 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Сборка шатунно-поршневой группы ВАЗ 2102. Шатун поршня
Поршневая группа и шатуны
Поршень. При такте рабочего хода поршень воспринимает давление газов и передает его через шатуны на коленчатый вал. Поршень состоит из трех основных частей (рисунок 3.7): днища 5, уплотняющей части 6 с проточенными в ней канавками для поршневых колец 3, 4 и юбки 7, поверхность которой соприкасается с зеркалом цилиндра. Днище поршня с внутренней поверхностью головки цилиндра, образующее камеру сгорания, непосредственно воспринимает давление газов: оно может быть плоским, как на двигателе УМЗ-417, выпуклым или фасонным, как на КамАЗ-740.11 и ЯМЗ-238.
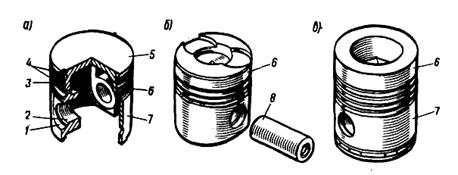
а – карбюраторных двигателей; б – дизелей КамАЗ; в – дизелей ЯМЗ
Рисунок 3.7 -. Поршни
Значительное влияние на процесс смесеобразования, как в карбюраторных, так и в дизельных двигателях, имеют формы камер сгорания. От того, как исполнена камера сгорания на двигателе, и зависит конструкция поршня (рисунок 3.7).
Поршни дизелей (рисунок 3.7, б, в) отлиты из алюминиевого сплава. В головках поршней выполнена камера сгорания, которая у КамАЗ-740.11 смещена относительно оси поршня в сторону от выточек под клапаны на 5 мм, а на ЯМЗ-238 расположена по центру. На цилиндрической головке поршня имеется три (на ЯМЗ-238 – четыре) канавки: верхние служат для установки в них компрессионных колец, а одна нижняя – для установки маслосъемного разборного кольца. В средней части поршень имеет две бобышки с отверстиями диаметром для поршневого пальца. Юбка поршня имеет форму конуса овального сечения, что придает ей необходимую прочность. Кроме того, в нижней части юбки поршня двигателя КамАЗ-740.11 имеются боковые выемки для проходов противовеса коленчатого вала.
Поршни двигателя УМЗ-417 (рисунок 3.7, а) отлиты из алюминиевого сплава и покрыты слоем олова толщиной 0,004-0,006 мм. На цилиндрической головке поршня имеется три канавки: две верхних служат для установки в них компрессионных колец 4, а нижняя – для установки маслосъемного разборного кольца 3. В средней части поршень имеет две бобышки 2 с отверстиями для поршневого пальца. Ось этих отверстий смещена на 1,5 мм в правую сторону (по ходу движения автомобиля) от средней плоскости поршня. Юбка поршня овальной формы Большая ось овала расположена в плоскости, перпендикулярной оси поршневого пальца. Овальность юбки (0,362±0,005) мм. Кроме того, юбка поршня выполнена бочкообразной, больший диаметр которой расположен ниже оси поршневого пальца на 12 мм. Вверху и внизу юбка поршня меньше номинального размера соответственно на 0,0245 и 0,0140 мм. Это сделано для лучшей приработки поршня к цилиндру и уменьшения стука поршня на непрогретом двигателе.
Чтобы уменьшить силы инерции возвратно-поступательно движущихся масс, поршни, как правило, изготовляют из легких кремнистых алюминиевых сплавов для уменьшения их массы. Для двигателя подбирают поршни, масса которых не отличается более чем на 2-8 г.
Поршневые кольца. Основная функция поршневых колец – уплотнение камеры сгорания и обеспечение герметичности соединения деталей поршень – цилиндр – канавки. Кроме того, при сгорании рабочей смеси значительное количество тепла поглощается поршнем и отводится от него поршневыми кольцами.
Конструктивно поршневое кольцо (рисунок 3.8) представляет собой плоскую разрезную пружину с зазором, который называется замком. Замок позволяет устанавливать кольца на поршень и обеспечивает свободное расширение их при нагревании в процессе работы двигателя. Поршневые кольца делятся на компрессионные и маслосъемные.
а – типы поршневых колец; б – расположение колец на поршне
Рисунок 3.8 - Поршневые кольца
Компрессионные кольца 2 (рисунок 3.8, а) подбирают таким образом, чтобы они свободно прокатывались по канавке поршня. При установке поршня в цилиндр кольца сжимаются до диаметра цилиндра и плотно прилегают к его поверхности, что предотвращает прорыв газов в картер двигателя и попадание масла со стенок цилиндра в камеру сгорания.
Маслосъемное кольцо 3 снимает излишки масла со стенок цилиндра и отводит его в смазочную ёмкость.
Поршневые кольца изготавливают из легированного чугуна. Поверхность верхнего компрессионного кольца для повышения износостойкости подвергают пористому хромированию, а остальные кольца для ускорения приработки покрывают тонким слоем олова или молибдена.
Чугунное маслосъемное кольцо 3 отличается от компрессионного прорезями 1 для прохода масла. В канавке поршня под маслосъемное кольцо сверлят один или два ряда отверстий для отвода масла внутрь поршня. На многих двигателях применяют стальные составные маслосъемные кольца.
На двигателях КамАЗ-740.11 установлены два компрессионных кольца и одно маслосъемное, а на ЯМЗ-238 – три компрессионных кольца и одно маслосъемное. Компрессионные кольца в своем сечении имеют трапециидальную форму. Верхнее кольцо покрыто хромом, нижние – молибденом (на ЯМЗ-238 - оловом). Маслосъемное кольцо коробчатого сечения с витым пружинным расширителем и хромированной рабочей поверхностью.
На двигателе УМЗ-417 устанавливают поршневые кольца: два компрессионных и одно маслосъемное. Компрессионные поршневые кольца изготавливают из серого чугуна по индивидуальным моделям. Наружная поверхность верхнего компрессионного кольца покрыта пористым хромом. Наружная поверхность нижнего компрессионного кольца луженая. На внутренней цилиндрической поверхности обоих компрессионных колец предусмотрена коническая фаска, за счет которой кольца после установки их в рабочее положение несколько вывертываются. Это улучшает и ускоряет их приработку к цилиндрам. Кольца необходимо устанавливать на поршень фасками вверх, в сторону днища.
Маслосъемное кольцо разборное, стальное, имеет два кольцевых диска, радиальный и осевой расширители. Два кольцевых диска снимают с зеркала цилиндра лишнее масло, которое через отверстия в поршне отводится в картер двигателя. Рабочая цилиндрическая поверхность стальных дисков покрывается твердым хромом. Замок колец прямой. После установки колец в цилиндр монтажный зазор в замке должен быть 0,3-0,5 мм. Замки всех колец при установке их на поршень располагают по окружности под углом 120°. При установке стального составного маслосъемного кольца на равные угловые интервалы смещаются только замки компрессионных колец.
Поршневой палец. Предназначен для шарнирного соединения поршня с верхней головкой шатуна. Через пальцы передаются значительные усилия, поэтому их изготавливают из легированных или углеродистых сталей с последующей цементацией или закалкой токами высокой частоты. Поршневой палец 10 (рисунок 3.9) представляет собой толстостенную трубку с тщательно отшлифованной наружной поверхностью, проходящую через верхнюю головку шатуна и концами опирающуюся на бобышки 2 поршня (рисунок 3.7). По способу соединения с шатуном наибольшее распространение получили плавающие поршневые пальцы, которые свободно поворачиваются в бобышках и во втулке, установленной в верхней головке шатуна. Осевое перемещение поршневого пальца ограничивается стопорными кольцами 9 (рисунок 3.9), расположенными в выточках бобышек поршня.
Шатун. Служит для соединения поршня с кривошипом коленчатого вала и обеспечивает при такте рабочего хода передачу усилия от давления газов на поршень к коленчатому валу, а при вспомогательных тактах – наоборот, от коленчатого вала к поршню.
Шатуны 3 двигателей УМЗ-417, ЯМЗ-238 и КамАЗ-740 двутаврового сечения, состоят из верхней головки, нижней головки и крышки 5. Нижняя головка шатуна снабжена сменными вкладышами 8, верхняя головка – запрессованной бронзовой втулкой 2.
Для смазки поршневого пальца в верхней головке шатуна имеется вырез, а во втулке – отверстие, совпадающее с вырезом в шатуне. В стержне шатуна при принудительном смазывании плавающего поршневого пальца (ЯМЗ-238) сверлится сквозное отверстие – масляный канал.
Нижнюю головку шатуна, как правило, делают разъемной в плоскости, перпендикулярной к оси шатуна. В тех случаях, когда нижняя головка имеет значительные размеры и превышает диаметр цилиндра (ЯМЗ-238), плоскость разъема головки выполнена под углом (косой срез), что позволяет монтировать шатун через цилиндр при ремонте за счет уменьшения радиуса окружности, описываемой нижней частью шатуна.
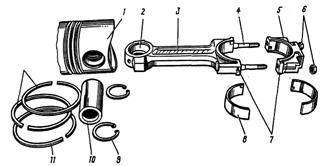
1 – поршень; 2 – втулка верхней головки шатуна; 3 – шатун; 4 – шатунный болт; 5 – крышка шатуна; 6 – гайки; 7 – метки спаренности; 8 – вкладыш нижней головки шатуна; 9 – стопорное кольцо; 10 – палец; 11 – маслосъемное кольцо; 12 – компрессионные кольца
Рисунок 3.9 - Шатунно-поршневая группа двигателя КамАЗ-740.11
Крышка шатуна изготавливается из той же стали, что и шатун, и обрабатывается совместно с нижней головкой, поэтому перестановка крышек с одного шатуна на другой не допускается. На шатунах и крышках с этой целью делаются метки 7. Чтобы обеспечить высокую точность при сборке нижней головки шатуна, его крышку 5 фиксируют шлифованными поясками болтов 4, которые затягивают гайками 6 и стопорят шплинтами или шайбами. В нижнюю головку устанавливают шатунный подшипник в виде тонкостенных стальных вкладышей 8, которые с внутренней стороны покрыты слоем антифрикционного сплава.
От осевого смещения и проворачивания вкладыши удерживаются выступами (усиками), которые входят в канавки нижней головки шатуна и его крышки.
Для лучшей уравновешенности кривошипно-шатунного механизма разница в массе шатунов не должна превышать 6-8 г. В V-образных двигателях на каждой шатунной шейке коленчатого вала расположены два шатуна. В этих двигателях для правильной сборки шатунно-поршневой группы поршни и шатуны устанавливают строго по меткам.
На крышке и стержне шатуна дизеля КамАЗ-740.11 метки выбивают в виде трехзначных номеров. Кроме того, на крышке и шатуне выбивают порядковый номер цилиндра.
У шатуна ЯМЗ-238 (рисунок 3.10) на крышке и шатуне со стороны короткого болта выбит порядковый номер цилиндра. На стыке со стороны длинного болта выбиты метки спаренности в виде двузначного числа, одинакового для шатуна и крышки, и риски, охватывающей шатун и крышку.
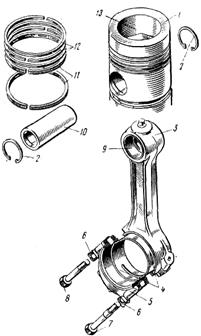
1 – поршень; 2 – стопорное кольцо; 3 – шатун; 4 – вкладыши; 5 – крышка шатуна; 6 – замковая шайба; 7 – длинный болт крышки шатуна; 8 – короткий болт; 9 – втулка; 10 – поршневой палец; 11 – маслосъемные кольца; 12 – компрессионные кольца; 13 – тороидальная камера сгорания
Рисунок 3.10 - Поршень с шатуном
В месте перехода нижних головок шатуна двигателя УМЗ-417 в стержни имеются отверстия. Через эти отверстия при совпадении их с масляными каналами в шейках коленчатого вала разбрызгивается масло для смазки стенок цилиндров и кулачков распределительного вала.
Похожие статьи:
poznayka.org
ШАТУННО-ПОРШНЕВАЯ ГРУППА
Особенности устройства
|
Рис. 2–34. Основные размеры шатунно-поршневой группы |
Основные размеры шатунно-поршневой группы даны на рис. 2–34. На части двигателей 2110 может быть установлена шатунно-поршневая группа от двигателей 21083. Ремонт ее описан в Руководстве по ремонту автомобилей ВАЗ–2108, ВАЗ–2109.
Поршень – алюминиевый литой. При изготовлении строго выдерживается масса поршней. Поэтому при сборке двигателя подбирать поршни одной группы по массе не требуется.
По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.
|
Рис. 2–35. Маркировка поршня и шатуна: 1 – стрелка для ориентирования поршня в цилиндре; 2 – ремонтный размер; 3 – класс поршня; 4 – класс отверстия для поршневого пальца; 5 – классы шатуна по массе и по отверстию в верхней головке; 6 – номер цилиндра |
По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм. Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня (рис. 2–35).
Поршни ремонтных размеров изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. Увеличению на 0,4 мм соответствует маркировка в виде треугольника, а увеличению на 0,8 мм – в виде квадрата.
Стрелка на днище поршня показывает, как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала.
Поршневой палец – стальной полый, плавающего типа, т.е. свободно вращается в бобышках поршня и втулке шатуна. В отверстии поршня палец фиксируется двумя пружинными стопорными кольцами.
По наружному диаметру пальцы подразделяются на три класса через 0,004 мм. Класс маркируется краской на торце пальца: синяя метка – первый, зеленая – второй, а красная – третий класс.
Поршневые кольца изготовлены из чугуна. Верхнее компрессионное кольцо – с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо – с хромированными рабочими кромками и с разжимной витой пружиной.
На кольцах ремонтных размеров ставится цифровая маркировка «40» или «80», что соответствует увеличению наружного диаметра на 0,4 или 0,8 мм.
Шатун – стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер цилиндра, в который они устанавливаются (см. рис. 2–35).
В верхнюю головку шатуна запрессована сталебронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм (так же, как и поршни). Номер 5 класса клеймится на крышке шатуна.
По массе верхней и нижней головок шатуны подразделяются на классы (табл. 2–1), маркируемые либо буквой, либо краской на крышке шатуна. На двигатель должны устанавливаться шатуны одного класса по массе.
Таблица 2–1
Классы шатунов по массе верхней и нижней головок
|
Рис. 2–36. Места, на которых допускается удалять металл, при подгонке массы верхней и нижней головок шатуна |
Подгонять массу шатунов можно удалением металла с бобышек на верхней головке и на крышке до минимальных размеров 33 и 32 мм (рис. 2–36). После удаления металла с крышки шатуна, на ней необходимо клеймить классы шатуна по отверстию под поршневой палец и по массе.
Подбор поршня к цилиндру
Расчетный зазор между поршнем и цилиндром (для новых деталей) равен 0,025–0,045 мм. Он определяется промером деталей и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) – 0,15 мм.
Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни к цилиндрам, чтобы зазор был возможно ближе к расчетному.
В запасные части поставляются поршни классов А, С, Е. Этих классов достаточно для подбора поршня к любому цилиндру при ремонте двигателя, так как поршни и цилиндры разбиты на классы с небольшим перекрытием размеров. Например, к цилиндрам классов В и D может подойти поршень класса С.
Разборка и сборка
Разборка. Извлеките из поршня стопорные кольца поршневого пальца, выньте палец и отсоедините шатун от поршня. Снимите поршневые кольца.
Шатунные болты запрессованы в шатун. Поэтому при разборке двигателя и шатунно-поршневой группы выпрессовывать болты из шатунов не допускается.
Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то они могут быть снова использованы. Поэтому при разборке пометьте их, чтобы в дальнейшем собрать группу с теми же деталями и установить в прежний цилиндр двигателя.
|
Рис. 2–37. Поршневой палец должен устанавливаться нажатием большого пальца руки |
|
Рис. 2–38. Проверка посадки поршневого пальца |
Сборка. Перед сборкой подберите палец к поршню и шатуну. У новых деталей класс отверстий под палец в шатуне и поршне должен быть идентичен классу пальца. У деталей, бывших в эксплуатации, для правильного сопряжения необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня от простого нажатия большого пальца руки (рис. 2–37) и не выпадал из него, если держать поршень как показано на рис. 2–38.
Выпадающий палец замените другим, следующей категории. Если в поршень вставлялся палец третьей категории, то замените поршень, палец и шатун.
Сборка шатунно-поршневой группы выполняется в порядке, обратном разборке. Перед сборкой смажьте поршневой палец моторным маслом. Поршневые кольца устанавливайте в следующем порядке.
Смажьте моторным маслом канавки на поршне и поршневые кольца. Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом приблизительно 45о к оси поршневого пальца, замок нижнего компрессионного кольца – под углом приблизительно 180о к оси замка верхнего компрессионного кольца, а замок маслосъемного кольца – под углом приблизительно 90о к оси замка верхнего компрессионного кольца.
Нижнее компрессионное кольцо устанавливайте выточкой вниз (см. рис. 2–34). Если на кольце нанесена метка «Верх» или «ТОР», то кольцо устанавливайте меткой вверх (к днищу поршня).
Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца.
П&
carmanz.com
| Лабораторная работа № 2 Тема: Поршневая группа и шатуны. Цель: Изучить механизмы и устройства кривошипно-шатунного механизма. Ход работы: Кривошипно-шатунный механизм (КШМ)) воспринимает давление газов при такте сгорания- расширения и предназначен для преобразования прямолинейного, возвратно-поступательного движения поршня во вращательное движение коленчатого вала. КШМ состоит из блока цилиндров с картером, головки цилиндров, поршневой группы, маховика, поддона картера. Блок цилиндров является основной деталью двигателя, к которой крепятся все механизмы и детали. Цилиндры в блоках изучаемых двигателей расположены V- образно в два ряда под углом 90 градусов. Блоки цилиндров отливают из чугуна (ЗИЛ-130, КамАЗ) или алюминиевого сплава(ЗМЗ-53-12). В той же отливки выполнены картер и стенки полости охлаждения, окружающие цилиндры двигателя. В блоках изучаемых двигателей устанавливают вставные гильзы, омываемые охлаждающей жидкостью. Внутренняя поверхность гильзы служит направляющей для поршня. Гильзы, омываемые охлаждающей жидкостью называются мокрыми . В нижней части они имеют уплотняющие кольца из специальной резины или медные. Блок цилиндров V-образного двигателя ЗИЛ-130 и ЗМЗ-53-12 сверху закрыт двумя головками из алюминиевого сплава. В двигателе КамАЗ-740 каждый цилиндр имеет свою головку. На головке цилиндров закреплены детали ГРМ. В головке цилиндров выполнены впускные и выпускные каналы и установлены вставные седла и направляющие втулки клапанов. Для создания герметичности между блоком и головкой цилиндров установлена прокладка, а крепление головки к блоку цилиндров осуществлено шпильками с гайками. Прокладка должна быть жаропрочной и эластичной. В двигателе ЗИЛ-130 и ЗМЗ-53-12 она сталеасбестовая, в КамАЗ-740 – из стали. В двигателе ЗМЗ –53-12 гильзы цилиндров в верхней части удерживаются только головкой цилиндров, поэтому при сборке необходимо подбирать комплект медных уплотняющих колец нижней части гильзы так, чтобы гильза выступала над плоскостью разъема блока и головки цилиндров на 0.02…0,09мм. Поршень воспринимает давление газов при рабочем такте и передает его через поршневой палец и шатун на коленчатый вал. Поршень представляет собой перевернутый цилиндрический стакан, отлитый из алюминиевого сплава( рис.1).В верхней части поршня расположена головка с канавками, в которые вставлены поршневые кольца. Ниже выполнена юбка, направляющая движения поршня. В юбке поршня имеются отверстия - бобышки, для поршневого пальца. Чтобы поршень не заклинивался при прогретом двигатели, головку поршня выполняют меньшего диаметра, чем юбку, а саму юбку в поперечном сечении изготавливают не цилиндрической формы, а в виде эллипса. На юбке поршня может разрез. Благодаря овальной форме и разрезу юбки предотвращается заклинивание поршня при работе прогретого поршня. Поршневые кольца , применяемые в двигателях, подразделяются на компрессионные и маслосъемные. Компрессионные кольца уплотняют зазор между поршнем и цилиндром и служит для уменьшения прорыва газов из цилиндров в картер, а маслосъемные снимают излишки масла с зеркала цилиндров и не допускают проникновения масла в камеру сгорания. Кольца, изготовленные из чугуна или стали, имеют разрез (замок) (рис.1). При установки поршня в цилиндр поршневое кольцо предварительно сжимают, в результате чего обеспечивается его плотное прилегание к зеркалу цилиндра при разжатии. Количество колец, устанавливаемых на поршнях изучаемых двигателей, неодинаковое. На поршнях двигателей ЗИЛ-130 три компрессионных кольца, два верхних хромированы по поверхности, соприкасающейся с гильзой. Рабочая поверхность нижнего компрессионного кольца двигателя КамАЗ-740 покрыта молибденом. Маслосъемных колец в изучаемых двигателях по одному. Маслосъемное кольцо собрано из четырех отдельных элементов - двух тонких стальных разрезных колец и двух гофрированных стальных расширительных( осевого и радиального). |
mirznanii.com
1.5 Поршни и шатуны
СнятиеЗамечание: Поршни и шатуны следует выталкивать ручкой молотка с внутренней стороны блока цилиндров вверх, после того как будут сняты крышки и вкладыши шатунных подшипников. Перед выполнением этих работ следует ознакомиться с указаниями относительно обозначения, направления установки и свойств двигателей:1. Пометить каждый поршень и его шатун номером цилиндра, из которого они снимаются. Это лучше всего сделать, написав номер цилиндра краской на днище. Также нанести на днище поршня стрелку, обращенную к передней части двигателя.

2. При снятии поршня с шатуном учитывать точное направление установки крышки шатунного подшипника и сразу после снятия пометить шатун и крышку подшипника на одной стороне номером цилиндра (смотри иллюстрацию 5.2А).
")
Это лучше всего сделать кернером (для I -го цилиндра одна метка и т.д.). Шатуны и крышки шатунных подшипников должны быть так составлены, чтобы оба прилива лежали друг напротив друга (смотри иллюстрацию 5.2В).

Оба прилива должны после установки шатунов всегда быть обращены к ременному шкиву коленвала.3. Пометить вкладыши подшипников относительно шатунов и крышек подшипников. Также пометить верхний и нижний вкладыши подшипников краской на обратной стороне.4. Если поршни требуется заменить, нужно учесть, что они имеют показанную на сопроводительной иллюстрации форму, т.е. встроенные плоскости на местах, обозначенных стрелкой.

Глубина "а" - самый важный размер, который составляет на двигателе 1,6 л 2,3 мм, на двигателе 1,8 л 4,4 мм.
Такие поршни заменять только в комплекте.5 Удалить крышки и вкладыши подшипников и вытолкнуть детали, как было описано выше. Если требуется, счистить масляный нагар на верхней стороне цилиндров.6. При заказе поршней очень важно указать модель и год выпуска автомобиля, чтобы получить соответствующие поршни. Поршни отличаются по глубине раковины в днище поршня (смотри сопроводительную иллюстрацию).

Если устанавливается поршень бывшего в употреблении двигателя, можно измерить глубину "b". Устанавливаемые поршни должны иметь такую же глубину. 7. Выдавить поршневой палец, после того как будет удалена скоба крепления. Выемка в отверстии поршня делает возможным установку стержня, так что стопорные скобы можно вынуть, как показано на сопроводительной иллюстрации.

Выпрессовать палец подходящим стержнем.8. Снять поршневые кольца поочередно с помощью специальных щипцов через днище поршня (смотри иллюстрацию 5.8А).

Если кольца будут использоваться снова, их следует пометить соответствующим образом. Если нет щипцов для поршневых колец, можно вставить под кольца металлические полоски с противоположных сторон поршня. Одну полоску обязательно устанавливать под конец кольца во избежание царапин. На иллюстрации 5.8В показаны детали поршня после разборки.
1 поршневые кольца 2 стопорное кольцо пальца 3 поршень 4 гайка болта шатуна 5 вкладыш шатунного подшипника 6 вкладыш шатунного подшипника7 шатунный болт8 поршень9 маслосъемное кольцо (одно- или 3-компонентное)
Измерение цилиндров9. Для измерения цилиндров необходим специальный циферблатный индикатор, с помощью которого можно измерить среднюю и нижнюю часть отверстия (смотри сопроводительную иллюстрацию).

Если такого индикатора нет, следующие работы выполнены быть не могут.10. Измерения цилиндров следует производить в продольном и поперечном направлении (смотри иллюстрацию 5.10А).

Кроме того произвести измерения в 10 мм от верхнего края, в 10 мм от нижнего края и посередине. Всего следует произвести по 6 измерений на каждом цилиндре. Все полученные значения записать и сравнить с данными Спецификаций.Следует помнить, что все цилиндры должны растачиваться, даже если требуемым значениям не соответствуют размеры только одного цилиндра. Допустимо отклонение от заданного значения, не превышающее 0,04 мм. Имеются поршни ремонтного размера (смотри Спецификации)Конечный размер цилиндра определяется, после измерения поршня в соответствии сданными иллюстрации 5.10В, т.е. в 10 мм от нижнего края юбки поршня и под прямым углом к отверстию поршневого пальца, и к этому значению добавить 0,03 мм. Кроме того следует учесть 0,02 мм на окончательную шлифовку.11. Для проверки зазора поршня измерить поршень и цилиндр, как описано и вычислить разницу между размерами для каждого цилиндра. Если результат превышает 0,07 мм, цилиндры следует отшлифовать, так как зазор достиг границы износа.
Проверка поршней и шатуновТщательно проверить все детали. Если детали имеют признаки ржавчины, царапины или износ, их следует заменить. Произвести на поршнях следующие проверки:12. Измерить вертикальных зазор поршневых колец в пазах поршня, вставляя поочередно поршневые кольца в пазы (смотри сопроводительную иллюстрацию).

С помощью плоского щупа определить зазор кольца в канавке. Если зазор превышает 0,15 мм, значит или кольцо, или поршень изношены.13. Поочередно вставить все поршневые кольца с нижней стороны картера в цилиндры. Перевернутым поршнем нажать кольца на 15 мм вниз. За счет этого они будут сидеть в отверстии ровно.14. Вставить щуп в зазор замка кольца, чтобы измерить его (смотри сопроводительную иллюстрацию).

У компрессионных колец зазор составляет 0,3 - 0,45 мм, если речь идет о двухкомпонентных кольцах, или 0,25 - 0,50 мм, если речь идет о трехкомпонентном кольце. Граница износа для всех колец составляет 1,0 мм.15. При слишком маленьком зазоре (например, у новых колец, которые также следует измерять), можно спилить концы кольца. Для этого зажать напильник в тисках. При слишком большом зазоре соответствующее кольцо следует заменить.16. Проверить поршневой палец и втулку шатуна на износ или места ржавчины. Даже если только один шатун в плохом состоянии, нужно заменять весь комплект.17. Гайки шатунных подшипников должны всегда заменяться. При этом обратить внимание на форму гаек, так как они имеют особую форму.18. Проверить с помощью специального прибора шатуны на изгиб и скручивание, которые должны быть минимальны.19. Проверить болты шатунных подшипников на повреждения и при необходимости заменить. При этом также обратить внимание на форму, так как могут использоваться только специальные болты.
Измерение люфта шатунных подшипниковЭта работа описана в параграфах с 18 по 20 Раздела 7).
Сборка поршней и шатунов20. Нагреть поршень до температуры 60°С (положить в горячую воду). Подготовить подходящий стержень, который можно вставить вовнутрь поршневого пальца.21. Вставить палец рукой в нагретый поршень и шатун. На сопроводительной иллюстрации показано, как нужно держать палец при монтаже.

22. При сборке поршней и шатунов необходимо соблюдать следующие указания:a) Стрелка на днище поршня (или нарисованная, или выбитая на новом поршне) должна быть обращена к передней стороне двигателя (смотри иллюстрацию 5.1).b) Приливы на шатуне и поршне (смотри иллюстрацию 5.2В) должны быть обращены к ременному шкиву колеи-вала.d) Обозначения номера цилиндров (смотри иллюстрацию 5.2А) на шатуне и крышке подшипника должны совпадать.23. Вставить стопорные кольца с обеих сторон поршня и проверить, чтобы они безупречно сидели в пазах.24. Проверить, чтобы поршень после сборки хорошо двигался на шатуне.25. Вставить поочередно поршневые кольца в пазы с помощью щипцов (смотри иллюстрацию 5.8А). Можно перепутать два компрессионных кольца. Поэтому перед установкой следует обратить внимание на их поперечное сечение. Кроме того компрессионные кольца на одной стороне должны быть обозначены надписью "Тор'' или "Oben", это обозначение после установке кольца должно быть видно со стороны днища поршня. Установить трехкомпонентное маслосъемное кольцо.Установка поршней и шатунов26. Хорошо смазать цилиндры.27. Разложить все шатуны согласно номерам цилиндров. Приливы в шатуне и крышке подшипника должны быть обращены к ременному шкиву коленвала.28. Стрелка на днище поршня должны быть обращены к передней стороне двигателя.29. Распределить замки поршневых колец на одинаковом расстоянии 120° по окружности поршня. На иллюстрации 5.8В показано, как замки смещены относительно поршневого пальца.30. Наложить стяжную ленту для поршневых колец рядом с кольцами, как показано на сопроводительной иллюстрации, и вдавить поршневые кольца в пазы.

Проверить, чтобы они были безупречно вжаты.31. Надеть короткий отрезок резинового или полимерного шланга на болт шатуна, чтобы не поцарапать отверстие.32. Провернуть коленвал, пока две из шеек не будут находиться в положении НМТ.33. Перед затяжкой гаек шатунных подшипников следует ознакомиться с сопроводительной иллюстрацией.
 Различия в следующем:
Различия в следующем:
А - резьба:расширительные болты М9*1 (15 мм) жесткие болты М8*1 (25 мм)
В - средняя часть:
расширительные болты без шлицов жесткие болты со шпицами
С - головка:
расширительные болты коническаяжесткие болты круглая
Показанные расширительные болты должны быть заменены. На этих болтах используются также специальные гайки.34. Вставить шатун сверху в цилиндр. Для этого положить двигатель на бок, чтобы можно было направить шатуны на шейки и не поцарапать шейки и цилиндры. Вкладыш шатунного подшипника уже должен находиться в шатуне, выступом в выемке.35. Вставить поршень, пока кольца поочередно не войдут в отверстие, и основание шатуна не будет находиться на шейке коленвала.36. Вложить второй вкладыш в крышку
carmanz.com
Снятие, проверка состояния и установка шатунно-поршневых сборок
Снятие, проверка состояния и установка шатунно-поршневых сборок
Маркировка на днище поршня
 |
|
|
1 - Стрелка, указывающая направление вращения коленчатого вала 2 - Учетный номер завода-изготовителя 3 - Дата выпуска |
4 - Товарный знак завода-изготовителя 5 - Диаметр поршня (обозначается литерами А, В или С) |
 |
|
|
1 - Первое (верхнее) компрессионное кольцо 2 - Второе (нижнее) компрессионное кольцо |
3 - Маслосъемное кольцо |
Двигатель 1.3 л
Поршни
Поршни выполнены из алюминиевого сплава, отличающегося высокой термостойкостью, значительной долговечностью и твердостью.
Поршень состоит из юбки и днища. Форма юбки обеспечивает должное прилегание поршня к стенкам гильзы/цилиндра, исключая возможность заклинивания его во время работы.
Внутри поршня в бобышках установлен поршневой палец, при помощи которого сборка крепится к верхней головке шатуна.
Ось отверстия под поршневой палец смещена относительно оси поршня. Такая асимметрия имеет целью сведение к минимуму нагрузок, возникающих во время прохождения сборкой ВМТ.
Используемые в рассматриваемых двигателях поршни имеют биметаллическую конструкцию: в зоне отверстий под поршневой палец предусмотрены четыре стальных пояска, ограничивающих колебания диаметра поршня, связанные с изменениями температуры. Благодаря такой защите стало возможным снизить зазоры между стенками поршней и зеркалом цилиндров до величины 0.02 мм.
На поверхности поршня предусмотрены три канавки под установку поршневых колец. Над канавкой первого (верхнего компрессионного кольца выполнены три дополнительных канавки, имеющих целью ограничение теплоотдачи от горячего днища поршня к верхнему кольцу, находящемуся в наиболее тяжелых эксплуатационных условиях.
На днище поршня нанесены обозначения.
Поршни должны подбираться к гильзам/цилиндрам, соответствуя им по размерным группам. При установке шатунно-поршневых сборок в двигатель следите, чтобы метка в виде стрелки оказывалась развернутой в напрвлении вращения коленчатого вала (т.е. влево по двигателю).
 |
Поверхность юбки поршня имеет сложную форму, вследствие чего замер диаметра необходимо выполнять строго в установленном месте, на высоте 8 мм от нижнего среза юбки. Измерение следует производить в плоскости, перпендикулярной оси поршневого пальца. При этом, температура как самого поршня, так и измерительного инструмента должна равняться 20˚С. |
Поршни выпускаются только номинальных размеров и делятся по диаметру на три размерных группы (А, В и С).
С целью обеспечения стабильной работы двигателя все четыре поршня должны иметь одну и ту же массу. Для соблюдения этого условия в процессе изготовления производится взвешивание поршней. Разброс масс корректируется путем удаления металла с юбки. Поршневые пальцы
Поршневой палец обеспечивает шарнирное соединение поршня с шатуном. Палец выполнен из высококачественной стали, отшлифован и отполирован. На среднюю часть пальца садится верхняя головка шатуна. Концы пальца продеты в отверстия в бобышках поршня. Для фиксации заправленного в сборку пальца используются стопорные кольца.
Новый палец устанавливается в поршне с малым натягом, без зазора или с минимальным зазором. Во втулку верхней головки шатуна палец сажается с зазором. При чрезмерных люфта пальцы при повышении нагрузки на двигатель начинают стучать.
Перед установкой пальца с одной из сторон поршня устанавливается стопорное кольцо (пользуйтесь для посадки кольца специальным приспособлением). Затем, с противоположной стороны в поршень заправляется слегка смазанный двигательным маслом поршневой палец. Палец заправляется настолько, чтобы его конец выступал внутри поршня на величину 1 ÷ 1.5 мм. Далее в поршень заправляется верхняя головка шатуна, также слегка смазанная двигательным маслом (проследите, чтобы отверстие маслотока в верхней части шатуна оказалось направлено в сторону, противоположную, указываемой стрелкой, нанесенной на днище поршня). Далее заправьте палец до упора его торцом в заправленное в поршень стопорное кольцо и установите второе стопорное кольцо с другой стороны пальца.
Поршневые кольца
Каждый из поршней оснащается тремя поршневыми кольцами, устанавливаемыми в специально проделанные в верхней части стенок поршня канавки. Форма и порядок посадки колец в канавках показаны на иллюстрации.
Верхнее компрессионное кольцо изготовлено из стали и хромировано снаружи с целью снижения компонента трения, а также защиты металла от агрессивного воздействия горячих отработавших газов. Кольцо имеет правильную круглую форму и симметричное сечение в форме прямоугольника с усеченными углами.
Второе (нижнее) компрессионное кольцо выполнено из чугуна и имеет несимметричное поперечное сечение в форме прямоугольника с наклонной внешней стороной. Угол наклона наружной грани кольца составляет около 1˚, благодаря чему прижим кольца к зеркалу цилиндра приходится на очень незначительную площадь. Износ контактной площадки обеспечивает плотность прилегания кольца. На одной из торцевой поверхностей этого кольца имеется метка в виде надписи "ТОР". Кольцо следует устанавливать на поршень этой меткой вверх.
Маслосъемное кольцо состоит из трех отдельных секций: двух узких боковых колец и помещенного между ними волнообразного расширителя. Общая толщина сборки составляет 3 мм.
Масло, снимаемое кольцом с зеркала цилиндра отводится через отверстия в канавке внутрь поршня и, далее, в поддон картера двигателя.
Все поршневые кольца имеют разрезную конструкцию. Разрезы колец называются замками, обеспечивают возможность установки колец на поршни, а, кроме того, служат для компенсации теплового расширения.
Новое кольцо плотнее всего прижимается к зеркалу цилиндра в районе замка. В процессе дальнейшей приработки прижимное усилие постепенно выравнивается по периметру кольца, обеспечивая максимальную герметизацию сборки.
Замена поршневых колец на изношенном двигателе, цилиндры которого утратили первоначальную форму, приводит лишь к кратковременному восстановлению компрессии, поскольку кольцо не может принять форму изношенного цилиндра и плотность его прилегания распределена неравномерно.
Шатуны
Шатуны откованы из специальной стали. Шатун состоит из верхней головки, соединительного стержня и нижней, разрезной головки. В верхнюю головку шатуна запрессована бронзовая втулка, выполняющая роль подшипника под посадку поршневого пальца. Соединительный стержень имеет двутавровое сечение. Нижняя головка разрезана в плоскости, перпендикулярной продольной оси сборки.
 |
Поверхность постелей под установку вкладышей шатунных подшипников в разрезной нижней головке шатуна тщательно обработана. В результате такой обработки утрачивается взаимозаменяемость крышек шатунных подшипников, ввиду чего на крышках и нижних головках предусмотрены специальные установочные метки. При заводской сборке метки обычно соответствуют нумерации цилиндров. |
 |
В верхней головке шатуна предусмотрено сквозное отверстие, сквозь которое масло во время работы двигателя подается на стенки цилиндра. При установке шатуна следует проследить, чтобы это отверстие было направлено в сторону от распределительного вала. |
 |
По массе шатуны делятся на две группы. Более легкие (с массой 590 ÷ 598 г) промаркированы желтой меткой, нанесенной на головку. На более тяжелых шатунах (600 ÷ 609 г) метка имеет голубой цвет. Все шатуны в двигателе должны иметь одинаковую массу, при чем при корректировке масса более тяжелых шатунов приводится к массе более легких, а не наоборот. |
|
|
Схема процедуры измерения мастерской автосервиса шатуна показана на иллюстрации. Во время взвешивания шатун должен располагаться горизонтально. Разница масс шатунов, взвешенных как со стороны нижней, так и со стороны верхней головок должна составлять не более 2 ÷ 6 г. Корректировка массы производится путем снятия материала с верхней головки и крышки нижней головки в местах, обозначенных стрелками на иллюстрации. Максимальная допустимая толщина снимаемого с верхней головки слоя ограничивается расстоянием от плоскости, остающейся после обработки до оси отверстия под установку поршневого пальца. Из соображений прочности данное расстояние должно составлять не менее 15 мм. В случае нижней головки расстояние измеряется от обработанной плоскости до оси шатунного подшипника и должно составлять не менее 35 мм. |
В целом конструкция шатунно-поршневых сборок аналогична описанной для двигателей 1.3 л, с тем отличием, что предусмотрена возможность установки шатунов ремонтных размеров (см. Спецификации). Кроме того, в дизельных двигателях шатуны оборудованы маслораспылителями охлаждения поршней.
СНЯТИЕ
Двигатель 1.3 л
|
|



ПРОВЕРКА
|






carmanz.com
Сборка шатунно-поршневой группы ВАЗ 2102

Сегодня мы публикуем очередную полезную информация для владельцев автомобилей ВАЗ 2102 и ВАЗ 2101. Говорить будем о сборке шатунно-поршневой группы для автомобиля ВАЗ 2102.
Сборка шатунно-поршневой группы своими руками:
1. Так как палец вставляется в верхнюю головку шатуна с натягом, нагрейте шатун до 240° С для расширения его головки. Для этого шатуны поместите в электропечь, направляя верхние головки шатунов внутрь печи.
2. В печь, уже нагретую до 240° С, шатуны помещают на 15 мин.
3. Для правильного соединения пальца с шатуном, запрессовывайте палец как можно скорее, так как шатун охлаждается быстро и после охлаждения нельзя будет изменить положение пальца.
4. Палец 2 заранее приготовьте к сборке, надев его на валик 1 приспособления А.60325, установив на конце этого валика направляющую 3 и закрепив ее винтом 4. Винт затягивайте неплотно, чтобы не произошло заклинивания при расширении пальца от контакта с нагретым шатуном.

5. Извлеченный из печи шатун быстро зажмите в тисках. Наденьте поршень на шатун, следя, чтобы отверстие под палец совпадало с отверстием верхней головки шатуна.
6. Приспособлением А.60325 закрепленный поршневой палец 2 протолкните в отверстие поршня и в верхнюю головку шатуна так, чтобы заплечник приспособления соприкасался с поршнем (1 – приспособление А.60325). Во время этой операции поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца (показано стрелкой). Таким образом палец займет правильное положение.

ВНИМАНИЕ: Если на нижней головке шатуна имеется отверстие для выхода масла, то поршень с шатуном надо соединять так, чтобы метка «П» на поршне и отверстие на шатуне были с одной стороны.
7. После охлаждения шатуна смажьте палец маслом для двигателя через отверстия в бобышках поршня.
8. При установке поршневых колец их замки располагайте через 120°. Кольца устанавливайте так, чтобы выточка на наружной поверхности второго (скребкового) компрессионного кольца была обращена вниз, а фаски на наружной поверхности маслосъемного кольца были обращены вверх (см. рис. Основные размеры поршня, шатуна, поршневого пальца и поршневых колец ).
9. Шатун обрабатывается вместе с крышкой, поэтому крышки шатунов не взаимозаменяемы. Чтобы их не перепутать при сборке, на шатуне и соответствующей ему крышке клеймится номер цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны находиться с одной стороны.
Видео. Сборка шатунно-поршневой группы ВАЗ 2102 своими руками
Напомню, что в предыдущей новости мы рассматривали установку автомобильной сигнализации на ВАЗ 2102 своими руками. Заходите, читайте и ставьте лайки!
vazgarage.ru
Шатун и поршневой палец | Кривошипно-шатунный механизм (КШМ)
Наиболее распространенными в двигателях являются стальные шатуны. Они или штампуются (для уменьшения стоимости), или изготавливаются ковкой (более дорогие, но прочные), но в обоих случаях обязательно подвергаются упрочнению, в том числе и закалке. В некоторых последних моделях используются шатуны из алюминиевых сплавов и проводятся эксперименты по применению шатунов из композитных материалов, когда алюминий упрочняется керамическими волокнами. В высокофорсированных двигателях спортивных автомобилей, как правило, используются шатуны из сплава титана.
Поршневой палец может иметь возможность проворачиваться как в головке шатуна, так и в бобышках поршня. В этом случае он фиксируется от продольного перемещения специальными стопорными кольцами, а между пальцем и внутренней поверхностью головки шатуна устанавливается втулка из антифрикционного материала. Такой поршневой палец называется «плавающим». Преимущество «плавающего» пальца – его равномерный износ по окружности, а также большая надежность работы (на случай заклинивания в шатуне или в бобышках). Поршневые пальцы «не плавающего» типа запрессованы в верхней головке шатуна и проворачиваются только в бобышках поршня. В этом случае стопорные кольца и втулка не нужны и конструкция получается проще и легче.
Нижняя головка шатуна должна быть разборной, чтобы иметь возможность соединения с шейкой коленчатого вала, а две части шатуна соединяются болтами. Сейчас многие фирмы не разрезают нижнюю головку шатуна, а подвергают закаленные шатуны контролируемому раскалыванию нижней головки. Когда нижняя головка собирается, обе ее части стыкуются практически идеально, обеспечивая полное совпадение разлома во всех направлениях, это кроме всего прочего не позволяет их перепутать при установке, в случае ремонта.
Рис. Крышки подшипников коленчатого вала изготовленные методом отламывания
В настоящее время такой же способ применяют и при изготовлении крышек коренных подшипников коленчатого вала.
ustroistvo-avtomobilya.ru









423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)