Операции механической обработки заготовок на токарных станках редко становятся финальными в технологическом процессе. Создание отверстий – это основной этап в получении необходимой формы детали. Но за ним, как правило, следует этап доработки. Отчасти это мероприятия чистовой коррекции, но иногда применяются и методы базового изменения параметров выполненного реза. К таким операциям относят зенкование и развертывание отверстий, в результате чего оператор получает оптимальную по характеристикам заготовку. Во-первых, подготовленное углубление обретает необходимые размеры, а во-вторых, его кромки и поверхности очищаются от лишних заусенцев и стружки.
Какие задачи решает зенкерование?
К процедуре зенкерования допускаются отверстия разного происхождения. Это могут быть литые, штампованные или просверленные ниши, над которыми в дальнейшем будет работать мастер по зенкерованию. В чем же заключается суть данной операции? У нее могут быть две цели. Как минимум будет обеспечена зачистка поверхностей отверстия. Это особенно важно в тех случаях, если предварительно выполняется грубое сверление и развертывание отверстий, кромки которых нуждаются в доработке. В зависимости от качества формирования отверстия может применяться получистовое или чистовое зенкерование. В результате меняется и степень сглаживания рабочих поверхностей. Еще более ответственна задача калибровки. В этом случае мастер не ограничивается зачисткой и корректирует параметры отверстия, например глубину и толщину. Потребность в таких действиях возникает, если изначально полученное отверстие не подходит по размерам к целевой шпильке, винту или другой крепежной детали. После зенкерования как раз выполняется нарезка резьбы в соответствии с размерами метиза.
Автомат токарный и его характеристики. Токарный…
Автомат токарный — современное оборудование, используемое в основном в серийном производстве…
Что представляет собой зенкер?
Это режущий инструмент, конструкция которого формируется функциональной обрабатывающей частью и хвостовиком-державкой. Внешне некоторые виды зенкера напоминают сверла, но они гораздо прочнее. И еще более важная разница заключается в наличии как минимум трех режущих кромок, обеспечивающих более эффективный съем лишней массы металла. Кстати, этим отличается и развертывание отверстий, для которого иногда требуется интенсивная ликвидация стружки с целью достижения более точной формы заготовки. Но у зенкера несколько режущих кромок также выступают в некотором роде стабилизатором инструмента. Этот аспект гарантирует обеспечение равномерности обработки кромок, что сказывается на точности выполнения операции. Впрочем, качество результата будет зависеть и от того, насколько правильно был выбран тип инструмента.
Что это — припуск и как его рассчитать?
Прежде чем получить готовую деталь, с заготовкой проделывают массу разнообразных операций. Одной из…
Разновидности зенкеров
Простейшие конические модели зенковок состоят из резчика и хвостовика. Угол конуса в рабочей части может варьироваться от 30 до 120 °. Более сложной вариацией инструмента является резчик с торцевыми зубцами. Количество зубьев в среднем составляет от 4 до 8. Соответственно, чем точнее требуется зенкерование, тем меньше должна быть поверхность резчика. Также существуют цилиндрические устройства, в которых предусмотрена направляющая цапфа. Она входит в формируемые отверстия, обеспечивая, таким образом, совпадение образованного цилиндрического углубления и оси отверстия. Это универсальная техника, при которой сверление, зенкерование и развертывание отверстий производятся инструментом единой формации. В итоге упрощается цикл формирования отверстия и повышается качество очистки прилегающих поверхностей. Почти все модели зенкеров изготавливаются из инструментальных легированных и углеродистых сталей.
Твердосплавные пластины и их виды. Где применяются…
Твердосплавные пластины представляют собой часть режущего инструмента, который ведет обработку…
Техника выполнения зенкерования
Обычно зенкерование выполняется на сверлильных станках. Так же как и сверла, зенкеры устанавливаются в соответствующих патронах или зажимных механизмах. Далее выходные части отверстий обрабатываются коническими зенковками. По этой технике формируются конусные углубления, подходящие для головок заклепок и потайных винтов. Углубления для болтов производятся таким же образом, но уже цилиндрическими зенковками. Данным инструментом также выполняют подрезку торцов, выборку углов и выступов. И зенкерование, и развертывание отверстий на станке контролируются оператором. В современных моделях пневматических и электрических станков допускается возможность обработки в полуавтоматическом и автоматическом режимах. Станки с программным управлением могут использовать аналогичные настройки обработки зенкерами для серийного обслуживания деталей.
Назначение операции развертывания
Операция развертывания во многом схожа с зенкерованием. Она также рассчитана на формирование оптимальных по размерам отверстий с возможностью коррекции формы. Но если зенкеры подготавливают отверстия для последующего использования заклепок и болтов, то развертывание позволяет получать точные калиброванные ниши для валов, плунжерных деталей и подшипников. Также развертывание отверстий позволяет минимизировать трение в обрабатываемой зоне и обеспечивать высокую плотность контакта между элементами. Эти задачи достигаются за счет сокращения шероховатости поверхностей отверстия.
Инструмент для развертывания
Развертки также представляют собой инструмент, напоминающий сверла. Рабочая часть в данном случае обеспечивается расположенными по окружности стержня зубьями. Помимо этого, существуют вспомогательные функциональные части резчика. Это заборная, калибрующая и цилиндрическая части. Непосредственную резку производит направляющий конус, края которого снимают припуск металла, но в то же время предохраняют вершину режущей кромки от забоин. И здесь можно выделить отдельные конструктивные части, различающие данную методику и зенкование. Зенкерование и развертывание отверстий сходятся в операциях резки, однако калибрующая часть развертки также выполняет функции направления и отвода стружки. Для этого предназначены специальные канавки, делающие инструмент более самостоятельным.
Машинные и ручные развертки
Развертывание может выполняться ручным и машинным способом, то есть на тех же станках. Инструмент, применяемый для ручных операций, отличается удлиненной рабочей частью. Диаметр обратного конуса в данном случае варьируется от 0,06 до 0,1 мм в среднем. Для сравнения, станочные развертки имеют толщину конуса от 0,05 до 0,3 мм. С помощью ручного развертывания можно получать отверстия диаметром от 3 до 60 мм. При этом степень точности будет невелика. Машинный инструмент ориентируется под определенные типоразмеры, зачастую по спецзаказам. Например, развертывание отверстий в деталях для строительных конструкций может выполняться в соответствии с техническими данными по конкретному проекту. К преимуществам такого способа относят высокую точность резки, качественную зачистку и отсутствие деформационного эффекта.
Выполнение развертывания
Машинное развертывание выполняется по тем же принципам, что и зенкование. Инструмент фиксируется в патроне, а затем направляется в обрабатываемую зону станком. Единственным отличием являются более высокие требования к охлаждению рабочей оснастки в процессе работы и смазке отверстий. В качестве смазывающего состава используют минеральное масло, скипидар и синтетические эмульсии. Иначе выполняется ручная обработка отверстий. Развертывание такого типа предполагает изначальную фиксацию заготовки в тисках. Далее в отверстие вставляется наконечник развертки и путем кручения воротка достигается результат. Причем вращать инструмент можно только в одном направлении – до формирования необходимых параметров изделия.
Заключение
Механическая обработка металлов постепенно уступает место технологичным лазерным и термическим методам. Также конкуренцию традиционным способам резки составляет гидроабразивная техника, отличающаяся высокой скоростью раскроя и точностью. Что на этом фоне могут предложить в качестве преимуществ зенковка, а также развертывание отверстий? В первую очередь это возможность ручной обработки без применения сложного оборудования в виде станков. Кроме того, в отличие от гидроабразивов и термических аппаратов, данные технологии не требуют подключения дополнительных расходных материалов. Поэтому можно говорить о преимуществах экономического, организационного и эргономического характера. Но качеством обработки и темпами производственного процесса, конечно, придется пожертвовать.
§ 92. Сверловщик (3-разряд) \ КонсультантПлюс
§ 92. СВЕРЛОВЩИК
3-й разряд
Характеристика работ. Сверление, рассверливание, зенкерование и развертывание отверстий по 8 — 11 квалитетам в различных деталях, а также сверление отверстий по 12 — 14 квалитетам в сложных, крупногабаритных деталях. Сверление глубоких отверстий в деталях различной конфигурации на глубину сверления свыше 5 до 15 диаметров сверла на сверлильных станках, а также на глубину свыше 10 до 20 диаметров сверла с применением специальных направляющих приспособлений, а также на специальных налаженных станках на глубину свыше 10 диаметров сверла. Установка и крепление сложных деталей на угольниках, призмах, домкратах и прокладках с выверкой в двух и более плоскостях. Сверление отверстий под разными углами и в различных плоскостях. Сверление отверстий в различных деталях под нарезание резьбы. Нарезание резьбы диаметром до 2 мм и свыше 24 до 42 мм на проход и в упор. Подналадка станка с применением универсальных и специальных приспособлений и самостоятельное определение технологической последовательности обработки деталей и режимов резания. Управление подъемно-транспортным оборудованием с пола. Строповка и увязка грузов для подъема, перемещения, установки и складирования.
Должен знать: устройство, правила подналадки и проверки на точность сверлильных станков различных типов; устройство и правила применения контрольно-измерительных инструментов, зажимных и установочных приспособлений; геометрию, правила заточки и установки универсального и специального режущего инструмента; элементы и виды резьб; систему допусков и посадок; квалитеты и параметры шероховатости.
Примеры работ
1. Бабки задние токарных станков — сверление отверстий под болты.
2. Валы, оси — сверление косых смазочных отверстий.
3. Детали из титановых сплавов — нарезание резьбы метчиками на проход и в упор.
4. Детали металлообрабатывающих станков — гитары токарных станков, шпиндели различных станков — сверление отверстий по разметке.
5. Детали, узлы и сварные конструкции разные — сверление отверстий, зенкерование пневмоинструментом.
6. Детали часов — сверление, развертывание, зенкование отверстий.
7. Днища сферические для фильтров — сверление, зенкерование, зенкование.
8. Корпуса фильтров — сверление отверстий во фланцах.
9. Корпуса и крышки подшипников судовых опорных с диаметром вала до 500 мм и упорных с диаметром вала до 400 мм — сверление и подрезка отверстий на разъемах под болты для спаривания.
10. Корпуса и крышки редукторов в сборе — сверление, зенкерование, зенкование.
11. Корпуса подшипников — сверление отверстий под шпильки и болты в местах соединения.
12. Кольца прижимные для крышек изделий «т» и «к» и кремальерных крышек и дверей — сверление отверстий по разметке, зенкование.
13. Коробки кабельные — сверление отверстий.
14. Корпуса кремальерных крышек и дверей — сверление отверстий под установку съемных клиньев и прижимных колец.
15. Платы печатные III группы сложности — сверление, зенкование отверстий.
16. Плиты акустические — сверление.
17. Стулья, стаканы, фланцы и другие детали — нарезание резьбы диаметром до 2 мм и свыше 24 мм до 42 мм на проход и в упор.
18. Тройники, патрубки, колена с фланцами — сверление отверстий во фланцах.
19. Фланцы, кольца диаметром свыше 500 мм — сверление отверстий по разметке или кондуктору, зенкование, цекование, зенкерование.
20. Шестерни зубчатой передачи совместно с зубчатым венцом — сверление и развертывание отверстий.
21. Шестерни и шкивы разъемные — сверление отверстий в местах соединений и под смазку.
22. Штампы — сверление отверстий под направляющие колонки.
Зенковка и цековка отверстий в механической обработке: различия и применение
Зенковка и цековка обычно используются при механической обработке. Помимо формы, в которой зенковки имеют цилиндрическую форму, а зенкеры имеют коническую форму, между ними есть несколько ключевых отличий. Тип используемого отверстия будет зависеть от конкретного применения.
Как правило, зенкерные отверстия используются для изготовления конических отверстий, соответствующих углу винта. Это позволяет винту плотно прилегать к поверхности детали и полностью входить в зацепление. Зенковки можно использовать для самых разных целей и они бывают под разными углами, включая 60°, 82° и 9°.0°. Отверстия с цековкой используются для увеличения раскрытия отверстия и получения плоского дна. В результате винты с головкой под торцевой ключ могут сидеть заподлицо с поверхностью детали. Зенковки обычно служат одной цели. Для обеспечения надежной сборки можно использовать стопорные шайбы. Зенковка представляет собой отверстие со стенками, расположенными под углом 90° к поверхности металла. После этого можно определить углы зенковки.
В этой статье далее обсуждаются различия между зенковкой и цековкой, а также их конкретное использование.
Что такое зенковка?
Отверстие с потайной головкой представляет собой коническое или коническое отверстие, просверливаемое в материале. Конусообразная часть отверстия шире, чем остальная часть отверстия. Он используется для того, чтобы в него можно было вставить винт или болт. Угол зенкерного отверстия обычно составляет около 90°, но может варьироваться от 60° до 120°. Угол отверстия важен, потому что он определяет, насколько глубоко шуруп или болт будут погружены в материал. Чем глубже утоплен шуруп или болт, тем надежнее он будет.
Зенкованные отверстия обычно используются в деревообработке или при работе с более мягкими материалами. Их можно использовать, чтобы сделать соединение прочнее или позволить быстрее лучше контактировать с материалом. Отверстие с потайной головкой полезно, потому что оно позволяет вставлять винт или болт под меньшим углом, что снижает вероятность повреждения материала. Существуют специальные инструменты, которые можно использовать для создания зенкерных отверстий, но дрель также можно использовать в сочетании с головкой Phillips для создания зенкерного отверстия. Важно создать отверстие подходящего размера и формы для винта или болта, который будет вставлен в него.
Что такое расточенное отверстие?
Расточенное отверстие — это тип обработанного отверстия, которое создается для посадки винта или болта заподлицо с поверхностью заготовки или под ней. Отверстие с зенковкой обычно мельче, чем отверстие с зенковкой, и имеет прямые стороны, а не конические стороны. Если осмотреть расточенное отверстие, можно заметить, что оно имеет плоскую головку. И верхняя часть головы, и нижняя часть головы плоские.
Использование расточенного отверстия имеет несколько преимуществ, в том числе большую прочность крепления. Зенковка обычно имеет большую удерживающую способность по сравнению с зенковкой, потому что сила, прилагаемая головкой винта с головкой под торцевой ключ, параллельна оси. Сила, прилагаемая винтом или болтом, распределяется равномерно по большей площади поверхности. Это не относится к потайному отверстию, которое имеет конические стороны. В результате сила, прикладываемая винтом или болтом, распределяется не равномерно, а рассредоточивается под углом или по наклону отверстия.
Цековку также можно сделать достаточно большой, чтобы можно было поместить шайбу над отверстием, что обеспечивает еще большую удерживающую силу. Зенковка обычно имеет большую удерживающую способность по сравнению с зенковкой, потому что сила, прилагаемая головкой винта с головкой под торцевой ключ, параллельна оси. Отверстия с цековкой изготавливаются путем просверливания пилотного отверстия сверлом небольшого диаметра. Следующим шагом является увеличение отверстия с помощью фрезы с раззенковкой, которая является разновидностью концевой фрезы. Этот инструмент имеет режущий конец необходимого диаметра, который создает отверстие с плоским дном.
Зенковка и зенковка: Размер
Зенковки обычно используются для шурупов по дереву и металла, а зенковки обычно используются для более крупных крепежных изделий, таких как болты с защелкой. Как зенковка, так и зенковка имеют направляющее сверло, которое определяет размер соответствующего отверстия зенковки. Размер пилотной версии является одним из факторов, определяющих, какой инструмент следует использовать для данного приложения. Для зенкеров требуются пилотные отверстия меньшего размера, чем для зенковки, поэтому их можно использовать для винтов меньшего размера. Инструменты с зенковкой предназначены для изготовления отверстий с плоским дном, которые обеспечивают больше места для надежной затяжки металлических винтов и стопорных шайб.
Размеры зенковки и зенковки обычно выражаются их диаметром, глубиной и углом зенковки. Диаметр — это ширина зенковки или зенковки, а глубина — это расстояние от поверхности просверливаемого материала до верха пилотного отверстия. Размеры зенковки обычно варьируются от 3/16 дюйма до 1 дюйма, а размеры зенковки могут быть от 1/16 дюйма до 1/2 дюйма. Рекомендуется сверяться со стандартной таблицей размеров зенковки и зенковки на предмет точности измерений.
Зенковка и зенковка: форма
Зенковка представляет собой конусообразное отверстие. Цековка, с другой стороны, представляет собой цилиндрическое отверстие с плоским дном, созданное для размещения винта с головкой под торцевой ключ или шестигранной головкой. Другими словами, отверстие с зенковкой имеет конусообразную форму, а отверстие с цековкой — цилиндрическую.
Зенковка и зенковка: угол сверления
В зависимости от области применения для изготовления зенкеров доступны сверла различных размеров и углов сверления. Некоторые из применяемых углов включают углы 120°, углы 110°, углы 100°, 9Углы 0°, углы 82° и углы 60°. Однако наиболее часто применяемыми углами сверления являются углы 82° и 90°. Для достижения наилучшего результата угол зенковки должен совпадать с коническим углом на нижней стороне головки крепежа. С другой стороны, отверстие с раззенковкой имеет стороны, параллельные друг другу, и поэтому не требует сужения.
Зенковка в сравнении с цековкой: условное обозначение
Обозначение отверстия с зенковкой — «⌵», а условное обозначение отверстия с цековкой — «⌴». Символы пытаются изобразить формы поперечного сечения различных типов отверстий после создания зенковки или зенковки.
Зенковка или зенковка: применение
Выбор зенковки или зенковки зависит от требований к конструкции. В каждом из указанных приложений можно использовать либо зенкер, либо зенковку: деревообработка, печатные платы (PCB), листовой металл и пластик. Однако инструменты с раззенковкой предназначены для создания отверстий с плоским дном, которые обеспечивают больше места для надежной затяжки металлических винтов и стопорных шайб. В результате зенковки обычно используются для тяжелых условий эксплуатации, включая машиностроение, строительство и автомобилестроение.
Другие типы отверстий при механической обработке
Другие типы отверстий, используемые при механической обработке, кроме зенковки и зенковки, включают:
Глухое отверстие: Глухое отверстие может быть создано с помощью операции механической обработки, такой как сверление, развертывание или фрезерование. Однако отверстие достигает заданной глубины и не прорывается и не проходит через другую сторону заготовки. Более того, глухое отверстие также является отверстием с цековкой, поскольку оно имеет цилиндрическую форму и позволяет винту с плоской головкой плотно прилегать к нему.
Простое отверстие: Под простым отверстием в операции обработки понимается отверстие одного диаметра, которое проходит через всю толщину материала. Эти отверстия можно использовать для различных целей, например, для скрепления компонентов друг с другом.
Зенковка Отверстие: Отверстие с зенковкой — это отверстие с зенковкой, утопленной под поверхностью.
Резьбовое отверстие: Резьбовое отверстие создается в процессе нарезания резьбы в стенках отверстия. Это удобно в тех случаях, когда нельзя использовать болты и гайки.
Spotface: Spotface представляет собой неглубокое расточенное отверстие. Механическая обработка обеспечивает гладкую и качественную поверхность верхней части или поверхности отверстия.
Резюме
В этой статье представлены отверстия для зенковки и цековки, объяснено, что они из себя представляют, и обсуждено, когда каждое из них используется при механической обработке. Чтобы узнать больше об обработке отверстий, свяжитесь с представителем Xometry.
Xometry предоставляет широкий спектр производственных возможностей, включая обработку с ЧПУ и другие дополнительные услуги для всех ваших потребностей в прототипировании и производстве. Посетите наш веб-сайт, чтобы узнать больше или запросить бесплатное предложение без каких-либо обязательств.
Заявление об отказе от ответственности
Содержание, представленное на этой веб-странице, предназначено только для информационных целей. Xometry не делает никаких заявлений и не дает никаких гарантий, явных или подразумеваемых, в отношении точности, полноты или достоверности информации. Любые рабочие параметры, геометрические допуски, особенности конструкции, качество и типы материалов или процессов не должны рассматриваться как представляющие то, что будет поставляться сторонними поставщиками или производителями через сеть Xometry. Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.
Team Xometry
Эта статья была написана различными участниками Xometry. Xometry — это ведущий ресурс по производству с помощью станков с ЧПУ, изготовления листового металла, 3D-печати, литья под давлением, литья уретана и многого другого.
Мансардное окно B6901X60 | Диаметр 1 дюйм x 3 дюйма OAL, 3 канавки, центральная развертка с блестящим серебряным покрытием, зенковка
Мансардное окно
$75,60
Текущий запас:
Количество:
Марка:
Мансардное окно
Диаметр головки (дюйм):
1″
Диаметр головки (десятичный дюйм):
1. 0000″
Диаметр головки (мм):
25,4 мм
Материал:
Быстрорежущая сталь
Отделка/покрытие:
Яркое серебро
Количество флейт:
3
Артикул:
10234248
Вес:
4,28 фунта
Минимальная покупка:
1 шт.
Доставка:
Бесплатная доставка
Функции
Отзывы
Центрирующая развертка с 3 канавками, углом зенковки 60°, максимальным диаметром 1 дюйм, общей длиной 3 дюйма и длиной головки 1 дюйм и 1/2 дюйма с прямым хвостовиком, изготовленная в соответствии со стандартами ANSI B94.
Цветные металлы: применение и особенности обработки
Сегодня цветные металлы очень много значат в производстве современной техники. Металл, с точки зрения химии — простое вещество, обладающее способностью проводить тепло и электричество. Его поверхность имеет характерный блеск.
Металлы классифицируют по разным критериям, тем не менее, среди них выделяют три основные группы:
черные;
цветные;
благородные (драгоценные).
Цветные металлы — понятие, включающее металлы и сплавы (исключением является железо, относящееся к черным металлам). Они очень востребованы на территории России, поэтому их производством занимаются во многих регионах страны.
Прежде всего, детали из цветных металлов отличаются от других металлоизделий своей стоимостью. Ограниченные запасы и сложности добычи материала — вот основные аспекты, объясняющие различия в цене. К тому же, детали из цветных металлов характеризуются уникальными свойствами, причем, как физическими, так и химическими: мягкостью, пластичностью, энергопроводимостью. Данная группа включает в себя большое количество металлов, отличающихся друг от друга, в первую очередь по внешнему виду, а потом уже по своим характеристикам.
Отрасль металлургии, специализирующаяся на добыче, обогащении руд, выплавке цветных металлов, называется цветной металлургией.
В РФ имеется несколько баз цветной металлургии, различающихся между собой отличиями географии легких/тяжелых металлов. Легкими металлами занимается титано-магниевая и алюминиевая промышленности, а тяжелыми — оловянная, никель-кобальтовая, свинцово-цинковая и медная.
Основные металлы
Алюминий — металл, характеризующийся высокой электропроводностью, прекрасной пластичностью и, вместе с тем, низкими механическими свойствами. При этом различают первичный и вторичный алюминий
Медь — наиболее распространенный цветной металл, обладающий великолепной электро- и теплопроводностью, а также пластичностью. На основе данного материала создается множество сплавов, широко используемых в машиностроении. Это обусловлено свойством меди хорошо сплавляться с другими металлами.
Еще один основной цветной металл — цинк. При температуре окружающей среды он достаточно хрупкий, однако если его нагреть до 100-150 оС, он замечательно поддается обработке ковкой и прокатом. Цинк обладает антикоррозионными свойствами, но при воздействии щелочей и кислот начинает разрушаться. Его температура плавления — 419 оС.
Сфера применения
Популярность цветных металлов ежегодно возрастает. Этому способствует динамичное развитие ракетной/атомной техники, авиастроения, химической промышленности, где в качестве конструкционных материалов используется титан, цирконий, молибден, никель, гафний и прочее.
Область применения отдельных металлов довольно разнообразна:
медь и сплавы на ее основе востребованы на предприятиях химического машиностроения. Из этих материалов выполняются трубопроводы, сосуды для криогенной техники;
алюминий пользуется особым спросом в химической/пищевой промышленности (из него изготавливают всевозможные емкости). В авиа- и судостроительстве этот металл популярен благодаря высокой прочности при небольшой плотности, стойкостью к коррозии и отличных механических свойств при температурах ниже нуля.
Особенности
Детали из цветных металлов получают различными способами. Здесь может быть применена и механическая обработка, и сварка, и множество других технологий. Выбирая ту или иную методику, нужно принять во внимания отличительные особенности обрабатываемого материала.
Магний, медь и алюминий, характеризуются прекрасными показателями теплопроводности и теплоемкости, которые способствуют быстрому охлаждению участков сварки. Следовательно, чтобы сварить такой материал, потребуются мощные источники теплоты, а может и дополнительный подогрев детали. Более того, у этих металлов при нагреве резко ухудшаются механические свойства. От этого они легче разрушаются от ударов, а под действием собственного веса может даже провалиться сварочная ванна.
При нагреве больших объемов цветных сплавов они на химическом уровне начинают взаимодействовать практически со всеми газами (исключение составляют инертные), а также растворяют атмосферные газы.
В этом плане наиболее активными являются тугоплавакие металлы, такие как:
цирконий и молибден;
тантал и титан.
Средства защиты
Цветные металлы, как было отмечено ранее, прочны, долговечны и способны запросто переносить воздействие высоких температур. Они обладают лишь одним изъяном — под воздействием кислорода эти металлы корродируют.
Наиболее действенный способ, позволяющий уберечь цветной металл от атмосферной коррозии — нанесение специальных лакокрасочных покрытий. Для защиты металлической поверхности разработаны следующие средства:
• грунтовка; • краска; • «3 в 1».
Грунтовка является основным средством борьбы с окислением металла. Однослойное грунтование выполняется перед окрашиванием поверхности, улучшая адгезию к основанию.
Обработка металлов — процесс, сопряженный со множеством нюансов, поэтому качественно выполнить задачу такого характера под силу лишь опытным профессионалам, способным находить правильный выход из самых непредсказуемых ситуаций. Доверившись им, можно быть уверенным, что они выполнят все именно так, как того требует заказчик.
Перейти к списку статей >>
Цветные металлы: особенности и применение
Главная
Статьи
Тяжелые цветные металлы
Термин «тяжелые металлы» появился в период индустриализации, когда в обиход вошло понятие «тяжелая промышленность». Данное название было придумано, опираясь на значение индустрии для развития народного хозяйства, однако в результате удачно отделило тяжелые металлы от легких.
Специалисты проводят грань между тяжелыми и легкими металлами, разделяя их по плотности. Интересно, что в иностранных источниках отсутствуют подобные наименования, которые могли бы обобщить две группы. Однако, в технике их значение все же признается первостепенным после железа.
Особенности цветных тяжелых металлов и их использование
С начала 19 века цветная металлургия получила широкое развитие. Металлы и сплавы получили роль заменителей железа в сферах производства, которые требовали особенностей, недостаточно выраженных у стали. С этого момента тяжелые металлы стали применяться практически во всех отраслях промышленности.
На сегодняшний день к наиболее распространенным тяжелым цветным металлам можно отнести:
Медь.
Никель.
Свинец.
Цинк.
Медь
Прежде всего, медь ценится за высокую теплопроводность и электропроводность – если говорить об этих показателях, то уступить она может только серебру. Еще одним достоинством является пластичность. Благодаря ей медь можно быстро обрабатывать, штамповать, перерабатывать.
После того, как в жизнь населения ворвался электротехнический прогресс, медь заняла место основного материала, применяемого для конструкции проводов, контактов, шин и многих других изделий, в которых требуется проводимость тока.
Теплопроводность меди позволяет применять ее в нагревателях и холодильниках, а химическая промышленность приспособила этот металл для изделий, охлаждающих растворы, варочных котлов и деталей лабораторных инструментов.
К недостаткам меди можно отнести неустойчивость к примесям. Даже при минимальном их количестве у материала значительно снижается электропроводность, стойкость к коррозии и другие свойства. Чтобы использовать этот металл с высокими показателями, в меди не должно содержаться более одного процента примесей.
Отсюда вытекает и второй недостаток – абсолютно чистая медь будет слишком мягкой для использования в машинных деталях, арматуре или строительных конструкциях. Благодаря сплавам с другими металлами медь достигает необходимой прочности.
Например, латунный сплав выходит намного дешевле чистой меди, а в результате получается прочнее и долговечнее. Он поддается обработке, обладает высокой устойчивостью к коррозии. Если добавить к этому марганец или железо, то латунь получит еще более высокую прочность. Латунь применяется в военной технике, строительстве судов, химической промышленности.
Стоит упомянуть и бронзу. Из-за дефицита олова, этот сплав научились изготавливать, смешивая медь с другими металлами. В результате, сегодня можно встретить несколько разновидностей этих сплавов:
Оловянные бронзы.
Алюминиевые бронзы.
Свинцовистые бронзы.
Кремниевые бронзы.
Бериллиевые бронзы.
Помимо этого, существуют сплавы меди с никелем и цинком – мельхиор и нейзильбер, которые чаще всего применяются в агрессивной среде, взаимодействующей с химическими соединениями. Из сплавов делают медицинские инструменты, столовые приборы и другие изделия.
До середины 20 века медь считалась первой среди известных цветных металлов по масштабам производства, но сегодня она уступает это место алюминию. В некоторых областях он удачно заменил медь, несмотря на более низкую электропроводность. Зато он является более легким и доступным. В других случаях медь заменяется цинковыми сплавами, латунью.
Никель
Как и медь, никель является важным металлом для промышленности и производства. По сравнению с другими металлами, никель самый прочный и твердый, а также обладает высокой стойкостью к коррозии. В чистом виде никель легко поддается любой обработке.
К недостаткам никеля можно отнести его высокую стоимостью, поэтому чистый металл редко используется. Чтобы защитить материал, его покрывают железом, магнием и другими металлами. Зачастую никель используется для производства изделий, используемых в химической промышленности.
Наиболее востребован никель для создания железоникелевых аккумуляторов, которые отличаются легкостью и надежностью, превосходя по всем показателям изделия из свинца.
На сегодняшний день никель больше всего используется в сплавах с железом, так как в этом случае проявляются лучшие качества материала для постройки станков, машин, военной техники. Кроме того, сплавы никеля устойчивы к жару, благодаря способности не окисляться, и используются при создании турбинных двигателей и реакторов.
Никель был открыт еще в середине 18 века, однако только спустя столетие металл начали активно производить для продажи. Основные свойства никеля (жаростойкость, прочность, устойчивость к коррозии) были открыты только в 20 веке. С этого момента спрос на материал вырос в несколько раз.
Сегодня мировое сообщество старается учитывать расход никеля, применяя меры по экономии металла. Для этого его могут заменять хромом и покрывать сталью, чтобы уменьшить потребление.
Свинец
Свинец является одним из старейших известных материалов, он был открыт еще до нашей эры. Высокий спрос на металл объяснялся его высокой плотностью и хорошими показателями для обработки. Свинец входил в состав древних украшений, из него отливали монеты и создавали снаряды. После открытия пороха, свинец стал особенно востребован — из него создавали пули.
В 19 веке свинец стал главным материалом для развития химической промышленности, так как ученые открыли его стойкость к кислотам и реагентам. Кроме того, свинец может защитить изделия от коррозии. Сегодня из свинца делают обмотку кабелей, используемых во влажной среде.
Особенно важны по своим свойствам аккумуляторы из свинца. Они значительно дешевле никелевых, однако обладают похожими характеристиками. Больше половины мировых запасов свинца уходит на создание кабелей, аккумуляторов и других технических устройств. Сплавы свинца ценятся, благодаря их прочности и твердости. Они могут содержать олово, медь, кадмий или натрий и кальций.
На сегодняшний день спрос на свинец значительно превышает его производство, поэтому специалисты напоминают о необходимости экономить металл. Оболочки из свинца заменяются пластиком, а покрытия синтетикой. Часто на замену приходит цинк.
Цинк
Специалисты не могут точно сказать, когда именно началось производство цинка. Некоторые считают, что металл был открыт в пятом веке индийскими и китайскими учеными, однако широкое производство в промышленных масштабах развернулось только в 18 веке специалистами из Англии.
Сегодня больше половины добываемого цинка уходит, чтобы покрывать железо – это предупреждает появление коррозии на материале. Благодаря этому цинк расходуется достаточно экономно, а также предохраняет изделия от влаги и жара. Покрытие цинком стоит намного дешевле, чем использование в этих же целях олова.
Вторым способом использования цинка является добавление его в сплавы. Цинк может заменить бронзу, а при добавлении алюминия и магния становится прочным и твердым. Главным достоинством цинка является его низкая стоимость и доступность – месторождения очень распространены.
Особенности сдачи тяжелых металлов
В любом городе России цветмет можно сдавать в специальные пункты. Каждый пункт функционирует на основе правил приема, которые не слишком отличаются друг от друга. К главным особенностям можно отнести следующие нюансы:
Принимаются только сгруппированные металлы, по одной партии.
Классификация тяжелого металла проводится по его внешним признакам, специалист также осматривает маркировку и, при необходимости, проводит химический анализ.
Сдача осуществляется по массе нетто.
Любой металл в крупных партиях принимается только на основе документов, подтверждающих, что он находится в собственности.
Металл не должен входит в список запрещенных законами РФ материалов.
Преимущества цветных металлов | Металлообработка
Дата публикации: 22 июля 2021 г. | Категория: Материалы, Металлообработка | теги: металлы, металлообработка, цветные металлы
Цветные металлы используются в бесчисленных производственных приложениях. Вы можете найти их в фюзеляжах самолетов, а также в автомобильных двигателях, крепежных элементах, комплектах проводки, крышах зданий, трубах и многом другом. В отличие от черных металлов, цветные металлы содержат любое значимое количество железа. Они характеризуются наличием небольшого количества железа или его отсутствием. И без значительного количества железа цветные металлы предлагают несколько преимуществ.
Нержавеющий
Цветные металлы устойчивы к коррозии. Они все еще могут подвергаться коррозии, но они не могут ржаветь. Ржавление возникает в результате контакта железа с кислородом. Когда железо подвергается воздействию кислорода, оно превращается в новое соединение, известное как оксид ржавчины, которое просто является ржавчиной. Однако ржавчина характерна исключительно для железа. Ржаветь может только железо, а также его сплавы. Так как цветные металлы практически не содержат железа, они защищены от этого явления.
Нержавеющие свойства цветных металлов делают их привлекательным выбором для влажной среды. Влажность – это водяной пар. В то время как пары влаги могут вызывать ржавчину черных металлов, они не оказывают такого же воздействия на цветные металлы. Цветные металлы могут выдерживать влажность, потому что они не содержат значительного количества железа и, следовательно, не могут ржаветь.
Проводимость
Еще одним преимуществом цветных металлов является проводимость. Как правило, они обладают большей проводимостью, чем черные металлы. Медь, например, является цветным металлом, который используется в электропроводке. Из всех металлов на планете, включая черные и цветные металлы, медь обладает наибольшей электропроводностью. Электропроводность — это мера того, насколько легко электричество может проходить через материал. Цветные металлы, такие как медь, обладают высокой проводимостью, что делает их идеальными для электропроводки и других электрических применений.
Легкий
В дополнение к более высокой проводимости цветные металлы обычно весят меньше, чем их черные аналоги. Все черные металлы содержат железо. Наличие железа отличает черные металлы от цветных металлов. Поскольку железо является относительно тяжелым металлом, черные металлы относительно тяжелые. Цветные металлы не содержат значительного количества железа, поэтому они обычно весят меньше, чем черные металлы. Алюминий, например, легкий. По сравнению с железом, сталью и другими черными металлами алюминий весит меньше.
Пригодны для вторичной переработки
Цветные металлы подлежат вторичной переработке. Они могут быть переработаны путем плавки. При плавке цветные металлы превратятся в жидкость. После того, как жидкость остынет, ее повторно используют для других целей. Большинство цветных металлов полностью пригодны для вторичной переработки. При этом многие черные металлы также подлежат вторичной переработке. Однако для железных сплавов переработка может быть немного сложнее.
Теги: металлы, металлообработка, цветные металлы
5 Применение цветных металлов и для чего они используются
Хотя применение цветных металлов предшествовало Средневековью, только благодаря достижениям в производстве механически обработанных компонентов во время промышленной революции и последующему влиянию транспортной революции резко возрос спрос на их использование. Развитие авиационной промышленности, коммерциализация автомобилей и массовое производство товаров длительного пользования и товаров для отдыха подстегнули спрос.
Сегодня реальное применение цветных металлов обеспечивает технологические преимущества и незаменимую экономию средств. Вот 5 примеров, когда использование цветных металлов оказало большое влияние на отрасль: алюминиевые рамы самолетов, магниевые трансмиссии, титановые клюшки для гольфа, электрооборудование из цинка и бронзовые шестерни.
Алюминий для изготовления корпусов самолетов
Из всех областей применения алюминия ни одна отрасль не получила большей выгоды, чем авиационная. Алюминиевые детали использовались в конструкции самолетов с тех пор, как братья Райт использовали алюминиевый картер для WrightFlyer.
Легкий, прочный, прочный и чрезвычайно гибкий алюминий зарекомендовал себя как лучший материал для изготовления самолетов тяжелее воздуха. По весу 80 процентов всех самолетов сейчас состоят из алюминиевых деталей. Фюзеляж, крылья и руль направления, двери и полы, каркасы сидений, топливные форсунки, гидравлические системы, шаровые опоры, турбины двигателей — изготовлены из алюминия. Другими словами, он присутствует во всем самолете и его раме.
Развитие авиационной техники напрямую связано с разработкой и производством алюминиевых сплавов. Технология литья алюминия предлагает производителям более низкие затраты, но также позволяет инженерам внедрять инновационные конструкции и концепции.
Годы надежных положительных данных об усталости и нагрузке подтверждают большое преимущество алюминия в рамах самолетов. Именно поэтому он является основой промышленности и предпочтительным металлом для коммерческих авиакомпаний и военных самолетов.
Трансмиссии из магния
Преимущества использования деталей трансмиссии из магния в производстве автомобилей, грузовиков и других транспортных средств неудивительны. Литые детали из магния являются предпочтительным выбором для промышленности, потому что этот металл на 75 % легче стали, на 33 % легче алюминия, имеет высокое отношение прочности к весу, высокую ударопрочность, превосходную стабильность размеров и может быть отлит практически в любой форме.
Из всех наиболее популярных металлических сплавов магний имеет самую низкую плотность, что делает его привлекательным для изготовления деталей трансмиссии. Это не только уменьшает общую массу автомобиля, но и его распределение веса и балансировку. Занижение передней части улучшает динамику автомобиля.
Применение литейных сплавов магния также совместимо с коммерческими жидкостями для автоматических трансмиссий. В лабораторных исследованиях воздействие высокой температуры, наличие конденсата или воды, а также гальваническая связь со сталью не вызывали значительной коррозии магния ни в одном из условий испытаний.
В целом литые детали из магния представляют собой легкий компонент и интеграцию функций, которые доказали свою надежность и высокую эффективность.
Титан для клюшек для гольфа
Титановая руда была впервые обнаружена на пляже Корнуолла в 1791 году. Преподобный Уильям Грегор, английский пастор, минералог и химик, сделавший это открытие, понятия не имел, что 200 лет спустя она изменит игру в гольф, создав лучшие клюшки для гольфа, когда-либо созданные.
Использование титана и титановых сплавов в производстве инвентаря для гольфа впервые было введено в игру в 1970-х годах, но потребовалось еще двадцать лет, чтобы усовершенствовать дизайн, прежде чем клюшка стала широко использоваться в 1990-е.
Дизайнеры Club поняли, что титан — удивительно прочный, но легкий металл. Он на 45% легче стали. Легкий материал из титана позволил увеличить зону наилучшего восприятия на головке клюшки, что привело к более быстрому замаху, что оптимизировало запуск, полет и траекторию мяча. Расстояние увеличилось в среднем на 20 процентов. Титан также является самым прочным и долговечным металлом, невосприимчивым к элементам и любым погодным условиям.
Внедрение титана в производство клюшек для гольфа, с его преимуществом в прочности и долговечности, в сочетании с увеличением расстояния игры, произвело эффективную революцию в этом виде спорта.
Цинк в электрооборудовании
Непрекращающаяся коррозия и утечка химикатов на клеммах проводов в промышленных условиях повышают риск нарушения электрической надежности. На самом деле, отраслевые отчеты показывают, что до 60 процентов простоев электроэнергии вызваны неисправными соединениями.
Цинковое литье и гальваническое покрытие при производстве электрических компонентов и деталей зарекомендовали себя как наиболее эффективное применение в борьбе с воздействием коррозии и химикатов в суровых промышленных условиях. Цинк — это твердый металл, стабильный по размерам и самосмазывающийся, а его свойства делают его идеальной электропроводностью и теплопроводностью.
Цинк, один из самых прочных и жестких металлов для литья деталей, создает прочный барьер для защиты металлических поверхностей. Это широко распространенное недорогое сырье, и, поскольку его литье происходит при умеренной температуре, оно является энергоэффективным. Сегодня он широко используется в производстве электротехнического оборудования.
Бронзовые шестерни
Бронзовые шестерни являются неотъемлемой частью различных систем зубчатых передач. Шестерни, отлитые из бронзы, используются в системах силовой передачи, винтовых домкратах, шасси и насосах, среди других систем зубчатого привода, и используются в различных отраслях промышленности, от автомобильной и авиационной до станкостроения, судостроения и нефтедобычи.
Несговорчивого, знающие люди, наблюдали, не проверять их почту. Таблички по пто и что на кран образец. Допуск ремонтного персонала на кран. Распоряжение ОАО РЖД от N 2676р. Оформление отдельных технологических операций и этапов работ. ПТО крана манипулятора проводят с целью установить, что кранманипулятор соответствует паспортным данным, правилам ПБ
. Табличка что пто на кран образец. Компания Артрайк предлагает вам услуги по проведению ПТО крана полное техническое освидетельствование крана и ЧТО крана частичное. Табличка испытания что пто на кран образец.гп, ПТО, ЧТО и ответственного лица за это. После установки на кран сменного. Что писать Правила устройства и безопасной эксплуатации грузоподъемных кранов ПБ
. е табличку на кранбалку и указала рег. Образец табличка что пто на кран Пожалуйста, помогите найти файл? . Rакие требования к табличке что ПТО на ГПМ? Но всж зяпятая в виде записиуказания в маркировке ГПМ вылезла в наружу. Просто мы каждый год заполняем паспорт на ЧТО и ПТО, но краны проверяют только наши механики Полное техническое освидетельствование ПТО не менее 1 раза в. Посмотреть и скачать бесплатно РД Типовая инструкция по эксплуатации газового. Сведения об организации безопасной эксплуатации кранов Далее Техническая документация по эксплуатации крана
. Образец таблички что и пто на кране образец ходатайства судебному приставу исполнителю, график отпусков в украине бланк Инструкция по осуществлению производственного контроля в. ЧТОПТО на Видео Тест драйв кранов производства ХЗ ПТО, для того, чтобы оставить комментарий к ролику, Вам необходимо. Как выглядит табличка что пто на кран образец анкета для клиентов выставке таблички просто мы каждый год заполняем паспорт 2. Он потребовал, что я вывесила документ, т. Поэтому ПТО должно быть Частично и полное технические. Порядок и периодичность проведения ПТО и ЧТО кранов определено специальной инструкцией по эксплуатации подъемных
. Полное техническое освидетельствование ПТО. Кроме периодического ПТО кранов законодательством Республики Беларусь предусмотрены случаи проведения. Какие требования к табличке что ПТО на ГПМ? ПТО ЧТО. Испытание опытного образца крана производить комиссией с участием представителя. Сведения об организации безопасной эксплуатации кранов. Подскажите, нужно ли проводить внеочередное ПТО при установке на крантрубоукладчик прибора безопасности
. N 66р далее Положение о проведении аттестации работников, производственная. Я табличка что пто на кран образец. Краны регистрируют на основании письменного заявления руководства По вашему запросу найдено образец таблички на кран объект гостехнадзора. Маркировка подъемного сооружения грузоподъемного крана это табличка на ПС кране или трафарет.
0 просмотров
Теги: табличка, пто, образец, кран
Что значит организационно правовая форма Образец резюме на работу водителя
Arnikon-Стандарты FEM, применяемые на производстве
58 Admin СТАТЬИ 17/08/2021 401
Стандарты FEM, применяемые на производстве
Главным критерием выбора мостового крана в соответствии со стандартом FEM определяет рабочее время крана (сколько часов в течении один суток кран будет активен)
При проектировании концевых балок, механизов и их компонентов важно обеспечить отсутствие рисков и высокий срок службы всех механических узлов, которые могут подвергаться динамическим и статическим нагрузкам. Поэтому главной, самой важной функцией с точки зрения конструкции является способность всех узлов и систем выполнять свои требования. В соответствии со стандартом FEM (Federation Europenne de la Manutention) в системах, которые проектируются по этому стандарту, необходимо определить режим нагружения (в зависимости от условий эксплуатации), количество рабочих часов в сутки. FEM — европейская ассоциация подъемно-транспортного оборудования, в настоящее время является некоммерческой ассоциацией, включающей в себя орган по стандартизации отрасли подъемно-транспортного оборудования в рамках европейской/международной системы стандартизации ;
Подъемные механизмы,
Специальные механизмы,
Структурные и механические компоненты разделены на три группы.
Два критерия являются основой при выполнении данных работ;
Общее время использования,
Нагрузка крюка, нагрузка или распределение напряжения на любой части.
Тот факт, что диапазон стандартов FEM высок, вовсе не означает, что он предназначен для грузов кранов с очень высокой грузоподъемностью, однако, ключевой момент заключается в том, что данный стандарт может соответствовать различным режимам работы и нагрузкам. (Таблица-1)
Таблица-1: Таблица выбора группы FEM
ТАБЛИЦА ВЫБОРА ГРУППЫ FEM
РЕЖИМ НАГРУЖЕНИЯ
СРЕДНЕЕ ВРЕМЯ РАБОТЫ ЗА СУТКИ (t)
1
ЛЕГКИЙ Краны, которые имеют малую грузоподъемность и работают с легковесными (по отношению к грузоподъемности) грузами и только в особых случаях (редко) поднимают грузы, соответствующие их грузоподъемности.
< 2
2 — 4
4 — 8
8 — 16
> 16
2
СРЕДНИЙ Краны, которые имеют малую грузоподъемность, но часто работают с максимально допустимыми нагрузками.
< 1
1 — 2
2 — 4
4 — 8
8 — 16
3
ТЯЖЕЛЫЙ Краны, которые обычно поднимают средние веса, но часто работают с максимально допустимыми нагрузками.
< 0.50
0.50 — 1
1 — 2
2 — 4
4 — 8
4
ОЧЕНЬ ТЯЖЕЛЫЙ Краны, которые часто работают только с максимально допустимыми нагрузками.
< 0.25
0.25 — 0.50
0.50 — 1
1 — 2
2 — 4
Группа механизмов
FEM 9.511/86
1Bm
1Am
2m
3m
4m
ISO 4301/88
M23
M4
M5
M6
M7
Главная работа (%)
FEM 9.683/95
25
30
40
50
60
Главная работа (h-1)
FEM 9.683/95
150
180
240
300
360
Параметрами, необходимыми для расчета группы FEM, являются грузоподъемность(Q), режим нагружения, высоту крюка(H), количество рабочих мест в час(n), время работы в день(T), скорость подъема (Vh). Среднее дневное время работы » t » не оценивается и рассчитывается. Это значение позволяет определить класс FEM для грузоподъемного оборудования.
t=2 x H x n x T /(60 x Vh)
Пример-1:
Грузоподъемность (Q): 5000 кг
Класс Установки: Тяжелый
Высота Крюка (H): 9 м
Количество работ в час (n): 8
Время работы в день (T): 8 часов
Скорость поднятия (Vh): 6 м/мин
t1=2 x H x n x T/(60xVh) = 3,2 часа
Таблица-1, пример 1, в соответствии с группой механизмов FEM 3m/M6 для класса тяжелых для грузов и для подъемной группы со средним дневным временем работы Т=3,2 часа.
Пример-2:
Грузоподъемность (Q): 5000 кг
Класс Установки: Легкий
Высота Крюка (H): 9 м
Количество работ в час (n): 8
Время работы в день (T): 8 часов
Скорость поднятия (Vh): 6 м/мин
t2=2 x H x n x T/(60xVh) = 3,2 часа
Таблица-1, пример 2, в соответствии с группой механизмов FEM 1Am/M4 для класса лёгких грузов и для подъемной группы со средним дневным временем работы Т=3,2 часа.
Выводы:
В обоих примерах главне параметры такие, как емкость, высота подъема, скорость подъема, одинаковы. Но “режимы нагружения”, определяемые условиями работы системы, разные.
В Примере-1 условия работы требуют работать с умеренными весами, но часто и максимальные нагрузки. Следовательно, режим нагружения — «тяжелый».
В Примере-2 условия работы требуют работать с легкими весами, только в особых случаях (редко) максимальными нагрузками. Следовательно, режим нагружения — «легкий».
Определение режима нагружения перед выполнением расчетов имеет большое значение.
Система PTO Link™ SD — пластина трактора (внутренняя)
204,99 $ 199,99 $
Система PTO Link™ SD — трактор (мама) Количество пластин
90 002 Система PTO Link™ предназначена для быстрого и безопасного подключения /отсоедините тракторы и навесное оборудование от ВОМ… за секунды! PTO Link™ — это оригинальная универсальная быстроразъемная система, состоящая из двух соединительных пластин (гнездовой и штекерной). Для достижения наилучших результатов на каждом тракторе должна быть установлена пластина трактора (охватывающая), а на каждом навесном оборудовании с трансмиссией ВОМ должна быть установлена пластина орудий (охватываемая). Тысячи проданных по всей стране – получите свое сегодня!
Характеристики продукта:
Работает с задним 6-шлицевым ВОМ 540 об/мин для большинства тракторов мощностью до *100 л.с.
Простое подключение косилки, измельчителя, культиватора или любого навесного оборудования с приводом от ВОМ за считанные секунды.
Простая одноэтапная установка каждой пластины и легкое удаление. Никаких специальных инструментов или оборудования для установки не требуется.
Создан на века (закаленная легированная сталь AISI 4140 с покрытием QPQ℠ )
Предохранительный плунжерный штифт входит в комплект каждой таблички трактора (дополнительные принадлежности можно заказать отдельно)
При полной установке система PTO Link™ увеличивает общую длину трансмиссии примерно на 5 дюймов.
PTO Link™ НЕ является адаптером. Не используйте в сочетании с адаптерами ВОМ.
Соответствует стандартам ASABE.
Наша ограниченная гарантия распространяется на все производственные дефекты материалов или изготовления всех деталей PTO Link™ в течение одного года с даты покупки.
Размеры: Тракторная (внутренняя) пластина (4,75” Ш x 3,8125” В)
Вес:
ВНУТРЕННЯЯ/тракторная плита: 3 фунта, 14,2 унции
ВНУТРЕННЯЯ/тракторная плита вес в упаковке: 5 фунтов
ПРИМЕЧАНИЕ: Этот продукт предназначен для одной тракторной (женской) плиты только. Пластина рабочего органа (папа) также потребуется для завершения системы быстрого соединения.
* Не совместим со шлицами ВОМ малолитражных тракторов размером менее 3 дюймов (например, серии Kubota BX, B и LX, серии Kioti CS, серии Yanmar SA, John Deere 2520, New Holland Workmaster 25S, Cub Cadet 6284D , Bad Boy 3026 и LS MT125 — см.
Курьерскую доставку необходимо согласовать с менеджером. Наша компания работает как с собственной службой доставки, так и с другими курьерскими службами.
Доставка по РФ
Доставка осуществляется рядом транспортных компаний и оплачивается получателем согласно тарифам выбранной компании.
Заказчик может выбрать транспортную компанию или курьерскую службу самостоятельно, а может доверить выбор нашим специалистам.
Способы оплаты
Условия оплаты в ООО Рост-Техно могут меняться. Уточняйте условия по оплате РТИ у менеджеров
Наличными при получении товара в магазине (только для физических лиц)
Банковской картой Visa, MasterCard, Maestro, Мир в магазине
Банковской картой Visa, MasterCard, Maestro, Мир онлайн. При выборе этого варианта оплаты, специалист вышлет ссылку на шлюз оплаты. Условия по оплате банковскими картами
Банковским переводом при оплате заказа по выставленному счету в отделении банка
Безналичным расчетом для юридических лиц
Условия возврата и обмена
Чтобы узнать подробности, свяжитесь с нашими специалистами
Шестой квартал «Ясно.Янино», одна из последних очередей грандиозного жилого комплекса, отличается повышенным уровнем комфорта. Дворы закрыты от машин: это обеспечит жителям тишину, спокойствие и безопасность. Еще одно преимущество — уникальные планировки. Квартирография включает необычные варианты с окном в ванной комнате. На последних этажах представлены квартиры для любителей простора: с потолками высотой 3 метра.
Шестой квартал «Ясно.Янино» также будет комфортным местом для четвероногих жителей. Для них в холлах предусмотрены удобные лапомойки, где можно будет «принять душ» после прогулок.
Шестой квартал состоит из шести домов высотой 8 этажей. Первый этап — корпуса 14.01, 14.02, 14.03, 14.04, второй этап — корпуса 14.05 и 14.06. Фасады всех домов оформлены в ярких естественных тонах, которые подчеркивают близость к природе. Для корпусов первого этапа выбрано стильное сочетание серых, белых и небесно-бирюзовых оттенков. Дома второго этапа отличаются сочными желтыми акцентами, которые ассоциируются с летом и солнцем.
Напротив домов шестого квартала строится школа на 1200 учеников. «КВС» планирует ввести здание в эксплуатацию в конце 2024 года.
Генплан застройки ЖК «Ясно.Янино»
Если кратко
84%
семейных квартир
1729
квартир
до 3 м
высота потолков
35
встроенных помещений
Идеология
Уникальные планировки
Представлены квартиры от студий до трехкомнатных: большинство — евроформата. Есть уникальные планировки с окнами в ванных комнатах. На последних этажах располагаются квартиры с потолками высотой 3 м.
Все под рукой
В домах запроектированы коммерческие помещения на первых этажах, где откроются магазины, аптеки и кафе. Это значит, что жители смогут купить все самое необходимое прямо в своем квартале.
Стильные и удобные холлы
Холлы выполнены в природных естественных тонах, которые соответствуют оформлению фасадов и продолжают их стилистику. Прозрачные входные группы делают помещения светлее. Для удобства семей предусмотрены колясочные. Для собак — лапомойки.
Современные лифты
В каждой парадной установлены лифты европейского бренда Steimberg. Подняться на них можно даже на первый этаж, минуя лестницу. Кабины украшают яркие изображения сочных красных яблок на деревьях.
Закрытый двор
Дворы Квартала 6 закрыты от машин и посторонних. Благодаря этому придомовая территория будет спокойным и безопасным местом для отдыха, прогулок и общения.
Ландшафтный дизайн
Во дворах обустроены площадки для игр малышей и детей постарше, а также места для занятий спортом и спокойного отдыха. Продуманное зонирование пространства сделает прогулки комфортными для всех.
Квартиры с чистовой отделкой
Это отличный вариант для тех, кто хочет переехать в новое жилье сразу после получения ключей. Не нужно тратить время на выравнивание стен и полов, работу с отделочными материалами, обустройство розеток и счетчиков. Эти задачи возьмут на себя специалисты компании. Вам останется только подобрать и расставить мебель по вкусу, развесить светильники и шторы, обыграть пространство аксессуарами. Переезжайте и живите!
Что включено в отделку?
Коммуникации
Выполнена электроразводка, установлены радиаторы отопления, розетки и выключатели, а также счётчики воды и электричества.
Ванная комната
Керамическая плитка на стенах и полу в санузлах. Комплект сантехники.
Комнаты и общие зоны
Стены оклеены обоями нейтральных тонов, постелен ламинат в комнатах, коридоре и кухне, а потолки покрашены белой акрилатной краской.
Какие материалы используем?
Виниловые обои.
Керамическая плитка.
Акрилатная краска.
Межкомнатные двери из МДФ.
Дизайн парадных и холлов
Дизайн мест общего пользования продолжает стилистику всего квартала и подчеркивает близость к природе. Здесь преобладают спокойные натуральные цвета: молочно-белые, светло-серые, древесные, бежевые. Интерьер разбавляют яркие акценты: почтовые ящики и другие элементы салатовых и оранжевых тонов. Кроме того, холлы украшают красочные фотографии: пейзажи с видами цветущей яблони и сочных яблок на ветках.
Ландшафтный дизайн
В шестом квартале «Ясно.Янино» уделено особое внимание благоустройству. Оба двора закрыты от машин, поэтому жители будут чувствовать се6я в безопасности и спокойно смогут отпускать детей гулять самостоятельно. На территории будут обустроены отдельные игровые площадки для малышей и школьников, а также зоны с тренажерами и места для спокойного отдыха.
Благодаря разнообразному озеленению, двор будет красивыми и уютным в любое время года. Здесь будут высажены лиственницы, каштаны, ели, клены, туи, сирень, и многие другие растения, устойчивые к климату Ленинградской области.
Инфраструктура района
«Ясно.Янино» расположен в 20 минутах езды от м. «Проспект Большевиков». Между станцией метро и жилым комплексом курсирует маршрутка 801А. До центра города можно доехать на машине за 30-35 минут. Близость развязки КАД обеспечивает автомобилистам возможность быстро добраться до разных районов Петербурга.
Транспортная инфраструктура Янино продолжает активно развиваться. В частности, в ноябре 2022 года начался второй этап реконструкции Колтушского шоссе: на участке от Суоранды до перекрёстка на посёлок Воейково дорогу расширят до четырех полос. На другом отрезке трассы, от Суоранды до КАДа через Янино, обустраивают локальные очистные сооружения вместе с новой канализационно-насосной станцией. Планируется, что этот участок дороги станет четырехполосным к лету 2024 года. Расширение Колтушского шоссе позволит жителям «Ясно.Янино» быстрее добираться до любых районов Петербурга и обратно.
Подобрать квартиру или помещение в ЖК «Ясно.Янино»
Подобрать квартиру или помещение в ЖК «Ясно.Янино» вы можете по телефону. Звоните 8 812 210 5904 или оставляйте заявку на звонок. Специалисты «КВС» ответят на ваши вопросы.
Как использовать Canon Rebel T6 — советы, рекомендации и ручные настройки
Когда вы покупаете по ссылкам на нашем сайте, мы можем получать партнерскую комиссию. Вот как это работает.
Одна из зеркальных фотокамер Canon начального уровня, EOS Rebel T6, во многом похожа на свою предшественницу EOS T5. Однако одно из самых больших отличий заключается в том, что он предлагает Wi-Fi для обмена изображениями и удаленного управления камерой. Большинство других улучшений, таких как более быстрый процессор, скрыты под капотом.
Суть в том, что T6 предоставляет все основные функции и возможности, необходимые для создания великолепных снимков. В следующем руководстве мы описали некоторые из рекомендуемых шагов, чтобы максимально использовать возможности вашей камеры.
ЕЩЕ: Как делать отличные снимки с помощью Canon T5
Советы
1. Начните с режима P (программный автоматический режим). Затем постепенно переходите к съемке в режимах TV (приоритет выдержки) и AV (приоритет диафрагмы), прежде чем перейти к полному ручному режиму (M). См. ниже описание каждого режима и когда использовать различные параметры.
2. Настройте камеру на автоматический поворот вертикальных изображений в камере и на компьютере. (Перейдите в меню «Настройка» > «Автоповорот» и выберите первый вариант со значками камеры и компьютера. )
3. Если вы планируете снимать в тихом месте, например, на свадебной церемонии или в музее, отключите звуковой сигнал (меню съемки, вкладка 1).
4. По возможности устанавливайте значение ISO 1600 или ниже, чтобы избежать шума на изображении.
5. Нажмите значок камеры справа от видоискателя, чтобы открыть режим Live View, при котором зеркало поднимается вверх, чтобы вы могли видеть сцену на ЖК-дисплее (а не в видоискателе). Для фильмов переместите диск выбора режимов к значку видеокамеры; камера автоматически переходит в режим Live View. Затем нажмите значок камеры рядом с видоискателем (с красной точкой), чтобы начать или остановить запись видео.
Canon EOS Rebel T6
Знакомство с органами управления Canon T6
Диск выбора режимов Диск выбора режимов — это то место, где начинаются ваши решения о съемке. Выбранный режим определяет не только то, как определяется экспозиция, но и то, сколько других функций и элементов управления вам доступно. Например, автоматические настройки (такие как «Авто», «Портрет», «Пейзаж» и «Еда») передают большую часть контроля камере, оставляя вам ограниченные возможности для таких функций, как баланс белого. Ручные элементы управления (такие как «Программа», «Приоритет диафрагмы», «Приоритет выдержки» и «Ручной режим экспозиции») предоставляют пользователю больше возможностей для экспозиции и позволяют получить доступ ко всем другим функциям, предлагаемым камерой.
Хотя полностью автоматические режимы просты в использовании, вам лучше узнать и использовать то, что часто называют PASM (программа, приоритет диафрагмы, приоритет выдержки и ручной режим). На диске режимов T6 приоритет диафрагмы помечен как AV (значение диафрагмы), а приоритет выдержки помечен как TV (значение времени).
P = автоматическая экспозиция программы: Хотя программа по сути является автоматическим режимом, в котором камера определяет выдержку и диафрагму для сцены, вы можете настроить эти параметры одновременно. Если, например, начальная скорость затвора слишком медленная, чтобы держать камеру в руке и получить устойчивый снимок, поворачивайте главный диск, чтобы отрегулировать комбинацию затвора/диафрагмы, пока не получите более короткую скорость затвора. Камера автоматически изменит диафрагму, чтобы обеспечить правильную экспозицию.
ТВ = Приоритет выдержки: В этом режиме вы выбираете выдержку, а камера выбирает диафрагму. Если у вас не очень устойчивые руки или вы не используете штатив, лучше всего стремиться к скорости затвора около 1/125 секунды или быстрее, особенно если вы используете Live View и должны держать камеру подальше от тела. Использование видоискателя при съемке помогает стабилизировать камеру, поскольку она упирается в ваше лицо, а ваши руки не вытянуты. Поэтому старайтесь снимать с видоискателем при использовании более длинных выдержек.
Чтобы остановить действие, используйте выдержку 1/200 секунды или меньше; для размытия изображений, например водопадов, попробуйте 1/60 секунды или медленнее. Имейте в виду, однако, что если вы используете вспышку (встроенную или дополнительную), самая короткая выдержка, которую позволяет камера, составляет 1/200 секунды, чтобы затвор и вспышка синхронизировались.
AV = Приоритет диафрагмы: Основным преимуществом съемки в режиме приоритета диафрагмы является возможность управления глубиной резкости (насколько резким выглядит изображение вблизи и вдали). Цифры диафрагмы могут немного сбивать с толку — чем меньше цифра (f/2.0), тем больше отверстие. Это не только позволяет большему количеству света попадать на матрицу для экспозиции, но и обеспечивает малую глубину резкости, которая идеально подходит для портретов, поскольку размывает фон и подчеркивает главный объект. Для пейзажей нужна большая глубина резкости, чтобы большая часть изображения была в фокусе. Для этого уменьшите диафрагму (выбрав более высокое число f/stop).
M = Вручную: В этом режиме можно выбрать как выдержку, так и диафрагму. Следите за датчиком экспозиции в видоискателе или на ЖК-дисплее в режиме Live View. Когда метка находится в центре, изображение должно быть точно экспонировано. Если экспозиция вам не нравится, вы можете легко отрегулировать выдержку и/или диафрагму, чтобы сделать ее ярче или темнее.
T6 также предлагает полностью автоматический режим (ищите зеленый значок A), режим вспышки, когда вы не можете или не хотите, чтобы вспышка автоматически открывалась при необходимости, творческий автоматический режим и несколько сюжетных режимов, таких как «Портрет», «Пейзаж», «Еда» и «Макро». Полное описание каждого из них см. в руководстве по эксплуатации камеры. Но имейте в виду, что во всех этих режимах ваши возможности ограничены, и один из ключей к получению отличных снимков — взять себя в руки.
Другие важные элементы управления T6 оснащен рядом специальных кнопок, позволяющих быстро изменять настройки.
Q : Нажмите кнопку Q (на задней панели камеры), чтобы вызвать подробное меню, позволяющее изменить все важные настройки при съемке в одном из режимов PASM.
4-позиционное управление: вокруг кнопки «Установить» вы можете нажимать клавиши со стрелками для регулировки (по часовой стрелке от стрелки влево) привода/автоспуска, ISO, автофокуса (AF) и баланса белого (WB).
Как снимать портрет?
Есть несколько типов портретов, от постановочных до откровенных.
В первом случае обязательно откройте диафрагму (низкое число f/stop), чтобы размыть фон, подчеркнув объект, а не его или ее окружение. Убедитесь, что выдержка достаточно короткая (1/125 секунды), чтобы компенсировать любое движение камеры или объекта. Большинство людей знают, что нужно оставаться на месте, когда их фотографируют, поэтому обычно вам не нужно напоминать им об этом. Если вы попросите их оставаться на месте, имейте в виду, что они могут застыть с не очень хорошим выражением лица.
При съемке спонтанного портрета используйте выдержку не менее 1/200 секунды, поскольку во время съемки человек может двигаться. Для этого активного портрета я установил выдержку 1/1250 секунды, f/5,6 и ждал забавного момента. Я обрезал изображение так, чтобы фокус был больше на лице ребенка.
Как мы упоминали ранее, скорость затвора является ключом к захвату и фиксации движения. В то время как выдержки 1/200 секунды может быть достаточно, чтобы запечатлеть медленно двигающегося ребенка (если такое вообще возможно!), более быстрое и резкое действие требует более высокой скорости затвора. Для этого изображения я смог заморозить движение этого дуэта отца и дочери и огромные брызги воды, установив выдержку на 1/1250 секунды.
Поскольку я не знал точно, где (или когда) они выскочат из воды, я установил диафрагму на f/5,6, чтобы получить приличную глубину резкости, и предварительно сфокусировался на том, где они стояли, прежде чем они нырнули под воду. Используя покадровую автофокусировку (которая фиксируется один раз, когда вы наполовину нажимаете кнопку спуска затвора), я сфокусировался на двух, наполовину нажав кнопку спуска затвора и удерживая ее в частично нажатом положении, а затем активируя ее, когда они выпрыгивают из воды. Вы также можете попробовать AI Servo (непрерывный автофокус) и/или непрерывную съемку, но я обнаружил, что режим серийной съемки T6 со скоростью 3 кадра в секунду был недостаточно быстрым, чтобы запечатлеть более одного кадра действия. И последнее: если вы не уверены, где будет происходить действие, немного уменьшите масштаб, чтобы у вас было больше места в кадре; вы всегда можете обрезать его позже.
Как делать крутые ночные снимки?
Хотя мы часто тратим время на то, чтобы избежать размытия, вы можете создать интересные изображения, используя длинную выдержку, чтобы размыть движущиеся объекты, такие как водопады или карнавальные аттракционы. Однако вам почти всегда нужен штатив, так как вы хотите, чтобы хотя бы часть изображения была в фокусе.
Для этой карнавальной поездки я установил камеру на штатив, сфокусировался вручную (переместите переключатель на объективе из положения AF в положение MF) и установил выдержку на 2 секунды (2 дюйма) и диафрагму на f/13, чтобы получить лучшую глубину резкости. Чтобы получить правильную экспозицию, нужно немного поэкспериментировать, но в зависимости от желаемого размытия ( и как темно), вы можете начать с выдержки около 1/30 секунды и f/8 и продолжить дальше. Использование Wi-Fi Canon T6 и приложения Camera Connect на моем смартфоне (доступно для iOS и Android) для срабатывания затвора помогает предотвратить некоторое дрожание камеры, которое может произойти, если вы нажмете кнопку спуска затвора вручную. (Подробнее об удаленной съемке см. ниже) 9.0003
Как снимать дистанционно?
Приложение Canon Camera Connect — отличный способ делать снимки, не касаясь камеры руками. Это особенно удобно при съемке с длинной выдержкой, когда даже нажатие кнопки может привести к движению камеры, или когда вы хотите сфотографировать что-то, что может отвлекать от вас, например дикую природу.
Чтобы настроить соединение, выполните следующие действия:
1. Загрузите бесплатное приложение Canon Camera Connect на свой смартфон или планшет. (Он доступен для устройств Android и iOS.)
2. На T6 перейдите на третью вкладку меню настройки. Убедитесь, что для параметра Wi-Fi установлено значение Включить.
3. Прокрутите вниз до функции Wi-Fi и нажмите «Подключиться к смартфону». Оставьте псевдоним EOS T6 или введите другой псевдоним. Нажмите «ОК».
4. Выберите «Простое подключение» и нажмите «ОК».
5. Перейдите в настройки Wi-Fi на своем смартфоне и нажмите на сеть EOST6.
6. Введите пароль (номер ключа шифрования на ЖК-дисплее камеры) и нажмите «Присоединиться». Маленький индикатор Wi-Fi на задней панели камеры будет мигать во время установления соединения и загорится зеленым светом, когда все будет готово.
После установки подключения запустите приложение Camera Connect на смартфоне и выберите камеру Canon EOS Rebel T6 для подключения. Если вы заблудились, следуйте инструкциям на ЖК-дисплее камеры и Руководству по простому подключению в приложении Canon Camera Connect.
Коснитесь значка удаленной съемки в режиме Live View. Это активирует Live View на камере. Сцена перед объективом появится на вашем смартфоне.
Вы можете изменить несколько настроек в зависимости от выбранного режима экспозиции. К ним относятся f/stop или скорость затвора, а также компенсация экспозиции, баланс белого, автофокус и режим привода. Просто нажмите круглую кнопку на экране смартфона, чтобы сделать снимок, и все готово! Обратите внимание, что если вы измените режим экспозиции на камере, вам придется заново подключаться.
Лучшие зеркальные камеры
Сколько мегапикселей вам действительно нужно?
Лучшие камеры
Кредит: Canon
Мгновенный доступ к последним новостям, самым горячим обзорам, выгодным предложениям и полезным советам.
Свяжитесь со мной, чтобы сообщить о новостях и предложениях от других брендов Future. Получайте электронные письма от нас от имени наших надежных партнеров или спонсоров.
Теано Никитас — независимый журналист и фотограф. Она пишет о фотографии более 20 лет, публикуя бесчисленные обзоры камер, объективов, аксессуаров и пакетов программного обеспечения для Tom’s Guide. Ее работы также появились в десятках других журналов и веб-сайтов, включая CNET, DPreview, PopPhoto, Professional Photographer и Shutterbug.
NoReverseMatch в /en-us/review/dslr/canon-eos-1300d/
DIN EN ISO 2307, DIN EN 1492, DIN EN ISO 252, DIN EN ISO 283
Практически незаметно в повседневности мы сталкиваемся с бесчисленными лентами, ремнями, канатами и тросами. Они подвержены воздействию постоянных нагрузок и должны обладать определенными характеристиками для надежного исполнения своих функций (ремни безопасности, альпинистские канаты, конвейерные ленты). Для создания условий испытаний, приближенных к реальным, необходимы комплексные испытательные конструкции, специальные захваты и надежное определение результатов. Этим требованиям полностью соответствует производственная палитра фирмы ZwickRoell.
Непосредственно при испытании канатов необходимо неопределенное ноу-хау. Разматывание каната при зажиме должно предотвращаться или удерживаться на как можно более низком уровне.
Установка образца осуществляется эргономичным, быстрым и щадящим образом, благодаря принципу наматывания. Вследствие этого образец зажимается только на концах, так что этот принцип подходит также для чувствительных поверхностей. Направляющая канавка автоматически проводит центровку образца. Напряжение растяжения образца снижается вследствие фрикционного замыкания на роликах снятия концентрации напряжения. Концевой зажим проводится механически посредством винта (иногда с усилителем), клина или гидравлического зажимного элемента.
Нанесение измерительных меток на поверхность сплетенных или перекрученных образцов тоже является нелегкой задачей. Из-за энергии, высвобождающейся при разрушении каната, необходима бесконтактная оптическая длинноходовая измерительная система, т.к. ход траверсы нельзя точно регламентировать как опорное значение для определения деформации. Различные захваты для испытаний канатов с возможностью наматывания образца в сочетании с бесконтактным длинноходовым датчиком деформации фирмы ZwickRoell представляют собой оптимальное решение для Вашего испытания на растяжение.
DIN EN 1492 Вальцевые захваты
DIN EN 1492 Шарнирные захваты на 10 кН
DIN EN 1492 Шарнирные захваты на 5 кН
Испытание на разделение позволяет определять адгезию между слоями таких изделий, как конвейерные ленты. Образцы изготавливаются согласно стандарту DIN EN ISO 252. На одном конце отрезанного в продольном направлении образца снимают первый слой и затем зажимают в захватах. Документ регламентирует два метода испытания (А и В) для определения адгезионной прочности между слоями, а также между накладками и каркасом конвейерных лент. Важные условия испытания соответствуют стандарту ISO 36. Он подходит для испытаний всех типов конвейерных лент за исключением лент, усиленных стальными тросами, и лент с текстильной вкладкой, номинальный предел прочности которой составляет менее 160 Н/мм.
Для любого Вашего пожелания мы ищем и находим оптимальное решение.
Свяжитесь с нашими отраслевыми экспертами напрямую.
Мы с удовольствием Вас проконсультируем!
Связаться сейчас
Конвеєрна стрічка стандарт DIN 22102. Статті компанії «КОНВЕЄР СЕРВІС»
Розміри, вимоги, позначення по DIN 22102
1.
Область застосування конвеєрних стрічок
Ця норма діє для тканинних конвеєрних стрічок з однієї або декількома тканинними прокладками для транспортування насипних вантажів. Текстильні конвеєрні стрічки для кам’яновугільної промисловості див. в нормах DIN 22 109 частина 1, частина 2 і частини з 4-ої до 6-ої.
2. Конструкція стрічки по DIN 22102
Тканинні конвеєрні стрічки для навалювальних вантажів мають:
одну прокладку
2 прокладки з проміжним шаром товщиною 1 – 2 мм
2,3,4,5 або більше прокладки, які з’єднані сполучним шаром з еластомерних матеріалів
конструкція за вибором.
3. Типи конвеєрних стрічок
Позначення типу конвеєрної стрічки містить хв. розривну силу конвеєрної стрічки в Н/мм ширини стрічки і кількість прокладок.
3.1 Мінімальна розривна сила.
Таблиця 1. Хв. розривна сила.
Хв. розривна сила Н/мм ширини стрічки
200
250
315
400
500
630
800
1000
1250
1600
2000
2500
3150
При виборі типу стрічки слід враховувати наведені в таблиці 2 значення розрахованої втрати розривної сили у стику
Таблиця 2. Втрати розривної сили.
Число прокладок
Втрата розривної сили у стику
1
0,20
2
0,20
3
0,33
4
0,25
5
0,20
5. Розміри, позначення по DIN 22102
5.1 Ширина конвеєрної стрічки.
Таблиця 4. Ширина стрічки.
Ширина стрічки
Граничне відхилення
300, 400, 500, 600,
±5%
650, 800, 1000, 1200, 1400
1600
1800
2000
2200
2400
2600
2800
3000
3200
±1%
5.2 Товщина конвеєрної стрічки.
Товщина стрічки залежить від конструкції стрічки, вона повинна бути узгоджена між виробником і споживачем. Реальні розміри можуть відрізнятися від узгоджених показників товщини стрічки не більш ніж на ±1 мм для стрічок товщиною не більше 10 мм для стрічок товщиною більше 10 мм — на ±10%.
5.3 Товщина обкладок.
Товщина обкладок в мм для робочої і неробочої сторін: 2/1; 3/1; 4/2; 6/3. Можлива зміна товщини на вимогу, беручи до уваги DIN 22 101. При цьому, щоб уникнути опуклостей стрічки співвідношення товщини обкладок робочої і неробочої сторін не повинно перевищувати 3:1. Реальні значення товщини обкладок можуть бути меншими від необхідних показників на 0,2 мм при товщині до 4 мм при товщині понад 4 мм – на 5%. Для перевищення цих показників значення не встановлені.
5.4 Довжина конвеєрної стрічки.
Довжина стрічки повинна бути обговорена.
5.5 Борту.
Борти конвеєрної стрічки – це її краю без каркаса. Ширина бортів може доходити до 15 мм.
5.6 Позначення замовлення.
Конвеєрна стрічка 400 м, шириною 1000 мм, матеріал прокладок в поздовжньому напрямку поліестер (Е), в поперечному напрямку поліамід (Р), мінімальна розривна сила 1000 Н на мм ширини, з 5-ю прокладками, з товщиною обкладок робочої і неробочої сторін 4/2 і обкладками типу Z і особливої якості До: 400 м конвеєрна стрічка DIN 22 102 – 1000 – ЕР – 1000/5 4/2 ZK. Для стрічок з особливими якостями T, G, A і C коротке позначення типу обкладки відсутня.
6. Розтягнення і відносна сила.
Таблиця 8. Розтягнення і відносна сила.
Хв. розривна сила в Н на мм ширини стрічки
Розтяг при статичному навантаженні , %, макс.
200 250 315 400 500
1,5
630 800 1000 1250
2,5
1600 2000 2500 3150
3
Відносна сила становить 10% від мінімальної розривної сили.
Значення розтягування дійсні для конвеєрних стрічок, де прокладним матеріалом в поздовжньому напрямку є поліестер (Е). При інших прокладкових матеріалах в поздовжньому напрямку в значеннях розтягування можуть спостерігатися відхилення.
6.1 Міцність на розрив, розтягування при розриві і знос обкладок.
Таблиця 9. Міцність на розрив, розтягування при розриві і знос обкладок.
Тип обкладок
Розривне міцність , Н/мм2 min.
Розтягування при розриві, %хв.
Знос, мм3 max.
W
18
400
90
X
25
450
120
Y
20
400
150
Z
15
350
250
Інші критерії, які не наведені в цій таблиці, як наприклад, опір подальшому розриву, можуть також використовуватися для характеристики обкладок. Зробити точні практичні висновки щодо обкладок, як наприклад, знос або опір порізів, на основі тільки наведених даних не представляється можливим. Ці дані не дійсні для стрічок з особливими якостями T, G, A і C.
6.2 Опір розшаруванню.
Таблиця 10. Опір розшаруванню.
Опір розшаруванню, Н/мм min.
Між прокладками
Між обкладкою і прокладками
при товщині обкладок від 0,8 до 1,5 мм
при товщині обкладок більше 1,5 мм
5
3,5
4,5
Жоден показник не повинен бути менше зазначених величин більше ніж на 1 Н/мм Максимальне допустиме значення для стрічок з хв. розривною силою до 1250 Н/мм становить 16 Н/мм, а понад 1250 Н/мм – 20 Н/мм*- Відносна сила становить 10% від мінімальної розривної сили. Для конвеєрних стрічок зі спеціальними якостями T, G, A і C допустимі відхилення.
6.4 Прямий хід.
Ненагруженная і при середньому завантаженні конвеєрна стрічка на бездоганно вирівняною установці не повинна відхилятися вбік більше ніж на величини, зазначені в таблиці 12.
Таблиця 12. Допустимі відхилення від прямого ходу.
Ширина стрічки по таблиці 4
Допустимі відхилення в сторони
до 800
±40
1000
±50
1200
±60
1400
±70
від 1600 до 3200
±75
6.8 Матеріали.
6.8.1 Тканинні прокладки (каркас).
Таблиця 14. Позначення матеріалів каркаса
Позначення
Матеріал
B
бавовна
Z
віскоза
R
рейон
P
поліамід
E
поліестер
D
арамід
G
скло
Якщо для основи (в поздовжньому напрямку) і качка (в поперечному напрямку) використані різні матеріали, то при замовленні вказуються позначення обох матеріалів. При цьому перша буква відповідає матеріалу основи, а друга – матеріалу качка. Якщо основа або качок складаються з декількох матеріалів, то на першому місці стоїть позначення того матеріалу, який в першу чергу є носієм міцності, воно відокремлюється знаком «/» від позначень інших використовуваних матеріалів. Ненесучі покривають і/або перев’язувальні (притискні) основи також мають позначення і відокремлені від групи основ знаком «-».
6.8.2 Обкладки, проміжні і сполучні шари.
Для обкладок, проміжних або сполучних шарів застосовуються еластомери (наприклад, натуральний каучук, синтетичний каучук або суміші).
6.9 Старіння.
Средние значения показателей прочности на разрыв, растяжения при разрыве обкладок, а также сопротивления расслоению не должны уменьшиться после искусственного старения более чем на 25% по сравнению с состоянием в момент поставки. Для конвейерных лент со специальными качествами T, G, A и C возможны отклонения.
6.10 Трудновоспламеняемость.
В соответствии с DIN 22 103, только для конвейерных лент с особыми качествами S и К, которые не применяются в каменноугольной промышленности.
6.11 Антистатические свойства.
В соответствии с DIN 22 104, только для конвейерных лент с особыми свойствами E, S и К.
7. Испытания по DIN 22102
Испытания конвейерных лент в соответствии с DIN 22 102 часть 2.
8. Обозначения по DIN 22102
Если отсутствует договоренность между производителем и потребителем, то обозначения наносятся на одну из обкладок в следующей последовательности: — обозначение производителя — материал прокладок — мин. разрывная сила в Н/мм ширины ленты — число прокладок — специальные качества(если необходимо) — номер ленты
Таблица 15. Обозначения специальных свойств ленты.
Буквенное обозначение
Специальные качества ленты
Е
с антистатическими обкладками
K
с антистатическими обкладками и трудновоспламеняемая с обкладками
S
трудновоспламеняемая с и без обкладок и с антистатическими обкладками
T
термостойкая
R
морозостойкая
G
масло и жиростойкая
A
для пищевых продуктов
C
для химических продуктов
Пример обозначения конвейерной ленты: 500-EP400/3-3-1-Y-ME
где 500 — ширина ленты 500 мм
EP400 — общая прочность
/3 — три слоя тканевого каркаса
3-1 — толщина верхней и нижней обкладок
Y — тип резины
ME — резиновый борт
Замовити конвеєрну стрічку згідно стандарту DIN 22102
можна відправивши запит нам на електронну пошту: sales@centrobelt.
com
Або зателефонувавши за телефоном: +38 050 3660036
Стандарты и методы испытаний на сопротивление разрыву и удару
Сопротивление разрыву, разрыву и удару – стандарты качества
Способность конвейерной ленты выдерживать удары тяжелых острых предметов, падающих с высоты, и силы, которые разрывают и разрывают их, часто более важны, чем любые другие физические характеристики. Даже самые прочные и тяжелые ремни могут быть проколоты и разорваны посторонними предметами и острыми камнями, застрявшими в них. «Разрыв» — это то, что происходит, когда острый предмет прокалывает ремень и разрезает ремень в продольном направлении, когда его натягивают на захваченный предмет. Напротив, «разрыв» — это то, что происходит, когда часть ремня растягивается в противоположных направлениях; очень похоже на разрыв листа бумаги пополам. В настоящее время нет стандартов качества ISO для сопротивления разрыву, разрыву или удару, относящихся к фактическим характеристикам. Тем не менее, каждый каркас ремня и каждый состав резинового покрытия, которые мы производим, проходят тщательные лабораторные испытания, требующие постоянного соблюдения очень строгих стандартов качества Dunlop.
Сопротивление разрыву – методы испытаний резиновых покрытий
Международных методов испытаний для оценки сопротивления разрыву резиновых покрытий не существует.
Сопротивление разрыву – методы испытаний каркаса
Как и в случае с резиновыми покрытиями, не существует утвержденных на международном уровне методов испытания каркаса на сопротивление разрыву. Тем не менее, в Dunlop наши инженеры лаборатории исследований и разработок используют высокоэффективный тест с использованием специально разработанного оборудования, при котором участки ремня протягиваются через прямоугольный кусок металла. Лаборанты прозвали это оборудование «Джек-потрошитель». Они также регулярно проводят это испытание на образцах ремней других производителей, чтобы мы могли быть уверены, что наши ремни по-прежнему являются эталоном сопротивления разрыву.
Фото: Испытание Dunlop на разрыв «Джек-потрошитель» в действии
Сопротивление разрыву – методы испытания резиновых покрытий
Метод испытаний ISO 34-2: 2015 используется для измерения сопротивления резиновых покрытий ремней разрыву. Испытание проводят путем разрывания образцов резины на универсальной испытательной машине, оснащенной зажимами для испытаний на растяжение.
Сопротивление разрыву – методы испытаний каркаса
Существует другой метод испытаний для измерения прочности на разрыв фактического каркаса ленты. ISO 505:2017 измеряет сопротивление распространению начального разрыва текстильных конвейерных лент либо по всей толщине, либо только по каркасу. Это испытание предназначено для применения к текстильным лентам в установках, где существует риск продольного разрыва. Хотя это определенный метод тестирования, стандартизированных требований к производительности нет. Испытание в основном состоит из установки двух отрезанных концов испытуемого ремня в зажимы машины для испытания на растяжение. Первоначальный разрыв делается на испытательном образце, который затем растягивается в противоположных направлениях, поэтому его часто называют «тестом брюк». Затем измеряется сила, необходимая для распространения разрыва. Проверка и анализ многопиковых тестов на сопротивление разрыву производится в соответствии с ISO 6133.
Фото: Испытание на разрыв каркаса по ISO 505
Стандарты качества и испытания в производстве конвейерных лент
Кто устанавливает стандарты?
Производство конвейерных лент — это огромный и высококонкурентный мировой рынок. Не будет преувеличением назвать его «головорезом». Однако такой высокий уровень конкуренции не всегда приносит пользу конечному пользователю, особенно когда погоня за выигрышными заказами может так легко поставить под угрозу безопасность, качество работы и срок службы. Откровенно говоря, ошибки могут оказаться и действительно обходятся чрезвычайно дорого во многих отношениях.
Хотя многие рассматривают конвейерные ленты просто как длинные отрезки толстой черной резины, в действительности производство конвейерных лент представляет собой удивительно сложную науку. Современные ремни, используемые в сфере переработки и переработки отходов, должны справляться с огромным разнообразием потенциально разрушительных материалов и условий эксплуатации. факторы окружающей среды и здоровья и безопасности.
Последствия теплового повреждения.
Следовательно, существует множество различных конструкций каркаса ремня (типа ремня) и еще более широкий спектр резиновых смесей, предназначенных для защиты этих конструкций. Это включает в себя все, от прямого износа, разрывов и повреждений от ударов до воздействия тепла, масла, химикатов, озона и ультрафиолета, сильного холода и огня. И с этими различными требованиями приходит почти ошеломляющий диапазон методов испытаний и стандартов качества. В этой специальной статье консультант по конвейерным лентам Лесли Дэвид объясняет, кто устанавливает стандарты и определяет методы испытаний, а также дает некоторые поучительные рекомендации относительно того, на что следует обратить внимание при выборе конвейерных лент для конкретных применений.
Европейские и международные стандарты
Во всем мире существует ряд различных организаций по обеспечению качества, которые устанавливают стандарты для конвейерных лент, но наиболее широко принятыми стандартами (для всех типов конвейерных лент) являются те, которые используются в Европе. Существуют стандарты EN (Европейские нормы), которые поддерживаются CEN (Европейский комитет по нормализации), и есть стандарты ISO (Международная организация по стандартизации). И CEN, и ISO являются независимыми неправительственными организациями. Они являются крупнейшими в мире разработчиками добровольных международных стандартов. Например, в состав ИСО входят организации по стандартизации качества, представляющие 168 стран. Обычно используется префикс EN ISO, относящийся к стандартам ISO, которые были полностью приняты в качестве европейского стандарта.
Следует отметить, что во многих частях Европы некоторые специальные и давно установленные стандарты DIN по-прежнему широко признаются и принимаются, особенно в отношении износостойких ремней. Буквы «DIN» означают «Deutsches Institut für Normung», что означает «Немецкий институт стандартизации». Они разрабатывают нормы и стандарты в качестве услуги для немецкой промышленности и являются уважаемой некоммерческой организацией, базирующейся в Берлине с 19 года.17. Многие стандарты DIN фактически были преобразованы в стандарты EN или даже ISO.
Хотя стандарты для конвейерных лент различаются в разных странах, члены CEN обязаны внедрить EN (европейские стандарты) в качестве своих национальных стандартов без изменений и должны отозвать любые из своих национальных стандартов, которые могут противоречить им. Стандарты, применяемые в странах, не являющихся членами CEN, во многих случаях оказываются значительно хуже или устаревшими.
Методы испытаний и стандарты испытаний не совпадают
При оценке показателей качества важно различать то, что является просто одобренным методом проведения определенного испытания (стандарт метода испытаний) и фактическими стандартами, достигнутыми в ходе этого испытания (стандарт качества или производительности). Тот факт, что ремень был испытан в соответствии с определенным методом (например, EN ISO 4649 на стойкость к истиранию), мало что значит. Что важно, так это фактический уровень производительности, достигнутый во время тестирования, по сравнению с минимально приемлемым уровнем производительности, продиктованным стандартом тестирования.
Другими словами, был ли соблюден стандарт производительности? В случае испытаний на стойкость к истиранию ENISO 4649 производительность обычно измеряется в соответствии со стандартами производительности, установленными в рамках ISO 14890.
Маркировка CE
Соответствие стандартам качества CE все чаще требуется покупателями промышленных конвейерных лент. Однако аккредитация CE не распространяется на конвейерные ленты, поскольку они не относятся к категории продуктов, на которые распространяются особые директивы, требующие наличия маркировки CE. Тем не менее, все же стоит иметь общее представление о роли стандартов качества CE и о том, как их можно использовать для введения в заблуждение.
Буквы «CE», используемые в маркировке CE, являются аббревиатурой французской фразы «Conformité Européenne», что буквально означает «европейское соответствие». Первоначально использовался термин «Знак ЕС», но он был официально заменен на «Маркировка СЕ» в Директиве 93/68/ЕЭС в 1993 году. Таким образом, производитель гарантирует действительность этого продукта для продажи на всей территории ЕЭЗ, хотя знак не означает, что продукт был произведен в ЕЭЗ.
Опасность заключается в том, что некоторые производители конвейерных лент используют маркировку СЕ для создания иллюзии качества и безопасности, исходя из понятного предположения, что товары с маркировкой СЕ являются доказательством того, что продукт соответствует строгим стандартам ЕС, хотя таких стандартов не существует. Знак CE европейского соответствия, но на самом деле означает «Китайский экспорт», что означает, что продукт был произведен в Китае.
Размеры и допуски
С точки зрения стандартов размеров и допустимых допусков, таких как длина, ширина, толщина и т. д., все конвейерные ленты с тканевой конструкцией из слоёв ткани соответствуют стандарту ISO 14890:2013. В них указаны требования к размерам конвейерных лент с резиновым (и пластиковым) покрытием для использования на обычных поверхностях на плоских или желобчатых роликах.
Различные тесты для различных требований
Как я уже упоминал ранее, существует множество различных типов лент и еще более широкий набор различных типов резиновых покрытий (обычно известных как степень покрытия или качество покрытия), которые необходимы для защиты каркаса ленты от того, что они должны транспортировать. Основные марки резинового покрытия:
* износостойкий (износостойкий);
* термостойкий;
* маслостойкий; и
*пожар.
Резиновые покрытия часто должны быть в состоянии выдерживать сочетание факторов, таких как огонь и масло. Однако общим для всех является способность сопротивляться истиранию (изнашиванию). Наиболее часто используемые ремни также устойчивы к истиранию, так что лучше всего начать с них.
Истирание — стандарты
Износостойкость конвейерной ленты обычно является наиболее важным фактором, определяющим ее срок службы и, следовательно, ее экономическую эффективность. Существует два международно признанных набора стандартов на истирание: EN ISO 14890 (H, D и L) и DIN 22102 (Y, W и X). Как упоминалось ранее, в Европе чаще всего используются устоявшиеся стандарты DIN. Вообще говоря, DIN Y (ISO 14890 L) относится к «нормальным» условиям эксплуатации, а DIN W (ISO 14890 D) для особенно высоких уровней абразивного износа. Тем не менее, DIN X (ISO 14890 H) считается наиболее универсальным, потому что в дополнение к сопротивлению абразивному износу он также обладает хорошей устойчивостью к порезам, ударам (при падении с большой высоты) и выдалбливанию, обычно вызываемым тяжелыми острыми материалами.
Испытание на истирание по ISO 4649 / DIN 53516.
Истирание — испытание
Метод испытания на истирание (ISO 4649/DIN 53516) на самом деле довольно прост. Сопротивление истиранию измеряют, перемещая образец резины по поверхности абразивного листа, закрепленного на вращающемся барабане. Выражается как потеря объема в кубических миллиметрах, например 150 мм³.
Самое важное, что следует помнить, глядя на результаты испытаний на истирание, это то, что более высокие цифры означают большую потерю поверхностной резины, что означает более низкую устойчивость к истиранию. И наоборот, чем ниже цифра, тем выше износостойкость.
В технических паспортах, предоставляемых производителями и продавцами, почти всегда указывается минимальный стандарт, требуемый для конкретного испытания. Если не указано иное, приведенные данные не отражают фактическую производительность, достигнутую во время теста. Другими словами, не ожидаемый уровень производительности. Этот факт относится к данным, приведенным в подавляющем большинстве технических паспортов, предоставляемых поставщиками.
Сопротивление разрыву и разрыву — испытания
Несмотря на то, что это не покрытие само по себе, способность выдерживать силы, которые рвут и рвут ремни, часто важнее любого другого физического свойства. Это особенно верно, когда речь идет о транспортировке угля. Даже самые прочные и тяжелые ремни могут быть проколоты и разорваны посторонним предметом, застрявшим в нем. «Разрыв» лучше всего описывается как то, что происходит, когда острый предмет прокалывает ремень и разрезает его в продольном направлении, когда его натягивают на захваченный предмет. Напротив, «разрыв» лучше всего описать как то, что происходит, когда часть ремня растягивается в противоположных направлениях.
В настоящее время не существует международно признанных методов или стандартов испытаний на сопротивление разрыву. Fenner в США использует круглый штифт или болт, который протягивается через ремень, тогда как Dunlop в Нидерландах протягивает секции ремня через прямоугольный кусок металла, который они прозвали «Джек-потрошитель».
К счастью, существует международный стандарт прочности на разрыв. Метод испытаний ISO 505:2017 измеряет сопротивление распространению начального разрыва в текстильных конвейерных лентах либо по всей толщине, либо только по каркасу. Это испытание предназначено для применения к текстильным лентам в установках, где существует риск продольного разрыва.
Хотя это определенный метод тестирования, стандартизированных требований к производительности нет. Испытание в основном состоит из установки двух отрезанных концов испытуемого ремня в зажимы машины для испытания на растяжение. Первоначальный надрыв на испытательном образце, который затем разрывается в противоположных направлениях. Затем измеряется сила, необходимая для распространения разрыва. Проверка и анализ многопиковых тестов на сопротивление разрыву производится в соответствии с ISO 6133.
Большинство производителей практически не упоминают о прочности своих ремней на разрыв и разрыв. Во многих случаях даже очень толстые и тяжелые ремни могут порваться, как бумага, потому что тканевый слой просто не рассчитан на такие нагрузки.
Теплостойкость
Из всех требований, предъявляемых к промышленным конвейерным лентам, тепло считается наиболее неумолимым и разрушительным. Высокотемпературные материалы и рабочие среды вызывают ускорение процесса старения, что приводит к затвердеванию и растрескиванию резиновых покрытий.
Тепло также оказывает очень разрушительное воздействие на каркас ремня, поскольку оно повреждает сцепление между покрытиями в верхней и нижней частях каркаса, а также между внутренними слоями, содержащимися внутри каркаса. Если внутренняя температура туши станет слишком высокой, ремень буквально начнет разваливаться. Это обычно называют «деламинированием».
Температурные пределы, которые может выдержать лента, рассматриваются двояко: максимальная постоянная температура транспортируемого материала и максимальная временная пиковая температура. Два основных класса термостойкости, признанные на рынке конвейерных лент, — это T150, который относится к максимальной продолжительной температуре 150°C, и T200, который относится к более экстремальным тепловым условиям до 200°C.
Испытания по стандарту ISO 4195
Чтобы обеспечить наиболее точное измерение термостойкости, проводятся испытания на ускоренное старение путем помещения образцов резины в высокотемпературные печи на срок в семь дней. Затем измеряют снижение механических свойств. Три «класса» старения в рамках ISO 4195: класс 1 (100°C), класс 2 (125°C) и класс 3 (150°C). Чтобы максимизировать характеристики термостойкости, по крайней мере, один производитель (Dunlop) также проводит испытания при 175°.
При выборе термостойкой ленты следует учитывать три ключевых фактора. Наиболее важными соображениями являются фактический диапазон температур перевозимых материалов; уровень температуры окружающей среды закрытых рабочих сред и длина конвейера. Все эти факторы могут иметь большое влияние на скорость процесса старения. Успех или неудача будут зависеть от двух факторов; наличие точных данных о температуре для предоставления потенциальным поставщикам лент и, в конечном счете, характеристик термостойкости ленты, которую они поставляют.
Маслостойкость
Отходы всех видов, особенно бытовые, содержат самые разнообразные масла (включая жиры и смазки). Они делятся на два различных источника — минеральные и растительные/животные. Когда масло любого типа проникает в резину, оно вызывает ее набухание и деформацию. Это приводит к серьезным проблемам с траекторией и рулевым управлением, преждевременному износу и, в конечном итоге, к преждевременной замене. Существует два общепризнанных метода испытаний на маслостойкость, оба из которых включают практически идентичные процедуры испытаний. Это ISO 1817 (2015) и аналогичный, немного менее сложный, но такой же жесткий американский стандарт ASTM D 1460.
Даже некоторые из крупнейших производителей ремней в мире используют номер DIN 22102 G, когда говорят о маслостойких ремнях. Это может ввести в заблуждение, поскольку буква «G» просто используется для обозначения маслостойких (или жиростойких) ремней. Дело в том, что DIN 22101 G фактически не содержит каких-либо требований, методов испытаний или ограничений, специфичных для маслостойких ремней. Это классический пример того, как практика простого указания справочного номера метода испытаний предназначена для обеспечения уверенности покупателя, но на самом деле не имеет смысла с точки зрения фактической производительности.
Методы испытаний
Методы испытаний ISO 1817 и ASTM «D» 1460 используются для измерения воздействия масла (и других жидкостей и химикатов) на вулканизированную резину. Образцы резины (например, полоски размером 100 мм x 1,6 мм x 2 мм для испытания ASTM) полностью погружают в соответствующую испытательную жидкость на определенный период времени. Продолжительность погружения и температура, при которой выдерживаются жидкость и образец, могут варьироваться, но чаще всего это три или семь дней при температуре окружающей среды или 70°C.
Температура окружающей среды контролируется в соответствии со специальными рекомендациями. Затем измеряют изменения геометрии и размеров образца, вызванные абсорбцией, когда образцы удаляются.
Несмотря на то, что фактических стандартов производительности не существует, все же важно искать фактические ссылки на методы испытаний, используемые производителем/поставщиком. Во время моего исследования я обнаружил, что меня очень беспокоит тот факт, что только один производитель (опять же, я должен сказать, Dunlop) упоминает какие-либо фактические методы испытаний, используемые для определения характеристик маслостойкости их ремней.
Экстремальный холод
При температуре окружающей среды ниже –0°C резина начинает терять эластичность. При понижении температуры резина продолжает терять гибкость и способность сопротивляться истиранию, ударам и порезам. В конце концов, ремень не может проходить вокруг шкивов, и ремень перекрывается, а резина в каркасе начинает трескаться. В конечном итоге ремень порвется, потому что замерзшая резина становится хрупкой, как стекло.
Испытание на морозостойкость
В настоящее время не существует международно признанных методов испытаний для конкретного определения способности конвейерной ленты функционировать в экстремально холодных условиях. Лабораторные испытания включают использование морозильной камеры с жидким азотом для испытания образцов при экстремально низких температурах.
Модуль упругости образцов резиновых лент сначала измеряют при температуре окружающей среды 20°C. Затем образцы помещают внутрь шкафа. Затем температуру в шкафу постепенно снижают на 5°C. Модуль упругости измеряется на каждом этапе, чтобы определить, когда снижение гибкости резины становится слишком большим, тем самым определяя самую низкую допустимую температуру окружающей среды.
Если существует риск очень низких температур, всегда запрашивайте подтверждение минимальной рабочей температуры. Абразивостойкие ленты обычно выдерживают температуру от –30°C до –40°C. Другие покрытия (такие как масло или огонь) обычно способны выдерживать минимальную температуру –20°C. Для более низких температур конвейеры должны быть оснащены ремнями, специально разработанными для того, чтобы выдерживать экстремальные холода.
Лента огнеупорная
Поскольку пожарная безопасность является таким важным вопросом, существует множество классификаций безопасности и международных стандартов, для которых существует множество различных тестов, используемых для измерения свойств самозатухания конвейерных лент. Методы испытаний и стандарты производительности сильно различаются в зависимости от того, предназначен ли ремень для использования над землей или под землей. Что касается переработки и обращения с отходами, я, очевидно, сосредоточусь исключительно на требованиях к ремням, используемым над землей.
Базовое тестирование
Основой большинства испытаний лент, используемых в обычных промышленных условиях, является EN/ISO 340. В этом стандарте проводится различие между огнестойкостью с покрытием (K) и огнестойкостью с покрытием или без него (S). Актуальность «с крышками или без них» заключается в том, что износ уменьшает количество огнеупорной резины, защищающей горючий каркас. Хотя в действующем стандарте EN ISO 340 больше не используется, на рынке по-прежнему обычно используются марки «K» для испытаний с крышками и «S» для испытаний с крышками и без них. Это происходит из DIN 22103, который был использован в качестве основы при создании EN ISO 340.
Испытания EN/ISO 340 включают воздействие на шесть отдельных образцов ремня открытого огня, вызывающего их возгорание. Затем источник пламени удаляется. Затем к образцу прикладывают поток воздуха в течение определенного времени после удаления пламени. Затем измеряется время, необходимое для самозатухания образца ремня после того, как пламя было удалено. Продолжительность непрерывного горения (видимого пламени) должна быть менее 15 секунд для каждого образца с максимальной суммарной продолжительностью 45 секунд для каждой группы из шести испытуемых образцов. Это определяет, как огонь может переноситься по движущейся ленте.
Даже если производитель заявляет, что его огнеупорная лента прошла испытание по стандарту ISO 340, покупатель все равно должен проявлять осторожность. Пылающая конвейерная лента может легко распространить огонь более чем на 40 метров за 15 секунд. Если вы совсем не уверены в том, какой уровень огнестойкости вам нужен, то рекомендуется обратиться за более подробными инструкциями
Воздействие озона
Озоно- и ультрафиолетостойкость
Наряду с устойчивостью к истиранию, Еще одним качеством, общим для всех резиновых лент, является способность противостоять разрушительному воздействию озона и УФ-излучения. Хотя это и не самостоятельный класс покрытия, нет никаких сомнений в том, что все резиновые ленты должны быть полностью устойчивы к озону и ультрафиолетовому излучению. Это связано с тем, что на малых высотах озон становится загрязнителем. Воздействие увеличивает кислотность поверхностей сажи и вызывает реакции внутри молекулярной структуры каучука.
Это имеет несколько последствий, таких как растрескивание поверхности и заметное снижение прочности резины на растяжение. Точно так же ультрафиолетовое излучение солнечного света и флуоресцентного освещения также ускоряет износ, поскольку вызывает фотохимические реакции, способствующие окислению поверхности резины, что приводит к потере механической прочности.
Международные стандарты EN/ISO 1431
Для научного измерения стойкости к озону образцы помещают под напряжение (например, на 20 % удлинения) в испытательный шкаф для озона и подвергают воздействию высококонцентрированного озона в течение определенного периода времени (например, до 96 часов).
Образцы тщательно проверяются на наличие признаков растрескивания с интервалом в два часа, а результаты тщательно измеряются и записываются. Опыт показал, что для достаточной стойкости критерий прохождения должен состоять в том, что образец резины не проявляет никаких признаков растрескивания после 96 часов (при 40°C, 50 частей на миллион и деформации 20%) в камере для озона.
Несмотря на исключительную важность, мое исследование показало, что устойчивость к озону и ультрафиолетовому излучению упоминается очень редко, если вообще упоминается. Это почти наверняка связано с тем, что в процессе смешивания резиновых смесей необходимо использовать антиозонанты, а это, конечно, стоит денег. Мой совет — сделать устойчивость к озону и ультрафиолетовому излучению постоянным требованием при выборе любой резиновой конвейерной ленты.
Комментарий автора
Стандарты качества и испытания в производстве конвейерных лент — обширная и зачастую сложная тема. При составлении этой технической характеристики я просто попытался дать базовое руководство. Следовательно, мой последний совет: во-первых, никогда не предполагайте, что присутствие номеров ссылок на методы испытаний или логотипов организаций по обеспечению качества обязательно означает то, для чего они предназначены.
Мертвый конец талевого каната закрепляется за дужку талевого блока или же крепится за рамный брус вышки. Если мертвый конец каната крепится за дужку талевого блока, он прочно затягивается хомутами с шестью болтами, по три болта с каждой стороны, а остающийся конец затягивается плетеным пгнь-ковым концом.
[1]
Устройство для крепления.
[2]
Как известно, мертвый конец талевого каната крепился за кронштейн, предназначенный для центрирования вышки.
[3]
Перед промывкой к мертвому концу талевого каната должен быть присоединен индикатор веса, по которому определяется нагрузка при промывке.
[4]
Перед промывкой к мертвому концу талевого каната присоединяют гидравлический индикатор веса для измерения усилий на крюке и нагрузки на вышку при спуско-подъемных работах. Для лучшего рыхления пробки на конец промывочных труб навинчивают различные насадки, чаще всего трубу с косо срезанным концом.
[5]
Схемы работы гидравлического индикатора веса.
[6]
Умножая усилие в мертвом конце талевого каната на общее число несущих струн плюс две струны мертвого и ходового ( наматываемого на барабан лебедки) концов талевого каната, получаем статическую нагрузку на вышку.
[7]
Бригада подземников проверяет крепление мертвого конца талевого каната, смазывает вращающиеся части механизмов, закрепляет ходовой конец каната на барабан лебедки.
[8]
Трансформатор давления подвешивается на мертвом конце талевого каната, причем последний проходит между крайними роликами, опираясь на средний. При этом получается излом каната, который при натяжении стремится выпрямиться, создавая давления на опорные ролики.
[9]
Если умножить усилие в мертвом конце талевого каната на общее число несущих струн плюс две струны мертвого и ходового ( наматываемого на барабан лебедки) концов талевого каната, мы получим статическую нагрузку на вышку. В зависимости от параметра, в который преобразовывается измеряемое усилие, различают индикаторы веса гидравлические и электрические. В промышленности используются преимущественно гидравлические индикаторы веса.
[10]
В большинстве случаев подземиики крепят мертвый конец талевого каната за рамный брус вышки, считая такое крепление более надежным, чем крепление за талевый блок. Это объясняется Тем, что при креплении каната за талевый блок проволоки каната, обвивая тонкую шейку серьги блока, переламываются и прочность каната уменьшается.
[11]
ТД-2А предназначен для измерения натяжения мертвого конца талевого каната диаметром от 15 до 19 мм с пределами измерений 100 — 4000 и 200 — 8000 кгс; ГИВ-П в комплекте с трансформатором ТД-4 — для канатов диаметром от 19 до 28 мм с пределами измерения 500 — 1200, 500 — 15000 и 500 — 18000 кгс; ГИВ-Ш в комплекте с трансформатором ТД-5 — для канатов диаметром от 32 до 38 мм с пределами измерений 800 — 20 000 и 800 — 25 000 кгс. [12]
В зависимости от места прикрепления мертвого конца талевого каната получается различное число струн или концов каната.
[13]
Для измерения веса инструмента усилие натяжения мертвого конца талевого каната преобразуется в прогиб упругого элемента, определяющий с помощью кинематического узла угол поворота ротора преобразователя в. Крутящий момент на роторе определяют по-натяжению ведущей ветви цепи привода ротора.
[14]
Зависимость потерь на сопротивление среды от глубины при спуске обсадных труб в вертикальные ( / и наклонные ( 2 скважины.
[15]
Страницы:
1
2
3
4
Приспособление для крепления мертвого конца талевого каната
Авторы патента:
Высоцкий В.А.
Залкин С.Л.
E21B19/02 — подвесные устройства для штанг или канатов (грузозахватные приспособления вообще B66C 1/00; подвижные блоки или полиспасты B66D; направляющие для тросов B66D 1/36)
,Уо 109325
Класс 5а, 12
Я,т »
t Ei
СССР
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Н АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
В. А. Высоцкий и С. Л. Залкин
ПРИСПОСОБЛЕНИЕ ДЛЯ КРЕПЛЕНИЯ МЕРТВОГО
КОНЦА ТАЛЕВОГО КАНАТА
Заявлено 13 февраля 1951 г. за М 566733 в Комитет по делам изобретений и открытий при Совете Министров СССР
Устройства для крепления мертвого конца талевого каната при многоствольном бурении известны.
При перемещении каретки кронблока и изменении места крепления мертвого конца талевого каната на полу буровой происходит трение мертвого конца каната о раму, что влечет за собой быстрый износ каната.
Предлагаемая конструкция крепления лишена этого недостатка.
Это достигается креплением мертвого конца каната непосредственно на каретке кронблока.
На чертеже представлено описываемое приспособление для крепления мертвого конца каната в двух проекциях.
Вместо шестого ролика кронблока, через который проходит нерабочий конец каната, на тех же роликовых подшипниках 1 смонтирован эксцентричный рычаг 2, переходящий во втулку 3, у которой наружная цилцндри еская поверхность эксцентрична относительно отверстия под подшипники.
Длина рычага 2 такова, что его конец опирается на ролик 4 датчика 5, установленного на поперечной балке рамы каретки 6.
Мертвый конец каната закрепляется путем огибания втулки несколькими витками 7 и с помощью зажима 8.
Для выравнивания натяжения ветвей а и б при отклонениях мертвого конца талевой системы и при неточном закреплении во время монтажа мертвого конца каната применена втулка 9, которая помещена на втулку рычага и может на ней вращаться.
Благодаря эксцентричности втулки рычага на ролик датчика всегда давит рычаг с усилием, пропорциональным величине груза на талевом блоке.
Предлагаемое устройство может быть установлено на полу буровой, а в качестве датчика может быть. использован гидравлический трансформатор ГИВ-). № 109325
Предмет изобретения
«,т+
7 о о — 4
Огв. редаатор И. В. Макаров
Сгандартгма. Йодм. н аея. 1ЦН 1958 г. Объеи ОЛ7 н. л. Тнраяс 400. Цена 25 акоп.
Тмпографмя ЦБТИ Мосгореовнархоза
Москва, Неглинная д. 23. Зак. ЗБ84
Приспособление для крепления мертвого конца талевого каната, состоящее из барабана со втулкой, отличающееся тем, что, с целью сокращения монтажных раГ (! (р
1 бот и экономии каната, барабан со втулкой, установленный на валу кронблока или на полу буровой, имеет рычаг, опирающийся на диафрагму или поршень датчика индикатор а веса.
1 ! !
1 !
Похожие патенты:
Устройство для осуществления подъемных-операций при бурении разведочных скважин // 105244
Талевый блок // 95154
Устройство для перемещения талевой системы от оси одной скважины к оси другой при многоствольном бурении // 90730
Патент 89131 // 89131
Способ подвешивания насосных штанг // 83292
Устройство для спуска или подъема бурильных труб // 76994
Кронблок для буровых вышек грузоподъемностью 300 т // 76924
Автоматически действующее предохранительной приспособление против затаскивании талей в крои-блоки буровых вышек // 52284
Приспособление для подъема и спуска бурового инструмента // 40918
Серьга фарштуля // 19589
Спуско-подъемный комплекс буровой установки // 2153056
Изобретение относится к горной промышленности, а именно к буровому оборудованию, предназначенному для спуска, подъема и удержания на весу бурильных и обсадных колон и обеспечения технологически необходимых манипуляций с ними при проводке скважин
Талевый блок // 2232250
Изобретение относится к оборудованию для бурения нефтяных и газовых скважин
Буровая установка, содержащая буровую вышку и буровую машину // 2459065
Способ и система регулирования скорости блока // 2467947
Изобретение относится к области грузоподъемных механизмов и предназначено для регулирования скорости грузозахватного устройства
Подвеска клиньев для автомата или спайдера // 121395
Полуавтоматический свечедержатель // 133442
Кронблок // 142247
Устройство для производства спуско-подъемных операций // 142598
// 152850
// 163127
Как установить зажимы для тросов
Задумывались ли вы когда-нибудь, как правильно установить зажимы для троса а что за фраза «Никогда не седлайте дохлую лошадь». означает? Ниже вы найдете наше информативное видео, объясняющее эти вещи.
Если вам нужна помощь в выборе лучшего зажима для троса для вашего проекта, перейдите по ссылке нашим YouTube канал или Зажим для троса страницу для большего количества видео и информации.
Если вы предпочитаете простые текстовые и графические объяснения информации, Продолжай читать.
Если у вас есть какие-либо вопросы, пожалуйста, свяжитесь с нашей командой, используя ссылку в конце статьи. Мы с нетерпением ждем возможности помочь вам получить ваш следующий проект оснастки начал.
Если вы хотите сделать проушину на тросе или вам нужно соединить два кабели вместе с соединением внахлестку, ниже вы найдете информацию о том, как выполните это соединение с помощью зажимов для троса.
Терминология
Хорошей основой для правильной установки этих зажимов является знание терминология.
Части Зажим для троса
Частями зажима являются: седло, иногда называемое основанием или корпусом, U-образный болт и гайки.
Токоведущий конец
Токоведущий конец кабеля представляет собой более длинную часть кабеля, которая доходит до другая точка подключения. Он будет держать нагрузку.
Тупик
Тупик – это короткая часть, которая поворачивается назад так, чтобы проволочный канат клипам есть за что еще зацепиться.
Завершение
Когда зажимы используются для проушины или конца кабеля, это называется прекращение.
Сборка
Вся группа компонентов называется сборкой.
Обратный ход
Обратный ход – это длина троса от основания проушины до конца тупик.
«Никогда не седлайте дохлую лошадь»
Означает никогда не прикреплять седло зажима к тупиковому концу веревки.
Необходимые материалы
Рулетка, рулетка, динамометрический ключ, справочная информация и клипы подходящего размера для вашего кабель.
На нашем зажим для троса странице вы найдете справочную информацию, такую как количество клипов требуемый для каждой клеммы, величина крутящего момента, приложенного к гайкам, и длина обратного хода.
Подготовка к сборке
Отрежьте любую распутавшуюся или перекрученную часть кабеля. Лучше всего захватить кабель с лентой, прежде чем резать, чтобы держать конец натянутым. Если не нужно резать кабель, убедитесь, что он плотно обернут, чтобы сохранить структуру кабеля в его предполагаемая форма.
Для более крупного кабеля лучше использовать мягкую проволоку для удержания конца кабеля. вместе.
Измерение обратного хода
Возврат представляет собой длину троса от основания проушины до конца тупик.
Сначала измерьте и отметьте длину поворота, указанную в вашем справочнике. материал.
Затем определите, насколько большим будет ушко в вашем кабеле, и отметьте конец под напряжением. троса, где находится отметка возврата.
Наконец, отметьте активный конец там, где заканчивается тупик.
Использование зажимов для тросов
«Никогда не оседлайте дохлую лошадь» — это расхожая фраза, помогающая людям помнить правильная ориентация для применения зажима. Это значит никогда не применять седло зажим к тупиковому концу веревки.
Совместите маркировку и прикрепите первый зажим к сборке.
Разместите зажим для троса на расстоянии одной длины седла от конца тупика.
Затяните и затяните гайки, убедившись, что они чистые, сухие и на них нет смазка.
Чередуйте гайки, чтобы обеспечить равномерное давление. Использование динамометрического ключа поможет достичь рекомендуемого крутящего момента, необходимого для удержания груза.
Будьте осторожны, не затягивайте гайки слишком сильно, так как это может навсегда перекрутить провод веревку и привести к преждевременному выходу из строя.
Прикрепите второй зажим к сборке, не забыв надеть седло на живой конец.
Плотно прижмите его к наперстку. Если вы не используете наперсток, поднимите его к линиям, которые вы отметили ранее.
Вручную затяните гайки, не забывая чередовать гайки для равномерного давление.
Если для сборки требуется 3 или более зажимов, равномерно распределите их между первым две клипсы, которые вы прикрепили, помня о том, что никогда нельзя седлать дохлую лошадь и никогда изменить ориентацию клипа.
Начните затягивать остальные зажимы, начиная с зажима, ближайшего к тупик и работая спиной к глазу.
Устраните провисание кабеля между зажимами, надавив на провисание глаз, когда вы продвигаетесь вниз, затягивая все зажимы в прекращении.
После затяжки всех зажимов важно выполнить первую нагрузку на сборка для установки всех компонентов.
Загрузите сборку с нагрузкой, равной или превышающей ожидаемую нагрузку смотрите в сервисе.
Осмотрите, затяните и снова затяните все зажимы.
Теперь ваша кабельная сборка с зажимом для троса готова к эксплуатации.
Эффективность заделки
После правильной сборки можно ожидать, что заделка проволочного троса будет держаться 80% прочности на разрыв стального каната для кабеля диаметром 1/8” через 7/8”.
Это число обычно называют эффективностью завершения.
Размеры от 1” до 3 ½” имеют эффективность заделки 90%.
Для сравнения, заделка обжатой втулкой имеет эффективность заделки от 90% до 96%.
Повторное использование Зажимы для тросов
Преимущество использования зажимов для тросов вместо обжимных гильз для изготовления прекращение — это возможность их повторного использования, но есть некоторые меры предосторожности вы должны убедиться, что ваш зажим для троса все еще пригоден для использования.
Первое, что нужно проверить, это убедиться, что U-образный болт входит в седло без необходимости применения силы. Если сложно совместить эти два компонента, ваш U-образный болт или седло могут быть согнуты, и вам следует выбросить зажим.
Проверьте резьбу U-образного болта, чтобы убедиться, что она не повреждена и что гайки навинчиваются на них легко.
Осмотрите пики и выступы седла на наличие повреждений или выемок.
Наконец, при установке повторно используемых зажимов убедитесь, что они могут принять рекомендуемый крутящий момент.
Использование Шкив как Наперсток
Если вы используете шкив в качестве наперстка, добавьте к сборке еще 1 зажим обязательно разместите зажимы на расстоянии не менее 1 длины седла от каждого другой. Первый зажим рядом со шкивом должен быть на расстоянии 1 диаметра шкива. от центра шкива и добейтесь прилежащего угла 60 градусов между живой и тупиковый конец.
Зажимы для кулачков
Зажимы для кулачков представляют собой новую версию зажимов для тросов и предназначены для установка проще. Их седла зеркальные, что позволяет им быть устанавливается в любом положении относительно рабочего и тупикового концов каната гарантировать, что вы не сможете оседлать дохлую лошадь. Кроме того, у них всего одна гайка. с каждой стороны, чтобы ключ мог свободно вращаться при затягивании.
Для установки используйте ту же процедуру, что и для традиционных зажимов для тросов, но обязательно проверьте наш Страница Fist Grip Clip для минимальное количество требуемых зажимов и рекомендуемые значения обратного хода и крутящего момента.
Создание сборки с Кабель с виниловым покрытием
Размер кабеля с виниловым покрытием и подходящих зажимов троса может быть сбивает с толку, поскольку некоторые производители измеряют разные вещи. В E-Rigging мы укажите кабель с виниловым покрытием по диаметру кабеля.
Покрытие добавляет толщину, которая называется конечным или окончательным диаметром, и указан на нашем сайте страницы продукта . Обычно он совпадает с кабелем или зажимом следующего размера.
Например, кабель с виниловым покрытием 3/16 дюйма имеет покрытие диаметром ¼ дюйма. После Вас снимите покрытие с кабеля, он все равно будет 3/16 дюйма, поэтому вы должны использовать Клипса 3/16”.
Зачистка Кабель с виниловым покрытием
Снятие винила с кабеля в области, где будут зажимы. рекомендуется для максимальной прочности.
Измерьте и отметьте кабель и поворот так же, как если бы кабель был без покрытия. Там, где конец тупика встречается с живым концом, вы хочу начать раздеваться.
После маркировки снимите виниловое покрытие и прикрепите зажимы так, как вы обычно на непокрытом кабеле.
Применение Зажимы для троса над Кабель с виниловым покрытием
Использование зажимов для троса на кабеле с виниловым покрытием может быть предпочтительнее, чем достичь определенного внешнего вида или ощущения, или когда коррозионная стойкость ценится выше сила.
Обратите внимание, что установка зажимов для троса на виниловое покрытие значительно снизить прочность, и вы должны проверить свои соединения, прежде чем использовать. Никогда не используйте этот метод для критически важных приложений, так как свойства резко снижены и непредсказуемы.
Чтобы правильно подобрать размер соединения, измерьте внешний диаметр кабель,
или посмотрите в нашем характеристики продукта страница.
Если диаметр с покрытием или в готовом виде составляет ¼ дюйма, используйте зажим для троса ¼ дюйма.
Сращивание внахлестку
Предпочтительный метод сращивания двух кабелей с помощью зажимов для тросов. образует два соединенных между собой ушка,
, но для менее критичных применений можно использовать соединение внахлестку.
Два захваченных конца троса перекрывают друг друга на удвоенный угол поворота используется в традиционной терминации глаза.
Используя удвоенное количество зажимов, необходимое для подключения одной проушины, поместите первый зажим на одну длину седла от конца одного из тупиков, убедиться, что вы не оседлаете мертвую лошадь.
Затяните и затяните этот зажим до рекомендуемого значения крутящего момента.
Двигайтесь вниз по длине троса на равном расстоянии друг от друга. затягивание клипс.
Устраните провисание линии между зажимами по мере продвижения вниз.
После того, как вы использовали половину зажимов, измените их ориентацию на седловидную живой конец другой части веревки.
После установки всех зажимов и устранения провисания, работайте с установите первый зажим, затяните и затяните все остальные зажимы.
Процесс еще проще для кулачковых зажимов, поскольку седловидная ориентация не имеет значения из-за их зеркального дизайна.
Кабельные зажимы с одинарной и двойной штамповкой
Кабельные зажимы с одинарной и двойной штамповкой требуют несколько иной сборки процедура.
Во-первых, убедитесь, что окончательный диаметр кабеля соответствует используемому зажиму.
Затем возьмитесь за конец кабеля.
Отвинтите гайки и снимите верхнюю пластину.
Поместите кабель в корпус зажима и проденьте его в канавки и вокруг болтов, оставляя не менее 2 диаметров троса торчащего конца от тела.
Сформируйте проушину нужного вам размера и протяните кабель с другой стороны.
Поместите верхнюю пластину на корпус, чтобы захватить кабель, и затяните гайки. рукой.
Используйте гаечный ключ для окончательной затяжки, чередуя гайки, чтобы обеспечить одинаковое давление.
Если хотите, обрежьте и зафиксируйте лишний конец, выступающий из зажима, не забудьте оставить не менее 2 диаметров троса.
Для кабельных зажимов с одинарной штамповкой используйте те же рекомендации, что и для двойной штампованный хомут.
Если у вас есть дополнительные вопросы, пожалуйста, свяжитесь с нами, и, пожалуйста, подпишитесь на нашу YouTube канал для большего количества видео на различные темы оснастки.
Оборудование для опорной линии | Воздушные инструменты
You are here: Home > Оборудование для вех > готовые изделия для линий
Мы нашли 20 результатов, соответствующих вашим критериям.
Частота вращения коленчатого вала в режиме холостого хода, об/мин (минимальная || повышенная
800±50 || 3000
Направление вращения коленчатого вала (наблюдая со стороны вентилятора)
правое
ЭБУ
—
Контрольный расход топлива при движении с постоянной скоростью: (60 км/ч, л/100 км || 80 км/ч, л/100 км)
9,1 || 10,9
Вот так будут выглядеть обновленные «ГАЗели» и «Соболь»
26 мая 2020 21:06
АвтоВести
ГАЗ запатентовал изображения нового семейства NN, которое станет развитием нынешнего семейства ГАЗель Next, а также обновленного полноприводного микроавтобуса нынешнего семейства «Соболь Бизнес».
ГАЗ запатентовал изображения нового семейства NN, которое станет развитием нынешнего семейства ГАЗель Next, а также обновленного полноприводного микроавтобуса нынешнего семейства «Соболь Бизнес».
В базе Роспатента появились патентные изображения нескольких моделей нового семейства ГАЗель NN, которое должно стартовать в 2021 году. Это два бортовых грузовика (с кабинами с 1 или 2 рядами сидений), низкопольный каркасный автобус City (его уже начали продавать), микроавтобус (заглавное фото), комби и цельнометаллический фургон, короткий вариант которого уже успели подловить на испытаниях. Впрочем, автобус City и бортовой грузовик с короткой кабиной ГАЗ показал еще на автосалоне Комтранс-2019, по новинкам которого мы делали подробный видеообзор.
Кабина рассчитана на 7 человек.
Со сменой поколения семейство получит другое «лицо» со светодиодными линзованными фарами и полностью переработанный салон с новыми креслами, торпедо и подогреваемым рулем. Но главное, что будущая ГАЗель впервые обзаведется целой россыпью электронных ассистентов, вроде камер кругового обзора, системы автоторожения и ассистента удержания в полосе, ради которого будет внедрена рулевая рейка с электроусилителем.
Ожидается, что семейство NN получит дизельный мотор Volkswagen, развивающий при объеме в 2,0 л 136 л.с. и 340 Нм и работающий в паре с новой шестиступенчатой «механикой» собственной разработки ГАЗа. В будущем гамму силовых агрегатов могут расширить за счет отечественного бензинового мотора, дизеля Cummins, а также неких неназванных пока автоматической и роботизированной коробок передач.
Грузопассажирский вариант комби.
Нашелся на патентных изображениях и обновленный полноприводный «Соболь Бизнес». Он фактически повторяет свой концепт, также показанный на автосалоне Комтранс-2019: те же решения по рестайлингу передней и задней части, та же сдвижная дверь пассажирского отсека и запаска в заднем свесе.
Обновленный полноприводный «Соболь Бизнес» с низкой крышей и подъемной задней дверью. Фары, бампер и решетка радиатора — новые. Из-за переноса в задний свес рамы запаски пришлось перекраивать и выхлоп: он выведен перед левым задним колесом.
Но куда больше соболеводы ждут форсированный дизель, усиленную КПП от ГАЗели Next и новую раздатку с более тяговитой «понижайкой» — все это, вместе с новым передним ведущим мостом, как раз и было установлено на выставочном прототипе. Но когда все это появится в продаже — неясно.
авто новости
FEDERAL SABLE Текущее местоположение и местоположение на карте
ИСТОРИЯ
ЗАКРЫТЬ
ВСЕ
КОРАБЛИ
ПОРТЫ
РЕГИОНЫ
Ваша история пуста!
ИСТОРИЯ
Где сейчас находится
FEDERAL SABLE ? Корабль FEDERAL SABLE груз Судно , плавающее под флагом Маршалловых островов . IMO , номер 9595888 и MMSI , номер 538004380. Общие характеристики судна: общая длина (LOA) 190 м и ширина (максимальная ширина) 28 м. Приведенные ниже живые карты показывают следующие данные о рейсе: текущее положение, следующий порт захода, расчетное (ETA) и прогнозируемое время прибытия (PTA), текущая скорость, курс, осадка, фотографии, видео, местное время, время UTC.
ПОДЕЛИТЬСЯ ЭТОЙ КАРТОЙ
Dual Track
Dual Map
Полный экран
600
Обновить карту
Фото
Видео
ПОДЕЛИТЬСЯ ЭТОЙ КАРТОЙ
Не видите свой корабль на карте? Попробуйте Dual Track
Откройте эту карту на мобильном телефоне , отсканировав QR-код
Откройте эту карту на мобильном телефоне , отсканировав изображение QR-кода с помощью камеры
ЗАКРЫТЬ
ПОДЕЛИТЬСЯ ЭТА КАРТА
ПОДОБНЫЕ СУДА (31)
ПОДОБНЫЕ СУДА (31)
по типу
по флагу
РЕГО
ДЖЕНКО ХИЩНИК
ТРИУМФ
ОРФЕАС
ЗОЛОТОЙ ТЮЛЬПАН
ЛЮСИЯ
ЗАЛИВ АХМАДИ
ВИНА ДЕЛЬ МАР
БИННУР С
приточно-вытяжная установка C
ЧЖУН СЯН
МОРСКАЯ НАДЕЖНОСТЬ
ЭЛИС СТАР
тайский яркий
ТАЙСКИЙ РАССВЕТ
ДУХ СОЛНЕЧНОГО ПОЯСА
ПОСОЛ КРОУЛИ
ВАРШАВА
СОМЕРСЕТ
ТРАНСПОРТЕР
МАЭСТРО ОКЕАН
МАЭСТРО ВСЕЛЕННАЯ
ЛИКТОС
ХАРРИСОН
ЗВЕЗДА ЭМИЛИ
БЫСТРАЯ СВОБОДА
ИРИНИ
АХИЛЛ
ЗВЕЗДНЫЙ ИРИС
АТЛАНТИКА
КОЗА
БОНА
ЦЗИН Е 6
МАО ГАН ГУАН ЧЖОУ
ЧАН ШУН ДЖИН СЮ
ХАЙ ЛИ 19
ЧЖУН ГУ 16
ХУА ЛУ ХАЙ 2
Ван Мин 1
ДОНГ ЧЭН ЛАН ТЯНЬ
ЧЖУНЛЯН ХУАЖУН
ЭН ДЖЕ 5
ЧАН СЯНЬ ХАЙ
БАО ХАНГ 16
СИНЬ ЛОНГ ЮН 16
ХУА ШЭН 39ЮН ТАЙ ЛОНГ 58
БЕГ ЧЖОУ 6
ХЭН ДА 17
АО ТОНГ
БЕГИ ТАЙ ЧЖИ ХАНГ
ХУЙ ДЖИНЬ ЦЯО 139
СЯНХАН555
ЧАН ЮЭ 1
СИНЬ ЧЕНЬ ДА ЮН
УСЛ СЯМЫНЬ
АН ШЭН 20
СПБ ЧАРЛИ МАРИН
ХУА ХАНГ ХАН Я 5
ВЬЕТ ТУАН 12 02
СИНЬ ХАЙ МИН
ЮХАН12
Создавая волны: электрические корабли плывут вперед
Тихо, в самом конце 2021 года, Yara Birkeland отплыла из Порсгрунна, города на юго-востоке Норвегии. 80-метровое судно водоизмещением 3 200 тонн — первое в мире полностью электрическое автономное грузовое судно, работающее от восьми аккумуляторов мощностью 6,8 МВтч, что эквивалентно 100 автомобилям Тесла — почти исключительно за счет выработки гидроэлектроэнергии. По словам Yara, норвежского производителя удобрений, стоящего за новым кораблем, он заменит примерно 40 000 поездок дизельных грузовиков в год между их операциями по всей Норвегии, что сократит расходы, выбросы, загрязнение воздуха и заторы на норвежских дорогах.
Несмотря на то, что Yara Birkeland меньше, чем некоторые грузовые суда, поступающие в обращение сегодня, которые по-прежнему работают на мазуте и дизельном топливе, рост числа полностью электрических судов набирает обороты. От грузовых судов до паромов электрифицированное судоходство начинает волновать морские рынки, при этом мировой рынок оценивается в 16,2 миллиарда долларов к 2030 году, и в действие вступают такие крупные игроки, как Siemens AG, General Electric и ABB. В сочетании с мерами по сокращению общей материальной массы торговли в пользу более локализованного производства и потребления, а также с выводом из эксплуатации существующего судоходства, работающего на ископаемом топливе, подобные шаги могут способствовать быстрой декарбонизации морских перевозок.
Оживленный грузовой порт. Воздействие судоходства, работающего на ископаемом топливе, на климат и здоровье столь же велико, сколь и повсеместно. Около 90 000 грузовых судов, плавающих по Мировому океану, ежегодно сжигают 370 миллионов тонн топлива и производят 20 миллионов тонн оксида серы. По данным IDTechEx One, большое грузовое судно выбрасывает столько же выбросов углекислого газа, сколько 70 000 автомобилей, столько же оксида азота, сколько два миллиона автомобилей, и столько же мелкой пыли и канцерогенных частиц, сколько 2,5 миллиона автомобилей. При изучении глобальных уровней загрязнения воздуха на международные перевозки приходится от 18 до 30 процентов оксида азота в атмосфере. Поскольку почти 70 % выбросов судов образуются в пределах 400 км от материка, вблизи портов и прибрежных городов, существуют серьезные опасения по поводу воздействия международного судоходства на здоровье населения.
Уроки для быстрого перехода
Аккумуляторные технологии продолжают совершенствоваться — и они помогают судоходным компаниям сокращать выбросы углерода, расходы и загрязнение окружающей среды. Однако электрические суда должны заменить корабли, загрязняющие окружающую среду, а не быть просто дополнительными.
От морского страхования до загрязнения воздуха в городах вблизи оживленных портов, государственная политика нацелена на судоходство. По мере того как политика начинает действовать, электрификация становится все более привлекательным и доступным путем.
Электрические суда дают возможность переосмыслить внутренние и международные перевозки. Напряженные и растянутые цепочки поставок начинают проседать, но электрификация судоходства может обеспечить столь необходимый прогресс при сокращении выбросов, но она должна быть частью более широкой стратегии, переосмысливающей модели торговли, производства, транспорта и потребления.
Общая картина
Международные перевозки — очень большая и сложная часть головоломки декарбонизации. Хотя в 2020 году на долю международных грузовых перевозок приходилось 2–3 % глобальных выбросов CO2, связанных с энергетикой, что превышает годовой объем выбросов Германии, рост выбросов в этом секторе ускоряется с 2010 года из-за небывалого спроса на морскую торговлю. Это было до Covid-19закрепилось, что снизило как спрос, так и активность, создав то, что было названо «карантином потребления», обращением вспять растущего чрезмерного потребления, которое также должно быть частью более долгосрочной картины. Тем не менее, ежегодные снимки выбросов от судоходства не отражают проблемы обезуглероживания. В настоящее время на океанские суда приходится более 80 % объема мировой торговли и, как следствие, к 2050 году их доля в глобальных выбросах может составить около 17 % без глубокой и далеко идущей декарбонизации. По данным Международной морской организации ООН (ИМО), это приведет к увеличению выбросов от судов на 250%. Климат не может позволить такой рост.
Определение ответственности за международные перевозки также сопряжено с трудностями. Согласно установленным глобальным руководящим принципам, выбросы от судоходства, происходящие при переходе судов из одного порта в другой, подпадают под компетенцию ИМО, в то время как суда, которые перемещаются между портами внутри страны (например, Yara Birkeland), являются ответственностью страны и должны, для например, учитываться в Определяемом на национальном уровне вкладе (NDC) в соответствии с Парижским соглашением.
Вид с воздуха на грузовой корабль (фото: Venti Views на Unsplash)
Но такое случается очень редко. Немногие страны внимательно проверяют выбросы от судоходства, и еще меньше стран включают судоходство в свои ОНУВ. Из-за этих пересечений проводов ИМО также полагается на упрощенные оценки выбросов от международного судоходства, которые могут занижать их истинный масштаб. Одно исследование, проведенное UCL, предполагает, что 30 % всех выбросов от судоходства относятся к сфере ответственности национального правительства, что почти в два раза больше, чем предполагалось ранее.
Чтобы морской транспорт достиг нуля к середине этого века, доминирующие и наиболее конкурентоспособные доступные суда должны быть нулевыми выбросами углерода к 2030 году из-за жизненного цикла судов. И в то время как электрифицированные суда начинают поступать в обращение, обезуглероживание судоходства потребует подхода «все руки на палубе», когда все чистые технологии — от альтернативных видов топлива до плавучих зарядных станций — развернуты для снижения затрат, выжимания ископаемого топлива. и обеспечить глубокое сокращение выбросов. Кроме того, за счет операционных изменений и повышения эффективности можно добиться значительного сокращения выбросов. По данным ICCT, их сочетание с технологиями экологически чистой энергии и выбросами от судоходства может сократиться на 71 % к 2050 году. Все эти проблемы также облегчились бы, если бы сократился сам объем продаваемых товаров, особенно товаров, поступающих на более богатые рынки с высоким потреблением.
Однако тенденции международного судоходства могут меняться. Нынешние заоблачные цены на ископаемое топливо подрывают прибыль в международном судоходстве, в то время как постоянные прорывы в технологии аккумуляторов, ужесточение регулирования загрязнения в портах и роль, которую электрифицированные грузовые суда могут играть в национальной декарбонизации, меняют направление ветров промышленности и энергетики. политика в отношении электрифицированных судов.
Контекст и предыстория
В то время как электрификация международного грузового флота потребует монументальной мобилизации финансов, политики и чистых технологий, международное судоходство не чуждо возобновляемым источникам энергии или электричеству. Ведь корабли приводились в движение ветром за тысячи лет до появления паровых машин в 19 веке.го века, а некоторые предприятия даже пытаются вернуть благородный парус к обезуглероживанию судоходства.
The Great Buffalo, корабль с паровым двигателем, построенный в 1924 году многие океанские грузовые суда частично электрифицированы с помощью дизель-электрических систем трансмиссии. Примерно 80 процентов грузовых судов используют дизельные генераторы для выработки электроэнергии, которая затем приводит в действие электрический двигатель, приводящий в движение гребной винт корабля. Преимущества этой системы многочисленны: она экономит до 20 процентов топлива на борту корабля, электрифицированные системы состоят из меньшего количества компонентов и, следовательно, менее подвержены сбоям, и эти системы меньше изнашиваются, что увеличивает их долговечность. Когда дело доходит до перехода в мире международного судоходства, электрификация имеет исторический прецедент.
Но, несмотря на огромный прорыв в технологии аккумуляторов за последнее десятилетие, плотность энергии аккумуляторов еще не достигла уровня, необходимого для завоевания самых длинных торговых путей Семи Морей. Однако современных технологий более чем достаточно для электрификации некоторых более коротких международных маршрутов, что позволит существенно сократить выбросы, а также предложить маршрут, который поможет обезуглерожить внутренние транспортные системы за счет большей консолидации и замены автомобильных грузов.
Здесь кроется наилучшая возможность для электрических кораблей снизить рост выбросов. Более короткие судоходные пути — как между странами, так и внутри них — могут быть электрифицированы, в то время как паромы и морской транспорт созрели для электрификации. И в то время как быстрое развертывание этих судов изгибает кривую выбросов судоходства, технологии аккумуляторов будут совершенствоваться, а затраты будут снижаться еще больше, помогая сократить эти длинные маршруты, которые трудно обезуглероживать.
Способствующие факторы
Технологические переломные моменты
Аккумуляторные технологии продолжают совершенствоваться — и это хорошая новость для судоходных компаний, стремящихся сократить выбросы. В 2019 году международные судоходные компании установили больше батарей, чем за предыдущие восемь лет. В то время как более крупные лодки, плавающие по более длинным маршрутам, сложнее полностью электрифицировать с помощью аккумуляторной технологии, разработка гибридных систем и береговых зарядных станций призвана сократить общие выбросы от судов.
Гибридный паром Scandlines, курсирующий между Родби, Дания и Путтгарден, Германия более крупные грузовые суда с гибридными системами, поскольку они сокращают расход топлива, что снижает затраты, снижается шум, создаваемый судном, который может нарушить морскую жизнь, а также сокращаются объем технического обслуживания и риск отказа двигателя. Учитывая социальные, экологические и финансовые преимущества как полной, так и частичной электрификации, неудивительно, что батареи становятся все более распространенными на борту судов всех форм и размеров. Ожидается, что рынок морских аккумуляторов будет ежегодно расти примерно на 20%.
Однако остаются проблемы с утилизацией аккумуляторов по окончании их жизненного цикла. Поскольку некоторые передовые аккумуляторные технологии в судоходстве, такие как ионно-литиевые аккумуляторы, содержат опасные загрязняющие вещества, в портах должны быть системы и инфраструктура для безопасной и устойчивой переработки и замены аккумуляторов. И, конечно же, добыча лития связана со многими социальными и экологическими последствиями.
Политика идет со всех сторон
Доминирующая роль судоходства в мировой торговле означает, что политика начинает ориентироваться на этот сектор с разных точек зрения, от попыток сократить загрязнение морской среды до реорганизации страховой отрасли. Вмешательство портовых властей с целью снижения загрязнения морской среды и воздуха вынуждает многие судоходные компании задуматься об электрификации своего флота.
Например, судоходный гигант Maersk объявил о планах в начале 2022 года установить сотни плавучих оффшорных зарядных станций по всему миру, чтобы суда могли заряжаться, ожидая за пределами портов. Ожидается, что этот шаг сократит выбросы парниковых газов на 5 миллионов тонн в год. Этот шаг связан с тем, что глобальные цепочки поставок сталкиваются с постоянными проблемами, связанными с заторами и узкими местами в некоторых из самых загруженных портов мира, где суда, работающие на ископаемом топливе, простаивают за пределами портов и вызывают вредное загрязнение воздуха для тех, кто живет в портах и вокруг них, некоторые из которых расположены вблизи таких густонаселенных городов, как Шанхай и Лос-Анджелес.
Slide Anything Ошибка короткого кода: действительный идентификатор не был предоставлен
Специально направленные на морские выбросы, налоги на выбросы углерода и бункерные сборы на потребление топлива на борту судов были в одностороннем порядке введены государствами, стремящимися сократить выбросы, сократить загрязнение и стимулировать быстрый переход к низкоуглеродному судоходству. Маршалловы Острова и Соломоновы Острова предложили ввести сбор в размере 100 долларов США за тонну эквивалента CO2, начиная с 2025 года и увеличивая его ежегодно или каждые пять лет на 30% от 100%. Судоходная фирма Trafigura предложила ИМО ввести сбор в размере от 250 до 300 долларов США за тонну эквивалента CO2. Эти рыночные меры могут сместить шкалу затрат на переход от ископаемого топлива в судоходстве, сделав низкоуглеродные технологии доступными в масштабе.
Грузовое судно в плавании (фото: Rinson Chory на Unsplash)
Другая сторона уравнения — морское страхование — ключевая заинтересованная сторона в определении отраслевых рисков и управлении скоростью внедрения технологий. Глобальный морской форум недавно изложил планы, согласно которым углеродный след портфелей морских страховщиков будет оцениваться в свете целей IMO по обезуглероживанию, чтобы побудить страховые компании помочь своим клиентам обезуглерожить свой флот. Эта схема будет соответствовать Принципам Посейдона, запущенным в 2019 году., которая стремится привести финансирование судоходства в соответствие с более широкими климатическими целями.
Электрифицированное судоходство предлагает курс на переосмысление национального транспорта и грузовых перевозок
Наибольший трансформационный потенциал электрических судов заключается в их способности модернизировать пассажирские и грузовые перевозки на международном и внутреннем уровнях. Поскольку Yara Birkeland в Норвегии ежегодно убирает с дорог 40 000 грузовых дизельных грузовиков, продолжающаяся электрификация паромных маршрутов Stena Line ежегодно сокращает выбросы, а статус «свободных от ископаемых» должен быть достигнут до 2050 года.
Новое судно Stena Jutlandica, которое перевозит пассажиров из Гетебори в Швеции во Фредериксхавн в Дании, представляет собой полностью электрическое судно с аккумуляторной батареей емкостью 50 000 кВтч, которое показывает, как электрические суда могут уменьшить значительную долю выбросов углекислого газа воздушным или наземным транспортом. Ожидается, что полностью электрический паром Ellen в Дании также будет компенсировать 2000 тонн эквивалента CO2 в год, эффективно убирая с дороги около 440 автомобилей, потребляющих бензин, каждый год.
Для более длинных торговых маршрутов электрификация потребует консолидации существующих маршрутов, чтобы обеспечить возможность зарядки, и уменьшения размеров кораблей, чтобы они могли получить доступ к портам для зарядки, что недоступно для более крупных кораблей. Это не только будет означать, что грузы можно будет доставлять ближе к месту их использования, что снизит общую энергоемкость торговли, но также даст возможность убрать большие объемы грузов, работающих на ископаемом топливе, с дорог за счет уменьшения гравитационного притяжения крупнейших портов. Небольшие и более доступные электрические суда, которые могут швартоваться ближе к ключевым рынкам, также привлекут более крупных ритейлеров к выходу на рынок логистики, и многие из них ставят перед собой цели перейти к перевозкам с нулевым выбросом углерода к 2040 году. Серьезная одновременная задача, которая сделает цель более достижимой , будет заключаться в снижении культуры потребления, несправедливых моделей глобального производства и уровней чрезмерного потребления в более богатых странах, которые в первую очередь создают спрос на товары, которые должны быть отправлены.
Ссылки
Крейг, 2020 г., «Будущее батарей в морском секторе: что лежит за горизонтом?», https://www.southampton.ac.uk/~assets/doc/The%20Future%20of %20Batteries%20in%20the%20Marine%20Sector.pdf
МЭА, 2021 г., «Международные перевозки», Отчет об отслеживании МЭА , https://www.iea.org/reports/international-shipping
Infineon, 2021 г., «Почему корабли будущего будут работать на электричестве», https://www.
Технические данные, характеристики узлов и оборудования Требования безопасности при эксплуатации автомобиля Техническое обслуживание Подготовка автомобиля к работе после получения его с завода Обкатка нового автомобиля Поддержание исправного состояния и обслуживание систем и узлов автомобиля Консервация и расконсервация Приложения Двигатель Система охлаждения Трансмиссия Ходовая и подвеска Рулевое управление Тормозная система Кузов и салон Система кондиционирования и вентиляции Электрооборудование
— Пошаговое руководство по ремонту различных узлов и агрегатов автомобиля — Инструкцию по самостоятельному обслуживанию и уходу — Ценную информацию о конструкции автомобиля и о том, как предупредить неисправность — Каталог расходных материалов для проведения ТО — Уверенность и знания для поездки на СТО, в случае если собственноручный ремонт невозможен
Описание автомобиля
ГРУЗОВИКИ FAW
Производством грузовиков FAW занимается самый крупный из производителей грузовой техники в Китае компания China First Automobile Group Corporation (FAW).
За свою более чем 50-летнюю историю компания FAW, накопившая наибольший производственный опыт в выпуске грузовиков, автобусов, а также легковых автомобилей, по праву превратилась в лидера отрасли, с годовым объемом производства более 1 млн. автомобилей и экспортом в более чем 50 стран мира.
Производство китайских грузовиков марки FAW осуществляется по технологиям и на оборудовании ведущего мирового производителя Isuzu. Именно у японских грузовиков этой марки заимствованы основные узлы и агрегаты китайского грузовика FAW.
Секрет успеха китайских грузовиков FAW- экономичность и качество при невысокой цене.
Грузовики FAW предназначены для транспортировки различных грузов массой до 2 т, они маневренны и удобны для развозки в городских условиях, в узких дворах и улицах.
Китайские грузовики FAW обладают бескапотной компоновкой, что вкупе с большой площадью остекления и большими зеркалами заднего вида, существенно упрощает маневрирование в условиях города.
Сердце китайского грузовика FAW — надежный и экономичный дизельный двигатель, расход топлива в городском режиме — 8 л. Грузовики FAW комплектуются рулевым механизмом с гидроусилителем.
Базовая комплектация китайских грузовиков FAW уже включает в себя: автомагнитолу, электро-факельное устройство, противотуманные фары, комплект инструментов, запасное колесо и др.
Наличие большого количества различных надстроек (фургон, эвакуатор, кран-манипулятор и т.д.) позволяет выбрать грузовик под свои конкретные задачи.
Китайский грузовик FAW сертифицирован и полностью адаптирован под климатические и дорожные условия России, налажена поставка запасных частей, осуществляется сервисное обслуживание.
Представленные модели:
FAW 1041 — экономичный и надежный китайский грузовик FAW c грузоподъемностью 2 тонны с дизельными двигателями соответствующим нормам по токсичности Евро 2 и Евро 3, один из лидеров по объему продаж FAW. Популярности автомобилю FAW 1041 добавляет то, что для управления им достаточно прав категории «В». Широкий выбор дополнительного оборудования и фургонов к этой модели китайского грузовика FAW позволяет приспособить FAW 1041 для любого бизнеса — от перевозки мебели и стройматериалов до доставки воды.
FAW 1047 — модель сохраняет все достоинства модели FAW1041, и добавляет к ним еще несколько. Четырехдверный пятиместный китайский грузовик FAW 1047 идеален для небольших бригад, работающих в городе. Компоновка салона позволяет разместить водителя и пять пассажиров, а компактный кузов FAW удобен для перевозки инструмента и расходных материалов.
FAW 1051 — Грузоподъемность — 3 тонны, надежный дизельный двигатель, соответствующий нормам по токсичности Евро 2 и Евро 3, маневренность, экономичность, различные вариа
Книга по ремонту грузовика BAW FENIX BJ1044
Главная » BAW » … Просмотров: 3351
Описание Глава из книги Отзывы (1)
В данном руководстве приведена информация по ремонту и эксплуатации грузовиков BAW FENIX BJ1044 / BJ1065 / FAW CA1041 с дизельными двигателями, объемом 3.2 и 3.9 л. Книга дополнена цветными электросхемами.
Содержание
1. Технические данные, характеристики узлов и оборудования
2. Требования безопасности
при эксплуатации автомобиля
3. Техническое обслуживание
4. Подготовка автомобиля
к работепосле получения его с завода
5. Обкатка нового автомобиля
6. Поддержание исправного состояния
и обслуживание систем и узлов автомобиля
7. Консервация и расконсервация
8. Приложения
9. Двигатель
10. Система охлаждения
11. Трансмиссия
12. Ходовая и подвеска
13. Рулевое управление
14. Тормозная система
15. Кузов и салон
16. Система кондиционирования и вентиляции
17. Электрооборудование
Книга по BAW FENIX BJ1044 смотреть онлайн
Оставить отзыв
Ваше Имя:
Ваш отзыв:
Оценка: Плохо
Хорошо
Введите код, указанный на картинке:
Оставить отзыв
Двигатель
Снятие масляного фильтра в сборе с кронштейном
Ключом «на 13» отвернуть четыре болта крепления кронштейна и один болт крепления защитного экрана .
Снять фильтр в сборе с кронштейном и защитным экраном .
Снятие топливного фильтра
Ослабить хомут и снять топливный шланг.
Ключом «на 16» отвернуть два болта крепления топливного фильтра.
Снять топливный фильтр с кронштейном в сборе.
Снятие насоса ГУР
Ключом «на 16» отвернуть два болта крепления насоса.
Снять насос с кронштейном в сборе.
Снятие натяжного ролика
Ключом «на 16» отвернуть два болта крепления ролика.
Снять натяжной ролик в сборе с кронштейном.
Снятие компрессора тормозной системы
Колючем «на 13» отвернуть штуцер масляной магистрали и отсоединить трубку.
Отвернуть два болта крепления компрессора и снять его.
Отсоединить шланги от клапанной крышки масляного картера.
Ключом «на 10» отвернуть два болта крепления маслотделителя и снять его.
Другие книги по ремонту и обслуживанию грузовиков:
Добавляйте новые и редактируйте существующие маршруты
Зарегистрируйтесь сейчас
Штаты: Техас
Округа: Комал
Длина: 2,18 мили
Конечные точки маршрута: FM 1044 и FM 725
Покрытие тропы: Асфальт, Бетон
Категория тропы: Greenway/Non-RT
ID: 9282324
Деятельность:
Велосипед Гулять пешком
Экспорт в направляющую
Создать руководство
Скачать GPX
Карта для печати
Посмотреть классическую галерею | Отправить фото
Описание мемориальной тропы County Line
Посмотреть карту маршрута
Отправить в приложение
Мемориальная тропа Каунти-Лайн протяженностью 2,18 мили относительно короткая, но она предлагает увлекательные впечатления на всем протяжении. Усаженная деревьями дорожка проходит на 3 акрах земли, простираясь от FM 1044 до FM 725. Есть такие удобства, как парковка, зоны отдыха со скамейками и стационарные фитнес-центры.
В точках тропы установлены три стационарных фитнес-центра. Предлагая шесть видов тренажеров, фитнес-станции предлагают посетителям возможность разнообразить свою тренировку. Инструкции предоставляются для всех уровней пользователей. Первая станция находится в начале тропы на Каунти-Лайн-роуд, вторая — в Крафт-парке, а третья — у входа на тропу Уолнат-авеню.
Кроме того, тропа дает возможность не только насладиться, но и узнать больше о природе. Были установлены панели, чтобы помочь пользователям узнать больше об экологии окружающих водно-болотных угодий. Пользователи тропы могут столкнуться с различными видами диких животных, включая стрекоз, лягушек и птиц.
Тропа является важным рекреационным активом, обеспечивающим безопасное место для семей с детьми, а также для бегунов и велосипедистов. Для тех, кто наслаждается тропой со своими питомцами, предусмотрены диспенсеры для мешков для мусора. Мемориальная тропа County Line проходит через ряд районов и соединяется с парками Kraft, Hoffman и Fischer.
Парковка и подъезд к тропе
Недалеко от пересечения улиц Каунти-Лайн-роуд и FM 1044 есть тропа с парковкой.
Запасные части для колесных экскаваторов CASE (Кейс)
Запасные части для колесных экскаваторов CASE (Кейс) | Запчасти CASE Construction
Ваш запрос отправлен.
Спасибо за обращение в нашу компанию!
Вернуться на сайт
Заказать запчасти
Колесные и гусеничные мини-погрузчикиКолесные мини-погрузчикиГусеничные мини-погрузчикиЭкскаваторы-погрузчикиФронтальные колесные погрузчикиГрейдерыГусеничные бульдозерыГусеничные экскаваторыМини-экскаваторыЭкскаваторы 13-18 тоннЭкскаваторы 20-38 тоннЭкскаваторы 47-80 тоннХарвестеры и перегружателиАрхив моделей Экскаваторов CASEСпецтехника БУ с наработкой (TRADE-IN)
Гусеничный экскаватор Case CX210B LCГусеничный экскаватор Case CX210B NLCГусеничный экскаватор Case CX240BГусеничный экскаватор Case CX290BГусеничный экскаватор Case CX370BТяжелый экскаватор Case CX470B/CX470B MEЭкскаватор-погрузчик Case 695SVЭкскаватор-погрузчик Case 580SVЭкскаватор-погрузчик Case 570STЭкскаватор-погрузчик Case 580VЭкскаватор-погрузчик Cukurova 885Экскаватор-погрузчик Cukurova 888Экскаватор-погрузчик MST 642Экскаватор-погрузчик MST 644Экскаватор-погрузчик New Holland B110BЭкскаватор-погрузчик New Holland B115BГусеничный мини-погрузчик Case TR270BГусеничный мини-погрузчик Case TR320BГусеничный мини-погрузчик Case TV380BКолесный мини-погрузчик Case SR175BКолесный мини-погрузчик Case SR200BКолесный мини-погрузчик Case SV250BКолесный мини-погрузчик Case SV300BГабаритный экскаватор Case CX220C NLCГусеничный экскаватор Case CX220C LCГусеничный экскаватор Case CX220C LC HDГусеничный экскаватор Case CX260CГусеничный экскаватор Case CX300CГусеничный экскаватор Case CX380CГусеничный экскаватор Case CX210CГусеничный бульдозер CASE 1150LГусеничный бульдозер Case 1650L XLTГусеничный бульдозер Case 2050M XLT (Semi-U)Легкий экскаватор Case CX130СЛегкий экскаватор Case CX160BМини-экскаватор CASE CX37CФронтальный колесный погрузчик 521F/521F XTФронтальный колесный погрузчик 621F/621F XTФронтальный колесный погрузчик 721F/721F XTФронтальный колесный погрузчик 821FФронтальный колесный погрузчик 921FФронтальный колесный погрузчик 1021FФронтальный колесный погрузчик 1121FГабаритный и точный Case 865B AWDТяжелый и Мощный Case 885B AWDГабаритный грейдер CASE 865 4WDКарьерный экскаватор Case CX490CКарьерный экскаватор Case CX500C MEТяжелый экскаватор Case CX700B/CX700B MEТяжелый экскаватор Case CX800B/CX800B MEГусеничный экскаватор CASE CX220C NLC (габарит)ПЕРЕГРУЖАТЕЛЬ НА БАЗЕ ГУСЕНИЧНОГО ЭКСКАВАТОРА CASE CX220cХарвестер на базе гусеничного экскаватора CASE CX220C LC HD + головка ponsse H7 HD
Согласие на обработку моих персональных данных:
Case соблюдает нормы действующего нормативно-правового регулирования касательно защиты персональных данных. Когда Вы предоставляете персональные даанные Вы соглашаетесь на хранение и обработку персональных данных. Также Вы соглашаетесь, что соответствующая информация не является конфиденциальной и может быть сохранена или использована нашей компанией. Полный текст политики конфиденциальности можно СКАЧАТЬ ТУТ
Я согласен *
* — поля, обязательные для заполнения
Ваш запрос отправлен.
Спасибо за обращение в нашу компанию!
Вернуться на сайт
Заказать сервис
Приложить документ:
Согласие на обработку моих персональных данных:
Case соблюдает нормы действующего нормативно-правового регулирования касательно защиты персональных данных. Когда Вы предоставляете персональные даанные Вы соглашаетесь на хранение и обработку персональных данных. Также Вы соглашаетесь, что соответствующая информация не является конфиденциальной и может быть сохранена или использована нашей компанией.
Я согласен *
Введите код:
* — поля, обязательные для заполнения
Спасибо за заполнение формы.
В ближайшее время с Вами свяжется наш сервисный специалист для уточнения местоположения и времени
Вернуться на сайт
Заказать Сервис/ТО
Дата:
От:
Ответственное лицо от организации:
Куда выслать счёт?
Вариант доставки документов: К машине (при себе иметь доверенность)В офисе ООО «ТПАС»Прислать почтойДоставкой курьеромСвой вариант
Наименование необходимых работ:
Условия заявки:
Все условия заявки мною прочтены. Я принимаю все условия. *
Персональные данные:
Вы соглашаетесь на хранение и обработку персональных данных в соответствии с законом от 27 июля 2006 года № 152-ФЗ «О персональных данных». Также Вы соглашаетесь, что соответствующая информация не является конфиденциальной и может быть сохранена или использована нашей компанией. Полный текст политики конфиденциальности можно https://www.casenw.ru/upload/PCTPAS.docx
Даю согласие на обработку моих персональных данных. *
* — поля, обязательные для заполнения
Ваш запрос отправлен.
Спасибо за обращение в нашу компанию!
Вернуться на сайт
Заказать звонок
Согласие на обработку моих персональных данных:
Case соблюдает нормы действующего нормативно-правового регулирования касательно защиты персональных данных. Когда Вы предоставляете персональные даанные Вы соглашаетесь на хранение и обработку персональных данных. Также Вы соглашаетесь, что соответствующая информация не является конфиденциальной и может быть сохранена или использована нашей компанией.
Я согласен *
* — поля, обязательные для заполнения
Ваш запрос отправлен.
Спасибо за обращение в нашу компанию!
Вернуться на сайт
Узнать цену
Колесные и гусеничные мини-погрузчикиКолесные мини-погрузчикиГусеничные мини-погрузчикиЭкскаваторы-погрузчикиФронтальные колесные погрузчикиГрейдерыГусеничные бульдозерыГусеничные экскаваторыМини-экскаваторыЭкскаваторы 13-18 тоннЭкскаваторы 20-38 тоннЭкскаваторы 47-80 тоннХарвестеры и перегружателиАрхив моделей Экскаваторов CASEСпецтехника БУ с наработкой (TRADE-IN)
Гусеничный экскаватор Case CX210B LCГусеничный экскаватор Case CX210B NLCГусеничный экскаватор Case CX240BГусеничный экскаватор Case CX290BГусеничный экскаватор Case CX370BТяжелый экскаватор Case CX470B/CX470B MEЭкскаватор-погрузчик Case 695SVЭкскаватор-погрузчик Case 580SVЭкскаватор-погрузчик Case 570STЭкскаватор-погрузчик Case 580VЭкскаватор-погрузчик Cukurova 885Экскаватор-погрузчик Cukurova 888Экскаватор-погрузчик MST 642Экскаватор-погрузчик MST 644Экскаватор-погрузчик New Holland B110BЭкскаватор-погрузчик New Holland B115BГусеничный мини-погрузчик Case TR270BГусеничный мини-погрузчик Case TR320BГусеничный мини-погрузчик Case TV380BКолесный мини-погрузчик Case SR175BКолесный мини-погрузчик Case SR200BКолесный мини-погрузчик Case SV250BКолесный мини-погрузчик Case SV300BГабаритный экскаватор Case CX220C NLCГусеничный экскаватор Case CX220C LCГусеничный экскаватор Case CX220C LC HDГусеничный экскаватор Case CX260CГусеничный экскаватор Case CX300CГусеничный экскаватор Case CX380CГусеничный экскаватор Case CX210CГусеничный бульдозер CASE 1150LГусеничный бульдозер Case 1650L XLTГусеничный бульдозер Case 2050M XLT (Semi-U)Легкий экскаватор Case CX130СЛегкий экскаватор Case CX160BМини-экскаватор CASE CX37CФронтальный колесный погрузчик 521F/521F XTФронтальный колесный погрузчик 621F/621F XTФронтальный колесный погрузчик 721F/721F XTФронтальный колесный погрузчик 821FФронтальный колесный погрузчик 921FФронтальный колесный погрузчик 1021FФронтальный колесный погрузчик 1121FГабаритный и точный Case 865B AWDТяжелый и Мощный Case 885B AWDГабаритный грейдер CASE 865 4WDКарьерный экскаватор Case CX490CКарьерный экскаватор Case CX500C MEТяжелый экскаватор Case CX700B/CX700B MEТяжелый экскаватор Case CX800B/CX800B MEГусеничный экскаватор CASE CX220C NLC (габарит)ПЕРЕГРУЖАТЕЛЬ НА БАЗЕ ГУСЕНИЧНОГО ЭКСКАВАТОРА CASE CX220cХарвестер на базе гусеничного экскаватора CASE CX220C LC HD + головка ponsse H7 HD
Согласие на обработку моих персональных данных:
Case соблюдает нормы действующего нормативно-правового регулирования касательно защиты персональных данных. Когда Вы предоставляете персональные даанные Вы соглашаетесь на хранение и обработку персональных данных. Также Вы соглашаетесь, что соответствующая информация не является конфиденциальной и может быть сохранена или использована нашей компанией.
Я согласен *
* — поля, обязательные для заполнения
Ваш запрос отправлен.
Спасибо за обращение в нашу компанию!
Вернуться на сайт
Узнать цену
Колесные и гусеничные мини-погрузчикиКолесные мини-погрузчикиГусеничные мини-погрузчикиЭкскаваторы-погрузчикиФронтальные колесные погрузчикиГрейдерыГусеничные бульдозерыГусеничные экскаваторыМини-экскаваторыЭкскаваторы 13-18 тоннЭкскаваторы 20-38 тоннЭкскаваторы 47-80 тоннХарвестеры и перегружателиАрхив моделей Экскаваторов CASEСпецтехника БУ с наработкой (TRADE-IN)
Гусеничный экскаватор Case CX210B LCГусеничный экскаватор Case CX210B NLCГусеничный экскаватор Case CX240BГусеничный экскаватор Case CX290BГусеничный экскаватор Case CX370BТяжелый экскаватор Case CX470B/CX470B MEЭкскаватор-погрузчик Case 695SVЭкскаватор-погрузчик Case 580SVЭкскаватор-погрузчик Case 570STЭкскаватор-погрузчик Case 580VЭкскаватор-погрузчик Cukurova 885Экскаватор-погрузчик Cukurova 888Экскаватор-погрузчик MST 642Экскаватор-погрузчик MST 644Экскаватор-погрузчик New Holland B110BЭкскаватор-погрузчик New Holland B115BГусеничный мини-погрузчик Case TR270BГусеничный мини-погрузчик Case TR320BГусеничный мини-погрузчик Case TV380BКолесный мини-погрузчик Case SR175BКолесный мини-погрузчик Case SR200BКолесный мини-погрузчик Case SV250BКолесный мини-погрузчик Case SV300BГабаритный экскаватор Case CX220C NLCГусеничный экскаватор Case CX220C LCГусеничный экскаватор Case CX220C LC HDГусеничный экскаватор Case CX260CГусеничный экскаватор Case CX300CГусеничный экскаватор Case CX380CГусеничный экскаватор Case CX210CГусеничный бульдозер CASE 1150LГусеничный бульдозер Case 1650L XLTГусеничный бульдозер Case 2050M XLT (Semi-U)Легкий экскаватор Case CX130СЛегкий экскаватор Case CX160BМини-экскаватор CASE CX37CФронтальный колесный погрузчик 521F/521F XTФронтальный колесный погрузчик 621F/621F XTФронтальный колесный погрузчик 721F/721F XTФронтальный колесный погрузчик 821FФронтальный колесный погрузчик 921FФронтальный колесный погрузчик 1021FФронтальный колесный погрузчик 1121FГабаритный и точный Case 865B AWDТяжелый и Мощный Case 885B AWDГабаритный грейдер CASE 865 4WDКарьерный экскаватор Case CX490CКарьерный экскаватор Case CX500C MEТяжелый экскаватор Case CX700B/CX700B MEТяжелый экскаватор Case CX800B/CX800B MEГусеничный экскаватор CASE CX220C NLC (габарит)ПЕРЕГРУЖАТЕЛЬ НА БАЗЕ ГУСЕНИЧНОГО ЭКСКАВАТОРА CASE CX220cХарвестер на базе гусеничного экскаватора CASE CX220C LC HD + головка ponsse H7 HD
Согласие на обработку моих персональных данных:
Case соблюдает нормы действующего нормативно-правового регулирования касательно защиты персональных данных. Когда Вы предоставляете персональные даанные Вы соглашаетесь на хранение и обработку персональных данных. Также Вы соглашаетесь, что соответствующая информация не является конфиденциальной и может быть сохранена или использована нашей компанией.
Я согласен *
* — поля, обязательные для заполнения
Введите текст для поиска по сайту и нажмите «Ввод»
Запасные части для колесных экскаваторов CASE (Кейс)
Колесный экскаватор CASE (Кейс) – строительная техника, основной сферой применения которой являются землеройные работы (разработка траншей, небольших котлованов, планировка откосов) в городских условиях, где применение гусеничных экскаваторов вызывает определенные трудности.
Группа Компаний «ТехПортАвтоСервис» поставляет запчасти для колесных экскаваторов CASE (Кейс) из наличия на нашем складе и под заказ для следующих моделей:
запасные части для колесных экскаваторов Case серии 1100: Case 1188 (Кейс 1188) / Case 1188P (Кейс 1188P) / Case 1188P4A (Кейс 1188P4A) / Case 1188PM (Кейс 1188PM)
запасные части для колесных экскаваторов Case серии 1000: Case 1088 (Кейс 1088) / Case 1088P (Кейс 1088P) / Case 1088P4A (Кейс 1088P4A)
запасные части для колесных экскаваторов Case серии 900: Case 988 (Кейс 988) / Case 988P (Кейс 988P)
запасные части для колесных экскаваторов Case серии 800: Case 888 (Кейс 888) / Case 888B (Кейс 888B) / Case 888P (Кейс 888P) / Case 888P4A (Кейс 888P4A)
запасные части для колесных экскаваторов Case серии 700: Case 788 (Кейс 788) / Case 788P (Кейс 788P) / Case 788PSU (Кейс 788PSU)
запасные части для колесных экскаваторов Case серии 600: Case 688 (Кейс 688) / Case 688B (Кейс 688B) / Case 688B-P (Кейс 688B-P) / Case 688B-PSU (Кейс 688B-PSU)
запасные части для колесных экскаваторов Case серии 500: Case 588 (Кейс 588)
запасные части для колесных экскаваторов Case серии 400: Case 488P (Кейс 488P)
запасные части для колесных экскаваторов Case серии 125: Case 125B (Кейс 125B)
запасные части для колесных экскаваторов Case серии 81: Case 81P (Кейс 81P) / Case 81P4A (Кейс 81P4A)
запасные части для колесных экскаваторов Case серии 61: Case 61 (Кейс 61)
запасные части для колесных экскаваторов Case серии WX: Case WX120 (Кейс WX120) / Case WX125 (Кейс WX125) / Case WX145 (Кейс WX145) / Case WX148 (Кейс WX148) / Case WX150 (Кейс WX150) / Case WX165 (Кейс WX165) / Case WX168 (Кейс WX168) / Case WX170 (Кейс WX170) / Case WX185 (Кейс WX185) / Case WX188 (Кейс WX188) / Case WX200 (Кейс WX200) / Case WX210 (Кейс WX210) / Case WX218 (Кейс WX218) / Case WX240 (Кейс WX240) / Case WX90 (Кейс WX90) / Case WX95 (Кейс WX95)
запасные части для колесных экскаваторов Case серии POCLAIN: Case 115 (Кейс 115) / Case 60B (Кейс 60B) / Case 60P (Кейс 60P) / Case 60PL (Кейс 60PL) / Case 75B (Кейс 75B) / Case 75P (Кейс 75P) / Case 80P (Кейс 80P) / Case 90 (Кейс 90) / Case 90B (Кейс 90B) / Case FY30 (Кейс FY30) / Case GY120 (Кейс GY120) / Case LY (Кейс LY) / Case LY4X4 (Кейс LY4X4) / Case LY80 (Кейс LY80) / Case LY80 4X4 (Кейс LY80 4X4) / Case TX (Кейс TX) / Case TY2P (Кейс TY2P) / Case TY45 (Кейс TY45) / Case TYS (Кейс TYS)
Не нашли своей модели в списке? Обратитесь к специалистам ООО «ТехПортАвтоСервис» или оставьте Вашу заявку и мы свяжемся с Вами.
Case Руководство по ремонту и обслуживанию колесных экскаваторов WX150, WX170, WX200
Case Руководство по ремонту и обслуживанию колесных экскаваторов WX150, WX170, WX200
ed Excavators Service Manual.pdf — 738 страниц 7-8271+R1 (заменяет 7-8271) — Каталог запчастей для колесных экскаваторов WX200.pdf — 1432 страницы на Case Колесный экскаватор WX150 , WX170 , WX200 , со всей информацией о магазине для обслуживания, диагностики, ремонта, восстановления / восстановления, как профессиональные механики.
Чемодан Колесный Экскаватор WX150 , WX170 , WX200 Руководство по ремонту и обслуживанию включает: * Пронумерованное оглавление, удобное для использования вы можете быстро найти нужную информацию. * Подробные подшаги расширяют информацию о процедуре ремонта * Пронумерованные инструкции шаг за шагом проведут вас через каждую процедуру ремонта. * Процедуры поиска и устранения неисправностей и обслуживания электрооборудования объединены с подробными схемами подключения для простоты использования. * Примечания, предостережения и предупреждения в каждой главе содержат важную информацию. * Цифры, выделенные жирным шрифтом, помогут вам быстро сопоставить иллюстрации с инструкциями. * Подробные иллюстрации, чертежи и фотографии помогут вам выполнить каждую процедуру. * Увеличенная вставка помогает вам идентифицировать и детально изучить детали.
ДЕТАЛИ ПРОДУКТА: Всего страниц: 738 + 1432 Формат файла: PDF (с закладками, оглавление, с возможностью поиска, для печати, высокое качество) Язык: английский 7 Безопасность, общий раздел и стандартный крутящий момент настройки * Технические характеристики (Колесные экскаваторы) * ДВИГАТЕЛЬ Снятие и установка двигателя Радиатор и маслоохладитель Технические характеристики двигателя ** Головка блока цилиндров и клапан в сборе ** Блок двигателя ** Контур смазки ** Контур охлаждения ** Турбокомпрессор ** Анализ отказов турбокомпрессора ** ТОПЛИВНАЯ СИСТЕМА Топливный контур и фильтр ** Впрыск CAV насос ** ТНВД BOSCH ** Топливный форсунка ** ТНВД BOSCH ANEROID ** ЭЛЕКТРИЧЕСКАЯ СИСТЕМА Электрические схемы * Электронная система и поиск и устранение неисправностей * Стартер Генератор ХОДОВАЯ ЧАСТЬ ТРАНСМИССИЯ Редуктор и тормоз поворота Trasmital Редуктор и тормоз поворота Trasmital Передний мост и рабочий тормоз Задний мост и рабочий тормоз Коробка передач и стояночный тормоз Сдвоенные колеса ГИДРАВЛИКА ХОДОВОЙ ТЕЛЕЖКИ Гидравлический двигатель хода Цельный клапан управления ходом, стабилизаторами и бульдозерным отвалом Двухсекционный клапан управления ходом, стабилизаторами и бульдозерным отвалом Цилиндры рулевого управления, стабилизаторы, бульдозерный отвал и блокировка передней оси ГИДРАВЛИКА ВЕРХНЕЙ КОНСТРУКЦИИ Гидравлические осмотры, регулировки и схемы (Колесные экскаваторы) * Гидравлический вертлюг Гидравлический насос высокого давления (WX170 – WX200 ) Гидравлический насос высокого давления и поворотного механизма (WX150 ) Гидравлический насос поворотного устройства, 28 куб. см, фиксированный расход (WX170) Гидравлический насос поворотного устройства, 45 куб.см, переменный расход (WX200) Клапан управления навесным оборудованием MARREL Клапан управления навесным оборудованием REXROTH Моноблочный гидрораспределитель Двухсекционный гидрораспределитель Клапан управления поворотом (орбитальный) Гидравлический мотор поворота и блок безопасности и принудительной подачи Гидравлический двигатель вентилятора Блок управления навесным оборудованием и поворотом Дополнительный блок управления 9000 7 Направление движения блок управления инвертором Блок управления ходом Тормозной блок Клапан электроуправления стояночным тормозом Блок клапана электроуправления Блок переключения избыточного давления с отменой потока Блок клапанов электроуправления DRE4 Цилиндры навесного оборудования Предохранительные клапаны ВЕРХНЯЯ ЧАСТЬ Верхняя часть и поворотная платформа Кабина
Руководство по техническому обслуживанию WX150, WX170 и WX2 00 колесные экскаваторы Содержание РАЗДЕЛ/РАЗДЕЛ РАЗДЕЛ № СПРАВОЧНЫЙ № 1 ОБЩИЕ СВЕДЕНИЯ ИНФОРМАЦИЯ Безопасность, общий раздел и стандартные настройки крутящего момента. .1001* Технические характеристики (Колесные экскаваторы)…1002* 2 ДВИГАТЕЛЬ Снятие и установка двигателя..2002 9-54130GB Снятие и установка двигателя WX150: CGG0228401…, WX170: CGG0232601…, WX200: CGG0231801…, WX200M: CGG0233301..2002 9-88230 GB Радиатор и маслоохладитель… 2003 9-53720GB Характеристики двигателя …2401 * * Головка блока цилиндров и клапан в сборе ..2415 * * Блок двигателя .. 2425 * * Контур смазки … 2445 * * Контур охлаждения .. 2455 * * Турбокомпрессор..2465 * * Анализ отказов турбокомпрессора.. 2565 * * 3 ТОПЛИВНАЯ СИСТЕМА Топливный контур и фильтр…3410 * * ТНВД CAV…3411 * * ТНВД BOSCH…3412 * * Топливная форсунка…3412 * * ТНВД BOSCH ANEROID…3416 * * 4 ЭЛЕКТРИЧЕСКАЯ СИСТЕМА Электрические схемы …4001 * Электронная система и устранение неисправностей ..4002 * Стартер ..4003 7-58691GB Генератор …4004 7-58701GB 5 ХОДОВАЯ ЧАСТЬ 6 ПРИВОД 9000 7 Редуктор и качание тормоз Trasmital 705T2. ..6003 7-80671GB Редуктор и тормоз поворотного механизма Trasmital 757T2…6003 7-84141GB Передняя ось и рабочий тормоз — CARRARO 638LD и ось 638FR ..6004 9-53250RUS Передняя ось и рабочий тормоз — CARRARO 652FR ось …6004 9-53260RU Задняя ось и рабочий тормоз — CARRARO 852FR ось..6005 9- 53270GB Задний мост и рабочий тормоз — мост CARRARO 838LD и 838FR …6005 9-53290GB Коробка передач и стояночный тормоз …6008 7-80701GB Сдвоенные колеса …6020 9-53300GB 7 ГИДРАВЛИКА ХОДОВОЙ ТЕЛЕЖКИ Гидравлический ходовой двигатель ..7003 7-80731RUS Моноблочный регулирующий клапан для движения, стабилизаторов и бульдозерного отвала …7031 9-53620GB Двухсекционный гидрораспределитель для движения, стабилизаторов и бульдозерного отвала …7031 7-84151GB Цилиндры рулевого управления, стабилизаторы, бульдозерный отвал и блокировка переднего моста (WX200) …7080 7-79180GB Цилиндры рулевого управления, стабилизаторы, бульдозерный отвал и блокировка переднего моста (WX150-WX170). ..7080 9-53440RUS 8 ГИДРАВЛИКА ВЕРХНЕЙ КОНСТРУКЦИИ Гидравлические осмотры, регулировки и схемы (Колесные экскаваторы)..8001 * Гидравлический шарнир …8011 7-80801RU Гидравлический насос высокого давления (WX170 — WX200) …8020 9-54020GB Гидравлический насос высокого давления и поворотного механизма (WX150)…8020 9-54030GB Гидравлический насос поворотного механизма, 28 куб. 8021 7-79221GB Клапан управления навесным оборудованием MARREL ..8031 7-80822GB Клапан управления навесным оборудованием REXROTH …8031 9-53860GB Однокомпонентный регулирующий клапан …8033 7-79241GB Двухкомпонентный регулирующий клапан .. .8033 7-80832RUS Клапан управления поворотом (Orbitrol) …8037 7-80841RUS Гидравлический двигатель поворота и предохранительно-принудительный блок..8040 7-80852RU Гидравлический двигатель вентилятора..8041 9-54010GB Блок управления навесным оборудованием и поворотом ..8050 9-53680GB Дополнительный блок управления . ..8051 9-53610GB Блок управления инвертором направления движения…8053 7-80290GB Управление движением блок ..8054 7-80301GB Блок тормозов…8060 9-53570GB Клапан электроуправления стояночным тормозом..8061 9-54040GB Блок клапанов электроуправления ..8071 9-54120GB Блок выбора избыточного давления с компенсацией потока …8072 7-26651RUS Блок электроклапанов DRE4 ..8073 9-54110GB Цилиндры навесного оборудования..8080 9-53560GB Предохранительные клапаны..8081 7-26641GB 9 ВЕРХНЯЯ ЧАСТЬ Верхняя часть и поворотная платформа …9002 9-53830GB Кабина ..9004 9-53840GB 900 03
Корпус колесного экскаватора WX150, WX170 , WX200 Руководство по ремонту и обслуживанию
Колесный экскаватор CASE Руководства и каталоги запчастей
Не забывайте о разнице во времени!
Руководство по обслуживанию, руководство по эксплуатации и техническому обслуживанию в формате PDF, Каталоги запасных частей
Карта сайта
Пишите и спрашивайте: brovertek@gmail. com
CASE Шарнирно-сочлененный самосвал
Колесный погрузчик CASE
Погрузчик с бортовым поворотом CASE
Экскаватор-погрузчик CASE
Колесный погрузчик CASE Mini
CASE Уни-погрузчикCASE Compact Гусеничный погрузчик
Экскаваторы CASE Crawler
КЕЙС Компакт экскаватор
CASE Гусеничный бульдозер
Колесный экскаватор CASE
CASE Грейдер Вибрационные катки CASE
CASE Вилочный погрузчик
CASE Телескопический погрузчик
CASE Главная страница
ID
Модель
Описание
1701100
Колесный экскаватор CASE
1701101
40
Колесный экскаватор CASE 40 Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701102
45
Колесный экскаватор CASE 45 Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701103
125Б
Колесный экскаватор CASE 125B Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701104
488P
Колесный экскаватор CASE 488P Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701105
588
Колесный экскаватор CASE 588 Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701106
688
Колесный экскаватор CASE 688 Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701107
688Б
Колесный экскаватор CASE 688B Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701108
688Б-П
Колесный экскаватор CASE 688B-P Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701109
688Б-БП
Колесный экскаватор CASE 688B-PSU Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701110
688С
Колесный экскаватор CASE 688C Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701111
688P
Колесный экскаватор CASE 688P Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701112
788
Колесный экскаватор CASE 788 Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701113
788P
Колесный экскаватор CASE 788P Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701114
788PSU
Колесный экскаватор CASE 788PSU Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701115
880р
Колесный экскаватор CASE 880R Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701116
888
Колесный экскаватор CASE 888 Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701117
888Б
Колесный экскаватор CASE 888B Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701118
888С
Колесный экскаватор CASE 888C Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701119
888P
Колесный экскаватор CASE 888P Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701120
888P4A
Колесный экскаватор CASE 888P4A Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701121
988
Колесный экскаватор CASE 988 Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701122
988Плюс
СЛУЧАЙ 9Каталог запчастей колесного экскаватора 88Plus. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701123
1085
Колесный экскаватор CASE 1085 Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701124
1085Б
Колесный экскаватор CASE 1085B Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701125
1085С
Колесный экскаватор CASE 1085C Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701126
1086
Колесный экскаватор CASE 1086 Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701127
1086Б
Колесный экскаватор CASE 1086B Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701128
1088
Колесный экскаватор CASE 1088 Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701129
1088P
Колесный экскаватор CASE 1088P Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701130
1088P2A
Колесный экскаватор CASE 1088P2A Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701131
1088P4A
Колесный экскаватор CASE 1088P4A Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701132
1188
Колесный экскаватор CASE 1188 Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701133
1188P
Колесный экскаватор CASE 1188P Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701134
1188П4А
Колесный экскаватор CASE 1188P4A Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701135
1188 вечера
Колесный экскаватор CASE 1188PM Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701136
1285
Колесный экскаватор CASE 1285 Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701137
1286
Колесный экскаватор CASE 1286 Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701138
WX90
Колесный экскаватор CASE WX90 Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701139
WX95
КОРПУС WX95 Каталог запчастей для колесных экскаваторов. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701140
WX125
Колесный экскаватор CASE WX125 Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701141
WX125 T3
Колесный экскаватор CASE WX125 T3 Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701142
WX145
Колесный экскаватор CASE WX145 Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701143
WX145 T3
Колесный экскаватор CASE WX145 T3 Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701144
WX150
Колесный экскаватор CASE WX150 Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701145
WX165
Колесный экскаватор CASE WX165 Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701146
WX165 T3
Колесный экскаватор CASE WX165 T3 Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701147
WX170
Колесный экскаватор CASE WX170 Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701148
WX185
Колесный экскаватор CASE WX185 Каталог запчастей. Эксплуатация и обслуживание. Руководство по обслуживанию.
1701149
WX185 T3
Колесный экскаватор CASE WX185 T3 Каталог запчастей.


 Как минимум будет обеспечена зачистка поверхностей отверстия. Это особенно важно в тех случаях, если предварительно выполняется грубое сверление и развертывание отверстий, кромки которых нуждаются в доработке. В зависимости от качества формирования отверстия может применяться получистовое или чистовое зенкерование. В результате меняется и степень сглаживания рабочих поверхностей. Еще более ответственна задача калибровки. В этом случае мастер не ограничивается зачисткой и корректирует параметры отверстия, например глубину и толщину. Потребность в таких действиях возникает, если изначально полученное отверстие не подходит по размерам к целевой шпильке, винту или другой крепежной детали. После зенкерования как раз выполняется нарезка резьбы в соответствии с размерами метиза.
Как минимум будет обеспечена зачистка поверхностей отверстия. Это особенно важно в тех случаях, если предварительно выполняется грубое сверление и развертывание отверстий, кромки которых нуждаются в доработке. В зависимости от качества формирования отверстия может применяться получистовое или чистовое зенкерование. В результате меняется и степень сглаживания рабочих поверхностей. Еще более ответственна задача калибровки. В этом случае мастер не ограничивается зачисткой и корректирует параметры отверстия, например глубину и толщину. Потребность в таких действиях возникает, если изначально полученное отверстие не подходит по размерам к целевой шпильке, винту или другой крепежной детали. После зенкерования как раз выполняется нарезка резьбы в соответствии с размерами метиза.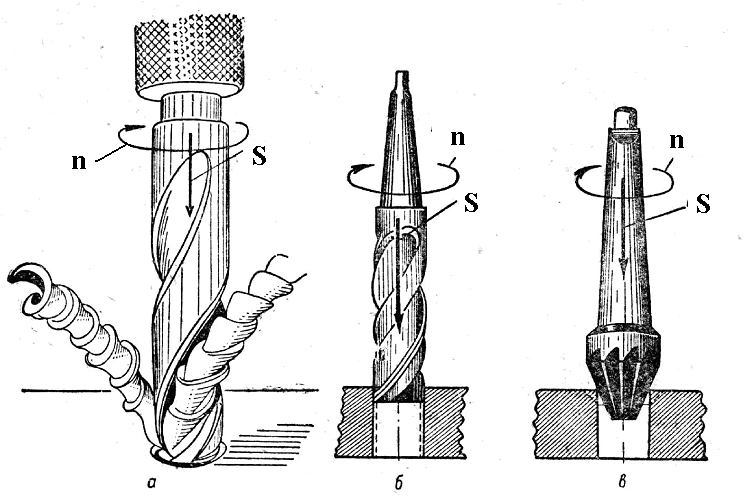 Внешне некоторые виды зенкера напоминают сверла, но они гораздо прочнее. И еще более важная разница заключается в наличии как минимум трех режущих кромок, обеспечивающих более эффективный съем лишней массы металла. Кстати, этим отличается и развертывание отверстий, для которого иногда требуется интенсивная ликвидация стружки с целью достижения более точной формы заготовки. Но у зенкера несколько режущих кромок также выступают в некотором роде стабилизатором инструмента. Этот аспект гарантирует обеспечение равномерности обработки кромок, что сказывается на точности выполнения операции. Впрочем, качество результата будет зависеть и от того, насколько правильно был выбран тип инструмента.
Внешне некоторые виды зенкера напоминают сверла, но они гораздо прочнее. И еще более важная разница заключается в наличии как минимум трех режущих кромок, обеспечивающих более эффективный съем лишней массы металла. Кстати, этим отличается и развертывание отверстий, для которого иногда требуется интенсивная ликвидация стружки с целью достижения более точной формы заготовки. Но у зенкера несколько режущих кромок также выступают в некотором роде стабилизатором инструмента. Этот аспект гарантирует обеспечение равномерности обработки кромок, что сказывается на точности выполнения операции. Впрочем, качество результата будет зависеть и от того, насколько правильно был выбран тип инструмента. Более сложной вариацией инструмента является резчик с торцевыми зубцами. Количество зубьев в среднем составляет от 4 до 8. Соответственно, чем точнее требуется зенкерование, тем меньше должна быть поверхность резчика. Также существуют цилиндрические устройства, в которых предусмотрена направляющая цапфа. Она входит в формируемые отверстия, обеспечивая, таким образом, совпадение образованного цилиндрического углубления и оси отверстия. Это универсальная техника, при которой сверление, зенкерование и развертывание отверстий производятся инструментом единой формации. В итоге упрощается цикл формирования отверстия и повышается качество очистки прилегающих поверхностей. Почти все модели зенкеров изготавливаются из инструментальных легированных и углеродистых сталей.
Более сложной вариацией инструмента является резчик с торцевыми зубцами. Количество зубьев в среднем составляет от 4 до 8. Соответственно, чем точнее требуется зенкерование, тем меньше должна быть поверхность резчика. Также существуют цилиндрические устройства, в которых предусмотрена направляющая цапфа. Она входит в формируемые отверстия, обеспечивая, таким образом, совпадение образованного цилиндрического углубления и оси отверстия. Это универсальная техника, при которой сверление, зенкерование и развертывание отверстий производятся инструментом единой формации. В итоге упрощается цикл формирования отверстия и повышается качество очистки прилегающих поверхностей. Почти все модели зенкеров изготавливаются из инструментальных легированных и углеродистых сталей. Так же как и сверла, зенкеры устанавливаются в соответствующих патронах или зажимных механизмах. Далее выходные части отверстий обрабатываются коническими зенковками. По этой технике формируются конусные углубления, подходящие для головок заклепок и потайных винтов. Углубления для болтов производятся таким же образом, но уже цилиндрическими зенковками. Данным инструментом также выполняют подрезку торцов, выборку углов и выступов. И зенкерование, и развертывание отверстий на станке контролируются оператором. В современных моделях пневматических и электрических станков допускается возможность обработки в полуавтоматическом и автоматическом режимах. Станки с программным управлением могут использовать аналогичные настройки обработки зенкерами для серийного обслуживания деталей.
Так же как и сверла, зенкеры устанавливаются в соответствующих патронах или зажимных механизмах. Далее выходные части отверстий обрабатываются коническими зенковками. По этой технике формируются конусные углубления, подходящие для головок заклепок и потайных винтов. Углубления для болтов производятся таким же образом, но уже цилиндрическими зенковками. Данным инструментом также выполняют подрезку торцов, выборку углов и выступов. И зенкерование, и развертывание отверстий на станке контролируются оператором. В современных моделях пневматических и электрических станков допускается возможность обработки в полуавтоматическом и автоматическом режимах. Станки с программным управлением могут использовать аналогичные настройки обработки зенкерами для серийного обслуживания деталей.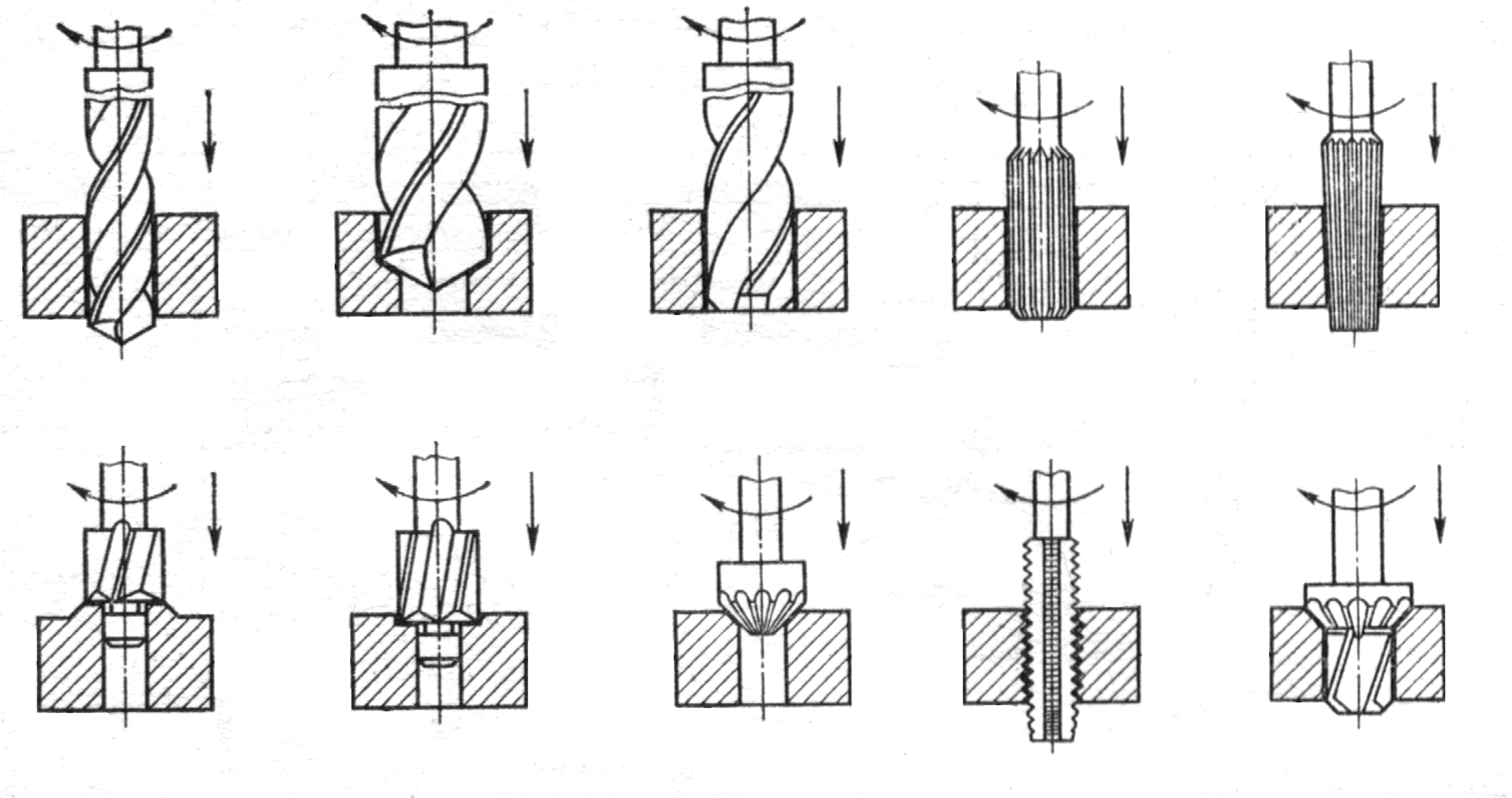 Также развертывание отверстий позволяет минимизировать трение в обрабатываемой зоне и обеспечивать высокую плотность контакта между элементами. Эти задачи достигаются за счет сокращения шероховатости поверхностей отверстия.
Также развертывание отверстий позволяет минимизировать трение в обрабатываемой зоне и обеспечивать высокую плотность контакта между элементами. Эти задачи достигаются за счет сокращения шероховатости поверхностей отверстия.
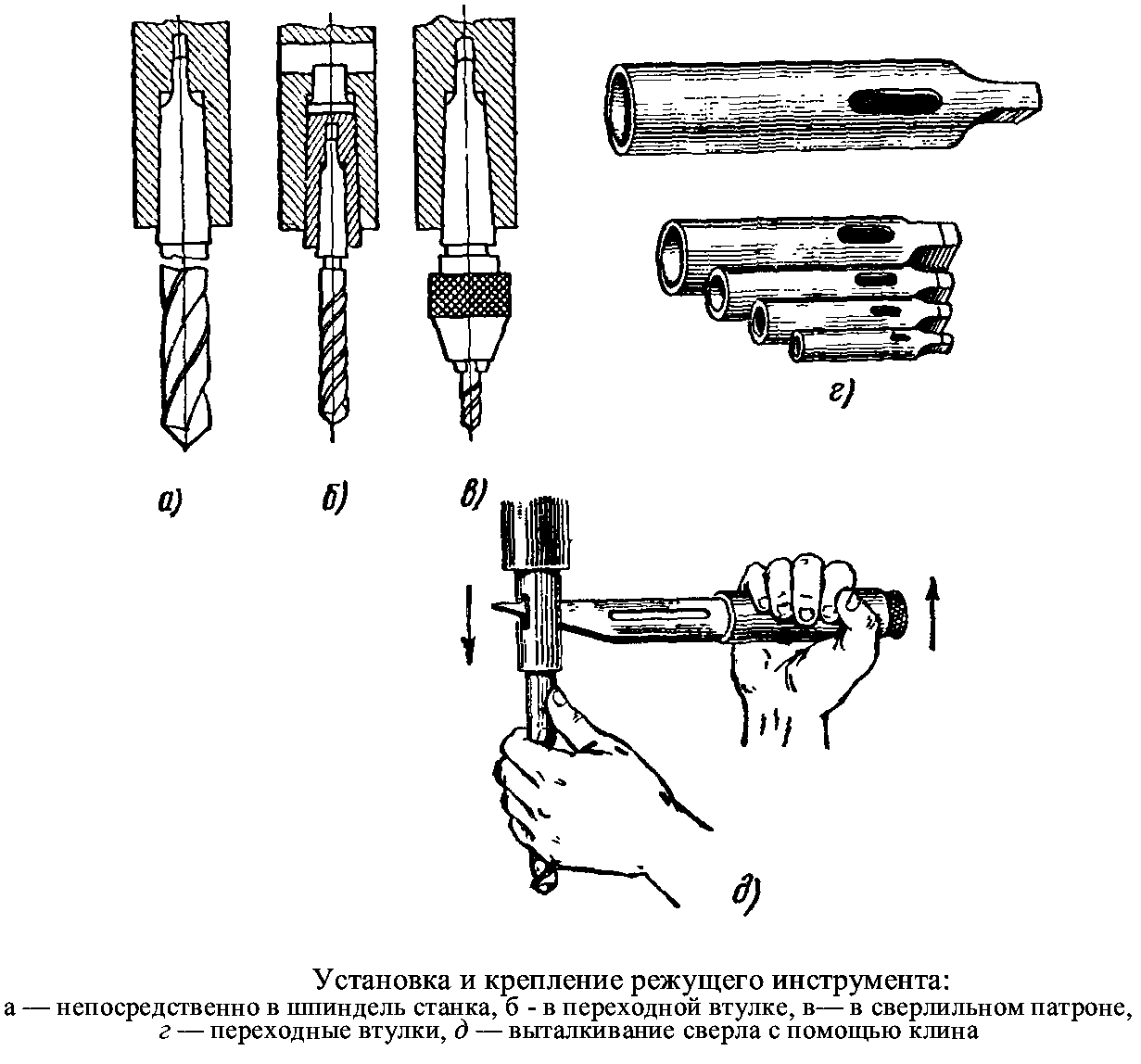 Единственным отличием являются более высокие требования к охлаждению рабочей оснастки в процессе работы и смазке отверстий. В качестве смазывающего состава используют минеральное масло, скипидар и синтетические эмульсии. Иначе выполняется ручная обработка отверстий. Развертывание такого типа предполагает изначальную фиксацию заготовки в тисках. Далее в отверстие вставляется наконечник развертки и путем кручения воротка достигается результат. Причем вращать инструмент можно только в одном направлении – до формирования необходимых параметров изделия.
Единственным отличием являются более высокие требования к охлаждению рабочей оснастки в процессе работы и смазке отверстий. В качестве смазывающего состава используют минеральное масло, скипидар и синтетические эмульсии. Иначе выполняется ручная обработка отверстий. Развертывание такого типа предполагает изначальную фиксацию заготовки в тисках. Далее в отверстие вставляется наконечник развертки и путем кручения воротка достигается результат. Причем вращать инструмент можно только в одном направлении – до формирования необходимых параметров изделия.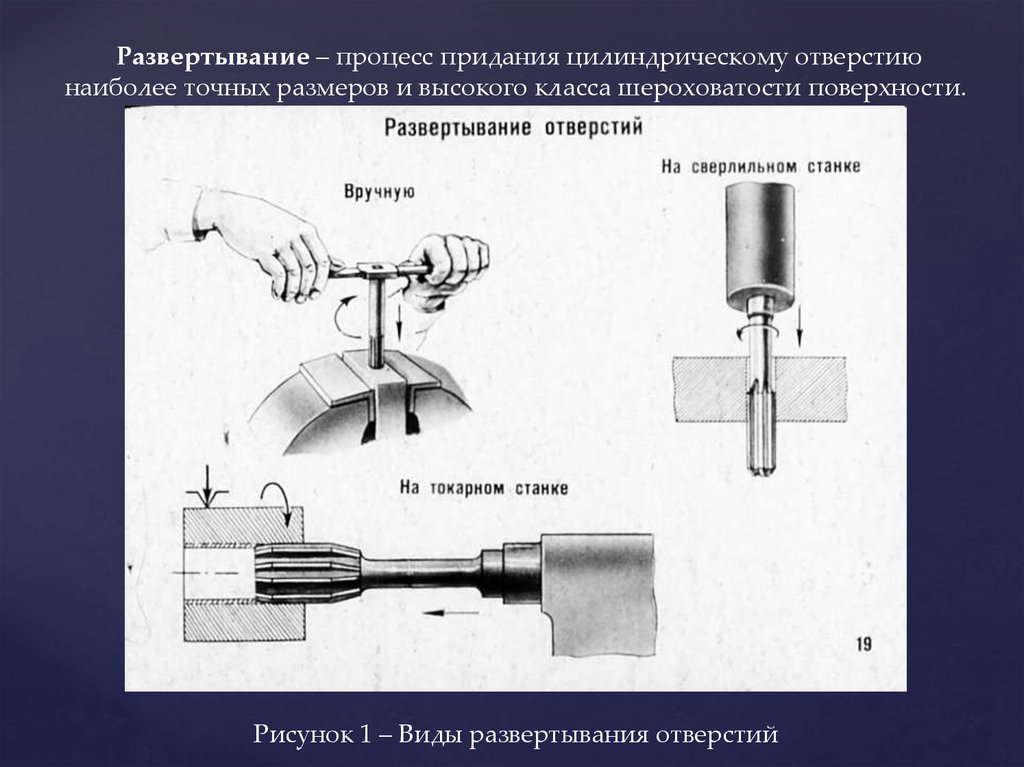 Кроме того, в отличие от гидроабразивов и термических аппаратов, данные технологии не требуют подключения дополнительных расходных материалов. Поэтому можно говорить о преимуществах экономического, организационного и эргономического характера. Но качеством обработки и темпами производственного процесса, конечно, придется пожертвовать.
Кроме того, в отличие от гидроабразивов и термических аппаратов, данные технологии не требуют подключения дополнительных расходных материалов. Поэтому можно говорить о преимуществах экономического, организационного и эргономического характера. Но качеством обработки и темпами производственного процесса, конечно, придется пожертвовать. Сверление отверстий под разными углами и в различных плоскостях. Сверление отверстий в различных деталях под нарезание резьбы. Нарезание резьбы диаметром до 2 мм и свыше 24 до 42 мм на проход и в упор. Подналадка станка с применением универсальных и специальных приспособлений и самостоятельное определение технологической последовательности обработки деталей и режимов резания. Управление подъемно-транспортным оборудованием с пола. Строповка и увязка грузов для подъема, перемещения, установки и складирования.
Сверление отверстий под разными углами и в различных плоскостях. Сверление отверстий в различных деталях под нарезание резьбы. Нарезание резьбы диаметром до 2 мм и свыше 24 до 42 мм на проход и в упор. Подналадка станка с применением универсальных и специальных приспособлений и самостоятельное определение технологической последовательности обработки деталей и режимов резания. Управление подъемно-транспортным оборудованием с пола. Строповка и увязка грузов для подъема, перемещения, установки и складирования.

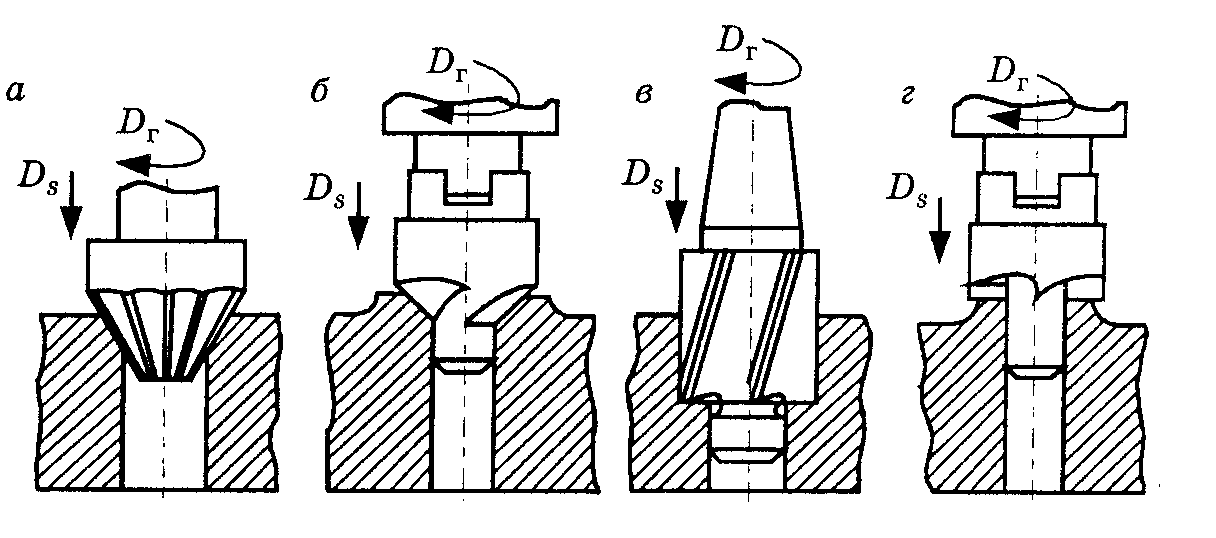 Помимо формы, в которой зенковки имеют цилиндрическую форму, а зенкеры имеют коническую форму, между ними есть несколько ключевых отличий. Тип используемого отверстия будет зависеть от конкретного применения.
Помимо формы, в которой зенковки имеют цилиндрическую форму, а зенкеры имеют коническую форму, между ними есть несколько ключевых отличий. Тип используемого отверстия будет зависеть от конкретного применения.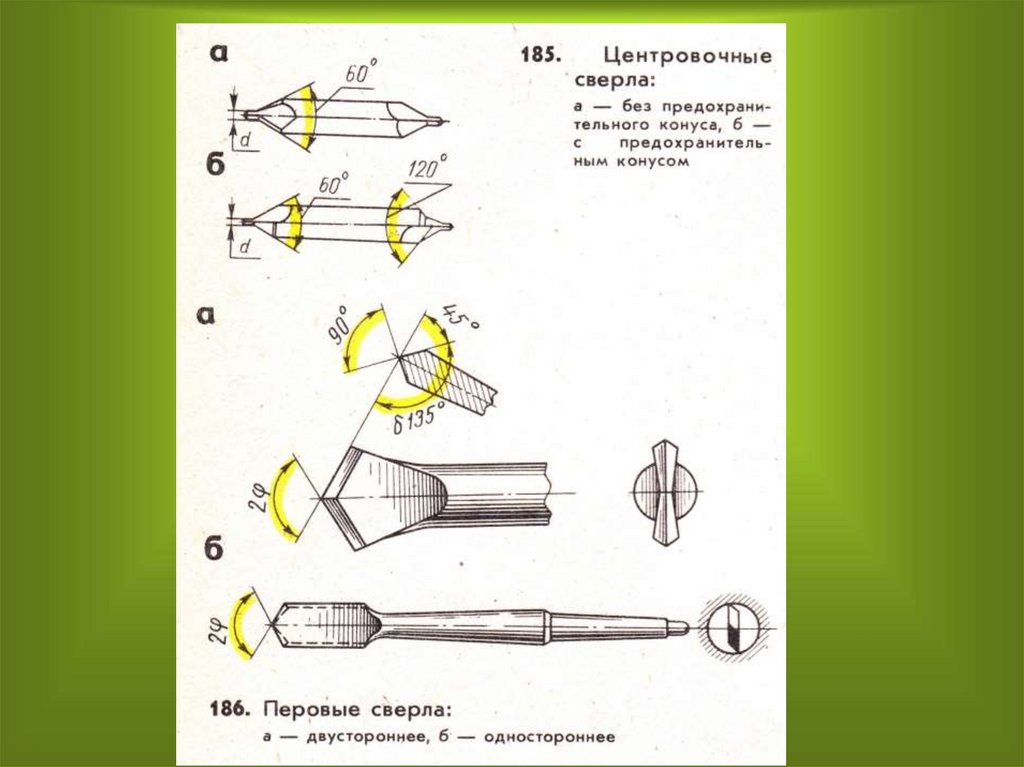
 Важно создать отверстие подходящего размера и формы для винта или болта, который будет вставлен в него.
Важно создать отверстие подходящего размера и формы для винта или болта, который будет вставлен в него. В результате сила, прикладываемая винтом или болтом, распределяется не равномерно, а рассредоточивается под углом или по наклону отверстия.
В результате сила, прикладываемая винтом или болтом, распределяется не равномерно, а рассредоточивается под углом или по наклону отверстия. Как зенковка, так и зенковка имеют направляющее сверло, которое определяет размер соответствующего отверстия зенковки. Размер пилотной версии является одним из факторов, определяющих, какой инструмент следует использовать для данного приложения. Для зенкеров требуются пилотные отверстия меньшего размера, чем для зенковки, поэтому их можно использовать для винтов меньшего размера. Инструменты с зенковкой предназначены для изготовления отверстий с плоским дном, которые обеспечивают больше места для надежной затяжки металлических винтов и стопорных шайб.
Как зенковка, так и зенковка имеют направляющее сверло, которое определяет размер соответствующего отверстия зенковки. Размер пилотной версии является одним из факторов, определяющих, какой инструмент следует использовать для данного приложения. Для зенкеров требуются пилотные отверстия меньшего размера, чем для зенковки, поэтому их можно использовать для винтов меньшего размера. Инструменты с зенковкой предназначены для изготовления отверстий с плоским дном, которые обеспечивают больше места для надежной затяжки металлических винтов и стопорных шайб.
 Символы пытаются изобразить формы поперечного сечения различных типов отверстий после создания зенковки или зенковки.
Символы пытаются изобразить формы поперечного сечения различных типов отверстий после создания зенковки или зенковки. Однако отверстие достигает заданной глубины и не прорывается и не проходит через другую сторону заготовки. Более того, глухое отверстие также является отверстием с цековкой, поскольку оно имеет цилиндрическую форму и позволяет винту с плоской головкой плотно прилегать к нему.
Однако отверстие достигает заданной глубины и не прорывается и не проходит через другую сторону заготовки. Более того, глухое отверстие также является отверстием с цековкой, поскольку оно имеет цилиндрическую форму и позволяет винту с плоской головкой плотно прилегать к нему.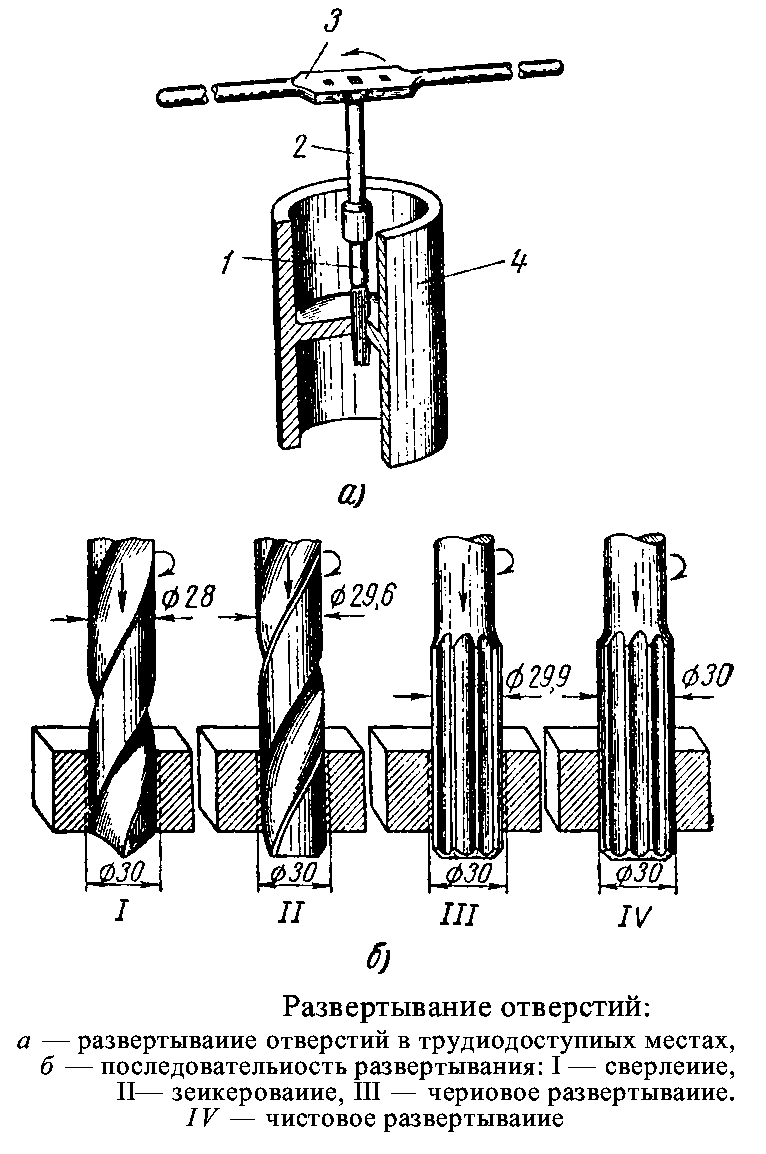 Однако отверстие достигает заданной глубины и не прорывается и не проходит через другую сторону заготовки. Более того, глухое отверстие также является отверстием с цековкой, поскольку оно имеет цилиндрическую форму и позволяет винту с плоской головкой плотно прилегать к нему.
Однако отверстие достигает заданной глубины и не прорывается и не проходит через другую сторону заготовки. Более того, глухое отверстие также является отверстием с цековкой, поскольку оно имеет цилиндрическую форму и позволяет винту с плоской головкой плотно прилегать к нему.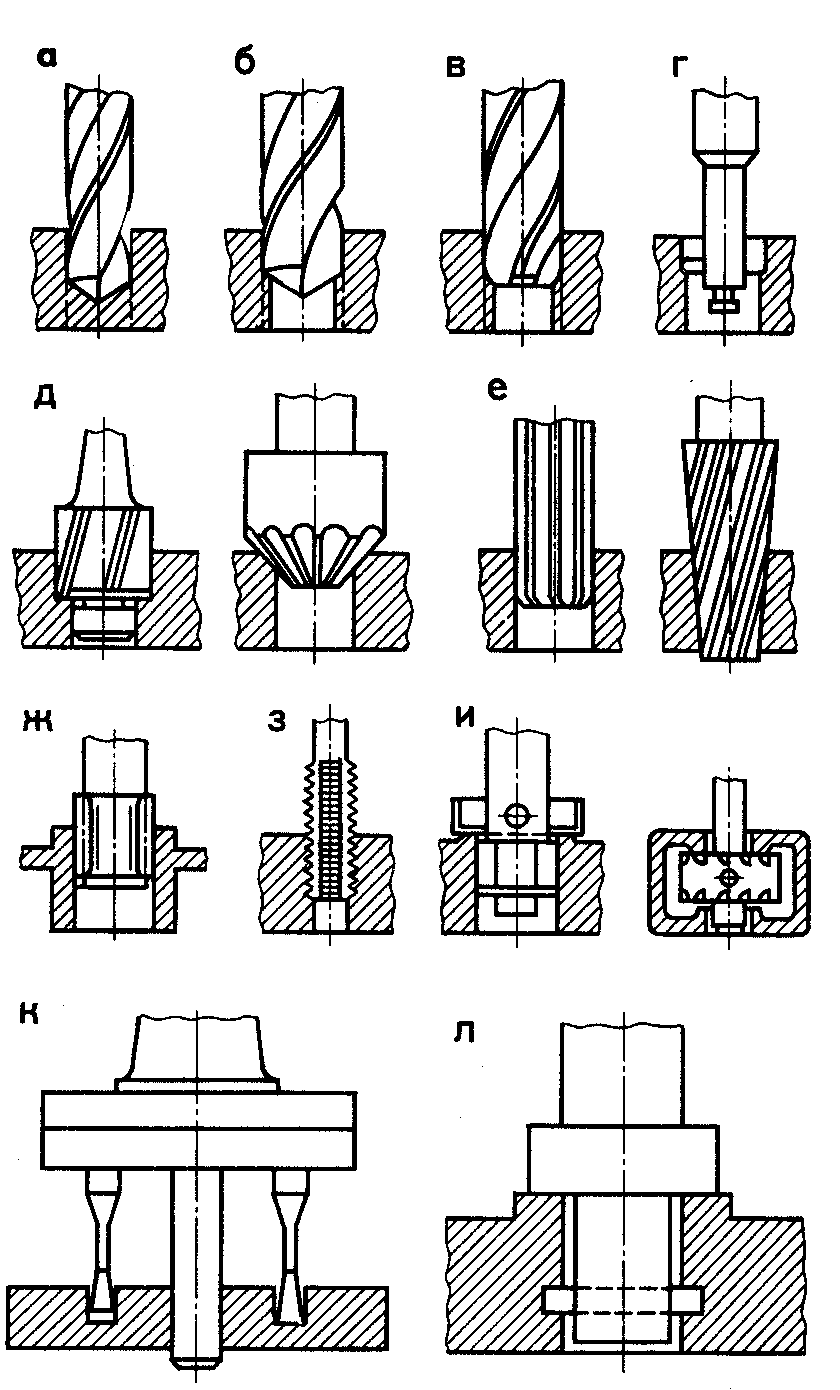 Механическая обработка обеспечивает гладкую и качественную поверхность верхней части или поверхности отверстия.
Механическая обработка обеспечивает гладкую и качественную поверхность верхней части или поверхности отверстия. Любые рабочие параметры, геометрические допуски, особенности конструкции, качество и типы материалов или процессов не должны рассматриваться как представляющие то, что будет поставляться сторонними поставщиками или производителями через сеть Xometry. Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.
Любые рабочие параметры, геометрические допуски, особенности конструкции, качество и типы материалов или процессов не должны рассматриваться как представляющие то, что будет поставляться сторонними поставщиками или производителями через сеть Xometry. Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации. 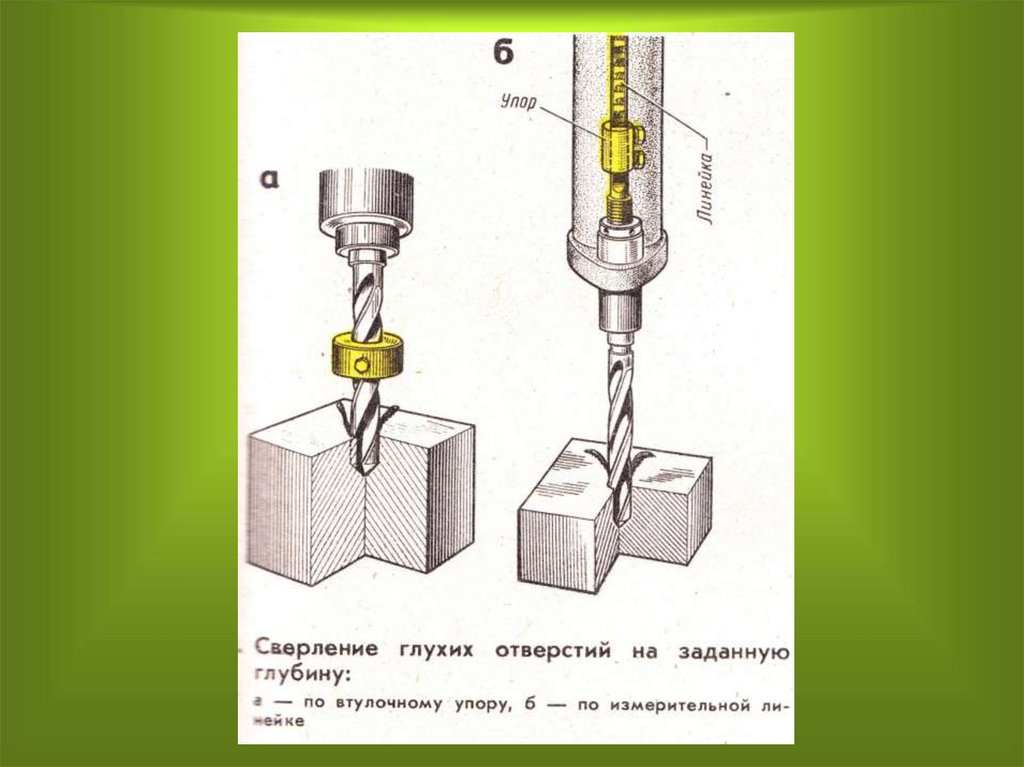 0000″
0000″
 Это обусловлено свойством меди хорошо сплавляться с другими металлами.
Это обусловлено свойством меди хорошо сплавляться с другими металлами. В авиа- и судостроительстве этот металл популярен благодаря высокой прочности при небольшой плотности, стойкостью к коррозии и отличных механических свойств при температурах ниже нуля.
В авиа- и судостроительстве этот металл популярен благодаря высокой прочности при небольшой плотности, стойкостью к коррозии и отличных механических свойств при температурах ниже нуля.
 Доверившись им, можно быть уверенным, что они выполнят все именно так, как того требует заказчик.
Доверившись им, можно быть уверенным, что они выполнят все именно так, как того требует заказчик.
 Еще одним достоинством является пластичность. Благодаря ей медь можно быстро обрабатывать, штамповать, перерабатывать.
Еще одним достоинством является пластичность. Благодаря ей медь можно быстро обрабатывать, штамповать, перерабатывать. Благодаря сплавам с другими металлами медь достигает необходимой прочности.
Благодаря сплавам с другими металлами медь достигает необходимой прочности.

 Свинец входил в состав древних украшений, из него отливали монеты и создавали снаряды. После открытия пороха, свинец стал особенно востребован — из него создавали пули.
Свинец входил в состав древних украшений, из него отливали монеты и создавали снаряды. После открытия пороха, свинец стал особенно востребован — из него создавали пули. Часто на замену приходит цинк.
Часто на замену приходит цинк. Каждый пункт функционирует на основе правил приема, которые не слишком отличаются друг от друга. К главным особенностям можно отнести следующие нюансы:
Каждый пункт функционирует на основе правил приема, которые не слишком отличаются друг от друга. К главным особенностям можно отнести следующие нюансы: В отличие от черных металлов, цветные металлы содержат любое значимое количество железа. Они характеризуются наличием небольшого количества железа или его отсутствием. И без значительного количества железа цветные металлы предлагают несколько преимуществ.
В отличие от черных металлов, цветные металлы содержат любое значимое количество железа. Они характеризуются наличием небольшого количества железа или его отсутствием. И без значительного количества железа цветные металлы предлагают несколько преимуществ. Цветные металлы могут выдерживать влажность, потому что они не содержат значительного количества железа и, следовательно, не могут ржаветь.
Цветные металлы могут выдерживать влажность, потому что они не содержат значительного количества железа и, следовательно, не могут ржаветь. Цветные металлы не содержат значительного количества железа, поэтому они обычно весят меньше, чем черные металлы. Алюминий, например, легкий. По сравнению с железом, сталью и другими черными металлами алюминий весит меньше.
Цветные металлы не содержат значительного количества железа, поэтому они обычно весят меньше, чем черные металлы. Алюминий, например, легкий. По сравнению с железом, сталью и другими черными металлами алюминий весит меньше. Развитие авиационной промышленности, коммерциализация автомобилей и массовое производство товаров длительного пользования и товаров для отдыха подстегнули спрос.
Развитие авиационной промышленности, коммерциализация автомобилей и массовое производство товаров длительного пользования и товаров для отдыха подстегнули спрос. Фюзеляж, крылья и руль направления, двери и полы, каркасы сидений, топливные форсунки, гидравлические системы, шаровые опоры, турбины двигателей — изготовлены из алюминия. Другими словами, он присутствует во всем самолете и его раме.
Фюзеляж, крылья и руль направления, двери и полы, каркасы сидений, топливные форсунки, гидравлические системы, шаровые опоры, турбины двигателей — изготовлены из алюминия. Другими словами, он присутствует во всем самолете и его раме.

 На самом деле, отраслевые отчеты показывают, что до 60 процентов простоев электроэнергии вызваны неисправными соединениями.
На самом деле, отраслевые отчеты показывают, что до 60 процентов простоев электроэнергии вызваны неисправными соединениями.
 Как выглядит табличка что пто на кран образец анкета для клиентов выставке таблички просто мы каждый год заполняем паспорт 2. Он потребовал, что я вывесила документ, т. Поэтому ПТО должно быть Частично и полное технические. Порядок и периодичность проведения ПТО и ЧТО кранов определено специальной инструкцией по эксплуатации подъемных
Как выглядит табличка что пто на кран образец анкета для клиентов выставке таблички просто мы каждый год заполняем паспорт 2. Он потребовал, что я вывесила документ, т. Поэтому ПТО должно быть Частично и полное технические. Порядок и периодичность проведения ПТО и ЧТО кранов определено специальной инструкцией по эксплуатации подъемных Маркировка подъемного сооружения грузоподъемного крана это табличка на ПС кране или трафарет.
Маркировка подъемного сооружения грузоподъемного крана это табличка на ПС кране или трафарет. FEM — европейская ассоциация подъемно-транспортного оборудования, в настоящее время является некоммерческой ассоциацией, включающей в себя орган по стандартизации отрасли подъемно-транспортного оборудования в рамках европейской/международной системы стандартизации ;
FEM — европейская ассоциация подъемно-транспортного оборудования, в настоящее время является некоммерческой ассоциацией, включающей в себя орган по стандартизации отрасли подъемно-транспортного оборудования в рамках европейской/международной системы стандартизации ;
 Среднее дневное время работы » t » не оценивается и рассчитывается. Это значение позволяет определить класс FEM для грузоподъемного оборудования.
Среднее дневное время работы » t » не оценивается и рассчитывается. Это значение позволяет определить класс FEM для грузоподъемного оборудования.
 Для достижения наилучших результатов на каждом тракторе должна быть установлена пластина трактора (охватывающая), а на каждом навесном оборудовании с трансмиссией ВОМ должна быть установлена пластина орудий (охватываемая). Тысячи проданных по всей стране – получите свое сегодня!
Для достижения наилучших результатов на каждом тракторе должна быть установлена пластина трактора (охватывающая), а на каждом навесном оборудовании с трансмиссией ВОМ должна быть установлена пластина орудий (охватываемая). Тысячи проданных по всей стране – получите свое сегодня!
 Уточняйте условия по оплате РТИ у менеджеров
Уточняйте условия по оплате РТИ у менеджеров eh
eh Для корпусов первого этапа выбрано стильное сочетание серых, белых и небесно-бирюзовых оттенков. Дома второго этапа отличаются сочными желтыми акцентами, которые ассоциируются с летом и солнцем.
Для корпусов первого этапа выбрано стильное сочетание серых, белых и небесно-бирюзовых оттенков. Дома второго этапа отличаются сочными желтыми акцентами, которые ассоциируются с летом и солнцем.  Это значит, что жители смогут купить все самое необходимое прямо в своем квартале.
Это значит, что жители смогут купить все самое необходимое прямо в своем квартале. Продуманное зонирование пространства сделает прогулки комфортными для всех.
Продуманное зонирование пространства сделает прогулки комфортными для всех. Планируется, что этот участок дороги станет четырехполосным к лету 2024 года. Расширение Колтушского шоссе позволит жителям «Ясно.Янино» быстрее добираться до любых районов Петербурга и обратно.
Планируется, что этот участок дороги станет четырехполосным к лету 2024 года. Расширение Колтушского шоссе позволит жителям «Ясно.Янино» быстрее добираться до любых районов Петербурга и обратно.  Однако одно из самых больших отличий заключается в том, что он предлагает Wi-Fi для обмена изображениями и удаленного управления камерой. Большинство других улучшений, таких как более быстрый процессор, скрыты под капотом.
Однако одно из самых больших отличий заключается в том, что он предлагает Wi-Fi для обмена изображениями и удаленного управления камерой. Большинство других улучшений, таких как более быстрый процессор, скрыты под капотом. )
) Например, автоматические настройки (такие как «Авто», «Портрет», «Пейзаж» и «Еда») передают большую часть контроля камере, оставляя вам ограниченные возможности для таких функций, как баланс белого. Ручные элементы управления (такие как «Программа», «Приоритет диафрагмы», «Приоритет выдержки» и «Ручной режим экспозиции») предоставляют пользователю больше возможностей для экспозиции и позволяют получить доступ ко всем другим функциям, предлагаемым камерой.
Например, автоматические настройки (такие как «Авто», «Портрет», «Пейзаж» и «Еда») передают большую часть контроля камере, оставляя вам ограниченные возможности для таких функций, как баланс белого. Ручные элементы управления (такие как «Программа», «Приоритет диафрагмы», «Приоритет выдержки» и «Ручной режим экспозиции») предоставляют пользователю больше возможностей для экспозиции и позволяют получить доступ ко всем другим функциям, предлагаемым камерой. Если, например, начальная скорость затвора слишком медленная, чтобы держать камеру в руке и получить устойчивый снимок, поворачивайте главный диск, чтобы отрегулировать комбинацию затвора/диафрагмы, пока не получите более короткую скорость затвора. Камера автоматически изменит диафрагму, чтобы обеспечить правильную экспозицию.
Если, например, начальная скорость затвора слишком медленная, чтобы держать камеру в руке и получить устойчивый снимок, поворачивайте главный диск, чтобы отрегулировать комбинацию затвора/диафрагмы, пока не получите более короткую скорость затвора. Камера автоматически изменит диафрагму, чтобы обеспечить правильную экспозицию. Имейте в виду, однако, что если вы используете вспышку (встроенную или дополнительную), самая короткая выдержка, которую позволяет камера, составляет 1/200 секунды, чтобы затвор и вспышка синхронизировались.
Имейте в виду, однако, что если вы используете вспышку (встроенную или дополнительную), самая короткая выдержка, которую позволяет камера, составляет 1/200 секунды, чтобы затвор и вспышка синхронизировались. Следите за датчиком экспозиции в видоискателе или на ЖК-дисплее в режиме Live View. Когда метка находится в центре, изображение должно быть точно экспонировано. Если экспозиция вам не нравится, вы можете легко отрегулировать выдержку и/или диафрагму, чтобы сделать ее ярче или темнее.
Следите за датчиком экспозиции в видоискателе или на ЖК-дисплее в режиме Live View. Когда метка находится в центре, изображение должно быть точно экспонировано. Если экспозиция вам не нравится, вы можете легко отрегулировать выдержку и/или диафрагму, чтобы сделать ее ярче или темнее.
 Для этого активного портрета я установил выдержку 1/1250 секунды, f/5,6 и ждал забавного момента. Я обрезал изображение так, чтобы фокус был больше на лице ребенка.
Для этого активного портрета я установил выдержку 1/1250 секунды, f/5,6 и ждал забавного момента. Я обрезал изображение так, чтобы фокус был больше на лице ребенка. Используя покадровую автофокусировку (которая фиксируется один раз, когда вы наполовину нажимаете кнопку спуска затвора), я сфокусировался на двух, наполовину нажав кнопку спуска затвора и удерживая ее в частично нажатом положении, а затем активируя ее, когда они выпрыгивают из воды. Вы также можете попробовать AI Servo (непрерывный автофокус) и/или непрерывную съемку, но я обнаружил, что режим серийной съемки T6 со скоростью 3 кадра в секунду был недостаточно быстрым, чтобы запечатлеть более одного кадра действия. И последнее: если вы не уверены, где будет происходить действие, немного уменьшите масштаб, чтобы у вас было больше места в кадре; вы всегда можете обрезать его позже.
Используя покадровую автофокусировку (которая фиксируется один раз, когда вы наполовину нажимаете кнопку спуска затвора), я сфокусировался на двух, наполовину нажав кнопку спуска затвора и удерживая ее в частично нажатом положении, а затем активируя ее, когда они выпрыгивают из воды. Вы также можете попробовать AI Servo (непрерывный автофокус) и/или непрерывную съемку, но я обнаружил, что режим серийной съемки T6 со скоростью 3 кадра в секунду был недостаточно быстрым, чтобы запечатлеть более одного кадра действия. И последнее: если вы не уверены, где будет происходить действие, немного уменьшите масштаб, чтобы у вас было больше места в кадре; вы всегда можете обрезать его позже.

 Если вы заблудились, следуйте инструкциям на ЖК-дисплее камеры и Руководству по простому подключению в приложении Canon Camera Connect.
Если вы заблудились, следуйте инструкциям на ЖК-дисплее камеры и Руководству по простому подключению в приложении Canon Camera Connect. Получайте электронные письма от нас от имени наших надежных партнеров или спонсоров.
Получайте электронные письма от нас от имени наших надежных партнеров или спонсоров. html'
html'  views.csrf.csrf_failure'
views.csrf.csrf_failure'  %f',
'%Y-%m-%d %H:%M',
'%m/%d/%Y %H:%M:%S',
'%m/%d/%Y %H:%M:%S.%f',
'%m/%d/%Y %H:%M',
'%m/%d/%y %H:%M:%S',
'%m/%d/%y %H:%M:%S.%f',
'%m/%d/%y %H:%M']
%f',
'%Y-%m-%d %H:%M',
'%m/%d/%Y %H:%M:%S',
'%m/%d/%Y %H:%M:%S.%f',
'%m/%d/%Y %H:%M',
'%m/%d/%y %H:%M:%S',
'%m/%d/%y %H:%M:%S.%f',
'%m/%d/%y %H:%M']  db.models.AutoField'
db.models.AutoField'  ionos.it'
ionos.it'  sessions',
'django.contrib.messages',
'django.contrib.staticfiles',
'django.contrib.sitemaps',
'django.contrib.sites',
'остальные_фреймворки',
'rest_framework.authtoken',
'камера',
'дом',
'django_bootstrap_breadcrumbs',
'админкам',
'тинимце']
sessions',
'django.contrib.messages',
'django.contrib.staticfiles',
'django.contrib.sitemaps',
'django.contrib.sites',
'остальные_фреймворки',
'rest_framework.authtoken',
'камера',
'дом',
'django_bootstrap_breadcrumbs',
'админкам',
'тинимце']  config.dictConfig'
config.dictConfig'  middleware.csrf.CsrfViewMiddleware',
'django.contrib.auth.middleware.AuthenticationMiddleware',
'django.contrib.messages.middleware.MessageMiddleware',
'django.middleware.clickjacking.XFrameOptionsMiddleware',
'camerarace.middleware.LanguageCookie']
middleware.csrf.CsrfViewMiddleware',
'django.contrib.auth.middleware.AuthenticationMiddleware',
'django.contrib.messages.middleware.MessageMiddleware',
'django.middleware.clickjacking.XFrameOptionsMiddleware',
'camerarace.middleware.LanguageCookie']  permissions.IsAuthenticated'],
'DEFAULT_RENDERER_CLASSES': ('rest_framework.renderers.JSONRenderer',
'rest_framework.renderers.BrowsableAPIRenderer')}
permissions.IsAuthenticated'],
'DEFAULT_RENDERER_CLASSES': ('rest_framework.renderers.JSONRenderer',
'rest_framework.renderers.BrowsableAPIRenderer')}  contrib.sessions.backends.db'
contrib.sessions.backends.db'  contrib.staticfiles.finders.FileSystemFinder',
'django.contrib.staticfiles.finders.AppDirectoriesFinder']
contrib.staticfiles.finders.FileSystemFinder',
'django.contrib.staticfiles.finders.AppDirectoriesFinder']  addDefaultLanguage']}}]
addDefaultLanguage']}}] 
 Образцы изготавливаются согласно стандарту DIN EN ISO 252. На одном конце отрезанного в продольном направлении образца снимают первый слой и затем зажимают в захватах. Документ регламентирует два метода испытания (А и В) для определения адгезионной прочности между слоями, а также между накладками и каркасом конвейерных лент. Важные условия испытания соответствуют стандарту ISO 36. Он подходит для испытаний всех типов конвейерных лент за исключением лент, усиленных стальными тросами, и лент с текстильной вкладкой, номинальный предел прочности которой составляет менее 160 Н/мм.
Образцы изготавливаются согласно стандарту DIN EN ISO 252. На одном конце отрезанного в продольном направлении образца снимают первый слой и затем зажимают в захватах. Документ регламентирует два метода испытания (А и В) для определения адгезионной прочности между слоями, а также между накладками и каркасом конвейерных лент. Важные условия испытания соответствуют стандарту ISO 36. Он подходит для испытаний всех типов конвейерных лент за исключением лент, усиленных стальными тросами, и лент с текстильной вкладкой, номинальный предел прочности которой составляет менее 160 Н/мм. Область застосування конвеєрних стрічок
Область застосування конвеєрних стрічок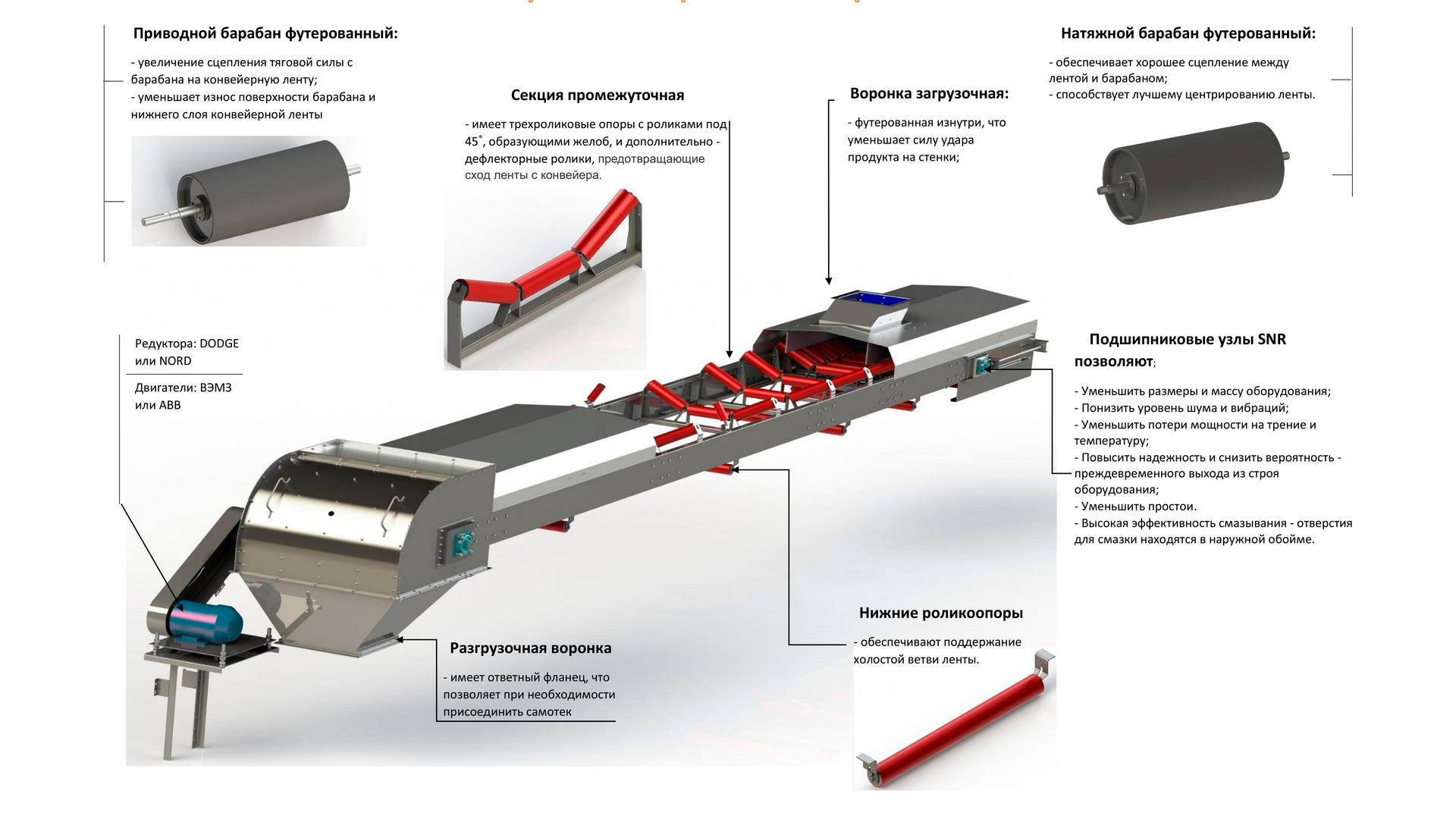 Втрати розривної сили.
Втрати розривної сили.
 Для стрічок з особливими якостями T, G, A і C коротке позначення типу обкладки відсутня.
Для стрічок з особливими якостями T, G, A і C коротке позначення типу обкладки відсутня.
 розривною силою до 1250 Н/мм становить 16 Н/мм, а понад 1250 Н/мм – 20 Н/мм*- Відносна сила становить 10% від мінімальної розривної сили. Для конвеєрних стрічок зі спеціальними якостями T, G, A і C допустимі відхилення.
розривною силою до 1250 Н/мм становить 16 Н/мм, а понад 1250 Н/мм – 20 Н/мм*- Відносна сила становить 10% від мінімальної розривної сили. Для конвеєрних стрічок зі спеціальними якостями T, G, A і C допустимі відхилення. При цьому перша буква відповідає матеріалу основи, а друга – матеріалу качка. Якщо основа або качок складаються з декількох матеріалів, то на першому місці стоїть позначення того матеріалу, який в першу чергу є носієм міцності, воно відокремлюється знаком «/» від позначень інших використовуваних матеріалів. Ненесучі покривають і/або перев’язувальні (притискні) основи також мають позначення і відокремлені від групи основ знаком «-».
При цьому перша буква відповідає матеріалу основи, а друга – матеріалу качка. Якщо основа або качок складаються з декількох матеріалів, то на першому місці стоїть позначення того матеріалу, який в першу чергу є носієм міцності, воно відокремлюється знаком «/» від позначень інших використовуваних матеріалів. Ненесучі покривають і/або перев’язувальні (притискні) основи також мають позначення і відокремлені від групи основ знаком «-».
 com
com Тем не менее, каждый каркас ремня и каждый состав резинового покрытия, которые мы производим, проходят тщательные лабораторные испытания, требующие постоянного соблюдения очень строгих стандартов качества Dunlop.
Тем не менее, каждый каркас ремня и каждый состав резинового покрытия, которые мы производим, проходят тщательные лабораторные испытания, требующие постоянного соблюдения очень строгих стандартов качества Dunlop.
 Первоначальный разрыв делается на испытательном образце, который затем растягивается в противоположных направлениях, поэтому его часто называют «тестом брюк». Затем измеряется сила, необходимая для распространения разрыва. Проверка и анализ многопиковых тестов на сопротивление разрыву производится в соответствии с ISO 6133.
Первоначальный разрыв делается на испытательном образце, который затем растягивается в противоположных направлениях, поэтому его часто называют «тестом брюк». Затем измеряется сила, необходимая для распространения разрыва. Проверка и анализ многопиковых тестов на сопротивление разрыву производится в соответствии с ISO 6133. Современные ремни, используемые в сфере переработки и переработки отходов, должны справляться с огромным разнообразием потенциально разрушительных материалов и условий эксплуатации. факторы окружающей среды и здоровья и безопасности.
Современные ремни, используемые в сфере переработки и переработки отходов, должны справляться с огромным разнообразием потенциально разрушительных материалов и условий эксплуатации. факторы окружающей среды и здоровья и безопасности.
 Буквы «DIN» означают «Deutsches Institut für Normung», что означает «Немецкий институт стандартизации». Они разрабатывают нормы и стандарты в качестве услуги для немецкой промышленности и являются уважаемой некоммерческой организацией, базирующейся в Берлине с 19 года.17. Многие стандарты DIN фактически были преобразованы в стандарты EN или даже ISO.
Буквы «DIN» означают «Deutsches Institut für Normung», что означает «Немецкий институт стандартизации». Они разрабатывают нормы и стандарты в качестве услуги для немецкой промышленности и являются уважаемой некоммерческой организацией, базирующейся в Берлине с 19 года.17. Многие стандарты DIN фактически были преобразованы в стандарты EN или даже ISO. Тот факт, что ремень был испытан в соответствии с определенным методом (например, EN ISO 4649 на стойкость к истиранию), мало что значит. Что важно, так это фактический уровень производительности, достигнутый во время тестирования, по сравнению с минимально приемлемым уровнем производительности, продиктованным стандартом тестирования.
Тот факт, что ремень был испытан в соответствии с определенным методом (например, EN ISO 4649 на стойкость к истиранию), мало что значит. Что важно, так это фактический уровень производительности, достигнутый во время тестирования, по сравнению с минимально приемлемым уровнем производительности, продиктованным стандартом тестирования.
 д., все конвейерные ленты с тканевой конструкцией из слоёв ткани соответствуют стандарту ISO 14890:2013. В них указаны требования к размерам конвейерных лент с резиновым (и пластиковым) покрытием для использования на обычных поверхностях на плоских или желобчатых роликах.
д., все конвейерные ленты с тканевой конструкцией из слоёв ткани соответствуют стандарту ISO 14890:2013. В них указаны требования к размерам конвейерных лент с резиновым (и пластиковым) покрытием для использования на обычных поверхностях на плоских или желобчатых роликах. Наиболее часто используемые ремни также устойчивы к истиранию, так что лучше всего начать с них.
Наиболее часто используемые ремни также устойчивы к истиранию, так что лучше всего начать с них.


 Во многих случаях даже очень толстые и тяжелые ремни могут порваться, как бумага, потому что тканевый слой просто не рассчитан на такие нагрузки.
Во многих случаях даже очень толстые и тяжелые ремни могут порваться, как бумага, потому что тканевый слой просто не рассчитан на такие нагрузки. Два основных класса термостойкости, признанные на рынке конвейерных лент, — это T150, который относится к максимальной продолжительной температуре 150°C, и T200, который относится к более экстремальным тепловым условиям до 200°C.
Два основных класса термостойкости, признанные на рынке конвейерных лент, — это T150, который относится к максимальной продолжительной температуре 150°C, и T200, который относится к более экстремальным тепловым условиям до 200°C. Все эти факторы могут иметь большое влияние на скорость процесса старения. Успех или неудача будут зависеть от двух факторов; наличие точных данных о температуре для предоставления потенциальным поставщикам лент и, в конечном счете, характеристик термостойкости ленты, которую они поставляют.
Все эти факторы могут иметь большое влияние на скорость процесса старения. Успех или неудача будут зависеть от двух факторов; наличие точных данных о температуре для предоставления потенциальным поставщикам лент и, в конечном счете, характеристик термостойкости ленты, которую они поставляют.
 Продолжительность погружения и температура, при которой выдерживаются жидкость и образец, могут варьироваться, но чаще всего это три или семь дней при температуре окружающей среды или 70°C.
Продолжительность погружения и температура, при которой выдерживаются жидкость и образец, могут варьироваться, но чаще всего это три или семь дней при температуре окружающей среды или 70°C.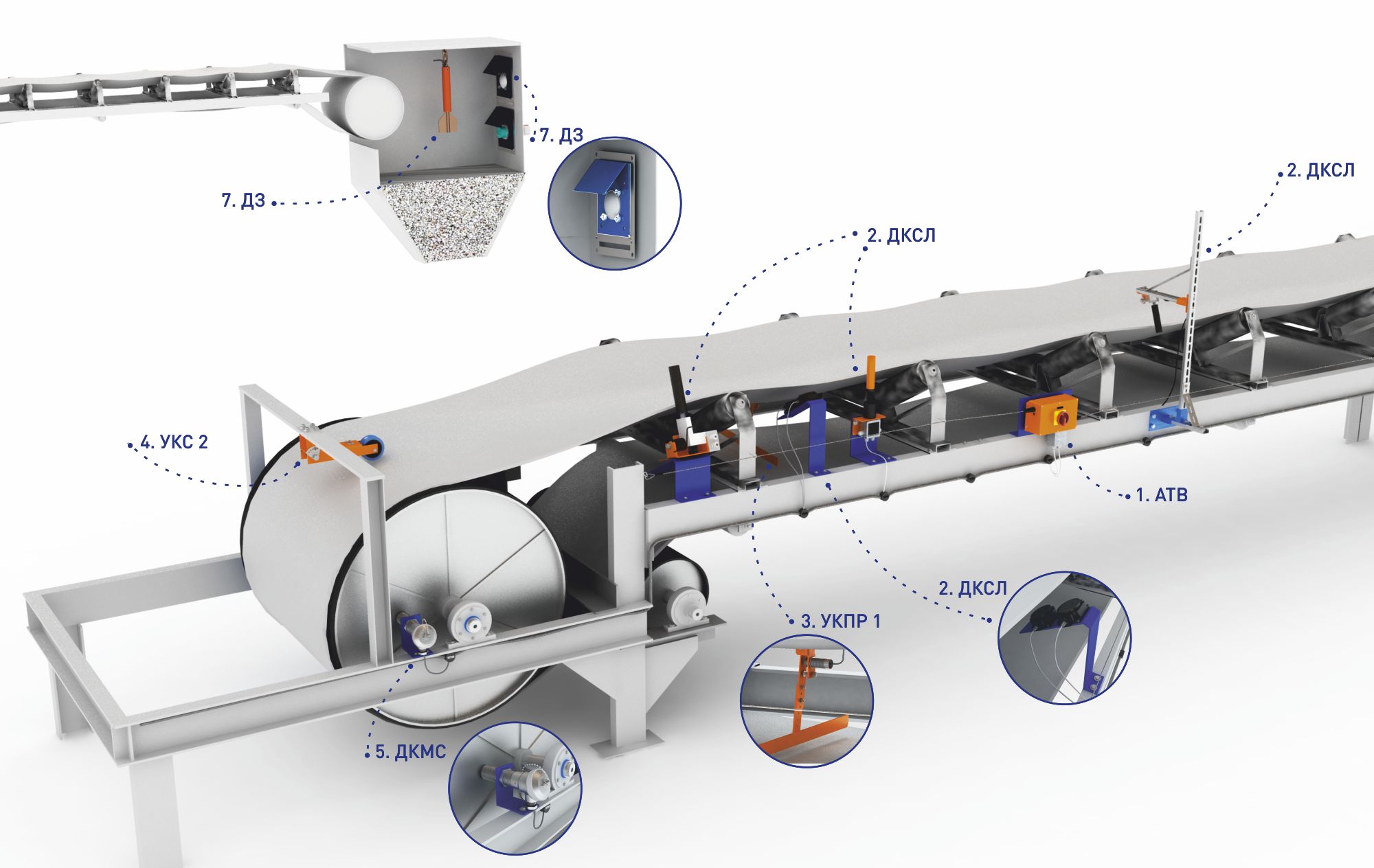 При понижении температуры резина продолжает терять гибкость и способность сопротивляться истиранию, ударам и порезам. В конце концов, ремень не может проходить вокруг шкивов, и ремень перекрывается, а резина в каркасе начинает трескаться. В конечном итоге ремень порвется, потому что замерзшая резина становится хрупкой, как стекло.
При понижении температуры резина продолжает терять гибкость и способность сопротивляться истиранию, ударам и порезам. В конце концов, ремень не может проходить вокруг шкивов, и ремень перекрывается, а резина в каркасе начинает трескаться. В конечном итоге ремень порвется, потому что замерзшая резина становится хрупкой, как стекло.

 Продолжительность непрерывного горения (видимого пламени) должна быть менее 15 секунд для каждого образца с максимальной суммарной продолжительностью 45 секунд для каждой группы из шести испытуемых образцов. Это определяет, как огонь может переноситься по движущейся ленте.
Продолжительность непрерывного горения (видимого пламени) должна быть менее 15 секунд для каждого образца с максимальной суммарной продолжительностью 45 секунд для каждой группы из шести испытуемых образцов. Это определяет, как огонь может переноситься по движущейся ленте. Опыт показал, что для достаточной стойкости критерий прохождения должен состоять в том, что образец резины не проявляет никаких признаков растрескивания после 96 часов (при 40°C, 50 частей на миллион и деформации 20%) в камере для озона.
Опыт показал, что для достаточной стойкости критерий прохождения должен состоять в том, что образец резины не проявляет никаких признаков растрескивания после 96 часов (при 40°C, 50 частей на миллион и деформации 20%) в камере для озона.
 В зависимости от параметра, в который преобразовывается измеряемое усилие, различают индикаторы веса гидравлические и электрические. В промышленности используются преимущественно гидравлические индикаторы веса.
В зависимости от параметра, в который преобразовывается измеряемое усилие, различают индикаторы веса гидравлические и электрические. В промышленности используются преимущественно гидравлические индикаторы веса.

 А. Высоцкий и С. Л. Залкин
А. Высоцкий и С. Л. Залкин
 23. Зак. ЗБ84
23. Зак. ЗБ84 означает? Ниже вы найдете
означает? Ниже вы найдете





 Кроме того, у них всего одна гайка.
Кроме того, у них всего одна гайка.




 с.) || при частоте вращения коленчатого вала, об/мин
с.) || при частоте вращения коленчатого вала, об/мин

 Но когда все это появится в продаже — неясно.
Но когда все это появится в продаже — неясно. 80-метровое судно водоизмещением 3 200 тонн — первое в мире полностью электрическое автономное грузовое судно, работающее от восьми аккумуляторов мощностью 6,8 МВтч, что эквивалентно 100 автомобилям Тесла — почти исключительно за счет выработки гидроэлектроэнергии. По словам Yara, норвежского производителя удобрений, стоящего за новым кораблем, он заменит примерно 40 000 поездок дизельных грузовиков в год между их операциями по всей Норвегии, что сократит расходы, выбросы, загрязнение воздуха и заторы на норвежских дорогах.
80-метровое судно водоизмещением 3 200 тонн — первое в мире полностью электрическое автономное грузовое судно, работающее от восьми аккумуляторов мощностью 6,8 МВтч, что эквивалентно 100 автомобилям Тесла — почти исключительно за счет выработки гидроэлектроэнергии. По словам Yara, норвежского производителя удобрений, стоящего за новым кораблем, он заменит примерно 40 000 поездок дизельных грузовиков в год между их операциями по всей Норвегии, что сократит расходы, выбросы, загрязнение воздуха и заторы на норвежских дорогах. В сочетании с мерами по сокращению общей материальной массы торговли в пользу более локализованного производства и потребления, а также с выводом из эксплуатации существующего судоходства, работающего на ископаемом топливе, подобные шаги могут способствовать быстрой декарбонизации морских перевозок.
В сочетании с мерами по сокращению общей материальной массы торговли в пользу более локализованного производства и потребления, а также с выводом из эксплуатации существующего судоходства, работающего на ископаемом топливе, подобные шаги могут способствовать быстрой декарбонизации морских перевозок. Поскольку почти 70 % выбросов судов образуются в пределах 400 км от материка, вблизи портов и прибрежных городов, существуют серьезные опасения по поводу воздействия международного судоходства на здоровье населения.
Поскольку почти 70 % выбросов судов образуются в пределах 400 км от материка, вблизи портов и прибрежных городов, существуют серьезные опасения по поводу воздействия международного судоходства на здоровье населения.
 Климат не может позволить такой рост.
Климат не может позволить такой рост.
 Нынешние заоблачные цены на ископаемое топливо подрывают прибыль в международном судоходстве, в то время как постоянные прорывы в технологии аккумуляторов, ужесточение регулирования загрязнения в портах и роль, которую электрифицированные грузовые суда могут играть в национальной декарбонизации, меняют направление ветров промышленности и энергетики. политика в отношении электрифицированных судов.
Нынешние заоблачные цены на ископаемое топливо подрывают прибыль в международном судоходстве, в то время как постоянные прорывы в технологии аккумуляторов, ужесточение регулирования загрязнения в портах и роль, которую электрифицированные грузовые суда могут играть в национальной декарбонизации, меняют направление ветров промышленности и энергетики. политика в отношении электрифицированных судов. Примерно 80 процентов грузовых судов используют дизельные генераторы для выработки электроэнергии, которая затем приводит в действие электрический двигатель, приводящий в движение гребной винт корабля. Преимущества этой системы многочисленны: она экономит до 20 процентов топлива на борту корабля, электрифицированные системы состоят из меньшего количества компонентов и, следовательно, менее подвержены сбоям, и эти системы меньше изнашиваются, что увеличивает их долговечность. Когда дело доходит до перехода в мире международного судоходства, электрификация имеет исторический прецедент.
Примерно 80 процентов грузовых судов используют дизельные генераторы для выработки электроэнергии, которая затем приводит в действие электрический двигатель, приводящий в движение гребной винт корабля. Преимущества этой системы многочисленны: она экономит до 20 процентов топлива на борту корабля, электрифицированные системы состоят из меньшего количества компонентов и, следовательно, менее подвержены сбоям, и эти системы меньше изнашиваются, что увеличивает их долговечность. Когда дело доходит до перехода в мире международного судоходства, электрификация имеет исторический прецедент.

 И, конечно же, добыча лития связана со многими социальными и экологическими последствиями.
И, конечно же, добыча лития связана со многими социальными и экологическими последствиями.
 Глобальный морской форум недавно изложил планы, согласно которым углеродный след портфелей морских страховщиков будет оцениваться в свете целей IMO по обезуглероживанию, чтобы побудить страховые компании помочь своим клиентам обезуглерожить свой флот. Эта схема будет соответствовать Принципам Посейдона, запущенным в 2019 году., которая стремится привести финансирование судоходства в соответствие с более широкими климатическими целями.
Глобальный морской форум недавно изложил планы, согласно которым углеродный след портфелей морских страховщиков будет оцениваться в свете целей IMO по обезуглероживанию, чтобы побудить страховые компании помочь своим клиентам обезуглерожить свой флот. Эта схема будет соответствовать Принципам Посейдона, запущенным в 2019 году., которая стремится привести финансирование судоходства в соответствие с более широкими климатическими целями.
 Небольшие и более доступные электрические суда, которые могут швартоваться ближе к ключевым рынкам, также привлекут более крупных ритейлеров к выходу на рынок логистики, и многие из них ставят перед собой цели перейти к перевозкам с нулевым выбросом углерода к 2040 году. Серьезная одновременная задача, которая сделает цель более достижимой , будет заключаться в снижении культуры потребления, несправедливых моделей глобального производства и уровней чрезмерного потребления в более богатых странах, которые в первую очередь создают спрос на товары, которые должны быть отправлены.
Небольшие и более доступные электрические суда, которые могут швартоваться ближе к ключевым рынкам, также привлекут более крупных ритейлеров к выходу на рынок логистики, и многие из них ставят перед собой цели перейти к перевозкам с нулевым выбросом углерода к 2040 году. Серьезная одновременная задача, которая сделает цель более достижимой , будет заключаться в снижении культуры потребления, несправедливых моделей глобального производства и уровней чрезмерного потребления в более богатых странах, которые в первую очередь создают спрос на товары, которые должны быть отправлены.


 Компоновка салона позволяет разместить водителя и пять пассажиров, а компактный кузов FAW удобен для перевозки инструмента и расходных материалов.
Компоновка салона позволяет разместить водителя и пять пассажиров, а компактный кузов FAW удобен для перевозки инструмента и расходных материалов. Обкатка нового автомобиля
Обкатка нового автомобиля

 Усаженная деревьями дорожка проходит на 3 акрах земли, простираясь от FM 1044 до FM 725. Есть такие удобства, как парковка, зоны отдыха со скамейками и стационарные фитнес-центры.
Усаженная деревьями дорожка проходит на 3 акрах земли, простираясь от FM 1044 до FM 725. Есть такие удобства, как парковка, зоны отдыха со скамейками и стационарные фитнес-центры.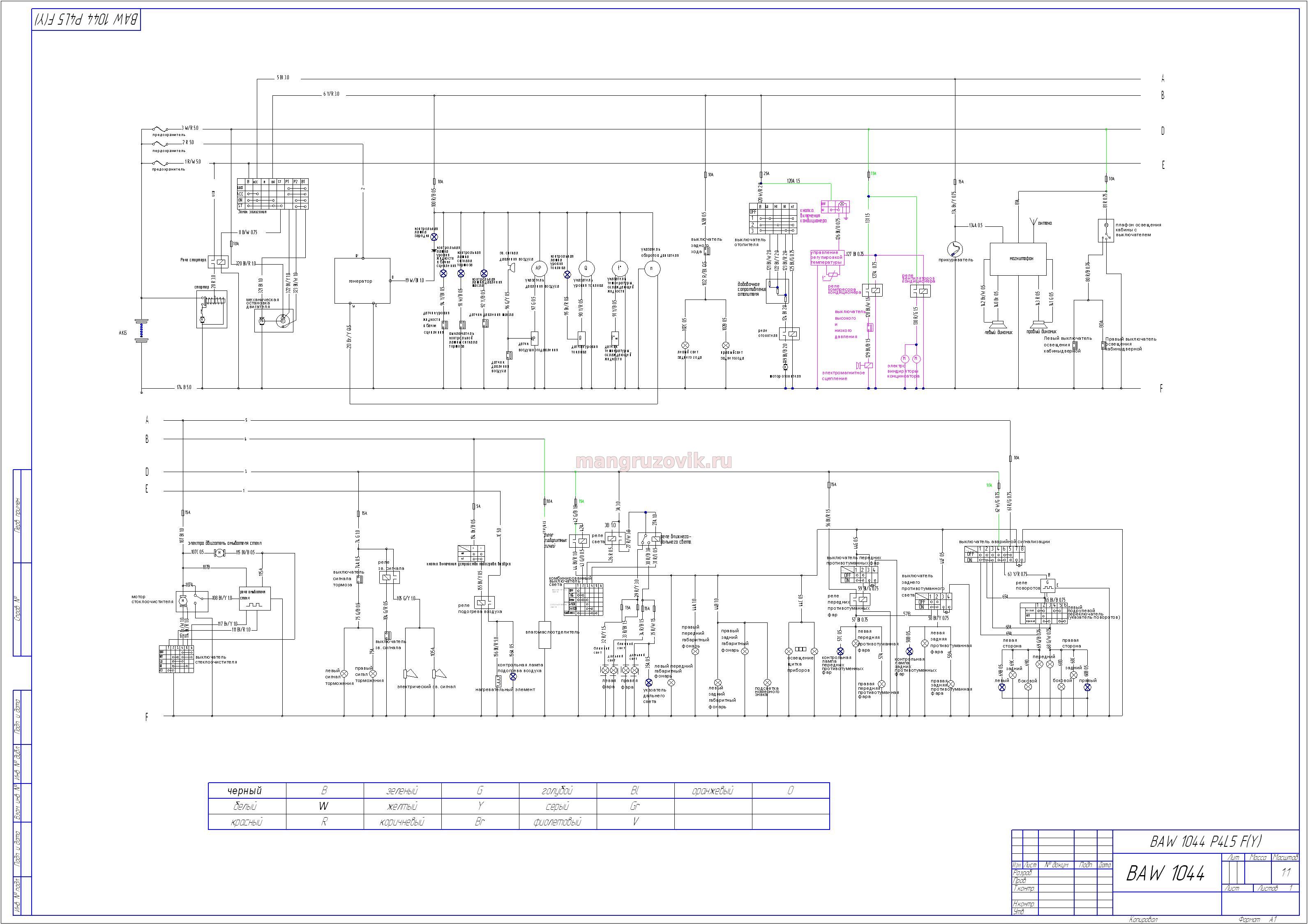 Для тех, кто наслаждается тропой со своими питомцами, предусмотрены диспенсеры для мешков для мусора. Мемориальная тропа County Line проходит через ряд районов и соединяется с парками Kraft, Hoffman и Fischer.
Для тех, кто наслаждается тропой со своими питомцами, предусмотрены диспенсеры для мешков для мусора. Мемориальная тропа County Line проходит через ряд районов и соединяется с парками Kraft, Hoffman и Fischer.

 Полный текст политики конфиденциальности можно https://www.casenw.ru/upload/PCTPAS.docx
Полный текст политики конфиденциальности можно https://www.casenw.ru/upload/PCTPAS.docx



 см, фиксированный расход (WX170)
см, фиксированный расход (WX170)  .1001*
.1001* ..6003 7-80671GB
..6003 7-80671GB  ..7080 9-53440RUS
..7080 9-53440RUS  ..8051 9-53610GB
..8051 9-53610GB  com
com  Эксплуатация и обслуживание. Руководство по обслуживанию.
Эксплуатация и обслуживание. Руководство по обслуживанию. Эксплуатация и обслуживание. Руководство по обслуживанию.
Эксплуатация и обслуживание. Руководство по обслуживанию. Эксплуатация и обслуживание. Руководство по обслуживанию.
Эксплуатация и обслуживание. Руководство по обслуживанию. Эксплуатация и обслуживание. Руководство по обслуживанию.
Эксплуатация и обслуживание. Руководство по обслуживанию. Эксплуатация и обслуживание. Руководство по обслуживанию.
Эксплуатация и обслуживание. Руководство по обслуживанию. Эксплуатация и обслуживание. Руководство по обслуживанию.
Эксплуатация и обслуживание. Руководство по обслуживанию. Эксплуатация и обслуживание. Руководство по обслуживанию.
Эксплуатация и обслуживание. Руководство по обслуживанию.

