Моечная машина AquaClean MULTI для деталей и агрегатов
Главная
Оборудование
Промышленные струйные моечные машины
Моечные машины портального типа с выкатной платформой
Моечная машина для деталей AquaClean MULTI
Фотографии ( 5 )
Моечные машины Aqua Clean серии Multi используются в машиностроительной промышленности для очистки и промывки обработанных деталей перед сборкой, покраской и термообработкой.
Машины Aqua Clean MULTI имеют многоступенчатую технологию очистки. Детали в машине не только моются, но и ополаскиваются. Это актуально для предприятий с высокими стандартами чистоты деталей.
Машина изготовлена из нержавеющей стали и состоит из теплоизолированного закрытого шкафа с одной или двумя подъемными дверцами с механическим приводом, вращающейся распылительной системой и системой резервуаров с функцией автоматического пополнения. Грузовая платформа или грузовая тележка устанавливается перед моечной машиной на этапах загрузки и разгрузки. Машины могут быть оснащены двумя или тремя резервуарами для моющей жидкости, приспособлениями для промывки, сушкой с помощью вентилятора и обдува холодным или горячим воздухом, а также автоматизированными транспортными системами.
Процессы очистки, обезжиривания и промывки осуществляются с помощью вращающейся распылительной системы со встроенными форсунками. Горячая жидкость распыляется со всех сторон на компоненты с высоким механическим воздействием. После каждого процесса моющая жидкость фильтруется с помощью системы фильтров полного потока и возвращается в соответствующий резервуар. Блок фильтров и фильтровальные корзины расположены сбоку машины, что облегчает очистку фильтров.
Машины также могут поставляться с возвратно-поступательными распылительными системами. Такие системы используются в ситуациях, когда длина очищаемых компонентов намного превышает их ширину.
Существуют также специальные версии многоэтапных моделей, которые используются в аэрокосмической/авиационной, железнодорожной и трамвайной промышленности.
Характеристики
Страна: Финляндия
Модель: ACV
Внутренние размеры и грузоподъемность
Размер платформы (Д х Ш): от 1000 до 2400 мм
Высота рабочей камеры: 900 мм
Макс. вес деталей: до 4000 кг
Ключевые особенности моечных машин Aqua Clean MULTI
Отличное качество мойки деталей;
Многостадийная — мойка, ополаскивание, сушка;
Простота в эксплуатации и обслуживании;
Высокая надёжность — машины Aqua Clean работают десятилетями и с ними ничего не нужно делать.
Рекомендуется для:
Деталей и агрегатов среднего и крупного размера;
Достижения высокой степени чистоты деталей;
Подготовка деталей к покраске, нанесению защитных покрытий или эксплутации.
Скачать информацию Моечная машина для деталей AquaClean MULTI
Каталог AquaClean 2019 (RUS).pdf
( 4199К )
ЗАКАЗАТЬ
ЗАДАТЬ ВОПРОС
Используемые моющие средства
Кависан-Ультра
Кависан-Ультима
Кависан-Мульти S
Все подходящие (4)
Области применения
Очистка узлов и элементов металлургического оборудования для дефектовки и последующего ремонта
Мойка деталей двигателя на производстве
Машини для миття деталей, вузлів, агрегатів MAGIDO в Києві від компанії «ООО «ТОРГОВАЯ КОМПАНИЯ «ПЕРВАЯ УНИВЕРСАЛЬНАЯ»».
Мийні машини (миття деталей, вузлів, агрегатів) MAGIDO для миття різних вузлів, редукторів, підшипників, агрегатів і двигунів цілком для різноманітних сфер застосування.
за порядкомза зростанням ціниза зниженням ціниза новизною
Создайте свой собственный резервуар для очистки деталей – Новости Матери-Земли
Любой мастер на все руки, который имел удовольствие пользоваться настоящим резервуаром для очистки деталей, вероятно, в результате опыта столкнулся с серьезными проблемами. Для сравнения, метод ведра и старой зубной щетки оставляет желать лучшего. К сожалению, однако, высокие цены на коммерческие мойки деталей делают эти устройства недоступными для большинства мастеров; даже самые маленькие устройства стоят от 200 долларов, а более полезные модели на 30 галлонов стоят от 300 долларов и выше.
Однако преданные своему делу переработчики в исследовательском центре НОВОСТИ МАТЬ-ЗЕМЛИ недавно решили, что разочарование в попытках собрать и соскрести слизь, накопившуюся за десятилетия, из их постоянных запасов разграбленных «сокровищ», было невыносимым. В связи с этой необходимостью мы можем показать вам их изобретение. Мы назвали ее стиральной машиной из переработанных деталей, сделанной из переработанных деталей. Инструкции по сборке приведены на нашей схеме сборки.
За бочкой
Если вы посмотрите в каталоге коммерческий резервуар для очистки деталей, вы заметите, что его два основных компонента — это резервуар для хранения жидкости и резервуар для очистки. Итак, в духе «исследования и имитации» наша команда вытащила бывшую в употреблении 30-галлонную бочку, чтобы служить первой, и купила бывшую в употреблении раковину из нержавеющей стали (одна из больших моделей с одной раковиной) за 15 долларов на свалке местного хозяйственного магазина для последней.
Как оказалось, раковина аккуратно закрывала верхнюю часть барабана, поэтому оказалось, что трех резиновых амортизаторных шнуров достаточно, чтобы скрепить сборку, при этом раковину можно было легко снять для очистки резервуара или другого обслуживания.
Держите его под крышкой
Крышка из листового металла для бассейна действительно помогает ограничить испарение дорогого растворителя, но ее основная цель состоит в сдерживании возгорания в случае воспламенения горючей жидкости. Крышка нашего резервуара изготовлена из листа стали 22-го калибра и удерживается в открытом положении сзади башней, изготовленной из электрических металлических трубок (Э.М.Т.) диаметром 1/2 дюйма. Эта подставка прикреплена к задней части раковины с помощью круглой крышки электрической коробки с 1/2-дюймовым E.M.T. разъем прикручен к нему. Сама трубка крепится к соединителю с помощью установочного винта и имеет изгиб, который не позволяет крышке подниматься выше, чем на 5° ниже вертикали. Следовательно, крышка автоматически закроется, если ее на самом деле не держать открытой.
Защелка состоит из петли из стержня 1/8″, соединенного с Э.М.Т. башня, которая проходит через отверстие 7/8″ в крышке. Мы используем маленькую свечу на день рождения, продетую через крючок, чтобы держать крышку. В случае возгорания в чаше воск расплавится, а крышка захлопнется.
Теперь вы можете не ожидать возгорания в баке для мойки деталей, но мы все же рекомендуем вам приложить небольшие дополнительные усилия для установки отказоустойчивой противопожарной заслонки. В конце концов, независимо от того, какой растворитель вы используете в своем резервуаре, вы, скорее всего, будете работать с жидкостью, имеющей очень низкую температуру воспламенения.
Плывите по течению
Чтобы создать чистящий поток растворителя в раковине вашего устройства, вам понадобится насос. И если вам не посчастливится найти хороший подержанный двигатель, вы, вероятно, будете вынуждены — как и мы — купить новый платежеспособный двигатель. Используемый нами циркуляционный насос был заказан в хозяйственном магазине Grainger’s и специально разработан для работы с легковоспламеняющейся жидкостью. (Обратитесь к нашему списку спецификаций для всех упомянутых компонентов.)
Модель, которую мы выбрали, погружная, поэтому мы просто повесили ее в бочке на стальной ленте размером 1/8″ x 1″ x 18″, которая зацепилась за край бочки. От насоса жидкость подается вверх по резиновой трубке диаметром 3/8 дюйма, которая вставляется в регулируемое сопло.
Чтобы завершить сборку шланга, наши исследователи сначала просверлили отверстие 3/4″ в дне раковины и прикрутили 1/2″ E.M.T. разъем в отверстие. Затем к муфте при помощи установочного винта прикрепили непроницаемый для жидкости гибкий трубопровод длиной 30 дюймов. Кусок 1/8-дюймового сварочного стержня помогает сделать гибкий трубопровод более жестким, а накидная гайка 1/2-дюйма, надетая на выпускное отверстие, образует эффективную насадку. Наконец, резиновый шланг диаметром 3/8″ от насоса можно продеть внутрь гибкого канала (сварочный стержень проходит между каналом и трубкой) и поднять его до форсунки.
Жидкость возвращается в бачок через слив раковины по стандартной 8-дюймовой хромированной дренажной трубе, на конце которой закреплен 18-дюймовый отрезок мотоциклетной внутренней трубы. Эта длина возвратной линии сбрасывает грязный растворитель на дно резервуара, где могут осаждаться твердые частицы. Это гарантирует, что насос, расположенный выше, будет всасывать относительно чистую жидкость.
The Secret Sauce
Стандартный растворитель для промывки деталей довольно дорог (обычно он стоит более 7,50 долларов за галлон), но стоимость заполнения устройства может быть значительно снижена. Например, нет необходимости заполнять весь резервуар чистящей жидкостью, потому что маловероятно, что одновременно будет использовано более нескольких галлонов. Следовательно, вы можете частично заполнить бак водой. Поскольку нефтепродукты легче воды, h30 опускается на дно, а рабочая жидкость поднимается вверх.
Вилка A
Конечно, погружной насос нуждался в источнике электричества, поэтому мы прикрутили металлическую электрическую коробку к правой стороне бассейна (под краем), а также установили комбинированный тумблер и дуплексную розетку. Горячий провод циркуляционного насоса проходит через выключатель на пути к настенной розетке, позволяя включать и выключать насос. Кроме того, розетка рядом с панелью управления предлагает готовый выход для любой работы, выполняемой в раковине. (Для обеспечения безопасности в случае брызг коробка имеет атмосферостойкую крышку.)
В общем, мы вложили чуть больше 100 долларов в наш бак для промывки деталей — или примерно половину цены ближайшего (меньшего!) конкурента. И, снизив стоимость на эту сумму, нам удалось превратить роскошь, о которой вы мечтали, в практичное дополнение к мастерской.
ПРИМЕЧАНИЕ РЕДАКТОРА: Если вы хотите узнать о недорогом способе удалить грязь с вашего грязного двигателя еще до того, как вам придется прикладывать к нему гаечный ключ, см. Сборка персонального опрыскивателя высокого давления.
Самодельный рецепт чистящего средства для стиральной машины, в котором используются только 3 ингредиента
Самодельный рецепт чистящего средства для стиральной машины, в котором используется всего 3 ингредиента | mindbodygreen Перейти к содержимому
Автор:
Emma Loewe
29 апреля 2020 г.
mbg Директор по устойчивому развитию и здоровью
By Emma Loewe
mbg Su stainability + Health Director
Эмма Лоу — старший редактор отдела устойчивого развития в mindbodygreen и автор книги «Возвращение к природе: новая наука о том, как природные ландшафты восстанавливают нас».
29 апреля 2020 г.
Есть несколько бытовых приборов, которым не уделяется должное внимание, и стиральная машина, безусловно, одна из них. По словам эксперта по экологичной уборке Мелиссы Мейкер, мы должны тщательно чистить стиральные машины не реже одного раза в месяц, в зависимости от того, как часто мы их используем.
«Регулярная очистка вашей машины продлит ее срок службы и устранит запах плесени, вызванный несвежим мылом и накоплением смягчителя ткани», — пишет она в статье mbg о том, как чистить бытовую технику естественным путем. Регулярная мойка машины также обеспечивает более высокое качество стирки.
Реклама
Это объявление отображается с использованием стороннего контента, и мы не контролируем его функции доступности.
Хотя для очистки машины можно использовать отбеливатель, натуральные чистящие средства работают так же хорошо, и любые остатки, которые попадут на одежду, будут намного мягче воздействовать на кожу. Вот пошаговое руководство Maker по очистке стиральной машины с помощью самодельной смеси белого уксуса, эфирных масел и пищевой соды:
Начните с пустой стиральной машины и добавьте около 2 чашек пищевой соды прямо в машину. Это позволит аккуратно очистить внутреннюю часть и избавиться от затхлых заплесневелых запахов, оставшихся от старых отложений мыла и кондиционера для белья. Запустите большой, длинный цикл горячей воды и оставьте его в покое.
Затем добавьте 2 чашки простого белого уксуса и 10 капель эфирного масла, например, чайного дерева или лаванды, которые помогут избавиться от плесени и минеральных отложений, а также будут действовать как мягкое дезинфицирующее средство там, где вы обычно наносите моющее средство. Запустите еще один цикл и установите для него самую длинную, самую горячую и самую большую нагрузку, которую вы можете. Уксус поможет разрушить любые отложения и удалить запах плесени.
После завершения обоих циклов можно быстро протереть барабан и мешалку хлопчатобумажной тканью, смоченной уксусом. Если у вас есть пятна, попробуйте потереть их пастой из пищевой соды и воды и нецарапающей губкой. Это должно удалить почти все.
В стиральных машинах с фронтальной загрузкой резиновое уплотнение, которое проходит по краям машины, цепляется за все виды грубых вещей. Смочите хлопчатобумажную ткань в простом белом уксусе и 10 каплях вашего эфирного масла и хорошенько протрите.
Затем займитесь внешними частями машины, включая дозаторы моющих средств, все трещины и щели, а также дверную раму. Очистите внутреннюю и внешнюю часть двери с помощью хлопчатобумажной ткани, уксуса и воды. Почистите грязные участки, где это необходимо, чистящей зубной щеткой (и пищевой содой, если необходимо) и протрите все начисто хлопчатобумажной тканью.
Если возможно, вы можете замочить лотки для раздачи, а затем протереть их.
Имейте в виду, что некоторые стиральные машины, такие как модели LG с фронтальной загрузкой, имеют для этой цели специальную настройку «очистка бака». Эта функция удобна, потому что она обеспечивает действительно горячую воду, но при этом позволяет вам добавлять свои собственные натуральные чистящие средства, а машины LG оснащены автоматическими диагностическими проверками на основе искусственного интеллекта, чтобы обеспечить их бесперебойную работу. Если у вашей машины есть опция очистки бака, вы можете следовать приведенному выше протоколу, но просто замените два длинных цикла горячей водой на два цикла очистки бака.
Несколько советов по уходу за новой чистой машиной: Оставляйте дверцу слегка приоткрытой, когда она не используется, и не злоупотребляйте моющим средством. Если вы регулярно используете слишком много, он может прилипнуть к стенкам вашей машины и вызвать микробы и неприятные запахи.
Честно говоря, самое сложное в стирке стиральной машины, вероятно, не забыть сделать это, так что просто добавьте эту задачу в свой календарь уборки, и все готово.
Восстановить посадочное место под подшипник — Центр защитных покрытий
Когда нужно восстановить изношенное посадочное под подшипник, притом в такой степени износа, когда клей-фиксатор уже не подходит, проточить и напрессовывать втулку невозможно не ослабляя вал. А наплавка электросваркой недопустима из-за деформаций или не позволяет наплавить материал вала, например вал чугунный, цианированный, азотированный и т.д. В этой, казалось бы безвыходной ситуации можно восстановить посадочное место под подшипник напылением.
На предприятии ООО ЦЗПУ напыляют необходимый рабочий слой и в дальнейшем механической обработкой доводят посадочное место до нужного размера. Предварительную и заключительную механические обработки мест под посадку производят на шлифовальных и токарно-винторезных станках. Газотермическое напыление дает полное и принципиальное отсутствие термических структурных превращений и тепловых деформаций в детали, так как при данной технологии восстановления очень низкие рабочие температуры нагрева.
При помощи напыления металлов наше предприятие успешно восстанавливает валы редукторов, мотор редукторов, насосов, коленвала компрессоров, вала дробилки, ролика линии производства кровельных материалов, ролика полиграфической машины. Наши специалисты возвращают в эксплуатацию детали с разным уровнем износа, даже получившие сильнейшие повреждения.
Длительный период эксплуатации промышленного оборудования, приводит к нарушению плотности прилегания подшипника в посадочном месте. Из-за этого в оборудовании возникают биение, вибрации, стук — что в свою очередь, приведет к ускоренному разрушению и выходу из строя всего механизма.
Чаще всего страдает техника, используемая в условиях постоянного влияния динамических нагрузок. Наличие люфта между внутренней обоймой подшипника, наличие шеек износа на самом валу говорит о том, что необходимо восстановить посадочное место под подшипник. Сами подшипники желательно приобрести новые, это обычный расходный материал. Различные «народные» методы восстановления посадочных мест подшипников дают кратковременный эффект, что неприемлемо для столь ответственных участков промышленного оборудования. В результате восстановления посадочных мест технологией газодинамического напыления, твердость покрытия превышает прежнюю на 30-40%, и посадка подшипника понадежней заводской.
напыление годится для восстановления любых посадочных мест на валах, где не нужно передавать большой вращающий момент через контакт с поверхностью
напыление металла безопасный метод, так как не разупрочняет восстанавливаемую деталь
при напылении нет тепловых деформаций в детали
твердость покрытия превышает прежнюю на 30-40%
На нашем предприятии удается восстановить посадочное место под подшипник так, что восстановленное посадочное место ничем не отличается от новой детали, и всегда превосходит по твердости новые детали. Мы всегда производим полное восстановление эксплуатационных свойств ремонтируемых деталей.
как самому восстановить место посадки под подшипник / Своими руками (DIY) / iXBT Live
Для работы проектов iXBT.com нужны файлы cookie и сервисы аналитики. Продолжая посещать сайты проектов вы соглашаетесь с нашей Политикой в отношении файлов cookie
Двухтактовые одноцилиндровые двигатели широко распространены в хозяйстве, так как используются в таких вещах, как косилки и бензопилы. Главным недостатком таких моторов является их небольшой ресурс. Он в свою очередь обусловлен быстрым износом и частыми поломками частей коленвала, на которых «сидят» опорные подшипники. Поменять коленвал целиком – дорого. Однако, можно попробовать восстановить место посадки подшипника. Подготовка к работе
Существует несколько методов восстановления коленвала. Рассмотрим самый популярный и один из самых доступных — наплавка меди с помощью электросварки. Для этого нам понадобится однофазный сварочный трансформатор, ветошь и жидкость для обезжиривания, киянка и трубка, а также медная проволока.
Важно: электросварка является пожароопасным видом работ, а потому следует соблюдать технику безопасности, подготовить рабочее место и принять надлежащие меры предосторожности, в частности подготовить средства тушения огня.
Рабочий процесс
Разбираем сломавшийся двигатель, чистим, моем и протираем коленчатый вал, после чего проводим проверку всех подшипников. Проблемные подшипники меняем на новые (в действительности, лучшим решением будет заменить все). После этого тщательно обезжириваем конструкцию при помощи подготовленных заранее средств, сушим все детали. Подключаем сварочный трансформатор. Контакт на массу необходимо будет закрепить непосредственно на коленвале. Плюсовым контактом будет проволока. Напылять мед нужно очень осторожно при помощи коротких касаний. Нанести материал необходимо на всю износившуюся поверхность. Периодически даем конструкции остыть. Новый подшипник насаживается только после нагревания. Стоит учитывать, что может появиться необходимость несколько раз ударить по трубке, на которую насаживается механизм.
Новости
Публикации
8BitDo Ultimate Wired for Xbox — это недорогой геймпад для ПК и Xbox, с прочным корпусом, лепестками, тремя профилями с настройками и аудио разъемом с поддержкой микрофона….
Современные мобильные ЦАПы прекрасны во всем, они является промежуточным звеном между смартфоном и вашими любимыми проводными наушниками, кроме того, имеют внушительную выходную мощность,…
Совсем недавно состоялась презентация нового защищенного планшета от Oukitel и вот мне посчастливилось ее пощупать вживую. Первые ощущения, конечно же это вес. Чуть более 1 килограмма, вот…
Рассмотрим iStorage datAshur PRO+C — инновационную флешку, спроектированную с учетом стандартов безопасности и современных нужд не совсем рядовых юзеров. Она предлагает Type-C…
Рынок техники для уборки постоянно расширяет своё многообразие. Электрошвабра — одно из таких относительно молодых направлений. В этой статье я разберусь в устройстве современных. ..
Дожили…Не так давно прошла новость, что компания LG решила пересмотреть свой бизнес подход и перейти к модели подписок на бытовую технику. Данный подход формирует идею «Дом как…
Что делать с незакрепленным кольцом подшипника
Совет механика о том, как сделать так, чтобы свободное кольцо подшипника плотно прилегало к корпусу
Использование кернера — эффективный способ восстановить фрикционную посадку между незакрепленной обоймой подшипника и корпусом. «Проклевка» боковых сторон корпуса эффективно уменьшает диаметр отверстия и позволяет кольцу плотно прилегать к месту. Фото: Стив Кот
Всякий раз, когда заменяется подшипник, эмпирическое правило заключается в том, чтобы заменить и обойму, в которой он вращается. Это гарантирует, что новый подшипник прослужит долго, потому что он будет правильно изнашиваться при вращении в сопрягаемой поверхности, образованной новой соответствующей обоймой.
Обоймы подшипников предназначены для фрикционной посадки внутри корпуса. Допуск между их сторонами и отверстием в корпусах должен быть таким малым, чтобы кольца прочно удерживались на месте, а подшипник свободно вращался внутри них. Тогда весь износ происходит между дорожкой и подшипником, защищая корпус большего размера.
Читайте также
Канадская фермерская выставка в прямом эфире в 2022 году
Ожидается, что тысячи фермеров со всей Западной Канады и США, а также посетители со всего мира…
Удаление старой обоймы подшипника из корпуса — простой процесс. Обычно достаточно молотка и пробойника. Твердые удары по задней стороне беговой дорожки вытолкнут ее.
Затем новое кольцо устанавливается на место с помощью молотка и инструмента, который обеспечивает равномерное распределение силы ударов молотка по всему кольцу, обеспечивая его правильную посадку.
Но бывают случаи, когда сменная обойма подшипника — даже если это именно то, что нужно — просто недостаточно плотно прилегает к корпусу. Если обойма слишком ослаблена и трения недостаточно, чтобы удерживать ее плотно, она может провернуться вместе с подшипником и в конечном итоге повредить корпус, что означает действительно дорогой ремонт в будущем.
Тем не менее, есть простой способ заставить эту новую расу оставаться на месте, и все, что вам нужно, это кернер, молоток и немного Loctite 660, который предназначен как раз для таких работ. Фиксатор синей резьбы не подходит для этой работы и, вероятно, не будет адекватной заменой 660, если только зазор между корпусом и новым кольцом не будет очень маленьким.
Инструкции
Вот как рассадить свободную гонку.
Сначала, сняв обойму подшипника, возьмите кернер и выколотите (ударите) внутреннюю поверхность корпуса, где также соприкасается сторона обоймы. Сделайте это по всей окружности проема. Когда острие кернера вбивается в корпус, он смещает часть металла и выталкивает его над существующей поверхностью, создавая неровности. Это эффективно уменьшает диаметр отверстия в корпусе, восстанавливая фрикционную посадку.
Но это восстанавливает только часть трения, которое было бы в гонке, если бы допуски были правильными.
Чтобы убедиться, что обойма остается на месте, нанесите слой Loctite 660. Этот состав может зафиксировать компонент на месте, где есть зазор до 0,020 дюйма. Существуют и другие аналогичные составы Loctite для такого типа работ. На их веб-сайте (loctite.com) есть таблица, которая поможет вам точно определить, какой продукт лучше всего подходит для вашего конкретного применения.
: Нанеся состав Loctite, посадите водителя обычным способом и дайте достаточно времени для подготовки состава. Комбинация этих двух обработок должна сделать кольцо подшипника безопасным и готовым к работе.
Об авторе
исследовать
Истории из других наших публикаций
Западный продюсер
культур
ВИДЕО: Демонстрации посева на выставке Ag in Motion
Фармтарио
машины
Новые модели среднекубовых квадроциклов от Can-Am
Западный продюсер
культур
ВИДЕО: Новый трактор Claas с мощностью
Западный продюсер
культур
Прецизионный распылитель сокращает использование химических веществ
Посадки и допуски подшипников качения
3 min read
Подшипники вращения — это элементы машин, которые точно поддерживают вращающиеся валы, обеспечивая при этом низкое трение. Чтобы поддерживать стабильную работу подшипника в течение длительного времени, необходимо учитывать конструктивные особенности посадки подшипника, чтобы избежать каких-либо отрицательных эффектов [Таблица 1], которые могут возникнуть при вращении подшипников.
Проблема
Побочный эффект
Предлагаемое решение
90 086
Значительное повышение температуры из-за высокой скорости вращения
Диаметр вала может увеличиваться, вызывая моментные нагрузки, что приводит к заклиниванию подшипника и неравномерному износу.
Подходящие размеры выбирайте с учетом расширения вала.
Изменения осевого и радиального зазора в зависимости от приложенных нагрузок.
Снижение точности вращения. Ненормальные шумы.
Выбирайте посадочные размеры с учетом изменения зазоров под нагрузкой.
[Таблица 1] Общие проблемы и решения
Пример конструкции подшипников качения
Пример, показанный на [Рис. 1] основан на «вращении внутренней обоймы/сохранении внешней обоймы».
[Рис. 1] Вращение внутреннего кольца при сохранении внешнего кольца
Выбор посадки подшипника в зависимости от диаметра вала
Переходная посадка или посадка с натягом выбираются для обеспечения того, чтобы вал и внутреннее кольцо всегда вращались вместе.
Подходит для вала/подшипника
Подходит для
Подходит для стандартов
9010 0
Переходная посадка
Для легких или переменных нагрузок
h5 js6 k6
Посадка с натягом
Для общего применения
js5 k5 m5 m6
[Таблица 2] Пример выбора посадок (радиальные подшипники)
Выбор посадок для отверстий держателя подшипника сборки, предотвращая любую деформацию наружных/внутренних колец подшипников. Как правило, используется посадка с зазором (H7). В случае применения с малой нагрузкой можно использовать (H8) или (G7), когда ожидаются большие колебания температуры.
Выбор посадки по внутреннему диаметру
Подходит для
Стандарты фитингов
Посадка с зазором
Общие применения вращения
H7
Посадка с зазором
Легкие нагрузки
H8 (более широкий допуск, чем H7)
Посадка с зазором
Значительная температура увеличить
G7 (большой зазор)
[Таблица 3] Примеры выбора посадки для отверстий (радиальные подшипники)
Для получения дополнительной помощи в выборе правильного подшипника воспользуйтесь 2 нашими инструментами:
1 – Поиск подшипников: позволяет легко выбрать подшипник, сравнить цены и сроки поставки.
Кран 14 тоннлукдур. 3 стрелы 20 метров. Бстраксоду вар. Catı svarkası yoxdur. Матор каропка идеал везийетдедир. Текерлери тезедир. Heç бир проблемати yoxdur. Бютюн сенедлери qaydasındadır. Real alıcı ilə qiymetde razılaşmaq olar.
Прочие объявления
Краны
Demag, AC 40-1
***Краны Vira*** Kran идеально vəziyyətdədir. Алманиядан йени галиб, Bütün Periodik dəyişilməli ehtiyat hissələri dəyişilib.
130 000 $
Баку
8000 часов
6400 литров
Модель 1999 года
Дизель
Новый
Краны
Zoomlion, ZTC250h531
Yükqaldırma qabiliyəti: 25 000 киловатт Юккалдырма хюндурлюйю: 43 м Мюхеррик: WP7270E31 Мюхеррик Гюджю: 199 кВт Максимальная мощность yükqaldırma qabilyyəti: 25000 кК Bölümün qolun yükqaldırma anı: 960kN. дек Əsas qolun maxsimal uzunluqa yükqaldırma anı: 672 кН. дек Bölümün qolun yükqaldırma hündürlyü: 11,4 м Əs…
255 000
Баку
0 часов
199 кВт
2023 модель
Дизель
Новый
Краны
Zoomlion, ZTC250h531
Yükqaldırma qabiliyəti: 25 000 киловатт Юккалдырма хюндурлюйю: 43 м Мюхеррик: WP7270E31 Мюхеррик Гюджю: 199 кВт Максимальная мощность yükqaldırma qabilyyəti: 25000 кК Bölümün qolun yükqaldırma anı: 960kN. дек Əsas qolun maxsimal uzunluqa yükqaldırma anı: 672 кН. дек Bölümün qolun yükqaldırma hündürlyü: 11,4 м Əs…
255 000
Баку
00 часов
25 тн
2023 модель
Дизель
Новый
Краны
XCMG, QY25K5-D
İstənilən tonajda avtokranların tez bir zamanda sifarış ilə ölkəyə gətirilməsi.
QY 25 КС 25 тонн QY 25 K5D 25 тонн QY 30 K5C 30 тонн QY 50 КД 50 тонн QY 70 КХ 70 тонн QY 85 КХ 85 тонн QY 95 х 95 тонн QY 110 КХ 110 тонн QY 130 КХ 130 тонн
25 тонн 450 тонн. ..
149 000 $
Баку
0 часов
25 тонн
Модель 2023
Дизель
Новый
Краны
XCMG, QY130KH
XCMG avtokranların hər tonajda satışı.
25 тонн 300 тонн qədər sifarışlər götürülür.
QY25KC— 25 т
QY25KD— 25 т
QY30K5C — 30 т
QY50KD— 50 т
QY70KH— 70 т
QY85KH— 85 т
QY95Х— 95 т
QY110KH— 110 т
QY130KH— 130 т
Şəkillərdə PDF görüntüləri mövcutdur. Sifarişlə …
По договоренности
Баку
0 миль
130 тонн
2023 модель
Дизель
Краны
Liebherr, LT-1300
200 000 $
Баку
150000 миль
300 тонн
Модель 1986 года
Дизель
Краны
Фавн, HK-100.05
yaxşı vəziyyətdə
120 000 $
Баку
250000 миль
100 тонн
Модель 1984 года
Дизель
Краны
Роща, ГМК-4075
Тачили сатилир
200 000 $
Баку
6000 часов
12000 м3/т
Модель 2001
Дизель
Краны
Liebherr, LTM 1080
Tacili satilir
200 000 $
Баку
7000 часов
12000 м3
Модель 2000
Дизель
Краны
Liebherr, LTM1040
Tacili satilir,ela vaziyyatdati
140 000 $
Баку
600 часов
1000 м3/т
Модель 1999 года
Дизель
Новый
Краны
XCMG, QY 50K
8 ədəd kran var satışda 6 ədəd 50 tonluk 2 ədəd 25 tonluk. Kranların hamısı 2020 ci ildir. Heç bir Problemləri yoxdur. Qiymətə ƏDV daxildir. Kranlar çox işlənməyib km və motosaatları çox azdır və orjinaldır.
Марка XCMG ГРУЗОПОДЪЕМНОСТЬ 25 ТОНН МОДЕЛЬ 2020 КМ ЧТЕНИЕ 7548 ЧАСОВ ЧТЕНИЯ 7538 ЦЕНА 125….
205 000
Баку
8041 час
50 тн
Модель 2020
Дизель
Новый
Краны
SANY, STC1000T6
МОДЕЛЬ: STC1000T6 • Максимум qaldırma qabiliyyəti——100 T • Əks çəki——47,20 т • Модель Mühərrik — WP10h475E50(ЕвроⅤ) • Mühərrik—WEICHAI/дизель • Mühərrik gücü— 275/2100 кВ/об/мин • Ölçüləri (UxExH) —- 14995x 2800x 3950 мм • Максимальная скорость səyahət sürəti —— 80 км/ч • Формула Təkər —- 8 x …
385 000 $
Баку
0 часов
100 тн
2023 модель
Дизель
Краны
Роща, ГМК 3050
Автокран «РОЩА» 50 Тонлук. Окун узунлугу 39 м. Kranın və trosun 3-cü tərəfin sertifikatı vardır.
1 миля
50 тонн
Модель 1999 года
Дизель
Новый
Краны
XCMG, QY25K5-D
XCMG- nin Azərbaycanda rəsmi diler olan “İKMA“ şirkəti satışı həyata keciri. Köcürmə ilə satış mümükündür. Техника Бакыдадыр. Başqa hecyerdə axtamayın. Mövcud texnilaya gəlib baxa bilərsiz. Sifarişlə, endirimli qiymətə gətirə bilərik. Zəmanət müddəti:1 il və ya 1500 motosaat. Əsas qol 4…
132 000 $
Баку
0 часов
25000 кг
Модель 2022
Дизель
Краны
Днепр, KC6471
Yük qaldırma qabiliyyəti 40 тонн. Окун узунлугу 27 м. Gündəlik və ya Aylıq xidmət. İşdən asılı olaraq qiymət dəyişə bilər. Əlavə автокранлар мёвчуддур. Əlaqə: 050, 055, 070-208 33 44
1 час
48 тонн
Модель 1986 года
Дизель
Краны
МАЗ, 6303
Kran demey olar ki islenmeyib, Ideal veziyyetde Bstraxodu var. Catı svarkası yoxdur. Матор каропка идеал везийетдедир. Текерлери тезедир. Heç бир проблемати yoxdur. Бютюн сенедлери qaydasındadır. Real alıcı ilə qiymetde razılaşmaq olar.
85 000
Баку
2000 часов
1400 литров
Модель 2007 года
Дизель
Краны
Роща, ГМК 3050
Автокран «РОЩА» 50 Тонлук. Окун узунлугу 39 м. Yük qaldırma və yük daşıma xidməti!. Əlavə автокранларда мёвчуддур. (050 055 070) 208-33-44
1 час
50 тонн
Модель 1999 года
Дизель
Краны
Terex, RT-100
Салам. Как Nəqliyyat MMC öz hesabında olan bəzi tikinti ve ağır texnikalarını satışa çıxarır. Digər texnikalarda mövcuddur. Sizə lazım olan texnikalar üçündə zəng edib maraqlana bilərsiniz. Bütün suallarınıza cavab verməyə hazırıq. Кейд: Satışa çıxarılan texnikaların xaricində digər texnikaların icar…
460 000
Баку
3000 часов
90 тонн
Модель 2012 года
Дизель
Новый
Краны
XCMG, QY25K5-D
XCMG Rəsmi diler “İKMA“ şirkəti satışı həyata keciri. Köcürmə ilə satış mümükündür. Техника Бакыдадыр. Başqa hecyerdə axtamayın. Cox elanlar və təkliflər fake-dir, tam məhsuliyətimlə deyirəm. Zəmanət müddəti:1 il və ya 1500 motosaat. Əsas qol 41 метр, komekci qol 7,5 метра, umumi 48,5 метра.
Технические характеристики двигателей тракторов МТЗ
19.10.2020
Двигатель трактора МТЗ – мощный механизм, который преобразует энергию для выполнения различной работы. В сельхоз технике МТЗ тепловая энергия вырабатывается при сгорании топлива в цилиндрах двигателя. То есть двигатель мтз относиться к типу устройств внутреннего сгорания. Двигатель Д 260
Дизельные двигатели Д-260 и их модификации являются 4-х тактными, поршневыми, шестицилиндровыми двигателями внутреннего сгорания, с однорядным, вертикальным расположением цилиндров, оборудованными системой непосредственного впрыска топлива и возгоранием топливной смеси от сжатия.
Двигатель Д 260 и их модификации применяются как силовые агрегаты энергонасыщенных колесных тракторов и дорожно-строительной техники.
Технические характеристики Д-260
Наименование параметра
Д- 260
Тип
четырехтактный с турбонаддувом
Число и расположение цилиндров
6, рядное, вертикальное
Рабочий объем, л.
7,12
Диаметр цилиндра и ход поршня, мм.
110/125
Степень сжатия
15
Удельный расход топлива, г/кВт•ч (г/л.с.•ч):
220 (162)
Мощность, кВт (л.с.):
114 (155)
Частота вращения, об/мин:
2100
Максимальный крутящий момент, Н•м (кг•м):
622 (63,5)
Частота вращения при максимальном крутящем моменте, об/мин:
1400
Масса, кг:
700
Заводская комплектация
Наименование параметра
Д-260
Стартер:
3002.3708 (24В)
Генератор:
Генератор:
Г9945.3701-1 (28В)
ЭФУ:
есть
Турбокомпрессор:
ТКР 7-00.01 (БЗА г. Борисов)
Пневмокомпрессор:
Есть
Насос шестеренный:
НШ-14
Насос топливный:
PP6M10P1f-3491 («Моторпал» Чехия)
Насос водяной:
260-1307116-А
Насос масляный:
260-1011020
Муфта сцепления:
есть
Картер маховика:
нет
Двигатель Д245
Дизель Д245 представляет собой 4-х тактный поршневой четырехцилиндровый двигатель внутреннего сгорания с рядным вертикальным расположение цилиндров, непосредственным впрыском дизельного топлива и воспламенением от сжатия. Применяется турбонаддув.
Положительные качества дизельных двигателей в целом, вне всякого сомнения, известны всем автомобилистам. Главный фактор это, конечно, высокая экономичность дизеля по сравнению со своим бензиновым собратом.
Уменьшенный расход топлива и его более низкая стоимость делают автомобили, оснащенные двигателями ММЗ Д-245, палочкой выручалочкой не только для представителей малого и среднего бизнеса, но и для крупных строительных и сельскохозяйственных компаний. Ведь чем больше вместимость эксплуатируемой техники, тем выше конечная экономия. Кроме того никто не сможет оспаривать еще одно положительное качество дизельного топлива — его способность выступать в качестве естественной смазки двигателя.
Технические характеристики двигателя Д-245
Наименование параметра
Д-245: рядный 4-х цилиндровый дизельный двигатель с непосредственным впрыском топлива, отвечающий экологическим нормам «Евро 2″
Диаметр цилиндра, мм
110
Ход поршня, мм
125
Рабочий объем цилиндров, л
4,75
Число и расположение цилиндров
4L
Тип системы газообмена
ТW
Номинальная мощность, кВт (л. с.)
90 (122.4) — от 116 лс. до 136 лс.
Номинальная частота вращения, об/мин
2400
Максимальный крутящий момент, Н м(кгс м)
422 (43.1)
Частота вращения при максимальном крутящем моменте, об/мин
1500
Удельный расход топлива, г/кВт ч (г/л.с.ч)
210 (154)
Масса, кг
600-640
Заводская комплектация двигателя Д-245
Наименование параметра
Д-245
Стартер:
74.3708 (12 В)
Генератор:
Г9645.3701-01 (14 В)
Турбокомпрессор:
ТКР 6-00.02 (БЗА г. Борисов)
Пневмокомпрессор:
А29.05.000-А-06-БЗА
Насос шестеренный:
НШ 10Ж-3-04л
Насос топливный:
PP4V101f-3486 Moterpal (РААЗ г. Ярославль)
Насос водяной:
240-1307010-А1
Насос масляный:
245-1403010
Муфта сцепления:
имеется 1 диск
Картер сцепления:
есть
Двигатель Д-240
На трактор МТЗ-82 устанавливается четырехцилиндровый четырехтактный дизельный двигатель Д-240 с электростартером (Д-240Л с пускачем). Мощность двигателя составляет 59 кВт или 80 л.с.
Технические характеристики Д-240
Наименование параметра
Д-240. Дизельный четырехтактный с водяным охлаждением
Модель
Д-240 с электростартером
Д-240Л с пусковым двигателем
Мощность, кВт (л.с.)
59(80)
Частота вращения, об/мин.
2200
Количество цилиндров
4
Диаметр цилиндра
110
Ход поршня, мм
125
Степень сжатия
16
Объем Д-240, л
4,75
Порядок работы цилиндров
1-3-4-2
Расход топлива, г/кВТ*ч (г/элс*ч)
238(185)
Топливный насос
Четырехплунжерный с подкачивающим насосом
Вес двигателя, кг
Д-240 — 430
Д-240Л — 390
Метки: д240, д245, д260, двигатель, двигатель трактора, мтз, трактор беларус, характеристики
Автор: Администратор
Устройство и работа двигателя Д-240
Четырехцилиндровый 4-тактный дизельный двигатель Д 240 оснащается воздушным охлаждением и имеет непосредственный впрыск топлива. Этот силовой агрегат устанавливался на трактор МТЗ 80 и пользовался заслуженной любовью у автовладельцев.
Надежный, ремонтопригодный, мощный и простой в эксплуатации мотор продержался на конвейере в течение нескольких десятков лет и сегодня также встречается на тракторах МТЗ.
Технические характеристики
Скачать .xls-файл
xls
Скачать картинку
Отправить на email
mail
ПАРАМЕТРЫ
ЗНАЧЕНИЕ
Материал блока цилиндров
чугун
Система питания
Прямой впрыск
Тип
рядный
Рабочий объем, л
4.75
Мощность, л. с.
80
Количество цилиндров
4
Количество клапанов на цилиндр
2
Ход поршня, мм
125
Диаметр цилиндра, мм
110
Степень сжатия
16
Топливо
Дизельное топливо
Расход топлива
Не более 238 литров в час
Двигатель устанавливался на трактор МТЗ 80 и его модификации.
Описание
Это классическая четырехцилиндровая модификация дизельного мотора, которая имеет усиленный блок цилиндров, а благодаря наличию воздушного охлаждения существенно упрощается и его конструкция. Этот атмосферный силовой агрегат отличается повышенной надежностью и при этом прост в обслуживании. Его ремонтопригодность позволяет выполнять ремонт даже в полевых условиях.
За счёт наличия у двигателя прямого впрыска топлива обеспечивается необходимая тяга и отличные мощностные характеристики. Мотор имеет электростартерный пуск, что позволило существенно упростить эксплуатацию трактора МТЗ-80 в зимнее время года, когда могли отмечаться проблемы с пуском дизельного двигателя.
Еще одной конструктивной особенностью этого мотора является неразделенная камера сгорания, а также образование объемно-пленочной рабочей смеси. При этом впуск топливной смеси в камере сгорания осуществляется следующим образом. Часть топлива распыляется в максимально возможный объем камеры сгорания, тогда как другая ее часть растекается по поверхности цилиндра, создавая необходимую тонкую плёнку. В результате подобных технологий обеспечивается максимально возможная мощность и эффективное сгорание топлива, что улучшило динамические характеристики этого силового агрегата.
Сама камера сгорания имеет оригинальную шаровую форму, что улучшило смешивание воздуха и топлива, образуя внутри камеры сгорания вихревые воздушные потоки. Мощность мотора Д 240 составляет 80 лошадиных сил, что достигается при 2200 оборотах коленвала в минуту. При этом двигатель отличается должной приемистостью, гарантируя трактору необходимую мощность и тягу.
Блок цилиндров Д 240 отливался из высокопрочного серого чугуна. Использование такого материала позволяет полностью избежать появления температурных деформаций силового агрегата при перегреве мотора. Головка блока цилиндров крепится к блоку при помощи 16 удлиненных шпилек. Следует сказать, что шпильки закручивались с помощью динамометрического ключа, что необходимо учитывать при выполнении ремонтных работ.
Отметим, что у данной модификации двигателя использовалась специальная конструкция клапанного механизма, которая позволяла защитить клапана при обрыве цепи ГРМ. Тем самым повышались показатели надежности двигателя, а сам мотор мог эксплуатироваться в течение длительного времени без необходимости выполнения капитального ремонта.
содержание .. 1 2 3 8 ..
2.2.2
Возможные неисправности и методы их устранения дизеля Д-243 и Д-245
Перечень возможных неисправностей дизеля в процессе эксплуатации и рекомендации по действиям при их возникновении приведены в таблице 3.
Таблица 3
Неисправность, внешнее проявление
Методы устранения
1 Дизель не запускается
1.1
Воздух в топливной системе
Прокачайте систему насосом ручной подкачки топлива. Устраните подсос воздуха в топливной системе
1.2
Неисправен топливный насос
Снимите топливный насос с дизеля и отправьте в мастерскую для ремонта
2 Дизель не развивает мощности
2. 1
Рычаг управления топливным насосом не доходит до упора
Отрегулируйте тяги управления топливным насосом
2.2
Засорился фильтрующий элемент фильтра тонкой очистки топлива
Замените фильтрующий элемент фильтра тонкой очистки топлива
2.3
Неисправны форсунки
Выявите неисправные форсунки, промойте распылители и прочистите их сопловые отверстия, при необходимости замените распылители
2.4
Неправильно установлен угол опережения впрыска топлива
Установите рекомендуемый угол опережения впрыска топлива
Перешлифуйте шейки коленчатого вала и поставьте вкладыши подшипников ремонтного размера
7 Турбокомпрессор
См. приложение Д
8 Пусковой двигатель
8.1
Пусковой двигатель не запускается:
а)
Нет подачи топлива
Проверьте наличие топлива в баке ПД, промойте отстойник на топливном баке, промойте сетчатый фильтр топливоподводящего штуцера карбюратора пускового двигателя
Продолжение таблицы 3
Неисправность, внешнее проявление
Методы устранения
б)
На электродах свечи зажигания нет искры
Проверьте надежность электрического контакта провода высокого напряжения в выводе магнето, проверьте зазор между контактами прерывателя магнето, при необходимости зачистите контакты и отрегулируйте зазор
в)
Пусковой двигатель работает с перебоями и не развивает полной мощности
Отрегулируйте устойчивую работу двигателя винтом холостого хода. Частично разберите карбюратор, промойте и продуйте жиклер холостого хода
9 Стартер
9.1
При включении стартера тяговое реле не срабатывает (отсутствует характерный щелчок):
а)
Слабая затяжка клемм аккумулятора или их окисление
Зачистите контакты и затяните клеммы
б)
Разряжена или неисправна аккумуляторная батарея
Зарядите или замените батарею
в)
Неисправность в электрической цепи реле стартера
Проверьте электрическую цепь и устраните неисправность
9.2
При включении стартера слышен повышенный шум шестерни привода
Зачистите заусенцы или забоины на зубьях, замените венец маховика или привод стартера
9.3
При включении стартер не проворачивает коленчатый вал дизеля или вращается очень медленно:
а)
Разрядилась аккумуляторная батарея
Зарядите или замените аккумуляторную батарею
б)
Загрязнились коллектор и щетки
Очистите коллектор и щетки
в)
Обгорели контакты реле стартера
Зачистите контакты реле стартера
г)
Пробуксовка муфты привода стартера (износ роликов муфты или трещина обоймы)
Замените привод стартера
9. 4
После запуска дизеля стартер остается во включенном состоянии
Остановите дизель, отключите батарею и зачистите контакты тягового реле
9.5
Шестерня привода не выходит из зацепления с венцом маховика вследствие поломки возвратной пружины рычага отводки привода
Замените возвратную пружину
10 Генератор
10.1
Генератор не дает зарядки:
а)
Замыкание на корпус обмотки статора
Снимите генератор с дизеля, изолируйте место повреждения изоляции
Продолжение таблицы 3
Неисправность, внешнее проявление
Методы устранения
б)
Обрыв цепи катушки возбуждения
Снимите генератор с дизеля, спаяйте и изолируйте место обрыва или замените катушку
в)
Замыкание на корпус цепи вывода «Д»
Снимите генератор с дизеля, изолируйте место повреждения изоляции
г)
Обрыв выводов двух и более обмоток статора
Снимите генератор с дизеля, спаяйте и изолируйте места обрыва выводов, при необходимости замените фазные обмотки
Снимите генератор с дизеля, спаяйте и изолируйте место обрыва или замените обмотку
в)
Межвитковое замыкание катушки возбуждения
Замените катушку возбуждения
г)
Неисправен один из диодов блока БПВ 52-100
Замените выпрямительное устройство блока БПВ 52-100
10.3
Шум генератора:
а)
Проскальзывание натяжного ремня или чрезмерное его натяжение
Отрегулируйте натяжение приводного ремня. При необходимости замените подшипники якоря
10.4
Аккумуляторная батарея систематически перезаряжается (амперметр длительное время показывает большой зарядный ток, либо вольтметр показывает повышенное напряжение):
а)
Короткое замыкание или обрыв цепи конденсатора регулирующего устройства блока;
Восстановите цепь или замените регулирующее устройство блока
б)
Неисправность ИУ регулирующего устройства
Замените ИУ
2.
2.3
Требования безопасности
Для обеспечения безопасной работы и предупреждения несчастных случаев во время эксплуатации и технического обслуживания дизеля выполняйте следующие правила:
— приступайте к работе только после изучения устройства и правил эксплуатации дизеля;
— не запускайте дизель в закрытом помещении с плохой вентиляцией;
— техническое обслуживание и устранение неисправностей производите при неработающем дизеле;
— во избежание ожогов лица и рук пробку горловины радиатора на горячем дизеле открывайте, пользуясь рукавицей или тряпкой;
— в случае аварии немедленно остановите дизель выключением подачи топлива;
— монтаж и демонтаж дизеля производите при помощи троса, зачаленного за рым-болты, имеющиеся на дизеле;
— не пользуйтесь открытым огнем для прогрева топливопроводов и масляного картера дизеля в холодное время года;
— следите, чтобы во время работы дизеля вблизи выпускного коллектора и глушителя не было легковоспламеняющихся материалов;
— заправку горючесмазочными материалами производите механизированным способом с соблюдением правил пожарной безопасности;
— в случае воспламенения топлива пламя засыпьте песком или накройте брезентом или войлоком, используйте углекислотный огнетушитель, не заливайте горящее топливо водой;
при остановке дизеля выключите включатель «массы».
содержание .. 1 2 3 8 ..
Неисправности
НЕИСПРАВНОСТЬ
МЕТОДЫ УСТРАНЕНИЯ
Мотор существенно потерял мощность и плохо реагирует на нажатие педали газа.
Причиной подобной поломки может стать выход из строя топливного насоса, который не обеспечивает необходимое давление в системе.
Появился выраженный металлический стук в широком диапазоне оборотов.
Рекомендуем вскрыть мотор и провести регулировку клапанов. Такую сервисную работу следует проводить каждые 50 тысяч километров пробега двигателя.
Появились выраженные подтёки масла.
Масло из двигателя может вытекать как из-под клапанной крышки, так и через потерявший герметичность масляный фильтр. Необходимо локализовать место протечки и, в зависимости от ее расположения, выполнять соответствующий ремонт.
Мотор сильно вибрирует.
Проверить состояние подушек двигателя, которые являются слабым местом этого мотора. При наличии проблемы с такими подушками мотор их необходимо заменить.
Тюнинг
Имеется возможность увеличения мощности силового агрегата до отметки порядка 100 лошадиных сил путём установки на двигатели Д 240 турбины и новой системы подачи топлива.
В специализированных магазинах можно найти уже готовый комплект переоборудования под турбину, который включает необходимые крепежи, сам турбонаддув, новый масляный и топливный насос. Подобный тюнинг позволит существенно увеличить мощность силового агрегата практически без потери надежности мотора.
Обслуживание агрегата
Благодаря высокому качеству сборки и продуманной конструкции изделие не требует выполнение серьезного ремонта на протяжении долго времени, однако лишь при условии регулярного выполнения техобслуживания. Оно предполагает выполнение простейшего алгоритма действий:
Осмотр устройства на предмет наличия подтеков необходимо выполнять каждые 60 часов работы.
Смена масла требуется каждые 240 часов эксплуатации.
Капитальный осмотр ключевых узлов и деталей на наличие повреждений следует осуществлять каждые 960 часов.
При выявлении каких-либо неполадок либо изношенных элементов следует их незамедлительно заменять, что поможет продлить срок работы мотора, избежать более серьезных проблем, требующих больших вложений. В некоторых ситуациях может потребоваться регулировка зазора клапанов.
Система смазки двигателя Д 240
Система смазки двигателя Д 240 работает по одноконтурному принципу, поскольку ключевые узлы обрабатываются самотеком либо путем распыления. Основными составляющими системы представляется механизм забора масла, помпа, прочие устройства, необходимые для её работы, очищающие элементы.
Обязательно почитайте: Трактор МТЗ 892 Беларус
Удачная конструкция системы позволяет снизить трение между ключевыми узлами, продлевая срок их службы и одновременно уменьшая температуру работы всего двигателя, что позволяет использовать его даже в жарких условиях.
Мерседес 240D Технические характеристики | Он все еще работает
Майкл Г. Санчес
Гарольд Каннингем/Getty Images News/Getty Images
Мучительно медленный, но необычайно прочный седан Mercedes 240D с дизельным двигателем был образцом автомобильной надежности и свидетельством силы немецкого проектирования и производства. Модель 240D, принадлежащая к модельному ряду W123 компании, производилась с 1977 по 1983 год. В США она считалась моделью начального уровня, а на международном уровне часто использовалась в качестве такси. Его простой интерьер, прочная конструкция и известная репутация «пуленепробиваемого» сделали его отличным транспортным средством для автопарка.
Утилитарная роскошь
Примерно в 21 веке модели Mercedes-Benz известны роскошным салоном, элегантным эффектным стилем и огромным списком высокотехнологичных роскошных и удобных гаджетов. Для сравнения, 240D 1983 года был довольно спартанским. В то время как отделка из натурального дерева входила в стандартную комплектацию, также были и такие недорогие функции, как тканевая обивка и поворотные окна. Даже зеркало со стороны пассажира требовало галочки в поле опции. Версия роскоши 240D заключалась в качественной конструкции и плавной работе, а не в салоне, который баловал пассажиров. Тем не менее, обычный набор роскошных функций, включая кожаную обивку, подогрев сидений, кондиционер и стереосистему премиум-класса, был доступен в качестве опций. Тем не менее, что многие люди больше всего помнят о салоне 240D, так это сильный «стук», издаваемый дверями каждый раз, когда они закрывались. «Мерседес» был тяжелым, похожим на танк, и это вселяло уверенность.
(Едва) Адекватная мощность
Модель 240D оснащалась 2,4-литровым четырехцилиндровым дизельным двигателем. Покупатели могли выбирать между четырехступенчатой механической коробкой передач и четырехступенчатой автоматической коробкой передач. В то время как дизельная трансмиссия автомобиля была известна своей способностью выдерживать многолетние тяжелые нагрузки, она также была печально известна своей низкой производительностью. Двигатель выдавал скромные 67 лошадиных сил при 4000 об/мин и крутящий момент 97 Нм при 2400 об/мин. Разгон от 0 до 60 миль в час занимал более 20 секунд. В то время как у автомобиля не было проблем с крейсерской скоростью 80 миль в час и даже немного выше, для достижения этой скорости требовалось значительное время и пространство на дороге. По этой причине 240D может быть немного мучительным в современном быстро меняющемся трафике.
Универсальный, практичный размер
Несмотря на то, что седан 240D считался автомобилем среднего размера, он был несколько больше, чем средний автомобиль того времени. Четырехдверный Mercedes имеет длину 186 дюймов, высоту 56,5 дюймов и ширину 70,2 дюйма. Он имел 110-дюймовую колесную базу и весил 3047 фунтов.
Экономия топлива и информация о ценах
Как и сегодня, в 1970-х и 1980-х годах покупателям была важна топливная экономичность. Дизельные автомобили продавались людям, надеющимся сэкономить на заправке. Надо отдать должное, 240D был довольно экономичным. Это в среднем составляло около 28 миль на галлон в смешанном вождении.
Давным-давно, когда он был новым, 240D 1983 года выпуска имел стартовую рекомендованную производителем розничную цену чуть более 20 000 долларов. Согласно Hagerty Insurance — ведущему страховщику классических и коллекционных автомобилей — на осень 2014 года автомобиль в хорошем состоянии стоит около 4360 долларов. Пожизненный автолюбитель и бывший старший механик, он написал на широкий круг автомобильных тем. Он имеет степень бакалавра английской литературы в Государственном колледже Каслтона. Санчес начал писать об автомобилях в качестве копирайтера на неполный рабочий день в местном дилерском центре, еще учась в старшей школе.
Еще статьи
Технические характеристики Mercedes-Benz 240 D Lang
Поверительное клеймо – оттиск, наклейка или иным способом изготовленное условное изображение, нанесенное на СИ, и (или) на свидетельство о поверке или паспорт (формуляр).
Поверительные клейма используют органы Государственной метрологической службы, Государственные научные метрологические центры Росстандарта России, а также метрологические службы юридических лиц, аккредитованные на право поверки средств измерений.
Форма и порядок нанесения поверительных клейм регламентированы приказом Минпромторга РФ от 2 июля 2015 г. N 1815 «Об утверждении порядка проведения поверки средств измерений, требования к знаку поверки и содержанию свидетельства о поверке».
Методы и порядок нанесения
Поверхность СИ, предназначенная для размещения поверительных клейм, определяется в соответствии с описанием типа данного СИ. В зависимости от конструкции средства измерения, условий его эксплуатации и с учетом обеспечения сохранности изображения в течение межповерочного интервала правилами предусмотрены следующие способы нанесения знака поверки:
ударный;
давление на пломбу или специальную мастику;
наклеивание;
электрографический;
электрохимический;
пескоструйный;
выжигание;
иные способы, не противоречащие приведенным выше условиям.
Нанесение знака поверки осуществляется действующими в рамках своих законодательных полномочий исполнителями поверочных работ, а именно:
В соответствии с установленными правилами, знак поверки должен содержать следующую информацию:
знак Федерального агентства по техническому регулированию и метрологии;
шифр государственного метрологического органа, юридического лица или индивидуального предпринимателя;
две последние цифры года выполнения поверки;
индивидуальный шифр конкретного поверителя.
Кроме этого, методики поверки некоторых СИ могут предусматривать размещение в поле знака дополнительной информации о сроках его нанесения, в зависимости от продолжительности МПИ:
месяц (обозначается арабскими цифрами) – при МПИ до 3 лет, включительно;
квартал (обозначается римскими цифрами) – при МПИ свыше 3-х и до 10 лет, включительно.
Для поверительных клейм в виде наклеек правилами установлено следующее содержание:
логотип «РСТ» (в верхней части поля) в виде голограммы, содержащей как видимое, так и скрытое, читаемое с помощью специальной аппаратуры, изображение;
штрих-код;
дата поверки.
Примечание: штрих-код позволяет автоматизировать учетно-статистические операции по конкретным СИ, в связи с чем его рекомендуется использовать всегда, при наличии таковой технической возможности. Нумерация знаков, содержащих штрих-коды, возлагается на Федеральное агентство по техническому регулированию и метрологии.
Шифр организации (лица) – исполнителя поверочных работ представляет собой буквенный код, состоящий из прописных букв русского алфавита:
одной (А, Б, В и т.д.) – для государственных научных метрологических институтов;
двух (АБ, АВ и т.д.) – для государственных региональных центров метрологии;
трех (ААВ, ААГ и т. д) – для юридических лиц и индивидуальных предпринимателей.
Индивидуальный знак конкретного поверителя – строчная буква русского, латинского или греческого алфавита. При невозможности присвоения каждому поверителю индивидуального знака указанным способом правилами допускаются следующие приемы:
размещение буквы в угловых положениях 90°, 180° и 270°;
создание подразделений с численностью поверителей не более 256 чел каждое, с присвоением каждому подразделению индивидуального шифра, и указанием последнего в информационном поле знака поверки.
Форма и размеры знаков поверки
Законодательством предусмотрены следующие формы и размеры поверительных клейм:
круглые, с рекомендуемыми диаметрами 4, 6, 8, 10, 18, 24 мм – для государственных метрологических органов;
квадратные, со сторонами, равными вышеуказанным диаметрам – для юридических лиц и индивидуальных предпринимателей; наносятся при выполнении поверки вновь изготовленных СИ;
прямоугольные, с отношением длины к ширине 1,5 : 1, при последней, соответствующей указанному размерному ряду – для тех же категорий исполнителей; используются при поверках эксплуатируемых и восстановленных СИ.
Знаки поверки в виде наклеек выполняются непрозрачными, самоклеющимися, в виде прямоугольника со сторонами 10х50 мм, толщиной не более 0,05 мм.
Размер клейма выбирается, исходя из наличия конкретных приспособлений, размеров предназначенной для него поверхности СИ, способа нанесения, а также по условиям читаемости и сохранности изображения в течение МПИ.
Формы поверительных клейм (каучуковое исполнение):
Поверительное клеймо ЦСМ
Поверительное клеймо ГМЦ
Поверительное клеймо МСЮЛ
Поверительное клеймо МСЮЛ, при выпуске СИ из производства
За хранение, учет и выдачу поверительных клейм отвечает специально назначаемое лицо из числа сотрудников государственной метрологической организации, юридического лица или индивидуального предпринимателя, осуществляющих поверку СИ в установленном законом порядке.
Информация, касающаяся выдачи и получения поверительных клейм лицами, непосредственно выполняющими поверочные работы, отражается в специальном журнале установленной формы. Форма журнала приведена в приложении 4 к Порядку проведения поверки средств измерений, требований к знаку поверки и содержанию свидетельства о поверке, утвержденному приказом Минпромторга России от 2 июля 2015 г. N 1815.
Поверительные клейма закрепляются за конкретными поверителями, без права их передачи.
С каждого клейма делается оттиск, а при использовании наклеек выделяется специальный экземпляр для хранения в течение 2-х МПИ с момента нанесения на СИ и/или свидетельство о поверке.
По истечении сроков использования клейма, либо по иным причинам, не допускающим его дальнейшую эксплуатацию, клеймо уничтожается, что удостоверяется актом установленной формы.
Общие положения
1.1 Руководство сварочными работами на монтаже и на приобъектном участке и ведение «Журнала сварочных работ» (ЖСР) приложения Б, должно осуществлять лицо, имеющее документ о специальном сварочном образовании или квалификационное свидетельство повышения квалификации по сварке, оформленное соответствующим приказом по объекту и записью в ЖСР, входящим в комплект исполнительной документации.
1.2 Сварочные работы следует производить по рабочим чертежам металлических и железобетонных конструкций марок КМ и КЖ, деталировочным чертежам марок КМД и КЖД, утвержденному проекту производства сварочных работ (ППСР) или специальному разделу по сварке в общем проекте производства работ, технологическим картам (регламентам), входящим в комплект исполнительной документации.
В ППСР должно быть предусмотрено членение конструкций на монтажные элементы, последовательность их сборки и сварки, оснащение монтажно-сборочными приспособлениями и оборудованием, установка и навеска подмостей и лестниц, технологии сборки и сварки, виды и объемы контрольных операций, объемы партий сдаваемой продукции, маркировка, транспортирование и хранение партии и другое, с учетом технологических возможностей монтажной организации на конкретном объекте.
1.3 Сварку и прихватку должны выполнять рабочие-сварщики, имеющие профессиональный диплом (удостоверение) сварщика, и квалификационное удостоверение, подтверждающие право производства сварочных работ с указанием способов сварки и типов сварных соединений, выданное в соответствии с «Правилами аттестации сварщиков» (ПАС) для металлоконструкций и [5] для арматуры, арматурных и закладных изделий железобетонных конструкций. В удостоверениях должна быть отметка о ежегодной переаттестации сварщиков. Сведения должны быть приведены в соответствующих разделах ЖСР приложения Б.
1.4 До начала работ каждый сварщик предварительно должен сварить стыковые пробные (допускные) образцы для последующих механических испытаний из того же вида проката (марки стали, диаметра, толщины), тем же способом сварки, в том же пространственном положении и при использовании тех же режимов, материалов и оборудования, что предусмотрено проектом и ППСР. Изготовление пробных образцов должно выполняться в присутствии лица, ответственного за сварочные работы по 1.1.
1.5 Размеры пластин для пробных образцов стальных конструкций, а также форма и размеры образцов для механических испытаний, изготовляемых из сваренного пробного образца после внешнего осмотра и измерения стыкового шва должны соответствовать требованиям ГОСТ 6996. Формы и размеры заготовок стержней и пластин для пробных образцов арматуры железобетонных конструкций должны соответствовать ГОСТ 14098, ГОСТ 10922, [5].
1.6 После внешнего осмотра и измерений механические испытания необходимо проводить по ГОСТ 6996, ГОСТ 10922 и [6] в объеме, указанном в таблице 1. При неудовлетворительных результатах механических испытаний разрешается дополнительная сварка пробных образцов, при повторной ситуации сварщик к выполнению проектных (деловых) сварных соединений не допускается.
Таблица 1. СП 70.13330.2012
Несущие и ограждающие конструкции. Актуализированная редакция СНиП 3.03.01-87
Вид испытания
Число образцов, шт.
Нормируемый показатель
Стальные конструкции
Статическое растяжение
2
Временное сопротивление разрыву — не менее нижнего предела временного сопротивления основного металла, регламентируемого государственными стандартами
Статический изгиб
2
Угол статического изгиба, град, для сталей толщиной, мм:
углеродистых
до 20 — не менее 100
свыше 20 — не менее 80
низколегированных
до 20 — не менее 80
свыше 20 — не менее 60
Ударный изгиб металла шва
3
Ударная вязкость — не менее величины, указанной в технологической документации на монтажную сварку данной конструкции
Арматура железобетонных конструкций
Растяжение до разрушения
3
Оценка результатов по ГОСТ 10922, [6]
1. 7 Свариваемые поверхности конструкций и рабочее место сварщика следует защищать от дождя, снега, ветра. При температуре окружающего воздуха ниже минус 10 °С необходимо иметь вблизи рабочего места сварщика инвентарное помещение для обогрева, при температуре ниже минус 40 °С — оборудовать тепляк.
1.8 Колебания напряжения питающей сети электрического тока, к которой подключено сварочное оборудование, не должны превышать ±5% номинального значения. Оборудование для автоматизированной и ручной многопостовой сварки следует питать от отдельного фидера.
1.9 Сварочные материалы (покрытые электроды, порошковые проволоки, сварочные проволоки сплошного сечения, плавленые флюсы) должны соответствовать проекту и требованиям ГОСТ 9467, ГОСТ 26271, ГОСТ 2246 и ГОСТ 9087.
1.10 Производственный контроль качества по ГОСТ 16037 для сварочных работ должен включать по процессу производства:
входной контроль рабочей технологической документации, наличия паспортов (сертификатов) на основной металл, металлоконструкции, арматурные и закладные изделия, основные сварочные и вспомогательные материалы, квалификации сварщиков, состояния оборудования, инструмента и приспособлений, качество сборки и подготовки элементов под сварку;
операционный контроль сборочных и сварочных процессов, технологических операций и качества выполняемых сварных соединений;
приемочный контроль качества с основными контролируемыми признаками: размеров сварного соединения, узла, конструкции, наличие наружных и внутренних дефектов, механические свойства сварных соединений, наличие маркировки и клеймения и правильность ведения документации;
по полноте охвата:
выборочный и/или сплошной;
по применяемым средствам контроля:
измерительный, неразрушающий, разрушающий и визуальный.
Документы должны входить в комплект исполнительной документации и храниться в установленном порядке.
1.11 Входной и операционный контроль осуществляется соответствующими службами генподрядчика (субподрядчика) или специалистами привлеченных испытательных лабораторий (ИЛ), аккредитованными в установленном порядке по ГОСТ Р ИСО/МЭК 17025, а приемочный — только специализированными испытательными лабораториями.
1.12 Сварочные материалы (электроды, проволоки, флюсы) необходимо хранить на складах монтажных организаций в заводской таре отдельно по маркам, диаметрам и партиям. Помещение склада должно быть сухим, с температурой воздуха не ниже 15 °С и относительной влажностью не более 50%.
1.13 Покрытые электроды, порошковые проволоки и флюсы перед употреблением необходимо прокалить по режимам, указанным в паспортах, на этикетках или бирках заводов-изготовителей сварочных материалов. Сварочную проволоку сплошного сечения следует очищать от ржавчины, жировых и других загрязнений. Прокаленные сварочные материалы должны храниться в специальных пеналах, в условиях исключающих их увлажнение.
1.14 Механическое, правильно-отрезное, кислородное, воздушно-дуговое, плазменное и сварочное оборудование должно проходить ежегодную паспортизацию по [11] с метрологической поверкой приборов. Акт паспортизации оборудования должен быть приведен в ЖСР. Сварочное оборудование, баллоны с защитными газами и пускорегулирующую аппаратуру необходимо располагать под навесами или в переносных машзалах.
1.15 Сварщик должен ставить личное клеймо, приведенное в ЖСР, на расстоянии 40 — 60 мм от границы выполненного им шва сварного соединения: одним сварщиком — в одном месте, при выполнении несколькими сварщиками — в начале и конце шва. Взамен постановки клейм допускается составление исполнительных схем с подписями сварщиков и фиксацией в ЖСР.
1.16 В технологических картах к ППСР для снижения остаточных напряжений и их влияния на прочность элементов конструкций, возможности появления горячих трещин и других дефектов должны быть предусмотрены:
определенная последовательность и порядок сборки, выполнения сварки монтажных соединений, наложения прихваток и швов;
обеспечение зазоров и скосов кромок, применение двухсторонних и симметричных угловых швов и др. , для ограничения объема и концентрации наплавленного металла;
обеспечение максимальной свободы для температурных деформаций;
соблюдение температурных режимов сварки и остывания швов;
выполнение сварки без перерыва до окончания процесса, при многослойной сварке — после очистки предыдущего слоя от шлака;
выполнение сварки односторонними протяженными швами в соединениях с накладками из арматурных стержней в шахматном порядке; сварку начинать, отступив от краев накладок и нахлестки и в нахлесточных соединениях на расстояние (0,5 — 1,0) dн;
недопущение совмещения кратеров в одном поперечном сечении стыка при многопроходной сварке;
наложение швов поверх прихваток только после зачистки последних;
поочередное наложение швов в диагонально противоположных секторах соединения колонн, в узлах крепления ригелей к колоннам. При длине шва менее 300 мм сварку ведут в одном направлении, более 300 мм — от середины к краям в двух направлениях;
в монолитном железобетоне стыки арматуры независимо от способа соединения, а в сборном железобетоне — по возможности, следует выполнять «вразбежку» с тем, чтобы в одном сечении железобетонной конструкции располагалось не более 50% стыков, а расстояние по длине (высоте) между началом и окончанием соединения стыков должно быть не менее двойного шага хомутов и составлять более 400 мм;
в узле сопряжения двутавровой колонны с фундаментной плитой выполнение вначале сварки стенки с опорной плитой с одной стороны, затем — с другой, а полки с внутренних сторон сваривают с диагонально противоположных сторон, а затем последовательно — каждую полку с наружной стороны;
мероприятия по термической и термомеханической правке и др.
Роли и обязанности менеджера по обеспечению качества.
Роли и обязанности менеджера по обеспечению качества. В случае производства некачественного продукта его следует держать в недоступном для клиентов месте, учитывая репутацию организации.
Люди всегда будут играть роль в процессе обеспечения качества. Эволюция новейших технологий подталкивает нас к размышлениям о том, что можно сделать без вмешательства человека. Вот список технологий, которые могут повлиять на область обеспечения качества:
Искусственный интеллект
Машинное обучение
Интернет вещей
Блокчейн
Радиочастотная идентификация
Менеджер по обеспечению качества — Должностная инструкция
Должностная роль менеджера по обеспечению качества заключается в оказании помощи организациям в разработке стандартов и правил качества для сотрудников, а также для производимой продукции. Они должны анализировать собранные данные и соответствующим образом планировать улучшение качества продукции. Менеджер по обеспечению качества будет нести ответственность за выявление ошибок и проверку процедур.
Эффективный менеджер по обеспечению качества должен иметь большой опыт в области контроля качества. Идеальный кандидат на эту должность должен быть компетентен для продолжения жизненного цикла бизнеса и достижения долгосрочного успеха в бизнесе.
Менеджер по обеспечению качества — Введение
Менеджеры по обеспечению качества играют важную роль в обеспечении соответствия продукции определенным нормативам и приемлемым стандартам. Они формулируют и руководят программами и политиками обеспечения качества, а также прилагают все усилия, чтобы привнести в организацию лучшее.
Специалисты по обеспечению качества работают над повышением эффективности организации и прибыли за счет сокращения потерь. Они должны придумать последние средства контроля качества, чтобы поддерживать стандарты компании.
Роли и обязанности менеджера по обеспечению качества
Должностные обязанности менеджера по обеспечению качества могут быть разнообразными, всеобъемлющими и также зависеть от того, в какой отрасли вы работаете. Вот список общих обязанностей, выполняемых ими:
Тщательно проанализируйте данные, чтобы найти области роста
Разработка стратегий по улучшению производственного процесса
Взгляд на цели максимизации прибыльности организации
Обучение лиц, работающих с продуктом
Убедитесь, что продукт проходит аудит и тестирование
Убедитесь, что все юридические стандарты соблюдены, и тщательно изучите существующие политики и стандарты
Проверьте процессы организации, чтобы убедиться, что они соответствуют текущим политикам
Составление своевременных отчетов и документации для отслеживания прогресса
Определение требований к обучению для соответствия стандартам качества
Разработка и мониторинг корректирующих мер
Документирование внутренних аудитов и мероприятий по обеспечению качества
Планирование, проведение и мониторинг испытаний, а также проверка продуктов для обеспечения их качества
Взгляните на жалобы клиентов
Проанализируйте данные, чтобы найти области для улучшения
Образование Квалификация и опыт работы
Степень бакалавра приветствуется
Для некоторых управленческих/высших должностей наличие аспирантуры или технической степени очень важно
Наличие соответствующего опыта в области контроля качества, аудита и тестирования является дополнительным преимуществом
Большой опыт реализации корректирующих/предупредительных мер
Знание инструментов и методологий обеспечения качества
Программы сертификации «Шесть сигм», помощник по улучшению качества, аудитор качества и инженер по качеству
Новые навыки менеджера по обеспечению качества
Менеджер по обеспечению качества должен обладать разнообразными навыками и компетенциями для продвижения в этой области. Сюда могут входить:
Экспертиза предметной области
Специалисты по обеспечению качества должны обладать элементарным пониманием процессов организации. Наличие таких базовых знаний поможет решить, соответствует ли продукт требованиям или нет. Если продукт некачественный, знание предметной области поможет вам понять, откуда возникла проблема.
Человеческие знания
Чтобы быть компетентным в этой роли, вы должны хорошо понимать, как использование продукта влияет на клиентов. Очень важно иметь чувство безотлагательности для решения проблемы, которую нельзя заменить технологиями.
Отличные коммуникативные навыки
Четкое устное общение поможет вам объяснить процесс и улучшить его для достижения стандартов качества. С другой стороны, наличие профессиональных письменных навыков необходимо для подготовки документов в соответствии с требованиями проекта.
Многозадачность
Наличие сильных навыков многозадачности поможет вам лучше переключаться между текущей работой в соответствии с приоритетом без необходимости идти на компромисс со стандартами.
Навыки управления проектами
Наличие навыков управления проектами необходимо при внедрении протоколов и процессов обеспечения качества. Когда организация вносит необходимые изменения в процессы, такие как внедрение новых и сложных технологий, это влияет на специалистов по обеспечению качества.
Зарплата и карьерный рост
Карьерный рост в области обеспечения качества полностью зависит от области и опыта. В США средняя базовая зарплата менеджера по обеспечению качества составляет 76 936 долларов.
Источник
Лучшие компании для менеджеров по обеспечению качества
Некоторые из ведущих компаний для менеджеров по обеспечению качества в США включают; Boeing, Amazon, USAA, General Dynamics Information Technology, Nestle и другие.
Источник
Заключение
Чтобы оставаться конкурентоспособными в эпоху развивающихся технологий, специалистам по обеспечению качества необходимо сосредоточиться на совершенствовании своих основных навыков и компетенций для решения стоящих перед ними задач. Чтобы иметь прогрессивную карьеру в этой области, профессионалы должны переквалифицироваться и повысить квалификацию в новейших программах обучения сертификации управления качеством, чтобы оставаться впереди конкурентов и стать глобальными профессионалами.
Некоторые из популярных сертификационных курсов по управлению качеством, которые могут пройти профессионалы:
Следите за нашими обновлениями
14 580 лайков
444 подписчиков
78 000 подписчиков
2 170 Последователи
Последние сообщения
Рекомендации по найму и удержанию лучших специалистов DevOps 1 марта 2023 г.
5 способов улучшить рабочий процесс DevOps 13 февраля 2023 г.
Роль Agile в цифровой трансформации 10 февраля 2023 г.
Как шесть сигм могут улучшить вовлеченность сотрудников? 8 февраля 2023 г.
Использование Agile в крупномасштабных корпоративных проектах 8 февраля 2023 г.
Связанные статьи
16 CFR § 23.10 — Дополнительные указания по использованию знаков качества. | Электронный свод федеральных правил (e-CFR) | Закон США
§ 23.10 Дополнительные указания по использованию знаков качества.
В настоящих руководствах термин «знак качества» означает любую букву, цифру, цифру, символ, знак, слово или термин или любую их комбинацию, которые были отштампованы, выдавлены, выгравированы или иным образом размещены на любом промышленном изделии и которые указывают или предполагают, что любое такое изделие полностью состоит из любого драгоценного металла или любого сплава драгоценных металлов или имеет поверхность или поверхности, на которые нанесено или нанесено покрытие из любого драгоценного металла или сплава драгоценных металлов. Включены слова «золото», «карат», «карат», «серебро», «стерлинг», «вермей», «платина», «иридий», «палладий», «рутений», «родий» или «осмий» или любые их сокращения, независимо от того, используются ли они отдельно или в сочетании со словами «наполненный», «покрытый», «наложение» или «гальваническое покрытие», или любые их сокращения. Маркировка качества включает те, в которые включены слова или термины «золото», «карат», «серебро», «вермей», «платина» (или металлы платиновой группы) или их аббревиатуры либо отдельно, либо в виде суффиксов, префиксов или слогов.
(a) Обман в отношении применимости товарных знаков.
(1) Если знак качества на промышленном продукте применим только к части продукта, часть продукта, к которой он применим (или неприменим), должна быть раскрыта, если в отсутствие такого раскрытия местонахождение знака искажает истинный состав продукта или его части.
(2) Если знак качества применим только к части промышленного продукта, но не к другой части, которая имеет аналогичный внешний вид, каждый знак качества должен сопровождаться идентификацией части или частей, к которым относится этот знак.
(b) Обман по причине разницы в размере букв или слов в маркировке или маркировках. Нанесение знака качества на продукт, в котором слова или буквы имеют больший размер, чем другие слова или буквы знака, является несправедливым или вводящим в заблуждение, или когда различные маркировки, размещенные на продукте, имеют разное применение и имеют разные размеры, когда чистое впечатление от любой такой маркировки может ввести в заблуждение относительно металлического состава всего продукта или его части. (Примером неправильной маркировки может быть маркировка продукта с гальваническим покрытием из золота словом «гальваническое покрытие» мелким шрифтом и словом «золото» крупным шрифтом, в результате чего покупатели и потенциальные покупатели продукта могут заметить только слово «золото».)
Примечание 1 к § 23.10:
Разборчивость маркировки. Если знак качества выгравирован или проштампован на промышленном изделии либо напечатан на бирке или этикетке, прикрепленной к изделию, знак качества должен быть такого размера, чтобы его могли прочесть люди с нормальным зрением, и должен быть размещен таким образом, чтобы покупатель мог его заметить, и должен быть прикреплен таким образом, чтобы оставаться на нем до покупки потребителем.
ПРАВИЛА ПО ОХРАНЕ ТРУДА ПРИ СТРОИТЕЛЬСТВЕ, РЕКОНСТРУКЦИИ И РЕМОНТЕ \ КонсультантПлюс
Главная
Документы
ПРАВИЛА ПО ОХРАНЕ ТРУДА ПРИ СТРОИТЕЛЬСТВЕ, РЕКОНСТРУКЦИИ И РЕМОНТЕ
Срок действия документа ограничен 31 декабря 2025 года.
Приказ Минтруда России от 11.12.2020 N 883н «Об утверждении Правил по охране труда при строительстве, реконструкции и ремонте» (Зарегистрировано в Минюсте России 24.12.2020 N 61787)
Приложение
к приказу Министерства труда
и социальной защиты
Российской Федерации
от 11 декабря 2020 г. N 883н
I. Общие положения
II. Требования охраны труда при организации проведения работ (производственных процессов) в строительном производстве
III. Требования охраны труда, предъявляемые к производственным территориям (помещениям, площадкам и участкам работ)
IV. Требования охраны труда, предъявляемые к организации рабочих мест
V. Общие требования охраны труда при проведении производственных процессов и эксплуатации технологического оборудования в строительном производстве
VI. Требования охраны труда при разборке (разрушении) зданий и сооружений при их реконструкции или сносе
VII. Требования охраны труда при проведении земляных работ
VIII. Требования охраны труда при устройстве искусственных оснований и проведении буровых работ
IX. Требования охраны труда при проведении бетонных работ
X. Требования охраны труда при проведении монтажных работ
XI. Требования охраны труда при выполнении каменных работ
XII. Требования охраны труда при выполнении отделочных работ
XIII. Требования охраны труда при заготовке и сборке деревянных конструкций
XIV. Требования охраны труда при выполнении изоляционных работ
XV. Требования охраны труда при выполнении кровельных работ
XVI. Требования охраны труда при монтаже инженерного оборудования зданий и сооружений
XVII. Требования охраны труда при испытании смонтированного оборудования и трубопроводов
XVIII. Требования охраны труда при выполнении электромонтажных и наладочных работ
XIX. Требования охраны труда при выполнении работ по проходке горных выработок
XX. Требования охраны труда, предъявляемые к транспортированию (перемещению) и хранению строительных конструкций, материалов, заготовок и отходов строительного производства
Приложение N 1. Акт-допуск для производства строительно-монтажных работ на территории действующего объекта строительного производства (Рекомендуемый образец)
Приложение N 2. Наряд-допуск на производство работ в местах действия вредных и опасных производственных факторов (Рекомендуемый образец)
Приложение N 3. Акт о соответствии выполненных внеплощадочных и внутриплощадочных подготовительных работ требованиям безопасности труда и готовности объекта к началу строительства (Рекомендуемый образец)
Приложение N 4. Крутизна откосов в зависимости от вида грунта
Приказ I. Общие положения
как избежать огромных проблем с законом
Безопасность в строительстве не всегда выходит на первое место среди текущих дел. Во многих компаниях к этому вопросу относятся очень формально, если не сказать, небрежно. И напрасно. С хорошей организацией охраны труда можно достичь высококачественного производственного результата. А с плохо отлаженной техникой безопасности – нажить себе множество проблем.
Содержание
1. Что такое безопасность в строительстве?
2. Обеспечение безопасности труда в строительстве
3. Организация обучения по охране труда
4. Производственный травматизм
5. Правила безопасности в строительстве
6. Охрана труда и ее основные элементы
7. Основные разделы нормативных документов по охране труда
8. Контроль за выполнением правил
9. Заключение
Что такое безопасность в строительстве?
Пришло время разобраться c очень значимым вопросом, к которому следует отнестись с особым вниманием и уважением – речь пойдет про безопасность в строительстве. Мы разберем, что именно представляет из себя охрана труда (ОТ) и техника безопасности (ТБ) в данной отрасли, какими нормативами обеспечивается, и зачем эти нормы нужно соблюдать.
На первый взгляд, ответ очевиден: правила нужны, чтобы защитить человеческую жизнь и здоровье. Однако если посмотреть шире, можно понять, безопасность в строительстве призвана не только спасти сотрудника от беды, но защитить рабочий процесс от материальных и человеческих затрат, как бы цинично это ни звучало.
На заметку!Техника безопасности (ТБ) в строительстве характеризует собой совокупность организационных, технических мероприятий и средств, которые защищают работающих от воздействия опасных производственных факторов.
Агитация по технике безопасности
Что можно считать опасным фактором в строительстве?
Опасным фактором является любое обстоятельство, приводящее к травме или другому внезапному ухудшению здоровья. А стройка, само собой разумеется, является зоной высокого риска. Поэтому нормы и правила техники безопасности распространяются на все виды строительных работ без исключения. И на всех работников, независимо от ведомственной подчиненности организаций.
СНиП III-4-80 «Техника безопасности в строительстве» (СНиП «безопасность труда в строительстве») гласит, что весь инженерно-технический персонал строительных компаний и строек, а также бригадиры должны не только хорошо знать, но и строго соблюдать приведенные в СНиП указания об ответственности административно-технического персонала за технику безопасности и производственную санитарию, определяющие порядок осуществления мероприятий по охране труда.
На заметку!Безопасность труда или охрана труда в строительстве представляет собой не отдельно существующую дисциплину, а совокупность как законодательных, социально-экономических, технических, гигиенических, так и организационных мероприятий, объединенных под одним названием (статья 209 Трудовой Кодекс РФ).
Основное назначение вышеназванных мероприятий – оградить здоровье трудящихся от вредного производства и несчастных случаев, а также обеспечить наиболее благоприятные условия, которые бы обеспечивали увеличение производительности труда и качества работ.
Обеспечение безопасности труда в строительстве
Зачастую, при строительстве задействуется сразу несколько организаций, каждая из которых выполняет свою часть работ. Кроме того, по мере готовности объекта обстановка и условия труда рабочих постоянно меняются, поэтому соблюдение правил техники безопасности становится достаточно сложной задачей.
Как быть в такой ситуации? Обратить внимание на самые необходимые требования, призванные обеспечить безопасность в строительстве. Что к ним относится?
Требования к технологическим процессам
Для успешного решения этой задачи необходимо высокое качество проектных решений и детальная проработка проектов производства работ (ППР), в том числе технологических карт.
В идеале, нужно, чтобы применяемые материалы, изделия, конструкции и строительные машины (механизмы) изначально отвечали всем требованиям качества, а используемые в строительстве инвентарные устройства и монтажная оснастка – требованиям техники безопасности.
Также, важно помнить, что на все виды работ в организации должны быть разработаны так называемые технологические карты с обязательным содержанием раздела «Охрана труда».
Практически все технологические процессы строительной отрасли нашли отражение в СНиП «Безопасность в строительстве», поэтому разработчики карт обязаны их придерживаться. Там же прописаны нормы электробезопасности и пожарной безопасности, требования к работе с вредными веществами и т.д.
На заметку!Технологические процессы должны быть полностью безопасны для рабочих мест, окружающих людей и территорий.
Безопасность при использовании экскаватора
Трудовая дисциплина
Вновь прибывшие сотрудники допускаются к работе только после прохождения ими вводного (общего) инструктажа по технике безопасности, а также инструктажа по технике безопасности непосредственно на рабочем месте. Кроме того, в течение первых 3 месяцев они должны пройти обучение по утвержденной программе.
На заметку!Инструктаж по технике безопасности проводится и при переходе на новую работу, и при изменении условий труда. Знания основ ТБ проверяются ежегодно – как у рабочих, так и у инженерно-технических специалистов.
Безопасность в строительстве не может быть достигнута без соблюдения трудовой и производственной дисциплины. Работники должны четко знать, какие правила и нормы им нужно соблюдать для предотвращения чрезвычайных происшествий.
Поэтому для каждого работника, выполняющего свои функциональные обязанности, предусматриваются индивидуальные требования безопасности или прописываются свои должностные инструкции.
На особо опасных и вредных участках осуществляется строгий контроль. Речь идет о монтаже конструкций на высоте, огнеупорных, кислотоупорных и изоляционных работах, процессах с применением радиоактивных веществ и т.д. На такие производства рабочие допускаются только после профильного обучения и сдачи соответствующего экзамена.
Средства индивидуальной защиты
Помимо знаний, рабочих в опасных и вредных условиях нужно вооружить индивидуальными средствами защиты и спецодеждой, защищающей от влияния вредных факторов окружающей среды. Это крайне важно, чтобы обеспечить безопасность в строительстве.
Согласно действующему законодательству, обязанность по обеспечению средствами индивидуальной защиты (СИЗ), своевременное использования этих средств, а также сам контроль за их состоянием ложится на плечи работодателя. И здесь скупиться не стоит.
Лучше однажды проявить заботу о подчиненных и приобрести качественные СИЗ, чем терять квалифицированные кадры, репутацию в судах и деньги, оплачивая дорогостоящее лечение пострадавших работников. Средства индивидуальной защиты
На заметку!Самое главное правило стройки звучит просто: «Без каски ходить запрещено!». В связи с этим строительная организация должна располагать необходимым запасом строительных касок как для своих работников, так и для сторонних лиц, допущенных на площадку с какой-либо целью.
Материалы наглядной агитации
Безопасность в строительстве во многом зависит от того, насколько хорошо работники усвоили правила ТБ. Соблюдение норм должно быть доведено до автоматизма. Поэтому для быстрого и успешного усвоения материала выпускаются памятки и наглядная агитация в виде плакатов, которые развешиваются вблизи рабочих мест, в бытовых помещениях и т.д.
Многолетний опыт доказывает, что эти усилия окупятся с лихвой: постоянно мелькающие перед глазами рабочих правила способствуют предупреждению травматизма и плодотворно влияют на отношение сотрудников к охране труда. Плакат, посвященный производственной безопасности
Организация обучения по охране труда
Организация обучения по охране труда и технике безопасности в строительстве проводится в соответствии с руководством «Типовые программы по обучению рабочих безопасным методам труда и проверке знаний инженерно-техническими работниками техники безопасности в строительстве».
Сам комплекс обучения в рамках темы «Безопасность в строительстве» выполняется на основе специально разработанных только для строительной отрасли методических рекомендаций. С их содержанием можно ознакомиться посредством так называемого МДС 12-27-2006, которое специально разработано для проведения обучения на предприятии. Совещание по вопросам охраны труда
На заметку!Организация обучения персонала и работников безопасным методам выполнения работ и общим требованиям охраны труда полностью обеспечивается руководством фирмы или компании. Сам процесс основан на нормативных указаниях стандарта ГОСТ 12.0.004-90, который является основополагающим в системе нормативных документов по данному профилю.
Проверка знаний
Проверка знаний персонала осуществляется в сроки, установленные нормативными актами для конкретного вида предприятия строительной отрасли, и проводится на строительных объектах, как правило, общественными инспекторами, которых избирают из числа наиболее квалифицированных рабочих.
Общественный инспектор по охране труда ведет специальный журнал по проведению всех видов инструктажей. Его форма также утверждена ГОСТ 12.0.004-90. В данном журнале он записывает все свои замечания и предложения. Журнал хранится на участке у руководителя работ. Руководители работ обязаны своевременно устранить отмеченные в журнале нарушения норм и правил охраны труда. Журнал регистрации вводного инструктажа
Важно, чтобы персонал строительной компании или предприятия был не только ознакомлен с правилами личной и общественной безопасности, но и осознавал последствия их нарушений и не соблюдений. Знание всевозможных опасных нюансов значительно сокращает риск появления случайных и беспричинных травм, а также способствует повышению безопасности всех рабочих процессов.
На заметку!Знание правил охраны труда существенно повышает уровень общей грамотности персонала, поэтому необходимость качественной подготовки неоспорима.
Разделение ответственности
Поскольку законодательство РФ возлагает ответственность за безопасность в строительстве на руководство, организацию обучения персонала требованиям безопасности должно также обеспечивать руководство.
Безусловно, дирекция компании не всегда может охватить весь круг вопросов, связанный с сохранностью жизни и здоровья работников. Но в штатном расписании компании можно предусмотреть создание специального отдела по технике безопасности. Или просто нанять профильного специалиста – инженера по технике безопасности и охране труда, который будет отвечать за данное направление.
Кроме того, на каждом участке строительных работ имеются бригадиры, мастера и прочие лица, которые также должны контролировать соблюдение техники безопасности и трудовой дисциплины.
На заметку!Все инструктажи, обучения и проверки должны строго задокументированы по установленным формам.
Заполнение журнала по технике безопасности
Виды инструктажей
Как уже упоминалось, в соответствии с действующими нормами и правилами, в обязанности администрации стройки входит проведение в установленные сроки всех видов инструктажей, организация обучения и проверка знаний рабочих и технического персонала в области техники безопасности.
На сегодняшний день, можно говорить о существовании следующих видов инструктажей:
1. Вводный инструктаж
Он проводится для всех вновь принятых работников специалистом по охране труда или лицом, его заменяющим соответствии с должностными инструкциями;
2.
Первичный
Этот инструктаж обязан проводиться непосредственно на рабочем месте со всеми вновь принятыми сотрудниками, прикомандированными и переведенными на новое рабочее место. Исключение составляют только те должности и профессии, которые работодатель посчитал нужным избавить от данного экзамена (их включают в утвержденный дирекцией Перечень).
3. Повторный
Этот инструктаж организуется не реже одного раза в полугодие со всеми работниками, за исключением тех, кто освобожден от первичного инструктажа.
4. Целевой
Необходим при выполнении разовых нетипичных для персонала работ, а также при выполнении работ по наряду-допуску.
5. Внеплановый
Требуется при вводе новых инструкций по охране труда и локальных актов, утвержденных на строительном предприятии. А также при запуске нового оборудования или технологии. Инструктаж на рабочем месте
Производственный травматизм
Пожалуй, это самый печальный раздел нашего повествования про безопасность в строительстве. Как уже говорилось ранее, данная отрасль из-за повышенных рисков отличается самыми высокими показателями производственного травматизма. И с этим обстоятельством необходимо считаться. Ниже приведет перечень наиболее опасных работ:
монтажные высотные работы;
процессы, выполнение которых связано с использованием различного электроинструмента;
перенос тяжестей, погрузка и разгрузка грузов;
работы с использованием автотранспорта и тяжелой спецтехники;
выполнение строительных работ под воздействием как повышенных, так и пониженных температур или неблагоприятных погодных условий;
контакт с агрессивными химическими веществами;
работы в условиях повышенной запыленности воздуха рабочей зоны или шумовые работы.
Самые распространённые производственные травмы вследствие неправильного отношения к понятию «безопасность в капительном строительстве» можно систематизировать в следующем порядке:
Падение с высоты;
Падение тяжестей или обрушение конструкций на человека;
Поражение электрическим током, травмы в результате неисправностей оборудования.
Безопасная работа с электрическим током
Печальная статистика свидетельствует о том, что отношение работников строительных компаний к вопросам собственной безопасности, к сожалению, часто носит формальный характер. Работники порой забывают, что на месте производства нельзя находиться после окончания своей смены.
А так же, что алкогольное опьянение является главным врагом безопасного труда. Ведь нетрезвый специалист подвергает опасности не только свою жизнь, но и жизнь окружающих людей.
Однако порой причиной ЧП становится халатное отношение самого руководства компании. Еще раз подчеркнем, что административный персонал обязан владеть хотя бы базовыми знаниями по профилю «Безопасность в строительстве» и добиваться того, чтобы все сотрудники были обучены и проинформированы.
Как показывает практика, очень часто эти мероприятия сводятся к элементарному сбору подписей в журналах инструктажей и других официальных документах. Подобная безответственность к вопросам охраны труда приводит к очень печальным последствиям, вплоть до уголовных дел.
Не говоря о том, что формализм умаляет значимость техники строительной безопасности в глазах работников, которые из-за низкого уровня подготовки к выполнению поставленных задач оказываются жертвами несчастных случаев.
На заметку!Соблюдение установленных предприятием правил является гарантией и залогом безопасности и сохранения здоровья!
Правила безопасности в строительстве
Безопасность в строительстве можно смело назвать вопросом государственного значения. Специально для защиты сотрудников данной отрасли были разработаны специальные нормы и правила, учитывающие все аспекты безопасной деятельности строительной отрасли. Главным образом речь идет о следующих двух документах:
Эти нормативы, введенные Госстроем, охватывают самые разные виды строительства:
новое строительство;
капитальную реконструкцию;
техническое перевооружение или переоснащение строительных предприятий всех видов собственности;
изготовление строительных конструкций, изделий и материалов.
Специалистам отрасли рекомендуется не просто ознакомиться, а детально изучить содержание вышеназванных нормативных документов, поскольку именно с них начинается безопасность в строительстве. Без преувеличения можно сказать, что таком строгом и чётком соблюдении этих нормативных актов базируется вся охрана труда. Безопасность работ на высоте
Охрана труда и её основные элементы
Охрана труда – достаточно объемное направление, которое объединяет в себе вопросы:
трудового законодательства;
техники безопасности;
санитарно-гигиенических мероприятий;
противопожарной безопасности;
надзор и контроль за выполнением требований норм и правил по охране труда и т.д.
Давайте уделим внимание каждому из вышеназванных направлений.
Вопросы трудового законодательства
Трудовое законодательство РФ или Кодекс законов о труде, в свою очередь, устанавливает:
порядок взаимоотношений между работниками и администрацией;
режим рабочего времени и отдыха трудящихся;
условия труда женщин и подростков;
порядок приема, перевода и увольнения работников;
различные льготы и преимущества для различных категорий рабочих и многое другое.
Техника безопасности в строительстве
Этот термин объединяет все организационно-технические мероприятия и средства, которые направлены на предотвращение воздействия опасных производственных факторов на обслуживающий персонал. Главная цель техники безопасности – защитить жизнь сотрудников и защитить от опасностей, которые могут повлечь ухудшение их здоровья.
Пожарная безопасность
Пожарная безопасность имеет важное значение в строительстве. Она включает комплекс мероприятий, обеспечивающий предупреждение пожаров, улучшение противопожарного состояния зданий и сооружений, снижение пожарной опасности в производственных процессах. Наглядня агитация по проитвопожарной безопасности
Санитарно-гигиенические условия труда
Говоря о санитарии и гигиене в рамках темы «Безопасность в строительстве», мы имеем в виду те условия, которые обеспечивают комфортный микроклимат на рабочих местах. Иными словами, регулируют вопросы создания условий для полноценного отдыха и быта на территории объекта.
Санитарно-гигиенические мероприятия подразумевают создание на рабочих местах нормальной воздушной среды, освещенности, устранение вредного воздействия вибрации и шума, оборудование необходимых бытовых и санитарных помещений и так далее.
Основные разделы нормативных документов по охране труда
Для соблюдения всех правил существуют нормативные документы по охране труда в строительстве, в которых основные понятия и положения регламентируются сводом федеральных законов, приказов, типовых инструкций, постановлений, СНиПов, ГОСТов, актов, соблюдение которых является обязательным условием законного функционирования строительной компании или предприятия.
Нормативные документы по охране труда в строительстве имеют следующие основные разделы:
система организации охраны труда представляет раздел, содержащий общие положения по созданию и функционировании системы охраны труда. Наиболее важным документом среди них является ГОСТ 12.0.230-2007 ССБТ «Системы управления охраной труда. Общие требования»;
обучение по охране труда представляют ГОСТы, приказы, постановления и методические пособия, нормирующие процесс обучения работников;
медосмотры представляют документы, регулирующие прохождение медосмотра работниками предприятия;
гигиеническое нормирование;
спецодежда, спецобувь, СИЗ представляют документацию, регламентирующую характеристики спецодежды работников;
льготы по условиям труда;
обязательное социальное страхование;
строительные правила и нормы представляют СНиПы и другие разделы, регулирующие те или иные формы охраны труда.
Нормативные документы по охране труда
Контроль за выполнением требований норм и правил
Для осуществления надзора и контроля за выполнением требований норм и правил по охране труда создаётся комиссия, которая контролирует выполнение администрацией трудового законодательства о рабочем времени, своевременность выдачи спецодежды, молока, мыла, качество питьевой воды, защитных индивидуальных приспособлений.
Кроме этого, комиссия имеет право требовать от администрации проведения необходимых мероприятий по улучшению условий труда и заслушивать на своих заседаниях доклады и сообщения руководителей строительных участков по всем вопросам охраны труда. Постановления комиссии по охране труда оформляются в письменном виде и передаются администрации для исполнения.
Огромную влияние на безопасность в строительстве оказывают общественные инспекторы, которых избирают из числа наиболее квалифицированных передовых рабочих. Общественный инспектор контролирует выполнение трудового законодательства о рабочем времени, отдыхе, труде женщин и молодежи, а также правила, нормы н инструкции по технике безопасности непосредственно на рабочих местах.
Общественный инспектор по охране труда ведет журнал, куда записывает свои замечания и предложения. Сам документ хранится на участке у руководителя работ.
На заметку!Администрация обязана своевременно устранять отмеченные в журнале нарушение норм и правил охраны труда. Безопасность строительства – самая важная обязанность руководства.
Трехступенчатый контроль охраны труда
Организация охраны труда в строительстве регламентирует проведение трехступенчатого контроля:
Первая ступень контроля
Проводится ежедневно. В ней участвуют бригадир, представители бригады, мастер и общественный инспектор по охране труда. Перед началом смены проверяется безопасность строительно-монтажных работ и соблюдение санитарно-гигиенического обслуживания рабочих. Особое внимание уделяется организации работ с повышенной опасностью.
В случае обнаружения условий, угрожающих безопасности или здоровью работающих, мастер обязан принять срочные меры для их устранения. В случае крайней необходимости – приостановить работы. Контроль – профилактика рабочего травматизма
Вторая ступень контроля
Проводится раз в неделю. В ней участвуют начальник участка, председатель комиссии по охране труда (иди старший общественный инспектор), механик и электромонтер. Они проверяют на всех объектах участка:
состояние техники безопасности и производственной санитарии;
работу первой ступени;
выполнение проекта производства работ;
исправность и безопасность использования машин, механизмов, энергетических установок и транспортных средств;
своевременность выдачи спецодежды и защитных приспособлений;
выполнение обязательств по охране труда, предложений и замечаний, записанных в журнал проверок на первой ступени контроля.
Все выявленные нарушения и отступления регистрируются в журнале с установлением сроков их устранения и исполнителей.
Третья ступень контроля
Проводится раз в месяц. В ней участвуют главный инженер строительной организации, главный механик, главный энергетик, инженер по технике безопасности, которые проверяют:
выполнение запланированных мероприятий, постановлений и приказов по обеспечению безопасных условий труда и быта;
правильность регистрации отчетности по несчастным случаям;
соблюдение установленных сроков и организацию испытаний средств индивидуальной защиты, приспособлений и других устройств, подлежащих периодическим или единовременным испытаниям;
работу первой и второй ступеней контроля.
Результаты проверки третьей ступени обсуждают на совещании у главного инженера или начальника организации, намечают меры по устранению установленных недостатков и нарушений, о чем издается соответствующий приказ. Правильное использование средств индивидуальной защиты
Заключение
Безопасность в строительстве занимает далеко не последнее место в умах руководителей профильных ведомств как на федеральном, так и на региональных уровнях. Организуется активная разработка научно-обоснованных методов борьбы с травматизмом в строительстве. Ведутся работы по созданию безопасных машин, механизмов.
Разрабатываются удобные и эффективные средства индивидуальной защиты. Корректируются методы управления и организации работ, которые бы исключили или сводили к минимуму производственный травматизм и профессиональные заболевания.
И все же главный вывод заключается в том, что безопасность в строительстве и охрана труда в строительстве – это учебник жизни, который каждый работник должен изучить самостоятельно. Безусловно, государство должно заботиться о благе рабочего населения, а руководство компаний – стремиться созданию идеальных условий труда. Но ответственность за свою жизнь и благополучие несем мы сами.
И чем серьезней мы будем относиться к собственной безопасности, тем меньше будем наблюдать травматизма, в том числе, на строительных площадках.
Документация, Законодательство, Практические советы, Теория
1926 — Содержание
ЧАСТЬ 1926 – ПРАВИЛА БЕЗОПАСНОСТИ И ЗДОРОВЬЯ ПРИ СТРОИТЕЛЬСТВЕ
Подчасть A – Общие положения
Разд. 1926.1 Цель и область применения. 1926.2 Отклонения от стандартов безопасности и гигиены труда. 1926.3 Проверки-право на въезд. 1926.4 Правила практики вынесения административных решений по обеспечению соблюдения стандартов безопасности и гигиены труда. 1926.5 Контрольные номера OMB в соответствии с Законом о сокращении бумажной работы. 1926.6 Включение путем ссылки.
Подраздел B – Общие толкования
1926.10 Область применения подраздела. 1926.11 Покрытие в соответствии с разделом 103 закона отличается. 1926.12 План реорганизации № 14 от 1950 г. 1926.13 Толкование положений закона. 1926.14 Федеральный контракт на «смешанные» виды исполнения. 1926.15 Связь с Законом о контрактах на оказание услуг; Закон Уолша-Хили о государственных контрактах. 1926.16 Правила построения.
Подчасть C – Общие положения по технике безопасности и охране здоровья
1926.20 Общие положения по технике безопасности и охране здоровья. 1926.21 Обучение и обучение технике безопасности. 1926.22 Регистрация и сообщение о травмах. [Зарезервировано] 1926.23 Первая помощь и медицинская помощь. 1926.24 Противопожарная защита и профилактика. 1926.25 Ведение домашнего хозяйства. 1926.26 Освещение. 1926.27 Санитария. 1926. 28 Средства индивидуальной защиты. 1926.29 Приемлемые сертификаты. 1926.30 Судостроение и судоремонт. 1926.32 Определения. 1926.33 Доступ к информации о воздействии на сотрудников и медицинским записям. 1926.34 Средства эвакуации. 1926.35 План действий сотрудников в чрезвычайных ситуациях.
Подраздел D — Охрана труда и контроль окружающей среды
1926.50 Медицинские услуги и первая помощь. 1926.51 Санитария. 1926.52 Производственное шумовое воздействие. 1926.53 Ионизирующее излучение. 1926.54 Неионизирующее излучение. 1926.55 Газы, пары, пары, пыль и туман. 1926.56 Освещение. 1926.57 Вентиляция. 1926.58 COVID–19. 1926.59 Сообщение об опасности. 1926,60 Метилендианилин. 1926.61 Сохранение маркировки DOT, табличек и ярлыков. 1926,62 Свинец. 1926.64 Управление безопасностью процессов при работе с особо опасными химическими веществами. 1926.65 Работа с опасными отходами и аварийное реагирование. 1926.66 Критерии проектирования и изготовления покрасочных камер.
Подраздел E — Средства индивидуальной защиты и спасения жизни
1926.95 Критерии для средств индивидуальной защиты. 1926.96 Профессиональная защита ног. 1926.97 Электрозащитное оборудование. 1926.98 [Зарезервировано] 1926.100 Защита головы. 1926.101 Защита органов слуха. 1926.102 Защита глаз и лица. 1926.103 Защита органов дыхания. 1926.104 Ремни безопасности, страховочные тросы и стропы. 1926.105 Сетки безопасности. 1926.106 Работа над водой или рядом с ней. 1926.107 Определения, применимые к данному подразделу.
Подраздел F-Противопожарная защита и предотвращение
1926.200 Знаки и бирки для предотвращения несчастных случаев. 1926.201 Сигнализация. 1926.202 Удалено. 1926.203 Удалено.
Подраздел H — Обработка, хранение, использование и утилизация материалов
1926.250 Общие требования к хранению. 1926.251 Такелажное оборудование для погрузочно-разгрузочных работ. 1926.252 Утилизация отходов.
Подраздел I-Tools-Hand and Power
1926.300 Общие требования. 1926.301 Ручной инструмент. 1926.302 Ручные электроинструменты. 1926.303 Абразивные круги и инструменты. 1926.304 Инструменты для деревообработки. 1926.305 Домкраты рычажные и храповые, винтовые и гидравлические. 1926.306 Воздушные ресиверы. 1926. 307 Аппараты механические для передачи энергии.
Подраздел J-Сварка и резка
1926.350 Газовая сварка и резка. 1926.351 Дуговая сварка и резка. 1926.352 Противопожарная безопасность. 1926.353 Вентиляция и защита при сварке, резке и нагреве. 1926.354 Сварка, резка и нагрев в области защитных покрытий.
Подчасть K-Electrical
Общие
1926.400 Введение. 1926.401 [Зарезервировано]
Требования безопасности при установке
1926.402 Применимость. 1926.403 Общие требования. 1926.404 Конструкция и защита проводки. 1926.405 Методы подключения, компоненты и оборудование общего назначения. 1926.406 Оборудование и установки специального назначения. 1926.407 Опасные (классифицированные) зоны. 1926.408 Специальные системы. 1926.409-1926.415 [Зарезервировано]
Техническое обслуживание, связанное с безопасностью, и вопросы охраны окружающей среды
1926.431 Техническое обслуживание оборудования. 1926.432 Износ оборудования из-за воздействия окружающей среды. 1926.433-1926.440 [Зарезервировано]
Требования безопасности к спецтехнике
1926.441 Аккумуляторы и их зарядка. 1926.442-1926.448 [Зарезервировано]
Определения
1926.449 Определения, применимые к данному подразделу.
Подчасть L-образные леса
1926.450 Область применения, применение и определения, применимые к этой части. 1926.451 Общие требования. 1926.452 Дополнительные требования, применимые к определенным типам лесов. 1926.453 Подъемники. 1926.454 Требования к обучению.
(Необязательный) Приложение A к подразделу L Части 1926 — Спецификации строительных лесов (Необязательный) Приложение B к подразделу L Части 1926 — Критерии определения возможности обеспечения безопасного доступа и защиты от падения для монтажников лесов и Разборщики [Зарезервировано] (Необязательный) Приложение C к Подчасти L Части 1926-Список национальных согласованных стандартов (Необязательный) Приложение D к Подчасти L Части 1926-Список учебных тем для монтажников и демонтажников лесов (Необязательный) Приложение E к подразделу L Части 1926-Чертежи и иллюстрации применение и определения, применимые к эта подчасть. 1926.501 Обязательно наличие защиты от падения. 1926.502 Критерии и практика систем защиты от падения. 1926.503 Требования к обучению.
Приложение А к подразделу М части 1926 – Определение ширины крыши Приложение B к подразделу M Части 1926 – Системы ограждений Приложение C к подразделу M Части 1926 – Системы индивидуальной защиты от падения Приложение D к подразделу M Части 1926 – Системы устройств позиционирования Приложение E к подразделу M части 1926 — Образец плана защиты от падения
Подчасть N — Вертолеты, подъемники, лифты и конвейеры
1926.550 [Зарезервировано] 1926.551 Вертолеты. 1926.552 Подъемники для грузов, подъемы для персонала и лифты. 1926.553 Барабанный подъемник на основании. 1926.554 Подъемные тали. 1926.555 Конвейеры.
Подраздел O-Автомобили, механизированное оборудование и морские операции
1926.600 Оборудование. 1926. 601 Автомобили. 1926.602 Погрузочно-разгрузочное оборудование. 1926.603 Сваебойное оборудование. 1926.604 Расчистка площадки. 1926.605 Морские операции и оборудование. 1926.606 Определения, применимые к этой части.
Подраздел P-Раскопки
1926.650 Сфера применения, применение и определения, применимые к этому подразделу. 1926.651 Особые требования к земляным работам. 1926.652 Требования к системам защиты.
Приложение A к подразделу P Части 1926 — Классификация грунтов Приложение B к подразделу P Части 1926 — Укладка уклонов и уступов Приложение C к подразделу P Части 1926 — Деревянные крепи для траншей Приложение D к подразделу P Части 1926 -Алюминиевая гидравлическая опора для траншей Приложение E к подразделу P Части 1926 — Альтернативы деревянным креплениям Приложение F к подразделу P Части 1926 — Выбор защитных систем pe, применение и применимые определения к этой подраздел. 1926.701 Общие требования. 1926.702 Требования к оборудованию и инструментам. 1926.703 Требования к монолитным бетонам. 1926.704 Требования к сборному железобетону. 1926.705 Требования к подъемно-плитным строительным работам. 1926.706 Требования к каменной кладке.
Приложение A к подразделу Q Части 1926 – Ссылки на подраздел Q Части 1926 1926.751 Определения. 1926.752 План участка, план монтажа для конкретного участка и последовательность строительства. 1926.753 Подъем и такелаж. 1926.754 Сборка конструкционной стали. 1926.755 Анкеровка колонны. 1926.756 Балки и колонны. 1926.757 Стальные балки с открытой стенкой. 1926.758 Системно-инженерные металлические здания. 1926.759 Защита от падающих предметов. 1926.760 Защита от падения. 1926.761 Обучение.
Приложение A к Подчасти R Части 1926 – Руководство по установлению компонентов плана возведения для конкретной площадки: Необязательные указания для соблюдения §1926. 752(e) Приложение B к Подчасти R Части 1926 [Зарезервировано] Приложение C к подразделу R Части 1926 — иллюстрации конечных точек моста: необязательные рекомендации по соблюдению §§1926.757(a)(10) и §1926.757(c)(5) Приложение D к подразделу R части 1926-Иллюстрация использования контрольных линий для разграничения контролируемых зон настила (CDZ): необязательные рекомендации по соблюдению §1926.760(c)(3) Приложение E к подразделу R части 1926-Обучение: не- обязательные рекомендации по соблюдению §1926.761 , приложение F к подразделу R части 1926-колонны по периметру: необязательные рекомендации для соблюдения §1926.756(e) по защите незащищенной стороны или края пешеходной/рабочей поверхности Приложение G к подразделу R Части 1926-§1926.502 (b)-(e) от падения Критерии и практика систем защиты Приложение H к подразделу R Части 1926 — Двойные соединения: иллюстрация соединения с защелкой и соединения в шахматном порядке: необязательные рекомендации по соблюдению §1926. 756(c)(1)
Подчасть S -Подземные сооружения, кессоны, коффердамы и сжатый воздух
Приложение A к подразделу S Части 1926 – Таблицы декомпрессии
Подчасть T – Разрушение
1926.850 Подготовительные операции. 1926.851 Лестницы, переходы и стремянки. 1926.852 Лотки. 1926.853 Удаление материалов через отверстия в полу. 1926.854 Демонтаж стен, каменных секций и дымоходов. 1926.855 Удаление полов вручную. 1926.856 Удаление стен, полов и материалов с помощью оборудования. 1926.857 Хранение. 1926.858 Демонтаж стальной конструкции. 1926.859 Механический снос. 1926.860 Выборочный снос взрывчатыми веществами.
Подраздел U-взрывные работы и использование взрывчатых веществ
1926. 900 Общие положения. 1926.901 Квалификация Blaster. 1926.902 Наземная перевозка взрывчатых веществ. 1926.903 Подземная перевозка взрывчатых веществ. 1926.904 Хранение взрывчатых веществ и средств взрывания. 1926.905 Загрузка взрывчатых веществ или взрывчатых веществ. 1926.906 Инициирование зарядов взрывчатых веществ — электровзрыв. 1926.907 Использование предохранителя. 1926.908 Использование детонирующего шнура. 1926.909 Производим взрыв. 1926.910 Осмотр после пескоструйной обработки. 1926.911 Осечки. 1926.912 Подводные взрывные работы. 1926.913 Взрывные работы при земляных работах сжатым воздухом. 1926.914 Определения, применимые к данному подразделу.
Подраздел V-Передача и распределение электроэнергии
1926.950 Общие. 1926.951 Медицинские услуги и первая помощь. 1926.952 Инструктаж по работе. 1926.953 Закрытые помещения. 1926.954 Средства индивидуальной защиты. 1926.955 Переносные лестницы и платформы. 1926,956 Ручное и переносное силовое оборудование. 1926.957 Инструменты прямой линии. 1926.958 Обработка и хранение материалов. 1926.959 Механическое оборудование. 1926.960 Работа с частями, находящимися под напряжением, или рядом с ними. 1926.961 Обесточивание линий и оборудования для защиты персонала. 1926.962 Заземление для защиты сотрудников. 1926.963 Испытательные и испытательные установки. 1926.964 Воздушные и прямые работы без помощи рук. 1926.965 Электроустановки подземные. 1926.966 Подстанции. 1926.967 Особые условия. 1926.968 Определения.
Приложение A к подразделу V части 1926 [Зарезервировано] Приложение B к подразделу V части 1926 — Работа с частями, находящимися под напряжением Приложение C к подразделу V части 1926 — Защита от опасных перепадов электрического потенциала Приложение D к Подчасть V Части 1926 – Методы осмотра и испытания деревянных столбов Приложение E к Подчасти V Части 1926 – Защита от пламени и электрических дуг Приложение F к подразделу V части 1926 — Руководство по проверке оборудования для позиционирования на рабочем месте Приложение G к подразделу V части 1926 — Справочные документы
Подчасть W — Конструкции, защищающие от опрокидывания; Защита головы
1926. 1000 Конструкции защиты от опрокидывания (ROPS) для погрузочно-разгрузочного оборудования. 1926.1001 Критерии минимальной эффективности для конструкций, защищающих от опрокидывания, для специальных скреперов, погрузчиков, бульдозеров, грейдеров и гусеничных тракторов. 1926.1002 Рамы защитные (конструкции защиты от опрокидывания, известные как ROPS) для колесных сельскохозяйственных и промышленных тракторов, используемых в строительстве. 1926.1003 Защита для машинистов сельскохозяйственных и промышленных тракторов, используемых в строительстве.
Приложение A к подразделу W части 1926 — рисунки с W-14 по W-28
Раздел X — Лестницы и лестницы
1926.1050 Область применения, применение и определения, применимые к данному подразделу . 1926.1051 Общие требования. 1926.1052 Лестницы. 1926.1053 Лестницы. 1926.1054-1926.1059 [Зарезервировано] 1926.1060 Требования к обучению.
Приложение A к подразделу X Части 1926-Лестницы
Подчасть Y-дайвинг
Общие положения
1926. 1071 Область применения. 1926.1072 Определения. Требования к персоналу
1926.1076 Квалификация водолазной команды. Общие операционные процедуры
1926.1080 Руководство по технике безопасности. 1926.1081 Процедуры перед погружением. 1926.1082 Процедуры во время погружения. 1926.1083 Процедуры после погружения.
Особые операционные процедуры
1926.1084 Подводное плавание с аквалангом. 1926.1085 Подводное плавание с надводной подачей воздуха. 1926.1086 Дайвинг на газовых смесях. 1926.1087 Сафари.
Процедуры и требования к оборудованию
1926.1090 Оборудование.
Ведение учета
1926.1091 Требования к ведению документации.
Приложение A к подразделу Y Части 1926 — Примеры условий, которые могут ограничивать или ограничивать воздействие гипербарических условий Приложение B к Разделу Y Части 1926 — Руководство по научному дайвингу 004
Подраздел AA — Ограниченные пространства в строительстве
1926.1200 [Зарезервировано] 1926.1201 Область применения. 1926.1202 Определения. 1926.1203 Общие требования. 1926.1204 Требуется разрешение на выполнение программы в замкнутом пространстве. 1926.1205 Разрешительный процесс. 1926.1206 Разрешение на въезд. 1926.1207 Обучение. 1926.1208 Обязанности уполномоченных участников. 1926.1209 Обязанности обслуживающего персонала. 1926.1210 Обязанности инспекторов въезда. 1926.1211 Аварийно-спасательные службы. 1926.1212 Участие сотрудников. 1926.1213 Предоставление документов секретарю.
Подчасть BB [Зарезервировано]
Подчасть CC-краны и деррик-краны в строительстве
1926.1400 Объем. 1926.1401 Определения. 1926.1402 Грунтовые условия. 1926.1403 Сборка/разборка — процедуры выбора производителя или работодателя. 1926.1404 Сборка/разборка — общие требования (применяется ко всем операциям сборки и разборки). 1926.1405 Разборка — дополнительные требования к разборке стрел и укосин (применяется как к использованию процедур производителя, так и процедур заказчика). 1926.1406 Сборка/разборка — процедуры работодателя — общие требования. 1926.1407 Безопасность ЛЭП (до 350 кВ) — монтаж-демонтаж. 1926.1408 Безопасность ЛЭП (до 350 кВ) — эксплуатация оборудования. 1926.1409 Безопасность ЛЭП (свыше 350 кВ). 1926.1410 Безопасность линий электропередач (все напряжения) — работа оборудования ближе, чем зона Таблицы А. 1926.1411 Безопасность линий электропередач — во время путешествий. 1926.1412 Проверки. 1926.1413 Трос – осмотр. 1926.1414 Трос – критерии выбора и установки. 1926.1415 Устройства безопасности. 1926.1416 Оперативные пособия. 1926.1417 Операция. 1926.1418 Полномочия на прекращение работы. 1926.1419 Сигналы — общие требования. 1926.1420 Сигналы — радио-, телефонная или другая электронная передача сигналов. 1926.1421 Сигналы — голосовые сигналы — дополнительные требования. 1926.1422 Сигналы — таблица сигналов рукой. 1926.1423 Защита от падения. 1926.1424 Управление рабочей зоной. 1926.1425 Держитесь подальше от груза. 1926.1426 Свободное падение и контролируемое опускание груза. 1926.1427 Обучение операторов, сертификация и оценка. 1926.1428 Квалификация сигнальщика. 1926.1429 Квалификация специалистов по техническому обслуживанию и ремонту. 1926.1430 Обучение. 1926.1431 Подъемный персонал. 1926.1432 Многокрановые/деррик-подъемники — дополнительные требования. 1926.1433 Проектирование, изготовление и испытания. 1926.1434 Модификации оборудования. 1926. 1435 Башенные краны. 1926.1436 Вышки. 1926.1437 Плавучие краны/деррик-краны и наземные краны/деррик-краны на баржах. 1926.1438 Мостовые и козловые краны. 1926.1439 Специальные копры. 1926.1440 Краны с боковой стрелой. 1926.1441 Оборудование с номинальной грузоподъемностью 2000 фунтов или менее. 1926.1442 Делимость.
Приложение A к подразделу CC части 1926 — Стандартные сигналы рукой Приложение B к подразделу CC части 1926 — Сборка/разборка — Примеры процедур для сведения к минимуму риска непреднамеренного опасного движения стрелы Приложение C к подразделу CC части 1926 — Сертификация оператора — Письменный экзамен — Критерии технических знаний -Обозначения общеотраслевых стандартов, включенных в свод строительных стандартов
ОРГАН: 40 U.S.C. 3704; 29 США 653, 655 и 657; и приказ министра труда № 12–71 (36 FR 8754), 8–76 (41 FR 25059).), 9–83 (48 FR 35736), 1–90 (55 FR 9033), 6–96 (62 FR 111), 3–2000 (65 FR 50017), 5–2002 (67 FR 65008), 5–2007 (72 FR 31159), 4–2010 (75 FR 55355), 1–2012 (77 FR 3912) или 8–2020 (85 FR 58393), в зависимости от обстоятельств; и 29 CFR часть 1911.
Разделы 1926.58, 1926.59, 1926.60 и 1926.65 также изданы в соответствии с 5 U.S.C. 553 и 29 CFR, часть 1911.
Раздел 1926.61 также выпущен в соответствии с 49 U.S.C. 1801–1819 и 5 USC 553.
Раздел 1926.62 также выдан в соответствии с сек. 1031, Публичное право 102–550, 106 Стат. 3672 (42 USC 4853).
Раздел 1926.65 также выдан в соответствии с сек. 126, публичное право 99–499, 100 стат. 1614 (перепечатано в 29 USCA 655 Note) и 5 U.S.C. 553.
ИСТОЧНИК: 44 FR 8577, 9 февраля 1979 г.; 44 FR 20940, 6 апреля 1979 г., если не указано иное.
ПРИМЕЧАНИЕ РЕДАКЦИИ: 1. В 44 FR 8577 от 9 февраля 1979 г. и с исправлениями в 44 FR 20940 от 6 апреля 1979 г. OSHA перепечатало без изменений весь текст 29 CFR часть 1926 вместе с некоторыми разделами General Industry. Стандарты безопасности и гигиены труда, содержащиеся в 29CFR часть 1910, которые были определены как применимые к строительным работам. Эта республика разработала единый набор правил OSHA как для рабочих, так и для управленческих кадров в строительной отрасли.
ПРИМЕЧАНИЕ РЕДАКЦИИ: 2. Номенклатурные изменения к части 1926 опубликованы в 84 FR 21597, 14 мая 2019 г.
[55 FR 42328, 18 октября 1990 г.; 55 FR 47687, 14 ноября 1990 г.; 58 FR 26627, 4 мая 1993 г.; 58 ФР 35077, 30 июня 1993 г.; 59 FR 215, 3 января 1994 г.; 59 ФР 36695, 19 июля, 1994; 59 FR 40729, 9 августа 1994 г.; 59 FR 40964, 10 августа 1994 г.; 60 FR 5131, 26 января 1995 г.; 60 FR 39254, 2 августа 1995 г.; 61 ФР 5507; 13 февраля 1996 г.; 61 ФР 9227, 7 марта 1996 г.; 61 ФР 31427, 20 июня 1996 г.; 61 FR 46025, 30 августа 1996 г.; 62 FR 1493, 10 января 1997 г.; 63 FR 1152, 8 января 1998 г.; 63 FR 1919, 13 января 1998 г.; 63 FR 3813, 27 января 1998 г.; 63 ФР 13338, 19 марта 1998 г.; 63 FR 17093, 8 апреля 1998 г.; 63 ФР 20098, 23 апреля 1998 г.; 63 ФР 33450, 18 июня 1998 г.; 63 ФР 35137, 29 июня 1998 г.; 64 ФР 18810, 16, 19 апреля99; 66 FR 5265, 18 января 2001 г.; 70 FR 76985, 29 декабря 2005 г.; 71 FR 2885, 18 января 2006 г.; 71 FR 16675, 3 апреля 2006 г.; 75 48130, 9 августа 2010 г. ; 81 ФР 48710, 26 июля 2016 г.; 83 ФР 9703, 7 марта 2018 г.; 84 FR 51400, 30 сентября 2019 г.; 86 FR 61555, 5 ноября 2021 г.]
A Базовый обзор строительных стандартов OSHA
25 апр 25.04.2017
Строительство
В отчете Управления по охране труда и здоровья (OSHA) за 2015 финансовый год зафиксировано ошеломляющее количество смертей в частном секторе — 4379 человек. Только в строительстве погибло 937 человек, что в сумме составляет 21% или каждый пятый смертельный случай среди рабочих. Ежегодно более 100 000 строителей получают серьезные травмы на работе.
Четыре основные причины смертельных случаев в строительстве
Среди смертельных случаев в строительстве четыре причины составляют 64% смертей:
Водопады, 364
Удар предметом, 90
Поражение электрическим током, 81
Защемление/между объектом, 67
10 наиболее часто упоминаемых нарушений стандартов
В 2016 финансовом году OSHA оценило нарушения основных стандартов. Номера один, три и семь в списке конкретно относятся к строительству.
Защита от падения, конструкция (29 CFR 1926.501)
Стандарт оповещения об опасности, общепромышленный (29CFR 1910.1200)
Леса, общие требования, строительство (29 CFR 1926.451)
Средства защиты органов дыхания, общепромышленные (29 CFR 1910.134)
Контроль опасной энергии (блокировка/маркировка), общая промышленность (29 CFR 1910.147)
Промышленные тележки с механическим приводом, общая промышленность (29 CFR 1910.178)
Лестницы строительные (29 CFR 1926.1053)
Машины и защита машин, общие требования (29CFR 1910.212)
Электротехника, методы подключения, компоненты и оборудование, общая промышленность (29 CFR 1910.305)
Проектирование электрических систем, общие требования, общая промышленность (29 CFR 1910.303)
Агентство отмечает, что из года в год; список не сильно меняется. Они отмечают, что этот список является хорошей отправной точкой для создания программы безопасности на рабочем месте. Итак, в нашем базовом обзоре стандартов OSHA для строительства мы сосредоточимся на трех основных нарушениях стандартов, связанных со строительством. И мы включим средства индивидуальной защиты (СИЗ), которые являются нашей специальностью.
Защита от падения — 1926.501
Защита от падения с высоты занимает первое место по количеству нарушений, серьезных травм и смертей на рабочем месте. Это должно поставить его на первое место в вашем списке проблем.
Для строительства агентству требуется защита от падения с высоты 6 футов. Их руководство по защите от падения подробно описывает установку ферм крыши, коньковых столбов и стропил, кровли, фундамента, балок пола, чернового пола, стен и многого другого. Для более глубокого погружения см. документ OSHA по защите от падения, а также их видео по предотвращению.
Строительные леса — 1926.
451
Строительные леса занимают третье место в списке нарушений OSHA. Исследование Бюро труда и статистики показало, что 72% объяснили несчастный случай поскальзыванием, ударом падающего предмета или поломкой настила / опоры среди рабочих, пострадавших в результате несчастных случаев, связанных со строительными лесами. Другой серьезной опасностью является поражение электрическим током от близлежащих воздушных линий электропередач.
Электронный инструмент OSHA Scaffolding eTool может предоставить дополнительную информацию об общих требованиях, а также о требованиях к конкретным типам строительных лесов, включая подвесные, поддерживаемые, ножничные и воздушные подъемники.
Лестницы — 1926.1053
Стандарты лестниц относятся ко всем типам лестниц, от переносных до стационарных, и к каждому элементу, от нагрузки до перекладин, планок и ступеней. Большинство из них будут иметь решающее значение для производителя лестниц и окажутся очень полезными на рабочем месте. Рекомендуем публикацию «Падение с лестницы может убить». В нем содержатся подробные указания по использованию каждого типа лестницы, меры безопасности, которых следует придерживаться, и того, чего следует избегать, чтобы уменьшить или исключить травмы.
Средства индивидуальной защиты
Наша специализация — средства индивидуальной защиты (СИЗ). Таким образом, вы можете поспорить, что мы уделяем очень пристальное внимание требованиям OSHA к нашей продукции. Вот что вам нужно знать.
Общие требования к средствам индивидуальной защиты — 1910.132
В этом разделе рассматриваются все общие требования, а в последующих разделах, перечисленных ниже, содержится более подробная информация. Широкий спектр средств индивидуальной защиты охватывает оборудование, предназначенное для защиты глаз, лица, головы и конечностей, включая кисти, ступни, руки, ноги и т. д. Работодатели должны определить, что необходимо, с учетом характера опасностей, присутствующих на рабочем месте, и предоставить средства индивидуальной защиты и обучение на рабочем месте. их расход.
Требуется обучение тому, когда использовать СИЗ, как их использовать, их ограничениям, уходу/обслуживанию/утилизации, и сотрудник должен продемонстрировать свои знания. Переобучение требуется при смене рабочего места или отсутствии у работника знаний по использованию СИЗ. В качестве отправной точки нам нравится информационный бюллетень OSHA по средствам индивидуальной защиты.
Защита глаз и лица — 1910.133
Каждый год тысячи людей слепнут, а травмы глаз обходятся более чем в 300 миллионов долларов США в год в виде потерянного производственного времени, медицинских расходов и затрат на оплату труда. Вам нужно будет оценить опасности, включая воздействие летающих объектов, тепла, химикатов, вредной пыли и оптического излучения. OSHA предоставляет онлайн-инструмент для выбора средств индивидуальной защиты.
Защита головы — 1910.135
Опять же, работодатели должны определить тип необходимой защиты, предоставить эту защиту, обеспечить необходимое обучение и убедиться, что она используется на рабочем месте. Чтобы узнать больше, ознакомьтесь с полным регламентом.
Защита для ног — 1910.136
Защита для ног должна защищать от падающих и катящихся предметов, а также предметов, которые могут проткнуть подошву обуви. Он также должен учитывать опасность статического разряда или поражения электрическим током, если они существуют на рабочем месте. Вы найдете полные правила в защите ног.
Защита рук — 1910.138
Мы потратили много времени на создание перчаток, которые подходят для любого мыслимого рабочего места и устраняют все опасности на рабочем месте. Положение о защите рук распространяется на опасности, которые включают: вредные вещества, серьезные порезы/рваные раны, ссадины, проколы, химические и термические ожоги и экстремальные температуры. Еще один ресурс, который мы рекомендуем, – Инструмент оценки СИЗ.
У нас есть все для вас
Что касается средств индивидуальной защиты и соблюдения правил OSHA, мы вас обеспечим. Будь то перчатки, очки, одежда или все вместе, вы можете найти их в MCR Safety.
OSHA Стандарты Строительство
Об авторе
Энтони Уэбб
«Маркетинговый аналитик»
Энтони работает в MCR Safety более десяти лет, занимая различные должности: продажи, закупки, разработка новых продуктов, обучение и маркетинг.
Сертификат QSSP / 30 часов Сертификат OSHA.
Как мы должны называть вас?
На кого вы работаете?
Какой у тебя номер телефона?
Какой у тебя адрес электронной почты?
Вопросы/комментарии
Отправляя эту форму, я разрешаю MCR Safety связываться со мной в деловых и маркетинговых целях по телефону и/или электронной почте, которые я предоставил физическим и/или автоматическим способом.
Резьбовые соединения нужны для надежного крепления деталей, а также для передачи движения в механизмах. Самый распространенный тип — метрическая резьба. Ее нарезают на наружные и внутренние поверхности цилиндрических и конических форм.
Содержание
Метрическая резьба
Профиль метрической резьбы
Параметры и части метрических резьб
Поля допусков для метрических резьб
Виды метрических резьб
Маркировка метрических резьб
Действующие ГОСТы на метрические резьбы
Лучшие инструменты для нарезания метрических резьб
Обычную метрическую резьбу используют для создания надежных соединений с применением:
обычных и анкерных болтов;
шурупов;
винтов;
гаек:
шпилек;
и т. д.
Эти соединения используют при изготовлении огромного количества изделий и конструкций.
Фотография №1: крепежные элементы с метрической резьбой
Коническую метрическую резьбу используют в тех случаях, когда соединения должны быть максимально герметичными. Технологию применяют при монтаже трубопроводов, по которым транспортируют различные среды, а также для изготовления герметичных пробок для емкостей с летучими веществами.
Профиль метрической резьбы
Для метрической резьбы характерен треугольный профиль. Его также называют крепежным.
Изображение №1: профиль метрической резьбы
Профиль метрической резьбы представляет собой равносторонний треугольник с углом 60°. Вершины и впадины могут быть острыми, срезанными и закругленными. Это зависит от заточки резьбонарезного инструмента и глубины обработки.
Профиль метрической резьбы имеет высоту H. Она определяется расстоянием от основания до вершины равностороннего треугольника.
Изображение №2: профиль метрической конической резьбы
Параметры и части метрической резьбы
Метрическая резьба имеет следующие параметры и части.
Диаметр. Наружный — D и d. Внутренний — D1 и d1. Средний — D2 и d2. Наружный диаметр называют номинальным и используют в маркировке и обозначениях на чертежах.
Шаг. Определяется расстоянием между двумя вершинами. Обозначается буквой P.
Ход (Ph). В однозаходной метрической резьбе ход равен шагу. В многозаходной резьбе ход определяется произведением шага на число заходов.
Изображение №3: ход и шаг резьбы
Фаска. Это поверхность с углом наклона в 45°, расположенная перед началом винтовой части.
Сбег. Это место перехода к гладкой части детали.
Сбег, отрезок с витками и фаска формируют общую длину резьбы.
Поля допусков для метрических резьб
От точности параметров наружных и внутренних метрических резьб зависят качество и надежность соединений. Для четкой стандартизации применяют допуски, указанные в ГОСТ 16093-2004.
Поля допусков установлены в трех классах точности.
Грубый. Имеются серьезные отклонения. Они возникают, например, при нарезании метрических резьб на горячетканных прутках и в глубоких глухих отверстиях.
Средний. Допуски этого класса применяют при формировании метрических резьб в большинстве случаев.
Точный. С применением допусков этого класса формируют прецизионные метрические резьбы. Высокая точность параметров обеспечивает максимально надежную посадку с минимумом колебаний.
Изображение №4: поля допусков для наружных и внутренних резьб
Виды метрических резьб
Метрические резьбы классифицируют по следующим параметрам.
Место расположения витков. Внутренние метрические резьбы находятся в отверстиях деталей и изделий. Для нарезания используют метчики. Наружные метрические резьбы на стержнях получают с применением плашек.
Направление витков. По этому признаку метрические резьбы делят на правые и левые.
Размер шага. Наибольшее распространение получили соединения с крупным (стандартным) шагом. Увеличение количества витков приводит к повышению надежности. Однако формирование метрических резьб с мелким шагом возможно на заготовках и изделиях из высокопрочных материалов.
Изображение №5: метрическая резьба с крупным и мелким шагом
Количество заходов. Метрические резьбы бывают одно- и многозаходными. Увеличение числа заходов при необходимости повышает надежность соединений и решает иные производственные задачи.
Маркировка метрических резьб
Маркировка стандартных метрических резьб с крупным шагом включает в себя тип (М или МК) и номинальный диаметр. Например, МК24 — метрическая коническая резьба с диаметром 24 мм и крупным шагом.
Маркировка резьб с мелким шагом включает в себя его размер. Например, М24х1,5 — метрическая резьба с диаметром 24 мм и шагом 1,5 мм.
В маркировке многозаходных резьб после знака «х» указывают число заходов и шаг в круглых скобках. Например, М20х3(P2) — трехзаходная метрическая резьба с диаметром 20 мм и шагом 2 мм.
Лучшие инструменты для нарезания метрических резьб
Изготовленные по ГОСТам метчики
и плашки
для нарезания внутренних и наружных метрических резьб вы можете купить в нашем магазине на очень выгодных условиях с доставкой в любой регион РФ. Изучите каталог и выберите подходящие инструменты.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
3 июля 2023
Резьбовые фрезы
29 июня 2023
Маркировка фрез
26 июня 2023
Нарезание резьбы метчиком
22 июня 2023
Что такое метчик?
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Каталог
Корзина
Сравнить
Вход
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Виды и способы нарезания резьбы
Унифицированные резьбы от класса 2 до класса 5 производятся в соответствии со стандартными допусками и спецификациями для различных отраслей промышленности и производителей. Экономичные и простые в применении, унифицированные резьбы работают во многих средах, от механических мастерских до автопрома.
✅ Имея тот же профиль 60 °, что и унифицированная, метрическая резьба, измеряемая в миллиметрах, также используется в различных деталях и узлах. Универсальные прецизионные фрезерные и шлифовальные станки с ЧПУ для наружного диаметра позволяют нарезать сверхтонкую метрическую резьбу для авиационных компонентов, способную выдерживать сильные вибрации с минимальным износом, а также крупную резьбу для строительных нужд.
✅ Резьба Acme имеет множество применений во многих отраслях промышленности, обеспечивая наибольшую эффективность при невысокой цене производства, поскольку её довольно легко фрезеровать с высокой точностью. Угол трапецеидальной резьбы в сочетании с разрезной гайкой устойчив к износу и обеспечивает дополнительную прочность при высоких нагрузках. Торцевая резьба производится в широком диапазоне классов, от базовых до высокоточных, включая центрирующие трапецеидальные резьбы, разработанные с ограниченным диаметральным зазором для сохранения осевого выравнивания при боковой нагрузке. Длинная трапециевидная резьба создает идеальный профиль для приводных труб и домкратов, а короткая резьба используется для штоков клапанов и механизмов рулевого управления.
✅ Использующая несущую поверхность, перпендикулярную оси винта, контрфорсная резьба предназначена для работы с чрезвычайно высокой осевой нагрузкой в одном направлении. В сочетании с низким коэффициентом трения и высокой прочностью на сдвиг контрфорсная резьба также может противостоять износу при использовании разрезных гаек. Крупная контрфорсная резьба является эффективным вариантом для домкратов, подъемников и гидравлических уплотнений в различных областях, от автомобильной и нефтяной промышленности до водопроводов и канализации.
✅ Трапециевидные резьбы фрезеруются и функционируют аналогично Acme. Трапециевидная резьба, рассчитанная в миллиметрах, имеет широкие возможности настройки, а с помощью программного обеспечения для 2-D и 3-D моделирования фрезерные станки с ЧПУ способны производить такую резьбу для любого стандарта. Применяется в ходовых винтах, конвейерах и на газовых баллонах.
✅ С боковыми сторонами, которые перпендикулярны её оси, квадратная резьба обеспечивает наименьшее трение и максимальную эффективность, доступные для силовых винтов, уменьшая износ, поскольку устраняется радиальная сила на сопряжённых гайках. Цилиндрические шлифовальные станки с наружным диаметром могут точно нарезать квадратную резьбу любого размера, хотя этот процесс сложнее, чем с трапецеидальной и другими типами резьбы. Квадратная резьба выполняется для работы в условиях высоких нагрузок, включая боковую, поскольку боковые поверхности под углом 90° исключают заклинивание. Эти качества создают идеальную нарезку для передачи усилия от винтовых домкратов и станков к механическим прессам и тискам.
✅ Обеспечивая как прочность, так и удобство, многозаходная резьба производится с двойным, тройным или четверным заходом. Дополнительные пуски уменьшают усилие закрытия, повышая эффективность и сводя к минимуму износ. Превосходный вариант для гидроизоляции, многозаходная резьба применяется в корабельных валопроводах, затворах больших судов и валопроводах для технического обслуживания предприятий.
Что отличает однозаходную резьбу от многозаходной?
Назад ко всем событиям
Календарь Google
ИКС
Свинцовые винты окружены сбивающим с толку набором терминов, поэтому давайте упростим ситуацию и вернемся к основам.
ЧТО ТАКОЕ ВИНТЫ?
Ходовые винты представляют собой механические компоненты, преобразующие вращательное движение в поступательное.
Ходовые винты изготовлены из цилиндрической круглой резьбы, которая закручена в виде винта одной спиралью по всей своей длине. Резьба может иметь, например, метрическую форму резьбы, трапециевидную форму резьбы или геометрию igus® dryspin®. Нить dryspin® имеет нитевидную структуру с высокой спиралью.
Давайте рассмотрим, что такое одиночные потоки и потоки с несколькими запусками.
L обозначает линейный ход, измеряемый в миллиметрах на один оборот шнека.
P = ШАГ = Расстояние между каждой резьбой
Однозаходная резьба
На ходовом винте (номер 1) слева виден однозаходный ходовой винт. Это можно отличить по наличию только одного потока. Под этим подразумевается однократный запуск. Из-за этого линейный ход ходового винта (шаг), измеряемый в миллиметрах за каждый цикл, также является расстоянием между боковыми сторонами, обозначенным шагом.
Многозаходная резьба
Создана новая резьба для ходового винта № 2, которая показана зеленым изображением. Это указывает на то, что двойной ход ходового винта выполняется за один оборот (шаг = 2 x шаг). Нить начинается на 180 градусов друг от друга или с разных сторон. Это классифицируется как многозаходный поток, иногда называемый двухзаходным потоком.
Третий ходовой винт в этом примере представляет собой ходовой винт с четырьмя заходами. Оранжевый, зеленый, фиолетовый и синий цвета обозначают начало четырех нитей соответственно. Следовательно, линейный ход (упреждение) в четыре раза больше, чем у флангов. Начало темы 90 градусов отдельно от других потоков.
Визуально заметно много ниток. Осмотрев переднюю часть винтов, можно легко определить многозаходную резьбу.
Какая резьба лучше всего подходит для вашего применения?
Может быть трудно решить, следует ли использовать один или несколько потоков запуска для вашего приложения, потому что каждый из них имеет свои преимущества и недостатки. Например, однозаходная трапециевидная резьба самоблокируется, а многозаходная — нет.
Одинарная трапециевидная резьба часто является самостопорящейся в зависимости от коэффициента трения. Этот эффект можно ослабить только при очень низком коэффициенте трения. Угол наклона и трение не позволяют гайке шпинделя или резьбовому шпинделю двигаться без приложения внешних сил. Как только статическое трение превышено, детали больше не самоблокируются. Многозаходные приводы с трапециевидной резьбой имеют функцию «самоблокировки покоя». Приводы с большой резьбой не имеют функции самоблокировки.
С другой стороны, многозаходная нить позволит вам двигаться гораздо быстрее.
ПРЕИМУЩЕСТВА МНОГОЗАХОДНОЙ РЕЗЬБЫ
При использовании многозаходной резьбы эффективная опорная поверхность увеличивается, когда диаметр стержня остается постоянным. Резьба с большим витком часто делается многозаходной. Преимущества многозаходной резьбы:
ХОТИТЕ УЗНАТЬ БОЛЬШЕ? СВЯЗАТЬСЯ С НАМИ!
В чем разница между многозаходными и однозаходными потоками? • Блог
8 октября 2021 г.
Эрин Кемаль
Категории:
дриппин
Многозаходная резьба или одинарная? Существует так много запутанных терминов, связанных с ходовыми винтами, поэтому давайте разберемся и вернемся к основам.
В чем разница между однозаходной и многозаходной резьбой?
Ходовые винты представляют собой элементы машин, которые преобразуют вращательное движение в линейное перемещение. Свинцовые винты состоят из цилиндрической круглой резьбы, на которой одинарная спираль наматывается на непрерывную длину, превращая ее в винт. Резьба может иметь, например, трапециевидную форму резьбы, форму метрической резьбы или геометрию dryspin®, разработанную igus®. Нить dryspin® похожа по структуре на резьбу с большим витком.
Давайте посмотрим, что представляют собой одиночные потоки и многозаходные потоки.
L = ШАГ = Линейный ход в мм на один оборот винта P = ШАГ = Расстояние от одной резьбы до следующей
Однозаходная резьба
Ходовой винт слева (номер 1) показывает ходовой винт с одним пуском. Вы можете определить это, имея один единственный поток. Это то, что называется однократным запуском. Это означает, что расстояние между боковыми сторонами, отмеченное шагом, также является линейным ходом (шагом) в миллиметрах за один оборот ходового винта.
Многозаходная резьба
Для ходового винта № 2 добавлена дополнительная резьба, показанная на зеленом рисунке. Это означает, что за один оборот ходового винта достигается двукратный ход (шаг = 2 x шаг). Начало резьбы смещено на 180°, т.е. друг напротив друга. Это классифицируется как многозаходный поток или иногда упоминается как двухзаходный поток.
Наконец, третий ходовой винт в этом примере представляет собой ходовой винт с четырьмя заходами.
Технологические установки переработки нефти в бензин, цена на изготовление
Для чего необходимо изготовление нефтеперерабатывающего оборудования (мини нпз, заводов по переработке нефти)? Очевидный ответ — для эффективной переработки нефти и получения авиационного и дизельного топлива, смазочных материалов, растворителей и других нефтепродуктов, без которых трудно представить жизнь современного человека.
Компания OOO НПП «HOУ Пром» в России использует только современные технологии для производства технологических установок. Мы индивидуально рассмотрим вашу заявку на изготовление нефтеперерабатывающего оборудования и найдем наилучший способ для ее реализации.
Ниже представлены технологические установки переработки нефти, изготовленные нашим предприятием. При вашей просьбе мы можем изменить типовую конструкцию под ваши нужды и учтем все техническиетребования.
Наименование
Значение
БДУ-2ЕД
Установка первичной переработки нефти. Производительность по сырью 20 000 тонн в год. Назначение — для разделения сырой нефти или газового конденсата на фракции бензина, дизельного топлива, керосина, мазута.
БДУ-2КН
Установка первичной переработки нефти. Производительность по сырью 20 000 тонн в год. Назначение — для разделения сырой нефти или газового конденсата на фракции бензина, дизельного топлива, керосина, мазута.
СК-700-2КН
Установка первичной переработки нефти. Производительность по сырью 46 000 тонн в год. Назначение — для разделения сырой нефти или газового конденсата на фракции бензина, дизельного топлива, керосина, мазута.
СК-800-2КН
Установка первичной переработки нефти. Производительность по сырью 65 000 тонн в год. Назначение — для разделения сырой нефти или газового конденсата на фракции бензина, дизельного топлива, керосина, мазута.
СК-1000-2К
Установка первичной переработки нефти. Производительность по сырью 100 000 тонн в год. Назначение — для разделения сырой нефти или газового конденсата на фракции бензина, дизельного топлива, керосина, мазута.
СК-1000-2КН
Установка первичной переработки нефти. Производительность по сырью 120 000 тонн в год. Назначение — для разделения сырой нефти или газового конденсата на фракции бензина, дизельного топлива, керосина, мазута.
СКД-1200-2К
Установка первичной переработки нефти. Производительность по сырью 150 000 тонн в год. Назначение — для разделения сырой нефти или газового конденсата на фракции бензина, дизельного топлива, керосина, мазута
СКД-1600-2К
Установка первичной переработки нефти. Производительность по сырью 300 000 тонн в год. Назначение — для разделения сырой нефти или газового конденсата на фракции бензина, дизельного топлива, керосина, мазута.
Какие требования обязаны соблюдать компании, производящие технологические установки переработки нефти?
Технологические установки по переработке нефти, предназначенные для эксплуатации на заводах, должны быть оборудованы системами противоаварийной автоматической защиты, служащей для предупреждения аварийных ситуаций, а также системами регулирования параметров процесса нефтепереработки, автоматического контроля и освобождения установки от нефтепродуктов в аварийный резервуар в случае возникновения аварии.
Изготовление нефтеперерабатывающего оборудования, используемого при низких температурах, предусматривает оснащение установки системами обогрева трубопроводной арматуры и непосредственно трубопроводов вкупе с остальным технологическим оборудованием и помещениями для работников.
Кроме того, изготовление нефтеперерабатывающего оборудования предполагает проектирование и производство устройств и механизмов, способных противостоять коррозии. Добиться этого можно при соблюдении двух условий: технологические установки должны быть выполнены из высоколегированной стали, а качество сырья, используемого в процессе переработки, должно быть действительно высоким.
Стоит учитывать, что в зависимости от комплектации технологической установки переработки нефти цены будут меняться!
Что именно производят компании, предлагающие своим клиентам изготовление установок первичной переработки нефти?
Предприятия, осуществляющие изготовление установок по переработке, поставляют на рынок такие технические устройства, как теплообменники, печи подогрева нефти и ресиверы, газовые и нефтегазовые сепараторы, используемые для дегазации нефти и обеспечивающие на выходе минимальное содержание жидкости.
Цена на изготовление установок первичной переработки нефти в бензин (технологические установки переработки нефти) включает в себя также производство различных фильтров, трубных пучков и ёмкостей, выдерживающих высокие температуры.
Завод по переработке нефти применяет данные конструкции для слива масел и конденсата.
Помимо этого компании, специализирующиеся на изготовлении нефтеперерабатывающего оборудования, выпускают разнообразные автоматические и полуавтоматические дозиметры и определители.
Установка первичной переработки нефти не единственная продукция производимая OOO НПП «HOУ Пром» в России. Среди ассортимента продукции организаций, выполняющих изготовление нефтеперерабатывающего оборудования, можно встретить технологические установки с мощными системами по переработке нефти в бензин, мазут, дизельное топливо и другие нефтепродукты.
Наконец, изготовление нефтеперерабатывающего оборудования предполагает проектирование и производство мини-нпз — комплексов по переработке нефти, состоящих из котельных и факельных установок, насосов и ёмкостей, а также из служебных помещений и лаборатории, где проводится контроль за качеством реализуемой продукции.
Изготовление нефтеперерабатывающего оборудования для мини-нпз — то, с чего началась история успеха нашей компании. Более того, мы были среди тех, кто первыми осуществили разработку и выпуск комплекса технических устройств для мини завода по переработке нефти. Сегодня мы выполняем проектирование и изготовление нефтеперерабатывающего оборудования, позволяющее увеличивать глубину переработки нефти до 95%.
Если вам необходимы услуги компании, для которой технологические установки переработки нефти в бензин — не только вид деятельности, а образ жизни, обращайтесь и убеждайтесь: работа с профессионалами — это грамотный подход к решению любой задачи и гарантия эффективного результата. К тому же цена на наше оборудование Вас приятно удивит!
Переработка нефти, установка переработки нефти, мини НПЗ
Deprecated: Methods with the same name as their class will not be constructors in a future version of PHP; plgContentJw_sigpro has a deprecated constructor in /var/www/u0525230/data/www/ttgroupworld. com/plugins/content/jw_sigpro/jw_sigpro.php on line 19
Оборудование для переработки нефти:
SARGAS
Переработка нефти на наших установках (нужно отметить, что из них вы можете построить мини НПЗ) реализована следующим образом: нефть разделяется на стандартные фракции (бензин, керосин, дизель, мазут) или любой другой набор фракций, в том числе выделять фракции растворителей. В обычной комплектации оборудование для переработки нефти, в частности наша ректификационная колонна, эквивалентно 8-ми теоретическим тарелкам, флегмовое число можно устанавливать непосредственно в процессе разделения в диапазоне от 1/14 до 14, при этом четкость ректификации при флегмовом числе 2 соответствует или лучше требований ГОСТ для нефтяных фракций.
Запрос на коммерческое предложение
При больших флегмовых числах возможно разделение фракций растворителей. Для более глубокого извлечения светлых из мазута с получением в кубе гудрона можно использовать ректификацию под вакуумом, для чего установка дооснащается вакуумным блоком.
Обычно нефть и нефтепродукты разделяют с помощью перегонки на отдельные части (фракции или дистилляты). Это необходимо делать так как нефть состоит из множества компонентов углеводородов и гетероатомных соединений. Во время лабороторный или промышденной перегонки фракции нефти отгоняются от при постоянном повышении температуры кипения. Поэтому, нефть и ее дистилляты нужно характеризовать не температурой кипения, а температурной точкой начала кипения и конца кипения.
С помощью атмосферной перегонки нефти остается мазут (температура от 30 до 350—360 °С). Из частей, которые выкипают до 360 °С обычно получают топливо (бензины, топлива для реактивных и дизельных двигателей), сырье для нефтехимического соединения (бензол, этилбензол, ксилолы, этилен, пропилен, бутадиен), растворители и др.
Основные продукты переработки нефти:
Газолиновая фракция, собираемая от 40 до 200 °С, содержит углеводороды от С5Н12 до С11Н24. В дальнейшем при перегонке выделенной фракции получают газолин (tкип = 40–70 °С), бензин (tкип = 70–120 °С) – для авиации, автомобилей и тд.
Лигроиновая фракция содержит углеводороды от С8Н18 до С14Н30, собираетс от 150 до 250 °С. Лигроин можно применять как горючее для с/х хозяйственной техники (трактора, комбайн и тд). При переработке больших объемов лигроина получают бензин.
Керосиновая фракция состоит из углеводородов от С12Н26 до С18Н38 с температурой кипения tкип = 180 — 300 °С. Керосин используют в качестве горючего для тракторов, реактивных самолетов и ракет.
Дизельное топливо (газойлевая фракция) с tкип > 275 °С
Мазут — это остаток после переработки нефти. В его молекуле содержатся углеводороды с большим количеством атомов углерода. Чтобы избежать разложения мазут можно разделить на части с помощью перегонки под меньшим давлением. Так можно получить соляровые масла (дизельное топливо), смазочные масла ( авиационные, автотракторные, индустриальные и др.), технический вазелин (можно использовать для смазки изделий из металла для того, чтобы защитить их от коррозии, а очищенный вазелин используют в качестве основы для косметических средств и в медицине). Иногда из отдельных сортов нефти можно получить парафин (для производства спичек, свечей и др.). Гудрон остается после отгонки летучих компонентов из мазута и его применяют во время строительства дорог. В котельных установках смазочные масла мазута используют в качестве топлива.
С помощью оборудования нашей компании вы можете реализовать завод по переработке нефти или мини НПЗ.
Downstream: Refining and Marketing — Нефтегазовая промышленность: исследовательское руководство
Уолкотт, Мэрион Пост. Барнсдаллский нефтеперерабатывающий завод. Уичито, Канзас. 1941. Администрация безопасности фермы — Управление сбора военной информации. Отдел эстампов и фотографий Библиотеки Конгресса.
Сектор переработки и сбыта охватывает переработку и маркетинг.
В то время как переработка представляет собой сложный процесс, цель проста: взять сырую нефть, которая в естественном состоянии практически непригодна для использования, и превратить ее в нефтепродукты, используемые для различных целей, таких как отопление домов, заправка автомобилей и производство нефтехимических пластмасс.
Очистка включает ряд процессов в зависимости от желаемого конечного продукта. Гидроочистка используется для удаления из углеводородов нежелательных элементов, таких как сера и азот; крекинг разбивает молекулы на более мелкие фрагменты для получения бензина и других более легких углеводородов. Газы, образующиеся при крекинге, используются для создания других продуктов, таких как синтетический каучук и пластмассы. При производстве бензина переработчикам необходимы высокие октановые числа, чтобы предотвратить детонацию двигателя. Несмотря на то, что знали об опасности свинца, тетраэтилсвинец добавляли в бензин в Соединенных Штатах в 19-м веке.20 с, чтобы повысить октановое число. Поскольку правительство США запретило использование свинца в автомобильном бензине в 1996 году в рамках Закона США о чистом воздухе, нефтеперерабатывающие заводы используют алкилирование и риформинг для получения высокооктанового бензина. 1
Нефтеперерабатывающие заводы обычно располагаются вблизи населенных пунктов, чтобы облегчить маркетинг и распространение конечной продукции. 2
Маркетинг – это оптовая и розничная продажа продуктов нефтепереработки предприятиям, промышленности, правительству и потребителям. Как правило, сырая нефть и нефтепродукты поступают на рынки, которые обеспечивают наибольшую ценность для поставщика, что обычно означает ближайший рынок в первую очередь из-за более низких транспортных расходов и более высокой чистой выручки для поставщика. На практике, однако, торговый поток может не следовать этой схеме из-за других факторов, таких как конфигурация нефтепереработки, структура спроса на продукцию и характеристики качества продукции.
Заправочные станции обслуживают большую часть продаж населению, а нефтяные компании продают свои нефтепродукты напрямую на заводы, электростанции и предприятия, связанные с транспортом. Продажи природного газа почти поровну распределяются между промышленными потребителями, поставщиками электроэнергии, а также бытовым и коммерческим отоплением. 3
Поскольку бензин является более или менее одинаковым товаром, конкуренция за клиентов требовала креативной маркетинговой тактики. Розничные заправочные станции предлагали бесплатные услуги, такие как карты, мойка автомобилей и посуда. Бренды нефтяных компаний предлагали кредитные карты, начиная с 19 века.50-х, чтобы обеспечить лояльность клиентов. Радио, рекламные щиты и телевизионная реклама рекламировали броские лозунги, добавки и прилагательные, такие как «премиум» и «высокая производительность», чтобы привлечь водителей. 4 Рекламные статьи, или спонсируемые статьи, использовались Mobil в New York Times для публикации комментариев в поддержку нефтяной отрасли. Сегодня социальные сети предоставляют компаниям платформу для продвижения различных энергетических инициатив и смягчения негативных новостей. 5
Превращение сырой нефти в топливо
Вы когда-нибудь задумывались, откуда берется топливо для наших автомобилей? Или вы думали о том, как они превращают сиропообразную черную нефть в чистый бензин и топливо, которые движут нашим обществом? Ну, не думайте больше. Вам предстоит серьезное знакомство с наукой и технологией переработки и транспортировки углеводородов.
Есть два способа узнать здесь: Вы можете просто посмотреть это видео, получившее премию «Эмми», выше или прочитать дополнительную справочную информацию ниже. Выполнение обоих может удвоить ваш интеллектуальный счетчик. Кстати, Национальная академия телевизионных искусств и наук была настолько впечатлена этой постановкой, что наградила ее премией «Эмми» как лучшую серию молодежных образовательных программ на Среднем Западе. Ву-кто! Большой привет нашим молодым ученым ITO, показанным здесь с их заслуженной Эмми на церемонии награждения в Чикаго. Смотрите видео справа.
Прежде чем мы начнем, давайте рассмотрим вашу предыдущую базу знаний о нефтяной промышленности. Скорее всего, вы «узнали» больше о нефтяной отрасли из новостей, чем из научных источников. Одно из правил быть ученым — уметь оценивать потенциальную предвзятость ваших источников информации (включая нас). А новости по своей природе фокусируются на негативных событиях, отбрасываемых в экстремальных ситуациях. Поэтому неудивительно, что новости о нефтяной отрасли иногда представляются в негативном свете. Разливы нефти становятся поводом для драматических новостей, но мы редко, если вообще когда-либо, слышим о том, что промышленность играет жизненно важную роль в обеспечении энергией почти каждого сегмента нашего индустриального общества. Без него мы бы практически остановились. Подумайте об этом, когда вы начнете «очищать» свое собственное критическое мышление, исследуя науку и технологии здесь, которые начинают расшифровывать переработку и транспортировку топлива, которое делает возможной нашу современную жизнь.
Давайте начнем с изучения науки о формировании сырой нефти . Знаете ли вы, что сырая нефть образовалась из разложившихся частей тел древних морских организмов? Мы говорим о действительно крошечных вещах, таких как водоросли и другие микроскопические организмы, такие как зоопланктон. Нет, в образовавшейся нефти нет ни сока динозавров, ни древних лесов.
Один из ключей к тому, что эта древняя морская жизнь в конечном итоге превратилась в нефть, заключается в том, что она застряла в осадочном слое. Этот слой также должен был быть без кислорода в «анаэробной» среде , чтобы предотвратить их поедание падальщиками. По мере того, как все больше накапливающихся слоев отложений погребало части их тел все глубже, давление и тепло фактически «приготовляли» их органическое вещество в углеводороды. Так образовалась сырая нефть. Несмотря на распространенное заблуждение, «нефтяной резервуар» в земле — это не гигантская пещера в земле, заполненная нефтью. Вместо этого нефть в породе-коллекторе находится в крошечных взаимосвязанных порах породы. Фактически, некоторые горные породы, такие как песчаник, могут иметь пористость до 30% или взаимосвязанные поры, через которые может проходить нефть. Убедитесь в этом сами, наполнив чашку песком, а затем медленно налив в нее около половины чашки воды, прежде чем она переполнится. Вода просачивалась в 50% «пористость».
После бурения резервуара и добычи сырой нефти его необходимо очистить. Сырая нефть прямо из скважины сама по себе ни на что не годится. О, конечно, он сгорит или испортит вашу одежду. Но он точно не будет летать на реактивном самолете или ездить в вашем автомобиле. Вместо того, чтобы пытаться объяснить весь процесс, вам лучше посмотреть видео выше, когда вы присоединитесь к нашей научной группе, изучающей весь процесс на нефтеперерабатывающем заводе Pine Bend, одном из самых сложных нефтеперерабатывающих заводов в Северной Америке. Как вы увидите в видео, с помощью инженеров Flint Hills Resources они раскрывают химический состав сырой нефти и затрагивают вопрос о том, почему она так важна для многих аспектов нашей жизни.
Как вы увидите, одним из первых этапов очистки является процесс «фракционной перегонки», при котором «варятся» различные «фракции» углеводородного топлива. Да, звучит запутанно. Но посмотрите видео, чтобы получить более четкое представление о том, как все это работает. Вы также увидите, как собственная версия управления полетами нефтеперерабатывающего завода управляет этим сложным нефтеперерабатывающим заводом размером с небольшой город. Вы также узнаете, как специалисты по нефтепереработке используют физику и технологии в процессе нефтепереработки для удаления таких примесей, как сера. Они также используют комбинации катализаторов, тепла и давления для усиления химических реакций.
Что общего у Лего с переработкой нефти? Как вы увидите в видеоролике, они помогают концептуализировать процесс переработки «расщепления» более длинных и тяжелых углеводородных цепочек молекул на более короткие цепочки, из которых состоят различные виды топлива, такие как бензин и реактивное топливо.
Как вы также увидите, довольно сложно не заметить пар, выходящий из некоторых башен нефтеперегонного завода. Мы знаем, что пар получается из воды и что пресная вода — ценный ресурс. Так что наши хосты также оправдывают свое имя Into the Outdoors , разобравшись в том, как Flint Hills Resources управляет, перерабатывает и защищает используемые водные ресурсы.
Все эти очищенные виды топлива в конечном итоге должны попасть с нефтеперерабатывающих заводов в отрасли и предприятия, которые их используют, верно? Мы уверены, что сможем заправить наши автомобили на нефтеперерабатывающем заводе. Таким образом, трубопроводы предлагают самый безопасный и надежный способ транспортировки этого топлива ко всем различным точкам распределения в обществе. Вот почему наша команда расшифровывает все соединения трубопроводов с помощью различных инженеров, исследуя физику транспортировки топлива по трубопроводам. Поскольку трубопроводы пролегают на огромные расстояния в самых разных средах, наша видеогруппа также изучает технологии, которые инженеры используют для контроля целостности трубопроводов для предотвращения утечек, и то, как они ремонтируют трубопроводы, требующие внимания.
Почему плавают обороты на холостом ходу ВАЗ 2109 карбюратор, инжектор
Рано или поздно, почти любой водитель обязательно столкнется с такой проблемой. Когда плавают обороты на холостом ходу, довольно сложно эксплуатировать автомобиль. На светофоре он может заглохнуть или подвести на спуске с применением нейтральной передачи. Периодически приходится «помогать» двигателю, нажимая на педаль газа, чтобы автомобиль не заглох. Стрелка тахометра то и дело показывает разные обороты (от 500 до 1200). Кроме того, тряска двигателя докучает водителю и пассажирам, а малое число оборотов значительно снижает ресурс мотора. Сегодня вы узнаете о самых распространенных причинах неустойчивой работы двигателя на холостом ходу и способах устранения данной проблемы.
Успешное решение этой непростой проблемы абсолютно не возможно без постановки верного «диагноза», а, следовательно, автолюбитель должен прекрасно знать полный перечень «симптомов», свидетельствующих о некорректной работе карбюратора:
Самостоятельное падение и рост оборотов двигателя.
Пропуски в работе цилиндров.
Возникновение резких «хлопков» в районе карбюратора или глушителя.
Нестабильное количество оборотов двигателя в режиме «холостого хода».
Причины нестабильности работы карбюратора ВАЗ 2109 (21099)
Ярким свидетельством актуальности проблемы, характеризующейся нестабильностью оборотов двигателя в режиме «холостого хода», являются частые упоминания о ней в специальных печатных изданиях и интернетовских форумах. Особенно широкое обсуждение данного вопроса ведется среди владельцев отечественных «ВАЗ 2109» и «ВАЗ 21099». В статье, предлагаемой вашему вниманию, предлагается рассмотреть причины, способствующие возникновению ситуации, при которой у «ВАЗ 21099» (карбюратор) плавают обороты, а также пути и способы их (причин) устранения.
Основными причинами, наличие которых обуславливает у «ВАЗ 2109» (карбюратор) провалы в работе силового агрегата, являются:
Неправильно выполненная регулировка карбюратора. Как правило, положение винтов, регулирующих «качество» смеси, обеспечивает подачу в систему «обедненную» горючую смесь. Способ устранения – регулировка карбюратора, подробная технология выполнения которой будет рассмотрена ниже.
Неисправность электромагнитного клапана с блоком управления, прекращающего подачу топлива при достижении коленвалом 2100 об/мин и возобновляющего ее (подачу) при падении числа оборотов до 1900. Проверка работоспособности осуществляется быстрым снятием и надеванием провода на клапан во время работы двигателя. Щелчок, произведенный клапаном, свидетельствует о его исправном состоянии.
Загрязнение жиклеров и каналов системы «холостого хода». Устраняется посредством специального очистителя с последующей продувкой сжатым воздухом.
Попадание излишнего воздуха в топливную смесь в результате нарушений герметичности соединений. В первую очередь, это касается целостности патрубка, соединяющего вакуумный тормозной усилитель с впускным коллектором.
Неисправность игольчатого клапана, обуславливающая повышение (понижение) уровня топлива в поплавковой камере. В некоторых случаях проблема может быть решена посредством чистки клапана, однако подавляющее большинство специалистов рекомендуют заменить «залипающий» игольчатый клапан новым.
Видео — Почему плавают обороты двигателя на холостом ходу
Возникновение вышеперечисленных неисправностей является следствием нарушений эксплуатационных условий, определенных заводом-изготовителем, или негативного воздействия внешних климатических факторов: повышенная влажность, аномально высокие (низкие) значение температуры или ее резкие колебания.
Кроме того, необходимо учитывать, что причиной некорректного функционирования карбюратора «девятки» могут быть неисправности системы питания автомобиля, системы зажигания или засорение воздушного фильтра.
В зависимости от типа двигателя ВАЗ, существуют и разные виды причин. Начнем с карбюраторных автомобилей советского и российского производства ВАЗ 2107 и ВАЗ 2109.
В ситуации, когда причиной того, что у «ВАЗ 21099» (карбюратор) плавают обороты, становится его (карбюратора) неправильная регулировка подавляющее большинство автолюбителей, особенно обладающих небольшим практическим опытом, предпочитают воспользоваться услугами профессиональных автомехаников. Однако можно выполнить данную операцию и самостоятельно, воспользовавшись инструкцией, представленной ниже. В качестве примера рассмотрим технологию регулировки режима «холостого хода» карбюратора «Solex», как наиболее распространенного на моделях «ВАЗ 2109» и «ВАЗ 21099».
Объектами настройки являются винты, регулирующие «количество» (рисунок 1, позиция 1) и «качество» (рисунок 1, позиция 2) горючей смеси, а в качестве рабочего инструмента используется отвертка, имеющая плоское жало и внешний тахометр, обеспечивающий удобство снятия показаний.
Рисунок 1
Регулировка холостого хода на карбюраторном двигателе ВАЗ
Дело в том, что когда в карбюратор попадает воздуха намного больше, чем бензина, смесь становится бедной. Топливо в малом количестве сгорает в цилиндрах, а соответственно, в камере сгорания не возникает соответствующего давления, в связи с чем, двигатель начинает глохнуть. Такие настройки сбиваются в процессе длительной эксплуатации автомобиля. Достаточно просто немного выкрутить болт холостого хода и число оборотов сразу же выровняется.
Второй момент заключается в слишком обогащенной смеси, когда бензина поступает намного больше, чем топлива. Обычно, об этом свидетельствуют характерные прострелы в глушителе (несгоревший бензин воспламеняется в выхлопной системе) при попытке нажать на педаль газа и сравнять обороты. В большинстве случаев, двигатель глохнет, а запустить его после такого становится настоящей проблемой. В этом случае, необходимо провести более серьезную настройку карбюратора, а именно, закрутить все болты до упора и выкрутить в соответствии с руководством по эксплуатации. Топливная смесь должна сравняться и двигатель начнет успешно выдерживать обороты холостого хода.
Другая неисправность характерна для современных карбюраторов, снабженных электромагнитным клапаном. Данное устройство уже давно трепет нервы многим автовладельцам из-за своей неправильной работы. Дело в том, что плохой контакт на клапане может серьезно повлиять на устойчивость оборотов и автомобиль можно эксплуатировать только на подсосе.
В первую очередь, необходимо проверить плотность посадки клапана и закрутить его, если он случайно выкрутился. Провод электромагнитного клапана должен быть целым, а место контактного соединения достаточно чистым. Если ничего не помогает, попробуйте включить и выключить зажигания, клапан должен издавать характерные щелчки. Если этого не происходит, замените его.
Регулировка поплавковой камеры тоже может повлиять на работу узла. Запустите двигатель и заглушите, после — проверьте уровень бензина в камере. В нормальном состоянии, поплавковая камера должна быть занята бензином только наполовину. Если это не так, то подогните рычаг поплавка в соответствующую сторону, соберите карбюратор и повторите процедуру до того момента, пока не достигнете нормируемых значений.
Если вышеописанные инструкции не помогают, то самое время задуматься о чистке и ремонте карбюратора. Чтобы сэкономить на покупке ремонтного комплекта, можно полностью разобрать узел и погрузить все его рабочие части в ацетон. После этого, необходимо тщательно протереть его сухой тряпкой, а жиклеры прочистить тонким предметом. По возможности, проверьте размер жиклеров, установленных на вашем карбюраторе. Если они не соответствуют нормам, то жиклеры необходимо заменить. Теперь соберите карбюратор и проведите его регулировку.
Итак, приступаем:
В перечень подготовительных мероприятий включаем проверки правильности установки зажигания и прогрев двигателя автомобиля до температуры 900С.
Снимаем показания тахометра.
При помощи отвертки начинаем регулировку.
Внимание! Для удобства подсчета оборотов винта нанесите на ручку отвертки метку.
Заворачиваем винт №1 по часовой стрелке до упора. Двигатель автомобиля должен заглохнуть, поскольку подача топливной смеси прекращена. Делаем два оборота в обратном направлении и запускаем силовую установку. Если запуск не произошел, делаем еще один оборот винта №1 в том же направлении.
Далее выкручиваем винт до момента прекращения роста оборотов коленчатого вала, после чего отворачиваем винт еще на один оборот. При помощи внешнего тахометра контролируем количество оборотов. Если оно остается неизменным, возвращаем винт в точку прекращения роста оборотов двигателя, то есть на один оборот винта.
Показание тахометра не должно превышать 1020 об/мин. Если это не так, то возникает необходимость повторных манипуляций винтом №1, регулирующим «качество» топливной смеси. Вращение винта против часовой стрелки позволяет уменьшить число оборотов.
Установив обороты двигателя на уровне 1020 об/мин, начинаем манипуляции винтом №2, регулирующим «качество» топливной смеси. Вращая его по ходу часовой стрелки, добиваемся снижения количества оборотов коленвала до 850 об/мин.
Внимание! Данный показатель оборотов в режиме «холостого хода» будет сохраняться только на прогретом силовом агрегате. Поэтому, автолюбителям, не привыкшим к длительным «прогреваниям» двигателя, рекомендуем увеличить этот показатель до 900 об/мин.
В заключение приведем два способа, позволяющие нормализовать обороты двигателя в режиме «холостого хода» при отсутствии желания или возможности выполнения описанных выше регулировочных операций.
Как правило, при использовании отечественного бензина марки АИ-92 зажигание выставляется по метке +40. Выкрутив винт «качества» на четыре оборота, число оборотов «холостого хода» ставим на «ход».
Любители «быстрого старта» и приверженцы бензина марки АИ-95 нередко выставляют угол опережения зажигания на отметку +60. В этом случае винт, регулирующий качества горючей смеси отпускаем на пять оборотов.
Эти несложные настройки, конечно, не являются панацеей в ситуации, когда в автомобиле «ВАЗ 2019» (карбюратор) провалы и нестабильность оборотов – повседневная реальность. Тем не менее, они способны частично решить проблему при обстоятельствах, не располагающих к выполнению регулировочного процесса.
Плавают обороты ХХ на ВАЗ инжектор
Здесь имеют место быть разные причины, как неправильная работа контроллера, так и работа форсунок. Чтобы знать точно о характере неисправности, проще всего, провести электронную диагностику всех систем и по коду ошибки определить причину неисправности. В этот список могут входить следующие элементы.
Форсунка сильно загрязнена или протекает. Загрязнение форсунки возникает при использовании некачественного топлива или доведения двигателя до топливного голодания, когда бензиновый насос качает не бензин, а его остатки на дне топливного бака. В этом случае, используют специальные присадки, которые прочищают деталь в процессе работы двигателя.
Если же форсунки протекают, то их необходимо заменить. Это связано с ухудшением качества уплотнительных прокладок, установленных внутри элемента, что нарушает герметичность системы и допускает попадание топлива в камеру сгорания в излишнем количестве.
Внимание! Протекание форсунок может переполнить топливную камеру и стать причиной повышенного давления в цилиндре (гидравлического удара). Данное явление может негативно сказаться на внутренних деталях двигателя.
Другая проблема может коснуться датчика (регулятора) холостого хода, который выходит из строя и дает неправильную команду на число оборотов коленчатого вала. В результате, двигатель работает с перебоями, возможно даже, глохнет. Кстати, датчик холостого хода не единственное электрическое устройство, влияющее на стабильность работы мотора. Среди прочих можно отметить как датчик массового расхода воздуха и многие другие устройства, информация с которых больше не поступает на ЭБУ. Контроллер, не имея нужной информации, может перевести двигатель в аварийный режим (Check Engine).
Проблемы характерные для обоих типов двигателя
Эти неисправности можно отнести как к инжекторному, так и к карбюраторному двигателю, так как они случаются на обеих силовых установках.
Загрязненный воздушный фильтр. Если фильтр очистки воздуха достаточно сильно загрязнен, то воздух начинает поступать в достаточно малых количествах, что приводит к кислородному голоданию. В этом случае, необходимо заменить фильтрующий элемент и продолжить эксплуатацию автомобиля.
Неисправность системы зажигания. В первую очередь, проверяют наличие искры на высоковольтных проводах и свечах зажигания. Для этого нужно два человека. Первый крутит двигатель с помощью стартера, а второй проверяет наличие искры. Свеча зажигания выкручивается, и снова вставляется в провод. Напарник прислоняет конец свечи к блоку цилиндров на расстояние, примерно, 5-10 миллиметров. Если в процессе вращения двигателя, искра не появилась, необходимо проверить исправность свечи или бронепровода. Отсутствие искры на всех свечах и бронепроводах свидетельствует о неисправности модуля зажигания или катушки. Элемент подвергают замене, а свечи очищают от появившегося нагара.
Если искры не было, то бронепровод прислоняют не к ГБЦ, а к самой свече, прикрученной к блоку. Если искра появилась, то можно с уверенностью сказать, что свеча неисправна.
Внимание! При проверке искры нельзя держаться за корпус автомобиля, так как можно получить удар электрическим током в 40 тысяч вольт. Данное напряжение не является смертельным, при низкой силе тока, однако ничего приятного в этом нет. Кроме того, не используйте длительное искрообразование, так как есть шанс испортить модуль зажигания или изоляцию обмотки катушки.
Стоит отметить, что отсутствие искры на всех свечах сопровождается отсутствием признаков жизни двигателя, то есть, он вообще не заводится. Поэтому, чаще всего, из строя выходит одна свеча или провод, который тут же меняют. Хотя имеет место быть то, что при исправности всех свечей зажигания, они все равно нестабильно работают именно на вашем двигателе. Можно попробовать устранить проблему заменой деталей.
Загрязненность топливного фильтра. Возникает при длительной эксплуатации автомобиля, когда отверстий в фильтре остается все меньше и двигатель работает с каждым разом все хуже. Топливный фильтр подвергается замене.
Вот, пожалуй, и все причины, по которым могут плавать обороты холостого хода. Как видите, их диагностика и способы устранения не вызовут особых сложностей, поэтому данную процедуру можно выполнить своими руками, без помощи сотрудников автосервиса.
Двигатель работает с перебоями ВАЗ 2108 2109 VAZ (восьмёрка, девятка)
Что делать, если двигатель вашего автомобиля, еще недавно работавший “как часы” на всех режимах, вдруг начал давать перебои, дергаться на холостом ходу, перестал развивать достаточную мощность? Перебои, как правило, объясняются неправильной регулировкой карбюратора, неисправностью свечи зажигания или одного из цилиндров, подсосом воздуха в один из цилиндров. Нужно найти неисправность и по возможности ее устранить.
Порядок работ
1. Пустите двигатель и оставьте его работать на холостом ходу. Подойдите к выхлопной трубе и прислушайтесь к звуку выхлопа. Звук должен быть ровный, “мягкий”, одного тона. Хлопки из выхлопной трубы через регулярные промежутки времени свидетельствуют о том, что один цилиндр не работает из-за выхода из строя свечи, отсутствия искры на ней, о сильном подсосе воздуха в один цилиндр или значительном снижении компрессии в нем. Хлопки через нерегулярные промежутки времени возникают по причине неправильной регулировки карбюратора, зажигания, сильного износа или загрязнения свечей зажигания.
Хлопки из выхлопной трубы через равные промежутки времени?
Да: смотрите п. 3
2. Можно попробовать самостоятельно заменить весь комплект свечей независимо от пробега и внешнего вида, однако лучше это делать после обращения на автосервис для диагностики и регулировки карбюратора и системы зажигания.
3. Остановите двигатель и откройте капот.
4. Проверьте состояние проводов системы зажигания. Высоковольтные провода не должны иметь повреждений изоляции, а их наконечники не должны быть окислены.
Есть повреждения проводов?
Нет: смотрите п. 6
5. Замените поврежденный провод.
6. Проверьте состояние крышки и ротора распределителя. Отверните два винта крепления пластмассовой крышки распределителя и снимите ее. Осмотрите крышку изнутри и снаружи. На крышке не должно быть трещин, нагара, а угольный контакт — поврежден или изношен. Ротор не должен иметь трещин и прогаров. Неисправные или сомнительные детали замените.
7. Снимите наконечники высоковольтных проводов и выверните свечи свечным ключом.
Внимание
При снятии наконечников высоковольтных проводов никогда не тяните за сам провод. Возьмитесь рукой непосредственно за наконечник и перед снятием поверните его из стороны в сторону, а затем потяните.
8. Внимательно осмотрите свечи и сравните их внешний вид с приведенными в конце раздела фотографиями. Зазор между электродами свечи должен быть 0,8–0,9 мм. Если свеча черная и влажная, ее можно выбросить.
9. Если все свечи выглядят исправными, установите их на место и подсоедините высоковольтные провода.
Порядок работы цилиндров 1–3–4–2, нумерация цилиндров (1-й, 2-й, 3-й, 4-й) производится от пластмассового кожуха ремня привода механизма газораспределения. На крышке распределителя цифрой 1 обозначен 1-й цилиндр, далее — против часовой стрелки, если смотреть на крышку со стороны гнезд высоковольтных проводов, — 3-й, 4-й, 2-й.
10. Возьмите запасную свечу. Любым способом зафиксируйте ее на двигателе.
Внимание
Не фиксируйте свечу на маслоналивной горловине, маслоизмерительном щупе, бензонасосе, топливных шлангах, карбюраторе.
Надежный контакт корпуса или резьбовой части свечи с “массой” необязателен, но желателен. Подсоедините высоковольтный провод с 1-го цилиндра к запасной свече. Пустите двигатель.
Двигатель работает с перебоями усилились?
Да: смотрите п. 13
11. Замените свечу в цилиндре на заведомо исправную. Наденьте высоковольтный провод и пустите двигатель.
Двигатель работает с перебоями продолжаются?
Да: смотрите п. 14
12. Счастливого пути!
13. Последовательно повторяйте процедуру п. 10–11 со всеми цилиндрами.
14. Если в результате принятых мер перебои двигателя не устраняются, обратитесь на автосервис для диагностики системы зажигания на стенде или диагностики двигателя — замера компрессии. Нормальная компрессия — более 1,1 МПа (11 кгс/см2), отличие более 0,1 МПа (1 кгс/см2) в одном цилиндре свидетельствует о необходимости ремонта двигателя.
Совет
Если диагностика выявила неисправность 3-го цилиндра, снимите шланг, соединяющий вакуумный усилитель тормозов с двигателем, надежно заглушите его и пустите двигатель.
Если Двигатель работает с перебоями прекратились, обратитесь на автосервис для диагностики и замены вакуумного усилителя тормозов.
Если Двигатель работает с перебоями продолжаются, попробуйте жидкостью типа WD40 пролить шланг снаружи. Если Двигатель работает с перебоями хотя бы на короткий промежуток времени прекратились, попробуйте заменить шланг.
Диагностика состояния двигателя по внешнему виду свечей зажигания
Нормальная
Cимптомы. Коричневый или серовато-желтоватый цвет и небольшой износ электродов. Точное тепловое значение для двигателя и рабочих условий.
Совет. При замене свечей на новые устанавливайте свечи с теми же характеристиками.
Отложения сажи
Cимптомы. Отложение сухой копоти указывает на богатую топливно-воздушную смесь или позднее зажигание. Вызывает пропуски зажигания, затрудненный Запуск двигателя и неустойчивую работу двигателя.
Совет. Проверьте, не забит ли воздушный фильтр, уровень топлива в поплавковой камере карбюратора, установку момента зажигания, используйте более “горячую” свечу (удлиненный изолятор с центральным электродом).
Масляные отложения
Cимптомы. Замасленные электроды и изолятор свечи. Причина — попадание масла в камеру сгорания. Масло попадает в камеру сгорания через направляющие клапанов или через поршневые кольца. Вызывает затрудненный пуск, пропуски в работе цилиндра и подергивания работающего двигателя.
Совет. Произвести необходимый ремонт головки цилиндров и поршневой группы двигателя. Заменить свечи зажигания.
Перегрев
Cимптомы. Глянцевый белый изолятор центрального электрода, обгоревшие электроды и отсутствие отложений. Приводит к сокращению ресурса свечей.
Совет. Причинами могут быть: несоответствие типа свечи зажигания рекомендуемому для двигателя вашего автомобиля, раннее зажигание, бедная смесь, подсос воздуха во впускной трубопровод. Проверьте уровень охлаждающей жидкости и не забит ли радиатор.
Раннее зажигание
Cимптомы. Оплавленные электроды. Изолятор белый, но может быть загрязнен из-за пропусков искры и попадающих на него отложений из камеры сгорания. Может приводить к повреждению двигателя.
Совет. Проверить соответствие типа свечи зажигания, установку момента зажигания, состав топливно-воздушной смеси, работу систем охлаждения и смазки.
Глазурь
Cимптомы. Изолятор желтоватый, покрытый глазурью. Указывает на то, что температура в камере сгорания неожиданно поднимается во время резкого ускорения автомобиля. Нормальные отложения превращаются в токопроводящие. Вызывает пропуски в искрообразовании при высоких скоростях.
Совет. Установите новые свечи. Попробуйте установить более “холодные” свечи, если не хотите поменять манеру вождения.
Мостик между электродами
Cимптомы. Отложения из камеры сгорания попадают между электродами. “Тяжелые” отложения собираются в зазоре между электродами и образуют мостик. Свеча перестает работать и цилиндр выключается из работы.
Совет. Выявите неисправную свечу и удалите отложения между электродами.
Пепельные отложения
Cимптомы. Светло-коричневые отложения, покрывающие коркой центральный и боковой электроды. Выделяются из присадок к маслу или бензину. Большое их количество может привести к изоляции электродов свечи, вызывая пропуски в искрообразовании и перебои при разгоне.
Совет. Если чрезмерные отложения образуются за короткое время или при небольшом пробеге, замените маслосъемные колпачки направляющих клапанов, чтобы предотвратить попадание масла в камеру сгорания. Если причина в качестве бензина, смените место заправки.
Износ
Cимптомы. Закругленные электроды с небольшим количеством отложений на рабочих концах. Нормальный цвет. Вызывает трудный пуск в холодную или влажную погоду и плохую топливную экономичность.
Совет. Заменить на новые свечи с теми же характеристиками.
Детонация
Cимптомы. Изолятор может быть растрескавшимся или со сколами. Это может привести к повреждению поршня.
Совет. Убедитесь, что октановое число бензина соответствует требуемому.
Пятнистые отложения
Cимптомы. Нагар, который отложился в камере сгорания, после правильной регулировки начинает выгорать и при больших оборотах двигателя отрывается от поршня и прилипает к изолятору свечи, вызывая отдельные пропуски в ее работе.
Совет. Замените свечи на новые или очистите старые.
Механические повреждения
Cимптомы.Повреждения могут быть вызваны инородными предметами, попавшими в камеру сгорания, а в случае использования слишком длинной свечи ее электроды может зацепить поршень. Это приводит к разрушению свечи, отключению цилиндра и может повредить поршень.
Совет. Удалите инородный предмет из цилиндра и (или) замените свечу.
Датчик скорости автомобиля ВАЗ 2109
Для корректной работы многих систем автомобиля обязательным условием является наличие миниатюрных устройств, работающих в автоматическом режиме. При выходе из строя такого датчика может снизиться КПД двигателя внутреннего сгорания, а также комфорт и безопасность управления транспортным средством. Устройство для определения скорости автомобиля – один из важнейших элементов современного автомобиля.
Для чего нужен датчик скорости?
ВАЗ 2109Датчик скорости автомобиля необходим для передачи информации о скорости вращения элементов трансмиссии, непосредственно связанных с ведущими колесами. В отличие от определения частоты вращения двигателя, считывание показаний приборов в этом разделе крутящего момента позволяет рассчитать фактическую скорость машины.
Определение основного параметра движения автомобиля позволяет не только избежать штрафов за превышение максимально возможной скорости, но и значительно повысить устойчивость работы двигателя, некоторые системы которого могут зависеть от получения достоверной информации от датчиков данного типа.
Признаки неисправности
Если стрелка спидометра остается неподвижной вне зависимости от скорости автомобиля, то этот симптом наиболее характерен для данного типа неполадок. Неисправность элемента также может существенно повлиять на показания одометра, который либо вообще перестает считать пройденные километры, либо его работа становится нестабильной. Проблемы со «стрелкой» тоже можно наблюдать время от времени. В такой ситуации не всегда виноват датчик скорости. Так часто бывает недостаточный контакт проводов, подключенных к клеммам.
Если с датчика также поступает сигнал на ЭБУ двигателя, то симптомы неисправности этой детали могут проявляться в виде нестабильной работы силового агрегата. Отказы двигателя будут особенно заметны при резком ускорении. Также возможны повышенный расход топлива и нестабильная работа двигателя при движении на малой скорости. Затрудненный запуск двигателя и работа его на холостом ходу также могут быть признаком неисправности ВАЗ 2109 ДС.
Где
Если вы планируете своими руками поменять неисправную деталь, то в первую очередь нужно выяснить, где такие элементы находятся на отечественных автомобилях семейства ВАЗ. Вы можете найти регистрацию части скорости вращения оси в непосредственной близости от этих элементов автомобиля. Этот предмет находится на коробке передач рядом с правой гранатой.
Для выполнения диагностических операций или замены патрубка датчика скорости автомобиля ВАЗ 2109 доступ к нему возможен со стороны моторного отсека или снизу автомобиля. Первый вариант удобнее и требует меньше сил и времени на подготовку автомобиля. Для второго способа ремонта потребуется установить автомобиль на беседку, эстакаду или поднять автомобиль на подъемнике.
Замена датчика скорости
Замена датчика скорости на новый товар — самое оптимальное решение проблемы спидометра, не учитывающего скорость и причины нестабильной работы двигателя. Для восстановления машины в прежнее состояние после установки DS необходимо приобрести качественный продукт. Датчик скорости ВАЗ 2109 можно приобрести как в обычных розничных магазинах, так и в интернете, поэтому, когда нет возможности проверить товар перед покупкой, следует полагаться только на реальные отзывы покупателей из интернет-магазина.
Выяснив, где находится ДС ВАЗ 2109 и купив качественную запчасть, можно переходить к операции по установке нового изделия. Эта простая операция выполняется в следующей последовательности:
Осторожно снимите разъем с кабеля, подключенного к датчику.
Отвинтить неисправный датчик.
Установите новый датчик.
Подсоедините кабели к постоянному току, а отрицательную клемму к аккумулятору.
На этом замену ДС ВАЗ 2109 можно считать завершенной. Если все было сделано по инструкции, то после установки новой детали спидометр автомобиля будет работать нормально. Рекомендуется проверять работоспособность системы определения скорости в различных режимах движения автомобиля.
Советы и рекомендации
Несмотря на простоту эксплуатации, даже опытные мастера могут столкнуться с некоторыми проблемами при установке и подключении датчика. Например, если случайно оборвутся провода, ведущие к детали, их нужно будет правильно подключить. Для этого нужно знать распиновку ВАЗ 2109датчик скорости.
Минусовые и плюсовые контакты передаются по проводам, а к приемному устройству подключается провод, передающий импульсы. На блок наносится обозначение, по которому можно судить о принадлежности кабелей к тому или иному типу. Соединители могут отображаться со следующими цифровыми или буквенно-цифровыми кодами:
«1», «2», «3».
«-«, «А», «+».
Дополнительно для правильного подключения ВАЗ 2109DS, возможно нужно сбросить ошибку бортового компьютера. Если этого не сделать, даже при наличии работающей детали автоматика может показать проблему.
Для облегчения процесса замены датчика скорости на автомобилях семейства ВАЗ, оснащенных инжекторными двигателями, перед проведением работ рекомендуется разобрать адсорбент. Это устройство находится на пути доступа к ДС автомобиля. Операция не займет много времени, зато замена основной детали будет комфортнее и безопаснее.
Регулировка клапанов на ВАЗ 2109 своими руками
Многие автовладельцы ВАЗ 2109 привыкли обращаться за помощью в автосервис даже с такой довольно простой операцией, как регулировка тепловых зазоров клапанов. На самом деле эта работа не такая уж сложная и ее можно выполнить своими руками. Для этого вам достаточно иметь следующий набор инструментов и приспособлений, перечень которых приведен ниже:
Ключ на 10 для снятия клапанной крышки и крышки ремня ГРМ
Домкрат
Длинногубцы или пинцет
Приспособление для регулировки клапанов ВАЗ 2108-09
Отвертки плоские и крестовые
Прокладки необходимые
Набор щупов
Внимание! Двигатель автомобиля должен быть холодным и его температура в момент регулировки не должна быть выше 20 градусов.
Видеоинструкция по выполнению работ
Для наглядной демонстрации процедуры регулировки термозазоров было решено записать специальный видео ролик, где все подробно показано.
Регулировка клапанов на ВАЗ 2110, 2114, Калина, Гранта, 2109, 2108
Посмотреть это видео на YouTube
Если что-то осталось непонятным из руководства, представленного выше, то ниже все будет изложено в привычной для всех форме.
Фотоотчет выполненного ТО
Итак, перед тем, как приступить к данной операции, сначала необходимо снять клапанную крышку, а также кожух, под которым находится механизм ГРМ.
После этого необходимо установить газораспределительный механизм по меткам. Для этого поддомкрачиваем переднюю правую часть автомобиля, чтобы можно было рукой повернуть колесо для установки меток фаз газораспределения.
Затем поворачиваем колесо до совмещения метки на звездочке распредвала и риски на задней крышке ГРМ, как это наглядно показано на картинке ниже:
При этом следим за тем, чтобы метка на маховике тоже совпадала с вырезом. Смотреть нужно в окошко, которое находится справа от четвертого цилиндра на картере коробки передач. Сначала необходимо снять резиновую заглушку:
При таком положении распределительного вала можно приступать к измерению тепловых зазоров между кулачками и толкателями 1, 2, 3 и 5 клапанов (считая слева):
Для впускных клапанов номинальный зазор должен быть 0,20 (+-0,05) мм , а для выпускных клапанов 0,35 (+-0,05) мм. Если не знаете расположение, то могу сказать: слева направо по порядку: выпуск-впуск, впуск-выпуск и т.д.
Если при измерении зазоры выходят за предельно допустимые значения, необходимо отрегулировать их, установив новые прокладки. Для этого надеваем планку на штифты клапанной крышки и фиксируем гайками.
Теперь подводим рычаг механизма к нужному клапану, и направляем его как бы между толкателем и кулачком распредвала, и утапливаем клапан до самого конца: er:
Стоит отметить, что вырез на толкателе должен быть обращен к вам, чтобы вам было удобно снять регулировочную шайбу. Очень удобно для этого использовать длинногубцы:
После этого смотрим на ее размер, который указан на ее обратной стороне:
Теперь рассчитываем, исходя из измеренного зазора и толщины старой шайбы, какой толщины должна быть новая шайба, чтобы добиться оптимального зазора.
Теперь можно вставить новую шайбу на место и продолжить регулировку.
На строительных работах применяют подвижной состав железнодорожного транспорта разнообразного характера. Широко используют универсальный подвижной состав общего назначения — крытые вагоны, полувагоны (гондолы), платформы и специализированный подвижной состав, предназначенный для перевозки определенного вида грузов.
Наиболее распространенными типами подвижного состава нормальной колеи для строительных работ являются: универсальная двухосная платформа грузоподъемностью 16,5—20 т и четырехосная платформа на двух двухосных поворотных тележках грузоподъемностью от 40 до 95 т.
Для насыпных грузов применяют саморазгружающиеся платформы — думпкары: а) с ручным опрокидыванием, двухосные, грузоподъемностью 20 т; б) с пневматическим опрокидыванием, четырехосные, грузоподъемностью 40—60 т. Угол опрокидывания при разгрузке 48—52°.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
По способу открытия борта различают думпкары с откидывающимся и с поднимающимся бортам. Думпкары с пневматическим опрокидыванием могут разгружаться на обе стороны от оси разгрузочного пути как по одному вагону, так и одновременно группой вагонов или всем составом.
Для управления разгрузкой устанавливают краны; один из них служит для впуска сжатого воздуха в пневматические цилиндры, штоки которых поднимают кузов в положение разгрузки, а другой кран — для опускания кузова.
Прогрессивным видом транспорта являются находящиесй в стадии экспериментов самоходные думпкары, соединяющие в себе преимущества автосамосвала и вагона. Преимуществом самоходных думпкаров является также возможность преодолени я ими крутых подъемов, что позволяет применять их на карьерах и на открытых горных разработках, уменьшает объем ‘подготовительных работ и сокращает протяженность путей.
По сравнению с автосамосвалами самоходные думпкары имеют большую относительную грузоподъемность, меньшую удельную мощность двигателей и меньшие затраты энергии на 1 г перевозимого материала. Они просты ,по устройству и могут работать как в виде отдельных единиц, так и составами из прицепных (несамоходных) думпкаров с приводом от головного (самоходного) думпкара. Силовое оборудование самоходных думпкаров может быть электрическим или дизельным и рассчитывается на максимальный подъем пути при минимальной скорости.
Для перевозки особенно громоздких и тяжелых грузов, как например, трансформаторов, роторов, генераторов, турбинных колес и т. п., применяют специальные платформы — транспортеры грузоподъемностью от 50 до 300 т, с числом осей до 12 и более.
Для перевозки цемента и других порошкообразных грузов железнодорожным транспортом используют контейнеры грузоподъемностью 1—6 т, устанавливаемые на железнодорожные платформы, а также на обычные крытые и специальные саморазгружающиеся вагоны — цементовозы с вертикально расположенными резервуарами или бункерного типа грузоподъемностью 60 г с разгрузкой цемента под вагон через течки.
Прирельсовые склады для разгрузки таких вагонов должны быть оборудованы механизированными приемными устройствами, расположенными под железнодорожными путями.
В качестве локомотивов на строительных железнодорожных путях используют паровозы, тепловозы и электровозы.
Паровозы применяют бестендерного типа — так называемые танк-паровозы, имеющие запасы воды и топлива. Паровозы такого типа при движении могут вписываться в крутые кривые с наименьшим радиусом 50 м.
В настоящее время паровозная тяга является отживающей.
Мотовоз (рис. 4) представляет собой тепловоз малой мощности—до 220 кет (300 л. с). Для реверсирования движения имеется коробка передач. У мотовозов обычно все оси ведущие, и, следовательно, их вес является сцепным. По сравнению с паровозами мотовозы имеют более высокий к. п.- д., более просты в использовании, требуют меньше обслуживающего персонала и не нуждаются в частом пополнении водой и топливом. Некоторые типы мотовозов имеют ходовое оборудование в виде поворотных тележек и легко вписываются в крутые кривые наименьшим радиусом 10 м.
Рис. 4. Мотовоз
Рис. 5. Общий вид электровоза
Электровозы (рис. 5) получают питание (постоянный ток) от внешней электросети или от аккумуляторов, установленных на самом локомотиве. Ток подводится к тяговым электродвигателям, которые вращают колесные пары посредством зубчатой передачи. В тяговую электросеть постоянный ток подается от тяговых подстанций, преобразующих подводимый переменный ток высокого напряжения.
ГОСТ 34530-2019 | Стр. 7
2.2 Железнодорожный подвижной состав
2.2.1
железнодорожный подвижной состав: Транспортные средства, предназначенные для обеспечения железнодорожных грузовых и пассажирских перевозок и функционирования железнодорожной инфраструктуры.
Примечание — Железнодорожный подвижной состав включает в себя локомотивы, вагоны, моторвагонный подвижной состав и специальный железнодорожный подвижной состав.
[ГОСТ 31539-2012, статья 1]
2. 2.2 моторвагонный подвижной состав: Моторные и немоторные вагоны, из которых формируются электропоезда, дизель-поезда, автомотрисы, рельсовые автобусы, дизель-электропоезда, электромотрисы, предназначенные для перевозки пассажиров и (или) багажа, почты.
2.2.3
специальный железнодорожный подвижной состав: Железнодорожный подвижной состав, предназначенный для обеспечения строительства, восстановления, ремонта и функционирования инфраструктуры железнодорожного транспорта и включающий в себя несъемные самоходные подвижные единицы на железнодорожном ходу, такие как мотовозы, дрезины, специальные автомотрисы, железнодорожно-строительные машины с автономным двигателем и тяговым приводом, а также несамоходные подвижные единицы на железнодорожном ходу, такие как железнодорожно-строительные машины без тягового привода, прицепы и специальный железнодорожный подвижной состав, включаемый в хозяйственные поезда и предназначенный для производства работ по содержанию, обслуживанию и ремонту сооружений и устройств железнодорожного транспорта.
[ГОСТ 34056-2017, статья 3.1.2]
2.2.4
самоходный специальный подвижной состав: Специальный железнодорожный подвижной состав, включающий в себя несъемные самоходные подвижные единицы на железнодорожном ходу.
Примечание — К несъемным самоходным подвижным единицам на железнодорожном ходу относят мотовозы, дрезины, специальные автомотрисы, железнодорожно-строительные машины с автономным двигателем и тяговым приводом.
[ГОСТ 34056-2017, статья 3.2.22]
2.2.5 несамоходный специальный подвижной состав: Железнодорожный подвижной состав, предназначенный для обеспечения строительства и функционирования инфраструктуры железнодорожного транспорта и включающий в себя несамоходные подвижные единицы на железнодорожном ходу, такие как железнодорожно-строительные машины без тягового привода в транспортном режиме, прицепы и специальный железнодорожный подвижной состав, включаемый в хозяйственные поезда и предназначенный для производства работ по содержанию, обслуживанию и ремонту сооружений и устройств железных дорог, в том числе специальные вагоны грузового и пассажирского типа.
2.2.6 специальный подвижной состав на комбинированном ходу: Машины, приспособленные к использованию различного технологического оборудования для технического обслуживания и ремонта инфраструктуры железнодорожного транспорта, доставки грузов и работников по рельсовым и безрельсовым путям, выполнения маневровых работ, а также для тушения пожаров и проведения аварийно-восстановительных работ.
2.2.7 скоростной железнодорожный подвижной состав: Локомотивы, вагоны пассажирские, моторвагонный подвижной состав, предназначенные для обеспечения осуществления перевозок со скоростью движения в интервале от 141 до 200 км/ч включительно.
2.2.8 высокоскоростной железнодорожный подвижной состав: Моторные и немоторные вагоны, из которых формируется высокоскоростной железнодорожный подвижной состав, предназначенный для перевозки пассажиров и (или) багажа, почтовых отправлений со скоростью более 200 км/ч.
2.2.9 инновационный железнодорожный подвижной состав: Железнодорожный подвижной состав, технологические характеристики (функциональные признаки, конструктивное выполнение, дополнительные операции, а также состав применяемых материалов и компонентов) либо предполагаемое использование которого является принципиально новым или существенно отличаются от аналогичной ранее производимой единицы.
2.2.10 безопасность железнодорожного подвижного состава: Состояние железнодорожного подвижного состава, при котором отсутствует недопустимый риск, связанный с причинением вреда жизни или здоровью граждан, имуществу физических или юридических лиц, государственному или муниципальному имуществу, а также окружающей среде, жизни или здоровью животных и растений.
2.2.11 безопасность высокоскоростного железнодорожного транспорта: Состояние высокоскоростного железнодорожного транспорта, при котором отсутствует недопустимый риск, связанный с причинением вреда жизни или здоровью граждан, имуществу физических или юридических лиц, государственному или муниципальному имуществу, а также окружающей среде, жизни или здоровью животных и растений.
2.2.12 нарушение безопасности движения: Отклонение от нормальной работы транспортной системы, выход ее параметров за установленные пределы, в результате которых создается потенциальная или реальная угроза для жизни и здоровья пассажиров, сохранности железнодорожного транспорта, включая персонал, и грузов, экологии окружающей среды или происходит сбой в работе, выразившийся в невыполнении установленного ритма (графика) движения сверх установленного норматива.
2.2.13
единица железнодорожного подвижного состава: Отдельный объект железнодорожного подвижного состава.
Примечание — Отдельными объектами железнодорожного подвижного состава являются локомотивы, вагоны, автомотрисы, электро- и дизель-поезда (или их секции), рельсовые автобусы, мотовозы, дрезины, путевые машины на железнодорожном ходу.
[ГОСТ 31539-2012, статья 5]
2.2.14 секция: Одна или несколько единиц подвижного состава с функциями, распределенными между включенными в состав единицами, управляемые синхронно из одной единицы, в режиме эксплуатации действующие только совместно в конфигурации определенной конструкции.
Примечание — Различают локомотивные, моторвагонные, рефрижераторные и другие типы секций.
2.2.15
съемная единица железнодорожного подвижного состава: Единица железнодорожного подвижного состава, включающая дрезину, ремонтную вышку на электрифицированных участках, путевой вагончик, путеизмерительную, дефектоскопную и другую тележку, которая может быть снята с пути обслуживающими ее работниками вручную.
[ГОСТ 34056-2017, статья 3.1.5]
2.2.16
составная часть железнодорожного подвижного состава: Деталь, сборочная единица, комплекс или их комплект, входящие в конструкцию железнодорожного подвижного состава и обеспечивающие его безопасную эксплуатацию, безопасность обслуживающего персонала и (или) пассажиров.
[ГОСТ 34056-2017, статья 3.1.4]
2.2.17 ходовая часть (единицы железнодорожного подвижного состава): Составная часть железнодорожного подвижного состава, взаимодействующая с железнодорожным путем и обеспечивающая его движение по железнодорожному пути.
2.2.18
тележка: Элемент механической части железнодорожного подвижного состава, служащий в качестве опоры для кузова, опирающийся на рельсовый путь, обеспечивающий реализацию сил тяги и торможения и передачи их на железнодорожный подвижной состав.
[ГОСТ 34056-2017, статья 3.2.63]
2.2.19 база двухосной [трехосной] тележки: Расстояние в продольном относительно оси пути направлении между центрами осей крайних колесных пар тележки единицы железнодорожного подвижного состава.
2.2.20 база четырехосной тележки: Расстояние в продольном относительно оси пути направлении между центрами пятников соединительной балки тележки.
2.2.21
колесная пара: Сборочная единица, служащая для реализации силы тяги, развиваемой в зоне контакта колесной пары и рельса, для восприятия силы тяжести от массы ходовой тележки и кузова и передачи ее на рельсовый путь, а также для направления движения железнодорожного подвижного состава по железнодорожному пути.
[ГОСТ 34056-2017, статья 3.2.64]
2.2.22 ударно-тяговое устройство единицы железнодорожного подвижного состава: Устройство, обеспечивающее сцепление единиц железнодорожного подвижного состава, а также восприятие и поглощение продольных ударов между ними, смягчение ударов и толчков, а также передачу силы нажатия от подталкивающего тягового подвижного состава.
2.2.23
автосцепное устройство: Комплект сборочных единиц и деталей для автоматического сцепления (механического соединения) единиц железнодорожного подвижного состава, передачи и амортизации продольных сил.
[ГОСТ 33434-2015, статья 3.5]
2.2.24
сцепное устройство: Комплект сборочных единиц и деталей для сцепления (механического соединения) единиц железнодорожного подвижного состава, передачи и амортизации продольных сил.
[ГОСТ 33434-2015, статья 3.12]
2.2.25
переходник сцепки (Нрк. адаптер): Устройство, позволяющее сцеплять между собой сцепные устройства железнодорожного подвижного состава различной конструкции.
[ГОСТ 34056-2017, статья 3.1.26]
2.2.26
модернизация железнодорожного подвижного состава: Комплекс работ по улучшению технико-экономических характеристик существующего железнодорожного подвижного состава путем замены его составных частей на более совершенные.
[ГОСТ 34056-2017, статья 3.2.33]
2.2.27
модернизация железнодорожного подвижного состава с продлением срока службы: Комплекс работ по улучшению технико-экономических характеристик существующего железнодорожного подвижного состава путем внесения в базовую конструкцию изменений с целью продления срока службы.
[ГОСТ 34056-2017, статья 3.1.34]
2.2.28 модернизированный железнодорожный подвижной состав: Железнодорожный подвижной состав с улучшенными техническими характеристиками, полученными в результате модернизации.
2.2.29 модификация железнодорожного подвижного состава: Вид разработки железнодорожного подвижного состава на основе базового изделия с целью расширения или специализации сферы его применения.
Примечание — Содержанием модификации является изменение компоновки составных частей, конструкции, рабочих органов или органов управления, внешнего вида и т. п. При модификации: изменяется область применения, сохраняется технический уровень, продолжается производство исходной продукции, нарушается взаимозаменяемость основных составных частей, присваивается новое обозначение.
2.2.30 модифицированный железнодорожный подвижной состав: Железнодорожный подвижной состав, созданный на основе базового с целью расширения или специализации сферы его использования.
2.2.31
усовершенствованный ПС (СЧ): ПС (СЧ), в котором применены новые составные части, не изменяющие его основных характеристик и не требующие проведения работ по обязательному подтверждению соответствия. При совершенствовании: сохраняется область применения, сохраняется технический уровень, продолжается с внесенными изменениями производство исходной продукции, сохраняется взаимозаменяемость основных составных частей, обозначение остается без изменения.
[ГОСТ 15.902-2014, статья 3. 75]
2.2.32
габарит железнодорожного подвижного состава (габарит подвижного состава): Поперечное перпендикулярное оси пути очертание, в котором, не выходя наружу, должен помещаться установленный на прямом горизонтальном пути (при наиболее неблагоприятном положении в колее и отсутствии боковых наклонений на рессорах и динамических колебаний) как в порожнем, так и в нагруженном состоянии железнодорожный подвижной состав, в том числе имеющий максимально нормируемые износы.
Примечание — Габарит железнодорожного подвижного состава является исходным очертанием, по которому рассчитываются допускаемые строительные размеры железнодорожного подвижного состава (производится вписывание в габарит). В зависимости от метода указанного расчета габариты подвижного состава подразделяются на статические и кинематические.
[ГОСТ 9238-2013, статья 2.1]
2.2.33
габарит приближения строений: Предельное поперечное перпендикулярное оси железнодорожного пути очертание, внутрь которого помимо железнодорожного подвижного состава не должны попадать никакие части сооружений и устройств, а также лежащие около железнодорожного пути материалы, запасные части и оборудование, за исключением частей устройств, предназначаемых для непосредственного взаимодействия с железнодорожным подвижным составом (контактные провода с деталями крепления, хоботы гидравлических колонок при наборе воды и другие), при условии, что положение этих устройств во внутригабаритном пространстве увязано с соответствующими частями железнодорожного подвижного состава и что они не могут вызвать соприкосновения с другими элементами железнодорожного подвижного состава.
[ГОСТ 9238-2013, статья 2.1]
2.2.34 конструкционная скорость железнодорожного подвижного состава: Наибольшая скорость движения, заявленная в технической документации на проектирование.
2.2.35 допустимая скорость движения железнодорожного подвижного состава: Скорость подвижного состава, устанавливаемая с учетом технического состояния инфраструктуры железнодорожного транспорта, подвижного состава и не превышающая его конструкционную скорость.
2.2.36
поезд: Сформированный и сцепленный состав вагонов с одним или несколькими действующими локомотивами или моторными вагонами, имеющий установленные сигналы, а также отправляемые на перегон и находящиеся на перегоне локомотивы без вагонов и специальный самоходный железнодорожный подвижной состав.
[ГОСТ 34056-2017, статья 3.2.8]
2.2.37 сформированный состав: группа сцепленных между собой железнодорожных вагонов.
Примечание — Состав формируется только из грузовых вагонов или пассажирских вагонов локомотивной тяги.
Stadler: Решения по подвижному составу, сигнализации и обслуживанию для железнодорожного транспорта
Внедрение инновационных, устойчивых и качественных решений для железнодорожного транспорта с точки зрения подвижного состава, сигнализации, обслуживания и технического обслуживания
Широко признано, что являются более значительными вкладчиками в глобальные выбросы парниковых газов, причем такие выбросы сами по себе в значительной степени способствуют изменению климата.
На транспортную отрасль приходится 25 % глобальных выбросов, поэтому она должна играть активную роль в реализации решения. Железнодорожный транспорт в настоящее время является наиболее устойчивым видом транспорта, но международный производитель рельсов Stadler стремится разработать устойчивые и инновационные меры, которые принесут пользу всему сектору.
Компания Stadler глубоко осознает ответственность, стоящую перед ее отраслью. Заместитель генерального директора, доктор Ансгар Брокемайер, отмечает выбросы в секторе и объясняет: : «Вот почему мы должны внести свой вклад и внести свой вклад в сокращение выбросов парниковых газов». Как производитель рельсовых транспортных средств, Stadler имеет все возможности для обеспечения эффективности своего вклада, прекрасно осознавая экологические преимущества поездов.
«Железная дорога является идеальным представителем «зеленых» технологий с точки зрения участия общественности», говорит менеджер проекта Stadler, Клаудия Уиш, , «потому что поезда хорошо заметны и они затрагивают повседневную жизнь многих людей». Сотрудник проекта , Штефан Бернсдорф, также комментирует: «Поезда могут заменить рейсы на короткие расстояния, а сегодня это совершенно неиспользованный потенциал для перемещения грузов с автомобильного транспорта на железнодорожный». Устойчивые преимущества поездов с точки зрения пассажиропотока могут сводиться к количеству пассажиров: в конце концов, двадцать человек в индивидуальных транспортных средствах приводят к большему углеродному следу, чем двадцать человек в одном автобусе или поезде. Тем не менее, опираясь на устойчивые преимущества железных дорог, Stadler также стремится к инновациям в этом секторе, разрабатывая новые решения для поощрения оптимизации. В этом духе внимание Stadler сосредоточено на потенциале аккумуляторных технологий — историческом центре внимания компании, чей основатель, Эрнст Штадлер, потратил время на разработку концепции еще в 1943.
Исторически сложилось так, что транспортный сектор изо всех сил пытался оторваться от отрасли добычи ископаемого топлива. Стремление к электрификации ускоряет это разделение, но возможность хранить ископаемые виды топлива, такие как газ или бензин, до и между их использованием оказалась серьезным препятствием при рассмотрении вопроса о переходе на возобновляемые источники энергии, что было не так просто. хранится. Однако с развитием аккумуляторных технологий эта проблема решается. «Сегодня технология аккумуляторов получила развитие». Объясняет доктор Брокемайер: « Сама технология, поэтому клеточная технология улучшилась с точки зрения эффективности, веса и емкости». Такие разработки выявили потенциал этой технологии для транспортного сектора; потенциал, который Stadler намерен использовать.
Поезда Stadler спроектированы с использованием модульного подхода, который идеально подходит для устойчивого капитального ремонта. «Мы можем заменить силовую установку», Говорит Стефан Бернсфорф, 9 лет.0011 «Система привода от ископаемой энергии к возобновляемой системе без ущерба для комфорта пассажиров». Дизельный генератор можно заменить на топливный элемент и хранилище водорода с минимальными усилиями. Водород является источником энергии для новых конструкций Сэдлера, и это решение привело к значительным экологическим преимуществам. «При использовании водорода в качестве топлива в автомобиле полностью исключаются выбросы не только CO2, но и вредных веществ». Преимущества, обеспечиваемые аккумуляторными технологиями, не ограничиваются тем, как они расходуют энергию. Доктор Брокемайер объясняет, «Сегодня мы можем заряжать аккумуляторы не только в депо ночью, но и заряжать аккумуляторы, пока лечимся, пока тормозим. Таким образом, мы можем преобразовывать кинетическую энергию поезда в электрическую энергию в аккумуляторе, и это тоже новая разработка».
Стремление Stadler к производству в сочетании с растущей тенденцией к электрификации в таких регионах, как Европейский Союз, где электрифицировано около 55% государственных железнодорожных путей, привели к значительным результатам. «Мы произвели электропоезда, аккумуляторные поезда, водородные поезда, — объясняет доктор Брокемайер, , — и теперь эти поезда выводят нас на позицию, в которой мы называем себя рыночным и технологическим лидером, потому что ни у одного другого поставщика нет больше транспортных средств на рынке». области с соответствующей устойчивой технологией».
Компания Stadler уже 80 лет известна как поставщик экологичных поездов и не собирается сдаваться. Генеральный директор, решимость Питера Шпулера ощутима, когда он обсуждает будущее компании. «Штадлер всегда была компанией, которая разрабатывала очень инновационные и очень ориентированные на клиента концепции транспортных средств. Мы продолжим продвигать эту философию и стратегию в ближайшие несколько лет, особенно в области экологически чистых технологий, включая электроприводы, поезда с батареями и поезда на водороде». Rail существует сегодня как устойчивая альтернатива для частных лиц и компаний, которые хотят принимать решения о поездках и перевозках с учетом климата. Stadler, работая с водородными источниками энергии и аккумуляторными технологиями, создает будущее, которое принесет пользу всем.
Этот рекламный контент был создан и оплачен TBD Media. Ни Reuters News, ни Reuters Plus, маркетинговая студия Reuters, не участвовали и не принимали участие в создании этого контента.
Планирование реестра подвижного состава для железных дорог
2021
2015
2014
2013
2012
2011
2010
2021
Ральф Борндорфер, Томас Эссер, Патрик Франкенбергер, Андреас Хук, Кристоф Йобманн, Борис Кростиц, Карстен Кухенбекер, Кай Мурхаген, Филипп Нагл, Майкл Петерсон, Маркус Ройтер, Тило Шанг, Михаэль Шох, Ханно Шульдорф, Петер Шютц, Тобиас Терольф , Керстин Ваас, Штеффен Вейдер
Deutsche Bahn планирует движение поездов с помощью гиперграфической оптимизации
Журнал прикладной аналитики «Информ» , 51(1), стр. 42-62, 2021
БибТекс
ДОИ
2015
Ральф Борндорфер, Ольга Хейсманн
Проблема назначения гиперграфа
Discrete Optimization , Vol.15, pp. 15-25, 2015 (препринт доступен как ZIB-Report 12-14)
PDF (ZIB-отчет)
PDF (ZIB-отчет)
БибТекс
ДОИ
2014
Ольга Хейсманн, Ральф Борндорфер
Обобщение неравенств нечетных множеств для задачи упаковки множества
Operations Research Proceedings 2013 , pp. 193-199, 2014 (препринт доступен как ZIB-Report 14-28)
PDF (ZIB-отчет)
БибТекс
ДОИ
Изабель Бекенбах, Ральф Борндорфер
Результат аппроксимации сопоставлений в разделенных гиперграфах
Докторская диссертация, Технический университет Берлина, Ральф Борндорфер, Мартин Грётшель (консультанты), 2014 г.
БибТекс
2013
Ольга Хейсманн, Ахим Хильденбрандт, Франческо Сильвестри, Герхард Рейнельт, Ральф Борндорфер
HUHFA: основа для классификации аспектов
ZIB-Отчет 13-45
ПДФ
БибТекс
УРН
Изабель Бекенбах
Особые случаи задачи назначения гиперграфа
Магистерская диссертация, Технический университет Берлина, Мартин Грётшель, Ральф Борндорфер (консультанты), 2013 г.
ПДФ
БибТекс
УРН
Ольга Хейсманн, Ральф Борндорфер
Проблема случайного назначения гиперграфа
Материалы 16-й Международной мультиконференции ИНФОРМАЦИОННОЕ ОБЩЕСТВО — ИС 2013 , стр. 599-602, 2013
ПДФ
БибТекс
2012
Ольга Хейсманн, Ральф Борндорфер
Гиперназначения с минимальной стоимостью с приложениями для планирования ротации ICE/IC
Operations Research Proceedings 2011 , pp. 59-64, 2012 (препринт доступен как ZIB-Report 11-46)
PDF (ZIB-отчет)
БибТекс
Ральф Борндорфер, Томас Шлехте, Эльмар Сварат
Распределение железнодорожных путей — моделирование, агрегирование и оптимизация
Проц. 1-й Международный семинар по высокоскоростным и междугородним железным дорогам (IWHIR 2011) , 2(148), стр. 53-70, 2012 (препринт доступен как ZIB-Report 11-35)
PDF (ZIB-отчет)
БибТекс
ДОИ
Ральф Борндорфер, Маркус Ройтер, Томас Шлехте, Штеффен Вейдер
Планирование ротации вагонов междугородних железных дорог
Материалы конференции по передовым системам общественного транспорта 2012 г. (CASPT12) , 2012 (препринт доступен как ZIB-Report 12-11)
PDF (ZIB-отчет)
БибТекс
2011
Ральф Борндорфер, Маркус Ройтер, Томас Шлехте, Штеффен Вейдер
Гиперграфическая модель для планирования вращения железнодорожного транспорта
11-й семинар по алгоритмическим подходам к транспортному моделированию, оптимизации и системам , Серия OpenAccess по информатике (OASIcs) (20), стр.


 Грузовая платформа или грузовая тележка устанавливается перед моечной машиной на этапах загрузки и разгрузки. Машины могут быть оснащены двумя или тремя резервуарами для моющей жидкости, приспособлениями для промывки, сушкой с помощью вентилятора и обдува холодным или горячим воздухом, а также автоматизированными транспортными системами.
Грузовая платформа или грузовая тележка устанавливается перед моечной машиной на этапах загрузки и разгрузки. Машины могут быть оснащены двумя или тремя резервуарами для моющей жидкости, приспособлениями для промывки, сушкой с помощью вентилятора и обдува холодным или горячим воздухом, а также автоматизированными транспортными системами.



 cgBUayT3n13Hqd1fneO8ZOnYpbSjeWfrrrOQM6257jY» data-advtracking-product-id=»23434070″ data-tg-chain=»{"view_type": "preview"}»>
cgBUayT3n13Hqd1fneO8ZOnYpbSjeWfrrrOQM6257jY» data-advtracking-product-id=»23434070″ data-tg-chain=»{"view_type": "preview"}»> l6SRC7j_CyesORLw9zRyrZHrmngZn_FU5Oj-vAChY1Q» data-advtracking-product-id=»23434267″ data-tg-chain=»{"view_type": "preview"}»>
l6SRC7j_CyesORLw9zRyrZHrmngZn_FU5Oj-vAChY1Q» data-advtracking-product-id=»23434267″ data-tg-chain=»{"view_type": "preview"}»> C_06K9csYlD2DdnNxTEDKRJeVJNo7PWFsGTk9WTR_sw» data-advtracking-product-id=»42401349″ data-tg-chain=»{"view_type": "preview"}»>Новинка
C_06K9csYlD2DdnNxTEDKRJeVJNo7PWFsGTk9WTR_sw» data-advtracking-product-id=»42401349″ data-tg-chain=»{"view_type": "preview"}»>Новинка f43yDGPk_L9DBafMlTQLUoEPeQwOe6vFplsDe3jEbVY» data-advtracking-product-id=»589819147″ data-tg-chain=»{"view_type": "preview"}»>
f43yDGPk_L9DBafMlTQLUoEPeQwOe6vFplsDe3jEbVY» data-advtracking-product-id=»589819147″ data-tg-chain=»{"view_type": "preview"}»> 04ZlCeUPjo7DrZGkvTqhdnDVgZ77RR1jMighD7XzTTw» data-advtracking-product-id=»589824704″ data-tg-chain=»{"view_type": "preview"}»>
04ZlCeUPjo7DrZGkvTqhdnDVgZ77RR1jMighD7XzTTw» data-advtracking-product-id=»589824704″ data-tg-chain=»{"view_type": "preview"}»> bJBUyLGY9R-iUBv0RBHE6qoEwCSHCyxZvWlUDUUmx68″ data-advtracking-product-id=»627015379″ data-tg-chain=»{"view_type": "preview"}»>
bJBUyLGY9R-iUBv0RBHE6qoEwCSHCyxZvWlUDUUmx68″ data-advtracking-product-id=»627015379″ data-tg-chain=»{"view_type": "preview"}»> y-Avi1QVTuUS1iHgAfICBNVo68CG0JD9e1UxIxtvFrQ» data-advtracking-product-id=»790098003″ data-tg-chain=»{"view_type": "preview"}»>
y-Avi1QVTuUS1iHgAfICBNVo68CG0JD9e1UxIxtvFrQ» data-advtracking-product-id=»790098003″ data-tg-chain=»{"view_type": "preview"}»> HkuDqLWWrmOP-RdZyqj2nbBYt-Wt2wc7jhF3rfQz09k» data-advtracking-product-id=»294576902″ data-tg-chain=»{"view_type": "preview"}»>
HkuDqLWWrmOP-RdZyqj2nbBYt-Wt2wc7jhF3rfQz09k» data-advtracking-product-id=»294576902″ data-tg-chain=»{"view_type": "preview"}»> 7LSr2EAgGCTaFAJq_T8XB8MkMgMxxNMaJWPvAM8xmSM» data-advtracking-product-id=»1270816152″ data-tg-chain=»{"view_type": "preview"}»>
7LSr2EAgGCTaFAJq_T8XB8MkMgMxxNMaJWPvAM8xmSM» data-advtracking-product-id=»1270816152″ data-tg-chain=»{"view_type": "preview"}»> MnkWi8G9tL-WgMGjM9TPxU1NowSUnwPZK3fNr65DptE» data-advtracking-product-id=»23435352″ data-tg-chain=»{"view_type": "preview"}»>
MnkWi8G9tL-WgMGjM9TPxU1NowSUnwPZK3fNr65DptE» data-advtracking-product-id=»23435352″ data-tg-chain=»{"view_type": "preview"}»> IRtcc8N66YpE93f8yrvqOeQOGefTi2nXxTte_r6u1LE» data-advtracking-product-id=»42400672″ data-tg-chain=»{"view_type": "preview"}»>
IRtcc8N66YpE93f8yrvqOeQOGefTi2nXxTte_r6u1LE» data-advtracking-product-id=»42400672″ data-tg-chain=»{"view_type": "preview"}»> k5omJ_tR5xu2YU0mKZarUc1UH8ai0cqLx2CNWja54b8″ data-advtracking-product-id=»22413024″ data-tg-chain=»{"view_type": "preview"}»>
k5omJ_tR5xu2YU0mKZarUc1UH8ai0cqLx2CNWja54b8″ data-advtracking-product-id=»22413024″ data-tg-chain=»{"view_type": "preview"}»> В связи с этой необходимостью мы можем показать вам их изобретение. Мы назвали ее стиральной машиной из переработанных деталей, сделанной из переработанных деталей. Инструкции по сборке приведены на нашей схеме сборки.
В связи с этой необходимостью мы можем показать вам их изобретение. Мы назвали ее стиральной машиной из переработанных деталей, сделанной из переработанных деталей. Инструкции по сборке приведены на нашей схеме сборки.
 В случае возгорания в чаше воск расплавится, а крышка захлопнется.
В случае возгорания в чаше воск расплавится, а крышка захлопнется. От насоса жидкость подается вверх по резиновой трубке диаметром 3/8 дюйма, которая вставляется в регулируемое сопло.
От насоса жидкость подается вверх по резиновой трубке диаметром 3/8 дюйма, которая вставляется в регулируемое сопло. Это гарантирует, что насос, расположенный выше, будет всасывать относительно чистую жидкость.
Это гарантирует, что насос, расположенный выше, будет всасывать относительно чистую жидкость. Кроме того, розетка рядом с панелью управления предлагает готовый выход для любой работы, выполняемой в раковине. (Для обеспечения безопасности в случае брызг коробка имеет атмосферостойкую крышку.)
Кроме того, розетка рядом с панелью управления предлагает готовый выход для любой работы, выполняемой в раковине. (Для обеспечения безопасности в случае брызг коробка имеет атмосферостойкую крышку.)

 Уксус поможет разрушить любые отложения и удалить запах плесени.
Уксус поможет разрушить любые отложения и удалить запах плесени.

 Различные «народные» методы восстановления посадочных мест подшипников дают кратковременный эффект, что неприемлемо для столь ответственных участков промышленного оборудования. В результате восстановления посадочных мест технологией газодинамического напыления, твердость покрытия превышает прежнюю на 30-40%, и посадка подшипника понадежней заводской.
Различные «народные» методы восстановления посадочных мест подшипников дают кратковременный эффект, что неприемлемо для столь ответственных участков промышленного оборудования. В результате восстановления посадочных мест технологией газодинамического напыления, твердость покрытия превышает прежнюю на 30-40%, и посадка подшипника понадежней заводской.


 ..
.. Допуск между их сторонами и отверстием в корпусах должен быть таким малым, чтобы кольца прочно удерживались на месте, а подшипник свободно вращался внутри них. Тогда весь износ происходит между дорожкой и подшипником, защищая корпус большего размера.
Допуск между их сторонами и отверстием в корпусах должен быть таким малым, чтобы кольца прочно удерживались на месте, а подшипник свободно вращался внутри них. Тогда весь износ происходит между дорожкой и подшипником, защищая корпус большего размера.
 Этот состав может зафиксировать компонент на месте, где есть зазор до 0,020 дюйма. Существуют и другие аналогичные составы Loctite для такого типа работ. На их веб-сайте (loctite.com) есть таблица, которая поможет вам точно определить, какой продукт лучше всего подходит для вашего конкретного применения.
Этот состав может зафиксировать компонент на месте, где есть зазор до 0,020 дюйма. Существуют и другие аналогичные составы Loctite для такого типа работ. На их веб-сайте (loctite.com) есть таблица, которая поможет вам точно определить, какой продукт лучше всего подходит для вашего конкретного применения. Чтобы поддерживать стабильную работу подшипника в течение длительного времени, необходимо учитывать конструктивные особенности посадки подшипника, чтобы избежать каких-либо отрицательных эффектов [Таблица 1], которые могут возникнуть при вращении подшипников.
Чтобы поддерживать стабильную работу подшипника в течение длительного времени, необходимо учитывать конструктивные особенности посадки подшипника, чтобы избежать каких-либо отрицательных эффектов [Таблица 1], которые могут возникнуть при вращении подшипников. Ненормальные шумы.
Ненормальные шумы. Как правило, используется посадка с зазором (H7). В случае применения с малой нагрузкой можно использовать (H8) или (G7), когда ожидаются большие колебания температуры.
Как правило, используется посадка с зазором (H7). В случае применения с малой нагрузкой можно использовать (H8) или (G7), когда ожидаются большие колебания температуры.
 1335.3
1335.3 40Actros 41.44Actros 41.46Actros 4141Actros- SPAdigoПодъемник truckAF333AG 26AG6AHT Ç 1000AHT Ç 600AHT Ç 800AK-3-35AktrosAktros 2643AL4050DAM22AM25AmeiseAmeise SDJ3500Ameisi 2,5TnAMW 22PAmz 66XTAnbarAP 143AP 144AP 145AR 65Arion 400Arion 430Arion 430 FLArtiglio 300/5ARX 110AS0607AS1212AS1413ASA120ASC 110ASC 170ASC150DAstraAT 30/27AT-141TEAtego 1222Atego 1223Atego 1224Atego 1229Atego 1317Atego 1328Atego 1523Atego 1529Atego 1828Atego 2528Atego 815Atego 818Atego 818Atego 923ATF 50-3ATF 80-4ATJ160ATT 335ATT 400AVN 1200AVN 2000AV tokarAxion 820AXION 850Axor 1383Axor 1533Axor 1840Axor 1924Axor 1943Axor 2528Axor 2529AXOR 3340AXOR 41.40B 150B 180B 90BB-80BB115B210B213B215B25 0B260B3080B315B316B316LB318B318LB320B4 40B620B625B630B635B640B645B650B730RB80BESysBFR 15YBFR 15YBG 160TABG 19 TA-3BG 19 TA-3BG24BG 28BiotualetBitumBL 61BL 61BBL 71BL100BLT-TM-GR8005-52ccBLY-02 rBMP8500Brava 200BRİNKMANN DC 450BRT20BRT20BW 100AD-4BW 100AD-5BW 120ADBW 138 AC-5BW 138 AD-5BW 154 AP-AMB W 213 D-40BW 216BW 216DBW 65BW-202 AD-4BW-24RHBW138AD-4BW141AD -4BW161 AD-4BW161-ADBW216D-40BW223BW75 HBW80AD-5C 457C-315C100-10C105-14C10LRC110-9C115-12C12-10C130-10C14C140-9C15DR C20C20-12C200TS-14C200TS-24C210TS-12C220TS-10C230TS-9C240TS-14C25-10C250TS-12C260TS-10C3 LDRC30C35- 10C38C42C50C55-14C60-12C65-10C65HSC7 LRC76C85-14C850C95-12CA280CabstarCanterCargobull ЛЫЖИ 18CB-434 DCBD15- WSCBD18CC224 HFCC384HFCCCD30CDD12CDD16-AC1SCDP45HCementCF 85.
40Actros 41.44Actros 41.46Actros 4141Actros- SPAdigoПодъемник truckAF333AG 26AG6AHT Ç 1000AHT Ç 600AHT Ç 800AK-3-35AktrosAktros 2643AL4050DAM22AM25AmeiseAmeise SDJ3500Ameisi 2,5TnAMW 22PAmz 66XTAnbarAP 143AP 144AP 145AR 65Arion 400Arion 430Arion 430 FLArtiglio 300/5ARX 110AS0607AS1212AS1413ASA120ASC 110ASC 170ASC150DAstraAT 30/27AT-141TEAtego 1222Atego 1223Atego 1224Atego 1229Atego 1317Atego 1328Atego 1523Atego 1529Atego 1828Atego 2528Atego 815Atego 818Atego 818Atego 923ATF 50-3ATF 80-4ATJ160ATT 335ATT 400AVN 1200AVN 2000AV tokarAxion 820AXION 850Axor 1383Axor 1533Axor 1840Axor 1924Axor 1943Axor 2528Axor 2529AXOR 3340AXOR 41.40B 150B 180B 90BB-80BB115B210B213B215B25 0B260B3080B315B316B316LB318B318LB320B4 40B620B625B630B635B640B645B650B730RB80BESysBFR 15YBFR 15YBG 160TABG 19 TA-3BG 19 TA-3BG24BG 28BiotualetBitumBL 61BL 61BBL 71BL100BLT-TM-GR8005-52ccBLY-02 rBMP8500Brava 200BRİNKMANN DC 450BRT20BRT20BW 100AD-4BW 100AD-5BW 120ADBW 138 AC-5BW 138 AD-5BW 154 AP-AMB W 213 D-40BW 216BW 216DBW 65BW-202 AD-4BW-24RHBW138AD-4BW141AD -4BW161 AD-4BW161-ADBW216D-40BW223BW75 HBW80AD-5C 457C-315C100-10C105-14C10LRC110-9C115-12C12-10C130-10C14C140-9C15DR C20C20-12C200TS-14C200TS-24C210TS-12C220TS-10C230TS-9C240TS-14C25-10C250TS-12C260TS-10C3 LDRC30C35- 10C38C42C50C55-14C60-12C65-10C65HSC7 LRC76C85-14C850C95-12CA280CabstarCanterCargobull ЛЫЖИ 18CB-434 DCBD15- WSCBD18CC224 HFCC384HFCCCD30CDD12CDD16-AC1SCDP45HCementCF 85. 460CF SeriesCF-1088CH 4200Chiara 230CityCat 2000CityCat 2020CK-1CK-5CL955ACLA 26.290CLG 2030CLG 2035HCLG 4 22CLG 6614ECLG 6614HCLG 6616ECLG 777CLG 856CLG 906CCLG 908CCLG 925CLG B230CLG2015CLG365BCLG375ACLG4180CLG915DCLG922CLW5164GYYT3Compact 10Compact 12DXCompact 14Compact 8Compact W12CountyCP 221CP 274CP572GPCCD 100CPCD 18CPCD 180CPCD 18BCPCD 30CPCD 50 SXCPCD 70CPCD100W5CPCD120CPCD1 5CPCD15-AG2CPCD18RG26CPCD20-AG2CPCD20-XRG2CPCD20ECPCD20N-RG2CPCD25CPCD25-XRG2CPCD25N-RG2CPCD30CPCD30CPCD30CPCD30-T3CPCD30-XRG2CPCD30-XRW33FCPCD30-XRW55FCPCD30N-RG2CPCD30N -RW10CPCD35CPCD35CPCD35CPCD35-XRG2CPCD35CBCPCD50CPCD70CPCD70CPCD70-RW14CPCD70-XW14CPD 20CPD15CPD15-AC3CPD15- 3 50CX 370BCX36 BCX6090CXH-9AD 12D 155AD 275AD 375AD 65 PX-16D 85AXD 8RD EX85D-08D-155AXD-180D-20D-475 A3D-6RD-6RD-6TD-85D-8TD350D355D4 CD5D50D50SC-5D6 TD65EX-15D7 RD70SD70SD7B 380D80D8TD90DamasDaviculturDC-70G ALDC4038DE88E0DE88EO-DE65EODF 3000DF 4038DF 4438DF45CDF45CSDFG S50sDFG320DFG430DFGZT4000DFL1140BDFL3310a13DFL5311GFLA4Digger Z663-825DigərDISD 300Diskli malaDominator 130Doosan D70SDPL 35SDRG100-54S6DS4-2D SO40OTXDT366DUO 60SDV 40DV 90VODV1661DVK100DX 210 WADX 225LCADX 255LCDX 260 LCADX 300 LCDX 300 LCADX 340LCDX 35ZDX 360 LCADX 420 LCDX 55WDX3-360DYSE-35 BSRE16C-0 2E16C-02 ЭВО (MY2020)E16C-386 ЭВОЭ20ПЛ-386 ЭВОЭ215CE265BE302E305E39B SRE50.
460CF SeriesCF-1088CH 4200Chiara 230CityCat 2000CityCat 2020CK-1CK-5CL955ACLA 26.290CLG 2030CLG 2035HCLG 4 22CLG 6614ECLG 6614HCLG 6616ECLG 777CLG 856CLG 906CCLG 908CCLG 925CLG B230CLG2015CLG365BCLG375ACLG4180CLG915DCLG922CLW5164GYYT3Compact 10Compact 12DXCompact 14Compact 8Compact W12CountyCP 221CP 274CP572GPCCD 100CPCD 18CPCD 180CPCD 18BCPCD 30CPCD 50 SXCPCD 70CPCD100W5CPCD120CPCD1 5CPCD15-AG2CPCD18RG26CPCD20-AG2CPCD20-XRG2CPCD20ECPCD20N-RG2CPCD25CPCD25-XRG2CPCD25N-RG2CPCD30CPCD30CPCD30CPCD30-T3CPCD30-XRG2CPCD30-XRW33FCPCD30-XRW55FCPCD30N-RG2CPCD30N -RW10CPCD35CPCD35CPCD35CPCD35-XRG2CPCD35CBCPCD50CPCD70CPCD70CPCD70-RW14CPCD70-XW14CPD 20CPD15CPD15-AC3CPD15- 3 50CX 370BCX36 BCX6090CXH-9AD 12D 155AD 275AD 375AD 65 PX-16D 85AXD 8RD EX85D-08D-155AXD-180D-20D-475 A3D-6RD-6RD-6TD-85D-8TD350D355D4 CD5D50D50SC-5D6 TD65EX-15D7 RD70SD70SD7B 380D80D8TD90DamasDaviculturDC-70G ALDC4038DE88E0DE88EO-DE65EODF 3000DF 4038DF 4438DF45CDF45CSDFG S50sDFG320DFG430DFGZT4000DFL1140BDFL3310a13DFL5311GFLA4Digger Z663-825DigərDISD 300Diskli malaDominator 130Doosan D70SDPL 35SDRG100-54S6DS4-2D SO40OTXDT366DUO 60SDV 40DV 90VODV1661DVK100DX 210 WADX 225LCADX 255LCDX 260 LCADX 300 LCDX 300 LCADX 340LCDX 35ZDX 360 LCADX 420 LCDX 55WDX3-360DYSE-35 BSRE16C-0 2E16C-02 ЭВО (MY2020)E16C-386 ЭВОЭ20ПЛ-386 ЭВОЭ215CE265BE302E305E39B SRE50. 2CEAH-SEBT-UG1F2A30JEC 210 CLEC 240B LCEC 290BEC 336 LCEC 350DLEC 360B LCEC 480DLEC15EC20B XTVEC300 DLEC360-LCEC55EF 224EF224EFG215EFG215DZ425EFG21 6EFG220DZ450EFG318EFG425EFG425ZT400EFG430DZ500EJC 10M ZTEJCDZ4300EJD 220EK-12EL 140 CElfEMC110ZT1540EMF 604EMF554EMK 854GEPT12-EZERC 216ES0607EETV 214ETV Q20Еврокарго Е-5ЕвроЕвро-65115EW160EEW205DEX 165 WEX 200EX 310Ex-65EX300LCEXHY 35 CCWF 2 — 23F 85F 85F200F2000F2000F2500 CF3000FB 15-12FB 25FB10FB110FB15FB18-12FB18S-MJZFD 100TFD 160S-3EXFD 20FD 25-17FD 30FD 3 0FD 30 TNFD 30 TNFD 50FD 50AT-5FD 70 T-10FD 70T-MWF3FD18FD18FD18TFD18T-21FD25TFD25T-AWFD30FD30FD30FD30FD30FD30FD30FD30TFD30TFD30T-17FD 30T-AWFD35FD35FD35FD35TFD40FD40TFD50TFD70FD80TFDE30T-17FE 420 АФЭ-310АФЭ659FFenix HBFG 18FG 20FH-12. 420FH-13FH-16FH-1740FH-440FH-460FH-500Fh2740Fh300W-3FL 936FFL 956HFL 958GFL6FM-380FM380FMXFMX 84RFP-TR-SYP-IIK-1 FPQ 400FR 30FT 1254FT XF 105.460FusoFutura 2000FYL-1100FYL-880CCG 20G410G420G720G740G9190G940G960G970G976GC 80 ЕвропаGD-655GD675-5GD705A-4GDP 55МЖГДП100ГФ400Гх315ГиролифтГЛ300ГЛ430ГМ-10ТДЖГМК 2035ГМК 3050ГМК 4100 ЛГМК-4075ГМК3055ГМК3060ГМК4080ГМК4100БГМК4115ЛГМК5115ГМК5135ГМК5165-2ГМК5225 ГМК6300ЛГМК6400ГМК7550ГР 135ГР 1803ГР165ГР180ГР215ГР215АГРТ 60-15ГРУГС-3232ГС05ГС1932GS2032GS3390RTGT 187GT 21GT25KGTH-4013 SXGTJZ0608GTJZ0808GTK1100GTZZ14EJGTZZ25JGübrəsəpənGY25K-5H 25 D-02H 50H 940CH 940SH-120H -2.
2CEAH-SEBT-UG1F2A30JEC 210 CLEC 240B LCEC 290BEC 336 LCEC 350DLEC 360B LCEC 480DLEC15EC20B XTVEC300 DLEC360-LCEC55EF 224EF224EFG215EFG215DZ425EFG21 6EFG220DZ450EFG318EFG425EFG425ZT400EFG430DZ500EJC 10M ZTEJCDZ4300EJD 220EK-12EL 140 CElfEMC110ZT1540EMF 604EMF554EMK 854GEPT12-EZERC 216ES0607EETV 214ETV Q20Еврокарго Е-5ЕвроЕвро-65115EW160EEW205DEX 165 WEX 200EX 310Ex-65EX300LCEXHY 35 CCWF 2 — 23F 85F 85F200F2000F2000F2500 CF3000FB 15-12FB 25FB10FB110FB15FB18-12FB18S-MJZFD 100TFD 160S-3EXFD 20FD 25-17FD 30FD 3 0FD 30 TNFD 30 TNFD 50FD 50AT-5FD 70 T-10FD 70T-MWF3FD18FD18FD18TFD18T-21FD25TFD25T-AWFD30FD30FD30FD30FD30FD30FD30FD30TFD30TFD30T-17FD 30T-AWFD35FD35FD35FD35TFD40FD40TFD50TFD70FD80TFDE30T-17FE 420 АФЭ-310АФЭ659FFenix HBFG 18FG 20FH-12. 420FH-13FH-16FH-1740FH-440FH-460FH-500Fh2740Fh300W-3FL 936FFL 956HFL 958GFL6FM-380FM380FMXFMX 84RFP-TR-SYP-IIK-1 FPQ 400FR 30FT 1254FT XF 105.460FusoFutura 2000FYL-1100FYL-880CCG 20G410G420G720G740G9190G940G960G970G976GC 80 ЕвропаGD-655GD675-5GD705A-4GDP 55МЖГДП100ГФ400Гх315ГиролифтГЛ300ГЛ430ГМ-10ТДЖГМК 2035ГМК 3050ГМК 4100 ЛГМК-4075ГМК3055ГМК3060ГМК4080ГМК4100БГМК4115ЛГМК5115ГМК5135ГМК5165-2ГМК5225 ГМК6300ЛГМК6400ГМК7550ГР 135ГР 1803ГР165ГР180ГР215ГР215АГРТ 60-15ГРУГС-3232ГС05ГС1932GS2032GS3390RTGT 187GT 21GT25KGTH-4013 SXGTJZ0608GTJZ0808GTK1100GTZZ14EJGTZZ25JGübrəsəpənGY25K-5H 25 D-02H 50H 940CH 940SH-120H -2. 0UTH-30Dh25 SDXh260-600h26TPXh3.5 FTh4.0FTh4.5UTh40h45DH5H50D 02-600H6h3H7.0FTH8.00XM-6HAS 186HDHD +110HD 1430 IIIHD 308USVHD 78HD 820 IIIHD -65HD10HD1023HDF70-7SHDHV32HiaceHiger A80HiluxHK-100.05HL757-7HL770HL780-9SHM300-2HMK 102BHMK 102B A4HMK 102SHMK 140LCHMK 140WHMK 200WHMK 200W-2HMK 21 0 WHMK 220LCHMK 220LC-2HMK 230LC HMK 300LCHMK 310 LC h5HMK 310LCHMK 370LCHMK 390 LC HDHMK 490LC-HDHMK 642HN1250G2DHowoHR 160-3HR20HS 851 HDHS-205THS-835 HDHSL850-7AHTD20SHTD25HTD30HX220SHX300S-LHX340HDHX340SLHX360LHY 300 A/Bİcarus 40.17İL500.1250IL600.1000Прицеп NVAFHS3TIVANOVECJ310J85JCPT 1212JCPT0808 HAJCPT1008HAJPACK 10BJS 160WJS 220-skJS 330JS 330LCJS200JS205LCJS22 0 SCJS220LCJS305LCJS455JS8030JS8080JXRZ 52-5. 16HPJXZ 37-4.16HPK-2700K-475aK-701K15 БустерKAMMERIANDERKAP 20-22KAV3-685KB 402KBK 150/400KC 6471KC-45717K-1KC6471KJ-T130DXKMK 2020KMK 4055 КМК 4080КО14Т-2642КО45-630Корунд 8/750Котан 4 ГёвдэлиКотан 5 ГёвдэлиКотан Т 75КР-20ХКР805ДКТ 953KT953КультиваторKX 121-2KZS5L 120FL-34L1L150EL150GL200L225L514L958FLA 17060LafetLand CruiserLB 24LB95LE 8.
0UTH-30Dh25 SDXh260-600h26TPXh3.5 FTh4.0FTh4.5UTh40h45DH5H50D 02-600H6h3H7.0FTH8.00XM-6HAS 186HDHD +110HD 1430 IIIHD 308USVHD 78HD 820 IIIHD -65HD10HD1023HDF70-7SHDHV32HiaceHiger A80HiluxHK-100.05HL757-7HL770HL780-9SHM300-2HMK 102BHMK 102B A4HMK 102SHMK 140LCHMK 140WHMK 200WHMK 200W-2HMK 21 0 WHMK 220LCHMK 220LC-2HMK 230LC HMK 300LCHMK 310 LC h5HMK 310LCHMK 370LCHMK 390 LC HDHMK 490LC-HDHMK 642HN1250G2DHowoHR 160-3HR20HS 851 HDHS-205THS-835 HDHSL850-7AHTD20SHTD25HTD30HX220SHX300S-LHX340HDHX340SLHX360LHY 300 A/Bİcarus 40.17İL500.1250IL600.1000Прицеп NVAFHS3TIVANOVECJ310J85JCPT 1212JCPT0808 HAJCPT1008HAJPACK 10BJS 160WJS 220-skJS 330JS 330LCJS200JS205LCJS22 0 SCJS220LCJS305LCJS455JS8030JS8080JXRZ 52-5. 16HPJXZ 37-4.16HPK-2700K-475aK-701K15 БустерKAMMERIANDERKAP 20-22KAV3-685KB 402KBK 150/400KC 6471KC-45717K-1KC6471KJ-T130DXKMK 2020KMK 4055 КМК 4080КО14Т-2642КО45-630Корунд 8/750Котан 4 ГёвдэлиКотан 5 ГёвдэлиКотан Т 75КР-20ХКР805ДКТ 953KT953КультиваторKX 121-2KZS5L 120FL-34L1L150EL150GL200L225L514L958FLA 17060LafetLand CruiserLB 24LB95LE 8. 180LF SeriesLF6025LG953LM1745Lovol 1304Lovol 504Lovol 754Lovol 904LPGLPGLRB255-B7LS 160LS 185BLT-1300LTM 1055LTM 1070LTM 1080LTM 1130-5.1LTM 1160/2LTM 1220LTM 1225LTM1040LTS214HLW 220LW 300KLW 300 KNLW 500KLLW 500KVLW 550FNLW8LX50LX804FM 318D M 56-5M-X50-4M100M122M123M125M13M15M17M170M20M200M250M26M30M30M3000M318CM330M350 М36М43М45М50М52М542М544М57М57 UtilityM600.110.500M642M70M80M95-66XMACKManiManiscopicMaster Plus evo 120MC 205MC 205 BMC 305CMC-175 2CMC-235B-2CMC125MCi 85MCT 205MCT-178MCT-178B-2CMCT-235B-2CM D265MEGA 300MEGA 400Metz 260-TurboMF-7347S-MCSMF-7726MH-5.6MH-городMHL320MHT 10160 л ТУРБОМИ 30DMi-X100DМиксельмини котанMJ110MJ90MJCPT1212 HDMK 100MK 100MK 110MK 160MK 180MK 200MK 220MK 230MK 86MK 95ML180E27-PMMLMRA 6015MRB 600MRT-144MS600MSF-16MT 1440MT 1840MT 1840MT 1840AM Т 31MT1436MT1740MT2001XMTOII-F1MTR 6MTZ 50MTZ 80MTZ 80.1MTZ 80XMTZ 82.1N18N350N56N60N8NEXOS 230 VLNEXOS 240 FNEXOS 240 VLNEXOS F FPTONEXT 32551-5013-71 E5NI2000 GT32NI3000 + ОВС50НК-750ЫС-ЛНК450НКР 66ЭНКР55НЛХ954Нова 340НПРНПР 66НКР 70пНТ35100НТ75НТ90О 10 ПООрион 18ЭОТОКАРП 715П-92П249-5П360П380П40.
180LF SeriesLF6025LG953LM1745Lovol 1304Lovol 504Lovol 754Lovol 904LPGLPGLRB255-B7LS 160LS 185BLT-1300LTM 1055LTM 1070LTM 1080LTM 1130-5.1LTM 1160/2LTM 1220LTM 1225LTM1040LTS214HLW 220LW 300KLW 300 KNLW 500KLLW 500KVLW 550FNLW8LX50LX804FM 318D M 56-5M-X50-4M100M122M123M125M13M15M17M170M20M200M250M26M30M30M3000M318CM330M350 М36М43М45М50М52М542М544М57М57 UtilityM600.110.500M642M70M80M95-66XMACKManiManiscopicMaster Plus evo 120MC 205MC 205 BMC 305CMC-175 2CMC-235B-2CMC125MCi 85MCT 205MCT-178MCT-178B-2CMCT-235B-2CM D265MEGA 300MEGA 400Metz 260-TurboMF-7347S-MCSMF-7726MH-5.6MH-городMHL320MHT 10160 л ТУРБОМИ 30DMi-X100DМиксельмини котанMJ110MJ90MJCPT1212 HDMK 100MK 100MK 110MK 160MK 180MK 200MK 220MK 230MK 86MK 95ML180E27-PMMLMRA 6015MRB 600MRT-144MS600MSF-16MT 1440MT 1840MT 1840MT 1840AM Т 31MT1436MT1740MT2001XMTOII-F1MTR 6MTZ 50MTZ 80MTZ 80.1MTZ 80XMTZ 82.1N18N350N56N60N8NEXOS 230 VLNEXOS 240 FNEXOS 240 VLNEXOS F FPTONEXT 32551-5013-71 E5NI2000 GT32NI3000 + ОВС50НК-750ЫС-ЛНК450НКР 66ЭНКР55НЛХ954Нова 340НПРНПР 66НКР 70пНТ35100НТ75НТ90О 10 ПООрион 18ЭОТОКАРП 715П-92П249-5П360П380П40. 17П8820ЦПК 27МР-2ПК 3 00 LC-7PC 300LC-8PC 88 MR 6PC-45MR-3PC138 USPC200PC200-6PC210LC-10PC210LC/8PC220PC220 6EPC220-8Pc240PC270-8PC290 LC-8PC290 NLC-8PC300PC300-7EOPC30MR-3PC350PC350LC-8PC360PC450PC550PC600 LC-8PC600-8PD 165PFS-V1Пиноккио 250/5ПитагораPO3LDR (BSO 480)PR 742PrestijPRO 620Pro 82 7 Евро-1PT20NPutzmeister M760 DHBSPV-FULLPW160PW180PX65PY 180C-2QDR-302QoşquQTZ1250Quadstar 1065QY 25K-IIQY 40KQY 4DQY 50KQY 60QY 70KQY130KHQY16G-5QY2545-2QY25K5-DQY25K5-IQY25K5D_1QY25K5LQY25KSQY25VQY50K-IIQY50KAQY60HR 80 CR-9R 922R 964 HDR110 7AR1 6S -115R180W-9SR210W-9SR215LR220R290 NLC-9R290 NLC-9R300LC-9SR316R3246R360LC-7R380LC-9SHR420R924 CRC41-30RCW 60RCW 60RCW 60RD7REX 85 FREX 90F (RP5F)RH 1413RH 25Rigid F5RL35RM 100GO!RM 120GO!RM 60RM 70GO!RM V550GO!RN-1104RN-904ROLLANT 375RCRosaRotavator 3 .5 (л/сс) ФрезRS1604RT 40RT-100RT1070RT4394RT530E-2RT75RT890ERT9130E-2RT9150ERTE 6512RTF 40-3RX 90RX-50RX-75RX380S 1000S-60S100S11 ECOS1150S130S160S185S2.0S205S220S250S320S420LC-VS450S510S530S55S550S570S590S630S650 S650S68 S7 ECO DRS70S753S75BWS75BWS770S8S85S850S90BWS90BWSAİCSampo.
17П8820ЦПК 27МР-2ПК 3 00 LC-7PC 300LC-8PC 88 MR 6PC-45MR-3PC138 USPC200PC200-6PC210LC-10PC210LC/8PC220PC220 6EPC220-8Pc240PC270-8PC290 LC-8PC290 NLC-8PC300PC300-7EOPC30MR-3PC350PC350LC-8PC360PC450PC550PC600 LC-8PC600-8PD 165PFS-V1Пиноккио 250/5ПитагораPO3LDR (BSO 480)PR 742PrestijPRO 620Pro 82 7 Евро-1PT20NPutzmeister M760 DHBSPV-FULLPW160PW180PX65PY 180C-2QDR-302QoşquQTZ1250Quadstar 1065QY 25K-IIQY 40KQY 4DQY 50KQY 60QY 70KQY130KHQY16G-5QY2545-2QY25K5-DQY25K5-IQY25K5D_1QY25K5LQY25KSQY25VQY50K-IIQY50KAQY60HR 80 CR-9R 922R 964 HDR110 7AR1 6S -115R180W-9SR210W-9SR215LR220R290 NLC-9R290 NLC-9R300LC-9SR316R3246R360LC-7R380LC-9SHR420R924 CRC41-30RCW 60RCW 60RCW 60RD7REX 85 FREX 90F (RP5F)RH 1413RH 25Rigid F5RL35RM 100GO!RM 120GO!RM 60RM 70GO!RM V550GO!RN-1104RN-904ROLLANT 375RCRosaRotavator 3 .5 (л/сс) ФрезRS1604RT 40RT-100RT1070RT4394RT530E-2RT75RT890ERT9130E-2RT9150ERTE 6512RTF 40-3RX 90RX-50RX-75RX380S 1000S-60S100S11 ECOS1150S130S160S185S2.0S205S220S250S320S420LC-VS450S510S530S55S550S570S590S630S650 S650S68 S7 ECO DRS70S753S75BWS75BWS770S8S85S850S90BWS90BWSAİCSampo. 2045SBA 25SBA 30SBC-ESBC-PSD 300NSD-16SD-22SD16SD200SD32SDC25ASDC25ASDC27SDCZ-5000SDJ 1030СЭМ 655ДСГ 18-3СГТ 5012 ТЛСГТ-6015Ш-140Ш-140Ш230-6Ш280ЛК-6Ш310ЛК -6Ш350-6Ш360-6Ш400Ш460ГД-6Ш470Ш480ЛГД-6Ш580ГД-6Ш590 LHDSilva 185CSinotruk 336Sinotruk 375Sirene 2000SJ3226SJ4732SJ4740SJ6826RTSJ8841SK 350LCSK 714ŞK-SSP-3ŞK-SSP-4ŞK-SSP-5SKO 24/L-13.4 FP COOLSKY 45 0SFSKYJACK SJIII 4632SL 30WSL 50W-2SL 50WNSL-765SL730SM-5SowarSP 145SP 2800SP 540SprinterSPV — 6 CMDSR 200SR-30STC 750STC1000T6STC160STC200STC250STC500STC750SWB 100CBSWB100ZBSWD100SX3254SY350LC- 9HSY412C-8SYM5340THB 490C-8T 150T 25T 25T 28T 30T 40T 40 170T 42T 54T-130T-130T-170T-170T-30T-40T-419T-480T-80T-82T-HM 24T14 0170T250 HF BUTTT3.75FT4.95FT40180T4110T480T5050T6050T6090T65-41.400T770TAD 1241 GETAG 33.360TamburluTaxıl səpənTB 2000TC 4.90TC 5.90TCT-5510TD-110TD-25MTD20MTD5 110TE 50Tera RCW 60TF-S300TFG 315TFG4 30ТГ 18.480ТГА 18.400ТГА 18.440ТГА 18.463ТГА 19.463ТГА 26.320ТГА 32.463ТГА 410ТГА 440ТГА 480ТГД-М 24ТГЛ 7.160ТГЛ 8.190 TGS 33.480TGS 41TGS 41.
2045SBA 25SBA 30SBC-ESBC-PSD 300NSD-16SD-22SD16SD200SD32SDC25ASDC25ASDC27SDCZ-5000SDJ 1030СЭМ 655ДСГ 18-3СГТ 5012 ТЛСГТ-6015Ш-140Ш-140Ш230-6Ш280ЛК-6Ш310ЛК -6Ш350-6Ш360-6Ш400Ш460ГД-6Ш470Ш480ЛГД-6Ш580ГД-6Ш590 LHDSilva 185CSinotruk 336Sinotruk 375Sirene 2000SJ3226SJ4732SJ4740SJ6826RTSJ8841SK 350LCSK 714ŞK-SSP-3ŞK-SSP-4ŞK-SSP-5SKO 24/L-13.4 FP COOLSKY 45 0SFSKYJACK SJIII 4632SL 30WSL 50W-2SL 50WNSL-765SL730SM-5SowarSP 145SP 2800SP 540SprinterSPV — 6 CMDSR 200SR-30STC 750STC1000T6STC160STC200STC250STC500STC750SWB 100CBSWB100ZBSWD100SX3254SY350LC- 9HSY412C-8SYM5340THB 490C-8T 150T 25T 25T 28T 30T 40T 40 170T 42T 54T-130T-130T-170T-170T-30T-40T-419T-480T-80T-82T-HM 24T14 0170T250 HF BUTTT3.75FT4.95FT40180T4110T480T5050T6050T6090T65-41.400T770TAD 1241 GETAG 33.360TamburluTaxıl səpənTB 2000TC 4.90TC 5.90TCT-5510TD-110TD-25MTD20MTD5 110TE 50Tera RCW 60TF-S300TFG 315TFG4 30ТГ 18.480ТГА 18.400ТГА 18.440ТГА 18.463ТГА 19.463ТГА 26.320ТГА 32.463ТГА 410ТГА 440ТГА 480ТГД-М 24ТГЛ 7.160ТГЛ 8.190 TGS 33.480TGS 41TGS 41. 400TGS-220DTGX 18.480Th517DTh517DTimper 2TTitanTK4513TK4810TK5010TK5013TK5510TK5513TK6010TL35.70TL38.70TL6515TrakkerTransitTT 3.50Tucano 320 T3Tukan Luxe PPT — 04Turbo Atomizer 2000LTVS200TXTX 170-45TXG 33.680TY-DM 165TY-HM1TZ 1304TZ 754TZ 904UF 1801UP 300TP5URW-376US 501V 100DVaqonVarioVHMVHP750WCATVianoVirat Pro 185Virat Pro 205Virat Pro 230VitoVMX-PVPHE g-4VPPW 200W SmallerW190bW210WA250WA250 PZ-6WA320-6WA 380-6WA420-3CSWA470-6WA480-6WB93RWB93R-5WB93SWB97RWH 613WH 716WH716WL 7500WL200WL80WS1 PlusWS2 CompactWS2 PlusWS2 StandardWS3WS3 Драгстер 1000WS3 Драгстер 600WS3 Драгстер 800WS3 Полный CNCWS 5WS7 3PHWS7 PlusWT 300WZ45X 2.40XAHS237XAS 77XAS137XC740KXCT25L5XCT80Xd 45XD 65.4XD-8442XE150WBXF 2643XF-480XF105XF95-430XG 955 IIXG 955 IIIXG 6141M-1XS 142XS 143HXS 163HXS-161XS-163JXT 740XT 740XT 750XT680-170Y030Y830YaleYMZYMZ-6YN-08-PEG 2YN-18-PSYN-19-PEX4G4YZ14YZ16HDZ 60/2WDZ-178 1.65Z-178.2 — 1.85Z-511Z45/25JZ60-34ZA-M 1501ZAXIS 200ZAXIS 330ZD320ZK6852HGZL 926ZL 930ZL30GZL50 CNZL50GZl50GZL50GLZL50GNZL956GZM12ZT160V451ZTC200V451ZTC250h531ZTFD 35ZW 310ZW220-5AZX210LC-5ZX240-5GZX280LCZX330-5ZX350LC-3ZX380-5ZX 48УЗЗ3257КС-55727-1МТЗС Р-20С100
400TGS-220DTGX 18.480Th517DTh517DTimper 2TTitanTK4513TK4810TK5010TK5013TK5510TK5513TK6010TL35.70TL38.70TL6515TrakkerTransitTT 3.50Tucano 320 T3Tukan Luxe PPT — 04Turbo Atomizer 2000LTVS200TXTX 170-45TXG 33.680TY-DM 165TY-HM1TZ 1304TZ 754TZ 904UF 1801UP 300TP5URW-376US 501V 100DVaqonVarioVHMVHP750WCATVianoVirat Pro 185Virat Pro 205Virat Pro 230VitoVMX-PVPHE g-4VPPW 200W SmallerW190bW210WA250WA250 PZ-6WA320-6WA 380-6WA420-3CSWA470-6WA480-6WB93RWB93R-5WB93SWB97RWH 613WH 716WH716WL 7500WL200WL80WS1 PlusWS2 CompactWS2 PlusWS2 StandardWS3WS3 Драгстер 1000WS3 Драгстер 600WS3 Драгстер 800WS3 Полный CNCWS 5WS7 3PHWS7 PlusWT 300WZ45X 2.40XAHS237XAS 77XAS137XC740KXCT25L5XCT80Xd 45XD 65.4XD-8442XE150WBXF 2643XF-480XF105XF95-430XG 955 IIXG 955 IIIXG 6141M-1XS 142XS 143HXS 163HXS-161XS-163JXT 740XT 740XT 750XT680-170Y030Y830YaleYMZYMZ-6YN-08-PEG 2YN-18-PSYN-19-PEX4G4YZ14YZ16HDZ 60/2WDZ-178 1.65Z-178.2 — 1.85Z-511Z45/25JZ60-34ZA-M 1501ZAXIS 200ZAXIS 330ZD320ZK6852HGZL 926ZL 930ZL30GZL50 CNZL50GZl50GZL50GLZL50GNZL956GZM12ZT160V451ZTC200V451ZTC250h531ZTFD 35ZW 310ZW220-5AZX210LC-5ZX240-5GZX280LCZX330-5ZX350LC-3ZX380-5ZX 48УЗЗ3257КС-55727-1МТЗС Р-20С100
 дек
дек ..
..

 Окун узунлугу 39 м. Yük qaldırma və yük daşıma xidməti!. Əlavə автокранларда мёвчуддур. (050 055 070) 208-33-44
Окун узунлугу 39 м. Yük qaldırma və yük daşıma xidməti!. Əlavə автокранларда мёвчуддур. (050 055 070) 208-33-44
 Применяется турбонаддув.
Применяется турбонаддув. с.)
с.) Мощность двигателя составляет 59 кВт или 80 л.с.
Мощность двигателя составляет 59 кВт или 80 л.с. Этот силовой агрегат устанавливался на трактор МТЗ 80 и пользовался заслуженной любовью у автовладельцев.
Этот силовой агрегат устанавливался на трактор МТЗ 80 и пользовался заслуженной любовью у автовладельцев.
 В результате подобных технологий обеспечивается максимально возможная мощность и эффективное сгорание топлива, что улучшило динамические характеристики этого силового агрегата.
В результате подобных технологий обеспечивается максимально возможная мощность и эффективное сгорание топлива, что улучшило динамические характеристики этого силового агрегата. Тем самым повышались показатели надежности двигателя, а сам мотор мог эксплуатироваться в течение длительного времени без необходимости выполнения капитального ремонта.
Тем самым повышались показатели надежности двигателя, а сам мотор мог эксплуатироваться в течение длительного времени без необходимости выполнения капитального ремонта. 1
1 1
1 2
2 3.2
3.2 4
4 Частично разберите карбюратор, промойте и продуйте жиклер холостого хода
Частично разберите карбюратор, промойте и продуйте жиклер холостого хода 4
4 2
2 2.3
2.3
 При наличии проблемы с такими подушками мотор их необходимо заменить.
При наличии проблемы с такими подушками мотор их необходимо заменить.
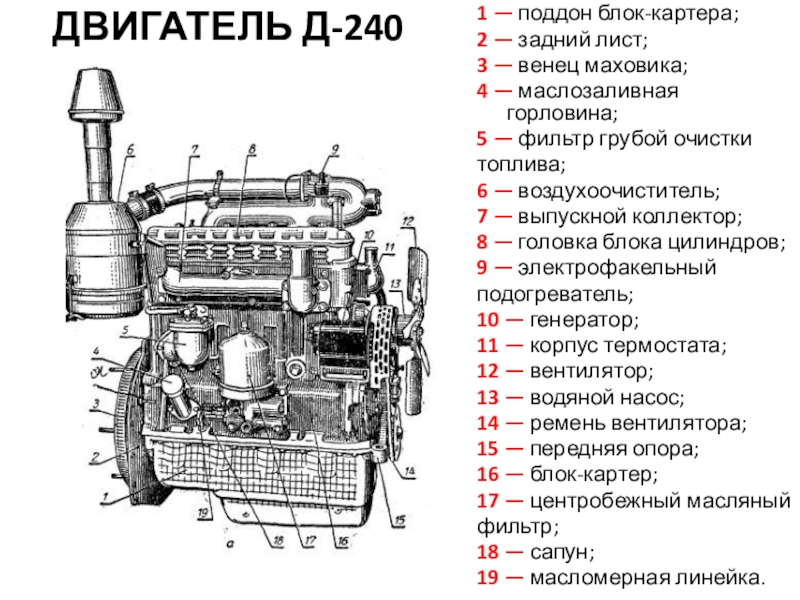
 Даже зеркало со стороны пассажира требовало галочки в поле опции. Версия роскоши 240D заключалась в качественной конструкции и плавной работе, а не в салоне, который баловал пассажиров. Тем не менее, обычный набор роскошных функций, включая кожаную обивку, подогрев сидений, кондиционер и стереосистему премиум-класса, был доступен в качестве опций. Тем не менее, что многие люди больше всего помнят о салоне 240D, так это сильный «стук», издаваемый дверями каждый раз, когда они закрывались. «Мерседес» был тяжелым, похожим на танк, и это вселяло уверенность.
Даже зеркало со стороны пассажира требовало галочки в поле опции. Версия роскоши 240D заключалась в качественной конструкции и плавной работе, а не в салоне, который баловал пассажиров. Тем не менее, обычный набор роскошных функций, включая кожаную обивку, подогрев сидений, кондиционер и стереосистему премиум-класса, был доступен в качестве опций. Тем не менее, что многие люди больше всего помнят о салоне 240D, так это сильный «стук», издаваемый дверями каждый раз, когда они закрывались. «Мерседес» был тяжелым, похожим на танк, и это вселяло уверенность. Двигатель выдавал скромные 67 лошадиных сил при 4000 об/мин и крутящий момент 97 Нм при 2400 об/мин. Разгон от 0 до 60 миль в час занимал более 20 секунд. В то время как у автомобиля не было проблем с крейсерской скоростью 80 миль в час и даже немного выше, для достижения этой скорости требовалось значительное время и пространство на дороге. По этой причине 240D может быть немного мучительным в современном быстро меняющемся трафике.
Двигатель выдавал скромные 67 лошадиных сил при 4000 об/мин и крутящий момент 97 Нм при 2400 об/мин. Разгон от 0 до 60 миль в час занимал более 20 секунд. В то время как у автомобиля не было проблем с крейсерской скоростью 80 миль в час и даже немного выше, для достижения этой скорости требовалось значительное время и пространство на дороге. По этой причине 240D может быть немного мучительным в современном быстро меняющемся трафике. Это в среднем составляло около 28 миль на галлон в смешанном вождении.
Это в среднем составляло около 28 миль на галлон в смешанном вождении. Крутящий момент
Крутящий момент нагрузка прицепа с тормозами 12 %
нагрузка прицепа с тормозами 12 %

 д) – для юридических лиц и индивидуальных предпринимателей.
д) – для юридических лиц и индивидуальных предпринимателей.
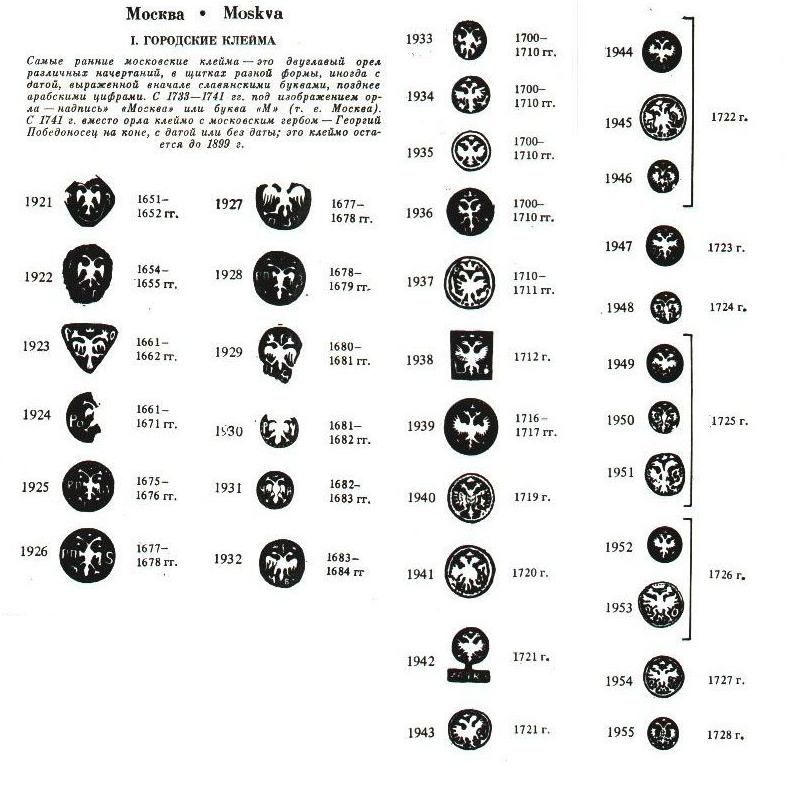 0, 3.5
0, 3.5 N 1815.
N 1815.

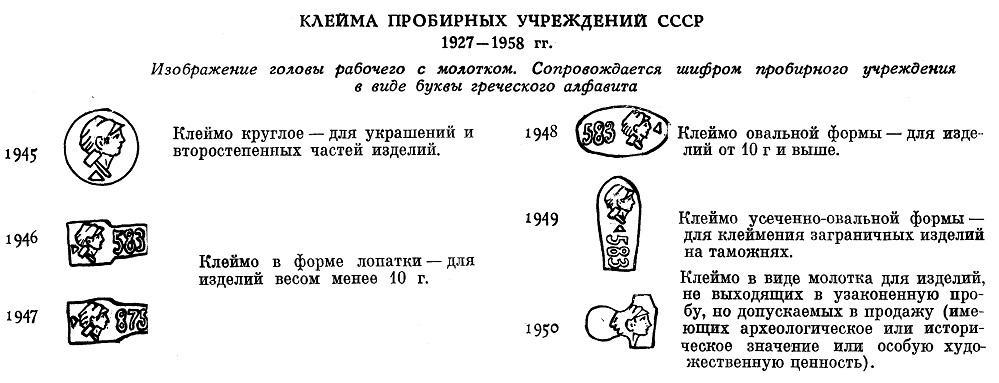 При неудовлетворительных результатах механических испытаний разрешается дополнительная сварка пробных образцов, при повторной ситуации сварщик к выполнению проектных (деловых) сварных соединений не допускается.
При неудовлетворительных результатах механических испытаний разрешается дополнительная сварка пробных образцов, при повторной ситуации сварщик к выполнению проектных (деловых) сварных соединений не допускается. 7 Свариваемые поверхности конструкций и рабочее место сварщика следует защищать от дождя, снега, ветра. При температуре окружающего воздуха ниже минус 10 °С необходимо иметь вблизи рабочего места сварщика инвентарное помещение для обогрева, при температуре ниже минус 40 °С — оборудовать тепляк.
7 Свариваемые поверхности конструкций и рабочее место сварщика следует защищать от дождя, снега, ветра. При температуре окружающего воздуха ниже минус 10 °С необходимо иметь вблизи рабочего места сварщика инвентарное помещение для обогрева, при температуре ниже минус 40 °С — оборудовать тепляк.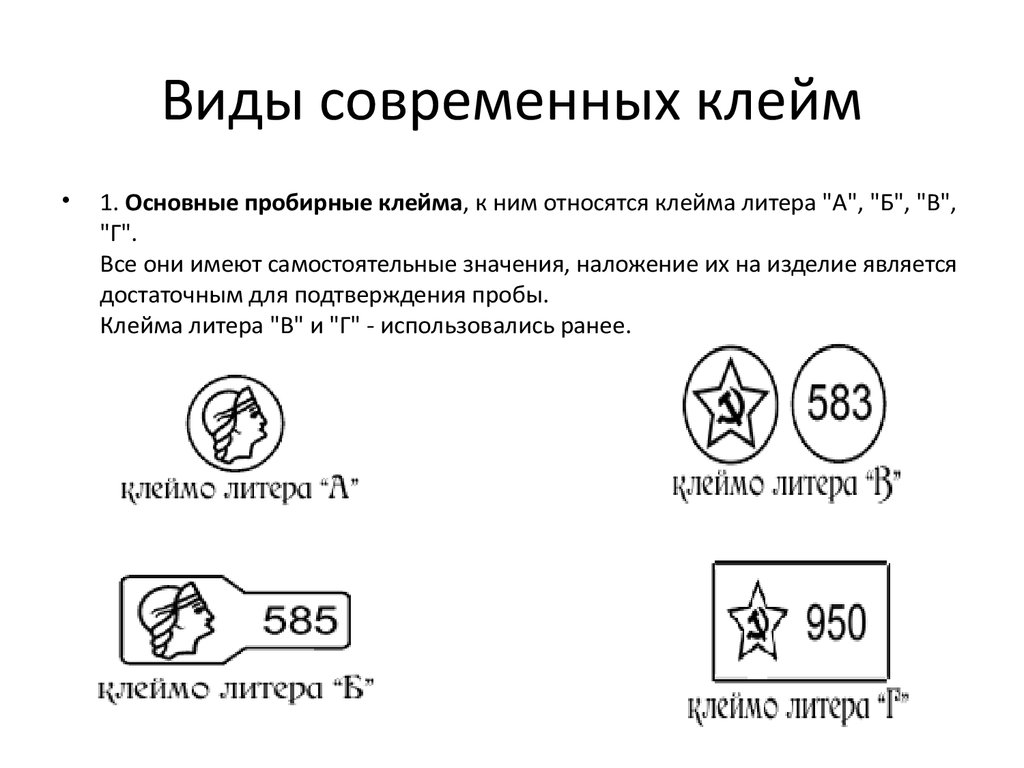
 Прокаленные сварочные материалы должны храниться в специальных пеналах, в условиях исключающих их увлажнение.
Прокаленные сварочные материалы должны храниться в специальных пеналах, в условиях исключающих их увлажнение. , для ограничения объема и концентрации наплавленного металла;
, для ограничения объема и концентрации наплавленного металла; Они должны анализировать собранные данные и соответствующим образом планировать улучшение качества продукции. Менеджер по обеспечению качества будет нести ответственность за выявление ошибок и проверку процедур.
Они должны анализировать собранные данные и соответствующим образом планировать улучшение качества продукции. Менеджер по обеспечению качества будет нести ответственность за выявление ошибок и проверку процедур.
 Сюда могут входить:
Сюда могут входить:
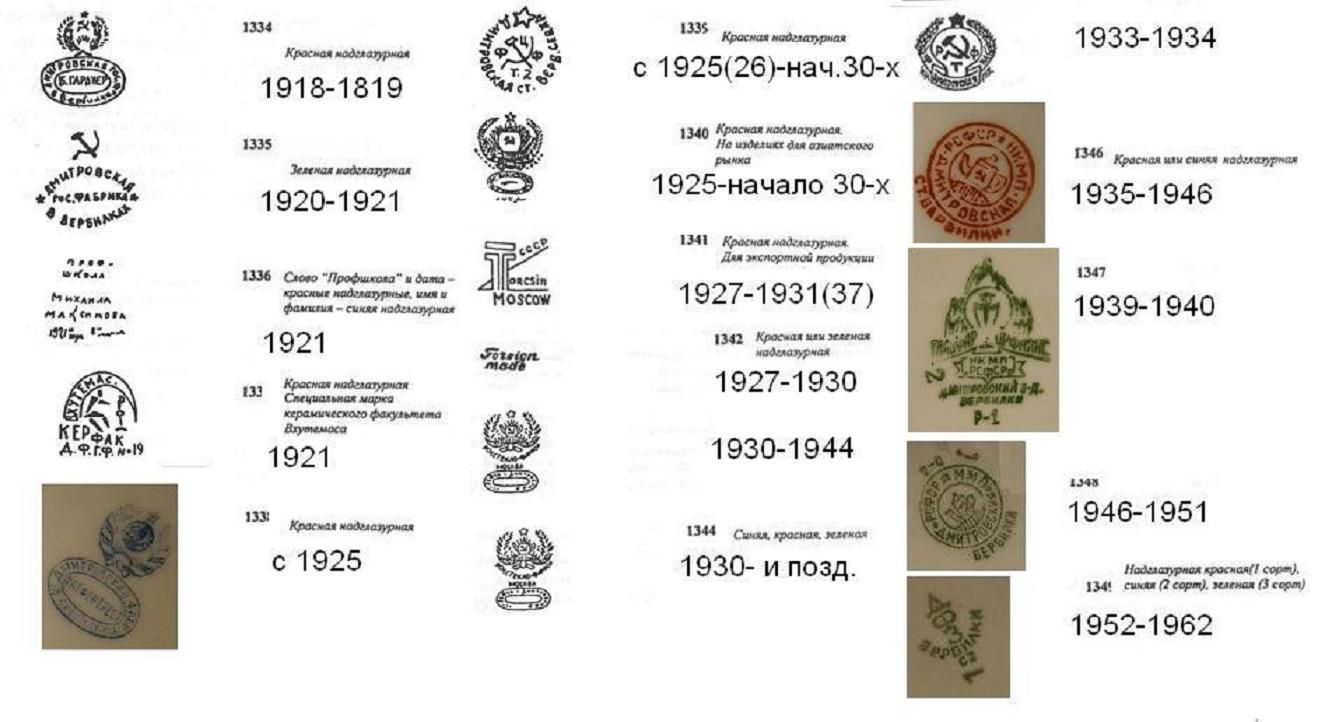

 Включены слова «золото», «карат», «карат», «серебро», «стерлинг», «вермей», «платина», «иридий», «палладий», «рутений», «родий» или «осмий» или любые их сокращения, независимо от того, используются ли они отдельно или в сочетании со словами «наполненный», «покрытый», «наложение» или «гальваническое покрытие», или любые их сокращения. Маркировка качества включает те, в которые включены слова или термины «золото», «карат», «серебро», «вермей», «платина» (или металлы платиновой группы) или их аббревиатуры либо отдельно, либо в виде суффиксов, префиксов или слогов.
Включены слова «золото», «карат», «карат», «серебро», «стерлинг», «вермей», «платина», «иридий», «палладий», «рутений», «родий» или «осмий» или любые их сокращения, независимо от того, используются ли они отдельно или в сочетании со словами «наполненный», «покрытый», «наложение» или «гальваническое покрытие», или любые их сокращения. Маркировка качества включает те, в которые включены слова или термины «золото», «карат», «серебро», «вермей», «платина» (или металлы платиновой группы) или их аббревиатуры либо отдельно, либо в виде суффиксов, префиксов или слогов.

 Требования охраны труда при выполнении работ по проходке горных выработок
Требования охраны труда при выполнении работ по проходке горных выработок Во многих компаниях к этому вопросу относятся очень формально, если не сказать, небрежно. И напрасно. С хорошей организацией охраны труда можно достичь высококачественного производственного результата. А с плохо отлаженной техникой безопасности – нажить себе множество проблем.
Во многих компаниях к этому вопросу относятся очень формально, если не сказать, небрежно. И напрасно. С хорошей организацией охраны труда можно достичь высококачественного производственного результата. А с плохо отлаженной техникой безопасности – нажить себе множество проблем.



 Знания основ ТБ проверяются ежегодно – как у рабочих, так и у инженерно-технических специалистов.
Знания основ ТБ проверяются ежегодно – как у рабочих, так и у инженерно-технических специалистов. Это крайне важно, чтобы обеспечить безопасность в строительстве.
Это крайне важно, чтобы обеспечить безопасность в строительстве. Поэтому для быстрого и успешного усвоения материала выпускаются памятки и наглядная агитация в виде плакатов, которые развешиваются вблизи рабочих мест, в бытовых помещениях и т.д.
Поэтому для быстрого и успешного усвоения материала выпускаются памятки и наглядная агитация в виде плакатов, которые развешиваются вблизи рабочих мест, в бытовых помещениях и т.д.

 Или просто нанять профильного специалиста – инженера по технике безопасности и охране труда, который будет отвечать за данное направление.
Или просто нанять профильного специалиста – инженера по технике безопасности и охране труда, который будет отвечать за данное направление. Первичный
Первичный Как уже говорилось ранее, данная отрасль из-за повышенных рисков отличается самыми высокими показателями производственного травматизма. И с этим обстоятельством необходимо считаться. Ниже приведет перечень наиболее опасных работ:
Как уже говорилось ранее, данная отрасль из-за повышенных рисков отличается самыми высокими показателями производственного травматизма. И с этим обстоятельством необходимо считаться. Ниже приведет перечень наиболее опасных работ:

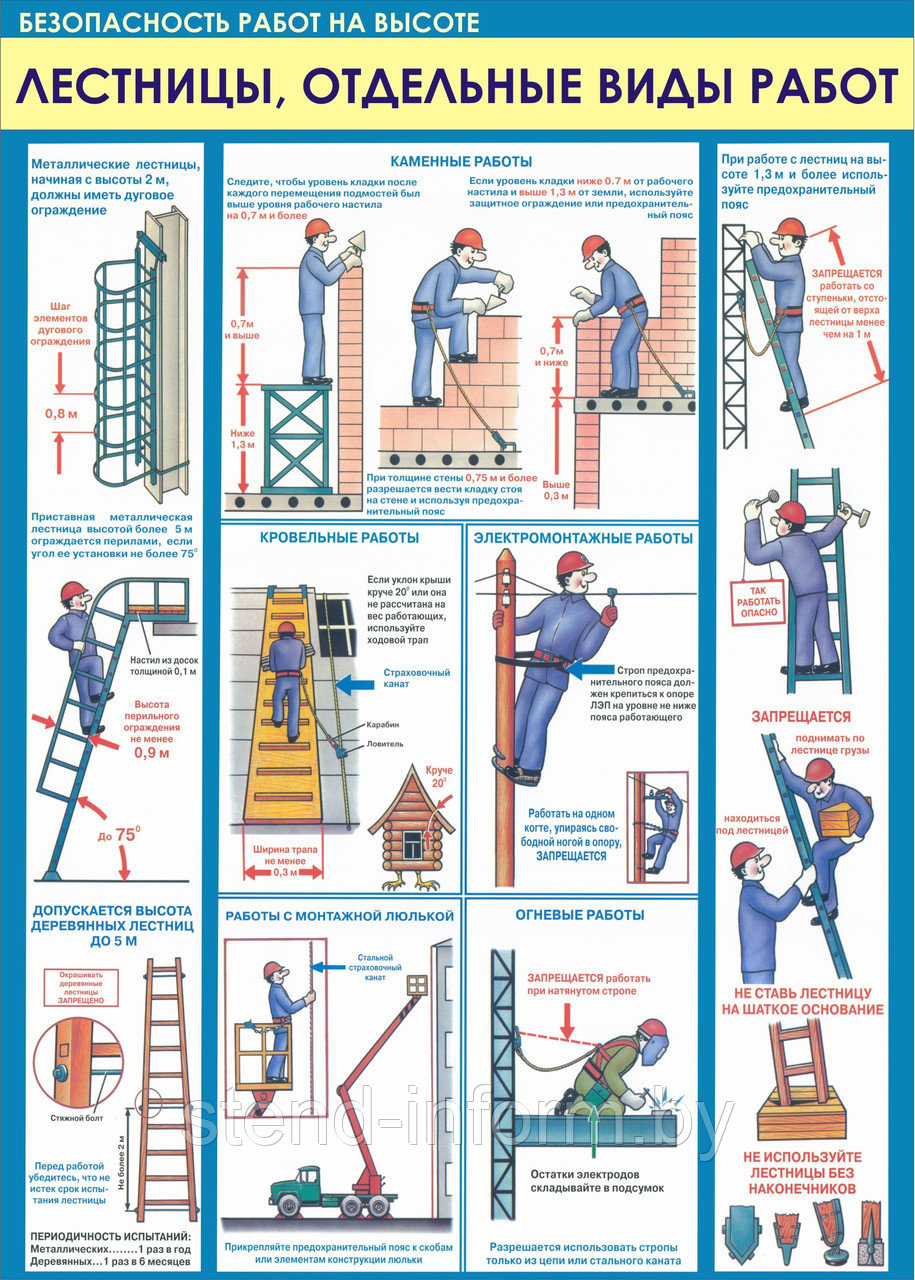


 Общие требования»;
Общие требования»;
 Безопасность строительства – самая важная обязанность руководства.
Безопасность строительства – самая важная обязанность руководства.

 Безусловно, государство должно заботиться о благе рабочего населения, а руководство компаний – стремиться созданию идеальных условий труда. Но ответственность за свою жизнь и благополучие несем мы сами.
Безусловно, государство должно заботиться о благе рабочего населения, а руководство компаний – стремиться созданию идеальных условий труда. Но ответственность за свою жизнь и благополучие несем мы сами.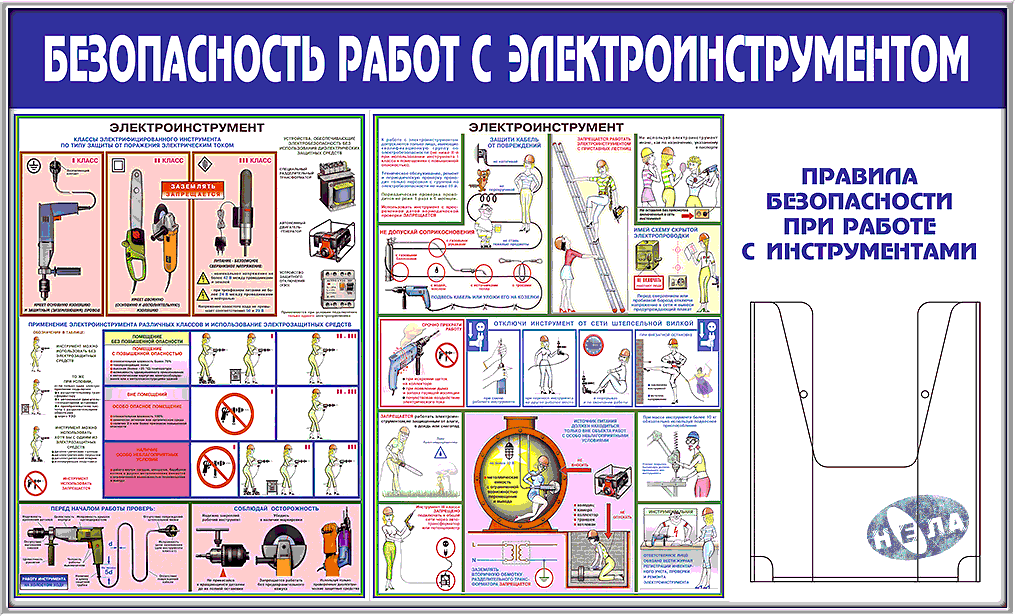
 28 Средства индивидуальной защиты.
28 Средства индивидуальной защиты. 
 153 Сжиженный нефтяной газ (LP-Gas).
153 Сжиженный нефтяной газ (LP-Gas).  307 Аппараты механические для передачи энергии.
307 Аппараты механические для передачи энергии.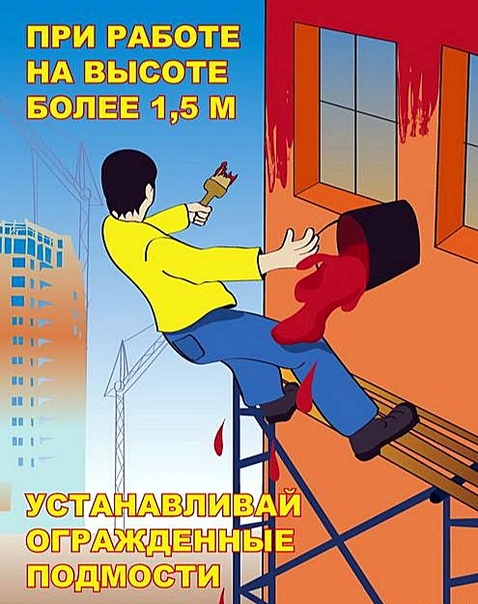 417 Блокировка и маркировка цепей.
417 Блокировка и маркировка цепей. 
 601 Автомобили.
601 Автомобили. 
 752(e)
752(e)  756(c)(1)
756(c)(1)  900 Общие положения.
900 Общие положения. 
 1000 Конструкции защиты от опрокидывания (ROPS) для погрузочно-разгрузочного оборудования.
1000 Конструкции защиты от опрокидывания (ROPS) для погрузочно-разгрузочного оборудования.  1071 Область применения.
1071 Область применения.  1100 [Зарезервировано]
1100 [Зарезервировано]  1152 Метиленхлорид.
1152 Метиленхлорид. 

 1435 Башенные краны.
1435 Башенные краны. 

 ; 81 ФР 48710, 26 июля 2016 г.; 83 ФР 9703, 7 марта 2018 г.; 84 FR 51400, 30 сентября 2019 г.; 86 FR 61555, 5 ноября 2021 г.]
; 81 ФР 48710, 26 июля 2016 г.; 83 ФР 9703, 7 марта 2018 г.; 84 FR 51400, 30 сентября 2019 г.; 86 FR 61555, 5 ноября 2021 г.] Номера один, три и семь в списке конкретно относятся к строительству.
Номера один, три и семь в списке конкретно относятся к строительству. Они отмечают, что этот список является хорошей отправной точкой для создания программы безопасности на рабочем месте. Итак, в нашем базовом обзоре стандартов OSHA для строительства мы сосредоточимся на трех основных нарушениях стандартов, связанных со строительством. И мы включим средства индивидуальной защиты (СИЗ), которые являются нашей специальностью.
Они отмечают, что этот список является хорошей отправной точкой для создания программы безопасности на рабочем месте. Итак, в нашем базовом обзоре стандартов OSHA для строительства мы сосредоточимся на трех основных нарушениях стандартов, связанных со строительством. И мы включим средства индивидуальной защиты (СИЗ), которые являются нашей специальностью. 451
451 Рекомендуем публикацию «Падение с лестницы может убить». В нем содержатся подробные указания по использованию каждого типа лестницы, меры безопасности, которых следует придерживаться, и того, чего следует избегать, чтобы уменьшить или исключить травмы.
Рекомендуем публикацию «Падение с лестницы может убить». В нем содержатся подробные указания по использованию каждого типа лестницы, меры безопасности, которых следует придерживаться, и того, чего следует избегать, чтобы уменьшить или исключить травмы. их расход.
их расход.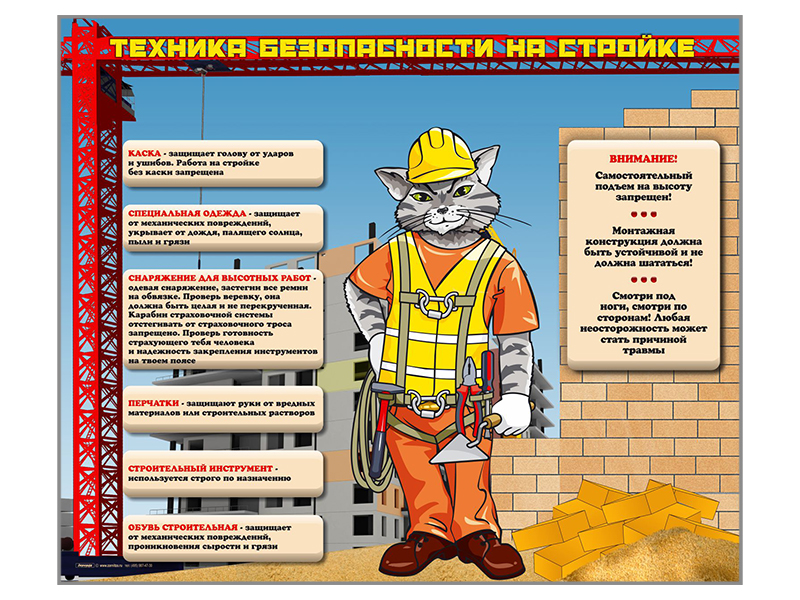 Чтобы узнать больше, ознакомьтесь с полным регламентом.
Чтобы узнать больше, ознакомьтесь с полным регламентом.

 Она определяется расстоянием от основания до вершины равностороннего треугольника.
Она определяется расстоянием от основания до вершины равностороннего треугольника.
 Это поверхность с углом наклона в 45°, расположенная перед началом винтовой части.
Это поверхность с углом наклона в 45°, расположенная перед началом винтовой части.
 С применением допусков этого класса формируют прецизионные метрические резьбы. Высокая точность параметров обеспечивает максимально надежную посадку с минимумом колебаний.
С применением допусков этого класса формируют прецизионные метрические резьбы. Высокая точность параметров обеспечивает максимально надежную посадку с минимумом колебаний.


 Изучите каталог и выберите подходящие инструменты.
Изучите каталог и выберите подходящие инструменты.
 Экономичные и простые в применении, унифицированные резьбы работают во многих средах, от механических мастерских до автопрома.
Экономичные и простые в применении, унифицированные резьбы работают во многих средах, от механических мастерских до автопрома. Длинная трапециевидная резьба создает идеальный профиль для приводных труб и домкратов, а короткая резьба используется для штоков клапанов и механизмов рулевого управления.
Длинная трапециевидная резьба создает идеальный профиль для приводных труб и домкратов, а короткая резьба используется для штоков клапанов и механизмов рулевого управления. Применяется в ходовых винтах, конвейерах и на газовых баллонах.
Применяется в ходовых винтах, конвейерах и на газовых баллонах. Превосходный вариант для гидроизоляции, многозаходная резьба применяется в корабельных валопроводах, затворах больших судов и валопроводах для технического обслуживания предприятий.
Превосходный вариант для гидроизоляции, многозаходная резьба применяется в корабельных валопроводах, затворах больших судов и валопроводах для технического обслуживания предприятий.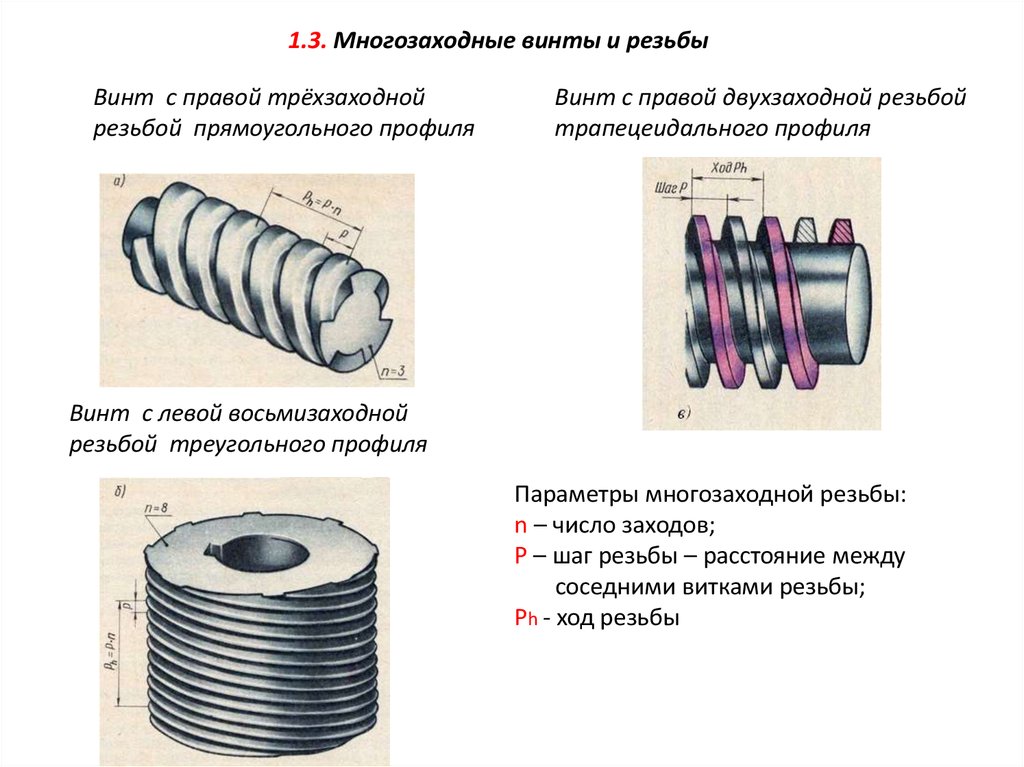 Резьба может иметь, например, метрическую форму резьбы, трапециевидную форму резьбы или геометрию igus® dryspin®. Нить dryspin® имеет нитевидную структуру с высокой спиралью.
Резьба может иметь, например, метрическую форму резьбы, трапециевидную форму резьбы или геометрию igus® dryspin®. Нить dryspin® имеет нитевидную структуру с высокой спиралью. Нить начинается на 180 градусов друг от друга или с разных сторон. Это классифицируется как многозаходный поток, иногда называемый двухзаходным потоком.
Нить начинается на 180 градусов друг от друга или с разных сторон. Это классифицируется как многозаходный поток, иногда называемый двухзаходным потоком. Этот эффект можно ослабить только при очень низком коэффициенте трения. Угол наклона и трение не позволяют гайке шпинделя или резьбовому шпинделю двигаться без приложения внешних сил. Как только статическое трение превышено, детали больше не самоблокируются. Многозаходные приводы с трапециевидной резьбой имеют функцию «самоблокировки покоя». Приводы с большой резьбой не имеют функции самоблокировки.
Этот эффект можно ослабить только при очень низком коэффициенте трения. Угол наклона и трение не позволяют гайке шпинделя или резьбовому шпинделю двигаться без приложения внешних сил. Как только статическое трение превышено, детали больше не самоблокируются. Многозаходные приводы с трапециевидной резьбой имеют функцию «самоблокировки покоя». Приводы с большой резьбой не имеют функции самоблокировки.


 Производительность по сырью 46 000 тонн в год. Назначение — для разделения сырой нефти или газового конденсата на фракции бензина, дизельного топлива, керосина, мазута.
Производительность по сырью 46 000 тонн в год. Назначение — для разделения сырой нефти или газового конденсата на фракции бензина, дизельного топлива, керосина, мазута. Производительность по сырью 100 000 тонн в год. Назначение — для разделения сырой нефти или газового конденсата на фракции бензина, дизельного топлива, керосина, мазута.
Производительность по сырью 100 000 тонн в год. Назначение — для разделения сырой нефти или газового конденсата на фракции бензина, дизельного топлива, керосина, мазута. Производительность по сырью 150 000 тонн в год. Назначение — для разделения сырой нефти или газового конденсата на фракции бензина, дизельного топлива, керосина, мазута
Производительность по сырью 150 000 тонн в год. Назначение — для разделения сырой нефти или газового конденсата на фракции бензина, дизельного топлива, керосина, мазута


 com/plugins/content/jw_sigpro/jw_sigpro.php on line 19
com/plugins/content/jw_sigpro/jw_sigpro.php on line 19
 В дальнейшем при перегонке выделенной фракции получают газолин (tкип = 40–70 °С), бензин (tкип = 70–120 °С) – для авиации, автомобилей и тд.
В дальнейшем при перегонке выделенной фракции получают газолин (tкип = 40–70 °С), бензин (tкип = 70–120 °С) – для авиации, автомобилей и тд.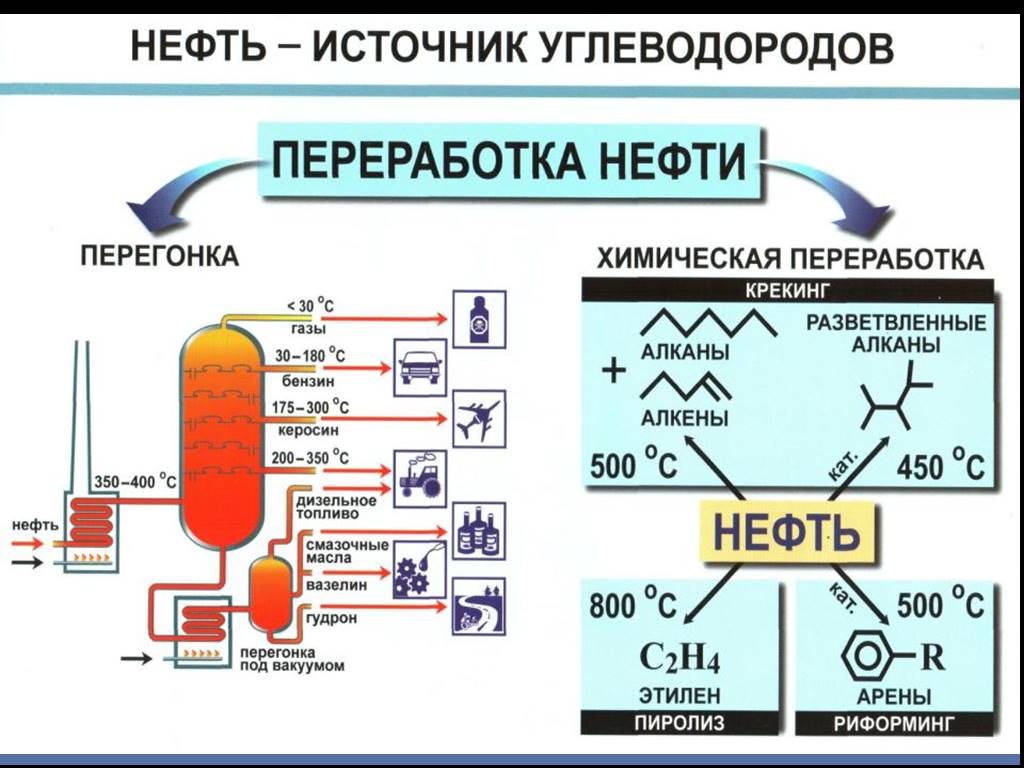 Так можно получить соляровые масла (дизельное топливо), смазочные масла ( авиационные, автотракторные, индустриальные и др.), технический вазелин (можно использовать для смазки изделий из металла для того, чтобы защитить их от коррозии, а очищенный вазелин используют в качестве основы для косметических средств и в медицине). Иногда из отдельных сортов нефти можно получить парафин (для производства спичек, свечей и др.). Гудрон остается после отгонки летучих компонентов из мазута и его применяют во время строительства дорог. В котельных установках смазочные масла мазута используют в качестве топлива.
Так можно получить соляровые масла (дизельное топливо), смазочные масла ( авиационные, автотракторные, индустриальные и др.), технический вазелин (можно использовать для смазки изделий из металла для того, чтобы защитить их от коррозии, а очищенный вазелин используют в качестве основы для косметических средств и в медицине). Иногда из отдельных сортов нефти можно получить парафин (для производства спичек, свечей и др.). Гудрон остается после отгонки летучих компонентов из мазута и его применяют во время строительства дорог. В котельных установках смазочные масла мазута используют в качестве топлива. Отдел эстампов и фотографий Библиотеки Конгресса.
Отдел эстампов и фотографий Библиотеки Конгресса. Несмотря на то, что знали об опасности свинца, тетраэтилсвинец добавляли в бензин в Соединенных Штатах в 19-м веке.20 с, чтобы повысить октановое число. Поскольку правительство США запретило использование свинца в автомобильном бензине в 1996 году в рамках Закона США о чистом воздухе, нефтеперерабатывающие заводы используют алкилирование и риформинг для получения высокооктанового бензина. 1
Несмотря на то, что знали об опасности свинца, тетраэтилсвинец добавляли в бензин в Соединенных Штатах в 19-м веке.20 с, чтобы повысить октановое число. Поскольку правительство США запретило использование свинца в автомобильном бензине в 1996 году в рамках Закона США о чистом воздухе, нефтеперерабатывающие заводы используют алкилирование и риформинг для получения высокооктанового бензина. 1 
 Сегодня социальные сети предоставляют компаниям платформу для продвижения различных энергетических инициатив и смягчения негативных новостей. 5
Сегодня социальные сети предоставляют компаниям платформу для продвижения различных энергетических инициатив и смягчения негативных новостей. 5  Смотрите видео справа.
Смотрите видео справа.
 Вместо этого нефть в породе-коллекторе находится в крошечных взаимосвязанных порах породы. Фактически, некоторые горные породы, такие как песчаник, могут иметь пористость до 30% или взаимосвязанные поры, через которые может проходить нефть. Убедитесь в этом сами, наполнив чашку песком, а затем медленно налив в нее около половины чашки воды, прежде чем она переполнится. Вода просачивалась в 50% «пористость».
Вместо этого нефть в породе-коллекторе находится в крошечных взаимосвязанных порах породы. Фактически, некоторые горные породы, такие как песчаник, могут иметь пористость до 30% или взаимосвязанные поры, через которые может проходить нефть. Убедитесь в этом сами, наполнив чашку песком, а затем медленно налив в нее около половины чашки воды, прежде чем она переполнится. Вода просачивалась в 50% «пористость».


 Как правило, положение винтов, регулирующих «качество» смеси, обеспечивает подачу в систему «обедненную» горючую смесь. Способ устранения – регулировка карбюратора, подробная технология выполнения которой будет рассмотрена ниже.
Как правило, положение винтов, регулирующих «качество» смеси, обеспечивает подачу в систему «обедненную» горючую смесь. Способ устранения – регулировка карбюратора, подробная технология выполнения которой будет рассмотрена ниже.

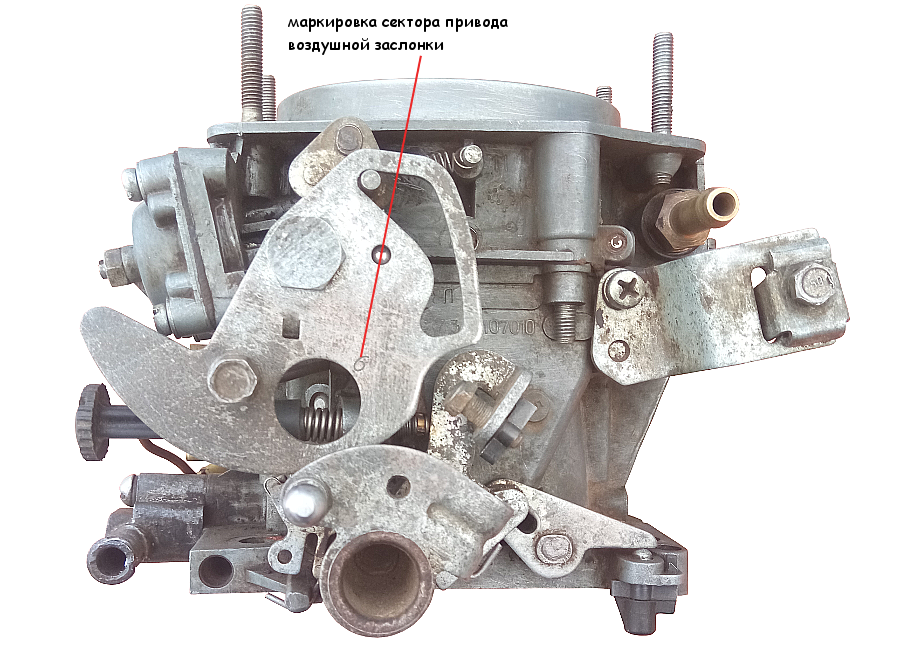
 Топливная смесь должна сравняться и двигатель начнет успешно выдерживать обороты холостого хода.
Топливная смесь должна сравняться и двигатель начнет успешно выдерживать обороты холостого хода. Если это не так, то подогните рычаг поплавка в соответствующую сторону, соберите карбюратор и повторите процедуру до того момента, пока не достигнете нормируемых значений.
Если это не так, то подогните рычаг поплавка в соответствующую сторону, соберите карбюратор и повторите процедуру до того момента, пока не достигнете нормируемых значений.
 Вращая его по ходу часовой стрелки, добиваемся снижения количества оборотов коленвала до 850 об/мин.
Вращая его по ходу часовой стрелки, добиваемся снижения количества оборотов коленвала до 850 об/мин. В этом случае винт, регулирующий качества горючей смеси отпускаем на пять оборотов.
В этом случае винт, регулирующий качества горючей смеси отпускаем на пять оборотов. В этом случае, используют специальные присадки, которые прочищают деталь в процессе работы двигателя.
В этом случае, используют специальные присадки, которые прочищают деталь в процессе работы двигателя. Контроллер, не имея нужной информации, может перевести двигатель в аварийный режим (Check Engine).
Контроллер, не имея нужной информации, может перевести двигатель в аварийный режим (Check Engine). Если в процессе вращения двигателя, искра не появилась, необходимо проверить исправность свечи или бронепровода. Отсутствие искры на всех свечах и бронепроводах свидетельствует о неисправности модуля зажигания или катушки. Элемент подвергают замене, а свечи очищают от появившегося нагара.
Если в процессе вращения двигателя, искра не появилась, необходимо проверить исправность свечи или бронепровода. Отсутствие искры на всех свечах и бронепроводах свидетельствует о неисправности модуля зажигания или катушки. Элемент подвергают замене, а свечи очищают от появившегося нагара. Поэтому, чаще всего, из строя выходит одна свеча или провод, который тут же меняют. Хотя имеет место быть то, что при исправности всех свечей зажигания, они все равно нестабильно работают именно на вашем двигателе. Можно попробовать устранить проблему заменой деталей.
Поэтому, чаще всего, из строя выходит одна свеча или провод, который тут же меняют. Хотя имеет место быть то, что при исправности всех свечей зажигания, они все равно нестабильно работают именно на вашем двигателе. Можно попробовать устранить проблему заменой деталей. Нужно найти неисправность и по возможности
Нужно найти неисправность и по возможности
 6
6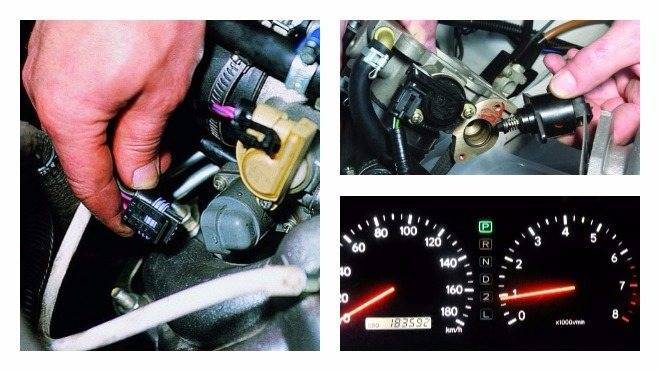 Возьмитесь рукой непосредственно за наконечник и
Возьмитесь рукой непосредственно за наконечник и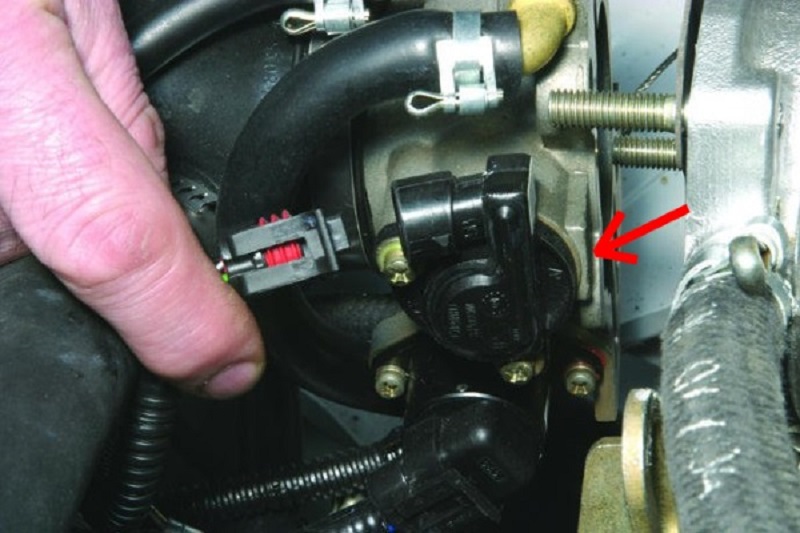
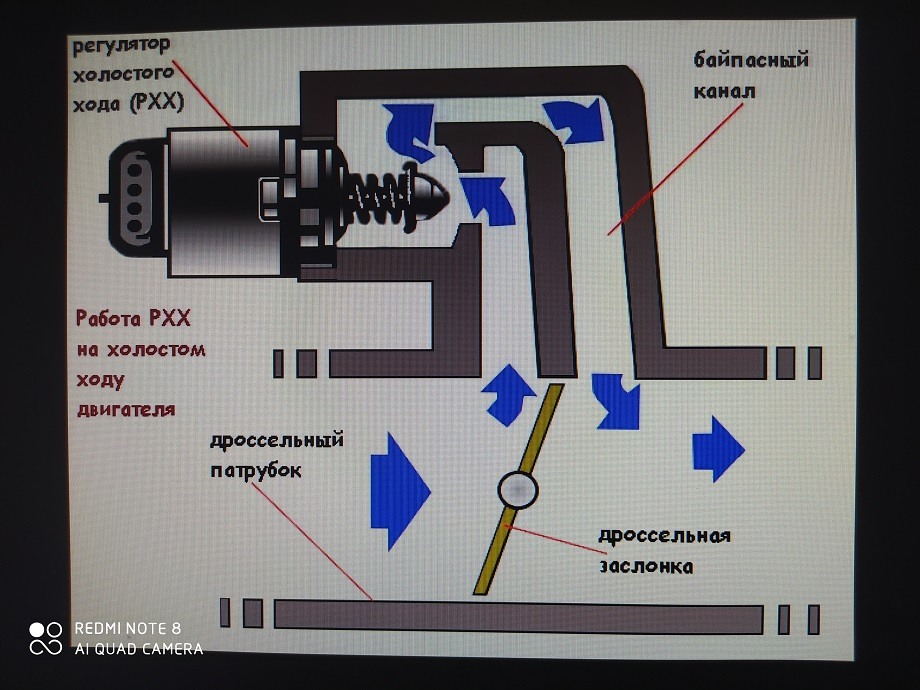 14
14

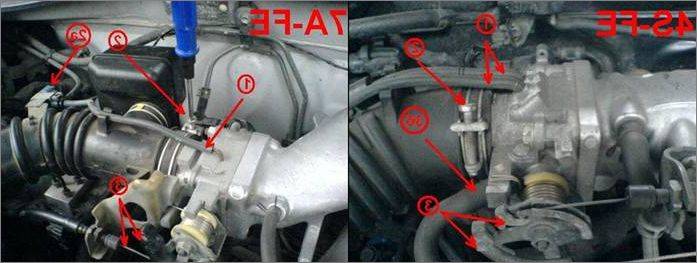


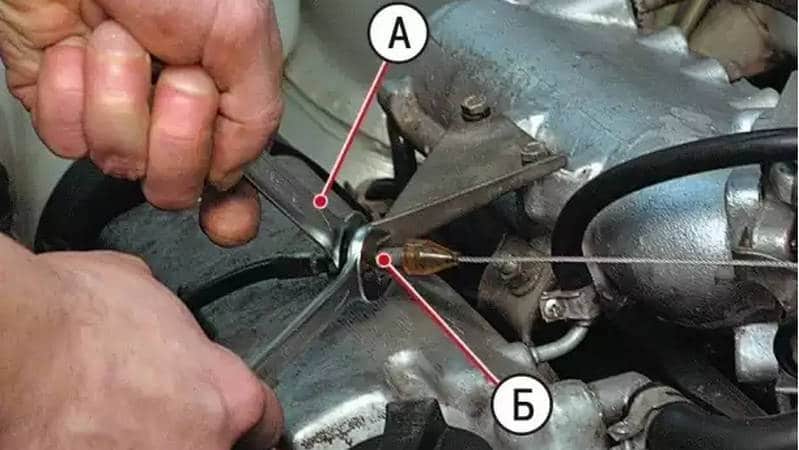 Нормальный цвет. Вызывает трудный пуск в холодную или
Нормальный цвет. Вызывает трудный пуск в холодную или Повреждения могут быть вызваны инородными предметами,
Повреждения могут быть вызваны инородными предметами,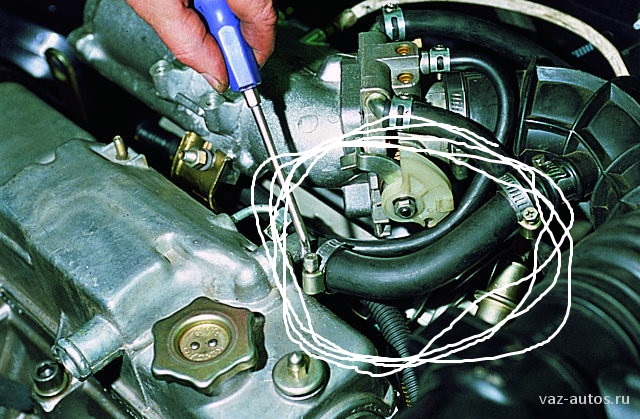 В отличие от определения частоты вращения двигателя, считывание показаний приборов в этом разделе крутящего момента позволяет рассчитать фактическую скорость машины.
В отличие от определения частоты вращения двигателя, считывание показаний приборов в этом разделе крутящего момента позволяет рассчитать фактическую скорость машины.
 Первый вариант удобнее и требует меньше сил и времени на подготовку автомобиля. Для второго способа ремонта потребуется установить автомобиль на беседку, эстакаду или поднять автомобиль на подъемнике.
Первый вариант удобнее и требует меньше сил и времени на подготовку автомобиля. Для второго способа ремонта потребуется установить автомобиль на беседку, эстакаду или поднять автомобиль на подъемнике.
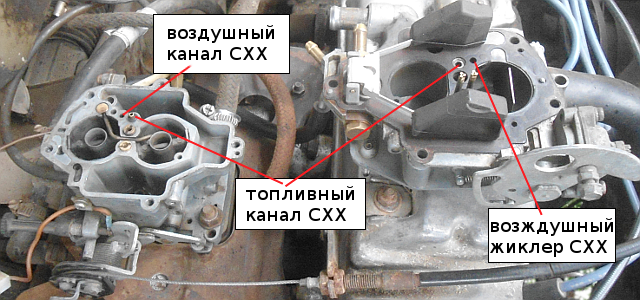 На блок наносится обозначение, по которому можно судить о принадлежности кабелей к тому или иному типу. Соединители могут отображаться со следующими цифровыми или буквенно-цифровыми кодами:
На блок наносится обозначение, по которому можно судить о принадлежности кабелей к тому или иному типу. Соединители могут отображаться со следующими цифровыми или буквенно-цифровыми кодами: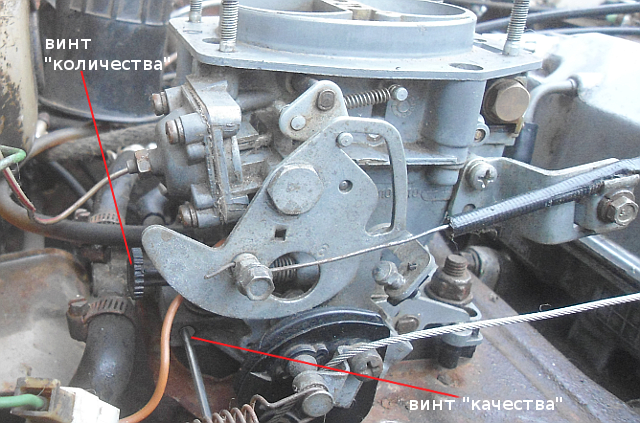 На самом деле эта работа не такая уж сложная и ее можно выполнить своими руками. Для этого вам достаточно иметь следующий набор инструментов и приспособлений, перечень которых приведен ниже:
На самом деле эта работа не такая уж сложная и ее можно выполнить своими руками. Для этого вам достаточно иметь следующий набор инструментов и приспособлений, перечень которых приведен ниже:
 Если не знаете расположение, то могу сказать: слева направо по порядку: выпуск-впуск, впуск-выпуск и т.д.
Если не знаете расположение, то могу сказать: слева направо по порядку: выпуск-впуск, впуск-выпуск и т.д.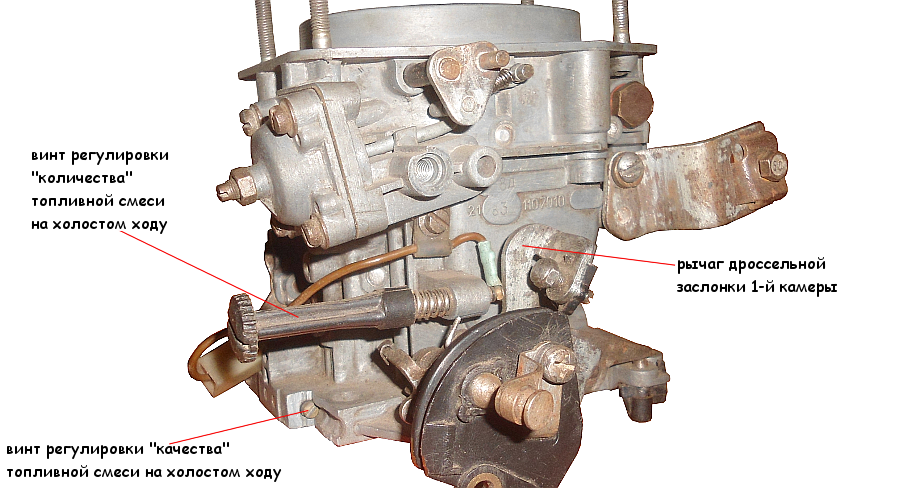



 2.2 моторвагонный подвижной состав: Моторные и немоторные вагоны, из которых формируются электропоезда, дизель-поезда, автомотрисы, рельсовые автобусы, дизель-электропоезда, электромотрисы, предназначенные для перевозки пассажиров и (или) багажа, почты.
2.2 моторвагонный подвижной состав: Моторные и немоторные вагоны, из которых формируются электропоезда, дизель-поезда, автомотрисы, рельсовые автобусы, дизель-электропоезда, электромотрисы, предназначенные для перевозки пассажиров и (или) багажа, почты.







 п. При модификации: изменяется область применения, сохраняется технический уровень, продолжается производство исходной продукции, нарушается взаимозаменяемость основных составных частей, присваивается новое обозначение.
п. При модификации: изменяется область применения, сохраняется технический уровень, продолжается производство исходной продукции, нарушается взаимозаменяемость основных составных частей, присваивается новое обозначение. 75]
75]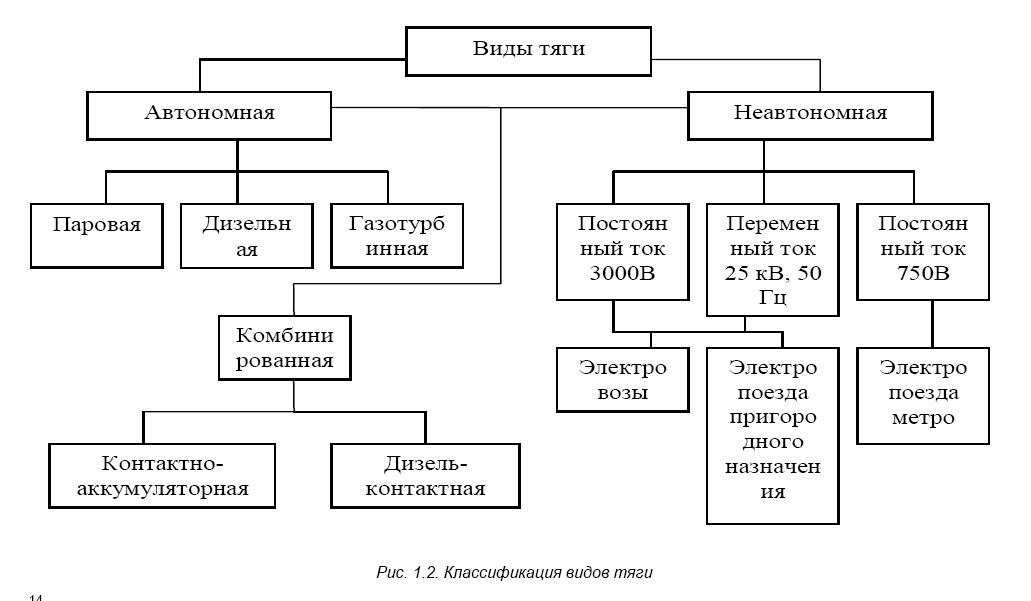

 Заместитель генерального директора, доктор Ансгар Брокемайер, отмечает выбросы в секторе и объясняет: : «Вот почему мы должны внести свой вклад и внести свой вклад в сокращение выбросов парниковых газов». Как производитель рельсовых транспортных средств, Stadler имеет все возможности для обеспечения эффективности своего вклада, прекрасно осознавая экологические преимущества поездов.
Заместитель генерального директора, доктор Ансгар Брокемайер, отмечает выбросы в секторе и объясняет: : «Вот почему мы должны внести свой вклад и внести свой вклад в сокращение выбросов парниковых газов». Как производитель рельсовых транспортных средств, Stadler имеет все возможности для обеспечения эффективности своего вклада, прекрасно осознавая экологические преимущества поездов. Тем не менее, опираясь на устойчивые преимущества железных дорог, Stadler также стремится к инновациям в этом секторе, разрабатывая новые решения для поощрения оптимизации. В этом духе внимание Stadler сосредоточено на потенциале аккумуляторных технологий — историческом центре внимания компании, чей основатель, Эрнст Штадлер, потратил время на разработку концепции еще в 1943.
Тем не менее, опираясь на устойчивые преимущества железных дорог, Stadler также стремится к инновациям в этом секторе, разрабатывая новые решения для поощрения оптимизации. В этом духе внимание Stadler сосредоточено на потенциале аккумуляторных технологий — историческом центре внимания компании, чей основатель, Эрнст Штадлер, потратил время на разработку концепции еще в 1943.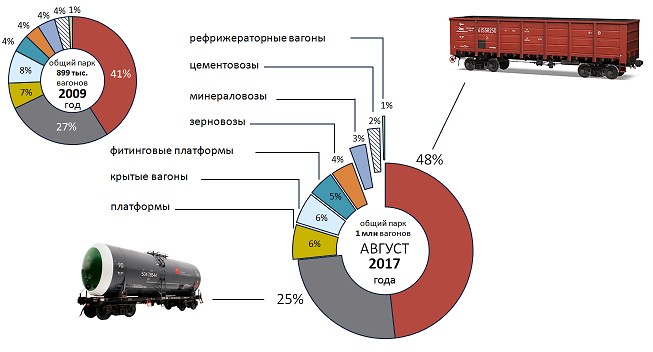 Такие разработки выявили потенциал этой технологии для транспортного сектора; потенциал, который Stadler намерен использовать.
Такие разработки выявили потенциал этой технологии для транспортного сектора; потенциал, который Stadler намерен использовать. Таким образом, мы можем преобразовывать кинетическую энергию поезда в электрическую энергию в аккумуляторе, и это тоже новая разработка».
Таким образом, мы можем преобразовывать кинетическую энергию поезда в электрическую энергию в аккумуляторе, и это тоже новая разработка».  Мы продолжим продвигать эту философию и стратегию в ближайшие несколько лет, особенно в области экологически чистых технологий, включая электроприводы, поезда с батареями и поезда на водороде». Rail существует сегодня как устойчивая альтернатива для частных лиц и компаний, которые хотят принимать решения о поездках и перевозках с учетом климата. Stadler, работая с водородными источниками энергии и аккумуляторными технологиями, создает будущее, которое принесет пользу всем.
Мы продолжим продвигать эту философию и стратегию в ближайшие несколько лет, особенно в области экологически чистых технологий, включая электроприводы, поезда с батареями и поезда на водороде». Rail существует сегодня как устойчивая альтернатива для частных лиц и компаний, которые хотят принимать решения о поездках и перевозках с учетом климата. Stadler, работая с водородными источниками энергии и аккумуляторными технологиями, создает будущее, которое принесет пользу всем. 42-62, 2021
42-62, 2021 193-199, 2014 (препринт доступен как ZIB-Report 14-28)
193-199, 2014 (препринт доступен как ZIB-Report 14-28)
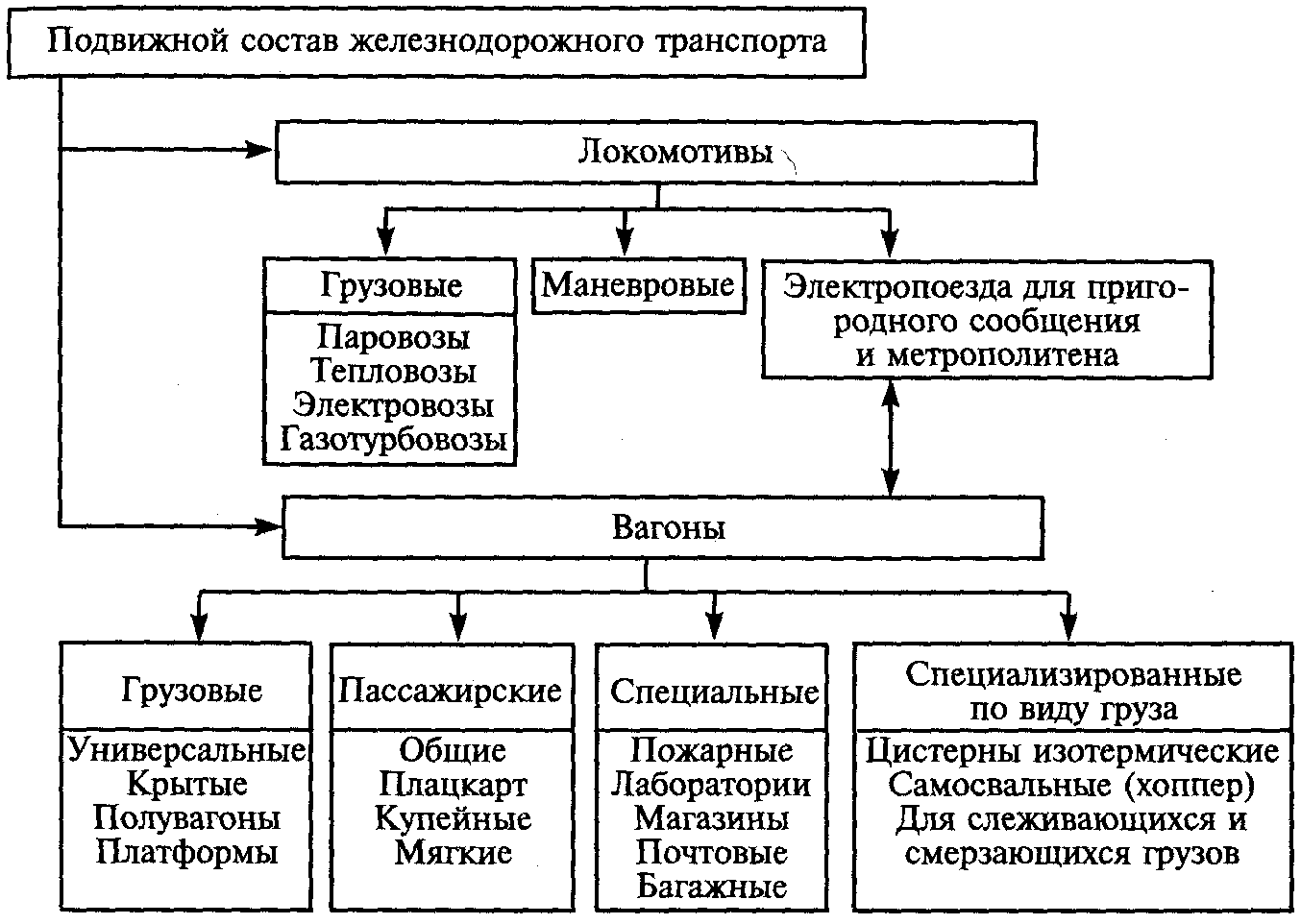 1-й Международный семинар по высокоскоростным и междугородним железным дорогам (IWHIR 2011) , 2(148), стр. 53-70, 2012 (препринт доступен как ZIB-Report 11-35)
1-й Международный семинар по высокоскоростным и междугородним железным дорогам (IWHIR 2011) , 2(148), стр. 53-70, 2012 (препринт доступен как ZIB-Report 11-35)
