 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Основы технологии лазерной резки металла. Лазерная обработка
Поверхностная лазерная обработка
Курсовая работа
Исполнитель студент группы Ф-31 Гармилин Р.В.
Гомельский государственный университет имени Франциска Скорыны
Гомель 2007
Введение
Создание лазеров — совершило революцию в науке и технике. За два десятилетия после их возникновения формировались новые фундаментальные и прикладные направления физической оптики — оптическая квантовая электроника и нелинейная оптика. В настоящее время невозможно представить ни современные фундаментальные исследования, ни решение технических и технологических задач без использования лазеров.
Лазеры - это генераторы и усилители когерентного излучения в оптическом диапазоне, действие которых основано на индуцированном (вызванном полем световой волны) излучении квантовых систем - атомов, ионов, молекул, находящихся в состояниях, существенно отличных от термодинамического равновесия. Лазеры, как и мазеры, генераторы и усилители СВЧ диапазона, называют еще квантовыми генераторами (усилителями), поскольку поведение участвующих в их работе частиц описывается законами квантовой механики. Принципиальным отличием лазеров от всех других источников света (тепловых, газоразрядных и др.), представляющих собой по сути дела источники оптического шума, является высокая степень когерентности лазерного излучения. С созданием лазеров в оптическом диапазоне появились источники излучения, аналогичные привычным в радиодиапазоне генераторам когерентных сигналов, способные успешно использоваться для целей связи и передачи информации, а по многим своим свойствам - направленности излучения, полосе передаваемых частот, низкому уровню шумов, концентрации энергии во времени и т.д. - превосходящие классические устройства радиодиапазона.
Глава I. Лазер. История создания. Принцип действия.
История создания лазера
Слово "лазер" составлено из начальных букв в английском словосочетании Light Amplification by Stimulated Emission of Radiation, что в переводе на русский язык означает: усиление света посредством вынужденного испускания. Таким образом, в самом термине лазер отражена так фундаментальная роль процессов вынужденного испускания, которую они играют в генераторах и усилителях когерентного света. Поэтому историю создания лазера следует начинать с 1917 г., когда Альберт Эйнштейн впервые ввел представление о вынужденном испускании.
Это был первый шаг на пути к лазеру. Следующий шаг сделал советский физик В. А. Фабрикант, указавший в 1939 г. на возможность использования вынужденного испускания для усиления электромагнитного излучения при его прохождении через вещество. Идея, высказанная В. А. Фабрикантом, предполагала использование микросистем с инверсной заселенностью уровней. Позднее, после окончания Великой Отечественной войны В. А. Фабрикант вернулся к этой идее и на основе своих исследований подал в 1951 г. заявку на изобретения способа усиления излучения при помощи вынужденного испускания. На эту заявку было выдано свидетельство, в котором под рубрикой "Предмет изобретения" было написано: "Способ усиления электромагнитных излучений (ультрафиолетового, видимого, инфракрасного и радиодиапазонов волн), отличающейся тем, что усиливаемое излучение пропускают через среду, в которой с помощью вспомогательного излучения или другим путем создают избыточною по сравнению с равновесной концентрацию атомов, других частиц или их систем на верхних энергетических уровнях, соответствующих возбужденным состояниями".
Первоначально этот способ усиления излучения оказался реализованным в радиодиапазоне, а точнее в диапазоне сверхвысоких частот. В мае 1952 г. на Общесоюзной конференции по радиоспектроскопии советские физики Н. Г. Басов и А. М. Прохоров сделали доклад о принципиальной возможности создания усилителя излучения в СВЧ диапазоне. Они назвали его "молекулярным генератором". Практически одновременно предложение об использовании вынужденного испускания для усиления и генерирования миллиметровых волн было высказано в Колумбийском университете в США американским физиком Ч. Таунсом.
В 1954 г. молекулярный генератор, названный вскоре мазером, стал реальностью. Он был разработан и создан независимо и одновременно в двух точках земного шара - в Физическом институте имени П. Н. Лебедева Академии наук СССР и в Колумбийском Университете в США.
Впоследствии от термина "мазер" и произошел термин "лазер" в результате замены буквы "М" (начальная буква слова Microwave - микроволновой) буквой "L" (начальная буква слова Light - свет). В основе работы, как мазера, так и лазера лежит один и тот же принцип - принцип, сформулированный . В. А. Фабрикантом. Появление мазера означало, что родилось новое направление в науке и технике. Вначале его называли квантовой радиофизикой, а позднее стали называть квантовой электроникой.
В 1955 г. Н. Г. Басов и А. М. Прохоров обосновали применение метода оптической накачки для создания инверсной заселенности уровней. В 1957 г. Н. Г. Басов выдвинул идею использования полупроводников для создания квантовых генераторов; при этом он предложил использовать в качестве резонатора специально обработанные поверхности самого образца. В том же году В. А. Фабрикант и Ф. А. Бутаева наблюдали эффект оптического квантового усиления в опытах с электрическим разрядом в смеси паров ртути и небольших количествах водорода и гелия. В 1958 г. А. М. Прохоров и независимо от него американский физик Ч. Таунс теоретически обосновали возможность применения явления вынужденного испускания в оптическом диапазоне; он выдвинули идею применения в оптическом диапазоне не объемных, а открытых резонаторов. Заметим, что конструктивно открытый резонатор отличается от объемного тем, что убраны боковые проводящие стенки и линейные размеры резонатора выбраны большими по сравнению с длинной волны излучения.
Таким образом, интенсивные теоретические и экспериментальные исследования в СССР и США вплотную подвели ученых в самом конце 50-х годов к созданию лазера. Успех выпал на долю американского физика Т. Меймана. В 1960 г. в двух научных журналах появилось его сообщение о том, что ему удалось получить на рубине генерацию излучения в оптическом диапазоне. Так мир узнал о рождении первого "оптического мазера" - лазера на рубине. Первый образец лазера выглядел достаточно скромно: маленький рубиновый кубик (1x1x1 см), две противоположные грани которого, имели серебряное покрытие (эти грани играли роль зеркала резонатора), периодически облучались зеленым светом от лампы-вспышки высокой мощности, которая змеей охватывала рубиновый кубик. Генерируемое излучение в виде красных световых импульсов испускалось через небольшое отверстие в одной из посеребренных граней кубика.
В том же 1960 г. американскими физиками А. Джавану, В. Беннету, Э. Эрриоту удалось получить генерацию оптического излучения в электрическом разряде в смеси гелия и неона. Так родился первый газовый лазер, появление которого было фактически подготовлено экспериментальными исследованиями В. А. Фабриканта и Ф. А. Бутаевой, выполненными в 1957 г.
Начиная с 1961 г., лазеры разных типов (твердотельные и газовые) занимают прочное место в оптических лабораториях. Осваиваются новые активные среды, разрабатывается и совершенствуется технология изготовления лазеров. В 1962-1963 гг. в СССР и США одновременно создаются первые полупроводниковые лазеры.
Принцип действия лазеров
Чтобы понять принцип работы лазера, нужно более внимательно изучить процессы поглощения и излучения атомами квантов света. Атом может находиться в различных энергетических состояниях с энергиями E1, E2 и т. д. В теории Бора эти состояния называются стабильными. На самом деле стабильным состоянием, в котором атом может находиться бесконечно долго в отсутствие внешних возмущений, является только состояние с наименьшей энергией. Это состояние называют основным. Все другие состояния нестабильны. Возбужденный атом может пребывать в этих состояниях лишь очень короткое время, порядка 10–8 с, после этого он самопроизвольно переходит в одно из низших состояний, испуская квант света, частоту которого можно определить из второго постулата Бора. Излучение, испускаемое при самопроизвольном переходе атома из одного состояния в другое, называют спонтанным. На некоторых энергетических уровнях атом может пребывать значительно большее время, порядка 10–3 с. Такие уровни называются метастабильными. Переход атома в более высокое энергетическое состояние может происходить при резонансном поглощении фотона, энергия которого равна разности энергий атома в конечном и начальном состояниях. Переходы между энергетическими уровнями атома не обязательно связаны с поглощением или испусканием фотонов . Атом может приобрести или отдать часть своей энергии и перейти в другое квантовое состояние в результате взаимодействия с другими атомами или столкновений с электронами. Такие переходы называются безизлучательными. В 1916 году А. Эйнштейн предсказал, что переход электрона в атоме с верхнего энергетического уровня на нижний может происходить под влиянием внешнего электромагнитного поля, частота которого равна собственной частоте перехода. Возникающее при этом излучение называют вынужденным или индуцированным. Вынужденное излучение обладает удивительным свойством. Оно резко отличается от спонтанного излучения. В результате взаимодействия возбужденного атома с фотоном атом испускает еще один фотон той же самой частоты, распространяющийся в том же направлении. На языке волновой теории это означает, что атом излучает электромагнитную волну, у которой частота, фаза, поляризация и направление распространения точно такие же, как и у первоначальной волны. В результате вынужденного испускания фотонов амплитуда волны, распространяющейся в среде, возрастает. С точки зрения квантовой теории, в результате взаимодействия возбужденного атома с фотоном, частота которого равна частоте перехода, появляются два совершенно одинаковых фотона-близнеца. Именно индуцированное излучение является физической основой работы лазеров.
mirznanii.com
Лазерная обработка металлов - Слесарное дело

В последнее время в различных технологиях промышленного производства все чаще применяется лазер. Так, лазерные установки могут применяться для формовки, резки, стыковки и изменения свойств самых разнообразных материалов, таких как древесина, пластмассы, бумага и металлы, а также для нанесения на них различных покрытий.
К важнейшим технологиям лазерной обработки металлов относятся: 1) прямое лазерное спекание (DMLS), 2) лазерная и лазерно-механическая гибка, 3) лазерная резка и лазерное сверление, а также 4) лазерная сварка.
1) Прямое лазерное спекание металлов – это технология быстрого изготовления металлических прототипов, которая обладает большим потенциалом для прямого изготовления металлических формообразующих вставок пресс-форм, применяемых для литья пластмасс под давлением, а также для прямого изготовления образцов и прототипов различных деталей.
В технологии прямого лазерного спекания металлов используются 3D-данные, в соответствии с которыми осуществляется постепенное наплавление металлического порошка вдоль контура заготовки с помощью высокотемпературного лазерного луча. Модели, изготовленные по этой технологии, обладают высокой прочностью и способны выдерживать большие механические нагрузки.
Данная технология может применяться для спекания следующих материалов:
– высококачественная сталь
– инструментальная сталь
– титан
– алюминий.
2) Лазерная гибка металлов – это загибание заготовки с помощью лазерного луча. При нагревании металлической пластины с помощью лазерного луча в каком-то ограниченном месте эта пластина стремится расшириться в месте нагрева, чему препятствует холодная поверхность, которая не нагревалась лазерным лучом. В результате возникают механические напряжения, под действием которых плоская пластина сгибается. При этом происходят пластические деформации металла. Благодаря этому пластина остается деформированной, т.е. сохраняет приданную ей новую форму даже после охлаждения.
Лазерно-механическая гибка металлов – это технология, в которой используется предварительный нагрев места сгиба с помощью лазерного луча и последующее механическое загибание заготовки. Благодаря этому достигается уменьшение механического усилия гибки, и увеличение относительного удлинения при разрыве металла заготовки. Это позволяет обеспечить больший угол при меньших радиусах изгиба.
3) Лазерная резка металлов – это технология термической резки листового металла, а также трехмерных заготовок, например, труб или профилей, с помощью лазерного луча.
Этот метод применяется в тех случаях, когда сложная геометрия заготовки (двух- или трехмерная) требует точной и быстрой обработки (как правило, со скоростью от 10 до более 100 м/мин), изготовления трехмерных вырезов (в том числе в труднодоступных местах) или/и бесконтактной обработки почти без приложения усилий. По сравнению с альтернативными технологиями, такими как вырубка в штампе, лазерная резка экономически приемлема уже при очень маленьких партиях обрабатываемых заготовок.
Однако также существуют комбинированные установки, в которых преимущества лазерной резки сочетаются с достоинствами вибрационной высечки и вырубки в штампе. Такие установки позволяют выполнять как операции с вырубной головкой, так и лазерную резку любых контуров. Применение в них находят фокусированные лазеры высокой мощности, чаще всего углекислотный (газовый) лазер, но при этом все больше применяется и твердотельный лазер, а также более эффективный, хорошо фокусируемый волоконный лазер.
Лазерное сверление металлов – это технология обработки без снятия стружки, при которой с помощью лазера внутрь заготовки локально передается настолько большое количество энергии, что материал в месте воздействия лазера ионизируется и испаряется. Ионизированный пар (вернее плазма) отбрасывается в сторону за счет разницы давлений между внешней средой заготовки и местом лазерного сверления. При этом наплавление металла по краю отверстия является нежелательным.
а) Одноимпульсное лазерное сверление
Лазерный луч включается однократно и просверливает материал за один импульс. Недостатком этого вида лазерного сверления являются малая максимальная толщина просверливаемого материала и большая потребляемая энергия импульса. Кроме того, получаемые отверстия имеют явную коническую форму, так как передача тепловой энергии внутрь материала сильно ослабевает с увеличением глубины отверстия.
б) Ударное лазерное сверление
Лазерный луч в несколько импульсов бьет в одно и то же место на заготовке и при этом при каждом импульсе испаряет некоторое количество материала. При этом расплавленный материал вытесняется из отверстия под действием испарившейся составляющей материала. Это позволяет получать значительно более глубокие отверстия, чем при одноимпульсном лазерном сверлении (около 100 мм). К другим преимуществам этого метода относятся возможность выполнения отверстий под углом к поверхности заготовки, более высокое качество сверления и возможность обработки даже чрезвычайно твердых материалов. Недостатком является более длительный процесс сверления.
в) Лазерное трепанирование (вырезание отверстий)
Пульсирующий лазерный луч вращается и таким образом может «вырезать» отверстия любого диаметра. После того, как пробито первое отверстие в материале, рядом с ним с некоторым перекрытием выполняется следующее отверстие. При этом на практике наиболее оптимальным оказалось перекрытие в 50-80 % площади отверстия.
г) Ударное сверление вращающимся лазерным лучом (сверление лазерным «спиральным сверлом»)
Этот метод лазерного сверления действует по тому же принципу, что и ударное лазерное сверление, но с дополнительным вращением лазерного луча. Благодаря этому материал заготовки снимается в виде спиралевидной стружки. При этом качество сверления выше по сравнению с лазерным трепанированием.
4) Лазерная сварка металлов (LBW) – это технология сварки, применяемая для соединения нескольких металлических деталей с помощью лазерного луча. При этом лазерный луч служит в качестве концентрированного источника тепловой энергии, обеспечивая тонкий сварной шов, большую глубину и высокую скорость сваривания. Часто эта технология используется в крупносерийном производстве, например, в автомобильной промышленности.
Как и электронно-лучевая сварка (EBW), лазерная сварка характеризуется высокой плотностью энерговыделения (порядка 1 МВт/см2), что обеспечивает малые зоны термического влияния, а также высокую скорость нагрева и охлаждения. Диаметр пятна лазерного луча может варьироваться от 0,2 мм до 13 мм, правда, для сварки применяются лишь лучи малых диаметров. При этом глубина проникновения луча пропорциональна количеству затраченной энергии, но также зависит от положения фокальной точки и увеличивается до максимума, когда фокальная точка расположена чуть ниже поверхности заготовки.
Непрерывный или пульсирующий лазерный луч может использоваться в зависимости от свойств свариваемых заготовок. Так, импульсы длительностью порядка миллисекунд используются для сваривания тонких материалов, таких как лезвия бритв, а непрерывный лазерный луч применяется для выполнения глубокой сварки.
Лазерная сварка является универсальной технологией, пригодной для сваривания углеродистых сталей, высокопрочных низколегированных сталей, нержавеющих сталей, алюминия и титана. Из-за высокой скорости охлаждения возникает проблема растрескивания при сваривании высокоуглеродистых сталей. Качество лазерной сварки высокое, сходное с качеством электронно-лучевой сварки. Скорость сварки пропорциональна количеству затраченной энергии, но также зависит от типа и толщины заготовок. Благодаря высокой допустимой мощности газовых лазеров они особенно хорошо подходят для крупносерийного производства. Так, лазерная сварка является доминирующей технологией сварки в автомобильной промышленности.
| Следующая > |
slesario.ru
Фгбоу впо мгту «станкин»
Кафедра «Технологическое проектирование»
Р Е Ф Е Р А Т
«Лазерная обработка»
Выполнил: студент группы МДБ-13-06 Ромайкин В.В.
Проверил:
Принял:
Москва 2013г.
Содержание
Введение
Особенности лазерного излучения
Классификация лазеров
Виды поверхностной лазерной обработки
Виды поверхностной лазерной обработки (Таблица)
Список используемой литературы
Введение
Создание лазеров — совершило революцию в науке и технике. За два десятилетия после их возникновения формировались новые фундаментальные и прикладные направления физической оптики — оптическая квантовая электроника и нелинейная оптика. В настоящее время невозможно представить ни современные фундаментальные исследования, ни решение технических и технологических задач без использования лазеров.
Лазеры - это генераторы и усилители когерентного излучения в оптическом диапазоне, действие которых основано на индуцированном (вызванном полем световой волны) излучении квантовых систем - атомов, ионов, молекул, находящихся в состояниях, существенно отличных от термодинамического равновесия. Лазеры, как и мазеры, генераторы и усилители СВЧ диапазона, называют еще квантовыми генераторами (усилителями), поскольку поведение участвующих в их работе частиц описывается законами квантовой механики. Принципиальным отличием лазеров от всех других источников света (тепловых, газоразрядных и др.), представляющих собой по сути дела источники оптического шума, является высокая степень когерентности лазерного излучения. С созданием лазеров в оптическом диапазоне появились источники излучения, аналогичные привычным в радиодиапазоне генераторам когерентных сигналов, способные успешно использоваться для целей связи и передачи информации, а по многим своим свойствам - направленности излучения, полосе передаваемых частот, низкому уровню шумов, концентрации энергии во времени и т.д. - превосходящие классические устройства радиодиапазона.
Особенности лазерного излучения
Лазерные источники света обладают рядом существенных преимуществ по сравнению с другими источниками света:
1. Лазеры способны создавать пучки света с очень малым углом расхождения (около 10-5 рад).
2. Свет лазера обладает исключительной монохроматичностью. В отличие от обычных источников света, атомы которых излучают свет независимо друг от друга, в лазерах атомы излучают свет согласованно. Поэтому фаза волны не испытывает нерегулярных изменений.
3. Лазеры являются самыми мощными источниками света. В узком интервале спектра кратковременно (в течение промежутка времени продолжительностью порядка 10-13 с) у некоторых типов лазеров достигается мощность излучения 1017 Вт/см2
Классификация лазеров
Классификация лазеров производиться с учетом как типа активной среды, так и способа ее возбуждения ( способа накачки ). По способу накачки следует, прежде всего, выделить два способа – оптическую накачку и накачку с использованием самостоятельного электрического разряда. Оптическая накачка имеет универсальный характер. Она применяется для возбуждения самых различных активных сред – диэлектрических кристаллов, стекол, полупроводников, жидкостей, газовых смесей. Оптическое возбуждение может использоваться так же как составной элемент некоторых других способов накачки. Накачка с использованием самостоятельного электрического разряда применяется в разряженных газообразных активных средах – при давлении 1….10 мм рт. ст. Соответствующие типы лазеров объединяют общим термином газоразрядные лазеры.
Классификация лазеров по активной среде и области применения:
Газовые лазеры
Гелий-неоновые лазеры (HeNe) (543 нм, 632,8 нм, 1,15 нм, 3,39 нм)
Аргоновые лазеры (458 нм, 488 нм или 514,5 нм)
Лазеры на углекислом газе (9,6 мкм и 10,6 мкм) используются в промышленности для резки и сварки материалов, имеют мощность до 100 кВт
Лазеры на монооксиде углерода. Требуют дополнительного охлаждения, однако имеют большую мощность — до 500 кВт
Эксимерные газовые лазеры, дающие ультрафиолетовое излучение. Используются при производстве микросхем(фотолитография) и в установках коррекции зрения. F2 (157 нм), ArF (193 нм), KrCl (222 нм), KrF (248 нм), XeCl (308 нм), XeF (351 нм)
Твердотельные лазеры
рубиновые (694 нм), александритовые (755 нм), массивы импульсных диодов (810 нм), Nd:YAG (1064 нм), Ho:YAG (2090 нм), Er:YAG (2940 нм). Используются в медицине.
Алюмо-иттриевые твердотельные лазеры с неодимовым легированием (Nd:YAG) — инфракрасные лазеры большой мощности, используемые для точной резки, сварки и маркировки изделий из металлов и других материалов
Кристаллические лазеры с иттербиевым легированием, такие как Yb:YAG, Yb:KGW, Yb:KYW, Yb:SYS, Yb:BOYS, Yb:CaF2, или на основе иттербиевого стекловолокна; обычно работают в диапазоне 1020—1050 нм; потенциально самые высокоэффективные благодаря малому квантовому дефекту; наибольшая мощность сверхкоротких импульсов достигнута на Yb:YAG-лазере. Волоконные лазеры с иттербиевым легированием обладают рекордной непрерывной мощностью среди твердотельных лазеров (десятки киловатт)
алюмо-иттриевые с эрбиевым легированием, 1645 нм
алюмо-иттриевые с тулиевым легированием, 2015 нм
алюмо-иттриевые с гольмиевым легированием, 2096 нм, Эффективный ИК-лазер, излучение поглощается влажными материалами толщиной менее 1 мм. Обычно работает в импульсном режиме и используется в медицине.
Титан-сапфировые лазеры. Хорошо перестраиваемый по длине волны инфракарасный лазер, используемый для генерации сверхкоротких импульсов и в спектроскопии
Лазеры на эрбиевом стекле, изготавливаются из специального оптоволокна и используются как усилители в оптических линиях связи.
Микрочиповые лазеры. Компактные интегрированные импульсные твердотельные лазеры, наиболее широко используются в сверхъярких лазерных указках
Полупроводниковые лазерные диоды
Самый распространенный тип лазеров: используются в лазерных указках, лазерных принтерах, телекоммуникациях и оптических носителях информации(CD/DVD). Мощные лазерные диоды используются для накачки современных твердотельных лазеров.
Лазеры с внешним резонатором (External-cavity lasers), используются для создания этиловом
Лазеры с квантовым каскадом спирте или этиленгликоле. Позволяют осуществлять пререстройку длины волны излучения в диапазоне от 350 нм до 850 нм (в зависимости от типа красителя). Применение - спектроскопия, медицина (в т.ч. фотодинамическая терапия), фотохимия. высокоэнергетических импульсов
Лазеры на красителях Тип лазеров, использующий в качестве активной среды раствор органических красителей
Лазеры на свободных электронах
Расшифровка обозначений
YAG — алюмо-иттриевый гранат
KGW — калий-гадолиниевый вольфрамат
YLF — фторид иттрия-лития
studfiles.net
Лазерная резка металла - преимущества и недостатки технологии
Из школьного курса элементарной физики вы знаете о сильном тепловом воздействии сфокусированного света. Познавательный трюк с увеличительным стеклом ясно показывает возможности преломленного потока солнечного луча.
Принципом действия работы лазера может служить его перевод с английского: усиление света вынужденным излучением. По-простому — это световое излучение, вызванное атакой фотонов на рабочую среду с усилением за счет ответной реакции. Световой поток через систему оптических призм и зеркал фокусируется в узконаправленный луч импульсной или непрерывной модуляции. Мощность и интенсивность лазера зависит от используемого активатора и сложности резонирующих систем.
В качестве первичного активного вещества используют все возможные агрегатные состояния: твердое, газообразное, жидкое и плазменное. Важнейшим критерием является способность к возбуждению и отдаче свободных квантов-фотонов. Накачка первичных световых атомов производится разными способами. Это может быть сфокусированное солнечное излучение, специальные лампы, другие лазеры, электрическое воздействие или химические процессы. Для увеличения силы потока делают многоуровневые атакующие каскады. В основе резонаторов применяют плоскопараллельные и сферические зеркала или их комбинации. Главный параметр хорошего прибора — устойчивое сохранение светового луча и его точная фокусировка.

Принцип лазерной резки
Первый лазер был сделан на рубине в 1960 году, он работал в инфракрасном диапазоне и являлся началом эры световых помощников человека. История развития прикладной квантовой науки шла по пути усиления первоначальных систем накачки и совершенствования оптических резонаторов для достижения мощного и управляемого луча. Выискивались новые рабочие среды, были испробованы и получили путевку в жизнь лазерные установки на красителях, на свободных электронах, химические модели и полупроводниковые исполнения.
Производственное использование лазера
Лазер называют самым красочным и одним из важнейших изобретений XX века. Многие годы никто не понимал его практического применения, прибор называли устройством, которое само ищет задачи для решения. Теперь лазерные аппараты лечат людей, исследуют звезды и применятся для развлекательных мероприятий.
Машиностроительные производства давно начали использовать резку металла лазером. Пионерами выступили судостроительные верфи, авиационные заводы и автомобильные гиганты, искавшие передовые методы работы для увеличения производительности труда. Возрастающая конкуренция стимулировала появление инновационных обрабатывающих центров с принципиально новыми системами влияния на рабочий процесс.
К настоящему времени на промышленных предприятиях лазерная резка металла представлена следующими видами установок:
- твердотельные — основанные на кристаллических драгоценных камнях или соединениях редкоземельных элементов, для накачки фотонов используется импульсные лампы или лазерные диоды;
- газовые — в качестве активаторов применяются смеси инертных газов с источником возбуждения в виде электрических разрядов или направленной химической реакции;
- волоконные — активная среда и резонатор сделаны целиком из оптического волокна или скомбинированы с другими конструктивными элементами.
Следующее видео представляет волоконный лазерный станок.
Для работы с цветными металлами и антикоррозионными сталями, имеющими высокую отражающую способность, прикладными исследовательскими институтами разработаны специальные модели традиционных лазеров с резонатором из оптико-волоконной трубки. Световой луч в таких установках более сфокусированный и концентрированный и не рассеивается о зеркальную поверхность алюминиевых, титановых или нержавеющих заготовок.
Широко распространенные газовые СО₂-лазеры работают на рабочей смеси углекислого газа, азота и гелия, зеркала резонатора покрыты серебряным или золотым напылением для увеличения отражающей способности.
Технология лазерной резки металлов постоянно совершенствуется: пробуются новые типы установок, усложняются системы управления процессом, применяются компьютерные комплексы для контроля режимов обработки. Основной упор делается на увеличение точности, чистоты реза и производительности.
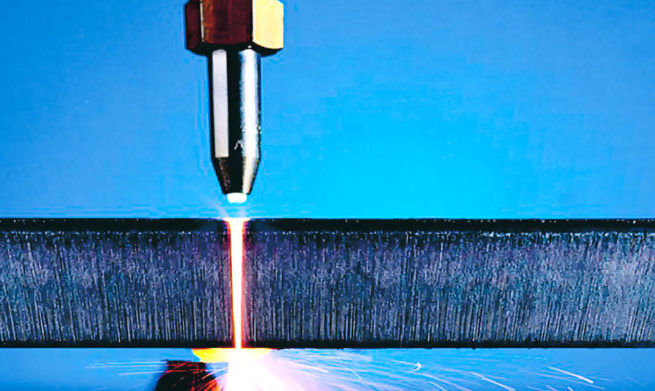
Особенности технологического процесса
В результате воздействия светового луча материал заготовки проходит несколько промежуточных изменений для превращения в обработанную деталь:
- первая стадия — воздействие лазера на металл в точке начала реза вызывает нагревание вещества до температуры плавления и появлению усадочной раковины;
- вторая стадия — энергия излучения приводит к кипению и испарению металла;
- третья стадия — при проплавлении заготовки на полную глубину начинается поступательное движение рабочего органа в соответствии с заданной траекторией.
В действительности, процесс испарения металла наблюдается только у тонких заготовок, при средней и большой толщине реза удаление остатков вещества из рабочей зоны производится с помощью струи вспомогательного газа (азот, кислород, воздушная смесь или инертные газы).
Такие установки, работа которой представлена на видео, называют газолазерными резаками.
Активный кислород, подаваемый в зону резания не только выводит продукты плавления металла и охлаждает поверхность среза, но и способствует поддержанию температуры и ускоряет режимы обработки. При лазерной резке не происходит деформации заготовки, следовательно, отсутствуют затраты материала на припуск линейных размеров и необходимость в дополнительных чистовых операциях.

Сравнительные характеристики лазерной и плазменной резки приведены
Современные лазерные комплексы
Мировая станочная индустрия идет в ногу со временем и предлагает своим потребителям самое разнообразное оборудование для лазерной резки металла. Многокоординатные аппараты призваны заменить шумные и низко производительные механические резаки. Мощность лазера зависит от специфики производства и экономического обоснования выбранного агрегата.
Новое поколение прецизионных обрабатывающих станков с ЧПУ позволяют проводить обработку материалов с точностью до 0,005 мм. Площадь обработки некоторых моделей лазерных установок достигает нескольких квадратных метров. Большим достоинством является минимизация человеческого фактора, заключающаяся в высокой автоматизации производственного процесса.
Геометрия детали задается в программный блок, осуществляющий управление лазером и рабочим столом с заготовкой. Системы настройки фокуса автоматически выбирают оптимальное расстояние для эффективного резания. Специальные теплообменники регулируют температуру лазерной установки, выдавая оператору контрольные данные текущего состояния инструмента.
Лазерный станок оснащается клапанными механизмами для подключения газобаллонного оборудования, чтобы обеспечить подачу вспомогательных газов в рабочую зону. Система дымоулавливания призвана оптимизировать расходы на вытяжную вентиляцию, включая её непосредственно в момент обработки. Область обработки полностью экранируется защитным кожухом для безопасности обслуживающего персонала.
Лазерная резка листового металла на современном оборудовании превращается в легкий процесс задания числовых параметров и получения на выходе готовой детали. Производительность оборудования напрямую зависит от параметров станочного комплекса и квалификации оператора, создающего программный код. Технология лазерной резки металлов гармонично вписывается в концепцию роботизированного производства, призванного полностью освободить человека от тяжелого труда.
Производители предлагают различные типы лазерных станков: универсальные и специализированные. Стоимость первых на порядок больше, но они позволяют производить несколько операций и выпускать детали более сложной формы. Большое количество рыночных предложений дает возможность выбора для заинтересованных потребителей.
Преимущества и недостатки
Специалисты машиностроительных предприятий понимают перспективы использования данной технологии для получения точных деталей с хорошей шероховатостью. Область применения обширна: от простого раскроя листового металлопроката до получения сложных кузовных деталей автомобилей. Явные плюсы лазерной резки металлов сводятся к нескольким резюмирующим аспектам:
- высокое качество обработанной поверхности;
- экономия материала;
- способность работы с хрупкими материалами и тонкими заготовками;
- возможность получения деталей сложной конфигурации.
Среди минусов: высокая стоимость оборудования и расходных материалов.
Лазерная резка стали и цветных металлов пользуется большим рыночным спросом. Способность быстро выдавать чистовые детали нестандартной формы привлекает в профильные предприятия заказчиков малых партий разнообразных изделий. Лазерные технологии активно используются в декоративном творчестве при изготовлении дизайнерских украшений и оригинальных сувениров.
Решение о применении лазерной обработки должно приниматься с учетом расчета окупаемости оборудования и величине эксплуатационных расходов. В настоящее время такие установки могут себе позволить, в основном, крупные предприятия с большим производственным циклом. С развитием технологии будут снижаться стоимость станков и количество потребляемой энергии, поэтому в будущем лазерные аппараты вытеснят своих конкурентов из сферы резки любых материалов.
wikimetall.ru
Лазерная обработка и резка металла
Сейчас можно изготовить любую металлическую деталь, причем точность ее исполнения будет очень высокой. Добиться подобного результата можно только на высокотехнологичном и совершенном оборудовании, таком, как лазерные станки для резки и обработки металла.
Технология процесса лазерной резки металла
В таких машинах всю работу выполняет лазерный луч, который фокусируется на режущей поверхности. Резка металла происходит под воздействием пучка энергии очень высокой плотности. Лазер монохроматичен (значения длины волны и частоты всегда постоянны) и когерентен (его мощность увеличивается в десятки раз по причине резонанса), поэтому, концентрируясь в одной точке, он нагревает металл до такой температуры, что в том начинает происходить процесс плавления. Далее фаза перехода вещества из твердого состояния в жидкое доходит в толщу металла, который в определенной точке начинает закипать и испаряться. Вот так весь процесс резки и основывается либо на испарении, либо на плавлении. Отметим, что при первом процессе необходимо большое количество энергии, что не всегда целесообразно. Кроме того, разрезать толстый лист металла испарением очень тяжело, поэтому чаще применяется плавление. Также нужно заметить, что для процесса резки необходимо применение технологического газа (В качестве которого может выступать кислород или азот).
Волоконные лазеры
В последнее время все чаще в оборудовании используются волоконные лазеры, которые имеют немало преимуществ перед другими видами подобных установок. Они практически не требуют обслуживания, сам лазер находится в закрытом корпусе, поэтому туда не может попасть пыль и грязь. У этих лазерных систем большой рабочий ресурс – порядка нескольких десятков лет, а также высокое качество луча со стабильными параметрами. Эти лазеры могут свободно резать материалы с высоким коэффициентом отражения (алюминий, медь, латунь, нержавеющая сталь и другие). Такой лазер может выполнять не только резку, но и гравировку металлических деталей.
Преимущества лазерной резки
- Можно резать любые сплавы и металлы.
- Нет прямого контакта с режущим веществом, поэтому не будет механических повреждений.
- Резка происходит с очень большой точностью.
- Гравировка изделий на лазерных станках происходит очень быстро, что во много раз увеличивает производительность.
- На таком оборудовании можно работать без специальных пресс-форм.
Недостатки лазерной резки
- Для лазерных станков существует ограничение толщины обрабатываемых деталей.
- Нет возможности производить формовку или пуклевку, как например, на координатно-высечном прессе
Виды станков по резке и обработке металла
Лидер по производству лазерного оборудования чешско-украинская компания «Aramis» представляет своим клиентам большой спектр станков для резки и обработки металла.
- Станки для лазерной резки. Позволяют производить раскройку металлических листов с высокой производительностью. На данный момент – самое эффективное оборудование для резки листовых металлов. Имеет высокодинамичный привод. Мощность лазера более 1000 ватт. Такие станки – отменное решение для малого и среднего бизнеса.
- Лазерные гравировщики. Самое современное решение для нанесения гравировок на изделия. Высокая точность позволяет получить прекрасное качество изображений. Это надежное и безотказное оборудование. Может увеличивать размеры гравировки без ухудшения качества рисунка.
- Лазерная сварка. Осуществляет сверхсовременную сварку металлов и пластмасс. Шов после завершения процесса получается неразъемным, высокого качества и очень прочным. Оборудование можно без проблем перестроить в производственную линию.
- Гидроабразивные станки. Могут произвести раскрой любого, причем даже очень хрупкого материала. На данном оборудовании можно обрабатывать природный камень, резину, дерево, стекло и другие специфические материалы. Производят 3D обработку высочайшей точности. Станок максимально надежен и технологичен.
- Фрезерные станки. Оборудование высокоскоростного фрезерования с прецизионной механикой. Потрясающая точность выполнения работ. Главная особенность этого процесса состоит в том, тепло, выделяющееся при резке металла полностью переходит в стружку и быстро уходит из обрабатываемой зоны. В результате этого и фреза, и деталь практически не подвержены термовоздействию. На этом оборудовании можно обрабатывать детали из закаленной стали.
www.vusnet.ru
Лазерная резка металла – технология обработки лазером
Лазерная резка – инновационная технология обработки металлических заготовок, которая применяется в производственных масштабах компаний, а также умещается в небольших частных мастерских. Благодаря уникальной установке, продуцирующей лазер, на определенном участке материала создает фигурные формы деталей.
Способ лазерной обработки подходит для каждого металлического материала, но индивидуальные особенности конкретного сырья все-таки имеются.
В чем заключается изюминка технологии?
Исходя из названия метода обработки, основное действие выполняется специальным лазером. Дорогостоящее оборудование фокусирует луч на маленькой площади, в результате чего образуется неимоверное количество энергии.
Лазерная резка металла
Под воздействием высокоплотного излучения происходит разрушение любого металла – он плавится, сгорает, иногда моментально испаряться.
Рассматривая характеристики лазерного воздействия, выделяют следующие аспекты процесса:
- отличительной чертой луча в сравнении с обычными световыми волнами является постоянная длина и частота продуцируемой волны. Это свойство обеспечивает отличную фокусировку с помощью системы линз на любой имеющейся поверхности;
- направленность луча всегда поддерживается в высокой концентрации, усиливает эффективность маленький угол рассеивания энергии;
- когерентность – способность сосредоточить в одной области множество однотипных процессов, ведущих к преобразованию материала. Суммарная мощность установки увеличивается за счет полного резонанса, всех происходящих внутри лазера процессов.
Подобные особенности обуславливают энергетическое постоянство, благодаря чему лазерная резка металла считается уникальным высокоэффективным методом получения необходимых деталей.
Тонкости технологического процесса
Современная лазерная установка – идеал оборудования, одновременно воплощающий скорость, невероятную точность обработки и простоту управления сложной машиной.

Многоцелевое устройство для лазерной резки
Благодаря внедрению компьютерного оснащения стало возможным устранить фактор человеческой ошибки, избегать излишков, обеспечить качество каждой выпущенной детали.
Работающая автоматизированная машина поддерживает постоянство сфокусированных лучей, совмещая линзами всю энергию в одном мощном потоке – лазере. При соприкосновении с поверхностью происходит нагревание исключительно намеченной линии разреза, при этом остальная часть заготовки остается незадействованной в процессе. Отсутствует лишняя деформация, чрезмерного нагревания всей детали с дальнейшим повреждением особо уязвимых областей не происходит.
Технология лазерной резки металла позволяет работать с мягкими сплавами и тонкими листами заготовок. Способы выполнения обработки подразделяются на два типа:
- лазерную резку плавлением детали;
- выполнение обработки путем испарения.
Плавление наиболее распространенный и дешевый способ достижения результата. Воздействие фокусированных лазерных волн на металл приводит к его нагреванию. Высокая температура на определенном участке становится причиной расплавления детали, а при равномерном смещении луча получают желаемую форму.
Если воздействие луча чрезмерное и энергия достигает второго физического рубежа – молекулы материала начинают закипать. При кипении наблюдается мгновенное испарение частичек детали.
На заметку: процесс испарения считается наиболее эффективным и точным методом обработки. Но для поддержания запредельного уровня энергии требуется множество ресурсов и производственных мощностей. Резку металла лазером по методу испарения считают дорогостоящим этапом производства, он существенно увеличивает себестоимость конечного результата.
Новый лазер – преимущества внедрения технологии
Создание некоторых важных элементов производственных машин и любого профессионального оборудования требует максимальной точности обработки металлических заготовок.
Достигнуть требуемого высокого результата позволяет лазерная резка металла, обладающая весомыми преимуществами в сравнении с известными альтернативными методами обработки:
- автоматизированный программный контроль качества и заложенный алгоритм работы позволяют увеличить точность резки, это является предпосылкой создания сложных элементов;
- скорость процесса существенно превосходит остальные способы;
- лазерное воздействие ограничивает чрезмерный перегрев заготовки, мягко разрезает материал;
- производительность любой лазерной установки обеспечивает заблаговременное выполнение крупных срочных заказов;
- температурному нагреву подвержена исключительно область разреза;
- допускается выполнение контурной резки любой сложности;
- объемы излишков регламентирует компьютер. Программа рассчитывает наиболее рациональное расположение всех необходимых форм;
- отверстия характеризуются минимальным диаметром, равным 0,5 мм.

Лазерную обработку металлов приравнивают к передовым производственным технологиям, что заставляет многих заказчиков уходить от старых производителей деталей к современным методикам.
Если компания внедряет этот метод обработки, то существенно возрастает качество выпускаемой продукции, появляется возможность выполнения индивидуальных заказов.
Резка алюминия – основные нюансы и характеристики процесса
Обработка алюминиевых заготовок происходит по определенному автоматизированному шаблону. В программу загружаются чертежи будущей детали, этот процесс позволяет избежать дорогостоящего привлечения узких специалистов. Дополнительная экономия заключается в рациональном расположении формы детали на имеющейся заготовке, снижается процентное количество излишков.
Распространенным производственным действием считается лазерная резка стали, а также работа с деревянными материалами.

Лазерная резка по дереву
В процессе обработки алюминиевых листов совместно с основным лазерным лучом в сфокусированную зону подается поток воздуха, он увеличивает общую энергию луча, а также служит своеобразным мусоропроводом для образующихся шлаков и продуктов плавления.
Мягкий алюминий характеризуется высокой теплопроводностью, это позволяет ему отлично поглощать энергию лазера. Эта особенность является камнем преткновения многих рядовых производственных цехов, поскольку лишь профессиональный высокомощный лазер способен справиться с этим материалом.

Станок с мощным лазером для резки алюминия
Основными нюансами в работе с алюминиевыми заготовками являются:
- небольшие производственные скорости – высокоскоростные установки не контролируют образование на поверхности заготовки деформаций;
- в процессе работы отсутствует прямой контакт с материалом, лазер просто прожигает поверхность алюминия;
- продувная зона обеспечивает полную очистку контура, эта функция весьма актуальна при дальнейшем сваривании;
- автоматизированная установка при правильно заложенном чертеже справляется с неимоверно сложным проектом детали.
- алюминий не приемлет исправлений – человеческий фактор полностью исключается за счет системы ЧПУ.
При обработке мягких металлов часто появлялся фактор статического влияния крепежных элементов, особенно устаревших производственных машин, но лазерная резка нержавеющей стали не требует закрепления заготовок. Достаточно просто положить заготовку в рабочую зону, а машина выполнит все необходимые операции в точности с заявленным электронным чертежом.
Лазерный станок с ЧПУ
Выполнение резки других материалов
Сложное выполнение художественной резки, раскройка рядовых материалов при работе с автоматизированной лазерной машиной ЧПУ становятся довольно обычной заводской работой. Кроме алюминиевых листов, подобные установки легко справляются с несколькими видами металла:
- нержавеющими материалами;
- листами из других материалов;
- стальными заготовками;
- латунью.

Работа с нержавейкой приравнивается к сложным энергозависимым проектам, поскольку материал отличается высокой сопротивляемостью к любому типу энергетического и физического воздействия. Мощный лазер и компьютеризированная начинка установки позволяют получить сложные фигуры и уникальные детали, прочность которых будет на высоком уровне.
Обработка нержавеющей стали
Лазерная резка нержавейки получила особую популярность. Особенностями процесса обработки нержавейки выступают:
- вся раскройки материала производится бесконтактным способом, что исключает даже минимальную деформацию деталей в местах воздействия машины;
- даже при работе с этим сложных материалов отсутствует фактор погрешности;
- лазерная резка материала исключает шансы образования отслоения краев, заусениц, а кромка края не деформируется;
- общие временные затраты существенно ниже, что обуславливает небольшое снижение стоимости подобных услуг;
- показатель мощности лазера не имеет ограничений по толщине заготовок из нержавейки. Любой лист материала будет равномерно разрезан с учетом заложенного чертежа.
Достоинством процесса лазерной обработки нержавеющих материалов считается отсутствие какого-либо влияния на качественные свойства детали, это не снижает длительность эксплуатационного периода.

Этот материал обладает уникальной защитой от коррозии, а прошлые технологические процессы всегда способствовали снижению способности противостоять окислению. Лазер не способен снижать физические свойства.
Медь и латунь – обработка материала лазером
Для обеспечения раскройки медных листов требуется правильно выставить параметры установки ЧПУ, что во многом предопределяет качество конечных форм. Выполнять резку необходимо на низких скоростях и при максимальной мощности луча. Только такое соотношение условий позволит создать идеальный требуемый продукт. Пренебрежение технологичными нюансами приводит к деформированию кромок и нарушению структурной целостности.
Латунь, как материал, не требует определенной скрупулезной настройки программы резки, допускается проведение раскройки при стандартных параметрах оборудования. Но именно лазерная методика обработки гарантирует отсутствие любых структурных повреждений. Нарушения физических свойств, перегрева детали в процессе работы не происходит. Лазерная резка металла – современный способ ювелирной обработки материалов.
Видео: Лазерная резка стали
promzn.ru
Лазерная обработка - Большая Энциклопедия Нефти и Газа, статья, страница 4
Лазерная обработка
Cтраница 4
Под режимами лазерной обработки понимают энергию излучения W и длительность импульса т, плотность энергии излучения, фокусное расстояние фокусирующей системы /, смещение поверхности детали относительно фокальной плотности Д /, количество импульсов п излучения. Для выбора оптимальных режимов лазерной обработки микроотверстий применяют номограммы. Лазерная обработка сопровождается структурными изменениями металла в поверхностных слоях. [46]
Упрочняющий эффект лазерной обработки ь данном случае заключается в получении чрезвычайно мелкодисперсного мартенсита из мартенсита отпуска. Поэтому для повышения твердости инструмента необходимо исходное перед лазерной обработкой состояние, где реализуется возможность такой закалки. [47]
После завершения лазерной обработки деталь автоматически подается на последующую обработку. [49]
Более эффективной является лазерная обработка остросфокусированным лучом ( ряс. Перемещением ленточного провода относительно луча и поворотом на 180 разрушается изоляция шириной в несколько десятков микрометров по всему периметру. Защита токопроводящих жил от разрушения обеспечивается высокой отражательной способностью покрытий, наносимых на их поверхность. С плетеных и тканых ленточных проводов изоляцию удаляют электрообжигом, предварительно закрепив неудаляемую часть слоем клея БФ-4. Работа с термомеханическим разрушением изоляции сопровождается выделением вредных газов и ее проводят при наличии на рабочих местах приточно-вытяжной вентиляции. [51]
По технологическим параметрам лазерная обработка близка к электроннолучевой. Луч лазера представляет собой направленный поток когерентного светового излучения. [52]
Для повышения эффективности лазерной обработки можно искусственно снизить отражательную способность, например, изменив шероховатость поверхности или использовав разного рода покрытия. Исследования также показали, что после воздействия на материал первых порций энергии лазерного излучения даже у металлов с высокой отражательной способностью наблюдается ее резкое снижение, в результате чего возрастает эффективность поглощения световой энергии материалом. [53]
Основными параметрами режимов лазерной обработки являются мощность излучения, диаметр пятна фокусировки, скорость перемещения обрабатываемого материала относительно луча. [54]
Так, при лазерной обработке пленочных элементов в производстве электронных приборов производительность труда увеличивается в 7 - 15 раз, а выход годных элементов-в 1 3 - 2 раза. [55]
Кроме того, лазерной обработкой отдельных участков деталей можно существенно снизить скорость распространения трещин при малоцикловом нагружении. [56]
Следует отметить, что лазерная обработка приводит к существенному уменьшению коэффициента трения и повышению задиростойкости и износостойкости поверхностей. Дополнительным резервом повышения надежности и ресурса деталей, подвергнутых лазерному упрочнению, является наличие сжимающих напряжений в приповерхностных слоях. [57]
Показано, что после лазерной обработки содержание углерода в мартенсите, плотность дислокаций и микротвердость в зоне лазерного воздействия взаимосвязаны и определяются исходным состоянием стали, в также технологическими характеристиками процесса лазерной обработки. [58]
УЯИ могут использоваться для лазерной обработки объектов. [59]
Страницы: 1 2 3 4 5
www.ngpedia.ru









423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)