 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

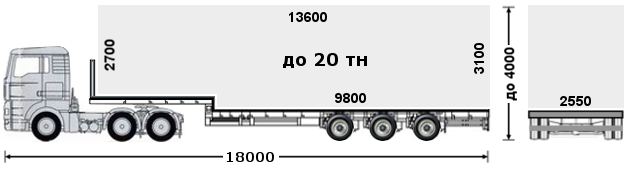
Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Большая Энциклопедия Нефти и Газа. Клапанные пружины
Клапанные пружины
Для правильного контроля поломанных пружин нужно следовать указаниям соответствующего раздела предыдущей главы.
Направляющие втулки клапанов
Направляющие втулки для впускных и выпускных клапанов изготовлены из чугуна и различаются по внутреннему диаметру, который больше у втулок выпускных клапанов. Кроме того, направляющие втулки выпускных клапанов короче, что позволяет Легко отличить их.
Очистить направляющие втулки с помощью тряпки, смоченной в бензине. Стержни клапанов легче всего очищать проволочной щеткой, вставленной в дрель.
Проверить направляющие втулки на износ с помощью контрольного стержня. Если его закрытая сторона входит в отверстие, то нужно заменить направляющую втулку. Выбить направляющую втулку с помощью подходящего стержня. Если еще можно установить направляющие втулки с нормальным размером 1, то их нужно выбить с помощью специального стержня. Если нужно установить втулки ремонтного размера, то необходимо обработать основное отверстие с помощью ручной развертки. Так как новые втулки перед установкой нужно охладить с помощью сухого льда, то для замены втулок лучше обращаться в мастерскую.
Перед заменой направляющих втулок нужно проверить общее состояние блока цилиндров. После запрессовки нужно развернуть втулки до диаметра 8,00 - 8,015 мм для впускных клапанов или 9,00 - 9,015 мм для выпускных клапанов.
Перед заменой направляющих втулок нужно также заменить клапаны и перешлифовать седла клапанов. После замены нужно отфрезеровать седла клапанов. Если же они выглядят так, что седла уже нельзя больше перешлифовать, то не следует заменять втулки.
Седла клапанов
Если подшипники распределительного вала разбиты, то можно установить восстановленную головку блока. В этом случае не нужно проводить никаких работ на седлах клапанов.
Проверить все седла клапанов на наличие следов износа или образование зазубрин. Небольшие следы износа можно удалить 45-градусной фрезой. Если седло выработано уже слишком глубоко, то нужно заменить кольца седел клапанов.
Кольца седел клапанов запрессованы в головку блока цилиндров, и старое кольцо лучше удалить, высверлив его или вывернуть его с помощью приспособления для обработки седел клапанов. При этом нужно обязательно следить за тем, чтобы не повредить головку блока цилиндров. Основное отверстие (D1) нужно измерить и, если нужно, развернуть до следующего ремонтного размера. Разворачивать кольца седел клапанов ремонтных размеров до тех пор, пока не будет достигнуто перекрытие в 0,068 - 0,10 мм. Кольца седел клапанов для впускных клапанов больше по диаметру.
Размеры колец седел клапановD. Наружный диаметр кольца седла клапана;D1. Внутренний диаметр кольца седла клапана; D2. Посадочное отверстие в головке цилиндров; Н. Высота кольца седла клапана; Т. Расстояние между поверхностью головки и верхней стороной кольца седла клапана. D=40,100-40,084 мм для впускного клапана, 37,100-37,084 мм для впускного клапана; D2=40,000-40,016 мм для впускного клапана, 37,000-37,016 мм для выпускного клапана; Н=6,97-7,00 мм для всех клапанов;Т=2,37-2,25 мм для впускных клапанов, 2,44-2,25 для выпускных клапанов.
Нагреть головку блока цилиндров в водяной бане примерно до 90°С, а кольцо седла клапана охладить с помощью сухого льда. Вбить кольцо седла клапана подходящим стержнем. Произвести обработку кольца седла клапана с помощью специального приспособления или с помощью шлифовальной машинки. Используя клапан, измерить расстояние (А). Оно должно составлять на новом клапане и новом кольце седла клапана 0,1-0,5 мм. Граница износа составляет 1,0 мм.
После обработки измерить ширину седла клапана. Если она у впускных клапанов не составляет 2,5 мм и у выпускных - 3,5 мм, то необходимо обработать седло вверху 15-градусной фрезой, а внизу - 60-градусной фрезой.
Фрезерные работы нужно закончить, когда седло будет иметь нужную ширину. Обработанные седла клапанов нужно притереть. Для этого смазать поверхность седла клапана шлифовальной пастой и вставить клапан в соответствующее седло. Зажать стержень клапана подходящим способом и вращать клапан туда-сюда. Постепенно проворачивать клапан на четверть оборота и затем снова притирать его. При необходимости добавить шлифовальной пасты.
После притирки тщательно очистить все детали от грязи и шлифовальной пасты и проверить прилегание клапана к седлу. На обеих деталях должно быть видно непрерывное матовое кольцо которое дает ширину седла клапана. С помощью карандаша нанести несколько штрихов на кольце тарелки клапана, чтобы расстояние между ними было около 1,0 мм. После этого дать клапану упасть в направляющую и на седло и повернуть клапан на 90°, приложив к нему небольшое усилие.
Вынуть клапан и проверить, удалены ли карандашные штрихи на кольце седла. Если ширина седел клапанов находится в нужных пределах, то можно устанавливать головку. В противном случае доработать седла клапанов или, в крайнем случае, установить реставрированную головку. В этом случае переставить старые детали на новую головку.Клапаны
Из-за использования гидравлических уравнительных элементов для регулировки клапанного зазора концы стержней впускных и выпускных клапанов должны специально проверяться, чтобы поддерживать высокую эффективность их работы.
Небольшие повреждения поверхности тарелки клапана можно устранить притиркой клапанов в седлах в головке блока цилиндров, как описано выше. Если клапаны на уплотняемых поверхностях выглядят небезупречно, то их можно перешлифовать в шлифовальной машинке. У притертого и перешлифованного клапана, который находится в хорошем состоянии, толщина кромки тарелки клапана должна составлять у впускных клапанов 0,5 - 0,7 мм и у выпускных 0,5 - 0,6 мм.
Клапаны заполнены натрием, как и у других двигателей фирмы Mercedes.
Измерить клапаны. Размеры должны соответствовать размерам, приведенным в таблице. Заменить все клапаны, не удовлетворяющие данному условию.
| диаметр тарелкиклапана (D) мм | диаметр стержняклапана (D1) мм | длинаклапана (L) мм | |
| Впускной клапан | 38,60 | 7,97 | 106,4 |
| Выпускной клапан | 35,0 | 8,96 | 106,4 |
При приобретении клапанов нужно всегда сообщать, что они используются на дизельном двигателе, и какие клапаны требуются впускные или выпускные. Иногда возможно заменить только впускные клапаны, когда они, к примеру, обгорели по краям.Головка блока цилиндров
Тщательно очистить поверхности головки и блока цилиндров и проверить поверхность головки на деформацию. Для этого приложить линейку к головке и проверить с помощью плоского щупа зазор между линейкой и поверхностью головки в продольном, поперечном и в диагональном направлениях. Если возможно вдвинуть щуп толщиной более 0,1 мм при измерениях в продольном направлении, то следует перешлифовать головку в мастерской. Имеются различные подкладки для минимальной высоты головки цилиндров. Если головка блока измеряется поперек головки, то зазора между линейкой и поверхностью головки быть не должно. Головку можно перешлифовывать, пока высота установки клапана (А) не будет иметь допустимые значения.
Следует также проверить размер выступания предкамеры для впрыска дизельного топлива. Конец предкамеры должен выступать на 7,6 - 8,1 мм. В мастерской корректируют этот размер путем подкладывания уплотнительных колец различной толщины под предкамеру, чтобы она выступала на нужную величину.Распределительный вал
Настоящий раздел описывает только проверки, производимые на распределительном валу.
» Вложить вал обоими концевыми шейками в призмы или зажать между концами токарного станка и установить стрелочный индикатор на среднюю шейку.» Медленно вращая вал, следить за показаниями индикатора. Если они превышают 0,01 мм, то вал изогнут, и его надо заменить.
studfiles.net
клапанные пружины от восьмёрки…
УДАВНе нашёл я в конфе где это раньше обсуждалось, хотя обсуждалось помню. Так что не прогоните.Кто реально ставил вазовские пружины. Что с тарелками делать. просто отторцевать? Или, быть может штатные от восьмёрки подойдут? Да, ещё. Штанги толкателей гнуться не будут? Распред сколько после это ходить будет?
skyfox2002Работает нормально но ресурс клапанного механизма немного укорачиваеться, тарелки немного больше сделать внутренний диаметр,а пружины ставить и внешние и внутренние. Штанги не погнуться . Распред будет ходить, износ на нем минимальный если изначально вал не был убит, и такие мутки ставяться полностью на капитальный двигатель.
УДАВдля skyfox2002: Так понимаю - сам себе от 2108 поставил?
ChaseДля чего их, вообще, ставить?Объясните темному, что это улучшает? Вазовские пружины более жесткие?
meeheiдля Chase:
цитата:Вазовские пружины более жесткие?
Ну есть слегка,просто если мотор хорошо крутиться то более жёсткие пружины предатвратят встречу клапона и цилиндра.
skyfox2002Просто лучше и плотнее закрываеються клапана, вот и вся премудрость ребята!
serjДырку нужна больше в нижней тарелке для того, штоб направляющая пролезла- она в опозитах толще немного чем в жигулях.Если придумал ставить пружины то придет время - поставиш и направляющие ВАЗ(включая маслосъемные колпаки)Поет. ниче в нижних тарелках(вазовских)не изменяй, тем более что они с цементацией - токарь меня матом обложил. А ставь сразу направляющие, колпачки, за одно и клапана новые накинеш там по правилам все сделаеш и будет ТЕМА.
GlerНа днепра какие клапанные втулки пресовать от зубила или классики?
ziurkeu vaz'ov kak znaju napravliajuscije is cuguna, a eto govno.orginalu dnepra-spec splav bronzy ili medi, nepomniu.na staree modeliah, na vpusknom odin splav, na vypusknom-drugoj, eto byvajet toko na tiuningovyx dvizkax takije..:-))))lucse orginaly kakije dolzny byt..![]()
![]()
для ziurke: у ВАЗов направляющие - металлокерамика
GlerПо крайней мере у вазов они ходит по 120 тыщ и ничего..... Мене хватит...От зубила больш идут можно и от классики но тогда только маленькие бо длинные за клапан задевают...Мене сення чувак консультировал так у него такая муть стоит уже два сезона и ничога, он доволен...
bilibonsУменя стоят и пружины и втулки+маслоотражающие! просто супер вазовская пружина болле жёская вот и думайте!!!!
GlerНадыбал себе втулочки от зубила, производства немецкой фирмы SM, качество по сраввнению с нашими просто оххх.. всмысле обалденное, правда цена тож большая. Пять баксов за 4 штуки отдал (они по четыре в коробочке продаются) а русские у нас по три бакса за 8 штук. Долго мерял наши втулки, стоял в магазине и надевал на выпускной днепровский клапан, так вот втулки из одного комплекта, некоторые налазят со свистом а некоторые не хотят, а немецкие налезли все, причем люфт отсутствует...
УДАВтут вопрос возник. топик по нему сбацал, но процитирую.Днепрячьи головы:Я тута выпрессовал направляющие клапанов. Оказалось, что они последнего ремонтного (14,5). А вазовские уже есть. Елы-палы, обидно. Так вот, можа кто знает другие направлющие от других тачек с таким или чуть большим размером. А если точить придётся, то из какого конкретно материала (марка бронзы) ?
УДАВДа, в догонку. Купил пружины и от девятки и от классики и от москвича. от девятки маленькие по диаметру и самые жёсткие. от классики и мосвича по диаметру один в один, но от классики длиннее почти на 1см. и проволока тоньше. в целом по жёсткости приблизительно равны (москвич,класика). НО , хотя москвичёвские по высоте один в один с днепровскими родными, у них характеристика прогрессивная (то есть с начала жмутся довольно легко, а потом к пределу ближе тяжко), тогда как вазовские дают практически линейную зависимость. Ваше мнение.З.Ы. Жалко фотоаппарата нет, а то бы выложил с размерчиками и прочим.
maugliдля УДАВ: прогрессивная характеристика есть большой ГУТ, потому как износ распреда уменьшает здорово. ты это кстати как замерял, на глазок или прибором каким.касательно жесткости. если москвичевские в начале сжатия по жесткости примерно как родные, то я бы поставил их, если не планируется дальнейшая форсировка и эксплуатация на пределе.если же планируется выжимать движок как алкаш кота, то ставь девятые
Glerя вот подумал и решил,от зубила не хочу ставить - жесткие, это не есть большой гуд, лучше от классики, прогресивные в такой ситуации тож не есть гуд, так как под конкретный двиган высчитываються прогресивные характеристики(ИМХО), про родные вааще молчу, я их недавно пальцами рассухаривал, волнует другое, в одном из топиков было сказано что нада канавку в бошке делать чтоб в нее утопало колечко втулки, что в свою очередь не будет мешать нормально лечь тарелочке нижней (вазовской) а можно про это поподробней... и чем эту канавку лучше сделать...
УДАВдля maugli: Извини, не спец я, к сожалению, но поясни, чем именно прогрессивные лучше. На подвеске - понятно почему, а в ГРМ?. Мое мнение сейчас такое, что если жестко в конце сжатия пружины, то максимум нагрузки приходится на верх кулачка распреда, а ему и так не сладко.По поводу как сравнивал. Не прибором. Просто брал пару пружин (внешнюю и внутреннюю) и сдавливал их меж ладонями по очереди. Только не надо шибко стебаться по поводу метода. Я руками нагрузку довольно точно чувствую.Лучше шестые поставлю.
для Gler: Можно тупо зазенковать сверлом. Но это неэстетично. Если не жалко сверла,то сточи его перпендикулярно оси - получишь своеобразную фрезу. Только ей орудовать надо руками - дрелью - уведёт мгновенно.
maugliдля УДАВ: в общем вся фишка там в инерции механизма ГРМ. эти силы наиболее вредны в начале подъема клапана, когда они сильнее всего прижимают толкатель к распреду. там и так сильно давит, а если еще прибавить жесткую пружину лучше не становится. поэтому в начале ее неплохо бы сделать помягше. когда клапан полностью поднялся и начинает опускаться все наоборот - силы инерции стремятся оторвать толкатель от распреда - клапан зависает в воздухе а потом больно удараяе по распреду толкателем. так что здесь пружина должна быть пожестче.в общем почти то же самое что и про подвеску ![]() по поводу метода стебаться не буду. руки достаточно точный инструмент если насобачиться.ты мне лучше скажи что жестче и насколько - родные пружины или москвичевские в начале сжатия? а то сам пока в раздумьях что ставить
по поводу метода стебаться не буду. руки достаточно точный инструмент если насобачиться.ты мне лучше скажи что жестче и насколько - родные пружины или москвичевские в начале сжатия? а то сам пока в раздумьях что ставить
для maugli: Однозначно самые мягкие родные. Во всех моментах. А москвичёвские пожалуй в сумме даже немного пожёстче вазовских. Там проволока толще и витки ближе.Качественные хар-ки приблизительно такие:
GlerЧто-то я тарелки не нахожу, УДАВ скажи пожалуйста пружины от классики и восьмеры сильно по диаметру отличаются? Просто у мене направльяющие от восьмеры а пружинки я от классики взял недавно...
maugliдля УДАВ: добре. огромное спасибо. буду ставить москвичевскиея так понимаю ты 408/412 имел в виду?
[Редактировано 16/3/2004 maugli]
УДАВдля Gler: пружины 09 от 06(и моск.) отличаются несильно, но заметно, особенно если рядом для сравнения поставить родные. В общем, тарелки от классики с девяточными пружинами никак (соответственно наоборот). А вот направляющие по-моему одинаковые (8мм внутр. 14 наружн.).
для maugli: Да не зачто.
цитата:
я так понимаю ты 408/412 имел в виду?
- упс! не помню. Вроде да.
DemonА температурный режим опозита эта вся хрень выдержит?
DiggerТут еще одна шняга: под нижния тарелки подкладки толстыя паранитовые нада ставить, а то пружины от температуры попустит![]()
для Digger: вот и я о чем
morfeyне из паронита а из фторопласта или из текстолита хотя бы
morfeyне из паронита а из фторопласта или из текстолита хотя бы
morfeyне из паронита а из фторопласта или из текстолита хотя бы
maugliдля УДАВ: ты уж вспомни ![]()
Я себе от Вазовские поставил замечтательно все работает...
УДАВдля maugli: Модель не помню. Помню на тот, у которово стаканчики сверху на пружинах.
для terrax: подкладки ставил?
GlerНарод подскажите, видел для классики только одну нижнюю тарелку да и то под внутреннюю пружину, а для наружной тарелка есть? И есть ли на ваз паранитовые (иль еще какие) прокладки иль их от чего другого брать надобно?
УДАВдля Gler: Для внешней вазовской я взял стаканчики от москвичёвских пружин. Про подкладки не слышал. Придётся самому или искать.
samЯ вот на счет этих подкладок под пружину, вед на урале их нет, а на Днепре они есть, по моему мнению, мона обойтись и без этих подкладок.
УДАВдля sam: Думается - надо. А то при длительной езде пружины по-маленьку отпускаться будут.
Diggerдля Gler:Кароче тарелки есть и верхние и нижние, фиксируются родными сухарями нармально, Паранитовые прокладки брал Днепрвския, внутренний диаметр нада расширить
GlerНа следующей неделе себе втулки запресую и седла отшарошу, потом потиху притру клапана....Соберу это все и водружу башни на их законное место...
GlerДа народ поставил я себе эту гадость, делал чел который только по машинам специалист...Хочу дать несколько советов1 Ставил металлокерамику (SM) сломал две втулки, пришлось одну поставить без воротника (на кот. одевается колпачек) а одну стальную. Голову надо сильно греть, никакой плитой этого не добьешся, после сломаной первой втулки, поехали в мастерскую и там грели газосваркой.2 втулки идут с охеренным натягом потому как толще.3 нижние тарелки ставил от волги (24-ки) на них ложил маленькие от классики, поэтому проточки в голове делать не надо было4 паранитовые шайбы не ложил, колпачки не надевал5 пружины брал четыре б\у ставил на впуск, и четыре новые на выпуск.6 седла шарошил только под 45 и 75 градусов, ни одна из машинных шарошек на 15 градусов не подошла....В общем остался не очень доволен.P.S. Родные втулки были бронзовые.
[Редактировано 2/4/2004 Gler]
arslanдля gler: а зачем менял если маслосъемные не ставил? ради металлокерамики?
Glerдля arslan: родная бронза убита была на нет... Да и хотелось чего сменять...
academik.
Про прокладки: в книге "Гонки на Мотоциклах с Коляской" рассматривается форсировка двигателя М66 и чёрным по белому написано, што шайбы делаются из текстолита толщиной 2мм.
ПС: форсирофка - эт не только спорт РВ, жёсткие клапанные пружины пружины и увеличенная степень сжатия.......![]()
motoroad.ru
Клапанная пружина - Большая Энциклопедия Нефти и Газа, статья, страница 1
Клапанная пружина
Cтраница 1
Клапанные пружины предназначены для плотной посадки клапанов в гнезда. [1]
Клапанная пружина, испытанная при рабочих нагрузках и не поломавшаяся после 10 млн. циклов, практически никогда не поломается в дальнейшей эксплуатации, так как такие испытания подтверждают, что в ней отсутствует какой-либо скрытый дефект, который обязательно проявился бы и привел к поломке в течение такого большого числа циклов переменных нагрузок. [2]
Клапанные пружины заменяют как в случае обнаружения трещин или разрывов, так и при заметном снижении упругости. Полезно сохранять в качестве эталона одну качественную новую пружину каждого типоразмера и по величине усадки работающих пружин проводить их отбраковку. [3]
Клапанные пружины являются ответственными деталями. В связи с ограниченными габаритами игполь-зуем в конструкции две концентрические пружины сжатия. [4]
Клапанные пружины и рессоры легковых автомобилей; сальниковые пружины, пружины для секционных колец поршня цилиндра, листовые рессоры автомобиля, пружины, работающие при повышенных температурах ( до 300 С), пружины, подвергающиеся в процессе работы многократным переменам нагрузок и требующие длительного цикла работы. [5]
Клапанные пружины 1 и 2 подбирают на определенную разность давлений в подмембранном и надмембранном пространстве. [7]
Клапанные пружины ( по две на каждый клапан) изготовлены из легированной стали. [8]
Клапанные пружины должны непременно проверяться на резонанс ( см. стр. [9]
Клапанные пружины, являющиеся упругим постоянно действующим элементом клапана, должны обладать высокими упругими свойствами, прочностью и пластичностью. [11]
Клапанные пружины являются упругими элементами, которые благодаря предварительной затяжке прижимают клапанную пластину к седлу клапана. [12]
Клапанные пружины 4 служат для обеспечения плотного прижатия посадочной поверхности тарелки клапана к седлу после завершения действия кулачков распределительного вала. Пружины должна обладать значительной силой упругости. [13]
Клапанные пружины выполняют из пружинной стали 50ХФА путем холодной навивки отожженной проволоки с последующей термической обработкой: нормализация при 720 - 730 С, охлаждение на воздухе, закалка в масле при 860е С и отпуск при 400 - 420 С в свинцовой или соляной ванне. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Пружина клапана осуществляет закрытие клапана и возвращения его в седло. Неисправные пружины клапанов ВАЗ могут вызвать дребезжащий звук в двигателе

Основными деталями, относящимися к клапанной группе, являются клапаны, изготовленные из прутковой жаропрочной хромистой стали способом высадки. Во избежание быстрого выгорания в условиях высоких температур и давлений, стержень и головка клапана производятся из разных сталей, затем соединяются между собой при помощи сварки. Фаской (рабочей поверхностью тарелки) клапан плотно прижат к седлу, которое запрессовано в блок цилиндров.
Клапанные пружины предназначены для закрытия клапана и возврата его на седло после того, как с него будет снята нагрузка распределительного вала. Кроме того, пружина клапана обеспечивает удержание клапана в закрытом положении, что обеспечивает плотную посадку клапана в седле. Благодаря этому механизму предотвращается разрыв кинематической связи между клапаном и передаточными деталями. В частности, это может произойти, когда двигатель работает на высоких оборотах. В случае, когда возникает риск, что клапан оторвется от толкателя, клапанные пружины возвращают клапан на седло.
Клапанные пружины – виды и принцип воздействия на клапан
Пружины клапанов бывают следующих видов:
- симметричная клапанная пружина с неодинаковым шагом
- ассиметричная клапанная пружина
- сдвоенные пружины клапана
В симметричной пружине расстояние между кругами постоянно чередуется узким и широким шагом по всей длине. Ассиметричная пружина имеет узкий шаг с одной стороны и широкий – с другой. Сдвоенные пружины состоят двух частей:
- внутренняя (малая)
- внешняя (большая)
При этом витки наружной и внутренней клапанных пружин имеют противоположную навивку.
Пружина клапана надевается на его стержень и закрепляется через опорную тарелку на его конце при помощи конических разрезных сухарей. В большинстве двигателей используется одна клапанная пружина, но есть агрегаты, где предусмотрены сдвоенные варианты. Например, двойные пружины и пружины с неодинаковым шагом нужны в качестве предохранителя в случаях, когда двигатель работает на высоких оборотах.
Усилием пружины клапан поджимается в направлении закрытия. В момент воздействия на него распределительного вала клапан передвигается вниз по внутренней части направляющей втулки клапана, которая расположена в головке цилиндров для открытия или закрытия выпускного канала.
Под воздействием перегрева напряжения пружин возвращение клапанов на свои сидения происходит с определенным запозданием, вследствие чего в двигателе возникает дребезжащий звук. В этом случае на автомобили ВАЗ, лучше установить новые пружины клапанов производства Димитровградского пружинного завода. В нашем ассортименте так же имеется пружина клапана КАМАЗ и других марок автомобилей.
dspring.ru
Изготовление клапанных пружин - Справочник химика 21
ИЗГОТОВЛЕНИЕ КЛАПАННЫХ ПРУЖИН [c.410]Независимо от того, будет ли сечение проволоки прямоугольным или круглым, технология изготовления клапанных пружин не изменяется. На некоторых компрессоростроительных заводах технологические процессы изготовления клапанных пружин отличаются малой производительностью из-за отсутствия минимально необходимой оснастки как для изготовления, так и для контроля качества этих ответственных деталей. [c.410]
Приведенный ниже типовой технологический процесс изготовления клапанных пружин рассчитан на изготовление пружин небольшими сериями при максимально возможной для этих условий технологической оснащенности. [c.410]Проволока для изготовления пружин должна быть отожженной. Навивка производится на токарном станке при помощи специального приспособления, дающего возможность производить групповую навивку пружин с периодическим образованием рабочих и опорных (нерабочих) витков. Типовой технологический процесс изготовления клапанных пружин позволяет исключить трудоемкую ручную операцию по поджатию нерабочих витков, ручную обработку торцов пружин на заточном станке, осуществлять приемку пружин в соответствии с техническими условиями, а это улучшает качество пружин и снижает трудоемкость их изготовления. [c.410]
Типовой технологический процесс изготовления клапанных пружин. Операция первая — токарная. Конец проволоки закрепляется на оправке специального приспособления, смонтированного на токарном станке, и производится навивка заготовки диаметром О, шагом 1 и длиной Н для нескольких пружин. При этом обеспечивается наличие опорных нерабочих витков для каждой отдельной пружины. Затем заготовка пружин пресс-ножницами отрезается от бухты проволоки. [c.411]
Полосовые клапаны. Они применяются в основном в компрессорах малой и средней производительности при низких давлениях. Обладая такими положительными качествами, как высокая плотность в закрытом состоянии и малое мертвое пространство, они нашли широкое применение в холодильных компрессорах. Полосовой клапан (рис. 7.7) состоит из седла с прямыми каналами, которые закрываются пластинами прямоугольной формы, изготовленными из пружинной стали. Ограничитель подъема пластин имеет вогнутую форму. Пластины, имеющие малую толщину, под давлением газа выгибаются по форме ограничителя. Концы пластин находятся в направляющих гнездах. Для предотвращения продольного сдвига пластин служат шпонки или ограничивающие планки. [c.198]
Сталь марок 50—70 обладает высокой прочностью н высокими упругими свойствами и применяется для изготовления спиральных пружин лебедок, вертлюгов, пружинных шайб и колец, клапанных пружин и т. д. [c.40]
Основными преимуществами титана перед нержавеющими сталями являются устойчивость против точечной коррозии и коррозионного растрескивания металла, находящегося под напряжением, а также высокая коррозионная стойкость в растворах хлоридов и других жидкостях. Это определяет его применение в химическом машиностроении для изготовления насосов,, труб, пружин, автоклавов и т.п. Так, замена нержавеющей стали титаном при изготовлении клапанов, работающих в жидких агрессивных средах при высоком давлении, дала возможность увеличить срок их службы более чем в 20 раз. [c.19]
Рождению в 50-е годы и бурному развитию производства ингибированных нефтяных составов содействовало прежде всего автомобилестроение. В настоящее время проблема защиты от коррозии автомобилей значительно возросла, что связано с количественным и качественным изменениями автомобильного парка [142]. Если в начале века насчитывалось 6200 автомобилей, то в настоящее время их численность превышает 300 млн. В качественном отношении ущерб от коррозионных поражений и коррозионно-механического износа также значительно возрос. Применительно к двигателям внутреннего сгорания это связано с повышением удельной мощности двигателя, уменьшениями допусков при их изготовлении, переходом на У-образные двигатели с использованием гидравлических толкателей, подверженных интенсивной электрохимической коррозии, принудительной вентиляцией картера, усилением коррозионной составляющей в общем износе гильз цилиндров, поршневых колец, подшипников коленчатого вала, клапанов, пружин и других деталей [9—12]. Кузов, крылья, днища автомобилей изготавливаются из более тонкого листа, используются облегченные, самонесущие кузова, имеющие в качестве ребер жесткости многочисленные скрытые сечения [141, 142]. В настоящее время на изготовление кузовов идет стальной лист толщиной 0,5—0,9 мм, что в два раза тоньше листов, используемых в 50-е годы. При соединении листов, в том числе точечной сваркой, образуются перекрытия, зазоры и профили, крайне уязвимые для многих видов коррозии. Достаточно сказать, что распределение объема трудовых затрат на весь срок службы автомобилей, распределяется следующим образом изготовление- новых автомобилей — 1,4%, техническое обслуживание—45,4%, текущий ремонт —46% и капитальный ремонт — 7,2%. [c.193]
Для изготовления клапанов с фторопластовыми амортизаторами любой конструкции необходимы следующие переделки в штатном клапане изготовление упора клапана измененной конструкции с гнездами под точечные пружины изготовление точечных пружин вместо концентрических штатных изготовление фторопластовых амортизаторов изготовление крепежных винтов (в случае использования конструкции с амортизаторами, крепящимися с помощью-винтов). Седло клапана и рабочие пластины остаются без изменения. [c.238]
Для изготовления клапанных коробок применяют кованую сталь спиральные пружины, работающие в воде, изготовляются из специальной стали. Контакты изготовляются из платины. Баллоны снабжаются запорными и предохранительными вентилями. [c.170]
Поставляется сталь в виде прутков различного диаметра, поковок и луженой проволоки. Применяется она для изготовления амортизаторов клапанных пружин, шайб Гровера и т. п. [c.154]
Клапанные пружины изготавливают из пружинной проволоки, навитой в холодном состоянии на специальной оправке и закаливают. После зачистки торцов пружины подвергают отпуску при температуре около 300° С, а затем сжимают 5—10 раз до соприкосновения витков. Применение неподходящих материалов для изготовления и плохая термообработка пружин часто являются причиной их плахой работы. [c.255]
Дисковые клапаны сложней по конструкции, чем кольцевые, требуют большей трудоемкости при изготовлении, но в то же время они более эффективны, так как при тех же посадочных диаметрах в дисковых клапанах может быть выполнено большее число каналов и колец меньшей ширины, тем самым увеличено проходное сечение. Наличие плоских пружин позволяет уменьшить высоту ограничителя подъема пластины и, в случае всасывающего клапана, уменьшить мертвое пространство. [c.197]
В обычных условиях работы долговечность клапанов ограничена не столько износом, сколько поломками пластин и пружин и зависит главным образом от качества применяемых материалов и технологии изготовления этих деталей. [c.361]
Во вторую ступень редуцирования входят шток 22, мембрана 26, жесткий центр 25, пружины 20 и 21, крышка корпуса 19, рычаг 17, кронштейн 15, ось 18, седло 14, колпачок 16 и пружина 12. Шток 22 изготовлен из латунной полосы прямоугольного сечения, изогнутой таким образом, что плоскости нижней и верхней его частей расположены под прямым углом друг к другу. В нижней части штока имеется фигурный вырез для зацепления со штоком первой ступени и прямоугольное отверстие для рычага. Выше к штоку припаян диск 27 с седлом предохранительного клапана. В верхней части штока имеется прямоугольное отверстие для оси 23 рукоятки 24. Мембрана 26 зажата между диском 27 и жестким центром 25 пружиной 21 и образует предохранительный клапан, не допускающий разрыва мембраны. Мембрана с жестким центром нагружена пружиной 20, упирающейся в крышку корпуса. Перемещение мембраны 26 передается колпачку 16 через упругий рычаг 17. Левая жесткая часть рычага, оканчивающаяся шариком, изготовлена из латуни, упругая правая часть — из стальной проволоки. Рычаг поворачивается вокруг оси 18 в кронштейне 15. Колпачок 16 имеет [c.130]
Сталь марки Ст.5 применяется для изготовления сосудов, работающих при давлении не более 50 кГ см и температуре стенки от —30 до +400° С, запорных элементов арматуры, работающей при температуре до 300° С в некоррозионной среде, для крепежных деталей при температуре не выше 350° С, решеток теплообменников, предназначенных для работы с некоррозионной нефтью и ее продуктами. Из стали марки Ст.7 изготовляют пружины для клапанов насосов и других машип, работающих при температуре до 150—200° С в некоррозионной среде, пружинные и кулачковые шайбы. [c.32]
На рис. 38 представлен клапан срыва вакуума свободного действия, автоматически открывающийся при появлении вакуума в зоне рабочего колеса турбины. Величина вакуума, при которой открывается клапан 1, регулируется натяжением пружины 2. Натяжение устанавливается гайкой 4 и фиксируется контргайкой 3. Плотность клапана в закрытом положении обеспечивается резиновым кольцом 6, прижатым к кольцу 5, изготовленному из нержавеющей стали и прикрепленному к корпусу клапана. На турбине устанавливают от двух до четырех клапанов. [c.57]
В кольцевых пластинчатых клапанах применяются кольцевые пружины прямоугольного сечения и точечные (местные) пружины круглого сечения. Для изготовления клапанных пружин применяется проволока из хромоникелевой стали марки 50ХФА по ГОСТу 2052-53. [c.410]
Для изготовления клапанных пружин рекомендуется также сталь 50ХФА по ГОСТу 4543—48. Навивка пружин из этой стали производится в холодном состоянии в отожженном виде, после чего производится термообработка. Режим термообработки закалка в масле при 860°, отпуск при 450°. [c.186]
Низкое качество ремонта объясняется отсутствием необходимого технологического оборудования, недостаточным ассортиментом материалов, используемых для изготовления запчастей, нехваткой квалифицированного персонала. Повышение эффективности ремонтных служб достигается совершенствованием организации и технологии ремонтных работ. К числу технических мероприятий, повышающих экономические показатели ремонта, относятся использование прогрессивных методов ремонта и восстановления деталей и механизация ремонтных работ. Механизация позволяет повысить производительность труда при единичном и мелкосерийном производстве (а таким и является ремонтное производство) путем применения определенных приспособлений. К числу наиболее часто применяемых относятся следующие приспособления 1) передвижные механизмы для погрузо-разгрузоч-ных работ 2) универсальные стенды с быстродействующими пневматическими зажимами — для ремонта арматуры 3) универсальный гидропресс — для опрессовки арматуры 4) стенды для испытания пружин предохранительных клапанов на статическое сжатие 5) притирочные станки для притирки уплотнительных поверхностей арматуры 6) стенды для разборки-сборки поршневой группы компрессорного оборудования 7) стенды для разборки роторов центробежных насосов 8) гидропресс для запрессовкн-выпрессовки втулок 9) стенд для испытания прямоточных клапанов 10) манипуляторы-вращатели для наплавки цилиндрических деталей 11) универсальные штампы для изготовления клапанных пластин 12) пневматические и электрические гайковерты 13) гидравлические приспособления для разжима фланцевых соединений трубопроводов 14) передвижные установки для термообработки сварных швов 15) пресс с набором матриц и пуансонов для изготовления прокладок. [c.146]
Клапанные пружины изготовляют из пружинной стали 50ХФА или 65С2ВА. Изготовление производится путем холодной навивки предварительно отожженной проволоки. Навитые пружины подвергают предварительной термической обработке (нормализации) и окончательной [c.357]
Сталь марок 20ХГС и ЗОХГС применяется для изготовления высоконапряженных крепежных деталей, работающих при температуре до 400° С, клапанных пружин компрессоров, валиков, осей, кулачков соединительных муфт п зубчатых колес буровых установок, роликов втулочно-роликовых цепей, штропов элеваторов, хомутов вертлюгов и других деталей нефтезаводского и нефтепромыслового оборудования. Ниже показана зависимость предела выносливости закаленной стали марки ЗОХГС от температуры отпуска. [c.54]
Сталь марок 20ХГС и ЗОХГС применяется для изготовления вы-сокопапряженных крепежных деталей, работающих при температуре до 400° С, клапанных пружин компрессоров, валиков, осей, кулачков соединительных муфт и зубчатых колес буровых установок, роликов втулочно-роликовых цепей, штропов элеваторов, хомутов вертлюгов и других деталей нефтезаводского и нефтепромыслового оборудования. [c.62]
В рассматриваемом клапане пружины могут быть цилиндрическими из стальной проволоки, по нескольку штук на кольцевую пластину. При этом пластина будет прижиматься к седлу недостаточно равномерно. Для обеспечения равномерного воздействия на пластииу иногда применяют кольцевые пружины, изготовленные из стальной полосы (фиг. 72, 5). [c.154]
Всасывающий клапан беспружинный, инерционный. Он расположен в днище поршня прямоточного компрессора. Нагнетательный клапан пружинный. Выемки для пружины находятся вне замкнутого объема цилиндра. Пружины клапана 8 спиральные,по одной на каждую пластину 3. Розетки обоих клапанов / и 7 имеют отверстия для пара, расположенные по окружностям между пластинами. Во избежание прилипания и присасывания пластин к ограничителям подъема в канавках под пружинами просверлены небольшие отверстия. Розетки, одновременпоограничивая подъем пластин, направляют их выступами, центрируя по уплотнительным пояскам седел 2 и 6. В непрямоточных компрессорах пластинчатые клапаны как всасывающие, так и нагнетательные пружинные. В зависимости от диаметра эти клапаны изготовляют 1, 2, 3, 4, 5 и 6-пластипчатыми. При необходимости большого количества пластин в общую плиту встраивают несколько клапанов (групповой клапан). Последнее объясняется технологическими трудностями изготовления пластин (диаметром более 300 мм) с плотным прилеганием по большому периметру, а также возрастанием веса пружины из за резкого увеличения диаметра проволоки. Ширина пластин клапанов колеблется в современных конструкциях от 8 до 15 мм при их толщине от 1,0 до 2,0 Л(Л(. Ширина уплотнительных буртиков седел клапанов принимается 1—2 мм в зависимости от диаметра пластин. Перекрытие буртиков пластинами в современных конструкциях от 0,5до1,0жл( на сторону. В конструкциях компрессоров с кольцевыми [c.285]
Материалы, применяемые для клапанов и их приводов. Поршеньки, разгружающие клапаны, уплотняют мягкими уплотнителями, например кожаными манжетами, подвижными и неподвижными. В табл. У1-11 приведены материалы, применяемые для изготовления механизма приводов клапанов, а в табл. У1-12 — материалы, применяемые для изготовления клапанов детандеров. Пружины для клапанов применяют винтовые цилиндрические из проволоки круглого или прямоугольного сечения. Могут быть приняты следующие допускаемые напряжения для стальных пружин [г] [c.311]
Клапанные пружины изготовляют из пружинной стали 50ХФА. Заменителем может служить сталь 60С2. Изготовление производится путем холодной навивки предварительно отожженной проволоки. Навитые пружины подвергают предварительной термической обработке (нормализации) и окончательной термической обработке (закалка и последующий отпуск). Режим термической обработки для стали 50ХФА приведен в табл. VHI. 4. [c.347]
С учетом допусков на изготовление клапана различная интенсивность протекания релаксации пружин могла быть вызвана отклонением величины рабочих напряжений от номинального значения (+15 ). Вместе с тем, повышение требований к точности изготовления клапанов не давало П9л0жительных результатов. [c.125]
Материалом для изготовления пластин кольцевых клапанов служит главным образом хромистая и хромомарганцовокремнистая сталь окончательная обработка пластин производится притиркой (класс шероховатости не ниже десятого). Пластины ленточных и прямоточных клапанов изготовляют из пружинной углеродистой или нержавеющей стали, седла — из чугуна, качественных сталей и алюминиевых сплавов. [c.224]
Для снижения напряжений, возникающих в мембранах, С. М. Алтуховым [11 видоизменен перепускной клапан. В новой конструкции он нагружается давлением нагнетаемого ступенью газа, имеет пружину и рассчитан таким образом, что вне зависимости от давления нагнетания поддерживает заданную разность между давлениями масла и газа. В результате этого и изготовления мембран из нержавеющей стали Х15Н9Ю, упрочненной методом холодной нагартовки, долговечность мембран возросла во много раз — за 1660 ч работы (4 10 циклов) ни одна из П1ести мембран, проходивших параллельные испытания, не была разрушена. [c.662]
Все многолитражные баллоны снабжены однотипны. вентилем ВБ-1, являющимся запорным приспособлением при наполнении, хранении и расходовании сжиженного газа, он рассчитан на то л е рабочее давление, что и баллоны. Вентиль баллонный (рнс. 132) состоит из корпуса 9, клапана 2, прил имной гайки 7, шпинделя 6, маховика 2, пружины 10, заглушки И, мембраны 8, шайбы 5, гайки 4 и прокладок 1 и 12. Изготовленная из фосфористой бронзы или нерлоткрытом клапане 2. Герметичность вентиля в закрытом полол[c.239]
Сталь марки 3X13 служит для изготовления пружин предохранительных клапанов н уплотнительных колец арматуры. [c.62]
Х16Н7М2Ю — для изготовления дисков распыливающих сушилок при сушке двойного уперфосфата, клапанных пластин в компрессорах конвертированного газа, плунжеров и пружин карбонатных насосов. Рекомендуется для сварных конструкций [c.65]
chem21.info
Клапанная пружина - Большая Энциклопедия Нефти и Газа, статья, страница 2
Клапанная пружина
Cтраница 2
Клапанная пружина нижним своим концом опирается на корпус клапана или на крышку, а верхним на тарелку ( шайбу), кото-окружности, обеспечивает получение большего рая должна иметь надежное и легко разбираю - время - сечения клапана по сравнению щееся соединение со шпинделем. [17]
Клапанные пружины для впускных и выпускных клапанов одинаковые, изготовлены из специальной закаленной в масле пружинной проволоки марки С-65 диаметром 4 1 мм. [18]
Клапанная пружина удерживает клапан в закрытом положении после того как кулачок сойдет с тарелки толкателя. [19]
Клапанная пружина упирается в опорную шайбу. Когда клапан закрыт и давление клапанной пружины невелико, дисковая пружина выгнута наружным краем вверх, а внутренним упирается в заплечик корпуса. [20]
Клапанные пружины, втулки коромысел, толкающие штанги, коромысла обычно заменяют. [21]
Клапанные пружины, втулки коромысел, толкающие штанги, коромысла обычно заменяют. Для восстановления зазора между толкателями и направляющими в блоке направляющие развертывают и ставят толкатели соответствующего ремонтного размера. [22]
Клапанные пружины служат для быстрого и плотного закрытия клапанов и возвращения всех частей клапанных приводов при закрытии клапанов в исходное положение. Обычно применяются цилиндрические спиральные пружины из круглой стальной проволоки. [23]
Клапанные пружины, прежде чем установить их, необходимо подвергнуть испытанию на упругость. [24]
Клапанная пружина: а) обеспечивает своевременное перемещение клапана в исходное верхнее положение; б) удерживает клапан от чрезмерного смещения навстречу бойку, поддерживая х0у на должном уровне, что сохраняет величину хода бойка. Жесткость пружины обычно принимается конструктивно. Следовательно, необходимо найти способ определения начального натяжения пружины. [25]
Клапанные пружины 8 одинаковы для обоих двигателей. На каждый клапан устанавливается одна пружина. [26]
Клапанные пружины служат для закрытия клапанов и плотной посадки их в гнезда, а также воспринимают инерционные усилия, возникающие при работе механизма газораспределения. Для предотвращения самопроизвольного отрыва закрытого выпускного клапана от седла при такте впуска пружине ( при установке ее на место) сообщают предварительную затяжку. Сила пружины при полностью открытом клапане должна быть достаточной для удержания толкателя прижатым к кулачку распределительного вала, сохраняя этим установленную продолжительность открытия клапана. [27]
Клапанная пружина 10 одним концом упирается в тело блок-картера или головки цилиндров 12 двигателя, другим - в шайбу 8, соединенную с концом стержня клапана. [28]
Клапанные пружины перед установкой должны быть проверен. [29]
Клапанные пружины должны обеспечивать преодоление действия разрежения в цилиндре двигателя при дросселировании. [30]
Страницы: 1 2 3 4
www.ngpedia.ru
Клапанная пружина - Большая Энциклопедия Нефти и Газа, статья, страница 3
Клапанная пружина
Cтраница 3
Клапанные пружины не должны колебаться при всех числах оборотов двигателя, так как возникновение подобных явлений приводит к появлению шумов и поломке пружин. [31]
Клапанные пружины относительно слабые. Они должны создавать усилие, необходимое только для быстрого закрытия клапана при выравнивании давления до и после него, но не должны увеличивать потери давления в клапане. [32]
Клапанные пружины необходимо устанавливать меньшим шагом вверх. Упругость пружин должна быть при сжатии до размера 44 5 мм - в пределах 18 4 - 21 1 кг; при сжатии до размера 35 7 мм - в пределах 46 2 - 49 кг. [33]
Клапанные пружины 5 предназначены для закрытия клапанов и создания необходимой герметичности между седлом и головкой клапана. Кроме того, пружина предотвращает возможность отрыва выпускного клапана от седла при такте впуска и преодолевает силы инерции, которые имеют место в клапанном механизме при работе двигателя. [34]
Клапанная пружина должна иметь достаточную силу упругости, чтобы предотвратить отрыв толкателя от кулачка. Кроме того, сила упругости пружины при закрытом клапане должна быть достаточной для того, чтобы удерживать выпускной клапан в закрытом состоянии при впуске. [35]
Клапанные пружины изготавливают из пружинной проволоки, навитой в холодном состоянии на специальной оправке и закаливают. После зачистки торцов пружины подвергают отпуску при температуре около 300 С, а затем сжимают 5 - 10 раз до соприкосновения витков. Применение неподходящих материалов для изготовления и плохая термообработка пружин часто являются причиной их плохой работы. [36]
Клапанная пружина опирается в опорную шайбу. [37]
Клапанные пружины изготовляют из пружинной стали 50ХФА или 65М2ВА путем холодной навивки предварительно отожженной проволоки. Навитые пружины подвергают сначала нормализации, а затем закалке с отпуском. [38]
Клапанная пружина применяется для того, чтобы тщательно прижимать к седлу клапан, имеющий относительно небольшую массу и, следовательно, обладающий малой инерцией. При перекачке загрязненных жидкостей опорная плоскость тарельчатого клапана снабжается резиновой или кожаной прокладкой. [40]
Рассчитать клапанные пружины ( рис. 20) лля карбюраторного двигателя, если известно, что при полном открытии клапана ( ход клапана / г - 11 5 мм) пружины должны воспринимать усилие Ргаах 36 2 кгс, усилие затяжки Рт п 17 кгс. [41]
Используется клапанная пружина автомобильного двигателя ГАЗ. [43]
Расчет клапанных пружин производится исходя из предъявляемых к ним требований: 1) клапанная пружина должна обеспечивать плотную посадку клапана в седло в периоды его закрытия; 2) клапанная пружина не должна допускать отрыва клапана от толкателя и толкателя от кулачка во время их Движения с отрицательным ускорением; 3) размеры и форма клапанной пружины должны обеспечивать отсутствие ее вибраций на рабочих режимах. [44]
Навивка клапанных пружин производится на токарном станке при помощи специального приспособления ( фиг. [45]
Страницы: 1 2 3 4
www.ngpedia.ru






423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)