 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
ВОПРОС 17. ШПОНОЧНЫЕ СОЕДИНЕНИЯ. ВИДЫ ШПОНОК. РАСЧЁТ ШПОНОЧНЫХ СОЕДИНЕНИЙ. Виды шпонок
Какие бывают виды шпонок?
Привет! Продолжаем серию статей о шпонках, на сайте – SoproMats. В этой статье подробно расскажем какие существуют виды шпонок.
По форме существует несколько видов шпонок, это:
- призматическая производится по госстандарту 23360-78;
- сегментная — по ГОСТу 24071-97;
- цилиндрическая (штифт) — по ГОСТу 3128-70, 12207-79;
- клиновая — по госстандарту 24068-80;
- тангенциальная клиновая — по ГОСТу 24069-97, 24070-80.
Призматическая шпонка
Первый вид подразделяется на три — направляющая, закладная и скользящая. При необходимости движения ступицы вдоль валового элемента монтируются скользящие или направляющие шпонки. Концы могут быть с плоскими или скругленными торцами. Главный недостаток — это трудность взаимозаменяемости, а при износе они способны опрокидываться, поэтому в крупном производстве не используются.
Сегментная шпонка
Сегментная применяется для крепления деталей на участках валового элемента с низкой нагрузкой, она более устойчива, чем призматическая, отличается дешевизной и простотой в исполнении, к недостаткам относят небольшую прочность из-за большой глубины пазов.
Цилиндрическая шпонка
Штифтовые или цилиндрические используются на концевых участках валового компонента, важно чтобы соединяемые материалы были одинаковы по твердости и плотности, что сдерживает их повсеместное использование.
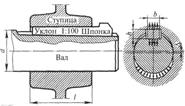
Клиновая шпонка
Клиновые — это клин, в стандартном исполнении с уклоном 1:100. Рабочими считаются широкие грани, боковые имеют зазор. Такая форма создает напряжение внутри стыковки, вызывая сдвиг ступицы по радиусу, что приводит к контактной деформации. Из-за этого сферы применения сильно ограничены и в ответственных соединениях не используются.
Тангенциальная шпонка
Тангенциальная — широкая грань данной формы направляется по касательной прямой к поверхности цилиндра вала. Затягивание производится ударами по торцам широкой части клина. Такая форма монтируется на вал с сечением более 100 мм.
Виды посадок
Различают три типа соединений (посадок), это:
- свободная посадка — используется при сложных условиях проведения сборочных работ, для подвижных сцеплений при ненагружаемом рабочем режиме.
- нормальная посадка — для создания неподвижных сцеплений, которые не нуждаются в частых разборках.
- плотная посадка — для композиций с малым количеством разнонаправленных нагрузок.
sopromats.ru
Введение
МИНИСТЕРСТВО ОБРАЗОВАНИЯ НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«ВОРОНЕЖСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Факультет автоматики и электромеханики
Кафедра электромеханических систем и электроснабжения
КУРСОВАЯ РАБОТА
по компьютерной графике
на тему: «Шпоночные соединения»
Выполнил: Старцев Дмитрий
Группа: ЭМ-111
Проверил: Белозоров С.А.
Оценка
Воронеж 2012
Содержание
Введение 5
1 Конструктивные особенности шпоночных соединений. 6
1.1 Общие сведения о шпоночном соединении. 6
1.2 Разновидности шпоночных соединений. 7
1.3 Нанесение размеров на чертежах шпоночных соединений 17
2 Практическая часть задания. Описание выполнения практической части задания 19
Заключение 24
Список литературы 25
Замечания руководителя
Данная курсовая работа имеет цель ознакомления с основными видами разъемных соединений, такого как соединения шпонкой. Данная курсовая работа позволяет подробно ознакомиться с видами шпонок и шпоночных соединения, а так же с методикой начертание шпоночного соединения в программе КОМПАС.
1 Конструктивные особенности шпоночных соединений.
1.1 Общие сведения о шпоночном соединении.
Шпоночное соединение образуют вал, шпонка и ступица колеса (шкива, звездочки и др.). Шпонка – деталь, устанавливаемая в разъём двух соединяемых деталей и препятствующая их взаимному перемещению. Шпонка представляет собой стальной брус, устанавливаемый в пазы вала и ступицы. Она служит для передачи вращающего момента между валом и ступицей. Основные типы шпонок стандартизованы. Шпоночные пазы на валах получают фрезерованием дисковым или концевыми фрезами, в ступицах протягиванием.
Достоинства шпоночных соединений - простота конструкции и сравнительная легкость монтажа и демонтажа, вследствие чего их широко применяют во всех отраслях машиностроения.
Недостаток - шпоночные пазы ослабляют вал и ступицу насаживаемой на вал детали. Ослабление вала обусловлено не только уменьшением его сечения, но главное, значительной концентрацией напряжений изгиба и кручения, вызываемой шпоночным пазом. Шпоночное соединение трудоемко в изготовлении: при изготовлении паза концевой фрезой требуется ручная пригонка шпонки по пазу; при изготовлении паза дисковой фрезой крепление шпонки в пазу винтами (от возможных осевых смещений).
Различают два основных способа передачи крутящего момента – жесткий и фрикционный. При первом способе крутящий момент передается жесткими элементами, работающими на срез, изгиб или смятие; при втором – силами трения, возбуждаемыми на цилиндрических, конических или торцовых поверхностях вала.
Главные виды жестких соединений: шпоночные (рисунок 1) , шлицевые, призматические, профильные, штифтовые, фланцевые.
Рисунок 1 –Передача крутящего момента
К фрикционным относятся соединения: с натягом, конусные, с пружинными затяжными кольцами, клеммные.
Применяют также сочетание обоих способов. Нагружаемость жестких соединений увеличивают введением трения путем осевой или радиально-осевой затяжки.
Для страховки от провертывания, а также для фиксации деталей в определенном угловом положении в фрикционные соединения вводят жесткие элементы, например шпонки (рисунок 2).
Рисунок 2 – Передача крутящего момента
1.2 Разновидности шпоночных соединений.
Шпонки используют в малонагруженных соединениях, преимущественно в изделиях мелкосерийного производства. Недостатки шпоночных соединений: малая несущая способность; ослабление валов шпоночными пазами; концентрация напряжений из-за неблагоприятной формы шпоночных пазов; низкая технологичность.
Особенно резко шпонки ослабляют полые валы, у которых отношение диаметра отверстия к диаметру вала (d/D >0,6). Применение силовых шпонок на таких валах почти исключается.
В крупносерийном и массовом производстве в ответственных соединениях, нагруженных большими крутящими моментами, работающих при циклической нагрузке, шпоночные соединения уступили место более совершенным шлицевым соединениям. Различают напряженные шпоночные соединения (клиновые и тангенциальные шпонки) и ненапряженные (призматические и сегментные шпонки).
1.2.1 Клиновые шпонки.
Клиновые шпонки выполняют по ГОСТ 24068 – 80 четырех исполнений: исполнение 1 - с головкой (рис. 3, а), исполнение 2-е закругленными торцами (рис. 3,б), исполнение 3-е плоскими торцами (рис. 3, в) и исполнение 4 —с одним закругленным и другим плоским торцом.
Рисунок 3 –Типы клиновых шпонок
Верхнюю грань шпонки делают с уклоном 1:100 (α - 0̊ 35'). Натяг между валом и ступицей создают путем забивания шпонки (рис. 4, а) или затяжки ступицы гайкой на шпонку, зафиксированную на валу в осевом направлении (вид, б).
Забивные шпонки с головками (вид, в) применяют преимущественно в концевых установках.
Рисунок 4 – Установка клиновых шпонок
На рисунке 5 представлены способы устранения недопустимого по технике безопасности выступания головок на торцах вращающихся валов.
Рисунок 5 – Установка забивных шпонок с головками
Наряду с установкой в пазу применяют установку клиновых шпонок на лысках (рисунок 6, а).
Фрикционные клиновые шпонки (виды б, в) устанавливают на гладком валу. Крутящий момент передается трением, возникающим между валом и шпонкой при затяжке.
Рисунок 6 – Клиновые шпонки
Тангенциальные нормальные и усиленные шпонки (рис. 7, ГОСТ 24069 - 80, ГОСТ 24070—80) состоят из двух клиньев (с боковыми односторонними скосами), забиваемых в паз, образованный угловыми уступами на валу и в ступице. Тангенциальные клиновые шпонки применяют только в попарной установке под углом между парными шпонками 120°.
Клиновые шпонки в настоящее время применяют редко, только на валах большого диаметра, в соединениях, не требующих точного центрирования. Основные их недостатки: децентрирование ступицы под действием одностороннего натяга; возникновение высоких напряжений в ступице при натяге; возможность перетяжки соединения; затруднительность демонтажа.
Рисунок 7 – Тангенциальные шпонки.
1.2.2 Призматические шпонки
Наиболее распространены призматические шпонки, устанавливаемые в пазу вала по посадкам с натягом Р9/h9 (врезные шпонки) или по посадке (закладные шпонки). Шпонки входят в паз ступицы так, что между верхней гранью шпонки и днищем паза оставляют зазор (рис 8,а).
Рекомендуются следующие посадки по боковым граням паза ступицы: с зазором (Н9/h9 — для центрирующих соединений;D/h9 — подвижных соединений) или переходные и с натягом (J/h9, N9/h9, Р9/h9 для циклически нагруженных соединений).
Ступицы сажают на вал обычно по посадке Н7/h6; в соединениях, подвергающихся циклическим нагрузкам; предпочтительны посадки Н7/j6, Н7/k6, Н7/n6, Н7/m6, Н7/р6.
Действующий на соединение крутящий момент вызывает напряжения среза в теле шпонки и напряжения смятия на боковых гранях шпонки (вид, а). Преобладающее значение для прочности и устойчивости соединения имеет изгибающий момент Мизг, стремящийся вывернуть шпонку из паза вала.
Для увеличения прочности заделки целесообразно применять посадку Р9/h9 в вале и увеличивать глубину установки шпонки в вал (вид, б). Шпонки ширинойb> 10 мм крепят в пазу вала винтами с прорезной головкой (вид, в) или винтами с внутренним шестигранником. Для повышения сопротивления усталости вала на участке, ослабленном шпоночным пазом, применяют обчеканку шпонок по контуру (виды: г, д).
Рабочие грани пазов ступицы и вала обрабатывают в рядовых соединениях до параметра шероховатости Rа = 3,2 мкм, в ответственных - доRа =2,5 мкм, днища пазов — доRa- 6,3 мкм.
Рисунок 8 – Установка призматических шпонок
Пазы в ступице выполняют долблением или протягиванием однощлицевой протяжкой, на валу — фрезерованием пальцевой (рисунок 9, а) или дисковой (рисунок 9,б) фрезой. Фрезерование дисковой фрезой производительнее и обеспечивает более высокую точность и малую шероховатость боковых граней паза.
Рисунок 9 – Схема обработки шпоночных пазов
Однако при этом способе увеличиваются осевые размеры шпоночного соединения, особенно в соединениях с упорными буртиками (рисунок 10, а. б), а при заданных габаритах сокращается длина шпонки. Кроме того, необходима фиксация шпонки в осевом направлении. Наиболее распостранён способ фрезерования пальцевыми фрезами.
Рисунок 10 – Установка шпонок в пазах
Во избежание пригонки торцов шпонок длину lпаза делают на 0,5—1 мм больше длиныlшпонки (рис. 11, а).
Пазы не доводят до ближайших ступенек на расстояние s=2÷3 мм для валов диаметром менее 30 мм, а для валов большего диаметра - на 4-5 мм. Врезание пазов в ступеньку увеличивает концентрацию напряжений. В концевых установках величину (рис. 11) принимают на 1-2 мм больше 5 с целью увеличения прочности перемычки.
Диаметр резьбы Dр(рис. 11,6), как обычно в ступичных соединениях, делают на 0,5 -2 мм меньше диаметраDвала.
Рисунок 11 – Установка шпонок в закрытых пазах
Высоту aупорной ступеньки, учитывая, что упор происходит почти но полной кольцевой поверхности, достаточно делать равной2-4мм.
В концевых установках целесообразно прорезать шпоночный паз на выход в горец вала (рис. 12). При этом сокращаются осевые габариты соединения и увеличивается рабочая длина шпонки, особенно если хотя бы один торец шпонки плоский.
В затяжных соединениях шпонку фиксируют в осевом направлении шайбой и гайкой (вид, а).
Неизбежное в затяжных конструкциях прорезание резьбы шпоночным пазом не сказывается отрицательно на работе резьбы. Паз в резьбе обычно используют под отгибную лапку стопорной шайбы т. Необходимо только, чтобы расстояние е между днищем паза и внутренним диаметром резьбы (вид, б) было достаточно для размещения лапки.
Рисунок 12 – Установка шпонок в пазах с выходом на торец вала
1.2.3 Направляющие шпонки.
Призматические шпонки с креплением на вале по ГОСТ 8790 - 79 (рис. 13) применяют для направления деталей, перемещаемых на валу с передачей крутящего момента. Причем могут быть использованы различные исполнения шпонок (1-3). Размеры сечения шпонок устанавливают по таблице.
Рисунок 13 – Направляющие шпонки
Во многих случаях оказывается более выгодным крепить шпонку в ступице (рис. 14), а на валу проделывать паз (скользящие сборные шпонки по ГОСТ 12208 — 66).
Крепление шпонки на винтах (виды д, б) не всегда осуществимо по конструктивным условиям. В таких случаях применяют закладные шпонки (виды в,г). При легких нагрузках и при отсутствии нагрузок, когда требуется только фиксация углового положения перемещаемой детали на валу, ограничиваются установкой на ступице закладных направляющих штифтов (вид, д).
Рисунок 14– Скользящие шпонки
1.2.4 Сегментные шпонки
Сегментные шпонки, или шпонки Вудруфа, обладают некоторыми технологическими преимуществами по сравнению с призматическими шпонками. Пазы на валах обрабатываются дисковыми фрезами с большей производительностью и точностью, чем для призматических шпонок. Шпонки изготовляют из чистотянутых сегментных профилей, а в мелкосерийном производстве — из цилиндрического проката с разрезанием на сегменты. Демонтаж шпонок несложен и осуществляется легким ударом по концу шпонки.
Крепление шпонок на валу устойчивее вследствие большей глубины врезания. Однако сегментные шпонки значительно ослабляют валы (особенно полые). Это обстоятельство наряду с малой длиной шпонок, обусловливающей повышенные напряжения смятия на рабочих гранях шпонок, ограничивает применение сегментных шпонок областью мало нагруженных соединений. Сегментные шпонки, за редким исключением, устанавливают только в массивных валах.
Посадки по боковым граням для сегментных шпонок такие же, как для призматических.
Диаметр сегментных шпонок выполняют по h22. Диаметр отверстий под шпонку на валу выполняют с положительным отклонением в плюс от номинального значения не более 0,8d1.
Фаски с (или радиус r) по контуру шпонки делают равными 0,2 — 0,3 мм. Длинуlшпонки определяют но формуле и для стандартных шпонок она равна (0,92-0,98)d1.
Рисунок 15. Установка сегментных шпонок
Условное обозначение шпонки состоит из размеров b×hи номера ГОСТа. Например, шпонка исполнения 1 сечениемb×h= 4 ×6,5 мм. Шпонка 1-4x6,5 ГОСТ 24071 -80. То же исполнения 2 сечениемb×h. = 4x5,2 (h2= 0,8h). Шпонка 2-4x5,2 ГОСТ 24071 -80. Примеры установки сегментных шпонок приведены на рис.15, а - в (цилиндрические валы) и рис. 15 г - д (конусные валы).
С помощью сегментных шпонок можно создать упор для затяжки ступиц на цилиндрическом валу (виды б, в) при небольшой рабочей осевой силе.
studfiles.net
Шпонка. Шпоночный паз. | МеханикИнфо
Шпонка. Шпоночный паз. Виды, размеры и предельные отклонения. 4.39/5 (87.88%) проголосовало 33

Шпоночный материал предназначен для передачи крутящего момента с одной детали на другую. Препятствует вращению одной детали относительно другой. В зависимости от диаметра вала, на которые подгоняется шпонка, будет меняться её ширина и высота, а на валу – глубина шпоночного паза.
Шпоночные пазы на валу делают на фрезерном станке, а на другой детали, которая садится на вал (зубчатое колесо, втулка, полумуфта, муфта и т.д.) на долбежном станке (смотрите видео). Также возможно изготовление шпоночного паза на токарном станке (смотрите видео).Существует несколько видов шпонок: призматические, клиновые, сегментные, цилиндрические и тангенциальные. Они могут быть как открытого, так и закрытого типа. Все они изготавливаются согласно стандартам ГОСТ, которые устанавливают размеры и предельные отклонение шпоночных пазов и шпонок:
ГОСТ 24071-97 – сегментные шпоночные пазы и шпонки;
ГОСТ 24068-80 – клиновые шпоночные пазы и шпонки;
ГОСТ 23360-78 – призматические шпоночные пазы и шпонки;
ГОСТ 10748-79 – призматические высокие шпоночные пазы и шпонки;
ГОСТ 24069-80 – тангенциальные нормальные шпоночные пазы и шпонки;
ГОСТ 12207-79 – цилиндрические шпоночные пазы и шпонки;
ГОСТ 8790-79 – призматические шпоночные пазы и шпонки с креплением на валу.
Материалом для шпонок могут служить различные сорта стали, чаще всего это углеродистые стали (Ст45, Ст60). Одним из главных условий, предъявляемых к шпонкам, является симметричность всех её боковых стенок, а также недопустима подгонка шпонки с заусеницами и забоинами.
Одним из главных плюсов шпонки является простота конструкции, надёжность и небольшая стоимость. Сборка такого рода соединения не занимает много времени.
Ниже вы можете ознакомится с таблицами размеров и предельных отклонение шпоночных пазов и шпонок.
Шпонка. Шпоночный паз. Виды, размеры и предельные отклонения.
Призматические шпонки по ГОСТ 23360-78.

Рис 1. Основные обозначения призматических шпонок и шпоночных пазов.
Таблица 1. Размеры и предельные отклонения призматических шпонок и шпоночных пазов по ГОСТ 23360-78.
| Диаметр вала d | Сечение шпонки bхh | Шпоночный паз | Длина l мм | ||||||||||
| Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | |||||||||||
| Свободное соединение | Номинальное соединение | Плотное соед. | Вал t1 | Втулка t2 | |||||||||
| Вал (Н9) | Втулка (D10) | Вал (N9) | Втулка (JS9) | Вал и втулка (Р9) | Ном.. | Ном. | Пред. откл. | не более | не менее | ||||
| Cв.12 до 17 » 17 » 22 | 5×5 6×6 | +0,030 | +0,078 +0,030 | 0 -0,030 | ±0,015 | -0,012 -0,042 | 3,0 3,5 | +0,1 0 | 2,3 2,8 | +0,1 0 | 0,25 0,25 | 0,16 0,16 | 10-56 14-70 |
| Св. 22 до 30 » 30 » 38 | 8×7 | +0,036 | +0,098 +0,040 | 0 -0,036 | ±0,018 | -0,015 -0,051 | 4,0 5,0 | +0,2 0 | 3,3 3,3 | +0,2 0 | 0,25 0,4 | 0,16 0,25 | 18-90 |
| 10×8 | 22-110 | ||||||||||||
| Св. 38 до 44 » 44 » 50 » 50 » 58 » 58 » 65 | 12×8 | +0,043 | +0,120 +0,050 | 0 -0,043 | ±0,021 | -0,018 -0,061 | 5,0 | 3,3 | 0,4 | 0,25 | 28-140 | ||
| 14×9 | 5,5 | 3,8 | 36-160 | ||||||||||
| 16×10 | 6,0 | 4,3 | 45-180 | ||||||||||
| 18×11 | 7,0 | 4,4 | 50-200 | ||||||||||
| Св. 65 до 75 » 75 » 85 » 85 » 95 | 20×12 | +0,052 | +0,149 +0,065 | 0 -0,052 | ±0,026 | -0,022 -0,074 | 7,5 | 4,9 | 0,6 | 0,4 | 56-220 | ||
| 22×14 | 9,0 | 5,4 | 63-250 | ||||||||||
| 24×14 | 9,0 | 5,4 | 70-280 | ||||||||||
.
Таблица 2. Предельные отклонения размеров (d + t1) и (d + t2).
| Высота шпонок | Предельное отклонение размеров | |
| d + t1 | d + t2 | |
| От 2 до 6 | 0-0,1 | +0,10 |
| Св. 6 до 18 | 0-0,2 | +0,20 |
| Св. 18 до 50 | 0-0,3 | +0,30 |
.
Призматические шпонки с креплением на валу по ГОСТ 8790-79.

Рис 2. Основные обозначения призматических шпонок с креплением на валу и шпоночных пазов.
Таблица 3. Размеры призматических шпонок с креплением на валу по ГОСТ 8790-79.
| Ширина b (h9) | Высота h (h21) | Радиус закругления r или фаска s1 x 45° | Диаметр d0 | Длина l2 | Длина l (h24) | Винты по ГОСТ 1491-80 | ||
| не менее | не более | от | до | |||||
| 8 | 7 | 0 25 | 0,40 | М3 | 7 | 25 | 90 | М3×8 |
| 10 | 8 | 0,40 | 0,60 | 8 | 25 | 110 | М3×10 | |
| 12 | М4 | 10 | 28 | 140 | М4×10 | |||
| 14 | 9 | М5 | 36 | 160 | М5×12 | |||
| 16 | 10 | М6 | 11 | 45 | 180 | М6×14 | ||
| 18 | 11 | 50 | 200 | |||||
| 20 | 12 | 0,60 | 0,80 | 56 | 220 | |||
| 22 | 14 | М8 | 16 | 63 | 250 | М8×20 | ||
| 25 | 70 | 280 | ||||||
| 28 | 16 | 80 | 320 | |||||
| 32 | 18 | М10 | 18 | 90 | 360 | М10×25 | ||
| 36 | 20 | 1,00 | 1,20 | 100 | 400 | |||
| 40 | 22 | М12 | 22 | 100 | 400 | М12×30 | ||
| 45 | 25 | 125 | 450 | |||||
.
Сегментные шпонки по ГОСТ 8786-68.

Рис 3. Основные обозначения сегментных шпонок и шпоночных пазов.
Таблица 4. Размеры и предельные отклонения сегментных шпонок и шпоночных пазов по ГОСТ 8786-68.
| Диаметр вала d | Размеры шпонки b×h×D | Шпоночный паз | |||||||
| Передающих вращающий момент | Фиксирующих элементы | Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | |||||
| Вал t1 | Втулка t2 | ||||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | не менее | не более | ||||
| От 3 до 4 Св. 4 » 5 | От 3 до 4 Св. 4 » 6 | 1×1,4×4 1,5×2,6×7 | 1,0 1,5 | 1,0 2,0 | +0,1 0 | 0,6 0,8 | +0,1 0 | 0,08 | 0,16 |
| Св. 5 » 6 » 6 » 7 | Св. 6 » 8 » 8 » 10 | 2×2,6×7 2×3,7×10 | 2,0 | 1,8 2,9 | 1,0 1,0 | ||||
| Св. 7 до 8 | Св. 10 до 12 | 2,5×3,7×10 | 2,5 | 2,7 | 1,2 | ||||
| Св. 8 до 10 » 10 » 12 | Св. 12 до 15 » 15 » 18 | 3×5×13 3×6,5×16 | 3,0 | 3,8 5,3 | +0,2 0 | 1,4 1,4 | |||
| Св. 12 до 14 » 14 » 16 | Св. 18 до 20 » 20 » 22 | 4×6,5×16 4×7,5×19 | 4,0 | 5,0 6,0 | 1,8 1,8 | 0,16 | 0,25 | ||
| Св. 16 до 18 » 18 » 20 | Св. 22 до 25 » 25 » 28 | 5×6,5×16 5×7,5×19 | 5,0 | 4,5 5,5 | 2,3 2,3 | ||||
| Св. 20 до 22 | Св. 28 до 32 | 5×9×22 | 7,0 | +0,3 0 | 2,3 | ||||
| Св. 22 до 25 » 25 » 28 | Св. 32 до 36 » 36 » 40 | 6×9×22 6×10×25 | 6,0 | 6,5 7,5 | 2,8 2,8 | ||||
| Св. 28 до 32 | Св. 40 | 8×11×28 | 8,0 | 8,0 | 3,3 | +0,2 0 | 0,25 | 0,40 | |
| Св. 32 до 38 | Св. 40 | 10×13×32 | 10,0 | 10,0 | 3,3 | ||||
.
Клиновые шпонки по ГОСТ 24068-80.

Рис 4. Основные обозначения клиновых шпонок и шпоночных пазов.
Таблица 5.1 Размеры и предельные отклонения клиновых шпонок и шпоночных пазов по ГОСТ 24068-80.
| Ширина b (h9) | Высота h (h21) | Радиус закругления r или фаска s1 x 45° | Длина l (h24) | Высота шпоночной головки | ||
| не менее* | не более | от | до | |||
| 2 | 2 | 0,16 | 0,25 | 6 | 20 | — |
| 3 | 3 | 6 | 36 | — | ||
| 4 | 4 | 8 | 45 | 7 | ||
| 5 | 5 | 0,25 | 0,40 | 10 | 56 | 8 |
| 6 | 6 | 14 | 70 | 10 | ||
| 8 | 7 | 18 | 90 | 11 | ||
| 10 | 8 | 0,40 | 0,60 | 22 | 110 | 12 |
| 12 | 8 | 28 | 140 | 12 | ||
| 14 | 9 | 36 | 160 | 14 | ||
| 16 | 10 | 45 | 180 | 16 | ||
| 18 | 11 | 50 | 200 | 18 | ||
| 20 | 12 | 0,60 | 0,80 | 56 | 220 | 20 |
| 22 | 14 | 63 | 250 | 22 | ||
| 25 | 14 | 70 | 280 | 22 | ||
| 28 | 16 | 80 | 320 | 25 | ||
| 32 | 18 | 90 | 360 | 28 | ||
| 36 | 20 | 1,00 | 1,20 | 100 | 400 | 32 |
| 40 | 22 | 100 | 400 | 36 | ||
| 45 | 25 | 110 | 450 | 40 | ||
| 50 | 28 | 125 | 500 | 45 | ||
| 56 | 32 | 1,60 | 2,00 | 140 | 500 | 50 |
| 63 | 32 | 160 | 500 | 50 | ||
| 70 | 36 | 180 | 500 | 56 | ||
| 80 | 40 | 2,50 | 3,00 | 200 | 500 | 63 |
| 90 | 45 | 220 | 500 | 70 | ||
| 100 | 50 | 250 | 500 | 80 | ||
.
Продолжение.
.
Таблица 5.2 Размеры и предельные отклонения клиновых шпонок и шпоночных пазов по ГОСТ 24068-80.
| Диаметр вала | Сечение шпонки bхh | Шпоночный паз | ||||||
| Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | ||||||
| Вал и втулка (D10) | Вал t1 | Втулка t2 | ||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | не менее | не более | |||
| От 6 до 8 | 2х2 | 2 | 1,2 | +0,10 | 0,5 | +0,10 | 0,08 | 0,16 |
| Св. 8 до 10 | 3х3 | 3 | 1,8 | 0,9 | ||||
| Св. 10 до 12 | 4х4 | 4 | 2,5 | 1,2 | ||||
| Св. 12 до 17 | 5х5 | 5 | 3,0 | 1,7 | 0,16 | 0,25 | ||
| Св. 17 до 22 | 6х6 | 6 | 3,5 | 2,2 | ||||
| Св. 22 до 30 | 8х7 | 8 | 4,0 | +0,20 | 2,4 | +0,20 | ||
| Св. 30 до 38 | 10х8 | 10 | 5,0 | 2,4 | 0,25 | 0,40 | ||
| Св. 38 до 44 | 12х8 | 12 | 5,0 | 2,4 | ||||
| Св. 44 до 50 | 14х9 | 14 | 5,5 | 2,9 | ||||
| Св. 50 до 58 | 16х10 | 16 | 6 | 3,4 | ||||
| Св. 58 до 65 | 18х11 | 18 | 7 | 3,4 | ||||
| Св. 65 до 75 | 20х12 | 20 | 7,5 | 3,9 | 0,40 | 0,60 | ||
| Св. 75 до 85 | 22х14 | 22 | 9 | 4,4 | ||||
| Св. 85 до 95 | 25х14 | 25 | 9 | 4,4 | ||||
| Св. 95 до 110 | 28х16 | 28 | 10 | 5,4 | ||||
| Св. 110 до 130 | 32х18 | 32 | 11 | 6,4 | ||||
| Св. 130 до 150 | 36х20 | 36 | 12 | +0,30 | 7,1 | +0,30 | 0,70 | 1,00 |
| Св. 150 до 170 | 40х22 | 40 | 13 | 8,1 | ||||
| Св. 170 до 200 | 45х25 | 45 | 15 | 9,1 | ||||
| Св. 200 до 230 | 50х28 | 50 | 17 | 10,1 | ||||
| Св. 230 до 260 | 56х32 | 56 | 20 | 11,1 | 1,20 | 1,60 | ||
| Св. 260 до 290 | 63х32 | 63 | 20 | 11,1 | ||||
| Св. 290 до 330 | 70х36 | 70 | 22 | 13,1 | ||||
| Св. 330 до 380 | 80х40 | 80 | 25 | 14,1 | 2,00 | 2,50 | ||
| Св. 380 до 440 | 90х45 | 90 | 28 | 16,1 | ||||
| Св. 440 до 500 | 100х50 | 100 | 31 | 18,1 | ||||
ОФОРМИТЬ ЗАКАЗ
mechanicinfo.ru
ВОПРОС 17. ШПОНОЧНЫЕ СОЕДИНЕНИЯ. ВИДЫ ШПОНОК. РАСЧЁТ ШПОНОЧНЫХ СОЕДИНЕНИЙ
Шпоночные и зубчатые соединения служат для закрепления деталей на осях и валах. Такими деталями являются шкивы, зубчатые колеса, муфты, маховики, кулачки и т. д. Соединения нагружаются в основном вращающим моментом.
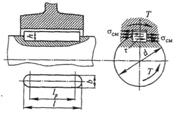
Соединение клиновыми шпонками
Рабочими являются широкие верхние грани шпонки. Передача крутящего момента от вала к ступице в основном силами трения, которые образуются в соединении от запрессовки шпонки. Запрессовка шпонки смещает центры вала и ступицы. Это смещение вызывает дисбаланс и неблагоприятно сказывается на работе механизма при больших частотах вращения.
Прочность по смятию широкой грани:
Соединение призматическими шпонками.
Момент передается с вала на ступицу боковыми узкими гранями шпонки. При этом на них возникают напряжения смятия а в продольном сечении шпонки ‑ напряжения среза (рис. 6.2).
Для упрощения расчета допускают, что шпонка врезана в вал на половину своей высоты, напряжения распределяются равномерно по высоте и длине шпонки, а плечо равнодействующей этих напряжений равно . Рассматривая равновесие вала или ступицы при этих допущениях, получаем условия прочности в виде
,
У стандартных шпонок ГОСТ 23360-78 размеры и зависят от диаметра вала и подобраны так, что нагрузку соединения ограничивают не напряжения среза, а напряжения смятия. Поэтому при расчетах обычно используют только формулу (6.1).
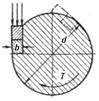
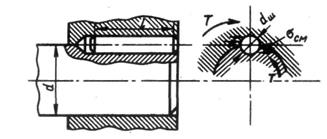
Шпонки тангенциальные
Поперечное сечение прямоугольник. В поперечном сечении соединения шпонка одной своей широкой стороной располагается касательно к окружности вала ‑ втулки. Шпонка состоит из двух односкосных одинакового уклона клиньев, составленных таким образом, что узкие грани ‑ они являются рабочими ‑ параллельны. Эти шпонки применяются сравнительно редко.
Прочность узкой грани по смятию проверяется по условию
где - ширина фаски;
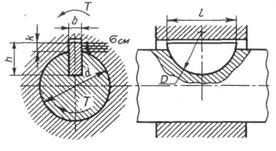
Сегментная шпонкаявляется разновидностью призматической шпонки, так как принцип работы этой шпонок подобен принципу работы призматической шпонки. Основные размеры сегментных шпонок b×h×D (ширина, высота, диаметр заготовки) стандартизованы в зависимости от диаметра вала ГОСТ 24071-80. Длина шпонки l.
Аналогично соединению с призматической шпонкой для сегментной шпонки получим
При длинных ступицах можно ставить в ряд по оси вала две сегментные шпонки.
Соединения с цилиндрической шпонкой
Цилиндрическую шпонку используют для закрепления деталей на конце вала. Цилиндрическую шпонку устанавливают в отверстие с натягом. В некоторых случаях шпонке придают коническую форму.
Условие прочности соединения цилиндрической шпонкой по напряжениям смятия:
megaobuchalka.ru
Шпоночные соединения. Типы шпонок. Какие напряжения возникают в призматической шпонке и как определить ее размеры ?
 Шпо́ночное соедине́ние — соединение охватывающей и охватываемой детали для передачи крутящего момента с помощью шпонки. Шпоночное соединение позволяет обеспечить подвижное соединение вдоль продольной оси. Классификация соединений в зависимости от формы шпонки: соединения призматическими шпонками, соединения клиновыми шпонками, соединения тангенциальными шпонками, соединения сегментными шпонками, соединения цилиндрическими шпонками.
Шпо́ночное соедине́ние — соединение охватывающей и охватываемой детали для передачи крутящего момента с помощью шпонки. Шпоночное соединение позволяет обеспечить подвижное соединение вдоль продольной оси. Классификация соединений в зависимости от формы шпонки: соединения призматическими шпонками, соединения клиновыми шпонками, соединения тангенциальными шпонками, соединения сегментными шпонками, соединения цилиндрическими шпонками.
 Шпонка - деталь, устанавливаемая в разъем двух соединяемых деталей и препятствующая их взаимному перемещению. Применяется чаще всего для передачи вращающего момента. По характеру работы различают ненапряженные (призматические и сегментные) и напряженные (клиновые и тангенциальные) шпонки, а также неподвижные и подвижные шпоночные соединения.
Шпонка - деталь, устанавливаемая в разъем двух соединяемых деталей и препятствующая их взаимному перемещению. Применяется чаще всего для передачи вращающего момента. По характеру работы различают ненапряженные (призматические и сегментные) и напряженные (клиновые и тангенциальные) шпонки, а также неподвижные и подвижные шпоночные соединения.
Виды шпонок:
Призматические, сегментные, клиновые.
Призматические шпонки применяют для неподвижных и подвижных соединений. В случаях, когда ступица должна перемещаться вдоль вала, устанавливают направляющие или скользящие призматические шпонки.
Шпоночные пазы на валах выполняют фрезерованием дисковой (предпочтительнее, так как быстрее и точнее) или концевой фрезой, в ступицах – протягиванием или долблением.
Концы призматических шпонок могут скругленными или плоскими.
Расчет призматической шпонки:
Момент с вала на ступицу передается боковыми гранями шпонки. На этих боковых гранях возникают напряжения смятия см, а в продольном сечении шпонки – напряжения среза ср.
Сечение шпонки подбирают по известному диаметру вала d из стандарта, а длину принимают на 5…10 мм меньше длины ступицы. Затем проверяют прочность соединения на смятие по формуле:
 ,
,
где Ft - окружная сила, Н; Aсм - площадь смятия, мм2; Mk - крутящий момент, Н х м; d – диаметр вала, мм; k – глубина врезания шпонки в ступицу, мм; h – высота шпонки, мм; t1 – глубина паза на валу, мм; lp – расчетная длина шпонки, мм; [см] – допускаемые напряжения смятия, МПа.
На срез стандартные шпонки не проверяют, так как размеры поперечного сечения b и h подобраны таким образом, что нагрузку соединения ограничивают не напряжения среза, а напряжения смятия. При необходимости проверки на срез используют следующую формулу:
,
где b – ширина шпонки, мм; [ср] – допускаемое напряжение на срез, МПа.
Сварные соединения. Типы сварных швов. Как расчитать размеры сварного шва в нахлестку?
Сварное соединение — неразъёмное соединение, выполненное сваркой.
Сварное соединение включает три характерные зоны, образующиеся во время сварки: зону сварного шва, зону сплавления и зону термического влияния, а также часть металла, прилегающую к зоне термического влияния.
Сварной шов — участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации.
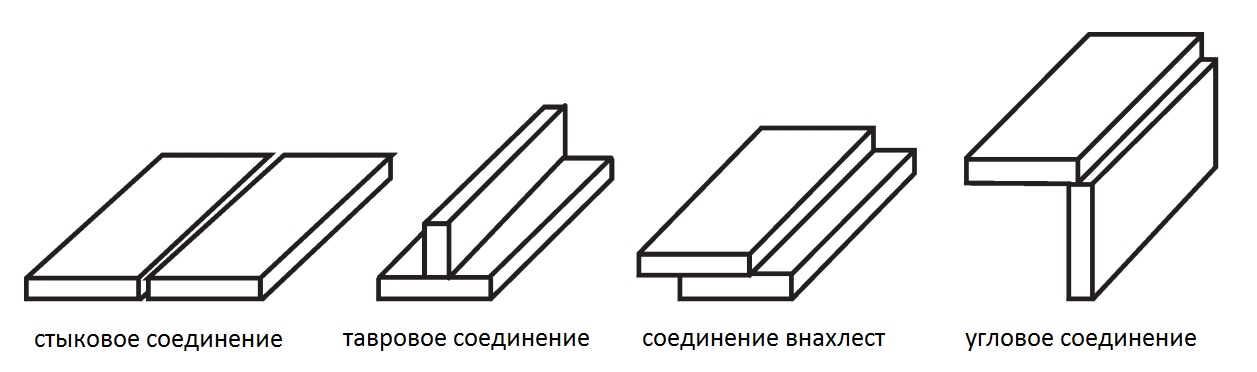
Основные типы сварных соединений
· Стыковое — сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями.
· Нахлёсточное — сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга.
· Угловое — сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев.
· Тавровое — сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента.
· Торцовое — сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу.
Алгоритм расчета
Определяется допускаемое напряжение на растяжение для основного металла (полосы) по формуле (1.1) . При этом для стали Ст.3 принимается  равным 240 мПа .
равным 240 мПа .
Считается, что метод расчета не является предельно точным. Согласно условию нагружения и таблице 1.3 принимаем kз = 1,9 , тогда  , следовательно, для материала, работающего на срез,
, следовательно, для материала, работающего на срез,
 . (2.5)
. (2.5)
Принимая катет шва (т.е. h равным толщине полосы), находим требуемую расчетную длину всех швов.
 . (2.6)
. (2.6)
Длина фланговых швов l2 определяется как
 .
.
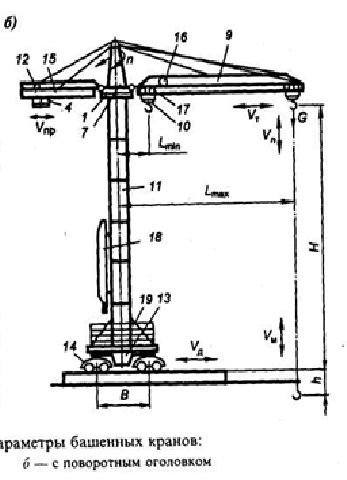
36.Башенный кран с поворотной головкой.
У кранов с поворотной башней опорно-поворотное устройство 1 расположено в верхней части башни. Поворотная часть таких кранов включает поворотный оголовок 7, механизм поворота, стрелу 9 и противовесную консоль 15, на которой размещены лебедки и противовес 4, служащий для уменьшения изгибающего момента, действующего на башню крана. На ходовой раме 13, кранов с неповоротной башней уложены плиты балласта 19, а с боковой стороны башни расположены монтажная стойка 18 с лебедкой и полиспастом, предназначенная для поднятия и опускания верхней части крана при его монтаже и демонтаже. Ходовые рамы опираются на ходовые тележки 14, которые обеспечивают передвижение кранов по подкрановым путям.
Монтаж и демонтаж кранов осуществляются собственными механизмами и стреловым самоходным краном грузоподъемностью 25 т. Для подъема и опускания верхней части крана при монтаже и демонтаже секций башни служит монтажная стойка, состоящая из собственно стойки, лебедки, площадок, обойм полиспаста, блока и катушки. При монтаже или демонтаже стойка крепится на секциях башни в специальных кронштейнах. Стойка состоит их трехгранной фермы, имеющей внизу портал, в котором располагается монтажная лебедка.
 Все башенные краны оборудуются приборами безопасности. К ним относятся ограничители крайних положений всех видов движения, расположенные перед упорами: передвижения крана, грузовой и контргрузовой тележек, угла наклона стрелы, поворота, высоты подъема, выдвижения башни и т. д. Для защиты кранов от перегрузки при подъеме груза на определенных вылетах применяют ограничители грузоподъемности. Краны также оснащают тормозами на всех механизмах рабочих движений, нулевой и концевой электрозащитой, аварийными кнопками и рубильниками, анемометрами с
Все башенные краны оборудуются приборами безопасности. К ним относятся ограничители крайних положений всех видов движения, расположенные перед упорами: передвижения крана, грузовой и контргрузовой тележек, угла наклона стрелы, поворота, высоты подъема, выдвижения башни и т. д. Для защиты кранов от перегрузки при подъеме груза на определенных вылетах применяют ограничители грузоподъемности. Краны также оснащают тормозами на всех механизмах рабочих движений, нулевой и концевой электрозащитой, аварийными кнопками и рубильниками, анемометрами с
 автоматическим определением опасных порывов ветра и подачей звуковых и световых сигналов для предупреждения машиниста об опасности, рельсовыми захватами на ходовых тележках, указателями вылета крюка и грузоподъемности на данном вылете при соответствующей высоте подъема груза и т. п. Для прохода машиниста в кабину и к удаленным узлам для проведения технического обслуживания и ремонта на кранах устанавливают лестницы, площадки и настилы, имеющие необходимое ограждение.
автоматическим определением опасных порывов ветра и подачей звуковых и световых сигналов для предупреждения машиниста об опасности, рельсовыми захватами на ходовых тележках, указателями вылета крюка и грузоподъемности на данном вылете при соответствующей высоте подъема груза и т. п. Для прохода машиниста в кабину и к удаленным узлам для проведения технического обслуживания и ремонта на кранах устанавливают лестницы, площадки и настилы, имеющие необходимое ограждение.
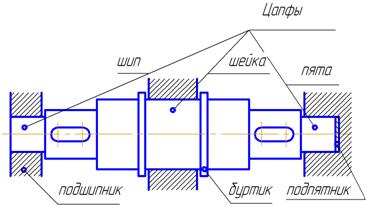
37.Валы и оси. Назначение.В чем их различие. Как рассчитать диаметр оси и ориентировочный диаметр вала, если известны: [su],Mu,tк,Mк?
Зубчатые колеса, шкивы, звездочки и другие вращающиеся детали машин устанавливают на валах или осях.
Вал – деталь машин, предназначенная для поддержания сидящих на нем деталей и передачи крутящего момента. При работе вал испытывает деформации кручения и изгиба, иногда – растяжения-сжатия.
Ось – деталь машин и механизмов, служащая для поддержания вращающихся частей, но не передающая полезный крутящий момент, а, следовательно, не испытывает кручения.
Классификация валов и осей
Виды валов:
1) коренные,
2) шпиндели,
3)трансмиссионные.
По форме геометрической оси валы бывают:
1) прямые, 2) коленчатые; 3)гибкие.
По типу сечения валы бывают:
1) сплошные; 2) полые.
Оси бывают вращающиеся и неподвижные.
Прямые валы и оси изготавливают гладкими или ступенчатыми. Образование ступеней связано с различной напряженностью отдельных сечений, а также с условиями изготовления и сборки.
Рис. 3.44. Опорные части вала и оси
Отличие:
Возьмем для примера тяжелый железнодорожный вагон. Он установлен на 2 ходовые тележки; 8 пар колес этих тележек свободно катятся по стальным рельсам. Толстые, прочные оси, на которых закреплены колеса, служат им только опорой и не передают от одного колеса другому никаких усилий. При этом ось может вращаться вместе с колесами, как у вагона, а может быть закреплена неподвижно, как у велосипеда. Ось, как правило, имеет опоры с обоих концов. Если же ось закреплена только с одного конца, а на другом установлено колесо — ее называют полуосью. На таких полуосях установлены передние колеса автомобиля. Это позволяет автомобилю делать крутые повороты. У валов «обязанности» значительно сложнее: они не только поддерживают вращающиеся детали, а, самое главное, передают вращающие усилия от одной части механизма другой.
Определение диаметра вала (ориентировочно) по формуле
d = A 3?(N/n) см
infopedia.su
Что такое шпонка?
Приветствуем, тебя читатель портала – SoproMats! Сегодня расскажем о том, что такое шпонка, какие существуют шпоночные соединения и дадим несколько рекомендаций по проектированию шпоночного соединения. Также к этой статье прилагаются несколько дополнительных публикаций, с которыми Вы можете ознакомится, перейдя по ссылкам в боковом меню.
Шпонка – это деталь, сцепляющая между собой два компонента — вал и ступицу. Она монтируется в пазовые углубления обоих, формируя шпоночное соединение. Деталь необходима для передачи крутящего момента от ступицы к валовому компоненту и наоборот. Пазы для ее монтажа на валу получают способом фрезеровки, а в ступицах – способом долбления или протяжки. Изготавливается из качественной углеродистой стали, а чтобы улучшить показатели прочности заготовка подвергается термообработке.
Плюсы шпоночного соединения (комбинации) — это несложная в исполнении конструкция, с низкой себестоимостью, удобная для сборки и разборки, поэтому такие сцепления используют машиностроительной отрасли.
К минусам относят, то что соединительные пазовые углубления, уменьшают прочностные характеристики обоих элементов. И их не желательно использовать в валовых элементах, испытывающих повышенное напряжение.
Какие существуют шпоночные соединения?
Комбинации бывают напряженные и ненапряженные.
Напряженные — образуются при использовании клиновых и тангенциальных шпонок, напряжение появляется уже при сборке, вне зависимости от внешнего воздействия в процессе работы.
Ненапряженные возникают при установке сегментных и призматических видов, при сборке компонентов внутри самого сцепления напряжения не образуется, а проявляется оно только при нагружаемых работах.
Проектные рекомендации
В процессе проектирования необходимо соблюдать ряд рекомендаций:
- для одного валового элемента желательно использовать одинаковые по сечению, а лучше, и по длине ш., ориентиром служит меньший по сечению вал;
- при небольшом вращающем моменте желательно монтировать ш. меньшего сечения, по отношению к размерам сечения вала, чем это указано в госстандарте;
- если есть несколько шпоночных пазов, то их размещают на одной образующей;
- если необходимо монтировать две сегментные ш., то их устанавливают вдоль вала в одном пазовом углублении ступицы. Если установить несколько ш. в одном соединении, то это ослабит сцепление. Если есть такая необходимость, то лучше использовать шлицевое (зубчатое) сцепление.
- лучше избегать шпоночное сцепление при тонкостенных полых валах.
Статьи по шпонке:
В этом разделе написано о статьях про шпонки, которые опубликованы на нашем сайте.
Какие бывают виды шпонок?
В статье рассказано о существующих видах шпонок, которые применяются в инженерной практике: призматические, сегментные, цилиндрические, клиновые, тангенциальные. По каждому виду приведен ГОСТ, по которому определяются их характерные особенности и размеры. Также указанно где применяются каждый конкретный вид шпонки.
Как выполнить расчет шпонки?
В этом материале показано на простом примере как рассчитывается шпонка, а точнее шпоночное соединение. В примере для шпонки задается в качестве исходных данных: размеры вала и ступицы, материал из которого изготовлена шпонка и крутящий момент.
sopromats.ru
ВОПРОС 17. ШПОНОЧНЫЕ СОЕДИНЕНИЯ. ВИДЫ ШПОНОК. РАСЧЁТ ШПОНОЧНЫХ СОЕДИНЕНИЙ.
Шпоночные и зубчатые соединения служат для закрепления деталей на осях и валах. Такими деталями являются шкивы, зубчатые колеса, муфты, маховики, кулачки и т. д. Соединения нагружаются в основном вращающим моментом.
 Соединение клиновыми шпонками
Соединение клиновыми шпонками
Рабочими являются широкие верхние грани шпонки. Передача крутящего момента от вала к ступице в основном силами трения, которые образуются в соединении от запрессовки шпонки. Запрессовка шпонки смещает центры вала и ступицы. Это смещение вызывает дисбаланс и неблагоприятно сказывается на работе механизма при больших частотах вращения.
Прочность по смятию широкой грани:
Соединение призматическими шпонками.
 Момент передается с вала на ступицу боковыми узкими гранями шпонки. При этом на них возникают напряжения смятия
Момент передается с вала на ступицу боковыми узкими гранями шпонки. При этом на них возникают напряжения смятия  а в продольном сечении шпонки ‑ напряжения среза
а в продольном сечении шпонки ‑ напряжения среза  (рис. 6.2).
(рис. 6.2).
Для упрощения расчета допускают, что шпонка врезана в вал на половину своей высоты, напряжения распределяются равномерно по высоте и длине шпонки, а плечо равнодействующей этих напряжений равно  . Рассматривая равновесие вала или ступицы при этих допущениях, получаем условия прочности в виде
. Рассматривая равновесие вала или ступицы при этих допущениях, получаем условия прочности в виде
 ,
, 
 У стандартных шпонок ГОСТ 23360-78 размеры
У стандартных шпонок ГОСТ 23360-78 размеры  и
и  зависят от диаметра вала и подобраны так, что нагрузку соединения ограничивают не напряжения среза, а напряжения смятия. Поэтому при расчетах обычно используют только формулу (6.1).
зависят от диаметра вала и подобраны так, что нагрузку соединения ограничивают не напряжения среза, а напряжения смятия. Поэтому при расчетах обычно используют только формулу (6.1).
Шпонки тангенциальные
 Поперечное сечение прямоугольник. В поперечном сечении соединения шпонка одной своей широкой стороной располагается касательно к окружности вала ‑ втулки. Шпонка состоит из двух односкосных одинакового уклона клиньев, составленных таким образом, что узкие грани ‑ они являются рабочими ‑ параллельны. Эти шпонки применяются сравнительно редко.
Поперечное сечение прямоугольник. В поперечном сечении соединения шпонка одной своей широкой стороной располагается касательно к окружности вала ‑ втулки. Шпонка состоит из двух односкосных одинакового уклона клиньев, составленных таким образом, что узкие грани ‑ они являются рабочими ‑ параллельны. Эти шпонки применяются сравнительно редко.
Прочность узкой грани по смятию проверяется по условию

где  - ширина фаски;
- ширина фаски;
Сегментная шпонкаявляется разновидностью призматической шпонки, так как принцип работы этой шпонок подобен принципу работы призматической шпонки. Основные размеры сегментных шпонок b×h×D (ширина, высота, диаметр заготовки) стандартизованы в зависимости от диаметра вала ГОСТ 24071-80. Длина шпонки l.
Аналогично соединению с призматической шпонкой для сегментной шпонки получим

При длинных ступицах можно ставить в ряд по оси вала две сегментные шпонки.
Соединения с цилиндрической шпонкой
Цилиндрическую шпонку используют для закрепления деталей на конце вала. Цилиндрическую шпонку устанавливают в отверстие с натягом. В некоторых случаях шпонке придают коническую форму.
Условие прочности соединения цилиндрической шпонкой по напряжениям смятия:
infopedia.su










423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)