

Содержание
Зенкерование и развертывание отверстий
Операции механической обработки заготовок на токарных станках редко становятся финальными в технологическом процессе. Создание отверстий – это основной этап в получении необходимой формы детали. Но за ним, как правило, следует этап доработки. Отчасти это мероприятия чистовой коррекции, но иногда применяются и методы базового изменения параметров выполненного реза. К таким операциям относят зенкование и развертывание отверстий, в результате чего оператор получает оптимальную по характеристикам заготовку. Во-первых, подготовленное углубление обретает необходимые размеры, а во-вторых, его кромки и поверхности очищаются от лишних заусенцев и стружки.
Какие задачи решает зенкерование?
К процедуре зенкерования допускаются отверстия разного происхождения. Это могут быть литые, штампованные или просверленные ниши, над которыми в дальнейшем будет работать мастер по зенкерованию. В чем же заключается суть данной операции? У нее могут быть две цели. Как минимум будет обеспечена зачистка поверхностей отверстия. Это особенно важно в тех случаях, если предварительно выполняется грубое сверление и развертывание отверстий, кромки которых нуждаются в доработке. В зависимости от качества формирования отверстия может применяться получистовое или чистовое зенкерование. В результате меняется и степень сглаживания рабочих поверхностей. Еще более ответственна задача калибровки. В этом случае мастер не ограничивается зачисткой и корректирует параметры отверстия, например глубину и толщину. Потребность в таких действиях возникает, если изначально полученное отверстие не подходит по размерам к целевой шпильке, винту или другой крепежной детали. После зенкерования как раз выполняется нарезка резьбы в соответствии с размерами метиза.
Как минимум будет обеспечена зачистка поверхностей отверстия. Это особенно важно в тех случаях, если предварительно выполняется грубое сверление и развертывание отверстий, кромки которых нуждаются в доработке. В зависимости от качества формирования отверстия может применяться получистовое или чистовое зенкерование. В результате меняется и степень сглаживания рабочих поверхностей. Еще более ответственна задача калибровки. В этом случае мастер не ограничивается зачисткой и корректирует параметры отверстия, например глубину и толщину. Потребность в таких действиях возникает, если изначально полученное отверстие не подходит по размерам к целевой шпильке, винту или другой крепежной детали. После зенкерования как раз выполняется нарезка резьбы в соответствии с размерами метиза.
Автомат токарный и его характеристики. Токарный…
Автомат токарный — современное оборудование, используемое в основном в серийном производстве…
Что представляет собой зенкер?
Это режущий инструмент, конструкция которого формируется функциональной обрабатывающей частью и хвостовиком-державкой.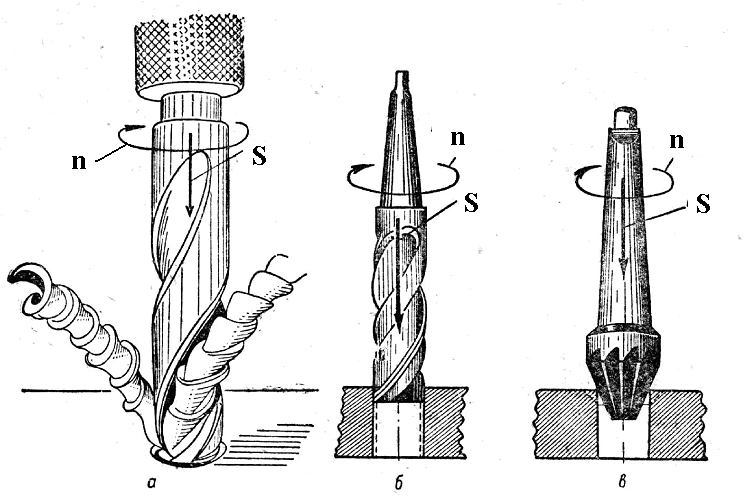 Внешне некоторые виды зенкера напоминают сверла, но они гораздо прочнее. И еще более важная разница заключается в наличии как минимум трех режущих кромок, обеспечивающих более эффективный съем лишней массы металла. Кстати, этим отличается и развертывание отверстий, для которого иногда требуется интенсивная ликвидация стружки с целью достижения более точной формы заготовки. Но у зенкера несколько режущих кромок также выступают в некотором роде стабилизатором инструмента. Этот аспект гарантирует обеспечение равномерности обработки кромок, что сказывается на точности выполнения операции. Впрочем, качество результата будет зависеть и от того, насколько правильно был выбран тип инструмента.
Внешне некоторые виды зенкера напоминают сверла, но они гораздо прочнее. И еще более важная разница заключается в наличии как минимум трех режущих кромок, обеспечивающих более эффективный съем лишней массы металла. Кстати, этим отличается и развертывание отверстий, для которого иногда требуется интенсивная ликвидация стружки с целью достижения более точной формы заготовки. Но у зенкера несколько режущих кромок также выступают в некотором роде стабилизатором инструмента. Этот аспект гарантирует обеспечение равномерности обработки кромок, что сказывается на точности выполнения операции. Впрочем, качество результата будет зависеть и от того, насколько правильно был выбран тип инструмента.
Что это — припуск и как его рассчитать?
Прежде чем получить готовую деталь, с заготовкой проделывают массу разнообразных операций. Одной из…
Разновидности зенкеров
Простейшие конические модели зенковок состоят из резчика и хвостовика. Угол конуса в рабочей части может варьироваться от 30 до 120 °. Более сложной вариацией инструмента является резчик с торцевыми зубцами. Количество зубьев в среднем составляет от 4 до 8. Соответственно, чем точнее требуется зенкерование, тем меньше должна быть поверхность резчика. Также существуют цилиндрические устройства, в которых предусмотрена направляющая цапфа. Она входит в формируемые отверстия, обеспечивая, таким образом, совпадение образованного цилиндрического углубления и оси отверстия. Это универсальная техника, при которой сверление, зенкерование и развертывание отверстий производятся инструментом единой формации. В итоге упрощается цикл формирования отверстия и повышается качество очистки прилегающих поверхностей. Почти все модели зенкеров изготавливаются из инструментальных легированных и углеродистых сталей.
Более сложной вариацией инструмента является резчик с торцевыми зубцами. Количество зубьев в среднем составляет от 4 до 8. Соответственно, чем точнее требуется зенкерование, тем меньше должна быть поверхность резчика. Также существуют цилиндрические устройства, в которых предусмотрена направляющая цапфа. Она входит в формируемые отверстия, обеспечивая, таким образом, совпадение образованного цилиндрического углубления и оси отверстия. Это универсальная техника, при которой сверление, зенкерование и развертывание отверстий производятся инструментом единой формации. В итоге упрощается цикл формирования отверстия и повышается качество очистки прилегающих поверхностей. Почти все модели зенкеров изготавливаются из инструментальных легированных и углеродистых сталей.
Твердосплавные пластины и их виды. Где применяются…
Твердосплавные пластины представляют собой часть режущего инструмента, который ведет обработку…
Техника выполнения зенкерования
Обычно зенкерование выполняется на сверлильных станках. Так же как и сверла, зенкеры устанавливаются в соответствующих патронах или зажимных механизмах. Далее выходные части отверстий обрабатываются коническими зенковками. По этой технике формируются конусные углубления, подходящие для головок заклепок и потайных винтов. Углубления для болтов производятся таким же образом, но уже цилиндрическими зенковками. Данным инструментом также выполняют подрезку торцов, выборку углов и выступов. И зенкерование, и развертывание отверстий на станке контролируются оператором. В современных моделях пневматических и электрических станков допускается возможность обработки в полуавтоматическом и автоматическом режимах. Станки с программным управлением могут использовать аналогичные настройки обработки зенкерами для серийного обслуживания деталей.
Так же как и сверла, зенкеры устанавливаются в соответствующих патронах или зажимных механизмах. Далее выходные части отверстий обрабатываются коническими зенковками. По этой технике формируются конусные углубления, подходящие для головок заклепок и потайных винтов. Углубления для болтов производятся таким же образом, но уже цилиндрическими зенковками. Данным инструментом также выполняют подрезку торцов, выборку углов и выступов. И зенкерование, и развертывание отверстий на станке контролируются оператором. В современных моделях пневматических и электрических станков допускается возможность обработки в полуавтоматическом и автоматическом режимах. Станки с программным управлением могут использовать аналогичные настройки обработки зенкерами для серийного обслуживания деталей.
Назначение операции развертывания
Операция развертывания во многом схожа с зенкерованием. Она также рассчитана на формирование оптимальных по размерам отверстий с возможностью коррекции формы. Но если зенкеры подготавливают отверстия для последующего использования заклепок и болтов, то развертывание позволяет получать точные калиброванные ниши для валов, плунжерных деталей и подшипников.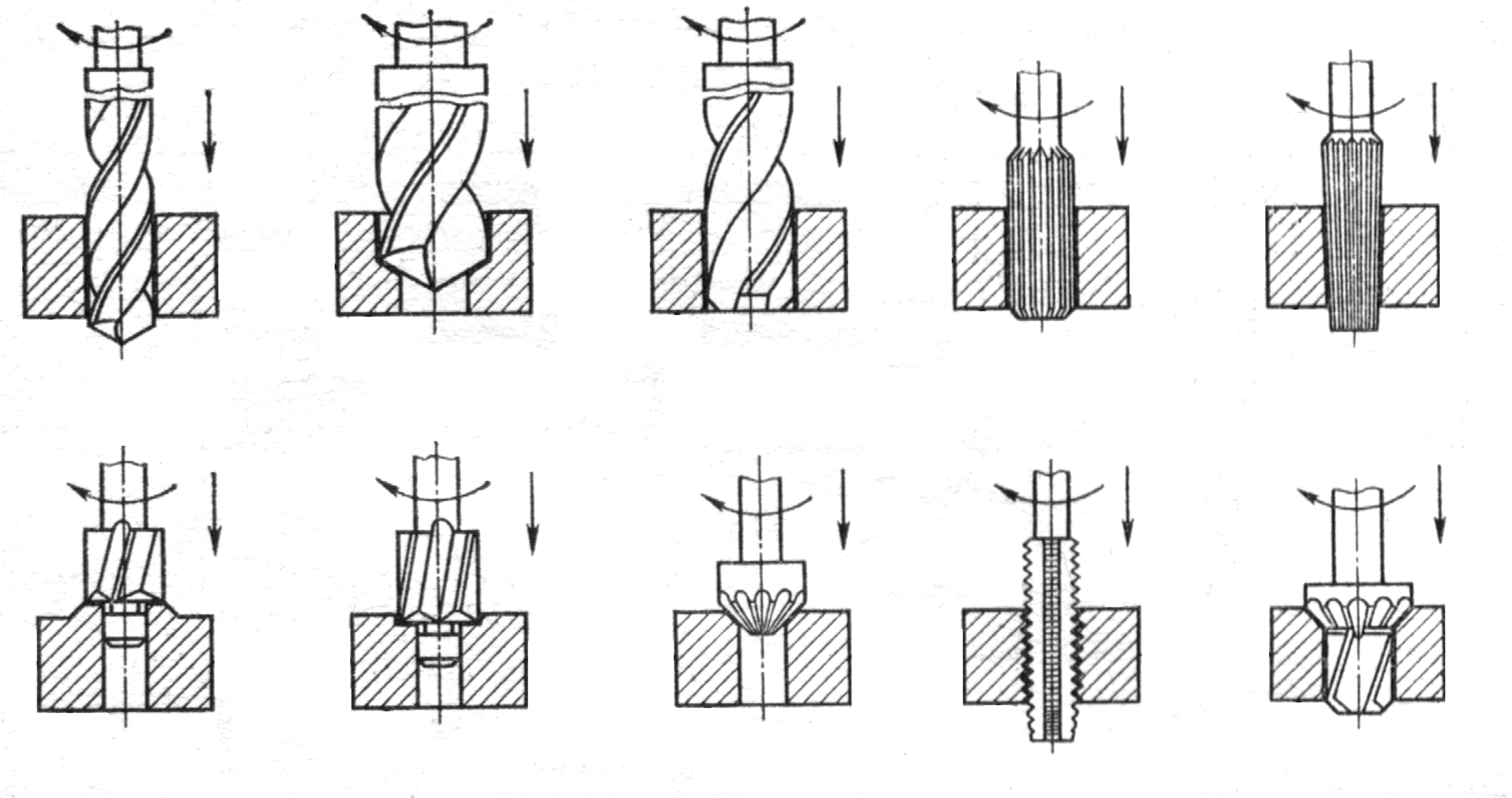 Также развертывание отверстий позволяет минимизировать трение в обрабатываемой зоне и обеспечивать высокую плотность контакта между элементами. Эти задачи достигаются за счет сокращения шероховатости поверхностей отверстия.
Также развертывание отверстий позволяет минимизировать трение в обрабатываемой зоне и обеспечивать высокую плотность контакта между элементами. Эти задачи достигаются за счет сокращения шероховатости поверхностей отверстия.
Инструмент для развертывания
Развертки также представляют собой инструмент, напоминающий сверла. Рабочая часть в данном случае обеспечивается расположенными по окружности стержня зубьями. Помимо этого, существуют вспомогательные функциональные части резчика. Это заборная, калибрующая и цилиндрическая части. Непосредственную резку производит направляющий конус, края которого снимают припуск металла, но в то же время предохраняют вершину режущей кромки от забоин. И здесь можно выделить отдельные конструктивные части, различающие данную методику и зенкование. Зенкерование и развертывание отверстий сходятся в операциях резки, однако калибрующая часть развертки также выполняет функции направления и отвода стружки. Для этого предназначены специальные канавки, делающие инструмент более самостоятельным.
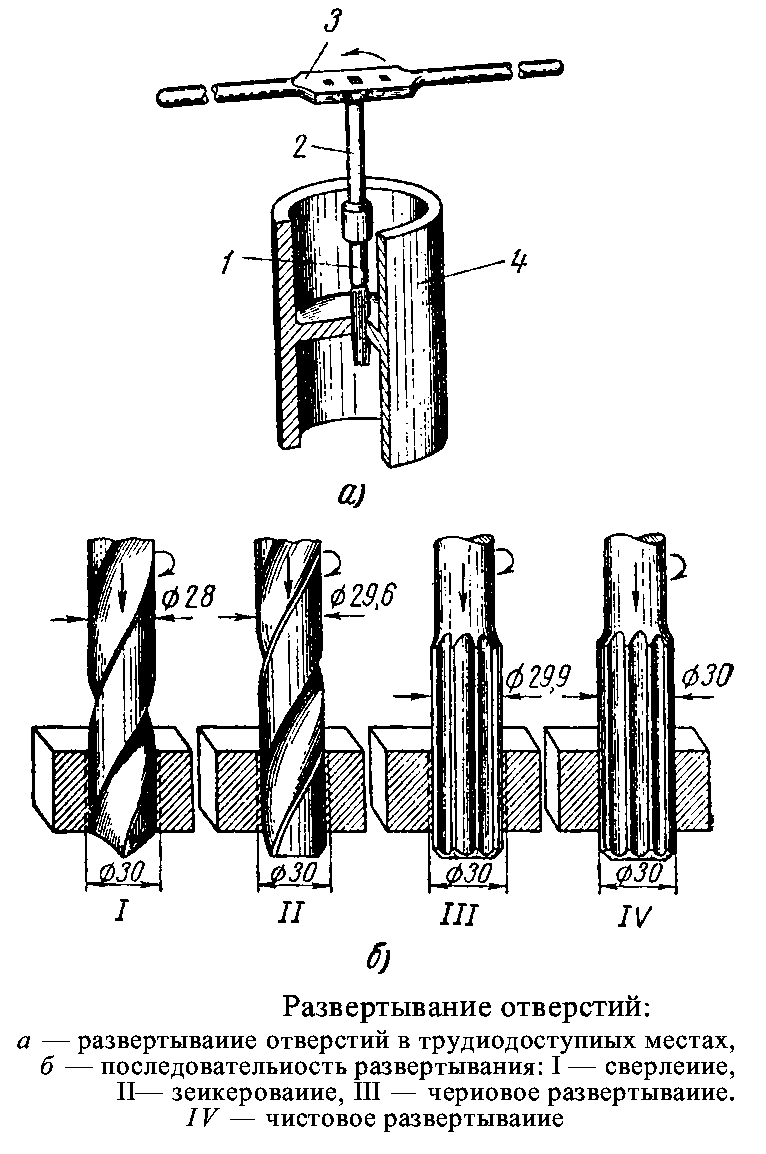
Машинные и ручные развертки
Развертывание может выполняться ручным и машинным способом, то есть на тех же станках. Инструмент, применяемый для ручных операций, отличается удлиненной рабочей частью. Диаметр обратного конуса в данном случае варьируется от 0,06 до 0,1 мм в среднем. Для сравнения, станочные развертки имеют толщину конуса от 0,05 до 0,3 мм. С помощью ручного развертывания можно получать отверстия диаметром от 3 до 60 мм. При этом степень точности будет невелика. Машинный инструмент ориентируется под определенные типоразмеры, зачастую по спецзаказам. Например, развертывание отверстий в деталях для строительных конструкций может выполняться в соответствии с техническими данными по конкретному проекту. К преимуществам такого способа относят высокую точность резки, качественную зачистку и отсутствие деформационного эффекта.
Выполнение развертывания
Машинное развертывание выполняется по тем же принципам, что и зенкование. Инструмент фиксируется в патроне, а затем направляется в обрабатываемую зону станком.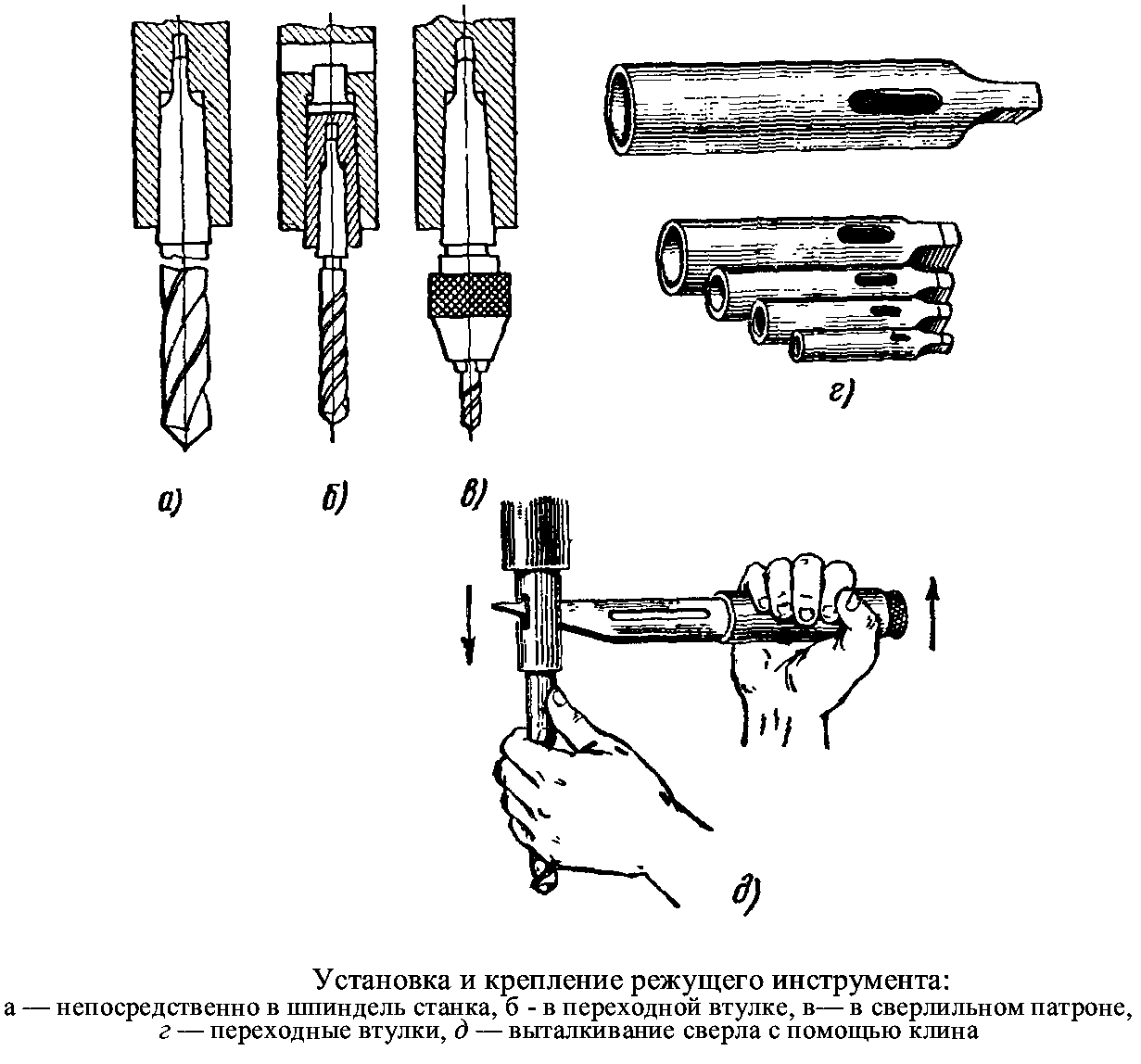 Единственным отличием являются более высокие требования к охлаждению рабочей оснастки в процессе работы и смазке отверстий. В качестве смазывающего состава используют минеральное масло, скипидар и синтетические эмульсии. Иначе выполняется ручная обработка отверстий. Развертывание такого типа предполагает изначальную фиксацию заготовки в тисках. Далее в отверстие вставляется наконечник развертки и путем кручения воротка достигается результат. Причем вращать инструмент можно только в одном направлении – до формирования необходимых параметров изделия.
Единственным отличием являются более высокие требования к охлаждению рабочей оснастки в процессе работы и смазке отверстий. В качестве смазывающего состава используют минеральное масло, скипидар и синтетические эмульсии. Иначе выполняется ручная обработка отверстий. Развертывание такого типа предполагает изначальную фиксацию заготовки в тисках. Далее в отверстие вставляется наконечник развертки и путем кручения воротка достигается результат. Причем вращать инструмент можно только в одном направлении – до формирования необходимых параметров изделия.
Заключение
Механическая обработка металлов постепенно уступает место технологичным лазерным и термическим методам. Также конкуренцию традиционным способам резки составляет гидроабразивная техника, отличающаяся высокой скоростью раскроя и точностью. Что на этом фоне могут предложить в качестве преимуществ зенковка, а также развертывание отверстий? В первую очередь это возможность ручной обработки без применения сложного оборудования в виде станков.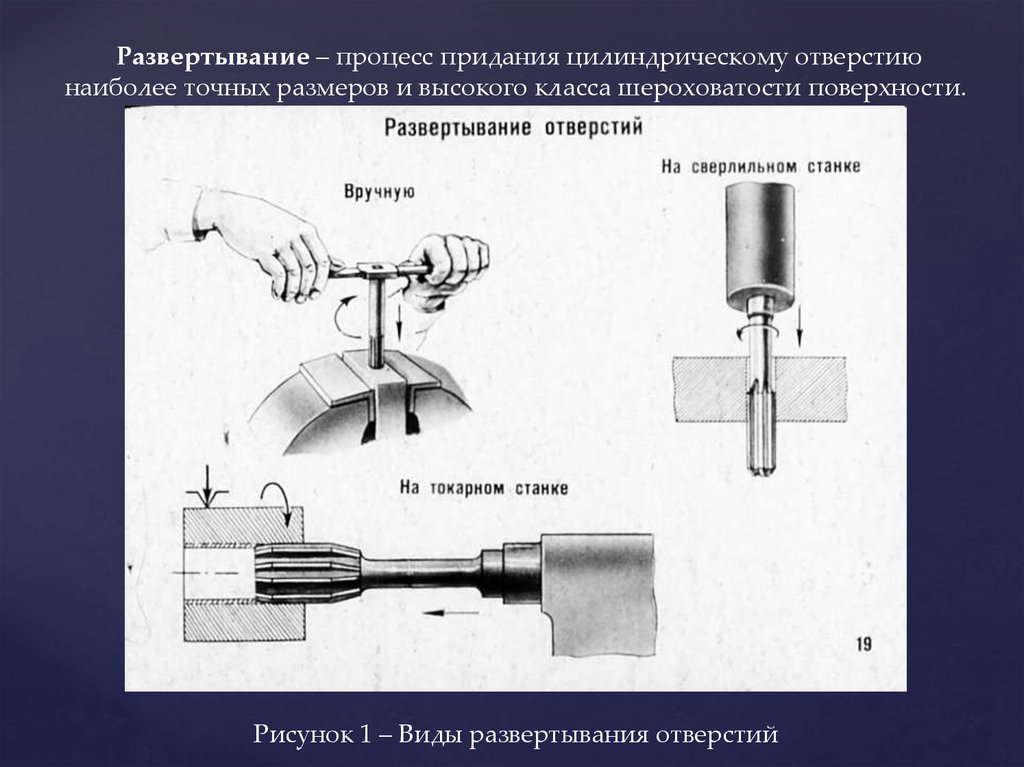 Кроме того, в отличие от гидроабразивов и термических аппаратов, данные технологии не требуют подключения дополнительных расходных материалов. Поэтому можно говорить о преимуществах экономического, организационного и эргономического характера. Но качеством обработки и темпами производственного процесса, конечно, придется пожертвовать.
Кроме того, в отличие от гидроабразивов и термических аппаратов, данные технологии не требуют подключения дополнительных расходных материалов. Поэтому можно говорить о преимуществах экономического, организационного и эргономического характера. Но качеством обработки и темпами производственного процесса, конечно, придется пожертвовать.
§ 92. Сверловщик (3-разряд) \ КонсультантПлюс
§ 92. СВЕРЛОВЩИК
3-й разряд
Характеристика работ. Сверление, рассверливание, зенкерование и развертывание отверстий по 8 — 11 квалитетам в различных деталях, а также сверление отверстий по 12 — 14 квалитетам в сложных, крупногабаритных деталях. Сверление глубоких отверстий в деталях различной конфигурации на глубину сверления свыше 5 до 15 диаметров сверла на сверлильных станках, а также на глубину свыше 10 до 20 диаметров сверла с применением специальных направляющих приспособлений, а также на специальных налаженных станках на глубину свыше 10 диаметров сверла. Установка и крепление сложных деталей на угольниках, призмах, домкратах и прокладках с выверкой в двух и более плоскостях. Сверление отверстий под разными углами и в различных плоскостях. Сверление отверстий в различных деталях под нарезание резьбы. Нарезание резьбы диаметром до 2 мм и свыше 24 до 42 мм на проход и в упор. Подналадка станка с применением универсальных и специальных приспособлений и самостоятельное определение технологической последовательности обработки деталей и режимов резания. Управление подъемно-транспортным оборудованием с пола. Строповка и увязка грузов для подъема, перемещения, установки и складирования.
Сверление отверстий под разными углами и в различных плоскостях. Сверление отверстий в различных деталях под нарезание резьбы. Нарезание резьбы диаметром до 2 мм и свыше 24 до 42 мм на проход и в упор. Подналадка станка с применением универсальных и специальных приспособлений и самостоятельное определение технологической последовательности обработки деталей и режимов резания. Управление подъемно-транспортным оборудованием с пола. Строповка и увязка грузов для подъема, перемещения, установки и складирования.
Должен знать: устройство, правила подналадки и проверки на точность сверлильных станков различных типов; устройство и правила применения контрольно-измерительных инструментов, зажимных и установочных приспособлений; геометрию, правила заточки и установки универсального и специального режущего инструмента; элементы и виды резьб; систему допусков и посадок; квалитеты и параметры шероховатости.
Примеры работ
1. Бабки задние токарных станков — сверление отверстий под болты.
2. Валы, оси — сверление косых смазочных отверстий.
3. Детали из титановых сплавов — нарезание резьбы метчиками на проход и в упор.
4. Детали металлообрабатывающих станков — гитары токарных станков, шпиндели различных станков — сверление отверстий по разметке.
5. Детали, узлы и сварные конструкции разные — сверление отверстий, зенкерование пневмоинструментом.
6. Детали часов — сверление, развертывание, зенкование отверстий.
7. Днища сферические для фильтров — сверление, зенкерование, зенкование.
8. Корпуса фильтров — сверление отверстий во фланцах.
9. Корпуса и крышки подшипников судовых опорных с диаметром вала до 500 мм и упорных с диаметром вала до 400 мм — сверление и подрезка отверстий на разъемах под болты для спаривания.
10. Корпуса и крышки редукторов в сборе — сверление, зенкерование, зенкование.
11. Корпуса подшипников — сверление отверстий под шпильки и болты в местах соединения.
12. Кольца прижимные для крышек изделий «т» и «к» и кремальерных крышек и дверей — сверление отверстий по разметке, зенкование.
13. Коробки кабельные — сверление отверстий.
14. Корпуса кремальерных крышек и дверей — сверление отверстий под установку съемных клиньев и прижимных колец.
15. Платы печатные III группы сложности — сверление, зенкование отверстий.
16. Плиты акустические — сверление.
17. Стулья, стаканы, фланцы и другие детали — нарезание резьбы диаметром до 2 мм и свыше 24 мм до 42 мм на проход и в упор.
18. Тройники, патрубки, колена с фланцами — сверление отверстий во фланцах.
19. Фланцы, кольца диаметром свыше 500 мм — сверление отверстий по разметке или кондуктору, зенкование, цекование, зенкерование.
20. Шестерни зубчатой передачи совместно с зубчатым венцом — сверление и развертывание отверстий.
21. Шестерни и шкивы разъемные — сверление отверстий в местах соединений и под смазку.
22. Штампы — сверление отверстий под направляющие колонки.
Зенковка и цековка отверстий в механической обработке: различия и применение
Зенковка и цековка обычно используются при механической обработке.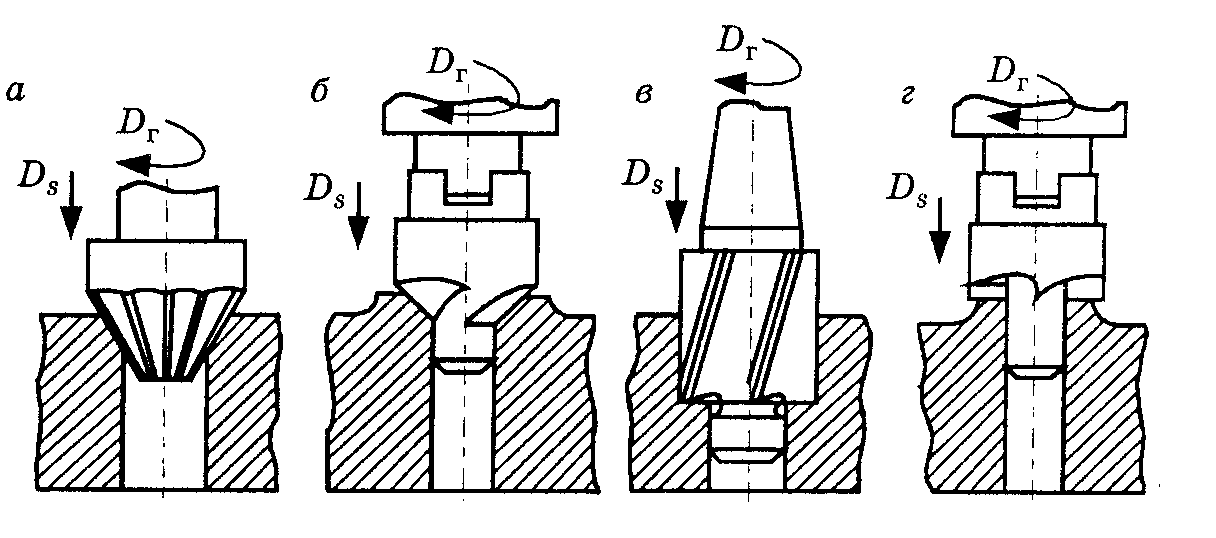 Помимо формы, в которой зенковки имеют цилиндрическую форму, а зенкеры имеют коническую форму, между ними есть несколько ключевых отличий. Тип используемого отверстия будет зависеть от конкретного применения.
Помимо формы, в которой зенковки имеют цилиндрическую форму, а зенкеры имеют коническую форму, между ними есть несколько ключевых отличий. Тип используемого отверстия будет зависеть от конкретного применения.
Как правило, зенкерные отверстия используются для изготовления конических отверстий, соответствующих углу винта. Это позволяет винту плотно прилегать к поверхности детали и полностью входить в зацепление. Зенковки можно использовать для самых разных целей и они бывают под разными углами, включая 60°, 82° и 9°.0°. Отверстия с цековкой используются для увеличения раскрытия отверстия и получения плоского дна. В результате винты с головкой под торцевой ключ могут сидеть заподлицо с поверхностью детали. Зенковки обычно служат одной цели. Для обеспечения надежной сборки можно использовать стопорные шайбы. Зенковка представляет собой отверстие со стенками, расположенными под углом 90° к поверхности металла. После этого можно определить углы зенковки.
В этой статье далее обсуждаются различия между зенковкой и цековкой, а также их конкретное использование.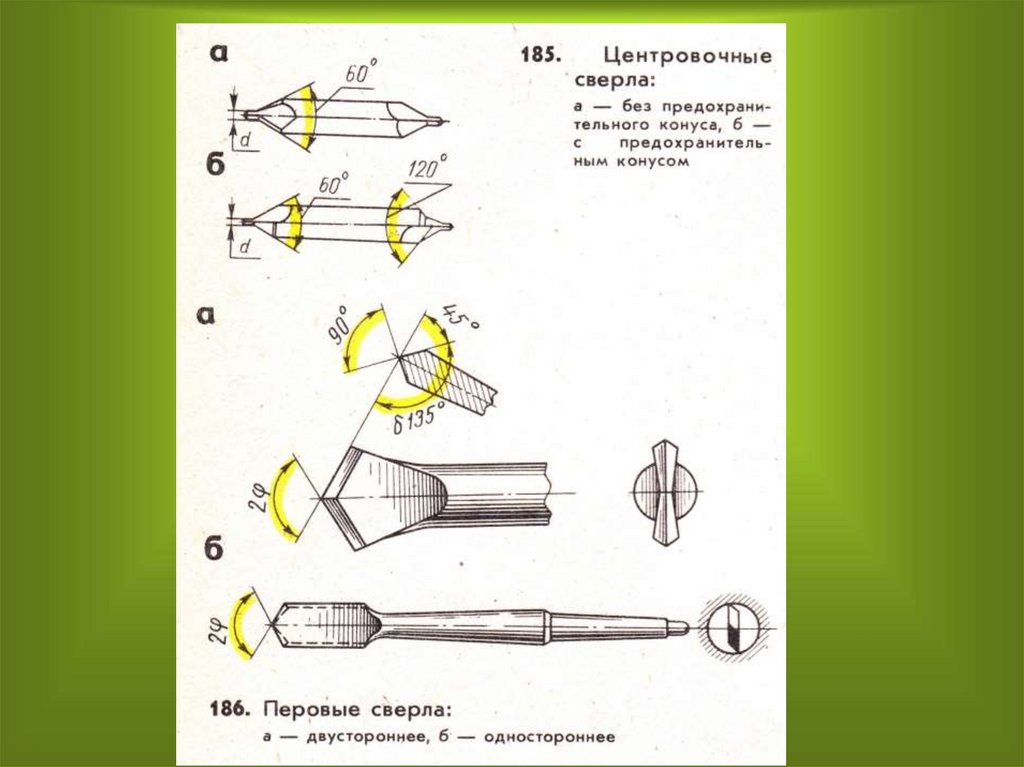
Что такое зенковка?
Отверстие с потайной головкой представляет собой коническое или коническое отверстие, просверливаемое в материале. Конусообразная часть отверстия шире, чем остальная часть отверстия. Он используется для того, чтобы в него можно было вставить винт или болт. Угол зенкерного отверстия обычно составляет около 90°, но может варьироваться от 60° до 120°. Угол отверстия важен, потому что он определяет, насколько глубоко шуруп или болт будут погружены в материал. Чем глубже утоплен шуруп или болт, тем надежнее он будет.
Зенкованные отверстия обычно используются в деревообработке или при работе с более мягкими материалами. Их можно использовать, чтобы сделать соединение прочнее или позволить быстрее лучше контактировать с материалом. Отверстие с потайной головкой полезно, потому что оно позволяет вставлять винт или болт под меньшим углом, что снижает вероятность повреждения материала. Существуют специальные инструменты, которые можно использовать для создания зенкерных отверстий, но дрель также можно использовать в сочетании с головкой Phillips для создания зенкерного отверстия. Важно создать отверстие подходящего размера и формы для винта или болта, который будет вставлен в него.
Важно создать отверстие подходящего размера и формы для винта или болта, который будет вставлен в него.
Что такое расточенное отверстие?
Расточенное отверстие — это тип обработанного отверстия, которое создается для посадки винта или болта заподлицо с поверхностью заготовки или под ней. Отверстие с зенковкой обычно мельче, чем отверстие с зенковкой, и имеет прямые стороны, а не конические стороны. Если осмотреть расточенное отверстие, можно заметить, что оно имеет плоскую головку. И верхняя часть головы, и нижняя часть головы плоские.
Использование расточенного отверстия имеет несколько преимуществ, в том числе большую прочность крепления. Зенковка обычно имеет большую удерживающую способность по сравнению с зенковкой, потому что сила, прилагаемая головкой винта с головкой под торцевой ключ, параллельна оси. Сила, прилагаемая винтом или болтом, распределяется равномерно по большей площади поверхности. Это не относится к потайному отверстию, которое имеет конические стороны. В результате сила, прикладываемая винтом или болтом, распределяется не равномерно, а рассредоточивается под углом или по наклону отверстия.
В результате сила, прикладываемая винтом или болтом, распределяется не равномерно, а рассредоточивается под углом или по наклону отверстия.
Цековку также можно сделать достаточно большой, чтобы можно было поместить шайбу над отверстием, что обеспечивает еще большую удерживающую силу. Зенковка обычно имеет большую удерживающую способность по сравнению с зенковкой, потому что сила, прилагаемая головкой винта с головкой под торцевой ключ, параллельна оси. Отверстия с цековкой изготавливаются путем просверливания пилотного отверстия сверлом небольшого диаметра. Следующим шагом является увеличение отверстия с помощью фрезы с раззенковкой, которая является разновидностью концевой фрезы. Этот инструмент имеет режущий конец необходимого диаметра, который создает отверстие с плоским дном.
Зенковка и зенковка: Размер
Зенковки обычно используются для шурупов по дереву и металла, а зенковки обычно используются для более крупных крепежных изделий, таких как болты с защелкой. Как зенковка, так и зенковка имеют направляющее сверло, которое определяет размер соответствующего отверстия зенковки. Размер пилотной версии является одним из факторов, определяющих, какой инструмент следует использовать для данного приложения. Для зенкеров требуются пилотные отверстия меньшего размера, чем для зенковки, поэтому их можно использовать для винтов меньшего размера. Инструменты с зенковкой предназначены для изготовления отверстий с плоским дном, которые обеспечивают больше места для надежной затяжки металлических винтов и стопорных шайб.
Как зенковка, так и зенковка имеют направляющее сверло, которое определяет размер соответствующего отверстия зенковки. Размер пилотной версии является одним из факторов, определяющих, какой инструмент следует использовать для данного приложения. Для зенкеров требуются пилотные отверстия меньшего размера, чем для зенковки, поэтому их можно использовать для винтов меньшего размера. Инструменты с зенковкой предназначены для изготовления отверстий с плоским дном, которые обеспечивают больше места для надежной затяжки металлических винтов и стопорных шайб.
Размеры зенковки и зенковки обычно выражаются их диаметром, глубиной и углом зенковки. Диаметр — это ширина зенковки или зенковки, а глубина — это расстояние от поверхности просверливаемого материала до верха пилотного отверстия. Размеры зенковки обычно варьируются от 3/16 дюйма до 1 дюйма, а размеры зенковки могут быть от 1/16 дюйма до 1/2 дюйма. Рекомендуется сверяться со стандартной таблицей размеров зенковки и зенковки на предмет точности измерений.
Зенковка и зенковка: форма
Зенковка представляет собой конусообразное отверстие. Цековка, с другой стороны, представляет собой цилиндрическое отверстие с плоским дном, созданное для размещения винта с головкой под торцевой ключ или шестигранной головкой. Другими словами, отверстие с зенковкой имеет конусообразную форму, а отверстие с цековкой — цилиндрическую.
Зенковка и зенковка: угол сверления
В зависимости от области применения для изготовления зенкеров доступны сверла различных размеров и углов сверления. Некоторые из применяемых углов включают углы 120°, углы 110°, углы 100°, 9Углы 0°, углы 82° и углы 60°. Однако наиболее часто применяемыми углами сверления являются углы 82° и 90°. Для достижения наилучшего результата угол зенковки должен совпадать с коническим углом на нижней стороне головки крепежа. С другой стороны, отверстие с раззенковкой имеет стороны, параллельные друг другу, и поэтому не требует сужения.
Зенковка в сравнении с цековкой: условное обозначение
Обозначение отверстия с зенковкой — «⌵», а условное обозначение отверстия с цековкой — «⌴». Символы пытаются изобразить формы поперечного сечения различных типов отверстий после создания зенковки или зенковки.
Символы пытаются изобразить формы поперечного сечения различных типов отверстий после создания зенковки или зенковки.
Зенковка или зенковка: применение
Выбор зенковки или зенковки зависит от требований к конструкции. В каждом из указанных приложений можно использовать либо зенкер, либо зенковку: деревообработка, печатные платы (PCB), листовой металл и пластик. Однако инструменты с раззенковкой предназначены для создания отверстий с плоским дном, которые обеспечивают больше места для надежной затяжки металлических винтов и стопорных шайб. В результате зенковки обычно используются для тяжелых условий эксплуатации, включая машиностроение, строительство и автомобилестроение.
Другие типы отверстий при механической обработке
Другие типы отверстий, используемые при механической обработке, кроме зенковки и зенковки, включают:
- Глухое отверстие: Глухое отверстие может быть создано с помощью операции механической обработки, такой как сверление, развертывание или фрезерование.
 Однако отверстие достигает заданной глубины и не прорывается и не проходит через другую сторону заготовки. Более того, глухое отверстие также является отверстием с цековкой, поскольку оно имеет цилиндрическую форму и позволяет винту с плоской головкой плотно прилегать к нему.
Однако отверстие достигает заданной глубины и не прорывается и не проходит через другую сторону заготовки. Более того, глухое отверстие также является отверстием с цековкой, поскольку оно имеет цилиндрическую форму и позволяет винту с плоской головкой плотно прилегать к нему. - Простое отверстие: Под простым отверстием в операции обработки понимается отверстие одного диаметра, которое проходит через всю толщину материала. Эти отверстия можно использовать для различных целей, например, для скрепления компонентов друг с другом.
- Зенковка Отверстие: Отверстие с зенковкой — это отверстие с зенковкой, утопленной под поверхностью.
- Резьбовое отверстие: Резьбовое отверстие создается в процессе нарезания резьбы в стенках отверстия. Это удобно в тех случаях, когда нельзя использовать болты и гайки.
- Spotface: Spotface представляет собой неглубокое расточенное отверстие. Механическая обработка обеспечивает гладкую и качественную поверхность верхней части или поверхности отверстия.
 Однако отверстие достигает заданной глубины и не прорывается и не проходит через другую сторону заготовки. Более того, глухое отверстие также является отверстием с цековкой, поскольку оно имеет цилиндрическую форму и позволяет винту с плоской головкой плотно прилегать к нему.
Однако отверстие достигает заданной глубины и не прорывается и не проходит через другую сторону заготовки. Более того, глухое отверстие также является отверстием с цековкой, поскольку оно имеет цилиндрическую форму и позволяет винту с плоской головкой плотно прилегать к нему. Механическая обработка обеспечивает гладкую и качественную поверхность верхней части или поверхности отверстия.
Механическая обработка обеспечивает гладкую и качественную поверхность верхней части или поверхности отверстия.Резюме
В этой статье представлены отверстия для зенковки и цековки, объяснено, что они из себя представляют, и обсуждено, когда каждое из них используется при механической обработке. Чтобы узнать больше об обработке отверстий, свяжитесь с представителем Xometry.
Xometry предоставляет широкий спектр производственных возможностей, включая обработку с ЧПУ и другие дополнительные услуги для всех ваших потребностей в прототипировании и производстве. Посетите наш веб-сайт, чтобы узнать больше или запросить бесплатное предложение без каких-либо обязательств.
Заявление об отказе от ответственности
Содержание, представленное на этой веб-странице, предназначено только для информационных целей. Xometry не делает никаких заявлений и не дает никаких гарантий, явных или подразумеваемых, в отношении точности, полноты или достоверности информации. Любые рабочие параметры, геометрические допуски, особенности конструкции, качество и типы материалов или процессов не должны рассматриваться как представляющие то, что будет поставляться сторонними поставщиками или производителями через сеть Xometry. Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.
Любые рабочие параметры, геометрические допуски, особенности конструкции, качество и типы материалов или процессов не должны рассматриваться как представляющие то, что будет поставляться сторонними поставщиками или производителями через сеть Xometry. Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.
Team Xometry
Эта статья была написана различными участниками Xometry. Xometry — это ведущий ресурс по производству с помощью станков с ЧПУ, изготовления листового металла, 3D-печати, литья под давлением, литья уретана и многого другого.
Мансардное окно B6901X60 | Диаметр 1 дюйм x 3 дюйма OAL, 3 канавки, центральная развертка с блестящим серебряным покрытием, зенковка
Мансардное окно
$75,60
Текущий запас:
Количество:
- Марка:
- Мансардное окно
- Диаметр головки (дюйм):
- 1″
- Диаметр головки (десятичный дюйм):
- 1. 0000″
- Диаметр головки (мм):
- 25,4 мм
- Материал:
- Быстрорежущая сталь
- Отделка/покрытие:
- Яркое серебро
- Количество флейт:
- 3
- Артикул:
- 10234248
- Вес:
- 4,28 фунта
- Минимальная покупка:
- 1 шт.
- Доставка:
- Бесплатная доставка
 0000″
0000″- Функции
- Отзывы
Центрирующая развертка с 3 канавками, углом зенковки 60°, максимальным диаметром 1 дюйм, общей длиной 3 дюйма и длиной головки 1 дюйм и 1/2 дюйма с прямым хвостовиком, изготовленная в соответствии со стандартами ANSI B94.
