 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Курсовой проект - Двухбалочный мостовой кран - файл n6.doc. Курсовой проект по монтажу мостового крана
Технология монтажа мостового крана - Курсовой проект
Курсовой проект - Разное
Другие курсовые по предмету Разное
1. Технология монтажа мостового крана.
1.1. виды мостовых кранов.
Подъемный кран это машина для захватывания, подъема и перемещения в горизонтальном направлении штучных и массовых грузов на сравнительно небольшие расстояния в пределах цеха или склада. Подъемные краны составляют особую группу грузоподъемных машин, характеризующуюся повторно-кратковременным режимом работы.
Подъемный кран имеет следующие обязательные элементы: металлическую несущую конструкцию в виде моста, портала, башни, мачты или стрелы; главный подъемный механизм в виде лебедки, электротали, штока, рейки с приводом и рычагами управления; приспособления и устройства для захватывания и подвешивания груза крюки, скобы, зажимы, грейферы; поддерживающие и направляющие элементы канатные и цепные блоки, напрвляющие втулки и планки. Лебедка подъемного крана (в зависимости от его типа и назначения) может быть снабжена одним, двумя и более барабанами, приводимыми в действие от одного общего или от отдельных двигателей.
По области применения подъемные краны делятся в основном на цеховые, транспортные, палубные и строительные.
К цеховым подъемным кранам принадлежат мостовые подъемные краны, они состоят из моста, перекрывающего весь пролет цеха, и грузовой тележки с механизмом подъема и передвижения. Мост передвигается по крановым рельсам, установленным на подкрановых балках цеховых зданий, а грузовая тележка по рельсам моста крана.
Краны этого типа обслуживают всю площадь цеха или склада и могут перемещать грузы в любом направлении соответственно технологическому процессу. Они выполняются как с ручным, так и с электрическим приводом механизма подъема и передвижения. Питание моста и тележки крана электроэнергией производится от токоподводящих троллеев. Управление осуществляется с помощью контроллеров и командоконтроллеров из кабины, размещенной на мосту или раме грузовой тележки.
Ручные мостовые краны обслуживают цехи и склады с небольшими грузопотоками. Электрические мостовые краны предназначены для обслуживания цехов и складов с большими грузопотоками; мостовые краны малой грузоподъемности (0,5-5т) иногда вместо грузовой тележки снабжают электроталью; в этом случае мосты кранов выполняют с двутавровым рельсом и краны этого типа называют кранами-балками.
Мостовые краны изготовляют грузоподъемностью от 1 до 500т, с пролетами 12-32м, высотой подъема 11-16м. скорость подъема крюка 2-40м/мин, скорость передвижения тележки 40-60 м/мин, моста до 125м/мин.
Подъемные краны грузоподъемностью более 10т часто снабжают двумя или тремя подъемными механизмами: одним главным номинальной грузоподъемности и одним или двумя вспомогательными меньшей грузоподъемности (в 3-5 раз).
По типу грузозахватного органа подъемные краны делятся на крюковые, магнитные, грейферные, линейные и специальные
Крюковые краны снабжены одним или двумя крюками и предназначены для перегрузки штучных грузов (рис.1). При перегрузке сыпучих и жидких материалов крюковыми кранами применяют специальные сосуды и ковши.
Магнитные краны (рис.2) по устройству почти не отличаются от крюковых. Разница состоит в том, что на крюк такого крана подвешивают электромагнит, служащий для транспортировки изделий из стали и чугуна или стального лома и стружки. При использовании магнитных кранов нет необходимости закреплять груз на крюке, так как электромагнит притягивает к себе сталь и чугун. При разгрузке следует отключить ток, питающий обмотку электромагнита.
Грейферный кран отличается от обычного крюкового крана тем, что вместо крюка предусмотрен специальный ковш, называемый грейфером (рис.3). Грейферным краном транспортируют уголь, кокс, песок, гравий и другие сыпучие материалы. Открывается и закрывается грейфер с помощью двух барабанов, расположенных на тележке крана.
Литейный кран отличается от обычного крюкового тем, что имеет две тележки главную и вспомогательную. Пути, по которым передвигается вспомогательная тележка, расположены ниже путей главной тележки. Пути вспомогательной тележки делают более узкими, чем главной. За счёт этого канаты главной тележки проходят в промежутках между путями главной и вспомогательной тележек.
Козловые краны (рис.5) также относятся к мостовым, хотя различаются способом крепления ходовых колес. На мостовых кранах колеса крепят непосредственно к мосту, а на козловых кранах к специальным опорам, расположенным по концам моста.
При таком устройстве кранов подкрановые пути можно располагать непосредственно на поверхности земли. Козловые краны предназначены для работы вне зданий, поэтому может возникнуть опасность угона их под напором сильного ветра. Для предупреждения таких случаев на опорах козловых кранов устанавливают специальные захваты, с помощью которых кран надёжно закрепляется на рельсы.
1.2. конструкивные элементы мостового крана.
Мост крана представляет собой металлоконструкцию, служащую для передвижения по ней тележки для подъема груза. В самом простом случае при малых пролетах и грузоподъемности мост состоит из четырех стальных балок: двух главных, по которым движется тележка, и двух вспомогательных, скрепляющих главные балки. Все четыре балки соединены между собой с помощью сварки или заклепками и образуют жесткую прямоугольную раму.
При больших пролетах и грузоподъемности приходится вместо одностенчатых балок применять фермы из стали различных профилей. Металлические ко
geum.ru
Курсовая работа : Технология монтажа мостового крана
1. Технология монтажа мостового крана.
1.1. виды мостовых кранов.
Подъемный кран – это машина для захватывания, подъема и перемещения в горизонтальном направлении штучных и массовых грузов на сравнительно небольшие расстояния в пределах цеха или склада. Подъемные краны составляют особую группу грузоподъемных машин, характеризующуюся повторно-кратковременным режимом работы.
Подъемный кран имеет следующие обязательные элементы: металлическую несущую конструкцию в виде моста, портала, башни, мачты или стрелы; главный подъемный механизм в виде лебедки, электротали, штока, рейки с приводом и рычагами управления; приспособления и устройства для захватывания и подвешивания груза – крюки, скобы, зажимы, грейферы; поддерживающие и направляющие элементы – канатные и цепные блоки, напрвляющие втулки и планки. Лебедка подъемного крана (в зависимости от его типа и назначения) может быть снабжена одним, двумя и более барабанами, приводимыми в действие от одного общего или от отдельных двигателей.
По области применения подъемные краны делятся в основном на цеховые, транспортные, палубные и строительные.
К цеховым подъемным кранам принадлежат мостовые подъемные краны, они состоят из моста, перекрывающего весь пролет цеха, и грузовой тележки с механизмом подъема и передвижения. Мост передвигается по крановым рельсам, установленным на подкрановых балках цеховых зданий, а грузовая тележка – по рельсам моста крана.
Краны этого типа обслуживают всю площадь цеха или склада и могут перемещать грузы в любом направлении соответственно технологическому процессу. Они выполняются как с ручным, так и с электрическим приводом механизма подъема и передвижения. Питание моста и тележки крана электроэнергией производится от токоподводящих троллеев. Управление осуществляется с помощью контроллеров и командоконтроллеров из кабины, размещенной на мосту или раме грузовой тележки.
Ручные мостовые краны обслуживают цехи и склады с небольшими грузопотоками. Электрические мостовые краны предназначены для обслуживания цехов и складов с большими грузопотоками; мостовые краны малой грузоподъемности (0,5-5т) иногда вместо грузовой тележки снабжают электроталью; в этом случае мосты кранов выполняют с двутавровым рельсом и краны этого типа называют кранами-балками.
Мостовые краны изготовляют грузоподъемностью от 1 до 500т, с пролетами 12-32м, высотой подъема 11-16м. скорость подъема крюка 2-40м/мин, скорость передвижения тележки 40-60 м/мин, моста – до 125м/мин.
Подъемные краны грузоподъемностью более 10т часто снабжают двумя или тремя подъемными механизмами: одним главным номинальной грузоподъемности и одним или двумя вспомогательными меньшей грузоподъемности (в 3-5 раз).
По типу грузозахватного органа подъемные краны делятся на крюковые, магнитные, грейферные, линейные и специальные
Крюковые краны снабжены одним или двумя крюками и предназначены для перегрузки штучных грузов (рис.1). При перегрузке сыпучих и жидких материалов крюковыми кранами применяют специальные сосуды и ковши.
Магнитные краны (рис.2) по устройству почти не отличаются от крюковых. Разница состоит в том, что на крюк такого крана подвешивают электромагнит, служащий для транспортировки изделий из стали и чугуна или стального лома и стружки. При использовании магнитных кранов нет необходимости закреплять груз на крюке, так как электромагнит притягивает к себе сталь и чугун. При разгрузке следует отключить ток, питающий обмотку электромагнита.
Грейферный кран отличается от обычного крюкового крана тем, что вместо крюка предусмотрен специальный ковш, называемый грейфером (рис.3). Грейферным краном транспортируют уголь, кокс, песок, гравий и другие сыпучие материалы. Открывается и закрывается грейфер с помощью двух барабанов, расположенных на тележке крана.
Литейный кран отличается от обычного крюкового тем, что имеет две тележки – главную и вспомогательную. Пути, по которым передвигается вспомогательная тележка, расположены ниже путей главной тележки. Пути вспомогательной тележки делают более узкими, чем главной. За счёт этого канаты главной тележки проходят в промежутках между путями главной и вспомогательной тележек.
Козловые краны (рис.5) также относятся к мостовым, хотя различаются способом крепления ходовых колес. На мостовых кранах колеса крепят непосредственно к мосту, а на козловых кранах – к специальным опорам, расположенным по концам моста.
При таком устройстве кранов подкрановые пути можно располагать непосредственно на поверхности земли. Козловые краны предназначены для работы вне зданий, поэтому может возникнуть опасность угона их под напором сильного ветра. Для предупреждения таких случаев на опорах козловых кранов устанавливают специальные захваты, с помощью которых кран надёжно закрепляется на рельсы.
1.2. конструкивные элементы мостового крана.
Мост крана представляет собой металлоконструкцию, служащую для передвижения по ней тележки для подъема груза. В самом простом случае – при малых пролетах и грузоподъемности – мост состоит из четырех стальных балок: двух главных, по которым движется тележка, и двух вспомогательных, скрепляющих главные балки. Все четыре балки соединены между собой с помощью сварки или заклепками и образуют жесткую прямоугольную раму.
При больших пролетах и грузоподъемности приходится вместо одностенчатых балок применять фермы из стали различных профилей. Металлические конструкции моста изготовляют в виде решетчатой фермы и сплошной коробчатой сварной балки.
Мост движется по крановым путям, положенным по всей длине цеха на выступах стен или стальных колоннах. Крановые пути делают из специальных крановых рельсов и обычных железнодорожных, а также стальных шин квадратного или прямоугольного сечения с закругленными верхними кромками.
Крановые пути устраивают так, чтобы кран не ударился в стену. Для этого в конце крановых путей ставят тупиковые упоры, а перед ними – пружинные, деревянные или резиновые буфера, обеспечивающие плавное снижение скорости моста. Мост также имеет деревянные брусья или пружинные буфера.
На мосту монтируют кабину управления. Она обычно находится ниже моста, в одном из его концов, как правило, противоположном тому, у которого проходят троллейные провода. Иногда кабина управления представляет собой одно целое с тележкой. В этом случае кабина участвует в двух движениях – вместе с мостом вдоль цеха и вместе с тележкой поперек цеха. Питание к двигателям крана подводится с помощью голых проводов, называемых троллейными или просто троллеями.
Тележка служит для подъема и перемещения груза вдоль моста крана и выполняется с помощью сварки или заклепок. На ее стальной раме монтируют ведущие и ведомые колеса. На тележке устанавливают: механизм движения тележки, состоящий из электродвигателя, редуктора, тормозного устройства и двух концевых выключателей; механизм подъема, включающий электродвигатель, редуктор, канатный барабан с канатом и крюковой подвеской, тормозное устройство и ограничитель подъема. Механизм подъема кранов, транспортирующих раскаленный металл, ядовитые, взрывчатые вещества или кислоты, должен быть снабжен двумя тормозами. При отказе одного из них второй должен удерживать груз на весу.
Установленные на тележке электродвигатели для подъема и перемещения груза получают питание от троллейных проводов, проложенных вдоль моста, при помощи скользящих контактов или гибкого токоподвода. Если к крюку крана подвешен электромагнит для подъема груза, то на тележке устанавливают кабельный барабан с гибким кабелем в резиновой или пластмассовой оболочке, служащим для питания электромагнита. Кабельный барабан связан с канатным барабаном зубчатой передачей, чтобы при подъеме или спуске электромагнита одновременно поднимался или опускался кабель.
К грузозахватным органам относятся крюки, скобы, грейферы и электромагниты.
Крюки для мостовых кранов изготовляют коваными из конструкционной стали или штампованными из отдельных листов. Согласно стандартам, крюки однорогие кованые для подъемных механизмов рассчитывают на грузоподъемность 80 т, двурогие – на грузоподъемность 100 т (двурогие крюки при больших грузоподъемностях применяют потому, что на двух рогах легче разместить стропы при их значительном диаметре).
Пластинчатые крюки проще кованых в изготовлении и более надежны, так как разрушение пластин происходит не одновременно, но они тяжелее кованых. Чтобы увеличить срок службы, зев пластинчатых крюков защищают специальными пластинами, которые можно сменить по мере изнашивания.
Применять литые или сварные крюки на кранах не разрешается. При грузоподъемности свыше 3т крюки изготовляют вращающимися на шариковых закрытых опорах. Вообще подвеску крюка выполняют так, чтобы он мог свободно вращаться и устанавливаться при работе согласно положению груза.
Грузовые крюки кранов должны быть снабжены предохранительным замком, предотвращающим самопроизвольное выпадение съемного грузозахватного приспособления. Краны, транспортирующие расплавленный металл или жидкий шлак, могут не иметь такого устройства. Применять крюки без предохранительного замка в других случаях допустимо при условии использования гибких грузозахватных приспособлений, исключающих возможность выпадения их из зева крюка. Предохранительные замки изготовляют двух типов: замки пружинного замыкания и замки, замыкающиеся под действием собственной массы.
Петли грузовые применяют вместо крюков на кранах большой грузоподъемности. Петля не позволяет стропу соскочить, что возможно на крюке, но заводить строп в петлю сложнее.
Для транспортировки мостовым краном сыпучих грузов (кокса, угля, песка, гравия) используют грейферы. Грейфер представляет собой стальной ковш, состоящий из двух половин – челюстей, которые поворачиваются вокруг шарниров, укрепленных на головке грейфера с помощью тяг. Челюсти имеют зубья для лучшего захвата груза. На траверсе укреплены блоки, соединенные канатами с блоками на головке грейфера.
При ослаблении натяжения канатов траверса опускается под действием собственного веса, вследствие чего челюсти раскрываются. В таком виде грейфер опускают на материал. Затем производят натяжение каната, при этом траверса приближается к головке, челюсти закрываются и захватывают груз, после чего начинается его подъем. Для разгрузки при опускании грейфера на землю челюсти раскрываются и груз высыпается. Конструкция грейфера должна исключать самопроизвольное раскрытие.
Для механизмов подъема применяют стальные канаты (тросы). Они значительно удобнее и долговечнее стальных цепей.
Стальной канат работает бесшумно, обладает большой надежностью, так как разрыв его не происходит внезапно вследствие того, что постепенно увеличивающееся число оборванных проволок позволяет определить степень изнашивания каната задолго до обрыва.
Канаты в зависимости от свивки делятся на следующие виды:
Обыкновенные (раскручивающиеся) – положение прядей и проволок в канате не сохраняется после снятия перевязок;
Нераскручивающиеся – канат не должен раскручиваться на отдельные пряди, а пряди – на проволоки; пряди и проволоки сохраняют свое прежнее положение после снятия перевязок;
Некрутящиеся – многопрядные с противоположным направлением свивки прядей по слоям.
Барабаны на кранах служат для навивки канатов, при помощи которых поднимают и опускают груз. На поверхности барабана имеются спиральные канавки (ручьи), благодаря чему грузовой канат при наматывании ложится правильными рядами. Канавки по ширине делают немного больше диаметра грузового каната, чтобы он ложился свободно и не задевал ее боковых стенок.
Канавки способствуют правильной укладке каната и предотвращают трение между его набегающей ветвью и уже уложенным витком. На одной половине барабана они направлены вправо, а на другой половине – влево. Это необходимо для того, чтобы груз, подвешенный на двух ветвях каната, поднимался и опускался по вертикали без горизонтального перемещения вдоль барабана.
Барабаны изготовляют литыми из чугуна и стали или сварными из листовой стали. Литые барабаны тяжелее сварных на 40-50%. Все витки каната, навитого на барабан, имеют одинаковый диаметр, что при постоянной угловой скорости барабана позволяет получить постоянную скорость навивки. Крепление каната на барабане должно быть надежным и в то же время удобным для быстрой смены изношенного каната.
Канатные барабаны кранов чаще устанавливают на вращающихся и реже на неподвижных осях. В первом случае барабан соединен с зубчатым колесом, закрепленным на шпонке, и вращается вместе с ним и осью (рис.10). Удобство обслуживания, смазки и ремонта – основные преимущества этой конструкции.
В механизмах подъема малой и средней грузоподъемности барабан приводится во вращение с помощью встроенной зубчатой муфты, а в механизмах подъема большой грузоподъемности – зубчатым колесом открытой зубчатой передачи.
Подъемные механизмы кранов оборудованы закрытыми (замкнутыми) тормозами – нормально механизмы заторможены, тормоз снимается только при включении двигателя. Механизмы подъема кранов, транспортирующих раскаленный металл, взрывчатые и ядовитые вещества и кислоты, должны иметь два тормоза, действующие независимо друг от друга. При отключении двигателя тормоз автоматически закрывается, вследствие чего груз повисает в воздухе. На механизмах передвижения крана также ставят закрытые тормоза. Поглощая инерцию движущихся частей, они тем самым способствуют сокращению пути движения после остановки двигателя.
Тормоза закрытого типа на кранах применяют в связи с тем, что они надежнее открытых и их неисправность легко обнаружить. Тормоза открытые иногда устанавливают на кранах в дополнение к закрытым в качестве вспомогательных тормозов для более быстрой и точной остановки механизмов передвижения.
1.3 Установка кранов и крановый путь.
Крановые пути делают из обычных железнодорожных и специальных крановых рельсов, а также из стальных шин квадратного или прямоугольного сечения с закругленными верхними кромками. Для цилиндрических стальных колес используют рельсы с плоскими и выпуклыми головками, для конических – только с выпуклыми (рис.11 и 12).
Подкрановые балки изготовляют из профильного стального проката.
Рельсы для тележек закрепляют непосредственно на конструкции крана. Крановые рельсы следует крепить так, чтобы исключались боковое и продольное смещения их при передвижении и работе крана. Грузоподъемные краны должны быть установлены таким образом, чтобы груз при подъеме не требовалось предварительно подтаскивать при наклонном положении грузовых канатов, и имелась возможность перемещать груз над встречающимися на пути оборудованием, штабелями груза, подвижным составом на высоте не менее 0,5м.
При управлении кранами с пола необходимо предусмотреть свободный подход рабочего, управляющего краном. Устанавливать магнитные краны над производственными или другими помещениями не разрешается. Краны, работающие на открытом воздухе, следует оборудовать противоугонными устройствами – механизмами, удерживающими кран от угона ветром.
Перед пуском в эксплуатацию установленные мостовые электрические краны подлежат регистрации в органах технадзора. Не регистрируют мостовые краны грузоподъемностью до 10 т включительно, управляемые с пола посредством кнопочного аппарата, подвешенного на кране, или со стационарного пульта.
Вновь установленные грузоподъемные машины, а также съемные грузозахватные приспособления перед пуском в эксплуатацию следует подвергать полному техническому освидетельствованию, а грузоподъемные машины, находящиеся в работе, – периодическому техническому освидетельствованию: частичному – не реже одного раза в 12 мес; полному – не реже одного раза в три года, за исключением редко используемых (кранов, обслуживающих машинные залы электрических и насосных станций, компрессорные установки). Редко используемые грузоподъемные машины необходимо подвергать полному техническому освидетельствованию не реже чем через каждые пять лет.
Техническое освидетельствование имеет целью установить следующее:
соответствие грузоподъемной машины и ее установки правилам эксплуатации и представленной при регистрации документации;
исправность грузоподъемной машины, а, следовательно, безопасность ее работы;
обслуживание грузоподъемной машины в соответствии с правилами.
При полном техническом освидетельствовании грузоподъемную машину подвергают осмотру, статическому и динамическому испытаниям. При частичном техническом освидетельствовании статического и динамического испытаний грузоподъемной машины не производят.
topref.ru
Курсовая: "Проектирование мостового крана"
Выдержка из работы
Содержание
Введение
1. Обзор существующих конструкций кранов
2. Расчет механизма подъема
3. Расчет механизма передвижения крана
4. Расчет механизма передвижения тележки
5. Расчет металлоконструкции мостового крана
6. Техника безопасности
Список использованных источников
Введение
Широкое распространение мостовых кранов — одного из средств механизации производственных операций, погрузо-разгрузочных и складских работ — требует усовершенствования их конструкций, повышения производительности, эксплуатационной надежности и долговечности, а также снижение веса на единицу грузоподъемности или производительности.
В 60 — 70-е гг. ХХ века, отечественное краностроение добилось значительных успехов в создании новых, более совершенных кранов. В частности, была осуществлена широкая унификация кранов, разработаны более совершенные конструкции и методы расчета, снижена трудоемкость изготовления.
К мостовым кранам общего назначения относятся краны, предназначаемые для работы с разнообразными грузами и имеющие в качестве грузозахватных органов грузовые крюки. Статистическими исследованиями установлено, что крюковые краны составляют около 2/3 всех эксплуатируемых мостовых кранов.
Штучные грузы, предназначаемые для подъема и перемещения таким краном, навешивают на крюк при помощи стропов (канатных или цепных) или различных специальных захватов.
Одним из главных достоинств мостовых кранов является то, что они перемещаясь по путям, расположенным над землей, не занимают полезной площади цеха или склада, обеспечивая в то же время обслуживание, практически, любой их точки.
В данном курсовом проекте рассчитан как раз один из таких кранов.
1. Обзор существующих конструкций кранов
Мостовой кран включает в себя две основные части: мост и тележку. Мост состоит из металлической конструкции, перекрывающей рабочий пролет производственного помещения или склада, и механизма передвижения, с помощью которого кран перемещается вдоль подкранового пути.
Тележка состоит из рамы, одного или двух механизмов подъема груза и механизма передвижения, с помощью которого тележка передвигается по рельсам вдоль моста.
Мостовые краны общего назначения используются в сборочных цехах (в качестве монтажных), в машинных залах, в котельных и дымососных отделениях электростанций. При работе на открытом воздухе (склады, контейнерные площадки и т. д.) они перемещаются по путям, уложенным на специальных эстакадах.
На одних и тех же подкрановых путях могут работать несколько кранов. При этом грузы, вес которых превышает грузоподъемность крана, поднимаются двумя кранами с использованием специальных траверс.
К настоящему времени грузоподъемность самых крупных, уникальных моделей мостовых кранов достигает 500 т. Наибольшее распространение имеют краны грузоподъемностью до 250 т, изготавливаемые серийно.
Безопасность работы кранов обеспечивается ограничителями грузоподъемности, высоты подъема, передвижения крана и тележки, а также буферными устройствами.
Вес крана сказывается не только на его стоимости, но и величине капиталовложений при сооружении здания или эстакады в связи с необходимостью применять строительные элементы (колонны, подкрановые балки) соответствующих размеров. Вертикальный габарит крана определяет высоту и стоимость части здания, расположенной выше подкрановых путей, а другие габариты и расстояние от крюка поднятого в верхнее положение до металлоконструкций крана — размеры объема производственного помещения, обслуживаемого краном.
Снижение стоимости кранов достигается созданием более рациональных конструкций. Наибольший эффект дает уменьшение размеров и веса механизмов, а также общего веса крана. Основную роль при этом играют статистические материалы как в части величины нагрузок и режимов работы, так и в части прочности элементов металлоконструкций механизмов; это, в свою очередь, позволяет уточнить фактически действующие нагрузки и методы прочностного расчета. Стоимость материалов, полуфабрикатов и покупных изделий составляет от 60 до 84% себестоимости крана. Поэтому также важным при оценке технологичности конструкций являются показатели веса, стоимости материалов и коэффициент их использования. При производстве мостовых кранов этот коэффициент пока не превышает 0,7, что указывает на большое количество отходов материалов.
С целью повышения безопасности эксплуатации краны должны окрашиваться в цвета, отличающиеся от окружающих предметов и привлекающие к себе внимание.
Мостовые краны общего назначения классифицируются по типу металлоконструкций на однобалочные и двухбалочные.
Принимаем для исполнения двухбалочную конструкцию.
Пролетная часть двухбалочных мостов выполняется, в основном, в виде пространственных четырехплоскостных балочных коробчатых или ферменных конструкций, с балками, усиленными шпренгелями, или в виде безраскосных ферм и с балками открытого типа.
Главные балки двух- и однобалочных мостов должны обладать большой изгибной жесткостью в вертикальной и горизонтальной плоскостях, а также достаточной крутильной жесткостью и устойчивостью. Широко применяются балки коробчатого сечения с тонкими, но достаточно жесткими в своей плоскости диафрагмами и горизонтальными продольными ребрами жесткости.
У двухбалочных, а также и у некоторых типов однобалочных мостов для обслуживания кранов предусматриваются консольные рабочие и переходные площадки, которые состоят из горизонтальных кронштейнов, прикрепляемых к главным балкам, настила и перил. Для этих же целей мост оборудуется лестницами, ограждениями на концевых балках и площадками у балансиров.
К мосту, со стороны противоположной расположению главных троллеев, предназначенных для питания током крана, подвешивается кабина крановщика. Для обслуживания троллеев, а также главных токоприемников, закрепленных на мосту крана, к металлоконструкции подвешивается вспомогательная кабина-люлька.
Принимаем для исполнения четырех колесную опорную тележку. Устанавливаем на тележке механизм главного подъема, состоящий из следующих частей: крюковой подвески, полиспаста, барабана, передаточного устройства, тормоза и двигателя.
Так как заданная заказчиком грузоподъемность сравнительно невелика (5 т), то нет необходимости выполнять механизм вспомогательного подъема.
Механизм передвижения крана выполняем с раздельным приводом. Такой привод требует применения двух двигателей, двух тормозов и двух редукторов.
Несмотря на это, привод получается легким и удобным в изготовлении и монтаже.
Для привода в движение тележки принимаем схему с консольным расположением редуктора.
2. Расчет механизма подъема
двигатель мостовой кран металлоконструкция
Механизм подъема крана показан на рисунке 1.
Рисунок 1. Механизм подъема крана. 1 — электродвигатель; 2 — быстроходная муфта с тормозом; 3 — редуктор; 4 — тихоходная муфта; 5 — барабан.
Находим максимальное усилие в канате.
где Q — грузоподъемность (Q = 5 т, 1 кг = 10 Н, тогда Q = 50 000 Н),
q — вес крюковой подвески (q = 0,1Q = 5000 Н),
а — число ветвей каната, на которые подвешен груз (а = 4),
зп — КПД полиспаста (зп = 0,96 [2]).
Определение разрывного усилия каната.
где k — коэффициент запаса прочности каната, зависящий от эксплуатации.
При среднем режиме работы k = 5,5.
Подбор каната.
В качестве грузоподъемного каната используем канат двойной свивки с одним органическим сердечником. Согласно рекомендациям [1] при однослойной навивке каната на барабан и нарезанных канавках на барабане выбираем канат ЛК-Р 6×19. При значении разрывного усилия Sр = 78,777 кН диаметр каната будет равен d = 14 мм (маркировочная группа 140 кгс/мм2).
Определение размеров барабана.
· Определение диаметра барабана:
где е — коэффициент, зависящий от режима эксплуатации (при режиме эксплуатации А4 е = 25).
Принимаем D = 335 мм под стандартный барабан БК 335.
· Определяем число витков нарезки барабана:
где Zр — число рабочих витков.
где H =12 м — высота подъема,
а = 2 — кратность полиспаста.
.
· Определяем значения длин барабана
где L0 — длина гладкой части барабана (для барабана БК 335 L0 = 200 мм),
Lд — длина барабана под крепежное устройство каната (для барабана БК 335 Lд = 230 мм).
Определение крепления каната к барабану.
Крепление концов каната на барабане производится с помощью накладок, которые соединяются с барабаном шпильками с гайками или болтами. Болты применяют в тех случаях, когда имеется доступ внутрь барабана. Накладок должно быть не меньше двух. В соответствии с рекомендациями [2] подбираем необходимые накладки (нормали машиностроения МН 4806−63 и МН 4807−63) со шпильками d = 12 мм под закрепление.
Определение мощности двигателя механизма подъема.
где v = 12 м/мин — скорость подъема,
з = 0,9 — КПД механизма подъема.
По найденной мощности двигателя и режиму эксплуатации выбираем крановый двигатель. Основным номинальным режимом является повторно-кратковременный режим с продолжительностью включения ПВ 25% (А4).
Выбираем двигатель МТ211−6.
[P] = 7,5 кВт,
ПВ = 25%,
nдв = 935 об/мин.
Оцениваем перегрузку:
Несмотря на то, что полученная перегрузка превышает допустимые значения, данный двигатель подходит для заданных эксплуатационных условий, так как в процессе предварительного расчета были даны завышенные значения веса крюковой подвески (10% от Q) и значение режима эксплуатации А4 для удобства было округлено в большую сторону до ПВ 25%. Более того, издание [2] рекомендует использовать для кранов грузоподъемностью 5 т именно двигатели МТ211−6. Использование двигателя с большей мощностью (11 кВт) нецелесообразно в связи с его недогрузкой на 25%, большими габаритными размерами, массой и стоимостью.
Выбор редуктора.
· Определяем частоту вращения барабана:
· Определяем передаточное отношение:
Выбираем горизонтальный цилиндрический двухступенчатый редуктор Ц2−400.
u = 32,42;
n = 1000 об/мин;
Pmax = 34 кВт.
Выбор тормоза.
· Определяем статический момент:
· Определяем тормозной момент:
Выбираем колодочный тормоз переменного тока ТКТ-200 с тормозным моментом М = 160 Н•м.
Выбор муфты быстроходного вала редуктора.
где k = K1•K2 = 1,3•1,7 = 2,2 — коэффициент запаса.
К1 = 1,3 — коэффициент, учитывающий степень ответственности соединений;
К2 = 1,7 — коэффициент, учитывающий условия работы муфты.
Выбираем упругую втулочно-пальцевую муфту 250−40-I-50-II-1 ГОСТ 21 424–75.
Выбор муфты тихоходного вала редуктора.
Принимаем для исполнения встроенную в барабан зубчатую муфту. Размеры зубчатых венцов для барабана БК 335 и редуктора Ц2−400 приведены в книге [2].
Выбор крюковой подвески.
По номинальной грузоподъемности Q = 5 т выбираем однорогий крюк 14Б ГОСТ 6627–66. Вес крюка составляет 100 кг.
3. Расчет механизма передвижения крана
Механизм передвижения крана показан на рисунке 2.
1 — электродвигатель; 2 — быстроходная муфта с тормозом; 3 — редуктор; 4 — кардан; 5 — ходовое колесо.
Рисунок 2 — Механизм передвижения крана
Определение суммарного сопротивления передвижению крана.
где kр — коэффициент, учитывающий сопротивление трения реборд ходовых колес о рельсы (kp = 1,6 [2]),
Wтк — сопротивление трения качения,
Wy — сопротивление от уклона рельсового пути,
Wв — сопротивление от ветровой нагрузки.
В соответствии с рекомендациями книги [2] найдем сопротивление трения при движении крана Wтк, приведенное к окружности качения колеса.
где G = 12 т =120 000 Н — вес крана (принят согласно примерному значению подобных типовых конструкций),
Q = 5 т = 50 000 Н — грузоподъемность крана,
f = 0,015 — коэффициент трения для сферических подшипников качения,
dп = 60 мм = 6 см — диаметр вала колеса в месте посадки подшипника,
м = 0,05 см — коэффициент трения качения стального колеса по плоскому рельсу,
Dк = 400 мм = 40 см — диаметр ходового колеса.
Находим сопротивление от уклона рельсового пути:
где б = 0,001 [2] - расчетный уклон рельсового пути для кранов.
Так как проектируемый мостовой кран будет эксплуатироваться в закрытом помещении, то сопротивление от ветровой нагрузки будет отсутствовать.
Выбор электродвигателей.
Определяем суммарную мощность двигателей механизма передвижения крана:
где v = 60 м/мин — скорость передвижения крана.
По рекомендации [2], мощность одного двигателя составляет:
Выбираем электродвигатель МТ011−6.
[P] = 1,4 кВт,
ПВ = 25%,
nдв = 885 об/мин.
Определение частоты вращения колеса.
Выбор редуктора.
Определяем необходимое передаточное число:
Выбираем редуктор Ц2−250.
u = 19,88;
n = 1000 об/мин;
Pmax = 14 кВт.
Проверка запаса сцепления.
Найдем коэффициент запаса сцепления для случая перемещения крана без груза:
где ДG = 60 000 Н — суммарное давление приводных колес на рельс без нагрузки,
Fин — сила инерции,
ц = 0,2 [2] - коэффициент сцепления ходового колеса с рельсом.
где v = 63 м/мин = 1,05 м/с — скорость передвижения,
tп = 8 с [1] - время пуска.
Выбор тормоза.
Тормоза устанавливают на механизмах передвижения в том случае, если скорость передвижения крана или тележки превышает 32 м/мин.
Тормозной момент, при котором обеспечивается заданный запас сцепления ходовых колес с рельсом, рассчитаем по рекомендации, приведенной в источнике [2]:
где Wтк — сопротивления трения при движении крана без груза,
з0 = 0,9 — КПД передаточного механизма.
Так как привод раздельный, то по рекомендациям [2] считаем приходящийся на один тормоз момент:
Выбираем колодочный тормоз переменного тока ТТ 160.
Выбор муфт.
Подбираем муфту на быстроходный вал редуктора:
Выбираем упругую втулочно-пальцевую муфту 125−25-I-30-II-1 ГОСТ 21 424–75.
Тихоходный вал редуктора соединяем с колесом при помощи кардана.
4. Расчет механизма передвижения тележки
Механизм передвижения тележки показан на рисунке 3.
Рисунок 3. Механизм передвижения тележки. 1 — электродвигатель; 2 — быстроходная муфта с тормозом; 3 — вертикальный редуктор; 4 — тихоходная муфта; 5 — тихоходный вал; 6 — ходовое колесо.
Определение суммарного сопротивления передвижению тележки.
где kр — коэффициент, учитывающий сопротивление трения реборд ходовых колес о рельсы (kp = 1,6 [2]),
Wтк — сопротивление трения качения,
Wy — сопротивление от уклона рельсового пути,
Wв — сопротивление от ветровой нагрузки.
В соответствии с рекомендациями книги [2] найдем сопротивление трения при движении тележки Wтк, приведенное к окружности качения колеса.
где G = 2 т =20 000 Н — вес тележки,
Q = 5 т = 50 000 Н — грузоподъемность крана,
f = 0,015 — коэффициент трения для сферических подшипников качения,
dп = 40 мм = 4 см — диаметр вала колеса в месте посадки подшипника,
м = 0,05 см — коэффициент трения качения стального колеса по плоскому рельсу,
Dк = 200 мм = 20 см — диаметр ходового колеса.
Находим сопротивление от уклона рельсового пути:
где б = 0,002 [2] - расчетный уклон рельсового пути для тележек.
Так как проектируемый мостовой кран будет эксплуатироваться в закрытом помещении, то сопротивление от ветровой нагрузки будет отсутствовать.
Выбор электродвигателя.
Определяем мощность двигателя механизма
передвижения тележки:
где v = 30 м/мин — скорость передвижения тележки.
Выбираем электродвигатель МТ011−6.
[P] = 1,4 кВт,
ПВ = 25%,
nдв = 885 об/мин.
Определение частоты вращения колеса.
Выбор редуктора.
Определяем необходимое передаточное число:
Выбираем редуктор ВКН-280.
u = 16;
n = 1000 об/мин;
Pmax = 1,7 кВт.
Проверка запаса сцепления.
Найдем коэффициент запаса сцепления для случая перемещения крана без груза:
где ДG = 10 000 Н — суммарное давление приводных колес на рельс без нагрузки,
Fин — сила инерции,
ц = 0,2 [2] - коэффициент сцепления ходового колеса с рельсом.
где v = 40 м/мин = 0,5 м/с — скорость передвижения,
tп = 8 с [1] - время пуска.
Выбор тормоза.
Тормоза устанавливают на механизмах передвижения в том случае, если скорость передвижения крана или тележки превышает 32 м/мин.
Тормозной момент, при котором обеспечивается заданный запас сцепления ходовых колес с рельсом, рассчитаем по рекомендации, приведенной в книге [2]:
где Wтк — сопротивления трения при движении тележки без груза,
з0 = 0,9 — КПД передаточного механизма.
Выбираем колодочный тормоз переменного тока ТКТ 100.
Выбор муфт.
Подбираем муфту на быстроходный вал редуктора:
Выбираем упругую втулочно-пальцевую муфту 125−25-I-25-II-1 ГОСТ 21 424–75.
Тихоходный вал редуктора соединяем с колесом при помощи двух тихоходных муфт и промежуточного тихоходного вала.
Подбираем тихоходную муфту:
Выбираем упругую втулочно-пальцевую муфту 250−32-I-1 ГОСТ 21 424–75.
5. Расчет металлоконструкции мостового крана
Расчет металлоконструкции мостового крана выполнен с помощью ЭВМ в программе Matchcad.
Рассчитываемый кран состоит из двух главных балок прямоугольной формы, сваренных из стального листа и двух стоек, в которые вмонтированы ходовые колеса моста.
Исходные данные: пролет м; база крана м; колея тележки м, база тележки м. Конструкция моста сварная. Материал моста ВМ Ст3 кп.
Расчетные нагрузки
Подвижная нагрузка, передаваемая на рельс одним колесом, при работе крана с номинальным грузом Н, массе тележки кг, динамическим коэффициентом
Н
Распределенная нагрузка от собственного веса половины двухбалочного моста и механизма передвижения, при массе моста кг, массе механизма кг, — коэффициента учитывающего толчки при движении крана.
Н
Сосредоточенная нагрузка от веса кабины с электрообордованем, кг
Н
Механизм передвижения моста с центральным приводом, расположенный на поперечных консольных балках, присоединенных к главной балке, скручивает ее моментом при м:
Н*м
Распределенная поперечная инерционная нагрузка в горизонтальной плоскости, возникающая при резком торможении моста, при м/с2 — максимальном ускорении при торможении моста:
Н/м
Сосредоточенная инерционная поперечная нагрузка в горизонтальной плоскости от веса кабины при резком торможении моста:
Н
Сосредоточенная инерционная поперечная нагрузка в горизонтальной плоскости от веса тележки с грузом при резком торможении моста:
Н
Сосредоточенная продольная инерционная нагрузка в горизонтальной плоскости при резком торможении тележки с грузом, при м/с2:
Н
Выбор размеров сечений главной балки
Высота главной балки прямоугольной формы с замкнутым контуром для средней части моста:
м, м
Принимаем м
Высота балки у опоры
м, м
Принимаем м
Ширина верхнего и нижнего горизонтальных листов
м, м
Кроме того, ширина горизонтальных листов должна удовлентворять условию В> м
Принимаем м
Для предварительного расчета принимаем толщину вертикальных стенок м, а верхних и нижний пояса из листа м.
Расстояние между вертикальными листами м.
Основные характеристики предварительно выбранных сечений
Основное сечение
Площади сечений
верхних и нижних листов:
м2
Вертикальных стенок:
м2
Моменты инерции сечения относительно оси х-х:
Поясов
м4
Стенок
м4
Общий момент инерции сечения
м4
Момент сопротивления сечения относительно x-x:
м3
Момент инерции сечения отностительно оси y-y:
Поясов
м4
Стенок
м4
Общий момент инерции сечения
Момент сопротивления сечения относительно оси y-y:
м3
Сечение около опоры
Площади сечений
верхних и нижних листов:
м2
Вертикальных стенок:
м2
Моменты инерции сечения относительно оси х-х:
Поясов
м4
Стенок
м4
Общий момент инерции сечения
м4
Момент сопротивления сечения относительно x-x:
м3
Момент инерции сечения отностительно оси y-y:
Поясов
м4
Стенок
м4
Общий момент инерции сечения
Момент сопротивления сечения относительно оси y-y:
м3
Главную балку рассчитываем для наиболее неблагоприятного случая нагружения при одновременном резком торможении моста и тележки, загруженной номинальным грузом. Кроме того, эта же балка нагружена весом от механизма передвижения моста и от кабины.
Момент, скручивающий главную балку относительно оси O-O,
при м; м, м:
Н*м
Максимальные изгибающие моменты главной балки определим в вертикальной и горизонтальной плоскостях от постоянных и подвижных нагрузок. Известно, что максимальный момент от двух связанных между собой подвижных нагрузок будет в сечении балки под левым колесом в тот момент, когда середина пролета совпадает с серединой расстояния между нагрузкой Р1 и равнодействующей R", т. е. расстояние между серединой главной балки и нагрузкой P1 имеет значение b/4. Реакции в опорах главной балки в вертикальной плоскости, при — расстояния до кабины:
от постоянных нагрузок
Н
Н
от подвижных нагрузок
Н
Н
Значения изгибающих моментов:
Н*м
Н*м
Максимальный изгибающий момент в сечении I — I от нагрузок в вертикальной плоскости:
Н*м
Реакции в опорах главной балки в горизонтальной плоскости:
Н
Н
Н
Н
Значения изгибающих моментов:
Н*м
Н*м
Максимальный изгибающий момент в сечении I — I от нагрузок в вертикальной плоскости:
Н*м
Нормальные напряжения при изгибе в сечении I — I от нагрузок в вертикальной плоскости (комбинация нагрузок А)
Па < 1. 6*108 Па
допускаемое нормальное напряжение для стали ВМ Ст3 кп при комбинации нагрузок, А и Б.
Нормальные напряжения при изгибе в сечении I — I от нагрузок в горизонтальной плоскости (комбинация нагрузок А)
Па
Максимальное нормальное напряжения при изгибе в сечении I — I от действия вертикальных и горизонтальных нагрузок (комбинация нагрузок Б)
Па< 1. 8*108 Па
допускаемое нормальное напряжение для стали ВМ Ст3 кп при комбинации нагрузок Б.
Сечение главной балки около опоры рассчитываем по касательным напряжениям, возникающим от действия поперечной силы и скручивающего момента.
Максимальная поперечная сила в опорном сечении будет возникать тогда, когда тележка с номинальным грузом находится в крайнем положении около опоры В. Расстояние между равнодействующей R и опорой В составляет м.
При действии нагрузок:
в вертикальной плоскости
Н
в горизонтальной плоскости
Н
Статический момент половины сечения главной балки около опоры относительно оси х — х
м3
Касательные напряжения в опорном сечении (около оси х — х)
Па < 9. 6*107 Па
Касательные напряжения в опорном сечении от действия скручивающего момента, воспринимаемого двумя концевыми балками:
Площадь прямоугольника, ограниченного осями, проходящими через середины стенок и поясов
м2
Па
Максимальные касательные напряжения в опорном сечении при комбинации нагрузок Б:
Па < 10. 6*107 Па
Прогиб главной балки от веса тележки с номинальным грузом, при ПА
м < [f] = м
6. Техника безопасности
Мостовые краны при неправильной эксплуатации могут представлять опасность для обслуживающего персонала и для лиц, находящихся в зоне их действия. Все мостовые краны грузоподъёмностью выше 1 т допускаются к работе после освидетельствования и регистрации в органах Госгортехнадзора и их испытания по установленным правилам.
При освидетельствовании и испытании кранов производят наружный осмотр всех естественных узлов и деталей в нерабочем состоянии: испытания механизмов на холостом ходу, под статической нагрузкой, превышающей номинальную на 25%, под динамической нагрузкой, превышающей номинальную на 10%. Результаты заносятся в паспорт крана. На находящихся в эксплуатации кранах должны иметься ясные обозначения регистрационного номера, грузоподъёмности и даты очередного освидетельствования.
К управлению и обслуживанию кранов допускаются лица не моложе 18 лет, прошедшие курс обучения по соответствующей программе и аттестованные квалификационной комиссией с участием представителя Госгортехнадзора. При допуске к работе им выдаётся производственная инструкция. Проверка знаний обслуживающего персонала производится не раньше, чем один раз в год.
При эксплуатации мостовых кранов запрещается: подъём грузов, масса которых превышает грузоподъемность; подъём грузов находящихся в неустойчивом положении; отрыв грузов, примёрзших, заваленных землёй, заложенных другими грузами, прикреплённых болтами к основанию и залитых бетоном; оттягивание грузов в процессе подъёма; использование концевых выключателей в качестве рабочих органов для автоматической остановки; вывод из действия тормозов, механизмов и приборов безопасности контрольно-предохранительной аппаратуры. Категорически запрещается подъём кранами людей. При необходимости подъёма краном людей должны соблюдаться требования, изложенные в правилах Госгортехнадзора.
При работе мостовых кранов не допускается пребывание людей под грузом, в зоне возможного спускания груза, не допускается перемещение груза над людьми, не допускается в период работы мостового крана выходить на подкрановые пути в зоне движения крана. При длительных остановках крана должно быть отключено электропитание.
Согласно правилам Госгортехнадзора мостовые краны оборудуются буферными устройствами, снижающими ударные нагрузки при столкновении одного крана с другим, при их эксплуатации на одних путях. Предусматривается установка упоров, воздействующих на концевые выключатели механизмов перемещения, автоматически отключающих привод механизма передвижения и одновременно включающих тормозные устройства.
Краны, работающие на открытом воздухе, обязательно снабжают противоугонными захватами, обеспечивающими принудительное сцепление металлоконструкций крана с подкрановыми рельсами. Устанавливаются специальные ветромеры, сообщающие крановщику о превышении допустимых показателей ветровой нагрузки.
В кабине крановщика устанавливаются предохранительные контакты, которые не позволяют включить систему управления крана, если не закрыта дверь кабины или крановщик покинул свое рабочее место.
Список использованных источников
1. Справочник по кранам. Под ред. М. М. Гохберга. Т. 1,2. М.: Машиностроение, 1988.
2. А. П. Шабашов, А. Г. Лысяков. Мостовые краны общего назначения. 5-е издание, перераб. и доп. М.: Машиностроение, 1980 — 304 с.
3. П. В. Дунаев, О. П. Леликов. Конструирование узлов и деталей машин — М.: «Академия», 2003. — 496 с.
4. С. А. Чернавский. Курсовое проектирование деталей машин — М.: ООО ТИД «Альянс», 2005. — 416 с.
5. В. И. Анурьев. Справочник конструктора-машиностроителя: в 3-х т.: Т.2. — 8-е изд., перераб. и доп. — М.: Машиностроение, 2001. — 912 с.
Показать Свернутьwestud.ru
Оглавление - Дипломный проект - Кран мостовой
Дипломный проект - Кран мостовойскачать (1543.3 kb.)Доступные файлы (28):| n1.cdw | |||
| n2.cdw | |||
| n3.doc | 1458kb. | 19.06.2007 10:00 | скачать |
| n4.cdw | |||
| n5.cdw | |||
| n6.cdw | |||
| n7.cdw | |||
| n8.cdw | |||
| n9.spw | |||
| n10.spw | |||
| n11.spw | |||
| n12.spw | |||
| n13.spw | |||
| n14.spw | |||
| n15.bak | |||
| n16.spw | |||
| n17.spw | |||
| n18.cdw | |||
| n19.cdw | |||
| n20.cdw | |||
| n21.cdw | |||
| n22.cdw | |||
| n23.cdw | |||
| n24.cdw | |||
| n25.cdw | |||
| n26.cdw | |||
| n27.cdw | |||
| n28.cdw |
n3.doc
1 2 3 4 5 6 7Оглавление
Оглавление 34
Комплексная механизация 5
Глава 1. Комплексная механизация 6
1.1 Виды и способы перемещения грузов 6
1.2 Хранение сыпучих грузов 7
1.3 Описание работы промежуточного этапа технологии грузопереработки 8
Конструкторская часть 10
Глава 2. Конструкторская часть 11
2.1 Назначение и область применения 11
2.2 Описание и обоснование выбранной конструкции 12
2.4 Расчет механизма подъема и замыкания грейфера 14
2.4.1. Выбор каната 16
2.4.2 Расчёт барабана 17
2.4.3. Расчёт электродвигателя 19
2.4.5 Выбор редуктора 19
2.4.6. Проверка двигателя 20
2.4.7 Расчет срока службы тормоза 23
2.5 Расчет механизма передвижения тележки 24
2.5.1. Давление колёс 25
2.5.2 Расчёт электродвигателей 25
2.5.3 Выбор редуктора 27
2.5.4 Проверка двигателя 28
2.5.5 Расчёт срока службы тормоза 30
2.6. Расчет металлоконструкции 32
2.6.1 Выбор основных геометрических параметров конструкции. 32
Продольная горизонтальная инерционная нагрузка при торможении тележки 40
Электрооборудование 42
Глава 3. Электрооборудование 43
3.1. Требования к электрооборудованию со стороны механизмов 43
3.2. Описание работы схемы 43
3.3. Обоснование выбора оборудования 45
3.4 Проверка двигателя на нагрев. 47
Глава 4.Технологическая часть 51
4.1 Причины отказов механизма и организация ремонта ПТМ 51
4.2 Ремонт концевых балок 53
4.3 Усиление крепления кронштейнов площадок к главным балкам крана 55
4.4 Приспособление для сварки 57
Исследовательская часть 58
Глава 5 .Исследовательская часть 59
5.1 Исследование дефектов мостовых кранов 59
5.2 Выводы по полученным графикам 63
Безопасность жизнедеятельности и охрана труда 67
Глава 6. Безопасность жизнедеятельности и охрана труда 68
6.1. Обеспечение безопасности труда машиниста 68
мостового грейферного крана 68
6.1.1. Оценка безопасности и условий труда машиниста 68
мостового грейферного крана 68
6.1.2. Обеспечение защиты ОС от выбросов пыли 75
6.2. Обеспечение экологической безопасности 78
добывающего комплекса 78
6.2.1. Экологическая оценка добывающего 78
комплекса 78
Экономическая часть 84
Глава7.Экономическая часть 84
7.1 Расчет капитальных затрат по сравниваемым вариантам. 85
7.2 Расчет эксплуатационных затрат по сравниваемым вариантам 87
7.3 Расчет приведенных затрат по сравниваемым вариантам 89
7.4 Расчет годового экономического эффекта 90
Список литературы: 91
Комплексная механизация
Глава 1. Комплексная механизация
1.1 Виды и способы перемещения грузов
Процесс перемещения продуктов из сферы добычи или производства в сферу потребления состоит из погрузочно-разгрузочных, складских и транспортных операций. Все продукты производства и добычи при поступлении на транспорт называются грузами. В РФ для перевозок грузов основным видом транспорта является железнодорожный, который обеспечивает и самостоятельные перевозки грузов от отправителя до получателя, и во взаимодействии с автомобильным и водным транспортом. Около 80% грузов, перевозимых железными дорогами, загружают в вагоны и выгружают из них на железнодорожных подъездных путях промышленных предприятий, баз централизованного снабжения и других организаций, остальные грузы автотранспортом доставляют на железнодорожные станции, перегружают в вагоны, а по прибытии на станцию назначения выгружают из вагонов и отправляют получателю автотранспортом. Перегрузка может осуществляться непосредственно с одного транспорта на другой или через пристанционные склады.
Количество перегрузок доходит до 10—16 за один перевозочный процесс в зависимости от того, как перевозится груз.
На погрузочно-разгрузочные, подъемно-транспортные и складские работы в народном хозяйстве страны затрачивается в среднем свыше 20% общих затрат труда рабочих сферы материального производства.
Для того чтобы снизить себестоимость погрузочно-разгрузочных работ и складских операций, повысить производительность труда и ускорить перевозочный процесс, необходимо на всех этапах перемещения груза сокращать число перегрузочных операций и ликвидировать ручные работы, применяя наиболее эффективные машины и устройства.
Процесс погрузки-выгрузки состоит из основных и вспомогательных операций. К основным относятся такие, которые входят в процесс подъема и перемещения груза: захват и подъем, перемещение и укладка в штабель, взятие груза из штабеля и подача на транспортные средства и т.п. К вспомогательным — операции, которые не входят в процесс подъема и перемещения груза: формирование пакетов вручную, застропка и отстропка сформированных пакетов (для подъема), направление и оттяжка грузов при подъеме и укладке и др.
К механизированным относятся процессы, в которых применение машин обеспечивает полную замену ручного труда на основных операциях, а вспомогательные операции еще выполняются вручную.
1.2 Хранение сыпучих грузов
К сыпучим грузам закрытого хранения относятся формовочный песок и формовочные смеси, рудные и химические концентраты, магнезитовый и другие порошки, потребляемые машиностроительной и металлургической промышленностью и заводами огнеупорных изделий, цемент и различные зерновые грузы, минеральные удобрения и другие навалочные грузы, боящиеся атмосферного воздействия. Такие грузы перевозят обычно в крытых вагонах или специальном подвижном составе (цементовозах, апатитовозах, пневматических цистернах), а некоторые из них (например, рудные концентраты, формовочный песок) — в саморазгружающихся полувагонах. Для перевозки автомобильным транспортом используют бортовые грузовые автомашины (с укрыванием порошкообразных грузов) и автосамосвалы, а также автоцементовозы и муковозы (для пылевидных грузов).
Хранение небольших запасов таких грузов осуществляется в закрытых складах амбарного типа (пакгаузах), оборудованных простейшими средствами механизации ПРТС-работ в виде передвижных вагоноразгрузчиков и ленточных конвейеров, рассчитанных на прием грузов из крытых вагонов. Для закрытого хранения значительных запасов грузов применяются механизированные склады закройного типа, шатрово-полубункерные и силосные.
По направлению грузопотоков и технологии грузопереработки на промышленных предприятиях различаются склады для приема груза с внешнего транспорта и склады для отправления грузов с предприятия на внешний транспорт.
1.3 Описание работы промежуточного этапа технологии грузопереработки
На складах закрытого хранения навалочных грузов в зависимости от характеристики груза, вида транспорта, требуемой емкости склада и технологии грузопереработки применяются различные приемные и отпускные устройства и различные средства механизации ПРТС-работ.
Закромный склад оборудован мостовым грейферным краном производительностью 50 т/ч. Подъездной состав выгружает груз (открываются затворы в вагонах) под эстакаду , откуда кран грейфером вычерпывает груз и складывает его в штабель .Далее груз с помощью крана либо перегружателей сгружается на в приемные бункеры и поступает на последующую обработку в производственный цех.
Рассчитаем ёмкость склада под хранение и перегрузку на примере формовочного песка .
Полезная площадь склада :
S=12∙56=672м3
Максимальный обьем штабеля :
Насыпная плотность формовочного песка 1.7 т/м3
Масса штабеля M=1062.68∙1.7=1806.556 т
Длина фронта разгрузки определяется из соотношения
Gm – масса маршрута , т;
L – длина вагона , м;
gв – масса песка в вагоне , т;
kп – коэффициент подачи на разгрузку , берем равным 3;
1 2 3 4 5 6 7 Оглавлениеnashaucheba.ru
Технология монтажа мостового крана - Курсовой проект
1. Технология монтажа мостового крана.
1.1. виды мостовых кранов.
Подъемный кран это машина для захватывания, подъема и перемещения в горизонтальном направлении штучных и массовых грузов на сравнительно небольшие расстояния в пределах цеха или склада. Подъемные краны составляют особую группу грузоподъемных машин, характеризующуюся повторно-кратковременным режимом работы.
Подъемный кран имеет следующие обязательные элементы: металлическую несущую конструкцию в виде моста, портала, башни, мачты или стрелы; главный подъемный механизм в виде лебедки, электротали, штока, рейки с приводом и рычагами управления; приспособления и устройства для захватывания и подвешивания груза крюки, скобы, зажимы, грейферы; поддерживающие и направляющие элементы канатные и цепные блоки, напрвляющие втулки и планки. Лебедка подъемного крана (в зависимости от его типа и назначения) может быть снабжена одним, двумя и более барабанами, приводимыми в действие от одного общего или от отдельных двигателей.
По области применения подъемные краны делятся в основном на цеховые, транспортные, палубные и строительные.
К цеховым подъемным кранам принадлежат мостовые подъемные краны, они состоят из моста, перекрывающего весь пролет цеха, и грузовой тележки с механизмом подъема и передвижения. Мост передвигается по крановым рельсам, установленным на подкрановых балках цеховых зданий, а грузовая тележка по рельсам моста крана.
Краны этого типа обслуживают всю площадь цеха или склада и могут перемещать грузы в любом направлении соответственно технологическому процессу. Они выполняются как с ручным, так и с электрическим приводом механизма подъема и передвижения. Питание моста и тележки крана электроэнергией производится от токоподводящих троллеев. Управление осуществляется с помощью контроллеров и командоконтроллеров из кабины, размещенной на мосту или раме грузовой тележки.
Ручные мостовые краны обслуживают цехи и склады с небольшими грузопотоками. Электрические мостовые краны предназначены для обслуживания цехов и складов с большими грузопотоками; мостовые краны малой грузоподъемности (0,5-5т) иногда вместо грузовой тележки снабжают электроталью; в этом случае мосты кранов выполняют с двутавровым рельсом и краны этого типа называют кранами-балками.
Мостовые краны изготовляют грузоподъемностью от 1 до 500т, с пролетами 12-32м, высотой подъема 11-16м. скорость подъема крюка 2-40м/мин, скорость передвижения тележки 40-60 м/мин, моста до 125м/мин.
Подъемные краны грузоподъемностью более 10т часто снабжают двумя или тремя подъемными механизмами: одним главным номинальной грузоподъемности и одним или двумя вспомогательными меньшей грузоподъемности (в 3-5 раз).
По типу грузозахватного органа подъемные краны делятся на крюковые, магнитные, грейферные, линейные и специальные
Крюковые краны снабжены одним или двумя крюками и предназначены для перегрузки штучных грузов (рис.1). При перегрузке сыпучих и жидких материалов крюковыми кранами применяют специальные сосуды и ковши.
Магнитные краны (рис.2) по устройству почти не отличаются от крюковых. Разница состоит в том, что на крюк такого крана подвешивают электромагнит, служащий для транспортировки изделий из стали и чугуна или стального лома и стружки. При использовании магнитных кранов нет необходимости закреплять груз на крюке, так как электромагнит притягивает к себе сталь и чугун. При разгрузке следует отключить ток, питающий обмотку электромагнита.
Грейферный кран отличается от обычного крюкового крана тем, что вместо крюка предусмотрен специальный ковш, называемый грейфером (рис.3). Грейферным краном транспортируют уголь, кокс, песок, гравий и другие сыпучие материалы. Открывается и закрывается грейфер с помощью двух барабанов, расположенных на тележке крана.
Литейный кран отличается от обычного крюкового тем, что имеет две тележки главную и вспомогательную. Пути, по которым передвигается вспомогательная тележка, расположены ниже путей главной тележки. Пути вспомогательной тележки делают более узкими, чем главной. За счёт этого канаты главной тележки проходят в промежутках между путями главной и вспомогательной тележек.
Козловые краны (рис.5) также относятся к мостовым, хотя различаются способом крепления ходовых колес. На мостовых кранах колеса крепят непосредственно к мосту, а на козловых кранах к специальным опорам, расположенным по концам моста.
При таком устройстве кранов подкрановые пути можно располагать непосредственно на поверхности земли. Козловые краны предназначены для работы вне зданий, поэтому может возникнуть опасность угона их под напором сильного ветра. Для предупреждения таких случаев на опорах козловых кранов устанавливают специальные захваты, с помощью которых кран надёжно закрепляется на рельсы.
1.2. конструкивные элементы мостового крана.
Мост крана представляет собой металлоконструкцию, служащую для передвижения по ней тележки для подъема груза. В самом простом случае при малых пролетах и грузоподъемности мост состоит из четырех стальных балок: двух главных, по которым движется тележка, и двух вспомогательных, скрепляющих главные балки. Все четыре балки соединены между собой с помощью сварки или заклепками и образуют жесткую прямоугольную раму.
При больших пролетах и грузоподъемности приходится вместо одностенчатых балок применять фермы из стали различных профилей. Металлические ко
www.studsell.com
Курсовая работа - Монтаж мостового крана общего назначения грузоподъемностью 32/5 т
Курсовая работа - Монтаж мостового крана общего назначения грузоподъемностью 32/5 тДоступные файлы (1):n1.docx
Министерство образования и науки Российской ФедерацииГосударственное образовательное учреждение
высшего профессионального образования
«Южно-Уральский государственный университет»
Факультет «Физико-металлургический»
Кафедра «Машины и технологии обработка материалов давлением»
Курсовая работа
на тему «Монтаж мостового крана общего назначения
грузоподъемностью 32/5 т.
по дисциплине «Ремонт, монтаж и смазка металлургического оборудования»
Выполнил:
студент гр. ФМ-224м
Мирсаитов А.И.
Проверил:
старший преподаватель кафедры МиТОМД
Штер А.А.
Челябинск 2013
АННОТАЦИЯ
Мирсаитов А.И. Монтаж мостового крана общего назначения грузоподъемностью 32/5 т. - Челябинск: ЮУрГУ, ФМ-224, 17 с., 12 ил., библиогр. список – 3 наим.
В курсовой работе рассмотрены вопросы, касающиеся монтажа мостового крана общего назначения грузоподъемностью Q=32/5 тонн.
В работе описано устройство крана, его характеристики. Также рассмотрены подготовительные работы к монтажу крана и, собственно сам монтаж. Даны подробные схемы монтажа и выверки крана.
Оглавление
Введение 41.УСТРОЙСТВО И ХАРАКТЕРИСТИКА МОСТОВОГО КРАНА 5
2.ПРОВЕРКА ПОДКРАНОВЫХ ПУТЕЙ 7
3.МОНТАЖ КРАНА 9
СПИСОК ЛИТЕРАТУРЫ 18
Введение
При реконструкции и техническом перевооружении действующих и строительстве новых промышленных предприятий, большая роль принадлежит своевременному и качественному монтажу подъемно-транспортного оборудования, которое применяется для механизации технологических процессов во всех отраслях промышленности.
Монтаж подъемно-транспортного оборудования – сложная и трудоемкая работа. Сроки и качество его монтажа влияют на сроки реконструкции и ввода промышленного объекта в эксплуатацию.
Продолжительность и качество монтажа подъемно-транспортного оборудования зависят от ряда причин, к главным из которых относятся уровень индустриализации, организация и технология монтажных работ а также квалификация рабочих и инженерно-технических работников.
УСТРОЙСТВО И ХАРАКТЕРИСТИКА МОСТОВОГО КРАНА
Тележка снабжена механизмами главного 7 и вспомогательного 6 подъемов, привод каждого из них включает электродвигатель, редуктор, муфту, тормоз и барабан. Также тележка снабжена механизмом передвижения по мосту крана, который включает электродвигатель, тормоз, муфту и приводные колеса.
Кран перемещается вдоль цеха при помощи механизма передвижения, привод которого аналогичен приводу передвижения крановой тележки. Колеса крана смонтированы в концевых балках и опираются на рельс 13. Приводы ведущих колес крана установлены на площадках 11.
Характеристики мостового крана грузоподъемностью Q = 32/5т сведены в таблицу 1.
Рисунок 1 – Мостовой кран Q=32/5
Таблица 1 – Характеристика мостового крана Q = 32/5
| Грузоподъемность, т: - главного подъема - вспомогательного подъема | 32 5 |
| Высота подъема, м: - главного подъема - вспомогательного подъема | 30 30 |
| Скорость подъема, м/мин: - главного подъема - вспомогательного подъема | 13,5 19 |
| Скорость передвижения, м/мин: - крана - тележки | 74,72 39,35 |
| Напряжение электрической цепи, В | 380 |
| Количество тележек, шт | 1 |
| Масса крана, т | 40 |
ПРОВЕРКА ПОДКРАНОВЫХ ПУТЕЙ
Высоту установки подкрановых путей H над уровнем пола измеряем при помощи рулетки. Измерение проводим в нескольких точках. Схема измерения представлена на рисунке 2.
Прямолинейность рельсов проверяем теодолитом 4 и микрометрической маркой 5. Измерение проводим в нескольких точках. Отклонение рельсов от прямой линии не должно превышать 15 мм.
Рисунок 2 – Выверка подкрановых путей
1-нивелир, 2- линейка, 3 – репер, 4 – теодолит, 5 – микрометрическая марка, 6 – подкрановые пути, 7 поверочная линейка.
С помощью нивелира берем высотные отметки рельсов и (рис. 3) и определяем их разность , которая в любом поперечном сечении не должна быть более 15 мм. Схема выверки при помощи нивелира показана на рисунке 2.
Рисунок 3 – Выверка подкрановых путей
Расстояние между осями подкрановых рельсов (рис. 3) измеряем рулеткой через каждые 3 м с постоянным натяжением равным 120 Н (усилие выдерживаем при помощи динамометра). Допускаемое отклонение ± 10 мм.
МОНТАЖ КРАНА
На сегодняшний день существует несколько способов монтажа мостовых кранов:
- при помощи башенного или стрелового рельсового кранов;
- при помощи монтажного стрелового самоходного крана;
- при помощи монтажной балки;
- при помощи монтажной мачты.
С учетом характеристик крана грузоподъемностью 32/5 т, приведенных в таблице 1, выберем способ монтажа при помощи монтажной балки.
Т.к. мост крана поступил на монтажную площадку от завода-изготовителя согласно схеме, приведенной на рисунке 4, то монтаж крана производится в следующем порядке:
Рисунок 4 – Схема поставки моста крана
1 – главные балки, 2 – концевые балки
- Сначала установим концевые балки на подкрановые пути так, как показано на рисунке 5.
Рисунок 5 – Схема установки концевой балки на подкрановые пути:
1 – монтажная балка; 2, 3 –полиспасты; 4 – концевая балка; 5 – отводящие блоки; 6 – лебедка.
К монтажной балке 1, опирающейся на каркас здания, подвешен грузовой полиспаст 2 с крюковой подвеской. Сбегающий канат полиспаста через отводящие блоки 5 сматывается на лебедку 6. Оттяжной полиспаст 3 подвешен на фермах здания. Сбегающий канат также через отводящие блоки сматывается на лебедке 6. При намотке канатов на лебедках происходит подъем концевой балки 4.
После установки на крановые пути концевой балки, её необходимо закрепить на колоннах цеха. Для этого используется приспособление, показанное на рисунке 6.
Это приспособление включает двутавр 4 и кронштейн, состоящий из уголка 2 и фиксатора 3, выполненного в виде пластины с вырезом в форме тавра. Фиксатор приварен к уголку, а уголок к верхнему поясу концевой балки. Двутавр также на сварке крепится к колонне 5 цеха. Фиксатор, удерживая концевую балку на пути, не препятствует перемещению по крановому рельсу 6.
Рисунок 6 – Схема крепления концевой балки к колонне цеха
Операция по подъему второй концевой балки аналогична подъему первой.
- Подъем главной балки мостового крана
К монтажной балке 1 подвешен полиспаст 2 с крюковой подвеской. Сбегающий канат полиспаста через отводящие блоки 4 наматывается на лебедку 5. При намотке каната на лебедку происходит подъем главной балки 3 крана. После подъема главной балки её необходимо развернуть в горизонтальной плоскости (Рис. 7, б) и произвести состыковку с концевыми балками (Рис. 7, в). Выполняется это при помощи ручных лебедок.
Рисунок 7 – Схема установки главной балки мостового крана
- Состыковка главной и концевой балок
Далее собираем заклепочные соединения, забивая в отверстия (под заклепки) оправки, которыми равномерно заполняем 10-15% отверстий с каждой стороны монтажного стыка. Одновременно с ними устанавливаем монтажные болты, которыми равномерно заполняем 20-25% отверстий. Гайки на болтах завертываем не полностью.
Состыковав одну главную балку крана с концевыми, необходимо произвести подъем и состыковку второй главной балки, но перед этим необходимо собранную часть моста крана отвезти в сторону на определенное расстояние при помощи двух лебедок. Подъем и состыковку второй главной балки проводим согласно пунктам 2 и 3.
После проведения всех операций освобождаем концевые балки от фиксации к колоннам цеха и приступаем к следующему шагу.
- Выверка моста крана
Прямоугольность моста проверяем по разности диагоналей. Диагонали измеряем по симметричным точкам моста, которыми могут служить точки пересечения продольных и поперечных осей ходовых колес; практически их выносят на концевые балки или тележечные рельсы (рис. 8), но при этом размеры а и а', b и b' соответственно равны между собой. Разность диагоналей прямоугольного моста не должна превышать 5 мм.
Разность пролетов, измеренных со стороны приводных и неприводных колес, , должна быть не более 6 мм (см. рис. 8). Измерение проводится рулеткой.
Ширину колеи крановой тележки измеряем рулеткой через каждые 3 м; допускаемое отклонение ±3 мм.
Рисунок 8 – Схема выверки моста крана с помощью рулетки
С помощью нивелира берем высотные отметки тележечных рельсов и (рис. 8) и определяем их разность (рис. 9), которая в любом поперечном сечении моста не должна быть более 5 мм.
Рисунок 9 – Схема выверки тележечных рельсов
Отклонение в стыках тележечных рельсов 2 в плане и по высоте не должно превышать 1 мм, а зазор в стыках должен быть не более 2 мм.
Перекосы колес определяем при помощи струны и отвеса (рис.8).
Натягиваем струну 1 параллельно оси подкрановых путей 2. Устойчивое натяжение обеспечиваем грузами (на рисунке не показаны) и замеряем расстояния .
Разница размеров определяет перекос в горизонтальной плоскости, а разница расстояний от вертикальной плоскости до аналогичных точек, расположенных по концам вертикальной хорды, характеризует перекос в вертикальной плоскости.
Отклонения торцевых поверхностей колес от горизонтальной и вертикальной плоскостей не должны превысить 1 мм на 1000 мм диаметра колеса.
Перекосы ходовых колес, превышающие допуски, устраняем при помощи прокладок, устанавливаемых между платиками и буксами колес в концевой балке.
Рисунок 10 – Схема определения перекоса колес5) Окончательное соединение монтажных стыков
Чистые болты (болты класса точности А по ГОСТ 7805-70), применяемые для соединений монтажных стыков, должны иметь длину ненарезанной части на 8—10 мм меньше толщины пакета соединяемых элементов. Вставляем их в отверстия туго, с помощью молотка. Затяжка болтов при окончательной сборке стыков должна обеспечивать плотное прилегание соединяемых деталей. В затянутом стыке щуп толщиной 0,1 мм может входить между деталями на глубину не более 20 мм в любом месте соединения.
До начала клепки затягиваем чистые болты, которыми крепят накладки на стыках. Затем проверяем отверстия под заклепки калибром диаметром на 1,5 мм меньше номинального диаметра отверстия и удаляем заусенцы на краях отверстий, при этом глубина и ширина раззенковки отверстий не должны превышать 1,5 мм.
6) Установка грузовой тележки на тележечные рельсы.
Для установки грузовой тележки на тележечные рельсы необходимо собранный мост крана отвезти в сторону при помощи двух лебедок. После чего поднимаем тележку (рис. 11) выше уровня тележечных рельсов и подкатив с помощью лебедок мост под тележку, опускаем ее на рельсы.
Рисунок 11 – Установка грузовой тележки на тележечные рельсы:
1 – монтажная балка, 2 – полиспаст, 3 – тележка, 4 – отводящие ролики, 5 - лебедка7) Монтаж подъемных канатов
Заключается в запасовке канатов на механизмы подъема, при которой должны соблюдаться следующие требования: обеспечение сохранности каната во время его установки; предотвращение лишних внутренних напряжений, вызываемых условиями запасовки; правильная первоначальная укладка каната на барабан механизма подъема.
Повреждения и образование дополнительных напряжений в канате могут возникнуть при неправильной размотке его с бухт или барабанов. При запасовке необходимо соблюдать порядок проводки каната, один конец которого должен последовательно огибать все ролики в блочных обоймах и затем крепиться к барабану. Второй конец крепят также к барабану либо к верхней блочной обойме. Проводить канат можно вручную либо методом замещения.
На рис. 14 показана запасовка полиспаста механизма главного подъема мостового крана методом замещения. Барабан или катушку с канатом 1 устанавливаем под мостовым краном на опоры, в которых они могут свободно вращаться. Подвижную обойму полиспаста 4 с крюковой подвеской закрепляем в нижнем положении по оси крана. Также под краном устанавливаем электрическую лебедку 6, на барабан которой намотан тонкий канат.
Этот канат вручную проводим через все ролики полиспаста и соединяем с концом проектного каната, намотанного на барабан 1. Затем, включив электролебедку, проводят тонкий канат через все ролики в обратном направлении, но уже с проектным канатом, который, таким образом, замещает в полиспасте тонкий канат. Концы проектного каната закрепляют на барабане 3 так, чтобы при крайнем нижнем положении крюка на этом барабане оставалось 1,5 запасных витка.
Аналогично запасовываем полиспаст механизма вспомогательного подъема.
Рисунок 12 – Схема запасовки полиспаста методом замещения
СПИСОК ЛИТЕРАТУРЫ
- Седуш В.Я. Надежность, ремонти монтаж металлургических машин. – 2-е изд., перераб. И доп. – Киев – Донецк: Вища школа, 1981. – 264 с.
- Дудко Г.Д., Колчинский Ю.Л. Монтаж мостовых кранов и кранов-перегружателей. – М.: Стройиздат, 1990. – 223 с.
- Шабашов А.П., Лысяков А.Г. Мостовые краны общего назначения. – М.: Машиностроение, 1980. – 304 с.
perviydoc.ru
Курсовой проект - Двухбалочный мостовой кран
приобрестиКурсовой проект - Двухбалочный мостовой кранскачать (1624.3 kb.)Доступные файлы (8):n6.doc
Московский Государственный Технический
университет им. Н.Э. Баумана
Калужский филиал
Кафедра К3-КФ
Расчетно-пояснительная записка к курсовому проекту
“Строительная механика и металлические конструкции”Двухбалочный мостовой кран Q=10 т.КП.02.05.00.00
Выполнил: Звонарёв Д.А.
гр. ПТМ-102Проверил: Селиванов М.И.Калуга
2005
Оглавление.
- Расчет моста крана………………………………………………….…..3
- Выбор основных геометрических параметров конструкции……..4
- Выбор геометрических параметров узлов конструкции………….4
Концевая балка…………………………………………………….…5
- Определение расчетных нагрузок на узлы
- Технологическая часть……………………………………...…………..15
- Назначение………………………………………………..………….15
- Условие работы………………………………………………..…….15
- Описание конструкции………………………………….…………..15
- Обоснование технических требований………………….…………17
- Анализ технологичности конструкции………………….…………18
- Разработка технологической схемы сборки……………….………19
- Разработка технологического процесса изготовления
- Выбор метода и режима сварки………………………….…………22
- Литература……………………………………………………………….27
- Спецификация………………………………………………..………….28
- Расчет металлоконструкции мостового крана
Исходные данные:Грузоподъемность Q=10 т
Пролет моста L=16,5 м
Высота подъема Н=12 м
База грузовой тележки Вт=1200мм Колеи грузовой тележки к=2000ммСкорость передвижения крана Vк=1,25м/с
Скорость подъема Vn=0,125м/с
Вес тележки с грузом Gq=121000 Н
Вес тележки Gт=21000Н
Давление ходовых колес тележки
D1т=D2т=38500 Н.
Режим работы крана – средний.
Конструкция сварная, коробчатая.
Материал конструкции сталь 09Г2С-12 ГОСТ 19282-73Рис.3.1. Схема конструкции мостового крана.
Выбор основных геометрических параметров конструкции.
Для двухбалочного мостового крана принимаем:
Высоту главной балки H=900мм
Высоту опорного сечения балки hоп=600 мм
Длину скоса d=4000 мм
Высоту ограждения площадок обслуживания hо2=1200мм
Ширину площадок обслуживания
Базу крана Бкр=4400Выбор геометрических параметров узлов конструкции
Рис.3.2. Сечение главной балки.
а. Опорное
б. В пролете
Рис.3.3. Сечение концевой балки.Для главной (пролетной) балки коробчатого сечения (рис.3.2.б) принимаем толщину стенки бст=5мм. Ширину поясов выбираем из условия обеспечения горизонтальной жесткости В=480 мм. Принимает таблицу горизонтальных листов бл=6мм. Расстояние между стенками В = 460 мм
Площадь сечения главной балки в пролете6Fn=2*48*0,6=57,6 см=0,00576 м;
Fст=2*88,8*0,5=88,8см=0,00888 м;
F=Fn+Fст=57,6+88,8=146,4 см = 0,01464 м
Момент инерции относительно оси х-х
поясов:
0,6*48
=2* +48*0,6*45 = 197406 см
12Стенок:
2*0,5*88,8
= =58352,2 см
12
Всего сечения:=197406 см+58352,2 см=255758,2 см
Момент сопротивления относительно оси х-х:
255758.2
Wx = = =5683.5 cv
H/2 45
Момент инерции относительно оси у-у
поясов:
2*0,6*48
= =11059,2 см
12
стенок:
2*0,5*88,8
= =58352,2 см
12
Всего сечения:=11059,2+58352,2=69411,2 см
Момент сопротивления относительно оси у-у
69411,2Wу = = =2892,1 см
H/2 24
Геометрический размер приведен на Рис.3.2.а
Площадь опорного сечения поясов главной балки:
Fn=2*48*0,6=57,6 см= 0,00576 м
Стенок:
Fст=2*58,8*0,5=58,8 см= 0,00588 м
Всего сечения:
F=57,6+58,8=116,4 см=0,01164 м
Момент инерции относительно осих-х
Поясов:
0,6*48
Ух= 2* +48*0,6*30 =268747 см
12
Стенок:2* 0,5*58,8
Ух= =16941,4 см
12Всего сечения:
=268747+16941,4=285688,4 см
Момент сопротивления относительно оси х-х
285688,4
Wх = =9522,9 см
30
Момент инерции относительно оси у-у
Поясов:
2*0,6*48
Уу = =11059,2 см
12
Стенок:
2*0,5*58,8
Уу = =16941,4 см
12
Всего сечения: Уу=11059,2+16941,4=28000,6 см
Момент сопротивления относительно оси у-у:
28000,6
Wу = =1166,7 см
24Геометрический размер основного сечения концевой балки приведен на рис.3.3.
Момент инерции сечения относительно оси х-х
Поясов: 0,5*50
Ух= 2* +0,5*50*30 =176001,6 см
12
Стенок:
2* 0,5*59
Ух= +0,5*50*30 =17114,9 см
12
Всего сечения:
Ух= 176001,6+17114,9=193116,6 см
Момент сопротивления относительно оси х-х
193116.6
Wк= = =4770.5 cv
Н/2 30
Момент инерции относительно оси у-у
Поясов:
2*0.5*50
= =10416.6 см
12Стенок:
2*0.5*59
= =17114,9 см см
12
Всего сечения:=10416,6+17114,9=27513,5 смМомент сопротивления относительно оси у-у 27531,5
Wу= =1101,2 см
25
Определение расчетных нагрузок на узлы металлоконструкций и усилий в них.
В качестве основных нагрузок приняты веса отдельных узлов крана.
Главной балки Gгл.б.=20030 Н
Кабины управления Gк=9000 Н
Фермы ограждения Gогр=7000 Н
Площадки с настилом Gпл=8000 Н
Механизма передвижения Gм.п.=27400 Н
Рис.3.4. Схема нагрузок на головную балку
Рис. 3.5. Схема к определению моментов кручения:
а. От подвижных инерционных нагрузок;
б. От распределенных инерционных нагрузок.
G.r.б.+ G.огр + Gпл 20030+7000+8000
= = =2123 Н/м
L 16.5Постоянные сосредоточения нагрузки для балки со сторон механизмов передвижения
Р=nд*Gмп=1,2*27400=32880 Н
Со стороны кабины управления
Рк=nд*Gк=1,2*9000=10800 Н
Подвижные нагрузки
D1рас=D2рас=Gт+nд*Q=21000+1,4*100000=161000 Н,
Где
n=1,4-для кранов общего назначения среднего режима работы.
0,1*G.r.б.+ G.огр + Gпл 0,1* 20030+7000+8000
= = =1030,4 Н/м
L 16.5
Подвижные нагрузки (инерционные) на поперечные оси ходовых колес тележки
D1r= D2r=0,1*(G+ Q)=0,1*(21000+100000)=12100 Н
Продольная горизонтальная инерционная нагрузка при торможении тележки
D`1r=1/7(G+Q)=1/7*(21000+100000)=17285.7 НМомент кручения от подвижной инерционной нагрузки (Рис.3.5. а)Мкр= (D1r+D2r)*hon/2=(12100+12100)*0,30=7260 Н*м
Момент кручения от распределенной инерционной нагрузки (Рис.3.5.б.)
Мкр= - * Ѕ (м/2- hon/2) = -1030,4* 16,5/2 *(0,9/2 * 0,6/2) = -1275,12 Н * мМомент кручения от сосредоточенных инерционных нагрузок Р и Рк не принимается в расчет ввиду их незначительной величины.Расчетный момент кручения от горизонтальных нагрузок.
М кр.рост = М кр + М кр = 7260-1275,12=5984,88 Н * м
Главная балка, расположенная со стороны токоподвода испытывает такую же распределенную нагрузку.
Концевая балка.
А) б)Рис.3.6. Схемы к определению нагрузок на концевые балки со стороны главных балок.
А) от подвижных инерционных нагрузок
Б) от распределенных инерционных нагрузок.Из рисунка видно, что со стороны главных балок на каждую концевую балку передаются усилия в вертикальных и горизонтальных плоскостях (Рис.3.5.).
Опорное давление главной балки со стороны механизма передвижения при положении тележки под опорой А.
D2 рас*Q (Р+Рк)*21,1 1,2*1,4
R а гл = D1рас+ + + + г.б. –L =
L L L161000*100000 (32880+10800)*21,1 1,2*1,4
=161000+ + + +2123*16,5=
16,5 16,5 16,5
=267705,2 Н
Опорное давление главной балки со стороны механизма токоподвода
161000+100000
R`а гл.=16100+ +2123*16,5=177848,1 Н
16,5
При торможении тележки (половина колес тележки-тормозные) нагрузка в горизонтальной плоскостиDт.г.=D1 г=2*12100=24200 НИзгибающие моменты в характерных сечениях главной о концевой балок от действующей силы Т и равномерно распределенной нагрузки равныМа= Rа гл.*1000+ R`а гл.*1000-Rв*4400=0267705*1000+177848*1000
Rв= = 101262 Н
4400
Ра=0 Rа+ Rв- Rа гл- R`а гл=0Rа = 267705+177848-101262=344290 Н
Для определения изгибающего
момента от нагрузок
находим:
L 2Бкр+кS
Рис.3.7. Схема нагрузок в горизонтальной плоскости на конструкцию моста
=21821,2Рис.3.8. Схема нагрузок в горизонтальной плоскости на конструкцию моста.
Технологическая часть
1.Назначение Мостовой кран предназначен для подъема и перемещения груза в вертикальной и горизонтальной плоскости.Металлоконструкция концевой балки крана воспринимает нагрузки от веса груза, главной балки, механизмов подъема и передвижения, кабины, а также от собственного веса. Нагрузка через концевую балку передается с главной балки на буксы, потом на колеса, потом на рельсы.
Металлические конструкции в значительной степени определяют массу, стоимость, и эксплуатационную надежность подъемно-транспортных машин. Они работают под воздействием различных нагрузок, окружающей среды и должны удовлетворять требованием жесткости, прочности, устойчивости и экономичности.
2.Условие работы Концевая балка работает при средних условиях, которые характеризуются работой с грузами различной массы, со средними скоростями(vк=1,25 м/с, vт=0,63 м/с, vп=0,28 м/с), средним числом включений в час(до 120 в час), средним значением относительной продолжительности включения(до ПВ=50%).3.Описание конструкции Концевая балка является опорным и соединительным элементом главной балки. Для установки ходовой части крана к концевым балкам приваривают посадочные платики с обработанными поверхностями, к которым с помощью болтов крепят буксы с ходовыми колесами. На концевой балке установлены упругие предохранительные устройства – буферы, которые срабатывают при положении крана в конечных точках пути, взаимодействуя с упорами в конце кранового пути и смягчая удар крана об эти упоры.Концевая балка представляет собой жесткую сварную металлическую конструкцию, габаритные размеры которой 5750х570х450.Металлическая конструкция концевой балки состоит из двух поясов, двух вертикальных стенок и диафрагм, размещенных внутри балки. Так как длина балки невелика, то она выполняется одноразъемной с целью разъединения моста после его изготовления на две половины для лучшего транспортирования по железной дороге. Разъемные части балки соединяют с помощью монтажных накладок на заводе-изготовителе с установкой 20 % чистых болтов от общего количества черных болтов. При монтаже крана на месте эксплуатации стыки балок с монтажными накладками соединяют заклепками или чистыми болтами. Основные параметры и элементы концевых балок унифицированы по группам грузоподъемности, что позволило создать типовые технологические процессы их изготовления.
Материалом для элементов металлоконструкций концевых балок служит листовая сталь Ст3.сп. Толщина применяемых листов для поясов балки 10 мм, вертикальных стенок и диафрагм 6 мм.
Сварка поясов со стенками выполняется снаружи. Стенки и пояса в балке являются очень тонкими элементами, поэтому под действием внутренних сил, нормальных и касательных напряжений (особенно при достижении критических значений) стенки и пояса могут потерять свою плоскую форму и выйти из плоскости, что приведет к усталостным разрушениям.
Диафрагмы привариваются к сечению балки по трем сторонам. С растянутым поясом диафрагмы не свариваются. Между ними есть технологический зазор 10 мм. По длине балка имеет переменное сечение (переменная высота балка) для того, чтобы она удовлетворяла условиям статической и динамической жесткости и времени затухания колебаний. Из условий местной устойчивости выполняются скосы длиной 75 мм.
Важным с точки зрения конструкции является узел соединения главных балок с концевыми. Это соединение должно быть достаточно жестким, чтобы воспринимать изгибающие моменты в местах стыковки балок при действии горизонтальных нагрузок. От горизонтальной жесткости моста в значительной степени зависит величина перекоса крана при движении и степень износа ходовых колес. Поскольку балки работают на изгиб в горизонтальной плоскости, они должны обладать в этом направлении достаточной жесткостью, поэтому момент инерции их сечений относительно вертикальной оси принимается не меньшим, чем момент инерции сечения главной балки в месте их соединения. Соединение главных балок с концевыми осуществляется сваркой внахлест, что резко снижает трудоемкость изготовления металлоконструкций. Для улучшения качества сварного шва используют накладки, что приводит к увеличению сварного шва, следовательно, к разделению конструктивного и технологического концентраторов, а это повышает предел выносливости и усталостную прочность. Чтобы избежать концентраций напряжений, а, следовательно, усталостных разрушений, острые углы сварных швов необходимо скруглить. Такое исполнение шва является типовым. Он наиболее технологичный, не требует больших денежных затрат и прост в изготовлении.
В месте соединения главной балки с концевой необходимо выполнять сопряжение: напротив внутренней диафрагмы концевой балки должны быть стенки главной балки. Накладки, приваренные снизу, повышают жесткость. Для присоединения ходовых колес на концевой балке выполняют планки под буксы.
4.Обоснование технических требований- Отклонения от перпендикулярности опорных поверхностей горизонтальных подбуксовых платиков к опорным поверхностям вертикальных подбуксовых платиков не более (ГОСТ 24378-80).
- Отклонение от перпендикулярной вертикальной плоскости проходящей через опорные поверхности вертикальных подбуксовых платиков каждой стороны по отношению к вертикальной плоскости, проходящей через ось подкранового рельса, не более (ГОСТ 24378-80).
- Габаритные размеры балки выполнены по 14-му квалитету (ГОСТ 24378-80).
- Скручивание коробчатой концевой балки, измеренное по крайним большим диафрагмам, должно быть не больше (ГОСТ 24378-80).
- Отклонение от прямолинейности концевой балки в горизонтальной плоскости, измеренное по верхнему поясу, допускается (ГОСТ 24378-80).
- Отклонение от плоскостности в коробчатых балках на участке между соседними диафрагмами допускается: поясов в растянутой зоне , в сжатой зоне ; вертикальных стенок (ГОСТ 24378-80).
- Отклонение от вертикали боковых стенок по высоте балки, замеренное по большим диафрагмам, допускается (ГОСТ 24378-80).
- В коробчатых балках стыки поясов должны быть смещены по отношению к стыкам стенок не менее чем на 300 мм и не должны располагаться в одном поперечном сечении и находиться от диафрагмы не менее чем на 100 мм (ГОСТ 24378-80).
- Стыки стенок должны располагаться симметрично относительно середины балки (ГОСТ 24378-80).
- Посадочные поверхности подбуксовых платиков должны быть обработаны по 11-му квалитету (h21), с параметрами шероховатости Rz=40мкм (ГОСТ 2789-73). Расстояние между ними также выполнено по 11-му квалитету (Н11) (ГОСТ 24378-80).
- Монтажные отверстия под чистые болты должны быть развернуты под посадку (ГОСТ 24378-80).
- Местная волнистость заготовок по плоскости не должна превышать (ГОСТ 24378-80).
- При разметке листового проката следует учитывать усадку, вызываемую наложением сварных швов.
- Отклонение параллельности сторон листов допускается в пределах 3 мм (ГОСТ 24378-80).
- Косина реза при газовой резке по толщине кромок не должна превышать 3Rz (ГОСТ 24378-80).
- В сильно нагруженных элементах металлоконструкций, изготовленных из листа, направление действующего усилия должно совпадать с направлением проката.
- Не допускается изготовление элементов металлоконструкций из металла, имеющего на поверхности следы маркировки стальными клеймами.
- Прихватки, поставленные при сборке, должны быть не более 0,8 высоты основного шва, длиной 30 – 60 мм и выполняться теми же электродами, что и основная сварка.
- При заварке стыков для обозначения начала и конца сварки необходима прихватка технологических планок, которые удаляют после окончательной сварки стыков с обязательной обработкой концов стыка шлифовальным кругом.
- При наложении нескольких швов каждый из них зачищается от брызг и шлака.
- При окончании сварки кратер должен быть выведен на основной металл.
- Не допускается в сварных швах подрезы основного листа толщиной до 8 мм более чем на 0,5 мм, а листов толщиной свыше 8 мм – более 1 мм.
- Сваривать металлоконструкции нужно на выверенных стеллажах или стендах, обеспечивающих взаимное положение частей металлоконструкции, в закрытых помещениях при температуре не ниже –10С, без ударных воздействий на свариваемые элементы при сварке.
С точки зрения изготовления изделие является технологичным, т.к. используются высокопроизводительные методы сварки: автоматическая и полуавтоматическая (в основном), а также ручная. Используются стандартные электроды.
6.Разработка технологической схемы сборки При изготовлении концевой балки возможны следующие схемы технологической сборки и сварки:- последовательная сборка и сварка элементов, сборочных единиц и конструкции в целом;
- сборка и сварка сборочных единиц, а затем сборка элементов, сборочных единиц и конструкции из сборочных единиц.
При разработке общей схемы сборки в качестве базового элемента, учитывая удобство установки и снятия собираемого изделия, надежность и удобство его закрепления, возможность подвода присоединяемых деталей и сборочных инструментов с разных сторон, принимаем верхний пояс. Базовую деталь изделия устанавливают на различные последовательно сменяемые базы. Сначала к верхнему поясу привариваются диафрагмы. Для необходимой устойчивости сечения балки требуется восемь диафрагм, которые должны находится на одном уровне. Это достигается следующим образом: устанавливаются по выверке первая и последняя диафрагмы, между ними натягивается леска, по которой ставятся остальные диафрагмы. Чтобы передать полученную конструкцию на следующее рабочее место диафрагмы надо закрепить, поэтому используются прихватки. Точность расстановки диафрагм требуется проконтролировать. Далее прихватывают накладки и вертикальные стенки, далее собирают платики под буксы с угольниками, которые прихватываются к крайней стенке в двух точках, затем собирают балку и нижний пояс, устанавливают буферы на верхний пояс.
В серийном производстве сборку изделий выполняют на плитных настилах с пазами, снабженными упорами, фиксаторами и различными зажимными устройствами. Для поворотов, вращения и установки изделия в наиболее удобное для сварки положение применяют кантователи. Для стягивания, поджима и выравнивания отдельных элементов концевой балки используются винтовые прижимы: струбцины.
Схемы базирования изделий при узловой и общей сборке выбирают с учетом обеспечения заданной точности сборки, удобств ее выполнения сборщиками, упрощения приспособлений, оборудования и транспортных средств, а также надежной собираемости деталей.
7. Разработка технологического процесса изготовления элементов балки. Основные параметры и элементы концевых балок унифицированы и имеют типовые технологические процессы их изготовления.В крановых конструкциях значительное применение имеет листовая горячекатаная сталь (ГОСТ 19903 – 74), широкополосная универсальная (ГОСТ 82 – 70), полосовая (ГОСТ 103 – 76). В качестве заготовки для изготовления концевой балки будем использовать широкополосную сталь толщиной 4 – 50 мм, которая катается шириной 200 – 1050 мм при длине 3 – 10 м и является рациональной как готовый элемент конструкции. Пояса балки состоят только из листов. Количество поясных листов следует брать по возможности меньше (1 – 3). Наиболее целесообразна конструкция с одним поясным листом. Т. к. концевая балка является одноразъемной, то заготовками для пояса служат два одинаковых листа толщиной 10 мм (во избежание хрупких разрушений рекомендуется толщины листов из низколегированных сталей назначать не выше 40 мм), длиной 3000 мм и шириной 700 мм, а для стенок – четыре листа толщиной 6 мм, длиной 3000 мм и шириной 700 мм.
С целью устранения волнистости, выпучин назначается правка. Листы правят преимущественно в холодном состоянии путем местной пластической деформации. Для правки листового проката используются листоправильные многовалковые машины. Листы толщиной 5 – 40 мм правят на семивалковых вальцах многократным пропусканием листов между двумя рядами валков, причем валки одного ряда размещены в шахматном порядке по отношению к валкам другого ряда. Рабочая скорость правки на листоправильных машинах зависит от толщины и ширины листов и ориентировочно составляет 6–3. Качество правки листов проверяют с помощью линейки. Волнистость опускается не более 2 мм на 1000мм.
При изготовлении концевых балок применяют поточную линию дробеметной очистки и фосфатирования (образование в результате химического процесса на поверхности стального листа тонкого слоя нерастворимой фосфорно-кислой соли железа и марганца, обладающего высокими антикоррозионными свойствами) стальных листов под окраску с терморадиационной сушкой. Листовой металл очищают от окалины, ржавчины, масла и других загрязнений, вызывающих дефекты в сварных швах.
В серийном производстве применяют разметку с помощью шаблонов. Все необходимые размеры переносят на заготовку с помощью разметочных игл.
Резка металла является одной из наиболее трудоемких и сложных операций. Наиболее распространенным методом резки металла при изготовлении элементов металлоконструкций на заводах подъемно-транспортного машиностроения является механическая и газопламенная резка. Механическую резку выполняют на ножницах: гильотинных, дисковых, вибрационных и пресс ножницах. Резка ножницами основана на разделении металла по линии реза под давлением верхнего подвижного ножа и нижнего неподвижного (у дисковых ножниц оба ножа являются ведущими). Газопламенная резка основана на интенсивном сгорании разрезаемого металла в струе кислорода, сосредоточенного на узком участке, и удалении жидких шлаков. Выбираем резку металла на гильотинных ножницах, т.к. заготовки, вырезанные на дисковых ножницах, требуют правки, заготовки после резки на пресс ножницах требуют обязательной правки и учета величины вмятины при последующей обработке, вибрационные ножницы применяют при резке листового металла до 5 мм, а в качестве заготовок для данной балки используются листы толщиной 6 и 10 мм, после газопламенной резки необходима механическая обработка кромок. Гильотинные ножницы служат для продольной и поперечной резки листов толщиной до 40 мм и для обрезки фасок под сварку. Гильотинные ножницы допускают максимальную длину реза до 3200 мм, точность резки соответствует 12 – 14-му квалитету. Они дают чистый рез, заготовки меньше деформируются и более производительны.
Процесс сборки-сварки концевой балки производится на переменно-поточной стационарной линии, состоящей из специализированных пяти рабочих мест, оснащенных механизированными стендами, сборочными стапелями, кантователями и специальной переналаживаемой оснасткой, что позволяет с минимальными затратами времени на переналадку быстро перейти на любого из типоразмеров концевых балок. Все оборудование цеха размещено вдоль пролета цеха. Для межоперационной передачи балок вдоль линии смонтирован подвесной монорельс с самоходными спаренными электротолкателями, имеющими специальные захваты. Такой вид транспортирования балок очень прост, удобен и безопасен, т.к. при движении балка, подвешенная на двух электротолкателях, находится в устойчивом положении и не требует сопровождения рабочим. При этом значительно облегчилась установка балок в стапели, и труд рабочего сведен к нажатию кнопок управления электроталью. Все рабочие места линии механизированы с широким использованием в сборочных стапелях, стендах, кантователях электрических, гидравлических, пневматических и магнитных устройств для закрепления и поджима деталей при сборке балок.
На первом рабочем месте собирают нижний и верхний пояса и вертикальные стенки с обработкой отверстий на радиально-сверлильном станке. На стыки установленных с помощью упоров и выверенных листов вручную подают одну накладку, выдерживая установочные размеры. В накладках по шаблону намечают места для отверстий под установку болтов и с помощью пневмоподжимами листы и накладки закрепляют на столе. Радиально-сверлильным станком сверлят, зенкеруют и развертывают отверстия под установку чистых болтов Мх42. В отверстия вставляют болты, на них надевают шайбы и навертывают гайки.
На втором рабочем месте собирают корпус балки без нижнего пояса. Верхний пояс укладывают на стенд по упорам вниз накладками, размечают его под установку диафрагм и накладок. Согласно разметке под угольник с помощью тележки устанавливают и прихватывают в 3-ех точках диафрагмы, а на стыки накладки. Т.к. балка одноразъемная, то накладки приваривают к одному из концевых листов. Далее на верхний пояс устанавливают вертикальные стенки по торцевым упорам. С помощью ручной сварки вертикальные стенки прихватывают к диафрагмам и верхнему поясу с внутренней стороны с одновременным прижимом их в процессе прихватки порталом с пневмоприжимами.
На третьем рабочем месте собирают платики под буксы с угольниками, прихватывают угольники к корпусу балки и сваривают все внутренние швы балки. Буксу устанавливают углом вверх, в пазы вставляются платики и на них устанавливаются угольник до совмещения отверстий, в которые вводят болты крепления платиков. Прихватывают платики к угольникам и снимают их с дальнейшей их сваркой и установкой на специальные приспособления, установленные на стенде под размер балки. Балку устанавливают на другие приспособления, предназначенные для установки платиков в угольниках, вырезами вертикальных стенок на угольники. Прижимами угольники поджимают к вертикальным стенкам и прихватывают их с наружной стороны стенок. Далее привариваются диафрагмы к внутренним вертикальным стенкам и угольники.
На четвертом рабочем месте собирают балку с нижним поясом и устанавливают буферы на верхний пояс. Балку крепят на стойках стола. С помощью гидроцилиндров нижний пояс поджимают к вертикальным стенкам и прихватывают. На верхний пояс по разметке устанавливают и прихватывают два корпуса буфера.
На пятом рабочем месте устанавливают балку угольниками на стойки и закрепляют с помощью ручных захватов. Поворачивая балку в удобное для сварки положение, производят полуавтоматическую сварку в среде углекислого газа всех наружных поясных швов.
8.Выбор метода и режима сварки. Трудоемкость сварочных работ в сварных конструкциях составляет около 30% общей трудоемкости ее изготовления. В подъемно-транспортном машиностроении по объему применения электродуговая сварка является основным видом сваркиПо СНИП II-23-81* для стальных конструкций.
Для сварки стальных конструкций следует применять:
- электроды для ручной дуговой сварки по ГОСТ 9467-75*;
- сварочную проволоку по ГОСТ 2246-70*;
- флюсы по ГОСТ 9078-81*;
- углекислый газ по ГОСТ 8050-85.
В конструкциях со сварными соединениями следует:
- предусматривать применение высокопроизводительных механизированных способов сварки;
- обеспечивать свободный доступ к местам выполнения сварных соединений с учетом выбранного способа и технологии сварки.
Размеры и формы сварных угловых швов следует принимать с учетом следующих условий:
- 1) катеты угловых швов kf должны быть не более 1,2t , где t- наименьшая толщина соединяемых элементов;
- 2) катеты угловых швов kf следует принимать по расчету, но не менее указанных в таблице 38,1;
- 3) расчетная длина углового сварного шва должна быть не менее 4kf и не менее 40 мм;
- 4) расчетная длина флангового шва должна быть не более 85f kf (f-коэффициент, принимаемый по таблице 34*,1), за исключением швов, в которых усилие действует на всем протяжении шва;
- 5) размер нахлестки должен быть не менее 5 толщин наиболее тонкого из свариваемых элементов;
- 6) соотношения размеров катетов угловых швов следует принимать, как правило, 1:1. При разных толщинах свариваемых элементов допускается принимать швы с неравными катетами, при этом катет, примыкающий к более тонкому, должен соответствовать требованиям 1, а примыкающий к более толстому элементу – требованиям 2.
Необходимо обеспечить не только прочность сварных соединений, но и позволить сварным швам воспринимать нагрузку, что возможно, когда прочностные свойства шва соответствуют свойствам материала, т.е. швы должны быть однородными, поэтому сварку ответственных швов надо выполнять при постоянной температуре и под слоем флюса, который используется для защиты расплавленного металла от вредного влияния атмосферного воздуха и получения качественного сварного шва. Полуавтоматическая сварка металлическим электродом производится при горении дуги между сварочной проволокой и кромки свариваемого металла под слоем флюса, засыпаемого через шланг в зону шва впереди дуги. Тепло дуги расплавляет свариваемый металл, проволоку и часть флюса, образуя сварочную ванну. Расплавленный флюс защищает жидкий металл от вредного влияния азота и кислорода воздуха, одновременно раскисляет его и удаляет окисел в слой шлака. Флюс также концентрирует тепло в зоне сварки, обеспечивая при этом глубокий провар основного металла, правильно формирует сварной шов благодаря давлению на ванну жидкого металла и медленному его остыванию, устраняя потери на угар и разбрызгивание расплавленного металла, стабилизирует горение дуги, легирует металлы шва и обеспечивает высокие механические свойства наплавленного металла. Флюс изготавливают путем сплавления нескольких компонентов и последующего их размельчения до определенной фракции. В качестве флюса для полуавтоматической сварки применяют флюс АН-348 (ГОСТ 9087-69). В качестве электродов применяют проволоку стальную сварочную диаметром 3 – 6 мм марки СВ-08А (ГОСТ 2246-76). Применяется полуавтомат типа ПШ-5 с постоянной скоростью подачи сварочной проволоки, не зависящей от напряжения дуги. Сварку ведут на переменном токе, т.к. меньше расходуется электроэнергии, и применяют относительно простую аппаратуру.
Диафрагмы привариваются электродуговой сваркой в углекислом газе, т.к. сварочные швы выполняются прерывистыми и их качество не важно. Сущность способа состоит в том, что воздух оттесняется от зоны сварки струей углекислого газа, а окисление самим углекислым газом переплавляемого дугой металла компенсируется повышенным содержанием элементов-раскислителей в электродной проволоке. Для сварки применяем полуавтомат А-537, предназначенный для сварки постоянным током 70–200А металла толщиной более 3 мм сварочной проволокой марки СВ-08Г2С (ГОСТ 2246-70) диаметром 1,6–2 мм. Напряжение дуги 17 – 21 В.
Таблица 38
| Вид соединения | Вид сварки | Предел текучести, МПА | Минимальные катеты швов kf, мм, при толщине более толстого из свариваемых t, мм | ||||||
| 4-5 | 6-10 | 11-16 | 17-22 | 23-32 | 33-40 | 41-80 | |||
| Тавровое с двусторонними угловыми швами; нахлесточное и угловое | Ручная | До 430 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Св. 430 до 530 | 5 | 6 | 7 | 8 | 9 | 10 | 12 | ||
| Автоматическая и полуавтоматическая | До 430 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| Св. 430 до 530 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | ||
| Тавровое с односторонними угловыми швами | Ручная | До 380 | 5 | 6 | 7 | 8 | 9 | 10 | 12 |
| Автоматическая и полуавтоматическая | 4 | 5 | 6 | 7 | 8 | 9 | 12 | ||
Таблица 34
| Вид сварки при диаметре сварочной проволоки d, мм | Положение шва | Коэффициент | Значение коэффициентов f и z при катетах швов, мм | |||
| 3-8 | 9-12 | 14-16 | 18 и более | |||
| Автоматическая при d=3-5 | В лодочку | f | 1,1 | 0,7 | ||
| z | 1,15 | 1,0 | ||||
| Нижнее | f | 1,1 | 0,9 | 0,7 | ||
| z | 1,15 | 1,05 | 1,0 | |||
| Автоматическая и полуавтоматическая при d=1,4-2 | В лодочку | f | 0,9 | 0,8 | 0,7 | |
| z | 1,05 | 1,0 | ||||
| Нижнее, горизонтальное, вертикальное | f | 0,9 | 0,8 | 0,7 | ||
| z | 1,05 | 1,0 | ||||
| Ручная; полуавтоматическая проволокой сплошного сечения при d1,4 или порошковой проволокой | В лодочку, нижнее, горизонтальное, вертикальное, потолочное | f | 0,7 | |||
| z | 1,0 | |||||
Список литературы
- СниП II-23-81*
- Расчет на прочность деталей машин: Справочник, Биргер И.А, Иосилевич Г.Б., Шорр Б.Ф., 4-е изд., М., Машиностроение, 1993, 640 стр.
- Мостовые краны общего назначения, Шабашов А.П., Лысяков А.Г., 5-е изд., М., Машиностроение, 1980, 304 стр.
- Справочник по кранам в 2-ух томах, под общ. ред. Гохберга М.М., М., Машиностроение, 1988.
- Подъемно-транспортные машины: Атлас конструкций под ред. М.П. Александрова, Д.Н. Решетова. Изд. 2-е. М., «Машиностроение», 1987, 122стр
- Основы конструирования в 3-ех томах. Орлов П.И. 2-ой том. М., «Машиностроение», 1988, 574 стр.
- Технология производства подъемно-транспортных машин, Косилова А.Г., Сухов М.Ф., 2-е изд., М., Машиностроения, 1982, 301 стр.
- Справочник технолога-машиностроителя в 2-ух т., Т.1, под ред. Косиловой А.Г., Мещерякова Р.К., 4-е изд., М., Машиностроение, 1986, 656стр.
- Рыбаков В.М., Сварка и резка металлов: Учебник для сред.проф. - техн. училищ. – 2-е изд., испр. – М.: Высш. школа, 1979 – 214с.
nashaucheba.ru




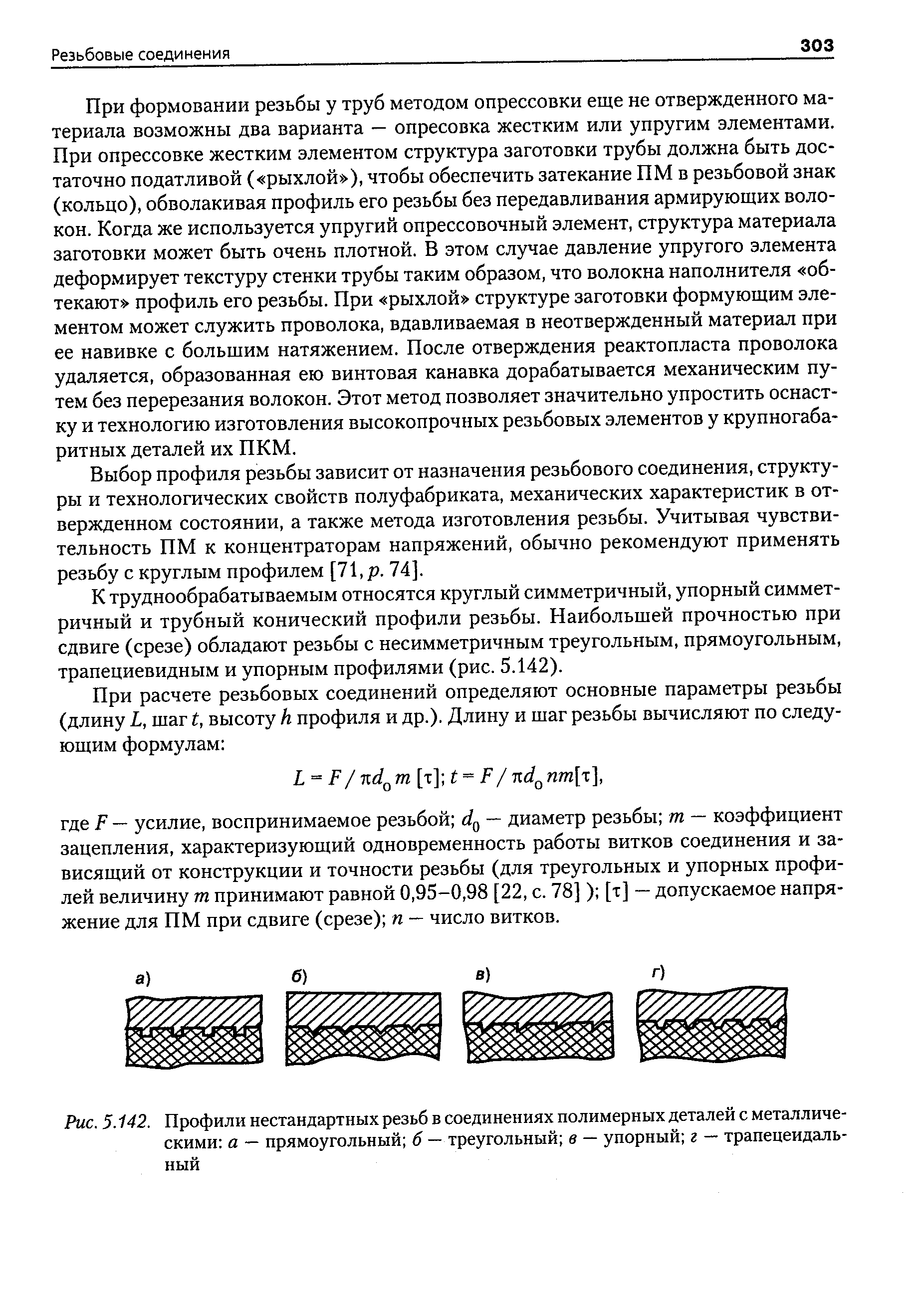




423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)