

Содержание
Разработка технологических процессов изготовления деталей машин
Вы можете изучить и скачать доклад-презентацию на
тему Разработка технологических процессов изготовления деталей машин.
Презентация на заданную тему содержит 15 слайдов. Для просмотра воспользуйтесь
проигрывателем,
если материал оказался полезным для Вас — поделитесь им с друзьями с
помощью социальных кнопок и добавьте наш сайт презентаций в закладки!
Презентации»
Разное»
Разработка технологических процессов изготовления деталей машин
Слайды и текст этой презентации
Слайд 1
Описание слайда:
ЭКЗАМЕНАЦИОННОЕ
ЗАДАНИЕ № 1
ПМ.01. Разработка технологических процессов изготовления деталей машин
Специальность 151901 «Технология машиностроения»
Слайд 2
Описание слайда:
Содержание задания
1. Используйте конструкторскую документацию при разработке технологического процесса изготовления детали «Крышка»:
Используйте конструкторскую документацию при разработке технологического процесса изготовления детали «Крышка»:
Создайте 3-D модель детали
Выполните анализ технологичности детали.
Дайте характеристику материалу.
2. Выберите метод получения заготовки и схемы базирования.
3. Составьте маршрут изготовления детали и спроектируйте технологическую операцию.
4. Разработайте управляющую программу обработки детали для одной операции (по выбору), выполняемой на станке с ЧПУ в САПР ADEM модуль CAM.
Оформите кодировочную карту (КК) на управляющую программу по ГОСТу 3.1404-86 форма 5 в САПР ADEM модуль CAM
5. Используйте системы автоматизированного проектирования технологических процессов САПР ADEM 8. CAD/CAM/CAPP.
Оформите комплект технологической документации в соответствии с ЕСКД
Слайд 3
Описание слайда:
Исходные данные: Вариант задания №1
Слайд 4
Описание слайда:
3-D модель детали «Крышка»
Слайд 5
Описание слайда:
Анализ технологичности детали
Слайд 6
Описание слайда:
Характеристика материала
Слайд 7
Описание слайда:
2. Метод получения заготовки и схемы базирования.
Метод получения заготовки и схемы базирования.
Слайд 8
Описание слайда:
Схемы базирования заготовки
Слайд 9
Описание слайда:
Маршрут изготовления детали.
Слайд 10
Описание слайда:
Спроектированная технологическая
операция 025
Фрезерно-сверлильная с ЧПУ
Слайд 11
Описание слайда:
Карта наладки операции 025
Фрезерно-сверлильная с ЧПУ
Слайд 12
Описание слайда:
Карта наладки операции 025
Фрезерно-сверлильная с ЧПУ
Слайд 13
Описание слайда:
Разработка управляющей программы обработки детали на станке с ЧПУ в САПР ADEM модуль CAM.
1. Разработка управляющей программы в САПР ADEM модуле CAM.
Этапы работы:
определение конструктивных элементов;
задание геометрических параметров режущих инструментов;
назначение режимов резания;
выбор постпроцессора;
Слайд 14
Описание слайда:
Система автоматизированного проектирования технологических процессов САПР ADEM 8. CAD/CAM/CAPP. в модуле CAPP
Слайд 15
Описание слайда:
Заключение
В результате выполнения экзаменационного задания по ПМ.01. Разработка технологических процессов изготовления деталей машин были продемонстрированы профессиональные компетенции:
ПК 1.1. Использовать конструкторскую документацию при разработке технологических процессов изготовления деталей.
ПК 1.2. Выбирать метод получения заготовок и схемы их базирования.
ПК 1.3. Составлять маршруты изготовления деталей и проектировать технологические операции.
ПК 1.4. Разрабатывать и внедрять управляющие программы обработки деталей.
ПК 1.5. Использовать системы автоматизированного проектирования технологических процессов обработки деталей.
Tags
Разработка технологических процессов изготовления деталей машин
Похожие презентации
Презентация успешно отправлена!
Ошибка! Введите корректный Email!
Разработка технологических процессов изготовления деталей машин презентация, доклад
СПб ГБП ОУ СПО «Политехнический колледж городского хозяйства»
Выполнил студент: Семенов В.Д. группа ТМ-406
2017 г.
ПМ.01. Разработка технологических процессов изготовления деталей машин
Специальность 151901 «Технология машиностроения»
ЭКЗАМЕНАЦИОННОЕ
ЗАДАНИЕ № 1
Содержание задания
1. Используйте конструкторскую документацию при разработке технологического процесса изготовления детали «Крышка»:
Используйте конструкторскую документацию при разработке технологического процесса изготовления детали «Крышка»:
Создайте 3-D модель детали
Выполните анализ технологичности детали.
Дайте характеристику материалу.
2. Выберите метод получения заготовки и схемы базирования.
3. Составьте маршрут изготовления детали и спроектируйте технологическую операцию.
4. Разработайте управляющую программу обработки детали для одной операции (по выбору), выполняемой на станке с ЧПУ в САПР ADEM модуль CAM.
Оформите кодировочную карту (КК) на управляющую программу по ГОСТу 3.1404-86 форма 5 в САПР ADEM модуль CAM
5. Используйте системы автоматизированного проектирования технологических процессов САПР ADEM 8. CAD/CAM/CAPP.
Оформите комплект технологической документации в соответствии с ЕСКД
Исходные данные: Вариант задания №1
3-D модель детали «Крышка»
Анализ технологичности детали
Характеристика материала
Обрабатываемость резанием – хорошая.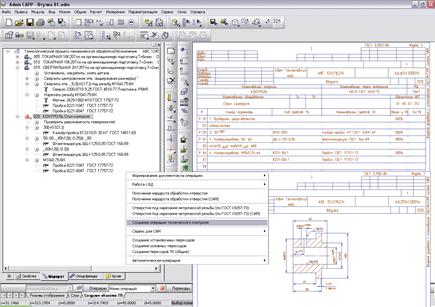 т.к поправочный коэффициент на скорость резания Kvм =2,20
т.к поправочный коэффициент на скорость резания Kvм =2,20
Свариваемость –
ограничено свариваемая, рекомендуется подогрев до 100-120 град.
Заменителем данной стали является Сталь 35Х23Н7СЛ ГОСТ 977-88.
07Х17Н16ТЛ ГОСТ 977-88 Хромоникелевая сталь. Это прочный материал, обладающий высокой жаропрочностью и коррозийно-стойкостью.
Литейные свойства
Температура литья 1485-1491 ºС
Линейная усадка 2,25%
2. Метод получения заготовки и схемы базирования.
Критерии выбора заготовки: тип производства, марка материала, форма и размеры делали. Вывод: в качестве заготовки будет использоваться отливка.
Метод получения — литье в кокиль
Особенность литья в кокиль состоит в многократном использовании металлической формы (кокиля). Высокая прочность материала металлической формы позволяет более точно выполнять рабочие поверхности формы, что обеспечивает высокое качество литой поверхности.
Критерии выбора способа:
Цилиндрическая форма;
Марка материала
Недостатки:
отсутствие податливости форм;
трудоемкость изготовления кокилей;
высокая стоимость кокилей.
Преимущества:
Литьё в кокиль позволяет получать отливки со стабильными и точными размерами, вплоть до 12 квалитета и шероховатости Rz 20 мкм.
Заготовка-отливка КИМ = 0,85
Схемы базирования заготовки
Маршрут изготовления детали.
Спроектированная технологическая
операция 025
Фрезерно-сверлильная с ЧПУ
Карта наладки операции 025
Фрезерно-сверлильная с ЧПУ
Карта наладки операции 025
Фрезерно-сверлильная с ЧПУ
Разработка управляющей программы обработки детали на станке с ЧПУ в САПР ADEM модуль CAM.
1. Разработка управляющей программы в САПР ADEM модуле CAM.
Этапы работы:
определение конструктивных элементов;
задание геометрических параметров режущих инструментов;
назначение режимов резания;
выбор постпроцессора;
Система автоматизированного проектирования технологических процессов САПР ADEM 8. CAD/CAM/CAPP. в модуле CAPP
Этапы проектирования
Накопление, редактирование и хранение исходной информации, необходимой для формирования документации.
Взаимодействие с другими модулями системы ADEM для создания эскизов (модули CAD; CAM).
Извлечение нормативно-справочной информации из таблиц баз данных.
Формирование документации, т.е. получение всех необходимых при проектировании техпроцесса технологических документов.
Заключение
В результате выполнения экзаменационного задания по ПМ. 01. Разработка технологических процессов изготовления деталей машин были продемонстрированы профессиональные компетенции:
01. Разработка технологических процессов изготовления деталей машин были продемонстрированы профессиональные компетенции:
ПК 1.1. Использовать конструкторскую документацию при разработке технологических процессов изготовления деталей.
ПК 1.2. Выбирать метод получения заготовок и схемы их базирования.
ПК 1.3. Составлять маршруты изготовления деталей и проектировать технологические операции.
ПК 1.4. Разрабатывать и внедрять управляющие программы обработки деталей.
ПК 1.5. Использовать системы автоматизированного проектирования технологических процессов обработки деталей.
Скачать презентацию
|
| Лекции — Основы технологии машиностроения Доступные файлы (28):содержание
Конспект лекций:
«Основы технологии машиностроения»
ВВЕДЕНИЕ
Цель дисциплины – изучение закономерностей, действующих в процессе изготовления машин. Задачи изучения дисциплины. В результате изучения дисциплины необходимо усвоить:
Основная литература
Скачать файл (1113.3 kb.) Поиск по сайту: |
 Н. Основы технологии машиностроения, технология машиностроения [ документ ]
Н. Основы технологии машиностроения, технология машиностроения [ документ ]
 С. Теория и практика технологии машиностроения. В 2-хкн. М.: Машиностроение, 1982. Кн.1. 283с.; Кн.2. 269с.
С. Теория и практика технологии машиностроения. В 2-хкн. М.: Машиностроение, 1982. Кн.1. 283с.; Кн.2. 269с. И.Сидорин, Г.Ф. Косолапов и др. ; Под общ. Ред. Б.Н. Арзамасов. Изд. 2-е, испр. и доп. М.: Машиностроение, 1986. 786 с.
И.Сидорин, Г.Ф. Косолапов и др. ; Под общ. Ред. Б.Н. Арзамасов. Изд. 2-е, испр. и доп. М.: Машиностроение, 1986. 786 с. И.А. Ординарцева. Л.: Машиностроение, 1987. 846с.
И.А. Ординарцева. Л.: Машиностроение, 1987. 846с. 0501 «Технология машиностроения, металлорежущие станки и инструменты» / ИЭИ им. В.И.Ленина: сост. Птуха Л.И. – Иваново, 1982.
0501 «Технология машиностроения, металлорежущие станки и инструменты» / ИЭИ им. В.И.Ленина: сост. Птуха Л.И. – Иваново, 1982.ФГБОУ ВО «Псковский государственный университет»
Skip to main content
Search courses
Skip course categories
Course categories
Expand all
Skip объявления сайта
Объявления сайта
Skip Инструкция по работе с СДО
Инструкция для студента
Skip Calendar
| No events, Thursday, 1 September 1 | No events, Friday, 2 September 2 | No events, Saturday, 3 September 3 | No events, Sunday, 4 September 4 | |||
| No events, Monday, 5 September 5 | No events, Tuesday, 6 September 6 | No events, Wednesday, 7 September 7 | No events, Thursday, 8 September 8 | No events, Friday, 9 September 9 | No events, Saturday, 10 September 10 | No events, Sunday, 11 September 11 |
| No events, Monday, 12 September 12 | No events, Tuesday, 13 September 13 | No events, Wednesday, 14 September 14 | No events, Thursday, 15 September 15 | No events, Friday, 16 September 16 | No events, Saturday, 17 September 17 | No events, Sunday, 18 September 18 |
| No events, Monday, 19 September 19 | No events, Tuesday, 20 September 20 | No events, Wednesday, 21 September 21 | No events, Thursday, 22 September 22 | No events, Friday, 23 September 23 | No events, Saturday, 24 September 24 | No events, Sunday, 25 September 25 |
| No events, Monday, 26 September 26 | No events, Tuesday, 27 September 27 | No events, Wednesday, 28 September 28 | No events, Thursday, 29 September 29 | No events, Friday, 30 September 30 |
Skip Online users
3 online users (last 5 minutes)
Разработка технологического процесса изготовление детали | Презентация к уроку на тему:
Слайд 1
Разработка технологического процесса механической обработки детали «Пластина»
Слайд 2
технологический проект обработки детали «Пластина» Деталь -“Пластина” представляет собой пластину длиной 154мм, общей шириной 148мм и общей высотой 4,8мм. На поверхности имеется 6 пазов из которых 4 паза шириной 6,5мм а два паза шириной 7мм.Также имеется 3 отверстия диаметром 5,3 а два отверстия диаметром 6.1мм. Деталь является симметричной с двумя обнижениями 80 x 25и58 x 23. Деталь выполнена из стали СТ3ГОСТ380-88. Деталь имеет свободный доступ ко всем обрабатываемым поверхностям .Для обработки детали используется набор стандартного режущего инструмента, стандартное приспособление ,все поверхности детали измеряются стандартными измерения
На поверхности имеется 6 пазов из которых 4 паза шириной 6,5мм а два паза шириной 7мм.Также имеется 3 отверстия диаметром 5,3 а два отверстия диаметром 6.1мм. Деталь является симметричной с двумя обнижениями 80 x 25и58 x 23. Деталь выполнена из стали СТ3ГОСТ380-88. Деталь имеет свободный доступ ко всем обрабатываемым поверхностям .Для обработки детали используется набор стандартного режущего инструмента, стандартное приспособление ,все поверхности детали измеряются стандартными измерения
Слайд 3
Характеристика материала заготовки При выборе материала необходимо учитывать его свойства, условия в которых будет работать деталь, конструкцию, характер нагрузок и напряжений. Для изготовления детали «Пластина» Ст3 ГОСТа380-Ст3 -сталь конструкционная ,обыкновенного качества Характеристики материала представлены в следующих таблицах
Слайд 4
Химический состав . Физико-механические свойства Марка Содержание элементов в % не более. C ( Углерод ) 0.14-0.22 Si (Кремний) 0.2-0. 3 S (сера) до 0.055 Mg (магний) 0.4-0.65 P (фосфор) 0.045 Вывод: исходя из химического состава, механических и физических свойств, приходим к выводу, что для производства данной детали “ Пластина” целесообразно использовать материал – Ст3, так как данный материал подходит по всем параметрам. Марка материала Gt Gb б Y HB Ст3 101-143 460 ,9 2. 8 25 54.7 Механические свойства материала
3 S (сера) до 0.055 Mg (магний) 0.4-0.65 P (фосфор) 0.045 Вывод: исходя из химического состава, механических и физических свойств, приходим к выводу, что для производства данной детали “ Пластина” целесообразно использовать материал – Ст3, так как данный материал подходит по всем параметрам. Марка материала Gt Gb б Y HB Ст3 101-143 460 ,9 2. 8 25 54.7 Механические свойства материала
Слайд 5
Оценка технологичности детали Проведя качественный и количественный анализ детали приходим к выводу, что соблюден принцип постоянства и единства баз. Следовательно, погрешность базирования сводится к минимуму, деталь технологична, технологические требования не завышены — деталь технологична.
Слайд 6
АНАЛИЗ ТИПА ПРОИЗВОДСТВА Проанализировав конструктивные особенности детали приходим к выводу: так как деталь мелкогабаритная с массой 0.632 кг и в год обрабатывается 35 000 шт., то тип производства – серийный . Исходя из конструктивных особенностей, габарита и массы детали, а также количества выпускаемых деталей в партии составляющее 100 шт. получаем среднесерийное производство.
получаем среднесерийное производство.
Слайд 7
ЗАГОТОВКА Метод получения заготовки определяется назначением и конструкцией детали, материалом, технологическими требованиями, годовой программой выпуска. В качестве заготовки для получения детали «Пластина», целесообразно изготовлять деталь – прокат, что подтверждено расчетом коэффициента использования материала.
Слайд 8
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА Технологический процесс – часть производственного процесса, непосредственно связанная с изменением размеров, форм и свойств обрабатываемой заготовки, выполняемая в определенной последовательности. Разработанный мною технологический процесс должен быть прогрессивным и обеспечивающим повышение производительности труда и качества детали, сокращение трудовых и материальных затрат на его реализацию, уменьшение вредных воздействий на окружающую среду.
Слайд 9
Оборудование Для обработки детали «Пластина контактная» используем различное оборудование. — — фрезерного станка ИР 320 ПМФ4 сверлильный станок KNUTH R 60 Станок предназначен для обработки деталей типа «Пластина ». Станок используют в среднесерийном производстве.
Слайд 10
Фрезерного станка ИР 320 ПМФ4
Слайд 11
Наименование параметра ИР 320 ПМФ4 перемещение ось Х, мм 400 ось Y, мм 460 ось Z, мм 400 ось B, град. 360° Мощность главного привода, кВт 7,5…11 Исполнение конуса шпинделя ISO 40 Наибольший момент на шпинделе, нМ 200 Скорость вращения, мин-1 13…5000 Размер стола-спутника, мм 320×320 Количество столов-спутников, шт 4 Грузоподъёмность стола-спутника, кг 150 Дискретность позиционирования рабочего стола, град 0,001° Скорость перемещения линейных осей, мм/мин 1…10000 Скорости вращения стола(ось А)об/мин 0,05…200 Емкость инструментального магазина, шт 36 Среднее время смены инструмента «от реза до реза», сек 14 Наибольшая масса/размеры инструмента, кг/мм 10/150х200 Габаритные размеры станка с 4-местным накопителем паллет ( LxBxH ), мм 3840х2300х2507 Общая масса станка с 4-местным накопителем, кг 8000
Слайд 12
Сверлильный станок KNUTH R 60
Слайд 13
Наименование параметра KNUTH R 60 Диаметр сверления, 62 мм Максимальная глубина сверления 315 мм Рабочая зона Габариты стола станка 2400x1000x200 мм Габариты ящичного стола 500x710x500 мм Вылет шпиндель / поверхность колонны 350 — 1600 мм Расстояние торец шпинделя/стол 350 — 1250 мм Технологический ход горизонтальной сверлильной головки 1250 мм Высота подъема консоли 585 мм Главный шпиндель Диапазон частоты вращения 38 — 2000 об/мин Зажим шпинделя MK 5 / MT 5 Подача Подачи 0,06 — 1 мм/об Мощность Мощность двигателя гл. привода 4 кВт Двигатель подач 1,5 кВт Размеры и масса Габариты 2490x1050x2780 мм Вес 3800 кг
Слайд 14
Режущий инструмент Режущий инструмент является частью комплексной автоматизированной системы станка с ЧПУ, обеспечивающий его эффективную эксплуатацию. От выбора и подготовки инструмента зависят производительность станка и точность обработки . В данном дипломном проекте в качестве режущего инструмента для обработки детали «Пластина» используются следующие инструменты : Фреза торцевая Ø80 ГОСТ 9473-80 Фреза концевая Ø10 ГОСТ 17025-71 Фреза концевая Ø6 ГОСТ 17025-71 Сверло спиральное Ø5.3 ВК6 ГОСТ 885-77 Фреза дисковая Ø125 ГОСС 17025-71
Слайд 15
Средства измерения и контроля Средство измерений –техническое средство, используемое при измерениях и имеющее нормированные метрологические свойства. Для измерения и контроля обработанных поверхностей детали «Пластина» используют следующие средства измерения и контроля: Штангенциркуль ШЦ-1 ГОСТ 166-89; Калибр- пробки ГОСТ 16780-71. Для контроля поверхности Ø5.3Н14 используем калибр-пробку проходную.
Для контроля поверхности Ø5.3Н14 используем калибр-пробку проходную.
Слайд 16
Техника безопасности Общие требования безопасности распространяются на все группы металлорежущих станков и содержат общие требования к станкам, электрооборудованию и местному освещению и дополнительные требования к станкам различных групп . Общие требования к станкам относятся к защитным устройствам, органам управления, устройствам для установки и закрепления заготовок на станках и др. Эксплуатируемое оборудование должно быть в исправном состоянии. Работать на неисправном оборудовании запрещается. Безопасность работы станочника во многом зависит от правильной организации его рабочего места и поддержания последнего в нормальном состоянии. Станочник должен строго выполнять все требования инструкции по охране труда.
Рабочая тетрадь ПМ.01 Разработка технологических процессов изготовления деталей машин МДК.01.01. Технологические процессы изготовления деталей машин УП.01.01 Технологические процессы изготовления деталей машин
Образовательные организации среднего профессионального образованияОбразовательные организации высшего образованияОбщеобразовательные организацииРабочие программы учебных дисциплин, профессиональных модулей и междисциплинарных курсовОткрытое учебное занятиеОткрытое внеучебное мероприятиеУчебно-методическое сопровождение практики обучающихсяУчебно-методическое сопровождение курсового проектирования и выпускных квалификационных работ (дипломного проектирования)Учебно-методическое сопровождение системы оценивания и аттестации обучающихсяУчебно-методическое сопровождение организации самостоятельной работы обучающихся (аудиторной/внеаудиторной)Документационное сопровождение организации индивидуальной траектории обучающихся (примеры разработки индивидуального плана)Документационное сопровождение образовательного процесса (примеры разработки локальных нормативных актов образовательной организации)Учебно-методическое сопровождение практических занятийПрограммы сопровождения первокурсников в адаптационный периодУчебники, учебные и учебно-методические пособия (УМК дисциплин, модулей)Рабочие программы учебных курсов, предметов, дисциплин (модулей)Учебно-методическое сопровождение практики студентовУчебно-методическое сопровождение учебно- и научно-исследовательской работы студентовНормативно-методическое обеспечение системы оценки качества освоения студентами основных образовательных программУчебно-методическое сопровождение внеучебной деятельности студентовДокументационное сопровождение образовательного процесса (примеры разработки локальных нормативных актов образовательной организации)Учебно-методическое сопровождение занятийУчебно-методическое сопровождение организации самостоятельной работы студентов (аудиторной/внеаудиторной)Программы сопровождения первокурсников в адаптационный периодУчебники, учебные и учебно-методические пособия (УМК дисциплин, модулей)Документационное сопровождение организации обучения в школе на основе индивидуальных учебных планов (примеры индивидуальных планов)Документационное сопровождение системы профильного обучения в школе (примеры программ профильной подготовки, элективных курсов)Документационное сопровождение системы профориентации обучающихся школы (примеры программ профориентационной работы)Документационное сопровождение системы работы с детьми, отнесенными к категории «трудных»/«группа риска» (примеры программ)Открытый урокОткрытое внеурочное мероприятие (по направлениям)Рабочие программы предметовДокументационное сопровождение образовательного процесса (примеры разработки локальных нормативных актов образовательной организации)
04. 04.2017
04.2017
164
1
2704
Николаева Ольга Владимировна, преподаватель
Волгоградский экономико-технический колледж
Рабочая тетрадь разработана с целью формирования у студентов знаний и умений в области машиностроения.
В рабочую тетрадь входят практические работы, предусмотренные программой ПМ.01 Разработка технологических процессов изготовления деталей машин МДК.01.01. Технологические процессы изготовления деталей машин, УП.01.01 Технологические процессы изготовления деталей машин.
Рабочая тетрадь предназначена для оказания помощи студентам очного отделения колледжа, обучающимся по специальности: 15.02.08 — Технология машиностроения по ПМ.01 Разработка технологических процессов изготовления деталей машин МДК.01.01. Технологические процессы изготовления деталей машин.
Данная рабочая тетрадь, предназначена для студентов дневного отделения ВЭТК, обучающихся по специальности 15. 02.08 Технология машиностроения, для углубленного изучения ПМ.01 Разработка технологических процессов изготовления деталей машин МДК.01.01. Технологические процессы изготовления деталей машин и УП.01.01 Технологические процессы изготовления деталей машин.
02.08 Технология машиностроения, для углубленного изучения ПМ.01 Разработка технологических процессов изготовления деталей машин МДК.01.01. Технологические процессы изготовления деталей машин и УП.01.01 Технологические процессы изготовления деталей машин.
Рабочая тетрадь включает 12 работ, а также приложение в виде комплекта технологической документации на три разнохарактерные детали. Каждая работа по своей структуре соответствует оформлению пояснительной записки курсовой работы и выпускной квалификационной работы.
Работы разработаны как сквозное задание по ПМ.01 Разработка технологических процессов изготовления деталей машин МДК.01.01. Технологические процессы изготовления деталей машин и УП.01.01 Технологические процессы изготовления деталей машин и максимально приближены по своему содержанию к будущей профессиональной деятельности техника.
Студентам предлагается изучить полный комплект технологичной документации применяемой в настоящее время на производстве.
Данное пособие можно использовать при курсовом и дипломном проектировании по ПМ 03, ПМ 01.
Оригинал работы:
Рабочая тетрадь ПМ.01 Разработка технологических процессов изготовления деталей машин МДК.01.01. Технологические процессы изготовления деталей машин УП.01.01 Технологические процессы изготовления деталей машин
Расскажите друзьям:
Назад к списку
Комментарии
MorekTECHTechniki Wytwarzania i Procesy Technologiczne
В следующей статье представлены основы технологических процессов, необходимых для рассмотрения производственных технологий. Производственный процесс включает в себя технологические и вспомогательные процессы (основы) – все необходимые операции для производства данного продукта, т.е.:
- разработка и изготовление заготовки,
- обработка заготовки,
- в сборе,
- контроль качества,
- транспортная,
- хранилище.
Разработка и производство заготовок и сборок являются процессами, тесно связанными с производством. Из-за принципов проектирования и используемых технологий изготовления они рассматриваются как отдельные вопросы. Технологический процесс в основном касается превращения заготовки в конечный продукт (декрементный и аддитивный методы).
Из-за принципов проектирования и используемых технологий изготовления они рассматриваются как отдельные вопросы. Технологический процесс в основном касается превращения заготовки в конечный продукт (декрементный и аддитивный методы).
Контроль качества является неотъемлемой частью производственного процесса, особенно технологического процесса. Контроль механической обработки осуществляется на технологической станции или в специально построенных и оборудованных измерительных помещениях.
Технологический процесс
Технологический процесс включает механическую обработку деталей (деталей, предметов), заключающуюся в изменении формы, геометрических размеров, качества поверхности (поверхностного слоя), физико-химических свойств заготовки и объединении изготовленных элементов в узлы (станки, механические устройства, электромеханические устройства).
Различают технологический процесс детали и технологический процесс сборки. Процесс сборки заключается в объединении изготовленных деталей в комплекты (машина, механическое, электромеханическое устройство).
Технологическая подготовка производства использует технологические процессы, определенные для отдельных классов деталей (валы, втулки и диски, рычаги, корпуса, плоские элементы, шестерни). Разделение на классы деталей и связанные с ними технологические процессы является важной опорой в работе технологов.
Виды продукции
Разделение технологического процесса зависит от многих факторов. Важным фактором является количественный тип производства. Технолога интересует объем производства, количество производственных серий. В основном производство разделено на производственные серии. Технологический процесс разработан для серийного производства. На рис. 1 представлены виды производства по количественному критерию.
Рис.1 Виды производства с количественным критерием.
Штучное производство
Выпускаются единичные изделия или их небольшое количество. Такое производство не является повторяющимся. Компоненты изготавливаются за один раз или очень нерегулярно. Технологический процесс должен быть разработан таким образом, чтобы не было необходимости использовать станки, инструменты и специализированное или специальное технологическое оборудование. В данном случае стоимость является ключевым критерием. Должны использоваться только универсальные инструменты и оборудование (имеющиеся в продаже). Время установки и разбивки будет больше. Также возможно увеличить основное машинное время (время выполнения обработки). Однако увеличение этих сроков является более экономичным решением, чем разработка и изготовление, например, специализированного технологического оборудования. Однако не всегда можно избежать использования специализированных или специальных инструментов. Обработка внутреннего конуса с необычным углом требует использования специального инструмента.
Технологический процесс должен быть разработан таким образом, чтобы не было необходимости использовать станки, инструменты и специализированное или специальное технологическое оборудование. В данном случае стоимость является ключевым критерием. Должны использоваться только универсальные инструменты и оборудование (имеющиеся в продаже). Время установки и разбивки будет больше. Также возможно увеличить основное машинное время (время выполнения обработки). Однако увеличение этих сроков является более экономичным решением, чем разработка и изготовление, например, специализированного технологического оборудования. Однако не всегда можно избежать использования специализированных или специальных инструментов. Обработка внутреннего конуса с необычным углом требует использования специального инструмента.
Серийное производство
Повторяющееся серийное производство, в рамках которого изготавливается определенное количество компонентов. Технологический процесс уже существенно отличается от штучного производства. Использование специальных и специальных технологических инструментов и оборудования вполне приемлемо и желательно. Специализированное и специальное технологическое оборудование в зависимости от размера производственной серии может быть более или менее сложным. Используются специализированные станки.
Использование специальных и специальных технологических инструментов и оборудования вполне приемлемо и желательно. Специализированное и специальное технологическое оборудование в зависимости от размера производственной серии может быть более или менее сложным. Используются специализированные станки.
Массовое производство
Очень большое количество производимых изделий почти непрерывно, по крайней мере, в течение очень длительного периода. Каждая технологическая операция представляет собой определенный станок обработки. В первую очередь используются станки и специальные инструменты. Во многих случаях технологическое оборудование будет использоваться только в рамках одного технологического процесса данной детали, без возможности использования его в других технологических задачах. То, что в технологическом процессе серийного производства было технологической операцией в одну операцию, в серийном производстве является отдельной операцией. Применение так называемого специального станка позволяет для серийного производства включить несколько серийных производственных операций в одну.
Приведенная выше информация нуждается в дополнении. В настоящее время использование обрабатывающих центров с ЧПУ и автоматизация как транспортных подсистем, так и самих обрабатывающих станций позволяет осуществить структурную оптимизацию (сокращение подготовительного и чистового времени). Характер современного производства, приближенный к штучному и мелкосерийному, дополнительно оправдывает применение станков с ЧПУ за счет большей гибкости с точки зрения технологической подготовки производства. Несомненно, еще есть технологические задачи, где использование специальных станков, коллективного труда вполне оправдано, однако общий характер производства за последние 20 лет претерпел существенные изменения. Этот процесс отчетливо прослеживается уже в 19 в.90-е.
Отделение технологического процесса
Критерии разделения: организационные (структура), качественные, количественные.
На рис. 2 представлено разделение технологического процесса по критерию структуры. Технологический процесс состоит из отдельных технологических операций. Технологическая операция состоит из обработки (резки) – одной или нескольких. В ситуации, когда технологическая операция включает одну обработку, технологическая обработка является технологической операцией.
Технологический процесс состоит из отдельных технологических операций. Технологическая операция состоит из обработки (резки) – одной или нескольких. В ситуации, когда технологическая операция включает одну обработку, технологическая обработка является технологической операцией.
Рис.2 Разделение технологического процесса по его структуре
Технологическая операция выполняется на одном станке в одной или нескольких установках. Необходимым условием является отсутствие какой-либо переналадки станка между отдельными приставками заготовки (смена технологического оборудования, смена инструмента, любое другое вмешательство оператора в пространство обработки). Технологическая операция может выполняться в одном или нескольких положениях заготовки (например, пятикоординатная обработка – рис.2 – технологическая операция №20).
Технологическая операция на обычном станке (не ЧПУ) состоит из одной или нескольких обработок – рисунок 2 – технологическая операция №10 – обработка №2. Каждая технологическая обработка имеет свои индивидуально подобранные параметры обработки.
Каждая технологическая обработка имеет свои индивидуально подобранные параметры обработки.
Sources
- Feld M., Podstawy projektowania procesów technologicznych typowych części maszyn, WNT 2000
- Капинский С., Скавинский П., Собещанский, Соболевский Ю.З., Проектирование технологий машин, OWPW 2002
- Пафф Т., Технология строительных машин, PWN 1985
Пять технологических приложений, влияющих на производственные инновации
«Давайте изобретать завтра вместо того, чтобы беспокоиться о том, что было вчера». – Стивен Джобс
Производитель может быть инновационным во многих отношениях, помимо использования технологий. Инновации могут включать использование новых бизнес-моделей, разработку новых процессов и услуг, а также усовершенствование существующих продуктов.
Технологии поддерживают и стимулируют инновации. Технологические достижения могут позволить производителям создавать товары более высокого качества быстрее, чем раньше, с меньшими затратами и помочь им реализовать более эффективные операции, чтобы стать более конкурентоспособными.
Новаторы и инженеры постоянно совершенствуют существующие технологии, чтобы удовлетворять неудовлетворенные потребности, поставлять товары на неосвоенные рынки и, самое главное, стремятся оставаться впереди конкурентов!
Итак, в этом духе, вот пять технологий, которые влияют на производственные инновации. Я понимаю, что это ни в коем случае не исчерпывающий или полный список, так что это лишь некоторые из них для вашего рассмотрения:
1. Аддитивное производство / 3D-печать
Аддитивное производство было фактически разработано в 1980-х годах, но в последние несколько лет оно вызвало более значительный интерес. Он охватывает все без исключения процессы, связанные с печатью трехмерного продукта, поэтому его обычно называют 3D-печатью. Аддитивное производство включает в себя метод, называемый холодным напылением, который включает взрыв металлических частиц через сопло на высоких скоростях, связывающих частицы вместе для формирования форм. Это создает часть строительных материалов слой за слоем с помощью компьютера. Поскольку конечным результатом является высокоточная копия оригинального дизайна, в производственном процессе возникает меньше отходов, что может сэкономить деньги производителя.
Поскольку конечным результатом является высокоточная копия оригинального дизайна, в производственном процессе возникает меньше отходов, что может сэкономить деньги производителя.
Исторически технология аддитивного производства была дорогой и обычно использовалась «крупной рыбой» в этой области. Однако недавние достижения позволили аддитивному производству стать более доступным, и ожидается, что оно станет обычным вариантом для небольших производителей. 3D-принтеры будут продолжать менять производственный ландшафт, создавая более эффективные способы изготовления нестандартных деталей и товаров.
2. Передовые материалы
В отчете Совета советников президента по науке и технологиям (PCAST) отмечается, что «почти все мегатенденции будущего — энергоэффективность или альтернативные источники энергии, новые материалы для борьбы с нехваткой ресурсов, следующие- потребительские устройства поколения и новые парадигмы в области химической безопасности и защиты — в значительной степени зависят от передовых материалов», и что эти передовые материалы «будут питать развивающиеся многомиллиардные отрасли». Это включает в себя передовые композиты, использование которых на сегодняшний день в значительной степени ограничено в ограниченном числе дорогостоящих приложений. Тем не менее, предпринимаются усилия по разработке производственных процессов, которые снижают стоимость и ускоряют производство, чтобы в ближайшие годы усовершенствованные композиты были интегрированы в гораздо более широкий спектр продуктов и приложений.
Это включает в себя передовые композиты, использование которых на сегодняшний день в значительной степени ограничено в ограниченном числе дорогостоящих приложений. Тем не менее, предпринимаются усилия по разработке производственных процессов, которые снижают стоимость и ускоряют производство, чтобы в ближайшие годы усовершенствованные композиты были интегрированы в гораздо более широкий спектр продуктов и приложений.
3. Облачные вычисления
Облачные вычисления используют подключенные к сети удаленные службы для управления и обработки данных. Жизнь в облаке будет набирать обороты, но необходимо постоянно решать проблемы безопасности. Компании все чаще используют эту технологию в разных географических точках для обмена данными и принятия более эффективных бизнес-решений. Облачные вычисления помогают снизить затраты, улучшить контроль качества и сократить время производства.
4. Интернет вещей (IoT)
Многие из нас сейчас не могут представить жизнь до появления смартфона… добро пожаловать в идею умного производственного предприятия.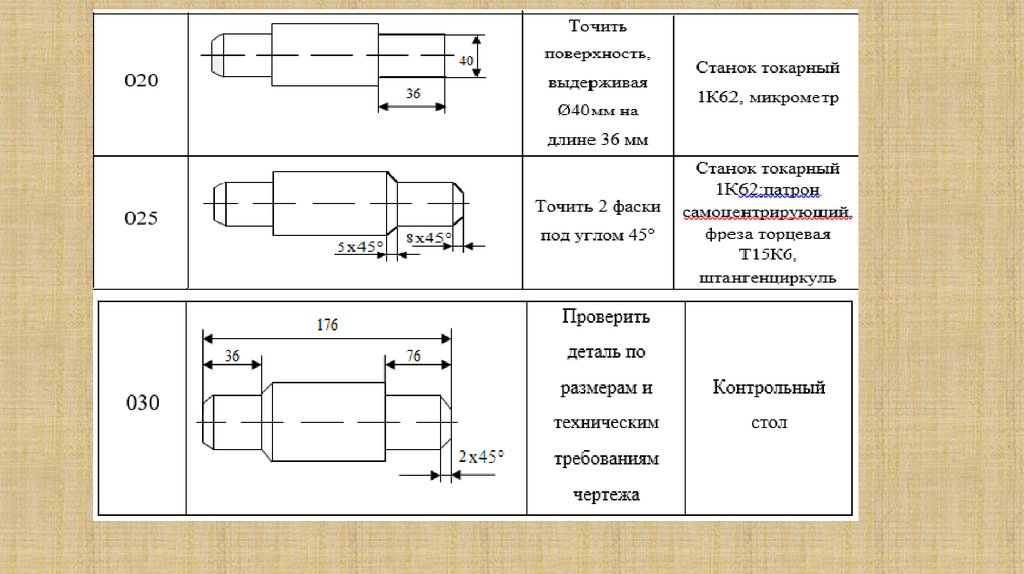 Умные технологии не новы, но они неуклонно развиваются в будущее для производства.
Умные технологии не новы, но они неуклонно развиваются в будущее для производства.
Представьте себе рабочее место, где подключенное оборудование сможет общаться через Интернет, а компьютеризированное производственное оборудование сможет «разговаривать друг с другом» и отправлять/получать уведомления о рабочих условиях. При обнаружении проблемы на другие сетевые устройства отправляется уведомление, чтобы весь процесс можно было настроить автоматически. Конечным результатом будет сокращение времени простоя, повышение качества, сокращение отходов и снижение затрат. Эта технология приведет к развитию новых типов должностей для производственной рабочей силы.
5. Нанотехнологии
Нанотехнологии имеют дело с материей размером от 1 до 100 нанометров; нанометр — это одна миллиардная часть метра. Нанотехнологии традиционно использовались в аэрокосмической и биомедицинской сферах, но теперь они используются для производства легких прочных материалов для лодок, спортивного оборудования и автозапчастей, а также для создания предметов личной гигиены, таких как очки.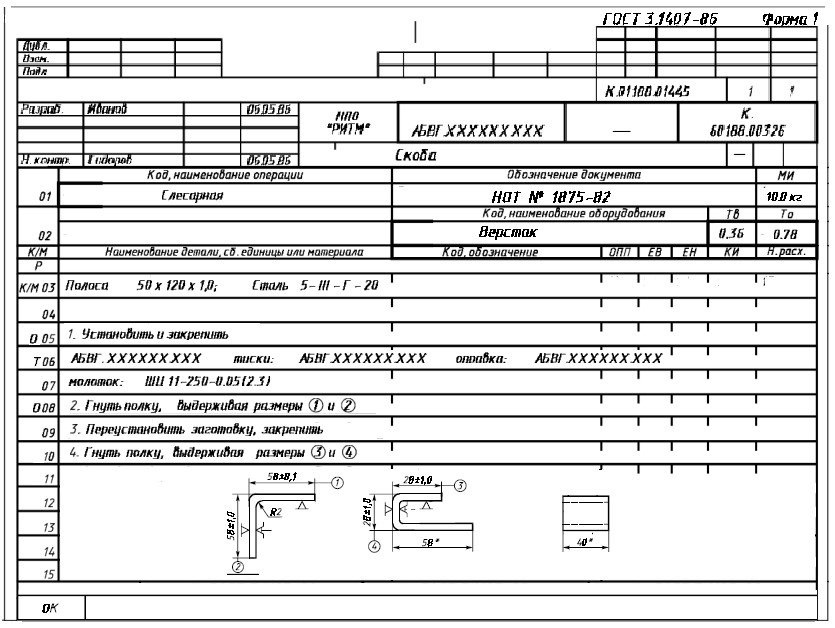
Наноструктурированные катализаторы делают химические производственные процессы более эффективными за счет экономии энергии, сокращения отходов, а также находят более широкое применение в здравоохранении и фармацевтике.
Будьте в курсе технологий
Если вы небольшой производитель, особенно важно иметь дальновидный подход и адаптироваться к технологиям. В конечном итоге это может помочь компаниям стать более прибыльными и конкурентоспособными.
NIST MEP, центры MEP и партнеры MEP предлагают многочисленные программы и услуги, помогающие ускорить развитие технологий для производителей США. Для получения дополнительной информации ознакомьтесь с тем, как мы помогаем.
Инновации, технологии и тренды
Принципы развития технологий проектирования производственных процессов
%PDF-1.7
%
1 0 объект
>
эндообъект
6 0 объект
>
эндообъект
2 0 объект
>
ручей
uuid:b746a408-c53c-4465-be85-c183dffcabbaadobe:docid:indd:02a1718c-6cb9-11e0-bded-ba70f4a2ca89proof:pdf02a17189-6cb9-11e0-bded-ba70f4a2ca89adobe:docid:indd:95ba5037-2ccb-11e0-93f2-c96bb23ca7c5
 001000.00Inchesuuid:A806022A264211DBACF5923F984115A9adobe:docid:photoshop:7d6c8e06-21ae-11d9-9b45-912fba50d632
001000.00Inchesuuid:A806022A264211DBACF5923F984115A9adobe:docid:photoshop:7d6c8e06-21ae-11d9-9b45-912fba50d6322013-08-26T22:48:12+05:302014-11-22T20:00:05+05:302014-11-22T20:00:05+05:30Elsevier
AQBIAAAAAQAB/+4AE0Fkb2JlAGQAAAAAAQUAAs1c/9sAhAAKBwcHBwcKBwcKDgkJCQ4RDasLDBEU
EBAQEBAUEQ8RERERDxERFxoaGhcRHyEhISEFKy0tLSsyMjIyMjIyMjIyAQsJCQ4MDh8XFx8rIx0j
KzIrKysrMjIyMjIyMjIyMjIyMjIyMjI+Pj4+PjJAQEBAQEBAQEBAQEBAQEBAQEBAQED/wAARCACv
AQADAREAAhEBAxEB/8QBogAAAcBAQEBAQAAAAAAAAAABAUDagYBAAcICQoLAQACAgMBAQEBAQAA
AAAAAAABAAIDBAUGBwgJCgsQAAIBAwMCBAIGBwMEAgYCcwECAxEEAAUhEjFBUQYTYSJxgRQykaEH
FbFCI8FS0eEzFmLwJHKC8SVDNFOSorJjc8I1RCeTo7M2F1RkdMPS4ggmgwkKGBmElEVGpLRW01Uo
GvLj88TU5PRldYWVpbXF1eX1ZnaGlqa2xtbm9jdHV2d3h5ent8fX5/c4SFhoeIiYqLjI2Oj4KTlJ
WWl5iZmpucnZ6fkqOkpaanqKmqq6ytrq+hEAAgIBAgMFBQQFBgQIAwNtAQACEQMEIRIxQQVRE2Ei
BnGBkTKhsfAUwdHhI0IVUmJy8TMkNEOCFpJTJaJjssIHc9I14kSDF1STCAkKGBkmNkUaJ2R0VTfy
o7PDKCnT4/OElKS0xNTk9GV1hZWltcXV5fVGVmZ2hpamtsbW5vZHV2d3h5ent8fX5/c4SFhoeIiY
qLjI2Oj4OUlZaXmJmam5ydnp+So6SlpqeoqaqrrK2ur6/9oADAMBAAIRAxEAPwCbeU/KflW58q6L
cXGi6fNNNp9rJJJJaws7u0MbMzM0ZJJJ3OKpt/gzyf8A9WHTf+kOD/qnirv8GeT/APqw6b/0hwf9
У8ВД/гзыф/1ЫдН/6Q4П+кэку/вАГеТ/+рДпв/ШБ/вБУ8ВД/гзыф/вБВХТф+кОД/АКп4q7/Бнк//
АКсом/8АШБ/1TxV3+DPJ/8A1YdN/wCkOD/qnirv8GeT/wDqw6b/АНИЧ/VPFXf4M8n/APVh03/p
Dg/6p4q7/Bnk/wD6sOm/9IcH/VPFXf4M8n/9WHTf+kOD/qnirv8ABnk//qw6b/0hwf8AVPFXf4M8
n/8AVh03/pDg/wCqeKu/wZ5P/wCrDpv/AEhwf9U8Vd/gzyf/ANWHTf8ApDg/6p4qlPlPyn5VufKu
i3FxounzTTafaySSSWsLO7tDGzMzNGSSSdziqbf4M8n/APVh03/pDg/6p4q7/Bnk/wD6sOm/9ICH
/VPFXf4M8n/9WHTf+kOD/qnirv8ABnk//qw6b/0hwf8AVPFXf4M8n/8AVh03/pDg/wCqeKu/wZ5P
/wCrDpv/AEhwf9U8Vd/gzyf/ANWHTf8ApDg/6p4q7/Bnk/8A6sOm/wDSHB/1TxV3+DPJ/wD1YdN/
6Q4P+qeKu/wZ5P8A+rDpv/SHB/1TxV3+DPJ//Vh03/pDg/6p4q7/AAZ5P/6sOm/9IcH/AFTxV3+D
PJ//AFYdN/6Q4P8Aqnirv8GeT/8Aqw6b/wBIch/VPFXf4M8n/wDVh03/AKQ4P+qeKu8mf8ofoP8A
2zbP/kxHiqIudRvLab0jZlwzxLE0ZkcMrzxwyuxjgdU4JMrAMatR+irzxVHQmZoY2uEWOYqDIkbF
0V6fEFdkjLAHoeI+QxVUxVSnFyVh2ZkVgd/UUSCKHYcWWm9MVQIn1Va+pJasSKKqRy/b5Ba8uZqN
+mKroJ7+Uf39ozBjGwUNUSBWYoR6n2hsSMVXSyalDCZZprSJV3aRw4RRt1q69+9cVcjatIBJHLaO
hrQqrnl4fEHOKq9v9e5k3LQmMg8fTDA9qVLMRiqIxVQvZXhtnkQ8WFACEMlKkD7AZa9fHFUrGo3R
JUXVSGKbWMxFQaEVEnjiqJt21C5QvFeR0Vip5WzqQR1FGmBxVWWHVAwLXcRWu4EBBI+frHFUZiqS
+TP+UP0H/tm2f/JiPFU6xV2KuxVSuIRcQvAXeMOKF4mKOP8AVZdxiqW/4dh/5btQ/wCkuX/mrFXf
4dh/5btQ/wCkuX/mrFXf4dh/5btQ/wCkuX/mrFXf4dh/5btQ/wCkuX/mrFXf4dh/5btQ/wCkuX/м
rFXf4dh/5btQ/wCkuX/mrFUytoBawJArySBBTnKxdzvX4mbc4qq4q7FUPe2a3sPotLNCKhuUEjRP
t25IQaYqrgUAHWm1T1xVJvJn/KH6D/2zbP8A5MR4qjbz1biJoxa+p6Vzb8RKkciuqyQStMimZKcN
6E0ZWXkFb4Qyq3SRcLBKtxFcRVmeVPrckcshE9LkrWFnULE8rRKtdgmxIoSqj8VdiqCmudLhuG+s
XMMcgoWjkkQb7FWKsa1p0xVILrQ/Ld287yauy/WJTOVSeBQhY8mWMen8Kk7sP2ju1TiqweXvLCsj
R6u8fpOJY6XEB4uOG9XjY0qlaE0qT4nFWo/LnlWJY1XVCTG5erTwNyBKNwZWQqUqmy07n2oqymyt
4rSzgtYW5RQRpHGxpuqqFU/AFXoOwxVXxVLPMUV7NpMkVg5jnaSAcxIYqR+tF6tZEZGA9PlWhr4b
4qxwS+bLDhBFFfLfKjemjMYOJ4C24GVpHMvptyl5tyL/CtO9VVB9U88cofRKlPQrMZTaBvW4v6qoE
lpRTx9Ik7/tVG+Ktafcea7aeNAztDNdyO5d7Z5Cj3asBKDKQq+g7n933AA8Cqz7FUl8mf8ofoP8A
2zbP/kxHiq67jW2ZpJFJkbmwZWuSvHkOvp8qh5un3YqvMa2biz/tAELQ3Eg2A5Aj4h38MVU3haAP
slGcrxDXAHJmWQdOVB8O9BT9WKqln+j3ZKswnA5BQ84HFWA6SUruwriqqzacZRGfVDA8AB6wWtW6
026nriqm36KjZEPqqYPhUD16D0yy022Iq3+dMVXMumMonPrENyFAZ/2fhNUHT7sVXO+nBQzmWkxJ
B/fVqNtqbj7f+dMVUzLpUg4EykMW7TgmtFNT9OKrzLpcoRw7sGHrIV9Uijlt/h8aHbFXA6a0RIMv
CMgk1mB6Ej3PTFVMHSByQNMCPtLW4qK1p8hscVVR+jblS4aRllLE0aYbqOZFKjj16YqsSXS5THHS
UlGUpyWcfEfsksw9u+KpniqS+TP+UP0H/tm2f/JiPFU6xV2KuxV2KoaXT9PnczT2sMjt9p3jViaC
m5IxVZ+i9I/5Y7b/AJFJ/wA04q79E6V/yxW//IPP+acVd+itJrT6lb1Hb0k/5pxVFgKoCigAFABt
QDFXYq06JIpR1DKeqsKg4qpfUrL/AJZ4v+AX+mKu+pWX/LPF/wAAv9MVcLOzUgiCMEbghF/piqvi
qS+TP+UP0H/tm2f/ACYjxVbcXVvHNMsl3ElOXwm+KEDetV4fDQA99sVbFzbCKEPepxkkLlnvAGAb
qAUWjBWqoHt1xVo3MUS+jJdRLyCs5a+IZQdhSsYO/MeHbFV889u0h2xbpPRJB5relUq1GKhqcf2h
TFW4bpZYYvSlicRAMzC8LfExLcWZUPIUA69sVWC7s3Jd72JQxB+G+JFCKMR8I6VFPniq6a6tiOdz
dxQFwzUW94rxUMCR8K7VU18MVWS3ED26N9ZiHpjgWF+yjmfjVWcJvUAde2Kua7t42NvPdxxcG5N/
ppMn2S5BDJWlKHr0/FVVlvIuCgXENJFCoxvCvKh44nganbFVOWaACRxdIBFSJy18VAcUJDfCeJxV
el5bzhnju4mkZWPBLyq/CpSoIXbYEnbYjFVJrqASu0t0kcsaBvRN7RWBCjkwC8hRVr06n6cVbiub
Z51Ed3G55gsovixFeJSi8d+QJ2xVPMVSXyZ/yh+g/wDbNs/+TEeKprcXENrC087cY0pUgFupCjZQ
T1OKrBf2JFRcREU5VDr0Pfrira3lo7cFnjLcedAwrx/m69PfFXC9szx/fIOZISrAciv2uNetKdsV
Wi9sZUoJo2DgAryFfiHQjqNsVWKul8XCGHjT1HAYUox5cjv3YVriqyMaPDT02iUOKghhQiofrWnX
fFWhBo3JVAh5OfhHIVY9dt8VbpozRVJhMcfx/Ewou60JDHxC0xVWW7sIk4pNEqIKcVZdvoBxVc17
ZqvNriJVFasXUDbr3xVwvbMqzi4i4p9o81oOnXf/AChirX1+x48vrMXGgNea0oxovfucVVkkjlXn
GwdakVUgioNCNvAjFV2KpL5M/wCUP0H/ALZtn/yYjxVFzWzOWUalNCxPKi+hUCrbfHA23b6Pnirb
WjlWBv5h8NCw9EEb15f3Ptiro7KVVZXv55CabkQjjSlacYR1p3xVv6krGM/W5m9KgYclo5FPtjj7
b0piq1LN0cE6jcMQBVW9Ch4XqBAP5cVcbGRlK/pGf4idwINt+g/cfRirZtHZOKX8yghSvEQbBRQ0
/c/tv3/CmKtCyk5Bv0lOQG+zSChpWqn9xiqNqhPapxVug8MVdQYq4ADoKYq6g8MVcVU7EA4q3iqS
+TP+UP0H/tm2f/JiPFU5IDCjAEVB38RuMVU2trdhRokO3H7I6dKYq36EP++132PwjpSn8cVcYYTS
sanjWmw2qan8cVa+r246RJ/wI/pirktbeMsUjALGp+e39BiqjcRyeoPStopkKksXIB5fs/st4Yq6
BWkak1qkQjOx2PxAChX4RiqI9GEKVCLxPUUFDiq0WtsNhDGKGv2R18emKtC1tQvEQx8QagcRSvj0
xVxtLYv6npLypSoFNqhv1gYqueEA3EadAPsjoOmKrkRI14ooVfBRQb79sVXYqkvkz/lD9B/7Ztn/
AMmI8VTC5ji5R8rQXNWpUBDwqa8j6hXau+2+KodDE0n/AByXWvL4ytvToR2mJ+KtP14q2OEkg56W
wiPEOwgNB9qv95XrirStExEbaU6Ix4lmW34gEg70mPf2xVTQwjddFkUgV2W1rX+XafrviqoY7dG2
0o/E/olgsh3EPwuf3gPD4iQOvtiqxlt3PE6Mxp8e6232geS/7u61FRiq6X0QnI6S8hcF2ULb15NW
OPKYDkcVbVo7eT1INKkDspcvGtupqTxK19ZTU0r4UxVETXc8deFnNMBUfAYhWnGlOcq9eR+4+1VW
HeTlA/1KcEtxKEw8gP5v76lPprirheztHz+pThqEhCYgxpx2/vqb1/DFVrX8y8KWFwxbqFMPw7kf
F+/9sVXreStnMtXCVJi6Ekc9pTsKb98VRWKpL5M/5Q/Qf+2bZ/8mI8VTrFVKS5t4mCSypGx6Kz
AE1r4n2xVf6ifzDcV6joMVQxW8JUpcxceRNDHWoNaDaQdMVW8L5gClyINw4vSP4eR35qDISNu1Ti
rT/X0VqXVuXIPANGVHJRv/u0mleuKqvGQbLc1+JWPMIfhK8AvwherDlXx9sVU+N3+7UXkfNFpICg
oxJWjU5gjoe/f2xVdS5o6NdIGdWEZVQCp3+KjM3LjVdvvxVTZbyFQZL6MRhGRndFDcj8MbVBC1qd
9qh3xVc/1hmCG7iVJFoAq0cg/tKxc7+G1PniqL5pv8Q2674q2GB6EHFW8VdiqS+TP+UP0H/tm2f/
ACYjxVZNZpPLK11awzLI7xlWsatxHIir+qajpv8A5hVSltuakvbQu4IEZbTWbijBiyf33cmta0H0
4qvbTokeVfqlu0DswEYsAeVOSrU+rQ0EhFSBXftiq1LV44/3NvBBL/eFxp5pUfDH8Kzg8hzbv0J6
Yq3DbCKV0NpEYyShCWHGvwBkNfVbkoZT/nviqg2msjvGLW23IJKaYOBHw7/FPv79/u3VRhhaRIph
DGj24SnKxJIUBuSoPVqNwpFDtTviqg9hGGnY2dvUEGPjp1TUfEjV9Y8qBSvbenTFVSS1jEaQNbRs
Y3bnxsKxMCdqJzJ2A6g7/hiqvHZiaeRXjgKTASUayK7jkv7x2kozbnsMVbTQ4/gjljsnt4ifSiFo
AVBLVFTIw/a7DFVr6GWRYvT0/wBNSx4myqKtxGw9fbYb+OKr/wBDv6Soy2TNGaxk2fwqOtAvrePv
iro9JmSXm31Ir6nOi2nE7kcvi9Y/EeK707fcqmuKpL5M/wCUP0H/ALZtn/yYjxVOsVWsiMasoJHQ
kVxVb9XgDchenIGteIrXFVG4sIpwvpsbd1YMHiWOu2/+7I3HXfpiqhHpHBGVruWUsKBnS3qp/mHG
3UV+dcVXLpdCedzJIpVgFZIKKzGvNeMCmuKrF0mRTGTfTsIzUKY7Wh4Bptagjp2xVp9HZ9hfTqtF
HER2xUEChYBrVtz1OKufRjJGqG8m2NSxjtiTuSNjbFdtu3bFVyaQEVgbmR2KcFkMduHTcNVeFuo6
gbEEbdMVV7SyNsCJZ5Lsk1VpliBQfyr6MUQptiqqtvbr9mJBUU2UDb7sVbSCCNuccaI1KVVQDT6P
liqpirsVSXyZ/wAofoP/AGzbP/kxHiqaTWsFwVaVORUgg1IO1adKeOKqiRpGoRBxUdAMVXYqoPdp
HOsBjlJfoyxsyDp1cCg+1irvrEh4FvIR2NY/+qmKu9eX/lml++P/AKqYq715f+WaX74/+qmKu9eX
/lml++P/AKqYq715f+WaX74/+qmKu9eX/lml++P/AKqYqqxussayL9lwGFfAiuKrsVdirsVdiqS+
TP8AlD9B/wC2bZ/8mI8VTP6wvIoJYuSkgjluCOx+/FV4MpAIKEHcEVxV377/ACfxxV377/J/HFXf
vv8AJ/HFXfvv8n8cVd++/wAn8cVd++/yfxxV377/ACfxxV377/J/HFXfvv8AJ/HFXfvv8n8cVd++
/wAn8cVd++/yfxxVUxVJfJn/ACh+g/8AbNs/+TEeKp1irsVdiqhJ9c9dPS9L0KfGG5c61/Zpt0xV
g1t+ZyRN6F5YVWKqepA/XjUbRuu3T+bM7+TpSAILg/yhEEghMrL8yNCuZlhuEmtAxoJJFBQf6xRi
R92Qn2fliL5s4a/FI1yZFb34kuWtZlEchHqQFW5LLF/OrUG/iP4ZjyhtYciOT1UVSW4njkKJaSTJ
QUdGjpU1qKPIh3p+OQZrTd3AIAsZzWm4aGgqPeftiqtBI8sQeSJ4GNaxyFSwof8Ait3X8cVWWX+8
dv8A8Yk/4iMVV8VdirsVdiqS+TP+UP0H/tm2f/JiPFUYbyz9X0mEXMvw+3HUmtOhav0Yq0urWpoA
yAVA3lip+DntirZ1SBSnMoqyh5SZY+g6n7fb2xVb+lYyeMfpMxYBF9eOrVXtud+fw0+n2xVUOooi
8pAgoKvSWP4SKBq8mXYFgMVWfpRFBLqgO7ACaLdQSFbd164q2+qQo5QlBsCKyxivI7bcu/bFVqat
DIpZQlQpbiZoqg14gNxdgK7b++Kro9UgkLBOJ41JPqxGgA5V2kPan34qsOs25AEPCVmPFFWaGrNv
SP3ntviqompROxX4BTfaWMnZamo5bEHbFVNtatQV4FJA5pVZoaCnjWQftELt3OKr/wBKxclFAQ5K
hhLFTkDTjvIDXp274q2uoxlo0IQPKxAUyISVUSCVoTUggVGKo3FUl8mf8ofoP/bNs/8AkxHiqdYq
7FXYqhJntFvI1kufTnIHCh2ePIV2Pp13r06YqwW403Ty4b9HSTuwDmRBG4YkeMz/AMMy4yIDhyiC
UHJ5bsLuscNrNaMa0dljRBTetIWG59wflk45px6sJYYFFeXL2TTb2Hy75hYmEuH0655FfTl3ogNe
jdu3t14uU8QMo8+qcI4SIy5dHo+YLnKVxcRWsLTznjGnUgEnc06LU4YxMjQRKQiLKQ3vm+00y4C6
iPq6Sxl7e3oWu5KftGJKhFO9C5GW+ECKB3+xq8Yg2RQ+1W03V7qQWkTWoW3kVFEg+sFxVRwJX6p6
fUbn1KDxOUtye4q7FXYq7FUl8mf8ofoP/bNs/wDkxHirU+pWSu0D6hDGUkYilxArUBpxIMe1CCKf
firdzqdjGoUajCnqCqOZ7daCM0cryRq/ZPLbbfpirf6SsrZC899EFChuU08IoaK3E0SnSRTX3GKu
N9bSCaIX8Sy25BlCzwckYFVKP+7+EcttxirUerWJLH9IQOqAO5+sQEKq05Vog2Nd64qtfUtNgLRn
UolbiJSzTQKwRt1JBj2U8wa++KtLq1mIJBNqEFXjrE7XUKhuNQ1HSNSKFSCaYqu/SdkhjYahF6bq
UUme3CFk+BtwnUbE+5xVuK+s2lPHUI5qt6QUTwt8TBljFFj2LU6YqsOsaaDyGpQMxPoqguLegJXZ
vsdTStD/AGYq3FqennlMdSgfiAgJuLcgeoKjdYxuQtRiraalp0VsJG1CB0VggL3MXHknxcDIF6ld
ziqib6ytVWNdTiVUHFENzb/EOHH9qLYqTtvvtXFURFeQeoyPqKFo3WL02mg/vGPERnjEGBJU+/привет
qc4qkvkz/lD9B/7Ztn/yYjxVOsVdirsVUZJZFlRFgeRW6yKU4rv3DOG+4YqwVdK05wHMCktuSe5P
04qpQ2mizSFbUoJlBP7mQrIoBpX4WB64g0gi1DUtNup4DDN/uRhAPHnRZ06HZvgDjb/JI2octhmI
LXPCJBE+X/OWoWch0/UCdRijFFrSO9SnZ0l4LIB/NUh3yUoRnvFhHJLHtJOb7zmsirFokBllkDcp
bsSW6x02qsUkfOQgnp8K/wCVkYYJEsp6iMRtuwy6aNLm4lhup5r2Zh9anqh+NQBWR2SnQ7IvToAB
l0pRxig0xhPKbL0TR4IHsbIG3mVvq8dZORVd15/syDqxPbMRzE4G22Kt4q7FXYqkvkz/AJQ/Qf8A
tm2f/JiPFVSS8IkcGZEEblX5TFQKkBACYaEneo7YqtW7LhC0iCpqWS5Y/wB2Pj6Q0OzV44q5tQVS
nqTwhCFq31jarb7fud9x1qPxxVcblq+gzoHk+HedlaooRwYQ79f14qta+VhKDPGojPEkXBHwGvxn
9zt26e++2KulvQWY+tEFYClbnjVacwR+4NaqfHFV/wBaVSp9aPg3NgxuD1K8l4/u+nx+OwxVYb1o
lZ5ZYkdWY8DcMVOyk0YwgmnLpQ/0VXPeRrxf6wohkNWf1j+yq/Y/dkEEVJoRvirlutm53MalgyqV
uA24pWgMI3FffFVsF08nSWOR4Q3IC4JatGALKLcdRU9MVVFM14rPayEqCoVllIPEHkOSyQtvQn8P
oVVZIb9wWAAcgqFE7BaGnhD/AAxVpIb9ZAXqyc1IHrn4QAVP+6V5da0JOKphiqS+TP8AlD9B/wC2
bZ/8mI8VTrFXYq7FVKb1xxeEii/aTjUt02BLLTFUlj8so68mvLyI1I4H6saAH/Jt2xVRtvLKyM5e
a+tSpIUv9TPMVO49KF/Cu9OuKrl8uk3LQG4v1jUAi4Js/TY/ygCIv964qh9Q8mWV00azveXdSBzH
1QFB4kvCjU+WKoe4/LrRooi0RvZ2qDwie3VifHk8aD8cNlFBEW/kbTrWFJIJrxGReSQk2zFWpXiO
UJQN7g/TgSyLT1MdlDEYpIfSRYwkxQvRVA+IxMy1+WKonFXYq7FXYqknk6v+DtC47H9GWlK+PoR4
q70PNv8Ay12P/ImT/qpirvQ82/8ALXY/8iZP+qmKu9Dzb/y12P8AyJk/6qYq70PNv/LXY/8AImT/
AKqYqnKB+CiQgvQciOhPemKt4q3irsVdirsVaxVvFXYq7FXYqkvkz/lD9B/7Ztn/AMmI8VTWW5t4
P76VI6DkebBdh43xVY95Z8DyuI1DKSGDqNtwSN+1MVUI5bZIih2h2AdubPECCACacFUdMVbjMJbi
uoM7Agkcoj4LTZO5xVzyW6AF9QK993iFfh90+n+zFWnaEDidSZN+P24a8lq5G8fh+GKtGS3Qqr6k
QzVKgvCCQdv5MVXmW1CENfUaOqM/qRghjy+0Kca7Ht2xVYrWrMSNRZigo49SOleNakBetDXFV/OC
X4EvjzFT8DxlqKBXbif1Yqt5wlSRqRozbNyh36/CP3f9uKtiW3kUsmoVUdSrxUh3nr9jwB+gYqvg
uLaMMrXgnZKq3NkqCpYNUIq9xQ/LFVUXlozBFnjLnooda/dXFVbFUl8mf8ofoP8A2zbP/kxHiqPa
zRi/978ZJNLiUda1pR9uvbFW3tEkZ3YSAupQ8Z5FFCAuwVgAduo3xVZ9Qj/4v8f96Zv+qmKtmxQi
h9b/AKSJR+pxirRsIyzsfW+PlUC5mA+LrQept7U6dsVaGnRA1/0iv/MVP/1VxVtrGN6cvW2BG1zM
vXb9mQYq21ijhQ3rfBWhFxKp+Lx4uK9Nq4q0tiikMvrVHjczEfcXIxVsWKLTj62xqK3Ep71/ac4q
0bCMqF/figoCLmav3+piqJXmqhQuyigq1Tt4k74q3yk/k/HFXcpP5PxxVfiqS+TP+UP0H/tm2f8A
yYjxVbdJcXMko5XTcHKiJRYvxIIZJF9WtOu3Lf2xVUkhmXkUinZ/sBkWz2VTTmOZ6Nuae/bFVN4r
hFcRvd3PJSOSCw/dh5D+2E3oD1qOvtiqqFuArBFuueykgWXIbhg3h/uz/hP+CVU4LaYySSyC4LcR
GrMtjuASfhKAnYbHl9GKrnjnQQwUuf2azf6HX4ioLMrUHw8t+K/Ku2KrSt9JBGTHeBwHqD9RLLt8
I7r+18Py3xV0EN4xczLds37BZLHYlqB14FviVWPXtXbFVvpXjBmiN2eTOpIWwIHEU5HpUNy8a7b0
7qqghu2ZHU3UJkapVVsqRqeQo1eZp8iT+OKrGe4MIkh+tSLMA9Y/qJ4cS5NSxC77Cu/b3xV0i3Yk
Kol2FcqQqixCqCqgj4m5GhY1+mlRTFV3+mm4MkiXiq7iiEWPEKRUpXkXIFDXeuKro45zdeusd0FZ
xRKWfBVB23B9TjT3rT3xVOMVSXyZ/wAofoP/AGzbP/kxHiqZyC9Lj0WiC9w6sT1PSjDtiqmF1Tar
wd6/A++xp+340xVF4q7FXYq7FXYq7FXYq7FXYq7FXYq7FXYqkvkz/lD9B/7Ztn/yYjxVu50uJpnM
tvDcIxMi/wCixNxYmu5Zqk/Riqye2l4V9EP9qFgbSNyUD8yABIPgcj4fvOKqlvp0UT0FvGGBP71b
aJNqMCBRj1VuOKqf1Eu7hoVDSSRrA5NpGaqDsKhzVdht7Yq76lHGzLBaInKqSstpGAy140NXUkEH8
MVX/AFU+iEeBTEE4PCLWMcx8bKtC5FFahp4/PFVFNNWBZYRbp6TluaR2cSrJTlT9qh9q/Tiq+2so
45PUjto1KOaFbNYyJBQcweYPQ9fxxVUtoFS4Z7q29SS5WkjC2RKlaN8bqz7bbAnFVaOKwhlaGLTS
hnVmkKQoqMCvJuZFBUk037+2Kuit9NCSCPTgin4HX0FXkPh7UFR8I+7FWkt9OEUkY0wJG44unox0
dQehUdRiq97HTZZTLLpsbyOVdnaGMksGNCT1qCK4qupbSOVexJ4urBmjSnJaqrDfsO+Ko7FUl8mf
8ofoP/bNs/8AkxHiq69lZ5ld/TpA/waJR51YEtRQ3oruvStdvoxVZ6dut4kiysEo/JXmuiS1OVEU
vw2Pt06YqpFFjtDGeLPU+sHuLv06MgRiGYMQONdux98VVWigeOMTSFo3iahSW6IK1k9P4lfc0O/f
8MVWXEJCq0rnm/L1OE94F5F9+Pptsvx9O3yGKrpEPFmZt5FCy8ZroDjz4R8FTv8AZ5MKd67YquaE
x1WtWlRll/0i6PEksx4NvTr2piqlJbQIjmR3Uq3X63eKuw+OpDbUxVdIsUMjvzoGCRk+tdbgcNyA
SOXidepHfrVVoxqUEN1IEJCRRsk92lZBREUvyU7l/HfatcVaMNqkjnm/xsnpFp7wVB5bMCxHLfbx
6YqveNlgMasGD8t/rF0DxZ6CjjkwPw/R06Yq09lbmMyLI4JRqVubunqHbceoNqfSMVadY5rqCapb
4gXBlu6BgxUFU2TuOo8cVT7FUl8mf8ofoP8A2zbP/kxHiqx6x3M80SokgLKWGn3LMakhfjVgh4O5
Gx9sVbjVBbGYxIn7wowSyuKmIsp4iM0epC7t0riq8ym3uCWA9NG4uI7G5ZiqrxULIhYHvvQ+GKqU
8EcEcnBVV0Ykt9RuJaiSj0+Bqt9g8upPt06FV0aRSTiOSJHUqwA/R9wlFCjiObkrsEAptXFV1qJRD
KCE5bMGFlcoPiPEgxuxJ2I6N9GKqE4cf6OFiZYKAKdMuygox5FCrkN8QqKffiqIvGRET6siqjpSj
WVxL8LFHUfuqdCTUfqpiqnyj9SJ0i4opBY/UboPzUhwVoBQcfHv49MVVGt3EsM0aQqGYtGTZTMy8
mHX96Cp26lQMVUwiKREiIJo5AvP9h4PADj8NPjp1r8XKmKqpVG5erGrvG4S4P1KejxkghY/iNfsC
rDkOmKrVVWg9SJFUAgzcrC4Bc1JjonINsDv138MVbtyVZI1CAswdyLC5RSKpwoWaisDWta/RQ4qn
eKpL5M/5Q/Qf+2bZ/wDJiPFVO51GKKSf/SoxxdQVa8jQLViv8hI+R+WKr0v4ZisLXCUV2YyR3aFl
EY3LABar4jfFW49Utg8plu4EU1Zf9MRqjYHYqONN/uxVE/VRpS5Qyvxp6ZM/2w3EMTVDSnUYqtmX
UjQrCxFd1S4Cnc17x9q+PTFVeSG4Ugx834MpX97TltRuQ40piqkYr30SQr+qxpx9fYBaspDen3Ox
2xVxgvVmICu0Z25m4IJG3xcfToOp6Yq70r1RMVWQmoCfvweQDBQ3xR/D8O5xVdFFe+nSQOGRqD98
DyUlQSSIh0FaCmKrBBfKZGAkPxURTPsw5D4q+lVfhToPE/PFWjDeyQyOY5UkdmX0vrNAFIZOasqm
niPv64q3LHemYhElKJTi/rheWwFePA+J6+GKqkEV2A5l5gkIFUzBh/lfEI1OKo7FUl8mf8ofoP8A
2zbP/kxHiqpcaddSSGSLVXqha5uQCrNycMqsB06dQPltiq57C6k4q4XipJUrcXCtUKFUkq2/QA7
/rxVpdPu4ypVV/dEMg+s3G9N6NVjXfxrUdsVdHpkwVA60I+Bit1c14Bi6/FWpPJj17bdNsVWNpd1
xaNOPpnns9xcsW9ReLcm5+wp1p2pirb6ZcsCABTiiit1dVNCWarB69SQPb7sVdFpdysqyuasgJUf
WroqWrtyRPONNz2OKrn066ZiycUIUhQJ7gAn9ksquo7mvf3xVfHpsg4wtVYKAuVubgyVAboSwPU+
OKqyaZaxtzUzV5c955iK1J6GTpv06YqtOk2hXiXuKe11cA+PaUYqqixtwyOPU5RhVB9WTcJ9nl8f
xfTXFVMaTZilDOOIAAFzPSg9vVxVuHTLWD+7ac7AfHcTSdDy/wB2StiqMxVJfJn/ACh+g/8AbNs/
+TEeKq1zcTsSyW9xH6TGnpvbUmHLjT947fM9DiqFS4uJZiJPrAD1CiR7CiFhJQgJyb4eG3XruDQ0
VXW8l2XAllvOWzCKRRrA8gVFR+7WtBWp/pirT3N43Ng96hBoI1bT+6npyJ7juep8MVbM2oRTGNmu2
qOILSWISrA/F9kPUE/y/0xVVee9V2WNbuRWoEZXs6EpwqU5UPxVPKvShoBtiq1J7pGVud5MWdl9я
tZdN99uOw7UNcVdPJOGQC7uU5hQFDWQ6p1PNCa1U9K79NsVcWvVVJPXvAxUN6RNjU9uP2ab8q7N2
+9VxnvXMjRm8/duG9NGsTUV+wK12oe5B98VUxc30kjCNrwhlJVVksD15EBRv2FRv88VVEvLgxBi1
ywZ5EDc7MBiQpWhDUNNwPka9sVWtNfSRho2vQeFWVWsKjjsS1eQq3safLFVSK5vBP+9W74yuCA7W
XGNTRv2G5UHLj3P68VTfFUl8mf8AKH6D/wBs2z/5MR4qjrlrSFlWe6Nu714hpeNansGNP2sVUI7j
S5g0ceo+oUjDtxnFQgPP1PhNafF16UxVtnsVeVX1BlaLiJQZgoOHOnCo2pXmKYqu5WZiM4vmMLoZA
4lBUKlGMgYdhx33piqkt1pc5EMOq1kc/BwnRmq1AKA8q7uKfMYqiI7/ToHW0N7G0xPFUklUyEkkA
dan7JxVc+q6ZGwR7uFWY0AMi1JH04q6XVdLg4+teQR81V15SKKqxorCp6E9МВкНВ0сиЛЕЛяйПТи
nqLyNW4Cgr3bbFXHVNNUSs13CFgYJKTIoCMxoFY12O3TFVn6a0epX6/b1UFmHqpUBftE/FsBiqpL
qWNwMEnuoYmYhQHdVJJoQNz74q2uo2DvHGlzEzzBWiUOpLqwqrKK7gjwxVaNW0tnWNbyAu1CqiRS
SCQoNK+LAYqi8VSXyZ/yh+g/9s2z/wCTEeKoyWyEjE+qi/ac/uoyRyNT9oHvviq1dMjJ/wB0lRuo
WBOvLlv1xVV+o7l2ZWc7cjGlfslPDwxVSGlR7qxjZDsF9COgG+3TxNcVXT6aspaT90ZSpHOSFh4N
Nz0J+yO+Kt/UJAqKsqDhXf0U2BFKLSgGKrY9LWEq0JjiK1NVhjB7AbgeHL78VW/okEHk8fKuxEEW
w58qbq3VfhP34q22lIeJVkQoqoCIY6hVHFQKqdhU0xVcNMVOXptGvNBG37mPcBqnoB22xVdHp6RM
XjKI5FA6RIrDYCoNPAUxVp9OD1HJeLNzZTFGQzU4hj8PUDFWl04KG4sil9mKwoKr8VVO24PLFXfU
JOUbeqjcCvLlChqq1oBSlD4HFUdiqS+TP+UP0H/tm2f/ACYjxVc1xe+rLyjulRWehWS04kcmVePI
hgCKNvvvTFWnnl4xFmugxJX+8swTyNd/ip0/l32xVUS7nbgES4+FC5LSWtCVZuKNxdjVwBuNqdwa
4qsjuJnqP9J/dnknOW2ozKjAp+7Zj1O/Lv7YqqSyTvEHUXAP2xxlgXkKFSoPIrsDy/jiqjHe3S0b
07qQVcGklkR8JoCfjXr+vFVVZ5y7xA3NAWT1edpTfbmAGr8IYNuPDbFVj3E5o0QuSy0R0SW1LeIY
hmK78+x7DbFV6TS/uplE1JEAIMsBICsShPxEEuG7HFVsst1VHjjuWWlWCy2+1DT4g7U3Fehp/BV0
dzOQ0bi6UUHGRns99ynw8W+ncf0xVsXM7Rmq3KEUNOdpX4SRwqHI+Ib/AEdRirT3FwJPs3Pps1WK
y23BFNWLEswfiD8O2Kr1uJEkKoJph6ilgJYDxEtT+0ytRCaU8OlemKppiqS+TP8AlD9B/wC2bZ/8
mI8VTK7e5CEW3wv1DH6i/LiJIz+OKoENr7MR60Ciu1bR9q9iRfdu+KqqSaqs0nqsskRqYvTtyhU
GvHkzXTcqd6KMVclxfyhWVWQBSGDQULMNgwrPsPY4quSXUCyBuhQcj6NAG+Gv+7z7+PzxVFwGQwo
Zf7wqC23Hf5Bmp9+KqmKuxV2KuxV2KuxV2KuxV2KpL5M/wCUP0H/ALZtn/yYjxVE3Fu0MvqQqxMh
3McURNSSQxLcT8NMVdFp0boGKLG3wmjwxV2/1QR3p9GKrzpkZAI9MOAVLejHuGNW7d8VWLpKUKEr
RyCTpWCMU9z8O5ptiq9dMjCcCUIh3P3Mfw12YD4afEuxxVo6WlBx9IMCCSYIzXcV7DwxVtdMVVKB
koa7ejGBQ0BBovcADFVv6LAUIjRAdGBgjoRsegA/lxVttMVmO8YjNKJ6MfYFdyR/LQYquOnBkMbs
jqRShiSgB5BhSncOw+k4q0mmpGW9MonLkBxijBFenRe2KtR6ZwAHqJQPyosMaig6D7J7d/fFUQln
бкнексрккамецитн9wBiraWlpGKRwRoPBUA78uw8RiqtiqSeTyR5N0Mr1GmWhHf8A3RHiqWfp/way
f8s//cuu/wDqpirv0/5k/wCWf/uXXf8A1UxV36f8yf8ALP8A9y67/wCqmKplbSeabqBJ1eyjDivC
W3nRxvT4laaoxVM7EagIiNSaF5eR4m3VlXjQUqHZzWtcVROKuxV2KuxV2KuxV2KuxV2KuxVJfJn/
ACh+g/8AbNs/+TEeKp1irsVdirsVdirsVdirsVdirsVdirsVdirsVdirD/KfmXToPKuiwPDqBeLT
7VGMem38iErDGDxeO1ZWHgQSDiqbf4r0v/fGpf8AcK1H/sjxV3+K9L/3xqX/AHCtR/7I8Vd/ivS/
98al/wBwrUf+yPFXf4r0v/fGpf8AcK1H/sjxV3+K9L/3xqX/AHCTR/7I8Vd/ivS/98al/wBwrUf+
yPFXf4r0v/fGpf8AcK1H/sjxV3+K9L/3xqX/AHCTR/7I8Vd/ivS/98al/wBwrUf+yPFXf4r0v/fG
pf8AcK1H/sjxV3+K9L/3xqX/AHCTR/7I8Vd/ivS/98al/wBwrUf+yPFXf4r0v/fGpf8AcK1H/sjx
V3+K9L/3xqX/AHCTR/7I8Vd/ivS/98al/wBwrUf+yPFUp8p+ZdOg8q6LA8OoF4tPtUYx6bfyISSM
YPF47VlYeBBIOKpt/ivS/wDfGpf9wrUf+yPFXf4r0v8A3xqX/cK1H/sjxV3+K9L/AN8al/3CtR/7
I8Vd/ivS/wDfGpf9wrUf+yPFXf4r0v8A3xqX/cK1H/sjxV3+K9L/AN8al/3CtR/7I8Vd/ivS/wDf
Gpf9wrUf+yPFXf4r0v8A3xqX/cK1H/sjxV3+K9L/AN8al/3CtR/7I8Vd/ivS/wDfGpf9wrUf+yPF
Xf4r0v8A3xqX/cK1H/sjxV3+K9L/AN8al/3CtR/7I8Vd/ivS/wDfGpf9wrUf+yPFXf4r0v8A3xqX
/cK1H/sjxV3+K9L/AN8al/3CtR/7I8Vf/9k=
приложение/pdf10. 1016/j.proeng.2011.03.120
1016/j.proeng.2011.03.120
Acrobat Distiller 10.0.0 (Windows) Неизвестно ТРИЗ; проектирование производственного процесса; Технология изготовления; Журнал знаний о производственных технологияхProcedia Engineering© 2011 Издается Elsevier Ltd. Открытый доступ по лицензии CC BY-NC-ND. 2011.03.1206.410.1016/j.proeng.2011.03.120noindexTrue
конечный поток
эндообъект
3 0 объект
>
эндообъект
4 0 объект
>
эндообъект
5 0 объект
>
эндообъект
7 0 объект
>
эндообъект
8 0 объект
>
эндообъект
90 объект
>
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB]
/ExtGState >
>>
/Тип /Страница
>>
эндообъект
10 0 объект
>
эндообъект
11 0 объект
>
/Шрифт >
/ProcSet [/PDF /текст]
/ExtGState >
>>
/Тип /Страница
>>
эндообъект
12 0 объект
>
/Шрифт >
/ProcSet [/PDF /текст]
/ExtGState >
>>
/Тип /Страница
>>
эндообъект
13 0 объект
>
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC /ImageI]
/ExtGState >
>>
/Тип /Страница
>>
эндообъект
14 0 объект
>
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC]
/ExtGState >
>>
/Тип /Страница
>>
эндообъект
15 0 объект
>
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC /ImageI]
/ExtGState >
>>
/Тип /Страница
>>
эндообъект
16 0 объект
>
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC /ImageI]
/ExtGState >
>>
/Тип /Страница
>>
эндообъект
17 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC /ImageI]
/ExtGState >
>>
/Тип /Страница
>>
эндообъект
18 0 объект
>
/Шрифт >
/ProcSet [/PDF /текст]
/ExtGState >
>>
/Тип /Страница
>>
эндообъект
190 объект
>
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC]
/ExtGState >
>>
/Тип /Страница
>>
эндообъект
20 0 объект
>
/Шрифт >
/ProcSet [/PDF /текст]
/ExtGState >
>>
/Тип /Страница
>>
эндообъект
21 0 объект
>
/Шрифт >
/ProcSet [/PDF /текст]
/ExtGState >
>>
/Тип /Страница
>>
эндообъект
22 0 объект
>
/Шрифт >
/ProcSet [/PDF /текст]
/ExtGState >
>>
/Тип /Страница
>>
эндообъект
23 0 объект
>
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC /ImageI]
/ExtGState >
/Шаблон >
>>
/Тип /Страница
>>
эндообъект
24 0 объект
>
/Шрифт >
/ProcSet [/PDF /текст]
/ExtGState >
>>
/Тип /Страница
>>
эндообъект
25 0 объект
>
/Шрифт >
/ProcSet [/PDF /текст]
/ExtGState >
>>
/Тип /Страница
>>
эндообъект
26 0 объект
>
/Шрифт >
/ProcSet [/PDF /текст]
/ExtGState >
>>
/Тип /Страница
>>
эндообъект
27 0 объект
>
эндообъект
28 0 объект
>
/А 233 0 Р
/С [0,0 0,0 1,0]
/Ч/П
/М (Д:20141103144839З)
/Граница [0 0 1]
/Тип /Аннот
>>
эндообъект
29 0 объект
>
/А 234 0 Р
/С [0,0 0,0 1,0]
/Ч/П
/М (Д:20141103144839Z)
/Граница [0 0 1]
/Тип /Аннот
>>
эндообъект
30 0 объект
>
ручей
Hnm5)͵o»LR’ΝS*6H9*Zj,VKeT3,G/$UQweN=_2* h|z#!:rBBhH9mHotGc*8]c؋İoe»1−+cAygEIJZСH#i
PA-C5e64*3M(9~NkBEyCॾͨ
VkF)02J;FPNBaO7]f
7Ȗ_kmY_tXz+eCE=`tWr7ƤtPG6xO U28N ZOrnEZe
Будущее производственных технологий l CB Insights
Столкнувшись с огромным давлением, чтобы оставаться конкурентоспособными, производители обращаются к технологиям для оцифровки и автоматизации операций. Мы взглянем на эволюцию производства и то, куда технологии приведут его дальше, от экзокостюмов с приводом от человека до совместных роботов и не только.
Мы взглянем на эволюцию производства и то, куда технологии приведут его дальше, от экзокостюмов с приводом от человека до совместных роботов и не только.
В ответ на глобальные потрясения производственный сектор резко изменился с 2020 года. Производители все чаще обращают внимание на новые технологии — от передовой робототехники в научно-исследовательских лабораториях до компьютерного зрения на складах — которые повышают производительность, чтобы оставаться конкурентоспособными.
Временные рамки и технологии будут различаться в зависимости от сектора, но почти в каждой производственной вертикали (например, автомобили, электроника, фармацевтика, складское хозяйство и т. д.) в следующем десятилетии произойдут радикальные изменения. Оцифровка и автоматизация производства — выгодные долгосрочные инвестиции, поскольку они снижают стоимость рабочей силы, увеличивают время безотказной работы и снижают количество ошибок.
БЕСПЛАТНЫЙ ОТЧЕТ: ТЕХНОЛОГИЧЕСКИЕ ТЕНДЕНЦИИ 2022
Снижение рисков в цепочках поставок. Электрификация всего. Энергия слияния. Получите наш 70-страничный анализ технологических тенденций, формирующих отрасли от производства до финансовых услуг в 2022 году, здесь.
Электрификация всего. Энергия слияния. Получите наш 70-страничный анализ технологических тенденций, формирующих отрасли от производства до финансовых услуг в 2022 году, здесь.
В этом отчете мы изучаем факторы спроса, включая макроэкономические и социальные тенденции, такие как переориентация и стремление к устойчивому развитию, которые способствуют изменениям в производстве. Оттуда мы углубляемся в новые технологии на стороне предложения, которые будут формировать фабрику будущего.
Содержание
- Текущий рынок
- Сторона спроса
- Глобализация
- Перекрепление
- Затраты на оплату труда и дефицит
- Устойчивое развитие
- Сторона подачи
- Программное обеспечение для проектирования и цифровые двойники
- 3D-печать
- Автоматизация и робототехника
- Носимые устройства
- Заводская оцифровка
- Заглядывая вперед
Текущий рынок
С 2020 года последствия пандемии Covid-19, стихийных бедствий и торговой напряженности серьезно подорвали мировую экономику. В сочетании с растущим потребительским спросом, нехваткой рабочей силы и продолжающимися проблемами с цепочками поставок до 2022 года производителям предстоит решить серьезные проблемы.
В сочетании с растущим потребительским спросом, нехваткой рабочей силы и продолжающимися проблемами с цепочками поставок до 2022 года производителям предстоит решить серьезные проблемы.
На протяжении десятилетий в этом секторе наблюдалось значительное сокращение занятости, особенно с учетом роста населения. В США, по данным Бюро статистики труда США, производство достигло пика примерно в 190,5 млн рабочих мест в 1979 году, а в 2010 году они упали до минимума в 11,5 млн. Если не считать сбоев из-за Covid-19, которые привели к сокращению общего числа рабочих мест на производстве на 1,3 млн, а затем быстро восстановились, занятость в обрабатывающей промышленности с тех пор выросла примерно до 13 млн рабочих мест сегодня.
Производственная рабочая сила сокращается в глобальном масштабе. Согласно данным Всемирного банка, и в Австралии, и в Канаде занятость сократилась с примерно 23% от общей занятости в 1991 году до примерно 19% в 2019 году. Между тем, за тот же период занятость в обрабатывающей промышленности снизилась примерно с 30% до 18% в Великобритании.
Есть 2 основные причины этой тенденции:
- Поскольку Китай открылся для мировой экономики, производство переместилось за границу, хотя часть его теперь возвращается из-за переориентации.
- Производительность производства растет, а это означает, что для достижения тех же результатов требуется меньше рабочих. Добавленная стоимость в обрабатывающей промышленности осталась на уровне около 16% мирового ВВП, даже при сокращении занятости.
Несмотря на то, что на 2020 год приходится почти четверть ВВП США, производство остается областью с относительно низким уровнем цифровизации. Например, в большинстве стран мира в среднем на 10 000 сотрудников приходится менее 200 роботов, что говорит о том, что в производственных цехах есть много возможностей для инвестиций в автоматизацию и робототехнику.
Это означает рекордный уровень инвестиций в производственные технологические компании. За последние 5 лет долевое финансирование сектора почти утроилось и к 2021 году достигло 6,8 млрд долларов. За это время количество сделок стабилизировалось на уровне около 270 в год, что позволяет предположить, что средний размер сделки увеличивается по мере взросления рынка и движения компаний. на более поздние стадии роста.
За это время количество сделок стабилизировалось на уровне около 270 в год, что позволяет предположить, что средний размер сделки увеличивается по мере взросления рынка и движения компаний. на более поздние стадии роста.
Пандемия Covid-19 изначально замедлила усилия по оцифровке. Около 38% производителей, опрошенных Deloitte, в 2020 году приостановили инвестиции в умные фабрики. Тем не менее, согласно отчету Plex, к 2021 году 80% производителей сообщили, что умные фабрики являются ключом к их будущему успеху. Инвестиции, вероятно, продолжат поступать в этот сектор.
Страной с самой высокой долей сделок с 2017 года являются США (39%), за ними следует Китай (23%).
Стоимость рабочей силы в США выше, чем в большинстве стран мира, что требует инвестиций в передовые технологии, такие как робототехника, прогнозная аналитика и 3D-печать, чтобы компенсировать невозможность просто нанять больше работников. Это также объясняет, почему ведущие страны с инвестициями в робототехнику — Южная Корея, Сингапур, Япония и Германия — несут высокую стоимость рабочей силы.
Но затраты на оплату труда — не единственный фактор инвестиций и внедрения технологий. Ниже мы углубимся в элементы спроса и предложения, положившие начало технологической революции в производстве.
Сторона спроса
Глобальная конкуренция стимулирует спрос на новые решения
Глобализация усилила конкуренцию между производителями во всем мире, особенно в связи с перемещением производства в страны с низкой стоимостью рабочей силы. Эта конкуренция привела к снижению доли США в мировой производственной деятельности с 29% в начале 1980-х годов до минимума примерно в 16% в 2011 году, по данным Исследовательской службы Конгресса. С тех пор он увеличился до более чем 18% (по состоянию на 2018 год) из-за решоринга.
В дополнение к снижению производства в США, увеличение импорта из Китая привело к снижению наценки на продукцию, согласно документу Федеральной резервной системы. В то же время дополнительная конкуренция подтолкнула к повышению качества продукции. Это может быть хорошей новостью для среднего потребителя, но производителям было трудно покрыть дополнительные расходы.
Это может быть хорошей новостью для среднего потребителя, но производителям было трудно покрыть дополнительные расходы.
Чтобы конкурировать, такие страны, как США, Япония, Южная Корея и европейские страны, изучают новые технологии для снижения затрат в производственном процессе.
Например, компания GlobalFoundries, производитель передовых полупроводников, вложила средства в комплексную автоматизацию и робототехнику на своем предприятии на Мальте, в Нью-Йорке. Цель состояла в том, чтобы сократить время производства и количество ошибок, переместив людей из производственного цеха в специальные диспетчерские, что фактически повысило производительность каждого работника и повысило качество продукции. В июне 2021 года компания объявила, что расширит производство и построит новый завод (также на Мальте), который удвоит его мощность.
Источник: GlobalFoundries
Глобализация также привела к увеличению потребности в исследованиях и разработках, где разрабатываются новые производственные процессы, включая усилия по оцифровке и автоматизации. Крупные компании в фармацевтическом, технологическом, аэрокосмическом и других секторах в настоящее время ежегодно инвестируют миллиарды долларов в исследования и разработки, причем многие производители возглавляют список корпоративных расходов.
Крупные компании в фармацевтическом, технологическом, аэрокосмическом и других секторах в настоящее время ежегодно инвестируют миллиарды долларов в исследования и разработки, причем многие производители возглавляют список корпоративных расходов.
Производители также распределяют расходы на НИОКР по большему количеству стран, стремясь лучше понять местные рынки, привлечь местные кадры и инфраструктуру и многое другое.
Благодаря дальнейшей интеграции по всей планете и относительной простоте доставки товаров по всему миру производители будут продолжать сталкиваться с последствиями глобализации в ближайшие десятилетия.
Решоринг растет в странах с высокими затратами
В развитых странах существует сильное политическое давление, требующее от компаний прекратить офшоринг производства. Но компаниям сложно игнорировать сочетание взаимосвязанных международных цепочек поставок, доступной рабочей силы, сниженных коммерческих затрат и государственных финансовых стимулов. Это привело к значительным потерям рабочих мест в обрабатывающей промышленности в развитых странах в последние десятилетия.
Это привело к значительным потерям рабочих мест в обрабатывающей промышленности в развитых странах в последние десятилетия.
Однако с 2014 года решоринг — процесс, когда компании возвращают зарубежное производство в свои страны — привел к росту показателей занятости в США и большей части Европы. Между тем, с 2014 года производство переместилось из Китая.
Текущее ускорение усилий по переориентации на новые предприятия обусловлено тремя факторами:
- Развитие автоматизации, робототехники, цифровизации и других технологий, повышающих производительность труда. По мере того, как эти технологии становятся дешевле, они делают более экономически целесообразным повторное производство, даже с учетом более высоких затрат на рабочую силу.
- Ковид-19. В связи со строгими ограничениями во многих азиатских странах мотивация к перезагрузке возросла, поскольку блокировки в западных странах, как правило, были менее интенсивными.
 Согласно одному отчету, в 2020 году в США было переведено 109 тысяч рабочих мест, причем 46% этих должностей пришлось на Китай. Covid-19 был указан в качестве основной причины, и большинство этих позиций приходилось на фармацевтику и средства индивидуальной защиты (СИЗ).
Согласно одному отчету, в 2020 году в США было переведено 109 тысяч рабочих мест, причем 46% этих должностей пришлось на Китай. Covid-19 был указан в качестве основной причины, и большинство этих позиций приходилось на фармацевтику и средства индивидуальной защиты (СИЗ). - Растущий спрос на снижение зависимости от иностранных государств и создание надежных цепочек поставок , особенно в критически важных отраслях, таких как полупроводники и современная упаковка. Правительства все больше обеспокоены тем, что враждебные страны наносят серьезный экономический ущерб, ограничивая торговлю, и это приводит к возрождению решоринга. Например, Intel недавно заключила партнерское соглашение с DARPA в области безопасности цепочки поставок и увеличения внутреннего производства, в то время как Европа ищет стратегическую автономию в области полупроводников.
 Согласно одному отчету, в 2020 году в США было переведено 109 тысяч рабочих мест, причем 46% этих должностей пришлось на Китай. Covid-19 был указан в качестве основной причины, и большинство этих позиций приходилось на фармацевтику и средства индивидуальной защиты (СИЗ).
Согласно одному отчету, в 2020 году в США было переведено 109 тысяч рабочих мест, причем 46% этих должностей пришлось на Китай. Covid-19 был указан в качестве основной причины, и большинство этих позиций приходилось на фармацевтику и средства индивидуальной защиты (СИЗ).Затраты на оплату труда и нехватка рабочей силы распространены во всем мире
Разница в стоимости производственной рабочей силы во всем мире значительна: от 60 долларов в час в Швейцарии до 39 долларов в США и около 5 долларов в Мексике и Китае, по данным The Совет конференции. В трудоемких отраслях, таких как текстильная промышленность и бытовая электроника, это несоответствие затрат трудно игнорировать, и оно является важной причиной переноса производства в страны с низкими издержками.
В трудоемких отраслях, таких как текстильная промышленность и бытовая электроника, это несоответствие затрат трудно игнорировать, и оно является важной причиной переноса производства в страны с низкими издержками.
Высокая стоимость рабочей силы также стимулирует спрос на робототехнику и автоматизацию. На самом деле, предполагается, что к 2025 году робототехника может снизить затраты на рабочую силу во всем мире на 16%. Обе страны сталкиваются со старением населения, и общее сокращение населения делает роботов необходимыми для выполнения ролей, ранее исполнявшихся людьми. Японские производители промышленных роботов произвели более 50% роботов, поставленных по всему миру в 2017 году, в то время как Южная Корея использует больше промышленных роботов на 10 000 сотрудников, чем любая другая страна.
Источник: Международная федерация робототехники
Производство во всем мире страдает от нехватки рабочей силы и навыков. Люди старше 55 лет составляют все большую часть технической рабочей силы в США, а это означает, что молодые сотрудники не заменяют пожилых в достаточно большом количестве. Между тем, технические требования к производству выросли, что затрудняет наем подходящих работников. Как сказал New York Times один из бывших руководителей Siemens: «Люди на заводе должны быть намного более квалифицированными, чем они были в прошлом. Сегодня в «Сименс» нет работы для выпускников средних школ».
Между тем, технические требования к производству выросли, что затрудняет наем подходящих работников. Как сказал New York Times один из бывших руководителей Siemens: «Люди на заводе должны быть намного более квалифицированными, чем они были в прошлом. Сегодня в «Сименс» нет работы для выпускников средних школ».
Последствия Covid-19 еще больше увеличили нехватку рабочей силы: 80% американских производителей столкнулись с трудностями при найме во время пандемии, согласно отчету Общества управления персоналом. Между тем, количество вакансий в США увеличилось на 33% с четвертого квартала 2019 года. Точно так же они увеличились на 30% в Израиле и на 54% в Австралии.
Нехватка не ограничивается рабочей силой. В различных отраслях промышленности ощущается нехватка физических деталей, особенно в полупроводниковой промышленности. Это требует творческого подхода, когда компании переделывают продукты для большей устойчивости цепочки поставок. Ford, например, недавно заключил партнерские отношения с GlobalFoundries и NXP Semiconductors для создания более устойчивых конструкций, а General Motors объявила о партнерстве с поставщиками полупроводников, чтобы удвоить производство в Северной Америке.
В целом, эти тенденции вызывают повышенный спрос на автоматизацию, робототехнику и другие технологии, позволяющие повысить эффективность труда сотрудников и сделать цепочки поставок более устойчивыми.
Инициативы в области устойчивого развития находятся в центре внимания
Производители все больше осознают свое воздействие на окружающую среду, особенно с учетом потребительского спроса на устойчивые методы. Сокращение потребления энергии и воды на объектах может привести к значительной экономии средств.
Использование энергии в производстве составляет 24% глобальных выбросов парниковых газов, а еще 5% приходится на различные виды промышленного использования, согласно «Нашему миру в данных». Производственный сектор также способствует пагубным последствиям для окружающей среды и здоровья, таким как загрязнение воды, воздуха и шума.
В связи с этим ряд компаний разрабатывают экологически чистые производственные решения.
- Solidia Technologies делает производство цемента, на которое, по ее утверждению, приходится 5-7% выбросов углерода в мире, более экологичным, предлагая 2 решения: свою технологию производства цемента, которая снижает выбросы до 40%; и его технология отверждения бетона, в которой используется CO 2 , а не вода. Эта технология может ежегодно экономить до 3 трлн литров воды в дополнение к потреблению CO 9 .0341 2 из атмосферы.
- Аналогичным образом компания Fortera разработала процесс, который превращает CO 2 в цемент, снижая выбросы более чем на 60 % на тонну. В октябре 2021 года калифорнийская компания расширилась до Европы.
- Учитывая, что сталелитейная промышленность является одним из трех крупнейших производителей CO 2 в мире, обезуглероживание производства стали также является необходимостью. h3 Green Steel — шведская компания, основанная в 2020 году, основное внимание которой направлено на обезуглероживание производства стали с использованием энергии из источников, не содержащих ископаемого топлива, включая зеленый водород. Компания строит завод на севере Швеции, который надеется завершить к 2024 году. К 2030 году компания планирует производить 5 млн тонн зеленой стали.
 Эта технология может ежегодно экономить до 3 трлн литров воды в дополнение к потреблению CO 9 .0341 2 из атмосферы.
Эта технология может ежегодно экономить до 3 трлн литров воды в дополнение к потреблению CO 9 .0341 2 из атмосферы.Источник: h3 Green Steel
- Прежде чем приступить к управлению выбросами углерода, она должна сначала понять текущие уровни выбросов. Платформа Sweep позволяет пользователям вводить данные о различных аспектах своего бизнеса и видеть, какой вклад они вносят в выбросы. Пользователи Sweep также могут создавать цели по снижению своего воздействия на окружающую среду и отслеживать их прогресс.
- Инновации в сельскохозяйственном секторе также касаются декарбонизации. Nitricity, стартап из Калифорнии, позволяет фермерам производить безуглеродные азотные удобрения на месте. Его технология опирается только на электричество, воздух и воду. В августе 2021 года стартап привлек начальные инвестиции в размере 5 миллионов долларов.
- Помимо выбросов углерода, TerraCycle служит для сокращения отходов за счет переработки материалов, которые используются в качестве строительных материалов и потребительских товаров. В последний раз компания привлекла $25 млн серии A в 2020 году и работает в 21 стране, работая с такими крупными брендами, как Nestlé и PepsiCo.
 Платформа Sweep позволяет пользователям вводить данные о различных аспектах своего бизнеса и видеть, какой вклад они вносят в выбросы. Пользователи Sweep также могут создавать цели по снижению своего воздействия на окружающую среду и отслеживать их прогресс.
Платформа Sweep позволяет пользователям вводить данные о различных аспектах своего бизнеса и видеть, какой вклад они вносят в выбросы. Пользователи Sweep также могут создавать цели по снижению своего воздействия на окружающую среду и отслеживать их прогресс.БЕСПЛАТНЫЙ ОТЧЕТ: ТЕХНОЛОГИЧЕСКИЕ ТЕНДЕНЦИИ 2022
Снижение рисков в цепочках поставок. Электрификация всего. Энергия слияния. Получите наш 70-страничный анализ технологических тенденций, формирующих отрасли от производства до финансовых услуг в 2022 году, здесь.
Электрификация всего. Энергия слияния. Получите наш 70-страничный анализ технологических тенденций, формирующих отрасли от производства до финансовых услуг в 2022 году, здесь.
Сторона предложения
Слияние рыночных факторов со стороны спроса — от нехватки рабочей силы до требований устойчивого развития и растущей конкуренции — подталкивает мировых производителей к внедрению новых технологий, которые способствуют цифровизации и автоматизации на заводе.
Эта волна цифровой трансформации, получившая название Индустрия 4.0 (четвертая промышленная революция), включает в себя широкий спектр новых технологий, направленных на улучшение всех аспектов промышленных операций. Ниже мы рассмотрим 5 ключевых технологических тенденций.
Программное обеспечение для проектирования и цифровые двойники
От производства лекарств до промышленного дизайна этап планирования имеет решающее значение для массового производства. К счастью, существует множество инструментов и технологий, которые помогают дизайнерам, ученым и инженерам в разных отраслях работать более эффективно.
ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ ускоряет ПРОЕКТИРОВАНИЕ ПРОДУКЦИИ
Сегодня наиболее передовые производители полагаются на программное обеспечение для автоматизированного проектирования (САПР) — программное обеспечение для 2D- и 3D-проектирования и моделирования, позволяющее проектировать автомобили, спутники, оборудование и многое другое. Прогнозируется, что эта отрасль будет расти на 10% ежегодно до 2028 года. Двумя ведущими компаниями являются Dassault Systèmes, производитель SolidWorks и CATIA, и Autodesk, разработчик программного обеспечения AutoCAD.
Однако есть и другие, предназначенные для более специализированных приложений. Microfabrica фокусируется на 3D CAD для микроэлектромеханических систем (MEMS), которые представляют собой миниатюрные устройства с механическими и электрическими компонентами. Тем временем Onshape создает программное обеспечение, сочетающее в себе САПР, управление данными и бизнес-аналитику. Обе компании были приобретены в 2019 году.
Программное обеспечение Onshape для проектирования. Источник: Onshape. Здесь необходимо программное обеспечение для конечно-элементного анализа. Программное обеспечение COMSOL Group, например, моделирует все, от аэродинамики до теплопередачи и потока жидкости. Точно так же Dynardo разрабатывает программное обеспечение для анализа таких вещей, как надежность, чувствительность и надежность. Был приобретен в 2019 годуот Ansys, крупного игрока в области инженерного программного обеспечения, за 33 миллиона долларов.
ЦИФРОВЫЕ ДВОЙНИКИ ПОМОГАЮТ СОКРАЩАТЬ ЗАТРАТНЫЕ ПРОГРАММЫ ПРОЕКТИРОВАНИЯ
Постоянной проблемой на этапах разработки и производства является понимание того, что происходит в режиме реального времени. Здесь в игру вступают цифровые двойники.
На самом базовом уровне цифровой двойник — это виртуальная модель, отражающая физический объект. Это может включать в себя виртуальное представление продукта, чтобы помочь на этапе проектирования, уменьшая количество итераций, необходимых для получения правильного результата. Или это может быть система мониторинга производственного цеха, чтобы рабочие могли знать все параметры в любое время.
Или это может быть система мониторинга производственного цеха, чтобы рабочие могли знать все параметры в любое время.
Основным конкурентом в этой области является компания NavVis, которая использует внутреннюю пространственную интеллектуальную платформу для создания цифровых изображений заводских цехов. На сегодняшний день компания привлекла более 94 миллионов долларов и сотрудничает с такими крупными компаниями, как Autodesk, интегрируя свое облачное программное обеспечение для строительства, чтобы помочь в планировании и управлении строительством.
Точно так же Sight Machine фокусируется на искусственном интеллекте для производственных цехов, включая такие приложения, как развертывание прогнозной аналитики для увеличения времени безотказной работы предприятия, сокращение отходов для повышения устойчивости или более быстрое обнаружение узких мест для повышения производительности.
Автоматизация и робототехника
За последние несколько десятилетий многие рабочие места на сборочных линиях массового производства были автоматизированы из-за более высоких затрат на рабочую силу, повышенных требований к качеству и более быстрых производственных требований.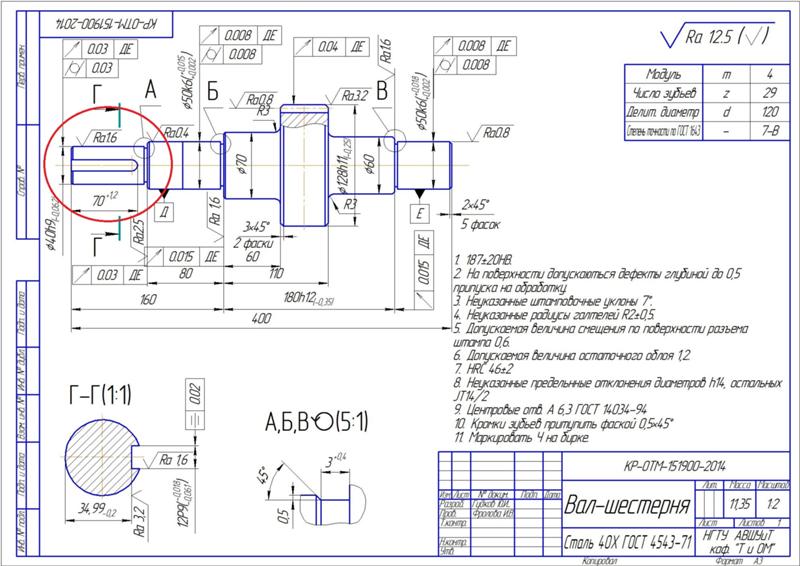 Вкусы потребителей также расширились, и производители стараются не отставать от растущих требований к персонализации и разнообразию.
Вкусы потребителей также расширились, и производители стараются не отставать от растущих требований к персонализации и разнообразию.
В свою очередь, производители внедрили такие системы, как промышленная робототехника, для повышения безопасности, эффективности и настройки продукта. Принятие ускорилось, поскольку роботы стали дешевле, точнее и безопаснее в использовании.
Видения для Индустрии 4.0 включают в себя полностью интеллектуальную фабрику, где объединенные в сеть машины и продукты взаимодействуют с помощью технологии IoT — с целью не только прототипирования и сборки определенной серии продуктов, но и итерации этих продуктов на основе отзывов потребителей и прогнозной информации.
МОДУЛЬНОЕ ПРОИЗВОДСТВО ПОЗВОЛЯЕТ НАСТРАИВАТЬ НАСТРОЙКИ
Прежде чем мы достигнем мира, в котором люди практически не участвуют в производстве, модульная конструкция может помочь существующим заводам стать более гибкими.
Модульность позволяет фабрике еще больше упростить настройку и выпускать больше моделей на одних и тех же линиях. Модульность также может проявляться в виде более мелких частей или модулей, которые входят в более настраиваемый продукт. Или это может быть оборудование, такое как сменные детали роботов и машин, что позволяет использовать их в самых разных целях.
Модульность также может проявляться в виде более мелких частей или модулей, которые входят в более настраиваемый продукт. Или это может быть оборудование, такое как сменные детали роботов и машин, что позволяет использовать их в самых разных целях.
Массовое производство уже перестраивается, чтобы удовлетворить потребительский спрос на большую индивидуализацию и разнообразие. Согласно опросу BCG, в 2020 году 86 % опрошенных в автомобильной промышленности заявили, что ожидают, что структура завода, включающая разнонаправленную компоновку, модульную настройку линии и устойчивое производство, будет иметь важное значение для завода будущего. И стартапы извлекают выгоду из стремления к модульным деталям.
Vention, например, производит промышленное оборудование на заказ. Выбирая из своих модульных частей, все, что нужно сделать фирме, это загрузить CAD-проект оборудования, которое она хочет, а затем подождать 3 дня, чтобы получить специализированные инструменты или роботизированное оборудование.
Платформа Vention. Источник: SolidSmack
РОБОТИКИ ЗАНИМАЮТ ФАБРИКУ И СКЛАД
Долгое время считалось, что промышленная робототехника несет ответственность за сокращение производственных рабочих мест, которые до недавнего времени сокращались на протяжении десятилетий. Но последняя волна робототехники расширяет возможности человека.
Коботы (коллаборативные роботы) программируются с помощью вспомогательных движений. Они «учатся», когда кто-то сначала двигает их вручную, а затем копирует движение вперед. Эти роботы считаются коллаборативными, потому что они могут работать вместе с людьми.
Робототехника незаменима при монотонных работах, таких как упаковка, сортировка и подъем. Производитель коботов Universal Robots говорит, что некоторые из его манипуляторов окупаются в среднем за 195 дней. Стоимость коллаборативных роботов может варьироваться от 10 000 до 50 000 долларов.
Производители наращивают инвестиции в роботов.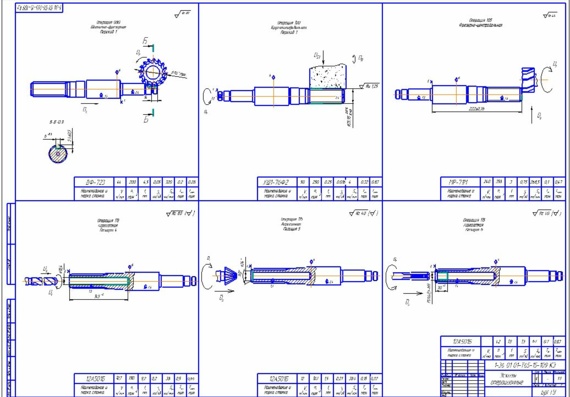 По данным Ассоциации развития автоматизации, с 3 кв. 20 г. по 3 кв. 21 г. количество заказов роботов в Северной Америке увеличилось на 32%.
По данным Ассоциации развития автоматизации, с 3 кв. 20 г. по 3 кв. 21 г. количество заказов роботов в Северной Америке увеличилось на 32%.
В области обработки тяжелых материалов значительную долю рынка занимают крупные промышленные игроки, такие как Mitsubishi, Fanuc и Yaskawa, хотя появляется новая волна стартапов, готовых конкурировать.
Хотя даже самые лучшие роботы все еще имеют ограничения, некоторые экономисты считают, что автоматизация может привести к радикальной реструктуризации труда.
В ближайшем будущем перепрограммируемая природа коботов позволит производственным фирмам лучше настраивать и работать параллельно с существующим оборудованием и сотрудниками. В долгосрочной перспективе автоматизированные фабрики, вероятно, будут нанимать меньше людей и потребуют высококвалифицированных сотрудников, которые разбираются в сложном программном обеспечении и оборудовании.
Робототехника может в конечном итоге стать двигателем «автоматического» производства, то есть производства без человеческого труда.
КОМПЬЮТЕРНОЕ ВИДЕНИЕ ОБЕСПЕЧИВАЕТ ПРОВЕРКУ КАЧЕСТВА
При массовом производстве проверка соответствия каждого продукта техническим условиям является унылой работой, ограниченной человеческой склонностью к ошибкам. Напротив, будущие фабрики будут использовать машинное обучение для анализа фабрики в реальном времени и компьютерное зрение для обнаружения недостатков, которые человеческий глаз может не заметить.
Благодаря этому обеспечение качества все больше внедряется в кодовую базу организации. Платформы данных машинного обучения, такие как Sight Machine и Uptake, могут систематизировать принципы бережливого производства во внутренней работе систем.
Тем временем стартапы, поддерживаемые венчурным капиталом, такие как Instrumental, обучают ИИ выявлять производственные проблемы. Известный исследователь ИИ Эндрю Нг создал стартап Landing AI, специализирующийся на решениях для визуального контроля ИИ. В ноябре 2021 года стартап привлек серию A на сумму 57 миллионов долларов. Он уже работает с Foxconn, контрактным производителем электроники из Тайваня, который работает с некоторыми из крупнейших компаний мира, такими как Apple.
Он уже работает с Foxconn, контрактным производителем электроники из Тайваня, который работает с некоторыми из крупнейших компаний мира, такими как Apple.
Еще один стартап в этой сфере — Neurala. Имея на данный момент финансирование в размере 34 миллионов долларов, компания использует технологию глубокой нейронной сети, которая имитирует человеческое восприятие и учится улучшать машинное зрение, что приводит к лучшему контролю качества.
Но это не просто стартапы в области компьютерного зрения.
В 2021 году Google запустила решение Visual Inspection AI, чтобы помочь организациям улучшить контроль качества. Инструмент предназначен для различных отраслей промышленности, включая производство автомобилей и электроники. Google утверждает, что организации могут развернуть этот инструмент всего за несколько недель на заводе или в Google Cloud.
Многие недостатки в электронике даже не видны человеческому глазу. Возможность мгновенно выявлять и классифицировать дефекты автоматизирует контроль качества, делая заводы более адаптивными.
3D-печать
Следующим шагом после разработки продукта часто является прототипирование. Производители во всех секторах полагаются на 3D-печать, чтобы оставаться конкурентоспособными и укреплять цикл обратной связи при запуске продукта. Согласно опросу Sculpteo 2021 года, ускорение разработки продуктов является приоритетом №1 для фирм, использующих 3D-печать.
Благодаря иммерсивным дизайнерским решениям пользователи могут получить реальное представление о конструкции еще до ее изготовления. Этот процесс также делает физические прототипы излишними.
3D-ПЕЧАТЬ УСКОРЯЕТ РАЗРАБОТКУ ПО ВЕРТИКАЛЬНЫМ РАЗРАБОТКАМ
Помимо традиционного программного обеспечения AutoCAD, Autodesk является лидером будущих технологий прототипирования и совместной работы. Компании не привыкать инвестировать в передовые технологии, такие как 3D-печать, включая такие компании, как Carbon и многие другие.
Точно так же Apple представила дополненную реальность (AR) и виртуальную реальность (VR), упрощающие процесс проектирования в сочетании с 3D-печатью. Используя базу данных CB Insights, мы обнаружили патент Apple, который предполагает, что дополненная реальность «накладывает сгенерированную компьютером виртуальную информацию» на реальные виды существующих объектов, что позволяет промышленным дизайнерам вносить 3D-печатные «правки» в существующие или незавершенные объекты.
Используя базу данных CB Insights, мы обнаружили патент Apple, который предполагает, что дополненная реальность «накладывает сгенерированную компьютером виртуальную информацию» на реальные виды существующих объектов, что позволяет промышленным дизайнерам вносить 3D-печатные «правки» в существующие или незавершенные объекты.
Патент предусматривает использование AR через «полупрозрачные очки», но также упоминает «мобильное устройство, оснащенное камерой», намекая на потенциальные возможности 3D-печати на iPhone.
Кроме того, исследователь из Корнелла продемонстрировал способность делать наброски с помощью AR/VR во время 3D-печати. В конце концов, человеко-компьютерный интерфейс может стать настолько бесшовным, что 3D-модели можно будет создавать в режиме реального времени.
Источник: Корнельский университет
Производители будущего будут полагаться на интеллектуальное программное обеспечение для своих научных открытий. 3D-принтер уже является основным продуктом в любой дизайн-студии. Прежде чем заказывать тысячи физических деталей, дизайнеры могут использовать 3D-печать, чтобы увидеть, как будет выглядеть будущий продукт.
Прежде чем заказывать тысячи физических деталей, дизайнеры могут использовать 3D-печать, чтобы увидеть, как будет выглядеть будущий продукт.
МАССОВАЯ ПЕРСОНАЛИЗАЦИЯ И НОВАЯ ГЕОМЕТРИЯ
По сравнению с некоторыми традиционными процессами массового производства, 3D-печать никогда не превзойдет эффект масштаба. Но для небольших тиражей может иметь смысл выполнение с использованием аддитивного производства.
Производители все чаще обращаются к 3D-печати по мере того, как массовая персонализация некоторых потребительских товаров становится все более популярной.
Обувь — один из популярных вариантов использования для просмотра. Например, Adidas сотрудничает с Carbon для массовой печати индивидуальной спортивной обуви. Другие компании, предоставляющие услуги 3D-печати, такие как Voxel8 (недавно приобретенная Kornit Digital), ориентированы именно на обувь.
Тем временем стартапы, разрабатывающие или коммерциализирующие сложные материалы, набирают популярность в мире 3D-печати.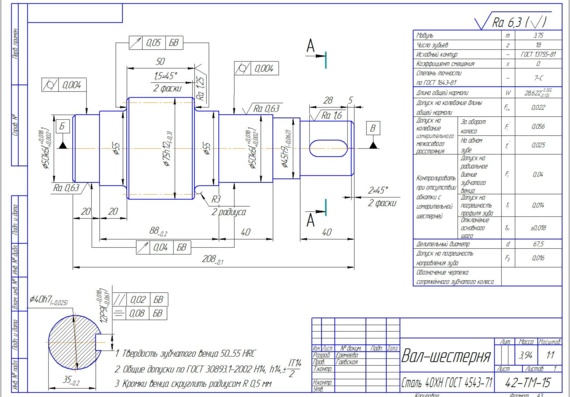 Такие компании, как Markforged, используют принтеры, способные печатать что угодно, от металлов до композитов из углеродного волокна, тогда как другие, такие как Boston Micro Fabrication, разрабатывают композиты с редкой структурой и экзотическими физическими свойствами. В июле 2021 года Markforged стала публичной и объявила о годовом увеличении выручки на 53% в третьем квартале 2021 года.
Такие компании, как Markforged, используют принтеры, способные печатать что угодно, от металлов до композитов из углеродного волокна, тогда как другие, такие как Boston Micro Fabrication, разрабатывают композиты с редкой структурой и экзотическими физическими свойствами. В июле 2021 года Markforged стала публичной и объявила о годовом увеличении выручки на 53% в третьем квартале 2021 года.
Xometry предлагает по запросу аддитивное производство и обработку с числовым программным управлением (ЧПУ) — метод вычитания, при котором объект вырезается из блока материала — выполняя заказы на детали в сети своих мастерских. Его платформа позволяет пользователям просто загружать 3D-файл и получать расценки на фрезерование, 3D-печать или даже литье под давлением для деталей. В 2021 году Xometry стала публичной.
Источник: Autodesk
Важным преимуществом 3D-печати является возможность создавать формы, которые иначе были бы невозможны. Например, представьте себе изготовление сот из металлического блока по сравнению с 3D-печатью слоя за слоем. Это важно для аэрокосмических компаний, таких как Relativity Space, которые используют эту технологию для крупномасштабных промышленных печатных работ. Компания недавно открыла завод площадью 1 миллион квадратных футов в Калифорнии после получения финансирования серии E в размере 650 миллионов долларов.
Это важно для аэрокосмических компаний, таких как Relativity Space, которые используют эту технологию для крупномасштабных промышленных печатных работ. Компания недавно открыла завод площадью 1 миллион квадратных футов в Калифорнии после получения финансирования серии E в размере 650 миллионов долларов.
Носимые устройства
Внешний вид производства резко изменился за короткое время благодаря новым технологиям, повышающим эффективность труда и рабочую силу.
Covid-19 выступил здесь в роли ускорителя: 76% руководителей производства сообщили, что они начали использовать искусственный интеллект и другие инновационные технологии из-за пандемии, по данным Google Cloud.
Вот как новые технологии, такие как AR и VR, экзокостюмы и другие носимые устройства, вписываются в фабрику будущего.
AR И VR ОФОРМЛЯЮТ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
Дополненная реальность способна повысить квалификацию промышленных рабочих. Например, AR может анализировать сложную машинную среду и использовать компьютерное зрение для отображения деталей машин, как визуальное руководство в реальном времени. Это делает высококвалифицированный труд, такой как выездное обслуживание, «загружаемым» навыком.
Это делает высококвалифицированный труд, такой как выездное обслуживание, «загружаемым» навыком.
Многие производители дополненной реальности предполагают, что технология работает как «интернет-браузер» без помощи рук, который позволяет работникам просматривать статистику соответствующей информации в режиме реального времени. RealWear предлагает небольшой, но прочный дисплей перед глазами. В 2021 году компания стала партнером Librestream и NOV для создания решения AR, которое связывает передовых сотрудников с удаленными экспертами, чтобы помочь им принимать решения в режиме реального времени.
Другие, такие как Scope AR, выполняют аналогичную работу в полевых условиях с использованием мобильных камер и камер iPad, используя AR для выделения деталей промышленного оборудования и подключаясь к специалистам службы поддержки в режиме реального времени. Это экономит на командировочных расходах сотрудников для ремонта сломанного оборудования. Ранее в этом году компания выпустила WorkLink Create, приложение, которое позволяет пользователям создавать и делиться AR-контентом на работе.
RE’FLEKT, корпоративный разработчик дополненной реальности из Мюнхена, недавно приобретенный PTC, создал платформу для преобразования данных САПР в приложения дополненной реальности для обслуживания и обучения. Компания Jaguar Land Rover использовала RE’FLEKT ONE для создания обучающего приложения, которое позволило бы сотрудникам приобретать «рентгеновское зрение» в автомобиле и точно определять, какой компонент или ремонт требуется.
Технический гигант Microsoft предлагает HoloLens, гарнитуру смешанной реальности, которую можно использовать не только на производстве, но и в образовании, здравоохранении и инженерии. Например, техники Mercedes-Benz используют HoloLens при ремонте автомобилей. Устройство позволяет пользователям получать информацию от удаленного эксперта в режиме реального времени в случае возникновения сложных проблем, а также делиться визуальным контентом на дисплее, чтобы помочь техническому специалисту.
Виртуальная реальность также имеет решающее значение во многих производственных процессах, и в последние годы она получила широкое распространение в отрасли. Это полезно для таких приложений, как техническое обучение, удаленное обслуживание оборудования и анализ проекта. Например, у Ford есть обязательная проверка виртуальной реальности для всех автомобилей, которые идут в производство.
Это полезно для таких приложений, как техническое обучение, удаленное обслуживание оборудования и анализ проекта. Например, у Ford есть обязательная проверка виртуальной реальности для всех автомобилей, которые идут в производство.
ЭКЗОКОСТЮМЫ СТАНОВЯТСЯ СТАНДАРТОМ ДЛЯ СЛОЖНЫХ РАБОТ
Технология экзоскелетов, наконец, достигает фабричных цехов, что может значительно снизить физические потери от повторяющейся работы. Стартапы здесь производят носимое высокотехнологичное снаряжение, которое несет большую часть нагрузки.
Ekso Bionics испытала свой костюм EksoVest на сборочных заводах Ford в Мичигане, что привело к снижению производственных травм на 83%. EksoVest уменьшает износ от повторяющихся движений и, в отличие от некоторых конкурирующих продуктов, обеспечивает помощь при подъеме без батарей или робототехники. Помимо промышленных условий, компания также поддерживает пациентов, проходящих нейрореабилитацию, которые заново учатся ходить.
Источник: Ford Media Center
Sarcos — еще один известный производитель экзокостюмов, специализирующийся на дистанционно управляемой робототехнике и экзоскелетах с электроприводом. Его роботизированный экзоскелет, который рабочий может надеть или снять за 30 секунд, может помочь пользователю многократно поднимать и сбрасывать 200 фунтов в течение рабочего сеанса продолжительностью до 8 часов. В конце 2021 года компания стала публичной через SPAC.
Его роботизированный экзоскелет, который рабочий может надеть или снять за 30 секунд, может помочь пользователю многократно поднимать и сбрасывать 200 фунтов в течение рабочего сеанса продолжительностью до 8 часов. В конце 2021 года компания стала публичной через SPAC.
На той же территории находится StrongArm Technologies, которая производит носимые устройства для измерения осанки и помощи при подъеме. StrongArm рекламирует возможность прогнозирования, чтобы вмешаться до риска травмы или инцидента. В декабре 2020 года компания выпустила FUSE FLEX, меньшее по размеру и более мощное защитное носимое устройство.
Там, где люди по-прежнему необходимы для некоторых опасных задач, носимые устройства и экзоскелеты расширят человеческие возможности, а также повысят безопасность.
Оцифровка производства
Согласно отчету Senseye, средняя стоимость незапланированного простоя для крупных производственных компаний составляет 532 000 долларов в час. Между тем, согласно показателям бережливого производства, производственные площадки мирового класса работают на 85% от теоретической мощности. Средняя фабрика загружена всего на 60%, а это означает, что есть много возможностей для улучшения с точки зрения оптимизации деятельности.
Средняя фабрика загружена всего на 60%, а это означает, что есть много возможностей для улучшения с точки зрения оптимизации деятельности.
Созревание этой отрасли в течение следующих нескольких десятилетий сначала потребует базовой оцифровки.
Сначала мы видим, что на фабрике появляется больше цифровых машин. Позже эта оцифровка может превратиться в профилактическое обслуживание и настоящий прогнозный интеллект. Тем не менее производители сталкиваются с серьезными препятствиями, чтобы взять на себя новое бремя аналитики.
Заводские цеха, как правило, содержат старые машины, в которых осталось много десятилетий производства. Помимо значительной стоимости, датчики, отслеживающие температуру и вибрацию, не предназначены для типичной машины, что увеличивает период калибровки и эффективность.
Когда на заводе-изготовителе Harley-Davidson проходила модернизация датчиков IIoT, Майк Фишер, генеральный менеджер компании, сказал в интервью WSJ, что датчики «усложняют оборудование и сами по себе сложны. Но со сложностью приходит возможность».
Но со сложностью приходит возможность».
Результаты были ошеломляющими: по сообщениям, время производства велосипедов сократилось с 3 недель до 6 часов.
ОТ РЕАКТИВНОЙ К ПРОГНОЗИРУЮЩЕЙ
Проще говоря, операционная технология (ОТ) похожа на традиционную ИТ, но предназначена для производственных помещений. В то время как типичный ИТ-стек включает в себя настольные компьютеры, ноутбуки и возможности подключения для работы с знаниями и конфиденциальными данными, OT управляет прямым контролем или мониторингом физических устройств.
Для производителей стек OT обычно включает:
- Подключенное производственное оборудование (часто с модернизированными промышленными датчиками IoT)
- Системы диспетчерского управления и сбора данных (SCADA) и человеко-машинные интерфейсы (HMI), обеспечивающие промышленный контроль и мониторинг
- Программируемые логические контроллеры (ПЛК), защищенные компьютеры, которые управляют заводскими машинами
- 3D-принтеры для аддитивного производства и станки с числовым программным управлением (ЧПУ) для субтрактивного производства
В некотором смысле ИТ и ОТ — две стороны одной медали, и по мере цифровизации производства границы будут продолжать стираться.
Сегодня «мозгом» большинства промышленных машин является ПЛК. Промышленные гиганты, такие как Siemens, Rockwell Automation и Opto 22, предлагают ПЛК, но они могут быть неоправданно дорогими для небольших производственных компаний.
Это дало стартапам, таким как Oden Technologies, возможность предлагать готовое вычислительное оборудование, которое можно напрямую подключать к большинству машин или интегрировать существующие ПЛК. Это, в свою очередь, позволяет малым предприятиям экономить и анализировать свою эффективность в режиме реального времени.
По мере повсеместного распространения цифровых технологий следующая волна повышения эффективности технологий будет сосредоточена на прогнозной аналитике. Сегодняшний нарратив вокруг Интернета вещей предполагает, что все — каждый конвейер и роботизированный привод — будет иметь датчик, но не все фабричные функции имеют одинаковую ценность.
Augury, например, использует датчики с искусственным интеллектом для прослушивания машин и прогнозирования отказов. Совсем недавно компания достигла статуса единорога после привлечения инвестиций серии E на 180 миллионов долларов. Владельцы фабрик, ориентированные на затраты, признают, что высокоточные датчики обеспечат более высокую рентабельность инвестиций, чем бесполезный IoT.
Совсем недавно компания достигла статуса единорога после привлечения инвестиций серии E на 180 миллионов долларов. Владельцы фабрик, ориентированные на затраты, признают, что высокоточные датчики обеспечат более высокую рентабельность инвестиций, чем бесполезный IoT.
НОВАЯ АРХИТЕКТУРА НА ГРАНИЦЕ
В ближайшем будущем достижения в области искусственного интеллекта и аппаратного обеспечения позволят IIoT, каким мы его знаем, быть почти независимым от централизованных облаков.
Вычисления, выполняемые «на краю» или ближе к датчику, — важная новая тенденция. Пограничные вычисления предлагают производителям значительные преимущества, в том числе:
- Повышение эффективности. Производители могут обрабатывать свои данные рядом с источником, откуда они были получены, что позволяет приложениям работать быстрее.
- Снижение затрат. Производители могут избежать затрат на дорогостоящее облачное хранение и обработку данных, обрабатывая свои данные на недорогих локальных устройствах.
- Эффективная пропускная способность. По мере роста использования облачных вычислений периферийные вычисления позволяют производителям избежать конкуренции за все более редкую и дорогую полосу пропускания.

Такие компании, как Saguna Networks (приобретенная COMSovereign в 2021 году), специализируются на граничных вычислениях, тогда как Foghorn Systems занимается туманными вычислениями (представьте, что облако создается на месте, например, локальная сеть). Оба метода позволяют критически важным устройствам безопасно работать без задержки передачи всех данных в облако.
Это важно, потому что задержка облачных вычислений имеет серьезные недостатки в производстве. Отключение питания машины за доли секунды с опозданием может стать разницей между предотвращением физического повреждения и нанесением ему физического ущерба.
В долгосрочной перспективе периферийные вычисления заложат основу для автономной фабрики. Программное обеспечение искусственного интеллекта, лежащее в основе периферии, представляет собой инфраструктуру, которая позволяет фабричным машинам принимать решения независимо.
КИБЕРБЕЗОПАСНОСТЬ – ПРИОРИТЕТ
В последние годы производство подверглось большему количеству атак программ-вымогателей, чем любая другая отрасль (за исключением государственного сектора). Одна из пяти производственных компаний в Великобритании и США, опрошенных Morphisec, подверглась кибератакам в прошлом году. А атаки программ-вымогателей обходятся недешево — по данным Sophos, производственным компаниям для восстановления требуется в среднем 1,5 миллиона долларов.
По мере того, как промышленные компании внедряют технологии IoT для мониторинга цепочек поставок и оборудования, они также становятся уязвимыми в плане операционной безопасности.
Источник: Morphisec. что привело к потере производственных мощностей примерно на 41 миллион долларов. Атака 2021 года на поставщика решений IoT Sierra Wireless вынудила компанию остановить производство до тех пор, пока она не разберется с инцидентом.
Следовательно, критическая инфраструктура является растущим сегментом кибербезопасности. Такие стартапы, как Bayshore Networks (приобретена OPSWAT), предлагают шлюзы IoT, которые соединяют разрозненные протоколы для подключенных датчиков, позволяя производителям из разных вертикалей контролировать свои сети IIoT. Другие компании, занимающиеся безопасностью на основе шлюзов, такие как Xage, даже используют реестры блокчейнов, чтобы промышленные датчики могли безопасно обмениваться данными.
Такие стартапы, как Bayshore Networks (приобретена OPSWAT), предлагают шлюзы IoT, которые соединяют разрозненные протоколы для подключенных датчиков, позволяя производителям из разных вертикалей контролировать свои сети IIoT. Другие компании, занимающиеся безопасностью на основе шлюзов, такие как Xage, даже используют реестры блокчейнов, чтобы промышленные датчики могли безопасно обмениваться данными.
Кроме того, некоторые из наиболее активных инвесторов в корпоративную кибербезопасность являются корпорациями, заинтересованными в OT-вычислениях. Венчурные подразделения Dell (которая производит промышленные шлюзы IoT), а также Google, GE, Samsung и Intel являются одними из самых активных в этой области.
Безопасное управление системами IIoT по-прежнему будет критически важной областью для инвестиций, тем более что взлом за взломом доказывает уязвимость.
Взгляд в будущее
Производство становится все более эффективным, персонализированным, модульным и автоматизированным. Но заводы остаются в постоянном движении. Производители известны как медленно внедряющие технологии, и многие могут сопротивляться новым инвестициям. Тем не менее, по мере того как цифровизация становится отраслевым стандартом, конкурентное давление будет усиливать стимулы к развитию.
Но заводы остаются в постоянном движении. Производители известны как медленно внедряющие технологии, и многие могут сопротивляться новым инвестициям. Тем не менее, по мере того как цифровизация становится отраслевым стандартом, конкурентное давление будет усиливать стимулы к развитию.
Самые мощные рычаги, которые могут использовать производители, появятся в виде робототехники, искусственного интеллекта и базовой оцифровки Интернета вещей. Извлечение информации из данных и инвестиции в интеллектуальную робототехнику позволят максимизировать производительность при минимальных затратах и дефектах.
Тем временем, поскольку передовые категории, такие как носимые устройства и дополненная реальность, тестируются в промышленных условиях, производство может достичь беспрецедентного уровня беспрепятственного производства и увеличения числа рабочих.
Говоря словами Генри Форда: «Если вы всегда будете делать то, что делали всегда, вы всегда будете получать то, что всегда получали». Чтобы полностью реализовать свой потенциал, обрабатывающая промышленность должна продолжать использовать новые технологии.
Чтобы полностью реализовать свой потенциал, обрабатывающая промышленность должна продолжать использовать новые технологии.
Если вы еще не являетесь нашим клиентом, подпишитесь на бесплатную пробную версию, чтобы узнать больше о нашей платформе.
Новые технологические процессы для суперсплавов – PreScouter
Постоянный поиск более прочных, твердых, устойчивых и, следовательно, более безопасных сплавов в аэронавтике принес большие преимущества в этих аспектах, но также привел к новым сложностям, которые необходимо решать. столкнулись: как обрабатывать эти материалы. Аэрокосмические сплавы трудно поддаются механической обработке, и свойства материала аналогичны инструментам, используемым для их резки, что может значительно сократить срок службы режущего инструмента. По мере того, как свойства материала приближаются к свойствам режущего инструмента, необходимо либо замедлить резку, чтобы сохранить срок службы инструмента и избежать поломки, либо использовать более прочные инструменты, что увеличивает производственные затраты.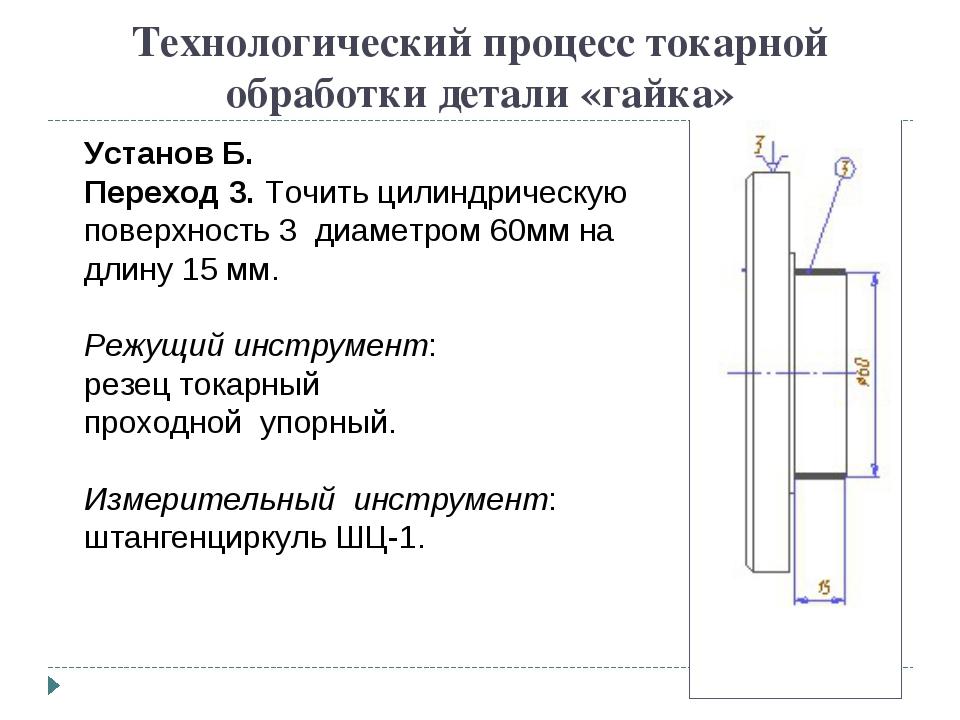
Если сегодняшние процессы обработки используются в материалах следующего поколения, интенсивность выделяемого тепла может деформировать, отколоть и сломать обычные фрезы. Этих недостатков больше, чем преимуществ, и все усилия, затраченные на разработку этих материалов, теряют ценность.
Поэтому аэрокосмические компании очень заинтересованы в инвестировании в разработку новых методов производства деталей внутренней части реактивных двигателей, газовых турбин и других устройств. Здесь мы представляем последние достижения в области резки и механической обработки под названием Blue Arc, а также представляем технологии 3D-печати металлом. Обе технологии предлагают новый способ обработки и манипулирования новыми суперматериалами для производства деталей, особенно используемых в авиационной отрасли.
Blue Arc: новая технология резки суперсплавов
Стремясь решить эти проблемы и улучшить качество и стоимость отдельных компонентов, в 2011 году GE впервые представила процесс механической обработки GE Blue Arc. Эта разработка значительно сокращает обычное время резки. Например, механическая обработка титанового сплава аэрокосмического качества сократится с 45 до 3 минут, сэкономив 200 миллионов долларов после 5 лет использования технологии. Конструкция устраняет необходимость в мощных шпинделях, дорогих фрезах и других устройствах. Эта технология была запатентована GE, и по этой причине не так много других компаний занимается ее коммерциализацией.
Эта разработка значительно сокращает обычное время резки. Например, механическая обработка титанового сплава аэрокосмического качества сократится с 45 до 3 минут, сэкономив 200 миллионов долларов после 5 лет использования технологии. Конструкция устраняет необходимость в мощных шпинделях, дорогих фрезах и других устройствах. Эта технология была запатентована GE, и по этой причине не так много других компаний занимается ее коммерциализацией.
Blue Arc использует высокоскоростной электронный луч для эрозии и удаления металла. Поскольку между электродным инструментом и заготовкой имеется электрическая энергия высокого тока и низкого напряжения, части заготовки расплавляются, а излишки материала удаляются с помощью охлаждающей жидкости под высоким давлением. Электрическая дуга создается с помощью медно-вольфрамового электрода, который может иметь желаемую форму, диаметр или контур, что очень похоже на использование режущего инструмента для механической обработки. Эта технология также имеет преимущества в плане устойчивости, поскольку удаленный материал можно восстановить и использовать для других процессов.
Эта технология также имеет преимущества в плане устойчивости, поскольку удаленный материал можно восстановить и использовать для других процессов.
Благодаря низким силам Blue Arc процесс может быть изменен с мощных станков с высоким крутящим моментом и высокотехнологичных режущих инструментов на меньшую, менее жесткую машину и простой электродный инструмент. Этот процесс рекомендуется для глубоких, труднодоступных и очень тонких разрезов, которые обычно используются в аэрокосмической, энергетической и автомобильной промышленности.
В поисках этой новой технологической разработки компания GE объединилась с японской компанией Mitsui Seiki, производителем станков, чтобы объединить их знания в этой области и разработать коммерческий станок, который может быстро и эффективно производить детали из жаропрочных сплавов с использованием этой новой технологии резки. . Они сделали свою первую презентацию в 2016 году на Международной конференции по информационным технологиям для производственных систем (IMTS), а затем 6 июня 2018 года провели второе мероприятие для общественности, организованное TechSolve в своей штаб-квартире в Цинциннати.
Машина, разработанная и представленная на последнем мероприятии, была основана на Mitsui Seiki HW63-TD. Его особенностью является то, что он является гибридным, что позволяет выполнять обработку как с Blue Arc, так и с обычной обработкой на одной и той же платформе.
3D-печать металлом для аэрокосмической отрасли:
Сегодня 3D-принтеры постепенно проникают в большинство отраслей, связанных с развитием высоких технологий, таких как космос, здравоохранение, строительство и многие другие. Этот метод в настоящее время используется в основном в промышленном секторе для создания компонентов оснастки или готовых деталей, например:
- В аэрокосмической отрасли может производить компоненты для самолетов или ракетных двигателей
- В автомобильной промышленности может производить пресс-формы для массового литья под давлением тысяч компонентов
- В медицинском секторе, когда речь идет о создании имплантатов, особенно в области стоматологии
- В морском секторе аддитивное изготовление металлов может использоваться даже для проектирования гребных винтов для судов.
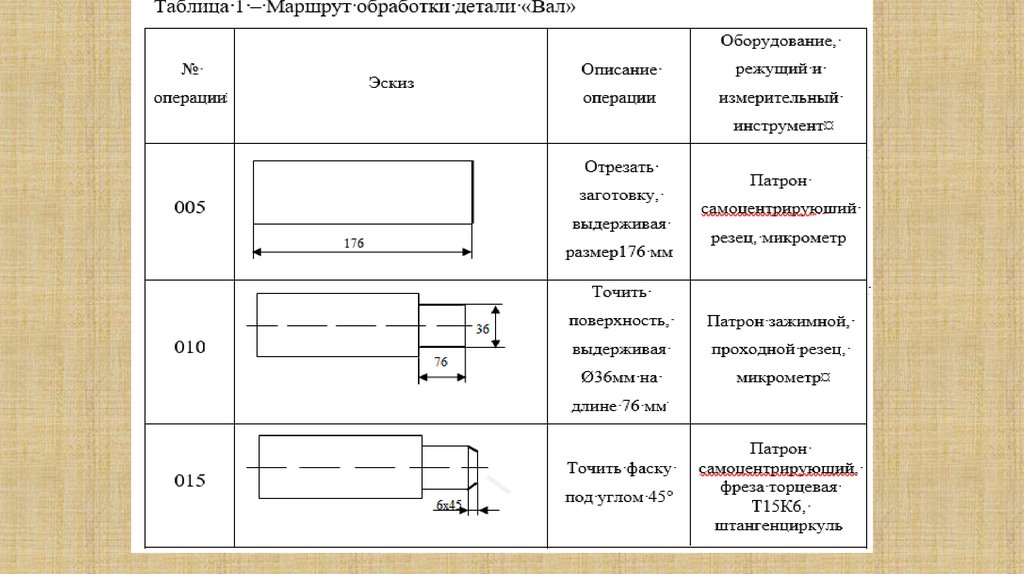
Этот процесс изготовления строительных материалов отличается от традиционного или нового метода Blue Arc для резки сплошного блока именно тем, что он не выполняет резку, сверление или механическую обработку, а вместо этого придает форму изделию путем добавления различных слоев материалы, как следует из общего названия аддитивного производства (AM).
Компании, предлагающие 3D-принтеры по металлу:
Все больше и больше компаний приступают к 3D-печати металлом. Среди ведущих производителей 3D-принтеров по металлу мы находим:
- Американская компания 3D Systems, которая сейчас предлагает полный спектр станков;
- SLM Solutions, важный поставщик этой технологии для автомобильной и авиационной промышленности;
- Arcam, компания, занимающаяся технологией электронно-лучевого синтеза с 2000 года. Arcam производит 3D-принтеры размером с холодильник, которые используют электронные лучи для сварки миллионов зерен металла в состоянии мелкой пыли, по одному тонкому слою за раз, для создания таких сложных вещей, как детальные детали реактивного двигателя.
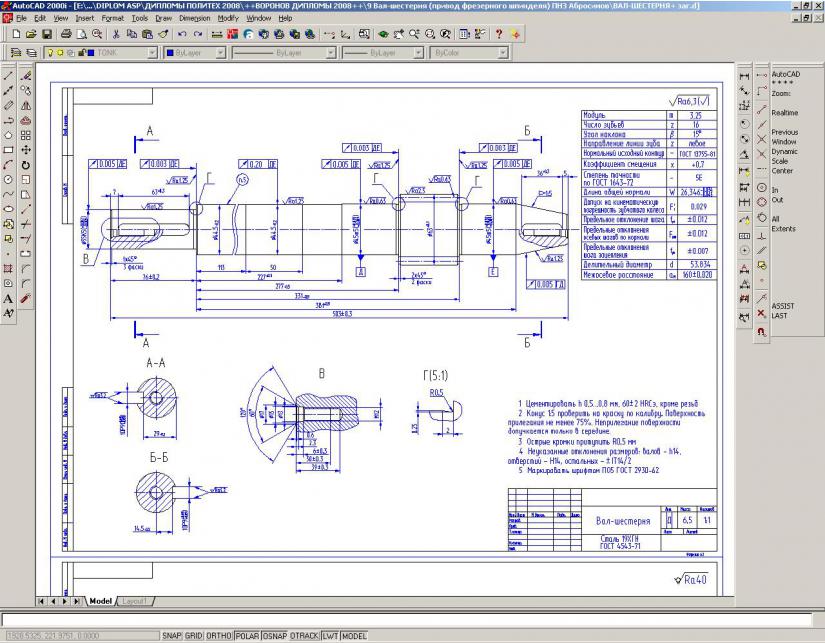
С другой стороны, мы также находим такие компании, как Desktop Metal, которые предлагают меньшие и более дешевые комплексные системы для мелкого или масштабного производства. Эта компания предлагает машину под названием Studio System+, которую можно установить даже дома. У них также есть оборудование для массового производства.
Студийная система+. Источник: Desktop Metal.
Markforged — еще одна недавно созданная компания, которая также предлагает различные системы печати, а ее машина Metal X способна создавать детали размером 250x220x200 мм.
Израильская компания XJet предлагает струйную печать наночастицами, которая может сократить затраты и время при современной металлической печати. Для печати используются жидкие чернила, содержащие металлические наночастицы, которые впрыскиваются на строительный лоток и накапливаются слоями обычным способом. На этом первом этапе жидкость испаряется из-за высоких температур строительной камеры, оставляя только твердую металлическую часть.
Национальная лаборатория Ок-Риджа штата Теннесси (ORLN) недавно представила свои достижения в области нового способа производства материалов, подвергающихся воздействию высокого давления и теплового стресса, с использованием 3D-печати металлом. Эта технология сочетает в себе гибкость дизайна 3D-печати с механическими свойствами металла для производства элементов с высокой точностью, управления свойствами металлов путем управления температурными градиентами и лучшего понимания их микроскопической структуры, что позволяет исследователям изучать их свойства твердости, долговечности, или вес.
В постоянном стремлении производить более совершенные и безопасные материалы GE недавно объявила о заключении 5-летнего соглашения о сотрудничестве с ORLN, чтобы объединить свой лабораторный опыт с реальными приложениями. Это соглашение является продолжением совместного проекта с Arcam, который был приобретен GE в 2016 году.
Последним коммерческим выпуском 3D-принтеров этой компании стал Arcam EBM Spectra H, произведенный на заводе Arcam недалеко от Гётембурга, Швеция. Сегодня электронно-лучевая плавка остается единственным коммерческим методом аддитивного производства, способным удовлетворить требования к производству титана-алюминия (TiAl), сплава, для обработки которого требуются высокие температуры и который очень подвержен растрескиванию. Первоначально Arcam EBM Spectra H будет поддерживать TiAl и Alloy 718, а в 2019 году запланирована совместимость дополнительных суперсплавов Ni..
Сегодня электронно-лучевая плавка остается единственным коммерческим методом аддитивного производства, способным удовлетворить требования к производству титана-алюминия (TiAl), сплава, для обработки которого требуются высокие температуры и который очень подвержен растрескиванию. Первоначально Arcam EBM Spectra H будет поддерживать TiAl и Alloy 718, а в 2019 году запланирована совместимость дополнительных суперсплавов Ni..
Выводы:
Авиакосмическая и оборонная отрасли теперь могут извлечь выгоду из новых технологий, дающих многочисленные преимущества при обработке деталей. Очевидно, что в области 3D-печати наблюдается большее технологическое развитие по сравнению с технологией Blue Arc из-за большого количества организаций, занимающихся этими проблемами.
Мы можем сделать вывод, что обе технологии представлены как отличные решения для поддержки и дополнения разработки суперматериалов, снижения затрат и повышения надежности готовых деталей, используемых в авиационной отрасли.
Если у вас есть какие-либо вопросы или вы хотите узнать, можем ли мы помочь вашему бизнесу с его инновационными задачами, свяжитесь с нами здесь или напишите нам по адресу [email protected].
Об авторе
Каролина Мартин Берарди
Каролина недавно получила степень магистра инженерных наук в Высшей школе Бибераха, Германия, и степень бакалавра инженеров-технологов в Национальном университете Тукумана, Аргентина. Она проработала полтора года в автомобильной промышленности и прошла несколько семинаров и курсов по инженерии, так как проявляет большой интерес к этой области и хочет продолжать изучать будущие технологические инновации.
Что такое технология аддитивного производства
Содержание
Что такое аддитивное производство (АП)?
Основной принцип технологии Аддитивное производство заключается в том, что она использует созданную САПР 3D-модель непосредственно для изготовления трехмерного объекта путем добавления материала слой за слоем и их сплавления.
Экструзия материалов (источник: Makerbot)
Более чем достаточно статистических данных подтверждают утверждение о том, что внедрение 3D-печати произвел революцию в индустриальном мире так, как ни один другой продукт не добился такого важного успеха за последние 35 лет.
Реклама
Реклама
Аддитивное производство, быстрое прототипирование и 3D-печать
Хотя первоначально в контексте разработки продукта эти технологии назывались Быстрое прототипирование , в последние годы эти технологии достигли гигантских успехов и перешли от прототипа к стадии готовности к производству изготовление детали. Term 3D-печать также широко используется для этих технологий, и MIT придумал его для струйной печати на основе AM, изобретенного ими в 90-х годах. Следовательно, эти термины не могут эффективно описать последние технологические достижения в этом секторе.
Реклама
Реклама
История аддитивного производства
Чак Халл, американский инженер корпорации 3D Systems, аккредитован как изобретатель 3D-печати в 1983 году, известной как процесс твердотельной визуализации под названием стереолитография (3D-печать), первая коммерческая технология быстрого прототипирования и формат файла STL. Благодаря Халлу, его вклад в формат файлов STL, цифровую нарезку слоев и стратегии заполнения до сих пор используются во многих процессах аддитивного производства.
Благодаря Халлу, его вклад в формат файлов STL, цифровую нарезку слоев и стратегии заполнения до сих пор используются во многих процессах аддитивного производства.
С тех пор многие компании изобрели и внедрили новые технологии. Поскольку технология является относительно новой, компании разрабатывают и внедряют различные методы в соответствии с новыми маркетинговыми условиями, даже если основная технология может быть той же.
Технический комитет ASTM International окончательно определил эти процессы как аддитивное производство (AM), поскольку технология создает трехмерные детали путем добавления материала по сравнению с субтрактивным производством .
В соответствии со стандартами ISO/ASTM технологии аддитивного производства подразделяются на семь типов в зависимости от методов, используемых для создания этих слоев, источника энергии и плавкого материала.
7 видов аддитивных технологий производства
Существует семь основных технологий аддитивного производства, а именно: Ванная фотополимеризация , Экструзия материала , Струйное распыление материала , Струйное распыление связующего , Плавление в порошковом слое , 30 Лист и направленное осаждение энергии8.
7 типов аддитивных технологий производства
Частично ознакомиться со стандартами можно здесь.
Частная фотополимеризация
В этом процессе используется метод, называемый фотополимеризацией, при котором радиационно-отверждаемые смолы или фотополимеры используются для создания трехмерных объектов путем выборочного воздействия на них ультрафиолетового света. При воздействии эти материалы вступают в химическую реакцию и становятся твердыми. Этими технологиями можно печатать только пластмассы.
В этой категории есть три основных типа: стереолитография, цифровая обработка света и непрерывная цифровая обработка света.
Процесс распыления связующего
Как следует из названия, процесс распыления связующего избирательно наносит связующее вещество, связующую жидкость, для соединения порошкового материала с образованием трехмерной детали. Этот процесс отличается от любой другой технологии AM, так как он не использует тепло во время процесса, как другие, для сплавления материала.
Печатающая головка и распределитель порошка наносят чередующиеся слои связующего вещества и строительного материала, чтобы сформировать трехмерный объект.
Направленное нанесение энергии
Технология направленного наложения энергии использует сфокусированную тепловую энергию, такую как лазер, электронный луч или плазменная дуга, для плавления и плавления материала по мере его осаждения для создания трехмерного объекта. Они очень похожи на процесс сварки, но очень точно детализированы.
Геометрическая информация, включенная в твердотельную модель системы автоматизированного проектирования (САПР), используется 3D-принтерами LENS для автономного управления процессом DED при построении детали слой за слоем.
Двумя основными типами технологий направленного осаждения энергии являются LENS и EBAM. EBAM использует электронный луч, а LENS использует сфокусированный лазер для плавления материала.
Объявление
Объявление
Объявление
Объявление
Экструзия материала
Экструзия материала — это метод аддитивного производства, в котором используется непрерывная нить из термопласта или композитного материала для создания трехмерных деталей. Экструзия материала была первоначально разработана и запатентована С. Скоттом Крампом в рамках моделирования плавленого осаждения (FDM) в 19 году 20 века.80-е годы.
Экструзия материала была первоначально разработана и запатентована С. Скоттом Крампом в рамках моделирования плавленого осаждения (FDM) в 19 году 20 века.80-е годы.
В этой технологии аддитивного производства непрерывная нить из термопластика подается через нагретое сопло, а затем слой за слоем укладывается на платформу для создания объекта.
Струйная обработка материала
При распылении материала капли строительного материала выборочно наносятся слой за слоем на строительную платформу для формирования трехмерной детали.
Эта технология аддитивного производства очень похожа на стандартные струйные принтеры, где капли материала выборочно наносятся слой за слоем для создания трехмерного объекта. Когда слой готов, его отверждают ультрафиолетовым светом.
Струйное распыление порошковых материалов включает в себя следующие широко используемые технологии печати: Струйное распыление УФ-отвержденного материала, Струйное распыление по требованию (DOD), Струйное распыление наночастиц (NPJ).
Плавка в порошковом слое
Плавка в порошковом слое — это технология аддитивного производства, в которой используется лазер или электронный луч для плавления и сплавления материала для формирования трехмерной геометрической детали. Технология Powder Bed Fusion включает в себя следующие широко используемые технологии печати: Multi Jet Fusion (MJF), прямое лазерное спекание металлов (DMLS), электронно-лучевое плавление (EBM), селективное термическое спекание (SHS), селективное лазерное плавление (SLM) и селективное лазерное спекание. спекание (SLS).
Процессы плавления в порошковом слое, особенно селективное лазерное спекание, являются ранними промышленными технологиями аддитивного производства. В этом методе используется лазерный или электронный луч для расплавления порошкообразного материала и его сплавления для создания твердого объекта.
Листовое ламинирование
В технологии листового ламинирования листы материала используются для создания трехмерных объектов путем укладки их друг на друга и ламинирования с помощью клея или ультразвуковой сварки. После того, как объект построен, ненужные области секций удаляются слой за слоем.
После того, как объект построен, ненужные области секций удаляются слой за слоем.
Технология ламинирования листов — это общий термин для ультразвукового аддитивного производства (UAM, селективного ламинирования осаждением (SDL) и производства ламинированных объектов (LOM). аддитивного производства
Преимущества аддитивного производства
- AM может печатать сложные 3D-геометрии с внутренними элементами без каких-либо инструментов
- Сокращение отходов по сравнению с механической обработкой
- Деталь можно распечатать прямо из 3D-модели без чертежа
- Прототипы можно делать быстрее, что позволяет разработчикам проверять различные итерации, что приводит к более быстрому этапу цикла проектирования
- Отсутствие или меньше инструментов для небольших партий по сравнению с традиционной обработкой
- Производственный инструмент можно напечатать
- В процессе печати можно смешивать различные материалы для создания уникального сплава
- Разные сечения детали могут быть разными вариантами одного и того же сплава
Недостатки аддитивного производства
- Поскольку технология все еще находится в зачаточном состоянии, процесс сборки медленный и дорогостоящий
- Высокие производственные затраты из-за стоимости оборудования
- Требуется различная постобработка в зависимости от типа используемого аддитивного производства
- Небольшой объем сборки по сравнению с другими размерами производственных деталей, такими как литье в песчаные формы
- Плохие механические свойства, поэтому требуется последующая обработка
- Плохая отделка поверхности и текстура по сравнению с производственными процессами, такими как ЧПУ и литье по выплавляемым моделям.
- Прочность деталей сравнительно слабее по сравнению с производственными процессами, такими как литье под давлением, литье по выплавляемым моделям и обработка с ЧПУ.

Реклама
Реклама
Реклама
Реклама
Как работает технология аддитивного производства
Хотя процесс аддитивного производства различается между 7 различными технологиями аддитивного производства, используемыми для создания 3D-деталей, каждая из них в целом следует этим общим шагам для создания конечной детали.
Этап создания 3D-модели
Сначала дизайнер создает 3D-модель объекта для печати, используя программное обеспечение для автоматизированного проектирования (САПР) или 3D-сканер объектов. Поскольку деталь является точной копией 3D-модели, каждая деталь должна быть корректной и полностью определять ее внешнюю геометрию.
Несмотря на то, что AM позволяет печатать сложные детали и дает разработчику продукта большую гибкость при проектировании, чем обычные производственные процессы, все же существуют ограничения и правила, которых необходимо придерживаться при проектировании для достижения наилучших результатов.
Рис. 1. Модель CAD
Руководства по проектированию различаются в зависимости от типа технологии аддитивного производства и выбора материала. Производители оборудования и поставщики услуг в области аддитивных технологий имеют обширные руководства по проектированию деталей. Чтобы узнать больше, обратитесь к типам технологии AM и их производителям.
Этап создания файла STL
После того, как проектировщик будет доволен дизайном, пользователь преобразует файл CAD в стандартный формат файла AM, называемый стандартным языком тесселяции (STL) , который компания 3D Systems разработала для использования в конце 80-х годов. в своих стереолитографических (SLA) машинах. Вы можете прочитать, как файл STL создается и используется для 3D-печати здесь.
Файл STL
Большинство программ САПР, таких как SolidWorks, Inventor и Catia, могут сохранять любую модель в виде файла STL. Тем не менее, у всех производителей принтеров есть программное обеспечение для обработки любых форматов CAD и преобразования файлов в файл STL.
Как следует из названия, трехмерная фигура будет разбита на мозаику, а часть разделена на цифровые слои. Толщина слоя определяет конечное качество и зависит от машины и процесса .
Этап передачи файла STL
Затем файл STL передается на принтер, часто с использованием специального программного обеспечения, где модель будет ориентироваться для печати. На этом этапе программное обеспечение машины может создать свой файл с дополнительной информацией, такой как структура поддержки и температура.
Настройка машины — с поддержкой
Настройка машины
Каждая технология аддитивного производства и ее варианты имеют свои шаги и требования для настройки нового задания на печать. Настройка включает в себя выбор материала, ориентацию, температуру принтера, опорную конструкцию и выравнивание платформы сборки. Это также включает в себя загрузку печатного материала, переплетов и других расходных материалов в машину.
Программное обеспечение станка преобразует информацию файла STL в G-код.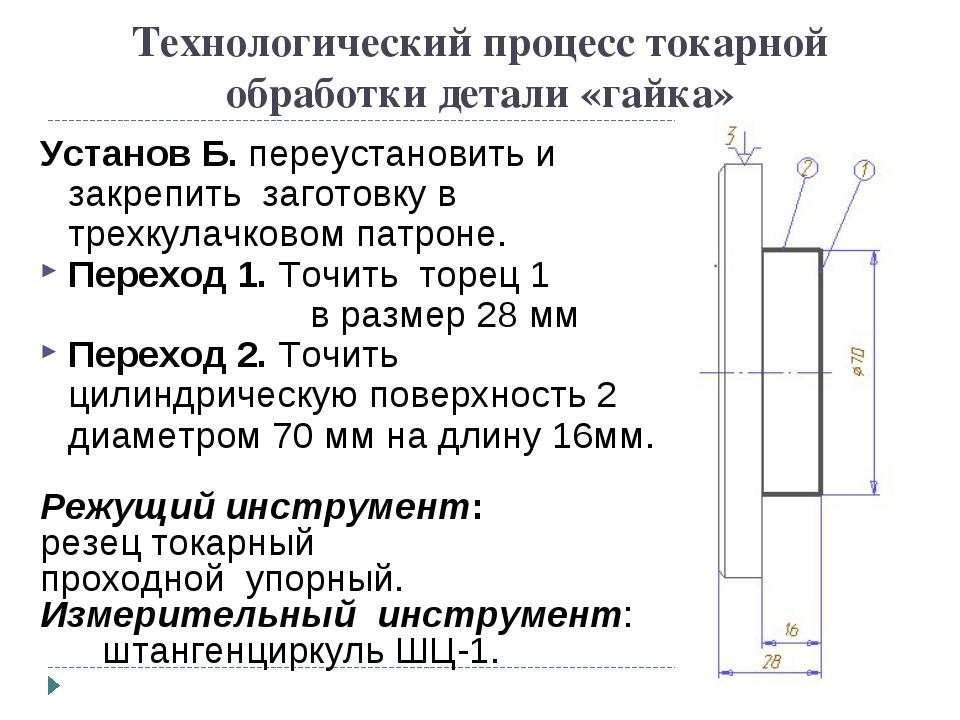 Инструкции G-кода — это информация для исполнительных механизмов, таких как двигатели, сообщающая им, куда двигаться, как быстро двигаться и какой путь выбрать.
Инструкции G-кода — это информация для исполнительных механизмов, таких как двигатели, сообщающая им, куда двигаться, как быстро двигаться и какой путь выбрать.
Деталь FDM (источник:materialise.com)
Можно настроить несколько деталей, чтобы снизить стоимость печати, а отходы также можно минимизировать, выбрав правильную ориентацию.
Сборка деталей
После начала сборки проект постепенно строится по одному слою за раз. Толщина типичного слоя составляет около 0,1 мм, но в зависимости от технологии и используемого материала она может уменьшаться до 20 микрон.
Часть платформы сборки
В зависимости от размера сборки, печатной машины, технологии AM, материала и разрешения печати процесс сборки может занять часы или даже дни.
Удаление детали
После изготовления детали или нескольких деталей в некоторых случаях может потребоваться период охлаждения перед снятием деталей с машины. Опять же, в зависимости от машины и технологии, удаление может варьироваться от простого отрыва от рабочей платформы в случае FDM до отрыва проволоки от рабочей пластины в DMLS.
