 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
пространтсвенная разметка. Слесарное дело разметка
Урок по слесарному делу на тему "Разметка"
Согласовано: на заседании методической комиссии.
«__» ___________ 2015г
План урока № 1
Изучаемая тема по программе. ПМ 01 разметка.
Тема урока. Пространственная разметка.
Цель урока. Научить учащегося правильно производить разметку деталей. Учебно-воспитательная цель. Воспитывать у учащегося стремление бережного отношения к инструменту и материалам. Аккуратности и внимательности в работе.
Материально-техническое оснащение урока: Стенд, плакаты, образцы, заготовки, верстаки, приспособления, рейсмас.
Ход урока: 6 часов.
1. Вводный групповой инструктаж 50 мин.
а) проверка знаний по пройденному материалу 15 мин.
- Назначение и устройство измерительного инструмента.
- Приемы работы линейкой и угольником.
- Приемы работы циркулем и штангенциркулем.
- Последовательность проведения рисок чертилкой и циркулем.
б) объяснения учащимся нового материала 25 мин.
- Приспособления для пространственной разметке.
- Устройство измерительного инструмента.
- Приемы и последовательность разметки.
- Безопасные условия труда при разметке.
- К чему приводит брак в работе.
Разметкой называется - операция нанесения на обрабатываемую заготовку
разметочных линий (рисок), определяющих контуры будущей детали или места,
подлежащие обработки. Разметку выполняют точно и аккуратно, потому - что
ошибки, допущенные при разметке, приведет, что изготовленная деталь окажется браком или останется большой припуск. В зависимости от формы размечаемых заготовок и деталей разметка делится на плоскостную и пространственную (объемную).
Плоскостная разметка - выполняется обычно на поверхностях плоских деталях, на полосовом и листовом заключается в нанесении на заготовку контурных параллельных и перпендикулярных линий (рисок), окружностей, дуг, углов, осевых линий, разных геометрических фигур.
Приспособление для выполнения разметки используют: разметочные плиты,
подкладки, поворотные приспособления, домкраты и т.д.
Инструмент - чертилка, кернер, циркуль, разметочный штангенциркуль, рейсмас.
Чертилка - служит для нанесения линий (рисок) на размечаемую поверхность с помощью линейки, угольники или шаблона.
Кернер - слесарный инструмент, применяется для нанесения углублений (керном) на предварительно размеченных линиях. Делают, для того чтобы риски были отчетливо видны и не стирались в процессе обработки детали. Кернеры бывают обыкновенные, специальные, пружинные и электрические.
Циркуль - для разметки окружностей и дуг, для деления отрезков и переноса
размеров с линейке на деталь. Циркуль состоит: из двух шарнирно соединенных
ножек, целых или вставных иглами.
Разметочный штангенциркуль - предназначен для тонкой разметки прямых линий и центров, а также окружностей больших диаметров. Он имеет штангу с
миллиметровыми делениями и две ножки - неподвижную со стопорным винтом и
подвижную с рамкой и конусом, стопорным винтом для закрепления рамки
Рейсмас - является основным инструментом для пространственной разметки. Он
служит для нанесения параллельных, и горизонтальных линий, и для проверки
установки деталей на плите.
Подготовка к разметке:
- Очистить заготовку от пыли, грязи, окалины, ржавчины стал, щеткой.
- Тщательно осмотреть от дефектов.
3. Изучить чертеж детали (размеры, припуск на обработку).
4. Подготовить поверхности к окрашиванию (мел, медный купорос, краска, лак быстро сохнувшие)
5. Окрашивание поверхностей.
Приемы плоскостной разметки.
- Разметочные линии наносят в такой последовательности: - сначала проводят горизонтальные затем вертикальные линия.
- Потом наклонные и последние
- Окружности, дуги и закругления
Прямые риски наносят чертилкой под углом 75-80° в сторону от линейке. Перпендикулярные и параллельные при помощи угольника, проводят один раз. Накернивание разметочных линий острые кернера ставят точно на разметочную риску в середине. При установки сначала наклоняют, а затем ставят вертикально кернер и наносят легкий удар молотком массой 100-200гр. Керны для сверления отверстий делают более глубокими, чем остальные, чтобы сверло меньше уводило в сторону от разметочной точки. Большое количество одинаковых деталей размечают по шаблону.
Шаблоны - изготавливают из листового материала толщиной 0,5-1мм. При разметке шаблона или (образец) накладывает на окрашенную заготовку (деталь) и проводят чертилкой риску вдоль контура шаблона, после чего риску накернивают.
Соблюдения ТБ при разметочных работах
- установку и снятие заготовок (деталей) с плиты выполнять только в рукавицах.
- перед установкой заготовок (деталей) на плиту проверить на устойчивость
- во время работы, когда не пользуется чертилкой на остро заточенные концы обязательно надевать предохранительные пробки или колпаки для окрашивания медный купорос наносят только кисточкой (он ядовит)
- следить, чтобы проходы вокруг разметочной плиты были всегда свободны
- следить за исправностью крепления молотка на ручке
- удалять пыль и окалину с плит только щеткой
промасленную ветошь и бумагу складывать только в специальные металлические ящики.
- Осторожно обращаться с острыми концами чертилок, циркулей.
- Надежно устанавливать разметочную плиту на столе.
- Осторожно обращаться с раствором медного купороса.
- Не работать на неисправном заточном станке; при отсутствии кожуха, экранчика; неисправном подручнике; зазоре между кругом и подручником более 2—3 мм; биении круга.
в) закрепление материала: Краткий опрос учащихся. 10 мин.
1. Как выбрать красители в зависимости от материала заготовки?
Дл окрашивания необработанных поверхностей (отливок, поковок, проката) применяют меловый раствор (молотый мел, разведенный водой). Для предохранения окрашивающего слоя от стирания и быстрого его высыхания в состав красителя вводят клей (6ООг мела + 50г столярного клея + 4л воды).
2 Нанесение рисок.
Выбрать чертилку в зависимости от металла различаемой детали стальные - при разметке грубых и предварительно обработанных деталей; латунные - при разметке отшлифованных поверхностей готовых деталей. Нанести риски чертилкой, располагая ее с наклоном по направлению перемещения и с наклоном в сторону от линейки не должен изменяться в процессе нанесения рисок.
3. Порядок разметки заготовок от центровой линии.
а) Подготовить поверхность заготовки к разметке.
б)На половине ширины заготовки, т.е. на расстоянии 18 мм от кромки провести осевую продольную риску.
в) Отступив от конца заготовки на 74 мм, прочертить перпендикулярно риске.
г) По обе стороны риски на расстоянии 15 мм от нее.
д.) В точке пересечения нанести корневое углубление и из него радиусом R, равным 3 мм, провести полуокружность.
4. Порядок разметки по шаблону.
а)Подготовить поверхность заготовки к разметке.
б) Установить заготовку на разметочную плиту, чтобы она плотно прилегала к ней.
в) Наложить шаблон на размечаемую заготовку так, чтобы он плотно прилегал к ней.
г) Пальцами левой руки прижимать шаблон к заготовке, а пальцами правой руки прочерчивать чертилкой вдоль контура шаблона риски, строго сохраняя неизменными угол наклона и нажим на чертилку.
5. Кернение разметочных рисок простым кернером.
а) Взять кернер тремя пальцами левой руки и поставить острым концом точно на разметочную риску так, чтобы острее кернера находилось строго на середине риски; наклонив кернер в сторону от себя прижать его к намеченной точке, б)Поставить кернер вертикально, в)Нанести легкий удар молотком.
6. Правильная заточка чертилки.
а) Подготовить станок для заточки инструмента.
б) Взять чертилку левой рукой за середину, а правой – за противоположный затачиваемому концу
в) Расположить чертилку на периферии заточного круга под необходимым углом наклона и выдерживая этот угол постоянным, с легким нажимом равномерно вращать чертилку правой рукой; затачивать чертилку следует под углом 15-20°.
7 Заточка ножек циркуля.
а) Свести ножки циркуля так, чтобы они находились в плотном соприкосновении. б)Взять циркуль левой рукой за середину, а правой рукой - за шарнирное соединение 2-х ножек.
в) Расположить ножки циркуля под необходимым углом к абразивному кругу. д)Заточить сначала конец одной ножки; после этого, изменив положение ножек, заточить другой конец ножки.
г) Довести на оселке острые концы ножек циркуля и снять заусенцы на боковых гранях и внутренних плоскостях ножек.
8. Правило безопасности работы при разметке.
а) Осторожно обращаться с концами чертилок, циркулей. б)Надежно устанавливать разметочную плиту на столе.
в) Осторожно обращаться с раствором медного купороса.
г) Не работать на неисправном заточном станке; при отсутствии кожуха, экранчика; неисправном подручнике; зазора между кругом и подручником более 2-3 мм; биении круга.
г) задание на день
1. Произвести разметку на деталях и заготовках.
2. Самостоятельная работа учащихся и текущий инструктаж (целевые обходы рабочих мест). 4 час. 40 мин.
- Проверка организации рабочих мест учащихся.
- Соблюдение правил техники безопасности.
- С целью объяснения и помощи учащихся.
- С целью проверки качества выполняемых работ учащихся.
Типичные затруднения и ошибки учащихся и их предупреждение.
Основные затруднения и ошибки, учащихся при выполнении разметочных работ возникают из-за незнания предстоящих слесарных операций. Иногда разметку ведут без предварительной обработки металла и не всегда сочетают с последующей обработкой.
Первое затруднение, с которым учащиеся встречаются при плоскостной разметке, — плохое окрашивание медным купоросом предварительно защищенной поверхности заготовки вследствие ее загрязнения. Для обеспечения хорошего окрашивания поверхность нужно тщательно зачистить стальной щеткой. Медный купорос следует разводить в воде, а окрашивание производить кисточкой. Нужно избегать смачивания поверхности изделия водой. Кроме того, не следует натирать поверхность куском медного купороса, так как он не безвреден.
При проведении чертилкой продольных рисок у учащихся зачастую миллиметровые линейки сдвигаются с места и риски искривляются. Чтобы избежать сдвига линейки, нужно плотно прижимать к заготовке широко расставленными пальцами левой руки ее концы, а не середину.
При проведении рисок учащиеся, кроме того, допускают две ошибки:
сильно наклоняют чертилку, отчего она не врезается в металл, а лишь соскабливает медный купорос. Чертилку нужно держать под небольшим углом к поверхности, добиваясь врезания ее в металл;
получают риски не за один проход чертилки, а за два-три прохода; риска при этом получается широкой, а подчас и сдвоенной. Наносить риски нужно за один проход чертилки.
Затруднения учащихся возникают также при накернивании рисок и нанесении керновых углублений точно по риске. Нередко причиной этого является кернер, заточенный под большим углом. Чтобы керновые углубления получались точно по риске, нужно кернер вводить в риску в наклонном положении движением, направленным поперек риски. Когда кернер войдет в риску, он выравнивается до прямого угла и по нему производится удар молотком
Учащиеся допускают ошибку, ставя керновые углубления часто при обрисовывании ими разметки. Это делает разметку грубой и увеличивает число керновых углублений, не совпавших с риской. В итоге после обработки кромки заготовка получается испещренной оставшимися следами керновых углублений. Керновые углубления следует ставить с интервалами в 10— 50 мм по прямой линии и обязательно на пересечениях рисок. Кернение надо производить разметочным молотком с одинаковым усилием, чтобы керновые углубления были одинаковой глубины.
При разметке окружностей у учащихся возникает такое затруднение: устанавливая на нужный размер циркуль, они обычно сбивают его при закреплении барашка.
3. Уборка рабочих мест. 10 мин.
1. Учащиеся производят уборку рабочих места, сдают инструменты и свои работы.
4. Заключительный инструктаж. 15 мин.
Анализ рабочего дня.
- Отметить работы лучших учащихся.
- Отметить недостатки учащихся.
- Ответить на вопросы учащихся.
- Выставить оценки в журнал.
5. Задание на дом. 5 мин.
Ознакомление с материалом следующего урока, повторить тему «Разметка металла». Учебник «Слесарное дело» автор Скакун В.А.
Мастер производственного обучения______________________________
multiurok.ru
Разметка | Основы слесарной обработки
Разметкой называется нанесение на подлежащие обработке материалы или на обрабатываемое изделие точек и линий, обозначающих оси и контуры детали согласно чертежу, а также мест, подлежащих обработке.
Основное назначение разметки заключается в указании границ, до которых надо обрабатывать заготовку. Разность между размерами заготовки до и после обработки называется припуском на обработку. Однако в целях экономии времени простые заготовки часто обрабатывают без предварительной разметки (например, опиливают по размерам, указанным на чертеже).
Иногда наносятся две риски: одна для обозначения границы обработки, другая на некотором расстоянии от нее — для контроля.
Различают плоскостную и пространственную разметку. С помощью плоскостной разметки размечают плоские детали или отдельные плоскости деталей в том случае, если они не должны увязываться с другими их плоскостями. Приемы плоскостной разметки весьма схожи с приемами технического черчения и выполняются инструментами, подобными чертежным.
Пространственная разметка заключается в том, что разметки отдельных поверхностей детали, расположенных в разных плоскостях и под различными углами друг к другу, увязываются между собой. Для пространственной разметки деталь устанавливается на специальной разметочной плите, причем правильность ее установки тщательно проверяется.
При разметке применяется следующий инструмент (рис. 4.2): линейки, окладной метр, чертилка, кернер, стальной угольник, транспортир, разметочный циркуль, штангенциркуль, рейсмус и др.
Рис. 4.2. Инструменты, применяемые при разметке: а — чертилка; б — слесарный угольник; в — разметочный циркуль; г — рейсмус; д — штангенциркуль.Разметка детали может осуществляться по чертежу и по шаблону.
Разметка по чертежу требует от рабочего определенных навыков: четкого понимания чертежа или эскиза, правильного выбора базы, от которой откладываются размеры детали, точной установки размеров по масштабной линейке и перенесению их на размечаемую деталь.
Шаблоны обычно применяются при разметке большого количества плоских деталей и позволяют значительно упростить и ускорить сам процесс разметки. Шаблоны изготовляются из листовой стали, алюминиевых сплавов или фанеры. Для разметки детали этим способом шаблон укладывают на размечаемый лист, прижимают к нему и обчерчивают по кромкам с помощью чертилки. При этом необходимо держать чертилку под постоянным углом к листу, не наклоняя в сторону шаблона (или линейки), так как от этого искажаются размеры детали.
Обычно при прочерчивании рисок чертилку держат с двойным уклоном: один на 15—20° от вертикали в сторону от линейки (или шаблона), другой в-сторону перемещения чертилки так, чтобы угол между ней и заготовкой (деталью) составлял 45-70°.
Риску следует проводить только один раз, а чтобы она была как можно тоньше, острие чертилки должно быть всегда хорошо заточено.
Чтобы нанесенные при разметке линии не стерлись при транспортировке и обработке детали, их прокернивают через 50—100 мм, а на закруглениях — через 5—10 мм. Кернер ставят на отмечаемой точке сначала наклонно, а в момент удара его выводят в вертикальное положение (рис. 4.3). Пальцы руки держащей кернер, не должны касаться размечаемой детали. Удар молотком наносят легко.
Рис. 4.3. Приемы кернения.Накернивание следует производить после того, как вся разметка будет окончена. Следует помнить, что разметка является одной из наиболее ответственных операций, обеспечивающих правильное изготовление детали. Поэтому рабочий, производя разметку, должен быть внимателен, особенно при определении размеров по чертежу, нанесении их на заготовку, а также при установке детали на разметочной плите. Разметка должна выполняться только исправным и точным инструментом.
www.stroitelstvo-new.ru
пространтсвенная разметка
Украинская инженерно-педагогическая академия
Учебно-производственный центр
САМОСТОЯТЕЛЬНАЯ РАБОТА
Слесарный участок
Выполнила студентка
группы Ден-Проф 14
Подурец А.А.
Проверил мастер
производственного обучения
.
Харьков 2015
Назначение и технические требования разметки
Разметкой называется операция нанесения на обрабатываемую поверхность детали или заготовки разметочных рисок, определяющих контуры профиля детали и места, подлежащие обработке. Основное назначение разметки заключается в указании границ, до которых надо обрабатывать заготовку. Для экономии времени простые заготовки часто обрабатывают без предварительной разметки. Например, чтобы слесарю-инструментальщику изготовить обыкновенную шпонку с плоскими торцами, достаточно отрубить кусок квадратной стали из прутка определенного размера, а затем опилить по размерам, указанным на чертеже.
Пространственная разметка - это разметка поверхностей заготовки ( детали), расположенных в различных плоскостях и под разными углами, выполняемая от какой-либо исходной поверхности или разметочной риски, выбранной за базу.
Пространственная разметка наиболее распространена в машиностроении; по приемам она существенно отличается от плоскостной. Трудность пространственной разметки заключается в том, что приходится не просто размечать отдельные поверхности детали, расположенные в различных плоскостях и под различными углами друг к другу, а увязывать разметки этих отдельных поверхностей между собой.
Рисунок 1. Разметка пространственная
Применяют три основные группы разметки: машиностроительную, котельную и судовую. Машиностроительная разметка является самой распространенной операцией слесарной обработки.
Самым распространенным инструментом для измерения линейных размеров является метр — металлическая линейка, на которую нанесена шкала с делениями, выраженными в миллиметрах. Цена деления шкалы линейки равна 1 мм.
Рис. 2. Усадочный 1%-ный метр в сопоставлении с основным обычным метром
Пространственная разметка существенно отличается от плоскостной. Трудность пространственной разметки заключается в том, что токарю приходится не просто размечать отдельные поверхности детали, расположенные в различных плоскостях и под различными углами друг к другу, но и увязывать разметку этих поверхностей между собой
При разметке применяются различные измерительные и специальные разметочные инструменты. Для улучшения видимости разметочных линий следует выбивать на них с помощью кернера на небольшом расстоянии друг от друга ряд неглубоких точек. Разметку чаще всего производят на специальных чугунных разметочных плитах.
При серийном изготовлении деталей значительно выгоднее применять вместо индивидуальной разметки копирование.
Копирование (наметка) - нанесение на заготовку формы и размеров по шаблону или готовой детали.
Операция копирования заключается в следующем:
на лист материала накладывается шаблон или готовая деталь;
шаблон скрепляется с листом с помощью зажимов;
очерчиваются наружные контуры шаблона;
для улучшения видимости линий производится накернивание.
Шаблоны изготавливают по эскизам с учетом всех видов припусков. Материалом для шаблонов могут служить тонколистовая сталь, жесть, картон. Способ расположения заготовок деталей на материале называется раскроем.
Существуют три основных способа раскроя листов:
Индивидуальный раскрой, при котором материал разрезается на полосы для изготовления одноименных деталей (пластинок для штамповки колец Рашига, полос для прокладок теплообменников).
Смешанный раскрой, при котором на листе размечают комплект деталей. Смешанный раскрой позволяет сберечь металл, но при этом увеличивается трудоемкость, так как возрастает количество операций и переналадок оборудования.
Для смешанного раскроя разрабатывают раскройные карты, которые представляют эскизы размещения деталей на металле, вычерченные в масштабе на листе бумаги. Раскройные карты составляют с таким расчетом, чтобы разместить на листах весь необходимый для изготовления узлов комплект деталей и обеспечить наиболее рациональную и удобную резку заготовок. На рисунке 3.1.3 дан пример раскройных карт циклона, из которого видно, что правильный раскрой обеспечивает прямолинейную резку.
Рисунок 3. Раскройные карты: а - правильный раскрой; б - нерациональный раскрой
Инструменты, приспособления и материалы, применяемые при разметке
Чертилки являются наиболее простым инструментом для нанесения контура детали на поверхность заготовки и представляют собой стержень с заостренным концом рабочей части. Изготавливают чертилки из инструментальных углеродистых сталей марок У10А и У12А в двух вариантах: односторонние (рис. 2.1, а, б) и двусторонние (рис. 2.1, в, г). Чертилки изготавливают длиной 10… 120 мм. Рабочая часть чертилки закаливается на длине 20… 30 мм до твердости HRC 58…60 и затачивается под углом 15…20°. Риски на поверхность детали наносят чертилкой, используя масштабную линейку, шаблон или образец.
Рейсмас используют для нанесения рисок на вертикальной плоскости заготовки (рис. 2.2). Он представляет собой чертилку 2, закрепленную на вертикальной стойке, установленной на массивном основании.
Разметочные циркули применяют для нанесения дуг окружностей и деления отрезков и углов на равные части (рис. 2.3). Разметочные циркули изготавливают в двух вариантах: простой (рис. 2.3, а), позволяющий фиксировать положение ножек после их установки на размер, и пружинный (рис. 2.3, б), применяемый для более точной установки размера. Для разметки контуров ответственных деталей используют разметочный штангенциркуль
Для того чтобы разметочные риски были четко видны на размеченной поверхности, на них наносят точечные углубления — керны, которые наносятся специальным инструментом — кернером.
При разметке следует осторожно обращаться с заостренными чертилками. Для предохранения рук работника до начала разметки на острие чертилки необходимо надевать пробку, деревянный или пластмассовый чехол.
Для установки на разметочную плиту тяжелых деталей следует пользоваться талями, тельферами или кранами.
Разлитые на полу или разметочной плите масло или другая жидкость могут послужить причиной несчастного случая.
Список литературы
1. Макиенко Н.И.:, Слесарное дело с основами материаловедения. - М.: Высшая школа, 2004 г.
2. Макиенко Н.И.:, Практические работы по слесарному делу. - М.: Высшая школа, 2001 г.
3. Кропивницкий Н.Н.:, Общий курс слесарного дела. - Л.: Машиностроение, 1997 г.
studfiles.net
Инструменты и приспособления, применяемые при разметке в слесарном деле
 Инструменты и приспособления, применяемые при разметке в слесарном деле
Инструменты и приспособления, применяемые при разметке в слесарном деле Категория:
Разметка
Инструменты и приспособления, применяемые при разметке в слесарном деле Разметка выполняется с помощью различных инструментов и приспособлений, к которым относятся чертилка, циркуль, рейсмус, штангенрейсмус, масштабный высотомер, угольники, уголь-ники-центроискатели, кернеры, колокол, молоток, разметочная плита,
Чертилка употребляется для прочерчивания линий (рисок) на размечаемой поверхности по линейке, угольнику или шаблону При нанесении рисок чертилку держат в руке, как карандаш, плотно прижимая ее к линейке или шаблону и немного наклоняя в сторону движения, для того чтобы она не дрожала. Риску проводят только один раз, она тогда получается чистой и правильной, Способы пользования чертилкой показаны на рис. 1.
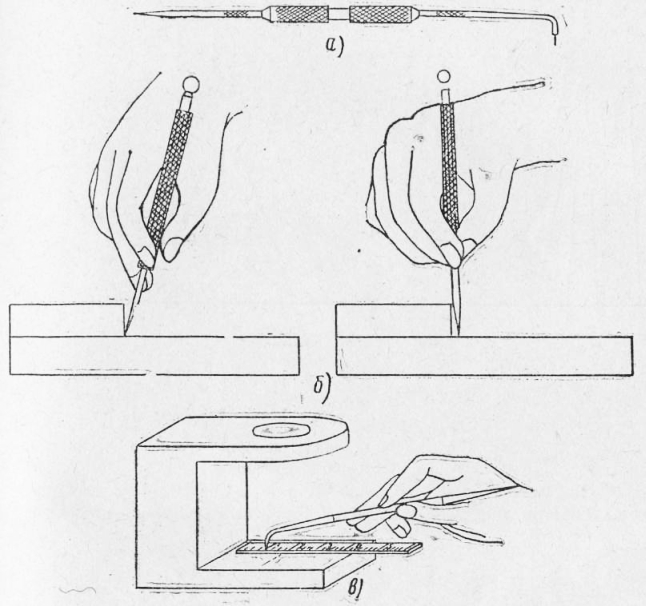
Рис. 1. Чертилка и ее применение: а — чертилка, б — два положения чертилки при проведении риски: правильное (слева) и неправильное (справа), в — нанесение риски загнутым концом чертилки
Изготовляется чертилка из углеродистой инструментальной стали У10—У12. Концы ее на длине около 20 мм закаливаются. Чертилку затачивают на заточном станке, при этом ее держат левой рукой за середину, а правой — за незатачиваемый конец. Приложив острие чертилки к вращающемуся камню, равномерно поворачивают ее пальцами обеих рук вокруг продольной оси.
Циркуль служит для переноса линейных размеров с масштабной линейки на обрабатываемую деталь, деления линий на равные части построения углов, разметки окружностей и кривых, для измерения расстояний между двумя точками с последующим определением размера по масштабной линейке.
Существуют разметочные циркули простые (рис. 2, а) и пружинные (рис. 2, б). Простой циркуль состоит из двух соединенных шарнирно ножек, цельных или со вставными иглами. Для закрепления раскрытых ножек в требуемом положении на одной из них прикреплена дуга <? с прорезью, а на другой — стопорный винт.
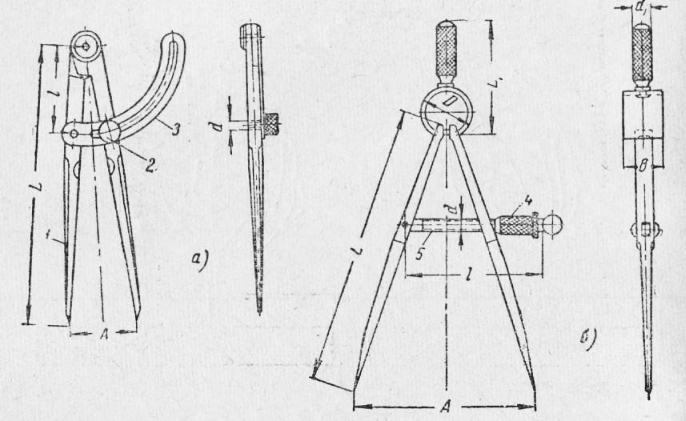
Рис. 2. Циркули: а — простой, б — пружинный
У пружинного циркуля ножки соединены пружинным кольцом. Разведение и сближение ножек производят вращением в ту или другую сторону разъемной гайки по установочному винту.
Ножки циркуля изготовляют из стали марок 45 и 50. Концы рабочих частей ножек на длине около 20 мм закаливают.
Рейсмус служит для проведения параллельных, вертикальных и горизонтальных линий, а также для проверки установки деталей на плите. Рейсмус состоит из чугунного основания, стойки и чертилки. Чертилку можно закреплять на любом месте стойки, повертывать вокруг оси и наклонять под любым углом. На рис. 3,б показаны различные виды рейсмусов и способы пользования ими.
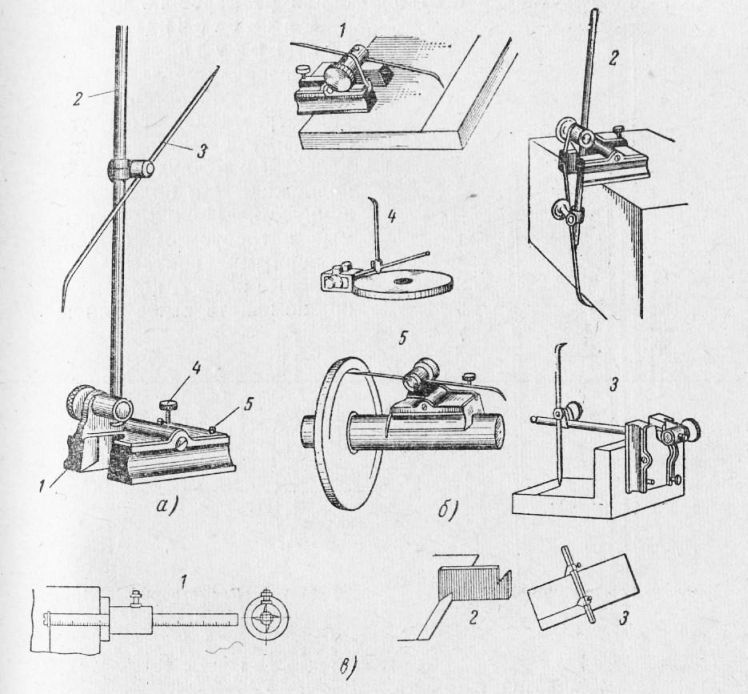
Рис. 3. Рейсмус и его применение: а — общий вид рейсмуса: 1 — основание, 2 — стойка, 3 — игла-чертилка, 4 — установочный винт для подводки иглы на точную установку размера, 5 — упорные штифты; б — некоторые приемы пользования рейсмусом: 1 — проведение параллельных рисок (упорные штифты рейсмуса пружинками опущены вниз, и рейсмус упирается ими в край размечаемой плитки), 2 и 3 — нанесение рисок при различных положениях иглы рейсмуса, 4 и 5 — проведение круговых рисок на дисках; в — рейсмусы для разметки листового материала: 1 — раздвижной рейсмус с точной установкой на размер, 2 —пластинка для нанесения рисок от кромки листа на одном определенном расстоянии от нее, 3 — проетой раздвижной рейсмус с установкой размера по масштабной линейке
Масштабный высотомер. Кроме описанной ранее масштабной линейки, применяемой для определения линейных размеров и проведения прямых линий на поверхности размечаемых заготовок, применяют масштабный высотомер для измерения расстояний и откладывания размеров по вертикали.
Разметочный штангенциркуль предназначается для вычерчивания окружностей больших диаметров. Он состоит из штанги с миллиметровыми делениями и двух ножек — неподвижной и подвижной с нониусом. Ножки, укрепляемые в требуемом положении стопорными винтами, имеют вставные иглы, которые можно помещать выше или ниже, что очень удобно при описывании окружности на разных уровнях.
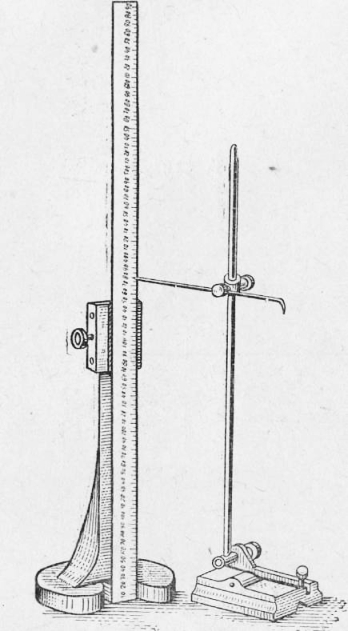
Рис. 4. Масштабный высотомер (рядом рейсмус)
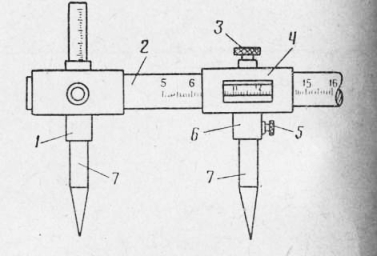
Рис. 5. Разметочный штангенциркуль со вставными иглами: 1 — неподвижная ножка, 2 — штанга, 3 — стопорный винт для закрепления рамки, 4 — рамка с нониусом, 5 — сто. порный винт для крепления вставной иглы, 6— подвижная ножка, 7 — вставные иглы
На рис. 6 изображен разметочный штангенциркуль другого типа для более точной разметки прямых линий и центров и показаны примеры пользования им.
Штангенрейсмус применяется для проверки высот и более точного нанесения центровых и других разметочных линий на обрабатываемые поверхности.
Угольники служат для проведения на размечаемых поверхностях вертикальных и горизонтальных линий, проверки правильности установки деталей на плите, а также для разметки листового и полосового материала, угольники-центроискатели применяются для нанесения рисок, проходящих через центр, на торцы круглых изделий. Угольник-центроискатель (рис. 30) состоит из двух планок, соединенных под углом; через середину угла проходит рабочее Ребро линейки. Соединительная планка служит для жесткости пРибора. При разметке центров размечаемую деталь ставят на торец. На верхний торец накладывают, угольник так, чтобы планки, соединенные под углом, касались детали. По линейке чертилкой проводят риску. Затем поворачивают деталь или угольник примерно на 90° и проводят вторую риску. Пересечение рисок определяет центр торца детали.
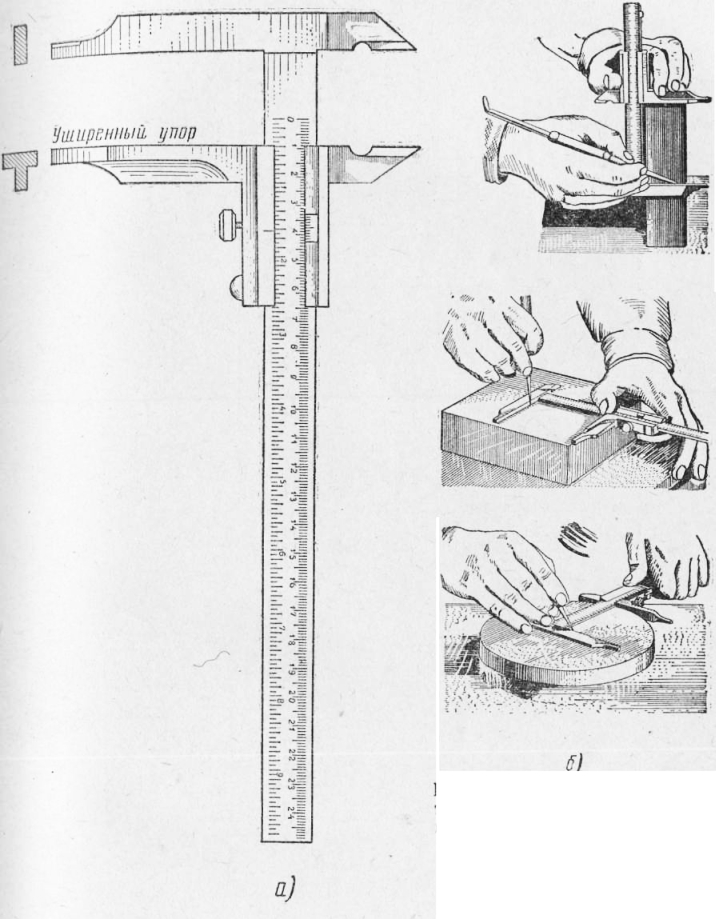
Рис. 6. Штангенциркуль для точной разметки прямых линий и центров (а) и его применение (б)
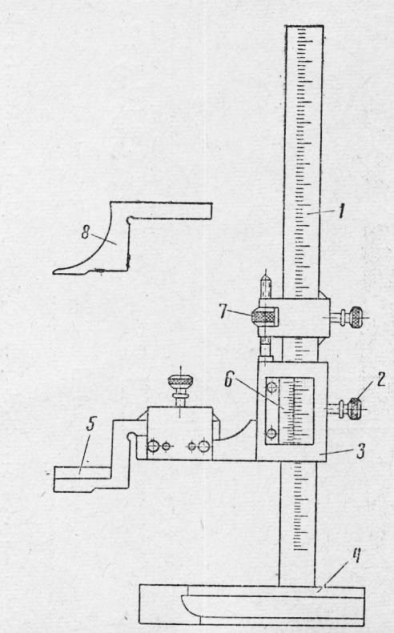
Рис. 7. Штангеирейсмус: 1 — штанга, 2 — зажим рамки, 3 — рамка, 4 — основание, 5 — ножка для измерения рысот, 6 — нониус, 7 — микрометрическая подача рамки, 8 — ножка для разметки
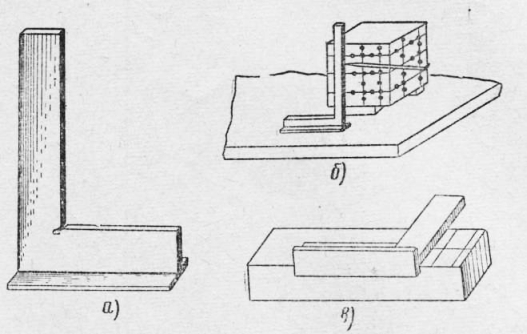
Рис. 8. Разметочный угольник и его применение. а — угольник с полкой, б — установка угольника при нанесении (или проверке) вертикальных линий, в — положение угольника при нанесении линий в горизонтальной плоскости
Кернер служит для нанесения небольших углублений на рисках. Этот инструмент представляет собой круглый с накаткой в средней части стержень, на одном конце которого имеется коническое острие с углом при йершине 45—60°; другой конец кернера оттянут на конус; по этому концу при кернении наносят удары молотком.
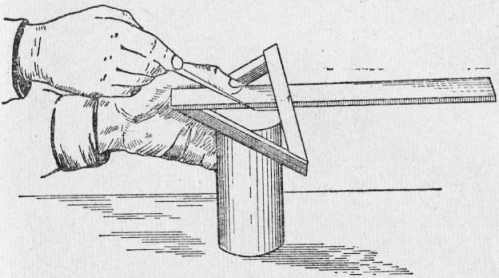
Рис. 9. Угольник-центроискатель
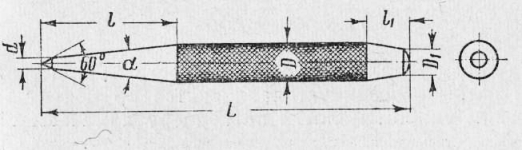
Рис. 10. Кернер
Кернеры изготовляют из углеродистой инструментальной ст.али У7А. Их рабочую часть (острие) закаливают на длине около 20 мм, а ударную часть на длине около 15 мм.
Острие кернера затачивают на шлифовальном станке, закрепляя кернер в патроне; ни в коем случае нельзя при заточке держать кернер в руках.
При кернении кернер берется тремя пальцами левой руки — большим, указательным и средним, как показано на рис. 32. Острие кернера устанавливают точно на середину риски или в точку пересечения рисок. Перед ударом немного наклоняют кернер от себя, чтобы точнее его поставить, а в момент удара, не сДвигая кернер с риски, ставят его вертикально. Удар молотком наносят легко.
Молоток для нанесения ударов по кернеру должен быть небольшого веса, примерно 50—100 г.
Колокол — специальное приспособление, которым легко и удобно производить разметку центра и накернивание центровых отверстий на торцах круглых деталей, Приспособление ставят на торец детали конусным отверстием; при этом кернер колокола автоматически устанавливается по центру торца детали. Легким ударом молотка по кернеру намечают центр.
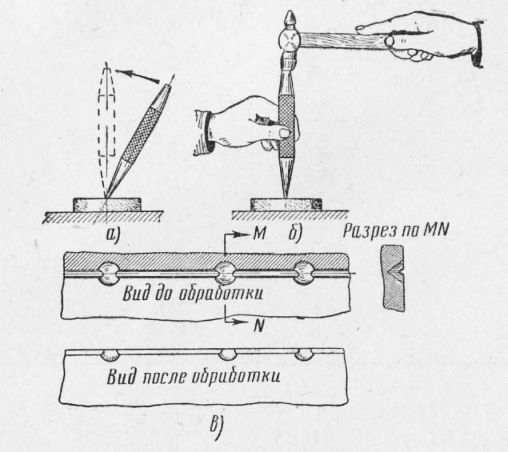
Рис. 11. Кернение: а —установка кернера на риску, б — положение кернера при ударе молотком, в — размеченная и накерненная деталь до обработки (вверху) и после обработки (внизу)
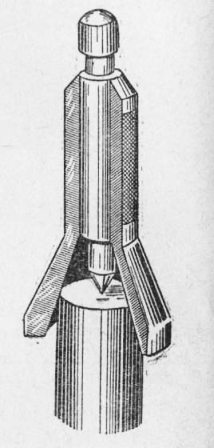
Рис. 12. Колокол для накернивания центров
Рис. 13. Пружинный кернер
Пружинный кернер имеет корпус, свинченный из трех частей. В корпусе помещаются две пружины, стержень с кернером, ударник со смещающимся сухарем и плоская пружина. При кернении, т. е. при нажатии на изделие острием кернера, внутренний конец стержня упирается в сухарь, в результате чего ударник перемещается вверх и сжимает пружину. Упершись в ребро заплечика, сухарь
сдвигается в сторону, и кромка его сходит со стержня. В этот момент ударник под действием силы сжатой пружины наносит по концу стержня с кернером сильный удар. Сразу же после этого пружиной восстанавливается начальное положение кернера.
Электрический кернер состоит из корпуса, пружин, ударника, катушки с обмоткой из лакированной проволоки, кернера. При нажатии установленного на риске острия кернера электрическая цепь замыкается и ток, проходя через катушку, создает магнитное поле, ударник мгновенно втягивается в катушку и наносит удар по стержню кернера. Во время переноса кернера в другую точку пружина размыкает цепь, а пружина возвращает ударник в исходное положение.

Рис. 14. Электрический кернер
Рис. 15. Разметочная плита на столе
Разметочная плита — основное приспособление для разметки. Она представляет собой чугунную плигу с точно обработанными верхней поверхностью и боковыми сторонами. На плоскости плиты устанавливают размечаемое изделие и производят разметку. Поверхность разметочной плиты следует оберегать от повреждений и ударов. По окончании разметки плиту вытирают сухой чистой тряпкой или промывают керосином и смазывают маслом, затем покрывают предохранительным деревянным щитом.
При разметке употребляют различные приспособления в виде подкладок, призм, кубиков.
Основные этапы разметки
Перед разметкой заготовку внимательно осматривают, проверяя, нет ли у нее пороков — раковин, пузырей, трещин, плён, перекосов, правильны ли ее размеры, достаточны ли припуски. После этого намеченную к разметке поверхность очищают от окалины и остатков формовочной земли и удаляют с нее неровности (оугорки, заусеницы), затем приступают к окрашиванию
Окрашивание заготовки производится для того, чтобы разметочные линии были отчетливо видны при обработке. Черные, т. е. необработанные, а также грубо обработанные поверхности окрашивают мелом, скоросохнущими красками или лаками. Мел (порошок) разводят в воде до густоты молока и в полученную массу прибавляют немного льняного масла и сиккатива. Не рекомендуется натирать размечаемую поверхность куском мела, так как мел быстро осыпается и разметочные линии пропадают.
Для окрашивания чисто обработанных поверхностей применяют медный купорос — в растворе или кусками. Раствор медного купороса (две-три чайные ложки на стакан воды) наносится на поверхность кистью или тряпочкой; кусковым купоросом натирают смоченные водой поверхности. В обоих случаях поверхность покрывается тонким и прочным медным слоем, на котором отчетливо видны разметочные линии.
Перед нанесением на окрашенную поверхность разметочных рисок определяют базу, от которой будут наноситься риски. При плоскостной разметке базами могут служить наружные кромки плоских деталей, полосового и листового материала, а также различные линии, нанесенные на поверхность, например центровые, средние, горизонтальные, вертикальные или наклонные. Если базой является наружная кромка (нижняя, верхняя ^ди боковая), то ее нужно предварительно выровнять.
Риски обычно наносятся в следующем порядке: сначала проводят все горизонтальные риски, затем вертикальные, после этого наклонные и, наконец, окружности, дуги и закругления.
Так как риски во время работы легко затереть руками и они тогда станут плохо заметны, по линиям рисок набивают кернером небольшие углубления. Эти углубления — керны должны быть неглубокими и разделяться риской пополам.
Расстояния между кернерами определяют на глаз. На длинных линиях простого очертания эти расстояния принимаются от 20 до 100 мм; на коротких линиях, а также в углах, перегибах или закруглениях — от 5 до 10 мм.
На обработанных поверхностях точных изделий разметочные линии не кернятся.
Читать далее:
Разметка по шаблонам и по изделию в слесарном деле
Статьи по теме:
pereosnastka.ru
Общие понятия о разметке в слесарном деле
Общие понятия о разметке в слесарном деле Категория:
Разметка
Общие понятия о разметке в слесарном деле Детали машин и различные изделия изготовляют из заготовок в виде отливок и поковок и из сортового металла. В зависимости от назначения деталей одни заготовки остаются необработанными, другие обрабатываются частично или полностью. При обработке с поверхности заготовки удаляется определенный слой металла; в результате уменьшаются ее размеры. Разность между размерами заготовки до и после обработки есть припуск на обработку.
Припуск, т. е. подлежащий удалению слой металла, можно снимать с поверхности заготовки не сразу, а постепенно, применяя различные виды обработки, или, как говорят, различные операции. Припуски, последовательно удаляемые при определенных операциях обработки, называются операционными припусками.
Общий размер припуска складывается из размеров припусков под каждую операцию. Предположим, нужно обработать стальную плоскую плитку, для которой заключительная операция—опиливание противолежащих поверхностей. Толщина плитки по чертежу равна 40 мм. Размер заготовки по толщине равен 44 мм, следовательно, общий размер припуска на обработку плитки с двух сторон будет 4 мм. Этот припуск по операциям может складываться так: под обработку поверхностей на станке (например, строгальном, фрезерном) с обеих сторон оставляется по 2,5 мм, под опиливание драчевым напильником — 1 мм и под опиливание личным напильником — 0,5 мм.
Чтобы не сделать ошибки при обработке заготовки и не испортить ее, на поверхность заготовки наносят точно по чертежу, с сохранением указанных на нем размеров, контурные линии (риски), обозначающие границы, до которых разрешается снимать излишние слои металла. Перейти за эти границы нельзя, иначе Деталь будет испорчена. Такая операция называется раз-меткой.
Точность разметки колеблется от 0,25 до 0,5 мм. Степень точности разметки значительно влияет на точность дальнейшей обработки заготовки. Ошибки, допущенные при разметке, могут привести к тому, что окончательно обработанная деталь окажется браком. Но бывают и обратные случаи, когда заготовки, неточно отлитые и поэтому забракованные, можно исправить путем тщательной разметки, перераспределив припуски для каждой поверхности.
Разметка делится на плоскостную и пространственную.
Плоскостная разметка (рис. 1, а) выполняется на поверхностях плоских деталей, на полосовом и листовом материале, на поверхностях кованых и литых заготовок.
Пространственная разметка (рис. 1,б)—это разметка поверхностей заготовки, расположенных в разных плоскостях под разными углами друг к другу.
Слесарь очень часто начинает работу именно с разметки. Размечать ему приходится плоские детали, листовой и полосовой материалы, а также различные поковки и отливки и заготовки из сортового материала.
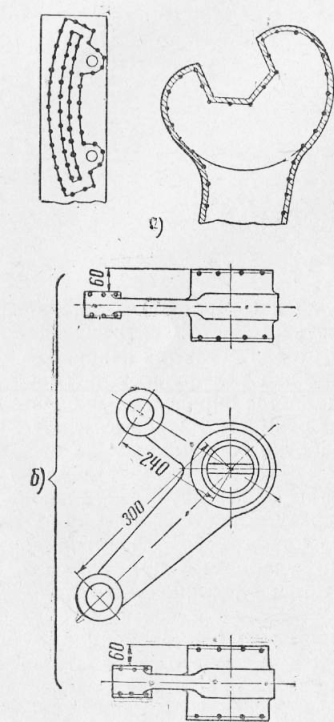
Рис. 1. Примеры разметки: а — плоскостной (слева — размеченная заготовка паровозной кулисы, справа — размеченная заготовка гаечного ключа), б —- пространственной (размечен угловой рычаг)
Разметка — сложная и ответственная работа, требующая очень внимательного выполнения. Производящий разметку должен хорошо читать чертежи, отлично знать разметочный и измерительный инструменты и уметь правильно пользоваться ими.
Читать далее:
Инструменты и приспособления, применяемые при разметке в слесарном деле
Статьи по теме:
pereosnastka.ru
Разметка основные принципы выполнения | Слесарное дело
Что такое разметка?
Разметкой называется операция нанесения линий и точек на заготовку, предназначенную для обработки. Очертание линий и точек служит для рабочего границей обработки.
Назвать виды разметки.
Существуют два вида разметки: плоская и пространственная.
В чем разница между плоской и пространственной разметкой?
Разметка называется плоской, когда линии и точки наносятся на плоскость, пространственной — когда разметочные линии и точки наносятся на геометрическое тело любой конфигурации.
Назвать методы пространственной разметки.
 Пространственная разметка корпуса вентиля
Пространственная разметка корпуса вентиля Пространственная разметка может быть выполнена на разметочной плите с помощью разметочного ящика, призм и угольников. При пространственной разметке для поворота размечаемой заготовки используются призмы (рис. 9).
Что обязательно необходимо для разметки?
Для плоской и пространственной разметки требуются чертеж детали и заготовки для нее, разметочная плита, разметочный инструмент и универсальные разметочные приспособления, измерительный инструмент и вспомогательные материалы.
Назвать разметочный инструмент и основные приспособления, необходимые для разметки.
К разметочному инструменту относятся: чертилка (с одним острием, с кольцом, двухсторонняя с изогнутым концом), маркер (их есть несколько видов), разметочный циркуль, кернеры (обычные, автоматические, для трафарета, для круга), кронциркуль с конусной оправкой, молоток, циркуль центровой, прямоугольник, маркер с призмой. К приспособлениям для разметки относятся: разметочная плита, разметочный ящик, разметочные угольники и бруски, подставка, рейсмус с чертилкой, рейсмус с подвижной шкалой, прибор для центрирования, делительная головка и универсальный разметочный захват, поворотная магнитная плита, струбцины сдвоенные, регулируемые клинья, призмы, винтовые подпорки.
Назвать мерительные инструменты для разметки.
www.domoslesar.ru
3.1 Виды разметки
Разметка применяется преимущественно в единичном и мелкосерийном производстве. На заводах крупносерийного и массового производства надобность в разметке отпадает благодаря использованию специальных приспособлений - кондукторов, упоров и т. п.
В зависимости от формы размечаемых заготовок и деталей разметка делится на плоскостную и пространственную (объемную).
Плоскостная разметка, выполняемая обычно на поверхностях плоских деталей, на полосовом и листовом материале, заключается в нанесении на заготовку контурных параллельных и перпендикулярных линий (рисок), окружностей, дуг, углов, осевых линий, разнообразных геометрических фигур по заданным размерам или контуров различных отверстий по шаблонам.
Рисунок 3.1.1 Разметка плоскостная (Макиенко Н.И. Общий курс слесарного дела М.: Высш. шк. , 1989.)
Приемами плоскостной разметки нельзя разметить даже самое простое тело, если поверхности его непрямолинейны. При плоскостной разметке невозможно нанести на боковую поверхность цилиндра горизонтальные риски, перпендикулярные его оси, так как к этой поверхности нельзя приложить угольник и линейку. Но если бы и нашлась гибкая линейка, которую удалось бы обвить вокруг поверхности цилиндра, то нанесение параллельных рисок на цилиндр представило бы большие трудности.
Пространственная разметка наиболее распространена в машиностроении; по приемам она существенно отличается от плоскостной. Трудность пространственной разметки заключается в том, что приходится не просто размечать отдельные поверхности детали, расположенные в различных плоскостях и под различными углами друг к другу, а увязывать разметки этих отдельных поверхностей между собой.
Плоскостную разметку применяют при обработке листового материала и профильного проката, а также деталей, на которые разметочные риски наносят в одной плоскости.
Рисунок 3.1.2 Разметка пространственная (Макиенко Н.И. Общий курс слесарного дела М.: Высш. шк. , 1989.)
Пространственная разметка - это нанесение рисок на поверхностях заготовки, связанных между собой взаимным расположением.
При разметке применяются различные измерительные и специальные разметочные инструменты. Для улучшения видимости разметочных линий следует выбивать на них с помощью кернера на небольшом расстоянии друг от друга ряд неглубоких точек. Разметку чаще всего производят на специальных чугунных разметочных плитах.
При серийном изготовлении деталей значительно выгоднее применять вместо индивидуальной разметки копирование.
Копирование (наметка) - нанесение на заготовку формы и размеров по шаблону или готовой детали.
Операция копирования заключается в следующем:
- на лист материала накладывается шаблон или готовая деталь;
- шаблон скрепляется с листом с помощью зажимов;
- очерчиваются наружные контуры шаблона;
- для улучшения видимости линий производится накернивание.
Шаблоны изготавливают по эскизам с учетом всех видов припусков. Материалом для шаблонов могут служить тонколистовая сталь, жесть, картон. Способ расположения заготовок деталей на материале называется раскроем.
Существуют три основных способа раскроя листов:
- Индивидуальный раскрой, при котором материал разрезается на полосы для изготовления одноименных деталей (пластинок для штамповки колец Рашига, полос для прокладок теплообменников).
- Смешанный раскрой, при котором на листе размечают комплект деталей. Смешанный раскрой позволяет сберечь металл, но при этом увеличивается трудоемкость, так как возрастает количество операций и переналадок оборудования.
Для смешанного раскроя разрабатывают раскройные карты, которые представляют эскизы размещения деталей на металле, вычерченные в масштабе на листе бумаги. Раскройные карты составляют с таким расчетом, чтобы разместить на листах весь необходимый для изготовления узлов комплект деталей и обеспечить наиболее рациональную и удобную резку заготовок. На рисунке 3.1.3 дан пример раскройных карт циклона, из которого видно, что правильный раскрой обеспечивает прямолинейную резку.
Рисунок 3.1.3 Раскройные карты: а - правильный раскрой; б - нерациональный раскрой (Технология изготовления основных деталей аппаратуры Справочник Баку 2010)
- Групповой раскрой. При этом виде раскроя вначале из листа вырезаются крупные заготовки, из отходов раскраиваются детали средней величины, а обрезки используются для мелких деталей. Этот раскрой является наиболее прогрессивным для единичного производства.
www.e-ope.ee






423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)