 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Поверочно-измерительные инструменты. Мерительные инструменты
Поверочно-измерительные инструменты
Масштабная линейка
Масштабной линейкой измеряют длину или ширину на плоскостях, определяют размеры, замеренные нутромером и кронциркулем, а также пользуются при разметочных работах. Точность измерения — до 0,5 мм.
Универсальный угломер
Для точного измерения различных углов служит универсальный угломер, представляющий собой две линейки с дисками, скрепленными между собой шарнирно. На одном диске нанесены деления в градусах. При измерении изделие устанавливают между линейками так, чтобы их края касались плоскостей измеряемого изделия. При этом величину угла определяют по делениям на диске.

Рис. Универсальный угломер
Циркуль, кронциркуль и нутромер
Циркуль применяют главным образом при разметке. Ножки циркуля должны быть одинаковой длины и толщины, правильно заточены и в сомкнутом состоянии не должны давать просвета. При износе и затуплении ножки циркуля затачиваются оселком.

Рис. Измерительные инструменты:а — циркуль: б — кронциркуль; в — нутромер.
Кронциркуль служит для наружного измерения деталей. Величина, измеренная кронциркулем, определяется по масштабной линейке. Точность измерения — до 0,5 мм. Кронциркули бьшают шарнирные и пружинные.
Шарнирный кронциркуль прост по устройству и удобен для пользования, но с течением времени в нем разрабатывается шарнирное соединение, и получается свободный ход. Для устранения свободного хода заклепку головки шарнира слегка обжимают или расклепывают.
Концы ножек по мере пользования теряют свою первоначальную форму, поэтому их следует периодически заправлять оселком.
Нутромером определяют внутренние размеры деталей. Величины, измеряемые нутромером, определяют по масштабной линейке. Точность измерения до 0,5 мм. Нутромеры бывают пружинные и шарнирные.
Штангенциркуль
Штангенциркуль (рисунок а) — измерительный инструмент, позволяющий производить три измерения: наружное, внутреннее и глубины с точностью до 0,1 мм. Этот инструмент состоит из неподвижной губки, прикрепленной к масштабной линейке, на которой нанесена метрическая шкала, и из подвижной губки, свободно перемещающейся по линейке. У подвижной губки имеется вырез с нониусом и рейка для измерения глубины. Обе губки имеют сверху заостренные концы для внутренних измерений. На нониусе внизу сделано десять делений. Левая крайняя черта называется нулевой. Для определения размера при разведенных губках штангенциркуля нужно отсчитать целое количество миллиметров, которое прошла по линейке крайняя левая черта нониуса (на рисунке б это — 11 мм), а затем найти черту нониуса, которая точно совпадет с каким-либо делением линейки. В случае, изображенном на рисунке б, вторая черта нониуса (не считая нулевой черты) совпадает с делением на линейке, следовательно, данный размер будет равен 11,2 мм.

Рис. Штангенциркуль:а — измерение штангенциркулем; б — отсчет по нониусу; 1 — неподвижная губка; 2 — заостренный конец губки; 3 — винт для закрепления подвижной губки; 4 — масштабная линейка; 5 — нониус; 6 — подвижная губка.
Штангенглубомер
Штангенглубомером можно измерить глубину пазов на валах, отверстий и др. При измерении опорные плоскости штангенглубомера ставят на плоскость изделия, от которой производят измерение. Необходимо следить, чтобы у опорных губок штангенглубомера не было выбоин и ржавчины. Периодически опорные губки необходимо притирать, пользуясь проверочной плитой. В процессе притирки подвижная линейка должна находиться на нуле. Измерение штангенглубомером производится так же, как и штангенциркулем.

Рис. Измерение штангенглубомером
Штангензубомер
Штангензубомер представляет собой соединение штангенциркуля со штангенглубомером.
Штангензубомером измеряют толщину зубьев шестерен для определения величины их износа и размера. Зная по чертежу высоту зуба шестерни (считая от начальной окружности), устанавливают его размер на вертикальной шкале штангензубомера; после этого губки штангензубомера устанавливают на зуб и горизонтальным штангенциркулем измеряют толщину зуба. Точность измерения штангензубомером — до 0,02 мм.

Рис. Штангензубомер
Штихмас телескопический
Телескопическим штихмасом измеряют внутренние размеры в пределах от 12 до 150 мм. Подвижной измерительный стержень штихмаса входит в неподвижную часть корпуса, из когорой он пружиной выжимается наружу. Внутри корпуса проходит фиксирующий стержень, которым можно зажать измерительный стержень в любом положении. Для измерения отверстия нужно освободить измерительный стержень, вставить штихмас в отверстие и, придав ему правильное положение, зажать фиксирующий стержень, а затем осторожно вынуть штихмас из отверстия. После этого штангенциркулем или микрометром измеряют длину измерительного стержня вместе с неподвижной частью.

Рис. Штихмас телескопический:1 — неподвижная часть; 2 — отжимная пружина; 3 — измерительный стержень; 4 — корпус; 5 — фиксирующий стержень.
Микрометр
Микрометр служит для наружного измерения деталей с точностью до 0,01 мм. Больше всего распространены микрометры следующих размеров: 0—25; 25—50; 50—75; 75—100 мм. Устройство микрометра показано на рисунке.

Рис. Микрометр:а — разрез микрометра; б — определение размера; 1 — скоба; 2 — стопорный винт пятки; 3 — пятка; 4 — винт с микрометрической нарезкой; 5 — барабан; 6 — трещотка; 7 — гильза с делениями до 0,5 мм; 8 — зажимное кольцо.
Скоба микрометра в левой части имеет закаленную и отшлифованную пятку, закрепленную стопорным винтом. В правой части скобы находится гильза с неподвижной шкалой; в гильзе закреплена стальная втулка с микрометрической резьбой, шаг которой равен 0,5 мм. Во втулку завернут микрометрический винт, на наружном конце которого укреплен барабан со шкалой, имеющей 50 делений, расположенных по окружности, и трещоткой.
Для измерения деталь устанавливают между винтом и пяткой, после чего барабан за трещотку повертывается и винт выдвигается до соприкосновения с измеряемой деталью. Для определения размера надо сосчитать число миллиметров на поверхности гильзы, включая пройденное полумиллиметровое деление, а затем посмотреть, какое деление на краю барабана совпадает с осевой чертой, сделанной на гильзе. Это деление будет соответствовать числу сотых долей миллиметра, которое нужно прибавить к предыдущим данным. В положении микрометра, показанном на рисунке б, установлен размер 20,05 мм.
Штихмас микрометрический (нутромер)
Микрометрический штихмас — это инструмент для измерения внутренних размеров изделий с точностью до 0,01 мм. По своему устройству микрометрический штихмас сходен с микрометром. Штихмас состоит из гильзы, имеющей на одном конце наконечник со сферической мерительной поверхностью, а на другом — микрометрический винт с такой же поверхностью. Размеры определяются так же, как и микрометром. Для увеличения пределов измерения микрометрический штихмас имеет набор сменных мерительных стержней, что позволяет измерять размеры до 250 мм.

Рис. Штихмас микрометрический:1 и 5 — сферические мерительные поверхности; 2 — гильза; 3 — стопорный винт; 4 — барабан.
Индикатор
Индикатор служит для измерения отклонений в размерах изделий. Индикаторами проверяют вертикальные и горизонтальные плоскости отдельных деталей, а также биение, овальность и конусность валов и цилиндров. Точность измерения индикатором до 0,01 мм.
Индикатор состоит из корпуса, внутри которого расположен механизм, состоящий из нескольких шестерен, зубчатой рейки, упоров и циферблата со стрелкой. На циферблате нанесено 100 делений, каждое из которых соответствует 0,01 мм. При перемещении измерительного штифта на величину 0,01 мм стрелка перемешается по окружности на одно деление шкалы, а при перемещении штифта на 1 мм она делает один оборот. Обратно измерительный штифт перемещается под действием пружины.

Рис. Индикатор:а — разрез индикатора; б — универсальная стойка для крепления индикатора; 1 — измерительный штифт; 2 — червячное колесо; 3 и 5 — зубчатки; 4 — стержень; 6 и 9 — пружины; 7 — каретка; 8 — направляющая каретки.
На рисунке б показана универсальная стойка для крепления индикатора, с помощью которой измеряют детали в различных положениях.
Для измерения износа цилиндров индикатор закрепляют на специальном приборе — пассиметре.

Рис. Индикатор с пассиметром для измерения износа цилиндров: 1 и 2 — стержни; 3 — подвижной наконечник; 4 — качающийся рычаг; 5 — неподвижный стержень; 6 — калиброванные кольца; 7 — набор неподвижных стержней; 8 — ключ для разборки и сборки головки прибора.
Измерительная часть (головка) прибора состоит из подвижного наконечника и неподвижного стержня. Перемещение подвижного наконечника передается качающимся рычагом и стержнями на измерительный штифт индикатора, который в свою очередь действует на механизм и стрелку. В комплект индикатора входит набор неподвижных стержней и калиброванных колец, позволяющих измерять цилиндры разных диаметров. Перед измерением в головку прибора устанавливают неподвижный стержень (иногда под буртик неподвижного стержня помещают калиброванные кольца). Для подбора стержня и кольца цилиндр предварительно измеряют (приближенно) штангенциркулем или линейкой.
Щуп и резьбомер
Щуп представляет собой стальную калиброванную пластинку или набор пластинок различной толщины. На каждой пластинке указана ее толщина в миллиметрах. Щупы служат для измерения зазоров между двумя деталями. При измерении больших зазоров применяют несколько пластинок, вместе взятых. При измерениях нельзя допускать резких перегибов щупа и больших усилий. Необходимо следить, чтобы на щупах не было грязи и металлической пыли, что нарушает точность измерения.

Рис. Измерительные инструменты:а — набор плоских щупов; б — резьбомер.
Резьбомер служит для проверки и определения числа ниток на 1 дюйм или шага резьбы (в миллиметрах) на болтах, гайках и других деталях. Он представляет собой набор стальных гребенок (резьбовых шаблонов) с профилем зуба, соответствующим профилю стандартной дюймовой или метрической резьбы. Число ниток на дюйм или шаг резьбы помечают на каждой гребенке. На корпусе дюймового резьбомера выбивают метку 55°, а метрического 60°. Для проверки резьбы на болте или в гайке необходимо последовательно прикладывать гребенки резьбомера до тех пор, пока не будет найдена гребенка, зубья которой точно совпадают с резьбой детали без просвета. Размеру этой гребенки и будет соответствовать измеряемая резьба.
Шаблоны
Радиусный шаблон применяют для измерения у изделий радиусов. Шаблон представляет собой тонкую стальную пластину с выпуклыми или вогнутыми закруглениями. На поверхности каждого шаблона выбиты цифры, определяющие размер радиуса закругления в миллиметрах.
Шаблон для проверки угла заточки спиральных сверл диаметром до 50 мм изготовляют в виде стальной пластины, имеющей вырез с углом 116—118°. На кромке выреза нанесена миллиметровая шкала (рисунок а), по которой проверяют длину режущих кромок сверла.

Рис. Шаблоны для проверки угла заточки спиральных сверл:а — простой; б — универсальный.
Универсальным шаблоном (рисунок б) можно проверять, кроме угла заточки сверла, также и резьбу (метрическую 60° и дюймовую 55°).
Проверочная плита
Проверочная плита представляет собой чугунную плиту с точно обработанными поверхностью и краями. Ее широко используют при разметочных и контрольных работах. Поверхность плиты не должна иметь задиров, рисок и ржавых пятен. Плиту устанавливают строго горизонтально по уровню. Для проверки изделие или плиту смазывают тонким слоем краски, затем изделие накладывают на плиту и двигают по ней. По отпечатку краски определяют точность обработки изделия. По окончании работы поверхность плиты протирают, смазывают маслом и закрывают деревянной крышкой.

Рис. Проверочная плита
Тахометр
Тахометром определяют число оборотов валов двигателя и других механизмов. Действие тахометра основано на использовании центробежных сил, возникающих я его механизме. При определении оборотов, тахометр резиновым наконечником устанавливают в центр вала и плотно прижимают к нему. При этом стрелка на циферблате указывает число оборотов вала в данный момент. Для удобства пользования тахометр снабжен различными наконечниками.

Рис. Тахометр
Стетоскоп
Стетоскоп служит для прослушивания двигателей с целью определения стуков. По устройству он очень прост и состоит из стального стержня и деревянного или фибрового наушника. Стетоскоп позволяет довольно точно определять характер и место стука. При прослушивании стержень стетоскопа последовательно прикладывают к местам предполагаемого стука на работающем двигателе.

Рис. Стетоскоп
ustroistvo-avtomobilya.ru
Измерительные инструменты - Техническое черчение
Для определения действительных размеров деталей применяются различные измерительные инструменты, которые делятся на универсальные, или шкальные, калибры, или бесшкальные, и точные.
К универсальным измерительным инструментам относятся: линейка, метр, штангенциркуль, глубиномер, микрометр, штихмас, угломер и др.
Для измерения отдельных элементов деталей, которые не могут быть непосредственно измерены обычными инструментами, пользуются вспомогательными инструментами: кронциркулем, нутромером, рейсмасом и др.
Измерительные инструменты делятся также на рабочие и контрольные. Рабочий инструмент предназначается для пользования в цехах, контрольный — для проверки рабочего инструмента.
Кроме того, в серийных производствах применяют предельные измерительные инструменты.
Как бы тщательно ни были произведены измерения размеров детали, результаты измерений получаются недостаточно точными, с одной стороны, вследствие несовершенства измерительных инструментов, с другой,— в зависимости от способа измерения. Отклонение полученного измерением размера от действительного называют точностью измерения, а величину этого отклонения—степенью точности измерения. Ясно, что чем точнее требуется измерить деталь, тем качественнее должен быть измерительный инструмент и способы измерения. Поэтому в зависимости от точности измерений применяются соответственно и измерительные инструменты, наиболее употребительные из которых следующие:
Стальная линейка. Изготовляется длиной от 150 до 500 мм (фиг. 207) и служит для измерения небольших длин. Точность измерения стальной линейкой достигает 0,25 —0,5 мм, в зависимости от навыка измеряющего.

Метр. Для измерения больших длин применяются метры (фиг. 208), которые изготовляются деревянными и стальными. Деревянные метры бывают только складные и употребляются обычно для грубых измерений. Стальные метры изготовляются складными и в виде рулетки. Складные стальные метры, как и деревянные, служат для грубых измерений. Недостатком складных деревянных и стальных метров является то, что у них разбалтываются шарниры соединений, вследствие чего они дают большие погрешности. Поэтому при измерении лучше пользоваться метром-рулеткой. Метры-рулетки изготовляются одно- и двухметровые. Точность измерения такими метрами равна 0,25—0,5 мм, т. е. такая же, как и при измерении стальной линейкой.
Штангенциркуль. Штангенциркуль служит для более точных измерений длин и диаметров (фиг. 209). Он состоит из штанги 1 с нанесёнными на ней делениями в миллиметрах. На левом конце её имеется неподвижная губка 2. Подвижная губка 3 с рамкой 4, нониусом и закрепительным винтом соединены с ползунком 6 посредством микрометрического винта 5. На микрометрический винт 5 навинчена накатанная гайка 7. Ползунок 6 закрепляется на штанге винтом 3.
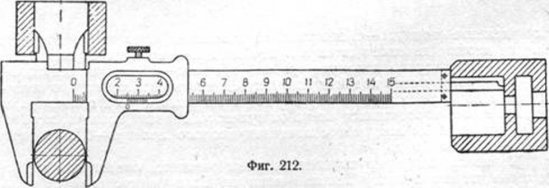
Кроме описанного, существуют также штангенциркули с глубиномером (фиг. 212).
Штангенциркулем можно производить измерения с точностью 0,1 — 0,025 мм.
Нониус штангенциркуля обычно разделён на 10 равных частей, причём каждое его деление равно 0,9 мм, следовательно, 10 делений нониуса равны 9 делениям штанги, т. е. 9 мм.
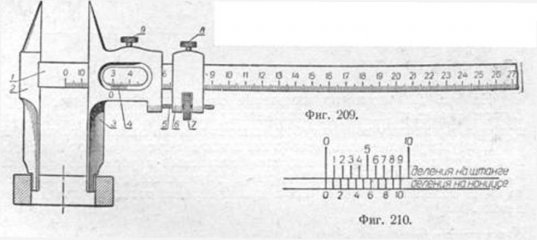
Если губки штангенциркуля сдвинуть вплотную, то первый штрих нониуса, обозначенный нулём, совпадает с нулевым делением штанги, а десятое деление нониуса—с девятым её делением (фиг. 210). Разность между первым делением штанги и первым делением нониуса составляет 0,1 мм, для второго деления—0,2 мм, третьего—0,3 мм и девятого— 0,9 мм. Поэтому если подвижную губку сдвинуть вправо так, что первое деление нониуса совпадёт с первым делением штанги, то к целому числу миллиметров, находящихся влево от нулевого деления нониуса, необходимо добавить 0,1 мм; при совпадении второго деления —0,2 мм, третьего—0,3 мм и т. д.
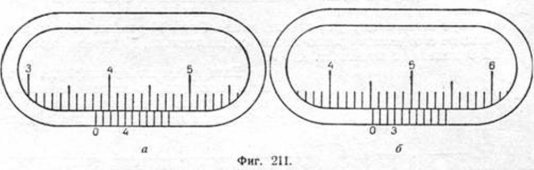
Точность измерения штангенциркулем равняется отношению одного деления штанги к числу делений нониуса. Если нониус поделён на 10 равных частей, то точность измерения будет равна 0,1 мм. Чтобы установить штангенциркуль на заданный размер, перемещают подвижную губку вправо до тех пор, пока нулевое деление нониуса не совпадёт с нужным целым числом миллиметров на штанге, и продолжают перемещать губку в том же направлении до тех пор, пока требуемое деление на нониусе не совпадёт с ближайшим к нему делением на штанге. Деление нониуса, совпадающее с каким-либо делением штанги, укажет на число десятых долей миллиметра. Если, например, требуется установить штангенциркуль на размер 38,4 мм, то для этого освобождают закрепляющий рамку винт и перемещают её так, чтобы нулевое деление нониуса совпало с 38-м делением штанги. Если штангенциркуль снабжён ползуном, то установка нониуса на размер 0,4 мм осуществляется вращением гайки 7 до тех пор, пока четвёртое деление нониуса не совпадёт с ближайшим делением штанги (фиг. 211, а).
Чтобы прочесть измеренный штангенциркулем размер детали, необходимо заметить, с каким делением штанги совпадает нулевое деление нониуса. Совпавшее деление и будет показывать величину размера измеренного элемента детали. Если же нулевое деление нониуса не совпадает с целым числом делений на штанге, то замечаем на штанге ближайшее число слева от нуля нониуса и добавляем к нему число долей миллиметра на нониусе, совпадающее с ближайшим делением штанги.
На фиг. 211, б показан размер 45,3 мм соответственно измеренному размеру детали штангенциркулем.
На фиг. 210 показано измерение отверстия нижней парой губок. В этом случае к размеру, указываемому штангенциркулем, необходимо прибавлять толщину концов губок, которая обычно составляет 8 или 10 мм.
Как уже упоминалось, некоторые штангенциркули имеют приспособление для измерения глубины, так называемый глубиномер (фиг. 212).
Глубиномер прикреплён к рамке подвижной губки. Измеряемая глубина отсчитывается так, как и при измерении толщины или диаметра детали.
Микрометр. Микрометр (фиг. 213) является более точным измерительным инструментом, чем штангенциркуль. С помощью микрометра можно производить измерения с точностью до 0,01 мм.
Микрометр состоит из плоской скобы 7, пятки 2, шпинделя 3, зажимного кольца 4, трубки с делениями 5, гильзы 6 и трещотки 7. С трубкой 5 соединён подвижный шпиндель 3 с резьбой, имеющей шаг 0,5 мм.
Вращением гильзы можно установить шпиндель на нужную величину. В случае, когда шпиндель упрётся в пятку, т. е. когда расстояние между пяткой и торцом шпинделя равно нулю, нулевое деление нониуса должно быть на нулевом делении трубки. Головка трещотки связана с трещоткой внутри микрометра. Трещотка позволяет сохранять определённое постоянное давление шпинделя на измеряемый предмет. В случае превышения этого давления головка начинает проскакивать, производя при этом треск.
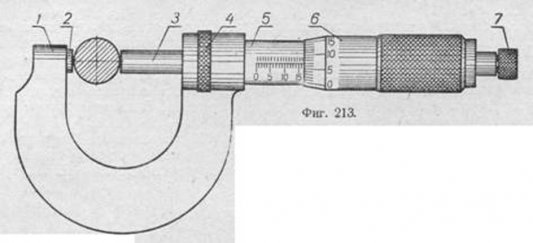
На трубке и скошенной кромке гильзы имеются деления, число которых на гильзе равно 50, а на трубке — соответственно номинальному размеру микрометра. Расстояние между делениями на трубке равно 0,5 мм. При одном полном обороте гильзы шпиндель перемещается на 0,5 мм. Таким образом, при повороте гильзы на одно деление шпиндель переместится на 0,01 мм.
По делениям на трубке отсчитывают целое число и половины миллиметров, а по делениям на гильзе—сотые доли миллиметра.
Сумма отсчётов на трубке и гильзе показывает расстояние между пяткой и торцом шпинделя микрометра.
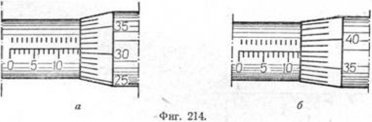
На фиг. 214, а показаны деления микрометра, установленного на величину, равную 14,31 мм, а на фиг. 214, б — на 12,38 мм.
При измерении микрометром во избежание ошибок необходимо с момента подхода шпинделя к измеряемой детали примерно на расстоянии 1—2 мм вращать не гильзу, а головку трещотки.
Микрометрический штихмас. Штихмас (фиг. 215) служит для измерения диаметров отверстий и по устройству имеет сходство с измерительным устройством микрометра. Шгихмас состоит из гильзы, снабжённой наконечником со сферической поверхностью 2. В гильзу 7 входит микрометрический винт, имеющий на конце сферическую 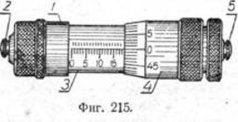 поверхность 5. Результаты измерения отсчитываются по делениям на трубке 3 (целые числа и половины миллиметров) и по делениям гильзы 4 (сотые доли миллиметра). Таким образом, результат измерения является суммой двух отсчётов.
поверхность 5. Результаты измерения отсчитываются по делениям на трубке 3 (целые числа и половины миллиметров) и по делениям гильзы 4 (сотые доли миллиметра). Таким образом, результат измерения является суммой двух отсчётов.
Как и у микрометра, на скошенной кромке гильзы имеется 50 делений, а на трубке 3 штихмаса нанесены миллиметровые деления.
Если гильза 4 сделает один полный оборот, то винт с наконечником 5 переместится на 0,5 мм, следовательно, при повороте гильзы на одно деление её шкалы, т. е. на 1/50 часть оборота, винт переместится на 0,01 мм.
На фиг. 215 штихмас показывает, что расстояние между торцами наконечников 2 и 5 равно 82 мм. Эта величина получилась от сложения двух размеров: номинального размера штихмаса, равного 63 мм (за номинальный размер штихмаса принимают расстояние между мерительными торцами 2 и 5 при совпадении нуля нониуса с нулевым делением трубки) и отсчёта по делениям трубки и нониуса. В данном случае эта величина составляет 19 мм. Таким образом, 63+19=82 мм.
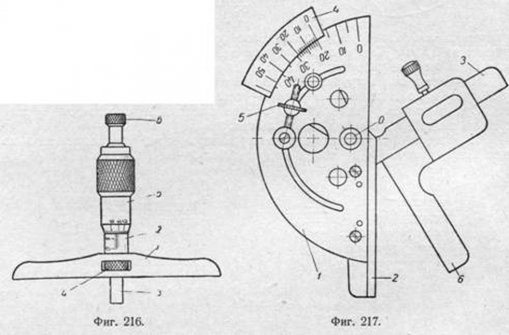
Микрометрический глубиномер (фиг. 216) имеет такое же устройство, как и микрометр. Глубиномер состоит из поперечины 1, имеющей измерительную плоскость, жёстко скреплённую со стеблем 2. Внутри стебля имеется винт с измерительным стержнем 3 и стопорное кольцо 4, гильза 5 и трещотка 6. При измерении поперечину прижимают измерительной плоскостью к детали и производят измерение так, как при измерениях микрометром.
Угломер. Угломером называется прибор, при помощи которого производится построение и измерение углов деталей. Угломеры изготовляются с нониусом и без нониуса. Наибольшее распространение в СССР получили угломеры с нониусом, заводов „Красный инструментальщик''и „Калибр".
Угломер завода „Красный инструментальщик" (фиг. 217) состоит из полудиска 1 с прикреплённой к нему линейкой 2. Подвижная линейка 3, жёстко скреплённая с нониусом 4, вращается вокруг оси О. Для точной установки нониуса пользуются микрометрическим винтом 5. При измерении углов от 0 до 90° на линейку 3 надевают угольник 6. Точность измерения для этого угломера находится в пределах 2'. Более совершенным угломером является угломер завода „Калибр" конструкции Д. С. Семёнова (фиг. 218, а). Этот угломер состоит из дуги 1 с нанесённой на ней градусной шкалой, по которой перемещается пластинка 2 и жёстко прикреплённый к ней нониус 3. На пластинке 2 имеется держатель 4, при помощи которого закрепляется угольник 5 с линейкой 6.
Пластинка 7 жёстко соединена с дугой 1. Основная градусная шкала разделена на 130°, однако путём установки в различные положения измерительных деталей угломера можно измерять углы от 0 до 320°(фиг.218, б). Точность измерения для угломеров этой конструкции — 2'.

Чтобы сделать, например, отсчёт угла ? по такому угломеру, когда угольник занимает положение, отмеченное буквой А (фиг. 218, а), необходимо прежде всего посмотреть, между какими делениями расположено нулевое деление нониуса. На фиг. 218, а это деление расположено между цифрами 33 и 34 основной градусной шкалы. После этого находят справа то деление нониуса, которое совпадает с одним из ближайших делений основной шкалы. В данном случае совпадает деление, соответствующее 10'. Следовательно, искомый угол а составляет 33° 10'. Легко понять, откуда получены 10'. Деление, соответствующее десяти минутам—пятое справа от нулевого деления нониуса. Так как цена каждого деления нониуса равна 2', то для пяти делений это составит 2'X5=10'.
Пусть, например, требуется измерить угол p, соответствующий положению угольника, отмеченного буквой Б. Легко видеть, что угол ? является тупым углом, состоящим из суммы углов: а и прямого угла.
Величина угла а определена раньше и равна 33° 10'. Таким образом, угол ? = a + 90° = 33°10' + 90° = 123°10'.
Кронциркуль и нутромер (фиг. 219, а и б) являются вспомогательными инструментами и применяются для измерения величин путем переноса размера с изделия на измерительный инструмент или наоборот.
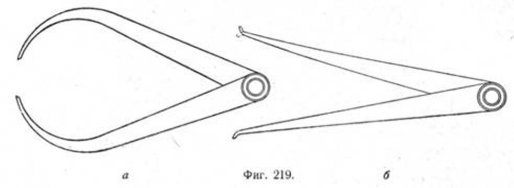
Кронциркулем производится измерение наружных размеров деталей, нутромером — внутренних.
Кронциркуль и нутромер состоят из двух стальных ножек, соединённых шарниром.
Точность измерения этими инструментами невелика.
Рейсмас. Рейсмасом (фиг. 220) пользуются при нанесении на деталях параллельных линий, при разметочных работах и измерении недоступных мест деталей, когорые не могут быть измерены обычно применяемыми инструментами. Простейший рейсмас (фиг. 220, а) состоит из стального стержня, перемещающегося по пазу стойки и затем закрепляющегося на стойке при помощи барашка. Стойка рейсмаса укреплена на подставке. Работа рейсмасом производится на разметочной плите.
Штангенрейсмас (фиг. 220, б). Для точных измерений и разметочных работ применяют штангенрейсмас с нониусом. Подвижное устройство с чертилкой и нониусом передвигается по линейке и закрепляется в нужном положении винтами. Точная установка по нониусу производится так же, как и у штангенциркуля.
Резьбомеры. Для определения шага резьбы или числа ниток на 1" на резьбовых изделиях служат резьбомеры (фиг.221). Резьбомеры изготовляются для разных систем резьбы и представляют собой набор стальных гребёнок, заключённых в колодку.
Определение шага резьбы или количества ниток на 1" производится путём подбора профиля гребёнки, соответствующего углу профиля резьбы. Гребёнка точно укажет шаг резьбы или количество ниток, приходящихся на 1" (фиг. 221, б).
Чтобы убедиться в правильности найденного шага резьбы или числа ниток, приходящихся на 1", необходимо дополнительно измерить наружный диаметр резьбы при помощи штангенциркуля и сверить полученные данные с данными соответствующего стандарта на резьбу. Если данные измерения совпадают, то шаг или число ниток определены правильно, в противном случае измерение нужно повторить. При определении этих величин необходимо внимательно смотреть, правильно ли подобран резьбомер, т. е. соответствует ли угол профиля резьбомера профилю резьбового изделия. Для более точных измерений резьб применяют специальные резьбовые микрометры, резьбовые калибры, универсальные и инструментальные микроскопы.

www.nacherchy.ru
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ | Энциклопедия Кругосвет
Содержание статьиИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ, специальные устройства, применяемые для точного определения размеров и других геометрических характеристик предметов. К таким устройствам относятся кронциркули, нутромеры и глубиномеры (в том числе соответствующие микрометрические приборы и штангенприборы), щупы, индикаторные приборы, уровни и отвесы, линейки и угольники.
Микрометры, нутромеры и глубиномеры.
Некоторые часто встречающиеся размеры, например диаметр цилиндра, диаметр и глубину отверстия, невозможно точно измерить, прикладывая к детали обычную измерительную линейку. Но можно «взять» диаметр или глубину отверстия при помощи кронциркуля-нутромера или глубиномера, а затем измерить взятое расстояние по линейке или штриховой мере. Для повышения точности таких измерений применяются кронциркули прямого отсчета, снабженные шкалой, а также микрометры и штангенприборы того же назначения. В микрометрических приборах используется высокоточная винтовая резьба очень малого шага. Отсчет по микрометру сводится к определению числа полных оборотов и долей оборота барабана относительно его нулевого положения. Полные обороты отмечаются штрихами линейной шкалы на неподвижном стебле, а дробные доли оборота – штрихами круговой шкалы на торцевой кромке вращающегося барабана. В большинстве микрометров англоязычных стран используется резьба, имеющая 40 ниток на дюйм, и предусматривается 25 делений на барабане, так что каждому делению барабана соответствует перемещение измерительного стержня на одну тысячную дюйма. Аналогичные характеристики имеют метрические микрометры.

Штангенциркуль позволяет отсчитывать диаметр непосредственно и с высокой точностью. Неподвижная основная шкала британского штангенциркуля имеет 50 делений на дюйм, а подвижная шкала нониуса – всего 20 делений. Сумма этих 20 делений равна сумме 19 делений основной шкалы. Поэтому, когда нулевой штрих шкалы нониуса останавливается между двумя штрихами основной шкалы, только один штрих шкалы нониуса может лежать точно напротив какого-либо штриха основной шкалы. Число соответствующих ему делений шкалы нониуса равно числу двадцатых долей деления, на которое нулевой штрих шкалы нониуса смещен относительно одного штриха основной шкалы в сторону следующего штриха. Это и дает возможность отсчитывать измеряемый диаметр с точностью до тысячных долей (дюйма, сантиметра).
Щупы.
В тех случаях, когда требуется измерять очень малые расстояния, например, лишь в несколько раз превышающие толщину бумаги, применяются наборы пластинок-щупов – плоских и клиновых. Измерения проводятся по принципу «проходит – не проходит». В измеряемый зазор вводят одну за другой пластинки набора, пока не дойдут до такой ситуации, когда одна из пластинок едва входит в зазор, а следующая уже не входит. Клиновый щуп осторожно вдвигают в зазор до тех пор, пока он не остановится, после чего считывают указанную на лицевой поверхности щупа его толщину.
Индикаторные приборы.
Часто важное значение имеет степень эксцентричности вала, который в идеале должен вращаться вокруг своей геометрической осевой линии. Для такого контроля пользуются индикаторными приборами. Индикаторный прибор закрепляют рядом с валом так, чтобы его подвижный измерительный стержень касался поверхности проверяемого вала. При вращении вала этот стержень, прижимаемый к поверхности вала пружиной, поднимается и опускается в соответствии с биениями вала. Перемещение стержня увеличивается рычажным механизмом прибора и преобразуется в поворот стрелки по круговой шкале индикатора. Индикаторные приборы показывают биения, измеряемые тысячными и десятитысячными долями (дюйма, сантиметра).
Уровни и отвесы.
В строительном деле, а также при монтаже и наладке механического оборудования принято выверять основные оси и плоскости на параллельность или перпендикулярность направлению действия силы тяжести. Для этого пользуются такими устройствами, как уровни и отвесы. Отвес представляет собой груз, подвешенный на нити. Опустив отвес возле какого-либо элемента конструкции, который должен быть вертикальным, можно невооруженным глазом проверить, действительно ли контролируемый край этого элемента параллелен нити отвеса. Точность при таком методе зависит от того, насколько симметричен груз относительно точки закрепления нити.
Уровень – это линейка с закрепленной на ней слегка искривленной герметичной стеклянной ампулой. Ампула длиной несколько сантиметров наполнена спиртом так, что в ней остается пузырек (воздуха или другого газа). Когда ампула строго горизонтальна, пузырек занимает среднее положение, отмеченное на ее стенке. Линейку кладут на контролируемую деталь (например, фундаментную плиту) и регулируют ее наклон, добиваясь, чтобы пузырек занял среднее положение. Закрепив ампулу на линейке так, чтобы ее осевая линия была перпендикулярна линейке, можно проверять вертикальные детали.
Линейки и угольники.
При разметке обрабатываемой детали обычно пользуются измерительными и поверочными линейками и угольниками. Угол между аншлагом и линейкой угольника чаще всего равен 90°, но бывают и угольники с углом 45°. В тех случаях, когда требуются другие углы, применяются угломеры с транспортирами, в которых угол установки угольника плавно регулируется.
www.krugosvet.ru
Специальные измерительные инструменты
При выполнении медницких и жестяницких работ применяют различные специальные измерительные инструменты.
Листовые шаблоны. Для проверки размеров заготовок и деталей применяются листовые шаблоны (рис. 8,а), которые изготовляются из листовой стали толщиной от 0,5 до 3 мм с содержанием углерода не менее 0,5%.
В зависимости от количества, точности и величины изготовляемых и проверяемых деталей листовые шаблоны могут быть закаленными и незакаленными. Листовые шаблоны могут иметь самую разнообразную форму, которая зависит от формы и профиля проверяемой заготовки или детали. Для проверки шаблон прикладывают к проверяемой поверхности (рис. 8, б) и по величине просвета судят о точности изготовляемой заготовки или детали. Точность такой проверки примерно 0,01 мм.
Рис. 8. Листовые шаблоны: а — конструкция. б — измерение шаблоном деталиКонтрольные болванки. Для контроля пространственных деталей, особенно сложной формы (типа капотов, зализов, обтекателей), применяют контрольные болванки, выполняющие роль пространственных эталонов (или говорят «макетов») поверхности.
Контрольные болванки изготовляют из дерева или пескоклеевой массы (85% речного песка и 15% специального клея). Поверхность контрольных болванок шпаклюют, грунтуют и наносят нужные контуры деталей и их элементов с разметкой и простановкой необходимой информации.
Контрольная болванка для проверки обтекателя показана на рис. 9.
Рис. 9. Контрольная болванка для обтекателя с разметкой осей и информациейСкобы нерегулируемые листовые. Для измерения мерных заготовок и деталей длиной от 10 до 300 мм с предельными отклонениями 3-го и более грубых классов точности, изготовляемых партиями, применяют скобы нерегулируемые листовые двух видов: цельные односторонние (рис. 10, а) и цельные двусторонние (рис. 10,6). Эти скобы имеют длину от 32 до 340 мм, толщину от 3 до 6 мм, вес от 0,015 до 0,620 кг. Для измерения заготовок и деталей длиной свыше 300 до 500 мм применяют скобы нерегулируемые трубчатые двусторонние (рис. 11, а) и скобы нерегулируемые сборные двусторонние (рис. 11,6).
Рис. 10. Скобы нерегулируемые листовые: а — цельные односторонние, б — цельные двусторонниеРис. 11. Скобы нерегулируемые: а — трубчатые двусторонние, б — сборные двусторонние
Скобы нерегулируемые трубчатые сварные предназначены для измерений заготовок и деталей с предельными отклонениями 3-го и более грубых классов точности. Эти скобы изготовляют длиной от 370 до 570 мм, весом от 0,625 до 1,020 кг.
Скобы нерегулируемые сборные двусторонние предназначены для измерений заготовок с предельными отклонениями 3-го и более грубых классов точности. Они имеют длину от 370 до 570 мм и вес от 1,165 до 1,9 кг.
Малкомеры применяются для определения малок. Малкой называется угол, составленный плоскостью кромки (отбортовки) детали с перпендикуляром к плоскости самой детали. Малка может быть открытой, если кромка и плоскость детали составляют тупой угол (рис. 12,а), и закрытой, если угол острый (рис. 12,6).
Рис. 12. Малки: а — открытая, б — закрытаяНа рис. 13 показан малкомер шарнирной конструкции. Он состоит из двух линеек 1 и 2, соединенных шарнирно с рычагом 3. Конец линейки 1 срезан под углом 45°, а концы линейки 2 — под углом 30 и 60°. Линейка 2 и рычаг 3 имеют продольные прорези, по которым перемещается винт 4, который может быть закреплен в различных местах прорези. Линейка 1 и рычаг 3 крепятся винтом 5. Для измерения углов детали линейки 1 и 2 малкомера (рис. 13) устанавливают на требуемый угол.
Рис. 13. Малкомер шарнирныйКогда необходимо проверить сразу два-три угла, то рычаг 4 (рис. 14) также устанавливают под нужным углом. Когда малкомер будет установлен на определенный угол и винты 5 и 6 закреплены, его накладывают на деталь 2 и просматривают на свет, наблюдая, совпадают ли грани линеек малкомера с поверхностями детали или нет. В процессе проверки не следует сильно нажимать малкомером на деталь, так как этим можно сбить установку линеек. Если при наложении малкомера на деталь между гранями линеек и поверхностями детали не будут замечены просветы, это означает, что деталь изготовлена правильно, если будут заметны просветы — деталь изготовлена неправильно.
Рис. 14. Измерение углов детали шарнирным малкомеромДля ускорения определения малок применяют универсальный малкомер (рис. 15), представляющий собой металлический угольник 2, по которому перемещается дистанционная линейка 1 и вращается сектор 3 с угловыми делениями. При помощи универсального малкомера малка определяется следующим образом. На плазе совмещенных сечений в точке а (рис. 16), где необходимо определить малку, восстанавливают перпендикуляр к контуру до пересечения с точкой б на кривой следующего сечения. Затем устанавливают малкомер так, чтобы центр его отверстия совпал с точкой а, а рабочая кромка угольника была совмещена с продолжением линии аб.
Рис. 15. Универсальный малкомерРис. 16. Измерение углов детали универсальным малкомером
Дистанционную линейку устанавливают на размер, равный расстоянию между сечениями I и II, а сектор поворачивают так, чтобы его рабочая кромка проходила через точку б. Размер малки в градусах определяется по делениям сектора.
www.stroitelstvo-new.ru
мерительный инструмент - это... Что такое мерительный инструмент?
мерительный инструмент
мерительный инструмент —[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва]
Тематики
- электротехника, основные понятия
Справочник технического переводчика. – Интент. 2009-2013.
- мерительная рейка
- мерить
Смотреть что такое "мерительный инструмент" в других словарях:
МЕРИТЕЛЬНЫЙ — МЕРИТЕЛЬНЫЙ, мерительная, мерительное (спец.). То же, что измерительный. Мерительные приборы. Мерительный инструмент. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
мерительный — ая, ое. Предназначенный, служащий для измерения чего л.; измерительный. М. прибор. М. инструмент … Энциклопедический словарь
мерительный — ая, ое. Предназначенный, служащий для измерения чего л.; измерительный. Мери/тельный прибор. Мери/тельный инструмент … Словарь многих выражений
Калибр (измерит. инструмент) — Резьбовой калибр пробка М20х1,5 мм с полем допуска среднего диаметра 6H. Слева проходной, справа непроходной. Калибр (фр. calibre, calibre à limites) бесшкальный мерительный инструмент, предназначенный для контроля размеров, формы и взаимного… … Википедия
УЧНОЙ ИНСТРУМЕНТ — основное орудие труда при выполнении различного рода ручных работ на производстве и в быту. Р. и. подразделяется на основной, вспомогательный и мерительный; он должен быть по возможности механизированным. При создании Р. и. должны быть учтены… … Энциклопедический словарь по психологии и педагогике
Инструментальная промышленность — отрасль машиностроения, выпускающая инструмент режущий, мерительный, слесарно монтажный, зажимной, напильники и технологическую оснастку (приспособления, штампы, пресс формы и т. п.). Дореволюционная Россия не имела… … Большая советская энциклопедия
мери́тельный — ая, ое. спец. Предназначенный, служащий для измерения чего л.; измерительный. Мерительный прибор. Мерительный инструмент … Малый академический словарь
Инструменты — Инструмент предмет, устройство или машина, используемые для воздействия на объект, его изменения, анализа или измерения. В широком смысле средство воздействия на объект. Содержание 1 Примеры 2 Употребление термина 3 См. также 4 … Википедия
РД 08.00-60.30.00-КТН-046-1-05: Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов — Терминология РД 08.00 60.30.00 КТН 046 1 05: Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов: 1.4.15 Бригада сварщиков группа аттестованных в установленном порядке сварщиков, назначенных… … Словарь-справочник терминов нормативно-технической документации
Лекало — 1) чертёжный инструмент, предназначенный для проведения или проверки кривых линий при чертёжных и конструкторских работах. Чертёжные Л. бывают с постоянной и переменной кривизной. Л. с постоянной кривизной представляет собой пластинку из… … Большая советская энциклопедия
technical_translator_dictionary.academic.ru
Современные измерительные инструменты
Современные измерительные инструменты
Точность при ремонте и строительстве – залог успеха. Современный мастер не может обойтись без качественных измерительных приборов. Современные технологии позволяют создать новые виды приборов и инструментов, применяя которые, можно достичь лучших результатов строительства и ремонта.Уровень.
Задание необходимого уровня поверхности – вот с чего начинается любой ремонт. Неважно, что вы ремонтируете – пол или потолок, выравниваете стены или вставляете межкомнатную дверь, собрались обкладывать кухню плиткой или просто навешиваете полки. При выполнении практически любых процессов ремонта вам понадобится знать, насколько заданная вами плоскость расходится с абсолютной горизонталью или вертикалью. Для этого понадобится измеритель уровня. Простейший уровень работает по принципу сообщающихся сосудов и представляет собой длинную шлангу, на краях которой, находятся прозрачные колбы с нанесенной градуировкой. Положение воды в колбах и задаст точную горизонтальную плоскость. Этот прибор лучше подойдет при масштабных измерениях, область его применения – минимум площадь стены или же целого дачного участка.
При выполнении практически любых процессов ремонта вам понадобится знать, насколько заданная вами плоскость расходится с абсолютной горизонталью или вертикалью. Для этого понадобится измеритель уровня. Простейший уровень работает по принципу сообщающихся сосудов и представляет собой длинную шлангу, на краях которой, находятся прозрачные колбы с нанесенной градуировкой. Положение воды в колбах и задаст точную горизонтальную плоскость. Этот прибор лучше подойдет при масштабных измерениях, область его применения – минимум площадь стены или же целого дачного участка.Для локальных замеров горизонтали существует множество измерительных приборов пузырькового типа. Они похожи на ровные линейки с заделанной внутрь колбой, наполненной жидкостью с пузырьком воздуха. По положению этого пузырька можно судить об угле наклона измеряемой поверхности относительно горизонтали. Ну и конечно есть приборы профессионального уровня. Это лазерные и оптические нивелиры. Обычно в них заложено сразу несколько функций, в том числе и измерение расстояния до объекта, задание углов и неровных плоскостей и т.п.
Инструменты для замеров длины.
 Понятно, что вам понадобится как минимум обычная металлическая рулетка. Но стоит так же запастись и специальной прочной линейкой для измерения небольших длин.
Понятно, что вам понадобится как минимум обычная металлическая рулетка. Но стоит так же запастись и специальной прочной линейкой для измерения небольших длин.  Погрешность таких дешевых инструментов, тем не менее, мала – в пределах 0,5 мм. Но помимо простейших инструментов современный рынок предлагает и сложные электронные устройства – лазерные дальномеры. Эти приборы довольно просты в применении. Нужно лишь нажать на кнопку и расстояние до искомой точки будет указано на дисплее. Также при масштабных строительствах будет полезной такая функция этих приборов, как замер высоты, вычисление периметра и площадей.
Погрешность таких дешевых инструментов, тем не менее, мала – в пределах 0,5 мм. Но помимо простейших инструментов современный рынок предлагает и сложные электронные устройства – лазерные дальномеры. Эти приборы довольно просты в применении. Нужно лишь нажать на кнопку и расстояние до искомой точки будет указано на дисплее. Также при масштабных строительствах будет полезной такая функция этих приборов, как замер высоты, вычисление периметра и площадей. Измерители углов.
 Любые отделочные материалы, будь то обои, ламинат или плинтус приходится разрезать на определенные длины и частенько под нужным углом. Вот тут то и понадобятся инструменты для измерения и задания углов. Таких инструментов встречается очень много разновидностей. Наиболее сложные современные приборы, которые нужны для особо ответственных измерений – это лазерные угломеры, которые выдают минимум погрешностей и имеют самые широкие возможности. Но можно обойтись и механическими инструментами, состоящими из нескольких подвижных элементов, обрамленных шкалами и градуировкой. Самое простейшее, без чего точно не обойтись – металлическая линейка–прямоугольник.
Любые отделочные материалы, будь то обои, ламинат или плинтус приходится разрезать на определенные длины и частенько под нужным углом. Вот тут то и понадобятся инструменты для измерения и задания углов. Таких инструментов встречается очень много разновидностей. Наиболее сложные современные приборы, которые нужны для особо ответственных измерений – это лазерные угломеры, которые выдают минимум погрешностей и имеют самые широкие возможности. Но можно обойтись и механическими инструментами, состоящими из нескольких подвижных элементов, обрамленных шкалами и градуировкой. Самое простейшее, без чего точно не обойтись – металлическая линейка–прямоугольник.Точные малые измерения.
 Помимо измерений размеров стен, окон или отрезков пластика, частенько возникает необходимость измерить совсем маленькие размеры, но с высокой точностью, например толщину проводов, диаметры болтов, другие размеры машин или каких либо конструкций. Для точных измерений подойдут инструменты называемые штангенциркуль и микрометр. Измеряемый элемент зажимается между подвижным и неподвижным элементами штангенциркуля, а по шкале определяется его размер с точностью до десятой доли миллиметра. У микрометра точность замера еще выше. Если нужно измерить глубину и объем полого предмета, то в полость вставляется выдвижной стержень штангенциркуля или же для замера используется еще один прибор для точных замеров – нутромер.
Помимо измерений размеров стен, окон или отрезков пластика, частенько возникает необходимость измерить совсем маленькие размеры, но с высокой точностью, например толщину проводов, диаметры болтов, другие размеры машин или каких либо конструкций. Для точных измерений подойдут инструменты называемые штангенциркуль и микрометр. Измеряемый элемент зажимается между подвижным и неподвижным элементами штангенциркуля, а по шкале определяется его размер с точностью до десятой доли миллиметра. У микрометра точность замера еще выше. Если нужно измерить глубину и объем полого предмета, то в полость вставляется выдвижной стержень штангенциркуля или же для замера используется еще один прибор для точных замеров – нутромер. Нивелир.
 Он измеряет расстояния и углы. С помощью нивелиров можно разметить различные поверхности (например, при укладке плитки), задать точки заложения, определить направление строительства стены и т.п. Существуют «классические» нивелиры – с оптикой и шкалами градусов, а также лазерные, которые проецируют лучи на поверхность. Ориентирование прибора может быть ручным по пузырьковому уровню или автоматическим. Обычно нивелиры комплектуются штативом. Эти приборы существенно упрощают работы по измерению и по указанию базисных точек при строительстве и ремонте зданий.
Он измеряет расстояния и углы. С помощью нивелиров можно разметить различные поверхности (например, при укладке плитки), задать точки заложения, определить направление строительства стены и т.п. Существуют «классические» нивелиры – с оптикой и шкалами градусов, а также лазерные, которые проецируют лучи на поверхность. Ориентирование прибора может быть ручным по пузырьковому уровню или автоматическим. Обычно нивелиры комплектуются штативом. Эти приборы существенно упрощают работы по измерению и по указанию базисных точек при строительстве и ремонте зданий.Современный измеритель.
 Лазерный построитель – это уже особый электронный прибор, который умеет многое. А главное он делает это с высочайшей точностью и очень быстро. Но трудностей в освоении таких умных устройств не возникает. Нужно лишь изучить инструкцию к его применению. Обычно прибор оборудован несколькими излучателями, обеспечивается штативом или настенным креплением, и умеет многое. Если нужно отметить какие либо точки на поверхности на заданном расстоянии от плоскости, задать параллельные или расположенные под углом прямые, обозначить плоскость и не одну – то вам поможет лазерный построитель.
Лазерный построитель – это уже особый электронный прибор, который умеет многое. А главное он делает это с высочайшей точностью и очень быстро. Но трудностей в освоении таких умных устройств не возникает. Нужно лишь изучить инструкцию к его применению. Обычно прибор оборудован несколькими излучателями, обеспечивается штативом или настенным креплением, и умеет многое. Если нужно отметить какие либо точки на поверхности на заданном расстоянии от плоскости, задать параллельные или расположенные под углом прямые, обозначить плоскость и не одну – то вам поможет лазерный построитель. Склерометр.
 Измеряет прочность конструкций в МПа. Есть разновидности, которые работают только по бетону, а есть и с расширениями для кирпича, других материалов и даже для раствора. Могут быть чисто механические и электронные. Представляют собой ударное устройство с бойком и пружиной, заключенное в корпус напоминающий пистолет или цилиндр. Результаты ударного воздействия обрабатываются встроенным процессором (у электронных) и выводятся на табло. Обычный предел измерений 5 – 60 МПа.
Измеряет прочность конструкций в МПа. Есть разновидности, которые работают только по бетону, а есть и с расширениями для кирпича, других материалов и даже для раствора. Могут быть чисто механические и электронные. Представляют собой ударное устройство с бойком и пружиной, заключенное в корпус напоминающий пистолет или цилиндр. Результаты ударного воздействия обрабатываются встроенным процессором (у электронных) и выводятся на табло. Обычный предел измерений 5 – 60 МПа.Гигрометр.
 Этот прибор меряет влажность. Особенно велика необходимость в таких приборах при строительстве и ремонте с применением древесины. На глаз сухость дерева не определить, а гигрометром это можно сделать с большой точность. Существуют модели только для древесины, у которых электроды нужно утапливать внутрь материала, и бесконтактные – их можно использовать и для определения влажности других строительных материалов и конструкций – бетона и т.д.
Этот прибор меряет влажность. Особенно велика необходимость в таких приборах при строительстве и ремонте с применением древесины. На глаз сухость дерева не определить, а гигрометром это можно сделать с большой точность. Существуют модели только для древесины, у которых электроды нужно утапливать внутрь материала, и бесконтактные – их можно использовать и для определения влажности других строительных материалов и конструкций – бетона и т.д. Мультиметр.
 Прибор для разнообразных электрических измерений. Можно сказать, что такой прибор необходим в каждом доме, даже если строительство и ремонт не планируются. Помимо стандартных измерений напряжения, силы тока, сопротивления цепи, емкости цепи, с помощью мультиметра можно определить целостность проводки и цепей в бытовых приборах, и даже приспособить его для поиска скрытой проводки находящейся под напряжением. Достаточно выставить прибор на низкий уровень измерения напряжений и поднести один щуп к стене. Чуткая электроника тут же заметит уровень наводимого напряжения от электромагнитной индукции скрытого проводника. Таким же образом в условных единицах можно приблизительно оценить уровень вредных магнитных излучений от бытовых приборов, проводки, под ЛЭП. Эффект усилится если к щупу подключить многовитковую катушку. Этот измерительный прибор компактный и не дорогой.
Прибор для разнообразных электрических измерений. Можно сказать, что такой прибор необходим в каждом доме, даже если строительство и ремонт не планируются. Помимо стандартных измерений напряжения, силы тока, сопротивления цепи, емкости цепи, с помощью мультиметра можно определить целостность проводки и цепей в бытовых приборах, и даже приспособить его для поиска скрытой проводки находящейся под напряжением. Достаточно выставить прибор на низкий уровень измерения напряжений и поднести один щуп к стене. Чуткая электроника тут же заметит уровень наводимого напряжения от электромагнитной индукции скрытого проводника. Таким же образом в условных единицах можно приблизительно оценить уровень вредных магнитных излучений от бытовых приборов, проводки, под ЛЭП. Эффект усилится если к щупу подключить многовитковую катушку. Этот измерительный прибор компактный и не дорогой.Видеоскоп.
 Куда невозможно заглянуть человеку (трубы, воздуховоды, канализация, зазоры простенков и т.п.) доберется видеоскоп. Это дорогое профессиональное оборудование дает возможность визуально оценить состояние материалов и конструкций в труднодоступных местах. Прибор оснащен щупом длиной примерно 1 метр, на конце которого располагается видеокамера. Изображение передается на экран и записывается на флеш-память. Прибор поможет профессионалам строительства.
Куда невозможно заглянуть человеку (трубы, воздуховоды, канализация, зазоры простенков и т.п.) доберется видеоскоп. Это дорогое профессиональное оборудование дает возможность визуально оценить состояние материалов и конструкций в труднодоступных местах. Прибор оснащен щупом длиной примерно 1 метр, на конце которого располагается видеокамера. Изображение передается на экран и записывается на флеш-память. Прибор поможет профессионалам строительства. stroy-block.com.ua











423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)