечить более низкую рабочую температуру и более длительный срок службы. Один такой подшипник показан на рис. 4.
Рис. 4. Высокая нагрузка и/или высокая скорость Подшипники часто поставляются без экранов
Если входное и выходное отверстия для смазки расположены на одной стороне, такой подшипник обычно называют «консистентной смазкой». Если входное и выходное отверстия для смазки расположены на противоположных сторонах, это называется поперечным потоком или перекрестной смазкой.
Герметичные подшипники со смазкой на весь срок службы
Подшипники со смазкой на весь срок службы имеют плотно прилегающие уплотнения вместо экранов или в дополнение к ним. Эти подшипники обычно находятся на маломощных двигателях или на приборах, которые работают с перерывами. Хотя утверждается, что герметичные шарикоподшипники в электродвигателях будут работать до тех пор, пока рабочая температура подшипника остается ниже 150 ° C (302 ° F) и коэффициент скорости DN (мм число оборотов отверстия подшипника в минуту) не превышает 300 000.
Другие исследования показали, что плотно прилегающие уплотнения могут вызывать сильное тепловыделение при трении, а уплотнения со свободной посадкой не могут эффективно исключать попадание атмосферного воздуха и влаги, которые вызывают ухудшение качества смазки. Эти факты не позволяют использовать подшипники со смазкой на весь срок службы в установках, где ожидаемый срок службы в типичной заводской среде составляет более трех лет.
Более того, некоторые эксперты считают, что именно по этой причине производители подшипников не рекомендуют использовать закрытые подшипники размером больше 306 (размер вала 30 мм) на скоростях, превышающих 3600 об/мин.
В директиве 1989 года, выпущенной крупным производителем подшипников, указано значение DN 108 000 в качестве экономического, хотя и не обязательного с технической точки зрения предела для смазки на весь срок службы.
Узнайте больше о методах смазки электродвигателей:
Совершенствование политики смазки электродвигателей
Рекомендации по смазке подшипников электродвигателей
Каталожные номера
Аноним. «Оценка срока службы смазки в подшипниках качения». Данные инженерных наук (Великобритания), номер 78032. 19 ноября.78.
Аутенрит, Дж. «Опыт смазывания двигателей в компании Phillips Petroleum, Суини, Техас». Документация, подготовленная для предыдущих заседаний NPRA.
Ависте, М. «Смазка и профилактическое обслуживание». Смазочная техника , Том 37,2. Февраль 1981.
Блох, Х. «Оптимизированная смазка подшипников качения для центробежных насосов». Документ ASLE № 78-AM-1D-2. Апрель 1978 г.
Бузер, Э. «Когда смазывать подшипники». Конструкция машины . 21 августа 1975 г.
Брозек Р. и Дж. Боннер. «Преимущества шарикоподшипников и их применение в высокоскоростных горизонтальных асинхронных двигателях большой мощности». Транзакции IEEE , Vol. ИГА-7, № 2. Март/апрель 1971 г.
Эшманн, Хасбарген и Вейганд. «Шариковые и роликовые подшипники — теория, конструкция и применение». Нью-Йорк: Джон Вили и сыновья, 1985.
.
Хафнер, Э. «Правильная смазка — ключ к увеличению срока службы подшипников». Машиностроение . Ноябрь 1977 г.
Кугельфишер Георг Шефер и компания FAG. «Смазка подшипников качения». Публикация № 81 103ЕА. Швайнфурт, Германия, 1977 г.
СКФ Индастрис. «Руководство по улучшению смазки подшипников». Бюллетень 144-110. Июль 1981 г.
Об авторе
U.
S. MOTORS – Часто задаваемые вопросы (FAQ)
В: Где я могу найти детали для своего двигателя HVAC или общего назначения с дробной мощностью?
A: Доступные детали можно получить через EIS/Holden (800-367-1212), используя идентификационный номер двигателя.
В: Где я могу найти детали для моего двигателя для бассейна/спа?
A: Доступные детали можно получить через EIS/Holden (800-367-1212) или Parts Company of America (800-323-0620), используя идентификационный номер двигателя.
В: Где я могу получить двигатель на замену? Я не могу найти его в вашем каталоге запасных двигателей.
A: Варианты замены могут зависеть от использования двигателя. Некоторые устройства производятся для OEM-производителей и их конкретного применения. Они являются вашим основным источником замены, если в каталоге нет эквивалента. Наши оптовые торговцы HVAC и промышленные дистрибьюторы могут посоветовать вам другие варианты, если OEM больше не может предоставить замену. Может потребоваться физический осмотр двигателя. Домовладельцы, желающие заменить двигатели в своих устройствах отопления или кондиционирования воздуха, должны обратиться за помощью к своему местному подрядчику по ОВКВ.
В: К кому мне обратиться по поводу обслуживания моего двигателя?
A: Ваш местный магазин EASA может посоветовать варианты обслуживания. Если вашему двигателю меньше года, вы должны отнести его и чек обратно в пункт покупки для гарантийной замены.
Для номинальных характеристик Integral Horsepower марки U.S. MOTORS® в разделе поддержки этого сайта приведены ссылки на авторизованные сервисные станции и другие контактные данные по вопросам обслуживания и гарантии.
В: Где я могу найти детали для своего продукта Integral Horsepower марки U.S. MOTORS®?
A: Любой из дистрибьюторов, перечисленных в поиске дистрибьюторов, может помочь вам с поиском и заказом запчастей.
В: Где найти электрическую схему для моего двигателя?
A: Схемы подключения в режиме онлайн доступны только для продуктов из текущего каталога в нашем электронном каталоге. Для дополнительных оценок вам необходимо отправить нам запрос на диаграмму. Обязательно укажите идентификационный номер на заводской табличке двигателя.
В: Какие типы проводов для принадлежностей можно найти в продуктах марки U.S. MOTORS®?
A: Используемые вспомогательные провода включают обогреватели, датчики подшипников и датчики обмоток. Краткое описание некоторых из них см. в разделе о защите от перегрева обмотки.
В: Можно ли подключить многовыводной двигатель через линию? Если да, то какова процедура для этого?
О: Да, это возможно. Для подключения многовыводного двигателя к линии необходимо использовать соединение «РАБОТА» для соответствующего напряжения на соединительной пластине. Например, на приведенной ниже диаграмме соединение «RUN» показано как соединение полной обмотки. Выводы двигателя T1 и T7 объединены и подключены к линии 1. Выводы T2 и T8 объединены и подключены к линии 2. Выводы T3 и T9 объединены и подключены к линии 3. Дополнительную информацию см. на следующей схеме и в таблице.
Стол 4
Напряжение
L1
L2
L3
ОТКРЫТЫЙ
Полная обмотка
(Т1, Т7)
(Т2, Т8)
(Т3, Т9)
———
Часть обмотки
Т1
Т2
Т3
(Т7) (Т8) (Т9)
Примечание. Чтобы изменить направление вращения, поменяйте местами соединения L1 и L2.
Каждый отвод может иметь один или несколько кабелей, составляющих этот отвод. В этом случае каждый кабель будет промаркирован соответствующим номером отведения.
В: Как правильно отрегулировать осевой люфт ротора после разборки и сборки двигателя?
A: Если двигатель по какой-либо причине будет разобран, необходимо отрегулировать осевой зазор ротора. Используйте одну из следующих процедур, в зависимости от типа упорного подшипника:
1. Сферические Роликовые упорные и радиально-упорные подшипники (с пружинами)
В сферических роликовых или радиально-упорных упорных подшипниках с пружинами установка правильного осевого зазора для предварительного натяга требует контролируемого метода сборки из-за различных отклонений внутри двигателя и трения резьбы контргайки под действием усилия пружины. Установка осевого зазора от 0,005 до 0,008 дюйма требуется для того, чтобы нижний направляющий подшипник мог вернуться в положение разгрузки, когда к двигателю прикладывается внешнее усилие (см. рис. 5). Осевой люфт можно правильно отрегулировать с помощью следующей рекомендуемой процедуры:
Поместите держатель пружины без пружин и нижней упорной шайбы подшипника в отверстие подшипника верхнего кронштейна.
С помощью микрометра глубины измерьте расстояние между верхней частью нижней упорной шайбы и лицевой поверхностью верхней части корпуса подшипника. Запишите это измерение с точностью до трех знаков после запятой.
Добавьте 0,005 и 0,008 дюйма к записанному размеру, чтобы получить правильный минимальный и максимальный диапазон настроек для устройства.
Собрать подшипник с пружинами; Теперь двигатель готов установить осевой люфт.
ПРИМЕЧАНИЕ : Для некоторых конструкций двигателей требуется снятие изготовленной из стали или литого алюминия маслоотражательной перегородки, чтобы обеспечить доступ для измерений микрометром глубины .
Двигатели, оснащенные упорными сферическими роликами или радиально-упорными подшипниками с пружинами, требуют минимальной внешней осевой нагрузки, достаточной для сжатия верхних штамповых пружин и разгрузки нижнего направляющего подшипника от осевого усилия пружины. Необходимую минимальную тягу см. на упорной пластине пружины двигателя.
ПРИМЕЧАНИЕ : Не запускайте двигатель без нагрузки более пятнадцати минут, так как это может привести к повреждению нижнего подшипника, а неправильная посадка упорного подшипника может вызвать вибрацию.
Предварительные измерения для установки осевого люфта не требуются. Конечный люфт может быть установлен любым из следующих методов, описанных в этом разделе.
Для правильной регулировки осевого зазора ротора на узлах с радиально-упорными шарикоподшипниками необходимо установить циферблатный индикатор для считывания осевого перемещения вала. (Расположение циферблатного индикатора см. на рис. 7.) Контргайку регулировки ротора следует поворачивать до тех пор, пока не перестанет двигаться вал вверх. Затем контргайку ослабляют до тех пор, пока не будет получен осевой люфт от 0,005 до 0,008, законтрите контргайку стопорной шайбой.
Двигатели с двумя противолежащими радиально-упорными подшипниками, зафиксированными на опоре для движения вверх и вниз, не требуют регулировки осевого зазора ротора. Однако вал должен быть установлен в исходное положение «АН» (удлинение вала), чтобы предотвратить внешнее воздействие на направляющий подшипник в нижнем кронштейне.
Методы регулировки осевого зазора
Метод 1 (см. рис. 6 и 7)
Этот метод требует, чтобы пользователь установил скрепленную болтами цепь от опоры подшипника обратно к подъемной проушине и вращал контргайку с помощью гаечного ключа и стержня длиной 8 футов до тех пор, пока циферблатный индикатор не покажет неподвижность на конце вала. Затем следует ослабить контргайку, пока не будет получен осевой люфт от 0,005 до 0,008. Зафиксируйте контргайку стопорной шайбой. (См. рис. 7, где показано расположение циферблатного индикатора.)
ПРИМЕЧАНИЕ : Это самый дешевый из трех методов, требующий наименьшего количества оборудования. Этот метод, однако, может быть менее желательным, чем метод 2, так как на узлах с пружинами штампа может возникнуть значительный крутящий момент контргайки.
Включает в себя специальное оборудование:
Способ 2 (см. рис. 8 — Используется только на подпружиненных подшипниках)
В этом методе используются траверса и цепи для наматывания подъемных проушин, гидравлический домкрат (пять тонн) и кран для подъема траверсы. Гидравлический домкрат поддерживается двумя стальными блоками одинаковой толщины поверх опоры подшипника, при этом домкрат упирается в траверсу. На очень тяжелых роторах со сплошным валом ротор можно поднять, поместив второй домкрат под двигатель, чтобы можно было легко провернуть контргайку. После получения правильного диапазона (записанного ранее) законтрите контргайку стопорной шайбой.
ПРИМЕЧАНИЕ : В этом методе используется обычное магазинное оборудование и инструменты. Настройки осевого люфта можно быстро проверить на более крупных изделиях с вертикальным двигателем. Контргайка поднимает только вес ротора.
Необходимое специальное оборудование включает:
Большая траверса с цепями и стопорными болтами
Мостовой кран
Гаечный ключ
Гидравлический домкрат (пять тонн)
Микрометр глубины
Металлические блоки
Индикатор часового типа
Метод 3 (см. рис. 9)
В этом методе используется стальной диск толщиной один дюйм с центральным отверстием для болта на конце вала и два гидравлических домкрата с резьбой, соединенные с одним насосом. Прикладывайте нагрузку к гидравлическому домкрату до тех пор, пока циферблатный индикатор не покажет отсутствие движения на конце вала. (Расположение циферблатного индикатора см. на рис. 7.) Давление гидравлического домкрата следует сбрасывать до тех пор, пока не будет достигнут осевой люфт от 0,005 до 0,008. Зафиксируйте контргайку стопорной шайбой.
ОСТОРОЖНО — При установке осевого зазора не следует использовать чрезмерное гидравлическое давление, иначе может произойти повреждение подшипника.
ПРИМЕЧАНИЕ : Этот метод можно использовать непосредственно на двигателях со сплошным валом, а также на некоторых двигателях HOLLOSHAFT ® с использованием длинного стержня с резьбой и пластины. Его очень легко применять, а настройки можно быстро проверить, особенно в полевых условиях. Контргайка не воспринимает вес ротора или усилие пружины, и ее можно легко провернуть.
Необходимое специальное оборудование включает:
Крепление с гидравлическими домкратами (пять тонн)
Индикатор часового типа или микрометр глубины
Гаечный ключ
ПРЕДУПРЕЖДЕНИЕ. После настройки осевого люфта любым из вышеперечисленных способов дайте устройству поработать 15 минут и еще раз проверьте настройку осевого люфта. Если за пределами диапазона, необходимо сбросить конечный люфт. Все ослабленные или снятые детали должны быть повторно собраны и затянуты в соответствии с первоначальными спецификациями. Держите все инструменты, цепи, оборудование и т. д. вдали от агрегата перед подачей питания на двигатель.
3. Вертикальные стойки NEMA с упорным подшипником в нижней части корпуса
Установка осевого люфта на вертикальных двигателях с рамой NEMA с упорным подшипником на нижнем конце двигателя осуществляется с помощью прокладок на внешней стороне верхнего направляющего подшипника. Осевой люфт следует определить перед разборкой с помощью циферблатного индикатора на конце вала. После завершения ремонта двигатель следует собрать заново с оригинальными регулировочными шайбами. Следует проверить осевой люфт, чтобы убедиться, что исходная настройка сохранена. Если невозможно определить первоначальный осевой люфт из-за повреждения или по другим причинам, обратитесь в отдел обслуживания продукции для получения значений.
В: Что вы рекомендуете в качестве настроек аварийного сигнала и температуры отключения для обмотки RTD?
О: В следующих таблицах (таблицы 1 и 2) показаны температуры аварийного сигнала и отключения в зависимости от эксплуатационного фактора двигателя, номинальной мощности и класса превышения температуры. Эти температуры применимы как к RTD с обмоткой , так и к термопарам . См. раздел, посвященный датчикам температуры обмотки, для получения информации о температуре срабатывания сигнализации/отключения термостатов и термисторов.
Таблица 1: Мониторы с аварийным сигналом и отключением
ТЕМПЕРАТУРА, °C
Изоляция
КЛАСС А
КЛАСС Б
КЛАСС F
Рейтинг
Тревога
Поездка
Тревога
Поездка
Тревога
Поездка
1. 0SF<1500 л.с.
110
120
130
140
140
150
1.0SF>1500 л.с.
105
115
125
135
140
150
1.15SF<1500 л.с.
120
130
140
150
160
165
1. 15SF>1500 л.с.
115
125
135
145
160
165
Таблица 2: Мониторы только с отключением
ИЗОЛЯЦИЯ
ТЕМПЕРАТУРА, °C
РЕЙТИНГ
КЛАСС А
КЛАСС Б
КЛАСС F
1. 0SF<1500 л.с.
110
130
140
1.0SF>1500 л.с.
105
125
140
1.15SF<1500 л.с.
120
140
160
1.15SF>1500 л.с.
115
135
160
В: Подшипники моего устройства слишком горячие, чтобы до них можно было дотронуться, и я беспокоюсь, что это может быть проблемой. Что такое нормальная/безопасная температура подшипника?
A: Подшипники могут быть «слишком горячими, чтобы до них можно было дотронуться». Ниже приведен список стандартных температур для подшипников с минеральной и синтетической смазкой.
Подшипники с минеральной смазкой:
Аварийная температура: 95° по Цельсию
температура отключения: 100° по Цельсию
Подшипники с синтетической смазкой:
температура сигнализации: 110° по Цельсию
температура отключения: 115° по Цельсию
Эти температуры применимы как к подшипникам с консистентной смазкой, так и к подшипникам с масляной смазкой. Кроме того, новые подшипники часто требуют обкатки до 100 часов. В это время температура и уровень шума могут быть немного повышены. Однако эти уровни должны несколько снизиться после периода обкатки.
В: Какие типы подшипников наиболее часто используются в продукции марки U. S. MOTORS®?
A: Мы чаще всего используем антифрикционные подшипники / подшипники качения . Эти подшипники характеризуются элементами качения, которые отделяют неподвижную часть от вращающейся части. Конкретные типы этих подшипников включают:
Радиальные шарикоподшипники (Conrad)
9Тороидальный роликоподшипник 1083 CARB
Двухрядные радиально-упорные шарикоподшипники
Цилиндрические роликоподшипники
Сферические роликовые радиальные подшипники
Радиально-упорные шарикоподшипники
Сферические роликовые упорные подшипники
Ниже приводится краткое описание каждого из перечисленных типов подшипников:
Радиальные шарикоподшипники (Конрад)
Типовой 9Используемые серийные номера подшипников 0004 варьируются от 6200 до 6400 .
Радиальные шарикоподшипники
доступны в виде подшипников открытого типа, экранированных подшипников (одинарных или двойных) и герметичных подшипников. Подшипники Conrad открытого типа, которые поставляются во взрывозащищенных корпусах 180 и выше и ODP/TEFC 400 и выше, требуют, чтобы крышки подшипников содержали смазку в корпусе. Экранированные подшипники, поставляемые со всеми рамами 140 (от ODP/TEFC до рамы 360 и для всех автомобилей), могут использоваться на двигателях без крышек подшипников. Герметичные подшипники, которые «смазаны на весь срок службы», имеют пониженный предел скорости из-за трения уплотнения. Эти закрытые подшипники поставляются только по специальным заказам клиентов.
двухрядных радиально-упорных шарикоподшипников
Радиальные шарикоподшипники
являются наиболее распространенным типом подшипников для использования в электродвигателях. Эти подшипники хороши для умеренных радиальных и осевых нагрузок. Они используются в вертикальных двигателях с большой тягой в качестве направляющего подшипника для мгновенного подъема тяги.
Стандартные используемые номера серий подшипников варьируются от 5200 до 5400 .
Двухрядные радиально-упорные шарикоподшипники
очень похожи на однорядные подшипники Конрада с добавлением дополнительного ряда шариков. Благодаря этому дополнению эти двухрядные подшипники могут выдерживать большие радиальные и осевые нагрузки, чем подшипники Conrad. Двухрядные радиально-упорные шарикоподшипники, открытые, экранированные или герметичные, устанавливаются как на горизонтальные, так и на вертикальные моноблочные насосы, а также на более крупные двигатели с нормальной тягой в качестве упорных подшипников. Размеры больше 5316 недоступны.
Цилиндрические роликоподшипники
Стандартные номера серий подшипников , перед которыми стоит буква «N». Например: N2XX или NU2XX.
Цилиндрические роликоподшипники используются в горизонтальных двигателях, где присутствуют высокие радиальные нагрузки. Хотя цилиндрические подшипники эквивалентны по размеру шарикоподшипникам Conrad, они имеют более низкий предел скорости и доступны только как подшипники открытого типа. Эти подшипники недоступны для двигателей с прямым подключением и поставляются по специальному заказу только для двигателей с радиальной нагрузкой.
сферических роликовых радиальных подшипников
Стандартные номера серий подшипников используются в диапазоне от 22 000 до 24 500 .
Сферические роликовые радиальные подшипники используются в горизонтальных двигателях, которые имеют чрезвычайно высокую радиальную нагрузку, или в двигателях, для которых требуется увеличенный срок службы подшипников. Как правило, эти подшипники шире, чем шарикоподшипники Conrad, т.е. усложнение специальной техники. Кроме того, они имеют более низкий предел скорости, чем цилиндрические роликоподшипники. Сферические роликовые радиальные подшипники не выдерживают осевой нагрузки.
Радиально-упорные шарикоподшипники
Стандартные номера серий подшипников используются в диапазоне от 7200 до 7400.
Радиально-упорные шарикоподшипники
поставляются только с вертикальными двигателями. Вертикальные двигатели с большой тягой, использующие одинарные радиально-упорные подшипники, способны создавать непрерывную тягу только в одном направлении. Несколько радиально-упорных шарикоподшипников могут быть установлены либо вплотную друг к другу для увеличения или уменьшения осевого усилия, либо в тандемных комплектах из двух или более подшипников для сверхвысокой осевой нагрузки.
Сферические роликовые упорные подшипники
Стандартные номера серий подшипников используются в диапазоне от 29 300 до 29 400 .
Упорные сферические роликоподшипники поставляются только с вертикальными двигателями. Эти подшипники могут выдерживать очень высокие осевые нагрузки (до 300 % от стандартной осевой нагрузки) и умеренные радиальные нагрузки. Пружины предварительного натяжения необходимы для обеспечения минимального усилия на подшипники при пуске, чтобы предотвратить проскальзывание подшипников. Кроме того, двигателю постоянно требуется минимальное усилие, чтобы сжать пружины предварительного натяжения и разгрузить нижний направляющий подшипник для максимального срока службы. Обычно требуется водяное охлаждение.
В: Как определить вибрацию машины?
A: критерием, используемым для определения вибрации корпуса подшипника, является пиковое значение нефильтрованной скорости вибрации в дюймах в секунду. Наибольшее значение, измеренное в заданных точках измерения, идентифицирует вибрацию машины.
В: После запроса двигателя, оснащенного изоляцией класса «F», я получил двигатель с классом изоляции «B». Была ли перепутана в моем заказе?
О: Нет, путаницы не было. Мы изготавливаем все наши двигатели с изоляцией класса «F» или выше. Когда на паспортной табличке указан класс «B», это означает, что двигатель предназначен для работы в пределах пределов превышения температуры класса «B». Эти пределы составляют 80 градусов по Цельсию при коэффициенте обслуживания 1,0 и 90 градусов по Цельсию при коэффициенте обслуживания 1,15. В течение многих лет наша политика заключалась в том, чтобы маркировать открытые каплезащищенные двигатели, которые соответствуют этому критерию повышения температуры, с классом изоляции «B», независимо от фактического типа изоляции. Это дает конечному пользователю информацию о том, что двигатель имеет 90 градусов по Цельсию или меньше, повышение температуры при эксплуатационном коэффициенте 1,15.
В: Я потерял следы проводов трехфазного двигателя с девятью выводами. Как я могу повторно идентифицировать эти лиды?
A: Для целей этого теста лучше всего подойдет батарея фонаря на шесть или девять вольт. Используйте вольтметр постоянного тока со шкалой 20 кОм на вольт постоянного тока. Выводы аккумулятора и вольтметра должны быть правильно идентифицированы. Зажимы типа «крокодил» следует использовать на обоих. Двигатель должен быть полностью собран. Проверьте девять проводов на непрерывность с помощью омметра, чтобы определить, подключен ли двигатель звездой (звездой) или треугольником. Двигатель, соединенный треугольником, будет иметь три набора из трех проводов с непрерывностью между ними. С другой стороны, двигатель, соединенный звездой, будет иметь только один набор из трех проводов с непрерывностью между ними и три набора из двух проводов с непрерывностью. Ниже приведены конкретные шаги, которые необходимо предпринять при определении выводов двигателя, подключенного как по схеме «звезда», так и по схеме «треугольник».
Двигатель с соединением треугольником:
С помощью омметра определите три группы по три провода. Разделите эти группы, связав их лентой. Подсоедините провода к паре проводов в группе и наблюдайте за падением напряжения от каждой пары проводов под напряжением к третьему проводу в этой группе. Продолжайте до тех пор, пока не будет найдена комбинация, дающая падение напряжения от каждого из находящихся под напряжением проводов к третьему проводу, равное половине напряжения батареи. Таким образом, отведение, расположенное на полпути между двумя другими, будет угловым отведением дельты. Повторите это для каждой группы отведений, отмечая угловые отведения №1, №2 и №3.
Затем используйте метод индукционного ударного теста, чтобы определить правильную маркировку для двух других проводов каждой группы. Две катушки № 3 и № 6 и № 3 и № 8, действующие параллельно, создадут эффект катушки, расположенной посередине между фактическим положением двух катушек. Поток, создаваемый совместными усилиями № 3 и № 6 и № 3 и № 8, будет перпендикулярен оси № 1 и № 4, № 2 и № 7. Размыкание и замыкание переключателя в этой цепи вызовет толчок в катушках №1 и №9.и № 2 и № 5, но нет удара в № 1 и № 4, № 2 и № 7.
Таким образом, если батарея подключена к контактам №3 и №6 и №3 и №8, как показано, размыкая и замыкая цепь батареи, вольтметр идентифицирует выводы №1, №4 и №9, и их можно отличить, отметив величина, а не полярность. Затем вольтметр можно подключить к клемме № 2 для определения выводов № 5 и № 7. Вводы с № 2 по № 7 будут давать незначительное отклонение или вообще не прогибаться, а выводы с № 2 по № 5 будут давать существенное отклонение.
Затем батарея последовательно перемещается в угол №1. Привяжите батарею между проводами №1, №4 и №9. Замыкание и размыкание цепи будет перпендикулярно к № 3 и № 8 и № 2 и № 5, что приведет к отсутствию отклонения. Однако будет отклонение от отведений № 2 и № 7, № 3 и № 6. Размещение батареи рядом с отведениями № 2 и № 5, № 2 и № 7 будет перпендикулярно выводам № 1 и № 9 и № 3 и № 6, поэтому отклонение не возникает. Отведения № 1 и № 4 и № 3 и № 8 затем будут иметь отклонение, что завершит тестирование двигателя с девятью выводами, соединенными треугольником.
Двигатель со звездообразным соединением:
Пометьте три отведения непрерывностью, №7, №8 и №9. Прикрепите батарею к паре № 8 и № 9, закрепив одну и прошив другую. Подсоедините вольтметр к каждой паре проводов так, чтобы между ними была непрерывность, пока не будет найдена пара, практически не производящая толчков или отклонений. Эта пара отведений состоит из отведений №1 и №4. Затем переместите батарею в комбинацию #7 и #8 , с положительным выводом на выводе №7 и отрицательным выводом, который будет использоваться для мигания вывода №8. Вольтметр расположен на паре № 1 и № 4 так, что на выводе отрицательного провода № 8 наблюдается отклонение вверх по шкале. В этом случае положительный вывод вольтметра является выводом двигателя №1, а отрицательный вывод вольтметра — выводом двигателя №4.
Затем переместите аккумулятор к выводам №7 и №9, при этом положительный вывод должен быть на выводе двигателя №9, а отрицательный — на выводе №7. Идентификация опережения двигателя № 3 затем определяется ударом по шкале вверх. Положительный вывод вольтметра должен быть на этом выводе, а отрицательный вывод должен быть на выводе двигателя №6. Переключите батарею на пару № 8 и № 9, с положительным выводом батареи на выводе № 8 и отрицательным, используемым для мигания. Удар вверх по шкале идентифицирует опережение двигателя № 2. Положительный вывод вольтметра будет находиться на выводе №2, а отрицательный вывод вольтметра будет выводом №5. На этом завершаются основные испытания двигателя с девятью свинцовыми звездами.
В: Какова цель изоляции подшипников?
A: требуется изоляция подшипников, чтобы предотвратить циркулирующие токи ротора, которые могут повредить подшипники. Наша практика заключается в том, чтобы изолировать шейку подшипника вала с неприводной стороны керамическим покрытием (оксидом алюминия) или покрытием Belzona #1111. Изолированные подшипники скольжения приобретаются с наружным диаметром, изолированным производителем подшипников. Изолированные подшипники входят в стандартную комплектацию следующих моделей TITAN® 9.0006 товары:
Все 6-полюсные двигатели
Вертикальные двигатели рамы 5800 и больше
Горизонтальные двигатели рамы 6800 и больше
Двигатели для инверторного режима
Двигатели с подшипниками скольжения
Любой продукт по запросу клиента — размер TITAN® или NEMA (за дополнительную плату для клиента).
В: Необходимо ли изолировать подшипники как с приводной, так и с неприводной стороны, чтобы исключить циркулирующие токи?
A: На приведенной ниже диаграмме стрелками показано направление тока, протекающего через ротор и корпус двигателя. Изоляция любого из подшипников достаточна для устранения блуждающих токов, если двигатель не подключен к приводимому оборудованию.
;
Если изолирован только подшипник со стороны привода, а двигатель подключен к ведомому оборудованию через токопроводящее основание и муфту, блуждающие токи могут вызвать повреждение подшипника, включив ведомое оборудование в цепь. Для разрыва цепи также потребуется изолированное основание или муфта.
Обычно изолируют только подшипник с неприводной стороны. Этого достаточно, чтобы устранить любой ток.
В: Существует ли особая процедура для изоляции подшипников? Если да, то что это за процедура?
A: Ниже приведены некоторые рекомендации, которым необходимо следовать при изоляции подшипников. Нанесите достаточное количество оксида алюминия, чтобы обеспечить окончательную шлифовку до исходных размеров шейки подшипника с шероховатостью поверхности 63 RMS или выше. Фенольный герметик необходимо наносить после первоначальной механической обработки, но перед чистовой шлифовкой.
Рекомендуемые изоляционные материалы:
* Оксид алюминия (Metaceram® 25010 или аналогичный) — P/N
1.
* Связующий материал (Metaceram® 21021 или аналогичный) — P/N
БЕЛЗОНА, ИНК. 2088 С.З. СУД Майами, Флорида 33172 WWW.BELZONA.COM
В: Пожалуйста, объясните пределы вибрации корпуса подшипника.
A: Следующие пределы вибрации относятся к отсоединенным, упруго установленным машинам, работающим без нагрузки. Для машин, испытанных с жестким креплением, указанные значения следует умножить на 0,8. Приведенные здесь уровни вибрации относятся только к вибрациям с внутренним возбуждением. Двигатели, установленные (на месте), могут иметь более высокие уровни.
На рисунках 10a и 10b, взятых из NEMA MG1-7.08, показаны пределы уровней вибрации корпусов подшипников машин с упругой установкой как для нефильтрованных, так и для фильтрованных измерений.
Для нефильтрованной вибрации измеренный уровень скорости не должен превышать предела для соответствующей кривой на рисунке 10а, соответствующей частоте вращения. Для отфильтрованной вибрации уровень скорости на каждой составляющей частоты спектрального анализа не должен превышать значения соответствующей кривой на рисунке 10а на этой частоте.
Рис. 10. Пределы вибрации машины
Рисунок 10а
Рисунок 10b
Вибрация Ограничение
Тип машины — общие примеры
0,15
Стандартные промышленные двигатели; двигатели для коммерческого или бытового использования
0,08
Двигатели станков; средние/большие двигатели с особыми требованиями
0,04
Двигатели для шлифовальных кругов; малые двигатели с особыми требованиями
0,02
Прецизионные шпиндельные и шлифовальные двигатели
0,01
Прецизионные двигатели с особыми требованиями
В: Как можно повторно смазывать двигатели, находящиеся в эксплуатации?
A: узлы предварительно смазываются на заводе и не требуют начальной смазки. Интервал повторной смазки зависит от скорости, типа подшипника и обслуживания. Рекомендуемые интервалы смазки и рекомендуемые смазки см. в таблице в Руководстве по эксплуатации и эксплуатации, прилагаемом к двигателю. Условия эксплуатации могут потребовать более частой смазки. Двигатель должен находиться в состоянии покоя, а электрические элементы управления должны быть заблокированы, чтобы предотвратить подачу питания во время обслуживания двигателя (см. раздел «Безопасность»). Если двигатель вывозится из хранилища, обратитесь к процедурам хранения.
Для повторной смазки подшипников снимите сливную пробку. Осмотрите слив смазки и удалите засор механическим щупом, стараясь не повредить подшипник. Ни при каких обстоятельствах нельзя использовать механический датчик во время работы двигателя. Добавьте новую смазку во впускное отверстие для смазки. Новая смазка должна быть совместима со смазкой, уже находящейся в двигателе (см. Таблицу 1 в Руководстве по эксплуатации и техническому обслуживанию для получения дополнительной информации). Дайте двигателю поработать от 15 до 30 минут со снятой сливной пробкой, чтобы удалить лишнюю смазку. Выключите агрегат и установите на место сливную пробку. Верните двигатель в сервис.
ОСТОРОЖНО
Чрезмерное смазывание может привести к перегреву подшипника, преждевременному разрушению смазки и выходу подшипника из строя. Следует проявлять осторожность в отношении чрезмерного смазывания.
ОСТОРОЖНО
Смазки на разных основах (литиевые, полимочевины, глины и т. д.) могут быть несовместимы при смешивании. Смешивание таких смазок может привести к сокращению срока службы смазки и преждевременному выходу подшипника из строя. Предотвратите такое смешивание, разобрав двигатель, удалив всю старую смазку из подшипников и корпусов (включая все отверстия для заливки и слива смазки). Осмотрите и замените поврежденные подшипники. Заполните корпуса подшипников и подшипники примерно на 30% новой смазкой. Удалите лишнюю смазку, выступающую за края колец подшипников и фиксаторов. Рекомендуемые смазки см. в Таблице 2 в Руководстве по эксплуатации и техническому обслуживанию.
В: Влияет ли способ установки машины на ее вибрацию?
А: Да. При оценке вибрации электрических машин важно понимать монтаж машины, поскольку монтаж и вибрация тесно связаны. Два пассивных (допускающих незначительные внешние воздействия на машину) способа монтажа двигателя — упругий монтаж и жесткий монтаж. Ниже приводится краткое описание каждого из них и объяснение их влияния на вибрацию.
Упругое крепление: Упругое крепление подразумевает подвешивание машины на пружине или ее установку на какой-либо эластичной опоре (резине, пружинах и т. д.). Собственные частоты колебаний системы подвески и машины должны быть менее 25 % частоты, соответствующей наименьшей скорости испытуемой машины. Эффективная масса упругой опоры должна быть не более 10 % массы машины, чтобы уменьшить влияние массы и моментов инерции этих частей на уровень вибрации.
Жесткая установка: Жесткая установка предполагает крепление машины непосредственно к относительно массивному фундаменту. Согласно NEMA MG1-7.06, относительно массивный фундамент имеет вибрацию, которая во время испытаний ограничена пиковым значением 0,02 дюйма/с (пиковое значение 0,5 мм/с) выше любых фоновых вибраций. Горизонтальная и вертикальная собственные частоты всей испытательной установки не должны совпадать в пределах +10 % частоты вращения машины, в пределах +5 % двухкратной частоты вращения или в пределах +5 % однократной и двукратной частоты вращения. частота электрической сети.
В: После длительного хранения мотора я готов установить его. Существует ли какая-либо особая процедура проверки, которой необходимо следовать?
А: Да. После хранения двигатель должен быть проинспектирован на одной из наших авторизованных станций технического обслуживания. Эта проверка должна включать следующие элементы:
Проведите внешний осмотр двигателя, чтобы убедиться, что агрегат чист, вентиляционные отверстия свободны от препятствий и повреждений нет.
Проведите проверку обмоток двигателя мегомметром, чтобы убедиться в удовлетворительном сопротивлении изоляции.
Проверните вал, чтобы проверить наличие шероховатостей в подшипниках или помех между вращающимися и неподвижными частями.
Выполните стендовые испытания устройства, чтобы проверить, нет ли чрезмерного тока. рисунок, шум или вибрация.
Повторно смажьте подшипники двигателя (при необходимости) в соответствии с инструкцией по эксплуатации устройства.
Авторизованный сервисный центр должен установить табличку/бирку с указанием даты проверки. Внесите любые исправления, которые покажет проверка.
В: Как класс системы изоляции двигателя связан с повышением температуры обмотки?
A: В таблице 3 приведены средние значения повышения температуры обмотки для различных двигателей. Температура поверхности рамы обычно на 15–20 градусов по Цельсию ниже, чем средняя температура обмотки, в зависимости от размера и типа двигателя, а также от стандартных производственных отклонений. Например, двигатель класса F с эксплуатационным фактором 1,15 имеет допустимое повышение средней температуры обмотки на 115 градусов по Цельсию. Этот двигатель имеет общую температуру 155 градусов по Цельсию с учетом максимально допустимой температуры окружающей среды 40 градусов по Цельсию. Таким образом, температура поверхности корпуса двигателя может достигать 135-140 градусов по Цельсию в зависимости от условий окружающей среды и нагрузки.
Таблица 3. Среднее повышение температуры обмотки
(При максимальной температуре окружающей среды 40°C; температура указана в градусах C)
Класс изоляции
А
Б
Ф
Н
Двигатели с эксплуатационным коэффициентом 1,0, отличные от перечисленных ниже
60
80
105
125
Все двигатели с сервис-фактором 1,15 или выше
70
90
115
——
Полностью закрытые невентилируемые двигатели с сервис-фактором 1,0
65
85
110
130
Двигатели с герметизированными обмотками и коэффициентом эксплуатации 1,0, все корпуса
65
85
110
——
В: Как получить детали для старых двигателей марки U. S. MOTORS® или двигателей, на которые еще распространяется гарантия?
A: Чтобы получить детали для старых двигателей марки U.S. MOTORS® или двигателей, на которые еще распространяется гарантия, необходимо обратиться к одному из наших дистрибьюторов.
В: Что вызывает пенообразование смазочного масла в моем вертикальном двигателе?
A: вспенивание масла обычно происходит из-за попадания в масло влаги, очищающих растворителей и т. д. Загрязняющие вещества имеют тенденцию обесцвечивать масло, придавая ему молочный вид, и пузырьки будут очень медленно рассеиваться после остановки двигателя.
Основным методом устранения пенообразования является тщательная паровая очистка масляного резервуара и связанных с ним деталей и их высушивание. Основное внимание уделяется тому, чтобы убедиться, что все загрязнения были удалены, а в резервуаре полностью отсутствует влага. Если проблема не устранена, в качестве добавки для предотвращения пенообразования доступны пеногасители.
В: На моем двигателе есть соединительная табличка с надписью «Двойной пуск по схеме «звезда», работа по схеме «треугольник» с PWS при низком напряжении». Как мне его подключить?
A: Этот двигатель очень универсален и может использоваться в различных источниках питания. Это машина с двойным напряжением, и ее можно использовать при любом напряжении, как указано на соединительной пластине. Он предназначен для использования на стартере Wye Start, Delta Run. Это специальный контактор двигателя, который запускает двигатель по схеме «звезда» для ограничения пускового тока, а затем переключается на треугольник для работы. Двигатель не должен работать в соединении звездой более 30 секунд, так как это может привести к серьезному повреждению обмотки. Этот двигатель также может быть запущен через линию и работать на соединении треугольником.
Кроме того, двигатель можно использовать на низковольтном соединении в качестве пускового двигателя с частичной обмоткой, а также для ограничения требуемого пускового тока. Через короткий промежуток времени он переключается на полную обмотку.
В: Какова процедура изменения направления вращения двигателей TEFC?
A: Двигатели TEFC марки U.S. MOTORS® оснащены внешними вентиляторами охлаждения одного из трех типов:
Винтовой тип (большинство двухполюсных и некоторые двигатели меньшего размера)
Sirocco тип (большинство четырехполюсных двигателей)
Радиальный тип (некоторые двух- и четырехполюсные двигатели; все шестиполюсные и более медленные двигатели)
Радиальные вентиляторы типа являются двунаправленными. Однако винты , и sirocco являются однонаправленными. Хотя изменение направления вращения двигателя с 9Пропеллер 0003 типа требует другого вентилятора, sirocco типа можно поменять местами в полевых условиях, выполнив следующие действия:
Снимите кожух вентилятора, чтобы получить доступ к вентилятору.
Снимите вентилятор с вала. Это может потребовать нагрева ступицы вентилятора, чтобы освободить ее от вала.
Снимите «перегородку» с корпуса вентилятора и установите ее на противоположной стороне. Для этого потребуется просверлить и нарезать новые монтажные отверстия (используйте «перегородку» в качестве шаблона).
Установите вентилятор обратно на вал так, чтобы «отражательная пластина» была обращена к двигателю.
Установите на место кожух вентилятора.
Удалите все стрелки направления вращения, поверните на 180 градусов и переустановите.
При необходимости поменяйте местами провода, чтобы получить нужное направление вращения.
ПРИМЕЧАНИЕ. Убедитесь, что питание отключено и приняты меры для предотвращения случайного перезапуска двигателя, прежде чем пытаться выполнить любую из вышеперечисленных процедур.
В: К кому мне обратиться, чтобы получить данные перемотки для конкретного двигателя?
A: Если вы являетесь одним из наших авторизованных сервисных центров, вы можете получить данные перемотки, связавшись с нашим дистрибьюторским центром Southaven по телефону 662-342-7373 9.0003 . Однако, если вы не являетесь авторизованным сервисным центром, вы должны связаться с дистрибьютором, чтобы получить эту информацию.
В: Существует ли особая процедура, которой следует следовать при перемотке инверторных двигателей марки U.S. MOTORS®? Если да, то не могли бы вы объяснить это.
A: Ниже приведены рекомендации по перемотке инверторных двигателей марки U.S. MOTORS®:
Используйте магнитную проволоку инверторного класса. Если нет в наличии, тройной провод можно заменить.
Избегайте незакрепленных обмоток – при необходимости используйте заполнители пазов.
Изоляция между фазами, центр каждой группы катушек, оба витка и пазы.
Закрепите концевые витки — свяжите оба конца обмотки.
Будьте особенно осторожны, чтобы не повредить обмотку магнитного провода.
Рекомендуется два цикла обработки VPI для всех перемоток.
В: Каково значение обогревателя и как он влияет на гарантию?
A: В электродвигателях по требованию заказчика часто устанавливаются обогреватели для предотвращения конденсации влаги в двигателе, когда он не работает. В тех случаях, когда возможность образования конденсата не является фактором или когда непрерывная работа двигателя предотвращает образование конденсата, обогреватели не нужны.
Наша гарантийная политика распространяется на производственные дефекты и допускает ремонт или замену для устранения любых ситуаций, которые могут возникнуть в течение гарантийного периода. Отказ двигателя из-за конденсации не попадает в эту категорию и, следовательно, не считается гарантийным случаем. Если проектные планы и спецификации не требуют обогревателей, то обогреватели, имеющиеся в блоке, можно оставить неподключенными, а заводскую табличку с указанием гарантии можно удалить. Однако, как указывалось ранее, отказ двигателя из-за конденсации не является гарантийным случаем.
В: Почему для двигателей с подпружиненными упорными подшипниками существуют минимальные требования к внешнему прижимному усилию? Каковы эти требования?
A: Двигатели, оснащенные подпружиненным упорным подшипником, требуют минимальной внешней осевой нагрузки, достаточной для сжатия верхних штамповых пружин и разгрузки нижнего направляющего подшипника от осевого усилия пружины. В Таблице 5 указаны требуемые минимальные значения осевого усилия, соответствующие номерам деталей подшипников.
ПРИМЕЧАНИЕ : Не запускайте двигатель без нагрузки более пятнадцати минут, так как это может привести к повреждению нижнего подшипника, а неправильная посадка упорного подшипника может вызвать вибрацию.
В: Каковы ваши расценки на техническое обслуживание/пуско-наладочные работы?
A: Конкретные тарифы и условия см. в таблице тарифов (табл. 9) в Руководстве по обслуживанию продукта. Ниже приведены различные положения, касающиеся этих ставок.
Приобретение технических услуг/услуг по пуско-наладке по ценам, указанным ниже, дает заказчику право на услуги инженера по пуско-наладке:
Визуально осмотрите все оборудование, указанное в покрытом заказе на поставку, чтобы убедиться, что все такое оборудование находится в надлежащем состоянии для запуска и работы.
Следите за работой оборудования, чтобы убедиться, что все оборудование марки U.S. MOTORS® работает в соответствии со спецификациями и не имеет электрических и механических дефектов.
Провести обучение по надлежащему техническому обслуживанию, смазке и эксплуатации оборудования марки U.S. MOTORS®.
Клиент должен предоставить уведомление за две (2) недели при запросе запуска. В случае, если запуск не может быть завершен из-за того, что какое-либо оборудование не готово к запуску, с клиента будет взиматься плата за всю поездку, и потребуется дополнительное разрешение или новый заказ на поставку, если необходимы последующие поездки.
В случае, если техническое обслуживание/пуско-наладочные работы не могут быть выполнены из-за гарантийных проблем с оборудованием марки U.S. MOTORS®, с клиента не будет взиматься плата за время, необходимое для внесения исправлений в такое оборудование. Если из-за таких проблем с гарантией потребуются дополнительные поездки, дополнительные поездки будут за наш счет.
В результате покупки технического обслуживания/запуска мы не несем ответственности за выполненные работы или оборудование, поставленное другими, и не даем никаких дополнительных гарантий
ПРИМЕЧАНИЕ. Минимальный счет за внешнее техническое обслуживание составляет 300 долларов США нетто. (НЕ ВКЛЮЧАЕТ РАСХОДЫ.)
В: Как класс системы изоляции двигателя связан с повышением температуры обмотки?
A: согласно NEMA MG1 12. 15-16 превышение температуры обмотки над температурой охлаждающей среды (температурой окружающей среды) не должно превышать значений, указанных в следующей таблице (таблица 3). См. также раздел «Изоляция класса B и класса F».
Таблица 3: Среднее превышение температуры обмотки
(При максимальной температуре окружающей среды 40°C; температура указана в градусах Цельсия)
Класс изоляции
А
Б
Ф
Х
Двигатели с эксплуатационным коэффициентом 1,0, отличные от перечисленных ниже
60
80
105
125
Все двигатели с сервис-фактором 1,15 или выше
70
90
115
——
Полностью закрытые невентилируемые двигатели с сервис-фактором 1,0
65
85
110
130
Двигатели с герметизированными обмотками и коэффициентом эксплуатации 1,0, все корпуса
65
85
110
——
В: Существует ли стандартный метод проверки вибрации двигателя? Если это так, пожалуйста, объясните это.
О: Да, существует стандартный метод проверки вибрации. Следующие схемы иллюстрируют эту процедуру как для горизонтальных (рис. 1), так и для вертикальных (рис. 2) двигателей.
Рис. 1. Горизонтальные двигатели (вид сверху на двигатель)
Рисунок 2: Вертикальные двигатели (вид спереди на двигатель)
В: Правда ли, что использование обогрева струйным напряжением дает преимущества перед обычными обогревателями? Если да, то каковы эти преимущества?
A: Да, нагрев струйным напряжением имеет некоторые явные преимущества, особенно при применении в полевых условиях после сборки двигателя. Нагрев струйным напряжением не требует снятия и разборки двигателя. Кроме того, он выгодно отличается стоимостью, обеспечивает улучшенное распределение тепла, не требует дополнительной проводки к двигателю. Спецификации для добавления нагрева под напряжением можно получить в отделе обслуживания продукции.
В: Что такое вибрационная полоса?
A: Бандаж – это метод разделения частотного диапазона на частотные диапазоны и применения предела вибрации к каждому отдельному диапазону. Бандаж признает, что уровень вибрации на различных частотах является функцией источника возбуждения и сгруппирован или объединен в группы, кратные частоте вращения.
В: Объясните, пожалуйста, пределы неотфильтрованной вибрации для стандартных машин.
A: для стандартных машин, установленных на упругой основе, неотфильтрованная вибрация не должна превышать уровни скорости, показанные на верхней кривой рисунка 10а. Например, пределы частоты вращения показаны в таблице 11:
Таблица 11. Пределы вибрации без фильтрации
Скорость, об/мин
Частота вращения, Гц
Скорость, дюйм/с пиковая (мм/с)
3600
60
0,15 (3,8)
1800
30
0,15 (3,8)
1200
20
0,15 (3,8)
900
15
0,12 (3,0)
720
12
0,09 (2,3)
600
10
0,08 (2,0)
В: Датчики температуры обмотки каких типов используются в продукции марки U. S. MOTORS®?
A: определенные типы датчиков температуры обмотки включают термостаты, резистивные датчики сопротивления, термисторы и термопары. Ниже приводится краткое описание каждого из них.
Обмоточные термостаты
Обмотка RTD
Термисторы обмотки
Термопары
Обмоточные термостаты
Термостаты для обмотки представляют собой биметаллические переключатели мгновенного действия, срабатывающие от температуры. Их цель — активировать устройство предупреждения или просто отключить двигатель при чрезмерной температуре обмотки при подключении к цепи управления двигателем.
Термостаты изготавливаются либо с нормально замкнутыми контактами (размыкаются при высоких температурах), либо с нормально разомкнутыми контактами (замыкаются при высоких температурах). Точка переключения температуры термостата предварительно откалибрована производителем и не регулируется. Сброс происходит автоматически после снижения температуры. Термостаты обычно устанавливаются в концевых витках соединения обмотки двигателя. Стандартная процедура заключается в соединении трех термостатов вместе в комплекте, по одному термостату, встроенному в каждую фазу обмотки. Открытые термостаты обычно подключаются параллельно, а закрытые термостаты подключаются последовательно. Обратитесь к рисунку ниже для дальнейшего пояснения
Как видно на рисунке выше, к выходной коробке двигателя подходят только два провода. Выводы нормально замкнутого (нормально замкнутого) термостата имеют маркировку P1 и P2 . Термостаты нормально открытого термостата имеют маркировку P3 и P4 .
См. таблицу ниже (Таблица 6) для аварийного сигнала термостата и температур отключения.
Таблица 6: Таблица температуры термостата
Температуры указаны в °C
Сервис-фактор
1,00
1. 15 и выше
Назначение
Тревога
Выключение
Тревога
Выключение
Темп. Класс подъема
А
Б
Ф
А
Б
Ф
А
Б
Ф
А
Б
Ф
Открытые двигатели
Н. О.
95
118
140
106
132
150
106
132
150
118
140
160
Без
НЗ
100
120
140
110
130
150
110
130
150
120
140
160
Воздуховоды:
НЗ (R&T)
100
120
140
110
130
150
110
130
150
120
140
160
Открытые двигатели
Н. О.
106
132
150
118
140
160
118
140
150
132
150
160
с воздуховодами и
НЗ
110
130
150
120
140
160
120
140
150
130
150
160
Двигатели TEFC:
НЗ (R&T)
110
130
150
120
140
160
120
140
150
130
150
160
Термометры сопротивления
(резистивные датчики температуры) представляют собой прецизионные проволочные резисторы с известной характеристикой термостойкости. Мы используем плоские RTD формованного ленточного типа толщиной всего 0,030 дюйма. Резистивные датчики сопротивления устанавливаются в пазах двигателей с формованной обмоткой, а также в пазах или концевых витках двигателей с кашицеобразной обмоткой.
RTD
, используемые в обмотках двигателя, имеют сопротивление 10 Ом, 100 Ом или 120 Ом. Каждый тип RTD имеет свою специфическую характеристику сопротивления. Основные извещатели перечислены ниже в таблице 7.
Таблица 7: Обмотка RTD
ОМ
ЭЛЕМЕНТ
# ВЫВОДЫ
10 Ом при 25°C
Медный провод
3
100 Ом при 0°C
Платиновый провод
3
120 Ом при 0°C
Никелевый провод
2*
* Также доступен с 3 проводами.
Все провода RTD выведены в выходную коробку двигателя. Выводы RTD идентифицируются в наборах, используя C1 , T1 , T1 и C11 , T11 , T11 для одной и той же фазы. Поскольку выводы всегда подводятся к клеммным колодкам, выводы заканчиваются вилкообразными клеммами.
См. значения температуры аварийного сигнала и отключения в зависимости от эксплуатационного фактора двигателя, номинальной мощности и класса превышения температуры.
Термисторы обмотки
Термистор представляет собой нелинейный резистивный датчик температуры, изготовленный из полупроводникового материала. Мы используем термисторы с положительным температурным коэффициентом (PTC), сопротивление которых увеличивается с повышением температуры. Каждый отдельный термистор имеет свою собственную уникальную характеристику зависимости сопротивления от температуры. Термисторы обычно устанавливаются в концевых витках двигателя. В зависимости от контроллера они подключаются либо последовательно, либо в «цепь с общим выводом». Обе схемы показаны ниже.
Ниже приводится краткое описание контроллеров и термисторов, поставляемых различными компаниями:
Корпорация управления питанием (PCC)
В прошлом мы поставляли термисторы серий PCC 600, 900, 8000 и 9000. Сейчас мы используем только термисторы серии 8000. Максимум три термистора серии PCC 8000 устанавливаются в конфигурации с общим проводом. Не устанавливайте их последовательно, иначе это приведет к ложному срабатыванию. PCC производит множество контроллеров, в том числе специальный контроллер для системы тепловой охраны. Торговая марка контроллера PCC — «MOTOGUARD». Для термисторов PCC, не являющихся термодатчиками, термисторы имеют внутреннюю проводку в общих конфигурациях выводов с выводами, помеченными 9.0003 TM5 , TM6 , TM7 и TM8 . Провод TM5 является общим проводом.
Техасский инструмент (TI)
TI в настоящее время использует термисторы PTC серий 4BA и 7BA. Термисторы серии 4BA обычно используются в новых и перемотанных двигателях и содержат медный коллектор тепла для быстрого срабатывания. Серия 7BA обычно используется на существующих двигателях и содержит только небольшой шарик термистора для облегчения установки. Термисторы TI соединены последовательно. Три термистора могут быть установлены последовательно без ложного срабатывания контроллера. Наша процедура заключается в том, чтобы вывести все шесть выводов и выполнить последовательное соединение в розетке. Пары выводов термистора имеют маркировку 9.0003 TM1 , TM2 и TM3 . Стандартный контроллер TI представляет собой модуль управления 50AA.
Сименс
В настоящее время мы используем термистор Siemens Q63100-P, PTC. Термисторы Siemens должны быть подключены последовательно. Шесть термисторов могут быть соединены последовательно без ложного срабатывания контроллера. Наша стандартная процедура заключается в последовательной установке трех термисторов и выводе всех шести выводов, что обеспечивает последовательное соединение в выходной коробке. Пары выводов термистора имеют маркировку 9.0003 TM1 , TM2 и TM3 . Стандартный контроллер Siemens представляет собой модуль управления расцепителем 3UN, который имеет Н.О. и размыкающий контакт.
В следующей таблице (Таблица 8) показаны температуры аварийного сигнала и отключения (в °C) для термисторов 1,0 и 1,15 SF в зависимости от требуемого класса превышения температуры.
В новой системе Thermasentry® используются термисторы Siemens B59100M, соединенные последовательно, и контроллер Siemens 3RN1010.
Таблица 8: Таблица настройки температуры термистора
Температуры указаны в ° C
Сервис-фактор
1,0
1. 15 — УП
Назначение
АВАРИЙНЫЙ СИГНАЛ
ВЫКЛЮЧЕНИЕ
АВАРИЙНЫЙ СИГНАЛ
ВЫКЛЮЧЕНИЕ
Класс темп. Подъем
А
Б
Ф
А
Б
Ф
А
Б
Ф
А
Б
Ф
Открытые двигатели без воздуховодов
ПКК, ПТК 8000
105
115
145
115
125
155
105
125
155
115
135
165
ТИ, 4BA Серия
105
115
145
115
125
155
105
125
155
115
135
165
ТИ, серия 7ВА
105
115
145
115
125
155
105
125
155
115
135
165
Сименс
100
120
140
110
130
155
110
130
155
120
140
160
Открытый с воздуховодами и двигателями TEFC
ПКК, ПТК 8000
105
125
155
115
135
165
115
135
155
125
145
165
ТИ, 4BA Серия
105
125
155
115
135
165
115
135
155
125
145
165
ТИ, серия 7ВА
105
125
155
115
135
165
115
135
155
125
145
165
Сименс
110
130
150
120
140
160
120
140
155
130
150
160
Термопары
Термопара представляет собой пару разнородных проводников, соединенных в одной точке таким образом, что за счет термоэлектрических эффектов возникает электродвижущая сила (ЭДС).
Какие действия при дорожно-транспортном происшествии должны немедленно осуществить водители, причастные к нему?
1Остановить (не трогать с места) транспортное средство, включить аварийную сигнализацию и выставить знак аварийной остановки
2Освободить проезжую часть
3Сообщить о случившемся в полицию
После ДТП, каждый водитель, являющийся участником данного ДТП обязан:
1. немедленно остановить (не трогать с места) ТС;
2. включить аварийную сигнализацию и выставить знак аварийной остановки, на той полосе движения, на которой находится ТС, со стороны худшей видимости.
Далее оценить наличие или отсутствие пострадавших, после чего действовать согласно пунктов 2.6, 2.6.1 ПДД.
Первые два требования при ДТП, перечисленные во втором ответе, первостепенны во всех случаях. (Пункт 2.5. ПДД).
Правильный ответ:
1. Остановить (не трогать с места) транспортное средство, включить аварийную сигнализацию и выставить знак аварийной остановки
Вопрос №1 из темы:
Общие обязанности водителей
1% пользователей делают ошибку в вопросе подробнее
В чем особенность скоростного режима на этом участке дороги?
1Минимальная допустимая скорость движения по левой полосе – 40 км/ч
2Рекомендуемая скорость движения – 40 км/ч
3Минимальная допустимая скорость движения – 40 км/ч
Табличка 8. 14 «Полоса движения» указывает, что действие знака 4.6 «Ограничение минимальной скорости» распространяется только на ту полосу движения, над которой находится знак.
Так как действие происходит в населённом пункте, на данном участке по правой полосе можно двигаться со скоростью, не превышающей 60 км/ч, на левой полосе скорость должна быть не менее 40 км/ч и не более 60 км/ч.
Правильный ответ:
1. Минимальная допустимая скорость движения по левой полосе – 40 км/ч
Вопрос №2 из темы:
Предписывающие знакиЗнаки дополнительной информацииДорожные знаки
13% пользователей делают ошибку в вопросе подробнее
Какие из указанных знаков запрещают поворот налево?
1Все
2А и В
3А и Б
4Только А
На перекрёстке, перед которым установлен знак
«А» — 5.13.1 «Выезд на дорогу с полосой для маршрутных транспортных средств», запрещается поворот налево других транспортных средств. Запрещает поворот всем видам транспортных средств и знак «В» — 6.3.1 «Место для разворота». Среди изображённых знаков следует обратить внимание на знак «Б» — 3.19 «Разворот запрещён», который, наоборот, поворот налево не запрещает.
Правильный ответ:
2. А и В
Вопрос №3 из темы:
Запрещающие знакиЗнаки особых предписанийИнформационные знакиДорожные знаки
15% пользователей делают ошибку в вопросе подробнее
Можно ли Вам повернуть направо на этом перекрёстке?
1Можно, если Вы проживаете или работаете на территории, расположенной справа от перекрестка
2Нельзя
3Можно
Знак 6.8.2 «Тупик» указывает, что примыкающая дорога не имеет сквозного проезда. Каких-либо ограничений он не вводит.
Правильный ответ:
3. Можно
Вопрос №4 из темы:
Информационные знакиДорожные знаки
5% пользователей делают ошибку в вопросе подробнее
Разрешается ли Вам перестроиться?
1Запрещается
2Разрешается только на соседнюю полосу
3Разрешается, если скорость грузового автомобиля менее 30 км/ч
Прерывистую линию разметки 1.5 , находящуюся слева пересекать не запрещается, поэтому Вам можно перестроиться на левую (соседнюю) полосу и продолжить движение по ней. (Пункт 6.7 ПДД).
Правильный ответ:
2. Разрешается только на соседнюю полосу
Вопрос №5 из темы:
Горизонтальная разметкаСигналы светофора и регулировщикаДорожная разметка
14% пользователей делают ошибку в вопросе подробнее
Разрешено ли Вам движение?
1Разрешено, только для выполнения разворота
2Разрешено только направо
3Запрещено
Вспоминаем старый преподавательский приём, афоризм: «правая вытянутая рука (со стороны правого бока) — шлагбаум». Движение запрещено. (Пункт 6.10 ПДД).
Правильный ответ:
3. Запрещено
Вопрос №6 из темы:
Сигналы светофора и регулировщикаПроезд перекрестковСигналы регулировщика
14% пользователей делают ошибку в вопросе подробнее
Водитель легкового автомобиля должен выключить указатели левого поворота:
1После опережения грузового автомобиля
2После возвращения на правую полосу
3После перестроения на левую полосу
Показанная траектория состоит из трёх фаз. Первая фаза — перестроение в параллельный ряд.
Как только Вы его закончили, выключите левый сигнал указателя поворота. Вторая фаза – двигаетесь в параллельном ряду – включать сигналы не следует.
Третья фаза – перестроение, возвращение на ранее занимаемую полосу.
Перед перестроением включаете правый сигнал поворота. Закончив перестроение, выключаете его. («Техника управления автомобилем», пункт 8.1 ПДД).
Правильный ответ:
3. После перестроения на левую полосу
Вопрос №7 из темы:
Начало движения и маневрирование
9% пользователей делают ошибку в вопросе подробнее
По какой траектории Вам разрешается выполнить поворот налево?
1Только по Б
2Только по А
3По любой из указанных
В случае отсутствия знака 5. 15.1 «Направления движения по полосам» следовало бы выполнить поворот налево по траектории «А». Но на перекрёстках , перед которыми и на которых имеются знаки 5.15.1 и 5.15.2 , выезд на трамвайные пути запрещён.
Правильный ответ:
1. Только по Б
Вопрос №8 из темы:
Знаки особых предписанийПроезд перекрестковДорожные знаки
14% пользователей делают ошибку в вопросе подробнее
Вы имеете право выполнить разворот:
1Только по траектории Б
2Только по траектории А
3По любой траектории из указанных
Знак 3.18.2 «Поворот налево запрещен» не запрещает производить разворот на перекрестке перед которым он установлен. Вы имеете право выполнить разворот по любой траектории из указанных.
Правильный ответ:
3. По любой траектории из указанных
Вопрос №9 из темы:
Запрещающие знакиДорожные знаки
14% пользователей делают ошибку в вопросе подробнее
Вам можно продолжить движение:
1По правой или средней полосе
2По любой полосе
3Только по правой полосе
Действие происходит вне населённого пункта. Вам запрещено движение по другим полосам при свободной правой полосе. (Пункт 9.4 ПДД).
Правильный ответ:
3. Только по правой полосе
Вопрос №10 из темы:
Расположение транспортных средств на проезжей частиДвижение по автомагистралям
12% пользователей делают ошибку в вопросе подробнее
Разрешено ли Вам после опережения первого автомобиля продолжить движение по левой полосе?
1Разрешено
2Запрещено
3Разрешено, если Вы намерены опередить второй автомобиль
Вне населённого пункта именно в такой ситуации при наличии двух полос в данном направлении разрешается оставаться на левой полосе, чтобы не осуществлять лишние маневры во время опережения.
При этом Вы не должны создавать помехи транспортным средствам, движущимся за Вами с более высокой скоростью. (Пункт 9.4 ПДД).
Правильный ответ:
3. Разрешено, если Вы намерены опередить второй автомобиль
Вопрос №11 из темы:
Расположение транспортных средств на проезжей частиДвижение по автомагистралям
10% пользователей делают ошибку в вопросе подробнее
Нарушил ли водитель грузового автомобиля правила стоянки?
1Не нарушил
2Нарушил, если разрешенная максимальная масса автомобиля более 2,5 т
3Нарушил
Ставить автомобиль на стоянку на проезжей части нельзя, так как расстояние между автомобилем и сплошной линией разметки будет менее 3 м, что недопустимо.
Грузовым автомобилям любого типа не допускается стоянка и с частичным, и с полным заездом на тротуар.
Это допускается делать только водителям легковых автомобилей и мотоциклов, и только в местах, обозначенных соответствующими знаками.
Водитель данного автомобиля нарушил правила стоянки. (пункты 12.2, 12.4 ПДД).
Правильный ответ:
3. Нарушил
Вопрос №12 из темы:
Остановка и стоянка
6% пользователей делают ошибку в вопросе подробнее
Кто из водителей, выполняющих поворот, нарушит Правила?
1Только водитель мотоцикла
2Оба
3Только водитель легкового автомобиля
4Никто не нарушит
Знак 4.1.1 «Движение прямо» в данном случае установлен непосредственно перед пересечением проезжих частей, т.е перед перекрестком.
Можно продолжать движение только прямо. В данной ситуации нарушают Правила оба водителя.
Правильный ответ:
2. Оба
Вопрос №13 из темы:
Предписывающие знакиПроезд перекрестковДорожные знаки
7% пользователей делают ошибку в вопросе подробнее
Вы намерены продолжить движение в прямом направлении. Ваши действия?
1Уступите дорогу легковому автомобилю
2Уступите дорогу легковому автомобилю и мотоциклу
3Проедете перекресток первым
Перекрёсток равнозначный. При определении порядка проезда перекрёстка транспортными средствами руководствуемся «правилом правой руки», т.е. у кого помеха справа тот и уступает.
Особенность решения этого вопроса — в выкатывании и остановке на перекрёстке транспортного средства, начинающего движение. Первым начинает движение водитель легкового автомобиля, поворачивающий налево, поскольку он в первоначальный момент не имеет помехи справа.
Доехав до середины перекрёстка, перед тем как повернуть налево, он остановится, так как должен уступить дорогу мотоциклисту, находящемуся от него справа. После этого на траектории движения Вашего автомобиля помеха справа будет отсутствовать — проезжаете перекрёсток первым. Мотоциклист после Вас.
И последним закончит проезд перекрёстка водитель, который начинал движение. (Пункт 13.11 ПДД).
Правильный ответ:
1. Уступите дорогу легковому автомобилю
Вопрос №14 из темы:
Проезд перекрестков
10% пользователей делают ошибку в вопросе подробнее
Кому Вы должны уступить дорогу при повороте налево?
1Только трамваям
2Трамваю Б и легковому автомобилю
3Всем транспортным средствам
Перекрёсток неравнозначный. Главная дорога меняет направление. Транспортные средства, находящиеся на главной дороге, имеют преимущество.
Между собой безрельсовые транспортные средства руководствуются «правилом правой руки», уступая дорогу трамваю, который в равнозначных условиях имеет перед ними преимущество.
Первым проезжает трамвай «Б», после него легковой автомобиль, Вы после них. Последним проедет трамвай «А», так как он находится на второстепенной дороге. (Пункты 13.9, 13.1, 13.11 ПДД).
Правильный ответ:
2. Трамваю Б и легковому автомобилю
Вопрос №15 из темы:
Проезд перекрестков
11% пользователей делают ошибку в вопросе подробнее
Остановка на автомагистрали разрешена:
1В любых местах за пределами проезжей части
2Только правее линии разметки, обозначающей край проезжей части
3Только на специальных площадках для стоянки, обозначенных соответствующими знаками
Согласно пункту 16. 1 ПДД произвести остановку на автомагистрали можно только на специальных площадках для стоянки, обозначенных соответствующими знаками.
Правильный ответ:
3. Только на специальных площадках для стоянки, обозначенных соответствующими знаками
Вопрос №16 из темы:
Движение по автомагистралям
2% пользователей делают ошибку в вопросе подробнее
Какие внешние световые приборы должны использоваться при движении в тёмное время суток на освещённых участках дорог населённого пункта?
1Только габаритные огни
2Фары ближнего света
3Габаритные огни или фары ближнего света
В тёмное время суток на освещённых участках дорог, расположенных в населённом пункте, при движении водитель должен включить фары ближнего света. (Пункт 19.2 ПДД).
Правильный ответ:
2. Фары ближнего света
Вопрос №17 из темы:
Пользование внешними световыми приборами и звуковыми сигналамиФары и специальные сигналы
15% пользователей делают ошибку в вопросе подробнее
При возникновении какой неисправности запрещается дальнейшее движение транспортного средства даже до места ремонта или стоянки?
1Не работает стеклоомыватель
2Неисправна система выпуска отработавших газов
3Неисправна рабочая тормозная система
Движение при неисправной рабочей тормозной системе представляет явную опасность, поэтому движение запрещается. (Пункт 2.3.1 ПДД).
Правильный ответ:
3. Неисправна рабочая тормозная система
Вопрос №18 из темы:
Перечень неисправностей ТСОбщие обязанности водителей
8% пользователей делают ошибку в вопросе подробнее
Более устойчив против опрокидывания на повороте легковой автомобиль:
1С пассажирами, но без груза
2Без пассажиров, но с грузом на верхнем багажнике
3Без пассажиров и груза
4С пассажирами и грузом
Чем ниже и симметричные расположен центр тяжести автомобиля, тем более он устойчив. Порожний автомобиль без пассажиров и груза всегда более устойчив против опрокидывания, чем при их наличии.
Правильный ответ:
3. Без пассажиров и груза
Вопрос №19 из темы:
13% пользователей делают ошибку в вопросе подробнее
Как оказать первую помощь при отморожении и переохлаждении?
1Утеплить пораженные участки тела и обездвижить их, укутать пострадавшего теплой одеждой или пледом, дать теплое питье, переместить в теплое помещение.
2Растереть пораженные участки тела снегом или шерстью, затем их утеплить, дать алкоголь, переместить в теплое помещение
3Смазать пораженные участки тела кремом, наложить согревающий компресс и грелку, переместить в теплое помещение, дать теплое питье
При отморожении и переохлаждении необходимо максимально снизить потери тепла с поверхности тела пострадавшего.
С этой целью утепляют пораженные участки тела и обездвиживают их, укутывают пострадавшего теплой одеждой или пледом, дают теплое питье, перемещают в теплое помещение.
Давать алкоголь на морозе категорически запрещено, так как в первую очередь он расширяет сосуды кожи, усиливая отдачу тепла организмом.
Правильный ответ:
1. Утеплить пораженные участки тела и обездвижить их, укутать пострадавшего теплой одеждой или пледом, дать теплое питье, переместить в теплое помещение.
Вопрос №20 из темы:
Оказание первой медицинской помощи
4% пользователей делают ошибку в вопросе подробнее
Обсудить
Если вы хотите перемешивать варианты ответов и вопросы зайдите это в мои настройки.
Экзамен ПДД. Категория АВМ. Билет №8
1. Какие действия при дорожно-транспортном происшествии должны немедленно осуществить водители, причастные к нему?
Освободить проезжую часть.
Остановить (не трогать с места) транспортное средство, включить аварийную сигнализацию и выставить знак аварийной остановки.
Сообщить о случившемся в полицию.
2.
В чем особенность скоростного режима на этом участке дороги?
Рекомендуемая скорость движения — 40 км/ч.
Минимальная допустимая скорость движения — 40 км/ч.
Минимальная допустимая скорость движения по левой полосе — 40 км/ч.
3.
Какие из указанных знаков запрещают поворот налево?
Только А.
А и Б.
А и В.
Все.
4.
Можно ли Вам повернуть направо на этом перекрестке?
Можно.
Можно, если Вы проживаете или работаете на территории, расположенной справа от перекрестка.
Нельзя.
5.
Разрешается ли Вам перестроиться?
Разрешается только на соседнюю полосу.
Разрешается, если скорость грузового автомобиля менее 30 км/ч.
Запрещается.
6.
Разрешено ли Вам движение?
Разрешено только направо.
Разрешено только для выполнения разворота.
Запрещено.
7.
Водитель легкового автомобиля должен выключить указатели левого поворота:
После перестроения на левую полосу.
После опережения грузового автомобиля.
После возвращения на правую полосу.
8.
По какой траектории Вам разрешается выполнить поворот налево?
Только по А.
Только по Б.
По любой из указанных.
9.
Вы имеете право выполнить разворот:
Только по траектории А.
Только по траектории Б.
По любой траектории из указанных.
10.
Вне населенных пунктов Вам можно продолжить движение:
По любой полосе.
По правой или средней полосе.
Только по правой полосе.
11.
Разрешено ли Вам после опережения первого автомобиля продолжить движение по левой полосе вне населенных пунктов?
Разрешено.
Разрешено, если Вы намерены опередить второй автомобиль.
Запрещено.
12.
Нарушил ли водитель грузового автомобиля правила стоянки?
Нарушил.
Нарушил, если разрешенная максимальная масса автомобиля более 2,5 т.
Не нарушил.
13.
Кто из водителей, выполняющих поворот, нарушит Правила?
Оба.
Только водитель легкового автомобиля.
Только водитель мотоцикла.
Никто не нарушит.
14.
Вы намерены продолжить движение в прямом направлении. Ваши действия?
Проедете перекресток первым.
Уступите дорогу легковому автомобилю.
Уступите дорогу легковому автомобилю и мотоциклу.
15.
Кому Вы должны уступить дорогу при повороте налево?
Только трамваям.
Трамваю Б и легковому автомобилю.
Всем транспортным средствам.
16. Остановка на автомагистрали разрешена:
В любых местах за пределами проезжей части.
Только правее линии разметки, обозначающей край проезжей части.
Только на специальных площадках для стоянки, обозначенных соответствующими знаками.
17. Какие внешние световые приборы должны использоваться при движении в темное время суток на освещенных участках дорог населенного пункта?
Только габаритные огни.
Фары ближнего света.
Габаритные огни или фары ближнего света.
18. При возникновении какой неисправности запрещается дальнейшее движение транспортного средства даже до места ремонта или стоянки?
Неисправна рабочая тормозная система.
Неисправна система выпуска отработавших газов.
Не работает стеклоомыватель.
19. Более устойчив против опрокидывания на повороте легковой автомобиль:
Без пассажиров и груза.
Без пассажиров, но с грузом на верхнем багажнике.
С пассажирами, но без груза.
С пассажирами и грузом.
20. Как оказать первую помощь при отморожении и переохлаждении?
Растереть пораженные участки тела снегом или шерстью, затем их утеплить, дать алкоголь, переместить в теплое помещение.
Утеплить пораженные участки тела и обездвижить их, укутать пострадавшего теплой одеждой или пледом, дать теплое питье, переместить в теплое помещение.
Смазать пораженные участки тела кремом, наложить согревающий компресс и грелку, переместить в теплое помещение, дать теплое питье.
Экзаменационный билет ПДД № 8 с ответами и пояснениями
<= Предыдущий билет * Следующий билет =>
Вопрос 1.
Какие действия при дорожно-транспортном происшествии должны в первую очередь осуществить водители, причастные к нему?
1. Сообщить о случившемся в полицию.
2. Остановить (не трогать с места) транспортное средство, включить аварийную сигнализацию и выставить знак аварийной остановки.
3. Освободить проезжую часть.
Комментарий: Пункт 2.5 правил. При ДТП водители, причастные к нему, обязаны немедленно остановить (не трогать с места) транспортное средство, включить аварийную сигнализацию и выставить знак аварийной остановки, а также не перемещать предметы, имеющие отношение к ДТП
Вопрос 2.
В чем особенность скоростного режима на этом участке дороги?
1. Рекомендуемая скорость движения на этой дороге — 50 км/ч.
2. Минимальная допустимая скорость движения на этой дороге — 50 км/ч.
3. Минимальная допустимая скорость движения по левой полосе — 50 км/ч.
Комментарий: Табличка 8.14 «Полоса движения» указывает, что знак 4.6 «Ограничение минимальной скорости» действует только на полосу, над которой он расположен (левую). Поэтому минимальная допустимая скорость по левой полосе на этом участке дороги — 50 км/ч.
Вопрос 3.
Какие знаки запрещают поворот налево?
1. Только А.
2. Только А и В.
3. Только А и Б.
4. Все.
Комментарий: Знак «А» 5.13.1 «Выезд на дорогу с полосой для маршрутных транспортных средств». Этот знак запрещает поворот налево, так как повернув налево Вы окажитесь на полосе, специально выделенной для маршрутного транспорта. Знак «Б» 3. 19 «Разворот запрещен». Этот знак не допускает движения лишь в том направлении, которое на нем изображено, т. е. запрещает только разворот, а поворот налево и движение прямо и направо разрешает. Знак «В» 6.3.1 «Место разворота». Этот знак запрещает поворот налево разрешая только разворот. Из трех указанных знаков поворот налево запрещают знаки «А» и «В».
Вопрос 4.
Разрешено ли Вам повернуть направо на этом перекрестке?
1. Нет.
2. Да.
Комментарий: Знак 6.8.2 «Тупик» только информирует о том, что дорога, уходящая направо, не имеет сквозного проезда. Поворот на нее не запрещен.
Вопрос 5.
Разрешен ли Вам обгон?
1. Разрешен, если скорость грузового автомобиля менее 30 км/ч.
2. Разрешен.
3. Не разрешен.
Комментарий: Включенные красные Х-образные сигналы реверсивных светофоров запрещают движение по тем полосам, над которыми они расположены. Обгон с использованием такой полосы запрещен.
Вопрос 6.
Разрешено ли Вам движение?
1. Запрещено.
2. Разрешено только направо.
Комментарий: Правая рука регулировщика вытянута вперед запрещает движение, перед вами как бы шлагбаум.
Вопрос 7.
Водитель легкового автомобиля должен выключить левые указатели поворота:
1. Только после опережения грузового автомобиля.
2. Только после возвращения на правую полосу.
3. Сразу же после перестроения на левую полосу.
Комментарий: Сигнал должен быть прекращен сразу после завершения маневра ,так же сигнал не должен вводить в заблуждение других участников движения
Вопрос 8.
По какой траектории Правила разрешают Вам произвести поворот налево?
1. По любой.
2. Только по А.
3. Только по Б.
Комментарий: При наличии слева трамвайных путей попутного направления, расположенных на одном уровне с проезжей частью, поворот налево и разворот должен выполняться с них, кроме случаев, когда знаками 5.15.1 или 5.15.2 и (или) разметкой 1.18 не предписан иной порядок движения (п. 8.5 ПДД). т. к. перед перекрестком установлен знак 5.15.1 «Направления движения по полосам», поворачивать налево (разворачиваться) Вы должны, не выезжая на трамвайные пути (траектория «Б»).
Вопрос 9.
Если траектории движения транспортных средств пересекаются, а очередность проезда не оговорена Правилами, Вы должны:
1. Уступить дорогу транспортному средству, приближающемуся справа.
2. Уступить дорогу транспортному средству, приближающемуся слева.
Комментарий: Когда траектории транспортных средств пересекаются, а очередность проезда не оговорена правилами, то дорогу должен уступить водитель, у которого помеха справа.
Вопрос 10.
По каким полосам Правила разрешают Вам движение на этой дороге?
1. Только по правой.
2. По любой, кроме левой.
3. По любой.
Комментарий: Согласно 9.4 пункта правил вне населенных пунктов запрещается занимать левые полосы движения при свободных правых.
Вопрос 11.
Разрешено ли Вам после опережения первого автомобиля продолжить движение по левой полосе с целью опережения второго?
1. Да.
2. Нет.
Комментарий: При двух или более полосах для движения в данном направлении водитель, производящий опережение, может остаться на левой полосе, если по возвращению на ранее занимаемую полосу ему пришлось бы сразу начать новое опережение, и если он не создает помех транспортным средствам, движущимся за ним с более высокой скоростью
Вопрос 12.
Можете ли Вы остановиться в указанном месте после поворота направо?
1. Нет.
2. Да.
Комментарий: Вам предлагают остановиться на перекрестке с круговым движением там, где до пересечения проезжих частей свыше 5 м. Пункт 12.4 правил запрещает остановку на пересечении проезжих частей и ближе 5 м от края пересекаемой проезжей части. Значит, в указанном месте остановка разрешена.
Вопрос 13.
Кто из водителей, совершающих поворот, нарушает Правила?
1. Оба нарушают.
2. Оба не нарушают.
3. Только водитель легкового автомобиля.
4. Только мотоциклист.
Комментарий: Временный знак 4.1.1 «Движение прямо» предписывает двигаться через перекресток при разрешающем сигнале светофора только прямо.
Вопрос 14.
Вы намерены повернуть направо. Ваши действия?
1. Уступите дорогу всем пешеходам.
2. Уступите дорогу только пешеходам, переходящим проезжую часть, на которую Вы поворачиваете.
3. Уступите дорогу только пешеходу, переходящему проезжую часть по нерегулируемому пешеходному переходу.
Комментарий: Пункт 14.1 правил обязывает водителей уступить дорогу пешеходам, переходящим проезжую часть по нерегулируемому пешеходному переходу, а пункт 13.1 правил обязывает при повороте направо или налево уступить дорогу пешеходам, находящимся на проезжей части дороги, на которую Вы поворачиваете.. Следовательно, в данной ситуации необходимо уступить всем пешеходам.
Вопрос 15.
Вы намерены повернуть налево. Кому следует уступить дорогу?
1. Только трамваям.
2. Всем транспортным средствам.
3. Трамваю Б и легковому автомобилю.
Комментарий: Вы находитесь на главной дороге (знак 2. 1 с табличкой 8.13) и имеете преимущество перед трамваем «А», так как он находится на второстепенной дороге. С трамваем «Б» и легковым автомобилем, находящимися так же на главной дороге, Вы разъезжаетесь по правилам проезда нерегулируемых перекрестков равнозначных дорог. В этой ситуации трамвай «Б» имеет преимущество перед безрельсовыми транспортным средствам независимо от направления его движения, и Вы должны уступить ему дорогу, а также необходимо уступить и легковому автомобилю, так как он приближается к Вам справа.
Вопрос 16.
В каких местах Вам разрешено произвести остановку на автомагистрали?
1. Только на специальных площадках для стоянки, обозначенных соответствующими знаками.
2. Только правее линии разметки, обозначающей край проезжей части.
3. В любых местах за пределами проезжей части.
Комментарий: Согласно пункту 16.1 правил, остановка на автомагистрали запрещена вне специальных площадок, обозначенных знаками 6. 4 «Место стоянки» и 7.11 «Место отдыха»
Вопрос 17.
Какие внешние световые приборы Вы должны использовать при движении в темное время суток на освещенных участках дорог населенного пункта?
1. Фары ближнего света или габаритные огни.
2. Только фары ближнего света.
3. Только габаритные огни.
Комментарий: При движении в темное время суток на механическом транспортных средствах должны быть включены ближний или дальний свет фар (п. 19.1 ПДД). В населенных пунктах дальний свет должен быть переключен на ближний, если дорога освещена (п. 19.2 ПДД). Следовательно, в указанных условиях должен быть включен ближний свет фар.
Вопрос 18.
При возникновении какой неисправности Вам запрещено дальнейшее движение даже до места ремонта или стоянки?
1. Неисправна рабочая тормозная система.
2. Неисправна система выпуска отработавших газов.
3. Не работает стеклоомыватель.
Комментарий: Пункт 2.3.1правил запрещает движение при неисправности рабочей тормозной системы.
Вопрос 19.
В каком случае легковой автомобиль более устойчив против опрокидывания на повороте?
1. Без пассажиров, но с грузом на верхнем багажнике.
2. С пассажирами, но без груза.
3. Без груза и пассажиров.
Комментарий: Более устойчив на повороте легковой автомобиль без груза и пассажиров, так как в этом случае у него самое низкое расположение центра тяжести.
Вопрос 20.
Как правильно оказать первую помощь при вывихе конечности?
1. Постараться вправить вывих и зафиксировать конечность.
2. Зафиксировать конечность в положении, которое она приняла после травмы, приложить к поврежденному суставу пузырь со льдом или холодной водой.
Комментарий: При вывихе конечность необходимо обездвижить в том положении, которое она приняла после травмы, и приложить к суставу холод (пакет со льдом или водой).
Пройти тестирования билета № 8 онлайн
<= «Закрепить» Предыдущий билет * Не устали? Тогда Следующий билет =>
Билет №8 ПДД категория «A, B, М». Быстрый просмотр билетов ПДД правильные и не правильные ответы.
Решать этот билет Выделить правильные ответы в билете
Какие действия при дорожно-транспортном происшествии должны немедленно осуществить водители, причастные к нему?
Ответы на вопрос
Комментарий к вопросу
1 Освободить проезжую часть.
2 Остановить (не трогать с места) транспортное средство, включить аварийную сигнализацию и выставить знак аварийной остановки.
3 Сообщить о случившемся в полицию.
При ДТП водители, причастные к нему, обязаны немедленно остановить (не трогать с места) транспортное средство, включить аварийную сигнализацию и выставить знак аварийной остановки, а также не перемещать предметы, имеющие отношение к ДТП п. 2.5.
Вопрос номер 2
В чем особенность скоростного режима на этом участке дороги?
Ответы на вопрос
Комментарий к вопросу
1 Рекомендуемая скорость движения – 40 км/ч.
2 Минимальная допустимая скорость движения – 40 км/ч.
3 Минимальная допустимая скорость движения по левой полосе – 40 км/ч.
Табличка «Полоса движения» указывает, что действие знака «Ограничение минимальной скорости» распространяется только на левую полосу, минимальная допустимая скорость движения по которой — 40 км/ч.
Вопрос номер 3
Какие из указанных знаков запрещают поворот налево?
Ответы на вопрос
Комментарий к вопросу
1 Только А.
2 А и Б.
3 А и В.
4 Все.
Знак «Выезд на дорогу с полосой для маршрутных транспортных средств» (знак А) устанавливают перед выездом на дорогу, на которой общий поток ТС движется слева направо, а маршрутные ТС по своей полосе — справа налево. По полосе для маршрутных ТС движение других ТС запрещено п. 18.2. Таким образом, повернуть налево на перекрестке, перед которым установлен знак , нельзя. Знак «Разворот запрещен» (знак Б) запрещает только разворот, поворот налево при этом возможен. Знак «Место для разворота» (знак В) указывает на участке многополосной дороги между перекрестками место для разворота. При этом поворот налево в этом месте, например во двор, запрещен.
Вопрос номер 4
Можно ли Вам повернуть направо на этом перекрестке?
Ответы на вопрос
Комментарий к вопросу
1 Можно.
2 Можно, если Вы проживаете или работаете на территории, расположенной справа от перекрестка.
3 Нельзя.
Знак «Тупик» лишь информирует о том, что направо ведет дорога, не имеющая сквозного проезда. Знак не вводит никаких запретов на маневры.
Вопрос номер 5
Разрешается ли Вам перестроиться?
Ответы на вопрос
Комментарий к вопросу
1 Разрешается только на соседнюю полосу.
2 Разрешается, если скорость грузового автомобиля менее 30 км/ч.
3 Запрещается.
Въезд на полосы движения, не обозначенные с обеих сторон разметкой 1.9, не запрещается п. 6.7. Слева от Вас находится линия разметки , которую можно пересекать. При выключенных реверсивных светофорах разметка разделяет транспортные потоки противоположных направлений (Приложение 2), поэтому Вы можете перестроиться только на соседнюю полосу.
Вопрос номер 6
Разрешено ли Вам движение?
Ответы на вопрос
Комментарий к вопросу
1 Разрешено только направо.
2 Разрешено только для выполнения разворота.
3 Запрещено.
Положение регулировщика, когда он обращен к вам правым боком, а его правая рука вытянута вперед, запрещает движение во всех направлениях п. 6.10
Вопрос номер 7
Водитель легкового автомобиля должен выключить левые указатели поворота:
Ответы на вопрос
Комментарий к вопросу
1 После перестроения на левую полосу.
2 После опережения грузового автомобиля.
3 После возвращения на правую полосу.
Сигнал левого поворота должен быть выключен сразу же после выполнения перестроения на левую полосу, чтобы не вводить в заблуждение других участников движения, которые могут воспринять включенный сигнал как намерение водителя осуществить в дальнейшем поворот налево или разворот п. 8.2.
Вопрос номер 8
По какой траектории Вам разрешается выполнить поворот налево?
Ответы на вопрос
Комментарий к вопросу
1 Только по А.
2 Только по Б.
3 По любой из указанных.
Знак «Направления движения по полосам» запрещает поворот налево и разворот с трамвайных путей попутного направления по траектории А п. 8.5. Этот маневр должен выполняться по траектории Б.
Вопрос номер 9
Вы имеете право выполнить разворот:
Ответы на вопрос
Комментарий к вопросу
1 Только по траектории А.
2 Только по траектории Б.
3 По любой траектории из указанных.
В данной ситуации вы можете выполнить разворот, двигаясь по любой траектории. На перекрестке знак «Поворот налево запрещен» устанавливает запрет лишь на выполнение левого поворота, а вне перекрестка, двигаясь по траектории Б, Вы тоже не нарушаете Правил, ибо прерывистую линию разметки можно пересекать для выполнения маневров в любом месте.
Вопрос номер 10
Вне населенных пунктов Вам можно продолжить движение:
Ответы на вопрос
Комментарий к вопросу
1 По любой полосе.
2 По правой или средней полосе.
3 Только по правой полосе.
Вне населенного пункта запрещается занимать левые полосы движения при свободных правых п. 9.4. В данной ситуации вам разрешено двигаться только по правой полосе.
Вопрос номер 11
Разрешено ли Вам после опережения первого автомобиля продолжить движение по левой полосе вне населенных пунктов?
Ответы на вопрос
Комментарий к вопросу
1 Разрешено.
2 Разрешено, если Вы намерены опередить второй автомобиль.
3 Запрещено.
Вне населенных пунктов водители ТС должны вести их по возможности ближе к правому краю проезжей части п. 9.4. При занятой правой полосе Вы можете продолжить движение по левой полосе, но только с целью опережения второго грузового автомобиля.
Вопрос номер 12
Нарушил ли водитель грузового автомобиля правила стоянки?
Ответы на вопрос
Комментарий к вопросу
1 Нарушил.
2 Нарушил, если разрешенная максимальная масса автомобиля более 2,5 т.
3 Не нарушил.
Водитель нарушил правило стоянки, так как грузовым автомобилям не зависимо от разрешенной максимальной массы такая стоянка запрещена (п. 12.2), а легковым автомобилям, мотоциклам разрешена при наличии знака «Место стоянки» с одной из табличек «Способ постановки транспортного средства на стоянку».
Вопрос номер 13
Кто из водителей, выполняющих поворот, нарушит Правила?
Ответы на вопрос
Комментарий к вопросу
1 Оба.
2 Только водитель легкового автомобиля.
3 Только водитель мотоцикла.
4 Никто не нарушит.
Водители обязаны выполнять требования сигналов светофора, дорожных знаков и разметки п. 1.3. В данной ситуации дорожный знак «Движение прямо» предписывает двигаться только прямо. Сигналы светофора отменяют действие только знаков приоритета п. 6.15.
Вопрос номер 14
Вы намерены продолжить движение в прямом направлении. Ваши действия?
Ответы на вопрос
Комментарий к вопросу
1 Проедете перекресток первым.
2 Уступите дорогу легковому автомобилю.
3 Уступите дорогу легковому автомобилю и мотоциклу.
На перекрестке равнозначных дорог вы должны уступить дорогу легковому автомобилю, приближающемуся справа, и поэтому можете продолжить движение в прямом направлении только после того, как этот автомобиль выедет на перекресток п. 13.11.
Вопрос номер 15
Кому Вы должны уступить дорогу при повороте налево?
Ответы на вопрос
Комментарий к вопросу
1 Только трамваям.
2 Трамваю Б и легковому автомобилю.
3 Всем транспортным средствам.
На этом перекрестке неравнозначных дорог (знаки «Главная дорога» и «Направление главной дороги») Вы должны уступить дорогу трамваю Б и легковому автомобилю, которые, так же как и Вы, находятся на главной дороге и являются для Вас «помехой справа». С ними Вы разъезжаетесь по правилам проезда перекрестков равнозначных дорог п. 13.10 и п. 13.11. Перед трамваем А Вы имеете преимущество, поскольку он движется по второстепенной дороге п. 13.9.
Вопрос номер 16
Остановка на автомагистрали разрешена:
Ответы на вопрос
Комментарий к вопросу
1 В любых местах за пределами проезжей части.
2 Только правее линии разметки, обозначающей край проезжей части.
3 Только на специальных площадках для стоянки, обозначенных соответствующими знаками.
На автомагистрали Вы можете остановиться только на специальных площадках, предназначенных для стоянки и обозначенных знаками «Место стоянки» или «Место отдыха» п. 16.1.
Вопрос номер 17
Какие внешние световые приборы должны использоваться при движении в темное время суток на освещенных участках дорог населенного пункта?
Ответы на вопрос
Комментарий к вопросу
1 Только габаритные огни.
2 Фары ближнего света.
3 Габаритные огни или фары ближнего света.
В населенных пунктах Правила предписывают Вам использовать при движении в темное время суток на освещенных участках дорог только фары ближнего света п. 19.1 и п. 19.2. Движение с включенными габаритными огнями запрещено, так как они недостаточно хорошо обозначают Ваше ТС для других участников движения. Фары дальнего света, учитывая его ослепляющее воздействие на других водителей, использовать также запрещено п. 19.2.
Вопрос номер 18
При возникновении какой неисправности запрещается дальнейшее движение транспортного средства даже до места ремонта или стоянки?
Ответы на вопрос
Комментарий к вопросу
1 Неисправна рабочая тормозная система.
2 Неисправна система выпуска отработавших газов.
3 Не работает стеклоомыватель.
При неисправности рабочей тормозной системы Вам запрещено дальнейшее движение даже до места ремонта или стоянки п. 2.3.1.
Вопрос номер 19
Более устойчив против опрокидывания на повороте легковой автомобиль:
Ответы на вопрос
Комментарий к вопросу
1 Без пассажиров и груза.
2 Без пассажиров, но с грузом на верхнем багажнике.
3 С пассажирами, но без груза.
4 С пассажирами и грузом.
Более устойчив на повороте автомобиль без груза и пассажиров, так как у такого автомобиля самое низкое расположение центра тяжести, а значит, самый маленький опрокидывающий момент.
Данный вопрос изменён 10 апреля 2018 годаЧто изменилось?
Вопрос номер 20
Как оказать первую помощь при отморожении и переохлаждении?
Ответы на вопрос
Комментарий к вопросу
1 Растереть пораженные участки тела снегом или шерстью, затем их утеплить, дать алкоголь, переместить в теплое помещение.
2 Утеплить пораженные участки тела и обездвижить их, укутать пострадавшего теплой одеждой или пледом, дать теплое питье, переместить в теплое помещение.
3 Смазать пораженные участки тела кремом, наложить согревающий компресс и грелку, переместить в теплое помещение, дать теплое питье.
При отморожении и переохлаждении необходимо максимально снизить потери тепла с поверхности тела пострадавшего. С этой целью утепляют пораженные участки тела и обездвиживают их, укутывают пострадавшего теплой одеждой или пледом, дают теплое питье, перемещают в теплое помещение. Давать алкоголь на морозе категорически запрещено, так как в первую очередь он расширяет сосуды кожи, усиливая отдачу тепла организмом.
Категории A B M. Билет №8
Вопрос 1
Какие действия при дорожно-транспортном происшествии должны немедленно осуществить водители, причастные к нему?
Освободить проезжую часть.
Остановить (не трогать с места) транспортное средство, включить аварийную сигнализацию и выставить знак аварийной остановки.
Сообщить о случившемся в полицию.
При ДТП водители, причастные к нему, обязаны немедленно остановить (не трогать с места) транспортное средство, включить аварийную сигнализацию и выставить знак аварийной остановки, а также не перемещать предметы, имеющие отношение к ДТП (п. 2.5 ).
Вопрос 2
В чем особенность скоростного режима на этом участке дороги?
Рекомендуемая скорость движения – 40 км/ч.
Минимальная допустимая скорость движения – 40 км/ч.
Минимальная допустимая скорость движения по левой полосе – 40 км/ч.
Табличка «Полоса движения» указывает, что действие знака 40 «Ограничение минимальной скорости» распространяется только на левую полосу, минимальная допустимая скорость движения по которой — 40 км/ч.
Вопрос 3
Какие из указанных знаков запрещают поворот налево?
Только А.
А и Б.
А и В.
Все.
Знак 5.13.1 «Выезд на дорогу с полосой для маршрутных транспортных средств» (знак А) устанавливают перед выездом на дорогу, на которой общий поток ТС движется слева направо, а маршрутные ТС по своей полосе — справа налево. По полосе для маршрутных ТС движение других ТС запрещено (п. 18.2 ). Таким образом, повернуть налево на перекрестке, перед которым установлен знак 5.13.1 , нельзя. Знак 3.19 «Разворот запрещен» (знак Б) запрещает только разворот, поворот налево при этом возможен. Знак 6.3.1 «Место для разворота» (знак В) указывает на участке многополосной дороги между перекрестками место для разворота. При этом поворот налево в этом месте, например во двор, запрещен.
Вопрос 4
Можно ли Вам повернуть направо на этом перекрестке?
Можно.
Можно, если Вы проживаете или работаете на территории, расположенной справа от перекрестка.
Нельзя
Знак «Тупик» лишь информирует о том, что направо ведет дорога, не имеющая сквозного проезда. Знак не вводит никаких запретов на маневры.
Вопрос 5
Разрешается ли Вам перестроиться?
Разрешается только на соседнюю полосу.
Разрешается, если скорость грузового автомобиля менее 30 км/ч.
Запрещается
При выключенных реверсивных светофорах разрешается пересекать прерывистую линию разметки 1.5, вне зависимости от скорости движения грузового автомобиля (п. 6.7 ), но не далее соседней полосы, так как дальше присутствует двойная прерывистая линия разметки разделяющая транспортные потоки противоположных направлений (Приложение 2).
Вопрос 6
Разрешено ли Вам движение?
Разрешено только направо.
Разрешено только для выполнения разворота.
Запрещено.
Положение регулировщика, когда он обращен к вам правым боком, а его правая рука вытянута вперед, запрещает движение во всех направлениях (п. 6.10 ).
Вопрос 7
Водитель легкового автомобиля должен выключить указатели левого поворота:
После перестроения на левую полосу.
После опережения грузового автомобиля.
После возвращения на правую полосу.
Сигнал левого поворота должен быть выключен сразу же после выполнения перестроения на левую полосу, чтобы не вводить в заблуждение других участников движения, которые могут воспринять включенный сигнал как намерение водителя осуществить в дальнейшем поворот налево или разворот (п. 8.2 ).
Вопрос 8
По какой траектории Вам разрешается выполнить поворот налево?
Только по А.
Только по Б.
По любой из указанных.
Знак «Направления движения по полосам» запрещает поворот налево и разворот с трамвайных путей попутного направления по траектории А (п. 8.5 ). Этот маневр должен выполняться по траектории Б.
Вопрос 9
Вы имеете право выполнить разворот:
Только по траектории А.
Только по траектории Б.
По любой траектории из указанных.
В данной ситуации вы можете выполнить разворот, двигаясь по любой траектории. На перекрестке знак «Поворот налево запрещен» устанавливает запрет лишь на выполнение левого поворота, а вне перекрестка, двигаясь по траектории Б, Вы тоже не нарушаете Правил, ибо прерывистую линию разметки можно пересекать для выполнения маневров в любом месте.
Вопрос 10
Вне населенных пунктов Вам можно продолжить движение:
По любой полосе.
По правой или средней полосе.
Только по правой полосе.
Вне населенного пункта запрещается занимать левые полосы движения при свободных правых (п. 9.4 ). В данной ситуации вам разрешено двигаться только по правой полосе.
Вопрос 11
Разрешено ли Вам после опережения первого автомобиля продолжить движение по левой полосе вне населенных пунктов?
Разрешено.
Разрешено, если Вы намерены опередить второй автомобиль.
Запрещено.
Вне населенных пунктов водители ТС должны вести их по возможности ближе к правому краю проезжей части (п. 9.4 ). При занятой правой полосе Вы можете продолжить движение по левой полосе, но только с целью опережения второго грузового автомобиля.
Вопрос 12
Нарушил ли водитель грузового автомобиля правила стоянки?
Нарушил.
Нарушил, если разрешенная максимальная масса автомобиля более 2,5 т.
Не нарушил.
Водитель нарушил правило стоянки, так как грузовым автомобилям не зависимо от разрешенной максимальной массы такая стоянка запрещена (п. 12.2 ), а легковым автомобилям, мотоциклам разрешена при наличии знака 6.4 «Место стоянки» с одной из табличек 8.6.2 ; 8.6.3 ; 8.6.6 — 8.6.9 «Способ постановки транспортного средства на стоянку».
Вопрос 13
Кто из водителей, выполняющих поворот, нарушит Правила?
Оба.
Только водитель легкового автомобиля.
Только водитель мотоцикла.
Никто не нарушит.
Водители обязаны выполнять требования сигналов светофора, дорожных знаков и разметки (п. 1.3 ). В данной ситуации дорожный знак «Движение прямо» устанавливает режим движения на перекрестке и предписывает двигаться только прямо.
Вопрос 14
Вы намерены продолжить движение в прямом направлении. Ваши действия?
Проедете перекресток первым.
Уступите дорогу легковому автомобилю.
Уступите дорогу легковому автомобилю и мотоциклу.
На перекрестке равнозначных дорог вы должны уступить дорогу легковому автомобилю, приближающемуся справа, и поэтому можете продолжить движение в прямом направлении только после того, как этот автомобиль выедет на перекресток (п. 13.11 ).
Вопрос 15
Кому Вы должны уступить дорогу при повороте налево?
Только трамваям.
Трамваю Б и легковому автомобилю.
Всем транспортным средствам.
На этом перекрестке неравнозначных дорог (знаки «Главная дорога» и «Направление главной дороги») Вы должны уступить дорогу трамваю Б и легковому автомобилю, которые, так же как и Вы, находятся на главной дороге и являются для Вас «помехой справа». С ними Вы разъезжаетесь по правилам проезда перекрестков равнозначных дорог (п. 13.10 ) и (п. 13.11 ). Перед трамваем А Вы имеете преимущество, поскольку он движется по второстепенной дороге (п. 13.9 ).
Вопрос 16
Остановка на автомагистрали разрешена:
В любых местах за пределами проезжей части.
Только правее линии разметки, обозначающей край проезжей части.
Только на специальных площадках для стоянки, обозначенных соответствующими знаками.
На автомагистрали Вы можете остановиться только на специальных площадках, предназначенных для стоянки и обозначенных знаками «Место стоянки» или «Место отдыха» (п. 16.1 ).
Вопрос 17
Какие внешние световые приборы должны использоваться при движении в темное время суток на освещенных участках дорог населенного пункта?
Только габаритные огни.
Фары ближнего света.
Габаритные огни или фары ближнего света.
В населенных пунктах Правила предписывают Вам использовать при движении в темное время суток на освещенных участках дорог только фары ближнего света (п. 19.1 ) и (п. 19.2 ). Движение с включенными габаритными огнями запрещено, так как они недостаточно хорошо обозначают Ваше ТС для других участников движения. Фары дальнего света, учитывая его ослепляющее воздействие на других водителей, использовать также запрещено (п. 19.2 ).
Вопрос 18
При возникновении какой неисправности Вам запрещено дальнейшее движение даже до места ремонта или стоянки?
Неисправна рабочая тормозная система.
Неисправна система выпуска отработавших газов.
Не работает стеклоомыватель.
При неисправности рабочей тормозной системы Вам запрещено дальнейшее движение даже до места ремонта или стоянки (п. 2.3.1 ).
Вопрос 19
Более устойчив против опрокидывания на повороте легковой автомобиль:
Без пассажиров и груза.
Без пассажиров, но с грузом на верхнем багажнике.
С пассажирами, но без груза.
С пассажирами и грузом.
Более устойчив на повороте автомобиль без груза и пассажиров, так как у такого автомобиля самое низкое расположение центра тяжести, а значит, самый маленький опрокидывающий момент.
Вопрос 20
Как оказать первую помощь при отморожении и переохлаждении?
Растереть пораженные участки тела снегом или шерстью, затем их утеплить, дать алкоголь, переместить в теплое помещение.
Утеплить пораженные участки тела и обездвижить их, укутать пострадавшего теплой одеждой или пледом, дать теплое питье, переместить в теплое помещение.
Смазать пораженные участки тела кремом, наложить согревающий компресс и грелку, переместить в теплое помещение, дать теплое питье.
При отморожении и переохлаждении необходимо максимально снизить потери тепла с поверхности тела пострадавшего. С этой целью утепляют пораженные участки тела и обездвиживают их, укутывают пострадавшего теплой одеждой или пледом (Перечень мероприятий, п. 8.12), дают теплое питье, перемещают в теплое помещение. Давать алкоголь на морозе категорически запрещено, так как в первую очередь он расширяет сосуды кожи, усиливая отдачу тепла организмом.
Онлайн-экзамен (тренажер) на знание ПДД (категория А, B) #8 билет
Выбирайте ответы на вопросы из предложенных. Когда посчитаете, что вы на все вопросы ответили правильно, нажмите кнопку «Проверить»
1. Какие действия при дорожно-транспортном происшествии должны немедленно осуществить водители, причастные к нему?
Без рисунка
Освободить проезжую часть.
Остановить (не трогать с места) транспортное средство, включить аварийную сигнализацию и выставить знак аварийной остановки.
Сообщить о случившемся в полицию.
2. В чем особенность скоростного режима на этом участке дороги?
Рекомендуемая скорость движения – 40 км/ч.
Минимальная допустимая скорость движения – 40 км/ч.
Минимальная допустимая скорость движения по левой полосе – 40 км/ч.
3. Какие из указанных знаков запрещают поворот налево?
Только А.
А и Б.
А и В.
Все.
4. Можно ли Вам повернуть направо на этом перекрестке?
Можно.
Можно, если Вы проживаете или работаете на территории, расположенной справа от перекрестка.
Нельзя.
5. Разрешается ли Вам перестроиться?
Разрешается только на соседнюю полосу.
Разрешается, если скорость грузового автомобиля менее 30 км/ч.
Запрещается.
6. Разрешено ли Вам движение?
Разрешено только направо.
Разрешено только для выполнения разворота.
Запрещено.
7. Водитель легкового автомобиля должен выключить указатели левого поворота:
После перестроения на левую полосу.
После опережения грузового автомобиля.
По усмотрению водителя.
8. По какой траектории Вам разрешается выполнить поворот налево?
Только по А.
Только по Б.
По любой из указанных.
9. Вы имеете право выполнить разворот:
Только по траектории А.
Только по траектории Б.
По любой траектории из указанных.
10. Вне населенных пунктов Вам можно продолжить движение:
По любой полосе.
По правой или средней полосе.
Только по правой полосе.
11. Разрешено ли Вам после опережения первого автомобиля продолжить движение по левой полосе вне населенных пунктов?
Разрешено.
Разрешено, если Вы намерены опередить второй автомобиль.
Запрещается.
12.Нарушил ли водитель грузового автомобиля правила стоянки?
Нарушил.
Нарушил, если разрешенная максимальная масса автомобиля более 2,5 т.
Не нарушил.
13. Кто из водителей, выполняющих поворот, нарушит Правила?
Оба.
Только водитель легкового автомобиля.
Только водитель мотоцикла.
Никто.
14. Вы намерены продолжить движение в прямом направлении. Ваши действия?
Проедете перекресток первым.
Уступите дорогу легковому автомобилю.
Уступите дорогу легковому автомобилю и мотоциклу.
15. Кому Вы должны уступить дорогу при повороте налево?
Только трамваям.
Трамваю Б и легковому автомобилю.
Всем транспортным средствам.
16. Остановка на автомагистрали разрешена:
Без рисунка
В любых местах за пределами проезжей части.
Только правее линии разметки, обозначающей край проезжей части.
Только на специальных площадках для стоянки, обозначенных соответствующими знаками.
17. Какие внешние световые приборы должны использоваться при движении в темное время суток на освещенных участках дорог населенного пункта?
Без рисунка
Только габаритные огни.
Фары ближнего света.
Габаритные огни или фары ближнего света.
18. При возникновении какой неисправности запрещается дальнейшее движение транспортного средства даже до места ремонта или стоянки?
Без рисунка
Неисправна рабочая тормозная система.
Неисправна система выпуска отработавших газов.
Не работает стеклоомыватель.
19. Более устойчив против опрокидывания на повороте легковой автомобиль:
Без рисунка
Без пассажиров и груза.
Без пассажиров, но с грузом на верхнем багажнике.
С пассажирами, но без груза.
С пассажирами и грузом.
20. Как оказать первую помощь при отморожении и переохлаждении?
Без рисунка
Растереть пораженные участки тела снегом или шерстью, затем их утеплить, дать алкоголь, переместить в теплое помещение.
Утеплить пораженные участки тела и обездвижить их, укутать пострадавшего теплой одеждой или пледом, дать теплое питье, переместить в теплое помещение.
Смазать пораженные участки тела кремом, наложить согревающий компресс и грелку, переместить в теплое помещение, дать теплое питье.
Глава 2: Динамика автомобиля | Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 | The National Academies Press
Посетите NAP.edu/10766, чтобы получить дополнительную информацию об этой книге, купить ее в печатном виде или загрузить как бесплатный PDF.
« Предыдущая: Глава 1: Введение
Страница 21
Делиться
Предлагаемая ссылка: «Глава 2: Динамика автомобиля.» Совет по транспортным исследованиям. 2002. Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10.17226/10308.
×
Сохранить
Отменить
Опрокидывание транспортного средства — сложное событие, которое было предметом многих расследований с 1950-х годов. 1 Термин «опрокидывание» описывает состояние поворота транспортного средства не менее чем на 90 градусов вокруг продольной оси. 2 Когда боковые силы создают достаточно большой момент крена относительно центра тяжести автомобиля в течение достаточного времени, автомобиль перевернется. Эти боковые силы могут возникать в различных условиях, например, при контакте с механическим препятствием (бордюр, выбоина или борозда, пропаханная при маневрировании на бездорожье), или при маневрах на проезжей части.
Было проведено множество тестов, чтобы понять опрокидывание. Испытания и моделирование транспортных средств обычно имеют дело с началом опрокидывания, а не с полным 90-градусный крен. Тестирование обычно относится к одной из двух категорий:
Статические испытания проводятся в лаборатории. Это может включать измерение параметров транспортного средства (например, высоты центра тяжести, ширины колеи), которые затем объединяются для получения статических показателей, связанных с склонностью транспортного средства к опрокидыванию, например коэффициент статической устойчивости (SSF). В качестве альтернативы можно провести статические испытания всего транспортного средства, такие как тесты на наклонный стол и испытания на боковое растяжение, описанные далее в этой главе, для получения данных, которые можно соотнести со склонностью транспортного средства к опрокидыванию.
Динамические испытания проводятся на испытательном полигоне и включают маневры вождения. Хотя динамические тесты потенциально полезны для понимания событий, непосредственно предшествующих опрокидыванию, они являются дорогостоящими и требуют соблюдения мер предосторожности для водителей-испытателей. Кроме того, может быть трудно достичь повторяемости. Ввиду проблем, связанных с динамическими испытаниями, были предприняты компьютерные стимуляции с использованием математических моделей для прогнозирования поведения транспортного средства, связанного с опрокидыванием.
Эта глава отвечает на запрос Конгресса о «сравнении теста фактора статической устойчивости с тестом с показателями опрокидывания, основанными на динамических условиях вождения, которые могут вызывать случаи опрокидывания». После краткой предыстории в главе представлен обзор статических показателей опрокидывания
1
Обзор литературы по опрокидыванию см. в Lund and Bernard (19).95а).
2
Система данных о безопасности при столкновении (см. главу 3) также классифицирует «перевернутое» вращение вокруг поперечной оси транспортного средства как опрокидывание, что противоречит обычному определению этого термина в динамике транспортного средства. Однако сквозные ролловеры обычно составляют очень небольшую долю (порядка 2 процентов) от общего количества ролловеров.
Страница 22
Делиться
Предлагаемая ссылка: «Глава 2: Динамика автомобиля.» Совет по транспортным исследованиям. 2002. Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10.17226/10308.
×
Сохранить
Отменить
склонность, с особым акцентом на SSF. Затем обсуждение различных фаз аварии с опрокидыванием иллюстрирует взаимодополняющий характер статических мер и динамических испытаний и обосновывает необходимость динамических испытаний. Далее приводятся некоторые общие комментарии по динамическим испытаниям и связанным с ними проблемам, с которыми сталкивается Национальная администрация безопасности дорожного движения (NHTSA) в своей задаче, возложенной на нее в соответствии с Законом об улучшении отзыва транспортных средств, подотчетности и документации (TREAD) по разработке динамических испытаний, относящихся к информация для потребителей о пролонгации. Глава завершается выводами и рекомендациями комитета в области динамики транспортных средств.
ОБЩАЯ ИНФОРМАЦИЯ
За некоторыми исключениями, транспортные средства, которые могут перевернуться во время испытаний, ограничиваются выносными опорами, предотвращающими опрокидывание. Инженеры-испытатели определяют начало крена различными способами. Наиболее консервативно начало крена определяется как отрыв по крайней мере одного колеса от земли в ходе испытания; менее консервативные определения требуют отрыва двух колес или контакта выносных опор с испытательной площадкой.
С точки зрения моделирования начало опрокидывания также можно определить различными способами. Модель транспортного средства, ведущая к SSF, характеризует начало опрокидывания как сценарий, в котором боковые силы становятся достаточно большими, так что, если они продолжаются достаточно долго, должно произойти опрокидывание. Как показано на рис. 2-1, T — ширина колеи (строго, среднее значение ширины передней и задней колеи), а H — высота центра тяжести автомобиля. SSF определяется как ширина гусеницы, деленная на удвоенную высоту центра тяжести; т. е. SSF = T /2 H. Теоретическая основа для SSF требует опрокидывания, если сумма боковых сил на шинах, деленная на вес автомобиля, больше T /2 H в течение достаточного промежутка времени (Gillespie 1992).
Используя более сложные модели, аналитики сосредотачиваются на моменте, когда обе нормальные силы между шиной и дорогой с одной стороны автомобиля падают до нуля в ходе данного маневра. В качестве альтернативы начальный крен можно классифицировать по моменту времени, когда центр тяжести транспортного средства перемещается за точку баланса над колесами передней стороны, как показано на рис. 2-2.
События опрокидывания иногда классифицируются как сработавшие или не сработавшие. Опрокидывание, которое происходит в результате воздействия на шину сил, создаваемых механическим препятствием, таким как бордюр или другая неровность поверхности (например, борозда, пропаханная во время маневра на бездорожье), называется спотыканием. Напротив, опрокидывание описывается как непройденное, если транспортное средство перекатывается исключительно в результате боковых сил, возникающих на гладкой границе шины и дороги. Как обсуждалось в Главе 3, Национальная система данных об ударопрочности Национальной автомобильной системы отбора проб классифицирует опрокидывания как столкнувшиеся или не столкнувшиеся на основе интерпретации места аварии и осмотров транспортных средств, а также других подтверждающих доказательств. Однако физика, управляющая движением транспортных средств, показывает, что именно величина и продолжительность сил, действующих на транспортное средство, определяют, будет ли
Страница 23
Делиться
Предлагаемая ссылка: «Глава 2: Динамика автомобиля.» Совет по транспортным исследованиям. 2002. Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10.17226/10308.
×
Сохранить
Отменить
РИСУНОК 2-1 Важные размеры, относящиеся к SSF.
РИСУНОК 2-2 Автомобиль в начале опрокидывания (точка равновесия ). (N OTE : F y = боковая сила; N = нормальная сила; W = масса автомобиля. )
Страница 24
Делиться
Предлагаемая ссылка: «Глава 2: Динамика автомобиля.» Совет по транспортным исследованиям. 2002. Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10.17226/10308.
×
Сохранить
Отменить
произойдет ролловер (см. далее обсуждение SSF). Таким образом, настоящее обсуждение сосредоточено на величине сил, а не на механизме их создания, и не касается проведения различия между опрокидыванием с срабатыванием и без срабатывания.
СТАТИЧЕСКИЕ ИЗМЕРЕНИЯ СТЕПЕННОСТИ К ОПРОБОВАНИЮ
Для характеристики склонности автомобиля к опрокидыванию было разработано несколько статических показателей и тестов (см. , например, Lund and Bernard 1995b). Часто упоминаемые меры делятся на две категории:
Величины, такие как SSF и критическая скорость скольжения (CSV), которые рассчитываются на основе измеренных параметров транспортного средства; и
Величины, полученные в результате испытаний транспортных средств в целом, в частности, испытаний с наклонным столом, испытаний на боковое растяжение и испытаний на центрифуге, которые зависят от экспериментальных результатов, а не от измерений размеров и инерционных свойств транспортных средств.
Следующее обсуждение посвящено преимуществам и недостаткам этих различных статических показателей с особым акцентом на SSF — показатель, который формирует основу звездных рейтингов NHTSA для сопротивления опрокидыванию.
Коэффициент статической устойчивости
Когда вектор скорости транспортного средства находится под большим углом от направления, в котором он выровнен, поверхность контакта шины с дорогой может создавать большие боковые силы на шины, как показано на рис. 2. -3. Предполагая модель твердого тела, то есть модель, которая не отклоняется под действием приложенных сил, простая физика дает представление о том, что если сумма боковых сил, действующих на все четыре шины, достаточно велика для достаточно продолжительного периода время автомобиль перевернется. Обратите внимание, что модель твердого тела не может предсказать зависящие от времени детали опрокидывания, которые зависят от сценария. Моделирование зависящего от времени опрокидывания требует гораздо более сложной модели (см., например, Chrstos and Heydinger 19).97).
В частности, модель транспортного средства предсказывает опрокидывание, если в течение достаточно продолжительного периода времени
(1)
где W — вес транспортного средства, ∑ F указывает сумму боковых сил на всех четыре шины, а T /2 H — SSF автомобиля.
Связь 1 часто рассматривается с другой стороны. Фундаментальная физика утверждает, что
(2)
Страница 25
Делиться
Предлагаемая ссылка: «Глава 2: Динамика автомобиля. » Совет по транспортным исследованиям. 2002. Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10.17226/10308.
×
Сохранить
Отменить
РИСУНОК 2-3 Боковые силы, приводящие к опрокидыванию: вид сверху с управляемым колесом колеса перед. (N OTE : xy ось = координатная ось автомобиля; F rl = боковая сила на заднем левом колесе; F fl 2 = боковая сила на левой шине; F rr = поперечная сила на заднее правое колесо F fr = поперечная сила на переднее правое колесо и CG = центр тяжести.)
где a — поперечное ускорение, а м — масса транспортного средства (= Вт/г, , где г — гравитационная постоянная).
Из соотношения 1 и уравнения 2 непосредственно следует, что если в течение длительного периода времени
(3)
модель транспортного средства будет предсказывать опрокидывание. Эта взаимосвязь является научно обоснованным изложением физики движения данной модели транспортного средства и краеугольным камнем полезности SSF. В частности, модель предсказывает, что опрокидывание произойдет, когда боковое ускорение в г превышает SSF в течение длительного периода времени.
Теперь рассмотрим Зависимость 3 в контексте гладкого дорожного покрытия. Для сценария, изображенного на рис. 2-3, обычно отношение между боковыми силами, воздействующими на шины, и нормальной нагрузкой на шины, направленной вверх, обычно характеризуют коэффициентом трения µ. Это может быть выражено как
(4)
То есть сумма боковых сил равна произведению коэффициента сцепления шины с дорогой µ и веса транспортного средства. В этом случае отношение 1 дает информацию о том, что если в течение длительного периода времени
(5)
Страница 26
Делиться
Предлагаемая ссылка: «Глава 2: Динамика автомобиля. » Совет по транспортным исследованиям. 2002. Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10.17226/10308.
×
Сохранить
Отменить
Произойдет опрокидывание
. Для хорошей сухой поверхности с твердым покрытием µ может быть около 0,9; для влажной или обледенелой поверхности µ значительно меньше.
Важность зависимости 5 заключается в том, что если ситуации, подобные изображенной на рис. 2-3, продолжаются в течение достаточно длительного периода времени, модель дает опрокидывание, если коэффициент трения, характеризующий поверхность раздела шины с дорогой, превышает SSF. Если µ относительно низкое, как на мокрой или обледенелой дороге, автомобиль будет скользить, а не катиться, потому что боковые силы будут малы, а боковые ускорения будут намного меньше T /2 H. В других сценариях, не связанных с гладким дорожным покрытием, большие боковые силы, приводящие к опрокидыванию, могут создаваться взаимодействием между шиной(ами) и бордюром, выбоиной, придорожным уклоном, бороздой. вспаханный во время маневра на бездорожье, или какой-либо другой спусковой механизм.
Модель, которая приводит к отношениям 3-5, предполагает, что транспортное средство является твердым телом. Для реальных транспортных средств опрокидывание ожидается при маневрах, которые менее серьезны, чем это предусмотрено соотношениями 3–5, потому что T снижается в результате поперечной податливости подвески и шин, кинематики подвески (изменения геометрии), кренов кузова. Кроме того, для больших углов крена H можно увеличить за счет кинематики подвески. В частности, поперечное ускорение, которое со временем вызывает опрокидывание, ниже уровня, требуемого соотношением 3. Таким образом, для реального транспортного средства соотношение 5 указывает, что опрокидывание ожидается, даже если µ меньше T /2 H В каждом случае снижение порога опрокидывания на 15 % является разумным ожиданием, при этом различия между конкретными транспортными средствами значительны (Lund and Bernard 19). 95б).
Более подробные математические модели могут дать информацию об уменьшении поперечного ускорения, вызывающего опрокидывание, по сравнению со значением, указанным SSF. В общем смысле простые дополнения к модели, которые дают SSF, указывают на вероятное уменьшение (см., например, Bernard et al., 1989). Однако предоставление информации, применимой к конкретным транспортным средствам, требует гораздо большей детализации. Кроме того, внедрение деталей, специфичных для транспортного средства, в сложное моделирование требует гораздо больше времени и затрат, чем тестирование самого транспортного средства. Таким образом, неотразимая особенность SSF, как видно из взаимосвязей 3–5, заключается в том, что она обеспечивает четко определенную границу: если устойчивое поперечное ускорение превышает эту границу, происходит опрокидывание. Последующий анализ, не очевидный из предыдущего обсуждения, показывает, что хотя боковое ускорение в g могут превысить T /2 H в течение короткого времени, не вызывая опрокидывания, чем больше это ускорение превышает T /2 H, , тем меньше будет время до опрокидывания. Опрокидывание, связанное с очень большими поперечными ускорениями, намного превышающими T /2 H g , иногда классифицируется как опрокидывание с остановкой.
Критическая скорость скольжения
Как и SSF, CSV рассчитывается с использованием измерений параметров транспортного средства. CSV — это оценка минимальной боковой скорости, необходимой для того, чтобы транспортное средство едва опрокинулось в результате бокового скольжения по бордюру, как показано на рисунке 9.0003
Страница 27
Делиться
Предлагаемая ссылка: «Глава 2: Динамика автомобиля.» Совет по транспортным исследованиям. 2002. Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10.17226/10308.
×
Сохранить
Отменить
схематично на рис. 2-4. [Простой вывод CSV представлен Мериамом (1959) и Джонсом (1973), а несколько более сложные версии представлены Лундом и Бернардом (1995a).] Как и SSF, CSV увеличивается, когда ширина гусеницы увеличивается, и уменьшается, когда высота центра тяжести увеличивается. Критика этой меры заключается в том, что она основана на предположении об отсутствии потерь энергии после столкновения с бордюром, игнорируя, таким образом, значительные потери в подвеске (Gillespie 1992). Кроме того, в отличие от SSF, который примерно одинаково чувствителен к изменениям в T и H, CSV гораздо более чувствителен к T , чем к H. Эта более высокая чувствительность происходит из-за того, что CSV фокусируется на наезде на бордюр, в отличие от более общего фокуса SSF — автомобиля, выходящего из-под контроля на гладкая поверхность (Лунд и Бернард, 1995b).
Коэффициент наклона стола
Для определения коэффициента наклона стола (TTR) автомобиль помещают на стол в состоянии покоя. Как показано на рис. 2-5, стол опрокидывается до тех пор, пока (закрепленный) автомобиль не попытается скатиться вниз по склону. TTR — это тангенс угла стола, когда передние и задние колеса на стороне, находящейся на подъеме, сначала поднимаются вверх. Если бы подвеска автомобиля и его шины были жесткими, а не податливыми, измерение TTR было бы таким же, как SSF.
Некоторые считают, что TTR является лучшим показателем, чем SSF и CSV, поскольку он включает некоторые эффекты податливости подвески и шин. Таким образом, TTR дает более низкий порог минимального поперечного ускорения, необходимого для использования критической скорости скольжения.
Страница 28
Делиться
Предлагаемая ссылка: «Глава 2: Динамика автомобиля.» Совет по транспортным исследованиям. 2002. Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10.17226/10308.
×
Сохранить
Отменить
РИСУНОК 2-5 Тест наклонного стола — отношение наклонного стола равно тангенсу угла тета (θ).
продуцировать пролонгацию, чем в случае с SSF. Недостаток теста заключается в том, что когда стол опрокидывается, общий вес, поддерживаемый шинами (перпендикулярно наклоняемому столу), падает, и подвеска имеет тенденцию двигаться в сторону отбоя (т. е. нагрузки на подвеску падают) и отклоняться от бордюрное положение равновесия. Это, в свою очередь, приводит к тому, что центр тяжести автомобиля смещается от стола для наклона, и, таким образом, автомобиль более склонен к опрокидыванию, чем на горизонтальной поверхности.
Существуют также потенциальные нежелательные последствия использования TTR для оценки склонности к опрокидыванию. В некоторых случаях измеренные значения TTR можно увеличить, изменив подвеску таким образом, что это ухудшит управляемость автомобиля. В частности, наилучшие результаты испытаний достигаются при одновременном подъеме передних и задних колес в гору. Это означает, что автомобили со сбалансированной поперечной жесткостью спереди и сзади дадут лучшие результаты испытаний TTR, чем аналогичные автомобили с неравной поперечной жесткостью, хотя неравномерное распределение пары кренов часто приводит к улучшению динамических характеристик (9).0011 Федеральный регистр 2001 г.). Таким образом, система оценки транспортных средств, которая использует TTR для ранжирования склонности к опрокидыванию, может поощрять нежелательные компромиссы конструкции и транспортные средства с худшими характеристиками направленной реакции.
Испытание на боковое растяжение
Испытание на боковое растяжение обеспечивает еще одну статическую меру склонности автомобиля к опрокидыванию; На рис. 2-6 показана схема установки для испытания на боковое растяжение. В этом случае инженеры-испытатели тянут автомобиль вбок с горизонтальной силой на высоте центра тяжести автомобиля. Если бы не было податливости подвески и шин, усилие, необходимое для опрокидывания транспортного средства, деленное на вес транспортного средства, было бы таким же, как SSF. Из-за подвески и шины
Страница 29
Делиться
Предлагаемая ссылка: «Глава 2: Динамика автомобиля.» Совет по транспортным исследованиям. 2002. Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10.17226/10308.
×
Сохранить
Отменить
РИСУНОК 2-6 Схема установки для испытания на боковое растяжение. (N OTE : CG = центр тяжести. S OURCE : Federal Register 2000.)
Страница 30
Делиться
Предлагаемая ссылка: «Глава 2: Динамика автомобиля. » Совет по транспортным исследованиям. 2002. Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10.17226/10308.
×
Сохранить
Отменить
Соответствие стандарту
, однако, тест на боковое растяжение дает более низкие результаты, чем SSF; другими словами, он прогнозирует более низкий уровень устойчивого поперечного ускорения, необходимый для опрокидывания транспортного средства. Как и в случае с TTR, некоторые считают, что включение соответствия подвески и шин делает испытание на боковое скольжение более предпочтительным, чем SSF. Недоброжелатели отмечают, что тест бокового увода имеет один из тех же недостатков, что и TTR: в некоторых случаях можно получить улучшенные результаты, внося изменения в подвеску, которые ухудшают реакцию автомобиля на направление движения. Кроме того, испытание на боковое растяжение трудновыполнимо.
Испытание на центрифуге
Другой статический показатель склонности к опрокидыванию на основе транспортного средства получен из испытания на центрифуге, показанного на рис. 2-7. В центрифужном устройстве используется рычаг, прикрепленный к вертикальному валу с приводом. Испытуемый автомобиль припаркован на горизонтальной платформе на конце стрелы. При вращении платформы припаркованное транспортное средство подвергается поперечному ускорению. Когда поперечное ускорение достаточно велико, автомобиль опрокинется на ограничители. Если бы не было податливости подвески и шин, ускорение, необходимое для опрокидывания автомобиля, было бы таким же, как и предсказанное SSF. Положительным аспектом этого теста является то, что, как и в случае TTR и бокового увода, на результаты измерений влияет податливость шин и подвески. Этот тест также имеет важный недостаток, связанный с TTR и боковым уводом: в некоторых случаях можно получить улучшенные результаты, внося изменения в подвеску, которые ухудшают управляемость автомобиля (9). 0011 Федеральный регистр 2001 г.).
РИСУНОК 2-7 Схема центрифужного испытания. (S OURCE : Federal Register 2001.)
Страница 31
Делиться
Предлагаемая ссылка: «Глава 2: Динамика автомобиля.» Совет по транспортным исследованиям. 2002. Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10.17226/10308.
×
Сохранить
Отменить
Резюме
Таким образом, SSF является важным показателем склонности автомобиля к опрокидыванию. Основанный на модели жесткого кузова транспортного средства, он связывает легко измеряемые параметры транспортного средства с уровнем устойчивого поперечного ускорения, которое приводит к опрокидыванию транспортного средства. Реальные транспортные средства переворачиваются при более низких устойчивых уровнях бокового ускорения, чем ускорения, предсказанные SSF.
Имеются сопоставимые статические показатели, полученные в результате измерения параметров транспортного средства (CSV, TTR) или испытаний всего транспортного средства (испытания на боковую тягу и центрифугу). Учитывая все обстоятельства, SSF предпочтительнее CSV, потому что его базовая модель лучше и имеет более широкий диапазон применимости. Кроме того, в отличие от тестов наклонного стола, бокового натяжения и центрифуги, SSF не поощряет конструкции транспортных средств, которые в некоторых обстоятельствах могут привести к нежелательным компромиссам, влияющим на реакцию по направлению.
Остается опасение, что SSF является слишком общим, поскольку не решает вопрос о том, как транспортное средство могло попасть в ситуацию, подобную той, что показана на рис. 2-3. Короче говоря, почему автомобиль вообще начал скользить вбок? А если бы неуправляемый автомобиль был оборудован системой контроля устойчивости, остался бы он управляемым? Эти вопросы нельзя решить с помощью статических мер; для их устранения требуется динамическое тестирование.
НЕОБХОДИМОСТЬ ДИНАМИЧЕСКИХ ИСПЫТАНИЙ
И дизайн автомобиля, и навыки водителя влияют на то, как автомобиль ведет себя при любом маневре. Было показано, что во время переходных маневров, связанных с высоким поперечным ускорением, многие конструктивные параметры транспортного средства влияют на его управляемость (например, распределение пары кренов спереди и сзади, положение оси крена, поведение шин, характеристики подвески и резонансная частота крена, назвать несколько). Управляемость транспортного средства при таком маневре оказывает существенное влияние на способность водителя сохранять управление транспортным средством в аварийной ситуации. В таких обстоятельствах и до потери контроля над транспортным средством существуют значительные различия между транспортными средствами. Эти различия невозможно понять на основе статических метрик.
Рассмотрим, например, рис. 2-8. В левой части рисунка (этап 1) транспортное средство находится под управлением. В левой части средней части рисунка (этап 2) результат маневра определяется как действиями водителя, так и характеристиками транспортного средства. В этой области, особенно в самом ее начале, когда начинается потеря управления, все характеристики торможения, ускорения и управляемости автомобиля могут быть важны в зависимости от управляющих воздействий, выбранных водителем. Действия водителя ограничены тремя: использование руля, педали тормоза и педали акселератора. По мере того, как потеря управления прогрессирует от легкой до тяжелой (правая часть средней части рис. 2-8), действия водителя и параметры конструкции транспортного средства становятся менее важными. Наконец, правильно
Страница 32
Делиться
Предлагаемая ссылка: «Глава 2: Динамика автомобиля.» Совет по транспортным исследованиям. 2002. Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10.17226/10308.
×
Сохранить
Отменить
РИСУНОК 2-8 Этапы аварии с опрокидыванием.
Страница 33
Делиться
Предлагаемая ссылка: «Глава 2: Динамика автомобиля.» Совет по транспортным исследованиям. 2002. Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10.17226/10308.
×
Сохранить
Отменить
сторона рисунка (Этап 3) показывает, что автомобиль вышел из-под контроля в ситуации, аналогичной ситуации на Рисунке 2-3. Когда транспортное средство находится в этой конфигурации, SSF и местность, по которой движется транспортное средство, являются доминирующими факторами, определяющими, произойдет ли опрокидывание. Основной причиной динамических испытаний является необходимость понимания переходной области на рис. 2-8, где важны действия водителя, конструкция автомобиля и такие функции, как электронный контроль устойчивости.
Электронный контроль устойчивости
Некоторые производители в настоящее время предлагают системы с компьютерным управлением, которые пытаются стабилизировать транспортное средство в начале переходной зоны, показанной на рис. 2-8. У этих систем есть несколько торговых наименований, но все они относятся к категории электронного контроля устойчивости.
Электронные системы контроля устойчивости отслеживают движение транспортного средства и направление, в котором рулит водитель, путем измерения таких параметров, как положение рулевого колеса, скорость транспортного средства и скорость вращения транспортного средства вокруг вертикальной оси (скорость рыскания). Если действия водителя и реакция транспортного средства не совпадают, компьютер пытается улучшить способность водителя сохранять контроль над транспортным средством, выборочно подтормаживая отдельные колеса или изменяя мощность, подаваемую на колеса. Эти регулируемые компьютером управляющие входы 3 заставляют транспортное средство более точно соответствовать траектории, рассчитанной датчиками транспортного средства, как желаемой водителем.
Электронные системы контроля устойчивости способны стабилизировать транспортное средство только в том случае, если между выбранным колесом или шиной и дорожным покрытием имеется достаточный резерв фрикционной способности для создания усилия на шину в правильном направлении для стабилизации транспортного средства. Достоинство этих систем заключается в предотвращении входа транспортного средства в ситуацию, ведущую к неуправляемой зоне, в которой происходит опрокидывание (этап 3 на рис. 2-8).
Статические измерения, такие как SSF, не предоставляют информацию о работе электронных систем контроля устойчивости. Такая оценка требует динамического тестирования. 4
Взаимодополняемость статических измерений и динамического тестирования
На основе обсуждений с широким кругом заинтересованных сторон (см. такие как SSF, ценны при оценке склонности автомобиля к опрокидыванию. Тем не менее, поскольку SSF не предоставляет
3
Современные системы включают избирательное торможение и снижение мощности двигателя. Будущие системы, вероятно, также будут включать рулевое управление и выборочную подачу мощности на отдельные колеса.
4
Пример с антиблокировочной системой тормозов показывает, что при экстраполяции результатов испытаний на треке на реальный опыт необходима осторожность.
Страница 34
Делиться
Предлагаемая ссылка: «Глава 2: Динамика автомобиля. » Совет по транспортным исследованиям. 2002. Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10.17226/10308.
×
Сохранить
Отменить
понимания того, как транспортные средства выходят из-под контроля, оно не может дать полного понимания аварии с опрокидыванием, от начала до конечного результата. Чтобы понять это, необходимо исследовать переходную область, показанную на рис. 2-8.
ДИНАМИЧЕСКИЕ ИСПЫТАНИЯ: ХАРАКТЕРИСТИКИ И ПРОБЛЕМЫ
Важные характеристики
Характеристиками, которые отличают динамические испытания от других испытаний транспортных средств, являются переходный характер управления транспортным средством и последующая реакция на него. Динамические тесты могут быть выполнены в одном из трех возможных режимов: нормальный диапазон движения, который включает боковые ускорения примерно до 0,3 9;0011 г на гладкой сухой поверхности; средний диапазон бокового ускорения, обычно примерно до 0,5 g на гладкой сухой поверхности; или очень большой диапазон бокового ускорения. Как правило, испытания бокового ускорения на сухой поверхности значительно выше диапазона 0,5 g называются предельными маневрами, то есть маневрами, которые проверяют пределы характеристик транспортного средства.
Существует важное различие между испытаниями в диапазоне нормального вождения и испытаниями на пределе возможностей автомобиля. В обычном тренировочном диапазоне несколько тестов могут предоставить информацию, применимую к другим сценариям в этом диапазоне. Напротив, вблизи пределов производительности транспортного средства реакция транспортного средства на входные элементы управления зависит от сценария. Короче говоря, результаты одного испытания, проведенного на пределе характеристик транспортного средства, не обязательно являются надежным индикатором результатов, ожидаемых от другого такого испытания.
Динамические испытания, от нормального диапазона движения до предельных маневров, проводятся всеми крупными производителями автомобилей и грузовиков, различными государственными и потребительскими агентствами, а также популярными журналами для энтузиастов. Выполняемые тесты принимают различные формы, отражающие разнообразие интересов разработчиков тестов. Эти интересы определяют, почему проводятся испытания, и включают в себя проектирование транспортных средств, сравнительную оценку транспортных средств, разработку нормативных требований и исследования.
Challenges
Раздел 12 Закона о TREAD предписывает NHTSA «разработать динамический тест на опрокидывание автомобилей для программы информирования потребителей; и осуществить программу проведения таких испытаний». 5 Эти тесты будут ограничивающими маневрами.
Поскольку результаты всех предельных маневров зависят от конкретного сценария, используемого для теста, разработка динамических тестов на опрокидывание является сложной задачей.
5
Необходимо разработать правила, чтобы определить, как лучше всего распространять результаты теста среди общественности. Программа нормотворчества и тестирования должна быть завершена к 1 ноября 2002 г. Резюме выводов НАБДД на сегодняшний день представлено в запросе агентства от июля 2001 г. о комментариях ( Federal Register 2001).
Страница 35
Делиться
Предлагаемая ссылка: «Глава 2: Динамика автомобиля.» Совет по транспортным исследованиям. 2002. Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10.17226/10308.
×
Сохранить
Отменить
Задача состоит в том, чтобы выбрать сценарии, имеющие широкую применимость, с пониманием того, что результаты не охватывают все ситуации, которые могут привести к пролонгации. Дополнительная проблема заключается в том, что производители транспортных средств и группы потребителей имеют опыт проведения тестов, которые они используют в настоящее время. 6 Им, вероятно, потребуется дублировать любые новые тесты, проводимые на их собственных объектах. Такие испытания либо заменят, либо будут добавлены к текущим протоколам испытаний, и в любом случае производители, группы потребителей и другие лица, участвующие в испытаниях транспортных средств, понесут дополнительные расходы.
Еще одна трудность заключается в том, что любой тест, выбранный и включенный в правила, повлияет на дизайн производителей. Учитывая сложные компромиссы, связанные с конструкцией транспортных средств, перед НАБДД будет поставлена задача выбрать одно или несколько динамических испытаний, которые не будут иметь непреднамеренных вредных последствий, поскольку производители преследуют конкурентное преимущество, разрабатывая тесты.
Тесты, рекомендованные NHTSA в ответ на Закон о TREAD, должны повторяться. То есть ожидается, что тесты могут быть повторены на той же трассе в тот же день в почти идентичных условиях с очень похожими результатами. Кроме того, желательно, хотя и не ожидается, чтобы испытания можно было повторять с одинаковыми результатами от одного тестового трека к другому. Однако воспроизводимость от дорожки к дорожке проблематична, поскольку на предельные маневры влияют условия окружающей среды. В частности, коэффициент трения между шинами и гусеницей варьируется от места к месту.
При любом обсуждении повторяемости результатов испытаний на предельные маневры возникает дополнительная проблема: необходимость выбора между испытаниями с обратной связью и без обратной связи, у каждого из которых есть свои сторонники. Некоторые предпочитают тесты с обратной связью, в которых водители сталкиваются с ситуациями, проверяющими устойчивость к крену. Другие предпочитают тесты без обратной связи, в которых управляющие входные данные для транспортного средства заранее определены и доставляются к транспортному средству с высокой повторяемостью, часто с помощью компьютерного контроллера.
Преимущество тестирования с обратной связью заключается в том, что может быть удовлетворительное интуитивное соответствие между тестами и проблемами, с которыми сталкиваются люди-водители. Примером такого теста является маневр уклонения от двойной смены полосы движения Союза потребителей, который предназначен для имитации реальных ситуаций, в которых водителю необходимо объехать препятствие на дороге. Этот тест используется для определения максимальной скорости, с которой водитель-испытатель может пройти курс, включающий серию крутых поворотов. С другой стороны, тесты с обратной связью иногда критикуют за то, что драйверы слишком сильно влияют на результат.
Преимущество тестирования без обратной связи состоит в том, что результат теста не зависит от драйвера. Примером теста без обратной связи является тест на рыболовный крючок, который в настоящее время разрабатывается НАБДД ( Federal Register 2001). В тестах на рыболовный крючок автомобили под управлением компьютера выполняют точно контролируемое рулевое управление
6
Во время посещения заводов Ford, General Motors и DaimlerChrysler (см. Приложение B) комиссия установила, что каждая компания использует обширный набор статических и динамических испытаний при разработке своих автомобилей, но разные компании используют разные испытания.
Страница 36
Делиться
Предлагаемая ссылка: «Глава 2: Динамика автомобиля.» Совет по транспортным исследованиям. 2002. Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10.17226/10308.
×
Сохранить
Отменить
в одну сторону, а затем, в момент времени, сигнализируемый бортовым компьютером, точно контролируемым рулевым управлением в другую сторону. Такие тесты иногда критикуют на том основании, что маневры не похожи на маневры, совершаемые водителями на дороге ( Federal Register 2001).
С точки зрения органов управления, вводимых в транспортное средство, очевидно, что испытания без обратной связи более воспроизводимы, чем испытания с обратной связью, и в этом смысле более объективны. Однако остаются споры о том, предоставляют ли тесты с разомкнутым контуром информацию, относящуюся к реальному опыту вождения. Комитет рассматривает это как область, в которой могут существовать законные различия во мнениях. Если NHTSA будет полагаться на тестирование без обратной связи, агентство будет обязано предоставить обоснование, связывающее выбранные сценарии без обратной связи с реальным опытом водителя.
Резюме
Таким образом, SSF является научно обоснованным статическим показателем, который предоставляет информацию о склонности автомобиля к опрокидыванию в неконтролируемых ситуациях. Динамические испытания предоставляют информацию о характеристиках предотвращения столкновений автомобиля; он различает автомобили с одинаковым SSF, но с разной вероятностью попадания в неконтролируемые ситуации. Как статические измерения, так и динамическое тестирование необходимы для полного исследования аварии с опрокидыванием, от начала до конечного результата. Подходящий протокол динамических испытаний должен, как минимум, позволять отделить системы водителя или транспортного средства, которые подвержены потере управления, от более надежных.
ВЫВОДЫ И РЕКОМЕНДАЦИИ
Выводы
2-1.
С помощью модели жесткого кузова SSF связывает ширину колеи транспортного средства, T , и высоту центра тяжести, H , с четко определенным уровнем устойчивого поперечного ускорения, которое приведет к опрокидыванию транспортного средства. Модель твердого тела основана на законах физики и отражает важные характеристики автомобиля, связанные с опрокидыванием.
2-2.
SSF предпочтительнее других статических мер в качестве индикатора склонности автомобиля к опрокидыванию.
2-3.
Динамические испытания необходимы для понимания фазы потери управления при аварии, в которой важны действия водителя, конструкция автомобиля и такие функции, как контроль устойчивости. Разработка одного или нескольких подходящих динамических тестов потребует сложного выбора и обширной оценки вариантов тестирования.
2-4.
Динамические испытания необходимы для оценки работы электронных систем контроля устойчивости и их потенциала для снижения вероятности потери управления перед опрокидыванием.
Страница 37
Делиться
Предлагаемая ссылка: «Глава 2: Динамика автомобиля.» Совет по транспортным исследованиям. 2002. Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10.17226/10308.
×
Сохранить
Отменить
Рекомендация
2-1.
НАБДД должно активно развивать динамическое тестирование, чтобы дополнить информацию, предоставленную SSF.
ССЫЛКИ
Bernard, J. E., J. Shannan, and M. Vanderploeg. 1989. Опрокидывание автомобиля на Гладких поверхностях. SAE 891991, Общество автомобильных инженеров.
Кристос, Дж.П. и Г.Дж. Хайдингер. 1997. Оценка VDANL и VDM Road для прогнозирования динамики автомобиля Ford Taurus 1994 года. SAE 970556, Общество автомобильных инженеров.
Федеральный регистр. 2001. Правила информирования потребителей; Федеральные стандарты безопасности транспортных средств; Сопротивление опрокидыванию; Запрос комментариев. Том. 66, № 128, 3 июля, стр. 35,179–35,193.
Гиллеспи. 1992. Основы динамики транспортных средств. Общество автомобильных инженеров.
Джонс, И.С. 1973. Исследования дорожно-транспортных происшествий с особым упором на характеристики управляемости и устойчивости автомобилей . к.т.н. Тезис. Лондонский университет.
Лунд, Ю. И. и Дж. Э. Бернар. 1995а. Моделирование дорожного транспорта. В SVM-13 Компьютерные программы по ударам и вибрации (Pilkey and Pilkey, eds.), Центр анализа ударов и вибрации (SVAC), Falls Church, Va.
Lund, YI, and JE Bernard. 1995б. Анализ простых метрик опрокидывания. SAE 950306, Общество автомобильных инженеров.
Мериам, Дж. Л. 1959. Механик, Часть II: Динамика. 2-е изд. John Wiley and Sons, Inc., Нью-Йорк, стр. 298–299.
Страница 21
Делиться
Предлагаемая ссылка: «Глава 2: Динамика автомобиля.» Совет по транспортным исследованиям. 2002. Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10. 17226/10308.
×
Сохранить
Отменить
Страница 22
Делиться
Предлагаемая ссылка: «Глава 2: Динамика автомобиля.» Совет по транспортным исследованиям. 2002. Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10.17226/10308.
×
Сохранить
Отменить
Страница 23
Делиться
Предлагаемая ссылка: «Глава 2: Динамика автомобиля.» Совет по транспортным исследованиям. 2002. Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10.17226/10308.
×
Сохранить
Отменить
Страница 24
Делиться
Предлагаемая ссылка: «Глава 2: Динамика автомобиля.» Совет по транспортным исследованиям. 2002. Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10.17226/10308.
×
Сохранить
Отменить
Страница 25
Делиться
Предлагаемая ссылка: «Глава 2: Динамика автомобиля.» Совет по транспортным исследованиям. 2002. Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10.17226/10308.
×
Сохранить
Отменить
Страница 26
Делиться
Предлагаемая ссылка: «Глава 2: Динамика автомобиля.» Совет по транспортным исследованиям. 2002. Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10.17226/10308.
×
Сохранить
Отменить
Страница 27
Делиться
Предлагаемая ссылка: «Глава 2: Динамика автомобиля.» Совет по транспортным исследованиям. 2002. Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10.17226/10308.
×
Сохранить
Отменить
Страница 28
Делиться
Предлагаемая ссылка: «Глава 2: Динамика автомобиля.» Совет по транспортным исследованиям. 2002. Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10.17226/10308.
×
Сохранить
Отменить
Страница 29
Делиться
Предлагаемая ссылка: «Глава 2: Динамика автомобиля.» Совет по транспортным исследованиям. 2002. Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10.17226/10308.
×
Сохранить
Отменить
Страница 30
Делиться
Предлагаемая ссылка: «Глава 2: Динамика автомобиля.» Совет по транспортным исследованиям. 2002. Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10.17226/10308.
×
Сохранить
Отменить
Страница 31
Делиться
Предлагаемая ссылка: «Глава 2: Динамика автомобиля.» Совет по транспортным исследованиям. 2002. Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10.17226/10308.
×
Сохранить
Отменить
Страница 32
Делиться
Предлагаемая ссылка: «Глава 2: Динамика автомобиля.» Совет по транспортным исследованиям. 2002. Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10.17226/10308.
×
Сохранить
Отменить
Страница 33
Делиться
Рекомендуемое цитирование: «Глава 2: Динамика транспортных средств». Совет по транспортным исследованиям. 2002. Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10.17226/10308.
×
Сохранить
Отменить
Страница 34
Делиться
Предлагаемая ссылка: «Глава 2: Динамика автомобиля». Совет по транспортным исследованиям. 2002. Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10.17226/10308.
×
Сохранить
Отменить
Страница 35
Делиться
Рекомендуемое цитирование: «Глава 2: Динамика транспортных средств.» Совет по транспортным исследованиям. 2002. Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10.17226/10308.
×
Сохранить
Отменить
Страница 36
Делиться
Предлагаемая ссылка: «Глава 2: Динамика автомобиля.» Совет по транспортным исследованиям. 2002. Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10.17226/10308.
×
Сохранить
Отменить
Страница 37
Делиться
Предлагаемая ссылка: «Глава 2: Динамика автомобиля.» Совет по транспортным исследованиям. 2002. Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10.17226/10308.
×
Сохранить
Отменить
Далее: Глава 3: Статистика и анализ данных »
Перевернуться, Ньютон | Журнал Discover
Сеймур Крей, создатель суперкомпьютера Томас Эдисон, любил оставаться в авангарде технологий. Его стремление создать все более быстрый компьютер было настолько успешным, что во время холодной войны Министерство обороны США считало его ресурсом национальной безопасности.
Но однажды сентябрьским днем 1996 года, в возрасте 70 лет, Крей стал жертвой гораздо более громоздкой машины. Он ехал на внедорожнике в Колорадо-Спрингс, когда автомобиль вильнул и протаранил его левую заднюю дверь. Внедорожник Крея развернулся против часовой стрелки и трижды перевернулся. Хотя он был пристегнут ремнем безопасности, в результате аварии ему сломали шею, и две недели спустя он скончался от тяжелых травм головы. «Ирония смерти Сеймура Крея заключалась в том, что суперкомпьютеры использовались в автомобильной промышленности на раннем этапе для моделирования характеристик транспортных средств при столкновении», — говорит Карл Э. Нэш, адъюнкт-профессор инженерных наук в Университете Джорджа Вашингтона и бывший руководитель отдела по расследованию несчастных случаев. подразделение Национальной администрации безопасности дорожного движения (NHTSA). «Своей работой Крей внес огромный вклад в обеспечение безопасности дорожного движения, однако он погиб в автомобиле, который, кажется, не поддается этому».
Смертельные случаи при опрокидывании — поразительно распространенное явление, в результате чего почти треть из 35 806 пассажиров погибла в результате дорожно-транспортных происшествий в 1999 году. Любой автомобиль может перевернуться, но внедорожники переворачиваются гораздо чаще. поломки шин Firestone на Ford Explorer. Это противоречие выявило тревожную статистику. По данным NHTSA, более 60 процентов пассажиров внедорожников, погибших в дорожно-транспортных происшествиях в 1999 году, были вовлечены в опрокидывание. Для сравнения, только 23 процента всех погибших пассажиров автомобилей были вовлечены в опрокидывание. «По сути, большинство внедорожников — это рабочие грузовики с привитыми к ним кузовами-универсалами», — говорит Нэш, который работал консультантом в судебных процессах, касающихся устойчивости внедорожников. «С точки зрения физики, это просто неправильный тип транспортного средства для использования на дороге».
Опрокидывание автомобиля является основной причиной автомобильных смертей: в 1999 году погибло 10 857 человек, а внедорожники переворачиваются в три раза чаще, чем другие автомобили. Проблема частично в физике — у внедорожников высокий центр тяжести — и частично в восприятии: водители внедорожников не осознают, насколько быстро они едут и насколько они уязвимы.
В то же время, конечно же, внедорожники пользуются огромной популярностью. Десять лет назад легкие грузовики и фургоны составляли всего 20 процентов всех транспортных средств. Сейчас на них приходится треть, и ожидается, что в течение десятилетия их число уменьшится до половины. «Мы говорим о транспортном средстве, которое скоро будет в большинстве», — говорит Клэй Габлер, доцент кафедры машиностроения Университета Роуэна в Глассборо, штат Нью-Джерси. «Любые проблемы, которые мы видим сейчас, будут только увеличиваться, и все — автопроизводители, специалисты по тестированию безопасности и такие исследователи, как я, — изо всех сил пытаются понять этот факт».
В основе лежит проблема, которую Сеймур Крей мог легко понять. Но, как и большинство водителей, он, вероятно, не осознавал, что каждый раз, садясь за руль своего внедорожника, он принимал участие в постоянной демонстрации ньютоновской физики. Вождение внедорожника требует больше навыков и внимания, чем вождение обычного автомобиля, но многие водители, кажется, думают как раз наоборот. Они «слушают радио или разговаривают по мобильному телефону, не обращая внимания на основные силы движения, влияющие на транспортное средство», — говорит Карл Лопес, автор книги Going Faster! и инструктор в гоночной школе Skip Barber Racing в Коннектикуте. «Тем не менее, эти законы остаются неизменными, независимо от того, какой автомобиль вы водите, от гоночного автомобиля Формулы-1 до гигантского внедорожника. И они абсолютно влияют на то, как автомобиль будет управляться».
В основе законов движения лежит центр тяжести транспортного средства, точка, в которой масса объекта находится в равновесии. «Вы можете буквально прикрепить крюк к центру тяжести и поднять автомобиль, и он будет идеально сбалансирован спереди назад, сверху вниз и из стороны в сторону», — говорит Лопес. Центр тяжести — это единственная точка, через которую действуют все силы, воздействующие на транспортное средство — от торможения и ускорения до поворота. И его расположение, особенно его высота над землей, имеет решающее значение для понимания устойчивости автомобиля на дороге.
Автомобиль, как и любой движущийся объект, должен подчиняться первому закону движения Ньютона. Когда автомобиль движется, инерция будет удерживать центр тяжести автомобиля в движении по прямой линии с постоянной скоростью до тех пор, пока сила, такая как трение, не заставит его изменить скорость или направление. Тем не менее, даже когда автомобиль движется прямо, нагрузка на его четыре колеса, которые цепляются за тротуар резиновыми лоскутами размером с открытку, может радикально измениться.
При ускорении, например, основная часть нагрузки переносится на две задние шины. Это прижимает водителя к сиденью и уменьшает вес передних шин, тем самым уменьшая их способность изменять направление движения автомобиля. «В дрэг-рейсинге ускорение настолько экстремально, а передача нагрузки настолько велика, что иногда можно увидеть, как передние части автомобилей отрываются от проезжей части», — говорит Лопес. Торможение имеет противоположный эффект: баланс внезапно смещается вперед, разгружая задние колеса и иногда приводя к тому, что они теряют контакт с дорожным покрытием. Автомобиль с короткой колесной базой (расстояние между передними и задними колесами) и высоким центром тяжести можно заставить раскачиваться вперед и назад так сильно, что он кувыркается из стороны в сторону.
Передние сальто в современных транспортных средствах встречаются редко, а боковые сальто — перевороты — нет. Транспортные средства чаще всего переворачиваются, когда водители пытаются выполнить поворот. Поскольку центр тяжести автомобиля движется прямолинейно, единственный способ изменить направление — повернуть передние колеса. (Во всех, кроме нескольких экзотических транспортных средствах с четырехколесным рулевым управлением, управляемыми являются только передние колеса.) Поскольку шины поворачиваются боком против направления движения, они создают боковую силу, которой противодействует равная сила, иногда называемая центробежной. сила — в противоположном направлении, которая толкает автомобиль к внешней стороне поворота.
Как и при ускорении и торможении на прямой, при повороте нагрузка автомобиля смещается на две шины снаружи поворота. Например, при левостороннем повороте увеличивается нагрузка на шины со стороны пассажира, особенно на переднюю. Пока некоторый вес остается на внутренних шинах, автомобиль будет оставаться в вертикальном положении. «Но если у вас не будет веса на внутренних шинах, они поднимутся в воздух, — говорит Лопес, — и вы, по сути, едете на велосипеде». Водители редко замечают, когда внутренние шины становятся невесомыми в крутом, быстром повороте, потому что шины могут быть менее чем в полдюйма от земли. Но в этот момент что угодно — порыв ветра, наезд внешней шины на выбоину, на бордюр или на мягкую обочину дороги — может перевернуть машину.
Рессоры, амортизаторы и шины автомобиля могут помочь контролировать эти силы, но в целом тенденция к переворачиванию может быть определена простым соотношением. Это соотношение находится путем деления высоты центра тяжести автомобиля на половину расстояния между центрами двух передних колес (называемого шириной колеи). Чем выше коэффициент, известный как коэффициент статической устойчивости, тем больше вероятность того, что автомобиль удержится на ногах. В этом есть смысл: широкий плоский лист металла перевернуть труднее, чем высокий тонкий металлический цилиндр. Но последствия для дизайнеров автомобилей не всегда очевидны.
Транспортные средства с самым низким центром тяжести — менее фута от земли в некоторых гоночных автомобилях — очень устойчивы. Но они бесполезны ни на чем, кроме гладкой гоночной трассы. Если бы большинство автомобилей были спроектированы как гоночные, говорит Лопес, «каждый раз, когда вы идете в супермаркет, вам пришлось бы вызывать эвакуатор, чтобы вытащить вас с лежачего полицейского». Таким образом, за столетие автомобилестроения был найден компромисс: большинство автомобилей строится достаточно высоко, чтобы преодолевать дорожные препятствия, но с достаточно низким центром тяжести — примерно в 20 дюймах от земли — чтобы предотвратить большинство опрокидываний.
У внедорожников, к сожалению, центр тяжести обычно на пять-шесть дюймов выше, чем у легковых автомобилей, а ширина колеи примерно такая же. Согласно данным, собранным НАБДД, один популярный внедорожник модели 2001 года имеет ширину колеи 58,6 дюйма и центр тяжести на высоте 27,53 дюйма над землей. Самый продаваемый легковой автомобиль того же производителя имеет ширину колеи 61,9 дюйма и центр тяжести на высоте 21,7 дюйма над землей. Цифры могут показаться похожими, но в совокупности они дают коэффициент статической устойчивости 1,06 для внедорожника и 1,43 для легкового автомобиля. Статистически это означает, что у внедорожника есть 37-процентная вероятность перевернуться при аварии с участием одного автомобиля, тогда как у легкового автомобиля вероятность опрокидывания составляет всего 10,6%. Чтобы внедорожник был таким же устойчивым, как автомобиль, ширина его колеи должна быть на 20 дюймов шире, чем сейчас.
Фактор статической устойчивости «слишком упрощенно трактует сложную ситуацию», считает вице-президент Альянса автопроизводителей Роберт Страсбургер. «Поведение водителя и погодные условия широко признаны основными причинами аварий с опрокидыванием. Даже среди факторов транспортного средства характеристики подвески, шины, инерционные свойства, передовые системы управления и другие факторы напрямую влияют на вероятность опрокидывания автомобиля». Это правда, что одни только числа не переворачивают транспортные средства, и даже самые опрометчивые внедорожники останутся в вертикальном положении, если ими правильно управлять. Тем не менее, по данным NHTSA, скорость может быть «наиболее важной переменной, не связанной с транспортным средством» при опрокидывании, а конструкция внедорожника, похоже, побуждает некоторых водителей двигаться быстрее, чем обычно.
Проблема кроется в одной из самых приятных черт внедорожника: его высокой посадке, позволяющей водителю видеть поверх транспорта. Люди судят о движении по так называемому оптическому потоку, говорит Рон Ноэль, доцент психологии Политехнического института Ренсселера в Трое, Нью-Йорк. С самолета, например, кажется, что земля ползет, хотя самолет движется со скоростью сотни миль в час. Напротив, гоночный автомобиль, который прижимается к земле, кажется, что он движется очень быстро, даже на скорости всего 30 или 40 миль в час.
В ходе экспериментов с использованием видеокамер, установленных в различных транспортных средствах, Ноэль вывел формулу, связывающую восприятие скорости человека с его высотой над землей. По словам Ноэля, сиденье в типичном внедорожнике на 20 дюймов выше, чем в легковом автомобиле. «В соответствии с нашей моделью это означает, что человек, который едет со скоростью 60 миль в час на внедорожнике, будет воспринимать скорость так же, как человек, который едет со скоростью около 40 миль в час на обычной машине». В результате, по его словам, водители внедорожников склонны слишком быстро поворачивать. Когда их шины теряют сцепление с проезжей частью, они могут выйти из-под контроля, удариться о бордюр или мягкую обочину и вызвать опрокидывание.
Антиблокировочная система тормозов — стандартное оборудование многих внедорожников и легковых автомобилей — может усугубить проблему. Датчики на каждой шине включают и выключают тормоза, когда шина начинает скользить. Это хорошо работает, когда автомобиль движется прямо. Но если водитель нажимает на тормоза во время поворота или непосредственно перед поворотом, чтобы избежать чего-то, законы физики могут обернуться против него. «Когда тормоза пульсируют, вектор силы трения, создаваемой шинами, направлен в любом направлении, в котором движется автомобиль», — говорит Нэш. Когда они пульсируют, шины внезапно цепляются за тротуар, и вектор силы автомобиля смещается вбок. «Этой боковой силы может быть достаточно, чтобы перевернуть автомобиль, который уже наклонился, особенно если у него высокий центр тяжести».
Несмотря на то, что все эти силы работают против внедорожников, опрокидывание не должно быть катастрофой, как это часто бывает. Лобовое столкновение на скорости 35 миль в час, которому автомобили подвергаются в ходе федеральных испытаний на безопасность, эквивалентно падению автомобиля на нос с высоты около 40 футов. Удар от опрокидывания не должен быть таким серьезным. «При переворачивании транспортное средство редко отрывается от земли более чем на фут, и если бы крыша была достаточно прочной, человек внутри был бы сотрясен, но в остальном не пострадал», — говорит Нэш. «Но если на вас рухнет крыша, это шторы». К сожалению, у внедорожника вероятность обрушения крыши гораздо выше, чем у обычного автомобиля. Опять же, простая физика работает против владельцев внедорожников. Это потому, что когда любой объект катится, он вращается вокруг продольной оси, проходящей через его центр тяжести. В легковом автомобиле углы крыши и внешние края шин лежат примерно по периметру этой трубы. «Поэтому, когда легковой автомобиль переворачивается, все происходит довольно плавно», — говорит Нэш. В типичном внедорожнике края крыши возвышаются над трубой на пять-шесть дюймов, поэтому крыша сильнее ударяется о землю, и пассажиры с большей вероятностью получат смертельные травмы головы.
Производители автомобилей стараются сделать внедорожники более безопасными. Например, Ford Explorer 2002 года имеет ширину колеи на два с половиной дюйма больше, чем у его предшественника. Это намного меньше 20 дюймов, на которые его пришлось бы расширить, чтобы соответствовать устойчивости нынешнего Ford Taurus, но Ford считает, что это изменение поднимет рейтинг сопротивления опрокидыванию автомобиля с двух звезд до трех из пяти возможных. (Таурус, для сравнения, получает четыре звезды.) Компания также заменяет устаревшую систему задней подвески Explorer, в которой задняя ось крепится болтами к двум передним и задним листовым рессорам. Новая независимая пружинная подвеска позволит каждому колесу реагировать на индивидуальные нагрузки, обеспечивая более плавный ход автомобиля и лучший контроль. Дополнительные боковые подушки безопасности защитят водителей и пассажиров во время опрокидывания, а специальные датчики будут удерживать подушки надутыми до шести секунд вместо стандартных долей секунды на тот случай, если автомобиль несколько раз перевернется. Результатом, по словам Рэя Никосии, менеджера по разработке грузовых автомобилей в Ford, станет «самый безопасный Explorer», что доказано обширными испытаниями компании, включая моделирование столкновений с использованием компьютеров Cray. Карл Нэш, например, считает, что у внедорожников все еще есть долгий, долгий путь. «У нас есть средства сделать внедорожники более безопасными за счет увеличения расходов на дизайн, что включает в себя более широкую колею, более низкий центр тяжести и более прочную крышу», — говорит он. «Пока мы не увидим такого рода изменений, будет преобладать простая физика: транспортные средства с более высоким центром тяжести будут переворачиваться чаще, чем автомобили с более низким, и убивать больше людей».
Внедорожники на перекрестке
Два года назад инженер Техасского университета Кара Кокельман и ее студентка Рахил Шабих сняли на видео и засекли время автомобилей, проезжающих через два перекрестка в Остине. В среднем легковым автомобилям требовалось 1,73 секунды с момента въезда на перекресток до въезда следующего транспортного средства; Внедорожникам потребовалось 2,44 секунды. Из дополнительных 0,71 секунды 0,4 потребовалось только для того, чтобы продвинуть более длинные и медлительные внедорожники. Но остальные 0,31 секунды были потеряны позади внедорожников, так как автомобили держались сзади — предположительно, из-за того, что обзор их водителей был закрыт. Семь десятых секунды могут показаться не такими уж большими, но они складываются. Если время водителя стоит 10 долларов в час, подсчитал Кокельман, внедорожник, который ездит один час в день в перегруженном городе, будет стоить дополнительных 4000-7000 долларов в виде задержек в течение срока службы автомобиля по сравнению с затратами на задержки легкового автомобиля.
Серьезная проблема
Когда внедорожник врезается в легковой автомобиль, внедорожник обычно вырывается вперед. Дело не только в весе — внедорожник весит в среднем на 900 фунтов больше, чем обычный автомобиль, — но и в дизайне. Внедорожники, как правило, состоят из двух отдельных частей: кузова из листового металла поверх лестничной рамы, состоящей из двух стальных балок, которые проходят по всей длине днища и изгибаются вперед, как полозья саней. При столкновении эта лестничная рама «действует как таран», — говорит Клей Габлер из Университета Роуэна, изучавший «агрессивность» внедорожника вместе со своим бывшим коллегой из Национальной администрации безопасности дорожного движения Томом Холлоуэллом. Вместо того, чтобы сминаться и поглощать удары, балки внедорожника имеют тенденцию скользить по бамперам и дверным порогам автомобиля, врезаясь в салон другого автомобиля.
Наиболее опасными авариями являются те, в которых один автомобиль врезается в другой в бок, где нет конструкции или защиты для пассажиров. Внедорожники особенно опасны в таких случаях, потому что их бамперы на 10 дюймов выше, чем у обычных автомобилей. Вместо того, чтобы останавливаться у двери легкового автомобиля, они могут переехать через порог и ударить пассажира по голове. Габлер и Холлоуэлл подсчитали, что когда обычный легковой автомобиль врезается в другой автомобиль сбоку, вероятность того, что люди в столкнувшейся машине умрут в пять или шесть раз меньше, чем в сбитой машине. Но когда в аварию попадает внедорожник, вероятность того, что люди внутри него погибнут, в 20 раз меньше, чем в легковом автомобиле, который попал под удар. «Это удивительная и действительно пугающая статистика», — говорит Габлер.
Даже если люди не раздавлены в аварии, их тела часто ударяются о ремень безопасности, приборную панель, рулевую колонку или окно, и резкое замедление может вызвать внутреннее кровотечение или что-то похуже. Когда два автомобиля одинаковой массы сталкиваются лоб в лоб на одинаковой скорости, их инерция уравновешивается, и автомобили останавливаются. Но когда внедорожник врезается в легковой автомобиль, его инерция отбрасывает более легкую машину назад. Это может привести к резкому изменению скорости автомобиля меньшего размера и повышенному риску получения травмы.
Производители начали вносить некоторые изменения в безопасность, такие как занижение бамперов на пару дюймов. Тем не менее, Габлер говорит: «Вы можете установить все функции безопасности, которые хотите, но вы все равно не решите основную проблему. Они тяжелее, у них более жесткая рама — и мы только начали замечать проблемы, которые это вызовет рост количества транспортных средств. Просто с социальной точки зрения недостаточно смотреть на то, как люди выживают в внедорожниках, если они убивают всех, кого они ударили ». — C.R.
Расчет протектора
Двухтонный внедорожник весит всего около 60 квадратных дюймов протектора шин, поэтому он может легко скользить — и перевернуться, если шины согнутся или ударятся о бордюр. Как ни странно, более широкие шины не помогают, поскольку решающим фактором является расстояние между шинами. Шины с недостаточным давлением лучше сцепляются с дорогой, но с большей вероятностью прогибаются.
Кривая мертвеца
Когда автомобиль входит в поворот, его инерция несет его вперед, а передние колеса толкают его вбок. В правостороннем повороте большая часть нагрузки приходится на левое переднее колесо. Если автомобиль движется достаточно быстро, то сначала от тротуара отрывается правое заднее колесо, а затем правое переднее колесо. Если автомобиль представляет собой внедорожник с высоким центром тяжести, он может продолжать переворачиваться, поворачиваясь на левом переднем колесе и катясь.
Вопрос об ограждениях
Сотни тысяч миль ограждений изгибаются вдоль дорог и автомагистралей страны. Но, по словам Малкольма Рэя, адъюнкт-профессора гражданского строительства Вустерского политехнического института в Массачусетсе, большинство из них не помогут никому, управляющему пикапом или внедорожником. Рэй использовал компьютеры для моделирования различных сценариев аварий, в которых пикап, несущийся по шоссе со скоростью 65 миль в час, врезается в ограждение под углом 25 градусов. «Обычно эти транспортные средства поднимаются и пересекают ограждения, — говорит он. «И если они оказываются на проезжей части, они иногда переворачиваются, что совсем нехорошо». С тех пор Рэй подтвердил моделирование, изучив реальные аварии. Он говорит, что не все ограждения представляют собой проблему: и самые жесткие, и самые гибкие из них, похоже, достаточно хорошо удерживают грузовики на дороге, не переворачивая их. Но большинство металлических рельсов достаточно жесткие, чтобы вызвать проблемы. «Эти перила есть в каждом штате, — говорит Рэй. «Я даже не начал подсчитывать стоимость их замены» — К.Р.
Дополнительную информацию о рейтингах сопротивления опрокидыванию Национальной администрации безопасности дорожного движения можно найти на сайте www.nhtsa.dot.gov/hot/rollover/Index.html. Рейтинги NHTSA для моделей 2001 года см. на сайте www.nhtsa.dot.gov/hot/rollover/Index.html#chart.
Как транспортные средства переворачиваются? | Автомобильные аварии
Транспортные средства могут перевернуться во время аварии. При «правильных» условиях любая машина рискует перевернуться. Давайте посмотрим, как транспортные средства переворачиваются, включая различные типы аварий с переворачиванием.
Что происходит, когда автомобиль переворачивается?
Авария с опрокидыванием происходит, когда транспортное средство теряет управление. Автомобиль виляет на бок (или вперед) и продолжает катиться.
В опрокидывании обычно участвует другой водитель. Однако случаются и аварии с опрокидыванием одного автомобиля.
Опрокидывание происходит одним из двух способов: сработало и не сработало .
По данным Национальной администрации безопасности дорожного движения (NHTSA), наиболее распространенным типом опрокидывания является «споткнувшийся». Данные показывают, что 95% аварий с опрокидыванием приходится на спотыкание.
Опрокидывание с опрокидыванием происходит, когда транспортное средство участвует в следующей последовательности событий:
Съезжает с дороги
Соскальзывает в сторону
Ударяется о предмет или закапывается в почву
Внешние предметы вызывают опрокидывание с опрокидыванием. Автомобиль «спотыкается» о такие объекты, как бордюр, крутой склон или ограждение. Автомобиль также может «споткнуться» после заглубления в землю. Это движение внезапно увеличивает боковую силу.
Столкновение с другим транспортным средством также может привести к опрокидыванию. Автомобиль теряет устойчивость при боковом столкновении. Автомобиль движется боком, но шины сопротивляются движению. Эти две силы заставляют автомобиль вращаться.
Опрокидывание автомобиля без движения
Опрокидывание автомобиля без движения случается нечасто. Они составляют около пяти процентов всех ролловеров. В отличие от опрокидывания с отключением, опрокидывание без отключения не включает другие объекты.
Опрокидывание без отключения происходит, когда одновременно действуют разные силы. Например, скажем, машина поворачивает за крутым поворотом. Работают три силы:
Силы от шин
Центробежная сила
Гравитация
Каждая сила действует в разных направлениях. Конкурирующие силы заставляют автомобиль начать переворачиваться.
На высоких скоростях часто происходит опрокидывание без отключения. Например, водитель может резко свернуть, чтобы избежать столкновения. Или они могут слишком круто повернуть. Внезапное переключение передач может привести к переворачиванию автомобиля.
Опрокидывание без движения чаще всего происходит с большегрузными автомобилями. Полноразмерные фургоны, внедорожники и грузовики наиболее подвержены опрокидыванию.
ВОПРОСЫ?
ЗВОНИТЕ (404) 400-4000
, чтобы найти ближайший к вам офис John Foy
Каковы различные причины несчастного случая при опрокидывании?
Аварии с опрокидыванием часто происходят из-за неосторожного или неосторожного вождения. К сожалению, многие люди могут стать жертвами аварии с опрокидыванием. По данным Consumer Reports:
Опрокидывание происходит только в трех процентах тяжелых аварий
Опрокидывание составляет около 30% смертей в результате несчастных случаев
Вот основные причины несчастных случаев с опрокидыванием.
Рискованное вождение
Скорость является фактором многих аварий со смертельным исходом. Почти 3/4 аварий с опрокидыванием со смертельным исходом происходят там, где ограничение скорости составляет 55 миль в час и более.
Превышение скорости и агрессивное вождение приводят к большому количеству опрокидываний. Рискованные действия, такие как поворот, могут привести к опрокидыванию на высоких скоростях, а трение между дорогой и шинами автомобиля может привести к опрокидыванию.
Отвлеченное вождение
Данные NHTSA показывают, что более 90% смертельных опрокидываний одиночного автомобиля связаны с регулярными действиями вождения. Водитель не совершал резких движений. Таким образом, они, вероятно, были отвлечены или повреждены.
Рассеянное вождение — большая проблема. Опрокидывание чаще происходит, когда водитель:
пишет текстовые сообщения за рулем
отвлекается на пассажиров
ведет машину в состоянии усталости
разговаривает по телефону
проверяет электронную почту
Опасно все, что отвлекает внимание от дороги. Опрокидывание чаще происходит из-за того, что водитель отвлекается.
Вождение в нетрезвом виде
Любое количество алкоголя может привести к несчастным случаям со смертельным исходом. ДТП с опрокидыванием не являются исключением. Пьяный водитель, скорее всего, потеряет контроль над своим автомобилем.
Пьяный водитель также может столкнуться с другими транспортными средствами. Если это боковое столкновение, столкновение может привести к опрокидыванию другого автомобиля.
Водитель теряет управление
Кто-то может потерять контроль над своей машиной по многим причинам. Они могут быть пьяны, рассеяны или устали.
Даже минутная невнимательность может привести к аварии. Водитель может столкнуться с бордюром или другим объектом, что приведет к опрокидыванию автомобиля.
Аварии с участием одного транспортного средства
Большинство опрокидываний происходит с участием одного транспортного средства. Действия водителя часто приводят к переворачиванию автомобиля. Тем не менее, опрокидывание одного автомобиля все же может травмировать других водителей.
Катящееся транспортное средство может столкнуться с другими водителями на дороге. Если автомобиль скатится с проезжей части, он может столкнуться с пешеходами. Даже опрокидывание с одним водителем может привести к многочисленным травмам.
Опрокидывание нескольких автомобилей встречается реже, но все же случается. При боковом ударе автомобиль может опрокинуться и перевернуться.
Что делать после опрокидывания автомобиля?
После опрокидывания проверьте свои травмы. Скорее всего, вам потребуется неотложная медицинская помощь. Не откладывайте вызов 911 для получения медицинской помощи и сообщения о происшествии.
Если причиной аварии стал другой водитель, у вас есть права. Возможно, вы имеете право на компенсацию. Следующие действия могут помочь в построении вашего дела:
Сфотографировать место аварии.
Поговорите со свидетелями. Спросите их контактную информацию.
Обмен информацией с другим водителем.
Позвоните опытному юристу по ДТП.
Сбор улик с места происшествия поможет вашему делу. Ваш адвокат может использовать эту информацию для обоснования иска. Они будут знать, как бороться за то, что вы заслуживаете.
Поговорите с юристом по автомобильным авариям бесплатно сегодня
Аварии с опрокидыванием часто бывают серьезными и даже смертельными. Если вы получили травмы при опрокидывании, позвоните в John Foy & Associates.
Более 20 лет мы помогаем жертвам несчастных случаев получить компенсацию за свои расходы. Вы не должны расплачиваться за чужие ошибки. Свяжитесь с нами сегодня, чтобы узнать больше во время БЕСПЛАТНОЙ консультации.
Позвоните (404) 400-4000 или свяжитесь с нами онлайн для БЕСПЛАТНОЙ консультации сегодня.
Позвоните или отправьте текстовое сообщение по номеру 404-400-4000 или заполните бесплатную форму оценки случая
Типичные травмы при столкновении с опрокидыванием
Что такое определение несчастного случая с опрокидыванием?
Документально подтверждено, что столкновения с опрокидыванием являются одним из самых опасных видов автомобильных аварий. У них самый высокий уровень смертности в автомобильных авариях: более 10 000 человек ежегодно гибнут из-за опрокидывания. Автомобильной аварией считается столкновение с опрокидыванием, когда транспортное средство переворачивается либо на крышу, либо на бок. Опрокидывание стало даже более распространенным явлением на дорогах из-за изменения состава транспортных средств. Сейчас на дорогах больше внедорожников и легких грузовиков, чем когда-либо, и эти конкретные автомобили более уязвимы для опрокидывания из-за их более высокого центра тяжести. Чаще всего аварии с опрокидыванием происходят только с одним транспортным средством, которое теряет управление по какой-либо причине, будь то из-за того, что водитель теряет контроль над транспортным средством из-за состояния дороги, неровной поверхности, столкновения с бордюром или каких-либо других опасностей. пока за рулем.
Характеристики травм и ключевых факторов
Отчеты из базы данных Национальной автомобильной системы отбора проб показывают, что во время аварии с опрокидыванием столкновения с опрокидыванием обычно затрагивают пять основных областей: голова и шея, грудная клетка, живот, верхние и нижние конечности. . Большой процент жертв аварий с опрокидыванием получает более одной травмы в одной из этих областей, причем голова и шея являются наиболее уязвимой областью из всех. Есть некоторые общие травмы опрокидывания, которые распространены в этих типах несчастных случаев. К ним относятся черепно-мозговая травма, повреждение спинного мозга, переломы костей, рваные раны, ссадины и ушибы. Причиной распространенности этих травм обычно является столкновение с другим автомобилем или дорожно-транспортным происшествием, столкновение с незакрепленным грузом, контакт с металлом или разбитым стеклом, а также попадание внутрь автомобиля или его полное выбрасывание. Существуют длительные побочные эффекты этих специфических травм, которые могут повлиять на жизнь жертвы, возможно, даже навсегда. Будь то нарушение ключевых функций, таких как речь, зрение, память или эмоциональный контроль, эти травмы значительны и могут усложнить жизнь выжившим пострадавшим. Также были задокументированы случаи опрокидывания, приводящие к слепоте, потере слуха, травмам зубов, хроническим болям в спине, обезображиванию и значительному повреждению нервов.
Распространенные причины несчастных случаев с опрокидыванием
Столкновения с опрокидыванием обычно происходят при опрокидывании автомобиля, когда шина обычно сталкивается с препятствием, таким как бордюр или кусок мягкой почвы, что приводит к нарушению движения автомобиля вперед. Обычно это приводит к тому, что автомобиль переворачивается на бок. Существуют и другие основные причины, которые обычно приводят к сбоям при опрокидывании. Конструкция автомобиля, опасная конструкция проезжей части или неисправные шины могут стать причиной опрокидывания. Как упоминалось ранее, внедорожники или минивэны, как правило, уязвимы для таких аварий из-за их центра тяжести, из-за которого они легко переворачиваются. Это чаще случается, если конструкция транспортного средства имеет дефекты. Небрежность других водителей или неблагоприятные погодные условия также могут играть роль и увеличивать вероятность опрокидывания.
Что делать после аварии с опрокидыванием
После аварии с опрокидыванием необходимо предпринять несколько важных шагов. Вы всегда должны обращаться к властям, чтобы сообщить об инциденте и предоставить какую-либо официальную документацию. Также крайне важно, чтобы вы немедленно обратились за медицинской помощью, чтобы подтвердить утверждение о том, что авария привела к получению вами телесных повреждений. Даже если вы чувствуете, что не получили серьезных травм в результате инцидента, многие симптомы травм не всегда очевидны или ощущаются физически непосредственно после столкновения. Вы можете даже получить более опасные для жизни травмы, если совет врача не будет получен, что может даже ухудшить ваше состояние. Чем больше у вас доказательств того, что авария привела к серьезным травмам, тем лучше вы будете при подаче иска о возмещении телесных повреждений.
Что может сделать для вас адвокат по травмам
После того, как вы свяжетесь с представителями полиции и обратитесь за медицинской помощью в связи с травмами, вам следует предпринять шаги для обсуждения обстоятельств аварии с квалифицированным адвокатом по автомобильным авариям в штате Юта, например как Зигфрид и Дженсен. Когда вы пострадали в результате аварии с опрокидыванием, вполне вероятно, что ответственность может быть возложена на другого водителя, производителя транспортного средства или муниципалитет из-за плохой конструкции проезжей части. Начальные этапы автокатастрофы являются наиболее важными при попытке обоснования серьезного иска о несчастном случае, и опытный юрист по травмам может помочь вам определить, кто должен нести ответственность за аварию и ваши полученные травмы. Судебный юрист поможет вам должным образом оценить суть вашего иска о несчастном случае и даст рекомендации о том, как вы можете получить компенсацию за утерянную компенсацию из-за нанесенного вам ущерба, такого как медицинские расходы, материальный ущерб, упущенный доход, а также боль и страдания, вызванные вашими травмами.
Аварии с опрокидыванием в Солт-Лейк-Сити
Аварии с опрокидыванием по своей природе являются опасными авариями и особенно подвержены травмам, опасным для жизни. В случае, если жертва выживет, у нее, вероятно, будет какая-то разрушительная травма, которая разрушит их жизнь, а также их способность поддерживать свои семьи. Само собой разумеется, что аварии с опрокидыванием могут ухудшить чью-то жизнь. Есть безграничные опасные отвлекающие факторы, когда водитель находится за рулем. К ним относятся, помимо прочего, использование мобильных телефонов, разговоры с пассажирами и состояние алкогольного или наркотического опьянения. Если вы пострадали в результате аварии с опрокидыванием, вам необходимо обратиться к опытному адвокату, который поможет вам получить компенсацию за причиненный ущерб. В Siegfried & Jensen наша команда опытных юристов по автомобильным авариям в штате Юта уже более тридцати лет помогает жителям штата Юта. Мы стремимся помочь вам после того, как вы или ваш близкий получили травму из-за безрассудных действий другого человека, и мы помогли тысячам семей получить компенсацию, которую они заслуживают после несчастного случая. Если у вас есть какие-либо вопросы, вы можете связаться с нами сегодня по телефону (801) 845-9000, чтобы получить бесплатную, ни к чему не обязывающую консультацию с опытным юристом.
Предотвращение несчастного случая с опрокидыванием – как удержать автомобиль от опрокидывания
Минутка невнимательности может превратить ваш комфортабельный семейный автомобиль в смертельную ловушку из стали и стекла. Почти такой же смертельный исход, как и лобовое столкновение, опрокидывание — это не та авария, от которой люди обычно уходят пешком. Даже если вы выживете и окажетесь в крошечной статистике без травм, стоимость ремонта вашего автомобиля может быть астрономической.
О предотвращении опрокидывания следует думать не только в случае неминуемой опасности. Как только вы пройдете точку невозврата, вы мало что можете сделать, кроме как пережить кошмар. Эффективная профилактика начинается до запуска двигателя.
Имейте в виду, что эффективная профилактика начинается до запуска двигателя.
Ниже я перечислил несколько советов, которые помогут вам предотвратить несчастный случай с опрокидыванием. Я также дал несколько советов, как на это реагировать. Но, надеюсь, вам не понадобится использовать этот бит.
Выбор автомобиля
В последние годы возник прибыльный бизнес по искам о переворачивании внедорожников. Вызывает ли это тревогу в вашей голове? Должно. Внедорожники переворачиваются в три раза чаще, чем стандартные легковые автомобили. Внедорожники, грузовики и минивэны имеют высокий центр тяжести, а это означает, что самая тяжелая часть транспортного средства находится дальше от дороги, чем автомобиль с низким центром тяжести. Точно так же, как высокие деревья падают на ветру, в то время как низкие продолжают качаться в другой день, высокий центр тяжести смертелен для вас и ваших пассажиров.
При этом лучше выбирать автомобиль с низким центром тяжести и широкой колесной базой. Или, если вы обнаружите, что выписываете чек за этот внедорожник, спросите об электронном контроле устойчивости.
Электронный контроль устойчивости, или ESC, представляет собой компьютеризированную технологию, которая обнаруживает потерю контроля над рулевым управлением. Если автомобиль заносит, ESC измеряет направление заноса и асимметрично притормаживает каждое колесо.
Однако, как и любая другая технология, это не замена хорошим навыкам вождения, поэтому не привыкайте полагаться на ESC.
Знание своего автомобиля
Какой вес вы ожидаете от своего автомобиля? Перегруженный автомобиль, вылетающий из-за угла или резко останавливающийся, неустойчив.
Обязательно ознакомьтесь с рекомендуемым предельным весом в руководстве пользователя. Кроме того, способ распределения веса влияет на устойчивость вашего автомобиля. Даже если вы находитесь в пределах безопасного веса, использование багажника на крыше для перевозки тяжелой мебели может означать разницу между смертельным опрокидыванием и управляемым инцидентом.
В дополнение к знанию спецификаций по весу, понимание тонкостей вашей конкретной тормозной системы может помочь вам управлять своим автомобилем наилучшим образом, чтобы избежать заноса, потери управления или блокировки тормозов. Поскольку все эти проблемы могут привести к опрокидыванию, знакомство с тормозной системой может спасти вам жизнь.
Соблюдение правил безопасности
После того, как вы выбрали свой автомобиль и ознакомились с его весовыми характеристиками и тормозной системой, вы можете с уверенностью запускать двигатель.
Но не позволяйте этой уверенности внушить вам ложное чувство безопасности. Узнайте, какие привычки вызывают опрокидывание, и замените эти вредные привычки безопасными.
Ниже приведены несколько советов для вас:
Оставайтесь трезвыми. Более половины аварий с опрокидыванием со смертельным исходом происходит по крайней мере с одним пьяным водителем.
Следи за скоростью. Если вы едете со скоростью более 55 миль в час, шансы перевернуться резко возрастают.
Пристегните ремень безопасности. Почти все смерти при опрокидывании связаны с отсутствием ремня безопасности.
Осторожно двигайтесь по съездам и поворотам. Если вы дернете руль или полетите по кривой, одна сторона вашего автомобиля может опрокинуться.
Убедитесь, что ваш автомобиль соответствует современным требованиям безопасности. По мере разработки новых технологий всегда важно убедиться, что ваш автомобиль соответствует минимальным рекомендуемым спецификациям электронной системы стабилизации. Это основная мера предотвращения опрокидывания автомобиля.
Всегда проверяйте шины. Это одна из самых простых вещей, которые вы можете сделать, чтобы предотвратить несчастные случаи с опрокидыванием. Следя за тем, чтобы ваши шины были в хорошем состоянии, вы также гарантируете, что полностью контролируете свой автомобиль.
Не перегружать! Это еще одна простая превентивная мера, которой, я уверен, вы легко научитесь. Помните, что по мере увеличения веса вашего автомобиля его устойчивость также снижается, поэтому внедорожники и пикапы подвержены более высокому риску опрокидывания.
Не отвлекайтесь во время вождения. Это сделано не только для предотвращения опрокидывания автомобиля, но и для того, чтобы обезопасить вас от любых несчастных случаев. Нужно ли мне говорить больше?
Не реагируй слишком остро, сохраняй спокойствие. Это действительно просто для понимания, но чрезвычайно сложно для понимания. Ведь вы не можете контролировать свои эмоции. Однако потеря контроля над рулевым колесом приводит к потере контроля над самим транспортным средством. Как бы ни было тяжело, просто сосредоточьтесь и постарайтесь взять ситуацию под контроль.
Реакция на опрокидывание
Даже если вы самый безопасный и подготовленный водитель в мире, вы все равно можете столкнуться с ужасной ситуацией: ваш автомобиль начинает катиться. Как вы реагируете? Хотя это может показаться нелогичным, поверните руль в том же направлении, в котором наклоняется ваш автомобиль. Сохраняйте спокойствие и не делайте резких движений и не переусердствуйте — вы можете слишком сильно наклониться в другую сторону. Если все пойдет хорошо, ваш автомобиль исправится сам. Если ваш автомобиль перевернется, держитесь и подождите, пока автомобиль остановится, прежде чем пытаться двигаться.
Перевороты пугают и часто приводят к летальному исходу. Имея это в виду, найдите время, чтобы разумно выбрать свой автомобиль, узнать его особенности и выработать безопасные привычки. От этого может зависеть ваша жизнь
.
ВИДЕО: как предотвратить аварию при опрокидывании
Предотвращение несчастного случая с опрокидыванием
Адвокат по ДТП | Внедорожник, авария с опрокидыванием автомобиля
Автомобильные аварии в штате Мэн
Вы думали, что делаете ответственный выбор, покупая этот внедорожник, но вы трагически ошибались. Аварии с опрокидыванием автомобиля, в которых обычно участвуют внедорожники без важной функции безопасности, известной как дуга безопасности, не просто переворачивают ваш автомобиль вверх дном; они могут перевернуть весь ваш мир с ног на голову. Ford Explorer, Toyota 4 Runners и Honda Passports особенно склонны к переворачиванию в результате аварии, поскольку известно, что они имеют этот производственный дефект.
Если вы пережили серьезные телесные повреждения или смерть близкого человека в результате несчастного случая при опрокидывании автомобиля, вам нужен совет опытного юриста и целой команды экспертов, готовых защищать вас. Юридическое бюро Hardy, Wolf & Downing, расположенное в Портленде, штат Мэн, – это то, что вам нужно. Наши адвокаты по травмам могут взыскать компенсацию, которую вы заслуживаете.
ДТП с опрокидыванием транспортного средства в штате Мэн
Вот несколько поучительных фактов о переворачивании транспортных средств, взятых из репортажа PBS:
Каждый год происходит около 70 000 опрокидываний внедорожников, в результате которых погибает около 2 000 человек.
За 10-летний период, в течение которого опрокидывания Ford-Firestone привели к гибели около 300 человек, более 12 000 человек — в 40 раз больше — погибли в авариях с опрокидыванием внедорожников, не связанных с выходом из строя шин.
У Ford Explorer в 16 раз больше шансов убить пассажиров другого автомобиля в результате аварии, чем у типичного семейного автомобиля.
1 из 4 новых автомобилей, продаваемых в США, — это внедорожник, что делает его самым популярным типом транспортных средств в Америке. Ford Explorer — самый популярный внедорожник в мире.
Исторически сложилось так, что у внедорожников был самый высокий уровень опрокидывания среди всех типов транспортных средств в авариях со смертельным исходом.
По данным Страхового института дорожной безопасности, дорожно-транспортные происшествия с переворачиванием транспортных средств являются вторым по смертности типом дорожно-транспортных происшествий (уступая только лобовым столкновениям).
Более половины всех смертельных случаев с участием одного транспортного средства происходит в результате опрокидывания.
Наш штат Мэн никоим образом не застрахован от этих тревожных национальных статистических данных. Вот лишь несколько заголовков последних лет, касающихся опрокидывания внедорожников в штате Мэн и серьезных травм, а во многих случаях и со смертельным исходом, которые они наносят нашему местному населению:
«Житель штата Мэн серьезно пострадал в результате опрокидывания внедорожника»
«Женщина из штата Мэн погибла при опрокидывании внедорожника рано утром»
«Женщина из Бангора погибла в результате опрокидывания внедорожника»
«В результате переворота внедорожника в Афинах трое мальчиков попали в больницы»
Общие сценарии переноса и причины
Аварии с опрокидыванием могут происходить по разным причинам.
Вот несколько примеров того, как может произойти авария при опрокидывании автомобиля:
Водитель чрезмерно корректирует свое транспортное средство . Если, например, водитель пытается объехать препятствие на дороге или встречный транспорт, слишком сильно дергая руль, он/она может резко отклонить свое транспортное средство в сторону, в результате чего джип, фургон или внедорожник перевернутся.
Водитель съезжает с дороги . Такое может случиться, когда водитель засыпает за рулем или отвлекается.
Шины водителя выходят из строя . Виновниками этого могут быть дефекты протектора шин, плохой контроль устойчивости, неадекватные тормоза или плохо спроектированная система подвески.
Водитель совершает поездку. «Подъем» — это любое препятствие, такое как дерево, канава, ограждение, разделительная полоса или любой другой тип неровной поверхности.
Автомобилист за рулем внедорожника или другого тяжелого транспортного средства.
Транспортное средство водителя взвешено . Автомобиль с большим количеством багажа на крыше более подвержен опрокидыванию.
Водитель ведет себя агрессивно или подвергается агрессивному вождению другого лица. Безрассудное вождение и/или вождение на высокой скорости может привести к аварии с опрокидыванием.
Ответственность за аварии с опрокидыванием транспортного средства в штате Мэн
Определение того, может ли автопроизводитель нести ответственность за опрокидывание транспортного средства в штате Мэн, является сложным и деликатным вопросом, поэтому с этим справится только лучший юрист по автомобильным авариям. В дополнение к возможности того, что ваш автомобиль может быть неисправным, необходимо тщательно рассмотреть ряд факторов.
Вопросы, которые необходимо задать после аварии с опрокидыванием автомобиля:
Какие были погодные и дорожные условия?
Была ли ошибка драйвера, и если да, то как?
Из-за чего автомобиль пошел боком и перевернулся?
Какие травмы произошли и были ли они прямым результатом опрокидывания?
Ответы на эти вопросы помогут определить, есть ли у вас законное требование об ответственности за качество продукции, которое можно предъявить в форме судебного иска, связанного с опрокидыванием транспортного средства.
Рабочий объем цилиндров двигателя | Изучение устройства автомобиля AvtoLegko.ru
Для того чтобы полнее представить работу двигателя, необходимо знать, что такое рабочий объем цилиндра, объем камеры сжатия, полный объем цилиндра, степень сжатия, литраж и число оборотов коленчатого вала. Рабочий объем цилиндра — объем между мертвыми точками. Он заполняется горючей смесью при такте впуска, т.е. когда поршень движется от верхней к нижней мертвой точке. Когда поршень достигает верхней мертвой точки, над ним остается небольшое свободное пространство, которое называется камерой сжатия, или сгорания. Если объем камеры сгорания сложить с рабочим объемом цилиндра, то получим полный объем цилиндра.
Рис. 1. а) Рабочий объем цилиндра и камеры сгорания; б) Ход поршня двигателя.
Все названные объемы измеряют в кубических сантиметрах. При делении полного объема цилиндра на объем камеры сгорания получается величина, называемая степенью сжатия. Степень сжатия показывает, во сколько раз сжимают горючую смесь в цилиндре. Чем больше степень сжатия, тем больше будет давление на поршень при сгорании смеси, а следовательно и больше мощность двигателя. Увеличивать степень сжатия очень выгодно — от той же порции топлива можно получить больше полезной работы. Однако при чрезмерном увеличении степени сжатия наступает самовоспламенение рабочей смеси, и смесь сгорает с большой скоростью — происходит детонация топлива. Детонация — это недопустимо быстрое сгорание рабочей смеси, вызывающее неустойчивую работу двигателя. У двигателя при детонации появляется резкий стук, мощность его снижается, из глушителя выходит черный дым. Конструкторы изыскивают способы борьбы с детонацией топлива и постепенно повышают степень сжатия. В зависимости от степени сжатия применяют определенный сорт топлива.
Повысить мощность двигателя также позволяет увеличение числа оборотов коленчатого вала в минуту. Однако и на этом пути имеются трудности: в основном это недостаток времени на впуск горючей смеси в цилиндр и выпуск отработавших газов, возникновение чрезмерно высокой скорости движении деталей кривошипно-шатунного и газораспределительного механизмов и их большой износ.
Преодолевая эти препятствия, конструкторы добиваются увеличения числа оборотов до 1000 5000 в минуту. Если двигатель многоцилиндровый, то рабочие объемы цилиндров суммируют и получают объем, называемый литражом двигателя.
Объем подсчитывают в кубических сантиметрах и затем переводят в литры. Увеличение литража двигателя сопровождается ростом его мощности. Литраж определяет класс автомобиля.
Двигатель внутреннего сгорания
Двигатель внутреннего сгорания
3. Основные понятия и определения
Основными параметрами двигателя считают ход поршня, рабочий объем цилиндров, объем камеры сгорания, полный объем цилиндра, степень сжатия, диаметр цилиндра и число цилиндров.
Верхняя мертвая точка (ВМТ) — крайнее верхнее положение поршня. В этой точке поршень наиболее удален от оси коленчатого вала.
Нижняя мертвая точка (НМТ) — крайнее нижнее положение поршня. Поршень наиболее приближен к оси коленчатого вала.
В мертвых точках поршень меняет направление движения, и его скорость равна 0.
Ход поршня (S) (рис. 2) — расстояние между мертвыми точками, проходимое поршнем в течение одного такта рабочего цикла двигателя. Каждому ходу поршня соответствует поворот коленчатого вала на 180° (пол-оборота).
Такт — часть рабочего цикла двигателя, происходящего при движении поршня из одного крайнего положения в другое.
Рабочий объем цилиндра (Vh) — объем, освобождаемый поршнем при его перемещении от ВМТ до НМТ.
Объем камеры сгорания (Vc) — объем пространства над поршнем, находящимся в ВМТ.
Полный объем цилиндра (Va) — объем пространства над поршнем, находящимся в НМТ:
Va = Vh + Vc.
Рабочий объем двигателя (литраж) — сумма рабочих объемов всех цилиндров двигателя (л или см3).
Степень сжатия ε — отношение полного объема цилиндра к объему камеры сгорания:
ε = Vа / Vc = (Vh + Vc) / Vc.
Рисунок 2 — Основные параметры двигателей
Степень сжатия показывает, во сколько раз сжимается смесь в цилиндре двигателя при ходе поршня из НМТ в ВМТ. При повышении степени сжатия увеличивается мощность двигателя и его экономичность. Однако повышение степени сжатия ограничено качеством применяемого топлива, оно также увеличивает нагрузки на детали двигателя.
Степень сжатия для карбюраторных двигателей современных легковых автомобилей составляет 8 ÷ 10, а для дизелей — 15 ÷ 22. При таких степенях сжатия в бензиновых двигателях не происходит самовоспламенения смеси, а в дизелях, наоборот, обеспечивается самовоспламенение смеси.
Объем цилиндра полный — Энциклопедия по машиностроению XXL
Иное конструктивное оформление газотурбинной установки сравнительно с двигателем внутреннего сгорания позволяет осуществить полное расширение газов в турбине, т. е. довести давление в конце расширения до внешнего давления, в то время как в цилиндре двигателя внутреннего сгорания это не удается осуществить из-за необходимости чрезмерно увеличить объем цилиндра. Полное расширение, как это будет показано ниже, увеличивает термический к. п. д.
[c.252] Степень сжатия представляет собой отношение полного объема цилиндра Va К объему камеры сгорания Vg. Разность между полным объемом и объемом камеры сгорания дает так называемый рабочий объем цилиндра У/,.
[c.154]
Одноступенчатый неохлаждаемый поршневой компрессор сжимает воздух от давления pi — 988 гПа и температуры /j = 10 °С до давления р = 0,8 МПа. Эффективная мощность, необходимая для привода компрессора, Ngy. 50 кВт, частота вращения вала компрессора п = = 350 об/мин. Определить объемную подачу компрессора, отнесенную к н. у., и полный объем цилиндра, если объемный к. п. д. — 0,88. Эффективный к. п. д. компрессора Л.И = 0,7.
[c.120]
Среднее индикаторное давление принято относить к полному рабочему объему цилиндров Vh как в четырехтактных, так и в двухтактных двигателях. При графическом определении среднего индикаторного давления, как это сделано в работе ТД-7, трудно обеспечить необходимую точность и, кроме того, для расчета требуется много времени, в связи с чем целесообразно применить другой, графоаналитический метод, основанный на приближенном вычислении интеграла Ьщ = j)pdV. Этот метод определения Pi позволяет использовать ЭВМ при обработке индикаторной диаграммы. При наличии соответствующей аппаратуры сигнал, получаемый от электрического датчика давления, вводится непосредственно в ЭВМ.
[c.120]
Задача 5.3. Определить удельный эффективный расход топлива шестицилиндрового четырехтактного дизельного двигателя, если среднее эффективное давление р =7,2 10 Па, полный объем цилиндра Г =7,9 10 » м , объем камеры сгорания f = 6,9 10 м , частота вращения коленчатого вала и = 37 об/с и расход топлива 5=3,8 10″ кг/с.
[c.164]
Задача 5.11. Определить удельные индикаторный и эффективный расходы топлива четырехцилиндрового четырехтактного дизельного двигателя, если среднее индикаторное давление р,= 6,8 10 Па, степень сжатия е=15, полный объем цилиндра Кд=37,5 10 м , угловая скорость вращения коленчатого вала си =157 рад/с, механический кпд ri = 0,S4 и расход топлива. 6=5,95-1Q-» кг/с.
[c.165]
Задача 5.15. Определить индикаторную мощность и мощность механических потерь четырехцилиндрового четырехтактного дизельного двигателя, ес ш степень сжатия е= 17, полный объем цилиндра Fугловая скорость вращения коленчатого вала ш=157 рад/с и механический кпд /ы=0,81. Индицированием двигателя получена индикаторная диаграмма полезной площадью F=l,8-10 м , длиной /=0,2 м при масштабе давлений /и = 0,8 10 Па/м.
[c.166]
Задача 5.32. Определить расход топлива для восьмицилиндрового четырехтактного карбюраторного двигателя, если среднее эффективное давление р = 110 Па, полный объем цилиндра Кд = 7,910 м , объем камеры сгорания F =7,010 м , частота вращения коленчатого вала и = 53 об/с, низшая теплота сгорания топлива Q = 46 ООО кДж/кг и эффективный кпд f . = 0,28.
[c.170]
Задача 5.33. Определить расход топлива для шестицилиндрового четырехтактного дизельного двигателя, если среднее индикаторное давление , = 9 10 Па, полный объем цилиндра = 7,9 -10 м , объем камеры сгорания F = 6,9 10 м , частота вращения коленчатого вала и = 2220 об/мин, низшая теплота сгорания топлива 6S=42 800 кДж/кг, эффективный кпд г] = 0,35 и механический кпд fj = 0,84.[c.170]
Задача 5.37. Определить расход воздуха, проходящего через восьмицилиндровый четырехтактный карбюраторный двигатель, если полный объем цилиндра двигателя = 7,9 10 м , объем камеры сгорания К = 7,0 10 м , частота вращения коленчатого вала /2 = 53 об/с, коэффициент наполнения цилиндров rjy=0,%3 и плотность воздуха р,= 1,224 кг/м .
[c.171]
Полный объем цилиндра Va представляет собой сумму двух объемов объема камеры сжатия V и рабочего объема Vh цилиндра, Т. е.
[c.415]
Чем равномернее перемешивается топливо с воздухом в цилиндрах двигателя, тем полнее оно сгорает. Следовательно, чем лучше смесеобразование, тем больше топлива можно ввести в данный объем цилиндра и снять с него большую мощность, что ведет к уменьшению габарита и массы двигателя.
[c.424]
Так как компрессор должен всасывать большие объемы увлажненного пара и сжимать его до полного сжижения в воду, го размеры такого компрессора (объем цилиндра, ход поршня) должны быть весьма значительными. В практических условиях работа компрессора, имеющего такие размеры, будет связана со значительными потерями от трения. В силу этого паросиловая установка, работающая по циклу Карно, окажется экономически невыгодной, чем и объясняется, что такие установки никогда в действительности не осуществлялись
[c.167]
Но в машине без вредного пространства полный объем цилиндра должен быть равным V2, а в машине с вредным пространством полный объем цилиндра V2 значительно больше V2. Итак, теоретически можно компенсировать отрицательное влияние вредного пространства полным
[c.147]
На горизонтальной оси индикаторной диаграммы откладывается объем цилиндра в данный момент, причем отрезок V представляет собой объем камеры сжатия, отрезок полезный объем цилиндра, а отрезок V — его полный объем.
[c.184]
Рабочий о ъем цилиндра и объем камеры сгорания, вместе взятые, составляют полный объем цилиндра. В многоцилиндровых двигателях сумма рабочих объемов всех цилиндров выражается в литрах и называется л й г р а-ж о м двигателя
[c. 10]
Объем, образующийся над поршнем при его нахождении в в. м. т., называется объемом камеры сгорания или объемом камеры сжатия и обозначается Ve- Таким образом, полный объем цилиндра
[c.21]
Полный объем цилиндра. 2) Порядок работы двигателя. 3) Степень сжатия. 4) Рабочий объем цилиндра.
[c.34]
Полный объем цилиндра Va) — сумма рабочего объема цилиндра и объема камеры сжатия.
[c.11]
Наибольший объем цилиндра называют полным объемом. Пространство в цилиндре, освобождаемое поршнем при движении его от в. м. т. до н. м. т., называют рабочим объемом цилиндра. Рабочий объем цилиндра подсчитывают как произведение площади, ограничиваемой внутренней окружностью цилиндра, на ход поршня
[c.220]
Рабочий объем цилиндра всегда меньше полного объема цилиндра.
[c.8]
Как известно из курса физики, в поршневом двигателе внутреннего сгорания энергия, выделяемая при сгорании топлива в цилиндрах, расходуется на перемещение поршней, которые через шатунно-кривошипный механизм приводят во вращение коленчатый вал дизеля. Топливо в цилиндрах дизеля тепловоза сгорает при температуре 1800° С и более и давлении 50—120 /сГ/сж . Чем больше степень сжатия (полный объем цилиндра,. деленный на объем камеры сгорания), тем выше к.п.д. дизеля. Однако в дизелях тепловозов степень сжатия не превышает 18. Это объясняется тем, что рост давления в конце сжатия приводит к значительному увеличению максимального давления сгорания. При этом резко увеличиваются усилия, действующие на трущиеся детали, интенсивность износа возрастает и дизель быстро приходит в негодность.
[c.229]
Полный объем цилиндра Уп — это его рабочий объем плюс объем камеры сгорания.
[c.14]
Очевидно, что рабочий объем цилиндра представляет собой ра ность полного объема цилиндра Ух и объема камеры сгорания I
[c.182]
Чем мельче распылено жидкое топливо и чем лучше оно перемешано с воздухом, тем полнее происходит сгорание при меньшем коэффициенте избытка воздуха. А это означает, что при хорошем смесеобразовании в тот же рабочий объем цилиндра можно ввести большее количество топлива, что повысит мощность двигателя.
[c.190]
Определить часовую нормальную производительность одноступенчатого неохлаждаемого компрессора Ув, м /ч, а также полный объем цилиндра V, если известны параметры всасываемого воздуха pi=0,098 МПа и /i=20° степень повышения давления Р = 8 эффективный к. п. д. т)к=0,68 частота вращения вала п=300 об/мин коэффициент наполнения, равный объемному коэффициенту =0,883 мощность на валу компрессора N=52 кВт.
[c.128]
Определить часовую нормальную производительность одноступенчатого неохлаждаемого компрессора Уж, м /ч, а также полный объем цилиндра У, если известны параметры всасываемого воздуха /71=0,98-№ н/м и /1=20° С степень повышения давления Р=8 эффективный к.п.д. т)к=0,68 частота вращения вала =300 об/мин коэффициент наполнения, равный объемному коэффициенту >1,=Х1=0,883 мощность на валу компрессора Л =52 квт. [c.142]
Объем, образующийся над поршнем при его положении в в. м. т., называется камерой сгорания. Складывая объем камеры сгорания с рабочим объемом цилиндра, получаем полный объем цилиндра.
[c.17]
Полный объем цилиндра — сумма рабочего объема и объема камеры сгорания
[c.35]
Расстояние, проходимое поршнем, между мертвыми точками называется ходом поршня 5, а расстояние между осями коренных и шатунных шеек — радиусом кривошипа R (рис. 1.3, б). Ход поршня равен двум радиусам кривошипа 5 = 2/ . Объем, который описывает поршень за один ход, называется р а-бочим объемом цилиндра (литражом) 1 /, Ул = =(п/4)0 5. Объем над поршнем Ус в положении ВМТ (см. рис. 1.3, а) и называется объемом камеры сгорания (сжатия). Сумма рабочего объема цилиндра и объема камеры сгорания составляет полный объем цилиндра Уа-Уа = Ун — -V — Отношение полного объема цилиндра к объему камеры сгорания называется степенью сжатия е е= Уа/Ус-Степень сжатия является важным параметром двигателей внут-
[c. 12]
V — полный объем цилиндра
[c.84]
Рабочий объем цилиндра и объем камеры сгорания, вместе взятые, составляют полный объем цилиндра. В многоцилиндровых двигателях сумма рабочих объемов всех цилиндров выражается в литрах и называется литражом двигателя. При малых объемах — до одного литра — он выражается в кубических сантиметрах.
[c.11]
Задача 5.17. Определить эффективную мощность и механический кпд шестицилиндрового четырехтактного дизельного двигателя, если среднее эффективное давление j5 =7,2 10 Па, полный объем цилиндра = 7,9 10 м , объем камеры сгорания F =6,9 10 м , частота вращения коленчатого вала л = 37 об/с и моцщость механических потерь N = 14,4 кВт.
[c.166]
Задача 5.31. Определить индикаторный и эффективный кпд четырехцилиндрового четырехтактного дизельного двигателя, если степень сжатия е=17, полный объем цилиндра F = = 11,9 10 м , угловая скорость вращения коленчатого вала ш=157 рад/с, низшая теплота сгорания топлива Ql = = 42 600 кД,ж1кт, расход топлива В=2,2 10 кг/с и механический кпд —0,81. Индицированием двигателя получена индика-
[c.169]
Задача 5.46. Определить в процентах тешюту, превращенную в полезную работу в восьмицилиндровом четырехтактном дизельном двигателе, если среднее индикаторное давление Pi=l,S 10 Па, степень сжатия е=16,5, полный объем цилиндра Кд=19,8 10 » м , частота вращения коленчатого вала п = = 2100 об/мин, механический кпд >/ = 0,8, низшая теплота сгорания топлива бн=42 800 кДж/кг и удельный эффективный расход топлива = 0,255 кг/(кВт ч).
[c.175]
Задача 5.53. Определить потери 1еплоты в процентах от неполного сгорания топлива в шестицилиндровом четырехтактном дизельном двигателе, если среднее эффективное давление р = = 7,2 10 Па, полный объем цилиндра V —=S10 м , объем камеры сгорания К = 7,9 10 м , частота вращения коленчатого вала = 37 об/с, низшая теплота сгорания топлива Ql = = 42 700 кДж/кг, удельный эффективный расход топлива he = 0,250 кг/(кВт ч) и количество теплоты, потерянное от неполного сгорания топлива, бнх = 6,8 кДж/с.[c.177]
При оценке эффективности УПЭ рассматривают цикл, изображенный на рис. 7.7, и вводят его параметры степень наполнения цилиндра газом е = Fnan/ a, степень поджатия остающегося в цилиндре газа ёпд = пд/Уа, относительную величину вредного пространства Sq = Fo/Fa (F — рабочий объем при полном расширении).
[c.128]
Обозначим через А притяжение, с которым заданная однородная масса, имеющая форму сферы (полной), действует па какую-нибудь точку ее поверхности, через Л притяясение той же самой массой, распределённое по объему цилиндра, на его полюс [ер. предыдущие формулы (3)1.
[c.99]
Полный объем цилиндра будет заполняться за время д >.ойного хода h, т. е. равенство расходов можно записать в виде
[c.374]
Выделим объем V в жидкости двумя произвольными поперечными сечениями 2 и 2 и боковой поверхностью струйки (как показано на фиг. 12) и вычислим V. За время 1 сечения 1 и 2 сдвинутся вдоль струйки и займут новые положения, которые мы обозначим соответственно через Г и 2. Объем 1 2 можно получить из первоначального объема 12, если к 12 прибавить объем 22 и вычесть объем 1Г. Каждое пз этих приращений объема ввиду малости можно вычислить, как объем цилиндра, у которого осиованием служит поперечное сечение струйки, а высотой — пройденный сечением путь. Ввиду малых размеров поперечных сечений струйки скорости всех точек одного и того же поперечного сечения мы можем предположить одинаковыми. Обозначим скорость первого сечения через v , площадь его — через а , а скорость и площадь- второго сечения — теми же соответственно буквами с индексами 2 тогда объем 1Т запишется в виде а объем 22 —в виде Полное изменение объема
[c.54]
Во избежание неустойчивой работы СПГГ соотношения размеров двигателя и компрессора выбираются с учетом требований к регулированию хода поршней и расхода газа. При этом длина выхлопных и продувочных окон выбирается заведомо больше той, которая необходима для обеспечения только полной (номинальной) мощности. Увеличение длины окон производится за счет смещения к центру их внутренних кромок, поэтому доля хода поршня, отводимая на открытие окон, увеличивается, а полезный объем цилиндра двигателя (полезная часть хода) уменьшается.
[c.15]
Рабочий объем и число цилиндров двигателя
РАБОЧИЙ ОБЪЕМ И ЧИСЛО ЦИЛИНДРОВ ДВИГАТЕЛЯ
[c.17]
Крутящий момент и эффективная мощность тем больше, чем больше рабочий объем двигателя (диаметр и число цилиндров, ход поршня) и чем выше наполнение цилиндров горючей смесью или воздухом и степень сжатия.
[c.17]
Для определения индикаторной мощности двигателя необходимо знать среднее индикаторное давление, число оборотов и рабочий объем цилиндров (или диаметр и число цилиндров и ход поршня).
[c.128]
Тип двигателя Диаметр цилиндра d, мм Ход поршня S. мм Рабочий объем 1 двигателя л Расположение и число цилиндров, i Тип каме- ры сгора- ния Степень сжатия е Эффективная мощность /Уе , кВт Частота вращения, с- Модель трактора
[c.11]
Полный объем цилиндра — объем пространства над поршнем при нахождении его в НМТ, Очевидно, что полный объем цилиндра равен сумме рабочего объема К цилиндра и объема К,, камеры сгорания, т. е. = У/, + Литраж двигателя (в л) для многоцилиндровых двигателей — тю произведение рабочего объема на число / цилиндров, 1. е. Кп = Ун>-
[c.17]
Изготовители двигателей Стирлинга часто применяют обозначения 4-235, 1-98 и т. п., чтобы идентифицировать свои двигатели, и это весьма удобный способ. Первая цифра обозначает число цилиндров, а следующее за ней число — рабочий объем одного цилиндра в кубических сантиметрах. Ромбический привод показан на рис. 1.49. С механизма сняты синхронизирующие шестерни.
[c.54]
Так, в автомобиле ГАЗ-53А наличие деталей с ремонтными размерами приводит к увеличению числа их возможных сочетаний в сопряжениях на 530 единиц, что усложняет материально-техническое снабжение производства и ухудшает качество ремонта. Кроме того, не следует забывать и то, что уменьшение размеров шеек валов приводит к увеличению нагрузок на них, изменению некоторых показателей и характеристик механизмов и, как следствие, к снижению срока службы детали. Так, использование при ремонте двигателей ГАЗ-51 третьего ремонтного размера цилиндров увеличивает его рабочий объем на 4,5%, а степень сжатия на 0,3. Количество ремонтных размеров для ответственных деталей должно быть минимальным.
[c.33]
Автомобильный двигатель должен обладать высокой мощностью, хорошей приемистостью (способностью к быстрому увеличению числа оборотов) при минимальном расходе топлива. К числу факторов, оказывающих наибольшее влияние на мощность и экономичность двигателя, следует отнести рабочий объем двигателя, отношение хода поршня к диаметру цилиндра, конструкцию механизма газораспределения, степень сжатия, состав горючей смеси, опережение зажигания, наддув, материал поршней и головки цилиндров.
[c.40]
Один из них (рис. 72, а) имеет относительно небольшое число поршней значительного диаметра. Большая площадь поршней позволяет получить значительный рабочий объем, чем и определяется высокий момент гидродвигателя. Цилиндры 1 в такой системе располагаются радиально, и гидродвигатель имеет вид звездообразного двигателя внутреннего сгорания. Поршни 2 через шатуны 3 опираются на центральный эксцентрик 4, выполненный заодно с валом 5. Ось эксцентрика смещена на величину е относительно оси его вращения. Через специальный распределитель жидкость поочередно подается в каждый из цилиндров. Поршни, перемещаясь к центру, поворачивают эксцентрик, а при обратном ходе выталкивают жидкость через сливное отверстие распределителя. Стрелками (в двух цилиндрах) показано направление поступления жидкости.
[c.122]
Зная среднее индикаторное давление р,-, рабочий объем цилиндра Ул, число цилиндров i и частоту вращения п коленчатого вала, можно определить индикаторную мощность двигателя по формуле
[c. 33]
Коэфициент наполнения Г1у — отношение объема свежей смеси (приведенного к нормальным условиям), поступившей в цилиндр за один ход поршня, к рабочему объему цилиндра. Чем больше коэфициент наполнения, тем большую мощность развивает двигатель. Для одного и того же двигателя коэфициент наполнения не является величиной постоянной при одном и том же открытии дросселя он достигает наибольшей величины на малых оборотах двигателя и уменьшается по мере увеличения числа оборотов.
[c.35]
Легковые автомобили обычно классифицируют по рабочему объему цилиндров двигателя, по типу кузова и числу мест.
[c.378]
Литровая мощность (кВт/л) — отношение максимальной эффективной мощности двигателя к его рабочему объему (литражу) N = Ne/ i-Vh), где i — число цилиндров, Vh — рабочий объем одного цилиндра, л. Повышают литровую мощность увеличением частоты вращения коленчатого вала и применением наддува (см. 6.3)
[c.18]
При использовании параметрических и размерных рядов стремятся соблюдать подобие рабочего процесса, которое, например, для двигателей внутреннего сгорания определяется условиями равенства среднего эффективного давления и равенства средней скорости поршня, что приводит к обоснованному выбору главного параметра (наиболее полного, стабильного в модификациях и независимого от технологии изготовления, применяемых материалов л других факторов) и основных параметров, определяющих эксплуатационные свойства (из их числа выбирают главный параметр). Например, в соответствии с законом подобия главным параметром двигателя может служить диаметр цилиндра или объем камеры сгорания.
[c.333]
Зная среднее индикаторное давление Р кГ/слг, рабочий объем цилиндра У,,, число цилиндров г и число оборотов п в минуту коленчатого вала, можно определить индикаторную мощность двигателя ио форму.тге
[c.43]
Главные конструктивные параметры двигателя. Этими параметрами называют основные данные, характеризующие размеры и вес двигателя диаметр цилиндра, ход поршня, число цилиндров, рабочий объем цилиндров, степень сжатия, габаритные размеры двигателя и его сухой вес.
[c.132]
Пример. Определить ход поршня и диаметр цилиндра тихоходного двигателя по средней скорости поршня, если число оборотов коленчатого вала я = 250, а рабочий объем цилиндра = 0,068 м .
[c.311]
В результате теплового расчета определяют среднее эффективное давление и эффективную мощность, число цилиндров, частоту вращения коленчатого вала и тактность двигателя. Из формулы эффективной мощности можно определить рабочий объем цилиндра двигателя
[c.152]
Здесь Vл — рабочий объем всех цилиндров двигателя т — число тактов — среднее давление трения р — среднее давление от пропуска и охлаждения сжатой среды и потерь при всасывании и выпуске.
[c.184]
Из выражения (21) видно, что при увеличении диаметра цилиндра необходимо для обеспечения постоянства перечисленных показателей снижать или число оборотов или среднее эффективное давление. Поэтому эффективная мощность двигателя возрастает пропорционально не кубу, а квадрату диаметра цилиндра. Литровая мощность (мощность, отнесенная к рабочему объему цилиндров) снижается пропорционально диаметру цилиндра, а удельный вес двигателя (вес, отнесенный к эффективной мощности) возрастает пропорционально диаметру. С увеличением диаметра цилиндра уменьшается жесткость на изгиб деталей и двигателя в целом.
[c.54]
Расход газа и газо-воздушной смеси. Если известны основные параметры двигателя (V —рабочий объем цилиндров — литраж, п — число оборотов двигателя в минуту и — коэффициент наполнения двигателя), то количество газо-воздушной смеси, засасываемой двигателем за 1 час. работы, можно определить по следующей формуле
[c.133]
Индикаторная мощность двигателя может быть определена, если известны среднее индикаторное давление р , рабочий объем всех цилиндров двигателя (литраж двигателя) и число оборотов п. При выводе формулы для подсчета мощности N1 приняты следующие обозначения и размерности О — диаметр цилиндра в см 3 — ход поршня в см, I — число цилиндров двигателя р — среднее индикаторное давление в кПсм — рабочий объем всех цилиндров двигателя (литраж) в г т — тактность — число ходов поршня (тактов) за один цикл п — число оборотов коленчатого вала в минуту.
[c.177]
Обозначения ФДа )—вращающий момент двиг.иеля от газовых сил /-го цилиндра в функции угла поворота /-го кривошипа коленчатого вала а Ф- ( ц)- ( у ) «Ращающие моменты двигателя, приложенные к /-м кривошипам коленчатых валов, управляющих соответственно выпускными и продувочными окнами, в функцип углов поворота /-х кривошипов коленчатых палов а V — рабочий объем цилиндра р ,, р . — давление в конце хода сжатия и среднее индикаторное давление рабочего процесса, е —степень сжатия 2 — число цилиндров ДВС — число кривошипов коленчатого вала.
[c.353]
Модель двигателя Число ци- лин- дров Располо- жение цилин- дров Располо- жение распреде- лите- льного вала Диаметр цилиндра, мм Ход поршня, мм Рабочий объем, л Степень сжатия Максимальная мощность кВт (Л.С.) Частота вра-и ения коленчатого вала при максимальной мощности, об/мин Максимальный крутящий момент,, Н-м (кгс м) Частота вращения коленчатого вала при максимальном крутящем моменте, об/мин Оетано- вое чйсло бензина Применяемость на модели автомобиля
[c.76]
Зная среднее индикаторное давление p в кг/м , диaмetp цилиндра О в м, ход поршня 5 в ж и число п оборотов в минуту коленчатого вала, можно определить индикаторную мощность, т. е. мощность, развиваемую газами в цилиндре двигателя. Из выражения (7) индикаторная работа цикла определяется как произведение среднего индикаторного давления на рабочий объем цилиндра
[c. 51]
Рабочий объем большинства автомобильных бензиновых дьн-гателей колеблется в пределах 0,5—7 л, а число цилиндров — от 2 до 12. Наибольшее распространение имеют двигатели с числом цилиндров 4, () и 8. В автомобильных двигателях применяется нреимуш,ественно рядное и У-образное расположение цилиндров, и лишь отдельные двигатели имеют противолежащие цилиндры.
[c.176]
Мотоциклетные двигатели имеют рабочий объе.м 50—1000 и в большинстве случаев имеют оди.ьдва цилиндра. В отдельных случаях в двигателях спортивно-гоночных. мотоциклов число цилиндров достигает четырех и даже восьми. Расположение цилиндров мотоциклетных двигателей большей частью рядное или V-образное, иногда противолежащее.
[c.190]
В роторно-поршневых двигателях устранено возвратно-поступательное движение поршней, однако в отличие от турбин сохраняется цикличность происходящих термодинамических процессов. Вращающийся ротор, имеющий сложную форму, вместе с корпусом образует замкнутые полости, объем которых во времени меняется аналогично изменению рабочих объемов в обычном поршневом двигателе. Вследствие отсутствия возвратно-поступательно движущихся масс имеется возможность значительно увеличить число оборотов этих двигателей и, следовательно, повысить монщость, получаемую с единицы рабочего объема цилиндра. Эти двигатели при сохранении придшрно одинаковой экономичности значительно компактнее обычных поршневых. Главным препятствием для их широкого распространения является трудность создания надежного уплотнения камер сгорания. Принцип вращающегося поршня известен с XVI в., однако о серьезном конструктивном решении можно говорить только с момента появления двигателя Ф. Ванкеля (ФРГ) в 1957 г.
[c.358]
На фиг. 48 показана конструкция двигателя УаихЬа11-Уе1ох (мощность 58 л. с. при 3500 об/мин число цилиндров 6 рабочий объем двигателя 2,275 л степень сжатия 6,75). Выпускной клапан этого двигателя расположен относительно высоко над наклонным днищем поршня впускной клапан опущен вниз. Такая конструкция позволяет значительно усилить турбулизацию заряда в камере сгорания и уменьщить склонность двигателя к детонации. Процесс сгорания протекает последовательно в трех смежных зонах (фиг. 49).
[c.48]
На фиг. 51 показана оригинальная схема смешанного расположения клапанов двигателя Rover с нижним распределительным валом, наклонной плоскостью стыка блока и головк цилиндров и поршнем соответствующей формы. Эта форма камеры сгорания также обеспечивает хорошую турбулизацию заряда. Основные технические данные двигателя мощность 75 л. с. при 4200 об/мин число цилиндров 6 рабочий объем 2,1 л степень сжатия 7,25.
[c.50]
На фиг. 52 показана конструкция верхнеклапанного двигателя с воздушным охлаждением РогзсЬе. Привод клапанов осуществляется от нижнего распределительного вала с помощью штанг и коромысел. Днище поршня имеет выпуклую форму, соответствующую расположению клапанов и форме камеры сгорания. Головка цилиндров выполнена из алюминиевого сплава, цилиндры — из алюминиевого сплава поверхность зеркала хромирована. Основные технические данные двигателя мощность 44 л. г. при 4000 об/мин число цилиндров 4 рабочий объем 1,286 л степень сжатия 6,5.
[c.50]
На фиг. 56, а показана удачная конструкция привода клапана верхнеклапанного двигателя с помощью штанг и коромысел. На фиг. 56, б изображена конструкция привода клапанов У-образного верхнеклапанного двигателя 81ис1еЬекег (мощность 120 л. с. при 4000 об/мип число цилиндров 8 рабочий объем 3,8 л). Из особенностей конструкции следует отметить применение для регулирования зазора в механизме привода самотормозя-щихся болтов 1 в коромыслах и наличие подковообразной пружины 2, обеспечиваю-u eй постоянную связь между стержнем клапана и коромыслом. Гидравлические толкатели отсутству[от, по-видимому, вследствие ненадежности их работы при числе оборотов свыше 4000 в минуту. Для уменьшения колебаний клапанная пружина имеет переменный шаг навивки дополнительно предусмотрено механическое демпфирующее устройство. Закаленные толкатели клапанов приводятся в движение незакаленными кулачками чугунного распределительного вала.
[c.51]
В двухтактных двигателях повышеи1Юн мопиюсти с симметричной диаграммой распределения при высоком коэффициенте зарядки и при большом числе оборотов может быть достигнута литровая мощность 100 л. с. л. Если нагнетатель подает лишь объем свежего заряда, равный рабочему объему цилиндра, то такой двухтактный двигатель не может идти в сравнение с форсированным четырехтактным, так как в первом даже при несимметричной продувке неизбежны потери свежего заряда. В то же время легче увеличить число оборотов двухтактного двигателя со н елевым распределением, чем четырехтактного.
[c.457]
В новом четырехцилиндровом рядном двигателе с вихревой камерой сгорания диаметр цилиндра составляет 90 мм, ход поршня 125 мм, общий рабочий объем двигателя 3,2 л. При этом развиваемая мощность и соответствую- цее ей число оборотов (51 л. с. при 2800 об/мин) те же, что и для карбюра-
[c. 615]
Марка и модель автомобиля Марка двигателя Тип двигателя Применяемое топлива Число цилин- дров 1 Диаметр цилиндра в мм Ход поршня в мм S Рабочий объем в л Сте- пень сжатия 1 Мощность Крутяший момент в кгм
[c.24]
Другая особенн-о сть процесса наполнения цилиндра двухтактного двигателя обусловлена тем, что последняя часть хода поршня до н. м. т. с ТОГО ыо Мента, как поршень открыл вьгпуск-иые (при поперечной продувке) окна, уже не является рабочей, поскольку полость цилиндра сообщается с атмосферой. Поэтому для двухтактных двигателей действительный рабочий объем цилиндра подсчитывается не по. всему ходу поршня, а по в-еличине хода до момента открытия окон (или выпускных клапа- нов). Коэффициент наполнения двухтактного двигателя зависит не только от числа оборотов и размеров проходных сечений выпускных и продувочных органов, но также и от совершенства системы продувки, давления и количества продувочного воздуха, правильности направления струй воздуха в цилиндре, обеспечивающей полное вытеснение газов из цилиндра без значительного перемешивания с воздухом.[c.445]
Из уравнения (11.4) следует, что мощность двигателя зависит от обш,его рабочего объема цилиндров zV , среднего индикаторного давления Pi, частоты вращения п и механического-КПД т] . Повышение мощности путем увеличения числа его цилиндров г или их диаметра неизбежно увеличивает массу и габаритные размеры двигателя. Среднее индикаторное давление характеризует степень совершенства рабочего процесса и может быть увеличено путем повышения 8. Однако возрастание степени сжатия имеет свой предел. Давление pi может быть увеличено также путем применения наддува, когда рабочий объем цилиндра наполняется принудительно с помощью нагнетателя Рхтест-венно, что его применение усложняет конструкцию двигателя и целесообразно лишь в том случае, когда двигатель с нагнетателем развц-вает значительно большую дополнительную мощность по сравнению с мощностью, затрачиваемой на привод салюго нагнетателя.
[c.160]
Еысота двигателя, выраженная в радиусах кривошипа и RJy Длина двигателя (2 — число цилиндров) Ширина двигателя Среднее эффективное давление р , МПа Удельный объем системы подвода теплоты, м /кВт я 25х 1,6Х Х =1,8 при среднем давлении рабочего тела, равном 11 МПа Уд 0,002 Яд 10Х7 д 1,4Х-О Х 0,8 0,001
[c. 277]
Рассмотрим двигатели Стир линга большой мощности (в несколько тысяч киловатт), утилизирующие теплоту сельскохозяйственных или промышленных объектов. В перспективе такие двигатели могут быть использованы для привода стационарных электрогенераторов. Предположим, что имеется двигател ь с эффективной мощностью Ре = 746 кВт, средним рабочим давлением гелия ре = 20 МПа и частотой вращения п = 1800 об/мин. В этом случае основные размеры цилиндра могут быть определены из выражения, характеризующего число Била. Есть основания считать, что число Била применимо и для двигателей большой мощности. Кроме того, с усложнением конструкции и обеспечением соответствующей системы охлаждения необходимо в уравнении (3.1) принять число Била в 2 раза большим, т. е. равным-0,3. С точки зрения решения проблем уплотнений, подшипников и износа поршневых колец выявляются преимущества двигателей с большим диаметром D и меньшим ходом S поршня. Для данного случая примем, что ход S поршня равен половине диаметра D, т, е. 5/D — 0,5. Тогда объем, вытесняемый рабочим поршнем,
[c.58]
Урок 12. объемы прямой призмы и цилиндра — Геометрия — 11 класс
Урок Конспект Дополнительные материалы
Объемы прямой призмы и цилиндра
Установите соответствие между параметрами геометрических фигур и формулами, по которым они вычисляются.
Подсказка
Вспомните формулы для нахождения площадей и объемов соответствующих геометрических фигур.
Объемы прямой призмы и цилиндра
Решите задачу и выделите цветом верный ответ.
Найдите объём правильной четырехугольной призмы, у которой каждое ребро равно 2.
Подсказка
Вспомните свойства правильной призмы.
Объемы прямой призмы и цилиндра
Заполните пробелы в тексте
Подсказка
Вспомните определение объема цилиндра.
Объемы прямой призмы и цилиндра
Выберите 6 слов по теме «Объем цилиндра и прямой призмы».
Подсказка
Вспомните, какие термины по теме «Объем цилиндра и прямой призмы» вы узнали из урока.
Объемы прямой призмы и цилиндра
Решите задачу и выделите цветом верный ответ.
Диаметр поршня автомобиля ГАЗ-53 – 92 мм, ход поршня от верхней мертвой точки до нижней мертвой точки – 95 мм, высота камеры сгорания – 12 мм. Рассчитайте полный объем 8 цилиндров двигателя внутреннего сгорания.
Подсказка
Вспомните формулы объема цилиндра и при этом учитывайте, что высота при расчете в данной задаче суммируется.
Прямая призма
Установите соответствие между вычисленными объемами прямой треугольной призмы и высотой h, в основании которой – прямоугольный треугольник с катетами a и b.
Подсказка
Вспомните формулу объема прямой призмы.
Объем прямой призмы
Решите задачу и подчеркните верный ответ.
Найдите объем прямой треугольной призмы высотой 5, в основании которой – прямоугольный треугольник с катетами 8 и 2.
Подсказка
Вспомните формулу объема прямой призмы.
Объем правильной призмы
Установите соответствие между найденными объёмами правильной четырехугольной призмы, у которой каждое ребро равно а.
Подсказка
Вспомните формулу объема правильной призмы.
Объем правильной призмы
Решите задачу и подчеркните правильный ответ. Найдите объём правильной шестиугольной призмы, у которой каждое ребро равно 2.
Подсказка
Представьте правильную шестиугольную призму как шесть правильных треугольных призм.
Объемы прямой призмы и цилиндра
Решите задачу и выберите правильный ответ. Одна из сторон прямоугольника равна 3см, а диагональ – 5см. Прямоугольник вращается вокруг своей большей стороны. Найти объём тела вращения.
Подсказка
Какая фигура образуется при вращении прямоугольника? Для вычислений воспользуйтесь теоремой Пифагора, формулой площади круга.
Объем прямой призмы
Установите соответствие между элементами и объёмом прямой призмы, в основании которой – треугольник ABC, если
$\angle$ ABC=120°, АВ=5, ВС=3 и наибольшая из площадей боковых граней равна 35.
убрала см из задания, чтобы в ответах на объем не выбрали автоматически число с cм3. с картинки см тоже надо убрать.
Подсказка
Вспомните теорему косинусов, формулу площадитреугольника по двум сторонам и углу между ними, формулу объема прямой призмы.
Объемы прямой призмы и цилиндра
Решите задачу и выберите правильный ответ. Какое количество нефти в тоннах вмещает цилиндрическая цистерна диаметром 18 м и высотой 7 м, если плотность нефти равна 0,85г/см3? Округлите п до 3,14, а сам ответ – до тонн.
Подсказка
Для вычислений воспользуйтесь формулой объема цилиндра и формулой нахождения плотности тела через массу и объем.
Элементы цилиндра и объем цилиндра
Установите соответствие между объемом цилиндра, радиусом окружности основания и высотой, если площадь осевого сечения равна 10, а длина окружности основания – 8.
Подсказка
Вспомните формулу длины окружности, площади прямоугольника и объема цилиндра.
Высота, площадь основания и объём призмы
Наибольшая диагональ правильной шестиугольной призмы равна 8см и составляет с боковым ребром угол в30°. Поставьте в соответствие объём призмы V,высоту призмыhи площадь основанияS.
Подсказка
Вспомните формулы теоремы Пифагора, площади правильного шестиугольника и объема прямой призмы.
полный рабочий объем цилиндра — это… Что такое полный рабочий объем цилиндра?
полный рабочий объем цилиндра
Тематики
нефтегазовая промышленность
Справочник технического переводчика. – Интент. 2009-2013.
полный рабочий диапазон (регулятора)
себестоимость продукции пушного звероводства (одной головы приплода при рождении)
Смотреть что такое «полный рабочий объем цилиндра» в других словарях:
Паровая тяга — Паровая машина тепловой двигатель внешнего сгорания, преобразующий энергию нагретого пара в механическую работу возвратно поступательного движения поршня, а затем во вращательное движение вала. В более широком смысле паровая машина любой… … Википедия
Паровой двигатель — Паровая машина тепловой двигатель внешнего сгорания, преобразующий энергию нагретого пара в механическую работу возвратно поступательного движения поршня, а затем во вращательное движение вала. В более широком смысле паровая машина любой… … Википедия
Поршневой двигатель внутреннего сгорания — 4 тактный цикл двигателя внутреннего сгорания Такты: 1. Всасывание горючей смеси. 2. Сжатие. 3. Рабочий ход. 4. Выхлоп. Двухтактный цикл. Такты: 1. При движении поршня вверх сжатие топливной смеси в … Википедия
Волга 21 — «Волга» ГАЗ 21 «Волга» ГАЗ 21 на викискладе … Википедия
Pz VI H «Тигр» — Pz VI H Тигр … Энциклопедия техники
Volkswagen Phaeton — VW Phaeton … Википедия
Мышонок — Мышонок … Энциклопедия техники
Сверхтяжелый танк «Маус» — Maus (первый вариант) Классификация сверхтяжёлый танк Боевая масса, т 188 Компоновочная схема отделение управления спереди … Википедия
номинальный — 3. 7 номинальный: Слово, используемое проектировщиком или производителем в таких словосочетаниях, как номинальная мощность, номинальное давление, номинальная температура и номинальная скорость. Примечание Следует избегать использования этого слова … Словарь-справочник терминов нормативно-технической документации
метод — метод: Метод косвенного измерения влажности веществ, основанный на зависимости диэлектрической проницаемости этих веществ от их влажности. Источник: РМГ 75 2004: Государственная система обеспечения еди … Словарь-справочник терминов нормативно-технической документации
Рабочий объем цилиндра
Рабочий объём — Википедия
Материал из Википедии — свободной энциклопедии
Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 18 октября 2019; проверки требует 1 правка. Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 18 октября 2019; проверки требует 1 правка.
Рабочий объём (рабочий объём двигателя) — важнейший конструктивный параметр (характеристика) двигателя внутреннего сгорания (ДВС), выражаемый в кубических сантиметрах (см³) или литрах (л), в США применяются также кубические дюймы (cid). Входит в краткую характеристику любого автомобиля, мотоцикла, трактора, автобуса, тепловоза или судна с поршневым мотором.
Рабочий объём двигателя в значительной степени определяет его мощность и иные рабочие параметры.
Рабочий объём равен сумме рабочих объёмов всех цилиндров двигателя. В свою очередь, рабочий объём цилиндра определяется как произведение площади сечения цилиндра на длину рабочего хода поршня (от НМТ до ВМТ). По величине рабочего объёма бензиновые автомобильные двигатели делятся на микролитражные (до 1,1 л), малолитражные (1,2-1,5 л), среднелитражные (1,6-3,5 л) и крупнолитражные (свыше 3,5 л). У дизельных двигателей данный параметр отличается в большую сторону из-за меньшей удельной мощности.
Во многих странах налогообложение автомобильных транспортных средств определяется именно рабочим объёмом, например, в Италии легковые автомобили с рабочим объёмом бензинового двигателя свыше 2000 см³ облагаются повышенным налогом. В Белоруссии так же налог на автомобили считается по объёму двигателя.
Одним из перспективных направлений развития конструкции ДВС является создание моторов с изменяемым рабочим объёмом, что достигается применением системы автоматического (электронного) отключения нескольких цилиндров при режимах частичной нагрузки двигателя. Данная система уже применяется на некоторых новых серийных американских пикапах и внедорожниках и позволяет экономить в среднем 20 % топлива. Существуют также специальные двигатели с устройством непосредственного (механического) изменения рабочего хода поршня, но они пока не вышли из опытно-экспериментальной стадии. Впрочем, ДВС с изменяемым рабочим объёмом достаточно давно применяются в качестве лабораторного оборудования, например, при определении октанового числа бензина «моторным методом».
Рабочий объём является одной из главных характеристик не только мотора, но и всего ТС. Поэтому его часто указывают в названии модели, а также на багажниках легковых автомобилей рядом с названием модели или вообще в модельном индексе. Указывать объём могут по-разному. Вот несколько способов для примера:
ВАЗ 21093 , на правом молдинге указан объём в 1100 кубических сантиметров
На багажнике слева число 400 означает объёмом в 4 литра
VW Tiguan с мотором объёмом в 2 литра , что указано на крышке багажника справа
Советско-Российский автопром, а также практически все мотоциклы мира[править | править код]
На молдинге пишется, например, Sputnik 1500, что означает модель «Спутник» и объём двигателя в 1500 кубических сантиметров.
Мерседес Бенц и Лексус[править | править код]
Например, Мерседес S400 означает S-класс с объёмом двигателя в 4 литра или, например, Lexus IS250 — означает модель IS с объёмом 2,5 л.
BMW и Infiniti[править | править код]
Например, BMW 528i означает кузов 5-й серии с объёмом двигателя 2,8 литра или, например, Infiniti QX 56 до 2013 года означает модель QX с объёмом 5,6 л .
Другие марки[править | править код]
Наиболее популярным обозначением объёма является десятичная дробь в которой целое значение является литр. Например Dodge Ram Cummins 5,9 означает что на нём стоит мотор Cummins объёмом в 5,9 литра.
Yamaha[править | править код]
Yamaha R1 имеет объём чуть менее литра , когда как Yamaha R6 имеет объём 0,6 л.
РАБОЧИЙ ОБЪЁМ ЦИЛИНДРА — это… Что такое РАБОЧИЙ ОБЪЁМ ЦИЛИНДРА?
РАБОЧИЙ ОБЪЁМ ЦИЛИНДРА
РАБОЧИЙ ОБЪЁМ ЦИЛИНДРА — объём, освобождаемый поршнем при его движении от верхней мёртвой точки до нижней, равный произведению площади поршня на его рабочий ход (см.). Выражается в кубических метрах и литрах, а для мотоциклетных и лодочных подвесных двигателей — в кубических сантиметрах. Суммарный Р. о. всех цилиндров двигателя иногда называют литражом двигателя.
Большая политехническая энциклопедия. — М.: Мир и образование. Рязанцев В. Д.. 2011.
РАБОЧЕЕ ТЕЛО
РАБОЧИЙ ОРГАН МАШИНЫ
Смотреть что такое «РАБОЧИЙ ОБЪЁМ ЦИЛИНДРА» в других словарях:
рабочий объём цилиндра — — [А. С.Гольдберг. Англо русский энергетический словарь. 2006 г.] Тематики энергетика в целом EN displacement … Справочник технического переводчика
Рабочий объём — Для улучшения этой статьи желательно?: Викифицировать статью … Википедия
Рабочий объем — Рабочий объём (рабочий объём двигателя, литраж) один из важнейших конструктивных параметров (характеристик) двигателя внутреннего сгорания (ДВС), выражаемый в литрах (л) или кубических сантиметрах (см³). Литраж двигателя в значительной степени… … Википедия
Объём двигателя — 4 тактный цикл двигателя внутреннего сгорания Такты: 1.Всасывание горючей смеси. 2.Сжатие. 3.Рабочий ход. 4.Выхлоп. Двухтактный цикл. Такты: 1. При движении поршня вверх сжатие топливной смеси в текущем цикле и всасывание смеси для следующего… … Википедия
Гильза цилиндра — сменная цилиндрическая вставка, устанавливаемая в блок картере поршневых тепловых двигателей (См. Тепловой двигатель) с водяным охлаждением. Г. ц. изготовляют из чугуна и применяют в блоках из алюминиевых сплавов для уменьшения износа… … Большая советская энциклопедия
Бензиновый двигатель внутреннего сгорания — Бензиновый двигатель W16 Bugatti Veyron Бензиновые двигатели это класс двигателей внутреннего сгорания, в цилиндрах которых предварительно сжатая топливовоздушная смесь поджигается электрической и … Википедия
Четырехтактный двигатель — Бензиновые двигатели это класс двигателей внутреннего сгорания, в цилиндрах которых предварительно сжатая топливовоздушная смесь поджигается электрической искрой. Управление мощностью в данном типе двигателей производится, как правило,… … Википедия
Четырёхтактный мотор — Бензиновые двигатели это класс двигателей внутреннего сгорания, в цилиндрах которых предварительно сжатая топливовоздушная смесь поджигается электрической искрой. Управление мощностью в данном типе двигателей производится, как правило,… … Википедия
Поршневой двигатель внутреннего сгорания — 4 тактный цикл двигателя внутреннего сгорания Такты: 1. Всасывание горючей смеси. 2. Сжатие. 3. Рабочий ход. 4. Выхлоп. Двухтактный цикл. Такты: 1. При движении поршня вверх сжатие топливной смеси в … Википедия
Иж Планета — Общая информация Производитель Ижевский машиностроительный завод Годы выпуска 1962 1967 … Википедия
Конструктивные параметры двигателей — DRIVE2
Любой двигатель характеризуется следующими конструктивно заданными параметрами, практически неизменными в процессе эксплуатации автомобиля.
Объем камеры сгорания — объем полости цилиндра и углубления в головке над поршнем, находящимся в верхней мертвой точке — крайнем положении на наибольшем удалении от коленвала.
Рабочий объем цилиндра — пространство, которое освобождает поршень при движении от верхней до нижней мертвой точки. Последняя является крайним положением поршня на наименьшем удалении от коленвала.
Полный объем цилиндра — равен сумме рабочего объема и объема камеры сгорания.
Рабочий объем двигателя (литраж) складывается из рабочих объемов всех цилиндров.
Степень сжатия — отношение полного объема цилиндра к объему камеры сгорания. Этот параметр показывает, во сколько раз уменьшается полный объем при перемещении поршня из нижней мертвой точки в верхнюю. Для бензиновых двигателей определяет октановое число применяемого топлива.
— Показатели двигателей
Показателями двигателя называют величины, характеризующие его работу. Помимо конструктивных параметров, они зависят от особенностей и настроек систем питания и зажигания, степени износа деталей и пр.
Давление в конце такта сжатия (компрессия) является показателем технического состояния (изношенности) цилиндро-поршневой группы и клапанов.
Крутящий момент на коленчатом валу двигателя определяет силу тяги на колесах: чем он больше, тем лучше динамика разгона автомобиля. Равен произведению силы на плечо (рис. 3) и измеряется в Н·м (Ньютон на метр), ранее в кгс. м (килограмм-сила на метр).
Крутящий момент увеличивается с ростом: * рабочего объема . Поэтому двигатели, которым необходим значительный крутящий момент, обладают большим объемом; * давления горящих газов в цилиндрах, которое ограничено детонацией (взрывное горение бензо-воздушной смеси, сопровождаемое характерным звонким звуком. Ошибочно называется «стуком поршневых пальцев») или ростом нагрузок в дизелях.
Максимальный крутящий момент двигатель развивает при определенных оборотах (см. ниже), они вместе с его величиной указываются в технической документации.
Мощность двигателя — величина, показывающая, какую работу он совершает в единицу времени, измеряется в кВт (ранее в лошадиных силах). Одна лошадиная сила (л.с.) приблизительно равняется 0,74 кВт. Мощность равна произведению крутящего момента на угловую скорость коленвала (число оборотов в минуту, умноженное на определенный коэффициент).
Двигатели большей мощности производители получают увеличением:
* рабочего объема, что, в свою очередь, приводит к росту габаритов двигателя и ограничению допустимых максимальных оборотов из-за значительных сил инерции увеличившихся деталей;
* оборотов коленчатого вала, число которых ограничено инерционными силами и увеличением износа деталей. Высокооборотный двигатель одинаковой мощности (при прочих равных условиях — конструкции двигателя, технологии изготовления, применяемых материалах и т.д.) с низкооборотным обладает меньшим сроком службы, так как в среднем для одного и того же пробега его коленчатый вал будет совершать больше оборотов;
* давления в цилиндре путем повышения степени сжатия либо наддувом воздуха посредством турбо- или механических нагнетателей. Для применения наддува степень сжатия вынужденно уменьшают для предотвращения детонации (у бензиновых двигателей) и снижения жесткости работы (повышенные нагрузки в цилиндро-поршневой группе дизеля, сопровождаемые чрезмерным шумом) (у дизелей). Наддув позволяет, например, сохранить мощность при меньшем рабочем объеме.
Номинальная мощность — гарантируемая производителем мощность при полной подаче топлива на определенных оборотах. Именно она, а не максимальная мощность, указывается в технической документации на двигатель.
Удельный расход топлива — это количество топлива, расходуемого двигателем на 1 кВт развиваемой мощности за один час. Является показателем совершенства конструкции двигателя: чем расход ниже, тем более эффективно используется энергия сгорающего в цилиндрах топлива.
— Характеристики двигателей
При одних и тех же конструктивных параметрах у разных двигателей такие показатели, как мощность, крутящий момент и удельный расход топлива, могут отличаться. Это связано с такими особенностями, как количество клапанов на цилиндр, фазы газораспределения и т. п. Поэтому для оценки работы двигателя на разных оборотах используют характеристики — зависимость его показателей от режимов работы. Характеристики определяются опытным путем на специальных стендах, так как теоретически они рассчитываются лишь приблизительно.
Как правило, в технической документации к автомобилю приводятся внешние скоростные характеристики двигателя (рис. 4), определяющие зависимость мощности, крутящего момента и удельного расхода топлива от числа оборотов коленвала при полной подаче топлива. Они дают представление о максимальных показателях двигателя.
Показатели двигателя (упрощенно) изменяются по следующим причинам. С увеличением числа оборотов коленвала растет крутящий момент благодаря тому, что в цилиндры поступает больше топлива. Примерно на средних оборотах он достигает своего максимума, а затем начинает снижаться. Это происходит из-за того, что с увеличением скорости вращения коленвала начинают играть существенную роль инерционные силы, силы трения, аэродинамическое сопротивление впускных трубопроводов, ухудшающее наполнение цилиндров свежим зарядом топливо-воздушной смеси, и т. п.
Быстрый рост крутящего момента двигателя указывает на хорошую динамику разгона автомобиля благодаря интенсивному увеличению силы тяги на колесах. Чем дольше величина момента находится в районе своего максимума и не снижается, тем лучше. Такой двигатель более приспособлен к изменению дорожных условий и реже придется переключать передачи.
Мощность растет вместе с крутящим моментом и даже, когда он начинает снижаться, продолжает увеличиваться благодаря повышению оборотов. После достижения максимума мощность начинает снижаться по той же причине, по которой уменьшается крутящий момент. Обороты несколько выше максимальной мощности ограничивают регулирующими устройствами, так как в этом режиме значительная часть топлива расходуется не на совершение полезной работы, а на преодоление сил инерции и трения в двигателе. Максимальная мощность определяет максимальную скорость автомобиля. В этом режиме автомобиль не разгоняется и двигатель работает только на преодоление сил сопротивления движению — сопротивления воздуха, сопротивления качению и т. п.
Величина удельного расхода топлива также меняется в зависимости от оборотов коленвала, что видно на характеристике (см. рис. 4). Удельный расход топлива должен находиться как можно дольше вблизи минимума; это указывает на хорошую экономичность двигателя. Минимальный удельный расход, как правило, достигается чуть ниже средних оборотов, на которых в основном и эксплуатируется автомобиль при движении в городе. Пунктирной линией на графике показаны более оптимальные характеристики двигателя.
Понятия и определения принятые для поршневых двигателей
Основные определения, принятые для поршневых двигателей, указаны далее с использованием схемы одноцилиндрового двигателя.
Верхняя мертвая точка (в.м.т.) — положение поршня в цилиндре, при котором расстояние от него до оси коленчатого вала двигателя наибольшее.
Нижняя мертвая точка (н.м.т.) — положение поршня в цилиндре, при котором расстояние от него до оси коленчатого вала двигателя наименьшее.
Ход поршня S (м) — расстояние по оси цилиндра между мертвыми точками. При каждом ходе поршня коленчатый вал поворачивается на полоборота, т. е. на 180°. Ход поршня равен двум радиусам кривошипа коленчатого вала, т. е. S= 2r.
Рисунок. Схема одноцилиндрового четырёхтактного двигателя
Рабочий объем цилиндра Кл (м³) — объем цилиндра, освобождаемый поршнем при перемещении от в.м.т. до н.м.т.:
где d — диаметр цилиндра, м; S — ход поршня, м.
Объем камеры сжатия Vс, (м³) — объем пространства над поршнем, находящимся в в. м. т.
Полный объем цилиндра Vо (м ) — сумма объема камеры сжатия и рабочего объема цилиндра, т. е. пространство над поршнем, когда он находится в н. м. т.
Литраж двигателя Vд, — это сумма рабочих объемов всех его цилиндров, выраженная в литрах.
Степень сжатия — отношение полного объема цилиндра к объему камеры сжатия. Степень сжатия — это отвлеченное число, показывающее, во сколько раз полный объем цилиндра больше объема камеры сжатия.
Рабочий цикл двигателя — комплекс последовательных периодически повторяющихся процессов (впуск, сжатие, сгорание, расширение и выпуск), в результате которых энергия топлива преобразуется в механическую работу.
Такт — часть рабочего цикла, происходящая за время движения поршня от одной мертвой точки до другой, т. е. условно принимаем, что такт происходит за один ход поршня.
Двигатели, в которых рабочий цикл совершается за четыре хода (такта) поршня или за два оборота коленчатого вала, называют четырехтактными. Двигатели, в которых рабочий цикл совершается за два хода поршня или за один оборот коленчатого вала, считают двухтактными.
Калькулятор для расчета рабочего объема цилиндров двигателя автомобиля
Рабочий объем цилиндра представляет собой объем находящийся между крайними позициями движения поршня.
Формула расчета цилиндра известна еще со школьной программы – объем равен произведению площади основания на высоту. И для того чтобы вычислить объем двигателя автомобиля либо мотоцикла также нужно воспользоваться этими множителями. Рабочий объём любого цилиндра двигателя рассчитывается так:
где,
h — длина хода поршня мм в цилиндре от ВМТ до НМТ (Верхняя и Нижняя мёртвая точки)
r — радиус поршня мм
п — 3,14 не именное число.
Как узнать объем двигателя
Для расчета рабочего объема двигателя вам будет нужно посчитать объем одного цилиндра и затем умножить на их количество у ДВС. И того получается:
Vдвиг = число Пи умножено на квадрат радиуса (диаметр поршня) умноженное на высоту хода и умноженное на кол-во цилиндров.
Поскольку, как правило, параметры поршня везде указываются в миллиметрах, а объем двигателя измеряется в см. куб., то для перевода единиц измерения, результат придется разделить еще на 1000.
Заметьте, что полный объем и рабочий, отличаются, так как поршень имеет выпуклости и выточки под клапана и в него также входить объем камеры сгорания. Поэтому не стоит путать эти два понятия. И чтобы рассчитать реальный (полный) объем цилиндра, нужно суммировать объем камеры и рабочий объем.
Определить объем двигателя можно обычным калькулятором, зная параметры цилиндра и поршня, но посчитать рабочий объем в см³ нашим, в режиме онлайн, будет намного проще и быстрее, тем более, если вам расчеты нужны, дабы узнать мощность двигателя, поскольку эти показатели напрямую зависят друг от друга.
Объем двигателя внутреннего сгорания очень часто также могут называть литражом, поскольку измеряется как в кубических сантиметрах (более точное значение), так и литрах (округленное), 1000 см³ равняется 1 л.
Расчет объема ДВС калькулятором
Чтобы посчитать объем интересующего вас двигателя нужно внести 3 цифры в соответствующие поля, — результат появится автоматически. Все три значения можно посмотреть в паспортных данных автомобиля или тех. характеристиках конкретной детали либо же определить, какой объем поршневой поможет штангенциркуль.
Таким образом, если к примеру у вас получилось что объем равен 1598 см³, то в литрах он будет обозначен как 1,6 л, а если вышло число 2429 см³, то 2,4 литра.
Длинноходный и короткоходный поршень
Также замете, что при одинаковом количестве цилиндров и рабочем объеме двигатели могут иметь разный диаметр цилиндров, ход поршней и мощность таких моторов так же будет разной. Движок с короткоходными поршнями очень прожорлив и имеет малый КПД, но достигает большой мощности на высоких оборотах. А длинноходные стоят там, где нужна тяга и экономичность.
Следовательно, на вопрос «как узнать объем двигателя по лошадиным силам» можно дать твердый ответ – никак. Ведь лошадиные силы хоть и имеют связь с объемом двигателя, но вычислить его по ним не получится, поскольку формула их взаимоотношения еще включает много разных показателей. Так что определить кубические сантиметры двигателя можно исключительно по параметрам поршневой.
Зачем нужно проверять объем двигателя
Чаще всего узнают объем двигателя когда хотят увеличить степень сжатия, то есть если хотят расточить цилиндры с целью тюнинга. Поскольку чем больше степень сжатия, тем больше будет давление на поршень при сгорании смеси, а следовательно, двигатель будет более мощным. Технология изменения объема в большую сторону, дабы нарастить степень сжатия, очень выгодна — ведь порция топливной смеси такая же, а полезной работы больше. Но всему есть свой предел и чрезмерное её увеличение грозит самовоспламенением, вследствие чего происходит детонация, которая не только уменьшает мощность, но и грозит разрушением мотора.
Рабочий объем двигателя
Рабочий объем двигателя – это один из важнейших показателей, влияющих на мощностно-динамические характеристики автомобиля. Среди автолюбителей распространено мнение, что чем эта характеристика выше, тем лучше. Однако на деле это не всегда так. Чтобы понять, каким образом литраж влияет на эксплуатационные характеристики авто, и каково должно быть ее оптимальное значение, следует освежить в памяти устройство двигателя внутреннего сгорания.
Предназначение силового агрегата состоит в том, чтобы преобразовать энергию сгорания топлива в механическую. Рабочая смесь поступает внутрь цилиндра, где воспламеняется и расширяется, толкая поршень, который, в свою очередь, посредством шатуна приводит во вращение коленчатый вал.
Чем больше объем цилиндра, тем больше рабочей смеси можно в него подать, и тем большее количество энергии получить. Формула для вычисления объема цилиндра выглядит как произведение площади его поперечного сечения на высоту, когда поршень находится в нижней мертвой точке.
Рабочий объем двигателя (литраж) – это сумма рабочих объемов его цилиндров, или произведение объема одного цилиндра на их количество. Измеряется он в куб. сантиметрах или в литрах.
На что влияет литраж
Как уже было сказано, чем больше объем цилиндра, тем больше топлива в нем можно сжечь за один такт. Соответственно, и энергия его сгорания будет выше. В результате повышается мощность мотора и динамические характеристики автомобиля.
Однако не следует забывать о том, что большие двигатели обладают большим аппетитом. Так, если полуторалитровый бензиновый силовой агрегат в городском цикле расходует в среднем 9-10 литров горючего на 100 км пути, то двухлитровому мотору потребуется 12-13 литров топлива. На трассе разница меньше, примерно 6,5-7 литров против 8-8,5.
Причина в том, что во время работы на холостом ходу больший двигатель также потребляет больше бензина, при этом во время движения он позволяет быстрее разогнать машину до требуемой скорости, т.е. сокращается время работы в неэкономичном режиме.
Формула «больше объем – выше мощность» справедлива для легковых автомобилей. У грузовиков применяется несколько иной подход. Большой объем не обязательно подразумевает «табун лошадей» под капотом, поскольку для этих автомобилей более важной характеристикой является большой крутящий момент во всех диапазонах оборотов коленвала.
Так, у тягача КамАЗ-54115 объем силового агрегата составляет 10,85 л (объем только одного цилиндра сопоставим с рабочим объемом двигателя малолитражки), при этом мощность его составляет всего 240 л.с. Для сравнения, BMW X5 c трехлитровым дизельным мотором развивает мощность 218 л.с. справедливости ради стоит отметить, что на тяжелые грузовики КамАЗ последнего поколения, ставятся более современные моторы объемом 11,76 л и мощностью до 400 л.с.
Оптимальный литраж
Практически все производители предлагают несколько моторов для одной и той же модели автомобиля, и выбрать оптимальный двигатель не всегда просто. Условно автомобили делятся на несколько классов:
микролитражные, с объемом мотора не более 1100 куб. см;
малолитражные, с объемом 1200 – 1700 куб. см;
среднелитражные, с объемом 1800 – 3500 куб. см;
крупнолитражные, с объемом более 3500 куб. см.
Существует градация силовых агрегатов по классам автомобилей. Для машин класса В обычно предлагаются моторы от 1,0 до 1,6 л, С-класс оснащается моторами объемом от 1,4 до 2 литров, D-класс – 1,6 – 2,5 л, Е-класс – от 2 литров.
Выбирая подходящий двигатель для себя, будущий автовладелец должен определить, в каких условиях авто будет преимущественно использоваться. Для езды в городских условиях вполне подойдет мотор с меньшим литражом (например, 1,4 л), если он обладает хорошей тягой на низких оборотах. Если же на низах тяга недостаточная, двигатель постоянно придется «крутить», и об обещанных восьми литрах топлива на 100 км пробега по городу можно забыть.
Необходимо учитывать и то, что включенная климатическая установка отнимает значительную часть мощности и увеличивает расход горючего. На автомобиле с маломощным мотором ездить при этом становится неприятно, поскольку водитель постоянно будет вынужден включать низшие передачи.
Если машина преимущественно будет эксплуатироваться в условиях трассы, для нее лучше выбрать двигатель побольше.
Во-первых, разница в расходе будет не такой значительной;
во-вторых, под капотом автомобиля постоянно будет запас мощности, который позволит водителю более уверенно выходить на обгон;
к тому же, включение кондиционера или системы климат-контроля, практически не отражается на динамике авто.
Что такое рабочий объём двигателя и на что он влияет
Двигатель является важнейшей компонентой любого транспортного средства, а его литраж у большинства ассоциируется с мощностью силового агрегата. В целом такой подход можно считать соответствующим истине.
Но за цифрами 1.1, 2.0, 3.5 мы видим только параметр, определяющий класс автомобиля: микролитражка, малолитражка, гольф-класс или крупнолитражное авто. Что же такое объём мотора на физическом уровне, понимают далеко не все.
Понятие рабочего объёма цилиндра
Распространённое определение рабочего объёма двигателя звучит следующим образом: им обозначают суммарное значение объёмов цилиндров силового агрегата, а под объёмом поршня следует понимать произведение длины его хода на площадь верхней проекции. Ход поршня, в свою очередь – это расстояние между верхней и нижней мёртвыми точками. Таким образом, рабочим объёмом цилиндра называют объём камеры сгорания, в которой и происходят энергетические процессы – воспламенение горючей смеси и её сгорание.
В такте впуска происходит наполнение цилиндра топливовоздушной смесью, который завершается, когда поршень находится в нижней МТ. При движении поршня в обратном направлении происходит сжатие горючей смеси и её воспламенение.
Степень сжатия определяется при делении полного объёма цилиндра (когда поршень пребывает в НМТ) к объёму камеры сгорания (ВМТ). Чем больше степень сжатия, тем с большей силой смесь при возгорании и расширении давит на поршень, то есть от этого показателя напрямую зависит мощность мотора.
Таким образом, для увеличения мощности двигателей достаточно увеличивать степень сжатии. Но на деле всё упирается в некий предел сжатия, при превышении которого смесь самовозгорается без искры или сгорает настолько быстро, что двигатель начинает детонировать и работать неустойчиво.
Симптомы детонационных процессов – постукивания, доносящиеся из двигателя, наличие густого выхлопа чёрного цвета, а также падение мощности. Автопроизводители тратят много усилий, чтобы увеличить степень сжатия и при этом избавиться от детонации, но делать это им становится всё труднее.
Рост мощности зависит также от скорости вращения коленвала, но и этот показатель бесконечно увеличивать нельзя: горючая смесь не будет успевать попадать в цилиндр, возникают проблемы с выводом отработанных газов, да и износ деталей при увеличении скорости вращения также увеличивается.
Современные моторы – многоцилиндровые. Это означает, что рабочий объём двигателя является арифметической суммой полных объёмов всех цилиндров, и чем он больше, тем выше класс автомобиля и мощнее силовой агрегат.
Для чего требуется проверка рабочего объёма мотора
Рядовому автомобилисту этот показатель, строго говоря, не нужен, но есть категория водителей, стремящихся выжать из своего мотора всё до капельки. Вот им знать рабочий объём камеры сгорания нужно для увеличения степени сжатия, достигаемого таким хитрым способом, как расточка цилиндров.
Подобный приём считается едва ли не единственным доступным способом увеличения мощности мотора, причём экономически очень выгодным – ведь при том же объёме топливной смеси полезной работы выполняется намного больше. Но, как мы уже отмечали, здесь необходимо соблюдать меру: при увеличении степени сжатия сверх пороговой смесь будет самовоспламеняться, что приведёт к нестабильной работе, уменьшению мощности и даже разрушением силового агрегата.
Расчет объёма цилиндра
Итаке, рассмотрим методику, как узнать рабочий (не полный) объём двигателя. Общую формулу мы уже называли: это результат умножения объёма 1 цилиндра на их количество в данном ДВС. А объём цилиндра определяется как умножение R2*L*π.
Длину и диаметр поршня принято обозначать в миллиметрах, объём силового агрегата – в кубических сантиметрах, поэтому полученный результат делят на 1000.
Нужно понимать, что понятия полный/рабочий объёмы – не тождественные, поскольку поршень имеет проточки, выпуклости и другие геометрические детали, плюс необходимо учесть объём камеры сгорания. Если влияние геометрии цилиндра минимально, то объём КС учитывать необходимо обязательно: полный объём получается сложением объёма рабочего и камеры сгорания.
Таким образом, определить рабочий объём цилиндра (силового агрегата, разумеется, тоже) можно с помощью калькулятора, достаточно знать исходные данные. Но если этих цифр под рукой нет, можно воспользоваться онлайн калькуляторами, многие из которых могут определять и мощность силового агрегата, поскольку это взаимозависимые показатели.
Часто объём мотора называют литражом и указывают не в кубических сантиметрах, а литрах. Таким образом, 1300 см3 эквивалентно 1,3 л., то есть полученное значение нужно разделить на тысячу.
Расчет объёма мотора онлайн калькулятором
Найти сайт, предлагающий такой калькулятор, не проблема. Чтобы посчитать рабочий объём двигателя, вам останется ввести три цифры в соответствующие поля и нажать кнопку расчет (иногда результат рассчитывается и автоматически, как только вы ввели последнюю цифру). Исходные данные можно взять в паспортных данных транспортного средства.
Обычно значение в кубических сантиметрах крайне редко получается целым, поэтому при переводе в литры их закругляют с использованием общепринятых правил: 1598 см3 = 1,60 л., 2.429 см3 = 2,40 л.
Бывают двигатели, у которых при равном рабочем литраже и числе цилиндров их диаметр неодинаков – в этом случае будут неодинаковыми ходы поршней, будет различаться и мощность каждого из них. Мотор, у которого ход поршня небольшой, являются более прожорливыми и характеризуются меньшим КПД, но большей мощностью, достигаемой на высоких оборотах. У длинноходных всё наоборот – они экономичнее и обладают лучшей тягой на всех диапазонах оборотов коленвала.
Хотя мощность и зависит от литража двигателя, но зависимость эта не линейна и включает другие показатели, из чего следует, что определить объём мотора по лошадиным силам не получится, точный расчёт производится только на основании данных о поршневой группе.
Увеличение литража двигателя
Существует категория автовладельцев, для которых задача увеличения мощности мотора становится самоцелью. Такое мероприятие, имеющее несколько названий (чип-тюнинг, тюнинг мотора, форсировка двигателя), можно выполнить и самостоятельно.
Силовой агрегат состоит из цилиндров (обычно их число кратно 4), которые расположены в общем корпусе (БЦ). Внутри цилиндра вверх-вниз бегает поршень, а всё вместе является камерой сгорания, теххарактеристики которой формируют литраж силового агрегата.
Каким образом можно нарастить мощность мотора, если все его параметры тщательно рассчитываются автопроизводителем? Существует несколько способов добиться желаемой цели, выбор которых зависит от ваших амбиций и финансовых возможностей.
Наиболее простой и дешёвый вариант – расточка цилиндров, позволяющая увеличить литраж КС. Но придётся устанавливать и новые поршни с изменённым в сторону увеличения радиусом.
Более затратный вариант – установка коленвала с увеличенным радиусом кривошипа. При этом увеличивается диаметр шатунов, так что замене подлежит вся поршневая группа. Увеличение мощности достигается за счёт роста хода поршней, что позволяет увеличить литраж мотора.
Отметим, что форсировка мотора в домашних условиях требует использования специализированного оборудования независимо от выбранного метода, а также наличия соответствующего опыта. Малейшая ошибка чревата крайне серьёзными последствиями, поэтому подобные работы принято доверять профессионалам – специалистам тюнинговых ателье.
Как известно, объем двигателя автомобиля представляет собой сумму объемов всех его цилиндров. Однако формула, позволяющая рассчитать объем цилиндра, публикуется в различных вариантах, что порой сбивает с толку, особенно неопытных водителей. И все же, независимо от применяемого варианта, принцип расчета во всех случаях остается одним и тем же.
Сколько тепловоздушной смеси способен пропустить за один раз цилиндр двигателя? Сразу стоит отметить, что чем больше, тем выше будет крутящий момент, а также мощность мотора. Что значит «за один раз»? Четырехтактный мотор совершает полный цикл за 2 оборота коленчатого вала, то есть происходят впуск, сжатие, рабочий ход и выпуск. Так что 2 оборота или 4 такта считаются за один раз.
Расчет объема цилиндра
Объем одного цилиндра двигателя равняется произведению площади основания на высоту. Эта формула известна всем еще со школы.
Измеряется данная величина в кубических метрах или сантиметрах либо в литрах. 1000 см3 равняется 1 литру. При указании объема мотора в литрах нужно проводить округление до одной цифры после запятой. К примеру, если объем двигателя составляет 1486 см3, то при переводе в литры его нужно обозначать как 1,5 литра; если объем равен 2526 см3, то его следует записать как 2,5 литра. Литраж цилиндров силовых агрегатов автомобилей отличается.
Понятие рабочего объема цилиндра
Рабочий объем цилиндра представляет собой объем между крайними позициями движения поршня. Он наполняется горючей тепловоздушной смесью во время ее впускания при движении поршня из верхней крайней позиции в нижнюю. Подходя к верхней мертвой позиции, поршень оставляет свободный объем – камеру сгорания, или сжатия. Чтобы рассчитать объем цилиндра полностью, нужно суммировать объем камер и рабочий объем.
Уровень сжатия – это величина, которая определяется как частное полного деления в одном цилиндре и объема камеры сгорания. Этот параметр определяет степень сжатия горючей смеси в цилиндре. От нее зависит мощность двигателя, ведь чем выше уровень сжатия, тем сильнее сгорающая смесь давит на поршень.
Повышение уровня сжатия – дело выгодное, поскольку в этом случае порция топлива может сделать больше полезной работы. Однако если уровень сжатия увеличить чрезмерно, рабочая смесь может самовоспламеняться или сгорать слишком быстро, а топливо детонирует. В результате быстрого сгорания рабочей смеси силовой агрегат работает неустойчиво.
Детонацию можно определить по резким постукиваниям, уменьшению мощности двигателя и густому черному дыму из выхлопной трубы. Проектировщики автомобилей постоянно ищут способы устранения детонации топлива при повышении степени сжатия. Уровень сжатия определяет необходимость использовать конкретный сорт топлива.
На увеличение мощности мотора влияет увеличение количества оборотов коленчатого вала за одну минуту. Но и здесь есть свои препятствия. Это нехватка времени для попадания горючей смеси внутрь цилиндра, сложность удаления отработанных газов, а также чрезмерное ускорение работы частей и механизмов, ведущее к их быстрому износу.
Для преодоления этих препятствий конструкторы увеличивают количество оборотов коленчатого вала. Для многоцилиндровых силовых агрегатов производят расчет объема цилиндра, после чего эти объемы суммируют, получая литраж мотора. Повышение мощности двигателя является следствием увеличения его литража. А параметр этот определяется классом транспортного средства.
Непостоянный рабочий объем
Обеспечение непостоянного рабочего объема цилиндра является насущной задачей. Для достижения такого эффекта применяется технология автоматической остановки части цилиндров при неполной нагрузке двигателя. Такая система уже используется в некоторых моделях пикапов и внедорожников, экономия топлива при этом составляет в среднем около 20%.
Есть и специальные двигатели, в которых применяется механическая трансформация рабочего хода поршня. Однако они пока еще находятся на стадии разработки. Стоит отметить, что двигатели внутреннего сгорания с непостоянным рабочим объемом цилиндров используются в качестве лабораторного оборудования, позволяя устанавливать «моторным способом» октановое число бензина.
Онлайн-калкулятор
Определение объема цилиндра онлайн калькулятором – метод, пользующийся популярностью у автомобилистов. Для расчета можно воспользоваться и обычным математическим калькулятором, который позволяет определить объем цилиндра по имеющимся параметрам.
Рассчитать объем цилиндра можно через:
радиус основания и высоту, при этом высота равняется ходу поршня;
площадь основания и высоту.
Но есть и более сложные калькуляторы, обладающие расширенным набором функций. Они позволяют рассчитывать не только объем мотора, но и степень сжатия. Для вычислений необходимы значения следующих параметров:
длину шатуна;
ход поршня;
недоход поршня;
диаметр цилиндра;
объем поршневой камеры;
толщину и диаметр прокладки;
объем камеры в ГБЦ;
количество цилиндров.
Перед тем, как посчитать объем цилиндра или всего двигателя либо вычислить уровень сжатия, следует уточнить и записать все вышеперечисленные параметры. У новичков с этим могут возникнуть сложности, поэтому придется проявить настойчивость.
Диаметр цилиндра и ход поршня — DRIVE2
В ознакомительных целях. Запись рассматривает только диаметр и ход поршня. Для понимания что такое рабочий объём. Здесь в расчёт не берутся другие технические и инженерные решения геометрии и строения всего двигателя в целом! ____________________
Отношение хода поршня к диаметру цилиндра (частное от деления величины хода поршня S на величину диаметра цилиндра D представляет собой широко употребляемое значение отношения S/D) является одним из основных параметров, определяющих размеры и массу двигателя.
Для простоты и условной точки отсчета мы воспользуемся конструкцией двигателя, в которой диаметр цилиндра равен ходу поршня. Назовем такую конструкцию «квадратной». Если увеличить ход и уменьшить диаметр до получения заданного объема двигателя, то полученная схема будет носить название «длинноходной», в то время как в другом предельном варианте может использоваться большой диаметр в комбинации с небольшим ходом для получения так называемой «короткоходной» схемы двигателя.
Короткий ход. Короткий ход поршня используется в мощных высоконагруженных двигателях. Отношение хода поршня к диаметру цилиндра равняется менее 1, т. е. значение длины хода поршня меньше диаметра цилиндра.
Длинный ход. Длинный ход поршня применяется для достижения высокого крутящего момента. Отношение хода поршня к диаметру цилиндра равняется более 1, т. е. значение длины хода поршня больше диаметра цилиндра.
Ход поршня и диаметр цилиндра равны. Отношение хода поршня к диаметру цилиндра равняется 1, т. е. значение длины хода поршня равняется диаметру цилиндра.
В настоящее время большое внимание уделяется уменьшению расхода топлива. Проведённые с этой целью исследования влияния S/D показали, что короткоходные двигатели обладают повышенным удельным расходом топлива. Это вызвано большой поверхностью камеры сгорания, а также снижением механического КПД двигателя из-за относительно большой величины поступательно движущихся масс деталей шатунно-поршневого комплекта и роста потерь на приводы вспомогательного оборудования. При очень коротком ходе нужно удлинять шатун с тем, чтобы нижняя часть юбки поршня не задевалась противовесами коленчатого вала. Масса поршня при уменьшении его хода мало уменьшилась и при использовании выемок и вырезов на юбке поршня. Для снижения выброса токсичных веществ в отработавших газах целесообразнее применять двигатели с компактной камерой сгорания и с более длинным ходом поршня. Поэтому в настоящее время от двигателей с очень низким отношением S/D отказываются.
В настоящее время более выгодным считается отношение S/D, равное или несколько большее единицы. Хотя при коротком ходе поршня отношение поверхности цилиндра к его рабочему объёму при положении поршня в НМТ меньше, чем у длинноходных двигателей, нижняя зона цилиндра не так важна для отвода теплоты, поскольку температура газов уже заметно падает.
Длинноходный двигатель имеет более выгодное отношение охлаждаемой поверхности к объёму камеры сгорания при положении поршня в ВМТ, что более важно, так как в этот период цикла температура газов, определяющая потери теплоты, наиболее высока. Сокращение поверхности теплоотдачи в этой фазе процесса расширения уменьшает тепловые потери и улучшает индикаторный КПД двигателя.
Рабочий объём можно расчитать по формуле:
Полный размер
Здесь V — обозначает рабочий объём двигателя, S — величину хода поршня, D — диаметр цилиндра, z – количество цилиндров.
Для четырехцилиндровых моторов формула упрощается до:
Полный размер
Если данные для расчёта берумтся в миллиметрах, то и результат расчёта по формуле будет измерятся в кубических миллиметрах. Поэтосу для приведение к привычному значению в кубических сантиметрах необходимо разделить полученный результат на 1000. ________________ Пример на Жигулёвском классическом моторе объёмом 1600: Диаметр поршня (с завода, не ремонтный размер) = 79 мм. Ход поршня (коленвал 2103/21213) = 80 мм. Мотор 4 цилиндровый П= 3,14
V = 80 x 3.14 x (79*79) = 80 x 3.14 x 6241 = 156
Степень сжатия, рабочий объём цилиндра и литраж двигателя
Степень сжатия, рабочий объём цилиндра и литраж двигателя
Степень сжатия-отношение полного объёма цилиндра к объёму камеры сгорания
Литраж двигателя-сумма всех рабочих объёмов цилиндра многоцилиндрового двигателя
Рабочий объём цилиндра-пространство цилиндра между мёртвыми точками
Обозначение модели двигателя УЗАМ-331.10.
Цифровое обозначение модели двигателя представляет собой только составную часть полного обозначения составляющих его узлов и деталей, предусмотренных группой 10-<двигатель>.Полное обозначение двигателя, например УЗАМ-331.10,в сборе с смазочным насосом имеет десятизначное число: 331.1011052,где после группы 10 указан номер типовой подгруппы 11-<смазочный насос>,а последние три цифры означают номер детали- 052(в данном случае- крышка корпуса смазочного насоса)
6.
Среднее эффективное давление
Эффективная мощность
Механический КПД
Эффективный удельный расход топлива
Порядок работы
1-3-4-2 (порядок чередования тактов в цилиндрах двигателя)
8.КШМ
Подвижные:
Поршни с кольцами и поршневыми пальцами, шатун, каленвал и маховик
Неподвижные:
Блок цилиндра, цилиндры, головка блока, поддон картера
9.
Канавка под первое компрессионное кольцо
Канавка под второе компрессионное кольцо
Межкольцевые перемычки
Канавка под маслосъемное кольцо
Выборка для слива масла
«Холодильник»
Юбка поршня
Бобышка под пальцевое отверстие
Разгружающая выборка
Канавка для стопорного кольца
Отверстие под палец
Юбка поршня
Головка поршня
Нирезистовая вставка
Маслоохлаждаемая полость
Камера сгорания
Конусный вытеснитель
Днище поршня
10.
«Мокрые» гильзы цилиндров обеспечивают лучший отвод тепла, но картер двигателя с такими гильзами обладает меньшей жесткостью. Большое распространение эти гильзы получили на грузовых и тракторных двигателях в силу своей высокой ремонтопригодности.
11.
Для свободного перемещения поршня необходим зазор между юбкой и зеркалом цилиндра, который при их нормальном тепловом состоянии для различных моделей двигателя равен 0,04…0,08мм
Коренной и шатунной шейки, противовесов, заднего конца с отверстием для установки шарикоподшипника, ведущего вала коробки передач, фланца для крепления маховика, пусковой рукоятки, шестерни, шкива
13.Маховик
Маховик служит для обеспечения вывода поршней из мёртвых точек, более равномерного вращения коленчатого вала много цилиндрового двигателя при его работе на режиме холостого хода, облегчения пуска двигателя, снижения кратковременных перегрузок при трогании автомобиля с места и передачи крутящего момента агрегатам трансмиссии на всех режимах работы двигателя.
На переднеприводных автомобилях маховик центрируется цилиндрическим выступом на фланце коленчатого вала и крепится к нему шестью самоконтрящимися болтами на резьбу которых наноситься герметик.
14.ГРМ
Предназначен для своевременного впуска горючей смеси в цилиндр и выпуска отработавших газов.
15.
При верхнем расположении распределительного вала отсутствуют толкатели и штанги, вследствие чего уменьшаются масса и инерционные силы клапанного механизма, что даёт возможность увеличить частоту вращения коленчатого вала и уменьшить уровень шума при работе двигателя.
16. Какие детали двигателя смазываются разбрызгиванием
Если не будет соблюдаться величина теплого зазора, то это приведёт к ускоренному износу клапанного механизма и к потере мощности механизма.
18.
19. Особенности осуществления рабочего цикла 2-х тактного бензинового двигателя
В двухтактном двигателе рабочий цикл полностью происходит в течение одного оборота коленчатого вала. При этом от цикла четырёхтактного двигателя остаётся только сжатие и расширение. Впуск и выпуск заменяются продувкой цилиндра вблизи НМТ поршня, при которой свежая рабочая смесь вытесняет отработанные газы из цилиндра.
20.Устройство смазочной системы
Система смазки включает в себя масляный насос, картер масляный, фильтр очистки масла, воздушно-масляный радиатор, масляные каналы в блоке и головках цилиндров, передней крышке и картере маховика, наружные маслопроводы, масло-заливную горловину, клапаны для обеспечения нормальной работы системы и контрольные приборы.
21.Фильтры отчистки масла
Фильтры грубой и тонкой отчистки
22.ГРМ
Обеспечивает своевременный впуск горючей смеси в цилиндр и удаления из него продуктов сгорания.
23.Вентиляция картера
Вентиляция картера двигателя необходима для поддержания в нем нормального давления и удаления паров сернистых соединений, топлива и газов, прорывающихся из цилиндров и вызывающих загрязнение и разжижение масла. Вентиляция осуществляется принудительно за счет отсасывания газов из картера через маслоотделитель и клапан во впускной трубопровод двигателя или в атмосферу через вытяжную трубу, выведенную под двигатель, где создается разрежение за счет потока воздуха при движении автомобиля.
24.Система охлаждения
1)Жидкостная-закрытая
2)Воздушная-открытая
25.Недостатки воздушной системы охлаждения
Требуется сравнительно большая мощность двигателя для приведения в действие вентилятора и затрудняется пуск двигателя при низких температурах из-за отсутствия возможности прогрева его горячей водой.
26.Предназначение системы охлаждения
Система охлаждения предназначена для поддержания нормального теплового режима двигателя
Также система охлаждения служит для:
1)Ускорение прогрева холодного двигателя
2)Нагрев воздуха в системе вентиляции, отопления и кондиционирования
3)Охлаждение масла в системе смазки
4)Охлаждение отработавших газов в системе циркуляции
27. В каких случаях охлаждающая жидкость происходит по большому, а в каких- по малому кругу
При запуске двигателя сам двигатель и охлаждающая жидкость в нём холодная. Для ускорения в нём прогрева двигателя охлаждающая жидкость движется по малому кругу, минуя радиатор. Термостат при этом закрыт. По мере нагрева охлаждающей жидкости термостат открывается и охлаждающая жидкость движется по большому кругу-через радиатор.
28.
29.Термостат
Термостат служит для ускорения прогрева холодного двигателя и автоматического поддержания его теплового режима в заданных пределах. Конструктивно он представляет собой клапан, регулирующий количество циркулирующей через радиатор жидкости.
30.Соотношения количества воздуха и топлива
α =Lg/Lm=Действующее количество поступающего воздуха/Теоритически необходимое для полного сгорания
Если α=1, то смесь нормальная;
Если α>1, то смесь бедная;
Если α<1, то смесь богатая.
31.
32.Система ускорительного насоса
Ускорительный насос служит для кратковременного обогащения горючей смеси в режиме ускорения автомобиля.
33.Детали двигателя смазываемые под давлением
34. Система главной дозирующей системы
1)Большой диффузор, выполненный под давлением в корпусе карбюратора;
2)Распылитель смеси;
3)Воздушный жиклер;
4)Эмульсионная трубка;
5)Топливный жиклер;
6)Эмульсионный колодец, выполненный в корпусе карбюратора.
36.Рабочий цикл в четырехтактном дизельном двигателе
1)Впуск воздуха
2)Сжатие воздуха
3)Расширение газов (рабочий ход)
4)Выпуск
40.Система охлаждения
1)Жидкостная-закрытая
2)Воздушная-открытая
Степень сжатия, рабочий объём цилиндра и литраж двигателя
Степень сжатия-отношение полного объёма цилиндра к объёму камеры сгорания
Литраж двигателя-сумма всех рабочих объёмов цилиндра многоцилиндрового двигателя
Рабочий объём цилиндра-пространство цилиндра между мёртвыми точками
На практике, что значит объем двигателя, а то все ответили по-разному, народ! По-проще только.
мощность машины
если сравнивать две машины и у одной объём движка больше то больше жрёт бензина ну и крутящий момент побольше соответственно меньше переключений на горке на низшую передачу правда у меня на ниве несработало так ездил на 1,7 литра расход по городу 12 — 13 литров на сотню купил ниву с 1,8 движок по городу этот ест 10 литров …самому странно почему так 🙂
Рабочий объем-это объем рабочих камер цилиндров. А может, Вы пошутили и интересуетесь насчет объема, который двигатель занимает под капотом??? Так это при помощи «Закона Архимеда » можно проверить!
что такое объем — написано в учебнике геометрии. это длина*ширина*высота.
Чем больше объём двигателя, тем мощнее двигатель, отсюда расход топлива больше и страховка дороже.
обьём ничего незначит надо мощность смотреть у первых двс обьёма на современных 5 машин хватит а лошадей 50 всего было
Рабочий объём (рабочий объём двигателя, литраж) — один из важнейших конструктивных параметров (характеристик) двигателя внутреннего сгорания (ДВС) , выражаемый в литрах (л) или кубических сантиметрах (см³). Литраж двигателя в значительной степени определяет его мощность и иные рабочие параметры. Рабочий объём равен сумме рабочих объёмов всех цилиндров двигателя. В свою очередь, рабочий объём цилиндра определяется как произведение сечения цилиндра на длину рабочего хода поршня (от НМТ до ВМТ) . По данному параметру различают длинноходные двигатели с длиной хода поршня превышающей диаметр цилиндра и короткоходные с ходом поршня меньше диаметра цилиндра. По величине рабочего объёма автомобильные двигатели (с искровым зажиганием) делятся на микролитражные (до 1,1 л) , малолитражные (1,2-1,7 л) , среднелитражные (1,8-3,5 л) и крупнолитражные (свыше 3,5 л) . У дизельных двигателей данный параметр отличается в большую сторону из-за меньшей удельной мощности. Во многих странах налогообложение автомобильных транспортных средств определяется именно литражом, например, в Италии легковые автомобили с рабочим объёмом бензинового двигателя свыше 2000 см³ облагаются повышенным налогом. Одним из перспективных направлений развития конструкции ДВС является создание моторов с изменяемым рабочим объёмом, что достигается применением системы автоматического (электронного) отключения нескольких цилиндров при режимах частичной нагрузки двигателя. Данная система уже применяется на некоторых новых серийных американских пикапах и внедорожниках и позволяет экономить в среднем 20 % топлива. Существуют также специальные двигатели с устройством непосредственного (механического) изменения рабочего хода поршня, но они пока не вышли из опытно-экспериментальной стадии. Впрочем, ДВС с изменяемым рабочим объёмом достаточно давно применяются в качестве лабораторного оборудования, например, при определении октанового числа бензина «моторным методом» . Понятие рабочего объёма также широко используется в объёмном гидроприводе.
объем измеряется в кубических см. от объема двигателя зависит: 1) расход топлива (прямопропорционально) 2) крутящий момент-«тяга»(чем больше объем тем легче например ехать в подъем на малых оборотах, не напрягая движок) . ну и мощность скорее всего будет больше, хотя мощность зависит от многово.
Попроще.. . Если в двигатель залить воды так, чтобы она залила все цилиндры до камеры сгорания, то вот сколько воды нам для этого понадобится — это и есть объём. То есть, это просто размер цилиндров. И чему сейчас в автошколах учат?..
Подарите мне мотоцикл)
1 см рабочего двигателя это какой элемент налога очень срочно
Например, двигатель автомобиля включает 4 цилиндра, объем каждого – 399 см³. Если сложить объем всех цилиндров, то получим общее значение – 1596 см³. Измерять можно в кубических сантиметрах или в литрах. Если брать за единицу измерения литры, то принято округлять до целого числа, 1596 см³ = 1,6 л.
Вот статья об этом, просто понятно написано с рисунками. <a href=»/» rel=»nofollow» title=»50335696:##:pokazateli_dvs/»>[ссылка заблокирована по решению администрации проекта]</a> Рабочий объем двигателя. Диаметр и ход поршня. Степень сжатия.
В автошколах такому не учат
Новый баллон с СО2 5 л 3,75 кг СО2 ПОЛНЫЙ 9000 1
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.
Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции веб-сайта (кроме необходимых для его работы).Их включение предоставит вам доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям пользователей.
Продавцы аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под управлением которого работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Цель сбора этих файлов — выполнить анализ, который будет способствовать развитию программного обеспечения. Вы можете узнать больше об этом в политике Shoper в отношении файлов cookie.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговую деятельность.
.
баллон CO2 8L 6KG ПОЛНЫЙ! с сифонной трубкой sodastream
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.
Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции веб-сайта (кроме необходимых для его работы).Их включение предоставит вам доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям пользователей.
Продавцы аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под управлением которого работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Цель сбора этих файлов — выполнить анализ, который будет способствовать развитию программного обеспечения. Вы можете узнать больше об этом в политике Shoper в отношении файлов cookie.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговую деятельность.
.
Как маркировать технические газовые баллоны?
Этот вопрос взят из публикации Службы охраны труда .
В соответствии с польским законодательством каждый баллон должен иметь следующую постоянную маркировку: а) клеймо производителя, б) серийный номер баллона, в) емкость бака в дм 3 , г) испытательное избыточное давление в МПа, д) полное название газа или газовой смеси и химического состава, f) отметка производителя о техническом осмотре, g) дата следующего проведенного и назначенного испытания цистерны, и отметка эксперта по техническому осмотру, h) вес тары в кг (вес пустого танка без клапана и крышки), i) масса брутто бака (масса бака с максимально допустимой массой жидкости — без крышки), j) масса нетто загрузки бака (максимально допустимая масса жидкости, содержащейся в резервуар равен произведению вместимости резервуара в дм ( 3 ) на допустимое правильное наполнение). Метод цветной маркировки баллонов с техническими газами описан в стандарте PN-EN 1089-3: 1999, который был заменен на PN-EN 1089-3: 2011E Газовые баллоны — Маркировка баллонов (кроме сжиженного нефтяного газа) — Часть 3 : Цветовой код. Пример метода маркировки: а) кислород — цвет баллона вверху синий, надписи белые б) водород, метан, пропан — цвет баллона серый с красной верхней частью, надписи черные в) азот — баллон цвет серый, надписи черный г) аммиак, хлор, хлороводород — цвет цилиндра вверху серый, надписи желтый, черный д) аргон — цвет цилиндра вверху серый темно-зеленый, надписи черные е) гелий — цвет баллона вверху серый коричневый, надписи черные например) ацетилен — цвет баллона каштановый, надписи белые з) углекислый газ — серый цвет баллона.
См. Также: Следует ли рассматривать контейнеры с баллонами с пропан-бутаном по 11 кг, размещенные на АЗС, как склад? >>
Согласно § 1 абз. 1 лит. e Постановление Совета министров от 7 декабря 2012 года о типах технических устройств, подлежащих техническому осмотру (Законодательный вестник, позиция 1468), переносных цистернах — изменение места между наполнением и опорожнением — вместимостью более 0,35 дм 3 и с избыточным давлением более 0,5 бар, предназначенные для хранения или транспортировки жидкостей или газов, за исключением одноразовых аэрозольных баллонов и баллонов, предназначенных для транспортировки и распределения газированных напитков, для которых произведение избыточного давления и вместимости не более более 500 бар x дм 3 и избыточное давление не более 7 бар. Вышеупомянутые переносные цистерны на стадии их производства подпадают под действие директивы PED 97/23 / EC по оборудованию, работающему под давлением, введенной в польское законодательство постановлением министра экономики от 21 декабря 2005 г. об основных требованиях к оборудованию, работающему под давлением. и комплекты оборудования, работающего под давлением (Законодательный вестник 2005 г. № 263, поз. 2200). С другой стороны, эксплуатационные испытания этих резервуаров, изготовленных в соответствии с директивой и маркированных знаком CE, проводятся UDT как органом технического контроля в соответствии с Законом от 21 декабря 2000 г.по техническому осмотру (сводный текст: Законодательный вестник 2013 г., поз. 963) — далее по тексту В настоящее время нет регламента технических условий технического осмотра в отношении эксплуатации этих резервуаров, оформленных по ст. 8 грн. Это означает, что в настоящее время нет законодательного акта, регулирующего практические аспекты осуществления надзора в этой сфере. Однако u.d.t. поручает Управлению технической инспекции контролировать вышеупомянутые сосуды под давлением. Таким образом, метод тестирования этих резервуаров включен в процедуры системы качества, внедренной в UDT, и основан на хорошей инженерной практике, в которой используются применимые европейские стандарты.
См. Также: Какое должно быть минимальное расстояние газогорелочной станции от технических газовых баллонов и баллонной емкости? >>
Также учтена позиция о периодических испытаниях переносных огнетушителей, содержащаяся в письме Департамента экономического регулирования Минэкономики от 6 ноября 2009 г., исх. DRE-IV-078-1-MS / 09. . Сроки испытаний баллонов основаны на требованиях следующих стандартов: 1) PN-EN 1968: 2002, Газовые баллоны — Периодические проверки и испытания бесшовных стальных газовых баллонов, 2) PN-EN 1802: 2002, Газовые баллоны — Периодические проверка и испытание бесшовных газовых баллонов из алюминиевого сплава, 3) PN-EN 1803: 2002, Газовые баллоны. Периодические проверки и испытания сварных газовых баллонов из углеродистой стали, 4) PN-EN — ISO 11623: 2002, Газовые баллоны. Периодические проверки. и испытания газовых баллонов из композитов.Сроки проведения пробных испытаний: — Ar, N2 -, He, h4, O2, CO2, воздух — каждые 10 лет, — CO — согласно EN 1968 — каждые 5 лет, согласно EN 1802 — каждые 10 лет, коррозионные газы — каждые 3 годы. После положительного результата испытания переносной цистерны на ней наносится следующая маркировка Orr / mm RR, где: 1) O — отметка инспектора, 2) yy / mm — дата испытания [год (две последние цифры) , месяц (две цифры), разделенные диагональной чертой «/»], 3) RR — дата следующего теста [две последние цифры года]. При маркировке между «yy / mm» и «RR» должен быть зазор не менее 12 мм, чтобы гарантировать, что отметка инспектора будет включена в будущие последующие испытания.В случаях, которые оправдывают технические трудности нанесения маркировки (например, ограниченное пространство для маркировки) Orr / mm RR, как определено выше, может использоваться альтернативная маркировка, которая должна применяться следующим образом: Orr / mmRR, где две последние цифры года следующего теста RR находятся точно под двумя последними цифрами года обучения y.
См. Также: Газовый баллон необходимо защитить от механических повреждений >>
Подробнее об этом в Службе охраны труда.
.
Сколько гелия в баллонах Сдам
В случае аренды баллонов, чтобы определить, сколько газа находится в баллоне, проверяется давление в баллоне и зная объем воды в баллоне определяет количество гелия в упаковке.
Впервые проверяется давление в баллоне при его заправке на газонаполнительной установке. В дальнейшем количество гелия в баллоне можно будет проверить в любой момент с помощью регулятора, оснащенного манометром .
Два баллона с одинаковой емкостью по воде могут содержать разное количество гелия, поэтому только после проверки давления в баллоне с гелием мы можем проверить, сколько гелия находится внутри.
Измерение давления гелия в баллоне манометром и интерпретация результата
Считать давление в баллоне по манометру, установленному на баллоне. Манометры чаще всего показывают давление в бар [Ба]. есть также манометры, показывающие давление в другой единице, то есть в мегапаскалях [МПа] .
10 бар = 1 мегапаскаль [МПа]
В дополнение к на баллоне из гелиевой стали проштампован сертификат , в котором указан год и вес, для которого баллон может использоваться — информация о емкости воды — в литрах.Зная водоемкость цилиндра и давление гелия, можно определить количество гелия в цилиндре.
Вместимость баллона по воде в литрах умножается на давление гелия в барах. Делим полученный результат на 1000. Результат показывает, сколько гелия в м3 находится в баллоне (без учета коэффициента сжимаемости газа и температуры).
Например: Если у нас 200 Ba гелия в 10-литровом баллоне — баллон содержит 2 м3 гелия из нашего расчета. С учетом коэффициента сжимаемости при температуре 15 градусов Цельсия 200 Ba / 10 л — 1,8 м3
Для наиболее популярных полностью заполненных баллонов — количества гелия следующие:
8л — при номинальном рабочем давление 150 Ба — количество гелия в баллоне 1,1 м3, 200 Ба — 1,4 м3
10л — при номинальном рабочем давлении 150 Ба — количество гелия в баллоне 1,35 м3, 200 Ба — 1,8 м3
20л — при номинальном рабочем давлении 150 Ба — количество гелия в баллоне 2,8 м3, 200 Ба — 3,7 м3
40л — при номинальном рабочем давлении 150 Ба — количество гелия в баллоне равно 5,6 м3, 200 Ba — 7,3 м3
50л — при номинальном рабочем давлении 150 Ba — количество гелия в баллоне 7 м3, 200 Ba — 9,1 м3
Допустимая погрешность, перекосы.
Количество гелия в баллоне может быть определено так же точно, как и точный результат, показанный манометром . Самые простые манометры исказят крайние результаты — высокие и низкие. Температура цилиндров также будет очень важна для измерения. Если баллон нагреть, давление гелия в баллоне повысится, и манометр покажет более высокое давление газа, ошибочно указав количество гелия в упаковке. Если измерение проводится на морозе, давление будет искусственно понижено, и расчеты, основанные на показаниях манометра, дадут низкий результат объема гелия в баллоне.
Связанные темы
Часто задаваемые вопросы — основные разделы
.
ЦИЛИНДР ARGON 4.8 Ar 99.998% 8L 150 бар ПОЛНЫЙ НОВЫЙ Matiw
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.
Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции веб-сайта (кроме необходимых для его работы).Их включение предоставит вам доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям пользователей.
Продавцы аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под управлением которого работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Цель сбора этих файлов — выполнить анализ, который будет способствовать развитию программного обеспечения. Вы можете узнать больше об этом в политике Shoper в отношении файлов cookie.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговую деятельность.
. 90 000 баллонов, незаконно заполненных сжиженным газом, очень опасны — Окружной штаб Государственной пожарной службы в Сейнах
Взрывы газовых баллонов случаются нечасто, но когда они случаются, их последствия обычно трагичны — пожары, обрушения зданий и, как следствие, гибель жителей. Каковы причины и что делать, чтобы этого избежать, я представляю ниже.
Очень мало
По финансовым причинам мы часто покупаем газ в баллонах, заправленных владельцами заправочных станций сжиженного газа (автогаза).Несмотря на обязанность иметь необходимую квалификацию, служба АЗС демонстрирует незнание элементарных правил безопасности при использовании газа. Из-за безответственности, полного отсутствия фантазии и погони за прибылью принесенные пользователем баллоны постоянно наполняются на месте.
Пожарные команды по всей стране получают сигналы, подтверждающие это. Такая практика является преступной, что отражено в правилах пожарной безопасности. Запрещается заправка баллонов сжиженным газом на АЗС. И для деятельности в этой сфере требуется лицензия.
Цена на замену баллона, разрешенного заводом по розливу, обычно выше, чем цена, заправленная на заправочной станции, но мало кто знает, что мы получаем за эту цену. Прежде всего, это необходимо для обеспечения безопасности стоимостью, несравнимо большей, чем несколько злотых, сэкономленных на более дешевом газе.
Незаконно заполненные баллоны несут ряд опасностей:
может быть переполнен из-за отсутствия надлежащего контроля веса,
могут иметь негерметичность, так как они не проверяются после заполнения,
Цистерны
могут иметь недостаточную прочность, требуется периодический технический осмотр для подтверждения технической работоспособности баллона.
Баллон представляет наибольшую опасность, если он был переполнен при низкой температуре, а затем перенесен в теплое помещение. Пропан-бутановая смесь в баллоне существует в виде жидкости и газа. При повышении температуры жидкость расширяется, газ сжимается, и объем цилиндра практически не изменяется. В крайнем случае, когда так называемый газовая подушка слишком мала (слишком много жидкости), жидкость заполняет весь объем цилиндра и, как почти несжимаемое вещество, с огромной силой разрывает стенки цилиндра.Остальные события оставляю воображению читателя.
Таким образом, полная гарантия заправки баллона газом на лицензированном заводе по розливу топлива подтверждается только наличием прочной фольги — пломбы, закрывающей вентиль баллона.
Советуем покупать только баллоны с пломбой и желательно у солидных компаний, что сводит к минимуму риск покупки баллонов, заправленных нелегально.
Осторожно! Поправка к правилам для станций жидкого топлива, вступившая в силу с 2003 года, требует, чтобы ТРК был постоянно маркирован следующей информацией: АЗС НЕ ЗАПОЛНЯЕТ ЦИЛИНДР ЖИДКИМ ГАЗОМ, видимым с расстояния не менее 5 мес.
.
Баллон бытовой газовый 11 кг
На главную> Туристическое и развлекательное оборудование> Баллоны с пропан-бутаном> Бытовые газовые баллоны
Баллон бытовой газовый 11 кг
Бытовые газовые баллоны весом 11 кг являются наиболее часто используемыми в быту баллонами, в т. ч. для питания бытовых плит и плит. Клапаны цилиндров имеют наружную резьбу 1/2 ″, направленную в сторону.
Цилиндры изготовлены из высококачественного листового металла. Они подлежат проверке в соответствии с Директивой TPED 99/36 / WS и соответствуют требованиям местных рынков.Цвет баллона и постоянная маркировка выполнены в соответствии с действующими нормативами. Срок легализации баллонов — 10 лет.
Технические параметры отечественного баллона 11 кг
Характеристики цилиндра
11 кг
Вес бутылки [кг]
10,2
Объем [л]
27,2
Наполнение [кг]
11
Испытательное давление [МПа]
3,0
Наружный диаметр [мм]
300
Высота с клапаном [мм]
595
Диаметр ножки [мм]
260
Резьба на вентиль
1,2 «
Вы заинтересованы в этом продукте? Вам нужен профессиональный совет?
.
Смотрите также
Генератор цивик с большим током зарядки ли в наличии есть вариант
При повороте загорается лампа давления масла
Масло в дроссельной заслонки
Сколько стоит форд мустанг gt
Чем обмотать выхлопную трубу
Проверить была ли машина в такси
Нарушение стоп линии
Как полировать пластик в домашних условиях
Как проверить усилитель на работоспособность
Из чего сделаны гильзы
Как самому снять тонировку
Рабочий цикл ДВС
Рабочий цикл одноцилиндрового двигателя
В автомобилях применяются двигатели внутреннего сгорания (ДВС) названные так потому, что сгорание топлива происходит непосредственно в цилиндре. Основными деталями ДВС, кроме цилиндра, являются поршень, шатун, коленчатый вал. На кривошипе коленчатого вала подвижно закрепляется шатун. К верхней головке шатуна шарнирно, с помощью пальца, крепится поршень. Цилиндр сверху закрывается крышкой, которая называется головкой цилиндра. В головке имеется углубление, называемое камерой сгорания. Также в головке имеются впускное и выпускное отверстия, закрываемые клапанами. К коленчатому валу крепится маховик – массивный круглый диск.
При вращении коленвала происходит перемещение поршня внутри цилиндра. Крайнее верхнее положение поршня называется верхней мертвой точкой (В.М.Т.), крайнее нижнее положение – нижней мертвой точкой (Н.М.Т.). Расстояние, которое проходит поршень между мертвыми точками, называется ходом поршня. Пространство, находящееся над поршнем, когда он находится в н.м.т., называется рабочим объемом цилиндра. Когда поршень находится в в.м.т., над ним остается пространство, называемое объемом камеры сгорания. Сумма рабочего объема и объема камеры сгорания называются полным объемом цилиндра. В технических данных объем указывается в литрах или кубических сантиметрах. Объем многоцилиндрового двигателя равен сумме полных объемов всех его цилиндров. Отношение полного объема цилиндра к объему камеры сгорания называется степенью сжатия двигателя. Она показывает, во сколько раз сжимается рабочая смесь в цилиндре.
Рабочий цикл двигателяПараметры КШМ
Один ход поршня от одной мертвой точке к другой называется тактом. Коленвал при этом совершает полоборота. Как работает ДВС? Во время первого такта происходит впуск горючей смеси в цилиндр. Клапан впускного отверстия открыт, выпускного – закрыт. Поршень, перемещаясь от в.м.т к н.м.т, подобно насосу, создает разряжение в цилиндре и топливо, перемешанное с воздухом, заполняет его.
Во время второго такта, при движении поршня от н.м.т. к в.м.т., происходит сжатие горючей смеси. При этом и выпускной, и впускной клапаны закрыты. В результате давление и температура в цилиндре повышаются. В конце такта сжатия, при приближении поршня к в.м.т., горючая смесь поджигается искрой от свечи зажигания (в бензиновых ДВС) или самовоспламеняется от сжатия (в дизельных ДВС).
Порядок работы цилиндров
Во время третьего такта происходит сгорание рабочей смеси. Клапана остаются закрытыми. Воспламенившаяся рабочая смесь резко повышает температуру и давление в цилиндре, которое заставляет поршень с усилием двигаться вниз. Поршень через шатун передает усилие на коленвал, создавая на нем крутящий момент. Таким образом, происходит преобразование энергии сгорания топлива в механическую энергию, которая двигает автомобиль. Поэтому этот такт называется рабочим ходом. Маховик, закрепленный на коленчатом валу, запасает энергию, обеспечивая вращение коленвала за счет сил инерции во время подготовительных тактов.
В ходе четвертого такта происходит выпуск отработанных газов и очистка цилиндра. Поршень, двигаясь от н.м.т. к в.м.т., выталкивает продукты горения через открытый выпускной клапан.
Далее весь процесс повторяется. Таким образом, рабочий цикл описанного ДВС происходит за четыре такта. Поэтому он и называется четырехтактным. Коленвал за это время совершает два оборота. Существуют и двухтактные двигатели, в которых рабочий цикл происходит за два такта. Однако такие ДВС в настоящее время на автомобилях практически не применяются.
Для плавной работы многоцилиндрового двигателя и уменьшения неравномерных нагрузок на коленчатый вал такты рабочего хода в разных цилиндрах должны происходить в определенной последовательности. Такая последовательность называется порядком работы двигателя. Он определяется расположением шеек коленчатого вала и кулачков распределительного вала. Например, в двигателях ВАЗ порядок работы 1-3-4-2. Так как в четырехтактном двигателе полный цикл в каждом цилиндре совершается за два оборота коленчатого вала, то, следовательно, в четырехцилиндровом двигателе для равномерной его работы за каждые пол-оборота коленчатого вала в одном из цилиндров должен происходить рабочий такт.
Рассмотренные детали составляют в совокупности кривошипно-шатунный механизм. Кроме него, для обеспечения работы ДВС нужны газораспределительный механизм, система охлаждения, система смазки, система питания и система зажигания (в бензиновых двигателях).
Газораспределительный механизм, управляя работой клапанов, обеспечивает своевременное их открытие и закрытие. Система охлаждения отводит тепло от деталей двигателя, нагревающихся при работе. Система смазки подает масло к трущимся поверхностям. Система питания служит для приготовления рабочей смеси и подачи ее в цилиндры. Система зажигания преобразует низковольтное напряжение от АКБ в высоковольтное и подает его на свечи для воспламенения рабочей смеси.
Вычислить объем поможет геометрия — Автоцентр.ua
Марка
Модель
Оставьте ваши контактные данные:
По телефону
На почту
Уточните удобное время для звонка:
День/дата
День/дата
Сегодня
Завтра
23
24
25
26
27
28
Часы
8
9
10
11
12
13
14
15
16
17
18
19
20
Минуты
10
20
30
40
50
Отправляя заявку я предоставляю свое согласие на сбор и обработку предоставленных мною личных персональных данных в соответствии с Законом Украины «О защите персональных данных»
Оставьте ваши контактные данные:
Уточните удобное время для звонка:
День/дата
День/дата
Сегодня
Завтра
23
24
25
26
27
28
Часы
8
9
10
11
12
13
14
15
16
17
18
19
20
Минуты
10
20
30
40
50
Прямо сейчас
Отправляя заявку я предоставляю свое согласие на сбор и обработку предоставленных мною личных персональных данных в соответствии с Законом Украины «О защите персональных данных»
Оставьте ваши контактные данные:
Выберите машину:
Марка
Сначала выберите дилера
Модель
Сначала выберите марку
Отправляя заявку я предоставляю свое согласие на сбор и обработку предоставленных мною личных персональных данных в соответствии с Законом Украины «О защите персональных данных»
Sample Text
Оставьте ваши контактные данные:
Выберите машину:
Марка
Сначала выберите дилера
Модель
Сначала выберите марку
Уточните удобное время для тест-драйва:
День/дата
День/дата
Сегодня
Завтра
23 сентября
24 сентября
25 сентября
26 сентября
27 сентября
28 сентября
29 сентября
30 сентября
01 октября
02 октября
03 октября
04 октября
05 октября
Часы
8
9
10
11
12
13
14
15
16
17
18
19
20
Минуты
00
10
20
30
40
50
Отправляя заявку я предоставляю свое согласие на сбор и обработку предоставленных мною личных персональных данных в соответствии с Законом Украины «О защите персональных данных»
X
Оберіть мовну версію сайту. За замовчуванням autocentre.ua відображається українською мовою.
Слава Україні! Героям слава!
Ви будете перенаправлені на українську версію сайту через 10 секунд
Как узнать рабочий объем двигателя в кубических сантиметрах
Содержание
Расчет рабочего объёма двигателя
Как узнать объем двигателя.
Расчет объема ДВС калькулятором
Зачем нужно проверять объем двигателя
Калькулятор расчета объёма двигателя
Способ определения рабочего объема двигателя
Зачем нужно проверять характеристику ДВС
Как выяснить основной параметр агрегата с помощью вин кода
Объем ДВС — на что он влияет?
Понятие рабочего объема цилиндра
Объем цилиндра: какую формулу использовать
Что такое рабочий объем двигателя
Общие положения
Особенности расчета
На какие характеристики влияет литраж?
Каким должен быть литраж?
Как узнать объем двигателя: определяем рабочий объем двс
Что такое объем мотора
Как делятся автомобили по классам с учетом объема двигателя
Единицы измерения: в литрах или в куб дюймах
Объем двигателя и расход топлива
Увеличение объема картера и мощность
Максимальный рабочий объем: что даст несколько куб см?
Объем цилиндров и расход масла
Почему современные обозначения моделей не привязаны к объему мотора
Увеличение рабочего объема двигателя
Онлайн-калкулятор
Видео
Расчет рабочего объёма двигателя
Рабочий объем цилиндра представляет собой объем находящийся между крайними позициями движения поршня.
Определить объем двигателя можно обычным калькулятором, зная параметры цилиндра и поршня. Но посчитать рабочий объем в см³ нашим калькулятором, в режиме онлайн, будет намного проще и быстрее, тем более, если вам расчеты нужны, дабы узнать мощность двигателя, поскольку эти показатели напрямую зависят друг от друга.
Формула расчета цилиндра известна еще со школьной программы – объем равен произведению площади основания на высоту. И для того чтобы вычислить объем двигателя автомобиля либо мотоцикла также нужно воспользоваться этими множителями. Рабочий объём любого цилиндра двигателя рассчитывается так: V=πr²h где, h — длина хода поршня мм в цилиндре от ВМТ до НМТ (Верхняя и Нижняя мёртвая точки) r — радиус поршня мм п — 3,14 не изменное число.
Как узнать объем двигателя.
Для расчета рабочего объема двигателя вам будет нужно посчитать объем одного цилиндра и затем умножить на их количество у ДВС. И того получается: Vдвиг = число Пи умножено на квадрат радиуса (диаметр поршня) умноженное на высоту хода и умноженное на кол-во цилиндров. Поскольку, как правило, параметры поршня везде указываются в миллиметрах, а объем двигателя измеряется в см. куб., то для перевода единиц измерения, результат придется разделить еще на 1000. Заметьте, что полный объем и рабочий, отличаются, так как поршень имеет выпуклости и выточки под клапана и в него также входить объем камеры сгорания. Поэтому не стоит путать эти два понятия. И чтобы рассчитать реальный (полный) объем цилиндра, нужно суммировать объем камеры и рабочий объем.
Объем двигателя внутреннего сгорания очень часто также могут называть литражом, поскольку измеряется как в кубических сантиметрах (более точное значение), так и литрах (округленное), 1000 см³ равняется 1 л
Расчет объема ДВС калькулятором
Чтобы посчитать объем интересующего вас двигателя нужно внести 3 цифры в соответствующие поля, — результат появится автоматически. Все три значения можно посмотреть в паспортных данных автомобиля или тех. характеристиках конкретной детали либо же определить, какой объем поршневой поможет штангенциркуль. Таким образом, если к примеру у вас получилось что объем равен 1598 см³, то в литрах он будет обозначен как 1,6 л, а если вышло число 2429 см³, то 2,4 литра. Также замете, что при одинаковом количестве цилиндров и рабочем объеме двигатели могут иметь разный диаметр цилиндров, ход поршней и мощность таких моторов так же будет разной. Движок с короткоходными поршнями очень прожорлив и имеет малый КПД, но достигает большой мощности на высоких оборотах. А длинноходные стоят там, где нужна тяга и экономичность. Следовательно, на вопрос «как узнать объем двигателя по лошадиным силам» можно дать твердый ответ – никак. Ведь лошадиные силы хоть и имеют связь с объемом двигателя, но вычислить его по ним не получится, поскольку формула их взаимоотношения еще включает много разных показателей. Так что определить кубические сантиметры двигателя можно исключительно по параметрам поршневой.
Зачем нужно проверять объем двигателя
Чаще всего узнают объем двигателя когда хотят увеличить степень сжатия, то есть если хотят расточить цилиндры с целью тюнинга. Поскольку чем больше степень сжатия, тем больше будет давление на поршень при сгорании смеси, а следовательно, двигатель будет более мощным. Технология изменения объема в большую сторону, дабы нарастить степень сжатия, очень выгодна — ведь порция топливной смеси такая же, а полезной работы больше. Но всему есть свой предел и чрезмерное её увеличение грозит самовоспламенением, вследствие чего происходит детонация, которая не только уменьшает мощность, но и грозит разрушением мотора.
Адрес:
ул. Бабушкина, 2А, Орехово-Зуево, Московская обл., 142601
Источник
Калькулятор расчета объёма двигателя
Объем двигателя автомобиля – величина постоянная, не изменяющаяся с годами эксплуатации. От этого значения силового агрегата главным образом зависит количество выдаваемых им лошадиных сил.
Мощность имеет ключевое значение при оформлении ежегодного страхования авто, вдобавок влияя на динамику скорости транспортного средства. Чтобы узнать искомое значение, опираются на крутящий момент, расход воздуха, скорость разгона до ста километров в час и др.
Калькулятор расчета мощности двигателя автомобиля — эффективное средство для тех, кто стремится узнать, сколько сил у мотора.
Способ определения рабочего объема двигателя
Для решения этой задачи потребуется выяснить объем одного цилиндра, умножить полученное число на количество цилиндров у ДВС. Для примерного понимания ниже указана формула расчета:
V двиг = число Пи * квадрат радиуса * высота хода * количество цилиндров.
Объем измеряется в кубических сантиметрах, тогда как характеристики — в миллиметрах. Если необходимо сделать преобразование между единицами измерения, просто поделите итоговое число на 1000.
Обращаем внимание! Полная и рабочая величины двигателя разнятся между собой в значениях, что обусловлено выточками поршней, выпуклостями.
Как узнать объем цилиндра? Для этого нужно сложить значения рабочей величины и величины камеры. Выяснить реальный показатель силового агрегата, можно при помощи калькулятора. Для этого следует знать параметры в см³, поршня и цилиндра.
Зачем нужно проверять характеристику ДВС
Желание узнать это значение, мотивируется чаще всего, стремлением увеличить степень сжатия. Данная процедура, нередко интересует любителей тюнинга автомобилей. Растачивание цилиндров, позволяет увеличить степень сжатия и давления на поршень.
Силовой агрегат выдает большее количество лошадиных сил, при аналогичном количестве потребляемой топливной смеси. Однако в стремлении добиться максимального КПД, мотор нередко не выдерживает нагрузки, выходит из строя, после оглушающего взрыва.
Как выяснить основной параметр агрегата с помощью вин кода
VIN – идентификационный номер, присваиваемый каждому ТС. Это набор уникальных букв и цифр, помогающих узнать характеристики мотора. Понадобится только посмотреть в техпаспорт ТС перед тем, как узнать искомое значение. К примеру, для стандартной четырехцилиндровой установки:
Для того чтобы указать объем двигателя в документации, чаще используют кубические сантиметры. Также показатель указывается в литрах.
Объем ДВС — на что он влияет?
Объем ДВС служит определяющим мощности силовой установки, ее рабочих параметров. Чем выше значение величины, тем больше мощи выдает мотор.
Показатель рабочего параметра, равен сумме рабочих объемов цилиндров.
Понятие рабочего объема цилиндра
Этот показатель – величина между крайними позициями поршня, находящегося в движении. Объем наполняется топливной смесью в процессе впускания горючего и движения поршня. Находясь в верхнем положении, поршень формирует свободную величину, являющуюся, по сути, камерой сгорания.
Для расчета объема цилиндра, потребуется сложить рабочий параметр и величину камер сжатия. Уровень компрессии, служит определяющим параметром для степени сжатия смеси в цилиндре. От этого показателя, зависит мощность силовой установки.
Объем цилиндра: какую формулу использовать
Для решения этой задачи может пригодиться удобный инструмент — онлайн калькулятор. Если интересует вопрос, как узнать в собственном легковом авто рабочий объем цилиндра, понадобятся некоторые его характеристики, а именно высота и радиус, деленный на диаметр.
Произвести самостоятельный расчет объема цилиндра, можно по формуле:
Если известен диаметр, то рассчитать объем цилиндра поможет формула:
Вместо радиуса указывается значение диаметра. Владея необходимыми характеристиками, вычислительные операции не покажутся сложным процессом.
Калькулятор расчета мощности двигателя автомобиля
Онлайн конвертер объема, единицы и системы измерения, конвертация величин объема
Калькулятор расчета котлована, стоимость земляных работ, расчет объема котлована разной формы
Калькулятор расчета производительности форсунок
Калькулятор расчета индекса нагрузки шин
Калькулятор эмпирического расчета периодичности замены масла по фактическому расходу топлива
Источник
Что такое рабочий объем двигателя
Рабочий объем двигателя — это один из главных технических параметров автомобиля, от которого зависит мощность, динамика и объем потребления топлива.
В среде автовладельцев сложился стереотип, что автомобили с большим объемом двигателя являются лучшим выбором. Но такое утверждение не всегда соответствует действительности.
Крупнолитражные машины отличаются большим потреблением топлива и имеют высокую себестоимость, что в итоге делает автомобиль менее доступным для рядового покупателя. Кроме того, такие авто более дорогие в обслуживании.
Общие положения
Чтобы понять, как рассматриваемый параметр может влиять на характеристики транспортного средства, важно знать устройство ДВС.
Если говорить вкратце, двигатель состоит из следующих элементов:
В задачу двигателя входит преобразование одного вида энергии в другой, а именно тепловую энергию (сжигание топливной смеси) в механическую (вращение коленвала). После подготовки горючее под давлением направляется в камеру сгорания и зажигается.
В результате создается давление, достаточное для выталкивания поршня, вращающего коленвал машины.
Особенности расчета
От объема двигателя зависит, сколько горючего можно подать в полость цилиндра. Следовательно, чем больший объем топливной смеси поступает в камеру сгорания, тем на более существенный объем энергии можно рассчитывать.
Формула расчета объема цилиндров имеет следующий вид:
Здесь π равно 3,14 (фиксированная величина), r — радиус цилиндра машины, а h — его высота. Можно проводить расчеты через диаметр, разнице нет.
Кроме того, формула для расчета объема может выражаться, как площадь поперечного сечения, умноженная на высоту в точке, когда поршень расположен в нижней мертвой позиции.
С учетом вышесказанного можно сделать следующий вывод, расчетный объем мотора — это:
Единица измерения — литры или кубические сантиметры. При этом 1000 см 3 равно одному литру.
Если объем мотора показывается в литрах, производитель округляет число до целого. Так, если параметр имеет размер 1598 куб. см, в литрах это 1,6.
На какие характеристики влияет литраж?
Как уже отмечалось, чем выше объем цилиндра, тем больше топливной смеси может в него поступить. Получается, что при сгорании горючего в цилиндре более «емкого» двигателя энергии получается больше.
Результатом является увеличение мощности силового узла и улучшение общих динамических качеств авто.
Но имеется и недостаток. Двигатели с большим рабочим объемом отличаются прожорливостью. Это легко доказать в цифрах.
Среднестатистический мотор на 1,5 литра потребляет в условиях города 9-10 л на «сотню» пути.
Для двигателей объемом 2,0 л и более этот параметр выше — 12-13 л. При движении вне населенных пунктов и по хорошей дороге разница меньше — 6-7 л и 8-9 л соответственно.
Причина повышенного потребления заключается в большем объеме горючего, которое впрыскивается в камеру сгорания в процессе работы.
Благодаря этому, машина разгоняется до нужной скорости быстрее, что уменьшает время работы мотора на неэкономичном режиме.
Привычная зависимость, что с ростом объема увеличивается мощность, характерна для легковых транспортных средств. В случае с грузовым транспортом ситуация выглядит по-другому.
Так, большой литраж не означает, что двигатель имеет запредельное число лошадиных сил. Для таких автомобилей на первом месте стоит момент вращения на всех диапазонах оборота коленчатого вала.
Например, автомобиль КАМАЗ-54115 с мотором на 1085 куб. см имеет один цилиндр с таким же литражом, как у всего двигателя малолитражного авто.
Несмотря на столь высокие показатели, мощность находится на уровне 240 лошадиных сил.
Для сравнения БМВ модели X5 имеет 3-литровый мотор, который выдает 218 «лошадей».
Но хотелось бы отметить, что на современные грузовые авто (тот же КАМАЗ) ставятся силовые агрегаты на 11.76 л мощностью до 400 «лошадок», что больше соответствует реалиям.
Каким должен быть литраж?
Производители знают об изменчивости приоритетов автовладельцев, поэтому выпускают автомобили с различными типами двигателей.
Исходя из этого, все транспортные средства делятся на следующие классы:
Рассмотренное выше разделение носит условный характер и касается в большей части бензиновых моторов.
Если на авто установлен дизельный силовой агрегат, ситуация будет иной.
Существует еще один тип градации машин — по классам:
При выборе машины стоит обращать внимание на условия эксплуатации транспортного средства. Если авто необходимо для перемещения движения по городу, лучшим вариантом будет малолитражка. Главное — наличие хорошей тяги на «холостых». При недостатке этого параметра двигатель будет тратить больший объем горючего, поэтому об обещанных 7-8 л можно не мечтать.
Стоит учесть, что при включении климат-системы потребление горючего возрастает и падает динамика авто. Если машина имеет мотор небольшой мощности, придется постоянно переводить ручку КПП на более низкую скорость.
Если авто будет использоваться для продолжительных путешествий, лучше отдать предпочтение ТС с большим рабочим объемом.
Причин здесь несколько:
Зная рассмотренные нюансы, проще определиться с подходящим объемом двигателя. Важно ориентироваться не только на цифры, но и на реальные показатели — мощность, расход топлива и динамику.
Источник
Как узнать объем двигателя: определяем рабочий объем двс
От рабочего объёма атмосферного или турбированного двигателя сильно зависит мощностная характеристика, максимальная скорость движения ТС и т.д. Более того, деление автомобилей по классам, формирование налогообложения и определение размера уплаты различных сборов также происходит с учетом типа двигателей и объемов, которые устанавливаются производителем на разные модели/виды транспортных и других средств.
Рекомендуем также прочитать статью о том, какой моторесурс имеет современный дизельный двигатель по сравнению с бензиновым. Из этой статьи вы узнаете о главных факторах и особенностях, которые влияют на срок службы до первого капитального ремонта агрегатов на бензине и дизтопливе.
Следует отметить, что многие потребители не всегда хорошо ознакомлены с тем, что же такое объем двигателя на самом деле. Далее мы намерены поговорить о том, из чего насчитывается рабочий объем ДВС, как узнать объем двигателя и т.д.
Что такое объем мотора
Тепловой двигатель внутреннего сгорания представляет собой внушительный комплекс из различных механизмов, систем и дополнительного навесного оборудования, образуя сложное инженерное решение. Общий принцип работы ДВС предполагает подачу топлива и воздуха в специальную закрытую камеру, где происходит возгорание полученной топливно-воздушной смеси.
В результате сгорания топлива высвобождается энергия, которая толкает поршень, размещенный в цилиндре двигателя. Поршень движется, КШМ преобразует возвратно-поступательное движение поршня во вращательное, что позволяет крутить коленчатый вал. Далее крутящий момент двигателя передается на трансмиссию и затем на ведущие колеса автомобиля.
Указанный процесс постоянно повторяется после запуска двигателя, то есть мотор все время работает при условии того, что осуществляется подача компонентов и происходит эффективное сгорание топливной смеси в рабочей камере. Указанная камера называется камерой сгорания. Объем камеры сгорания (он же рабочий объем) — произведение площади сечения цилиндра на длину рабочего хода поршня от НМТ в ВМТ (верхняя и нижняя мертвая точка хода поршня). Физический объем камеры сгорания является рабочим объемом двигателя на бензиновых и дизельных автомобилях, мотоциклах и других видах наземного, воздушного или водного транспорта, сельхозтехники, а также других механизмов и приспособлений с использованием ДВС.
Обратите внимание, если двигатель имеет несколько цилиндров, тогда объем камеры сгорания в каждом из них обязательно суммируется с остальными. Другими словами, рабочий объем многоцилиндрового двигателя является суммой объема камер сгорания всех цилиндров такого мотора. Суммарный объем всех цилиндров двигателя обычно выражается в литрах. Рабочий объем камеры сгорания указывается в сантиметрах кубических.
Давайте рассмотрим данное утверждение на примере широко распространенного четырехцилиндрового 2.0-литрового ДВС. Мы не будем приводить точных цифр, а просто представим, что каждая из камер сгорания имеет в рабочем объеме 498 кубических сантиметров. Так как мотор имеет 4 цилиндра, нам необходимо сложить объемы всех цилиндров. В результате получаем 1992 см³. Если говорить о ДВС, то для определения объема общепринятым стандартом стало округление до целых чисел, причем происходит это в большую сторону. Таким образом, мотор с общей суммой объемов всех камер сгорания, которая фактически равна 1992 см³, является двигателем с рабочим объемом 2 литра, то есть двухлитровым.
Как делятся автомобили по классам с учетом объема двигателя
В модельном ряду каждого производителя присутствуют продукты, которые отличаются по классам, массе, габаритным размерам и другим характеристикам. Что касается легковых авто, во время тотального доминирования атмосферных бензиновых двигателей существовало условное деление на:
Давайте взглянем, на что влияет объем двигателя. Установка того или иного мотора на конкретную модель напрямую зависит от того, какие характеристики должна демонстрировать машина (разгонная динамика, крутящий момент, максимальная скорость и т.д.). От объема двигателя показатель мощности имеет зависимость по причине того, что чем больше топлива сгорит в камере сгорания за цикл, тем больше энергии высвобождается и передается на поршень. Другими словами, чем больше камеры сгорания, тем больше топливно-воздушной смеси туда можно подать и вместить. Динамика разгона и «максималка» также зависят от мощности двигателя. Чем мощнее мотор, тем большую скорость сможет развить автомобиль. Также следует учитывать, что увеличение объема камер автоматически означает больший расход топлива.
Нужно добавить, что от объема двигателя сильно зависит и цена автомобиля. Например, для производства мощного двигателя V12 с объемом 5.5 л. требуются намного большие затраты сравнительно с изготовлением трехцилиндрового мотора с объемом 0.8 л. Параллельно с этим следует учитывать, что установка под капот мощного силового агрегата повлечет необходимость серьезной доработки трансмиссии, системы охлаждения, впуска, выпуска, тормозной системы и т. д.
Исходя из вышесказанного, небольшие бюджетные городские малолитражки зачастую оснащены ДВС с самым маленьким объемом, так как подобные двигатели просты в изготовлении, обеспечивают приемлемую динамику и отличаются небольшим расходом топлива. При этом цена на такие серийные авто остается приемлемой.
Единицы измерения: в литрах или в куб дюймах
Существуют различные меры объема. Для двигателей, обычно, применяются литры и см3 (в одном литре 1000 см3). Довольно часто в технических характеристиках машин можно встретить указание в кубических дюймах. Эта единица измерения используется британскими и американскими автопроизводителями. В одном литре около 61 in3.
Объем двигателя и расход топлива
Мотор может иметь различное количество цилиндров. Чаще всего их четыре, шесть или восемь. На более крупных автомобилях число может быть увеличено до десяти-двенадцати. Гораздо реже встречаются машины с тремя или пятью цилиндрами.
Чем больше цилиндров в моторе, тем больше его рабочий объем. Соответственно, чтобы приводить в движение поршни, требуется большее количество воздушно-топливной смеси. То есть расход топлива увеличится.
Увеличение объема картера и мощность
Конечно, на мощность существенно влияет объем двигателя. Но, на самом деле, литраж двигателя это не основной показатель, определяющий его мощность. Дело в том, что на современных автомобилях реализованы многие технологии, увеличивающие мощность. Так, инжекторный мотор будет несколько мощнее карбюраторного с такими же размерами. А все из-за того, что электроника позволяет рациональнее осуществлять впрыск.
Рекомендуем: Какие амортизаторы лучше — газовые или масляные
Турбина также позволяет увеличить мощность, не меняя рабочий объем цилиндра. Наличие этого элемента увеличивает мощность до 100 л.с. с каждого литра. Причем расход топлива остается прежним. Необходимо отметить, что установка этой детали существенно уменьшает ресурс мотора.
Кроме того, турбина не подходит для установки на внедорожниках и тяжелых авто. Причина в том, что она позволяет раскручивать мотор до больших оборотов. Соответственно, и вся прибавка мощности осуществляется на верхах. А тяжелые автомобили, напротив, требуют основное количество «лошадей» при 2000—3000 оборотах. Поэтому здесь используются только моторы большого размера (установка турбины допустима, но она не сможет показать весь свой потенциал).
Средний объем двигателя автомобиля сегодня не превышает 1,6 литра. Но благодаря использованию современных технологий, мощность агрегатов увеличивается, а расход топлива остается прежним.
Максимальный рабочий объем: что даст несколько куб см?
Многие автомобилисты, проводя модернизацию двигателя, увеличивают его объем. Сделать это действительно можно, но только в разумных пределах.
При производстве моторов, автопроизводители закладывают в него запас прочности. Это касается и картера. То есть объем двигателя в см3 можно несколько увеличить, не повлияв на ресурс. Такая процедура прибавит несколько лошадиных сил.
Для увеличения объема растачивают цилиндры, заменяют поршни и шатуны (на подходящие по диаметру). Чтобы не навредить мотору, достаточно будет сточить 1-2 мм. Если убрать больше, велика вероятность выхода агрегата из строя. Даже когда автовладельцу необходимо существенно увеличить мощность, не стоит пытаться сильно растачивать цилиндры. Лучше использовать другие методы, или вовсе выбрать двигатель автомобиля с подходящими характеристиками.
Объем цилиндров и расход масла
Моторное масло, вырабатываясь, создает пленку на стенках цилиндров. Она уменьшает трение и защищает детали от износа. Норма расхода масла для разных двигателей различна. На это влияют разнообразные факторы. Если расход смазочного материала слишком высок, имеет смысл проверить состояние поршневых колец и убедиться в том, что залитое масло имеет достаточную вязкость. Однако возможны и другие причины возникновения данной проблемы.
Существует такая процедура, как хонингование. Это заключающий этап обработки цилиндров. В данном случае, с помощью абразивного материала наносится мелкая сетка (глубиной до 0,01мм). Благодаря обработке, масло на стенках держится гораздо лучше и не стекает. Соответственно, увеличивается ресурс агрегата.
Между тем, при расточке картера, хонингованием нередко пренебрегают из-за отсутствия необходимого оборудования и навыков. Хотя данная процедура обязательна. Она всегда проводится автопроизводителями и крупными мастерскими. Если пропустить последний этап обработки, возможно увеличение расхода масла и сокращение ресурса мотора.
В современных автомобилях используются новые технологии, а значит объём двигателя – далеко не самый важный показатель, влияющий на мощность. Однако на расход топлива он влияет существенно. Кроме того, большой объем цилиндров позволяет выдавать мотору больше мощности на малых оборотах, что очень важно для внедорожников, тяжелых седанов и универсалов.
Почему современные обозначения моделей не привязаны к объему мотора
После активного внедрения на рынок турбомоторов в виде турбодизельных и турбобензиновых двигателей ситуация несколько изменилась, причем как в начальном и среднем классе, так и в премиальном сегменте. Начнем стого, что ориентиоваться по «шильдикам» на авто стало сложнее. Изначально у мнгоих автопроизводителей сложилось так, что буквенно-цифровой индекс четко соотвествовал модели и объему двигателя. Например, BMW 535 (5-я серия с объемом 3.5).
Сегодня мощная модель с атмосферным двигателем объемом 5.0 литров после установки турбины получает объем 4.4 литра, при этом все равно обозначается как и предыдущая. Данную ситуацию хорошо иллюстрирует факт, когда цифровое обозначение популярной модели Mercedes-Benz потеряло привязку к объему двигателя. Речь идет о 63-м AMG. Под капотом модели уже давно ставится не атмосферный агрегат с объемом 6,2 литра, а двигатель битурбо с рабочим объемом 5.5 литра. При этом машина все равно называется Мерседес 63 AMG.
Добавим, что сегодня можно встретить высокофорсированный двигатель с рабочим объемом всего 1л. (например, моторы линейки Ecoboost на моделях Ford), который может устанавливаться на среднеразмерный седан или хэтчбек класса «С»/«D». Дело в том, что установка турбонаддува позволила обеспечить такие характеристики, когда КПД, мощность и крутящий момент двигателя стало возможным существенно увеличить без необходимости увеличения физического объема камеры сгорания.
Другими словами, атмосферный 1.6 имеет мощность 115 л.с, в то время как 1.0-литровый Ecoboost выдает целых 125 л.с. Параллельно с этим крутящий момент турбомоторов выше и доступен с самых «низов», тогда как атмосферные двигатели нужно крутить до средних оборотов для получения приемлемой динамики.
Рекомендуем также прочитать статью о том, что такое форсированный двигатель. Из этой статьи вы узнаете о том, какими способами можно повысить мощность атмосферного или турбированного ДВС.
Увеличение рабочего объема двигателя
Физическое увеличение объема камеры сгорания является одним из способов форсирования мотора в целях повышения мощности. Начнем с того, что сильно увеличить объем не получается, так как блок цилиндров двигателя обычно рассчитан на расточку самих цилиндров строго до определенных пределов. Такие пределы предполагают 3 капитальных ремонта, во время которых изношенные цилиндры растачиваются для возвращения им правильной формы перед установкой ремонтных поршней, поршневых колец и других элементов увеличенного размера.
Поршни и другие детали двигателя, которые доступны в продаже, также встречаются исключительно в трех ремонтных размерах. По этой причине во время глубокого тюнинга двигателя автомобиля лучше сразу менять мотор, то есть устанавливать другой двигатель с изначально большим рабочим объемом, который потом можно дополнительно расточить во второй или последний ремонтный размер.
Онлайн-калкулятор
Определение объема цилиндра онлайн калькулятором – метод, пользующийся популярностью у автомобилистов. Для расчета можно воспользоваться и обычным математическим калькулятором, который позволяет определить объем цилиндра по имеющимся параметрам.
Рассчитать объем цилиндра можно через:
Но есть и более сложные калькуляторы, обладающие расширенным набором функций. Они позволяют рассчитывать не только объем мотора, но и степень сжатия. Для вычислений необходимы значения следующих параметров:
Перед тем, как посчитать объем цилиндра или всего двигателя либо вычислить уровень сжатия, следует уточнить и записать все вышеперечисленные параметры. У новичков с этим могут возникнуть сложности, поэтому придется проявить настойчивость.
Источник
Видео
Какой у вас ОБЪЕМ ДВИГАТЕЛЯ? Многие заблуждаются и не знаю какой у них объем. Как посчитать объем?
Как узнать сколько кубов двигатель на мопеде альфа дельта
Что такое объем двигателя? Лекция о том, от чего зависит и как измеряется объем двигателя мопеда
Как узнать Модель Двигателя? (Тип двигателя) 0678429595 0503749595
Урок 4 — объем, мощность, крутящий момент, расход топлива двигателя, малолитражки, крупнолитражки.
Какой объем двигателя всетаки делать на ниве
Как определить объём двигателя мопеда Альфа Дельта
СКОЛЬКО НА МИНСКЕ КУБОВ??? КАК РАССЧИТАТЬ ОБЪЕМ ДВИГАТЕЛЯ??
Что зашифровано в номере двигателя вашего мопеда Альфа или Alpha RX?
11 класс. Геометрия. Объем цилиндра. 14.04.2020
Двигатели внутреннего сгорания
Двигатели внутреннего сгорания
Классификация ДВС
По способу смесеобразования :
с внешним смесеобразованием, у которых горючая смесь приготовляется
вне цилиндров (карбюраторные и газовые)
с внутренним смесеобразованием (рабочая смесь образуется внутри
цилиндров) — дизели
По способу осуществления рабочего цикла :
четырехтактные
двухтактные
По числу цилиндров :
одноцилиндровые
двухцилиндровые
многоцилиндровые
По расположению цилиндров :
с вертикальным или наклонным расположением цилиндров в один ряд
V-образные с расположением цилиндров под углом (при расположении
цилиндров под углом 180 двигатель называется двигателем с противолежащими
цилиндрами, или оппозитным)
По способу охлаждения :
с жидкостным охлаждением
с воздушным охлаждением
По виду применяемого топлива :
бензиновые
дизельные
газовые
многотопливные
По степени сжатия :
высокого (E=12. ..18) сжатия
низкого (E=4…9) сжатия
По способу наполнения цилиндра свежим зарядом :
без наддува, у которых впуск воздуха или горючей смеси осуществляется
за счет разряжения в цилиндре при всасывающем ходе поршня
с наддувом, у которых впуск воздуха или горючей смеси в рабочий
цилиндр происходит под давлением, создаваемым компрессором, с целью
увеличения заряда и получения повышенной мощности двигателя
По частоте вращения :
тихоходные
повышенной частоты вращения
быстроходные
Основы устройства поршневого ДВС
Основными частями ДВС являются кривошипно-шатунный механизм и
газораспределительный механизм, а также системы питания, охлаждения,
зажигания и смазочная система. Кривошипно-шатунный механизм преобразует прямолинейное возвратно- поступательное движение поршня во
вращательное движение коленчатого вала.Механизм газораспределения обеспечивает своевременный впуск горючей смеси в цилиндр и удаление из него
продуктов сгорания. Система питания предназначена для приготовления и
подачи горючей смеси в цилиндр, а также для отвода продуктов сгорания.
Смазочная система служит для подачи масла к взаимодействующим деталям с
целью уменьшения силы трения и частичного их охлаждения, наряду с этим
циркуляция масла приводит к смыванию нагара и удалению продуктов
изнашивания. Система охлаждения поддерживает нормальный температурный
режим работы двигателя, обеспечивая отвод теплоты от сильно нагревающихся
при сгорании рабочей смеси деталей цилиндров поршневой группы и клапанного
механизма. Система зажигания предназначена для воспламенения рабочей
смеси в цилиндре двигателя.
Итак, четырехтактный поршневой двигатель состоит из цилиндра и картера,
который снизу закрыт поддоном. Внутри цилиндра перемещается поршень с
компрессионными (уплотнительными) кольцами, имеющий форму стакана с днищем в
верхней части. Поршень через поршневой палец и шатун связан с коленчатым
валом, который вращается в коренных подшипниках, расположенных в картере.
Коленчатый вал состоит из коренных шеек, щек и шатунной шейки. Цилиндр,
поршень, шатун и коленчатый вал составляют так называемый
кривошипно-шатунный механизм. Сверху цилиндр накрыт головкой с клапанами и,
открытие и закрытие которых строго согласовано с вращением коленчатого вала,
а следовательно, и с перемещением поршня. Перемещение поршня ограничивается
двумя крайними положениями, при которых его скорость равна нулю. Крайнее
верхнее положение поршня называется верхней мертвой точкой (ВМТ),
крайнее нижнее его положение — нижняя мертвая точка (НМТ).
Безостановочное движение поршня через мертвые точки обеспечивается маховиком, имеющим форму диска с массивным ободом. 2*S)/4*i, где i — число цилиндров. Отношение
полного объема цилиндра Va к объему камеры сгорания Vc называется степенью сжатия: E=(Vc+Vh)Vc=Va/Vc=Vh/Vc+1. Степень сжатия является
важным параметром двигателей внутреннего сгорания, т.к. сильно влияет на его
экономичность и мощность.
Принцип работы
Действие поршневого двигателя внутреннего сгорания основано на
использовании работы теплового расширения нагретых газов во время движения
поршня от ВМТ к НМТ. Нагревание газов в положении ВМТ достигается в
результате сгорания в цилиндре топлива, перемешанного с воздухом. При этом
повышается температура газов и давления. Т.к. давление под поршнем равно
атмосферному, а в цилиндре оно намного больше, то под действием разницы
давлений поршень будет перемещаться вниз, при этом газы — расширяться,
совершая полезную работу. Чтобы двигатель постоянно вырабатывал механическую
энергию, цилиндр необходимо периодически заполнять новыми порциями воздуха
через впускной клапан и топливо через форсунку или подавать через впускной
клапан смесь воздуха с топливом. Продукты сгорания топлива после их
расширения удаляются из цилиндра через впускной клапан. Эти задачи выполняют
механизм газораспределения, управляющий открытием и закрытием клапанов, и
система подачи топлива.
Рабочим циклом двигателя называется периодически повторяющийся ряд
последовательных процессов, протекающих в каждом цилиндре двигателя и
обусловливающих превращение тепловой энергии в механическую работу. Если
рабочий цикл совершается за два хода поршня, т.е. за один оборот коленчатого
вала, то такой двигатель называется двухтактным. Автомобильные двигатели
работают, как правило, по четырехтактному циклу, который совершается за два
оборота коленчатого вала или четыре хода поршня и состоит из тактов впуска,
сжатия, расширения (рабочего хода) и выпуска.
Рабочий цикл четырехтактного карбюраторного двигателя
Впуск. По мере того, как коленчатый вал двигателя делает первый
полуоборот, поршень перемещается от ВМТ к НМТ, впускной клапан открыт,
выпускной клапан закрыт. В цилиндре создается разряжение 0.07 — 0.095 МПа,
вследствие чего свежий заряд горючей смеси, состоящий из паров бензина и
воздуха, засасывается через впускной газопровод в цилиндр и, смешиваясь с
остаточными отработавшими газами, образует рабочую смесь.
Сжатие. После заполнения цилиндра горючей смесью при дальнейшем
вращении коленчатого вала (второй полуоборот) поршень перемещается от НМТ
к ВМТ при закрытых клапанах. По мере уменьшения объема температура и
давление рабочей смеси повышаются.
Расширение или рабочий ход. В конце такта сжатия рабочая смесь
воспламеняется от электрической искры и быстро сгорает, вследствие чего
температура и давление образующихся газов резко возрастает, поршень при
этом перемещается от ВМТ к НМТ.
В процессе такта расширения шарнирно связанный с поршнем шатун совершает
сложное движение и через кривошип приводит во вращение коленчатый вал. При
расширении газы совершают полезную работу, поэтому ход поршня при третьем
полуобороте коленчатого вала называют рабочим ходом.
В конце рабочего хода поршня, при нахождении его около НМТ открывается
выпускной клапан, давление в цилиндре снижается до 0.3 — 0.75 МПа, а
температура до 950 — 1200 С.
Выпуск. При четвертом полуобороте коленчатого вала поршень
перемещается от НМТ к ВМТ. При этом выпускной клапан открыт, и продукты
сгорания выталкиваются из цилиндра в атмосферу через выпускной газопровод.
Рабочий цикл четырехтактного дизеля
Впуск. При движении поршня от ВМТ к НМТ вследствие
образующегося разряжения из воздухоочистителя в полость цилиндра через
открытый впускной клапан поступает атмосферный воздух. Давление воздуха в
цилиндре составляет 0.08 — 0.095 МПа, а температура 40 — 60 С.
Сжатие. Поршень движется от НМТ к ВМТ; впускной и выпускной
клапаны закрыты, вследствие этого перемещающийся вверх поршень сжимает
поступивший воздух. Для воспламенения топлива необходимо, чтобы
температура сжатого воздуха была выше температуры самовоспламенения
топлива. При ходе поршня к ВМТ цилиндр через форсунку впрыскивается
дизельное топливо, подаваемое топливным насосом.
Расширение или рабочий ход. Впрыснутое в конце такта сжатия
топливо, перемешиваясь с нагретым воздухом, воспламеняется, и начинается
процесс сгорания, характеризующийся быстрым повышением температуры и
давления. При этом максимальное давление газов достигает 6 — 9 МПа, а
температура 1800 — 2000 С. Под действием давления газов поршень 2
перемещается от ВМТ в НМТ — происходит рабочий ход. Около НМТ давление
снижается до 0. 3 — 0.5 МПа, а температура до 700 — 900 С.
Выпуск. Поршень перемещается от НМТ в ВМТ и через открытый
выпускной клапан 6 отработавшие газы выталкиваются из цилиндра. Давление
газов снижается до 0.11 — 0.12 МПа, а температура до 500-700 С. После
окончания такта выпуска при дальнейшем вращении коленчатого вала рабочий
цикл повторяется в той же последовательности.
Принцип действия двухтактного двигателя
Двухтактные двигатели отличаются от четырехтактных тем, что у них
наполнение цилиндров горючей смесью или воздухом осуществляется в начале
хода сжатия, а очистка цилиндров от отработавших газов в конце хода
расширения, т.е. процессы выпуска и впуска происходят без самостоятельных
ходов поршня. Общий процесс для всех типов двухтактных двигателей —
продувка, т.е. процесс удаления отработавших газов из цилиндра с помощью
потока горючей смеси или воздуха. Поэтому двигатель данного вида имеет
компрессор (продувочный насос). Рассмотрим работу двухтактного
карбюраторного двигателя с кривошипно-камерной продувкой. У этого типа
двигателей отсутствуют клапаны, их роль выполняет поршень, который при своем
перемещении закрывает впускные, выпускные и продувочные окна. Через эти окна
цилиндр в определенные моменты сообщается с впускным и выпускным
трубопроводами и кривошипной камерой (картер), которая не имеет
непосредственного сообщения с атмосферой. Цилиндр в средней части имеет три
окна: впускное, выпускное и продувочное, которое сообщается клапаном с
кривошипной камерой двигателя. Рабочий цикл в двигателе осуществляется за
два такта:
Сжатие. Поршень перемещается от НМТ к ВМТ, перекрывая сначала
продувочное, а затем выпускное окно. После закрытия поршнем выпускного
окна в цилиндре начинается сжатие ранее поступившей в него горючей смеси. Одновременно в кривошипной камере вследствие ее герметичности создается
разряжение, под действием которого из карбюратора через открытое впускное
окно поступает горючая смесь в кривошипную камеру.
Рабочий ход. При положении поршня около ВМТ сжатая рабочая
смесь воспламеняется электрической искрой от свечи, в результате чего
температура и давление газов резко возрастают. Под действием теплового
расширения газов поршень перемещается к НМТ, при этом расширяющиеся газы
совершают полезную работу. Одновременно опускающийся поршень закрывает
впускное окно и сжимает находящуюся в кривошипной камере горючую смесь.
Когда поршень дойдет до выпускного окна, оно открывается и начинается
выпуск отработавших газов в атмосферу, давление в цилиндре понижается. При
дальнейшем перемещении поршень открывает продувочное окно и сжатая в
кривошипной камере горючая смесь перетекает по каналу, заполняя цилиндр и
осуществляя продувку его от остатков отработавших газов.
Рабочий цикл двухтактного дизельного двигателя отличается от рабочего
цикла двухтактного карбюраторного двигателя тем, что у дизеля в цилиндр
поступает воздух, а не горючая смесь, и в конце процесса сжатия
впрыскивается мелкораспыленное топливо. Мощность двухтактного двигателя при
одинаковых размерах цилиндра и частоте вращения вала теоретически в два раза
больше четырехтактного за счет большего числа рабочих циклов. Однако
неполное использование хода поршня для расширения, худшее освобождение
цилиндра от остаточных газов и затраты части вырабатываемой мощности на
привод продувочного компрессора приводят практически к увеличению мощности
только на 60…70%.
В качестве силовой установки на автомобилях используется двигатель внутреннего сгорания.
По виду применяемого топлива двигатели подразделяются на карбюраторные, дизельные и газовые.
Карбюраторные – это двигатели, работающие на жидком топливе (бензине), с принудительным зажиганием. Перед подачей в цилиндры двигателя, топливо перемешивается с воздухом в определенной пропорции с помощью карбюратора.
Дизельные — это двигатели, работающие на жидком топливе (дизельном топливе), с воспламенением от сжатия. Подача топлива осуществляется форсункой, а смешивание с воздухом происходит внутри цилиндра.
Газовые — это двигатели, которые работают на пропано-бутановом газе, с принудительным зажиганием. Перед подачей в цилиндры двигателя, газ смешивается с воздухом в карбюраторе. По принципу работы такие двигатели практически не отличаются от карбюраторных (бензиновых). Поэтому в объеме этой книги не имеет смысла подробно останавливаться на рассмотрении газовых установок. Однако, если вы переоборудовали свой автомобиль «на газ», то советую внимательно изучить прилагаемую к оборудованию инструкцию.
При работе двигателя внутреннего сгорания из каждых десяти литров использованного топлива, к сожалению, только около двух идет на полезную работу, а все остальные — на «согревание» окружающей среды. Коэффициент полезного действия ныне выпускаемых двигателей составляет всего около 20%. Но мир пока не придумал более совершенного устройства, которое могло бы долго и надежно работать при более высоком КПД.
Карбюраторные поршневые двигатели.
К основным механизмам и системам карбюраторного поршневого двигателя относятся:
кривошипно-шатунный механизм,
газораспределительный механизм,
система питания,
система выпуска отработавших газов,
система зажигания,
система охлаждения,
система смазки.
Рис. 6 Одноцилиндровый карбюраторный двигатель внутреннего сгорания
а) «стакан» в «стакане»; б) поперечный разрез
Для начала, давайте возьмем простейший одноцилиндровый карбюраторный двигатель (рис. 6) и разберемся с принципом его работы. Рассмотрим протекающие в нем процессы, и выясним, наконец, откуда все-таки берется тот самый крутящий момент, который в конечном итоге приходит на ведущие колеса автомобиля.
Основной частью одноцилиндрового карбюраторного двигателя (рис. 6), является цилиндр с укрепленной на нем съемной головкой. Если продолжить сравнение элементов автомобиля с предметами, всем известными в быту, то цилиндр вместе с головкой, очень похож на обыкновенный стакан, перевернутый вверх дном.
Внутри цилиндра помещен еще один «стакан», также вверх дном, это — поршень. На поршне в специальных канавках находятся поршневые кольца. Именно они скользят по зеркалу внутренней поверхности цилиндра, и они же не дают возможности газам, образующимся в процессе работы двигателя, прорваться вниз. В тоже время кольца препятствуют попаданию вверх масла, которым смазывается внутренняя поверхность цилиндра.
С помощью пальца и шатуна, поршень соединен с кривошипом коленчатого вала, который вращается в подшипниках, установленных в картере двигателя. На конце коленчатого вала крепится массивный маховик.
Через впускной клапан в цилиндр поступает горючая смесь (смесь воздуха с бензином), а через выпускной клапан выходят отработавшие газы. Клапаны открываются при набегании кулачков вращающегося распределительного вала на рычаги. При сбегании же кулачков с рычагов, клапаны надежно закрываются под воздействием мощных пружин. Распределительный вал с кулачками приводится во вращение от коленчатого вала двигателя.
В резьбовое отверстие головки цилиндра ввернута свеча зажигания, которая электрической искрой, проскакивающей между ее электродами, воспламеняет рабочую смесь (это горючая смесь перемешанная с остатками выхлопных газов, о чем более подробно рассказано ранее). Думаю, что после знакомства с основными деталями одноцилиндрового двигателя, вы уже начали догадываться о том, как он работает. Но давайте все-таки разберемся с тем, как происходит преобразование возвратно-поступательного движения поршня в цилиндре во вращательное движение коленчатого вала. Этим в двигателе занимается шатунно-поршневая группа.
Вспомните теплый летний вечер, когда вы катались на велосипеде и даже не задумывались о том, как он перемещается в пространстве. А сейчас давайте посмотрим на действия велосипедиста со стороны. Нажимая на педаль одной ногой, мы поворачиваем ось педалей на пол-оборота, затем помогает вторая нога, нажимая на вторую педаль и… колесо вращается, велосипед едет! Необходимо отметить, что работа двух ног — это пример двухцилиндрового двигателя. Чтобы не чувствовать себя обманутым, можете привязать одну ногу к педали и использовать только ее для нашего эксперимента.
При дальнейшем изучении работы ноги велосипедиста можно увидеть принцип работы шатунно-поршневой группы двигателя. Роль шатуна выполняет голень ноги, поршнем с верхней головкой шатуна является — колено, ну а нижняя головка шатуна на кривошипе – это ступня на педали. Колено велосипедиста движется только вверх — вниз (как поршень), а ступня с педалью уже по окружности (как кривошип коленчатого вала). Так это и есть преобразование возвратно-поступательного движения во вращательное. В двигателе, взаимодействие деталей шатунно-поршневой группы точно такое же, как и в рассмотренном нами примере с ногой велосипедиста.
Рис. 7 Ход поршня и объемы цилиндра двигателя
а) поршень в нижней мертвой точке
б) поршень в верхней мертвой точке,
На рисунке 7 показаны некоторые параметры цилиндра и поршня, которые используются для оценки того или иного двигателя (объемы цилиндра и ход поршня).
Крайние положения поршня, при которых он наиболее удален от оси коленчатого вала или приближен к ней, называются верхней и нижней «мертвыми» точками (ВМТ и НМТ). При езде на велосипеде колено вашей ноги, также как и поршень, периодически будет находиться в крайнем верхнем или крайнем нижнем положениях. Ходом поршня называется путь, пройденный от одной «мертвой» точки до другой — S.
Объемом камеры сгорания называется объем, расположенный над поршнем, находящимся в ВМТ — Vс.
Рабочим объемом цилиндра называется объем, освобождаемый поршнем при перемещении от ВМТ к НМТ — VР.
Полным объемом цилиндра является сумма объемов камеры сгорания и рабочего объема: Vп = VР + Vс.
Рабочий объем двигателя, это сумма рабочих объемов всех цилиндров и измеряется он в литрах. Пока мы с вами рассматриваем только одноцилиндровый двигатель, а вообще двигатели современных легковых автомобилей имеют, как правило — 4, 6, 8 и даже 12 цилиндров. Соответственно, чем больше рабочий объем — тем более мощным будет двигатель. Измеряется мощность в киловаттах или в лошадиных силах (кВт или л.с.). Например, рабочий объем двигателя ВАЗ 2105 — 1,3 литра, его мощность 46,8 кВт (63,7 л.с.). А рабочий объем двигателя ВАЗ 21083 — 1,5 литра и его мощность 51,5 кВт (70 л.с.).
Рабочий цикл четырехтактного карбюраторного двигателя.
Двигатели внутреннего сгорания отличаются друг от друга рабочим циклом, по которому они работают. Рабочий цикл — это комплекс последовательных рабочих процессов, периодически повторяющихся в каждом цилиндре при работе двигателя. Рабочий процесс, происходящий в цилиндре за один ход поршня, называется тактом.
По числу тактов, составляющих рабочий цикл, двигатели делятся на два вида:
четырехтактные — в которых рабочий цикл совершается за четыре хода поршня,
двухтактные — в которых рабочий цикл совершается за два хода поршня.
На легковых автомобилях отечественного производства применяются четырехтактные двигатели, а на мотоциклах и моторных лодках – двухтактные. О путешествиях по водным просторам поговорим как-нибудь потом, а вот с четырьмя тактами работы автомобильного двигателя разберемся сейчас.
Рабочий цикл четырехтактного карбюраторного двигателя состоит из следующих тактов:
впуск горючей смеси,
сжатие рабочей смеси,
рабочий ход,
выпуск отработавших газов.
Рис. 8 Рабочий цикл четырехтактного карбюраторного двигателя
а) впуск; б) сжатие; в) рабочий ход; г) выпуск
Первый такт – впуск горючей смеси (рис. 8а). Горючей смесью называется смесь мелко распыленного бензина с воздухом в определенной пропорции. Приготовлением смеси в двигателе занимается карбюратор, о чем мы с вами поговорим чуть позже. А пока следует знать, что соотношение бензина к воздуху 1:15 считается оптимальным для обеспечения нормального процесса горения.
При такте впуска поршень от верхней мертвой точки перемещается к нижней мертвой точке. Объем над поршнем увеличивается. Цилиндр заполняется горючей смесью через открытый впускной клапан. Иными словами, поршень всасывает горючую смесь.
Хочется посоветовать читателю, почаще включать свое воображение, сравнивая сложное с простым. Если вам удастся почувствовать, как бы ощутить на себе те процессы, которые протекают в двигателе, да и в автомобиле в целом, то многие из «секретов» машины станут для вас «открытой книгой».
Например, наверняка каждый из вас видел, как медицинская сестра, готовясь сделать укол, набирает шприцем лекарство из ампулы. За счет перемещения поршня шприца, над ним создается разряжение, которое и засасывает из ампулы то, что позже «вольется» в «мягкое место» пациента. Почти то же самое происходит и в цилиндре двигателя в процессе такта впуска.
Впуск смеси продолжается до тех пор, пока поршень не дойдет до нижней мертвой точки. За первый такт работы двигателя кривошип коленчатого вала поворачивается на пол-оборота.
В процессе заполнения цилиндра горючая смесь перемешивается с остатками отработавших газов и меняет свое название, теперь эта смесь называется – рабочая.
Второй такт — сжатие рабочей смеси (рис. 8б).
При такте сжатия поршень от нижней мертвой точки перемещается к верхней мертвой точке.
Оба клапана плотно закрыты и поэтому рабочая смесь сжимается. Из школьной физики всем известно, что при сжатии газов их температура повышается. Так и здесь. Давление в цилиндре над поршнем в конце такта сжатия достигает 9 — 10 кг/см2, а температура 300 — 400оС.
В заводской инструкции к автомобилю можно увидеть один из параметров двигателя, имеющий название – степень сжатия (например 8,5). А что это такое? Надеюсь сейчас это станет понятно.
Степень сжатия показывает во сколько раз полный объем цилиндра больше объема камеры сгорания (Vп/Vс — см. рис.7). У карбюраторных двигателей в конце такта сжатия, объем над поршнем уменьшается в 8 — 10 раз.
В процессе такта сжатия коленчатый вал двигателя поворачивается на очередные пол-оборота. А в сумме, от начала первого такта и до окончания второго, он повернется уже на один оборот.
Третий такт — рабочий ход (рис. 8в). Во время третьего такта происходит преобразование выделяемой при сгорании рабочей смеси энергии в механическую работу. Давление от расширяющихся газов передается на поршень и затем, через шатун и кривошип, на коленчатый вал. Вот откуда берется та сила, которая заставляет вращаться коленчатый вал двигателя и, в конечном итоге, ведущие колеса автомобиля.
В самом конце такта сжатия, рабочая смесь воспламеняется от электрической искры, проскакивающей между электродами свечи зажигания. В начале такта рабочего хода, сгорающая смесь начинает активно расширяться. А так как впускной и выпускной клапаны все еще закрыты, то расширяющимся газам остается только один единственный выход — давить на подвижный поршень. Поршень под действием этого давления, достигающего 40 кг/см2, начинает перемещаться к нижней мертвой точке. При этом на всю площадь поршня давит сила 2000 кг и более, которая через шатун передается на кривошип коленчатого вала, создавая крутящий момент. При такте рабочего хода, температура в цилиндре достигает 2000 градусов и выше.
Коленчатый вал при рабочем ходе поршня делает очередные пол-оборота.
Позднее мы вернемся к этим огромным цифрам, похожим на температуры в доменной печи. А пока следует отметить для себя, что процесс рабочего хода происходит за очень короткий промежуток времени, по сравнению с которым, удивленное «хлопание» ресницами ваших глаз после прочтения этого сюжета, длится целую вечность.
Четвертый такт — выпуск отработавших газов (рис.8г) При движении поршня от нижней мертвой точки к верхней мертвой точке, открывается выпускной клапан (впускной все еще закрыт) и отработавшие газы с огромной скоростью выбрасываются из цилиндра двигателя. Вот почему слышен тот сильный грохот, когда по дороге едет автомобиль без глушителя выхлопных газов, но об этом позже. А пока обратим внимание на коленчатый вал двигателя — при такте выпуска он делает еще пол-оборота. И всего, за четыре такта рабочего цикла, он сделал два полных оборота. После такта выпуска начинается новый рабочий цикл, и все повторяется: впуск – сжатие – рабочий ход – выпуск… и так далее.
А теперь, интересно, кто из вас обратил внимание на то, что полезная механическая работа совершается двигателем только в течение одного такта — рабочего хода! Остальные три такта называются подготовительными (выпуск, впуск и сжатие) и совершаются они за счет кинетической энергии маховика, вращающегося по инерции.
Маховик (рис. 9) — это массивный металлический диск, который крепится на коленчатом валу двигателя. Во время рабочего хода, поршень, через шатун и кривошип, раскручивает коленчатый вал двигателя, который и передает запас инерции маховику. Запасенная в массе маховика инерция позволяет ему, в обратном порядке, через коленчатый вал, шатун и поршень осуществлять подготовительные такты рабочего цикла двигателя. То есть, поршень движется вверх (при такте выпуска и сжатия) и вниз (при такте впуска), именно за счет отдаваемой маховиком энергии. Если же двигатель имеет несколько цилиндров, работающих в определенном порядке, то подготовительные такты в одних цилиндрах совершаются за счет энергии, развиваемой в других, ну и маховик конечно тоже помогает.
В далеком детстве у вас наверняка была игрушка, которая называлась «Волчок». Вы раскручивали его энергией своей руки (рабочий ход) и радостно наблюдали за тем, как долго он вращается. Точно также и массивный маховик двигателя — раскрутившись, он запасает энергию, но только значительно большую, чем детская игрушка, а затем эта энергия используется для перемещения поршня в подготовительных тактах.
Дизельные двигатели
Главной особенностью работы дизельного двигателя является то, что топливо подается форсункой или насос-форсункой непосредственно в цилиндр двигателя под большим давлением в конце такта сжатия. Необходимость подачи топлива под большим давлением обусловлена тем, что степень сжатия у таких двигателей в несколько раз больше, чем у карбюраторных. И так как давление и температура в цилиндре дизельного двигателя очень высоки, то происходит самовоспламенение топлива. А это означает, что искусственно поджигать смесь не надо. Поэтому у дизельных двигателей отсутствуют не только свечи, но и вся система зажигания.
Рабочий цикл четырехтактного дизельного двигателя.
Первый такт — впуск, служит для наполнения цилиндра двигателя только воздухом.
При движении поршня от верхней мертвой точки к нижней мертвой точке, происходит всасывание воздуха через открытый впускной клапан.
Второй такт — сжатие, необходим для подготовки к самовоспламенению дизельного топлива.
При своем движении к верхней мертвой точке, поршень сжимает воздух в 18 — 22 раза (у карбюраторных в 8 — 10 раз). Поэтому в конце такта сжатия, давление над поршнем достигает 40 кг/см2, а температура поднимается выше 500 градусов.
Третий такт — рабочий ход, служит для преобразования энергии сгораемого топлива в механическую работу.
В конце такта сжатия, в камеру сгорания, через форсунку под давлением подается дизельное топливо, которое самовоспламеняется за счет высокой температуры сжатого воздуха.
При сгорании дизельного топлива (взрыве), происходит его расширение и увеличение давления. При этом возникает усилие, которое перемещает поршень к нижней мертвой точке и через шатун проворачивает коленчатый вал. Во время рабочего хода давление в цилиндре достигает 100 кг/см2, а температура превышает 2000о.
Четвертый такт – выпуск отработавших газов, служит для освобождения цилиндра от отработавших газов.
Поршень от нижней мертвой точки поднимается к верхней мертвой точке и, через открытый выпускной клапан, выталкивает отработавшие газы. При своем последующем движении вниз, поршень засасывает свежую порцию воздуха, происходит такт впуска и рабочий цикл повторяется. В дизельном двигателе, нагрузки на все механизмы и детали значительно больше, чем в карбюраторном бензиновом, и это закономерно приводит к увеличению его массы, размеров и стоимости. Однако дизельный двигатель имеет и неоспоримые преимущества — меньший расход топлива, чем у его карбюраторного «брата» (приблизительно на 30%), а также отсутствие системы зажигания, что значительно уменьшает количество возможных неисправностей при эксплуатации.
Главное достоинство дизельных двигателей — это низкие затраты на топливо, поскольку моторы этого типа имеют малые удельные расходы топлива на основных эксплуатационных режимах, да и само горючее во многих странах заметно дешевле бензина.
К числу недостатков дизеля по сравнению с бензиновыми двигателями относятся: сравнительно низкие мощностные показатели, более дорогая в изготовлении и обслуживании топливная аппаратура, худшие пусковые качества, повышенный выброс некоторых токсичных компонентов с отработавшими газами, повышенный уровень шума.
Экономические и экологические показатели автомобильного дизельного двигателя в первую очередь зависят от особенностей рабочего процесса и, в частности, от типа камеры сгорания, системы впрыскивания топлива. Камеры сгорания дизельного двигателя делятся на
разделенные (вихрекамерные и форкамерные), полуразделенные и
неразделенные. Дизельные двигатели с неразделенной камерой иногда называют двигателями с непосредственным впрыском.
Разделенная вихрекамерная камера сгорания
Разделенная форкамерная камера сгорания
Полуразделенная камера сгорания
Неразделенная камера сгорания
Дизельные двигатели с разделенной камерой сгорания обычно устанавливаются на грузовики малой грузоподъемности и легковые автомобили. Это определяется необходимостью снижения уровня шума и меньшей жесткостью работы. При подходе поршня к ВМТ воздух из основного объема камеры сгорания вытесняется в дополнительный, создавая в нем интенсивную турбулизацию заряда, что способствует лучшему перемешиванию капель топлива с воздухом. Недостатком дизельных двигателей с разделенной камерой сгорания являются: некоторое увеличение расхода топлива вследствие повышения потерь в охлаждающую среду из-за увеличенной поверхности камеры сгорания, больших потерь на перетекание воздушного заряда в дополнительную камеру и горящей смеси обратно в цилиндр. Кроме того, ухудшаются пусковые качества.
Дизельные двигатели с неразделенной камерой сгорания имеют низкие расходы топлива и легче запускаются. Недостатком их является повышенная жесткость работы и соответственно — высокий уровень шума.
Для полного сгорания топлива изготовитель выбирает оптимальное соотношение между количеством сопловых отверстий у форсунки и интенсивностью вихревого движения заряда в цилиндре — так, чтобы струи топлива полностью охватили весь воздушный заряд. Чем меньше сопловых отверстий, тем более интенсивным должно быть вращательное движение заряда. У четырехтактных дизельных двигателей вращательное движение воздуха во время хода впуска обеспечивается тангенциальным расположением впускного канала, наличием ширмы у клапана, винтовым (улиткообразным) каналом перед впускным клапаном. В процессе сжатия при подходе поршня к ВМТ воздух перетекает из надпоршневого пространства в камеру сгорания в поршне, увеличивая интенсивность вращательного движения свежего заряда. Поэтому при ремонте дизельных двигателей необходимо следить, чтобы зазор между днищем поршня и головкой цилиндров соответствовал заданной инструкцией величине. При большем зазоре интенсивность турбулизации заряда будет недостаточна, при меньшем на больших нагрузках может появиться стук поршня от его ударов по головке. Во время сборки дизельного двигателя этот зазор проверяется установкой свинцовых пластинок на днище поршня и прокруткой коленчатого вала после затяжки болтов крепления головки.
Способы создания вихревого движения заряда во время впуска:
Тангенциальное расположение канала
Установка на клапане ширмы
Винтовой канал
Пуск дизельного двигателя:
У дизельных двигателей с разделенной камерой сгорания (вихрекамерные или форкамерные) пусковые качества значительно хуже, чем у дизельных двигателей с неразделенной камерой.
Для облегчения пуска дизельные двигатели с разделенной камерой оснащаются электрическими свечами накаливания, устанавливаемыми в форкамеру или вихревую камеру. Реже свечи устанавливаются в дизельных двигателей с непосредственным впрыском.
Свечи бывают открытого и закрытого типа со спиралью накаливания или нагревательным элементом. Они выпускаются теми же фирмами, что и свечи зажигания. Кожух свечи располагается в камере сгорания дизельного двигателя так, чтобы конус распыленного топлива попадал только на его раскаленный наконечник.
В период, когда токсичность отработавших газов оценивалась по выбросу СО и СН (углеводородов), в широкой прессе отмечалось, что дизели имеют из всех ДВС наиболее низкую токсичность. Однако в дальнейшем, когда товарные бензины стали выпускаться без этиловой жидкости, а бензиновые двигатели начали оснащаться трехкомпонентными каталитическими нейтрализаторами, снижающими содержание СО, СН, NОх на 90-95%, о низкой токсичности дизельных двигателей по сравнению с бензиновыми двигателями стали скромно умалчивать.
Повышенная токсичность дизелей определяется следующими факторами:
Первый из них — низкая эффективность каталитических нейтрализаторов. Это связано с тем, что степень сжатия, а следовательно, и степень расширения дизелей значительно выше, чем у бензиновых двигателей. Поэтому температура отработавших газов недостаточна для эффективной работы нейтрализаторов. В связи с этим не удается добиться снижения выброса оксидов азота, которые в несколько десятков раз более токсичны, чем СО.
Второй фактор — повышенный выброс на некоторых режимах, особенно во время прогрева, продуктов неполного сгорания с характерным неприятным запахом (акролеина, альдегидов и др.), многие из которых являются канцерогенами. Третий — частицы сажи являются носителями канцерогенов. Попадая в дыхательные пути, они вызывают раковые опухоли. Из-за того, что ни в одной из стран до сих пор нет быстродействующих газоанализаторов, нет и возможности нормировать их выброс. Поэтому законодатели используют косвенные показатели — ограничение выброса углеводородов и твердых частиц.
Основные причины повышенной токсичности и повышенного расхода топлива дизельных двигателей следующие:
— низкое качество топлива,
— нарушение работы системы топливоподачи (слишком низкий коэффициент избытка воздуха, неравномерная подача топлива по цилиндрам, смещение фаз впрыска, межцикловая неравномерность подачи топлива),
— повышенный расход масла на угар из-за износа деталей цилиндропоршневой группы,
— в двигателях с турбонаддувом — слишком низкое давление наддува.
Одна из главных характеристик дизельного топлива — это его цетановое число, показывающее способность к самовоспламенению.
Оно определяется на одноцилиндровой установке сравнением со смесью эталонного топлива, подбираемого так, чтобы период задержки воспламенения был таким же, как и у испытуемого горючего. Величина цетанового числа должна быть не менее 45. Она зависит от химического состава топлива и наличия в нем специальных присадок. Увеличение цетанового числа достигается повышением содержания в топливе парафиновых углеводородов. При этом улучшаются пусковые качества, однако при цетановом числе 50…55 ухудшается полнота сгорания.
Рабочий цикл
Двигатель
Введение
– Знаю, что бывают двухтактные и четырехтактные двигатели, но плохо представляю разницу между ними. А еще говорят – «двигатель внутреннего сгорания». Это то же самое или что-то совсем другое? Чтобы наши дальнейшие рассуждения были более понятны, давайте вначале договоримся о терминологии, хотя бы об основных понятиях. Двигатель внутреннего сгорания (ДВС) – механическое устройство, в котором химическая энергия сгорающего топлива превращается в тепловую, а затем – в механическую. Сгорание топлива происходит непосредственно внутри двигателя, в так называемой камере сгорания, образованной цилиндром и его головкой. Рабочим циклом называется совокупность рабочих процессов, последовательно происходящих в цилиндре. Таких процессов пять: впуск, сжатие, сгорание, расширение и выпуск. Поршень – деталь двигателя, воспринимающая давление газов, образовавшихся при сгорании топлива, и передающая это давление через поршневой палец и шатун на коленчатый вал. Цилиндр – деталь, внутри которой перемещается поршень. Внутренняя поверхность цилиндра является для поршня направляющей, наружная служит для отвода тепла. Верхняя мертвая точка (ВМТ) – крайнее верхнее положение поршня. Нижняя мертвая точка (НМТ) – крайнее нижнее положение поршня. Такт (или ход) – перемещение поршня из одного крайнего положения в другое. За один такт коленчатый вал поворачивается на 180° (на пол-оборота). Рабочий объем цилиндра – объем, освобождаемый поршнем при его движении от ВМТ к НМТ. Рабочий объем измеряется в кубических сантиметрах. Для одноцилиндрового двигателя рабочий объем одного цилиндра является и рабочим объемом двигателя. Для многоцилиндровых двигателей рабочий объем определяется как сумма рабочих объемов цилиндров. (Иногда рабочий объем называют литражом). В формулах рабочий объем обозначается Vh; Объем камеры сгорания – это объем над поршнем при его нахождении в ВМТ. Он обозначается Vc. Полным объемом цилиндра называется сумма рабочего объема Vh и объема камеры сгорания Vc. Степень сжатия показывает, во сколько раз уменьшается объем рабочей смеси в цилиндре при перемещении поршня из НМТ в ВМТ. Степень сжатия (E) – отношение полного объема цилиндра Va к объему камеры сгорания Vc Двухтактный двигатель – двигатель внутреннего сгорания, в котором полный рабочий цикл происходит за два такта или, что одно и то же, за один оборот коленчатого вала. Четырехтактный двигатель – то же самое, но полный рабочий цикл происходит за четыре такта, то есть за два полных оборота коленчатого вала. Понятно, что это далеко не все термины, с которыми бы будем сталкиваться в дальнейшем. И потому по мере надобности мы будем объяснять все новые и новые понятия. Пока же этого достаточно, чтобы перейти к главному: рассмотреть рабочие процессы и разобраться в устройстве двигателя.
Его рассмотрение мы начнем с четырехтактного двигателя – так легче понять процессы. Первый ход поршня вниз используется для впуска в цилиндр горючей смеси, состоящей из паров топлива и воздуха, связанных определенной пропорцией. Горючая смесь поступает через открытый впускной клапан. Это такт впуска.
Когда поршень достигает НМТ, впускной клапан закроется и поршень, двигаясь в обратном направлении, начнет сжимать смесь, совершая такт сжатия. При сжатии смесь нагревается и активно перемешивается.
Около ВМТ смесь поджигается и сгорает. При этом объем газов многократно увеличивается, возрастает давление в камере сгорания. Поршень под действием этого давления начинает двигаться вниз, происходит такт расширения – единственный полезный рабочий ход. Когда поршень находится у НМТ, открывается выпускной клапан, и отработавшие газы начинают выходить в атмосферу. Двигающийся к ВМТ поршень активно их вытесняет – происходит такт выпуска. Затем весь цикл повторяется. В рассмотренном нами рабочем цикле мы для простоты восприятия считали, что впускной клапан открывается при положении поршня в ВМТ, а выпускной открывается, когда поршень находится в НМТ. На самом деле в реальном двигателе все гораздо сложнее. Судите сами – ведь клапан не может открыться мгновенно. Для его полного открытия необходимо какое-то время, как и для закрытия. Поэтому открываться впускной клапан начинает еще до прихода поршня в ВМТ – это называется опережением впуска. Соответственно и закрывается он после прихода поршня в НМТ (запаздывание впуска). То же самое происходит с выпускным клапаном: он открывается до прихода поршня в НМТ (опережение выпуска) и закрывается после ВМТ (запаздывание выпуска). Периоды открытия клапанов – они обычно измеряются в градусах поворота коленчатого вала – называются фазами газораспределения. Пользуясь теперь этим термином, можно сказать, что открытие клапанов, с опережением и. закрытие с запаздыванием увеличивает длительность фаз (расширяет фазы). В результате улучшаются наполнение цилиндра горючей смесью и очистка его от отработавших газов, повышается мощность двигателя. Для наглядности фазы принято изображать в виде круговой диаграммы (рис. 22). Глядя на нее, Даже неподготовленный зритель увидит, что существуют периоды, когда одновременно открыты оба клапана. Эти периоды принято называть перекрытием клапанов. В это время происходят сразу два процесса: заряд цилиндра свежей смесью и очистка его от отработавших газов. С одной стороны, это плохо: часть свежего заряда буквально «вылетает в трубу». С другой стороны, при этом улучшается качество свежего заряда и, значит, горение, стало быть, повышается мощность двигателя.
Из тех же соображений повышения мощности рабочую смесь в камере сгорания и поджигать, очевидно, следует не в момент прихода поршня,в ВМТ, а гораздо раньше (ведь горение – процесс, то же требующий времени). Причем не просто «раньше», а с таким расчетом, чтобы начало рабочего хода совпало с пиком давления над поршнем. Этот момент опережения зажигания для каждого двигателя строго индивидуален. От его величины зависят легкость пуска, развиваемая мощность и топливная экономичность двигателя. – В четырехтактном двигателе все просто: открываются и закрываются клапаны, происходит впуск и выпуск смеси и газов. Но в двухтактном моторе клапанов нет, а он тоже работает. Как же так? Верно, главное отличие двухтактного двигателя как раз в том и состоит, что у него нет клапанов. Но процесс газораспределения здесь протекает по тем же законам. Только «заведует» всем этим… поршень. Другое отличие состоит в том, что рабочий процесс происходит не только над поршнем, как в четырехтактном моторе, но и под поршнем, в так называемой кривошипной камере, которая в связи с этим делается герметичной. А третье отличие – в устройстве цилиндра и головки. Если у четырехтактника цилиндр очень простой, а головка сложная (в ней, как правило, размещаются клапаны), то у двухтактного мотора наоборот: в стенках цилиндра имеются окна и каналы сложной конфигурации, а головка простая. Чем вызваны эти различия, мы поймем, когда рассмотрим, как протекает рабочий процесс в двухтактном. Итак, поршень движется вверх. Как только его верхняя кромка перекроет левый продувочный канал, соединяющий цилиндр с кривошипной камерой, в картере под поршнем начинает образовываться разрежение. Пока правый выпускной канал еще открыт, в цилиндре над поршнем идет выпуск и продувка. Но как только верхняя кромка поршня перекроет и этот канал, начнется сжатие. Продолжая двигаться вверх, поршень своей нижней кромкой откроет правый впускной канал, и в кривошипную камеру, в полость под поршнем, начнет поступать свежая горючая смесь из карбюратора. Начнется впуск. В момент, когда поршень приблизится к ВМТ на расстояние, соответствующее опережение зажигания (вы уже знаете об этом), искровой разряд подожжет сжатую в камере сгорания смесь. Образовавшиеся при этом горячие газы, стремясь расшириться, заставят поршень, по инерции прошедший ВМТ, устремиться вниз. Произойдет рабочий ход.
Диаграмма газораспределения двухтактного двигателя с золотниковым впуском: 1 – впуск в картер; 2 – сжатие в картере; 3 – продувка; 4 – выпуск; 5 – сжатие в цилиндре; 6 – рабочий ход.
Когда нижняя кромка поршня перекроет впускное окно, в кривошипной камере начнется сжатие (его называют предварительным). Давление под поршнем повысится до 1,25-1,5 см3. Когда верхняя кромка головки поршня, все еще идущего вниз, откроет выпускное окно, отработавшие газы, сохранившие достаточное давление, устремятся в выпускную систему. Начнется выпуск. К тому моменту когда давление над поршнем станет почти равным атмосферному, головка поршня откроет и левое продувочное окно. Предварительно сжатая в кривошипной камере горючая смесь через продувочный канал направится в цилиндр и заполнит его, вытесняя отработавшие газы и частично смешиваясь с ними. При этом часть свежего заряда, понятно, вылетит в выпускное окно. (Это называется «прямой выброс»). Произойдет продувка . Она закончится, когда прошедший НМТ поршень начнет двигаться вверх и перекроет продувочное окно. Выпуск же будет продолжаться до тех пор, пока и выпускное окно не будет перекрыто. Если попытаться построить уже знакомую нам диаграмму фаз газораспределения, то придется показывать одновременно два процесса: один, происходящий над поршнем, в цилиндре, и другой, протекающий под ним, в кривошипной камере. В результате получится две диаграммы, два кольца. Внутреннее обычно изображает процессы в картере, наружное – в цилиндре. Диаграммы, естественно, имеют абсолютно симметричные фазы газораспределения. – Если в двухтактном двигателе рабочий ход происходит в два раза чаще, чем в четырехтактном, то и мощность при том же рабочем объеме должна быть в два раза больше ? Или я чего-то не Понимаю ? Ну, конечно же, все должно быть именно так. Теоретически. А на практике выходит по-другому. Несмотря на все ухищрения конструкторов, цилиндры двухтактных моторов все же плохо очищаются от отработавших газов. Как следствие, в них меньше попадает свежей смеси – значит, и процесс горения идет хуже. К тому же часть свежей смеси успевает выскочить в выпускное окно, вовсе не поработав (помните «прямой выброс»?). А одно только это обстоятельство увеличивает расход топлива на 20-30%. А есть еще «обратный выброс», в карбюратор! На мотоциклах 50-60-х годов, имевших простые сетчатые воздушные фильтры, потери от обратного выброса составляли тоже ощутимую величину – до 25%. .. Словом, не получается двойного выигрыша в мощности, сколько ни старайся. Да еще и по токсичности «двухтактник» явно «грязнее» своего четырехтактного соперника. Тут бы мог прозвучать следующий вопрос: «А зачем же тогда..?» Его в моей почте нет, но он подразумевается с тех самых пор, как шотландский инженер Дугалд Клерк в 1877 году создал двухтактный двигатель такой противоречивый, имеющий множество пороков – и вот уже больше века не сдающийся. А потому ответим. Затем, что двухтактник гораздо проще по устройству. Проще в изготовлении. Надежнее. Проще в эксплуатации. И дешевле. Согласитесь – не так уж мало. А если еще принять во внимание, что двухтактные двигатели тоже непрерывно совершенствуются (по последним сведениям, австралийской кампанией «Orbital» разработан новый принцип продувки двухтактного двигателя, который выводит этот мотор по топливной экономичности и мощности на один уровень с лучшими четырехтактными образцами), то спор между разными моторами, длящийся уже не одно десятилетие, может никогда не закончиться.
Что такое рабочий объем двигателя? | YourMechanic Advice
Что такое рабочий объем двигателя? | Совет вашего механика
Задайте вопрос, получите ответ как можно скорее!
☰
×
ЗАПРОСИТЬ ЦЕНУ
Сэкономьте на ремонте автомобилей
Получить предложение
Рабочий объем двигателя — это общий рабочий объем поршней внутри цилиндров двигателя. Он рассчитывается исходя из диаметра цилиндров (диаметр цилиндров), хода поршня (расстояние, которое проходит поршень) и количества цилиндров. Объем двигателя является важным фактором, так как он оказывает прямое влияние на выходную мощность двигателя, эффективность использования топлива и, в некоторых странах, на налогообложение транспортного средства.
Поршни внутри двигателя совершают возвратно-поступательные движения, т. е. вверх и вниз внутри цилиндра при вращении коленчатого вала. Объем внутри одного цилиндра изменяется по мере того, как поршень проходит цикл сгорания. Одновременно другие цилиндры изменяют объем по мере того, как их поршни проходят другие фазы цикла сгорания. Таким образом, хотя объем отдельных цилиндров изменяется при их возвратно-поступательном движении, общий объем двигателя остается постоянным.
Как рассчитывается объем двигателя
Уравнение для расчета рабочего объема: Объем двигателя = π/4 * диаметр цилиндра² * ход поршня * количество цилиндров. Рабочий объем обычно измеряется в литрах (L), кубических сантиметрах (CC) или кубических дюймах (CI).
Почему объем двигателя имеет значение
Объем двигателя является определяющим фактором мощности и крутящего момента двигателя, а также количества потребляемого им топлива. Вообще говоря, чем больше рабочий объем двигателя, тем больше мощности он может создать, а чем меньше рабочий объем, тем меньше топлива он может потреблять. Это связано с тем, что рабочий объем напрямую влияет на то, сколько топлива должно быть втянуто в цилиндр для создания мощности и поддержания работы двигателя. Двигатель с большим рабочим объемом всасывает больше воздушно-топливной смеси за один оборот; поэтому расходуется больше топлива. На мощность или эффективность двигателя влияют и другие факторы, такие как подача топлива, системы зажигания, расположение клапанного механизма и принудительная индукция, но, говоря простым языком, двигатель большего размера будет более мощным, а двигатель меньшего размера будет более эффективным.
В некоторых странах транспортные средства облагаются налогом в зависимости от объема двигателя. В Соединенных Штатах это не так, однако, вообще говоря, двигатели с большим рабочим объемом более дороги, поскольку их разработка и производство требуют больше ресурсов и труда.
На современном автомобильном рынке представлен огромный выбор двигателей: от двухлитровых четырехцилиндровых двигателей с низким расходом топлива до мощных двигателей V8 и V12 рабочим объемом более шести литров. Какое перемещение подходит именно вам, зависит от ваших приоритетов. Если вы ищете простой пригородный автомобиль, двигатель с малым рабочим объемом может обеспечить большую экономию топлива (также имейте в виду, что двигатели с малым рабочим объемом обычно имеют меньше цилиндров, а это означает, что в случае возникновения проблемы требуется заменить меньше деталей). Если вам нужна скорость, двигатель с большим рабочим объемом, вероятно, создаст достаточную мощность, чтобы удовлетворить вас (хотя с принудительной индукцией автопроизводители могут выжать дополнительную мощность из двигателей меньшего размера). В конечном счете, лучше всего пройти тест-драйв, когда вы заинтересованы в новой машине, чтобы вы могли хорошо почувствовать, как она ведет себя на дороге. Перемещение — далеко не единственное, что нужно учитывать.
двигатели
Производительность
Рабочий объем
Бензиновый двигатель
Заявления, приведенные выше, предназначены только для информационных целей и требуют независимой проверки. Пожалуйста, смотрите наш условия обслуживания для более подробной информации
Отличные оценки авторемонта.
4.2 Средняя оценка
Часы работы
7:00–21:00
7 дней в неделю
Номер телефона
1 (855) 347-2779
Часы работы телефона
Пн — Пт / 6:00 — 17:00 PST
Сб — Вс / 7:00 — 16:00 PST
Адрес
Мы приедем к вам без дополнительной оплаты
Гарантия
Гарантия 12 месяцев/12 000 миль
Наши сертифицированные выездные механики выполняют более 600 услуг, включая диагностику, тормоза, замену масла, плановые ТО, и приедут к вам со всеми необходимыми запчастями и инструментами.
Получите честное и прозрачное предложение прямо перед бронированием.
Механик со стажем?
Зарабатывайте до
$70/час
Подать заявку
Нужна помощь с вашим автомобилем?
Наши сертифицированные мобильные механики выезжают на дом в более чем 2000 городов США. Быстрые, бесплатные онлайн-расценки на ремонт вашего автомобиля.
ПОЛУЧИТЬ ЦЕНУ
ПОЛУЧИТЬ ЦЕНУ
Статьи по Теме
Каков срок службы датчика положения коленчатого вала?
Датчик положения коленчатого вала контролирует скорость вращения и положение коленчатого вала в двигателе. Он передает эту информацию в систему управления двигателем для контроля опережения зажигания. Датчик положения коленчатого вала используется с…
Как подготовить машину к лету?
Лето Летняя жара, пыль и пробки сказываются на вашем автомобиле. Следуйте этим советам, чтобы обеспечить оптимальное состояние вашего автомобиля: Кондиционер: проверьте ваш кондиционер (https://www.yourmechanic.com/services/heating-ac-inspection) квалифицированным специалистом. Новые модели имеют кабину…
Как определить степень сжатия
Независимо от того, строите ли вы новый двигатель и вам нужен показатель, или вам интересно узнать, насколько эффективно ваш автомобиль использует топливо, вы должны быть в состоянии для расчета степени сжатия двигателя. Необходимо несколько уравнений…
Похожие вопросы
течь масла после устранения
Здравствуйте. Первым шагом было бы вернуть его дилеру, где ваш автомобиль был отремонтирован еще раз, и попросить его осмотреть его, чтобы увидеть, нет ли где-нибудь новой утечки. Есть несколько компонентов, которые могут быть…
Проблемы с ускорением
Здравствуйте. Такое впечатление, что у тебя сцепление изношено и плохо работает. Сцепление — это то, что позволяет вашей трансмиссии переключаться на передачу, а также позволяет трансмиссии передавать мощность на колеса во время движения. Много…
Сжигание масла 1 1/2 литра каждые 200 миль
Здравствуйте, спасибо, что спросили о вашем пикапе Isuzu 1994 года. Для вашего автомобиля минимальная компрессия составляет 114 фунтов на квадратный дюйм, и все цилиндры должны показывать в пределах 70% друг от друга. Так что, судя по вашим результатам, сжатие хорошее. Я думаю…
Просмотрите другой контент
Техническое обслуживание
Услуги
Смета
Наша команда обслуживания доступна 7 дней в неделю, с понедельника по пятницу с 6:00 до 17:00 по тихоокеанскому времени, с субботы по воскресенье с 7:00 до 16:00 по тихоокеанскому стандартному времени.
Литры, кубические сантиметры и — мой любимый — кубические дюймы — все эти термины вы услышите, когда люди будут говорить о двигателях. Хотя все эти термины основаны на разных шагах измерения, все они используются для описания одной вещи: рабочего объема двигателя.
Объем двигателя имеет большое значение в автомобильной и спортивной промышленности. Это не только дает нам представление о том, на какую мощность способен двигатель, но и лучше всего повышает самооценку. Давайте смотреть правде в глаза. Больше всегда лучше, верно? Может быть. Возможно, нет. Это зависит. Глупые турбокомпрессоры.
The Drive и его партнеры могут получать комиссию, если вы покупаете продукт по одной из наших ссылок. Подробнее. , Hank O’Hop
Дело в том, что рабочий объем двигателя — это просто измерение, которое в конечном счете мало что может сказать об истинной производительности. Понимание того, как это работает и почему это все еще важно, — это другое дело. На корпусе модели Drive представлены любители двигателей, которые помогут вам понять, как работает рабочий объем двигателя и как он влияет на производительность.
Что такое рабочий объем двигателя?
Двигатель по существу представляет собой воздушный насос. Конструкция основана на способности вытеснять определенное количество воздуха, чтобы соединить его с топливом, зажечь и произвести энергию, но, тем не менее, это движущийся воздух. Такие термины, как 250 кубических сантиметров (кубических сантиметров), 5,7 литра или 426 кубических дюймов, описывают, сколько воздуха способен вытеснить двигатель. Это просто разные способы описания одного и того же: смещения.
Если вы знакомы с циклами двигателя, то знаете, что двигатели вытесняют воздух с помощью поршня, приводимого в движение коленчатым валом. Он всасывает воздух на такте впуска и выталкивает его на такте выпуска. Площадь поршней, расстояние, которое они перемещают в цилиндре, и количество цилиндров — все это говорит нам о том, сколько воздуха способен вытеснить двигатель.
Готовы к математике? Я знаю, знаю, извините, но чтобы найти рабочий объем любого двигателя, вы можете использовать следующую формулу:
π x (радиус)2 x ход x количество цилиндров
Возьмем Chevrolet 350 V- 8, например. Этот двигатель имеет в общей сложности восемь цилиндров, каждый с диаметром цилиндра 4 дюйма и ходом поршня 3,48 дюйма. Итак, когда мы подставляем это в нашу формулу смещения, она должна выглядеть так:
π x (2)2 x 3,48 x 8 = 349,85.
Эти 349,85 округляются, чтобы получить рабочий объем 350 кубических дюймов, который можно преобразовать в 5,7 литра или 5700 куб. см.
Номер 383, выбитый на блоке Chrysler, говорит нам о том, что это двигатель объемом 383 кубических дюйма. Этот двигатель не следует путать с Chevy 383, о котором мы поговорим позже. , Хэнк О’Хоп
Действительно ли нет замены перемещению?
Увеличение рабочего объема двигателя — отличный способ улучшить потенциал мощности. Если двигатель может перемещать больше воздуха, он может сжигать больше топлива и производить больше энергии. Как бы прекрасно это ни звучало, полагаться исключительно на размер двигателя можно свести на нет ваши усилия. Оглядываясь на историю, мы можем видеть, насколько это верно.
Возьмем, к примеру, Fiat S76. Этот автомобиль, получивший название «Туринское чудовище», оснащен колоссальным 28,4-литровым двигателем, который потряс мир, когда он впервые появился на сцене в 1910 году. Хотя я испытываю только уважение к следу, который он оставил в истории, нет никаких сомнений в том, что примерно 300 мощность, которую он производил, не что иное, как разочарование по сегодняшним меркам. Черт возьми, Kia Stinger 2021 года может развивать мощность 300 лошадиных сил с 2,5-литровым двигателем.
Чтобы проиллюстрировать это, мы взглянем на любимца Америки, Chevy 350 V-8. В 1970, в разгар войн за лошадиные силы этот двигатель выкачивал 300 лошадиных сил. Перенесемся в середину 1980-х, когда главным приоритетом были нормы выбросов и стандарты топливной экономичности, это поколение Chevy 350 требовало от людей тяжелой работы только для того, чтобы выдать жалкие 175 лошадиных сил.
Как такое могло случиться? Что ж, не для того, чтобы сбить с толку инженеров, пытающихся спасти планету, но распредвалы и головки блока цилиндров, которые они использовали, перекрыли силовой потенциал некогда могучих платформ. Коэффициенты сжатия также обычно были ниже, что является еще одним серьезным нарушением дефицита мощности.
В конечном счете, нужно учитывать больше, чем просто количество воздуха, которое потенциально может проходить через двигатель. То, что двигатель может перемещать тонну воздуха, не означает, что так оно и будет. Это также не означает, что достигается эффективное горение, чтобы протолкнуть поршни через отверстия с какой-либо силой позади них. Надлежащий распределительный вал, конструкция головки блока цилиндров и степень сжатия — это всего лишь несколько моментов, которые необходимы двигателю для достижения максимального рабочего объема.
Как увеличить рабочий объем двигателя?
Несмотря на то, что существует длинный список ошибок, связанных с большим рабочим объемом, нельзя отрицать, что возможность перемещать больше воздуха и топлива означает, что вы можете увеличить мощность. Вот почему многие люди делают модификации, которые эффективно увеличивают рабочий объем двигателя.
Расточение цилиндров и увеличение хода двигателя — два основных метода достижения большего рабочего объема. Растачивание двигателя предполагает использование специального оборудования для расширения отверстий. Хотя это увеличивает размер отверстий, это оказывает минимальное влияние на рабочий объем в целом. Например, вы можете расточить цилиндры Chevy на 350 0,030 дюйма, что увеличивает размер отверстия до 4,030 и общий рабочий объем двигателя 355 кубических дюймов. Эти пять дополнительных кубических дюймов — это больше пространства для работы, но это не окажет существенного влияния на выходную мощность.
С другой стороны, увеличение количества ударов оказывает более сильное влияние. Скажем, вы берете тот же Chevy 350, но переходите на более длинный ход поршня, 3,75 дюйма, вместо того, чтобы расширять отверстие. Эта комбинация дает вам общий рабочий объем 377 кубических дюймов. И если вы соедините оба мода вместе, вы получите 383 кубических дюйма, о которых все бредили с незапамятных времен. ( Ред. Примечание: они великолепны, и вам следует построить один или покататься на нем, если это возможно. )
Многие двигатели могут быть соединены со строковыми комплектами, но это немного больше, чем просто добавление больших поршней и коленчатый вал. То, как увеличение хода влияет на положение поршня, достаточно ли зазора для более крупных деталей, и может ли приложение даже принять их, — это все, о чем также следует беспокоиться. Короче говоря, много домашней работы уходит на увеличение объема двигателя без готовых комплектов.
Моя забытая коллекция головок цилиндров. Все от разных двигателей разных эпох. Важно знать, какие из них стоит оставить, чтобы не попасть в такой беспорядок. , Хэнк О’Хоп
Что еще я могу сделать, чтобы увеличить мощность?
Мы упоминали, что улучшенные головки и распредвал, а также повышение степени сжатия — это некоторые способы повышения мощности двигателя. Это верно по большей части. Однако это не означает, что они являются правильными модификациями для вашей цели и приложения, с которым вам приходится работать.
Наличие цели абсолютно необходимо. Когда вы ставите перед собой цель, вы ставите себя в тупик, чтобы погрузиться в нее и выяснить, что мешает ей достичь той силы, которой вы хотите. Это может привести к тому, что вы замените кулачки, поработаете с головкой блока цилиндров и столкнетесь с паршивой степенью сжатия, но в конечном итоге это зависит от вашей ситуации.
А как насчет сумматоров мощности? Мы, конечно, не можем не учитывать нагнетатели и турбокомпрессоры. Любая из этих модификаций обеспечивает работу двигателя с максимальной объемной эффективностью. Другими словами, они следят за тем, чтобы двигатель объемом 350 кубических дюймов вытеснял 350 кубических дюймов воздуха или более, не принимая во внимание факторы окружающей среды, которые мешают этому. Хотите верьте, хотите нет, но просто убедиться, что двигатель работает на 100 процентов VE, будет иметь большое значение, поэтому многие предпочитают наддув.
Условия перемещения, которые вы должны знать
Образование — это всегда хорошо. Вот несколько терминов, которые вы должны знать о рабочем объеме двигателя.
Диаметр цилиндра
Диаметр цилиндра двигателя. При расчете рабочего объема двигателя важно отметить, что вы ищете площадь отверстия, а не только диаметр.
Ход
Ход относится к расстоянию, которое проходит поршень в цилиндре, и его не следует путать с ходом, используемым для описания фазы цикла двигателя. Если ход двигателя составляет 3,48 дюйма, это означает, что поршень перемещается вниз или вверх в общей сложности на 3,48 дюйма на каждой фазе.
Поршень
Цилиндрический компонент, перемещающийся вверх и вниз в цилиндре двигателя. Как бы просто это ни казалось, поршень отвечает за несколько функций. В случае двигателя внутреннего сгорания поршень создает вакуум для всасывания воздуха, сжимает смесь, передает энергию, созданную при воспламенении, на коленчатый вал и выдавливает выхлопные газы.
Коленчатый вал
Вал со смещенными шейками, которые используются для помощи поршню в его циклах. Шейки коленчатого вала смещены от его центральной линии для создания возвратно-поступательного движения поршня в отверстии.
Соединительный Шток
Механическая связь между коленчатым валом и поршнями.
Часто задаваемые вопросы о рабочем объеме двигателя
У вас есть вопросы. У Диска есть ответы.
В: Как объем двигателя влияет на производительность?
A: Объем двигателя означает, что двигатель может перемещать больше воздуха и топлива, что дает ему потенциал для увеличения мощности. Увеличит ли он мощность или нет, зависит от комбинации внутренних деталей и размера двигателя.
В: Что лучше, короткий или длинный ход?
A: Это зависит от того, чего вы пытаетесь достичь. Более длинный ход обычно создает пиковый крутящий момент намного раньше, в то время как двигатели с более коротким ходом могут набирать обороты выше и быстрее. Кроме того, поскольку более длинный ход приводит к большему смещению, вы можете подумать, что это дает большую мощность. Тем не менее, более короткий ход может быть гораздо более выгодным в сочетании с большими поршнями и лучшими клапанами при погоне за пиковой мощностью.
В: Как рассчитывается степень сжатия?
A: Степень сжатия относится к объему камеры сгорания с поршнем в верхней мертвой точке по отношению к поршню в нижней мертвой точке. В отличие от смещения, вычисление степени сжатия может быть сложной задачей. Конечно, необходимо учитывать тарелку или купол поршня, объем камеры сгорания и объем камеры. Вы также не можете исключить высоту блока цилиндров, длину штока, положение верхнего кольца, зазор между поршнем и блоком или даже размеры прокладки головки.
В: Как узнать размер отверстия?
A: Быстрый поиск в Интернете должен дать вам примерное представление. Но вы также должны посмотреть на номера литья блока на наличие признаков чрезмерного отверстия, что часто встречается на старых двигателях. Чтобы быть абсолютно уверенным, лучше всего разобрать двигатель и провести измерение с помощью телескопического нутромера.
В: Какой рабочий объем чаще всего используется в автомобилях?
A: В наши дни средний рабочий объем автомобильных двигателей составляет 2,0 литра. Звучит мало, но не обманывайтесь. Современные двигатели максимизируют эффективность и производят больше мощности, чем большинство вчерашних заводских V-8.
Видео
Вы почти у цели. Даже если вы, возможно, боролись за то, чтобы держать эти глаза открытыми, вы, вероятно, лучше представляете, как работает рабочий объем двигателя. Мы знаем, что письменное слово не для всех, поэтому мы включили это короткое видео от Mercury Marine, чтобы резюмировать все, что мы обсуждали.
Давайте поговорим: комментарий ниже, чтобы поговорить с гидами и редакторами Gear!
Мы здесь, чтобы быть экспертами во всем, что связано с инструкциями. Используйте нас, хвалите нас, кричите на нас. Комментарий ниже, и давайте поговорим! Вы также можете кричать на нас в Twitter или Instagram, вот наши профили. Есть вопрос? Есть профессиональный совет? Отправьте нам сообщение: [email protected].
Джонатон Кляйн: Твиттер | Инстаграм
Тони Маркович: Твиттер | Инстаграм
Крис Тиг: Twitter | Инстаграм
Хэнк О’Хоп: Твиттер | Инстаграм
Рабочий объем двигателя, диаметр цилиндра и ход поршня и мотоциклетные двигатели
Часто при поиске спецификаций мотоцикла вы видите рабочий объем двигателя вместе с диаметром цилиндра и ходом поршня.
«Что это за мистические фигуры?» Раньше я думал. «Почему меня должны волновать размеры салона мотоцикла? Все меня волнует ее водоизмещение, детка!»
Реальность такова, что диаметр цилиндра и ход поршня упоминаются не просто так — чтобы помочь вам понять , как двигатель мотоцикла получает такой рабочий объем, и сравнить эти цифры с другими мотоциклами того же класса (или даже серии, поскольку производитель разрабатывает двигатель).
Кроме того, иногда я встречаю такие термины, как «неквадратный» или «длинный ход». Площадь?? Я думал поршни круглые? Все это немного сбивает с толку непосвященных (включая меня в целом в жизни), поэтому я составляю простое руководство, объясняющее то, что я узнал.
Эти рекомендации одинаково применимы как для автомобилей, так и для мотоциклов. Но, учитывая, что этот веб-сайт посвящен только мотоциклам, примеры, которые я здесь использую, относятся к мотоциклам. (Иногда я езжу на машине, если у меня много вещей, есть пассажир или просто слишком холодно и мокро. Но я никогда в этом не признаюсь!)
Вот все статьи по математике (и физике) для мотоциклы и транспортные средства в целом:
Сокращения для преобразования британских и метрических единиц
Диаметр цилиндра, ход поршня и объем двигателя
Объяснение мощности, крутящего момента, максимальной скорости и тяги
Мотоциклетная передача, скорость и частота вращения двигателя
Двигатель Triumph Rocket 3 — массивный 3-цилиндровый двигатель с рабочим объемом 2458 куб. Но НЕ самые большие поршни на мотоцикле.
Вы одержимы мотоциклами?
Ну, я. Вот почему я создал этот сайт — как отдушину. Я люблю учиться и делиться тем, что может быть полезно другим. Если вам нравится то, что вы здесь читаете, и вы настолько же одержимы, как и я, вам может быть интересно узнать, когда я публиковал больше. (Проверьте последнюю версию, чтобы понять, что вы увидите.)
Расчет рабочего объема двигателя мотоцикла по диаметру цилиндра и ходу — в двух словах
Начнем с взаимосвязи между диаметром цилиндра и ходом поршня и рабочим объемом двигателя. Время математики!
Вы помните, как вычислить объем цилиндра? Он равен площади поверхности поперечного сечения цилиндра, умноженной на его длину . Используйте эту формулу с отверстием и ходом, и вы получите рабочий объем.
Ручной расчет объема двигателя по диаметру цилиндра и ходу поршня
Вкратце, формула для расчета объема двигателя мотоцикла (такая же, как и для других двигателей):
π x Радиус цилиндра 2 x длина хода x количество поршней
Далее упрощенно, рабочий объем в кубических сантиметрах (см3) от отверстия и ход поршня, которые обычно указываются в мм, составляет
2 2 2 х ход х цилиндры х 0,0007854
Я использую эту упрощенную формулу для расчета рабочего объема двигателя — я проверил на ряде примеров, и она достаточно точна.
Математика расчета объема двигателя мотоцикла
Рассмотрим подробнее первую формулу.
отверстие цилиндра — это его диаметр. Таким образом, цилиндр с диаметром отверстия 100 мм имеет ширину 100 мм. Радиус равен половине этого отверстия.
Ход цилиндра — это расстояние, которое поршень проходит сверху вниз.
Количество цилиндров зависит от архитектуры. В рядном четырехцилиндровом двигателе их четыре, в V-образном двигателе — два и т. д.
Рабочий объем одного цилиндра равен его объему. Возвращаясь к школьной математике, формула объема цилиндра: V=πr 2 h .
Для двигателя это означает объем = π x квадрат радиуса (половина диаметра отверстия) x ход поршня.
Умножьте это на количество цилиндров, и вы получите общий объем двигателя.
Вторая формула представляет собой упрощение, объединяющее все константы в формуле (необходимо перевести диаметр отверстия в мм в радиус в см, а длину хода в см, объединив их с пи ).
Странное, но важное предостережение: некоторые очень редкие мотоциклы не имеют круглых цилиндров. Например, Хонда NR750. Если у вас есть один из них, то, во-первых, можно с вами познакомиться? Я имею в виду, что мне просто интересен твой мотоцикл, но мы также можем пообщаться. Во-вторых, для вашего мотоцикла с овальными поршнями не только сложно найти запчасти, но и сложнее рассчитать рабочий объем — вы не можете использовать приведенные выше формулы.
Примеры расчета объема двигателя
92 х 67,5 х 2 х 0,0007854 = 937 см3 .
Конечно, пиковая мощность имеет гораздо большее значение, чем диаметр цилиндра и ход поршня (и рабочий объем двигателя). Но, как видите, двигатели с одинаковым рабочим объемом могут иметь совершенно разные характеристики.
Некоторые термины по объему двигателя мотоцикла
Несколько слов о характеристиках двигателя, и я подумал, что мне следует подробно остановиться на том, что они означают.
Многие из них конкретно касаются того, как диаметр цилиндра и ход поршня влияют на характеристики мотоцикла, и относятся к «коэффициенту хода», который представляет собой отношение диаметра цилиндра к ходу (или наоборот).
Over-quad : означает, что «отверстие [намного] шире, чем длина хода».
Этот термин вводит в заблуждение, потому что цилиндр не квадратный, а круглый! (Ну, в основном. Иногда в них есть какая-то овальность.) В любом случае, «квадратный» означает, что диаметр цилиндра и ход поршня одинаковы в миллиметрах. «Oversquare»
Квадратный двигатель обычно имеет более легкие поршни и, таким образом, может (с некоторыми другими изменениями, например, клапанов) быть спроектирован таким образом, чтобы легче набирать обороты и достигать более высоких пиковых оборотов.
Квадратный цилиндр иногда также называют короткоходным двигателем. Термин «короткоходный» используется для описания двигателя с коротким ходом поршня. Они обычно встречаются в спортбайках с высокими ограничениями по оборотам.
Длинноходный двигатель : Длинноходный двигатель не обязательно является противоположностью «квадратного», просто его ход на длиннее, чем у других сопоставимых двигателей. Но часто бывает наоборот.
Например, двигатель K5 GSX-R1000, блок которого до сих пор используется в современных Suzuki GSX-S1000 и Katana, является «длинноходным» двигателем по сравнению с двигателем с немного более коротким ходом (более квадратным) К9GSX-R1000.
Длинноходный двигатель, как правило, легче настроить на низкий крутящий момент за счет менее экстремальной высокой мощности, поскольку он не так легко набирает обороты.
Двигатели с длинным ходом иногда называют «подквадратными».
Строкер: Двигатель, который был модифицирован, чтобы иметь более длинный ход, что увеличило его рабочий объем.
Распространенной модификацией для увеличения рабочего объема двигателя является установка «ходового» кривошипа, который предназначен для уменьшения увеличения хода поршня, тем самым увеличивая общий рабочий объем.
Вы также можете расточить цилиндры двигателя, чтобы увеличить рабочий объем. Но чаще это делают производители между поколениями одного и того же базового мотоцикла.
Диаметр цилиндра и ход поршня, объем двигателя, крутящий момент и мощность — как они соотносятся?
Старая пословица гласит, что «нет замены смещению». Но есть ли? Мотоциклы с самым большим объемом двигателя не всегда обладают наибольшей мощностью. Итак, что еще нам нужно знать?
Примеры лучше всего подходят для этого. Давайте посмотрим на несколько разных мотоциклов с одинаковым (или похожим) объемом двигателя и сравним их характеристики мощности и крутящего момента.
Characteristic
Yamaha Stryker
BMW R 1250 GS
Suzuki GSX-1300R Hayabusa
Honda ST1300
Displacement
1304 cc
1254cc
1340 cc
1261 cc
Задушки и ход
100 x 83 мм
102,5 x 76 мм
81 x 65 мм
78 x 66 мм
# Pistons
9018
# Pistons
9018
# Pistons
# Pistons
#
#
#0015
2
4
4
Пик мощность
~ 60 кВт (80 л. с.) при 3000 об / мин.
91 кВт (125 л.с.) при 8000 об/мин
Пиковый крутящий момент
(81 фунт-фут) при 4000 об/мин
143 нМ (105 фунт-фут) при 6250 об/мин 14518
) при 7200 об/мин
125 Нм (92 фунт-фута) при 6000 об/мин
Диаметр цилиндра и ход поршня, объем двигателя и характеристики двигателя
* оценка основана на пробегах на динамометрическом стенде, плюс-минус 10%
Итак, четыре мотоцикла, все с рабочим объемом 1250-1350 куб. см, все с сильно различающимися показателями мощности и крутящего момента. Очевидный вывод: есть много других вещей, помимо смещения, которые влияют на мощность. Вот некоторые из них: диаметр цилиндра и ход поршня, степень сжатия, синхронизация распределительного вала и компоненты, которые помогают двигателю набирать обороты быстрее и выше.
Выше я вкратце упомянул, что двигатель с более коротким ходом можно увеличить обороты, тем самым производя больше мощности.
И наоборот, говорят, что двигатели с более длинным ходом поршня можно настроить для увеличения крутящего момента. Но почему это так?
Во-первых, важно понимать взаимосвязь между крутящим моментом, скоростью и мощностью. В двух словах, мощность = скорость x крутящий момент x (постоянная) . Это линейная зависимость.
Таким образом, если вы поддерживаете постоянный крутящий момент, но увеличиваете число оборотов, вы получаете пропорционально большую мощность. И даже если крутящий момент немного упадет, если скорость сильно возрастет, вы все равно получите больше мощности. Вот почему пиковая мощность выше, чем крутящий момент.
Большое количество крутящего момента на низких оборотах может быть забавным и прекрасным, отлично подходит для пробок, вилли и 0-60 раз, но большое количество крутящих моментов на высоких означает большую мощность. Большая мощность означает способность преодолевать ветер и развивать высокие максимальные скорости. (Подробнее об этом в другой раз. )
Чтобы двигатель развивал крутящий момент на высоких оборотах (и, следовательно, большую мощность), многие вещи должны работать согласованно. У вас должны быть клапаны и пружины, которые могут двигаться быстро, компоненты с низким коэффициентом трения, низкой скоростью и малым весом. И больше.
Но давайте сосредоточимся на двух факторах, связанных с диаметром цилиндра и ходом поршня, которые помогают двигателям вращаться быстрее:
Поршни/цилиндры с низким коэффициентом трения: ) трогает. Конечно, здесь могут помочь и другие вещи, такие как хорошая смазка и компоненты с низким коэффициентом трения.
Низкая скорость поршня: Разработчики двигателей думают о средней и максимальной скорости, которую должен развивать поршень, чтобы совершить движение вверх и вниз по цилиндру. Чем длиннее ход поршня, тем выше скорость поршня при данной частоте вращения двигателя. Более высокие скорости хуже во многих отношениях — смазка может не работать, иногда скорость поршня может превышать скорость пламени (вызывая потерю мощности) и (при одинаковой массе поршня) требуется больше силы, чтобы повернуть поршень и отправить его. другой способ.
Таким образом, короткоходный двигатель означает, что при заданной скорости поршня, при прочих равных условиях, вы можете позволить себе работать на более высоких оборотах.
Итак, если они развивают больше оборотов и развивают большую мощность, почему не все мотоциклы короткоходные?
Читая вышесказанное, вы можете подумать: хорошо, короткий ход явно лучше. Вы можете увеличить крутящий момент, что означает большую мощность, а больше мощности = больше лучше!!!! Но диаметр цилиндра и ход поршня также влияют на ходовые качества в реальном мире, а иногда и неблагоприятно.
Если у вас короткоходный двигатель, рассчитанный на большой крутящий момент при высоких оборотах, он все равно может выдавать скромный крутящий момент для повседневного использования.
Возьмем, к примеру, Yamaha R1 2015+, довольно эпичный гоночный мотоцикл мощностью около 200 л.с. Он достигает пика мощности примерно при 13 000 об/мин и имеет большой плато крутящего момента между 8 500 и 12 000 об/мин, составляющий около 100 Нм (73 футо-фунта).
Юбилейный выпуск Yamaha YZF-R1 2016 года
Это здорово, но кто каждый день разгоняется до 8500 об/мин? Может быть, некоторые люди и делают, но вы будете нарушать большинство ограничений скорости, когда будете там. И это только начало моментной стороны.
Ниже 8500 об/мин Yamaha R1 2015+ имеет гораздо более скромное плато крутящего момента около 70 Нм (~50 ft-lb). В принципе, ниже 8500 Yamaha R1 показывает хуже , чем более скромная (но классная) Yamaha MT-09. График кривой крутящего момента
R1 и MT-09 (из разных источников). Исправлено, август 2021 г.
Другие факторы, такие как передача (R1 больше ориентирован на высокую скорость), также делают MT-09 более отзывчивым на низких оборотах, чем R1.
Почему и как R1 работает умеренно на низких оборотах, но так хорошо на высоких? Что ж, вам, возможно, придется спросить конструктора двигателя или профессионального настройщика. Многие факторы играют роль. Вот несколько часто упоминаемых:
1. Впуск и выпуск: Мотоцикл, производящий большую мощность, должен сжигать много топлива, поэтому много вдыхает и выбрасывает много выхлопных газов. Это означает, что впуск рассчитан на высокоскоростной поток воздуха, как и выхлоп.
Распределительные валы впускного и выпускного клапанов разработаны для оптимальной работы при высоких оборотах. Невозможно спроектировать эти компоненты так, чтобы они работали идеально эффективно в бесконечно широком диапазоне оборотов.
Попытка приблизиться к этой цели — хорошо дышать в широком диапазоне оборотов — является одной из целей конструкции двигателя, иногда с такими технологиями, как изменение фаз газораспределения (как в S 1000 RR 2019+), впускные отверстия переменной длины и т. д.
2. Эффективность сгорания (внутри поршня) : Короткоходный двигатель имеет более широкие поршни. Это означает, что взрыв должен пройти большее расстояние, чтобы покрыть всю поверхность поршня и равномерно протолкнуть его вниз.
Просто трудно добиться такой же эффективности, как у меньшей взрывной камеры, как и у двигателя меньшего диаметра с более длинным ходом поршня (при одинаковом общем рабочем объеме). В двигателях используются более тонкие форсунки и конструкции с несколькими свечами зажигания.
3. Размер и вес двигателя : Более широкие (короткий ход) поршни означают более толстый металл между поршнями и проволочным двигателем.
Более высокие (длинноходовые) поршни приводят к более высокому двигателю и более толстой головке. В любом случае есть компромиссы.
Как и во всех аспектах конструкции двигателя, конструкторы много думают о балансировке рабочего объема двигателя, диаметра цилиндра и хода поршня.
Высокий крутящий момент, но низкая мощность — Big Bore Big Twins
Возникает вопрос: почему не все мотоциклы имеют большой диаметр?
Давным-давно я заметил, что Harley-Davidson не публикует данные о мощности большинства своих мотоциклов. Но они ДЕЙСТВИТЕЛЬНО публикуют данные о крутящем моменте.
Почему это? Есть много сопутствующих вопросов. Например, почему водитель Suzuki SV650 (75 л.с.), который может достаточно быстро переключаться, может не отставать от ZX-6R 636 (130 л.с.) по крайней мере до 80-100 км/ч или около того — несмотря на то, что у последнего почти в два раза больше пиковой мощности?
Ответ на оба этих вопроса: есть что-то в крутящем моменте . Однажды я видел, как он бойко выразился, что «крутящий момент = ускорение, мощность = максимальная скорость». Там еще много всего, но я согласен с этой общей идеей в принципе.
Когда люди описывают мотоцикл как «быстрый», они имеют в виду одну из трех вещей:
У него высокая максимальная скорость, как и у любого из мотоциклов линейки Ninja h3
У него низкая скорость 0–60 или 0–100 — быстро разгоняется
Он «ощущается» быстрым, что очень субъективно, но может просто означать «огромное тяговое усилие»
Этот последний фактор «ощущения» скорости может относиться ко многим круизерам с V-образными двигателями, которые имеют удивительно низкие пределы числа оборотов и показатели лошадиных сил.
Большие круизеры не развивают высокие обороты (по крайней мере, за очень немногими исключениями), но создают большой крутящий момент на низких оборотах. Как они делают такой большой крутящий момент? С поршнями большого диаметра .
Возьмем Suzuki M109R, мотоцикл с поршнями диаметром 112 мм и ходом поршня 90,5 мм (теперь подсчитайте его рабочий объем!).
Из-за большого диаметра ствола M109R способен сделать монстра крутящим моментом .
Почему поршни большего диаметра создают больший крутящий момент
Итак, , почему бы не использовать большие поршни для большего крутящего момента на всех мотоциклах?
Все сводится к тем же компромиссам, что и выше.
Наличие больших поршней означает большую движущуюся массу (тем более, что крутящий момент больше, а это означает, что вам нужно больше металла), который труднее перемещать на высоких оборотах. Таким образом, большие поршни достигаются за счет высоких оборотов и, следовательно, высокой мощности.
Это всего лишь пара входных данных по конструкции двигателя.
Подведение итогов
Надеюсь, это немного прояснило взаимосвязь между рабочим объемом двигателя, диаметром цилиндра и ходом поршня. Вопросы (или уточнения) оставляйте в комментариях!
Что такое смещение поршня? (с картинками)
`;
Майк Хауэллс
Рабочий объем двигателя, также называемый менее распространенным, но более точным с технической точки зрения термином объем поршня , является мерой объема, перемещаемого поршнями двигателя внутреннего сгорания, когда они совершают один полный оборот. Рабочий объем поршня, который выражается в объемных единицах, таких как литры, кубические сантиметры или кубические дюймы, прямо пропорционален общей мощности, вырабатываемой двигателем. Он рассчитывается по уравнению, учитывающему различные характеристики двигателя, в том числе количество цилиндров, диаметр цилиндра и ход поршня.
Отверстие — это внутренний диаметр полых цилиндров, в которых размещаются поршни. Ход – это расстояние, которое поршень проходит за один оборот. Имея это в виду, математическая формула рабочего объема такова: число цилиндров, умноженное на квадрат диаметра цилиндра, умноженное на ход поршня, умноженное на Пи, деленное на четыре.
Вообще говоря, чем больше диаметр цилиндра и ход двигателя, тем больше его рабочий объем и мощность. Однако с развитием технологий эта корреляция стала менее абсолютной, поскольку более распространенными стали двигатели с переменным рабочим объемом, которые могут включать и выключать целые цилиндры для обеспечения большей производительности или экономичности. За исключением переменного рабочего объема, рабочий объем поршня обычно можно использовать для оценки мощности и экономичности двигателя, и он особенно полезен в сравнительных ситуациях.
Единицы, в которых измеряется рабочий объем поршня, претерпели исторический сдвиг, с кубических дюймов в маслкар эпохи 1960-х и 70-х годов, в метрические единицы — литры и кубические сантиметры — сегодняшнего дня. Производители автомобилей традиционно включали рабочий объем поршня в номенклатуру моделей, в частности, продавая модели с высокими характеристиками, подчеркивая размер своих двигателей. Известные примеры этой техники включают двигатель Ford объемом 427 кубических дюймов, который представлял собой восьмицилиндровый двигатель с конфигурацией V8, который использовался в большей части продуктовой линейки Ford на протяжении 1960-х годов, и 5,0-литровый V8, который был точкой продажи Ford Mustang в конце 19.80-х и начала 1990-х годов.
Помимо своей самостоятельной полезности в качестве меры емкости, рабочий объем поршня также тесно связан с другим распространенным автомобильным измерением, называемым 9. 0155 степень сжатия . Степень сжатия — это сравнение наибольшей емкости камеры сгорания с ее наименьшей емкостью — от верхней части хода поршня до нижней. Диаметр цилиндра и ход поршня снова являются неотъемлемыми компонентами формулы степени сжатия. Более высокое отношение означает, что двигатель способен генерировать больше механической энергии из заданного количества воздушно-топливной смеси. В отличие от рабочего объема поршня, который можно оценить субъективно на основе потенциального использования двигателя, высокая степень сжатия почти всегда считается желательной характеристикой.
Что такое рабочий объем двигателя?
`;
Джеймс Деринг
Рабочий объем двигателя — это мера объема двигателя внутреннего сгорания. Хотя он не прямо пропорционален общей производимой мощности, он обычно сильно коррелирует с выходной мощностью. Когда цилиндры движутся внутри двигателя, они работают, вытесняя определенный объем воздуха. Все двигатели внутреннего сгорания имеют определенный объем, вытесняемый цилиндрами. Большой рабочий объем двигателя обычно приводит к экономии топлива, и различные правительства использовали эту цифру в качестве основы для налогообложения.
Двигатель внутреннего сгорания сжигает топливо в цилиндрах для производства энергии. Поршень сжимает воздух внутри цилиндра, а топливо, обычно бензин, впрыскивается в воздух. Свеча зажигания воспламеняет топливо в сжатом воздухе, что еще больше увеличивает давление воздуха в цилиндре. Этот высокотемпературный газ под высоким давлением толкает поршень вниз на расстояние, называемое ходом поршня. Поршень напрямую связан с трансмиссией автомобиля, которая, в свою очередь, может вращать колеса.
Рабочий объем двигателя относится к объему, охватываемому всеми поршнями в двигателе. Он не включает объем воздуха над поршнем, где загорается первоначальная искра. Его можно рассчитать по следующей формуле:
Объем двигателя = π/4 * (диаметр цилиндра) 2 * ход поршня * число цилиндров
По сути, это общий объем, на который могут меняться все цилиндры. Цифра относится только к объему, вытесняемому поршнями, поэтому в этом расчете необходимо использовать внутренний диаметр цилиндра. Однако цилиндры в двигателе внутреннего сгорания никогда не достигают своего максимального объема одновременно. Их положения расположены в шахматном порядке, чтобы можно было производить более продолжительную мощность, а не всплески мощности.
Объем двигателя обычно указывается в литрах, но также может быть выражен в кубических сантиметрах (см) или кубических дюймах. Многие двигатели мотоциклов и садовой техники имеют общий рабочий объем менее одного литра, поэтому предпочтительнее число кубических сантиметров. Автомобили эконом-класса обычно имеют четыре цилиндра с общим рабочим объемом от одного до двух литров. С другой стороны, восьмицилиндровые внедорожники (SUV) могут иметь рабочий объем более шести литров. Полный рабочий объем двигателя часто включается в название транспортного средства.
В некоторых странах объем двигателя имеет юридическое значение. Продажи двигателей часто облагаются налогом на основе рабочего объема, а не общей выходной мощности. По этой причине часто можно увидеть смещения немного ниже некоторого порогового значения. Однако многие страны, такие как Швеция, начинают облагать транспортные средства налогом на основе общего объема выбросов углекислого газа, а не объема двигателя.
Что такое рабочий объем двигателя? | GetJerry.com
Рабочий объем вашего двигателя — это общий объем цилиндров вашего двигателя. Знание объема двигателя вашего автомобиля может дать вам лучшее представление о том, какую мощность способен производить ваш двигатель.
Если вы заинтересованы в увеличении мощности вашего двигателя (или, по крайней мере, вы пытались узнать об этом больше), вы могли встретить фразу «объем двигателя».
То, как работает ваш двигатель для создания мощности, включает в себя различные сложные компоненты и процессы, и отчасти это зависит от того, сколько воздуха потенциально может проходить через ваш двигатель. именно там Рабочий объем двигателя .
Джерри, ваше супер-приложение для ставок на автомобильное страхование, здесь с этим руководством, которое поможет вам понять рабочий объем двигателя: что это такое, как он рассчитывается и как вы можете его увеличить.
Сравните страховые предложения от 50+ перевозчиков с Джерри менее чем за 45 секунд
Найди экономию!
4.7/5 Рейтинг App Store. Нам доверяют более 2 миллионов клиентов.
Что такое объем двигателя?
Работа вашего двигателя состоит в том, чтобы приводить в движение ваш автомобиль путем воспламенения топливно-воздушной смеси . Чтобы создать эту смесь, воздух вытесняется из атмосферы и смешивается с топливом вашего автомобиля.
Рабочий объем двигателя — это общий объем цилиндров вашего двигателя , который говорит вам, сколько воздуха потенциально может пройти через ваш двигатель.
Чтобы понять, как работает объем двигателя, полезно знать некоторые используемые термины:
Поршень : часть в цилиндре двигателя, который перемещается вверх и вниз по цилиндру сгорания
.
Ход : Расстояние, на которое поршень перемещается в цилиндре двигателя
Коленчатый вал : Вращающаяся часть в блоке двигателя, которая преобразует линейное (вверх и вниз) движение поршня во вращательное (круговое) движение
лошадиных сил : количество мощности. Автомобиль способен производить
Крутящий момент : сколько закручиваемости/вращательного силы. Двигатель способен
66666663
66666666666666666666666666666666666666666666666666666666666666666666666. двигаться в своих цилиндрах, что вытесняет воздух в вашем двигателе. Рабочий объем двигателя – это общий объем воздуха, вытесняемый всеми цилиндрами двигателя.
Рассчитав площадь, которую занимают ваши поршни, насколько далеко они перемещаются при входе и выходе из цилиндра двигателя, а также количество цилиндров, в которых поршни совершают это движение, вы можете узнать, сколько воздуха способен прокачать ваш двигатель. смещение.
ДОПОЛНИТЕЛЬНО: Как найти номер двигателя и шасси
Как рассчитать рабочий объем двигателя
Как сравнить рабочий объем одного двигателя с другим? Есть простая формула, которая поможет вам это понять.
Чтобы рассчитать рабочий объем двигателя, необходимо знать несколько вещей:
Диаметр цилиндра (в дюймах)
Длина хода коленчатого вала (в дюймах)
Количество цилиндров двигателя
Получив их, вы можете подставить числа в следующее уравнение:
π/4 * диаметр цилиндра² * ход поршня * количество цилиндров = объем двигателя
Вы смотрите на площадь , которую занимают ваши поршни. up и длина хода , в которую входят и выходят поршни, чтобы получить объем цилиндра . Затем вы умножаете на количество цилиндров двигателя, чтобы получить общий объем , занимаемый всеми цилиндрами.
Ваш результат будет кубических футов . Это число говорит вам об общем объеме в кубических футах, который ваш двигатель способен сместить.
Оттуда вы можете преобразовать результат в литры или кубические сантиметры (cc). Поэтому, когда вы видите в продаже Ford F-150 с двигателем 3,3 л V6 , 3,3 литра имеет в виду объем двигателя .
ПОДРОБНЕЕ: Стоит ли покупать спортивный автомобиль?
Почему объем двигателя важен?
Объем двигателя сильно влияет на мощность и крутящий момент двигателя транспортного средства.
Определение объема двигателя вашего автомобиля может помочь вам лучше понять, на что способен ваш автомобиль и какие условия он может выдерживать.
Большой объем двигателя важен, если вы ищете высокопроизводительный автомобиль, но не для всех водителей это важный показатель.
Вообще говоря, больший объем двигателя на указывает на то, что двигатель обладает большей мощностью , но меньший рабочий объем двигателя предполагает, что у автомобиля более экономичный расход топлива.
ДОПОЛНИТЕЛЬНО: В чем разница между мощностью и крутящим моментом?
Как увеличить рабочий объем двигателя
Чтобы увеличить рабочий объем двигателя, ему потребуется перекачивать больше воздуха и топлива.
Некоторые водители пытаются добиться этого путем растачивания цилиндров двигателя или их расширения, что требует специального оборудования. Хотя это увеличит объем, с которым должны работать цилиндры вашего двигателя, вы, возможно, не увидите слишком большой разницы только с расточкой.
Другим вариантом, который может оказать более существенное влияние на рабочий объем двигателя, будь то сам по себе или в сочетании с расточением, является увеличение хода .
Увеличение объема двигателя может означать увеличение мощности транспортного средства, но для этого необходимы и другие факторы. Вы можете увеличить пространство для воздуха в вашем двигателе, но вам также понадобятся правильные компоненты , чтобы на самом деле пропускать больше воздуха.
Другие элементы, которые играют роль в увеличении объема двигателя, включают качественный распределительный вал и степень сжатия (соотношение между цилиндром и камерой сгорания).
Турбокомпрессоры и нагнетатели также могут помочь вашему двигателю перемещать воздух с максимальной производительностью и при этом увеличить мощность вашего автомобиля.
ДОПОЛНИТЕЛЬНО: 9 вопросов, которые следует задать при сравнении расценок на автострахование
Как сэкономить на автостраховании
Мы описали, как рассчитать и увеличить мощность вашего двигателя, но искали ли вы способы повысить свою покупательную способность? Использование Jerry — это самый быстрый и простой способ найти лучшую страховку автомобиля экономия на рынке.
После загрузки приложения просто введите свою информацию, что займет меньше минуты.
Что такое лонжеронная рама автомобиля 🦈 avtoshark.com
Главная задача силового каркаса автомобиля – демпфирование внешних ударных нагрузок и вибрации.
Безопасность и надежность машины зависит от прочности конструкции. Лонжеронная рама автомобиля хорошо защищает от ударов и вибрации. И служит надежной опорой для кузова и других деталей и узлов.
Что такое лонжеронная рама
Основа автомобиля – жесткая платформа из металлических балок различного сечения. Состоит из продольных и поперечных элементов, соединенных сваркой или болтами. Конструкция расположена в горизонтальной плоскости и служит опорой для всех узлов машины.
Лонжеронная рама автомобиля состоит из профилированных стальных труб переменного сечения, может иметь местные изгибы для узлов авто. Способ установки поперечин чаще перпендикулярно лонжеронам, но иногда применяют соединение под углом.
Лонжеронная рама автомобиля
Конструкция хорошо подходит для эксплуатации в жестких условиях – бездорожье, перевозка грузов, ямы и выбоины на асфальте. Стальные лонжероны обычно делают из швеллера или квадратного профиля. Изгиб конструкции позволяет сместить центр тяжести автомобиля ниже и повысить устойчивость на дороге. Лонжеронная рама воспринимает ударные нагрузки и вибрацию при движении по неровной дороге и поглощает часть энергии. Так защищает пассажиров от внешних воздействий на кузов.
Разновидности
Конструкция лонжеронной рамы автомобиля включает продольные и поперечные балки металлопрофиля, соединенные под углом. Элементы силового каркаса размещают с учетом установки соответствующих узлов и агрегатов машины.
Основные конструктивные элементы лонжеронной рамы автомобиля и способы их соединения:
Параллельные траверсы, скрепленные с продольными швеллерами в виде «лестницы». Чаще применимы для тяжелых машин в условиях бездорожья.
Изогнутая рама по контуру кузова позволяет повысить устойчивость. Создает комфортные условия в салоне и защищает пассажиров от внешних ударов и вибрации.
Лонжеронная рама автомобиля с вертикальными участками позволяют уменьшить клиренс машины. Обычно такую конструкцию устанавливают на общественном транспорте для удобства пассажиров.
Элементы рамы, расположенные под углом в виде скошенного креста, увеличивают жесткость системы. Обычно такой тип основы применяют на внедорожниках и грузовиках.
Использование лонжеронной рамы на технике, подразумевающей тяжёлые условия эксплуатации или серьёзные силовые нагрузки, оправдано и компенсирует большинство недостатков конструкции.
Кроме стальных сплавов, в составе балок используют профилированный алюминий, титановые швеллера и композитные материалы.
Конструкция лонжеронной рамы КАМАЗа
На тяжелые грузовики при движении по дороге воздействуют деформационные силы, скручивающие и растягивающие конструкцию. В этих условиях сварной шов может не выдержать нагрузок. Поэтому к лонжеронам КАМАЗа применяют заклепочный крепеж поперечных металлических траверс. Основные узлы и агрегаты размещают на кронштейны или прикручивают болтами.
Лонжеронная рама, установленная на автомобиле КАМАЗ, изготовлена из стали с низким содержанием углерода. Крепление кабины грузовика выполнено с помощью упругих устройств, чтобы избежать передачи деформации от неровностей дороги.
Конструкция лонжеронной рамы КАМАЗа
Лонжеронная рамы в автомобиле КАМАЗа состоит из следующих элементов:
передние кронштейны;
два параллельных швеллера продольного расположения;
семь поперечных траверс из профилированной стали;
буксировка прицепа с крюком;
предохранительные буфера;
косынки ребер жесткости;
кронштейны для крепления узлов и агрегатов.
В КАМазе лонжеронная рама объединяет две продольные балки и находящиеся между ними поперечины.
Детали, которые перечислили выше, имеют переменное сечение и выполнены штамповкой из стальных сплавов.
Функционал лонжеронной рамы
Главная задача силового каркаса автомобиля – демпфирование внешних ударных нагрузок и вибрации. Другая роль – опора для узлов и агрегатов, защита кузова и пассажиров. Сечение и материал лонжеронной рамы автомобиля подбирают соответственно действующим нагрузкам. Для прикрепления деталей делают технологические отверстия и устанавливают проушины.
Вдоль основы обеспечивают свободную вентиляцию для предупреждения коррозии. Кроме несущей, конструкция лонжеронной рамы автомобиля выполняет функции амортизаторов от вибрационной и ударной нагрузки с разных направлений. В случае аварии лонжеронная рама автомобиля принимает основную силу воздействия. Гасит большую часть энергии и противодействует деформации конструкции машины.
Починка трещин на металлических балках автомобиля
Сильные удары могут нарушить геометрию устройства лонжеронной рамы автомобиля, что влияет на управляемость. Трещины в металлических балках и на сварных швах часто становятся ядром коррозии. Поэтому после ДТП важно восстановить начальную геометрию лонжеронной рамы и сделать ревизию поверхности и соединений.
Плюсы и минусы такой конструкции
Основные внутренние и внешние нагрузки на автомобиль принимает силовой каркас из металлических профилированных балок. На этой платформе устанавливают все узлы машины – двигатель, трансмиссию, подвеску, кузов и другие детали.
Положительные стороны лонжеронной рамы автомобиля – это:
высокая прочность с минимальным весом элементов конструкции;
хорошая управляемость при выполнении маневров на дороге;
надежная защита кузова и пассажиров.
Силовой каркас этого типа используют для грузовых машин и внедорожников из-за высокой прочности.
Часть лонжеронной рамы автомобиля
Применение лонжеронной рамы ведет к существенному увеличению веса автомобиля ввиду наличия отдельных рамы и кузова. Соответственно, происходит повышение расхода топлива.
Основные проблемы лонжеронной рамы автомобиля – это:
усталость металла – проявляется потерей прочности, появлением микротрещин и коррозии;
деформация при сильных ударах со смещением узлов и агрегатов машины;
сложность частичного ремонта, часто необходима полная замена каркаса.
Еще один минус лонжеронной рамы – в большой связанности частей детали. Любое серьезное повреждение влияет на конструктивную геометрию устройства.
Примеры автомобилей с лонжеронной рамой
Мощный каркас необходим для перевозки грузов и езды по бездорожью. Прочная конструкция хорошо держит нагрузку и защищает машину от ударов и вибрации.
Читайте также: Как убрать рыжики с кузова автомобиля ВАЗ 2108-2115 своими руками
Лонжеронная рама Toyota Land Cruiser
Описания автомобилей с лонжеронной рамой:
КАМАЗ 5320 – тяжелый трехосный грузовик. Тягач работает с прицепами различных конфигураций. Двигатель 10,85 л мощностью 210 л/с развивает максимальную скорость до 100 км/ч.
ГАЗ-14 «Чайка» – седан представительского класса ограниченной серии. Мощность мотора – 220 л/с, время разгона до 100 км/с – 15 сек, расход топлива – 22 л на 100 км.
Toyota Land Cruiser – японский полноприводный 5-дверный внедорожник Модели нового поколения авто с дизельным двигателем до 309 л/с и расходом топлива 15-25 л на 100 км.
Nissan Patrol – популярный японский автомобиль с полным приводом. Шестое поколение поставляют с двигателем 5,6 л и мощностью до 400 л/с. Семиступенчатая – с электронным переключением режимов в зависимости от состояния дорожного покрытия.
Jeep Wrangler – американский внедорожник, конструктивно созданный для вооруженных сил США. Новые поколения оборудованы двигателем 6,4 л с мощностью до 470 л/с и АКПП на 8 скоростей.
Кузов с лонжеронной рамой обеспечивает пространство для размещения пассажиров и багажа, а также выполняет декоративную функцию.
В тракторах обычно используют полурамный остов. Лонжероны – важная деталь автомобильного каркаса, усиливающая жесткость всей конструкции. В машинах моделей ВАЗа несущий кузов безрамный и объединен с силовым каркасом.
Вы можете использовать наши уникальные ФОТО, при указании активной ссылки — https://avtoshark.com/
кузовлонжеронрама
0
Как проверить рулевую рейку на стук и люфт самостоятельно, диагностика исправности
19.07.2022
0
Рулевая рейка: ремонт или замена на новую — что лучше, есть ли смысл в восстановлении
19.07.2022
0
Как правильно снять аккумулятор с машины, как ставить АКБ. Последовательность действий
04.07.2022
0
Как проверить аккумулятор автомобиля на работоспособность самостоятельно без приборов
04.07.2022
0
Что будет, если заряжать аккумулятор машины, не снимая его
04.07.2022
0
Почему быстро разряжается автомобильный аккумулятор: причины
04.07.2022
0
что это такое, виды и типы рам, лонжеронная, пространственная, хребтовая, трубчатая
Что такое рама автомобиля: назначение, плюсы и минусы
Рама автомобиля – балочная конструкция, которая выступает как основа для крепления всех узлов и агрегатов, таких как силовая установка, элементы трансмиссии, ходовой части и так далее. Кузов при такой конструкции несущей системы обеспечивает пространство для размещения пассажиров и багажа, а также выполняет декоративную функцию.
Рама автомобиля
Применение рамы дает возможность дать несущей части высокую прочность. Поэтому ее используют в грузовиках и внедорожниках. Также она дает возможность максимальной унификации узлов и механизмов между моделями различных классов.
Ранее производители автомобилей выпускали шасси авто с базовыми частями (рамой, мотором, трансмиссией и т.д.), куда «натягивались» различные типы кузовов.
Рама в автомобиле выступает как «скелет». Она воспринимает все внешние и внутренние нагрузки при движении машины и даже при ее стоянке. Ввиду этого к автомобильной раме предъявляется ряд требований:
достаточная прочность и жесткость;
небольшая масса;
правильная форма, которая будет способствовать рациональной работе всех элементов автомобиля.
Рамная несущая часть обладает рядом преимуществ. Так, благодаря ей собирать машину и ремонтировать ее в дальнейшем становится значительно проще. Основное отличие рамной конструкции от кузовной в том, что любую поломку можно легко устранить благодаря хорошему специалисту и материалам. Еще одно важное достоинство: езда на плохих дорогах не будет чревата перекосами кузова (проемов дверей, стоек и т.д.).
Лонжеронная рама
Наряду с этим, есть и недостатки. Первый – существенное увеличение веса автомобиля ввиду наличия отдельных рамы и кузова. Соответственно, расход топлива также будет больше. Другой минус в том, что для размещения лонжеронов под кузовом нужно дополнительное место, что усложняет посадку в машину и отнимает существенную часть салона.
Также отмечается снижение пассивной безопасности, поскольку есть вероятность смещения рамы относительно кузова в случае удара. Поэтому несущий кузов – неотъемлемый элемент легкового автомобиля. В то же время рамная конструкция хорошо справляется с тяжелыми условиями, в которых ездят грузовые авто и внедорожники.
Рама автомобиля
Рама автомобиля — несущая система автомобиля, представляющая собой «скелет», на который крепятся кузов, двигатель, агрегаты трансмиссии, подвеска. Полученная конструкция называется шасси. Рамное шасси в большинстве случаев может даже перемещаться по дороге отдельно от кузова автомобиля. История рамного шасси уходит корнями к самому началу развития автомобилестроения. Отдельная рама представляла собой полностью автомобильное решение несущей системы. Конструкторы автомобилей заимствовали эту идею у железнодорожного транспорта. Первые рамы выполнялись из твердых пород дерева. Кроме того, материалом для рам в те годы служили круглые металлические трубы.
В начале двадцатого столетия большой популярностью пользовались рамы с конструкцией из штампованных профилей, имеющих прямоугольное сечение. Ближе к 30-м годам XX века многие компании-производители легковых транспортных средств отказались от использования рам в пользу самонесущего кузова. В наши дни рамные шасси используются в основном на машинах с грузовой платформой и тракторах, однако зачастую рамными конструкциями оборудуются многие внедорожники и лимузины. Последние нуждаются в установке рамы, потому что несущий кузов при такой солидной длине машины оказывается переутяжеленным.
Любой автомобильной раме присуща отличительная особенность с точки зрения конструкции. Она заключается в разделении функций несущих деталей кузова и его панелей, имеющих декоративное значение. Декоративные панели также могут быть оснащены усиливающим каркасом. Такой каркас может располагаться, к примеру, в районе дверных проемов, однако в этом случае он не принимает участия в восприятии силовых нагрузок, которые дают о себе знать во время движения машины. Наиболее распространенной является классификация автомобильных рам в зависимости от используемой несущей структуры. Существуют лонжеронные, хребтовые, периферийные, вильчато-хребтовые, решетчатые рамы, а также несущие конструкции, интегрированные в кузов.
Лонжеронные рамы
В состав лонжеронной рамы входят несколько поперечин, которые иногда называют «траверсами», пара продольных лонжеронов (так называют главный силовой элемент несущей конструкции, представляющий собой короб сложной формы, выполненный из металла), кронштейны и крепления, предназначенные для установки на них кузова автомобиля и различных агрегатов. Как поперечины, так и лонжероны могут отличаться по конструкции и форме. Выделяют X-образные, К-образные, а также трубчатые поперечины. Их назначение заключается в придании конструкции максимально возможной жесткости. Для изготовления траверс обычно используется гнутый металлический профиль. Для лонжеронов наиболее характерным является переменное по длине П-образное сечение (швеллер). В самых нагруженных участках высоту сечения швеллера увеличивают.
Лонжероны могут располагаться параллельно относительно друг друга или под определенным углом. Кроме того, лонжероны могут устанавливаться изогнутыми в вертикальной либо горизонтальной плоскости. Параллельное расположение используется главным образом на грузовых транспортных средствах. Остальные схемы неплохо подходят для внедорожников – автомобилей, обладающих повышенной проходимостью. За счет установки лонжеронов под углом можно добиться получения максимального угла, на который поворачиваются управляемые колеса автомобиля. Изгибы в вертикальной плоскости выполняются для снижения центра тяжести. Вместе с этим становится ниже и уровень пола в машине. Благодаря изгибу лонжеронов в горизонтальной плоскости кроме понижения уровня пола достигается существенное повышение уровня пассивной безопасности в случае возможного бокового столкновения.
Для соединения деталей, входящих в состав рамы, между собой используются болты, заклепки. Широкое распространение нашли и сварные соединения. Рамы на заклепках чаще используют в конструкциях грузовых автомобилей, а сварные рамы – при изготовлении легковых машин и самосвалов с большой грузоподъемностью. Болты нашли применение в малосерийном производстве. Лонжеронными рамами оснащаются почти все грузовые машины и внедорожники. Именно популярностью таких конструкций обусловлено то, что под понятием «рама» чаще всего подразумевается как раз лонжеронная несущая система.
Хребтовые рамы
Разработка хребтовой рамы была осуществлена чехословацкой в 20-х годах прошлого столетия. Именно такими рамными шасси тогда оборудовались многие автомобили, выпускаемые этим предприятием. Основной конструктивный элемент хребтовой рамы – это центральная трансмиссионная труба, на которой объединяются картеры силового агрегата и таких узлов, как сцепление, коробка передач, главная передача.
Установке такой рамы сопутствует необходимость в оборудовании автомобиля независимой подвеской всех колес, что в большинстве случаев реализуется путем крепления по бокам к хребту пары качающихся полуосей (на каждой из них присутствует по одному шарниру). Главным достоинством данной схемы является высокий показатель крутильной жесткости. К тому же, становится возможной беспроблемная разработка всевозможных модификаций автомобилей с разным числом ведущих мостов. Основной недостаток – это сложность ремонта агрегатов, которые жестко закреплены на раме. С этим и связана невысокая популярность хребтовых рам в современном автомобилестроении.
Вильчато-хребтовые рамы
Своего рода разновидностью рассмотренного выше типа рамы является вильчато-хребтовая конструкция. Здесь передняя, а иногда – и задняя части выполняются в виде вилок, образованных парой лонжеронов, служащих для крепления силовой установки и агрегатов трансмиссии. Такая рама отличается от обычной хребтовой тем, что картеры узлов силовой передачи изготовляются отдельно. Многие специалисты относят сюда и так называемые Х-образные рамы, которые иногда называют разновидностью лонжеронных установок.
Периферийные рамы
Периферийная рама также часто рассматривается в качестве разновидности конструкции лонжеронного типа. В центральной части периферийной рамы расстояние между парой лонжеронов делают настолько большим, что после монтажа кузова лонжероны можно обнаружить прямо за дверными порогами. «Ахиллесова пята» такой рамы – это места, где осуществляется переход от увеличенного расстояния между лонжеронами к нормальному. В этих местах монтируются специальные коробчатые усиления, аналоги которым нередко встречаются в машинах с несущим кузовом. Результатом применения периферийной конструкции становится значительное понижение пола кузова, который целиком размещается между лонжеронами, что в итоге обеспечивает уменьшение общей высоты транспортного средства.
Решетчатые рамы
Решетчатые рамы иногда называют пространственными или трубчатыми. Такая система представляет собой пространственную ферму, для изготовления которой используются относительно тонкие трубы. Эти трубы выполняются из легированных сталей, отличающихся высокой прочностью. Кроме того, этот материал должен быть легким и прочным на кручение. Трубчатые конструкции нашли применение в гоночных и спортивных машинах, ведь для них одним из важных параметров является минимальная масса при максимальной прочности. Интегрированная в кузов рама конструктивно не имеет существенных отличий от обычной, однако она соединяется с кузовом при помощи сварки.
К главным преимуществам рамных конструкций автомобиля относятся: простота, довольно низкая стоимость, возможность унификации базовых моделей транспортных средств, восприятие серьезных нагрузок при езде, повышение комфортабельности, обеспечение лучшей шумоизоляции. Кроме того, ремонт автомобиля с рамой после дорожно-транспортного происшествия значительно легче, нежели ремонт машины, имеющей несущий кузов. Недостатками рам являются увеличение массы автомобиля (если сравнивать с несущим кузовом), а также худшая пассивная безопасность, связанная с трудностями, возникающими при создании зон запрограммированной деформации.
РЕКОМЕНДУЕМ ТАКЖЕ ПРОЧИТАТЬ:
Share
Поделиться
Лонжеронная рама
Это самый распространенный вид. В конструкцию рамы входят две силовые продольные балки, которые называются лонжеронами. Они тянутся вдоль кузова и соединяются посредством поперечин. Балки выполняются из стали. С целью повышения показателей скручивания могут применяться различные виды профиля сечения.
Лонжероны необязательно ровные – иногда они имеют и вертикальные, и горизонтальные изгибы. Они могут располагаться как параллельно горизонтальной плоскости, так и под определенным углом, что присуще для внедорожников. Также возможно разное расположение поперечин, за счет которых соединяются лонжероны. На сегодня это наиболее популярная рамная конструкция, применяющаяся в большинстве грузовиков и внедорожников.
Такая рама отлично подходит для эксплуатации машины в условиях плохих дорог. Также она упрощает ремонт и сборку автомобиля. Минусы же в том, что лонжероны отнимают немалую часть салона и несколько усложняют процесс посадки.
Виды лонжеронных рам
Лонжеронная Х-образная
Х-образная рама – один из видов лонжеронной. Особенность ее конструкции в том, что лонжероны спереди и сзади разведены, а в центре – максимально сведены. Данный тип на вид похож на буку «Х», что и послужило причиной его названия.
Периферийная
Является видом лонжеронных рам. Этот вид начал активно использоваться на крупных легковых машинах европейского производства и «дредноутах» из США в 60-х годах. В таких рамах лонжероны расположены настолько широко, что в процессе установки кузова они располагаются у порогов. Это позволяет существенно снизить уровень пола, одновременно с этим уменьшив непосредственную высоту машины.
Важное достоинство подобной машины в ее максимальной приспособленности к боковым ударам. Однако есть существенный минус – рама не может выдержать значительные нагрузки, поэтому кузов авто должен обладать необходимой прочностью и жесткостью.
Происхождение лонжерона
История создания лонжерона тесно связана с историей развития рамной конструкции кузова. Изначально рама была главной и единственной несущей (к слову, деревянной) конструкцией в машине. Со временем рама автомобиля усовершенствовалась и в ее составе появились лонжеронные элементы.
Устройство автомобильного кузова
В 20-х годах прошлого века инженерами фирмы Auburn была создана лонжеронная рама, оснащенная поперечиной в виде буквы Х. Данная конструкция состояла из двух лонжеронов, расположенных параллельно друг к другу, и нескольких поперечных балок. Своим видом данная конструкция была похожа на лестницу, за это они получили называние «лестничные». В наши дни лестничной рамой оснащаются все грузовые автомобили.
Постепенно создатели автомобилей начали интегрировать лонжеронную раму в кузов, а точнее, в пол автомобиля.Так лонжероны сделались неотъемлемой деталью кузова авто. Сейчас лонжеронные рамы имеются в конструкции всех машин, и ее наличие не зависит от разновидности несущей конструкции.
Хребтовая рама
Данный вид рам разработали представители и преимущественно он применялся для машин ее производства. Главный несущий элемент – труба, соединяющая двигатель спереди с элементами трансмиссии, которые расположены внутри нее. По сути, труба выступает единым картером для коробки передач, раздаточной коробки и приводных валов. Крутящий момент от двигателя к трансмиссии поступает посредством помещенного в трубу вала. Причем данный вал не является карданным, что обеспечивает большую надежность.
Хребтовая рама
Подобная конструкция рамы в сочетании с независимой подвеской колес обеспечивает очень большие хода, что делает ее незаменимой в транспортных средствах специального назначения.
Преимущество хребтовой рамы также заключается в том, что она имеет очень высокую жесткость на кручение, а элементы трансмиссии надежно защищены от внешнего воздействия. Но ввиду того, что определенные механизмы расположены внутри конструкции рамы, ремонтные работы заметно усложняются.
Вильчато-хребтовая
Вильчато-хребтовый тип рам тоже является разработкой «Татра». В таком варианте двигатель крепится не к трансмиссионной трубе, а на специальной лонжеронной вилке. Это сделано для того, чтобы сократить уровень передающихся вибраций от работающего ДВС на раму и, следовательно, на кузов автомобиля. Однако, на сегодняшний день вильчато-хребтовые рамы уже не применяются в автомобилестроении.
Вильчато-хребтовая рама
Пространственная рама
Самый сложный тип рамной конструкции, применяющийся для спортивных машин. Это конструкция представляет собой каркас на основе тонких легированных труб и имеет очень высокие показатели по жесткости и прочности. В автомобилестроении данные рамы были вытеснены монококами, однако, похожие конструкции используются при создании автобусов.
Пространственная рама
Назначение, виды
Рама автомобиля представляет собой балочную конструкцию, выступающую в роли основы для крепления всех составных частей авто – силовой установки, узлов трансмиссии, ходовой части и прочего. Кузов, присутствующий в конструкции несущей части выполняет лишь некоторые функции – обеспечивает пространство для размещения пассажиров и грузов, а также выступает в качестве декоративного элемента.
Основным положительным качеством использования рамы является высокий показатель прочности несущей части. Именно благодаря этому она и используется на грузовиках и полноценных внедорожниках. Но при этом из-за рамы общая масса авто увеличена.
Также рама автомобиля позволяет по максимуму унифицировать узлы и механизмы между моделями разных классов. В свое время доходило до того, что многие автопроизводители выпускали шасси авто со всеми основными частями (рамы, мотора, трансмиссии, ходовой части), на которую «натягивали» разные типы кузовов.
При этом было разработано несколько типов рам, каждая из которых обладает своими конструктивными особенностями. Все их можно разделить на:
Лонжеронные
Хребтовые
Пространственные
Некоторые из этих видов имеют подвиды, также нередко используются комбинированные типы, в конструкции которых имеются составные элементы разных рам.
Несущее основание
Несущее основание – это что-то среднее между кузовом и рамной конструкцией. Тут также используются лонжероны, но они объединены днищем, а не поперечинами. Наиболее массовый и популярный обладатель несущего днища – «Фольксваген Жук», у которого кузов крепится к плоской панели пола посредством болтов. Аналогичную конструкцию имеет и другая машина массового производства – Renault 4СV.
Несущее основание
Несущее днище отличается высокой технологичностью и применяется в крупносерийном производстве. Данная конструкция позволяет сделать пол и центр тяжести автомобиля достаточно низкими.
У рамной несущей части автомобиля есть ряд достоинств и особенностей, которые делают ее незаменимой для грузовых машин и внедорожников. И хотя рама используется сугубо для конкретных видов автомобилей, некоторые элементы ее конструкции применяются крайне широко, так как позволяют сделать несущие кузова более жесткими. Почти любая легковая машина оснащена усиливающими лонжеронами либо подрамниками.
Рама легкового автомобиля | Виды рам автомобилей
Многолетние исследования показали, что во время движения автомобиля на кузов воздействуют неуправляемые силы, пропорциональные массе автомобиля в данный момент и его скорости, которые действуют в трех направлениях — вертикальном, горизонтальном и фронтальном — и вызывают такие виды деформации элементов кузова, как сгибание, сжатие, скручивание. Задачей ремонтных работ является восстановление запроектированной выносливости составных элементов кузова согласно установкам производителя. Технология ремонтных работ должна быть такой, чтобы выносливость отремонтированных частей соответствовала неремонтированным частям автомобиля.
У автомобилей с несущим кузовом функции рамы либо выполняет сам кузов, либо рама (или заменяющие ее подрамники) конструктивно объединена с кузовом и не может быть от него отделена без нарушения структурной целостности. Обычно кузов крепится к раме при помощи кронштейнов на болтах с толстыми резиновыми прокладками, служащими для уменьшения уровня вибраций.
К раме автомобиля крепятся все агрегаты: двигатель, трансмиссия, мосты, подвески. Вместе они образуют шасси. Рамное шасси представляет собой законченную конструкцию, которая может существовать и передвигаться отдельно от кузова.
В настоящее время рамные шасси применяют главным образом на тракторах и грузовых автомобилях, но в прошлом многие легковые автомобили также имели рамное шасси. Отдельную раму часто имеют и «жесткие» внедорожники.
Различают следующие виды рам: лонжеронные, периферийные, хребтовые, вильчато-хребтовые, несущее основание, решетчатые (они же трубчатые).
Лонжеронная рама с Х-образной поперечиной
Лонжеронные рамы состоят из двух продольных лонжеронов и нескольких поперечин, называемых «траверсами», а также креплений и кронштейнов для установки кузова и агрегатов.
Форма и конструкция лонжеронов и поперечин могут быть различными; различают трубчатые, К-образные и Х-образные поперечины. Лонжероны, как правило, в сечении представляют собой швеллер, причем длина сечения обычно меняется: в наиболее нагруженных участках высота сечения зачастую увеличена. Они могут располагаться и параллельно, и под некоторым углом друг относительно друга.
Периферийные рамы
Иногда рассматриваются как разновидность лонжеронных. У такой рамы расстояние между лонжеронами в центральной части увеличено настолько, что при установке кузова они оказываются непосредственно за порогами дверей. Так как в местах перехода от обычного расстояния между лонжеронами к увеличенному рама ослабляется, в таких местах добавляют специальные коробчатые усиления, в англоязычных странах называемые термином torque box.
Это решение позволяет существенно опустить пол кузова, разместив его полностью между лонжеронами, а следовательно — уменьшить общую высоту автомобиля. Поэтому периферийные рамы широко применялись на американских легковых автомобилях начиная с шестидесятых годов. Кроме того, расположение лонжеронов непосредственно за порогами кузова весьма способствует повышению безопасности автомобиля при боковом ударе.
Хребтовые рамы
Этот тип рамы был разработан чехословацкой фирмой «Татра» в двадцатые годы и является характерной конструктивной особенностью большинства ее автомобилей.
Главным конструктивным элементом такой рамы является центральная трансмиссионная труба, жестко объединяющая картеры двигателя и узлов силовой передачи — сцепления, коробки передач, раздаточной коробки, главной передачи (или главных передач — на многоосных автомобилях), внутри которой расположен тонкий вал, заменяющий в этой конструкции карданный. Необходима независимая подвеска всех колес.
Преимущество такой схемы — высокая крутильная жесткость; кроме того, она позволяет легко создавать модификации автомобилей с различным количеством ведущих мостов. Однако ремонт заключенных в раме агрегатов крайне затруднен. Поэтому такой тип рамы применяется очень редко, а на легковых автомобилях совершенно вышел из употребления.
Вильчато-хребтовые рамы
Разновидность хребтовой рамы, у которой передняя, иногда задняя части представляют собой вилки, образованные двумя лонжеронами и служащие для крепления двигателя и агрегатов.
В отличие от хребтовой рамы, картеры узлов силовой передачи как правило (но не всегда) выполняются отдельными, при необходимости в нем используется обычный карданный вал. Такую раму имели в числе прочих представительские автомобили «Татра» от Т77 до Т613.
К этому же типу часто относят и Х-образные рамы, которые некоторыми источниками рассматриваются как разновидность лонжеронных. У них лонжероны в центральной части очень сильно приближены друг к другу и образуют закрытый трубчатый профиль. Такая рама использовалась на советских автомобилях «Чайка» ГАЗ-13 и ГАЗ-14 высшего класса.
Несущее основание
Эта рама объединена с полом кузова для повышения жесткости.
Такую конструкцию имели в числе прочих «Фольксваген Жук» и автобус ЛАЗ-695. В настоящее время эта схема считается достаточно перспективной благодаря возможности на одном и том же несущем основании строить самые разные автомобили, как на платформе.
Решетчатые
Также называются трубчатыми (tubular frame) или пространственными (spaceframe).
Решетчатые рамы имеют вид пространственной фермы, обладающей очень высоким отношением крутильной жесткости к массе (то есть они легки и очень прочны на кручение).
Такие рамы применяют либо на спортивных и гоночных автомобилях, для которых важна малая масса при высокой прочности, либо на автобусах, для угловатых кузовов которых она очень удобна и технологична в производстве.
Когда же заходит речь о технологии ремонта, нередко возникает вопрос о том, как ремонтировать или менять элемент, являющийся по своим конструктивным особенностям несущим. Например, рассмотрим фронтальную под углом деформацию передней части автомобиля, при которой деформированы передняя панель, капот, крыло, брызговик и лонжерон. Из них в данном узле можно выделить два съемных элемента – крыло и капот – и три или более сварных – рамка радиатора, брызговик, лонжерон. Во время проведения ремонтных работ деформированных элементов необходимо обеспечить функции, заложенные производителем (симметрия конструкции, симметрия формы кузова и его элементов, безопасность пассажиров во время движения и прочее).
Поэтому, если принимаем ремонт брызговика и крыла, тогда капот, рамка радиатора и лонжерон должны быть заменены. При замене капота есть возможность контроля за отремонтированной поверхностью крыла в месте примыкания к капоту, контроля расположения рамки радиатора при ее замене и примыкания к ней отремонтированного брызговика. При замене рамки радиатора существует возможность контроля геометрии проема капота, правильности примыкания брызговика к верхней части.
При замене лонжерона надо обеспечить прочность данного узла, ослабленного ремонтом брызговика и крыла. В этом случае необходимо учитывать, что условно к крылу и брызговику будет применен ремонт без нагревания и сваривания. В случае если к одному из ремонтируемых элементов будет применено нагревание для усадки металла или сваривание разрыва или технологического разреза, то другой элемент должен быть заменен новым. В данном случае наиболее целесообразно с экономической точки зрения выполнить замену крыла. Если же принимается решение о ремонте лонжерона в сборе, то есть самого лонжерона П-образной формы с незначительным подогревом, то при правке должен быть заменен усилитель, будь то отдельный усилитель, являющийся усилителем брызговик или иной элемент.
Необходимо также помнить, что хотя заводом-производителем конструкционная выносливость элементов кузова запроектирована на коэффициент безопасности n = 1,3–1,5, а для краев корпуса, которые поддаются совокупному действию турбулентных сил, образованных коробкой передач и колесами во время движения, коэффициент безопасности равен даже 1,5–2,0, не имея надлежащего оснащения, технологических карт и диаграмм распределения нагрузок при ДТП, мы не можем определить, как фактор ремонта повлияет на безопасность пассажиров при деформации в дальнейшем.
Учитывая, что технология ремонтных работ должна привести выносливость отремонтированных частей автомобиля в соответствовие с неремонтированными, идеальным вариантом ремонта данного узла будет замена всех элементов, которые невозможно исправить без применения нагревания или сваривания технологических разрезов.
Пример ремонта лонжерона на рамном автомобиле
Правый лонжерон под полом пассажирского сиденья поражен сквозной коррозией до такой степени, что кронштейны рычагов переднего моста не только не способны выполнять свои функции, но и отрываются.
Для ремонта куплен б/у лонжерон с брызговиком, из которого были вырезаны нужные части.
Для того чтобы надежно поставить подпорку под порог, его пришлось заменить, а также частично заменить пол.
После этого снимаются рычаги переднего моста, поврежденная часть лонжерона вырезается и заменяется. Работа это непростая, потому что вырезы для распределения нагрузки сделаны сложными, иногда доступ к ним для сварки затруднен, а накладывать швы необходимо с обеих сторон.
На фото показан усилитель пола, на который приваривается накладка, привариваемая к лонжерону.
Привариваем ремонтные части к полу, защищаем швы герметиком со всех сторон.
На все ремонтируемые места наносим антигравийное покрытие, проводим внутреннюю антикоррозионную обработку порога и лонжерона и получаем результат ремонта.
Если результатом столкновения автомобиля стала значительная деформация, сначала необходимо снять механические агрегаты – только так можно тщательно выправить складки и заменить детали, которые ремонту не подлежат. Кроме того, это позволит снять остаточные напряжения, которые могут возникнуть и оставаться после правки. При движении автомобиля остаточные напряжения могут вызвать напряжения в креплениях амортизаторов и втулок, а иногда и их разрывы.
Но в некоторых случаях предварительное выпрямление кузова с установленными механическими агрегатами может облегчить доступ к агрегатам, подлежащим снятию, например к двигательному агрегату у автомобилей с передним приводом, к переднему или заднему мосту. В данном случае необходимо позаботиться о замене крепежных болтов и амортизаторов. Эту операцию выполняют на стенде.
Если удар в передний или задний полумост вызвал деформацию основания кузова, можно также произвести выпрямление кузова, фиксируя (зацепляя) механизм растяжки за механические агрегаты, как, например, обода колес или рычаги подвесок, получившие деформацию. Правка производится в направлении, прямо противоположном удару. Выполнение такой операции возможно лишь в том случае, когда удар пришелся непосредственно в передний или задний полумост, и его замена необходима.
Также обязательно надо заменить шаровые опоры и рулевые тяги. Правка с помощью домкрата или иного гидравлического механизма применяется для восстановления формы или выпрямления деформированной детали. Однако, приступая к работе, не стоит забывать, что при очень резкой правке детали кузова может произойти деформация соседней зоны. Поэтому при растяжении, т. е. одновременно с действием домкрата, рекомендуется сопровождать восстановление линейности кузова выстукиванием складок. А после проведения вытяжки с помощью домкрата необходимо снять все внутренние напряжения посредством выстукивания (с помощью рихтовочного молотка) всего участка, подвергшегося правке.
Чтобы быть уверенным в том, что впоследствии не произойдут обратные перемещения выправленных участков кузова, обусловленных остаточными напряжениями, выстукивание поверхности производят через деревянную подкладку в направлении удара. Если при этом выпрямленный кузов не изменяет свою форму, то операция правки выполнена правильно. В противном случае следует снова произвести правку до получения геометрии в пределах допусков, установленных изготовителем автомобиля.
Если автомобиль получил боковой удар, это вызывает деформацию основания кузова, сопровождающуюся уменьшением длины кузова со стороны поврежденной поверхности, которую легко определить. При правке на стенде исполнитель должен учесть это обстоятельство. На практике правка осуществляется растяжкой в двух направлениях одновременно: боковой и продольной, что обеспечивает возможность восстановления первоначальной геометрии основания кузова.
Примером восстановления боковой поверхности является выправка средней стойки, которую обматывают тянущей цепью. Для предохранения стойки от повреждения и равномерного распределения усилия между стойкой и цепью прокладывают деревянную планку.
Продольное растяжение, выполняемое одновременно с боковым, может производиться различными способами. Если деформация сосредоточена в нижней части кузова, производят непосредственную выправку основания, закрепляя зажимы за отбортовку порогов. Домкрат помещается между двумя зажимами и под давлением перемещает их в продольном направлении по мере осуществления одновременной боковой растяжки. Если деформация сосредоточена в верхней части кузова, растяжка производится в продольном направлении с передней и задней частей кузова.
Работы по выправлению и проверке новых лонжеронов обязательно должны быть произведены на точном оборудовании, которое имеется только в мастерских.
В любом случае диагностику геометрии лучше всего производить на хорошем оборудовании, о выборе которого речь пойдет в следующем номере.
При подготовке статьи использованы материалы из открытых источников в соответствии с GNU Free Documentation License.
Несущая система автомобиля. Рама.
Несущая система автомобиля
Несущая система служит для установки и крепления всех агрегатов и механизмов автомобиля.
Она воспринимает поперечные и продольные нагрузки, изгибающие и крутящие моменты, передаваемые двигателем, трансмиссией и мостами автомобиля, а также колесами и подвеской в результате взаимодействия автомобиля с дорогой, ускорением и торможением.
Несущей системой может являться отдельный элемент — рама либо непосредственно кузов автомобиля, поэтому все автомобили подразделяются на рамные и безрамные (имеющие несущий кузов).
Существуют также рамно-кузовные несущие системы, которые часто применяются на автобусах, при этом рама и основание кузова объединены в одну конструкцию.
К несущей системе автомобиля предъявляются следующие требования:
достаточная прочность и жесткость;
стабильное взаимное положение механизмов автомобиля;
высокая технологичность при эксплуатации и ремонте;
минимальная масса;
сохранение кинематического согласования работы механизмов автомобиля и их работоспособности при изгибах и закручивании элементов несущей системы.
Преимущества рамной несущей системы:
простота и надежность конструкции;
технологичность при производстве и ремонте;
универсальность (на одну и ту же раму можно устанавливать различные типы кузовов и на одном и том же шасси выпускать обычные и специальные автомобили).
Для грузовых автомобилей, имеющий отдельный кузов для груза и кабину для водителя и пассажиров, рамная конструкция является наиболее удобным техническим решением.
Несущие кузова применяются на легковых автомобилях особо малого, малого и среднего классов, а также на большинстве автобусов.
Преимущества несущих кузовов:
уменьшение массы автомобиля;
уменьшение высоты автомобиля;
понижение центра тяжести автомобиля, следовательно, повышение его устойчивости;
распределение нагрузки по всей конструкции автомобиля, а не только в раме.
Недостатками несущих кузовов является сложность изготовления и ремонта, а также низкая универсальность при применении на автомобилях разного назначения – даже незначительные изменения компоновки автомобиля требуют затратных изменений в конструкции кузова.
***
Рама автомобиля
Рама является остовом автомобиля, т. е. его «скелетом». Она воспринимает все внешние и внутренние нагрузки, возникающие при движении автомобиля и даже при его стоянке – вес груза, пассажиров и размещенных на ней механизмов и устройств, а также моменты и усилия, передаваемые двигателем и агрегатами трансмиссии и ходовой части. По этим причинам к автомобильным рамам предъявляются требования:
необходимая жесткость и прочность;
минимальная масса;
рациональная форма, допускающая низкое расположение центра тяжести автомобиля, достаточные ходы подвески, элементов рулевого управления и углы поворота управляемых колес.
***
Классификация автомобильных рам
Рамы бывают лонжеронные и хребтовые (центральные).
Лонжеронные рамы, в свою очередь, подразделяются на лестничные и периферийные.
Разновидностью хребтовых рам являются Х-образные рамы.
***
Лонжеронные рамы
Лестничная лонжеронная рама
Лестничная лонжеронная рама (рис. 1, рис. 2, а) состоит из двух лонжеронов 1 (продольных балок), которые соединены между собой поперечинами 2. Лонжероны и поперечины имеют швеллерное сечение, при этом полки швеллеров при сборке рамы обращены внутрь.
Толщина листовой стали, из которой изготавливают лонжероны, составляет 5…10 мм. В качестве материала для элементов конструкции автомобильных рам применяются низкоуглеродистые стали, которые хорошо поддаются холодной штамповке.
Иногда применяются титанистые стали, позволяющие благодаря их более высоким механическим свойствам снизить массу рамы на 15…20%.
Лонжероны могут располагаться параллельно или сходиться в передней части автомобиля с целью образования свободного пространства, необходимого для поворота управляемых колес. В соответствии с распределением нагрузки на рамы для двухосных автомобилей наибольшее сечение лонжерона находится в средней части рамы, уменьшаясь к концам рамы.
Переменное сечение лонжеронов позволяет снизить массу и расход металла, без существенного снижения прочности и жесткости рамы. Кроме того, такая конфигурация лонжеронов позволяет снизить центр тяжести автомобиля, что немаловажно для повышения его устойчивости при криволинейном движении и маневрировании.
Для снижения центра тяжести балки лонжеронов у легковых автомобилей и грузовых автомобилей небольшой грузоподъемности часто выгибают над осями и мостами в вертикальной плоскости.
Жесткость рамы повышают установкой косынок и раскосов между лонжеронами и поперечинами. Лонжероны и поперечины скрепляют между собой клепкой в холодном состоянии или сваркой. Широкое применение клепаных соединений обусловлено хорошей стойкостью к вибрационным нагрузкам.
Сварные рамы отличаются большой жесткостью, но сложнее в ремонте и менее прочны в местах, прилегающих к сварным швам.
Поперечины крепятся к полкам лонжеронов и их стенкам. Места расположения поперечин и форма их поперечного сечения (коробчатая, корытообразная, Z-образная, П-образная и т. д.) выбираются исходя из равнопрочности рамы по всей длине.
Поперечины обязательно устанавливаются в месте крепления кронштейнов рессор, двигателя, бензобаков, в местах установки балансирной рессоры (для трехосных автомобилей), а сами лонжероны в этих местах часто усиливаются специальными вставками.
Поперечины штампуются из той же листовой стали, что и лонжероны. При сложной форме поперечин используются высокопластичные стали. Однородность металла элементов рамы диктуется возможностью возникновения гальванических токов при применении разного металла для лонжеронов, поперечин, заклепок и усилительных элементов. Гальванические токи инициируют коррозию и могут доставить другие неприятности при эксплуатации автомобиля.
Для рам автомобилей большой и особо большой грузоподъемности применяются прокатные профили из малоуглеродистых низколегированных сталей. Материал прокатных профилей имеет более высокие механические характеристики, чем листовая сталь. Однако масса таких рам больше, так как лонжероны по всей длине имеют одинаковое сечение.
Периферийные рамы
Периферийные рамы (рис. 2, в) могут применяться в конструкции несущей системы легковых автомобилей. Лонжероны периферийной рамы проходят по периферии пола кузова автомобиля и создают ему естественный порог. Это увеличивает сопротивляемость кузова боковым ударам.
Свободная средняя часть рамы позволяет опустить пол кузова, повысив тем самым устойчивость автомобиля. Для увеличения хода колес автомобиля лонжероны выгибаются в вертикальной плоскости над передним и задним мостами. Средняя часть рамы расположена ниже этих выгибов.
***
Хребтовые рамы
Хребтовая рама (рис. 2, г) состоит из одной центральной несущей балки 9, к которой прикреплены поперечины 10 и различные установочные кронштейны. Центральная балка, внутри которой размещается карданная передача, имеет трубчатое сечение.
Если на легковых автомобилях хребтовая рама обычно неразборная, на грузовых автомобилях центральная балка состоит из картеров отдельных агрегатов трансмиссии автомобиля, которые соединяются между собой специальными патрубками.
Между картерами и патрубками устанавливаются кронштейны для крепления кабины, грузового кузова, двигателя и других агрегатов. Такая разъемная хребтовая рама универсальна, так как, изменяя длину, можно создавать семейства автомобилей с различным числом ведущих мостов и с разными базами на одних и тех же унифицированных агрегатах.
Хребтовая рама позволяет снизить массу автомобиля на 15…20%, так как сами агрегаты трансмиссии образуют элементы рамы. Хребтовая рама обладает более высокой жесткостью по сравнению с лонжеронной рамой, однако такая рама требует применения легированных сталей для изготовления картеров агрегатов трансмиссии и соединительных патрубков, а также высокой точности при изготовлении. Кроме того, при техническом обслуживании и ремонте автомобиля затрудняется доступ к механизмам трансмиссии и требуется частичная, а иногда и полная разборка рамы.
Х-образная рама (рис. 2, б) позволят увеличить углы поворота управляемых колес, тем самым улучшить маневренность автомобиля. Эта рама также позволяет понизить пола кузова, центр тяжести автомобиля, увеличить его статическую и динамическую устойчивость.
***
Дополнительные элементы конструкции автомобильных рам
К раме крепят кронштейны для рессор, амортизаторов, крыльев, подножек и другие элементы кузова и кабины автомобиля.
На переднем конце рамы устанавливается буфер и буксирные клюки. Буфер предназначен для восприятия толчков и ударов при наездах и столкновениях. В задней части грузовых автомобилей расположено буксирное устройство.
На усиленную переднюю поперечину устанавливают переднюю опору двигателя.
Тягово-сцепное устройство автомобиля
Тягово-сцепное устройство (или, как его обычно называют — фаркоп) предназначено для сцепки автомобилей тягачей с прицепами и смягчения осевых толчков, возникающих при движении автопоезда.
Тягово-сцепное (буксирное) устройство (рис. 1, б) представляет собой стальной кованый крюк 18, на стержне которого между двумя упорными шайбами 9 и 20 установлен резиновый упругий элемент 10, поджимаемый гайкой 8. Стержень крюка в сборе с буфером размещен в корпусе 11, который вместе с крышкой 19 болтами прикреплен к задней поперечине рамы. Выступающий из стакана конец стержня с зашплинтованной на нем гайкой 8 закрывается колпаком 7.
Защелка 17 крюка стопорится собачкой 13, установленной на оси, а также предохранительным шплинтом 14, соединенным цепочкой 16 и входящим в отверстие собачки 13.
Надрамник автомобиля-самосвала
Несущая система автомобилей-самосвалов кроме основной рамы включает еще дополнительную укороченную раму – надрамник, на который устанавливается грузовой кузов и крепятся элементы механизма подъема кузова. Надрамник позволяет снизить нагрузку на заднюю часть основной рамы автомобиля при подъеме кузова во время разгрузки, принимая часть этой нагрузки и распределяя ее равномерно по основной раме. Надрамник выполняется сварным из штампованной листовой стали. Он крепится к раме самосвала с помощью стремянок и болтовых соединений.
На рис. 3 показан надрамник автомобиля самосвала марки «КамАЗ», который состоит из двух лонжеронов 3, соединенных поперечинами 2,4,8 и 11. В задней части, где возникают наибольшие нагрузки, надрамник имеет Х-образный усилитель 6, а его лонжероны снабжены усилителями 7.
Поперечины 2 и 11 имеют корытообразное сечение, остальные поперечины имеют швеллерное сечение.
К лонжеронам приварены кронштейны крепления надрамника к раме 10, ограничители боковых перемещений надрамника, кронштейны резинометаллических опор 1 кузова и кронштейны 9 осей опрокидывания кузова. К поперечине 11 прикреплены нижняя опора гидроцилиндра подъемного механизма кузова, кран управления и клапан ограничения подъема кузова.
На поперечине 2 установлена резинометаллическая опора 5, служащая дял фиксации кузова в поперечном направлении. На поперечине 4 закреплен кронштейн страховочного троса ограничителя опрокидывания кузова.
Безрамные несущие системы автомобилей рассмотрены в разделе «Кузов автомобиля».
***
Несущий кузов легкового автомобиля
Главная страница
Страничка абитуриента
Дистанционное образование
Группа ТО-81
Группа М-81
Группа ТО-71
Специальности
Ветеринария
Механизация сельского хозяйства
Коммерция
Техническое обслуживание и ремонт автотранспорта
Учебные дисциплины
Инженерная графика
МДК.01.01. «Устройство автомобилей»
Карта раздела
Общее устройство автомобиля
Автомобильный двигатель
Трансмиссия автомобиля
Рулевое управление
Тормозная система
Подвеска
Колеса
Кузов
Электрооборудование автомобиля
Основы теории автомобиля
Основы технической диагностики
Основы гидравлики и теплотехники
Метрология и стандартизация
Сельскохозяйственные машины
Основы агрономии
Перевозка опасных грузов
Материаловедение
Менеджмент
Техническая механика
Советы дипломнику
Олимпиады и тесты
«Инженерная графика»
«Техническая механика»
«Двигатель и его системы»
«Шасси автомобиля»
«Электрооборудование автомобиля»
Рама автомобиля
Рама автомобиля
Рама служит основанием, на котором укреплены все части и механизмы автомобиля и его кузов.
Раму имеют все грузовые автомобили. Рама состоит из двух продольных балок — лонжеронов, соединенных несколькими поперечинами — траверсами. Лонжероны изготовлены штамповкой из листовой стали и имеют корытиое или коробчатое сечение переменного профиля, наиболее усиленного в средней части. Части рамы скреплены при помощи угольщиков и косынок на заклепках или путем сварки.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Рис. 1. Рама грузового автомобиля
Передние поперечные балки служат для крепления двигателя. К лонжеронам прикреплены кронштейны для крепления деталей подвески.
У грузовых автомобилей в задней части рамы на специальных поперечных балках устанавливают буксирное устройство, включающее крюк с запором и амортизирующей пружиной или с резиновым амортизатором. Крюк предназначен для присоединения буксируемых автомобилем прицепов.
В передней части рамы закреплены два простых крюка, используемых для буксировки автомобиля при его неисправности, вытаскивания из грязи и т. д.
К передней части рамы прикреплен металлический упор — буфер. Рама со всеми собранными на ней частями опирается через детали подвески на оси с колесами.
Рамой оборудуются также легковые автомобили большой вместимости, имеющие значительное расстояние между осями колес («Чайка», ЗИЛ-111).
Рис. 2. Несущий кузов легкового автомобиля
Для получения необходимой прочности и устранения возможности деформаций кузова раму легковых автомобилей изготовляют специальной конструкции, обычно с Х-образной поперечной балкой и с балками, имеющими увеличенные сечения. К передней и задней частям рамы присоединяют буферы.
У легковых автомобилей малой и средней вместимости отдельная рама обычно отсутствует и вместо рамы используется жесткое основание кузова. Такой кузов называется несущим. Несущую конструкцию кузова имеют автомобили «Запорожец», «Москвич» и «Волга».
У легкового автомобиля с несущим кузовом раму заменяет жесткая конструкция каркаса кузова (рис. 2), состоящая из пола, усиленного балками, передней части, боковых стоек, крыши и задней части. Эти части снабжены усилителями и соединены сваркой. В передней части к полу кузова прикреплена болтами или с помощью сварки короткая (подмоторная) рама, служащая для установки силового агрегата и передней подвески автомобиля. Подкосы, приваренные к раме, крепятся болтами или привариваются к щитку кузова.
—
Рама автомобиля служит для крепления на ней двигателя, агрегатов шасси, кузова и, таким образом, является несущей конструкцией.
Раму имеют все грузовые автомобили, легковые автомобили высокого класса и некоторые типы автобусов. По конструкции различаются рамы лонжеронные, центральные (хребтовые) и Х-образные (комбинированные).
Лонжеронная рама, получившая наибольшее распространение, состоит из двух лонжеронов (продольных балок), связанных между собой несколькими поперечинами (рис. 3). К переднему торцу рамы крепится буфер с двумя буксирными крюками, в задней части рамы установлен буксирный прибор. На лонжеронах крепятся кронштейны для амортизаторов, рессор, опор двигателя, кабины и платформы.
Лонжероны и поперечины штампуются из листовой стали и соединяются между собой заклепками. Сечение лонжеронов имеет корытообразный профиль с наибольшей высотой и жесткостью в средней, более нагруженной части рамы. Поперечины могут иметь специальную форму, необходимую для установки определенных узлов и агрегатов автомобиля.
Безрамная конструкция автомобиля предусматривает применение несущего кузова и используется в легковых автомобилях малого, среднего класса и некоторых типах автобусов. Это позволяет снизить вес легкового автомобиля примерно на 5%, автобуса — на 15%. Корпус кузова легкового автомобиля представляет собой жесткую сварную конструкцию, включающую в себя пол, усиленный лонжеронами и поперечинами, передок с двумя лонжеронами подмоторной рамы, заднюю часть с панелью, боковины со стойками, крылья и крышу.
Рама автомобиля при движении испытывает значительные вертикальные динамические нагрузки от сил инерции подрессоренных частей — самой рамы, двигателя, сцепления и коробки передач, кузова. Рама рассчитывается на прочность при изгибе, кручении и изготовляется из малоуглеродистых или малолегированных сталей с хорошей прочностью и пластичностью.
—
Рама автомобиля представляет собой остов, на котором укреплены все механизмы автомобиля. Рама должна обладать высокой прочностью и жесткостью, но в то же время быть легкой и иметь такую форму, при которой возможно более низкое расположение центра тяжести автомобиля для увеличения его устойчивости.
Существует три основных типа рам: — лонжеронные, состоящие из двух продольных балок (лонжеронов), соединенных поперечинами; — центральные, имеющие в качестве хребта одну продольную балку или трубу; — комбинированные, сочетающие в своей конструкции оба принципа (среднюю часть рамы выполняют как центральную, а концы делают лон-жеронными).
На грузовых автомобилях наибольшее распространение получили лонжеронные рамы, состоящие из двух продольных параллельных балок — лонжеронов, соединенных поперечинами (траверсами), с использованием сварки или заклепок. В зонах, подвергающихся наибольшим нагрузкам, лонжероны имеют более высокий профиль, а иногда усиливаются местными вставками. Материалом для лонжеронов служат стальные корытообразные профили (швеллеры). Лонжероны иногда делают выгнутыми в вертикальной и горизонтальной плоскостях.
Рис. 3. Автомобильные рамы: а и б — лонжеронные; в — центральные; г — комбинированные
К лонжеронам приклепывают или привертывают кронштейны для крепления рессор, подножек и запасного колеса, а также буфера и тягово-сцепное устройство. Буфера предохраняют кузов от повреждения при наездах, а тягово-сцепное устройство используют для буксирования прицепов.
—
Рама является основанием для крепления агрегатов, механизмов и кузова автомобиля.
Рама грузового автомобиля состоит из двух продольных балок — лонжеронов, и нескольких поперечин. Элементы рамы изготовляются штамповкой и соединяются между собой заклепками. Лонжероны по овоей длине имеют неодинаковое сечение; в средней части, а у трехосных автомобилей и в задней, они имеют большую высоту. Поперечины изготовлены такой формы, которая обеспечивает крепление к раме соответствующих механизмов.
В передней части рамы к лонжеронам крепятся буфер и буксирные крюки. Автомобили ЗИЛ на переднем буфере имеют откидывающуюся подножку. На задней поперечине устанавливаются буксирное устройство и съемные упругие буферы. На автомобилях ЗИЛ на задней поперечине имеются по два рым-болта для крепления аварийных цепей прицепа.
Буксирное устройство состоит из крюка с защелкой, резинового буфера с упорными шайбами, корпуса с кронштейном и колпаком. Защелка крюка удерживается в закрытом или открытом положениях собачкой. Для устранения самопроизвольного расцепления в отверстия защелки и собачки вставлен шплинт, прикрепленный к крюку на цепочке. Смазка трущихся поверхностей осуществляется через пресс-масленку. У буксирного устройства автомобиля «Урал-375Д» в качестве упругого элемента, используется пружина, а само устройство закреплено в специальной поперечине, которая снизу крепится к задним концам лонжеронов рамы.
Основными неисправностями рамы являются ослабление заклепок, появление в раме трещин и изломов. Ослабленные заклепки обнаруживаются по дребезжащему звуку, который они издают при простукивании молотком. Трещины и изломы определяются внешним осмотром. Ослабевшие заклепки следует заменить новыми или вместо них поставить болты с пружинными шайбами.
Вследствие высокой прочности и жесткости рама особого технического обслуживания не требует. Необходимо ежедневно очищать ее от грязи и пыли (снега), производить мойку. При ТО-1 проверяют состояние заклепочных соединений и целостность отдельных элементов рамы. Необходимо следить за состоянием окраски рамы и своевременно подкрашивать места, где окраска нарушена.
—
Рама автомобиля должна отличаться высокой прочностью и жесткостью. Рама должна быть легкой и иметь такую форму, которая обеспечивала бы возможность более низкого расположения центра тяжести автомобиля, что увеличивает его устойчивость.
Рис. 5. Рамы: а — с параллельными лонжеронами; б — с суживающимися лонжеронами; в — с изогнутыми лонжеронами; 1 — лонжерон; 2 — поперечина
Лонжеронные рамы получили свое название от составляющих их основу продольных балок—лонжеронов, соединяемых между собой поперечинами с помощью сварки или клепки. В местах, подвергающихся наибольшим нагрузкам, лонжероны имеют более высокий профиль, а иногда усиливаются местными вставками. Лонжероны часто делают выгнутыми в вертикальной и горизонтальной плоскостях. Чтобы защитить от повреждений .радиатор и крылья, на переднем конце рамы устанавливаются буферы в виде поперечных балок, воспринимающих удары при наезде автомобиля на препятствие.
Передняя поперечина рамы имеет форму, специально приспособленную для установки двигателя. Для усиления поперечин иногда в местах их крепления к лонжеронам накладываются косынки и угольники.
В автомобилях с несущими кузовами рама отсутствует, но имеется подрамник для крепления двигателя и передних колес к кузову.
На рис. 6 показана рама грузового автомобиля, состоящая из двух лонжеронов, имеющих профиль швеллера переменного сечения, и поперечин. Лонжероны и поперечины изготовляются из листовой малоуглеродистой стали.
Передний буфер и буксирные крюки крепятся к лонжеронам спереди с помощью кронштейнов и болтов.
Для крепления радиатора и передних опор двигателя служит передняя поперечина, приклепанная к лонжеронам. Задними опорами для двигателя являются кронштейны.
Передние рессоры крепятся к кронштейнам. Резиновые буферы предотвращают удар рессор о лонжерон. Задние рессоры крепятся к кронштейнам. У груженого автомобиля концы подрессорников (дополнительных рессор) опираются на опорные площадки.
На левом лонжероне- установлены гнездо для аккумуляторных батарей и кронштейн крепления картера рулевого механизма. На правом лонжероне имеется кронштейн 6 крепления запасного колеса.
Промежуточная опора карданного вала укреплена снизу второй поперечины, к верхней части которой крепится задняя опора кабины.
Тягово-сцепной прибор крепится распоркой и растяжками к задней поперечине. На заднем конце правого лонжерона помещается кронштейн указателя поворота, а на заднем конце левого лонжерона — кронштейн заднего фонаря.
Кронштейны служат для крепления платформы, а кронштейн — для направления пусковой рукоятки.
Для повышения жесткости и прочности рамы к ее лонжеронам крепятся усилители.
При буксировке автомобиля используются крюки.
—
Рама является основанием грузового автомобиля и служит для установки на нее всех агрегатов. Чтобы обеспечить правильное взаимодействие агрегатов, рама должна иметь высокую жесткость. Рама состоит из двух продольных балок-лонжеронов, имеющих сечение швеллера, и нескольких поперечных балок-траверс. Балки рамы изготовляются из полосовой стали методом горячей штамповки. Для лонжеронов применяют низколегированную сталь, а для траверс—углеродистую. По длине лонжероны имеют переменное сечение — большее в средней части и меньшее по обоим концам. К ним приклепаны кронштейны рессор, боковых опор двигателя, гидроусилителя рулевого управления и др.
Спереди к раме крепится буфер, а в задней ее части у автомобилей, предназначенных для буксировки прицепов, установлено тягово-сцепное устройство. В передней части раму оснащают буксирной вилкой или крюками для буксировки автомобиля. Продольные и поперечные балки рамы соединяются между собой заклепками. Отдельные траверсы рамы имеют коробчатое сечение, задняя часть рамы усилена диагональными растяжками. У автомобилей-самосвалов рамы короче, чем у автомобилей с бортовыми платформами. Для крепления опор цилиндров гидравлического подъемника на раме устанавливают дополнительную траверсу.
Характеристика рамных несущих систем
⇐ ПредыдущаяСтр 33 из 48Следующая ⇒
Рама служит для установки и крепления кузова и всех систем, агрегатов и механизмов автомобиля. Рама является одной из ответственных и наиболее металлоемких частей автомобиля. Раму имеют все грузовые автомобили, легковые автомобили повышенной проходимости, большого и высшего классов, отдельные автобусы, прицепы и полуприцепы. На автомобилях применяются рамы различных типов (рис. 5.1). Наибольшее распространение получили лонжеронные рамы.
Рис. 5.1. Типы рам
Лонжеронная рама грузового автомобиля (рис. 5.2) состоит из двух лонжеронов 1 (продольных балок), которые соединены между собой отдельными поперечинами 2.
Лонжероны отштампованы из листовой стали и имеют швеллерное сечение переменного профиля. В зависимости от типа автомобиля и его компоновки лонжероны могут быть установлены один относительно другого параллельно или под углом, а также могут быть изогнуты в вертикальной и горизонтальной плоскостях. К лонжеронам обычно приклепывают различного рода кронштейны для крепления кузова, устройств подвески колес, механизмов трансмиссии, систем управления и др.
Поперечины, как и лонжероны, выполнены штампованными из листовой стали. Они имеют форму, обеспечивающую крепление к раме соответствующих агрегатов и механизмов. Так, например, передняя поперечина 4 приспособлена для установки передней части двигателя. Лонжероны и поперечины соединены между собой клепкой или сваркой.
Устройство рам легковых автомобилей. Лестничная рама (рис. 5.3, а) состоит из двух лонжеронов 1, соединенных поперечинами 3. Лонжероны отштампованы из листовой стали и имеют профиль преимущественно закрытого типа.
К лонжеронам прикреплены различные кронштейны 2, предназначенные для установки и крепления кузова автомобиля, механизмов трансмиссии, передней и задней подвесок, систем управления и т.д. Рама имеет выгибы в вертикальной плоскости в местах расположения передних и задних колес автомобиля.
Эти выгибы обеспечивают большие ходы колес, снижение центра тяжести автомобиля и повышение его устойчивости при высоких скоростях движения.
Х-образная лонжеронная рама (рис. 5.3, б) состоит из короткой средней балки 5 трубчатого или коробчатого профиля, передней 4 и задней 7 вильчатых частей, выполненных из лонжеронов коробчатого профиля. Передняя вильчатая часть предназначена для размещения силового агрегата, а задняя — заднего моста.
В средней части рамы имеются консольные кронштейны 6 для крепления кузова, а вильчатые части рамы снабжены поперечинами для установки передней и задней подвесок. Х-образная рама позволяет увеличить углы поворота управляемых колес, уменьшить радиус поворота автомобиля и улучшить его маневренность. Кроме того, рама обеспечивает понижение пола кузова, центра тяжести автомобиля и повышение его устойчивости.
Периферийная лонжеронная рама (рис. 5.3, в) имеет наибольшее применение на рамных легковых автомобилях.
Рис.5.3,в
Она состоит из лонжеронов 8 замкнутого (коробчатого) профиля, которые проходят по периферии пола кузова автомобиля и создают ему естественный порог. Это увеличивает сопротивление кузова при боковых ударах. Рама имеет свободную среднюю часть, позволяющую опустить пол кузова, снизить центр тяжести автомобиля и повысить его устойчивость. Для увеличения хода колес автомобиля лонжероны рамы имеют выгибы в вертикальной плоскости над передним и задним мостами. Средняя часть рамы расположена ниже этих выгибов.
Хребтовая неразъемная рама (рис. 5.3, г) состоит из одной центральной продольной несущей балки 9, к которой прикреплены поперечины 10 и различные установочные кронштейны. Центральная балка рамы обычно имеет трубчатое сечение, внутри нее размещается карданная передача. Рама обладает высокой жесткостью на кручение, а размещение карданной передачи внутри хребтовой трубы рамы обеспечивает компактность конструкции.
Конструкция рамы грузового автомобиля КамАЗ (рис. 5.4, а). Рама автомобиля — лонжеронная, штампованная, клепаная. Она состоит из двух продольных лонжеронов 2, 4 и семи поперечин, которые образуют жесткую несущую систему. Лонжероны изготовлены из высокопрочной стали, имеют переменный профиль швеллерного сечения. На передних концах лонжеронов находятся кронштейны 1, предназначенные для крепления буфера. На передних концах лонжеронов установлены также буксирные крюки. Задняя поперечина 3 рамы усилена раскосами. В ней установлено буксирное устройство.
На передних концах лонжеронов установлены также буксирные крюки. Задняя поперечина 3 рамы усилена раскосами. В ней установлено буксирное устройство.
Рама грузовых автомобилей «Урал» (рис. 5.4, б) — лонжеронная, штампованная, состоит из двух продольных лонжеронов 11, 15 и шести поперечин. Поперечины 7—10 имеют круглое сечение. Передний 5 и задний 12 буфера, а также задняя поперечина 13 выполнены съемными. На переднем буфере крепятся буксирные крюки 6. Буксирное устройство установлено в специальной поперечине 14.
Буксирное устройство (рис. 5.4, в) состоит из корпуса 18 с крышкой 19, крюка 20 со стержнем, резинового упругого элемента 22 и деталей крепления. Упругий элемент установлен на стержне крюка, который закреплен в корпусе гайкой 23. Необходимая предварительная деформация упругого элемента создается шайбами 16 и 17. Буксирный крюк имеет предохранительную защелку 21, которая стопорит замок крюка и исключает его самопроизвольное открывание. Трущиеся поверхности крюка смазываются через масленки.
Для грузовых автомобилей большой и особо большой грузоподъемности применяются лонжеронные рамы не из штампованных, а прокатных лонжеронов и поперечин.
Рис. 5.5. Грузовой автомобиль с разъемной хребтовой рамой: 1, 2 — картеры;
3 — кронштейн; 4 — патрубок
На тяжелых грузовых автомобилях кроме лонжеронных рам применяются также разъемные хребтовые рамы. Хребтовая разъемная рама (рис. 5.5.) имеет центральную несущую балку, которая состоит из картеров отдельных механизмов трансмиссии автомобиля, соединенных между собой специальными патрубками.
⇐ Предыдущая28293031323334353637Следующая ⇒
Читайте также:
Каковы преимущества и недостатки каждой формы рамы?
Все мотоциклы в motoGP используют алюминиевые лонжероны!
Железные рамы и прочие старомодные реликвии прошлого! Что с решетчатой рамой, идиот? Было время, когда я тоже так считал.
Алюминиевые рамы с двумя лонжеронами не обязательно являются лучшими рамами.
WebiQ посылает вам немного счастья и знаний о мотоциклах. В этой статье я еще раз рассмотрю преимущества и недостатки каждой формы рамы.
Содержание
Слово «эволюция» вводит в заблуждение.
Что требуется от рамы?
Двойная рама люльки
Преимущества
Недостаток
Магистральная рама
Преимущества
Недостаток
Рама с двойным шпором
Преимущества
Недостаток
Несущая рама
Преимущества
Недостаток
Подкостная рама
Преимущества
Недостаток
Ферменная рама
Преимущества
Недостаток
Нужный человек в нужном месте в нужное время
Вы так говорите, а почему бы не алюминировать?
Слово «эволюция» вводит в заблуждение.
Рама мотоцикла начиналась как велосипедная рама с принудительно установленным на ней двигателем, а плоская рама стала трехмерной, а сам двигатель использовался в качестве силового элемента, эволюционировав со временем до современной алюминиевой рамы.
Это правда, но создается впечатление, что алюминиевая рама является эволюционным достижением, а остальная часть рамы является компромиссом, когда алюминиевые рамы не могут быть приняты из-за стоимости и других факторов. На самом деле так думает большинство людей.
За исключением внедорожного мотоцикла, литровый мотоцикл с 4-цилиндровым, DOHC, 4-клапанным сверхмощным двигателем жидкостного охлаждения, установленным на алюминиевой двухцилиндровой раме, является высшим достижением мотоцикл, и если ты не соответствуешь этим требованиям, ты не самый последний и лучший! Вы так не думаете?
Позвольте мне первым заверить вас, что это большая ошибка. Тот факт, что алюминиевая рама была последним продуктом эволюционного процесса, не означает, что алюминиевая рама является всемогущим богом в конце эволюционного процесса. На самом деле, есть много областей, где он уступает стальным рамам по своим характеристикам.
Многие люди сказали бы, что дело в производительности, разве это не дороже в производстве или что-то в этом роде? (смеется) Это неправда, и иногда стальные рамы обходятся дороже в производстве.
Если вы думаете, что алюминиевая рама является новейшей и самой прочной рамой, вы во многом ошибаетесь.
Что требуется от рамы?
Раньше единственной целью была установка двигателя, но современные рамы, как вы знаете, очень важны для ходовых качеств.
Если мы посмотрим на это чуть более внимательно, то его можно разбить на «прочность», «жесткость» и «стоимость». Если подать питание на двигатель, он не должен сломаться, верно? Сила необходима, чтобы предотвратить поломку.
У вас не может быть крутого изгиба, когда вы включаете двигатель, не так ли? Жесткость необходима для предотвращения изгиба.
С другой стороны, если вы придадите ему прочность и жесткость, чтобы выдерживать мощность двигателя, вы не сможете позволить себе потратить 10 000 долларов на производство, верно? «Стоимость» заключается в удержании цены целевого автомобиля в пределах ценового диапазона.
Стоимость может показаться клише, но это неизбежно важный фактор, когда речь идет о раме.
Однако интересно отметить, что не все мотоциклы были бы алюминиевыми с двумя лонжеронами, если бы они были бесконечно дорогими.
Отсюда мы более подробно рассмотрим характеристики каждой типичной формы кадра.
Двойная рама
Двойная рама стала первым мотоциклом, в котором двигатель был установлен на плоской велосипедной раме, но по мере увеличения мощности двигателя рама становилась более трехмерной. Это шедевр большого, мощного двигателя, вокруг которого расположены трубы, обеспечивающие несравненно большую жесткость, чем плоская рама.
Образуется путем сгибания стальных труб, и при взгляде сбоку часть, окружающая двигатель, видна как люлька, а так как с каждой стороны по две петли, то «двойная» + «люлька» означает двойную люльку. Если люлька, окружающая двигатель, плоская и не разделена с обеих сторон, это единая рама люльки, но сегодня ее почти не существует.
Форма двойной люльки была впервые представлена миру компанией Norton в Великобритании и имела огромный успех в гонках по всему миру, включая Гран-при. Его еще называют каркасом перины, потому что ездить как на перине удобнее, чем на обычном плоском каркасе.
Преобладает образ «хорошего комфорта при езде», и поскольку они часто используются в старых мотоциклах со стальной рамой, люди склонны думать, что они характеризуются низкой жесткостью, но это не так. По сравнению с плоской рамой он обладает подавляющей прочностью и жесткостью, а корпус (и двигатель) цельный, поэтому подвеска может двигаться более эффективно, а неустойчивое поведение из-за отсутствия жесткости рамы резко снижается. Вроде зародилось. Если вы думаете, что «мягкая, удобная езда = перина = двойная люлька», измените свое восприятие.
Но время жестоко, и форма в наши дни не особенно жесткая и прочная. Но это также шедевральная форма, которая обеспечивает необходимые характеристики, и поэтому до сих пор существует ряд новых мотоциклов, в которых используется эта рама с двойной люлькой.
Например, очень популярный Naked по-прежнему почти всегда представляет собой раму с двойной люлькой. CB-SF, XJR, INAZUMA и ZRX находятся в таком же состоянии. Автомобили со стальной рамой с двойной рамой в старых гонках на мотоциклах устанавливают нелепые времена, и ясно, что это не просто мягкие рамы, ориентированные на комфорт.
Существует также вариант «полудвуспальная люлька», который представляет собой двойную люльку только для второй половины и одинарную люльку для первой половины. Он не требует такой силы и жесткости, как двойная люлька, и используется, когда важнее это легкость и способность преодолевать препятствия. Типичный пример — внедорожный мотоцикл. Во многих случаях, даже у полноразмерных моделей для соревнований, есть только одна рама, которая проходит вниз от рулевой колонки, но если это все, что нужно для обеспечения прочности и жесткости, то легкий и тонкий — лучший вариант.
Преимущества
Высокая жесткость по сравнению с одинарной люлькой
Каркас до некоторой степени завершается только изгибом трубы.
Легко контролировать жесткость, просто добавляя арматуру
Недостаток
Тяжеловат по сравнению с одиночной люлькой
Двигатель сложно установить и снять.
Требуется квалифицированное производство.
Опорная рама
Опорная рама представляет собой эволюцию двойной опорной рамы. Особенностью является отсутствие всей нижней части двухъярусной рамы. Позвоночник, потому что это всего лишь позвоночник.
Нижняя часть рамы, которая раньше была там для обеспечения жесткости, исчезла, поэтому похоже, что она будет мягкой, верно? Действительно, одна только рама мягкая по сравнению с двойной люлькой. Итак, как вы держите его жестким? Сам двигатель используется как часть рамы.
Скорее, это первый случай, когда сам двигатель с самого начала был спроектирован таким образом, чтобы быть прочным и жестким.
Сам двигатель кажется более жестким, чем изогнутая стальная труба, не так ли? Таким образом, агрессивно используя двигатель, мы смогли уменьшить вес и повысить жесткость рамы, убрав часть рамы. Потому что он использует очень жесткий двигатель в качестве силового элемента. Его также называют ромбовидной рамкой.
Его репрезентативной моделью является Kawasaki GPZ900R Ninja. Тот факт, что на момент своего появления это был самый быстрый автомобиль в мире, показывает, что этот формат имел преимущество перед двойной люлькой. Сегодня эта форма используется во многих шоссейных спортивных мотоциклах класса 250 куб. См, таких как CBR250RR, YZF-R25, GSX250R и Ninja250.
Существуют исключения из этого правила, когда двигатель не используется в качестве силового элемента, а только хребтовая рама обеспечивает прочность. Типичными примерами являются Super Cub и Monkey.
Двигатель только подвесной и никак не связан с прочностью рамы, но если ее достаточно, нет необходимости устанавливать под трубу.
Преимущества
Легче двойной люльки.
Легко устанавливается и снимается двигатель.
Недостаток
Необходимо спроектировать двигатель для использования в качестве силового элемента
Требуется точность детали муфты двигателя.
Рама с двумя шпорами
Это дальнейшее развитие рамы хребта. Также известна как двухтрубная рама.
В то время как основная рама в основном состоит из одного стержня, мы хотели большей жесткости и добавили два стержня. Если у вас все равно будет два двигателя, нет необходимости сгибать верхнюю часть двигателя, как хребтовую раму, поэтому более эффективно поворачивать ее влево и вправо от двигателя.
Эта рама основана на идее, что, перемещая двигатель слева и справа, можно соединить шарниры поворотного рычага и рулевую колонку по прямой линии, что является наиболее эффективным способом соединения частей, находящихся под самый стресс.
Форма была введена в то время, когда использование алюминиевых материалов в дополнение к стальным трубам стало широко распространенным, поэтому она почти полностью развилась на предпосылке алюминиевой рамы. (Существует также двухтрубная рама из стальных труб.)
Если вы сделаете коробчатый объект из алюминиевых пластин и поместите двигатель между двумя кусками алюминиевой пластины, он неизбежно станет рамой с двумя лонжеронами. Также широко использовались рамы из прессованного дерева, а не из алюминиевых листов.
Наиболее эффективные на данный момент, за очень немногими исключениями, все мотоциклы, называемые Supersports, имеют такую форму рамы. Почти все мотоциклы в motoGP имеют такую раму.
В последние годы становится все более распространенным контролировать жесткость материалов путем изменения их толщины в разных местах, что становится все более выгодным для алюминиевых сдвоенных труб.
Преимущества
Идеальная прямая форма при взгляде сбоку
Меньше процессов, таких как сварка
Легко контролировать жесткость
Недостаток
Когда двигатель широкий, он будет иметь изогнутую форму, далекую от идеальной, если смотреть сверху. Будет шире.
В случае с алюминием материал дорогой.
В случае с алюминием производственные формы очень дороги.
Несущая рама
Эта форма хребтовой рамы была разработана в другом направлении, чем сдвоенный лонжерон. Основная идея та же, что и у хребта, но сама рама выполняет некоторые функции, такие как внешний вид и корпус воздухоочистителя.
Он больше не состоит из труб, а представляет собой коробку, которая выглядит как комбинация досок. Можно сказать, что для обеспечения жесткости рама сформирована в форме огромного ящика, а различные функции объединены за счет использования ее огромных размеров.
Типичными примерами являются модели ZX-12R и ZX-14R, где саму раму можно использовать в качестве корпуса воздухоочистителя или аккумулятора.
Усовершенствованная серия DUCATI Panigale 1198, в которой двигатель полностью используется в качестве силового элемента, в результате чего больше нет объекта, похожего на раму. Есть рама, которая соединяет рулевую колонку с двигателем, но это сам короб воздухоочистителя, и я не уверен, что могу назвать это рамой.
Коробка воздухоочистителя соединена с двигателем, а рулевая колонка интегрирована в коробку воздухоочистителя, поэтому она рассматривается как монокок, но по сути ее можно назвать бескаркасной.
Преимущества
Вы можете комбинировать различные функции.
Недостаток
Трудно изменить дизайн.
Подкостная рама
В отличие от позвоночника, подкостная кость представляет собой потерю двойной колыбели. Это нижняя часть, потому что она находится только на нижней стороне рамы.
Особого преимущества в прочности или жесткости нет. Но поскольку на верхней стороне ничего нет, он был принят самокатами, которым, в конце концов, нужна проходная подставка для ног. Вы можете думать об этом как о скутере = костяк.
Подкосы также широко используются в грузовых автомобилях, особенно в Юго-Восточной Азии, чтобы обеспечить больше места для ног. Приоритет отдается способности ходить в промежности, не отрывая ноги, и нести груз. Это результат этого.
Преимущества
Удобное место для ног.
Недостаток
Отсутствие жесткости.
Ферменная рама
Ферменная рама использовалась DUCATI в течение многих лет и прославилась своей ферменной рамой, которая больше похожа на каркас четырехколесного транспортного средства, чем на раму мотоцикла, и была разработана для мотоциклов. Его еще называют решетчатым каркасом (итальянское прочтение trellis frame).
Редко используется в японских мотоциклах, но это довольно распространенная форма рамы для высококлассных спортивных мотоциклов, таких как Ducati, KTM и BMW.
Характеризуется способностью свободно добиваться идеальной прочности и жесткости путем сборки небольших труб в треугольник (форма фермы) и их комбинирования с большими и малыми фермами. Хотя трубы бросаются в глаза, треугольные поверхности в сочетании с трубами можно рассматривать как большую монококовую конструкцию. Другой особенностью будет то, что на нее «красиво смотреть» (хотя эта область субъективна для человека).
Производительность очень высока, потому что вы можете разместить идеальную трубу в идеальном месте, но самый большой недостаток заключается в том, что она требует большого мастерства в производстве, потому что для создания целого требуется точно и несравненно сваривать короткие трубы вместе. Кроме того, поскольку существует много труб, они имеют тенденцию быть тяжелыми, и если мы попытаемся удержать их от того, чтобы они стали тяжелыми, диаметр труб станет чрезвычайно тонким, а толщина стенок станет очень тонкой, что еще больше усложнит работу. производство, что уже сложно. Начнем с того, что точек сварки очень много. Он вообще не подходит для массового производства.
Причина, по которой практически нет примеров его использования в японских автомобилях, заключается в том, что он не подходит для массового производства. С другой стороны, причина, по которой так много случаев внедрения иностранных мотоциклов, заключается в том, что они лучше подходят для мелкосерийного производства. Если мы полагаемся на квалифицированных рабочих для производства автомобиля, можем ли мы произвести запланированное количество мотоциклов? Это развилка дорог.
Если вам нужно произвести определенное количество мотоциклов, например японских мотоциклов, вы не сможете их усыновить, даже если захотите.
Преимущества
Очень высокая производительность
Красиво смотреть.
Можно сделать очень легко.
Недостаток
Производство требует умелых рук.
Не подходит для массового производства
Нужный человек в нужном месте в нужное время
Например, торговый скутер объемом 50 куб. Обычно вам не нужен слишком жесткий самокат для покупок вместо того, чтобы быстро оседлать его, не так ли?
Если ZX-14R использует алюминиевую раму с двумя лонжеронами вместо монокока, он будет иметь смехотворно широкий корпус. Вы не получите той спортивности, к которой стремитесь, если будете держать ее широкой, а если вы пропустите ее над двигателем, чтобы уменьшить ширину, вы лишаетесь преимуществ двойных труб. Вам не нужен такой ZX-14R, не так ли?
Если вы используете ферменную раму на 250-кубовом спорткаре, цена кузова взлетит до небес. Он удивительно жесткий, гибкий и легкий, но мало кто хочет 250 куб. см за 30 000 долларов, верно?
Если вы переоборудовали свой внедорожник на алюминиевый двухтрубный двигатель, при движении по оврагу в двигатель будут попадать камни. Если вам нужна нижняя защита, чтобы избежать попадания камня в двигатель, и вам нужна опора, чтобы надеть защиту, то рама должна быть в первую очередь под двигателем.
Как видите, форма необходимой вам рамы зависит от назначения (цели) автомобиля. Даже если вы выберете самую высокую форму и материал козырька, вы не сможете использовать его наилучшим образом.
Вы так говорите, а почему бы не алюминировать?
Алюминий имеет меньший удельный вес, чем сталь, поэтому его можно сделать легче при той же форме. Это лучшее, что есть в алюминии! Однако та же форма не может обеспечить такую же прочность, как сталь.
Таким образом, если вы сделаете трубу толще, чтобы придать ей такую же прочность, как у стали, вы сможете сделать ее немного легче с такой же прочностью, как у стали.
Вот оно! Алюминий по-прежнему лучше! Сталь – это компромисс для снижения затрат! Но проблема в том, что объем больше стали в то время. Причина, по которой он больше, заключается в том, что он находится в невыгодном положении в других областях, таких как аэродинамика и мобильность. Более того, увеличенная площадь рамы делает раму чрезвычайно жесткой, а напряжения, которые раньше поглощались рамой, теперь передаются на другие части кузова.
Как видите, использование стальных рам связано не только с затратами, но и с причинами, по которым используется сталь. Не все лучше в алюминии.
На самом деле, существует множество примеров колес четырехколесных транспортных средств, которые становятся тяжелее в результате того, что они изготавливаются с приоритетом «сделаны из алюминия». Не так-то просто сделать их легче, используя алюминий!
Гонки AF1. Наклейка на правый лонжерон рамы OEM Aprilia
Types, Materials, and Вес [Видео] – PowerSportsGuide
Рама или шасси мотоцикла является основной несущей конструкцией мотоцикла. Двигатель вместе со многими другими компонентами мотоцикла смонтированы на этом металлическом каркасе. Рамы большинства мотоциклов изготавливаются из стали или алюминия. Но некоторые высококачественные и гоночные мотоциклы имеют рамы из титана, магния или углеродного волокна. Что касается их конструкции, наиболее популярными типами рам для мотоциклов являются хребтовая, люлька и решетчатая/периметральная.
Если вы хотите узнать больше о рамах для мотоциклов, вы попали по адресу.
Мы в PowerSportsGuide собрали основы этой ключевой части в этом посте!
Что такое рама мотоцикла?
Что такое рама мотоцикла?
Хотя бескаркасные мотоциклы уже изобретены, почти каждый серийный мотоцикл имеет металлическую раму.
Что такое рама мотоцикла? Короче говоря, это металлическая основа, на которой построен весь автомобиль. В раме находится не только двигатель, но и точки соединения задней подвески, руля, обтекателей, подножек, сиденья и многих других мелких частей мотоцикла. Это означает, что рама мотоцикла выполняет ту же работу, что и позвоночник в нашем теле.
Также полезно знать, что передняя вилка обычно не считается частью рамы.
Официально рама мотоцикла это его металлический каркас полностью раздетый без каких-либо подшипников, вилок и других дополнений.
Какие существуют типы мотоциклетных рам?
Различные типы рам мотоциклов имеют разные названия, которые часто упоминаются в их конструкции. Семь основных типов мотоциклетных рам следующие:
Backbone or Spine
Diamond
Single-cradle
Double-cradle or duplex
Trellis
Perimeter
Monocoque and pressed
Давайте перейдем к мельчайшим деталям и поговорим о каждом подробно!
Хребетная рама мотоцикла имеет довольно простую конструкцию. Как следует из названия, этот тип рамы выступает в качестве основы, к которой напрямую подключены другие компоненты. На этих мотоциклах двигатель в основном свисает с рамы. Вот почему рамы хребтовых мотоциклов также называют хребтовыми рамами.
Благодаря своей простоте хребтовые рамы просты и дешевы в изготовлении. Из-за этого они обычно используются в мотоциклах начального уровня.
Недостатки?
К сожалению, этот тип рамы слабее и обладает меньшей жесткостью, чем рамы других конструкций. Это означает, что магистральные рамы могут работать только с менее мощными двигателями.
2. Что такое алмазная рама мотоцикла?
Ромбовидные рамы мотоциклов имеют форму ромба, отсюда и название. Менее известный факт, что самые ранние мотоциклы имели такую конструкцию рамы! Это потому, что самые ранние мотоциклы на самом деле были велосипедами, оснащенными очень маленькими двигателями. Вот почему ромбовидные рамы тесно связаны с велосипедными рамами.
Этот тип рамы обычно использовался на ранних индийских мотоциклах.
3. Что такое рама мотоцикла с одинарной люлькой?
Мотоциклетные рамы с одинарной люлькой также имеют раму с одинарной нижней трубой. Этот дизайн на самом деле представляет собой особый тип ромбовидной оправы; следовательно, эти термины часто используются взаимозаменяемо. Но главное отличие ромбовидной рамы от мотоциклетной с одинарной люлькой заключается в том, что в последней двигатель установлен ближе к земле.
Это означает, что в ромбовидной раме двигатель расположен выше, что приводит к более высокому центру тяжести.
Представьте себе велосипед с двигателем вместо бутылки с водой!
Но если согнуть трубу, на которой сидит бутылка, и сдвинуть эту точку к земле, то получится фактически одноярусная рама.
Эта новая форма предлагает больше места для двигателя, который уже находится ближе к земле.
Поскольку двигатель фактически размещен в петле, эти рамы также часто называют мотоциклетными рамами с одной петлей.
4. Что такое двойная рама на мотоцикле?
В отличие от своих одинарных братьев, мотоциклетные рамы с двойной люлькой имеют две нижние трубы. Эта двойная трубка обеспечивает более жесткую конструкцию и лучшую опору для двигателя. Рамы с двойной люлькой прочнее, долговечнее и могут работать с более мощными двигателями. Эта конструкция также известна как дуплексная или двухконтурная рама.
Нельзя не упомянуть и полудуплексные мотоциклетные рамы. Эти рамы имеют уникальный дизайн, так как фактически представляют собой комбинацию двойной и одинарной рамы.
Эти рамы часто используются на круизных мотоциклах, которые могут иметь «мягкий хвост» (с задней подвеской) или «жесткий хвост» (без подвески).
5. Что такое периметральная рама мотоцикла?
Можно с уверенностью сказать, что сегодня большинство высокопроизводительных и гоночных мотоциклов имеют раму по периметру. Эти рамы имеют две огромные балки, которые напрямую соединяют маятник и рулевую колонку. Между двумя балками большое расстояние, чтобы заключить двигатель. Чтобы уменьшить вес этих больших балок, рамы по периметру обычно делают из алюминия.
Периметральные рамы изначально разрабатывались для гонок, но сегодня они также широко используются во многих высокопроизводительных уличных мотоциклах.
6. Что такое решетчатая рама на мотоцикле?
Можно с уверенностью сказать, что решетчатые рамы очень похожи на рамы по периметру. Но вместо двух больших алюминиевых балок эти рамы построены из множества коротких труб. Эти маленькие трубы сварены вместе, образуя жесткую конструкцию. Хорошо спроектированная решетчатая рама может быть легче и даже более жесткой, чем многие рамы по периметру!
Их также проще производить, так как процесс не требует специального оборудования. Кроме того, решетчатые рамы выглядят очень круто, поэтому они обычно являются частью дизайна, особенно на нейкед-байках.
Рамы Trellis используются в Ducati, а также во многих мотоциклах KTM.
7. Что такое монококовая рама мотоцикла?
Несущие рамы мотоциклов работают так же, как шасси автомобиля. Это означает, что они на самом деле представляют собой цельный кусок металла, что обеспечивает выдающуюся прочность и жесткость. Монококовые рамы дороги и сложны в изготовлении, поэтому в основном используются только в гоночных велосипедах.
Если конструкция спроектирована с дополнительными опорными элементами, она будет считаться полумонококовой рамой.
Из чего сделаны рамы мотоциклов?
Помимо формы, не менее важен материал, из которого сделан каркас. Наиболее часто используемые материалы для рам мотоциклов:
Сталь
Алюминий
Магний
Титан
Композит (в основном углеродное волокно)
Можно с уверенностью сказать, что большинство рам мотоциклов по-прежнему изготавливаются из алюминия или стали. Последний дешевле, но алюминий легче.
Чтобы получить лучшее из обоих миров, все больше и больше мотоциклов оснащаются гибридными рамами, состоящими как из стали, так и из алюминия.
Некоторые велосипеды высокого класса оснащены специальными рамами, изготовленными из титана, магния или углеродного волокна.
Какой тип стали используется для рам мотоциклов?
Одним из наиболее часто используемых типов стали для изготовления рам мотоциклов является углеродистая сталь или «мягкая сталь». Основное преимущество таких рам в том, что их легче ремонтировать в случае деформации. С другой стороны, этот материал довольно тяжелый. Помимо углеродистой стали, многие рамы мотоциклов изготавливаются из легированных сталей, таких как хромомолибден. Эти рамы легче, но их сложнее починить, так как они склонны к растрескиванию при изгибе.
Какой тип алюминия используется в рамах мотоциклов?
Трудно сказать, какой именно алюминий используется в рамах мотоциклов, так как обычно это специальные сплавы. И по понятным причинам производители хотят держать это в секрете! Однако ходят слухи, что одними из наиболее распространенных типов алюминия, используемых в рамах мотоциклов, скорее всего, являются серии 7xxx и 6xxx.
Насколько тяжела рама мотоцикла?
Несмотря на большие размеры, эти металлические рамы довольно легкие. Как правило, рама мотоцикла весит около 17-80 фунтов в зависимости от размера, дизайна и материала. Вы можете найти самые легкие мотоциклетные рамы в мотоциклах для бездорожья, так как они весят всего около 17-25 фунтов. Рамы по периметру спортбайков весят 25-30 фунтов, а двойные рамы круизеров весят около 50-80 фунтов.
( Эти цифры приблизительны, так как вес рамы мотоцикла всегда зависит от нескольких факторов!)
Самые легкие рамы по периметру можно найти в спортбайках BMW высокого класса. Эти легкие мотоциклетные рамы изготовлены из углеродного волокна и весят всего 17 фунтов, что примерно на 11 фунтов легче, чем обычная стальная рама.
Например, рама винтажной Honda SL350 K1 весит всего 28 фунтов, а периметральная рама Suzuki GSX-R 1000 2004 года весит около 25 фунтов.
Самые тяжелые рамы мотоциклов, возможно, представляют собой огромные монококовые коробчатые рамы, которые могут достигать или даже превышать 100 фунтов.
Кажется, что это много, но не забывайте, что в этих рамах также находится топливный бак и другие части мотоцикла.
Часто задаваемые вопросы о рамах мотоциклов
В заключение мы собрали несколько часто задаваемых вопросов о рамах мотоциклов!
Что такое шасси мотоцикла?
Шасси мотоцикла фактически является его рамой, поэтому эти термины часто используются взаимозаменяемо. Шасси мотоцикла является основной несущей конструкцией машины. Другие компоненты, такие как подвеска, колеса, двигатель, сиденье, бензобак, смонтированы на этой раме. Шасси обеспечивает устойчивость, прочность и управляемость мотоцикла.
Где находится номер шасси на мотоцикле?
Номер шасси мотоцикла обычно выбит с правой стороны трубы или трубы передней бабки. Последняя представляет собой короткую трубку на передней части рамы прямо над передней вилкой. Номер шасси мотоцикла часто называют VIN (идентификационный номер транспортного средства).
Что такое двухлонжеронная рама?
Двойная балка или двухлонжеронная рама — это просто синонимы рамы мотоцикла по периметру. Термин «близнец» относится к двум большим балкам, которые являются основными компонентами этих рам. Эти балки охватывают двигатель и напрямую соединяют трубку передней бабки с точками поворота маятника.
Что такое мотоциклетная рама Deltabox?
Рама Deltabox — одна из самых известных серий мотоциклетных рам, разработанных Yamaha. Эта рамка получила свое название из-за своей формы и дизайна (символ треугольника в греческом алфавите). По заявлению Yamaha, рама Deltabox обеспечивает превосходную жесткость на кручение и хорошо сбалансированную структуру, что обеспечивает превосходную устойчивость и отзывчивое рулевое управление.
Существуют ли бескаркасные мотоциклы?
Удивительно, но бескаркасные мотоциклы существуют! Однако они довольно редки и используются в основном для гонок. Основная идея безрамочной конструкции заключается в снижении веса и производственных затрат.
На безрамных мотоциклах задний маятник крепится непосредственно к двигателю, который берет на себя роль классической рамы.
Одним из самых известных бескаркасных велосипедов был Britten V1000, который был построен для гоночных целей в 90-х годах.
Среди новейших мотоциклов одним из самых известных полурамных мотоциклов является Ducati Panigale.
Нельзя сказать, что этот байк совсем безрамный, так как его передняя вилка и двигатель по-прежнему соединены с небольшой алюминиевой коробкой (которую часто принимают за несущую раму). Проще говоря, эта коробка и сам двигатель выступают в роли рамы машины.
Как и у настоящих бескаркасных велосипедов, у Panigale задняя подвеска напрямую крепится к двигателю.
Как изготавливаются рамы мотоциклов?
Сегодня большая часть рам для мотоциклов изготавливается на специальном оборудовании. В зависимости от конструкции и материала рамы могут быть сварными или полностью механически обработанными.
Тем не менее, небольшая серия нестандартных рам для мотоциклов все еще изготавливается путем ручной сварки и с использованием трубогибов.
Вот отличное видео о том, как делают рамы для мотоциклов на заказ:
Какие типы труб используются для рам мотоциклов?
Вообще говоря, три различных типа трубок используются для производства мотоциклетных рамков:
ERW (электрическая резист легированная сталь)
Трубы ERW считаются самыми основными трубами для рам мотоциклов, в то время как трубы DOM значительно прочнее. Последний часто используется для изготовления рам чоппера.
Лучшими из этих трех типов трубок, возможно, являются хромомолибденовые или «хромомолибденовые» трубки, изготовленные из более сложного сплава. Благодаря дополнительным элементам этот материал прочнее труб ВПВ и ДОМ.
Какая рама лучше для мотоцикла?
Многие гонщики говорят, что лучшие рамы для мотоциклов — это периметральные и решетчатые рамы. Они обеспечивают высокую производительность, обладают отличной жесткостью и напрямую соединяются с вилкой и маятником. Вот почему они обычно используются в высокопроизводительных мотоциклах. С другой стороны, их сложно изготовить, они очень дороги и не подходят по конструкции ко многим типам велосипедов. Из-за этого лучшими рамами для более дешевых мотоциклов по-прежнему являются рамы хребта и люльки!
Каталожные номера:
KTMMad
Двигатель TVS
CarBikeTech
Мотоциклист
Рама из хромомолибдена и рама с двумя лонжеронами
Na$hY14
Активный член
#1
эй, ребята, просто интересно, что лучше? рама из хромомолибдена или двухлонжеронная рама? , насколько я слышал, двойной лонжерон не такой прочный, как хромомолибден 9.0095 и используется в основном для гонок а чоромлы лучше подходят для fmx? это правда? спасибо ребята
Джеко
Известный член
#2
нет, насколько я нет, наоборот двойной лонжерон очень прочный и подходит для tofmx, а хромомолибден слабее и легче и подходит для гонок
ИМПЕТЕЙ
Известный член
#3
двойной лонжерон yer. лучше сильнее. не так легко, как я слышу, но я имею в виду, да ладно..
как выглядит кадр в порно
id go the spar.
Июль
Известный член
#4
Зависит от того, о каком мотоцикле вы говорите,
В AGB29 используется двойная запасная рама, и это в основном мусор. Я бы в любой день взял раму из хромомолибдена по той же цене.
Возьмем, к примеру, Honda Z50/XR50. Это простая хромомолибденовая рама с одним стержнем. Я уж точно не сломаю Z50!!
июль
Июль
Известный член
#5
Ты хочешь сказать, что это банка AGB29 Twin Spar? это было больше моей точки зрения..
касс38а
Известный член
#6
Na$hY14 сказал:
эй, ребята, просто интересно, что лучше? рама из хромомолибдена или двухлонжеронная рама? Насколько я слышал, двойной лонжерон не такой прочный, как хромированный , и используется в основном для гонок, а хромированный лучше подходит для FMX? это правда? Спасибо, ребята
Нажмите, чтобы развернуть. ..
Все зависит от фактического кадра, о котором вы говорите. Имейте в виду, что хромомолибден — это тип стали, а не конструкция рамы, любая приличная рама будет сделана из 4130 хрома или какого-либо сплава.
Хромированная рама будет прочнее, чем рама из мягкой стали при прочих равных условиях, однако, поскольку хром является более прочным материалом, чем мягкая сталь, вы можете использовать трубы с более тонкими стенками, чтобы сделать раму легче.
Кларк126
Участник
#7
Хиллз сказал:
любой сдвоенный лонжерон, кроме BBR, будет полным дерьмом. …
Нажмите, чтобы развернуть…
согласитесь, хроморамы хороши для большинства приложений и достаточно дешевы.
Братство 50-х #1
Известный член
#8
зависит от велосипеда/марки, как сказал pple hav
Na$hY14
Активный член
#9
о, хорошо, да, я смотрел на раму в стиле klx bbr и на одну из этих двухтрубных усиленных опор из хромомолибдена кадров и как раз было интересно какой будет лучше и сильнее
lil_mitch_brady
Известный член
#10
У меня был двойной лонжерон crf50 bbr, на самом деле это не копия или китайская версия, и я получил комбинированную раму reeg + 5 дюймов от моего crf 50, и, честно говоря, рамы bbr определенно прочны, но я обнаружил, что вы можете чувствовать много вибраций от двигатель через раму и добраться до воздушного фильтра немного больно, и вам нужен комплект для разрыва bbr, если вы хотите диски. рамы reeg потрясающие, но есть и обратная сторона, т. к. оси не такие прочные, и я сгибаю свою, но снова выпрямляю. но многим людям нравится маятник с А-образной рамой, который лично мне не нравится, если у вас быстрый велосипед, но у некоторых людей он есть, и тогда вам также нужно посмотреть, какой амортизатор вы используете, чтобы убедиться, что он достаточно силен.
Честно говоря, учитывайте свой стиль вождения, бюджет и то, что вам удобно покупать
аспект 50-х годов
Известный член
#11
, если это запасная часть bbr twin, да, я скажу, что это сильно, но если это 1 из этих дешевых 1nse, я никоим образом не запускаю раму для заготовок, и она еще не сломалась, я прошел через рамы dhz. IDE Go Fiveo Bitt Ware или BBR с двумя лонжеронами, вы не получите Betta
liljohn_92
Известный член
#12
чувак ты можешь в следующий раз прочитать даты постов
лонжеронная рама — перевод на испанский язык – Linguee
Новый tw i н — лонжеронная рама т r ac es более [. ..]
прямая линия от трубы головки к шарниру маятника.
kawasaki.eu
kawasaki.eu
E l nu evo шасси de двухместный c olumna traza […]
una lnea directa Desde el Tubo Collector hasta el eje del basculante.
kawasaki.es
kawasaki.es
Алюминий Tw i n — Лонжеронная рама
kawasaki.eu
kawasaki.eu
Chasis de do bl e viga d e al um inio
kawasaki.es
kawasaki.es
Дерзко, но
[…] утонченный, внешний вид подчеркивается привлекательным tw i n spar frame t h at is both rigid and lightweight
zeromotorcycles. com
zeromotorcycles.com
Sus lneas fuertes y sofisticadas resaltan la belleza del chsis de dob le brazo de aluminio, rgido y ligero.
zeromotorcycles.com
zeromotorcycles.com
Класс самолета
[…] алюминий используется исключительно в конструкции легкой и жесткой Zero S tw i n лонжеронной рамы .
zeromotorcycles.com
zeromotorcycles.com
Для строительства
[…] del rg id o y l ige ro шасси de do ble cuna s e ha empleado exclusivamente aluminio de grado aeroespacial.
zeromotorcycles.com
zeromotorcycles.com
Based on a si ng l e — spar , r ig id back bo n e frame a n d маятник, он легко справляется с гулом большого двигателя Screamin’ Eagle и рассчитан на долгую службу.
harley-davidson.com
harley-davidson.com
Este modelo incorpora un embrague de typeo antirrebotes que ofrece unos cambios ms suaves en la s retenciones y a la entrada de las curvas.
harley-davidson.com
harley-davidson.com
Based on a si ng l e — spar , r ig id back bo n e frame a n d маятник, он легко […]
гул этого большого двигателя Screamin’ Eagle, и он построен на века.
harley-davidson.com
harley-davidson.com
Basa do en u n bastidor d e una s o la columna co n eje central rgid o y basculante, [. .. ]
проблема с грехом перед
[…]
Фантастический мотор Кричащий орел.
harley-davidson.com
harley-davidson.com
Since the cylinder head was now below t h e frame’s t wi n spars a n d t h e рама w a s более сильный, двигатель больше не использовался в качестве полностью нагруженного элемента шасси.
yamaha-motor-europe.com
yamaha-motor-europe.com
Al Hallarse la culata debajo de la doble viga de l bastidor y al ser el bastidor m s resistente, del motor uncesitaba componente uncesitaba.
yamaha-motor-europe. com
yamaha-motor-europe.com
Это вантовый мост из белого бетона и с te e l frame m e as uring 180 m in length and weighing 5,500 tons, wi th a spar 1 2 5 Высота м.
fccconstruccion.com
fccconstruccion.com
Se trata de un puente atirantado, de estructura de acero y hormign blanco, 180 м долготы, un peso de 5.500 t y un mstil de 125 м de altura.
fccconstruccion.com
fccconstruccion.com
Металлический настил поддерживается с помощью ряда распорок, прикрепленных к в e d лонжерон o f 06 9 directx.
fccconstruccion.com
fccconstruccion.com
El tablero metlico себе soporta mediante уна серия де tirantes anclados ип mstil inclinado де directriz curva.
fccconstruccion.com
fccconstruccion.com
Шкала опорная для основания
[…]
солдат зависит от расчета прочности конструкции и
[…] принимает форму из a лонжерон o f s стальной или усиленный […]
бетон.
es-verbau.com
es-verbau.com
El soporte de base portante se orienta en funcin del clculo esttico y viene en
[…] forma d e travesao d e acero o de hormign armado.
es-verbau.es
es-verbau.es
В пределах
[. ..] кабинеты президента, эти факт io n s spar w i th […]
, безукоризненно веря в революцию.
fride.org
fride.org
En las oficinas presidenciales, las
[…] Distintas FA CCIO NES SE ENF RINT AN ENTRE S P OR HACERSE CO N 6 LAS GAN -GANSIAS … GANSAIAS … GANSIAS … GAN -GANCIAS).
al tiempo que hablan
[…]
de una fe inquebrantable en la revolucin.
fride.org
fride.org
Блогеры и
[…] журналисты любят e t o лонжерон o v er […]
влияние блогов — заменят ли они в конечном итоге
[. ..]
обычная журналистика, как скоро они станут такими же обычными, как адреса электронной почты, и является ли бум веб-блогов, публикуемых подростками топлесс, признаком неминуемого культурного коллапса.
artfutura.org
artfutura.org
А лос блоггеры и а лос
[…] Periodistas l es enca nta discutir sob re el g run impacto […]
изображения блогов — поддержка или
[…]
нет finalmente эль Periodismo Convencional, ан ку момент серн загар comunes como лас direcciones де электронной почты, y si эль auge де блоги кон cmaras веб-autopublicados пор подростки ан топлесс эс уна печать де ла inminente cada культурных.
artfutura.org
artfutura.org
Based on a si ng l e — spar , r ig id back bo n e frame a n d маятник, он легко справляется с гулом большого двигателя Screamin’ Eagle и рассчитан на долгий срок службы.
harley-davidson.com
harley-davidson.com
Basado sobre una estructura con un eje центральный индивидуальный rgido y un brazo oscilante, fcilmente controla el rugido del motor grande Screamin ‘Eagle, y est Fabricado para Resistancer el Paso del tiempo.
harley-davidson.com
harley-davidson.com
SPAR i s k для поддержки спортсменов […]
на всех уровнях, а его постоянное партнерство с European Athletics позволяет ему создавать
[…]
о спонсорстве сообщества, которое он уже предлагает на местном уровне во многих странах мира.
bcn2010.org
bcn2010.org
SPAR t iene in тер ан аюдар а лос […]
atletas todos los niveles. Su colaboracin continuada con la Asociacin Europea de
Сенатор Джозеф Либерман от Коннектикута и лидеры «Чайной партии», чтобы обеспечить требования Демократической партии.
embacubaqatar.com
embacubaqatar.com
Предоплата
[…] ла опор вт нидад де лидиар кон эль с ан адор де […]
la extrema derecha de los Republicanos Джон Маккейн; эл
[. ..]
senador pro israelita de Connecticut, Joseph Lieberman y los lderes del Tea Party, para garantizar su postulacin por el partido demcrata.
embacubaqatar.com
embacubaqatar.com
Любая опора для основания бойцов зависит от расчетов прочности конструкции и принимает вид 9сталь или железобетон
es-verbau.com
es-verbau.com
Si es necesario proporcionar un apoyo de la base portante, ste se realizar conforme al clculo esttico y se realizar mediante u n travesao d e acero o de hormign armado.
es-verbau.es
es-verbau.es
Инновационная система газораспределения (с цепным распределительным валом, приводящим в движение только впускной распределительный вал, который, в свою очередь, через шестерню приводит в движение распределительный вал выпускных клапанов) позволила сделать головки чрезвычайно компактными (всего 250 мм у
[. ..]
задняя часть двигателя) особенно
[…] в области под t h e лонжероны рамы , w hi ch, таким образом, намного уже […]
, чем это было бы возможно в противном случае.
aprilia.com
aprilia.com
Распределение, адаптированное для инновационного кинематографа (ла cadena mueve solo el rbol de levas de aspiracin que manda una seal al de escape por medio de un engranaje) lo que Permite una que haya una culata extremadamente compacta (соло
[…]
250 мм в задней зоне) sobre todo en la zona de paso del
[…] trave sa o d el chasis qu e as es m s estilizado qu e 9130.
spain.aprilia.com
spain.aprilia.com
В ближайшие месяцы планируется повторить операцию в Лейрии, местонахождение t h e SPAR E u ro pean Team Championships, а также в Берлине, где будет отмечаться величайшее событие текущего сезона: чемпионат мира по легкой атлетике ИААФ.
bcn2010.org
bcn2010.org
En los prximos meses est previsto que se repita la operacin en Leiria, sede del Campeonato de Europa por naciones (antigua Copa de Europa), y en Berlin, donde se celebar el mayor acontecimiento de la fact temporada: el Campeonato del mundo absoluto.
bcn2010.org
bcn2010.org
B re n t Spar c a se […]
это помогает бороться», — заявил Комиссар, ссылаясь на реакцию общественности за последние недели.
Эль Касо де ла
[…] платформа Br ent Spar dem ue stra que […]
es til luchar», seala la Comisaria en referencia a la reaccin de la
[…]
opinin pblica durante las ltimas semanas.
europa. eu
europa.eu
I лонжерон o u r женщины профи и все парни но она сильно ударила.
puertorico-herald.org
puertorico-herald.org
Me entreno con otras profesionales y con todos los tipos, pero ella golpe duro.
puertorico-herald.org
puertorico-herald.org
T h e Spar f r и шипы из различных европейских […]
страны также имеют партнерство BIGS.
hollandtrade.com
hollandtrade.com
Ade m s la s compaas d e Sp ar de diferentes […]
pases europeos tienen una agrupacin, BIGS.
hollandtrade.com
hollandtrade. com
SPAR b r ou исковое разбирательство перед Verwaltungsgerichtshof с требованием об отмене решения о наложении этого сбора на него.
curia.europa.eu
curia.europa.eu
SPAR и nterpuso ante el Verwaltungsgerichtshof un recurso de anulacin de la decisin por la que se la somete a dicha contribucin.
curia.europa.eu
curia.europa.eu
Это касается R EW E , SPAR , M ET RO и Kaufland […]
супермаркеты, которые не принимают поставки венгерских продуктов в
[…]
после бойкота австрийской организации по защите прав животных.
europarl.europa.eu
europarl.europa.eu
Привет имплика
[. ..] super me rcado s R EW E, SPAR, M ET RO и Кау эт и, […]
estn rechazando las entregas de productos hngaros tras
[…]
un boicot de una organizacin austriaca que defiende los derechos de los animales.
europarl.europa.eu
europarl.europa.eu
Delhaize and Col ru y t / Spar c l ai m их полисы покрывают 17 и 10 из 17 указанных элементов соответственно.
ConsumerInternational.org
ConsumerInternational.org
Delhaize y Colruyt/Spar aseguran que sus polticas cubrirn respectivamente 17 y 10 de los 17 elementos especificados.
es.consumersinternational.org
es.consumersinternational.org
ти м e рама i n r соотношение спроса и предложения [. ..]
в области языковой подготовки можно измерить годами и поколениями.
eur-lex.europa.eu
eur-lex.europa.eu
Ahora bien, el tie mpo necesario des de e l пунто […]
de vista de la offera y de la demanda en materia de formacin lingstica
[…]
se contabiliza en aos y generaciones.
eur-lex.europa.eu
eur-lex.europa.eu
Tinto имеет насыщенный красный цвет и соответствует идеальным характеристикам
[…] вида ra t e рама w i th большие мускулистые […]
массы, которые делают его действительно нужным быком
[…]
в улучшении гонки.
sirbo.com.ar
sirbo. com.ar
Tinto de color rojo fuerte rene las caractersticas Ideales
[…] de un fr am e moderado c на grandes […]
мышечные мышцы, которые имеют свойство
0003
[…]
necesario en el mejoramiento de la raza.
sirbo.com.ar
sirbo.com.ar
Новый RS 50 делает еще один шаг вперед с подсветкой
[…] сплав, усиленный, экструдированный ту b e рама f o r производительность лучше, чем когда-либо
aprilia.com
aprilia.com
La RS 50 sigue apostando,
[…] proponiendo un a estructura d e aleacin ligera de tu bos extruidos y c […]
todava ms prestaciional.
spain.aprilia.com
spain.aprilia.com
Присоединение Международной Миссии Святости и
[…]
Церковь Святости на Голгофе возникла во многом благодаря видению и усилиям округа Назарян
[…] Суперинтендант Ge или г e Рама .
web.nazarene.org
web.nazarene.org
La unin de la Misin Internacional de Santidad y de la Iglesia de Santidad El
[…]
Calvario fue resultado primordialmente de la visin y de los esfuerzos del superintendente nazareno
[…] de distrito Ge orge Рамка .
web.nazarene.org
web.nazarene.org
Apollo Dirt Bike 125cc Twin-Spar Frame — на ATV-Quads-4Wheeler.com
Быстрая доставка всех моделей Apollo Dirt Bike 125cc Twin-Spar — звоните 800-657-1208 — мы предлагаем самую низкую цену онлайн! Время выйти и покататься!
Этот Apollo 125cc поставляется с шинами увеличенного размера, передние 17 дюймов/задние 14 дюймов
Двигатель Apollo оснащен стальной рамой типа Twin Spar, которая была специально разработана для обеспечения первоклассных ходовых качеств и управляемости.
Чистый Аполлон/Орион насквозь.
Колесо Apollo Ultra Big Wheel оснащено множеством функций, особенно для такого недорогого велосипеда: передние и задние дисковые тормоза, трубчатая рама с двумя лонжеронами, задний маятник профессионального качества, передняя подвеска с перевернутой вилкой, мощный 125-кубовый двигатель с широкий диапазон мощности. Но есть кое-что еще, и это важно: никто другой не может сравниться с репутацией Honda в отношении качества сборки, надежности и долгосрочной ценности. В конце концов, забавный велосипед — это только забава, если он надежен, и вы можете поспорить, что это одна из особенностей, которую ваш новый CRF125F Big Wheel предложит в избытке.
Колесо Apollo ULTra Big Wheel обеспечивает максимальную производительность и надежность. В нем много функций, потому что это Apollo, а еще он надежен, потому что езда должна быть намного веселее, чем иметь дело с некачественным байком. Версия Apollo Ultra Big Wheel предлагает четырехступенчатую коробку передач, которая дает вам полный контроль в любых условиях езды.
Рама корабля Apollo представляет собой трубчатую стальную раму с двумя лонжеронами и ферменными конструкциями, оптимизирующими соотношение между размером и прочностью.
Трубчатая стальная рама с двумя лонжеронами Обеспечивает:
1. Жесткое шасси с регулируемым изгибом
2. Двигатель легче работать
3. Лучшее гашение вибрации с оптимальной жесткостью и точно определенной гибкостью. Инженеры Apollo переработали маятник для повышения функциональной надежности при одновременном снижении веса.
ТРОЙНЫЕ ЗАЖИМЫ — Высококачественные тройные зажимы, изготовленные на станках с ЧПУ, уже давно входят в стандартную комплектацию Apollo/Orion. Они обеспечивают точную управляемость и обеспечивают отзывчивость телескопической вилки.
РАМА. Конструкция рамы этой модели Apollo представляет собой трубчатую конструкцию с двумя лонжеронами, состоящую из легких, высокопрочных стальных профилей, сочетающих в себе максимальную жесткость для оптимальной производительности. Все это сочетает в себе простоту управления и точное рулевое управление, а также отличную устойчивость при движении.
ПОДВЕСКА/ДЕМПФИРОВАНИЕ — задний амортизатор и перевернутая передняя вилка обеспечивают максимальную амортизацию и отзывчивость. Благодаря оптимизированной настройке телескопическая вилка отличается превосходными характеристиками и ограничивает прогиб. Естественно, демпфирование отбоя и сжатия можно мгновенно адаптировать индивидуально к трассе и гонщику.
КОЛЕСА. Колеса оснащены ступицами, изготовленными на станках с ЧПУ, высококачественными ободами и спицами с покрытием из легкого алюминия, что позволяет достичь высочайшего уровня устойчивости при минимальном весе. Установленные шины MX Mid Soft отличаются идеальным сцеплением и выдающимися характеристиками.
ТОРМОЗА Высокотехнологичные тормоза всегда входили в стандартную комплектацию внедорожных мотоциклов Apollo, и вместе с легкими передними и задними гидравлическими дисковыми тормозами они являются вершиной тормозной технологии.
ДВИГАТЕЛЬ — Двигатель на Apollo/Orion 125CC представляет собой 4-тактный одноцилиндровый двигатель с воздушным охлаждением, который был улучшен за счет переработанного карбюратора и теперь может похвастаться еще большей отзывчивостью. Настройка карбюратора была отрегулирована, а расположение поршней оптимизировано для большей долговечности.
РУЛЬ — Все модели Apollo оснащены чрезвычайно прочным коническим рулем, разработанным для удовлетворения требований трейла и мотокросса. В соответствии с проверенным стандартом KTM руль можно зафиксировать в одном из четырех положений.
СИДЕНЬЕ. Эргономичное сиденье для этой модели оснащено улучшенным пенопластовым сердечником, обеспечивающим как больший комфорт, так и более высокую устойчивость.
Ручное сцепление
Передний и задний гидравлические дисковые тормоза
Передний ручной тормоз плюс задний ножной тормоз
C.D.I Electronics
Easy Kick Start
Регулируемый задний амортизатор: 4-скоростной байк APOLLO объемом 125 см3 поставляется с модернизированным регулируемым задним амортизатором.
Система зажигания CDI: 4-скоростной мотобайк APOLLO также оснащен системой зажигания CDI.
Наклейка APOLLO: содержит оригинальные наклейки, профессионально разработанные для придания ей профессионального вида.
Модернизированные легкосплавные диски: Легкие легкосплавные диски придают этому мотоциклу для бездорожья/пит-байка идеальную маневренность.
Модернизированная алюминиевая ручка, поперечина и тройное дерево: Все рули на этом детском внедорожном велосипеде также были модернизированы до алюминиевого сплава, что делает его более прочным и легким.
Модернизированный наконечник выхлопной трубы и тормозного рычага из сплава: Модернизированный наконечник выхлопной трубы и тормозного рычага из сплава.
Цепь и звездочка для тяжелых условий эксплуатации: Оснащен цепью и звездочкой для тяжелых условий эксплуатации. Эта сверхмощная цепь и высокопроизводительная звездочка вместе обеспечивают максимальную долговечность этого питбайка.
Бетонирование конструкций — технологии строительства коттеджей от «Миллениум»
Бетонирование конструкций – непростой, и весьма трудоемкий процесс, требующий высокой точности выполнения на каждом этапе работы. Именно от грамотного выполнения технологии бетонирования зависит конечный результат – прочность конструкции, и ее долговечность.
Технология бетонирования включает в себя следующие этапы:
Подготовительная работа с опалубкой.
Опалубка – это конструкция требуемой формы, в которую, собственно, и заливают бетон. Опалубки бывают двух видов – многоразовые и одноразовые. Многоразовые опалубки выполняются из очень прочных материалов, таких, например, как сталь или влагостойкая ламинированная фанера. Такую опалубку перед заливкой бетона необходимо обработать изнутри специальной эмульсией или смазкой – это делается для того, чтобы она легко отделялась от бетона, набравшего предусмотренную проектом прочность.
Многоразовая опалубка – очень надежная и долговечная конструкция (она выдерживает до 100 рабочих циклов!), но в то же время достаточно дорогая. Используют ее, как правило, организации, занимающиеся строительными работами.
В частном строительстве обычно используется более экономичный вариант – одноразовая опалубка. Она представляет собой несложную конструкцию из досок или фанеры, сколоченных в щиты. Нередко такую опалубку делают прямо на стройке – «на скорую руку». Однако следует помнить, что если конструкция не будет достаточно прочной, при заливке может произойти разрыв опалубки. А это – потеря не только бетона, но и рабочего времени (ведь все придется вычистить, убрать, и начать сначала).
Чтобы избежать впитывания из бетона влаги, одноразовую опалубку нужно обтянуть изнутри пленкой (можно также использовать рубероид), причем сделать это очень аккуратно, не допуская появления даже небольших складок или заломов.
Прежде чем приступать к заливке бетона, необходимо убедиться, что внутренняя поверхность опалубки достаточно чистая и сухая.
Заливка (или укладка) бетона.
Существует несколько методов подачи бетона в опалубку. Выбор метода зависит от того, о какой именно части постройки идет речь.
Фундамент
В процессе бетонирования фундамента проще всего подавать бетонную смесь в опалубку прямо из лотка миксера.
Если к опалубке невозможно подъехать достаточно близко, имеет смысл построить деревянный желоб – своего рода тоннель, по которому бетонная смесь будет попадать из лотка миксера в опалубку. Его изготавливают прямо на месте (можно использовать любые доски). Для удобства разгрузки, лучше всего сделать желоб с уклоном в сторону опалубки. Скорее всего, потребуется помощь рабочих – они должны будут лопатами помогать продвижению бетона по желобу.
Плиты перекрытий, колонны, стены
Для заливки бетона при работе над стенами, монолитными плитами перекрытий или колоннами, часто используют, так называемый, колокол для бетонных работ. Такой колокол – это чаша, изготовленная из листовой стали, в нижней части которой имеется сливное отверстие. Тут потребуется подъемный кран – наполненный бетоном колокол поднимают на нужное место, а затем открывают отверстие для слива. В результате, бетонная смесь вытекает на место, предназначенное для разгрузки.
Самый быстрый и удобный, но в то же время, самый дорогой способ заливки бетонной смеси – это автобетононасос. Его можно применять во всех случаях – при бетонировании фундамента, стен, или любой другой части постройки. Однако при использовании автобетононасоса необходимо заранее приобретать специальный, рассчитанный на него бетон.
Процесс уплотнения бетона.
После заливки бетона в опалубку, необходимо его уплотнить – максимально, насколько это возможно. Это делается для того, чтобы удалить из бетонной смеси пузырьки воздуха и излишнюю влагу. Для этой цели используется строительный вибратор – специальное устройство, предназначенное для уплотнения и эффективного распределения частиц бетонной массы.
Вибраторы бывают портативные, глубинные и высокочастотные (профессиональные). На небольших, частных стройках обычно применяется глубинный вибратор. Для наилучшего уплотнения конструкции, такой вибратор необходимо погружать в бетонную массу через каждые 70-90 см.
При бетонировании вертикальных конструкций (например, стен или колонн), бетонную массу наносят послойно – и каждый из этих слоев необходимо обработать строительным вибратором.
Иногда, при отсутствии нужного оборудования, строители пытаются повысить плотность бетона, взбивая его отрезками арматуры. В этом нет смысла – если от подобных действий и будет эффект, то весьма незначительный. Лучше, все-таки, воспользоваться строительным вибратором. Процесс будет быстрее и проще, а результат – намного качественнее.
Выравнивание бетонируемой поверхности.
Следует продумать заранее – каким именно образом будет осуществляться контроль верхнего уровня бетонного массива. Тут имеет решающее значение вид конструкции. Бетонируя плоскую горизонтальную поверхность – например, фундамент или плиту перекрытия, сверяются с заранее установленными в одной плоскости маячками (это могут быть специальные пластиковые маячки, или просто обрезки арматуры).
Если же поверхность, нуждающаяся в выравнивании, невелика (стены, колонны и тому подобное) – опалубка сразу монтируется с учетом необходимой высоты бетонного массива. Если же по каким-то причинам стенки опалубки выше – можно отметить нужный уровень по внутренней ее части (удобнее всего сделать это, натянув бечевку или прочный шнур).
Уход за бетонированной конструкцией.
После того, как процессы заливки, уплотнения и выравнивания завершены, бетонный массив начинает застывать и набирать прочность. Чтобы бетонная конструкция стала действительно монолитной, необходимо соблюдать следующие правила:
Для этого подойдет брезент или обычная полиэтиленовая пленка. Покрытие нужно для того, чтобы защитить только что уложенный бетон от осадков – дождя или снега, и одновременно не допустить испарения влаги из самого бетона. Если температура воздуха не ниже +5С, и не выше +26С, такой защиты будет вполне достаточно.
Регулярно увлажнять бетон в жару.
Если отметка градусника показывает температуру выше +26С, существует реальная опасность высыхания бетона, даже защищенного пленкой. Если из бетонного массива испаряется так необходимая ему влага, на поверхности появляются трещины. В будущем это самым негативным образом скажется на прочности конструкции. Чтобы избежать высыхания, в жаркие дни бетон нужно поливать водой каждые два часа в течение дня, и один раз ночью (после чего снова накрыть пленкой). Увлажнение необходимо производить всю первую неделю после заливки.
Беречь бетон от мороза.
Температура ниже нуля действует на свежезалитый бетон самым губительным образом – он плохо схватывается, покрывается трещинами, и в результате теряет марочную прочность. Поэтому для зимнего времени предусмотрена особая технология бетонирования – бетонный массив подогревается при помощи электродов или тепловой пушки (в последнем случае вокруг опалубки с бетоном натягивают тент). Так же в бетон добовляются специальные присадки. Дополнительно конструкцию защищают теплоизолированным укрытием.
Бетонирование — Замес бетона
Существуют особые методы бетонирования, которые применимы тогда, когда привычные технологии оказываются недостаточными. Например, может потребоваться выполнить вакуумирование бетона, которое заключается в удалении воды из залитого раствора за счет разреженного воздуха. Такой метод применяется при работе с бетонами на основе силикатного или шлакосиликатного цемента. Когда требуется проведение вакуумирования Согласно стандартам в бетонной смеси должно быть не… Читать далее Технология вакуумирования бетона
Опубликовано
В рубрике Бетонирование
Существует множество технологий бетонирования, особенности которых отличаются в зависимости о местности, предназначения и сложности конструкции, а также их места в постройке. Своды и арки работают под нагрузкой почти одинаково, то есть на сжатие, когда на опоры передаются как вертикальные, так и горизонтальные нагрузки. Отличие свода от арки по большому счету заключается только в том, что… Читать далее Бетонирование арок и сводов
Опубликовано
В рубрике Бетонирование Отмечено перекрытия
Колонны – это чаще всего несущие сооружения, выполняющие в первую очередь практические функции. Но также они могут быть сугубо декоративными элементами. Если во втором случае особых требований по бетонированию колонн нет, то при возведении инженерных сооружений важно следовать многочисленным требованиям и регламентам проведения работ. Перед началом монтажа таких элементов необходимо определиться предназначением конструкций, какие части… Читать далее Бетонирование монолитных колонн
Опубликовано
В рубрике Бетонирование Отмечено колонна
Подводное бетонирование (ПБ) – это особая техника заливки бетона под водой на разной глубине. При этом отливные и другие работы по откачке воды не производятся. Благодаря такому способу намного удобнее выполнять монтаж подводной части опор для строящихся мостов, линий электропередач, при выполнении ремонта гидротехнических построек и для многих других работ. Также такой тип бетонирования может… Читать далее Технология подводного бетонирования
Опубликовано
В рубрике Бетонирование Отмечено фундамент
Струнные маяки для штукатурки представляют собой вспомогательные инструменты для нивелирования существенных дефектов (сколов, вмятин, выступов) на стенах, полу и других поверхностях. Эти небольшие изделия использую во время черновой отделки. Также за счет таких маяков намного удобнее выравнивать штукатурку правилом. Раньше в качестве таких вспомогательных инструментов использовались различные профили или планки. Но, оказалось, что можно обойтись… Читать далее Установка и изготовление струнных маяков для штукатурки
Опубликовано
В рубрике Бетонирование Отмечено штукатурка
Обустройство ванной комнаты занимает много времени, так как нужно максимально удобно расположить все элементы в условиях небольшого пространства. Разумеется, наибольшее внимание уделяет самой ванне. Сегодня популярностью пользуются монолитные конструкции из камня и других материалов. Но можно намного дешевле создать бетонную ванну. Для этого потребуются только знания о разводке коммуникаций, все остальное вы узнаете из данной… Читать далее Изготовление бетонной ванны
Опубликовано
В рубрике Бетонирование Отмечено бетон, изделия
В идеале фундамент крыльца дома закладывается одновременно с основной постройкой и представляет собой единый монолит. Но не всегда сразу в голову приходит идея создать полукруглую конструкцию, некоторые и вовсе предпочитают первое время обходиться без крыльца или монтировать более простые деревянные конструкции. Но время показывает, что именно бетон обладает оптимальными эксплуатационными характеристиками. Хоть полукруглое крыльцо сложнее… Читать далее Строительство полукруглого бетонного крыльца
Опубликовано
В рубрике Бетонирование Отмечено бетон, крыльцо
Бетонные монолитные конструкции будут долговечными и надежными только при правильной подготовке раствора и его заливке. Не менее важным является и последующий уход за такой постройкой, особенно в первые дни, если погода стоит жаркая или, наоборот, холодная. Хоть строители и рекомендуют выполнять заливку бетона только в теплое время года, сделать это удается не всегда. Зимой и… Читать далее Уход за бетоном после его заливки
Опубликовано
В рубрике Бетонирование Отмечено бетон
Наличие собственного бассейна всегда позволяло человеку ощутить себя более самодостаточным, значимым. Помимо статуса, также появляется возможность поплескаться в воде в жару. Некоторые и вовсе организуют искусственные водоемы внутри дома, чтобы можно было чувствовать себя как на море в любое время года. Но если дом уже эксплуатируется, то процесс установки бассейна может быть сопряжен с многочисленными… Читать далее Стоит ли строить бассейн в подвале готового частного дома
Опубликовано
В рубрике Бетонирование Отмечено подвал
Дороги традиционно считаются одной из самых популярных тем для шуток. Это не удивительно, ведь сплошь и рядом мы видим, как практически только что уложенное асфальтобетонное покрытие приходит в негодность. Но как же так, ведь это высокопрочный материал, который должен выдерживать огромные нагрузки. Почему происходит разрушение? Ошибки монтажа, некачественный материал или что-то еще? Рассмотрим по порядку.… Читать далее Причины разрушения асфальтобетонного покрытия
Опубликовано
В рубрике Бетонирование Отмечено асфальтобетон
Что такое бетонирование и когда оно необходимо?
Что такое бетонирование и когда оно необходимо? | Студия дизайна интерьера и архитектуры BORISSTUDIO Киев
ЗАКАЗАТЬ
ОБРАТНЫЙ ЗВОНОК
_______________________________
МЫ ПЕРЕЗВОНИМ ВАМ В БЛИЖАЙШЕЕ ВРЕМЯ
ВАШЕ ИМЯ
ВАШ ТЕЛЕФОН
ОБРАТНЫЙ ЗВОНОК
ВАШЕ ИМЯ
ВАШ ТЕЛЕФОН
Максимальный
Введите Ваши контакты, чтобы мы с Вами связались
Ответь на вопросы и получи детальную смету
Вам необходим дизайн
ДомаКвартирыОфисаМагазинаРесторанаДругое
Какая у вас общая площадь помещений?
2/6
263
25500
В каком стиле вы хотите интерьер?
LuxuryМинимализмАрт-декоСкандинавский IKEAЕще не определились
Какой бюджет в $ Вы планируете потратить на реализацию проекта ?
4/6
55000
10000100000
Когда вы хотите начать ремонтные работы?
Чем раньше, тем лучшеСразу по готовности дизайн-проектаВ течение годаЧерез год или более
Насколько вы готовы участвовать в процессе ремонтных работ?
У меня есть время контролировать весь процессЯ готов(а) участвовать в процессе, но нужна помощь дизайнераЯ хочу “под ключ”
Оставьте телефон и мы предоставим расчёт полной стоимости проекта
Спасибо! Данные успешно отправлены.
В ближайшее время с Вами свяжется наш менеджер.
Дякуємо! Дані успішно відправлені.
Найближчим часом з Вами зв’яжеться наш менеджер.
Відповідай на питання і отримай детальний кошторис
Вам необхідний дизайн
БудинкуКвартириОфісуМагазинаРесторануІнше
Яка у вас загальна площа приміщень?
263
25500
В якому стилі ви хочете інтер’єр?
LuxuryМінімалізмАрт-декоСкандинавський IKEAЩе не визначилися
Який бюджет в $ Ви плануєте витратити на реалізацію проекту?
55000
10000100000
Коли ви хочете почати ремонтні роботи?
Чим раніше, тим кращеВідразу по готовності дизайн-проектуПротягом рокуЧерез рік або більше
Наскільки ви готові брати участь в процесі ремонтних робіт?
У мене є час контролювати весь процесЯ готовий (а) брати участь в процесі, але потрібна допомога дизайнераЯ хочу «під ключ»
Залиште телефон і ми надамо розрахунок повної вартості проекту
Визуальный
Введите Ваши контакты, чтобы мы с Вами связались
Технический
Введите Ваши контакты, чтобы мы с Вами связались
Расширенный
Введите Ваши контакты, чтобы мы с Вами связались
Всё включено
Введите Ваши контакты, чтобы мы с Вами связались
Візуальний
Введіть Ваші контакти, щоб ми з Вами зв’язалися
ЗАМОВИТИ
ЗВОРОТНІЙ ДЗВІНОК
_______________________________
МИ ПЕРЕДЗВОНИМО ВАМ НАЙБЛИЖЧИМ ЧАСОМ
ВАШЕ ІМ’Я
ВАШ ТЕЛЕФОН
ЗВОРОТНІЙ ДЗВІНОК
ВАШЕ ІМ’Я
ВАШ ТЕЛЕФОН
Технічний
Введіть Ваші контакти, щоб ми з Вами зв’язалися
Розширений
Введіть Ваші контакти, щоб ми з Вами зв’язалися
Все включено
Введіть Ваші контакти, щоб ми
з Вами зв’язалися
Максимальний
Введіть Ваші контакти, щоб ми
з Вами зв’язалися
ЗАКАЗАТЬ
БЕСПЛАТНУЮ КОНСУЛЬТАЦИЮ
_______________________________
МЫ ПЕРЕЗВОНИМ ВАМ В БЛИЖАЙШЕЕ ВРЕМЯ
ВАШЕ ИМЯ
ВАШ ТЕЛЕФОН
БЕСПЛАТНАЯ КОНСУЛЬТАЦИЯ
ВАШЕ ИМЯ
ВАШ ТЕЛЕФОН
ЗАМОВИТИ
БЕЗКОШТОВНУ КОНСУЛЬТАЦІЮ
_______________________________
МИ ПЕРЕДЗВОНИМО ВАМ НАЙБЛИЖЧИМ ЧАСОМ
ВАШЕ ІМ’Я
ВАШ ТЕЛЕФОН
БЕЗКОШТОВНА КОНСУЛЬТАЦІЯ
ВАШЕ ІМ’Я
ВАШ ТЕЛЕФОН
ОСТАВЬТЕ ЗАЯВКУ
ЧТОБЫ МЫ МОГЛИ ОБСУДИТЬ С ВАМИ ДЕТАЛИ ПРОЕКТА
___________________________
МЫ ПЕРЕЗВОНИМ ВАМ В БЛИЖАЙШЕЕ ВРЕМЯ
ВАШЕ ИМЯ
ВАШ ТЕЛЕФОН
ОСТАВИТЬ ЗАЯВКУ
ВАШЕ ИМЯ
ВАШ ТЕЛЕФОН
ЗАЛИШТЕ ЗАЯВКУ
ЩОБ МИ МОГЛИ ОБГОВОРИТИ З ВАМИ ДЕТАЛІ ПРОЕКТУ
___________________________
МИ ПЕРЕДЗВОНИМО ВАМ НАЙБЛИЖЧИМ ЧАСОМ
ВАШЕ ІМ’Я
ВАШ ТЕЛЕФОН
ЗАЛИШИТИ ЗАЯВКУ
ВАШЕ ІМ’Я
ВАШ ТЕЛЕФОН
Ответь на вопросы и получи детальную смету
Вам необходим дизайн
ДомаКвартирыОфисаМагазинаРесторанаДругое
Какая у вас общая площадь помещений?
2/6
263
25500
В каком стиле вы хотите интерьер?
LuxuryМинимализмАрт-декоСкандинавский IKEAЕще не определились
Какой бюджет в $ Вы планируете потратить на реализацию проекта ?
4/6
2900
8005000
Когда вы хотите начать ремонтные работы?
Чем раньше, тем лучшеСразу по готовности дизайн-проектаВ течение годаЧерез год или более
Насколько вы готовы участвовать в процессе ремонтных работ?
У меня есть время контролировать весь процессЯ готов(а) участвовать в процессе, но нужна помощь дизайнераЯ хочу “под ключ”
Оставьте телефон и мы предоставим расчёт полной стоимости проекта
земляные работы, приготовление и способы
Содержание
1 Какие нужны материалы и инструменты?
2 Земляные работы
3 Создание опалубки
4 Приготовление раствора
5 Способы бетонирования
5. 1 Ручной способ
5.2 При помощи миксера
6 Устройство рабочих швов
7 Заключение
Фундамент является неотъемлемой частью любого здания и сооружения. При его возведении важно не допустить технологических ошибок, ведь невнимательность и несоблюдение этапов строительства, способны привести к серьезным последствиям. Несмотря на серьезную ответственность, возведения фундаментов – это легкий процесс, с которым справится даже новичок. Бетонирование фундамента позволит получить прочную, надежную основу для зданий и сооружений, которая прослужит не один десяток лет. Но чтобы конструкция получилась с требуемыми прочностными характеристиками, следует обратить внимание на основные тонкости, которые присутствуют в процессе бетонирования.
Какие нужны материалы и инструменты?
Чтобы возвести бетонный фундамент, потребуются следующие инструменты и материалы:
сварочный аппарат;
терка;
колышки;
стальные прутья;
бетономешалка или пустая емкость для приготовления раствора;
лопата;
веревка или шнур для разметки;
тяпка;
строительный уровень;
цемент;
песок;
щебень;
вода;
брусья для возведения опалубки.
Вернуться к оглавлению
Земляные работы
Перед бетонированием подготавливают строительный участок и проводят комплекс мероприятий, необходимых для строительства фундамента. Первый этап включает в себя земляные работы. Для этого понадобятся колышки и веревка, которыми сделают разметку местности. После того как территория размечена, приступают к рытью траншеи. Глубину траншеи делают такой, чтобы она была больше глубины промерзания почвы на 30 сантиметров. Дно вырытой траншеи заполняют слоем песка или щебня.
Процесс возведения фундамента хоть и легкий, но все же требует определенных силовых нагрузок и времени, поэтому рекомендуют нанять еще несколько человек, которые помогут ускорить строительство. Облегчить работу можно, воспользовавшись услугами специальной техники. Трактор качественно и быстро выроет траншею даже в местах с твердым грунтом.
Вернуться к оглавлению
Создание опалубки
В качестве основы под бетонную смесь устанавливают опалубку из деревянных досок или сборных щитов. При монтаже опалубки следует придерживаться следующих тонкостей:
Части опалубки должны быть точно установлены и проверены строительным уровнем, который исключит перекосы и наклоны основы.
Качество поверхности досок, а также наличие в возводимой конструкции щелей способны повлечь за собой ряд неприятных последствий. Поэтому возможные зазоры между досками устраняют еще до момента кладки рабочей смеси.
Для достижения требуемой жесткости опалубки используют доски толщиной не меньше пяти сантиметров, которые способны выдержать большие нагрузки в процессе бетонирования конструкции.
Чтобы придать опалубке повышенную жесткость, следует применять больше подкосов, располагая их с меньшим шагом.
Перед тем как возводить опалубку, нужно вырыть траншею, засыпать ее и выровнять.
Установка опалубки начинается с забивки расположенных по всему периметру колышков в поверхность грунта. Далее приступают к крепежу досок с помощью гвоздей. Важно следить за ровностью возводимой конструкции, иначе перекосы отразятся на фундаменте. Демонтаж опалубки проводится после того как бетон полностью высохнет. Произойдет это через пару дней после кладки рабочей смеси.
Вернуться к оглавлению
Приготовление раствора
Чтобы обеспечить фундаменту высокую прочность, следует приготовить бетонный раствор с высокими качественными характеристиками. Цемент приобретают марки не ниже М-200. Для его приготовления понадобятся:
щебень;
цемент;
песок;
вода;
при необходимости пластификаторы, которые способны улучшить качество бетона.
Для изготовления смеси нужно засыпать в бетономешалку сухие ингредиенты: три части песка, одну часть цемента и пять частей щебня. Сухие компоненты перемешивают и заливают водой, воды должно быть столько, чтобы получить раствор консистенции, напоминающей густую сметану. Перемешивание компонентов смеси в бетономешалке займет около пяти минут, если возможность приобретения такого оборудования отсутствует, тогда разводят рабочую смесь в емкости большого объема. Но тогда стоит учитывать, что приготовление раствора без специального оборудования займет много времени.
Делать бетонную смесь нужно непосредственно перед началом заливки фундамента.
Вернуться к оглавлению
Способы бетонирования
При бетонировании основы под здания и сооружения следует провести армирование стальными прутьями, диаметр которых 0,8-1,2 сантиметра. Из стальных прутьев конструируют сетку, соблюдая при этом размеры ячейки – 150х150 миллиметров. Бетонируем конструкцию только после того, как установлена армирующая сетка в полость опалубки. Кладка бетонного раствора может выполняться двумя способами:
Ручной способ. Фундаменты, возведенные вручную, подразумевают заливку готового раствора несколькими людьми. В данном случае на строительной площадке должны находиться две бетономешалки, которые подают цемент с двух сторон.
При помощи миксера. Кладка бетонной смеси с использованием миксера осуществляется в несколько раз быстрее ручного способа. Этот способ возведения фундамента является дорогостоящим, но с лучшим готовым результатом.
Вернуться к оглавлению
Ручной способ
Приготовление бетонной смеси для фундамента ручным способом.
Чтобы бетонировать небольшие сооружения, применяют ручной способ, для осуществления которого потребуется бригада из нескольких рабочих. При попытке бетонировать в одиночку, можно навредить строительному процессу и все труды будут напрасными.
Также следует приобрести две бетономешалки, которые устанавливают с двух сторон объекта бетонирования. На каждое оборудование назначается три человека. Процесс заливки раствора из песка, цемента и щебня должен осуществляться быстро, так как бетонный состав способен быстро набирать прочность. Бетонный раствор подают по всему периметру фундамента толщиной до 40 сантиметров.
После заливки смеси ее следует тщательно утрамбовать глубинным вибратором. Уплотнение позволит избавиться от пузырьков воздуха в смеси и распределить ее по всей глубине конструкции. Далее приступают к укладке последующего слоя бетонного раствора, который также следует уплотнить. Заливка каждого нового слоя осуществляется спустя два часа после того, как закончили бетонировать предыдущий. Заливка последнего слоя требует особой внимательности, а именно придание поверхности особой ровности. Сделать ровный слой можно с помощью строительного уровня или других специальных приспособлений для выравнивания массивной поверхности.
Залитый бетон достигнет своих прочностных характеристик спустя месяц, на протяжении которого важно обеспечить оптимальные условия для застывания бетонного раствора. Чтобы предотвратить воздействие прямых солнечных лучей и атмосферных осадков на бетон, следует накрыть его изолирующими материалами.
Вернуться к оглавлению
При помощи миксера
Заливка фундамента с помощью миксера подразумевает использование транспортного средства, которое осуществит заливку бетонного раствора по всему периметру фундамента в короткие сроки. Такой способ более затратный, чем ручной, поэтому перед выбором способа бетонирования следует определить для себя приоритетные аспекты.
Заливка бетонного раствора с применением миксера включает в себя подачу бетона специальными желобами в опалубку. Стоит учитывать скорость подачи раствора и успевать выравнивать вибратором или тряпкой залитую поверхность.
Вернуться к оглавлению
Устройство рабочих швов
Шов бетонирования.
Заливку фундаментов бетонным раствором рекомендуется осуществлять без продолжительных перерывов. Укладка последующих слоев смеси не должна иметь перерыв более трех часов. Но зачастую придерживаться таких правил не получается и тогда нужно организовать устройство рабочих швов.
Рабочие швы являются границей между заливаемыми бетонными слоями, и при их изготовлении следует придерживаться технологического процесса. Если технология будет нарушена, то фундамент для зданий и сооружений не приобретет нужных качественных характеристик.
Устанавливая рабочие швы, важно добиться максимальной адгезии бетонных слоев со швами. Для этого затвердевшую поверхность следует подготовить для проведения последующих работ. Поверхность очищают от пыли, снега, мусора или воды. Далее удаляют цементное молочко, которое образуется на затвердевшем растворе. Цементное молочко образует пленку, которая имеет рыхлую непрочную структуру, что приводит к снижению адгезии раствора с затвердевшим слоем. Удаление пленки проводят с помощью водяной или воздушной струи, которую подают под высоким давлением. Таким образом, осуществляется удаление пленки с затвердевшей поверхности из бетона. Помимо удаления пленки струей с высоким давлением, используют фрезеровочные машинки. Разрушить цементную пленку можно кислотой, которую наносят на твердый слой и оставляют на несколько часов.
К укладке последующих слоев бетонного раствора приступают только после удаления пленки с застывшей поверхности. Далее проводят утепление и гидроизоляцию швов, что позволит предотвратить преждевременное разрушение основы зданий и сооружений.
Вернуться к оглавлению
Заключение
Для качественного и прочного возведения фундамента следует придерживаться технологии производства и последовательности этапов. Соблюдение всех правил и рекомендаций по заливке бетонным раствором приведет к созданию надежного основания для зданий и сооружений, исключит необходимость в создании рабочих швов.
Но если все-таки создание швов неизбежно, тогда следует тщательно подготовить поверхность перед тем, как приступать к укладке бетонного раствора.
Зимнее бетонирование — как правильно заливать бетон при отрицательных температурах
Ежегодно с приближением зимы и наступлением холодов наши клиенты спрашивают: «Как правильно делать бетонирование при отрицательных температурах?». На этот и другие популярные вопросы ответит технолог сети бетонных заводов «Вега» – Добрынский Дмитрий.
1. В конце сентября — начале октября днём температура ещё положительная, а ночью наступают заморозки до -3 С°, -5 С°. Можно ли заливать ленточный фундамент, не замёрзнет ли бетон?
— Можно, соблюдая правило: перед замерзанием нужно получить минимальную начальную прочность до 10% от проектной. Для этого до наступления холодной ночи необходимо как можно раньше уложить бетон, пока сохраняется тепло дня, а после укладки – укрыть пленкой и теплоизолирующим материалом (изолон, геотекстиль, пеноплекс, и т.д.).
Это поможет бетону «пережить» ночь, сохранить внутреннюю теплоту и продолжить набор прочности на следующий день. Оценивать затвердевание бетона и его готовность нужно визуально: поверхность побелела, при отделении опалубки материал не откалывается большими кусками, если его поцарапать гвоздём или арматурой, то не остается глубоких борозд.
2. А если уже конец октября, и среднесуточная температура не поднимается выше -3 С°, -7 С°? Как в таком случае заливать бетон?
— Здесь необходим бетон с морозостойкими добавками с дозировкой, рассчитанной на температуру до -15С°. Как и в случае, описанном в первом вопросе, необходимо утеплить свежеуложенный бетон. Но если для температуры до -5 С° достаточно одного слоя утеплителя, то здесь потребуется 2-3 слоя или специальные маты с подогревом, которые можно купить или взять в аренду. Для их использования нужно позаботиться о наличии электричества на стройплощадке.
Также, соблюдая меры пожарной безопасности, можно применить тепловентиляторы. Их ставят на поверхность бетона или край опалубки, делают каркас из арматуры, который покрывают пологом из утеплителя, подняв его в месте выхода горячего воздуха. Такое сооружение называют «тепляк». Готовность бетона при таком способе прогрева определяется тоже визуально по признакам, которые я уже обозначал.
Эти рекомендации относятся к фундаментным конструкциям. Для колонн, стен и плит перекрытия при температуре воздуха -3 С°,-7 С° уже нужен электропрогрев.
3. Если бетон с противоморозной добавкой, то это гарантирует, что его можно заливать зимой? В чём заключается действие добавки?
— Противоморозная добавка, в первую очередь, не допускает замерзание бетонной смеси во время доставки и укладки. А после бетонирования обязательно нужно принять меры по прогреву бетона, чтобы он не замерз.
4. Как правильно производится бетонирование зимой? Что нужно сделать, чтобы бетон набрал необходимую прочность?
— Первое и, наверное, самое важное – это подготовка опалубки. Опалубка и армокаркас должны быть защищены от снега, для чего сразу после сборки каркас укрывают плёнкой или геотекстилем. Перед бетонированием опалубку осматривают, и если там есть снег, то выдувают его сжатым воздухом либо переносной «ветродуйкой» (ранцевый бензоинструмент для сметания листьев), а если лёд – обливают горячей водой.
Приёмку бетонной смеси необходимо сделать максимально быстро. Зимой используется морозостойкий бетон – материал с противоморозными добавками, препятствующими его затвердеванию во время транспортировки и укладки. При температуре воздуха -10 С°,-15С° потребуется дозировка, рассчитанная на -25С°.
После бетонирования для плоских плит и стен нужен проводной электропрогрев, а для элементов ленточных фундаментов, ростверков и колонн – электродный. Для этого бетон укрывают и нагревают с помощью подключения к прогревочным трансформаторам. Термосный метод (укрытие бетона без электропрогрева) при температуре ниже -10С°, -15С° не допускается. Исключением здесь могут быть только массивные кубовидные конструкции из высокомарочной бетонной смеси класса выше В25, объемом более 20 м³, полностью скрытые в грунте.
5. В каком состоянии должен находиться бетон до включения прогрева?
— Бетонная смесь должна сохранять подвижность, а её поверхность – быть без морозных узоров и льда, иметь серый, серо-коричневый оттенок. Если цвет бетона ближе к черному – значит он замерз. Такой материал еще можно «раскачать» проводным электропрогревом (но с неизбежной потерей качества поверхности, однородности и прочности), а электродный метод уже не сработает. Дело в том, что в электродном прогреве вода бетонной смеси служит проводником (принцип кипятильника), и если она замерзла – электропроводимости не будет, и прогрев не произойдет.
6. Сколько времени необходимо прогревать бетон?
— Бетон класса от В15 до В30 на фундаментах и вертикальных конструкциях (колонны, стены) при среднесуточной температуре -10С°, -15С° и температуре прогрева +40С° для достижения 80-90% проектной прочности прогревается 1-2 суток (в зависимости от качества утепления опалубки, укрытия, ветра). Плиты перекрытия – от 2 до 4 суток.
Если температура прогрева ниже, то время увеличивается в «степени»: для колонн и фундаментов при +40 С° потребуется 2 суток, +30 С° – 4 суток, +20 С° – 8 суток, +10 С° – 16 суток. Температура прогрева ниже +10С° нецелесообразна.
Бетонирование в зимний период ответственных несущих конструкций из бетона класса ниже В15 не рекомендуется. Проведение бетонных работ непрофессиональными строителями при температуре ниже -20С°– тоже.
7. Сколько времени можно транспортировать бетон зимой?
— Зимой (-10С°, -15С°) рекомендуемое время перевозки бетонной смеси для сохранения нормативной температуры укладки (+5С° ) – не более 1 часа. Приемка одного автобетоносмесителя – до 30 минут. Укладка бетонной смеси до подключения электропрогрева – не более 30 минут. Итого, с момента замеса бетона на заводе до укладки и подключения электропрогрева должно пройти не более 2 часов (при условии использования противоморозной добавки, рассчитанной на температуру -25С°). Если время увеличить до 2,5 -3 часов, то бетонная смесь утратит подвижность, при большей задержке конструкция потеряет качество, ее проектные характеристики снизятся.
8. Какая температура бетонной смеси должна быть к моменту выгрузки в конструкцию? Если она приехала холодной, можно ли принимать в опалубку?
— Нормативная температура бетонной смеси при укладке – не менее +5С° (СП 70.13330.2012). Составы с температурой ниже этого значения к укладке не допускается.
9. Каким оборудованием должен быть укомплектован бетонный завод для производства бетона в зимнее время?
— Для выпуска на заводе бетонной смеси с температурой не менее +20С°требуется следующее оборудование:
расходные бункеры, где щебень, гравий и песок (инертные материалы) обрабатываются горячим воздухом или паром. Так материал согревается, в нем растапливаются снег и лед;
навесы на складе для защиты от замерзания инертных материалов в зимний период;
оборудование подогрева воды для бетонной смеси.
Помните, чрезмерного ухода за бетоном не бывает, особенно зимой.
Работы с тепловыми пушками, тепловентиляторами должны проводить только сотрудники с допуском и необходимой квалификацией.
Нельзя оставлять прогревочное оборудование без присмотра, должны быть назначены дежурные на контроль прогрева в ночное время. И необходимо позаботиться о пожарной безопасности – обеспечить стройплощадку средствами пожаротушения.
Для качественного бетонирования в зимний период завод «Вега» предлагает смеси с противоморозными добавками и доставляет их по Перми и Пермскому краю.
С подробной информацией о наших добавках для отрицательных температур вы можете ознакомиться в разделе нашего сайта «Морозостойкий бетон». Также все виды бетона, которые мы производим, и цены на них представлены в каталоге.
Бетонирование своими руками
Назад
Назад
Итак, решено: вы решили забетонировать небольшой кусочек своей дачной земли. Как же справиться с бетонированием, чтобы потом не было мучительно жаль драгоценных метров земли, собственного труда и, естественно, денег?
Ну, во-первых, нужно класть бетон не на землю, а на тщательно подготовленное основание. Что это такое? Основанием мы будем называть покрытие из различного рода сыпучих нерудных материалов: щебня, гравия, гравийно-песчаной смеси, в крайнем случае – песка или битого кирпича. Основание (его называют также «подушка») необходимо уплотнить. Это можно сделать ручной трамбовкой, в идеале, конечно же виброплитой или небольшим виброкаточком. Желательно, чтобы толщина основания после уплотнения была не менее 10 см. Да, само собой, что земля под «подушкой» тоже должна быть тщательным образом выровнена и утрамбована.
Еще один важный нюанс. Подумайте о возможной разуклонке. Разуклонка это возможные направления стока дождевых вод. Чтобы не получилось, что дождевая вода идет к вам под дом или просто бежит совсем не туда, куда нужно. Как это делается? Если нет под рукой простейших механизмов строителя: уровня или гидроуровня, то можно попробовать определить на глаз: где будем делаем выше, а где ниже. Приседаем, ложимся, смотрим, щурим глаз, изображаем работу мысли и говорим: здесь выше!
Воду конечно же можно и нужно направить на различного рода клумбы, дождеприемники или просто участок открытой земли, где она будет собираться в лужицу и дренировать (в смысле: уходить по землю). Но бывают закрытые участки, откуда очень сложно или вообще невозможно вывести воду. Тогда, на мой взгляд, самым лучшим выходом является строительство местного дренажного колодца.
Строится он следующим образом. Роем яму (размеры зависят от возможного количества воды), в ней выкладываем каркас из кирпича, причем именно каркас, а не сплошную конструкцию, так как воде необходимо оставить отверстия для отступления в землю. Каркас должен быть меньше, чем сама яма. Пустоты между каркасом и земляными стенками засыпаем крупным щебнем, чтобы исключить соприкосновение земли и воды, а также обрушение земли в нашу дренажную яму. Сверху накрываем колодец решетчатым люком или просто какой-нибудь решеткой.
Важным моментом является армирование будущей бетонной плиты. Многолетний опыт подсказывает, что даже хороший бетон на небольших площадях и при минимальных нагрузках в процессе эксплуатации может дать трещины. Наличие армокаркаса значительно снижает вероятность подобного форс-мажора. Поэтому настоятельно рекомендую армированием не пренебрегать. Что-то железное должно быть внутри нашей конструкции: можно разложить, увязать арматуру в виде сетки, нет арматуры – хоть какие-нибудь длинные железные прутья или детали. Идеально подходящим и недорогим материалом для данной работы считаю дорожную сетку ВР. Вы ее найдете в широком ассортименте на любой металлобазе: множество различных типов, толщин и размеров ячеек.
Еще не забываем про опалубку. Вы ведь не хотите, чтобы края вашей бетонной площадки, дорожки напоминали морской прибой. Устанавливаем по краям доски, щиты и т.п. Основной принцип: ровно и устойчиво. Можно обрамить бордюрами. Их установка – отдельный разговор.
Какой же бетон выбрать? Для устройства небольшой бетонной площадки где-нибудь на даче вполне сгодится бетон марки М-150 или М-200, М-250 – это уж совсем хорошо. Все приготовите, позвоните, договоритесь с ближайшим РБУ, вам привезут, выгрузят, начнете махать лопатой.
Если же денег совсем в обрез или просто есть желание все сделать своими руками, то можно приготовить бетон самому, взяв где-нибудь простую электрическую переносную бетономешалку. Рецептура бетона: мешок цемента 50кг, песок 0,05м3, гравий или мелкий щебень 0,13м3, вода 30л. На выходе примерно 0,15м3 бетона. Песок и гравий можно мерить ведрами: помним, что 0,001м3 = 1л, поэтому 0,05м3 = 50л, 0,13м3 = 130л. Советую сухие ингредиенты перемешать вручную, а лишь затем закладывать в бетономешалку и заливать водой.
Приступаем к работе, загрузили, перемешали, вылили, загрузили, перемешали, вылили и так, пока не зальем необходимый нам участок. Важно: всю площадь желательно залить за один день, иначе потом не избежать проблем на стыке бетонов: вчерашнего и сегодняшнего.
У этого подхода с самостоятельным приготовлением бетона, безусловно, есть минусы: долго, трудно, медленно и не факт, что качественно. Все-таки не может электрическая бетономешалка дать необходимого качества, да и время для перемешивания маловато, ведь необходимо за один день залить максимально большую карту, в идеале, конечно, всю.
Свежий бетон необходимо разровнять и затереть полутерком до выступления на поверхности так называемого цементного молочка, которое при высыхании образует тонкий защитный слой. Через 5-8 часов после заливки надо бы обработать бетонную поверхность машиной затирочной. Все эти меры повышают гладкость бетонной поверхности, снижают количество микропор. Зимой в эти отверстия будет попадать вода, она будет замерзать, расширяться, после чего бетонная поверхность постепенно начинает крошиться, растрескиваться.
После того, как бетон залит, потрудитесь его оградить, защитить от кошек, собак и детей, иначе их следы останутся у вас на память до конца жизни. В жаркую погоду свежеуложенный бетон нужно накрыть полиэтиленом, дабы избежать преждевременного высыхания и растрескивания. Лучше еще 1-2 раза в день обрызгать его водой.
Первые шаги по свежему бетону можно сделать через 2-3 дня. Окончательная же твердость приобретается бетоном лишь по истечении 28 дней.
И в заключение напомню, что все вышеизложенное касается укладки бетона на небольших площадях для частного использования. При бетонировании крупных производственных объектов необходимо строже придерживаться технологии, например, к слову: только швов, нарезаемых в бетоне, существует несколько видов. Поэтому бетонирование больших площадей лучше доверить профессионалам.
Бетон
: он повсюду, вы, вероятно, этого не понимаете, и он меняется Бетон
существует уже давно, но исследователи все еще доводят его до совершенства.
Мы всегда окружены вещами, в которых толком не разбираемся, но мало рукотворных субстанций столь же распространенных, но малопонятных, как бетон. Мы ходим по ней, ездим по ней и живем в построенных на ней (или даже из нее) домах. И хотя большинство людей почти никогда об этом не задумываются, есть исследователи, которые думают об этом все время . И они хотят сделать его лучше.
Итак, давайте снимаем шляпу перед этим, казалось бы, вездесущим материалом, понимая, как он работает и как он меняется.
Бетон считается самым распространенным искусственным материалом на Земле. Римляне смешивали цемент на основе извести с различными другими материалами (в первую очередь песком) для приготовления раствора. В некотором смысле, это был первый бетон. Но бетон, как мы знаем, был невозможен примерно 200 лет назад. Это связано с тем, что современный бетон в основном представляет собой смесь воды, заполнителя (то есть мелких камней), песка и портландцемента. А портландцемент изобрели только в начале 19 века.век.
Портландцемент представляет собой сухой порошок серого цвета, который большинство людей ошибочно принимают за бетон. Но без цемента не бывает бетона. Цемент – это часть бетона, которая затвердевает при взаимодействии с водой. Когда цемент затвердевает, он не «высыхает», то есть вода не испаряется. Вместо этого вода химически соединяется с порошкообразным цементом, создавая новый материал — гидрат силиката кальция. Вот почему цемент может «схватываться», даже если он находится под водой.
Но у бетона есть свойства, которых нет у цемента. Во-первых, это экономичнее. Камень и песок дешевле цемента, поэтому их смешивание делает бетон дешевле, чем чистый цемент. Но этот камень и песок не просто наполнитель. Эти компоненты делают бетон значительно более прочным, чем чистый цемент. Например, бетон обычно лучше переносит колебания температуры (например, замерзание и оттаивание), чем цемент.
А бетон крепкий материал. Повседневный бетон может выдерживать давление не менее 3000 фунтов на квадратный дюйм (psi) до разрушения. Это также дешево, продается в США по цене около 110 долларов за кубический ярд (для справки, один кубический ярд весит около 2 тонн).
Поскольку бетон такой прочный, такой дешевый и ему можно придать практически любую мыслимую форму, он почти идеален для всех видов строительных проектов. Почти.
Вот в чем проблема. Бетон хрупкий и подвержен так называемому хрупкому разрушению. Представьте, что вы держите в обеих руках длинный кусок мела и пытаетесь его согнуть. Как бы сильно вы ни давили, мел не согнется, но в конце концов сломается надвое. Это хрупкий излом. Теперь представьте, что кусок мела — это мост. Ну, вы можете увидеть потенциальную проблему с хрупким разрушением.
Для решения этой проблемы в крупномасштабных строительных проектах бетон армируется внутренним каркасом или каркасом, который обычно изготавливается из стали. Сталь очень прочна при растяжении (т. е. при растяжении), но может деформироваться при нажатии (т. е. при сжатии). Бетон наоборот – крепок при сжатии, слаб при растяжении. При армировании бетона сталью используются сильные стороны каждого из них, что делает конечный продукт менее хрупким и более стабильным.
Одна из областей текущих исследований бетона сосредоточена на поиске новых армирующих материалов, поскольку сталь не идеальна. Например, практически невозможно предотвратить образование микроскопических трещин в бетоне с течением времени. Если эти трещины позволяют воде или соли достигать арматурной стали, металл подвергается коррозии. Это, очевидно, плохо.
Итак, исследователи ищут, что еще может сработать. Например, проводится множество исследований, чтобы определить, могут ли углеродные композиты служить более прочной заменой стали. Композиты прочнее стали, но могут быть слишком хрупкими при неправильном проектировании (это то, над чем работают исследователи). С практической точки зрения еще одна проблема заключается в том, можно ли производить композиты достаточно дешево, чтобы заменить сталь.
Еще одна важная область исследований бетона связана с повышением прочности самого бетона. Обычный бетон, как мы уже говорили, выдерживает давление 3000 фунтов на квадратный дюйм, прежде чем разрушится. Бетон с высокими эксплуатационными характеристиками, который также доступен в продаже, может выдерживать давление до 18 000 фунтов на квадратный дюйм, прежде чем он сломается. Но сейчас исследователи пытаются создать бетон со сверхвысокими характеристиками (UHPC), который может выдержать до разрушения до 30 000 фунтов на квадратный дюйм.
Почему? Снова экономия. Если материал прочнее, можно использовать меньше. Но еще одна причина заключается в том, что это позволило бы дизайнерам придумывать конструкции, которые мы просто не можем построить сегодня — более высокие здания, более длинные мосты и так далее.
Исследования UHPC сосредоточены главным образом на компонентах, которые входят в состав бетона. Например, чтобы сделать UHPC, вы хотите использовать чрезвычайно твердые пески и заполнители. И вы хотите, чтобы эти пески и заполнители были определенной формы и размера, чтобы они плотно оседали друг на друга. Чем меньше места между компонентами, тем меньше места для развития трещин. Исследователи UHPC также изучают возможность добавления в смесь крошечных стеклянных или стальных волокон, чтобы предотвратить образование микротрещин.
Исследователи бетона также экспериментируют с новыми химическими добавками, надеясь изменить химическую реакцию в цементе, чтобы создать более прочный и долговечный готовый продукт.
В общем и целом, бетон по-прежнему будет распространенным строительным материалом для больших и малых проектов. Но хотя это может выглядеть одинаково, наши дети, скорее всего, будут ходить и водить машину по веществу, которое химически и физически отличается от бетона, на котором мы с вами выросли, играя в классики. (Да, я играл в классики).
Примечание: Большое спасибо Грегу Люциеру, заведующему лабораторией построенных сооружений штата Северная Каролина, за то, что он нашел время поговорить со мной о бетоне. Все ошибки в посте выше мои и только мои.
ИТ-услуги в строительстве | ИТ-поддержка строительных компаний
ИТ-консалтинг, управляемые услуги и ИТ-поддержка для архитектуры, проектирования и строительства.
Основанная лицензированным строительным подрядчиком, мы понимаем технологические потребности отрасли. Наши профильные специалисты работают с клиентами строительных компаний каждый день.
Наша фирма предоставляет первоклассные услуги ИТ-поддержки в области архитектуры, проектирования и строительства. Наши услуги были разработаны специально для строительной отрасли и направлены на автоматизацию и оптимизацию ИТ-услуг и поддержки для улучшения повседневной деятельности вашей компании. Нашу ИТ-фирму возглавляют сертифицированные специалисты ISACA. Мы поддерживаем лучшие в отрасли полномочия и готовы поддержать ваш бизнес 24 часа в сутки / 7 дней в неделю / 365 дней в году.
Преимущества ИТ-поддержки и ИТ-услуг в строительстве
Мы можем либо дополнить ваши внутренние ИТ, либо стать вашим основным поставщиком ИТ. Основным преимуществом ИТ-аутсорсинга является то, что наши специалисты обладают всем необходимым для того, чтобы ваша сеть и компьютеры оставались в безопасности, содержали новейшее программное обеспечение, а ваш бизнес избегал серьезных простоев.
Еще одним преимуществом, которое видят строительные компании, когда они передают свои строительные ИТ-услуги на аутсорсинг, является снижение накладных расходов и повышение производительности. В строительной отрасли ИТ-аутсорсингу доверяют и на него полагаются благодаря его способности стандартизировать процессы, снизить риск для бизнеса, повысить надежность необходимых технологий и повысить производительность труда сотрудников.
Кроме того, профессионально управляемые ИТ-услуги обеспечивают поддержку строительных компаний. Строительные компании все чаще становятся объектом кибератак: более 27% всех компаний и 43% малых компаний столкнутся с утечкой данных. Мало того, что средняя глобальная стоимость утечки данных составляет почти 4 миллиона долларов, строительные компании имеют конфиденциальную информацию, которая требует защиты как для безопасности бизнеса, так и для безопасности его сотрудников и клиентов.
Аутсорсинг ИТ-услуг и поддержки для строительных компаний выгоден во многих отношениях. Это сокращает расходы, защищает компании от финансового ущерба и потери деловой репутации, поддерживает бизнес в курсе последних технологических тенденций и обновлений, а также защищает защищенную информацию компании.
Какие ИТ-услуги лучше всего подходят для строительной отрасли?
Всесторонняя оценка ИТ
Наши сертифицированные профессиональные аудиторы обеспечивают целостное представление о вашем текущем состоянии ИТ. Оценка выявит потенциальные риски, подтвердит соответствие вашим бизнес-целям и предложит возможности для технических и организационных улучшений.
Мы разработали комплексные оценки ИТ для архитектурных, инженерных и строительных компаний по всей стране. Наши комплексные оценки ИТ позволят вашему бизнесу внедрить более эффективные ИТ-функции, которые устранят ненужные затраты, связанные с технологиями, и повысят производительность.
Оценка кибербезопасности
Когда большинство людей думают о преступности в строительной отрасли, они думают о мелком воровстве или вандализме. Однако из-за того, что рабочая сила мобильна, рассредоточена и имеет высокую текучесть кадров, строительная отрасль стала главной мишенью для киберпреступников.
Оценка кибербезопасности поможет вам понять риски, с которыми сталкивается ваш бизнес, и способы их устранения, чтобы защитить вашу компанию, ваших сотрудников и ваших клиентов.
Миграция и лицензирование Office 365
Из-за характера строительства, которое обычно состоит из временных площадок, разбросанных по разным городам, облачная служба была бы идеальным выбором.
Облачное резервное копирование снижает риск угроз кибербезопасности и снижает расходы, обеспечивая более легкий доступ на ходу. Благодаря Scarlett Group миграция и лицензирование Office 365 становятся простыми и удобными.
Запрос предложений и услуги по закупкам
Консультационная группа Scarlett Group по запросам предложений и услугам по закупкам поможет вашему бизнесу решить, какое программное обеспечение лучше всего подходит для вашей строительной компании.
Наш процесс выберет программное обеспечение, которое будет работать сейчас и масштабироваться в будущем, чтобы обеспечить вашему бизнесу снижение затрат и повышение гибкости. Мы также находимся в уникальном положении, чтобы вести переговоры от вашего имени, если вы выберете.
Консультации по облачной стратегии и услуги по миграции
Для тех, кто работает в архитектуре , машиностроении и строительстве , важно проконсультироваться с управляемой ИТ-компанией по вопросам облачного консалтинга и миграции, чтобы обеспечить скорость и качество своих технологий, защищая при этом свою информацию от кибератак. .
Наша компания стремится помочь вам выбрать вариант, который наилучшим образом соответствует потребностям вашего бизнеса; мы выполним миграцию без каких-либо хлопот для вас.
Решения для безопасной синхронизации и обмена файлами
Синхронизация и обмен корпоративными файлами («EFSS») позволяет авторизованным пользователям безопасно обмениваться файлами и синхронизировать их между несколькими устройствами. Поскольку в строительной отрасли обычно требуется обмен файлами за пределами компании с клиентами или специалистами в различных областях, EFSS является идеальным выбором.
ИТ-специалисты Scarlett Group могут помочь вам решить, какая система Dropbox, OneDrive или другой EFSS лучше всего соответствует потребностям и целям вашего бизнеса.
Управление мобильными устройствами (MDM)
Чтобы не отставать от шума и суеты строительной отрасли, услуги MDM от надежной ИТ-компании имеют решающее значение. Управление мобильными устройствами позволит владельцам, прорабам и другому строительному персоналу получать доступ к важной информации на ходу, а также удаленно управлять различными устройствами.
Мы обеспечиваем полное покрытие всех основных поставщиков услуг для удовлетворения потребностей наших клиентов.
Служба поддержки
Служба ИТ-поддержки Scarlett Group, работающая круглосуточно и без выходных, доступна каждый день в течение всего года, чтобы ответить на вопросы, связанные с технологиями, решить технологические проблемы и предотвратить кибератаки. Мы предоставляем ИТ-помощь, которая позволяет вашему бизнесу продолжать бесперебойную работу без значительных простоев.
Управляемая кибербезопасность
Надежный, адаптивный и безопасный план кибербезопасности необходим для успеха строительного бизнеса. Кибератаки могут нанести вред бизнесу во многих отношениях: финансовом, юридическом и в глазах общественности.
Scarlett Group предоставляет комплексные управляемые услуги кибербезопасности, чтобы гарантировать обнаружение и предотвращение угроз до того, как они нанесут удар.
Complete Managed Services
В связи с приближением сроков строительные компании часто чувствуют, что в сутках не хватает часов для выполнения поставленных задач. Комплексные управляемые ИТ-услуги Scarlett позволяют вашему бизнесу сосредоточиться на строительстве, а мы — на ИТ.
Наши безграничные службы поддержки избавят вас от всех забот и проблем, связанных с ИТ, из вашего длинного списка дел.
Аварийное восстановление и обеспечение непрерывности бизнеса
Мы в Scarlett Group понимаем, что погода и стихийные бедствия часто являются одной из самых больших проблем для строительной компании; хотя мы не можем гарантировать, что катастрофы не произойдет, мы можем гарантировать непрерывность бизнеса в случае стихийного бедствия или киберкатастрофы.
Наши планы аварийного восстановления помогают свести к минимуму время простоя и потерю данных в случае аварии, чтобы ваш бизнес мог продолжить работу почти мгновенно.
Картирование рабочих процессов и процессов
Картирование рабочих процессов и процессов позволяют ИТ-специалистам находить решения проблем, связанных с ИТ, которые влияют на повседневную работу компании.
Наши индивидуальные планы помогают внедрить улучшения и автоматизировать процедуры для обновления ИТ-функции вашей архитектурной, инженерной или строительной компании.
Почему стоит доверять Scarlett Group ИТ-услуги вашей компании в сфере строительства?
В Scarlett Group мы увлечены технологиями, кибербезопасностью и успехом наших клиентов. Наша цель номер один — помочь нашим клиентам в сфере строительства удовлетворить технологические потребности, связанные с их компанией. Наши ИТ-услуги и решения для строительства изначально разрабатывались с учетом потребностей наших клиентов в сфере строительства.
Как поставщик управляемых услуг мы предлагаем всю ИТ-поддержку, которую вы когда-либо хотели или требовали. Мы стремимся сэкономить ваши деньги и время за счет внедрения оптимизированных процессов и эффективного программного обеспечения. Наши ИТ-специалисты сертифицированы, опытны и увлечены своим делом.
Мы хотим, чтобы ваша строительная компания процветала без стресса из-за киберугроз, сбоев в работе или кошмарной ИТ-инфраструктуры. Если вы готовы к инновационным и проверенным ИТ-методам, разработанным Scarlett Group, свяжитесь с нами сегодня, чтобы начать работу с нашими ИТ-услугами в строительстве.
Члены CFMA и AGC Каролины
бетон | Определение, состав, использование, типы и факты
Бетон состоит из твердого и химически инертного зернистого вещества, называемого заполнителем (обычно песок и гравий), связанных вместе цементом и водой.
Кто изобрел вяжущее вещество, наиболее часто используемое в современном производстве бетона?
В 1824 году английский изобретатель Джозеф Аспдин сжег и измельчил смесь известняка и глины. Эта смесь, называемая портландцементом, остается доминирующим вяжущим веществом, используемым в производстве бетона.
Какие факторы влияют на прочность бетона?
На прочность бетона влияют факторы окружающей среды, особенно температура и влажность. Если он высохнет преждевременно, он может быть не в состоянии противостоять неравным растягивающим напряжениям. Низкие температуры также могут оказать неблагоприятное воздействие.
Сводка
Прочтите краткий обзор этой темы
бетон , в строительстве, конструкционный материал, состоящий из твердого, химически инертного порошкообразного вещества, известного как заполнитель (обычно песок и гравий), который связан цементом и водой.
У древних ассирийцев и вавилонян в качестве связующего вещества чаще всего использовалась глина. Египтяне разработали вещество, более похожее на современный бетон, используя в качестве связующих известь и гипс. Известь (оксид кальция), получаемая из известняка, мела или (где это было доступно) раковин устриц, оставалась основным пуццолановым или цементообразующим веществом до начала 1800-х годов. В 1824 году английский изобретатель Джозеф Аспдин сжег и измельчил смесь известняка и глины. Эта смесь, называемая портландцементом, остается доминирующим вяжущим веществом, используемым в производстве бетона.
Викторина «Британника»
Строительные блоки предметов повседневного обихода
Из чего сделаны сигары? К какому материалу относится стекло? Посмотрите, на что вы действительно способны, ответив на вопросы этого теста.
Заполнители обычно бывают мелкими (размером от 0,025 до 6,5 мм [от 0,001 до 0,25 дюйма]) или крупными (от 6,5 до 38 мм [0,25 до 1,5 дюйма] или больше). Все заполнители должны быть чистыми и не содержать примесей мягких частиц или растительных веществ, поскольку даже небольшое количество органических соединений почвы приводит к химическим реакциям, серьезно влияющим на прочность бетона.
Бетон характеризуется типом используемого заполнителя или цемента, специфическими качествами, которые он проявляет, или методами, используемыми для его производства. В обычном конструкционном бетоне характер бетона во многом определяется водоцементным отношением. Чем ниже содержание воды, при прочих равных условиях, тем прочнее бетон. В смеси должно быть ровно столько воды, чтобы каждая частица заполнителя была полностью окружена цементным тестом, чтобы пространство между заполнителями было заполнено, а бетон был достаточно жидким, чтобы его можно было залить и эффективно распределить. Еще одним фактором долговечности является количество цемента по отношению к заполнителю (выраженное в виде трехчастного соотношения — цемента к мелкому заполнителю и к крупному заполнителю). Там, где требуется особенно прочный бетон, заполнителя будет относительно меньше.
Прочность бетона измеряется в фунтах на квадратный дюйм или килограммах на квадратный сантиметр силы, необходимой для разрушения образца заданного возраста или твердости. На прочность бетона влияют факторы окружающей среды, особенно температура и влажность. Если дать ему высохнуть преждевременно, он может испытывать неравные растягивающие напряжения, которым в несовершенно затвердевшем состоянии противостоять невозможно. В процессе, известном как отверждение, бетон остается влажным в течение некоторого времени после заливки, чтобы замедлить усадку, возникающую по мере его затвердевания. Низкие температуры также негативно сказываются на его прочности. Чтобы компенсировать это, к цементу примешивают такую добавку, как хлорид кальция. Это ускоряет процесс схватывания, что, в свою очередь, приводит к выделению тепла, достаточного для противодействия умеренно низким температурам. Большие бетонные формы, которые не могут быть надлежащим образом покрыты, не заливают при отрицательных температурах.
Бетон, затвердевший на закладном металле (обычно стали), называется железобетоном или железобетоном. Его изобретение обычно приписывают Жозефу Монье, парижскому садовнику, который делал садовые горшки и кадки из бетона, армированного железной сеткой; он получил патент в 1867 году. Арматурная сталь, которая может иметь форму стержней, стержней или сетки, обеспечивает прочность на растяжение. Обычный бетон плохо выдерживает нагрузки, такие как воздействие ветра, землетрясения, вибрации и другие изгибающие силы, и поэтому не подходит для многих структурных применений. В железобетоне прочность стали на растяжение и прочность бетона на сжатие делают элемент способным выдерживать тяжелые напряжения всех видов на значительных пролетах. Текучесть бетонной смеси позволяет расположить сталь в точке или вблизи точки, где ожидается наибольшее напряжение.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас
Узнайте, как гидрофобные свойства этого пористого бетона предотвращают его очистку
Посмотреть все видео к этой статье
Еще одна инновация в каменном строительстве — использование предварительно напряженного бетона. Это достигается за счет процессов предварительного или постнатяжения. При предварительном натяжении отрезки стальной проволоки, тросов или тросов укладываются в пустую форму, а затем натягиваются и закрепляются. После заливки бетона и его схватывания анкеры освобождаются, и, поскольку сталь стремится вернуться к своей первоначальной длине, она сжимает бетон. В процессе предварительного натяжения сталь пропускается через каналы, сформированные в бетоне. Когда бетон затвердеет, сталь крепится к внешней стороне элемента с помощью какого-либо захватного устройства. Прикладывая к стали измеряемое усилие растяжения, можно точно регулировать величину сжатия, передаваемого бетону. Предварительно напряженный бетон нейтрализует силы растяжения, которые могут разрушить обычный бетон, сжимая область до точки, в которой напряжение не ощущается до тех пор, пока не будет преодолена прочность сжатой секции. Поскольку он достигает прочности без использования тяжелой стальной арматуры, он с большим успехом использовался для создания более легких, неглубоких и более элегантных конструкций, таких как мосты и обширные крыши.
В дополнение к своей огромной прочности и изначальной способности адаптироваться практически к любой форме, бетон является огнестойким и стал одним из самых распространенных строительных материалов в мире.
Редакторы Британской энциклопедии Эта статья была недавно отредактирована и обновлена Адамом Августином.
Бетон: самый разрушительный материал на Земле | Города
За то время, которое вам понадобится, чтобы прочитать это предложение, глобальная строительная индустрия выльет более 19000 ванн бетона. К тому времени, как вы дочитаете эту статью до середины, том заполнит Альберт-холл и выльется в Гайд-парк. Через день он будет почти размером с китайскую плотину «Три ущелья». За один год достаточно патио над каждым холмом, долиной, укромным уголком и щелью в Англии.
После воды бетон является наиболее широко используемым веществом на Земле. Если бы цементная промышленность была страной, она была бы третьим по величине источником выбросов углекислого газа в мире с объемом выбросов до 2,8 млрд тонн, уступая только Китаю и США.
Этот материал является основой современного развития, дает крышу над головами миллиардов, укрепляет нашу защиту от стихийных бедствий и обеспечивает структуру для здравоохранения, образования, транспорта, энергетики и промышленности.
Бетон — это то, как мы пытаемся приручить природу. Наши плиты защищают нас от элементов. Они удерживают дождь от наших голов, холод от наших костей и грязь от наших ног. Но они также засыпают обширные участки плодородной почвы, засоряют реки, засоряют места обитания и, действуя как прочная вторая кожа, лишают нас чувствительности к тому, что происходит за пределами наших городских крепостей.
Наш сине-зеленый мир с каждой секундой становится серее. Согласно одному расчету, мы, возможно, уже прошли точку, когда бетон перевешивает совокупную массу углерода каждого дерева, куста и кустарника на планете. В этом смысле наша искусственная среда перерастает природную. Однако, в отличие от природного мира, он на самом деле не растет. Наоборот, его главное качество — затвердевать, а затем очень медленно разлагаться.
Вопросы и ответы
Что такое неделя бетона Guardian?
Шоу
На этой неделе Guardian Cities исследует шокирующее влияние бетона на планету, чтобы узнать, что мы можем сделать, чтобы сделать мир менее серым.
Наш вид пристрастился к бетону. Мы используем его больше, чем что-либо еще, кроме воды. Как и другие искусственные чудо-материалы, пластик и бетон преобразили конструкцию и улучшили здоровье человека. Но, как и в случае с пластиком, мы только сейчас начинаем осознавать его опасности.
Бетон вызывает до 8% глобальных выбросов CO2; если бы это была страна, она была бы худшим преступником в мире после США и Китая. Он заполняет наши свалки, нагревает наши города, вызывает наводнения, уносящие жизни тысяч людей, и коренным образом меняет наше отношение к планете.
Сможем ли мы избавиться от зависимости, без которой трудно представить современную жизнь? В этой серии статей Concrete Week исследует влияние материала на окружающую среду и на нас, а также рассматривает альтернативные варианты будущего.
Крис Майкл, редактор Cities
Было ли это полезно?
Весь пластик, произведенный за последние 60 лет, составляет 8 млрд тонн. Цементная промышленность выкачивает больше, чем каждые два года. Но хотя проблема больше, чем с пластиком, ее обычно считают менее серьезной. Бетон не получают из ископаемого топлива. В желудках китов и чаек его не находят. Врачи не обнаруживают его следов в нашей крови. Мы также не видим его запутавшимся в дубах или вносящим свой вклад в подземные жирберги. Мы знаем, где мы находимся с бетоном. Или, если быть более точным, мы знаем, куда она идет: никуда. Именно поэтому мы стали полагаться на него.
Эта прочность, конечно же, то, к чему стремится человечество. Бетон любят за его вес и прочность. Именно поэтому он служит основой современной жизни, сдерживая время, природу, стихию и энтропию. В сочетании со сталью это материал, который гарантирует, что наши плотины не прорвутся, наши многоэтажки не упадут, наши дороги не прогнутся, а наша электросеть останется подключенной.
Солидность — особенно привлекательное качество во времена дезориентирующих перемен. Но, как и любая хорошая вещь в избытке, она может создать больше проблем, чем решить.
То непоколебимый союзник, то ложный друг, бетон может противостоять природе десятилетиями, а затем внезапно усилить свое влияние. Возьмите наводнения в Новом Орлеане после урагана Катрина и в Хьюстоне после Харви, которые были более серьезными, потому что городские и пригородные улицы не могли впитывать дождь, как пойма, а ливневые стоки оказались совершенно неадекватными для новых экстремальных условий нарушенного климата.
Когда прорывается дамба… Дамба канала 17-й улицы в Новом Орлеане после того, как она была прорвана во время урагана Катрина. Фотография: Нати Харник/AP
Он также усиливает экстремальные погодные условия, от которых защищает нас. Считается, что на всех этапах производства на бетон приходится 4-8% мирового выброса CO2. Среди материалов только уголь, нефть и газ являются большим источником парниковых газов. Половина выбросов CO2 при производстве бетона создается при производстве клинкера, наиболее энергоемкой части процесса производства цемента.
Но другие воздействия на окружающую среду изучены гораздо хуже. Бетон — это жаждущее чудовище, поглощающее почти десятую часть промышленного потребления воды в мире. Это часто увеличивает нагрузку на питьевые и ирригационные нужды, поскольку 75% этого потребления приходится на засушливые и нехватающие воды регионы. В городах бетон также усиливает эффект теплового острова, поглощая солнечное тепло и улавливая газы от выхлопных газов автомобилей и кондиционеров, хотя он, по крайней мере, лучше, чем более темный асфальт.
Также усугубляет проблему силикоза и других респираторных заболеваний. Пыль от переносимых ветром складов и смесителей составляет до 10% крупных твердых частиц, которыми задыхается Дели, где исследователи обнаружили в 2015 году, что индекс загрязнения воздуха на всех 19 крупнейших строительных площадках превышает безопасные уровни как минимум в три раза. . Известняковые карьеры и цементные заводы также часто являются источниками загрязнения, наряду с грузовиками, которые перевозят материалы между ними и строительными площадками. В таких масштабах даже приобретение песка может иметь катастрофические последствия, уничтожая так много мировых пляжей и русел рек, что эта форма добычи в настоящее время все чаще используется организованными преступными группировками и ассоциируется с кровавым насилием.
Это касается наиболее серьезного, но наименее изученного воздействия бетона, заключающегося в том, что он разрушает природную инфраструктуру, не заменяя при этом экологические функции, от которых зависит удобрение, опыление, борьба с наводнениями, производство кислорода и очистка воды.
Бетон может поднять нашу цивилизацию на высоту до 163 этажей в случае небоскреба Бурдж-Халифа в Дубае, создавая жизненное пространство из воздуха. Но это также выталкивает человеческий след наружу, растягивая плодородный верхний слой почвы и задыхаясь от мест обитания. Кризис биоразнообразия, который многие ученые считают такой же угрозой, как и климатический хаос, в первую очередь обусловлен превращением дикой природы в сельскохозяйственные, промышленные зоны и жилые кварталы.
На протяжении сотен лет человечество было готово смириться с этим экологическим недостатком в обмен на несомненные преимущества бетона. Но теперь баланс может сместиться в другую сторону.
Пантеон и Колизей в Риме являются свидетельством долговечности бетона, который представляет собой смесь песка, заполнителя (обычно гравия или камней) и воды, смешанных с обожженным в печи связующим веществом на основе извести. Современная промышленная форма вяжущего – портландцемент – была запатентована как форма «искусственного камня» в 1824 году Джозефом Аспдином в Лидсе. Позже это было объединено со стальными стержнями или сеткой для создания железобетона, основы для небоскребов в стиле ар-деко, таких как Эмпайр-стейт-билдинг.
Реки его вылились после Второй мировой войны, когда бетон стал недорогим и простым способом восстановления разрушенных бомбардировками городов. Это был период бруталистских архитекторов, таких как Ле Корбюзье, за которым последовали футуристические, плавные изгибы Оскара Нимейера и элегантные линии Тадао Андо, не говоря уже о постоянно растущем легионе плотин, мостов, портов, ратушей, университетские городки, торговые центры и одинаково мрачные автостоянки. В 1950 году производство цемента было равно производству стали; с тех пор он вырос в 25 раз, более чем в три раза быстрее, чем его партнер по металлическому строительству.
Дебаты об эстетике имеют тенденцию к поляризации между традиционалистами, такими как принц Чарльз, который осудил бруталистский Tricorn Center Оуэна Людера как «заплесневелый комок слоновьего помета», и модернистами, которые рассматривали бетон как средство сделать стиль, размер и прочность доступными для каждого. массы.
Политика бетона вызывает меньше разногласий, но более разъедает. Основная проблема здесь — инерция. Как только этот материал связывает политиков, бюрократов и строительные компании, образовавшуюся связь практически невозможно сдвинуть с места. Лидеры партий нуждаются в пожертвованиях и откатах от строительных фирм, чтобы быть избранными, государственным планировщикам нужно больше проектов для поддержания экономического роста, а боссам строительства нужно больше контрактов, чтобы деньги поступали, штат был занят, а политическое влияние было высоким. Отсюда и самовоспроизводящийся политический энтузиазм по поводу экологически и социально сомнительных инфраструктурных проектов и цементных праздников вроде Олимпиады, чемпионата мира по футболу и международных выставок.
Классический пример — Япония, которая приняла бетон во второй половине 20-го века с таким энтузиазмом, что структура управления в стране часто описывалась как doken kokka (состояние строительства).
Резервуар для воды с регулируемым давлением в Кусакабе, Япония, построенный для защиты Токио от наводнений и переполнения основных водных путей и рек города во время сильных дождей и сезонов тайфунов. Фотография: Ho New/Reuters
Сначала это был дешевый материал для восстановления городов, разрушенных зажигательными бомбами и ядерными боеголовками во время Второй мировой войны. Затем она заложила основу для новой модели сверхбыстрого экономического развития: новые железнодорожные пути для скоростных поездов Синкансэн, новые мосты и туннели для надземных скоростных автомагистралей, новые взлетно-посадочные полосы для аэропортов, новые стадионы для 19-го века.64 Олимпийских игр и Osaka Expo, а также новые ратуши, школы и спортивные сооружения.
Это поддерживало темпы экономического роста почти двузначными числами до конца 1980-х годов, обеспечивая высокий уровень занятости и давая правящей Либерально-демократической партии мертвую хватку у власти. Политических тяжеловесов той эпохи — таких людей, как Какуэи Танака, Ясухиро Накасоне и Нобору Такэсита — оценивали по их способности приносить в свои родные города масштабные проекты. Огромные откаты были нормой. Гангстеры якудза, которые служили посредниками и силовиками, также получили свою долю. Мошенничество на торгах и практически монополия со стороны шести крупных строительных фирм (Симидзу, Тайсей, Кадзима, Такенака, Обаяши, Кумагаи) обеспечили достаточно прибыльные контракты, чтобы обеспечить политикам солидные откаты. doken kokka был рэкет национального масштаба.
Но бетона не так много, чтобы его можно было с пользой уложить, не нарушая окружающей среды. Постоянно уменьшающаяся отдача стала очевидной в 1990-х годах, когда даже самые изобретательные политики изо всех сил пытались оправдать правительственные пакеты стимулирующих расходов. Это был период необычайно дорогих мостов в малонаселенные районы, многополосных дорог между крошечными сельскими поселениями, цементирования немногих сохранившихся естественных берегов рек и заливки все больших объемов бетона в морские стены, которые должны были защитить 40% береговой линии. Японское побережье.
В своей книге «Собаки и демоны» автор и давний житель Японии Алекс Керр сетует на цементирование берегов рек и склонов холмов во имя предотвращения наводнений и селей. Безудержные строительные проекты, субсидируемые государством, сказал он в интервью, «нанесли неисчислимый ущерб горам, рекам, ручьям, озерам, водно-болотным угодьям, повсюду — и это происходит с нарастающей скоростью. Такова реальность современной Японии, и цифры ошеломляют».
Он сказал, что количество бетона, уложенного на квадратный метр в Японии, в 30 раз больше, чем в Америке, и что объем почти такой же. «Итак, мы говорим о стране размером с Калифорнию, укладывающей такое же количество бетона [как и все США]. Умножьте американские торговые центры и разрастание городов на 30, чтобы понять, что происходит в Японии».
Традиционалисты и защитники окружающей среды были в ужасе и проигнорированы. Закрепление Японии противоречило классическим эстетическим идеалам гармонии с природой и признанию mujo (непостоянства), но было понятно, учитывая постоянный страх землетрясений и цунами в одной из самых сейсмически активных стран мира. Все знали, что реки с серыми берегами и береговые линии уродливы, но никого это не волновало, пока они могли уберечь свои дома от затопления.
Что сделало разрушительное землетрясение Тохоку 2011 года и цунами еще более шокирующими. В прибрежных городах, таких как Исиномаки, Камаиси и Китаками, огромные морские стены, которые строились десятилетиями, были затоплены за считанные минуты. Погибло почти 16 000 человек, миллион зданий был разрушен или поврежден, городские улицы были заблокированы выброшенными на берег кораблями, а воды порта были заполнены плавающими автомобилями. Еще более тревожная история произошла на Фукусиме, где волна океана поглотила внешнюю защиту атомной электростанции «Фукусима-дайити» и вызвала расплавление 7 уровня.
Вкратце, казалось, что это может стать моментом короля Кнуда для Японии — когда сила природы обнажила безумие человеческого высокомерия. Но бетонное лобби оказалось слишком сильным. Либерально-демократическая партия вернулась к власти через год с обещанием потратить 200 триллионов иен (1,4 триллиона фунтов стерлингов) на общественные работы в течение следующего десятилетия, что эквивалентно примерно 40% экономического производства Японии.
«Кажется, что мы в тюрьме, хотя не сделали ничего плохого»… Морская дамба в Ямада, префектура Иватэ, Япония, 2018 год. Фото: Ким Кён-Хун/Reuters
Строительные фирмы снова получили приказ сдерживать море, на этот раз с еще более высокими и толстыми барьерами. Их стоимость оспаривается. Инженеры утверждают, что эти 12-метровые бетонные стены остановят или, по крайней мере, замедлят будущие цунами, но местные жители слышали такие обещания и раньше. Территория, которую защищают эти оборонительные сооружения, также имеет меньшую ценность для людей, поскольку земля в значительной степени обезлюдела и заполнена рисовыми полями и рыбными фермами. Экологи говорят, что мангровые леса могут стать гораздо более дешевым буфером. Что характерно, даже многие пострадавшие от цунами местные жители ненавидят бетон между ними и океаном.
«Такое ощущение, что мы в тюрьме, хотя мы не сделали ничего плохого», — сказал Рейтер рыбак, ловящий устриц, Ацуши Фуджита. «Мы больше не можем видеть море», — сказал уроженец Токио фотограф Тадаси Оно, сделавший одни из самых впечатляющих снимков этих массивных новых сооружений. Он описал их как отказ от японской истории и культуры. «Наше богатство как цивилизации связано с нашим контактом с океаном», — сказал он. «Япония всегда жила с морем, и море защищало нас. А теперь японское правительство решило закрыть доступ к морю».
Это было неизбежно. Во всем мире бетон стал синонимом развития. Теоретически похвальная цель человеческого прогресса измеряется рядом экономических и социальных показателей, таких как ожидаемая продолжительность жизни, детская смертность и уровень образования. Но для политических лидеров самым важным показателем является валовой внутренний продукт, мера экономической активности, которая чаще всего рассматривается как расчет размера экономики. ВВП — это то, как правительства оценивают свой вес в мире. И ничто так не наполняет страну, как бетон.
Это справедливо для всех стран на определенном этапе. На ранних стадиях разработки тяжеловесные строительные проекты приносят пользу, как боксер, наращивающий мускулы. Но для уже зрелой экономики это вредно, как престарелый спортсмен, накачивающий все более сильные стероиды со все меньшим эффектом. Во время азиатского финансового кризиса 1997–1998 годов кейнсианские экономические советники говорили японскому правительству, что лучший способ стимулировать рост ВВП — выкопать яму в земле и засыпать ее. Желательно с цементом. Чем больше отверстие, тем лучше. Это означало прибыль и рабочие места. Конечно, гораздо проще мобилизовать нацию на что-то, что улучшит жизнь людей, но в любом случае бетон, скорее всего, будет частью договоренности. Таков был смысл Нового курса Рузвельта в XIX веке.30-х годов, который отмечается в США как национальный проект по борьбе с рецессией, но также может быть описан как крупнейшее мероприятие по заливке бетона до этого момента. Только для плотины Гувера потребовалось 3,3 миллиона кубических метров, что на тот момент было мировым рекордом. Строительные фирмы утверждали, что он переживет человеческую цивилизацию.
Но это было легковесно по сравнению с тем, что сейчас происходит в Китае, бетонной сверхдержаве 21 века и величайшей иллюстрации того, как материал трансформирует культуру (цивилизацию, переплетенную с природой) в экономику (производственную единицу, одержимую ВВП статистика). Необычайно быстрый подъем Пекина из развивающейся страны в будущую сверхдержаву потребовал горы цемента, песчаные пляжи и озера с водой. Скорость, с которой смешиваются эти материалы, является, пожалуй, самой поразительной статистикой современности: с 2003 года Китай каждые три года заливал больше цемента, чем США за весь 20-й век.
Сегодня Китай использует почти половину мирового бетона. На сектор недвижимости — дороги, мосты, железные дороги, городское развитие и другие цементно-металлургические проекты — пришлось треть роста его экономики в 2017 году. В каждом крупном городе есть масштабная модель планов городского развития, которая должна быть постоянно обновляется, поскольку маленькие белые пластиковые модели превращаются в мегамоллы, жилые комплексы и бетонные башни.
Но, как и США, Япония, Южная Корея и любая другая страна, которая «развилась» до него, Китай достигает точки, когда простая заливка бетона приносит больше вреда, чем пользы. Торговые центры-призраки, полупустые города и стадионы с белыми слонами — растущий признак расточительных расходов. Возьмем, к примеру, огромный новый аэропорт в Луляне, который открылся всего с пятью рейсами в день, или олимпийский стадион «Птичье гнездо», настолько малоиспользуемый, что теперь он больше похож на памятник, чем на стадион. Хотя поговорка «строим, и люди придут» в прошлом часто оказывалась верной, китайское правительство обеспокоено. После того, как Национальное бюро статистики обнаружило 450 квадратных километров непроданных жилых площадей, президент страны Си Цзиньпин призвал к «уничтожению» избыточной застройки.
Плотина «Три ущелья» на реке Янцзы в Китае — крупнейшее бетонное сооружение в мире. Фотография: Laoma/Alamy
Пустые, рушащиеся постройки – это не только бельмо на глазу, но и истощающая экономика и пустая трата продуктивных земель. Все большее строительство требует все большего количества цементных и сталелитейных заводов, выбрасывающих все больше загрязняющих веществ и углекислого газа. Как отметил китайский ландшафтный архитектор Ю Концзянь, он также удушает экосистемы — плодородную почву, самоочищающиеся ручьи, устойчивые к бурям мангровые болота, леса, защищающие от наводнений, — от которых в конечном счете зависят люди. Это угроза тому, что он называет «экологической безопасностью».
Ю возглавил атаку на бетон, разрывая его, когда это возможно, чтобы восстановить берега рек и естественную растительность. В своей влиятельной книге «Искусство выживания» он предупреждает, что Китай опасно далеко ушел от даосских идеалов гармонии с природой. «Процесс урбанизации, которым мы следуем сегодня, — это путь к смерти», — сказал он.
Юй консультировали правительственные чиновники, которые все больше осознают хрупкость нынешней китайской модели роста. Но возможности их передвижения ограничены. За начальным импульсом конкретной экономики всегда следует инерция конкретной политики. Президент пообещал сместить фокус экономики с отрыжки тяжелой промышленности на высокотехнологичное производство, чтобы создать «красивую страну» и «экологическую цивилизацию», и сейчас правительство пытается выйти из крупнейшего строительного бума. в истории человечества, но Си не может допустить, чтобы строительный сектор просто исчез, потому что в нем занято более 55 миллионов рабочих — почти все население Великобритании. Вместо этого Китай делает то же, что и многие другие страны, экспортируя свою экологическую нагрузку и избыточные мощности за границу.
Хваленая пекинская инициатива «Один пояс, один путь» — проект зарубежных инвестиций в инфраструктуру, во много раз превосходящий план Маршалла, — обещает строительство дорог в Казахстане, не менее 15 дамб в Африке, железных дорог в Бразилии и портов в Пакистане, Греции и Шри-Ланке. Ланка. Для реализации этих и других проектов компания China National Building Material — крупнейший производитель цемента в стране — объявила о планах строительства 100 цементных заводов в 50 странах.
Это почти наверняка будет означать усиление криминальной активности. Помимо того, что строительная отрасль является основным средством для сверхзаряженного национального строительства, она также является самым широким каналом для взяток. Во многих странах корреляция настолько сильна, что люди видят в ней показатель: чем конкретнее, тем больше коррупции.
По данным наблюдательной группы Transparency International, строительство — самый грязный бизнес в мире, гораздо более подверженный взяточничеству, чем добыча полезных ископаемых, недвижимость, энергетика или рынок оружия. Ни одна страна не застрахована, но в последние годы Бразилия наиболее ярко продемонстрировала потрясающие масштабы взяточничества в отрасли.
Как и везде, повальное увлечение бетоном в крупнейшей нации Южной Америки началось достаточно благотворно как средство социального развития, затем превратилось в экономическую необходимость и, наконец, метастазировало в инструмент политической целесообразности и индивидуальной жадности. Прогресс между этими этапами был впечатляюще быстрым. Первый крупный национальный проект конца 1950-х годов было строительство новой столицы, Бразилиа, на почти необитаемом плато в глубине страны. Миллион кубометров бетона был залит на горной местности всего за 41 месяц, чтобы укрепить почву и возвести новые здания для министерств и жилых домов.
Национальный музей Республики Оскара Нимейера, Бразилиа, Бразилия. Фотография: Image Broker/Rex Features
За этим последовала новая автомагистраль через тропические леса Амазонки – ТрансАмазония – а затем, с 1970 года, крупнейшая в Южной Америке гидроэлектростанция Итайпу на реке Парана, граничащая с Парагваем, что почти в четыре раза больше. больше, чем плотина Гувера. Бразильские операторы хвастаются, что 12,3 млн кубометров бетона хватит, чтобы заполнить 210 стадионов «Маракана». Это был мировой рекорд, пока китайская плотина «Три ущелья» не перекрыла Янцзы объемом 27,2 млн кубометров.
С военными у власти, цензурой прессы и отсутствием независимой судебной власти невозможно было узнать, какая часть бюджета была выкачана генералами и подрядчиками. Но проблема коррупции стала слишком очевидной с 1985 года, в эпоху после диктатуры, когда практически ни одна партия или политик не осталась незапятнанной.
В течение многих лет самым печально известным из них был Пауло Малуф, губернатор Сан-Паулу, руководивший городом во время строительства гигантской надземной скоростной автомагистрали, известной как Минхокао, что означает «Большой червь». А также приписать себе этот проект, открывшийся в 1969, он также предположительно снял 1 миллиард долларов с общественных работ всего за четыре года, часть которых была прослежена до секретных счетов на Британских Виргинских островах. Несмотря на то, что его разыскивал Интерпол, Малуф десятилетиями избегал правосудия и был избран на ряд высших государственных должностей. Это произошло благодаря высокой степени публичного цинизма, заключенной в фразе, наиболее часто используемой о нем: «Он ворует, но он добивается цели», — которая могла бы описать большую часть мировой бетонной промышленности.
Пауло Малуф на дебатах по поводу импичмента президента Дилмы Русефф в Бразилиа, 2016 г. Фото: Уэслей Марселино/Reuters
Но его репутация самого коррумпированного человека в Бразилии за последние пять лет была омрачена операцией «Автомойка» — расследованием обширной сети мошенничества на торгах и отмывания денег. Гигантские строительные фирмы, в частности Odebrecht, Andrade Gutierrez и Camargo Corrêa, были в центре этой обширной схемы, в рамках которой политики, бюрократы и посредники получали откаты на сумму не менее 2 миллиардов долларов в обмен на сильно завышенные контракты на нефтеперерабатывающие заводы. Плотина Белу-Монте, чемпионат мира 2014 года, Олимпийские игры 2016 года и десятки других инфраструктурных проектов по всему региону. Прокуратура заявила, что только Одебрехт давал взятки 415 политикам и 26 политическим партиям.
В результате этих разоблачений одно правительство пало, бывший президент Бразилии и вице-президент Эквадора находятся в тюрьме, президент Перу был вынужден уйти в отставку, а десятки других политиков и руководителей оказались за решеткой. Коррупционный скандал добрался и до Европы и Африки. Министерство юстиции США назвало это «крупнейшим делом о подкупе иностранцев в истории». Он был настолько огромным, что, когда Малуфа наконец арестовали в 2017 году, никто и глазом не моргнул.
Такая коррупция — это не просто воровство налоговых поступлений, это мотив для экологических преступлений: миллиарды тонн CO2 выбрасываются в атмосферу для проектов сомнительной социальной ценности и часто проталкиваются — как в случае с Бело Монте — против сопротивления затронутых местных жителей и с глубокой озабоченностью природоохранных лицензирующих органов.
Хотя опасности становятся все более очевидными, эта закономерность продолжает повторяться. Индия и Индонезия только вступают в свою высококонкретную фазу развития. Ожидается, что в течение следующих 40 лет площадь новых зданий в мире удвоится. Некоторые из них принесут пользу для здоровья. Ученый-эколог Вацлав Смил считает, что замена глинобитных полов на бетонные в самых бедных домах мира может сократить паразитарные заболевания почти на 80%. Но каждая тачка бетона также приближает мир к экологическому коллапсу.
Chatham House прогнозирует, что урбанизация, рост населения и экономическое развитие увеличат мировое производство цемента с 4 до 5 миллиардов тонн в год. По данным Глобальной комиссии по экономике и климату, если развивающиеся страны расширят свою инфраструктуру до нынешнего среднемирового уровня, к 2050 году строительный сектор будет выбрасывать 470 гигатонн углекислого газа.
Это нарушает Парижское соглашение об изменении климата, в соответствии с которым все правительства в мире согласились с тем, что ежегодные выбросы углерода в цементной промышленности должны сократиться как минимум на 16% к 2030 году, если мир хочет достичь цели оставаться в пределах 1,5°C до 2С потепления. Это также ложится тяжелым бременем на экосистемы, необходимые для благополучия человека.
Опасности распознаны. В прошлогоднем отчете Chatham House содержится призыв к переосмыслению способов производства цемента. Чтобы сократить выбросы, он призывает к более широкому использованию возобновляемых источников энергии в производстве, повышению энергоэффективности, большему количеству заменителей клинкера и, что наиболее важно, широкому внедрению технологий улавливания и хранения углерода, хотя это дорого и еще не было развернуто в промышленности на коммерческий масштаб.
Архитекторы считают, что ответ заключается в том, чтобы сделать здания более компактными и, по возможности, использовать другие материалы, например, древесину с перекрестным клееным брусом. Пора выйти из «бетонного века» и перестать думать в первую очередь о том, как выглядит здание, считает Энтони Тистлтон.
«Бетон прекрасен и универсален, но, к сожалению, он отвечает всем требованиям с точки зрения ухудшения состояния окружающей среды», — сказал он журналу Architects Journal. «Мы обязаны думать обо всех материалах, которые мы используем, и об их более широком воздействии».
Но многие инженеры утверждают, что жизнеспособной альтернативы нет. Сталь, асфальт и гипсокартон более энергоемки, чем бетон. Леса в мире уже истощаются угрожающими темпами, даже без всплеска дополнительного спроса на древесину.
Фил Пернелл, профессор материалов и конструкций из Университета Лидса, сказал, что мир вряд ли достигнет момента «пик бетона».
«Сырье практически безгранично, и оно будет востребовано до тех пор, пока мы будем строить дороги, мосты и все остальное, что нуждается в фундаменте», — сказал он. «Практически по любым меркам это наименее энергоемкий из всех материалов».
Вместо этого он призывает к лучшему обслуживанию и сохранению существующих структур, а когда это невозможно, к увеличению переработки. В настоящее время большая часть бетона отправляется на свалки или измельчается и повторно используется в качестве заполнителя. По словам Пернелла, это можно было бы сделать более эффективно, если бы плиты были снабжены идентификационными метками, которые позволили бы материалу соответствовать спросу. Его коллеги из Университета Лидса также изучают альтернативы портландцементу. По их словам, различные смеси могут уменьшить углеродный след связующего до двух третей.
Возможно, еще более важным является изменение образа мышления в сторону от модели развития, которая заменяет живые ландшафты искусственной средой, а культуры, основанные на природе, экономикой, управляемой данными. Это требует решения структур власти, построенных на бетоне, и признания того, что плодородие является более надежной основой для роста, чем прочность.
Неделя бетона Guardian исследует шокирующее влияние бетона на современный мир. Следите за Guardian Cities в Twitter, Facebook и Instagram и используйте хэштег #GuardianConcreteWeek, чтобы присоединиться к обсуждению или подписаться на нашу еженедельную рассылку новостей
6 Типы трещин в бетоне и их значение
Когда вы видите трещину в бетонной плите или стене, первое, что вы обычно предполагаете, это то, что что-то было сделано неправильно, но это не всегда так. На самом деле трещины в бетоне очень распространены, некоторые даже неизбежны.
Американский институт бетона затрагивает проблему растрескивания бетона в своем руководстве Американского института бетона, ACI 302. 1-40:
-свободные этажи. Следовательно, каждый владелец должен быть проинформирован как проектировщиком, так и подрядчиком о том, что вполне нормально ожидать некоторого количества растрескивания и скручивания в каждом проекте, и что такие явления не обязательно отрицательно отражаются ни на адекватности конструкции пола, ни на качестве пола. его конструкция »
Ниже мы объясним 6 наиболее распространенных типов трещин в бетоне.
1. Трещины бетона при пластической усадке
Когда бетон еще находится в пластическом состоянии (до затвердевания), он наполнен водой. Когда эта вода в конце концов покидает плиту, между твердыми частицами остаются большие пустоты. Эти пустые пространства делают бетон более слабым и более склонным к растрескиванию. Этот тип растрескивания встречается часто и называется «растрескиванием при пластической усадке».
В то время как трещины от пластической усадки могут возникать в любом месте плиты или стены, они почти всегда возникают во входящих углах (углы, направленные внутрь плиты) или с круглыми объектами в середине плиты (трубы, сантехнические приборы, стоки и люки). ). Поскольку бетон не может сжаться вокруг угла, напряжение приведет к растрескиванию бетона в точке этого угла.
Трещины от усадки пластика обычно очень узкие по ширине и едва заметны. Несмотря на то, что они практически незаметны, важно помнить, что трещины от пластической усадки существуют не только на поверхности, но и распространяются по всей толщине плиты.
Чрезмерно влажная смесь способствует усадке бетона. Хотя вода является важным компонентом любой бетонной смеси, бывает и так, что воды слишком много. Когда смесь содержит слишком много воды, плита дает усадку на 90 392 больше, чем если бы использовалось правильное количество воды. Жаркая погода является еще одной серьезной причиной появления трещин при усадке пластика.
Контрольные швы могут быть встроены в плиту для предотвращения растрескивания при усадке. Швы будут открываться по мере того, как бетонная плита становится меньше.
2. Трещины в бетоне от расширения
Как и воздушный шар, тепло вызывает расширение бетона. Когда бетон расширяется, он давит на все на своем пути (например, на кирпичную стену или соседнюю плиту). Когда ни один из них не может изгибаться, силы расширения может быть достаточно, чтобы вызвать растрескивание бетона.
Компенсационные швы используются в качестве точки разделения (или изоляции) между другими статическими поверхностями. Как правило, изготавливаемые из сжимаемого материала, такого как асфальт, резина или пиломатериалы, компенсаторы должны действовать как амортизаторы, уменьшая нагрузку, которую расширение оказывает на бетон, и предотвращая растрескивание.
3. Вспучивание трещин в бетоне
Когда земля замерзает, она иногда поднимается на много дюймов, прежде чем оттаять и снова опуститься. Это движение грунта, вызванное циклами замерзания и оттаивания, является огромным фактором, способствующим растрескиванию бетона. Если плита не может свободно двигаться вместе с землей, плита треснет.
Корни больших деревьев могут иметь такой же эффект на плиту. Если дерево расположено слишком близко к плите, растущие корни могут приподнять и расколоть бетонную поверхность. Всегда учитывайте это при укладке плиты.
4. Усадка трещин в бетоне
С другой стороны, оседание грунта под бетонной плитой также может вызвать растрескивание.
Усадочные трещины обычно возникают в ситуациях, когда в земле под поверхностью бетона образуется пустота. Подумайте о том, когда поблизости убирают большое дерево и его корни начинают разлагаться, или когда коммунальное предприятие роет траншею для своих линий, труб и т. д. и не уплотняет почву при засыпке — это примеры случаев, когда возможно появление трещин.
5. Трещины в бетоне, вызванные перегрузкой плиты
Хотя бетон является очень прочным строительным материалом, у него есть свои ограничения. Размещение чрезмерного веса поверх бетонной плиты может привести к растрескиванию. Когда вы слышите, что бетонная смесь имеет прочность 2000, 3000, 4000 или 5000+ фунтов на квадратный дюйм, это относится к фунтам на квадратный дюйм, которые потребуются для разрушения этой бетонной плиты.
Когда речь идет о бетонных плитах для жилых помещений, перегрузка самой плиты встречается не так часто. Вместо этого более вероятно возникновение избыточной перегрузки на грунт под плитой.
После сильного дождя или таяния снега, когда земля под ним мягкая и влажная, чрезмерная нагрузка на плиту может придавить бетон и привести к трещинам. Владельцы жилых домов, которые размещают большие транспортные средства для отдыха или мусорные баки на подъездных дорожках, с большей вероятностью столкнутся с этим типом трещин.
6. Трещины в бетоне, вызванные преждевременным высыханием
Существует два распространенных типа трещин, вызванных преждевременным высыханием.
Трещины на поверхности очень мелкие, поверхностные трещины, напоминающие паутину или осколки стекла. Когда верхняя часть бетонной плиты слишком быстро теряет влагу, скорее всего, появятся трещины. Несмотря на неприглядный вид, сумасшедшие трещины не являются структурной проблемой.
Трещины, образующие корку, обычно возникают в процессе штамповки бетона, который представляет собой способ добавления текстуры или рисунка на бетонные поверхности. В солнечные или ветреные дни, когда верхняя часть плиты высыхает быстрее, чем нижняя, верхняя часть бетонной поверхности может покрыться коркой. Когда штамп внедряется, он растягивает поверхность возле штампованных соединений и вызывает небольшие трещины вокруг внешних краев «камней». Опять же, несмотря на то, что они не очень хорошо выглядят, трещины, образующие корку, не являются структурной проблемой, о которой следует думать.
Часто бывает трудно точно определить, что вызвало ту или иную трещину. Правильная подготовка площадки, качественная смесь и хорошие методы отделки бетона могут иметь большое значение для минимизации появления трещин и создания более эстетичного бетонного проекта.
Мы не можем не подчеркнуть важность качественного состава смеси для борьбы с трещинами в бетоне. Ознакомьтесь с нашим контрольным списком по бетону: получите лучшую смесь для вашего проекта, который поможет вам и вашему поставщику бетона создать наилучшую смесь для вашего проекта бетонирования.
Различные типы бетона
Бетон можно найти практически везде, включая здания, мосты, стены, бассейны, дороги, взлетно-посадочные полосы аэропортов, полы, террасы и даже бетонный дом. Все эти структуры зависят от искусственного материала с простой формулой. Как делается весь этот бетон?
Бетон состоит из цемента, воды и крупных заполнителей. При смешивании они создают строительный материал, который со временем затвердевает. Сколько воды и цемента вы используете, определяют такие свойства бетона, как:
Прочность
Прочность
Стойкость к теплу или излучению
Удобообрабатываемость
Свежий бетон имеет множество применений и может быть отлит в круги, прямоугольники, квадраты и многое другое. Его также можно использовать для лестниц, колонн, дверей, балок, чечевиц и других привычных конструкций. Бетон изготавливается разных марок, в том числе нормальных, стандартных и повышенной прочности. Эти марки показывают, насколько прочным является бетон и как он будет использоваться в строительстве. Какой вид вам нужен? Наше руководство может помочь вам принять решение на основе требований вашего проекта.
Содержание
Как делают бетон?
Когда вы делаете бетон, независимо от того, для чего вы планируете его использовать, вы должны смешивать правильные пропорции для достижения желаемого качества. Для изготовления бетона можно использовать две разные смеси:
Номинальная смесь : Эта смесь используется для обычного строительства, например, небольших жилых домов. В большинстве номинальных смесей используется пропорция 1:2:4. Первое число — это соотношение цемента, второе число — это соотношение песка, а третье число — это соотношение необходимого заполнителя в зависимости от веса или объема материалов.
Расчетная смесь : Расчетная смесь или расчетная смесь основывается на пропорциях, утвержденных с помощью лабораторных испытаний для определения прочности смеси на сжатие. Это определит необходимую прочность на основе структурного дизайна бетонного компонента.
Наряду с пропорциями смеси, для смешивания бетона также используются два метода:
Машинное смешивание : При этом используются разные типы машин. Ингредиенты помещаются в машину, а затем смешиваются. В результате получается свежий бетон.
Ручное смешивание : При ручном смешивании ингредиенты кладут на плоскую поверхность. Затем рабочие добавляют воду и смешивают цемент вручную, используя специальные инструменты, предназначенные для этой задачи.
Тип смеси, которую вы используете, зависит от количества и качества бетона, который вы хотите.
свяжитесь с нами для получения услуг бетононасоса
Типы бетона
Существует множество различных типов бетона, некоторые из которых можно использовать для одной и той же цели. Это зависит от цели, которую вы хотите достичь. Вы можете выбрать подходящую форму бетона для выполнения поставленной задачи.
1. Бетон нормальной прочности
Этот бетон сочетает в себе все основные ингредиенты — бетон, песок и заполнитель — в соотношении 1:2:4. Получается бетон нормальной прочности. Для схватывания требуется от 30 до 90 минут, но это зависит от погодных условий на бетонной площадке и свойств цемента.
Обычно используется для тротуаров или зданий, которым не требуется высокая прочность на растяжение. Для многих других конструкций он не очень хорош, так как плохо выдерживает напряжения, создаваемые ветровой нагрузкой или вибрациями.
2. Обычный или обычный бетон
Это еще один бетон, в котором используется обычный состав смеси 1:2:4 с компонентами из цемента, песка и заполнителей. Вы можете использовать его для изготовления тротуаров или зданий, где нет высоких требований к прочности на растяжение. Он сталкивается с теми же проблемами, что и бетон нормальной прочности — он не очень хорошо выдерживает вибрацию или ветровую нагрузку. Обычный или обычный бетон также используется в строительстве плотин. Прочность этого вида бетона очень удовлетворительная.
3. Железобетон
Эта форма бетона широко используется в промышленности и современном строительстве. Прочность железобетона повышается за счет размещения в бетоне проволоки, стальных стержней или тросов до того, как он схватится. Более привычное название этих элементов – арматура. В последнее время люди использовали волокна для армирования этого бетона.
Эта арматура противостоит растягивающим усилиям, а сам бетон помогает сопротивляться сжимающим усилиям. Они создают прочную связь, и в результате два материала противостоят различным приложенным силам. По сути, они становятся единым структурным элементом.
Изобретенный в 19 веке, он кардинально изменил строительную отрасль. Здания, мосты и дороги строятся из железобетона. Когда вы путешествуете рядом со строительной площадкой, вы, вероятно, увидите железобетон с арматурой.
4. Предварительно напряженный бетон
Во многих крупных бетонных проектах используются предварительно напряженные бетонные блоки. Предварительно напряженный бетон создается по специальной технологии. Как и железобетон, он включает в себя стержни или арматуру. Но эти стержни или сухожилия подвергаются напряжению до фактического нанесения бетона.
При смешивании и укладке бетона эти стержни размещаются на каждом конце конструктивного элемента, где они используются. Когда бетон схватывается, этот блок подвергается сжатию.
Этот процесс делает нижнюю часть устройства более прочной против растягивающих усилий. Однако для этого требуется тяжелое оборудование и квалифицированная рабочая сила. Обычно предварительно напряженные блоки изготавливаются и собираются на месте. Предварительно напряженный бетон используется для строительства мостов, тяжелонагруженных конструкций или крыш с большими пролетами.
5. Сборный железобетон
Этот бетон создается и отливается на заводе в соответствии с точными спецификациями. Затем сборные железобетонные блоки доставляются на площадку и собираются.
Вы часто видите, как эти устройства перевозятся на рабочие места, когда вы едете по шоссе. Сборный железобетон используется для:
Бетонных блоков
Сборные стены
Лестничные блоки
Поляки
Преимуществом использования сборного железобетона является его быстрая сборка. Поскольку агрегаты изготавливаются на заводе, они отличаются очень высоким качеством.
6. Легкий бетон
Легкий бетон — это любой вид бетона плотностью менее 1920 кг/м 3 . Легкий бетон создается с использованием легких заполнителей. Заполнители — это ингредиенты, которые добавляют плотности стилю бетона. Эти легкие заполнители включают природные материалы, такие как шлак или пемза, искусственные материалы, такие как глины и расширенные сланцы, или обработанные материалы, такие как вермикулит и перлит. Важнейшим его свойством является очень низкая теплопроводность.
Обычное применение легкого бетона включает создание длинных мостовых настилов и строительных блоков. Его также можно использовать для защиты стальных конструкций.
7. Бетон высокой плотности
Бетон высокой плотности имеет очень специфическое назначение. Он часто используется при строительстве атомных электростанций. Тяжелые заполнители, используемые при создании бетона высокой плотности, помогают конструкции противостоять радиации.
Обычно используется щебень. Барит, бесцветный или белый материал, состоящий из сульфата бария и являющийся основным компонентом бария, является наиболее часто используемым щебнем.
8. Бетон с воздухововлекающими добавками
Некоторые типы бетона содержат миллиарды микроскопических воздушных ячеек на каждый кубический фут. Эти крошечные воздушные карманы уменьшают внутреннее давление на бетон. Они представляют собой крошечные камеры, в которых вода может расширяться при замерзании.
Воздух захватывается бетоном при добавлении в процессе смешивания различных пенообразователей, таких как спирты, смолы или жирные кислоты. Это должно быть сделано под тщательным техническим надзором, так как бетон замешивается на стройплощадке. Вовлеченный воздух составляет примерно от 3% до 6% объема бетона. Почти весь бетон, используемый в условиях замерзания или там, где есть циклы замораживания-оттаивания, содержит воздух.
9. Товарный бетон
Бетон, приготовленный и обработанный на центральном заводе, известен как товарный бетон. Этот бетон смешивается по мере того, как его доставляют на строительную площадку в знакомых грузовиках с цементом, которые часто можно увидеть на дорогах и автомагистралях. Как только грузовики прибывают на стройплощадку, цемент можно сразу же использовать, так как он не требует дополнительной обработки. Товарный бетон — это специальный бетон, который смешивается на основе спецификаций, разработанных с большой точностью.
Для производства товарного бетона требуется централизованное место, где можно приготовить бетон. Эти места должны быть размещены на регулируемом расстоянии от рабочей площадки. Если бетону требуется слишком много времени, чтобы добраться до рабочей площадки, он будет бесполезен. В большинстве случаев рабочая площадка находится далеко от обогатительной фабрики. Иногда используются замедлители схватывания, чтобы отсрочить затвердевание бетона.
Товарный бетон предпочтительнее бетона, замешиваемого на месте, потому что смесь имеет более высокую точность, а наличие готового к заливке бетона снижает путаницу на стройплощадке. Товарный бетон можно использовать для строительства зданий, дорог, стен и многого другого.
10. Объемный бетон
Этот бетон был создан в качестве альтернативы товарному бетону для решения проблемы больших расстояний между бетонным заводом и строительными площадками. Для этого требуются специализированные грузовики, известные как объемные мобильные миксеры. Они несут ингредиенты для бетона и воду, которые будут смешиваться на строительной площадке.
Объемный бетон чрезвычайно полезен, когда строителю требуется два разных вида бетонной смеси на одном участке. Поскольку бетон можно смешивать и доставлять по мере необходимости, это позволяет одному грузовику производить две разные бетонные смеси. Это очень полезно на больших площадках, в подвальных сооружениях и в многопроектных проектах, где вам нужны разные типы бетона.
11. Декоративный бетон
Декоративный бетон создает визуально и эстетически привлекательные бетонные смеси. Декоративный бетон может пройти несколько процессов, таких как:
Окрашивание
Молдинг
Полировка
Травление
Нанесение декоративных покрытий
Идеально подходит для любого проекта, в котором вы хотите сделать эстетическое заявление. Это также отличный способ добавить немного «индивидуальности» тусклым поверхностям или структурам. Например, для бассейнов и напольных покрытий можно использовать декоративный бетон.
12. Быстротвердеющий бетон
Спешите? Тогда вам нужен быстротвердеющий бетон. Это идеально, когда у вас мало времени для завершения проекта. Он имеет более быстрое время схватывания и очень устойчив к низким температурам, поэтому его можно использовать в любое время года. Это особенно полезно зимой, когда холодная погода не позволяет использовать многие другие виды бетона.
13. Smart Concrete
Это бетонная технология будущего. Он предлагает другой способ контроля за состоянием железобетонных конструкций. Короткие углеродные волокна добавляются в бетон с помощью обычной бетономешалки. Это влияет на электрическое сопротивление бетона, когда он сталкивается с деформацией или напряжением. Этот вид бетона можно использовать для обнаружения возможных проблем до разрушения бетона.
Он очень хорошо улавливает крошечные структурные дефекты. Хотя он еще не получил широкого распространения, он обещает стать строительным материалом будущего для городов, которые сталкиваются с риском повторяющихся землетрясений. Умный бетон позволяет инженерам в этих городах проверять состояние конструкций после землетрясений, обеспечивая гораздо лучшую оценку их состояния, чем визуальный осмотр.
14. Водопроницаемый бетон
Это один из наиболее распространенных видов бетона, который используется для строительства дорог и тротуаров. Он предназначен для решения проблем стока ливневых вод и луж воды и луж на дорогах или взлетно-посадочных полосах аэропортов.
Другой бетон поглощает воду. На дорогах с водопроницаемым бетоном меньше проблем с аквапланированием, разбрызгиванием шин и скоплением снега. Это также снижает потребность в бордюрах и ливневой канализации.
Состоит из смеси цемента, воды и крупных заполнителей. Он не содержит песка, что создает открытую пористую структуру. Это позволяет воде легче проходить через слои. Некоторые виды водопроницаемого бетона пропускают через свою поверхность несколько галлонов воды в минуту.
15. Бетон, нагнетаемый насосом
Если вы когда-нибудь задавались вопросом, какие типы цементных смесей используются для настила полов в очень высоком здании, ответ, вероятно, — бетон, нагнетаемый насосом. Секрет нагнетаемого бетона заключается в том, что он очень удобен в работе, поэтому его можно легко транспортировать по трубе на верхний этаж. Эта труба будет гибким или жестким шлангом, который выводит бетон в нужное место.
Также можно использовать бетон, нагнетаемый насосом:
Для создания сверхплоских полов на нижних конструкциях
В строительных проектах, таких как дороги и мосты
Для более личных вещей, таких как бассейны
Это надежный, эффективный и экономичный способ нанесения бетона, и зачастую это единственный способ укладки бетона в определенных местах. Очень мелкие заполнители используются в бетононасосах. Чем мельче заполнитель, используемый в смеси, тем свободнее бетон вытекает из трубы.
16. Известковый бетон
В этом бетоне вместо цемента используется известь, а также легкие заполнители, такие как стекловолокно или мелкий песок. В основном используется для возведения полов, сводов и куполов. Limecrete имеет много экологических преимуществ, потому что его легко чистить и восстанавливать. Его также можно использовать с теплым полом.
17. Бетон, уплотненный катком
Знакомая картина на многих американских автомагистралях — тяжелый каток, уплотняющий слой бетона. Рулонно-уплотненный бетон представляет собой прочный плотный бетон, используемый на автомагистралях с интенсивным движением транспортных средств, перевозящих большие нагрузки. Этот бетон выделяет меньше выбросов в процессе производства, что приносит пользу окружающей среде.
Рулонный уплотненный бетон можно найти в дорожных работах, взлетно-посадочных полосах аэропортов, автостоянках, тротуарах и промышленных предприятиях.
18. Стеклобетон
Другой, более современный вид бетона, стеклобетон, отличается использованием переработанного стекла. Эта форма бетона используется, когда эстетическая привлекательность является важным элементом дизайна бетона.
Обычно используемый в крупноформатных плитах для полов или декоративных фасадов, этот бетон может иметь блестящее или цветное стекло, внедренное в процессе смешивания, чтобы придать ему характерный всплеск цвета или блеск.
19. Асфальтобетон
Более известный как «асфальт» или «асфальт», это форма бетона, часто используемая на дорогах, на взлетно-посадочных полосах аэропортов, на автомагистралях, на парковках, для тротуаров — практически везде, где требуется дорожное покрытие. Асфальт представляет собой темный минерал, состоящий из смеси углеводородов, называемых битумами.
Потребность в асфальте росла вместе с автомобильной промышленностью. Известный своей долговечностью, удобоукладываемостью, сопротивлением скольжению, стабильностью, сопротивлением усталости, гибкостью и проницаемостью, он по-прежнему требует правильно подобранной смеси. Это композитная смесь заполнителей и асфальта. Различные смеси асфальта используются для разных целей.
20. Набрызг-бетон
Набрызг-бетон отличается от других видов бетона прежде всего способом его нанесения. Торкрет-бетон набрызгивается через сопло на раму или опалубку. Поскольку для этого применения требуется более высокое давление воздуха, процесс уплотнения происходит одновременно с укладкой.
Автоматическая мойка деталей и агрегатов АМ900 ЭКО
АМ900 ЭКО (АПУ 900) автоматическая моечная установка с замкнутым контуром для очистки двигателей, деталей машин, промышленных станков и прочих агрегатов от СОЖ, нефтемасляных и механических загрязнений.
Особенности
Температура и продолжительность цикла обработки задается на панели управления.
Вращение корзины обеспечивает необходимое позиционирование деталей перед коллекторами. П-образная форма рамп позволяет промывать изделия сверху, снизу и сбоку в течение заданного времени.
Автоматические промывочные установки серии АМ предназначены для использования со слабощелочными растворами. Для наполнения бака используется обычная водопроводная вода.
Автоматические мойки АМ 500, 600, 700, 800, 900 комплектуются двумя видами привода движения корзины – струйным (базовая комплектация) и электромеханическим (дополнительная опция).
Струйный привод накладывает ряд ограничений на эксплуатацию машины, такие как равномерное распределение изделий по весу в корзине, достаточную площадь поверхности деталей, соблюдение угла наклона.
При использовании электромеханического привода, корзина с деталями вращается равномерно с частотой 5-10 об/мин, что обеспечивает высокое качество очистки, за счет равномерной подачи моющего раствора по всей поверхности деталей. Электромеханический привод является наиболее эффективным решением.
Моечная машина рекомендуется для: специализированных мастерских по ремонту двигателей и трансмиссии средних автомобилей и тракторов, участков токарно-фрезерного производства, предприятий машиностроения, ремонтных участков нефтегазового комплекса.
Базовая комплектация
Корпус, бак из нержавеющей стали AISI 430, толщиной 2,0 мм.
ТЭНы, рампы и трубопроводы из нержавеющей стали AISI 304.
Корзина из черного металла.
Струйный привод вращения корзины.
Среднепроизводительные насосы Pedrollo (Италия).
Электрические компоненты TDM.
Система автоматического контроля и поддержания температуры с максимальным пределом нагрева 90 °С.
Цифровое реле времени.
Аналоговый контроллер температуры.
Система аварийной остановки.
Двухступенчатая система очистки моющего раствора.
Концевой выключатель.
Дополнительные опции
Маслоотделитель дисковый.
Откидывающиеся верхние рампы.
Электропривод вращения корзины.
Таймер недельный.
Вытяжка пара принудительная.
Система сушки деталей горячим воздухом (включает принудительную вытяжку пара).
Система ручной очистки деталей.
Рампы и трубопроводы с форсунками из нержавеющей стали.
Система ручного обдува деталей сжатым воздухом.
Система автоматического долива воды в бак.
Система автоматической дозации моющего средства с системой автодолива воды в бак.
Система автоматического слива раствора из бака.
Система тонкой фильтрации с автономным насосом и мешочным фильтром.
Теплоизоляция бака для АМ700, 800, 900.
Система ополаскивания с дополнительным баком.
Корзина для мелких деталей.
Корзина из нержавеющей стали.
Исполнение корпуса и баков из нержавеющей стали AISI304.
Технические характеристики
Параметр
Значение
Диаметр корзины, мм
900
Высота рабочего пространства, мм
500
Грузоподъемность корзины, кг
250
Тип привода корзины
струйный
Длина, мм
1260
Ширина, мм
1170
Высота, мм
1240
Объем бака моющего раствора, л
140
Максимальная температура раствора, С
90
Мощность насоса, кВт
1,1
Производительность насоса, л/мин
150
Давление насоса, бар
2,5-3
Мощность нагревательных элементов, кВт
3 х 1,5
Суммарная мощность, кВт
5,78
Параметры сети, В/Гц
400/50
Вес, кг
200
Оборудование для мойки деталей автомобиля
Установка для мойки деталей с электрическим насосом, объем 75 л NORDBERG NW90
Установка для мойки деталей с электрическим насосом, объем 75 л NORDBERG NW90
Установка для мойки деталей с электрическим насосом, объем 75 л NORDBERG NW90
Бренд: NORDBERG
Похожие товары: Array
Вид мойки для деталей: Без подогрева
Артикул: NW90
11 517 р. 1 шт.
В корзину
Купить в 1 клик
Установка для мойки деталей с подогревом, закрытая NORDBERG NW150
Установка для мойки деталей с подогревом, закрытая NORDBERG NW150
Установка для мойки деталей с подогревом, закрытая NORDBERG NW150
Бренд: NORDBERG
Похожие товары: Array
Артикул: NW150
31 779 р. 1 шт.
В корзину
Купить в 1 клик
Установка для мойки деталей с электрическим насосом, объем 19 л NORDBERG NW20
Установка для мойки деталей с электрическим насосом, объем 19 л NORDBERG NW20
Установка для мойки деталей с электрическим насосом, объем 19 л NORDBERG NW20
Бренд: NORDBERG
Похожие товары: Array
Артикул: NW20
5 424 р. 1 шт.
В корзину
Купить в 1 клик
Автоматическая промывочная установка АМ1150 AК
Автоматическая промывочная установка АМ1150 AК
Автоматическая промывочная установка АМ1150 AК
Бренд: Моторные технологии
Похожие товары: Array
Вид мойки для деталей: С подогревом
Диаметр корзины, мм: 1150
Грузоподъемность корзины, кг: 350
Артикул: АМ1150 AК
649 000 р. 1 шт.
В корзину
Купить в 1 клик
Аппарат мойки деталей 19л AE&T T062035
Аппарат мойки деталей 19л AE&T T062035
Аппарат мойки деталей 19л AE&T T062035
Похожие товары: Array
Артикул: T062035
6 895 р. под заказ
В лист ожидания
Аппарат мойки деталей 150л AE&T T06240-2
Аппарат мойки деталей 150л AE&T T06240-2
Аппарат мойки деталей 150л AE&T T06240-2
Бренд: AE&T (КНР)
Похожие товары: Array
Артикул: T06240-2
23 888 р. под заказ
В лист ожидания
Аппарат мойки деталей 75л AE&T T06220
Аппарат мойки деталей 75л AE&T T06220
Аппарат мойки деталей 75л AE&T T06220
Бренд: AE&T (КНР)
Похожие товары: Array
Артикул: T06220
16 007 р. под заказ
В лист ожидания
Автоматическая промывочная установка АМ1400 LK
Автоматическая промывочная установка АМ1400 LK
Автоматическая промывочная установка АМ1400 LK
Бренд: Моторные технологии
Похожие товары: Array
Артикул: АМ1400 LK
1 025 000 р. под заказ
В лист ожидания
Автоматическая промывочная установка АМ1150 LK
Автоматическая промывочная установка АМ1150 LK
Автоматическая промывочная установка АМ1150 LK
Бренд: Моторные технологии
Похожие товары: Array
Артикул: АМ1150 LK
805 000 р. под заказ
В лист ожидания
Автоматическая промывочная установка АМ1000 LK
Автоматическая промывочная установка АМ1000 LK
Автоматическая промывочная установка АМ1000 LK
Бренд: Моторные технологии
Похожие товары: Array
Артикул: АМ1000 LK
680 000 р. под заказ
В лист ожидания
Автоматическая промывочная установка АМ900 LK
Автоматическая промывочная установка АМ900 LK
Автоматическая промывочная установка АМ900 LK
Бренд: Моторные технологии
Похожие товары: Array
Артикул: АМ900 LK
535 000 р. под заказ
В лист ожидания
Автоматическая промывочная установка АМ800 LK
Автоматическая промывочная установка АМ800 LK
Автоматическая промывочная установка АМ800 LK
Бренд: Моторные технологии
Похожие товары: Array
Артикул: АМ800 LK
495 000 р. под заказ
В лист ожидания
Автоматическая промывочная установка АМ700 LK
Автоматическая промывочная установка АМ700 LK
Автоматическая промывочная установка АМ700 LK
Бренд: Моторные технологии
Похожие товары: Array
Артикул: АМ700 LK
370 000 р. под заказ
В лист ожидания
Автоматическая промывочная установка АМ600 LK
Автоматическая промывочная установка АМ600 LK
Автоматическая промывочная установка АМ600 LK
Бренд: Моторные технологии
Похожие товары: Array
Артикул: АМ600 LK
335 000 р. под заказ
В лист ожидания
Моечная машина АМ1000 ЭКО
Моечная машина АМ1000 ЭКО
Моечная машина АМ1000 ЭКО
Бренд: Моторные технологии
Похожие товары: Array
Артикул: АМ1000 ЭКО
520 000 р. под заказ
В лист ожидания
Установка для мойки агрегатов М216Е2
Установка для мойки агрегатов М216Е2
Установка для мойки агрегатов М216Е2
Бренд: ЧЗАО (Россия)
Похожие товары: Array
Вид мойки для деталей: С подогревом
Грузоподъемность корзины, кг: 1000
Артикул: М216Е2
1 184 000 р. под заказ
В лист ожидания
Ручная мойка деталей АМ1200 РМ
Ручная мойка деталей АМ1200 РМ
Ручная мойка деталей АМ1200 РМ
Бренд: Моторные технологии
Похожие товары: Array
Вид мойки для деталей: Без подогрева
Грузоподъемность корзины, кг: 120
Артикул: АМ1200 РМ
475 000 р. под заказ
В лист ожидания
Ручная мойка деталей АМ1000 РМ
Ручная мойка деталей АМ1000 РМ
Ручная мойка деталей АМ1000 РМ
Бренд: Моторные технологии
Похожие товары: Array
Вид мойки для деталей: С подогревом
Грузоподъемность корзины, кг: 90
Артикул: АМ1000 РМ
405 000 р. под заказ
В лист ожидания
Компрессион. установка для мойки деталей с ванной 65 л. RAASM 70365
Компрессион. установка для мойки деталей с ванной 65 л. RAASM 70365
Компрессион. установка для мойки деталей с ванной 65 л. RAASM 70365
Бренд: RAASM
Похожие товары: Array
Вид мойки для деталей: Без подогрева
Артикул: 70365
под заказ
Заказать
Емкость для промывки деталей, 70 л. APAC 1971
Емкость для промывки деталей, 70 л. APAC 1971
Емкость для промывки деталей, 70 л. APAC 1971
Бренд: APAC (Италия)
Похожие товары: Array
Артикул: 1971
51 375.24 р. под заказ
В лист ожидания
Емкость для промывки деталей, 60 л. APAC 1970
Емкость для промывки деталей, 60 л. APAC 1970
Емкость для промывки деталей, 60 л. APAC 1970
Бренд: APAC (Италия)
Похожие товары: Array
Вид мойки для деталей: Без подогрева
Артикул: 1970
67 043.26 р. под заказ
В лист ожидания
Емкость для промывки деталей электрическая, 65 л. APAC 1970. E
Емкость для промывки деталей электрическая, 65 л. APAC 1970.E
Емкость для промывки деталей электрическая, 65 л. APAC 1970.E
Бренд: APAC (Италия)
Похожие товары: Array
Вид мойки для деталей: Без подогрева
Артикул: 1970.E
17 305.64 р. под заказ
В лист ожидания
Автоматическая промывочная установка АМ900 ЭКО
Автоматическая промывочная установка АМ900 ЭКО
Автоматическая промывочная установка АМ900 ЭКО
Бренд: Моторные технологии
Похожие товары: Array
Вид мойки для деталей: С подогревом
Диаметр корзины, мм: 900
Грузоподъемность корзины, кг: 250
Артикул: АМ900 ЭКО
315 000 р. под заказ
В лист ожидания
Автоматическая промывочная установка АМ900 AК
Автоматическая промывочная установка АМ900 AК
Автоматическая промывочная установка АМ900 AК
Бренд: Моторные технологии
Похожие товары: Array
Вид мойки для деталей: С подогревом
Диаметр корзины, мм: 900
Грузоподъемность корзины, кг: 250
Артикул: АМ900 AК
390 000 р. под заказ
В лист ожидания
Оборудование для мойки деталей в Москве
Фильтр
Сортировка
По популярности (возрастание)
Цена
290
296 218
592 145
888 073
1 184 000
Страна производства
Италия (7)
Россия (63)
APAC (Италия) (1)
Magido (Италия) (5)
Raasm (Италия) (1)
Автотема (Россия) (3)
АвтоТЕХснаб (Россия) (1)
Биомол (Россия) (2)
ГАРО (Россия) (23)
ГЕЙЗЕР (Россия) (11)
Красная звезда (Россия) (1)
Механика (2)
МОТОРНЫЕ ТЕХНОЛОГИИ (Россия) (18)
Показать все
Грузоподъемность корзины
100 (4)
1000 (5)
120 (6)
150 (3)
220 (1)
250 (15)
300 (3)
350 (8)
400 (2)
50 (1)
70 (1)
80 (6)
90 (1)
Показать все
Диаметр корзины
1000 (6)
1150 (6)
1400 (6)
1600 (2)
500 (2)
550 (1)
600 (4)
700 (7)
800 (6)
900 (6)
Показать все
Привод корзины
Пневматический (1)
Ручная (5)
струйный (15)
электропривод (35)
Высота рабочего пространства
1000 (3)
300 (3)
350 (2)
390 (7)
400 (5)
500 (13)
700 (5)
720 (2)
730 (4)
750 (3)
780 (2)
900 (1)
Показать все
автоматические мойки для деталей и агрегатов АМ серии AK (производство Россия)
Продажа автоматических моек для деталей и агрегатов АМ серия AK (Россия) со склада (СПб, Москва, Челябинск, Ростов-на-Дону, Казань) от производителя, производство на заводах-изготовителях и поставки. Прайс-листы с ценами на автоматические моечные установки АМ запрашивайте в отделе оборудования для автосервиса.
Автоматическая мойка деталей АМ600 AK. Корзина 600 мм. Высота рабочего пространства 390 мм. Г/п корзины 80 кг.
Автоматическая мойка деталей АМ700 AK. Корзина 700 мм. Высота рабочего пространства 390 мм. Г/п корзины 120 кг.
Автоматическая мойка деталей АМ800 AK. Корзина 800 мм. Высота рабочего пространства 500 мм. Г/п корзины 250 кг.
Автоматическая мойка деталей АМ900 AK. Корзина 900 мм. Высота рабочего пространства 500 мм. Г/п корзины 250 кг.
Автоматическая мойка деталей АМ1000 AK. Корзина 1000 мм. Высота рабочего пространства 780 мм. Г/п корзины 250 кг.
Автоматическая мойка деталей АМ1150 AK. Корзина 1150 мм. Высота рабочего пространства 630 мм. Г/п корзины 350 кг.
Автоматическая мойка деталей АМ1400 AK. Корзина 1400 мм. Высота рабочего пространства 780 мм. Г/п корзины 350 кг.
Серия АК — автоматические мойкидля деталей с откидной крышкой и движущейся нержавеющей корзиной. Электромеханический привод движения корзины. Высокопроизводительный насос.
Моечные машины с откидной крышкой АМ серии AK предназначены для мойки деталей и агрегатов несложной формы. Установки представляют собой самый простой тип моечных машин с ручной загрузкой и выгрузкой деталей. Они оборудованы одним баком для моечного раствора и выполняют как правило одну операцию очистки. По желанию заказчика мойки деталей могут комплектоваться различными дополнительными опциями, увеличивающими эффективность отмывки изделий.
В процессе работы оператор загружает детали в корзину, устанавливает необходимую температуру и продолжительность цикла мойки. Корзина, вращаясь внутри моечной камеры, позиционирует детали разными сторонами перед блоком рамп с форсунками. Струи моечного раствора подаются с трех сторон, таким образом достигается максимальная эффективность очистки в доступных областях поверхности деталей.
Автоматическая моечная установка для промывки деталей АМ600 AK.
AM600 AK. Рекомендуется для:
Мастерских по ремонту мотоблоков, лодочных моторов, автомобилей ВАЗ.
Корпус и бак из нержавеющей стали (толщиной 1,5 мм).
Корзина из нержавеющей стали.
Итальянский высокопроизводительный насос.
Цифровой датчик температуры.
Цифровое реле времени.
Система аварийной остановки.
Концевой выключатель.
Защита от сухого пуска.
Европейская электрика Schneider.
Дополнительные опции:
Таймер недельный.
Трубы и фитинги из нержавеющей стали (откидная крышка).
Рампы из нержавеющей стали (откидная крышка).
Маслоотделитель дисковый (откидная крышка).
Вытяжка пара принудительная (откидная крышка).
Подкатная телега для АМ500-900.
Корзина для мелких деталей (откидная крышка).
Система ручного обдува деталей сжатым воздухом (откидная крышка).
Исполнение корпуса и баков из нержавеющей стали AISI304.
ТЕХНИЧЕСКИЕ ДАННЫЕ МОЙКИ АВТОМАТИЧЕСКОЙ АМ600 AK:
АМ600 AK
Диаметр корзины, мм
600
Длина, мм
980
Ширина, мм
900
Высота, мм
1070
Высота в открытом состоянии, мм
1600
Высота рабочего пространства, мм
350
Грузоподъемность корзины, кг
80
Объем моющего раствора, л
75
Максимальная температура, ºС
90
Производительность насоса, л/мин.
120
Напряжение питания, В
380
Мощность насоса, кВт
0,75
Мощность нагревателей, кВт
3,15
Суммарная мощность, кВт
3,9
Тип привода
электромеханический
Масса, кг
80
Технические параметры и размеры. Сводная таблица — серия AK.
Автоматическая моечная установка АМ700 AK.
AM700 AK. Рекомендуется для:
СТО и мастерских по ремонту автомобилей типа ГАЗель.
Участков токарно-фрезерного производства.
Специализированных предприятий по покраске.
Базовая комплектация АМ700AK:
Корпус и бак из нержавеющей стали (толщиной 1,5 мм).
Корзина из нержавеющей стали.
Итальянский высокопроизводительный насос.
Цифровой датчик температуры.
Цифровое реле времени.
Система аварийной остановки.
Концевой выключатель.
Защита от сухого пуска.
Европейская электрика Schneider.
Дополнительные опции:
Таймер недельный.
Трубы и фитинги из нержавеющей стали (откидная крышка).
Рампы из нержавеющей стали (откидная крышка).
Маслоотделитель дисковый (откидная крышка).
Вытяжка пара принудительная (откидная крышка).
Подкатная телега для АМ500-900.
Корзина для мелких деталей (откидная крышка).
Система ручного обдува деталей сжатым воздухом (откидная крышка).
Исполнение корпуса и баков из нержавеющей стали AISI304.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МОЙКИ АВТОМАТИЧЕСКОЙ АМ700 AK:
АМ700 AK
Диаметр корзины, мм
700
Длина, мм
1050
Ширина, мм
1150
Высота, мм
1180
Высота в открытом состоянии, мм
1630
Высота рабочего пространства, мм
390
Грузоподъемность корзины, кг
120
Объем моющего раствора, л
80
Максимальная температура, ºС
90
Производительность насоса, л/мин.
120
Напряжение питания, В
380
Мощность насоса, кВт
0,75
Мощность нагревателей, кВт
3,15
Суммарная мощность, кВт
3,9
Тип привода
электромеханический
Масса, кг
100
Технические параметры и размеры. Сводная таблица — серия AK.
Автоматическая моечная установка АМ800 AK.
AM800 AK. Рекомендуется для:
Специализированных мастерских по ремонту двигателей и трансмиссии средних автомобилей и тракторов.
Участков токарно-фрезерного производства.
Предприятий машиностроения.
Ремонтных участков нефтегазового комплекса.
Базовая комплектация АМ800-AK:
Корпус и бак из нержавеющей стали (толщиной 1,5 мм).
Корзина из нержавеющей стали.
Итальянский высокопроизводительный насос.
Цифровой датчик температуры.
Цифровое реле времени.
Система аварийной остановки.
Концевой выключатель.
Защита от сухого пуска.
Европейская электрика Schneider.
Дополнительные опции:
Таймер недельный.
Трубы и фитинги из нержавеющей стали (откидная крышка).
Рампы из нержавеющей стали (откидная крышка).
Маслоотделитель дисковый (откидная крышка).
Вытяжка пара принудительная (откидная крышка).
Подкатная телега для АМ500-900.
Корзина для мелких деталей (откидная крышка).
Система тонкой фильтрации с автономным насосом и мешочным фильтром (откидная крышка).
Система сушки деталей горячим воздухом (откидная крышка).
Система ручного обдува деталей сжатым воздухом (откидная крышка).
Теплоизоляция бака для АМ700-900.
Система автоматического слива раствора из бака (откидная крышка).
Система автоматического долива воды в бак (откидная крышка).
Система автоматической дозации моющего средства с системой автодолива воды в бак (откидная крышка).
Исполнение корпуса и баков из нержавеющей стали AISI304.
Система ополаскивания с дополнительным баком.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МОЙКИ АВТОМАТИЧЕСКОЙ АМ800 AV:
АМ800 AK
Диаметр корзины, мм
800
Длина, мм
1190
Ширина, мм
1140
Высота, мм
1200
Высота в открытом состоянии, мм
1630
Высота рабочего пространства, мм
500
Грузоподъемность корзины, кг
250
Объем моющего раствора, л
120
Максимальная температура, ºС
90
Производительность насоса, л/мин.
300
Напряжение питания, В
380
Мощность насоса, кВт
2,2
Мощность нагревателей, кВт
3х1,5
Суммарная мощность, кВт
6,88
Тип привода
электромеханический
Масса, кг
140
Технические параметры и размеры. Сводная таблица — серия AK.
Автоматическая моечная установка АМ900 AK.
AM900 AK. Рекомендуется для:
Специализированных мастерских по ремонту двигателей и трансмиссии средних автомобилей и тракторов.
Участков токарно-фрезерного производства.
Предприятий машиностроения.
Ремонтных участков нефтегазового комплекса.
Базовая комплектация мойки АМ900AK:
Корпус и бак из нержавеющей стали (толщиной 2 мм).
Корзина из нержавеющей стали.
Итальянский высокопроизводительный насос.
Цифровой датчик температуры.
Цифровое реле времени.
Система аварийной остановки.
Концевой выключатель.
Защита от сухого пуска.
Европейская электрика Schneider.
Дополнительные опции:
Таймер недельный.
Трубы и фитинги из нержавеющей стали (откидная крышка).
Рампы из нержавеющей стали (откидная крышка).
Маслоотделитель дисковый (откидная крышка).
Вытяжка пара принудительная (откидная крышка).
Подкатная телега для АМ500-900.
Корзина для мелких деталей (откидная крышка).
Система тонкой фильтрации с автономным насосом и мешочным фильтром (откидная крышка).
Система сушки деталей горячим воздухом (откидная крышка).
Система ручного обдува деталей сжатым воздухом (откидная крышка).
Теплоизоляция бака для АМ700-900.
Система автоматического слива раствора из бака (откидная крышка).
Система автоматического долива воды в бак (откидная крышка).
Система автоматической дозации моющего средства с системой автодолива воды в бак (откидная крышка).
Исполнение корпуса и баков из нержавеющей стали AISI304.
Система ополаскивания с дополнительным баком.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МОЙКИ АВТОМАТИЧЕСКОЙ АМ900 AK:
АМ900 AK
Диаметр корзины, мм
900
Длина, мм
1210
Ширина, мм
1300
Высота, мм
1250
Высота в открытом состоянии, мм
1750
Высота рабочего пространства, мм
500
Грузоподъемность корзины, кг
250
Объем моющего раствора, л
140
Максимальная температура, ºС
90
Производительность насоса, л/мин.
300
Напряжение питания, В
380
Мощность насоса, кВт
2,2
Мощность нагревателей, кВт
3х1,5
Суммарная мощность, кВт
6,88
Тип привода
электромеханический
Масса, кг
180
Технические параметры и размеры. Сводная таблица — серия AK.
Автоматическая моечная установка АМ1000 AK.
AM1000 AK. Рекомендуется для:
Мастерских по ремонту грузовых автомобилей, автобусов.
Мастерских по ремонту строительной и сельхозтехники.
Участков токарно-фрезерного производства.
Ремонтных участков нефтегазового комплекса.
Базовая комплектация мойки АМ1000AK:
Корпус и бак из нержавеющей стали (толщиной 2 мм).
Корзина из нержавеющей стали.
Итальянский высокопроизводительный насос.
Цифровой датчик температуры.
Цифровое реле времени.
Система аварийной остановки.
Концевой выключатель.
Защита от сухого пуска.
Европейская электрика Schneider.
Дополнительные опции:
Таймер недельный.
Трубы и фитинги из нержавеющей стали (откидная крышка).
Рампы из нержавеющей стали (откидная крышка).
Маслоотделитель дисковый (откидная крышка).
Вытяжка пара принудительная (откидная крышка).
Подкатная телега для АМ1000-1400.
Корзина для мелких деталей (откидная крышка).
Система тонкой фильтрации с автономным насосом и мешочным фильтром (откидная крышка).
Система сушки деталей горячим воздухом (откидная крышка).
Система ручного обдува деталей сжатым воздухом (откидная крышка).
Теплоизоляция бака для АМ1000-1400.
Система автоматического слива раствора из бака (откидная крышка).
Система автоматического долива воды в бак (откидная крышка).
Система автоматической дозации моющего средства с системой автодолива воды в бак (откидная крышка).
Исполнение корпуса и баков из нержавеющей стали AISI304.
Система ополаскивания с дополнительным баком.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МОЙКИ АВТОМАТИЧЕСКОЙ АМ1000 AK:
АМ1000 AK
Диаметр корзины, мм
1000
Длина, мм
1300
Ширина, мм
1420
Высота, мм
1500
Высота в открытом состоянии, мм
1950
Высота рабочего пространства, мм
720
Грузоподъемность корзины, кг
250
Объем моющего раствора, л
180
Максимальная температура, ºС
90
Производительность насоса, л/мин.
2х300
Напряжение питания, В
380
Мощность насоса, кВт
2х2,2
Мощность нагревателей, кВт
3х2,0
Суммарная мощность, кВт
10,4
Тип привода
электромеханический
Масса, кг
200
Технические параметры и размеры. Сводная таблица — серия AK.
Автоматическая моечная установка АМ1150 AK.
AM1150 AK. Рекомендуется для:
Мастерских по ремонту грузовых автомобилей, автобусов.
Мастерских по ремонту строительной и сельхозтехники.
Участков токарно-фрезерного производства.
Ремонтных участков нефтегазового комплекса.
Базовая комплектация мойки АМ1150AK:
Корпус и бак из нержавеющей стали (толщиной 2 мм).
Корзина из нержавеющей стали.
Итальянский высокопроизводительный насос.
Цифровой датчик температуры.
Цифровое реле времени.
Система аварийной остановки.
Концевой выключатель.
Защита от сухого пуска.
Европейская электрика Schneider.
Дополнительные опции:
Таймер недельный.
Трубы и фитинги из нержавеющей стали (откидная крышка).
Рампы из нержавеющей стали (откидная крышка).
Маслоотделитель дисковый (откидная крышка).
Вытяжка пара принудительная (откидная крышка).
Подкатная телега для АМ1000-1400.
Корзина для мелких деталей (откидная крышка).
Система тонкой фильтрации с автономным насосом и мешочным фильтром (откидная крышка).
Система сушки деталей горячим воздухом (откидная крышка).
Система ручного обдува деталей сжатым воздухом (откидная крышка).
Теплоизоляция бака для АМ1000-1400.
Система автоматического слива раствора из бака (откидная крышка).
Система автоматического долива воды в бак (откидная крышка).
Система автоматической дозации моющего средства с системой автодолива воды в бак (откидная крышка).
Исполнение корпуса и баков из нержавеющей стали AISI304.
Система ополаскивания с дополнительным баком.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МОЙКИ АВТОМАТИЧЕСКОЙ АМ1150 AK:
АМ1150 AK
Диаметр корзины, мм
1150
Длина, мм
1400
Ширина, мм
1600
Высота, мм
1550
Высота в открытом состоянии, мм
2100
Высота рабочего пространства, мм
730
Грузоподъемность корзины, кг
350
Объем моющего раствора, л
200
Максимальная температура, С
90
Производительность насоса, л/мин.
2х300
Напряжение питания, В
380
Мощность насоса, кВт
2х2,2
Мощность нагревателей, кВт
3х2,0
Суммарная мощность, кВт
10,4
Тип привода
электромеханический
Масса, кг
350
Технические параметры и размеры. Сводная таблица — серия AK.
Автоматическая моечная установка АМ1400 AK.
AM1400 AK. Рекомендуется для:
Мастерских по ремонту грузовых автомобилей, автобусов.
Мастерских по ремонту строительной и сельхозтехники.
Участков токарно-фрезерного производства.
Ремонтных участков нефтегазового комплекса.
Базовая комплектация мойки АМ1400AK:
Корпус и бак из нержавеющей стали (толщиной 2 мм).
Корзина из нержавеющей стали.
Итальянский высокопроизводительный насос.
Цифровой датчик температуры.
Цифровое реле времени.
Система аварийной остановки.
Концевой выключатель.
Защита от сухого пуска.
Европейская электрика Schneider.
Дополнительные опции:
Таймер недельный.
Трубы и фитинги из нержавеющей стали (откидная крышка).
Рампы из нержавеющей стали (откидная крышка).
Маслоотделитель дисковый (откидная крышка).
Вытяжка пара принудительная (откидная крышка).
Подкатная телега для АМ1000-1400.
Корзина для мелких деталей (откидная крышка).
Система тонкой фильтрации с автономным насосом и мешочным фильтром (откидная крышка).
Система сушки деталей горячим воздухом (откидная крышка).
Система ручного обдува деталей сжатым воздухом (откидная крышка).
Теплоизоляция бака для АМ1000-1400.
Система автоматического слива раствора из бака (откидная крышка).
Система автоматического долива воды в бак (откидная крышка).
Система автоматической дозации моющего средства с системой автодолива воды в бак (откидная крышка).
Исполнение корпуса и баков из нержавеющей стали AISI304.
Система ополаскивания с дополнительным баком.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МОЙКИ АВТОМАТИЧЕСКОЙ АМ1400 AK:
АМ1400 AK
Диаметр корзины, мм
1400
Длина, мм
1810
Ширина, мм
1920
Высота, мм
1690
Высота в открытом состоянии, мм
2500
Высота рабочего пространства, мм
780
Грузоподъемность корзины, кг
350
Объем моющего раствора, л
370
Максимальная температура, С
90
Производительность насоса, л/мин.
2х300
Напряжение питания, В
380
Мощность насоса, кВт
2х2,2
Мощность нагревателей, кВт
3х3,15
Суммарная мощность, кВт
14
Тип привода
электромеханический
Масса, кг
400
Технические параметры и размеры. Сводная таблица — серия AK.
Оборудование для мойки деталей/ агрегатов
Однокамерная моечная машина отечественного производства.
Представляет собой моечную машину конвейерного типа. Мойка агрегатов производится водой, подогретой паром. Машина снабжена подвесным транспортером, рабочая скорость цепи которого составляет 0,21 м/мин и транспортная скорость 3,4 м/мин. Производительность машины 50—70 агрегатов за смену.
Схема однокамерной конвейерной моечной машины:
1 – баки,
2 – транспортер,
3 – приемная труба,
4 – напорная труба,
5 – насосный агрегат,
6 – электродвигатель,
7 — коллектор
Трехкамерная моечная машина отечественного производства.
Представляет собой моечную машину конвейерного типа. Имеет три зоны: для ополаскивания горячей водой и размягчения грязи и разжижения масла, для основной мойки и удаления грязи и масла за счет действия многочисленных струй горячего раствора, для ополаскивания горячей водой после мойки. Через три зоны детали перемещаются транспортером медленно и непрерывно. Вода и раствор подогреваются паром при помощи змеевиков.
4 — привод, 5 — трубы с насадками и вращающимися колесами
Установка М-203 отечественного производства.
Представляет собой стационарную установку для наружной мойки двигателей автомобилей (с подогревом воды). Подача моющей смеси к пистолету осуществляется сжатым воздухом 5-7 кгм/мс2, горячей воды – давлением от водопроводной сети.
Имеет следующие характеристики:
Температура нагрева воды, оС
до 90
Напряжение питания, В
220/1ф
Мощность электронагревателей, кВт
10
Габариты, мм
1400х600х2025
Масса, кг
210
Установка 196М отечественного производства.
Представляет собой стационарную вращающуюся струйную установку для мойки узлов, деталей, агрегатов. Оснащена электронасосом для мойки под давлением, фильтрами тонкой очистки отработанного раствора.
Имеет следующие характеристики:
Температура нагрева воды, оС
80
Напряжение питания, В
380/3ф
Мощность электронагрева, кВт
36
Габариты, мм
1900х2280х2000
Масса, кг
800
Максимальная масса загружаемых деталей, кг
250
Максимальный размер промываемых деталей, мм
1000х600х500
Установка М-203
Установка 196М
Установка 196МЗ отечественного производства.
Представляет собой стационарную вращающуюся струйную установку для мойки узлов, деталей, агрегатов. Мойка осуществляется горячей водой и моющими растворами. Оснащена электронасосом для мойки под давлением.
Установка М-216 отечественного производства.
Представляет собой стационарную струйную установку с качающимся коллектором. Предназначена для мойки узлов, агрегатов, деталей автомобилей. Мойка осуществляется горячей водой и моющими растворами.
Имеет следующие характеристики:
Температура мойки, оС
80
Напряжение питания, В
380/3ф
Мощность электронагрева, кВт
46
Габариты, мм
4332х2790х2968
Масса, кг
4200
Максимальная масса загружаемых деталей, кг
1000
Максимальный размер промываемых деталей, мм
2600х1100х1100
Установка 196МЗ
Установка М-216
Установка М-205 отечественного производства.
Предназначена для мойки крупногабаритных деталей массой до 500 кг в водных растворах синтетических моющих средств при температуре до 80 оС (например, блоки цилиндров ЯМЗ-236, 238, 240; КамАЗ-740; ЗИЛ; ГАЗ и т.д.). Мойка оборудована горизонтальным отстойником для сбора нефтепродуктов в процессе мойки. Привод пневматический.
Установка М-200 отечественного производства.
Представляет собой стационарную моечную установку карусельного типа для мойки деталей, малогабаритных и сборочных единиц общей массой до 200 кг в водных растворах технических или синтетических моющих средств при температурах до 80 оС. Оснащена электромеханическим приводом, имеющим в составе: электродвигатель 2,2 кВт, клиноременную передачу, червячный редуктор, соединительную муфту; трубчатым нагревателем с автоматическим регулятором и задатчиком температуры нагрева на 10А, напряжением 380 В.
Имеет следующие характеристики:
Мощность электронасоса, кВт
0,12
Производительность, л/ мин
24
Объем раствора, м3
1
Частота вращения карусели, об/ мин
12
Габариты, мм
1800х1450х1700
Высота с поднятой крышкой, мм
2100
Установка М-205
Установка М-200
Установки для пескоструйной очистки поверхностей АСО-150, АСО-40Э, АСО-200 отечественного производства.
Представляют собой установки для очистки воздушно-пескоструйным способом внутренних и наружных поверхностей от краски, окалины и коррозии, различного рода загрязнений, обезжиривания, а также при подготовке поверхностей к окраске, ремонту.
Имеют следующие характеристики:
Модель
АСО-150
АСО-40Э
АСО-200
Производительность по очистке поверхности, м2/ час
4 — 20
0,8 — 3
4 – 20
Расход сжатого воздуха, м3/мин
2 — 5
0,6 — 1
4 – 6
Рабочее давление, атм.
3,5 — 7
3,5 — 6
3,5 – 7
Объем камеры, л
150
35
180
Расход абразива на 1 м2, кг
35 — 40
35 — 40
35 – 40
Внутренний диаметр шланга для подачи песка, мм
25
25
25
Масса, кг
150
30
580
Габариты, мм
850х800х1200
500х430х910
3900х2050х1350
Колея, см
180
Грузоподъемность полная, кг
1600
Дистанционное управление
+
—
+
Установка АСО-150
Установка АСО-40Э
Установка АСО-200
Установка MAGIDO L-210 импортного производства.
Представляет собой стационарную, вращающуюся струйную установку для автоматической мойки крупных деталей, узлов, агрегатов. Мойка осуществляется горячей водой и моющими растворами, нагрев может производиться дизельным топливом, природным газом или электричеством. Выполнена из нержавеющей стали и оснащена электронасосом с системой форсунок, электровентилятором для вытяжки, системой электронного контроля уровня воды и системой автоматического наполнения водой. Оснащена выдвижной корзиной с тележкой, приводным двигателем для выдвижения корзины.
Имеет следующие характеристики:
Температура мойки, оС
0-75
Напряжение питания, В
380/3ф
Мощность электронагрева, кВт
39
Габариты, мм
2385х2000х2345
Максимальная масса загружаемых деталей, кг
750
Максимальный размер промываемых деталей, мм
1500х1500х1000
Установка MAGIDO L-210
Очистка деталей в ходе ремонта двигателей и трансмиссии спецтехники
Очистка и мойка двигателя и коробки передач машины — обязательная операция, предшествующая его ремонту в любых автосервисах и на станциях техобслуживания.
Она во многом определяет качество последующих этапов работы и всего ремонта в целом.
Необходимость мойки деталей объясняется, в первую очередь, тем, что грязь не позволяет определить состояние соединений и рабочих поверхностей деталей.
Точные измерения загрязнённых деталей провести невозможно.
Чрезвычайно сложно обнаружить и скрытые под наслоениями неисправности.
Поэтому очистка деталей от остатков масла перед дефектовкой — обязательная процедура в процессе ремонта.
Удаление загрязнений с агрегатов и деталей осуществляется тремя способами.
Мойка агрегатов вручную с использованием солярки, бензина и щетки, мойка аппаратом высокого давления и очистка в автоматической промывочной машине.
Остановимся отдельно на каждом из способов.
Мойка деталей и агрегатов вручную
При этом способе потребуется ванна, щетка, тряпки и ЛВЖ, в основном солярка. Часто применяют очистители загрязнений, которые продаются в автомобильных магазинах.
Таким образом моют блок цилиндров, головку блока цилиндров, коробку передач и другие детали. Данный способ оправдан при небольшом объеме ремонта на СТО и сервисе, где ремонтируют 2-3 агрегата в месяц и при наличии свободных рук.
Работа грязная и не требует особой квалификации персонала. Мойка проводится на улице в летнее время года и в хорошо проветриваемом помещении зимой. Процесс ручной мойки трудоемкий. Плюс к этому требуется делать перерывы, дабы не надышаться парами применяемых ЛВЖ.
При таком способе очистки деталей и агрегатов потребуется достаточно большое количество солярки или бензина.
Для начала деталь смачивают, чтобы разбить загрязнение, потом механическим способом тряпкой или щеткой растирают грязь и в дальнейшем ополаскивают или стирают грязь сухой тряпкой.
Применение аппарата высокого давления
Для этого способа потребуется отдельное помещение либо площадка на улице.
Достаточно часто агрегаты отвозятся на близлежащую автомойку.
На узел наносят моечное средство, которое разъедает масляные отложения. Затем с помощью струи под высоким давление сбивают грязь с агрегата или детали.
При этом способе очистки приходится несколько раз наносить моечное средство на агрегат, так как высокое давление струи быстро смывает его с детали. Кроме этого, куски грязи разлетаются во все стороны и очистить территорию еще сложнее чем отмыть деталь.
Данный вид мойки требует большого количества моющего средства, воды и специальной территории или помещения.
Мойка деталей в автоматической машине
Моечные машины довольно легко справляются с загрязнениями на блоке цилиндров (БЦ) и других внешних поверхностях деталей двигателя и трансмиссии.
Струйная очистка в моечной машине это направление на деталь струй нагретого моющего раствора под давлением, но не таким сильным, как при мойке с помощью АВД. В результате механического воздействия струй на загрязненную поверхность детали и химического воздействия моющей жидкости струйная очистка наиболее эффективна.
В машинах струйной очистки применяются водные растворы, что делает ее безопасной для оператора. Это слабощелочные растворы, способные смывать масляные загрязнения. Современные моющие средства содержат антикоррозионные добавки, что позволяет избежать коррозии полированных поверхностей после воздействия водным раствором.
Автоматические мойки деталей обладают следующими преимуществами: высокая производительность; высокая эффективность удаления загрязнений; возможность очистки крупногабаритных деталей и агрегатов; использование биоразлагаемых моющих растворов; замкнутый цикл промывки позволяет существенно экономить на моющих средствах.
Практика использования автоматических моечных машин показывает, что время для очистки деталей составляет от 10 до 30 минут. Все зависит от степени загрязнения. При этом смена моющего раствора осуществляется в среднем один раз в 2 недели.
Автоматические моечные машины позволяют существенно экономить время на очистку агрегата и сократить ручной труд.
Существуют много типоразмеров автоматических моек под разные габариты отмываемого узла. От небольших — для мойки блоков двигателей легковых автомобилей, до мойки агрегатов устанавливаемых на спецтехнику — бульдозеры, экскаваторы, карьерные самосвалы, дорожную технику. Грузоподъемность автоматических моек от 50 кг. до нескольких тонн.
На что стоит в первую очередь обратить внимание при выборе автоматической машины:
1. Габариты моечного пространства.
В автоматических моечных машинах существует два принципа подачи моечного раствора на деталь. В одном случае используется неподвижная рампа с форсунками, а деталь вращается относительно рампы в корзине. В другом случает деталь остается неподвижной а вращается рампа. При выборе моек нужно знать максимальную диагональ самой крупной детали, которую вы планируете мыть. Этот размер и определит габариты моечной камеры автоматической майки. Например вам нужно отмывать блок цилиндров ЯМЗ 238, его габариты 1000х800х750 мм. Для этого потребуется мойка с размером моечного пространства не менее D -1150 мм высота 850 мм.
2. Количество форсунок на рампе
Количество форсунок на рампе определяет скорость и качество мойки. Например в импортных установках количество форсунок от 20 до 60. А в мойке Гейзер от 40 до 160. В результате мойка с большим количеством форсунок будет осуществлять промывку быстрее.
3. Размер бака оборотной моечной жидкости
Размер бака оборотного моечного раствора определяет с какой частотой вам понадобиться менять раствор. Чем больше бак тем больше ресурс раствора, однако слишком большой бак хоть и сэкономит раствор, но потребует дополнительных расходов на электроэнергию. Практически во всех автоматических мойках раствор до нужной температуры (60-80 градусов) греется электрическими ТЭНами. Оптимальным размером бака считается объем, достаточный на две недели.
4. Наличие механического привода корзины
В некоторых моделях моек вращение детали происходит под действием энергии струй подаваемого раствора. Для мойки габаритных или тяжелых деталей, где площадь поверхности либо масса довольно большая необходимо применять механический привод корзины, или использовать оборудование с вращением рампы и неподвижной деталью. В противном случае, деталь может раскрутить слишком быстро, и центробежная сила вытолкнет ее из корзины.
5. Наличие маслоотделителя
В случае, если количество промываемых деталей или узлов достаточно большое и они сильно загрязнены маслом нужно применять маслоотделитель. Эта опция позволит сэкономить моечный раствор.
6. Особенности загрузки агрегата в мойку
Существует моечное оборудование с откидной крышкой и с подом. При использовании моек с откидной крышкой вам придется осуществлять загрузку детали ручным способом. Это накладывает ограничения на максимальный вес промываемой детали. Для промывки тяжелых агрегатов и узлов используют мойки с передвижным подом или тележкой. На под можно погрузить деталь с использованием крана или тельфера. Под может быть установлен на не подвижном основании или перемещаемой на роликах тележке.
7. Ремонтопригодность автоматической мойки
Одним из важных моментов при выборе автоматической мойки является ее ремонтопригодность. Поэтому целесообразнее применять оборудование отечественного производства. В этом случае при поломке вы сможете оперативно устранить неисправность и избежать длительного простоя оборудования. С импортными моечными машинами намного сложнее, ведь требуемая деталь будет идти долго. А отечественного аналога может просто не быть.
Автоматические моечные машины. сравнительно недавно применяются на автосервисах. Но они доказали свою эффективность и востребованность. Все больше СТО и мотористов применяют автоматическую мойку деталей и узлов в своей деятельности. Некоторые сервисы даже оказывают услуги по мойке агрегатов другим СТО.
Промывочные машины для заполнителя — Gilson Co.
Две модели промывочных машин Gilson или «Agg Washers» автоматически промывают образцы грунта и заполнителя, удаляя мелкие частицы, проходящие через сито № 200, устраняя несоответствия и высокую стоимость ручных методов.
Вода непрерывно подается во вращающийся наклонный барабан из нержавеющей стали через постоянное регулируемое соединение, и образец осторожно перемешивается до тех пор, пока перелив не станет прозрачным. Сливная вода направляется на сита, чтобы предотвратить потерю крупногабаритного материала.
Модели оснащены полностью закрытыми редукторными двигателями для вращения барабана и шнурами питания длиной 6 футов (1,8 м) с вилками GFCI. Съемный барабан с фиксированным углом может использоваться в качестве емкости для взвешивания. Водяная трубка «гусиная шея» поворачивается в сторону, позволяя снять барабан. Обе модели портативны и удобны для размещения на столешнице рядом с раковиной.
Большая автоматическая машина для мойки заполнителя HM-57R позволяет обрабатывать образцы крупных заполнителей весом до 15 фунтов (7 кг). Барабан из нержавеющей стали имеет диаметр 11 дюймов и высоту 13 дюймов (279х330 мм). Дополнительные барабаны можно заказать как HMA-261 для повышения эффективности обработки проб.
Небольшая автоматическая машина для промывки заполнителя HM-52 удобна для промывки геотехнических или небольших образцов заполнителя весом до 6–8 фунтов (2,7–3,6 кг). Закажите дополнительные барабаны как HMA-260, чтобы повысить эффективность обработки проб. Барабан из нержавеющей стали имеет диаметр 9 дюймов и высоту 10,75 дюйма (229×273 мм).
К другим рекомендуемым принадлежностям относятся: Вакуумная крышка HMA-262, приобретаемая отдельно, подходит для виниловых трубок 1/4 дюйма и позволяет барабану для стирки функционировать как устройство для деаэрации и вакуумный пикнометр для испытаний битумного риса или других образцов с удельным весом. Уникальное действие вращающегося барабана позволяет образцу кувыркаться под водой во время вакуумного процесса, удаляя захваченный воздух. Крышка изготовлена из прозрачного акрила и оснащена вращающимся вакуумным уплотнением, портом для подключения к источнику вакуума и фиксирующими выступами.
При определении количества материала мельче, чем сито № 200 (75 мкм) путем промывки, рекомендуется использовать следующие принадлежности для автоматической мойки заполнителей: сита для влажной промывки 8 дюймов (203 мм) и 12 дюймов (305 мм) (выберите из таблицы ниже), 8-дюймовый (203 мм) и 12-дюймовый (305 мм) латунный сито с дренажными отверстиями. При желании можно использовать виниловые трубки и хомуты диаметром 3/8 дюйма для соединения поддона со сливом. Выберите сита с подходящим размером отверстий из нашей обширной линейки сит для влажной промывки.
Для получения дополнительной информации прочитайте наш блог Как оптимизировать определения содержания штрафов.
Особенности:
Автоматически промывает пробы почвы и заполнителей для удаления мелких частиц
Предназначен для определения содержания мелких частиц или подготовки проб к просеиванию
Устраняет затраты и время, необходимые для ручных методов
Предотвращает потери негабаритных материалов декантированная промывочная вода
Полностью закрытый мотор-редуктор для вращения барабана
Комплектация:
Автоматическая мойка заполнителей, большая или малая (120 В/60 Гц или 230 В/50 Гц)
Самопроникающий седельный клапан
Шнур питания длиной 6 футов с вилкой GFCI
Прозрачная виниловая трубка диаметром 1/4 дюйма (15 футов)
Дополнительные промывочные барабаны обеспечивают дополнительную эффективность при обработке проб
8-дюймовые ситчатые поддоны с дренажом для сбора переливаемой воды во время перемешивания для предотвращения потери негабаритного материала
12-дюймовые ситчатые чаши с дренажом, используемые во время перемешивания и перелива для сбора негабаритных материалов
Прозрачная виниловая трубка, используемая для соединения ситчатой чаши со сливом во время сбора
Зажим для шланга MA-198 крепится к трубке и может регулироваться для регулирования потока
Вакуумная крышка HMA-262 используется с небольшим барабаном для промывки в качестве устройства для деаэрации или вакуумного пикнометра с тестом на асфальт и рис. 0028
Мокрое просеивание: практическое руководство
Как оптимизировать определение содержания мелочи
Размер образца
HM-57R и HM-57RF: 15 фунтов (7 кг)
HM-52 и HM-52F: 8 фунтов (3,6 кг)
Глубина барабана
HM-57R и HM-57RF: 12 дюймов (304 мм)
HM-52 и HM-52F: 9 дюймов (229 мм)
Электрика
HM-52: 115 В/60 Гц, 0,35 А, 42 Вт
HM-52F: 230 В/50 Гц, 0,2 А, 46 Вт
HM-57R: 115 В/60 Гц, 1,2 А, 144 Вт
HM-57RF: 230 В/50 Гц, 0,9 А, 907 Вт 2
Размеры продукта
HM-57R и HM-57RF: 24 x 20 x 27 дюймов (610 x 508 x 686 мм), ДxШxВ
HM-52 и HM-52F: 19 x 16 x 22 дюйма (482 x 406 x 559 мм), ДxШxВ
Оборудование для мойки | Оборудование для промывки заполнителей
Незамеченный герой многих операций по обработке заполнителей, хорошо спроектированная промывочная установка помогает производителям добиваться превосходной калибровки и классификации продукта, удаляя глину, ил, грязь и другой мусор из продукта. По мере того как требования становятся все более строгими, моечное оборудование, такое как шнековые конвейеры, машины для мойки бревен и даже системы мокрого пылеподавления, может стать отличным дополнением к вашей работе.
Готовы ли вы оптимизировать свою промывочную установку для повышения рентабельности? Здесь, в Kemper Equipment, у нас есть многолетний опыт работы с материалами и переработкой полезных ископаемых, готовый помочь вам настроить эффективную схему — модульную или стационарную — которая повысит общую производительность вашего производства.
Обсудите потребности в моечном оборудовании
Наш опыт специалистов в области моющего оборудования
Отделение нежелательных материалов, таких как глина, ил и шлам, от ценного песка, гравия и дробленого заполнителя всегда было непростой задачей при обработке.
Промывочное оборудование было разработано и усовершенствовано для решения этой проблемы, а также для обеспечения того, чтобы строительные заполнители и песок соответствовали все более строгим требованиям и могли продаваться.
В Kemper Equipment мы предлагаем мощное моющее оборудование, которое выведет ваш бизнес на новый уровень гибкости. Мы являемся экспертами в проектировании новых специализированных моечных установок и модернизации существующих производств. Как и в случае со всем оборудованием, которое мы поставляем — от дробилок до грохотов и конвейеров — операторы должны иметь четкое представление об их рабочих параметрах и общих производственных целях, чтобы решить, какое оборудование будет работать лучше всего.
Хорошей новостью является то, что при выборе любого оборудования для обработки заполнителей вы не действуете в одиночку, потому что наш производственный опыт может работать на вас. Эксперты Kemper знают типы стирального оборудования и другие решения, которые лучше всего подходят для ваших требований и, что более важно, вашего бюджета.
Хотите узнать больше? Узнайте, как мы внедрили мобильность в промывочную установку, чтобы обеспечить рентабельное решение для работы с ловушечной породой производительностью 250 тонн в час.
Посмотреть пример из практики
Типы оборудования моечных установок
Моечные установки могут иметь несколько различных вариантов оборудования, работающих в комбинации, включая переносные и стационарные устройства. Резервуары для классификации песка, грохоты для обезвоживания, промывочные машины для крупного и мелкого материала и другое промывочное оборудование могут составить прибыльную промывочную установку.
Главное, о чем следует помнить, это то, что стирка приносит наибольшую пользу от индивидуального подхода к настройке и проектированию системы, и Kemper Equipment может помочь.
Шнеки для песка / Шайбы для шнеков для мелкозернистого материала
Предлагается различными ведущими производителями оборудования, специализирующимися на разработке лучших решений для промывки и классификации. Название «песочный шнек» описывает механизм в самом оборудовании — он выглядит как шнек. и обрабатывает песок. Многие шнековые установки для песка теперь оснащены двумя вращающимися шнеками с независимым приводом для обезвоживания, классификации и промывки песка размером 3/8 дюйма или другого мелкого материала.
Шайбы для бревен
Некоторое оригинальное оборудование для промывки бревен существует с 1890-х годов и до сих пор является отличным решением для промывки руды и камня и многого другого. Многие из них могут принимать исходный материал размером до 6 дюймов в кубе и очищать глину и другие вредные материалы с помощью воздействия материала на материал. Современные машины для мойки бревен разработаны с акцентом на безопасность и простоту эксплуатации.
Системы пылеподавления
Нет Независимо от того, насколько налажены ваши производственные процессы, пыль может быть «дьяволом в деталях», преследующим ваши горные породы, песок, гравий или операции по переработке полезных ископаемых. Хорошая новость заключается в том, что сегодня существует множество вариантов пылеподавления — и влажное подавление пыли. системы, которые часто относят к моющим средствам, — отличаются высокой эффективностью9.0003
Запросите расценки на моечное оборудование у профессионалов Kemper
Свяжитесь с нами
Нужны запасные части или обслуживание для вашего существующего моечного оборудования?
У нас есть компоненты для самых разных систем мойки материалов, а также мы предлагаем первоклассное обслуживание нашими специалистами по обслуживанию. Узнайте больше на QuarryParts.com или свяжитесь с нами для получения подробной информации!
Свяжитесь с Kemper
Что насчет оборудования для обезвоживания?
Промывка не является концом цикла обработки — по крайней мере, добавление воды к материалу для очистки, калибровки, классификации или разделения не является последним этапом операции обработки. Обезвоживание является важным соображением, которое каждый оператор, особенно предприятия по производству мелких заполнителей и песка, должен выполнять после промывки.
Что такое обезвоживание и зачем оно делается?
Короче говоря, обезвоживание — это именно то, на что это похоже — это извлечение воды после «мокрых» стадий промывки и классификации материала. Он служит двум основным целям: дополнительной регенерации материала и достаточному снижению содержания влаги перед складированием.
Обезвоживание особенно важно при производстве песка
При производстве песка используются горизонтальные резервуары для классификации песка, в которых используется вода и принцип силы тяжести для отделения материала, который был просеян размером менее 8 меш. Поскольку гидравлическая сепарация необходима для захвата мельчайших частиц песка, вода становится серьезной силой, с которой приходится бороться, и обезвоживание не может быть просто запоздалой мыслью.
К счастью, песок легко обрабатывается через обезвоживающие грохоты, а также может обезвоживаться шнеками для песка, среди прочего оборудования.
Варианты оборудования для обезвоживания
Традиционно реализуемые с помощью экранов для обезвоживания как при производстве заполнителей, так и при производстве промышленного песка, некоторые решения для промывки объединяют обезвоживание в одном оборудовании, например, в шнековых установках. Ковшовые колеса — еще одно популярное оборудование для обезвоживания, которое обеспечивает извлечение песка до 99,5%.
Поскольку сита для обезвоживания предназначены для получения однородного продукта без капель и могут удалять грязь и ил, удерживая при этом песок размером до 100 или даже 200 меш, они, как правило, являются наиболее подходящим оборудованием для обезвоживания. На самом деле обезвоживающие грохоты обычно обеспечивают гораздо лучшую сушку, чем шнеки или другое, реже используемое обезвоживающее оборудование.
Промывка и обезвоживание: лучше с Kemper
Многие решения для моечного оборудования теперь включают обезвоживающее оборудование — в виде экранов или шнеков — интегрированное в единый модуль. Это промывочное оборудование может состоять из пескоструйных шнеков, роторных установок и даже гидроциклонов. Так как же производители выбирают лучшие моющие средства?
Лучший способ найти подходящие промывочные установки и другое агрегатное оборудование, а также запасные части для вашего производства, — это работать со знающим партнером по решениям для обработки материалов, таким как Kemper Equipment.
Узнайте о наших возможностях проектирования и сборки оборудования Kemper
Ресурсы и советы по стиральному оборудованию
Основы стирального оборудования
Понимание обезвоживания: что это такое и почему это важно
Демонстрация оборудования: установка Hydro-Clean Wash в действии
Преимущества индивидуального дизайна и сборки для любого завода или проекта
Свяжитесь с нами, чтобы обсудить потребности вашей промывочной установки
Используйте наши знания и опыт, чтобы работать на вас, и свяжитесь с Kemper Equipment сегодня, чтобы удовлетворить все потребности вашей промывочной установки.
Промывка – горное оборудование
Промывочная машина для мелкодисперсного материала
Промывочные машины для мелкозернистого материала, также часто называемые обезвоживающими шнеками, используются для очистки и обезвоживания мелких заполнителей, как правило, меньше 3/8″ или 4 меш, для тонкой доводки конечных продуктов до соответствия спецификациям и для дальнейшего производства. водорастворимая глина, ил и мелкие мелкие частицы. Имеющиеся как в одношнековом, так и в двухшнековом исполнении, шайбы для тонкодисперсных материалов чаще всего используются после операции мокрого просеивания для обработки таких продуктов, как бетон, каменная кладка, строительный раствор. Промывочные машины для мелких частиц МЕКА осуществляются путем гидравлического разделения: использование воды для очистки и сортировки по весу. Более крупные частицы (песок) весят больше, поэтому они тонут и собираются на дне желоба. Они разгружаются стальным спиральным валом со сменной футеровкой из полиуретана или литой стали. Меньшие и более легкие нежелательные частицы всплывают на поверхность и выбрасываются через водосливы на нижних концах машины.
Загрузить брошюру
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ШАЙБЫ ТОНКОГО МАТЕРИАЛА
Шайба для крупного материала используется для удаления ограниченного количества грязного материала из крупного заполнителя. Этот материал включает очень водянистые двойные шламы, илы, мягкую глину и органические частицы. Они часто используются в качестве окончательной промывки после мокрого грохота и предназначены для очистки и очистки гравия и щебня размером до 75 мм (3 дюйма). Доступны как одинарные, так и двойные спиральные агрегаты в зависимости от требуемой производительности.
Высокоэффективный клиноременный привод в сборе снижает требования к мощности и техническому обслуживанию, что приводит к увеличению срока службы и снижению эксплуатационных расходов. Удаление грязных материалов. Коробка передач для тяжелых условий эксплуатации с масляной смазкой, вал для тяжелых условий эксплуатации. Простые сменные детали в сборе. Легкий доступ к наружным подшипниковым узлам.
Загрузка брошюры
36×18
44×20
36×18
44×20
Производительность (ст/час)
165-192
220-275
330-385
440-550
Материал (дюймы)
0-2 1/2″
0 -3″
0-2 1/2″
0-3″
Мощность (л.с.)
40
50
2×40
2×50
Винт (об/мин)
16-32
16-32
13-26
13-26
Вес машины (фунты)
14300
20000
23800
34200
Компактный завод по производству песка
Для обеспечения максимальной эффективности вашей промывочной установки внедрение оборудования для промывки песка широко признано выбором номер один. их существующие операции за счет уменьшения объема тонкодисперсного материала, поступающего в отстойник. Ассортимент использует центробежную силу в циклонах для удаления глины, ила и шлама из песка, чтобы привести его в соответствие со спецификациями, и сочетает в себе сборный резервуар, центробежные шламовые насосы, гидроклоны и обезвоживающий экран на одном шасси Особенности
Может извлекать 1 или 2 сорта песка из влажного корма
Максимальное извлечение всего материала размером более 200 меш, обеспечивающее значительное сокращение выброса мелкодисперсных материалов в системы управления водой, тем самым сокращая цикл извлечения и экономя деньги
Высокочастотное обезвоживающее сито с полиуретановым модульным наполнителем снижает остаточное содержание воды в конечном продукте до 10-15%, готово к продаже прямо с ленточных конвейеров
Насосы и циклоны имеют сменные вкладыши для удлинения
Загрузить брошюру
77
110
165
220
275
Потребность в воде (гал/мин)
440-880
880-1540
1320-1980
2640
3300
Диаметр циклона (дюймы)
20
26
2 х 20
2 х 26
2 х 26
Мощность двигателя экрана (л. с.)
2 х 5
2 х 10
2 х 10
2 х 12
2 х 12
Размер сетки обезвоживания (футы)
4 х 8
6 х 8
6 х 8
6 х 13
6 х 13
Размер насоса (дюймы)
8″/6″
8″/6″
10″/8″
10″/8″
12″/10″
Мощность насоса (л.с.)
40
50
60
102
120
Вес (фунты)
13450
18100
18700
22000
22500
Осушитель с ковшовым колесом
МЕКА Системы классификации песка с ковшовым колесом предназначены для работы с максимальной универсальностью для эффективного обезвоживания и извлечения мелкого песка из твердоводной суспензии в нижнем потоке промывочного грохота или станции растворения. . Двухковшовые агрегаты обеспечивают удаление глины, ила и шлама с получением песка до 2-х сортов.
Песок из моечной сетки растворяется в воде и подается в ведро мойки. Большая часть конечного песка вывозится ведрами, осушается и выгружается. Остальная часть этого песка затем всплывает во взвешенном состоянии в шнековый резервуар. Горстка этого песка опускается на дно и шнеком шнека удаляется в ведра для выгрузки. Затем ил уплывает в пруды клиентов. Скорость потока воды является важным фактором, так как для удаления материала с высоким процентом мелких частиц потребуется большой объем воды.
ПРЕИМУЩЕСТВА
Роторные обезвоживатели также могут похвастаться большим резервуаром для декантации, обеспечивающим большую гибкость в контроле количества подачи с регулированием частоты подачи. Выбор низкой рабочей скорости означает очень низкую стоимость изнашиваемых деталей даже для абразивных материалов, поскольку низкая скорость вызывает меньшее трение и дает лучшие результаты при извлечении мелкозернистого материала. Эти особенности делают роторный обезвоживатель одним из самых экономичных решений для промывки.
Загрузить брошюру
КОВШОВЫЙ ДЕВАТЕРЕР ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Привод (л.с.)
7,5
10
15
Расход воды (гал/мин)
220-330
330-440
440-550
Производительность (ст/час)
44-66
66-110
110-165
Рабочая (об/мин)
2-5
2-5
2-5
Промывочные машины для бревен
Промывочные машины для бревен представляют собой устройства с очень высокой энергией, предназначенные для измельчения твердых частиц глины. Благодаря более длинным бакам для мытья они значительно увеличивают время удерживания. Удержание можно дополнительно увеличить за счет перехода на прямую конструкцию лопастей и более высокие рабочие углы. Все мойки MEKA Log снабжены разбрызгивателями для окончательного ополаскивания перед тем, как продукт покинет моечный бокс.
Бревеномойки МЕКА предназначены для производства ценных продуктов из того, что когда-то называлось браком. Они чистят поверхности скал, разрушают пластичную глину и производят чистый и простой в обработке материал. MEKA Log Washers может принимать сферические частицы размером до 150 мм. При использовании блоков разной длины опциональная прямая конструкция лопасти и возможность увеличения времени удержания рабочего угла могут быть изменены в соответствии с технологическими требованиями.
МАШИНЫ ДЛЯ БРЕВЕН ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ДИАМЕТР x ДЛИНА (дюймы x футы)
36×25
36×30
44×30
48×30
48×35
Производительность (ст/час)
60-90
60-90
75-200
125-300
125-300
Материал (дюймы)
3
3
4
6
6
Мощность (л. с.)
75-100
100-150
150-200
200-300
200-300
Песчаные и гравийные шайбы — Совокупное оборудование для обработки — MetPro Supply Inc.
Dewater, классифицируйте и чистые минералы
Сделано в USA
. Добро пожаловать. компоненты привода для длительного срока службы
Промывочные машины для мелких частиц успешно используются в течение многих лет для обезвоживания, классификации и очистки минералов. Чистый и классифицированный песок и гравий способствуют улучшению результатов проекта и повышению прибыльности производителя.
Обезвоживание является основной функцией промывочной машины для тонкодисперсных материалов. Материал размером минус 3/8 дюйма подается в зону бассейна, а затем перемещается вверх по наклонной ванне с помощью вращающегося шнека. Этот наклон позволяет воде стекать вниз с одной стороны, в то время как твердые частицы постоянно подаются в ванну, пока не будут выгружены через верхнюю часть.
Классификация также имеет место. Промывочная машина для тонкодисперсных материалов Wash Pro оснащена переливными водосливами, которые можно поднимать или опускать для регулировки количества переносимой мелочи. По мере того, как водосливы опускаются, скорость перелива увеличивается, что приводит к переносу большего количества мелких частиц. Поднятие водосливов имеет противоположный эффект.
Третья функция – стирка. Когда вращающийся шнек перемещает материал вверх по баку, происходит взаимодействие частиц. Это помогает отделить мелкие глины и другие покрытия, которые прилипают к частицам. После освобождения их омывает плотина.
Особенности
Доступны модели с одним и двумя винтами.
Коллектор восходящего тока.
Износостойкие башмаки из уретана входят в стандартную комплектацию, хромированные – по дополнительному заказу.
Произведено в США.
Прочные компоненты привода.
Подшипники для тяжелых условий эксплуатации.
Хвостовой подшипник типа опорного блока с маслоотражателем вала для увеличения срока службы подшипника.
Опциональная конструкция с двойным переливом дает пользователю больший контроль над желаемым размером нарезки.
Item»> Опора для бака входит в комплект.
Выпускной желоб с облицовкой входит в комплект поставки.
Что дальше? Позвольте нам провести вас через процесс выбора лучшей шайбы для тонких материалов, которая соответствует вашим целям. Каждый из этих факторов влияет на конечный продукт, который производит промывочная машина для тонких материалов.
Ситовой анализ или градация
Содержание глины
Сухие тонны твердых веществ
Объем шлама
Обязательно проконсультируйтесь с заводом или местным торговым представителем для получения помощи в выборе наилучшего варианта для вашего предприятия.
Производство чистых материалов и удаление нежелательных частиц
Доступные размеры 36–44 дюйма Одинарные и двойные
Большинство, если не все, отложений заполнителей и минералов содержат глиняные покрытия , куски, мягкий камень, растительность или другие вредные материалы, не подходящие для конечного продукта. Простого мытья этих материалов недостаточно, хотя чистка их высвободит.
Как это работает:
Шайбы для грубых материалов используются для очистки щебня или гравия с целью удаления вредных материалов. Материал размером от 3/8” до 2½” подается в бак для мойки. Находясь в ванне, как правило, четыре набора лопастей и несколько спиральных витков заставляют частицы падать и тереться друг о друга, в результате чего вредные материалы «вычищаются». По мере того как лопасти и лопасти высвобождают вредные материалы (обычно древесину, мусор, легкие глины), они вымываются через перелив ванны с помощью восходящей воды.
Характеристики:
Лопасти и лопасти крепятся на болтах.
Крюки можно обменять на лопасти для дополнительной чистки.
Доступны устройства с одним и двумя валами.
Произведено в США.
Item»> Прочные компоненты привода.
Подшипники для тяжелых условий эксплуатации.
Хвостовой подшипник типа опорного блока с маслоотражателем вала для увеличения срока службы подшипника.
Гибкость в конфигурации лопастей и крыльев.
Опоры для ванны входят в стандартную комплектацию.
Разгрузочный желоб входит в стандартную комплектацию.
Что дальше? Позвольте нам провести вас через процесс выбора лучшей мойки грубого материала, которая соответствует вашим целям. Каждый из этих факторов влияет на конечный продукт, который производит мойка грубого материала.
Размер материала
Тоннаж
Количество «нежелательного» материала, подлежащего удалению
Обязательно проконсультируйтесь с заводом-изготовителем или местным торговым представителем для получения помощи в выборе наилучшего варианта для вашего предприятия.
Нажмите здесь, чтобы мы оценили ваши характеристики и предложили лучшее решение.
Наши проекты по мойке материалов
ОТЗЫВЫ
Работа с Met Pro в моей системе извлечения мелких частиц доставила мне массу удовольствия. Доставили вовремя и по отличной цене. ~ Томас, производитель песка и гравия в Алабаме.
Я приобрел у Met Pro несколько шламовых насосов для своего завода по производству песка. Они были в наличии, по приемлемой цене и работали без нареканий. ~ Джозеф, производитель песка из Техаса.
Недавно я работал с Met Pro над заменой циклона, который я купил у их конкурента несколько лет назад. Они не просто продали мне циклон, они заехали на мой участок, замерили потоки, проверили условия, а затем порекомендовали один из своих циклонов. Результаты были выдающимися. ~ Билли, производитель песка и гравия в Миссисипи.
Мои отношения с Met Pro были просто отличными. От своих циклонов до сепараторов плотности они привносят много знаний и подтверждают все, что они продают. ~ Брэд, производитель песка из Арканзаса.
Моя компания приобрела у Met Pro много циклонов. Они всегда очень полезны и даже помогают с другими вопросами, которые не связаны с их оборудованием. ~ Глен, Флорида, производитель щебня и песка.
Моечные системы – агрегатное оборудование
Показано 1–40 из 49 результатов
Сортировка по умолчаниюСортировать по популярностиСортировать по последнимСортировать по цене: от низкой к высокойСортировать по цене: от высокой к низкой
Терекс Н 25
Емкость бункера: 20M3
Двигатель / коробка передач: 4KW (5HP) 189,3 Соотношение
КОНТИРОВАННЫЙ КОНВЕЙОР: 1050 мм (42 ″) 3PLY
VIEW Спецификация.
Терекс Н 20
емкость бункера: 20M3
Двигатель / Дривка0003
Запросить цену
Терекс Н 9
Hopper Capacity: 20m3
Motor / Gearbox Drive: 4kw (5hp) 189.3 ratio
Feed Conveyor: 1050mm (42″) 3ply
View Spec Sheet
Request a Quote
Терекс ПС 200 / ПС 200R
Размер резервуара: 7,5 м (24 фута 7 дюймов) x 2,2 м (7 футов 4 дюйма)
Количество лопастей/лезвий: 8 лопастей 152 лопасти
Размер двигателей/редуктор: 2 x 45 кВт (60 л.с.) + на PS 200R 2 x 1,2 кВт 2 x 4,2 кВт
Терекс ПС 120 / ПС 120R
Размер резервуара: 6 м (20 футов) x 2,3 м (7 футов 7 дюймов)
Количество лопастей/лопастей: 8 лопастей/144 лопастей
Размер двигателей/редуктор: 90/редуктор 2 x 22 кВт (30 л. с.) + на PS 120R 2 x 1,2 кВт + 2 x 3 кВт
Конфигурация: Несколько экрановКоличество продуктов: 6Потребность в воде: 100 – 190 м3 в час
Резервуары для осветленной воды Terex
TWS предлагает комплексное решение для очистки воды и управления ею. Terex Washing Systems предлагает полный спектр фильтр-прессов, систем дозирования флокулянтов и резервуаров-сгустителей.
Посмотреть спецификацию
Запросить цену
Резервуары сгустителя Terex
TWS предлагает полное индивидуальное решение для очистки и управления водой, Terex Washing Systems предлагает полный спектр фильтр-прессов, систем дозирования флокулянтов и резервуаров-сгустителей.
Посмотреть спецификацию
Запросить цену
Фильтр-пресс Terex
TWS предлагает полное индивидуальное решение для очистки и управления водой, Terex Washing Systems предлагает полный спектр фильтр-прессов, систем дозирования флокулянтов и резервуаров-сгустителей.
Посмотреть спецификацию
Запросить цену
Terex Ultrafines
Циклон Размер X №: 36″ x 25’
Размер насоса: Двойной
Размер экрана Д X Ш м (футы): 100 – 200 т/ч
Терекс SW 200
Циклон Размер X №: 36 ″ x 25 ‘
Размер насоса: Twin
Размер экрана L x W M (FT): 100 — 200 TPH
View Sepe Sepe Setie
. Запросить цену
Терекс SW 100
Циклон Размер X №: 36 ″ x 25 ‘
Размер насоса: Одиночный
Размер экрана L x W M (FT): 50 -100 Т.П. Запросить цену
Терекс М 206S
Циклон Размер X №: 36″ x 25 футов
Размер насоса: Двойной
Размер экрана Д X Ш м (фут): Лист до 200
30003
Запросить цену
Терекс М 166С
Циклон Размер X №: 36 ″ x 25 ‘
Размер насоса: Twin
Размер экрана L x W M (FT): До 150 TPH
View Sepe Sepe Sepect
. Запросить цену
Терекс М 165С
Циклон Размер X №: Одинарный 36 x 25 футов
Размер насоса: 16 дюймов x 5 футов (4,8 м x 1,5 м)
Размер экрана Д X Ш м (футы): 100
Загрузить спецификацию
Терекс ДВ 146
Размер циклона x №: 4,3 м (14 ‘)
Размер насоса: 1,8 млн. (6′)
Размер экрана L X W M (FT): 6KW (8HP)
Просмотр спецификаций
Запросить цену
Терекс ДВ 125-2
Циклон Размер X №: 3,7 м (12 футов)
Размер насоса: 1,5 м (5 футов)
Размер экрана Д X Ш м (футы): 6,6 кВт (8,5 л.с.)
Цитата
Терекс ДВ 125
Циклон Размер X №: 3,7 м (12 футов)
Размер насоса: 1,5 м (5 футов)
Размер экрана Д X Ш м (фут):
0 90 582 2 л.с. Просмотреть спецификацию
Запросить предложение
Терекс ДВ 084-2
Размер циклона X №: 2,4 м (8 футов)
Размер насоса: 1,2 м (4 фута)
Размер экрана Д X Ш м (фут): 0 30 9782 2 кВт (50,0 9782 4 кВт) Просмотреть спецификацию
Запросить предложение
Терекс ДВ 084
Размер циклона X №: 2,4 м (8 футов)
Размер насоса: 1,2 м (4 фута)
Размер экрана Д X Ш м (фут): 2,3 кВт (3,5 л. с.)
Просмотр спецификаций
Запросить цену
Терекс ДВ 064
Циклон Размер X №: 1,8 м (6 футов)
Размер насоса: 1,2 м (4 фута)
Размер экрана Д X Ш м (фут): 2 x 1,6 кВт (2 x 1,6 кВт) )
Размер экрана Д X Ш м (фут): 4,1 фута м (4,1 м) 2 (6′)
Загрузить спецификацию
Terex FM 200 Superfines
Размер циклона X №: G4 375 X 4
Размер насоса: 200/150 (30 кВт)
Размер экрана Д X Ш м (фут): 4,1 фута м (4,1 м) 2 (6 футов)
Просмотр спецификаций
Запросить цену
Страница 1 из 21 2 Далее
Оборудование для переработки заполнителя, песка для гидроразрыва пласта и органических веществ
Вы используете устаревший браузер . Пожалуйста, обновите свой браузер, чтобы улучшить ваш опыт и безопасность.
1/4
McCourt Equipment является лидером отрасли, предоставляющим мобильные и стационарные решения для дробления, сортировки, промывки, транспортировки, измельчения, измельчения, переработки и переработки органических веществ с 1999 года. Превосходство во всех аспектах отрасли оборудования, будь то продажа, аренда или обслуживание. , предлагая продукты самого высокого качества и в равной степени соответствуя нашей отмеченной наградами поддержке продуктов.
Новое оборудование
Подробнее
2/4
Наша сервисная команда McCourt всегда доступна 24 часа в сутки и семь дней в неделю, и ее репутация построена на обязательствах перед нашими клиентами. Каждый член сервисной группы проходит обучение по программе повышения квалификации и имеет сертификаты, являясь лидером в отрасли благодаря компетентному образованию, которое приходит только с годами опыта. Наша цель — от вулканизации лент до сварки нестандартных деталей и транспортировки оборудования — поддерживать работу наших клиентов на самом высоком уровне производства.
Подробнее о наших обязательствах
Прокрутите, чтобы узнать больше
3/4
McCourt Equipment вложила значительные средства в наш отдел запасных частей, потому что мы осознаем важность предоставления запасных частей и компонентов как можно скорее для удовлетворения потребностей наших клиентов. Наша штаб-квартира в Ла-Гранже, штат Техас, в настоящее время имеет склад площадью 16 000 квадратных футов. Мы расширяем наши складские мощности, предназначенные для наших больших запасов, чтобы удовлетворить растущий спрос. Наш ассортимент включает запасные части и компоненты для большинства марок дробилок, оборудования для просеивания, промывки, транспортировки, измельчения, измельчения, переработки и переработки органических веществ. Superior Industries, Major Wire, Spokane Industries, Hardox Wearparts, а также местные и международные ремни из шеврона, V-образных зажимов, гладких, износостойких, термостойких, промышленных, листовой резины, резины Crown Bar и резины юбки с гордостью представлены на складе.
Детали и компоненты
Прокрутите еще
4/4
Наша команда McCourt обладает опытом и знаниями для удовлетворения ваших потребностей в оборудовании для обработки окружающей среды. McCourt Equipment предлагает решения для просеивания, измельчения, измельчения, переработки, переработки органических веществ и токарной обработки. Решения Organic Equipment для следующих материалов: • Компостирование – пищевые отходы, зеленые отходы, мусорные свалки • Строительство и снос – матрацы, металлолом, черепица, шины, древесные отходы. • Расчистка земель • Шины • Верхний слой почвы
Органические технологические решения
Прокрутите, чтобы узнать больше
1/4
Услуги
Благодаря нашим знающим и опытным территориальным менеджерам и территориальным представителям, McCourt Equipment всегда профессионально и своевременно реагирует на потребности клиентов. Мы готовы организовать посещение объекта для оценки применения материалов или обсудить возможные решения по оборудованию в соответствии с потребностями наших клиентов.
Мы предлагаем решения для проектов любого размера, которые могут включать переносное или стационарное оборудование.
Мы обслуживаем проекты любого масштаба и предоставляем решения для любого применения, стационарного или портативного. Мы продолжаем предоставлять решения в области оборудования для дробления, сортировки, транспортировки, промывки, измельчения, измельчения, вторичной переработки и переработки органических веществ.
Новое оборудование
McCourt Equipment поддерживает перечень нового оборудования, доступного для немедленной продажи, включая переносные и стационарные дробилки, вибрационное просеивающее оборудование, конвейеры, измельчители, измельчители, оборудование для переработки, промывки и обработки органических веществ. Мы представляем ведущих производителей McCloskey International, Superior Industries, Lippmann, MDS, Doppstadt, Backers, Ecosift, Tiger Depack и Backhus.
Бывшее в употреблении оборудование
McCourt Equipment имеет большой перечень бывшего в употреблении оборудования, доступного для продажи, включая дробилки, грохоты, конвейеры, моечное оборудование, шлифовальные станки, токарные станки и измельчители. Мы предлагаем наше подержанное оборудование для продажи в состоянии «как есть», или, если это интересно, покупатель может запросить и оплатить модернизацию подержанных устройств.
Аренда снаряжения
С более чем 200 активами в нашем арендном парке, McCourt Equipment — это решение по аренде, необходимое для краткосрочных или долгосрочных потребностей. Наш обширный арендный парк включает в себя оборудование для дробления, сортировки, транспортировки, измельчения и промывки. Позвоните нам, чтобы обсудить условия аренды. Оборудование включает в себя: • Аренда камнедробилки • Подержанное оборудование
Детали и компоненты
Компания McCourt Equipment вложила большие средства в наше подразделение запасных частей, потому что мы ценим поставку основных запасных частей и аксессуаров для лучшего удовлетворения потребностей наших клиентов. Наша штаб-квартира в Ла-Гранже, штат Техас, имеет складские помещения площадью 16 000 квадратных футов. С дополнительным местом для запчастей в нашем офисе в Одессе и Хаммонде, штат Луизиана. Наш выбор деталей и компонентов включает в себя некоторые из самых авторитетных в отрасли наименований, в том числе Major Wire, Hardox Wearparts и Spokane Industries.
Услуги и поддержка
Наша миссия в McCourt Equipment состоит в том, чтобы работать с каждым клиентом для оптимизации прибыльности за счет повышения эффективности и снижения общих затрат на тонну. Наша команда обеспечивает непревзойденный профессионализм, знания и инновации, чтобы помочь нашим клиентам достичь желаемых производственных целей. Наша программа надежного обслуживания является одним из основных факторов, влияющих на ценность, связанную с нашей компанией, и легко узнаваема преданность наших клиентов послепродажному обслуживанию или аренде.
Найти
Подходящее оборудование
Аренда оборудования
Зачем арендовать оборудование?
Компания McCourt Equipment предлагает решения по аренде, необходимые для краткосрочных или долгосрочных нужд. Наш обширный арендный парк включает в себя оборудование для дробления, сортировки, транспортировки, измельчения и промывки. Позвоните нам, чтобы обсудить условия аренды.
MDS M515 подходит для очистки грязного материала и подходит для камней размером до 32 дюймов. Оснащен складными складными конвейерами, что делает его идеальным решением для легкой транспортировки.
Абсолютно новое оборудование
Новое оборудование
Промывочное оборудование Superior
Переносная установка для промывки Aggredry компании Superior предназначена для промывки ила из корма, обезвоживания влажного шламового материала, регенерации соляного раствора или мелкого шнека.
Рекомендуемое оборудование:
Портативная моечная установка для агрессивных сред
Неоднородность химического состава сплавов ( слитка или отливки) обусловлена ликвацией. Кристаллизация сплава происходит не при определенной температуре в отличие от чистых металлов, а в некотором интервале температур. Отдельные составляющие сплава при охлаждении перемещаются в глубинные зоны слитка, застывают в последнюю очередь. На поверхности, таким образом, металл более чистый. Это явление ликвации иногда обнаруживается визуально благодаря неоднородности окраски поверхности или излома слитка. Например, в сплавах меди с оловом, цвет которых желтый с красноватым оттенком, можно наблюдать белые пятна олова.
[1]
ЛИКВАЦИЯ — неоднородность химического состава сплава, возникающая при его кристаллизации, обусловленная обогащением жидкой части кристаллизующегося расплава элементами, растворимость которых в жидкой фазе больше, чем в твердой. К таким элементам, называемым лик-вирующими, в стали относятся, например, углерод, сера, фосфор. [2]
Ликвацией называется процесс образования неоднородности химического состава сплава в разных частях отливки при ее затвердевании.
[3]
Ликвация — неравномерное распределение составляющих, приводящее к неоднородности химического состава сплава. Ликвация в сплавах может иметь различный характер. Зональная ликвация появляется в слитках при медленном, затвердевании, и потому при обычных темпах охлаждения и затвердевания наплавленного металла она не обнаруживается. Дендритная ликвация происходит в сплавах, образующих смешанные кристаллы, и выражается в постепенном изменении концентрации твердого раствора, в постепенном обогащении его компонентами с более низкой температурой плавления. Поэтому представление об однородности твердых растворов является условным, и чем быстрее происходит их затвердевание, тем больше разница в составе между внутренней и внешней областью зерна.
[4]
Ликвация — неравномерное распределение составляющих, приводящее к неоднородности химического состава сплава. Ликвация в сплавах может иметь различный характер. Зональная ликвация появляется в слитках при медленном затвердевании, и потому при обычных темпах охлаждения и затвердевания наплавленного металла она не обнаруживается. Дендритная ликвация происходит в сплавах, образующих смешанные кристаллы, и выражается в постепенном изменении концентрации твердого раствора, в постепенном обогащении его компонентами с более низкой температурой плавления. Поэтому представление об однородности твердых растворов является условным, и чем быстрее происходит их затвердевание, тем больше разница в составе между внутренней и внешней областью зерна.
[5]
Ликвацией называют неравномерное распределение составляющих, приводящее к неоднородности химического состава сплава. Ликвация в сплавах может иметь различный характер. Зональная ликвация появляется в слитках при медленном затвердевании, и потому при обычных темпах охлаждения и затвердевания наплав ленного металла она не обнаруживается. Дендритная ликвация происходит в сплавах, образующих смешанные кристаллы, и выражается в постепенном изменении концентрации твердого раствора, в постепенном обогащении его компонентами с более низкой температурой плавления. Поэтому представление об однородности твердых растворов является условным и чем быстрее происходит их затвердевание, тем больше разница в составе между внутренней и внешней областью зерна.
[6]
Ликвацией называют неравномерное распределение составляющих, приводящее к неоднородности химического состава сплава. Ликвация в сплавах может иметь различный характер. Зональная ликвация появляется в слитках при медленном затвердевании, и потому при обычных темпах охлаждения и затвердевания наплавленного металла она не обнаруживается. Дендритная ликвация происходит в сплавах, образующих смешанные кристаллы, и выражается в постепенном изменении концентрации твердого раствора, в постепенном обогащении его компонентами с более низкой температурой плавления. Поэтому представление об однородности твердых растворов является условным и чем быстрее происходит их затвердевание, тем больше разница в составе между внутренней и внешней областью зерна.
[7]
В большинстве случаев ликвация является нежелательным явлением, так как в результате неоднородности химического состава сплава по сечению изделия получаются различия в свойствах.
[8]
При кристаллизации металла шва имеет место ликвация. Ликвацией называют неравномерное распределение составляющих, приводящее к неоднородности химического состава сплава.
[9]
Схемы микроструктур однофазных, металлов и сплавов. Форма зерен. а — полиэдрическая. б — равноосная. в — вытянутая зернистая. г — пластинчатая.
[10]
В процессе кристаллизации кристаллиты, выделяющиеся из жидкого раствора, имеют переменный состав, зависящий от температуры. Возникает неоднородность химического состава — ликвация. При этом неоднородность химического состава сплава внутри отдельных зерен называют внутрикристаллитной ( или дендритной) ликвацией.
[11]
Литейные свойства металлов и сплавов определяются жидкотекучестью, усадкой и склонностью к ликвации. Под усадкой подразумевают сокращение объема и размеров металла отливки при затвердевании и последующем охлаждении. Чугун имеет небольшую линейную и объемную усадку, а сталь большую. Ликвацией называют неоднородности химического состава сплава в разных частях отливки, образовавшиеся при ее затвердевании.
[12]
Нагрев сплава выше температуры превращения вызывает изменение в строении сплава. Последующее охлаждение сплава способствует обратному превращению, причем оно будет полным, если охлаждение будет достаточно медленным. Данному отжигу подвергают литые детали с целью устранения неоднородности химического состава сплава. При нагреве за счет высокой подвижности и перемещения атомов ( диффузии) структура слитка с течением времени становится однородной. [13]
В образцах, закаленных с температур выше кривой солидуса, при металлографическом исследовании обнаруживаются участки быстро закристаллизовавшейся жидкой фазы, особенно в местах стыка отдельных зерен; эти участки отличаются; оа основного фона — твердого раствора — и отсутствуют в образцах, закаленных с температур ниже солидуса. Отсюда следует, что температуру солидуса для ряда сплавов можно захватить в вилку, как показано на фиг. Поскольку точность этого метода зависит от обнаружения под микроскопом небольших следов жидкой фазы в закаленных сплавах на полированных микрошлифах, основное требование заключается в получении не слишком большого перегрева выше температуры солидуса. Однако преимущество этого метода в действительности состоит в возможности обнаружения неоднородностей химического состава сплавов в виде локализованных включений быстро закристаллизовавшейся жидкой фазы, а образцы, в которых отсутствуют признаки оплавления, всегда можно отбросить. Составы сплавов лучше всего устанавливать с помощью химического анализа реальных образцов, которые исследовались под микроскопом; и в этом методе опасно принимать состав сплавов по шихте.
[14]
Страницы:
1
Склонность к ликвации (дендритной, зональной, по плотности)
Ликвация – это неоднородность сплава по химическому составу, структуре, образующаяся при его кристаллизации.
Ликвация обусловлена тем, что сплавы, в отличие от чистых металлов, кристаллизуются в интервале температур. Кристаллы, последовательно выпадающие в интервале температур затвердевания, отличаются друг от друга по химическому составу. Чем раньше выпал кристалл, тем меньшее количество более легкоплавких компонентов он содержит. Естественно, что остающаяся часть жидкого сплава все время обогащается ими и остаток жидкости, застывающий последним, содержит наибольшее количество легкоплавких компонентов. Чем шире температурный интервал кристаллизации сплава, тем сильнее развивается ликвация. Ликвация является нежелательной, так как ухудшает многие свойства (механические, коррозионную стойкость и др.) сплава как в состоянии полуфабриката, так и в готовом изделии.
Различают внутрикристаллическую, или дендритную, ликвацию, которая проявляется в объеме отдельных зерен (кристаллитов, дендритов), зональную ликвацию, наблюдаемую во всем объеме отливки и ликвацию по удельному весу.
Внутрикристаллическая(дендритная) ликвация . Этот вид ликвации обнаруживается в зернах кристаллических фаз переменного состава, т. е. в зернах твердых растворов, за счет того, что кристаллизация сплава происходит в интервале температур, и при этом химический состав обеих фаз переменен.
Механизм кристаллизации при этом диффузионный, избирательный. Изменение составов жидкой и твердой фаз осуществляется за счет диффузионных процессов. При очень медленном охлаждении дендритная ликвация не наблюдается, что объясняется достаточно полным протеканием диффузионных процессов. В реальных условиях наиболее часто происходит ускоренное охлаждение отливок. Тогда диффузионные процессы в твердом растворе не успевают выравнивать состав растущих зерен по объему, и их химический состав оказывается неоднородным по сечению.
Сплав с внутрикристаллической ликвацией имеет пониженную пластичность и низкую стойкость против коррозии.
Внутрикристаллическая ликвация будет проявляться тем сильнее, чем больше различаются химические составы жидкой и твердой фаз, т. е. чем больше расстояние до горизонтали между линиями ликвидуса и солидуса на диаграмме состояния системы. Степень развития внутрикристаллической ликвации также сильно зависит от скорости охлаждения. Увеличение скорости охлаждения повышает переохлаждение сплава в процессе его кристаллизации и замедляет диффузионные процессы. Следовательно, чем быстрее охлаждается сплав, тем более развита в нем дендритная ликвация. Однако замечено, что в некоторых сплавах при очень высоких скоростях охлаждения дендритная ликвация ослабляется, диффузионный (избирательный) механизм кристаллизации постепенно заменяется бездиффузионным, когда растущие кристаллы присоединяют к себе все атомы компонентов из жидкой фазы, окружающей кристалл. Тогда химический состав кристаллов по всему своему объему оказывается равным химическому жидкой фазы, и следовательно, ликвация отсутствует.
Для уменьшения внутрикристаллической ликвации сплавы в виде слитков или отливок подвергают диффузионному отжигу (гомогенизации). Металл нагревают до возможно высокой температуры, чтобы только не допустить оплавления, и выдерживают длительное время. При этом в неоднородных по химическому составу зернах твердого раствора дополнительно развиваются процессы диффузии, в результате чего выравнивается их химический состав.
Зональная ликвация. Зональная ликвация встречается в различных формах.
Ликвация по поперечному сечению слитка. Чаще всего такая проявляется в том, что наружные слои слитка по сравнению с центральной зоной обогащены компонентом, повышающим температуру кристаллизации сплава. Такая зональная ликвация называется прямой. Объясняется она естественным ходом кристаллизации слитка в изложнице, когда сначала формируются его наружные слои, а потом внутренние. Но при этой последовательности во внутренних частях слитка кристаллизующаяся жидкая фаза согласно ходу линии ликвидуса на диаграмме состояния обогащается компонентом, снижающим температуру кристаллизации сплава. Поэтому в застывающем слитке при движении от его поверхности к центру уменьшается концентрация компонента, повышающего температуру кристаллизации, и соответственно растет концентрация компонента, снижающего температуру кристаллизации. Установлено, что в крупных слитках, охлаждающихся медленно, прямая зональная ликвация развита сильнее, чем в слитках малого сечения, которые охлаждаются быстрее.
Значительно реже встречается так называемая обратная ликвация, когда наружные слои слитка обогащены компонентом, понижающим температуру кристаллизации сплава. В заключительной стадии кристаллизации слитка жидкая фаза, обогащенная легкоплавким компонентом и находящаяся во внутренних объемах слитка, под влиянием давления от выделяющихся из расплава газов по междендритным каналам и другими путями продавливается к наружным слоям слитка и тем самым искусственно повышает в них концентрацию этого легкоплавкого компонента.
Прямая и обратная зональные ликвации не уничтожаются ни диффузионным отжигом, ни горячей пластической деформацией. Для уменьшения развития зональной ликвации по поперечному сечению слитка применяют специальные меры по созданию нужной формы слитка и условий их охлаждения.
Ликвация по удельному весу (по высоте отливки). Этот вид ликвации проявляется в том, что средний химический состав верха отливки отличается от состава низа отливки. Это обусловлено различием в структуре его верхних и нижних частей за счет того, что сплавы кристаллизуются как смесь различных фаз при условии заметной разницы в величине удельного веса у компонентов, например сплавы системы сурьма – свинец. В этих сплавах при медленном их охлаждении при кристаллизации создаются условия, когда тяжелые кристаллические образования опускаются к низу отливки, а более легкие – всплывают к верху отливки. Особенно резко проявляется ликвация в цветных сплавах. Например, в свинцовистых бронзах наиболее заметна ликвация свинца потому, что его удельный вес равен 11,3 г/см3, что намного больше среднего удельного веса сплава (порядка 8,6 г/см3).
Ликвация по удельному весу развита тем сильнее, чем медленнее охлаждается сплав. Следовательно, для предотвращения образования ликвации по удельному весу сплавы следует охлаждать быстро. Однако в случае кристаллизации больших масс сплава практически это сделать трудно. Тогда в целях предотвращения возникновения ликвации по удельному весу в сплав вводят третий компонент с таким расчетом, чтобы эта добавка образовывала с одним из основных компонентов химическое соединение. Будучи более тугоплавким, оно начнет при охлаждении сплава выделяться в первую очередь и своими тонкими, сильно разветвленными осями дендритов воспрепятствует разделению структурных элементов сплава по высоте отливки.
Иногда наблюдается явление расслоения одной жидкой фазы на две различные по составу жидкости с последующим возникновением различной структуры по высоте отливки, которое является разновидностью ликвации по удельному весу. Расслоение наблюдается в сплавах с ограниченной растворимостью компонентов в жидком состоянии (например, сплав системы свинец – цинк).
Быстрое охлаждение сплава от температуры расслоения мало влияет на уменьшение этой ликвации. Высокий нагрев сплава до однофазного жидкого состояния и последующее быстрое охлаждение, тщательное перемешивание и встряхивание являются приемами, препятствующими явлению расслоения и возникновению зональной ликвации по высоте отливки.
Дата добавления: 2017-01-08; просмотров: 4688; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Структурная и химическая неоднородность высоколегированных сплавов » Все о металлургии
14.01.2016
Повышение уровня легирования, усложнение состава высокопрочных сплавов сопровождается, как правило, увеличением структурной и химической неоднородности металла. Это отрицательно сказывается на структурно-чувствительных механических и технологических свойствах. Технологическая операция выплавки слитка при традиционной технологии получения изделий из конструкционных сплавов в первую очередь обусловливает структурно-химическую неоднородность сплава. Ликвационные процессы с выделением неравновесных фаз структурных составляющих, образование дефектов типа усадочных и газовых пор, трещин характерны для литых сложнолегированных сплавов. Последующие операции обработки давлением, термической и термомеханической обработки направлены на устранение дефектов структуры литого металла. Структурно-химическая неоднородность сплавов возникает также при затвердевании фасонных отливок и сварных швов. В общем случае ликвация обусловлена особенностями кристаллизации сложнолегированных сплавов: различием химического состава жидкой и твердой фаз в интервале температур кристаллизации сплава, а также различной диффузионной подвижностью компонентов сплава в жидкой и твердой фазах. Развитие структурно-химической неоднородности при кристаллизации высоколегированных сплавов зависит от особенностей жидкого состояния сплавов, диффузионного выравнивания составов жидкости и кристалла в интервале температур кристаллизации, от формы роста кристаллов. Влияние природы легирующих компонентов, особенностей диаграмм состояний на степень неоднородности сплавов определяется температурной и концентрационной шириной интервала кристаллизации. Вакуумно-индукционная плавка (ВИП) высоколегированных никелевых жаропрочных сплавов сопровождается образованием обширной внутренней осевой пористости, выходящей на поверхность слитка, или образованием протяженной внутренней усадочной полости и крупнокристаллической центральной зоны (рис. 2.1, а). Периферийная зона имеет существенно более дисперсную структуру. Вакуумно-дуговой переплав (ВДП) устраняет осевую пористость, формируется более равномерная и плотная структура (рис. 2.1, б).
Крупные слитки жаропрочных высоколегированных сплавов на основе никеля, полученные в том числе и методом двойного переплава (ВИП + ВДП), характеризуются зональной ликвацией — неоднородностью в масштабе макроструктуры слитка (макроликвацией) — и дендритной (внутрикристаллитной) ликвацией — неоднородностью в пределах отдельного кристаллита (дендрита). На рис. 2.2 и 2.3 приведены макроструктуры слитков жаропрочных высоколегированных сплавов на основе никеля с внеосевой и пятнистой ликвацией.
Формирование этих разновидностей зональной ликвации при кристаллизации слитка в некотором температурном интервале обусловлено образованием в частично закристаллизовавшемся металле трещин, надрывов, усадочных пустот, которые заполняются остаточным расплавом, обогащенным ликвирующими компонентами. Различие внеосевой и пятнистой ликвации обусловлено различными механизмами образования дефектов в виде трещин, надрывов, пустот из-за разлома частично закристаллизовавшейся твердой фазы. В случае внеосевой ликвации дефекты формируются в результате воздействия конвективных потоков расплава вблизи фронта кристаллизации, а в случае пятнистой ликвации разлом частей кристаллической фазы определяется нес компенсированным электромагнитным вращением расплава в ванне при ВДП.
Ликвационные шнуры представляют собой в продольном сечении темные извилистые полосы, а в поперечном — округлые пятна, расположенные вдоль фронта кристаллизации. Микроструктура металла в области шнуров характеризуется образованием неравновесной эвтектики (γ + γ) с выделениями карбидной фазы (рис. 2.4). Температура оплавления металла в этих участках с неравновесной (γ + γ)-эвтектикой существенно ниже, чем основной массы сплава (для жаропрочных никелевых сплавов примерно на 100 °С). Локализованное выделение термически устойчивых крупных частиц карбидных фаз (в общем случае фаз внедрения) приводит к тому, что устранение зональной ликвации путем термообработки затруднено. Микроструктура ликвационных пятен после высокотемпературного отжига характеризуется наличием крупных карбидных частиц, что свидетельствует о высокой устойчивости выделений карбидных фаз и сохранении ликвационной неоднородности.
Литейные сплавы, применяемые для изготовления фасонных деталей, можно разделить на шесть характерных групп:
Первая группа — углеродистая и легированная сталь. Наряду с увеличением количества стального литья из углеродистой стали все большее распространение получают отливки из легированной стали. При этом наибольшее количество конструкционных деталей изготовляется из низколегированной стали.
Вторая группа — чугун: с пластинчатым и шаровидным графитом, легированный, ковкий, отбеленный и белый.
Третья группа — медные сплавы: бронза и латунь, называемые тяжелыми цветными сплавами.
Четвертая группа —алюминиевые сплавы. Алюминиевые сплавы, называемые легкими сплавами, широко используются в авиационной промышленности и в отдельных отраслях машиностроительной промышленности.
Пятая группа — магниевые сплавы. Магниевые сплавы являются наиболее легкими техническими сплавами, они нашли широкое распространение в авиационной промышленности.
Шестая группа — сплавы на основе олова, свинца и цинка. Эти сплавы используются как антифрикционные для изготовления фасонных деталей и подшипников.
2. Влияние различных факторов на заполняемость литейных форм
Для выбора сплавов, обладающих наибольшей жидкотекучестыо, пользуются технологическими диаграммами, которые строят на основании экспериментальных данных.
Для ряда типовых технических сплавов построены технологические диаграммы, увязанные со структурными диаграммами состояния.
На фиг. 4 показана связь между диаграммой состояния сплавов магний — алюминий и жидкотскучестыо.
На фиг. 5, а показана зависимость жидкотекучести стали от содержания углерода и температуры заливки; на фиг. 5 б — зависимость жидкотекучести от содержания кремния и па фиг. 5, в —от содержания марганца.
На степень жидкотекучести сплава влияют и другие факторы, например теплопроводность материалов, из которых изготовлена форма. На заполняемость песчаных форм влияют влажность формы, количество угля, состав краски и др. На фиг. 6 показано влияние влаги и добавок угля в формовочные смеси на заполняемость форм при отливке деталей из ковкого чугуна.
§ 3. ЛИКВАЦИЯ 1. Понятие о ликвации
В некоторых отливках после их затвердевания наблюдается
неоднородность по химическому составу в отдельных зонах отливки или внутри отдельных зерен. это явление называется ликвацией.
Основной причиной ликвации является то, что при затвердевании сплава твердая и жидкая фазы имеют различный состав в результате избирательного затвердевания.
Неравномерное распределение компонентов сплава по сечению
отливок ухудшает их качество и часто служит причиной поломки
деталей.
Обратная зональная ЛИКВАЦИЯ характерна для сплавов с компонентами имеющими большую разницу в температурах плавления, и для сплавов с большим температурным интервалом затвердевания.
При затрудненной линейной усадке в скелете из твердых кристаллов могут образовываться трещины, которые заполняются ликватом. Заполнение образующихся трещин ликватом происходит за счет давления или за счет разрежения, которые создаются в момент затвердевания отливок.
Точно такое же явление может наблюдаться и в отливке с газовыми раковинами. Так, например, если давление газа в раковине меньше, чем давление жидкого ликвата, последний может заполнять полости раковин. Все это приведет к местной зональной ликвации в отдельных участках отливки.
В стальных отливках ликваты, загрязненные неметаллическими включениями, поднимаются вверх. В магниевых отливках ликваты и загрязнения могут опускаться вниз.
Зональная ЛИКВАЦИЯ по удельному весу может происходить по двум основным причинам: в связи с расслоением жидкого сплава по удельному весу, которое происходит при недостаточном перемешивании сплава при плавке и заливке, или при выпадении из жидкого сплава легких и тяжелых кристаллизующихся фаз. Характерным примером зональной ликвации по удельному весу может служить высокосвинцовая бронза и свннцовосурьмянистые баббиты, при медленном охлаждении которых свинец опускается вниз.
Основные способы устранения ликвации по удельному весу — это хорошее перемешивание сплава и быстрое его охлаждение в форме. Лнквация в отливках — крайне нежелательное явление, так как она снижает качество отливок.
3. Методы борьбы с явлением ликвации
Методы борьбы с явлениями ликвации в отливках применяются в зависимости от характера ожидаемой ликвации — виутрикристаллической или зональной.
При литье деталей, склонных к внутрикристаллической ликвации, отливки необходимо быстро охлаждать в период затвердевания. После затвердевания эти отливки необходимо медленно охлаждать, чтобы за счет диффузии при высоких температурах и медленном охлаждении произошло выравнивание состава сплава.
Основные методы устранения зональной ликвации в литых деталях сводятся к следующему.
В сплавы, содержащие ликвирующие компоненты, необходимо вводить дополнительные элементы, которые будут уменьшать ликвацию. Толщина стенок фасонной отливки должна быть равномерной. При значительной разнице в толщине стенок трудно достигнуть равномерного затвердевания отливки, и поэтому ликваты концентрируются в утолщенных ее частях.
2. Модифицирование чугуна
Модифицированием называется обработка жидких сплавов малыми добавками тех или иных элементов» приводящая к такому изменение формы и размеров первичных кристаллов, которое обеспечивает повышение механических и дру1нх свойств металла.
Различают два вида процессов, которые протекают в металле при введении модификаторов: 1) образование на поверхности кристаллов активных пленок, препятствующих росту кристаллов; 2) измельчение зерен структуры сплава или образование зародышей — центров кристаллизации.
Модифицирование широко применяется в современной практике литейною производства.
Модифицирующие добавки вводятся в низкоуглеродистый чугун, в котором мало центров графитизации. Такой чугун без модифицирования затвердевает белым (фиг. 36, /) или отбеленным (фиг. 36, Па)-Жидкий чугун перед модифицированием необходимо нагревать Д( более высоких температур и очищать от окислов, шлаков и газов. Хорошие результаты при модифицировании обычного чугуна достигаются после продувки его кислородом.
По гораздо проще осуществить процесс модифицирования, если взять для этой цели исходный чугун, в котором склонность к графитизации понижена Такой чугун без модифицирования затвердеет с образованием структур. Введение модифицирующих добавок в такой чугун приведет к образованию искусственных Центров кристаллизации, и углерод успеет выделиться из раствори в достаточном количестве, но вырасти до значительных включений не успеет.
Процессы, происходящие при модифицировании чугунов, в настоящее время еще недостаточно изучены. Считают, что при получении модифицированных чугунов с пластинчатым графитом главную роль играют зародыши — центры кристаллизации. Полагают, что при получении модифицированного чугуна с шаровидным графитом главную роль играют поверхностно активные пленки.
Модифицирование серого чугуна с пластинчатым графитом производится различными добавками (Al, Si, Ca и др.)
Механические свойства и примерный химический состав модифицированного чугуна СЧ 32-52. СЧ 35-56, СЧ 38 60 приведены в табл. 10.
В современной практике литейного производства большое значение приобретает процесс модифицирования чугунов с целые получения в чугуне шаровидного графита. Для модифицирования чугунов с целью получения шаровидного графита берутся чугуны с большой суммой углерода и кремния (С + Si =5,2—6,5%).
Пары магния рафинируют чугун и освобождают его от значительного количества газов.
4. Рафинирование алюминиевых сплавов азотом
При дегазации алюминиевых сплавов азотом газ из баллона подают по резиновой трубке через кварцевую трубку, которая опускается в нижний слой металла. Для очистки азота от кислорода его пропускают через трубки, наполненные медной стружкой, нагретой до 900°. Продувку сплава азотом начинают при температуре 680—690°. процесс рафинирования длится 5—10 мин. После рафинирования температуру металла быстро повышают, снимают шлак и разливают металл в формы.
Азот с водородом не вступают в химическую реакцию, поэтому механизм рафинирования азота можно представить в виде схемы (фиг, 140). Пузырьки азота наполняются водородом и всплывают на поверхность. Выделяясь к поверхности ванны, азот увлекает за собой перешедший в него водород. По мере поступления новых пузырьков азота растворенный в металле водород будет переходить в пузырьки и вместе с ними удаляться из сплава.
Одновременно с удалением водорода из сплава удаляются и неметаллические включения в виде окислов и шлака, которые прилипают к пузырькам азота и, на основе законов флотации, всплывают на поверхность.
Температуру металла при рафинировании необходимо поддерживать низкой, так как азот в сплаве может давать значительное количество нитридов. Поэтому для сплавов, содержащих значительное количество магния, рафинирование азотом применять не рекомендуется.
Продувка алюминиевых сплавов азотом не дает достаточно хороших результатов, поэтому ее применяют в отдельных случаях в сочетании с другими способами рафинирования.
5. Рафинирование алюминиевых сплавов хлором
Продувка сплавов хлором имеет значительные преимущества перед другими способами рафинирования. Хлорирование алюминия и алюминиевых сплавов широко применяется как на металлургических заводах, так и в литейных цехах.
5. Плавка алюминиевых сплавов в электротигельных печах
Тигельные печи с электрическим обогревом широко применяются дли плавки небольшого количества сплава. Перед плавкой тигель очищают от шлака, исправляют окраску и загружают шихту. Шихтовые материалы перед загрузкой подогревают до 120—150° для удаления влаги. Расплавляют часть шихты и затем добавляют оставшуюся часть, погружая ее в жидкую ванну.
Расплавленный сплав нагревают до заданной температуры и рафинируют. После рафинирования снимают шлак, нагревают сплав и заливают формы.
При плавке алюминиевокремниоых сплавов их нагревают до заданной температуры, модифицируют солями., выдерживают некоторое время, снимают шлак и модификатор и производят заливку форм.
Плавка в этих печах связана со значительным расходом электрической энергии, который составляет 550—600 квт-ч на 1 т сплава. Поэтому тигельные лечи используют в большинстве случаев для комбинированной плавки и обработки алюминиевых сплавов, сочетая их с другими плавильными печами. Кроме того, эти печи используют в качестве разборных печей при литье алюминиевых сплавов в кокиль и под давлением. В этих случаях рабочий сплав в тигли подается в готовом виде, расплавленным, или в виде чушек. В разборных тиглях периодически производят рафинирование сплава дли восстановления его литейных свойств.
§ 7 ПРИМЕРЫ ПЛАВКИ НЕКОТОРЫХ АЛЮМИНИЕВЫХ СПЛАВОВ
1. Плавка алюминиевого сплава АЛ2
Сплав АЛ2 можно изготовлять из чушковых силуминов. В случае отсутствия силуминов в качестве шихтовых материалов можно использовать чушковый алюминий и кремний.
IV.Формирование структуры сплавов при кристаллизации.
IV.Формирование структуры сплавов при кристаллизации.
Случайная страница | ТОМ-1 | ТОМ-2 | ТОМ-3
Автомобили
Астрономия
Биология
География
Дом и сад
Другие языки
Другое
Информатика
История
Культура
Литература
Логика
Математика
Медицина
Металлургия
Механика
Образование
Охрана труда
Педагогика
Политика
Право
Психология
Религия
Риторика
Социология
Спорт
Строительство
Технология
Туризм
Физика
Философия
Финансы
Химия
Черчение
Экология
Экономика
Электроника
Читайте также:
E) Нарушение кинетической структуры речевого акта и синдром «эфферентной» (кинетической) моторной афазии
II. ЕДИНСТВЕННО ПРАВИЛЬНЫЙ ТИП ОРГАНИЗАЦИОННОЙ СТРУКТУРЫ
III. Структуры эффузивных пород
Анизотропия и симметрия внешней формы, физических свойств и структуры кристаллов
Б) Исследование структуры числовых представлений
В) ПРОБЛЕМА ВНУТРЕННЕЙ СТРУКТУРЫ ПЕРЕЖИВАНИЯ
1. Что такое эвтектика? Опишите процесс кристаллизации эвтектики.
ЭВТЕКТИКА жидкая фаза (расплав), находящаяся в равновесии с двумя или более твердыми фазами. Температура кристаллизации эвтектики называется эвтектической точкой. Продукт кристаллизации жидкой эвтектики — твердая эвтектика, высокодисперсная смесь нескольких твердых фаз того же состава, что и у жидкой эвтектики.
Эвтектикой называется механическая смесь кристаллов двух (или более) твердых веществ, одновременно закристаллизовавшихся из жидкого сплава при температуре ниже температуры плавления отдельных компонентов или любых других их смесей. Это определение относится к твердой эвтектике. Жидкой эвтектикой называется жидкий расплав (раствор), из которого возможна такая кристаллизация
Эвтектическая реакция протекает по схеме: Жс↔α+β, изотермически и при постоянном составе реагирующих фаз.
При охлаждении эвтектики при температуре ниже точки C состав β-фазы не изменится, а состав α-фазы, входящей в эвтектику, изменится по линии EP, В результате чего выделяется вторичные кристаллы βII . При температуре 20-250С состав эвтектики в сплаве будет иметь фазы: α+ β+ βII. Однако βII под микроскоп не удается наблюдать. Эвтектику (α+ β) принято считать одной структурой, из-за строгости определенного состава и количественных соотношений.
2.Чем отличаются механизм и кинетика полиморфного превращения в сплавах от чистых металлов?
Кристализация чистого железа протекает изотермически при 15390С, а сплавов железа с углеродом – в интервале теператур.
3. Как получить пересыщенный твердый раствор в системе сплавов с ограниченной растворимостью? Как называется такой технологический процесс?
За счет резкого охлаждения сплава, данный технологический процесс получил название закалки.
4. Чем отличается дендритная ликвация от ликвации по плотности? Как устранить эти виды ликвации?
Ликвация — неоднородность химического состава литейного сплава в различных частях отливки, возникающая при ее затвердевании, из-за различной растворимости отдельных компонентов сплава в его жидкой и твердой фазах.
Дендритная ликвация — это химическая неоднородность, проявляющаяся в пределах одного дендрита — кристалла древовидной (ветвистой) формы.
Зональная ликвация — химическая неоднородность в отдельных объемах отливки, т. е. различие химического состава в разных ее частях, возникающая в результате как избирательной кристаллизации, так и процессов перемещения ликвирующих элементов вместе с жидкой фазой из одной части отливки в другую при ее затвердевании. Так, более тяжелые примеси могут концентрироваться в нижней, а более легкие — в верхней частях отливки (ликвация по плотности –она жегравитационная ликвация; *это только один вид зональной ликвации, другой: осевая ликвация (прямая и обратная))
Ликвация приводит к неоднородности механических и других эксплуатационных свойств литых деталей, вызывает их преждевременный износ и разрушение. Дендритную ликвацию в большинстве случаев удается устранить термической обработкой отливок, при которой за счет диффузионных процессов происходит выравнивание химического состава в пределах каждого кристалла (дендрита). Однако устранить образовавшуюся в отливке зональную ликвацию практически невозможно, поэтому стремятся предупреждать ее образование, создавая технологичные конструкции отливок, с равномерной толщиной стенок и без массивных узлов, вводя в сплавы добавки, уменьшающие ликвацию, применяя ускоренное охлаждение отливок.
Применение космической технологии полностью устраняют гравитационную ликвацию.
Дата добавления: 2015-10-21; просмотров: 412 | Нарушение авторских прав
Читайте в этой же книге: I. Кристаллическое строение металлов | VI. Влияние нагрева на структуру и свойства деформированного металла. | VII. Механические свойства металлов | Постройте кривые охлаждения для доэвтектоидной и заэвтектоидной стали. | Перечислите этапы превращения ферритно-карбидной структуры в аустенит при нагреве. | X.Технология термической обработки стали | XI.Химико-термическая обработка стали | XII. Конструкционные стали и сплавы | Какие из легирующих элементов наиболее эффективно упрочняют мартенсит при старении. | XIII.Стали и сплавы с особыми физическими свойствами |
|
следующая страница ==>
III.Фазы и структура в металлических сплавах
|
V. Деформация и разрушение металлов.
mybiblioteka.su — 2015-2022 год. (0.022 сек.)
Что такое отжиг? [7 видов процесса отжига]
Отжигом называется процесс нагрева металла или сплава до соответствующей температуры в течение определенного периода времени, а затем медленного охлаждения (как правило, с охлаждением печи) называется отжигом.
Суть отжига заключается в превращении перлита после нагрева стали в аустенит. После отжига структура стали близка к равновесной.
Но в чем цель отжига и какие типы отжига бывают? Давайте рассмотрим эти вопросы более подробно.
Химический состав и организация однородной стали, рафинирование зерна, для улучшения характеристик стали или для подготовки к закалке;
Устранение внутреннего напряжения и технологическая закалка для предотвращения деформации и растрескивания.
Отжиг и нормализация в основном используются для подготовительной термической обработки.
Для деталей с низким напряжением и низкой производительностью в качестве окончательной термической обработки также можно использовать отжиг и нормализацию.
Классификация методов отжига:
В зависимости от температуры нагрева, обычно используемый метод отжига подразделяется на:
Отжиг с рекристаллизацией фазовых изменений выше критической температуры (Ac1 или Ac3):
Полный отжиг;
Диффузионный отжиг;
Неполный отжиг;
Сферификационный отжиг.
Отжиг ниже критической температуры (Ac1 или Ac3):
Рекристаллизационный отжиг;
Отжиг под напряжением.
7 типов процесса отжига:
Полный отжиг
Процесс:
Нагрев стали выше Ac3 20 ~ 30 ℃, сохранение тепла в течение некоторого времени после медленного охлаждения (вместе с печью), чтобы приблизиться к балансу процесса термообработки (полной аустенизации).
Общий отжиг в основном используется для доэвтектоидной стали (wc=0,3~0,6%), как правило, среднеуглеродистой стали и низко-, среднеуглеродистой легированной стали для литья, ковки и горячекатаных профилей, а также иногда используется в их сварных швах.
Низкоуглеродистая сталь имеет низкую твердость и плохо поддается механической обработке.
Когда гиперэвтектоидная сталь нагревается до аустенитного состояния выше Accm и медленно охлаждается отжигом, Fe3CII осаждается в сетке вдоль границы зерна, прочность, твердость, пластичность и вязкость стали значительно снижаются, что оставляет скрытую опасность для окончательной термической обработки.
Цель:
Получение мелкого зерна, однородной структуры, устранение внутреннего напряжения, снижение твердости и улучшение показателей обработки стали.
Структура после полного отжига гиперэвтектоидной стали — F+P.
Для того чтобы повысить производительность в реальном производстве, детали вынимаются из печи для воздушного охлаждения при отжиге до температуры около 500 ℃.
Изотермический отжиг
Полный отжиг занимает много времени, особенно если аустенитная сталь более стабильна.
Если аустенитную сталь охладить до температуры немного ниже, чем температура Ar1, то это A — P, а затем охладить до комнатной температуры, что может значительно сократить время отжига. Такой метод отжига называется изотермическим отжигом.
Процесс:
Нагрейте сталь до температуры, превышающей Ac3 (или Ac1). После соответствующего времени сохранения тепла ее можно охладить до определенной температуры в области перлита, после чего аустенитное тело изменится на перлит, а затем процесс термообработки охлаждается до комнатной температуры.
Цель:
То же самое, что и полный отжиг, изменение легче контролировать.
Подходит для стали с более стабильным A: высокоуглеродистая сталь (wc> 0,6%), легированная инструментальная сталь, высоколегированная сталь (> 10% легирующих элементов).
Изотермический отжиг также полезен для достижения равномерной организации и производительности.
Однако он не подходит для стальных деталей большого сечения и крупносерийных печей, поскольку при изотермическом отжиге нелегко достичь изотермической температуры внутренней или серийной заготовки.
Неполный отжиг
Процесс:
Нагрев стали до температуры Ac1~Ac3 или Ac1~Accm. Процесс термообработки достигается путем медленного охлаждения после термоизоляции.
В основном данный метод используется для получения сферических перлитных структур для гиперэвтектической стали с целью устранения внутреннего напряжения, снижения твердости и улучшения обрабатываемости.
Сферификационный отжиг является разновидностью неполного отжига.
Сферификационный отжиг
Процесс термической обработки для сферификации карбида в стали с получением гранулированного перлита.
Процесс:
Нагрев до температуры, которая на 20 ~ 30 ℃ выше, чем Ac1, время выдержки не должно быть слишком долгим, обычно 2 ~ 4 часа. Обычно методом печного охлаждения, или изотермически около 20 ℃ ниже Ar1 в течение длительного времени.
В основном используется для эвтектоидной стали и гиперэвтектоидной стали, такой как углеродистая инструментальная сталь, легированная инструментальная сталь, подшипниковая сталь и т.д.
После прокатки и ковки гиперэвтектоидной стали, охлажденная воздухом структура представляет собой пластинчатый перлит и ретикулярный цементит. Такая структура твердая и хрупкая, ее не только трудно резать, но и легко деформировать и растрескивать в процессе последующей закалки.
При сферификационном отжиге получают глобулярный перлит. В глобулярном перлите науглероженное тело выглядит как сферическая частица, а дисперсия распределяется по ферритовой матрице. Сферический перлит имеет не только низкую твердость, но и удобен для механической обработки.
Кроме того, зерно аустенита нелегко сделать крупным при нагреве, а склонность к деформации и растрескиванию мала при охлаждении.
Если в эвтектической стали имеется сетчатый цементит, необходимо устранить процесс нормализации перед сферификационом отжиге.
Цель:
Снизить твердость, получить однородную структуру, улучшить обрабатываемость для подготовки к закалке.
Существует много методов сферификационного отжига, в основном они включают:
A) Один процесс сферификационного отжига:
Нагрейте сталь до Ac1 более 20 ~ 30 ℃, сохранейте тепло в течение соответствующего времени, с медленным охлаждением печи. Требуется, чтобы исходная структура была мелкослоистым перлитом и не существовало сети науглероживания.
B) Изотермический сферификационный отжиг:
После теплоизоляции стали, вместе с печью охлаждается до температуры немного ниже Ar1 изотермический (обычно в Ar1 ниже 10 ~ 30 ℃).
После изотермического отжига с медленным охлаждением печи до около 500 ℃ затем вынуть сталь для воздушного охлаждения.
Он имеет преимущества короткого периода, равномерной сфероидизации и легкого контроля качества.
C) Процесс возвратно-поступательного сферического отжига.
Диффузионный отжиг (равномерный отжиг)
Процесс:
Нагрейте слиток, отливку или ковочную заготовку до температуры, которая немного ниже линии твердой фазы, в течение длительного времени, затем медленно охладите, чтобы устранить неоднородность химического состава.
Цель:
Для устранения дендритной сегрегации и региональной сегрегации в процессе затвердевания, для гомогенизации состава.
Температура диффузионного отжига очень высокая, обычно на 100 ~ 200 ℃ выше Ac3 или Accm, температура бетона зависит от степени сегрегации и марки стали.
Время сохранения тепла обычно составляет 10~15 часов.
После диффузионного отжига для доработки структуры необходим полный отжиг и нормализация.
Он применяется для некоторых высококачественных легированных сталей и сегрегации серьезных отливок и слитков из легированной стали.
Отжиг для снятия напряжения
Процесс:
Нагрев стали до определенной температуры ниже Ac1 (обычно 500 ~ 650 ℃), изоляция, а затем охлаждение с помощью печи. Температура отжига под напряжением ниже, чем у A1, поэтому отжиг под напряжением не вызывает структурных изменений.
Цель:
Устранение остаточного внутреннего напряжения.
Рекристаллизационный отжиг
Рекристаллизационный отжиг также известен как промежуточный отжиг.
Он заключается в нагреве холодной деформированной стали до температуры рекристаллизации и поддержания соответствующего времени, чтобы зерна деформации могли быть изменены в однородные и равные осевые зерна для устранения закалки и остаточного напряжения.
Для возникновения рекристаллизации необходимо сначала провести определенную холодную пластическую деформацию, а затем нагреть сталь до температуры выше определенной.
Минимальная температура для рекристаллизации называется самой низкой температурой рекристаллизации.
Самая низкая температура рекристаллизации общих металлических материалов составляет:
T рекристаллизации = 0,4T расплава.
Температура нагрева рекристаллизационного отжига должна быть выше самой низкой температуры рекристаллизации на 100 ~ 200 ℃ (минимальная температура рекристаллизации стали составляет около 450 ℃).
Медленное охлаждение после надлежащего сохранения тепла.
Как выбрать метод отжига
Выбор метода отжига обычно осуществляется по следующим принципам:
Для различных сталей гипоэвтектоидной структуры обычно выбирают полный отжиг. Чтобы сократить время отжига, можно использовать изотермический отжиг.
Сферификационный отжиг обычно используется в гиперэвтектоидной стали. Когда запрос не высок, отжиг можно не проводить. Инструментальная сталь, подшипниковая сталь часто подвергается сферификационному отжигу; Прессованные и штампованные детали из низкоуглеродистой или среднеуглеродистой стали иногда подвергаются сферификационному отжигу;
Для устранения технологического упрочнения может использоваться рекристаллизационный отжиг;
Для устранения внутреннего напряжения, вызванного различными видами обработки, может быть использован отжиг под напряжением;
Для того чтобы улучшить неоднородность структуры и химического состава высококачественной легированной стали, часто используется диффузионный отжиг.
3.4: Классификация вещества по его составу
Последнее обновление
Сохранить как PDF
Идентификатор страницы
47456
Цели обучения
Объяснить разницу между чистым веществом и смесью.
Объясните разницу между элементом и соединением.
Объясните разницу между гомогенной смесью и гетерогенной смесью.
Один из полезных способов организации нашего понимания материи состоит в том, чтобы представить себе иерархию, простирающуюся от самых общих и сложных до самых простых и фундаментальных (рис. \(\PageIndex{1}\)). Материю можно разделить на две широкие категории: чистые вещества и смеси. A чистое вещество — это форма вещества, которая имеет постоянный состав (это означает, что она везде одинакова) и свойства, которые являются постоянными для всего образца (это означает, что существует только один набор свойств, таких как температура плавления, цвет, температура кипения и т. д. по всему делу). Материал, состоящий из двух или более веществ, представляет собой смесь . Элементы и соединения являются примерами чистых веществ. Вещество, которое нельзя разложить на химически более простые компоненты, — элемент 9. 0035 . Алюминий, который используется в банках с газировкой, является элементом. Вещество, которое можно разложить на химически более простые компоненты (поскольку оно состоит из более чем одного элемента), представляет собой соединение . Например, вода представляет собой соединение, состоящее из элементов водорода и кислорода. На сегодняшний день в известной Вселенной насчитывается около 118 элементов. Напротив, на сегодняшний день ученые идентифицировали десятки миллионов различных соединений.
Рисунок \(\PageIndex{1}\): Взаимосвязь между типами вещества и методами разделения смесей
Обыкновенная поваренная соль называется хлоридом натрия. Он считается веществом , потому что имеет однородный и определенный состав. Все образцы хлорида натрия химически идентичны. Вода также является чистым веществом. Соль легко растворяется в воде, но соленую воду нельзя отнести к веществу, так как ее состав может быть разным. Вы можете растворить небольшое количество соли или большое количество в заданном количестве воды. Смесь — это физическая смесь двух или более компонентов, каждый из которых сохраняет свою идентичность и свойства в смесь . Меняется только форма соли, когда она растворяется в воде. Он сохраняет свой состав и свойства.
Однородная смесь представляет собой смесь, в которой состав однороден по всей смеси. Описанная выше соленая вода является однородной, поскольку растворенная соль равномерно распределена по всей пробе соленой воды. Часто гомогенную смесь легко спутать с чистым веществом, потому что они оба однородны. Отличие в том, что состав вещества всегда одинаков. Количество соли в соленой воде может варьироваться от одного образца к другому. Все растворы считаются гомогенными, поскольку растворенный материал присутствует в одинаковом количестве во всем растворе.
Гетерогенная смесь представляет собой смесь, состав которой неоднороден по всей смеси. Овощной суп представляет собой неоднородную смесь. Любая данная ложка супа будет содержать различное количество различных овощей и других компонентов супа.
Фаза
Фаза – это любая часть образца, имеющая однородный состав и свойства. По определению чистое вещество или гомогенная смесь состоит из одной фазы. Гетерогенная смесь состоит из двух или более фаз. Когда масло и вода смешиваются, они не смешиваются равномерно, а вместо этого образуют два отдельных слоя. Каждый из слоев называется фазой.
Пример \(\PageIndex{1}\)
Определите каждое вещество как соединение, элемент, гетерогенную смесь или гомогенную смесь (раствор).
фильтрованный чай
свежевыжатый апельсиновый сок
компакт-диск
оксид алюминия, белый порошок, содержащий атомы алюминия и кислорода в соотношении 2:3
селен
Подарено : химическое вещество
Запрашиваемый : его классификация
Определите, является ли вещество химически чистым. Если оно чистое, то вещество является либо элементом, либо соединением. Если вещество можно разделить на элементы, оно является соединением.
Если вещество не является химически чистым, оно представляет собой либо гетерогенную смесь, либо гомогенную смесь. Если его состав везде однороден, то это однородная смесь.
Раствор
A) Чай представляет собой раствор соединений в воде, поэтому он не является химически чистым. Обычно его отделяют от чайных листьев фильтрованием. B) Поскольку состав раствора везде однороден, это гомогенная смесь .
A) Апельсиновый сок содержит как твердые частицы (мякоть), так и жидкость; он не является химически чистым. B) Поскольку его состав не везде однороден, апельсиновый сок представляет собой гетерогенную смесь .
A) Компакт-диск представляет собой твердый материал, содержащий более одного элемента, по краям которого видны области разного состава. Следовательно, компакт-диск не является химически чистым. B) Области разного состава указывают на то, что компакт-диск представляет собой гетерогенную смесь.
A) Оксид алюминия представляет собой отдельное, химически чистое соединение .
А) Селен является одним из известных элементов .
Упражнение \(\PageIndex{1}\)
Определите каждое вещество как соединение, элемент, гетерогенную смесь или гомогенную смесь (раствор).
белое вино
ртуть
Заправка для салата «ранчо»
сахар столовый (сахароза)
Ответ a:
гомогенная смесь (раствор)
Ответ б:
элемент
Ответ c:
гетерогенная смесь
Ответ д:
компаунд
Пример \(\PageIndex{2}\)
Как бы химик классифицировал каждый пример материи?
морская вода
почва
вода
кислород
Раствор
Соленая вода действует так, как если бы она была одним веществом, даже если она содержит два вещества — соль и воду. Соленая вода представляет собой однородную смесь или раствор.
Почва состоит из мелких кусочков различных материалов, поэтому представляет собой неоднородную смесь.
Вода — это вещество. В частности, поскольку вода состоит из водорода и кислорода, она представляет собой соединение.
Кислород, вещество, является элементом.
Упражнение \(\PageIndex{2}\)
Как бы химик классифицировал каждый образец вещества?
кофе
водород
яйцо
Ответ a:
гомогенная смесь (раствор), если это фильтрованный кофе
Ответ б:
элемент
Ответ c:
гетерогенная смесь
Резюме
Вещество можно разделить на две широкие категории: чистые вещества и смеси. Чистое вещество – это форма материи, которая имеет постоянный состав и свойства, постоянные во всем образце. Смеси представляют собой физические комбинации двух или более элементов и/или соединений. Смеси можно разделить на гомогенные и гетерогенные. Элементы и соединения являются примерами чистых веществ. Соединения – это вещества, состоящие из более чем одного типа атомов. Элементы — это простейшие вещества, состоящие только из атомов одного типа.
Словарь
Элемент: вещество, состоящее только из атомов одного типа.
Соединение: вещество, состоящее из более чем одного типа атомов, связанных вместе.
Смесь: комбинация двух или более элементов или соединений, которые не прореагировали, чтобы связать друг друга; каждая часть смеси сохраняет свои свойства.
Взносы и ссылки
ПОД ЛИЦЕНЗИЕЙ
Наверх
Была ли эта статья полезной?
Тип изделия
Раздел или Страница
Лицензия
СК-12
Показать страницу TOC
№ на стр.
Теги
автор@Генри Эгнью
автор@Мариса Альвиар-Агнью
компаунд
элемент
смесь
источник@https://www.ck12.org/c/chemistry/
Адаптация неоднородностей в высокоэнтропийных сплавах для обеспечения синергии прочности и пластичности
1. Мейерс, М. А. и Чавла, К. К. Механическое поведение материалов. (Прентис-Холл, Аппер-Сэдл-Ривер, Нью-Джерси, 1999 г.).
2. Лу, К. Создание пластичных прочных наноматериалов с помощью градиентов. Наука 345 , 1455–1456 (2014). [PubMed]
3. Дао М., Лу Л., Асаро Р. Дж., Де Хоссон Дж. Т. М. и Ма Э. К количественному пониманию механического поведения нанокристаллических металлов. Acta Mater. 55 , 4041–4065 (2007).
5. Валиев, Р. Наноструктурирование металлов интенсивной пластической деформацией для улучшения свойств. Нац. Матер. 3 , 511–516 (2004). [PubMed]
6. Ричи, Р. О. Конфликты между силой и выносливостью. Нац. Матер. 10 , 817–822 (2011). [PubMed]
7. Ма, Э. Восемь способов улучшить пластичность при растяжении объемных наноструктурированных металлов и сплавов. JOM 58 , 49–53 (2006).
8. Мейерс, М. А., Мишра, А. и Бенсон, Д. Дж. Механические свойства нанокристаллических материалов. Прог. Матер. науч. 51 , 427–556 (2006).
9. Koch, C.C. Оптимизация прочности и пластичности нанокристаллических и ультрамелкозернистых металлов. шр. Матер. 49 , 657–662 (2003).
10. Ma, E. Нестабильность и пластичность нанокристаллических и ультрамелкозернистых металлов. Скр. Матер. 49 , 663–668 (2003).
11. Ма, Э. и Чжу, Т. На пути к синергии прочности и пластичности посредством проектирования гетерогенных наноструктур в металлах. Матер. Сегодня 20 , 323–331 (2017).
12. Ченг, З., Чжоу, Х., Лу, К., Гао, Х. и Лу, Л. Дополнительное упрочнение и деформационное упрочнение в градиентных нанодвойниках металлов. Наука 362 , 6414 (2018). [PubMed]
14. Lu, L., Shen, Y., Chen, X., Qian, L. & Lu, K. Сверхвысокая прочность и высокая электропроводность меди. Наука 304 , 422–426 (2004). [PubMed]
15. Wu, X. et al. Неоднородная пластинчатая структура объединяет сверхмелкозернистую прочность с крупнозернистой пластичностью. Проц. Натл акад. науч. США 112 , 14501–14505 (2015 г.). [Бесплатная статья PMC] [PubMed]
16. Юссеф, К. М., Скаттергуд, Р. О., Мурти, К. Л., Хортон, Дж. А. и Кох, К. С. Сверхвысокая прочность и высокая пластичность объемной нанокристаллической меди. заявл. физ. лат. 87 , 9 (2005).
17. Wu, X., Jiang, P., Chen, L., Yuan, F. & Zhu, Y.T. Чрезвычайное деформационное упрочнение градиентной структурой. Проц. Натл акад. науч. США 111 , 7197–7201 (2014). [Бесплатная статья PMC] [PubMed]
18. Zhao, Y.H. et al. Высокая пластичность и прочность при растяжении объемного наноструктурированного никеля. Доп. Матер. 18 , 2280–2283 (2006).
19. Ван Ю., Чен М. , Чжоу Ф. и Ма Э. Высокая пластичность при растяжении в наноструктурированном металле. Природа 419 , 912–915 (2002). [PubMed]
20. Фанг, Т. Х., Ли, У. Л., Тао, Н. Р. и Лу, К. Выявление исключительной внутренней пластичности при растяжении в градиентной нанозернистой меди. Наука 331 , 1587–1590 (2011). [PubMed]
21. Wu, X. et al. Нанодоменный никель объединяет прочность нанокристаллов с крупнозернистой пластичностью. наук. Респ. 5 , 11728 (2015). [Бесплатная статья PMC] [PubMed]
22. Lei, Z. et al. Повышенная прочность и пластичность высокоэнтропийного сплава за счет упорядоченных кислородных комплексов. Природа 563 , 546–550 (2018). [PubMed]
23. Yang, M. X. et al. Динамически усиленная гетерогенная зернистая структура продлевает пластичность среднеэнтропийного сплава с гигапаскальным пределом текучести. Проц. Натл. акад. науч. США 115 , 7224–7229 (2018). [Бесплатная статья PMC] [PubMed]
24. Sohn, S.S. et al. Сверхпрочные однофазные сплавы со средней энтропией, разработанные за счет сильного искажения решетки. Доп. Матер. 31 , 8 (2019). [PubMed]
25. Jo, Y.H. et al. Повышение криогенной прочности за счет использования деформационного двойникования при комнатной температуре в частично рекристаллизованном высокоэнтропийном сплаве VCrMnFeCoNi. Нац. коммун. 8 , 15719 (2017). [Бесплатная статья PMC] [PubMed]
26. Yang, T. et al. Многокомпонентные интерметаллические наночастицы и превосходные механические свойства сложных сплавов. Наука 362 , 933–937 (2018). [PubMed]
27. Ye, Y.F., Wang, Q., Lu, J., Liu, C.T., & Yang, Y. Высокоэнтропийный сплав: проблемы и перспективы. Матер. Сегодня 19 , 349–362 (2016).
28. Zhang, Y. et al. Микроструктуры и свойства высокоэнтропийных сплавов. Прог. Матер. науч. 61 , 1–93 (2014).
30. Чудо Д. Б., Сенков О. Н. Критический обзор высокоэнтропийных сплавов и связанных с ними концепций. Acta Mater. 122 , 448–511 (2017).
31. Джордж Э.П., Раабе Д. и Ричи Р.О. Высокоэнтропийные сплавы. Нац. Преподобный Матер. 4 , 515–534 (2019).
32. Gludovatz, B. et al. Исключительная устойчивость к повреждениям среднеэнтропийного сплава CrCoNi при криогенных температурах. Нац. коммун. 7 , 10602 (2016). [Статья бесплатно PMC] [PubMed]
33. Li, Z., Pradeep, K.G., Deng, Y., Raabe, D., & Tasan, C.C. Метастабильные высокоэнтропийные двухфазные сплавы преодолевают компромисс между прочностью и пластичностью. выключенный. Природа 534 , 227–230 (2016). [PubMed]
34. Wei, D. et al. Новые высокоэнтропийные сплавы с высоким содержанием кобальта и превосходными свойствами при растяжении. Матер. Рез. лат. 7 , 82–88 (2019).
35. Li, Z., Tasan, C.C., Springer, H., Gault, B., & Raabe, D. Межузельные атомы обеспечивают совместное двойникование и пластичность, индуцированную трансформацией, в прочных и пластичных высокоэнтропийных сплавах. наук. Респ. 7 , 40704 (2017). [Бесплатная статья PMC] [PubMed]
36. Shi, P. et al. Улучшенная синергия прочности и пластичности в ультрамелкозернистых эвтектических высокоэнтропийных сплавах за счет наследования микроструктурных ламелей. Нац. коммун. 10 , 489 (2019). [Бесплатная статья PMC] [PubMed]
37. Сантодонато, Л.Дж., Лиав, П.К., Уночич, Р.Р., Бей, Х., и Моррис, Дж.Р. Прогнозируемая многофазная эволюция в высокоэнтропийных сплавах, содержащих алюминий. Нац. коммун. 9 , 4520 (2018). [Бесплатная статья PMC] [PubMed]
39. Shukla, S. et al. Иерархические особенности в сочетании с гетерогенной зернистой структурой обеспечивают исключительную синергию прочности и пластичности. Матер. Рез. лат. 6 , 676–682 (2018).
40. He, J.Y. et al. Дисперсионно-твердеющий высокоэнтропийный сплав с выдающимися свойствами при растяжении. Acta Mater. 102 , 187–196 (2016).
41. Liu, W.H. et al. Ковкий CoCrFeNiMo x высокоэнтропийные сплавы, упрочненные твердыми интерметаллидными фазами. Acta Mater. 116 , 332–342 (2016).
42. Li, D. et al. Высокоэнтропийные Al 0,3 Волокна из сплава CoCrFeNi с высокой прочностью на растяжение и пластичностью при температуре окружающей среды и криогенных температурах. Acta Mater. 123 , 285–294 (2017).
43. Lu, Y. et al. Прямолитые объемные эвтектические и околоэвтектические высокоэнтропийные сплавы со сбалансированной прочностью и пластичностью в широком диапазоне температур. Acta Mater. 124 , 143–150 (2017).
44. Gao, X. et al. Микроструктурные истоки высокой прочности и пластичности эвтектического высокоэнтропийного сплава AlCoCrFeNi 2.1 . Acta Mater. 141 , 59–66 (2017).
45. Бхаттачарджи Т. и др. Одновременное повышение прочности и пластичности нанопластинчатого высокоэнтропийного эвтектического сплава AlCoCrFeNi 2.1 методами криопрокатки и отжига. наук. Респ. 8 , 3276 (2018). [Бесплатная статья PMC] [PubMed]
47. Wei, S., He, F. & Tasan, C.C. Метастабильность в высокоэнтропийных сплавах: обзор. Дж. Матер. Рез. 33 , 2924–2937 (2018).
48. Ву С. Л. и Ма Э. Неопубликованные результаты.
49. Lu, W., Liebscher, C.H., Dehm, G., Raabe, D., & Li, Z. Двунаправленное преобразование позволяет создавать иерархические наноламинатные двухфазные высокоэнтропийные сплавы. Доп. Матер. 30 , 1804727 (2018). [PubMed]
50. Су, Дж., Раабе, Д. и Ли, З. Дизайн иерархической микроструктуры для настройки механического поведения высокоэнтропийного сплава TRIP-TWIP с междоузлиями. Acta Mater. 163 , 40–54 (2019).
51. Gludovatz, B. et al. Стойкий к разрушению высокоэнтропийный сплав для криогенных применений. Наука 345 , 1153–1158 (2014). [PubMed]
53. Yoshida, S., Bhattacharjee, T., Bai, Y., & Tsuji, N. Напряжение трения и зависимость Холла-Петча в эквиатомном среднеэнтропийном сплаве CoCrNi, обработанном интенсивной пластической деформацией и последующим отжигом. шр. Матер. 134 , 33–36 (2017).
54. Zaddach, A.J., Scattergood, R.O., & Koch, C.C. Свойства растяжения высокоэнтропийных сплавов с низкой энергией дефекта упаковки. Матер. науч. англ. А 636 , 373–378 (2015).
55. Степанов Н. и соавт. Влияние криодеформации на структуру и свойства высокоэнтропийного сплава CoCrFeNiMn. Интерметаллиды. 59 , 8–17 (2015).
56. Schuh, B. et al. Механические свойства, микроструктура и термическая стабильность нанокристаллического высокоэнтропийного сплава CoCrFeMnNi после интенсивной пластической деформации. Acta Mater. 96 , 258–268 (2015).
57. Wu, S.W. et al. Улучшение соотношения прочности и пластичности в высокоэнтропийном сплаве за счет гетерогенной структуры. Acta Mater. 165 , 444–458 (2019).
58. Мин К., Би Х. и Ван Дж. Прочность и пластичность сплава CrFeCoNiMo с иерархической микроструктурой. Междунар. Дж. Пласт. 113 , 255–268 (2019).
59. Слоун, К.Э., Мяо, Дж., Джордж, Э.П., и Миллс, М.Дж. Достижение сверхвысокой прочности и пластичности в эквиатомном CrCoNi с частично рекристаллизованными микроструктурами. Acta Mater. 165 , 496–507 (2019).
60. Wu, Z., Gao, Y., & Bei, H. Механизмы термической активации и анализ упрочнения типа Лабуша для семейства высокоэнтропийных и эквиатомных сплавов в твердом растворе. Acta Mater. 120 , 108–119 (2016).
61. Liu, G. et al. Наноструктурированные высокопрочные сплавы молибдена с беспрецедентной пластичностью при растяжении. Нац. Матер. 12 , 344–350 (2013). [PubMed]
62. Чжао Ю. Х., Ляо X. Z., Ченг С., Ма Э. и Чжу Ю. Т. Одновременное повышение пластичности и прочности наноструктурированных сплавов. Доп. Матер. 18 , 2280–2283 (2006).
63. Ченг С., Чжао Ю. Х., Чжу Ю. Т. и Ма Э. Оптимизация прочности и пластичности сплава 2024 Al с тонкой структурой путем наноосаждения. Acta Mater. 55 , 5822–5832 (2007).
64. Wang, S.P., Ma, E., & Xu, J. Прочность на излом объемно-центрированных кубических (TiZrNbTa) сплавов Mo с высокой энтропией. Интерметаллиды 103 , 78–87 (2018).
65. Сенков О. Н., Пильчак А. Л., Семиатин С. Л. Влияние холодной деформации и отжига на микроструктуру и свойства при растяжении тугоплавкого высокоэнтропийного сплава HfNbTaTiZr. Металл. Матер. Транс. A49 , 2876–2892 (2018).
66. Сеньков О. Н., Семиатин С. Л. Микроструктура и свойства тугоплавкого высокоэнтропийного сплава после наклепа. J. Alloys Compd. 649 , 1110–1123 (2015).
67. Wu, Y.D. et al. Тугоплавкий Hf 25 Nb 25 Ti 25 Zr 25 высокоэнтропийный сплав с превосходной структурной стабильностью и свойствами при растяжении. Матер. лат. 130 , 277–280 (2014).
68. Dirras, G. et al. Упругие и пластические свойства литого эквимолярного высокоэнтропийного сплава TiHfZrTaNb. Матер. науч. англ. А 654 , 30–38 (2016).
69. Lilensten, L. et al. Конструкция и свойства при растяжении ОЦК высокоэнтропийного сплава, богатого титаном, с пластичностью, вызванной трансформацией. Матер. Рез. лат. 5 , 110–116 (2017).
70. Huang, H. et al. Пластичное пластическое превращение хрупких высокоэнтропийных сплавов с помощью технологии метастабильности. Доп. Матер. 29 , 1701678 (2017). [PubMed]
71. Bu Y. et al. Небазальные системы скольжения обеспечивают прочную и пластичную гексагональную плотноупакованную высокоэнтропийную фазу. Физ. Преподобный Летт. 122 , 075502 (2019). [PubMed]
72. Сеньков О.Н., Чудо Д.Б., Чапут К.Дж. и Кузини Ж.-П. Разработка и исследование тугоплавких высокоэнтропийных сплавов – обзор. Дж. Матер. Рез. 33 , 3092–3128 (2018).
73. Мейерс, М. А., и Чавла К. К. Механическое поведение материалов (2-е изд.) 345–352 (издательство Кембриджского университета, 2009 г.).
74. Jiang, S. et al. Сверхпрочная сталь за счет минимального несоответствия решетки и нанопреципитации высокой плотности. Природа 544 , 460 (2017). [PubMed]
75. Kim, S.H., Kim, H., & Kim, N.J. Хрупкое интерметаллическое соединение позволяет получить сверхпрочную сталь с низкой плотностью и высокой пластичностью. Природа 518 , 77–78 (2015). [PubMed]
76. Сон, С. С., Сонг, Х., Квак, Дж. Х., и Ли, С. Значительное улучшение деформационного упрочнения и пластичности до 95% в легкодеформируемых высокопрочных дуплексных сталях. наук. Респ. 7 , 1927 (2017). [Бесплатная статья PMC] [PubMed]
77. Sohn, S.S. et al. Новая прочность 1,5 ГПа с пластичностью 50% за счет пластичности, вызванной превращением нерекристаллизованного аустенита в дуплексных сталях. наук. Респ. 7 , 1255 (2017). [Бесплатная статья PMC] [PubMed]
78. Edalati, K. et al. Развитие сверхвысокой прочности и высокой пластичности в наноструктурированных сплавах железа с разупрочнением решетки и нанодвойниками. Скр. Матер , 67 , 511–514 (2012).
79. Эдалати К., Фурута Т., Дайо Т., Курамото С. и Хорита З. Высокая прочность и высокая однородная пластичность в сильно деформированном железном сплаве за счет разупрочнения решетки и формирования мультимодальной структуры. Матер. Рез. лат. 3 , 197–202 (2015).
80. Ma, Y., Yang, M., Jiang, P., Yuan, F., & Wu, X. Механизмы пластической деформации в сильно деформированном сплаве Fe-Ni-Al-C с превосходными свойствами при растяжении. наук. Респ. 7 , 15619 (2017). [Бесплатная статья PMC] [PubMed]
81. He, B.B. et al. Большая пластичность, вызванная высокой плотностью дислокаций в деформированных и разделенных сталях. Наука 357 , 1029–1032 (2017). [PubMed]
82. Yuan, L. et al. Наноразмерная реверсия аустенита посредством разделения, сегрегации и кинетического замораживания: пример пластичной стали Fe-Cr-C 2 ГПа. Acta Mater. 60 , 2790–2804 (2012).
83. Ван, М. М., Тасан, К. С., Понге, Д., и Раабе, Д. Spectral TRIP позволяет использовать пластичный мартенсит с давлением 1,1 ГПа. Acta Mater. 111 , 262–272 (2016).
84. Varvenne, C. , Luque, A. & Curtin, W.A. Теория упрочнения высокоэнтропийных сплавов с ГЦК. Acta Mater. 118 , 164–176 (2016).
85. Хейворд, Э., Део, К., Уберуага, Б.П., и Томе, С.Н. Взаимодействие винтовой дислокации с точечными дефектами в ОЦК железе. Филос. Маг. 92 , 2759–2778 (2012).
86. Leyson, G.P.M., Hector Jr, L.G., & Curtin, W.A. Упрочнение раствором из первых принципов и применение к алюминиевым сплавам. Acta Mater. 60 , 3873–3884 (2012).
87. Чжао Ю.Ю., Лей З.Ф., Лу З.П., Хуанг Дж.К. и Ниех Т.Г. Упрощенная модель, связывающая искажение решетки с напряжением трения эквиатомных высокоэнтропийных сплавов на основе ниобия. Матер. Рез. лат. 7 , 340–346 (2019).
88. О, Х.С. и др. Инженерная сложность атомного уровня в высокоэнтропийных и сложных концентрированных сплавах. Нац. коммун. 10 , 2090 (2019). [Бесплатная статья PMC] [PubMed]
89. Li, Q.-J., Sheng, H.W. & Ma, E. Упрочнение в сплавах с несколькими основными элементами с шероховатыми путями дислокаций локального химического порядка. Нац. коммун. 10 , 3563 (2019). [Бесплатная статья PMC] [PubMed]
90. Ding, Q. et al. Наблюдение в реальном времени в наномасштабе механизмов деформации в средне- и высокоэнтропийных сплавах на основе CrCoNi при криогенных температурах. Матер. Сегодня 25 , 21–27 (2019).
91. Smith, T.M. et al. Характеристика и моделирование 60-градусных дислокаций в высокоэнтропийном сплаве на атомном уровне. Acta Mater. 110 , 352–363 (2016).
92. Xu, X.D. et al. Исследование дислокационной структуры в гранецентрированном кубическом высокоэнтропийном сплаве Al 0,1 CoCrFeNi с помощью просвечивающей электронной микроскопии. Acta Mater. 144 , 107–115 (2018).
93. Дин, Дж., Ю, К., Аста, М., и Ричи, Р. О. Настраиваемые энергии дефектов упаковки путем адаптации локального химического порядка в сплавах CrCoNi со средней энтропией. Проц. Натл. акад. науч. США 115 , 8919–8924 (2018). [Бесплатная статья PMC] [PubMed]
94. Франческо Мареска, Ф. и Кертин, В.А., Теория упрочнения винтовыми дислокациями в случайных ОЦК-сплавах от разбавленных до «высокоэнтропийных» сплавов, Acta Mater. 182 , 144–162 (2020).
96. Ding, Q. et al. Распределение элементов настройки, структура и свойства по составу в высокоэнтропийных сплавах. Природа 574 , 223–229 (2019). [PubMed]
97. Zhang Z. et al. Дислокационные механизмы и трехмерная двойная архитектура обеспечивают исключительную комбинацию прочности, пластичности и ударной вязкости в среднеэнтропийном сплаве CrCoNi. Нац. коммун. 8 , 14390 (2017). [Бесплатная статья PMC] [PubMed]
98. Yang, M. et al. Высокая ударная вязкость среднеэнтропийного сплава CrCoNi при температуре жидкого гелия. шр. Матер. 172 , 66–71 (2019).
Формирование равноосных кристаллических структур в сплавах Al-Si с направленной кристаллизацией с использованием гетерогенных зародышей на основе Nb
Abstract
Разработка химических композиций, содержащих мощные зародыши, для усиления гетерогенного зародышеобразования в алюминии, особенно в литых сплавах, таких как сплавы Al-Si , имеет важное значение для достижения однородных свойств в отливках со сложной геометрией. Мы установили, что соединения Al 3 Nb/NbB 2 являются эффективными гетерогенными зародышами и успешно производятся в виде лигатур Al-2Nb-xB (x = 0,5, 1 и 2). Наше исследование показывает, что модифицирование припоя Al-10Si этими соединениями эффективно способствует гетерогенному зарождению первичных кристаллов α-Al и уменьшает переохлаждение, необходимое для затвердевания. Кроме того, мы приводим доказательства того, что эти соединения на основе ниобия предотвращают рост столбчатых кристаллов и впервые позволяют получать мелкие и равноосные кристаллы в направленно затвердевающем припое Al-10Si. Было обнаружено, что из-за сильнодействующих гетерогенных частиц размер кристаллов α-Al в меньшей степени зависит от условий обработки, особенно от температурного градиента. Наконец, мы также демонстрируем, что усиленное зародышеобразование приводит к измельчению вторичных фаз, таких как эвтектический кремний и частицы первичного кремния.
Введение
Сплавы Al-Si являются важными конструкционными материалами, которые обычно перерабатываются методами литья из-за их хорошей текучести 1 . Сплавы Al-Si обычно используются в самых разных областях, таких как автомобильные компоненты (детали двигателя и колеса), морская арматура, архитектурные панели, а также медицинское и стоматологическое оборудование 2,3 . Форма этих литых изделий, таких как блоки цилиндров, обычно довольно сложная, и поэтому они состоят из секций с различной толщиной стенок. При стандартных условиях затвердевания литая деталь имеет неоднородную зернистую структуру. В частности, более толстые секции затвердевают при более низкой скорости охлаждения (т. е. при меньшем температурном градиенте) и, таким образом, будут характеризоваться более грубой структурой по сравнению с более тонкими секциями 9.0934 4 . Поскольку зернистая структура связана с механическим поведением материала, литая деталь имеет анизотропную реакцию на внешние нагрузки, такие как механические или термические напряжения, вызывающие ее преждевременный выход из строя. Получение мелких равноосных зерен желательно при литье металлов, так как это дает преимущества с точки зрения повышения прочности отливок (т. достигается восприимчивость к разрывам, более высокие механические характеристики, а также более легкая и однородная последующая механическая обработка. Структура, характеризующаяся тонкой равноосной кристаллической структурой независимо от условий охлаждения (т. е. толщины стенок детали), также открывает возможность для улучшения и оптимизации конструкции отливок.
Формирование неоднородной зернистой структуры особенно заметно в деталях с направленным отверждением, таких как заготовки для непрерывного литья (т.е. с прямым охлаждением), диаметр которых может составлять несколько метров. В материалах с направленным отверждением затвердевание начинается с внешней поверхности (называемой зоной охлаждения) и продолжается по направлению к центру отливки. Из-за внутренней природы процесса затвердевания отливка состоит из столбчатых зерен во внешней части, переходящих в равноосные кристаллы, движущиеся к центру. Эта разница в кристаллической структуре по поперечному сечению отливки отрицательно влияет на реакцию материала при последующих процессах деформации путем прокатки, экструзии и т. д. Например, припой Al-10Si обычно получают в виде заготовки для литья постоянным током, а затем пластически деформированные для производства автомобильных радиаторов. Следовательно, достижение (мелких) полностью равноосных зернистых структур также имеет первостепенное значение для направленно затвердевших компонентов, чтобы гарантировать изотропное деформационное поведение и предотвратить образование дефектов и трещин 5 . В частности, уменьшение скальпирования слитков и увеличение выхода дорогостоящего материала после обработки являются преимуществами мелкозернистой и однородной кристаллической структуры.
В соответствии с классической теорией зародышеобразования более однородная структура зерен может быть достигнута, если присутствуют мощные зародыши, способствующие гетерогенному зарождению кристаллов первичной фазы 6 . Кроме того, стимулирование зародышеобразования над ростом (т.е. двух стадий затвердевания) приводит к получению большего количества мелких кристаллов, независимо от местных условий затвердевания. Соответственно, также достигаются улучшенные свойства и характеристики (независимо от того, являются ли они физическими, механическими или технологическими), а также более изотропное поведение материала 3,7,8 . Преднамеренное добавление гетерогенных ядер для стимуляции зародышеобразования известно как инокуляция.
Энергетический барьер () для зародышеобразования расплавленного металла, модифицированного гетерогенными зародышами, выражается в термодинамических терминах как (1):
где γ SL – энергия границы твердое тело-жидкость, Δ S — изменение энтропии, Δ T — изменение температуры и f(θ) — функция угла смачивания (θ) . Δ T также известен как переохлаждение, необходимое для затвердевания. Из (1), где Δ T пропорционально квадрату несоответствия решеток ( δ ) между гетерогенными ядрами и зародышевой фазой (), как сообщают Тернбулл и Воннегут 9 . Следовательно, гетерогенные ядра с высокой способностью стимулировать зародышеобразование должны иметь хорошую решетку и положение атомов, совпадающее с зародышеобразующей фазой (т.е. низкое δ ). Два других аспекта следует учитывать при разработке эффективных гетерогенных зародышей для отверждения материалов 9. 0934 10 : зародыши должны иметь достаточно высокую температуру плавления, чтобы не растворяться в расплавленном материале, и зародыши должны быть химически стабильными, чтобы их структура решетки не изменялась, когда зародыши контактируют с химическими элементами, присутствующими в расплавленном материале. . Типичный пример взаимодействия преднамеренно добавленных гетерогенных зародышей с легирующими элементами расплавленного материала происходит, когда лигатуры Al-Ti-B или Al-Ti-C используются для модифицирования сплавов Al-Si. Эти лигатуры на основе титана, которые очень эффективно стимулируют зародышеобразование в деформируемых алюминиевых сплавах, неэффективны в сплавах алюминий-кремний, потому что зародыши на основе титана реагируют с кремнием сплава алюминий-кремний с образованием силицидов титана (т. TiSi, Ti 5 Si 3 и TiSi 2 ) 11,12,13,14,15 . Эти силициды титана имеют высокое значение δ с решеткой Al, и поэтому нельзя стимулировать зародышеобразование. Кроме того, с помощью термодинамических исследований было научно доказано, что избыток Ti по сравнению с тем, что необходимо для образования зародышей частиц TiB 2 , увеличивает скорость роста Al-дендритов, так что рост превосходит зародышеобразование 16,17,18, 19 . Мы обнаружили, что соединения на основе Nb (Al 3 Nb/NbB 2 ) не характеризуются этим явлением, по крайней мере, при температуре обработки, обычно используемой в алюминиевом литье (~700–800 °C). Это связано с тем, что образование силицидов ниобия происходит при гораздо более высоких температурах по сравнению с силицидами титана. Это означает, что Al 3 Nb/NbB 2 гораздо более термодинамически и химически стабильны 20,21 по сравнению с Al 3 Ti/TiB 2 . Ранее мы показали, что Al 3 Nb/NbB 2 может способствовать зарождению кристаллов Al в сплавах Al-Si, обработанных методом литья под давлением 22,23 ; однако формирование однородной зернистой структуры в направленно затвердевшей отливке Al-Si ранее не достигалось. Твердые припои Al-10Si обычно перерабатываются с использованием процесса литья на постоянном токе, в котором расплав подвергается направленному отверждению, вызываемому охлаждением распылением воды. Формирование крупных столбчатых зерен не является идеальным из-за неоднородного химического состава и необходимости скальпирования большой части заготовки. В этой работе мы разработали и успешно добились улучшенного гетерогенного зародышеобразования сплавов Al-10Si путем модифицирования соединениями на основе Nb с использованием лигатур Al-2Nb-xB (x = 0,5, 1 и 2). Самое главное, представлено всестороннее понимание эффектов и явлений, происходящих во время модифицирования сплавов Al-Si соединениями на основе Nb. В частности, рассматривалась направленная кристаллизация припоя Al-10Si с использованием оборудования, имитирующего метод литья постоянным током в промышленных масштабах. Наличие Al 3 Nb/NbB 2 гетерогенные зародыши привели к очень тонкой однородной зернистой структуре по всему отливу.
Характеристика лигатур Al-2Nb-xB (x = 0,5, 1 и 2) 1 и 2), содержащие соединения на основе Nb (Al
3 Nb/NbB 2 ). Эти соединения должны оставаться в виде стабильных кристаллов, диспергированных в алюминиевой матрице после отливки лигатуры Al-2Nb-xB. Аль 3 Nb/NbB 2 кристаллы действуют как гетерогенные зародыши после добавления лигатуры Al-2Nb-xB в расплавленные литые сплавы Al-Si до их затвердевания. Фактическое образование и присутствие этих соединений на основе Nb было подтверждено с помощью анализов SEM-EDS и TEM лигатур Al-2Nb-xB (рис. 1).
Рисунок 1
Репрезентативные результаты исследования микроструктуры лигатур Al-2Nb-xB: ( a , b ) оптические и вторичные электронные микрофотографии, показывающие распределение соединений на основе Nb, встроенных в Al матрица, ( c , d ) полуколичественный EDS анализ химии и стехиометрии соединений на основе Nb и ( e , f ) микрофотографии ПЭМ и СЭМ протравленных лигатур Al-2Nb-xB, показывающие тетрагональная и гексагональная кристаллографическая структура кристаллов Al 3 Nb и NbB 2 соответственно.
Изображение с полным размером
Было обнаружено достаточно однородное распределение субмикрометровых и микрометровых соединений на основе ниобия, встроенных в алюминиевую матрицу. При этом вместо крупных монокристаллов образуются агломераты Al 3 Nb/NbB 2 кристаллы образовались в результате производственного процесса, используемого для изготовления лигатур Al-2Nb-xB. Эти агломераты присутствуют в концентрированной лигатуре, и когда лигатура добавляется к расплаву Al-10Si, модификаторы диспергируются в расплаве сплава. Для более высоких концентраций x (1 и 2) помимо соединений Al 3 Nb/NbB 2 в лигатуре присутствовали непрореагировавшие блочные частицы AlB 12 . Анализ микроструктуры лигатур Al-2Nb-xB с помощью ПЭМ и СЭМ был проведен для изучения кристаллографической структуры: тетрагональная для Al 3 Nb (DO 22 ) 24,25 и шестигранник для NbB 2 (P 6/ммм ) 26 . Параметры решетки этих структур: a = 3,8485 Å и c = 8,615 Å для Al 3 Nb и a = 3,102 Å и c = 3,285 Å для NbB 2 29093 соответственно 29093 Полуколичественный химический анализ EDS дополнительно подтвердил химический состав и стехиометрию соединений на основе Nb.
Эксперименты по отверждению
Термический анализ отверждения сплава Al-10Si был проведен для количественной оценки эффекта модифицирования с помощью гетерогенных зародышей на основе ниобия. Суммарное переохлаждение (Δ T ), необходимого для того, чтобы иметь достаточно большой стабильный кластер атомов для зародышеобразования первичного α-Al в эталонном материале, составляет 2,1 °C (рис. 2). Модификация сплава Al-10Si путем добавления лигатур Al-2Nb-xB снижает Δ T до 1,3 °C, тем самым уменьшая примерно на 40% и усиливая образование первичных кристаллов α-Al. Рис. 20954 ΔT ), необходимые для начала зарождения первичных кристаллов α-Al.
Изображение с полным размером
Модификация сплава Al-10Si перед направленной кристаллизацией привела к значительному изменению кристаллографической структуры по сравнению с эталонным сплавом (т. представлено на рис. 3.
Рис. 3
Макротравление поверхности направленно-кристаллизованных заготовок Al-10Si, изготовленных с использованием имитатора DC-casting: ( a ) без модифицирования, ( b ) с модифицированием посредством гетерогенных зародышей на основе ниобия и ( c ) схемы различных структур зерен.
Изображение полного размера
Эталонный сплав Al-10Si с направленной кристаллизацией характеризуется неоднородной зернистой структурой, состоящей из 4 зон. После инокуляции с помощью гетерогенных зародышей на основе Nb предотвращается образование столбчатых зерен, следовательно, происходит переход от столбчатого к равноосному (CET), а микроструктура состоит из равноосных кристаллов, размер которых слегка прогрессивно укрупняется в направлении затвердевания. Микроструктурная характеристика, выполненная на полированных и травленых поперечных сечениях заготовок, подтвердила различную кристаллическую структуру сплавов Al-10Si (рис. 4).
Рисунок 4
Результаты микроструктурного анализа сплава Al-10Si с направленной кристаллизацией, демонстрирующие различные кристаллографические структуры: ( a ) без модифицирования и ( b ) с модифицированием посредством гетерогенных зародышей на основе ниобия. Введение соединений на основе Nb значительно усиливает зародышеобразование, способствуя образованию равноосных кристаллов и препятствуя образованию столбчатых зерен; это приводит к гораздо более изотропной кристаллографической структуре. Как следствие, прогнозируется лучшее деформационное поведение в последующих процессах и улучшенные характеристики (технологические и механические). (Обозначения — CZ: зона охлаждения, CC: столбчатые кристаллы, LCC: длинные столбчатые кристаллы, CET: переходная зона от столбчатого к равноосному, CEC: крупные равноосные кристаллы и (V) FEC: (очень) мелкие равноосные кристаллы).
Изображение полного размера
Помимо кристаллов α-Al, микроструктура направленно затвердевшего сплава Al-10Si состоит из игольчатого эвтектического кремния, фактически представляющего собой чешуйки в 3D, и первичных частиц кремния. В случае эталонного сплава между дендритными ветвями растущих столбчатых и равноосных кристаллов формируется неравномерное распределение эвтектической фазы (50–200 мкм) (рис. 5а). Кроме того, также присутствуют ограненные первичные частицы кремния (20–50 мкм), поскольку разделение кремния становится более важным по мере затвердевания. Таким образом, количество и размер этих первичных частиц Si больше в зоне КЭП эталонного сплава, чем в зонах КК и НКК (рис. 4а). Сплав Al-10Si, модифицированный соединениями на основе Nb, показывает более равномерное распределение более мелкой вторичной эвтектической фазы (10–40 мкм) вследствие более мелких кристаллов α-Al (рис. 5б). Кроме того, размер и количество первичных частиц Si (<10 мкм) значительно меньше (рис. 4б).
Рисунок 5
Детали вторичной эвтектической фазы сплавов Al-10Si с направленной кристаллизацией: ( a ) без модифицирования и ( b ) с модифицированием посредством гетерогенных зародышей на основе Nb. Микрофотографии относятся к зонам ЦИК и ФЭК, описанным на рис. 4, соответственно.
Изображение с полным размером
Обсуждение
Соединения на основе Nb (Al 3 Nb/NbB 2 ) характеризуются теми же кристаллографическими структурами, что и соединения на основе Ti (Al 3 Ti/TiB 2 ) используется для рафинирования деформируемых алюминиевых сплавов. В частности, Al 3 Ti и Al 3 Nb кристаллизуются в тетрагональную решетку, тогда как TiB 2 и NbB 2 имеют гексагональную решетку (рис. 1). Помимо того, что они изоморфны, соединения на основе Ti и Nb также имеют схожие параметры решетки и, следовательно, сопоставимое несоответствие решетки ( δ ) с гранецентрированной кубической решеткой Al. Низкое значение δ является одним из критических факторов, способствующих гетерогенному зародышеобразованию. В связи с низкой δ , ожидается снижение переохлаждения ΔT 8,28,29 . Эксперименты по затвердеванию, проведенные на сплаве Al-10Si, подтвердили, что добавление искусственных зародышей фактически снижает ΔT (рис. 2) из-за низкого δ между Al 3 Nb/NbB 2 и первичным α -Увы . В частности, согласно модели гетерогенного зарождения 30 Брамфитта, зарождение первичных кристаллов α-Al, вероятно, происходит на: Al 3 Кристаллы Nb из слоя Al 3 Слоя Nb, сформированного поверх соединений NbB 2 (например, в случае ядер на основе Ti 31 ), а также вдоль плоскостей с низким показателем преломления NbB 2 кристаллы.
В процессе направленной кристаллизации эталонный сплав Al-10Si претерпевает различные изменения в морфологии кристаллов (рис. 3а), образуя неоднородную и сложную кристаллическую структуру, состоящую из четырех различных зон (рис. 4а). В нижней части заготовки сплав начинает затвердевать при контакте с медной пластиной и сразу после этого, как только медная пластина удаляется, вступает в непосредственный контакт со струей воды. Следовательно, из-за высокого температурного градиента (т.е. скорости охлаждения) эта зона характеризуется чрезвычайно мелкими беспорядочно ориентированными дендритными кристаллами (зона 1: CZ). Начиная с этих неограненных мелких кристаллов, преобладают зерна определенной ориентации, растущие в направлении отбора скрытой теплоты. Таким образом, микроструктура сплава Al-10Si начинает состоять из большего количества столбчатых кристаллов относительно небольшого размера (зона 2: CC). После этого выживает относительно небольшое количество длинных столбчатых кристаллов, которые составляют микроструктуру материала (Зона 3: LCC). Формирование столбчатых кристаллов обусловлено различными факторами, такими как ограниченный рост, вызванный столбчатыми кристаллами, разделение растворенных веществ, температурный градиент, выделение скрытого тепла, а также конкуренция между различными растущими кристаллами. На этой стадии преобладающим механизмом затвердевания по-прежнему является столбчатый дендритный, как это было в зоне 2 и зоне 3. По мере развития направленного затвердевания кристаллическая структура материала трансформируется в равноосную (зона 4: CEC), хотя размер кристаллов относительно грубый. CET определяется уменьшением температурного градиента в сочетании с более низкой скоростью роста и образованием новых стабильных зародышей из-за обогащения растворенными веществами. Образование этих беспорядочно ориентированных кристаллов указывает на то, что на конечной стадии механизм затвердевания является чисто равноосным дендритным. Описанное поведение согласуется с текущим пониманием эволюции микроструктуры в процессе DC-литья 5 .
В случае сплава Al-10Si, модифицированного с помощью гетерогенных зародышей на основе Nb, все еще присутствует зона охлаждения, состоящая из беспорядочно ориентированных кристаллов (Зона 1: CZ). Опять же, образование этой зоны определяется равноосным затвердеванием за счет гетерогенного зародышеобразования из-за стенок экструзионной головки и быстрого теплообмена (т. В отличие от эталонного материала, после CZ микроструктура модифицированного сплава Al-10Si характеризуется наличием очень мелких равноосных кристаллов (зона 2: VFEC), а образование столбчатых кристаллов предотвращается благодаря наличию искусственных гетерогенных зародышей. (рис. 4б). Наконец, из-за некоторого обогащения растворенными веществами (например, кремнием) в сочетании с повторным плавлением зародышей и растворением происходит укрупнение дендритов в последней части заготовки для затвердевания (Зона 3: FEC). Тем не менее, эти кристаллы намного меньше, чем у эталонного материала. Таким образом, очевидно, что введение гетерогенных зародышей предотвращает рост столбчатых дендритов и способствует зарождению мелких равноосных дендритных кристаллов α-Al.
Формирование столбчатых кристаллов с ограниченным ростом вдоль направления отвода тепла во время направленного затвердевания обычно описывается с помощью классической теории затвердевания 32 :
где градиент на границе твердое тело-жидкость, V g скорость роста, ΔT 0 переохлаждение (конституционное) и D L – коэффициент диффузии жидкого металла. В зависимости от того, является ли левосторонний член выше/равным или ниже правого члена, соответственно будет иметь место плоский или клеточный/дендритный рост. Столбчатая дендритная структура, обнаруженная в эталонном материале, обусловлена высоким содержанием S/L при направленном затвердевании заготовки. По мере роста столбцов G S/L и V гр убавки. ΔT 0 способствует образованию новых кристаллов перед фронтом кристаллизации, что способствует выделению скрытого тепла и обогащению растворенными веществами, изменяя механизм роста на равноосный дендритный. Формирование полностью столбчатой или полностью равноосной кристаллографической структуры зависит от G S/L и общего числа ядер в единице объема ( N 0 ):
где β является функцией критического ΔT для зарождения и локального ΔT на фронте столба. Из (3) и (4) равноосный рост будет происходить, когда объемная доля равноосных зерен больше 0,49. Число зародышей в единице объема N 0 можно оценить по размеру зерна 33 . В случае зоны ЖЦК (рис. 4) эталонного сплава Al-10Si N 0 составляет ~1 гран/мм 3 , тогда как после модифицирования в том же месте в сплаве с направленной кристаллизацией N 0
гран/мм составляет ~24,09 390 гран/мм Отсюда делается вывод, что предотвращение образования столбчатых зерен с ограниченным ростом в инокулированном материале является прямым следствием присутствия мощных гетерогенных зародышей перед фронтом роста. Образование этих гетерогенных равноосных кристаллов с зародышами также приводит к более равномерному распределению растворенного вещества (т.е. кремния) в ванне плавления перед фронтом затвердевания, что снижает ΔТ . Что касается эвтектической фазы, образующейся при направленном отверждении Al-10Si, то в случае эталонного материала размеры и распределение этой вторичной фазы становятся более крупными и неоднородными по сечению заготовки. Размер и распределение эвтектической фазы является прямым следствием зарождения и роста первичных дендритных кристаллов α-Al, поскольку растворенное вещество остается ограниченным областями между растущими кристаллами независимо от того, имеют ли они столбчатую или равноосную морфологию 4,34 . На укрупнение эвтектической фазы также влияет обогащение растворенным веществом, которое отбрасывается и выталкивается фронтом затвердевания. Это означает, что локальное содержание Si увеличивается, что приводит к образованию крупных эвтектических игл и/или чешуек (рис. 5а). Кроме того, в случае эталонного сплава локальная концентрация Si в эвтектических ваннах между дендритными ветвями растущих кристаллов α-Al превышает эвтектический состав (т.0934 35 ). В результате в сплаве Al-10Si, несмотря на то, что это доэвтектический сплав, обнаруживаются первичные кристаллы Si (граненые, черные и блочные кристаллы, видимые на микрофотографиях рис. 4а). Стоит отметить, что как размер, так и количество этих первичных кристаллов Si становятся больше при движении от CZ к LCC/CEC. В частности, более крупные кристаллы Si обнаруживаются в последней секции заготовки для затвердевания (т. е. в зоне CEC на рис. 4), потому что это зона, наиболее богатая отклоненным растворенным веществом Si. Модифицирование сплава Al-10Si гетерогенными зародышами на основе Nb приводит к образованию более мелкозернистого эвтектического кремния, как показано на рис. 5. Кроме того, их распределение является более однородным по всему поперечному сечению направленно отвержденного модифицированного материала. Другим аспектом, который следует подчеркнуть, является уменьшение размера и меньшее количество первичных кристаллов Si, которые образуются после модифицирования. Соединения на основе Nb, которые действуют как гетерогенные зародыши для кристаллов α-Al, не должны способствовать зарождению первичных кристаллов Si, поскольку структура решетки (т.е. параметры и δ ) неблагоприятны. Следовательно, измельчение эвтектических и первичных частиц Si объясняется более однородным распределением растворенного Si на равноосном фронте затвердевания, а также фактором ограничения роста, обусловленным образованием гораздо большего количества первичных кристаллов α-Al. оставляя меньше места для роста эвтектического кремния. Эти аспекты также ответственны за образование меньшего количества первичных кристаллов Si, размер которых меньше, чем в случае эталонного сплава Al-10Si.
Настоящее исследование показывает, что модифицирование литых сплавов Al-Si путем введения соединений на основе Nb (Al 3 Nb/NbB 2 ) с использованием лигатур Al-2Nb-xB усиливает гетерогенное зародышеобразование материала . Следовательно, на направленно затвердевшую зернистую структуру не сильно влияют условия обработки (например, скорость охлаждения, отвод тепла, температурный градиент, скорость роста и т. д.). Более изотропное поведение модифицированного материала позволяет изготавливать геометрически сложные изделия (т. е. с разной толщиной стенок) с однородными свойствами. Кроме того, оптимизированные и более легкие конструкции могут быть получены благодаря улучшенным характеристикам модифицированных сплавов. Эти аспекты особенно важны и желательны для автомобильной промышленности, где строгие правила по снижению выбросов парниковых газов подталкивают этот сектор к использованию легких конструкционных компонентов. Литые сплавы Al-Si с неоптимизированной структурой кристаллов уже широко используются для производства деталей двигателей, таких как блоки цилиндров, поршни и колеса. Дальнейшая экономия веса будет достигнута за счет получения мелкозернистой и однородной зернистой структуры путем модифицирования с помощью гетерогенных зародышей на основе ниобия.
Из исследования можно сделать вывод, что был разработан эффективный подход к усилению гетерогенного зародышеобразования в литых сплавах Al-Si, как это было продемонстрировано в материалах с направленной кристаллизацией. Соединения на основе ниобия, введенные путем добавления лигатур Al-2Nb-xB, эффективно действуют как гетерогенные зародыши благодаря малому несоответствию решетки с решеткой алюминия и термодинамически и химически стабильны внутри расплава. Модификация литейных сплавов Al-Si с помощью Al 3 Nb/NbB 2 предотвращает образование (длинных) столбчатых кристаллов, что позволяет достичь очень однородной кристаллической структуры как в отношении первичных кристаллов α-Al, так и вторичных фаз (эвтектических и первичных кристаллов Si). Предполагается, что это приведет к получению более изотропного материала с улучшенными характеристиками, что сделает его пригодным для изготовления высокоэффективных припоев, а также более оптимизированных структурных компонентов с использованием различных сплавов Al-Si.
Методы
Производство и определение характеристик лигатур Al-2Nb-xB (x = 0,5, 1 и 2)
Лигатуры Al-2Nb-xB (x = 0,5, 1 и 2) получали плавлением технически чистого Al, к которому добавляли лигатуру Al-5B и порошок Nb. Для растворения Nb и образования соединений на основе Nb (Al 3 Nb/NbB 2 ) лигатура выдерживалась при 850 °C в течение 3 часов с промежуточным ручным перемешиванием каждые 15 минут (рис. 6). поскольку он оказался эффективным для получения стабильных соединений на основе ниобия 36 .
Рисунок 6
Термический цикл (температура-время), используемый для изготовления лигатур Al-2Nb-xB (x = 0,5, 1 и 2).
Изображение в полный размер
Микроструктурный анализ лигатуры был проведен на JEOL 2200F-TEM и на микроскопе Zeiss Supra 35VP FEG, чтобы подтвердить образование и присутствие соединений на основе Nb. Для получения полуколичественных данных о химическом составе проводили ЭДС.
Эксперименты по отверждению
Эксперименты по отверждению проводились с использованием промышленного припоя Al-10Si (Si = 9,9 мас.%, Fe = 0,09 мас.% и Al = остальное). Первоначально расплав сплава Al-10Si без и с добавкой лигатур Al-2Nb-xB затвердевал в условиях медленного охлаждения (изолированный тигель ~0,35 °C/с) для проверки и количественной оценки эффекта присутствия инженерных сплавов. гетерогенных зародышей на переохлаждении, необходимом для нуклеации. Следует отметить, что в этих экспериментах T min и T g – минимальная и максимальная температуры пика переохлаждения (рис. 2). T min — точка, в которой выделяется скрытая теплота плавления, а T g — точка, в которой достигается стационарное состояние роста. Разница между этими двумя температурами определяется как переохлаждение:
Эксперименты по направленному затвердеванию были проведены с использованием симулятора литья на постоянном токе, и для этого сплав Al-10Si был расплавлен в графитовом тигле с глиняной связкой при 790 °C в течение 1 часа. При обычном промышленном литье слитков и заготовок на постоянном токе направленное затвердевание расплавленного сплава происходит от внешнего диаметра к внутреннему стержню заготовки, чему способствует охлаждение струей воды. Для имитации этой системы охлаждения расплавленный сплав Al-10Si заливался внутрь изолированного металлического цилиндра и охлаждался снизу струей воды. Это можно увидеть на рис. 7, на котором схематично показаны как промышленный процесс литья на постоянном токе, так и симулятор литья на постоянном токе. В последнем случае охлаждение расплавленного металла происходит по длине заготовки. Результирующая микроструктура, таким образом, является имитацией поперечного сечения очень больших заготовок или слитков.
Рисунок 7
Схема промышленного процесса литья постоянным током с направленным затвердеванием ( a ), где смоделированное поперечное сечение выделено внутри промышленного слитка/заготовки и ( b ) схема процесса направленного затвердевания, который имитирует литье условия в выделенном поперечном сечении в заготовках промышленного литья постоянным током.
Изображение с полным размером
В случае с эталонным материалом сплав Al-10Si заливали в имитатор DC-литья и охлаждали/охлаждали от 740 ± 3 °C. Та же экспериментальная процедура была использована для сплава Al-10Si, модифицированного с помощью лигатур Al-2Nb-xB (уровень добавки эквивалентен 0,1 мас.% ниобия). Лигатура была оставлена в контакте с расплавом на 15 минут перед заливкой сплава в имитатор литья постоянного тока. Для всех добавок лигатур Al-2Nb-xB (для x = 0,5, 1 и 2) заготовки состояли из равноосных кристаллов, и представленные здесь данные и обсуждение основаны на x = 2 как репрезентативном для всех сплавов Al-2Nb. -xB лигатуры.
С одной стороны анализ макроструктуры литых заготовок проводили путем химического травления поверхности заготовок раствором Такерса (15 мл HF + 15 мл HNO 3 + 45мл HCl + 25мл HCl + 25мл H 2 O) . С другой стороны, микроструктурный анализ был выполнен на полированных и протравленных образцах с использованием микроскопа Zeiss Axioscope A1. Световые поляризованные микрофотографии были сделаны на образцах, анодированных раствором тетрафторборной кислоты (HBF 4 ) при пропускании тока приблизительно 10 В/1 А.
Дополнительная информация
Как цитировать эту статью : Bolzoni, L. et al . Формирование равноосных кристаллических структур в сплавах Al-Si с направленной кристаллизацией с использованием гетерогенных зародышей на основе Nb. науч. Респ. 6 , 39554; doi: 10.1038/srep39554 (2016).
Примечание издателя: Springer Nature остается нейтральной в отношении юрисдикционных претензий в опубликованных картах и институциональной принадлежности.
Каталожные номера
Дэвис, Дж. Р. Справочник по специальности ASM: алюминий и алюминиевые сплавы. (ASM International Light Alloys, Огайо, 1993 г.).
Кауфман, Дж. Г. и Рой, Э. Л. Отливки из алюминиевого сплава. (AFS – Американское литейное общество, 2004 г. ).
Rooy, E. L. Алюминий и алюминиевые сплавы, отливки, том. 15. (ASM International, Огайо, 1988).
Фредрикссон Х. и Окерлинд У. Затвердевание и кристаллизация металлов и сплавов. (Уайли, Западный Сассекс, Великобритания, 2012 г.).
Грандфилд Дж. Ф., Эскин Д. Г. и Бейнбридж И. Ф. Литье легких сплавов с прямым охлаждением. (Уайли, Нью-Джерси, 2013 г.).
Векилов П.Г. Нуклеация. Рост и дизайн кристаллов 10, 5007–2019 (2010).
КАС Статья
Google ученый
McCartney, D.G. Очищение зерна алюминия и его сплавов с использованием модификаторов. Международные обзоры материалов 34, 247–260 (1989).
КАС Статья
Google ученый
Мурти Б.С., Кори С.А. и Чакраборти М. Измельчение зерна алюминия и его сплавов путем гетерогенного зародышеобразования и легирования. Международные обзоры материалов 47, 3–29 (2002).
КАС Статья
Google ученый
Тернбулл, Д. и Воннегут, Б. Катализ нуклеации. Промышленная и инженерная химия 44, 1292–1298 (1952).
КАС Статья
Google ученый
Хари Бабу, Н., Ши, Ю., Иида, К. и Кардуэлл, Д. А. Практический способ изготовления больших монокристаллических (RE)-Ba-Cu-O сверхпроводников. Материалы природы 4, 476–480 (2005).
Шритаран, Т. и Ли, Х. Влияние отношения титана к бору на способность к измельчению зерна алюминиево-кремниевых сплавов. Журнал технологии обработки материалов 63, 585–589 (1997).
Артикул
Google ученый
Спиттл, Дж. А. и Садли, С. Влияние переменных сплава на измельчение зерна бинарных алюминиевых сплавов с Al-Ti-B. Материаловедение и технология 11, 533–537 (1995).
КАС Статья
Google ученый
Спиттл, Дж. А., Кибл, Дж. М. и Мешхедани, А. Л. Измельчение зерна литейных сплавов Al-Si. Легкие металлы 795–800 (1997).
Кори, С.А., Ауради, В., Мурти, Б.С. и Чакраборти, М. Механизм отравления и выцветания при измельчении зерна в сплаве Al-7Si. Материалы Форума 29, 387–393 (2005).
КАС
Google ученый
Квестед, Т. Е., Динсдейл, А. Т. и Грир, А. Л. Термодинамическое моделирование эффектов ограничения роста в алюминиевых сплавах. Acta Materialia 53, 1323–1334 (2005).
КАС Статья
Google ученый
Грёбнер, Дж., Миркович, Д. и Шмид-Фетцер, Р. Термодинамические аспекты измельчения зерна сплавов Al-Si с использованием Ti и B. Материаловедение и инженерия: A 395, 10–21 (2005).
Артикул
Google ученый
Квестед, Т. Е., Динсдейл, А. Т. и Грир, А. Л. Термодинамические доказательства механизма отравления в системе Al-Si-Ti. Материаловедение и технология 22, 1126–1134 (2006).
КАС Статья
Google ученый
Шмид-Фетцер Р. и Козлов А. Термодинамические аспекты ограничения роста зерен при затвердевании многокомпонентных сплавов. Acta Materialia 59, 6133–6144, doi: 10.1016/j.actamat.2011.06.026 (2011).
КАС Статья
Google ученый
Шао Г. Термодинамическая оценка системы Nb-Si-Al. Интерметаллиды 12, 655–664 (2004).
КАС Статья
Google ученый
Сунь З., Ян Ю., Го X., Чжан С. и Чанг Ю. А. Термодинамическое моделирование богатого Nb угла в системе Nb-Si-B. Интерметаллиды 19, 26–34 (2011).
КАС Статья
Google ученый
Новак, М., Больцони, Л. и Хари Бабу, Н. Измельчение зерна сплавов Al-Si с помощью прививки Nb-B. Часть I: Разработка концепции и влияние на бинарные сплавы. Материалы и дизайн 66, 366–375 (2015).
КАС Статья
Google ученый
Больцони, Л., Новак, М. и Хари Бабу, Н. Измельчение зерна сплавов Al-Si с помощью прививки Nb-B. Часть II: Применение к коммерческим сплавам. Материалы и дизайн 66, 376–383 (2015).
КАС Статья
Google ученый
Рейпт, К.-П. и Саутотит Г. Деформационное поведение интерметаллической фазы Al3Nb со структурой DO22 и сплавов на основе Al3Nb. Часть I: Физические свойства и краткосрочное поведение. Интерметаллиды 3, 159–169 (1993).
Артикул
Google ученый
Рейпт, К. -П. и Саутотит Г. Деформационное поведение интерметаллической фазы Al3Nb со структурой DO22 и сплавов на основе Al3Nb. Часть II: ползучести. Интерметаллиды 4, 377–385 (1996).
Артикул
Google ученый
Шеин И. Р., Ивановский А. Л. Зонная структура гексагональных диборидов ZrB2, VB2, NbB2 и TaB2: сравнение со сверхпроводящим MgB2. Физика твердого тела 44, 1833–1839 гг.(2002).
КАС ОБЪЯВЛЕНИЯ Статья
Google ученый
Тоттен, Г. Э. и Скотт Мак Кензи, Д. Справочник по алюминию, том. 2: Производство сплавов и производство материалов. (Marcel Dekker Inc., Нью-Йорк – Базель, 2003 г.).
Кнуутинен А., Ногита К., Макдональд С.Д. и Дале А.К. Модификация сплавов Al-Si с помощью Ba, Ca, Y и Yb. Журнал легких металлов 1, 229–240 (2001).
Артикул
Google ученый
Апелян Д., Сигуорт Г. К. и Уэйлер К.Р. Оценка измельчения зерна и модификации литейных сплавов Al-Si с помощью термического анализа. Транзакции AFS 92, 297–307 (1984).
КАС
Google ученый
Брамфитт, Б. Л. Влияние добавок карбида и нитрида на поведение гетерогенной нуклеации жидкого железа. Metallurgical and Materials Transactions B 1, 1987–1995 (1970).
КАС
Google ученый
Шумахер, П. и МакКей, Б. Дж. Исследование механизмов гетерогенной нуклеации в сплавах Al-Si с помощью ПЭМ. Журнал некристаллических твердых тел 317, 123–128 (2003).
КАС ОБЪЯВЛЕНИЯ Статья
Google ученый
Данциг, Дж. А. и Раппаз, М., стр. 324 (EPFL Press (Швейцария), 2009 г.).
Грир, А. Л., Банн, А. М., Тронш, А., Эванс, П. В. и Бристоу, Д. Дж. Моделирование модифицирования металлических расплавов: применение для измельчения зерна алюминия с помощью Al-Ti-B. Acta Materialia 48, 2823–2835 (2000).
КАС Статья
Google ученый
Лу, С.-З. и Хеллавелл, А. Механизмы роста кремния в сплавах Al-Si. Журнал роста кристаллов 73, 316–328 (1985).
КАС ОБЪЯВЛЕНИЯ Статья
Google ученый
АСМ Интернэшнл. Справочник ASM, том 03: Диаграммы состояния сплавов. (ASM International, Огайо, 1992 г.).
Больцони, Л., Новак, М. и Хари Бабу, Н. Оценка влияния лигатуры Al-2Nb-2B на измельчение зерна и свойства сплава LM6 (A413). Материаловедение и инженерия A 628, 230–237 (2015).
КАС Статья
Google ученый
Ссылки на скачивание
Благодарности
Авторы выражают благодарность за финансовую поддержку Совету по технологической стратегии (TSB) через проект TSB/101177 и Совету по исследованиям в области инженерных и физических наук (EPSRC) через EP/J013749 /1 и проекты EP/K031422/1. Мы благодарим доктора Б. Дж. Маккея за полезные обсуждения механизма измельчения зерна с помощью измельчителя зерна Al-Ti-B.
Информация об авторе
Авторы и организации
Waikato Center for Advanced Materials, School of Engineering, The University of Waikato, Private Bag 3105, Hamilton, 3240, New Zealand
Leandro Bolzoni
9003 Jiao Tong University , 800 Dong Chuan Road, Shanghai, 200240, China
Mingxu Xia
Университет Брунеля, Лондон, Институт материалов и производства, Kingston Lane, Uxbridge, UB8 3PH, Middlesex, United Kingdom
Leandro Bolzoni, Mingxu Xia и Nadendla Hari Babu
Авторы
Leandro Bolzoni
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
Mingxu Xia
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
Надендла Хари Бабу
Посмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Scholar
Contributions
L. B., M.X. и Н.Х.Б. планировал экспериментальную работу и проводил эксперименты. ФУНТ. проведена характеристика материалов. ФУНТ. написал рукопись, и все авторы рассмотрели и одобрили рукопись для публикации.
Заявление об этике
Конкурирующие интересы
Авторы не заявляют об отсутствии конкурирующих финансовых интересов.
Права и разрешения
Эта работа находится под лицензией Creative Commons Attribution 4.0 International License. Изображения или другие сторонние материалы в этой статье включены в лицензию Creative Commons на статью, если иное не указано в кредитной строке; если материал не включен в лицензию Creative Commons, пользователям необходимо будет получить разрешение от держателя лицензии на воспроизведение материала. Чтобы просмотреть копию этой лицензии, посетите http://creativecommons.org/licenses/by/4.0/
Перепечатка и разрешения
Об этой статье
Эту статью цитирует
Сравнительный анализ структуры и свойств сплава AA4032 AA4032, модифицированного Nb-B, полученного методом экструзии из литого и гомогенизированного состояния
Нилам С. Барекар
Иван Скалицкий
Мартин Джарретт
JOM (2022)
Влияние агломерации на способность зародышеобразования частиц модификатора в лигатуре Al-Nb-B: моделирование и эксперименты
Цзинь Сюй
Рунся Ли
Цянь Ли
Металлургические операции и материалы A (2021)
Разработка лигатуры Al–Nb–B с высоким соотношением Nb/B для измельчения зерна доэвтектических литейных сплавов Al–Si
Дж. Сюй
Ю. Ли
К. Ли
Журнал материаловедения (2019)
Эффективность боридов в сплавах Al-Si для рафинирования зерна
Леандро Больцони
Надендла Хари Бабу
Металлургические операции и материалы A (2019)
Комментарии
Отправляя комментарий, вы соглашаетесь соблюдать наши Условия и Правила сообщества. Если вы обнаружите что-то оскорбительное или не соответствующее нашим условиям или правилам, отметьте это как неприемлемое.
Атомный подход к прогнозированию энергетически благоприятной области состава и характеристике структур короткого, среднего и расширенного диапазона тройных металлических стекол Ti-Nb-Al
1. Клемент В., Вилленс Р.Х., Дувез П. Некристаллическая структура в затвердевших сплавах золото-кремний. Природа. 1960; 187: 869–870. дои: 10.1038/187869b0. [CrossRef][Google Scholar]
4. Хан Ф.Ф., Иноуэ А., Хан Ю. Новая индуцированная нагревом реверсия при кристаллизации стеклообразных сплавов на основе алюминия. науч. 2017;7:46113. doi: 10.1038/srep46113. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
5. Иноуэ А. Аморфные, нано-квазикристаллические и нанокристаллические сплавы в системах на основе алюминия. прог. Матер. науч. 1998;43:365–520. doi: 10.1016/S0079-6425(98)00005-X. [CrossRef] [Google Scholar]
6. Иноуэ А., Кимура Х.М., Масумото Т., Цай А.П., Бизен Ю. Квазикристаллы Al-Ge-(Cr или Mn) и Al-Si-(Cr или Mn) с высокой концентрацией металлоидов, приготовленных быстрой закалкой. Дж. Матер. науч. лат. 1987;6:771–774. doi: 10.1007/BF01729009. [CrossRef] [Google Scholar]
7. Иноуэ А., Ямамото М., Кимура Х.М., Масумото Т. Пластичные аморфные сплавы на основе алюминия с двумя отдельными фазами. Дж. Матер. науч. лат. 1987; 6: 194–196. doi: 10.1007/BF01728983. [CrossRef] [Google Scholar]
8. Иноуэ А., Охтера К., Цай А.П., Масумото Т. Аморфные сплавы на основе алюминия с пределом прочности выше 980 МПа (100 кг/мм 2 ) Jpn. Дж. Заявл. физ. 1988; 27: 479–482. дои: 10.1143/JJAP.27.L479. [CrossRef] [Google Scholar]
9. Иноуэ А., Собу С., Лузгин Д.В., Кимура Х., Сасамори К. Сверхвысокопрочные аморфные сплавы на основе алюминия, содержащие скандий. Дж. Матер. Рез. 2004;19:1539–1543. doi: 10.1557/JMR.2004.0206. [CrossRef] [Google Scholar]
10. He Y., Poon S.J., Shiflet G.J. Синтез и свойства металлических стекол, содержащих алюминий. Наука. 1988; 241:1640–1642. doi: 10.1126/science.241.4873.1640. [PubMed] [CrossRef] [Google Scholar]
11. Иноуэ А., Мацумото Н., Масумото Т. Аморфные сплавы Al-Ni-Y-Co с высокой механической прочностью, широкой областью переохлажденной жидкости и большой стеклообразующей способностью. Матер. Транс. ДЖИМ. 2007;31:493–500. doi: 10.2320/matertrans1989.31.493. [CrossRef] [Google Scholar]
12. Huang Y., Shen J., Sun J., Zhang Z. Повышенная прочность и пластичность металлического стекла на основе Ti при криогенных температурах. Матер. науч. англ. А. 2008; 498: 203–207. doi: 10. 1016/j.msea.2008.08.010. [CrossRef] [Google Scholar]
13. Масумото Т., Иноуэ А., Сакаи С., Кимура Х., Хоши А. Сверхпроводимость пластичных аморфных сплавов на основе ниобия. Транс. Япония. Инст. Встретились. 1980; 21: 115–122. doi: 10.2320/matertrans1960.21.115. [CrossRef] [Google Scholar]
14. Иноуэ А., Чжан Т., Масумото Т. Стеклообразующая способность сплавов. J. Некристалл. Твердые вещества. 1993; 156: 473–480. doi: 10.1016/0022-3093(93)
-G. [CrossRef] [Google Scholar]
15. Тернбулл Д. Кинетика затвердевания капель переохлажденной жидкой ртути. Дж. Хим. физ. 1952; 20: 411–424. doi: 10.1063/1.1700435. [CrossRef] [Google Scholar]
16. Xia L., Ding D., Shan S.T., Dong Y.D. Стеклообразующая способность бинарных сплавов Cu-Hf с высоким содержанием меди. Дж. Физ. Конденс. Матер. 2006;18:3543–3548. дои: 10.1088/0953-8984/18/15/002. [CrossRef] [Google Scholar]
17. Гуо Ф.К., Энуф С., Шифлет Г., Пун Дж. Роль атомного размера в стеклообразующей способности и термической стабильности аморфных сплавов на основе алюминия. Матер. Транс. ДЖИМ. 2000;41:1406–1409. doi: 10.2320/matertrans1989.41.1406. [CrossRef] [Google Scholar]
18. He Y., Dougherty G.M., Shiflet G.J., Poon S.J. Уникальная способность формировать металлическое стекло и сверхвысокая прочность на растяжение в сплавах Al-Ni-Fe-Gd. Акта Металл. Матер. 1993; 41: 337–343. дои: 10.1016/0956-7151(93)
-Ю. [CrossRef] [Google Scholar]
19. Li J.H., Dai Y., Cui Y.Y. Атомная теория для предсказания образования бинарных металлических стекол. Матер. науч. англ. Р. 2011; 72:1–28. doi: 10.1016/j.mser.2010.09.002. [CrossRef] [Google Scholar]
20. Цуй Ю.Ю., Ван Т.Л., Ли Дж.Х., Дай Ю., Лю Б.Х. Термодинамический расчет и межатомный потенциал для прогнозирования предпочтительной области состава для образования металлического стекла Cu-Zr-Al. физ. хим. хим. физ. 2011;13:4103–4108. дои: 10.1039/c0cp01722a. [PubMed] [CrossRef] [Google Scholar]
21. Ян М.Х., Ли Дж.Х., Лю Б.Х. Предлагаемая корреляция структурной сетки, унаследованной от методов производства, и деформационного поведения металлических стекол Ni-Ti-Mo с помощью атомистического моделирования. науч. Отчет 2016; 6: 29722. doi: 10.1038/srep29722. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
22. Явари А.Р. Материаловедение: новый заказ на металлические стекла. Природа. 2006; 439: 405–406. doi: 10.1038/439405a. [PubMed] [CrossRef] [Академия Google]
23. Cheng Y.Q., Ma E. Структура на атомном уровне и взаимосвязь структура-свойство в металлических стеклах. прог. Матер. науч. 2011;56:379–473. doi: 10.1016/j.pmatsci.2010.12.002. [CrossRef] [Google Scholar]
24. Xing L.Q., Hufnagel T.C., Eckert J., Loser W. Связь между ближним порядком и поведением при кристаллизации в аморфных сплавах на основе Zr. заявл. физ. лат. 2000; 77: 1970–1972. doi: 10.1063/1.1313255. [CrossRef] [Google Scholar]
25. Peng H.L., Li M.Z., Wang W.H., Wang C.Z., Ho K.M. Влияние локальной структуры и упаковки атомов на стеклообразующую способность Cu x Zr 100−x металлическое стекло. заявл. физ. лат. 2010;96:021901. дои: 10.1063/1.3282800. [CrossRef] [Google Scholar]
26. Хирата А., Канг Л.Дж., Фуджита Т., Клумов Б., Мацуэ К. Геометрическая фрустрация икосаэдра в металлических стеклах. Наука. 2013; 341:376–379. doi: 10.1126/science.1232450. [PubMed] [CrossRef] [Google Scholar]
27. Картузян А. Металлические очки кластерной сборки. Наномасштаб Res. лат. 2013;8:339. doi: 10.1186/1556-276X-8-339. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
28. Беднарчик Дж., Михалик С., Колесар В. Рентгенодифракционные исследования in situ нанокристаллизации металлического стекла на основе Fe: сравнительное исследование методами обратного и прямого пространства. физ. хим. хим. физ. 2013;15:8470–8479. doi: 10.1039/c3cp44445g. [PubMed] [CrossRef] [Google Scholar]
29. Jin Z.H., Lu K., Gong Y.D., Hu Z.Q. Стеклование и атомные структуры в переохлажденных Ga 0,15 Zn 0,15 Mg 0,7 металлических жидкостях: исследование молекулярной динамики при постоянном давлении. Дж. Хим. физ. 1997;106:8830–8840. дои: 10.1063/1.473944. [CrossRef] [Google Scholar]
30. Fan C., Liaw P.K., Wilson T.W. Структурная модель объемных аморфных сплавов. заявл. физ. лат. 2006; 89:111905. doi: 10.1063/1.2345276. [CrossRef] [Google Scholar]
31. Гонсалвес А.П., Лопес Э.Б., Руло О. Проводящие стекла как новые потенциальные термоэлектрические материалы: случай Cu–Ge–Te. Дж. Матер. хим. 2010;20:1516–1521. doi: 10.1039/B9C. [CrossRef] [Google Scholar]
32. Liu X.J., Xu Y., Hui X. Металлические жидкости и стекла: атомный порядок и глобальная упаковка. физ. Преподобный Летт. 2010;105:155501. doi: 10.1103/PhysRevLett.105.155501. [PubMed] [CrossRef] [Академия Google]
33. Шэн Х.В., Луо В.К., Аламгир Ф.М. Атомная упаковка и ближний и средний порядок в металлических стеклах. Природа. 2006; 439:419–425. doi: 10.1038/nature04421. [PubMed] [CrossRef] [Google Scholar]
34. Хирата А., Гуан П., Фудзита Т. Прямое наблюдение локального атомного порядка в металлическом стекле. Нац. Матер. 2011;10:28–33. doi: 10.1038/nmat2897. [PubMed] [CrossRef] [Google Scholar]
35. Guan P.F., Fujita T., Hirata A. Структурные истоки превосходной стеклообразующей способности Pd 40 Ni 40 P 20 . физ. Преподобный Летт. 2012;108:175501. doi: 10.1103/PhysRevLett.108.175501. [PubMed] [CrossRef] [Google Scholar]
36. Cheng YQ, Ma E., Sheng H.W. Структура атомарного уровня в объемном многокомпонентном металлическом стекле. физ. Преподобный Летт. 2009;102:245501. doi: 10.1103/PhysRevLett.102.245501. [PubMed] [CrossRef] [Google Scholar]
37. Ma D., Stoica A.D., Wang X.L. Степенной скейлинг и фрактальная природа среднего порядка в металлических стеклах. Нац. Матер. 2009 г.;8:30–34. doi: 10.1038/nmat2340. [PubMed] [CrossRef] [Google Scholar]
38. Wang X.D., Yin S., Cao Q.P. Атомная структура бинарного Cu 64,5 Zr 35,5 массивного металлического стекла. заявл. физ. лат. 2008;92:011902. дои: 10. 1063/1.2828694. [CrossRef] [Google Scholar]
39. Lee M., Lee C.M., Lee K.R. Сетевые взаимопроникающие соединения икосаэдров: влияние на сдвиговые преобразования в металлическом стекле. Acta Mater. 2011;59:159–170. doi: 10.1016/j.actamat.2010.09.020. [Перекрестная ссылка] [Академия Google]
40. Ичицубо Т., Мацубара Э., Ямамото Т. Микроструктура хрупких металлических стекол, полученная в результате ускоренной ультразвуком кристаллизации металлических стекол на основе палладия. физ. Преподобный Летт. 2005;95:245501. doi: 10.1103/PhysRevLett.95.245501. [PubMed] [CrossRef] [Google Scholar]
41. Wu Z.W., Li M.Z., Wang W.H. Корреляция между структурной релаксацией и связностью икосаэдрического кластера в металлических стеклообразующих жидкостях Cu-Zr. физ. Ред. Б. 2013; 88:054202. doi: 10.1103/PhysRevB.88.054202. [Перекрестная ссылка] [Академия Google]
43. Сокласки Р., Нусинов З., Марков З. Связность икосаэдрической сети и резко растущий масштаб статической длины в бинарных медно-циркониевых бинарных стеклах. физ. Ред. Б. 2013; 87:184203. doi: 10.1103/PhysRevB.87.184203. [CrossRef] [Google Scholar]
44. Li M., Wang C.Z., Hao S.G. Структурная неоднородность и средний порядок в Zr x Cu 100−x металлические стекла. физ. Ред. Б. 2009; 80:184201. doi: 10.1103/PhysRevB.80.184201. [CrossRef] [Google Scholar]
45. Dai X.D., Kong Y., Li J.H. Модель эмпирического потенциала дальнего действия: применение к ГЦК переходным металлам и сплавам. физ. Ред. Б. 2007; 75:104101. doi: 10.1103/PhysRevB.75.104101. [CrossRef] [Google Scholar]
46. Dai X.D., Li J.H., Kong Y. Эмпирический потенциал дальнего действия для переходных металлов с ОЦК-структурой. физ. Ред. Б. 2007; 75:052102. doi: 10.1103/PhysRevB.75.052102. [Перекрестная ссылка] [Академия Google]
47. Дай Ю., Ли Дж.Х., Лю Б.Х. Модель эмпирического потенциала дальнего действия: распространение на гексагональные плотноупакованные металлы. Дж. Физ. Конденс. Иметь значение. 2009;21:385402. doi: 10.1088/0953-8984/21/38/385402. [PubMed] [CrossRef] [Google Scholar]
49. Сабина М., Муругасан С., Анис П. Кристаллическая структура и характеристики связывания продуктов превращения ОЦК-бета в сплавах Ti-Mo. J. Alloys Compd. 2017;705:769–781. doi: 10.1016/j.jallcom.2016.12.155. [CrossRef] [Google Scholar]
50. Сегалл М. Д., Линдан П. Дж. Д., Проберт М. Дж. Моделирование первых принципов: идеи. иллюстрации и код CASTEP. Дж. Физ. Конденс. Матер. 2002;14:2717. doi: 10.1088/0953-8984/14/11/301. [CrossRef] [Google Scholar]
51. Clark S.J., Segall MD, Pickard C.J. Методы первых принципов с использованием CASTEP. Zeitschrift для кристаллографии. 2005; 220: 567–570. doi: 10.1524/zkri.220.5.567.65075. [Перекрестная ссылка] [Академия Google]
52. Perdew J.P., Wang Y. Точное и простое аналитическое представление энергии корреляции электрон-газ. физ. Преподобный Б. 1992; 45:13244. doi: 10.1103/PhysRevB.45.13244. [PubMed] [CrossRef] [Google Scholar]
53. Роуз Дж.Х., Смит Дж.Р., Гвинея Ф. Универсальные черты уравнения состояния металлов. физ. Преподобный Б. 1984; 29:2963. doi: 10.1103/PhysRevB.29.2963. [CrossRef] [Google Scholar]
54. Sheng H.W., Wilde G., Ma E. Конкурирующие кристаллические и аморфные твердые растворы в системе Ag-Cu. Acta Mater. 2002; 50: 475–488. дои: 10.1016/S1359-6454(01)00374-3. [CrossRef] [Google Scholar]
55. Пакет LAMMPS. [(по состоянию на 30 января 2019 г.)]; Доступно в Интернете: http://lammps.sandia.gov
56. Плимптон С. Быстрые параллельные алгоритмы для молекулярной динамики ближнего действия. Дж. Вычисл. физ. 1995; 117:1–19. doi: 10.1006/jcph.1995.1039. [CrossRef] [Google Scholar]
57. Панайотопулос А.З., Квирк Н., Стэплтон М. Фазовые равновесия путем моделирования в ансамбле Гиббса: альтернативный вывод, обобщение и применение к равновесию смеси и мембраны. Мол. физ. 1988;63:527–545. doi: 10.1080/00268978800100361. [CrossRef] [Google Scholar]
59. Парринелло М., Рахман А. Полиморфные переходы в монокристаллах: новый метод молекулярной динамики. Дж. Заявл. физ. 1981; 52: 7182–7190. дои: 10.1063/1.328693. [CrossRef] [Google Scholar]
60. Dai Y., Li J.H., Che X.L. Область стеклообразования тройной металлической системы Ni-Nb-Ta, определенная непосредственно из потенциала n-тел с помощью моделирования молекулярной динамики. Дж. Матер. Рез. 2009 г.;24:1815–1819. doi: 10.1557/jmr.2009.0198. [CrossRef] [Google Scholar]
61. Финни Дж. Л. Случайные упаковки и структура простых жидкостей. I. Геометрия случайной плотной упаковки. проц. Р. Соц. Лонд. А. 1970; 319: 479–493. doi: 10.1098/rspa.1970.0189. [CrossRef] [Google Scholar]
62. Hui X., Fang H.Z., Chen G.L. Атомная структура Zr 41,2 Ti 13,8 Cu 12,5 Ni 10 объемный металл сплав 29,5 Be 905 Acta Mater. 2009; 57: 376–39.1. doi: 10.1016/j.actamat.2008.09.022. [CrossRef] [Google Scholar]
63. Wang Q., Li J.H., Cui Y.Y. Расчет движущей силы и локального порядка для прогнозирования предпочтительных и оптимизированных составов для образования металлического стекла Mg-Cu-Ni. Дж. Заявл. физ. 2013;114:153503. doi: 10.1063/1.4824753. [CrossRef] [Google Scholar]
64. Liu B.X., Cheng G.A. Стеклообразующая способность системы Al-Ti при ионно-лучевом смешении. физ. Стат. Сол. А. 1991; 125:93–96. doi: 10.1002/pssa.2211250242. [Перекрестная ссылка] [Академия Google]
65. Акияма Э., Йошиока Х. , Ким Дж.Х. Влияние магния на коррозионное поведение аморфных тройных сплавов Al-Mg-Ti, осажденных напылением в нейтральном растворе хлорида. Коррос. науч. 1993; 34: 27–40. doi: 10.1016/0010-938X(93)
-G. [CrossRef] [Google Scholar]
66. Ицукаичи Т., Масуяма К., Умемото М. Механическое сплавление порошковых смесей Al-Ti и их последующее уплотнение. Дж. Матер. Рез. 1993; 8: 1817–1828. doi: 10.1557/JMR.1993.1817. [Перекрестная ссылка] [Академия Google]
67. Эль-Эскандарани М.С. Процесс аморфизации путем измельчения стержней Ti x Al 100-x и эффект отжига. Дж. Сплавы. комп. 1996; 234: 67–82. doi: 10.1016/0925-8388(95)01947-2. [CrossRef] [Google Scholar]
68. Ю Д.Дж., Хван С.М., Ли С.М. Фазообразование в механически легированных порошках Nb-Al. заявл. физ. лат. 2000;19:1327–1329. [Google Scholar]
69. Карими Х., Гасеми А., Хади М. Микроструктура и поведение при окислении TiAl(Nb)/Ti 2 Композиты AlC, полученные механическим сплавлением и горячим прессованием. Бык. Матер. науч. 2016; 39:1–10. doi: 10.1007/s12034-016-1268-x. [CrossRef] [Google Scholar]
71. Нельсон Д.Р. Порядок, разочарование и дефекты жидкостей и стаканов. физ. Преподобный Б. 1983; 28: 5515–5535. doi: 10.1103/PhysRevB.28.5515. [Перекрестная ссылка] [Академия Google]
72. Ли Ф., Лю С.Дж., Лу З.П. Эволюция атомной структуры при стеклообразовании бинарного металлического стекла Cu–Zr. вычисл. Матер. науч. 2014; 85: 147–153. doi: 10.1016/j.commatsci.2013.12.058. [CrossRef] [Google Scholar]
73. Гонг З.К., Чен З.Ю., Чай Л.Х. Термодинамические свойства сплава с высоким содержанием ниобия на основе Ti-Al с эрбием. Транс. Матер. Термическая обработка. 2014;2:205–208. [Google Scholar]
75. Ван К., Ли Дж. Х., Лю Дж. Б. Структурный скелет предпочтительно взаимопроникающих кластеров и корреляция с локализацией сдвига в тройных металлических стеклах Mg-Cu-Ni. физ. хим. хим. физ. 2014;16:19590–19601. doi: 10.1039/C4CP02133A. [PubMed] [CrossRef] [Google Scholar]
76. Чжао Ю.Ю., Чжао X. Структурная релаксация и ее влияние на упругие свойства и ударную вязкость объемного металлического стекла Mg-Zn-Ca. J. Alloys Compd. 2012; 515:154–160. doi: 10.1016/j.jallcom.2011.11.125. [Перекрестная ссылка] [Академия Google]
77. Лузгин-Лузгин Д.В., Явари А.Р., Фукухара М. Изменение свободного объема и упругих свойств объемного стеклообразного сплава Cu-Zr-Ti-Pd при нагреве. J. Alloys Compd. 2007; 431:136–140. doi: 10.1016/j.jallcom.2006.05.069. [CrossRef] [Google Scholar]
78. Откройте инструмент визуализации. [(по состоянию на 30 января 2019 г.)]; Доступно в Интернете: http://www. ovito.org/
79. Ван К., Ли Дж. Х., Лю Дж. Б. Предпочтительный дизайн состава и характеристика атомной структуры тройных металлических стекол Al-Cu-Y с помощью предполагаемого межатомного потенциала. физ. хим. Б. 2014; 118:4442–4449.. doi: 10.1021/jp502167t. [PubMed] [CrossRef] [Google Scholar]
Является ли латунь смесью? – Гомогенный или гетерогенный?
Латунь представляет собой сплав, в основном состоящий из меди и цинка со следами других компонентов, таких как мышьяк, алюминий, фосфор, марганец и кремний.
Процентное содержание двух основных металлов, а именно. медь и цинк, могут быть изменены для изменения свойств, что приводит к образованию различных разновидностей латуни.
Исторически латунь использовалась со времен неолита. Латунь — это разновидность сплава замещения, в котором атомы двух металлов могут поменяться местами внутри кристаллической структуры.
Латунь — это смесь? Да, латунь представляет собой смесь меди и цинка. Это смесь, потому что два элемента соединяются только физически, образуя латунь, и не происходит химической связи. Обычно латунь состоит из 65% меди и 35% цинка. Однако процентное содержание может различаться в разных образцах латуни, что также является свойством смесей.
Как мы уже знаем, есть три типа веществ, а именно. элементы, соединения и смеси.
Элементы состоят только из одного типа атомов, например, меди, цинка и т. д.
Соединения состоят из одного или нескольких типов атомов, объединенных вместе в определенном соотношении, например, вода, глюкоза и т. д.
В соединении соединяющиеся атомы химически связываются друг с другом и требуют обширных процессов разделения.
Наконец, существуют смеси, в которых два или более типов атомов или молекул объединяются в пространстве и физически сливаются друг с другом.
Свойства образованной таким образом смеси могут отличаться от свойств любого из соединяющихся атомов или молекул, даже если они не связаны химически друг с другом.
Кроме того, процентное содержание составляющих атомов или молекул может варьироваться от одного образца к другому.
Как обсуждалось ранее, медь и цинк физически соединяются в различных пропорциях для образования латуни.
Таким образом, латунь представляет собой смесь.
Является ли латунь однородной смесью?
Гомогенные смеси – это смеси, в которых состав соединяющихся атомов или молекул остается однородным по всей смеси.
Латунь, представляющая собой сплав цинка и меди, также классифицируется как однородная смесь, поскольку процентное содержание соединяющихся атомов остается одинаковым, а также физические свойства одинаковы по всему образцу, т. е. составные атомы невозможно различить. друг от друга.
Металлы сжижаются при высоких температурах, а затем растворяются друг с другом для образования сплавов, благодаря чему их состав остается одинаковым по всему образцу.
Таким образом, все сплавы относятся к категории гомогенных смесей.
Однако некоторые металлы не смешиваются друг с другом даже в жидком состоянии и, следовательно, не могут быть использованы для образования сплавов, например, золото и свинец.
Что такое гомогенная и гетерогенная смесь?
Смеси делятся на две категории в зависимости от их свойств. Это гомогенные и гетерогенные смеси.
Гомогенные смеси, поскольку сам термин указывает на то, что «гомо» означает одно и то же, образуются, когда составляющие атомы или молекулы равномерно распределены по всей смеси.
Кроме того, компоненты настолько тесно связаны, что их невозможно различить невооруженным глазом. Их легко спутать с чистыми веществами, но они различаются по соотношению компонентов.
Пропорции или процентное содержание различных компонентов в гомогенной смеси могут варьироваться от одного образца к другому.
Сплавы являются прекрасным примером гомогенных смесей, в которых два или более атома объединяются, образуя третье вещество, свойства которого отличаются от составляющих его элементов.
Однако отдельные компоненты сохраняют свои первоначальные свойства.
Например, свойства латуни отличаются от свойств цинка и меди.
«Гетеро» означает «другой». Следовательно, гетерогенные смеси — это те, в которых нет однородности соединяющихся атомов или молекул.
Процентное содержание компонентов может варьироваться в пределах одного образца, и их можно легко отличить друг от друга простым визуальным наблюдением и, следовательно, их можно легко отделить друг от друга.
Например, в почве смешиваются различные компоненты, которые легко отделить друг от друга. Примером гетерогенных смесей также являются коллоиды и суспензия.
Почему латунь не является чистым веществом?
Материя — это все, что имеет массу и занимает пространство. Далее его можно разделить на два типа: чистые вещества и смеси.
Чистые вещества состоят из атомов или молекул только одного типа, соединенных в определенной пропорции, т. е. имеют постоянную структуру.
Кроме того, они обладают определенными свойствами, а именно. фиксированная температура плавления и кипения и т. д.
Латунь не является чистым веществом, поскольку она образуется в результате комбинации двух различных типов атомов, а именно. цинк и медь.
Также соотношение различных компонентов отличается от одного образца к другому, поэтому латунь не имеет определенной структуры.
Свойства также варьируются от образца к образцу из-за изменения процентного содержания металлов.
Является ли латунь сплавом?
Да, это сплав цинка и меди.
Сочетание двух металлов образует латунь вместе с несколькими другими веществами, предназначенными для улучшения определенных свойств.
Обычный процент комбинации составляет 65% меди и 35% цинка. Однако пропорции различаются, что также приводит к различным свойствам.
На самом деле, процентное содержание также специально варьируется, чтобы сформировать разные сорта латуни, предназначенные для разных целей.
Что такое сплав?
Сплав определяется как смесь двух или более металлов или различных элементов в сочетании с одним металлом.
Свойства сплава полностью отличаются от свойств любого отдельного металла, входящего в его состав, или можно справедливо сказать, что сплавы предназначены для формирования улучшенной версии металлов с улучшенными свойствами, такими как повышенная прочность, коррозионная стойкость и т. д.
Например, латунь более пластична, чем любой из входящих в ее состав металлов.
Сплавы ведут себя иначе, чем металлы, но сохраняют важные свойства металлов, такие как пластичность, электропроводность, блеск и т. д.
Сплавы можно далее классифицировать как сплавы замещения или внедрения, а также гомогенные или гетерогенные сплавы.
Латунь представляет собой сплав замещения, в котором атомы способны заменять друг друга в кристаллической структуре.
Сплавы также встречаются в природе, например, Электрум — это сплав золота и серебра, метеориты также состоят из некоторых природных сплавов.
Первым сплавом, изобретенным людьми, была латунь, полученная путем соединения меди и олова.
Их получают путем нагревания основного металла (большее процентное содержание) для его сжижения и последующего растворения в нем других компонентов.
Из чего сделана латунь?
Основными компонентами латуни являются цинк и медь со следами других компонентов, таких как мышьяк, алюминий, фосфор, марганец и кремний.
Однако соотношение этих двух металлов различается для разных сортов латуни.
Процентный состав и важные свойства перечислены ниже:
• Альфа-латунь: Состоят из 65% меди и 35% цинка. Из-за высокого содержания меди они напоминают золото. Например, красная латунь.
• Альфа-бета Латунь: Состоят из 55-65% меди и 35-45% цинка. Они также известны как дуплексные латуни и имеют более яркий внешний вид.
• Бета-латунь: Состоят из 50-55% меди и 45-50% цинка. Они прочнее и жестче и предназначены для использования в жарких условиях.
• Гамма Латунь: Состоят из 33-39% меди и 61-67% цинка. Также состоит из золота (30-50%) или Au (40%).
• Белая латунь : Состоят из <50% и >50%. Из-за высокого процентного содержания цинка их называют литейными цинковыми сплавами с добавками меди.
Свойства
• Внешний вид латуни варьируется от золотистого до серебристо-белого в зависимости от процентного содержания меди и цинка.
• Температура плавления латуни 900 – 940°C.
• Плотность 8,4 – 8,73 г/см3.
• Устойчив к потускнению и имеет низкое трение.
• Более пластичен, чем цинк, медь или бронза.
• Является хорошим проводником тепла.
• Обладает акустическими свойствами.
• Устойчив к коррозии.
• Он не является ферромагнитным, поэтому его можно легко утилизировать.
• Обладает антимикробными свойствами.
• Он подвержен коррозионному растрескиванию под напряжением при воздействии аммиака.
Применение
• Благодаря своим акустическим свойствам используется при изготовлении музыкальных инструментов.
• Предотвращает биообрастание благодаря своим бактерицидным свойствам.
• Используется для изготовления замков, шестерен, клапанов, кронштейнов, опорных плит и т. д.
• Используется для изготовления брекетов для зубов.
• Благодаря внешнему виду, напоминающему золото, он также используется для изготовления декоративных изделий.
• Используется при изготовлении сантехники, такой как трубы, трубы и т. д.
• Используется при изготовлении инструментов и приспособлений, используемых во взрывчатых веществах.
• Гильзы также изготовлены из латуни.
• Используется для изготовления уплотнителей.
• Используется для изготовления радиаторов и винтов.
• В древние времена латунь использовалась для изготовления украшений, доспехов, сосудов и т. д.
Заключение
Латунь представляет собой смесь меди и цинка. Это смесь, потому что два элемента соединяются только физически, образуя латунь, и не происходит химической связи.
Латунь представляет собой гомогенную смесь, поскольку процентное соотношение соединяющихся атомов остается одинаковым, а физические свойства одинаковы по всему образцу.
Гомогенные смеси образуются, когда составляющие их атомы или молекулы равномерно распределены по всей смеси, тогда как гетерогенные смеси — это смеси, в которых нет однородности соединяющихся атомов или молекул.
Латунь не является чистым веществом, поскольку она образована комбинацией двух различных типов атомов, и соотношение различных компонентов отличается от одного образца к другому.
Латунь представляет собой сплав цинка и меди, обычный процент комбинации составляет 65% меди и 35% цинка. Сплав определяется как смесь двух или более металлов или различных элементов в сочетании с одним металлом.
Приятного обучения!!
ленточная структура — документация matminer 0.7.8
Ниже вы найдете описание каждого функционализатора, перечисленное в таблицах, сгруппированных по модулям.
Свойства, полученные из электронной ленточной структуры материала.
matminer.featurizers.bandstructure
Имя
Описание
ФилиалПоинтЭнерджи
Энергия точки ветвления и абсолютное положение края полосы.
BandFeaturizer
Характеризует объект структуры полосы пиматгена.
Родительские классы и мета-функции.
matminer.featurizers.base
Имя
Описание
Многофункциональное устройство
Класс для запуска нескольких признаков на одних и тех же входных данных.
StackedFeaturerizer
Использовать выходные данные модели машинного обучения в качестве признаков
BaseFeaturizer
Абстрактный класс для расчета характеристик на основе входных данных сырья
Особенности в зависимости от состава материала.
сплав
matminer.featurizers.composition.alloy
Композиционные добавки, предназначенные для использования со сплавами.
Имя
Описание
Мидема
Энтальпии образования интерметаллических соединений, из Miedema et al.
YangSolidSolution
Термины термохимии смешивания и несоответствия размеров Янга и Чжана (2012)
WenAlloys
Расчет свойств сплава.
композит
matminer.featurizers.composition.composite
Компоненты композиции для составных объектов, содержащих более 1 категории данных общего назначения.
Имя
Описание
ElementProperty
Класс для расчета атрибутов элементарных свойств.
Мередиг
Класс для расчета характеристик, как определено в Meredig et. др.
элемент
matminer.featurizers.composition.element
Анализаторы состава для элементарных данных и стехиометрии.
Имя
Описание
ElementFraction
Класс для расчета атомной доли каждого элемента в композиции.
TMetalFraction
Класс для расчета доли магнитных переходных металлов в композиции.
Стехиометрия
Расчет норм стехиометрических признаков.
BandCenter
Оценка абсолютного положения центра полосы по электроотрицательности.
ion
matminer.featurizers.composition.ion
Композиционные добавки для композиций с ионными данными.
Имя
Описание
Степени окисления
Статистические данные о степенях окисления для каждого вида.
ИонПроперти
Атрибуты ионных свойств. Похоже на ElementProperty.
Электронаффинити
Рассчитайте среднее сродство к электрону, умноженное на формальный заряд анионных элементов.
ЭлектроотрицательностьРазность
Особенности различия электроотрицательности анионов и катионов.
орбитальная
matminer.featurizers.composition.orbital
Композиторы для орбитальных данных.
Наименование
Описание
Атомные орбиты
Определение характеристик HOMO/LUMO на основе состава.
Валенс Орбитал
Атрибуты оболочек валентных орбит
упаковка
matminer.featurizers. composition.packing
Композиционные добавки для определения характеристик упаковки.
Имя
Описание
AtomicPackingEfficiency
Эффективность упаковки на основе геометрической теории аморфной упаковки
Энергия когезии на атом с использованием энергии когезии элементов и
CohesiveEnergyMP
Поиск энергии когезии на атом с использованием материалов проекта
Утилиты преобразования.
matminer.featurizers.conversions
Имя
Описание
Преобразование
Абстрактный класс для преобразования данных.
StrToComposition
Утилита для преобразования строки в композицию
СтруктураКомпозиция
Утилита для преобразования структуры в композицию.
структура к структуре
Утилита для преобразования структуры в неизменяемую IStructure.
DictToObject
Утилита для декодирования dict в объект Python через MSON.
JsonToObject
Утилита для декодирования данных json в объект Python через MSON.
StructureToOxidStructure
Утилита для добавления степеней окисления к структуре пиматгена.
СоставОксидКомпозиция
Приспособление для добавления степеней окисления к композиции пиматгена.
Состав в структуру из MP
Featurerizer для получения объекта структуры из проекта материалов с использованием
PymatgenFunctionApplicator
Featurizer для запуска любой функции с использованием примитивов pymatgen или из них.
ASEAtomstoStructure
Преобразование кадров данных структур ase в структуры pymatgen для дальнейшего использования с
Классы для расширения наборов функций, рассчитанных с помощью других функционализаторов.
matminer. featurizers.function
Имя
Описание
FunctionFeaturizer
Функции из функций, применяемых к существующим функциям, например. «1/х»
Особенности отдельных участков кристаллической структуры материала.
соединение
matminer.featureizers.site.bonding
Особенности сайта на основе связывания.
Имя
Описание
BondOrientationalParameter
Усреднения сферических гармоник локальных соседей
Средняя длина облигации
Определяет среднюю длину связи между одним конкретным сайтом
Средний угол связи
Определяет средние валентные углы определенного сайта с
химический
matminer. featureizers.site.chemical
Особенности сайта основаны на местной химической информации, а не только на геометрии.
Имя
Описание
Химическая СРО
Химическое ближнее упорядочение, отклонение от локального положения и номинального структурного состава
EwaldSiteEnergy
Вычисление энергии сайта из кулоновских взаимодействий
LocalPropertyDifference
Различия в свойствах элементов между сайтом и соседними сайтами.
SiteElementalProperty
Элементарные свойства атома на определенном участке
внешний
matminer.featurizers.site.external
Функционал сайта требует внешних библиотек для основных функций.
Имя
Описание
МЫЛО
Плавное перекрытие позиций атомов (интерфейс через DScribe).
отпечаток пальца
matminer.featurizers.site.fingerprint
Свойства сайта, которые определяют сайт с помощью локальной геометрии.
Наименование
Описание
AGNIFingerprints
Интеграл произведения RDF и функции окна Гаусса из Botu et al.
OPSiteFingerprint
Параметры порядка локальной структуры, вычисленные из соседней среды сайта.
CrystalNNОтпечаток пальца
Отпечаток локального параметра порядка для периодических кристаллов.
ВоронойОтпечаток пальца
Мозаичные объекты Вороного вокруг целевого участка.
ChemEnvSiteFingerprint
Сходство данных мест с идеальными условиями
разное
matminer.featurizers.site.misc
Различные функции сайта.
Имя
Описание
IntersticeDistribution
Распределение междоузлий в соседнем кластере вокруг узла атома.
Координационный номер
Количество первых ближайших соседей сайта.
rdf
matminer.featurizers.site.rdf
Особенности сайта на основе функций распределения.
Имя
Описание
GaussianSymmFunc
Характеристики функции симметрии Гаусса, предложенные Behler et al.
Обобщенная функция радиального распределения
Расчет общей функции радиального распределения (GRDF) для сайта.
AngularFourierSeries
Вычисление углового ряда Фурье (AFS), включая угловую и радиальную информацию
Создание элементов на основе кристаллической структуры материала.
склеивание
matminer.featurizers.structure.bonding
Структурные добавки на основе связывания.
Имя
Описание
BondFractions
Вычислить долю каждой связи в структуре на основе ближайших соседей.
БагофБондс
Вычисление вектора Bag of Bonds, как впервые описано Hansen et al. (2015).
Глобальный индекс нестабильности
Общий индекс нестабильности конструкции.
Структурная неоднородность
Различия в длинах связей и атомных объемах в структуре
Минимальные относительные расстояния
Определяет относительное расстояние каждого узла до его ближайшего соседа.
композит
matminer.featurizers.structure.composite
Структурные признаки, производящие более одного типа данных структурных признаков.
Имя
Описание
ДжарвисCFID
Классические дескрипторы, вдохновленные силовым полем (CFID) от Jarvis-ML.
матрица
matminer.featurizers.structure.matrix
Структурные признаки, создающие матрицу для каждой структуры. Большинство функций матричной структуры содержат возможность сглаживания матриц, чтобы они были удобными для обработки данных.
Имя
Описание
Кулоновская матрица
Кулоновская матрица, представление ядерного кулоновского взаимодействия.
Синус-КулонМатрица
Вариант кулоновской матрицы, разработанный для периодических кристаллов.
OrbitalFieldMatrix
Представление на основе электронов валентной оболочки соседних атомов.
разное
matminer. featurizers.structure.misc
Различные структурные добавки.
Имя
Описание
ЭвальдЭнерджи
Вычисление энергии кулоновских взаимодействий.
СтруктураКомпозиция
Особенности, относящиеся к составу конструкции
XRDPowderPattern
Массив 1D, представляющий порошковую дифракцию структуры, рассчитанную по
заказ
matminer.featurizers.structure.order
Особенности структуры на основе упаковки или порядка.
Наименование
Описание
Элементы плотности
Расчет плотности и элементов, подобных плотности
Химический заказ
Насколько расположение видов в структуре отличается от случайного
Максимальная эффективность упаковки
Максимально возможная эффективность упаковки данной конструкции
Сложность конструкций
Информационная энтропия Шеннона структуры.
rdf
matminer.featurizers.structure.rdf
Структурные особенности, реализующие функции радиального распределения.
Имя
Описание
Функция радиального распределения
Расчет функции радиального распределения (ФРР) кристаллической структуры.
Функция частичного радиального распределения
Вычисление частичной функции радиального распределения (PRDF) хстальной структуры
Функция электронного радиального распределения
Расчет собственной функции радиального распределения электронов (ReDF)
сайтов
matminer.featurizers.structure.sites
Структурируйте характеристики на основе агрегирования функций сайта.
Машины для укладки асфальта — техника для дорожных работ
Дорожные машины используют для создания, ремонта, обслуживания и демонтажа дорожного полотна. Под этим названием принято принимать все спецмашины, которые помогают укладывать холодный, литой и горячий асфальт.
Классификация спецтехники
Всю спецтехнику можно условно разделить на классы, исходя от её прямой задачи и технологии:
для укладывания и обслуживания асфальта;
для предварительной подготовки местности;
для любых работ с грунтом;
для доставки необходимых материалов;
для благоустройства.
Рассмотрим все эти типы машин.
Класть и обслуживать покрытия
Спецтехника используется в Москве для решения всех задач, которые касаются дорожного полотна (от укладки и до ремонта). В работе используют габаритные машины, в том числе ручное небольшое оборудование.
Как называют машину
Применение
Асфальтоукладчик
Укладывать асфальт и равномерно его распределять / уплотнять в любом месте.
Каток
Разравнивать / уплотнять асфальтобетон.
Фреза
Снимать старое покрытие и дробить однослойный асфальт.
Асфальтоукладчик
Так называется сложная спецтехника, используемая для распределения асфальтобетона и которая может контролировать не только скорость и толщину слоя укладки, но и температуру самого состава.
Как работает асфальтоукладчик:
Во время укладывания асфальтобетон поддерживает идеальную для отличной адгезии температуру благодаря инфракрасному нагреву.
Ширина
Средние диапазоны:
1-3 м;
2-4,5 м;
2,5-7,5 м;
3-9 м;
3-12 м.
Малогабаритная и маневренная техника с маленькой шириной укладки незаменима для малых площадей (тротуаров / пешеходных дорожек).
Крупная и тяжелая техника с огромной шириной укладки идеальна для крупной площади (автомобильные трассы).
Шасси
Гусеничная. Имеет высокую производительность. Подходит машина для укладки асфальта на огромную ширину. Идеальна для строительства широких трасс и даже для полос для взлёта / посадки самолетов.
Колесная. Обладает средней производительностью, подходит для скромных участков. Идеальна для тротуара, а также для благоустройства территории около дома.
Производительность
До 450 тонн/ч, весом до 6 тонн и укладкой: 1-3,5 м.
От 250 до 700 тонн/ч, весом от 6 до 10 тонн и укладкой: 2-5 м.
От 700 до 950 тонн/ч, весом больше 10 тонн и укладкой: 3-12 м.
Каток
Спецмашина, которая специально создана для уплотнения щебня, крошки, песка, грунта, битума и асфальтобетонной смеси. Уплотнение обеспечивается большим весом, передающимся через основной валец, который заменяет колеса.
Способ передвижения
Прицепный — без двигателя. В наши дни встречается редко.
Самоходный — благодаря двигателю двигается сам.
Вес
Легкий (менее 6 тонн) — для дорожек для пешеходов.
Средний (от 6 до 10 тонн) — для городских трасс.
Тяжелый (свыше десяти тонн) — для территорий, где необходимо максимальное уплотнение асфальта.
Тип вальцов
Гладкие, пневматические, сегментные — разработаны для уплотнения.
Кулачковые, компакторные, решетчатые — нужны для трамбовки.
Особые — комплекс разных вальцов. Купить можно исключительно на заказ.
Вальцы
1-вальцовые — на одной стороне расположен 1 валец, а на другой колеса.
2-вальцовые — 2 вальца располагаются с двух сторон.
Следующая спецмашина представляет собой достаточно габаритную спецтехнику, Главное назначение фрезы — демонтаж старого асфальта. Спецмашина оснащена барабаном и остальными не менее важными конструктивными деталями, с помощью которых можно аккуратно снять покрытие на установленную глубину, а еще дробить на отдельные фракции, а потом сортировать.
Легкая
Шасси — колесное, весом до 7,5 тонн. Фрезеровка — 60 см с максимальной глубиной до 21 см.
Тяжелая
Шасси — гусеничное, весом до 30,3 т.
Фрезеровка — 2 м с максимальной глубиной до 32 см.
Барабан
Черновой — для жесткой фрезеровки с малым наличием резцов.
Стандартный — резцов в 2 раза больше чем у чернового. Универсальный вид.
Чистовой — для аккуратной фрезеровки с резкими достаточного количества.
Микрофрезерный — для создания шероховатости. Имеет максимально возможное количество резцов.
Также бывают формой V, круговые и узкие барабаны.
Машины для фрезерования бывают самоходные (самые производительные и эффективные), а также прицепные и навесные.
Действия с грунтом
Спецтехника для решения вопросов с грунтом:
Подготовка местности
Для расчищения участка перед асфальтированием используют:
Вышеперечисленные спецмашины позволяют в сжатые сроки очистить территорию от сторонних элементов и предотвратить рост растений через дорожную подушку.
Также в комплексе с большими машинами используют ручное оборудование.
Благоустройство участков
К этой категории спецмашин относят специальную технику для инфраструктуры дорог и коммунальную технику для обслуживания.
Назначение
Как назвали
Для инфраструктуры
Коммунальная техника
Доставка материалов
Для перевозки большинства материалов, которые используют в строительстве дорог используют обычные самосвалы. Они специально созданы для доставки и выгрузки строительных материалов. Основное преимущество самосвала в том, что кузов саморазгружается. Исходя от интенсивности кладки слоев асфальта используют самосвалы с разной подъемностью.
Самосвалы можно условно разделить на четыре категории по своей подъемности груза:
Для укладки слоев асфальтобетонной смеси обычно используют десятитонные самосвалы.
Изготовление / доставка бетонных смесей
Бетонные дороги, даже обращая внимания на отличные эксплуатационные характеристики, негативно относятся к морозу и к резким скачкам температуры. Эти особенности становятся причиной быстрого потрескивания бетона.
Из-за этого ограничивается возможность построения бетонных дорог в России, поскольку частое разрушение покрытия требует регулярного ремонта, который имеет высокую цену.
По этой причине дорожную технику для создания и доставки бетонных растворов чаще используют для строительства зданий, а не для строительства автомобильных трасс.
Бетономешалка
Необходима для подготовки бетонной смеси.
Автобетоносмеситель
Используется для доставки бетонной смеси.
Автоцементовоз
Для доставки цемента на дистанцию до трехсот километров.
Бетононасос
Является необходимым для приема и беспрерывной подачи бетонной смеси.
Подведение итогов
К спецтехнике относят самоходные спецмашины, а также другое важное оборудование, которое предназначено для решения задач, имеющих отношение к строительству, ремонту, благоустройству, а также обслуживанию автотрасс и любых других территорий, где есть асфальтобетонное покрытие.
Спецтехника выполняет разные задачи и несет в себе разные функции. Она используется в Москве для:
У автомобиля может быть только одно определенное назначение или она может быть универсальной. К примеру, асфальтоукладчик — узкой специализации машина, а самосвал — универсальной.
Применение в строительстве и ямочном ремонте дорог механизированной техники, а также компактного оборудования значительно увеличивает эффективность работ. Благодаря такой спецтехнике уменьшаются сроки работ, а срок службы и характеристики для эксплуатации, наоборот, увеличиваются.
Смотрите также:
17.02.2021
Сколько стоит заасфальтировать 100 метров дороги
Подготовительные работы перед началом строительства и асфальтирования дорог включают расчет стоимости будущих дорожных мероприятий. В зависимости от того, сколько стоит 100 метров асфальтовой дороги, определяется бюджет строительства и подходящие технологии укладки асфальта. Рассмотрим, что входит в стоимость услуг укладки асфальта и как определить цену 1 м2 на этапе проектирования.
11.02.2021
Подготовка покрытия под асфальт
Асфальтовое покрытие включает в себя разные материалы, но его качество напрямую зависит, какие материалы были применены, а также на сколько верно было сделано основание. Для мест, на которых будет устроена автодорога, проводятся исследования и подготовка объекта, делаются расчеты, выполняется проектирование.
03.02.2021
Технологии ремонта дорожного покрытия
Постоянно возрастающая интенсивность дорожного движения и агрессивные условия окружающей среды приводят к ухудшению состояния автострады. От качества трассы и ровного состояния поверхности дороги зависят комфорт и безопасность автомобилистов и пешеходов, возможность сохранения скоростного режима и т.д. Восстановление качества трассы осуществляется в ходе ремонтных работ. Мы рассмотрели основные технологии проведения ремонта дорожного полотна и рассказываем вам об их особенностях и специфике.
виды и характеристики, работа на строительстве дорог
Асфальтоукладчик — это дорожно-строительная машина, которая предназначена для укладки асфальтного покрытия при строительстве дорог, а также для асфальтирования тротуаров и промышленных площадей.
Большинство ресурсов в сети скажут вам, что эта машина является самой сложной по устройству в арсенале дорожно-ремонтной техники и пожалуй, они будут правы. Все асфальтоукладчики состоят из двух частей: агрегата (часть отвечающая за передвижение + кабина машиниста) и рабочего органа (непосредственная работа с асфальтом).
❗️Мы создали телеграм-канал по NFT — пишем про NFT коллекции — создание, продажу, инвестирование — подключайтесь: https://t.me/alexnftz.
Как правило, асфальтоукладчик работает в паре с самосвалом, который подаёт асфальтобетонную смесь (хотя бывают и варианты со специальным прицепом и безбункерные решения).
Принцип работы асфальтоукладчика заключается в приёме дорожно-строительной смеси специальным бункером с дальнейшим распределением, «утряской» и уплотнением по длине укладываемой поверхности. Получил смесь — распределил по рабочей поверхности с заданной толщиной и шириной (соблюдение упомянутых параметров — важный фактор оценки качества работы, так как на этом строится технология укладки асфальта). Далее идёт каток и выполняет свою часть работы.
Асфальтоукладчики Vogele на строительной выставке.
Виды асфальтоукладчиков
Из ширины укладки можно строить градации этих устройств. Выделяют 5 типоразмеров.
I — с малой шириной укладки 1,0-3,0 м, II — с шириной укладки 2,0-4,5 м, III с шириной укладки 2,5-7,5 м, IV — с шириной укладки 3,0-9,0 м, V — с шириной укладки 3,0-12,0 м.
От ширины укладки зависит сфера применения — пешеходные дорожки (первый типоразмер, он же используется и при расширении дороги и зачастую при небольшом ремонте) или автомобильные дороги различной ширины.
Сегодня на строительстве дорог работают в основном самоходные машины, управляемые машинистами асфальтоукладчиков, однако есть и менее популярное решение — асфальтоукладчик в виде прицепа.
Пример мини асфальтоукладчика, который укладывает тротуар и бордюры при этом перемещается за счёт усилия рабочего:
Из вида смеси с которой работает машина бывают:
специализированные — работают исключительно на асфальтобетонных смесях,
универсальные — благодаря сменному оборудованиею — могу работать с различными дорожно-строительными материалами.
По типу ходовой части выделяют:
Гусеничные асфальтоукладчики. Этот вид дорожно-строительной спецтехники с высокой эффективностью применяется на больших по площади объектах (взлётно-посадочные полосы аэропортов, дорожные трассы), строительство которых предусматривает использование значительного количества дорожного покрытия. Гусеничная техника обладает возможностью выкладки дорожного полотна большой ширины.
Колёсные асфальтоукладчики. Машины этого типа выгодно применять при укладке небольших участков дорожного покрытия, которые не отличаются значительной толщиной асфальта. Относительно быстрая скорость перемещения, по сравнению с гусеничными аналогами, позволит колёсному асфальтоукладчику оперативно прибыть на аварийный участок дороги.
Видео: работа асфальтоукладчика
Гусеничный Vogele SUPER 1600-1 укладывает асфальт на одной из Московских улиц, на заднем фоне идёт работа с виброплитой:
Асфальтоукладчик 8816 компании LeeBoy:
Характеристики асфальтоукладчиков по производительности
Мини асфальтоукладчики. Вес машин составляет до 6 тонн, производительность — до 250 тонн дорожного покрытия в час, а ширина готового дорожного полотна составляет от 1 до 3,5 метров.
Асфальтоукладчики среднего класса. Эти машины весят от 6 до 10 тонн, укладывают от 250 до 700 тонн строительной смеси в час, рабочая ширина для этого вида техники не превышает 5 метров.
Тяжелые асфальтоукладчики. Вес этой техники превышает 10 тонн, средняя производительность составляет 700-950 тонн дорожно-ремонтной смеси в час, а ширина укладки асфальта достигает 12 метров.
Также асфальтоукладчики делятся по следующим характеристикам:
мощность двигателя,
масса асфальтоукладчика,
габариты.
Поговорим о брендах
Наиболее популярными на российском рынке являются асфальтоукладчики от таких производителей, как Volvo, Vogele, Demag, Abg Titan, АСФ, ДС, Xcmg, Caterpillar, Rand. Успехом пользуются недорогие китайские машины.
Отзывы об асфальтоукладчиках
Автор поста: Alex Hodinar Частный инвестор с 2006 года (акции, недвижимость). Владелец бизнеса, специалист по интернет маркетингу.
Трамбовка асфальта. Трамбовка виброплитами и виброкатками
Так повелось, что одной из главных проблем считаются дороги. А вернее, качество дорожного покрытия, которое трескается и расползается через несколько лет после укладки. Происходит это из-за неправильной технологии укладки и отсутствия этапа трамбовки асфальта.
Качество дорожного покрытия зависит от профессионализма рабочих, оборудования, соблюдения технологии трамбовки асфальта.
Состав асфальта
Прежде, чем говорить о трамбовке асфальта, стоит разобраться с составом. Асфальт — это смесь битума с песком, щебнем, гравием. Возможны ещё некоторые добавки, состав будет отличаться в каждом конкретном случае. Процентное соотношение может меняться в зависимости от назначения. Так, например, если планируется постройка покрытия, которое будет выдерживать большие нагрузки, стоит увеличить процент содержания щебня и битума в смеси. Для обычных дорожек рекомендуют использовать небольшое содержания щебня (до 10 процентов) в составе.
Выделяют два вида асфальта:
Холодный;
Горячий.
Описанный выше состав дорожной одежды соответствует холодному асфальту. Холодный имеет ряд значительных преимуществ. Одним недостатком является более высокая цена.
Уплотнение асфальтового покрытия
В первую очередь надо помнить и понимать главное: укладку асфальта надо начинать и производить в сухую погоду, чем часто грешат наши дорожники.
Уплотнение состоит из нескольких этапов. Как правило, самым нижним слоем считается подстилающий грунт, который предварительно выравнивается и подготавливается для будущего строительства. Затем идёт дренажный подстилающий слой, который борется с последствиями естественных осадков и различного рода влаги. Он служит для отвода влаги из-под дорожных одежд. На подстилающий слой укладывают дорожную основу (зачастую из щебня). Основа служит для распределения нагрузки на нижние слои и обеспечивает морозоустойчивость и осушение конструкции.
Далее начинается насыпания асфальтного покрытия. Слои асфальтобетонного покрытия условно делятся на нижний, промежуточный и слой износа. По итогу мы получаем прочное покрытие, устойчивое к температурам и уровню влажности.
Асфальтобетон уплотняется до максимально низкой пористости асфальтного слоя. Не менее важным показателем качества дороги является её ровность, поэтому на всех этапах насыпания дорожного покрытия выполняется выравнивание и утрамбовка.
Оборудование для трамбовки асфальта
Для укладки и трамбовки асфальта чаще всего используют несколько видов оборудования:
Самоходный или ручной виброкаток;
Виброплиты;
Вибротрамбовки.
Выбор оборудования в первую очередь зависит от объёмов работ, однако стоит признать, что виброплиты для асфальта максимально маневренны и производительны.
Если на начальных этапах строительства необходимо утрамбовывать грунт укладчиками, то в дальнейших работах эффекта от них не так уж и много. Поэтому широкое применения получили виброкатки и виброуплотнение в целом. Такое оборудование значительно экономит время выполнения работ, энергозатраты. При этом отличаются невысокой массой и стоимостью.
Вибротрамбовки применяют в труднодоступных местах и небольших территориях. Относительно небольшой вес в совокупности с дизельным или бензиновым двигателем выдаёт высокие показатели эффективности.
Также доступными и простыми в управлении являются виброплиты. Прямоходные или реверсивные машины пользуются большой популярностью в сфере строительства.
Советы по выбору виброплиты
Рекомендуют выбирать виброплиты с центробежной силой до 18-20 кН, так как более высокие показатели способны принести обратный эффект и повредить дорожное полотно. Вес до 140 килограмм является максимально оптимальным, чтобы эффект шёл от вибраций, а не от веса машины.
Для примера рассмотрим несколько виброплит Atlas Copco:
LF100 LAT
LF130 LT
LF75 LAT
LX90
Вес, кг
95
135
80
96
Центробежная сила, кН
17
20
14,6
20
Скорость движения, м/мин
25
22
27
22
Преимуществом виброкатков и плит является то, что оператор может сам выставить необходимые настройки и параметры. От состава и назначения покрытия зависит сила и частота вибраций аппарата. Слишком высокая сила воздействия может негативно сказаться на качестве будущего сооружения.
Ямочный ремонт вибротрамбовками
Atlas Copco — профессиональное оборудование, которое применяется при ямочном ремонте асфальтного покрытия. Техника отличается высокой мощностью и возможностью выбрать необходимый аппарат для конкретной работы. Например, если необходим серьёзный ремонт, можно воспользоваться двухвальцовым виброкатком, который совмещает в себе функции обычных катков с компактными размерами и ручным запуском.
Оборудование Atlas Copco для трамбовки асфальта завоевало своё место на строительном рынке и по праву считается одним из самых мощных, надёжных и производительных.
Машины для ремонта асфальтовых дорог
Машины для ремонта асфальтовых дорог
При текущем ремонте грунтовых дорог, а также ремонте грунтовых обочин на дорогах всех классов широко применяют автогрейдеры легкого и среднего типа с различными видами навесного оборудования (кирковщиками, откосниками и уширителями). Легкий автогрейдер имеет дополнительное оборудование — бульдозер, широко используемый при различных ремонтных работах. На автогрейдерах при профилировочных работах может быть установлена электронная аппаратура «Профиль I» или «Профиль II» для автоматического выдерживания заданного профиля дороги. Эта аппаратура особенно оправдывает себя на профилировании йемляиого полотна и грунтовых дорог под заданные отметки.
При текущем и среднем ремонте гравийных, щебеночных, улучшенных облегченных и асфальтобетонных покрытий также используются машины общего назначения: автогрейдеры с кир-ковщиками, автогудронаторы, распределители высевок и щебня, асфальтосмесители, асфальтоукладчики и различные самоходные катки. Из специальных машин, применяемых для этих целей, можно назвать передвижные битумные котлы — гудронаторы, дорожные ремонтеры, раскладчики асфальтобетона, всевозможные асфальторазогреватели, распределители шлама, машины для уширения и удаления покрытий.
Передвижные битумные котлы-гудронаторы. При ремонте отдельных участков дороги возникает потребность в разогреве битума, необходимого для заделки трещин и выбоин, подгрунтовки основания и других работ. Для этих целей применяют передвижные битумные котлы — гудронаторы, которые осуществляют разогрев битума до рабочей температуры (130—160° С), перевозят его к месту работы и выдают битум на обрабатываемую поверхность. Гудронаторы имеют три модификации: с двигателем внутреннего сгорания и блоком насос—мешалка, без двигателя и мешалки — с ручным насосом; в виде котла-термоса с розливом битума самотеком через рукав с соплом. Оборудование котла монтируют на одноосном пневмоколесном прицепе и перемещают котел на небольшое расстояние вручную. При работе колеса затормаживают ручным тормозом. Котел имеет эллиптическую форму, покрыт теплоизоляционной рубашкой и устанавливается на раму. Снизу к котлу прикреплена топка. К передней части топки крепится дымовая труба с шиберной заслонкой. При движении котла труба откидывается.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Разогревается битум двумя форсунками испарительного типа, установленными в топке. Газы омывают нижний периметр котла, затем попадают в жаровые трубы, проходящие в котле, а из них в дымовую трубу. Из топливного бака 6 керосин к форсункам подается под давлением, создаваемым ручным насосом.
От этого же бака питается и переносная, третья форсунка, с помощью которой можно размягчать старый асфальт при ремонте выбоин. Внутри котла смонтирован блок насос—мешалка 10 с приводом от двигателя 7 через редуктор 9. Выдается битум с помощью насоса и гибкого рукава 14, имеющего на конце штангу с рукояткой и сменными соплами 3. Различные сопла дают возможность получить направленную струю при розливе битума.
Дорожные ремонтеры обеспечивают комплексную механизацию работ по текущему ремонту битумоминеральных и асфальтобетонных покрытий и осуществляют следующие технологические операции: очистку поврежденных мест от пыли и грязи с помощью воздуха; разогрев битумоминеральных и асфальтобетонных покрытий нагревательными устройствами для выравнивания или удаления материала; разрыхление и удаление некачественного материала ударными средствами; укладывание новой горячей или холодной черной смеси, ее разравнивание и уплотнение; ремонт трещин и покрытий с применением жидких вяжущих материалов. Для выполнения перечисленных операций в комплект оборудования ремонтеров входят устройства для разогрева битуминозных и асфальтобетонных покрытий, бункера и емкости для хранения материалов, компрессор, электростанция, набор различных пневмо- и электроинструментов, кабина для перевозки людей и др.
Основные технические данные дорожных ремонтеров приведены в табл. 9.4.
Типичным универсальным дорожным ремонтером является машина ДЭ-5 (рис. 9.14). Она выполнена в виде специального кузова с рабочим оборудованием, смонтированного на шасси автомобиля ГАЗ-53А. В передней части кузова предусмотрена кабина для ремонтных рабочих. В кузове машины размещены бензоэлек-трический агрегат АБ-4-Т-230М, компрессор СО-7А, бункер-термос для асфальта, бак для эмульсии, газовое оборудование, ручной и электрифицированный инструмент. Основным рабочим оборудованием являются четыре блока газовых горелок ВИГ-1 инфракрасного излучения, бункер-термос и виброкаток. Бункер-термос загружают горячей асфальтобетонной массой через верхний люк, а разгружают через нижний люк в специальный ковш — тележку.
Ручной виброкаток установлен на откидном борту кузова. Газовое оборудование включает баллоны со сжиженным пропан-бутаном, снабженные регуляторами давления и соединенные с блоками горелок.
Оборудование машины позволяет также очищать покрытие сжатым воздухом, окрашивать дорожную обстановку и различные сооружения краскораспылителем, подавать энергию к ручному механизированному инструменту. При ямочном ремонте участок покрытия разогревают горелками в течение 3—5 мин на глубину 3—4 см до температуры 120—160 °С. Затем перемешивают разогретую массу с добавкой смеси из бункера-термоса, разравнивают ее гладилкой и укатывают виброкатком.
Дорожный ремонтер 5320 смонтирован на шасси автомобиля ЗИЛ-130 и двухосного прицепа 2АПС-4.5. На шасси автомобиля установлены гидравлический кран грузоподъемностью 400 кг, электростанция ПЭС-15Л, компрессор СО-7А, битумный котел с системой подогрева и распределения вяжущего, три тележки-разогреватели, оснащенные инфракрасными горелками ВИГ-1, электровиброкаток, три электромолотка ИЭ-4204, катушки с пнев-морукавом и электрокабелем и гидросистема для демонтажа рамы ремонтера. Для перевозки рабочих на дорожном ремонтере имеется кабина.
На автоприцепе смонтирован самосвальный бункер для транспортирования черных смесей и щебня. Бункер имеет два отсека, которые заполняют через верхние люки, снабженные крышками, а разгружают через боковые, оборудованные затворами. Загрузка бункера может производиться непосредственно из асфальтосмесительной установки или грейферным ковшом, имеющимся в комплекте машины.
Дорожный ремонтер-разогреватель Т-230 предназначен в основном для ремонта асфальтобетонных покрытий. Оборудование машины смонтировано на шасси автомобиля ЗИЛ-130 в специальном кузове и состоит из бункера для асфальтобетонной смеси с термоизоляционной обшивкой, нагревательного блока, компрессора и генератора. Мощный нагревательный блок выполнен из двух секций, в каждой из которых установлены кварцевые излучатели КИ-220/1000. Конструкция блока позволяет устанавливать секции в линейку длиной 2,3 м. Подвод электроэнергии к секциям осуществляется от генератора ЕС-8С-4С с приводом от коробки отбора мощности автомобиля. Машина оснащена гидравлическим приводом управления крышками бункера асфальтобетонной смеси, дверцами кузова и системой подъема и опускания нагревательного блока.
Машина дорожного мастера 4101 представляет собой двухосный прицеп, на раме которого размещено специальное оборудование для работ небольшого объема по текущему ремонту черных покрытий облегченного типа и уходу за зелеными насаждениями. В комплект оборудования входят электростанция АБ-4Т, битумный котел, система распределения вяжущего, электровиброкаток, катушка с электрокабелем для подключения электроинструмента, переносные разогреватели, два резервуара, два бункера для хранения и перевозки щебня и черных холодных смесей, пневматическая щетка для очистки и мойки дорожных знаков, четыре газовых баллона. Электростанция предназначена для питания электродвигателей привода компрессора модели 1136, битумного насоса и водяного насоса «Кама-3», двух электромолотков С-849 и элек-тровиброкатка.
Битумный котел имеет термоизоляционную обшивку и систему разогрева вяжущего, в состав которой входят топливный бак с манометром и предохранительным клапаном, трубопроводы, запорные устройства и две горелки испарительного действия. Котел оснащен системой автоматического регулирования режима разогрева вяжущего. Система распределения вяжущего состоит из шестеренного битумного насоса и битумопровода в виде металло-рукава с электрообогревом, на конце которого имеется рукоятка с соплом.
Электровиброкаток массой 100 кг, в барабане которого установлен вибратор ИВ-19 с возмущающей силой 200 кгс, предназначен для уплотнения материалов, используемых в процессе ремонта.
Переносные разогреватели оснащены инфракрасными горелками ВИГ-1. Один резервуар предназначен для воды, другой — для известковой краски и ядохимикатов, распределение которых при покраске дорожной обстановки и при опрыскивании зеленых насаждений осуществляется через дуговые и прямолинейные распределители под давлением сжатого воздуха 4 кгс/см2.
Пневматическая щетка работает от компрессора и водяного насоса. К месту работ прицеп транспортируется трактором класса 0,9—1,4 тс. . Асфальтораскладчики применяют для распределения асфальтобетонной массы по подготовленному основанию. Они могут быть использованы при текущем ремонте совместно с дорожными ремонтерами и асфальторазогревателями, а также при устройстве новых и .ремонте узких проездов и тротуаров шириной до 3 м. Автосамосвал выгружает асфальтобетонную массу в бункер раскладчика, который доставляет ее к месту работ и раскладывает.
Асфальтораскладчик (рис. 9.15) представляет собой сменное оборудование, навешиваемое на автопогрузчик. Для монтажа асфальтораскладчика на погрузке снимают грузоподъемник и его гадроцилиндры, а на их место устанавливают подвесную раму, внутри которой на направляющих роликах, передвигается с помощью гидроцилиндра подвижная рама с установленным на ней раскладочным устройством. В состав этого устройства входят бункер, питатель с приводом и гидроцилиндры для подъема и опускания приемного лотка.
Бункер сварной из листовой стали и усилен каркасом из швеллеров. В передней части его шарнирно. крепится,.подвижной приемный лоток.
Это устройство дает возможность прикрывать бункер и сохранять длительное время рабочую температуру асфальтобетонной смеси, что необходимо при малых объемах ремонтных работ и связанных с этим частых передвижениях асфальтораскладчика. В нижней части бункера установлен питатель, представляющий собой два одинаковых барабана с сегментным профилем ячеек, сваренных из листовой стали. Привод питателя состоит из червячного редуктора 3 с гидроприводом. Бункер вмещает 4 т асфальтобетонной массы. Подвижная рама с бункером до 300 мм с промежуточными может подниматься на высоту фиксированными положениями.
Асфальторазогреватели. В середине шестидесятых годов при ремонте асфальтобетонных дорожных покрытий наряду с огневым (пламенным) способом начали применять разогрев покрытий с помощью радиационных горелок инфракрасного излучения. Причиной полного перехода в настоящее время на использование радиационного нагрева явилась особенность инфраизлучения нагревать асфальтобетон без выгорания битума, т. е. без ухудшения свойств материала покрытия. Тепловые лучи, генерируемые специальными беспламенными горелками, поглощаются материалом. Размягченный материал легко поддается дальнейшей обработке. Отпадает необходимость в некоторых случаях убирать материал ремонтируемого участка дороги, снижается трудоемкость и энергоемкость ремонта, уменьшается потребное количество асфальтобетонной смеси, снижается количество автотранспортных средств и стоимость ремонта. Процесс нагрева покрытия протекает без дыма, гари и шума, столь обычных при огневом способе нагрева.
Следует отметить основные виды ремонта дорог с использованием асфальторазогревателей: – ремонт мелких дефектов покрытий путем нагрева поврежденного участка дороги, добавления небольшого количества свежего материала, смешивания добавленного материала со старым и уплотнения ремонтируемого участка; – заделка отдельных трещин асфальтобетонных покрытий с помощью нагрева материала дороги в зоне трещины и уплотнения материала легким катком; – снятие верхнего слоя покрытия посредством срезания предварительно нагретого верхнего слоя; материал, снятый с покрытия, нагретого с помощью инфракрасных горелок, может быть позторно использован для устройства тротуаров, проездов и благоустройства территорий домовладений.
Ремонт дорог, имеющих наплывы, волнистость, колейность и другие дефекты, вызванные недоуплотнением и нарушением режимов укладки материала, производится путем нагрева покрытия, добавления нового материала и уплотнения; в некоторых случаях нагретый-материал перед уплотнением разравнивается, а иногда на разогретое покрытие наносится пластифицирующее вещество, позволяющее несколько улучшить свойства материала, изменившиеся в результате длительного воздействия на материал климатических условий и эксплуатационной нагрузки. По назначению все машины, имеющие радиационные нагревающие устройства, делятся на ручные разогреватели, применяемые как оборудование в дорожных ремонтерах, самоходные разогреватели, разогреватели-фрезеровщики и, разогреватели-ремонтеры.
Самоходные асфальторазогреватели монтируются на базе автомобилей или колесных тракторов. Они имеют сравнительно небольшие разогревающие блоки и применяются для текущего ремонта отдельных «карт» асфальтобетонных покрытий. Кроме ремонтера-разогревателя Т-230, описанного ранее, самоходные разогреватели оборудуются бытовыми баллонами со сжиженным газом объемом по 50 л, которые заправляются на газораздаточных станциях пропан-бутановой смесью.
Основные технические данные самоходных асфальторазогревателей приведены в табл. 9.5.
Асфальторазогреватель ДЭ-2 (рис. 9.16) смонтирован на шасси автомобиля УАЗ-452Д; он состоит из газобаллонной установки, включающей баллон со сжиженным газом и трубопроводные коммуникации, блока горелок ин4)ракраснога излучения и гидравлического механизма подъема и опускания блока горелок в рабочее и транспортное положения. Все оборудование машины расположено в цельнометаллическом кузове. Баллоны установлены на раме с поворачивающимися обоймами, которые при замене баллонов можно выдвигать за пределы кузова. После установки и закрепления баллонов подсоединяют рукава, обоймы устанавливают в прежнее положение и закрепляют.
Блок горелок собран из 36 горелок ВИГ-1 таким образом, что можно производить замену любой из них без разборки всего блока. Подвод газа к горелкам секционный, что позволяет обогревать по мере надобности полосу шириной 257, 770, 1285 и 1542 мм. При работе около бордюрных камней раму с блоком горелок можно смещать вручную от оси машины в любую сторону на 500 мм. Регулирование высоты расположения блока над поверхностью покрытия обеспечивается винтом, установленным в балке задней части рамы.
В трансмиссию автомобиля введен ходоуменьшитель.
Производительность асфальторазогревателя при глубине разогрева 40—50 мм составляет 18—20 м2/ч.
Асфальторазогреватель РА-10 установлен на шасси автомобиля УАЗ-450Д и оборудован двумя блоками инфракрасного излучения, один из которых, предназначенный для разогрева поврежденных участков дороги площадью до 1,5 м2, расположен сзади, а другой, для разогрева кромок покрытий, — с левой стороны машины. Блоки собирают из газовых горелок ГИИБЛ и с помощью гидроцилиндров устанавливают в рабочее положение или поднимают-в транспортное положение. Машина также оборудована ходо-уменьшителем. Асфальторазогреватель РА-20 в отличие от разо-гревателя РА-10 имеет газобаллонную установку из 12 баллонов и два контейнера для транспортирования асфальтобетонной смеси.
Разогреватель 4109 навешивается на колесный трактор МТЗ-50/52. Блок горелок установлен спереди машины на раме, которую можно поднимать в транспортное положение с помощью гидроцилиндра и цепной передачи. Пять баллонов со сжиженным газом установлены сзади трактора в специальном металлическом шкафу, который закрывается дверцей с сеткой. При необходимости нагревающий блок можно перемещать на катках вручную вправо или влево на 200 мм. Разогреватель снабжен системой автоматического регулирования процесса разогрева покрытия, которая при температуре поверхности покрытия 170—250° С изменяет расход (давление) газа. В результате температура излучающей поверхности снижается с 900° С до уровня, при котором обеспечивается постоянство температуры поверхности нагреваемого дорожного покрытия.
Разогреватели – фрезеровщики. Наиболее распространенным способом среднего и особенно капитального ремонта асфальтобетонных дорог являлось до последнего времени утолщение покрытия новым слоем асфальтобетона. Однако большим недостатком этого способа, кроме его высокой стоимости, является то, что через некоторое время на вновь уложенном слое асфальтобетона появляются старые изъяны: трещины, вмятины, колеи, наплывы и др.
Новый способ ремонта заключается в снятии изношенной части разогретого асфальта с помощью фрезы. Для этих целей созданы машины разогреватели-фрезеровщики, которые производят ремонт больших участков асфальтобетонных дорог горячим фрезерованием. Все оборудование разогрева-телей-фрезеровщиков (рис. 9.17) расположено на специальном самоходном колесном шасси. Кроме размещенного в передней части нагревательного оборудования, машины оснащены рабочим органом — фрезерным барабаном для срезания изношенного материала покрытия. Планировщик также снабжен устройством для собирания и погрузки удаляемого материала в автотранспорт.
Нагревательное оборудование состоит из предварительных излучателей теплопроизводительностью 900 тыс. к кал и блока, состоящего из 150 основных нагревательных излучателей тепло-производительностью 1,5 млн. ккал.
Из резервуара сжиженный газ поступает в испаритель, где жидкое топливо преобразуется в газ, и через регулятор подается к керамическим инфракрасным излучателям. Подача воздуха, необходимого для горения и охлаждения блоков излучателей, осуществляется вентилятором. Фрезерный барабан представляет собой шшиндр шириной 3,75 м, к которому привинчены 314 сменных стальных держателя с закрепленными на них твердосплавными пластинками-кожами. Барабан вращается в направлении, противоположном его движению. Регулирование глубины фрезерования, подъем и опускание нагревательных устройств и привод хода осуществляются гидравликой. Мощность силовой установки 200 л. с., масса машины 30 т, длина в рабочем состоянии с загрузочным конвейером .24 м, скорость движения от 0,1 м/мин до 6 км/ч. Ширина обрабатываемой полосы 3,5 м.
Разогреватели-ремонтеры используются исключительно для капитального ремонта асфальтобетонных покрытий. Они смонтированы на. тяжелых самоходных шасси, перемещающихся с небольшими рабочими скоростями, которые позволяют получить необходимый разогрев материала покрытий на заданную глубину. На шасси, кроме оборудования, которым снабжены разогрева-тели-фрезеровщики, размещены узлы асфальтоукладчика: бункер для свежей смеси, пластинчатый питатель, распределительный шнек, вибробрус или виброплита..Асфальтобетон, который добавляется в процессе ремонта, распределяется на уже нагретой и взрыхленной поверхности покрытия. Нагревательное устройство машины обеспечивает разогрев покрытия на глубину до 25 мм при рабочей скорости до 220 м/ч, при этом машина может укладывать и предварительно уплотнять новый слой асфальтобетона толщиной 20—30 мм. Ширина обрабатываемой полосы от 2 до 3,5 м, т. е. машина может ремонтировать одну полосу движения, не мешая движению транспорта по другой.
Ремонтеры цементобетонных покрытий. Наиболее прогрессивный способ ремонта цементобетонных покрытий на дорогах и аэродромах осуществляется с использованием эпоксидных смол, которые входят в состав специально подбираемых смесей с соответствующим сроком их твердения, совпадающим со сроками схватывания бетона. Эпоксидными смолами восстанавливают износ поверхности, ремонтируют выкрошенные кромки, а также трещины и выбоины.
Создан экспериментальный образец ремонтера цементобетонных покрытий Д-696, состоящий из трех самостоятельных агрегатов: полустационарной установки для приготовления жесткого песчаного бетона, передвижной клеесмесительной установки, имеющей приспособление для нанесения на подготовленное бетонное покрытие коллоидного клея, и самоходного бетоноукладчика.
Для ремонта температурных швов в цементобетонных покрытиях и для ликвидации трещин в асфальтобетонных покрытиях освоена машина ДЭ-10, осуществляющая очистку температурных швов и разделку трещин, а также обрезку кромок асфальтобетона при текущем ремонте. Машина представляет собой трехколесную тележку, передвигаемую вручную, на которой смонтированы рабочий орган, бак для горючего и контрольные приборы. Рабочим органом машины является газоструйный термоинструмент с горелкой реактивного типа. В качестве топлива используется бензин, подаваемый под давлением в камеру сгорания. Сжатый воздух, необходимый для работы машины, подается от передвижного компрессора.
Машина подобного типа в СССР разработана впервые и имеет значительные преимущества перед пневмо- или электромолотками, которые применяются в настоящее время для ремонта трещин, обрубки кромок и вырубки асфальтобетона. Скорость резания асфальтобетона машиной в 3—4 раза выше, чем при работе с отбойными молотками. После обработки трещин и обрубки кромок ремонтируемых карт газовой струей их края не требуют промазки жидким битумом, так как благодаря выделяемому теплу на кромках образуется необходимая пленка битума.
Машины для приготовления и распределения шлама. В некоторых случаях при среднем и капитальном ремонте черных и асфальтобетонных покрытий устраивается коврик износа, т. е. производится поверхностная обработка, которая обычно осуществляется автогудронаторами и распределителями каменной мелочи. В настоящее время также осваивается специальный самоходный распределитель мелкого черного щебня ДС-77 для получения шероховатой поверхности методом втапливания.
Одним из новых способов капитального ремонта поверхности асфальтобетонных покрытий является применение литых эмуль-сионно-минеральных смесей ЛЭМС (битумных шламов), составленных из битумной эмульсии (анионо- и катионоактивной), минеральных материалов (песка), наполнителя (минерального порошка), воды и замедлителя твердения. Литую минерально-эмульсионную смесь приготовляют в передвижной установке и распределяют на очищенное от грязи и пыли подгрунтованное и смоченное водой покрытие на толщину 3—15 мм. Проникая в трещины и неровности покрытия, ЛЭМС вступает в химическое взаимодействие с содержащимся в нем битумом, устраняет появившуюся в нем хрупкость и восстанавливает утраченную эластичность покрытия, одновременно затвердевая и выравнивания профиль.
На рис. 9.18 приведена принципиальная технологическая схема такой машины, смонтированной на автомобильном трехосном шасси грузоподъемностью 15 т. Установка состоит из нескольких емкостей 1— 5, объединенных в один узел, ленточного транспортера 6 для подачи песка, мешалки, работающей в принудительном режиме, и распределительного устройства для нанесения шлама на покрытие с шириной от 2,3 до 3,8 м. Установка имеет автономный двигатель для привода водяного и гидравлических насосов. Ленточный транспортер, мешалка и эмульсионный насос имеют бесступенчатый регулируемый гидропривод. Установка имеет автоматизированные дозировочные и пусковые устройства, регламентирующие качественное приготовление смеси и непрерывное ее нанесение на покрытие.
Машины для уширения покрытий. При реконструкции и капитальном ремонте автомобильных дорог одним из весьма трудоемких процессов является расширение их проезжей части, которое обычно производят с одной или двух сторон покрытия полосами шириной 1—2 м. В некоторых случаях вместо уширения покрытия на полную его толщину с обеих сторон производят частичное укрепление «отмостку» обочин различными материалами. Для отрывки боковых корыт под уширение применяют обычно автогрейдер со специальными ножами. Для укладки в корыто каменных материалов, черного щебня, асфальто- или цементобетона освоена машина для уширения ДС-76. В качестве ее базы использован колесный трактор Т-40А. Машина имеет приемный бункер для разгрузки самосвалов ЗИЛ и МАЗ с поперечным скребковым питателем, расположенным под бункером и подающим материал в распределитель. Выпускное отверстие бункера снабжено дозирующей заслонкой. Распределитель имеет скользящие формы и устройства для разравнивания и уплотнения материала. Ширина укладываемой полосы 500 и 750 мм, толщина 220 мм.
Образец аналогичной машины Т-226 выполнен на специальном гусеничном шасси и оборудован автоматической следящей системой «Профиль II». Машина укладывает полосы шириной 500, 750 и 1000 мм ниже и выше опорной поверхности гусениц на 220 мм. Производительность достигает 650 м в смену.
В ряде европейских стран и США для повышения безопасности движения, а также предохранения кромок покрытия дорог от разрушения, а в районах с сильными ливнями — для предохранения от размыва обочин, устраивают (обычно при реконструкции дорог) бетонные бордюры. Для этих целей выпускаются бордюро-укладчики в виде малогабаритных самоходных машин, которые за один проход устраивают цементобетонные бордюры различных форм по принципу ленточного прессования. Такой бордюроуклад-чик обеспечивает производительность от 100 до 200 м/ч.
Машины для удаления изношенных покрытий. Для снятия (ломки) негодных асфальто- и цементобетонных покрытий во всех странах широко используют однозубые рыхлители на мощных тракторах классов 10, 15 и 25 тс. Конструктивно сложные и малопроизводительные асфальтоломы и бетоноломы ударно-раскалывающего действия, ранее применявшиеся для удаления асфальта и цементобетона, в настоящее время почти не выпускают. Для удаления старых покрытий может быть рекомендован рыхлитель Д-652АС на тракторе ДЭТ-250М с установкой одного зуба.
За последнее время с успехом начали использовать для удаления старых асфальтобетонных покрытий землеройно-планировочную машину ДП-31ХЛ, которая в основном предназначена для послойной разработки мерзлых и твердых слежавшихся грунтов (см. §2.5). За рубежом выпускаются специализированные фрезерные машины холодного фрезерования для удаления старого асфальтобетона с одновременным измельчением его для дальнейшей переработки.
Какую технику используют, чтобы убрать асфальт
Асфальтобетон, как и другие материалы, имеет ограниченный срок службы, поэтому рано или поздно может потребоваться его замена. Перед тем, как будет произведена новая укладка асфальта, нужно частично или полностью убрать асфальт, чтобы соблюсти технология асфальтирования. В зависимости от ситуации, демонтаж старого покрытия может быть произведен ручным оборудованием или же дорожной спецтехникой.
В большинстве случаев достаточно убрать только верхний слой существующего дорожного полотна, а, например, при ямочном ремонте требуется демонтировать только часть покрытия вокруг повреждения, чтобы обеспечить высокую эффективность ремонта. Однако в отдельных случаях может потребоваться и 100% демонтаж асфальтобетона.
Чем можно убрать асфальт на небольшой территории: ручное оборудование
На небольших территориях, где движение крупной дорожной техники невозможно, демонтировать асфальт можно ручным инструментом. В любом случае, рекомендуется максимально механизировать процесс, поэтому предпочтительным вариантом будет использование специализированного оборудования, нежели подручных инструментов.
Каким ручным оборудованием можно убрать асфальт
Чтобы убрать асфальт, дорожно-строительными компаниями используется только специализированное оборудование, так как КПД данного инструмента во много раз выше, чем у подручных средств. Данное оборудование используется как при полном демонтаже асфальтобетона, так и при ямочном ремонте, когда требуется придать объекту правильную геометрическую форму.
Отбойный молоток или ударный молот представляет собой механический ручной инструмент с ударной функцией. Назначением данного оборудования является разрыхление различных материалов средней прочности – убрать асфальт подобным инструментом можно без особого труда.
Приводы отбойных молотков:
Пневматический ;
Электрический;
Бензиновый;
Гидравлический*.
*Гидравлический отбойный молоток называется гидромолотом, и данное оборудование нельзя назвать ручным из-за его особенностей и габаритов. Гидромолоты тоже используют, чтобы убрать асфальт, однако они выступают в качестве сменного оборудования для экскаваторов, о чем написано в следующем разделе.
Швонарезчик – специальное оборудование, предназначенное для резки многих материалов, в том числе и асфальтобетона. Принцип работы швонарезчика аналогичен принципу работы болгарок или циркулярных пил, а основное отличие кроется в конструкции самой установки.
Оборудование представляет собой дисковое устройство на колесной основе, что обеспечивает высокую мобильность установки и точность нарезки швов. При работе алмазные диски подвергаются существенному нагреву, поэтому механизм швонарезчика подразумевает охлаждение резцов при помощи воды.
Приводы швонарезчиков:
Электрический;
Дизельный;
Бензиновый;
Демонтаж асфальта в крупном объеме: спецтехника
Когда речь заходит о том, чтобы убрать асфальт с автомобильной дороги или другой крупной территории, появляется возможность и тем более целесообразность в использовании спецтехники.
Какая спецтехника используется, чтобы убрать асфальт в крупном объеме:
1. Дорожные фрезы;
2. Экскаватор с гидромолотом.
1. Дорожная фреза представляет собой самоходный транспорт, оборудованный фрезеровочным барабаном. С помощью данной машины можно снять как отдельно верхний слой покрытия, так и демонтировать асфальтобетон полностью – есть возможность задать глубину проникания резцов.
Раньше асфальтобетон перед снятием требовал разогрева, однако с развитием технологий метод горячего фрезерования был замене на холодное фрезерования. Холодный способ позволяет сразу же размельчать снятый асфальтобетон, создавая асфальтовую крошку, и направлять его в кузов самосвала, что дает возможность использовать снятый материал повторно.
Также на сегодняшний день существуют компактный навесные гидравлические фрезы, который могут использоваться на:
экскаваторах;
фронтальных погрузчиках;
мини-погрузчиках.
Особенно подходят мобильные фрезы для снятия асфальта в небольших масштабах, когда использование крупной дорожной фрезы или гидромолота нецелесообразно.
2. Экскаватор с гидромолотом представляет собой гидравлический экскаватор, оборудованный гидравлическим молотом разрушителем (кроме разрушителя существуют ковочные и сваебойные молоты), предназначенным для дробления, вскрытия и разрушения различных твердых материалов.
Существуют легкие, средние и тяжелые гидромолоты, а также открытого и закрытого типа. Последний является менее шумным, а также оказывают меньше воздействия на экскаватор.
Помимо техники для демонтажа покрытия, потребуется самосвал или иной грузовой транспорт, чтобы вывезти снятый асфальтобетон. Также в некоторых случаях требуется обыкновенный экскаватор, который способен собрать крупные куски разрушенного асфальтобетона, а также самостоятельно снять часть покрытия.
Выводы
Чтобы убрать асфальт можно использовать как ручное оборудование, так и более крупную спецтехнику. Первый вариант подходит для небольших территорий, тогда как второй способен производить демонтаж покрытия в крупных объемах.
Использование механизированного ручного оборудования и дорожной спецтехники позволяет многократно повысить производительность труда, сокращая время и трудозатраты, необходимые для демонтажа покрытий. В некоторых случаях снятый асфальтобетон может быть превращен в асфальтогранулят для повторного использования.
Технология укладки асфальта
Укладка асфальта является достаточно сложным и трудоемким процессом, но в тоже время эффективным способом устройства дорожного покрытия. В комплекс производимых работ входят: земляные работы, устройство основания, укладка асфальта, обустройство территории.
Выполненные работы на профессиональном уровне позволят создать не только надежное и устойчивое дорожное покрытие, но и обеспечат его долговременный срок службы. Специалисты START CITY GROUP помогут подобрать оптимальный вариант основания и материала для укладки асфальта, исходя из Ваших пожеланий.
Характеристика
Асфальт (или асфальтобетонная смесь) представляет собой рационально подобранную смесь на основе минеральных материалов, к которым относится песок, щебень, минеральный порошок, жидкое битумное вещество. Все вещества подобраны в оптимальном количестве и перемешаны в нагретом состоянии.
Щебень, входящий в состав смесей должен соответствовать требованиям ГОСТ 8267 и ГОСТ 3344. Допускается использовать гравий или щебень выпускаемые по зарубежным стандартам, при условии, что их качество соответствует установленным российским нормам.
Сфера применения асфальтобетона широка: строительство проезжей части, площадей, тротуаров, парковочных площадок, парковой зоны для велосипедистов, аэродромов, устройство полов в промышленных зданиях и во многих других областях.
На сегодняшний день, асфальтобетонные смеси, в зависимости от минеральной составляющей подразделяется на:
Песчаные;
Щебеночные;
Гравийные.
Структура каждого вида имеет свои особенности, которые и определяют эффективность использования выбранного материала.
Также асфальтобетонные смеси классифицируются в зависимости от размера минеральных зерен:
Мелкозернистые – менее 2 см;
Крупнозернистые – до 4 см.
Песчаные – до 1 см.
От количества, содержащего в смеси твердого наполнителя зависит, к какой группе принадлежит асфальтобетон. Различают 3 группы: А, Б, В.
Технология укладки. Этапы. Материалы
На сегодняшний день используется две технологии устройства дорожного полотна:
горячее асфальтирование;
холодное асфальтирование.
Каждая из них имеет свои плюсы и минусы:
Горячее асфальтирование. Смесь готовиться из вязких и жидких нефтяных битумов. Укладка может проводиться зимой. Температура смеси не должна быть менее 120 градусов. Перед укладкой асфальта, кусок дороги, на которую будет нанесена асфальтобетонная смесь, высушивается специальной техникой.
Холодное асфальтирование. Смесь готовиться из жидких нефтяных дорожных битумов. Укладочные работы проводятся только в теплое время года, так как по данной технологии высушка воды не производится. Холодное асфальтирование зачастую используется при ямочном ремонте.
Профессиональные работы по укладке дорожного покрытия требуют значительных денежных вложений. Ведь для этого необходимо привлекать спецтехнику и опытных квалифицированных специалистов.
Укладка асфальта состоит из нескольких этапов:
1. Разработка проектно-сметной документации
Каждый участок индивидуален: обладает свойственным только ему размером, рельефом и конфигурацией, характеристиками грунта, удаленностью и особенностями подъездных путей. На основании данных критериев после выезда специалиста определяется общая площадь, объем и предварительная стоимость работ.
2. Разработка территории, земляные работы
Подготовка территории для устройства асфальтированного полотна начинается со снятия верхнего слоя грунта. Как правило, для удаления большого почвенного слоя привлекаются бульдозеры и погрузчики. Для разравнивания поверхности основания используются грейдеры. По заданным отметкам проводится формирование дорожного «корыта» с дальнейшим его уплотнением.
Если же на асфальтируемом участке присутствует старое покрытие, то его разрушают дорожным фрезом. При правильной переработке, старое покрытие может быть использовано повторно.
3. Подготовка основания
Наступает очередь формирования «дорожной подушки». Для этого отсыпается два слоя дорожного «пирога»: сначала укладывается песок либо песчано-гравийная смесь, а для придания всему покрытию особой прочности, поверх насыпается щебень крупной фракции, а затем мелкой фракции для минимизации пустот. Каждый слой основания выравнивается грейдером и тщательно утрамбовывается. По краям участка устанавливается бортовой камень. Чтобы асфальтирование было качественным перед укладкой асфальта поверхность участка проливают битумом.
4. Укладка асфальта
Финишный слой состоит из асфальтобетона. Данный материал доставляется самосвалами или же готовится прямо на самой дорожно-строительной площадке. В стандартный состав АБС входит: минеральный порошок, песок, щебень и жидкий битум.
Смесь равномерным слоем распределяется по заданной территории. Для укладки последнего слоя смеси используются асфальтобетоноукладчики. Укатка асфальта проводится несколькими катками для наилучшего последовательного уплотнения. В нашей компании сформирован собственный материальный базис — современный автопарк спецтехники, который насчитывает порядка 40 единиц техники, полностью обеспечивающий весь процесс дорожного строительства.
Следует отметить, что технология укладки асфальтобетона и используемые материалы могут иметь некоторые отличия в зависимости от дальнейших условий эксплуатации. Так, например, чтобы продлить срок жизни автомагистралей применяются новые технологии — модифицированные гелеобразные нефтяные битумы (МАК-битумы).
Время дорог
Нужно отметить, что асфальтоукладка является сезонной работой и напрямую зависит от погодных условий. Рекомендуется производить все работы в сухую погоду.
В осеннее и весеннее время температура не должна быть менее +5 градусов. Ведь поставленная смесь является горячим продуктом. Поэтому все манипуляции с ним должны происходить максимально быстро, для того чтобы он не успел остыть. В противном случае, асфальт уложить будет невозможно.
Сроки эксплуатации
Срок эксплуатации асфальтового покрытия напрямую зависит от нагрузок, интенсивности движения транспорта, от погодных условий, соблюдения технологий укладки и качества используемых материалов.
Гарантированный срок эксплуатации составляет ориентировочно 7 — 10 лет. Но нужно учитывать и тот факт, что при интенсивной эксплуатации, указанный срок может быть сокращен. Продлить эксплуатационный срок помогут своевременные ремонтные работы дорожного полотна, которые включают в себя устранение ям, просадки, трещин и неровностей.
Руководство по асфальтоукладчикам | Cleveland Brothers CAT
Самая важная часть любой работы по укладке асфальта – это асфальтоукладчик. Это оборудование отвечает за распределение и выравнивание асфальта независимо от того, что требуется вашему проекту. Поскольку эта часть оборудования может определить успех вашей работы, это инвестиция, о которой вы должны узнать перед покупкой или арендой. Имея подходящее асфальтоукладочное оборудование Cat ® на своих рабочих площадках, вы можете оптимизировать эффективность работы, чтобы поддерживать свою ежедневную производительность и прибыль.
Компания Cleveland Brothers предлагает новое, бывшее в употреблении и арендованное оборудование для укладки асфальта. Мы здесь, чтобы помочь вам узнать больше об этих тяжелых машинах, которые могут поддерживать ваши операции.
Как изготавливается асфальтоукладчик?
Асфальтоукладчики изготовлены из стали, а основная рама трактора изготовлена из толстолистовой стали. Подающий конвейер состоит из прочной цепи с секциями из кованой стали, а распределительные шнеки изготовлены из никелевой стали. Выглаживающие плиты состоят из швеллера, стальных труб и пластин, а кожух двигателя изготовлен из стальных листов.
Колесные асфальтоукладчики оснащены двумя большими резиновыми шинами под трактором и четырьмя или более меньшими шинами спереди для рулевого управления. Гусеничные машины имеют гусеницы, отлитые из синтетического каучука с гибкими стальными тросами внутри гусеничных слоев для дополнительного усиления. Фрикционное ведущее колесо приводит в движение гусеницы задней секции асфальтоукладчика, а колеса тележки помогают распределять нагрузку.
Как работает асфальтоукладчик?
Асфальтоукладчик предназначен для распределения и уплотнения слоев асфальта по поверхностям для мощения дорог, автостоянок, пешеходных дорожек и других площадей. Большинство машин передвигаются на гусеницах или шинах, но некоторые буксируются самосвалами.
Колесные и гусеничные асфальтоукладчики состоят из двух основных компонентов — трактора и рабочего органа. Части, из которых состоит трактор, включают гидравлические приводы, приемный бункер, распределительные шнеки, питающие конвейеры, двигатель и многое другое. Трактор буксирует плиту, которая выравнивает и формирует асфальт. Выглаживающая плита включает в себя такие компоненты, как отвал, вибраторы, торцевые пластины, датчики уклона и многое другое.
Асфальтоукладчик работает через самосвал, заполняя бункер асфальтоукладчика асфальтом. Когда вы начинаете работать с оборудованием и продвигаетесь вперед, подающие конвейеры перемещают материал к задней части асфальтоукладчика, откуда распределяющие шнеки выталкивают асфальт. Вы можете отрегулировать ширину шнеков в соответствии с вашими потребностями. Например, для тропы потребуется более узкая подача по сравнению с широкой дорогой.
По мере выталкивания асфальта стяжка выравнивает каждый слой материала и уплотняет его. Асфальтовые стяжки имеют плиты с подогревом и возможность гидравлической регулировки ширины. Назначение стяжки – свести к минимуму или полностью исключить ручную работу. Они также доступны в моделях с задним и передним удлинителем.
Типы асфальтоукладчиков
Существует два типа асфальтоукладчиков Cat, и в зависимости от проекта, над которым вы работаете, лучшим вариантом может быть колесная или гусеничная машина. При выборе между колесным и гусеничным асфальтоукладчиком необходимо учитывать два фактора: условия, в которых вы работаете, и количество земли, которое вам нужно преодолевать каждый день.
Колесные асфальтоукладчики
Колесная асфальтоукладочная машина имеет два больших колеса под кабиной и два, четыре или более меньших колеса спереди. Колеса обеспечивают превосходную мобильность по рабочей площадке, особенно если вам нужно покрыть большой участок земли и требуется много перемещений. Проекты с длинными участками асфальта хорошо подходят для колесной техники, потому что машина может преодолевать большие расстояния быстрее и эффективнее по сравнению с гусеничными решениями. 9№ 0003
Колесные асфальтоукладчики также идеально подходят для работ на существующем асфальтовом покрытии, поскольку оно более плоское и ровное. Колесное асфальтовое оборудование часто используется для фрезерования, укладки и заполнения.
Гусеничные асфальтоукладчики
Гусеничные асфальтоукладчики оснащены набором резиновых гусениц с каждой стороны оборудования для превосходного сцепления даже на самых сложных рабочих площадках. Если ваша работа требует широких усилий и вы работаете в сложных условиях, эта версия может быть вашим лучшим выбором. Гусеничное оборудование для укладки дорожного покрытия может работать с более мягкими поверхностями, такими как песок, глина и грязь, и даже хорошо работает на крутых уклонах и склонах холмов.
Гусеницы обеспечивают большую устойчивость и сцепление с дорогой по сравнению с колесными вариантами, помогая маневрировать в более сложных условиях. Если вы работаете с полной нагрузкой, это также может дать вам больше тяги. Гусеничные варианты могут поддерживать различные наземные приложения с большей стабильностью и маневренностью.
Размеры асфальтоукладчиков
Доступны асфальтоукладчики Cat различных размеров для решения конкретных задач. Например, асфальтоукладчик меньшего размера, требующий буксировки, имеет среднюю мощность двигателя (л.с.) от 3 до 20 л.с., а более крупный самоходный двигатель — от 100 до 250 л.с. Большие асфальтоукладчики около 19-23 фута в длину, 10 футов в ширину и 10 футов в высоту и весом от 20 000 до 40 000 фунтов в зависимости от размера двигателя, емкости бункера, системы привода и других компонентов.
Стандартная ширина укладки составляет от 8 до 12 футов, хотя максимальная ширина может достигать 40 футов, если вы используете удлинители стяжки для своих самых крупных проектов. 8-футовый асфальтоукладчик может работать на небольших объектах, таких как тротуары и дорожки для гольфа. Но если вы работаете на более широких строительных площадках, асфальтоукладчики высотой более 10 футов могут использоваться для строительства шоссе и более крупных проектов, таких как парковки. Максимальная толщина асфальтового покрытия за один проход составляет от 8 до 12 футов.
Подберите подходящее оборудование в Cleveland Brothers
Cleveland Brothers предлагает широкий ассортимент прочных и надежных асфальтоукладчиков Cat, катков, фрез и других устройств. Наша команда экспертов готова помочь вам инвестировать в лучшие решения для вашего бизнеса. Благодаря наличию нового и бывшего в употреблении оборудования и полному арендному парку Cleveland Brothers может помочь вам выполнить любую работу по укладке дорожного покрытия. В течение ограниченного времени Cleveland Brothers предлагает избранные ролики по сниженной цене. Для получения дополнительной информации нажмите здесь, чтобы просмотреть сведения о ценах и оборудовании.
Этот контент создан и проверен командой Cleveland Brothers. Имея почти 75-летний опыт работы в отрасли тяжелого оборудования, наша команда предлагает знания и навыки, необходимые для завершения работы. Свяжитесь с нашей командой сегодня для получения дополнительной информации о новом и подержанном оборудовании.
ПОДЕЛИТЬСЯ:
King Machinery | Оборудование для укладки асфальта
Мы являемся одним из крупнейших производителей оборудования для укладки асфальта в США и продаем по всему миру все марки асфальтоукладчики, катки, автогрейдеры и оборудование для нанесения герметика .
Мы также продаем новую и бывшую в употреблении крупную строительную технику, такую как гусеничные погрузчики и мини-погрузчики . Наконец, мы продаем сельскохозяйственную технику — тракторы , UTV и орудия . У нас есть одна из лучших в отрасли служб поддержки клиентов, которая проконсультирует и поможет вам с покупкой, инструкцией по оборудованию и запчастями.
Подробнее
В King Machinery мы предлагаем самые лучшие асфальтоукладчики в мировой индустрии укладки асфальта. Вы нигде не найдете лучших цен или брусчатки. У нас есть саморазгружающаяся / самотечная подача или конвейерная подача, гусеничная или колесная, газовая или дизельная в том числе; Блоу-Нокс, Гусеница, Гейл, Гилкрест, Ли-Бой, Молдин, Нил, Пауэр-Бокс, Пакетт.
Подробнее
В King Machinery у нас есть катки, соответствующие вашим потребностям. Статические и вибрационные нагрузки от 1 до 5 тонн, в том числе; Андерс, Бейсик, Бенфорд, Бетлинг, Бо-Маг, Кейс, Дайнапак, Игер-Бивер, Галион, Гель, Хай-Тек, Хайстер, Ингерсолл-Рэнд, Инграм, Ли-Бой, Молдин, Мультиквип, Пакетт, Рэй-Го, Рол-Мол, Роско, Стоун и Вакер.
Подробнее
Компания King Machinery предлагает невероятно прочные и мощные UTV. UTV — это небольшой полноприводный внедорожник, рассчитанный на 2–6 человек, также называемый UTV (Utility Task Vehicle).
Подробнее
В King Machinery мы предлагаем лучшие в отрасли компактные гусеничные погрузчики.
Читать далее
Благодаря многолетнему опыту работы в сфере мощения и строительства у нас есть специалисты, которые предоставят вам услуги высочайшего качества. King Machinery проведет вас через то, что вам нужно для завершения вашего проекта. Мы предлагаем исключительное обслуживание клиентов для компаний, которые только начинают или те, которые были в бизнесе в течение многих лет. Мы поможем проинструктировать вас о том, какое оборудование вам нужно сейчас, чтобы завершить ваше следующее начинание. Мы не делаем допродажи вашим клиентам; вы не купите больше, чем вам нужно. Мы гордимся повторными сделками и хотим быть вашим универсальным поставщиком оборудования. Если у вас есть вопросы, в частности, о том, что нужно для выполнения проекта мощения, мы сообщим вам шаг покупки шаг.
Наша линейка асфальтоукладчиков включает следующее: Эйбл, Аэройл, Аллатт, Аллис-Чалмерс, Андерс, Атей, Базис, Бенфорд, Бейтлинг, Блейд-Мор, Блау-Нокс, Бомаг, Бауэр, Кейс, Гусеница, Дайнапак, Игер-Бивер, Фиатт-Аллис, Галион, Гель, Gilcrest, Huber, Hy-Tec, Hyster, Ingersol-Rand, Ingram, Lay-Mor, Lee-Boy, Mauldin, Miller, Multiquip, Neal, Power-Box, Puckett, Ray-Go, Rol-Mol, Rosco, Sealmaster, Стоун, Андерс, Вакер и Викель. Мы поддерживаем на складе до 200 единиц оборудования для немедленной отгрузки. Мы обеспечиваем недорогую доставку по всему миру. Мы открыты пн-пт. В остальное время только по договоренности. Мы здесь, чтобы служить вам в удобное для вас время. У нас также есть услуга доставки наземным транспортом (нет необходимости в доке для погрузки или разгрузки).
Подробнее
Нажмите здесь, чтобы посетить наш недавно разработанный сайт с нашим самым последним ассортиментом и контентом. www.kingmachinery.com
Наше оборудование для укладки асфальта ориентировано на качество в его наилучшей форме.
Вы можете положиться не только на наше оборудование для укладки дорожного покрытия, но и на сервисное обслуживание и надежность наших клиентов.
King Machinery гордится удовлетворенностью наших клиентов. Вы будете более чем довольны нашим инвентарем и услугами.
МИССИЯ KING MACHINERY
Мы стремимся быть самым надежным источником продаж и обслуживания строительного оборудования, превосходя при этом ожидания клиентов, расширяя возможности наших сотрудников и служа нашему Господу Иисусу Христу , Генеральному директору нашего бизнеса.
Отличие KING
K знания, приобретенные благодаря опыту и непрерывному обучению
I инвестиции в жизнь наших сотрудников и их семей
N потребности других перед собственными
G рост благодаря доверию и уважению клиентов, сотрудников и сообщества
Чтобы лучше обслуживать наших клиентов, мы переехали в новое здание площадью 26 000 квадратных футов на шоссе 115. Наш линейка продуктов и отличное обслуживание клиентов расширились за счет дополнительных сотрудников и тех же дружелюбных лиц, которые вы помните.
Следите за обновлениями фотографий нашего нового объекта.
Отличная компания и замечательные люди… Только что купил у них детали, и после продажи они оказали мне массу помощи по телефону…
Трэвис Карвер
Владелец , Carver Paving
Я всегда был доволен сервисом, справедливыми ценами и прекрасными людьми в King Machinery! Отличное место для ведения бизнеса!
Дэнни Трейл
Владелец, Alpha Asphalt Services
Не могу рассказать об этом бизнесе! Спасибо всем в King Machinery… уже запускаем этот великолепный трактор в работу.
Джереми Бантон
Домовладелец
Бен и Джереми нашли время, чтобы объяснить все особенности американского Landmaster Landstar LS670. Все были очень дружелюбны и полезны. Мы были очень довольны нашим опытом.
Скотти и Сьюзан Раш
Домовладельцы
Асфальтоукладчики
Катки
Тракторы
Прицепы
Установки для нанесения покрытий
Распылитель HT
Гусеницы
Салазки
Асфальтоукладчик (асфальтоукладчик, асфальтоукладчик) — инженерная машина, используемая для укладки асфальта на проезжих частях. Обычно его подвозит самосвал. Затем каток используется для уплотнения горячей асфальтовой смеси, в результате чего получается гладкая, ровная поверхность.
После того, как асфальтоукладчик укладывает асфальт на проезжую часть, каток используется для уплотнения горячей асфальтовой смеси, в результате чего получается гладкая и ровная поверхность. Опять же, после того, как асфальтоукладчики уложили асфальт, катки используются для уплотнения базовых материалов и свежеуложенного асфальта.
Трактор — это инженерное транспортное средство, специально предназначенное для обеспечения высокого тягового усилия на малых скоростях в целях буксировки прицепа или техники, используемой в сельском хозяйстве или строительстве. Чаще всего этот термин используется для описания сельскохозяйственного транспортного средства, которое обеспечивает мощность и тягу для механизации сельскохозяйственных работ, особенно обработки почвы, но в настоящее время для самых разных задач. Сельскохозяйственные орудия можно буксировать сзади или устанавливать на тракторе, и трактор также может быть источником энергии, если орудие механизировано.
У King Machinery есть прицепы для перевозки вашего оборудования для укладки асфальта.
Герметизирующее покрытие — это мера профилактического обслуживания, помогающая защитить асфальт от воздействия окружающей среды, вызванного бензином, маслом, щелочами, солями, погодными условиями и окислением. В процессе гидроизоляционного покрытия на верхнюю часть асфальта наносится защитный слой прорезиненного латекса. инвестиции. Таким образом, защита и продление жизни вашего асфальта.
Распылители для горячей приклейки могут нагревать и распределять битумные эмульсии, используемые для грунтовки или приклеивания материала (часто камня) перед мощением.
Компактный гусеничный погрузчик представляет собой тип строительного оборудования (инженерного транспортного средства), который в основном используется для «погрузки» материалов (асфальта, строительного мусора, грязи, кормов, гравия, бревен, минерального сырья, переработанного материала, камня, песка, древесная щепа и т. д.) в или на другое оборудование (самосвал, ленточный конвейер, загрузчик, железнодорожный вагон и т. д.).
Погрузчик с бортовым поворотом представляет собой небольшой погрузчик, использующий четыре колеса с гидравлическим приводом, который направляет мощность на одну или обе стороны транспортного средства. Очень похожим по внешнему виду и конструкции является гусеничный погрузчик, в котором вместо колес используется непрерывная гусеница с обеих сторон транспортного средства. После истечения срока действия патента Bobcat на его систему быстрого соединения новые модели тракторов стандартизируют этот популярный формат переднего навесного оборудования.
Asphalt Paving Machine — Bilder und Stockfotos
10.916Bilder
Bilder
Fotos
Grafiken
Vektoren
Videos
AlleEssentials
Niedrigster Preis
Signature
Beste Qualität
Durchstöbern Sie 10.916
asphalt paving machine Фото и фотографии. Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
Асфальтопласт. Dampfwalzmaschine schmeichelt neue асфальтшихт. страсенбау. — Асфальтоукладчик фото и фото
arbeiter derzeit frische асфальт auf einem дорожно-строительная площадка — машина для укладки асфальта стоковые фото и фотографии
Катковая машина для асфальтирования Arbeit
Новое дорожное строительство — Асфальтоукладочная машина стоковые фото и фотографии
Новое дорожное строительство
verlegung einer Asphaltdecke auf einer straße — машина для укладки асфальта стоковая графика, -клипарт, -мультфильмы и -символ
Verlegung einer Asphaltdecke auf einer Straße
straßenarbeiten gesperrt. — Асфальтоукладчик фото и фото
Straßenarbeiten gesperrt.
ein асфальтоукладчик — машины для укладки асфальта стоковые фото и изображения
Ein Asphalt-Walze
новое дорожное строительство — асфальтоукладочные машины стоковые фото и изображения
новое дорожное строительство
eine gruppe von arbeitskräften ändert das alphalt. — асфальтоукладчик сток-график, -клипарт, -мультики и -символ
Eine Gruppe von Arbeitskräften ändert das Alphalt.
асфальтобетонный асфальтоукладчик с асфальтоукладчиком и измельчителем — фото и фото
асфальтобетонный асфальтоукладчик с асфальтоукладчиком и измельчителем
industriell — асфальтоукладчик со стоковым фото и фото — асфальтоукладчик фото и фото
Schwarzer Asphaltboden oder Straßentextur Hintergrund.
straße rollen arbeiten mit der baustelle — Асфальтоукладочная машина сток фото и фото
Straße Rollen Arbeiten Mit der Baustelle
Straßendienst repariert die autobahn-асфальтовая дорожка с брусью-мороженым. . straßenservice repariert die autobahn — асфальтоукладчик стоковые фото и фотографии
Vibrations-Asphaltwalzenverdichter verdichtet neuen Asphaltbelag.
baustelle verlegt neuen асфальтфластер — асфальтоукладчик сток фото и фото
баустелл верлегт новый Asphaltpflaster
тюмень, россия-31. июль 2018. Умбау дер штрассе. der kippwagen entlädt den асфальтобетонная смесь им fertiger. — Асфальтоукладчик сток фото и фото
Тюмень, Россия-31. Июль 2018. Умбау-дер-Штрассе. Der Kippwagen…
Дорожно-строительная техника — асфальтоукладчик стоковые фото и изображения
Дорожно-строительная техника
Дорожно-строительная техника — асфальтоукладчик стоковые фото и изображения
Road Construction
verlegung einer neuen schicht асфальт — машины для укладки асфальта стоковые фотографии и изображения
Verlegung einer neuen Schicht Asphalt
дорожное строительство — машины для укладки асфальта stock-fotos und bilder машина для укладки асфальта стоковые фото и фото
Neubelag der Wohnstraße mit Asphaltpflastermaschine und…
промышленный асфальтоукладчик bauchlage frischen асфальт — машина для укладки асфальта стоковые фото и фото
bauchlage neue schicht aus асфальт — асфальтоукладчик сток-фото и фото
Bauchlage neue Schicht aus Asphalt
arbeitnehmer auf асфальтирование дорога — асфальт асфальтоукладчик фото и фото
Arbeitnehmer auf Асфальтовая дорога
sanierung einer straße,gemeindearbeit — асфальтоукладчик сток фото и фото
Sanierung einer Straße,Gemeindearbeit
Дорожно-строительный рабочий piktogramme symbole — асфальтоукладчик Stock-grafiken, -clipart, -cartoons und -symbole mit der baustelle — асфальтоукладочная машина с фотографиями и фото
Straßenwalze Arbeiten mit der Baustelle
в гибком pflaster besteht die obere schicht aus асфальтобетон, das ist eine konstruktion, die mit einem bitumenhaltigen bindemittel aggregat. die deckschicht ist in der regel auf der tragschicht gelegt. — Асфальтоукладчик фото и фото
In flexible Pflaster besteht die obere Schicht aus Asphaltbeton,…
Команда строителей, асфальтоукладчиков и асфальтоукладчиков фото и фото
Команда строителей, строителей Asphaltstraße и
neuen асфальтштрассе. асфальт-штрассенбау. умереть бауарбайтен. — Асфальтоукладочная машина фото и фото
Neuen Asphaltstraße. Асфальт-Штрассенбау. Die Bauarbeiten.
luftaufnahme der im bau befindlichen landstraße — Асфальтоукладочная машина фото и фото
Luftaufnahme der im Bau befindlichen Landstraße
verlegung einer neuen asphaltschicht — asphalt paving machine stock-fotos und bilder
Verlegung einer neuen Asphaltschicht
lächelnd gebäude arbeiter — asphalt paving machine stock-fotos und bilder
Lächelnd Gebäude Arbeiter
abstrakte luftaufnahme eines gepflasterten kreisverkehrs — асфальтоукладочная машина стоковые фото и фото
Abstrakte Luftaufnahme eines gepflasterten Kreisverkehrs
neubelag der wohnstraße mit асфальтфластермашина — асфальтоукладочная машина стоковые фото и фото
Neubelag der Wohnstraße mit Asphaltpflastermaschine
sanierung einer straße, gemeindearbeit — машины для укладки асфальта стоковые фото и фотографии
Sanierung einer Straße, Gemeindearbeit
полоса асфальтобетонного вала, das stapeln und drücken sieem auf heicсo. дорожно-ремонтная машина — машина для укладки асфальта фото и фото
Hintergrund der Asphalt Rollen, das Stapeln und drücken Sie auf…
асфальтобетон. асфальтоукладчик und straßenwalze. Нойер Штрассенбау. — Асфальтоукладчик фото и фото
Асфальтовый фластер. Paver Maschine und Straßenwalze. Neuer Straßenbau
straßenbaupersonal arbeitet and einer асфальтфластермашина — машины для укладки асфальта сток фото и фотографии
Straßenbauперсонал arbeitet и einer Asphaltpflastermachine
дорожное строительство — асфальтоукладчик сток фото и сборка
Дорожные работы — асфальтоукладчик дорожный вибрационный каток
стоковые фото и фотографии
Вибрационный каток Starken для асфальта Straße Works
konstruktion auftauchen und ebnen maschinen icon — асфальтоукладчик стоковые изображения, -клипарт, -мультфильмы и -символы
Construktion auftauchen und ebnen maschinen icon
gelbe linie auf road — асфальтоукладчик стоковые фотографии и изображения
gelbe linie auf road
Bau der асфальт — машина для укладки асфальта фото и фотографии
Bau der Asphalt
leerer parkplatz im freien mit weißen markierungslinien — машина для укладки асфальта сток-фото и фотографии
Leerer Parkplatz im Freien mit weißen Markierungslinien
Straßenwalze Eine Straße Aufbau Fertiger Verlegung Frische Asphaltdecke während straße — асфальтовая машина сток -фотос и псев. straßenbau logo design zeichen konzept design vorlage — асфальтоукладочная машина стоковая графика, -клипарт, -мультфильмы и -символ
kreative Straßenbau Logo Design Zeichen Konzept Design Vorlage
новое дорожное строительство — асфальтоукладчик стоковые фото и изображения
Новое дорожное строительство
pflastersteinarbeiter — асфальтоукладочное оборудование стоковые фото и изображения
Pflastersteinarbeiter
асфальтоукладчик с асфальтобетонным покрытием — асфальтоукладчик стоковые фото и изображения
Blacktop Pflasterarbeiten mit Slipform Paver
sprühen der neuen doppelten gelben linien — асфальтоукладчик stock-fotos und bilder
Sprühen der neuen doppelten gelben Linien
Люфтбилд. straßenreparatur hintergrund. straßenwalzenmaschine rollt асфальт. Блик Обен фон Дроне. — Асфальтоукладочная машина сток-фото и фото
dumpfwalze darstellende weg ebnet werke — асфальтоукладчик стоковые фотографии и изображения
Dampfwalze darstellende Weg ebnet Werke
дорожное строительство — асфальтоукладчик стоковые фото и изображения bau auf Temperaturen über 160 ° erhitzt wird. straßenspezialisiertes gerät legt den weg frei. — Асфальтоукладчик фото и фото
Asphaltfertiger mit Asphalt, der während der Straße am Bau auf…
из 100
Лучшее дорожно-строительное оборудование 2020 года, продукты
Следующее оборудование было выбрано редакторами Equipment World лучшими дорожно-строительными продуктами года.
МАШИНЫ
Скользящее сиденье и консоль
BOMAG провел капитальный ремонт платформы оператора 96 T и CR
0235 CR 820 W Асфальтоукладчики с боковым обзором компании, в котором сиденье и консоль могут поворачиваться вместе под четырьмя разными углами. Отсюда открывается вид на боковые стороны асфальтоукладчика и концевые затворы плиты. А через решетку платформы операторы могут наблюдать за разбрасывающими шнеками выглаживающей плиты. На 7-дюймовом цветном экране отображаются рабочие функции, датчики, параметры и сообщения об ошибках. CR 820 может укладывать асфальт шириной от 8 до 20 футов с удлинителем и толщиной до 12 дюймов. Вместимость бункера 10 тонн.
Сокращение потребности в катках
Компания Dynapac заявляет, что может достичь 94-процентного предварительного уплотнения с помощью новой модели TH E Series, электрических трамбовочных машин высокого класса . Гидравлическая прижимная пластина на задней части выглаживающих плит помогает добиться более высокого уплотнения, что может привести к снижению уплотнения катками до 50 процентов. Операторы могут регулировать вибрацию прижимной пластины с панели дистанционного управления выглаживающей плитой или с основного рабочего места оператора. Выглаживающие плиты выпускаются двух моделей: V5100 TH E и V6000 TH E, с рабочей шириной до 29 мм..5 футов.
Heavier screed, greater compaction
LeeBoy ‘s new tracked 8530 asphalt paver comes standard with the 4,150-pound Legend HD Pro Screed for greater compaction on large jobs, including municipal work , подразделения, а также государственные и окружные дороги. Асфальтоукладчик оснащен широким и медленным конвейером для предотвращения расслоения. Стяжка также имеет автоматический контроль температуры. Другие функции включают в себя операционную станцию на высокой палубе, обеспечивающую оператору лучший обзор. Сиденья раскладываются и поворачиваются. Бункер вмещает 9тонн. Максимальная глубина укладки составляет 8 дюймов. Ширина укладки варьируется от 8 футов до 15 футов 6 дюймов.
Выглаживающая плита с электрообогревом
Mauldin сделала свою выглаживающую плиту Freedom с электрическим подогревом стандартной на новом гравитационном асфальтоукладчике 760 . Навесной генератор мощностью 12 кВт отдает тепло через шесть нагревательных элементов. Температуру стяжки можно контролировать с 5-дюймового экрана на приборной панели. Разглаживающая плита Freedom с автоматическим выдвижением обеспечивает ширину укладки от 8 до 13 футов. Модель 760 стандартно поставляется со стальными гусеницами. Полиэтиленовые прокладки не являются обязательными. Его можно оборудовать как колесный асфальтоукладчик с резиновыми шинами. Вместимость бункера 6 тонн. Максимальная глубина укладки составляет 6 дюймов.
Топливосберегающие двигатели
Volvo Construction Equipment разработала новые гусеничные и легкие асфальтоукладчики P5110B и легкие асфальтоукладчики B
. 20-тонные асфальтоукладчики работают на 173-сильном двигателе Volvo D6, который также используется в колесных погрузчиках L60H–L90H. Гусеничная модель потребляет в среднем 3,7 галлона в час, а колесный асфальтоукладчик — 3,3 галлона в час. Двигатель также предназначен для снижения вибраций и низкого уровня шума 79.децибелы. Выглаживающая плита UltiMat160 обеспечивает ширину укладки от 8 до 18 футов с удлинителями. Вместимость бункера 12 тонн.
COMPACTORS
Make fewer passes
Case Construction Equipment ’s PT240D pneumatic tire roller is designed to require fewer passes and improve penetration and compaction density. Каток оснащен четырьмя шинами спереди и четырьмя сзади с 2-дюймовым перекрытием шин, которое мягко месит горячую асфальтовую смесь, когда катится по ней. Компания заявляет, что это приводит к большей плотности асфальта и снижает вероятность образования пустот. Он создан для уплотнения подстилающего слоя и асфальта на больших дорогах и автомагистралях. Ширина уплотнения составляет 78,2 дюйма. Эксплуатационная масса составляет 21 380 фунтов и 52,9 кг.10 фунтов при полном балласте.
Замена ремня ГРМ через 2 часа
Тандемный каток Dynapac CO5200 VI имеет вибрацию на переднем вальце и колебания на заднем. Это самый большой каток компании весом 11,7 тонны и шириной уплотнения 77 дюймов, обеспечивающий осцилляцию. Барабаны изготовлены из стали Hardox 450 для уменьшения износа. Ремень ГРМ на качающемся барабане можно заменить за 2 часа вместо обычного двухдневного процесса. Операторы могут переключаться только на осцилляцию для таких вещей, как настил моста и соединения, когда требуется более мягкое уплотнение. Он работает на 130-сильном турбированном двигателе Cummins Tier 4 Final.
Упрощенная система балластировки
Пневматический шинный каток Hamm HP 180i является частью нового поколения серии HP, предназначенной для замены моделей GRW. HP 180i имеет большую емкость для воды, рассчитанную на целый день без доливки. Систему балластировки стало легче настраивать, и она обеспечивает равномерное распределение веса на каждую ось. Сборные стальные или бетонные балластные кузова можно вставлять и снимать с помощью вилочного погрузчика. HP 180i имеет рабочий вес от 8 до 18 метрических тонн и ширину уплотнения 72 дюйма. Он работает на 74,2-сильном двигателе Deutz Tier 4 Final.
Двойной вибрационный каток
С моделью SW994ND , Sakai представила свой четвертый каток с двухвальцовым вибратором. Двухбарабанный каток шириной 84 дюйма может работать как с плотной горячей смесью, так и с асфальтобетонной смесью с каменной матрицей для автомагистралей. Качающиеся модели Sakai имеют шестеренчатый привод, поэтому замена ремней не требуется. По словам представителей компании, двухвалковое колебание позволяет уплотнителю более эффективно достигать требуемой плотности и текстуры поверхности. Оба барабана также можно переключить на вибрацию. SW994ND имеет эксплуатационную массу 31 570 фунтов.
Высокочастотная вибрация
Volvo Construction Equipment Двухбарабанный каток DD128C с частотой вибрации для повышения производительности. DD128C шириной 79 дюймов имеет диапазон амплитуд от 0,003 до 0,03 дюйма для уплотнения ультратонких подъемников до 4-дюймовых подъемников. Volvo CE заявляет, что каток поддерживает надлежащую плавность хода благодаря измерителю расстояния между ударами, который обеспечивает визуальный контроль скорости. DD128C также может автоматически ограничивать скорость машины в зависимости от расстояния между ударами. Автоматическая система смачивания барабана регулирует поток воды в зависимости от скорости барабана.
MILLING
Change cutting teeth quicker
BOMAG ‘s BM 2200/60 cold planer features the company’s BMS 15 milling tooth holder system, designed to increase productivity while also увеличение срока службы до 30 процентов. Система имеет быстросменную конструкцию, которая может сократить время замены полного набора зубов по сравнению с обычными системами. Холодный рубанок имеет ширину реза 86,3 дюйма и может резать до 12,6 дюймов. Расположение конвейерных роликов улучшает поток материала для более эффективного удаления измельченных материалов из камеры резки. Новая встроенная система пылеудаления помогает улучшить условия труда оператора.
Повышенная безопасность при фрезеровании
Полуполосный строгальный станок Roadtec RX-505e/ex оснащен некоторыми новыми функциями безопасности. Обнаружение объекта сзади автоматически останавливает движение машины задним ходом при обнаружении человека или объекта. Режим обслуживания мельницы позволяет компрессору работать для питания сверла для удаления режущих зубьев, при этом привод барабана отключается. RX-505 имеет ширину кошения 79 мм.или 86 дюймов. Он режет до 13 дюймов и работает на 610-сильном двигателе. Высоту сидений оператора можно регулировать, а сиденья можно сложить, чтобы получить дополнительное место для стояния.
Уменьшите рабочую нагрузку оператора
Wirtgen ’S Flagship Molder Molder Spaters W. Mill Companore Spaters . Большие фрезерные станки могут резать до глубины 14 дюймов и ширины до 86 дюймов. W 220 работает на 801-сильном двигателе, а W 250 — на 1010-сильном. Mill Assist автоматически регулирует частоту вращения двигателя, барабана, тягового привода, водяной системы и скорость продвижения машины. Компания заявляет, что это снижает нагрузку на оператора, повышая при этом производительность машины и эффективность использования топлива.
Дополнительное дорожное оборудование
Защита вновь промотанную поверхность
воздушная биопа дороги. Новая система используется на 25-тонном трехосном низкопрофильном прицепе FT-50-3 LP компании и предназначена для техники с низким клиренсом, такой как асфальтоукладчики. Откидные рампы полностью блокируются при выдвижении, чтобы предотвратить царапание земли. Воздушная рампа с регулируемым потоком также обеспечивает мягкий контакт с землей. Пандусы имеют ширину 45 дюймов и складываются вдвое до 11 футов. Их длина и 9Угол нагрузки 0,5 градуса обеспечивает постепенный наклон.
Заново изобретенная шаттла багги
ROADTEC Уносил его SB-3000 Buggy для 2020. наземный оператор внутри конструкции машины. Все точки обслуживания находятся на уровне земли для лучшего доступа. MTV имеет четыре режима рулевого управления: краб, скоординированный, только передний и только задний. Другие особенности включают малый радиус поворота, резервную камеру, блоки управления с подсветкой, фиксированную вытяжку дыма, освещенный эвакуационный мост и лестницу, а также сигнальные огни грузовика.
Грейдер для обслуживания дорог
Sany построила свой новый мотор SMG200C-8 для обслуживания и ремонта дорог. В кабине есть камера заднего вида, рулевое колесо для движения и джойстик для профилирования. Двигатель Cummins мощностью 252 л.с. приводит машину в движение через восьмиступенчатую коробку передач, управляемый оператором блокируемый дифференциал и задний дифференциал с электронной блокировкой. Отвал имеет ширину 14 футов, а вес автогрейдера составляет 45 107 фунтов. Кабина оснащена кондиционером и подогревом, а также сиденьем с пневмоподвеской.
Впереди асфальтоукладчика
Новая укладочная машина Wirtgen WPS 62i предназначена для укладки свежего бетона на предварительно уложенную железобетонную арматуру перед бетоноукладчиком со скользящими формами. Бетон подается сбоку на разбрасыватель, который затем равномерно распределяется по всей рабочей поверхности, говорят в компании. Двухгусеничная машина может работать с шириной укладки от 12 до 24 футов, которую можно регулировать, удаляя отдельные сегменты. Он может наносить бетон толщиной до 20 дюймов. Рассыпатель/разбрасыватель имеет модульную конструкцию и быстросменные муфты для упрощения перенастройки и транспортировки.
NEW TECH
Мониторинг температуры асфальта в режиме реального времени Система Thermal Mapping включает в себя инфракрасную камеру и глобальную навигационную спутниковую систему, которые можно дооснастить асфальтоукладчиками Cat для достижения оптимального качества укладки. Камера крепится к неподвижной мачте и не имеет движущихся частей. Тепловидение может выявлять колебания температуры, позволяя подрядчикам управлять процессом доставки материалов и вносить коррективы для достижения одинаковой температуры.
Получайте результаты испытаний бетонной смеси по телефону
Новые датчики Hilti позволяют подрядчикам использовать мобильное приложение для мониторинга бетона и бетона в режиме реального времени. а также получить тесты состава смеси в собственной лаборатории компании. Датчики крепятся к арматуре с помощью стяжек в пределах 6 дюймов от поверхности. Данные о прочности, температуре и относительной влажности отправляются на ваш телефон в режиме реального времени. Результаты проектирования миксов из внутренней лаборатории также отправляются на ваш телефон. Датчики имеют срок службы батареи более двух лет. Компания также предоставит услуги обучения и поддержки на месте.
Беспроводной мониторинг затвердевания бетона
Интеллектуальные датчики бетона Maturix отслеживают процесс затвердевания бетона без проводов, устраняя необходимость в ручном сборе данных. Датчики передают температуру бетона на выбранной глубине в режиме реального времени на устройства, подключенные к Интернету. Затем система автоматически оценивает зрелость и прочность бетона. Срок службы батарей датчиков бетона составляет 10 лет. Датчики получают данные о температуре от проводов термопары, прикрепленных к арматуре перед заливкой бетона. Провод подключается к многоразовому датчику для передачи данных каждые 10 минут.
Мониторинг данных об укладке в режиме реального времени
Vögele s WITOS Paving Docu позволяет записывать отчеты о работе по укладке и автоматизирует процесс отправки данных об укладке и уведомления о доставке. Программное приложение для дорожного строительства предназначено для устранения разрыва между системой управления температурой дорожного покрытия RoadScan и телематикой WITOS Paving Plus. WITOS Paving Docu записывает данные об укладке и асфальтоукладчике, такие как рабочая ширина и скорость укладки. Накладные о доставке можно сканировать для непрерывного расчета площади покрытия, количества и плотности материала.
Все, что вам нужно знать об асфальтовом покрытии
Асфальтовое покрытие выглядит лучше, служит дольше и может быть быстро уложено. Большинство людей считают дороги и проезды чем-то само собой разумеющимся и не учитывают всех преимуществ, которые дает использование подходящего материала. При правильном применении асфальт лучше для общей управляемости, внешнего вида, вашего бюджета и окружающей среды. Совершите глубокое погружение в мир асфальта внизу.
Загрузите наше бесплатное руководство по планированию проекта укладки асфальта
Получите максимальную отдачу от своего будущего проекта! Наше руководство по планированию охватывает:
Как правильно оценить состояние вашего асфальта
Какие варианты ремонта следует рассмотреть
Различные типы асфальта для вашего проекта
Составление бюджета для вашего проекта
И многое другое!
Асфальт предлагает ряд преимуществ для потребителей и окружающей среды.
Ниже приведены некоторые из наиболее популярных преимуществ использования асфальтового покрытия.
Асфальт на 100 % пригоден для вторичной переработки
Асфальт является наиболее перерабатываемым продуктом в Америке. Компания Wolf Paving перерабатывает 100 % асфальта, снятого с строительных площадок, а также бетон и битумную черепицу. Когда дело доходит до асфальта, переработанный материал лучше не только для окружающей среды, но и для продукта. Переработанная асфальтовая смесь прочнее, долговечнее и обладает большей устойчивостью к колееобразованию, чем первичная асфальтобетонная смесь.
Асфальт прочный и долговечный
Асфальтовая подъездная дорожка или дорога, уложенная опытным подрядчиком по асфальтированию, обычно прослужат около 15–20 лет, и этот предполагаемый срок службы увеличится, если вы будете регулярно проводить профилактическое обслуживание своего покрытия.
Асфальт хорош для шумоподавления
Асфальтовое покрытие — это «тихий» вариант покрытия. Благодаря своей гладкой поверхности, мелкозернистой поверхности и используемым материалам асфальт в основном поглощает дорожный шум.
Асфальт экономичен
Укладка асфальта, как правило, гораздо более экономична по сравнению с бетоном. Одним из основных компонентов любой асфальтобетонной смеси является сырая нефть. Из-за этого колебания цен на сырую нефть могут вызвать колебания цен на асфальт.
Проекты по асфальтированию можно выполнять быстро
Материалы, необходимые для создания асфальта, легко достать, и их можно очень быстро превратить в асфальт.
Асфальтовое покрытие подходит для отвода воды
Любой асфальт подходит для отвода воды, но некоторые типы асфальта лучше других. Пористый асфальт позволяет воде проходить через асфальт в специально подготовленную гравийную основу, что помогает фильтровать воду обратно в землю. Другие виды асфальта укладываются специально для того, чтобы помочь перенаправить воду в загазованные районы или другие места, где ими можно управлять.
Асфальтовое покрытие безопасно
Асфальт обеспечивает безопасность вашего имущества несколькими способами. Поскольку асфальт обладает водоотталкивающими свойствами, он способствует сопротивлению скольжению, а темный цвет способствует таянию льда и снега, делая ваше дорожное покрытие более безопасным как для автомобилей, так и для пешеходов.
Асфальтовые заполнители легко смешивать и подбирать индивидуально. Существуют сотни потенциальных смесей, которые можно приготовить для удовлетворения любых конкретных потребностей в асфальте. Многие асфальтовые подрядчики имеют свои собственные заводы по производству асфальта, чтобы лучше создавать решения для этих нужд. По большей части все миксы попадают в эти четыре категории.
Пористый асфальт
Пористый асфальт — это экологически безопасное решение для укладки дорожного покрытия, которое соответствует передовым методам укладки дорожного покрытия Агентства по охране окружающей среды. Его использование для вашего следующего проекта может даже предложить вашему бизнесу налоговые льготы. Термин «пористый» относится к тому факту, что в асфальтовом материале есть крошечные отверстия, которые обеспечивают экологически безопасный способ управления ливневыми водами. Вода попадает в землю под землей, где она подвергается естественным процессам очистки воды. Узнайте разницу между проницаемым и пористым асфальтом, загрузив нашу бесплатную брошюру.
Холодный асфальт
Холодный асфальт остается мягким при низких температурах и помогает отталкивать воду, в основном используется для ремонта выбоин. Процесс изготовления этой смеси достаточно прост, что позволяет производить ее практически при любой температуре.
Горячий асфальтобетон
Горячий асфальтобетон (HMA) — это обозначение, данное асфальтовым смесям, которые нагревают и заливают при температуре от 300 до 350 градусов по Фаренгейту. Это наиболее часто используемый асфальт.
HMA можно разделить на три категории, включая смеси с плотным гранулометрическим составом, битум с каменной матрицей и смеси с открытым грунтом. Плотные смеси классифицируются в зависимости от размера используемого заполнителя и делятся на две подкатегории, в том числе мелкозернистые и крупнозернистые. Плотные мелкозернистые смеси содержат более высокий процент песка и мелких камней по сравнению с крупнозернистым аналогом. Этот тип смеси можно использовать для мощения дорог с интенсивным движением, автомагистралей и автомагистралей.
Теплый асфальтобетон
Теплый асфальтобетон (WMA) производится при температуре от 200 до 250 градусов по Фаренгейту. При производстве WMA используется меньше ископаемого топлива, чем при производстве HMA, но требуется больше вяжущих материалов, которые помогают разливать и распределять при более низкой температуре. WMA также дешевле в производстве, чем HMA.
Крупнозернистый асфальт
Крупнозернистый асфальт обычно используется в качестве вяжущего или крупной основы для поддержки мелкозернистых плотных смесей, которые используются для поверхностных подъемов на парковках, дорогах и подъездных путях.
Большинство типов повреждений асфальта можно легко предотвратить с помощью профилактического обслуживания и правильной установки. Если на вашем асфальте появляются признаки повреждения, лучше сразу же отремонтировать его, так как небольшие проблемы обходятся дешевле и могут быть устранены быстро.
Трещины
Аллигаторное растрескивание
Аллигаторное растрескивание, также известное как усталостное растрескивание, часто вызывается перегрузкой, которая может быть результатом слишком тонкого дорожного покрытия или проблем с основанием.
Трещины от проскальзывания
Трещины от проскальзывания могут образовываться из-за того, что асфальтобетонная смесь была слишком слабой или из-за плохой связи между слоями дорожного покрытия. Вы можете отличить их от других трещин, так как они напоминают растяжки.
Краевые трещины
Как следует из названия, краевые трещины образуются вблизи внешнего края дорожного покрытия. Этот тип повреждения вызывает густая растительность и отсутствие опоры на краю тротуара.
Растрескивание блоков
Растрескивание блоков происходит, когда трещины образуются в форме взаимосвязанных, относительно прямоугольных форм. Эти трещины возникают, когда битумное вяжущее сжимается и расширяется во время температурных циклов. Если это происходит, то это потому, что смесь была слишком сухой при укладке.
Продольное растрескивание
Продольное растрескивание вызвано плохой конструкцией продольного соединения. Эти трещины проходят параллельно осевой линии дорожного покрытия.
Поперечные трещины
Поперечные трещины образуются перпендикулярно центральной линии дорожного покрытия. Они образуются, когда есть проблемы в нижележащем слое.
Выбоины
Выбоины образуются из-за износа от погодных условий и интенсивности движения на тротуаре. Большинство выбоин появляются в конце зимы или ранней весной, потому что вода постоянно проходит циклы замерзания и таяния. Если эта вода находится в асфальтовом основании, она может ослабить дорожное покрытие. Таких повреждений можно избежать или свести к минимуму с помощью профилактического обслуживания.
Впадины
Впадины представляют собой участки поверхности дорожного покрытия с более низкими отметками, чем остальная часть дорожного покрытия. Впадины в дорожном покрытии удерживают воду, что впоследствии может привести к еще большему ущербу.
Неисправность основания
Неисправность основания может быть результатом плохого дренажа, слишком большого веса в одной области, отсутствия поддержки или ошибки при установке. Для того, чтобы отремонтировать основание, вы должны сначала удалить весь поверхностный слой.
Зачистка
Сдирание происходит, когда сцепление между асфальтом и заполнителем ослабевает, вызывая смещение поверхности. Этот тип повреждения может быстро привести к образованию трещин.
Заполнение трещин
Заполнение трещин – это использование горячего герметика для заполнения трещин в дорожном покрытии, чтобы вода не причиняла им больше вреда. Герметик будет прилипать к асфальту, препятствуя проникновению воды и других природных элементов и использованию слабых мест в вашем дорожном покрытии.
Одна из самых больших ошибок, которую люди совершают, когда дело доходит до трещин на асфальте, заключается в том, что они слишком долго ждут, чтобы их зашпаклевать. Со временем трещины будут только увеличиваться. То, что когда-то было небольшой трещиной, может быстро превратиться в аллигаторную трещину или даже в выбоину, нарушив целостность всей поверхности тротуара.
Защитное покрытие
Защитное покрытие защитит асфальт от воздействия топлива, масла, воды, погодных условий и дорожного движения. Это быстрый и простой способ предотвратить повреждение, и его следует применять каждые 3-5 лет, всегда в теплое время года. Защитное покрытие не наносится на новое асфальтовое покрытие, а используется для продления срока службы старого покрытия. Покрытие придает тротуару гладкий и темный вид. Это идеальное решение, если вы ищете простой способ улучшить внешний вид вашего асфальта и защитить его от непогоды.
Преимущества герметика
Продлевает срок службы дорожного покрытия
Ускоряет таяние снега и льда
Снижает долгосрочные затраты на ремонт
Защищает дорожное покрытие от окисления, разливов масла, химикатов и проникновения воды
Улучшает внешний вид объекта
Фрезерование
Фрезерование — это процесс удаления верхнего слоя асфальта без нарушения нижнего основания. Это отличный вариант, если ваше основание полностью функционально и только верхний слой асфальта нуждается в ремонте. Фрезерование может быть выполнено за долю стоимости полной реконструкции, поскольку удаляется и заменяется только верхний слой. Весь процесс может быть завершен за относительно короткий период времени.
Преимущества измельчения
Экономичность
Быстрое завершение проекта
Переработка старого материала
Заделка
Заделка — это процесс заполнения выбоин. Существуют небольшие различия в методах заделки, но общая идея сводится к следующим пяти шагам:
Шаг 1: Удаление поврежденного дорожного покрытия
В зависимости от размера и характера повреждения будут использоваться различные инструменты.
Шаг 2: Очистка выбоины
Весь мусор должен быть удален, иногда могут даже торчать растения, которые необходимо удалять с корнем.
Шаг 3: Ремонт фундамента
Асфальту нужна прочная основа, иначе в будущем у вас будет больше проблем.
Этап 4: Заполнение выбоины
Тип асфальта, используемого для заполнения выбоины, зависит от погоды и размера выбоины, обычно используется горячая или холодная асфальтобетонная смесь.
Шаг 5: Трамбовка
Выбоина будет немного переполнена, и ее необходимо будет утрамбовать. В зависимости от размера выбоины для этого можно использовать различное оборудование или инструменты.
Верхний слой
Верхний слой асфальта можно рассматривать как большую ямочную работу на участке асфальта. Верхний слой обычно используется, когда на существующем асфальте есть признаки растрескивания и выбоин, но недостаточно повреждений, чтобы гарантировать полную замену.
Ищете примеры проекта укладки асфальта?
Укладка асфальта в муниципальных учреждениях Пример: Meier Road, Мэдисон
Укладка асфальта в жилых домах: Подъездная дорожка мистера Галлуна
Новая установка
Новая укладка асфальта — это совершенно новый старт для вашего покрытия. Обычно это происходит в следующем порядке:
Этап 1: Разрушение и демонтаж
Он начинается с удаления существующей поверхности и ее утилизации. Если существующее покрытие представляет собой асфальт, его можно переработать и использовать в будущих асфальтовых покрытиях, что сэкономит вам деньги на материале.
Этап 2: Планировка и уклон
Прежде чем укладывать что-либо, поверхность должна быть выровнена, это позволит воде стекать с тротуара на газон. Вашим подрядчикам также может потребоваться изменить форму участка, чтобы придать ему наклонную поверхность, которая поможет отводить воду.
Шаг 3: Подготовка подстилающего слоя
Подложка — это самый нижний слой, он будет поддерживать ваше новое покрытие.
Этап 4: Добавление связующего слоя
Связующий слой представляет собой крупный заполнитель, смешанный с маслом, что делает его прочным и долговечным. Как только этот шаг сделан, пришло время для пробного броска.
Контрольный валик — это испытание, позволяющее убедиться, что подстилающая поверхность достаточно прочна, чтобы выдержать новый асфальт. Если контрольный вал обнаружит мягкие участки, для их ремонта можно использовать подрезку. Процесс включает в себя копание ниже уровня земли примерно на 2 или 3 фута и замену мягкой почвы более прочным заполнителем.
Этап 5: Укладка нового асфальтового покрытия
Новое асфальтовое покрытие.
Этап 6: Окончательный валик
После укладки асфальта поверхность выравнивается и уплотняется.
Обычно работы по мощению делятся на три отдельные категории: коммерческие, жилые и муниципальные.
Коммерческое мощение
Коммерческое мощение охватывает частные объекты, такие как бизнес, автостоянки и теннисные корты.
Примеры:
Практический пример: Реконструкция и укладка асфальта на парковке Plum Media
Практический пример: Реконструкция и укладка асфальта на трассе Badger Raceway
Практический пример: Демонтаж и укладка асфальтированной коммерческой парковки
Практический пример: Вы можете положиться на мощение волков
Мощение жилых домов
Работы по мощению жилых домов охватывают частных лиц, в основном подъездные пути.
Примеры:
Практический пример: Объединение ландшафтного дизайна с проектированием асфальтобетонного покрытия жилых домов и мощением
Практический пример: Долгий и извилистый путь к успеху в мощении жилых домов
Муниципальное мощение
Муниципальные работы по мощению включают недвижимость, принадлежащую городу. Это включает в себя проекты дорог и крупных автомагистралей.
Примеры:
Практический пример: Укладка асфальта на муниципальной дороге в Мэдисоне
Практический пример: Стабилизация асфальтового основания в средней школе Глен Хиллз
В процессе укладки асфальта используется много различных типов машин.
Ниже приведены некоторые из наиболее часто используемых.
Flatliner
Flatliner используются для проектов, которые не требуют полного ремонта. По сути, эта машина шлифует неровности верхнего слоя, чтобы воссоздать гладкую поверхность. Чтобы узнать больше о плоских лайнерах и их преимуществах, загрузите наше бесплатное информационное руководство.
Фрезерные станки
Фрезерные станки снимают верхний слой дорожного покрытия. В отличие от плоских лайнеров, он оставляет поверхность шероховатой и рифленой. Затем эта поверхность будет заасфальтирована. Если вы хотите узнать больше о фрезеровании и подходит ли этот процесс для вашего проекта, загрузите нашу бесплатную брошюру о фрезеровании. Чтобы узнать больше о процессе фрезерования асфальта, посетите наш блог.
Стабилизаторы/реклаймеры
Стабилизаторы/реклаймеры представляют собой большую машину с лопастями ротора, которая измельчает старое дорожное покрытие. Эта машина также может быть использована для смешивания материала в основание, которое укрепит его. Вы можете узнать больше о стабилизации грунта в нашем блоге.
Грейдеры
Грейдеры — это машины с большими лезвиями, которые создают плоскую поверхность для заливки асфальта. В отличие от фрез, грейдеры используются только тогда, когда основание состоит из грязи или гравия. Оценщики также устанавливают шаг в проекте, чтобы направить воду для стока в определенном направлении.
Асфальтоукладчики
Асфальтоукладчик — это машина, укладывающая асфальт. Асфальтовая смесь загружается в машину, которая затем распределяется и укладывает асфальт, который затем выравнивается и уплотняется частью машины, называемой стяжкой.
Подметальные машины
Как следует из названия, подметальные машины используются для подметания дороги после ее планировки или фрезерования. Если перед заливкой асфальта на земле останется слишком много мусора, у него возникнут проблемы с сцеплением.
Катки
Катки используются для уплотнения асфальта после его укладки. Каток иногда используется несколько раз на одном и том же дорожном покрытии для дополнительного уплотнения.
Дроны
Дроны — относительно новый инструмент, используемый в асфальтовой промышленности. Их можно использовать для помощи в планировании проектов путем отображения топографии рабочих площадок. Они могут быстро предоставить руководителям проектов точные уровни высоты, что помогает общему управлению проектом.
Caterpillar обновляет большую линию асфальтоукладчиков к 2022 году
Компания Caterpillar объявила об обновлении своей линейки больших асфальтоукладчиков, включая новые модели асфальтоукладчиков Cat AP600, AP655, AP1000 и AP1055.
30 марта 2022 г.
Caterpillar
Caterpillar AP600.
Caterpillar
Компания Caterpillar объявила об обновлении своей линейки больших асфальтоукладчиков и представит их на этой неделе на выставке World of Asphalt в Нэшвилле, штат Теннесси.
Новые асфальтоукладчики Cat AP600, AP655, AP1000 и AP1055 основаны на характеристиках асфальтоукладчиков серии F, которые обеспечивают топливную экономичность, упрощенную эксплуатацию и повышенный комфорт. Благодаря новым предложениям по выглаживающим плитам, технологии, облегчающей установку асфальтоукладчика, улучшенному удержанию материала и улучшенному обзору благодаря стандартным противоположным боковым зеркалам, эти новые модели продолжают превращаться в машины, предлагающие подрядчикам высокую окупаемость инвестиций.
Дополнения к переднему удлинителю
В новых плитах Cat SE47 FM и SE60 FM используются удлинители, расположенные перед основной плитой. Эти передние удлинители устойчивы при укладке большей ширины и позволяют легко быстро уменьшить ширину укладки при маневрировании вокруг препятствий, легко втягивая материал обратно в камеру шнека.
SE47 FM предлагает диапазон укладки от 8 до 20 футов и 6 дюймов, а SE60 FM обеспечивает диапазон укладки от 10 до 25 футов и 6 дюймов. Дополнительные пакеты расширения, а также навесное оборудование для бермы позволяют этим плитам исключительно хорошо работать в различных условиях как в городских, так и в сельских условиях.
Помощник при запуске укладки — это дополнительный инструмент управления машиной, упрощающий настройку и обеспечивающий воспроизводимую производительность на рабочих площадках со схожими требованиями к укладке. Интегрированная система регистрирует рабочие условия как асфальтоукладчика, так и выглаживающей плиты, включая ширину укладки, скорость укладки и положение точки буксировки, и это лишь некоторые из них. При перемещении на аналогичную рабочую площадку оператор просто активирует ранее записанный профиль из меню дисплея, и система удобно согласует спецификации настройки машины для проверенной и надежной работы. Эта опция доступна для плит SE50 V, SE50 VT, SE60 V, SE60 V XW и SE60 VT XW.
Caterpillar AP1055.Caterpillar
Контроль материала
Контроль асфальта в бункере является жизненно важной функцией для обеспечения бесперебойной работы линии укладки. Однако иногда это может быть трудной задачей. Слишком много материала приводит к утечке, а слишком мало материала приводит к голоданию системы подачи. Чтобы упростить эту функцию, был добавлен опциональный датчик высоты материала с индикатором, расположенным на рабочем дисплее, который позволяет оператору быстро определить, когда продолжить укладку или когда вызвать дополнительный материал. В сочетании с датчиком высоты имеется дополнительный датчик температуры, который информирует оператора о температуре асфальта, подаваемого на асфальтоукладчик, для удобной проверки процесса контроля качества.
Тепловое картирование
Термическая сегрегация является одной из основных причин разрушения дорог в асфальтобетонной промышленности. Температурные колебания могут оставить после стяжки неровную текстуру поверхности. Эти изменения остывают быстрее и могут привести к далеким от идеальных результатам уплотнения и сокращению ожидаемого срока службы поверхности с твердым покрытием. Раннее обнаружение температурных изменений позволяет своевременно вносить коррективы в управление технологическим процессом.
Для борьбы с этими отклонениями подрядчики могут контролировать температуру поверхности асфальта с помощью дополнительной инфракрасной камеры Cat и глобальной навигационной спутниковой системы (GNSS), обеспечивающей точность RTK. Просматривая температуру в режиме реального времени, подрядчики могут выявлять отклонения и принимать меры для управления процессом доставки от завода к асфальтоукладчику и точной настройки методов укладки для более равномерной температуры укладки.
Улучшенное удержание материала
Замена асфальтоукладчиков и грузовиков создает возможность разливов и утечек асфальта. Новый дизайн обшивки на передней части бункера обеспечивает повышенную память и устойчивость к температуре, что помогает лучше предотвратить разлив. Кроме того, скребки, расположенные на задней стороне бункера, помогают предотвратить протечки между крыльями бункера и моторным отсеком.
Новый дизайн
Новый внешний вид помогает поддерживать современный вид парка машин. Буквенное обозначение также было удалено и будет соответствовать серийному номеру для деталей и сервисной поддержки.
Гусеница 8 футов. Заполнение асфальтоукладчиков на рынке асфальта
Colorbiotics для демонстрации соильного масляного асфальта
Номинации с 1 июля для лучших подрядчиков для работы в конструкции
Mazio Investions Skid Paver
Mazio Investions Skid Paver
. Помощник обеспечивает повторную работу асфальтоукладчиков
Вопросы и ответы: какая технология способствует цифровому переходу в строительстве после пандемии?
COVID-19 ускорил переход от ручных процессов к более автоматизированным системам, повысив эффективность работы с дебиторской задолженностью, удаленной работы и предотвращения мошенничества индустрии технического обслуживания благодаря их стремлению к совершенству, профессионализму, приверженности образованию и внедрению технологий.
Переработка на месте экономит ваши деньги
Мобильная дробилка K-JC503 достаточно мала для легкой транспортировки, весит 7496 фунтов и оснащена однощековой щековой дробилкой размером 19″ x 10″, которую можно регулировать с помощью гидравлики, производя конечный продукт размером 3/4″-3-1/4. » со скоростью до 34 тонн в час.
Новые органы управления асфальтоукладчиком упрощают работу с машинами Astec
Новая система управления оператором на всех асфальтоукладчиках шоссейного класса Roadtec серии RP обеспечивает улучшенную функциональность и компактный современный вид.
Асфальтоукладчик Blaw-Knox PF-7110B
Ассортимент асфальтоукладчиков Dynapac Highway Class
Новое предложение включает четыре модели тракторов: D30T — гусеница 10 футов, D30W — колесная колея 10 футов, D25T — гусеница 8 футов, колесная модели стяжек Mat Master 16R (8–16 футов стяжки), Mat Master 20R (от 10 до 20 футов).
Элементы управления Caterpillar Pave Start Assistant для асфальтоукладчиков
Опция Pave Start Assistant предназначена для упрощения настройки и обеспечения воспроизводимой производительности на рабочих площадках с аналогичными требованиями к укладке
Гусеница 8 футов.
Асфальтоукладчики заполняют нишу на рынке асфальтоукладчиков
Вся новая линейка асфальтоукладчиков Caterpillar подходит для городских улиц, автостоянок, сельских дорог и других небольших и средних объектов.
Dynapac представляет 4 асфальтоукладчика шоссейного класса, 2 рабочих органа на выставке World of Asphalt
Компания Dynapac представила на выставке World of Asphalt в Нэшвилле, штат Теннесси, свою новейшую линейку асфальтоукладчиков и рабочих органов шоссейного класса, созданную специально для североамериканского рынка.
Astec обновляет средства управления своей линейки асфальтоукладчиков
Узнайте больше о том, как компания Astec Industries упростила управление своим асфальтоукладчиком для повышения удобства работы пользователей.
Dynapac представляет четыре новых передних плиты на выставке ARA 2021
Передняя плита Dynapac DFP9XE — это первая передняя плита с питанием от батареи в портфеле оборудования компании, разработанная с учетом новых правил и стандартов выбросов.


 Используйте конструкторскую документацию при разработке технологического процесса изготовления детали «Крышка»:
Используйте конструкторскую документацию при разработке технологического процесса изготовления детали «Крышка»:
 Метод получения заготовки и схемы базирования.
Метод получения заготовки и схемы базирования.


 Используйте конструкторскую документацию при разработке технологического процесса изготовления детали «Крышка»:
Используйте конструкторскую документацию при разработке технологического процесса изготовления детали «Крышка»: т.к поправочный коэффициент на скорость резания Kvм =2,20
т.к поправочный коэффициент на скорость резания Kvм =2,20

 01. Разработка технологических процессов изготовления деталей машин были продемонстрированы профессиональные компетенции:
01. Разработка технологических процессов изготовления деталей машин были продемонстрированы профессиональные компетенции: Н. Основы технологии машиностроения, технология машиностроения [ документ ]
Н. Основы технологии машиностроения, технология машиностроения [ документ ]
 С. Теория и практика технологии машиностроения. В 2-хкн. М.: Машиностроение, 1982. Кн.1. 283с.; Кн.2. 269с.
С. Теория и практика технологии машиностроения. В 2-хкн. М.: Машиностроение, 1982. Кн.1. 283с.; Кн.2. 269с. И.Сидорин, Г.Ф. Косолапов и др. ; Под общ. Ред. Б.Н. Арзамасов. Изд. 2-е, испр. и доп. М.: Машиностроение, 1986. 786 с.
И.Сидорин, Г.Ф. Косолапов и др. ; Под общ. Ред. Б.Н. Арзамасов. Изд. 2-е, испр. и доп. М.: Машиностроение, 1986. 786 с. И.А. Ординарцева. Л.: Машиностроение, 1987. 846с.
И.А. Ординарцева. Л.: Машиностроение, 1987. 846с. 0501 «Технология машиностроения, металлорежущие станки и инструменты» / ИЭИ им. В.И.Ленина: сост. Птуха Л.И. – Иваново, 1982.
0501 «Технология машиностроения, металлорежущие станки и инструменты» / ИЭИ им. В.И.Ленина: сост. Птуха Л.И. – Иваново, 1982. На поверхности имеется 6 пазов из которых 4 паза шириной 6,5мм а два паза шириной 7мм.Также имеется 3 отверстия диаметром 5,3 а два отверстия диаметром 6.1мм. Деталь является симметричной с двумя обнижениями 80 x 25и58 x 23. Деталь выполнена из стали СТ3ГОСТ380-88. Деталь имеет свободный доступ ко всем обрабатываемым поверхностям .Для обработки детали используется набор стандартного режущего инструмента, стандартное приспособление ,все поверхности детали измеряются стандартными измерения
На поверхности имеется 6 пазов из которых 4 паза шириной 6,5мм а два паза шириной 7мм.Также имеется 3 отверстия диаметром 5,3 а два отверстия диаметром 6.1мм. Деталь является симметричной с двумя обнижениями 80 x 25и58 x 23. Деталь выполнена из стали СТ3ГОСТ380-88. Деталь имеет свободный доступ ко всем обрабатываемым поверхностям .Для обработки детали используется набор стандартного режущего инструмента, стандартное приспособление ,все поверхности детали измеряются стандартными измерения 3 S (сера) до 0.055 Mg (магний) 0.4-0.65 P (фосфор) 0.045 Вывод: исходя из химического состава, механических и физических свойств, приходим к выводу, что для производства данной детали “ Пластина” целесообразно использовать материал – Ст3, так как данный материал подходит по всем параметрам. Марка материала Gt Gb б Y HB Ст3 101-143 460 ,9 2. 8 25 54.7 Механические свойства материала
3 S (сера) до 0.055 Mg (магний) 0.4-0.65 P (фосфор) 0.045 Вывод: исходя из химического состава, механических и физических свойств, приходим к выводу, что для производства данной детали “ Пластина” целесообразно использовать материал – Ст3, так как данный материал подходит по всем параметрам. Марка материала Gt Gb б Y HB Ст3 101-143 460 ,9 2. 8 25 54.7 Механические свойства материала получаем среднесерийное производство.
получаем среднесерийное производство. Для контроля поверхности Ø5.3Н14 используем калибр-пробку проходную.
Для контроля поверхности Ø5.3Н14 используем калибр-пробку проходную. 04.2017
04.2017
 02.08 Технология машиностроения, для углубленного изучения ПМ.01 Разработка технологических процессов изготовления деталей машин МДК.01.01. Технологические процессы изготовления деталей машин и УП.01.01 Технологические процессы изготовления деталей машин.
02.08 Технология машиностроения, для углубленного изучения ПМ.01 Разработка технологических процессов изготовления деталей машин МДК.01.01. Технологические процессы изготовления деталей машин и УП.01.01 Технологические процессы изготовления деталей машин.
 Из-за принципов проектирования и используемых технологий изготовления они рассматриваются как отдельные вопросы. Технологический процесс в основном касается превращения заготовки в конечный продукт (декрементный и аддитивный методы).
Из-за принципов проектирования и используемых технологий изготовления они рассматриваются как отдельные вопросы. Технологический процесс в основном касается превращения заготовки в конечный продукт (декрементный и аддитивный методы).
 Технологический процесс должен быть разработан таким образом, чтобы не было необходимости использовать станки, инструменты и специализированное или специальное технологическое оборудование. В данном случае стоимость является ключевым критерием. Должны использоваться только универсальные инструменты и оборудование (имеющиеся в продаже). Время установки и разбивки будет больше. Также возможно увеличить основное машинное время (время выполнения обработки). Однако увеличение этих сроков является более экономичным решением, чем разработка и изготовление, например, специализированного технологического оборудования. Однако не всегда можно избежать использования специализированных или специальных инструментов. Обработка внутреннего конуса с необычным углом требует использования специального инструмента.
Технологический процесс должен быть разработан таким образом, чтобы не было необходимости использовать станки, инструменты и специализированное или специальное технологическое оборудование. В данном случае стоимость является ключевым критерием. Должны использоваться только универсальные инструменты и оборудование (имеющиеся в продаже). Время установки и разбивки будет больше. Также возможно увеличить основное машинное время (время выполнения обработки). Однако увеличение этих сроков является более экономичным решением, чем разработка и изготовление, например, специализированного технологического оборудования. Однако не всегда можно избежать использования специализированных или специальных инструментов. Обработка внутреннего конуса с необычным углом требует использования специального инструмента. Использование специальных и специальных технологических инструментов и оборудования вполне приемлемо и желательно. Специализированное и специальное технологическое оборудование в зависимости от размера производственной серии может быть более или менее сложным. Используются специализированные станки.
Использование специальных и специальных технологических инструментов и оборудования вполне приемлемо и желательно. Специализированное и специальное технологическое оборудование в зависимости от размера производственной серии может быть более или менее сложным. Используются специализированные станки. Технологический процесс состоит из отдельных технологических операций. Технологическая операция состоит из обработки (резки) – одной или нескольких. В ситуации, когда технологическая операция включает одну обработку, технологическая обработка является технологической операцией.
Технологический процесс состоит из отдельных технологических операций. Технологическая операция состоит из обработки (резки) – одной или нескольких. В ситуации, когда технологическая операция включает одну обработку, технологическая обработка является технологической операцией. Каждая технологическая обработка имеет свои индивидуально подобранные параметры обработки.
Каждая технологическая обработка имеет свои индивидуально подобранные параметры обработки.
 Поскольку конечным результатом является высокоточная копия оригинального дизайна, в производственном процессе возникает меньше отходов, что может сэкономить деньги производителя.
Поскольку конечным результатом является высокоточная копия оригинального дизайна, в производственном процессе возникает меньше отходов, что может сэкономить деньги производителя. Это включает в себя передовые композиты, использование которых на сегодняшний день в значительной степени ограничено в ограниченном числе дорогостоящих приложений. Тем не менее, предпринимаются усилия по разработке производственных процессов, которые снижают стоимость и ускоряют производство, чтобы в ближайшие годы усовершенствованные композиты были интегрированы в гораздо более широкий спектр продуктов и приложений.
Это включает в себя передовые композиты, использование которых на сегодняшний день в значительной степени ограничено в ограниченном числе дорогостоящих приложений. Тем не менее, предпринимаются усилия по разработке производственных процессов, которые снижают стоимость и ускоряют производство, чтобы в ближайшие годы усовершенствованные композиты были интегрированы в гораздо более широкий спектр продуктов и приложений.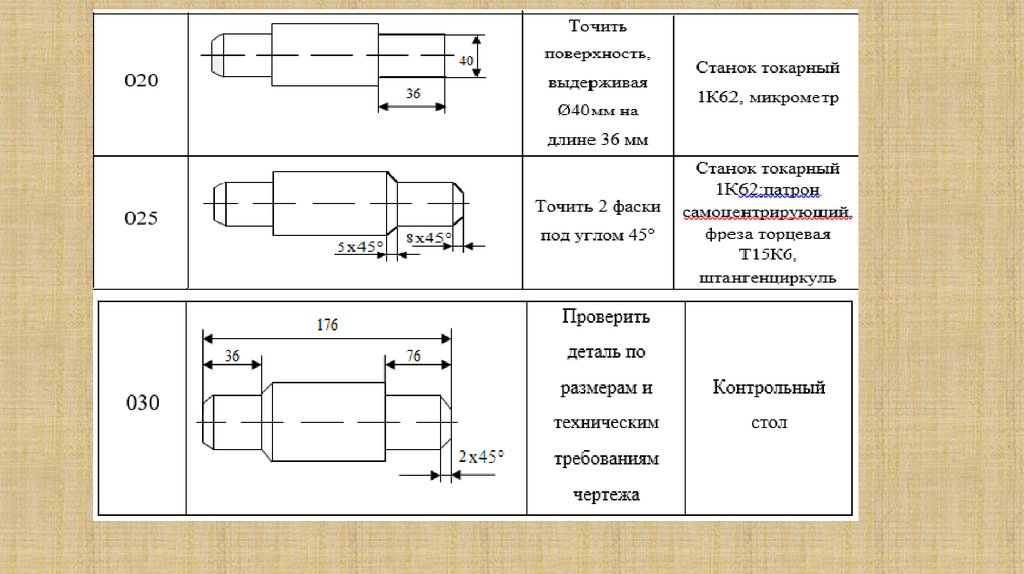 Умные технологии не новы, но они неуклонно развиваются в будущее для производства.
Умные технологии не новы, но они неуклонно развиваются в будущее для производства.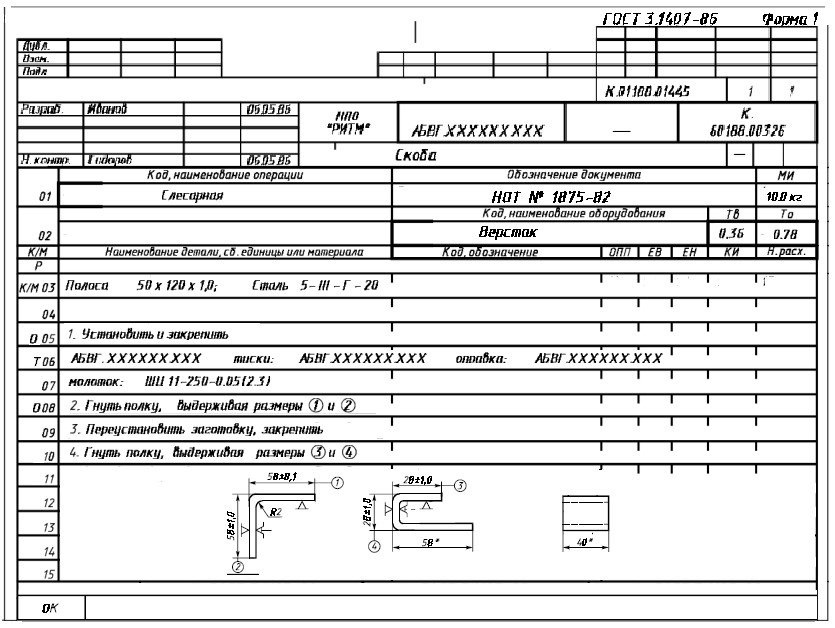
 001000.00Inchesuuid:A806022A264211DBACF5923F984115A9adobe:docid:photoshop:7d6c8e06-21ae-11d9-9b45-912fba50d632
001000.00Inchesuuid:A806022A264211DBACF5923F984115A9adobe:docid:photoshop:7d6c8e06-21ae-11d9-9b45-912fba50d632 1016/j.proeng.2011.03.120
1016/j.proeng.2011.03.120 Мы взглянем на эволюцию производства и то, куда технологии приведут его дальше, от экзокостюмов с приводом от человека до совместных роботов и не только.
Мы взглянем на эволюцию производства и то, куда технологии приведут его дальше, от экзокостюмов с приводом от человека до совместных роботов и не только. Электрификация всего. Энергия слияния. Получите наш 70-страничный анализ технологических тенденций, формирующих отрасли от производства до финансовых услуг в 2022 году, здесь.
Электрификация всего. Энергия слияния. Получите наш 70-страничный анализ технологических тенденций, формирующих отрасли от производства до финансовых услуг в 2022 году, здесь. В сочетании с растущим потребительским спросом, нехваткой рабочей силы и продолжающимися проблемами с цепочками поставок до 2022 года производителям предстоит решить серьезные проблемы.
В сочетании с растущим потребительским спросом, нехваткой рабочей силы и продолжающимися проблемами с цепочками поставок до 2022 года производителям предстоит решить серьезные проблемы.
 За это время количество сделок стабилизировалось на уровне около 270 в год, что позволяет предположить, что средний размер сделки увеличивается по мере взросления рынка и движения компаний. на более поздние стадии роста.
За это время количество сделок стабилизировалось на уровне около 270 в год, что позволяет предположить, что средний размер сделки увеличивается по мере взросления рынка и движения компаний. на более поздние стадии роста.
 Это может быть хорошей новостью для среднего потребителя, но производителям было трудно покрыть дополнительные расходы.
Это может быть хорошей новостью для среднего потребителя, но производителям было трудно покрыть дополнительные расходы. Крупные компании в фармацевтическом, технологическом, аэрокосмическом и других секторах в настоящее время ежегодно инвестируют миллиарды долларов в исследования и разработки, причем многие производители возглавляют список корпоративных расходов.
Крупные компании в фармацевтическом, технологическом, аэрокосмическом и других секторах в настоящее время ежегодно инвестируют миллиарды долларов в исследования и разработки, причем многие производители возглавляют список корпоративных расходов. Это привело к значительным потерям рабочих мест в обрабатывающей промышленности в развитых странах в последние десятилетия.
Это привело к значительным потерям рабочих мест в обрабатывающей промышленности в развитых странах в последние десятилетия. Согласно одному отчету, в 2020 году в США было переведено 109 тысяч рабочих мест, причем 46% этих должностей пришлось на Китай. Covid-19 был указан в качестве основной причины, и большинство этих позиций приходилось на фармацевтику и средства индивидуальной защиты (СИЗ).
Согласно одному отчету, в 2020 году в США было переведено 109 тысяч рабочих мест, причем 46% этих должностей пришлось на Китай. Covid-19 был указан в качестве основной причины, и большинство этих позиций приходилось на фармацевтику и средства индивидуальной защиты (СИЗ).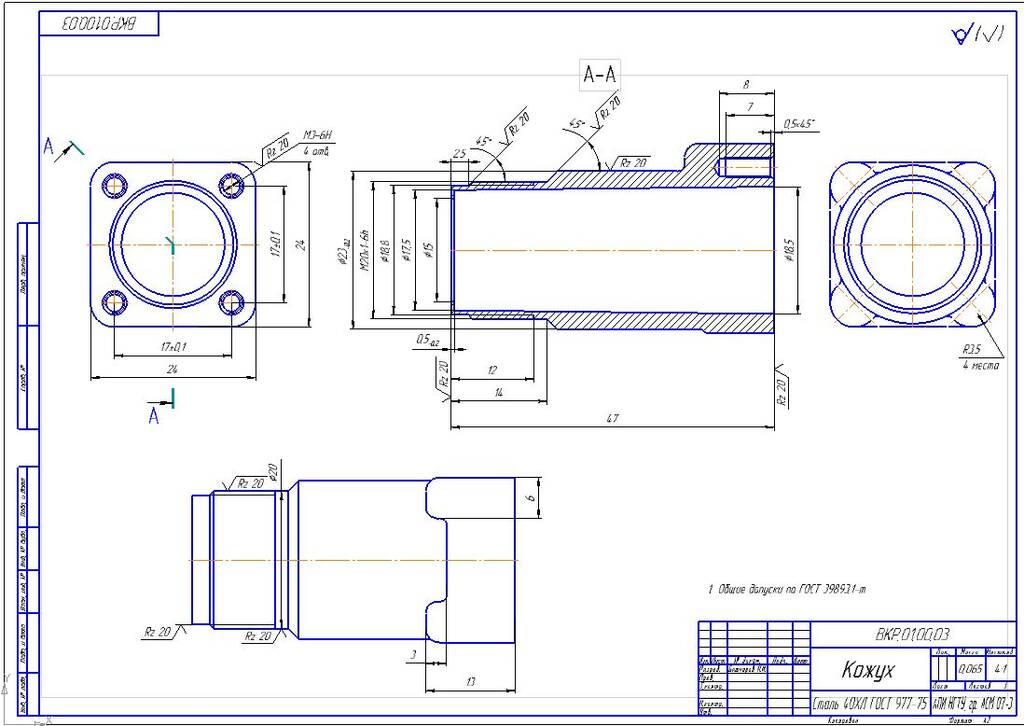 Согласно одному отчету, в 2020 году в США было переведено 109 тысяч рабочих мест, причем 46% этих должностей пришлось на Китай. Covid-19 был указан в качестве основной причины, и большинство этих позиций приходилось на фармацевтику и средства индивидуальной защиты (СИЗ).
Согласно одному отчету, в 2020 году в США было переведено 109 тысяч рабочих мест, причем 46% этих должностей пришлось на Китай. Covid-19 был указан в качестве основной причины, и большинство этих позиций приходилось на фармацевтику и средства индивидуальной защиты (СИЗ). В трудоемких отраслях, таких как текстильная промышленность и бытовая электроника, это несоответствие затрат трудно игнорировать, и оно является важной причиной переноса производства в страны с низкими издержками.
В трудоемких отраслях, таких как текстильная промышленность и бытовая электроника, это несоответствие затрат трудно игнорировать, и оно является важной причиной переноса производства в страны с низкими издержками. Между тем, технические требования к производству выросли, что затрудняет наем подходящих работников. Как сказал New York Times один из бывших руководителей Siemens: «Люди на заводе должны быть намного более квалифицированными, чем они были в прошлом. Сегодня в «Сименс» нет работы для выпускников средних школ».
Между тем, технические требования к производству выросли, что затрудняет наем подходящих работников. Как сказал New York Times один из бывших руководителей Siemens: «Люди на заводе должны быть намного более квалифицированными, чем они были в прошлом. Сегодня в «Сименс» нет работы для выпускников средних школ».
 Эта технология может ежегодно экономить до 3 трлн литров воды в дополнение к потреблению CO 9 .0341 2 из атмосферы.
Эта технология может ежегодно экономить до 3 трлн литров воды в дополнение к потреблению CO 9 .0341 2 из атмосферы. Платформа Sweep позволяет пользователям вводить данные о различных аспектах своего бизнеса и видеть, какой вклад они вносят в выбросы. Пользователи Sweep также могут создавать цели по снижению своего воздействия на окружающую среду и отслеживать их прогресс.
Платформа Sweep позволяет пользователям вводить данные о различных аспектах своего бизнеса и видеть, какой вклад они вносят в выбросы. Пользователи Sweep также могут создавать цели по снижению своего воздействия на окружающую среду и отслеживать их прогресс. Электрификация всего. Энергия слияния. Получите наш 70-страничный анализ технологических тенденций, формирующих отрасли от производства до финансовых услуг в 2022 году, здесь.
Электрификация всего. Энергия слияния. Получите наш 70-страничный анализ технологических тенденций, формирующих отрасли от производства до финансовых услуг в 2022 году, здесь.

 Или это может быть система мониторинга производственного цеха, чтобы рабочие могли знать все параметры в любое время.
Или это может быть система мониторинга производственного цеха, чтобы рабочие могли знать все параметры в любое время.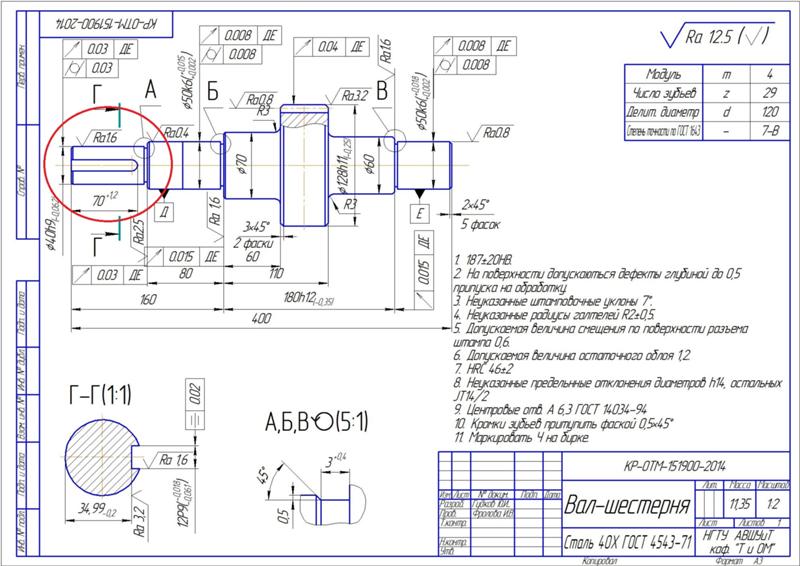 Вкусы потребителей также расширились, и производители стараются не отставать от растущих требований к персонализации и разнообразию.
Вкусы потребителей также расширились, и производители стараются не отставать от растущих требований к персонализации и разнообразию. Модульность также может проявляться в виде более мелких частей или модулей, которые входят в более настраиваемый продукт. Или это может быть оборудование, такое как сменные детали роботов и машин, что позволяет использовать их в самых разных целях.
Модульность также может проявляться в виде более мелких частей или модулей, которые входят в более настраиваемый продукт. Или это может быть оборудование, такое как сменные детали роботов и машин, что позволяет использовать их в самых разных целях.
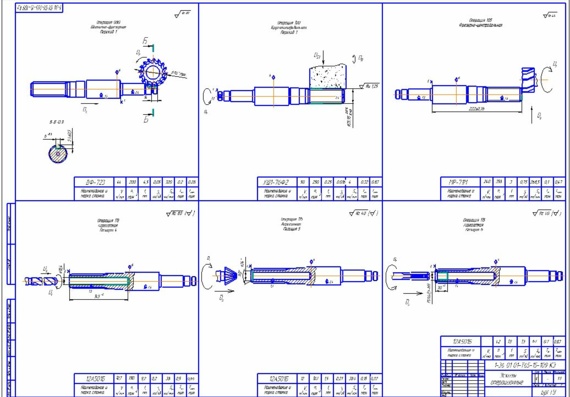 По данным Ассоциации развития автоматизации, с 3 кв. 20 г. по 3 кв. 21 г. количество заказов роботов в Северной Америке увеличилось на 32%.
По данным Ассоциации развития автоматизации, с 3 кв. 20 г. по 3 кв. 21 г. количество заказов роботов в Северной Америке увеличилось на 32%.
 Он уже работает с Foxconn, контрактным производителем электроники из Тайваня, который работает с некоторыми из крупнейших компаний мира, такими как Apple.
Он уже работает с Foxconn, контрактным производителем электроники из Тайваня, который работает с некоторыми из крупнейших компаний мира, такими как Apple.
 Используя базу данных CB Insights, мы обнаружили патент Apple, который предполагает, что дополненная реальность «накладывает сгенерированную компьютером виртуальную информацию» на реальные виды существующих объектов, что позволяет промышленным дизайнерам вносить 3D-печатные «правки» в существующие или незавершенные объекты.
Используя базу данных CB Insights, мы обнаружили патент Apple, который предполагает, что дополненная реальность «накладывает сгенерированную компьютером виртуальную информацию» на реальные виды существующих объектов, что позволяет промышленным дизайнерам вносить 3D-печатные «правки» в существующие или незавершенные объекты. Прежде чем заказывать тысячи физических деталей, дизайнеры могут использовать 3D-печать, чтобы увидеть, как будет выглядеть будущий продукт.
Прежде чем заказывать тысячи физических деталей, дизайнеры могут использовать 3D-печать, чтобы увидеть, как будет выглядеть будущий продукт.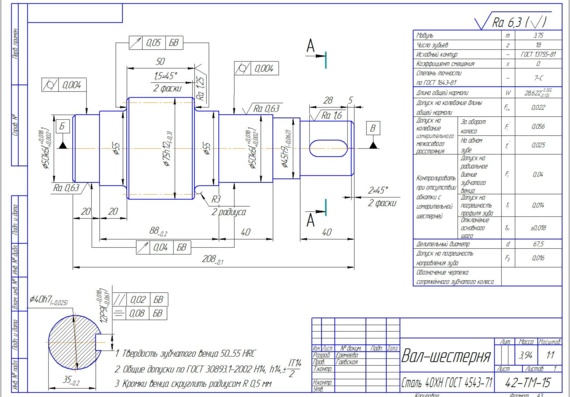 Такие компании, как Markforged, используют принтеры, способные печатать что угодно, от металлов до композитов из углеродного волокна, тогда как другие, такие как Boston Micro Fabrication, разрабатывают композиты с редкой структурой и экзотическими физическими свойствами. В июле 2021 года Markforged стала публичной и объявила о годовом увеличении выручки на 53% в третьем квартале 2021 года.
Такие компании, как Markforged, используют принтеры, способные печатать что угодно, от металлов до композитов из углеродного волокна, тогда как другие, такие как Boston Micro Fabrication, разрабатывают композиты с редкой структурой и экзотическими физическими свойствами. В июле 2021 года Markforged стала публичной и объявила о годовом увеличении выручки на 53% в третьем квартале 2021 года. Это важно для аэрокосмических компаний, таких как Relativity Space, которые используют эту технологию для крупномасштабных промышленных печатных работ. Компания недавно открыла завод площадью 1 миллион квадратных футов в Калифорнии после получения финансирования серии E в размере 650 миллионов долларов.
Это важно для аэрокосмических компаний, таких как Relativity Space, которые используют эту технологию для крупномасштабных промышленных печатных работ. Компания недавно открыла завод площадью 1 миллион квадратных футов в Калифорнии после получения финансирования серии E в размере 650 миллионов долларов. Это делает высококвалифицированный труд, такой как выездное обслуживание, «загружаемым» навыком.
Это делает высококвалифицированный труд, такой как выездное обслуживание, «загружаемым» навыком.
 Это полезно для таких приложений, как техническое обучение, удаленное обслуживание оборудования и анализ проекта. Например, у Ford есть обязательная проверка виртуальной реальности для всех автомобилей, которые идут в производство.
Это полезно для таких приложений, как техническое обучение, удаленное обслуживание оборудования и анализ проекта. Например, у Ford есть обязательная проверка виртуальной реальности для всех автомобилей, которые идут в производство. Его роботизированный экзоскелет, который рабочий может надеть или снять за 30 секунд, может помочь пользователю многократно поднимать и сбрасывать 200 фунтов в течение рабочего сеанса продолжительностью до 8 часов. В конце 2021 года компания стала публичной через SPAC.
Его роботизированный экзоскелет, который рабочий может надеть или снять за 30 секунд, может помочь пользователю многократно поднимать и сбрасывать 200 фунтов в течение рабочего сеанса продолжительностью до 8 часов. В конце 2021 года компания стала публичной через SPAC. Средняя фабрика загружена всего на 60%, а это означает, что есть много возможностей для улучшения с точки зрения оптимизации деятельности.
Средняя фабрика загружена всего на 60%, а это означает, что есть много возможностей для улучшения с точки зрения оптимизации деятельности. Но со сложностью приходит возможность».
Но со сложностью приходит возможность».
 Совсем недавно компания достигла статуса единорога после привлечения инвестиций серии E на 180 миллионов долларов. Владельцы фабрик, ориентированные на затраты, признают, что высокоточные датчики обеспечат более высокую рентабельность инвестиций, чем бесполезный IoT.
Совсем недавно компания достигла статуса единорога после привлечения инвестиций серии E на 180 миллионов долларов. Владельцы фабрик, ориентированные на затраты, признают, что высокоточные датчики обеспечат более высокую рентабельность инвестиций, чем бесполезный IoT.
 Такие стартапы, как Bayshore Networks (приобретена OPSWAT), предлагают шлюзы IoT, которые соединяют разрозненные протоколы для подключенных датчиков, позволяя производителям из разных вертикалей контролировать свои сети IIoT. Другие компании, занимающиеся безопасностью на основе шлюзов, такие как Xage, даже используют реестры блокчейнов, чтобы промышленные датчики могли безопасно обмениваться данными.
Такие стартапы, как Bayshore Networks (приобретена OPSWAT), предлагают шлюзы IoT, которые соединяют разрозненные протоколы для подключенных датчиков, позволяя производителям из разных вертикалей контролировать свои сети IIoT. Другие компании, занимающиеся безопасностью на основе шлюзов, такие как Xage, даже используют реестры блокчейнов, чтобы промышленные датчики могли безопасно обмениваться данными. Но заводы остаются в постоянном движении. Производители известны как медленно внедряющие технологии, и многие могут сопротивляться новым инвестициям. Тем не менее, по мере того как цифровизация становится отраслевым стандартом, конкурентное давление будет усиливать стимулы к развитию.
Но заводы остаются в постоянном движении. Производители известны как медленно внедряющие технологии, и многие могут сопротивляться новым инвестициям. Тем не менее, по мере того как цифровизация становится отраслевым стандартом, конкурентное давление будет усиливать стимулы к развитию. Чтобы полностью реализовать свой потенциал, обрабатывающая промышленность должна продолжать использовать новые технологии.
Чтобы полностью реализовать свой потенциал, обрабатывающая промышленность должна продолжать использовать новые технологии.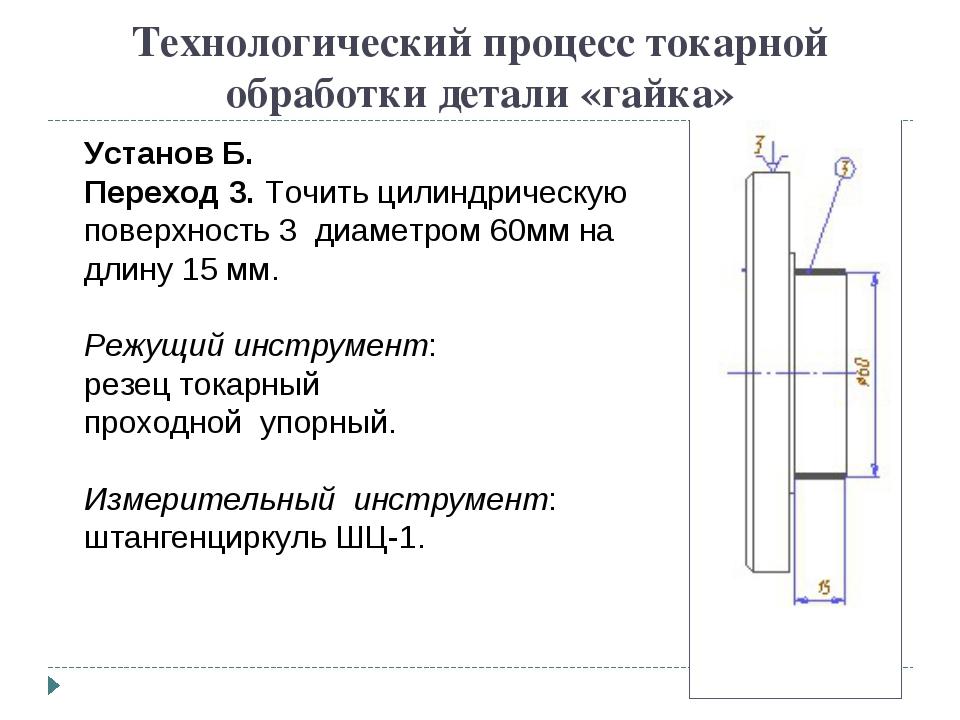
 Эта разработка значительно сокращает обычное время резки. Например, механическая обработка титанового сплава аэрокосмического качества сократится с 45 до 3 минут, сэкономив 200 миллионов долларов после 5 лет использования технологии. Конструкция устраняет необходимость в мощных шпинделях, дорогих фрезах и других устройствах. Эта технология была запатентована GE, и по этой причине не так много других компаний занимается ее коммерциализацией.
Эта разработка значительно сокращает обычное время резки. Например, механическая обработка титанового сплава аэрокосмического качества сократится с 45 до 3 минут, сэкономив 200 миллионов долларов после 5 лет использования технологии. Конструкция устраняет необходимость в мощных шпинделях, дорогих фрезах и других устройствах. Эта технология была запатентована GE, и по этой причине не так много других компаний занимается ее коммерциализацией. Эта технология также имеет преимущества в плане устойчивости, поскольку удаленный материал можно восстановить и использовать для других процессов.
Эта технология также имеет преимущества в плане устойчивости, поскольку удаленный материал можно восстановить и использовать для других процессов.
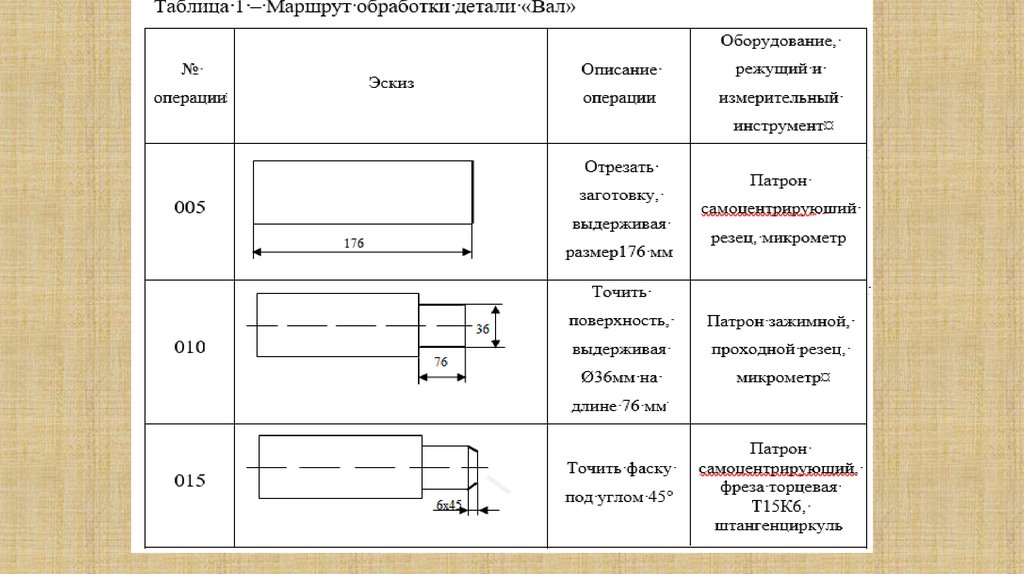
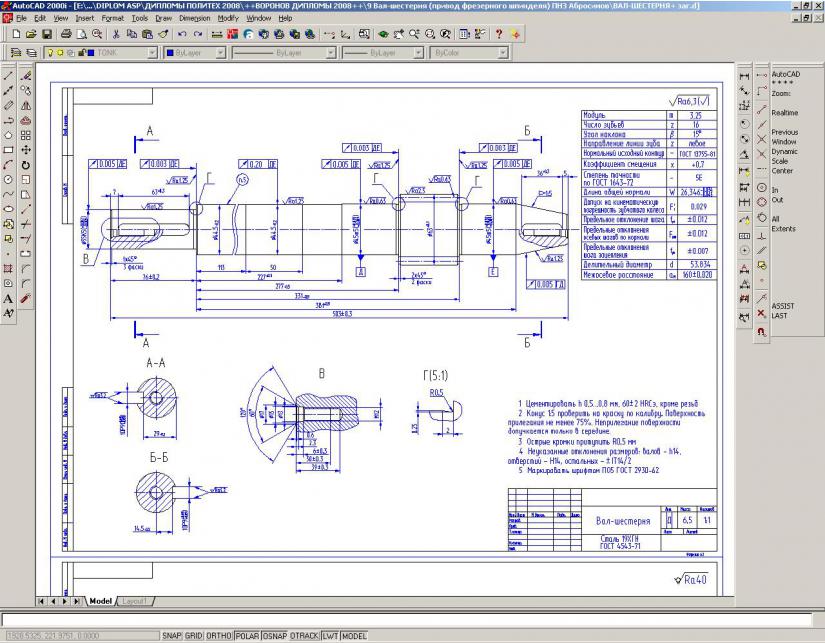

 Сегодня электронно-лучевая плавка остается единственным коммерческим методом аддитивного производства, способным удовлетворить требования к производству титана-алюминия (TiAl), сплава, для обработки которого требуются высокие температуры и который очень подвержен растрескиванию. Первоначально Arcam EBM Spectra H будет поддерживать TiAl и Alloy 718, а в 2019 году запланирована совместимость дополнительных суперсплавов Ni..
Сегодня электронно-лучевая плавка остается единственным коммерческим методом аддитивного производства, способным удовлетворить требования к производству титана-алюминия (TiAl), сплава, для обработки которого требуются высокие температуры и который очень подвержен растрескиванию. Первоначально Arcam EBM Spectra H будет поддерживать TiAl и Alloy 718, а в 2019 году запланирована совместимость дополнительных суперсплавов Ni..

 Благодаря Халлу, его вклад в формат файлов STL, цифровую нарезку слоев и стратегии заполнения до сих пор используются во многих процессах аддитивного производства.
Благодаря Халлу, его вклад в формат файлов STL, цифровую нарезку слоев и стратегии заполнения до сих пор используются во многих процессах аддитивного производства.

 Экструзия материала была первоначально разработана и запатентована С. Скоттом Крампом в рамках моделирования плавленого осаждения (FDM) в 19 году 20 века.80-е годы.
Экструзия материала была первоначально разработана и запатентована С. Скоттом Крампом в рамках моделирования плавленого осаждения (FDM) в 19 году 20 века.80-е годы.
 После того, как объект построен, ненужные области секций удаляются слой за слоем.
После того, как объект построен, ненужные области секций удаляются слой за слоем.


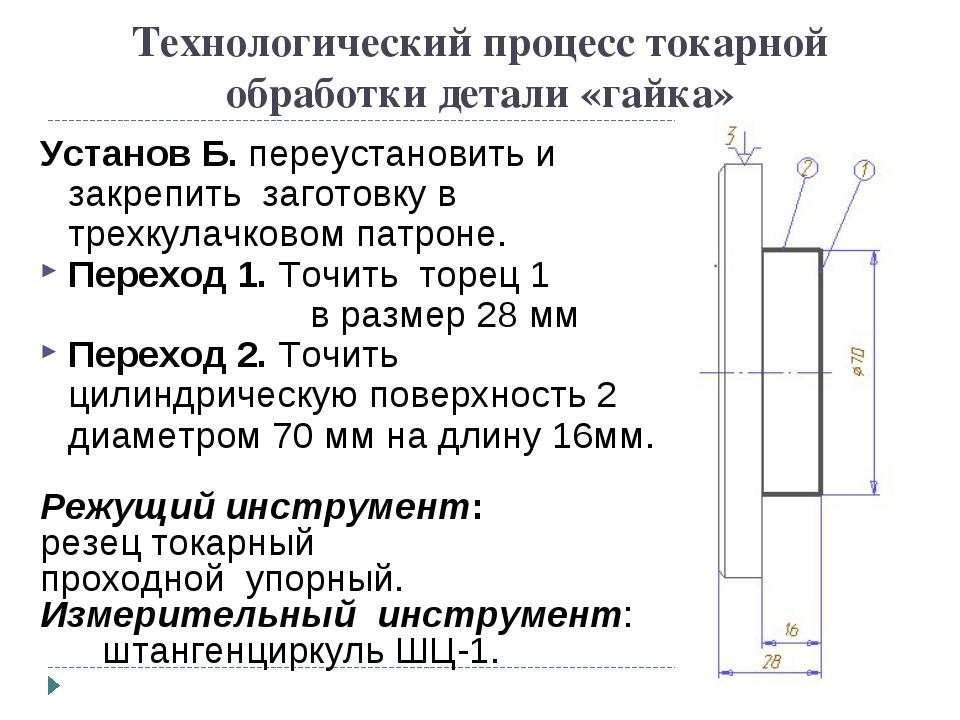 Инструкции G-кода — это информация для исполнительных механизмов, таких как двигатели, сообщающая им, куда двигаться, как быстро двигаться и какой путь выбрать.
Инструкции G-кода — это информация для исполнительных механизмов, таких как двигатели, сообщающая им, куда двигаться, как быстро двигаться и какой путь выбрать.
 Два из них заняты на формировании и застропке пачек, а два Других отцепляют пачки и укладывают лесоматериалы в вагоны. Если производят погрузку заранее подготовленных пачек, то бригада состоит из 3 человек. Петли стропов надевают на крюк крана в такой последовательности, чтобы после снятия двух первых петель с каждой стороны пачки осталось по одному стропу. При укладке таким способом не происходит перемещения пачки к борту вагона.
Два из них заняты на формировании и застропке пачек, а два Других отцепляют пачки и укладывают лесоматериалы в вагоны. Если производят погрузку заранее подготовленных пачек, то бригада состоит из 3 человек. Петли стропов надевают на крюк крана в такой последовательности, чтобы после снятия двух первых петель с каждой стороны пачки осталось по одному стропу. При укладке таким способом не происходит перемещения пачки к борту вагона.
 Положительным является то, что благодаря наличию консолей и конструкции, позволяющей переносить пакеты хлыстов с пролета на консоли, имеется возможность укладывать под краном три штабеля хлыстов.
Положительным является то, что благодаря наличию консолей и конструкции, позволяющей переносить пакеты хлыстов с пролета на консоли, имеется возможность укладывать под краном три штабеля хлыстов.
 С этой целью в настоящее время применяют электромеханические, индуктивные, оптические измерительные устройства.
С этой целью в настоящее время применяют электромеханические, индуктивные, оптические измерительные устройства.

 sklad-nk.ru.
sklad-nk.ru. сети:
сети: : +7 (3843) 99-34-99, +7 (3843) 94-44-11, +7-951-224-44-11, +7-951-179-84-33, +7-923-631-11-69
: +7 (3843) 99-34-99, +7 (3843) 94-44-11, +7-951-224-44-11, +7-951-179-84-33, +7-923-631-11-69 информация
информация Замените подсистемы или легко добавьте интеграции, чтобы дать вашим играм и симуляциям необходимые им возможности без функций, которых они не имеют.
Замените подсистемы или легко добавьте интеграции, чтобы дать вашим играм и симуляциям необходимые им возможности без функций, которых они не имеют.
 Разработчики любят демоверсии. Но разработчики игр, по нашему опыту, ДЕЙСТВИТЕЛЬНО любят код и демоверсии. И мы хотим поделиться с вами кодом и демонстрационными примерами. В конце концов, когда вы начинаете создавать новую игру, вам может помочь, когда вы видите, что что-то работает, и изучаете, «как они это сделали». Читать блог >>
Разработчики любят демоверсии. Но разработчики игр, по нашему опыту, ДЕЙСТВИТЕЛЬНО любят код и демоверсии. И мы хотим поделиться с вами кодом и демонстрационными примерами. В конце концов, когда вы начинаете создавать новую игру, вам может помочь, когда вы видите, что что-то работает, и изучаете, «как они это сделали». Читать блог >> NET на AWS
NET на AWS 07.2022. Поддерживаемые браузеры: Chrome, Firefox, Edge и Safari.
07.2022. Поддерживаемые браузеры: Chrome, Firefox, Edge и Safari. Lumberyard также интегрирован с Amazon GameLift, сервисом AWS для развертывания, эксплуатации и масштабирования выделенных игровых серверов для многопользовательских игр на основе сеансов.
Lumberyard также интегрирован с Amazon GameLift, сервисом AWS для развертывания, эксплуатации и масштабирования выделенных игровых серверов для многопользовательских игр на основе сеансов. Вы платите только за ресурсы инфраструктуры, которые вы решили использовать. Полную информацию о лицензировании см. в нашем Часто задаваемые вопросы о лицензировании ниже.
Вы платите только за ресурсы инфраструктуры, которые вы решили использовать. Полную информацию о лицензировании см. в нашем Часто задаваемые вопросы о лицензировании ниже.  Создатели контента могут просто перетаскивать компоненты, чтобы создавать желаемое поведение, редактировать настройки компонентов в режиме реального времени в редакторе и создавать Lua и визуальные скрипты для быстрого изменения или расширения поведения объекта. Чтобы упростить повторение более сложных сцен, объекты можно сгруппировать в «срезы», а эти срезы, в свою очередь, можно использовать для создания более сложных срезов, в результате чего получится полностью каскадная сборная система.
Создатели контента могут просто перетаскивать компоненты, чтобы создавать желаемое поведение, редактировать настройки компонентов в режиме реального времени в редакторе и создавать Lua и визуальные скрипты для быстрого изменения или расширения поведения объекта. Чтобы упростить повторение более сложных сцен, объекты можно сгруппировать в «срезы», а эти срезы, в свою очередь, можно использовать для создания более сложных срезов, в результате чего получится полностью каскадная сборная система.

 Бесплатный доступ к полному исходному коду C++ предоставляется при загрузке Lumberyard. Вы также можете получить исходный код Lumberyard с GitHub .
Бесплатный доступ к полному исходному коду C++ предоставляется при загрузке Lumberyard. Вы также можете получить исходный код Lumberyard с GitHub .
 Если я создам однопользовательскую игру без подключения к облаку, нужно ли мне платить за использование движка?
Если я создам однопользовательскую игру без подключения к облаку, нужно ли мне платить за использование движка?
 Cloud Canvas создает управляемые политики IAM, которые можно использовать для предоставления доступа выбранным вами пользователям и группам IAM. Вы можете настроить разрешения, изменив конфигурацию Cloud Canvas в редакторе Lumberyard и при необходимости обновив назначения пользователей и групп в Консоли управления AWS.
Cloud Canvas создает управляемые политики IAM, которые можно использовать для предоставления доступа выбранным вами пользователям и группам IAM. Вы можете настроить разрешения, изменив конфигурацию Cloud Canvas в редакторе Lumberyard и при необходимости обновив назначения пользователей и групп в Консоли управления AWS. Конечно, мы будем рады видеть вашу игру на Amazon, и вы можете найти информацию о публикации игр для ПК и Mac на Amazon здесь и о публикации игр для Android в Amazon Appstore здесь .
Конечно, мы будем рады видеть вашу игру на Amazon, и вы можете найти информацию о публикации игр для ПК и Mac на Amazon здесь и о публикации игр для Android в Amazon Appstore здесь .
 Пользователи, которые используют вашу вилку, должны согласиться с Клиентское соглашение AWS и Условия обслуживания Lumberyard , и их использование вашей вилки регулируется этими условиями.
Пользователи, которые используют вашу вилку, должны согласиться с Клиентское соглашение AWS и Условия обслуживания Lumberyard , и их использование вашей вилки регулируется этими условиями. Могу ли я отправить код, добавляющий функции или исправляющий обнаруженные мной ошибки?
Могу ли я отправить код, добавляющий функции или исправляющий обнаруженные мной ошибки?

 11, выпуск
11, выпуск
 11 Open 3D Engine включает в себя новый установщик Windows, поддержку разработки приложений для Linux с инструментами редактирования, работающими в дистрибутивах на основе Debian, новый режим фокусировки окна просмотра для сборных элементов, удаленное управление гемами и отслеживание зависимостей, экспериментальный система ландшафта и предварительный просмотр возможностей сетевых сценариев. Помимо добавления этих новых возможностей и систем в движок, наша команда также работала над улучшением общего пользовательского опыта для рабочих процессов движка первого дня и недели 1 с помощью программы O3DE Rev the Engine, регулируемой UI-UX Special Interest. Группа (SIG). Полный список новых функций и возможностей в выпуске Stable 21.11, предоставленный членами сообщества и партнерами фонда, можно просмотреть в полных примечаниях к выпуску.
11 Open 3D Engine включает в себя новый установщик Windows, поддержку разработки приложений для Linux с инструментами редактирования, работающими в дистрибутивах на основе Debian, новый режим фокусировки окна просмотра для сборных элементов, удаленное управление гемами и отслеживание зависимостей, экспериментальный система ландшафта и предварительный просмотр возможностей сетевых сценариев. Помимо добавления этих новых возможностей и систем в движок, наша команда также работала над улучшением общего пользовательского опыта для рабочих процессов движка первого дня и недели 1 с помощью программы O3DE Rev the Engine, регулируемой UI-UX Special Interest. Группа (SIG). Полный список новых функций и возможностей в выпуске Stable 21.11, предоставленный членами сообщества и партнерами фонда, можно просмотреть в полных примечаниях к выпуску. За последние несколько месяцев наша команда в AWS имела возможность работать с партнерами и членами сообщества, чтобы получить отзывы о том, как мы думаем о нашей роли в качестве партнера фонда. С момента запуска Open 3D Foundation сообщество O3DE создало новые механизмы, процессы и структуры сообщества посредством формирования и работы групп с особыми интересами для управления различными компонентными областями движка. Отзывы сообщества и партнеров являются ключевым компонентом того, как мы расставляем приоритеты в нашей работе для O3DE. Через процессы «Запрос комментариев» мы предложили такие функции, как:
За последние несколько месяцев наша команда в AWS имела возможность работать с партнерами и членами сообщества, чтобы получить отзывы о том, как мы думаем о нашей роли в качестве партнера фонда. С момента запуска Open 3D Foundation сообщество O3DE создало новые механизмы, процессы и структуры сообщества посредством формирования и работы групп с особыми интересами для управления различными компонентными областями движка. Отзывы сообщества и партнеров являются ключевым компонентом того, как мы расставляем приоритеты в нашей работе для O3DE. Через процессы «Запрос комментариев» мы предложили такие функции, как: Мы начали добавлять в движок дополнительные возможности тестирования, чтобы мы могли профилировать производительность движка и систем на различных устройствах, и мы продолжим вкладывать средства в улучшения по мере продвижения вперед в разработке. Мы также продолжим улучшать процесс начала работы с O3DE, используя рабочие процессы, адаптированные для разработки неигровых симуляций и цифровых двойников, а также творческие конвейеры для студий, ориентированные на искусство. Это означает создание новых инструментов для создания шейдеров и анимации, а также сокращение времени, необходимого для сборки на мобильном устройстве, среди прочих возможностей.
Мы начали добавлять в движок дополнительные возможности тестирования, чтобы мы могли профилировать производительность движка и систем на различных устройствах, и мы продолжим вкладывать средства в улучшения по мере продвижения вперед в разработке. Мы также продолжим улучшать процесс начала работы с O3DE, используя рабочие процессы, адаптированные для разработки неигровых симуляций и цифровых двойников, а также творческие конвейеры для студий, ориентированные на искусство. Это означает создание новых инструментов для создания шейдеров и анимации, а также сокращение времени, необходимого для сборки на мобильном устройстве, среди прочих возможностей. o3de.org.
o3de.org. Джейберд снимает потрясающие навыки управления дроном.
Джейберд снимает потрясающие навыки управления дроном. 06.22
06.22 co/B3afOYWkYY
co/B3afOYWkYY У нас осталось всего 4 места, чтобы зарегистрировать вашу команду на предстоящий Lumb… https://t.co/aEQAd1v0dn
У нас осталось всего 4 места, чтобы зарегистрировать вашу команду на предстоящий Lumb… https://t.co/aEQAd1v0dn


 Мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв.
Мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв. com/dictionary/lumberyard. По состоянию на 20 сентября 2022 г.
com/dictionary/lumberyard. По состоянию на 20 сентября 2022 г. Michaels MD
Michaels MD До скорой встречи на The LumberYard в #stmichaelsmaryland
До скорой встречи на The LumberYard в #stmichaelsmaryland До скорой встречи в The @lumberyardstmichaels 🌞
До скорой встречи в The @lumberyardstmichaels 🌞 До скорой встречи!
До скорой встречи! И если вы заметили, нарциссы начинают прорастать, деревья тоже начинают понемногу распускаться! Все верные признаки того, что весна скоро придет, и есть еще один признак! Пришли семена! Это единственное, что нам нужно знать, чтобы сказать нам #веснаприходит ! У нас есть #flowerseeds и #vegetableseeds, а также все, что вам нужно, чтобы начать свой #сад. Так что давайте начнем и давайте расти!!! 🌱 🥕 🍅 🥬 🌸 🌺
И если вы заметили, нарциссы начинают прорастать, деревья тоже начинают понемногу распускаться! Все верные признаки того, что весна скоро придет, и есть еще один признак! Пришли семена! Это единственное, что нам нужно знать, чтобы сказать нам #веснаприходит ! У нас есть #flowerseeds и #vegetableseeds, а также все, что вам нужно, чтобы начать свой #сад. Так что давайте начнем и давайте расти!!! 🌱 🥕 🍅 🥬 🌸 🌺 Просто предупреждаем о субботе — мы планируем быть открытыми, однако, если мы обнаружим, что дорожные условия опасны, мы (как и вы) будем держаться подальше от дорог! Берегите себя, согревайтесь и будьте готовы!!
Просто предупреждаем о субботе — мы планируем быть открытыми, однако, если мы обнаружим, что дорожные условия опасны, мы (как и вы) будем держаться подальше от дорог! Берегите себя, согревайтесь и будьте готовы!! Всем тепла!! 🥶 ❄️ 💨 🥶
Всем тепла!! 🥶 ❄️ 💨 🥶 Ручьи тоже выглядят более волшебно! 🎄
Ручьи тоже выглядят более волшебно! 🎄 К сожалению, должны быть изменения, однако необходимо учитывать безопасность парадных шкиперов и экипажа. Капитаны лодок рады швартовать свои освещенные лодки в гавани в субботу вечером. Команда «Рождество в Сент-Майклсе» надеется, что вы посетите гавань и насладитесь креативной праздничной выставкой лодок. Еще раз, пожалуйста, сообщите другим, чтобы никто не стоял под дождем в субботу в ожидании лодок! 🚤🌲🛥🎄⛵️
К сожалению, должны быть изменения, однако необходимо учитывать безопасность парадных шкиперов и экипажа. Капитаны лодок рады швартовать свои освещенные лодки в гавани в субботу вечером. Команда «Рождество в Сент-Майклсе» надеется, что вы посетите гавань и насладитесь креативной праздничной выставкой лодок. Еще раз, пожалуйста, сообщите другим, чтобы никто не стоял под дождем в субботу в ожидании лодок! 🚤🌲🛥🎄⛵️ Вот что делает #местный #малый бизнес! Мы поддерживаем друг друга и отдаем #сообществу. Пожалуйста, не забывайте в течение следующих 3 недель #shoplocal и #buylocal всякий раз, когда вы можете. ❤️
Вот что делает #местный #малый бизнес! Мы поддерживаем друг друга и отдаем #сообществу. Пожалуйста, не забывайте в течение следующих 3 недель #shoplocal и #buylocal всякий раз, когда вы можете. ❤️ Пока погода стоит теплая, садитесь и позвольте нам помочь вам подготовить ваш #lawnandgarden! До скорой встречи на @lumberyardstmichaels
Пока погода стоит теплая, садитесь и позвольте нам помочь вам подготовить ваш #lawnandgarden! До скорой встречи на @lumberyardstmichaels Разместите их во дворе, вдоль набережной и даже в конце пристани! Сделайте этот год самым #весёлым и #ярким До скорой встречи на @lumberyardstmichaels
Разместите их во дворе, вдоль набережной и даже в конце пристани! Сделайте этот год самым #весёлым и #ярким До скорой встречи на @lumberyardstmichaels До скорого!
До скорого! Приходите за своими #crabpotchristmastrees СЕЙЧАС! У нас есть они #instock, и как только они исчезнут в этом сезоне, они исчезнут!
Приходите за своими #crabpotchristmastrees СЕЙЧАС! У нас есть они #instock, и как только они исчезнут в этом сезоне, они исчезнут! Выставка на этой неделе здесь, так что зайдите и получите свои лотерейные билеты сегодня!! 5 долларов за билет или 5 билетов за 20 долларов! #talbotwatermen #workboat #modelboat
Выставка на этой неделе здесь, так что зайдите и получите свои лотерейные билеты сегодня!! 5 долларов за билет или 5 билетов за 20 долларов! #talbotwatermen #workboat #modelboat Делайте покупки на месте и #supportsmallbusinesses #stmichaelsmd #bluebarn
Делайте покупки на месте и #supportsmallbusinesses #stmichaelsmd #bluebarn Наслаждайтесь своим задним двором! @official_dynatrap #nomosquitos #bugzapper #bluebarn #stmichaels #truevalue #hardwarestore #eastshoremd #discovereaston
Наслаждайтесь своим задним двором! @official_dynatrap #nomosquitos #bugzapper #bluebarn #stmichaels #truevalue #hardwarestore #eastshoremd #discovereaston Дети вернулись в школу, и пришло время начать все эти проекты #обустройства дома! Праздники буквально не за горами! До скорой встречи в The @lumberyardstmichaels
Дети вернулись в школу, и пришло время начать все эти проекты #обустройства дома! Праздники буквально не за горами! До скорой встречи в The @lumberyardstmichaels Тем не менее, похоже, что мы можем ожидать сильного ветра и сильного дождя сегодня днем из-за остатков тропического шторма. Неважно, что вам нужно, ведра, веревка, брезент, клейкая лента или пиломатериалы, мы здесь! Будьте в безопасности все! Вот утреннее обновление от наших друзей из @jseastshoreweather.
Тем не менее, похоже, что мы можем ожидать сильного ветра и сильного дождя сегодня днем из-за остатков тропического шторма. Неважно, что вам нужно, ведра, веревка, брезент, клейкая лента или пиломатериалы, мы здесь! Будьте в безопасности все! Вот утреннее обновление от наших друзей из @jseastshoreweather.
 Они способны выдерживать широкий температурный диапазон, работать при высоких оборотах вращения и минимизировать потери при трении.
Они способны выдерживать широкий температурный диапазон, работать при высоких оборотах вращения и минимизировать потери при трении.
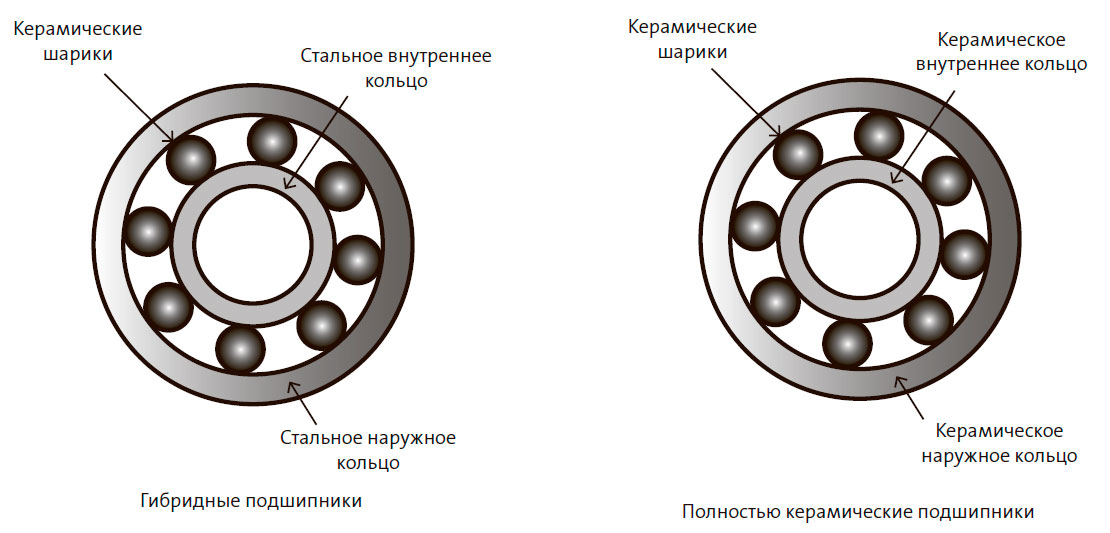

 Таблица подшипников крановых электродвигателей: маркировка, количество, размеры.
Таблица подшипников крановых электродвигателей: маркировка, количество, размеры.
 Смазка не меняется на протяжении всего срока эксплуатации. В двигателях 132-315 габарита смазка частично меняется или пополняется. Необходимо проводить текущий ремонт, контролировать наличие смазки во избежание поломки.
Смазка не меняется на протяжении всего срока эксплуатации. В двигателях 132-315 габарита смазка частично меняется или пополняется. Необходимо проводить текущий ремонт, контролировать наличие смазки во избежание поломки. В сервисных цехах выполним полную дефектовку, ремонт, замену подшипников электродвигателя или перемотку. Звоните специалистам для покупки подшипников электродвигателей по низкой цене.
В сервисных цехах выполним полную дефектовку, ремонт, замену подшипников электродвигателя или перемотку. Звоните специалистам для покупки подшипников электродвигателей по низкой цене. Они способны выдерживать широкий температурный диапазон, работать при высоких оборотах вращения и минимизировать потери при трении.
Они способны выдерживать широкий температурный диапазон, работать при высоких оборотах вращения и минимизировать потери при трении.


 Таблица подшипников крановых электродвигателей: маркировка, количество, размеры.
Таблица подшипников крановых электродвигателей: маркировка, количество, размеры.
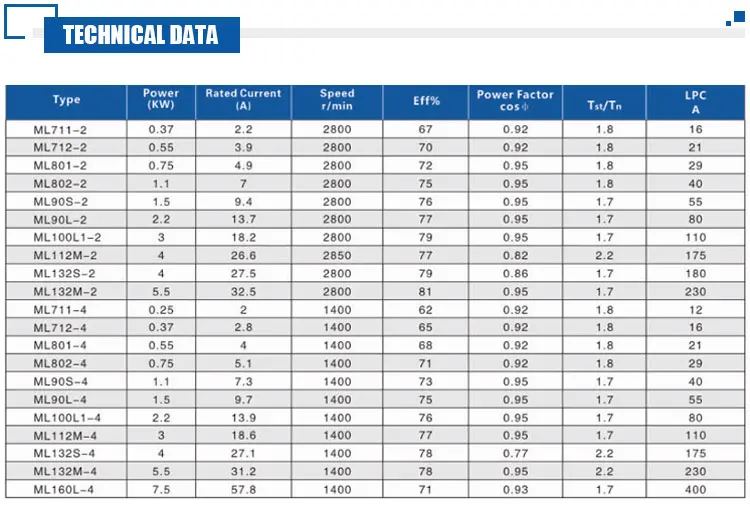 Смазка не меняется на протяжении всего срока эксплуатации. В двигателях 132-315 габарита смазка частично меняется или пополняется. Необходимо проводить текущий ремонт, контролировать наличие смазки во избежание поломки.
Смазка не меняется на протяжении всего срока эксплуатации. В двигателях 132-315 габарита смазка частично меняется или пополняется. Необходимо проводить текущий ремонт, контролировать наличие смазки во избежание поломки. В сервисных цехах выполним полную дефектовку, ремонт, замену подшипников электродвигателя или перемотку. Звоните специалистам для покупки подшипников электродвигателей по низкой цене.
В сервисных цехах выполним полную дефектовку, ремонт, замену подшипников электродвигателя или перемотку. Звоните специалистам для покупки подшипников электродвигателей по низкой цене. Они способны выдерживать широкий температурный диапазон, работать при высоких оборотах вращения и минимизировать потери при трении.
Они способны выдерживать широкий температурный диапазон, работать при высоких оборотах вращения и минимизировать потери при трении.


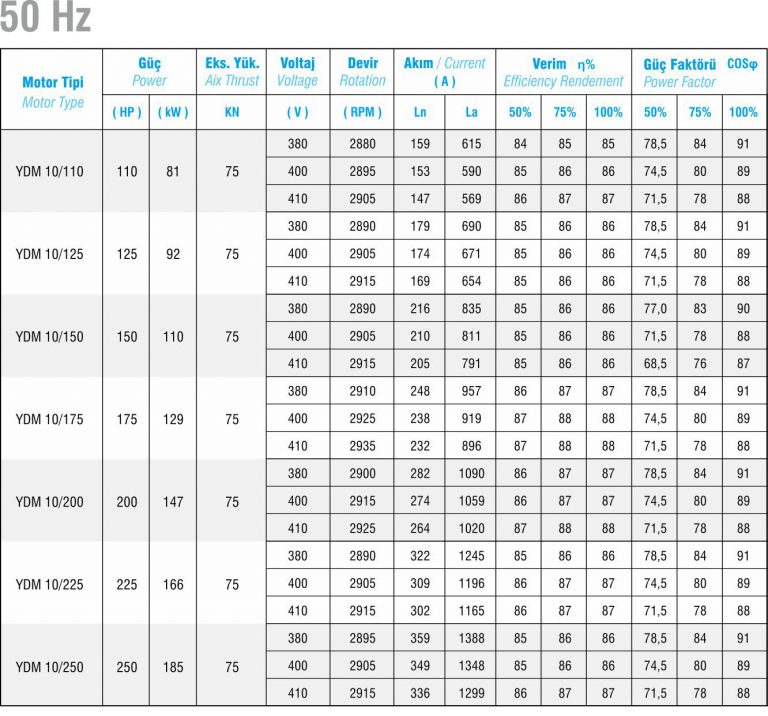 Таблица подшипников крановых электродвигателей: маркировка, количество, размеры.
Таблица подшипников крановых электродвигателей: маркировка, количество, размеры.
 Смазка не меняется на протяжении всего срока эксплуатации. В двигателях 132-315 габарита смазка частично меняется или пополняется. Необходимо проводить текущий ремонт, контролировать наличие смазки во избежание поломки.
Смазка не меняется на протяжении всего срока эксплуатации. В двигателях 132-315 габарита смазка частично меняется или пополняется. Необходимо проводить текущий ремонт, контролировать наличие смазки во избежание поломки. В сервисных цехах выполним полную дефектовку, ремонт, замену подшипников электродвигателя или перемотку. Звоните специалистам для покупки подшипников электродвигателей по низкой цене.
В сервисных цехах выполним полную дефектовку, ремонт, замену подшипников электродвигателя или перемотку. Звоните специалистам для покупки подшипников электродвигателей по низкой цене.
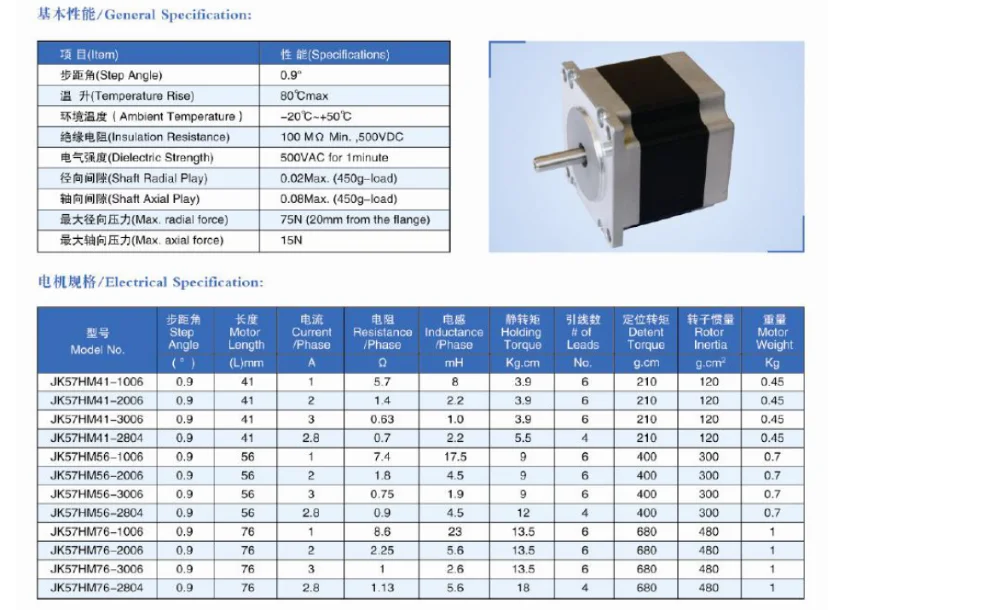 Возможность выполнения заказов в
Возможность выполнения заказов в

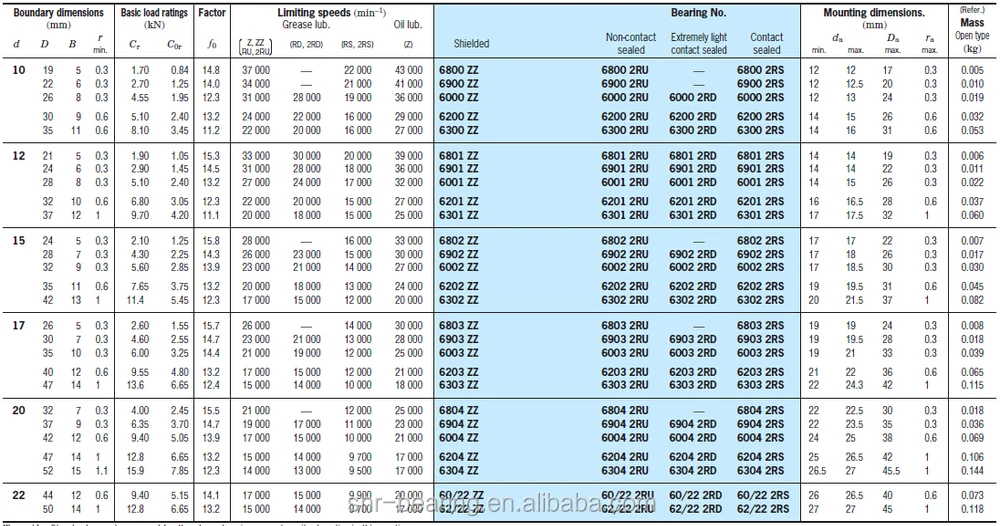 Э.Кравчик, 1982г.
Э.Кравчик, 1982г.

 Эти популярные метрические малошумные шарикоподшипники изготовлены из хромистой стали SAE52100 (100Cr6). Для низкоскоростных приложений, не чувствительных к шуму или вибрации, мы рекомендуем использовать стандартные популярные метрические подшипники (см.0003 Варианты продуктов ниже).
Эти популярные метрические малошумные шарикоподшипники изготовлены из хромистой стали SAE52100 (100Cr6). Для низкоскоростных приложений, не чувствительных к шуму или вибрации, мы рекомендуем использовать стандартные популярные метрические подшипники (см.0003 Варианты продуктов ниже).
 Подшипники должны быть в состоянии работать на низких и высоких скоростях с минимальными потерями на трение. При этом подшипник должен быть экономичным и требовать абсолютно минимального обслуживания (если оно вообще требуется).
Подшипники должны быть в состоянии работать на низких и высоких скоростях с минимальными потерями на трение. При этом подшипник должен быть экономичным и требовать абсолютно минимального обслуживания (если оно вообще требуется).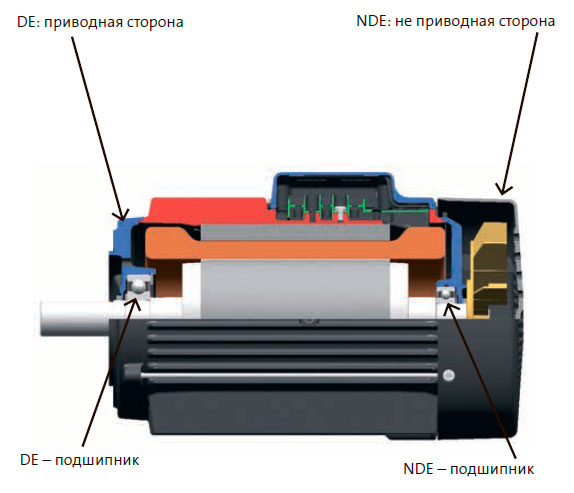 Например, цилиндрические ролики могут выдерживать высокие радиальные нагрузки, но практически не выдерживают осевых нагрузок. Другие подшипники, такие как радиально-упорные шарикоподшипники, могут воспринимать радиальные и осевые нагрузки.
Например, цилиндрические ролики могут выдерживать высокие радиальные нагрузки, но практически не выдерживают осевых нагрузок. Другие подшипники, такие как радиально-упорные шарикоподшипники, могут воспринимать радиальные и осевые нагрузки. Ремень или шестерня могут подвергаться более высоким нагрузкам, чем муфта; поэтому на это следует смотреть внимательно.
Ремень или шестерня могут подвергаться более высоким нагрузкам, чем муфта; поэтому на это следует смотреть внимательно.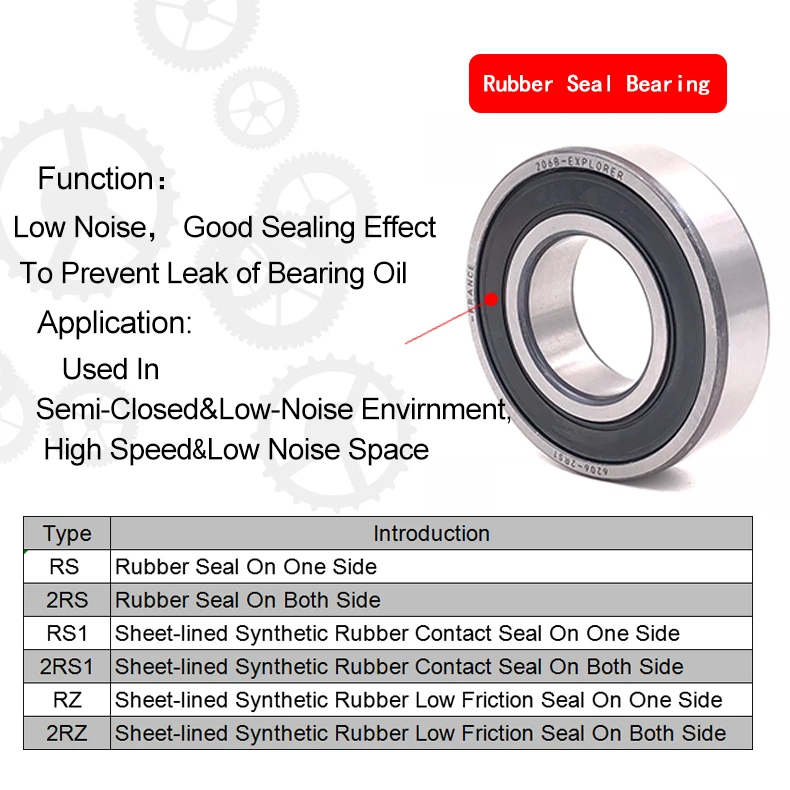 Для охлаждения подшипника можно использовать либо воздух, либо масло, либо воду, однако, если существует возможность высокого температурного градиента от внутреннего кольца к внешнему кольцу, особое внимание следует уделить внутреннему зазору. Если не принять меры, может произойти предварительная нагрузка, которая быстро приведет к выходу подшипника из строя.
Для охлаждения подшипника можно использовать либо воздух, либо масло, либо воду, однако, если существует возможность высокого температурного градиента от внутреннего кольца к внешнему кольцу, особое внимание следует уделить внутреннему зазору. Если не принять меры, может произойти предварительная нагрузка, которая быстро приведет к выходу подшипника из строя. Срок службы подшипника в значительной степени зависит от условий эксплуатации, не менее важны процедуры его монтажа и технического обслуживания.
Срок службы подшипника в значительной степени зависит от условий эксплуатации, не менее важны процедуры его монтажа и технического обслуживания.
 Несколько предотвратимых факторов ускоряют износ и приводят к преждевременному выходу подшипника из строя.
Несколько предотвратимых факторов ускоряют износ и приводят к преждевременному выходу подшипника из строя. Необходимо обратить особое внимание на тип и количество смазки, указанные производителем. Также очень важно сделать все возможное, чтобы не допустить попадания загрязняющих веществ, включая пыль, влагу или что-либо еще, что может вызвать точечную коррозию или коррозию внутренних поверхностей. При необходимости на двигатель должны быть установлены надлежащие уплотнения и упоры для валов, а подшипники или двигатели, которые не используются, должны храниться в чистом, сухом и свободном от вибрации месте.
Необходимо обратить особое внимание на тип и количество смазки, указанные производителем. Также очень важно сделать все возможное, чтобы не допустить попадания загрязняющих веществ, включая пыль, влагу или что-либо еще, что может вызвать точечную коррозию или коррозию внутренних поверхностей. При необходимости на двигатель должны быть установлены надлежащие уплотнения и упоры для валов, а подшипники или двигатели, которые не используются, должны храниться в чистом, сухом и свободном от вибрации месте.
 Обычно это видно, если поверхность не изношена и не подверглась коррозии. Если у вас есть номер детали, особенно если подшипник вышел из строя преждевременно, еще раз проверьте, подходит ли он для двигателя и предполагаемого применения.
Обычно это видно, если поверхность не изношена и не подверглась коррозии. Если у вас есть номер детали, особенно если подшипник вышел из строя преждевременно, еще раз проверьте, подходит ли он для двигателя и предполагаемого применения.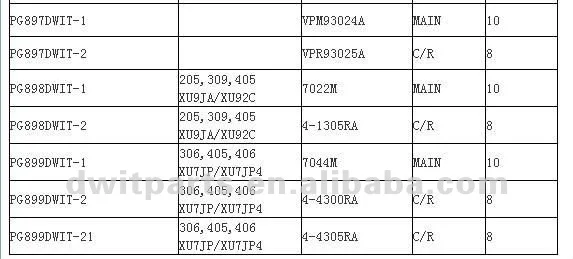 Носите соответствующие СИЗ и убедитесь, что у вас достаточно времени, отведенного на работу, чтобы вы не торопились.
Носите соответствующие СИЗ и убедитесь, что у вас достаточно времени, отведенного на работу, чтобы вы не торопились.
 В этом может быть разница между легкой работой и сложной.
В этом может быть разница между легкой работой и сложной.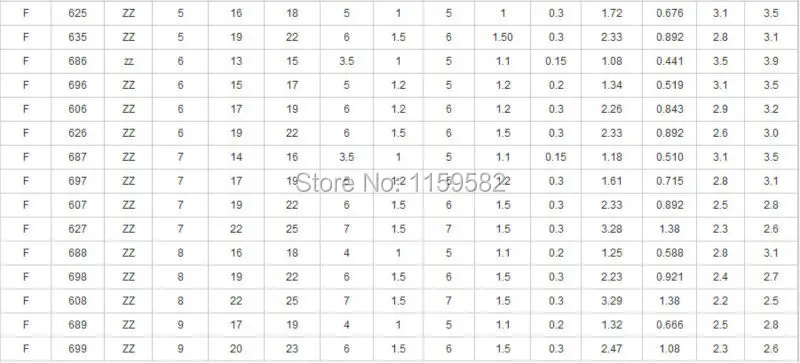
 ca
ca Эти подшипники не требуют сепаратора и вращаются так же, как шариковые подшипники. Роликовые подшипники электродвигателей используются для ременной передачи с двигателями мощностью 150 л.с. и выше. Поверхность тел качения цилиндрической формы помогает учитывать высокий уровень радиальной нагрузки, которую ремни оказывают на подшипники.
Эти подшипники не требуют сепаратора и вращаются так же, как шариковые подшипники. Роликовые подшипники электродвигателей используются для ременной передачи с двигателями мощностью 150 л.с. и выше. Поверхность тел качения цилиндрической формы помогает учитывать высокий уровень радиальной нагрузки, которую ремни оказывают на подшипники.
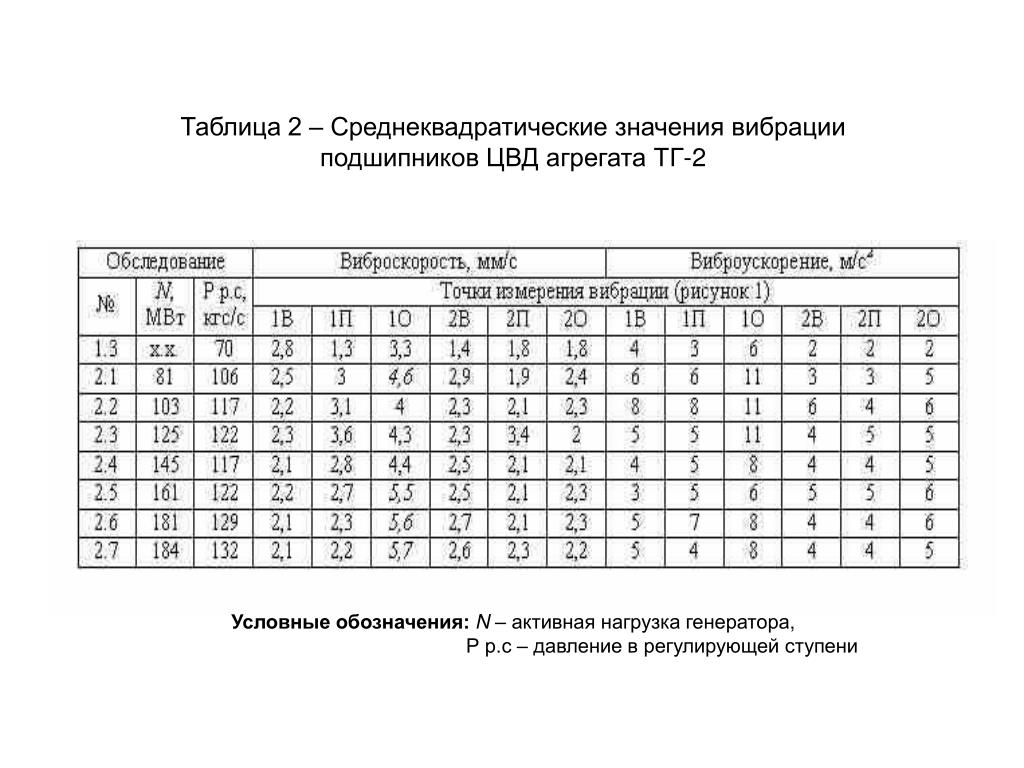 Эти подшипники намного проще по своей конструкции, чем антифрикционные подшипники, и их работа в гораздо большей степени зависит от надлежащей смазки. Иногда известные как подшипники скольжения или баббитовые подшипники, подшипники скольжения часто состоят только из смазанной втулки, в которой вращается вал.
Эти подшипники намного проще по своей конструкции, чем антифрикционные подшипники, и их работа в гораздо большей степени зависит от надлежащей смазки. Иногда известные как подшипники скольжения или баббитовые подшипники, подшипники скольжения часто состоят только из смазанной втулки, в которой вращается вал.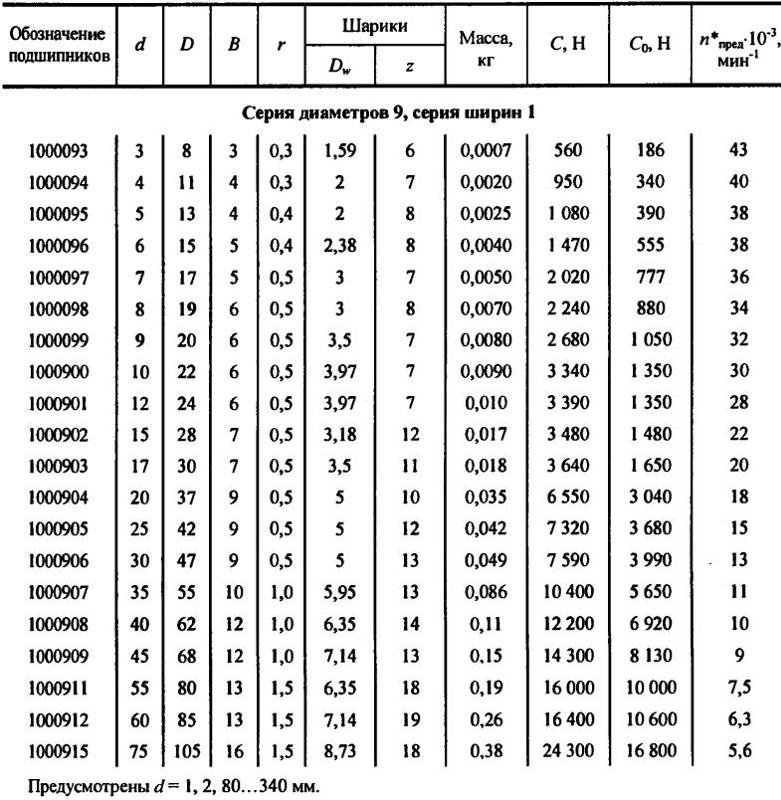
 Слишком много смазки может привести к выходу из строя клетки или смещению экрана и даже повлиять на температуру обмотки электродвигателя. С другой стороны, использование недостаточного количества смазки приведет к контакту металла с металлом, который разрушит подшипник (и другие компоненты), если не принять меры. Наконец, еще одна серьезная проблема с подшипниками — загрязнение. Если смазка загрязнена абразивными частицами, это ускорит скорость износа и приведет к тому, что подшипник не прослужит ожидаемый срок службы.
Слишком много смазки может привести к выходу из строя клетки или смещению экрана и даже повлиять на температуру обмотки электродвигателя. С другой стороны, использование недостаточного количества смазки приведет к контакту металла с металлом, который разрушит подшипник (и другие компоненты), если не принять меры. Наконец, еще одна серьезная проблема с подшипниками — загрязнение. Если смазка загрязнена абразивными частицами, это ускорит скорость износа и приведет к тому, что подшипник не прослужит ожидаемый срок службы. К счастью, канавки можно устранить путем электрической изоляции подшипника или, в случае двигателей с ЧРП, кольца заземления вала (например, изготовленного AEGIS).
К счастью, канавки можно устранить путем электрической изоляции подшипника или, в случае двигателей с ЧРП, кольца заземления вала (например, изготовленного AEGIS). Если дефекту подшипника позволить прогрессировать до точки отказа, это часто приводит к гораздо более дорогостоящей перемотке двигателя и длительному простою.
Если дефекту подшипника позволить прогрессировать до точки отказа, это часто приводит к гораздо более дорогостоящей перемотке двигателя и длительному простою.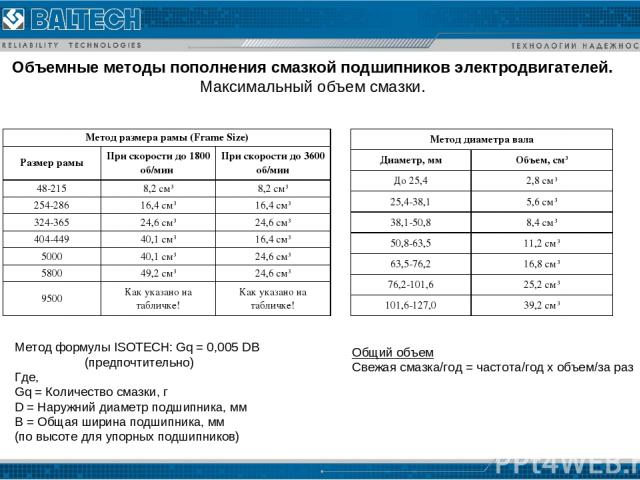
 И наоборот, подшипники закрытой конструкции не допускают попадания новой смазки, тогда как в экранированных подшипниках смазка будет втягиваться под действием капиллярных сил при вращении узла сепаратора подшипника.
И наоборот, подшипники закрытой конструкции не допускают попадания новой смазки, тогда как в экранированных подшипниках смазка будет втягиваться под действием капиллярных сил при вращении узла сепаратора подшипника. Такая компоновка также обеспечивает чрезвычайно простую технику смазки и повторной смазки. Щит служит перегородкой против волнения. Кольцевое пространство между защитным экраном и внутренней обоймой служит дозирующим устройством для контроля потока смазки.
Такая компоновка также обеспечивает чрезвычайно простую технику смазки и повторной смазки. Щит служит перегородкой против волнения. Кольцевое пространство между защитным экраном и внутренней обоймой служит дозирующим устройством для контроля потока смазки. Лабиринтный фиксатор смазки предназначен для предотвращения попадания смазки на обмотки двигателя на внутренней стороне подшипника.
Лабиринтный фиксатор смазки предназначен для предотвращения попадания смазки на обмотки двигателя на внутренней стороне подшипника.
 Эти подшипники обычно находятся на маломощных двигателях или на приборах, которые работают с перерывами. Хотя утверждается, что герметичные шарикоподшипники в электродвигателях будут работать до тех пор, пока рабочая температура подшипника остается ниже 150 ° C (302 ° F) и коэффициент скорости DN (мм число оборотов отверстия подшипника в минуту) не превышает 300 000.
Эти подшипники обычно находятся на маломощных двигателях или на приборах, которые работают с перерывами. Хотя утверждается, что герметичные шарикоподшипники в электродвигателях будут работать до тех пор, пока рабочая температура подшипника остается ниже 150 ° C (302 ° F) и коэффициент скорости DN (мм число оборотов отверстия подшипника в минуту) не превышает 300 000.
 Апрель 1978 г.
Апрель 1978 г.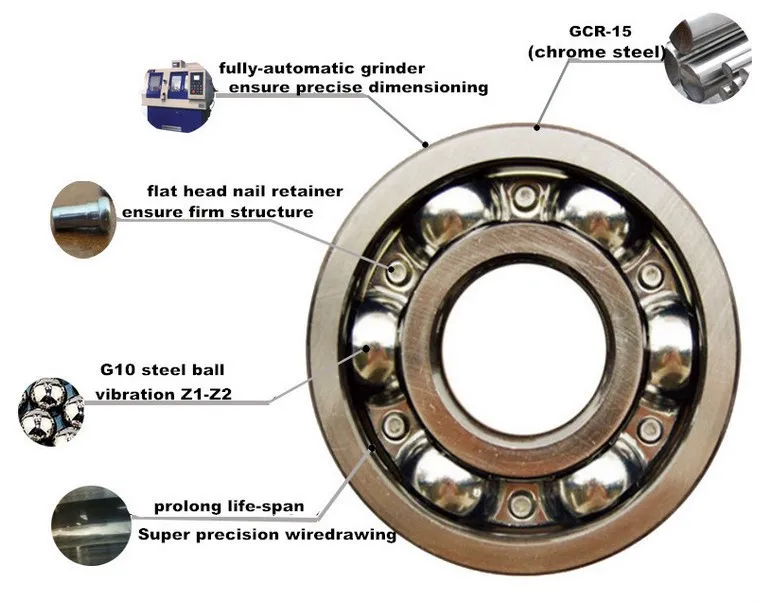 S. MOTORS – Часто задаваемые вопросы (FAQ)
S. MOTORS – Часто задаваемые вопросы (FAQ) Может потребоваться физический осмотр двигателя. Домовладельцы, желающие заменить двигатели в своих устройствах отопления или кондиционирования воздуха, должны обратиться за помощью к своему местному подрядчику по ОВКВ.
Может потребоваться физический осмотр двигателя. Домовладельцы, желающие заменить двигатели в своих устройствах отопления или кондиционирования воздуха, должны обратиться за помощью к своему местному подрядчику по ОВКВ.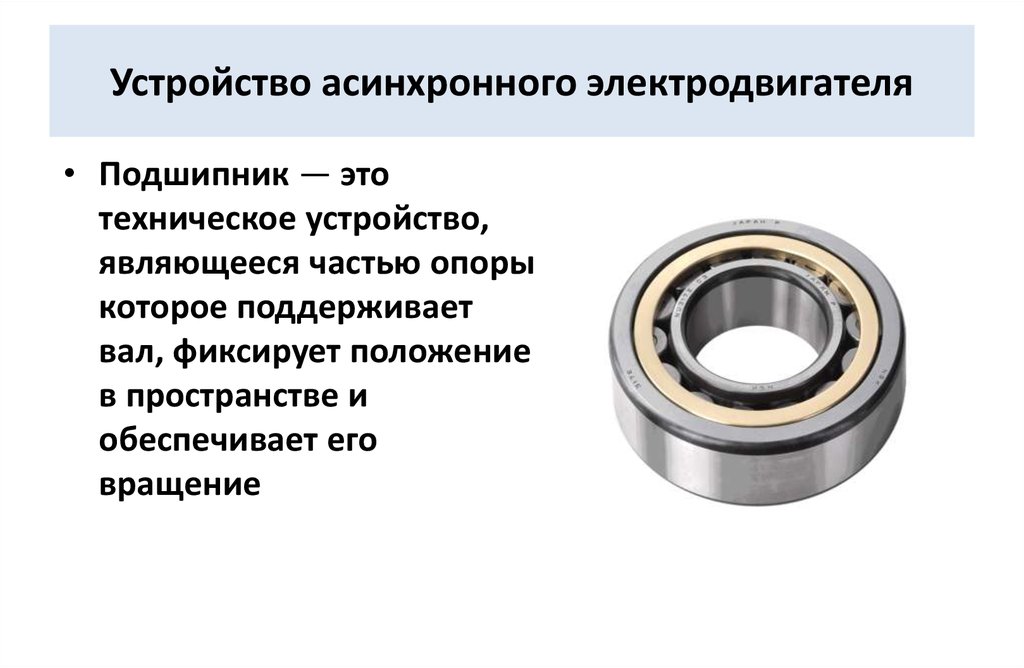 Для дополнительных оценок вам необходимо отправить нам запрос на диаграмму. Обязательно укажите идентификационный номер на заводской табличке двигателя.
Для дополнительных оценок вам необходимо отправить нам запрос на диаграмму. Обязательно укажите идентификационный номер на заводской табличке двигателя. Дополнительную информацию см. на следующей схеме и в таблице.
Дополнительную информацию см. на следующей схеме и в таблице. Чтобы изменить направление вращения, поменяйте местами соединения L1 и L2.
Чтобы изменить направление вращения, поменяйте местами соединения L1 и L2.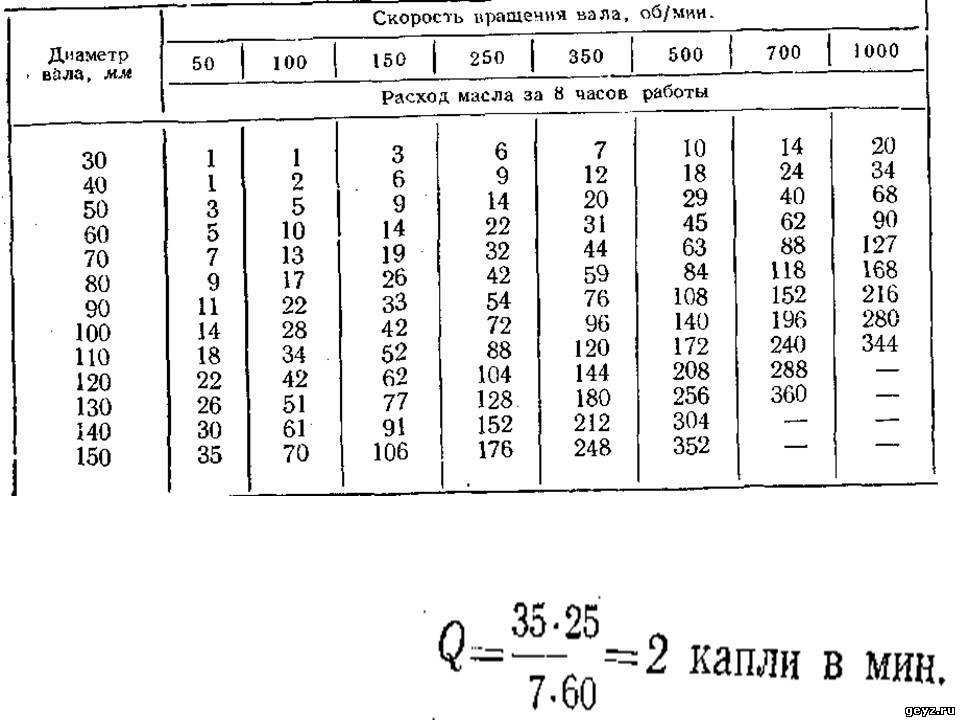 рис. 5). Осевой люфт можно правильно отрегулировать с помощью следующей рекомендуемой процедуры:
рис. 5). Осевой люфт можно правильно отрегулировать с помощью следующей рекомендуемой процедуры:
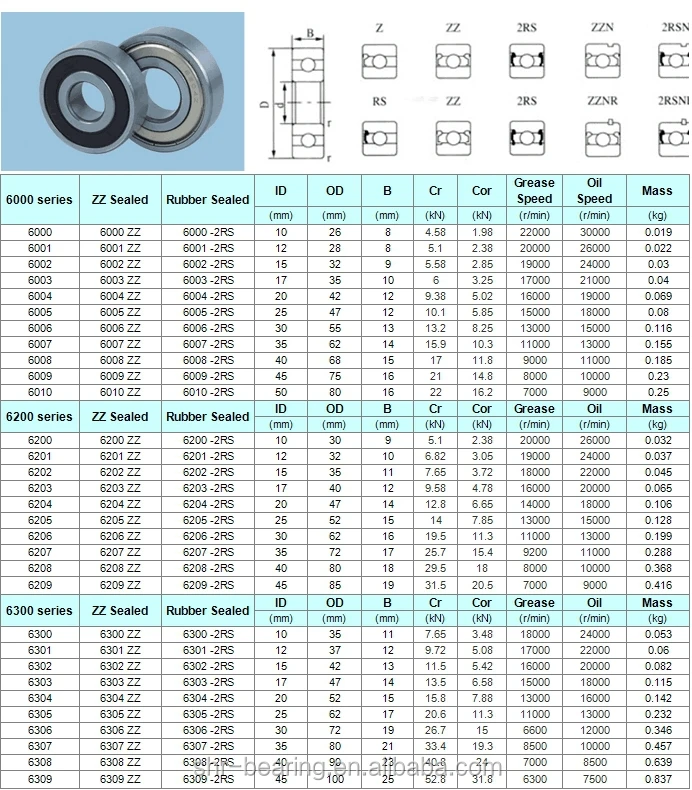 (Расположение циферблатного индикатора см. на рис. 7.) Контргайку регулировки ротора следует поворачивать до тех пор, пока не перестанет двигаться вал вверх. Затем контргайку ослабляют до тех пор, пока не будет получен осевой люфт от 0,005 до 0,008, законтрите контргайку стопорной шайбой.
(Расположение циферблатного индикатора см. на рис. 7.) Контргайку регулировки ротора следует поворачивать до тех пор, пока не перестанет двигаться вал вверх. Затем контргайку ослабляют до тех пор, пока не будет получен осевой люфт от 0,005 до 0,008, законтрите контргайку стопорной шайбой. Затем следует ослабить контргайку, пока не будет получен осевой люфт от 0,005 до 0,008. Зафиксируйте контргайку стопорной шайбой. (См. рис. 7, где показано расположение циферблатного индикатора.)
Затем следует ослабить контргайку, пока не будет получен осевой люфт от 0,005 до 0,008. Зафиксируйте контргайку стопорной шайбой. (См. рис. 7, где показано расположение циферблатного индикатора.) После получения правильного диапазона (записанного ранее) законтрите контргайку стопорной шайбой.
После получения правильного диапазона (записанного ранее) законтрите контргайку стопорной шайбой. Прикладывайте нагрузку к гидравлическому домкрату до тех пор, пока циферблатный индикатор не покажет отсутствие движения на конце вала. (Расположение циферблатного индикатора см. на рис. 7.) Давление гидравлического домкрата следует сбрасывать до тех пор, пока не будет достигнут осевой люфт от 0,005 до 0,008. Зафиксируйте контргайку стопорной шайбой.
Прикладывайте нагрузку к гидравлическому домкрату до тех пор, пока циферблатный индикатор не покажет отсутствие движения на конце вала. (Расположение циферблатного индикатора см. на рис. 7.) Давление гидравлического домкрата следует сбрасывать до тех пор, пока не будет достигнут осевой люфт от 0,005 до 0,008. Зафиксируйте контргайку стопорной шайбой.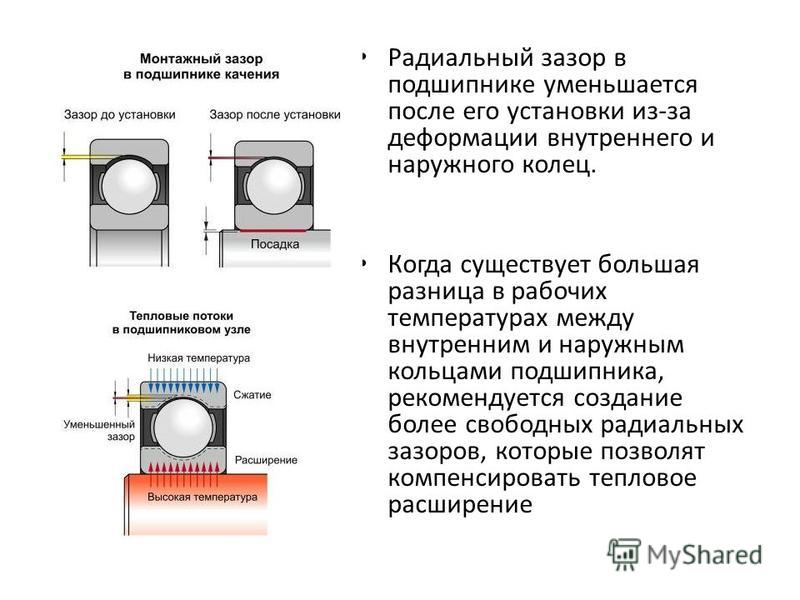 После настройки осевого люфта любым из вышеперечисленных способов дайте устройству поработать 15 минут и еще раз проверьте настройку осевого люфта. Если за пределами диапазона, необходимо сбросить конечный люфт. Все ослабленные или снятые детали должны быть повторно собраны и затянуты в соответствии с первоначальными спецификациями. Держите все инструменты, цепи, оборудование и т. д. вдали от агрегата перед подачей питания на двигатель.
После настройки осевого люфта любым из вышеперечисленных способов дайте устройству поработать 15 минут и еще раз проверьте настройку осевого люфта. Если за пределами диапазона, необходимо сбросить конечный люфт. Все ослабленные или снятые детали должны быть повторно собраны и затянуты в соответствии с первоначальными спецификациями. Держите все инструменты, цепи, оборудование и т. д. вдали от агрегата перед подачей питания на двигатель.  Если невозможно определить первоначальный осевой люфт из-за повреждения или по другим причинам, обратитесь в отдел обслуживания продукции для получения значений.
Если невозможно определить первоначальный осевой люфт из-за повреждения или по другим причинам, обратитесь в отдел обслуживания продукции для получения значений. 0SF<1500 л.с.
0SF<1500 л.с. 15SF>1500 л.с.
15SF>1500 л.с.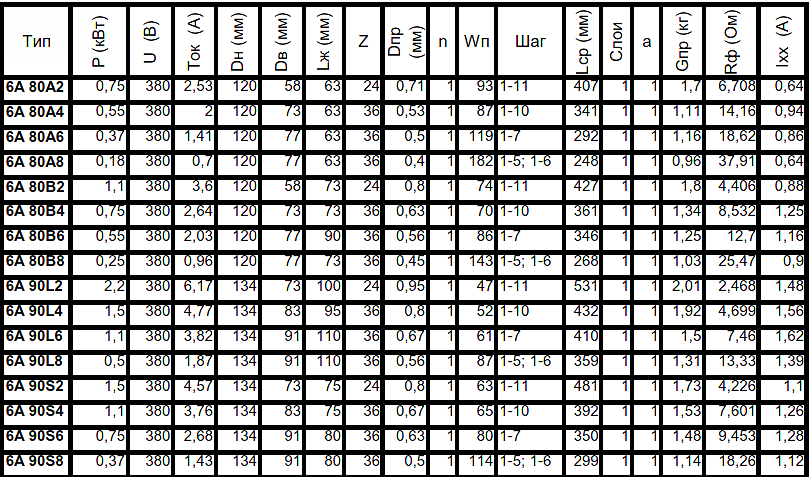 0SF<1500 л.с.
0SF<1500 л.с. Что такое нормальная/безопасная температура подшипника?
Что такое нормальная/безопасная температура подшипника? S. MOTORS®?
S. MOTORS®? Подшипники Conrad открытого типа, которые поставляются во взрывозащищенных корпусах 180 и выше и ODP/TEFC 400 и выше, требуют, чтобы крышки подшипников содержали смазку в корпусе. Экранированные подшипники, поставляемые со всеми рамами 140 (от ODP/TEFC до рамы 360 и для всех автомобилей), могут использоваться на двигателях без крышек подшипников. Герметичные подшипники, которые «смазаны на весь срок службы», имеют пониженный предел скорости из-за трения уплотнения. Эти закрытые подшипники поставляются только по специальным заказам клиентов.
Подшипники Conrad открытого типа, которые поставляются во взрывозащищенных корпусах 180 и выше и ODP/TEFC 400 и выше, требуют, чтобы крышки подшипников содержали смазку в корпусе. Экранированные подшипники, поставляемые со всеми рамами 140 (от ODP/TEFC до рамы 360 и для всех автомобилей), могут использоваться на двигателях без крышек подшипников. Герметичные подшипники, которые «смазаны на весь срок службы», имеют пониженный предел скорости из-за трения уплотнения. Эти закрытые подшипники поставляются только по специальным заказам клиентов.
 Эти подшипники недоступны для двигателей с прямым подключением и поставляются по специальному заказу только для двигателей с радиальной нагрузкой.
Эти подшипники недоступны для двигателей с прямым подключением и поставляются по специальному заказу только для двигателей с радиальной нагрузкой.
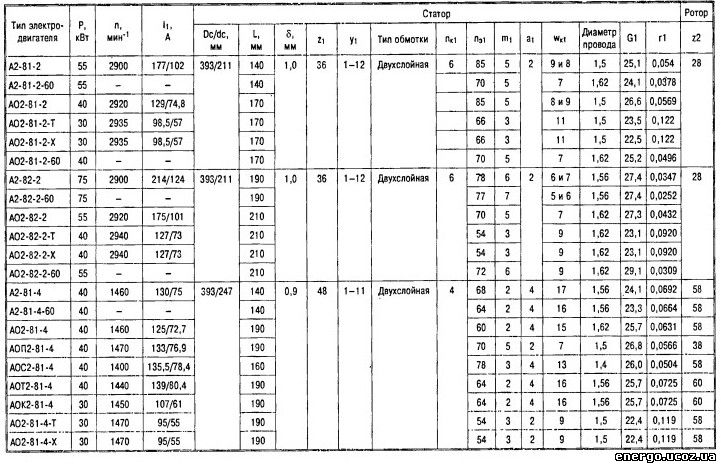 Кроме того, двигателю постоянно требуется минимальное усилие, чтобы сжать пружины предварительного натяжения и разгрузить нижний направляющий подшипник для максимального срока службы. Обычно требуется водяное охлаждение.
Кроме того, двигателю постоянно требуется минимальное усилие, чтобы сжать пружины предварительного натяжения и разгрузить нижний направляющий подшипник для максимального срока службы. Обычно требуется водяное охлаждение. В течение многих лет наша политика заключалась в том, чтобы маркировать открытые каплезащищенные двигатели, которые соответствуют этому критерию повышения температуры, с классом изоляции «B», независимо от фактического типа изоляции. Это дает конечному пользователю информацию о том, что двигатель имеет 90 градусов по Цельсию или меньше, повышение температуры при эксплуатационном коэффициенте 1,15.
В течение многих лет наша политика заключалась в том, чтобы маркировать открытые каплезащищенные двигатели, которые соответствуют этому критерию повышения температуры, с классом изоляции «B», независимо от фактического типа изоляции. Это дает конечному пользователю информацию о том, что двигатель имеет 90 градусов по Цельсию или меньше, повышение температуры при эксплуатационном коэффициенте 1,15.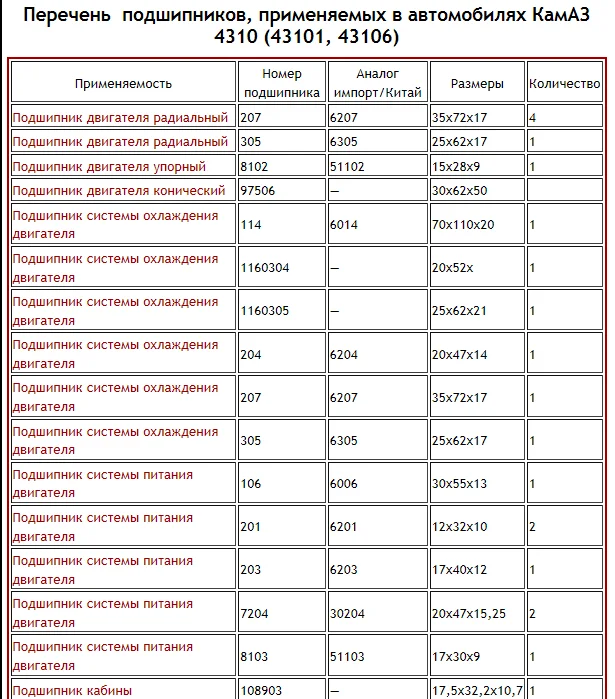 Двигатель, соединенный треугольником, будет иметь три набора из трех проводов с непрерывностью между ними. С другой стороны, двигатель, соединенный звездой, будет иметь только один набор из трех проводов с непрерывностью между ними и три набора из двух проводов с непрерывностью. Ниже приведены конкретные шаги, которые необходимо предпринять при определении выводов двигателя, подключенного как по схеме «звезда», так и по схеме «треугольник».
Двигатель, соединенный треугольником, будет иметь три набора из трех проводов с непрерывностью между ними. С другой стороны, двигатель, соединенный звездой, будет иметь только один набор из трех проводов с непрерывностью между ними и три набора из двух проводов с непрерывностью. Ниже приведены конкретные шаги, которые необходимо предпринять при определении выводов двигателя, подключенного как по схеме «звезда», так и по схеме «треугольник». Повторите это для каждой группы отведений, отмечая угловые отведения №1, №2 и №3.
Повторите это для каждой группы отведений, отмечая угловые отведения №1, №2 и №3.
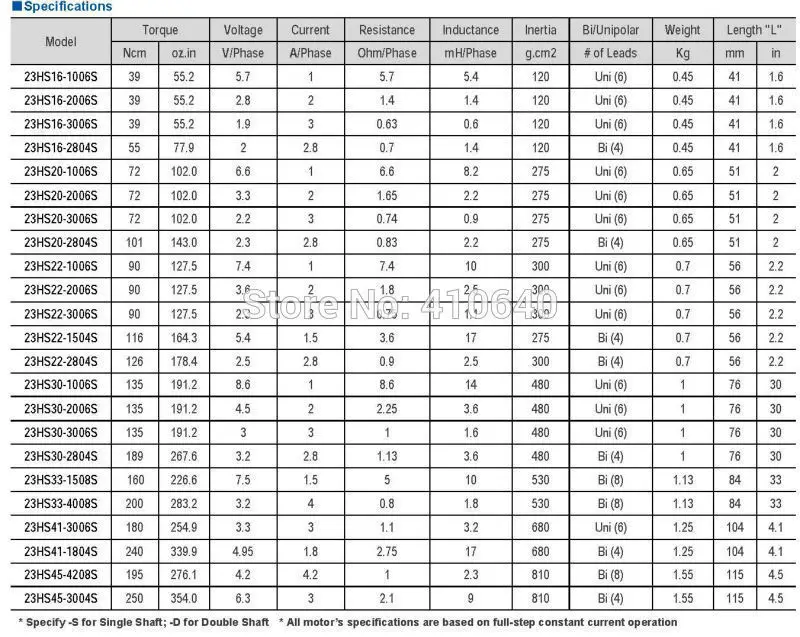 Затем переместите батарею в комбинацию #7 и #8 , с положительным выводом на выводе №7 и отрицательным выводом, который будет использоваться для мигания вывода №8. Вольтметр расположен на паре № 1 и № 4 так, что на выводе отрицательного провода № 8 наблюдается отклонение вверх по шкале. В этом случае положительный вывод вольтметра является выводом двигателя №1, а отрицательный вывод вольтметра — выводом двигателя №4.
Затем переместите батарею в комбинацию #7 и #8 , с положительным выводом на выводе №7 и отрицательным выводом, который будет использоваться для мигания вывода №8. Вольтметр расположен на паре № 1 и № 4 так, что на выводе отрицательного провода № 8 наблюдается отклонение вверх по шкале. В этом случае положительный вывод вольтметра является выводом двигателя №1, а отрицательный вывод вольтметра — выводом двигателя №4. На этом завершаются основные испытания двигателя с девятью свинцовыми звездами.
На этом завершаются основные испытания двигателя с девятью свинцовыми звездами.
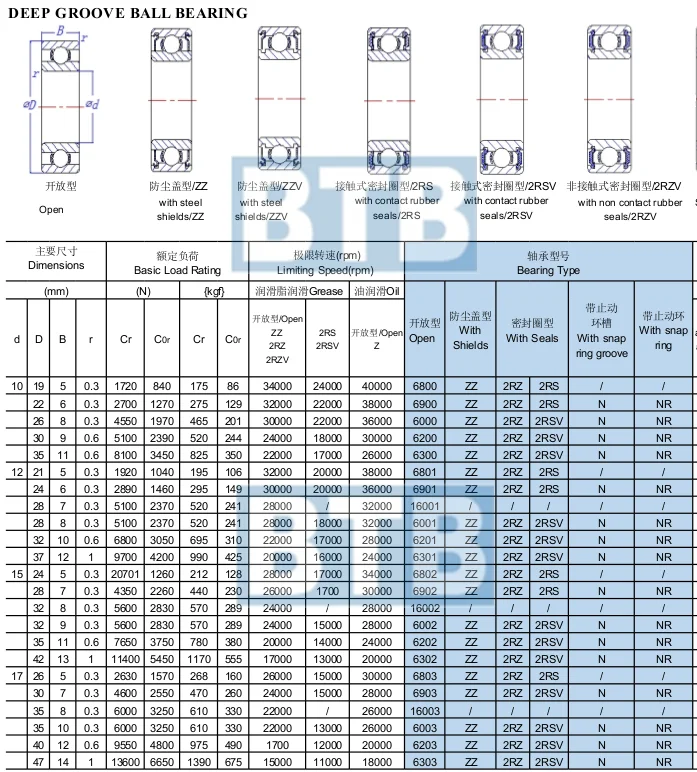 Нанесите достаточное количество оксида алюминия, чтобы обеспечить окончательную шлифовку до исходных размеров шейки подшипника с шероховатостью поверхности 63 RMS или выше. Фенольный герметик необходимо наносить после первоначальной механической обработки, но перед чистовой шлифовкой.
Нанесите достаточное количество оксида алюминия, чтобы обеспечить окончательную шлифовку до исходных размеров шейки подшипника с шероховатостью поверхности 63 RMS или выше. Фенольный герметик необходимо наносить после первоначальной механической обработки, но перед чистовой шлифовкой. 2088 С.З. СУД Майами, Флорида 33172 WWW.BELZONA.COM
2088 С.З. СУД Майами, Флорида 33172 WWW.BELZONA.COM 
 Интервал повторной смазки зависит от скорости, типа подшипника и обслуживания. Рекомендуемые интервалы смазки и рекомендуемые смазки см. в таблице в Руководстве по эксплуатации и эксплуатации, прилагаемом к двигателю. Условия эксплуатации могут потребовать более частой смазки. Двигатель должен находиться в состоянии покоя, а электрические элементы управления должны быть заблокированы, чтобы предотвратить подачу питания во время обслуживания двигателя (см. раздел «Безопасность»). Если двигатель вывозится из хранилища, обратитесь к процедурам хранения.
Интервал повторной смазки зависит от скорости, типа подшипника и обслуживания. Рекомендуемые интервалы смазки и рекомендуемые смазки см. в таблице в Руководстве по эксплуатации и эксплуатации, прилагаемом к двигателю. Условия эксплуатации могут потребовать более частой смазки. Двигатель должен находиться в состоянии покоя, а электрические элементы управления должны быть заблокированы, чтобы предотвратить подачу питания во время обслуживания двигателя (см. раздел «Безопасность»). Если двигатель вывозится из хранилища, обратитесь к процедурам хранения. Дайте двигателю поработать от 15 до 30 минут со снятой сливной пробкой, чтобы удалить лишнюю смазку. Выключите агрегат и установите на место сливную пробку. Верните двигатель в сервис.
Дайте двигателю поработать от 15 до 30 минут со снятой сливной пробкой, чтобы удалить лишнюю смазку. Выключите агрегат и установите на место сливную пробку. Верните двигатель в сервис.  Удалите лишнюю смазку, выступающую за края колец подшипников и фиксаторов. Рекомендуемые смазки см. в Таблице 2 в Руководстве по эксплуатации и техническому обслуживанию.
Удалите лишнюю смазку, выступающую за края колец подшипников и фиксаторов. Рекомендуемые смазки см. в Таблице 2 в Руководстве по эксплуатации и техническому обслуживанию. 

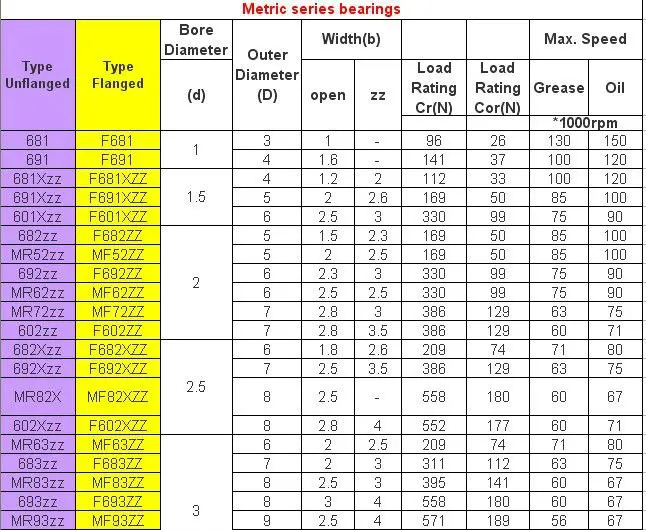 Температура поверхности рамы обычно на 15–20 градусов по Цельсию ниже, чем средняя температура обмотки, в зависимости от размера и типа двигателя, а также от стандартных производственных отклонений. Например, двигатель класса F с эксплуатационным фактором 1,15 имеет допустимое повышение средней температуры обмотки на 115 градусов по Цельсию. Этот двигатель имеет общую температуру 155 градусов по Цельсию с учетом максимально допустимой температуры окружающей среды 40 градусов по Цельсию. Таким образом, температура поверхности корпуса двигателя может достигать 135-140 градусов по Цельсию в зависимости от условий окружающей среды и нагрузки.
Температура поверхности рамы обычно на 15–20 градусов по Цельсию ниже, чем средняя температура обмотки, в зависимости от размера и типа двигателя, а также от стандартных производственных отклонений. Например, двигатель класса F с эксплуатационным фактором 1,15 имеет допустимое повышение средней температуры обмотки на 115 градусов по Цельсию. Этот двигатель имеет общую температуру 155 градусов по Цельсию с учетом максимально допустимой температуры окружающей среды 40 градусов по Цельсию. Таким образом, температура поверхности корпуса двигателя может достигать 135-140 градусов по Цельсию в зависимости от условий окружающей среды и нагрузки.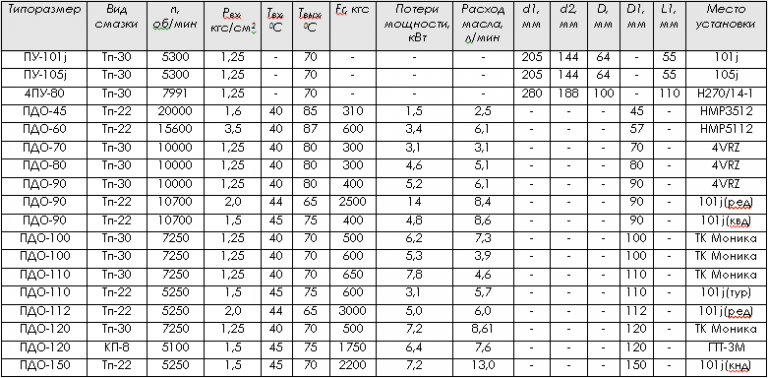 S. MOTORS® или двигателей, на которые еще распространяется гарантия?
S. MOTORS® или двигателей, на которые еще распространяется гарантия?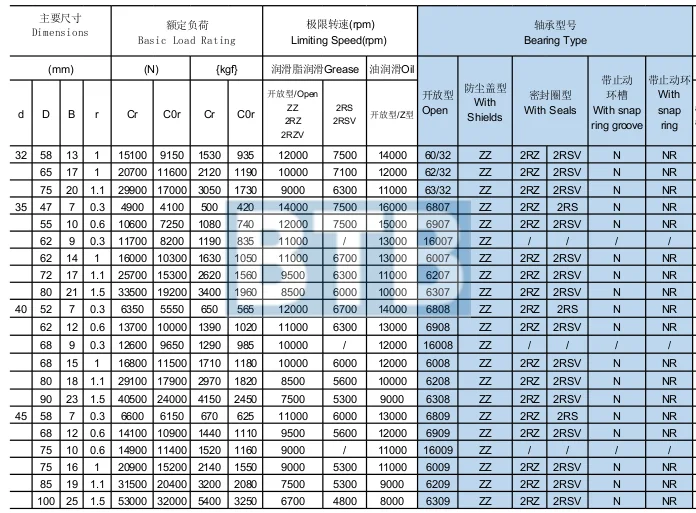
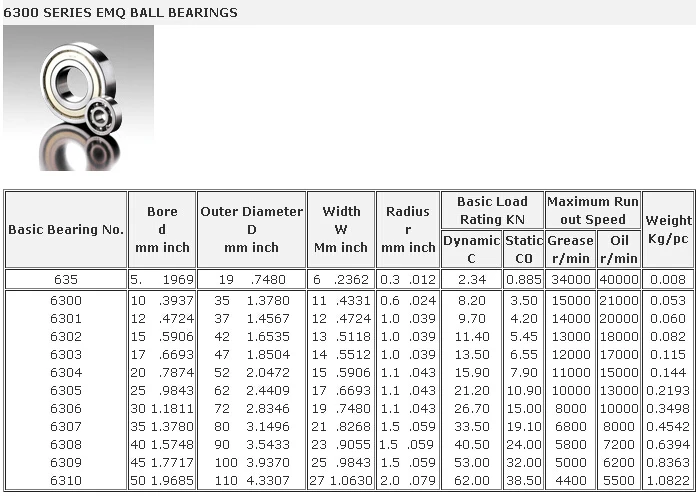 Через короткий промежуток времени он переключается на полную обмотку.
Через короткий промежуток времени он переключается на полную обмотку.
 Убедитесь, что питание отключено и приняты меры для предотвращения случайного перезапуска двигателя, прежде чем пытаться выполнить любую из вышеперечисленных процедур.
Убедитесь, что питание отключено и приняты меры для предотвращения случайного перезапуска двигателя, прежде чем пытаться выполнить любую из вышеперечисленных процедур. 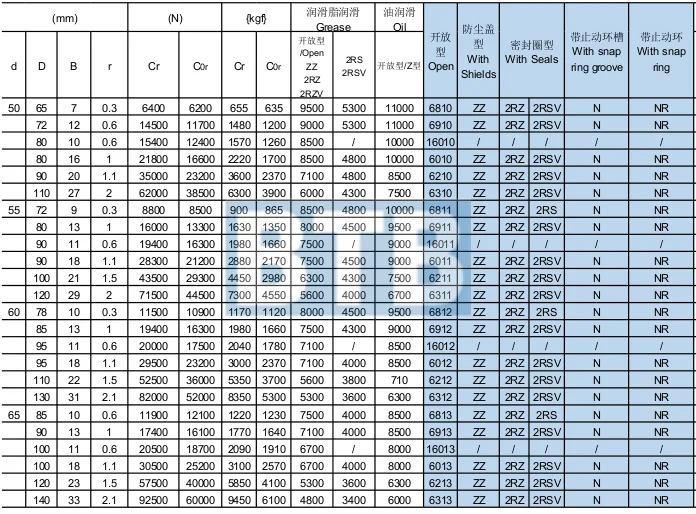 Если нет в наличии, тройной провод можно заменить.
Если нет в наличии, тройной провод можно заменить.
 В Таблице 5 указаны требуемые минимальные значения осевого усилия, соответствующие номерам деталей подшипников.
В Таблице 5 указаны требуемые минимальные значения осевого усилия, соответствующие номерам деталей подшипников. 


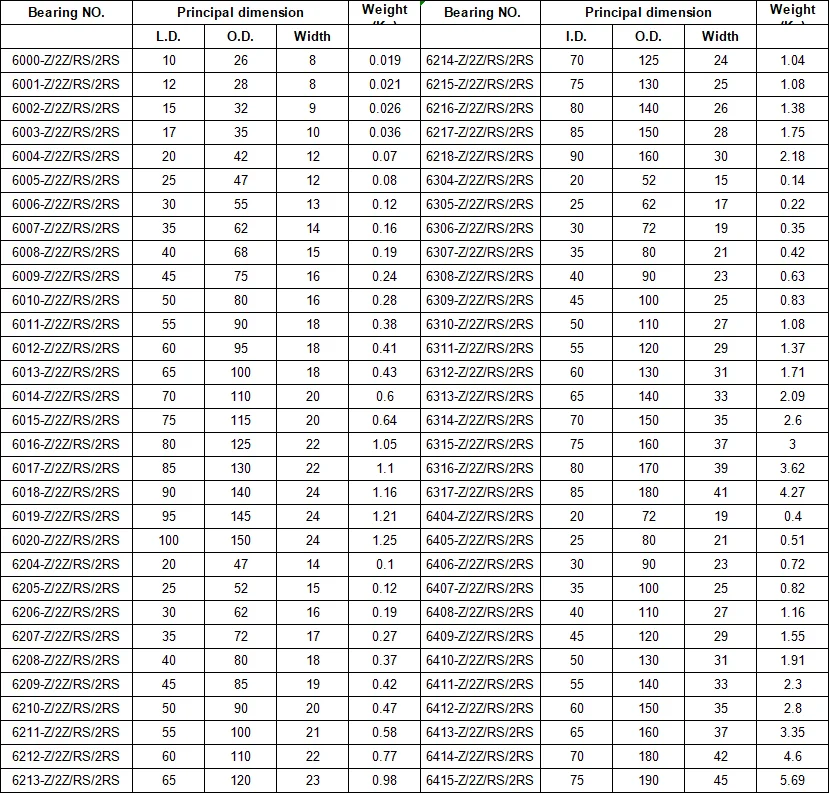 В случае, если запуск не может быть завершен из-за того, что какое-либо оборудование не готово к запуску, с клиента будет взиматься плата за всю поездку, и потребуется дополнительное разрешение или новый заказ на поставку, если необходимы последующие поездки.
В случае, если запуск не может быть завершен из-за того, что какое-либо оборудование не готово к запуску, с клиента будет взиматься плата за всю поездку, и потребуется дополнительное разрешение или новый заказ на поставку, если необходимы последующие поездки. 15-16 превышение температуры обмотки над температурой охлаждающей среды (температурой окружающей среды) не должно превышать значений, указанных в следующей таблице (таблица 3). См. также раздел «Изоляция класса B и класса F».
15-16 превышение температуры обмотки над температурой охлаждающей среды (температурой окружающей среды) не должно превышать значений, указанных в следующей таблице (таблица 3). См. также раздел «Изоляция класса B и класса F». 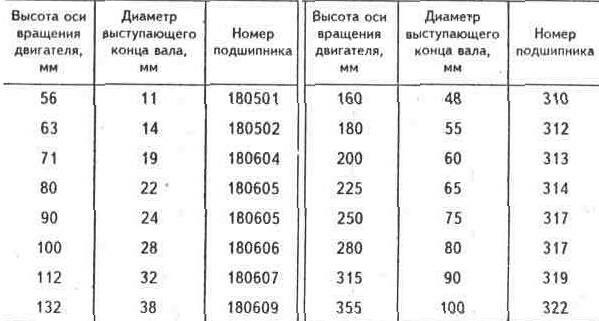
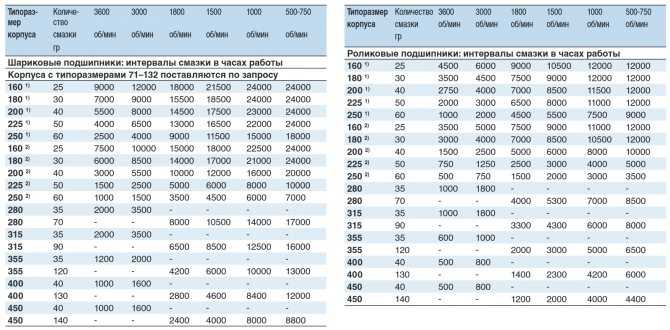
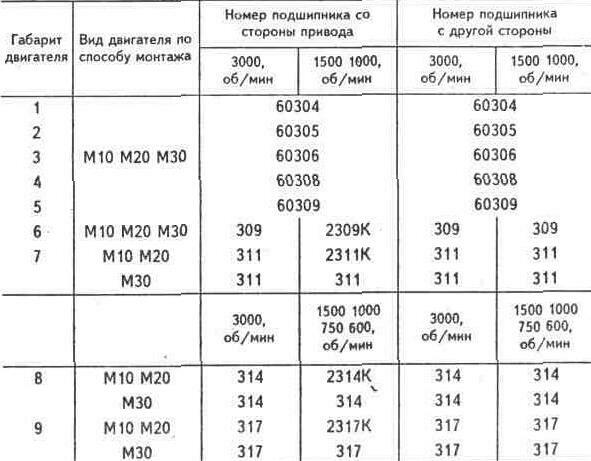 S. MOTORS®?
S. MOTORS®? Точка переключения температуры термостата предварительно откалибрована производителем и не регулируется. Сброс происходит автоматически после снижения температуры. Термостаты обычно устанавливаются в концевых витках соединения обмотки двигателя. Стандартная процедура заключается в соединении трех термостатов вместе в комплекте, по одному термостату, встроенному в каждую фазу обмотки. Открытые термостаты обычно подключаются параллельно, а закрытые термостаты подключаются последовательно. Обратитесь к рисунку ниже для дальнейшего пояснения
Точка переключения температуры термостата предварительно откалибрована производителем и не регулируется. Сброс происходит автоматически после снижения температуры. Термостаты обычно устанавливаются в концевых витках соединения обмотки двигателя. Стандартная процедура заключается в соединении трех термостатов вместе в комплекте, по одному термостату, встроенному в каждую фазу обмотки. Открытые термостаты обычно подключаются параллельно, а закрытые термостаты подключаются последовательно. Обратитесь к рисунку ниже для дальнейшего пояснения 15 и выше
15 и выше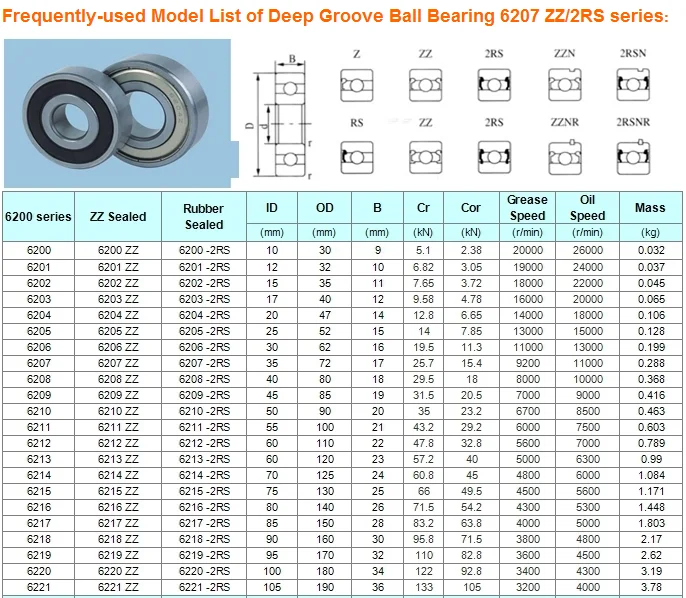 О.
О.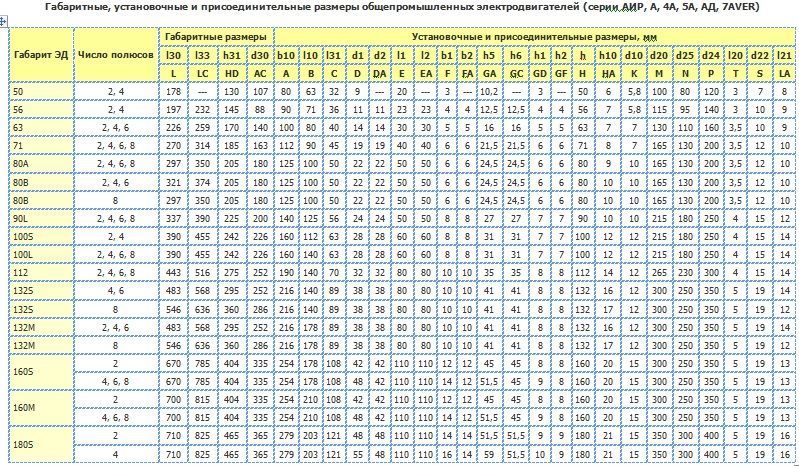 О.
О.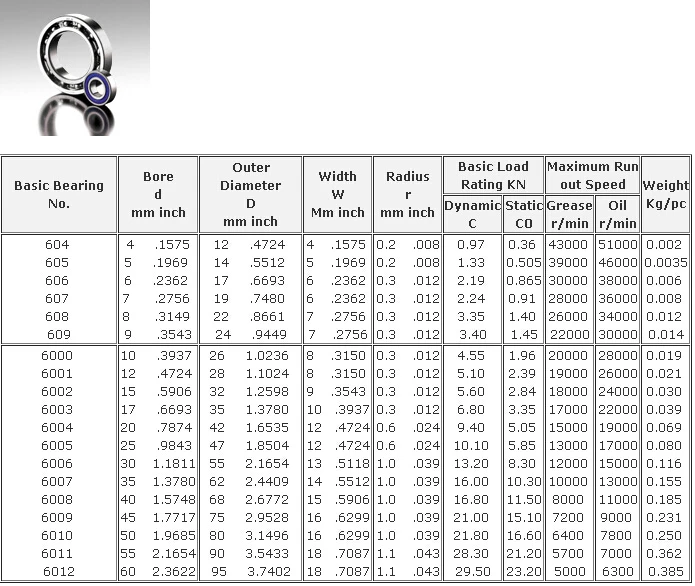 Мы используем плоские RTD формованного ленточного типа толщиной всего 0,030 дюйма. Резистивные датчики сопротивления устанавливаются в пазах двигателей с формованной обмоткой, а также в пазах или концевых витках двигателей с кашицеобразной обмоткой.
Мы используем плоские RTD формованного ленточного типа толщиной всего 0,030 дюйма. Резистивные датчики сопротивления устанавливаются в пазах двигателей с формованной обмоткой, а также в пазах или концевых витках двигателей с кашицеобразной обмоткой.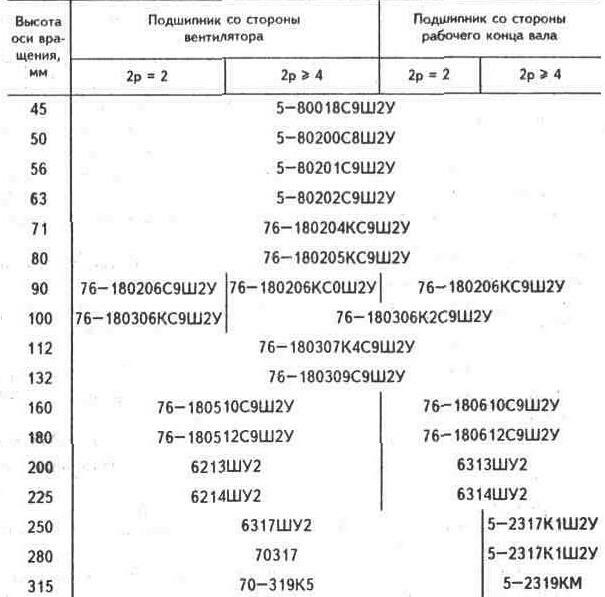
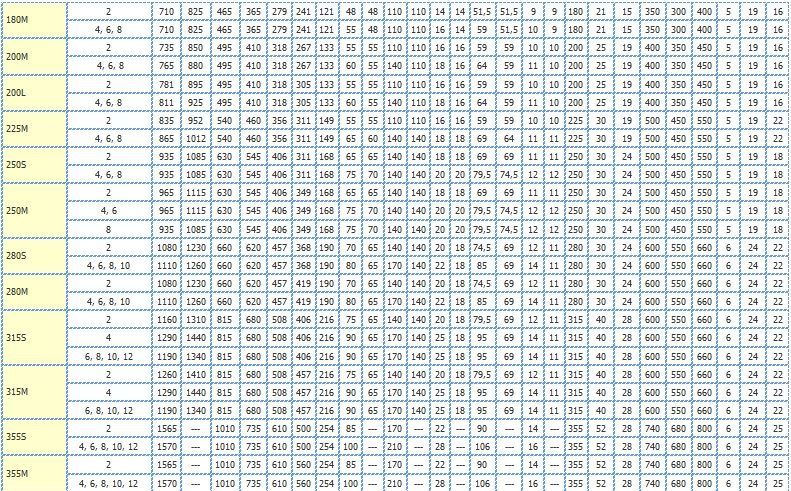 Термисторы обычно устанавливаются в концевых витках двигателя. В зависимости от контроллера они подключаются либо последовательно, либо в «цепь с общим выводом». Обе схемы показаны ниже.
Термисторы обычно устанавливаются в концевых витках двигателя. В зависимости от контроллера они подключаются либо последовательно, либо в «цепь с общим выводом». Обе схемы показаны ниже.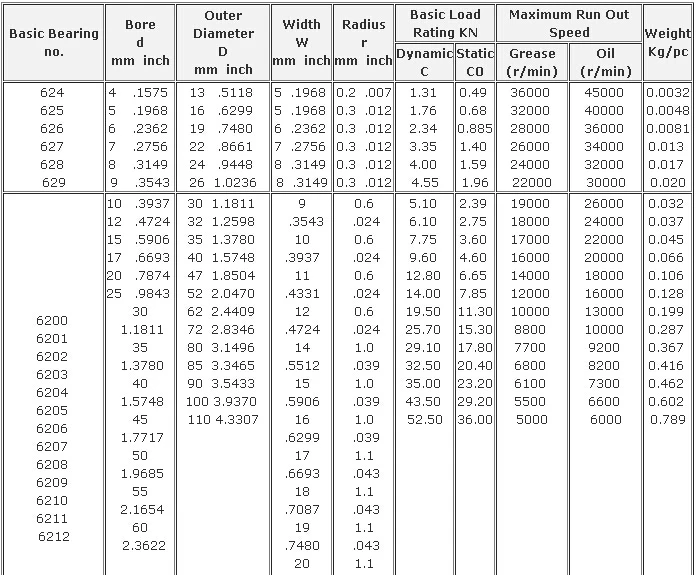 Провод TM5 является общим проводом.
Провод TM5 является общим проводом. Шесть термисторов могут быть соединены последовательно без ложного срабатывания контроллера. Наша стандартная процедура заключается в последовательной установке трех термисторов и выводе всех шести выводов, что обеспечивает последовательное соединение в выходной коробке. Пары выводов термистора имеют маркировку 9.0003 TM1 , TM2 и TM3 . Стандартный контроллер Siemens представляет собой модуль управления расцепителем 3UN, который имеет Н.О. и размыкающий контакт.
Шесть термисторов могут быть соединены последовательно без ложного срабатывания контроллера. Наша стандартная процедура заключается в последовательной установке трех термисторов и выводе всех шести выводов, что обеспечивает последовательное соединение в выходной коробке. Пары выводов термистора имеют маркировку 9.0003 TM1 , TM2 и TM3 . Стандартный контроллер Siemens представляет собой модуль управления расцепителем 3UN, который имеет Н.О. и размыкающий контакт.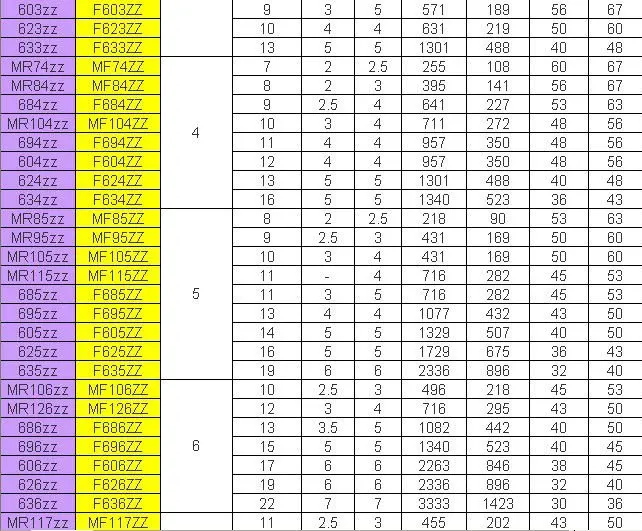 15 — УП
15 — УП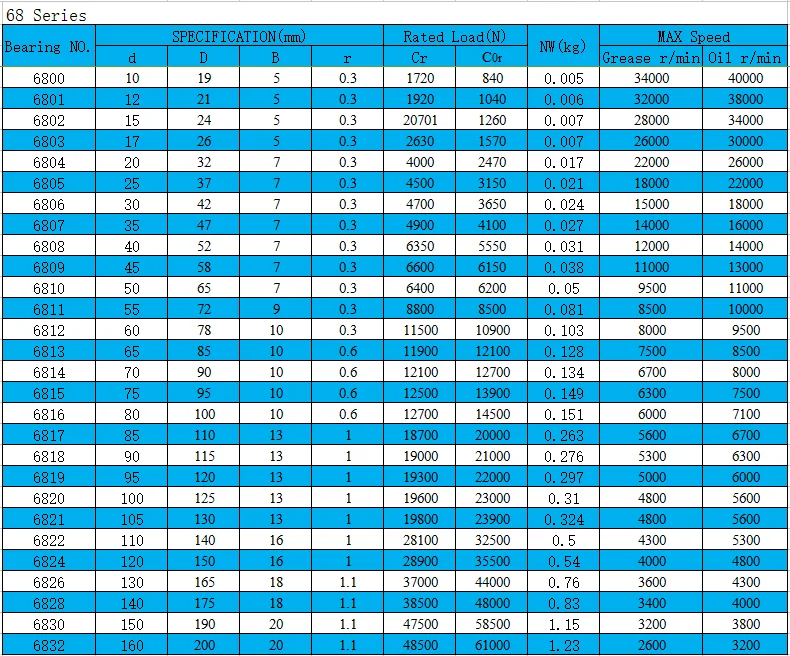
 Запрещает поворот всем видам транспортных средств и знак «В» — 6.3.1 «Место для разворота». Среди изображённых знаков следует обратить внимание на знак «Б» — 3.19 «Разворот запрещён», который, наоборот, поворот налево не запрещает.
Запрещает поворот всем видам транспортных средств и знак «В» — 6.3.1 «Место для разворота». Среди изображённых знаков следует обратить внимание на знак «Б» — 3.19 «Разворот запрещён», который, наоборот, поворот налево не запрещает. Двойная прерывистая линия разметки 1.9 разделяет транспортные потоки противоположных направлений.
Двойная прерывистая линия разметки 1.9 разделяет транспортные потоки противоположных направлений. Запрещено
Запрещено 15.1 «Направления движения по полосам» следовало бы выполнить поворот налево по траектории «А». Но на перекрёстках , перед которыми и на которых имеются знаки 5.15.1 и 5.15.2 , выезд на трамвайные пути запрещён.
15.1 «Направления движения по полосам» следовало бы выполнить поворот налево по траектории «А». Но на перекрёстках , перед которыми и на которых имеются знаки 5.15.1 и 5.15.2 , выезд на трамвайные пути запрещён. Вам запрещено движение по другим полосам при свободной правой полосе. (Пункт 9.4 ПДД).
Вам запрещено движение по другим полосам при свободной правой полосе. (Пункт 9.4 ПДД). Разрешено, если Вы намерены опередить второй автомобиль
Разрешено, если Вы намерены опередить второй автомобиль Нарушил
Нарушил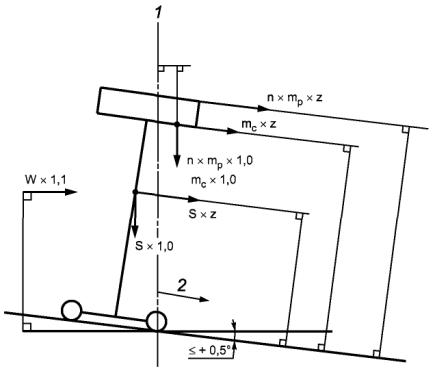 При определении порядка проезда перекрёстка транспортными средствами руководствуемся «правилом правой руки», т.е. у кого помеха справа тот и уступает.
При определении порядка проезда перекрёстка транспортными средствами руководствуемся «правилом правой руки», т.е. у кого помеха справа тот и уступает. Главная дорога меняет направление. Транспортные средства, находящиеся на главной дороге, имеют преимущество.
Главная дорога меняет направление. Транспортные средства, находящиеся на главной дороге, имеют преимущество. 1 ПДД произвести остановку на автомагистрали можно только на специальных площадках для стоянки, обозначенных соответствующими знаками.
1 ПДД произвести остановку на автомагистрали можно только на специальных площадках для стоянки, обозначенных соответствующими знаками. (Пункт 2.3.1 ПДД).
(Пункт 2.3.1 ПДД).






 Рекомендуемая скорость движения на этой дороге — 50 км/ч.
Рекомендуемая скорость движения на этой дороге — 50 км/ч.  19 «Разворот запрещен». Этот знак не допускает движения лишь в том направлении, которое на нем изображено, т. е. запрещает только разворот, а поворот налево и движение прямо и направо разрешает. Знак «В» 6.3.1 «Место разворота». Этот знак запрещает поворот налево разрешая только разворот. Из трех указанных знаков поворот налево запрещают знаки «А» и «В».
19 «Разворот запрещен». Этот знак не допускает движения лишь в том направлении, которое на нем изображено, т. е. запрещает только разворот, а поворот налево и движение прямо и направо разрешает. Знак «В» 6.3.1 «Место разворота». Этот знак запрещает поворот налево разрешая только разворот. Из трех указанных знаков поворот налево запрещают знаки «А» и «В». Обгон с использованием такой полосы запрещен.
Обгон с использованием такой полосы запрещен. По любой.
По любой. 
 Ваши действия?
Ваши действия?  1 с табличкой 8.13) и имеете преимущество перед трамваем «А», так как он находится на второстепенной дороге. С трамваем «Б» и легковым автомобилем, находящимися так же на главной дороге, Вы разъезжаетесь по правилам проезда нерегулируемых перекрестков равнозначных дорог. В этой ситуации трамвай «Б» имеет преимущество перед безрельсовыми транспортным средствам независимо от направления его движения, и Вы должны уступить ему дорогу, а также необходимо уступить и легковому автомобилю, так как он приближается к Вам справа.
1 с табличкой 8.13) и имеете преимущество перед трамваем «А», так как он находится на второстепенной дороге. С трамваем «Б» и легковым автомобилем, находящимися так же на главной дороге, Вы разъезжаетесь по правилам проезда нерегулируемых перекрестков равнозначных дорог. В этой ситуации трамвай «Б» имеет преимущество перед безрельсовыми транспортным средствам независимо от направления его движения, и Вы должны уступить ему дорогу, а также необходимо уступить и легковому автомобилю, так как он приближается к Вам справа. 4 «Место стоянки» и 7.11 «Место отдыха»
4 «Место стоянки» и 7.11 «Место отдыха»


 Знак не вводит никаких запретов на маневры.
Знак не вводит никаких запретов на маневры. 6.10
6.10


 13.11.
13.11.









 С ними Вы разъезжаетесь по правилам проезда перекрестков равнозначных дорог (п. 13.10 ) и (п. 13.11 ). Перед трамваем А Вы имеете преимущество, поскольку он движется по второстепенной дороге (п. 13.9 ).
С ними Вы разъезжаетесь по правилам проезда перекрестков равнозначных дорог (п. 13.10 ) и (п. 13.11 ). Перед трамваем А Вы имеете преимущество, поскольку он движется по второстепенной дороге (п. 13.9 ).
 2.3.1 ).
2.3.1 ).




 Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10.17226/10308.
Оценка системы рейтинга сопротивления опрокидыванию Национальной администрации безопасности дорожного движения: специальный отчет 265 . Вашингтон, округ Колумбия: Издательство национальных академий. дои: 10.17226/10308. Испытания и моделирование транспортных средств обычно имеют дело с началом опрокидывания, а не с полным 90-градусный крен. Тестирование обычно относится к одной из двух категорий:
Испытания и моделирование транспортных средств обычно имеют дело с началом опрокидывания, а не с полным 90-градусный крен. Тестирование обычно относится к одной из двух категорий: Кроме того, может быть трудно достичь повторяемости. Ввиду проблем, связанных с динамическими испытаниями, были предприняты компьютерные стимуляции с использованием математических моделей для прогнозирования поведения транспортного средства, связанного с опрокидыванием.
Кроме того, может быть трудно достичь повторяемости. Ввиду проблем, связанных с динамическими испытаниями, были предприняты компьютерные стимуляции с использованием математических моделей для прогнозирования поведения транспортного средства, связанного с опрокидыванием. главу 3) также классифицирует «перевернутое» вращение вокруг поперечной оси транспортного средства как опрокидывание, что противоречит обычному определению этого термина в динамике транспортного средства. Однако сквозные ролловеры обычно составляют очень небольшую долю (порядка 2 процентов) от общего количества ролловеров.
главу 3) также классифицирует «перевернутое» вращение вокруг поперечной оси транспортного средства как опрокидывание, что противоречит обычному определению этого термина в динамике транспортного средства. Однако сквозные ролловеры обычно составляют очень небольшую долю (порядка 2 процентов) от общего количества ролловеров. Далее приводятся некоторые общие комментарии по динамическим испытаниям и связанным с ними проблемам, с которыми сталкивается Национальная администрация безопасности дорожного движения (NHTSA) в своей задаче, возложенной на нее в соответствии с Законом об улучшении отзыва транспортных средств, подотчетности и документации (TREAD) по разработке динамических испытаний, относящихся к информация для потребителей о пролонгации. Глава завершается выводами и рекомендациями комитета в области динамики транспортных средств.
Далее приводятся некоторые общие комментарии по динамическим испытаниям и связанным с ними проблемам, с которыми сталкивается Национальная администрация безопасности дорожного движения (NHTSA) в своей задаче, возложенной на нее в соответствии с Законом об улучшении отзыва транспортных средств, подотчетности и документации (TREAD) по разработке динамических испытаний, относящихся к информация для потребителей о пролонгации. Глава завершается выводами и рекомендациями комитета в области динамики транспортных средств.
 В качестве альтернативы начальный крен можно классифицировать по моменту времени, когда центр тяжести транспортного средства перемещается за точку баланса над колесами передней стороны, как показано на рис. 2-2.
В качестве альтернативы начальный крен можно классифицировать по моменту времени, когда центр тяжести транспортного средства перемещается за точку баланса над колесами передней стороны, как показано на рис. 2-2. Однако физика, управляющая движением транспортных средств, показывает, что именно величина и продолжительность сил, действующих на транспортное средство, определяют, будет ли
Однако физика, управляющая движением транспортных средств, показывает, что именно величина и продолжительность сил, действующих на транспортное средство, определяют, будет ли )
) , например, Lund and Bernard 1995b). Часто упоминаемые меры делятся на две категории:
, например, Lund and Bernard 1995b). Часто упоминаемые меры делятся на две категории:
 Поршень наиболее приближен к оси коленчатого вала.
Поршень наиболее приближен к оси коленчатого вала.
 е. довести давление в конце расширения до внешнего давления, в то время как в цилиндре двигателя внутреннего сгорания это не удается осуществить из-за необходимости чрезмерно увеличить объем цилиндра. Полное расширение, как это будет показано ниже, увеличивает термический к. п. д.
[c.252]
е. довести давление в конце расширения до внешнего давления, в то время как в цилиндре двигателя внутреннего сгорания это не удается осуществить из-за необходимости чрезмерно увеличить объем цилиндра. Полное расширение, как это будет показано ниже, увеличивает термический к. п. д.
[c.252] При графическом определении среднего индикаторного давления, как это сделано в работе ТД-7, трудно обеспечить необходимую точность и, кроме того, для расчета требуется много времени, в связи с чем целесообразно применить другой, графоаналитический метод, основанный на приближенном вычислении интеграла Ьщ = j)pdV. Этот метод определения Pi позволяет использовать ЭВМ при обработке индикаторной диаграммы. При наличии соответствующей аппаратуры сигнал, получаемый от электрического датчика давления, вводится непосредственно в ЭВМ.
[c.120]
При графическом определении среднего индикаторного давления, как это сделано в работе ТД-7, трудно обеспечить необходимую точность и, кроме того, для расчета требуется много времени, в связи с чем целесообразно применить другой, графоаналитический метод, основанный на приближенном вычислении интеграла Ьщ = j)pdV. Этот метод определения Pi позволяет использовать ЭВМ при обработке индикаторной диаграммы. При наличии соответствующей аппаратуры сигнал, получаемый от электрического датчика давления, вводится непосредственно в ЭВМ.
[c.120] 6=5,95-1Q-» кг/с.
[c.165]
6=5,95-1Q-» кг/с.
[c.165] [c.170]
[c.170] В практических условиях работа компрессора, имеющего такие размеры, будет связана со значительными потерями от трения. В силу этого паросиловая установка, работающая по циклу Карно, окажется экономически невыгодной, чем и объясняется, что такие установки никогда в действительности не осуществлялись
[c.167]
В практических условиях работа компрессора, имеющего такие размеры, будет связана со значительными потерями от трения. В силу этого паросиловая установка, работающая по циклу Карно, окажется экономически невыгодной, чем и объясняется, что такие установки никогда в действительности не осуществлялись
[c.167] 10]
10] Топливо в цилиндрах дизеля тепловоза сгорает при температуре 1800° С и более и давлении 50—120 /сГ/сж . Чем больше степень сжатия (полный объем цилиндра,. деленный на объем камеры сгорания), тем выше к.п.д. дизеля. Однако в дизелях тепловозов степень сжатия не превышает 18. Это объясняется тем, что рост давления в конце сжатия приводит к значительному увеличению максимального давления сгорания. При этом резко увеличиваются усилия, действующие на трущиеся детали, интенсивность износа возрастает и дизель быстро приходит в негодность.
[c.229]
Топливо в цилиндрах дизеля тепловоза сгорает при температуре 1800° С и более и давлении 50—120 /сГ/сж . Чем больше степень сжатия (полный объем цилиндра,. деленный на объем камеры сгорания), тем выше к.п.д. дизеля. Однако в дизелях тепловозов степень сжатия не превышает 18. Это объясняется тем, что рост давления в конце сжатия приводит к значительному увеличению максимального давления сгорания. При этом резко увеличиваются усилия, действующие на трущиеся детали, интенсивность износа возрастает и дизель быстро приходит в негодность.
[c.229] А это означает, что при хорошем смесеобразовании в тот же рабочий объем цилиндра можно ввести большее количество топлива, что повысит мощность двигателя.
[c.190]
А это означает, что при хорошем смесеобразовании в тот же рабочий объем цилиндра можно ввести большее количество топлива, что повысит мощность двигателя.
[c.190]
 12]
12] Индицированием двигателя получена индика-
[c.169]
Индицированием двигателя получена индика-
[c.169] [c.177]
[c.177] Объем 1 2 можно получить из первоначального объема 12, если к 12 прибавить объем 22 и вычесть объем 1Г. Каждое пз этих приращений объема ввиду малости можно вычислить, как объем цилиндра, у которого осиованием служит поперечное сечение струйки, а высотой — пройденный сечением путь. Ввиду малых размеров поперечных сечений струйки скорости всех точек одного и того же поперечного сечения мы можем предположить одинаковыми. Обозначим скорость первого сечения через v , площадь его — через а , а скорость и площадь- второго сечения — теми же соответственно буквами с индексами 2 тогда объем 1Т запишется в виде а объем 22 —в виде Полное изменение объема
[c.54]
Объем 1 2 можно получить из первоначального объема 12, если к 12 прибавить объем 22 и вычесть объем 1Г. Каждое пз этих приращений объема ввиду малости можно вычислить, как объем цилиндра, у которого осиованием служит поперечное сечение струйки, а высотой — пройденный сечением путь. Ввиду малых размеров поперечных сечений струйки скорости всех точек одного и того же поперечного сечения мы можем предположить одинаковыми. Обозначим скорость первого сечения через v , площадь его — через а , а скорость и площадь- второго сечения — теми же соответственно буквами с индексами 2 тогда объем 1Т запишется в виде а объем 22 —в виде Полное изменение объема
[c.54] Увеличение длины окон производится за счет смещения к центру их внутренних кромок, поэтому доля хода поршня, отводимая на открытие окон, увеличивается, а полезный объем цилиндра двигателя (полезная часть хода) уменьшается.
[c.15]
Увеличение длины окон производится за счет смещения к центру их внутренних кромок, поэтому доля хода поршня, отводимая на открытие окон, увеличивается, а полезный объем цилиндра двигателя (полезная часть хода) уменьшается.
[c.15] мм Рабочий объем 1 двигателя л Расположение и число цилиндров, i Тип каме- ры сгора- ния Степень сжатия е Эффективная мощность /Уе , кВт Частота вращения, с- Модель трактора
[c.11]
мм Рабочий объем 1 двигателя л Расположение и число цилиндров, i Тип каме- ры сгора- ния Степень сжатия е Эффективная мощность /Уе , кВт Частота вращения, с- Модель трактора
[c.11] Кроме того, не следует забывать и то, что уменьшение размеров шеек валов приводит к увеличению нагрузок на них, изменению некоторых показателей и характеристик механизмов и, как следствие, к снижению срока службы детали. Так, использование при ремонте двигателей ГАЗ-51 третьего ремонтного размера цилиндров увеличивает его рабочий объем на 4,5%, а степень сжатия на 0,3. Количество ремонтных размеров для ответственных деталей должно быть минимальным.
[c.33]
Кроме того, не следует забывать и то, что уменьшение размеров шеек валов приводит к увеличению нагрузок на них, изменению некоторых показателей и характеристик механизмов и, как следствие, к снижению срока службы детали. Так, использование при ремонте двигателей ГАЗ-51 третьего ремонтного размера цилиндров увеличивает его рабочий объем на 4,5%, а степень сжатия на 0,3. Количество ремонтных размеров для ответственных деталей должно быть минимальным.
[c.33] 72, а) имеет относительно небольшое число поршней значительного диаметра. Большая площадь поршней позволяет получить значительный рабочий объем, чем и определяется высокий момент гидродвигателя. Цилиндры 1 в такой системе располагаются радиально, и гидродвигатель имеет вид звездообразного двигателя внутреннего сгорания. Поршни 2 через шатуны 3 опираются на центральный эксцентрик 4, выполненный заодно с валом 5. Ось эксцентрика смещена на величину е относительно оси его вращения. Через специальный распределитель жидкость поочередно подается в каждый из цилиндров. Поршни, перемещаясь к центру, поворачивают эксцентрик, а при обратном ходе выталкивают жидкость через сливное отверстие распределителя. Стрелками (в двух цилиндрах) показано направление поступления жидкости.
[c.122]
72, а) имеет относительно небольшое число поршней значительного диаметра. Большая площадь поршней позволяет получить значительный рабочий объем, чем и определяется высокий момент гидродвигателя. Цилиндры 1 в такой системе располагаются радиально, и гидродвигатель имеет вид звездообразного двигателя внутреннего сгорания. Поршни 2 через шатуны 3 опираются на центральный эксцентрик 4, выполненный заодно с валом 5. Ось эксцентрика смещена на величину е относительно оси его вращения. Через специальный распределитель жидкость поочередно подается в каждый из цилиндров. Поршни, перемещаясь к центру, поворачивают эксцентрик, а при обратном ходе выталкивают жидкость через сливное отверстие распределителя. Стрелками (в двух цилиндрах) показано направление поступления жидкости.
[c.122] 33]
33] Например, в соответствии с законом подобия главным параметром двигателя может служить диаметр цилиндра или объем камеры сгорания.
[c.333]
Например, в соответствии с законом подобия главным параметром двигателя может служить диаметр цилиндра или объем камеры сгорания.
[c.333] Из формулы эффективной мощности можно определить рабочий объем цилиндра двигателя
[c.152]
Из формулы эффективной мощности можно определить рабочий объем цилиндра двигателя
[c.152] Если известны основные параметры двигателя (V —рабочий объем цилиндров — литраж, п — число оборотов двигателя в минуту и — коэффициент наполнения двигателя), то количество газо-воздушной смеси, засасываемой двигателем за 1 час. работы, можно определить по следующей формуле
[c.133]
Если известны основные параметры двигателя (V —рабочий объем цилиндров — литраж, п — число оборотов двигателя в минуту и — коэффициент наполнения двигателя), то количество газо-воздушной смеси, засасываемой двигателем за 1 час. работы, можно определить по следующей формуле
[c.133] — давление в конце хода сжатия и среднее индикаторное давление рабочего процесса, е —степень сжатия 2 — число цилиндров ДВС — число кривошипов коленчатого вала.
[c.353]
— давление в конце хода сжатия и среднее индикаторное давление рабочего процесса, е —степень сжатия 2 — число цилиндров ДВС — число кривошипов коленчатого вала.
[c.353] 51]
51] Вследствие отсутствия возвратно-поступательно движущихся масс имеется возможность значительно увеличить число оборотов этих двигателей и, следовательно, повысить монщость, получаемую с единицы рабочего объема цилиндра. Эти двигатели при сохранении придшрно одинаковой экономичности значительно компактнее обычных поршневых. Главным препятствием для их широкого распространения является трудность создания надежного уплотнения камер сгорания. Принцип вращающегося поршня известен с XVI в., однако о серьезном конструктивном решении можно говорить только с момента появления двигателя Ф. Ванкеля (ФРГ) в 1957 г.
[c.358]
Вследствие отсутствия возвратно-поступательно движущихся масс имеется возможность значительно увеличить число оборотов этих двигателей и, следовательно, повысить монщость, получаемую с единицы рабочего объема цилиндра. Эти двигатели при сохранении придшрно одинаковой экономичности значительно компактнее обычных поршневых. Главным препятствием для их широкого распространения является трудность создания надежного уплотнения камер сгорания. Принцип вращающегося поршня известен с XVI в., однако о серьезном конструктивном решении можно говорить только с момента появления двигателя Ф. Ванкеля (ФРГ) в 1957 г.
[c.358] Процесс сгорания протекает последовательно в трех смежных зонах (фиг. 49).
[c.48]
Процесс сгорания протекает последовательно в трех смежных зонах (фиг. 49).
[c.48] г. при 4000 об/мин число цилиндров 4 рабочий объем 1,286 л степень сжатия 6,5.
[c.50]
г. при 4000 об/мин число цилиндров 4 рабочий объем 1,286 л степень сжатия 6,5.
[c.50]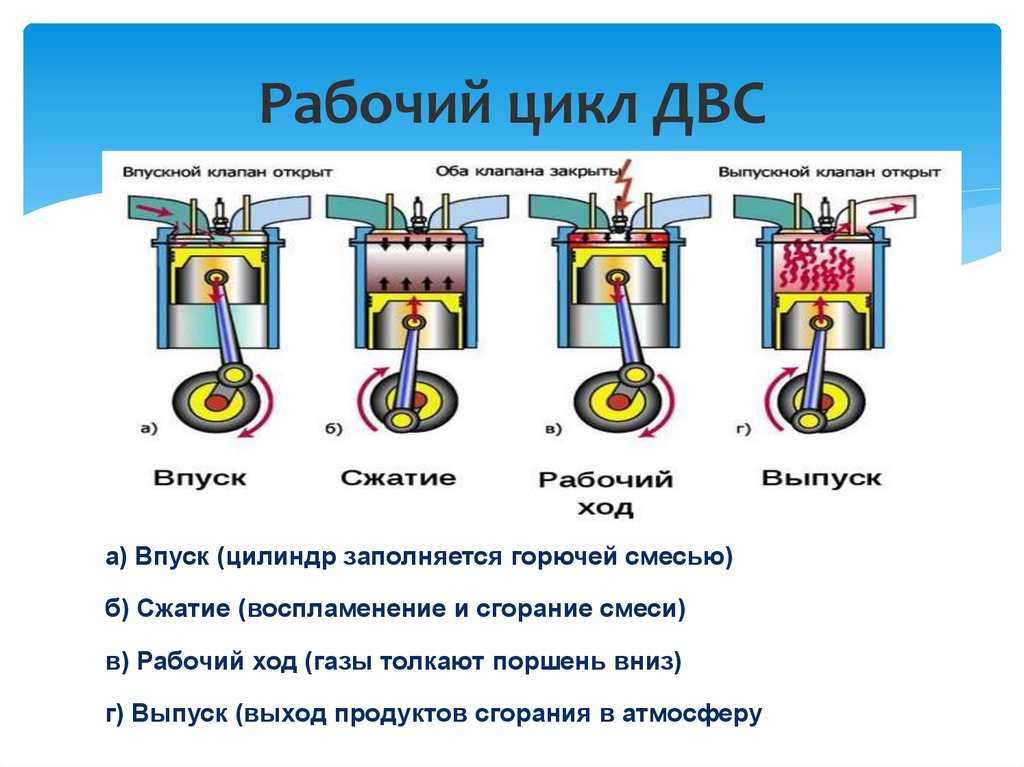 Закаленные толкатели клапанов приводятся в движение незакаленными кулачками чугунного распределительного вала.
[c.51]
Закаленные толкатели клапанов приводятся в движение незакаленными кулачками чугунного распределительного вала.
[c.51] 615]
615] [c.445]
[c.445] 277]
277] 5/D — 0,5. Тогда объем, вытесняемый рабочим поршнем,
[c.58]
5/D — 0,5. Тогда объем, вытесняемый рабочим поршнем,
[c.58]



 В более широком смысле паровая машина любой… … Википедия
В более широком смысле паровая машина любой… … Википедия 7 номинальный: Слово, используемое проектировщиком или производителем в таких словосочетаниях, как номинальная мощность, номинальное давление, номинальная температура и номинальная скорость. Примечание Следует избегать использования этого слова … Словарь-справочник терминов нормативно-технической документации
7 номинальный: Слово, используемое проектировщиком или производителем в таких словосочетаниях, как номинальная мощность, номинальное давление, номинальная температура и номинальная скорость. Примечание Следует избегать использования этого слова … Словарь-справочник терминов нормативно-технической документации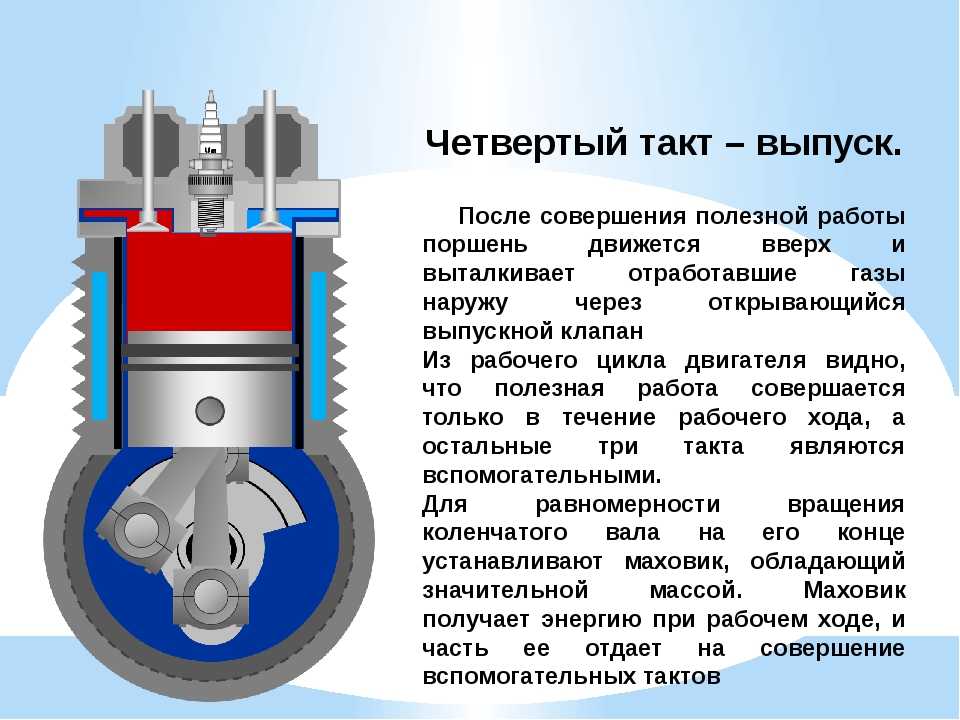
 В Белоруссии так же налог на автомобили считается по объёму двигателя.
В Белоруссии так же налог на автомобили считается по объёму двигателя. Указывать объём могут по-разному. Вот несколько способов для примера:
Указывать объём могут по-разному. Вот несколько способов для примера: Например Dodge Ram Cummins 5,9 означает что на нём стоит мотор Cummins объёмом в 5,9 литра.
Например Dodge Ram Cummins 5,9 означает что на нём стоит мотор Cummins объёмом в 5,9 литра. С.Гольдберг. Англо русский энергетический словарь. 2006 г.] Тематики энергетика в целом EN displacement … Справочник технического переводчика
С.Гольдберг. Англо русский энергетический словарь. 2006 г.] Тематики энергетика в целом EN displacement … Справочник технического переводчика Тепловой двигатель) с водяным охлаждением. Г. ц. изготовляют из чугуна и применяют в блоках из алюминиевых сплавов для уменьшения износа… … Большая советская энциклопедия
Тепловой двигатель) с водяным охлаждением. Г. ц. изготовляют из чугуна и применяют в блоках из алюминиевых сплавов для уменьшения износа… … Большая советская энциклопедия Всасывание горючей смеси. 2. Сжатие. 3. Рабочий ход. 4. Выхлоп. Двухтактный цикл. Такты: 1. При движении поршня вверх сжатие топливной смеси в … Википедия
Всасывание горючей смеси. 2. Сжатие. 3. Рабочий ход. 4. Выхлоп. Двухтактный цикл. Такты: 1. При движении поршня вверх сжатие топливной смеси в … Википедия
 м (килограмм-сила на метр).
м (килограмм-сила на метр). Высокооборотный двигатель одинаковой мощности (при прочих равных условиях — конструкции двигателя, технологии изготовления, применяемых материалах и т.д.) с низкооборотным обладает меньшим сроком службы, так как в среднем для одного и того же пробега его коленчатый вал будет совершать больше оборотов;
Высокооборотный двигатель одинаковой мощности (при прочих равных условиях — конструкции двигателя, технологии изготовления, применяемых материалах и т.д.) с низкооборотным обладает меньшим сроком службы, так как в среднем для одного и того же пробега его коленчатый вал будет совершать больше оборотов; Является показателем совершенства конструкции двигателя: чем расход ниже, тем более эффективно используется энергия сгорающего в цилиндрах топлива.
Является показателем совершенства конструкции двигателя: чем расход ниже, тем более эффективно используется энергия сгорающего в цилиндрах топлива. 
 После достижения максимума мощность начинает снижаться по той же причине, по которой уменьшается крутящий момент. Обороты несколько выше максимальной мощности ограничивают регулирующими устройствами, так как в этом режиме значительная часть топлива расходуется не на совершение полезной работы, а на преодоление сил инерции и трения в двигателе. Максимальная мощность определяет максимальную скорость автомобиля. В этом режиме автомобиль не разгоняется и двигатель работает только на преодоление сил сопротивления движению — сопротивления воздуха, сопротивления качению и т. п.
После достижения максимума мощность начинает снижаться по той же причине, по которой уменьшается крутящий момент. Обороты несколько выше максимальной мощности ограничивают регулирующими устройствами, так как в этом режиме значительная часть топлива расходуется не на совершение полезной работы, а на преодоление сил инерции и трения в двигателе. Максимальная мощность определяет максимальную скорость автомобиля. В этом режиме автомобиль не разгоняется и двигатель работает только на преодоление сил сопротивления движению — сопротивления воздуха, сопротивления качению и т. п.


 И того получается:
И того получается:
 Ведь лошадиные силы хоть и имеют связь с объемом двигателя, но вычислить его по ним не получится, поскольку формула их взаимоотношения еще включает много разных показателей. Так что определить кубические сантиметры двигателя можно исключительно по параметрам поршневой.
Ведь лошадиные силы хоть и имеют связь с объемом двигателя, но вычислить его по ним не получится, поскольку формула их взаимоотношения еще включает много разных показателей. Так что определить кубические сантиметры двигателя можно исключительно по параметрам поршневой.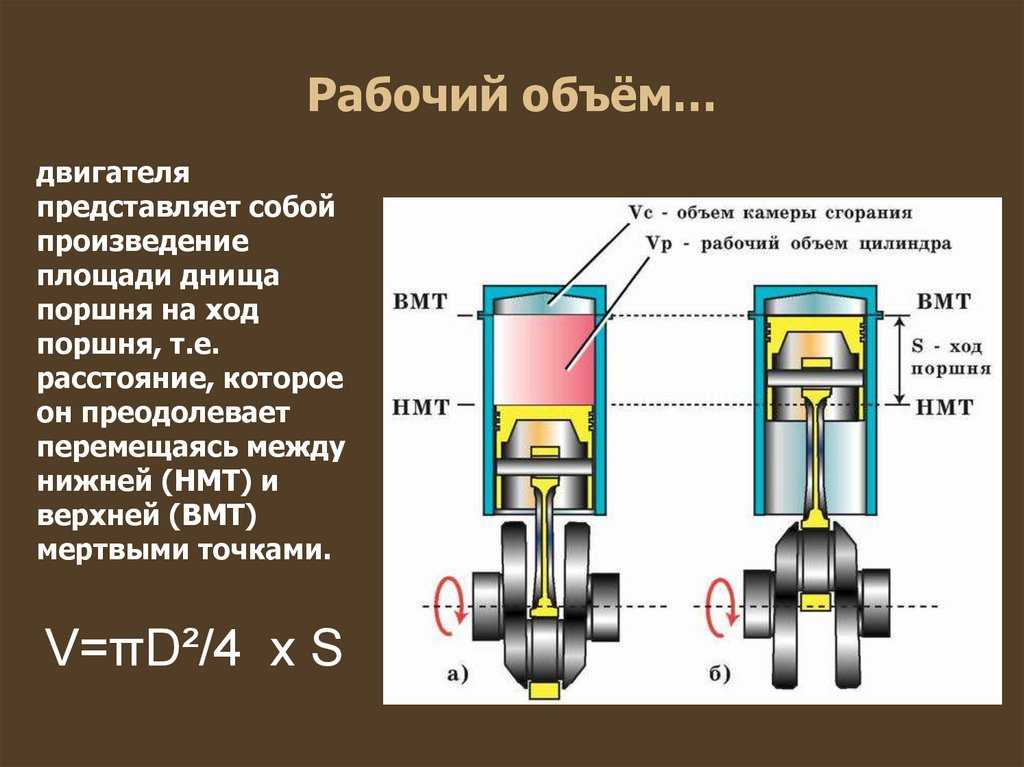 Среди автолюбителей распространено мнение, что чем эта характеристика выше, тем лучше. Однако на деле это не всегда так. Чтобы понять, каким образом литраж влияет на эксплуатационные характеристики авто, и каково должно быть ее оптимальное значение, следует освежить в памяти устройство двигателя внутреннего сгорания.
Среди автолюбителей распространено мнение, что чем эта характеристика выше, тем лучше. Однако на деле это не всегда так. Чтобы понять, каким образом литраж влияет на эксплуатационные характеристики авто, и каково должно быть ее оптимальное значение, следует освежить в памяти устройство двигателя внутреннего сгорания. Измеряется он в куб. сантиметрах или в литрах.
Измеряется он в куб. сантиметрах или в литрах. У грузовиков применяется несколько иной подход. Большой объем не обязательно подразумевает «табун лошадей» под капотом, поскольку для этих автомобилей более важной характеристикой является большой крутящий момент во всех диапазонах оборотов коленвала.
У грузовиков применяется несколько иной подход. Большой объем не обязательно подразумевает «табун лошадей» под капотом, поскольку для этих автомобилей более важной характеристикой является большой крутящий момент во всех диапазонах оборотов коленвала. см;
см;



 А объём цилиндра определяется как умножение R2*L*π.
А объём цилиндра определяется как умножение R2*L*π. Таким образом, 1300 см3 эквивалентно 1,3 л., то есть полученное значение нужно разделить на тысячу.
Таким образом, 1300 см3 эквивалентно 1,3 л., то есть полученное значение нужно разделить на тысячу. У длинноходных всё наоборот – они экономичнее и обладают лучшей тягой на всех диапазонах оборотов коленвала.
У длинноходных всё наоборот – они экономичнее и обладают лучшей тягой на всех диапазонах оборотов коленвала. Внутри цилиндра вверх-вниз бегает поршень, а всё вместе является камерой сгорания, теххарактеристики которой формируют литраж силового агрегата.
Внутри цилиндра вверх-вниз бегает поршень, а всё вместе является камерой сгорания, теххарактеристики которой формируют литраж силового агрегата. Малейшая ошибка чревата крайне серьёзными последствиями, поэтому подобные работы принято доверять профессионалам – специалистам тюнинговых ателье.
Малейшая ошибка чревата крайне серьёзными последствиями, поэтому подобные работы принято доверять профессионалам – специалистам тюнинговых ателье. Эта формула известна всем еще со школы.
Эта формула известна всем еще со школы. Обычно такую конструкцию устанавливают на общественном транспорте для удобства пассажиров.
Обычно такую конструкцию устанавливают на общественном транспорте для удобства пассажиров. Крепление кабины грузовика выполнено с помощью упругих устройств, чтобы избежать передачи деформации от неровностей дороги.
Крепление кабины грузовика выполнено с помощью упругих устройств, чтобы избежать передачи деформации от неровностей дороги. Для прикрепления деталей делают технологические отверстия и устанавливают проушины.
Для прикрепления деталей делают технологические отверстия и устанавливают проушины. На этой платформе устанавливают все узлы машины – двигатель, трансмиссию, подвеску, кузов и другие детали.
На этой платформе устанавливают все узлы машины – двигатель, трансмиссию, подвеску, кузов и другие детали. Любое серьезное повреждение влияет на конструктивную геометрию устройства.
Любое серьезное повреждение влияет на конструктивную геометрию устройства. Шестое поколение поставляют с двигателем 5,6 л и мощностью до 400 л/с. Семиступенчатая – с электронным переключением режимов в зависимости от состояния дорожного покрытия.
Шестое поколение поставляют с двигателем 5,6 л и мощностью до 400 л/с. Семиступенчатая – с электронным переключением режимов в зависимости от состояния дорожного покрытия. Кузов при такой конструкции несущей системы обеспечивает пространство для размещения пассажиров и багажа, а также выполняет декоративную функцию.
Кузов при такой конструкции несущей системы обеспечивает пространство для размещения пассажиров и багажа, а также выполняет декоративную функцию. Так, благодаря ей собирать машину и ремонтировать ее в дальнейшем становится значительно проще. Основное отличие рамной конструкции от кузовной в том, что любую поломку можно легко устранить благодаря хорошему специалисту и материалам. Еще одно важное достоинство: езда на плохих дорогах не будет чревата перекосами кузова (проемов дверей, стоек и т.д.).
Так, благодаря ей собирать машину и ремонтировать ее в дальнейшем становится значительно проще. Основное отличие рамной конструкции от кузовной в том, что любую поломку можно легко устранить благодаря хорошему специалисту и материалам. Еще одно важное достоинство: езда на плохих дорогах не будет чревата перекосами кузова (проемов дверей, стоек и т.д.).
 Последние нуждаются в установке рамы, потому что несущий кузов при такой солидной длине машины оказывается переутяжеленным.
Последние нуждаются в установке рамы, потому что несущий кузов при такой солидной длине машины оказывается переутяжеленным. Как поперечины, так и лонжероны могут отличаться по конструкции и форме. Выделяют X-образные, К-образные, а также трубчатые поперечины. Их назначение заключается в придании конструкции максимально возможной жесткости. Для изготовления траверс обычно используется гнутый металлический профиль. Для лонжеронов наиболее характерным является переменное по длине П-образное сечение (швеллер). В самых нагруженных участках высоту сечения швеллера увеличивают.
Как поперечины, так и лонжероны могут отличаться по конструкции и форме. Выделяют X-образные, К-образные, а также трубчатые поперечины. Их назначение заключается в придании конструкции максимально возможной жесткости. Для изготовления траверс обычно используется гнутый металлический профиль. Для лонжеронов наиболее характерным является переменное по длине П-образное сечение (швеллер). В самых нагруженных участках высоту сечения швеллера увеличивают. Вместе с этим становится ниже и уровень пола в машине. Благодаря изгибу лонжеронов в горизонтальной плоскости кроме понижения уровня пола достигается существенное повышение уровня пассивной безопасности в случае возможного бокового столкновения.
Вместе с этим становится ниже и уровень пола в машине. Благодаря изгибу лонжеронов в горизонтальной плоскости кроме понижения уровня пола достигается существенное повышение уровня пассивной безопасности в случае возможного бокового столкновения. Основной конструктивный элемент хребтовой рамы – это центральная трансмиссионная труба, на которой объединяются картеры силового агрегата и таких узлов, как сцепление, коробка передач, главная передача.
Основной конструктивный элемент хребтовой рамы – это центральная трансмиссионная труба, на которой объединяются картеры силового агрегата и таких узлов, как сцепление, коробка передач, главная передача. Кузов, присутствующий в конструкции несущей части выполняет лишь некоторые функции – обеспечивает пространство для размещения пассажиров и грузов, а также выступает в качестве декоративного элемента.
Кузов, присутствующий в конструкции несущей части выполняет лишь некоторые функции – обеспечивает пространство для размещения пассажиров и грузов, а также выступает в качестве декоративного элемента.


 Лонжероны, как правило, в сечении представляют собой швеллер, причем длина сечения обычно меняется: в наиболее нагруженных участках высота сечения зачастую увеличена. Они могут располагаться и параллельно, и под некоторым углом друг относительно друга.
Лонжероны, как правило, в сечении представляют собой швеллер, причем длина сечения обычно меняется: в наиболее нагруженных участках высота сечения зачастую увеличена. Они могут располагаться и параллельно, и под некоторым углом друг относительно друга.
 Кроме того, расположение лонжеронов непосредственно за порогами кузова весьма способствует повышению безопасности автомобиля при боковом ударе.
Кроме того, расположение лонжеронов непосредственно за порогами кузова весьма способствует повышению безопасности автомобиля при боковом ударе.
 Поэтому такой тип рамы применяется очень редко, а на легковых автомобилях совершенно вышел из употребления.
Поэтому такой тип рамы применяется очень редко, а на легковых автомобилях совершенно вышел из употребления.

 Например, рассмотрим фронтальную под углом деформацию передней части автомобиля, при которой деформированы передняя панель, капот, крыло, брызговик и лонжерон. Из них в данном узле можно выделить два съемных элемента – крыло и капот – и три или более сварных – рамка радиатора, брызговик, лонжерон. Во время проведения ремонтных работ деформированных элементов необходимо обеспечить функции, заложенные производителем (симметрия конструкции, симметрия формы кузова и его элементов, безопасность пассажиров во время движения и прочее).
Например, рассмотрим фронтальную под углом деформацию передней части автомобиля, при которой деформированы передняя панель, капот, крыло, брызговик и лонжерон. Из них в данном узле можно выделить два съемных элемента – крыло и капот – и три или более сварных – рамка радиатора, брызговик, лонжерон. Во время проведения ремонтных работ деформированных элементов необходимо обеспечить функции, заложенные производителем (симметрия конструкции, симметрия формы кузова и его элементов, безопасность пассажиров во время движения и прочее).

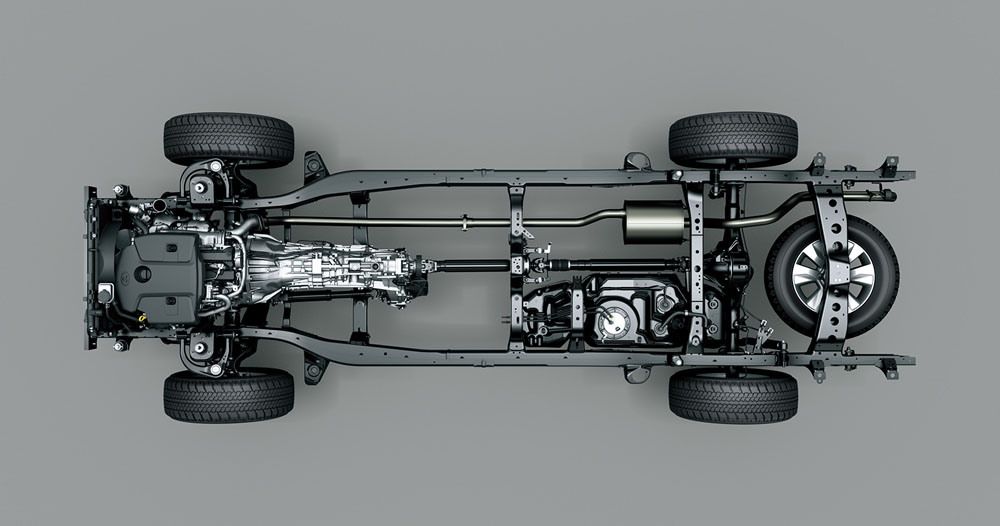

 В данном случае необходимо позаботиться о замене крепежных болтов и амортизаторов. Эту операцию выполняют на стенде.
В данном случае необходимо позаботиться о замене крепежных болтов и амортизаторов. Эту операцию выполняют на стенде.
 А после проведения вытяжки с помощью домкрата необходимо снять все внутренние напряжения посредством выстукивания (с помощью рихтовочного молотка) всего участка, подвергшегося правке.
А после проведения вытяжки с помощью домкрата необходимо снять все внутренние напряжения посредством выстукивания (с помощью рихтовочного молотка) всего участка, подвергшегося правке.






 д.) выбираются исходя из равнопрочности рамы по всей длине.
д.) выбираются исходя из равнопрочности рамы по всей длине.

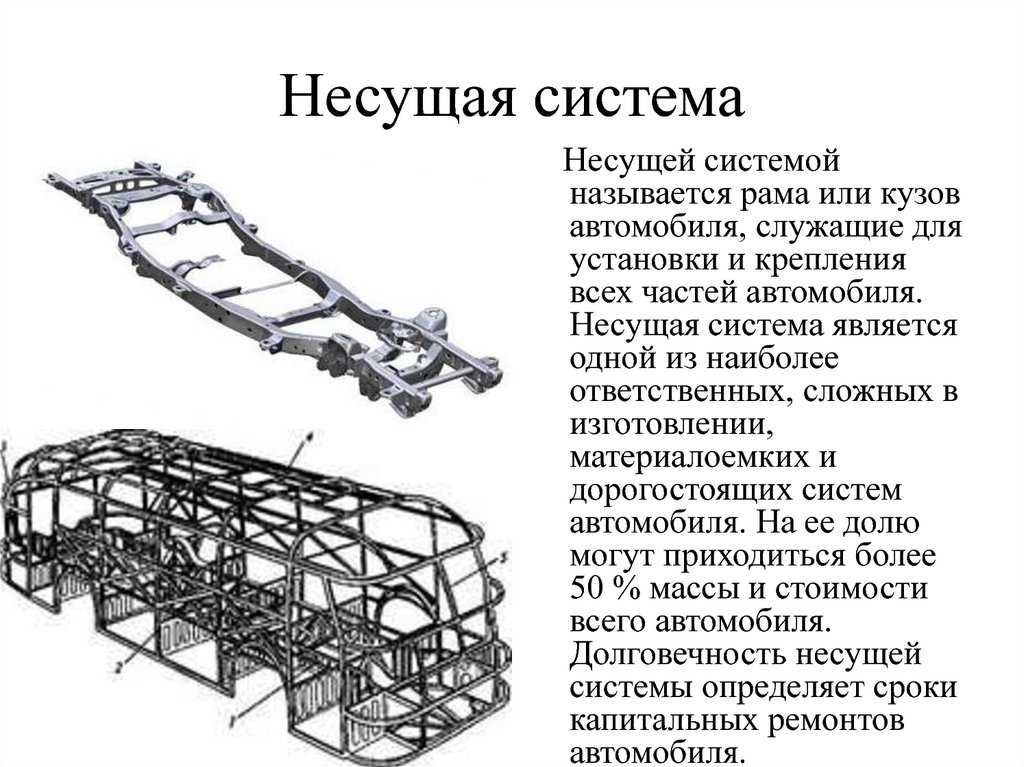 Эта рама также позволяет понизить пола кузова, центр тяжести автомобиля, увеличить его статическую и динамическую устойчивость.
Эта рама также позволяет понизить пола кузова, центр тяжести автомобиля, увеличить его статическую и динамическую устойчивость. Стержень крюка в сборе с буфером размещен в корпусе 11, который вместе с крышкой 19 болтами прикреплен к задней поперечине рамы. Выступающий из стакана конец стержня с зашплинтованной на нем гайкой 8 закрывается колпаком 7.
Стержень крюка в сборе с буфером размещен в корпусе 11, который вместе с крышкой 19 болтами прикреплен к задней поперечине рамы. Выступающий из стакана конец стержня с зашплинтованной на нем гайкой 8 закрывается колпаком 7. 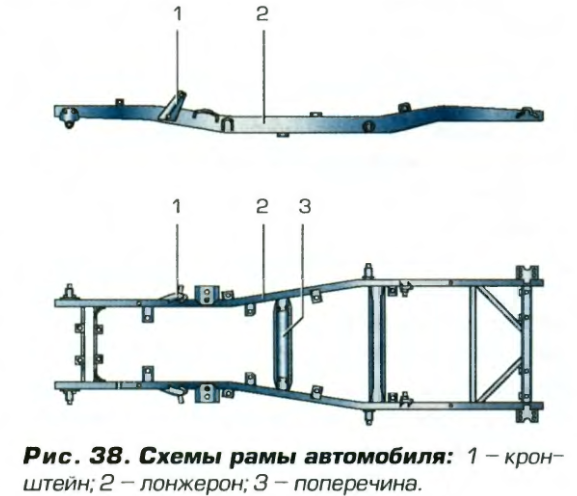


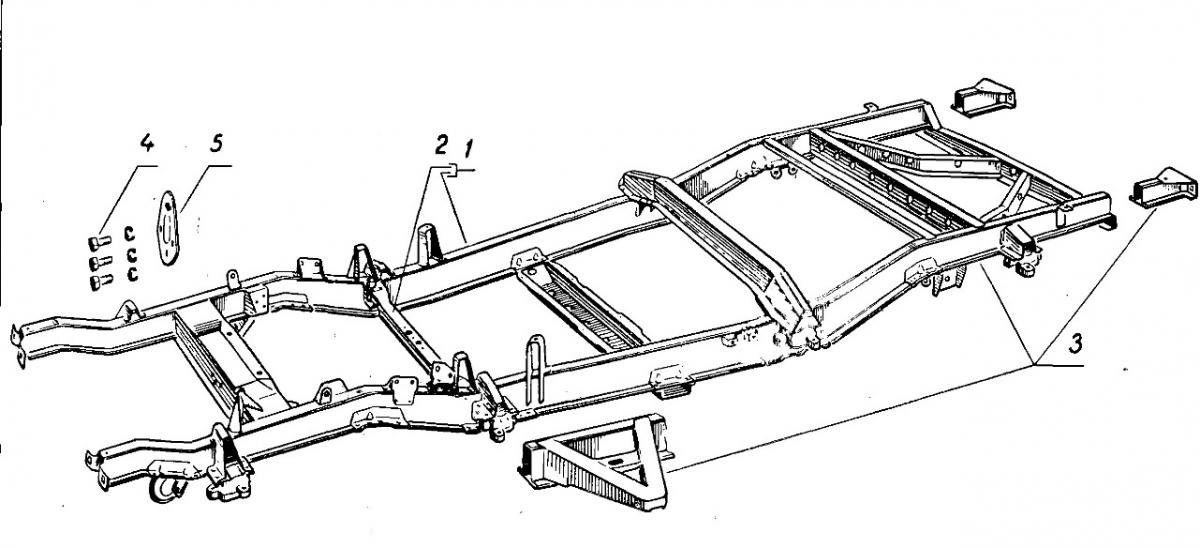 д.
д. 2), состоящая из пола, усиленного балками, передней части, боковых стоек, крыши и задней части. Эти части снабжены усилителями и соединены сваркой. В передней части к полу кузова прикреплена болтами или с помощью сварки короткая (подмоторная) рама, служащая для установки силового агрегата и передней подвески автомобиля. Подкосы, приваренные к раме, крепятся болтами или привариваются к щитку кузова.
2), состоящая из пола, усиленного балками, передней части, боковых стоек, крыши и задней части. Эти части снабжены усилителями и соединены сваркой. В передней части к полу кузова прикреплена болтами или с помощью сварки короткая (подмоторная) рама, служащая для установки силового агрегата и передней подвески автомобиля. Подкосы, приваренные к раме, крепятся болтами или привариваются к щитку кузова. 3). К переднему торцу рамы крепится буфер с двумя буксирными крюками, в задней части рамы установлен буксирный прибор. На лонжеронах крепятся кронштейны для амортизаторов, рессор, опор двигателя, кабины и платформы.
3). К переднему торцу рамы крепится буфер с двумя буксирными крюками, в задней части рамы установлен буксирный прибор. На лонжеронах крепятся кронштейны для амортизаторов, рессор, опор двигателя, кабины и платформы.

 Элементы рамы изготовляются штамповкой и соединяются между собой заклепками. Лонжероны по овоей длине имеют неодинаковое сечение; в средней части, а у трехосных автомобилей и в задней, они имеют большую высоту. Поперечины изготовлены такой формы, которая обеспечивает крепление к раме соответствующих механизмов.
Элементы рамы изготовляются штамповкой и соединяются между собой заклепками. Лонжероны по овоей длине имеют неодинаковое сечение; в средней части, а у трехосных автомобилей и в задней, они имеют большую высоту. Поперечины изготовлены такой формы, которая обеспечивает крепление к раме соответствующих механизмов. У буксирного устройства автомобиля «Урал-375Д» в качестве упругого элемента, используется пружина, а само устройство закреплено в специальной поперечине, которая снизу крепится к задним концам лонжеронов рамы.
У буксирного устройства автомобиля «Урал-375Д» в качестве упругого элемента, используется пружина, а само устройство закреплено в специальной поперечине, которая снизу крепится к задним концам лонжеронов рамы. Ослабевшие заклепки следует заменить новыми или вместо них поставить болты с пружинными шайбами.
Ослабевшие заклепки следует заменить новыми или вместо них поставить болты с пружинными шайбами. В местах, подвергающихся наибольшим нагрузкам, лонжероны имеют более высокий профиль, а иногда усиливаются местными вставками. Лонжероны часто делают выгнутыми в вертикальной и горизонтальной плоскостях. Чтобы защитить от повреждений .радиатор и крылья, на переднем конце рамы устанавливаются буферы в виде поперечных балок, воспринимающих удары при наезде автомобиля на препятствие.
В местах, подвергающихся наибольшим нагрузкам, лонжероны имеют более высокий профиль, а иногда усиливаются местными вставками. Лонжероны часто делают выгнутыми в вертикальной и горизонтальной плоскостях. Чтобы защитить от повреждений .радиатор и крылья, на переднем конце рамы устанавливаются буферы в виде поперечных балок, воспринимающих удары при наезде автомобиля на препятствие.
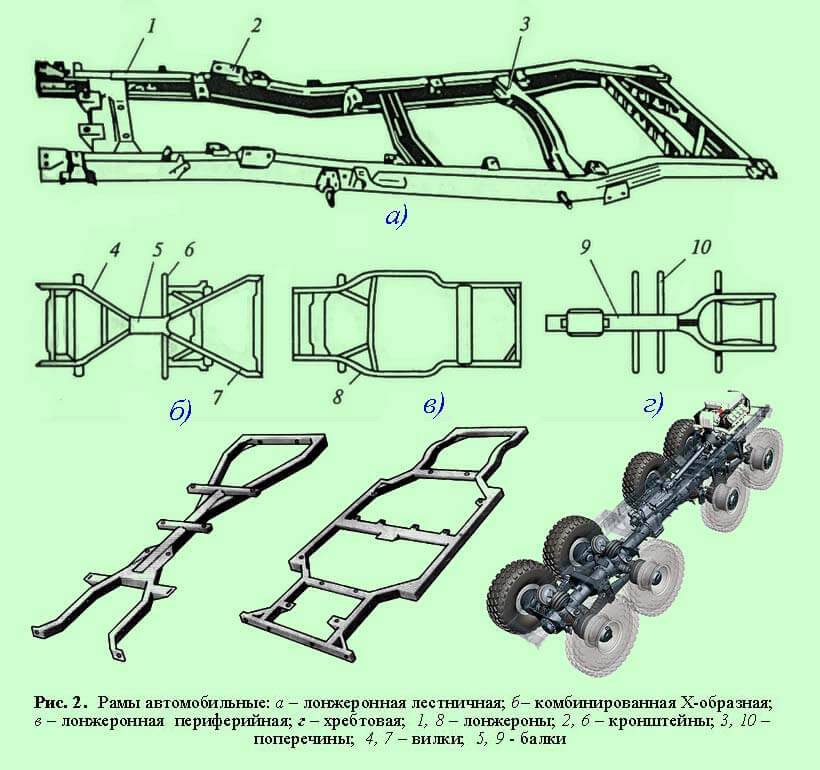
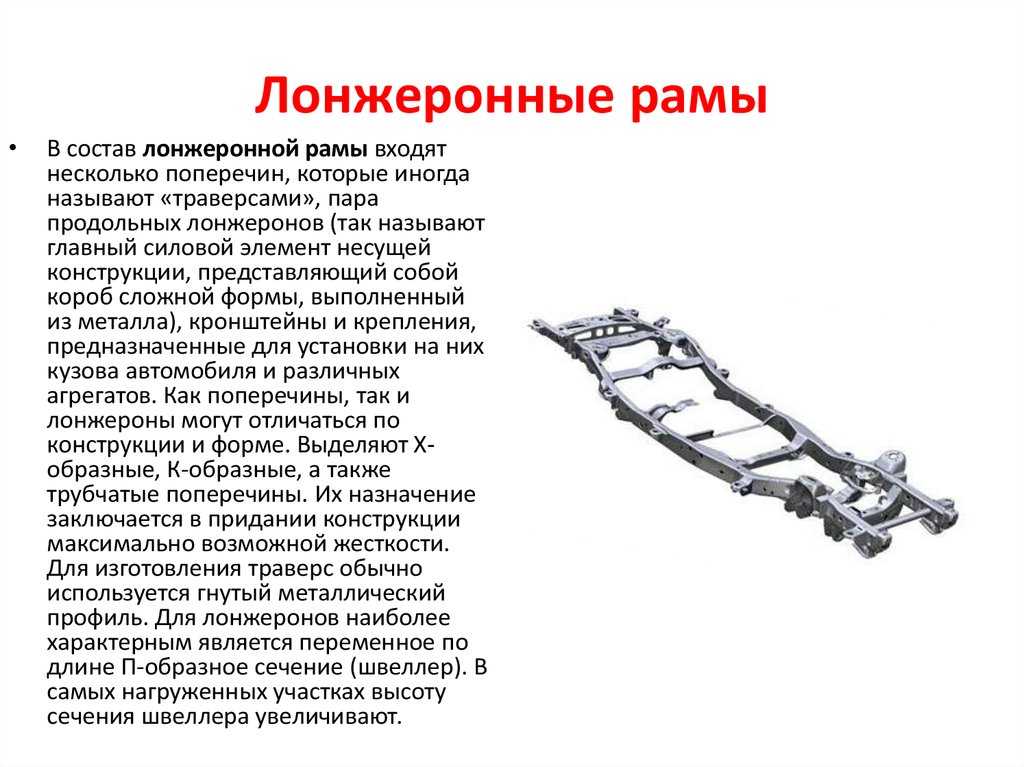 Продольные и поперечные балки рамы соединяются между собой заклепками. Отдельные траверсы рамы имеют коробчатое сечение, задняя часть рамы усилена диагональными растяжками. У автомобилей-самосвалов рамы короче, чем у автомобилей с бортовыми платформами. Для крепления опор цилиндров гидравлического подъемника на раме устанавливают дополнительную траверсу.
Продольные и поперечные балки рамы соединяются между собой заклепками. Отдельные траверсы рамы имеют коробчатое сечение, задняя часть рамы усилена диагональными растяжками. У автомобилей-самосвалов рамы короче, чем у автомобилей с бортовыми платформами. Для крепления опор цилиндров гидравлического подъемника на раме устанавливают дополнительную траверсу.
 5.2) состоит из двух лонжеронов 1 (продольных балок), которые соединены между собой отдельными поперечинами 2.
5.2) состоит из двух лонжеронов 1 (продольных балок), которые соединены между собой отдельными поперечинами 2.
 Передняя вильчатая часть предназначена для размещения силового агрегата, а задняя — заднего моста.
Передняя вильчатая часть предназначена для размещения силового агрегата, а задняя — заднего моста.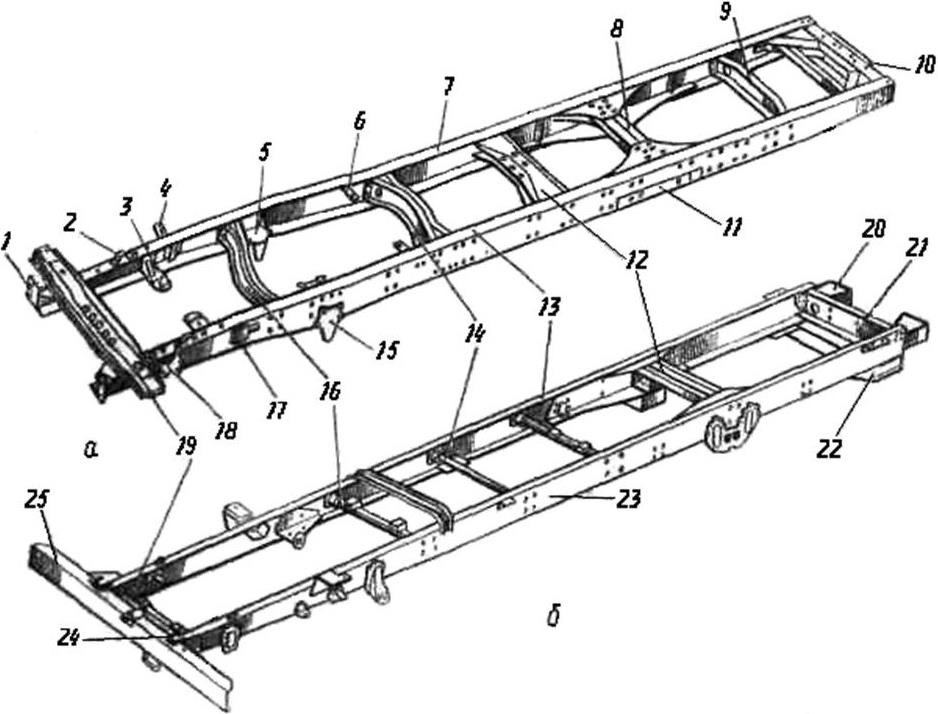 Рама имеет свободную среднюю часть, позволяющую опустить пол кузова, снизить центр тяжести автомобиля и повысить его устойчивость. Для увеличения хода колес автомобиля лонжероны рамы имеют выгибы в вертикальной плоскости над передним и задним мостами. Средняя часть рамы расположена ниже этих выгибов.
Рама имеет свободную среднюю часть, позволяющую опустить пол кузова, снизить центр тяжести автомобиля и повысить его устойчивость. Для увеличения хода колес автомобиля лонжероны рамы имеют выгибы в вертикальной плоскости над передним и задним мостами. Средняя часть рамы расположена ниже этих выгибов. Она состоит из двух продольных лонжеронов 2, 4 и семи поперечин, которые образуют жесткую несущую систему. Лонжероны изготовлены из высокопрочной стали, имеют переменный профиль швеллерного сечения. На передних концах лонжеронов находятся кронштейны 1, предназначенные для крепления буфера. На передних концах лонжеронов установлены также буксирные крюки. Задняя поперечина 3 рамы усилена раскосами. В ней установлено буксирное устройство.
Она состоит из двух продольных лонжеронов 2, 4 и семи поперечин, которые образуют жесткую несущую систему. Лонжероны изготовлены из высокопрочной стали, имеют переменный профиль швеллерного сечения. На передних концах лонжеронов находятся кронштейны 1, предназначенные для крепления буфера. На передних концах лонжеронов установлены также буксирные крюки. Задняя поперечина 3 рамы усилена раскосами. В ней установлено буксирное устройство. Поперечины 7—10 имеют круглое сечение. Передний 5 и задний 12 буфера, а также задняя поперечина 13 выполнены съемными. На переднем буфере крепятся буксирные крюки 6. Буксирное устройство установлено в специальной поперечине 14.
Поперечины 7—10 имеют круглое сечение. Передний 5 и задний 12 буфера, а также задняя поперечина 13 выполнены съемными. На переднем буфере крепятся буксирные крюки 6. Буксирное устройство установлено в специальной поперечине 14. Хребтовая разъемная рама (рис. 5.5.) имеет центральную несущую балку, которая состоит из картеров отдельных механизмов трансмиссии автомобиля, соединенных между собой специальными патрубками.
Хребтовая разъемная рама (рис. 5.5.) имеет центральную несущую балку, которая состоит из картеров отдельных механизмов трансмиссии автомобиля, соединенных между собой специальными патрубками.

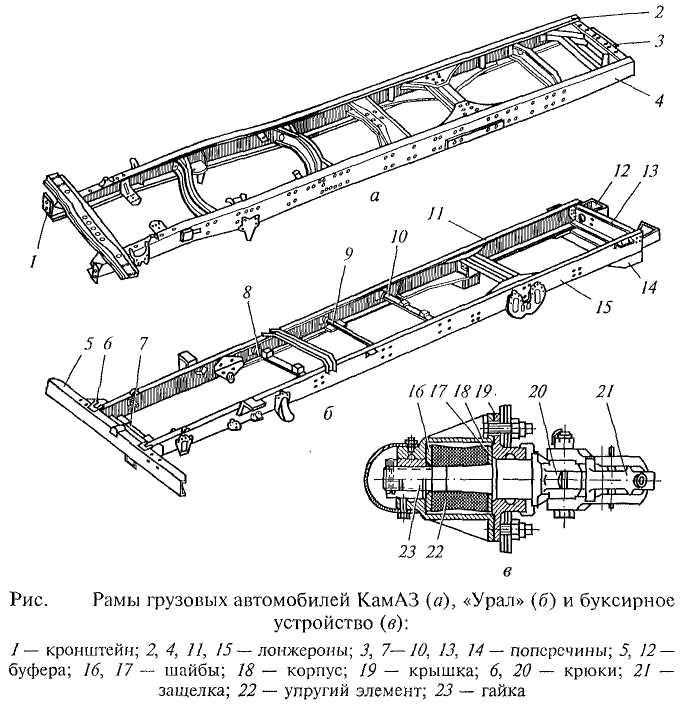

 Его еще называют каркасом перины, потому что ездить как на перине удобнее, чем на обычном плоском каркасе.
Его еще называют каркасом перины, потому что ездить как на перине удобнее, чем на обычном плоском каркасе. CB-SF, XJR, INAZUMA и ZRX находятся в таком же состоянии. Автомобили со стальной рамой с двойной рамой в старых гонках на мотоциклах устанавливают нелепые времена, и ясно, что это не просто мягкие рамы, ориентированные на комфорт.
CB-SF, XJR, INAZUMA и ZRX находятся в таком же состоянии. Автомобили со стальной рамой с двойной рамой в старых гонках на мотоциклах устанавливают нелепые времена, и ясно, что это не просто мягкие рамы, ориентированные на комфорт.
 Выбор метода зависит от того, о какой именно части постройки идет речь.
Выбор метода зависит от того, о какой именно части постройки идет речь.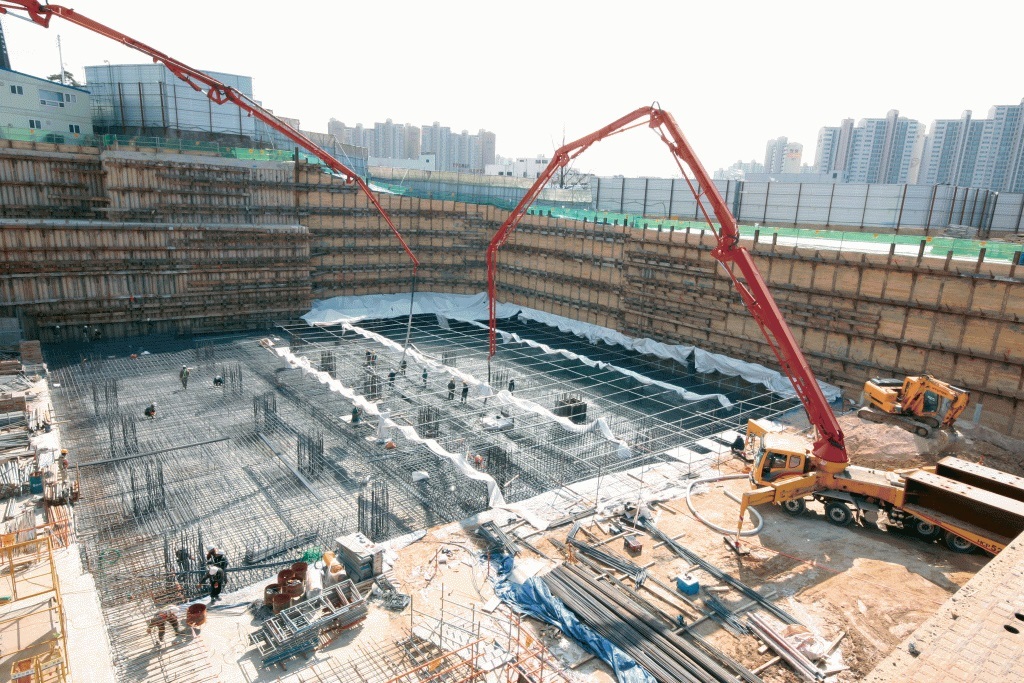 В результате, бетонная смесь вытекает на место, предназначенное для разгрузки.
В результате, бетонная смесь вытекает на место, предназначенное для разгрузки.
 Если же по каким-то причинам стенки опалубки выше – можно отметить нужный уровень по внутренней ее части (удобнее всего сделать это, натянув бечевку или прочный шнур).
Если же по каким-то причинам стенки опалубки выше – можно отметить нужный уровень по внутренней ее части (удобнее всего сделать это, натянув бечевку или прочный шнур). Если из бетонного массива испаряется так необходимая ему влага, на поверхности появляются трещины. В будущем это самым негативным образом скажется на прочности конструкции. Чтобы избежать высыхания, в жаркие дни бетон нужно поливать водой каждые два часа в течение дня, и один раз ночью (после чего снова накрыть пленкой). Увлажнение необходимо производить всю первую неделю после заливки.
Если из бетонного массива испаряется так необходимая ему влага, на поверхности появляются трещины. В будущем это самым негативным образом скажется на прочности конструкции. Чтобы избежать высыхания, в жаркие дни бетон нужно поливать водой каждые два часа в течение дня, и один раз ночью (после чего снова накрыть пленкой). Увлажнение необходимо производить всю первую неделю после заливки. Например, может потребоваться выполнить вакуумирование бетона, которое заключается в удалении воды из залитого раствора за счет разреженного воздуха. Такой метод применяется при работе с бетонами на основе силикатного или шлакосиликатного цемента. Когда требуется проведение вакуумирования Согласно стандартам в бетонной смеси должно быть не… Читать далее Технология вакуумирования бетона
Например, может потребоваться выполнить вакуумирование бетона, которое заключается в удалении воды из залитого раствора за счет разреженного воздуха. Такой метод применяется при работе с бетонами на основе силикатного или шлакосиликатного цемента. Когда требуется проведение вакуумирования Согласно стандартам в бетонной смеси должно быть не… Читать далее Технология вакуумирования бетона Также такой тип бетонирования может… Читать далее Технология подводного бетонирования
Также такой тип бетонирования может… Читать далее Технология подводного бетонирования Разумеется, наибольшее внимание уделяет самой ванне. Сегодня популярностью пользуются монолитные конструкции из камня и других материалов. Но можно намного дешевле создать бетонную ванну. Для этого потребуются только знания о разводке коммуникаций, все остальное вы узнаете из данной… Читать далее Изготовление бетонной ванны
Разумеется, наибольшее внимание уделяет самой ванне. Сегодня популярностью пользуются монолитные конструкции из камня и других материалов. Но можно намного дешевле создать бетонную ванну. Для этого потребуются только знания о разводке коммуникаций, все остальное вы узнаете из данной… Читать далее Изготовление бетонной ванны
 1 Ручной способ
1 Ручной способ
 При монтаже опалубки следует придерживаться следующих тонкостей:
При монтаже опалубки следует придерживаться следующих тонкостей: Демонтаж опалубки проводится после того как бетон полностью высохнет. Произойдет это через пару дней после кладки рабочей смеси.
Демонтаж опалубки проводится после того как бетон полностью высохнет. Произойдет это через пару дней после кладки рабочей смеси. Но тогда стоит учитывать, что приготовление раствора без специального оборудования займет много времени.
Но тогда стоит учитывать, что приготовление раствора без специального оборудования займет много времени. Этот способ возведения фундамента является дорогостоящим, но с лучшим готовым результатом.
Этот способ возведения фундамента является дорогостоящим, но с лучшим готовым результатом. Далее приступают к укладке последующего слоя бетонного раствора, который также следует уплотнить. Заливка каждого нового слоя осуществляется спустя два часа после того, как закончили бетонировать предыдущий. Заливка последнего слоя требует особой внимательности, а именно придание поверхности особой ровности. Сделать ровный слой можно с помощью строительного уровня или других специальных приспособлений для выравнивания массивной поверхности.
Далее приступают к укладке последующего слоя бетонного раствора, который также следует уплотнить. Заливка каждого нового слоя осуществляется спустя два часа после того, как закончили бетонировать предыдущий. Заливка последнего слоя требует особой внимательности, а именно придание поверхности особой ровности. Сделать ровный слой можно с помощью строительного уровня или других специальных приспособлений для выравнивания массивной поверхности. Такой способ более затратный, чем ручной, поэтому перед выбором способа бетонирования следует определить для себя приоритетные аспекты.
Такой способ более затратный, чем ручной, поэтому перед выбором способа бетонирования следует определить для себя приоритетные аспекты.

 На этот и другие популярные вопросы ответит технолог сети бетонных заводов «Вега» – Добрынский Дмитрий.
На этот и другие популярные вопросы ответит технолог сети бетонных заводов «Вега» – Добрынский Дмитрий.


 Если цвет бетона ближе к черному – значит он замерз. Такой материал еще можно «раскачать» проводным электропрогревом (но с неизбежной потерей качества поверхности, однородности и прочности), а электродный метод уже не сработает. Дело в том, что в электродном прогреве вода бетонной смеси служит проводником (принцип кипятильника), и если она замерзла – электропроводимости не будет, и прогрев не произойдет.
Если цвет бетона ближе к черному – значит он замерз. Такой материал еще можно «раскачать» проводным электропрогревом (но с неизбежной потерей качества поверхности, однородности и прочности), а электродный метод уже не сработает. Дело в том, что в электродном прогреве вода бетонной смеси служит проводником (принцип кипятильника), и если она замерзла – электропроводимости не будет, и прогрев не произойдет.
 Температура прогрева ниже +10С° нецелесообразна.
Температура прогрева ниже +10С° нецелесообразна.


 Что это такое? Основанием мы будем называть покрытие из различного рода сыпучих нерудных материалов: щебня, гравия, гравийно-песчаной смеси, в крайнем случае – песка или битого кирпича. Основание (его называют также «подушка») необходимо уплотнить. Это можно сделать ручной трамбовкой, в идеале, конечно же виброплитой или небольшим виброкаточком. Желательно, чтобы толщина основания после уплотнения была не менее 10 см. Да, само собой, что земля под «подушкой» тоже должна быть тщательным образом выровнена и утрамбована.
Что это такое? Основанием мы будем называть покрытие из различного рода сыпучих нерудных материалов: щебня, гравия, гравийно-песчаной смеси, в крайнем случае – песка или битого кирпича. Основание (его называют также «подушка») необходимо уплотнить. Это можно сделать ручной трамбовкой, в идеале, конечно же виброплитой или небольшим виброкаточком. Желательно, чтобы толщина основания после уплотнения была не менее 10 см. Да, само собой, что земля под «подушкой» тоже должна быть тщательным образом выровнена и утрамбована. Но бывают закрытые участки, откуда очень сложно или вообще невозможно вывести воду. Тогда, на мой взгляд, самым лучшим выходом является строительство местного дренажного колодца.
Но бывают закрытые участки, откуда очень сложно или вообще невозможно вывести воду. Тогда, на мой взгляд, самым лучшим выходом является строительство местного дренажного колодца. Что-то железное должно быть внутри нашей конструкции: можно разложить, увязать арматуру в виде сетки, нет арматуры – хоть какие-нибудь длинные железные прутья или детали. Идеально подходящим и недорогим материалом для данной работы считаю дорожную сетку ВР. Вы ее найдете в широком ассортименте на любой металлобазе: множество различных типов, толщин и размеров ячеек.
Что-то железное должно быть внутри нашей конструкции: можно разложить, увязать арматуру в виде сетки, нет арматуры – хоть какие-нибудь длинные железные прутья или детали. Идеально подходящим и недорогим материалом для данной работы считаю дорожную сетку ВР. Вы ее найдете в широком ассортименте на любой металлобазе: множество различных типов, толщин и размеров ячеек. Рецептура бетона: мешок цемента 50кг, песок 0,05м3, гравий или мелкий щебень 0,13м3, вода 30л. На выходе примерно 0,15м3 бетона. Песок и гравий можно мерить ведрами: помним, что 0,001м3 = 1л, поэтому 0,05м3 = 50л, 0,13м3 = 130л. Советую сухие ингредиенты перемешать вручную, а лишь затем закладывать в бетономешалку и заливать водой.
Рецептура бетона: мешок цемента 50кг, песок 0,05м3, гравий или мелкий щебень 0,13м3, вода 30л. На выходе примерно 0,15м3 бетона. Песок и гравий можно мерить ведрами: помним, что 0,001м3 = 1л, поэтому 0,05м3 = 50л, 0,13м3 = 130л. Советую сухие ингредиенты перемешать вручную, а лишь затем закладывать в бетономешалку и заливать водой. Через 5-8 часов после заливки надо бы обработать бетонную поверхность машиной затирочной. Все эти меры повышают гладкость бетонной поверхности, снижают количество микропор. Зимой в эти отверстия будет попадать вода, она будет замерзать, расширяться, после чего бетонная поверхность постепенно начинает крошиться, растрескиваться.
Через 5-8 часов после заливки надо бы обработать бетонную поверхность машиной затирочной. Все эти меры повышают гладкость бетонной поверхности, снижают количество микропор. Зимой в эти отверстия будет попадать вода, она будет замерзать, расширяться, после чего бетонная поверхность постепенно начинает крошиться, растрескиваться. Поэтому бетонирование больших площадей лучше доверить профессионалам.
Поэтому бетонирование больших площадей лучше доверить профессионалам. Но бетон, как мы знаем, был невозможен примерно 200 лет назад. Это связано с тем, что современный бетон в основном представляет собой смесь воды, заполнителя (то есть мелких камней), песка и портландцемента. А портландцемент изобрели только в начале 19 века.век.
Но бетон, как мы знаем, был невозможен примерно 200 лет назад. Это связано с тем, что современный бетон в основном представляет собой смесь воды, заполнителя (то есть мелких камней), песка и портландцемента. А портландцемент изобрели только в начале 19 века.век. Например, бетон обычно лучше переносит колебания температуры (например, замерзание и оттаивание), чем цемент.
Например, бетон обычно лучше переносит колебания температуры (например, замерзание и оттаивание), чем цемент. Сталь очень прочна при растяжении (т. е. при растяжении), но может деформироваться при нажатии (т. е. при сжатии). Бетон наоборот – крепок при сжатии, слаб при растяжении. При армировании бетона сталью используются сильные стороны каждого из них, что делает конечный продукт менее хрупким и более стабильным.
Сталь очень прочна при растяжении (т. е. при растяжении), но может деформироваться при нажатии (т. е. при сжатии). Бетон наоборот – крепок при сжатии, слаб при растяжении. При армировании бетона сталью используются сильные стороны каждого из них, что делает конечный продукт менее хрупким и более стабильным.
 И вы хотите, чтобы эти пески и заполнители были определенной формы и размера, чтобы они плотно оседали друг на друга. Чем меньше места между компонентами, тем меньше места для развития трещин. Исследователи UHPC также изучают возможность добавления в смесь крошечных стеклянных или стальных волокон, чтобы предотвратить образование микротрещин.
И вы хотите, чтобы эти пески и заполнители были определенной формы и размера, чтобы они плотно оседали друг на друга. Чем меньше места между компонентами, тем меньше места для развития трещин. Исследователи UHPC также изучают возможность добавления в смесь крошечных стеклянных или стальных волокон, чтобы предотвратить образование микротрещин. Все ошибки в посте выше мои и только мои.
Все ошибки в посте выше мои и только мои.  Основным преимуществом ИТ-аутсорсинга является то, что наши специалисты обладают всем необходимым для того, чтобы ваша сеть и компьютеры оставались в безопасности, содержали новейшее программное обеспечение, а ваш бизнес избегал серьезных простоев.
Основным преимуществом ИТ-аутсорсинга является то, что наши специалисты обладают всем необходимым для того, чтобы ваша сеть и компьютеры оставались в безопасности, содержали новейшее программное обеспечение, а ваш бизнес избегал серьезных простоев.
 Однако из-за того, что рабочая сила мобильна, рассредоточена и имеет высокую текучесть кадров, строительная отрасль стала главной мишенью для киберпреступников.
Однако из-за того, что рабочая сила мобильна, рассредоточена и имеет высокую текучесть кадров, строительная отрасль стала главной мишенью для киберпреступников.
 Поскольку в строительной отрасли обычно требуется обмен файлами за пределами компании с клиентами или специалистами в различных областях, EFSS является идеальным выбором.
Поскольку в строительной отрасли обычно требуется обмен файлами за пределами компании с клиентами или специалистами в различных областях, EFSS является идеальным выбором. Мы предоставляем ИТ-помощь, которая позволяет вашему бизнесу продолжать бесперебойную работу без значительных простоев.
Мы предоставляем ИТ-помощь, которая позволяет вашему бизнесу продолжать бесперебойную работу без значительных простоев.



 Все заполнители должны быть чистыми и не содержать примесей мягких частиц или растительных веществ, поскольку даже небольшое количество органических соединений почвы приводит к химическим реакциям, серьезно влияющим на прочность бетона.
Все заполнители должны быть чистыми и не содержать примесей мягких частиц или растительных веществ, поскольку даже небольшое количество органических соединений почвы приводит к химическим реакциям, серьезно влияющим на прочность бетона. Там, где требуется особенно прочный бетон, заполнителя будет относительно меньше.
Там, где требуется особенно прочный бетон, заполнителя будет относительно меньше.
 Это достигается за счет процессов предварительного или постнатяжения. При предварительном натяжении отрезки стальной проволоки, тросов или тросов укладываются в пустую форму, а затем натягиваются и закрепляются. После заливки бетона и его схватывания анкеры освобождаются, и, поскольку сталь стремится вернуться к своей первоначальной длине, она сжимает бетон. В процессе предварительного натяжения сталь пропускается через каналы, сформированные в бетоне. Когда бетон затвердеет, сталь крепится к внешней стороне элемента с помощью какого-либо захватного устройства. Прикладывая к стали измеряемое усилие растяжения, можно точно регулировать величину сжатия, передаваемого бетону. Предварительно напряженный бетон нейтрализует силы растяжения, которые могут разрушить обычный бетон, сжимая область до точки, в которой напряжение не ощущается до тех пор, пока не будет преодолена прочность сжатой секции. Поскольку он достигает прочности без использования тяжелой стальной арматуры, он с большим успехом использовался для создания более легких, неглубоких и более элегантных конструкций, таких как мосты и обширные крыши.
Это достигается за счет процессов предварительного или постнатяжения. При предварительном натяжении отрезки стальной проволоки, тросов или тросов укладываются в пустую форму, а затем натягиваются и закрепляются. После заливки бетона и его схватывания анкеры освобождаются, и, поскольку сталь стремится вернуться к своей первоначальной длине, она сжимает бетон. В процессе предварительного натяжения сталь пропускается через каналы, сформированные в бетоне. Когда бетон затвердеет, сталь крепится к внешней стороне элемента с помощью какого-либо захватного устройства. Прикладывая к стали измеряемое усилие растяжения, можно точно регулировать величину сжатия, передаваемого бетону. Предварительно напряженный бетон нейтрализует силы растяжения, которые могут разрушить обычный бетон, сжимая область до точки, в которой напряжение не ощущается до тех пор, пока не будет преодолена прочность сжатой секции. Поскольку он достигает прочности без использования тяжелой стальной арматуры, он с большим успехом использовался для создания более легких, неглубоких и более элегантных конструкций, таких как мосты и обширные крыши.




 Половина выбросов CO2 при производстве бетона создается при производстве клинкера, наиболее энергоемкой части процесса производства цемента.
Половина выбросов CO2 при производстве бетона создается при производстве клинкера, наиболее энергоемкой части процесса производства цемента. . Известняковые карьеры и цементные заводы также часто являются источниками загрязнения, наряду с грузовиками, которые перевозят материалы между ними и строительными площадками. В таких масштабах даже приобретение песка может иметь катастрофические последствия, уничтожая так много мировых пляжей и русел рек, что эта форма добычи в настоящее время все чаще используется организованными преступными группировками и ассоциируется с кровавым насилием.
. Известняковые карьеры и цементные заводы также часто являются источниками загрязнения, наряду с грузовиками, которые перевозят материалы между ними и строительными площадками. В таких масштабах даже приобретение песка может иметь катастрофические последствия, уничтожая так много мировых пляжей и русел рек, что эта форма добычи в настоящее время все чаще используется организованными преступными группировками и ассоциируется с кровавым насилием. Кризис биоразнообразия, который многие ученые считают такой же угрозой, как и климатический хаос, в первую очередь обусловлен превращением дикой природы в сельскохозяйственные, промышленные зоны и жилые кварталы.
Кризис биоразнообразия, который многие ученые считают такой же угрозой, как и климатический хаос, в первую очередь обусловлен превращением дикой природы в сельскохозяйственные, промышленные зоны и жилые кварталы. Это был период бруталистских архитекторов, таких как Ле Корбюзье, за которым последовали футуристические, плавные изгибы Оскара Нимейера и элегантные линии Тадао Андо, не говоря уже о постоянно растущем легионе плотин, мостов, портов, ратушей, университетские городки, торговые центры и одинаково мрачные автостоянки. В 1950 году производство цемента было равно производству стали; с тех пор он вырос в 25 раз, более чем в три раза быстрее, чем его партнер по металлическому строительству.
Это был период бруталистских архитекторов, таких как Ле Корбюзье, за которым последовали футуристические, плавные изгибы Оскара Нимейера и элегантные линии Тадао Андо, не говоря уже о постоянно растущем легионе плотин, мостов, портов, ратушей, университетские городки, торговые центры и одинаково мрачные автостоянки. В 1950 году производство цемента было равно производству стали; с тех пор он вырос в 25 раз, более чем в три раза быстрее, чем его партнер по металлическому строительству. Лидеры партий нуждаются в пожертвованиях и откатах от строительных фирм, чтобы быть избранными, государственным планировщикам нужно больше проектов для поддержания экономического роста, а боссам строительства нужно больше контрактов, чтобы деньги поступали, штат был занят, а политическое влияние было высоким. Отсюда и самовоспроизводящийся политический энтузиазм по поводу экологически и социально сомнительных инфраструктурных проектов и цементных праздников вроде Олимпиады, чемпионата мира по футболу и международных выставок.
Лидеры партий нуждаются в пожертвованиях и откатах от строительных фирм, чтобы быть избранными, государственным планировщикам нужно больше проектов для поддержания экономического роста, а боссам строительства нужно больше контрактов, чтобы деньги поступали, штат был занят, а политическое влияние было высоким. Отсюда и самовоспроизводящийся политический энтузиазм по поводу экологически и социально сомнительных инфраструктурных проектов и цементных праздников вроде Олимпиады, чемпионата мира по футболу и международных выставок. Затем она заложила основу для новой модели сверхбыстрого экономического развития: новые железнодорожные пути для скоростных поездов Синкансэн, новые мосты и туннели для надземных скоростных автомагистралей, новые взлетно-посадочные полосы для аэропортов, новые стадионы для 19-го века.64 Олимпийских игр и Osaka Expo, а также новые ратуши, школы и спортивные сооружения.
Затем она заложила основу для новой модели сверхбыстрого экономического развития: новые железнодорожные пути для скоростных поездов Синкансэн, новые мосты и туннели для надземных скоростных автомагистралей, новые взлетно-посадочные полосы для аэропортов, новые стадионы для 19-го века.64 Олимпийских игр и Osaka Expo, а также новые ратуши, школы и спортивные сооружения. doken kokka был рэкет национального масштаба.
doken kokka был рэкет национального масштаба. Такова реальность современной Японии, и цифры ошеломляют».
Такова реальность современной Японии, и цифры ошеломляют». Погибло почти 16 000 человек, миллион зданий был разрушен или поврежден, городские улицы были заблокированы выброшенными на берег кораблями, а воды порта были заполнены плавающими автомобилями. Еще более тревожная история произошла на Фукусиме, где волна океана поглотила внешнюю защиту атомной электростанции «Фукусима-дайити» и вызвала расплавление 7 уровня.
Погибло почти 16 000 человек, миллион зданий был разрушен или поврежден, городские улицы были заблокированы выброшенными на берег кораблями, а воды порта были заполнены плавающими автомобилями. Еще более тревожная история произошла на Фукусиме, где волна океана поглотила внешнюю защиту атомной электростанции «Фукусима-дайити» и вызвала расплавление 7 уровня. Их стоимость оспаривается. Инженеры утверждают, что эти 12-метровые бетонные стены остановят или, по крайней мере, замедлят будущие цунами, но местные жители слышали такие обещания и раньше. Территория, которую защищают эти оборонительные сооружения, также имеет меньшую ценность для людей, поскольку земля в значительной степени обезлюдела и заполнена рисовыми полями и рыбными фермами. Экологи говорят, что мангровые леса могут стать гораздо более дешевым буфером. Что характерно, даже многие пострадавшие от цунами местные жители ненавидят бетон между ними и океаном.
Их стоимость оспаривается. Инженеры утверждают, что эти 12-метровые бетонные стены остановят или, по крайней мере, замедлят будущие цунами, но местные жители слышали такие обещания и раньше. Территория, которую защищают эти оборонительные сооружения, также имеет меньшую ценность для людей, поскольку земля в значительной степени обезлюдела и заполнена рисовыми полями и рыбными фермами. Экологи говорят, что мангровые леса могут стать гораздо более дешевым буфером. Что характерно, даже многие пострадавшие от цунами местные жители ненавидят бетон между ними и океаном. А теперь японское правительство решило закрыть доступ к морю».
А теперь японское правительство решило закрыть доступ к морю». Желательно с цементом. Чем больше отверстие, тем лучше. Это означало прибыль и рабочие места. Конечно, гораздо проще мобилизовать нацию на что-то, что улучшит жизнь людей, но в любом случае бетон, скорее всего, будет частью договоренности. Таков был смысл Нового курса Рузвельта в XIX веке.30-х годов, который отмечается в США как национальный проект по борьбе с рецессией, но также может быть описан как крупнейшее мероприятие по заливке бетона до этого момента. Только для плотины Гувера потребовалось 3,3 миллиона кубических метров, что на тот момент было мировым рекордом. Строительные фирмы утверждали, что он переживет человеческую цивилизацию.
Желательно с цементом. Чем больше отверстие, тем лучше. Это означало прибыль и рабочие места. Конечно, гораздо проще мобилизовать нацию на что-то, что улучшит жизнь людей, но в любом случае бетон, скорее всего, будет частью договоренности. Таков был смысл Нового курса Рузвельта в XIX веке.30-х годов, который отмечается в США как национальный проект по борьбе с рецессией, но также может быть описан как крупнейшее мероприятие по заливке бетона до этого момента. Только для плотины Гувера потребовалось 3,3 миллиона кубических метров, что на тот момент было мировым рекордом. Строительные фирмы утверждали, что он переживет человеческую цивилизацию. Скорость, с которой смешиваются эти материалы, является, пожалуй, самой поразительной статистикой современности: с 2003 года Китай каждые три года заливал больше цемента, чем США за весь 20-й век.
Скорость, с которой смешиваются эти материалы, является, пожалуй, самой поразительной статистикой современности: с 2003 года Китай каждые три года заливал больше цемента, чем США за весь 20-й век. Хотя поговорка «строим, и люди придут» в прошлом часто оказывалась верной, китайское правительство обеспокоено. После того, как Национальное бюро статистики обнаружило 450 квадратных километров непроданных жилых площадей, президент страны Си Цзиньпин призвал к «уничтожению» избыточной застройки.
Хотя поговорка «строим, и люди придут» в прошлом часто оказывалась верной, китайское правительство обеспокоено. После того, как Национальное бюро статистики обнаружило 450 квадратных километров непроданных жилых площадей, президент страны Си Цзиньпин призвал к «уничтожению» избыточной застройки.
 Вместо этого Китай делает то же, что и многие другие страны, экспортируя свою экологическую нагрузку и избыточные мощности за границу.
Вместо этого Китай делает то же, что и многие другие страны, экспортируя свою экологическую нагрузку и избыточные мощности за границу.

 1 шт.
1 шт. 1 шт.
1 шт. под заказ
под заказ под заказ
под заказ под заказ
под заказ под заказ
под заказ под заказ
под заказ APAC 1971
APAC 1971 E
E под заказ
под заказ



































 В противном случае, деталь может раскрутить слишком быстро, и центробежная сила вытолкнет ее из корзины.
В противном случае, деталь может раскрутить слишком быстро, и центробежная сила вытолкнет ее из корзины. Поэтому целесообразнее применять оборудование отечественного производства. В этом случае при поломке вы сможете оперативно устранить неисправность и избежать длительного простоя оборудования. С импортными моечными машинами намного сложнее, ведь требуемая деталь будет идти долго. А отечественного аналога может просто не быть.
Поэтому целесообразнее применять оборудование отечественного производства. В этом случае при поломке вы сможете оперативно устранить неисправность и избежать длительного простоя оборудования. С импортными моечными машинами намного сложнее, ведь требуемая деталь будет идти долго. А отечественного аналога может просто не быть. Сливная вода направляется на сита, чтобы предотвратить потерю крупногабаритного материала.
Сливная вода направляется на сита, чтобы предотвратить потерю крупногабаритного материала. Закажите дополнительные барабаны как HMA-260, чтобы повысить эффективность обработки проб. Барабан из нержавеющей стали имеет диаметр 9 дюймов и высоту 10,75 дюйма (229×273 мм).
Закажите дополнительные барабаны как HMA-260, чтобы повысить эффективность обработки проб. Барабан из нержавеющей стали имеет диаметр 9 дюймов и высоту 10,75 дюйма (229×273 мм). При желании можно использовать виниловые трубки и хомуты диаметром 3/8 дюйма для соединения поддона со сливом. Выберите сита с подходящим размером отверстий из нашей обширной линейки сит для влажной промывки.
При желании можно использовать виниловые трубки и хомуты диаметром 3/8 дюйма для соединения поддона со сливом. Выберите сита с подходящим размером отверстий из нашей обширной линейки сит для влажной промывки. 0028
0028

 Название «песочный шнек» описывает механизм в самом оборудовании — он выглядит как шнек. и обрабатывает песок. Многие шнековые установки для песка теперь оснащены двумя вращающимися шнеками с независимым приводом для обезвоживания, классификации и промывки песка размером 3/8 дюйма или другого мелкого материала.
Название «песочный шнек» описывает механизм в самом оборудовании — он выглядит как шнек. и обрабатывает песок. Многие шнековые установки для песка теперь оснащены двумя вращающимися шнеками с независимым приводом для обезвоживания, классификации и промывки песка размером 3/8 дюйма или другого мелкого материала. Хорошая новость заключается в том, что сегодня существует множество вариантов пылеподавления — и влажное подавление пыли. системы, которые часто относят к моющим средствам, — отличаются высокой эффективностью9.0003
Хорошая новость заключается в том, что сегодня существует множество вариантов пылеподавления — и влажное подавление пыли. системы, которые часто относят к моющим средствам, — отличаются высокой эффективностью9.0003 Обезвоживание является важным соображением, которое каждый оператор, особенно предприятия по производству мелких заполнителей и песка, должен выполнять после промывки.
Обезвоживание является важным соображением, которое каждый оператор, особенно предприятия по производству мелких заполнителей и песка, должен выполнять после промывки.
 Это промывочное оборудование может состоять из пескоструйных шнеков, роторных установок и даже гидроциклонов. Так как же производители выбирают лучшие моющие средства?
Это промывочное оборудование может состоять из пескоструйных шнеков, роторных установок и даже гидроциклонов. Так как же производители выбирают лучшие моющие средства?
 Меньшие и более легкие нежелательные частицы всплывают на поверхность и выбрасываются через водосливы на нижних концах машины.
Меньшие и более легкие нежелательные частицы всплывают на поверхность и выбрасываются через водосливы на нижних концах машины. youtube.com/embed/jUYk1YCXm4k?autoplay=0&controls=1&origin=https%3A%2F%2Frockequipinc.com» allowfullscreen=»1″>
youtube.com/embed/jUYk1YCXm4k?autoplay=0&controls=1&origin=https%3A%2F%2Frockequipinc.com» allowfullscreen=»1″>  Легкий доступ к наружным подшипниковым узлам.
Легкий доступ к наружным подшипниковым узлам. их существующие операции за счет уменьшения объема тонкодисперсного материала, поступающего в отстойник. Ассортимент использует центробежную силу в циклонах для удаления глины, ила и шлама из песка, чтобы привести его в соответствие со спецификациями, и сочетает в себе сборный резервуар, центробежные шламовые насосы, гидроклоны и обезвоживающий экран на одном шасси Особенности
их существующие операции за счет уменьшения объема тонкодисперсного материала, поступающего в отстойник. Ассортимент использует центробежную силу в циклонах для удаления глины, ила и шлама из песка, чтобы привести его в соответствие со спецификациями, и сочетает в себе сборный резервуар, центробежные шламовые насосы, гидроклоны и обезвоживающий экран на одном шасси Особенности с.)
с.)  . Двухковшовые агрегаты обеспечивают удаление глины, ила и шлама с получением песка до 2-х сортов.
. Двухковшовые агрегаты обеспечивают удаление глины, ила и шлама с получением песка до 2-х сортов. Эти особенности делают роторный обезвоживатель одним из самых экономичных решений для промывки.
Эти особенности делают роторный обезвоживатель одним из самых экономичных решений для промывки. Благодаря более длинным бакам для мытья они значительно увеличивают время удерживания. Удержание можно дополнительно увеличить за счет перехода на прямую конструкцию лопастей и более высокие рабочие углы. Все мойки MEKA Log снабжены разбрызгивателями для окончательного ополаскивания перед тем, как продукт покинет моечный бокс.
Благодаря более длинным бакам для мытья они значительно увеличивают время удерживания. Удержание можно дополнительно увеличить за счет перехода на прямую конструкцию лопастей и более высокие рабочие углы. Все мойки MEKA Log снабжены разбрызгивателями для окончательного ополаскивания перед тем, как продукт покинет моечный бокс. с.)
с.)  Чистый и классифицированный песок и гравий способствуют улучшению результатов проекта и повышению прибыльности производителя.
Чистый и классифицированный песок и гравий способствуют улучшению результатов проекта и повышению прибыльности производителя. Это помогает отделить мелкие глины и другие покрытия, которые прилипают к частицам. После освобождения их омывает плотина.
Это помогает отделить мелкие глины и другие покрытия, которые прилипают к частицам. После освобождения их омывает плотина. Item»> Опора для бака входит в комплект.
Item»> Опора для бака входит в комплект. Простого мытья этих материалов недостаточно, хотя чистка их высвободит.
Простого мытья этих материалов недостаточно, хотя чистка их высвободит. Item»> Прочные компоненты привода.
Item»> Прочные компоненты привода.


 с.) + на PS 120R 2 x 1,2 кВт + 2 x 3 кВт
с.) + на PS 120R 2 x 1,2 кВт + 2 x 3 кВт с.0003
с.0003 (8 ‘)
(8 ‘) Terex Washing Systems предлагает полный спектр фильтр-прессов, систем дозирования флокулянтов и резервуаров-сгустителей.
Terex Washing Systems предлагает полный спектр фильтр-прессов, систем дозирования флокулянтов и резервуаров-сгустителей. Запросить цену
Запросить цену (6′)
(6′) с.)
с.) Цитата
Цитата Пожалуйста, обновите свой браузер, чтобы улучшить ваш опыт и безопасность.
Пожалуйста, обновите свой браузер, чтобы улучшить ваш опыт и безопасность. Наша цель — от вулканизации лент до сварки нестандартных деталей и транспортировки оборудования — поддерживать работу наших клиентов на самом высоком уровне производства.
Наша цель — от вулканизации лент до сварки нестандартных деталей и транспортировки оборудования — поддерживать работу наших клиентов на самом высоком уровне производства. Superior Industries, Major Wire, Spokane Industries, Hardox Wearparts, а также местные и международные ремни из шеврона, V-образных зажимов, гладких, износостойких, термостойких, промышленных, листовой резины, резины Crown Bar и резины юбки с гордостью представлены на складе.
Superior Industries, Major Wire, Spokane Industries, Hardox Wearparts, а также местные и международные ремни из шеврона, V-образных зажимов, гладких, износостойких, термостойких, промышленных, листовой резины, резины Crown Bar и резины юбки с гордостью представлены на складе. Мы готовы организовать посещение объекта для оценки применения материалов или обсудить возможные решения по оборудованию в соответствии с потребностями наших клиентов.
Мы готовы организовать посещение объекта для оценки применения материалов или обсудить возможные решения по оборудованию в соответствии с потребностями наших клиентов.
 Наша штаб-квартира в Ла-Гранже, штат Техас, имеет складские помещения площадью 16 000 квадратных футов. С дополнительным местом для запчастей в нашем офисе в Одессе и Хаммонде, штат Луизиана.
Наша штаб-квартира в Ла-Гранже, штат Техас, имеет складские помещения площадью 16 000 квадратных футов. С дополнительным местом для запчастей в нашем офисе в Одессе и Хаммонде, штат Луизиана. Наш обширный арендный парк включает в себя оборудование для дробления, сортировки, транспортировки, измельчения и промывки. Позвоните нам, чтобы обсудить условия аренды.
Наш обширный арендный парк включает в себя оборудование для дробления, сортировки, транспортировки, измельчения и промывки. Позвоните нам, чтобы обсудить условия аренды.
 Ликвация в сплавах может иметь различный характер. Зональная ликвация появляется в слитках при медленном затвердевании, и потому при обычных темпах охлаждения и затвердевания наплавленного металла она не обнаруживается. Дендритная ликвация происходит в сплавах, образующих смешанные кристаллы, и выражается в постепенном изменении концентрации твердого раствора, в постепенном обогащении его компонентами с более низкой температурой плавления. Поэтому представление об однородности твердых растворов является условным, и чем быстрее происходит их затвердевание, тем больше разница в составе между внутренней и внешней областью зерна.
Ликвация в сплавах может иметь различный характер. Зональная ликвация появляется в слитках при медленном затвердевании, и потому при обычных темпах охлаждения и затвердевания наплавленного металла она не обнаруживается. Дендритная ликвация происходит в сплавах, образующих смешанные кристаллы, и выражается в постепенном изменении концентрации твердого раствора, в постепенном обогащении его компонентами с более низкой температурой плавления. Поэтому представление об однородности твердых растворов является условным, и чем быстрее происходит их затвердевание, тем больше разница в составе между внутренней и внешней областью зерна.
 Дендритная ликвация происходит в сплавах, образующих смешанные кристаллы, и выражается в постепенном изменении концентрации твердого раствора, в постепенном обогащении его компонентами с более низкой температурой плавления. Поэтому представление об однородности твердых растворов является условным и чем быстрее происходит их затвердевание, тем больше разница в составе между внутренней и внешней областью зерна.
Дендритная ликвация происходит в сплавах, образующих смешанные кристаллы, и выражается в постепенном изменении концентрации твердого раствора, в постепенном обогащении его компонентами с более низкой температурой плавления. Поэтому представление об однородности твердых растворов является условным и чем быстрее происходит их затвердевание, тем больше разница в составе между внутренней и внешней областью зерна.
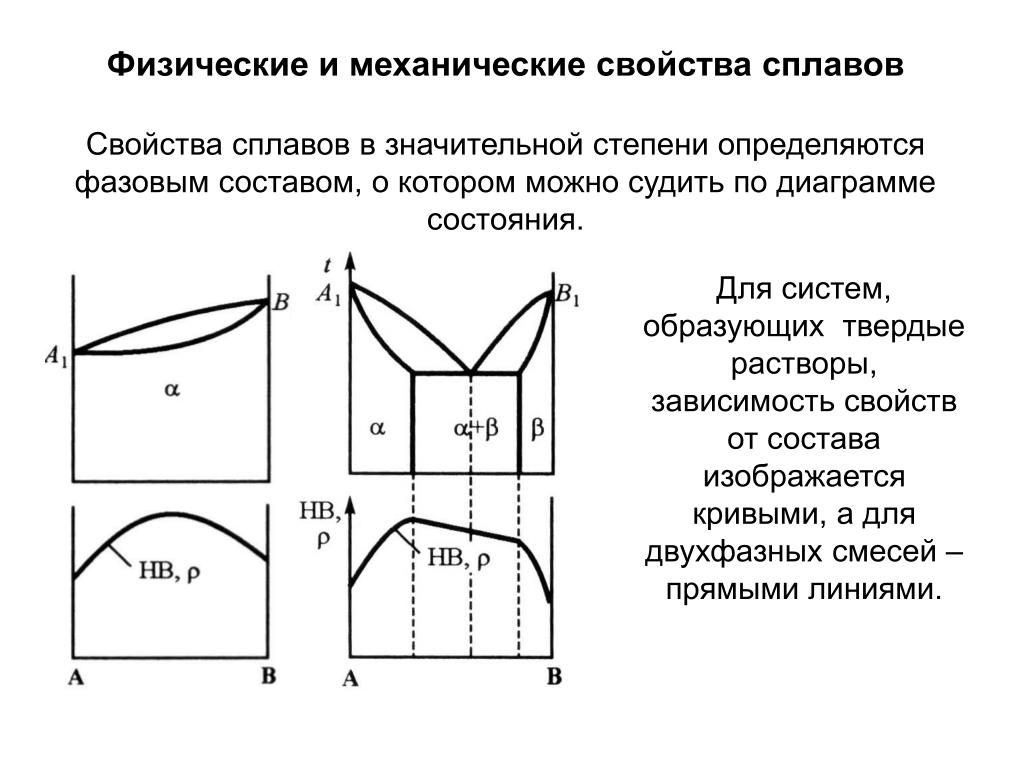 Поэтому представление об однородности твердых растворов является условным и чем быстрее происходит их затвердевание, тем больше разница в составе между внутренней и внешней областью зерна.
Поэтому представление об однородности твердых растворов является условным и чем быстрее происходит их затвердевание, тем больше разница в составе между внутренней и внешней областью зерна.
 При этом неоднородность химического состава сплава внутри отдельных зерен называют внутрикристаллитной ( или дендритной) ликвацией.
При этом неоднородность химического состава сплава внутри отдельных зерен называют внутрикристаллитной ( или дендритной) ликвацией.

 Составы сплавов лучше всего устанавливать с помощью химического анализа реальных образцов, которые исследовались под микроскопом; и в этом методе опасно принимать состав сплавов по шихте.
Составы сплавов лучше всего устанавливать с помощью химического анализа реальных образцов, которые исследовались под микроскопом; и в этом методе опасно принимать состав сплавов по шихте.
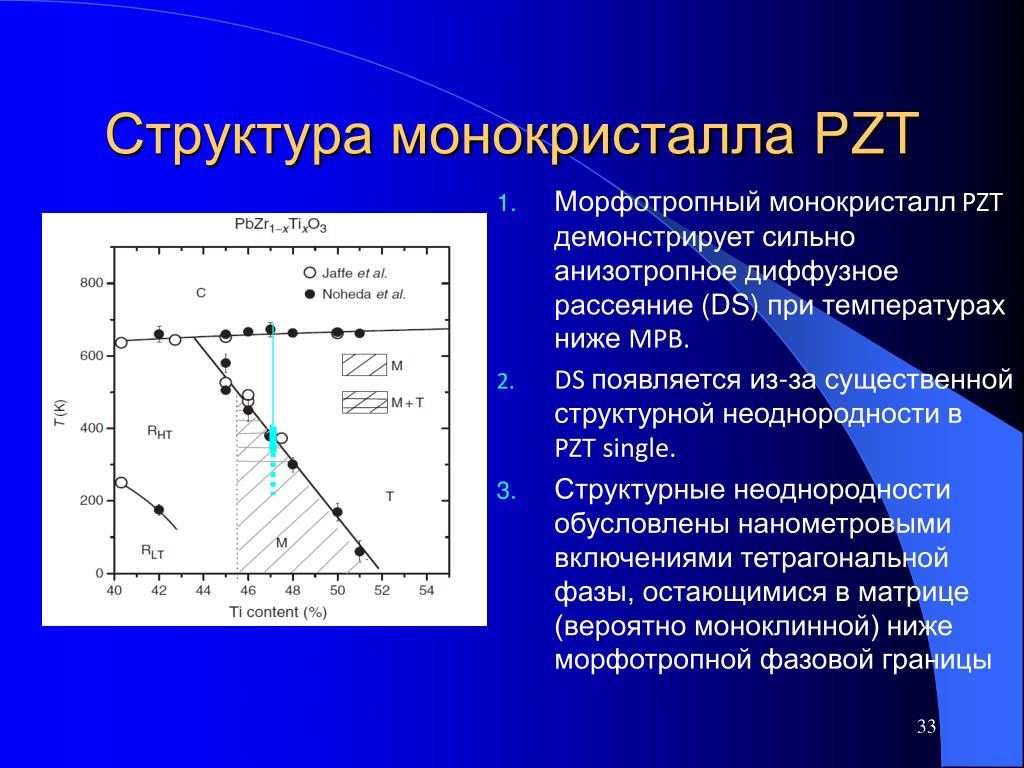 Ликвация является нежелательной, так как ухудшает многие свойства (механические, коррозионную стойкость и др.) сплава как в состоянии полуфабриката, так и в готовом изделии.
Ликвация является нежелательной, так как ухудшает многие свойства (механические, коррозионную стойкость и др.) сплава как в состоянии полуфабриката, так и в готовом изделии. В реальных условиях наиболее часто происходит ускоренное охлаждение отливок. Тогда диффузионные процессы в твердом растворе не успевают выравнивать состав растущих зерен по объему, и их химический состав оказывается неоднородным по сечению.
В реальных условиях наиболее часто происходит ускоренное охлаждение отливок. Тогда диффузионные процессы в твердом растворе не успевают выравнивать состав растущих зерен по объему, и их химический состав оказывается неоднородным по сечению. Тогда химический состав кристаллов по всему своему объему оказывается равным химическому жидкой фазы, и следовательно, ликвация отсутствует.
Тогда химический состав кристаллов по всему своему объему оказывается равным химическому жидкой фазы, и следовательно, ликвация отсутствует. Но при этой последовательности во внутренних частях слитка кристаллизующаяся жидкая фаза согласно ходу линии ликвидуса на диаграмме состояния обогащается компонентом, снижающим температуру кристаллизации сплава. Поэтому в застывающем слитке при движении от его поверхности к центру уменьшается концентрация компонента, повышающего температуру кристаллизации, и соответственно растет концентрация компонента, снижающего температуру кристаллизации. Установлено, что в крупных слитках, охлаждающихся медленно, прямая зональная ликвация развита сильнее, чем в слитках малого сечения, которые охлаждаются быстрее.
Но при этой последовательности во внутренних частях слитка кристаллизующаяся жидкая фаза согласно ходу линии ликвидуса на диаграмме состояния обогащается компонентом, снижающим температуру кристаллизации сплава. Поэтому в застывающем слитке при движении от его поверхности к центру уменьшается концентрация компонента, повышающего температуру кристаллизации, и соответственно растет концентрация компонента, снижающего температуру кристаллизации. Установлено, что в крупных слитках, охлаждающихся медленно, прямая зональная ликвация развита сильнее, чем в слитках малого сечения, которые охлаждаются быстрее.


 Ликвационные процессы с выделением неравновесных фаз структурных составляющих, образование дефектов типа усадочных и газовых пор, трещин характерны для литых сложнолегированных сплавов. Последующие операции обработки давлением, термической и термомеханической обработки направлены на устранение дефектов структуры литого металла.
Ликвационные процессы с выделением неравновесных фаз структурных составляющих, образование дефектов типа усадочных и газовых пор, трещин характерны для литых сложнолегированных сплавов. Последующие операции обработки давлением, термической и термомеханической обработки направлены на устранение дефектов структуры литого металла.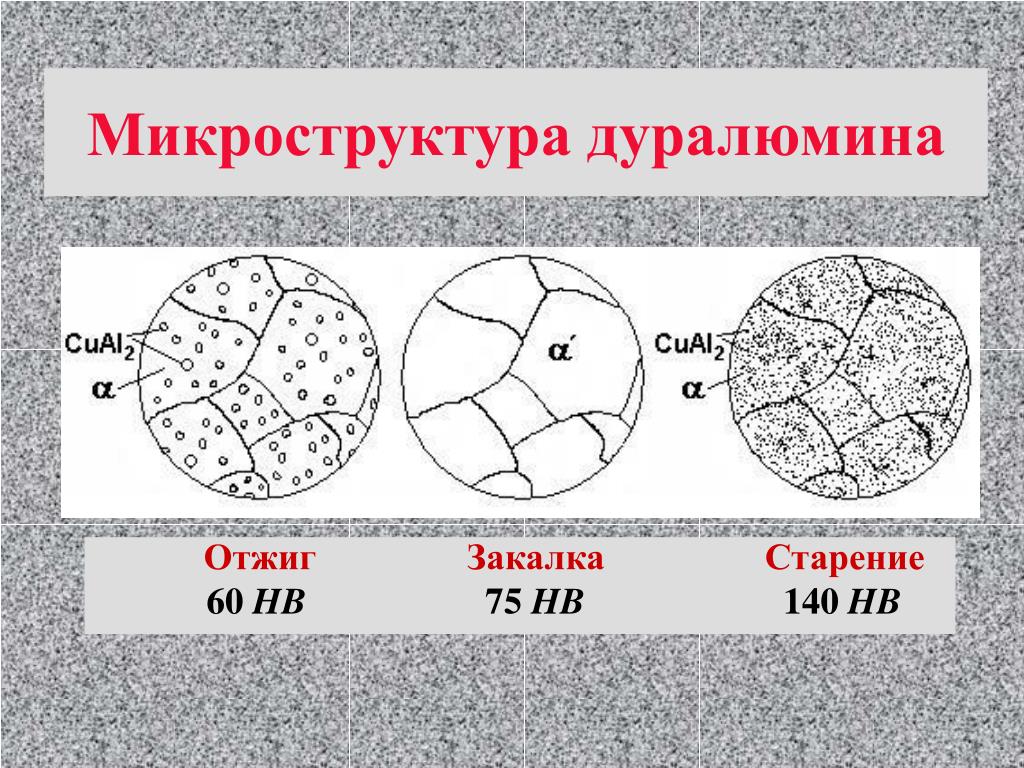

 Микроструктура металла в области шнуров характеризуется образованием неравновесной эвтектики (γ + γ) с выделениями карбидной фазы (рис. 2.4). Температура оплавления металла в этих участках с неравновесной (γ + γ)-эвтектикой существенно ниже, чем основной массы сплава (для жаропрочных никелевых сплавов примерно на 100 °С). Локализованное выделение термически устойчивых крупных частиц карбидных фаз (в общем случае фаз внедрения) приводит к тому, что устранение зональной ликвации путем термообработки затруднено. Микроструктура ликвационных пятен после высокотемпературного отжига характеризуется наличием крупных карбидных частиц, что свидетельствует о высокой устойчивости выделений карбидных фаз и сохранении ликвационной неоднородности.
Микроструктура металла в области шнуров характеризуется образованием неравновесной эвтектики (γ + γ) с выделениями карбидной фазы (рис. 2.4). Температура оплавления металла в этих участках с неравновесной (γ + γ)-эвтектикой существенно ниже, чем основной массы сплава (для жаропрочных никелевых сплавов примерно на 100 °С). Локализованное выделение термически устойчивых крупных частиц карбидных фаз (в общем случае фаз внедрения) приводит к тому, что устранение зональной ликвации путем термообработки затруднено. Микроструктура ликвационных пятен после высокотемпературного отжига характеризуется наличием крупных карбидных частиц, что свидетельствует о высокой устойчивости выделений карбидных фаз и сохранении ликвационной неоднородности. Литейные сплавы. :: Книги по металлургии
Литейные сплавы. :: Книги по металлургии
 На фиг. 6 показано влияние влаги и добавок угля в формовочные смеси на заполняемость форм при отливке деталей из ковкого чугуна.
На фиг. 6 показано влияние влаги и добавок угля в формовочные смеси на заполняемость форм при отливке деталей из ковкого чугуна. Заполнение образующихся трещин ликватом происходит за счет давления или за счет разрежения, которые создаются в момент затвердевания отливок.
Заполнение образующихся трещин ликватом происходит за счет давления или за счет разрежения, которые создаются в момент затвердевания отливок.

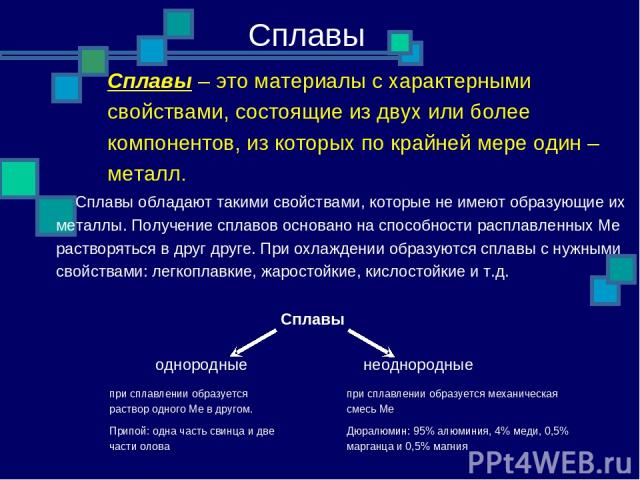
 СЧ 35-56, СЧ 38 60 приведены в табл. 10.
СЧ 35-56, СЧ 38 60 приведены в табл. 10. Пузырьки азота наполняются водородом и всплывают на поверхность. Выделяясь к поверхности ванны, азот увлекает за собой перешедший в него водород. По мере поступления новых пузырьков азота растворенный в металле водород будет переходить в пузырьки и вместе с ними удаляться из сплава.
Пузырьки азота наполняются водородом и всплывают на поверхность. Выделяясь к поверхности ванны, азот увлекает за собой перешедший в него водород. По мере поступления новых пузырьков азота растворенный в металле водород будет переходить в пузырьки и вместе с ними удаляться из сплава. Хлорирование алюминия и алюминиевых сплавов широко применяется как на металлургических заводах, так и в литейных цехах.
Хлорирование алюминия и алюминиевых сплавов широко применяется как на металлургических заводах, так и в литейных цехах. Поэтому тигельные лечи используют в большинстве случаев для комбинированной плавки и обработки алюминиевых сплавов, сочетая их с другими плавильными печами. Кроме того, эти печи используют в качестве разборных печей при литье алюминиевых сплавов в кокиль и под давлением. В этих случаях рабочий сплав в тигли подается в готовом виде, расплавленным, или в виде чушек. В разборных тиглях периодически производят рафинирование сплава дли восстановления его литейных свойств.
Поэтому тигельные лечи используют в большинстве случаев для комбинированной плавки и обработки алюминиевых сплавов, сочетая их с другими плавильными печами. Кроме того, эти печи используют в качестве разборных печей при литье алюминиевых сплавов в кокиль и под давлением. В этих случаях рабочий сплав в тигли подается в готовом виде, расплавленным, или в виде чушек. В разборных тиглях периодически производят рафинирование сплава дли восстановления его литейных свойств. ЕДИНСТВЕННО ПРАВИЛЬНЫЙ ТИП ОРГАНИЗАЦИОННОЙ СТРУКТУРЫ
ЕДИНСТВЕННО ПРАВИЛЬНЫЙ ТИП ОРГАНИЗАЦИОННОЙ СТРУКТУРЫ Это определение относится к твердой эвтектике. Жидкой эвтектикой называется жидкий расплав (раствор), из которого возможна такая кристаллизация
Это определение относится к твердой эвтектике. Жидкой эвтектикой называется жидкий расплав (раствор), из которого возможна такая кристаллизация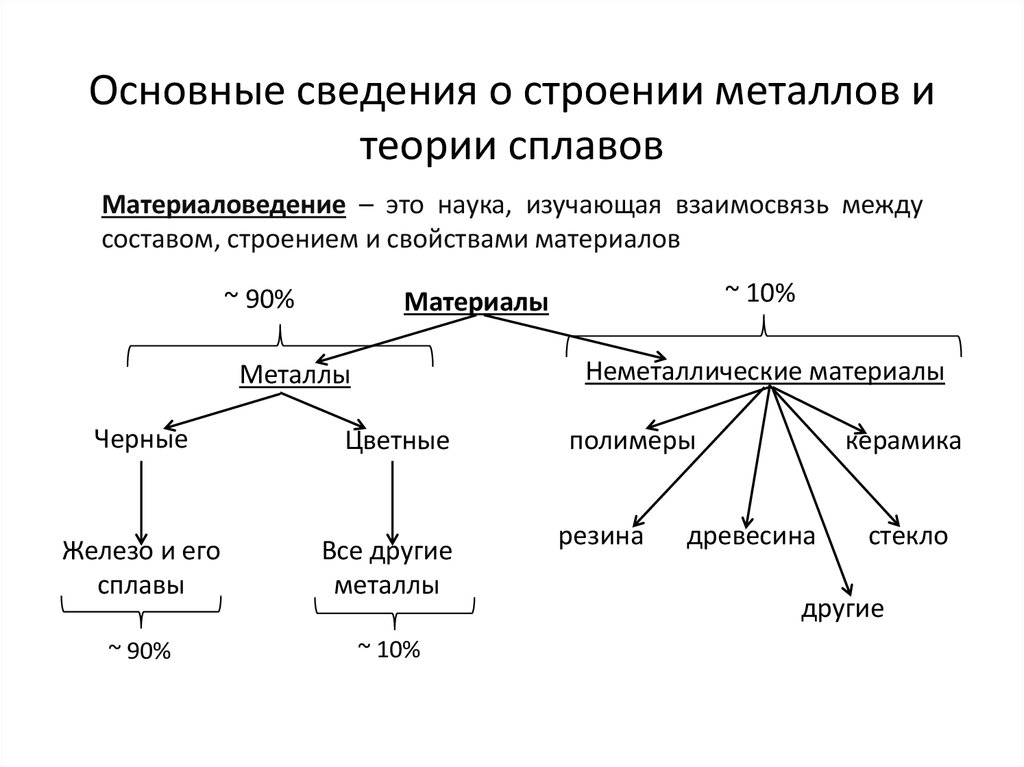
 Так, более тяжелые примеси могут концентрироваться в нижней, а более легкие — в верхней частях отливки (ликвация по плотности –она жегравитационная ликвация; *это только один вид зональной ликвации, другой: осевая ликвация (прямая и обратная))
Так, более тяжелые примеси могут концентрироваться в нижней, а более легкие — в верхней частях отливки (ликвация по плотности –она жегравитационная ликвация; *это только один вид зональной ликвации, другой: осевая ликвация (прямая и обратная))








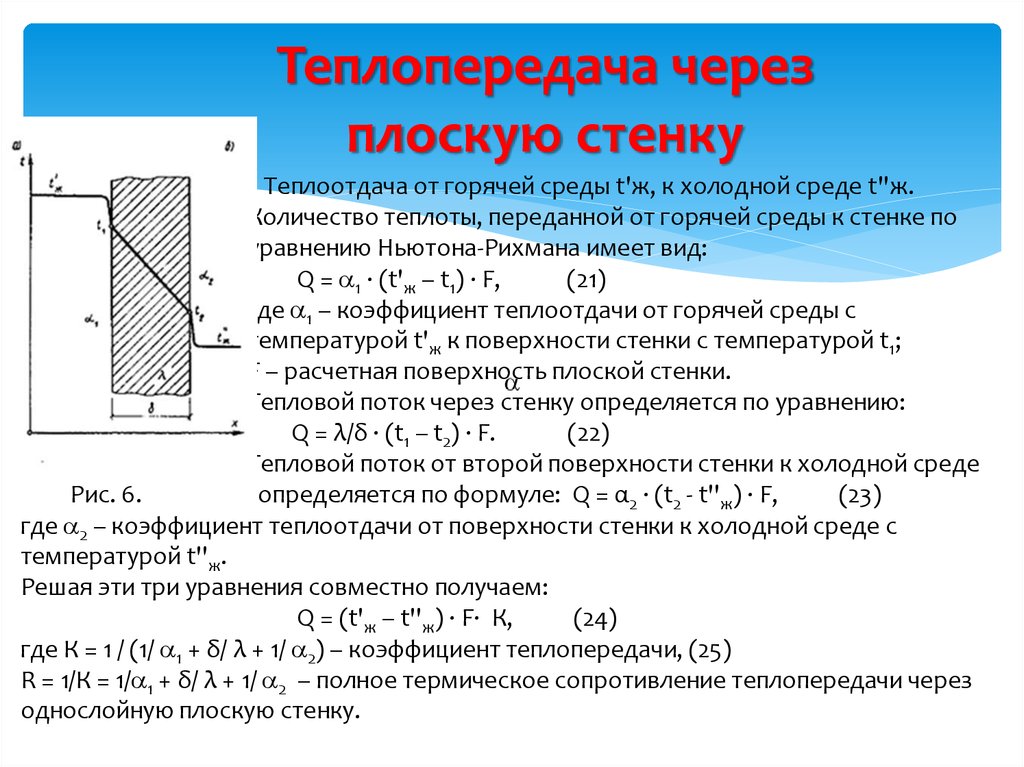
 Чтобы сократить время отжига, можно использовать изотермический отжиг.
Чтобы сократить время отжига, можно использовать изотермический отжиг.
 0035 . Алюминий, который используется в банках с газировкой, является элементом. Вещество, которое можно разложить на химически более простые компоненты (поскольку оно состоит из более чем одного элемента), представляет собой соединение . Например, вода представляет собой соединение, состоящее из элементов водорода и кислорода. На сегодняшний день в известной Вселенной насчитывается около 118 элементов. Напротив, на сегодняшний день ученые идентифицировали десятки миллионов различных соединений.
0035 . Алюминий, который используется в банках с газировкой, является элементом. Вещество, которое можно разложить на химически более простые компоненты (поскольку оно состоит из более чем одного элемента), представляет собой соединение . Например, вода представляет собой соединение, состоящее из элементов водорода и кислорода. На сегодняшний день в известной Вселенной насчитывается около 118 элементов. Напротив, на сегодняшний день ученые идентифицировали десятки миллионов различных соединений. Смесь — это физическая смесь двух или более компонентов, каждый из которых сохраняет свою идентичность и свойства в смесь . Меняется только форма соли, когда она растворяется в воде. Он сохраняет свой состав и свойства.
Смесь — это физическая смесь двух или более компонентов, каждый из которых сохраняет свою идентичность и свойства в смесь . Меняется только форма соли, когда она растворяется в воде. Он сохраняет свой состав и свойства.
 Если вещество можно разделить на элементы, оно является соединением.
Если вещество можно разделить на элементы, оно является соединением. Следовательно, компакт-диск не является химически чистым.
Следовательно, компакт-диск не является химически чистым.  Соленая вода представляет собой однородную смесь или раствор.
Соленая вода представляет собой однородную смесь или раствор. Смеси представляют собой физические комбинации двух или более элементов и/или соединений. Смеси можно разделить на гомогенные и гетерогенные. Элементы и соединения являются примерами чистых веществ. Соединения – это вещества, состоящие из более чем одного типа атомов. Элементы — это простейшие вещества, состоящие только из атомов одного типа.
Смеси представляют собой физические комбинации двух или более элементов и/или соединений. Смеси можно разделить на гомогенные и гетерогенные. Элементы и соединения являются примерами чистых веществ. Соединения – это вещества, состоящие из более чем одного типа атомов. Элементы — это простейшие вещества, состоящие только из атомов одного типа.
 М. и Ма Э. К количественному пониманию механического поведения нанокристаллических металлов. Acta Mater. 55 , 4041–4065 (2007).
М. и Ма Э. К количественному пониманию механического поведения нанокристаллических металлов. Acta Mater. 55 , 4041–4065 (2007). Koch, C.C. Оптимизация прочности и пластичности нанокристаллических и ультрамелкозернистых металлов. шр. Матер. 49 , 657–662 (2003).
Koch, C.C. Оптимизация прочности и пластичности нанокристаллических и ультрамелкозернистых металлов. шр. Матер. 49 , 657–662 (2003). Наука 304 , 422–426 (2004). [PubMed]
Наука 304 , 422–426 (2004). [PubMed] , Чжоу Ф. и Ма Э. Высокая пластичность при растяжении в наноструктурированном металле. Природа 419 , 912–915 (2002). [PubMed]
, Чжоу Ф. и Ма Э. Высокая пластичность при растяжении в наноструктурированном металле. Природа 419 , 912–915 (2002). [PubMed] [Бесплатная статья PMC] [PubMed]
[Бесплатная статья PMC] [PubMed] Матер. науч. 61 , 1–93 (2014).
Матер. науч. 61 , 1–93 (2014). [PubMed]
[PubMed] [Бесплатная статья PMC] [PubMed]
[Бесплатная статья PMC] [PubMed] Acta Mater. 123 , 285–294 (2017).
Acta Mater. 123 , 285–294 (2017).
 Acta Mater. 81 , 428–441 (2014).
Acta Mater. 81 , 428–441 (2014).
 Нац. Матер. 12 , 344–350 (2013). [PubMed]
Нац. Матер. 12 , 344–350 (2013). [PubMed] Микроструктура и свойства тугоплавкого высокоэнтропийного сплава после наклепа. J. Alloys Compd. 649 , 1110–1123 (2015).
Микроструктура и свойства тугоплавкого высокоэнтропийного сплава после наклепа. J. Alloys Compd. 649 , 1110–1123 (2015). 29 , 1701678 (2017). [PubMed]
29 , 1701678 (2017). [PubMed] Природа 518 , 77–78 (2015). [PubMed]
Природа 518 , 77–78 (2015). [PubMed] Матер. Рез. лат. 3 , 197–202 (2015).
Матер. Рез. лат. 3 , 197–202 (2015). , Luque, A. & Curtin, W.A. Теория упрочнения высокоэнтропийных сплавов с ГЦК. Acta Mater. 118 , 164–176 (2016).
, Luque, A. & Curtin, W.A. Теория упрочнения высокоэнтропийных сплавов с ГЦК. Acta Mater. 118 , 164–176 (2016). Li, Q.-J., Sheng, H.W. & Ma, E. Упрочнение в сплавах с несколькими основными элементами с шероховатыми путями дислокаций локального химического порядка. Нац. коммун. 10 , 3563 (2019). [Бесплатная статья PMC] [PubMed]
Li, Q.-J., Sheng, H.W. & Ma, E. Упрочнение в сплавах с несколькими основными элементами с шероховатыми путями дислокаций локального химического порядка. Нац. коммун. 10 , 3563 (2019). [Бесплатная статья PMC] [PubMed] О. Настраиваемые энергии дефектов упаковки путем адаптации локального химического порядка в сплавах CrCoNi со средней энтропией. Проц. Натл. акад. науч. США 115 , 8919–8924 (2018). [Бесплатная статья PMC] [PubMed]
О. Настраиваемые энергии дефектов упаковки путем адаптации локального химического порядка в сплавах CrCoNi со средней энтропией. Проц. Натл. акад. науч. США 115 , 8919–8924 (2018). [Бесплатная статья PMC] [PubMed] коммун. 8 , 14390 (2017). [Бесплатная статья PMC] [PubMed]
коммун. 8 , 14390 (2017). [Бесплатная статья PMC] [PubMed] Кроме того, мы приводим доказательства того, что эти соединения на основе ниобия предотвращают рост столбчатых кристаллов и впервые позволяют получать мелкие и равноосные кристаллы в направленно затвердевающем припое Al-10Si. Было обнаружено, что из-за сильнодействующих гетерогенных частиц размер кристаллов α-Al в меньшей степени зависит от условий обработки, особенно от температурного градиента. Наконец, мы также демонстрируем, что усиленное зародышеобразование приводит к измельчению вторичных фаз, таких как эвтектический кремний и частицы первичного кремния.
Кроме того, мы приводим доказательства того, что эти соединения на основе ниобия предотвращают рост столбчатых кристаллов и впервые позволяют получать мелкие и равноосные кристаллы в направленно затвердевающем припое Al-10Si. Было обнаружено, что из-за сильнодействующих гетерогенных частиц размер кристаллов α-Al в меньшей степени зависит от условий обработки, особенно от температурного градиента. Наконец, мы также демонстрируем, что усиленное зародышеобразование приводит к измельчению вторичных фаз, таких как эвтектический кремний и частицы первичного кремния. Форма этих литых изделий, таких как блоки цилиндров, обычно довольно сложная, и поэтому они состоят из секций с различной толщиной стенок. При стандартных условиях затвердевания литая деталь имеет неоднородную зернистую структуру. В частности, более толстые секции затвердевают при более низкой скорости охлаждения (т. е. при меньшем температурном градиенте) и, таким образом, будут характеризоваться более грубой структурой по сравнению с более тонкими секциями 9.0934 4 . Поскольку зернистая структура связана с механическим поведением материала, литая деталь имеет анизотропную реакцию на внешние нагрузки, такие как механические или термические напряжения, вызывающие ее преждевременный выход из строя. Получение мелких равноосных зерен желательно при литье металлов, так как это дает преимущества с точки зрения повышения прочности отливок (т. достигается восприимчивость к разрывам, более высокие механические характеристики, а также более легкая и однородная последующая механическая обработка.
Форма этих литых изделий, таких как блоки цилиндров, обычно довольно сложная, и поэтому они состоят из секций с различной толщиной стенок. При стандартных условиях затвердевания литая деталь имеет неоднородную зернистую структуру. В частности, более толстые секции затвердевают при более низкой скорости охлаждения (т. е. при меньшем температурном градиенте) и, таким образом, будут характеризоваться более грубой структурой по сравнению с более тонкими секциями 9.0934 4 . Поскольку зернистая структура связана с механическим поведением материала, литая деталь имеет анизотропную реакцию на внешние нагрузки, такие как механические или термические напряжения, вызывающие ее преждевременный выход из строя. Получение мелких равноосных зерен желательно при литье металлов, так как это дает преимущества с точки зрения повышения прочности отливок (т. достигается восприимчивость к разрывам, более высокие механические характеристики, а также более легкая и однородная последующая механическая обработка. Структура, характеризующаяся тонкой равноосной кристаллической структурой независимо от условий охлаждения (т. е. толщины стенок детали), также открывает возможность для улучшения и оптимизации конструкции отливок.
Структура, характеризующаяся тонкой равноосной кристаллической структурой независимо от условий охлаждения (т. е. толщины стенок детали), также открывает возможность для улучшения и оптимизации конструкции отливок. Следовательно, достижение (мелких) полностью равноосных зернистых структур также имеет первостепенное значение для направленно затвердевших компонентов, чтобы гарантировать изотропное деформационное поведение и предотвратить образование дефектов и трещин 5 . В частности, уменьшение скальпирования слитков и увеличение выхода дорогостоящего материала после обработки являются преимуществами мелкозернистой и однородной кристаллической структуры.
Следовательно, достижение (мелких) полностью равноосных зернистых структур также имеет первостепенное значение для направленно затвердевших компонентов, чтобы гарантировать изотропное деформационное поведение и предотвратить образование дефектов и трещин 5 . В частности, уменьшение скальпирования слитков и увеличение выхода дорогостоящего материала после обработки являются преимуществами мелкозернистой и однородной кристаллической структуры. Преднамеренное добавление гетерогенных ядер для стимуляции зародышеобразования известно как инокуляция.
Преднамеренное добавление гетерогенных ядер для стимуляции зародышеобразования известно как инокуляция. 0934 10 : зародыши должны иметь достаточно высокую температуру плавления, чтобы не растворяться в расплавленном материале, и зародыши должны быть химически стабильными, чтобы их структура решетки не изменялась, когда зародыши контактируют с химическими элементами, присутствующими в расплавленном материале. . Типичный пример взаимодействия преднамеренно добавленных гетерогенных зародышей с легирующими элементами расплавленного материала происходит, когда лигатуры Al-Ti-B или Al-Ti-C используются для модифицирования сплавов Al-Si. Эти лигатуры на основе титана, которые очень эффективно стимулируют зародышеобразование в деформируемых алюминиевых сплавах, неэффективны в сплавах алюминий-кремний, потому что зародыши на основе титана реагируют с кремнием сплава алюминий-кремний с образованием силицидов титана (т. TiSi, Ti 5 Si 3 и TiSi 2 ) 11,12,13,14,15 . Эти силициды титана имеют высокое значение δ с решеткой Al, и поэтому нельзя стимулировать зародышеобразование.
0934 10 : зародыши должны иметь достаточно высокую температуру плавления, чтобы не растворяться в расплавленном материале, и зародыши должны быть химически стабильными, чтобы их структура решетки не изменялась, когда зародыши контактируют с химическими элементами, присутствующими в расплавленном материале. . Типичный пример взаимодействия преднамеренно добавленных гетерогенных зародышей с легирующими элементами расплавленного материала происходит, когда лигатуры Al-Ti-B или Al-Ti-C используются для модифицирования сплавов Al-Si. Эти лигатуры на основе титана, которые очень эффективно стимулируют зародышеобразование в деформируемых алюминиевых сплавах, неэффективны в сплавах алюминий-кремний, потому что зародыши на основе титана реагируют с кремнием сплава алюминий-кремний с образованием силицидов титана (т. TiSi, Ti 5 Si 3 и TiSi 2 ) 11,12,13,14,15 . Эти силициды титана имеют высокое значение δ с решеткой Al, и поэтому нельзя стимулировать зародышеобразование. Кроме того, с помощью термодинамических исследований было научно доказано, что избыток Ti по сравнению с тем, что необходимо для образования зародышей частиц TiB 2 , увеличивает скорость роста Al-дендритов, так что рост превосходит зародышеобразование 16,17,18, 19 . Мы обнаружили, что соединения на основе Nb (Al 3 Nb/NbB 2 ) не характеризуются этим явлением, по крайней мере, при температуре обработки, обычно используемой в алюминиевом литье (~700–800 °C). Это связано с тем, что образование силицидов ниобия происходит при гораздо более высоких температурах по сравнению с силицидами титана. Это означает, что Al 3 Nb/NbB 2 гораздо более термодинамически и химически стабильны 20,21 по сравнению с Al 3 Ti/TiB 2 . Ранее мы показали, что Al 3 Nb/NbB 2 может способствовать зарождению кристаллов Al в сплавах Al-Si, обработанных методом литья под давлением 22,23 ; однако формирование однородной зернистой структуры в направленно затвердевшей отливке Al-Si ранее не достигалось.
Кроме того, с помощью термодинамических исследований было научно доказано, что избыток Ti по сравнению с тем, что необходимо для образования зародышей частиц TiB 2 , увеличивает скорость роста Al-дендритов, так что рост превосходит зародышеобразование 16,17,18, 19 . Мы обнаружили, что соединения на основе Nb (Al 3 Nb/NbB 2 ) не характеризуются этим явлением, по крайней мере, при температуре обработки, обычно используемой в алюминиевом литье (~700–800 °C). Это связано с тем, что образование силицидов ниобия происходит при гораздо более высоких температурах по сравнению с силицидами титана. Это означает, что Al 3 Nb/NbB 2 гораздо более термодинамически и химически стабильны 20,21 по сравнению с Al 3 Ti/TiB 2 . Ранее мы показали, что Al 3 Nb/NbB 2 может способствовать зарождению кристаллов Al в сплавах Al-Si, обработанных методом литья под давлением 22,23 ; однако формирование однородной зернистой структуры в направленно затвердевшей отливке Al-Si ранее не достигалось. Твердые припои Al-10Si обычно перерабатываются с использованием процесса литья на постоянном токе, в котором расплав подвергается направленному отверждению, вызываемому охлаждением распылением воды. Формирование крупных столбчатых зерен не является идеальным из-за неоднородного химического состава и необходимости скальпирования большой части заготовки. В этой работе мы разработали и успешно добились улучшенного гетерогенного зародышеобразования сплавов Al-10Si путем модифицирования соединениями на основе Nb с использованием лигатур Al-2Nb-xB (x = 0,5, 1 и 2). Самое главное, представлено всестороннее понимание эффектов и явлений, происходящих во время модифицирования сплавов Al-Si соединениями на основе Nb. В частности, рассматривалась направленная кристаллизация припоя Al-10Si с использованием оборудования, имитирующего метод литья постоянным током в промышленных масштабах. Наличие Al 3 Nb/NbB 2 гетерогенные зародыши привели к очень тонкой однородной зернистой структуре по всему отливу.
Твердые припои Al-10Si обычно перерабатываются с использованием процесса литья на постоянном токе, в котором расплав подвергается направленному отверждению, вызываемому охлаждением распылением воды. Формирование крупных столбчатых зерен не является идеальным из-за неоднородного химического состава и необходимости скальпирования большой части заготовки. В этой работе мы разработали и успешно добились улучшенного гетерогенного зародышеобразования сплавов Al-10Si путем модифицирования соединениями на основе Nb с использованием лигатур Al-2Nb-xB (x = 0,5, 1 и 2). Самое главное, представлено всестороннее понимание эффектов и явлений, происходящих во время модифицирования сплавов Al-Si соединениями на основе Nb. В частности, рассматривалась направленная кристаллизация припоя Al-10Si с использованием оборудования, имитирующего метод литья постоянным током в промышленных масштабах. Наличие Al 3 Nb/NbB 2 гетерогенные зародыши привели к очень тонкой однородной зернистой структуре по всему отливу.

 Параметры решетки этих структур: a = 3,8485 Å и c = 8,615 Å для Al 3 Nb и a = 3,102 Å и c = 3,285 Å для NbB 2 29093 соответственно 29093 Полуколичественный химический анализ EDS дополнительно подтвердил химический состав и стехиометрию соединений на основе Nb.
Параметры решетки этих структур: a = 3,8485 Å и c = 8,615 Å для Al 3 Nb и a = 3,102 Å и c = 3,285 Å для NbB 2 29093 соответственно 29093 Полуколичественный химический анализ EDS дополнительно подтвердил химический состав и стехиометрию соединений на основе Nb. представлено на рис. 3.
представлено на рис. 3. 4).
4).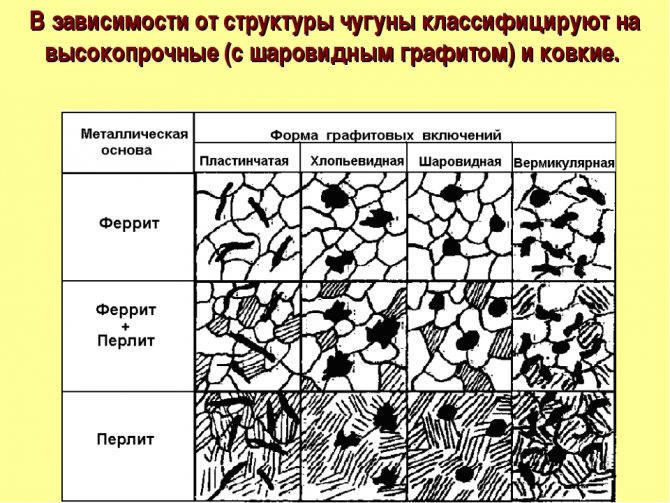 В случае эталонного сплава между дендритными ветвями растущих столбчатых и равноосных кристаллов формируется неравномерное распределение эвтектической фазы (50–200 мкм) (рис. 5а). Кроме того, также присутствуют ограненные первичные частицы кремния (20–50 мкм), поскольку разделение кремния становится более важным по мере затвердевания. Таким образом, количество и размер этих первичных частиц Si больше в зоне КЭП эталонного сплава, чем в зонах КК и НКК (рис. 4а). Сплав Al-10Si, модифицированный соединениями на основе Nb, показывает более равномерное распределение более мелкой вторичной эвтектической фазы (10–40 мкм) вследствие более мелких кристаллов α-Al (рис. 5б). Кроме того, размер и количество первичных частиц Si (<10 мкм) значительно меньше (рис. 4б).
В случае эталонного сплава между дендритными ветвями растущих столбчатых и равноосных кристаллов формируется неравномерное распределение эвтектической фазы (50–200 мкм) (рис. 5а). Кроме того, также присутствуют ограненные первичные частицы кремния (20–50 мкм), поскольку разделение кремния становится более важным по мере затвердевания. Таким образом, количество и размер этих первичных частиц Si больше в зоне КЭП эталонного сплава, чем в зонах КК и НКК (рис. 4а). Сплав Al-10Si, модифицированный соединениями на основе Nb, показывает более равномерное распределение более мелкой вторичной эвтектической фазы (10–40 мкм) вследствие более мелких кристаллов α-Al (рис. 5б). Кроме того, размер и количество первичных частиц Si (<10 мкм) значительно меньше (рис. 4б). Микрофотографии относятся к зонам ЦИК и ФЭК, описанным на рис. 4, соответственно.
Микрофотографии относятся к зонам ЦИК и ФЭК, описанным на рис. 4, соответственно. Эксперименты по затвердеванию, проведенные на сплаве Al-10Si, подтвердили, что добавление искусственных зародышей фактически снижает ΔT (рис. 2) из-за низкого δ между Al 3 Nb/NbB 2 и первичным α -Увы . В частности, согласно модели гетерогенного зарождения 30 Брамфитта, зарождение первичных кристаллов α-Al, вероятно, происходит на: Al 3 Кристаллы Nb из слоя Al 3 Слоя Nb, сформированного поверх соединений NbB 2 (например, в случае ядер на основе Ti 31 ), а также вдоль плоскостей с низким показателем преломления NbB 2 кристаллы.
Эксперименты по затвердеванию, проведенные на сплаве Al-10Si, подтвердили, что добавление искусственных зародышей фактически снижает ΔT (рис. 2) из-за низкого δ между Al 3 Nb/NbB 2 и первичным α -Увы . В частности, согласно модели гетерогенного зарождения 30 Брамфитта, зарождение первичных кристаллов α-Al, вероятно, происходит на: Al 3 Кристаллы Nb из слоя Al 3 Слоя Nb, сформированного поверх соединений NbB 2 (например, в случае ядер на основе Ti 31 ), а также вдоль плоскостей с низким показателем преломления NbB 2 кристаллы. Следовательно, из-за высокого температурного градиента (т.е. скорости охлаждения) эта зона характеризуется чрезвычайно мелкими беспорядочно ориентированными дендритными кристаллами (зона 1: CZ). Начиная с этих неограненных мелких кристаллов, преобладают зерна определенной ориентации, растущие в направлении отбора скрытой теплоты. Таким образом, микроструктура сплава Al-10Si начинает состоять из большего количества столбчатых кристаллов относительно небольшого размера (зона 2: CC). После этого выживает относительно небольшое количество длинных столбчатых кристаллов, которые составляют микроструктуру материала (Зона 3: LCC). Формирование столбчатых кристаллов обусловлено различными факторами, такими как ограниченный рост, вызванный столбчатыми кристаллами, разделение растворенных веществ, температурный градиент, выделение скрытого тепла, а также конкуренция между различными растущими кристаллами. На этой стадии преобладающим механизмом затвердевания по-прежнему является столбчатый дендритный, как это было в зоне 2 и зоне 3.
Следовательно, из-за высокого температурного градиента (т.е. скорости охлаждения) эта зона характеризуется чрезвычайно мелкими беспорядочно ориентированными дендритными кристаллами (зона 1: CZ). Начиная с этих неограненных мелких кристаллов, преобладают зерна определенной ориентации, растущие в направлении отбора скрытой теплоты. Таким образом, микроструктура сплава Al-10Si начинает состоять из большего количества столбчатых кристаллов относительно небольшого размера (зона 2: CC). После этого выживает относительно небольшое количество длинных столбчатых кристаллов, которые составляют микроструктуру материала (Зона 3: LCC). Формирование столбчатых кристаллов обусловлено различными факторами, такими как ограниченный рост, вызванный столбчатыми кристаллами, разделение растворенных веществ, температурный градиент, выделение скрытого тепла, а также конкуренция между различными растущими кристаллами. На этой стадии преобладающим механизмом затвердевания по-прежнему является столбчатый дендритный, как это было в зоне 2 и зоне 3. По мере развития направленного затвердевания кристаллическая структура материала трансформируется в равноосную (зона 4: CEC), хотя размер кристаллов относительно грубый. CET определяется уменьшением температурного градиента в сочетании с более низкой скоростью роста и образованием новых стабильных зародышей из-за обогащения растворенными веществами. Образование этих беспорядочно ориентированных кристаллов указывает на то, что на конечной стадии механизм затвердевания является чисто равноосным дендритным. Описанное поведение согласуется с текущим пониманием эволюции микроструктуры в процессе DC-литья 5 .
По мере развития направленного затвердевания кристаллическая структура материала трансформируется в равноосную (зона 4: CEC), хотя размер кристаллов относительно грубый. CET определяется уменьшением температурного градиента в сочетании с более низкой скоростью роста и образованием новых стабильных зародышей из-за обогащения растворенными веществами. Образование этих беспорядочно ориентированных кристаллов указывает на то, что на конечной стадии механизм затвердевания является чисто равноосным дендритным. Описанное поведение согласуется с текущим пониманием эволюции микроструктуры в процессе DC-литья 5 . В отличие от эталонного материала, после CZ микроструктура модифицированного сплава Al-10Si характеризуется наличием очень мелких равноосных кристаллов (зона 2: VFEC), а образование столбчатых кристаллов предотвращается благодаря наличию искусственных гетерогенных зародышей. (рис. 4б). Наконец, из-за некоторого обогащения растворенными веществами (например, кремнием) в сочетании с повторным плавлением зародышей и растворением происходит укрупнение дендритов в последней части заготовки для затвердевания (Зона 3: FEC). Тем не менее, эти кристаллы намного меньше, чем у эталонного материала. Таким образом, очевидно, что введение гетерогенных зародышей предотвращает рост столбчатых дендритов и способствует зарождению мелких равноосных дендритных кристаллов α-Al.
В отличие от эталонного материала, после CZ микроструктура модифицированного сплава Al-10Si характеризуется наличием очень мелких равноосных кристаллов (зона 2: VFEC), а образование столбчатых кристаллов предотвращается благодаря наличию искусственных гетерогенных зародышей. (рис. 4б). Наконец, из-за некоторого обогащения растворенными веществами (например, кремнием) в сочетании с повторным плавлением зародышей и растворением происходит укрупнение дендритов в последней части заготовки для затвердевания (Зона 3: FEC). Тем не менее, эти кристаллы намного меньше, чем у эталонного материала. Таким образом, очевидно, что введение гетерогенных зародышей предотвращает рост столбчатых дендритов и способствует зарождению мелких равноосных дендритных кристаллов α-Al. В зависимости от того, является ли левосторонний член выше/равным или ниже правого члена, соответственно будет иметь место плоский или клеточный/дендритный рост. Столбчатая дендритная структура, обнаруженная в эталонном материале, обусловлена высоким содержанием S/L при направленном затвердевании заготовки. По мере роста столбцов G S/L и V гр убавки. ΔT 0 способствует образованию новых кристаллов перед фронтом кристаллизации, что способствует выделению скрытого тепла и обогащению растворенными веществами, изменяя механизм роста на равноосный дендритный. Формирование полностью столбчатой или полностью равноосной кристаллографической структуры зависит от G S/L и общего числа ядер в единице объема ( N 0 ):
В зависимости от того, является ли левосторонний член выше/равным или ниже правого члена, соответственно будет иметь место плоский или клеточный/дендритный рост. Столбчатая дендритная структура, обнаруженная в эталонном материале, обусловлена высоким содержанием S/L при направленном затвердевании заготовки. По мере роста столбцов G S/L и V гр убавки. ΔT 0 способствует образованию новых кристаллов перед фронтом кристаллизации, что способствует выделению скрытого тепла и обогащению растворенными веществами, изменяя механизм роста на равноосный дендритный. Формирование полностью столбчатой или полностью равноосной кристаллографической структуры зависит от G S/L и общего числа ядер в единице объема ( N 0 ): Из (3) и (4) равноосный рост будет происходить, когда объемная доля равноосных зерен больше 0,49. Число зародышей в единице объема N 0 можно оценить по размеру зерна 33 . В случае зоны ЖЦК (рис. 4) эталонного сплава Al-10Si N 0 составляет ~1 гран/мм 3 , тогда как после модифицирования в том же месте в сплаве с направленной кристаллизацией N 0
Из (3) и (4) равноосный рост будет происходить, когда объемная доля равноосных зерен больше 0,49. Число зародышей в единице объема N 0 можно оценить по размеру зерна 33 . В случае зоны ЖЦК (рис. 4) эталонного сплава Al-10Si N 0 составляет ~1 гран/мм 3 , тогда как после модифицирования в том же месте в сплаве с направленной кристаллизацией N 0  Размер и распределение эвтектической фазы является прямым следствием зарождения и роста первичных дендритных кристаллов α-Al, поскольку растворенное вещество остается ограниченным областями между растущими кристаллами независимо от того, имеют ли они столбчатую или равноосную морфологию 4,34 . На укрупнение эвтектической фазы также влияет обогащение растворенным веществом, которое отбрасывается и выталкивается фронтом затвердевания. Это означает, что локальное содержание Si увеличивается, что приводит к образованию крупных эвтектических игл и/или чешуек (рис. 5а). Кроме того, в случае эталонного сплава локальная концентрация Si в эвтектических ваннах между дендритными ветвями растущих кристаллов α-Al превышает эвтектический состав (т.0934 35 ). В результате в сплаве Al-10Si, несмотря на то, что это доэвтектический сплав, обнаруживаются первичные кристаллы Si (граненые, черные и блочные кристаллы, видимые на микрофотографиях рис. 4а). Стоит отметить, что как размер, так и количество этих первичных кристаллов Si становятся больше при движении от CZ к LCC/CEC.
Размер и распределение эвтектической фазы является прямым следствием зарождения и роста первичных дендритных кристаллов α-Al, поскольку растворенное вещество остается ограниченным областями между растущими кристаллами независимо от того, имеют ли они столбчатую или равноосную морфологию 4,34 . На укрупнение эвтектической фазы также влияет обогащение растворенным веществом, которое отбрасывается и выталкивается фронтом затвердевания. Это означает, что локальное содержание Si увеличивается, что приводит к образованию крупных эвтектических игл и/или чешуек (рис. 5а). Кроме того, в случае эталонного сплава локальная концентрация Si в эвтектических ваннах между дендритными ветвями растущих кристаллов α-Al превышает эвтектический состав (т.0934 35 ). В результате в сплаве Al-10Si, несмотря на то, что это доэвтектический сплав, обнаруживаются первичные кристаллы Si (граненые, черные и блочные кристаллы, видимые на микрофотографиях рис. 4а). Стоит отметить, что как размер, так и количество этих первичных кристаллов Si становятся больше при движении от CZ к LCC/CEC. В частности, более крупные кристаллы Si обнаруживаются в последней секции заготовки для затвердевания (т. е. в зоне CEC на рис. 4), потому что это зона, наиболее богатая отклоненным растворенным веществом Si. Модифицирование сплава Al-10Si гетерогенными зародышами на основе Nb приводит к образованию более мелкозернистого эвтектического кремния, как показано на рис. 5. Кроме того, их распределение является более однородным по всему поперечному сечению направленно отвержденного модифицированного материала. Другим аспектом, который следует подчеркнуть, является уменьшение размера и меньшее количество первичных кристаллов Si, которые образуются после модифицирования. Соединения на основе Nb, которые действуют как гетерогенные зародыши для кристаллов α-Al, не должны способствовать зарождению первичных кристаллов Si, поскольку структура решетки (т.е. параметры и δ ) неблагоприятны. Следовательно, измельчение эвтектических и первичных частиц Si объясняется более однородным распределением растворенного Si на равноосном фронте затвердевания, а также фактором ограничения роста, обусловленным образованием гораздо большего количества первичных кристаллов α-Al.
В частности, более крупные кристаллы Si обнаруживаются в последней секции заготовки для затвердевания (т. е. в зоне CEC на рис. 4), потому что это зона, наиболее богатая отклоненным растворенным веществом Si. Модифицирование сплава Al-10Si гетерогенными зародышами на основе Nb приводит к образованию более мелкозернистого эвтектического кремния, как показано на рис. 5. Кроме того, их распределение является более однородным по всему поперечному сечению направленно отвержденного модифицированного материала. Другим аспектом, который следует подчеркнуть, является уменьшение размера и меньшее количество первичных кристаллов Si, которые образуются после модифицирования. Соединения на основе Nb, которые действуют как гетерогенные зародыши для кристаллов α-Al, не должны способствовать зарождению первичных кристаллов Si, поскольку структура решетки (т.е. параметры и δ ) неблагоприятны. Следовательно, измельчение эвтектических и первичных частиц Si объясняется более однородным распределением растворенного Si на равноосном фронте затвердевания, а также фактором ограничения роста, обусловленным образованием гораздо большего количества первичных кристаллов α-Al. оставляя меньше места для роста эвтектического кремния. Эти аспекты также ответственны за образование меньшего количества первичных кристаллов Si, размер которых меньше, чем в случае эталонного сплава Al-10Si.
оставляя меньше места для роста эвтектического кремния. Эти аспекты также ответственны за образование меньшего количества первичных кристаллов Si, размер которых меньше, чем в случае эталонного сплава Al-10Si. Литые сплавы Al-Si с неоптимизированной структурой кристаллов уже широко используются для производства деталей двигателей, таких как блоки цилиндров, поршни и колеса. Дальнейшая экономия веса будет достигнута за счет получения мелкозернистой и однородной зернистой структуры путем модифицирования с помощью гетерогенных зародышей на основе ниобия.
Литые сплавы Al-Si с неоптимизированной структурой кристаллов уже широко используются для производства деталей двигателей, таких как блоки цилиндров, поршни и колеса. Дальнейшая экономия веса будет достигнута за счет получения мелкозернистой и однородной зернистой структуры путем модифицирования с помощью гетерогенных зародышей на основе ниобия. Предполагается, что это приведет к получению более изотропного материала с улучшенными характеристиками, что сделает его пригодным для изготовления высокоэффективных припоев, а также более оптимизированных структурных компонентов с использованием различных сплавов Al-Si.
Предполагается, что это приведет к получению более изотропного материала с улучшенными характеристиками, что сделает его пригодным для изготовления высокоэффективных припоев, а также более оптимизированных структурных компонентов с использованием различных сплавов Al-Si. Для получения полуколичественных данных о химическом составе проводили ЭДС.
Для получения полуколичественных данных о химическом составе проводили ЭДС. При обычном промышленном литье слитков и заготовок на постоянном токе направленное затвердевание расплавленного сплава происходит от внешнего диаметра к внутреннему стержню заготовки, чему способствует охлаждение струей воды. Для имитации этой системы охлаждения расплавленный сплав Al-10Si заливался внутрь изолированного металлического цилиндра и охлаждался снизу струей воды. Это можно увидеть на рис. 7, на котором схематично показаны как промышленный процесс литья на постоянном токе, так и симулятор литья на постоянном токе. В последнем случае охлаждение расплавленного металла происходит по длине заготовки. Результирующая микроструктура, таким образом, является имитацией поперечного сечения очень больших заготовок или слитков.
При обычном промышленном литье слитков и заготовок на постоянном токе направленное затвердевание расплавленного сплава происходит от внешнего диаметра к внутреннему стержню заготовки, чему способствует охлаждение струей воды. Для имитации этой системы охлаждения расплавленный сплав Al-10Si заливался внутрь изолированного металлического цилиндра и охлаждался снизу струей воды. Это можно увидеть на рис. 7, на котором схематично показаны как промышленный процесс литья на постоянном токе, так и симулятор литья на постоянном токе. В последнем случае охлаждение расплавленного металла происходит по длине заготовки. Результирующая микроструктура, таким образом, является имитацией поперечного сечения очень больших заготовок или слитков.
 Световые поляризованные микрофотографии были сделаны на образцах, анодированных раствором тетрафторборной кислоты (HBF 4 ) при пропускании тока приблизительно 10 В/1 А.
Световые поляризованные микрофотографии были сделаны на образцах, анодированных раствором тетрафторборной кислоты (HBF 4 ) при пропускании тока приблизительно 10 В/1 А. ).
).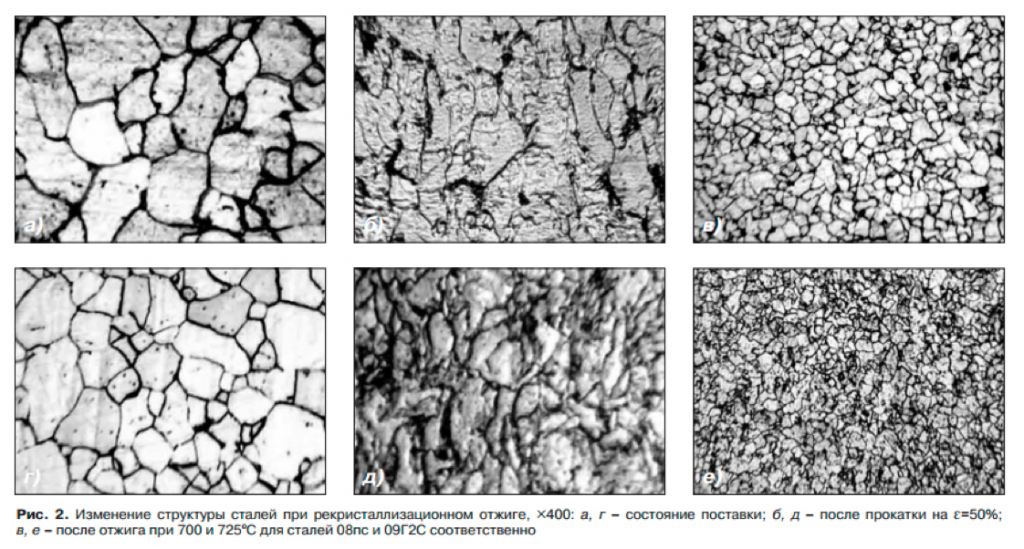
 А. и Садли, С. Влияние переменных сплава на измельчение зерна бинарных алюминиевых сплавов с Al-Ti-B. Материаловедение и технология 11, 533–537 (1995).
А. и Садли, С. Влияние переменных сплава на измельчение зерна бинарных алюминиевых сплавов с Al-Ti-B. Материаловедение и технология 11, 533–537 (1995). Материаловедение и инженерия: A 395, 10–21 (2005).
Материаловедение и инженерия: A 395, 10–21 (2005). Интерметаллиды 19, 26–34 (2011).
Интерметаллиды 19, 26–34 (2011). -П. и Саутотит Г. Деформационное поведение интерметаллической фазы Al3Nb со структурой DO22 и сплавов на основе Al3Nb. Часть II: ползучести. Интерметаллиды 4, 377–385 (1996).
-П. и Саутотит Г. Деформационное поведение интерметаллической фазы Al3Nb со структурой DO22 и сплавов на основе Al3Nb. Часть II: ползучести. Интерметаллиды 4, 377–385 (1996).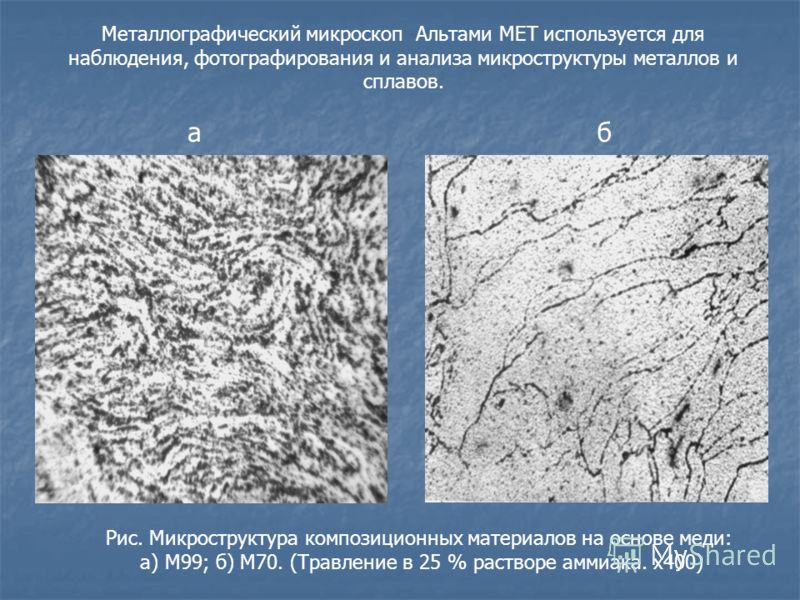 К. и Уэйлер К.Р. Оценка измельчения зерна и модификации литейных сплавов Al-Si с помощью термического анализа. Транзакции AFS 92, 297–307 (1984).
К. и Уэйлер К.Р. Оценка измельчения зерна и модификации литейных сплавов Al-Si с помощью термического анализа. Транзакции AFS 92, 297–307 (1984). Acta Materialia 48, 2823–2835 (2000).
Acta Materialia 48, 2823–2835 (2000). Мы благодарим доктора Б. Дж. Маккея за полезные обсуждения механизма измельчения зерна с помощью измельчителя зерна Al-Ti-B.
Мы благодарим доктора Б. Дж. Маккея за полезные обсуждения механизма измельчения зерна с помощью измельчителя зерна Al-Ti-B.




 Они специально созданы для доставки и выгрузки строительных материалов. Основное преимущество самосвала в том, что кузов саморазгружается. Исходя от интенсивности кладки слоев асфальта используют самосвалы с разной подъемностью.
Они специально созданы для доставки и выгрузки строительных материалов. Основное преимущество самосвала в том, что кузов саморазгружается. Исходя от интенсивности кладки слоев асфальта используют самосвалы с разной подъемностью.
 К примеру, асфальтоукладчик — узкой специализации машина, а самосвал — универсальной.
К примеру, асфальтоукладчик — узкой специализации машина, а самосвал — универсальной. Для мест, на которых будет устроена автодорога, проводятся исследования и подготовка объекта, делаются расчеты, выполняется проектирование.
Для мест, на которых будет устроена автодорога, проводятся исследования и подготовка объекта, делаются расчеты, выполняется проектирование.
 Получил смесь — распределил по рабочей поверхности с заданной толщиной и шириной (соблюдение упомянутых параметров — важный фактор оценки качества работы, так как на этом строится технология укладки асфальта). Далее идёт каток и выполняет свою часть работы.
Получил смесь — распределил по рабочей поверхности с заданной толщиной и шириной (соблюдение упомянутых параметров — важный фактор оценки качества работы, так как на этом строится технология укладки асфальта). Далее идёт каток и выполняет свою часть работы.

 Вес машин составляет до 6 тонн, производительность — до 250 тонн дорожного покрытия в час, а ширина готового дорожного полотна составляет от 1 до 3,5 метров.
Вес машин составляет до 6 тонн, производительность — до 250 тонн дорожного покрытия в час, а ширина готового дорожного полотна составляет от 1 до 3,5 метров. Владелец бизнеса, специалист по интернет маркетингу.
Владелец бизнеса, специалист по интернет маркетингу.
 Слои асфальтобетонного покрытия условно делятся на нижний, промежуточный и слой износа. По итогу мы получаем прочное покрытие, устойчивое к температурам и уровню влажности.
Слои асфальтобетонного покрытия условно делятся на нижний, промежуточный и слой износа. По итогу мы получаем прочное покрытие, устойчивое к температурам и уровню влажности. Такое оборудование значительно экономит время выполнения работ, энергозатраты. При этом отличаются невысокой массой и стоимостью.
Такое оборудование значительно экономит время выполнения работ, энергозатраты. При этом отличаются невысокой массой и стоимостью. От состава и назначения покрытия зависит сила и частота вибраций аппарата. Слишком высокая сила воздействия может негативно сказаться на качестве будущего сооружения.
От состава и назначения покрытия зависит сила и частота вибраций аппарата. Слишком высокая сила воздействия может негативно сказаться на качестве будущего сооружения. Легкий автогрейдер имеет дополнительное оборудование — бульдозер, широко используемый при различных ремонтных работах. На автогрейдерах при профилировочных работах может быть установлена электронная аппаратура «Профиль I» или «Профиль II» для автоматического выдерживания заданного профиля дороги. Эта аппаратура особенно оправдывает себя на профилировании йемляиого полотна и грунтовых дорог под заданные отметки.
Легкий автогрейдер имеет дополнительное оборудование — бульдозер, широко используемый при различных ремонтных работах. На автогрейдерах при профилировочных работах может быть установлена электронная аппаратура «Профиль I» или «Профиль II» для автоматического выдерживания заданного профиля дороги. Эта аппаратура особенно оправдывает себя на профилировании йемляиого полотна и грунтовых дорог под заданные отметки. При ремонте отдельных участков дороги возникает потребность в разогреве битума, необходимого для заделки трещин и выбоин, подгрунтовки основания и других работ. Для этих целей применяют передвижные битумные котлы — гудронаторы, которые осуществляют разогрев битума до рабочей температуры (130—160° С), перевозят его к месту работы и выдают битум на обрабатываемую поверхность. Гудронаторы имеют три модификации: с двигателем внутреннего сгорания и блоком насос—мешалка, без двигателя и мешалки — с ручным насосом; в виде котла-термоса с розливом битума самотеком через рукав с соплом. Оборудование котла монтируют на одноосном пневмоколесном прицепе и перемещают котел на небольшое расстояние вручную. При работе колеса затормаживают ручным тормозом. Котел имеет эллиптическую форму, покрыт теплоизоляционной рубашкой и устанавливается на раму. Снизу к котлу прикреплена топка. К передней части топки крепится дымовая труба с шиберной заслонкой. При движении котла труба откидывается.
При ремонте отдельных участков дороги возникает потребность в разогреве битума, необходимого для заделки трещин и выбоин, подгрунтовки основания и других работ. Для этих целей применяют передвижные битумные котлы — гудронаторы, которые осуществляют разогрев битума до рабочей температуры (130—160° С), перевозят его к месту работы и выдают битум на обрабатываемую поверхность. Гудронаторы имеют три модификации: с двигателем внутреннего сгорания и блоком насос—мешалка, без двигателя и мешалки — с ручным насосом; в виде котла-термоса с розливом битума самотеком через рукав с соплом. Оборудование котла монтируют на одноосном пневмоколесном прицепе и перемещают котел на небольшое расстояние вручную. При работе колеса затормаживают ручным тормозом. Котел имеет эллиптическую форму, покрыт теплоизоляционной рубашкой и устанавливается на раму. Снизу к котлу прикреплена топка. К передней части топки крепится дымовая труба с шиберной заслонкой. При движении котла труба откидывается. Газы омывают нижний периметр котла, затем попадают в жаровые трубы, проходящие в котле, а из них в дымовую трубу. Из топливного бака 6 керосин к форсункам подается под давлением, создаваемым ручным насосом.
Газы омывают нижний периметр котла, затем попадают в жаровые трубы, проходящие в котле, а из них в дымовую трубу. Из топливного бака 6 керосин к форсункам подается под давлением, создаваемым ручным насосом. Для выполнения перечисленных операций в комплект оборудования ремонтеров входят устройства для разогрева битуминозных и асфальтобетонных покрытий, бункера и емкости для хранения материалов, компрессор, электростанция, набор различных пневмо- и электроинструментов, кабина для перевозки людей и др.
Для выполнения перечисленных операций в комплект оборудования ремонтеров входят устройства для разогрева битуминозных и асфальтобетонных покрытий, бункера и емкости для хранения материалов, компрессор, электростанция, набор различных пневмо- и электроинструментов, кабина для перевозки людей и др.
 Для перевозки рабочих на дорожном ремонтере имеется кабина.
Для перевозки рабочих на дорожном ремонтере имеется кабина. Машина оснащена гидравлическим приводом управления крышками бункера асфальтобетонной смеси, дверцами кузова и системой подъема и опускания нагревательного блока.
Машина оснащена гидравлическим приводом управления крышками бункера асфальтобетонной смеси, дверцами кузова и системой подъема и опускания нагревательного блока. Котел оснащен системой автоматического регулирования режима разогрева вяжущего. Система распределения вяжущего состоит из шестеренного битумного насоса и битумопровода в виде металло-рукава с электрообогревом, на конце которого имеется рукоятка с соплом.
Котел оснащен системой автоматического регулирования режима разогрева вяжущего. Система распределения вяжущего состоит из шестеренного битумного насоса и битумопровода в виде металло-рукава с электрообогревом, на конце которого имеется рукоятка с соплом. В нижней части бункера установлен питатель, представляющий собой два одинаковых барабана с сегментным профилем ячеек, сваренных из листовой стали. Привод питателя состоит из червячного редуктора 3 с гидроприводом. Бункер вмещает 4 т асфальтобетонной массы. Подвижная рама с бункером до 300 мм с промежуточными может подниматься на высоту фиксированными положениями.
В нижней части бункера установлен питатель, представляющий собой два одинаковых барабана с сегментным профилем ячеек, сваренных из листовой стали. Привод питателя состоит из червячного редуктора 3 с гидроприводом. Бункер вмещает 4 т асфальтобетонной массы. Подвижная рама с бункером до 300 мм с промежуточными может подниматься на высоту фиксированными положениями. Процесс нагрева покрытия протекает без дыма, гари и шума, столь обычных при огневом способе нагрева.
Процесс нагрева покрытия протекает без дыма, гари и шума, столь обычных при огневом способе нагрева.
 Все оборудование машины расположено в цельнометаллическом кузове. Баллоны установлены на раме с поворачивающимися обоймами, которые при замене баллонов можно выдвигать за пределы кузова. После установки и закрепления баллонов подсоединяют рукава, обоймы устанавливают в прежнее положение и закрепляют.
Все оборудование машины расположено в цельнометаллическом кузове. Баллоны установлены на раме с поворачивающимися обоймами, которые при замене баллонов можно выдвигать за пределы кузова. После установки и закрепления баллонов подсоединяют рукава, обоймы устанавливают в прежнее положение и закрепляют. Блоки собирают из газовых горелок ГИИБЛ и с помощью гидроцилиндров устанавливают в рабочее положение или поднимают-в транспортное положение. Машина также оборудована ходо-уменьшителем. Асфальторазогреватель РА-20 в отличие от разо-гревателя РА-10 имеет газобаллонную установку из 12 баллонов и два контейнера для транспортирования асфальтобетонной смеси.
Блоки собирают из газовых горелок ГИИБЛ и с помощью гидроцилиндров устанавливают в рабочее положение или поднимают-в транспортное положение. Машина также оборудована ходо-уменьшителем. Асфальторазогреватель РА-20 в отличие от разо-гревателя РА-10 имеет газобаллонную установку из 12 баллонов и два контейнера для транспортирования асфальтобетонной смеси.

 Ширина обрабатываемой полосы 3,5 м.
Ширина обрабатываемой полосы 3,5 м.
 Машина представляет собой трехколесную тележку, передвигаемую вручную, на которой смонтированы рабочий орган, бак для горючего и контрольные приборы. Рабочим органом машины является газоструйный термоинструмент с горелкой реактивного типа. В качестве топлива используется бензин, подаваемый под давлением в камеру сгорания. Сжатый воздух, необходимый для работы машины, подается от передвижного компрессора.
Машина представляет собой трехколесную тележку, передвигаемую вручную, на которой смонтированы рабочий орган, бак для горючего и контрольные приборы. Рабочим органом машины является газоструйный термоинструмент с горелкой реактивного типа. В качестве топлива используется бензин, подаваемый под давлением в камеру сгорания. Сжатый воздух, необходимый для работы машины, подается от передвижного компрессора. е. производится поверхностная обработка, которая обычно осуществляется автогудронаторами и распределителями каменной мелочи. В настоящее время также осваивается специальный самоходный распределитель мелкого черного щебня ДС-77 для получения шероховатой поверхности методом втапливания.
е. производится поверхностная обработка, которая обычно осуществляется автогудронаторами и распределителями каменной мелочи. В настоящее время также осваивается специальный самоходный распределитель мелкого черного щебня ДС-77 для получения шероховатой поверхности методом втапливания.
 В некоторых случаях вместо уширения покрытия на полную его толщину с обеих сторон производят частичное укрепление «отмостку» обочин различными материалами. Для отрывки боковых корыт под уширение применяют обычно автогрейдер со специальными ножами. Для укладки в корыто каменных материалов, черного щебня, асфальто- или цементобетона освоена машина для уширения ДС-76. В качестве ее базы использован колесный трактор Т-40А. Машина имеет приемный бункер для разгрузки самосвалов ЗИЛ и МАЗ с поперечным скребковым питателем, расположенным под бункером и подающим материал в распределитель. Выпускное отверстие бункера снабжено дозирующей заслонкой. Распределитель имеет скользящие формы и устройства для разравнивания и уплотнения материала. Ширина укладываемой полосы 500 и 750 мм, толщина 220 мм.
В некоторых случаях вместо уширения покрытия на полную его толщину с обеих сторон производят частичное укрепление «отмостку» обочин различными материалами. Для отрывки боковых корыт под уширение применяют обычно автогрейдер со специальными ножами. Для укладки в корыто каменных материалов, черного щебня, асфальто- или цементобетона освоена машина для уширения ДС-76. В качестве ее базы использован колесный трактор Т-40А. Машина имеет приемный бункер для разгрузки самосвалов ЗИЛ и МАЗ с поперечным скребковым питателем, расположенным под бункером и подающим материал в распределитель. Выпускное отверстие бункера снабжено дозирующей заслонкой. Распределитель имеет скользящие формы и устройства для разравнивания и уплотнения материала. Ширина укладываемой полосы 500 и 750 мм, толщина 220 мм. Производительность достигает 650 м в смену.
Производительность достигает 650 м в смену.
 Однако в отдельных случаях может потребоваться и 100% демонтаж асфальтобетона.
Однако в отдельных случаях может потребоваться и 100% демонтаж асфальтобетона. Назначением данного оборудования является разрыхление различных материалов средней прочности – убрать асфальт подобным инструментом можно без особого труда.
Назначением данного оборудования является разрыхление различных материалов средней прочности – убрать асфальт подобным инструментом можно без особого труда. При работе алмазные диски подвергаются существенному нагреву, поэтому механизм швонарезчика подразумевает охлаждение резцов при помощи воды.
При работе алмазные диски подвергаются существенному нагреву, поэтому механизм швонарезчика подразумевает охлаждение резцов при помощи воды. Холодный способ позволяет сразу же размельчать снятый асфальтобетон, создавая асфальтовую крошку, и направлять его в кузов самосвала, что дает возможность использовать снятый материал повторно.
Холодный способ позволяет сразу же размельчать снятый асфальтобетон, создавая асфальтовую крошку, и направлять его в кузов самосвала, что дает возможность использовать снятый материал повторно.
 В комплекс производимых работ входят: земляные работы, устройство основания, укладка асфальта, обустройство территории.
В комплекс производимых работ входят: земляные работы, устройство основания, укладка асфальта, обустройство территории.

 Ведь для этого необходимо привлекать спецтехнику и опытных квалифицированных специалистов.
Ведь для этого необходимо привлекать спецтехнику и опытных квалифицированных специалистов. При правильной переработке, старое покрытие может быть использовано повторно.
При правильной переработке, старое покрытие может быть использовано повторно. Для укладки последнего слоя смеси используются асфальтобетоноукладчики. Укатка асфальта проводится несколькими катками для наилучшего последовательного уплотнения. В нашей компании сформирован собственный материальный базис — современный автопарк спецтехники, который насчитывает порядка 40 единиц техники, полностью обеспечивающий весь процесс дорожного строительства.
Для укладки последнего слоя смеси используются асфальтобетоноукладчики. Укатка асфальта проводится несколькими катками для наилучшего последовательного уплотнения. В нашей компании сформирован собственный материальный базис — современный автопарк спецтехники, который насчитывает порядка 40 единиц техники, полностью обеспечивающий весь процесс дорожного строительства. Поэтому все манипуляции с ним должны происходить максимально быстро, для того чтобы он не успел остыть. В противном случае, асфальт уложить будет невозможно.
Поэтому все манипуляции с ним должны происходить максимально быстро, для того чтобы он не успел остыть. В противном случае, асфальт уложить будет невозможно. Поскольку эта часть оборудования может определить успех вашей работы, это инвестиция, о которой вы должны узнать перед покупкой или арендой. Имея подходящее асфальтоукладочное оборудование Cat ® на своих рабочих площадках, вы можете оптимизировать эффективность работы, чтобы поддерживать свою ежедневную производительность и прибыль.
Поскольку эта часть оборудования может определить успех вашей работы, это инвестиция, о которой вы должны узнать перед покупкой или арендой. Имея подходящее асфальтоукладочное оборудование Cat ® на своих рабочих площадках, вы можете оптимизировать эффективность работы, чтобы поддерживать свою ежедневную производительность и прибыль. Гусеничные машины имеют гусеницы, отлитые из синтетического каучука с гибкими стальными тросами внутри гусеничных слоев для дополнительного усиления. Фрикционное ведущее колесо приводит в движение гусеницы задней секции асфальтоукладчика, а колеса тележки помогают распределять нагрузку.
Гусеничные машины имеют гусеницы, отлитые из синтетического каучука с гибкими стальными тросами внутри гусеничных слоев для дополнительного усиления. Фрикционное ведущее колесо приводит в движение гусеницы задней секции асфальтоукладчика, а колеса тележки помогают распределять нагрузку.

 Гусеничное оборудование для укладки дорожного покрытия может работать с более мягкими поверхностями, такими как песок, глина и грязь, и даже хорошо работает на крутых уклонах и склонах холмов.
Гусеничное оборудование для укладки дорожного покрытия может работать с более мягкими поверхностями, такими как песок, глина и грязь, и даже хорошо работает на крутых уклонах и склонах холмов.
 В течение ограниченного времени Cleveland Brothers предлагает избранные ролики по сниженной цене. Для получения дополнительной информации нажмите здесь, чтобы просмотреть сведения о ценах и оборудовании.
В течение ограниченного времени Cleveland Brothers предлагает избранные ролики по сниженной цене. Для получения дополнительной информации нажмите здесь, чтобы просмотреть сведения о ценах и оборудовании. Наконец, мы продаем сельскохозяйственную технику — тракторы , UTV и орудия . У нас есть одна из лучших в отрасли служб поддержки клиентов, которая проконсультирует и поможет вам с покупкой, инструкцией по оборудованию и запчастями.
Наконец, мы продаем сельскохозяйственную технику — тракторы , UTV и орудия . У нас есть одна из лучших в отрасли служб поддержки клиентов, которая проконсультирует и поможет вам с покупкой, инструкцией по оборудованию и запчастями. UTV — это небольшой полноприводный внедорожник, рассчитанный на 2–6 человек, также называемый UTV (Utility Task Vehicle).
UTV — это небольшой полноприводный внедорожник, рассчитанный на 2–6 человек, также называемый UTV (Utility Task Vehicle).

 Наш линейка продуктов и отличное обслуживание клиентов расширились за счет дополнительных сотрудников и тех же дружелюбных лиц, которые вы помните.
Наш линейка продуктов и отличное обслуживание клиентов расширились за счет дополнительных сотрудников и тех же дружелюбных лиц, которые вы помните. Все были очень дружелюбны и полезны. Мы были очень довольны нашим опытом.
Все были очень дружелюбны и полезны. Мы были очень довольны нашим опытом.
 инвестиции. Таким образом, защита и продление жизни вашего асфальта.
инвестиции. Таким образом, защита и продление жизни вашего асфальта. После истечения срока действия патента Bobcat на его систему быстрого соединения новые модели тракторов стандартизируют этот популярный формат переднего навесного оборудования.
После истечения срока действия патента Bobcat на его систему быстрого соединения новые модели тракторов стандартизируют этот популярный формат переднего навесного оборудования. — Асфальтоукладчик фото и фото
— Асфальтоукладчик фото и фото
 die deckschicht ist in der regel auf der tragschicht gelegt. — Асфальтоукладчик фото и фото
die deckschicht ist in der regel auf der tragschicht gelegt. — Асфальтоукладчик фото и фото дорожно-ремонтная машина — машина для укладки асфальта фото и фото
дорожно-ремонтная машина — машина для укладки асфальта фото и фото straßenbau logo design zeichen konzept design vorlage — асфальтоукладочная машина стоковая графика, -клипарт, -мультфильмы и -символ
straßenbau logo design zeichen konzept design vorlage — асфальтоукладочная машина стоковая графика, -клипарт, -мультфильмы и -символ straßenspezialisiertes gerät legt den weg frei. — Асфальтоукладчик фото и фото
straßenspezialisiertes gerät legt den weg frei. — Асфальтоукладчик фото и фото CR 820 может укладывать асфальт шириной от 8 до 20 футов с удлинителем и толщиной до 12 дюймов. Вместимость бункера 10 тонн.
CR 820 может укладывать асфальт шириной от 8 до 20 футов с удлинителем и толщиной до 12 дюймов. Вместимость бункера 10 тонн. Асфальтоукладчик оснащен широким и медленным конвейером для предотвращения расслоения. Стяжка также имеет автоматический контроль температуры. Другие функции включают в себя операционную станцию на высокой палубе, обеспечивающую оператору лучший обзор. Сиденья раскладываются и поворачиваются. Бункер вмещает 9тонн. Максимальная глубина укладки составляет 8 дюймов. Ширина укладки варьируется от 8 футов до 15 футов 6 дюймов.
Асфальтоукладчик оснащен широким и медленным конвейером для предотвращения расслоения. Стяжка также имеет автоматический контроль температуры. Другие функции включают в себя операционную станцию на высокой палубе, обеспечивающую оператору лучший обзор. Сиденья раскладываются и поворачиваются. Бункер вмещает 9тонн. Максимальная глубина укладки составляет 8 дюймов. Ширина укладки варьируется от 8 футов до 15 футов 6 дюймов. Полиэтиленовые прокладки не являются обязательными. Его можно оборудовать как колесный асфальтоукладчик с резиновыми шинами. Вместимость бункера 6 тонн. Максимальная глубина укладки составляет 6 дюймов.
Полиэтиленовые прокладки не являются обязательными. Его можно оборудовать как колесный асфальтоукладчик с резиновыми шинами. Вместимость бункера 6 тонн. Максимальная глубина укладки составляет 6 дюймов. Каток оснащен четырьмя шинами спереди и четырьмя сзади с 2-дюймовым перекрытием шин, которое мягко месит горячую асфальтовую смесь, когда катится по ней. Компания заявляет, что это приводит к большей плотности асфальта и снижает вероятность образования пустот. Он создан для уплотнения подстилающего слоя и асфальта на больших дорогах и автомагистралях. Ширина уплотнения составляет 78,2 дюйма. Эксплуатационная масса составляет 21 380 фунтов и 52,9 кг.10 фунтов при полном балласте.
Каток оснащен четырьмя шинами спереди и четырьмя сзади с 2-дюймовым перекрытием шин, которое мягко месит горячую асфальтовую смесь, когда катится по ней. Компания заявляет, что это приводит к большей плотности асфальта и снижает вероятность образования пустот. Он создан для уплотнения подстилающего слоя и асфальта на больших дорогах и автомагистралях. Ширина уплотнения составляет 78,2 дюйма. Эксплуатационная масса составляет 21 380 фунтов и 52,9 кг.10 фунтов при полном балласте. Он работает на 130-сильном турбированном двигателе Cummins Tier 4 Final.
Он работает на 130-сильном турбированном двигателе Cummins Tier 4 Final. Качающиеся модели Sakai имеют шестеренчатый привод, поэтому замена ремней не требуется. По словам представителей компании, двухвалковое колебание позволяет уплотнителю более эффективно достигать требуемой плотности и текстуры поверхности. Оба барабана также можно переключить на вибрацию. SW994ND имеет эксплуатационную массу 31 570 фунтов.
Качающиеся модели Sakai имеют шестеренчатый привод, поэтому замена ремней не требуется. По словам представителей компании, двухвалковое колебание позволяет уплотнителю более эффективно достигать требуемой плотности и текстуры поверхности. Оба барабана также можно переключить на вибрацию. SW994ND имеет эксплуатационную массу 31 570 фунтов.
 Режим обслуживания мельницы позволяет компрессору работать для питания сверла для удаления режущих зубьев, при этом привод барабана отключается. RX-505 имеет ширину кошения 79 мм.или 86 дюймов. Он режет до 13 дюймов и работает на 610-сильном двигателе. Высоту сидений оператора можно регулировать, а сиденья можно сложить, чтобы получить дополнительное место для стояния.
Режим обслуживания мельницы позволяет компрессору работать для питания сверла для удаления режущих зубьев, при этом привод барабана отключается. RX-505 имеет ширину кошения 79 мм.или 86 дюймов. Он режет до 13 дюймов и работает на 610-сильном двигателе. Высоту сидений оператора можно регулировать, а сиденья можно сложить, чтобы получить дополнительное место для стояния.
 Другие особенности включают малый радиус поворота, резервную камеру, блоки управления с подсветкой, фиксированную вытяжку дыма, освещенный эвакуационный мост и лестницу, а также сигнальные огни грузовика.
Другие особенности включают малый радиус поворота, резервную камеру, блоки управления с подсветкой, фиксированную вытяжку дыма, освещенный эвакуационный мост и лестницу, а также сигнальные огни грузовика. Бетон подается сбоку на разбрасыватель, который затем равномерно распределяется по всей рабочей поверхности, говорят в компании. Двухгусеничная машина может работать с шириной укладки от 12 до 24 футов, которую можно регулировать, удаляя отдельные сегменты. Он может наносить бетон толщиной до 20 дюймов. Рассыпатель/разбрасыватель имеет модульную конструкцию и быстросменные муфты для упрощения перенастройки и транспортировки.
Бетон подается сбоку на разбрасыватель, который затем равномерно распределяется по всей рабочей поверхности, говорят в компании. Двухгусеничная машина может работать с шириной укладки от 12 до 24 футов, которую можно регулировать, удаляя отдельные сегменты. Он может наносить бетон толщиной до 20 дюймов. Рассыпатель/разбрасыватель имеет модульную конструкцию и быстросменные муфты для упрощения перенастройки и транспортировки.
 Датчики передают температуру бетона на выбранной глубине в режиме реального времени на устройства, подключенные к Интернету. Затем система автоматически оценивает зрелость и прочность бетона. Срок службы батарей датчиков бетона составляет 10 лет. Датчики получают данные о температуре от проводов термопары, прикрепленных к арматуре перед заливкой бетона. Провод подключается к многоразовому датчику для передачи данных каждые 10 минут.
Датчики передают температуру бетона на выбранной глубине в режиме реального времени на устройства, подключенные к Интернету. Затем система автоматически оценивает зрелость и прочность бетона. Срок службы батарей датчиков бетона составляет 10 лет. Датчики получают данные о температуре от проводов термопары, прикрепленных к арматуре перед заливкой бетона. Провод подключается к многоразовому датчику для передачи данных каждые 10 минут. Накладные о доставке можно сканировать для непрерывного расчета площади покрытия, количества и плотности материала.
Накладные о доставке можно сканировать для непрерывного расчета площади покрытия, количества и плотности материала. Ниже приведены некоторые из наиболее популярных преимуществ использования асфальтового покрытия.
Ниже приведены некоторые из наиболее популярных преимуществ использования асфальтового покрытия. Благодаря своей гладкой поверхности, мелкозернистой поверхности и используемым материалам асфальт в основном поглощает дорожный шум.
Благодаря своей гладкой поверхности, мелкозернистой поверхности и используемым материалам асфальт в основном поглощает дорожный шум.
 Термин «пористый» относится к тому факту, что в асфальтовом материале есть крошечные отверстия, которые обеспечивают экологически безопасный способ управления ливневыми водами. Вода попадает в землю под землей, где она подвергается естественным процессам очистки воды. Узнайте разницу между проницаемым и пористым асфальтом, загрузив нашу бесплатную брошюру.
Термин «пористый» относится к тому факту, что в асфальтовом материале есть крошечные отверстия, которые обеспечивают экологически безопасный способ управления ливневыми водами. Вода попадает в землю под землей, где она подвергается естественным процессам очистки воды. Узнайте разницу между проницаемым и пористым асфальтом, загрузив нашу бесплатную брошюру. Плотные смеси классифицируются в зависимости от размера используемого заполнителя и делятся на две подкатегории, в том числе мелкозернистые и крупнозернистые. Плотные мелкозернистые смеси содержат более высокий процент песка и мелких камней по сравнению с крупнозернистым аналогом. Этот тип смеси можно использовать для мощения дорог с интенсивным движением, автомагистралей и автомагистралей.
Плотные смеси классифицируются в зависимости от размера используемого заполнителя и делятся на две подкатегории, в том числе мелкозернистые и крупнозернистые. Плотные мелкозернистые смеси содержат более высокий процент песка и мелких камней по сравнению с крупнозернистым аналогом. Этот тип смеси можно использовать для мощения дорог с интенсивным движением, автомагистралей и автомагистралей.

 Таких повреждений можно избежать или свести к минимуму с помощью профилактического обслуживания.
Таких повреждений можно избежать или свести к минимуму с помощью профилактического обслуживания. Герметик будет прилипать к асфальту, препятствуя проникновению воды и других природных элементов и использованию слабых мест в вашем дорожном покрытии.
Герметик будет прилипать к асфальту, препятствуя проникновению воды и других природных элементов и использованию слабых мест в вашем дорожном покрытии.
 Существуют небольшие различия в методах заделки, но общая идея сводится к следующим пяти шагам:
Существуют небольшие различия в методах заделки, но общая идея сводится к следующим пяти шагам: Верхний слой обычно используется, когда на существующем асфальте есть признаки растрескивания и выбоин, но недостаточно повреждений, чтобы гарантировать полную замену.
Верхний слой обычно используется, когда на существующем асфальте есть признаки растрескивания и выбоин, но недостаточно повреждений, чтобы гарантировать полную замену.


 Чтобы узнать больше о процессе фрезерования асфальта, посетите наш блог.
Чтобы узнать больше о процессе фрезерования асфальта, посетите наш блог.



 Эти изменения остывают быстрее и могут привести к далеким от идеальных результатам уплотнения и сокращению ожидаемого срока службы поверхности с твердым покрытием. Раннее обнаружение температурных изменений позволяет своевременно вносить коррективы в управление технологическим процессом.
Эти изменения остывают быстрее и могут привести к далеким от идеальных результатам уплотнения и сокращению ожидаемого срока службы поверхности с твердым покрытием. Раннее обнаружение температурных изменений позволяет своевременно вносить коррективы в управление технологическим процессом. Кроме того, скребки, расположенные на задней стороне бункера, помогают предотвратить протечки между крыльями бункера и моторным отсеком.
Кроме того, скребки, расположенные на задней стороне бункера, помогают предотвратить протечки между крыльями бункера и моторным отсеком.
 Асфальтоукладчики заполняют нишу на рынке асфальтоукладчиков
Асфальтоукладчики заполняют нишу на рынке асфальтоукладчиков
