 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
2.4.2. ГАЗ-53А и ГАЗ-66. Определение технического состояния и ремонт отдельных деталей и узлов двигателя. Газораспределительный механизм. Грм газ 53 метки
Порядок установки шестерни распредвала на автомобиле ГАЗ 53
 «Вопрос»
«Вопрос» Здравствуйте, на моем грузовике ГАЗ 53 срезало шестерню распредвала. Расскажите, пожалуйста, порядок установки шестерни распредвала.
«Ответ»
Процесс установки новой шестерни на распредвал мотора автомобиля ГАЗ-53 особого труда не составляет. При этом основной объем работ приходится на частичную разборку силового агрегата ЗМЗ-511.
Для того чтобы получить доступ к сломанной детали необходимо:
- Из системы смазки двигателя слить моторное масло в подходящую для этого емкость, вмещающую не менее 10 литров жидкости.
- Демонтировать поддон.
- Слить охлаждающую жидкость из системы охлаждения в посудину соответствующего объема (22…25 л).
- Снять радиатор, предварительно отсоединив от него все патрубки.
- Демонтировать вентилятор.
- Снять шкивы водяного насоса («помпы»).
- Демонтировать шкив коленвала и его фланец, для чего сначала открутить храповик.
- Снять переднюю крышку блока цилиндров.
Получив доступ к шестерне, снимают последовательно:
- шпонку шкива коленвала;
- резиновый уплотнитель;
- маслоотражательную шайбу.
Затем, чтобы не нарушить работу газораспределительного механизма, выставляют метки на распределительном и коленчатом валах. И только после всех этих процедур можно открутить болт крепления сломанной шестерни и снять то, что от нее осталось, используя для этого специальный съемник.
Для того чтобы установить новую деталь необходимо выполнить все вышеперечисленные операции в обратном порядке.
Важно! Все работы, связанные с установкой новой шестерни, должны выполняться очень аккуратно, не забывая, что она изготовлена не из металла, а из текстолита или композиции на основе полиамида ПА-6 (армамид).
dvigatels.ru
Ремонт газораспределительного механизма двигателя ЗМЗ
Последовательность разборки механизма. Применяемые инструменты.
Для разборки и сборки газораспределительного механизма двигателя ЗМЗ-53 нужно приготовить следующие инструменты и приспособления: набор рожковых и накидных гаечных ключей, набор головок различных диаметров с воротком, динамометрический гаечный ключ, отвертку, круглогубцы, молоток, специальный съемник-рассухариватель клапанов. Перед разборкой необходимо слить из двигателя эксплуатационные жидкости (масло, антифриз или воду).
Разборку механизма газораспределения двигателя ЗМЗ-53 начинают со снятия крышек головок блоков цилиндров. Проделав эту операцию, отсоединяют впускной и выпускной трубопроводы, ослабляют затяжку гаек крепления головок блоков цилиндров, отворачивают эти гайки и осторожно снимают головки левого и правого рядов цилиндров вместе с клапанным механизмом.
Затем из соответствующих отверстий блок-картера вынимают штанги и толкатели, а следом приступают к снятию распределительного вала. Для этого снимают крышку картера распределительных шестерен, отворачивают болты крепления упорного фланца, отсоединяют привод прерывателя-распределителя зажигания и масляного насоса и осторожно вынимают распределительный вал с торца двигателя.
Дальнейшая разборка распределительного вала заключается в снятии с его резьбового конца гайки с шайбой, выпрессовке распределительной шестерни из распорного кольца и снятии ее с шейки вала, выемке сегментной шпонки из шпоночной канавки. Заключительным этапом является снятие с шейки вала распорного кольца и упорного фланца.
Следом приступают к разборке головок блоков цилиндров. Сперва демонтируют коромысла и их оси, выворачивают шпильки в верхней плоскости головок блоков цилиндров и плоскостей прилегания впускного и выпускного трубопроводов. Потом приступают к снятию клапанов. Для снятия клапана необходимо снять клапанные пружины и тарелку клапана. С этой целью используют универсальный съемник клапанов (рассухариватель), представляющий собой рычаг с двумя разрезными упорами. Один из этих упоров зацепляют за гайку, навернутую на шпильку крепления оси коромысел, а другой давит на тарелку пружины клапана. Для снятия клапана головку блока цилиндров кладут на ровную поверхность, на шпильку, ближайшую к снимаемому клапану, навинчивают гайку и поддевают под нее один упор съемника. На рычаг съемника нажимают и давят вторым его упором на тарелку пружины клапана. Клапан открывается и упирается в поверхность, на которой лежит головка. При продолжении давления на рычаг клапан остается на месте, а клапанные пружины продолжают сжиматься. Тарелка пружины опускается по штоку клапана, и при этом из углубления тарелки пружины появляются два конических сухарика, которые необходимо снять отверткой или круглогубцами. После снятия сухариков рычаг съемника плавно поднимают. При этом незакрепленная тарелка пружины клапана поднимается под ее действием, и шток клапана выходит из тарелки. После этого демонтаж клапана не представляет особого труда. Завершающий этап разборки головок блоков цилиндров – выпрессовка направляющих втулок и седел клапанов.
Дефектовка деталей.
Основными дефектами головки блока цилиндров являются трещины, коробление поверхности прилегания головок к блоку цилиндров, износ рабочих фасок седел клапанов и гнезд под них, отверстий под направляющие втулки клапанов и отверстий во втулках. Распределительный вал имеет следующие повреждения: изгиб и износ опорных шеек, шейки под распределительную шестерню, кулачков, эксцентрика, шпоночного паза и резьбы. Дефекты клапанов: трещины, выкрашивание наплавленного слоя, износ и изгиб стержня клапана, износ торца стержня и рабочей фаски.
Выбраковка деталей.
Головки блоков цилиндров после тщательной мойки осматривают. Бракуют детали, имеющие пробоины, прогар и трещины на стенках камеры сгорания, а также разрушения перемычек между гнездами. Распределительный вал бракуют при износе, не допускающем расточку ни под один из ремонтных размеров. Клапан подлежит замене при наличии трещин, коробления и выкрашивания наплавленного слоя. Штанги, имеющие надломы, бракуют.
Восстановление деталей.
Головки блока цилиндров, имеющие небольшие трещины, восстанавливают с помощью аргонодуговой сварки, так как этот метод дает более высокое качество шва и не требует применения флюса. Трещины стенок рубашки охлаждения головки цилиндров можно также заклеивать эпоксидной смолой, смешанной с отвердителем в пропорции 10:1. После устранения негерметичности головки цилиндров проверяют на гидравлическом стенде.
Коробление поверхности прилегания головки к блоку цилиндров устраняют фрезерованием. По окончании обработки плотность прилегания головки проверяют на контрольной плите, используя щуп, который не должен проходить между плоскостью разъема головки цилиндров и плитой.
Втулки клапанов с изношенными отверстиями заменяют новыми. Отверстия запрессованных новых втулок развертывают до ремонтного размера.
После выпрессовывания направляющих новых втулок клапанов осматривают отверстия под втулки и замеряют их диаметр. При износе отверстий в направляющих втулках больше допустимого их развертывают до ремонтного размера. Рабочие фаски седел клапанов шлифуют при износе более допустимого размера, а также при наличии рисок и раковин. Причем, при шлифовке седла инструмент должен быть сцентрирован по окончательно обработанному диаметру направляющей втулки.
При ослаблении посадки седла клапана в гнезде, а также при износе, превышающем предельно допустимый, седла выпрессовывают, а отверстие растачивают под седло ремонтного размера. Для запрессовки седел клапанов алюминиевую головку цилиндров (ЗМЗ – 53) нагревают до 180оС, а седла охлаждают в жидком азоте до -196оС. Седла перед запрессовкой центрируют по пальцу, установленному в отверстии направляющей втулки клапанов. Запрессовку осуществляют на прессе до упора седла в торец отверстия головки цилиндров. После замены седел клапанов их рабочие фаски шлифуют.
Восстановление распределительного вала начинают с восстановления центровых фасок. После этого проверяют изгиб вала. Биение промежуточных опорных шеек проверяют при установке вала в призмы на крайние опорные шейки. Допустимое биение определено техническими условиями. Если биение превышает допустимое значение, то вал правят под прессом. Изношенные опорные шейки шлифуют под меньший диаметр до одного из ремонтных размеров. После шлифовки шейки полируют абразивной лентой или пастой ГОИ. Изношенную шейку под распределительную шестерню можно восстановить хромированием или ожелезнением с последующим шлифованием по размеру на рабочем чертеже.
Небольшой износ кулачков устраняют шлифованием на копировально-шлифовальном станке с последующей полировкой.
При значительном износе вершину кулачка можно восстановить наплавкой сормайтом №1 с последующим предварительным шлифованием на электрошлифовальной установке и окончательной обработкой на шлифовальном станке.
Изношенный эксцентрик восстанавливают шлифованием, смещая его ось по отношению к оси шпинделя станка на эксцентриситет. Изношенную шпоночную канавку заваривают постоянным током обратной полярности, а после этого фрезеруют новую канавку.
Если повреждено более двух ниток резьбы, ее срезают и проводят электроимпульсную наплавку. После наплавки вал проверяют на наличие биения промежуточных опорных шеек и при необходимости правят. Затем подрезают торец вала до «родного» металла, обтачивают наплавленную поверхность под нужный размер и нарезают новую резьбу.
Во время работы стержень клапана изгибается. Этот дефект можно устранить его правкой на плите. При повышенном износе клапана его шлифуют на бесцентрово-шлифовальном станке до ремонтного размера. При повторном восстановлении стержни хромируют или железнят с последующим шлифованием под размер рабочего чертежа. Изношенный торец стержня и рабочую фаску клапана шлифуют до устранения следов износа. Однако следует помнить, что размер от торца стержня до кромки канавки под сухарь не должен быть менее допустимого. После шлифования рабочей фаски высота цилиндрической части головки клапана не должна быть меньше заданного ремонтного размера. Если это условие не выполнено, то клапан бракуют.
Последовательность сборки механизма.
Сборку газораспределительного механизма двигателя ЗМЗ – 53 начинают со сборки головок блоков цилиндров. Ей предшествует продувка сжатым воздухом отверстий во втулках и седлах клапанов. Перед установкой клапанов их стержни и направляющие втулки смазывают маслом. Клапаны подбирают таким образом, чтобы диаметры их стержней соответствовали диаметрам отверстий направляющих втулок. Клапаны должны плавно вращаться и перемещаться в направляющих втулках.
Для нормальной работы клапанов газораспределительного механизма необходима герметичность сопряжения седло – рабочая фаска клапана. Этого достигают путем притирки клапанов на станке или вручную. Для притирки используют пасту, основу которой составляют абразивный порошок и масло, смешанные в пропорции 1:5.
Притертые детали клапанного механизма моют и сушат. На втулки впускных клапанов надевают шайбы клапанных пружин плоской стороной к головке блока цилиндров, а на втулки выпускных – механизм вращения клапана. Затем на впускные клапаны надевают резиновые манжеты. При установке пружин на клапаны витки с меньшим шагом располагают ближе к головке цилиндров. Установку клапанов производят при помощи съемника-рассухаривателя. Для этого головку блока цилиндров кладут на ровную поверхность, а под клапан снизу кладут упор, не дающий ему опускаться. На штоки клапанов надевают тарелки. На шпильку крепления оси коромысел навинчивается гайка, под которую поддевается один упор съемника. Другой упор давит на тарелку и сжимает клапанную пружину. Когда тарелка опускается ниже канавки, находящейся в верхней части штока клапана, в эту канавку устанавливают два конических сухарика, смазанных Литолом-24 или солидолом и плавно отпускают рычаг съемника, снимая тем самым усилие сжатия пружин. При этом необходимо следить, чтобы сухарики вошли в конические отверстия тарелок клапанных пружин. После этого ввертывают шпильки в отверстия верхней плоскости и плоскости прилегания впускного и выпускного трубопроводов.
При сборке распределительного вала на его шейку устанавливают упорный фланец и распорное кольцо, а в шпоночную канавку вставляют сегментную шпонку. Потом на шейку вала надевают распределительную шестерню таким образом, чтобы ее шпоночная канавка совпала со шпонкой на валу. Затем шестерню до упора напрессовывают в распорное кольцо и проверяют легкость вращения фланца. На резьбовой конец распределительного вала надевают шайбу и закручивают до упора гайку.
После этого распределительный вал устанавливают в блок цилиндров. Зубчатое колесо распределительного вала вводят в зацепление с шестерней коленчатого вала при совмещении меток на зубьях, контролируя зазор (рис.6). Затем к блоку цилиндров болтами прикрепляют упорный фланец распределительного вала. Проверяют осевой зазор между торцом шестерни и упорным фланцем.
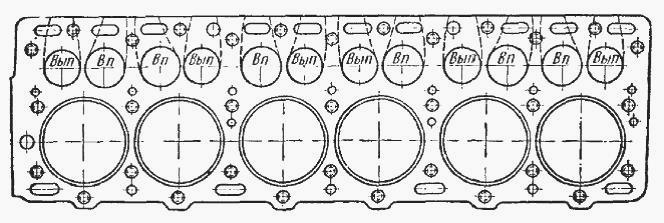
Следом на шпильки в местах крепления головок блоков цилиндров надевают металлоасбестовые прокладки. Они необходимы для создания герметичности соединения блок-картер – головка блока цилиндров. Использование прокладки намного уменьшает вероятность утечки охлаждающей жидкости и газов.
Толкатели подбирают по отверстиям. Верность подбора оценивают по легкости их перемещения и вращения в соответствующих отверстиях блока. Производят сборку коромысел и их осей, устанавливают их на головку блока цилиндров. Головки блоков цилиндров надевают на шпильки их крепления к блок-картеру двигателя. Затем соединяют концы установленных в толкатели штанг с коромыслами и закрепляют стойки оси коромысел. В таком же порядке собирают вторую головку цилиндров.
Завершающий этап сборки газораспределительного механизма – затяжка гаек крепления головок цилиндров к блоку. Их необходимо затягивать в определенной последовательности, прикладывая определенный момент силы. Для этого пользуются динамометрическим ключом и изучают техническую документацию на двигатель. Последовательность затяжки гаек крепления головки к блоку цилиндров для двигателя ЗМЗ – 53 показана на рис.7. Момент затяжки этих гаек для данного двигателя составляет 73 – 79 Н . м.
После завершения данного процесса проводят регулировку зазоров в приводе клапанов газораспределительного механизма. Затем устанавливают крышку головки блока цилиндров и отправляют двигатель на испытание.

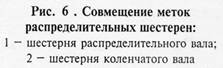
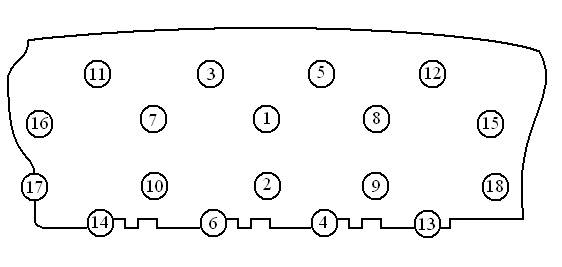
Рис.7. Последовательность затяжки гаек крепления головки к блоку цилиндров.
Проверка и испытание работы механизма.
После сборки головки цилиндров проводят испытание клапанов на герметичность. Для контроля качества притирки используют стенд. Головку цилиндров устанавливают на него и уплотняют резиновыми прокладками. После установки и зажима головки цилиндров, которая проверяется, головки клапанов смазывают сверху раствором вводно-мыльной эмульсии. Затем во внутреннюю полость головки блока цилиндров подают сжатый воздух под давлением 0,03 МПа. Воздух при этом не должен выходить из-под рабочей фаски клапана. В противном случае притирку клапанов продолжают.
Дальнейшее испытание проводят после полной сборки и установки газораспределительного механизма в блок цилиндров. Оно включает в себя обкатку на стенде сначала в холодном состоянии при принудительном вращении коленчатого вала и включении системы принудительной циркуляции масла, а затем в горячем состоянии при разных частотах вращения коленчатого вала как без нагрузки, так и с ней (с этой целью используют электрический тормоз). Если этот этап обкатки пройден успешно, данный двигатель устанавливают на автомобиль, совершают на нем пробную поездку и выписывают из ремонта.
stydopedia.ru
Устройство и назначение газораспределительного механизма двигателя змз – 53.
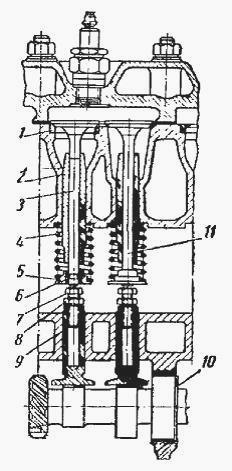
Газораспределительный механизм предназначен для своевременного впуска в цилиндры горючей смеси (карбюраторных двигателей) или очищенного воздуха (дизели) и выпуска отработавших газов. Для этого клапана в определенные моменты открывают и закрывают впускные и выпускные каналы головки цилиндров, которые сообщают цилиндры двигателя с впускным и выпускным трубопроводами. В двигателе ЗМЗ – 53 применяется газораспределительный механизм с верхним расположением клапанов и нижним расположением распределительного вала.
Механизм газораспределения состоит из впускных и выпускных клапанов с пружинами, передаточных деталей от распределительного вала к клапанам, распределительного вала и шестерни. Коленчатый вал с помощью распределительных шестерен 15 и 16 вращает распределительный вал 14, установленный в развале блока и являющийся общим для левого и правого рядов цилиндров. Каждый кулачок распределительного вала, набегая на толкатель 13, поднимает его вместе со штангой 12. Она поднимает один конец коромысла 7, а другой движется вниз и давит на клапан 3, опуская его и сжимая пружины 6 клапана. Когда кулачок распределительного вала сходит с толкателя, штанга и толкатель опускаются, а клапан под действием пружин, садясь в седло, плотно закрывает отверстие клапана.
Мощность двигателя во многом зависит от степени наполнения цилиндров свежей порцией горючей смеси и их очистки от отработавших газов. Для того чтобы в цилиндры двигателя поступило больше горючей смеси, впускные клапаны должны открываться еще до прихода поршня в верхнюю мертвую точку (с опережением). Так как при большой частоте вращения коленчатого вала такт впуска часто повторяется, то во впускном трубопроводе создается разрежение. Воздух поступает в цилиндры двигателя, несмотря на то, что поршень идет некоторое время вверх. Воздух по инерции поступает в цилиндры через открытый клапан и после того, как поршень пройдет нижнюю мертвую точку. Впускной клапан закрывается с некоторым опозданием.
Фазами газораспределения называют периоды от момента открытия клапанов до момента их закрытия, выраженные в градусах поворота коленчатого вала. Они изображены в виде круговой диаграммы. Продление впуска воздуха от 180о до 268о у двигателя ЗМЗ – 53 было достигнуто путем опережения открытия и запаздывания закрытия впускного клапана.
Выпуск отработавших газов из цилиндра (открытие выпускного клапана) начинается за 50о по углу поворота коленчатого вала до прихода поршня в нижнюю мертвую точку, а закрывается клапан уже после прохода поршнем верхней мертвой точки. Таким образом, выпускной клапан открыт на 252о по углу поворота коленчатого вала.
В конце такта впуска и начале выпуска отработавших газов оба клапана на 46 о по углу поворота коленчатого вала открыты одновременно. Такое перекрытие клапанов позволяет продуть цилиндры свежим воздухом, что способствует их лучшей очистке от отработавших газов.
Моменты закрытия и открытия клапанов зависят от профиля кулачков распределительного вала, а также от величины зазора между клапанами и коромыслами.
studfiles.net
Двигатель ГаЗ-53: Проворот втулки распредвала | Ремонт и эксплуатация грузовиков
 После того, как на ГАЗ-53 победил сцепление, случилась следующая неприятность, стали стучать все клапана левого ряда цилиндров. При вскрытии клапанной крышки левого ряда стало ясно, при заведенном двигателе не поступает смазка на коромысла клапанов левого ряда цилиндров.Но шеф не давал времени на ремонт. И потому, подрегулировав все клапана левого ряда цилиндров, отправился далее на работу. Но через три дня, левый ряд клапанов опять напомнил о себе стуком. На этот раз шеф уж не противился о постановке на ремонт. На мое замечание, что этот двигатель замучил уж в конец и по хорошему его бы и заменить надо, дана была команда даже не заикаться о другом двигателе. Машина не наша, в аренде и сколько отходит столько и отходит.
После того, как на ГАЗ-53 победил сцепление, случилась следующая неприятность, стали стучать все клапана левого ряда цилиндров. При вскрытии клапанной крышки левого ряда стало ясно, при заведенном двигателе не поступает смазка на коромысла клапанов левого ряда цилиндров.Но шеф не давал времени на ремонт. И потому, подрегулировав все клапана левого ряда цилиндров, отправился далее на работу. Но через три дня, левый ряд клапанов опять напомнил о себе стуком. На этот раз шеф уж не противился о постановке на ремонт. На мое замечание, что этот двигатель замучил уж в конец и по хорошему его бы и заменить надо, дана была команда даже не заикаться о другом двигателе. Машина не наша, в аренде и сколько отходит столько и отходит.
Так я приступил к ремонту. Хотя ясно понимал (посмотрев плакат системы смазки двигателя), что скорей всего забился масляный канал от распредвала к головке. Снимать головку цилиндров не хотел, так как еще на двигателе ЗМЗ-21 сталкивался с выдернутыми шпильками. Но там это хоть как то решалось, а вот при возникновении подобной проблемы на блоке ГАЗ-53 вердикт был скорее всего отрицательным. Без станочного оборудования на нем ничего не сделаешь. А если лопнет шпилька и останется часть в блоке, то еще хуже. Поэтому снял крышку клапанов, ось коромысел и вытащил по порядку все штанги. Затем шпильковертом выкрутил шпильку, рядом с которой находится отверстие для смазки коромысел. Включил компрессор и подул воздух в это отверстие. Было даже слышно как воздух выходит внутри блока. Затем взял сталистую проволоку и постарался прочистить масляный канал. Через несколько попыток мне это удалось и стало понятно, что проволока упирается во что то. Хотя по длине проволоки было понятно, что она прошла головку и находиться в недрах блока цилиндров. При вытаскивании проволоки никакой грязи не обнаружилось. Следующим моим шагом была повторная продувка масляного канала. Что я и сделал. Подув порядочное время в масляный канал и услышав явное шипение воздуха, решил окончить продувку и попытаться завести двигатель без штанг и коромысел. По моему мнению двигатель на половине цилиндров должен завестись и проработав некоторое время пробить тромб в масляном канале. Двигатель запустился на четырех цилиндрах, работал правда неустойчиво. Но никакая пробка с масляного канала не вылетела, даже при прогазовке. Как итог масло так и не пошло в левую головку. Осмотрев и прощупав головку блока я не нашел никаких заглушенных масляных каналов в головке.
Оставалось только искать дальнейшую причину. Для этого я слил воду и приступил к снятию впускного коллектора. Снял трамлер и все тросики и шланги подходящие к карбюратору. А также дюритовые шланги к печке и радиатору, я снял впускной коллектор в простонародье называемой плитой. При ближайшем рассмотрении, ясно увидел по отпечатку на втулке распределительного вала, смещение ее в сторону вращения распредвала. К сожалении, чем либо ухватиться и провернуть ее в обратную сторону было невозможно.

Вид на развал блока ДВС ГАЗ-53.
Для того, чтоб хоть как то постараться решить эту проблему взял электродрель и засверлил на границе отпечатка втулку распредвала мм на 2-3. Затем взял тупой бородок и упираясь бородком через эту засверловку легкими ударами молотка провернул втулку в обратном направлении. Затем по центру втулки сделал еще одну засверловку. Это позволило еще дальше провернуть втулку против вращения. Соответственно на следующем отпечатке блока на втулке распредвала, я сделал еще одну засверловку. И только после этого провернул втулку на штатное место. Затем взял бородок побольше и в засверловки заклепал края блока. Это позволило хоть как то зафиксировать втулку от дальнейшего проворачивания. Полной уверенности в проделанной работе у меня не было, но появилась надежда.

Втулки распредвала ГаЗ-53
Собрать плиту на место, поставить дюритовые шланги, трамлер и тросики на место не заняло много времени. Но левую головку я не стал собирать до конца, решил сначала опять завести мотор на четырех цилилндрах. Мотор завелся и масло полетело из отверстия. Я его сразу же и заглушил. Установил на место шпильку крепления оси коромысел, и поставил на место штанги клапанов и ось коромысел. Отрегулировал клапана и закрыл клапанную крышку. Еще раз завел, мотор работал, клапана не стучали. Надо было продолжать работать. Дав любом гараже все неиспраности всегда обсуждаются. Через неделю стало понятно, что ремонт был проведен качественно, и по словам коллег больше всех доволен ремонтом был мой шеф. В конце этой истории надо добавить, что втулки до конца работы этого мотора больше не проворачивало.
Похожие записи:
www.capfa.ru
Газораспределительный механизм ГРМ двигателя ГАЗ-51, ГАЗ-52 погрузчика ЛЗА
Газораспределительный механизм ГРМ двигателя ГАЗ-51, ГАЗ-52 погрузчика ЛЗА
Клапаны двс ГАЗ-51, ГАЗ-52
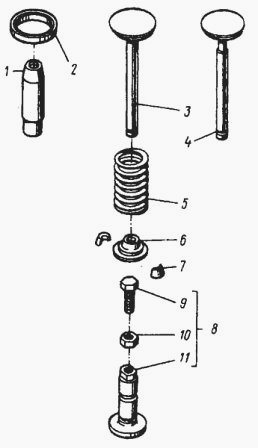
Клапаны двигателя ГАЗ-51, ГАЗ-52 львовских погрузчиков АП-4014, 40814, 4045, 4043 — нижние, расположены с правой стороны блока цилиндров и приводятся в действие от распределительного вала толкателями (рис. 1).
1. Распределительный механизм ГАЗ-51, ГАЗ-52
1 - вставное седло выпускного заедания клапана; 2 — направляющая втулка клапана; 3— выпускной клапан, 4-клапанная пружина; 5 — тарелка клапанной пружины; 6 — сухарик клапана; 7 — регулировочный болт толкателя; 8 — контргайка; 9 —толкатель; 10 — распределительный вал; 11 — впускной клапан.
Впускной клапан ГАЗ-51, ГАЗ-52 изготовлен из хромистой стали 40Х, выпускной — из жароупорной стали Х9С2. По внешнему виду клапаны отличаются один от другого диаметром тарелки и наличием у выпускного клапана под головкой проточки.
Наружный диаметр тарелки впускного толкателя – 34 мм, выпускного – 36 мм. Угол седла обоих клапанов 45°, а высота подъема их 9,2 мм.
Фазы газораспределения при расчетном зазоре между клапаном и толкателем одинаковом для впускного и выпускного клапанов, следующие:
- Впускной клапан ГАЗ-51/52 - Открытие 9° до в. м. т. Закрытие 51° после н. м. т.
- Выпускной клапан ГАЗ-51/52 - Открытие 47° до н. м. т. Закрытие 13° после в. м. т.
Для обеспечения бесшумной и надежной работы распределительного механизма львовских погрузчиков АП-4014, 40814, 4045, 4043 величину зазоров между клапанами и толкателями на холодном двигателе устанавливают несколько меньше расчетной, а именно: для впускного клапана 0,23 мм, а для выпускного 0,28 мм.
Надо иметь в виду, что при большей величине зазоров распределительный механизм работает со стуками, а при меньшей — падает мощность двигателя, увеличивается расход топлива, а иногда даже прогорают клапаны.
Для регулировки зазора между клапанами и толкателями ГАЗ-51, ГАЗ-52 в эксплуатации (без снятия двигателя с погрузчика) рекомендуется снять переднее правое колесо и брызговик переднего крыла, а регулировку производить из-под крыла.
Для сокращения времени на регулировку зазоров рекомендуется придерживаться следующего порядка:
- вращая пусковой рукояткой коленчатый вал, поставить распределительный вал в положение, при котором первый выпускной клапан будет полностью открыт (когда толкатель поднялся на максимальную высоту), и в этом положении отрегулировать зазоры второго, третьего и шестого выпускных, а также первого, третьего и пятого впускных клапанов;
- повернуть коленчатый вал на один полный оборот (распределительный вал займет при этом положение, при котором шестой выпускной клапан будет полностью открыт) и отрегулировать зазоры первого, четвертого и пятого выпускных, а также второго, четвертого и шестого впускных клапанов.
Для регулировки зазора необходимо ослабить контргайку болта толкателя, удерживая при этом вторым ключом толкатель от проворачивания.
Затем, продолжая удерживать толкатель, надо вращать регулировочный болт в нужном направлении до получения требуемого зазора по щупу. После окончания регулировки следует возможно сильнее затянуть контргайку регулировочного болта.
2. Креплений тарелки клапанной пружины
1— тарелка клапанной пружины; 2 — стержень клапана; 3— сухарики
На головках клапанов двигателя ГАЗ-51, ГАЗ-52 львовских автопогрузчиков АП-4014, 40814, 4045, 4043 имеются пазы под отвертку, используемые при притирке клапанов.
В нижней части стержня 2 клапана (рис. 2) имеется выточка, в которую входят своими выступами два сухарика 3 тарелки клапанной пружины. Наружная поверхность сухариков коническая, точно соответствующая коническому гнезду в тарелке клапанной пружины.
Под действием клапанной пружины тарелка садится на сухарики, запирая их, и сама удерживается сухариками от перемещения вниз. Нижние торцы стержней клапанов имеют большую твердость.
Оба клапана работают в сменных направляющих втулках из серого чугуна, окончательно обрабатываемых после запрессовки в блок. Схема расположения клапанов показана на рис. 3.
3. Схема расположения клапанов ГАЗ-51, ГАЗ-52
Клапанные пружины для впускных и выпускных клапанов одинаковые, изготовлены из специальной закаленной в масле пружинной проволоки марки С-65 диаметром 4,1 мм.
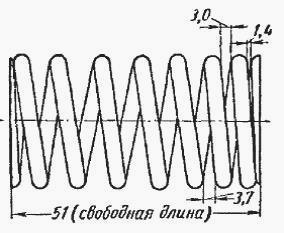
4– Клапанная пружина ГАЗ-51, ГАЗ-52
Для уменьшения склонности пружин к вибрации, возникающей при некоторых числах оборотов двигателя, пружины сделаны с переменным шагом навивки, а следовательно с переменной (возрастающей) жесткостью (рис. 4).
Конец пружины с меньшим шагом навивки должен быть обращен вверх, к блоку, а с большим — вниз, к тарелке клапанной пружины. Неправильная установка пружин может стать причиной их преждевременной поломки.
Усилие клапанной пружины при сжатии ее до 44,5 мм равно 18,4—21,1 кг, а при сжатии до 37,5 мм — 46,2—49 кг. Для увеличения усталостной прочности клапанные пружины подвергают дробеструйной обработке.
Клапаны ГАЗ-51, ГАЗ-52 (погрузчик АП-4014, 40814, 4045, 4043)
1 - Втулка направляющая клапана 12-1007032-А4
2 - Седло выпускного клапана 21-1007080-А
Седло выпускного клапана увеличенное на 0,05мм 21-1007080-РП
Седло выпускного клапана увеличенное на 0,25мм 21-1007080-ВР
3 - Клапан выпускной 51А-1007010
4 - Клапан выпускной 63-1007015-01
5 - Пружина клапана 70-6513
6 - Тарелка пружины клапана 11-6514-А1
7 - Сухарь клапана
8 - Толкатель в сборе 12-1007045
9 - Болт регулировочный 12-1007075-Б2
10 - Гайка 12-1007076
11 - Толкатель 12-1007055-Б2
Толкатели клапана ГАЗ-51, ГАЗ-52— тарельчатые, стальные с наплавленной легированным отбеленным чугуном тарелкой. Рабочая поверхность тарелки отшлифована по сфере, радиус которой равен 750 мм.
Для предотвращения образования задиров на тарелках толкателей и кулачках распределительного вала во время приработки этой пары поверхность тарелки толкателей фосфатируют.
В верхней части стержня толкателя имеется отверстие для регулировочного болта и две лыски для удерживания толкателя от проворачивания при регулировке зазора между клапаном и толкателем. Регулировочный болт толкателя стопорят в нужном положении контргайкой.
Торцовая (рабочая) поверхность головки регулировочного болта отшлифована по сфере радиусом 110 мм и для повышения износостойкости подвергнута поверхностной закалке токами высокой частоты до твердости HRC — 55 - 60.
Сферическая поверхность головки регулировочного болта исключает возможность контакта его со стержнем клапана по кромке и работы клапана с перекосами в направляющей втулке. Если бы головка была плоской, такой контакт был бы возможен при перекосах осей направляющих клапанов, и толкателей.
Распределительный вал ГАЗ-51, ГАЗ-52
Распредвал двигателя ГАЗ-51, ГАЗ-52 львовских автопогрузчиков АП-4014, 40814, 4045, 4043 кованый, изготовлен из стали 40, содержащей 0,40—0,45% углерода. Вал работает в четырех подшипниках, снабженных втулками из сталебаббитовой ленты. Подшипники распределительного вала окончательно обрабатывают после запрессовки втулок в блок.
Расположены подшипники в верхней правой части картера. Для удобства обработки подшипников и установки распределительного вала опорные шейки распределительного вала делают различных диаметров. Диаметр первой шейки равен 52 мм, второй 51 мм, третьей 50 мм и четвертой 48 мм.
Профили впускных и выпускных кулачков одинаковы. Их расположение по длине распредвала ГАЗ-51, ГАЗ-52 соответствует расположению клапанов, показанному на рис. 3.
Кулачки по ширине шлифуют на конус, назначение которого сообщать вращение толкателям. Конусность 7'/г—124 2'. Вследствие наличия сферы на рабочей поверхности тарелки толкателя, а также конуса по ширине кулачков точка касания тарелки с кулачком несколько смещена относительно оси вращения толкателя.
Это смещение способствует вращению толкателей во время работы, чем достигается равномерный износ их стержней и тарелок (рис. 4).

4. Схема работы толкателя клапана ГАЗ-51, ГАЗ-52
Так как меньшее основание конуса кулачка направлено в сторону передней опорной шейки, толкатели вращаются против часовой стрелки. Поэтому сила трения между толкателем и кулачком при соприкосновении толкателя со стержнем клапана стремится завертывать болт в толкатель.
За одно целое с распределительным валом ГАЗ-51, ГАЗ-52 выполнены шестерня привода масляного насоса, расположенная в средней его части, и эксцентрик привода бензинового насоса, расположенный между кулачками выпускного и впускного клапанов первого цилиндра.
Распределительный вал ГАЗ-51, ГАЗ-52 приводится во вращение парой цилиндрических шестерен со спиральными зубьями. Для обеспечения бесшумности работы шестерню распределительного вала изготовляют из текстолита (со стальной ступицей), шестерню коленчатого вала — из стали.
В обеих шестернях имеются резьбовые отверстия, служащие для снятия шестерен съемником. Снаружи шестерни закрыты крышкой, отштампованной из листовой стали.

5. Установка распределительных шестерен и места предварительного крепления пластины крышки распределительных шестерен ГАЗ-51, ГАЗ-52
1 — гайка предварительного крепления пластины; 2 — болты.
Для обеспечения правильности фаз газораспределения необходимо шестерни установить так, чтобы метка «О» на зубе шестерни коленчатого вала приходилась против риски у впадин зубьев шестерни распредвала ГАЗ-51, ГАЗ-52 (рис. 5).
От осевых перемещений распределительный вал удерживается стальным упорным фланцем 2 (рис. 6), привернутым двумя болтами 3 к переднему торцу блока. Этот фланец помещается между торцом первой опорной шейки 5 распределительного вала и ступицей распределительной шестерни 1.

6. Передний упорный подшипник распредвала ГАЗ-51, ГАЗ-52
1 — распределительная шестерня; 2 — упорный фланец; 3 — болт; 4 — распорное кольцо; 5 — первая опорная шейка распределительного вала.
Толщина опорного фланца на 0,1—0,2 мм меньше толщины распорного кольца 4, зажатого между торцами шейки вала и ступицы шестерни. Разницей в толщине этих двух деталей обеспечивается необходимый осевой зазор распределительного вала. Этот зазор показан на фиг. 7 сверху.
Вал распределительный ГАЗ-51, ГАЗ-52 (автопогрузчик АП-4014, 40814, 4045, 4043)
1 - Шайба 252135-П2
2 - Болт М8х20 201456-П2
3 - Кольцо распределительного вала
4 - Фланец распределительного вала
5 - Вал распределительный 40П-1006015
6 - Втулки распределительного вала ВК12-1000103
7 - Шпонка 5х22 260417-П
8 - Болт М6х12 290489-П
9 - Шайба 252174-П8
10 - Скоба 12-1006267
11 - Болт М12х1,25х25 201561-П
12 - Шайба 252177-G8
13 - Шайба
14 - Трубка 49-1006049
15 - Шестерня распределительного вала 11-6256-А4
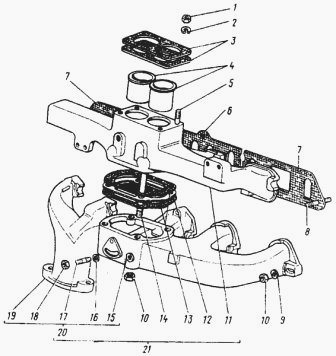
Газопровод ГАЗ-51, ГАЗ-52 (погрузчик АП-4014, 40814, 4045, 4043)
1 - Гайка М8х1 250503-П29
2 - Шайба 252135-П29
1 - Гайка М8х1 250503-П29
3 - Прокладка 53Ф-1107015
4 - Втулка направляющая 51А-1008130
5 - Шпилька М8х72 216331-П2
6 - Прокладка газопровода средняя 12-1008080
7 - Прокладка газопровода крайняя 12-1008084
9 - Шайба 293318-П
8 - Шпилька М10х1,25х30 291798-П
10 - Гайка М10х1 292782-П
11 - Труба впускная 40П-1008015
12 - Пластина подогрева смеси 12-1008020-Б1
13 - Прокладка 12-1008019-21
14 - Шпилька М10х1х82 291814-П
15 - Шайба нижняя 293236-П
16 - Шайба верхняя 252004-П8
17 - Шпилька М6х0,75х14 291678-П
18 - Гайка М6х0,75 250533-П
19 - Коллектор выпускной 51-1008026
20 - Коллектор выпускной в сборе 51-1008024-Б
21 - Газопровод двигателя в сборе 53Ф-1008010
Отгрузка запчастей производится во все города России: Кемерово, Екатеринбург, Челябинск, Новосибирск, Улан-Удэ, Киров, Пермь, Красноярск, Иркутск, Омск, Барнаул, Томск, Братск, Тюмень, Лысьва, Новокузнецк, Миасс, Серов, Чита, Берёзовский, Междуреченск, Нижний Тагил, Бийск, Минусинск, Сатка, Курган, Вологда, Нижний Новгород, Санкт-Петербург, Белгород, Орёл, Казань, Ростов-на-Дону, Воронеж, Брянск, Краснодар, Саратов, Мурманск, Тула, Ногинск, Волгоград, Иваново, Пенза, Чебоксары, Волжский, Ярославль, Сыктывкар, Ижевск, Самара, Махачкала, Волжск, Йошкар-Ола, Сокол, Уфа, Архангельск, Тверь, Подольск, Ульяновск, Смоленск, Тольятти, Владикавказ, Петрозаводск, Курск, Владимир, Череповец, Набережные Челны и др.
_______________________________________________________________________________________________
ЦЕНЫ НА ЗАПАСНЫЕ ЧАСТИ
СВЕЖИЙ ПРАЙС-ЛИСТ
КАТАЛОГ ЗАПЧАСТЕЙ
АП-4014 АП-40810
avtospezteh.ru
Устройство деталей газораспределительного механизма | Устройство автомобиля
Какое назначение распределительного вала и как он устроен?
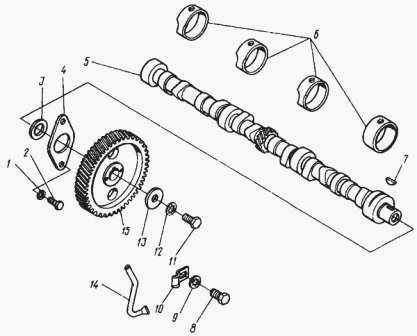
Распределительный вал (рис.21, а) служит для открытия клапанов 9 в соответствии с рабочим циклом двигателя. Изготовляется он из стали или специального чугуна. Опорные шейки и кулачки стальных валов закаляются токами высокой частоты; чугунные отбеливаются, что повышает их износостойкость.

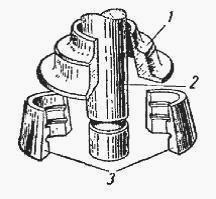
Рис.21. Распределительный вал с шестерней привода:а – ЗИЛ-130; б – ГАЗ-53А.
На распределительном валу выполняются кулачки 6 и опорные шейки 4 с разным диаметром, что необходимо для установки вала на неразъемных подшипниках 8, которые запрессовываются в картер двигателя. На валу также выполнены винтовая шестерня 10 для привода масляного насоса и прерывателя-распределителя, эксцентрик 5 для привода топливного насоса. В передней части вала с помощью шпонки 7 и болта 13 с шайбой 14 жестко крепится косозубная шестерня 1, изготавливаемая из текстолита (двигатели автомобилей ГАЗ), чугуна (ЗИЛ), стали (КамАЗ). Эта шестерня находится в постоянном зацеплении с шестерней коленчатого вала (см. рис.16).
Так как в четырехтактных двигателях рабочий цикл совершается за два оборота коленчатого вала, то за это время впускной и выпускной клапаны должны открыться по одному разу. Следовательно, распределительный вал должен повернуться на один оборот, то есть вращаться в два раза медленнее коленчатого вала. Поэтому шестерня распределительного вала имеет в два раза больше зубьев, чем шестерня коленчатого вала, что и обеспечивает передаточное отношение между ними 2:1. На обе шестерни наносят метки для установки фаз газораспределения (рис. 22).

Рис.22. Установочные метки на распределительных шестернях.
Между шестерней и валом устанавливают стальное распорное кольцо 3 (см. рис.21) и фланец 2, устраняющие осевое смещение распределительного вала, появляющееся из-за косых зубьев распределительных шестерен. Кулачкам при шлифовании придают небольшую конусность, что в сочетании со сферической поверхностью торца толкателя обеспечивает поворот толкателя при работе двигателя и уменьшает их износ.
Какие особенности устройства распределительного вала автомобиля ГАЗ-53А?
К особенностям устройства распределительного вала двигателя автомобиля ГАЗ-53А (см. рис.21, б) относится установка дополнительного выносного балансира 16, уравновешивающего силы инерции, вызванные наличием эксцентрика 15 привода топливного насоса. Эксцентрик и балансир крепятся болтом 13 с шайбой 14 совместно с шестерней привода распределительного вала.
Что устанавливается на переднем торце распределительного вала?
На переднем торце распределительного вала двигателей автомобилей ГАЗ-53А и ЗИЛ-130 устанавливается устройство для привода ротора пневмоцентробежного регулятора частоты вращения коленчатого вала двигателя.
Какое назначение толкателей, как они устроены?
Толкатели 12 (см. рис.21, а) служат для передачи усилия от кулачков распределительного вала к клапанам (при нижнем их расположении) или на штангу 11 и коромысло 17 (при нижнем расположении распределительного вала и верхнем расположении клапанов).
В двигателях с нижним расположением клапанов толкатель (рис.23, а) состоит из стержня 2, изготовленного вместе с опорной тарелкой 1, которой он опирается на кулачок. В верхнюю часть стержня ввернут регулировочный болт 5 с контргайкой 4. Кроме того, на стержне выполнены лыски 3 для удержания толкателя от вращения при регулировке зазора между стержнем клапана и толкателем.
В двигателях с верхним расположением клапанов толкатель (рис.23. б) обычно представляет собой металлический стакан, опирающийся днищем на кулачок распределительного вала. Толкатели перемещаются в направляющих, выполненных в стенках картера двигателя.

Рис.23. Толкатели и штанга:а – ГАЗ-52; б – ГАЗ-53, ЗИЛ-130; в – штанга ГАЗ-24, ГАЗ-53, ЗИЛ-130.
Какое назначение штанг и как они устроены?
Штанги (рис.23, в) передают усилия от толкателей на коромысла. Изготавливают из стальных или дюралюминиевых трубок со сферическими стальными наконечниками. Штанга нижним концом опирается на толкатель, а верхним – в сферическую выемку головки регулировочного винта коромысла.
Какое назначение коромысла и как оно устроено?
Коромысло 17 (см. рис.21, а) передает усилие от штанги на стержень клапана. Изготавливают в виде двуплечего рычага, свободно установленного на пустотелую ось, жестко закрепленную на головке блока цилиндров с помощью стоек. Короткое плечо коромысла через регулировочный болт упирается в штангу, длинное – в стержень клапана. Разная длина плеч коромысла позволяет получить небольшую высоту хода толкателя и штанги и обеспечивает их бесшумную работу при повышенном сроке службы.
Коромысла изготавливают из стали или чугуна. Для уменьшения трения между осью и коромыслом в последнее запрессовывают бронзовые втулки. Для удержания коромысел на оси в заданном положении между ними установлены дистанционные втулки и распорные пружины.
Какое назначение клапанов и как они устроены?
Клапан открывает отверстие для впуска горючей смеси или воздуха в цилиндр двигателя или отверстие для выпуска, отработавших газов из цилиндра. Состоит он (рис.24, а) из тарелки 1 и стержня 3 с кольцевой выточкой 7. Тарелка клапана имеет рабочую фаску 11, выполненную под углом 45° или 30°. Этой фаской клапан плотно садится в гнездо 2 с такой же фаской. Рабочие фаски клапана тщательно притирают с тем, чтобы обеспечить герметичность посадки в гнезде. Притирку производят притирочной пастой ГОИ или иной специальной пастой. Для притирки клапана на его тарелке выполняется канавка для установки притирочного инструмента.

Рис.24. Клапан с пружиной и устройством для его проворачивания:а – ГАЗ-53А; б – ЗИЛ-130.
Тарелку и гнездо выпускного клапана изготавливают из жаропрочного материала, впускного – из хромистой стали. Для лучшего наполнения цилиндров горючей смесью или воздухом на большинстве двигателей тарелки впускных клапанов имеют больший диаметр, чем выпускных.
Клапан удерживается в закрытом положении пружиной 8 с переменным шагом, которая одним концом упирается в упорную шайбу 12 или тело блока, а другим закрепляется на стержне клапана с помощью сухариков 9. Они буртиками входят в кольцевую выточку 7 на стержне клапана. Сухарики наружной конической поверхностью устанавливают во втулку 10 с внутренней конической поверхностью, втулку 10 – в опорную шайбу 11, в которую упирается пружина 8.
На двигателях автомобилей КамАЗ и некоторых других устанавливают по две пружины с противоположным направлением витков с тем, чтобы предотвратить вибрацию клапана. На стержень впускного клапана одевают резиновый колпачок 6, предотвращающий попадание масла в камеру сгорания. На двигателях ЗИЛ-130 и некоторых других верхняя часть стержня выпускного клапана выполняется пустотелой и заполняется натрием, который при нагревании плавится и эффективно охлаждает клапан путем переноса теплоты от головки к стержню и далее через направляющую втулку 4 к головке или блоку цилиндров. Направляющая втулка клапана удерживается в головке блока замочным кольцом 5.
Как устроено приспособление для проворачивания клапана?
С целью уменьшения подгорания посадочных фасок выпускных клапанов в некоторых двигателях устанавливают специальные приспособления для проворачивания клапана вокруг своей оси. В двигателе автомобиля ЗИЛ-130 это устройство (рис.24. б) состоит из корпуса 14, в наклонных канавках 20 которого установлены пять шариков 15 с возвратными пружинами 16. Над шариками находится дисковая пружина 17, опорная шайба 18 и замочное кольцо 19. Корпус устанавливают на направляющей втулке клапана. На опорную шайбу опирается рабочая пружина 8.
При закрытом клапане давление рабочей пружины невелико, дисковая пружина 17 не опирается на шарики и они под воздействием возвратных пружин 16 отжаты в крайнее положение.
Когда клапан открывается, рабочая пружина сжимается и давление на дисковую пружину 17 увеличивается. Она, прогибаясь, воздействует на шарики, которые под нагрузкой перемешаются в углубление канавок 20, вызывая поворот дисковой пружины и опорной шайбы 18, а вместе с ней и всего клапана с пружиной.
При закрытии клапана усилие его пружины уменьшается, дисковая пружина 17 возвращается в исходное положение, шарики освобождаются и под давлением пружин 16 закатываются в первоначальное положение.
На двигателях автомобилей ГАЗ-53А и других клапан проворачивается за счет установки промежуточной конической втулки между сухариками и упорной шайбой. Это происходит потому, что конические поверхности сухариков и втулки не совпадают по всей площади. В таблице 4 приведены краткие сведения о параметрах двигателей автомобилей ГАЗ-24 «Волга», ГАЗ-53А, ЗИЛ-130, КамАЗ-5320.
4. Краткие сведения о двигателях
| Наименование | Двигатели автомобилей | |||
| ГАЗ-24«Волга» | ГАЗ-53А | ЗИЛ-130 | КамАЗ-5320 | |
| Тип двигателя | Рядныйкарбюраторный | V-образныйкарбюраторный | V-образныйдизельный | |
| Количество цилиндров | 4 | 8 | 8 | 8 |
| Максимальная мощность, кВт | 70 | 85 | 110 | 154 |
| Частота вращения коленчатого вала при максимальной мощности об/мин | 4500 | 3200 | 3200 | 2600 |
| Максимальный крутящий момент, Н·м | 186 | 284 | 401 | 637 |
| Частота вращения коленчатого вала при максимальном крутящем моменте, об/мин | 2200—2400 | 2000—2200 | 1800—2000 | 1400—1700 |
| Диаметр цилиндра, мм | 92 | 92 | 100 | 120 |
| Ход поршня, мм | 92 | 80 | 95 | 120 |
| Литраж двигателя, л | 2,445 | 4,25 | 6,00 | 10,85 |
| Степень сжатия | 8,2 | 6,7 | 6,5 | 17 |
| Порядок работы цилиндров | 1-2-4-3 | 1-5-4-2-6-3-7-8 | ||
| Масса двигателя с оборудованием и сцеплением, кг | 179 | 256 | 500 | 830 |
***Проверьте свои знания и ответьте на контрольные вопросы по теме «Газораспределительный механизм»
газораспределительный механизм, клапан, коромысло, распределительный вал, штанга
Смотрите также:
avtomobil-1.ru
2.4.2. ГАЗ. Эксплуатация, обслуживание и ремонт автомобилей ГАЗ-53А и ГАЗ-66. Определение технического состояния и ремонт отдельных деталей и узлов двигателя. Газораспределительный механизм — "ВАЖНО ВСЕМ"
Распределительный вал — стальной, кованый, опорные шейки и кулачки которого подвергнуты поверхностной закалке с нагревом токами высокой частоты. Подшипники распределительного вала — биметаллические втулки, запрессованные в гнезда блока цилиндров. Кулачки по ширине шлифованы на конус с углом 10°±2,5'. Наклон образующего кулачка в сочетании со сферической поверхностью толкателя сообщают последнему при работе вращательное движение, благодаря чему износ стержня толкателя, торца толкателя и кулачка получается равномерным. Все опорные шейки распределительного вала имеют одинаковый диаметр. Для проверки прямолинейности вала его следует установить крайними опорными шейками на призмы и проверить индикатором биение средних шеек. Если биение средней шейки превышает 0,625 мм, вал подлежит правке. При зазоре в подшипниках распределительного вала более 0,15 мм необходимо их ремонтировать, при этом перешлифовывают шейки распределительного вала в заменяют его втулки (см. «2.4.1. ГАЗ-53А и ГАЗ-66. Определение технического состояния и ремонт отдельных деталей и узлов двигателя. Кривошипно-шатунный механизм»). Чистота поверхностей опорных шеек должна быть не ниже 9б класса. При небольшом износе и задирах кулачки зачищают сначала крупнозернистой, а затем полируют мелкозернистой наждачной бумагой. При этом бумага должна охватывать примерно половину кулачка и иметь небольшое натяжение, это способствует наименьшему искажению профиля кулачка. При износе, уменьшающем подъём толкателя более чем на 0,5 мм, восстанавливают профиль кулачков, так как при нарушении правильности профиля кулачка снижается наполнение цилиндров рабочей смесью, а следовательно, и эффективность работы двигателя. Кроме того, работа газораспределительного механизма с кулачками искаженного профиля приводит к поломкам клапанных пружин, разбиванию седел клапанов и т. п. Для восстановления профиля кулачков вал необходимо прошлифовать на копировальном станке, снабженном копиром соответствующего профиля. Чистота поверхностей кулачков должна быть не ниже 8б класса. При перешлифовке уменьшается как высота кулачка, так в его цилиндрическая часть. При размере цилиндрической части впускного кулачка меньше 28,2 мм и выпускного меньше 28,1 мм распределительный вал подлежит выбраковке. Выбраковке подлежит вал с выработкой на поверхности зубьев шестерни привода прерывателя-распределителя и масляного насоса. Клапаны изготовлены из жаростойких сталей. Впускные клапаны — из стали 4Х9С2, выпускные — ЭИ992, Выпускные клапаны имеют натриевое охлаждение. Клапаны могут иметь следующие дефекты: погнутость и износ стержня, выработку, риски и раковины на рабочей фаске головки и прогар головки клапана. Погнутость стержня проверяют на призме при помощи индикатора. Если биение стержня превышает 0,015 мм, то клапаны могут быть выправлены на плите медным молотком, После правки рабочую фаску клапана шлифуют независимо от её состояния. Если после правки биение стержня остается выше 0,015мм, то клапаны выбраковывают. Также подлежат выбраковке клапаны с выработкой стержня, глубокими рисками и задирами на стержне и клапаны с прогоревшими головками или со следами начала прогара. В том случае, когда имеется выработка рабочей фаски или на фаске имеются раковины или глубокие риски, она подлежит шлифовке. Ширина цилиндрической части головки клапана после перешлифовки должна быть не меньше 0,5 мм, После шлифовки клапаны притирают к сёдлам в головке цилиндров. Притиркой удаляют также мелкие раковины и риски с рабочей поверхности фаски. Пружины клапанов — стальные, из проволоки марки 50ХФА диаметром 4,8 мм. Пружину навивают с постоянным шагом, поэтому она может быть установлена на головку любым торцом. Усилие новой клапанной пружины при сжатии её до длины 46мм колеблется в пределах 27 — 32 кГ, а при сжатии до 37 мм— в пределах 63 — 70 кГ. Уменьшение контрольных нагрузок для клапанных пружин не должно превышать 10 — 15% от номинальных величин. Во избежание перекоса клапана во втулке проверять перпендикулярность оси пружины её торцам на плите при помощи угольника. Коромысла клапанов отлиты методом точного литья из стали 45Л (ГОСТ 977 — 65). Цилиндрическая поверхность длинного плеча коромысла закалена с нагревом токами высокой частоты. В отверстие коромысла запрессована бронзовая втулка. В коромыслах клапанов изнашиваются втулки и цилиндрическая поверхность носика. Износ цилиндрической поверхности исправляют путем шлифования, но с обязательным условием соблюдения радиуса цилиндра 10 мм. Изношенные втулки коромысла заменяют новыми с последующим проглаживанием гладкой брошью до диаметра 21,3+0,045 мм, что увеличивает надежность посадки втулки. При запрессовке втулок надо строго следить за совпадением отверстия в ней с каналом подачи масла к регулировочному болту и коромысле. Втулки коромысел обрабатывают так же, как н втулки верхней головки шатуна. Диаметр отверстия должен быть 22+0,020-0,007 мм мм для новой оси коромысел, а если ось подвергалась перешлифовке на меньший размер, то и отверстия во втулках должны быть того же размера с допуском 0,020 — 0,007 мм. Ось коромысел и стойки оси коромысел. В зависимости от величины износа ось коромысел перешлифовывают до диаметра 21,7-0,014 или 21,5-0,014 мм. Непрямолинейность оси коромысел после перешлифовки не должна превышать 0,05 мм на длине 200 мм, а овальность и конусность не более 0,01 мм. С уменьшением диаметра оси уменьшают и диаметр отверстия в стойках оси коромысел, что достигается установкой в головках стоек втулок с обработкой их под необходимый размер.
vajnovsem.ru










423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)