 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Энциклопедия по машиностроению XXL. Профили резьбы
3. Профили резьб и их обозначение
Существует достаточно много стандартных резьб. В табл. 1 приведены основные из них.
Таблица 1. Параметры стандартных резьб
| Тип резьбы и профиль резьбы | Стандарт | Условное изображение | Обозначение(*) | Пояснения |
| 1 | 2 | 3 | 4 | 5 |
| Профиль ГОСТ 9150-81 Основные размеры ГОСТ 24705-81 Диаметры и шаги ГОСТ 8724-81 | М18-6g | Резьба метрическая наружная, номинальный диаметр 18 мм, шаг крупный, поле допуска резьбы 6g (6 – степень точности, g – основное отклонение), см. рис. 40б | ||
| М18х0,5-6g | То же, шаг мелкий Р=0,5 мм | |||
| М24х3(Р1)-6g | То же, но трехзаходная, шаг Р=1 мм, ход Рn=3 мм | |||
| М18LH-6g | То же, но левая | |||
| M18-6H | Резьба метрическая внутренняя, поле допуска 6Н (6 – степень точности, Н – основное отклонение), см. рис.40а; остальное указано выше | |||
| ГОСТ 25229-82 Профиль, диаметры, шаги, основные размеры и допуски | МК 20х1,5 | Резьба метрическая коническая,( 1:16), номинальный диаметр в основной плоскости 20 мм, шаг 1,5 мм, α=60˚ | ||
| МК50х 1,5LH | То же, но левая | |||
| ГОСТ 6357-82 | М20х1,5 ГОСТ 25229-82 | Резьба метрическая цилиндрическая, но свертываемая с наружной конической | ||
| ГОСТ 6357-81 | G1 ½ - А | Резьба трубная цилиндрическая, 1 ½ - условный проход в дюймах, класс точности А (всего их два: А и В), α=55˚ | ||
| G1 ½ LH – B - 40 | То же, но левая, класс точности В, длина свинчивания 40 мм | |||
| ГОСТ 6211-81 | R 1 ½ | Резьба наружная трубная коническая, ( 1:16), 1 ½ - условный проход в дюймах, α=55˚,φ=1˚47΄24˝ | ||
| Rc 1 ½ | Резьба внутренняя трубная коническая, остальное см. выше | |||
| Rp 1 ½ | Резьба трубная цилиндрическая, внутренняя, но свинчиваемая с наружной конической |
Продолжение табл. 1
| 1 | 2 | 3 | 4 | 5 |
|
= 1о4727" Коническая дюймовая Основная плоскость | ГОСТ 6111-52 |
| К ½ ˝ ГОСТ 6111-52 | Резьба коническая дюймовая (α=60˚). Применяется для топливных, масляных, водяных и воздушных трубопроводов Пример. Резьба К 1/8 ˝ ГОСТ 6111-52 применяется для масленок по ГОСТ 20905-75, которые ввертываются в отверстие с резьбой М10х 1-6е |
|
Трапециидальная R1=0,5ac; R2= ac; ac - зазор 30о | Диаметры и шаги ГОСТ 24737-81 Профиль ГОСТ 9484-81 Допуски ГОСТ 6562-81, ГОСТ 24739-81 |
| Tr 40 х 6-8е | Резьба трапецеидальная, наружная α=30˚, диаметр 40 мм, шаг Р = 6мм, поле допуска 8е (8 – степень точности, е – основное отклонение) |
| Tr 40 х 6-8Н | То же, внутренняя | |||
| Tr 20 х 4 (Р2) | То же, двухзаходная, шаг Р = 2 мм, ход Рh = 4 мм | |||
|
Упорная 45о для упорной резьбы по ГОСТ 13535-87 30о | ГОСТ 10177-82 |
| S 80 х 10 – 7h | Резьба упорная, номинальный диаметр 80 мм, шаг 10 мм, α = β + γ = 30˚+3˚=33˚, поле допуска 7 h |
| S 80 х 10LH – 7h | То же, но левая | |||
| S 80 х 20 (Р10) LH - 7h | То же, но двухзаходная, шаг 10 мм, ход Рh =20 мм | |||
| ГОСТ 13535-87 | S 200х12х45˚ ГОСТ 13535-87 | Резьба упорная усиленная, β = 45˚, γ = 3˚, α = β + γ = 48˚, номинальный диаметр 200 мм, шаг Р = 12мм | ||
| 8 Круглая | ГОСТ 13536-68 |
| Кр12 х 2,54 ГОСТ 13536-68 | Резьба круглая для санитарно-технической арматуры (вентилей), номинальный диаметр 12 мм, шаг 2,54 мм |
| ГОСТ 3293-81 | Rd12 | Резьба круглая, шаг 2,54 мм для всех резьб (не указывается), степень точности одна (не указывается) | ||
| Rd12 LH | То же, но левая |
Среди крепежных резьб наибольшее распространение имеет метрическая резьба (в обозначении буква М). Целый ряд стандартов регламентирует все параметры резьбы. Так, ГОСТ 8724-81 устанавливает номинальные диаметры резьбы и шаги для каждого номинального диаметра. Наибольший шаг для каждого номинального диаметра называется крупным и в обозначении резьбы не указывается, например, М8. Мелкие шаги в обозначении резьбы указываются, например: М8х1; М8х0,75; М8х0,5.
Кроме перечисленных в табл. 1 резьб применяются и другие стандартные резьбы. Вот некоторые их них:
резьба окулярная для оптических приборов по ГОСТ 5359-77;
резьба метрическая для приборостроения по ГОСТ 16967-81;
резьба метрическая для диаметров от 1 до 180 мм на деталях из пластмасс по ГОСТ 11709-71;
резьба коническая вентилей и горловин баллонов для газа по ГОСТ 9909-81;
резьба круглая для цоколей и патронов электрических ламп по ГОСТ 6042-83.
Если резьба имеет стандартный профиль, но отличается от соответствующей стандартной резьбы диаметром или шагом, то такая резьба называется специальной. В этом случае к обозначению резьбы добавляют надпись Сп, а в обозначении указывают размер номинального диаметра и шаг, например, Сп.М19х1,5 (в стандарте есть ближайшие диаметры 18 и 20).
Если резьба имеет нестандартный профиль (например, прямоугольный), он изображается на чертеже с нанесением размеров, необходимых для изготовления резьбы.
studfiles.net
Резьбовые изделия - Технология Jimdo-Page!
Виток резьбы - часть резьбы, образованной при одном повороте профиля вокруг оси вращения.
Наружный диаметр резьбы (d) - диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или вписанного во впадины внутренней резьбы (Номинальный диаметр резьбы - диаметр, условно характеризующий размеры резьбы и используемый при ее обозначении).
Внутренний диаметр резьбы (d1) - диаметр воображаемого цилиндра, вписанного во впадины наружной резьбы или описанной вокруг вершин внутренней резьбы.
Профиль резьбы - плоская фигура, получаемая в плоскости, проходящей через ось резьбы.
Высота профиля (H) - радиально измеренная высота основного расчетного теоретического профиля (высота исходного треугольного профиля), общего для резьбы на стержне и в отверстии.
Шаг резьбы (P) - расстояние между соседними одноименными точками профиля в направлении, параллельном оси резьбы той же винтовой поверхности.
Ход резьбы (Ph) - расстояние по линии, параллельной оси резьбы, между исходной средней точкой на боковой стороне резьбы и средней точкой, полученной при перемещении исходной по винтовой линии на угол 360°, в однозаходной резьбе ход равен шагу, в многозаходной - произведению шага на число заходов n: Ph= nP
Резьба метрическая
Профиль резьбы установлен ГОСТ 9150-81 и представляет собой треугольник с углом при вершине 60о (таблица).
Это основной вид крепежной резьбы, предназначенной для соединения деталей непосредственно друг с другом или с помощью стандартных изделий, имеющих метрическую резьбу, таких как болты, винты, шпильки, гайки.
Основные элементы и параметры ее задаются в миллиметрах (ГОСТ 24705-81).
Согласно ГОСТ 8724-81 метрические резьбы выполняются с крупным и мелким шагом на поверхностях диаметров от 1 до 68 мм - свыше 68 мм резьба имеет только мелкий шаг, при чем мелкий шаг резьбы может быть разным для одного и того же диаметра, а крупный имеет только одно значение. Крупный шаг в условном обозначении резьбы не указывается. Например: для резьбы диаметром 10 мм крупный шаг резьбы равен 1,5 мм, мелкий - 1,25; 1; 0,75; 0,5 мм.
Примеры условного обозначения:
М18-6g резьба метрическая наружная номинальный диаметр 18 мм шаг крупный, поле допуска резьбы 6g;
М18х0,5-6g резьба метрическая наружная номинальный диаметр 18 мм, поле допуска резьбы 6g, шаг мелкий Р=0,5;
М18LH-6g резьба метрическая наружная номинальный диаметр 18 мм шаг крупный, поле допуска резьбы 6g, левая;
М18-6Н резьба метрическая внутренняя номинальный диаметр 18 мм шаг крупный, поле допуска резьбы 6Н.
Резьба трапецеидальная
Резьба с профилем в виде равнобочной трапеции с углом 30о. Применяется для передачи возвратно-поступательного движения или вращения в тяжело нагруженных подвижных резьбовых соединениях. Часто используется при изготовлении ходовых винтов, согласно ГОСТ 24738-81 выполняется на поверхностях диаметров от 8 до 640 мм.
Трапецеидальная резьба может быть однозаходной (ГОСТ 24738-81, ГОСТ 24737-81) и многозаходной (ГОСТ 24739-81). ГОСТ 9484-81 устанавливает профиль трапецеидальной резьбы.
Пример условного обозначения:
Tr40х6 - трапецеидальная однозаходная резьба с наружным диаметром 40 мм, шагом 6 мм.
Резьба упорная
Резьба с профилем в виде неравнобочнойтрапеции с углом рабочей стороны 3о и нерабочей - 30о (рис. 109). Упорная резьба, как и трапецеидальная, может быть однозаходной и многозаходной. Выполняется на поверхностях диаметров от 10 до 640 мм (ГОСТ 10177-82). Применяется для передачи больших усилий, действующих в одном направлении: в домкратах, прессах и т.д.
Пример условного обозначения:
S80Х10 - упорная однозаходная резьба с наружным диаметром 80 мм, шагом 10 мм;
S80Х20(P10) - упорная многозаходная резьба с наружным диаметром 80 мм, величина хода 20 мм, шаг 10 мм
Трубная цилиндрическая резьба
В соответствии с ГОСТ 6367-81 трубная цилиндрическая резьба имеет профиль дюймовой резьбы, т.е. равнобедренный треугольник с углом при вершине, равным 55°.
Резьба стандартизована для диаметров от 1/16" до 6" при числе шагов z от 28 до 11. Номинальный размер резьбы условно отнесен к внутреннему диаметру трубы (к величине условного прохода). Так, резьба с номинальным диаметром 1 мм имеет диаметр условного прохода 25 мм, а наружный диаметр 33,249 мм.
Примеры условного обозначения:
G11/2 -А резьба трубная цилиндрическая,11/2 условный проход в дюймах, класс точности А;
G11/2LH-B-40 резьба трубная цилиндрическая,11/2 условный проход в дюймах, левая, класс точности В, длина свинчивания 40 мм.
Построение точного изображения витков резьбы требует большой затраты времени, поэтому на чертежах резьбу изображают условно, независимо от профиля резьбы. Согласно ГОСТ 2.311-68, резьбу на стержне изображают сплошными основными линиями по наружному диаметру резьбы и сплошными тонкими - по внутреннему на всю длину резьбы, включая фаску. На видах, полученных проецированием на плоскость, перпендикулярную оси стержня, по внутреннему диаметру резьбы проводят дугу сплошной тонкой линией, приблизительно равную 3/4 окружности и разомкнутую в любом месте.
На изображениях резьбы в отверстии сплошные основные и сплошные тонкие линии как бы меняются местами.
Обозначение резьбы включает в себя буквенное обозначение, определяющее тип резьбы, а также размер резьбы. В обозначениях резьбы всегда указывается наружный диаметр резьбы. Метрическую резьбу выполняют с крупным шагом (единственным для данного диаметра резьбы) и мелкими шагами, которых для данного диаметра резьбы может быть несколько. Например, для диаметра резьбы 20 мм крупный шаг всегда равен 2,5 мм, а мелкий может быть равен 2; 1,5; 1; 0,75; 0,5 мм, поэтому в обозначении метрической резьбы крупный шаг не указывается, а мелкий указывается обязательно.
Изображения и обозначения резьб: а,б — метрических; в,г — трубной цилиндрической: д,е — трубной конической: ж,з -метрической конической; и — изображение не резьбовой фаски на виде вдоль оси
Для разъемных соединений деталей машин, приборов и т.п. широко применяются крепежные изделия — болты, винты, шпильки, гайки. Они весьма разнообразны по форме, точности изготовления, материалу, покрытию и прочим условиям их изготовления.
Крепёжные детали - детали для неподвижного соединения частей машин и конструкций.
Структура условного обозначения стандартного крепежного изделия:
Обозначение: Болт М12х1,25 – 6gх60.58 ГОСТ 7798-80 — болт исполнения 1 (исполнение 1 не указывают) с наружным диаметром резьбы 12 мм, с шагом 1,25 мм, длиной 60 мм, классом прочности 5.8, без покрытия.
Обозначение: Винт А.М8 – 6gх50.48 ГОСТ 1491-80*; Винт В2.М8х1–8gх50.48 ГОСТ 17475-80* — А и В — классы точности; 2 — исполнение. Дальнейшие части обозначений пояснений не требуют (см. описание болта).
Обозначение: Шпилька 2М10х1,25-6gх200.58 ГОСТ 22040-76, где 2 — исполнение, 10 — наружный диаметр метрической резьбы, 1,25 — шаг мелкий в мм, 6g — поле допуска, 200 — длина в мм, 5.8 — класс прочности, шпилька с ввинчиваемым концом длиной 2,5d.
Обозначение: Гайка 2М12х1,25 — 6Н.12.40Х.016 ГОСТ 5915 — 70*, где 2 — исполнение, 12 — наружный диаметр метрической резьбы, 1,25 — мелкий шаг в мм, 6Н — поле допуска, 12 — класс прочности, 40Х — марка стали, 016 — вид и толщина покрытия.
Обозначение: Шайба А.12.01.08кп ГОСТ 11371-78, где А — класс точности, 12 — диаметр резьбы крепежа в мм, 08кп — марка стали (группа 01)
zhannet.jimdo.com
Профили упорной резьбы - Энциклопедия по машиностроению XXL
Влияние угла профиля и формы резьбы на долговечность резьбовых соединений изучалось Итоном. Профили исследованных резьб показаны на рис. 6Л9. Резьбы с профилями I и IV, наиболее распространенные в США, имели а = 60°. Резьбы с профилями II и III упорные, причем в первом случае угол наклона рабочей стороны резьбы равен 3°, нерабочей 30°, а во втором случае соответственно 0 и 45°. Рабочая высота профиля III меньше, чем профили II. Резьба е профилем V имела а 90°. Резьбы е профилями VI и VII предназначены для воспринятия перемен- [c.195]| Рис. 5.142. Профили нестандартных резьб в соединениях полимерных деталей с металлическими а — прямоугольный б — треугольный в — упорный г — трапецеидальный | 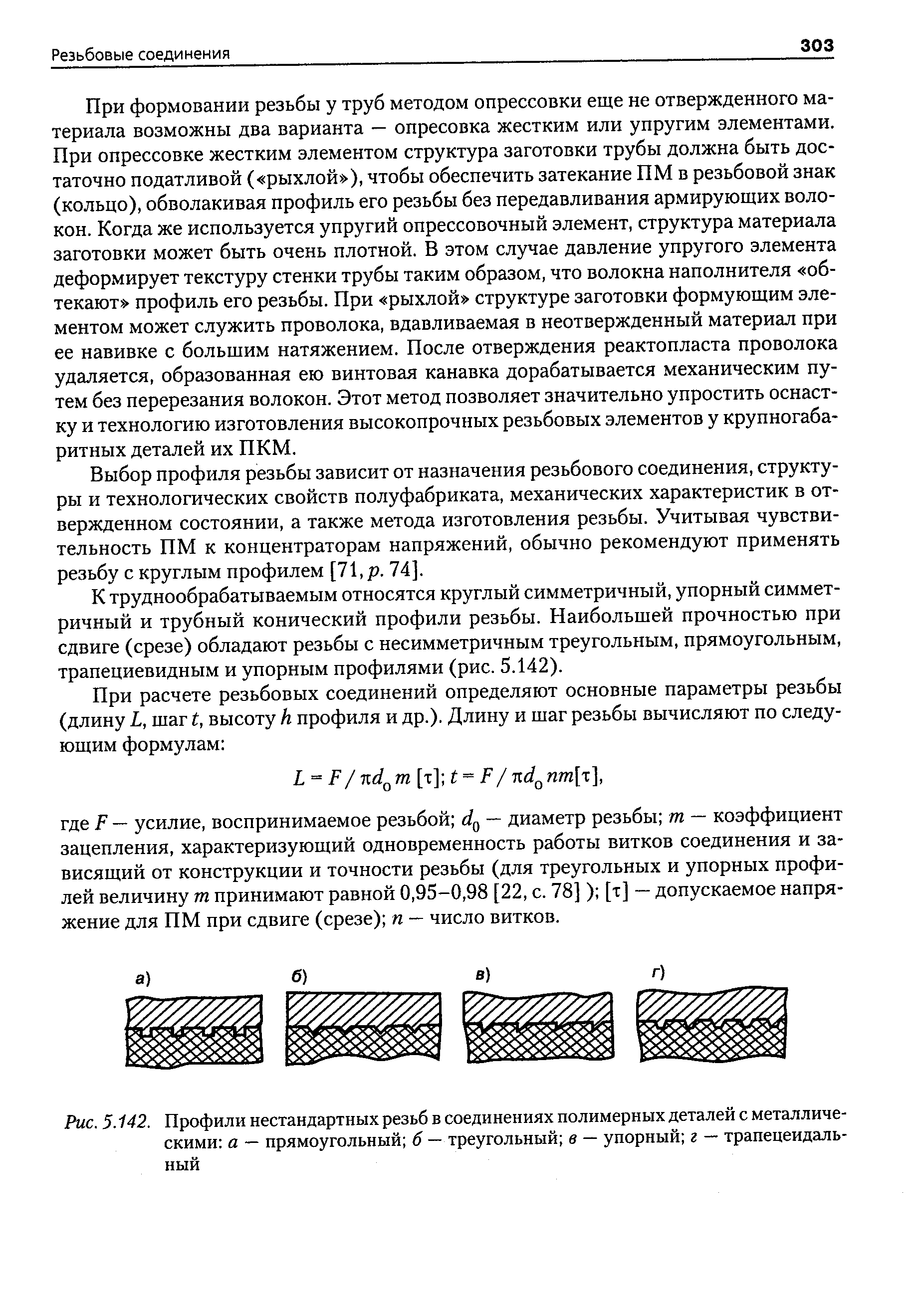 |
Профили метрической, дюймовой, трапецеидальной и упорной резьб показаны на фиг. 13—16. [c.139]
В винтовых передачах обычно используют трапецеидальную резьбу по ГОСТу 9484—60, а при больших усилиях, постоянно направленных в одну сторону, —упорную резьбу по ГОСТу 10177—62. Профили этих резьб представлены на рис. 20.1, а и б. [c.318]
На рис. 8.1 показано, что эти профили получают с помощью треугольников высоты Н. Исходный треугольник метрической резьбы равнобедренный с углом профиля при вершине а=60° вершину его срезают на Я/8 и основание на Я/4. Для трапецеидальной резьбы применен также равнобедренный треугольник с углом профиля а=30°, вершина и основание которого срезаны так, что рабочая высота профиля равна Я/2. Упорная резьба получена из треугольника, угол между левой стороной которого и перпендикуляром к [c.244]
Для винтов, находящихся под действием больших односторонних нагрузок, применяют упорную резьбу. Реже для передаточных винтов применяют прямоугольную резьбу. Для шариковых винтовых пар применяют специальные профили резьб, одна из которых показана на рис. 4.4. Конструкции винтов должны удовлетворять общим требованиям, предъявляемым к конструкциям валов, т. е. не иметь резких переходов, кольцевых выступов большого диаметра и т. п. [c.162]
Ниже приводится таблица размеров профиля упорных резьб обитая для крупной, нормальной и мелкой резьб этого типа. Для многоходовых резьб применяются такие же профили. Кроме того, ниже приводятся отдельные таблицы диаметров и шагов всех упорных резьб. Резьбы, диаметры которых в этих таблицах взяты в скобки, — наименее ходовые. [c.345]
Трапецеидальную, прямоугольную и упорную резьбы проф. Якушев А. И. называет кинематическими резьбами на том основании, что они служат для взаимного перемеш,ения деталей. [c.153]
Допуск внутреннего диаметра гаек принят по А . При указанных допусках отношение наименьшей рабочей высоты профи-ЛЯ Ь-наим К номинальной рабочей высоте профиля упорной резьбы = 0,80 0,97. н [c.312]
Профили, диаметры, шаги и основные размеры упорной резьбы устанавливает ГОСТ 10177—82 (СТ СЭВ 1781—79). Приняты следующие буквенные обозначения элементов номинальных профилей наружной и внутренней упорной резьбы (рис. 519) [c.331]
По форме профиля различают треугольную метрическую, трубную), прямоугольную, круглую, трапециевидную и упорную резьбы. Наиболее распространенные профили резьб показаны на рис. 26.2. Л, [c.292]
| Рис. 25. Профили резьб общего назначения а — метрической 6 — трубной цилиндрической в — трапецеидальной г — упорной | 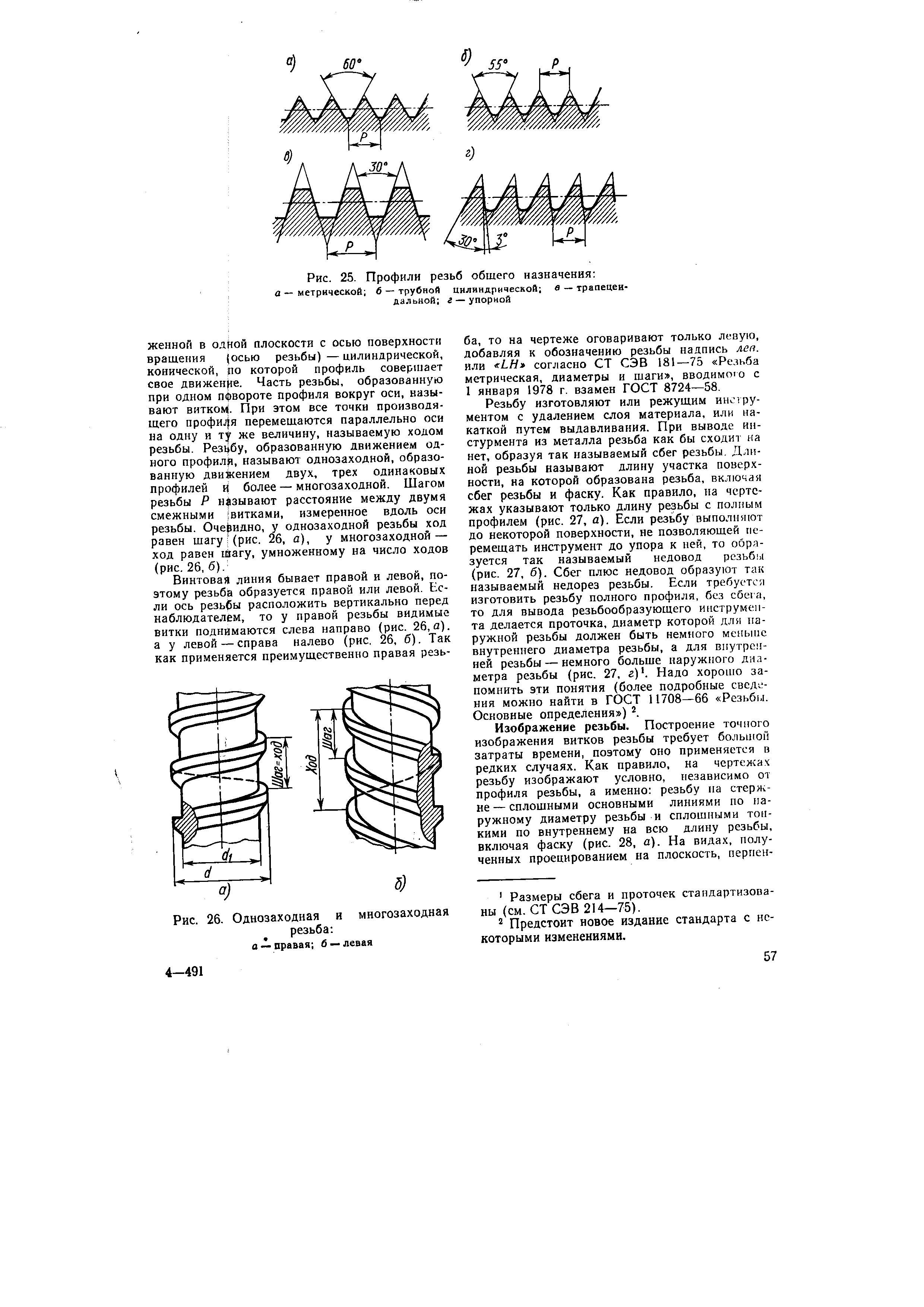 |
| Фиг. 191. Профили и элементы резьбы а — треугольная б — прямоугольная в — трапецеидальная г — упорная (пилообразная) д — круглая. | 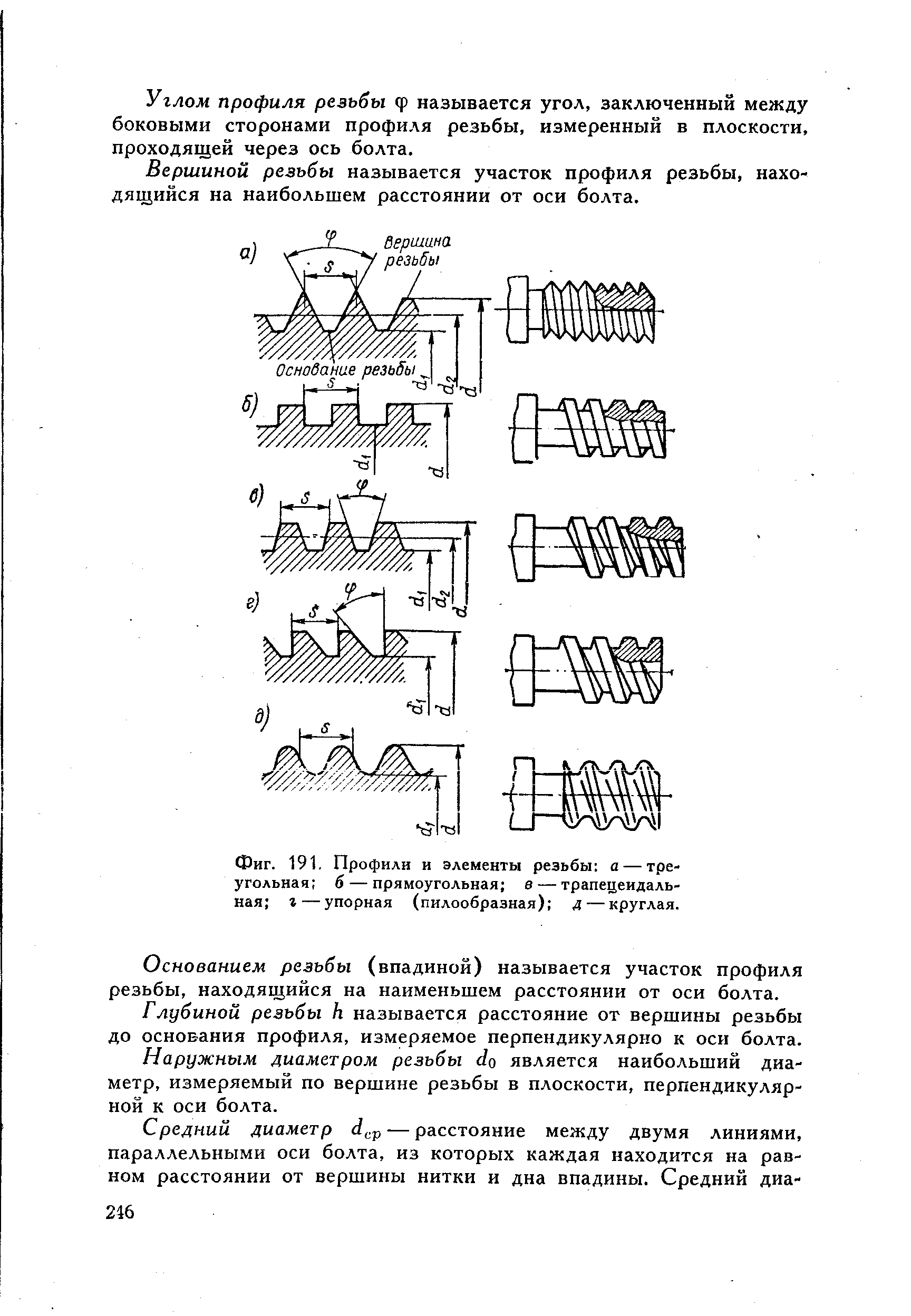 |
Профили резьб. Применяют стандартные резьбы трапецеидальную - и упорную (табл. 2). Упорную приме- [c.555]
На рис. 28.3 показаны профили резьб прямоугольная (а), трапецеидальная (б) и,упорная (в), которые применяются [c.340]
| Рис. 74. Профили резьб на пластмассовых деталях а — треугольная б — прямоугольная в — трапецеидальная г — упорная д — круглая | 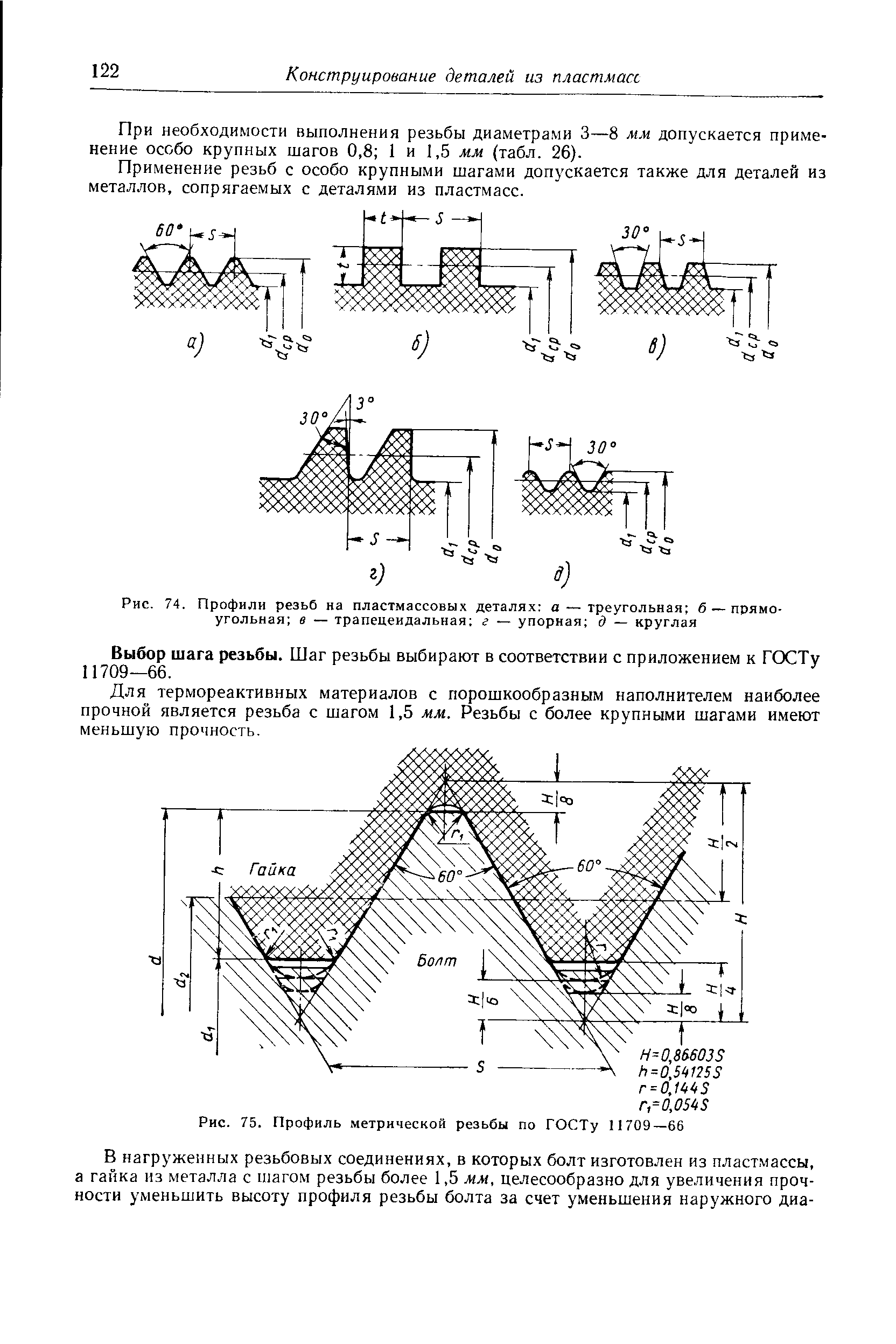 |
| Рис. 9.19. Профили и расположение полей допусков кинематических резьб о — трапецеидальный (Я = 1,8665 Л, = 0,53 + 2 Л = 0,55 2 = — 0,55 = й —2Л[ й = с( + 22 1 = —5) б — прямоугольной в — упорной (Я = 1,58785 Л, = 0,867775 Л, = 0,755 / = 0,41895 г = 0,124275). | 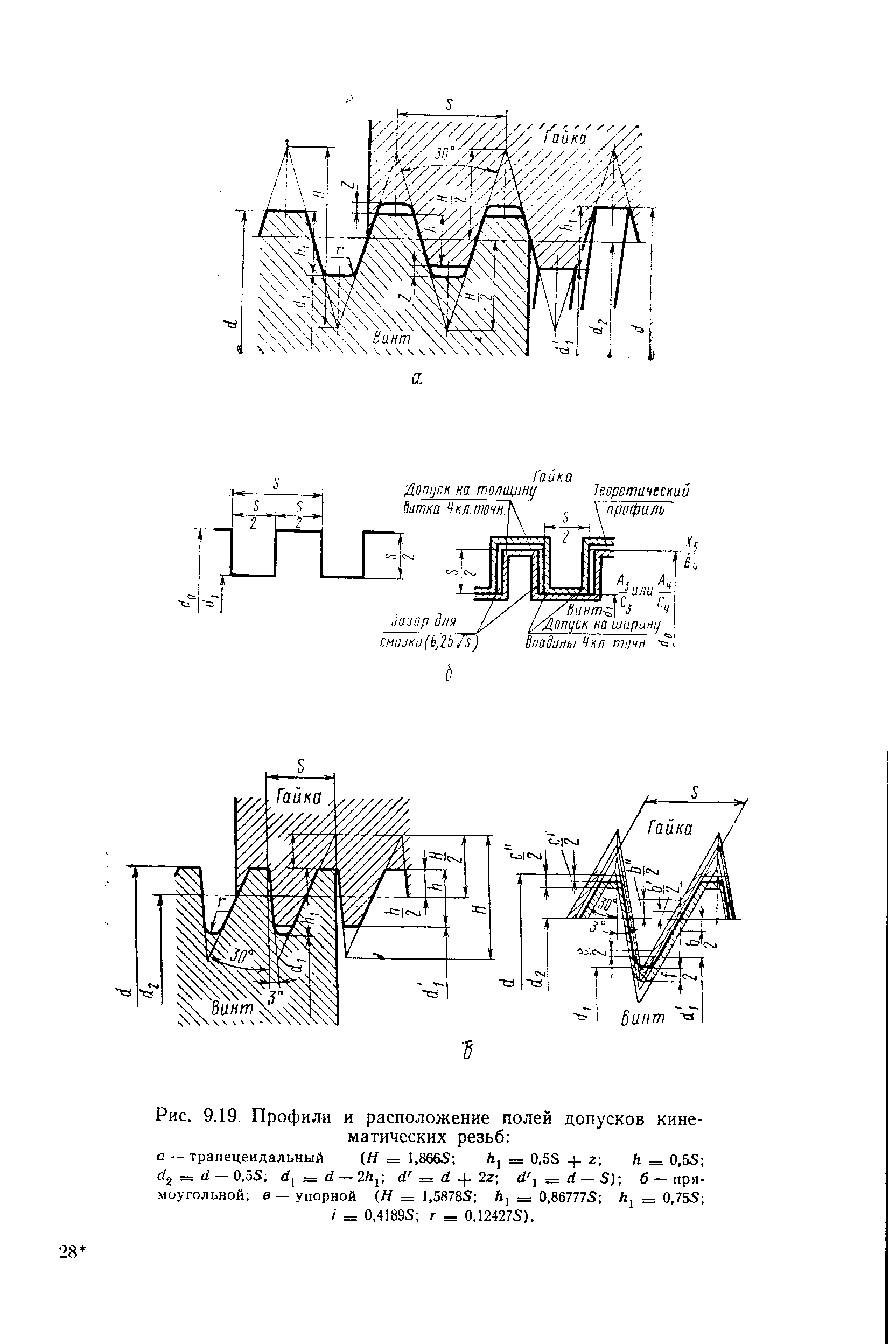 |
| Рис. 171. Профили трапецеидальной (а) и упорной (б) резьб | 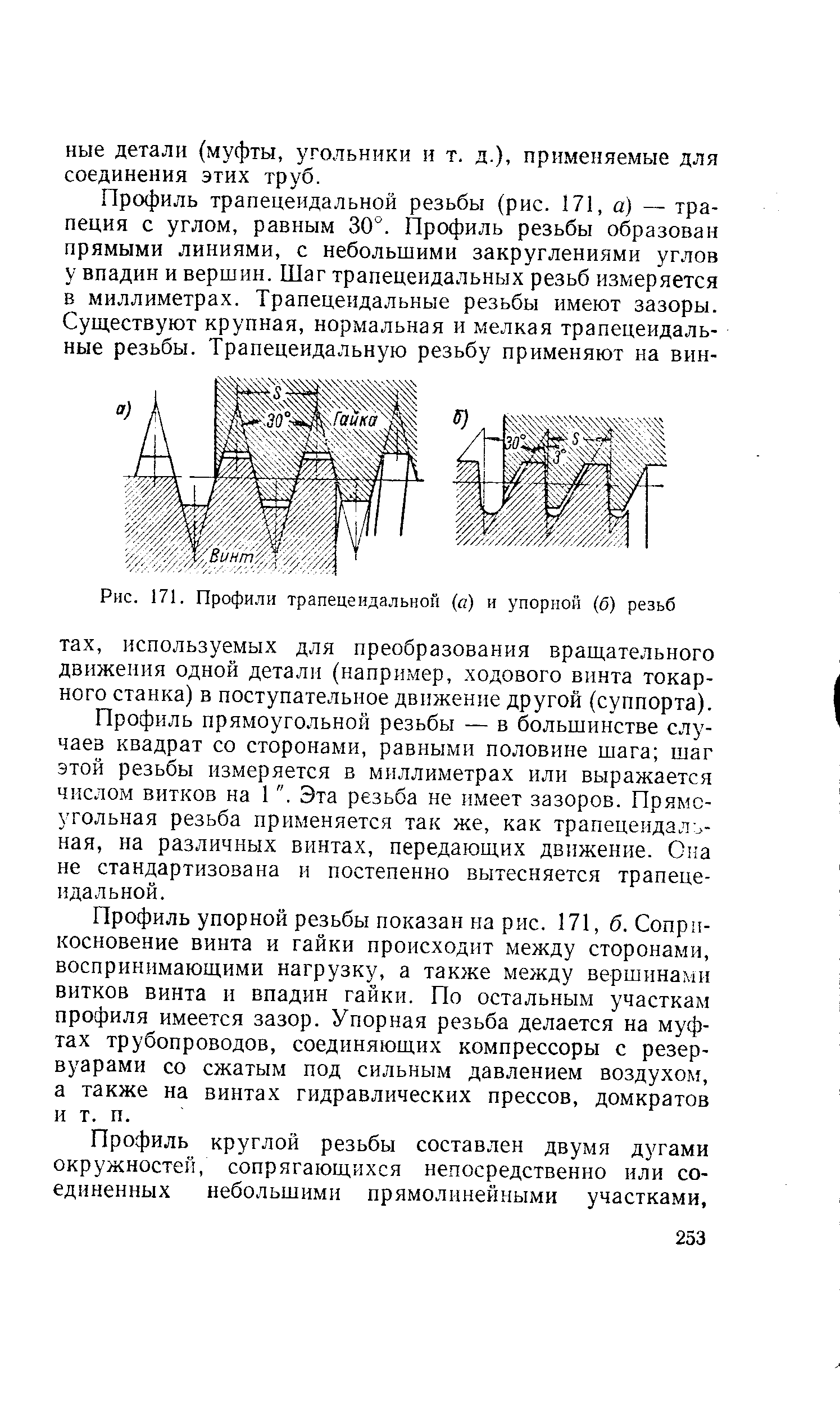 |
Практически резьбу на стержне можно получить в результате равномерно поступательного движения резца, подведенного к боковой поверхности цилиндра, равномерно вращающегося вокруг своей оси. Так образуется резьба на токарно-винторезном станке (рис. 250). Если плоскую фигуру (треугольник, прямоугольник, трапецию) перемещать по винтовой линии, то получится резьба соответствующего профиля (рис. 251). Профиль резьбы — это контур сечения резьбы плоскостью, проходящей через ее ось. На рис. 252 показаны различные профили резьб. В зависимости от профиля резьбы делятся на следующие типы треугольная, трапецеидальная, упорная, прямоугольная, круглая. [c.185]
| Рис. 100. Профили резьб а — треугольная, б—прямоугольная, в — трапецеидальная, г — упорная, д — круглая | 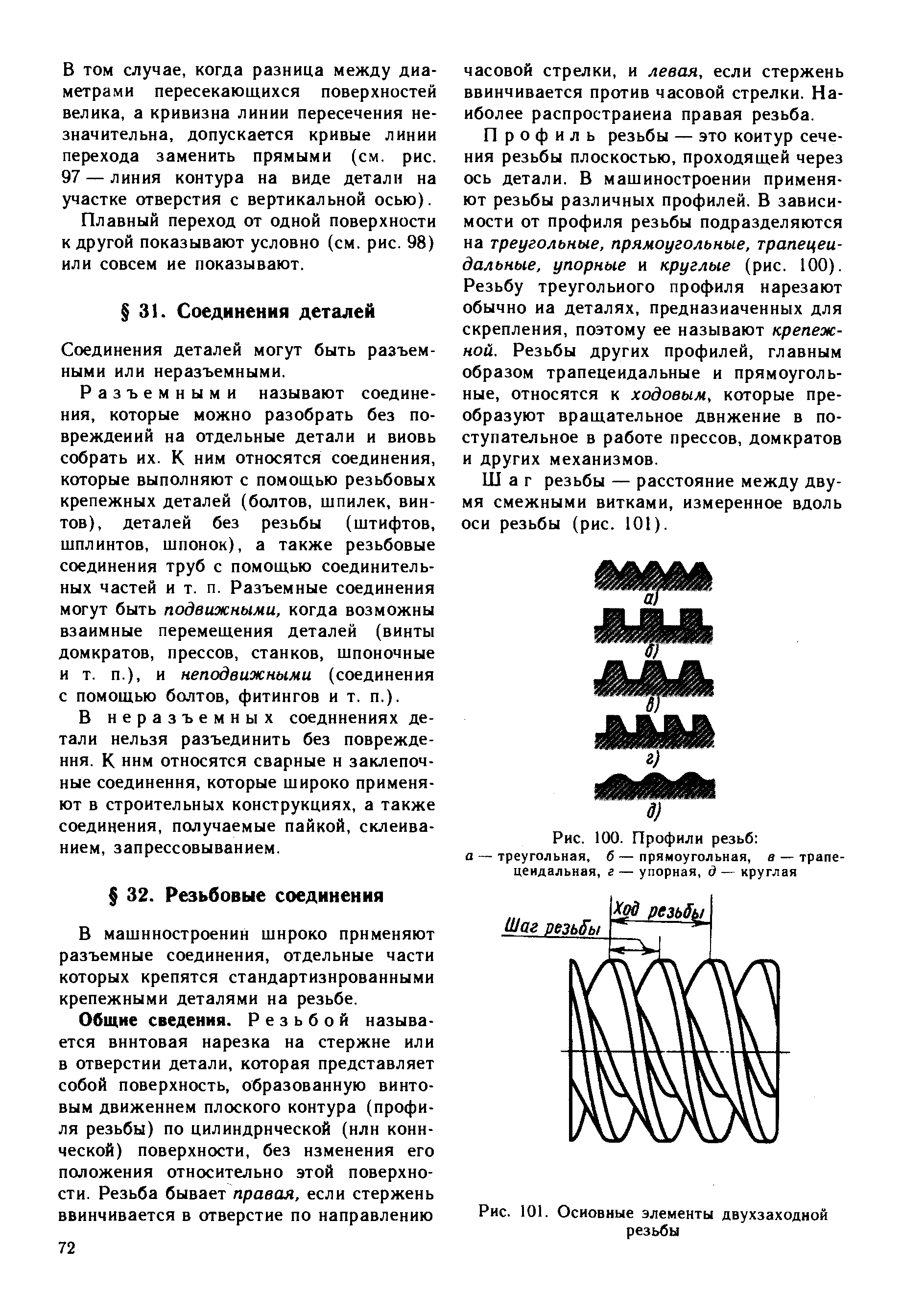 |
По назначению резьбы делятся на крепежные, крепежно-уп-лотняющие и резьбы, применяемые для точных перемещений (ходовые винты, резьбы отсчетных устройств). Крепежно-уплотняющие резьбы (поз. 5, 10 и И, табл. 12.1) выполняются без радиальных зазоров. В зависимости от вида осевого профиля различаются резьбы с треугольным, трапецеидальным, с круглым профилями. У всех резьб, за исключением упорной, профили обеих сторон являются симметричными. Угол между профилями равен 60 и 55° соответственно у метрической крепежной резьбы и у дюймовой. В упорной резьбе угол профиля рабочей стороны выбирается небольшим (3°), что позволяет уменьшить потери на трение. Угол профиля нерабочей стороны упорной резьбы назначается равным 30°, что способствует повышению прочности. Круглая резьба выполняется в двух модификациях (поз. 6 и 7, табл. 12.1). Профиль резьбы первой модификации (поз. 6) состоит из двух дуг, соединенных коротким отрезком прямой линии. Резьба второй модификации имеет меньшую высоту профиля прямолинейный участок отсутствует. Это продиктовано стремлением облегчить изготовление резьбы, образуемой выдавливанием на тонкостенных деталях. Различают метрические резьбы с крупным и мелким шагом. Одновременно с уменьшением шага пропорционально уменьшаются и другие элементы профиля профили крупной и мелкой резьб геометрически подобны. Резьбы с мелкими шагами применяются для тонкостенных деталей и в целях более тонкой регулировки. Допуски на метрические резьбы предусматривают возможность их исполнения с натягами (ГОСТ 4608—95), с зазорами (ГОСТ 10191—62). В резьбе с зазором часть последнего может быть использована для покрытий. [c.407]
По своему назначению резьбы делятся на крепежные и ходовые. Крепежная резьба обеспечивает относительную неподвижность деталей. Ходовая резьба служит для перемещения одной детали относительно другой. Крепежная резьба имеет треугольный и круглый профили, ходовая резьба — прямоугольный и трапецеидальный. Резьба называется упорной, если профиль резьбы имеет форму неравнобочной трапеции. [c.186]
Профили метрической, дюймовой, трапецеидальной и упорно резьб показаны на рис. 45—48. Метрическая резьба й 2А 2 = 4 — 0,64955 Н = 0,866035 0,541255. Дюймовая разьба /о 0,960495 2 = 0,64035 = о — 0,64035 1 = о — 2 , Трапецеидальная резьба /о 0,8665 2 -= 0,55 d p = о — 0,55 1 = — 2/а. Упорная резьба 0 = 1,732055 /а = 0,755 d p = о - 0,755 1 = о - 2/. [c.94]
Профили резьб в сечении плоскостью, проходящей через ось ци линдра, можно подразделить на пять основных видов (рис. 3) треугол.ь-ная резьба 1, упорная 2, трапецеидальная 3, прямоугольная 4, круг- [c.89]
ВСинематические резьбы применяют для подвижных соединений в передачах типа винт—гайка (ходовые винты и винты суппортов металлорежущих станков, винты измерительных приборов, винты прессов, домкратов и т.д.). В кинематических резьбах используют трапецеидальные, упорные и прямоугольные профили. [c.153]
mash-xxl.info
Винтовая Профили резьбы - Энциклопедия по машиностроению XXL
На рис. 2.1 представлены наиболее распространенные профили резьб для винтовых механизмов. [c.28]По числу заходов резьбы делят на однозаходные (см. рис. 3.16, а) и многозаходные — это двухзаходные (рис. 3.16,6), трехзаходные и т. д. Если торец заготовки детали разделить на две или три равные части и из этих точек одновременно перемещать по параллельным винтовым линиям профили резьбы, то получим двух или трех-заходную резьбу. Число заходов больше трех применяется редко. [c.277]
Профили резьб, применяемых в винтовых механизмах [c.151]Назначение резьбы. Винтовая нарезка и ее элементы. Профили резьбы. Система резьб. Инструмент для нарезания резьбы. Конструкция и виды слесарных метчиков. Воротки. Процесс нарезания внутренних резьб. Определение диаметра сверла под резьбу по шаблону. Плашки, их конструкция. Клуппы. Процесс нарезания наружной резьбы. Определение диаметра стержня под резьбу по таблицам. [c.648]
Конструкция отдельных элементов шариковинтового механизма определяется эксплуатационными требованиями. На рис. 4.42 показаны профили резьбы винта и гайки (в нормальном сечении винтовой канавки), применяемые в настоящее время в таких механизмах. [c.112]
Общие сведения. В передачах с трением качения между рабочими поверхностями резьбы винта и гайки (рис. 13.7) помещают стальные шарики, в результате чего трение скольжения заменяется трением качения. Профили резьбы для винтовых пар с трением качения приведены на рис. 13.7. Шарики вращаются и движутся поступательно относительно винта и гайки, поэтому для обеспечения постоянного наличия шариков между рабочими поверхностями резьбы винта и гайки концы- ее рабочего участка на гайке или винте соединяют возвратным каналом. Соответственно замкнутую цепь шариков принято делить на рабочую, находящуюся между рабочими поверхностями резьбы, и пассивную, находящуюся в возвратном канале. [c.263]
Для круглой и овальной канавок в качестве основных конструктивных размеров винтовой пары приняты средний диаметр резьбы — диаметр окружности центров шариков da, шаг резьбы р, диаметр шарика с1ш- Для шариковых пар измерительных устройств, следящих приводов и т. д. профили резьбы с двухточечным контактом (рис. 6.51, а, б) применять нецелесообразно. [c.350]
Профили резьб могут быть прямоугольными и трапециевидными. В ходовых винтах применяют главным образом прямоугольную резьбу квадратного профиля, у которой толщина витка равна 0,5 шага. Трапециевидная резьба с углом профиля 30° используется в винтовых грузоподъемных машинах. [c.147]
Типичная конструкция передачи показана на рис. 1. Основные профили резьбы винта и гайки (в нормальном сечении винтовой канавки), применяемые б настоящее время в механизмах, даны на рис. 2. [c.230]
Разрезав винт вдоль плоскостью, совпадающей с его осью, разрежем и его винтовые нитки. В зависимости от профиля резьбы, т. е. от того, какая фигура получится в сечении нитки, резьба имеет то или иное название. Профили резьб применяют различные. Выбор того или иного профиля зависит от назначения винта. [c.267]
Ходом винта называют то перемещение, которое он получит при повороте в гайке на один оборот. В винтовых прессах исполь- зуют различные профили резьбы (рис. 35.6, в). С целью измельчения профиля применяют многозаходную резьбу с числом заходов [c.450]
Для винтов, находящихся под действием больших односторонних нагрузок, применяют упорную резьбу. Реже для передаточных винтов применяют прямоугольную резьбу. Для шариковых винтовых пар применяют специальные профили резьб, одна из которых показана на рис. 4.4. Конструкции винтов должны удовлетворять общим требованиям, предъявляемым к конструкциям валов, т. е. не иметь резких переходов, кольцевых выступов большого диаметра и т. п. [c.162]
Винтовая передача также преобразует вращение в прямолинейное перемещение исполнительного органа. Винтовые передачи применяют тогда, когда нужно получить прямолинейное движение с малыми скоростями. Вращение сообщается винту, а гайка и связанные с нею стол или салазки перемещаются прямолинейно-поступательно. В станках с ручным управлением используют треугольные прямоугольные и трапецеидальные профили резьб (рис. 5.9, а, б, в). Треугольную резьбу применяют для очень малых и точных перемещений, например, в микрометрических винтах, прямоугольную и трапецеидальную резьбы - для ходовых винтов. [c.145]| Рис. 5.9. Профили резьб, применяемых для винтовых передач | 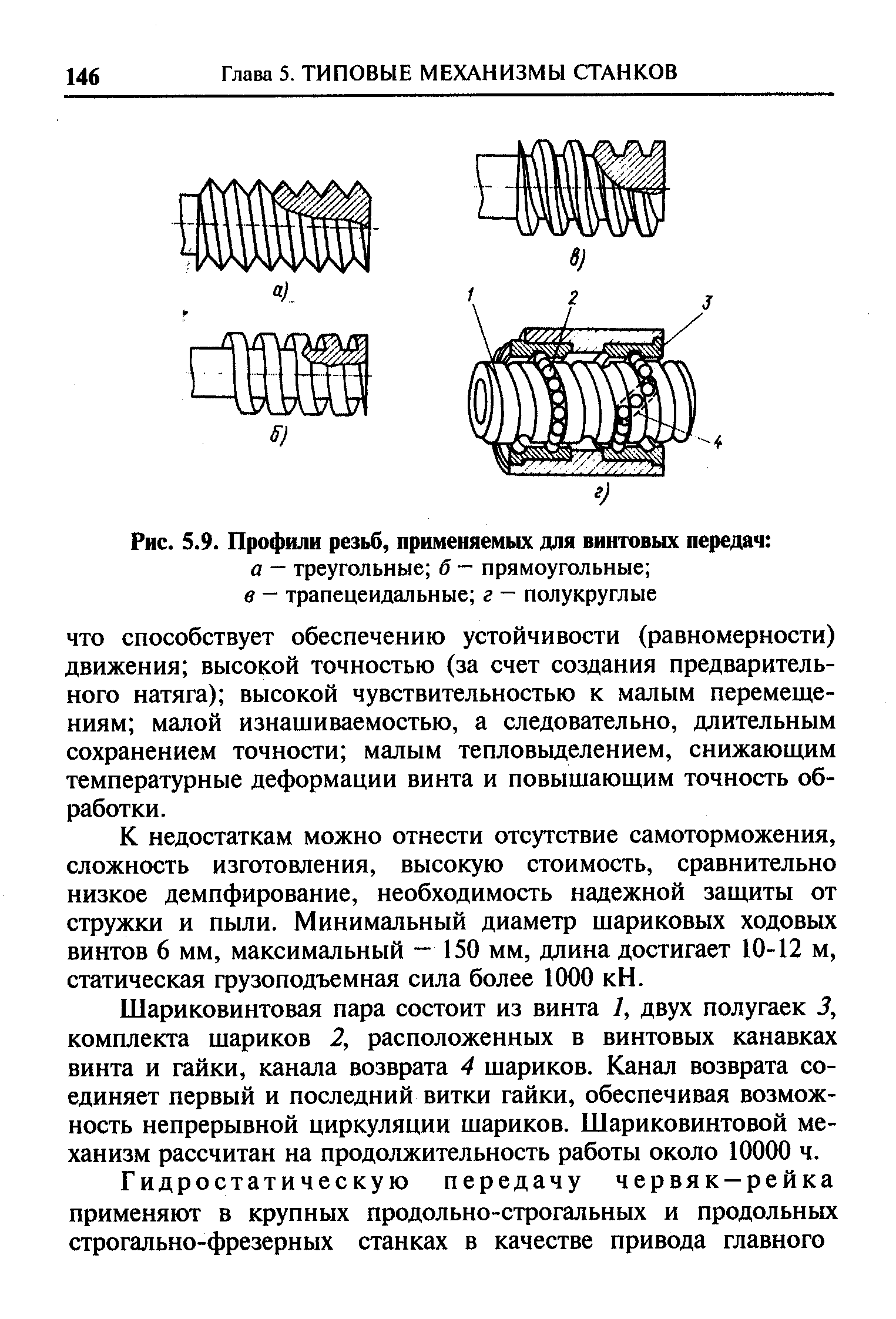 |
Резьба прямоугольная (см. рис. 1.5, а), широко применявшаяся ранее в винтовых механизмах, в настояш,ее время не стандартизована и почти вытеснена трапецеидальной. Изготовить прямоугольную резьбу более производительным способом на резьбофрезерных станках невозможно, так как для образования чистой поверхности резьбы у фрезы должны быть режущими не только передние, но и боковые грани (сравни профили рис. 1.5, а и 1.5, б ). [c.20]
Неэвольвентные профили обрабатывают червячными фрезами, дол-бяками, обкаточными резцами. Эту обработку применяют для следующих деталей фасонного сечения в плоскости, перпендикулярной оси детали с профилем, повторяющимся и не повторяющимся по окружности, с образующими прямыми, параллельными оси, и винтовыми, цилиндрической и конической формы с профилем наружным (валики) и внутренним (втулки) валиков с прямолинейными и фасонными образующими, с кольцевыми и винтовыми поверхностями (круглые кольцевые рейки, фасонные тела вращения, резьба, червяки) призматических деталей с профилем повторяющимся и не повторяющимся по их длине (рейки и фасонные призматические детали) и др. [c.581]
| Фиг. 9. Основные виды профилей резьбы винтовых дорожек а и б — полукруглые профили без канавки и с канавкой, = (1,03 Ч- Ь04) г . С, = (0,025 - 0,03) в — овальный профиль г = (1,031,04)Гц == с, = (0,025 0,03) Гщ , при Э — 45° з — прямоугольный профиль т = 0,6 г , г = (0,2 0.6) г,,, Л = (1 2) г - б = (0,02 0,03) г . | 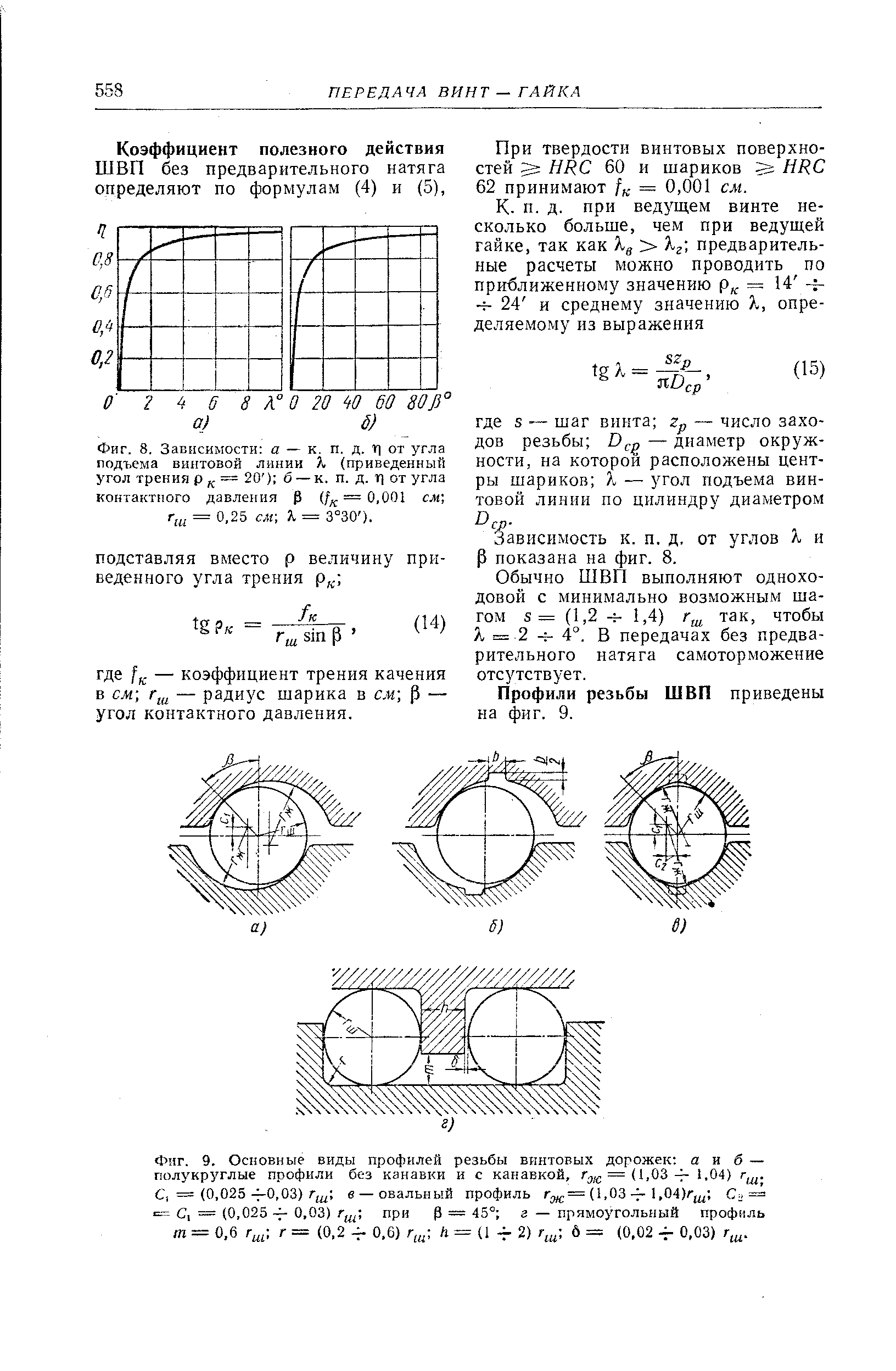 |
В винтовых передачах обычно используют трапецеидальную резьбу по ГОСТу 9484—60, а при больших усилиях, постоянно направленных в одну сторону, —упорную резьбу по ГОСТу 10177—62. Профили этих резьб представлены на рис. 20.1, а и б. [c.318]
Профили нарезки. Наиболее употребительные профили винтовой резьбы нормированы. Самые распространенные нарезка Витворта ОСТ 1260. Сечение выступа нарезки — равнобедренный треугольник с углом при вершине в 55 , так что [c.264]
Проф. Г. А. Шаумяном предложена конструкция шарикоподшипниковой винтовой пары (фиг. 76). Эта конструкция выгодно отличается от других тем, что в ней отпадает необходимость возврата шариков. В гайке 1 резьба отсутствует в нее запрессованы четыре наружные обоймы упорных шариковых подшипников. Регулированием гайки 3, нажимающей через пружину 2 на втулку 5, обеспечивается выборка зазора в передаче. Винт 4 принимается двухзаходный (показан на фигуре) или трехзаходный. В каждой обойме подшипника имеется по два диаметрально противоположно расположенных шарика, удерживаемых вырезами, имеющимися в сепараторе 7, причем для равномерного нагружения и плавного движения шарики 6 в каждой последующей обойме смещены по отношению к предыдущей. Перемещение гайки за каждый оборот винта происходит на величину, несколько меньшую его шага. [c.195]
Архимедов червяк. Профиль зуба такого червяка, так же как резьба, образуется винтовым движением рейки, и.меющей в осевом сечении червяка профиль, ограниченный пря-мы. ш линиями (фиг. 169-28, в). Сечение боковой поверхности червяка, перпендикулярное к оси, — спираль Архимеда. Профили зуба червячного колеса в среднем сечении являются эвольвентами, а в сечениях, параллельных среднему сечению, отклоняются от эвольвенты. [c.328]
НИХ резьб, угла профиля и его положения относительно оси винта, угла подъема винтовой линии, внутреннего и наружного закругления профиля резца и т. д. Кроме того, в ряде случаев можно измерять различные профили методом проекций по через [c.85]
Прямоугольная нарезка. В винтовых парах применяются чаще всего прямоугольный, трапециевидный и треугольный профили нарезки. На рис. 1.42, а представлена винтовая пара, имеющая прямоугольную нарезку с углом подъема винтовой линии X по сред-пзму диаметру резьбы д. Необходимый для вращения момент Мд, при действии на звено I нагрузки Q определится величиной потерь на [c.62]
Различаются резьбовые соединения, используемые для разъемных скреплений деталей, и винтовые механизмы (передачи, составленные из винта и гайки), применяемые для передачи движения и сил. В табл. 12.1 приведены профили наиболее применяемых в приборостроении типов резьб под профилем резьбы (осевым профилем) понимается ее сечение плоскостью, проходящей через ось резьбы. Боковые поверхности винта и гайки являются винтовыми поверхностями постоянного шага (геликоидами), они образуются винтовым движением осевого профиля. При прямолинейном профиле резьбы боковыми поверхностями резьбы являются архимедовы винтовые поверхности [72] поперечное сечение архимедовой винтовой поверхности представляет собой архимедову спираль. [c.404]
mash-xxl.info








423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)