 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
ИЗГОТОВЛЕНИЕ ПЛАСТИКОВЫХ ДЕТАЛЕЙ НА ЗАКАЗ . Изготовление пластиковых деталей автомобиля
Стеклопластиковый кузов автомобиля | Так делают
С помощью стеклоткани или стекломатов можно создать любую и даже очень сложную форму кузова автомобиля. Кузова из композитных материалов не ржавеют, легко обрабатываются и ремонтируются, обладают исключительной прочностью, способны гасить колебания и просты в изготовлении. Пропитывая стекломат или стеклоткань эпоксидной, полиэфирной или фенолформальдегидной смолой получают стеклопластик. При пропитке стекломатов или стеклоткани фенолформальдегидной смолой получается деталь с высокой температурной устойчивостью и механической прочностью. К тому же у стеклопластиков на этой основе самая низкая стоимость исходного материала. Большую прочность имеют стеклопластики на основе эпоксидных смол, но стоимость их выше.
Изготовление мастер модели.
Прежде чем начать создавать мастер модель, оцените имеющийся подручный материал: ДСП, пластилин, пенопласт, глину, алебастр, гипс. Если есть поблизости глина и песок, можно начинать с них, но наилучшим материалом является скульптурный пластилин. Любые твёрдые поверхности, как застывший гипс или алебастр Вы будете часами шлифовать и спиливать, а пластилин нужно всего лишь поскоблить шпателем или скребком. Перед началом работ необходимо выровнять площадку. Настил должен быть выровнен по уровню и чем точнее, тем вернее получится мастер модель. На настил устанавливают раму с колесами, а к ним крепится каркас будущего кузова. Каркас изготавливается из любых подручных материалов- фанера, ДСП, пенопласт, монтажная пена. Не забываем уменьшить размер каркаса и оставить место для нанесения пластилина.
Перед началом работ необходимо выровнять площадку. Настил должен быть выровнен по уровню и чем точнее, тем вернее получится мастер модель. На настил устанавливают раму с колесами, а к ним крепится каркас будущего кузова. Каркас изготавливается из любых подручных материалов- фанера, ДСП, пенопласт, монтажная пена. Не забываем уменьшить размер каркаса и оставить место для нанесения пластилина.
Для того чтобы не перекосить кузов в двух взаимно перпендикулярных плоскостях, изготовьте два шаблона. Один с чертёжными размерами вида сверху, другой вида спереди (сзади). Для более точного выравнивания каркаса по высоте используйте гидроуровень.Далее обмазываем каркас пластилином и формируем будущий кузов автомобиля. Перед Вами широкое поле деятельности: пластилин позволяет срезать слои и образовывать любую поверхность. Заготовьте шаблоны на все криволинейные сечения поверхностей, капот, крыша, двери, облицовка радиатора и т. д. Кроме того, хорошо иметь ровную рейку длиной 3,5…4 м с сечением 20х30 мм. Эта рейка позволит проводить на поверхностях мастер модели лекальные кривые и проверить плавность построенных поверхностей.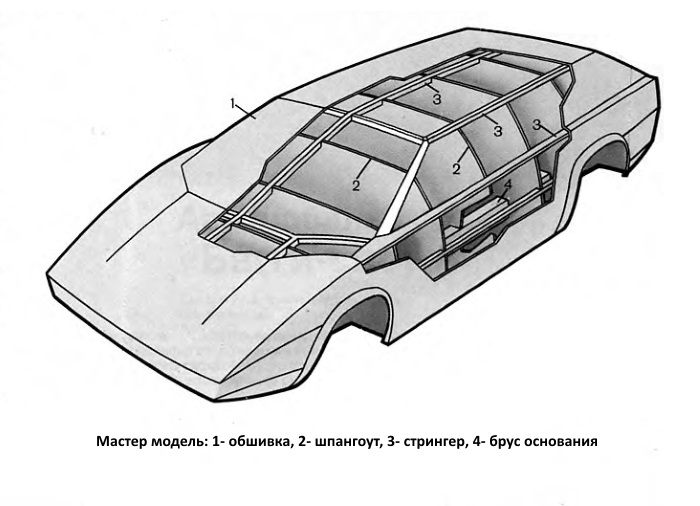 Если Вы используете стёкла от серийного автомобиля, а не делаете их на заказ, то установите стёкла на мастер модель. Стекло смачивают водой и устанавливают на мастер модели по предварительно сделанной разметке, которая переносится с чертежа будущего автомобиля на мастер модель.
Если Вы используете стёкла от серийного автомобиля, а не делаете их на заказ, то установите стёкла на мастер модель. Стекло смачивают водой и устанавливают на мастер модели по предварительно сделанной разметке, которая переносится с чертежа будущего автомобиля на мастер модель.
Так же следует поступить и с серийными приборами освещения, ручками дверей и т.д. по списку, если Вы не собираетесь их изготавливать самостоятельно или делать на заказ. Это позволит избежать многих ошибок проектирования и убережет будущий кузов от многочасовых подгонок нестыкующихся деталей.
Закончив изготовление мастер модели, выверив все ее поверхности и линии, приступают к подготовке ее для изготовления кузова или матрицы. Сделав качественную мастер модель, лучше сделать матрицу, а по ней выклеивать кузов (один, два и более). Стеклопластик позволяет получить качественную поверхности кузова без последующего шлифования.
Прежде чем изготавливать матрицу, необходимо хорошо подготовить поверхность, так как любой выступ и любая впадина точно отобразятся на внутренней поверхности матрицы, а затем и на внешней поверхности кузова. Выровнять поверхности на мастер модели проще, чем на кузове автомобиля, да и лучше эту работу выполнить один раз, а не для каждого экземпляра кузова.
Если Вы изготовили мастер модель из пластилина, то нужно нанести разделительный слой и приступать к выклейке матрицы. Если же мастер модель изготовлена из глины, гипса или алебастра, то необходимо покрасить мастер модель, зачистить и отполировать. После этого необходимо нанести разделительный антиадгезионный слой, для облегчения снятия готовой матрицы. Для получения такого слоя применяют целлофановые, полиэтиленовые, полиамидные и другие полимерные пленки, а также пленкообразующие растворы или полировальные пасты и мастики, которые после высыхания образуют на поверхности тончайшую пленку антиадгезионного слоя.
Вот несколько рецептов самодельных составов для разделительного слоя:
- 2 части воска и 1 часть скипидара. Воск растапливают на водяной бане, затем снимают с огня и вливают скипидар. Проверьте качество состава, если высохший слой можно отполировать, то состав подходящий, в противном случае добавьте скипидар.
- 30% парафина, 30% бензина и 40% мыльной воды
Изготовление матрицы.
Мастер модель готова, приступаем к изготовлению матрицы.
Нам понадобится следующий инструмент:
- Ножницы для раскроя ткани или матов;
- Шпатели различной ширины;
- Кисти с жесткой щетиной;
- Резиновый ролик для прикатки;
- Банки и противни для смолы.
Смолу приготавливают небольшими порциями, так как время до начала отверждения и потери клеящих свойств 40-60 мин. Поэтому Обычно берут 1-2 кг смолы. Смолу готовят согласно инструкции, но предварительно нужно проверить состав на небольшом куске стекломата или стеклоткани, так как клеящие свойства зависят не только от состава и качества смолы, но и от способа соединения слоёв, перемешивания, температуры, влажности окружающей среды и других причин.
Сначала на готовую поверхность наносят, так называемый, декоративный слой (смолы 50% и алюминиевой пудры 50%) толщиной 1 мм и дают ему загустеть до такого состояния, чтобы следы смолы не оставались на пальце («до отлипа»). После этого наносят тонкий слой жидкой смолы и накладывают стеклоткань. Ее прокатывают роликом и обрабатывают жесткой кистью, следя за тем, чтобы не образовывались воздушные пузыри.
Если все же они возникают, то, прорезав пузырь ножницами, «прибивают» его кистью, смоченной смолой.
К первому слою сразу же прикладывают второй спой ткани и «прибивают» его, как и первый. Ни в коем случае нельзя проводить кистью по ткани, так как кисть может потащить за собой ткань и испортить работу.
Если матрица изготавливается из элементов: крылья, двери, капот, крыша, то матрицу нужно сделать разъёмной. Для начала размечаем линии разъёма матрицы, в дальнейшем они станут швами на кузове автомобиля, далее монтируем опалубку разъёма. Делается она из металла, картона или фанеры. В пластилиновую мастер модель опалубка просто втыкается по намеченным линиям, а с твёрдой мастер моделью из глины, гипса или алебастра поступают иначе.Наклеивают 2-3 слоя стеклоткани на всю мастер модель. Затем, как и на пластилиновой мастер модели, намечают линии разъема матрицы. Разметку следует проводить после полной полимеризации смолы. Затем подготавливают полосы, шириной 80- 100 мм. из металла, фанеры или картона. Один край будущей опалубки вырезают так, чтобы он повторял контуры плоскости, так как его нужно будет ввести в разрез, сделанный для разъема. На полосы наносится, упомянутый выше, разделительный слой. Ножовкой или «болгаркой» разрезают уложенные слои, вводят в зазоры полосы опалубки и дальше проводят выклейку по выше указанной технологии . При раскрое стеклоткани учитывается припуск на плоскости разъема.
Затем, уложив пять-шесть слоев на предыдущие, укрепляют плоскости разъема деревянными брусками. Для этого брусок и отбортованные плоскости стеклоткани попарно смазывают смолой и затем их скрепляют гвоздями, после полной полимеризации смолы борта сверлят и скрепляют болтами и гайками М6 или М8.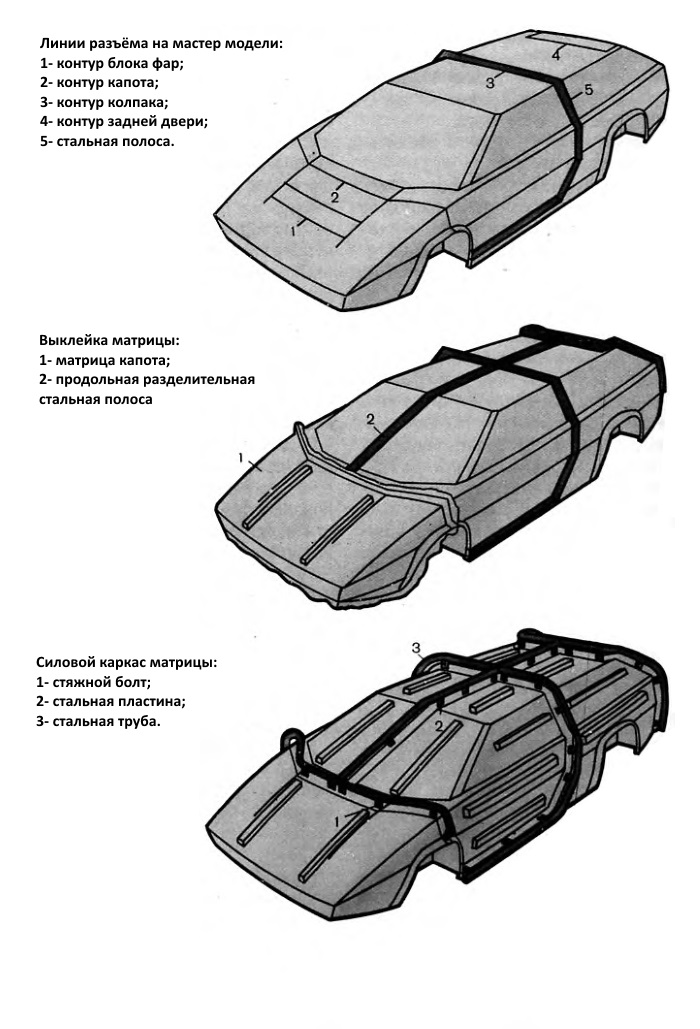 Для предотвращения «игры» поверхностей, опалубку укрепляют брусками или накладывают ребра жесткости в виде жгутов стеклоткани, пропитанной смолой. После полимеризации смолы матрицу с мастер модели снимают.
Для предотвращения «игры» поверхностей, опалубку укрепляют брусками или накладывают ребра жесткости в виде жгутов стеклоткани, пропитанной смолой. После полимеризации смолы матрицу с мастер модели снимают.
Если разделительный слой был уложен равномерно и без пропусков, элементы матрицы будут сниматься без значительного усилия, нужно только ввести острый предмет в места разъема — отделить кромки стеклоткани от стальных полосок и руками потянуть на себя снимаемый элемент матрицы.
Оголив всю мастер модель проводят контрольную сборку матрицы, затем разбирают ее на элементы.
Выклейка кузова.
Элементы матрицы кузова очищают от разделительного слоя, оставшегося на внутренней поверхности. Затем внутреннюю поверхность шпатлюют и полируют.
Если на внутренней поверхности имеются большие раковины, то шпатлевку лучше производить эпоксидной смолой с наполнителем. Выступы снимают грубым напильником (стеклопластики хорошо обрабатываются), а затем поверхность шлифуют.
Внимательно осмотрев поверхность и убедившись, что на ней нет изъянов, наносят разделительный слой, при этом стараются сделать его как можно тоньше. Разделительный слой обязательно надо отполировать, так как какая поверхность получится на внутренней стороне матрицы, такой же будет и внешняя сторона готовой детали.
На разделительный слой наносят декоративный слой смолы, выдерживают его. Затем наносят жидкий слой, укладывают и прикатывают стекломат или стеклоткань так, чтобы не образовывалось пузырей; первый слой — лицевой слой. Обработав кистью со смолой первый слой, прикатывают второй, за ним — третий и т. д.
Рекомендовать количество слоев трудно, так как толщина композита зависит от толщины стеклоткани. Для того чтобы определить требуемую толщину, лучше всего провести эксперимент на небольших размеров образце. Однако менее 3 мм слой не делают! При использовании кевлара толщина слоя может быть 0,5…1,5 мм.
Уложив последний слой стеклоткани, тщательно прикатывают его резиновым валиком или пропитывают смолой с помощью кисти. После полной полимеризации смолы деталь вынимают из матрицы.
Следует учесть, что избыток смолы приведёт к деформации детали. Опытные мастера советуют наносить новый слой только после полимеризации предыдущего и его зачистки наждачной бумагой.
Если нет времени ждать полимеризации каждого слоя, попробуйте воспользоваться технологией, используемой на промышленном производстве. Деталь, вместе с матрицей помещают в мешок из тонкой мембраны и откачивают воздух. Мембрана плотно обжимает каждый изгиб детали и выдавливает излишки смолы. В таком виде деталь оставляют до полной полимеризации смолы.
Окраска.
Стеклопластик хорошо окрашивается как синтетической, масляной красками, так и нитрокраской. Для этого нужно только обезжирить наружную поверхность, зачистить ее наждачной бумагой, положить один слой грунта, а по нему производить окраску.
Можно предложить и другой метод. В эпоксидную смолу надо добавить 2-3% анилинового красителя. Прежде чем приступить к выклейке панелей с такой смолой, надо выполнить в порядке эксперимента операции окраски на отдельном куске стеклоткани и смолы, так как краска может изменить свой цвет при внесении ее в смолу.
Для первого декоративного слоя следует применять состав: 100 массовых частей смолы ПН-1, 6 частей инициатора и 8 частей ускорителя. Этот слой не только создает блестящую поверхность. но и защищает стекпонаполнитель от воздействия влаги и химикатов.
Окрашенный кузов шлифуют водостойкой мелкозернистой шлифовальной бумагой, полируют пастой или жидкостью для обработки кузова автомобилей.
Кузов из стеклопластика, изготовленный по каркасу автомобиля.
Некоторые конструкторы пришли к выводу, что для изготовления одного образца делать матрицу нецелесообразно.
Существует метод выклейки панелей кузова непосредственно по мастер модели без изготовления матрицы. Было замечено, что стеклоткань, пропитанная смолой и хорошо прикатанная к поверхности мастер модели, повторяет ее рисунок с учетом всех линий кузова. Если при этом последний (наружный) слой сделать декоративным, то фактически готова форма кузова автомобиля, и при соответствующей шпатлевке имеется возможность из этой заготовки изготовить кузов автомобиля. Удалив из внутренней части скорлупы оставшиеся части мастер модели, можно разрезать получившийся кузов на элементы, подклеить к ним той же смолой внутренние декоративные и несущие элементы и установить все на раму автомобиля. При таком изготовлении кузова требуется тщательно наложить каждый слой ткани и проверить поверхности на блики. При неправильном выполнении этих операций неоправданно возрастает расход шпатлевки при доводке и подготовке к окраске.
Данная статья была подготовлена по материалам книги «Я строю автомобиль» В. Захарченко и И. Туревский изд. «Машиностроение» 1989 г.
takdelayut.ru
Виды пластиков применяемых в автомобилестроении
По статистическим исследованиям автомобилестроение занимает ведущее место после разработок военно-промышленного комплекса и производства оргтехники, в сфере которого внедряются самые современные инновационные разработки. Для многих стран эта область промышленности является важнейшей бюджетной отраслью. Естественно, в силу экономических требований в автомобилестроении широко предпринимаются попытки совмещения высокой технологичности используемых материалов и оборудования со снижением стоимости их производства.
Одним из таких продуктов, эффективно позволившим совместить в себе простоту изготовления, высокие эксплуатационные характеристики и низкую себестоимость является пластмасса. Когда немецкий химик Байер (ныне это название известного концерна) в 1872 г. смешал формальдегид и раствор фенола, то получил смолообразную, вязкую массу. При нагревании она превращалась в твердое, нерастворимое вещество, которое повторно уже не плавилось. В то время ученый еще не мог предвидеть, какое огромное значение приобретет впоследствии полученный им продукт – далекий прародитель современных пластиков.
В соответствии с отечественным государственным стандартом «пластмассами называются материалы, основной составной частью которых являются такие высокомолекулярные органические соединения, которые образуются в результате синтеза или же превращений природных продуктов. При переработке в определенных условиях они, как правило, проявляют пластичность и способность к формованию или деформации». Главное преимущество пластмасс по сравнению с металлами заключается в том, что их свойства легче регулировать и поэтому пластмассы быстрее и лучше можно приспособить к требованиям практики. К преимуществам пластмасс относятся также низкая плотность, отсутствие у большинства из них запаха и вкуса, высокая коррозионная стойкость по отношению к атмосферным воздействиям, к кислотам и щелочам, бензину и агрессивным различным продуктам химии, пластики обладают отличными электро- и теплоизоляционными свойствами. Кроме того, изделиям из пластмассы легко можно придать любую форму самыми разнообразными способами. Их можно отливать и прессовать, прокатывать и протягивать, выдувать и вспенивать, прясть, сваривать и склеивать. Пластмассы хорошо поддаются механической обработке — их можно строгать, фрезеровать, обтачивать и сверлить. Наконец, возвращаясь к теме статьи, большинство пластмасс превосходно поддается окрашиванию. Неудивительно, что столько преимуществ пластика находят широкое применение, в автомобилестроении. Многие владельцы автомобилей, с тоской взирающие на многочисленные участки коррозии на кузове своих «стареющих» машин, согласятся с мнением: голубая мечта автолюбителя – полностью пластмассовый автомобиль! В продолжение шутки, можно вспомнить, что такие попытки предпринимались. Например, кузов малолитражки «Трабант», выпускавшейся в ГДР более 30 лет назад на заводе в Цвиккау, целиком изготавливался из слоистого пластика. Это материал наряду с крезолоформальдегидной смолой содержал отходы хлопчатобумажной пряжи, поступавшие на завод с текстильных фабрик. Для получения этого пластика 65 слоев очень тонкой ткани, чередующихся со слоями размолотой смолы, спрессовывались в очень прочный материал толщиной 4 мм при давлении 40 атм. и температуре 160 °С в течение 10 мин. До сих пор трехцилиндровые детища того серийного производства, ставшие притчей во языцех, лежат на многих свалках страны. Лежат, но не ржавеют! Кузовные детали современных автомобилей, изготовленные из самых технологичных типов пластика, уже не вызывают подобной улыбки. Стойкость этих материалов к ударным нагрузкам, способность их реформированных участков к самовосстановлению, высочайшая антикоррозионная стойкость и малый удельный вес,– преимущества, уже не достигаемые металлом.
Можем не сомневаться, еще пять-десять лет и процент замещения металлических элементов пластмассовыми как и, соответственно, количество ремонтов на пластике и металле практически сравняются. В автомобилестроении полимерные материалы используются практически во всем ассортименте. Применяемые разновидности пластиков настолько разнообразны, что не будь каких-то универсальных материалов, способных создавать качественное декоративное покрытие со многими из их типов, наверное, малярам пришлось бы получать специальное образование по химии. Как мы заранее в начале статьи предупредили читателей, все окажется значительно проще. Материал, из которого сделана пластмассовая деталь, будь то бампер вашей машины или крышка мобильного телефона, можно определить по маркировке на внутренней поверхности. Тип пластика, как правило, заключен в характерные скобки и может выглядеть следующим образом: >PUR<, <ABS>, >PP/EPDM<.
Подобная аббревиатура может иметь огромное число вариантов.
Полипропилен >РР<
Это самый распространенный в автомобилестроения тип пластика. Подавляющее большинство бамперов и кузовных элементов производятся именно из полипропилена. Сама молекула полимера, конечно, не только полипропилена, состоит из практически бесчисленного числа таких соединенных в единое целое кусочков. Она может включать в себя от нескольких тысяч до нескольких миллионов звеньев. С определенной долей правды и, конечно, неопределенной – чувства юмора, можно сказать, что бампер – это одна молекула! Полипропилен обладает, пожалуй, совокупностью всех преимуществ пластмассы: низкой плотностью, высокой механической прочностью, долговечной химической стабильностью, повышенной теплостойкостью, хорошей способностью к восстановлению, возможностью к регенерации. Кроме всего этого, полипропилен является экологически чистым материалом. За столь ценные свойства он получил титул «короля пластмасс». Производство полипропиленовых деталей требует сложного технологического оборудования, но экономически это вполне оправдано огромными объемами производства. Этот материал наиболее часто используется при изготовлении бамперов, деталей салона, спойлеров, панелей приборов, различных емкостей для технологических жидкостей. В быту даже чемоданы изготавливаются из полипропилена.
При литье большинства из перечисленных деталей чаще всего применяется не «чистый» полипропилен, а его различные модификации, то есть различные его композиции, смеси с каучуком, резиной. Это, так называемые термопластичные эластомеры. Самый распространенный и всем известный продукт этих модификаций —>PP/EPDM< (Polypropylene / Ethylen PropyleneDiene Monomer).Окрашиванию поддается только модифицированный полипропилен! Любые модификации полипропилена, какой бы длинной не была аббревиатура его маркировки, первыми двумя буквами обозначен все равно, как >PP…<. Например, передние крылья Renault Clio имеют маркировку >PPE+PA66<.
Немодифицированный полипропилен >РР<,применяемый в автостроении, из которого, например, изготавливаются бачки омывателей, расширительные емкости, не рекомендуется окрашивать. Адгезионные свойства покрытия будут очень слабыми. Можно добавить, что одноразовая посуда, различные стаканчики для прохладительных напитков, пластиковые емкости для приготовления краски многих производителей, пользующихся большой популярностью на пунктах подбора автоэмалей, изготовлены именно из, условно скажем, «чистого» полипропилена >РР<.
Полиуретан >PUR<
Многие мастера связывают с этим типом пластика известную марку Мерседес. Бамперы, боковые накладки дверц, порогов (в обиходе листва) практически на всех моделях изготавливались до недавнего времени из полиуретана. До широкого внедрения в производство полипропилена полиуретан был самым популярным материалом, при производстве эластичных деталей автомобиля: рулевых колес, грязезащитных чехлов, покрытия для педалей, мягких дверных ручек. Выпуск деталей из этого типа пластмассы требует менее сложного оборудования. В настоящее время многие небольшие частные компании, как за рубежом, так и в странах бывшего Союза предпочитают работать именно с этим типом пластика для изготовления бесчисленного разнообразия деталей тюнинга автомобилей, многих других изделий для производства и быта.
Стеклопластики
Стеклопластики являются одним из важнейших представителей группы полимерных материалов, объединяемых названием «армированные пластики». Высокие физико-механические показатели, а также стойкость к воздействию различных агрессивных сред определили широкое использование этих материалов во многих областях промышленности. Всем известный продукт, используемый в производстве кузовов американских минивэнов. Стеклопластики изготавливаются на базе эпоксидных или полиэфирных смол со стеклотканью в качестве наполнителя. При изготовлении стеклопластиковых изделий с широким спектром требований возможно применение технологии изготовления изделий типа «сэндвич», когда детали состоят из нескольких слоев различных материалов, каждый из которых несет заданные параметры (прочности, химстойкости, абразивоустойчивости). Неудивительно, что широчайшая область применения, популярность пластиковых материалов подразумевает собой реальную экономическую выгоду. Этим аргументом легко объясняется масштабное изготовление кузовных деталей не только у оригинального производителя, но и на многих других заводах по всему миру, не имеющего ничего общего с автопредприятиями. Понятно, качество такого пластика, как и сама технология производства, мягко говоря, несколько различны. Техпроцесс изготовления пластиковых деталей на таких предприятиях максимально упрощен. Но крайне низкая цена готовой продукции с лихвой компенсирует эти недостатки. Редко какой владелец подержанного автомобиля будет иметь претензии к недосконально точным геометрическим формам бампера, увеличенным зазорам по сопряжению с другими кузовными элементами, если такой бампер в три раза дешевле оригинального. Но с другой стороны, его ведь надо еще и покрасить. Отслаивающаяся покровная эмаль вряд ли удовлетворит клиента. Не большая проблема, если для установки противотуманных фонарей придется подпиливать участки бампера. Но краска на нем держаться должна в любом случае. При литье или прессовании пластиковых деталей прессформы увлажняются специальными веществами, которые, естественно, оставаясь на пластмассовой поверхности бампера, при окраске не способствуют адгезии лакокрасочного покрытия. Подготовка к покраске таких «нефирменных» деталей требует предварительной подготовки.
Мойка пластиковых деталей
В специализированных производствах для очистки поверхности пластика от различных технологических жидкостей применяются специальные ванны с раствором очистителей. Представить такую, как минимум, двухметровую ванную литров на пятьсот на СТО не очень реально. Да и нет в том необходимости. Первым этапом удаления таких загрязнений, а иначе в данном случае эти важные некогда технологические продукты уже не назовешь, вполне подойдет большая и жесткая малярная кисть или щетка и ведро воды с любым активным моющим раствором: жидким мылом, автошампунью.
Выпаривание
Поверхностные загрязнения мы удалили. Но незначительная часть их может остаться во внутреннем верхнем слое. Хороший прогрев при высокой температуре поможет части загрязнениям испариться или выйти на поверхность. Их будет проще позже удалить обезжириванием. Иными словами, не всегда обязательным, но лишним не будет для качественного ремонта прогреть бампер в окрасочной камере. Понятно, совсем не обязательно включать этот процесс в отдельный технологический цикл. Вполне можно загрузить в камеру несколько пластиковых деталей и прогреть их одновременно с сушкой какого-либо окрашенного автомобиля. Рационально используйте энергоноситель! (Солярка как-то грубовато звучит.) Напомним, данные рекомендации разумны в применении для новых деталей сомнительных производителей. Сертифицированный бампер Volvo в красивой упаковке, купленный на сервисном центре в Стокгольме за полторы тысячи евро, в этом явно не нуждается!
Обезжиривание
Перед первой шлифовальной операцией на пластмассовых деталях, будь то подготовка к грунтованию или шпатлевание – необходимо применять обязательное обезжиривание. Это касается и упомянутого выше бампера.
Дальнейшие операции проводятся в соответствии со стандартным процессом подготовки и окраски. Одно лишь уточнение, на первый взгляд излишне педантичное, но обезжиривание нового пластикового элемента рекомендуется проводить как с внешней, так и с внутренней стороны.
Ремонт поврежденного пластика
Наверное, самый распространенный метод склеивания треснувших участков пластиковых деталей в мастерских, связана с работой паяльником. Понятно, если речь ведется о нескольких сантиметрах поврежденного участка это вполне оправдано. Только далеко не каждый тип пластика подвергается такому примитивному варианту ремонта. Полипропилен, например, достаточно лоялен к такой процедуре, а вот полиуретан будет легко плавиться, но спаяться с другим участком «откажется». Самой разумной рекомендацией при ремонте треснувших участков будет использование при ремонте неармированных пластиков наборов специальных полимерных клеев, или ремонтных материалов на основе полиэфирных или эпоксидных смол со стеклотканью при работе со стекловолокнистыми пластиками.
Шлифование
Рекомендации по выбору зернистости абразивных материалов при обработке пластмассовых деталей незначительно отличаются от принятых стандартов. Адгезионные свойства покрытия напрямую зависят от шероховатости и структуры зашлифованной поверхности, и лишь косвенно от градации примененного на ней абразивного материала. Это не оговорка. Параметр шероховатости поверхности обработанной одним и тем же абразивным материалом одной и той же градации на металле и пластике будет значительно отличаться. Шлифовальные риски на мягкой пластмассе будут более выраженными и глубокими, с большим количеством заусениц. Особенно наглядно это можно наблюдать, обрабатывая пластик крупными абразивами Р80, Р100. Совет по правильному выбору зернистости совсем прост. При работе с пластмассовыми деталями используйте абразивные материалы на одну ступень градацией выше, т.е. с более мелким абразивным зерном.
Шпатлевание
Сплошное выведение шпатлевкой равномерной плоскости по всей поверхности пластикового элемента, будь то бампер или капот – занятие рискованное. При деформации, пластик ведет себя совсем не так, как металл. Если при аварии пластмассовая деталь не растрескивается, то на большинстве разновидностях пластика деформированный участок достаточно легко можно восстановить и придать первоначальную форму с помощью выдавливания с нагревом термопистолетом, ИФК-сушкой и др. Армированные, стеклопластики практически во всех случаях растрескиваются или разрываются. Так или иначе, но шпатлевание пластиковых поверхностей необходимо сводить к минимально возможному: сколы, царапины, склеенные участки, незначительные неровности. Выполнять эту операцию необходимо специальными шпатлевками, обладающими, прежде всего, высокими эластичными свойствами.
Грунтование
Одно простое правило поможет маляру избавиться от проблем с адгезией лакокрасочных материалов с пластиковыми поверхностями. Если пластмассовая деталь изготовлена из различных модификаций полипропилена (напомним, в обозначении пластика это всегда будет отражено двумя первыми буквами >PP…<) обязательно надо в качестве первичного использовать адгезионный грунт для пластика Sealer Plast 80. Sealer Plast 80 рекомендуется наносить двумя равномерными слоями широким факелом по всей поверхности детали. Не рекомендуется предварительно тщательно прокрашивать тонким факелом периметр, ребра жесткости и торцы элемента. Именно в этих местах следует опасаться превышения нанесенного слоя и возможного стекания грунта. Это ведь очень жидкий материал, состоящий на 93% из органических растворителей. Для достижения качественной адгезии с полипропиленовой поверхностью вполне достаточно 5 мкм сухой пленки. Значительное превышение этого параметра может стать причиной ухудшения адгезии всего покрытия. В местах превышения толщины Sealer Plast 80 возможно сжатие следующих слоев наносимых грунтов и даже позже – краски. На все другие типы пластика во всех их композициях можно применять все остальные грунты-подклады, наполнительные грунты во всех применяемых версиях практически без ограничений. Вот неполный перечень самых распространенных типов пластика, которые не требуют предварительного нанесения адгезионного грунта Sealer Plast 80.PVC, PMMA, PC, ABS, PA, PUR, PBTB, POM, PE, Kevlar, Gelcoat и др.Вот так все просто. В принципе, какие могут возникнуть проблемы, если полиуретановый грунт наноситься на полиуретановый бампер? И, конечно, не забывайте всегда добавлять в грунты, применяемые на пластмассовых деталях пластификатор RM Flex в количестве от 20 до 50% в зависимости от жесткости пластика.
Эта необходимость объясняется не только эластичностью самого пластика — при эксплуатации бамперы ведь не изгибаются постоянно. Дело в том, что пластик имеет высокий коэффициент температурного расширения и соответственно сжатия. Пластификатор помогает придать этот параметр лакокрасочным материалам, нанесенным на поверхность пластмассы. Нетрудно сделать вывод, что качественное покрытие с пластиками достигается благодаря высоким адгезионным свойствам используемых грунтов. Можно немного порассуждать на этот счет об антикоррозионных грунтах. Многие из читателей давно пользуются продукцией R-M и знают прекрасные адгезионные свойства антикоррозионного грунта на эпоксидной основе Euroxy. Мы можем с большой долей уверенности сказать, что, благодаря этим свойствам, он вполне мог бы использоваться в качестве первичного материала на пластмассовых деталях, не смотря на свое прямое предназначение использования на металл. Читатели могут не сомневаться: адгезия этого грунта со многими типами пластика будет прекрасной! И, тем не менее, есть одно ограничение в этом не совсем логичном действе. Euroxy не обладает достаточной эластичностью, а RM Flex с этим грунтом не используется. Тем не менее, если вам вдруг придется иметь дело с жесткими пластмассами, например, при ремонте углепластика гоночных болидов (Carbon fibre), применение в качестве грунта Euroxy должно носить обязательный характер. И еще один, очевидный всем факт, но остановиться на нем стоило бы. Каким бы сложным не был ремонт пластика, использование на нем жидкой шпатлевки должно быть полностью исключено. Вняв такому количеству информации, читатели, вероятно, будут разочарованы. Как? Все грунты на все типы пластика? Все настолько просто и универсально? Да, это так! Только универсальность эта достигнута благодаря высокой технологичности материалов для подготовки и окраски, выпускаемой ведущим производителем лакокрасочных материалов — компанией RM, позволяющим легко и без особой сложности выполнять ремонты на всем многообразии пластмассовых деталей одними и те ми же продуктами.
Сушка
Многие специалисты рекомендуют использовать при окраске пластика естественную сушку или температуру не более 40-45С. Должны признать, такая «перестраховка» достаточно оправдана. И все же, поверьте нашему многолетнему опыту, при правильном подходе к ремонту, который был так подробно описан выше, более интенсивный прогрев при 60ОС не выявит никаких проблем. А качество покрытия от этого только улучшиться. С ИФК – сушкой же будьте осторожны! Температуру нагрева поверхности пластмассовых деталей вы не сможете контролировать.
Проверка адгезии
Все мы живые люди. Случайная царапина на свежеокрашенной дверце при ее установке на автомобиль никогда не влечет за собой «слезание» краски со всей поверхности. С пластиком же такое может произойти запросто. И маляр приходит в ужас: все покрытия с бампера после сушки можно играючи снимать, как кожу после чрезмерного загара! Все ведь делалось по технологии! Что же делать? Причин для беспокойства совершенно нет! Если все сделано правильно, пройдет несколько дней, и адгезия на пластике достигнет своих нормальных параметров. Баллада о неизвестном пластике Вот вы держите в руках пластмассовую деталь, не имеющую никаких опознавательных знаков. Но как бы красиво она смотрелась, окрашенная в выбранную вами краску! Многие пластиковые детали изготавливаются из различных типов полимеров, которые могут неадекватно реагировать с растворителями, присутствующими в грунтах и красках R-M. Например, полистирол. Различные неответственные элементы салона, иногда зеркала внешнего вида, спойлеры, колпаки колес, большой спектр ремонтных запчастей, нелицензионно выпускаемые детали могут изготавливаться из композиций различных пластмасс, проще говоря, отходов или продуктов вторичной переработки и как правило уже не маркироваться.
Стандартное использование на них грунта может привести даже при отличной последующей адгезии к деформации пластика или поверхностному выявленью его внутренней структуры (различные разводы, микросетка и пр.). Визуально это не очень красиво. Для определения последовательности работы с необозначенным типом пластмассы мы рекомендуем провести так называемый «сольвент-тест». Протрите «безымянный» пластик обильно смоченной в обезжириватель RM Pre Cleano 900 тканью и, если будет выявлено явное растворение поверхности пластмассы, вы должны следовать следующим рекомендациям. Использование в этом случае Sealer plast 80 нецелесообразно. Лучше применить сразу грунт-наполнитель или грунт-подклад с его последующей сушкой и шлифовкой. Наносить грунты рекомендуется тонкими аккуратными слоями. Версию окраски «мокрое на мокрое» лучше не применять. При определении технологии окраски пластика многие мастера часто руководствуются личным опытом: паяльником плавится, растворителем не растворяется, темного цвета — полипропилен – надо начинать с Sealer plast 80. Если бы все было так просто! Был забавный звонок: «Мы хотим покрасить какие-то кронштейны при каком-то очередном тюнинге. Пластик не плавиться паяльником, не горит, не растворяется растворителем. Надо ли наносить предварительно Sealer plast 80?» Ничего другого не оставалось, как ответить: «Попробуйте сначала напильником!» Действо тут же произвелось, не вешая трубки, и ответ был забавным и все объясняющим: «Спасибо! Значит Euroxy надо». Пластики обычно горят, плавятся или растворяются. Но сказать марку пластика, руководствуясь одним, несколькими или совокупностью этих весьма субъективных параметров нельзя. Анализ пластмасс производится в лабораториях по различным показателям: по спектрограмме сгорания, реакции на различные реактивы, запаху, температуре плавления и пр. Так что сольвент-тест в таком случае самый надежный метод. Не указан тип пластика, не реагирует на Pre Cleano 900 – начинайте с Sealer Plast 80.
goldtex.info
Пластиковые детали на заказ. Доставка по РФ
Рассчитать стоимость
Заполните поля для получения расчёта
Как к Вам обращаться?:Описание шага
* E-mail:Описание шага
* Телефон:Описание шага
* Прикрепить файл:Описание шага
*Прикрепить файл
Выбрать
Комментарий:Описание шага
*www.plastik-detal.ru
Изготовление кузовных деталей | Изготовление деталей по чертежам от 1 детали до серий
 Обращаясь в компанию Zavod-Detalej.ru вы обращаетесь к опытным специалистам занимающиеся изготовлением кузовных деталей. Мы в кротчайшие сроки произведем любые запчасти для кузовных автомобилей с учетом индивидуальных предпочтений.
Обращаясь в компанию Zavod-Detalej.ru вы обращаетесь к опытным специалистам занимающиеся изготовлением кузовных деталей. Мы в кротчайшие сроки произведем любые запчасти для кузовных автомобилей с учетом индивидуальных предпочтений.
Элементы деталей кузовов
Самым большим элементом каждого автомобиля считается его кузовная часть, она в большей степени устанавливает ключевые потребительские качества транспортных средств. Кузовная часть не является основным элементом конструкции, тем не менее, к его технологическим параметрам предъявляют довольно высокие требования, потому что, от качества изготовления кузова зависит несколько факторов:
- скорость машины;
- безопасность водителей и пассажиров;
- удобство;
- эстетические качества автомобиля.
Многие водители иногда сталкиваются с такого рода неприятностью, как повреждение кузовной части машины. Кроме деталей кузовов, мы предлагаем и изготовление деталей по образцу. Порча кузова полностью либо его единичных элементов, в основном наступает вследствие ДТП, некорректного использования автомобиля, хулиганских действий и других причин.
В отдельных случаях ремонт уже может не быть выходом из ситуации (возобновление геометрии кузовной части технически невозможен или экономически невыгоден) и необходима целостная замена элементов кузова.
Пришлите ваши чертежи или эскизы на [email protected]
Либо звоните 8-800-250-88-72. Доставка по России и СНГ!!!
Профессиональные сотрудники нашей компании помогут вам в подборе идеального варианта применения тех или иных элементов кузова вашего авто. Во многом благодаря современному техническому оборудованию, мы можем производить кузовные запчасти практически для всех автомобильных марок. Наши специалисты в короткие сроки и качественно произведут любые детали кузовной части из полимерного или металлического сырья:
- крыло,
- капот,
- крыша,
- двери,
- порог,
- обвес,
- бампер,
- радиаторные решетки,
- спойлеры и т.д.
Если вы желаете, то возможно изготовление кузовных деталей с измененными размерами и формой, а также создание обновленного кузовного дизайна.
Кузовные части автомобиля
Кузовная часть автомобиля – это один из основных составных. Обычно детали кузова производятся из высококачественной стали углеродистой. Даже имея незначительную толщину листа, они отличаются высокой прочностью, но повышенная влажность и дефекты могут приводить к образованию коррозии. Дорожно-транспортные происшествия также могут грозить куда более серьёзными проблемами.
Пришлите ваши чертежи или эскизы на [email protected]
Либо звоните 8-800-250-88-72. Доставка по России и СНГ!!!
В таких случаях необходима замена элементов, геометрическую форму которых восстановить не удается. В этом случае применяют специализированное оснащение, которое и помогает при изготовлении деталей трубопроводов и других изделий из металла. Нельзя обойтись и без фрезировальных, сверлильных, лентопилочных, шлифовальных установок. В период их подбора необходимо сосредоточить внимание на их качестве и кто производитель. Компания Zavod-Detalej.ru предлагает наилучшую технику, германские токарные станки обработки металла, которые обеспечивают выполнение множества технических процессов. За это время достигается необходимая степень безопасности, разгон скорости, первоначальная внешняя привлекательность облика запчастей, уют.
Кузовные элементы обязаны быть очень прочными. Важно также учитывать их лёгкость в производстве. В связи с этим применяют лиственную легированную. Недочетом этого материала считается высокая подверженность коррозии. Поэтому, после их штамповки и всех необходимых процедур проводят оцинковку. Чаще применяют специальный грунт. Перед его нанесением поверхность обрабатывают антижировым щелочным раствором. Затем наносят грунтовку, и деталь отправляют на сушку.
Алюминий же не имеет таких недостатков, именно поэтому потихоньку выталкивает сталь. Нельзя не сказать о лёгкости этого материала. Кузовная часть, изготовленная из алюминия, будет весить много меньше. Но также есть и другие особенности:
- низкая шумоизоляция,
- стоимость.
Для того чтобы избавиться от сторонних звуков и вибрации во время передвижения, необходима дополнительная шумоизоляция и качественное изготовление кузовных деталей. Ремонт таких элементов, производится с применением специализированного оборудования.
zavod-detalej.ru
Изготовление пластиковых деталей на заказ
Компания "PlasticPro" производит пластиковые детали различного назначения. Если вам если вам требуются пластиковые изделия для конкретной разработки, наши специалисты помогут вам заказать детали необходимых размеров, форм и расцветок.
Компоненты основы для пластиковых изделий отбираются в соответствии с необходимыми физико-механическими свойствами конечного продукта. Ингредиенты перемешиваются, жидкая смесь нагревается до подходящего состояния, и заливаются в подготовленную силиконовую форму. Вакуум в этом процессе требуется для удаления пузырьков газов, которые появляются во время смешивания составляющих основы, а также наилучших характеристик текучести и заполнения форм любых сложностей.После того, как будет закончена полимеризация в вакууме, пластиковые детали на заказ извлекаются из форм и проходят дальнейшую обработку.
После этого пластмассовые детали считаются готовыми к эксплуатации, окрашиванию или последующей обработке.Литье в силиконовые формы дает возможность производить:
- пластиковые корпуса для различной техники;
- пластиковые детали автомобиля;
- пластиковые детали кузова;
- узлы механизмов и приборов;
- элементы декора и т.д.
Основным направлением технологии вакуумного литья нашей компании является изготовление пластиковых деталей различными партиями. Силиконовая форма способна сохранить пригодность к использованию от 20 до 100 циклов заливки и отвердевания продукции. Для выпуска большего количества изделий необходимо создать больше новых форм. В качестве прототипов для них могут выступать и оригинальные детали, и те, которые получаются в предыдущих партиях.
Отливка пластиковых изделий в силиконовые формы может давать, как гладкую, так и шероховатую поверхность. Готовые детали подвергаются последующей обработке - это шлифование, полирование, создание необходимой фактуры, поверхностное окрашивание.
Изготовление пластиковых деталей технологией литья в силиконовую форму осуществляется с использованием различных видов полиуретанов. Определенный вид сырья выбирается, основываясь на обеспечении следующих характеристик конечных изделий:
• эластичность;
• ударопрочность;
• нетоксичность;
• устойчивость к износу;
• устойчивость к воздействию влаги и агрессивной среды;
• устойчивость к высоким температурам;
• окрашиваемость;
• упругость;
• прозрачность.
Так как литье в силиконовые формы предоставляет точное копирование исходного, от тщательности его производства будет зависеть и качество конечного изделия. Прототипом может выступать готовое изделие или модель, выполненная с помощью 3д печати или традиционным способом. В отличие от готового изделия, прототип, изготовленный на 3д принтере, может потребовать проведение дополнительной обработки лицевых или сопрягаемых поверхностей.
Наша компания производит пластмассовые детали высокого качества в самые короткие сроки. Обращаясь к нам, вы без труда получите изделия, которые очень сложно найти в продаже, или необходимо заказывать из-за рубежа.
plasticpro.org










423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)