 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
2.4 Технологическая схема производственного процесса. Схема производственного процесса
Схема производственного процесса ремонта.
Производство это целенаправленная деятельность людей и механизмов по изготовлению или ремонту изделий. Любое производство является системой включающей затраты на процессы превращения исходных материалов, комплектующих изделий в готовую продукцию.
Производственный процесс включает получение и хранение ремфонда, снабжение запасными частями и материалами и их хранение, подготовку средств производства организацию и планирование, восстановление деталей, их комплектование, сборку и испытание агрегатов и машин, контроль и транспортировку и другие действия связанные с ремонтом.
Производственный процесс состоит из технологических, вспомогательных и обслуживающих процессов.
Каждый производственный процесс имеет свою присущую ему организационно-технологическую характеристику, определяющую тип производства (единичное, серийное и массовое.)
Тип производства определяется уровнем специализации рабочих мест и удельным весом операций, выполняемых на специализированных рабочих местах Схема производственного процесса представлена на рис. 1.
Основными количественными показателями функционирования производственного процесса являются: производственная программа, длительность технологического и производственного цикла, такт выпуска, ритм выпуска, фронт ремонта и пропускная способность предприятия.
Производственный цикл - интервал календарного времени от начала до окончания процесса ремонта изделия. Одна из основных задач организации производственного процесса - расчет длительности производственного цикла и оптимизация этого показателя.
Технологический цикл - сумма календарного времени на выполнение технологических операций при ремонте изделий.
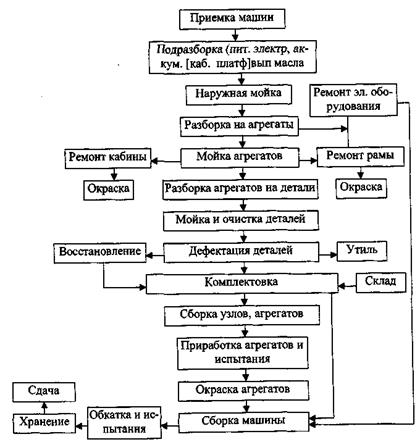
Рисунок 1 - Схема производственного процесса
1.3.1. Количественные показатели функционирования производственного процесса
Такт выпуска - интервал времени, через который периодически производится выпуск изделий определенного наименования.

где Ф - фонд времени, ч; N - величина выпуска изделий, шт.
Единицей измерения такта могут являться минуты, часы, дни. Единица измерения такта зависит от номенклатуры и объема производственной программы. Такты могут быть общие и частные.
Так, например, предприятия, ремонтирующие машины и агрегаты к ним (товарные), могут иметь общий такт для машин и частный для агрегатов.
Ритм выпуска показывает, какое количество изделий выпускается в единицу времени и определяется по формуле

где N - программа, шт., кг, м , и т. д.; Ф - фонд времени, дни, часы, мин.
Из формулы видно, что ритм - величина, обратная такту.
Фронт ремонта - количество машин, одновременно находящихся в ремонте:

где t - время нахождения машины в ремонте, дни, часы, мин.
Время нахождения машины в ремонте можно определить аналитически , что очень трудно, или графическим путем.
Пропускная способность. Под пропускной способностью предприятия понимается количество объектов, которое можно отремонтировать в нем за определенный период времени.
Пропускная способность зависит от режимов работы производственных площадей и продолжительности производственного цикла ремонта и может быть определена по формуле:

где М - количество мест разборочных и сборочных работ; n - сменность работы.
Число мест разборки (сборки)
При тупиковой форме постановки объектов на разборку (сборку) определяется по формуле.

где F - площадь разборочного (сборочного) участка, м ; Fоб - площадь, занимаемая объектом, м ; ηз - коэффициент, учитывающий рабочую зону, для машин он равен 3,5 ÷ 4,0, для агрегатов 2,5 ÷ 3,0.
 - удельная площадь для определенной марки машин, агрегатов.
- удельная площадь для определенной марки машин, агрегатов.
При поточной постановке объектов для разборки (сборки) число мест определяют по формуле:

где L - длина разборочной линии, м; l - длина ремонтируемого объекта, м; h - разрыв между объектами на линии (принимается в пределах 1,0 ... 1,5 м).
Коэффициент загрузки определяютсравнивая пропускную способность предприятия за планируемый период с программой предприятия за этот же период (Ппр),:

При К3<1 - предприятие не загружено, при К3≥1 - перегружено.
Длительность производственного цикла ремонта является важнейшим показателем совершенства организации производственного процесса на ремонтном предприятии. Она складывается из времени выполнения технологических опера-ций ti,, времени выполнения вспомогательных операций tво, и контрольных
tк„, времени протекания процессов сушки, старения и т. п. tc, перерывов в
производственном процессе tпер.
Математическая модель длительности производственного цикла выражается зависимостью

Технологический цикл. Величину  принято называть технологическим циклом. Технологический цикл складывается из основного t0, вспомогательного tв и подготовительно-заключительного времени tп.з.
принято называть технологическим циклом. Технологический цикл складывается из основного t0, вспомогательного tв и подготовительно-заключительного времени tп.з.

Длительность производственного цикла можно сократить за счет технологических и организационных мероприятий.
Технологические мероприятия - механизация основных и вспомогательных процессов, модернизирование оборудования, форсирование режимов, внедрение современной оснастки и инструмента, внедрение современной технологии.
Организационные - специализация, использование поточности, сокращение межоперационных перерывов, внедрение технически обоснованных норм выработки, применение научной организации труда рабочих.
Похожие статьи:
poznayka.org
Схемы производственного процесса - Энциклопедия по экономике
После определения взаимозависимостей последовательности работ на основе анализа технологической схемы производственного процесса строим сетевой график (рис. 14). [c.93] Сетевой график строится после определения взаимозависимостей последовательности работ на основе анализа технологической схемы производственного процесса. Исходный сетевой график ремонтных работ показан на рис. 16. Список событий, срок их выполнения и ответственные исполнители приведены в табл. 15. [c.92]На предприятиях электронной промышленности транспортные и по-грузочно-разгрузочные работы все больше становятся неотъемлемой частью единой транспортно-технологической схемы производственного процесса изготовления приборов и других изделий электронной техники. II этих условиях возникает необходимость создания комплексной технологии, охватывающей все основные и обслуживающие операции. Комплексный технологический процесс должен регламентировать не только производственные операции, но и определять порядок и после- [c.171]
Фирма большую часть своего успеха относит на счет принятия в 1992 г. системы управления качеством, которое предполагает непрерывное совершенствование всех основных аспектов бизнеса, а именно руководства, управления персоналом, политики и стратегии, ресурсов, хозяйственных процессов, удовлетворения персонала, удовлетворения клиентов, влияния на общественность и коммерческих результатов. Энтузиазм, с которым работает фирма, становится очевидным, как только посетитель входит в офис в северной части Лондона. Приемная украшена знаменем "маяков качества", фотографиями "работника месяца", "схемой производственного процесса", розетками, напоминающими о людях, сделавших наибольший вклад в развитие человеческих ресурсов, и огромной фотографией всего персонала... [c.90]
Одним из видов организационной схемы производственного процесса является горизонтальная корпорация. Она позволяет избежать многих негативных явлений, например глубоко укоренившейся бюрократии. [c.43]
В общее время производственного процесса включается еще время перерывов в изготовлении продукции — межоперационное время. Эти перерывы образуются в результате ряда причин ожидание поступления деталей с предыдущих рабочих мест несовпадение сроков выполнения операций на одном и том же рабочем месте (пролеживание деталей) подготовка рабочих мест к выполнению работы и т. п. Условная схема производственного процесса представлена на рис. 3-1. [c.37]
| Рис. 3-1. Схема производственного процесса (применительно к крупному энергомашиностроению) | 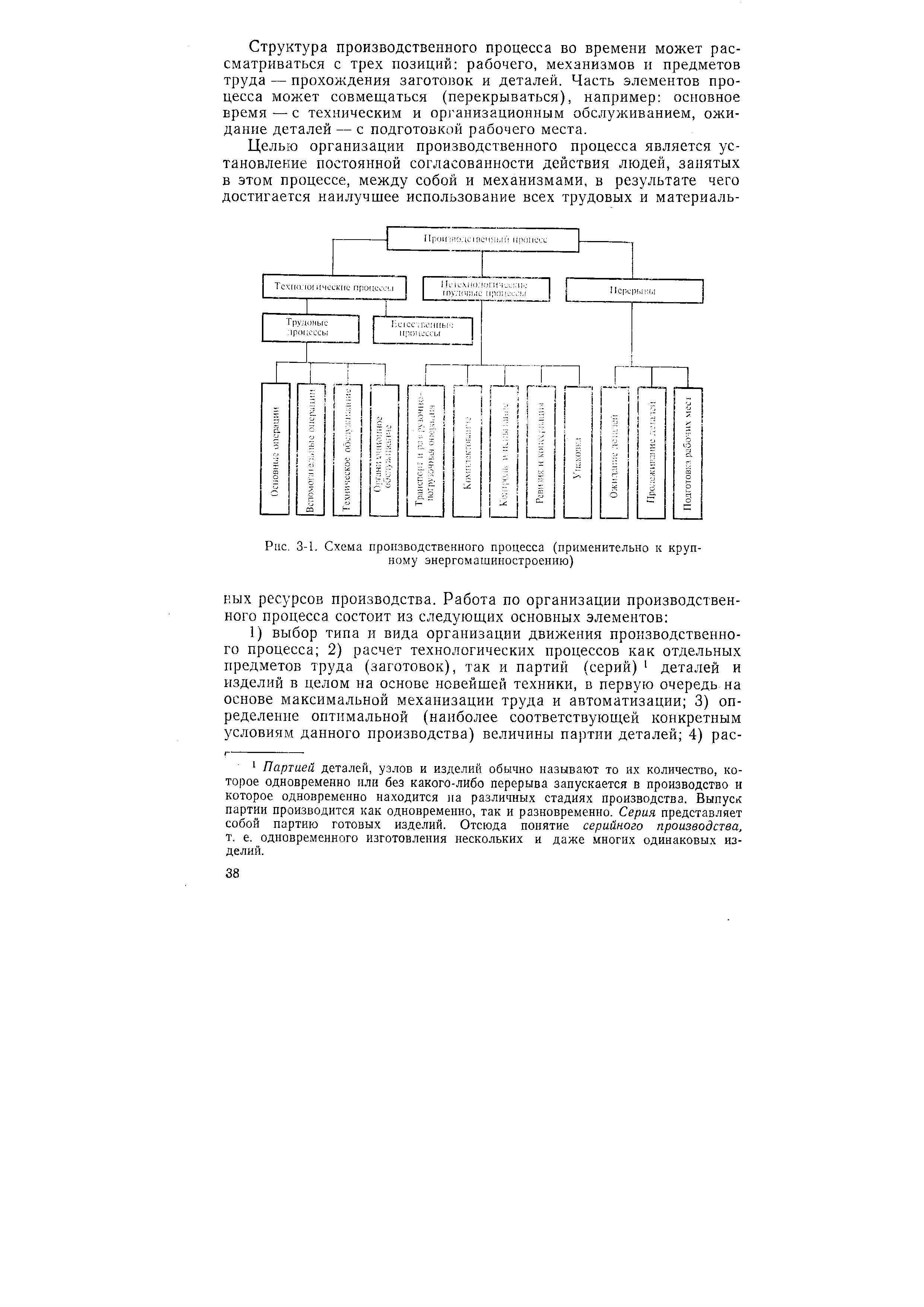 |
| Рис. 3-5. Схема производственного процесса, в котором на второй и третьей операции установлено по три станка | 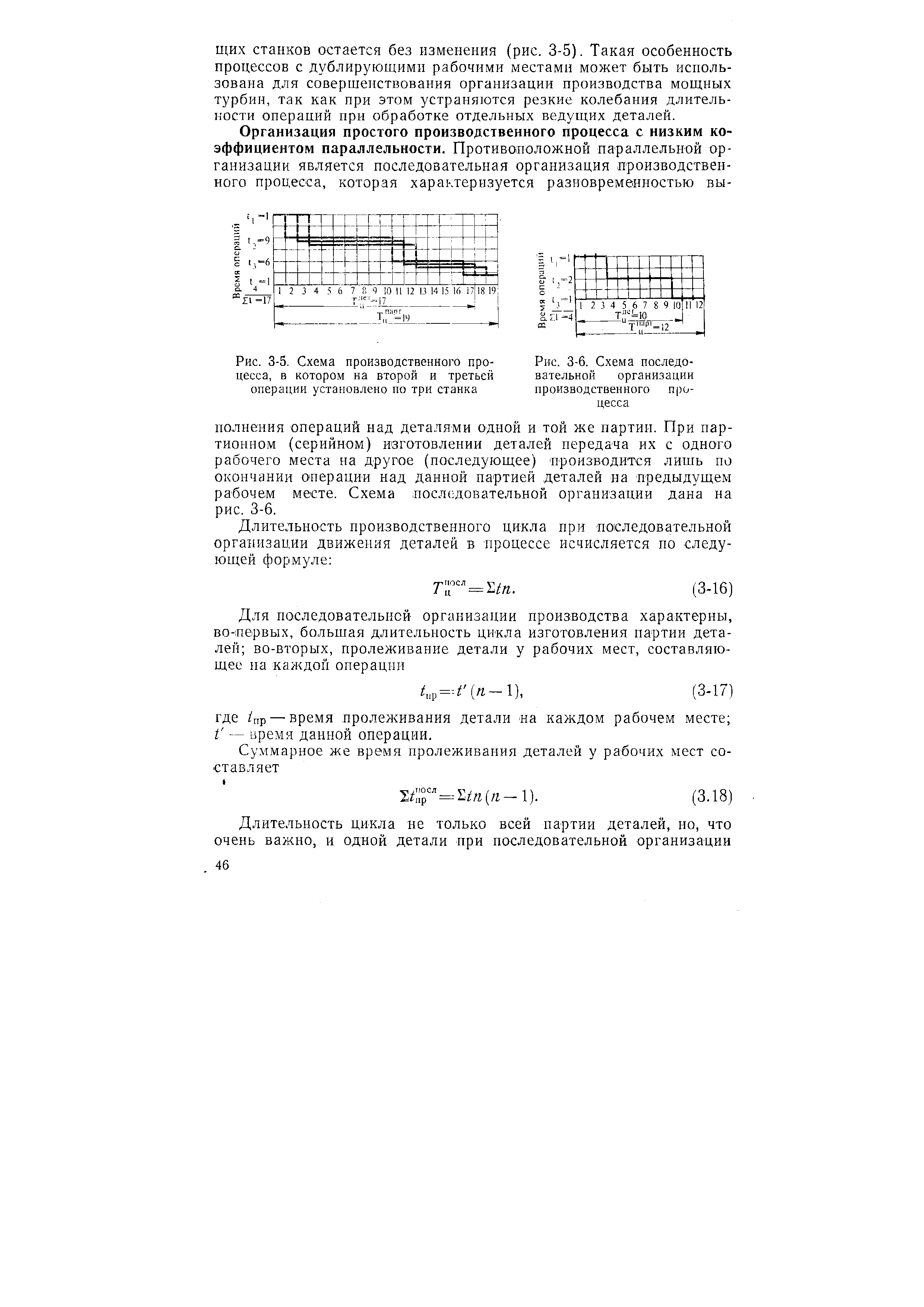 |
| Рис. 3.13. Схема производственного процесса с одновременной обработкой детали, дающей сокращение времени цикла | 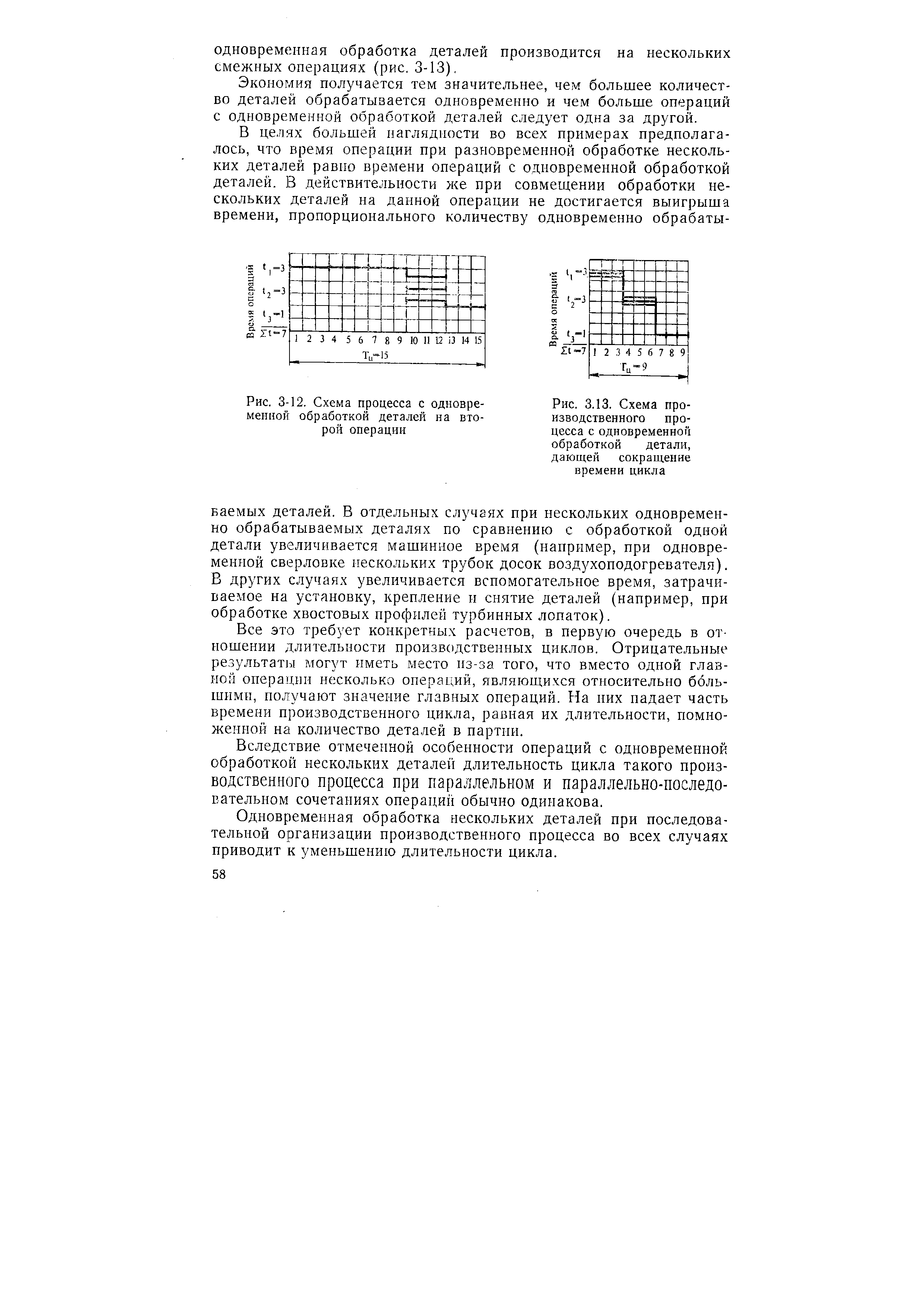 |
| Рис. 3,14. Схема производственного процесса с одновременной обработкой деталей на нескольких операциях, удлиняющей цикл | 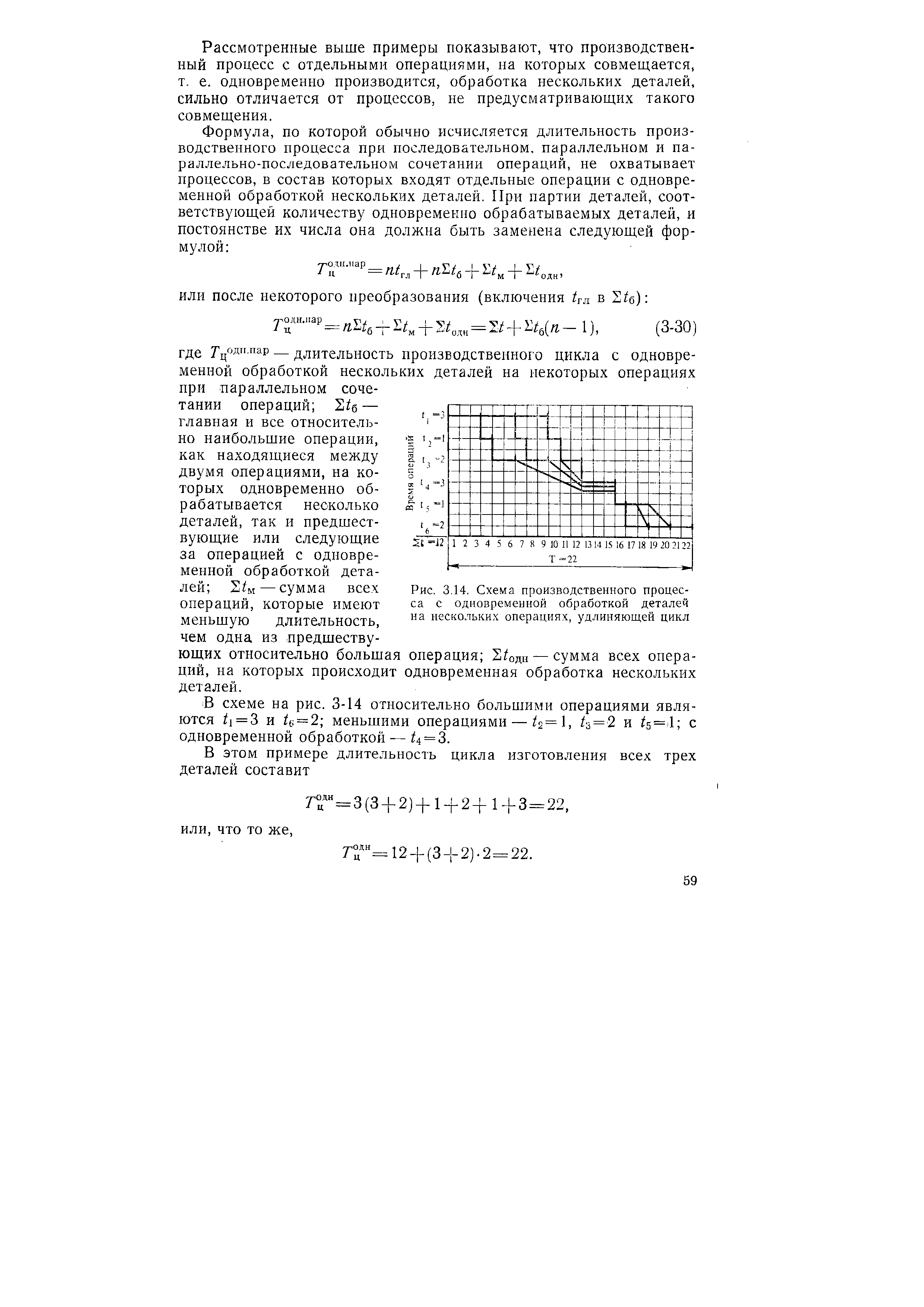 |
Если спрос на отдельный ресурс, функцию или технологию достаточно велик, при его покрытии можно добиться снижения себестоимости единицы продукции. Этот принцип применяется при серийной организации работы, когда производится ограниченная номенклатура товаров или услуг. При этом партия (серия) из нескольких штук (или нескольких тысяч штук) изделий обрабатывается сразу целиком, как один объект. Каждое изделие проходит в определенной последовательности через те же этапы производства, что и все остальные операции осуществляются с использованием одного и того же оборудования. Поскольку продукты стандартизованы, из прошлого опыта будет известно точное количество необходимых станков, рабочей силы, материалов и времени, что позволяет качественно проводить планирование и контроль. Поэтому появляется возможность заблаговременного (на этапе планирования) формирования схем производственных процессов для цехов и отдельных участков. [c.25]
Структурная схема производственного процесса и возникающих при этом связей показана на рисунке 5. [c.108]
Исследование имеет целью выбор средств и методов для проектирования систем (экономико-математические методы, статистические, социологические и др.) Получение информации предполагает определение достаточности имеющейся информации и потребности в дополнительной информации. В процессе моделирования могут применяться как специальные, так и традиционные методы и средства. Например, для проектирования системы нормирования и организации труда могут потребоваться технологические карты, маршрутные схемы производственного процесса, специальные компьютерные программы, различные методы теории управления. [c.25]
Задача 1.7. Построить схему производственного процесса получения железохромового катализатора и рассчитать длительность цикла при следующем перечне и продолжительности (в мин) операций [c.17]
Учитывая изменяющиеся условия производства, необходимо повышать аналитичность учета затрат на производство, обеспечивая локализацию их по отдельным видам продукции (заказам) не только по цехам, но и по участкам и бригадам. Так, на предприятиях химической промышленности себестоимость продукции определяется как средневзвешенная величина затрат на 1 т данного продукта в целом по производству, т. е. без учета уровня мощности агрегата (аппарата, установки) и независимо от применяемого метода получения, схемы производственного процесса, вида и качества исходного сырья. В результате средневзвешенная отчетная калькуляция искажает фактические затраты на производство данного продукта, затрудняет выявление резервов снижения себестоимости и правильную оценку результатов. Вполне естественно, что затраты на производство следует учитывать обособленно в разрезе отдельных продуктов, получаемых в агрегатах разной мощности и при разных других условиях производства. Это возможно при условии группировки затрат по местам их возникновения и центрам ответственности за уровень затрат на производство (участкам, поточным механизированным или автоматическим линиям, агрегатам, установкам, аппаратам и др.). [c.209]
ПРОВЕРКА СХЕМЫ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА [c.40]
Единственным совершенно надежным методом проверки схемы производственного процесса является испытательный прогон в условиях, приближенных к условиям будущего производства, и с тем же персоналом, который будет принимать участие в его осу- [c.40]
Как и для любой системы управления, нужно полностью документировать процедуры, которые будут осуществляться, всевозможные ограничивающие условия этих процедур, качество используемых в них деталей и материалов, контрольные проверки и проверки для управления качеством, используемое оборудование нужно определить статус персонала, на который возлагается выполнение данных функций. Использование маршрутных схем производственного процесса поможет идентифицировать логическую последовательность, они будут служить отправной базой, к которой будут привязываться дальнейшие изменения, равно как и инструкции, расписания и прочая документация, связанные с ними. После периода подготовки должна быть произведена проверка процедур и возможностей кадров, после чего внесены необходимые модификации. Окончательное требование заключается в слежении за выпуском и в непрерывном предоставлении оператору информации о качестве его работы с помощью контрольных карт и других средств информации, как, например, [c.167]
| Рис. 9.1. Схема производственного процесса и опережений запуска-выпуска партии изделий | 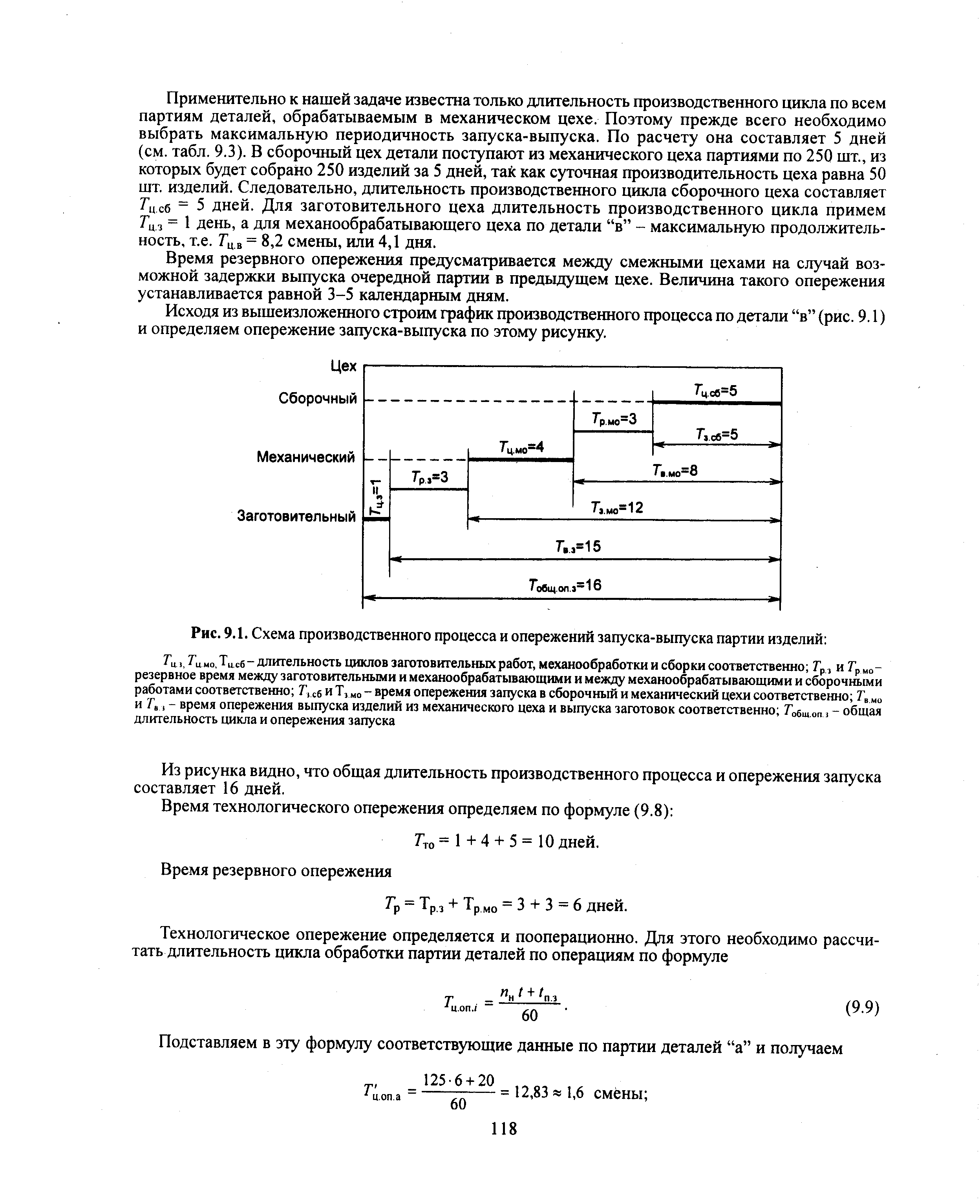 |
| Рис. 3. Схема производственного процесса получения красителя—кубового коричневого (на современных заводах цехи укрупнены и часть из изображенных на схеме цехов является отделениями). | 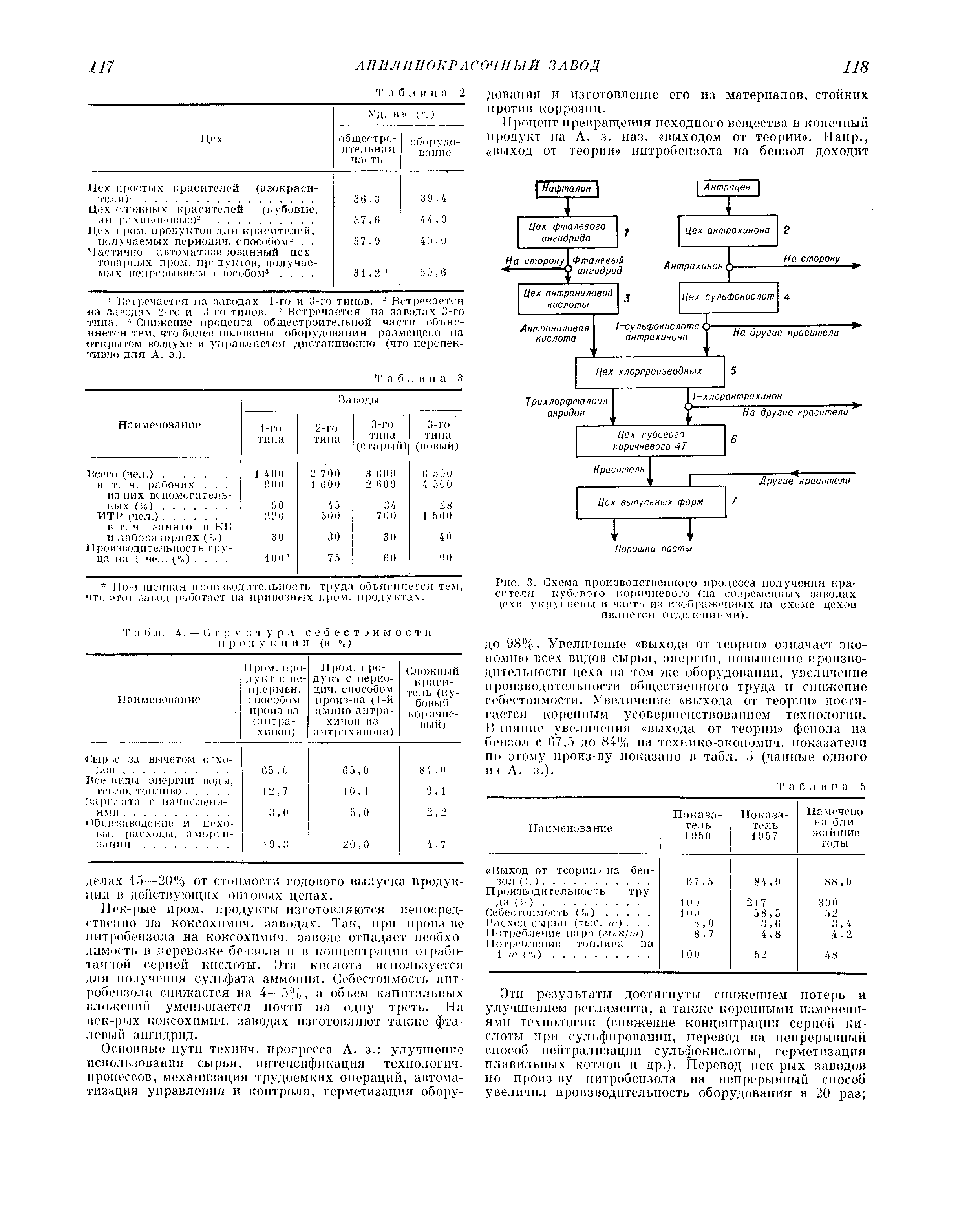 |
Принципиальная схема производственного процесса изготовления книги с многокрасочными вклейками дана на рис. [c.277]
| Рис. 2. Схема производственного процесса завода сельскохозяйственного машиностроения. | 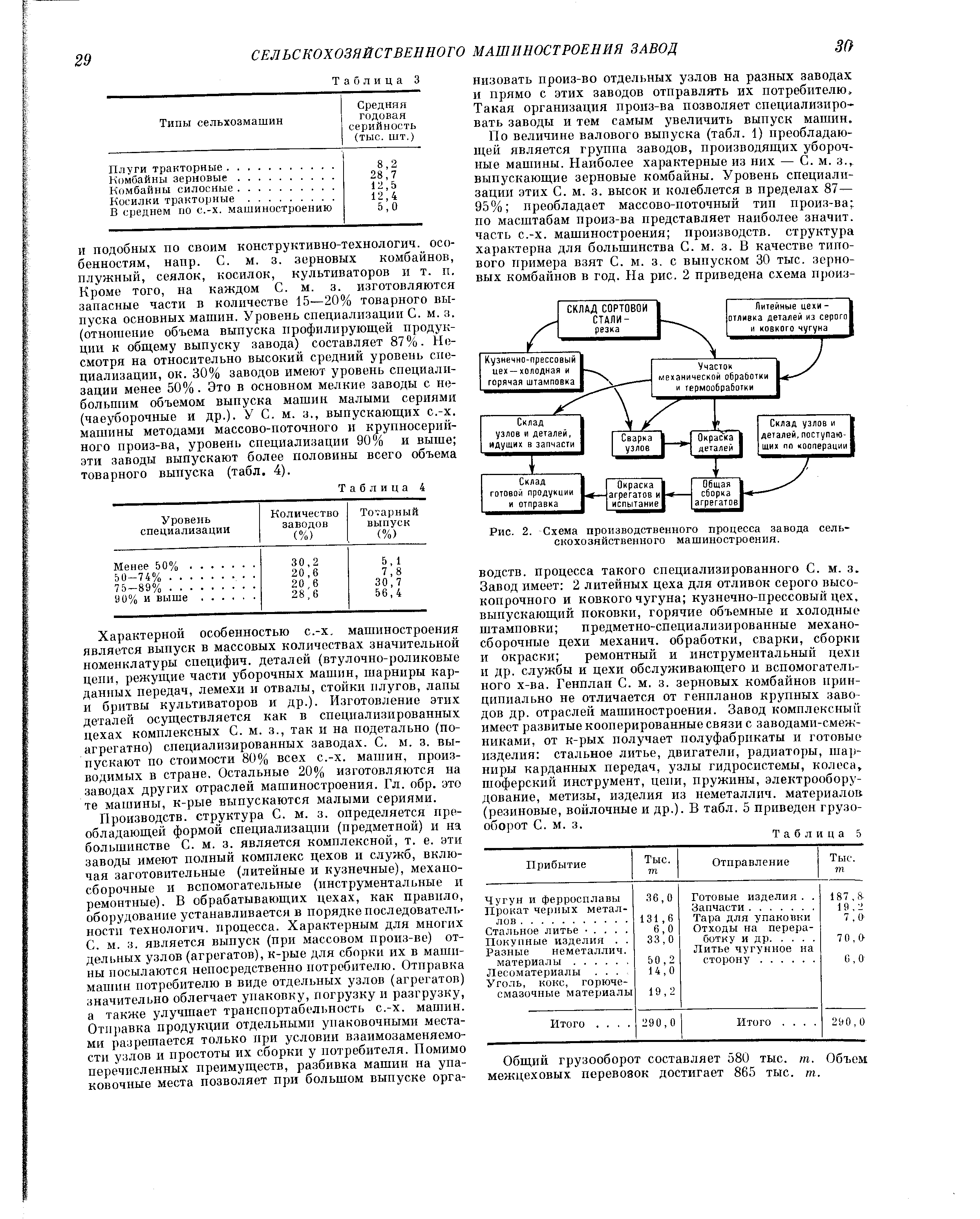 |
| Рис. 3. Принципиальная схема производственного процесса на тракторном заводе. | 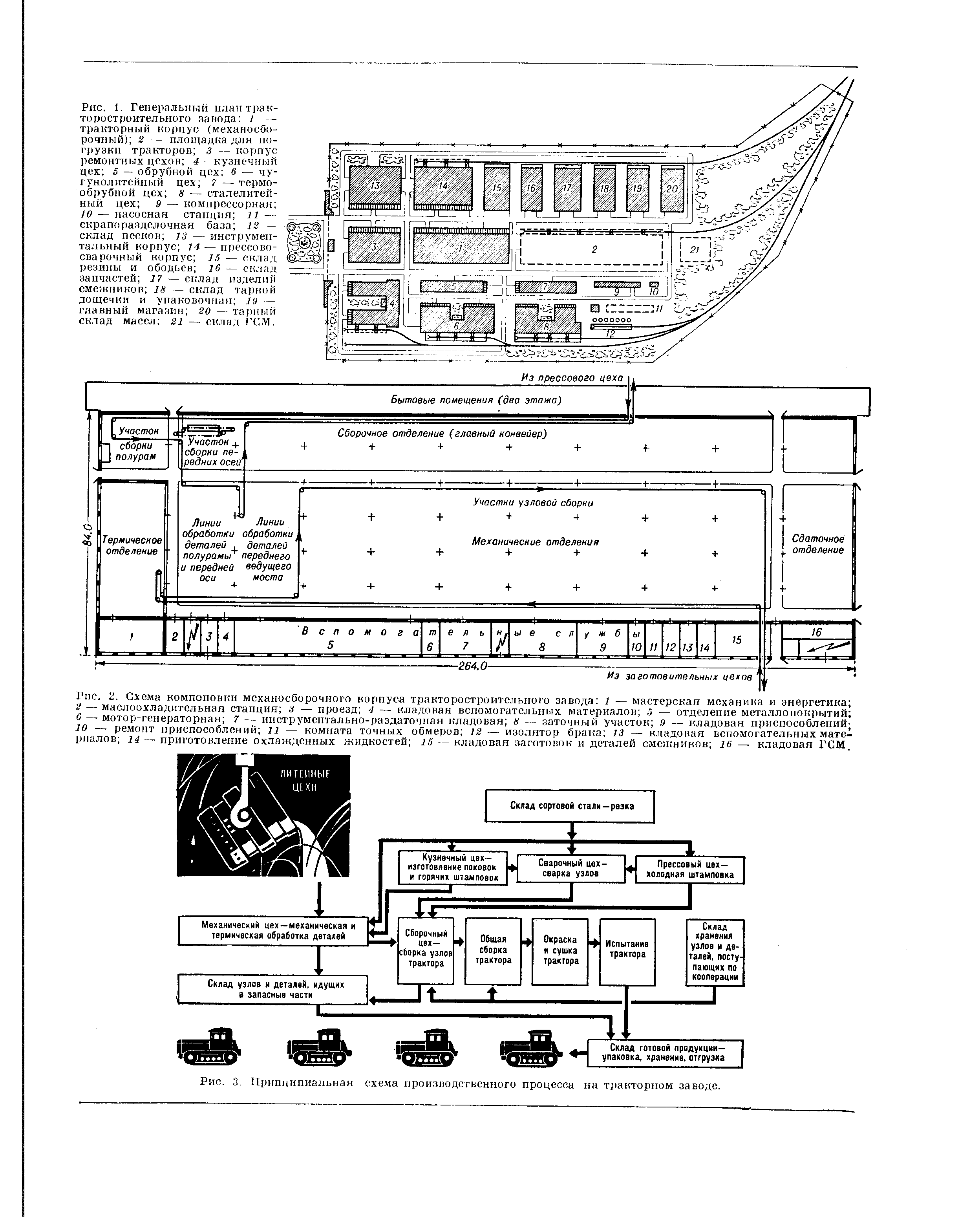 |
Значительное место занимает составление общей технологической схемы производственного процесса (даже словаря специальных терминов, ибо часто общепринятое значение слова применительно к определенной отрасли деятельности имеет иное содержание). Поэтому для аудита крупных промышленных предприятий в большей мере подходят эксперты со специальным (техническим) базовым образованием, нежели специалисты с экономическим или юридическим образованием. [c.270]
В разделе 8 исследуются воспроизводственные аспекты управления потребность в помещении, оборудовании и трудовых ресурсах, необходимых для достижения уставных целей фирмы и для ведения предпринимательской деятельности, возможности использования собственных ресурсов или привлечения извне, возможности снижения расходов, связанных с выполнением основной уставной и возможной предпринимательской деятельности, необходимость ремонта, возможность расширения, требования к трудовым ресурсам, технологии, техническому оснащению, схема производственного процесса или предоставления услуг. [c.177]
| Рис. 11.3. Схема производственного процесса | 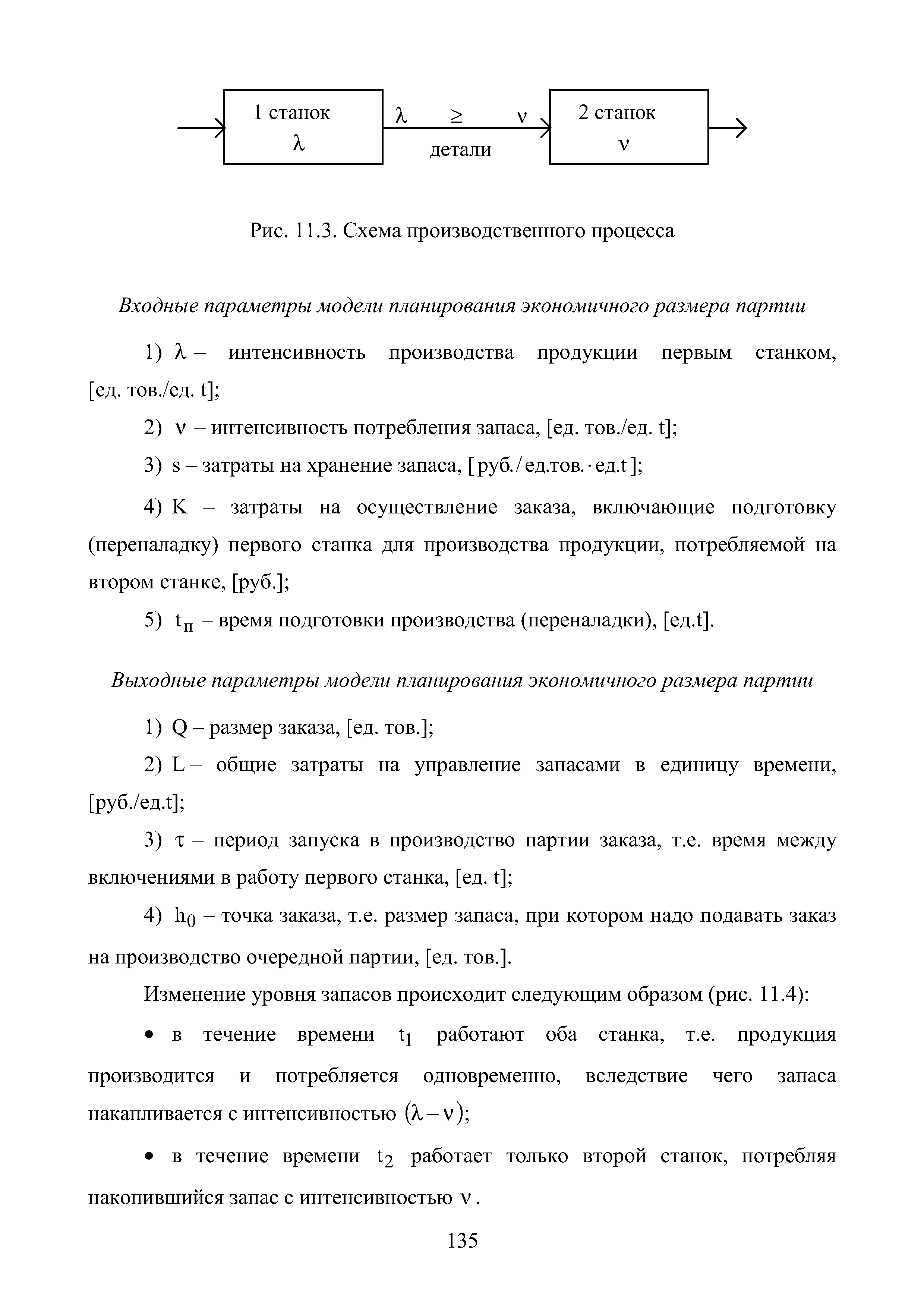 |
На основе анализа организационно-технических условий производства проектируется нормаль производственного процесса, которая должна содержать следующие основные данные структуру и содержание операций последовательность и методы исполнения операций режим работы оборудования схему элементов работ и рабочих мест с указанием расположения [c.83]
Основной производственный процесс транспортировки газа по системе магистральных газопроводов может осуществляться в автоматическом режиме без участия человека. Организация труда на магистральных газопроводах строится в основном по схеме обслуживания агрегатов, машин, контрольно-измерительных приборов и прочего оборудования. Значительная часть рабочих (до 70—80%) занята на ремонтных, восстановительных и строительных работах. [c.86]
Схема движения предмета труда при сложной поточной организации производственного процесса приведена на рис. 3. [c.63]
Микропроцессорам и сверхбольшим интегральным схемам по силам сыграть ключевую роль в создании условий для предельно эффективного удовлетворения этого разнообразного спроса. Они будут очень широко использоваться как при обработке информации о тенденциях потребительского рынка, так и при управлении производственным процессом с учетом рыночной информации. [c.158]
Какая схема платежей является наилучшей И может ли она заменить систему стимулирования, основанную на непосредственных усилиях Здесь мы можем дать ответы лишь в первом приближении. Наилучшая схема платежей зависит от природы производственного процесса, степени неопределенности целей как собственников, так и управляющих. Ее построение не всегда будет обеспечивать эффективность на уровне идеальной схемы, непосредственно связанной с усилиями. Недостаток информации может снизить экономическую эффективность, так как возможно одновременное уменьшение прибыли собственников и дохода слесаря-ремонтника. [c.481]
По времени работы в течение суток производства пищевой промышленности бывают прерывного и непрерывного действия. Непрерывность и поточность сахаропесочного, масложирового, пивоваренного, крахмало-паточного, спиртового, а также производства коньяков и шампанского, отличающихся ограниченным и стабильным ассортиментом вырабатываемой продукции, определяется технологическими и тепловыми схемами производственного процесса, обязательной синхронностью, регламентированностью структурных подразделений, строгой расстановкой рабочих мест. В этих условиях объем производства незначительно влияет (или вовсе не влияет) на численность рабочих основного производства. Вместе с тем характер технологического процесса сводит трудовые операции в основном к наблюдению за работой машин и аппаратов. Здесь большое значение, и в первую очередь для роста производительности труда, приобретает оптимальная компоновка оборудования, обеспечивающая совершенствование организации труда, главным образом возможность совмещения профессий. [c.395]
Используя схему производственного процесса (см. рис. 11), устанавливающую его связь с ресурсопотреблением, и имея в виду, что достигаемая на нижнем уровне цель Д и используемый в процессе полезный энергетический эффект Э в конкретных условиях имеют однозначную связь 7/св, можно записать [c.42]
Каждый элемент производственного процесса должен удовлетворять следующим основным требованиям обладать четкими признаками, не позволяющими отнести его к другому элементу, состоять из вполне законченных1 действий. Схема производственного процесса показана на рис."" . [c.9]
| Рис. 2. Схема производственного процесса получения товарных промышленных продуктов на анилинокрасочпом заводе. | 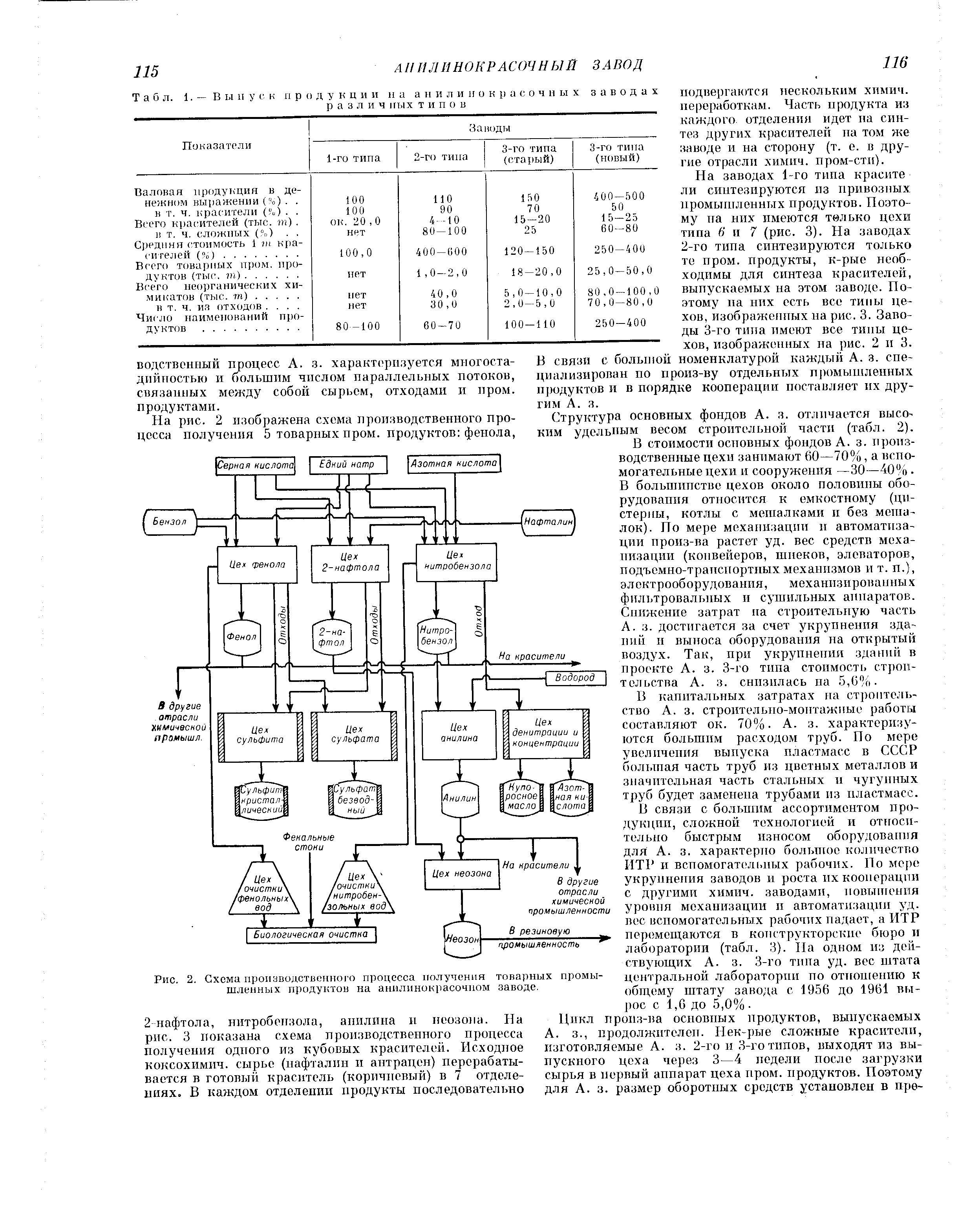 |
| Рис. 2. Схема производственного процесса коксохимического завода l — склад угля и силосы с углем 2 — агрегаты для подготовки шихты з — угольная башня 4 — коксовая батарея 5 — коксосор-тировка 6 — первичный холодильник газа 7 — нагнетатель газа g — электрофильтр 9 — сатуратор Ю — центрифуга и транспортер ц — холодильник конечного охлаждения газа 12 — скруббер для бензола 13 — подогреватель для масла 14 — дистилляционная колонна сырого бензола IS — дефлегматор 16 — холодильник сырого бензола П — скруббер для сероводорода is — регенератор раствора 19 — вакуумнасос 20 — печь сжигания сероводорода 21 — контактный аппарат 22 — башня-абсорбер 23 — электрофильтр S4 — ос-ветитель механизированный 25 — хранилище аммиачной воды | 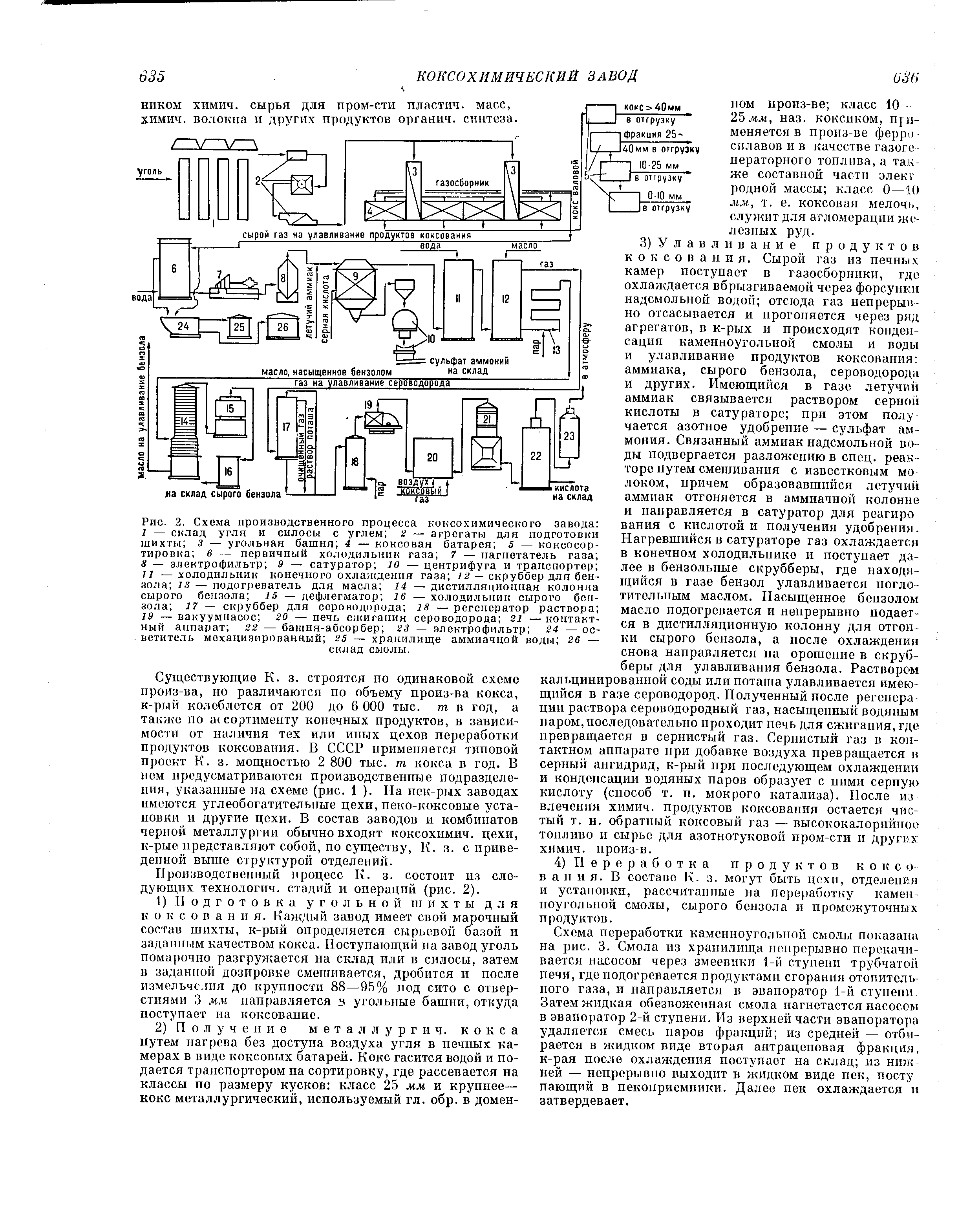 |
Регламент разрабатывается по установленной форме. В него входят следующие разделы общая характеристика производства характеристика изготовляемой продукции характеристика исходного сырья, материалов и полуфабрикатов описание технологического процесса нормы технологического режима возможные неполадки, их причины и способы устранения нормы расхода сырья и энергоресурсов контроль производства основные правила безопасного ведения процесса отходы производства, сточные воды и выбросы в атмосферу перечень обязательных инструкций для персонала, обслуживающего производственный процесс материальный баланс технологическая схема производства спецификация основгого технологического оборудования. [c.97]
Напротив, компании Сейко разрабатывали все свои главные детали у себя. Компания была достаточно большой, чтобы добиться высокой степени интеграции производственного процесса, что позволило ей разработать электронные компоненты, необходимые для кварцевых часов. Сейко не была особенно сильна в электронике, но ее руководство вовремя осознало необходимость, пригласило инженеров и усилило свои возможности в этой области. Сейко не только изготавливает детали, но также выпускает оборудование для производства часов на своем машиностроительном заводе и в субсидируемой компании. В настоящее время она выпускает жидкие кристаллы, интегральные схемы, кристаллы и шаговые двигатели, и эти компоненты продаются на сторону как детали. [c.154]
Все хлорорганические продукты по предлагаемой технологической схеме выделяются в виде товарных продуктов. Исключается образование сточной воды на стадиях хлоргидринирования и дегидрохлорирования, все компоненты сырья рационально используются в производственном процессе. [c.179]
economy-ru.info
2.4 Технологическая схема производственного процесса
Производство рукавной пленки осуществляется экструзией расплава через угловую кольцевую головку методом "снизу вверх" с последующим раздувом и вытяжкой получаемой заготовки в рукавную пленку, её охлаждением, складыванием и намоткой в рулоны. Сырьем для получения рукавной пленки служит гранулированный полиэтилен высокого давления марки ПЭВД 15803-020.
Технологическая схема производства изображена на рисунке 2.3[14]
Основными стадиями технологического процесса являются подготовка сырья, пластикация полимера, формование рукавной заготовки, раздув заготовки и образование рукава (пузыря), его охлаждение и складывание в полотно, контроль качества пленки.
Подготовительные операциивключают разгрузку и сушку полимера, и смешение его гранул с добавками – красителем и модифицирующими добавками.
Полиэтилен поступает на предприятие автомобильным транспортом в мешках. Мешки расположены на паллетах и обмотаны пленкой; в каждом мешке содержится 25 кг полимера, на паллете размещается 12 мешков. На предприятии имеется склад сырья, представляющий собой площадку с рядами стеллажей. Исходя из количества потребляемого в сутки сырья и необходимости наличия на складе 10 суточного запаса сырья, на складе должно иметься место для размещения не менее 170 паллет. В холодное время года поступивший на склад полимер перед переработкой должен быть выдержан при температуре цеха на протяжении не менее чем 12 часов.
Поступающий на склад полимер подвергается входному контролю, в процессе которого исследуется и сравнивается с паспортными данными ряд технологических параметров полиэтилена, таких, как ПТР и плотность, а также проверяется однородность полимера в партии.
Гранулированный полиэтилен из складских емкостей (1) централизованным пневмотранспортом поступает в промежуточные емкости (3) объемом 3÷5 м3, устанавливаемые на технологических площадках над бункерами экструзионных агрегатов. Из этих емкостей порциями сырье через дозирующее устройство (5) и магнитный уловитель металлических частиц (6) поступает в бункер экструдера. (8)
Вместо крышки бункер экструдера затянут тканью во избежание сброса полимерной пыли в помещение. Бункер экструдера имеет увеличенный объем (0,5 м3) и к нему подсоединен вентилятор и электрообогреватель воздуха, предназначенный для подсушки и подогрева гранул полиэтилена. Устройство подогрева обеспечивает нагрев гранул до 60 °С
Для ввода в сырье различных добавок на этой же технологической площадке предусмотрены промежуточные емкости (4) объемом около 0,5 м3. Конкретная марка сырья, суперконцентрата и добавок для каждого типоразмера пленки определяется технологической службой цеха и указывается в сменном задании ежедневно, для каждой смены отдельно.
| Рис. 2.3 – Технологическая схема установки для производства пленки рукавным методом с приемкой рукава вверх. 1 – емкости для хранения сырья; 2 – цистерна; 3 – промежуточная емкость для полиэтилена; 4 – промежуточные емкости для добавок; 5- устройство для дозирования 4-х компонентов; 6 – прибор для обнаружения металлических частиц; 7- устройство для подсушки и подогрева гранул; 8 – экструдер; 9 -головка; 10 – приемно – тянущее устройство; 11 – прибор для активации поверхности пленки; 12 – режущее устройство; 13 – намоточные устройства; устройство для снятия статического электричества |
Пластикация полимера.Параметры используемого для пластикации экструдера перечислены в таблице 3.4. Материальный цилиндр обычно имеет 4 зоны обогрева, причем температура должна регулироваться с точностью ±(1÷1,5)°С. Температура по зонам цилиндра приведена в таблице 2.6
Таблица 2.6 – Температурный режим переработки ПЭ марки 15803-020 [16]
| Марка ПЭВД | ПТР, г/10 мин | Температура по зонам | ||||||||||
| Экструдер | Фильтр | Переходник | головка | |||||||||
| 1 | 2 | 3 | 4 | 1 | 2 | |||||||
| 15803-020 | 2 | 110 | 120 | 130 | 140 | 140 | 145 | 150 | 155 | |||
Гранулы полимера захватываются вращающимся шнеком диаметром 45 мм и перемещаются вдоль оси материального цилиндра по винтовому каналу шнека. В процессе перемещения вдоль цилиндра полиэтилен разогревается за счет трения, а также за счет подвода тепла от обогревателей экструдера.
В загрузочной зоне цилиндра экструдера установлена нарезная втулка, которая обеспечивает лучший захват гранул полимера шнеком.
Зона загрузки экструдера охлаждается водой для того, чтобы не допустить преждевременного плавления полимера и засорения им загрузочного отверстия.
Шнек сжимает, перемешивает и выдавливает расплав через решетник с пакетом фильтрующих сеток. Сетки предотвращают попадание крупных загрязнений и непроплавов в пленку. Пакет фильтрующих сеток заменяется при возрастании давления расплава перед фильтром до 300÷320 бар. Для осуществления замены необходима полная остановка экструдера.
Следует учитывать, что процесс продвижения материала вдоль цилиндра сопровождается выделением тепла за счет механической работы, поэтому возможен перегрев расплава по сравнению с заданием.
Формование рукавной заготовкипроисходит в рукавной головке (9), в которую поток расплава полимера поступает из экструдера и затем выдавливается из кольцевого оформляющего зазора. С этой целью используют угловые прямоточные головки с диаметром кольцевого зазора 100, 150 или 200 мм. Для калибровки щелевого зазора и регулирования толщины пленки предусмотрены специальные центрующие болты. Головка, как правило, конструктивно тяжела в разборке, поэтому для чистки экструзионной щели используют специальный скребок, изготовленный из алюминия, латуни или титана. При невозможности очистки головки с помощью скребка для увеличения зазора в зоне загрязнения и улучшения доступа к щели подвижное наружное кольцо сдвигают в сторону.
Головка разделена на независимые зоны обогрева, которые нагреваются с помощью электронагревателей. Подвод расплава внутрь головки осуществляется посредством центрального канала и радиальной распределительной системы к заходам канавок спирального распределителя. Потоки расплава текут одновременно по спиральной траектории и через гребень спирали, благодаря чему смежные потоки накладываются друг на друга, предотвращая образование спаек. Итоговый кольцевой поток выходит наружу вверх по зазору между наружным и дроновым фильерными кольцами.
Раздув заготовки и образование пузыря. Выходящая из кольцевой экструзионной головки исходная рукавная заготовка непрерывно формируется (раздувается) в рукавную пленку за счет избыточного давления воздуха, находящегося в замкнутой полости рукава, образованной сомкнутыми валками тянущего устройства. Воздух в полость исходной рукавной заготовки подается через центральное отверстие дорна экструзионной головки на стадии запуска технологического процесса при "заправке" рукава между валками тянущего устройства. Объем воздуха в полости рукава в течение реализации технологического процесса остается постоянным.
Выходящий из щелевого зазора расплав оформляют в виде пузыря, зажав верхнюю часть и завязав ее шнуром, который пропускают через приемные валы.
Охлаждение принимаемого вверх пузыря и его складывание в двухслойное полотно.
Для вытяжки рукава из зоны его формования используется механизм вытяжки (10), состоящий из двух валков, один из которых стальной, а второй, прижимной, имеет обрезиненную поверхность. Стальной валок устанавливается стационарно и вращается от электропривода. Скорость вращения регулируется бесступенчато с помощью частотного преобразователя. Обрезиненный валок прижимается к стальному валку с помощью пары пневмоцилиндров.
Поднимающееся вверх тепло от остывающего рукава затрудняет его охлаждение и переход полимера в твердое состояние. Для предотвращения слипания пленки в двухслойном полотне в зазоре между тянущими валками отводящего устройства она должна быть охлаждена до температуры на 25÷ 30.°С ниже температуры размягчения перерабатываемого полимера.
Для охлаждения пленочного рукава над поверхностью головки установлено обдувочное кольцо. Подача воздуха осуществляется путем его забора вентилятором воздуходувки, нагнетания в ресивер, а из него по специальным шлангам – в обдувочное кольцо, положение которого можно регулировать по горизонтали. Внутри кольца имеется лабиринт для выравнивания потоков воздуха на выходе. Выход воздуха из кольца осуществляется через 2÷3 щели – одна у самого выходной щели расплава, вторая – большего радиуса и закрыта наклонным пробивным ситом. Воздух, выходящий у начала рукава, может раскачивать и заполаскивать пленку, поэтому его расход внимательно контролируют, либо, уменьшая общее количество поступающего на охлаждение воздуха с помощью шибера у всоса воздуходувки, либо перераспределяя поток таким образом, чтобы большая его часть выходила через большую выходную щель. Второй способ более эффективен для рукавов большой ширины.
Для предотвращения самопроизвольных колебательных движений пузыря в касательном направлении применяют стабилизаторы различной конструкции, в том числе и охлаждающие в виде бандажей, концентричных геометрической оси формующего зазора головки.
Управление работой линии осуществляется специальным автоматическим пультом контроля управления, смонтированным в электрошкафу.
Для эксплуатации и обслуживания оборудования, проведения монтажных, пуско-наладочных и ремонтных работ линия оснащена специальной эстакадой. Для обеспечения производства и намотки рукавной пленки в полотно использован приводной механизм намотки.
Окончательная обработка рукава. Наполненный воздухом рукав медленно по направляющим пластинам поднимают вверх в зазор между приемными валками. Отвердевшую часть рукава обрабатывают коронным разрядом (11) для увеличения адгезии к красителям, отрезают на специальном устройстве (12). Из тянущего устройства через систему отклоняющих валков рукавная пленка попадает на намоточное устройство (13) , где наматывается на бобины в рулоны.Для предотвращения смещения торца рукава в процессе вытяжки используется устройство,обеспечивающее фиксацию рукава по вертикали. При намотке шпуля, надетая на внутренний стальной вал, катится по поверхности гуммированного приводного валка. Переход со шпули на шпулю осуществляют поперечной резкой ножом и перезаправкой конца пленки. намотка должна осуществляться при температуре не выше 60°С, так как в противном случае пленка может подвергаться деформации.
Для обеспечения соответствия готовой продукции требованиям ГОСТ и ТУ выпускаемая пленка подвергается испытаниям в лаборатории ОТК.
Возвратные отходы, такие, как обрезки рукава, брак измельчаются и добавляются к исходному сырью в количестве не более 5%, что допустимо для пленок толще 80 мкм, согласно ГОСТ 10354-82 . При этом качество пленки должно отвечать всем требованиям НТД. Критерием для этого является внешний вид и физико-механические свойства пленки.
В целом, производство рукавной полиэтиленовой пленки методом экструзии с последующим раздувом может считаться малоотходным производством.
Готовые рулоны взвешивают, снабжают этикеткой, ставят на поддон и заворачивают в стрейч-пленку по всему периметру.
Смещение пленки по торцу рулона допускается в пределах допуска на ширину. Каждый рулон должен иметь этикетку установленного образца, в которой указывается наименование или товарный знак предприятия-изготовителя, наименование продукции, номер партии, дату изготовления, массу нетто, обозначение ГОСТ указанием марки пленки, фамилии или номера упаковщика, штамп ОТК.
Пленку складируют и хранят в крытых помещениях, исключающих попадание прямых солнечных лучей, в горизонтальном положении, на расстоянии не менее 1 м от нагревательных приборов при температуре +5 +40 °С. Допускается хранение пленки в неотапливаемом складском помещении при температуре до минус 30°С не более 1 месяца.
Транспортируют пленку любым видом транспорта в крытых средствах в соответствии с правилами перевозки грузов, действующих на данном виде транспорта. Гарантийный срок хранения пленки марки М без добавок –10 лет, с добавками -1 год со дня изготовления.
studfiles.net
2. Структура производственного процесса
Производственная система промышленной организации состоит из объективно существующих комплексов материальных объектов, коллектива людей, производственных, научно-технических и информационных процессов, имеющих целью выпуск конечной продукции и обеспечение эффективного протекания производственного процесса.
Под производственным процессом понимается определенным образом упорядоченный в пространстве и во времени комплекс трудовых и естественных процессов, направленных на изготовление продукции необходимого назначения, в определенном количестве и качестве, в заданные сроки. Производственный процесс по своей структуре неоднороден, он состоит из множества взаимосвязанных подпроцессов, в ходе которых создаются отдельные детали, узлы, а их соединение путем сборки позволяет получить необходимое изделие.
Обычно все производственные процессы подразделяются по функциональному признаку на основные, вспомогательные и обслуживающие.
К основным относят процессы обработки, штамповки, резки, сборки, окраски, сушки, монтажа, т. е. все операции, в результате которых изменяются форма и размеры предметов труда, их внутренние свойства, состояние поверхности и т. п.
Вспомогательные процессы предназначены обеспечивать нормальное протекание основных. Эти процессы непосредственно не связаны с предметом труда, к ним относят: изготовление инструмента и технологической оснастки, ремонт, производство электроэнергии для нужд предприятия и т. п.
Обслуживающие процессы включают контроль качества продукции, хода производственного процесса, транспортные и складские операции.
Развитие и совершенствование всех видов процессов должно происходить согласованно.
Производственный процесс состоит также из простых и сложных подпроцессов, в зависимости от характера операций над предметом труда. Простой производственный процесс представляет собой последовательную взаимосвязь производственных операций, в результате которых получается готовое или частичное изделие. Под сложным понимается процесс изготовления готового продукта посредством соединения нескольких частичных изделий.
В зависимости от объема работ, необходимых для достижения конечного результата процесса, выделяют полные и частичные производственные процессы. Полный процесс включает весь комплекс работ, необходимых для получения конечного результата процесса. Частичный процесс представляет собой незаконченную часть полного процесса. В целях специализации отдельные частичные процессы образуют рабочие комплексы, строение которых характеризуется с точки зрения их элементного, функционального и организационного состава.
Элементный состав рабочих комплексов включает интегрированное и целенаправленное взаимодействие предметов труда, средств труда и рабочей силы, т. е. целенаправленное движение предметов труда по стадиям производственного процесса, на каждом из которых предметы труда подвергаются воздействию со стороны средств труда и рабочей силы.
Функциональный состав характеризуется функциональной специализацией рабочих комплексов на основные, вспомогательные и обслуживающие.
Организационный состав предусматривает деление рабочих комплексов по иерархическому уровню организационных элементов: компания, завод, цех, участок, рабочее место.
Процесс движения предметов труда образует материальный поток, в состав которого входят: комплектующие (сырье), приобретаемые предприятием для переработки и изготовления деталей; детали, проходящие последовательную обработку на разных стадиях производственного процесса; сборочные единицы (узлы), состоящие из нескольких деталей; комплекты, состоящие из узлов и деталей; изделия — законченный сборочный комплект или готовая продукция.
Производственным циклом ТЦ называют период пребывания предметов труда в производственном процессе с начала изготовления до выпуска готового продукта в пределах одной организации, поэтому он включает циклы выполнения технологических Тт, контрольных Тк, транспортных ТТР, и складских ТСК операций (время выполнения операций), естественные процессы ТЕ и время перерывов ТПЕР
ТЦ = f(ТТ,ТК,ТТР,ТСК,ТЕ,ТПЕР)
Технологический цикл Тт образует время выполнения совокупности технологических операций в производственном цикле. А операционный цикл Топ включает время выполнения одной операции, в течение которого изготавливается одна партия одинаковых или несколько различных деталей, это время выполнения технологической операции и подготовительно-заключительных работ.
Длительность производственного цикла ТЦ зависит от метода планирования, организации и управления производственным процессом во времени и в пространстве.
Производственный цикл характеризуется не только временем, но и структурой, которая представлена на рис. 3.1.
Под временем выполнения операций понимается время, в течение которого осуществляется прямое или косвенное воздействие работника на предмет труда. В него включается время на переналадку оборудования, технические операции, транспортные, складские и контрольно-обслуживающие операции.
К естественным относятся процессы сушки после окраски, затвердения и т. п.
Время перерывов включает в себя:
перерывы партионности, возникающие при обработке деталей партиями из-за их пролеживания в ожидании обработки всей партии перед ее транспортировкой на следующую операцию;
перерывы ожидания — следствие неравенства продолжительности операций на смежных рабочих местах; появляются в результате несогласованности времени окончания одной и начала другой операций, выполняемых на одном рабочем месте, по причине чего детали или партии деталей пролеживают в ожидании освобождения рабочего места;
перерывы комплектования появляются вследствие того, что детали, образующие одно изделие или комплект, имеют различную продолжительность обработки и поступают на сборку в разное время.
Безотносительно к отраслевой принадлежности любая организация стремится повысить эффективность производственного процесса за счет сокращения длительности производственного цикла путем сокращения:
длительности основных и вспомогательных технологических операций;
длительности естественных процессов;
перерывов.
Третий способ наиболее доступен и эффективен, так как не требует больших затрат, чего нельзя сказать о первых двух.
studfiles.net
| №пп | Стадия полного производственного процесса | Основные бизнес-процессы | Исполнитель (должность) | Наименование подразделения |
| Реклама и работа с рекламациями | - определить цели и задачи рекламы, придумать идею и девиз нашей рекламы | - маркетолог | - коммерческий отдел | |
| - анализировать рекламу конкурентов | - маркетолог | - коммерческий отдел | ||
| - выделить определенную сумму из бюджета на реализацию задуманной рекламы | - маркетолог | - коммерческий отдел | ||
| Ценовая политика | - следить за возможным подъемом себестоимости продукта и в зависимости от него менять политику ценообразования | - менеджер по сбыту | - коммерческий отдел | |
| - узнать общественное мнение о нашем товаре | - маркетолог | - коммерческий отдел | ||
| - проанализировать соотношение цены и качества товара | - маркетолог | - коммерческий отдел | ||
| - следить за ценовой политикой конкурентов | - менеджер по сбыту | - коммерческий отдел | ||
| Маркетирование рынка и изучение спроса | - проводить маркетинговые исследования | - маркетолог | - коммерческий отдел | |
| - предугадывать возможное поведение покупателя при кризисной ситуации в стране | - начальник коммерческого отдела | - коммерческий отдел | ||
| - поиск новых каналов сбыта продукции | - начальник коммерческого отдела | - коммерческий отдел | ||
| -следить за возможным подъемом себестоимости продукта и в зависимости от него менять плитику ценообразования | - начальник коммерческого отдела | - коммерческий отдел | ||
| - досконально знать своих потребителей и понимать на сколько хорошо мы удовлетворим их потребностям | - маркетолог | - коммерческий отдел | ||
| Разработка дизайна | - селекция идей товаров | - маркетолог | - коммерческий отдел | |
| - экономический анализ выгоды товара | - начальник коммерческого отдела | - коммерческий отдел | ||
| - развитие концепции товара | - маркетолог | - коммерческий отдел | ||
| - создание товарной марки | - маркетолог | - коммерческий отдел | ||
| - оценка адекватности товара | - маркетолог | - коммерческий отдел | ||
| Основной процесс | - утреннее и вечернее доение коров специальными машинами | - работники- дояры | - производство | |
| Закупка и ремонт оборудования | - закупка оборудования | - заведующий фермой | - производство | |
| - модернизация оборудования | - заведующий фермой | - производство | ||
| - проведение текущих, средних и капитальных ремонтов | - ремонтные работники | - производство | ||
| - контроль за проведением ремонтных работ | - ремонтные работники | - производство | ||
| Закупка сырья для приготовления корма | -закупка сырья | - бухгалтер | - бухгалтерия | |
| - приготовление корма (смешивание, дробление) | - работники- дояры | - производство | ||
| -учитывать возраст и породу коров при составлении полноценного рациона | - работники- дояры | - производство | ||
| Уход за КРС | - кормление коров специализированным кормом | - работники- дояры | - производство | |
| - выгул скота | - работники- дояры | - производство | ||
| -чистка стойла | - работники- дояры | - производство | ||
| Хранение | - выгрузить вечером цистерны на склад для того, чтобы отправить их утром покупателям | - грузчики | - производство | |
| -соблюдать температурный режим | - работники- дояры | - производство | ||
| -вести подсчет хранящегося молока | - бухгалтер | - бухгалтерия | ||
| Контроль за качеством | -проверка работником соответствие нашего молока по ГОСТу на выбор из каждой партии | - заведующий фермой | - производство | |
| -вести отчет о пробниках товара | - заведующий фермой | - производство | ||
| -контроль качества выполняемых работ | - генеральный директор | - дирекция | ||
| -контроль качества готовой продукции | - заведующий фермой | - производство | ||
| - контроль за соблюдением норм расхода | - заведующий фермой | - производство | ||
| Планирование бюджета | -подготовка операционного бюджета( бюджет продаж; прямых затрат на оплату труда; бюджет коммерческих расходов; бюджет управленческих расходов; прогнозный отчет о прибыли и т.д.) | - главный бухгалтер | - бухгалтерия | |
| - подготовка финансового бюджета(инвестиционный бюджет; бюджет денежных средств; прогнозный баланс) | - главный бухгалтер | - бухгалтерия | ||
| Ведение отчётности по доходам | - ведение отчетности в соответствии с нормативными актами | - главный бухгалтер | - бухгалтерия | |
| - ведение интернет-бухгалтерии | - бухгалтер | - бухгалтерия | ||
| - ведение отчетности в зависимости от вида предприятия(у нас КФХ) | - бухгалтер | - бухгалтерия | ||
| Начисление заработной платы | - начисление зарплаты работникам в зависимости от вида зарплаты( сдельная , повременная) | - бухгалтер | - бухгалтерия | |
| - покрывать задержки зарплаты, если такие возникли | - главный бухгалтер | - бухгалтерия | ||
| - увеличивать или уменьшать заплату в зависимости от выполненных работ | - бухгалтер | - бухгалтерия | ||
| - выплачивать отпускные, пособия по больничному и т.д. | - бухгалтер | - бухгалтерия | ||
| Начисление налогов | -начисление и перечисление налогов | - главный бухгалтер | - бухгалтерия | |
| -учет и инвентаризация товарно-материальных ценностей и ОПФ | - бухгалтер | - бухгалтерия | ||
| -работа с банком | - бухгалтер | - бухгалтерия | ||
| -оформление платежных документов | - главный бухгалтер | - бухгалтерия | ||
| - оформление транспортных накладных документов | - главный бухгалтер | - бухгалтерия | ||
| - оформление договорных документов | - главный бухгалтер | - бухгалтерия | ||
| Найм и учет персонала | - оформление перевода и увольнения работников в соответствии с трудовым законодательством | - менеджер по персоналу | - коммерческий отдел | |
| - ведение установленной документации по кадрам | - менеджер по персоналу | - коммерческий отдел | ||
| - подготовка документов по пенсионному страхованию | - менеджер по персоналу | - коммерческий отдел | ||
| - формирование банка данных о персонале предприятия | - менеджер по персоналу | - коммерческий отдел | ||
| - соблюдение порядка трудоустройства и переобучения высвобождающихся работников, предоставления им льгот и компенсаций | - менеджер по персоналу | - коммерческий отдел | ||
| - составление и выполнение графиков отпусков | - менеджер по персоналу | - коммерческий отдел | ||
| - контроль за состоянием трудовой дисциплины | - менеджер по персоналу | - коммерческий отдел | ||
| - статистика и анализ текучести кадров по видам причин | - менеджер по персоналу | - коммерческий отдел | ||
| Установка трудового распорядка и дисциплины | - следить за тем во сколько (и когда ушел) работник | - менеджер по персоналу | - коммерческий отдел | |
| - при приеме работника ознакомить его с правилами трудового распорядка | - менеджер по персоналу | - коммерческий отдел | ||
| - следить за трудовой дисциплиной работников | - генеральный директор | - дирекция | ||
| Мотивирование персонала КФХ | - создание бонусной системы при выполнении плановых показателей | - бухгалтер | - бухгалтерия | |
| - празднование дней рождений работников | - менеджер по персоналу | - коммерческий отдел | ||
| Сплочённая корпоративная культура | - установление дружеских отношений между работникам | - менеджер по персоналу | - коммерческий отдел | |
| -давать шанс на ошибку | - генеральный директор | - дирекция | ||
| - понимать работника ,если у него возникли трудности | - генеральный директор | - дирекция | ||
| Общее администрирование | -заключение договоров на поставку; | - генеральный директор | - дирекция | |
| -подписание контрактов с зарубежными партнерами; | - генеральный директор | - дирекция | ||
| -заключение договоров на поставку; | - генеральный директор | - дирекция | ||
| -подписание контрактов с зарубежными партнерами; | - генеральный директор | - дирекция | ||
| -общий контроль за деятельностью предприятия | - генеральный директор | - дирекция | ||
| -финансовое обеспечение | - генеральный директор | - дирекция | ||
| -разработка прогнозов и стратегий развития предприятия | - генеральный директор | - дирекция | ||
| -юридическая поддержка | - генеральный директор | - дирекция | ||
| -прием и обработка информации | - генеральный директор | - дирекция |
megaobuchalka.ru
5. Понятие о производственном и технологическом процессе ремонта автомобилей. Общая схема технологического процесса ремонта.
Производственный процесс ремонта машин представляет собой совокупность действий, в результате которых изношенным машинам, агрегатам и узлам, поступающим в ремонт, возвращается работоспособность, утраченная ими в результате длительной эксплуатации.
Производственный процесс состоит из ряда технологических процессов ремонта и изготовления деталей, технического контроля, получения, хранения и транспортирования материалов, полуфабрикатов и готовой продукции.
Технологический процесс — это часть производственного процесса. Он является совокупностью установленных производственных операций, выполняемых с целью последовательного изменения состояния предмета производства, т. е. приведения машины, агрегата или детали в состояние, удовлетворяющее требованиям технических условий на их ремонт.
В качестве примеров технологических процессов можно привести разборочные и сборочные работы, восстановление деталей наплавкой, механической обработкой и др.
Условия осуществления производственного процесса зависят от заданной производственной программы ремонтного предприятия и трудоемкости ремонта, определяющих метод и организационную форму проведения ремонта машин и агрегатов.
Технологическая ремонтная операция есть часть технологического процесса, который производится над одним или несколькими совместно собираемыми или обрабатываемыми агрегатами, узлами, деталями или целой машиной на одном рабочем месте. При разборочно-сборочных работах часть операции, выполняемой над одним определенным соединением при неизменном инструменте, носит название перехода. Законченная совокупность отдельных движений рабочего в процессе выполнения работы или подготовки к ней называется приемом (часть операции).
В качестве примера операции, состоящей из двух переходов, можно привести сборку соединения вала с шариковыми подшипниками. При этом переходами являются напрессовка подшипников на вал и проверка соединения на биение, а приемами — установка на конец вала подшипника, нажатие рычага пресса и др.
Технологические процессы, операции и переходы заносят в технологические карты, составляемые при разборке процессов, а приемы в картах не отражаются, так как осуществляются различными рабочими по-разному.
Овладение профессией означает, что рабочий в совершенстве знает отдельные приемы и умеет правильно и рационально чередовать их по времени.
Основные понятия производственного процесса.
Производственный процесс — это совокупность действий людей и орудий производства конкретного предприятия, направленных на изготовление или ремонт (обслуживание) выпускаемых изделий.
В ремонтном производстве в результате производственной деятельности работников предприятий восстанавливают исправность, работоспособность объекта или ресурс изделия и его составных частей.
Под названием "предприятие" следует подразумевать как специализированные ремонтные мастерские, заводы и т. п., так и ремонтные мастерские хозяйств, являющиеся мастерскими общего назначения (МОН), в крупных хозяйствах - центральными ремонтными мастерскими (ЦРМ).
Производственный процесс ремонта машин отражает организацию и последовательность выполнения ряда технологических процессов при участии в этом основных и вспомогательных служб предприятий.
Технологический процесс ремонта — это часть производственного процесса, в течение которой происходит количественное или качественное изменение ремонтируемого объекта или его элементов.
Так:
технологический процесс сборки представляет собой соединение деталей в сборочные единицы;
технологический процесс ремонта (восстановления) деталей представляет собой часть производственного процесса, связанного с изменением состояния детали (геометрической формы, размеров, качества поверхности и др.) и включающий в себя подготовку детали к процессу восстановления (нанесению покрытия и т. п.), собственно восстановление (нанесение покрытия, наплавка и т. п.) и необходимые операции по обработке и проверке на соответствие восстановленной детали требованиям технической документации.
Очевидно, что технологический процесс, в свою очередь, подразделяется на ряд технологических операций, которые включают в себя технологические переходы и другие действия.
Технологическая операция — законченная часть технологического процесса, выполняемая на одном рабочем месте при ремонте (изготовлении) одной и той же продукции.
Например, операция укладки коленчатого вала — часть технологического процесса сборки двигателя, операция наплавки шеек коленчатого вала — часть процесса его восстановления и т. д.
Технологическая операция состоит из переходов.
Технологический переход — это законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения (инструментом, оснасткой и т. п.) и с одними и теми поверхностями деталей, при постоянных технологических режимах.
Например, операция заваривания трещины в стальном корпусе может состоять из следующих переходов:
- очистка поверхности — сверление ограничивающих отверстий — разделка фаски — регулировка силы сварочного тока — установка электрода — заваривание трещины — удаление шлаковой корки — контроль качества сварочного шва.
При этом следует обратить внимание на то, что сварщик, при выполнении каждого, из указанных, переходов использует различный инструмент.
На рисунке приведена Типовая схема производственного процесса ремонта сложной машины. Изучая данную схему необходимо отметить то, что в каждом из прямоугольников указан какой либо технологический процесс, который, в свою очередь, можно представить в виде схемы, состоящей из операций. Каждую операцию можно представить в виде схемы, состоящей из отдельных переходов.
studfiles.net
Содержание
1 Производственный процесс и его организация
1.1 Понятие производственного процесса
1.2 Производственный цикл
2 Организация производства
2.1 Организационные типы производства
2.2 Методы организации производства
3 Описание производства. Обоснование типа производства.
Список литературы
1 Производственный процесс и его организация
1.1 Понятие производственного процесса
Производственный процесс – это организация использования всех факторов производства в целях выпуска необходимой для удовлетворения рыночных потребностей продукции (работ или услуг). Организуемый на предприятии производственный процесс представляет собой выполнение, последовательности осуществляемых технологических операций. Являясь составным элементом производственного процесса, операция (передел, стадия) выполняется на отдельном оборудовании рабочими одной и той же специальности и по определенной технологии.
Современное производство представляет собой сложный процесс превращения сырья, материалов, полуфабрикатов и других предметов труда в готовую продукцию, удовлетворяющую потребностям общества.
Совокупность всех действий людей и орудий труда, осуществляемых на предприятии для изготовления конкретных видов продукции, называется производственным процессом.
Основной частью производственного процесса являются технологические процессы, которые содержат целенаправленные действия по изменению и определению состояния предметов труда. В ходе реализации технологических процессов происходит изменение геометрических форм, размеров и физико-химических свойств предметов труда.
Наряду с технологическими производственный процесс включает также и нетехнологические процессы, которые не имеют своей целью изменение геометрических форм, размеров или физико-химических свойств предметов труда или проверку их качества. К таким процессам относятся транспортные, складские, погрузочно-разгрузочные, комплектовочные и некоторые другие операции и процессы.
По сути дела, производственный процесс – это процесс производства определённого продукта, например, путь материалов и сырья от момента их приобретения до выпуска готовой продукции. Наглядно производственный процесс можно представить на схеме (рис. 1.1).
Рисунок 1.1 – Схема производственного (преобразовательного) процесса
Если учитывать, что материалы с точки зрения экономики также являются продуктом (созданным природой или человеком), то можно сделать общее определение:
- производственный процесс – это процесс преобразования одного продукта (продуктов) в новый продукт, имеющий новые качественные характеристики, отличные от характеристик входящих продуктов.
Необходимо уточнить, что в качестве продукта могут выступать не только материальные предметы, но также и не материальные блага (услуги, интеллектуальный продукт, духовные блага и т.д.).
1.2 Производственный цикл
Время, за которое выполняется производственный процесс, называется производственным циклом. Например, для изготовления одного стула одним рабочим требуется 3 часа, тогда производственный цикл производства одного стула будет составлять 3 часа.
Производственный цикл состоит из технологических циклов, которые в свою очередь состоят из операционных циклов (рис. 1.2.).
Рисунок 1.2 – Структура производственного процесса
Производственный цикл состоит из времени производства и времени перерывов.
Время производства включает продолжительность технологических операций (или природных, естественных процессов) и продолжительность вспомогательных операций (технологического обслуживания производства).
Продолжительность технологических операций – это время, в течение которого происходят механические, химические, физические и другие воздействия на предметы труда, в результате чего осуществляется изменение форм, размеров, физико-химических свойств предметов труда. Продолжительность вспомогательных операций – это время, затрачиваемое на межцеховые и внутрицеховые перемещения предметов труда, контроль, упаковывание, маркирование и т.п.
Перерывы в работе подразделяют на регламентированные и нерегламентированные.
Регламентированные перерывы входят в состав каждого цикла, если они вызваны ожиданием накопления партии изделий для передачи ее на следующую технологическую операцию или временной остановкой в работе из-за разной продолжительности смежных технологических операций.
Нерегламентированные перерывы связаны с простоем оборудования и рабочих по непредусмотренным режимом работы организационно-техническим причинам (задержка сырья, материалов, поломка оборудования) и поэтому в производственный цикл включаются в виде поправочного коэффициента или вообще не учитываются.
Основной составляющей производственного цикла является продолжительность технологических операций, которая составляет технологический цикл (Тц):
где n – количество предметов в партии;
t – продолжительность обработки одного предмета;
KM – количество рабочих мест, на которых выполняется эта операция.
Предметы труда в процессе производства могут перемещаться последовательно, параллельно и параллельно-последовательно. Длительность цикла наименьшая при параллельном движении предметов труда, наибольшая – при последовательном.
Длительность и состав производственного цикла рассчитывают аналитическим, графическим или графоаналитическим способами. Для этого необходимо знать составные части, на которые расчленяется процесс производства продукции, последовательность, способ выполнения и нормативы его продолжительности, вид движения предмета труда.
studfiles.net









423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)