

Содержание
Метрическая резьба — РИНКОМ
Метрическая резьба — РИНКОМ
Главная
Статьи
Метрическая резьба
Метрическая резьба
8 октября 2020
Гирин Кирилл
Резьбовые соединения нужны для надежного крепления деталей, а также для передачи движения в механизмах. Самый распространенный тип — метрическая резьба. Ее нарезают на наружные и внутренние поверхности цилиндрических и конических форм.
Содержание
Метрическая резьба
-
Профиль метрической резьбы
-
Параметры и части метрических резьб
- Поля допусков для метрических резьб
-
Виды метрических резьб
-
Маркировка метрических резьб
-
Действующие ГОСТы на метрические резьбы
-
Лучшие инструменты для нарезания метрических резьб
Обычную метрическую резьбу используют для создания надежных соединений с применением:
-
обычных и анкерных болтов; -
шурупов; -
винтов; -
гаек: -
шпилек; -
и т. д.
д.
 д.
д.
Эти соединения используют при изготовлении огромного количества изделий и конструкций.
Фотография №1: крепежные элементы с метрической резьбой
Коническую метрическую резьбу используют в тех случаях, когда соединения должны быть максимально герметичными. Технологию применяют при монтаже трубопроводов, по которым транспортируют различные среды, а также для изготовления герметичных пробок для емкостей с летучими веществами.
Профиль метрической резьбы
Для метрической резьбы характерен треугольный профиль. Его также называют крепежным.
Изображение №1: профиль метрической резьбы
Профиль метрической резьбы представляет собой равносторонний треугольник с углом 60°. Вершины и впадины могут быть острыми, срезанными и закругленными. Это зависит от заточки резьбонарезного инструмента и глубины обработки.
Профиль метрической резьбы имеет высоту H. Она определяется расстоянием от основания до вершины равностороннего треугольника.
Она определяется расстоянием от основания до вершины равностороннего треугольника.
Профиль метрической конической резьбы выглядит так.
Изображение №2: профиль метрической конической резьбы
Параметры и части метрической резьбы
Метрическая резьба имеет следующие параметры и части.
-
Диаметр. Наружный — D и d. Внутренний — D1 и d1. Средний — D2 и d2. Наружный диаметр называют номинальным и используют в маркировке и обозначениях на чертежах. -
Шаг. Определяется расстоянием между двумя вершинами. Обозначается буквой P. -
Ход (Ph). В однозаходной метрической резьбе ход равен шагу. В многозаходной резьбе ход определяется произведением шага на число заходов.
Изображение №3: ход и шаг резьбы
-
Фаска. Это поверхность с углом наклона в 45°, расположенная перед началом винтовой части.
-
Сбег. Это место перехода к гладкой части детали.
 Это поверхность с углом наклона в 45°, расположенная перед началом винтовой части.
Это поверхность с углом наклона в 45°, расположенная перед началом винтовой части.
Сбег, отрезок с витками и фаска формируют общую длину резьбы.
Поля допусков для метрических резьб
От точности параметров наружных и внутренних метрических резьб зависят качество и надежность соединений. Для четкой стандартизации применяют допуски, указанные в ГОСТ 16093-2004.
Поля допусков установлены в трех классах точности.
-
Грубый. Имеются серьезные отклонения. Они возникают, например, при нарезании метрических резьб на горячетканных прутках и в глубоких глухих отверстиях. -
Средний. Допуски этого класса применяют при формировании метрических резьб в большинстве случаев. -
Точный. С применением допусков этого класса формируют прецизионные метрические резьбы. Высокая точность параметров обеспечивает максимально надежную посадку с минимумом колебаний.
 С применением допусков этого класса формируют прецизионные метрические резьбы. Высокая точность параметров обеспечивает максимально надежную посадку с минимумом колебаний.
С применением допусков этого класса формируют прецизионные метрические резьбы. Высокая точность параметров обеспечивает максимально надежную посадку с минимумом колебаний.
Изображение №4: поля допусков для наружных и внутренних резьб
Виды метрических резьб
Метрические резьбы классифицируют по следующим параметрам.
-
Место расположения витков. Внутренние метрические резьбы находятся в отверстиях деталей и изделий. Для нарезания используют метчики. Наружные метрические резьбы на стержнях получают с применением плашек. -
Направление витков. По этому признаку метрические резьбы делят на правые и левые. -
Размер шага. Наибольшее распространение получили соединения с крупным (стандартным) шагом. Увеличение количества витков приводит к повышению надежности. Однако формирование метрических резьб с мелким шагом возможно на заготовках и изделиях из высокопрочных материалов.

Изображение №5: метрическая резьба с крупным и мелким шагом
- Количество заходов. Метрические резьбы бывают одно- и многозаходными. Увеличение числа заходов при необходимости повышает надежность соединений и решает иные производственные задачи.
Маркировка метрических резьб
-
Маркировка стандартных метрических резьб с крупным шагом включает в себя тип (М или МК) и номинальный диаметр. Например, МК24 — метрическая коническая резьба с диаметром 24 мм и крупным шагом. -
Маркировка резьб с мелким шагом включает в себя его размер. Например, М24х1,5 — метрическая резьба с диаметром 24 мм и шагом 1,5 мм. -
В маркировке многозаходных резьб после знака «х» указывают число заходов и шаг в круглых скобках. Например, М20х3(P2) — трехзаходная метрическая резьба с диаметром 20 мм и шагом 2 мм.
-
К маркировке левых резьб добавляют LH. Примеры — МК24LH, М24х1,5LH, М20х3(P2)LH.

Действующие ГОСТы на метрические резьбы
Требования к метрическим резьбам и стандартные значения их параметров (диаметр, шаг, допуски и т. д.) в таблицах вы найдете в следующих ГОСТах.
-
ГОСТ 8724-2002. «Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги». -
ГОСТ 24705-2004. «Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры». -
ГОСТ 9150-2002 (ИСО 68-1-98). «Основные нормы взаимозаменяемости. Резьба метрическая. Профиль». -
ГОСТ 16093-2004. «Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором».
Лучшие инструменты для нарезания метрических резьб
Изготовленные по ГОСТам метчики
и плашки
для нарезания внутренних и наружных метрических резьб вы можете купить в нашем магазине на очень выгодных условиях с доставкой в любой регион РФ. Изучите каталог и выберите подходящие инструменты.
Изучите каталог и выберите подходящие инструменты.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
3 июля 2023
Резьбовые фрезы
29 июня 2023
Маркировка фрез
26 июня 2023
Нарезание резьбы метчиком
22 июня 2023
Что такое метчик?
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Каталог
Корзина
Сравнить
Вход
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Виды и способы нарезания резьбы
Унифицированные резьбы от класса 2 до класса 5 производятся в соответствии со стандартными допусками и спецификациями для различных отраслей промышленности и производителей. Экономичные и простые в применении, унифицированные резьбы работают во многих средах, от механических мастерских до автопрома.
Экономичные и простые в применении, унифицированные резьбы работают во многих средах, от механических мастерских до автопрома.
✅ Имея тот же профиль 60 °, что и унифицированная, метрическая резьба, измеряемая в миллиметрах, также используется в различных деталях и узлах. Универсальные прецизионные фрезерные и шлифовальные станки с ЧПУ для наружного диаметра позволяют нарезать сверхтонкую метрическую резьбу для авиационных компонентов, способную выдерживать сильные вибрации с минимальным износом, а также крупную резьбу для строительных нужд.
✅ Резьба Acme имеет множество применений во многих отраслях промышленности, обеспечивая наибольшую эффективность при невысокой цене производства, поскольку её довольно легко фрезеровать с высокой точностью. Угол трапецеидальной резьбы в сочетании с разрезной гайкой устойчив к износу и обеспечивает дополнительную прочность при высоких нагрузках. Торцевая резьба производится в широком диапазоне классов, от базовых до высокоточных, включая центрирующие трапецеидальные резьбы, разработанные с ограниченным диаметральным зазором для сохранения осевого выравнивания при боковой нагрузке. Длинная трапециевидная резьба создает идеальный профиль для приводных труб и домкратов, а короткая резьба используется для штоков клапанов и механизмов рулевого управления.
Длинная трапециевидная резьба создает идеальный профиль для приводных труб и домкратов, а короткая резьба используется для штоков клапанов и механизмов рулевого управления.
✅ Использующая несущую поверхность, перпендикулярную оси винта, контрфорсная резьба предназначена для работы с чрезвычайно высокой осевой нагрузкой в одном направлении. В сочетании с низким коэффициентом трения и высокой прочностью на сдвиг контрфорсная резьба также может противостоять износу при использовании разрезных гаек. Крупная контрфорсная резьба является эффективным вариантом для домкратов, подъемников и гидравлических уплотнений в различных областях, от автомобильной и нефтяной промышленности до водопроводов и канализации.
✅ Трапециевидные резьбы фрезеруются и функционируют аналогично Acme. Трапециевидная резьба, рассчитанная в миллиметрах, имеет широкие возможности настройки, а с помощью программного обеспечения для 2-D и 3-D моделирования фрезерные станки с ЧПУ способны производить такую резьбу для любого стандарта. Применяется в ходовых винтах, конвейерах и на газовых баллонах.
Применяется в ходовых винтах, конвейерах и на газовых баллонах.
✅ С боковыми сторонами, которые перпендикулярны её оси, квадратная резьба обеспечивает наименьшее трение и максимальную эффективность, доступные для силовых винтов, уменьшая износ, поскольку устраняется радиальная сила на сопряжённых гайках.
Цилиндрические шлифовальные станки с наружным диаметром могут точно нарезать квадратную резьбу любого размера, хотя этот процесс сложнее, чем с трапецеидальной и другими типами резьбы. Квадратная резьба выполняется для работы в условиях высоких нагрузок, включая боковую, поскольку боковые поверхности под углом 90° исключают заклинивание. Эти качества создают идеальную нарезку для передачи усилия от винтовых домкратов и станков к механическим прессам и тискам.
✅ Обеспечивая как прочность, так и удобство, многозаходная резьба производится с двойным, тройным или четверным заходом. Дополнительные пуски уменьшают усилие закрытия, повышая эффективность и сводя к минимуму износ. Превосходный вариант для гидроизоляции, многозаходная резьба применяется в корабельных валопроводах, затворах больших судов и валопроводах для технического обслуживания предприятий.
Превосходный вариант для гидроизоляции, многозаходная резьба применяется в корабельных валопроводах, затворах больших судов и валопроводах для технического обслуживания предприятий.
Что отличает однозаходную резьбу от многозаходной?
Назад ко всем событиям
- Календарь Google
ИКС
Свинцовые винты окружены сбивающим с толку набором терминов, поэтому давайте упростим ситуацию и вернемся к основам.
ЧТО ТАКОЕ ВИНТЫ?
Ходовые винты представляют собой механические компоненты, преобразующие вращательное движение в поступательное.
Ходовые винты изготовлены из цилиндрической круглой резьбы, которая закручена в виде винта одной спиралью по всей своей длине.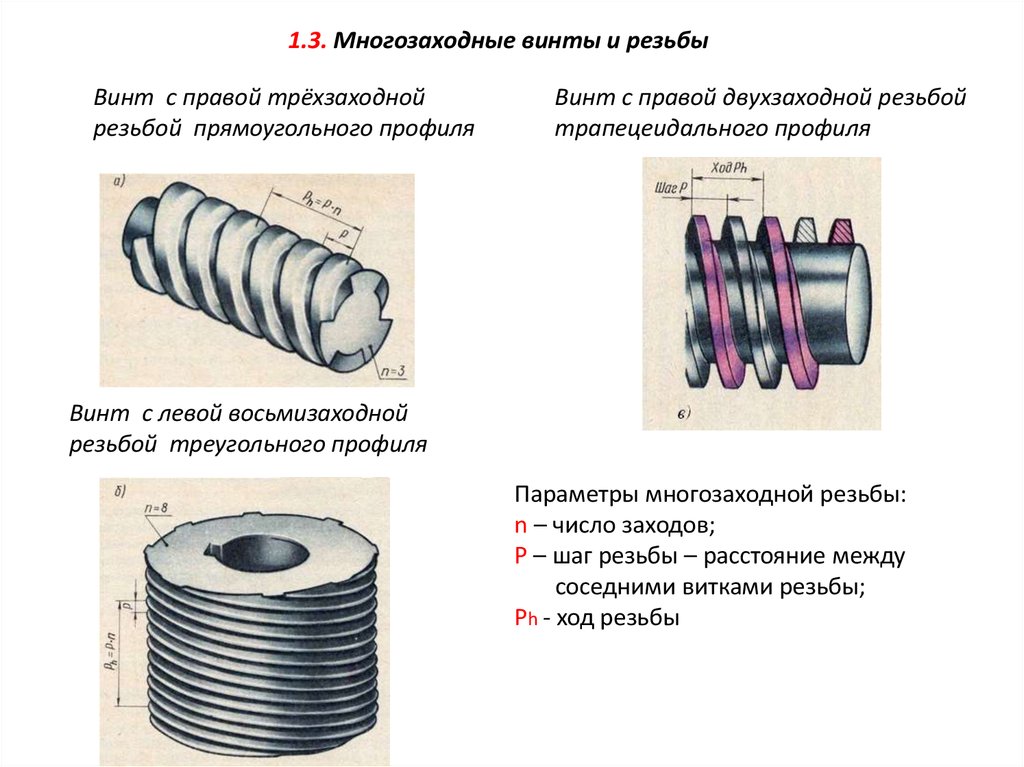 Резьба может иметь, например, метрическую форму резьбы, трапециевидную форму резьбы или геометрию igus® dryspin®. Нить dryspin® имеет нитевидную структуру с высокой спиралью.
Резьба может иметь, например, метрическую форму резьбы, трапециевидную форму резьбы или геометрию igus® dryspin®. Нить dryspin® имеет нитевидную структуру с высокой спиралью.
Давайте рассмотрим, что такое одиночные потоки и потоки с несколькими запусками.
L обозначает линейный ход, измеряемый в миллиметрах на один оборот шнека.
P = ШАГ = Расстояние между каждой резьбой
Однозаходная резьба
На ходовом винте (номер 1) слева виден однозаходный ходовой винт. Это можно отличить по наличию только одного потока. Под этим подразумевается однократный запуск. Из-за этого линейный ход ходового винта (шаг), измеряемый в миллиметрах за каждый цикл, также является расстоянием между боковыми сторонами, обозначенным шагом.
Многозаходная резьба
Создана новая резьба для ходового винта № 2, которая показана зеленым изображением. Это указывает на то, что двойной ход ходового винта выполняется за один оборот (шаг = 2 x шаг).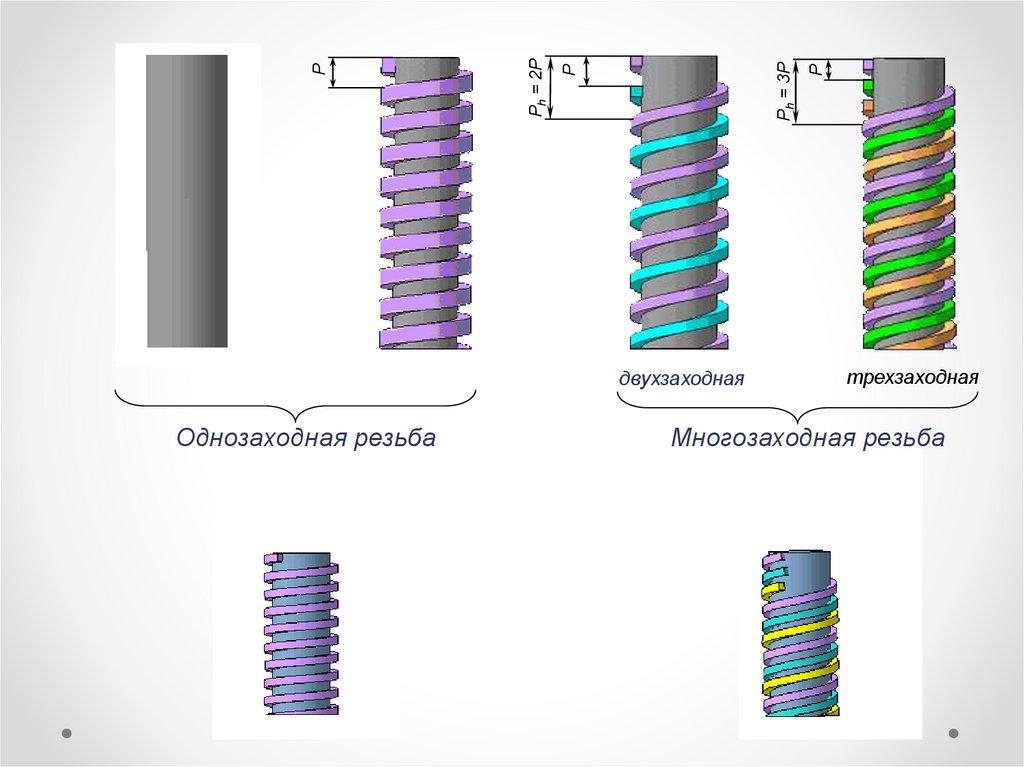 Нить начинается на 180 градусов друг от друга или с разных сторон. Это классифицируется как многозаходный поток, иногда называемый двухзаходным потоком.
Нить начинается на 180 градусов друг от друга или с разных сторон. Это классифицируется как многозаходный поток, иногда называемый двухзаходным потоком.
Третий ходовой винт в этом примере представляет собой ходовой винт с четырьмя заходами. Оранжевый, зеленый, фиолетовый и синий цвета обозначают начало четырех нитей соответственно. Следовательно, линейный ход (упреждение) в четыре раза больше, чем у флангов. Начало темы 90 градусов отдельно от других потоков.
Визуально заметно много ниток. Осмотрев переднюю часть винтов, можно легко определить многозаходную резьбу.
Какая резьба лучше всего подходит для вашего применения?
Может быть трудно решить, следует ли использовать один или несколько потоков запуска для вашего приложения, потому что каждый из них имеет свои преимущества и недостатки. Например, однозаходная трапециевидная резьба самоблокируется, а многозаходная — нет.
Одинарная трапециевидная резьба часто является самостопорящейся в зависимости от коэффициента трения.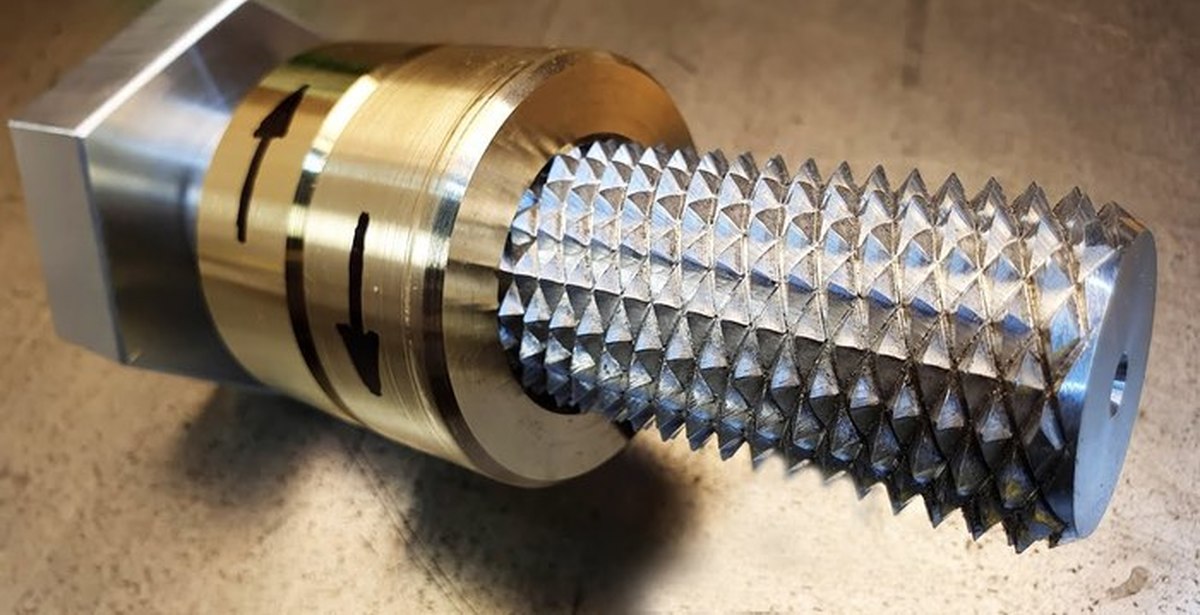 Этот эффект можно ослабить только при очень низком коэффициенте трения. Угол наклона и трение не позволяют гайке шпинделя или резьбовому шпинделю двигаться без приложения внешних сил. Как только статическое трение превышено, детали больше не самоблокируются. Многозаходные приводы с трапециевидной резьбой имеют функцию «самоблокировки покоя». Приводы с большой резьбой не имеют функции самоблокировки.
Этот эффект можно ослабить только при очень низком коэффициенте трения. Угол наклона и трение не позволяют гайке шпинделя или резьбовому шпинделю двигаться без приложения внешних сил. Как только статическое трение превышено, детали больше не самоблокируются. Многозаходные приводы с трапециевидной резьбой имеют функцию «самоблокировки покоя». Приводы с большой резьбой не имеют функции самоблокировки.
С другой стороны, многозаходная нить позволит вам двигаться гораздо быстрее.
ПРЕИМУЩЕСТВА МНОГОЗАХОДНОЙ РЕЗЬБЫ
При использовании многозаходной резьбы эффективная опорная поверхность увеличивается, когда диаметр стержня остается постоянным. Резьба с большим витком часто делается многозаходной. Преимущества многозаходной резьбы:
ХОТИТЕ УЗНАТЬ БОЛЬШЕ? СВЯЗАТЬСЯ С НАМИ!
В чем разница между многозаходными и однозаходными потоками? • Блог
8 октября 2021 г.
Эрин Кемаль
Категории:
дриппин
Многозаходная резьба или одинарная? Существует так много запутанных терминов, связанных с ходовыми винтами, поэтому давайте разберемся и вернемся к основам.
В чем разница между однозаходной и многозаходной резьбой?
Ходовые винты представляют собой элементы машин, которые преобразуют вращательное движение в линейное перемещение. Свинцовые винты состоят из цилиндрической круглой резьбы, на которой одинарная спираль наматывается на непрерывную длину, превращая ее в винт. Резьба может иметь, например, трапециевидную форму резьбы, форму метрической резьбы или геометрию dryspin®, разработанную igus®. Нить dryspin® похожа по структуре на резьбу с большим витком.
Давайте посмотрим, что представляют собой одиночные потоки и многозаходные потоки.
L = ШАГ = Линейный ход в мм на один оборот винта
P = ШАГ = Расстояние от одной резьбы до следующей
Однозаходная резьба
Ходовой винт слева (номер 1) показывает ходовой винт с одним пуском. Вы можете определить это, имея один единственный поток. Это то, что называется однократным запуском. Это означает, что расстояние между боковыми сторонами, отмеченное шагом, также является линейным ходом (шагом) в миллиметрах за один оборот ходового винта.
Многозаходная резьба
Для ходового винта № 2 добавлена дополнительная резьба, показанная на зеленом рисунке. Это означает, что за один оборот ходового винта достигается двукратный ход (шаг = 2 x шаг). Начало резьбы смещено на 180°, т.е. друг напротив друга. Это классифицируется как многозаходный поток или иногда упоминается как двухзаходный поток.
Наконец, третий ходовой винт в этом примере представляет собой ходовой винт с четырьмя заходами.
