 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Кривошипно-шатунный механизм. Подвижные детали кшм
Подвижные детали кшм
Поршень (рис. 4) воспринимает давление газов и передает его через поршневой палец и шатун на коленчатый вал. В двухтактных двигателях наряду с этим поршень выполняет роль золотника механизма газораспределения.
Поршни работают в весьма тяжелых условиях: они испытывают воздействие горячих газов и воспринимают большие динамические нагрузки. Например, в начале рабочего хода на днище поршня диаметром 100 мм действует сила 20…40 кН у карбюраторного двигателя и 6…100 кН – у дизельного. Поршень движется в цилиндре с высокой (до 2 м/с) переменной скоростью, вследствие чего в шатунно-поршневых комплектах возникают значительные (до 15…20 кН) знакопеременные силы инерции (с частотой изменения знака до 200 Гц).
Рисунок. 4. Поршень двигателя ЗИЛ-130: а – общий вид; б – поршневые кольца; в – размещение колец в поршне: 1– ребро поршня; 2 – канавки для поршневых колец; 3 – бобышки; 4 – днище поршня; 5 – головка поршня; 6 – юбка поршня; 7 – компрессионные кольца; 8 – нижнее коническое компрессионное кольцо; 9, 10, 11, 12 – маслосъемные кольца с расширителями; 13 – чугунная всатвка
Применение поршней из алюминиевых сплавов дает возможность снизить конструкционную массу и, следовательно, силы инерции на 20…30% по сравнению с чугунными. Наряду с этим поршни из алюминиевого сплава имеют и недостатки: меньшую механическую прочность, повышенный износ, больший коэффициент линейного расширения (в 2…2,5 раза).
Поскольку поршень непосредственно охлаждаться не может, он нагревается значительно сильнее, чем охлаждаемая гильза. Чтобы предотвратить заклинивание поршня в гильзе, необходимо иметь между ними определенный зазор, когда они находятся в холодном состоянии. Этот зазор уменьшается при прогреве двигателя.
В настоящее время с целью уменьшения коэффициента линейного расширения и повышения прочности применяют поршни, изготовленные из высококремнистого алюминиевого сплава (содержание кремния до 22%, как например, у семейства двигателей ЯМЗ).
Для предотвращения заклинивания поршня его устанавливают в цилиндр с зазором. Поскольку днище и головка поршня нагреваются интенсивнее, чем юбка, зазор между цилиндром и головкой делают большим.
Конструкция и размеры поршня определяются главным образом величиной и скоростью нарастания давления газов и быстроходностью двигателя. Поршни дизелей имеют более массивную и жесткую конструкцию, большее число поршневых колец.
На долговечность поршня и бесшумность его работы большое влияние оказывает размещение оси поршневого пальца. С целью обеспечения одинаковых условий работы поршня при различных направлениях его движения ось поршневого пальца несколько смещают вниз и располагают на высоте 0,64…0,68 рабочей высоты юбки. Чтобы избежать стуков при переходе через мертвые точки, ось поршневого пальца смещают на 1,4…1,6 мм от оси поршня в сторону действия боковой силы при рабочем ходе (противоположную направлению вращения).
Поршневой палец служит для шарнирного соединения поршня с шатуном. Для уменьшения массы и снижения сил инерции его делают пустотелым. Поршневой палец работает под воздействием ударных нагрузок, переменных по величине и направлению, подвергается изгибу и истиранию. Чтобы противостоять этим нагрузкам, поршневой палец должен иметь мягкую сердцевину и, твердую поверхность. Этим требованиям удовлетворяют поршневые пальцы, изготовленные из углеродистой или малолегированной стали. Их подвергают термической обработке – цементации на глубину 0,5…1,0 мм, с последующей поверхностной закалкой токами высокой частоты на глубину 1,0…1,5 мм. Наружную поверхность пальца шлифуют и полируют.
Подавляющее распространение на современных двигателях получили плавающие поршневые пальцы, которые могут проворачиваться как в верхней головке шатуна, так и в бобышках поршня. Такая конструкция обеспечивает более равномерный износ сопряжения. Осевая фиксация поршневого пальца осуществляется стопорными пружинными кольцами, устанавливаемыми в бобышках поршня.
Поршневые компрессионные кольца служат для герметизации надпоршневого пространства и предотвращают прорыв газов в картер двигателя. Поршневое кольцо представляет собой криволинейный брус, имеющий в свободном состоянии вырез. При установке в цилиндр кольцо сжимается и благодаря своей упругости прижимается наружной поверхностью к зеркалу цилиндра. Уплотняющее действие поршневых колец тем лучше, чем больше их число. В карбюраторных двигателях устанавливают на поршне 2 - 3 компрессионных кольца, в дизельных – 3 - 4.
Поршневые кольца современных быстроходных двигателей работают в чрезвычайно тяжелых условиях, под воздействием высоких давлений и температур, сил инерции и трения. В наиболее тяжелых условиях работает верхнее компрессионное кольцо.
Самым распространенным материалом для изготовления поршневых компрессионных колец является легированный чугун. Чугунные поршневые кольца получают из индивидуально отлитых заготовок. Однако качество литых чугунных колец не полностью удовлетворяет современным требованиям.
В настоящее время часто применяют стальные кольца. Более перспективными являются кольца из металлокерамических материалов, обладающие большей износостойкостью. Такие кольца получают прессованием порошкообразной смеси железа, меди и графита под большим давлением и при высокой температуре.
В процессе работы двигателя компрессионные кольца попеременно прижимаются к верхней и нижней кромкам канавок поршня и действуют как насос, стремясь перекачивать масло со стенок цилиндра в камеру сгорания. Поэтому на поршнях устанавливают, кроме компрессионных, маслосъемные кольца. Они снимают масло со стенок цилиндра, направляя его обратно в картер двигателя. Длительное время маслосъемные кольца изготовлялись из чугуна. В настоящее время широкое распространение получили стальные составные маслосъемные кольца. Обладая гибкостью, относительной подвижностью элементов и высоким давлением на стенки цилиндра, стальное кольцо хорошо приспосабливается к поверхности цилиндра, имеющего искаженную форму (вследствие износа) и обеспечивает хорошее распределение масла по поверхности цилиндра как в новом, так и в изношенном двигателе. Переход с чугунных маслосъемных колец на стальные позволил уменьшить расход смазочного масла в 2 раза, а пробег двигателя до замены колец увеличить до 150000 км.
Шатун обеспечивает шарнирную связь прямолинейно движущегося поршня с вращающимся коленчатым валом. Он передает от поршня коленчатому валу силу давления газов при рабочем ходе. Шатун совершает сложное плоскопараллельное движение: возвратно-поступательное вдоль оси цилиндра и качательное относительно оси поршневого пальца. Шатун испытывает значительные знакопеременные нагрузки, действующие по его продольной оси. Во время рабочего хода сила давления газов сжимает шатун. Силы инерции стремятся оторвать поршень от коленчатого вала и растягивают шатун. Наряду с этим качательное движение вызывает знакопеременные силы инерции, изгибающие шатун в плоскости его качания.
Указанные условия работы предъявляют к конструкции шатуна следующие требования: высокая жесткость; достаточная усталостная прочность; небольшая масса; простота и технологичность. Габаритные размеры нижней головки шатуна не должны препятствовать его проходу через цилиндр при сборке двигателя.
Основными элементами шатуна являются верхняя (неразъемная) и нижняя (разъемная) головки и соединяющий их стержень. Наилучшей формой поперечного сечения стержня шатуна, обеспечивающей ему высокую жесткость при минимальной массе, является двутавр.
В верхнюю головку шатуна устанавливаются бронзовые втулки, обладающие высокой износостойкостью и сопротивляемостью усталостным разрушениям.
В нижнюю головку шатуна устанавливаются тонкостенные шатунные вкладыши, которые выполняются подобно вкладышам коренных подшипников, с тем же материалом антифрикционного слоя.
Шатуны для карбюраторных двигателей изготовляют из углеродистой или легированной стали. В дизельных двигателях шатуны работают при больших динамических нагрузках, поэтому для их изготовления требуются высоколегированная сталь и увеличенные сечения элементов (утяжеление конструкции).
Коленчатый вал (рис. 5) воспринимает усилия от шатунов и преобразует их в крутящийся момент. Коленчатый вал является наиболее напряженной деталью КШМ. Он подвергается растяжению, сжатию, изгибу, скручиванию, срезу, поверхностному трению, продольным и поперечным деформациям. При этом нагрузки носят динамический характер и достигают значительных величин.
При большой длине вала эти нагрузки могут вызвать заметные продольные и угловые деформации и привести к усталостным разрушениям.
Исходя из условий работы, характера и величены нагрузок, коленчатый вал должен удовлетворять следующим требованиям: обладать статической и динамической уравновешенностью; быть достаточно жестким и долговечным при небольшой массе; иметь высокую усталостную прочность; быть устойчивым против вибрации и крутильных колебаний; иметь точные размеры и высокую износостойкость трущихся поверхностей (коренных и шатунных шеек).
Коленчатые валы изготовляют ковкой или штамповкой из углеродистой или низколегированной стали. В последние годы получают распространение литые валы из магниевого чугуна. Они имеют меньшую массу и дешевле, чем кованые.
Валы подвергают термической обработке – закалке и отпуску. Шейки коленчатого вала закаливают токами высокой частоты на глубину 3…4 мм, шлифуют и полируют.
Рисунок 5. Подвижные детали кривошипно-шатунного механизма: 1 – храповик; 2 – фиксаторные шайбы; 3, 13 – шатунные шейки; 4 – вкладыши шатунных шеек; 5 – пружинное кольцо; 6 – поршневой палец; 7 – верхняя головка шатуна; 8 – стержень шатуна; 9 – болты; 10 – нижняя головка шатуна; 11 – крышка шатуна; 12, 19, 24, 29 – коренные шейки коленчатого вала;
14, 26 – вкладыши коренных шеек; 15, 16 – поршни; 17, 28 – противовесы; 18 – маховик; 20 – задняя часть вала; 21 – стопорное кольцо; 22, 27, 30 – крышки; 23 – масляная полость; 31 – шестерня привода ГРМ; 32 – передняя часть вала; 33 – шкив ременной передачи
Коленчатый вал имеет коренные и шатунные шейки, соединенные друг с другом при помощи щек. Коренные шейки выполняются одинаковыми по диаметру. Шатунная шейка со смежными щеками составляет колено, кривошип вала. Все шатунные шейки по длине и диаметру одинаковы.
В автотракторных двигателях коленчатые валы могут вращаться в подшипниках качения и скольжения. Подшипники качения обеспечивают уменьшение потерь на трение, что обеспечивает значительное облегчение запуска двигателя в холодное время. Однако в многоцилиндровых двигателях конструкция блока цилиндров и коленчатого вала с подшипниками качения значительно усложняется. Имеются и другие недостатки. Поэтому чаще всего используются подшипники скольжения. Коренные подшипники скольжения выполняют в виде тонкостенных стальных вкладышей (полуколец), которые устанавливают в расточках блока цилиндров. На внутреннюю поверхность вкладыша наносится слой из антифрикционного сплава, состав и свойства которого зависят от степени нагруженности.
В карбюраторных двигателях длительное время использовались свинцовооловянистые сплавы (баббиты). Широкое распространение получил сплав СОС–6–6 на свинцовой основе, содержащей 6% олова, 6% сурьмы, 0,5% меди. Однако свинцовооловянистые сплавы чувствительны к повышению температуры и, имеют недостаточную сопротивляемость уста-лостным выкрашиваниям.
В связи с этим в настоящее время получили широкое применение сталеалюминиевые вкладыши, обладающие высокой усталостной прочностью и хорошими противокоррозийными качествами. Сталеалюминиевые вкладыши широко применяются на современных V-образных карбюраторных двигателях и обеспечивают им достаточно высокий межремонтный срок службы.
В дизельных двигателях, имеющих повышенную нагрузку на подшипники, применяются стальные вкладыши с антифрикционным сплавом из свинцовистой бронзы, содержащей 30% свинца, улучшающего противозадирные свойства. Подшипники из свинцовистой бронзы выдерживают без усталостных разрушений почти вдвое большую нагрузку, чем баббиты и стабильно работают при нагреве до 140…150°С, в то время как для баббитов предельно допустимой является температура 120°С.
Вместе с тем антифрикционный сплав из свинцовистой бронзы плохо поглащает твердые абразивные частицы, недостаточно хорошо прирабатывается, имеет склонность к коррозии. Поэтому в двигателях с подшипниками из свинцовистой бронзы можно применять только специальное масло с противокоррозийной присадкой.
Маховик устанавливают на задний конец коленчатого вала для уменьшения неравномерности работы двигателя и выведения поршней из мертвых точек.
В многоцилиндровых двигателях рабочие ходы протекают с частичным перекрытием, что обеспечивает хорошую равномерность и позволяет кривошипному механизму проходить мертвые точки без помощи маховика. В этих случаях маховик обеспечивает плавную работу двигателя на малой частоте вращения, облегчает трогание машины и способствует пуску двигателя.
Маховик отливают из серого чугуна и крепят к фланцу коленчатого вала. На обод маховика напрессовывают стальной зубчатый венец, служащий для пуска двигателя от стартера.
На торцевой поверхности маховика наносят метки, соответствующие ВМТ и моменту зажигания. Этими метками пользуются при установке зажигания или впрыска, а также при проведении различных регулировок. В сборе с коленчатым валом маховик должен быть динамически сбалансирован.
При работе двигателя на детали КШМ действуют давление газов на поршень, силы инерции масс, движущихся возвратно-поступательно (поршень и часть массы шатуна) и вращающихся (колено вала и часть массы шатуна), силы веса. По мере вращения вала эти силы, за исключением силы веса, меняют величину и направление.
studfiles.net
Подвижные детали кривошипно-шатунного механизма Камаз 4310
Строительные машины и оборудование, справочник

Категория:
Устройство эксплуатация камаз 4310
Подвижные детали кривошипно-шатунного механизма Камаз 4310Поршень совместно с гильзой и головкой цилнндра образует полость, в которой протекают рабочие процессы. Его днище (рис. 14) воспринимает давление расширяющихся газов и передает его через поршневой палец и шатун на коленчатый вал.
Следовательно, поршни работают в чрезвычайно тяжелых условиях, характеризующихся непосредственным контактом с горячим рабочим телом, воздействием высокого давления газов, а также движением с переменной по величине и направлению скоростью.
Соприкосновение с газами, имеющими температуру 1800… 2000°С при повышенном до 6…8 МПа (60…80 кгс/см2) давлении, вызывает усиленную теплоотдачу в поршень. Вследствие этого днище поршня воспринимает 10…30% теплоты, отводимой от рабочего тела в систему охлаждения, и нагревается в центральной части до 300…320°С. Значительный нагрев поршня является причиной многих характерных отказов цилиндропорш-невсй группы. Так, локальный перегрев повышает вероятность оплавления кромок на днище поршня. Опасным следствием перегрева поршня является потеря его подвижности — заклинивание, которое обусловлено тепловым расширением юбки и может явиться причиной аварийных задиров поршня и гильзы цилиндра. Кроме этого, при нагреве зоны поршневых колец выше 200… 230 °С окисляется масло, в результате чего в канавках поршня и стенках гильзы цилиндра образуются вязкие смолистые отложения, превращающиеся со временем в твердый кокс. Эти отложения снижают подвижность колец и могут привести к их «залеганию» и заклиниванию, при которых действие уплотнения полностью нарушается.
Поршень представляет собой металлический стакан сложной геометрической формы, изготовленный из алюминиевого сплава. В поршне, кроме днища, имеется уплотняющая часть (головка) и направляющая часть (юбка). На боковых стенках внутри масла к поверхности поршневого пальца. Стержень шатуна имеет двутавровое сечение.
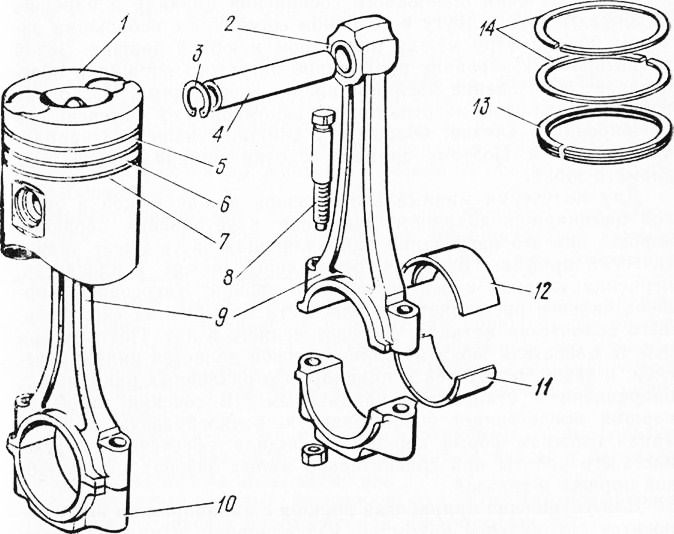
Рис. 14. Поршень и шатун в сборе:1 — поршень; 2 — втулка верхней головки; 3 — стопорное кольцо пальца; 4 — поршневой палец: 5, 6 — канавки для компрессионных колец; 7 —канавка для маслосьемного кольца; S — шатунный болт; 9 — шатун; 10 — нижняя крышка шатуна; 11 — нижний вкладыш; 12 — верхний вкладыш; 13 — маслосъемное кольцо; 14 — компрессионные кольца
Нижняя головка шатуна выполнена разъемной. Плоскость разъема перпендикулярна оси шатуна. Съемная часть нижней головки шатуна называется крышкой. Крышка крепится к шатуну двумя болтами с гайками. От проворачивания болты удерживаются лысками, имеющимися на головках болтов. Расточка под вкладыши в нижней головке шатуна выполнена в сборе с крышкой, поэтому крышки шатунов невзаимозаменяемые. Для обеспечения комплектности на стыке выбиты числовые метки, одинаковые для шатуна и крышки, и условный порядковый номер шатуна. Для снятия крышки шатуна выполнены специальные выступы. В крышке и теле шатуна имеются специальные пазы, в которые входят выступы на вкладышах.
Шатунные и коренные подшипники представляют собой сменные тонкостенные трехслойные вкладыши с рабочим слоем из свинцовистой бронзы. Шатунный подшипник состоит из двух взаимозаменяемых вкладышей. Вкладыши изготавливают из стальной ленты, внутренняя поверхность которой для уменьшения трения и износа шеек коленчатого вала покрыта тонким слоем свинцовистой бронзы, содержащей до 30% свинца. Для улучшения антикоррозионных и противозадирных свойств на рабочие поверхности вкладышей наносится тонкий (15…30 мкм) слой сплава свинца с оловом или свинца с индием. Это покрытие не только улучшает приработку рабочих поверхностей, но и почти в два раза увеличивает усталостную прочность антифрикционного слоя.
В верхнем вкладыше имеются отверстия для подвода масла и канавка для его распределения. Верхний и нижний вкладыши коренного подшипника невзаимозаменяемы.
Предотвращение осевых смещений и проворачиваний вкладышей обеспечивают выступы-усики. Для ремонта коленчатого вала, блока и шатунов предусмотрены ремонтные размеры вкладышей. Обозначение вкладышей соответствующей шейки, диаметр вала и диаметр постели в блоке или шатуне нанесены на тыльной стороне вкладыша.
Коленчатый вал воспринимает усилия со стороны шатунов и преобразует их в крутящий момент, а также обеспечивает перемещение поршней во время вспомогательных тактов и пуска двигателя.
Он изготовлен методом горячей штамповки из высокоуглеродистой легированной стали. Шейки закаливаются с нагревом токами высокой частоты на глубину 2…6 мм или упрочняются азотированием.
Коленчатый вал неразъемный полноопорный крестообразной формы (шатунные шейки расположены под углом 90°) с двумя съемными противовесами. Радиус кривошипа 60 мм.
Коленчатый вал (рис. 15) состоит из следующих основных элементов: коренных шеек, которыми вал опирается на коренные подшипники, расположенные в расточках картера, шатунных шеек, щек, связывающих коренные и шатунные шейки, носка (переднего конца), хвостовика (заднего конца).
Для разгрузки коренных подшипников от действия центробежных сил за одно целое со щеками выполнены противовесы, кроме того, имеется два съемных противовеса.
На каждой шатунной шейке крепят по два шатуна: один — правого ряда цилиндров, второй — левого. Для обеспечения необходимой жесткости число коренных шеек на одну больше, чем шатунных, поэтому такие валы называют полноопорными. С целью повышения прочности вала на изгиб переход от рабочей поверхности шейки к щеке (галтель) должен быть плавным.
На переднем конце вала напрессованы шестерня привода масляного насоса и передний противовес. Их положение фиксируется шпонкой. С торца коленчатого вала установлена шлицевая полумуфта отбора мощности, предназначенная для привода гидромуфты.
На заднем конце вала напрессованы распределительная шестерня и задний противовес. В торцевой части имеются два отверстия для запрессовки штифтов, фиксирующих маховик, и осевое отверстие для опорного подшипника первичного вала коробки передач, а также резьбовые отверстия болтов крепления маховика.
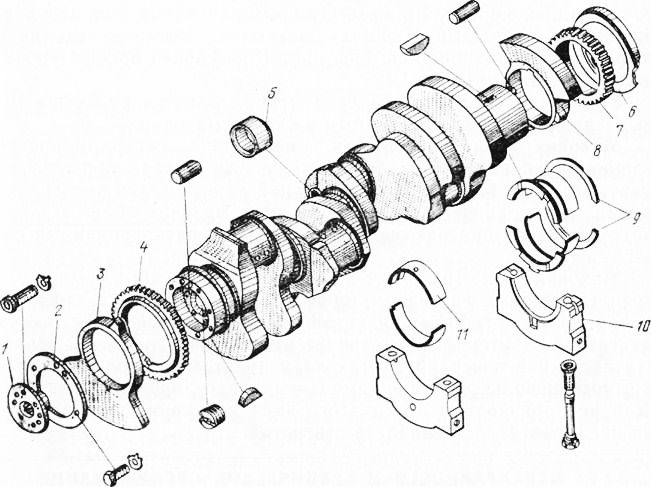
Рис. 15. Коленчатый вал:1 — полумуфта отбора мощности; 2 — стопорная шайба носка коленчатого вала; 3 — передний противовес; 4 — ведущая шестерня привода масляного насоса; 5 — заглушка полости шатунной шейки; 6 — задний маслоотражатель; 7 — распределительная шестерня; S — задний противовес; 9 — полукольца упорного подшипника коленчатого вала; 10 — крышка коренного подшипника коленчатого вала; 11 — вкладыш коренного подшипника коленчатого вала
В щеках вала просверлены каналы для подвода смазки от коренных подшипников к масляным полостям в шатунных шейках. Масляные полости являются дополнительными грязеуловителями. Грязевые частицы отбрасываются центробежной силой к верхней части полостей, а масло через диаметральные каналы подается к шатунным вкладышам. Так как шатуны цилиндров 1 и 5, 2 и 6, 7 и 3, 8 и 4 расположены попарно на одной шейке коленчатого вала, то масло к ним подается соответственно от коренных подшипников 1, 2, 4, 5. При этом, если от коренных подшипников 2, 4, 5 масло подается непрерывно к шатунным подшипникам, то от первого коренного подшипника к шатунным подшипникам 1 и 5 подача масла пульсирующая. Кроме того, от первого коренного подшипника масло отводится также к гидравлической муфте привода вентилятора и к топливному насосу высокого давления.
Коленчатый вал фиксируется в осевом направлении четырьмя сталеалюминиевыми полукольцами, установленными в проточке задней коренной опоры. От проворачивания кольца удерживаются выступами нижних полуколец. Выступы входят в пазы крышки подшипника. По торцам полуколец профрезерова-ны смазочные канавки.
Уплотнение коленчатого вала осуществляется самоподжимным сальником, запрессованным в картер маховика.
Маховик предназначен для уменьшения неравномерности вращения коленчатого вала, а также для вывода поршней из мертвых точек благодаря накопленной кинетической энергии во время такта рабочего хода. Кроме того, маховик облегчает работу двигателя при разгоне и преодолении кратковременных перегрузок.
Маховик (рис. 16) отлит из серого специального чугуна, закреплен болтами на заднем торце коленчатого вала и зафиксирован двумя штифтами и установочной втулкой. Для пуска двигателя стартером на маховике напрессован зубчатый венец. На наружной поверхности маховика имеется паз под фиксатор, который используется при выполнении регулировок двигателя. Для проворачивания коленчатого вала по окружности маховика предусмотрено двенадцать отверстий.
Читать далее: Неисправности и техническое обслуживание кривошипно-шатунного механизма Камаз 4310
Категория: - Устройство эксплуатация камаз 4310
Главная → Справочник → Статьи → Форум
stroy-technics.ru
Кривошипно-шатунный механизм — Энциклопедия журнала "За рулем"
В одноцилиндровом четырехтактном двигателе на каждые два оборота коленчатого вала приходится четыре хода поршня, только один из которых - рабочий. Это приводит к неравномерной работе двигателя. Для небольших двигателей, таких? Как легкие лодочные моторы, двигатели мопедов, легких мотоциклов и т. д., такая неравномерность не представляет большой проблемы. Для более тяжелых автомобилей требуется большая мощность двигателя, а, следовательно, и больший рабочий объем цилиндра. В этом случае неравномерность работы двигателя становится более заметной. Вот почему на современных автомобилях применяются многоцилиндровые ДВС. Применение нескольких цилиндров, в которых рабочий ход происходит в разные моменты времени, дает возможность сгладить пульсации крутящего момента на вале двигателя. Большинство легковых автомобилей малого класса имеют четырехцилиндровые двигатели, хотя иногда используются двухцилиндровые и трехцилиндровые. На более тяжелых автомобилях, требующих большой мощности, наряду с четырехцилиндровыми, могут применяться пятицилиндровые и шестицилиндровые двигатели. Легковые автомобили высшего класса оборудуются восьмицилиндровыми и двенадцатицилиндровыми двигателями, хотя встречаются двигатели с десятью цилиндрами. Большинство грузовых автомобилей средней и большой грузоподъемности имеют двигатели с шестью и восемью цилиндрами.
Неподвижные детали кривошипно-шатунного механизма
Кривошипно-шатунный механизм многоцилиндрового двигателя состоит из подвижных и неподвижных деталей. К подвижным деталям КШМ относятся: поршень, поршневые кольца, поршневой палец, шатун, коленчатый вал, вкладыш подшипника и маховик. Неподвижными деталями КШМ являются: блок цилиндров, головка блока цилиндров и прокладка головки блока. Кривошипно-шатунный механизм воспринимает давление газов, возникающих при сгорании топлива в цилиндрах двигателя, и преобразует это давление в механическую работу по вращению коленчатого вала.
Схемы расположения цилиндров в двигателях различной компоновки:а — рядный четырехцилиндровый;б — V-образный шестицилиндровый;в — оппозитный четырехцилиндровый;г — VR-двигатель шестицилиндровый; д и е — W-образные 12-цилиндровые двигатели;α — угол развала
Расположение цилиндров в блоке определяет компоновочную схему двигателя. Если оси цилиндров расположены в одной плоскости, то такие двигатели называют рядными. Рядные двигатели устанавливаются на автомобиле или вертикально, или под углом к вертикальной плоскости для уменьшения высоты, занимаемой двигателем, а в некоторых случаях - горизонтально, например при размещении под полом автобуса. В V-образных двигателях оси цилиндров находятся в двух плоскостях, расположенных под углом друг к другу. Угол между осями цилиндров может быть различным. Разновидностью такого двигателя можно считать двигатель с так называемыми оппозитными (противолежащими) цилиндрами (в некоторых странах такую компоновку называют «boxer»), у которого этот угол составляет 180°. Сравнительно недавно появился двигатель W12, разработанный группой компаний Volkswagen, схема которого представляет собой как бы два V-образных двигателя с разными углами между осями цилиндров, имеющими общий коленчатый вал.
Двигатель W12, устанавливаемый на AudiA8 с 2001г., практически состоит из двух двигателей V6 с различными углами развала цилиндров, использующих общий коленчатый вал
Базовые понятия КШМ ДВС - это диаметр цилиндра и ход поршня. Диаметр цилиндра - это диаметр отверстия, под поршень, выполненного в блоке цилиндров .. Ход поршня — расстояние между ВМТ и НМТ. Диаметр цилиндра и ход поршня принято измерять в миллиметрах, а объем двигателя – в литрах. Понятно, что два двигателя одинакового объема могут иметь различное число цилиндров и различную компоновку.
Если диаметр цилиндра больше хода поршня, то такой двигатель называют короткоходным. Данные двигатели развивают более высокие максимальные обороты коленчатого вала, и в них упрощается размещение впускных и выпускных клапанов, что дает возможность получения высокой мощности. Если ход поршня превышает диаметр цилиндра, то двигатель считается длинноходным. Такие двигатели, как правило, более экономичны и характеризуются большими значениями крутящего момента. Длинноходные двигатели имеют большую высоту, но короче по длине. При разработке конструкции двигателя приходится решать вопрос о выборе величины объема отдельного цилиндра. Если объем цилиндра сделать очень маленьким, то он будет плохо заполняться топливно-воздушной смесью, и мощность такого двигателя будет низкой. В то же время нельзя безгранично увеличивать объем цилиндра, потому что при этом фронт распространения пламени может не успеть дойти до стенок цилиндра за то короткое время, которое отводится на рабочий ход, а это приведет к уменьшению давления в цилиндре и скажется на уменьшении мощностных показателей двигателя.В современных автомобильных двигателях объем отдельного цилиндра редко превышает 0,8л, а в большинстве двигателей составляет около 0,5л. Чем большее число цилиндров имеет двигатель, тем равномернее он работает. Пульсации, возникающие при работе ДВС, могут быть уменьшены применением массивного маховика, устанавливаемого на конце коленчатого вала. Чем меньше цилиндров имеет двигатель, тем большей массой должен обладать маховик. В то же время массивный маховик из-за своей инерционности ухудшает способность двигателя быстро набирать обороты. Поэтому конструкторам двигателей приходится принимать компромиссные решения.
wiki.zr.ru
Подвижные детали КШМ
Коленчатый вал двигателя КамАЗ-740 аналогичен по своей конструкции ЗИЛ 131 за исключением:
- выносные противовесы передние и задние съемные, закреплены на валу прессовой посадкой;
- на носке и хвостовике вала установлены шестерня привода масляного насоса и ведущая шестерня в сборе с маслоотражателем;
- от осевого смещения коленчатый вал зафиксирован четырьмя полукольцами из сталеалюминия, установленных в выточках задней коренной опоры;
- хвостовик вала уплотнен резиновым самоподжимным сальником, установленным в картере маховика.
Вал изготовлен методом ковки из высокоуглеродистой стали и упрочен азотированием.Коленчатый вал имеет пять коренных и четыре шатунных шейки, которые связаны между собой щеками и сопрягаются с ними переходными галтелями.В целях снижения веса коленчатого вала шатунные шейки выполнены полыми, внутренняя полость их используется для дополнительной центробежной очистки масла.
Подвод смазки от коренных подшипников к масляным полостям в шатунных шейках осуществляется через просверленные каналы в щеках вала.Масляные полости являются дополнительными грязеуловителями.
На передний конец вала напрессовывается ведущая шестерня привода масляного насоса и передний противовес системы уравновешивания.
На заднем конце коленчатого вала напрессовываются задний противовес системы уравновешивания и шестерня привода агрегатов.
Осевое усилие коленчатого вала воспринимаются четырьмя упорными полукольцами, установленными в выточках блока и крышки задней коренной опоры.
Полукольца изготовлены из бронзы, имеют по торцам профрезерованные канавки и от проворачивания предохраняются двумя усиками, имеющимися в нижних полукольцах. Усики входят в пазы, которые расположены на крышке заднего коренного подшипника.
Уплотнение коленчатого вала осуществляется самоподжимным сальником, запрессованным в картер маховика и маслоотражателем.
Маховик изготовлен из специального чугуна и крепится к заднему торцу коленчатого вала восемью болтами из легированной стали.
Болты от самоотворачивания предохраняются стопорными пластинами, каждую из которых устанавливают под два болта. На обработанную цилиндрическую поверхность маховика напрессован зубчатый венец.
Точное положение маховика на валу достигается при помощи двух установочных штифтов, запрессованных в торец коленчатого вала. Маховик балансируется, допустимый дисбаланс составляет 30 Гс.см.
На наружной поверхности маховика имеется отверстие под фиксатор маховика, который используется при регулировках двигателя.
Вкладыши коренных и шатунных подшипников изготавливаются из стальной ленты, покрытой слоем свинцовой бронзы и тонким слоем свинцовистого сплава.
Верхние и нижние вкладыши шатунных подшипников взаимозаменяемые. Вкладыши коренных подшипников невзаимозаменяемые. Верхние вкладыши коренных подшипников отличаются от нижних наличием отверстий для подвода масла и кольцевой канавки для его распределения.
Для предотвращения вкладышей от проворачивания и осевых перемещений в гнездах на краях вкладышей вдавлены усы, которые входят в соответствующие пазы, выполненные в постелях блока и крышках коренных и шатунных подшипников.
Крышки коренных и шатунных подшипников изготовлены из ковкого чугуна и закрепляются при помощи болтов.
Шатун двутаврового сечения изготовлен из стали 40Х, верхняя головка неразъемная, нижняя головка с прямым разъемом и плоским стыком. На одной шатунной шейке коленчатого вала закреплено по два шатуна. В верхнюю головку шатуна запрессована бронзовая втулка, а в нижнюю установлены сменные вкладыши.
Крышки шатунов невзаимозаменяемые. На стыках крышки и шатуна выбиты метки спаренности в виде двузначного числа, одинакового для шатуна и крышки, и риски, которые при сборке должны совпадать,
Поршневой палец изготовлен из хромоникелевой стали 12ХНЗА в виде пустотелого цилиндрического стержня.
Поршневой палец плавающего типа, т.е. свободно поворачивается как в верхней головке шатуна, так и бобышках поршня. Наружняя поверхность поршневого пальца цементируется на глубину 1,0-1,4 мм и закаливается с нагревом т.в.ч. Твердость внутренней поверхности пальца НRС20-40 и наружной - НRС 56-65.
Поршневые кольца. На каждом поршне устанавливается два компрессионных и одно маслосъемное кольцо. Наиболее нагруженное верхнее компрессионное кольцо изготавливается отливкой из модифицированного высокопрочного чугуна специального химического состава.
Остальные поршневые кольца изготавливаются из специального чугуна и подвергаются искусственному старению после предварительной обработки торцов.
Наружная рабочая поверхность верхнего компрессионного кольца покрыта слоем пористого хрома для уменьшения износа, нижнего - молибденом.
Маслосъемное кольцо имеет коробчатое сечение с витым пружинным расширителем и хромированной поверхностью.
Поршень изготовлен из высококремнистого алюминиевого сплава.
В головке поршня имеются три канавки, в которые вставлены поршневые кольца.В толстостенном днище поршня выполнена открытая, тороидальная, камера сгорания, неразделенного типа. Поверхность юбки поршня покрыта тонким слоем олова или другого антифрикционного материала для улучшения приработки поршня к гильзе. Юбки поршней в нижней части имеют боковые выемки для прохода противовесов вала при его вращении.
По окружности канавки под маслосъемное кольцо имеются отверстия для отвода масла, снимаемого кольцом с поверхности цилиндра.
2 Назначение, устройство и принцип работы системы охлаждения.
Система охлаждения служит для создания и поддержания оптимального теплового режима двигателя путем регулируемого отвода теплоты от наиболее нагревающихся деталей.
Высокая температура газов во время рабочего хода вызывает интенсивный нагрев деталей непосредственно соприкасающихся с горячими газами (цилиндры, головки цилиндров, поршни, клапаны). На нагрев деталей двигателя затрачивается 20-35 % теплоты, выделяющейся при сгорании топлива в цилиндре. Если эту теплоту не отводить, т.е. не охлаждать двигатель, то на многих движущихся деталях масло выгорит и вследствие чрезмерного расширения произойдет их заедание. Чтобы избежать перегрева деталей, от них принудительно отводится теплота с интенсивностью, зависящей от режима и условий работы двигателя. При недостаточном отводе теплоты двигатель перегревается – не развивает максимальной мощности, увеличивается расход топлива, и детали двигателя из-за недостаточной смазки быстро изнашиваются. В случае чрезмерного отвода тепла, т.е. при переохлаждении двигателя, также ухудшается его топливная экономичность и значительно снижается срок службы. Поэтому двигатель следует охлаждать до оптимальной температуры, обеспечивающей получение максимальной мощности и высокой экономичности, а также длительного срока службы (моторесурса). Принудительный отвод теплоты в ДВС может осуществляться с помощью жидкости (жидкостная система охлаждения) или воздуха (воздушная система охлаждения).
2.1 Система охлаждения двигателя ЗИЛ-131
На двигателе ЗИЛ-131 принята жидкостная система охлаждения, закрытого типа с принудительной циркуляцией охлаждающей жидкости.
Жидкостной система называется потому, что при передаче тепла от двигателя в окружающую среду используется промежуточный теплоноситель – жидкость.
Закрытой – она разобщается с атмосферой специальными клапанами, имеющимися в пробке радиатора.
Принудительной – потому, что жидкость по каналам системы охлаждения двигателя циркулирует под действием центробежного насоса.
Похожие статьи:
poznayka.org
Неподвижные детали кривошипно-шатунного механизма
Строительные машины и оборудование, справочник
Категория:
Автомобили и трактора
Неподвижные детали кривошипно-шатунного механизмаКартер (рис. 15) служит остовом, на котором крепятся и в котором устанавливаются отдельные детали и механизмы двигателя. Группа цилиндров, выполненная в общей отливке, называется блоком цилиндров. В блоке цилиндров V-образного двигателя имеются гнезда, в которые запрессовываются сменные гильзы.
Уплотнение гильз достигается резиновыми или медными кольцами. Картер может быть выполнен за одно целое с блоком цилиндров (ЗИЛ-130, СМД-14 и др.) или иметь обработанную верхнюю плоскость, на которой устанавливаются цилиндры, отлитые отдельно (обычно у двигателей с воздушным охлаждением Д-21, Д-37Е и др.).
Общая отливка блока цилиндров с картером называется блок-картером. К нижней части блок-картера крепится болтами штампованный из стали или реже литой поддон картера, который является резервуаром для масла. Для уплотнения между ними устанавливается картонная или пробковая прокладка. В нижней части поддона имеется отверстие с пробкой для слива масла. Пробка современных двигателей снабжается магнитом для улавливания металлических частиц, попавших в масло в результате износа деталей. В поддоне картера имеются перегородки, предотвращающие быстрое стекание масла в одну сторону при движении по пересеченной местности.
В передней, задней и в средней стенках нижней части блок-картера размещаются коренные подшипники коленчатого вала. Крышки коренных подшипников съемные и крепятся к картеру двумя или четырьмя болтами. Правильная установка крышки подшипника на место при сборке осуществляется установочными штифтами или направляющим пазом. Число коренных подшипников зависит от количества цилиндров, типа двигателя, частоты вращения коленчатого вала и ряда других причин. Для уменьшения трения и износа рабочих поверхностей вала и самого подшипника последние снабжены вкладышами, залитыми антифрикционным сплавом. Параллельно оси коренных подшипников коленчатого вала в отверстиях блок-картера расположены подшипники распределительного вала. В картере сделаны каналы, через которые осуществляется подвод смазки. Плоскость разъема картера у некоторых карбюраторных двигателей (ЗИЛ-130, ГАЗ-53А) и, как правило, в дизельных двигателях располагают ниже оси коленчатого вала, что повышает жесткость картера. К передней части блока цилиндров крепится крышка распределительных шестерен. К задней части блока присоединен картер маховика.
На верхней фрезерованной части блока б или отдельно изоготовленных цилиндров шпильками и гайками или болтами укрепляют головку цилиндров. С целью уплотнения от прорыва газов между головкой и блоком ставится ста-леасбестовая прокладка.
Блок-картеры V-образных восьмицилиндровых двигателей в изготовлении более сложны, однако обладают рядом преимуществ по сравнению с блок-картерами рядных двигателей. Такие блоки более жестки, меньше подвергаются деформациям, влияющим на износ деталей. Двигатели с V-образным расположением цилиндров короче и легче рядных двигателей (при одинаковой мощности), что дает возможность уменьшить базу автомобиля или трактора и общую массу.
В цилиндре совершаются все процессы двигателя. Внутренняя поверхность цилиндра служит направляющей для поршня, а в двухтактных двигателях цилиндр одновременно является частью золотникового механизма газораспределения. Внутренняя поверхность цилиндра, вдоль которой движется поршень, называется рабочей поверхностью, или зеркалом цилиндра. Цилиндр соединяется с головкой, в которой размещается камера сгорания. Вокруг цилиндра имеется охлаждающее устройство (рубашка охлаждения или охлаждающие ребра).
Цилиндры двигателей воздушного охлаждения отливают индивидуально. Размер ребер и межреберных промежутков выбирают из условий, чтобы оребрение оказывало меньшее сопротивление потоку воздуха и обеспечивало нужную интенсивность теплоотвода.
Рис. 15. Неподвижные детали кривошипно-шатунного механизма V-образного двигателя
Цилиндры современных двигателей с жидкостным охлаждением обычно отливаются в общем блоке вместе с верхней частью картера из легированного чугуна (ЗИЛ-130, СМД-14 и др.) или из алюминиевого сплава (ГАЗ-24, ГАЗ-53А и др.). Внутренняя рабочая поверхность цилиндров тщательно обрабатывается. Цилиндры двигателей имеют двойные стенки для создания пространства, образующего рубашку охлаждения.
Рис. 16. Гильзы цилиндров

Рис. 17. Цилиндр и головка цилиндра двигателя с воздушным охлаждением:

Рис. 18. Формы камер сгорания
Для повышения изностойкости стенок цилиндров и упрощения отливки, а также ремонта и сборки двигателя в цилиндры (рис. 16) запрессовывают вставные сменные гильзы из легированного чугуна. Гильзы разделяются на мокрые и сухие. Мокрыми называются такие гильзы, которые с наружной стороны омываются охлаждающей жидкостью. Сухие гильзы непосредственно с охлаждающей жидкостью не соприкасаются. Они могут быть запрессованы в верхнюю наиболее изнашиваемую часть цилиндра (рис. 16, а) или на полную длину цилиндра (рис. 16, б).
Мокрая гильза (рис. 16, в) выполняется в виде цилиндра с небольшим буртиком и верхним и нижним центрирующим поясками. Буртиком гильза опирается на соответствующую выточку в блоке цилиндров. Буртик гильзы прижимается прокладкой к блоку цилиндров при затяжке головки цилиндров, чем обеспечивается хорошая герметичность соединения. Иногда для лучшего уплотнения между фланцем цилиндровой гильзы и выемкой в блоке устанавливается медное кольцо (прокладка). На поверхности нижнего пояска гильзы имеются несколько кольцевых канавок, куда устанавливаются резиновые уплотняющие кольца 6. Кольца предотвращают проникновение охлаждающей жидкости из рубашки охлаждения в картер.
Для повышения износостойкости мокрые гильзы двигателей автомобилей ЗИЛ-130, ГАЗ-БЗА и других снабжены короткими вставками — сухими гильзами 4, изготовленными из нирезиста (кислотоустойчивого и жаростойкого чугуна, хорошо сопротивляющегося коррозии и обладающего высокой износоустойчивостью).
Мокрые гильзы обеспечивают лучшее охлаждение стенок цилиндра, но уменьшают жесткость блока цилиндров.
Головка цилиндров изготавливается в большинстве случаев из алюминиевого сплава или легированного чугуна высокой прочности. Головка из алюминиевого сплава улучшает отвод тепла и позволяет повысить степень сжатия на 0,2— 0.3 ед. Она имеет рубашку охлаждения у двигателей с жидкостным охлаждением и оребренную поверхность у двигателей воздушного охлаждения. В головке над цилиндрами выполнены углубления, образующие камеры сгорания. При верхнем расположении клапанов в головке расположены гнезда клапанов и отлиты впускные и выпускные каналы. В головке имеется отверстие для ввертывания свечи зажигания или форсунки.
Устройство цилиндра и головки цилиндра с воздушным охлаждением показано на рис. 17.
Конструкция головки блока цилиндров зависит от формы камеры сгорания и расположения клапанов. Форма камеры сгорания оказывает большое влияние на характер протекания рабочего процесса в цилиндре и особенно на процесс сгорания. Основные формы камер сгорания показаны на рис. 18.
Наиболее рациональными камерами сгорания карбюраторного двигателя при верхнем расположении клапанов являются полусферическая (ГАЗ-24) и клиновая (ЗИЛ-130, ГАЗ-53А и др.), обладающие высокими антидетанационны-ми качествами вследствие малой поверхности и хорошего завихрения смеси.
На некоторых устаревших моделях двигателей (ГАЗ-51А. П-46 и др.) применяется смещенная (Г-образная) камера сгорания с нижним односторонним расположением клапанов.
Форму камеры сгорания дизельного двигателя в основном определяет примененный способ смесеобразования. Камеры сгорания дизельных двигателей подразделяются на разделенные и неразделенные.
Читать далее: Шатунно-поршневая группа
Категория: - Автомобили и трактора
Главная → Справочник → Статьи → Форум
stroy-technics.ru
Подвижные детали двигателя
Строительные машины и оборудование, справочник
Категория:
Дизельные двигатели
Подвижные детали двигателяКривошипно-шатунный механизм воспринимает давление газов и преобразует прямолинейное возвратно-поступательное движение поршня во вращательное движение коленчатого вала.
В зависимости от типа и размера двигателя детали кривошипно-шатунного механизма отличаются большим разнообразием конструкций. Однако все они рассчитаны на такие условия работы, которые связаны с необходимостью воспринимать и передавать большие нагрузки, вызывающие высокие напряжения в металле, в результате чего они подвержены более значительному износу, чем неподвижные детали.
Для изготовления деталей тихоходных и средней быстроходности дизелей в основном используется углеродистая качественная сталь (ГОСТ 1050—60). Поршневые пальцы, кулачные шайбы и валики изготовляются из стали с малым содержанием углерода (до 0,2%) с цементацией и закалкой рабочих поверхностей.
Поршень воспринимает давление расширяющихся газов и передает его коленчатому валу через шатун. Поршень обычно изготовляют из серого чугуна (марки СЧ 24-44, ГОСТ 1412—70) или из алюминиевых сплавов, обеспечивающих достаточную прочность при работе в условиях высоких температур.
В поршне различают головку, канавки для поршневых колец, юбку, канавку для стопорного кольца и бобышки. Днище поршня имеет толщину 10—30 мм и с внутренней стороны укрепляется ребрами. Верхняя часть боковых стенок делается такой же толщины, как и днище, а нижняя часть (юбка) — несколько тоньше, но достаточно жесткой. В средней цилиндрической части поршня имеются приливы (бобышки) с отверстиями для установки поршневого пальца 6. Чтобы при тепловом расширении поршень передвигался свободно, он устанавливается в цилиндре с зазором.
На наружной поверхности поршень имеет проточенные канавки для колец: верхние — для компрессионных (газоуплотнительных), а нижние — для маслосъемных. Маслосъемные кольца располагаются одно выше, а другое ниже поршневого пальца. В канавках для маслосъемных колец просверлены сквозные отверстия, через которые масло стекает внутрь поршня.
При работе двигателя поршень у днища нагревается сильнее и, следовательно, больше расширяется, чем у нижней направляющей части. Поэтому для обеспечения необходимого зазора поверхность поршня от оси пальца до днища обработана на конус: с меньшим диаметром у донышка и большим — у пальца. При такой обработке во время работы двигателя форма поршня приближается к цилиндрической, что обеспечивает нормальный зазор между рабочей поверхностью втулки цилиндра и поршнем. У поршней быстроходных двигателей нижняя часть имеет фаску, в которой собирается масло при поступательном движении поршня вниз и затем равномерно распределяется по рабочей поверхности втулки цилиндра, обеспечивая тем самым хорошую его смазку.
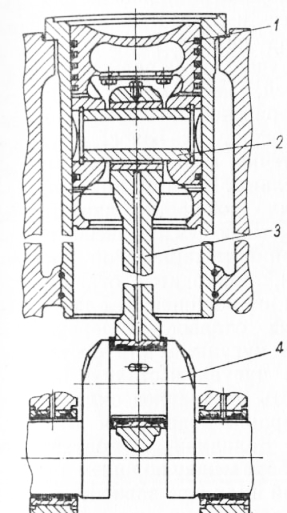
Рис. 1. Детали кривошипно-шатунногомеханизма дизеля:
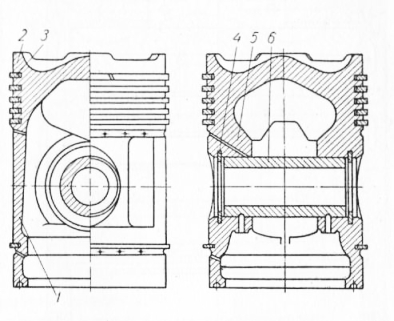
Рис. 2. Поршень. 1 — поршень; 2 — поршневый палец; 3 — шатун; 4 — коленчатый вал
В настоящее время много внимания уделяется качеству материала поршней и их конструкции. Поршни из алюминиевого сплава имеют меньший вес по сравнению с чугунными, следовательно, и меньшие величины сил инерции, вызывающих в двигателях дополнительные напряжения.
Теплопроводность алюминия в 2,0—2,5 раза больше, чем чугуна, а теплоотдача от газов к алюминиевому днищу поршня на 30% меньше, чем к чугунному, т. е. днище алюминиевого поршня имеет более низкую температуру и меньшие температурные напряжения по сравнению с днищем чугунных поршней.
Так как коэффициент линейного расширения алюминия в 2,0— 2,5 раза больше, чем чугуна, во избежание заеданий поршня при расширении его вследствие нагрева зазоры между поршнем и втулкой рабочего цилиндра необходимо делать значительных размеров. С повышением температуры механические качества алюминия резко понижаются, что приводит к быстрой разработке канавок для колец и отверстий в бобышке для пальца поршня. В том случае, когда поршень чугунный, зазор между поршнем и рабочей поверхностью цилиндра, их износ, а также утечка газа не столь значительны. Поэтому при повышении мощности двигателей, вызывающем повышение тепловой и механической нагрузки, приходится отказываться от поршней из алюминиевых сплавов и переходить на чугунные или составные из чугуна и стали и применять внутреннее охлаждение поршня водой или маслом.
Величина монтажного зазора между поршнем и втулкой цилиндра зависит от технологических условий обработки деталей, чистоты обработки их поверхностей, тщательности их пригонки и монтажа двигателя в целом. Особенно большое влияние оказывают неточности при расточке отверстий для поршневых пальцев в приливах поршня. При обмерах поршней необходимо иметь в виду, что на точность обмера оказывает влияние посадка поршневого пальца. При изготовлении поршня окончательная шлифовка до заданного размера производится со вставленным поршневым пальцем. В связи с этим обмеры поршня необходимо также производить с установленным пальцем.
Большое распространение получили поршни, верхняя часть которых выполнена из кованой стали, а нижняя — из чугуна, с охлаждением верхней части маслом (двигатели «Зульцер», МАН, «Гета-веркен» и др.). У некоторых двигателей тронковые поршни снабжены в верхней части медным пояском, чтобы уменьшить зазор и возможность заедания (двигатель МАН). Иногда такой поясок ставится и внизу поршня (двигатель «Зульцер»).
Рис. 3. Поршень дизеля 18Д: 1 — поршень; 2 — компрессионное кольцо; 3 — втулка; 4 — штифт; 5 —заглушка; 6 — палец
Вместо поршней обычной конструкции с бобышками для пальца, ставляемого через боковые отверстия, применяются поршни, в ко-орых палец крепится к приливам (без сквозного отверстия в поршне) что облегчает выемку поршня из цилиндра без шатуна (двигатель «Нордберг»).
На рис. 3 изображен поршень двигателя 18Д, у которого палец может поворачиваться во втулках, запрессованных в бобышки поршня. Втулки предохраняют отверстия бобышек от износа, а потому исключается необходимость их расточки при ремонте или смене поршневого пальца.
Поршень двигателя типа Д6, изготовленный горячей штамповкой из алюминиевого сплава, показан на рис. 4. Для облегчения с наружной стороны бобышек сделаны выемки. В нижней части поршня просверлены отверстия для стока масла. Форма днища образована по контуру струй топлива, впрыскиваемого в цилиндр двигателя. Для увеличения жесткости и лучшего отвода тепла, которое передается воздуху картера, нижняя поверхность днища выполнена ребристой. Для того чтобы впускные и выпускные клапаны свободно открывались и закрывались, на головке поршня сделаны соответствующие выемки. Относительно малая высота поршня позволяет сделать рабочие втулки небольшой длины и в целом уменьшить высоту двигателя.
Рис. 4. Поршень дизеля Дб: 1 — поршень; 2 — палец; 3 — компрессионное кольцо; 4 — маслосъемное кольцо
На рис. 5 показан поршень дизеля Д-54 с плоским днищем, на котором вдоль оси поршневого пальца выфрезерованы выточки для свободного открывания впускного и выпускного клапанов.
Чтобы придать ему большую жесткость и обеспечить интенсивный отвод тепла от головки поршня, с внутренней стороны сделаны восемь радиальных и одно кольцевое ребро. Поршневой палец пустотелый, с плотной посадкой в бобышках поршня.
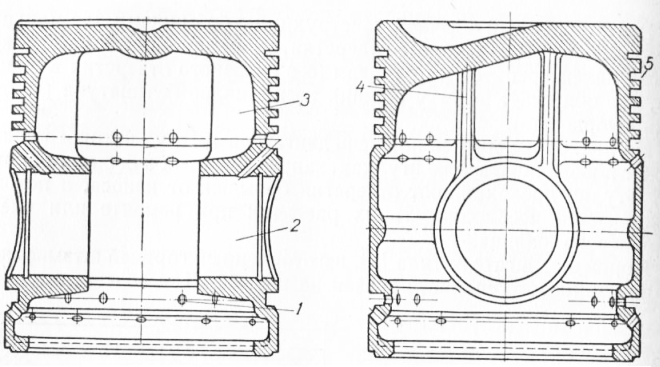
Рис. 5. Поршень тракторного дизеля Д-54:

Рис. 6. Поршень дизеля 6БК-43: 1 – поршень; 2 – компрессионное кольцо; 3 – палец; 4 – стопор; 5 – шпонка
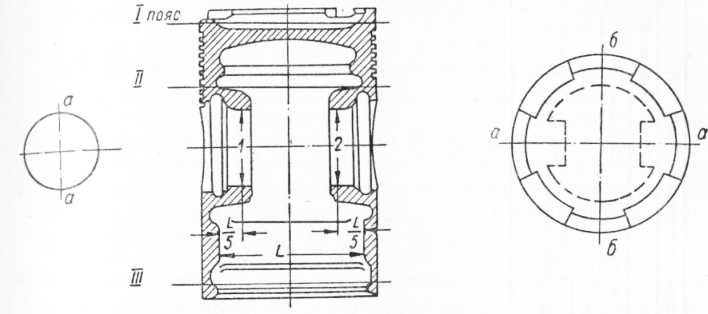
Рис. 7. Пояса и направления обмеров поршня
Так же замеряют наружный диаметр пальца.
Наружный диаметр тронка поршня замеряют в трех поясах и в двух направлениях (аа и 66). Первый пояс расположен на расстоянии 10 мм от верхней кромки поршня, второй — между верхним краем отверстия бобышки и нижним поршневым кольцом головки поршня, а третий — на расстоянии 10 мм от нижнего края поршня. Данные этого замера использует механик для подсчета зазора втулка — поршень. Высоту канавок для колец записывают по результатам замеров в соответствующие графы.
Поршневые кольца служат для уплотнения поршня в цилиндре, предотвращения попадания масла в камеру сгорания и отвода тепла от поршня в стенку цилиндра. Материалом для изготовления поршневых колец служит чугун, соответствующий маркам СЧ21-40 и СЧ24-44 с повышенным содержанием фосфора (до 0,5— 0-9%) и с присадкой хрома, никеля или других легирующих элементов. Механические качества материала должны удовлетворять требованиям, предъявляемым к кольцам (твердость, упругость и т. д.).
Твердость колец обычно не превышает 190—230 НВ. Готовые кольца подбирают к цилиндрам с допуском единиц по отношению к твердости втулки цилиндра. Если твердость колец несколько превышает твердость втулки, это нельзя считать недостатком. В отношении износа поршневые кольца находятся в худших условиях, чем втулка, так как работа трения, отнесенная к единице поверхности кольца, всегда больше, чем у втулки. Для колец, изготовляемых из модифицированного чугуна и работающих в паре с втулками высокой твердости, задают твердость 220—250 НВ и выше. Иногда при стальных азотированных втулках применяют кольца повышенной твердости порядка 350—400 НВ при сохранении первоначальной прочности.
Для ускорения приработки колец и повышения износостойкости широко применяются разнообразные покрытия: лужение, свинцевание, фосфатирование, оксидирование. Иногда в кольцах предусматривают канавки для антифрикционного материала, например за-вальцовывают в них бронзовые пояски или заполняют канавки массой, содержащей графит, которую затем спекают. Благодаря своей упругости поршневые кольца прижимаются к стенкам цилиндра и создают необходимую плотность соединения.
Поршневые кольца четырехтактных двигателей при движении поршня вниз, во время такта впуска (всасывания воздуха), прижимаются к верхней торцовой поверхности канавки, а во время хода поршня вверх (при сжатии) — к нижней поверхности. Такое перемещение колец в канавках создает насосное действие, способствующее попаданию масла в камеру сгорания. Для того чтобы уменьшить это вредное явление, необходимо стремиться к минимальным зазорам между кольцом и торцовой поверхностью канавки по высоте. У двухтактных двигателей поршневые кольца все время нагружены сверху и прижаты к нижней торцовой поверхности канавки поршня; здесь насосное действие кольца отсутствует.
По назначению они подразделяются на компрессион-н ы е (газоуплотнительные) и маслосъемные. Компрессионные кольца имеют прямоугольное сечение. Число компрессионных колец зависит от давления газов и диаметра цилиндра и обычно составляет 3—5 у быстроходных двигателей и 6—7 У тихоходных.
Маслосъемные кольца служат для удаления избыточного масла со стенок цилиндра и не допускают его попадания в камеру сгорания.
Кольца ставят по одному вверху под компрессионными и внизу тронковой части поршня.
В свободном состоянии наружный диаметр поршневого кольца несколько больше диаметра цилиндра. Чтобы кольцо не заело при нагревании, в замке, образованном разрезом кольца, устанавливается небольшой зазор.
У хромированию. Износ поршневых колец зависит от скорости движения поршня, температуры рабочей среды, нагрузки и режима работы двигателя и степени загрязнения смазочного масла. Они выходят из строя не одновременно: сперва — верхние, а затем —средние и нижние. При одинаковой мощности износ колец в быстроходном дизеле выше, чем в тихоходном.
Очень большое влияние на износ поршней и колец имеют нагрузка и температура двигателя. Высокая температура внутри цилиндра затрудняет смазку его поверхностей, а низкая обычно является причиной ускоренного износа поршней и поршневых колец вследствие коррозии. Попадание пыли из воздуха также является причиной значительного изнашивания поршневых колец. Поэтому необходимо содержать фильтры в исправности и обеспечивать полную герметичность в соединениях.

Рис. 9. Схема насосного Действия поршневых колец
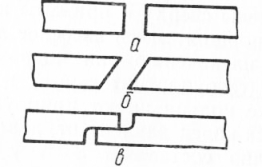
Рис. 10. Замки поршневых колец: а — прямой; б — косой; в — ступенчатый
Наибольшему износу подвержены два верхних поршневых кольца, поэтому для повышения износостойкости их подвергают пористо-
Измерение величины зазора между поршневым кольцом и опорной поверхностью канавки в поршне производится по всей окружности щупом при надетом на поршень кольце.
Износ поршневых колец сверх допустимых размеров наступает значительно раньше предельного износа цилиндра. Поэтому предельный износ поршневых колец определяет сроки профилактического ремонта двигателей. Перед тем как ставить на поршень новые кольца, их концы следует подогнать под соответствующий нормам размер. Суммарная длина просветов между кольцом и втулкой не должна превышать длины дуги 90°, величина просвета должна быть не более 0,05 мм. Во время работы двигателя изнашиваются также торцовые поверхности поршневых колец и канавок поршня. Пригорают поршневые кольца у двухтактных двигателей, работающих при высокой температуре.
Значительные износы колец (увеличение зазоров в стыках), а также пригорание их вызывают ухудшение пусковых качеств двигателя, проникновение отработавших газов в картер, увеличение дымности выпускных газов и удельного расхода топлива и понижение развиваемой двигателем мощности.
Поршневой палец служит для шарнирного сочленения поршня с шатуном. Он воспринимает силу давления газов, действующую на поршень, и передает ее шатуну. Поршневые пальцы для тихоходных двигателей изготовляют из мягкой углеродистой стали, а для быстроходных — из хромоникелевой стали 12ХНЗА. Для повышения прочности и износостойкости поверхность пальцев цементируют на глу-бнну 0,75—1,0 мм и закаляют. Часто поверхность пальцев хромируют.
В зависимости от характера посадки в бобышках поршня пальцы бывают неподвижные и плавающие. Плавающие пальцы, поворачиваясь относительно своей оси при работе двигателя, способствуют уменьшению износа и устраняют возможность односторонней выработки. Для предотвращения осевого перемещения пальцы в бобышке фиксируют пружинными кольцами или алюминиевыми заглушками со сферической головкой. При этом радиус сфер головок несколько меньше диаметра цилиндра. В заглушке просверлено отверстие, через которое выходит воздух из полости пальца при работе двигателя. Если бы отверстия не было, оставшийся внутри пальца воздух при нагреве, расширяясь, прижимал бы заглушку к рабочей поверхности втулки цилиндра, что вызывало бы ее местный износ.
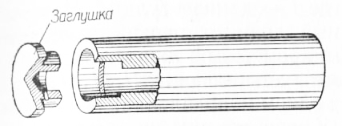
Рис. 11. Плавающий поршневой палец
Рис. 12. Неподвижный поршневой палец
На рис. 12 изображен поршневой палец с неподвижной посадкой в поршне. От проворачивания он удерживается шпонкой, а от осевого перемещения — коническим штифтом. Такое крепление обеспечивает свободное удлинение пальца в одну сторону при нагревании, не вызывая деформации в теле поршня. Чтобы легче было ставить палец на место и вынимать при разборке, он сделан ступенчатым с большим диаметром со стороны шпонки, средним — в месте соединения с шатуном и меньшим — со стороны конического штифта. Поэтому вынимать палец можно только в сторону шпонки.
Учитывая, что поршневые пальцы работают в условиях больших давлений и высоких температур, их, в целях уменьшения износа, шлифуют и полируют с чистотой отделки поверхности 0,1—0,2 мк. Рабочую поверхность пальцев часто хромируют. Внешний диаметр пальца обычно составляет 0,25—0,3 диаметра поршня, а длина вкладыша верхней головки шатуна должна быть максимально возможной с тем, чтобы создать достаточную опорную поверхность.
Втулка верхней головки шатуна, в которой работает палец, должна всегда иметь достаточное количество смазки, которая у большинства дизелей поступает от коленчатого вала — через шатун или разбрызгиванием.
Выработку поршневого пальца и втулки верхней головки шатуна определяет механик, измеряя зазор между поверхностью пальца и втулкой и обмеряя сам палец.
Карта обмера узла «палец — втулка» должна отражать результаты контроля за изменением размеров поршневого пальца и втулки верхней головки шатуна при каждом ремонте двигателя. Техническое состояние головного сочленения определяется изношенностью пальца, втулки верхней головки шатуна и величиной зазора между ними.
Пояса II и III втулки и пальца находятся в одной плоскости замера. Это позволяет определить величину зазора «втулка — палец» вычитанием из замеренного диаметра втулки наружного диаметра пальца. После замеров, проведенных при ремонте двигателя, механик пишет «Заключение о состоянии и необходимом ремонте» (замена, обработка по ремонтным размерам и т. д.) по каждому головному сочленению.
Рис. 13. Пояса обмера деталей головного соединения (поршневого пальца и головной втулки)
Шатун — основная деталь шатунно-кривошипного механизма, преобразующего возвратно-поступательное прямолинейное движение поршня во вращательное движение коленчатого вала. Шатуны изготовляют штамповкой или поковкой из углеродистой стали высокого качества. В малооборотных двигателях применяют главным образом углеродистые стали: для стержней — сталь 35, для головок — сталь 25, 35; для шатунных болтов — сталь 30, а иногда и легированные стали. В многооборотных двигателях в зависимости от степени напряжения для стержней и крышек при меняют углеродистую сталь 45 , легированные стали 40Х, 45Х, 30ХМА,40ХНМА и, наконец, 18Х2Н4ВА, отличающуюся особо высокими показателями прочности и ударной вязкости; для шатунных болтов — сталь 20ХНВА и 18Х2Н4ВА.
Шатуны делают обычно круглого сечения, а в быстроходных двигателях (с целью облегчения) — двутавровыми. Шатун состоит из трех частей: верхней головки, стержня и нижней головки. Верхняя головка
неразъемная. В нее запрессовывается бронзовая втулка с канавками на рабочей поверхности, по которым подводится смазочное масло к средней части поршневого пальца. Втулки верхней головки изготовляются из бронзы. В настоящее время все больше применяются биметаллические втулки, состоящие из слоя бронзы, залитой в стальную втулку. Это объясняется их небольшой стоимостью и возможностью посадки в отверстие с большим натягом.
Нижняя головка шатуна, соединяющая его с шейкой вала, разъемная. Крышка нижней головки шатуна прикрепляется к телу шатуна через установленные в стыках прокладки двумя или четырьмя шатунными болтами с гайками из высококачественной стали. Внутренние поверхности нижней головки шатуна залиты баббитом. Трущиеся поверхности баббита имеют канавки, которые обеспечивают равномерное распределение смазки по мотылевой шейке вала. Прилегание вкладыша нижней головки к шейке коленчатого вала по мере выработки баббита регулируется уменьшением количества прокладок в разъеме подшипника.

Рис. 14. Шатун с круглым сечением стержня: 1 — верхняя головка; 2 — стержень; 3— маслоподводящий канал; 4 — нижняя головка; 5 — крышка подшипника
Стяжные болты нижней головки шатуна подвержены растяжению и разрыву, поэтому по истечении установленного заводом срока их необходимо заменить новыми, даже при отсутствии дефектов.
В V-образных быстроходных двигателях применяют два типа шатунов. В первом случае оба шатуна нижними головками соединяются непосредственно с мотылевой шейкой коленчатого вала; во втором — один шатун (главный) соединяется непосредственно с мотылевой шейкой, а второй (дополнительный) — с проушиной главного шатуна.
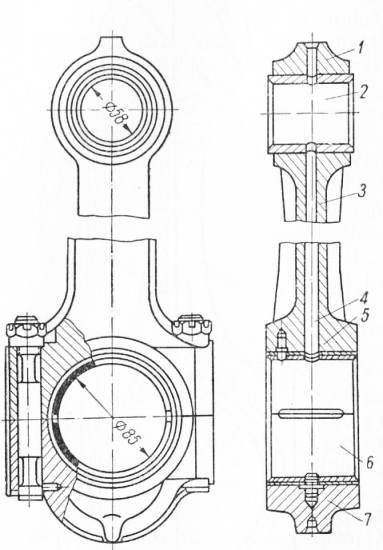
Рис. 15. Шатуны с двутавровым сечением стержня с прямым разъемом нижней головки: 1— верхняя головка; 2—головная втулка; 3— стержень; 4 — маслоподводящий канал; 5 — нижняя головка; 6—вкладыш подшипника; 7 — крышка подшипника

Рис. 16. Шатун с двутавровым сечением стержня и с косым разъемом нижней головки: 1 —верхняя головка; 2 — головная втулка; 3 — стержень; 4 — нижняя головка; 5 — вкладыш подшипника; 6 — шатунный болт
Коленчатый вал—наиболее ответственная и сложная по конструкции деталь, срок службы которой часто определяет долговечность двигателя. При работе двигателя коленчатый вал подвергается действию периодически изменяющихся сил давления газов, сил инерции возвратно-поступательно движущихся деталей и центробежных сил вращающихся деталей. Все они вызывают деформации вала (изгиб, скручивание, сжатие и растяжение). Длительная работа коленчатого вала может быть обеспечена только при услозии правильного его положения в подшипниках, исключающих недопустимый прогиб вала при работе. У тихоходных двигателей коленчатые валы чаще всего изготовляют из углеродистой стали, а у быстроходных—из легированной; они состоят из коренных и шатунных шеек, соединенных щеками.
Коленчатые валы характеризуются парностью колен, углом между ними и порядком работы цилиндров. Число колен вала зависит от числа цилиндров. Небольшие валы изготовляют цельными, крупные — составными из двух или трех частей. В шейках вала и щеках просверлены отверстия, по которым к подшипникам подводится смазка.
При выборе угла между коленами исходят из условия необходимости обеспечения наиболее равномерного вращения вала двигателя. Для этого воспламенение топлива в отдельных цилиндрах должно происходить через определенные углы поворота вала и одинаковые промежутки времени. Угол между соседними мотылями определяется числом тактов двигателя и числом его цилиндров и равен количеству градусов поворота вала за весь цикл, разделенному на число цилиндров. Для четырехцилиндрового четырехтактного двигателя угол ф = 720 : 4 = 180°, т. е. все мотыли располагаются в одной плоскости. Для шестицилиндрового двухтактного двигателя Ф = 360 : 6 = 60°.
Его колена расположены относительно друг друга под углом 720 : 6 = 120° и в определенной последовательности (согласно порядку работы цилиндров). Наиболее распространенные порядки работы цилиндров шестицилиндрового двигателя следующие: 1—5—3—6—2—4, 1—4—2—6—3—5, 1—2—3—6—5—4.
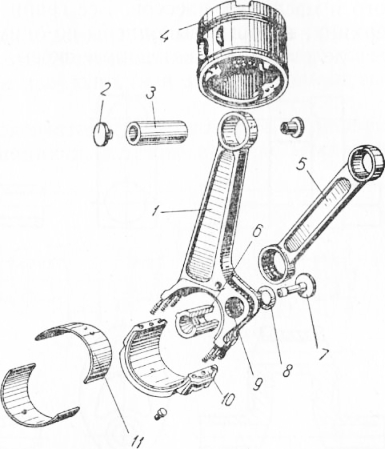
Рис. 17. Главный и прицепной шатуны: 1 — главный шатун; 2 — заглушка; 3 — поршневой палец; 4 — поршень; 5 — прицепной шатун; 6 — палец для крепления шатуна; 7 — винт; 8 — шайба; 9 — проушина для крепления прицепного шатуна; 10 — крышка; 11 — вкладыш
Один конец вала имеет фланец для крепления маховика двигателя. На другом конце крепятся шестерни привода компрессора, водяного и масляных насосов.
Рис. 18. Конструкции коленчатых валов: а — прямоугольная форма мотыли; б, «, г —эллиптическая форма мотыля; д,е — со скосами углов мотыля; ж, з— круглая форма мотыля
Для уравновешивания центробежных сил, с которыми вращающиеся массы действуют на подшипники, щеки мотылей снабжены противовесами.
Хорошая жесткость вала достигается при овальной или круглой форме щек мотыля. Для уменьшения износа шейки подвергаются цементации, азотированию или поверхностной закалке токами высокой частоты.
Причиной изнашивания коленчатого вала является, в первую очередь, трение шеек в подшипниках, а также наличие механических примесей в смазочном масле. В результате выработки сечение шейки делается овальным (эллиптичным), а сама шейка — конусовидной. Овальность, или эллиптичность, определяется разностью двух взаимно перпендикулярных диаметров сечения шейки, а конусность — разностью диаметров двух сечений шейки, при условии, что эти диаметры лежат в одной плоскости, проходящей через ось конуса.
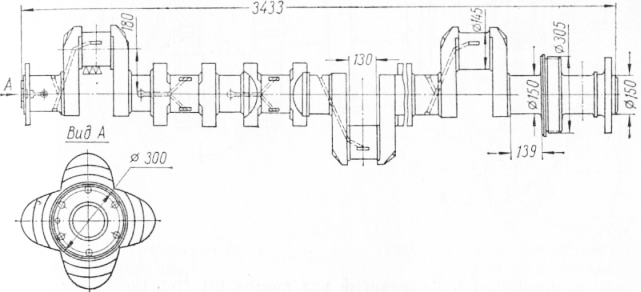
Рис. 19. Коленчатый вал шестицилиндрового дизеля
Для свободного вращения шеек коленчатого вала в рамовых подшипниках и для размещения слоя масла необходимой толщины между трущимися поверхностями во вкладышах устанавливаются зазоры определенного размера. Зазоры в подшипниках при работе двигателя не остаются постоянными, особенно в первые часы работы двигателя после ремонта, т. е. в период приработки подшипников. После обкатки двигателя производится подтяжка подшипников с доведением величин монтажных зазоров до эксплуатационных.
В двигателях, не имеющих прокладок в разъемах вкладышей подшипников, монтажные и эксплуатационные зазоры одинаковы.
Зазоры замеряют до и после каждого ремонта двигателя и подтяжки подшипника, раскепы — еще чаще. Эллиптичность и биение рамовых шеек замеряют перед каждым заводским ремонтом двигателя, а уменьшение диаметра шеек — перед капитальным ремонтом.
Диаметр рамовых шеек замеряют микрометром с ценой деления 0,01 мм в двух поясах и в двух взаимно перпендикулярных направлениях, располагаемых по осям ближайшей щеки.
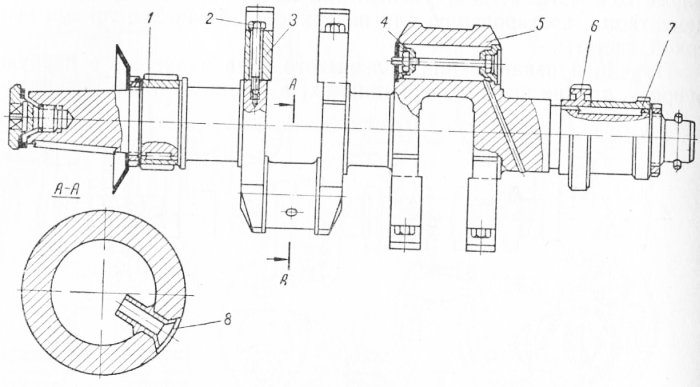
Рис. 20. Коленчатый вал дизеля 24 10,5/13: 1 — шестерня; 2 — болт крепления противовеса; 3—противовес; 4 — заглушка со стяжным болтом; 5 — шейка вала; 6 — шестерня привода распределительного вала; 7 — шпонка; 8 — масляная трубка
Кроме того, при втором заводском (капитальном) ремонте биение рамовых шеек вала обязательно проверяют на стенке, для чего вал предварительно устанавливают по центровой линии. Гнездо рамового подшипника замеряют без крышки в двух поясах (I и II) на расстоянии 1/4 длины гнезда от его края.

Рис. 21. Обмер рамовых шеек коленчатого вала

Рис. 22. Измерение зазора в рамовом подшипнике: 1 — перемычка фундаментной рамы; 2— нижняя половинка вкладыша рамового подшипника; 3 — шейка коленчатого вала: 4 — прутки свинцовой проволоки
Монтажный зазор замеряют при сборке двигателя после ремонта или изготовления, а эксплуатационный — после приработки подшипников и регулировки зазора путем удаления или замены части прокладок. Эллиптичность шеек вала для каждого пояса определяется разностью размеров наибольшего и наименьшего диаметров вала, замеряемых в направлениях аа и бб.
Диаметры мотылевых шеек замеряют микрометром в двух поясах (I и II) и двух взаимно перпендикулярных направлениях (аа и бб). Для четырехтактных двигателей направление аа смещено от оси цилиндра на 10—15° в сторону вращения кривошипа, для двухтактных — против вращения кривошипа. Эллиптичность шеек вала для каждого пояса определяется разностью размеров наибольшего и наименьшего диаметров вала, замеренных в направлениях аа и бб. Внутренний диаметр мотылевого подшипника замеряют микрометрическим или индикаторным нутромером, установленным по микрометру, в двух поясах (I и II) и одном направлении (аа).
Зазор между подшипником и шейкой вала определяют как разность замеров внутреннего диаметра подшипника и диаметра моты-левой шейки либо посредством выжимки свинцовой проволоки. Монтажный зазор замеряют при сборке двигателя после ремонта или изготовления, а эксплуатационный — после приработки подшипников и регулировки зазора путем удаления или замены части прокладок.
зависящие от величины вращающих моментов, сил упругости вала и сил инерции, вызывающих колебания. При совпадении частот и направлений собственных и вынужденных колебаний наступает так называемое состояние резонанса, вызывающее возрастание внутренних напряжений вала. Число оборотов коленчатого вала, при котором наступает явление резонанса, называется критическим, а колебания при этом — критическими колебаниями.
Критические числа оборотов и напряжения, возникающие при них в вале, определяются расчетом и проверяются при помощи специального прибора, называемого торсиографом.

Рис. 23. Пояса и направления обмеров мотылевых шеек
Коленчатый вал и присоединенные к нему валы, передающие крутящий момент к гребному винту, представляют собой упругую систему, способную под действием внешних периодически изменяющихся нагрузок колебаться. Колебания, продолжающиеся и после того, как вызвавшие их силы или моменты сил перестали действовать, называются собственными колебаниями. Характер собственных колебаний и скорость их затухания зависят от внутренних сопротивлений материала вала, внешнего сопротивления окружающей среды и трения в подшипниках. При затухании частота колебаний остается постоянной, а амплитуда колебаний уменьшается.
Колебания, вызванные периодически изменяющимися вращательными моментами, называются вынужденными колебаниями, причем сила скручивания вала непрерывно изменяется на протяжении полного оборота.
Во время работы двигателя собственные колебания практически затухают. Остаются лишь вынужденные крутильные колебания.
Возникновение резонанса при соответствующих ему критических числах оборотов вала сопровождается значительным шумом, сильной вибрацией дизеля и стуками в соединениях подвижных частей. Происходящее при этом скручивание вала приводит к на-рушению балансировки двигателя и регулировки газораспределительных органов.
Дополнительные напряжения вала, возникающие в диапазоне резонансных колебаний, обычно значительно превышают величину тех крутильных напряжений, на которые рассчитан коленчатый вал. В результате может наступить разрушение вала. При этом излом происходит вблизи так называемого вибрационного узла, т. е. у предпоследнего или последнего колена вала, расположенного у маховика. Излом в таких случаях имеет характер повреждения, возникшего от усталости металла.
В двигателях с большим количеством цилиндров и широким диапазоном чисел оборотов при эксплуатации невозможно избежать резонансных колебаний. В этом случае некоторые числа оборотов следует исключить (быстрым переключением). Ширина запрещенного диапазона обычно составляет около 10% от номинального числа оборотов. Если резонанс наступает при номинальном числе оборотов двигателя, то в этом случае иногда приходится изменять размеры промежуточного вала или гребного винта с целью смещения зоны критических чисел оборотов.
Если же интервал критических чисел оборотов невозможно исключить из рабочего диапазона чисел оборотов двигателя, на носке коленчатого вала двигателя закрепляется демпфер (успокоитель колебаний). Работа демпфера заключается в том, что при возникновении колебаний вала дополнительная масса демпфера, вращающаяся вместе с валом, воспринимает часть энергии возмущающих сил, что способствует затуханию колебаний.
Маховик предназначен для накопления энергии во время рабочего хода, когда давление газов на поршень достигает наибольшей величины, и отдачи ее во время нерабочих ходов. Благодаря этому достигается равномерное вращение вала в условиях периодически меняющихся давлений на поршень. Маховик дает также возможность выводить коленчатый вал из мертвых точек и облегчает пуск двигателя. Отливают маховики обычно из стали или чугуна и после обработки проверяют балансировкой. Маховик обычно крепится на фланце коленчатого вала призонными болтами.
Читать далее: Газораспределительный механизм двигателя
Категория: - Дизельные двигатели
Главная → Справочник → Статьи → Форум
stroy-technics.ru
Кривошипно-шатунный механизм (КШМ) двигателя | Кривошипно-шатунный механизм (КШМ)
Кривошипно-шатунный механизм состоит из неподвижных деталей цилиндров 13 или блока цилиндров с головкой 12, картеров двигателя и маховика, подвижных деталей — поршней 15 с поршневыми кольцами и пальцами 16, шатунов 17, коленчатого вала 19 с подшипниками и маховика 18. В зависимости от расположения цилиндров различают рядные и V-образные двигатели. Все цилиндры рядных двигателей расположены вертикально в один ряд, а V-образных — в два ряда с наклоном (развалом).

Рисунок. Устройство одноцилиндрового четырехтактного карбюраторного двигателя:1 — шестерни приводи распределительного вала; 2 — распределительный вал; 3 — толкатель; 4 — пружина; 5 — выпускная труба; 6 — впускная труба; 7 — карбюратор; 8 — выпускной клапан; 9 — провод к свече; 10 — искровая зажигательная свеча; 11 — впускной клапан; 12 — головка цилиндра; 13 — цилиндр: 14 — водяная рубашка; 15 — поршень; 16 — поршневой палец; 17 — шатун; 18 — маховик; 19 — коленчатый вал; 20 — резервуар для масла (поддон картера).
Остов двигателя — это совокупность неподвижных деталей, соединенных между собой. Внутри и снаружи остова расположены детали механизмов и систем двигателя. В автотракторных двигателях основной деталью остова служит блок-картер. Остов двигателя с помощью опор крепят к раме трактора или автомобиля.
Верхняя часть блок-картера представляет собой блок цилиндров, нижняя — картер. Сверху блок цилиндров закрывают головкой. Головки крепят к блок-картеру шпильками или болтами. Между блок-картером и головкой устанавливают уплотнительную прокладку. Снизу к картеру также через уплотнительную прокладку крепят поддон.
На внешней поверхности поршня нарезаны кольцевые канавки под компрессионные (верхние) и маслосъемные (нижние) кольца. Поршневые кольца, обеспечивающие создание компрессии в цилиндре двигателя, называют компрессионными, а снимающие излишнее масло со стенок цилиндра — маслосъемными.
Поршневые пальцы служат для шарнирного соединения поршня с шатуном. Их выполняют в виде гладких цилиндрических стержней.
Шатун преобразует возвратно-поступательное движение поршня во вращательное движение коленчатого вала. Соединяя поршень с коленчатым валом, шатун передает последнему усилие от давления газов и инерционные силы. В верхнюю головку шатуна запрессовывают латунную или бронзовую втулку, в нижнюю (разъемную) головку шатуна — вкладыши шатунного подшипника.
Шатунные подшипники обеспечивают снижение трения и интенсивности изнашивания шейки коленчатого вала во время работы двигателя.
Коленчатый вал преобразует усилия, воспринимаемые от поршней через шатуны, во вращающий момент и передает его механизмам трансмиссии и другим механизмам двигателя. Коленчатый вал состоит из коренных и шатунных шеек. Коренные и шатунные шейки соединяются между собой щеками и образуют колена (кривошипы). Коренными шейками вал устанавливают в подшипники скольжения, расположенные в перегородках блок-картера двигателя, а к шатунным шейкам присоединяют нижние головки шатунов. В У-образных двигателях с каждой шатунной шейкой соединяют два шатуна.
Видео: Кривошипно-шатунный механизм
ustroistvo-avtomobilya.ru









423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)