 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
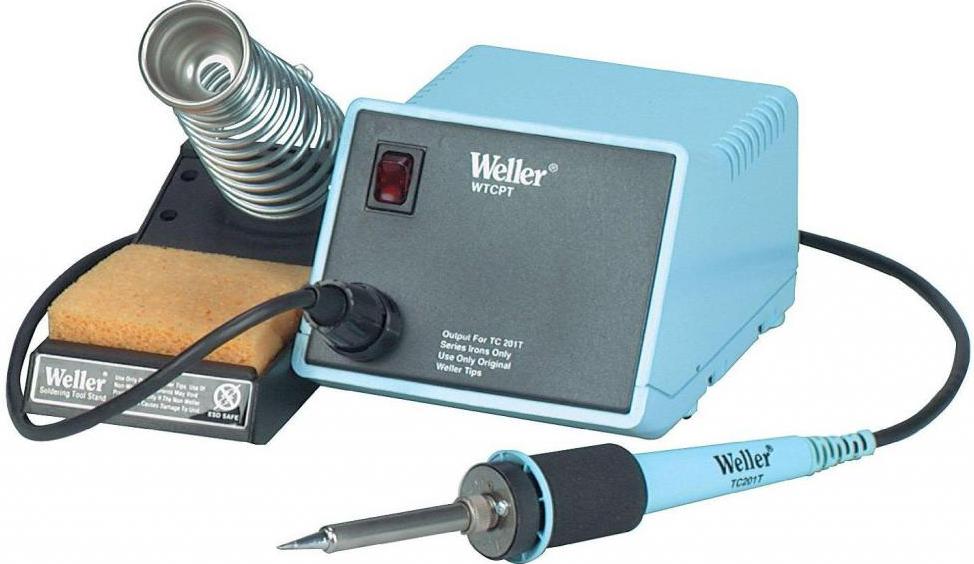
Набор инструментов для пайки новичку: паяльник, флюс, припой + подарок. Инструмент для пайки
Какое оборудование применяют для пайки
Одним из действенных и надежных способов соединения материалов считается пайка. Раньше ее применяли для металлов и их сплавов, но пайка также подходит для соединения кусков стекла, пластмассы, керамики.
Существует множество видов пайки, для каждого из них используется специальное паяльное оборудование, инструменты и приспособления.
Паяльник
К наиболее часто используемым инструментам при паяльных работах относится паяльник. Без него сложно представить оборудование рабочего места. Паяльники применяют любители и профессионалы. Все зависит от вида инструмента.
Молотковый
Для соединения больших, массивных деталей применяют молотковые паяльники, названные так из-за своей формы, похожей на молоток. Они разогреваются в печах или жаровнях и, обладая большой тепловой инерцией, долго остаются нагретыми.

Такое оборудование используют для пайки крупных деталей.
Электрический
Самый традиционный способ пайки – при помощи электрического паяльника. Устроен он очень просто – в металлическом корпусе заключен нагревательный элемент, который разогревает жало – медный стержень. От мощности нагревательного элемента зависит температура нагрева паяльника.

Содержание процесса паяльных работ заключается в том, чтобы разогреть контактным способом соединяемые детали и скрепить их специальным составом, называемым припоем. После остывания получается прочное соединение, способное проводить электричество, если соединяемые детали являются проводниками.
Профессиональный электропаяльник может быть с регулятором напряжения. В этом случае возможна регулировка температуры жала, что очень важно при сборке и монтаже электронных схем.

Особый интерес представляет индукционное оборудование. В индукционных паяльниках происходит саморегуляция нагрева, они экономно расходуют электричество.
Выпускают ультразвуковое паяльное оборудование. Ультразвуковой паяльник снабжен генератором, вырабатывающим сигнал высокой частоты.
Помимо паяльника, работающего от бытовой сети, в состав оборудования поста для пайки может входить паяльный инструмент, питающийся напряжением 12 или 24 вольта. Он подходит для отладки работы электронных схем и для монтажа деталей и компонентов, которые могут выйти из строя от перегрева.
Электрические паяльники могут быть и беспроводными, работающими от пальчиковых аккумуляторов.
Газовый
Очень удобны в работе газовые паяльники, разогрев которых происходит от сгорания газа. Газовое оборудование представлено огромным количеством моделей, отличающихся размерами, системой розжига, наличием регулятора температуры.

С помощью газового паяльного оборудования можно плавить твердые высокотемпературные припои. Выпускают посты для газовой пайки медных труб, в которые входят баллоны, редукторы, платформа и горелка.
Недостатками электрического или газового паяльников является невозможность одновременного прогрева большой площади при малой мощности. В этом случае используются другие виды оборудования.
Инфракрасные станции и фены
 Модели термовоздушного паяльного оборудования (фены) используются в основном для демонтажа и объемного монтажа микросхем на платах электронных устройств. Очень часто фен входит в комплектацию паяльной станции, состоящей еще из электрического паяльника и блока управления.
Модели термовоздушного паяльного оборудования (фены) используются в основном для демонтажа и объемного монтажа микросхем на платах электронных устройств. Очень часто фен входит в комплектацию паяльной станции, состоящей еще из электрического паяльника и блока управления.
Паяльная станция позволяет производить установку и контроль параметров инструментов, входящих в нее, обеспечивая высокое качество шва.
Нередко в состав оборудования для паяльной станции входит стол с возможностью прогрева деталей или монтажных плат снизу.
Эта установка использует инфракрасные источники тепла – лампы, нагревательные элементы. Некоторые конструкции столов для подогрева снабжены кронштейнами и штативами, что позволяет закреплять платы.
Схожим действием с паяльным феном обладает инфракрасное оборудование. С его помощью также можно обеспечить нагрев большой площади, не допуская контакта с элементами микросхем.

Инфракрасные паяльные станции позволяют контролировать паяние и обеспечивать плавное остывание металла. Это дорогостоящее оборудование, которое представляет собой целые вычислительные комплексы с наборами датчиков, процессорами и целым перечнем вспомогательных инструментов.
Инструменты и приспособления
При ручной пайке недостаточно наличия только паяльного оборудования. Не имея необходимых дополнительных приспособлений, невозможно бывает не то чтобы качественно, а вообще что-нибудь спаять. К таким приспособлениям относятся: 
- паяльная лампа;
- пинцет;
- набор надфилей;
- кусачки;
- увеличительное стекло и штатив;
- струбцины;
- подставки.
Один из необходимых инструментов – это пинцет. Он служит для того, чтобы удерживать мелкие детали в положении, в котором их нужно припаять.
Кроме того, зачастую металлический пинцет, зажимая выводы, служит теплоотводом, когда происходит пайка полупроводников или иных требовательных к температуре предметов.

Еще одним инструментом, часто используемым при работе, является надфиль. Плоским надфилем можно очистить жало паяльника от нагара перед тем, как облудить его.
Круглым надфилем с острым концом можно аккуратно прочистить монтажные отверстия на плате. Иногда приходится зачищать выводы компонентов схем, перед тем как смонтировать их на место.
Для работы с проводами и кабелями понадобятся кусачки-бокорезы. С их помощью отрезают провода, зачищают изоляцию, иногда механически снимают лишний припой.

Для демонтажа электронных компонентов и плат из корпусов электроприборов могут понадобиться отвертки различных видов. А так как некоторые компоненты могут выйти из строя при воздействии даже слабого магнитного поля, понадобится устройство для размагничивания стальных инструментов.
Очень часто приходится паять крупные детали. Нагреть их паяльником, даже самым мощным, невозможно. В этом случае детали около места будущей пайки прогревают паяльной лампой, а после этого уже пропаивают паяльником. Паяльные лампы могут работать на бензине, керосине, газе. Некоторые модели работают на спирте.

Чтобы зафиксировать детали между собой и на столе, неплохо иметь под рукой набор металлических струбцин. При их использовании можно точно сориентировать детали одну относительно другой и сохранить это положение в течение всего времени пайки и остывания.
 Полезное приспособление для пайки – поставка. На нее можно не опасаясь возгорания помещать горячий паяльник. Такое простейшее оборудование зачастую делают своими руками.
Полезное приспособление для пайки – поставка. На нее можно не опасаясь возгорания помещать горячий паяльник. Такое простейшее оборудование зачастую делают своими руками.
Для соединения мелких деталей, что очень часто происходит при ремонте ювелирных изделий, понадобится лупа со стеклом большого диаметра, установленная на штатив.
При постоянных частых паяльных работах неплохо установить в помещении оборудование для думоудаления.
Промышленная пайка
На предприятиях тяжелой промышленности используются совершенно иные виды паяльного оборудования. Соединение больших деталей и конструкций в промышленных условиях происходит в печах.
В этом случае достигается наиболее высокое качество, так как при использовании печного оборудования можно постоянно контролировать состояние металла, поддерживать необходимую температуру и давление. Защита металла от окисления производится путем введения в камеру печи флюсов.

Печи для пайки различаются по принципу нагрева. Они бывают индукционными, газовыми, электрическими. Подаются и извлекаются заготовки различными способами в зависимости от конструкции печного оборудования. Это может быть ручная подача, ленточный конвейер, шахтная и элеваторная подачи.
В печах с ручной подачей нагрев и остывание деталей, паяльной камеры происходит в пределах одного цикла пайки. После остывания загружаются новые детали. В этой печи легче всего контролировать течение процесса и его продолжительность.
 В конвейерном паяльном оборудовании нагрев происходит постоянно, а остывают детали уже после извлечения из камеры. Такие печи используются для создания большого количества одинаковых, серийных изделий.
В конвейерном паяльном оборудовании нагрев происходит постоянно, а остывают детали уже после извлечения из камеры. Такие печи используются для создания большого количества одинаковых, серийных изделий.
Шахтные и элеваторные печи используют для изготовления крупногабаритных объемных конструкций, которые собирают прямо в печи и затем производят процесс пайки при полностью контролируемых параметрах.
Вакуумное паяльное оборудование используют для соединения изделий из сильноокисляющихся материалов. Паяные швы, произведенные в таких печах, отличаются чистотой и однородностью, что обеспечивает их прочность.
По причине менее высокой температуры и совершенно иного, чем при сварочных работах, воздействия на металл, паяные соединения более стойки к коррозии и к механическим воздействиям.
Несмотря на давнее изобретение пайки и создание новых методов соединения металлов и сплавов, паяльные работы с использованием специального оборудования остаются востребованными и в настоящее время.
svaring.com
Основные способы и виды пайки. Паяльное оборудование, материалы и технология пайки
Операции пайки достаточно распространены не только в профессиональных сферах на производстве и в строительстве, но и в быту. Их используют для получения межатомных неразъемных соединений между небольшими деталями и элементами. Существуют разные виды пайки, отличающиеся технологическими нюансами, применяемыми расходными материалами, заготовками и т.д.
Общие сведения о технологии
Это метод соединения, при котором задействуется связующий расплав (припой) с подходящими для конкретных условий характеристиками. И активный элемент пайки, и заготовки подвергаются предварительному нагреву, благодаря которому формируется податливая для соединения структура материалов. Температурный режим должен быть превосходить пиковую точку нагрева, минуя которую металлические детали размягчаются и начинают переход в жидкое состояние. Важной характеристикой любого вида пайки является время термического воздействия под расплавом. Это промежуток от начала нагрева до отвердения припоя уже после выполнения соединения. В среднем операция занимает 5-7 мин, но могут быть и отклонения от этого диапазона – это зависит от характеристик заготовки и площади обрабатываемого узла.

Лампы для пайки
Наиболее распространенный инструмент для пайки различных заготовок, позволяющий получать высокотемпературный нагрев путем сжигания спирта, керосина и других видов жидкого топлива. В процессе работы из сопла аппарата вырывается факельный запал, который в дальнейшем направляется на целевой участок расплава. Такие приборы можно использовать не только для соединения деталей, но и в операциях нагрева конструкций и механизмов. Также аппараты для пайки используют перед удалением лакокрасочных покрытий. Средняя температура нагрева у лампового паяльника составляет 1000 – 1100°С, поэтому его можно использовать и в сварочных работах. К самым производительным моделям относятся бензиновые лампы. Они быстро обретают оптимальную рабочую температуру и справляются с большинством стандартных операций пайки. В конструкции приборов предусматривается баллончик для топлива, а также регулятор пламени, позволяющий варьировать мощность термического воздействия.
Горелки для пайки
Широкая группа газовых паяльников, которые могут подключаться к баллончику с топливом или же к центральному источнику с горючим. Первый вариант снабжения имеет преимущество в виде автономности. Горелку с баллончиком, как и бензиновую лампу можно использовать независимо от внешних коммуникаций. В выборе такого аппарата следует учитывать мощность, рабочую температуру, тип применяемого газа, время готовности к работе и т.д. Например, стандартная газовая горелка для пайки работает на пропан-бутане и достигает температуры нагрева до 1300°С. Период непрерывного термического воздействия может достигать 3 ч, но это время будет зависеть и от объема подключаемого баллончика. Различают горелки и по типу системы воспламенения. Простейшие модели включаются механическим способом, а в более современных модификациях применяется пьезорозжиг.
Электрические паяльники
Тоже распространенный в бытовой среде вид паяльного оборудования, которое отличается безопасностью (по сравнению с газовыми аппаратами) и компактными размерами. Но сразу стоит подчеркнуть и недостатки. Во-первых, такие приборы зависимы от электросети, что ограничивает их сферы применения. Во-вторых, электрическое паяльное оборудование поддерживает невысокую температуру нагрева в диапазоне 400 – 450°С. Связано это с тем, что часть энергии утрачивается в процессе преобразования электричества в теплоту.

В выборе устройства надо учитывать максимальное напряжение. Так, в мастерских и на производствах используют стандартные модели на 220 В. В бытовых условиях нередко применяют аппараты, работающие от трансформаторов на 12 и 24 В. Задачи, которые можно решать электрическими паяльниками, в основном ограничиваются починкой мелкой аппаратуры, восстановлением контактов микросхем, соединением пластиковых деталей и т.д.
Паяльные станции
Для выполнения групповых или поточных операций пайки используется многофункциональное оборудование. Паяльная станция отличается широкими возможностями регулировки рабочих параметров, а также более высокими температурными показателями нагрева. Достаточно сказать, что приборы такого типа работают при мощности 750 - 1000 Вт, подключаясь к сетям с напряжением 220 В. Как правило, это профессиональное паяльное оборудование, но существуют и аналоги бытового назначения. Например, аппараты для групповых операций в домашних условиях могут включать несколько сменных жал разного формата, подставки, средства для удаления припоя, кусачки и другие вспомогательные аксессуары. Теперь стоит ознакомиться с разными технологическими подходами к процессам пайки.
Основные виды пайки
Различают техники выполнения операций по стыку и зазору. Так, если промежуток между соединяемыми элементами составляет менее 0,5 мм, то пайка будет с зазором. Превышение этого интервала означает, что соединение выполняется встык. Причем и стыки могут иметь разные конфигурации – например, X- и V-образные. Пайка с зазором производится только с жидким припоем, который в процессе работы направляется в промежуточную зону. Стандартные виды пайки встык предполагают заполнение свободного пространства припоем под влиянием силы тяжести.
Классификация пайки по температурным режимам
На сегодняшний день применяют мягкую, твердую и высокотемпературную пайку, которая используется в основном на производствах и в строительстве. Первые же две техники во многом схожи – например, в обоих случаях рабочая температура составляет 450°С и ниже. Для сравнения, высокотемпературные соединения выполняются в режиме не менее 600°С, а чаще – выше 900°С.
При этом и низкотемпературная обработка может обеспечить качественное соединение. Наиболее выигрышным будет применение твердого припоя, благодаря которому достигается высокая прочность и тугоплавкость деталей. Добавление меди в зазор или стык будет способствовать и повышению ковкости заготовки. Если же требуется получить гибкую и упругую структуру, то используют мягкую пайку.
Классификация припоев

Условно можно разделить современные припои на две группы:
- Плавящиеся под низкими температурами.
- Плавящиеся под высокими температурами.
Как уже отмечалось, низкотемпературная пайка выполняется под 450°C и ниже. Сам припой для такого рода операций должен размягчаться уже при 300°C. К подобным материалам относят широкую группу оловянных сплавов с добавлением цинка, свинца и кадмия.
Высокотемпературные средства расплава задействуются для пайки при температурах порядка 500°C. Преимущественно это медные составы, в которые также входит никель, фосфор и цинк. Важно отметить, что, к примеру, припой олово-свинец-кадмий помимо более низкой температуры плавления будет отличаться от медных сплавов и механической прочностью. Соотношение по стойкости перед физическим давлением можно представить так: 20 – 100 МПа против 100 – 500 МПа.
Виды флюсов
При термическом воздействии на поверхности металлической заготовки образуется оксидное покрытие, препятствующее образованию качественного соединения с припоем. Для устранения таких препятствий используют разные виды флюсов для пайки, некоторые из которых также ликвидируют следы ржавчины и окалины.

Флюсы можно классифицировать как раз по совместимости с припоями (твердыми и мягкими) или по температурной стойкости. Например, для мягкой пайки тяжелых металлов используют средства с маркировками F-SW11 и F-SW32. Для твердого соединения тяжелых сплавов задействуют флюсы для пайки видов F-Sh2 и F-Sh5. Легкие же металлы наподобие алюминия рекомендуется предварительно обрабатывать составами групп F-Lh2 и F-Lh3.
Метод индукционной пайки
Данная технология пайки имеет несколько преимуществ перед классическим способом соединения под расплавом. Среди них можно выделить минимальную степень окисления заготовки, что в некоторых случаях избавляет от необходимости применения флюсов, а также низкий эффект коробления. Что касается целевых материалов, то к ним относятся и мягкие, и твердые сплавы, а также керамика с пластиком. К примеру, оптимальный припой для меди в данном случае будет иметь маркировку L-SN (модификации SB5 или AG5). В качестве источника тепловой энергии при индукционном воздействии могут выступать как ручные ламповые аппараты, так и машинные агрегаты соответствующей мощности. На производствах задействуют и генераторные установки, когда нужно получить длительную спайку узлов большой площади. Также в работу включается многоместный индуктор, который может поочередно принимать заготовки. По этой технологии, в частности, изготавливают ручной режущий инструмент.

Ультразвуковая пайка
Еще один современный высокотехнологичный способ пайки, разработка которого была вызвана необходимостью устранения целого ряда характерных недостатков электрохимических методов соединения. Ключевой особенностью этой техники можно назвать возможность замены обычного флюса как средства устранения оксидов. Функцию зачистки выполняет энергия ультразвуковых волн, вызывающая процесс кавитации в жидком припое. При этом в полной мере сохраняются задачи термического связующего воздействия со стороны расплава.
Отмечается и превосходство технологии в показателях скорости соединения. Если сравнивать ультразвуковое излучение с эффектом, который дает припой олово-свинец, то интенсивность захлопывания полостей обрабатываемого узла будет выше в несколько раз. Как показывают наблюдения, ультразвуковые волны с частотой 22,8 кГц обеспечивают скорость смыкания припоя на уровне 0,2 м/с.
Есть и экономические преимущества данного метода. Они также связаны с изменением подходов к применению флюсов и припоев. На производствах электротехнических приборов при сборке монолитных конденсаторов, преобразователей тока и других устройств широко применяется металлизация пастами палладия, серебра и платины. Процесс ультразвуковой пайки позволяет заменять драгоценные металлы на более дешевые аналоги без потери в эксплуатационных качествах будущего изделия.
Особенности пайки-сварки
У пайки как таковой немало схожих черт с традиционными технологиями сварки. Также используется нагрев заготовок и сторонний материал, оказывающий влияние на формирование шва. Но, по сравнению с техниками сварки, пайка не предусматривает внутреннего расплава структуры заготовки. Края деталей, как правило, остаются твердыми, хоть и подвергаются нагреву. И все же полный расплав заготовки дает более крепкое соединение. Другое дело, что для достижения такого результата может требоваться более мощное оборудование. При использовании жидкого припоя для меди вполне реализуема некапилярная пайка с плотным заполнением шва. Данный способ соединения частично относится к сварке, так как при нем повышается сцепляемость структур двух и более заготовок. Производить некапиллярную пайку рекомендуется электродуговыми аппаратами или кислородно-ацетиленовой горелкой.
Заключение

На получение качественного соединения в процессе пайки влияет не только правильный выбор технологии, припоя с флюсом и оборудования. Зачастую решающее значение имеют мелкие организационные процедуры, связанные с подготовкой материалов и последующей обработкой. В частности, для использования твердого припоя необходима многоступенчатая зачистка целевой поверхности с применением абразивного шлифования и химического воздействия тетрахлористым углеродом. Готовая к работе деталь должна быть чистой, гладкой и по возможности ровной. Непосредственно в ходе выполнения пайки также рекомендуется особое внимание уделять способу фиксации заготовок. Желательно закреплять их в зажимном инструменте, но так, чтобы последний был защищен от химического и термического воздействия.
Не стоит забывать и о технике безопасности. Особой осторожности требуют активные расходные материалы – флюс и припой. В большинстве своем это химически небезопасные элементы, которые под высокотемпературным воздействием могут выделять токсичные вещества. Поэтому, как минимум, следует защищать кожные покровы и органы дыхания в процессе работы.
fb.ru
Что нужно для пайки паяльником: выбор приспособлений
Перед тем как что-либо припаять или облудить, надо обзавестись соответствующими материалами и инструментами. Основное, что нужно для пайки паяльником, это паяющий инструмент, олово и флюс.

Пайка — это процесс соединения элементов путем введения между ними припоя.
Кроме них понадобится подставка для паяльника и всевозможные держатели для деталей, которые подлежат пайке. Не обойтись и без плоскогубцев, бокорезов, ножа и рулетки.
Выбор приспособлений

Для защиты от пожара при пайке необходимо использовать подставку для паяльника.
Выбор приспособлений для удерживания деталей зависит от воображения и приобретенных навыков. Это могут быть всевозможные зажимы, пинцеты, тиски, которые призваны обеспечить нужное положение и неподвижность деталей. Подставка для паяльника предотвратит порчу стола, на котором работают, и других окружающих предметов от температуры. При пайке крупных конструкций понадобятся приспособления для нагрева деталей. Для регулировки температуры паяльника можно использовать светорегулятор — диммер.
Если предстоит делать паяльные работы регулярно, то лучшим вариантом будет использование паяльной станции. Такие станции оснащены устройством регулировки и поддержания температуры жала инструмента в заданных пределах. В комплектацию таких станций, как правило, входит большой набор вспомогательных приспособлений. Часто паяльщик попадает в такое положение, что ему не хватает рук. Существует приспособление «третья рука», позволяющее удобно расположить и закрепить соединяемые детали. Поролоновую губку используют для очистки наконечника.
Вернуться к оглавлению
Выбор паяльника
Паяльники бывают разнообразных конструкций в зависимости от мощности, температуры и способа разогрева. Этими же параметрами руководствуются в выборе паяльника в зависимости от объекта для пайки. По методу нагрева приборы бывают электрические, газовые, с разогревом от постороннего источника — паяльной лампы, костра, кузнечного горна. По мощности электрические паяльники варьируются от 12 до 250 Вт. Выбор делается в зависимости от целей работы: распайка микросхем, работа с тонкими или толстыми проводами и крупными металлическими предметами. Для безопасной пайки подойдут паяльники с напряжением для питания 12 или 36 В, но они потребуют применения переходного оборудования. Универсальным будет напряжение 220 В. Есть паяльники с автономным питанием. Зарядки аккумуляторов хватит на 2 часа работы.

Устройство паяльника.
Для удобства пайки применяются жала паяльников различной формы и размеров. В качестве материала для жала применяется кованая медь. Удобнее применять инструмент со сменными жалами и приспособленными для изменения длины жала. При пайке толстостенных деталей применяют молотковый паяльник. Таким паяльником восстанавливают радиаторы автомобилей
В некоторых паяльниках для разогрева применяется газ. Небольшая горелка встроена компактно с емкостью для газа, заправляемой так же, как обычная зажигалка. Такой паяльник можно применять автономно, как и аккумуляторный.
Помимо паяльника и вспомогательного инструмента не обойтись без припоя. Существует множество разновидностей припоя. Большинство припоев в своем составе имеет олово и свинец. Отличие припоев друг от друга в разной температуре плавления и твердости состава. Бывают разные конфигурации внешнего вида припоев. Удобнее всего использовать припой в виде проволоки или прутка. Существуют прутки припоя с флюсом внутри.
Флюсы необходимы для удаления загрязнений и окислов с поверхностей соединяемых деталей и расплавленного припоя. Флюс обеспечивает хорошую смачиваемость припоя и диффузное проникновение в структуру металла.
Одним из популярных флюсов является канифоль.
Это вещество входит в состав многих флюсов. Имея паяльник, припой и флюс, уже можно паять. Все дополнительное, что нужно для пайки, приобретается одновременно с опытом.
moiinstrumenty.ru
паяльник, флюс, припой + подарок
Умение паять – это хороший навык. Он поможет при ремонте домашней техники, электроники. Освоить этот несложный навык довольно просто. Как и в любом деле важна практика. Прежде всего, необходимо обзавестись минимальным набором инструментов и материалов. Перечислим этот нехитрый “наборчик”: Паяльник, флюс и припой. Куплено было все в одном магазине, и несмотря на новогодний ажиотаж посылку я сегодня забрал из почты. Заказ был сделан 19 ноября, т.е прошло чуть больше месяца. Теперь поподробней о каждом элементе набора. 1) Паяльник — это электрический прибор, состоящий из нагревательного элемента, стержня, изоляционной ручки, электрического шнура и сетевой вилки. Дешёвые паяльники как раз и состоят из этих частей. Под действием электрического тока нагревательный элемент разогревается и тепло передаётся стержню (жалу). Стержень, как правило делают из меди. Температура жала паяльника держится в районе 180-300 С. В нашем случае выглядит он вот так.
Как видим на коробке, существуют паяльники с разной мощностью. В нашем случае — это 40W, что достаточно для домашнего использования. Заявленная мощность соответствует реальной — проверил показания на счетчике, потребляет ровно 40W.
На коробке написали небольшой мануальчик — как пользоваться паяльником))
Итак паяльник выглядит неплохо. Материал ручки — прорезиненный пластик. Ручка матовая, нескользящая. Сборка — приемлемая. Указана мощность.
Вилка под наши розетки, кабель достаточно длинный — 2 метра.
Жало — тонкое, из какого то светлого металла. 
Пользоваться — удобно. Вес небольшой.
2)Флюс — вещество, облегчающие пайку и предотвращающие окисление спаиваемых поверхностей. Если не применять флюс, то припой не будет ровно покрывать спаиваемые поверхности проводников. Флюсы нейтрализуют плёнку окисла на поверхности металла.
Наш флюс пришел в маленькой металлической баночке.
Баночка оказалась наполовину пустая, хотя вес соответствует заявленному. Скорее всего ее наполняют не полную, а наполовину, а у меня она стеклась в одну сторону и так застыла.

Флюс — хороший. Со своими функциями отлично справляется.
3) Припой — легкоплавкий сплав, которым производят пайку. Основным припоем при радиомонтаже является сплав свинца и олова. Можно конечно использовать и чистое олово, но оно дорогое, поэтому применяют оловянно-свинцовые сплавы. По прочности пайки оловянно – свинцовые припои не уступают чистому олову. Наиболее распространены припои ПОС-61 и ПОС-40. Цифры 61 и 40 обозначают процентное содержание олова в сплаве. ПОС-61 содержит 61% олова, в ПОС-40, соответственно 40%. Чем больше в припое свинца, тем он темнее. Естественно, кроме стандартных припоев есть и улучшенные, обладающие тем или иным свойством (легкоплавкостью, прочностью, стойкостью к агрессивным средам).
Наш припой пришел в небольшой пластиковой колбочке.
Он намотан в виде пружины, что очень удобно. По мере использования — разматывать по чуть чуть. Хватить должно на долго.

Вес соответствует заявленному.
Вот такой наборчик. Сегодня я его получил, сегодня же и испробовал. Провел небольшой так сказать тест драйв:
В общем есть у меня древний телевизор (с кинескопом) samsug, так вот перестал у него работать пульт
Разобрав его я увидел такую картину: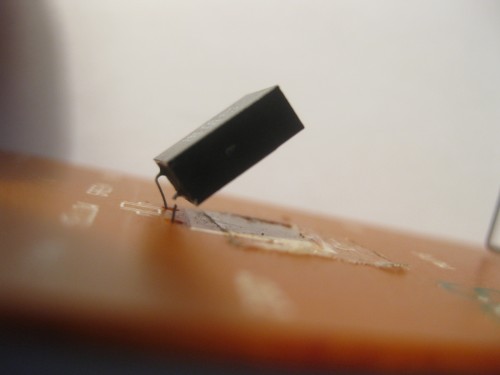
Видно, что отломалась ножка. Не знаю, за что отвечает эта деталь, но припаяв ее на место все стало работать. Паяю я не очень часто, поэтому прошу профессионалов не смеяться с моей «соплей»)) — главное что работает.
При первом включении паяльник немного подымил, пока все не прогорело. После этого работает — без дыма) Паять ним очень удобно, рад своему приобретению.  P.S В этой посылке меня еще ждал небольшой сюрприз. Тинидил вложил мне подарок:
P.S В этой посылке меня еще ждал небольшой сюрприз. Тинидил вложил мне подарок:

Вещица копеечная и не каждому нужная, но мне пригодиться, отвезу ее на работу. Она помогает при зарядке телефона, если розетки высоко от пола, а рядом нет стола. Требует небольшой доработки, т.к основание куда нужно класть телефон очень скользкое, гладкое. Можно приклеить небольшой резиновый коврик или еще как нибудь сделать менее скользким. 

mysku.ru
Приборы и инструменты для пайки | TVremonter
Показать: 16255075100
По умолчаниюНазвание (А - Я)Название (Я - А)Цена (низкая > высокая)Цена (высокая > низкая)Рейтинг (начиная с высокого)Рейтинг (начиная с низкого)Модель (А- Я)Модель (Я - А)

Подставка для паяльника имеет высокую термостойкос..
237 р.

Используется для защиты от перегрева ПК и изо..
219 р.

Термоскотч служит для защиты пластиковых и других ..
292 р.

3D-ручка — новая разработка в сфере гаджетов...
3285 р.

Эта липкая лента BGA термоскотч для защиты от пере..
475 р.

Высокоэффективный керамический нагревательный элем..
657 р.

Паяльник с регулировкой нагрева и сменными жалами ..
876 р.

Отличный набор для пайки включает в себя паяльник ..
949 р.

Антистатический браслет защитит Ваши радиоэлектрон..
146 р.

компактный паяльник с регулятором мощности нагрева..
1679 р.

Имеется электронный дисплей с отображением темпера..
1971 р.

Экстрактор не нужно тянуть после захвата чипа, дос..
146 р.

Отличный паяльник для мелких деталей, температура ..
584 р.

Достаточно один раз вставить жало в этот бокс для ..
511 р.

Ручной вакуумный держатель для мелких электронн..
146 р.

Пинцеты для радиолюбителя позволяющие удерживать р..
146 р.
Приборы и инструменты для пайки, Купить инструменты для пайки в интернет-магазине
Паяльник – самый нужный инструмент, без которого, конечно, не обойтись. Основные характеристики при выборе паяльника – это мощность и размеры жала. Для пайки радиодеталей и ремонта электроприборов размер жала паяльника подойдет не более 4 мм. При выборе мощности, которая измеряется в ваттах советуем приобрести два паяльника: 25 ватт для пайки микросхем и небольших деталей и 40-60 ват для пайки деталей больших размеров, также есть паяльники с регулируемой мощностью.
Подставка под паяльник также необходима, потому, что жало может нагреваться до 300 градусов, просто на стол его не положить - можно прожечь. Советую обзавестись ей сразу же после покупки паяльника.
Канифоль и припой Припой – это сплав свинца с оловом. Канифоль – это затвердевшая смола, в принципе, можно пойти в лес и набрать смолы с елей или сосен..Канифоль применяется для снятия окиси и обезжиривания поверхностей пайки.
Инструменты для пайки: Пинцет помогает работать с мелкими деталями. Пинцеты лучше иметь два с разными концами. Бокорезы. используют для зачистки проводов и перекусывания различных предметов. Чтобы очистить жало паяльника от нагара, опытные радиолюбители используют Бокс для очистки жала паяльника. Это, конечно, не все предметы, которые используются при пайке. Купить это все можно в интернет магазине TVremonter
Если вы ищете паяльное оборудование, то наш интернет-магазин предложит вам широкий ассортимент паяльников разных размеров и мощности.
Оборудование и инструменты для пайки необходимы для радиолюбителей, для домашних мелких задач, и профессионалам.
Наши инструменты для пайки стоят не очень дорого, так как у нас оптовые цены. Также, полезным прибором будет паяльный фен. Китайские паяльные станции, имеют доступную цену. Инструменты для пайки удобны в переноске, имеют современный дизайн и делает работу приятной и легкой.tvremonter.ru
Выпаять из платы поможет паяльник для микросхем с керамическим жалом
В начале 90-х, когда радиолюбители собирали домашние персональные компьютеры «Ленинград» и «Пентагон» на процессорах Z80, вопросов «как правильно паять микросхемы?» не возникало. Все корпуса имели форм-фактор DIP, расстояние между ножками было достаточным для того, чтобы использовать обыкновенный паяльник с медным жалом мощностью 25 Вт.
Сложности возникали при обратном процессе. При отсутствии строительных фенов, вопрос как отпаять микросхему был проблемным. Необходимо было одновременно нагреть 16, а то и 54 ножки, и быстро вытянуть деталь из платы. Впрочем, у настоящих мастеров были свои секреты.
Ножки освобождались от припоя по очереди, с помощью тонких трубочек, например – от медицинского шприца.
Существовали даже специальные паяльники с отсосом расплавленного олова.
Сегодня, разнообразие корпусов и контактов на микросхемах не позволяет обойтись «старым дедовским способом».

В промышленных условиях, монтаж печатных плат доверен роботам. В этом случае технология позволяет выдерживать температуру, не повреждая радиодетали. А именно этот вопрос наиболее актуален при работах с микросхемами.
[tip]Если паяльник (или другой источник тепла) будет слишком мощным, можно сжечь деталь (в буквальном смысле) при первом прикосновении. Напротив, слабый паяльник потребует длительного воздействия на контакты, что опять же повлечет за собой перегрев. Малая температура может привести к так называемым «непропаям», которые сложно обнаружить визуально.[/tip]Какой паяльник выбрать для работы с микросхемами

В принципе, существуют три варианта:
Паяльник с фиксированной мощностью
Для микропайки подойдет значение 15-25 Вт. Прибор может работать от напряжения 220 или 12 вольт. Второй вариант предпочтительнее, поскольку переменное напряжение с частотой 50 Гц может наводить паразитные токи на микросхему, что приводит к ее повреждению.
Дополнительное удобство 12 вольтового паяльника – возможность автономно работать в гараже, при ремонте электроники автомобиля.
Главный компонент при работе с микросхемами – это правильное рабочее жало. Конечно, можно работать с классикой – медный стержень с плоской заточкой на конце.

Но такой инструмент неудобен при точном монтаже. Обычно для работы с микросхемами жало стачивают конусом. При этом медь быстро изнашивается, и наконечник приходится выбрасывать. К тому же, этот материал быстро окисляется, и его приходится постоянно чистить.
Поэтому радиолюбители отдают предпочтение керамическим паяльникам.

Сам электроинструмент ничем не отличается от обычного, разве что крепление наконечника выполнено иначе. Главное отличие – это керамическое рабочее жало. Материал моментально прогревается, не подвержен окислению и практически не изнашивается. Форма сразу пригодна для работы с микросхемами – имеет заточку под конус.
Видео презентация паяльника с керамическим жалом, которым можно паять микросхемы.
Паяльник с регулируемой мощностью
Главное, не путать регулируемую мощность с понижением температуры в паузах между работой. Прибор имеет переключатель или кнопку на рукоятке, с помощью которой выбирается мощность, и соответственно температура.

Таким устройством работать удобней, поскольку диапазон применения его гораздо шире.
Разновидностью таких паяльников являются пистолеты мгновенного нагрева. Особенность конструкции в том, что в нерабочем состоянии жало холодное. Непосредственно перед пайкой вы нажимаете на курок, и температура моментально поднимается до рабочей.

Как правило, такие пистолеты имеют несколько режимов нагрева. Некоторым образом, можно контролировать температуру, периодически подавая напряжение на нагревательный элемент вручную, с помощью кратковременного нажатия на курок.
Недостаток конструкции – некоторая ее громоздкость.
Паяльная станция. Идеальный инструмент для пайки микросхем

Они могут быть сложными в управлении, или напротив – примитивными. Стоимость разнится в зависимости от функций и именитости производителя. Неизменным остается главный принцип работы – полный контроль над мощностью и температурой паяльника. Для плат с различными типами деталей – это оптимальный вариант.
Регулируя подачу мощности, можно моментально перенастроить инструмент для работы с планарными микросхемами на тончайших ножках или для монтажа выпрямительных сборок с контактами сечением в несколько миллиметров.
Существуют и более продвинутые комплекты – станции с набором из паяльника и небольшого нагревательного фена.

Причем регуляторы температуры есть на каждом из компонентов. Имея такой набор – вы не будете мучиться вопросом, как выпаять микросхему из платы, для любого форм-фактора можно найти комбинацию из температуры горячего воздуха и жала паяльника.
Недостатков у паяльной станции два: высокая стоимость и необходимость определенной квалификации оператора. Однако преимущества станции перед обычным паяльником, перевешивают эти негативные факторы.
ВАЖНО! Перед тем, как паять микросхемы – необходимо заземлить рабочий инструмент.
Полезным будет надеть на руку специальный браслет с резистором (на случай повреждения рабочего заземления), и подсоединить его к «земле». Этим вы защитите радиодетали от статического напряжения, которое может вывести их из строя.
Обзор паяльника, которым можно паять микросхемы жалом 900m.
Учитывая точность и ювелирность работ при пайке микроэлементов – особое внимание следует уделить чистоте рабочей зоны. Все контакты должны быть отделены друг от друга диэлектрическими промежутками, очищены от окислов, и тщательно залужены.
Жало паяльника не должно иметь следов пережженного флюса, количество припоя – минимально необходимое для работы.
Монтажная плата должна быть закреплена, чтобы при внезапном смещении не повредились рядом расположенные детали.
ВАЖНО! Если вы не имеете опыта подобной работы – сначала потренируйтесь на испорченных радиодеталях.
Рекомендации по выбору паяльника для пайки микросхем.
Подробный видео урок, как научиться правильно паять.
obinstrumente.ru
Инструменты для пайки - Пайка
 Инструменты для пайки
Инструменты для пайки Категория:
Пайка
Инструменты для пайки Паяльники применяют для пайки изделий легкоплавкими (мягкими) припоями. По способу нагрева паяльники делятся на две группы: без постоянного нагрева и с непрерывным (электрическим, газом или жидким топливом) нагревом.
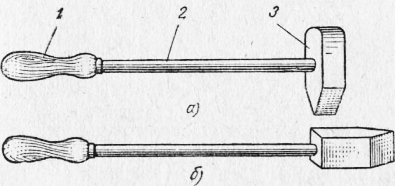
Рис. 1. Паяльники без постоянного нагрева: а — молотковый, б — торцовый
Существуют также специальные паяльники: ультразвуковые, абразивные и др.
Паяльники без постоянного нагрева подразделяются на паяльники молотковые и торцовые. Наибольшее применение имеют паяльники молоткового типа. Торцовые паяльники используют обычно для пайки в труднодоступных местах. Паяльник без постоянного нагрева представляет собой клинообразный стержень из меди прямоугольного или круглого сечения, прочно прикрепленный к металлической державке с деревянной ручкой. Рабочую часть паяльника делают из меди потому, что она обладает значительными теплоемкостью и теплопроводностью. Вес паяльников этого типа колеблется от 400 г до 2 кг. Чем крупнее изделие, тем тяжелее должен быть паяльник. Нагревают паяльники паяльными лампами и в специальных горнах, работающих на электрическом токе, жидком, твердом и газообразном топливе. Для нагрева паяльников используют также стыковые электросварочные-машины.
Электрические паяльники (электропаяльники) широко применяют при монтажных работах в приборостроении, радио- и электротехнике. Они являются одним из основных инструментов паяльщиков.
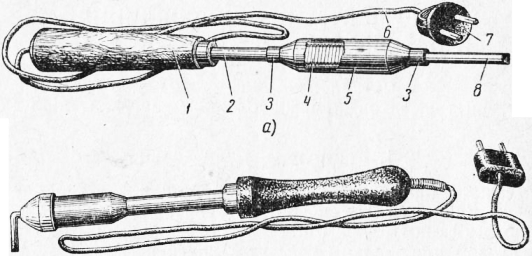
Рис. 2. Электрические паяльникиа — торцовый, б — молотковый
Электрические паяльники имеют непрерывный нагрев. Наибольшее распространение из них получили торцовые и молотковые. Электропаяльник состоит из стальной трубки, рукоятки, нагревательного элемента, медного стержня круглого сечения, двух накладных щечек, скрепленных вместе двумя хомутиками.
Нагревательный элемент электропаяльника представляет собой нихромовую проволоку, намотанную на часть трубки, изолированную слюдой и асбестом. Паяльник соединяется с источником питания шнуром марки ШПРО 2X0,5 мм, длиной 1,5 м, снабженным штепсельной вилкой. Мощность паяльника зависит от количества витков и диаметра нихромовой проволоки нагревательного элемента. Она выбирается в зависимости or температуры плавления припоя и размеров паяемых деталей изделия.
Согласно ГОСТ 7219—54 электропаяльники применяются мощностью 35, 50, 65, 90, 120 вт. Однако на ряде заводов изготавливаются электропаяльники мощностью менее 35 и более 200 вт. Для пайки мелких деталей и тонких проводников применяют электропаяльники мощностью до 65 вт, для крупных деталей — мощностью 90 вт и более.
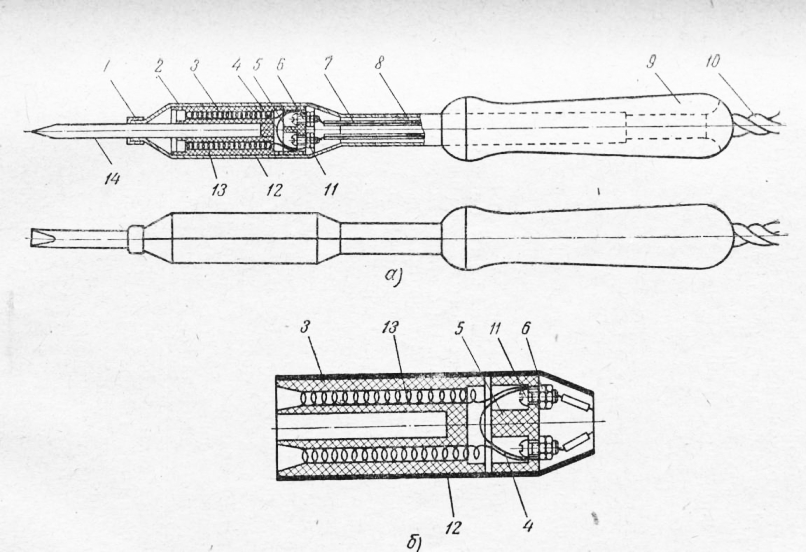
Рис. 3. Электрические паяльники со сменным керамическим нагревательным элементом: а — общий вид, б — нагревательный элемент
В производственных условиях питание электропаяльников осуществляется от сети напряжением 36 в. По правилам техники безопасности, во избежание несчастного случая, категорически запрещается пользоваться на производстве электропаяльниками, питающимися от сети напряжением выше 36 в.
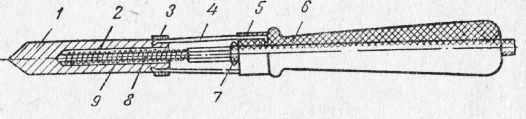
Рис. 4. Электрический паяльник с внутренним нагревателем
Кроме описанной конструкции электропаяльников, широко применяют также электропаяльник со сменным керамическим нагревательным элементом (конструкции автора данной книги). Он состоит из стального штампованного кожуха рукоятки, колпачка, медного стержня и керамического нагревательного элемента. Нагревательный элемент представляет собой керамическую втулку с четырьмя отверстиями для размещения нихромовой спирали. В центре керамической втулки имеется отверстие, в которое вставляется медный стержень. Концы спирали изолированы асбестовой прокладкой и соединены со шнуром с помощью винтовых зажимов, расположенных в керамической колодочке нагревательного элемента. Промежуточный медный провод помещен в электроизоляционной трубке на стекловолокне. Нагревательный элемент перед установкой в металлический кожух обматывают слоем листового асбеста.
Электропаяльник работает от сети напряжением 36 в, мощность его 60 и 80 вт. По сравнению с другими паяльниками он прост в изготовлении, долговечен, удобен при ремонте, экономичен в работе и имеет малый вес.
Электропаяльник с внутренним нагревателем разработан и внедрен новаторами одного из ленинградских заводов И. Н. Помазановым и П. Л. Тихомировым. Применение таких паяльников позволяет уменьшить расход электроэнергии в 2—4 раза. Срок службы нагревателей и медного стержня значительно больше, а габариты и вес меньше, чем у паяльников других конструкций. Электропаяльники с внутренним нагревателем могут быть изготовлены на напряжение, 94 36, 127 и 220 и мощностью 4, 20, 30 и 100 вт. На рис. 27 показана конструкция этого электропаяльника. Он состоит из медного стержня, нагревателя, кольца, стальных спиц, крепящего кольца, рукоятки. Нагреватель расположен в отверстии медного стержня и представляет собой фарфоровую трубку длиной 40 мм, наружным диаметром 3,4 мм, внутренним диаметром 1,2 мм. На эту трубку наматывается нихромовая проволока, плотно виток к витку. Один конец этой проволоки пропущен внутрь трубки. Нагреватель изолирован слюдой и вставлен в отверстие стержня. Стержень крепится к ручке паяльника с помощью державки в виде трех стальных спиц. Концы нихромовой проволоки нагревателя присоединены к шнуру с вилкой.
Электропаяльники новаторов И. Н. Помазанова и П. Л. Тихомирова успешно применяют для радиомонтажных работ, при пайке микропроводов, миниатюрных деталей, но их можно использовать и для пайки крупных изделий.
Малогабаритный комбинированный электропаяльник конструкции новатора ленинградского завода «Вибратор» А. И. Баранова имеет большое преимущество перед другими паяльниками. В нем отсутствует нихромовая обмотка с асбестовой, фарфоровой и другими видами изоляции. Нихромовая обмотка заменена нагревательным нихромовым элементом в виде петли, что делает работу паяльника надежной. Благодаря большому сечению нихромового элемента он практически не выходит из строя. Потребляемая мощность паяльника в 4—5 раз, а продолжительность нагрева в 15 раз меньше, чем у обычных электрических паяльников. Малогабаритный комбинированный электропаяльник предназначен для пайки мелких деталей электроизмерительных приборов и других монтажных работ. Конструкция его проста и он может быть изготовлен на любом предприятии.
Электропаяльник состоит из медного наконечника, который крепится при помощи латунной втулки к нихромовой проволоке, изогнутой в виде петли. Концы нихромовой проволоки вставлены в отверстия токопроводящих алюминиевых пластин и закреплены винтами. Между токопроводящими пластинами, закрепленными в деревянную рукоятку винтами, уложена гетинаксовая или текстолитовая прокладка. К токопроводящим пластинам винтами присоединены провода, которые через понижающий трансформатор подключаются к сети. Потребляемая мощность электропаяльника 10 вт. Время нагрева его составляет 15—20 сек.
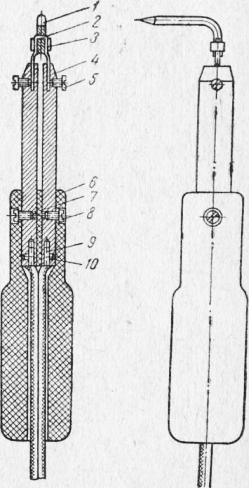
Рис. 5. Электрический малогабаритный паяльник с петлеобразным нагревательным элементом
Паяльники с непрерывным нагревом газом или жидким топливом. Для паяльных работ часто используют паяльники с непрерывным бензиновым или газовым нагревом.

Рис. 6. Бензиновыи паяльник
Бензиновый паяльник представляет собой бензиновую горелку, к которой прикреплен на стержне с помощью хомута обычный паяльник из меди. Бензиновый паяльник имеет резервуар и горелку. Воздух, проходя через кран в резервуар, создает в нем повышенное давление. Бензин подается через кран, распыляется струей сжатого воздуха и через форсунку выходит из горелки, где поджигается и образует пламя, необходимое для нагрева рабочей части паяльника. Расход бензина при работе бензиновым паяльником составляет 0,16— 0,2 л/ч.
Газовый паяльник по конструкции похож на бензиновый. В газовом паяльнике вместо бензиновой горелки применена ацетилено-кислородная, к которой прикреплен паяльник. В горелку поступает ацетилено-кислородная смесь, которую на выходе зажигают, и образовавшимся при этом пламенем нагревают рабочую часть паяльника, температуру которой оегулируют расходом газа.
Ультразвуковой паяльник с нагревателем отличается от электрического паяльника наличием магнитострикционного излучателя ультразвуковых колебаний, прикрепленного к головке паяльника. Излучатель паяльника набран из никелевых пластин, на нем имеется обмотка. Питает обмотку генератор ультразвуковой частоты. Рабочая часть паяльника получает тепло от нагревательного элемента мощностью около 100 вт через обмотку, питаемую переменным током напряжением 10 в, и ультразвуковые колебания частотой 20—30 кгц, возникающие в магнитострикторе при включенном генераторе. При этом в результате ультразвуковых колебаний в расплавленном припое возникают кавитационные пузырьки, располагающиеся между припоем и твердым металлом. Происходит разрушение окисной пленки, а очищенный металл смачивается расплавленным припоем, прочно соединяясь с ним.
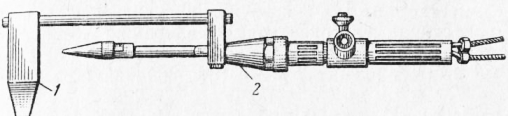
Рис. 7. Газовый паяльник

Рис. 8. Устройства ультразвуковых паяльников:а — с электрическим нагревательным элементом, б — без нагревательного элемента
Применяют также ультразвуковые паяльники без нагревателя. Рабочая часть паяльника получает тепло от внешних источников — газовой горелки, электронагревателя и т. д. Вибратором паяльника является круглый никелевый стержень, расположенный на кронштейне внутри корпуса. На корпусе имеется обмотка возбуждения, включенная в генератор и создающая ультразвуковые колебания. Корпус вибратора имеет ребра охлаждения. Вибратор размещается в корпусе и имеет рукоятку. Частота колебаний стержня 20— 30 кгц.
Абразивный паяльник состоит из медной втулки с отверстием для абразивного карандаша. На медную втулку намотана нихромовая проволока, образующая с асбестовым изолятором нагреватель паяльника. Нагреватель вставлен в металлический кожух, к которому прикреплена металлическая трубка с деревянной рукояткой.

Рис. 9. Абразивный паяльник (разрез)
Абразивный карандаш по весу состоит из 90% припоя и 10% асбеста. Для изготовления такого карандаша стружку припоя и асбеста спрессовывают в холодном состоянии в пресс-форме под давлением 100—150 ат.
Паяльные лампы применяют для нагревания подвергаемых пайке деталей и расплавления припоя. В качестве горючего используют керосин и бензин. Лампы изготавливаются с резервуарами емкостью 0,5; 1; 1,5; 2; 3 и 4 л. Конструкция паяльной лампы показана на рис. 10. В резервуаре, изготовленном из латуни или луженой жести, расположен насос, имеющий рукоятку для накачивания воздуха в резервуар. Вертикальный отросток тройника ввинчен в гайку корпуса резервуара, а горизонтальный левый с помощью ниппеля соединен с трубкой змеевика. В правый горизонтальный отросток ввернута на резьбе игла запорного крана, которой регулируют расход горючего и осуществляют подачу его в горелку лампы. Горелка служит для сжигания горючего и состоит из змеевика и форсунки для распыления топлива. Стальной кожух, охватывающий горелку, имеет прорези для подачи воздуха.
Для разжигания лампы служит чашечка, куда заливают горючее. Резервуар заполняют топливом через горловину, в которой имеется возвратный клапан для регулирования дав ления воздуха. Горючая жидкость под давлением воздуха поднимается по трубке и через запорный кран поступает в змеевик горелки, в котором нагревается пламенем сгорающего в чашечке горючего и превращается в пар. Выходящие из форсунки пары поджигают, образуется пламя, которое превращается в плотный факел с помощью диафрагмы.
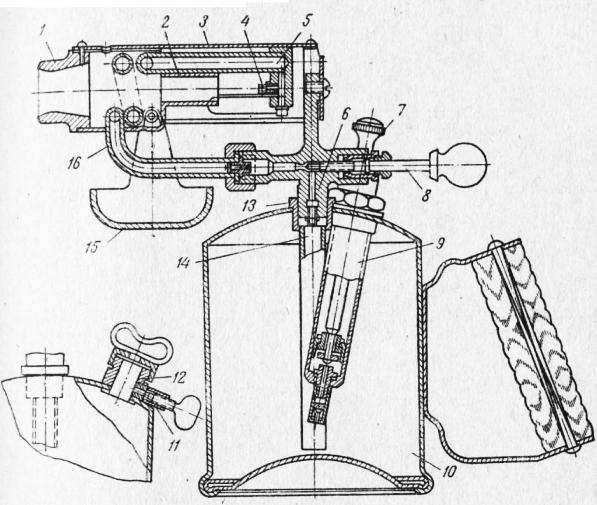
Рис. 10. Паяльная лампа (разрез)
Паяльные лампы, ширЬко применявшиеся ранее для паяльных работ, вытесняются газопламенными горелками.
Газопламенные горелки применяют для пайки твердыми припоями. В качестве горючего используют в них газообразное топливо. Для производства паяльных работ наиболее широкое применение получили следующие смеси: природный газ с воздухом, природный газ с кислородом, водород с кислородом, ацетилен с кислородом.
Тип горелок и состав газовых смесей для паяльных работ выбирают в зависимости от температуры плавления припоя, характеристики паяемого материала, размеров изделия и т. д.
Газо-воздушная горелка, работающая на смеси природного газа с воздухом, состоит из двух трубок, скрепленных между собой хомутом и патрубками смесительной камеры. Смесительная камера заканчивается мундштуком. Каждая из трубок имеет пробковые краны для регулирования пламени количеством подаваемого газа и воздуха. По одной из трубок подается газ, по другой сжатый воздух. Трубки с помощью резиновых шлангов соединяются с газо-и воздухопроводами.
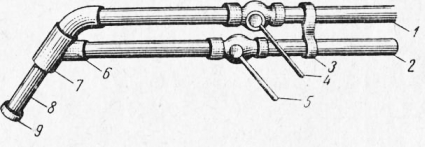
Рис. 11. Горелка, работающая на смеси природного газа с воздухом
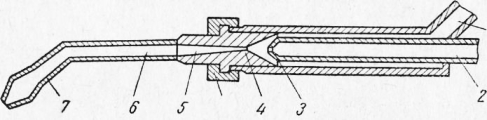
Рис. 12. Инжекторная горелка «Москва» (разрез)
Ацетилено-кислородная горелка инжекторного типа, получившая наиболее широкое распространение, используется не только для сварки черных и цветных металлов, но и для пайки. Отечественной промышленностью выпускались горелки типа ГС-53, ГСМ-53, ГС-57. Теперь они заменены горелками «Москва» и «Малютка».
Конструкция горелки «Москва» изображена на рис. 12. В горелку по каналу через сопло поступает кислород под давлением 4 ат. При выходе кислорода из сопла с большой скоростью создается разрежение в канале, через который засасывается ацетилен в инжектор смесительной камеры, где оба газа, смешиваясь, образуют горючую смесь. Последняя, пройдя по трубке наконечника горелки, создает на выходе из мундштука пламя, необходимое для паяльных работ.
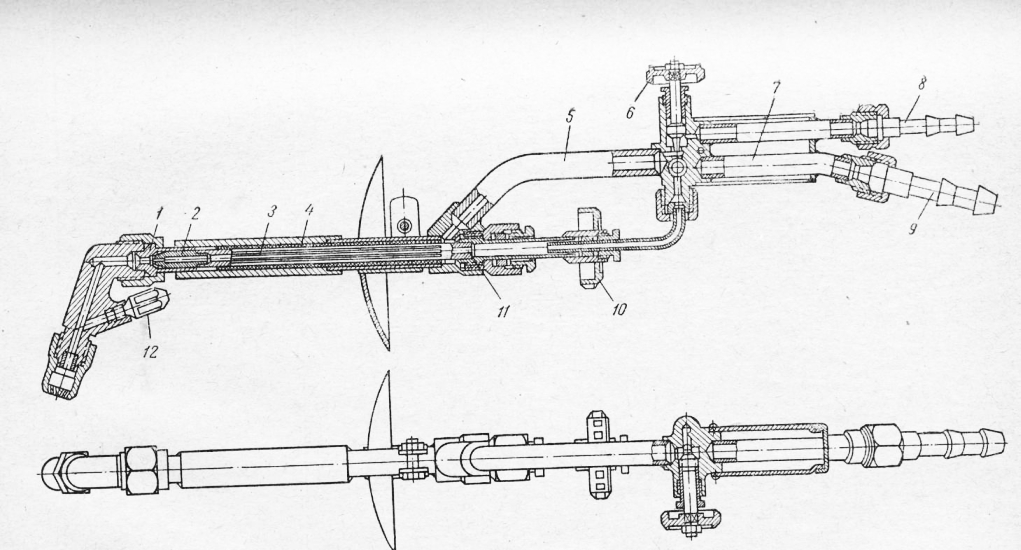
Рис. 13. Керосино кислородная горелка ГКУ-55
Керосино – кислород, ная горелка, работающая на жидком горючем в смеси с кисло-родом, предназначена для нагрева при пайке изделий твердыми припоями.
Широко применяют для пайки два типа керосино-кислородных горелок ГКУ-55 и ГКР-57. На рис. 36 изображена сварочная универсальная горелка ГКУ-55-Кислород из баллона поступает в горелку по шлангу к ниппелю, затем по трубкам и (последняя расположена внутри испарителя) через инжектор в смесительную камеру. Керосин по шлангу поступает из бачка к ниппелю, затем по трубке проходит по асбестовой оплетке, намотанной на испаритель, где испаряется под действием пламени подогревающего сопла. Пары керосина смешиваются с кислородом, который поступает с большой скоростью из инжектора в смесительную камеру.
Образующаяся горючая смесь проходит через мундштук и выходит в атмосферу. Часть смеси направляется в сопло для подогрева испарителя. Количество поступающего горючего регулируют маховичком, при вращении которого трубка для кислорода перемещается вдоль оси, изменяя при этом величину зазора между торцом инжектора и краем смесительной камеры. Вентилем 6 прекращают подачу керосина в испаритель при перерыве в работе.
В комплект горелку ГКУ-55 входит шесть мундштуков (четыре однодырчатых и два сетчатых). Керосин подается в горелку воздушным насосом из бачка емкостью 5 л. Максимальная температура пламени керосино-кислородной горелки 2300 °С. Применение сетчатых, мундштуков обеспечивает равномерный и интенсивный нагрев деталей при пайке.
Бензино-воздушная горелка применяется при пайке изделий из металлов и сплавов, которые имеют низкую температуру плавления (свинец, алюминий, магний и т. д.), а также при пайке легкоплавкими припоями. На рис. 13 приведена конструкция бензино-воздушной горелки ВНИИАвтогена. Она может работать и как газовый паяльник. Горелка комплектуется Двумя мундштуками, а для использования как паяльника снабжается четырьмя паяльными призмами. Воздух от компрессора по штуцеру поступает в смесительную камеру, где смешивается с бензино-воздушной смесью, поступающей туда из бензинового бачка. Разбавленная таким образом смесь поступает в корпус и разветвляется на два потока. Часть смеси через вентиль, трубку и сетку мундштука выходит в атмосферу и сгорает, образуя факел пламени. Другая часть смеси по трубке поступает в центральное отверстие мундштука, выходит в атмосферу и, сгорая, создает ядро пламени.

Рис. 14. Вспомогательные инструменты для пайки:а, б — щетки металлические, в — струбцина, г — паяльные клещи, д, е, ж — шаберы, з — кисть
При эксплуатации бензино-воздушной горелки необходимо соблюдать правило: при зажигании горелки нужно открыть на 1/2 оборота вентиль бензино-воздушной смеси, после чего поджечь смесь и воздушным вентилем отрегулировать пламя.
Вспомогательные инструменты. При паяльных работах, кроме инструмента, служащего для нагрева, применяют шаберы, напильники, зажимной инструмент, металлические щетки, волосяные кисти.
Шаберы применяются для удаления с поверхности спаиваемых изделий припоя, окислов и т. п.
Напильники служат для зачистки спаиваемых мест до и после пайки.
Зажимной инструмент применяют для закрепления спаиваемых изделий. К нему относятся плоскогубцы обыкновенные и комбинированные, пассатижи, струбцины, паяльные клещи и т. п.
Щетки металлические служат для очистки изделий от грязи и ржавчины, а также для удаления излишков припоя после пайки. Круглые металлические щетки приводятся во вращение зачистными пневматическими или электрическими машинами.
Кисти волосяные применяют для смазывания флюсом поверхностей спаиваемых деталей.
Читать далее:
Приспособления, применяемые при пайке
Статьи по теме:
pereosnastka.ru








423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)