Зенкерование отверстий: что это такое, назначение, чем отличается зенковка отверстия от зенкования, назначение и отличие раззенковки и зенкера
15Сен
Содержание статьи:
Зенкерование
Зенкование
Зенкование и зенкерование, разница между процессами
Основные виды зенковок
Цилиндрическая
Коническая
Плоские и торцевые
Отличие зенкерование от смежных операций
Оборудование для зенкования
Правильный процесс зенкерования металла
Развертывание, как способ обеспечения максимальной точности
Обозначение зенковки на чертеже
В производственных процессах, а особенно в машиностроение и станкостроение существуют некоторые процедуры, схожие по названию, но совершенно различные по своей сути. И подобного рода операции часто путают между собой. В данном обзоре мы как раз и затронем две процедуры такого типа. Мы разберемся, что это такое зенкерование и зенкование отверстий, чем отличается назначение, для чего применяется, инструменты, которые необходимы для проведения обозначенных операций. А также частично затронем видовое разнообразие.
Но помимо совершенно различно направленности, существуют и факторы, которые объединяют эти этапы обработки металла. А именно то, что оба варианта – это прямое воздействие на поверхность. Да, с разными целями и порой на различных стадиях. Но фактически это переработка покрытия. Кроме того, несмотря на различие в инструментарии, резцы их, по сути, также могут переводиться в действие одним механизмом. Как вариант, ручная дрель, если речь идет о работе в домашних, а не заводских условиях. Разумеется, класс точности в этом случае будет значительно ниже, что скажется на последующем результате. Но при низких требованиях к точности, и этот итог вполне может стать удовлетворительным.
Зенкерование
Для получения паза или отверстия в металлической поверхности, в первую очередь нам необходимо его высверлить. Это всегда начальный этап. Но до этапа развертки нужно полученное углубление еще и очистить. То есть, убрать всевозможные наслоения металла, заусенцы, неровности. И подогнать точность до того параметра, который указан по чертежам. Именно вот этот этап обработки, практически уже чистовой, нам и необходим.
Для этого используется специальный инструмент – зенкер. С его помощью мы можем добиться:
Подгонки класса точности до 4, а в некоторых случаях и 5 уровня.
Повышения уровня сцепления покрытия, придание ей равномерной и шероховатой поверхности, что важно для последующего сцепления.
Работа с геометрией. То есть, возможность придания объекту задуманной геометрической формы с симметричными краями.
Вернемся к инструменту, с помощью которого и производится весь технический процесс. Несмотря на внешнюю схожесть, отличия зенкера от сверла весьма серьезные. А точное, большее количество режущих кромок и более крупные перемычки между ними. В результате у нас получается от 3 до 4 кромок. И они в совокупности оказываются плавное давление на металл, надежно сцепляются с поверхностью. И что не менее важно, не снимают стружку продольно, а только поперечно. В итоге происходит своего рода интенсивная шлифовка.
Видовое разнообразие этого инструмента достаточно обширно. Главный аспект – это количество режущих кромок. Зачастую применяются 3 и 4. Но есть и специализированный инструментарий, задействованный в специальных производственных областях. Там, где есть нужда в высокоточной обработке. Такие приборы имеют вплоть до 8 кромок. Также классификация часто затрагивает и тип стержня. Он может быть съемным, что обычно нужно при работе с серьезным диаметром отверстий. Вплоть до 20 мм. А если производство касается небольших пазов, в районе 8-12 мм, то лучше использовать цельный прибор. Есть еще и вставной вариант, что стоит назвать промежуточным звеном между обозначенными видами.
Зенкование
Раззенковка отверстий – это совершенно иная операция. Часто в различных соединениях металлических конструкций необходимо избавиться от шляпки крепежного элемента или иных метизов, выступающих частей. Для этого непосредственно рядом с пазом необходимо проделать углубление, куда в результате выступающая часть и благополучно спрячется. Такой небольшой «карман» носит просторечное название – потай. Для создания их используется специальные инструментарий и процедура, в большинстве своем схожая со сверлением. Но, как становится понятно, имеющая свои отличия. Это и есть искомый процесс.
В результате раззенкованное, зенкованное отверстие допускается различных форм. Все зависит от прилагаемого давления, форму рабочего инструмента, требований. Глубина тоже отличается, в зависимости от того, какого размера шляпку необходимо скрыть. Такой процесс позволяет решить огромное количество задач на предприятии:
Изменение плоскости опоры в заготовленных пазах. А также добавление новых углублений в них, которые при этом не меняют структуру изначального слота. Особенно важно не сбиться с центра по ширине, иначе конструкция получится непригодной для эксплуатации.
Создание продольных каналов со снятой фаской.
Сокрытие в полной мере различных резьбовых соединений.
Особенности технологической операции в главное мере зависят от материала. Если приходится работать с твердым ресурсом, как чугун и различные сплавы, то в штатном порядке нужно подавать в точку контакта эмульсию для сброса температуры. Ведь металл будет сильно разогреваться. Также, при работе с твердым материалом, необходимо выставлять обороты валы выше. А если поверхность мягкая, то ниже, во избежание избыточной резьбы.
Зенкование и зенкерование, разница между процессами
Отличи множество. Проще сказать, то в процедурах одинакового. В принципе, с этого и начнем. Оба варианта обработки приводятся в действия с одного источника. Мотор с валом, станок, прибор – значения не имеет. Главное, это подача крутящего момента. При этом по типу воздействия на поверхность, отличий масса. Начнем по порядку.
Зенкер предназначен для очистки. Это инструмент, который убирает все неровности, доводит отверстия «до ума». Шлифует его, избавляется от «усов». А также воздействует на его общую форму. То есть, стержень обычно больше, чем паз. И он может сделать его больше, выровнять по краям, придать геометрическую форму.
Вот чем отличается зенкер от зенковки, отличие в главной степени касается того, что саму структуру разъема при втором типе обработки прибор не затрагивает. Он лишь снимает фаску вначале или делает небольшое углубление. Чтобы, когда мы закрутили туда болт, например, не ушел бы в поверхность полностью, вместе со шляпкой. И сверху была возможность установить новое покрытие без проемов.
Также стоит помнить о том, что у процессов совершенно разная стадия. Точнее, первая разновидность работ свой собственный этап имеет. Сразу после сверления, ведь нужно до развертки выровнять паз по всей его симметрии, избавиться от дефектов стенок. И в таком виде уже переходить к следующим стадиям. А вот сделать срез по шляпку, по сути, оператор может в любой момент, когда ему удобно. Хотя лучше всего же заниматься этим уже после финальной обработки отверстия. Чтобы точно представлять его объемы. Да зенкование фаски логично проводить в конце.
Сам механизм этого действия выглядит следующим образом:
Сначала необходимо полностью измерить шляпу, которую и придется скрывать впоследствии. И тут важно выявить как обычные размерные аспекты – высота, ширина, так и более специфические, как скос. Обычно он наличествует, если сам крепеж в принципе задуман под потай.
Выбрать режущий инструмент, который точно соответствует размерным аспектам. Становить его в станок или иной прибор.
Закрепить объект с пазом, выявить корректную точку оси. Ошибка на любой процент приведет к тому, что потай просто «слезет» с метки.
Выставить нужные обороты. Либо использовать типовой регламент на производстве, либо рассчитать обороты самостоятельно, исходя из твердости металла.
Включить оборудование и выполнить операцию.
Основные виды зенковок
Теперь пройдемся по видовому разнообразию. Мы уже уточнили, что в зависимости от требуемой задачи процедура может меняться. Теперь мы разберем эти моменты более детально. Посмотри на существующие классификации.
Цилиндрическая
Операция такого вида зачастую применяется практически в любом типе производства. Итогом становится выемка цилиндрической формы. Это идеальный выбор для винтов и болтов. А данные крепежные элементы в штатном формате распространены почти во всех конструкциях. Фактически это самая популярная и актуальная разновидность зенкования отверстий в металле.
Коническая
Результатом становится углубление в виде конуса. Используется не только для закрытия шляпок, но и для снятия фасок, подготовки поверхности к дальнейшей работе. Иногда таким методом просто снимают металлические волосы с острых кромок. То есть, производят чистку. И вот тут, разница между процедурами становится минимальной. Ведь зенкеровать и зенковать углубление – это в обоих вариантах способы очистки и шлифовки. Правда, в первом случае еще и добавляется выравнивание строгой геометрической формы.
Для производственного мероприятия применяется инструмент конической формы. Угол подбирается под конкретную задачу. Но обычно используется в 90 или 120 градусов.
Плоские и торцевые
Такой способ иногда называют цековкой. Особый финальный вид операции. Используется в уже готовых углублениях. Чтобы сами шляпки и иные метизы для сокрытия входили плотно и без зазоров. Для этого поверхность очищается. И тут нам и понадобятся эти разновидности.
По сути, цековка и зенковка – отличие небольшое. Просто это более узкая деятельность, который имеет такое название только при плоской или торцевой зачистке.
Отличие зенкерование от смежных операций
Мы уже выяснили, что этот этап наступает после сверления и до развертывания. Но вот первоначальным этапом не всегда выступает именно высверливание. Порой первой стадией считается литье или штамповка. В таком варианте дефектов может быть еще больше. Различные наплывы, наслоение металлов, скошенные стенки, серьезные шероховатые выступы и схожее. Соответственно, за одну стадию отделать поверхность для финишного вида точно не получится. Стоит понимать, что развертывание – это уже финишная обработка, она не справляется с серьезными дефектами. Не подгоняет форму.
Зенкерование поднимет класс точности до 5 уровня практически всегда. Если работа производится с помощью высокоточного оборудования, а также ее выполняют профессионалы, то достижим и класс. Но в отличие от сверления, процесс более длительным. Придется выполнить практически вдвое больше походов движения инструмента.
Важнейшим отличием от сверления и развертки можно также назвать уровень допустимой шероховатости после переработки и квалитет, то есть, степень соответствия полученной детали исходным параметрам в чертеже или на схеме. Первая стадия – сверление обычно оставляет «усы» в 20 мкм, а степень точности может достигать до 12. После шлифовки зенкером поверхность будет очищена до 2-3 мкм, а квалитет возрастет до 9. Финишная обработка уже доводит метиз до полной готовности. Шероховатость падает до порогового значения, менее 1 мкм, а степень точности оказывается в районе 6.
То есть, отличия видны явно. Это и степень качества, длительность, очередность. Но если сравнивать зенковку и зенкер, разница будет еще очевиднее. Ведь это в принципе действия из разных сфер.
Оборудование для зенкования
В принципе, не только для этой операции, но и для обеих, которые фигурируют в обзоре, подходит и обычный ручной прибор. То есть, дрель, а некоторые даже используют шуруповерт. Разумеется, поступать подобным образом строго не рекомендуется. Даже если мощности для успешного завершения в принципе хватит, то явно будет серьезная потеря в точности. Какой бы эксперт ни взялся за такое мероприятия, он не сможет 100% точно выверить центр и ось, просто удерживая прибор руками. Значит, отклонения неминуемы.
Логичным вариантом будет токарный станок. Он используется почти во всех случаях. Иногда заменяется специальным обрабатывающим центром, многофункциональным оборудованием. Суть от этого не изменяется.
Сам инструмент, который необходим – зенковка. Он состоит из двух составных частей. Первая – это резец. От его формы и расположения зависит вид обработки. Так, бывают цилиндрические и конические варианты, о которых мы говорили выше, обратные и иные. Что такое обратное зенкование отверстий, понять легко. Это обычная чистка паза специальной насадкой. Вторая часть – это хвостик. Он нужен для фиксации в патроне станка.
Производится инструментарий из твердых сплавов углеродистой, а также легированной стали. Ведь кромке придется работать с различным ресурсом. И среди материалов, в которых необходимо сделать углубление часто встречаются весьма твердые, как чугун. Соответственно, если резцы будут не выше по уровню твердости, то на серьезных оборотах они могут просто обломаться или сточиться раньше срока. Что приведет к экономическим расходам на предприятии.
Правильный процесс зенкерования металла
Ошибки при выполнении задачи почти всегда идут к одному печальному эпилогу – браку. Если неправильно выбран зенкер, то зачастую диаметр отверстия получается больше, чем был запланирован по начальному чертежу. А если режущие кромки уже успели сильно сточиться, то углубление, напротив, будет слишком узким. При этом важно выбрать скорость подачи, а также четко определить центр. В противном случае будет нарушена геометрия. Да и даже без смещения качество очистки точно не будет удовлетворительным по пороговым значениям.
Чтобы не копить брак и не выполнять одну задачу по несколько раз, нужно изначально подходить к ней ответственно.
Развертывание, как способ обеспечения максимальной точности
Как мы уже уточнили, финишная обработка зачастую становится обязательно. Но есть задачи, где она фактически не важна. То есть если по регламенту у метиза положен 1 класс точности, то квалитет должен соответствовать значению в 6-5, а допуск не должен быть выше 1.3 мкм. Разумеется, без развертывания добиться таких результатов невозможно по определению. Но вот для 5 класса точности достаточно иметь квалитет в 12 и уровень допуска в 21 мкм. А такими параметрами может похвастаться паз и после проведения штатного зенкерования. Соответственно, последующий этап будет просто не нужен.
Обозначение зенковки на чертеже
Зачастую по регламенту мастер должен опираться на схему, чтобы правильно произвести деталь. И в любом чертеже данный процесс обозначается с помощью латинского алфавита.
А конкретно:
d1 – диаметр, указанный в качестве основного.
d2 – диаметр для процесса.
L1 – цилиндрический путь.
L3 – глубина зенкера.
L4 – размер фаски.
J – угол отклонения.
Теперь мы разобрались, что это значит раззенковать, зенковать отверстие, как работает зенкерование. И путаницы в будущем по этому вопросу точно не предвидится. Обращайтесь в компанию «Рокта», и мы предложим оптимальные фрезы, сверла, абразивные круги для вашего станка и т. д. Свяжитесь с нами по номеру телефона, наши менеджеры проконсультируют вас.
Зенкеры и зенковки, применение и отличия
Назад к списку
Для обработки отверстий применяется несколько видов инструментов, в том числе зенкеры, зенковки, цековки. Практика их применения часто сопровождается путаницей в названиях. Например, в тендерной документации встречаются заказы на «конические зенкеры», при этом указывается ГОСТ 14953-80, описывающий конические зенковки. Эти инструменты схожи по конструкции, в применении также есть много общего, поэтому неудивительно, что даже в технической литературе много примеров «вольного» обращения с терминологией.
Официальный источник по терминам ГОСТ 25751-83 «Инструменты режущие. Термины и определения», к сожалению, не дает ответа на вопросы: чем отличается зенкер от зенковки, зенкерование от зенкования и цекования. С этой целью рассмотрим конструкцию и применение каждого из указанных инструментов.
Зенкеры
Определение
В соответствии с ГОСТ 25751-83 «Инструменты режущие, термины и определения» зенкер определяется как «осевой режущий инструмент для повышения точности формы отверстия и увеличения его диаметра». Сразу отметим, что данный вид инструмента не предназначен непосредственно для сверления отверстий. Также отметим, что в определении зенкера ничего не говорится об изменении формы отверстия. Это важная деталь, и она будет полезна в дальнейшем.
Конструкция зенкера
Для описания конструкции зенкеров удобно разделить их два класса – зенкеры с хвостовиками и насадные зенкеры.
Зенкеры с цилиндрическими и коническими хвостовиками
Конструкция таких зенкеров во многом схожа с конструкцией спирального сверла (рис.1).
Рис.1 Зенкер цельный с коническим хвостовиком: а) для сквозных отверстий, в) для глухих отверстий, с) с твердосплавными пластинами
Инструмент так же состоит из рабочей части, соединительной части (шейки) и хвостовой части (хвостовика). Отличие от сверла заключается в форме и количестве режущих кромок на рабочей части. В частности, по ГОСТ 12489-77 у зенкеров по три лезвия на торцевой и цилиндрической поверхности.
Зенкер с цилиндрическим или коническим хвостовиком может быть цельным ГОСТ 12489-77 (вся рабочая часть из быстрорежущей стали), или с твердосплавными вставками (ГОСТ 3231-71). Кроме того, каждый из типов выпускается в двух вариантах: для глухих и сквозных отверстий (рис.1, в)). У зенкеров для сквозных отверстий угол главного лезвия φ имеет значения 45 или 60 градусов, у зенкеров с твердосплавными пластинами φ=600, у всех типов зенкеров для глухих отверстий φ=900.
Насадные зенкеры
Зенкеры насадные не имеют хвостовой части. Вместо хвостовика для крепления на оборудовании в них предусмотрен внутренний конус для оправки (рис2). Также конструкция этого типа отличается большим количеством лезвий. В цельных насадных зенкерах по ГОСТ 12489-77 предусмотрено четыре зуба и соответственно четыре спиральных канавки. Дальнейшее разбиение насадных зенкеров на типы идентично классу с хвостовиками.
Рис.2 Зенкер насадной: а) цельный, в) с твердосплавными пластинами
Применение зенкеров
Зенкер применяется в технологических операциях зенкерования, направленных на повышение качества отверстий – улучшение чистоты поверхности, получение более точной цилиндрической формы. Соответственно, у зенкера главная часть – это цилиндрический участок рабочей части. С помощью зенкерования отверстия доводят до 4 – 5 класса точности с квалитетом Н11 и чистотой поверхности, соответствующей 5-6 классу. Необходимый результат достигается за счет более высокой жесткости инструмента, а также за счет большего количества лезвий по сравнению со сверлом.
Подчеркнем, что во всех перечисленных ГОСТах описываются зенкеры с рабочей частью исключительно цилиндрической формы. В описаниях конструкций стандартных зенкеров нет формулировок «конический зенкер» и отсутствуют чертежи зенкеров с конической рабочей частью. Т.е. результат применения стандартного зенкера – цилиндрическое отверстие постоянного диаметра.
Зенковки
В ГОСТ 25751-83 «Инструменты режущие. Термины и определения» зенковки определяются как «осевой режущий инструмент для повышения точности формы отверстия и увеличения его диаметра». Как видим, определение ничем не отличается от определения зенкера, что указывает на его неполноту. Определение не дает информации об отличии зенковок от других инструментов, поэтому переходим к краткому описание операции зенкования, чтобы подчеркнуть разницу между зенкерованием и зенкованием.
Технологическая операция зенкования
Зенкование наряду со сверлением, зенкерованием, разверткой входит в список технологических операций по обработке отверстий. Каждая из перечисленных операций имеет свой смысл и определенное назначение. Сверление необходимо для получения отверстий и черновой обработки, зенкерование – получистовая обработка и увеличение диаметра, развертка – чистовая обработка. Во всех случаях акцент сделан на обработке цилиндрической поверхности.
Указанные операции и соответствующие инструменты применяются для обработки как сквозных, так и глухих отверстий. Причем, в случае глухих отверстий сверла и зенкеры не предназначены для обработки торца углубления. Кроме того, сверла и зенкеры не предназначены для изменения цилиндрической формы отверстия в коническую.
Вместе с тем в промышленности существует обширный класс задач, где необходимо качественно снять фаску с входного участка отверстия, получить точное цилиндрическое углубление под болты, шайбы, пружины, прокладки и пр. с одновременной подрезкой торца. Также требуется получение стандартных конических углублений для центровых отверстий, для формирования опорных поверхностей под детали крепежа, обработки конических поверхностей седел клапанов и т.д. Для решения таких задач применяется операция зенковки и разработан специальный инструмент – зенковка.
Конструкция зенковки
Зенковки относятся к осевым, многолезвийным режущим инструментам. В технической литературе описывается два зенковок: конические и цилиндрические (цековки). Стандарты четко разделены. Есть стандарт для конических зенковок – ГОСТ 14953-80, и есть стандарт для цилиндрических — ГОСТ 25751-73. Причем стандарте для обозначения цилиндрических зенковок используется только одно название – цековки.
Конические зенковки
Название инструмента обусловлено формой рабочей части. Конические зенковки применяются для снятия фасок, обработки конических опорных поверхностей, получения центровых отверстий. Инструмент широко применяется, номенклатура стандартизирована. Типы и основные размеры инструментов данного вида описываются в ГОСТ 14953-80 «Зенковки конические. Технические условия». В соответствии с этим нормативом выпускается 4 типа центровочных зенковок и 7 типов для обработки конических опорных поверхностей, всего 11 типов. Классификация в соответствии с назначением приведена в таблице 1, на рис.3 показана коническая центровочная зенковка 2-го типа и зенковка для конических углублений (отверстий) 5,6,7-го типа.
Рис.3. Конические зенковки: а) центровочная 2-го типа, б) для конических опорных поверхностей.
Таблица 1. Типы зенковок
Центровочными зенковками обрабатываются предварительно засверленные1 отверстия диаметром до 8 мм включительно. Конические опорные поверхности создаются на базе отверстий диаметром 1,6 – 25,0 мм. Передний угол стандартных зенковок для обработки конических опорных поверхностей всегда равен нулю, т. е. зубья расположены радиально.
Цилиндрические зенковки
Более правильное название данного вида – цековка. Цилиндрическая зенковка – это «осевой многолезвийный инструмент для обработки цилиндрического и (или) торцового участка отверстия заготовки» (по ГОСТ 25751-73). Инструмент применяется для обработки цилиндрических углублений под шестигранные головки болтов и винтов, шестигранные гайки с шайбами и без шайб, под цилиндрические и полукруглые головки винтов со шлицем и под цилиндрические головки винтов с углублением под ключ «шестигранник».
В конструкции цековок всех типов предусмотрена направляющая цапфа (рис. 4). Элемент необходим для устранения радиальных биений в момент зарезки, приводящих к искажению формы отверстия и выкрашиванию режущих кромок. Направляющая цапфа может быть постоянной и сменной. Более предпочтителен инструмент со сменной цапфой, позволяющий замену элемента по мере износа.
Рис.4. Цековки (цилиндрическая зенковка): а) со сменной цапфой, б) с постоянной цапфой
Особенностью конструкции является обратная конусность – диаметр D равномерно уменьшается по направлению к хвостовику. У инструмента из быстрорежущей стали уменьшение идет по всей длине рабочей части со значением 0,08-0,16 мм на 100 мм длины, у инструмента с твердосплавными вставками диаметр снижается по длине пластины 0,05-0,10 мм.
Стандартные цековки по ГОСТ 26258-87 имеют четыре зуба на главной режущей поверхности (торце) и выпускаются четырех типов в зависимости от вида цапфы и способа установки в оборудование.
Таблица 2. Типы
Все типы цилиндрических зенковок, представленные в табл.2, выпускаются в двух исполнениях: исполнение 1 – цельные и исполнение 2 – с впаянными твердосплавными пластинами.
Заключение
Для исключения ошибок в терминологии следует использовать стандарты для конкретного вида инструментов. Их содержание позволяет сделать ряд выводов:
Не существует конических зенкеров. Результат применения зенкера – цилиндрическое отверстие. Конические отверстия и углубления получаются зенковкой.
Зенковки отличаются от зенкера конической рабочей частью, служат для получения центровочных отверстий, конических отверстий и углублений, опорных конических поверхностей под крепеж.
Цилиндрические опорные поверхности под болты и винты выполняются цековкой. Цилиндрическая зенковка – название некорректное, хотя и верно передает смысл выполняемой операции.
Наличие направляющей цапфы сразу точно указывает на вид инструмента – цековка.
Разумеется, все сказанное действительно по отношению к стандартным инструментам и технологическим операциям, применяемым в машиностроении. В широкой практике могут применяться нестандартные инструменты, так же, как и стандартные инструменту могут использоваться в разнообразных целях. Например, зенкование может выполняться с помощью обычного сверла.
Назад к списку
назначение, виды, процесс, отличие от зенкования
Одним из основных инструментов, применяемых при обработке отверстий в металлических деталях, является зенкер. С его помощью увеличивают диаметр, улучшают качество боковых поверхностей отверстия, также удаётся получить более высокий класс точности. Зенкерование, а именно так называется эта операция, созвучно зенкованию, что может ввести неспециалиста в заблуждение. Разница между этими двумя категориями тоже будет объяснена в данной статье.
Содержание
Зенкер. Назначение и виды инструмента
Зенкер – инструмент, предназначенный для получистовой обработки металла. Внешне представляет собой металлический вал с режущими поверхностями, напоминающий сверло. Он создан специально для металлообрабатывающей промышленности. Выпускается по ГОСТ 12489-71, ГОСТ 3231-71 или ТУ 2-035-923-83 в соответствии с разновидностью устройства.
Скачать ГОСТ 12489-71
Скачать ГОСТ 3231-71
Зенкеры подразделяются:
По типу закрепления в патроне станка:
хвостовые;
насадные.
По особенностям конструкции:
цельные;
сборные;
сварные;
с твердосплавными пластинами и без них.
По геометрической форме:
цилиндрические;
конические;
обратные.
По направлению ленточек и канавок:
правого вращения;
левого вращения.
Цельные хвостовые зенкеры наиболее похожи на свёрла, но отличаются наличием большего количества режущих кромок. В их поперечном сечении насчитывает от 3 до 6 таких острых зубчиков. Для изготовления применяется быстрорежущие инструментальные стали Р9, Р18, а также легированные пластины с повышенной твёрдостью и износоустойчивостью ВК4, ВК6, ВК8, Т15К6. Допустимая скорость резания у моделей с твердосплавными вставками выше, что увеличивает их КПД.
Насадные зенкеры не имеют хвостика и крепятся с помощью оправки, для чего в теле инструмента предусмотрен паз.
В их поперечнике строго 4 зубца. Сама насадка иногда комплектуется съёмными рабочими лезвиями из твёрдых сплавов. Фиксируются резаки клиньями, и могут заменяться по мере надобности.
Конический зенкер похож на бур, рабочая часть инструмента сужается к его концу. Применяется для обработки наклонных круговых поверхностей. Изготовляются из легированной стали и металлокерамики.
Ленточки сверла-зенкера могут быть закручены в разных направлениях, соответственно выделяют профили правого и левого вращения. Зенкеры левого вращения применяются в токарных полуавтоматах, осуществляющих подачу материала с правой стороны.
Выбор разновидности зенкера напрямую обусловлен размером отверстия в заготовке и её материалом. При диаметре до 12 мм работают цельными зенкерами, начиная от 20 мм – зенкерами-насадками и инструментом со вставными легированными лезвиями. Когда требуется сделать более гладкие и крупные отверстия в станок устанавливаются комбинированные модели, где может быть до восьми острых зубчиков, при этом данные зенкеры опционально комбинируются со сверлами, развертками и другими сверлильно-режущими инструментами.
Отличие зенкерования от смежных операций
Зенкерование сходно с развёртыванием отверстий, режущие кромки инструмента снимают лишний материал со стеноктия, уменьшают шероховатость и увеличивают диаметр. Это получистовая операция, что значит, за ней следует ещё один этап обработки. Развёртывание – финишная процедура. Во время зенкерования устраняются дефекты сверления, штамповки и литья. В процессе можно немного откорректировать привязку, добиться лучшей соосности для будущего соединения. Точность удаётся повысить до 5, а иногда даже до 4-го класса.
При установке режима резания нужно помнить, что толщина удаляемого металла при зенкеровании равна половине припуска для заданного диаметра отверстия. Если сравнивать со сверлением, то подачу можно сделать больше в 1,5-2 раза, а скорость оставить такой же. Конкретные параметры резания рассчитываются по формулам, приводимым в нормативной литературе.
Так как зенкер обладает большей в сравнении со сверлом жёсткостью, из-за повышенного числа острых выступов, возрастает точность направления движения, а также качество обработки, гладкость и чистота поверхности. Для сравнения сверление даёт шероховатость 20 мкм и квалитеты 11–12, зенкерование – шероховатость 2,5 мкм, квалитеты 9–11, а развёртывание – шероховатость 0,25-1,25 мкм и квалитеты 6–9. Квалитетом называют точность изготовления детали, с увеличением его значения допуски растут, а точность падает. Если технологическим процессом для обработки изделия требуется и зенкерование и развёртка, то они производятся за одну установку и выверку заготовки на станке.
Зенкование и зенкерование нередко путают из-за похожести названий. На самом деле, зенкование имеет совершенно иную цель, и для него используется отличный инструмент, название которому зенковка.
При этом виде обработки создаются углубления для размещения крепежа заподлицо с поверхностью детали. Помимо снятия фасок, зенковку применяют для вырезания углублений конической формы. Ещё одним назначением будет зачистка и обработка выемок перед монтажом крепежа, это делается при помощи плоских или же торцевых зенковок, именуемых ещё цековками, что более грамотно.
Наибольшее распространение на рынке получили конические зенковки с рабочими углами в 90 и 120º, которыми создаются углубления, чтобы прятать шляпки болтов и винтов. В металлообрабатывающей промышленности находят своё применение и зенковки с плоским кончиком, служащие для зачистки выемок под крепежные элементы. Устанавливают зенковки в те же станки, что и другой инструмент для обработки отверстий для крепежа.
Как зенкеровать металл правильно
Если мастер-любитель может взять для зенкерования сверло и дрель, то в условиях промышленности для этого могут использовать следующее станки:
сверлильные;
токарные;
расточные;
фрезерные;
агрегатные.
Процесс зенкерования проходит в строгом соответствии с технологией, общие моменты в которой можно описать в виде следующих рекомендаций:
В литых деталях с неравномерным запасом на последующую металлообработку необходимо расточить отверстие на глубину 5–10 мм для правильного направления движения режущего инструмента.
Для операции зенкерования отверстий оставляется припуск 1–3 мм в зависимости от итогового диаметра.
Зенкерование стальных изделий не обходится без охлаждения специальными масляными растворами. При работе с чугуном, а также цветметом оно не является обязательным.
Оптимальный вариант зенкера и режим работы подбирают с учётом необходимого диаметра отверстия, точности обработки, её глубины, металла детали и опций производственного станка.
Крепление режущего инструмента должно стыковаться с тем слотом, что есть на рабочей станции.
В случае, когда предполагается чистовая обработка развёрткой, то при зенкеровании часть припуска, от 0,15 до 0,3 мм оставляют для дальнейшей работы.
Для обработки изделий из закалённых и легированных сталей используют зенкеры с твердосплавными вставками диаметром 14-50 мм и 3-4 зубчиками.
При обработке цветных металлов и сплавов железа с высоким содержанием углерода в дело идут перовые зенкеры.
Инструментом из быстрорежущей стали обрабатывают изделия из обычной конструкционной стали. При отверстиях более 40 мм оснастку дополняют насадками с диаметром 32–80 мм.
Несоответствие процесса установленной технологии часто выступает причиной брака. При большом износе инструмента получившееся отверстие будет меньше, чем по проекту. Когда мастер завысил подачу, или на зубья зенкера налипли отходы, чистота обработки может не удовлетворять качеству. Другие дефекты: часть поверхности не обработана, полученный диаметр больше требуемого, являются следствием неправильного выбора зенкера или его неправильной установки.
Развёртывание для обеспечения максимальной точности поверхности
Точность деталей определяется через такие понятия как класс и квалитет. Второе сейчас более употребимо, т. к. даёт более точную информацию о допустимых допусках несоответствия размеров. Между тем система классов всё ещё продолжает жить в профессиональной среде, используется квалифицированными кадрами на производствах. В отечественном машиностроении применяются только первые 9 классов по точности, и полезно знать каким квалитетам они соответствуют.
Класс точности
Квалитет (отв./вал)
Допуск для Ø18-30 мм (отв./вал), мкм
1
6/5
13/9
2
7/6; 7/7
21/13
2а
8/7; 8/8
33/21
3
9/8; 9/9
52/33
3а
10/10
84/84
4
11/11
130/130
5
12/12
210/210
7
14/14
520/520
8
15/15
840/840
9
16/16
1300/1300
Пропущен 6-й класс точности, т. к. он используется крайне редко. Установлен он для неответственных несопрягаемых поверхностей. Система допусков зафиксирована в ГОСТ 11472-69, ГОСТ 7713-62 и других.
Скачать ГОСТ 7713-62
Скачать ГОСТ 11472-69
Максимальная точность получаемых отверстий зависит от способа их обработки и применяемого инструмента. Зенкерование и развёртывание имеют разный показатель максимально возможного квалитета и класса. Обычно эти операции выполняются последовательно одна за другой.
Сначала деталь зенкеруют, с боковых поверхностей отверстия удаляется лишний материал, правятся возможные незначительные отклонения его расположения. Главное чего удаётся добиться на этом этапе – уменьшить неровность стенок. Достижимый результат – 4-й класс точности и 11 квалитет.
Далее деталь обрабатывают с помощью развёртки, работа может проводиться на тех же самых станках. Инструмент, так же как и зенкер, сделан из легированной стали и оснащён твёрдыми сплавами, количество зубьев у него увеличено. Развёртка срезает более мелкую стружку, так достигается точность отверстий соответствующая 2–3 классу. Для высокоточных деталей 1-го класса развёртку применяют многократно, существуют и другие доводочные операции.
Зубья у развёрток чаще прямые. Винтовые используются для обработки отверстий с пазами, закручивание профиля инструмента берут противоположным направлению резания, для того чтобы его не затягивало в отверстие. Режущие выпуклости расположены на стержне развёртки неравномерно с тем, чтобы исключить влияние неоднородности металла заготовки. Наличие вкраплений с отличной плотностью изменяет нагрузку на контактирующий зуб, и при отсутствии у них разбежки, на этом месте появиться местное углубление или выпуклость.
По той причине, что развёртка срезает при обработке меньше металла, она не используется для исправления направления отверстия, подобное просто не рационально. Следовательно, перед чистовой операцией развёртывания должна идти более грубая обработка, зенкерование или растачивание. Исключение составляют отверстия до 10 мм диаметром, расточка которых сложна, а зенкеров подходящих габаритов попросту нет, тогда развёртка идёт сразу после сверления и выполняется особо аккуратно.
Чтобы достичь высоких показателей качества нужно обеспечить чёткую соосность обрабатываемого отверстия и инструмента. Выполнение сразу после зенкерования на том же станке помогает избежать погрешностей при переустановке заготовки в патроне. Детали с отверстиями 2-го класса точности правильно обрабатывать за 2 прохода, первый – черновой развёрткой, второй – чистовой. Величина припуска для первого раза – 2/3 общего значения. Резак для такой менее требовательной процедуры – это отшлифованная и откалиброванная потерявшая размер развёртка.
Резюмируя, стоит отметить, что зенкерование – обособленная операция по обработке отверстий в металлических изделиях, отличная от развёртки, и не имеющая практически ничего общего с зенкованием. Главное назначение зенкера – уменьшить шероховатости стенок отверстия и увеличить точность выполнения отверстия. Операция выполняется после сверления, литья или штамповки и предшествует чистовой обработке. Сборный зенкер может совмещаться со сверлом, развёрткой и другими инструментами. Вал прибора состоит из быстрорежущей стали, а рабочие зубцы, иногда, из твёрдосплавных вставок. Совместимые с этим отделочным сверлом аппараты – фрезеровочный, токарный, расточный и сверлильный.
Выбор конкретного зенкера осуществляется в зависимости от диаметра отверстия, степени обработки и материала заготовки.
Режим работы станка и другие необходимые данные – расчётные величины, которые отображаются в рабочих чертежах изготовляемых деталей. Отступление от этих величин и общей технологии зенкерования является одной из основных причин возникновения производственного брака. В качестве финишной операции зенкерование используется довольно редко, только при пониженных требованиях к точности, при классе ниже 4-го. На рынке продаётся множество зенкеров с разными характеристиками, оптимизированными для работы в разных условиях, под разный металл и диаметры отверстий.
что это такое, назначение, чем отличается зенковка отверстия от зенкования, назначение и отличие раззенковки и зенкера
Зенкерование
Для получения паза или отверстия в металлической поверхности, в первую очередь нам необходимо его высверлить. Это всегда начальный этап. Но до этапа развертки нужно полученное углубление еще и очистить. То есть, убрать всевозможные наслоения металла, заусенцы, неровности. И подогнать точность до того параметра, который указан по чертежам. Именно вот этот этап обработки, практически уже чистовой, нам и необходим.
Для этого используется специальный инструмент – зенкер. С его помощью мы можем добиться:
Подгонки класса точности до 4, а в некоторых случаях и 5 уровня.
Повышения уровня сцепления покрытия, придание ей равномерной и шероховатой поверхности, что важно для последующего сцепления.
Работа с геометрией. То есть, возможность придания объекту задуманной геометрической формы с симметричными краями.
Вернемся к инструменту, с помощью которого и производится весь технический процесс. Несмотря на внешнюю схожесть, отличия зенкера от сверла весьма серьезные. А точное, большее количество режущих кромок и более крупные перемычки между ними. В результате у нас получается от 3 до 4 кромок. И они в совокупности оказываются плавное давление на металл, надежно сцепляются с поверхностью. И что не менее важно, не снимают стружку продольно, а только поперечно. В итоге происходит своего рода интенсивная шлифовка.
Видовое разнообразие этого инструмента достаточно обширно. Главный аспект – это количество режущих кромок. Зачастую применяются 3 и 4. Но есть и специализированный инструментарий, задействованный в специальных производственных областях. Там, где есть нужда в высокоточной обработке. Такие приборы имеют вплоть до 8 кромок. Также классификация часто затрагивает и тип стержня. Он может быть съемным, что обычно нужно при работе с серьезным диаметром отверстий. Вплоть до 20 мм. А если производство касается небольших пазов, в районе 8-12 мм, то лучше использовать цельный прибор. Есть еще и вставной вариант, что стоит назвать промежуточным звеном между обозначенными видами.
Предназначение зенкеров по металлу
Основное назначение — улучшение качества поверхностей, изменение степени шероховатости, точности после сверления. С помощью специальной оснастки можно устранить дефекты, появляющиеся при литье, штамповке.
Другие задачи:
Калибровка просверленных отверстий, в которых будут закрепляться болты, шпильки.
Улучшение качества, точности поверхностей в отверстиях перед развертыванием, нарезкой резьбы.
Оснастка применяется на фрезерных, расточных, токарных, сверлильных станках. Может использоваться с электроинструментом.
Зенкование
Раззенковка отверстий – это совершенно иная операция. Часто в различных соединениях металлических конструкций необходимо избавиться от шляпки крепежного элемента или иных метизов, выступающих частей. Для этого непосредственно рядом с пазом необходимо проделать углубление, куда в результате выступающая часть и благополучно спрячется. Такой небольшой «карман» носит просторечное название – потай. Для создания их используется специальные инструментарий и процедура, в большинстве своем схожая со сверлением. Но, как становится понятно, имеющая свои отличия. Это и есть искомый процесс.
В результате раззенкованное, зенкованное отверстие допускается различных форм. Все зависит от прилагаемого давления, форму рабочего инструмента, требований. Глубина тоже отличается, в зависимости от того, какого размера шляпку необходимо скрыть. Такой процесс позволяет решить огромное количество задач на предприятии:
Изменение плоскости опоры в заготовленных пазах. А также добавление новых углублений в них, которые при этом не меняют структуру изначального слота. Особенно важно не сбиться с центра по ширине, иначе конструкция получится непригодной для эксплуатации.
Создание продольных каналов со снятой фаской.
Сокрытие в полной мере различных резьбовых соединений.
Особенности технологической операции в главное мере зависят от материала. Если приходится работать с твердым ресурсом, как чугун и различные сплавы, то в штатном порядке нужно подавать в точку контакта эмульсию для сброса температуры. Ведь металл будет сильно разогреваться. Также, при работе с твердым материалом, необходимо выставлять обороты валы выше. А если поверхность мягкая, то ниже, во избежание избыточной резьбы.
Конструкция
Зенковка коническая состоит из двух основных элементов — рабочей части и хвостовика. Рабочая часть имеет конус со стандартным рядом углов на вершине от 60 до 120°. Количество режущих лезвий зависит от диаметра инструмента и может быть от 6 до 12 штук.
Цилиндрическая зенковка по своей конструкции похожа на сверло, но имеет больше режущих элементов. На торце расположена направляющая цапфа необходимая для фиксации положения инструмента в процессе обработки. Ограничитель может быть съёмным или быть часть тела инструмента. Первый вариант более практичен, так как расширяет возможности обработки. Также может быть установлена режущая насадка.
При необходимости рассверливания нескольких отверстий на равную глубину применяется инструмент с державками с вращающимся или неподвижным ограничителем. Перед обработкой зенковка фиксируется в державке таким образом, чтобы режущая часть выступала из упора на расстояние равное требуемой глубине обработки отверстий.
Это интересно: Что такое томпак? Состав сплава и характеристики
Инструмент изготавливается из инструментальных легированных, углеродистых, быстрорежущих и твердосплавных марок стали. Для обработки чугунных деталей чаще всего используются твердосплавные стали, для обычных сталей – быстрорежущие и инструментальные.
Конструкция конусного зенкера
Это приспособление предназначается для пропуска конусовидных проемов небольшой глубины. Главной особенностью в конструкции элемента считается присутствие зубьев прямого типа и абсолютно плоского внешнего основания. Численность элементов реза, в соответствии с калибровкой, может варьироваться в значении 6 – 12 единиц.
Зенкерование отверстий считается ручной процедурой, осуществляемой через токарный агрегат, на котором крепится зенкер. Возделываемая деталь зажимается в патронаже агрегата, проверяется верное ее расположение в углублении.
Осевые центры электрошпинделя и заднего узла станка должны находиться на одном уровне. Это дает снизить риск вылета технически подвижной гильзе (пиноль). В отделываемое отверстие наконечник инструментария дается вручную.
Чтобы получить после операции зенкерования проем нужного поперечника, при сверлении производится припуск 2-3 мм. Точные значения припуска зависят от калибровки углубления в возделываемой заготовке. Труднее реализовать процесс зенкеровки выкованных и плотных изделий. Чтобы упростить себе задачу следует заблаговременно расточить раззенкованное отверстие на 5-9 мм.
Зенкеровка может выполняться в порядке резания. В этой ситуации подача инструментария увеличивается вдвое, чем при сверловке, а скорость хода остается прежней.
Углубление резания зенкером закладывается примерно в 50 процентов припуска на поперечник. Раззенковка отверстий инструментом, реализовывается с применением охлаждающих материалов.
Механизм из твердых сплавов не требует внесения вспомогательного хладоносителя.
Зенкер при обрабатывании проемов гарантирует высокую точность, но избежать брака совсем нельзя. Самыми распространенными пороками обработки считаются:
Увеличенный поперечник проема. Главная причина возникновения подобного изъяна считается применение приспособления с неверной заточкой.
Уменьшенный поперечник углубления. Случается, что для работы был выбран ошибочный инструментарий либо применялся испорченный зенкер.
Вызывающая чистота. Этот изъян может быть вызван рядом причин. Обычно, уменьшение чистоты кроется в неважной заточке приспособления. На практике также причиной порока может служить чрезмерная вязкость материала изделия. Поэтому элемент налипает на ленты инструмента. Повреждение также вызывается погрешностью токаря, сделавшего неверную подачу и ускорение реза.
Частичная обработка проема. Эта причина обычно возникает в результате неверной фиксации детали либо неправильным припуском под зенкеровку, сохраненным после сверления.
Зенкование и зенкерование, разница между процессами
Отличи множество. Проще сказать, то в процедурах одинакового. В принципе, с этого и начнем. Оба варианта обработки приводятся в действия с одного источника. Мотор с валом, станок, прибор – значения не имеет. Главное, это подача крутящего момента. При этом по типу воздействия на поверхность, отличий масса. Начнем по порядку.
Зенкер предназначен для очистки. Это инструмент, который убирает все неровности, доводит отверстия «до ума». Шлифует его, избавляется от «усов». А также воздействует на его общую форму. То есть, стержень обычно больше, чем паз. И он может сделать его больше, выровнять по краям, придать геометрическую форму.
Вот чем отличается зенкер от зенковки, отличие в главной степени касается того, что саму структуру разъема при втором типе обработки прибор не затрагивает. Он лишь снимает фаску вначале или делает небольшое углубление. Чтобы, когда мы закрутили туда болт, например, не ушел бы в поверхность полностью, вместе со шляпкой. И сверху была возможность установить новое покрытие без проемов.
Также стоит помнить о том, что у процессов совершенно разная стадия. Точнее, первая разновидность работ свой собственный этап имеет. Сразу после сверления, ведь нужно до развертки выровнять паз по всей его симметрии, избавиться от дефектов стенок. И в таком виде уже переходить к следующим стадиям. А вот сделать срез по шляпку, по сути, оператор может в любой момент, когда ему удобно. Хотя лучше всего же заниматься этим уже после финальной обработки отверстия. Чтобы точно представлять его объемы. Да зенкование фаски логично проводить в конце.
Сам механизм этого действия выглядит следующим образом:
Сначала необходимо полностью измерить шляпу, которую и придется скрывать впоследствии. И тут важно выявить как обычные размерные аспекты – высота, ширина, так и более специфические, как скос. Обычно он наличествует, если сам крепеж в принципе задуман под потай.
Выбрать режущий инструмент, который точно соответствует размерным аспектам. Становить его в станок или иной прибор.
Закрепить объект с пазом, выявить корректную точку оси. Ошибка на любой процент приведет к тому, что потай просто «слезет» с метки.
Выставить нужные обороты. Либо использовать типовой регламент на производстве, либо рассчитать обороты самостоятельно, исходя из твердости металла.
Включить оборудование и выполнить операцию.
Чем зенкер отличается от зенковки
Зачастую зенкер путают с зенковкой. Зенкер и зенковка – относятся к классу режущих инструментов, с 3-мя и более режущими кромками. Оба инструмента используются для отверстий конической и цилиндрической формы. Но зенкер расширяет отверстие, одновременно с этим шлифует его и подгоняет под заданные параметры. А зенковка только шлифует отверстие от заусенец на этапе финишных работ.
Это интересно: Принципиальная схема сварочного инвертора: разбираемся в деталях
Основные виды зенковок
Теперь пройдемся по видовому разнообразию. Мы уже уточнили, что в зависимости от требуемой задачи процедура может меняться. Теперь мы разберем эти моменты более детально. Посмотри на существующие классификации.
Цилиндрическая
Операция такого вида зачастую применяется практически в любом типе производства. Итогом становится выемка цилиндрической формы. Это идеальный выбор для винтов и болтов. А данные крепежные элементы в штатном формате распространены почти во всех конструкциях. Фактически это самая популярная и актуальная разновидность зенкования отверстий в металле.
Коническая
Результатом становится углубление в виде конуса. Используется не только для закрытия шляпок, но и для снятия фасок, подготовки поверхности к дальнейшей работе. Иногда таким методом просто снимают металлические волосы с острых кромок. То есть, производят чистку. И вот тут, разница между процедурами становится минимальной. Ведь зенкеровать и зенковать углубление – это в обоих вариантах способы очистки и шлифовки. Правда, в первом случае еще и добавляется выравнивание строгой геометрической формы.
Для производственного мероприятия применяется инструмент конической формы. Угол подбирается под конкретную задачу. Но обычно используется в 90 или 120 градусов.
Плоские и торцевые
Такой способ иногда называют цековкой. Особый финальный вид операции. Используется в уже готовых углублениях. Чтобы сами шляпки и иные метизы для сокрытия входили плотно и без зазоров. Для этого поверхность очищается. И тут нам и понадобятся эти разновидности.
По сути, цековка и зенковка – отличие небольшое. Просто это более узкая деятельность, который имеет такое название только при плоской или торцевой зачистке.
Обозначение зенковки на чертеже
На производстве зенкование отверстий выполняют по чертежу. Зенковка на чертеже отображается прописными и заглавными латинскими буквами и арабскими цифрами. Значение букв и цифр следующее:
d1 – указывает на основной диаметр канала;
d2 – на диаметр зенкования;
L1 – отображает показатель длины цилиндрического канала;
L3 – это глубина зенкования;
L4 – указывает на глубину фаски;
j – это размер угла зенкования центральный;
α (альфа) – размер угла фаски.
Уважаемые посетители сайта: инженеры машиностроения, мастера и просто ориентирующиеся в теме, – поддержите обсуждение в комментариях! Нам очень важны ваши профессиональные замечания.
Отличие зенкерование от смежных операций
Мы уже выяснили, что этот этап наступает после сверления и до развертывания. Но вот первоначальным этапом не всегда выступает именно высверливание. Порой первой стадией считается литье или штамповка. В таком варианте дефектов может быть еще больше. Различные наплывы, наслоение металлов, скошенные стенки, серьезные шероховатые выступы и схожее. Соответственно, за одну стадию отделать поверхность для финишного вида точно не получится. Стоит понимать, что развертывание – это уже финишная обработка, она не справляется с серьезными дефектами. Не подгоняет форму. Зенкерование поднимет класс точности до 5 уровня практически всегда. Если работа производится с помощью высокоточного оборудования, а также ее выполняют профессионалы, то достижим и класс. Но в отличие от сверления, процесс более длительным. Придется выполнить практически вдвое больше походов движения инструмента.
Важнейшим отличием от сверления и развертки можно также назвать уровень допустимой шероховатости после переработки и квалитет, то есть, степень соответствия полученной детали исходным параметрам в чертеже или на схеме. Первая стадия – сверление обычно оставляет «усы» в 20 мкм, а степень точности может достигать до 12. После шлифовки зенкером поверхность будет очищена до 2-3 мкм, а квалитет возрастет до 9. Финишная обработка уже доводит метиз до полной готовности. Шероховатость падает до порогового значения, менее 1 мкм, а степень точности оказывается в районе 6.
То есть, отличия видны явно. Это и степень качества, длительность, очередность. Но если сравнивать зенковку и зенкер, разница будет еще очевиднее. Ведь это в принципе действия из разных сфер.
Что такое зенкер, систематизация
Прорезывающий инструмент по металлу (зенкер) позволяет раззенковывать проем в детали до 5 группы меткости. Он массово используется для получистовой отделки деталей перед механическим развертыванием. По строению его разделяют на типы:
целостные;
насадочные;
хвостовые;
соединенные.
Внешне металлорежущие приспособления смахивают на простой небольшой бур, но обладают увеличенной численностью режущих краев. Правильность размеров проема обрабатываемой заготовки устанавливается за счет калибра. Крепеж инструментария в патроне агрегата выполняется с поддержкой хвостовика.
Для возделывания проемов, с поперечником до 10 см используются насадные приспособления с 4 остриями. Их главной особенностью считается крепеж через оправку. Достичь правильной регулировки реза позволило присутствие фаски на зубах элемента.
Оборудование для зенкования
В принципе, не только для этой операции, но и для обеих, которые фигурируют в обзоре, подходит и обычный ручной прибор. То есть, дрель, а некоторые даже используют шуруповерт. Разумеется, поступать подобным образом строго не рекомендуется. Даже если мощности для успешного завершения в принципе хватит, то явно будет серьезная потеря в точности. Какой бы эксперт ни взялся за такое мероприятия, он не сможет 100% точно выверить центр и ось, просто удерживая прибор руками. Значит, отклонения неминуемы. Логичным вариантом будет токарный станок. Он используется почти во всех случаях. Иногда заменяется специальным обрабатывающим центром, многофункциональным оборудованием. Суть от этого не изменяется.
Сам инструмент, который необходим – зенковка. Он состоит из двух составных частей. Первая – это резец. От его формы и расположения зависит вид обработки. Так, бывают цилиндрические и конические варианты, о которых мы говорили выше, обратные и иные. Что такое обратное зенкование отверстий, понять легко. Это обычная чистка паза специальной насадкой. Вторая часть – это хвостик. Он нужен для фиксации в патроне станка.
Производится инструментарий из твердых сплавов углеродистой, а также легированной стали. Ведь кромке придется работать с различным ресурсом. И среди материалов, в которых необходимо сделать углубление часто встречаются весьма твердые, как чугун. Соответственно, если резцы будут не выше по уровню твердости, то на серьезных оборотах они могут просто обломаться или сточиться раньше срока. Что приведет к экономическим расходам на предприятии.
Конструктивне особенности
Если рассматривать зенковку, то можно выделить некоторые её части
Режущая часть. Это основная часть который выполняет процесс зенкования. Состоит из нескольких режущих кромок, расположенных под углом от центра к бокам.
Хвостовик. При помощи хвостовика зенковка закрепляется в инструменте или станке, ан котором будет выполняться работа. Хвостовик может быть конусным или иметь цилиндрическую форму.
Часть между хвостовиком и режущей частью имеет в одном месте особо тонкую форму. Эта чаcть работает в роли предохранителя. Если зенковка застрянет, дабы избежать серьёзных последствий, именно в этой части зенкова ломается.
Cтроение зенковки Одна из разновидностей зенковки имеет наплавленные лезвия на рабочей части, что позволяет обрабатывать твердые сплавы металла.
Правила работ с зенковкой
При выполнении работ на токарном или сверлильном станке зенковкой, нужно помнить и соблюдать ряд простых правил. Перед началом выполнения работ, проверьте состояние патрона на станке. Ведь если патрон находится в неисправном состоянии, хорошо закрепить зенковку не получится, тем самым вы не сможете получить качественно обработанное отверстие. Зенковка отверстий выполняется соблюдаю следующие правила:
Для выполнения работ, зенковка должна находиться строго по центру обрабатываемого отверстия.
При обработке твердых металлов, таких как чугун нужно делать перерывы в работе и использовать специальные растворы для отведения тепла. В быту для таких целей используют техническое масло.
При работе не превышайте оборотов, заявленных производителем. Несоблюдение этого правила последует за собой быстрый износ режущих кромок за счёт нагрева.
Правильно подбирайте диаметр зенковки для обрабатываемого отверстия. При выборе не правильного размера, обработка будет не качественная, а именно неправильной центровке, не ровных краям.
Правильный процесс зенкерования металла
Ошибки при выполнении задачи почти всегда идут к одному печальному эпилогу – браку. Если неправильно выбран зенкер, то зачастую диаметр отверстия получается больше, чем был запланирован по начальному чертежу. А если режущие кромки уже успели сильно сточиться, то углубление, напротив, будет слишком узким. При этом важно выбрать скорость подачи, а также четко определить центр. В противном случае будет нарушена геометрия. Да и даже без смещения качество очистки точно не будет удовлетворительным по пороговым значениям. Чтобы не копить брак и не выполнять одну задачу по несколько раз, нужно изначально подходить к ней ответственно.
Устройство и принцип работы зенкеров по металлу
Конструкция:
Режущая часть. Состоит из калибровочной части, режущих зубьев.
Рабочая часть. На ней расположены режущие кромки по спирали.
Шейка. Переход между хвостовиком, рабочей частью.
Хвостовик. Эта часть закрепляется в патроне электроинструмента или промышленного оборудования.
Лампа. Конечная часть хвостовика. Она нужна для передачи вращающего момента от привода.
После запуска электродвигателя оснастка начинает вращаться, срезая слой металла острыми кромками, зубьями. Постепенно она углубляется в металлическую деталь, обрабатывая поверхности отверстия.
Зенкер с рабочим диаметром 16 мм.
Развертывание, как способ обеспечения максимальной точности
Как мы уже уточнили, финишная обработка зачастую становится обязательно. Но есть задачи, где она фактически не важна. То есть если по регламенту у метиза положен 1 класс точности, то квалитет должен соответствовать значению в 6-5, а допуск не должен быть выше 1.3 мкм. Разумеется, без развертывания добиться таких результатов невозможно по определению. Но вот для 5 класса точности достаточно иметь квалитет в 12 и уровень допуска в 21 мкм. А такими параметрами может похвастаться паз и после проведения штатного зенкерования. Соответственно, последующий этап будет просто не нужен.
Виды зенкеров по металлу
Зенкеры классифицируются зависимо от разных факторов. По точности:
Номер 1. Применяется для подготовки отверстий к проведению процедуры развертывания.
Номер 2. Назначение — финишная обработка просверленных отверстий, чтобы они соответствовали классу точности 5 (квалитет 11).
По форме рабочей части:
Цилиндрическая. Назначение — обработка поверхностей перед началом развертывания.
Цилиндрическая рабочая часть дополняется специальной направляющей цапфой. Применяется для обработки отверстий, в которых будут установлены крепежные элементы.
Рабочая область расположена на торце. С его помощью можно чистить торцевые стороны бобышек, приливов.
Коническая форма. Такая оснастка нужна для создания конических отверстий перед сверлением основных углублений.
По конструкции:
Сварная оснастка.
Сборные изделия. Рабочая часть закрепляется на направляющем стержне. Направляющей может быть обычное сверло или продолжение хвостовика. Главное преимущество оснастки — возможность соединения разных по диаметру насадок на одной направляющей.
Цельные инструменты. Не имеют сварных соединений. Рабочая часть, хвостовик находятся на одном металлическом стержне.
Отдельная группа — оснастка с твердосплавными режущими пластинами.
ГОСТ 14953-С. 13
мм
Таблица 4
Размеры в мм Таблица 5
* Размер на малом диаметре.
Размеры в мм Таблица 6
ГОСТ 14953-80 С. 15
D
d
L
/
2353-0083
5,0
2,00
45
3,0
2353-0084
6,3
2,50
50
3,7
2353-0085
8,0
3,15
4,7
2353-0086
10,0
4,00
56
6,0
2353-0087
12,5
5,00
63
7,4
2353-0088
16,0
6,30
71
9,5
Пример условного обозначения зенковки типа 2, диаметром D = 5 мм:
Зенковка 2353-0083 ГОСТ 14953-80 Тип 3
Обозначение зенковки
Применяемость
d
D
D\
L
/
2357-0001
0,80
5,0
1,55
35,5
0,82
2357-0002
1,00
6,3
2,00
1,13
2357-0003
1,25
7,1
2,40
40,0
1,21
2357-0004
1,60
8,0
3,10
45,0
1,52
2357-0005
2,00
10,0
4,00
2,20
2357-0006
2,50
12,5
5,00
50,0
2,60
2357-0007
3,15
14,0
6,40
3,30
2357-0008
4,00
16,0
7,90
56,0
4,20
2357-0009
5,00
20,0
10,00
63,0
5,20
2357-0010
6,30
25,0
12,50
71,0
6,50
Пример условного обозначения зенковки типа 3, диаметром D = 5 мм:
Зенковка 2357-0001 ГОСТ 14953-80
мм Таблица 4
Пример условного обозначения зенковки типа 4, диаметром D = 6,3 мм: Зенковка 2353-0089 ГОСТ 14953-80
Таблица 5
мм
Продолжение табл. 5
Пример условного обозначения зенковки типа 6, диаметром D — 10 мм: Зенковка 2353-0108 ГОСТ 14953-80
назначение, виды, процесс, отличие от зенкования — КиберПедия
Навигация:
Главная
Случайная страница
Обратная связь
ТОП
Интересно знать
Избранные
Топ:
Техника безопасности при работе на пароконвектомате: К обслуживанию пароконвектомата допускаются лица, прошедшие технический минимум по эксплуатации оборудования…
Марксистская теория происхождения государства: По мнению Маркса и Энгельса, в основе развития общества, происходящих в нем изменений лежит…
Комплексной системы оценки состояния охраны труда на производственном объекте (КСОТ-П): Цели и задачи Комплексной системы оценки состояния охраны труда и определению факторов рисков по охране труда…
Интересное:
Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все. ..
Лечение прогрессирующих форм рака: Одним из наиболее важных достижений экспериментальной химиотерапии опухолей, начатой в 60-х и реализованной в 70-х годах, является…
Наиболее распространенные виды рака: Раковая опухоль — это самостоятельное новообразование, которое может возникнуть и от повышенного давления…
Дисциплины:
Автоматизация Антропология Археология Архитектура Аудит Биология Бухгалтерия Военная наука Генетика География Геология Демография Журналистика Зоология Иностранные языки Информатика Искусство История Кинематография Компьютеризация Кораблестроение Кулинария Культура Лексикология Лингвистика Литература Логика Маркетинг Математика Машиностроение Медицина Менеджмент Металлургия Метрология Механика Музыкология Науковедение Образование Охрана Труда Педагогика Политология Правоотношение Предпринимательство Приборостроение Программирование Производство Промышленность Психология Радиосвязь Религия Риторика Социология Спорт Стандартизация Статистика Строительство Теология Технологии Торговля Транспорт Фармакология Физика Физиология Философия Финансы Химия Хозяйство Черчение Экология Экономика Электроника Энергетика Юриспруденция
⇐ ПредыдущаяСтр 3 из 4Следующая ⇒
Не только в металлообработке, но и в домашних условиях приходится часто создавать отверстия. При обработке или создании отверстий применяется зенкер и зенковка.
Благодаря их помощи есть возможность делать отверстия с заданными геометрическими параметрами, и хорошим качеством обработки.
Для полного понятия для чего служит зенкер и зенковка, и как с ними работать, нужно разобраться в основных определениях.
Основные определения
Зенковка-особый режущий инструмент, позволяющий изготавливать отверстия канонического или цилиндрического вида. С его помощью обрабатывают уже готовые отверстия с целью снятия фаски центрового отверстия.
Зенкер-инструмент состоящий из определенного количества лезвий, предназначенный для резки. Предназначена для улучшения качества отверстия и расширения уже готовых отверстий, создания отверстий цилиндрической или канонической формы. Обработка отверстий при помощи зенкера называется-зенкерование. Зенкерование относят к получистовой обработке металла.
Можно встретить неверное понятия, когда говорят что зенкер и зенковка одно и тоже. При помощи зенкера повышают технические качества отверстия. И он не предназначен для изготовления углублений.
Зенкование отверстий-снятие стружки или неровностей с просверленного отверстия. Зенкование отверстий называют процесс углубления отверстия канонической формы с целью спрятать шляпку болта или самореза. Встретить можно и определение-спрятать саморез в патай.
Раззенковка отверстий-обработка просверленных отверстий под головки или шляпки болтов, саморезов, метизов.
Разновидности зенковок
Для обработки отверстий или создания углублений канонической формы применяются зенкеры и зенковки. В разных условиях для обрабатываемых отверстий могут быть разные параметры. Выполняются они при помощи разновидностей зенкеров или зенковок. Давай разберёмся какие виды таких зенковок существуют:
1. Конические. В данной зенковке ножи расположены под углом от 30 до 120 градусов и центра к краям.
2. Цилиндрические. Имеют режущую кромку по окружности цилиндра, за счёт чего получаются ровные цилиндрические отверстия
3. Торцевые зенковки.
При помощи зенковки возможно выполнять следующие действия над отверстием:
1. Обработка отверстия с созданием конуса
2. Получения конического углубления для саморезов или другого крепежного элемента.
3. Удаление фаски и стружки из отверстий.
Зенковки изготавливаются из легированной или углеродистой стали инструментального назначения.
Конструктивные особенности
Если рассматривать зенковку, то можно выделить некоторые её части
· Режущая часть. Это основная часть который выполняет процесс зенкования. Состоит из нескольких режущих кромок, расположенных под углом от центра к бокам.
· Хвостовик. При помощи хвостовика зенковка закрепляется в инструменте или станке, ан котором будет выполняться работа. Хвостовик может быть конусным или иметь цилиндрическую форму.
· Часть между хвостовиком и режущей частью имеет в одном месте особо тонкую форму. Эта чаcть работает в роли предохранителя. Если зенковка застрянет, дабы избежать серьёзных последствий, именно в этой части зенкова ломается.
Одна из разновидностей зенковки имеет наплавленные лезвия на рабочей части, что позволяет обрабатывать твердые сплавы металла.
Правила работ с зенковкой
При выполнении работ на токарном или сверлильном станке зенковкой, нужно помнить и соблюдать ряд простых правил. Перед началом выполнения работ, проверьте состояние патрона на станке.
Ведь если патрон находится в неисправном состоянии, хорошо закрепить зенковку не получится, тем самым вы не сможете получить качественно обработанное отверстие.
Зенковка отверстий выполняется соблюдаю следующие правила:
1. Для выполнения работ, зенковка должна находиться строго по центру обрабатываемого отверстия.
2. При обработке твердых металлов, таких как чугун нужно делать перерывы в работе и использовать специальные растворы для отведения тепла. В быту для таких целей используют техническое масло.
3. При работе не превышайте оборотов, заявленных производителем. Несоблюдение этого правила последует за собой быстрый износ режущих кромок за счёт нагрева.
4. Правильно подбирайте диаметр зенковки для обрабатываемого отверстия. При выборе не правильного размера, обработка будет не качественная, а именно неправильной центровке, не ровных краям.
Зенкер
Обработка металла зенкерованием похожа сверление-это вращение зенкера во круг своей оси. При зенкеровании отверстие улучшается в точности до 9-11 квалитета точности. Так же при помощи зенкера улучшается и шероховатость отверстия до Rz 2,5 мкм.
Основные назначения зенкера:
1. Калибровка уже готовых отверстий для крепежа(болты, шпильки)
2. Улучшение качества отверстия перед нарезкой резьбы или использованием развертки.
Зенкерование не делают при помощи обычной дрели или любым другим ручным способом. Ведь цель этой операции направлена на улучшения качества отверстия, что сделать при помощи дрели почти не возможно.
Поэтому зенкерование выполняется станочным способом при помощи сверлильного, токарного, фрезерного станков.
Если разделять зенкеры на группы, то в металлообработке выделяют две группы по точности:
1. Зенкер с номером 1-В основном применяется для получистой обработки в качестве подготовительных работ перед развертыванием или нарезанием резьбы.
2. Зенкер с номером 2-Применятся для конечных работа. Имеет относительно высокий класс точности h21
По конструкции используются два вида зенкеров-цельные и насадные(разбирающиеся). Если говорить о цельных, их применяют чаще, и они имеют концевик в виде конуса. Имеет канавку для отвода стружки и охлаждения и режущие зубья. Если говорить о насадных зенкерах, их конструкция отличается съемным наконечником, который крепится за счёт внутреннего отверстия.
Так же есть зенкеры, которые применяются намного реже, в особых случаях. А именно это зенкеры с наваренными пластинами из наиболее твердого металла, наваренные или сборные зенкеры.
⇐ Предыдущая1234Следующая ⇒
Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ — конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой…
Папиллярные узоры пальцев рук — маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни…
Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим…
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства…
что это такое. Чем отличается зенкование от зенкерование
Содержание
Основные определения
Зенковка — особый режущий инструмент, позволяющий изготавливать отверстия канонического или цилиндрического вида. С его помощью обрабатывают уже готовые отверстия с целью снятия фаски центрового отверстия.
Зенкер — инструмент состоящий из определенного количества лезвий, предназначенный для резки. Предназначена для улучшения качества отверстия и расширения уже готовых отверстий, создания отверстий цилиндрической или канонической формы. Обработка отверстий при помощи зенкера называется-зенкерование. Зенкерование относят к получистовой обработке металла.
Можно встретить неверное понятия, когда говорят что зенкер и зенковка одно и тоже. При помощи зенкера повышают технические качества отверстия. И он не предназначен для изготовления углублений.
Зенкование отверстий-снятие стружки или неровностей с просверленного отверстия. Зенкование отверстий называют процесс углубления отверстия канонической формы с целью спрятать шляпку болта или самореза. Встретить можно и определение-спрятать саморез в патай.
Зенкерование отверстия
Раззенковка отверстий-обработка просверленных отверстий под головки или шляпки болтов, саморезов, метизов.
Предназначение зенкеров по металлу
Основное назначение — улучшение качества поверхностей, изменение степени шероховатости, точности после сверления. С помощью специальной оснастки можно устранить дефекты, появляющиеся при литье, штамповке.
Другие задачи:
Калибровка просверленных отверстий, в которых будут закрепляться болты, шпильки.
Улучшение качества, точности поверхностей в отверстиях перед развертыванием, нарезкой резьбы.
Оснастка применяется на фрезерных, расточных, токарных, сверлильных станках. Может использоваться с электроинструментом.
Устройство и принцип работы зенкеров по металлу
Конструкция:
Режущая часть. Состоит из калибровочной части, режущих зубьев.
Рабочая часть. На ней расположены режущие кромки по спирали.
Шейка. Переход между хвостовиком, рабочей частью.
Хвостовик. Эта часть закрепляется в патроне электроинструмента или промышленного оборудования.
Лампа. Конечная часть хвостовика. Она нужна для передачи вращающего момента от привода.
После запуска электродвигателя оснастка начинает вращаться, срезая слой металла острыми кромками, зубьями. Постепенно она углубляется в металлическую деталь, обрабатывая поверхности отверстия.
Зенкер с рабочим диаметром 16 мм.
Виды зенкеров по металлу
Зенкеры классифицируются зависимо от разных факторов. По точности:
Номер 1. Применяется для подготовки отверстий к проведению процедуры развертывания.
Номер 2. Назначение — финишная обработка просверленных отверстий, чтобы они соответствовали классу точности 5 (квалитет 11).
По форме рабочей части:
Цилиндрическая. Назначение — обработка поверхностей перед началом развертывания.
Цилиндрическая рабочая часть дополняется специальной направляющей цапфой. Применяется для обработки отверстий, в которых будут установлены крепежные элементы.
Рабочая область расположена на торце. С его помощью можно чистить торцевые стороны бобышек, приливов.
Коническая форма. Такая оснастка нужна для создания конических отверстий перед сверлением основных углублений.
По конструкции:
Сварная оснастка.
Сборные изделия. Рабочая часть закрепляется на направляющем стержне. Направляющей может быть обычное сверло или продолжение хвостовика. Главное преимущество оснастки — возможность соединения разных по диаметру насадок на одной направляющей.
Цельные инструменты. Не имеют сварных соединений. Рабочая часть, хвостовик находятся на одном металлическом стержне.
Отдельная группа — оснастка с твердосплавными режущими пластинами.
Технические характеристики зенкеров по металлу
Технические характеристики описаны в определенных государственных документах. Параметры для цельной оснастки цилиндрической формы:
Допустимые типы — с цилиндрическим хвостовиком, насадные, с коническим хвостовиком.
Конус Морзе — от 1 до 4.
Диаметр — от 7,8 до 50 мм.
Длина рабочей части — от 75 до 220 мм.
Общая длина — от 156 до 369 мм.
Получить больше информации о технических характеристиках оснастки можно из ГОСТ 12489-71. Геометрические параметры, материал описаны в ГОСТ 14953-80.
Конструкция
Зенковка коническая состоит из двух основных элементов — рабочей части и хвостовика. Рабочая часть имеет конус со стандартным рядом углов на вершине от 60 до 120°. Количество режущих лезвий зависит от диаметра инструмента и может быть от 6 до 12 штук.
Цилиндрическая зенковка по своей конструкции похожа на сверло, но имеет больше режущих элементов. На торце расположена направляющая цапфа необходимая для фиксации положения инструмента в процессе обработки. Ограничитель может быть съёмным или быть часть тела инструмента. Первый вариант более практичен, так как расширяет возможности обработки. Также может быть установлена режущая насадка.
При необходимости рассверливания нескольких отверстий на равную глубину применяется инструмент с державками с вращающимся или неподвижным ограничителем. Перед обработкой зенковка фиксируется в державке таким образом, чтобы режущая часть выступала из упора на расстояние равное требуемой глубине обработки отверстий.
Инструмент изготавливается из инструментальных легированных, углеродистых, быстрорежущих и твердосплавных марок стали. Для обработки чугунных деталей чаще всего используются твердосплавные стали, для обычных сталей – быстрорежущие и инструментальные.
Конструкция конусного зенкера
Это приспособление предназначается для пропуска конусовидных проемов небольшой глубины. Главной особенностью в конструкции элемента считается присутствие зубьев прямого типа и абсолютно плоского внешнего основания. Численность элементов реза, в соответствии с калибровкой, может варьироваться в значении 6 – 12 единиц.
Зенкерование отверстий считается ручной процедурой, осуществляемой через токарный агрегат, на котором крепится зенкер. Возделываемая деталь зажимается в патронаже агрегата, проверяется верное ее расположение в углублении.
Осевые центры электрошпинделя и заднего узла станка должны находиться на одном уровне. Это дает снизить риск вылета технически подвижной гильзе (пиноль). В отделываемое отверстие наконечник инструментария дается вручную.
Чтобы получить после операции зенкерования проем нужного поперечника, при сверлении производится припуск 2-3 мм. Точные значения припуска зависят от калибровки углубления в возделываемой заготовке. Труднее реализовать процесс зенкеровки выкованных и плотных изделий. Чтобы упростить себе задачу следует заблаговременно расточить раззенкованное отверстие на 5-9 мм.
Зенкеровка может выполняться в порядке резания. В этой ситуации подача инструментария увеличивается вдвое, чем при сверловке, а скорость хода остается прежней.
Углубление резания зенкером закладывается примерно в 50 процентов припуска на поперечник. Раззенковка отверстий инструментом, реализовывается с применением охлаждающих материалов.
Механизм из твердых сплавов не требует внесения вспомогательного хладоносителя.
Зенкер при обрабатывании проемов гарантирует высокую точность, но избежать брака совсем нельзя. Самыми распространенными пороками обработки считаются:
Увеличенный поперечник проема. Главная причина возникновения подобного изъяна считается применение приспособления с неверной заточкой.
Уменьшенный поперечник углубления. Случается, что для работы был выбран ошибочный инструментарий либо применялся испорченный зенкер.
Вызывающая чистота. Этот изъян может быть вызван рядом причин. Обычно, уменьшение чистоты кроется в неважной заточке приспособления. На практике также причиной порока может служить чрезмерная вязкость материала изделия. Поэтому элемент налипает на ленты инструмента. Повреждение также вызывается погрешностью токаря, сделавшего неверную подачу и ускорение реза.
Частичная обработка проема. Эта причина обычно возникает в результате неверной фиксации детали либо неправильным припуском под зенкеровку, сохраненным после сверления.
Виды и применение зенковок
При обработке деталей на сверлильных и токарных станках зенковка по металлу применяется для:
Формирование в предварительно подготовленных отверстиях углублений конической или цилиндрической формы требуемой длины.
Формирование опорных плоскостей возле отверстий.
Съём фаски в отверстиях.
Обработка отверстий под крепеж.
Часто можно встретить и термин «цековка», так называют инструмент, предназначенный для рассверливания углублений цилиндрической формы и опорных плоскостей.
По конфигурации режущей части встречаются следующие виды зенковок:
Цилиндрической конфигурации.
Конические зенковки.
Торцовые инструменты.
По диаметру обрабатываемых отверстий зенковки подразделяются на:
Простые (от 0,5 до 1,5 мм).
Для отверстий диаметром от 0,5 до 6 мм. Выпускаются с предохранительным или без предохранительного конуса.
Зенковки с конусным хвостовиком. Применяются для отверстий диаметром от 8 до 12 мм.
Цилиндрическая
Операция такого вида зачастую применяется практически в любом типе производства. Итогом становится выемка цилиндрической формы. Это идеальный выбор для винтов и болтов. А данные крепежные элементы в штатном формате распространены почти во всех конструкциях. Фактически это самая популярная и актуальная разновидность зенкования отверстий в металле.
Плоские и торцевые
Такой способ иногда называют цековкой. Особый финальный вид операции. Используется в уже готовых углублениях. Чтобы сами шляпки и иные метизы для сокрытия входили плотно и без зазоров. Для этого поверхность очищается. И тут нам и понадобятся эти разновидности.
По сути, цековка и зенковка – отличие небольшое. Просто это более узкая деятельность, который имеет такое название только при плоской или торцевой зачистке.
Геометрические параметры
Чтобы правильно подобрать зенкер под конкретную задачу, нужно знать, с каким металлом он будет работать и что за параметры имеют основные элементы зенкера. Для цельнометаллических элементов цилиндрической формы предусмотрены следующие стандарты на геометрические параметры при обработке конкретных материалов:
У деталей, выполненных из стали конструкционного назначения с отверстиями до 40.0 мм в диаметре, обработку последних проводят инструментом с диаметром рабочей части от 40 до 10 мм и количеством режущих кромок 3–4 единицы. Если диаметр достигает 80 мм, то резец должен быть в пределах 32–80 мм.
У деталей, выполненных из металла, который был подвержен закалке, отверстия обрабатывают 4- и 3-лезвийными зенкерами с размером поперечного сечения от 50 до 14 мм.
У деталей из чугуна либо металла цветного операцию зенкерования для глухих отверстий проводят перовым инструментом.
Рекомендации по применению конических элементов к типу металла, что должно соответствовать определенной геометрической форме конуса (имеется в виду угол), следующие:
От 20 до 15 градусов угол можно применять, когда необходима обработка мягких марок стали и сплавов.
От 10 до 8 градусов угол подойдет для работы, что предполагает зенковку металлов с твердостью средней величины либо деталей для отливок стальных.
Угол в 5 градусов и ниже применим для зенковки заготовок из чугуна либо сталей высоколегированных.
Когда при помощи зенкера проводят чистовую обработку изделия, диаметр поперечника инструмента должен совпадать с тем диаметром, который должен получиться в итоге!
Особенности зенкования отверстий
Приведём некоторые рекомендации для металлообработки методом зенкования:
При обработке твердых сплавов и чугуна необходимо использовать охлаждающие эмульсионные составы для отвода тепла.
Очень важно правильно подобрать инструмент для проведения работ. Необходимо учесть материал заготовки и характер работ.
При подбое зенковки особое внимание уделите заданным параметрам обработки – диаметр, потребная точность, размер углубления.
Обратите внимание на способ фиксации на станке, при необходимости приобретите необходимую дополнительную оснастку.
Действующий ГОСТ
Определяет технические условия для конической зенковки ГОСТ 14953-80. Также, при металлообработке, следует руководствоваться другими стандартами регулирующими параметры используемых сходных инструментов – зенкеров, разверток и т. д. Подбор зенковок необходимо производить по таблицам в специальной литературе.
Выбор зенкера
Выбор типа зенкера обусловлен:
характером обработки;
расположением отверстия, которое следует обработать;
Основной диаметр зенкера выбирается соответственно характеру последующей обработки отверстия, учитывая припуск на обработку. При выборе длины хвостового зенкера или аналогичного параметра оправки для насадного зенкера имеет значение длина обрабатываемого отверстия. Кроме того, определяя длину инструмента или оправки, важно учитывать длину закрепления зенкера, габариты направляющей втулки, прочие условия работы.
Соответственно материалу обрабатываемой детали, выбирают и материал самого зенкера.
Способ закрепления зенкера — немаловажный момент, который влияет на предпочтение по конструкции и длине инструмента. Причем следует учитывать:
параметры хвостовика инструмента;
длину обрабатываемого отверстия;
тип станка для обработки.
Если для расточных работ берутся твердосплавные пластины, следует максимально унифицировать способ закрепления.
Зенкерование и смежные с ним операции
Зенкерование сходно с операцией рассверливания: оба процесса ведутся с готовым отверстием. Отличие состоит в том, что результат зенкерования получается более точным. В процессе операции устраняются недостатки, возникающие после штамповки, литья или сверления. Улучшаются такие показатели, как чистота поверхности, точность, достигается высокая степень соосности.
Часто при формировании отверстий сверлом (особенно глубоких) наблюдается отклонение от центра из-за невысокой жесткости инструмента. Зенкер от сверла отличается тем, что имеет более высокую жесткость из-за увеличенного числа режущих зубьев. Важно, что такое отличие обеспечивает более точное направление движения инструмента, а при меньшей глубине резки наблюдается высокая чистота. При сверлении отверстий можно получить квалитеты 11–12, шероховатость поверхности отверстия Rz 20 микрометров. При операции зенкерования получаем квалитеты 9–11, шероховатость 2,5 микрометров.
Развертки конические под конус Морзе
Еще более точной операцией является процесс развертывания (6–9-й квалитеты, Rа 1,25– 0,25 микрометров). Это уже чистовая обработка резанием. Зенкерование отверстий – получистовая операция. Зенкерование и развертывание отверстий, если обе этих операции предусмотрены технологическим процессом, выполняются за одну установку детали на станке.
Нередко путают зенкерование и зенкование отверстий и некорректно называют зенкером другой инструмент – зенковку (см. фото ниже). Зенковки, в отличие от зенкеров, имеют другую конструкцию и применяются для решения иных технологических задач.
Зенковки конические
Зенковка применяется в процессе снятия фаски с верхней части отверстий, а также для получения углублений конической формы. Бывает также зенковка цилиндрическая, но такой инструмент правильнее называть цековкой. При помощи такого инструмента в деталях получают углубления соответствующей формы. Для выполнения такой зенковочной операции также может быть использован универсальный инструмент – сверло, специально совмещенное с зенковкой.
Посмотрев данное видео, можно легко понять принцип работы и назначение зенковки, а также ее отличие от зенкера и других родственных инструментов для обработке отверстий.
Чтобы не путаться в схожих операциях, достаточно рассмотреть и запомнить данную схему, наглядно объясняющую конструктивные отличия и назначение инструментов для обработки отверстий
Сущность процесса зенкования
Зенкование и сверление тесно связаны между собой. Обычно зенкование проводят по готовому отверстию, но бывают случаи, когда необходимо сделать углубление без предварительного сверления. И в том, и в другом вариантах используют инструмент зенковку разных конструкций.
Сам процесс зенкования очень прост: специальным резцом снимают фаску на отверстии. Чем больше металла снято, тем больше получается углубление. Форма зенковки обычно коническая. Здесь главное – соблюсти строгую центровку режущего элемента и отверстия: должна быть идеальная соосность. В противном случае будет наблюдаться смещение углубления относительно отверстия, и шляпка винта не сможет в него войти.
Чтобы выполнить операцию зенкования для получения фасок и для углублений, необходимо пройти следующие этапы технологического процесса:
Измерить шляпку резьбового метиза, под который будет производиться углубление (имеются в виду как диаметр, высота, так и угол скоса, если шляпка имеет конструкцию под потай).
Подобрать соответствующую зенковку и закрепить ее в сверлильном или токарном оборудовании.
Строго соблюдая соотношение осей, закрепить напротив резца заготовку с отверстием.
Включить сверлильное оборудование и выставить необходимое количество оборотов (если это позволяет схемотехника станка) или заведомо подобрать необходимый инструмент под параметры оборудования.
Провести зенкование отверстия.
Оборудование для зенкования
В принципе, не только для этой операции, но и для обеих, которые фигурируют в обзоре, подходит и обычный ручной прибор. То есть, дрель, а некоторые даже используют шуруповерт. Разумеется, поступать подобным образом строго не рекомендуется. Даже если мощности для успешного завершения в принципе хватит, то явно будет серьезная потеря в точности. Какой бы эксперт ни взялся за такое мероприятия, он не сможет 100% точно выверить центр и ось, просто удерживая прибор руками. Значит, отклонения неминуемы.
Логичным вариантом будет токарный станок. Он используется почти во всех случаях. Иногда заменяется специальным обрабатывающим центром, многофункциональным оборудованием. Суть от этого не изменяется.
Сам инструмент, который необходим – зенковка. Он состоит из двух составных частей. Первая – это резец. От его формы и расположения зависит вид обработки. Так, бывают цилиндрические и конические варианты, о которых мы говорили выше, обратные и иные. Что такое обратное зенкование отверстий, понять легко. Это обычная чистка паза специальной насадкой. Вторая часть – это хвостик. Он нужен для фиксации в патроне станка.
Производится инструментарий из твердых сплавов углеродистой, а также легированной стали. Ведь кромке придется работать с различным ресурсом. И среди материалов, в которых необходимо сделать углубление часто встречаются весьма твердые, как чугун. Соответственно, если резцы будут не выше по уровню твердости, то на серьезных оборотах они могут просто обломаться или сточиться раньше срока. Что приведет к экономическим расходам на предприятии.
Развертывание, как способ обеспечения максимальной точности
Как мы уже уточнили, финишная обработка зачастую становится обязательно. Но есть задачи, где она фактически не важна. То есть если по регламенту у метиза положен 1 класс точности, то квалитет должен соответствовать значению в 6-5, а допуск не должен быть выше 1.3 мкм. Разумеется, без развертывания добиться таких результатов невозможно по определению. Но вот для 5 класса точности достаточно иметь квалитет в 12 и уровень допуска в 21 мкм. А такими параметрами может похвастаться паз и после проведения штатного зенкерования. Соответственно, последующий этап будет просто не нужен.
Соблюдайте правила при работе с цековкой
При выполнении цекования необходимо придерживаться ряда правил:
При цековании открытых поверхностей рекомендуется зафиксировать на хвостовике инструмента упор. Простейший способ – использование упорной гайки с контргайкой.
При цековании углублений под шляпки метизов используется инструмент с углом при вершине 90°. Уменьшение угла выполняется в тех случаях, когда после цекования на поверхности обрабатываемого отверстия остается огранка.
Выполнение отверстий под метизы выполняется в два этапа. Сначала рассверливается отверстие до определенного диаметра, затем цековкой отверстию придается нужная форма и размер.
Направляющая цековки не должна соприкасаться с втулкой всей поверхностью. Допустимо соприкосновение винтовыми ленточками. Нарушение этого правила может привести к заеданию цековки во втулке в результате сильного нагревания заготовки и металлорежущего инструмента под воздействием высокой скорости вращения шпинделя станка.
Соосность отверстия обеспечивается за счет применения цековок с направляющими.
При закреплении торцевого зенкера в быстросменном патроне, рекомендуется располагать режущие зубья с двух торцов.
Для обработки заготовок из металлов высокой твердости следует использовать инструмент с твердосплавными пластинами.
Для обработки хрупких сплавов рекомендуется применять винтовые однозубые торцевые зенкеры с радиально расположенной передней поверхностью.
Соблюдение правил дает гарантию получения идеально точных по размерам отверстий.
Зенковка и направляющие отверстия в древесине и металле. В этом руководстве «Сделай сам» вы узнаете, что такое направляющее отверстие и почему вы должны использовать его, чтобы предотвратить расщепление древесины при вкручивании шурупов и позволить вам ввинчиваться в металл. Кроме того, узнайте, как просверлить отверстия с потайной головкой для креплений и головок шурупов, чтобы они погружались ниже поверхности закрепляемого материала, чтобы предотвратить заедание и позволить заполнить головки шурупов и скрыть их.
Что такое зенковка или потайное отверстие?
Зенковка предназначена для увеличения и/или скоса боковой стороны отверстия, чтобы любой крепеж можно было утопить ниже поверхности этого потайного отверстия. №
После установки крепления потайное отверстие можно заполнить и отшлифовать, чтобы поверхность была абсолютно плоской без видимых следов крепления.
Что такое пилотное отверстие?
Направляющее отверстие — это предварительное отверстие, просверленное для облегчения прохождения более крупного объекта. В этом случае просверливается пилотное отверстие, чтобы можно было закрутить винт, облегчая его прохождение через древесину.
Поскольку диаметр направляющего отверстия меньше диаметра самого шурупа, резьба шурупа может врезаться в окружающую древесину, обеспечивая надежную фиксацию.
Некоторые пиломатериалы, особенно когда их разрезают на узкие или тонкие полосы, склонны к расщеплению при забивании гвоздями или шурупами. Просверливание пилотного отверстия и зенкерование предотвращает это.
Если в креплении, даже в гвозде, не нужно смещать столько древесины, сколько вы продавливаете ее сквозь древесину, вероятность того, что она расколется, значительно ниже.
Из-за отверстия с зенковкой он может соскользнуть под поверхность дерева, вероятность того, что он расколется, мала, поскольку коническая форма нижней стороны головки шурупа касается верхней части дерева.
Зенковка направляющего отверстия
Как просверлить направляющее отверстие и зенковать головку винта
Измерьте диаметр винта, например, винт номер 8 имеет диаметр 3 мм от внешней резьбы к внешней стороне резьбы.
Сверление пилотного отверстия
Таким образом, разумный размер направляющего отверстия составляет 1 или 1,5 мм. Это по-прежнему позволит резьбе прорезать древесину, не раскалывая ее, и в то же время будет хорошо сцепляться с древесиной. Можно использовать шпатель или буравчик, чтобы обозначить точку, куда нужно поместить маленькое сверло.
Вставьте сверло в дрель или беспроводную дрель-шуруповерт и поместите кончик сверла на только что сделанную отметку.
Глубина зависит от того, какой материал вы сверлите (совет: чтобы знать, насколько глубоко вы сверлите, отметьте точку остановки сверла изоляционной лентой):
Мягкая древесина : Просверлите отверстие примерно до 1/2–3/4 общей длины винта или вставляемого крепления
Твердая древесина : Просверлите отверстие до длины винта или чуть больше
Бетон : Опять же, как и в случае с твердой древесиной, просверлите немного глубже, примерно на 1/4–1/2 дюйма больше, чем длина шурупа или крепления
Винты и крепления заявленной глубины : Это действительно «как написано на банке». У рассматриваемого винта или крепления будет глубина отверстия, необходимая для его установки, указанная производителем на упаковке
Пилотные отверстия почти всегда используются в металле, так как большинство винтов, даже обычные саморезы, не могут пробиться сквозь них. Зенковка используется также для того, чтобы головка винта находилась на одном уровне с поверхностью или ниже нее.
Отличная идея, например, при креплении к бетонной перемычке просверлить ряд направляющих отверстий, одно сквозь другое, каждый раз немного увеличивая их, пока не будет достигнут требуемый размер отверстия.
Попытка просверлить очень большое отверстие как в бетоне, твердой кладке, так и в металле быстро затупит сверло, так как резка (сверление) с большой площадью поверхности намного сложнее, чем с маленькой.
Набор сверл — можно приобрести в нашем магазине
Сверление зенковки или отверстия с потайной головкой
Для этой работы доступны зенкеры. Как упоминалось выше, идея зенковки заключается в том, чтобы погрузить головку винта или крепления под поверхность материала, к которому вы крепите.
На самом деле это имеет две цели: во-первых, чтобы головка шурупа не зацепилась и не зацепилась за что-либо, напр. в случае прикручивания полок в шкафу вы не хотите, чтобы головки винтов спереди заедали и зацепляли дверцу шкафа при закрытии.
Во-вторых, если вы хотите скрыть головку шурупа, потайное отверстие позволит головке шурупа погрузиться под материал, в который он вставлен, и его можно будет затем зашпаклевать и покрасить.
Чтобы просверлить зенкер, поместите зенкер в дрель и слегка надавите на направляющее отверстие. Для тех, кто предпочитает ручной подход, также доступна ручная зенковка.
Понемногу сверлите до нужной глубины. Немного сложно указать точную глубину, так как это будет зависеть от размера головки винта и размера вашей зенковки.
Суть здесь действительно в том, чтобы расширить горловину отверстия так, чтобы головка шурупа ушла вниз. В большинстве ситуаций, когда вы завинчиваете винт или фиксируете его, закусывание резьбы винта все равно будет тянуть головку вниз под поверхность.
Сверло с потайной головкой 13 мм. Доступно в нашем магазине.
Как зенковать винты — Дочь мастера
Узнайте, как зенковать винты, чтобы придать вашим проектам профессиональный вид! Эта простая техника позволяет скрыть головки винтов под поверхностью.
Когда вы научитесь зенковать винты в своих проектах, ваша работа сразу станет выглядеть более профессионально. Это не так сложно сделать, и с помощью правильных инструментов (а иногда и без специальных инструментов) вы можете придать своим деревообрабатывающим проектам более безупречный вид.
Этот пост содержит партнерские ссылки для вашего удобства. Покупки, сделанные по этим ссылкам, могут принести мне небольшую комиссию без каких-либо дополнительных затрат для вас. Пожалуйста, посетите мою страницу раскрытия информации для получения дополнительной информации.
Что означает зенковать винт?
Вы, наверное, заметили, что некоторые из моих бесплатных чертежей по дереву требуют шурупов с потайной головкой. Если вы только начинаете заниматься деревообработкой, эта фраза может и не показаться вам знакомой, но она довольно проста.
Когда вы вкручиваете шуруп в любой материал, вы обычно останавливаетесь, когда головка шурупа касается поверхности. Зенковка того же самого винта означает, что вы собираетесь вбить его под поверхность.
Если в вашем проекте требуются болты или вам нужно использовать шайбу под головкой винта, вместо этого вы можете использовать цековку. В этой статье сравнивается зенковка и зенкер, а также когда вы захотите использовать каждый тип отверстия.
Типы зенкеров
Существует множество способов зенковки винта. Идеальным методом является использование специальной биты, предназначенной для этой цели. Есть несколько разных типов.
Зенковка для предварительного сверления
Зенковка для предварительного сверления делает одновременно направляющее отверстие для винта и коническое зенкерное отверстие. Этот метод легко обеспечивает постоянство при переходе от винта к винту.
Я использовал этот набор в течение многих лет в бесчисленных проектах! Есть три разных размера и регулируемый воротник, чтобы вы могли установить глубину.
Автономная зенковка
Второй метод заключается в использовании двух разных сверл. Первый предварительно просверливает отверстие для винта. Второй бит делает конусообразное отверстие в поверхности дерева, что позволит головке шурупа сидеть ниже поверхности.
Этот метод занимает немного больше времени, но позволяет создавать более чистые отверстия. Отдельный зенкер обычно можно использовать как для дерева, так и для металла, что делает его более универсальным, если вы работаете с обоими на регулярной основе.
Быстросменное сверло с зенковкой и отверткой
Если вы ненавидите постоянно переключаться между зенковкой и отверткой, это то, что вам нужно! Я планирую забрать этот набор в следующий раз, когда буду в местном магазине Rockler. Он имеет металлическую втулку, которая надевается на зенковку и может быть оснащена подходящим сверлом для закручивания этих винтов.
Существуют и другие типы, у которых с одной стороны имеется зенковка, а с другой — отвертка. Просто переверните бит, чтобы быстро переключаться между операциями.
Как зенковать винты
На что обратить внимание
Прежде чем приступить к сверлению, следует учесть несколько моментов.
Планируете ли вы спрятать винты?
Если вы красите свой проект , утапливая головки винтов немного ниже поверхности и заполняя отверстие шпатлевкой для дерева, вы получите безупречный вид.
Если вы оставляете головку винта открытой , вам нужно просверлить отверстие, чтобы головка винта была на вровень с поверхностью дерева.
Насколько велика головка вашего винта? Он плоский или округлый? Какой угол составляет нижняя часть головы?
Плоская головка шурупа с конической нижней стороной — лучший выбор для шурупов с потайной головкой. Убедитесь, что размер головки винта соответствует размеру зенковки, которую вы планируете использовать.
Если вы прикрепляете тонкий кусок фанеры или металла к более толстому, вам может понадобиться винт с головкой под углом 100°, а не со стандартной головкой под углом 82°. Это дает ему большую площадь поверхности, за которую он может держаться, и снижает риск протягивания материала.
Здесь вы можете узнать больше о различных типах шурупов!
Отметьте положение отверстия
Отметьте положение каждого отверстия на заготовке карандашом. Если вы соединяете две детали под прямым углом, как показано ниже, нарисуйте линию, чтобы отметить центр доски, в которой вы планируете сверлить. Инструмент Kreg Multi-Mark делает это легко!
Выберите правильный размер зенкерной насадки
Размер зенкерной насадки должен соответствовать размеру винта, который вы планируете использовать. Номер размера винта обычно указан на упаковке. № 6, 8 и 10 наиболее распространены. Убедитесь, что винт имеет плоскую головку с конической формой внизу.
Отрегулируйте высоту зенковки
Установите высоту зенковки в соответствии с длиной шурупа. Для этого вставьте соответствующий шестигранный ключ в отверстие сбоку, чтобы ослабить. Затем поднимите или опустите его, чтобы он соответствовал глубине винта, который вы будете использовать в своем проекте.
Просверлите отверстие под зенкер в отмеченном месте
Совместите кончик сверла с ранее сделанной меткой. Запустите сверло на более высокой скорости, чтобы сверло погрузилось чисто, затем замедлите его, чтобы сделать зенковку. Слишком быстрое сверление отверстия с зенковкой может привести к разрыву или сделать его слишком глубоким.
Проверка посадки
После того, как вы сделаете первое отверстие с зенковкой, проверьте, как сидит винт. Если он будет слишком высоким, головка шурупа поднимется над поверхностью дерева. Слишком низко, и потребуется больше времени, чтобы заполнить отверстие.
Сначала протестировав посадку на куске дерева, вы сможете усовершенствовать отверстие с зенковкой, прежде чем сверлить свой проект!
Как зенковать без сверла
Если у вас нет зенковки, есть два способа создать ее, используя стандартные сверла.
Метод двух сверл
Предварительно просверлите отверстие, соответствующее диаметру используемого винта. Поместите кусок ленты на сверло, чтобы отметить точку остановки на той же длине, что и винт, чтобы вы не проходили через материал.
Затем выберите насадку размером чуть больше головки винта. Сделайте неглубокое отверстие, чтобы головка шурупа располагалась чуть ниже поверхности дерева или металла. Это не самая чистая дыра в мире (та, что слева), но она подойдет, если вы все равно планируете позже закрыть ее деревянным наполнителем.
Метод Philips Head Bit
Если вы вышли на работу и у вас нет зенковки, этот метод будет работать в крайнем случае. Возьмите насадку Philips Head и поместите ее в то место, куда войдет винт. Запустите сверло и перемещайте его круговыми движениями, расширяя отверстие по мере продвижения, пока не получите желаемый размер.
Этот метод позволяет сделать удивительно чистое отверстие (центральное), хотя оно слишком маленькое. Головка шурупа находится чуть выше поверхности дерева, и шпатлевка не сможет ее скрыть.
Сокрытие винтов с потайной головкой
После того, как вы закончите зенковку винтов, вы можете оставить их как есть или заставить их исчезнуть! Существует два различных метода сокрытия винтов с потайной головкой.
Скрыть винты с потайной головкой с помощью шпаклевки по дереву
Это мой предпочтительный метод скрытия головок винтов, когда объект будет окрашиваться. Используйте любой тип наполнителя для дерева или шпаклевки, чтобы закрыть отверстие, слегка переполнив его.
Когда шпаклевка высохнет, отшлифуйте ее до гладкости и покрасьте. Пуф, дырки больше нет!
Скрыть винты с потайной головкой и дюбеля для дерева
Я не использовал дюбели ни в одном из своих проектов, так как они больше подходят для тонкой обработки дерева, а я предпочитаю мастерить по дереву. 😉
Просверлив отверстие зенковки глубже или используя специальное сверло, вы можете заполнить отверстия деревянной пробкой, которая исчезает в волокне. Вы также можете использовать контрастный цвет дерева или пуговицу, чтобы показать отверстие!
Как зенковать винты для настила
Саморезы с потайной головкой
Из всех специальных винтов, доступных на рынке террасной доски, найти саморезы несложно. Они могут легко утонуть под поверхностью доски, а древесина покрывает специально разработанную головку винта, не оставляя неровностей.
Комплект зенковки для настила
Если вы обнаружите, что вам необходимо зенковать винты настила старомодным способом, вы можете приобрести комплект, который включает в себя направляющую насадку, насадку с зенковкой и отвертку. Зенковка немного больше, чем обычно, поэтому вы можете использовать заглушку, чтобы скрыть отверстие.
Фото: Amazon
Болты с зенковкой
При строительстве настила вам обычно приходится устанавливать шурупы или болты с запаздыванием, чтобы скреплять компоненты каркаса. Вы можете установить их, оставив головку и шайбу открытыми, или вы также можете их раззенковать.
Сначала измерьте ширину винтовой части лаги и найдите соответствующую фрезу. Затем измерьте размер шайбы, которую вы будете использовать, и найдите лопастную фрезу чуть большего размера.
Чтобы сделать зенкерное отверстие, которое скроет шайбу и головку болта, просверлите отверстие для тела лаги, а затем вернитесь назад и с помощью лопастного сверла вырежьте отверстие достаточно глубокое, чтобы шайба и головка лаг сели под поверхностью.
Как зенковать шурупы для гипсокартона
Основная предпосылка закручивания шурупов для гипсокартона на нужную глубину — знать, когда остановиться! Эта недорогая насадка не позволит вам залезть слишком глубоко и сломать бумажную поверхность. Прочность гипсокартона в первую очередь заключается в бумажной поверхности, поэтому идеальная зенковка в гипсокартоне не ломает бумажную поверхность; он просто опускается немного ниже поверхности. Попытка сделать это «на глаз» обычно приводит к тому, что большинство шурупов ломают бумагу и оказываются внутри гипса.
Как зенковать шурупы в металле
Хотя вам, возможно, и не придется делать это очень часто, приятно осознавать, что почти все, что вы узнали о зенкеровании шурупов в дереве, применимо и к металлу. Основное отличие состоит в том, что вам понадобятся биты, предназначенные для резки металла.
Вы можете найти зенкерные насадки, которые подходят для металла, но они обычно не поставляются с направляющей насадкой. Вам нужно будет найти сверло, соответствующее размеру тела винта, и сначала просверлить это отверстие. Как и в случае с деревом, наклейте на сверло кусок скотча, чтобы отметить желаемую глубину. Затем вы можете использовать зенкер, чтобы сделать коническое отверстие для головки винта.
Надеюсь, эта статья ответила на все ваши вопросы о том, как зенковать винты. Это простая техника, которая поднимет ваши деревообрабатывающие проекты на новый уровень!
Обработка зенковки
Зенковка представляет собой коническое отверстие с широкой внешней частью. Обычно отверстие с потайной головкой используется для того, чтобы головка болта или винта с плоской головкой при помещении в отверстие располагалась заподлицо с поверхностью окружающего материала или ниже нее. Отверстие с потайной головкой делается с использованием сверла и обработки отверстия, вырезанного лазером, сверлом для сужения зенковки.
Если не указано иное, отверстия с потайной головкой имеют диаметр на 0,10–0,015 дюйма больше, чем основной размер отверстия для лазера с углом 0,80 (или 82) и 100 градусов, наиболее распространенными для винтов с плоской головкой.
Правильный размер отверстия и размер зенковки для винтов.
Размер винта
#4
#5
#6
#8
#10
#12
1/4-20
Макс. диам.
0,225
0,252
0,279
0,332
0,385
0,438
0,507
Мин. диам.
0,207
0,232
0,257
0,308
0,359
0,410
0,477
Верхний диам.
0,216
0,242
0,268
0,320
0,372
0,424
0,492
Диаметр корпуса.
0,112
0,125
0,138
0,164
0,190
0,216
0,250
Размеры отверстий с потайной головкой для винтов 82 градуса (+/- .005)
Размер винта
#4
#5
#6
#8
#10
#12
1/4-20
Толщина
0,020
0,1950
0,2220
0,2490
0,3020
0,3550
0,4060
0,4770
. 025
0,1870
0,2130
0,2400
0,2930
0,3460
0,4060
0,4680
0,030
0,1760
0,2010
0,2280
0,2810
0,3340
0,4060
0,4560
0,035
0,1660
0,1960
0,2210
0,2740
0,3280
0,4060
0,4490
0,042
0,1600
0,1870
0,2130
0,2630
0,3170
0,4060
0,4370
0,050
0,1410
0,1700
0,1960
0,2500
0,3030
0,3830
0,4240
0,060
0,1280
0,1520
0,1790
0,2320
0,2850
0,3830
0,4060
0,074
0,1250
0,1280
0,1560
0,2080
0,2630
0,3680
0,3830
0,090
0,1250
0,1280
0,1560
0,1940
0,2500
0,3360
0,3680
0,120
0,1250
0,1280
0,1560
0,1870
0,2130
0,3030
0,3120
0,179
0,1250
0,1280
0,1560
0,1870
0,2130
0,2320
0,3120
0,250
0,1250
0,1280
0,1560
0,1870
0,2130
0,2320
0,3120
Размер винта
#4
#5
#6
#8
#10
#12
1/4-20
Макс. диам.
0,231
0,257
0,283
0,335
0,387
0,439
0,507
Мин. диаметр головки.
0,201
0,227
0,253
0,305
0,357
0,409
0,477
Верхний диам.
0,216
0,242
0,268
0,320
0,372
0,424
0,492
Диаметр корпуса.
0,112
0,125
0,138
0,164
0,190
0,216
0,250
Размеры отверстий с потайной головкой для винтов 100 градусов (+/- .
005)
Размер винта
#4
#5
#6
#8
#10
#12
1/4-20
Толщина
0,020
0,1870
0,2130
0,2490
0,3020
0,3460
0,4060
0,4770
.025
0,1870
0,2130
0,2320
0,2930
0,3460
0,4060
0,4680
0,030
0,1760
0,1960
0,2210
0,2740
0,3360
0,3830
0,4560
0,035
0,1600
0,1870
0,2130
0,2630
0,312
0,3680
0,4370
0,042
0,1410
0,1760
0,2960
0,2500
0,3130
0,4680
0,4240
0,050
0,1250
0,1280
0,1760
0,2320
0,2850
0,3360
0,4640
0,060
0,1250
0,1280
0,1560
0,2130
0,2850
0,3830
0,4060
0,074
0,1250
0,1280
0,1560
0,1870
0,2130
0,2320
0,3120
0,090
0,1250
0,1280
0,1560
0,1870
0,2130
0,2320
0,3120
0,120
0,1250
0,1280
0,1560
0,1870
0,2130
0,2320
0,3120
0,179
0,1250
0,1280
0,1560
0,1870
0,2130
0,2320
0,3120
0,250
0,1250
0,1280
0,1560
0,1870
0,2130
0,2320
0,3120
Дополнительные отверстия и зенковки — гитары Haze
Я хочу продолжить кое-что, что я упомянул в заключение в прошлый раз. Я говорил о слегка зенковать отделку в верхней части только что просверленного отверстия.
Еще несколько насадок для сверления и зенкерования
Два замечания по этому поводу:
Во-первых, я должен был сказать, что для выполнения этой работы я просто держу зенковку рукой. Некоторое очень легкое нажатие и пара поворотов пальцев делают работу просто отлично. Мы просто пытаемся немного расширить отделку вокруг отверстия, а не утапливать головку винта. Что подводит меня ко второму пункту.
Что за зенковка?
Да, я действительно должен был начать с этого. Извиняюсь.
Зачем зенковать?
Взгляните еще раз на наш винт. Существуют разные типы винтов для разных работ, но нас интересует здесь винт с потайной головкой. Вы можете видеть, что нижняя часть головы имеет конический профиль. Если вы сделаете соответствующий конический скос вокруг верхней части просверленного отверстия, винт можно будет вставить так, чтобы он сидел на одном уровне (или в некоторых случаях почти на одном уровне) с верхней частью любой поверхности, в которой он находится.
Обычно для этого используется зенковка.
Зенковки
Зенковки
доступны с разными углами скоса, но мы не занимаемся точным проектированием, и для большинства работ подойдет обычная бита из хозяйственного магазина. Самое очевидное место, где вы увидите зенковку на гитаре, это накладка. Отверстия для винтов имеют потайную фаску для установки головок винтов. Отвинтите один, чтобы посмотреть, если вы никогда не замечали.
Обычные сверла
Сверло, с которым знакомо большинство людей, — это спиральное сверло. Это тот, что сверху на изображении ниже.
Спиральное сверло по сравнению с острием
Спиральные сверла размером более 3-4 мм (около ⅛ дюйма) подходят для сверления дерева, но они могут стать более проблематичными по мере того, как они становятся больше. немного отклониться от курса или, в худшем случае, может выдернуть куски дерева и закончить, что вы бы предпочли оставить на гитаре.Большие размеры твист-бит действительно ценят наличие одного (или нескольких) меньших направляющих отверстий, чтобы направлять их их путь
Спиральные насадки подходят для резки металла и пластика. Однако для дерева мы можем добиться большего.
Сверла с острием (тот, что внизу на изображении выше) специально разработаны для резки дерева. Это острое маленькое острие удерживает сверло от блуждания, когда вы начинаете, а передняя кромка режет дерево, когда оно идет, а не более «срезающее» действие поворотного сверла.
Если вы возьмете набор насадок с острием, вы увидите, что наименьшие размеры (ниже 3-4 мм, о которых я упоминал ранее) на самом деле будут спиральными насадками. Это нормально в таких маленьких размерах.
Сравнение наконечника Brad и спирального сверла
Для сравнения я просверлил два отверстия. На изображении слева используется 8-мм сверло, а на изображении справа — 8-мм сверло. Вы можете видеть, что спиральное сверло дало более неровный край, в то время как сверло с острием сделало более чистое отверстие.
Теперь, поскольку это резкий поворот, и поскольку я двигался довольно осторожно на медленной скорости, сравнение не день и ночь. Чтобы лучше проиллюстрировать (и предупредить вас об этом), я использовал больше скорости и меньше усилий, чтобы получить изображение ниже.
Рваное отверстие из-за тупых бит или чрезмерного усилия
Предотвращение разрыва при сверлении
Неровности, показанные выше на входе в просверленное отверстие, определенно являются тем, чего следует избегать. Что еще хуже, так это разрыв со взрывом , который может произойти в точке выхода бурового долота.
Отрывное сверло
Это особенно неприятный пример, который я привел для иллюстрации, но он не сильно преувеличен. Если вам нужно просверлить отверстие насквозь, вы обязательно должны принять меры предосторожности против разрыва.
Вы можете предотвратить это, используя острые предметы и не торопясь. Сильно надавливая на дрель, чтобы быстрее пройти сверло, вырывание будет намного сильнее. По мере того, как вы приближаетесь к концу, давление, которое вы оказываете, прорвет последний крошечный кусок дерева, вместо того, чтобы позволить его разрезать на кусочки. Вы этого не хотите, так что не торопитесь и не налегайте на дрель всем своим весом. Пусть бит сделает резку.
Что еще более важно, используйте подложка , когда вам нужно просверлить что-то насквозь. Опорная доска — это просто жертвенный кусок дерева, который прижимается к месту, где будет выходить сверло. Когда сверло прорезает, вместо того, чтобы пробиваться, оно просто продолжает врезаться в опорную доску. Осколки уменьшились в разы. Это еще более эффективно, если вы можете очень крепко прижать подложку к просверливаемой детали — меньше «зазора» между ними, чтобы можно было вырваться, — но даже наличие подложки очень поможет.
Использование подложки при сверлении
Я просто повторю несколько важных выводов из всего этого бурения.
Предварительно просверлите древесину для шурупов, чтобы обеспечить точное размещение и предотвратить расщепление древесины или поломку шурупов.
Остерегайтесь сколов на финише. Перед первым отверстием просверлите немного в обратном направлении. Рассмотрите возможность небольшого ручного зенкования финишного слоя вокруг этого отверстия, чтобы обеспечить больший зазор для винта.
Пусть работает дрель. Вам не нужно сильно на него давить. Если вы очень медленно продвигаетесь по более глубокому отверстию, отведите сверло назад, чтобы убедиться, что канавки (эти спиральные канавки сбоку) не заблокированы просверленным материалом. Обычно удаление сверла из отверстия позволяет любой стружке/материалу выпасть, и вы можете продолжить.
Я немного расширю последний пункт. Разница между хорошим острым сверлом и более дешевым или тупым сверлом огромна. Однако хорошие биты могут стоить дороже. Я понимаю, что это не то, что каждый сочтет стоящей инвестицией, и это очень справедливо. Не забывайте быть еще более осторожным, если ваши вещи не самые дорогие. Двигайтесь медленнее и будьте более осторожны.
P.S. Небольшое дополнение по зенкеровке. В некоторых случаях в качестве зенковки можно использовать спиральное сверло большего размера. Это требует осторожности, потому что легко зайти слишком далеко, а затем сверло схватится, и теперь у вас будет большое отверстие вместо маленького отверстия с потайной головкой. Иногда, как показано ниже, нет доступа для зенковки, поэтому сработало спиральное сверло большего размера.
Использование спирального сверла для зенкерования
Эта статья написана Джерри Хейсом и впервые опубликована на hazeguitars.com
Ремонт гитарыGerry Hayes гитара, бас, ремонт, мастер, дрель, зенковка, отверстия под винты, винт
0 лайков
Непрерывные петли по индивидуальному заказу — зенковка отверстий
Непрерывные петли
изменить тип петли
отверстия
изменение операции
Зенковка
Отверстия: Зенковка
См. размерные таблицы ниже.
Отверстия
имеют зенкер, добавленный к ним, когда плоская головка шуруп или заклепку, чтобы головка шурупа не выступала над поверхностью листа.
Это требование часто предъявляется к петлям, потому что когда петля закрывается, часто остается мало места для торчащих головок крепежа с поверхности шарнира. Особенно это актуально, когда отверстия на обоих листья расположены прямо напротив друг друга.
Например, на полуштампованных петлях, нет места для головок крепежа, когда петля закрывается. Потайные отверстия являются общими в этой конфигурации.
Отверстия с потайной головкой
Размеры винтов с плоской головкой пронумерованы. Допустимо указывать размеры отверстий по этому номеру, например: «Отверстие для винта с плоской головкой № 8»
Стандартные уголки с зенковкой
Вы также можете назвать размеры по угол и диаметр. Самые популярные угловые вызовы — 82 и 100 градусов, но доступны и другие углы.
Размеры зенковки
Также можно назвать размеры по верхнему и нижнему диаметру.
Минимальный остаточный материал
Обратите внимание, что важно спроектировать хотя бы небольшое количество материал оставаться неразрезанным. Если это не предусмотрено, инструменты, используемые для нарезки зенковки, будут образовывать недопустимый заусенец на обратной стороне петли.
Схема зенковки
Почему диаметр нашего отверстия обычно больше диаметра корпуса
При пробивке отверстия в листовом металле при подготовке к зенкеруя, мы пробиваем отверстие, достаточно большое, чтобы оставить минимум 0,005 дюйма. на дне отверстия, чтобы не образовался заусенец. Диаграмма выше показан этот минимум 0,005 дюйма. Мы рассчитали отверстие диаметр, необходимый для ряда популярных размеров винтов, и перечислили размеры в таблицах ниже.
Стол для зенкеров 82 градуса
Винт Размер
#4
#5
#6
#8
#10
#12
1/4-20
Максимум. Диаметр головки
0,225
0,252
0,279
0,332
0,385
0,438
0,507
Мин. Диаметр головки
0,207
0,232
0,257
0,308
0,359
0,410
0,477
Топ Ццк. Диаметр
0,216
0,242
0,268
0,320
0,372
0,424
0,492
Диаметр корпуса
0,112
0,125
0,138
0,164
0,190
0,216
0,250
Размер винта
#4
#5
#6
#8
#10
#12
1/4-20
Толщина
Размеры отверстий перед зенковкой для Винты 82 градуса (+/-. 005)
0,020
0,1950
0,2220
0,2490
0,3020
0,3550
0,4060
0,4770
0,025
0,1870
0,2130
0,2400
0,2930
0,3460
0,4060
0,4680
0,030
0,1760
0,2010
0,2280
0,2810
0,3340
0,4060
0,4560
0,035
0,1660
0,1960
0,2210
0,2740
0,3280
0,4060
0,4490
0,042
0,1600
0,1870
0,2130
0,2630
0,3170
0,4060
0,4370
0,050
0,1410
0,1700
0,1960
0,2500
0,3030
0,3830
0,4240
0,060
0,1280
0,1520
0,1790
0,2320
0,2850
0,3830
0,4060
0,074
0,1250
0,1280
0,1560
0,2080
0,2630
0,3680
0,3830
0,090
0,1250
0,1280
0,1560
0,1940
0,2500
0,3360
0,3680
0,120
0,1250
0,1280
0,1560
0,1870
0,2130
0,3030
0,3120
0,179
0,1250
0,1280
0,1560
0,1870
0,2130
0,2320
0,3120
0,250
0,1250
0,1280
0,1560
0,1870
0,2130
0,2320
0,3120
Наш стандарт диаметра верхней части зенкер должен принять середину диапазона для номинального размера с допуском плюс или минус 0,010 . Например, для плоской головки #8. ввинчивая материал толщиной 0,042, мы пробивали бы отверстие диаметром 0,263 и зенковать до 0,320 (0,332 плюс 0,308 разделить на 2) плюс или минус 0,010. Любой размер верхней части зенковки от 0,310 до 0,330 будет учитываться в пределах допуска.
Отверстие, пробитое в листовом металле, предназначен для того, чтобы оставить стенку толщиной не менее 0,005 после завершения зенковки. Этот предотвратит образование заусенцев на нижней стороне листового металла. Для В приведенном выше примере мы проделали бы отверстие диаметром 0,263, хотя диаметр корпуса винт .164. Часть головы будет выступать ниже поверхности листа металл.
Стол для 100-градусных зенкеров
Размер винта
#4
#5
#6
#8
#10
#12
1/4-20
Максимум. Диаметр головки
0,231
0,257
0,283
0,335
0,387
0,439
0,507
Мин. Диаметр головки
0,201
0,227
0,253
0,305
0,357
0,409
0,477
Топ Ццк. Диаметр
0,216
0,242
0,268
0,320
0,372
0,424
0,492
Диаметр корпуса
0,112
0,125
0,138
0,164
0,190
0,216
0,250
Размер винта
#4
#5
#6
#8
#10
#12
1/4-20
Толщина
Размеры отверстий перед зенковкой Винты 100 градусов (+/-. 005)
0,020
0,1870
0,2130
0,2490
0,3020
0,3460
0,4060
0,4770
0,025
0,1870
0,2130
0,2320
0,2930
0,3460
0,4060
0,4680
0,030
0,1760
0,1960
0,2210
0,2740
0,3360
0,3830
0,4560
0,035
0,1600
0,1870
0,2130
0,2630
0,3120
0,3680
0,4370
0,042
0,1410
0,1760
0,1960
0,2500
0,3130
0,3680
0,4240
0,050
0,1250
0,1280
0,1760
0,2320
0,2850
0,3360
0,4060
0,060
0,1250
0,1280
0,1560
0,2130
0,2850
0,3830
0,4060
0,074
0,1250
0,1280
0,1560
0,1870
0,2130
0,2320
0,3120
0,090
0,1250
0,1280
0,1560
0,1870
0,2130
0,2320
0,3120
0,120
0,1250
0,1280
0,1560
0,1870
0,2130
0,2320
0,3120
0,179
0,1250
0,1280
0,1560
0,1870
0,2130
0,2320
0,3120
0,250
0,1250
0,1280
0,1560
0,1870
0,2130
0,2320
0,3120
Наш стандарт диаметра для вершину зенковки следует принять за номинальную середину диапазона размер с допуском плюс или минус 0,015 . Например, для Винт № 8 с плоской головкой из материала толщиной 0,042, мы бы пробивали винт диаметром 0,250. отверстие и зенковать до 0,320 (0,335 плюс 0,305 разделить на 2) плюс или минус 0,015. Любой размер верхней части зенковки от 0,305 до 0,335 будет рассматривать в пределах допуска.
Отверстие, пробитое в листовом металле, предназначено для оставьте стену минимум 0,005 после завершения зенковки. Это будет предотвратить образование заусенцев на нижней стороне листового металла. Для В приведенном выше примере мы пробивали бы отверстие диаметром 0,250, хотя корпус диаметр винта .164. Часть головы будет выступать ниже поверхность листового металла.
Нарезание резьбы отверстиями, вырезанными лазером, и проектирование для зенкерования
Проектирование для нарезания резьбы и зенкерования требует некоторых дополнительных соображений перед загрузкой детали для лазерной резки в Интернете. Мы собрали несколько советов по проектированию максимально прочного зацепления резьбы при нарезании резьбы отверстиями, вырезанными лазером, и точному определению диаметра потайной части.
Нарезание резьбы в отверстиях, вырезанных лазером, и как это используется
Нарезание резьбы в отверстиях, вырезанных лазером, легко с помощью SendCutSend. Нарезание резьбы — это процесс формирования резьбы в отверстии для подготовки его к метизам. Вырезанные лазером отверстия позволяют полностью персонализировать дизайн и упрощают сборку.
Давайте рассмотрим пару определений для нарезания резьбы отверстиями, вырезанными лазером, прежде чем приступить к проектированию для онлайн-сервиса нарезания резьбы SendCutSend:
Зацепление резьбы: процент резьбы в оборудовании, который используется в резьбовом отверстии
Шаг резьбы: показатель, показывающий, сколько резьб на вашем оборудовании находится на заданном пространстве.
Вы можете прочитать больше об этих определениях в наших рекомендациях по врезке.
Имейте в виду, что все детали с резьбой должны быть не менее 1,5”x1,5”, и мы можем нарезать резьбу только строго перпендикулярно поверхности детали. Самый маленький или самый большой доступный метчик меняется в зависимости от материала и его толщины, поэтому обязательно ознакомьтесь с нашей таблицей минимальных/максимальных значений обработки, чтобы убедиться, что ваша деталь соответствует этим ограничениям.
Нарезание резьбы отверстиями, вырезанными лазером, для идеального зацепления резьбы
В целом, для мягких материалов, таких как алюминий, медь, латунь и пластмассы, вырезанные лазером, лучше зацепление резьбы примерно на 75 %. Более твердые материалы, такие как сталь, выигрывают от зацепления резьбы на 50-70%.
Вам нужно будет определить длину используемого крепежа, но для наиболее надежного применения старайтесь, чтобы отношение диаметра болта к его глубине было в 1–1,5 раза больше. Принимая во внимание отношение диаметра к глубине и идеальное зацепление резьбы, можно изменить толщину материала, которую вы выберете для своего проекта.
Если вы проектируете с учетом определенной толщины материала, перед отправкой файлов нам необходимо убедиться, что толщина соответствует необходимому зацеплению резьбы.
Например, болт 8-32 должен иметь глубину резьбы примерно (0,136–204 дюйма), поэтому толщина материала должна быть не меньше этой.
Выбор правильного размера отверстия для резьбового отверстия
Помимо зацепления резьбы, при проектировании резьбы необходимо учитывать еще один важный момент — размер отверстия. Слишком большое отверстие может привести к тому, что метчик сорвется и выйдет из строя при нарезании резьбы, а также создаст условия для неправильного зацепления крепежа. Слишком маленький, и метчик заклинит и сломается, что приведет к чрезмерному нагреву и износу детали, в то время как метчик удалит больше материала, чем он может разумно обработать.
После того, как вы определили, какой размер метчика требуется для вашей детали и оборудования, просмотрите нашу таблицу размеров резьбы, чтобы убедиться, что вы спроектировали правильный размер отверстия для необходимого метчика. Единицы даны как в имперских, так и в метрических.
Хотите узнать больше о постукивании с помощью SendCutSend? Посмотрите это короткое видео!
Зенковка — это просто процесс увеличения диаметра отверстия и создания угла погружения, чтобы метизы располагались заподлицо с поверхностью материала. Зенковка используется в различных приложениях, от создания простой косметической отделки до проверки того, что ваше оборудование не мешает остальной части вашей сборки.
В настоящее время мы не предлагаем услугу зенкерования, но мы вырезаем лазером много деталей, которые впоследствии будут зенкероваться. Столкнувшись с таким количеством проектов зенкерования, мы придумали несколько вещей, которые упростят вам проектирование зенкерования.
Лазерная резка отверстий с потайной головкой
Самая большая проблема, с которой сталкивается большинство людей при зенкеровке деталей, обработанных с помощью лазерной или гидроабразивной резки, — это оставление линий в файле, которые обозначают как внешнюю (потайную) окружность отверстия, так и внутреннюю окружность. Хотя это полезно для справки, когда вы зенкуете свои детали, отправка файла на лазерный резак с указанными размерами обоих отверстий приведет к тому, что лазерный резак будет обрежьте только внешнюю окружность, а внутренняя окружность выпадет, оставит отверстие слишком большим, чтобы его можно было раззенковать. Поэтому убедитесь, что в файле, который вы нам загружаете, указана только внутренняя окружность.
Выбор правильного размера отверстия для зенкерования
Диаметр зенкерования важен для идеального контакта с фурнитурой. Поскольку целью зенкерования является обеспечение того, чтобы фурнитура располагалась заподлицо с поверхностью материала, неправильный диаметр зенковки может оставить зазоры между фурнитурой и материалом или привести к тому, что фурнитура окажется над поверхностью материала.
Таким образом, диаметр зенковки должен быть такого же размера или больше, чем диаметр головки оборудования. Как правило, этого можно добиться, сделав зенкер на 50% больше диаметра отверстия. Или вы можете измерить головку фурнитуры штангенциркулем и выбрать соответствующий диаметр зенковки.
Глубина и угол зенкования
Глубина и угол зенкования — это две другие важные вещи, которые следует помнить при зенкеровании. Если ваша зенковка слишком глубокая и находится под неправильным углом, оборудование не будет вровень с поверхностью материала. Зенковка также может поставить под угрозу структурную целостность вашей детали, создавая напряжение и износ там, где этого можно избежать.
Листовой металл, вырезанный лазером, должен расширять границы зенкерования, поэтому вам часто придется зенковать материал на всю толщину. По возможности зенковка не должна быть глубже 60% толщины материала, но так бывает не всегда. Это зависит от индивидуальных потребностей вашего проекта, но если вам нужно раззенковать материал на всю толщину, убедитесь, что отверстия расположены достаточно далеко друг от друга, чтобы предотвратить напряжение.
Это подводит нас к углу зенковки. Стандартный угол для большинства головок винтов, если они соответствуют унифицированным стандартам резьбы, составляет 82 °, поэтому зенковка должна соответствовать этому значению. Поскольку это стандартный угол, легко получить зенкерные сверла или инструменты для сверлильного станка, которые создадут идеальную посадку. В идеале фурнитура должна иметь не менее 50 % контакта с зенковкой в собранном виде, поэтому для проектов с гибкими допусками угол не обязательно должен быть точным совпадением.
Нарезание резьбы с помощью нашей онлайн-службы резьбонарезания стало проще
Нарезание резьбы и зенкерование отверстий с помощью лазерной резки может сбивать с толку, эти советы должны значительно облегчить вам в следующий раз, когда вы будете работать над проектом с резьбой или потайной резьбой. Мы стремимся сделать производство и обработку простыми.
Начиная всего с 3 долларов США за операцию врезки, мы также делаем ее доступной. Самое приятное, что чем больше вы заказываете, тем больше вы экономите! Вы можете получить скидку до 59% на свой заказ, если увеличите количество операций врезки.
Применение методов робастного управления в системах регулирования синхронных генераторов
Цитировать:
Исмоилов И.К., Турсунов Д.А. Применение методов робастного управления в системах регулирования синхронных генераторов // Universum: технические науки : электрон. научн. журн. 2020. 12(81). URL: https://7universum.com/ru/tech/archive/item/11039 (дата обращения: 17.09.2022).
Прочитать статью:
АННОТАЦИЯ
В статье анализируются проблемы строгого контроля возбуждения синхронных генераторов, показатели качества систем автоматического управления, факторы, влияющие на управление, и их происхождение, методы управления синхронными генераторами, тенденции, теории, основная структура робастной системы управления.
ABSTRACT
The article analyzes the problems of strict control of excitation of synchronous generators, quality indicators of automatic control systems, factors affecting control and their origin, methods of control of synchronous generators, trends, theories, the basic structure of a robust control system.
Проблемы строгого управления возбуждения синхронных генераторов. Качество систем автоматического управления определяется рядом показателей, которые должны сохранять свои значения при изменении конечных параметров под воздействием различных факторов. Управление реальными объектами усложняется различными неопределенностями, такими как, изменение динамических свойств объекта, неправильным назначением неисправностей, неучтенные задержки и т.д. В результате возникает несоответствие математической модели реальному объекту. Однако простого наличия обратных последовательностей в технических решениях недостаточно, чтобы гарантировать надежность или устойчивость модели в отношении неопределенностей. Если при какой-либо точке настройки, параметры уставки располагаются вокруг этой точки, то тогда можно сказать что параметры системы и сама система робастная[5]. Целью исследования автоматически управляемой параметрической системы с переменными параметрами является оценка и измерение производительности. Она разделяется на два основных направлений для анализе робастной устойчивости системы автоматического управления. Первая тенденция основана на различных матричных неравенствах и теории Ляпуно[10]. Для второй тенденции используется анализ интервальных методов. Оценка степени робастности систем автоматического управления в настоящее время является открытым вопросом. Тем не менее, робастная система оптимального управления широко освещена в литературе, а методы построения линейных элементов управления по сути Гауссовского распределения в случаях внешнего вмешательства линейных последовательностей направлены на минимизацию интегрально-квадратичных критериев. Особый интерес представляет подход, основанный на базовом решении задач минимизации и создании соответствующих надежных средств контроля, несмотря на некоторые недостатки, такая система управления обеспечивает стабильную устойчивость[9][4]. Постановка и обсуждение вопроса управления: Система возбуждения синхронных генераторов иметь большое значение в процессе масштабного энергообмена между станциями. Система является основным средством поддержания устойчивости при низкочастотных динамических и электромеханических колебаниях в различных режимах работы. Существующие обычные регуляторы, автоматические регуляторы привода (с сильным воздействием) АРВ (в СНГ) и системные стабилизаторы мощности PSS (за рубежом) имеют ограниченные возможности регулирования из-за постоянной регулировки параметров. В результате влияния неопределенностей, связанных с различными условиями эксплуатации, возникает проблема построения примерной системы регуляторов, обеспечивающей оптимальную независимость системы от такого регулятора. Теория H∞-управления используется при разработке робастного механизма поля возбуждения[6]. Особенность метода заключается в том, что он позволяет напрямую вводить неопределенности при синтезе регулятора с учетом границ модели контролируемого объекта. Управляющее устройство, генерируемое теорией H∞-управление, имеет динамическую коммуникационную структуру с постоянным параметром, и для ее реализации достаточно пронумеровать параметры управляющих сигналов. Существует два различных подхода к построению робастной схемы возбуждения синхронных генераторов: централизованный и децентрализованный. Первый подход основан на создании единого многопозиционного управления[1][2]. На основе второго подхода создается набор одиночных входов (в соответствии с количеством управляемых выходных переменных) — единый выходной элемент управления, образующий такое же количество дополнительных контуров управления. Второй подход мало изучен. Для практических целей управление синхронными генераторами (СГ) можно ограничить задачей улучшения вибрации СГ в различных режимах работы. В исследовании используются уравнения Парка-Горева для создания математической модели синхронного генератора. Внешнее индуктивное сопротивление энергосистемы Xвн записывается величинами в относительных единицах (рис. 1.)[7].
Рисунок 1.Функциональная схема системы управления возбуждением синхронного генератора
На функциональной схеме 1 показано подключение дополнительного робастного управления. Традиционное (AРВ) управление возбуждением основано на двух каналах связи. Первый — это канал управления синхронным генератором, второй — канал демпфирования динамических процессов, который адаптирует генератор к энергосистеме. В обычной стабилизации используется обратная связь по частотам отклонения напряжения (∆f,f‘ ) и току возбуждения (If ). За рубежом используются (PSS) отклонение мощности (∆P ) и обратная связь по частоте (∆f). Контроль отклонения напряжения ∆U и его произведение (U‘ ) такое же, как контроль изменения напряжения, а также называется законом частичного разряда. В некоторых случаях также называется законном ПИД для отдельной станции. Необходимо построить жесткий контроль на основе существующих выходных параметров, обеспечивающий удовлетворительное затухание динамических процессов на всех небольших участках режима. Сильное робастное управление должно производиться в малом количестве и легко реализовываться. При автоматическом управлении напряжение поддерживается постоянным для эффективного демпфирования параметров частоты и угла мощности. Решение поставленной задачи, учитывая ее специфику (достижение эффективного демпфирования), целесообразно свести к синтезу одномерных (одвовходных — одновыходных) робастных регуляторов. Управляемый объект следует рассматривать как совокупность взаимосвязанных подсистем, равную количеству линейно независимых выходов. Таким образом, СГ + АРВ + СС представляет собой набор взаимосвязанных одномерных подсистем.[8]
Основная структура робастной системы управления синхронными генераторами:
На рисунке 2 показана основная робастная структура управления синхронным генератором.
Рисунок 2. Структура синхронного генератора с робастным регулятором
С точки зрения целей исследования, мы описываем блоки и связи структуры следующим образом. В качестве объекта управления используется традиционная система СГ + АРВ. Система состоит из системы автоматического управления приводом со стабилизатором (обычно АРВ сильного действия), тиристорного преобразователя (ТП), блока передачи данных, блоков, отключающих требуемую переменную. В режиме больших возмущений (одно — трехфазное короткое замыкание) оценивается динамика соответствующих структур. Сегодня СГ + АРВ, является, системой, охватывающей внешнюю народную систему. Для дополнительной стабилизации к системе робастного управления последнее подключается как внешнее кольцо. Цель внешнего кольца – расширить границы статической и динамической стабильности. Выражаясь точнее, можно сказать, увеличить степень (или качества) гашения электромагнитных колебаний и поддержание этого состояния в различных режимах[5][3].
Блоки измерений обрабатывают все параметры управления через фильтры. Количество блоков может достигать до 20 штук. При анализе в основном рассматриваются следующие задачи:
— Современные устройства позволяют проводить измерения в очень короткие промежутки времени.
— В большинстве случаев измерения выполняются с использованием цифровых элементов, и в этом случае наблюдается очень небольшое среднее значение, но инерция не наблюдается. В результате получает робастную систему управления через блоки измерения данных на минимальном уровне. Чтобы еще больше сократить этап работы системы AРВ-СГ, в режиме сокращения можно использовать систему AРВ-СГ или синтезированное робастное устройство управления.
В заключении можно сказать, что все системы управления катушки возбуждения синхронного генератора должны выполнять три функции: структурная схема системно-приводного поля, распределение реактивной мощности технологически параллельных генераторов, зарядка при падении частоты и аналогичные вопросы, защита — ограничение реактивной мощности в соответствии с заданной стагнацией, функции защиты от перегрузки статора. В условиях переходного процесса Гауссового распределение интегрального квадратичного критерия имеет устойчивый характер. При таком управлении выбор матрицы влияет на устойчивость, несмотря на некоторые искажения. H∞-минимизация — это подход к решению проблем, который сводит к минимуму и создает соответствующее надежное управление, что имеет особое значение. Система управления всеми цепями возбуждения синхронных генераторов должна обеспечивать систематические, технологические и защитные функции. Система робастного управления предназначена для выполнения системной функции.
Список литературы:
Andronov A., Vitt A., Khaikin S. Theory of oscillation. Moscow Fizmatgiz 1959, 915p. 181
Abdalla O.N., Hassan S.A. Coordinated Stabilization of a Multimachine Power System II IEEE Transactions on Power Apparatus and Systems, Vol. PAS-103, No. 3, 1984.-pp. 483-544.
В. А. Тащилин, “Анализ и выбор параметров стабилизации устройств регулирования возбуждения с использованием методов идентификации: диссертация на соискание ученой степени кандидата технических наук : 05. 14.02.” 2018, Accessed: Jul. 09, 2020. [Online]. Available:
Вентцель Е. С. Теория вероятностей. — 10-е изд., стер.. — М.: Academia, 2005. — 576 с. — ISBN 5-7695-2311-5.
E. V. E. Online et al., “Adjustment of Active and Reactive Power of Synchronous Generator in Grid-connected Operation,” IOP Conf. Ser. Earth Environ. Sci., vol. 18, no. 3, pp. 1–122, 2020, doi: 10.1088/1755-1315/440/3/032004.
Позняк А., Себряков Г., Семенов А., Федосов Е. Н∞ – теория управления: феномен, достижения, перспективы, открытые проблемы. – М.: Научно-информационный центр, 1990. – 76 с.
Папков, Б. В. Электроэнергетические системы и сети. Токи короткого замыкания : учебник и практикум для бакалавриата и магистратуры / Б. В. Папков, В. Ю. Вуколов. — 3-е изд., перераб. и доп. — М. : Издательство Юрайт, 2017. — 353 с. — (Серия : Бакалавр и магистр. Академический курс). ISBN 978-5-9916-8148-3
Н. Ф. Котеленец, А. В. Богачев, and Е. В. Ежов, “Способ и устройство синхронизации с сетью возбужденного синхронного генератора,” 2012.
Справочник по теории вероятностей и математической статистике, Королюк В.С., Портенко Н.И., Скороход А.В., Турбин А.Ф., 1985..
Устройство синхронного генератора переменного тока, принцип работы
Каталог
Бренды
Главная
»
Помощь покупателю
»
Устройство синхронного генератора переменного тока
Электричество – вид энергии, который можно передавать на дальние расстояния, преобразовывать в механическую, тепловую энергию и трансформировать в световое излучение. Электроэнергию получают различными способами – химическим, тепловым, механическим, фотоэлектрическим.
Наиболее распространенный способ получения электроэнергии – механический, с использованием генераторов. Именно таким образом получают практически всю электрическую энергию, используемую в бытовых и производственных целях.
Генераторы, иначе называемые «электростанциями», бывают синхронными и асинхронными, одно- и трехфазными. Рассмотрим подробнее устройство и работу трехфазного электрогенератора, который может работать параллельно с другими электрогенераторами или централизованной электрической сетью.
В конструкцию синхронных электрических генераторов входят три основные детали:
Ротор. Вращающийся элемент. Это биполярный электромагнит постоянного тока. Обмотка ротора соединяется с блоком управления через два щеточных узла.
Статор. Неподвижный элемент. Витки статорной обмотки равномерно расположены по окружности. В однофазных машинах присутствует одна обмотка, в трехфазных – три, которые соединяются по схемам «звезда», «треугольник» или со сдвигом друг относительно друга на 120°.
Блок управления.
Статор и ротор изготавливают из пластин электротехнических марок стали, которые хорошо проводят магнитный поток и плохо проводят электрические вихревые токи. Синхронные генераторы, имеющие явно полюсный ротор, используются для тихоходных машин, у которых скорость вращения не превышает 1000 оборотов в минуту, например установок с гидравлическими турбинами. Синхронные электрогенераторы с не явно полюсными роторами используются для механизмов, вращающихся с высокой скоростью – 1500-3000 об/минуту. Бывают двух- и четырехполюсными.
Основные этапы:
При вращении ротора двигателем внутреннего сгорания начинается вращение поля электромагнита.
В результате вращения магнитного поля в статорной обмотке появляется переменное синусоидальное напряжение – одно- или трехфазное. Значение напряжения генерируемого тока зависит от скорости вращения ротора.
Изменение электрической нагрузки синхронного генератора меняет механическую нагрузку на валу двигателя внутреннего сгорания. В свою очередь, это изменяет скорость вращения ротора, а значит, изменения величины напряжения и частоты. Избежать таких изменений параметров генерируемого электротока позволяет блок управления, который автоматически регулирует электрические характеристики через обратную связь.
Трехфазный синхронный генератор может работать в режиме генератора или в режиме двигателя. В первом случае в СГ входящей является механическая энергия, а выходящей – электрическая. Во втором случае – входящей является электрическая энергия, а выходящей – механическая.
Разновидности синхронных генераторов
Конкретная область применения определяет, какой вид синхронного генератора купить.
Производители предлагают электрогенераторы:
Шаговые (импульсные). Применяются для приводов, работающих в режиме старт-стоп, или для устройств постоянного режима работы с импульсным сигналом управления.
Безредукторы. Используются в автономных системах.
Бесконтактные. Востребованы в качестве электростанций на речных и морских судах.
Гистерезисные. Предназначены для установки в счетчиках времени, инерционных электрических приводах, системах автоматизированного руководства.
Индукторные. Используются для оснащения электрических установок.
Области применения синхронных трехфазных генераторов переменного тока
Важная особенность синхронного генератора – возможность синхронизации с другими подобными электрическими машинами. Это свойство позволяет использовать эти машины в промышленной энергетике и при повышении нагрузок в час пик подключать резервные агрегаты.
Трехфазные генераторы применяют на:
тепловозах с выпрямлением переменного тока полупроводниковыми элементами и других транспортных системах;
гибридных автомобилях с целью совмещения тяги ДВС и мощности тяговых электродвигателей.
Синхронные трехфазные генераторы могут использоваться в качестве электромоторов с мощностью более 50 кВт. В этом режиме ротор соединяют с источником постоянного тока, а статор подключают к трехфазному кабелю.
В каких случаях необходимо купить и использовать синхронный генератор?
Синхронный генератор переменного тока выбирают в следующих случаях:
Если предъявляются высокие требования к постоянству параметров напряжения и частоты тока.
При высокой вероятности перегрузок в переходном режиме потребителей с реактивной мощностью.
При вероятности перегрузок в рабочем режиме, когда к генератору подключаются потребители как с активной, так и с реактивной мощностью.
Преимущества использования синхронных генераторов
Плюсы трехфазных синхронных генераторов:
Способность выдерживать перегрузы в электросети, превышающие в три раза номинальное значение, и короткие замыкания.
Более высокое качество генерируемой электроэнергии, по сравнению с асинхронными генераторами. Поэтому эти электрические машины используются для работы в комплексе с дорогостоящим оборудованием.
Наличие автоматических регуляторов напряжения, регулирующих выпрямителей, которые защищают оборудование от перегруза и коротких замыканий и способны отключать электроустановки в случае возникновения аварийных ситуаций.
Современные электрические генераторы изготавливаются в соответствии с требованиями мировых стандартов качества и безопасности.
Инженерный вестник Дона | Оценка возмущений в процессе автоматического регулирования синхронного генератора
Аннотация
М.Ю. Медведев, В.А. Шевченко
Дата поступления статьи: 29.11.2013
Работа посвящена синтезу алгоритма автоматического управления синхронным генератором, являющимся одним из основных элементов энергосистемы и электростанций, в общем. Алгоритм позволяет повысить область устойчивого функционирования системы управления синхронного генератора. Синтезированный алгоритм, за счет интегрированного в него наблюдателя производных, позволяет определять уровень нежелательных возмущений в процессе генерации электроэнергии и корректировать работу генератора. Проведено моделирование указывающее на высокую устойчивость наблюдателя, качество переходных процессов и установившихся режимов работы параметров состояния модели синхронного генератора. Качество оценки наблюдателем сигнала произвольной формы производится с достаточно высокой степенью точности, которая повышается по мере увеличения параметров быстродействия наблюдателя и регулятора.
05.13.01 — Системный анализ, управление и обработка информации (по отраслям)
Надежность энергосистем и качество электрической энергии – одни из самых приоритетных задач энергетики. Удорожание электроэнергии и усложнение структуры энергосети, появление новых элементов, которые могут как потреблять, так и генерировать электричество, приводит к необходимости применения новых энергосберегающих технологий, повышающих эффективность и устойчивость энергосистемы. Эти факторы повышают требования к надежности и требуют исключения возможности возникновения технологических нарушений и аварийных ситуаций, а, следовательно, и уменьшения влияние человеческого фактора при управлении системой.
Одним из основных элементов энергосистемы является синхронный генератор. В связи с этим необходимо решать задачу оптимальной работы генератора и построения автоматической системы управления, исключающей или минимизирующий человеческий фактор при его регулировании.В процессе работы синхронного генератора могут возникать внешние возмущения или изменение его параметров. Это приводит к ошибке в процессе автоматического регулирования генератора, и как следствие, может привести к аварийному режиму работы энергосистемы. Для предотвращения этой ситуации возникает необходимость подавления возмущений, их учета в процессе автоматического регулирования. Для этого необходимо оценить возмущения, действующие в каждом канале регулятора.
При описании математической модели синхронного генератора используются переменные в системе координат, которая движется вместе с ротором. Переход к движущимся координатам является общепризнанным, для решения задач такого рода и с упрощает математическое описание модели. Так же будем считать, что синхронная машина работает на систему бесконечной мощности через линию электропередачи, имеющую активное сопротивление re и индуктивность Le, в системе имеется локальная нагрузка, задаваемая активным сопротивлением rL и индуктивностью LL.
При общепринятых допущениях о не учете переходных процессов в демпферных обмотках и некоторых других, динамика электромеханических переходных процессов синхронного генератора представляется уравнениями Парка-Горева (в полной модели одномашинной системы). В качестве переменных состояния в этой модели используются токи id,iF,iq (мгновенные значения), отклонение угла δ и угловая скорость ротора ω. В результате синхронная машина, работающая на систему неограниченной мощности через линию электропередачи, может быть представлена следующими уравнениями [1]: (1)
Здесь ; — собственные индуктивности обмоток статора по продольной d и поперечной q оси, обмотки возбуждения ротора, — взаимная индуктивность обмоток статора и ротора, — активные сопротивления обмоток статора, обмотки возбуждения ротора и линии электропередачи, — напряжения шины бесконечной мощности (действующее значение) и обмотки возбуждения ротора, k –постоянная Парка, — механическая постоянная времени. Все параметры модели, включая токи, напряжения и время, представлены в относительных единицах.Для определения величины возмущений необходимо синтезировать соответствующие наблюдатели.
Определим уравнение наблюдателя для оценки возмущения, действующего на частоту вращения вала генератора. Учет такого возмущения производится введением возмущения во второе уравнение системы (1):
где – некоторая функция неизмеряемого возмущения.
Для упрощения процедуры синтеза введем обозначение:
Для синтеза наблюдателя используем процедуры, изложенные в [2 — 4]. В соответствии с указанными процедурами введем макропеременную, отражающую ошибку оценивания: (2)
где – оценка возмущающего воздействия.
В соответствии с известной процедурой синтеза редуцированных наблюдателей [2 — 4] введем уравнение: (3)
где – произвольная функция, подлежащая определению в процессе синтеза наблюдателя, – новая переменная.
Для обеспечения асимптотической сходимости оценки потребуем, чтобы ошибка подчинялась решению уравнения: (4)
Подставив уравнения (2), (4) в уравнение (5), получим: (5)
Если выбрать функцию так, чтобы уравнение (5) не зависело от не измеряемого вектора , то выражение (5) будет являться асимптотическим наблюдателем.
При этом оценка не измеряемой векторной величины будет определяться в соответствии с выражением (3).
Таким образом, чтобы правая часть выражения (5) не зависела от не измеряемого возмущения , приравняем все слагаемые, содержащие этот параметр, к нулю. В результате, придем к следующему уравнению и определим : ; (6)
Подставим уравнение (6) в (5), и выразим вектор новых переменных : (7)
Используя уравнения (6) и (7) можем определить уравнение выхода наблюдателя: (8)
Для регулирования амплитуды фазного напряжения используем переменную (напряжение возбуждения), входящую в состав дифференциального уравнения по току iq. Для синтеза наблюдателя будем считать, что в этом уравнение появилось неизмеряемое возмущение:
Введем замену:
Определим уравнение наблюдателя: (9) (10)
Полученные оценки возмущений используются в замкнутой контуре управления, построенном по принципу беспоисковых систем с непрямой адаптацией к возмущениям.
Проведем синтез регулятора частоты. Управляющим воздействием является момент на валу . Зададим уравнение, обеспечивающие асимптотическую устойчивость заданного состояния: (11)
где – ошибка регулирования, определяется как: ; (12)
Так как возмущение в – неизмеряемое, то вместо самого возмущения используется его оценка: (13)
Введем обозначение: (14)
Использовав (12), (14), (14) запишем (11) следующим образом: (15)
Выразим из (15) : (16)
Уравнение (16) является искомым уравнением регулирования частоты с наблюдателем.
В работе [5] фазное напряжение генератора для активной нагрузки задано в виде: (19)
Из (18) и (19) следует, что будет имеет вид:
Определим производную ошибки регулирования: (20)
Так как в (20) фигурируют производные и , введем сокращения: (21) (22)
Подставим (21), (22) с учётом того, что в уравнение производной тока необходимо оценки возмущений:
Введем обозначения:
Тогда (22) принимает вид: (23)
Выразим напряжение возбуждения из (39): (24)
Уравнение (24) является вторым искомым уравнением регулятора напряжения с оценкой возмущения.
Таким образом, мы получили систему уравнений автоматического регулирования (уравнения (16), (24)) способного корректировать работу синхронного генератора в зависимости от действующих на него возмущений.
Параметры СГ, работающего на систему бесконечной мощности через линию электропередачи представлены в таблице 1 в относительных единицах (о.е.).
Таблица № 1
Параметры синхронного генератора
№
Параметр
Значение (о.е.)
№
Параметр
Значение (о.е.)
№
Параметр
Значение (о. е.)
1
1
7
0.923
13
10
2
0.973
8
0.005
14
1
3
0. 997
9
0.005
15
1
4
0.55
10
0.14
16
1
5
1. 088
11
0
17
10
6
10
12
1
Быстродействие наблюдателя определятся параметрами ,, обеспечивающими быстродействие около 0,1 с.
Результаты моделирования при параметрах, представленных в таблице 1, изображены на рис. 1 и 2.
На рис. 1 а и б изображены переходные процессы и установившийся режим угла δ и угловой скорости ω синхронного генератора соответственно. Наблюдается достаточно качественный переходный процесс, без колебательных включений, время переходного процесса около 0.5 с. В установившемся режиме наблюдаются небольшие колебания, обусловленные воздействием гармонических возмущений. Уменьшение этих колебаний может решаться посредствам увеличения быстродействия как регулятора, так и наблюдателя.
Рис. 1 – а) переходный процесс угловой скорости в течение времени t; б) фазное напряжения
На рис. 3 представлены результаты работы синтезированного наблюдателя (7), (8) и (9), (10). Сплошной линией на графике обозначена наблюдаемая функция, пунктирной – оценка этой функции. Результаты подтверждают устойчивость и заданное качество наблюдателя, быстродействие которого теоретически определяется параметром для частоты, и для амплитуды фазного напряжения. При этом ошибка оценивания определяется быстродействием синтезированного наблюдателя и скоростью изменения оцениваемого сигнала.
а)
б)
Рис. 2 – а) оценка наблюдателем шума в уравнении частоты; б) оценка наблюдателем шума в уравнении тока id
Повышение качества работы системы автоматического управления и синхронного генератора в принципе, может быть достигнуто за счет синтеза в уравнения регулятора наблюдателя возмущений. Это позволит оценивать и компенсировать внешние, параметрические или структурные возмущения, возникающие в процессе работы генератора, что, в свою очередь, повысит устойчивость и надежность энергосистемы. В работе представлен алгоритм синтеза наблюдателя и его интеграции в систему уравнений регулятора автоматического управления.
Проведенное моделирование показало высокую устойчивость наблюдателя, качество переходных процессов и установившихся режимов работы параметров состояния модели синхронного генератора, а качество оценки наблюдателем может быть повышено за счет увеличения параметров быстродействия наблюдателя и регулятора.
Литература:
1. Али З.М. Способы улучшения качества регулирования и устойчивости электротехнических комплексов с генерирующими источниками// Автореферат на соискание ученой степени кандидата технических наук, Казань, 2010г. – С. 6 – 9.
2. Пшихопов В.Х., Медведев М. Ю. Управление подвижными объектами в определенных и неопределенных средах. М.: Наука, 2011. 350 с. ISBN 978-5-02-037509-3.
3. Пшихопов В.Х., Медведев М.Ю. Синтез адаптивных систем управления летательными аппаратами // Известия ЮФУ. Технические науки. – 2010. – № 3(104). – С. 187 – 196.
4. Медведев М.Ю. Алгоритмы адаптивного управления исполнительными приводами. // Мехатроника, автоматизация и управление. 2006, № 6. С. 17 – 22.
5. Шевченко В.А. Исследование математической модели и синтез системы автоматического регулирования частоты и амплитуды напряжения синхронного генератора электростанции // Материалы Седьмой Всероссийской научно-практической конференции «Перспективные системы и задачи управления». – Таганрог: Изд-во ТТИ ЮФУ. С. 151-157.
6.Medvedev M.Y., Pshikhopov V.Kh., Robust control of nonlinear dynamic systems // Proc. of 2010 IEEE Latin-American Conference on Communications. September 14 – 17, 2010, Bogota, Colombia. ISBN: 978-1-4244-7172-0. – p.72-77.
7.В.Х. Пшихопов, М.Ю. Медведев Алгоритмическое обеспечение робастных асимптотических наблюдателей производных [Электронный ресурс] // «Инженерный вестник Дона», 2011, №2. – Режим доступа: http://www.ivdon.ru/magazine/archive/n2y2011/431 (доступ свободный) – Загл. с экрана. – Яз. рус.
8.V.A. Shevchenko Development and research of system of automatic control by the synchronous generator // Proceedings of the 26th International Conference on Efficiency, Cost, Optimization, Simulation and Environmental Impact of Energy Systems (ECOS2013). July 16-19, 2013, Guilin, Guangxi, China. Session 30: System operation, control, diagnosis and prognosis. – p.205-213.
9.О.С. Хватов, А.Б. Дарьенков, И.С. Поляков Математическое описание алгоритма управления топливоподачей дизель-генераторной электростанции переменной скорости вращения [Электронный ресурс] // «Инженерный вестник Дона», 2013, №3, – Режим доступа: http://www.ivdon.ru/magazine/archive/n3y2013/1869 (доступ свободный) – Загл. с экрана. – Яз. рус.
10.В. Н. Вариводов, А. Г. Мордкович, Е. И. Остапенко Основные направления создания комплекса оборудования для интеллектуальных электрических сетей// Журнал «Электротехнический рынок» выпуск 2011г. №4. – c.51-56.
Модель одномашинной электрической системы с асинхронизированным синхронным генератором ЭЭ1-АСГ-С-К (стендовое исполнение, компьютеризованная версия)
Навигация:Главная›Для ВУЗов, техникумов и ПУ›Электроэнергетика. Релейная защита. Электроснабжение›Электроэнергетика›Модель одномашинной электрической системы с асинхронизированным синхронным генератором ЭЭ1-АСГ-С-К (стендовое исполнение, компьютеризованная версия)
В избранномВ избранное
Артикул: УТ-31
Цена: предоставляется по запросу
Задать вопрос по оборудованию
Габариты: 2730×1650×850
Назначение
Предназначен для проведения лабораторных занятий по курсам «Электроэнергетика», «Переходные процессы в электроэнергетических системах», «Режимы работы электрооборудования станций и подстанций», «Электроэнергетические системы и сети», «Релейная защита электроэнергетических систем».
Примерный перечень базовых экспериментов (лабораторных работ), которые выполняются на комплекте типового лабораторного оборудования «Электроэнергетика — Модель одномашинной электрической системы с асинхронизированным синхронным генератором» ЭЭ1-АСГ-С-К (Стендовое исполнение, компьютеризованная версия)
Производство электрической энергии
Ручное/автоматизированное/автоматическое управление включением синхронного генератора на параллельную работу по способу самосинхронизации.
Ручное/автоматизированное/автоматическое управление включением синхронного генератора на параллельную работу по способу точной синхронизации.
Ручное/автоматизированное регулирование частоты и напряжения автономно работающего синхронного генератора.
Ручное/автоматизированное регулирование напряжения и активной мощности синхронного генератора, работающего параллельно с электрической системой практически бесконечной мощности.
Гашение поля синхронного генератора.
Работа синхронного генератора в асинхронном режиме.
Пуск и регулирование реактивной мощности синхронного компенсатора.
Исследование симметричного установившегося режима работы трехфазной электрической сети с односторонним питанием.
Исследование симметричного установившегося режима работы трехфазной электрической сети с двусторонним питанием.
Исследование несимметричного установившегося режима работы трехфазной электрической сети с односторонним питанием.
Управление режимом работы автономной электрической системы.
Переходные процессы в электроэнергетических системах
Электромагнитные переходные процессы.
Исследование процессов при подключении к сети ненагруженного трансформатора.
Исследование процессов при трехфазном коротком замыкании в электрической сети, питающейся от источника практически бесконечной мощности.
Исследование процессов при трехфазном коротком замыкании в электрической сети, питающейся от синхронного генератора.
Исследование процессов при несимметричных коротких замыканиях в электрической сети, питающейся от источника практически бесконечной мощности.
Исследование процессов при однократной продольной несимметрии в электрической сети.
Исследование процессов при многократной несимметрии в электрической сети.
2. Электромеханические переходные процессы в одномашинной электрической системе.
Исследование процессов при подключении к сети синхронного генератора методом точной синхронизации.
Исследование процессов при подключении к сети синхронного генератора методом самосинхронизации.
Снятие угловых характеристик и определение предела активной мощности синхронного генератора.
Исследование влияния параметров элементов (линии электропередачи, устройства продольной емкостной компенсации, приемной электрической системы), схемы (промежуточного отбора активной и/или реактивной мощности, промежуточной генерации реактивной мощности) и режима (напряжения линии электропередачи, регулирования возбуждения генератора и его коэффициента мощности) на устойчивость синхронного генератора.
Исследование влияния на устойчивость синхронного генератора известных видов коротких замыканий.
Исследование влияния вида короткого замыкания на предельное время его отключения.
Исследование влияния нагрузки синхронного генератора на предельное время отключения короткого замыкания.
Исследование процессов при переходе синхронного генератора в асинхронный режим работы по причине перегрузки по активной мощности или потере возбуждения или короткого замыкания на линии электропередачи, связывающей его с приемной электрической системой.
Исследование процессов при ресинхронизации генератора с сетью.
Релейная защита электроэнергетических систем
Максимальная токовая защита линии электропередачи с односторонним питанием.
Автоматика электроэнергетических систем
Трехфазное АПВ линии электропередачи с односторонним питанием.
Установившиеся режимы работы асинхронизированного синхронного генератора в электрической системе
Подключение к сети асинхронизированного синхронного генератора методом точной синхронизации.
Снятие регулировочных характеристик работающего параллельно с сетью асинхронизированного синхронного генератора.
Комплектность
Электромашинный агрегат с маховиком
Трехфазный источник питания
Источник питания двигателя постоянного тока
Возбудитель синхронной машины
Однофазный источник питания
Трехполюсный выключатель
Терминал
Активная нагрузка
Модели линии электропередачи
Линейный реактор
Устройство продольной емкостной компенсации
Емкостная нагрузка
Блок синхронизации
Индуктивная нагрузка
Коннектор
Блок ввода/вывода цифровых сигналов
Трехфазная трансформаторная группа
Трехфазная трансформаторная группа
Коммутатор измерителя мощностей
Блок варисторов
Блок измерительных трансформаторов тока и напряжения
Измеритель напряжений и частот
Указатель угла нагрузки синхронной машины
Указатель частоты вращения
Измеритель мощностей
Блок мультиметров
Плата ввода/выфвода данных 60204Е с адаптером
Набор аксессуаров
Руководства по выполнению базовых экспериментов (5 томов): «Производство электрической энергии», «Установившиеся режимы работы электрических сетей», «Переходные процессы в электроэнергетических системах», «Релейная защита электроэнергетических систем», «Установившиеся режимы работы асинхронизированного синхронного генератора в электрической системе»
Сборник руководств по эксплуатации компонентов аппаратной части комплекта
Руководство для быстрого начала работы в LabVIEW
Учебное пособие по LabVIEW)
Руководство по основам сбора данных в LabVIEW
Руководство пользователя плат 6023Е/6024Е/6025Е
Справочник по пакету GSIM для управления и моделирования на языке G.
← Назад
Обработка пищевых продуктов. ИТАЛИЯ
Химические технологии. EDIBON
Пищевые технологии. EDIBON
Окружающая среда. EDIBON
3D Физика. EDIBON.
Энергия. EDIBON
Механика и материалы. EDIBON
Гидромеханика и аэродинамика. EDIBON
Термодинамика и термотехника. EDIBON.
Оборудование PHYWE (Германия)
Гидромеханика
Обучающие тренажеры по системам самолетов и кораблей
Конструкции. Архитектура
Испытания материалов
Аэродинамика
Строительные учебные 3D принтеры
Лаборатории National Instruments
Автоматика. Автоматизация и управление производством
Автомобили и автомобильное хозяйство
Альтернативные и возобновляемые источники энергии
Аэрокосмическая техника
Безопасность жизнедеятельности. Защита в чрезвычайных ситуациях
Военная техника.
Вычислительная и микропроцессорная техника. Схемотехника
Газовая динамика. Пневмоприводы и пневмоавтоматика.
Газовое хозяйство
Гидропневмоавтоматика и приводы
Детали машин
ЖД
Информатика
Источники напряжения, тока и сигналов. Измерительные приборы
Легкая промышленность. Оборудование и технологии общественного питания.
Медицина. Биоинженерия
Метрология. Технические и электрические измерения
Механика жидкости и газа
Микроскопы
Научное и лабораторное исследовательское оборудование
Начертательная геометрия
Нефть, газ.
Оборудование для мастерских электромонтажа и наладки, производственных практик и технического творчества
Прикладная механика
Радиотехника. Телекоммуникации. Сети ЭВМ
Радиоэлектронная аппаратура и бытовая техника
Робототехника и мехатроника
Сельскохозяйственная техника. Контроль качества сельхозпродуктов
Силовая электроника. Преобразовательная техника
Сопротивление материалов
Симуляторы печатных машин
Станки и прессы с компьютерными системами ЧПУ. CAD/CAM-технологии
Способ управления асинхронным генератором при параллельной работе с сетью и устройство для его осуществления
Изобретение относится к электротехнике и может быть использовано в асинхронных генераторах, работающих параллельно с сетью или синхронным генератором. Техническим результатом является повышение энергетических показателей. В способе управления статорную обмотку асинхронного генератора, приводимого ветро-, гидро- или тепловым двигателем, соединяют параллельно с сетью через вторичные обмотки вольтодобавочного трансформатора, который посредством регулирования коэффициента трансформации трансформатора поддерживает напряжение на статоре асинхронного генератора в пределах (93-100)% от номинального напряжения в функции активной мощности асинхронного генератора. Коэффициент трансформации вольтодобавочного трансформатора регулируют с помощью переключения отпаек на первичной обмотке оптоэлектронными реле переменного тока, которые переключаются в функции активной мощности асинхронного генератора. 2 н.п. ф-лы, 1 табл., 3 ил.
Предлагаемый способ управления асинхронным генератором и устройство для его осуществления относятся к электротехнике и могут быть использованы для повышения энергетических показателей асинхронных генераторов, работающих параллельно с сетью или синхронным генератором. В качестве приводного двигателя может применяться ветро-, гидро- или тепловой двигатель.
Общеизвестно, что асинхронная машина может работать в тормозном режиме с отдачей энергии в сеть — генераторный режим работы параллельно с сетью (Чиликин М.Г. Общий курс электропривода / М.Г.Чиликин, А.С.Сандлер // Учебник для вузов. — М.: Энергоиздат, 1981. — Стр.82).
Известный способ работы асинхронной машины параллельно с сетью реализуется в том случае, когда асинхронная машина обмоткой статора непосредственно подключена к сети, а приводным двигателем ее вал (ротор) вращается со скоростью (частотой), большей синхронной частоты вращения магнитного поля. В этом случае асинхронная машина потребляет реактивный ток намагничивания и переводится из двигательного режима работы в режим асинхронного генератора с рекуперацией активной мощности в сеть. При этом частота тока асинхронного генератора определяется частотой сети, к которой подключена асинхронная машина, и поддерживается за счет изменения величины скольжения.
Недостатком такого способа управления является зависимость тока намагничивания асинхронного генератора от величины напряжения в сети, различная величина скольжения, коэффициента мощности и различные потери в обмотках ротора, которые пропорциональны скольжению и снижают энергетические показатели.
Известен способ управления асинхронным генератором переводом асинхронной машины из двигательного режима в генераторный, когда для повышения коэффициента мощности сети параллельно с сетью и асинхронным генератором подключают конденсаторы (Вольдек А.И. Электрические машины / А.И.Вольдек // Учебник для вузов. — Л.: Энергия, 1978. — Стр.587-588). Недостаток такого способа управления заключается в том, что дополнительные конденсаторы увеличивают стоимость и массогабаритные показатели, но не стабилизируют напряжение. В зависимости от нагрузки напряжение сети изменяется, изменятся реактивный ток намагничивания, а это, в конечном счете, отрицательно влияет на энергетические показатели асинхронного генератора.
Известна схема включения асинхронной машины для генераторного режима работы (Вольдек А.И. Электрические машины / А.И.Вольдек // Учебник для вузов. — Л.: Энергия, 1978. — Рис.29-6 на странице 588). В этой схеме асинхронный генератор, работающий параллельно с сетью, потребляет из нее реактивный ток. Этот ток создает в генераторе магнитное поле, а активный ток и активная мощность отдаются в сеть и потребляются местным потребителем или другим, включенным в любом другом месте сети.
Недостаток этой схемы состоит в том, что в зависимости от напряжения в сети будет изменяться ток намагничивания (реактивный ток). Поэтому для повышения коэффициента мощности применяются дополнительные конденсаторы. В зависимости от уровня напряжения в сети для загрузки генератора необходимо увеличивать скорость (частоту) вращения приводного двигателя. При этом возрастает скольжение, и пропорционально ему увеличиваются потери в роторной цепи асинхронного генератора. Особенно это проявляется в случае работы с сетью ограниченной мощности, например, параллельно с автономным синхронным генератором.
Наиболее близким по техническому решению является газотурбогенератор (Пат. №2151971 РФ, МПК F25B 11/00. Газотурбогенератор — №97118075/06; заявл. 30.10.97; опубл. 27.06.00, бюл. №18. — 6 с.: ил.). Известный газотурбогенератор, служащий преимущественно для утилизации избыточной энергии газа, содержит в качестве приводного двигателя турбину, а в качестве электрической машины использована асинхронная машина в генераторном режиме с рекуперацией энергии в питающую сеть. Причем асинхронный генератор статорной обмоткой соединен непосредственно с сетью переменного тока.
Теоретически, скорость вращения асинхронной машины в генераторном режиме может изменяться от синхронной скорости вращения магнитного поля до бесконечности. В действительности высокие скорости не используются по условиям ограничения потерь и сохранения высокого КПД. Реально скорость может изменяться на 15…20%, в пределах до критического скольжения.
Общим недостатком для всех известных способов и устройств является то, что намагничивающий (реактивный) ток зависит от напряжения в сети. Увеличение напряжения приводит к увеличению намагничивающего тока и снижению коэффициента мощности и КПД. Снижение напряжения приводит к уменьшению намагничивающего тока, момента, КПД и активной мощности отдаваемой в сеть. В этом случае для загрузки асинхронного генератора активной мощностью необходимо увеличивать скорость вращения приводного двигателя. В случае, когда приводным двигателем является ветро-, гидро- или тепловой двигатель, изменение скорости вращения сопряжено с определенными трудностями. С другой стороны, увеличение скорости вращения ротора асинхронного генератора приводит к увеличению скольжения, потерь и снижению энергетических показателей.
Техническим решением задачи является повышение энергетических показателей (коэффициента мощности и КПД) при незначительном изменении скольжения асинхронного генератора при параллельной работе с сетью.
Поставленная задача достигается тем, что в заявляемом способе управления асинхронным генератором при параллельной работе с сетью путем перевода асинхронной машины из двигательного режима в режим асинхронного генератора увеличением частоты вращения приводного двигателя, согласно изобретению, асинхронный генератор статорной обмоткой соединяют параллельно с сетью через вторичные обмотки вольтодобавочного трансформатора, который посредством регулирования коэффициента трансформации трансформатора поддерживает напряжение на статоре асинхронного генератора в пределах (93-100)% от номинального напряжения в функции активной мощности асинхронного генератора.
Способ реализуется с помощью устройства, содержащего асинхронную машину, стационарную или автономную сеть, приводной двигатель, переводящий асинхронную машину в режим асинхронного генератора увеличением частоты вращения приводного двигателя, согласно изобретению, асинхронный генератор статорной обмоткой соединен с сетью через вторичные обмотки вольтодобавочного трансформатора, первичные обмотки которого имеют отпайки, соединенные в нулевую точку через оптоэлектронные реле переменного тока, например, типа 5П36.3ТМА1 с контролем перехода напряжения через ноль и имеющие входы, соединенные с выходами устройства управления с аналого-цифровым преобразователем, преобразующим сигналы датчиков активной мощности, расположенных на выходе асинхронного генератора, в сигналы управления оптоэлектронных реле.
Новизна заявляемого предложения обусловлена тем, что в заявляемом способе управления асинхронный генератор статорной обмоткой соединяют параллельно с сетью через вторичные обмотки вольтодобавочного трансформатора, который посредством регулирования коэффициента трансформации трансформатора поддерживает напряжение на статоре асинхронного генератора в пределах (93-100)% от номинального напряжения в функции активной мощности асинхронного генератора. Коэффициент трансформации вольтодобавочного трансформатора регулируют с помощью переключения отпаек на первичной обмотке оптоэлектронными реле переменного тока, которые переключаются в функции активной мощности асинхронного генератора.
По данным научно-технической и патентной литературы авторам неизвестна заявляемая совокупность признаков, направленная на достижение поставленной задачи, и это решение не вытекает с очевидностью из известного уровня техники, что позволяет сделать вывод о соответствии решения уровню изобретения.
Предлагаемое техническое решение промышленно применимо, поскольку оно работоспособно и предлагается его использование в промышленности.
Для проверки способа управления асинхронным генератором в лаборатории кафедры электрических машин и электропривода КубГАУ изготовили специальный стенд, состоящий из двух двигателей и аппаратуры управления. Исследуемый асинхронный двигатель 4A100L2Y3 (РH=5,5 кВт, n0=3000 об/мин, η0=87,5%, cos (φ=0,9) и двигатель постоянного тока (ДПТ) типа 2ПН132МУХЛ4 (РH=10,5 кВт, UH=220 В, nH=2500-3500 об/мин) соединили «вал» в «вал» через эластичную муфту и закрепили на основании стенда. Частота вращения приводного ДПТ регулируется изменением напряжения на якоре ДПТ источником постоянного тока необходимой мощности.
Проверка способа управления асинхронным генератором осуществляется следующим образом. Исследуемый асинхронный двигатель включили в сеть через регулируемый трехфазный автотрансформатор. На обмотке статора исследуемого асинхронного двигателя устанавливали фиксированное линейное напряжение: 355, 360, 365, 380, 385, 390 В. При каждом значении фиксированного напряжения на статоре приводным двигателем постоянного тока повышали частоту вращения исследуемого асинхронного двигателя, переводя его из режима двигателя в режим асинхронного генератора.
Частота вращения контролировалась бесконтактным тахометром типа VICTOR DM623P+, а электрические параметры записывались анализатором сети — CIRCUTOR AR5. Некоторые данные эксперимента приведены в таблице 1. По этим данным построены графики на фиг.1 и 2.
Фиг.1 — зависимость отдаваемой активной мощности в сеть асинхронным генератором от частоты вращения ротора при разном линейном напряжении на статоре (1-U1=355 В, 2-U2=360 В, 3-U3=365 В, 4-U4=380 В, 5-U5=385 В, 6-U6=390 В). Фиг.2 — зависимость cosφ от отдаваемой мощности в сеть генератором при разном линейном напряжении на статоре (1-U1=355 В, 2-U2=360 В, 3-U3=365 В, 4-U4=380 В, 5-U5=385 В, 6-U6=390 В).
Таблица 1
Результаты экспериментальной проверки способа управления асинхронным генератором при параллельной работе с сетью (частоту вращения n необходимо умножать на 2, Р — активная мощность, отдаваемая в сеть асинхронным генератором)
U1=355 В
n, об/мин
1517
1531
1548
1565
Р, Bт
1370
2942
4720
6500
cosφ
0,77
0,8639
0,89
0,8926
U2=360 В
n, об/мин
1519
1527,1
1544
1560,6
Р, Вт
2090
3080
5040
6800
cosφ
0,79
0,845
0,88
0,88
U3=365 В
n, об/мин
1514,9
1535
1556
1564,4
Р,Вт
2140
4563
6975
8090
cosφ
0,735
0,8574
0,87
8860
U4=380 В
n, об/мин
1516,7
1535
1554
1564,4
Р, Вт
2940
5140
7540
8860
cosφ
0,725
0,84
0,855
8860
U5=385 В
n, об/мин
1514
1535
1550
1563
Р, Вт
3256
5617
7489
9222
cosφ
0,73
0,8262
0,84
0,84
U6=390 В
n, об/мин
1513,3
1525
1537,4
1545,2
1558
1564
Р, Вт
3550
4830
6240
7220
8917
9771,5
cosφ
0,645
0,732
0,7951
0,8123
0,8205
0,8238
Из графиков видно, что при увеличении напряжения на статоре коэффициент мощности снижается, следовательно, выбрав оптимальное значение напряжения на статоре асинхронного генератора и изменяя коэффициент трансформации, можно поддерживать оптимальный коэффициент мощности для данного асинхронного генератора при изменении частоты вращения приводного двигателя.
С другой стороны, при реализации заявляемого способа управления асинхронным генератором устанавливаем постоянную частоту вращения приводным двигателем, например, 1540×2=3180 об/мин (см. фиг.1, характеристики 1-6). Изменяем коэффициент трансформации от характеристики 1 до характеристики 6. На выходе асинхронного генератора получаем различную мощность, отдаваемую в сеть от 3800 до 6600 Вт.
Включив датчик активной мощности и настроив его, например, на 5500 Вт (номинальная мощность асинхронного генератора), мы ограничим увеличение коэффициента трансформации, ограничим снижение энергетических показателей и, в конечном счете, защитим генератор от перегрузки.
Сущность изобретения реализующего способ управления асинхронным генератором при параллельной работе с сетью поясняет схема функциональная на фиг.3. Асинхронный генератор 1 с приводным двигателем 2, статорной обмоткой 3 через вторичные обмотки 4 трансформатора 5 соединен с сетью 6, первичные обмотки 7 трансформатора 5 имеют отпайки 8 и 9, которые соединяются в нулевую точку 10 через оптоэлектронные реле переменного тока 11 и 12, имеющие входы 14 и 15, соединенные с выходами 16 и 17 аналого-цифрового преобразователя 18, преобразующего аналоговый сигнал от датчика активной мощности 19 в дискретный сигнал управления оптоэлектронными реле переменного тока, например, типа 5П36. 3ТМА1 или аналогичное с контролем перехода напряжения через ноль.
Устройство для реализации способа работает следующим образом. При увеличении скорости (частоты) вращения приводного двигателя 2 асинхронный генератор 1 переходит в режим работы параллельно с сетью.
В это время устройство управления 18 с аналого-цифровым преобразователем (АЦП) и распределителем импульсов подает управляющий сигнал на вход 15 оптоэлектронного реле 12 с рабочими симисторами 13. Последние открываются в момент перехода синусоиды через ноль и замыкают отпайки 8 вольтодобавочного трансформатора 5 в нулевую точку 10, тем самым уменьшая коэффициент трансформации трансформатора 5 до минимального уровня.
При этом на выходе обмотки 4 вольтодобавочного трансформатора и в сети 6 напряжение будет максимальным, и от асинхронного генератора 1 в сеть 6 будет поступать активная максимальная мощность.
Если активная мощность АГ 1 превысит допустимую (установленную для конкретного АГ), то от датчиков активной мощности 19 увеличивается сигнал, который обрабатывается устройством управления 18. Устройство управления отключает сигнал управления с выхода 15 оптоэлектронного реле 12 и его симисторные ключи 13 отключают отпайки 8 от нулевой точки 10.
Одновременно устройство управления 18 подает сигнал на вход 14 другого оптоэлектронного реле 11 с аналогичными 13 симисторными ключами. Реле 11 соединяет отпайки 9 с нулевой точкой 10 и вольтодобавочный трансформатор 5 увеличивает коэффициент трансформации. На статорной обмотке 3 асинхронного генератора на выходе обмотки 4 и сети 6 снижается напряжение, асинхронный генератор 1 уменьшает передачу активной мощности.
Процесс переключения отпаек 8 и 9 и изменение коэффициента трансформации вольтодобавочного трансформатора 5 происходят при изменении напряжения сети 6, вызванного внешними воздействиями, или при изменении скорости (частоты) вращения приводного двигателя 2.
Достоинство предлагаемого способа управления асинхронным генератором и устройства для его осуществления заключается в следующем.
1. Асинхронный генератор работает при оптимальном значении напряжения на статоре. В этом случае его энергетические характеристики отвечают номинальным значениям, предусмотренным заводом изготовителем.
2. Вольтодобавочный трансформатор активную мощность передает только вторичной обмоткой, поэтому его мощность и габариты минимальны.
3. Изменение коэффициента трансформации происходит при переходе синусоиды через ноль, поэтому исключены помехи и коммутационные перенапряжения.
4. Изменение коэффициента трансформации позволяет регулировать загрузку генератора при постоянной частоте вращения приводного двигателя или при их небольших изменениях, причем количество отпаек для регулирования коэффициента трансформации определяется точностью регулирования.
5. Такой способ управления асинхронным генератором может использоваться с приводным ветро-, гидро- или тепловым двигателем.
1. Способ управления асинхронным генератором при параллельной работе с сетью путем перевода асинхронной машины из двигательного режима в режим асинхронного генератора увеличением частоты вращения приводного двигателя, отличающийся тем, что асинхронный генератор статорной обмоткой соединяют параллельно с сетью через вторичные обмотки вольтодобавочного трансформатора, который посредством регулирования коэффициента трансформации трансформатора поддерживает напряжение на статоре асинхронного генератора в пределах (93-100)% от номинального напряжения в функции активной мощности асинхронного генератора.
2. Устройство для осуществления способа по п.1, содержащее асинхронную машину, стационарную или автономную сеть, приводной двигатель, переводящий асинхронную машину в режим асинхронного генератора увеличением частоты вращения приводного двигателя, отличающееся тем, что асинхронный генератор статорной обмоткой соединен с сетью через вторичные обмотки вольтодобавочного трансформатора, первичные обмотки которого имеют отпайки, соединенные в нулевую точку через оптоэлектронные реле переменного тока, например, типа 5П36.3ТМА1 с контролем перехода напряжения через ноль и имеющие входы, соединенные с выходами устройства управления с аналого-цифровым преобразователем, преобразующим сигналы датчиков активной мощности, расположенных на выходе асинхронного генератора, в сигналы управления оптоэлектронных реле.
Система управления напряжением генератора на базе нечеткой логики
Кияшко Алексей Валериевич1, Македонов Евгений Андреевич1, Мола Богдан Георгий1 1Южный федеральный университет, Инженерно-технологическая академия, магистрант
Аннотация Выбран тип генератора. Представлена база правил нечеткого регулятора с применением алгоритма Мамдани с помощью пакета Fuzzy Logic Toolbox MATLAB. Получены графики работы системы с регулятором и без него в пакете Simulink MATLAB. Сделаны выводы по результатам работы.
Ключевые слова: дизель, нечеткая логика, нечеткий регулятор, объект управления, регулирование напряжения, синхронный генератор
Kiyashko Aleksey Valerievich1, Makedonov Evgeniy Andreevich1, Mola Bogdan Georgiy1 1Southern Federal University, Engineering and Technology Academy, Undergraduate
Abstract It is set the type of generator. It is represented the rule base of fuzzy controller using the Mamdani algorithm via Fuzzy Logic Toolbox MATLAB. It is obtained diagrams of fuzzy controller work and without it via Simulink MATLAB. It is make conclusions of results.
Библиографическая ссылка на статью: Кияшко А. В., Македонов Е.А., Мола Богдан Г. Система управления напряжением генератора на базе нечеткой логики // Современные научные исследования и инновации. 2015. № 5. Ч. 2 [Электронный ресурс]. URL: https://web.snauka.ru/issues/2015/05/53577 (дата обращения: 14.09.2022).
Современные морские суда характеризуются высокой степенью электрификации. Одна из основных тенденций развития судовой электроэнергетики – постоянный рост мощностей судовых электростанций и установленного электрооборудования. Средняя мощность электростанций морских судов удваивается каждые 20 лет. Мощность судовых электроэнергетических установок в настоящее время достигает десятков тысяч киловатт [1].
Процесс производства и передачи электроэнергии является столь динамичным и постоянно подверженным случайным возмущающим воздействиям, что без автоматического управления его функционирование невозможно. Такие параметры судовой электростанции, как напряжение, мощность и частота подвержены изменениям со стороны как внешних, так и внутренних воздействий, характеризующихся свойствами и характеристиками системы и ее компонентов, а также условиями окружающей среды.
В данной работе произведен выбор генератора. Наиболее распространенные типы генераторов: синхронный и асинхронный. Они имеют различия в конструкции, принципе работы, габаритах и т. д.
В качестве источников механической энергии применяются двигатели и турбины. Система, состоящая из первичного двигателя и генератора называется генераторным агрегатом (ГА).
Конструктивные особенности ГА составляют зависимость между параметрами первичного двигателя и генератора. Например, вал двигателя сопряжен с валом генератора. Таким образом, момент вращения вала двигателя определяет угол поворота вала генератора, что является наиболее важным критерием величины вырабатываемой генератором электроэнергии и устойчивости его работы.
Для управления значением напряжения и частоты вращения используют системы автоматического управления (САУ), которые различаются по принципу работы, точности и быстродействию. Однако любая САУ генератора и двигателя должна, в первую очередь, отрабатывать возмущения, которые оказывают влияние на напряжение и реактивную мощность.
Стоит иметь в виду, что семейство возмущающих воздействий достаточно велико. Помимо изменения или подключения нагрузки могут возникать рассогласования в работе генератора и выпадение его из синхронизма при параллельном подключении, некорректная работа системы возбуждения. Система возбуждения должна поддерживать параметры генератора в требуемых пределах. Огромное влияние на нормальную работу энергетической системы оказывает частота, которая также определяет значение напряжения сети.
Выработка электроэнергии зависит от тока питания, напряжения возбуждения и частоты вращения. Поэтому двигатель должен имеет соответствующее обслуживание для обеспечения генератора необходимой механической энергией.
В качестве объекта управления (ОУ) в статье выступает синхронный генератор переменного тока. Учтем, что частота вращения вала генератора от двигателя постоянна за счет функционирования САУ двигателем.
Выбранный тип генератора – синхронный, двигателя – дизель. Данные типы устройств выбраны с учетом их преимуществ по сравнению с другими типами семейств. Например, синхронный генератор обладает меньшими габаритами, шумом, простой, чем асинхронный. В свою очередь, дизель имеет больший КПД при соответствующем потреблении топлива, по сравнению с турбинами.
Рассмотрим математическую модель синхронного генератора. Можно сказать, что исследования, связанные с моделированием состоят из трех этапов работы [2]: построение модели; исследование ее поведения; оценка результатов исследований.
Схема замещения синхронной машины в системе координат связанной с ротором (q-d оси), использованная при создании модели, показана на рис. 1 [3].
Рисунок 1 – Схема замещения синхронной машины
Все параметры ротора и его переменные приведены к статору. Индексы переменных и параметров обозначают следующее: d, q – проекции переменных на оси d и q; R, s – параметры ротора и статора; l, m – индуктивности рассеяния и цепи намагничивания; f, k – переменные цепи возбуждения и демпферной обмотки.
Приведенная на рис. 2 схема замещения описывается системой дифференциальных уравнений 6-го порядка [3]:
САУ включают в себя регуляторы или интеллектуальные регуляторы. Интеллектуальные регуляторы начали внедряться относительно недавно. Управление на базе нечеткой логики позволяет сформировать алгоритм, воспроизводящий действия инженера на основе накопленного опыта.
На рис. 2 представлена общая схема нечеткого регулятора. Нечеткий регулятор содержит три основных части: блок фаззификации, базу правил, блок дефаззификации [4].
Нечеткая логика использует лингвистические переменные вместо числовых переменных. В системе управления в закрытом контуре, ошибка между опорным и выходным напряжением и скорость изменения ошибки можно обозначить как близкая к нулю (ZE), положительная небольшая (PS), отрицательная небольшая и т.д. (табл. 1)[5].
Таблица 1 – Основные термы лингвистических переменных
Лингвистическая переменная “Скорость изменения напряжения”: NL – скорость изменения напряжения отрицательное большое; NM – скорость изменения напряжения отрицательное среднее; NS – скорость изменения напряжения отрицательное малое; ZE – скорость изменения напряжения близко к нулю; PS – скорость изменения напряжения положительное малое; PM – скорость изменения напряжения положительное среднее; PL – скорость изменения напряжения положительное большое.
Лингвистическая переменная “Ток поля”: NL – ток поля отрицательное большое; NM – ток поля отрицательное среднее; NS – ток поля отрицательное малое; ZE – ток поля близко к нулю; PS – ток поля положительное малое; PM – ток поля положительное среднее; PL – ток поля положительное большое.
На рис. 3 приведены функции принадлежности. Данные функции принадлежности построены в пакете Fuzzy Logic Toolbox программы MATLAB.
а)
б)
в)
Рисунок 3 – Функции принадлежности “Напряжение” (а), “Скорость изменения напряжения” (б), “Ток поля” (в)
Входы преобразованы в данные функции принадлежности. Принадлежность может принимать значение от нуля до единицы для каждого лингвистического терма.
В этой статье используется метод Мамдани. Семь функций принадлежности были использованы для приведения к 49 правилам в базу правил (табл. 2).
Таблица 2. База правил
Напряжение
Скорость
изменения напряжения
NL
NM
NS
ZE
PS
PM
PL
NL
PL
PL
PL
PL
PM
PS
ZE
NM
PL
PL
PM
PM
PS
ZE
NS
NS
PL
PM
PS
PS
NS
NM
NL
ZE
PL
PM
PS
ZE
NS
NM
NL
PS
PL
PM
PS
NS
NS
NM
NL
PM
PM
ZE
NS
NM
NM
NL
NL
PL
ZE
NS
NM
NL
NL
NL
NL
Собрана модель синхронного генератора с нагрузкой, системой возбуждения и регуляторами в пакете Simulink MATLAB. В качестве источника мощности генератора принят дизель. Моделирование проведено с использованием нечеткого регулятора и без него (рис. 4).
а)
б)
Рисунок 4 – Модели энергетической системы без нечеткого регулятора (а) и с нечетким регулятором (б)
Первая модель содержит регулятор на базе выпрямителя и RC-цепи. Вторая имеет тот же регулятор в контуре по возмущению, а в контуре по отклонению – нечеткий регулятор, который выпрямляет напряжение до требуемого значения путем изменения тока поля.
Результаты моделирования показаны на рис. 5.
а)
б)
Рисунок 5 – Результаты моделирования без нечеткого регулятора (а) и с нечетким регулятором (б)
На графике (а) видно, что выпрямитель отрабатывает влияние нагрузки, и амплитуда напряжения достигает 400 В, что является номинальным значением в исходной энергетической системе. Однако перерегулирование переходного процесса не удовлетворяет условию устойчивости системы, что не позволяет обеспечивать нормальный режим работы системы.
На графике (б) перерегулирование минимально благодаря нечеткой логике. Амплитуда напряжения при этом близка к номинальному значению.
В ходе исследований разработана модель с системой регулирования напряжением сети при подключенной нагрузке. Система промоделирована с нечетким регулятором и без него.
Таким образом, результаты моделирования показали, что нечеткий регулятор способен отрабатывать возмущения в системе благодаря широким возможностям управления и может использоваться как основной или дополнительный контур регулирования параметров энергетической системы.
Библиографический список
Хайдуков, О. П. Эксплуатация электроэнергетических систем морских судов / О. П. Хайдуков, А. Н. Дмитриев, Г. Н. Запрожцев // Издательство “Транспорт”. – 1988. – 223 с.
Zeljko, S. Synchronous generator modeling using Matlab / S. Zeljko, M. Vedrana, K. Vedrana, J. Vedrana // Department of Electromechanical Engineering, Faculty of Electrical Engineering, University of Osijek, Croatia. – 6 p.
Niketa, N Design and modeling of fuzzy logic based voltage controller for an alternator / Niketa N, Shantharama Rai. C // International Journal of Recent Technology and Engineering (IJRTE). – 2013. – Vol. 2. – № 2. – Pp. 155-158.
LaMeres, Brock J. Design and implementation of a fuzzy logic-based voltage controller for voltage regulation of a synchronous generator / Brock J. LaMeres // Montana State University. – 9 p.
Соловьев, В. В. Моделирование нечетких систем управления / В. В. Соловьев, В. В. Шадрина // Таганрог: Изд-во ТТИ ЮФУ. – 2010. -125 с.
Количество просмотров публикации: Please wait
Все статьи автора «Македонов Евгений Андреевич»
Имитация синхронного генератора и динамическое распределение мощности для распределенных систем производства электроэнергии Кризис и экологические проблемы.
Однако, когда уровень проникновения возобновляемых источников энергии высок, эквивалентная инерция вращения сети становится низкой (Blaabjerg et al., 2017). DPGS с низкой инерцией, которая также известна как слабая сеть, может привести к плохой характеристике напряжения и частоты во время сильных возмущений (Xiao et al., 2021a).
Вообще есть два способа решить эту проблему. Одна из них заключается в установке в ДПГ большого количества аккумуляторных батарей, что нецелесообразно с учетом высокой стоимости строительства. Другим решением является разработка нового метода управления, который может увеличить инерцию сети или сделать так, чтобы интерфейсный преобразователь источника напряжения (VSC) участвовал в регулировании напряжения и частоты сети (Ashabani and Mohamed, 2014a). Эта статья будет искать решение от последнего.
В традиционной системе управления VSC используется метод развязки оси dq. То есть активная мощность регулируется путем регулирования составляющей тока по оси d, тогда как реактивная мощность регулируется путем регулирования составляющей тока по оси q. Таким образом, активная мощность и реактивная мощность могут регулироваться независимо. Текущие исследования показали, что широко используемый контроллер вектора тока для систем постоянного тока высокого напряжения (HVDC) на основе VSC неприменим, когда система переменного тока очень слабая (Zhang et al., 2011a; Zhou and Gole, 2012; Hu et al. , 2019). Когда система переменного тока слабая (коэффициент короткого замыкания мал), ось d и ось q тока больше не связаны. Активная мощность и реактивная мощность не могут регулироваться независимо друг от друга. Следовательно, в слабой системе переменного тока нарушается характеристика развязки по оси dq регулятора вектора тока, что может привести к нестабильности системы (Zhang et al., 2011b).
Чтобы преодолеть указанное выше ограничение, для станции VSC обычно применяется метод обычного управления статизмом (CDC) (Chandorkar et al., 19).93; Коэльо и др., 1999; Сяо и др., 2022). В методе CDC частота и амплитуда выходного напряжения прямо пропорциональны активной и реактивной мощности передачи в реальном времени. Но у этого метода есть серьезные недостатки. Важными среди них являются постоянное смещение частоты из-за изменения мощности, неточное распределение мощности и отсутствие вклада в инерцию системы (Mohamed and El-Saadany, 2008), (Ashabani et al., 2015).
Другим методом управления VSC, подключенным к слабой сети или изолированной системе, является управление виртуальным синхронным генератором (VSG), который управляет VSC аналогично синхронному генератору (SG) (Beck and Hesse, 2007–2007). На сегодняшний день существует множество моделей VSG (Zhang et al., 2010; Zhong and Weiss, 2011; Zhong et al., 2014; Ashabani and Mohamed, 2014b; Guan et al., 2015). Один из них представлен в (Zhong and Weiss, 2011), с которым хорошо имитируются характеристики SG. Но дополнительный контур управления усложняет схему управления, а также в этой модели отсутствует возможность ограничения тока. Другая модель VSG, хорошо известная как управление синхронизацией мощности, предложена в (Zhang et al., 2010). Эта модель успешно используется для питания слабой сети и обеспечивает хорошие характеристики. Но вторичное регулирование частоты в этой модели не реализовано, что приведет к смещению частоты. Простая и практичная модель VSG реализована в (Guan et al., 2015). Вторичная регулировка частоты также достигается. Но возбудитель СГ не эмулируется, а значит реактивная мощность не может точно регулироваться.
Для точного управления мощностью и оптимизации распределения мощности между распределенными генераторами (DG) обычно активируются контроллеры более высокого уровня (вторичные или третичные контроллеры). В целом контроллер можно разделить на две категории: централизованный и децентрализованный (Xin et al., 2015; Olivares et al., 2014; Xiao et al., 2021b). В децентрализованной системе каждый РГ контролируется своим локальным контроллером, и новые РГ могут быть легко подключены к сети (Xin et al., 2013). Однако децентрализованному контроллеру сложно управлять работой DPGS, требующей высокого уровня координации (Olivares et al. , 2014). Поэтому в ГРЭС с сильной связью между ДГ необходимы централизованные контроллеры, содержащие систему связи. Метод разделения мощности со связью представлен в (Liang et al., 2013) для точного управления реактивной мощностью. Но смещение частоты не устраняется, а также стабильность системы очень чувствительна к задержкам связи (Kahrobaeian and Ibrahim Mohamed, 2015).
В связи с вышеупомянутыми причинами в этой статье предлагается улучшенный контроль и новое разделение мощности для DPGS. В этой схеме управления каждый DG использует новый метод управления, называемый имитационным управлением синхронным генератором (SGIC). Новый SGIC состоит из трех контуров, включая контур активной мощности и частоты (контур Pf ), контур реактивной мощности и напряжения (контур QU ), а также внутренний контур тока. Новизна и вклад этой статьи резюмируются следующим образом:
1) В этой статье предлагается усовершенствованный метод управления, называемый имитационным управлением синхронным генератором. С помощью предлагаемого управления VSC может имитировать поведение синхронного генератора, чтобы несколько VSC могли стабильно работать в слабой сети переменного тока или изолированной системе, а также обеспечивать поддержку частоты и напряжения для энергосистем.
2) Также предлагается динамическое управление разделением мощности для DPGS. При таком разделении мощности эталонные значения активной и реактивной мощности регулируются динамически, а не являются постоянными. В результате мощность может распределяться точно; смещение частоты может быть устранено; и стабильность системы может быть улучшена.
Этот документ организован следующим образом. Имитационный контроль синхронного генератора VSC Раздел представляет принцип метода SGIC. Динамическое распределение мощности для DGPS представлено в разделе Dynamic Power Sharing for DPGS . Модель слабого сигнала DGPS с несколькими DG построена, и характеристики устойчивости анализируются в разделе Анализ слабого сигнала для DPGS с предлагаемой схемой управления . Практический пример Раздел показывает результаты моделирования системы в различных условиях эксплуатации. Наконец, Заключение Раздел завершает статью.
Синхронный генератор, имитация управления ВСК
Благодаря высокому уровню проникновения возобновляемой энергии в энергосистему эквивалентная инерция вращения сети резко снижается. Будет очень полезно, если станции VSC смогут увеличить инерцию сети так же, как SG. Таким образом, станции VSC также могут обеспечивать поддержку частоты и напряжения для местной сети. В этом разделе представлен метод SGIC, включая внутреннюю токовую петлю, петлю Pf и петлю QU.
Внутренняя токовая петля
Эквивалентная схема VSC, подключенная к системе переменного тока, показана на рисунке 1. Согласно математической модели VSC в (Xu et al., 2005; Honglin Zhou et al., 2011; Xiao et al., 2015), уравнения, описывающие динамические характеристики ВСК, можно переписать в виде sj ( j = a,b,c) обозначает напряжение сети фазы и . u vj и i vj представляют выходное напряжение и ток VSC соответственно. R и L — сопротивление и индуктивность стыковочного реактора (Xiao et al., 2015). Из уравнения 1 видно, что выходным током VSC i vj можно управлять, регулируя выходное напряжение u vj . В 9
РИСУНОК 1 . Однофазная эквивалентная схема VSC, подключенная к системе переменного тока.
где, ω – угловая частота электросети. Согласно уравнению 2 внутренняя токовая петля построена на рис. 2. Следует отметить, что внутренняя токовая петля может обеспечивать регулирование тока и ограничивать амплитуду тока при КЗ и переходных процессах.
РИСУНОК 2 . Общая схема управления предлагаемым методом SGIC.
Контур активной мощности и частоты
Эффект инерции ПГ в основном отражается на движении ротора. Когда существует дисбаланс между механической и электромагнитной мощностью или крутящим моментом, чистая мощность или крутящий момент будут изменять угловую скорость ротора. Инерция СГ напрямую влияет на угловое ускорение. Уравнение движения, представляющее этот процесс, широко известно как уравнение качания (Кундру, 19).93)
Jd(ω∗−ω0)dt=P0−P−D(ω∗−ω0)(3)
где P 0 – механическая мощность для СГ или эталонная активная мощность для VSC в этой статье. P — электромагнитная мощность для SG или выходная мощность передачи для VSC. J — коэффициент инерции, а D — коэффициент демпфирования. ω 0 – номинальная угловая частота электросети.
Применение преобразования Лапласа к уравнению. 3, выражение в уравнении. 4 можно получить. Тогда эталон угловой частоты задается уравнением 5. Уравнение 5 является управляющим уравнением Шлейф Pf для SGIC.
Js(ω∗−ω0)=P0−P−D(ω∗−ω0)(4)
ω∗=ω0−P−P0Js+D(5)
Если коэффициент инерции Дж = 0 , Уравнение 5 можно преобразовать в обычное уравнение управления падением активной мощности элемент инерции первого порядка к методу CDC. Это не только увеличивает инерционность локальной сети, но и значительно упрощает процесс проектирования контроллера. Кроме того, виртуальный коэффициент инерции J — параметр контроллера. Его значение может быть скорректировано до ожидаемого в соответствии с условиями работы сети. Таким образом, VSC может достичь характеристик, которые не может реализовать SG, поскольку коэффициент инерции SG фиксирован.
Контур реактивной мощности и напряжения (контур QU)
Контур QU используется для эмуляции возбудителя SG. Основная функция возбудителя состоит в управлении потоками напряжения и реактивной мощности, а также в повышении устойчивости системы (Кундру, 19).93).
Контур QU состоит из двух частей, включая компонент регулирования реактивной мощности и компонент регулирования выходного напряжения. Следовательно, эталонное напряжение U * также состоит из двух частей. Одна часть представляет собой напряжение холостого хода U 0 , другая часть представляет собой флуктуационную составляющую ∆ U , которая используется для регулирования реактивной мощности. Таким образом, уравнение управления контуром QU может быть выражено как
U∗=U0+(kG+kTs)(Q0−Q)(7)
, где Q 0 — опорная реактивная мощность, а Q — выходная реактивная мощность VSC.
Когда интегральная постоянная k T = 0, уравнение. 7 преобразуется в обычное уравнение управления падением реактивной мощности
U∗=U0+kG(Q0−Q)(8)
и я * vq внутреннего токового контура можно получить через ПИ-регуляторы
usq∗−usq)(10)
, где ссылки на компоненты напряжения по оси dq даны как получена модель SGIC для станции VSC. Общая схема управления представлена на рис. 2.
Динамическое разделение мощности для DPGS
При использовании метода CDC или предлагаемого метода SGIC в DPGS возникают три проблемы для всей системы. 1) Выходная мощность станций VSC будет отклоняться от первоначального заданного значения из-за изменения нагрузки, что, в свою очередь, вызывает смещения частоты. 2) Реактивная мощность не может быть точно распределена между станциями VSC. 3) Стабильность системы очень чувствительна к коэффициентам спада и задержкам связи, что приводит к низкому запасу устойчивости.
В этом разделе предлагается новый метод, называемый динамическим разделением мощности, для решения трех вышеуказанных проблем.
При использовании метода SGIC каждая станция VSC может рассматриваться как SG. В данной статье реальный SG и станции VSC с методом SGIC вместе называются генерирующими блоками (GU).
Чтобы устранить смещение частоты, задания мощности настраиваются динамически. Справочные значения активной мощности и реактивной мощности приведены по формуле
PGUi=λiPtotal(13)
QGUi=γiQtotal(14)
где P GUi — задание активной мощности GU i и Q GUi — задание реактивной мощности. P всего = ∑ P GUi и Q всего = ∑ Q GUi – суммарная активная и реактивная мощности локальной сети. λ i — коэффициент выделения активной мощности ГУ i . γ i — коэффициент распределения реактивной мощности ГУ i . Коэффициенты распределения активной и реактивной мощности удовлетворяют следующим уравнениям
∑i=1nλi=1(15)
∑i=1nγi=1(16)
На рисунке 3 представлена схема динамического распределения мощности. Активная и реактивная мощности, генерируемые каждым GU, передаются в систему управления энергопотреблением (EMS), чтобы можно было рассчитать общую потребляемую мощность. Тогда искомые активная и реактивная мощности λ I P Всего , γ I Q Всего Q .
Поскольку задания мощности динамически регулируются в соответствии с потребностью в мощности в реальном времени, смещение частоты может быть устранено.
Подставив уравнения 13, 14 в уравнения 5, 7, можно получить следующие уравнения
ωi∗=ω0+1Jis+Di(λiPtotal−Pi)(17)
Ui∗=U0+(kGi+kTis)(γiQtotal−Qi)(18)
централизованная EMS — это обработка отказа системы связи. При отказе системы связи задание мощности для каждого ГУ становится равным нулю (то есть λ i = γ i = 0). Для стабилизации напряжения интегральный член контура QU должен быть установлен равным нулю (то есть к Ти = 0). Таким образом, уравнения управления могут быть переписаны в виде (19, 20) Предлагаемая схема управления
Для анализа динамических характеристик системы и оптимизации параметров регулятора необходимо провести моделирование и анализ слабого сигнала на системе с предлагаемой схемой управления. В этом разделе будет выполнен анализ слабого сигнала DPGS, содержащего n распределенные источники питания.
Производная угла нагрузки определяется выражением
Δδ˙i=Δωi(21)
Линеаризация уравнения. 17 дает
Δω˙i=−DiJiΔωi−1JiΔPi+λiJi∑j=1nΔPi(22)
Средние активная и реактивная мощности получаются с помощью фильтра нижних частот по следующим уравнениям
Pi=ωcs+ωcpi(23)
Qi=ωcs+ωcqi(24)
где ω c — полоса пропускания фильтра нижних частот. р i и q i — мгновенная активная и реактивная мощность. Уравнения слабого сигнала уравнений 23, 24 имеют вид 18 можно представить в виде генерирующих узлов и м узлов нагрузки, уравнения сети можно записать в виде
[In⋯0]=[Ynn⋮Ynm⋯⋯⋯Ymn⋮Ymm][Un⋯Um](28)
Для упрощения анализа, редукция Крона (Anderson and Foad, 2003)- (Dorfler and Bullo , 2013) используется в уравнении. 28. Тогда мы можем получить системное уравнение, содержащее только n энергоузлов, как
In=YeqUnYeq=Ynn−YnmYmm−1Ymn}(29)
Активная и реактивная мощности, подаваемые каждым генерирующим блоком, могут быть выражены как
, где G IJ и B IJ — это реальные и воображаемые части элемента Y IJ в Equividt (т.е. Y ij = G ij + jB и ).
Линеаризованная форма уравнений 30, 31 может быть представлена как j=1n∂qi∂UjΔUj(33)
Модель слабого сигнала DPGS с n распределенными источниками питания описана в уравнениях 21, 22; уравнения 25–27; Уравнения 30–33. Общая модель пространства состояний слабого сигнала системы может быть получена как ⋯−DnJn)T30n×n0n×nωc(∂p∂δ)n×n0n×n−ωcIn×n0n×nωc(∂p∂U)n×nωc(∂q∂δ)n×n0n×n0n×n−ωcIn ×nωc(∂q∂U)n×nT2×(∂q∂δ)n×n0n×n0n×nT1T2×(∂q∂U)n×n](35)
где набор переменных состояния Δx=[ΔδiΔωiΔPiΔQiΔUi]T (для i = 1,2… n ). T 1 , T 2 и T 3 определяются как
Предлагаемая модель применяется к ГРЭС, показанной на рис. 4. В этой системе две станции ВПЦ подают питание на общую нагрузку через соответствующие соединенные линии. Для упрощения анализа предполагается, что параметры двух станций ВСК одинаковы. Коэффициент распределения активной мощности и коэффициент распределения реактивной мощности для двух VSC составляет 0,5.
РИСУНОК 4 . DPGS для анализа слабых сигналов.
На рис. 5 показан спектр собственных значений системы при различных параметрах управления.
РИСУНОК 5 . Спектр собственных значений системы, когда (a) K G = 0, K T = 0, D = 1000 и J с 0.17; (Б) к G = 0, к Т = 0,03, J = 0,1 д 5е, ; (С) к Т = 0,03, D = 2e5, J = 0,1 и k G меняется с 2e-5 на 2e-3; (D) K G = 5E-4, D = 2E5, J = 0,1 и K T с 0,005 до 0,05.
На рис. 5A показано корневое расположение системы, когда k G = 0, k T = 0, D
и = 1,0000018 меняется с 0,1 на 0,5. Из рисунка видно, что с увеличением J собственные2 и собственные3 перемещаются из левой полуплоскости к мнимой оси. В частности, когда J > 0,35, два сопряженных комплексных корня уходят в правую полуплоскость, что указывает на неустойчивость системы.
На рис. 5В показано расположение собственного значения с0017 D с 1e5 на 5e5. Как видно из рисунка, eigen2 и eigen3 очень чувствительны к параметру D , а eigen5 и eigen6 почти постоянны. По мере увеличения D собственные2 и собственные3 превращаются из пары сопряженных комплексных корней в два действительных корня. Абсолютное значение действительного корня постепенно уменьшается, что свидетельствует об уменьшении запаса устойчивости системы.
На рис. 5C показан спектр собственных значений системы при k T = 0,03, D = 2e5, J = 0,1 и k G меняется с 2e-5 на 2e-3. Можно видеть, что eigen5 и eigen6 сильно зависят от k G . Когда k G меньше 1e-3, при увеличении k G скорость реакции системы на возмущение ускоряется.
На рис. 5D показан корневой каталог системы, когда k G = 5e-4, D = 2e5, J = 0,1 и k T меняется с 0,0055 на 0,005. Когда k T < 0,015, eigen5 и eigen6 являются отрицательными действительными корнями; при k T > 0,015 образуется пара сопряженных комплексных корней и частота колебаний системы увеличивается. Но другие доминирующие корни почти постоянны, что означает удовлетворительную производительность и быстрый отклик без потери стабильности.
Практический пример
Для проверки точности и достоверности предлагаемой стратегии управления в программном обеспечении для моделирования PSCAD/EMTDC был построен DPGS с тремя распределенными генераторами, показанными на рисунке 6. Параметры управления станциями VSC приведены в таблице 1.
РИСУНОК 6 . ДПГС с тремя распределенными генераторами.
ТАБЛИЦА 1 . Параметры управления тремя станциями VSC.
Случай 1: изменение нагрузки
Предположим, что система работает в установившемся режиме до t = 0. При t = 2 с к системе добавляется дополнительная нагрузка 1,2 МВт путем замыкания переключателя SW1. Соответствующие реакции системы показаны на рис. 7. При добавлении дополнительной нагрузки частота системы падает из-за асимметрии мощности. После этого вступает в силу SGIC, и три DG подают в систему дополнительную мощность. Таким образом, частота системы постепенно увеличивается. Наконец, система вернулась к новому устойчивому состоянию. В переходном процессе активная мощность ДГ2 увеличивается с 3,0 до 3,6 МВт с шагом 0,6 МВт. Для ДГ1 и ДГ3 увеличены обе активные мощности с 1,5 до 1,8 МВт с шагом 0,3 МВт. Соотношение приращений мощности для трех ДГ составляет 1:2:1, что равно отношению их коэффициентов распределения (0,25:0,5:0,25). Также видно, что системная частота восстанавливает свое номинальное значение. Это означает, что изменение активной мощности не приводит к сдвигу частоты, что является одним из преимуществ предложенной схемы управления.
РИСУНОК 7 . Результаты моделирования при изменении нагрузки.
Случай 2: Настройка коэффициентов распределения мощности
Еще одним преимуществом предложенной схемы управления является то, что система может гибко выбирать оптимальную выходную мощность в соответствии с различными условиями работы. Система регулирует выходную активную и реактивную мощность ДГ при t = 2 с таким образом, чтобы ДГ1 обеспечивал 40 % общей потребности, а ДГ2 и ДГ3 обеспечивали 30 %. Характеристики системы показаны на рис. 8. Этот процесс может быть достигнут только путем корректировки коэффициентов распределения мощности каждого DG до 9.0017 λ 1 = γ 1 = 0,4, λ 2 = γ 2 = 0,3 и λ 3 = = 0,3 и λ 3 = = 0,3 и λ 3 = = λ = = λ = = и λ 3 = = λ = = 0,3 и λ 3 = = 0,3 и . Однако для метода CDC необходимо изменить коэффициенты спада регуляторов каждого генератора, чтобы реализовать эту функцию. Как видно из рисунка, менее чем через 1 с система переходит в новую точку устойчивого состояния. Во время переходного процесса колебания напряжения и частоты в системе очень малы, что указывает на то, что помехи в системе невелики.
РИСУНОК 8 . Результаты моделирования с корректировкой коэффициентов распределения мощности.
Случай 3: Ошибка станции
Ошибка в DG1, в результате чего она отключается от местной сети через t = 2 с. После неисправности DG1 больше не участвует в динамическом разделении мощности. Потеря мощности компенсируется ДГ2 и ДГ3. На рис. 9 показаны соответствующие ответы системы. Из рисунка видно, что активная и реактивная мощность ДГ2 изменены с 3,0 МВт, 0,9Мвар до 4,0 МВт, 1,2 Мвар; и ДГ3 от 1,5 МВт, 0,45 Мвар до 2,0 МВт, 0,6 Мвар. Частота системы уменьшается в исходном состоянии из-за потери DG1, но восстанавливается до номинального значения, когда DG2 и DG3 компенсируют потерю. На напряжение в основном влияет реактивная мощность. Таким образом, при изменении реактивной мощности изменится и напряжение. Несмотря на то, что общее количество реактивной мощности восстанавливается до предварительно определенного значения, напряжение не может восстановиться до исходного значения, поскольку напряжение является локальной величиной, и его распределение также изменит напряжение. Этот случай моделирования также показывает, что отключение одной станции ВСК не приведет к отключению локальной сети, а это означает, что система с предложенной схемой управления имеет высокую надежность и устойчивость.
РИСУНОК 9 . Результаты моделирования при неисправности станции.
Случай 4: Представления с задержками связи
Задержка времени является неизбежной проблемой для систем связи. Временная задержка системы связи с величинами, измеряемыми на удаленной шине, может составлять более 100 мс (Milano and Angel, 2012). Но он теряет стабильность, когда задержка связи достигает 24 мс для некоторых полностью централизованных EMS (Kahrobaeian and Ibrahim Mohamed, 2015). Это указывает на то, что задержка связи является ключевым фактором, влияющим на стабильность полностью централизованной системы связи. В противоположность этому схема управления, предложенная в этой статье, должна передавать только эталонные значения мощности без передачи амплитуды напряжения, эталонного угла и других величин. Следовательно, временная задержка не влияет на стабильность системы. На рис. 10 показана производительность системы при изменении коэффициентов распределения активной мощности на уровне 9.0017 t = 2 с с задержкой связи в 1 с. Видно, что новые задания активной мощности вступают в силу после задержки в 1 с. Система имеет хорошие стационарные и динамические характеристики.
РИСУНОК 10 . Результаты моделирования с задержкой связи.
Заключение
В этом документе представлен метод управления и распределения мощности для системы распределенного производства электроэнергии. В этой схеме каждая из станций VSC принимает предложенный метод SGIC. Чтобы устранить смещение частоты, точно контролировать мощность и улучшить стабильность системы при задержках связи, предлагается новый способ управления, называемый динамическим разделением мощности. Построена и проанализирована малосигнальная модель всей системы. DPGS с тремя DG встроен в программное обеспечение PSCAD/EMTDC. Моделируются различные условия работы, включая изменение нагрузки, корректировку коэффициентов распределения мощности, отказ станции и задержку связи. Согласно этой статье, важные преимущества предлагаемой схемы можно заключить следующим образом:
1) Контур Pf разработан путем простого добавления элемента инерции первого порядка к методу CDC, благодаря которому VSC имеет инерцию, аналогичную SG. Контур QU используется для имитации возбудителя СГ. С помощью этого контура станция VSC может поддерживать стабильное выходное напряжение и одновременно контролировать реактивную мощность.
2) Внутренняя токовая петля отличается быстрой реакцией на ток и возможностью ограничения тока, что позволяет избежать проблем с перегрузкой по току во время блокировки или неисправности преобразователя.
3) Благодаря динамическому распределению мощности достигается точное управление мощностью, устранение смещения частоты и повышение стабильности системы.
4) С предложенной схемой система обладает такими достоинствами, как способность преодолевать неисправности, а также хорошие динамические характеристики.
Заявление о доступности данных
Необработанные данные, подтверждающие выводы этой статьи, будут предоставлены авторами без неоправданных оговорок.
Вклад авторов
HX: Концептуализация, методология, написание — первоначальный вариант. BL и XH: программное обеспечение, обработка данных. ZC: Написание — обзор и редактирование.
Финансирование
Эта работа была поддержана Научно-техническим проектом Китайской южной электросетевой корпорации в рамках гранта GDKJXM20198236.
Конфликт интересов
Авторы заявляют, что исследование проводилось при отсутствии каких-либо коммерческих или финансовых отношений, которые могли бы быть истолкованы как потенциальный конфликт интересов.
Примечание издателя
Все претензии, изложенные в этой статье, принадлежат исключительно авторам и не обязательно представляют претензии их дочерних организаций, издателя, редакторов и рецензентов. Любой продукт, который может быть оценен в этой статье, или претензии, которые могут быть сделаны его производителем, не гарантируются и не поддерживаются издателем.
Ссылки
Андерсон П. и Фоуд А. (2003). Контроль и стабильность энергосистемы . Хобокен, Нью-Джерси: Wiley-IEEE Press.
Google Scholar
Ашабани М. и Мохамед Ю. А.-Р. И. (2014а). Интеграция VSC в слабые сети с помощью нелинейного контроллера демпфирования мощности с возможностью самосинхронизации. IEEE Trans. Система питания 29 (2), 805–814. doi:10.1109/tpwrs.2013.2280659
Полный текст CrossRef | Google Scholar
Ашабани М., Мохамед Ю. А.-Р. И., Мирсалим М. и Агашабани М. (2015). Многопараметрическое управление статизмом синхронных преобразователей тока в слабых сетях/микросетях с развязанными токами по Dq-осям. IEEE Trans. Умная сеть 6 (4), 1610–1620. doi:10.1109/tsg.2015.23
Полный текст CrossRef | Google Scholar
Ашабани М. и Мохамед Ю. А.-Р. И. (2014б). Новая комплексная структура управления для включения VSC в интеллектуальные энергосистемы с использованием двунаправленного синхронного VSC. IEEE Trans. Система питания 29 (2), 943–957. doi:10.1109/tpwrs.2013.2287291
Полный текст CrossRef | Google Scholar
Бек, Х. П., и Гессе, Р. (2007–2007). Виртуальная синхронная машина. в 9Международная конференция по качеству и использованию электроэнергии. Барселона, 1–6. doi:10.1109/epqu.2007.4424220
CrossRef Полный текст | Google Scholar
Блобьерг Ф., Ян Ю., Ян Д. и Ван Х. (2017). Системы распределенной энергетики и защиты. Проц. IEEE 105 (7), 1311–1331. doi:10.1109/jproc.2017.2696878
CrossRef Полный текст | Google Scholar
Чандоркар М.С., Диван Д.М. и Адапа Р. (1993). Управление параллельно подключенными инверторами в автономных системах питания переменного тока. IEEE Trans. Индивидуальный заявитель. 29 (1), 136–143. doi:10.1109/28.1
CrossRef Полный текст | Google Scholar
Coelho, E.A.A., Cortizo, PC, and Garcia, PFD (1999). Стабильность слабого сигнала для однофазного инвертора, подключенного к жесткой системе переменного тока. Конференция по отраслевым приложениям. Тридцать четвертая годовая МСФО. Встретиться. конф. Рек. 1999 IEEE, Феникс, AZ 4, 2180–2187. doi:10.1109/ias.1999.798756
CrossRef Full Text | Google Scholar
Дорфлер Ф. и Булло Ф. (2013). Кроновская редукция графов с приложениями к электрическим сетям. IEEE Trans. Цепи Сист. 60 (1), 150–163. doi:10.1109/tcsi.2012.2215780
Полный текст CrossRef | Google Scholar
Гуань М., Пань В., Чжан Дж., Хао К., Ченг Дж. и Чжэн X. (2015). Стратегия управления эмуляцией синхронного генератора для станций с преобразователем источника напряжения (VSC). IEEE Trans. Система питания 30 (6), 3093–3101. doi:10.1109/tpwrs.2014.2384498
Полный текст CrossRef | Google Scholar
Хунлинь Чжоу, З., Гэн Ян, Ю., и Цзюнь Ван, В. (2011). Моделирование, анализ и управление выпрямителем гибридных систем высокого напряжения постоянного тока для ветряных электростанций на основе DFIG. IEEE Trans. Энерг. Конверс. 26 (1), 340–353. doi:10.1109/tec.2010.2096819
CrossRef Полный текст | Google Scholar
Ху, К., Фу, Л., Ма, Ф. и Цзи, Ф. (2019). Нестабильность синхронизации больших сигналов VSC на основе PLL, подключенных к слабой сети переменного тока. IEEE Trans. Система питания 34 (4), 3220–3229. doi:10.1109/tpwrs.2019.28
Полный текст CrossRef | Google Scholar
Каробеян А. и Ибрагим Мохамед Ю. А.-Р. (2015). Сетевое гибридное распределенное распределение электроэнергии и управление для изолированных систем микросетей. IEEE Trans. Силовой электрон. 30 (2), 603–617. doi:10.1109/tpel.2014.2312425
CrossRef Full Text | Google Scholar
Кундру, П. (1993). Стабильность и контроль энергосистемы . Нью-Йорк, штат Нью-Йорк, США: McGraw-Hill.
Google Scholar
Лян Х., Чой Б. Дж., Чжуан В. и Шен Х. (2013). Повышение стабильности децентрализованного управления инвертором посредством беспроводной связи в микросетях. IEEE Trans. Smart Grid 4 (1), 321–331. Дои: 10.1109/tsg.2012.2226064
CrossRef Полный текст | Google Scholar
Милано Ф. и Ангел М. (2012). Влияние временных задержек на устойчивость энергосистемы. IEEE Trans. Цепи Сист. 59 (4), 889–900. doi:10.1109/tcsi.2011.2169744
Полный текст CrossRef | Google Scholar
Мохамед Ю. и Эль-Саадани Э. Ф. (2008). Адаптивный децентрализованный контроллер статизма для сохранения стабильности распределения мощности параллельных инверторов в микросетях с распределенной генерацией. IEEE Trans. Силовой электрон. 23 (6), 2806–2816. doi:10.1109/tpel.2008.2005100
CrossRef Full Text | Google Scholar
Оливарес Д. Э., Мехризи-Сани А., Этемади А. Х., Канисарес К. А., Иравани Р., Казерани М. и др. (2014). Тенденции в управлении микросетями. IEEE Trans. Умная сеть 5 (4), 1905–1919. doi:10.1109/tsg.2013.22
Полный текст CrossRef | Google Scholar
Xiao, H., Huang, X., Xu, F., Dai, L., Zhang, Y., and Cai, Z. (2022). Усовершенствованные многолинейные автоматические выключатели постоянного тока высокого напряжения с асимметричными проводящими ветвями. Междунар. Дж. Электр. Мощность Энерг. Сист. 137, 107882. doi:10.1016/j.ijepes.2021.107882
CrossRef Полный текст | Google Scholar
Сяо Х., Сунь К., Пан Дж., Ли Ю. и Лю Ю. (2021b). Обзор гибридных систем HVDC, сочетающих преобразователь с линейной связью и преобразователь источника напряжения. Междунар. Дж. Электр. Мощность Энерг. Сист. 129, 106713. doi:10.1016/j.ijepes.2020.106713
CrossRef Полный текст | Google Scholar
Xiao, H., Sun, K., Pan, J., Xiao, L., Gan, C., and Liu, Y. (2021a). Координированное регулирование частоты среди асинхронных сетей переменного тока с системой MTDC. Междунар. Дж. Электр. Мощность Энерг. Сист. 126 (3), 1–11. doi:10.1016/j.ijepes.2020.106604
CrossRef Full Text | Google Scholar
Xiao, H., Xu, Z., Xue, G. Y., and Tang, G. (2015). Вывод полной математической модели модульного многоуровневого преобразователя на основе подхода последовательного приближения. Электропитание ИЭТ Элект. 8 (12), 2396–2410. doi:10.1049/iet-pel.2014.0892
Полный текст CrossRef | Google Scholar
Синь Х., Чжан Л., Ван З., Ган Д. и Вонг К. П. (2015). Управление островными микросетями переменного тока с использованием полностью распределенного подхода. IEEE Trans. Smart Grid 6 (2), 943–945. doi:10.1109/tsg.2014.2378694
CrossRef Полный текст | Google Scholar
Xin, H., Zhang, M., Seuss, J., Wang, Z. и Gan, D. (2013). Алгоритм распределения мощности в реальном времени и оптимизация его связи для географически рассредоточенных систем хранения энергии. IEEE Trans. Система питания 28 (4), 4732–4741. doi:10.1109/tpwrs.2013.2277592
Полный текст CrossRef | Google Scholar
Сюй Л., Андерсен Б. Р. и Картрайт П. (2005). Передача VSC, работающая в несбалансированных условиях переменного тока — анализ и проектирование управления. IEEE Trans. Мощность Делив. 20, 427–434. doi:10.1109/tpwrd.2004.835032
Полный текст CrossRef | Google Scholar
Чжан Л., Харнефорс Л. и Ни Х.-П. (2011а). Взаимосвязь двух очень слабых систем переменного тока линиями VSC-HVDC с использованием управления синхронизацией мощности. IEEE Trans. Система питания 26 (1), 344–355. doi:10.1109/tpwrs.2010.2047875
Полный текст CrossRef | Google Scholar
Чжан Л., Харнефорс Л. и Ни Х.-П. (2011б). Моделирование и управление линиями VSC-HVDC, подключенными к островным системам. IEEE Trans. Система питания 26 (2), 783–793. doi:10.1109/tpwrs.2010.2070085
Полный текст CrossRef | Google Scholar
Чжан Л. , Харнефорс Л. и Ни Х.-П. (2010). Управление синхронизацией мощности подключенных к сети преобразователей напряжения. IEEE Trans. Система питания 25 (2), 809–820. doi:10.1109/tpwrs.2009.2032231
Полный текст CrossRef | Google Scholar
Чжун, К. К., Фи-Лонг Нгуен, П. Л., Ваньсин Шэн, З., и Шэн, В. (2014). Самосинхронизирующиеся синхронизаторы: инверторы без специального блока синхронизации. IEEE Trans. Силовой электрон. 29 (2), 617–630. doi:10.1109/tpel.2013.2258684
CrossRef Full Text | Google Scholar
Чжун, К.-К., и Вайс, Г. (2011). Synchronverters: инверторы, имитирующие синхронные генераторы. IEEE Trans. Инд. Электрон. 58 (4), 1259–1267. doi:10.1109/tie.2010.2048839
CrossRef Полный текст | Google Scholar
Чжоу Дж. и Голе А. (2012). Ограничения передачи VSC, налагаемые характеристиками мощности сети переменного тока и импеданса переменного тока. в передаче энергии переменного и постоянного тока (ACDC 2012). Бирмингем: 10-я Международная конференция IET, 1–6. Дои: 10.1049/cp.2012.1986
Полнотекстовая перекрестная ссылка | Google Scholar
Надежное и адаптивное управление для улучшения работы синхронного генератора
Авторская панель Войти
Что такое открытый доступ?
Открытый доступ — это инициатива, направленная на то, чтобы сделать научные исследования бесплатными для всех. На сегодняшний день наше сообщество сделало более 100 миллионов загрузок. Он основан на принципах сотрудничества, беспрепятственного открытия и, самое главное, научного прогресса. Будучи аспирантами, нам было трудно получить доступ к нужным нам исследованиям, поэтому мы решили создать новое издательство с открытым доступом, которое уравняет правила игры для ученых со всего мира. Как? Упрощая доступ к исследованиям и ставя академические потребности исследователей выше деловых интересов издателей.
Наши авторы и редакторы
Мы являемся сообществом из более чем 103 000 авторов и редакторов из 3 291 учреждения в 160 странах, в том числе лауреатов Нобелевской премии и самых цитируемых исследователей мира. Публикация на IntechOpen позволяет авторам получать цитирование и находить новых соавторов, а это означает, что больше людей увидят вашу работу не только из вашей собственной области исследования, но и из других смежных областей.
Оповещения о содержимом
Краткое введение в этот раздел, описывающий открытый доступ, особенно с точки зрения IntechOpen
Как это работаетУправление предпочтениями
Контакты
Хотите связаться? Свяжитесь с нашим головным офисом в Лондоне или командой по работе со СМИ здесь:
Карьера:
Наша команда постоянно растет, поэтому мы всегда ищем умных людей, которые хотят помочь нам изменить мир научных публикаций.
Рецензируемая глава в открытом доступе
Автор:
Jožef Ritonja
Представлено: 3 декабря 2019 г. Рецензировано: 15 апреля 2020 г. Опубликовано: 1 июня 2020 г.
doi: 10.5772/intechopen.
Скачать бесплатно
из отредактированного тома
Под редакцией Константина Волошенку, Сердар Кючюк, Хосе Герреро и Оскар Valero
Заказ.
View Full Metrics
СКАЧАТЬ БЕСПЛАТНО
Реклама
Аннотация
Синхронные генераторы производят почти 95% электроэнергии в мире. Даже небольшое улучшение их эффективности означает огромную экономию. Электромеханические колебания синхронных генераторов вредны — они вызывают потери и даже могут привести к нестабильности. Для гашения колебаний синхронных генераторов используется дополнительная система управления, называемая стабилизатором энергосистемы (СЭС). Коммерческие реализации стабилизаторов энергосистем основаны на использовании линейной теории управления. Эффективность этих стабилизаторов энергосистемы невелика из-за нелинейных и изменяющихся во времени характеристик синхронных генераторов. Применение робастного и адаптивного управления представляет собой адекватную теоретическую основу для обеспечения оптимального демпфирования электромеханических колебаний в широком рабочем диапазоне. В этой работе рассматривается применимость передовых теорий управления для разработки стабилизаторов энергосистемы. Работа сосредоточена на выборе подходящих робастных и адаптивных теорий управления для реализации стабилизатора энергосистемы. Представлены применимость и преимущества скользящего режима управления и прямого адаптивного управления, а также оценка их влияния на улучшение работы.
Ключевые слова
скользящее управление
прямое адаптивное управление
синхронный генератор
стабилизатор энергосистемы
работа синхронного генератора
Они производят большую часть электроэнергии в мире.
В 2017 году мировое производство электроэнергии составило 25 721 ТВтч [1]. Предполагая, что доля солнечных тепловых источников ничтожно мала по сравнению с долей солнечных фотоэлектрических источников, можно оценить, что около 9Электрогенераторы производят 8,2% всей мировой энергии. Проанализировав данные, можно подсчитать, что синхронные генераторы производят 93,8% электроэнергии в мире, а индукционные генераторы 4,4% всего производства электроэнергии в мире. Оценка основана на данных за 2017 год. Эти, а также следующие данные получены из статистических отчетов Международного энергетического агентства [1].
Дополнительным важным моментом является то, что торговля электроэнергией и, следовательно, передача электроэнергии на большие расстояния значительно увеличиваются. В 2017 году страны ОЭСР произвели 11 051 ТВт-ч электроэнергии, а объем торговли составил 408 ТВт-ч, что составляет 3,7% от общего объема производства. Еще более интересны темпы роста торговли электроэнергией. В ОЭСР импорт электроэнергии вырос с 89ТВтч в 1974 году до 480 ТВтч в 2018 году, что представляет собой среднегодовой темп роста в 4,0% по сравнению с ростом общего объема электроснабжения на 2,1%.
Тот факт, что большая часть электроэнергии в мире производится синхронными генераторами и что большое количество электроэнергии в мире передается на большие расстояния, приводит к значительным колебаниям производимой и передаваемой мощности. Несмотря на относительно небольшие колебания — отношение амплитуды колебаний передаваемой мощности к среднему значению передаваемой мощности в основном меньше 10 % — общие мировые потери из-за чрезвычайно большого объема производства и передачи электроэнергии не являются незначительными. С точки зрения экономии энергии имеет смысл уменьшить эти потери.
На величину передаваемых колебаний мощности можно повлиять путем оптимизации топологии новых сетей, реконфигурации существующих сетей, выбора новых синхронных генераторов с лучшим демпфированием и замены существующих синхронных генераторов на более демпфированные те. Эти решения дороги, и их реализация также зависит от других социальных и экологических факторов. Поэтому гораздо более подходящим решением является использование системы управления для демпфирования колебаний энергосистемы. В энергосистемах для подавления колебаний используются системы управления, называемые стабилизаторами энергосистемы (СЭС). PSS представляют собой лучшее и наиболее экономичное решение для гашения колебаний энергосистем. СЭУ просты в реализации — в основном они входят в состав контроллера статической полупроводниковой системы возбуждения синхронного генератора. СЭС на основе информации о колебаниях передаваемой мощности, скорости вращения ротора, угла поворота ротора или ускорения ротора формируют дополнительный опорный сигнал для системы управления током ротора. Этот дополнительный опорный сигнал представляет собой дополнительный вход в статическую полупроводниковую систему возбуждения, которая подключена к обмотке возбуждения ротора.
Традиционная схема PSS основана на теории линейного управления. Обычный PSS прост в реализации, но его применение показывает неоптимальное демпфирование во всем рабочем диапазоне; при изменении рабочей точки изменяются и динамические характеристики синхронного генератора; дело в том, что PSS, определенный для номинальной рабочей точки, не обеспечивает оптимального демпфирования во всем рабочем диапазоне. Такой PSS оптимально снижает потери при передаче только в рабочей точке, для которой выбираются параметры PSS. Из-за больших изменений передаваемой мощности и больших различий в выработке мощности синхронными генераторами обычные СЭС не подходят для использования в современных энергосистемах. Для улучшения характеристик СЭС в последнее десятилетие были протестированы основные современные теории управления для целей проектирования СЭС. Из всех методов робастное и адаптивное управление было реализовано как наиболее подходящее для проектирования СЭС. Оба метода управления использовались для обеспечения оптимального демпфирования во всем рабочем диапазоне синхронных генераторов. Использование адаптивного управления возможно благодаря тому, что изменения нагрузки и, следовательно, изменения динамических характеристик синхронных генераторов в большинстве случаев существенно медленнее, чем динамика механизма адаптации [2].
Снижение потерь не является единственной и основной задачей СЭС. Еще более важным является то, что СЭС улучшает стабильность энергосистемы и позволяет передавать мощность от синхронного генератора в энергосистему или между различными точками энергосистемы как можно ближе к пределу устойчивости передачи. Однако в представленной работе мы показываем результаты нашего исследования, которые покажут применимость разработанной робастной и адаптивной СЭС, главным образом, для улучшения гашения колебаний энергосистемы.
Для детального анализа преимуществ усовершенствованной СЭС необходима математическая модель синхронного генератора. В данной работе мы впервые представляем математическую модель синхронного генератора, подключенного к энергосистеме, удобную для анализа физических характеристик энергосистемы и в то же время подходящую для проектирования и синтеза регулятора. Мы сосредоточим нашу работу на анализе системы, в которой один синхронный генератор подключен к бесконечной шине. В разделе 3 мы попытаемся оценить количество и динамику колебаний в энергосистемах. Тщательный анализ сделан и представлен впервые. Традиционная система управления СЭС представлена в разделе 4. С помощью полученной математической модели синхронного генератора оценивается улучшение демпфирования энергосистемы за счет внедрения традиционной СЭС. Из анализа видно, что обычные PSS не обеспечивают оптимального демпфирования во всем рабочем диапазоне. Поэтому продвинутые теории управления для проектирования и синтеза СЭС представлены в разделах 5 и 6. В разделе 5 теория робастной системы управления используется для проектирования СЭС. Подходящая теория прямого адаптивного управления представлена в разделе 6. Система управления СЭС, разработанная на основе представленных теорий, и результаты реализации передовых теорий управления для проектирования и синтеза СЭС показаны в разделе 7.
Объявление
2. Математическая модель синхронного генератора, подключенного к энергосистеме
Нелинейная модель седьмого порядка синхронной машины, подключенной к бесконечной шине, является наиболее подробной математической моделью синхронного генератора, подключенного к большой мощности. система с постоянной частотой и постоянным напряжением (=бесконечная шина) через линию передачи [3]. Матричное преобразование Парка используется для преобразования уравнений исходных обмоток в модель с ортогональными осями. На этом основании магнитная связь обмоток статора, возбуждения и демпфера представляется в зависимости от положения ротора машины. Модель седьмого порядка представлена в виде нелинейной модели в пространстве состояний [4]. Входными данными модели являются механический крутящий момент T m ( t ) и напряжение обмотки возбуждения ротора E fd ( t ). Переменные в пространстве состояний модели: потокосцепление по оси d статора λ d ( t ), потокосцепление по оси q статора λ q ( t ), обмотка возбуждения ротора 1 λ потокосцепление F ( t ), потокосцепление обмотки демпфера оси d ротора λ D ( t ), потокосцепление обмотки демпфера оси q ротора λ D ( t ), скорость механического ротора ω ( t ), угол электрического ротора δ ( t ). Модель седьмого порядка описывается системами алгебраических уравнений (уравнения (1)–(10)) [5]:
IQT = 1LQλQT — λAQTE4
IFT = 1LFλFT -λADTE5
IDT = 1ldλdt — λAdte6
IQT = 1LQλQT — λAQTE7
VDT = −3V Этот0005
vqt = 3V∞cosΔt+reiqt+ωtleidte9
tet = 13iqtλdt -idtλqte10
и дифференциальные уравнения (уравнение. ωs−Rsiqt+ωtλdt−vqtE12
λ̇Ft=ωs−RFiFt+EfdtE13
λ̇Dt=ωs−RDiDtE14
λ̇Qt=ωs−RQiQtE15
ω̇t=12HTmt−TetE16
δ̇t=ωsωt−1E17
where i d ( t ) и i q ( t ) — токи статора по осям d и q [pu]; i F ( t ) — ток возбуждения [pu]; i D ( t ) и i Q ( t ) – демпфирующие токи по осям d и q [pu]; v d ( t ) и v q ( t ) — напряжения на клеммах статора по осям d и q [pu]; λ AD ( t ) и λ AQ ( t ) — взаимные потокосцепления по осям d и q [pu]; R e и L e — сопротивление и реактивное сопротивление линии передачи [pu]; В ∞ — бесконечное напряжение шины [pu]; T e ( t ) — электромагнитный крутящий момент [pu]; L MD , L MQ , L AD и L AQ — взаимная индуктивность [pu]; л d , л q , л F , l D и l Q — индуктивность рассеяния [pu]; R S , R F , R D и R Q — статор, поле, демпфирование по оси d и сопротивление обмотки; H – постоянная инерции [с]; ω с — электрическая синхронная скорость [рад с −1 ]. Все переменные нормированы на базовые величины, кроме угла электрического ротора δ ( t ) с единицей измерения [рад].
Модель седьмого порядка — лучшая; хотя, с другой стороны, слишком сложно разобраться в физических характеристиках управляемого объекта [5]. Он также не подходит для проектирования и синтеза систем управления, так как многие методы управления требуют линейных математических моделей для разработки системы управления. Многие упрощенные модели выводятся из этой нелинейной модели седьмого порядка [6]. Для анализа синхронного генератора и проектирования системы управления СЭС до сих пор наиболее популярна упрощенная линеаризованная модель третьего порядка. Впервые он был представлен в 1952 [7] и поэтому также называется моделью Хеффрона-Филлипса.
Модель Хеффрона-Филлипса получается из нелинейной модели седьмого порядка посредством линеаризации для каждой стационарной рабочей точки (т.е. точки равновесия). Модель Хеффрона-Филлипса описывает динамику синхронного генератора вблизи выбранной точки равновесия. Модель Хеффрона-Филлипса имеет два входа и три переменных в пространстве состояний. Входы механический крутящий момент T mΔ ( t ) и напряжения обмотки возбуждения ротора E fdΔ ( t ) отклонения; переменными в пространстве состояний являются угол ротора δ Δ ( t ), скорость вращения ротора ω Δ ( t ) и напряжение за переходным реактивным сопротивлением EqΔ′tdeviations. Дополнительными выходами являются электрическая мощность P eΔ ( t ) и оконечное напряжение статора V tΔ ( t ) отклонения. Все входные данные и переменные в пространстве состояний обозначают отклонения (индекс Δ ) из состояния равновесия. The model is written as follows:
where T mΔ ( t ) представляет собой отклонение механического крутящего момента [pu], P eΔ ( t ) представляет собой отклонение электрической мощности [pu], ω Δ ( t 90 отклонение скорости ротора пу], δ Δ ( t ) отклонение угла ротора [рад], E’ qΔ ( t ) напряжение за переходным реактивным сопротивлением [pu], 74 fΔ00d t ) — отклонение напряжения возбуждения поля [pu], В tΔ ( t ) — напряжение на клеммах [pu], H — постоянная инерции [с], D — коэффициент демпфирования, представляющий общее сосредоточенное демпфирование от демпферных обмоток [о. е./о.е.], ω s — номинальная синхронная скорость [рад с −1 ], T do ′ — постоянная времени холостого хода по оси d [с] и K 1 6 — параметры линеаризации. Все параметры и переменные в модели Хеффрона-Филлипса нормированы, за исключением угла электрического ротора δ Δ ( t ).
Объявление
3. Анализ влияния колебаний на качество энергосистемы
Колебания в энергосистеме обусловлены физическими свойствами синхронного генератора, работающего параллельно с сетью. Эти свойства отражены в динамической математической модели синхронного генератора и проявляются в виде плохо затухающих доминирующих собственных значений. Поэтому любые изменения на входах синхронных генераторов (напряжения поля ротора и механического момента), сетевых нагрузок (изменения напряжения на шинах) и возмущения вызывают колебания с относительно большой амплитудой и малым затуханием. Колебания в энергосистеме проявляются в нескольких физических величинах системы: в частоте вращения роторов синхронных генераторов, угле ротора, напряжении статора, токе статора и вырабатываемой мощности, а также в напряжениях, токах, частоте и передаваемых мощностях энергосистемы. Эти колебания снижают качество электроэнергии и повышают риск нестабильности энергосистемы.
Очень сложно оценить влияние колебаний на фактические потери в энергосистеме. В реальной работе энергосистемы сложно оценить, какая часть потерь связана с колебаниями угла ротора, а какая – с другими факторами. Поэтому в первом подразделе более подробно рассматривается влияние амплитуды и частоты колебаний на величину потерь в линии передачи и на постоянство передаваемой мощности. Для этого был проведен тщательный стационарный анализ. Динамический анализ представлен во втором подразделе. Динамический анализ показывает уязвимость синхронного генератора при различных изменениях входа в разных точках работы.
3.
1 Анализ установившегося режима
Анализ влияния колебаний на потери и на постоянство передаваемой мощности выполнен численно. При постоянной частоте вращения ротора наведенное напряжение в обмотке статора синусоидальное, с постоянной амплитудой и частотой. Колебание скорости вращения ротора приводит к индуцированному напряжению с переменной частотой и амплитудой. Из решения уравнения качания видно, что качание ротора носит синусоидальный характер [8]. Поэтому при анализе установившегося состояния мы предполагаем, что скорость ротора колеблется около постоянной синхронной скорости с синусоидальными колебаниями. Это приводит к индуцированному статору напряжению, которое изменяется синусоидально по амплитуде и частоте. Амплитуда увеличивается с увеличением частоты, и наоборот. Для такого входного сигнала не существует прозрачного аналитического решения для оценки потерь и постоянства передаваемой мощности. Поэтому для анализа используется численное решение, основанное на схеме замещения синхронного генератора, подключенного линией передачи к бесконечной шине. Эквивалентная схема показана на рис. 1.9.0005
Рис. 1.
Эквивалентная схема синхронного генератора, подключенного линией передачи к бесконечной шине, используемой для стационарного анализа.
где В 1e обозначает действующее значение внутреннего напряжения генератора [pu], В 2e — действующее значение бесконечного напряжения шины [pu], φ 1 — генератор угол внутреннего напряжения [рад], φ 2 — угол бесконечного напряжения на шине [рад], R s — сопротивление статора (якоря) [о.е.], X s — синхронное реактивное сопротивление [о. — реактивное сопротивление линии передачи [pu]. Эквивалентная схема, представленная на рисунке 1, представляет собой уравновешенную симметричную трехфазную систему. Полное сопротивление любой фазы равно импедансу любой из двух других фаз. Три напряжения на стороне генератора смещены во времени на 120° электрических градусов в результате смещения фаз на 120° в пространстве. Кроме того, три напряжения на стороне бесконечной шины смещены во времени на 120° электрических градусов, так что результирующие фазные токи равны по амплитуде и сдвинуты по фазе друг от друга на 120°. V 1A ( T ), V 1B ( T ) и V 1C ( T ) ДЕЛОВАЯ ДЕЛОВАЯ ЗАЯВЛЕНИЯ ЗАЯВЛЕНИЯ Синхроноза Генераторов; v IBa ( t ), v IBb ( t ), и v IBc ( t ) мгновенные значения напряжения на шине; и и а ( т ), i b ( t ) и i c ( t ) обозначают мгновенные значения фазных токов линии передачи. Если не указано иное, P IB ( t ) представляет мгновенный трехфазный поток мощности на бесконечную шину [pu]; с IBA ( T ), P IBB ( T ) и P IBC ( T ) представляют собой пристойный поток мощности в PLASE CLASERIT PU ; и P IB представляет среднее значение мгновенного трехфазного потока мощности на бесконечную шину [pu]. P L ( t ) обозначает мгновенные трехфазные потери мощности в линии передачи [pu]; P La ( t ), P Lb ( t ) и P Lc ( t ) для различных мгновенных потерь фазы; и P L представляет среднее значение мгновенных трехфазных потерь мощности в линии передачи [pu]. p L указывает относительное значение среднего значения трехфазных потерь мощности ( P L ) по сравнению со средним значением трехфазного потока мощности на бесконечную шину ( P IB ) в [%]. Колебания амплитуды и частоты напряжения статора, вызванные качанием скорости вращения ротора, описываются амплитудой и частотой обоих колебаний. A и и F и обозначают амплитуду и частоту колебаний амплитуды. A fo и F fo обозначают амплитуду и частоту колебаний частоты.
For the presented results, the impedances of the synchronous generator and transmission line are shown in Table 1.
R a = 0.0011 [pu]
X s = 0,9 [о.е.]
R e = 0,02 [о.е.]
X e = 0,4 [о.е.]
Таблица 1.
Полное сопротивление синхронного генератора и линии передачи.
На рисунках 2–5 показаны временные характеристики электрических величин при отсутствии колебаний скорости вращения ротора. Параметры внутреннего напряжения генератора и бесконечного напряжения шины приведены в таблице 2.
Рис. 2.
Внутренние напряжения синхронного генератора для всех трех фаз:v 1a (т), v 1б (т), и v 1с (т).
Рисунок 3.
Токи линии передачи для всех трех фаз: i a (t), i b (t) и i c (t).
Рис. 4.
Мгновенный трехфазный поток мощности на бесконечную шину P IB (t) (постоянная) и мгновенный поток мощности на бесконечную шину для разных фаз P IBa (t),P IBb ( т) и Р IBc (т).
Рис. 5.
Мгновенные трехфазные потери мощности в линии электропередачи P L (t) (постоянная) и мгновенные потери мощности в линии передачи для различных фаз P IBa (t), P IВb (t), и P IВc (т).
V 1e = 1.0 [pu]
φ 1 = 40 [°]
V 2e = 1.0 [pu]
Ø 1 = 0 [°]
A AO = 0,0 [PU]
F AO = 0 [HZ] 98 AO = 0 [HZ] 9165
618
AO = 0 [HZ]
9
18
AO = 0. pu]
F fo = 0 [Гц]
Таблица 2.
Параметры внутреннего напряжения и бесконечного напряжения шины, без колебаний.
На рис. 2 показаны мгновенные значения внутренних напряжений синхронного генератора для всех трех фаз. Токи в линиях электропередачи показаны на рисунке 3. Переток мощности в бесконечную шину для всех трех фаз в отдельности и сумма потоков мощности по фазам показан на рисунке 4. Как и ожидалось, общий трехфазный поток мощности постоянен. На рис. 5 показаны потери мощности в линии передачи по всем трем фазам в отдельности и потери мощности по трем фазам. Опять же, общие трехфазные потери мощности постоянны.
На рисунках 6–10 показаны временные характеристики электрических величин, если возникают колебания скорости вращения ротора. Параметры внутреннего напряжения генератора и напряжения бесконечной шины приведены в таблице 3.
Рис. 6.
Внутренние напряжения синхронного генератора для фазы a:v 1a (t).
Рис. 7.
Внутренние напряжения синхронного генератора для всех трех фаз: v 1a (t), v 1b (t) и v 1c (t).
Рис. 8.
Токи линии передачи для всех трех фаз: i a (t), i b (t) и i c (t).
Рис. 9.
Трехфазный поток мощности на бесконечную шину P IB (t) (фиолетовый) и мгновенный поток мощности на бесконечную шину для разных фаз P IBa (t),P IBb (t) , и P IBc (т).
Рисунок 10.
Трехфазные потери мощности в линии передачи P L (t) (фиолетовый) и мгновенные потери мощности в линии передачи для разных фаз P IBa (t), P IBb (t) и P IBc (t).
V 1e = 1.0 [pu]
φ 1 = 40 [°]
V 2e = 1.0 [pu]
φ 1 = 0 [°]
A AO = 0,1 [PU]
F AO = 2 [HZ]
666666666
.1620 A fo = 0.1 [pu]
F fo = 2 [Hz]
Table 3.
The parameters of the internal voltage and infinite bus voltage, with oscillations in внутреннее напряжение.
Для лучшего понимания на рис. 6 показаны мгновенные значения внутреннего напряжения синхронного генератора для фазы а. Колебания видны по амплитуде и по частоте.
На рис. 7 показаны мгновенные значения внутренних напряжений синхронного генератора для всех трех фаз. Токи в линиях электропередачи показаны на рис. 8. Перетоки мощности в бесконечную шину по всем трем фазам в отдельности и мгновенное значение трехфазного перетока мощности показаны на рис. 9.. В этом случае из-за колебаний частоты вращения ротора, а, следовательно, и колебаний внутренних напряжений суммарный трехфазный поток мощности непостоянен. На рис. 10 показаны потери мощности в линии передачи по всем трем фазам в отдельности и потери мощности по трем фазам. Опять же, общие трехфазные потери мощности не являются постоянными.
Из рисунков 2–10 ясно видно, что колебания скорости вращения ротора вызывают колебания передаваемой мощности. Сумма передаваемых мощностей отдельных фаз больше не является постоянной (рис. 9).), как и в случае уравновешенных трехфазных симметричных систем без колебаний (рис. 4). Эти колебания снижают пропускную способность и качество передачи. Для обеспечения передачи мощности с минимальными колебаниями мощности необходимо уменьшить колебания частоты вращения ротора.
Проведен тщательный численный анализ для оценки влияния колебаний частоты вращения ротора на потери в энергосистеме. Некоторые результаты представлены в таблицах 4 и 5. В таблице 4 показано влияние колебаний частоты вращения ротора на потери при выработке активной мощности. Результаты представлены в двух различных рабочих точках. В первом электрический угол между внутренним напряжением генератора и бесконечным напряжением шины составлял 10°, а во втором угол составлял 40°. Представлены результаты колебаний скорости вращения ротора в диапазоне амплитуд от 0 до 20 % синхронной скорости по частотам 1 и 2 [Гц]. Из полученных результатов видно, что влияние колебаний на потери мощности в линии передачи отсутствует.
V 1e
V 2 e
φ 1
φ 2
A ao
A fo
F ao
F fo
P IB
P L
p L
1. 0
1.0
10
0
0.0
0.0
0
0
0.40
1.1·10 −3
0.3
1.0
1.0
10
0
0.1
0.1
1
1
0.40
1.5·10 −3
0.4
1.0
1.0
10
0
0.1
0.1
2
2
0.40
1.5·10 −3
0. 4
1.0
1.0
10
0
0.2
0.2
1
1
0.40
2.6·10 −3
0.6
1.0
1.0
10
0
0.2
0.2
2
2
0.40
2.5·10 −3
0.6
1.0
1.0
40
0
0.0
0.0
1
1
1.47
1. 8·10 −2
1.2
1.0
1.0
40
0
0.1
0.1
1
1
1.47
1.8·10 −2
1.2
1.0
1.0
40
0
0.1
0.1
2
2
1.46
1.9·10 −2
1.3
1.0
1.0
40
0
0.2
0.2
1
1
1. 46
1.9·10 −2
1.3
1.0
1.0
40
0
0.2
0.2
2
2
1.46
1.9·10 −2
1.3
Таблица 4.
Средние значения трехфазной передаваемой мощности в бесконечную шину ( P IB ) и трехфазных потерь мощности в линии передачи P L 9 как функция угла между внутренним напряжением генератора и напряжением бесконечной шины ( φ 1 — φ 2 ) по различным амплитудам ( A AO , A FO ) и частоты ( F FA 44444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444. колебания амплитуды и частоты внутреннего напряжения генератора при передаче активной мощности. В1924
V 2 e
φ 1
φ 2
A ao
A fo
F ao
F fo
P IB
P L
p L
1.1
1.0
0
0
0.0
0.0
0
0
3.7·10 −3
3. 7·10 −4
10
1.1
1.0
0
0
0.1
0.1
1
1
3.6·10 −3
7.9·10 −4
22
1.1
1.0
0
0
0.1
0.1
2
2
3.6·10 −3
7.7·10 −4
21
1.1
1.0
0
0
0.2
0.2
1
1
3. 3·10 −3
2.0·10 −3
61
1.1
1.0
0
0
0.2
0.2
2
2
3.3·10 −3
2.0·10 −3
61
1.5
1.0
0
0
0.0
0.0
0
0
1.9·10 −2
9.4·10 −3
50
1.5
1.0
0
0
0.1
0. 1
1
1
1,9·10 −2
1.0·10 −2
54
1.5
1.0
0
0
0.1
0.1
2
2
1.9·10 −2
1.0·10 −2
54
1.5
1.0
0
0
0.2
0.2
1
1
1.8·10 −2
1,2·10 −2
66
1.5
1.0
0
0
0. 2
0.2
2
2
1.8·10 −2
1.2·10 −2
66
Таблица 5.
Средние значения трехфазной передаваемой мощности на бесконечную шину ( P IB ) и трехфазных потерь мощности в линии передачи P 8 функция внутреннего напряжения генератора ( V 1E ) по различным амплитудам ( A AO, A FO ) и частоты ( F AO, F 40051 AO, F 40051). внутреннее напряжение за счет передачи реактивной мощности.
В таблице 5 показано влияние колебаний частоты вращения ротора на потери при выработке реактивной мощности. Результаты представлены в двух различных рабочих точках. В первом случае внутреннее напряжение генератора было на 10 % больше напряжения бесконечной шины, а во втором разница составляет 50 %. Представлены результаты колебаний скорости вращения ротора в диапазоне амплитуд от 0 до 20 % синхронной скорости по частотам 1 и 2 [Гц]. Из результатов видно, что влияние колебаний на потери мощности в линии передачи незначительно.
3.2 Динамический анализ
Модель Хеффрона-Филлипса, описанная в разделе 2, используется для анализа динамических характеристик синхронного генератора. Влияние вариаций входных сигналов на колебания исследовано на синхронном генераторе со следующими данными [4]:
Новые параметры в таблице 6: S N – номинальная мощность [МВА], В N номинальное напряжение [кВ], cos φ N — номинальный коэффициент мощности, а x ’ d — ненасыщенное переходное реактивное сопротивление по оси d [pu].
S N = 160 [MVA]
V N = 15 [kV]
cos φ N = 0. 85
ω с = 377 [рад с −1 ]
T’ d0 = 5.9 [pu]
H = 2.37 [s]
D = 2.0 [pu]
R e = 0.02 [pu]
L e = 0,4 [PU]
V IB = 1,0 [PU]
R S = 0,0011 [PU]
R 1161616161616666166616661666616661666166616666666666666666666666666666666666666666666666666616. d = 0,245 [о.е.]
Данные синхронного генератора, используемые для динамического анализа [4].
По данным таблицы 6 состояние равновесия для модели Хеффрона-Филлипса рассчитывается с помощью векторной диаграммы. Уравнения вектора позволяют решить начальные условия, которые существуют до применения вариаций входных данных. Коэффициенты линеаризации модели Хеффрона-Филлипса рассчитаны для синхронного генератора с данными в таблице 6 и для расчетных данных состояния равновесия. Коэффициенты линеаризации для номинальной рабочей точки ( P N = 1 [о.е.], cos φ N = 0,85), а собственные значения модели Хеффрона-Филлипса (λ 1 , λ 3 9 0 ) представлены 5 0 λ 0 , а in Table 7.
P N = 1.0 [pu]
Q N = 0.62 [pu]
cos φ N = 0.85
К 1 = 1,4478
K 2 = 1.3174
K 3 = 0.3072
K 4 = 1.8052
K 5 = 0.0294
K 6 = 0.5257
λ 1 = −0.3502 + 10.7270i
λ 2 = −0.3502 − 10.7270i
λ 3 = −0.2732
Table 7.
Linearization parameters и собственные значения модели Хеффрона-Филлипса в номинальной рабочей точке.
Линеаризованная модель Хеффрона-Филлипса синхронного генератора имеет три собственных значения. Коэффициент демпфирования и частота колебаний угла ротора видны непосредственно из доминирующих сопряженных комплексных собственных значений. Поэтому очень прозрачно исследовать зависимость динамики колебаний синхронного генератора от рабочей точки с помощью анализа собственных значений. При изменении рабочей точки меняются и собственные значения модели Хеффрона-Филлипса.
Переходная характеристика синхронного генератора с данными в таблице 6 и номинальная рабочая точка с данными в таблице 7 показаны на рисунках 11–13. Ступенчатые изменения имитируются на обоих входах генератора. На рис. 11 показана смоделированная траектория механического момента турбины и напряжения возбуждения ротора. Ступенчатые изменения выбираются для максимального возбуждения колебаний.
Рисунок 11.
w3.org/2001/XMLSchema-instance»> Траектории входных сигналов синхронного генератора: механический крутящий момент T м (t) [о.е.] и напряжение возбуждения ротора E fd (t) [о.е.], номинальная рабочая точка P = 1,0 [о.е.] и Q = 0,62 [ пу].
. [пу].
Рис. 13.
Выходные траектории синхронного генератора: скорость вращения ротора ω(t) [pu] и угол ротора δ(t) [градусы], номинальная рабочая точка P = 1,0 [pu] и Q = 0,62 [pu].
Реакции генерируемой электроэнергии и напряжения на статоре показаны на рис. 12. Колебания четко видны по реакции генерируемой электроэнергии.
На рис. 13 показана реакция скорости вращения ротора и угла ротора на траектории входных сигналов, показанные на рис. 11.
проводились в разных рабочих точках для разных типов генераторов с разными номиналами. Из полученных результатов было очевидно, что динамика синхронного генератора существенно различается.
В этом тексте результаты для синхронного генератора с данными в таблице 6 представлены для двух наиболее характерных рабочих точек:
Рабочая точка с высокой активной мощностью и низкой реактивной мощностью: P = 1,0 [о.е.] и Q = 0,1 [о.е.]. Эта точка представляет собой сильно демпфированную рабочую точку и, следовательно, менее проблематичный случай для тестирования СПП.
Рабочая точка с малой активной мощностью и большой реактивной мощностью P = 0,1 [о.е.] и Q = 1,0 [о.е.]. Эта точка представляет собой слабозатухающую реальную рабочую точку и, следовательно, наихудший случай для тестирования СПП.
В таблице 8 показаны данные линеаризации и собственные значения модели Хеффрона-Филлипса для рабочей точки, в которой активная мощность генерируется с очень высоким коэффициентом мощности cos φ.
P = 1,0 [о. е.]
Q = 0.1 [pu]
cos φ = 0.995
K 1 = 1.2506
K 2 = 1.5867
K 3 = 0.3072
K 4 = 2.2164
K 5 = −0.0730
K 6 = 0.3693
λ 1 = −0.4493 + 9.9715i
λ 2 = −0,4493-9,9715i
λ 3 = −0,0750
Таблица 8.
Параметры линии 9001 и э-э-э-э-э. 0,1 [о.е.].
Результаты моделирования синхронного генератора в рабочей точке P = 1 [о.е.] и Q = 0,1 [о.е.] показаны на рисунках 14–16.
Рис. 14.
org/1998/Math/MathML» xmlns:xlink=»http://www.w3.org/1999/xlink» xmlns:xsi=»http://www.w3.org/2001/XMLSchema-instance»> Траектории входных сигналов синхронного генератора: Механический крутящий моментT m (t) [о.е.] и напряжение возбуждения ротора E fd (t) [о.е.], рабочая точка P = 1,0 [о.е.] и Q = 0,1 [о.е.].
Рисунок 15.
Выходные траектории синхронного генератора: генерируемая электрическая мощность P e (t) [pu] и напряжение на клеммах статора V t (t) [pu], рабочая точка P = 1,0 [pu] и Q = 0,1 [ пу].
Рисунок 16.
Выходные траектории синхронного генератора: скорость вращения ротора ω(t) [о.е.] и угол ротора δ(t) [градусы], рабочая точка P = 1,0 [о. е.] и Q = 0,1 [о.е.].
Рис. 17.
Траектории входов синхронного генератора: механический крутящий моментT м (t) [о.е.] и напряжение возбуждения ротора E fd (t) [о.е.], рабочая точка P = 0,1 [о.е.] и Q = 1,0 [о.е. ].
В таблице 9 показаны данные линеаризации и собственные значения модели Хеффрона-Филлипса для других интересных рабочих точек. В этом случае вырабатывается почти только реактивная мощность — коэффициент мощности cos φ очень мал.
P = 0.1 [pu]
Q = 1.0 [pu]
cos φ = 0.099
K 1 = 1.2614
K 2 = 0. 1631
K 3 = 0.3072
K 4 = 0.1219
K 5 = 0.0185
K 6 = 0.6207
λ 1 = −0.2123 + 10.0141i
λ 2 = −0.2123 − 10.0141i
λ 3 = −0.5490
Table 9.
Linearization parameters and eigenvalues of the Heffron -Модель Phillips в рабочей точке P = 0,1 [о.е.] и Q = 1,0 [о.е.].
Результаты моделирования синхронного генератора в рабочей точке P = 0,1 [о.е.] и Q = 1,0 [о.е.] показаны на рисунках 17–19..
Рисунок 18.
Выходные траектории синхронного генератора: генерируемая электрическая мощность P e (t) [о. е.] и напряжение на клеммах статора V t (t) [о.е.], рабочая точка P = 0,1 [о.е.] и Q = 1,0 [ пу].
Рисунок 19.
Выходные траектории синхронного генератора: скорость вращения ротора ω(t) [pu] и угол ротора δ(t) [градусы], рабочая точка P = 0,1 [pu] и Q = 1,0 [pu].
Из анализа влияния различных нагрузок на динамические характеристики синхронного генератора можно сделать вывод, что колебания динамики машины значительны во всем рабочем диапазоне, и, следовательно, необходима система управления для демпфирования колебания. Из сравнения откликов в различных рабочих точках становится очевидным, что существующая система является нелинейной и что традиционная теория линейного управления не обеспечивает адекватного демпфирования во всей рабочей зоне. Следовательно, реализация робастной или адаптивной теории управления имеет смысл.
Объявление
4. Традиционная система управления оборудованием возбуждения ротора синхронного генератора
На синхронный генератор непосредственно воздействуют две основные системы управления: система управления регулятором и система управления возбуждением. Система управления регулятором регулирует механическую мощность паровой или водяной турбины, открывая или закрывая клапаны, регулирующие поток пара или воды. Реакция системы управления регулятором слишком медленная, чтобы гасить колебания синхронного генератора, которые в основном находятся в диапазоне частот 0,5–2,5 Гц. Гашение колебаний возможно только при наличии системы управления возбуждением. Система управления возбуждением (также называемая автоматическим регулятором напряжения) изменяет напряжение (и ток) возбуждения ротора таким образом, чтобы выходное напряжение генератора было таким же (или достаточно близким) к опорному напряжению. В современных электростанциях тиристорные или транзисторные выпрямители используются в основном для создания необходимого напряжения для обмотки ротора. Поток электрической мощности от системы возбуждения намного меньше, чем поток механической мощности. Это, а также тот факт, что в системе возбуждения используются полупроводниковые компоненты вместо механических, является причиной того, что система возбуждения работает значительно быстрее, чем система регулятора. Поэтому для гашения колебаний используется возбудитель.
Традиционный линейный метод PSS основан на использовании статической системы возбуждения. Через эту систему СЭС изменяет напряжение возбуждения поля синхронного генератора. Вследствие этого создается дополнительная составляющая электрического крутящего момента. Этот крутящий момент должен быть синфазным со скоростью вращения ротора и, таким образом, увеличивает демпфирование синхронного генератора [9]. На рис. 20 представлена блок-схема модели синхронного генератора Хеффрона-Филлипса, оснащенного системой возбуждения, регулятором напряжения и стабилизатором энергосистемы [10]. Выходное напряжение генератора сравнивается с опорным напряжением, и вычисленная ошибка передается на выпрямитель со встроенным регулятором напряжения. Выпрямитель с регулятором напряжения представлен моделью первого порядка. Вход PSS представляет один или несколько сигналов, в которых видны колебания. PSS формирует дополнительный сигнал, который добавляется к ошибке напряжения.
Рис. 20.
Блок-схема модели Хеффрона-Филлипса синхронного генератора, оснащенного системой возбуждения, регулятором напряжения и стабилизатором энергосистемы.
Символы на рисунке 20 означают следующее: k es и T es — усиление системы возбуждения [о.е.] и постоянная времени [с] соответственно, E fd,ref — эталон напряжения возбуждения поля E fd (оба в [pu]), в то время как u PSS , y PSS и G PSS (s) являются входом PSS, выходом (оба в [pu]), и передаточной функции соответственно. Что касается переменных модели Хеффрона-Филлипса, индекс Δ обозначает отклонение переменных от установившихся рабочих точек, а s — комплексную переменную Лапласа.
Для входа PSS u PSS∆ должны использоваться переменные, содержащие информацию о колебаниях. Этими переменными являются электрическая мощность, угол ротора, скорость вращения ротора, частота, напряжение на клеммах и ускоряющий крутящий момент. Электроэнергия обычно выбирается в качестве входа в PSS. Выход ПСС, y PSSΔ , управляющий сигнал для системы возбуждения. Передаточная функция обычного линейного ФСС представлена следующим образом:
где k PSS обозначает коэффициент усиления стабилизатора [pu]; T 1 , T 2 , T 3 , T 4 — постоянные времени стабилизаторов опережения-запаздывания; T w – постоянная времени фильтра верхних частот (промывающего) [с]; и G aaf ( s ) — передаточная функция фильтра нижних частот (сглаживающего).
На основе блок-схемы на рис. 20 и передаточной функции (уравнение (6)), ассоциация IEEE установила стандарт IEEE для исследований PSS [11]. Стандарт позволяет унифицировать коммерческие приложения PSS. Стандарт устанавливает четыре основных типа СЭС, которые различаются, главным образом, имеющимся входом и степенью передаточной функции. Большинство коммерческих СЭС реализуются по стандартизированным предложениям.
Для синтеза СЭС необходимо знание математической модели синхронного генератора с системой возбуждения. Требуемая модель рассчитывается по известным данным синхронного генератора или путем идентификации. Использование систематических методов настройки параметров обычных СЭУ обеспечивает эффективное демпфирование для номинальной рабочей точки, хотя и со значительно уменьшенным демпфированием для некоторых неноминальных рабочих точек. Другими недостатками этих методов являются требование параметров математической модели синхронного генератора и трудоемкая настройка. Поэтому на практике систематические методы применяются редко. Следовательно, не обеспечивается ни оптимальное демпфирование в номинальной рабочей точке, ни стабильная работа во всем рабочем диапазоне. Реализации неправильно настроенного PSS могут нанести вред. Такие СЭС на практике часто отключаются [12].
Из-за отсутствия математической модели синхронного генератора, сложного и трудоемкого синтеза традиционной линейной СЭС и ее доказанного неоптимального демпфирования во всем рабочем диапазоне синхронного генератора, передовые теории управления рекомендуются для Реализация ПСС.
Реклама
5. Надежный PSS
Среди многих подходов к надежному управлению управление в скользящем режиме является одним из самых интересных. Основными преимуществами такого управления являются его нечувствительность к изменениям параметров, подавление помех, методика проектирования с развязкой и простота реализации с помощью силовых преобразователей [13].
Основы теории управления скользящим режимом восходят к концу 1950-х годов. С этого времени возникли новые направления исследований, связанные с появлением новых классов задач управления, новых математических методов и новых перспектив реализации [13, 14, 15].
Для предлагаемой конструкции СЭС будет использована модификация управления скользящим режимом, основанная на принципе развязки. Математическая модель управляемого объекта должна быть приведена к регулярному виду:
ẋrf1t = arf11xrf1t+arf12xrf2te21
ẋrf2t = arf21xrf1t+arf22xrf2t+brf2upte22
, где a RFIJ (I, J = 1,2) RFIJ (I, J = 1,2) RFIJ (I, J = 1,2) A RFIJ (I, J = 1,2) A RFIJ (I, J = 1,2) A RFIJ (I, J = 1.2) A RFIJ . −man и xRF2t∈ℜmae векторы в пространстве состояний, а u p ( t ) входной вектор управляемого объекта. Матрица B RF2 должна быть невырожденной.
Для проектирования СЭС, основанного на упрощенной линеаризованной модели синхронного генератора, вектор в пространстве состояний в правильной форме x RF ( t ), где n = 3 и m = 1, можно выбрать как
xRFt=xRF1txRF2t, где:xRF1t=δΔtδ̇Δt и xRF2t=δ¨ΔtE23 все переменные пространства состояний модели регулярной формы синхронного генератора. Измерения электрической мощности, частоты вращения ротора и напряжения на клеммах возможны только на синхронном генераторе. Для управления скользящим режимом переменные пространства состояний для модели регулярной формы должны быть рассчитаны из измеренных переменных. Чтобы вычислить переменные в пространстве состояний регулярной формы, во-первых, переменные δ Δ ( t ) and E ‘ q∆ ( t ) can be calculated by inverting (Eq. (19)), such as
δΔtEqΔ′t=1K1K6−K2K5K6‐ K2-K5K1PEΔTVTΔTe24
−K2ωs2HδΔtωΔtEqΔ′tE25
Таким образом можно было получить переменные в пространстве состояний без явного дифференцирования.
Поверхность скольжения была выбрана такой, что отклонение угла ротора и отклонение скорости ротора экспоненциально сходились к нулю. Для этого было выбрано линейное уравнение поверхности скольжения:
st=DxRF1t+xRF2t,st∈ℜmE26
При появлении режима скольжения на многообразии s ( t ) = 0, где x RF2 ( t ) = – Dx RF1 ( t ), поведение системы определяется ( н-м ) уравнение порядка
ẋRF1=ARF11−ARF12DxRF1E27
Для получения требуемых динамических свойств системы управления были заданы собственные значения замкнутой системы с линейной обратной связью. Для управляемой системы, описываемой (уравнениями (21), (22)), существует матрица D , обеспечивающая желаемые собственные значения системы (уравнение (27)).
На первом этапе проектирования скользящего режима мы выбрали желаемые собственные значения системы, описанной с помощью (уравнение (27)). Из искомых собственных значений определялась матрица D как решение задачи на собственные значения ( n-m )-го порядка. Матрица D определяет уравнение разрывных поверхностей скольжения (уравнение (27)).
Вторым этапом методики расчета является выбор разрывного закона управления таким, чтобы на многообразии всегда возникал скользящий режим s ( t ) = 0, что эквивалентно устойчивости начала координат в м -мерное пространство s ( t ). Динамика на 9.0093 s ( t ) пространства описываются уравнением −gxRFtBRF2−1sgnstE29
, где xRFt — сумма модулей компонентов вектора xRFt, а g — константа.
Выбранное прерывистое управление приводит к
ṡt=ExRFt−gxRFtsgnstE30
Существует такое положительное значение g, что функции стоят ṡимеют разные знаки. Это означает, что на поверхности разрыва будет иметь место скользящий режим. Влияние прерывистости управляющего сигнала уменьшается за счет изменения амплитуды управляющего сигнала.
Реклама
6. Адаптивная ФСС
В литературе можно найти множество примеров использования различных адаптивных методов для реализации ФСС. Большинство реализаций СЭС основаны на использовании косвенного адаптивного управления, где необходимо проводить явную идентификацию математической модели синхронного генератора [16, 17]. Преимуществом непрямой адаптивной СЭС является прозрачная структура адаптивной системы управления с разделёнными алгоритмом идентификации и законом управления. Значительно меньше публикаций, где представлено использование прямого адаптивного управления для PSS [18]. Методы прямого адаптивного управления сложнее использовать для традиционной структуры СЭС, чем для косвенного адаптивного управления. Однако их преимущество заключается в том, что они не требуют явной идентификации SG, и, следовательно, они менее требовательны к вычислительным ресурсам. В данной статье будет проведено сравнение разработанной робастной СЭС с прямой адаптивной СЭС, подробно изученной в [2].
Теоретическая основа используемой прямой адаптивной ФЭС представлена теорией модельного эталонного адаптивного управления почти строго положительными реальными объектами.
Реализованное прямое адаптивное управление рассматривается для управляемого объекта, который описывается формулой
ẋpt=Apxpt+BpuptE31
ypt=CpxptE32
, где xpt∈ℜ — вектор состояния управляемого объекта, upt∈ℜmi — управляемый объект входной вектор, ypt∈ℜris вектор выхода управляемого объекта, и A p , B p , C p — матрицы соответствующих размерностей.
Предполагается, что:
Диапазон параметров матриц объекта ограничен.
Все возможные пары A p и B p являются управляемыми и стабилизируемыми.
Все возможные пары A p и C p являются наблюдаемыми.
Справочная модель описана
ẋMT = AMXMT+BMUMTE33
YMT = CMXMTE34
, где x M ( T ) — это состояние модели, U U U U U U U U ) ( T ). t ) — командный вектор модели, y m ( t ) — выходной вектор модели, а A m , B m и C m — матрицы соответствующих размерностей. Предполагается, что модель устойчива. Размерность состояния модели может быть меньше размерности состояния объекта.
Ошибка отслеживания выхода определяется как
eyt=ymt-yptE35
Управление u p ( t ) для вектора выхода объекта » выход эталонной модели у M ( T ) без явных знаний о A P , B P и C P генерируется Adaptive AlgorithM:
444te upt upt.
UPT = KTRTE37
, где
KT = KetKXTKUTE38
RTT = EYTTXMTTUMTT.E39
.0004 Kt=KPt+KItE40
KPt=eytrTtTE41
K̇It=eytrTtT¯−σKItE42
где член σ введен для того, чтобы избежать расходимости интегральных коэффициентов при наличии возмущения, а T и T¯ положительно определены и положительные полуопределенные матрицы коэффициентов адаптации соответственно.
Необходимое условие асимптотического слежения, когда u m ( t ) является ступенчатой командой, состоит в том, что управляемый объект является почти строго положительным вещественным (ASPR) [19]. Если управляемый объект не является ASPR, предлагается дополнить объект компенсатором с прямой связью, чтобы расширенный объект был ASPR. В этом случае можно использовать ранее описанный адаптивный контроллер.
Для не-ASPR объекта, описываемого передаточной матрицей
Gps=CpsI−Ap−1BpE43
компенсатор прямой связи определяется строго правильной матрицей передаточной функции G ff ( s ) с реализацией
ṡpt = ASSPT+BSUPTE44
RPT = DSSPTE45
Вместо вывода завода Y P ( T ), Augmented Выход Z P ( T ). zpt=ypt+rptE46
Расширенная система определяется как
Gas=Gps+GffsE47
Компенсатор с прямой связью G ff ( s ) является инверсией ( s ) фиктивного контроллера выбираться таким образом, чтобы результирующая относительная степень аугментированного растения G a ( s ) действительно равно 1. Например, если SISO-объект G p ( s ) стабилизируется PD-контроллером, можно использовать его инверсию простым способом. фильтр нижних частот первого порядка.
Объявление
7. Результаты
Эффективность предлагаемого скользящего режима СЭС и прямого адаптивного СЭС проверена с помощью моделирования нелинейной модели седьмого порядка синхронного генератора во всем рабочем диапазоне, как численно, так и экспериментально. , в лаборатории.
7.1 Надежный PSS
Блок-схема PSS со скользящим режимом показана на рисунке 21.
Рисунок 21.
Блок-схема PSS со скользящим режимом.
Регулятор скользящего режима требует измерения трех параметров синхронного генератора: электрической мощности, частоты вращения ротора и напряжения на клеммах. Входные фильтры — это фильтры нижних частот для устранения измеряемого шума. Из этих измеренных переменных переменные пространства состояний для модели регулярной формы вычисляются посредством преобразования состояния. Преобразование состояния осуществляется уравнениями. (24) и (25). Полученные переменные пространства состояний регулярной формы используются в законе управления, описанном уравнениями. (26) и (29). Вывод разрывного закона управления осуществляется в ограничителе. Применялось жесткое насыщение выхода СЭУ с ограничением значения ±35% от значения номинального напряжения возбуждения ротора. Установленное значение представляет собой ограничение в реальной системе возбуждения.
Для синхронного генератора с данными, перечисленными в разделе 3, мы выбрали желаемые собственные значения λ1,2=−2 для системы в (уравнение (27)). Были рассчитаны следующие параметры закона управления [2]:
D=44BRF2−1=−0,06g=350E48
7.1.1 Номинальная рабочая точка
На рисунках 22–24 показаны отклики нелинейной модели седьмого порядка рассматриваемого синхронного генератора мощностью 160 МВА, оснащенного системой возбуждения и робастной СЭС, на ступенчатые изменения механического момента и поля напряжение возбуждения, как показано на рисунке 11. Синхронный генератор работает в окрестности номинальной рабочей точки. На рисунках 22 и 23 показаны генерируемая электрическая мощность, частота вращения ротора и угол поворота ротора в номинальной рабочей точке 9.0017 P = 1,0 [о.е.] и Q = 0,62 [о.е.].
Рисунок 22.
w3.org/2001/XMLSchema-instance»> Электрическая мощность P e (t) [pu] и скорость вращения ротора ω(t) [pu] в номинальной рабочей точке P = 1,0 [pu] и Q = 0,62 [pu] с надежной PSS.
Рис. 23.
Угол ротора δ(t) [о.е.] в номинальной рабочей точке P = 1,0 [о.е.] и Q = 0,62 [о.е.], с надежным PSS.
Рис. 24.
Напряжение возбуждения E FD (t) [о.е.] в номинальной рабочей точке P = 1,0 [о.е.] и Q = 0,62 [о.е.], с надежным PSS.
На рис. 24 показано напряжение возбуждения, создаваемое надежной СЭС в рабочей точке P = 1,0 [о.е.] и Q = 0,62 [о.е.]. Границы ограничителей видны четко.
7.1.2 Влияние возмущения нагрузки
При работе во всем рабочем диапазоне динамика синхронного генератора существенно меняется. Регулятор скользящего режима с рассчитанными параметрами был стабильным и надежным и показывал эффективное демпфирование во всех условиях эксплуатации. Теоретический анализ инвариантности предложенной системы управления к возмущениям и изменению параметра объекта подробно описан в [20].
В данной работе представлены результаты двух наиболее крайних рабочих точек (тех же рабочих точек, что описаны в разделе 3.2):
На рис. 25 показаны генерируемая электрическая мощность и частота вращения ротора в рабочей точке P = 1,0 [ о.е.] и Q = 0,1 [о.е.], а на рисунке 26 показаны обе величины в рабочей точке P = 0,1 [о.е.] и Q = 1,0 [о.е.].
Рисунок 25.
Электрическая мощность P e (т) [о.е.] и скорость вращения ротора ω(t) [о.е.] в рабочей точке P = 1,0 [о.е.] и Q = 0,1 [о. е.], с надежной PSS.
Рис. 26.
Электрическая мощность P e (t) [pu] и скорость вращения ротора ω(t) [pu] в рабочей точке P = 0,1 [pu] и Q = 1,0 [pu] с надежной PSS.
7.1.3 Влияние отклонений параметров
Для анализа влияния отклонений параметров на эффективность демпфирования предложенных систем управления обе системы управления были испытаны в различных рабочих точках для синхронных генераторов разных типов и номинальных мощностей. В данной работе представлены результаты для синхронного генератора номинальной мощностью 555 МВА. Данные рассматриваемого синхронного генератора приведены в табл. 10 [4].
S N = 555 [MVA]
V N = 24 [kV]
cos φ N = 0. 90
Ом S = 377 [RAD S −1 ]
T ‘ D0 = 8,0 [PU]
D0 = 8,0 [PU]
5 D0 = 8,0 [PU]
D0 = 8.0 2,0 [о.е.]
R E = 0,02 [PU]
L E = 0,4 [PU]
V IB = 1,0 [PU]
18 IB = 1,0 [PU]
IB = 1,0 [PU]
IB = 1,0 [PU]
= 1,0 [PU] IB = 1,0 [PU] IB = 1,0 [PU]
IB = 1.0 [PU]
R F = 0,0006 [PU]
x ‘ D = 0,300 [PU]
L 111111111116111611161116116111611161116111611161116161116161116111611161611161616164111161641111616111тели. q = 1,760 [о.е.]
L F = 0,165 [PU]
L D = 0,171 [PU]
L Q = 0,084 [PU] 9 Q = 0,084.
L D = 0,150 [PU]
L Q = 0,150 [PU]
L AQ = 1,61026 L AQ = 1,6101666 L AQ = 1.6101666 L AQ
.
Данные синхронного генератора мощностью 555 МВА, используемые для анализа влияния изменений параметров на эффективность демпфирования [4].
Коэффициенты линеаризации для номинальной рабочей точки ( P N = 1 [о.е.], cos φ N = 0,9) и собственные значения модели Хеффрона-Филлипса (λ 9,5 λ 5 4 0 1 , λ 3 ) представлены в таблице 11.
P N = 1,0 [PU]
9
Q = 1,0 [PU]
9
Q = 1,0 [PU] 9165
9
Q = 1,0 [PU]
9
Q = 1,0 [PU]
9
Q = 1,0 [PU]
Q . φ N = 0,90
K 1 = 1.3306
K 2 = 1.2988
K 3 = 0.3168
K 4 = 1.8578
K 5 = −0.0107
K 6 = 0.4545
λ 1 = −0.2554 + 8.4389i
λ 2 = −0.2554 — 8.4389i
λ 3 = − -0,1678
Таблица 11.
Параметры линеаризации и собственные значения модели Хеффрона-Филлипса в номинальной рабочей точке синхронного генератора мощностью 555 МВА.
Переходная характеристика неуправляемого синхронного генератора с данными в таблице 10 и данными номинальной рабочей точки в таблице 11 показана на рисунках 27 и 28. Моделируются ступенчатые изменения на входах обоих генераторов. На рис. 27 показана смоделированная траектория механического момента турбины и напряжения возбуждения ротора. Ступенчатые изменения выбираются как наихудший случай для максимального возбуждения колебаний.
Рисунок 27.
Траектории входных сигналов синхронного генератора мощностью 555 МВА: механический крутящий моментT м (t) [о.е.] и напряжение возбуждения ротораE fd (t) [о.е.], номинальная рабочая точка P = 1,0 [о.е.] и Q = 0,48 [о.е.].
Рис. 28.
Выходные траектории синхронного генератора мощностью 555 МВА: скорость вращения ротора ω(t) [о.е.] и угол δ(t) ротора [градусы], номинальная рабочая точка P = 1,0 [о.е.] и Q = 0,48 [о.е.], без ПСС.
На рис. 28 показана реакция генерируемой электрической мощности и скорости вращения ротора на траектории входов, показанные на рис. 27.
Представлены результаты робастного управления в двух рабочих точках:
P = 1,0 [о.е.] и Q = 0,1 [о.е.]: коэффициенты линеаризации и собственные значения модели Хеффрона-Филлипса 1 , λ 2 , λ 3 ) представлены в таблице 12, ступенчатые изменения механического момента и напряжения возбуждения поля показаны на рисунке 29, а генерируемая электрическая мощность и частота вращения ротора показаны на рисунке 30.
P = 0,1 [PU] и Q = 1,0 [PU]: коэффициенты линеаризации и собственные задолженности модели Heffron-Phillip 3 ) представлены в таблице 13, ступенчатые изменения механического момента и напряжения возбуждения поля показаны на рисунке 31, а генерируемая электрическая мощность и частота вращения ротора показаны на рисунке 32.
P N = 1.0 [pu]
Q N = 0.1 [pu]
cos φ N = 0.995
K 1 = 1.1387
K 2 = 1.4710
K 3 = 0.3168
K 4 = 2.1296
K 5 = −0.1069
K 6 = 0.3281
λ 1 = −0.3140 + 7.8075i
λ 2 = −0.3140 — 7.8075i
λ 3 = −0.0506
Таблица 12.
Производительность в параметрах линеаризации и собственных значениях модели Хеффрона-Филлипса в рабочей точке P = 1,0 [о. е.] и Q = 0,1 [о.е.] синхронного генератора мощностью 555 МВА.
P N = 0.1 [pu]
Q N = 1.0 [pu]
cos φ N = 0.099
K 1 = 1.2340
K 2 = 0.1533
K 3 = 0.3168
K 4 = 0.1204
K 5 = 0.0167
K 6 = 0.5720
λ 1 = −0.1430 — 8.1276i
λ 2 = −0.1430 + 8.1276i
λ 3 = −0.3927
Table 13.
Параметры линеаризации и собственные значения модели Хеффрона-Филлипса в рабочей точке P = 0,1 [о.е.] и Q = 1,0 [о.е.] синхронного генератора мощностью 555 МВА.
Рис. 29.
Траектории входных сигналов синхронного генератора мощностью 555 МВА: Механический крутящий моментT m (t) [о.е.] и напряжение возбуждения ротора E fd (t) [о.е.], рабочая точка P = 1,0 [о.е.] и Q = 0,1 [о.е.].
Рисунок 30.
Электрическая мощность синхронного генератора мощностью 555 МВА P e (t) [о.е.] и частота вращения ротора ω(t) [о.е.] в номинальной рабочей точке P = 1,0 [о.е.] и Q = 0,1 [о.е.], с робастной ПСС.
Рис.
31.
Траектории входных сигналов синхронного генератора мощностью 555 МВА: механический крутящий момент T м (t) [pu] и напряжение возбуждения ротора E fd (t) [о.е.], рабочая точка P = 0,1 [о.е.] и Q = 1,0 [о.е.].
Рис. 32.
Электрическая мощность синхронного генератора мощностью 555 МВА P e (t) [о.е.] и частота вращения ротора ω(t) [о.е.] в номинальной рабочей точке P = 0,1 [о.е.] и Q = 1,0 [о.е.], с робастной ПСС.
На рис. 25 показаны генерируемая электрическая мощность и частота вращения ротора в рабочей точке с сильным демпфированием P = 1,0 [о.0017 P = 0,1 [о.е.] и Q = 1,0 [о.е.].
7.2 Адаптивный PSS
Предлагаемый прямой адаптивный регулятор гарантирует стабильность любой управляемой установки, которая удовлетворяет условиям ASPR. Синхронный генератор с автоматической системой напряжения не удовлетворяет необходимым условиям ASPR. Дополнение объекта параллельным упреждающим компенсатором необходимо проводить для обеспечения стабильной работы всей системы адаптивного управления. Аугментация выполняется таким образом, чтобы аугментированное растение удовлетворяло условиям ASPR. Требование в большинстве случаев удовлетворяется введением упреждающего компенсатора G ff (s), который подключается параллельно основной управляемой установке. Подходящий стабилизатор с прямой связью представляет собой фильтр нижних частот первого порядка с коэффициентом усиления компенсатора с прямой связью k ff и постоянной времени компенсатора с прямой связью T ff [18].
Блок-схема прямого адаптивного PSS представлена на рисунке 33.
Преимуществом схемы управления, показанной на рисунке 33, по сравнению с другими адаптивными структурами является очень простая реализация механизма адаптации. Представленная прямая адаптивная ФСС существенно упрощена; а именно, эталонная модель не требуется из-за постоянного (нулевого) командного сигнала.
Напряжение опорной клеммы В t,ref и механический крутящий момент T м переменные представляют собой основные помехи, влияющие на динамику синхронного генератора. Изменения нагрузки синхронного генератора можно рассматривать как возмущения параметров управляемой установки. Блок промывки (входные фильтры) служит фильтром верхних частот с постоянной времени T w достаточно высокой, чтобы пропускать сигналы, связанные с колебаниями активной мощности генератора P e пройти без изменений. Без него устойчивые изменения мощности изменяли бы напряжение на клеммах. Это позволяет СЭС реагировать только на изменение активной мощности генератора. С точки зрения функции смыва значение T w не критично и может находиться в диапазоне 1–20 с. Основное соображение состоит в том, что этого времени будет достаточно для прохождения стабилизирующих сигналов без изменений на интересующих частотах. Закон прямого адаптивного управления представлен (уравнениями (35)–(42)). Необходимый компенсатор с прямой связью описывается уравнениями. (44) и (45). В моделирование была включена та же модель насыщения исполнительного механизма, что и в разделе 7.1.1.
Параметры механизма адаптации рассматриваемого линеаризованного объекта управления определяются по правилам, описанным в [2], например 3Tff=1⋅10−3E49
7.2.1 Номинальная рабочая точка
На рисунках 34–36 представлены отклики нелинейной модели седьмого порядка рассматриваемого синхронного генератора мощностью 160 МВА, оснащенного системой возбуждения и адаптивной СЭД, на ступенчатые изменения механического крутящего момента и напряжения возбуждения поля, как показано на рисунке 11. На рисунках 34 и 35 показаны генерируемая электрическая мощность, скорость вращения ротора и угол ротора в номинальной рабочей точке P = 1,0 [о. е.] и Q = 0,62 [о.е.].
На рис. 36 показано напряжение возбуждения, создаваемое адаптивным СЭП в номинальной рабочей точке P = 1,0 [о.е.] и Q = 0,62 [о.е.].
Рисунки 34–36 непосредственно сопоставимы с рисунками 22–25.
7.2.2 Влияние возмущения нагрузки
Представлены результаты для двух наиболее экстремальных рабочих точек (таких же, как в разделах 3.2 и 7.1.2):
P = 1,0 [о.е.] и Q = 0,1 [о.е.]: генерируемая электрическая мощность и скорость вращения ротора показаны на рис. 37.
P = 0,1 [о.е.] и Q = 1,0 [о.е.]: генерируемая электрическая мощность и скорость вращения ротора показаны на рисунке 38.
7.2.3 Влияние отклонений параметров 45
адаптивной СЭУ для гашения колебаний при наличии отклонений параметров показана при испытании на синхронном генераторе мощностью 555 МВА, как и в разделе 7.1.3. На рис. 39 показаны генерируемая электрическая мощность и частота вращения ротора в рабочей точке 9. 0017 P = 1,0 [о.е.] и Q = 0,1 [о.е.], а на рисунке 40 показаны обе величины в рабочей точке P = 0,1 [о.е.] и Q = 1,0 [о.е.].
Из результатов, представленных в разделах 7.1 и 7.2, представленных на рисунках 22–32 и 34–40, ясно видно, что надежные и адаптивные СЭС улучшают гашение колебаний синхронных генераторов значительно (меньшее время колебаний, меньшее перерегулирование и лучшее демпфирование). Численная оценка была сделана для лучшего понимания эффективности обоих алгоритмов управления. Для более объективной численной оценки предлагаемых подходов к управлению был введен интегральный квадратичный показатель качества колебаний частоты вращения ротора (∫ω2dt). Временные характеристики, показанные на рисунках 13,16,19,22,25,26,34,37 и 38 рассматривались для синхронного генератора номинальной мощностью 160 МВА. Расчетные показатели эффективности приведены в таблице 14. Улучшения показателя эффективности за счет предлагаемых систем управления для неуправляемого синхронного генератора представлены в таблице 15.
Рисунок 33.
Блок-схема прямой адаптивной СЭС.
Рис. 34.
Электрическая мощность P e (t) [pu] и скорость вращения ротора ω(t) [pu] в рабочей точке P = 1,0 [pu] и Q = 0,62 [pu] с адаптивным PSS.
Рис. 35.
Угол ротора δ(t) [о.е.] в номинальной рабочей точке P = 1,0 [о.е.] и Q = 0,62 [о.е.], с адаптивным PSS.
Рис. 36.
Напряжение возбуждения E FD (t) [о. е.] в номинальной рабочей точке P = 1,0 [о.е.] и Q = 0,62 [о.е.], с адаптивным PSS.
Рисунок 37.
Электрическая мощность P e (t) [pu] и скорость вращения ротора ω(t) [pu] в рабочей точке P = 1,0 [pu] и Q = 0,1 [pu] с адаптивным PSS.
Рис. 38.
Электрическая мощность, стр. e (t) [о.е.] и скорость вращения ротора ω(t) [о.е.] в рабочей точке P = 0,1 [о.е.] и Q = 1,0 [о.е.] с адаптивным PSS.
Рис. 39.
Электрическая мощность синхронного генератора мощностью 555 МВА P e (t) [pu] и частота вращения ротора ω(t) [pu] в рабочей точке P = 1,0 [pu] и Q = 0,1 [pu] с адаптивным PSS .
Рис. 40.
Электрическая мощность синхронного генератора мощностью 555 МВА P e (t) [о.е.] и частота вращения ротора ω(t) [о.е.] в рабочей точке P = 0,1 [о.е.] и Q = 1,0 [о.е.], с адаптивной СЭС .
Synchronous generator with nominal power S N = 160 [MVA]
P [pu]
Q [pu]
cos φ
Performance index
Without PSS
Robust PSS
Adaptive PSS
1. 0
0.1
0.995
1.98 10 −6
0.96 10 −6
0.91 10 −6
1.0
0.62
0.85
0.99 10 −6
0.56 10 −6
0.44 10 −6
0.1
1.0
0.099
0.56 10 −6
0.41 10 −6
0.42 10 −6
Table 14.
Интегральный коэффициент квадратного корня колебаний частоты вращения ротора синхронного генератора мощностью 160 МВА без СЭС, с робастной СЭС или с адаптивной СЭС в различных рабочих точках.
Synchronous generator with nominal power S N = 160 [MVA]
P [pu]
Q [pu]
cos φ
Улучшение показателя производительности относительно случая без PSS [%]
Robust PSS
Adaptive PSS
1. 0
0.1
0.995
51 [%]
54 [%]
1.0
0.62
0.85
43 [ %]
55 [%]
0.1
1.0
0.099
26 [%]
25 [%]
Table 15.
The improvements of the integral square root performance показатель колебания частоты вращения ротора синхронного генератора мощностью 160 МВА в различных рабочих точках при использовании робастной или адаптивной СЭС.
Временные характеристики, показанные на рисунках 28, 30, 32, 39 и 40, рассматривались для синхронного генератора с номинальной мощностью 555 МВА. Рассчитанные показатели эффективности синхронного генератора без СЭС, с робастной СЭС или с адаптивной СЭС приведены в таблице 16. Улучшения показателей эффективности за счет предлагаемых систем управления по отношению к неуправляемому синхронному генератору представлены в таблице 17.
Synchronous generator with nominal power S N = 555 [MVA]
P [pu]
Q [pu]
cos φ
Performance index
Without PSS
Robust PSS
Adaptive PSS
1.0
0.1
0.995
1.73 10 −6
0.76 10 −6
0. 92 10 −6
1.0
0.62
0.85
0.89 10 −6
0.51 10 −6
0.47 10 −6
0.1
1.0
0.099
0.33 10 −6
0.28 10 −6
0.28 10 −6
Table 16.
Integral square root performance index of rotor speed oscillation of the 555 Синхронный генератор МВА без СЭС, с робастной СЭС или с адаптивной СЭС в различных рабочих точках.
Synchronous generator with nominal power S N = 555 [MVA]
P [pu]
Q [pu]
cos φ
Улучшение индекса производительности в отношении случая без PSS [%]
Улучшение интегрального показателя квадратного корня колебаний частоты вращения ротора синхронного генератора мощностью 555 МВА в различных рабочих точках после использования робастного или адаптивного PSS.
Из полученных численных результатов видно, что предложенные надежные и адаптивные PSS обеспечивают значительное улучшение демпфирования во всем рабочем диапазоне. Эффективность обоих предложенных стабилизаторов аналогична. Они зависят от типа генератора, габаритов генератора, рабочей точки (нагрузки) и т. д. В целом можно сделать вывод, что по введенному показателю производительности их улучшение находится в пределах 10–60 [%].
Реклама
8. Заключение
Изменения в конструкции синхронных генераторов и введение в энергосистемы дополнительных систем управления привели к значительному увеличению колебаний в энергосистемах и связанным с ними проблемам устойчивости. Обычные стабилизаторы линейной энергосистемы не способны решить эти проблемы. Передовые теории управления кажутся подходящими для разработки более мощных стабилизаторов энергосистемы.
На основе теории робастного управления и теории адаптивного управления разработаны два стабилизатора энергосистемы. Эффективность обоих стабилизаторов оценивалась максимально объективно. Предлагаемые подходы к управлению были оценены на основе теоретического анализа и численного моделирования. Стабилизатор скользящего режима и прямой адаптивный стабилизатор имеют следующие преимущества по сравнению с обычными линейными стабилизаторами:
Доказательства устойчивости всей замкнутой системы существуют для обоих представленных регуляторов.
Оба контроллера требуют минимального предварительного знания структуры и параметров управляемой установки.
Оба контроллера имеют несложную процедуру настройки.
Оба контроллера не требуют измерения дополнительных переменных объекта управления.
Оба контроллера просты в реализации (низкие требования к вычислительным ресурсам и низкая частота дискретизации).
Оба регулятора гасят колебания во всем рабочем диапазоне и обеспечивают стабильность.
Оба контроллера не рассчитывают высокие выходные амплитуды и нечувствительны к насыщению привода.
Сравнение разработанных новых стабилизаторов энергосистем показывает значительное преимущество современных концепций во всех рассмотренных диапазонах работы. В связи с актуальностью и важностью решаемых вопросов разработка более эффективных стабилизаторов энергосистемы неизбежна. По нашим оценкам, в будущем интенсивность исследований в этой области будет возрастать. По нашей оценке, робастное и адаптивное управление оказалось наиболее перспективным для реализации в стабилизаторах энергосистемы.
Ссылки
1. Международная энергетика [Интернет]. 2020. Доступно по адресу: https://www.iea.org/data-and-statistics?country=WORLD&fuel=Energy%20supply&indicator=Electricity%20generation%20by%20source [Проверено: 19 января 2020 г.]
2. Ritonja J. Адаптивная стабилизация системы возбуждения генератора. ВЫНУЖДЕНИЕ. 2011;30(3):1092-1108. DOI: 10.1108/03321641111111022
3. Болдеа И. Синхронные генераторы. Бока-Ратон: Группа Тейлор и Фрэнсис; 2016
4. Андерсон П.М., Фуад А.А. Контроль и стабильность энергосистемы. Эймс, Айова: Издательство государственного университета Айовы; 1977
5. Ритоня Дж., Петрун М., Чернелич Дж., Брезовник Р., Полайжер Б. Анализ и применимость модели Хеффрона-Филлипса. Электроника и электротехника [Печатное изд.]. 2016;22(4):3-10. DOI: 10.5755/j01.eie.22.4.15905. иллюстр. ISSN: 1392-1215
6. Кундур П. Стабильность и управление энергосистемой. Нью-Йорк: McGraw-Hill, Inc.; 1994
7. Heffron WG, Phillips RA. Влияние современного амплидинного регулятора напряжения на недовозбуждение больших турбогенераторов. Транзакции AIEE. 1952;71:692-697
8. Берген А.Р., Виттал В. Анализ энергосистем. Река Аппер-Сэдл, Нью-Джерси: Prentice-Hall Inc.; 2000
9. Демелло Ф.П., Конкордия С. Концепции устойчивости синхронных машин при воздействии управления возбуждением. IEEE Trans. Энергетический аппар. Сист. 1969;88(4):316-329
10. Маховский Дж., Биалек Дж.В., Бамби Дж.Р. Динамика энергосистемы, стабильность и контроль. Западный Сассекс, Соединенное Королевство: John Wiley and Sons, Ltd.; 2008
11. Стандарт IEEE. Рекомендованная IEEE практика для моделей систем возбуждения для исследований стабильности энергосистемы. В: IEEE Std 421.5–2005, Энергетическое инженерное общество IEEE, Комитет по развитию энергетики и производству электроэнергии; 21 апреля 2006 г.
12. Ритоня Дж., Душак М. Анализ стабилизаторов энергосистемы Словении. Журнал электротехники и информатики. Любляна: Электротехническое общество Словении; 2014
13. Уткин В.И. Принципы проектирования скользящего режима управления и применение к электроприводам. Транзакции IEEE по промышленной электронике. 1993;40(1):23-36
14. Бартолини Г., Фридман Л., Пизано А., Усаи Э. Современная теория управления скользящим режимом. Нью-Йорк: Springer Verlag; 2008
15. Слотин Дж.Э., Ли В. Прикладное нелинейное управление. Энглвуд Клиффс, Нью-Джерси: Prentice Hall Inc.; 1991
17. Эйхманн А., Колер А., Малик О.П., Таборда Дж. Прототип самонастраивающегося стабилизатора адаптивной энергосистемы для гашения колебаний активной мощности. В: Материалы летнего собрания Энергетического общества в Сиэтле, Вашингтон, Vol. 1. ИИЭР; 2000. pp. 122-126
18. Ritonja J, Dolinar D, Grčar B. Простое адаптивное управление для стабилизатора энергосистемы. В: IEEE Proceedings Control Theory and Applications [печатное издание]; 2000. С. 373-380
19. Кауфман Х., Бар-Хана И., Собел К. Алгоритмы прямого адаптивного управления. Нью-Йорк: Springer Verlag; 1993
20. Шабанович А. Системы с переменной структурой и скользящими режимами управления движением. Обзор. IEEE Transactions по промышленной информатике. 2011;7(2):212-223
Разделы
Информация об авторе
1. Введение
2. Математическая модель синхронного генератора, подключенного к энергосистеме
3. Анализ влияния колебаний на качество энергосистемы
4. Кантерная система управления для оборудования для возбуждения ротора синхронного генератора
5.Robust PSS
6. Aadaptive PSS
7.Results
8.conclusion
4615691561646156156156156156156156156.
Опубликовано: 3 декабря 2019 г. Рассмотрено: 15 апреля 2020 г. Опубликовано: 1 июня 2020 г.
Академические редакторы и авторы IntechOpen получили финансирование для своей работы от многих известных спонсоров, включая: Европейскую комиссию, Фонд Билла и Мелинды Гейтс, Wellcome Trust, Китайскую академию наук, Фонд естественных наук Китая (NSFC), CGIAR Консорциум международных центров сельскохозяйственных исследований, Национальный институт здравоохранения (NIH), Национальный научный фонд (NSF), Национальное управление по аэронавтике и исследованию космического пространства (НАСА), Национальный институт стандартов и технологий (NIST), Немецкий исследовательский фонд (DFG), Исследовательские советы Соединенное Королевство (RCUK), Фонд Освальдо Круза, Австрийский научный фонд (FWF), Фонд науки и технологий (FCT), Австралийский исследовательский совет (ARC).
Затраты на публикации в открытом доступе часто могут быть указаны непосредственно в грантах или в конкретных бюджетах, выделенных для этой цели. Многие из наиболее важных финансирующих организаций поощряют и даже требуют, чтобы проекты, которые они финансируют, были доступны широкой общественности бесплатно. IntechOpen стремится поддерживать отличные отношения с этими спонсорами и обеспечивает соблюдение мандатов.
Чтобы помочь авторам определить подходящие финансирующие агентства и учреждения, мы создали список на основе обширного исследования различных ресурсов открытого доступа (включая ROARMAP и SHERPA/JULIET) организаций, у которых есть доступные средства. Перед ознакомлением с нашим списком мы рекомендуем вам обратиться в ваше собственное учреждение или организацию за средствами открытого доступа или проверить спецификации вашего гранта у вашего спонсора, чтобы убедиться, включены ли расходы на публикацию. Если вы получаете грант, вы должны уточнить:
Если вы связаны с каким-либо учреждением из нашего списка ниже, вы можете подать заявку на получение средств на публикацию в открытом доступе, следуя инструкциям, приведенным по ссылкам. Пожалуйста, ознакомьтесь с политикой открытого доступа или положениями и условиями предоставления любого учреждения, с которым вы связаны, чтобы изучить способы покрытия ваших расходов на публикацию (также доступны, нажав на ссылку в их названии).
Обратите внимание, что этот список не является окончательным и регулярно обновляется. Чтобы предложить возможные изменения или включение вашей организации/спонсора, свяжитесь с нами по адресу [email protected]
Имейте в виду, что вы должны быть членом или грантополучателем перечисленных организаций/спонсоров, чтобы подать заявку на получение их средств для публикации в открытом доступе.
Затраты на публикации в открытом доступе часто могут быть указаны непосредственно в грантах или в конкретных бюджетах, выделенных для этой цели. Многие из наиболее важных финансирующих организаций поощряют и даже требуют, чтобы проекты, которые они финансируют, были доступны широкой общественности бесплатно. IntechOpen стремится поддерживать отличные отношения с этими спонсорами и обеспечивает соблюдение мандатов.
Чтобы помочь авторам определить подходящие финансирующие агентства и учреждения, мы создали список на основе обширного исследования различных ресурсов открытого доступа (включая ROARMAP и SHERPA/JULIET) организаций, у которых есть доступные средства. Перед ознакомлением с нашим списком мы рекомендуем вам обратиться в ваше собственное учреждение или организацию за средствами открытого доступа или проверить спецификации вашего гранта у вашего спонсора, чтобы убедиться, включены ли расходы на публикацию. Если вы получаете грант, вы должны уточнить:
Если вы связаны с каким-либо учреждением из нашего списка ниже, вы можете подать заявку на получение средств на публикацию в открытом доступе, следуя инструкциям, приведенным по ссылкам. Пожалуйста, ознакомьтесь с политикой открытого доступа или положениями и условиями предоставления любого учреждения, с которым вы связаны, чтобы изучить способы покрытия ваших расходов на публикацию (также доступны, нажав на ссылку в их названии).
Обратите внимание, что этот список не является окончательным и регулярно обновляется. Чтобы предложить возможные изменения или включение вашей организации/спонсора, свяжитесь с нами по адресу [email protected]
Имейте в виду, что вы должны быть членом или грантополучателем перечисленных организаций/спонсоров, чтобы подать заявку на получение их средств для публикации в открытом доступе.
Управление виртуальным синхронным генератором системы VSC-HVDC на основе MMC гибридной топологии
На этой странице -bridge, своего рода стратегия управления виртуальным синхронным генератором (VSG), которая может быть применена к структуре модульного многоуровневого преобразователя (MMC), подключенной к сети, была исследована и предложена. Во-первых, на основе традиционной стратегии управления VSG энергия, запасенная в эквивалентном конденсаторе силового модуля MMC, использовалась для имитации инерции ротора синхронного генератора. Характеристики генератора могут быть смоделированы во время переходных колебаний частоты, что может помочь уменьшить колебания мощности. Во-вторых, что касается конструктивных особенностей прямого подключения к сети через реактор на стороне переменного тока MMC, в отличие от микросетевого инвертора, отсутствуют дополнительные фильтрующие конденсаторы. Таким образом, существующая широко используемая стратегия управления VSG микросетевого инвертора и структура с двойным замкнутым контуром, состоящая из напряжения конденсатора фильтра и переменного тока, не может быть применена напрямую. Для этого был использован метод, при котором заданные значения внутреннего контура тока рассчитываются по матрице импеданса сетки. Таким образом, получается структура управления с двойным замкнутым контуром, состоящая из внешнего контура мощности на основе управления VSG и внутреннего контура тока. Это может эффективно улучшить текущие возможности управления во время переходного процесса. Наконец, гибридная имитационная модель MMC была построена на основе PSCAD для проверки правильности и эффективности предложенных методов.
1. Введение
С развитием технологии микросетей и постоянным расширением новых мощностей, подключенных к энергосистеме, доля преобразователей большой мощности, представленных VSC-HVDC (преобразователь источника напряжения на основе постоянного тока высокого напряжения) в энергосистема быстро растет. Стратегия борьбы с переносчиками обычно применяется в существующих проектах VSC-HVDC. Легко добиться независимого управления активной и реактивной мощностью, а скорость динамического отклика высока. Однако он не может обеспечить демпфирование и инерционную поддержку энергосистемы. Таким образом, масштабный ввод новой энергии в энергосистему представляет собой угрозу для стабильной работы энергосистемы. Особенно для слабых систем переменного тока обычная стратегия управления переносчиками не может гарантировать стабильность системы.
Массовый доступ к энергосистеме создаст угрозу стабильной работе энергосистемы. Особенно при подключении слабых систем переменного тока обычная стратегия управления переносчиками не может гарантировать стабильность системы. В связи с этим появилась технология виртуальной синхронной машины (ВСГ, виртуальный синхронный генератор). Он улучшает структуру управления внешним контуром преобразователя и моделирует характеристики уравнения движения ротора и регулирования скорости синхронного генератора на основе метода управления синхронным генератором и рабочих характеристик в традиционной энергосистеме. Это может обеспечить инерцию и демпфирование сети, а также улучшить стабильность системы VSC-HVDC для крупномасштабного доступа к новой энергии [1–4]. Существующая технология VSG широко используется для управления микросетевыми преобразователями и новыми инверторами, подключенными к энергосети [5]. В [6] внешнее кольцо VSG разработано для инверторов распределенной энергии, подключенных к сети, включая два внешних контура управления активной мощностью и замкнутый контур реактивной мощности. Выходами вышеуказанных внешних контуров являются частота и амплитуда напряжения переменного тока. Внутренняя петля представляет собой последовательно соединенную петлю напряжения конденсатора фильтра переменного тока и петлю тока. И создана модель слабого сигнала для анализа стабильности системы. В [7] анализируется устойчивость управления VSG при различных условиях отказа, когда преобразователь подключен к слабой системе переменного тока, что указывает на то, что система может быть стабилизирована до тех пор, пока коэффициент короткого замыкания немного больше 1. В В [8] разработана структура управления ВРУ для модульного многоуровневого преобразователя (ММС) на основе полумостовой силовой части и проанализирован диапазон стабильности параметров управления для доступа к слабой системе переменного тока. В [9], когда несколько преобразователей подключены параллельно к одной и той же сети постоянного тока, существует риск низкочастотных колебаний на стороне постоянного тока. Для этого анализируются характеристики слабого демпфирования контуров на основе модели слабого сигнала и предлагается усовершенствованный метод управления ВРУ для подавления колебаний системы. В [10, 11] управление VSG применяется к микросетевому инвертору и предлагается метод плавного переключения между изолированным и сетевым режимами работы. В приведенной выше стратегии управления VSG синхронная угловая скорость сети получается внешним контуром активной мощности, а синхронная угловая скорость рассчитывается путем интегрирования. Итак, получены характеристики уравнения движения ротора синхронного генератора, то есть управление выходной мощностью за счет регулировки разности фаз между векторами выходного напряжения вентиля преобразователя и сети. А вот для постоянного напряжения методы управления обсуждаются меньше. Однако в таких областях, как VSC-HVDC, необходимо иметь по крайней мере одну преобразовательную станцию для стабилизации постоянного напряжения сети. Для этого в [12] конденсаторный накопитель энергии постоянного тока (; В dc — напряжение постоянного тока) используется для обеспечения инерции системы. Расхождение между фактическим значением накопителя энергии конденсатора и заданным значением связано с ПИ-регулятором, а его выходом является синхронная угловая частота вектора напряжения преобразователя. Кроме того, чтобы улучшить способность управления переменным током, внутренний контур разработан, включая внутренний замкнутый контур переменного напряжения с замкнутым контуром переменного тока последовательно. Он может поддерживать постоянную емкость конденсатора постоянного тока и подавлять перегрузку по току во время переходных процессов. Но в этой статье сторона переменного тока преобразователя подключена к конденсатору фильтра переменного тока, что отличается от топологии MMC проектов VSC-HVDC. Конденсатор сетевого фильтра в основном используется для устранения гармоник высокого порядка на выходе двухуровневого преобразователя, а также стабилизирует точечное напряжение, подключенное к сети, что также обеспечивает необходимые условия для конструкции внутреннего контура (внутренний контур состоит из замкнутого контура напряжения конденсатора фильтра и последовательного контура переменного тока). Для топологии MMC сторона переменного тока напрямую подключена к сети через трансформатор, фильтрующий конденсатор не используется, поэтому сложно построить внутреннюю токовую петлю. Для прямой сетевой структуры ММС через реактивное сопротивление без фильтрующего конденсатора в [13, 14] опорные сигналы напряжения преобразователя рассчитываются по внешним контурам ВСГ, а затем опорное значение внутреннего токового контура рассчитывается непосредственно по сетке. -связанный импеданс ММС и разность напряжений на нем. В [15] опорное напряжение постоянного тока и активная мощность будут изменяться в зависимости от отклонения частоты. Это может улучшить характеристики демпфирования системы и эмулировать действие регулятора скорости синхронного генератора. Однако значение обратной связи по частоте сети зависит от контура фазовой автоподстройки частоты (ФАПЧ) в структуре управления, где трудно добиться плавного переключения между изолированным и сетевым режимами работы, и это полезно для преобразователей VSC-HVDC. В [16] также предлагается использовать накопитель энергии конденсатора на стороне постоянного тока для эмуляции инерционности синхронного генератора. Опорное значение напряжения постоянного тока изменяется в соответствии со значением обратной связи по частоте системы переменного тока, а затем используется обычное управление с двойным замкнутым контуром (контуры постоянного напряжения и тока). Таким образом, он может обеспечить инерцию изменения частоты в энергосистеме. Но внутренний контур разработан на основе PLL, и это может повлиять на стабильность системы, когда преобразователь подключен к слабой системе переменного тока.
С дальнейшим развитием технологии VSC-HVDC и технологии микросетей возможность устранения неисправностей постоянного тока стала важным требованием для таких инженерных систем. Для этого проект Zhangbei VSC-HVDC, представляющий собой кольцевую сеть постоянного тока и введенный в эксплуатацию в Китае, использует технологию автоматического выключателя постоянного тока. А строящийся проект Wudongde использует гибридную топологию «полумост-полумост» для реализации требования преодоления неисправности постоянного тока. Существует несколько применений такой гибридной топологии в инженерии, и ее режим управления отличается от традиционной полумостовой топологии. Управление VSG для такой топологии редко обсуждается в литературе. В данной работе предлагается способ управления ВРУ структурой управления данной топологии, который позволяет увеличить инерционность преобразователя и повысить устойчивость системы.
2. Метод управления гибридной топологией MMC
Блок питания мостового блока питания может блокировать двунаправленный ток, поэтому определенное количество полумостовых блоков в традиционной полумостовой топологии MMC заменяется полным мостом может обеспечить устранение неисправности постоянного тока с меньшим увеличением потерь преобразователя. Гибридный ММС показан на рис. I j — трехфазный переменный ток, В dc — напряжение на стороне постоянного тока, I dc — реактивное сопротивление постоянного тока, L
0 . HB — полномостовой силовой модуль, а FB — полумостовой. Каждое плечо моста состоит из полумостов N h и полных мостов N f , соединенных последовательно. Поскольку только FB может выдавать отрицательное напряжение, коэффициент FB в основном влияет на устранение КЗ по постоянному току и выходную реактивную мощность преобразователя при работе с нулевым напряжением постоянного тока и т. д. Обычно отношение полного моста к полумосту составляет 50%. . Чтобы добиться быстрого устранения неисправности постоянного тока и подавить рост постоянного тока короткого замыкания, гибридная топология обычно устанавливает контур постоянного тока для генерации постоянной составляющей сигналов модуляции верхнего и нижнего моста. Когда обнаружена неисправность постоянного тока (напряжение постоянного тока слишком низкое, а постоянный ток слишком велик), постоянная составляющая сигнала модуляции может быть напрямую установлена на 0 или небольшое отрицательное значение для устранения неисправности постоянного тока. Между тем, внешний контур постоянного напряжения в традиционной структуре управления VSC-HVDC обычно заменяется контуром управления средним напряжением конденсатора силовых модулей для поддержания баланса мощности на стороне переменного и постоянного тока [17–19].]. Внутренняя токовая петля такая же, как и топология MMC на основе HB, а управление развязкой выполняется в кадре синхронного вращения dq . Общая структура управления показана на рис. 2.
На рисунке и представлены среднее значение шести мостовых напряжений силовой части плеча и заданное значение. Их ошибка связана с ПИ-регулятором и его выходом является активное значение текущего задания I d ref . И я q ref — эталонное значение реактивного тока. i d и i q – значения обратной связи активного и реактивного тока соответственно. I dcref — эталонное значение постоянного тока. Ошибка между I dcref и его обратной связью связана с ПИ-регулятором, который выдает синфазную составляющую сигнала модуляции V dc_com . Затем на него накладываются сигналы модуляции переменного тока шести плеч моста. То есть он управляет постоянным током, чтобы отслеживать заданное значение, напрямую изменяя постоянную составляющую выходного напряжения плеча моста. V cd и V cq являются осевыми компонентами dq сигналов модуляции. U sd и U sq — dq осевые компоненты напряжения сети соответственно. V j ( j = a , b , c ) — управляющий сигнал переменного тока трех фаз. Затем он добавляется к выходному сигналу V DC_COM Регулятора DC, и, наконец, выходы V JU , V JN ( J = A . сигналы управления верхней и нижней частями руки соответственно. Напряжение трехфазной сети U sj соединяется с PLL для получения угловой скорости синхронизации сети , которая обеспечивает синхронную фазу преобразования координат ( dq синхронная поворотная рама и abc стационарная рама).
3. Управление гибридной топологией VSG MMC
3.1. Управление средним напряжением плеча на основе VSG
Синхронная угловая скорость вращения в приведенной выше стратегии управления задается PLL. При подключении слабой системы переменного тока выходной сигнал контура фазовой автоподстройки частоты колеблется, что может сделать систему нестабильной [20]. Управление VSG может имитировать инерцию ротора синхронного генератора и использоваться для повышения стабильности системы. Уравнение движения ротора синхронного генератора выглядит следующим образом:
В уравнении (1) H – постоянная времени инерции, P m и P e – коэффициент механической и электромагнитной мощности, D – электрическая угловая частота и номинальная соответственно, – электрический угол. Для полной полумостовой гибридной топологии MMC конденсатор силового модуля также является звеном накопления энергии, аналогично способности ротора синхронного генератора накапливать энергию инерции. Следовательно, конденсатор постоянного тока можно использовать в качестве виртуального ротора для обеспечения инерции системы. В установившемся режиме мощность на стороне переменного и постоянного тока преобразователя одинакова, а запас энергии конденсатора не меняется. Это может быть выражено через
В уравнении C эквивалентная емкость 6 плеч преобразователя, V c_avg среднее значение напряжения конденсатора, P in и P
54 out 54 входная и выходная мощность преобразователя соответственно. Из уравнений (1) и (2) можно получить
В уравнении (3) H — эквивалентная постоянная времени виртуальной инерции преобразователя, а D — коэффициент демпфирования. Тогда получается интегральное выражение для обоих концов уравнения (3): где K — интегральная константа и фаза вектора переменного напряжения на стороне клапана. Установившееся значение можно рассчитать по формуле
Из уравнения (5) , являющееся установившимся значением , можно выразить как
А среднее значение напряжения на конденсаторе принять за номинальное значение В с _avg0 . Затем можно рассчитать K , используя стационарную рабочую точку системы из уравнения (4):
На основе вышеописанного метода VSG и рисунка 2 управляющая структура VSG гибридной MMC может быть спроектирована так, как показано на рисунке 3.
На рисунке Q ref и Q являются опорным значением реактивной мощности и значением обратной связи соответственно. Эталонное среднее значение напряжения конденсатора плеча изменяется в зависимости от колебания частоты системы, то есть буферизации колебаний мощности между сторонами переменного и постоянного тока преобразователя путем увеличения или уменьшения накопления энергии конденсатора субмодуля и выполнения управления частотой сети переменного тока с обратной связью. . Когда выходная мощность преобразователя в сеть выше опорного значения, скорость вращения вектора напряжения на стороне клапана увеличивается, а разность фаз между напряжением сети и вектором напряжения на стороне клапана увеличивается. Следовательно, выходной сигнал регулятора частоты вектора напряжения переменного тока увеличивается. То есть опорное значение напряжения емкости субмодуля увеличивается, а запас энергии увеличивается. Переходная мощность амортизируется конденсаторами субмодулей и снижается флуктуация мощности и угловой частоты. Это эквивалентно характеристикам инерции и демпфирования ротора синхронного генератора, что позволяет поддерживать частоту преобразователя в сети. Для выбора параметров H и D , на него в основном влияет допустимый диапазон колебаний частоты системы, может быть ±5%. Другим ограничением является то, что рассчитанное опорное значение среднего напряжения субмодуля находится в пределах допустимого диапазона колебаний преобразователя.
3.2. VSG Control of Active Power
Для системы VSC-HVDC, основанной на гибридной топологии, преобразовательная станция для регулирования постоянной мощности также напрямую подключена к сети, без фильтрующего конденсатора на стороне переменного тока. Таким образом, традиционная стратегия управления VSG для микросетевого инвертора не может использоваться напрямую. И для гибридной топологии MMC, если внешний контур управления спроектирован с использованием традиционной стратегии VSG, необходимо рассмотреть, как получить опорное значение внутреннего токового контура. Выполнение преобразования Лапласа в уравнении (1) дает где s — дифференциальный оператор. Из уравнения (8), основанного на уравнении качания синхронной машины, можно получить угловую частоту синхронизации сети. Затем амплитуда напряжения на стороне клапана может быть получена с помощью структуры управления падением реактивного напряжения:
В уравнении и В переменного тока являются эталонной амплитудой и значением обратной связи напряжения переменного тока на стороне клапана, соответственно. K Q – коэффициент падения реактивного напряжения. Из подключенной к сети структуры гибридного MMC соотношение между переменным напряжением и током на стороне клапана получается, как показано в уравнении (10) на основе синхронного вращения dq рамка:
В уравнении (10) R L эквивалентное сопротивление реактора со стороны клапана. Исходя из этого, эталонное значение переменного тока может быть рассчитано с помощью матрицы импеданса сети, которая состоит из реактивного сопротивления и сопротивления стороны переменного тока MMC:
Структура управления активной и реактивной мощностью показана на рисунке 4 на основе стратегии VSG.
На рис. 4 эталонное значение внутреннего контура тока рассчитывается на основе матрицы импеданса, подключенного к сети. Для задачи о сильной связи dq -осевой контур управления при подключении слабых систем переменного тока, для оптимизации динамических характеристик можно использовать метод управления развязкой, предложенный в [11]. Параметры H и D могут быть выбраны функцией передачи активной мощности с обратной связью. Во-первых, согласно системе второго порядка, для расчета H и D задаются соответствующие коэффициент демпфирования и ширина полосы управления, а затем определяются с помощью моделирования электромагнитного переходного процесса. Подробный процесс расчета [8, 11] приведен во многих источниках и повторно описываться не будет.
4. Моделирование и анализ
Для проверки вышеописанного метода управления на основе PSCAD построена гибридная MMC-модель с полным полумостом. Одна клемма принимает активную мощность в качестве цели управления, а структура управления показана на рисунке 4. Другая клемма принимает среднее значение напряжения конденсатора плеча в качестве цели управления, а структура управления показана на рисунке 3. структуры на обоих концах могут переключаться между собой: один конец установлен в режим управления постоянной мощностью, а другой конец — режим управления постоянным напряжением. Он может использовать это для поддержания баланса мощности системы. Логические переключатели могут использоваться для обеспечения плавного переключения между двумя структурами управления внешним контуром и целями управления [21]. Для уменьшения объема расчета каждое плечо состоит из 10 последовательно соединенных силовых блоков, в том числе 5 полумостовых и 5 полномостовых. Напряжение системы переменного тока составляет 10 кВ, номинальное напряжение постоянного тока 20 кВ, номинальная мощность 30 МВт. Реактивное сопротивление плеча составляет 5 мГн. Эквивалентная индуктивность системы переменного тока установлена равной 5,3 мГн, а мощность короткого замыкания системы составляет около 60 МВт. Так что это слабая система переменного тока. Можно убедиться, что алгоритм управления VSG может улучшить стабильность преобразователя, подключенного к слабой системе переменного тока.
Параметры системы нормированы с учетом пиков напряжения переменного тока и переменного тока в моделировании. Активная и реактивная мощности нормируются по номинальной мощности системы. И с поправкой на моделирование, Дж = 0,0471 о.е. и D = 1,1 о.е. При t = 4 с шаг активной мощности изменяется от 0 МВт до 30 МВт. Результаты моделирования показаны на рисунке 5. Метка переменной «1» на рисунке представляет собой форму выходного сигнала традиционного метода управления с двойным замкнутым контуром (рисунок 2) для гибридной топологии, а метка «2» представляет собой форму выходного сигнала. на основе стратегии VSG. Рисунки 5(a) и 5(b) представляют собой формы сигналов напряжения постоянного тока и постоянного тока соответственно. Как показано на рисунке, при обычной стратегии управления возникают большие колебания, когда преобразователь разблокирован и во время повышения мощности. Затухание колебаний медленное, поэтому характеристика системы слабое затухание. Рисунок 5(c) представляет собой переходную характеристику активной мощности. Из способа управления, показанного на рис. 4, видно, что выход регулятора активной мощности подключен к виртуальной инерционно-демпфирующей части для получения регулировки угловой частоты синхронизации, то есть путем регулировки фазы переменного выходного напряжения стороне преобразователя для отслеживания задания активной мощности. Из-за наличия инерционной части мощность медленно возрастает во время шага, но это может устранить колебания мощности традиционной стратегии управления. На этом рисунке выходная мощность сильно колеблется во время разблокировки. Причина в том, что для упрощения имитационной модели системы специальная логика предварительной синхронизации не выполняется для начального времени подключения к сети. Для процесса предсинхронизации были соответствующие литературы [8, 9]. Это выходит за рамки данной статьи. Влияние разблокировки здесь можно легко решить, установив соответствующую логику предварительной синхронизации в практическом проекте [9, 19]. На рис. 5(d) показаны выходные данные контура фазовой автоподстройки частоты (ФАПЧ) традиционной стратегии управления и угловая частота синхронизации сети, рассчитанная силовым контуром стратегии управления VSG. Из результатов моделирования видно, что колебания выходного сигнала ФАПЧ во время разблокировки и переходной характеристики согласуются с колебательными характеристиками кривой мощности, указывая на то, что характеристики ФАПЧ ухудшаются во время переходного процесса, вызывая колебания системы, если слабый переменный ток система подключена. На рис. 5(д) показано приращение угловой частоты вектора напряжения переменного тока Δ ω и фаза (угол) стороны клапана, которые являются выходами управляющей части VSG. Процесс регулировки мощности аналогичен характеристикам синхронного генератора. Когда команда мощности увеличивается, генератор увеличивает мощность первичного двигателя, а затем ротор ускоряется. Для преобразователя скорость вращения вектора напряжения на стороне клапана будет увеличена. Он увеличивает разность фаз между напряжением на стороне клапана и на стороне сети, тем самым регулируя выходную мощность преобразователя. Рисунок 5(f) показывает 9Опорное значение тока по оси 5055 dq и значения обратной связи во время пошагового процесса на основе стратегии управления VSG, а токи по осям d и q могут отслеживать заданные значения во время установившегося и пошагового процессов.
Гибридная топология MMC может подавлять постоянный ток короткого замыкания. Для проверки биполярное короткое замыкание постоянного тока установлено как t = 8 с. Неисправность устраняется через 100 мс, а результат моделирования показан на рисунке 6. На рисунке 6(a) показаны кривая напряжения и тока постоянного тока во время неисправности постоянного тока. Рисунок 6(b) показывает dq — опорный ток по оси и обратная связь, а также небольшие колебания токов обратной связи во время процесса короткого замыкания. На рис. 6(в) показана сумма напряжений конденсаторов трех нижних плеч преобразователя ( В can , В cbn и V 5
6 ). Волны верхней части руки симметричны нижним. На основе стратегии управления, показанной на рис. 3, увеличение или уменьшение запаса энергии эквивалентной емкости модуля используется для буферизации энергии системы в переходном процессе и используется для эмуляции инерции генератора. Таким образом, во время переходного процесса сумма напряжений на плечевых конденсаторах возрастает для буферизации энергии. На рис. 6(d) показан трехфазный ток ( I и , I бн , и I сп ) нижних рычагов гидротрансформатора. Во время отказа по постоянному току выход модуля управления постоянным током быстро уменьшается, что является постоянной составляющей сигналов модуляции. Это может приблизить напряжение постоянного тока к 0, подавить рост постоянного тока короткого замыкания и реализовать устранение кратковременных неисправностей постоянного тока.
5. Заключение
Прежде всего, система VSC-HVDC на основе управления VSG может эмулировать характеристики синхронного генератора. Среднее напряжение плеч конденсатора и активную мощность можно контролировать, регулируя угловую частоту вектора напряжения на стороне преобразователя. Угол синхронизации сетки генерируется контуром управления VSG. Это может устранить колебания системы, вызванные PLL во время переходного процесса, и эффективно улучшить стабильность системы, когда вентиль преобразователя подключен к слабой системе переменного тока. Во-вторых, PLL необходима для стратегии VSG, чтобы отслеживать фазу сети до того, как она будет подключена к сети. Система управления должна выполнять предварительную синхронизацию амплитуды и фазы выходного напряжения с сетью. В противном случае подключение к сети вызовет большой скачок тока. Наконец, для сбоев постоянного тока выходное напряжение постоянного тока MMC с гибридной топологией может быть быстро уменьшено с помощью части управления постоянным током, а рост тока короткого замыкания может быть подавлен. Таким образом, технология управления VSG, примененная к MMC с гибридной топологией, может эффективно улучшить возможности доступа к постоянному току в слабых системах переменного тока и устранить неисправность постоянного тока. И есть широкие перспективы применения в области системы VSC-HVDC, нового доступа к энергии, микросети и так далее.
Доступность данных
Данные, использованные для поддержки результатов этого исследования, включены в статью.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов.
Благодарности
Эта работа была поддержана Национальным научным фондом (грант № 61801293).
Каталожные номера
Н.-П. Бек и Р. Хессе, «Виртуальная синхронная машина», в Трудах 9-й Международной конференции по качеству и использованию электроэнергии , Барселона, Испания, октябрь 2007 г.
Посмотреть по адресу:
Сайт издателя | Google Scholar
G. Yao, Z. Lu, B. Mohamed et al., «Метод управления инвертором на основе виртуального синхронного генератора для систем распределенной генерации», в Proceedings of the IECON 2015-41st Annual Conference of the IEEE. Industrial Electronics Society , Иокогама, Япония, ноябрь 2015 г.
Просмотр по адресу:
Сайт издателя | Академия Google
Т. Чжэн, Л. Чен, Т. Чен и др., «Обзор и перспективы технологии виртуальных синхронных генераторов», Автоматизация электроэнергетической системы , том. 39, нет. 27, стр. 165–175, 2015.
Просмотр по адресу:
Google Scholar
Л. Чжу, З. Юань, С. Чао и др., «Обзор методов управления поддержкой частоты для асинхронной системы межсоединений на основе на VSC-HVDC», Аппаратура автоматизации электроэнергетики , том. 39, нет. 2019. Т. 2. С. 84–92.
Просмотр по адресу:
Google Scholar
Дж. Мэн, Ю. Ван, С. Ши и др., «Стратегия управления и анализ параметров распределенных инверторов на основе VSG», Труды Китайского электротехнического общества , об. 29, нет. 12, стр. 1–10, 2014.
Просмотр по адресу:
Google Scholar
С. Лу и С. У. Чжэн, «Анализ максимального потока мощности в управлении синхронизацией мощности на основе MMC-HVDC», Труды CSEE , том. 36, нет. 7, стр. 1868–1876, 2016.
Просмотр по адресу:
Google Scholar
В. Лю, К. Го, К. Чжао и др., «Управление синхронизацией демпфирования мощности для MMC-HVDC, подключенного к чрезвычайно слабой принимающей сети переменного тока», Труды CSEE , том. 36, нет. 17, стр. 4647–4656, 2016.
Просмотр по адресу:
Google Scholar
Х. Юань, X. Юань и Дж. Ху, «Моделирование подключенных к сети VSC для устойчивости слабого сигнала энергосистемы анализ временной шкалы управления напряжением в звене постоянного тока», IEEE Transactions on Power Systems , vol. 32, нет. 5, стр. 3981–3991, 2017.
Посмотреть по адресу:
Сайт издателя | Google Scholar
L. Ü Zhipeng, W. Sheng, Q. Zhong et al., «Виртуальный синхронный генератор и его приложения в микросетях», Proceedings of the CSEE , vol. 34, нет. 16, стр. 2591–2603, 2014.
Просмотр по адресу:
Google Scholar
Ши Р., Чжан С., Лю Ф. и др., «Технологии управления многоэнергетической взаимодополняющей микросетью на основе виртуальный синхронный генератор» Труды Китайского электротехнического общества , том. 31, нет. 20, стр. 170–180, 2016.
Просмотр по адресу:
Google Scholar
Л. Хуанг, Х. Синь, З. Ван и др., «Виртуальное синхронное управление преобразователями напряжения с использованием динамики конденсатора звена постоянного тока для реализации самосинхронизации», IEEE Journal of Emerging and Selected Topics in Power Electronics , vol. 5, нет. 4, стр. 1565–1577, 2017.
Посмотреть по адресу:
Сайт издателя | Академия Google
M. Li, Y. Wang, N. Xu и др., «Новая стратегия управления виртуальным синхронным генератором, основанная на усовершенствованном методе эмуляции уравнения качания и развязки мощности», в Proceedings of the IEEE Energy Conversion Congress and Exposition. , Милуоки, Висконсин, США, сентябрь 2016 г.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Б. Гао, К. Ся, Л. Чжан и др., «Моделирование и расчет параметров выпрямительной стороны VSC-hvdc на основе технологии виртуальных синхронных машин», Протоколы CSEE , vol. 37, нет. 2, стр. 534–544, 2017.
Просмотр по адресу:
Google Scholar
Ю. Цао, В. Ван, Ю. Ли и др., «Стратегия управления виртуальным синхронным генератором для системы VSC-MTDC », IEEE Transactions on Energy Conversion , vol. 33, 2018.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Дж. Чжу, С. Д. Бут, Г. П. Адам, А. Дж. Роско и К. Г. Брайт, «Стратегия управления эмуляцией инерции для систем передачи VSC-HVDC», IEEE Transactions on Power Systems , vol. 28, нет. 2, стр. 1277–1287, 2013.
Посмотреть по адресу:
Сайт издателя | Google Scholar
S. Li, X. Wang, T. Li et al., «Оптимальный дизайн для гибридной MMC и ее стратегия устранения неисправностей постоянного тока», Proceedings of the CSEE , vol. 36, нет. 7, стр. 1849–1858, 2016.
Просмотр по адресу:
Google Scholar
В. Лин, Д. Йовчич, С. Нгефеу и Х. Саад, «Оптимальная конструкция полномостового преобразователя MMC в HVDC эксплуатационные требования» IEEE Transactions on Power Delivery , vol. 31, нет. 3, стр. 1342–1350, 2016.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Г. П. Адам и И. Э. Дэвидсон, «Надежное и общее управление системами передачи постоянного тока высокого напряжения с модульным многоуровневым преобразователем с полным мостом», IEEE Transactions on Power Delivery , vol. 30, нет. 6, стр. 2468–2476, 2015.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Л. Чжан, Х.-П. Ни и Л. Харнефорс, «Анализ ограничений стабильности линии VSC-hvdc с использованием управления синхронизацией мощности», IEEE Transactions on Power Systems , vol. 26, нет. 3, стр. 1326–1337, 2011.
Посмотреть по адресу:
Сайт издателя | Google Scholar
WEI Yalong, H Zhang, K. Sun и др., «Метод предварительной синхронизации виртуального синхронного генератора с использованием виртуальной мощности», Automation of Electric Power System , vol. 40, нет. 12, стр. 124–129, 2016 г.
Посмотреть по адресу:
Google Scholar
Дж. Ву и З. Ван, «Улучшенная стратегия управления статизмом для многополюсного преобразователя напряжения источника постоянного тока», Сделка Китайского электротехнического общества , том. 32, нет. 20, стр. 241–250, 2017.
Улучшенная стратегия управления виртуальным синхронным генератором в ответ на гармоники электросети
Улучшенная стратегия управления виртуальным синхронным генератором в ответ на гармоники электросети
Аннотация : С помощью технологии виртуального синхронного генератора (VSG) можно управлять инвертором, моделирующим рабочие характеристики синхронных генераторов и рассматриваемым как доступ к возобновляемой энергии. . Гармоники, содержащиеся в электросети, привносят гармоники того же порядка в подключенный к сети ток, генерируемый VSG, что приводит к увеличению содержания гармоник в электросети. Для решения этой проблемы предлагается усовершенствованная стратегия управления VSG. Во-первых, устанавливается эквивалентная модель VSG. На основе анализа влияния гармоник на сетевой ток, генерируемый ВРУ, предлагается усовершенствованный алгоритм получения эталонного значения тока индуктивности на основе двойного обобщенного интеграла второго порядка. Инерционное интегральное звено используется для замены дифференциального режима при полном прямом управлении напряжением сети, и анализируется механизм регулятора тока. Отслеживание тока и подавление гармоник можно реализовать, выбрав соответствующий регулятор тока. Наконец, построена платформа моделирования и экспериментов для проверки правильности улучшенной стратегии управления VSG.
Ключевые слова: Виртуальный синхронный генератор Гармоники сети Прямая связь по напряжению сети Регулятор тока
1. Введение
С увеличением установленной мощности распределенных инверторов в энергосистеме доля установленной мощности традиционных синхронных генераторов постепенно снижается [1, 2]. Из-за отсутствия инерционности и демпфирования традиционных синхронных генераторов в системах распределенной генерации с силовыми электронными преобразователями энергосистемы более уязвимы к колебаниям мощности и системным неисправностям [3, 4]. Виртуальный синхронный генератор (VSG) позволяет распределенной генерации на основе инверторов, подключенных к сети, моделировать или частично моделировать характеристики управления частотой и напряжением синхронных генераторов из внешних характеристик, которые могут обеспечить определенную инерцию и демпфирование для сети, тем самым улучшая стабильность. распределенной системы [5].
Впервые концепция виртуального синхронного генератора была предложена в работе Ref. [6]. Создана онтологическая модель VSG и завершено проектирование параметров контура управления [7, 8]. На этой основе повышается гибкость VSG за счет улучшения управления без разности частот [9-11]. Проанализировано влияние инерции на выходные характеристики ВРУ. Путем введения изменения частоты в управление инерцией для формирования адаптивного управления инерцией [12-15] демонстрируются преимущества виртуальной инерции в улучшении стабильности частоты микросетевой системы. Построена модель малосигнального VSG высокого порядка [16]. Идея виртуального синхронного генератора применяется в области ветроэнергетики, что отражает ее универсальность [17, 18].
Во многих источниках изучалась стратегия управления VSG с подключением к сети. Количественно анализируется влияние возмущения параметра VSG на отслеживание мощности, подключенной к сети, а также влияние виртуальной инерции и параметров демпфирования на систему и метод настройки [19]. Анализируется стабильность слабого сигнала VSG в режимах подключения к сети и в автономном режиме. Отмечено, что изменение постоянной времени инерции, коэффициента демпфирования и коэффициента провала реактивной мощности оказывает большое влияние на устойчивость системы [20]. На основе трехконтурной стратегии управления «мощность-напряжение-ток» с устройством предварительной синхронизации реализовано плавное переключение между сетевым и внесетевым режимами работы ВРУ [21].
Вышеуказанные исследования VSG основаны на условии, что напряжение сети не содержит гармоник. Однако в реальных условиях напряжение сети часто содержит гармоники, которые вносят гармоники той же частоты в ток, подключенный к сети, и напрямую влияют на качество выходного тока VSG. Для обеспечения качества электроэнергии, подключенной к сети, соответствующими ведомствами в стране и за рубежом был сформулирован ряд стандартов и технических спецификаций [22-26]. Для управления обычными инверторами в условиях искажения напряжения сети предлагается двойная стратегия управления с обратной связью, основанная на дифференциальной индуктивности напряжения и обратной связи по току, подключенной к сети [27]. Предлагается стратегия прямого управления мощностью, основанная на резонансном скользящем режиме [28]. Стабильность и конвергенция предлагаемой стратегии управления подробно анализируются. Для улучшения мгновенного выброса тока при устранении неисправности инверторов в токовую петлю вводится звено компенсации опережения фазы прямой составляющей сетевого напряжения [29].]. Предложен гибкий метод контроля гармоник для трехфазных инверторов, подключенных к сети, без обнаружения гармоник [30]. Для управления ВРУ в условиях искажения сетевого напряжения предлагается метод, сочетающий виртуальный импеданс с векторным ограничением тока для системы постоянного напряжения, который эффективно ограничивает переходные и установившиеся составляющие тока короткого замыкания [31]. Контролируя эталонные значения токов прямой и обратной последовательности отдельно, достигается выходной симметричный ток VSG при несимметричном сетевом напряжении [32-34]. Предложена новая стратегия компенсации с прямой связью по напряжению, основанная на режекторном фильтре, который может подавлять гармоники с током, подключенным к сети, определенного порядка [35]. Предложен усовершенствованный алгоритм эталонного значения тока индуктивности, основанный на двойном обобщенном интеграле второго порядка [36]. Влияние гармоник, вызванных сетевым напряжением, устраняется методом прямой связи, который улучшает качество выходного тока во всей частотной области. Однако процесс полного упреждающего управления напряжением сети требует дифференциальной работы, и легко ввести дополнительные гармонические составляющие и уменьшить время отклика.
На основе существующих исследований предлагается усовершенствованная стратегия управления VSG для борьбы с гармониками электросети. Во-первых, добавлен усовершенствованный алгоритм опорного значения тока индуктивности на основе двойного обобщенного интеграла второго порядка. Во-вторых, дифференциальная операция, необходимая в процессе полного упреждающего управления напряжением сети, заменяется инерционным интегралом. Наконец, соответствующий регулятор тока выбирается для реализации отслеживания тока, чтобы достичь цели подавления гармоник. Результаты моделирования и эксперимента доказывают правильность и эффективность предложенной стратегии управления.
2 основных принципа VSG
VSG моделирует уравнение ротора синхронного генератора. При активно-частотном управлении вводятся виртуальная инерция и демпфирование. При управлении реактивным напряжением имитируется регулирование возбуждения синхронного генератора. Основное уравнение:
где P ref и P e – заданная активная мощность и электромагнитная мощность ВСГ; ω и ω 0 – угловая частота ВРУ и угловая частота электросети; J и D – коэффициент инерции и демпфирования ВСГ; Q ref и Q – заданное и фактическое значение реактивной мощности; В 0 и В – номинальные и измеренные значения напряжения; D q — коэффициент просадки напряжения реактивной мощности.
Блок-схема управления ВРУ представлена на рис. 1. Амплитуда и фазовый угол опорного напряжения получаются с помощью алгоритма управления ВРУ по P ref и Q ref , и выводится команда опорного напряжения.
Рисунок 1 Блок-схема управления VSG
3 Улучшенная стратегия управления VSG для гармоник в энергосистеме
3.1 Анализ эквивалентной модели VSG
Блок-схема управления показана на рис. 2, когда принята схема управления с обратной связью по напряжению сети и току со стороны инвертора.
Рис.2 Эквивалентная модель схемы управления с обратной связью по напряжению сети и току на стороне инвертора
На рис. 2 u gc и i Lc — соответственно измеренные значения напряжения сети и тока на стороне инвертора. Согласно блок-схеме управления, представленной на рис. 2, получается замкнутая передаточная функция системы: 92} + \left( {{R_1}{R_2}C + {L_2} + {L_1}} \right)s + {R_1} + {R_2} \end{массив} \right. $
Можно видеть, что на ток, подключенный к сети инверторов LCL, подключенных к сети, с обратной связью по току на стороне инвертора влияет опорное значение тока индуктивности, с одной стороны, и напряжение сети, с другой. В реальной работе, когда напряжение сети содержит определенные гармоники, напряжение сети можно разложить на основную составляющую и гармоническую составляющую. Соответственно, на эталонное значение тока индуктивности влияет напряжение сети, которое содержит основную и гармоническую составляющие. В то же время составляющая возмущения напряжения сети по отношению к току сети также содержит гармоническую составляющую, которая напрямую приводит к тому, что ток в точке, подключенной к сети, содержит большое количество гармоник. Если параметры управления или параметры фильтра не рассчитаны должным образом, качество сетевого тока может быть ниже некоторых стандартных положений, что отрицательно сказывается на стабильной работе системы.
Следовательно, необходимо улучшить стратегию управления по двум аспектам: улучшить опорное значение тока индуктивности и устранить влияние напряжения сети. Из-за узкой полосы пропускания силового контура эталонное значение выходного напряжения, генерируемого внешним силовым контуром VSG, содержит только компонент прямой последовательности основной волны. Из выражения i ref видно, что эталонное значение тока индуктивности напрямую связано с измеренным значением напряжения сети. Следовательно, для улучшения эталонного значения тока индуктивности необходимо извлечь основную составляющую измеренного значения с напряжением сети, чтобы вычислить эталонное значение тока индуктивности без гармонического эффекта. Для улучшения напряжения сети необходимо добавить в контур управления специальную связь обратной связи, чтобы исключить влияние u g на выходной ток.
3.2 Извлечение эталонного значения тока индуктивности на основе улучшенного двойного обобщенного интеграла второго порядка
Эквивалентная модель VSG показывает, что напряжение сети с гармониками можно разложить на основную и гармоническую составляющие. Если используется подходящий метод для извлечения основного компонента прямой последовательности измерения напряжения сети для расчета эталонного значения тока индуктивности, эталонное значение будет содержать только основной компонент, а гармонический компонент тока сети будет значительно подавлен.
Среди широко используемых методов выделения компонентов прямой последовательности фундаментальной волны метод, основанный на двойном обобщенном интеграле второго порядка (DSOGI), имеет небольшую задержку и хорошие динамические характеристики. Добавление этого модуля не окажет заметного влияния на весь канал управления. Следовательно, будет выбран улучшенный DSOGI для извлечения составляющей прямой последовательности основного напряжения и расчета эталонного значения тока индуктивности. На рис. 3 представлена принципиальная блок-схема генератора квадратурных сигналов на основе обобщенного интегратора второго порядка (SOGI-QSG), где v — вход, а v ′ и qv ′ — два выхода генератора сигналов. Основные компоненты прямой последовательности v ‘ и v равны по амплитуде и фазе, а амплитуды qv ‘ и v равны, но их фазовое отставание составляет 90°.
Рис.3 Адаптивный фильтр на основе SOGI-QSG
92}}} $
(5)
Из диаграммы Боде на рис. 4 видно, что чем меньше значение k , тем лучше эффект фильтрации, но ниже скорость отклика. Поэтому, согласно фактическому компромиссу, с учетом эффекта фильтрации и времени отклика, выбирается $k = \sqrt 2 $.
Рис.4 Диаграмма Боде взаимосвязи между D(s) и к
Принципиальная блок-схема выделения основной составляющей прямой последовательности показана на рис. 5. Где v α и v β — компоненты осей α и β напряжения сети в двухфазном стационарном режиме. координаты, а v α + и v β + – компоненты прямой последовательности основной волны выделенного напряжения сетки в осях α и β соответственно. ω 0 — основная угловая частота волны. Усовершенствованная принципиальная блок-схема извлечения основных компонентов прямой последовательности показана на рис. 6. Поскольку на метод разделения прямой последовательности, основанный на DSOGI-QSG, будут влиять гармоники, когда напряжение сети содержит несколько гармоник, на рис. 6, чтобы исключить влияние каждой гармоники на извлечение основных составляющих. Где значение n является наибольшим числом гармоник.
Рис.5 Разделение основных компонентов прямой последовательности на основе DSOGI-QSG
Рис. 6 Усовершенствованная блок-схема для выделения компонентов прямой последовательности основной волны на основе DSOGI-QSG.
Формула (6) получена из модуля устранения гармоник на рис. 6. 9+ } \end{массив}} \right. $
(6)
Следовательно, v nαβ + = (1/5-1)(1/7-1)…(1/ n 9 056 -1) αβ , Поправочный коэффициент на рис. 6 можно получить следующим образом:
Сравнение результатов моделирования выделения составляющей прямой последовательности основной волны напряжения до и после улучшения. Условия моделирования следующие: напряжение сети содержит 5% 5-й и 7-й гармоник, 2% 11-й и 23-й гармоник. На рисунках 7 и 8 представлены результаты моделирования i ref до и после улучшения.
Рис. 7 Результаты моделирования i ref до улучшения
Рис.8 Результаты моделирования i ref после улучшения
Сравнивая результаты моделирования рис. 7 и 8 видно, что за счет извлечения основного компонента прямой последовательности измерения напряжения сети опорное значение тока индуктивности значительно улучшается, а коэффициент гармонических искажений опорного тока индуктивности снижается.
Из вышеприведенного анализа видно, что содержание гармоник опорного значения тока индуктивности, которое необходимо отслеживать, уменьшается после добавления улучшенного алгоритма двойного обобщенного интеграла второго порядка, так что гармоническая составляющая сетевого тока можно лучше подавить.
3.3 Полное упреждающее управление напряжением в сети на основе инерционной интегральной связи
Это можно узнать из уравнения. (1) что инвертор LCL, подключенный к сети, использует улучшенную стратегию опорного значения тока индуктора, которая может только частично устранить влияние напряжения сети на ток в точке, подключенной к сети. Следовательно, необходимо найти стратегию упреждения напряжения сети, подходящую для тока обратной связи со стороны инвертора для инвертора LCL, подключенного к сети, чтобы исключить влияние напряжения сети на ток в точке, подключенной к сети. Из рис. 2 видно, что положение, подходящее для подачи сигнала напряжения сети в реальную систему управления, может быть только до и после регулятора тока, как показано на рис. 9., где A и B — определяемые передаточные функции.
Рис.9 Упреждающее управление напряжением сети
На рис. 9 показано, что:
$ {i_g} = {G_i}\left( s \right){i_{ref}} + {G_{gf}}\left( s \right){u_g} $
Как видно из уравнения. (8) передаточные функции А и В содержат дифференциальные операции, в которые легко ввести дополнительные гармонические составляющие. Поэтому в этой статье для получения того же эффекта дифференциальное звено должно быть заменено инерционным интегральным звеном. Передаточная функция звена интеграла инерции выражается формулой. (9), где m — коэффициент аппроксимации.
$ F\влево(s\вправо) = \frac{s}{{ms + 1}} $
(9)
На рис. 10 показана диаграмма Боде для F(s), когда m принимает разные значения. По мере уменьшения коэффициента характеристики F(s) в частотной области все больше и больше совпадают с дифференциальным звеном. Принимая во внимание номер гармоники и содержание гармоник в реальной системе, лучший эффект может быть достигнут, когда m = 10 -4 , что уменьшает дополнительные гармонические составляющие, привносимые в систему дифференциальной работой.
Рис.10 Диаграмма Боде F(s) с различными значениями m
После добавления коэффициента прямой связи напряжения сети передаточная функция тока сети выглядит следующим образом:
$ {i_g} = {G_i}\left( s \right){i_{ref}} $
(10)
Несмотря на то, что на стороне инвертора используется управление током с обратной связью, ток сети точно отслеживается стратегией упреждающего управления напряжением сети и не подвергается воздействию напряжения сети. Формула (10) также показывает, что характеристическое уравнение системы остается неизменным после добавления стратегии прямой связи по напряжению в сети, поэтому ее устойчивость согласуется со стратегией без прямой связи по напряжению в сети. Общая улучшенная стратегия управления системой показана на рис. 11, где A1 и B1 — передаточные функции A и B, которые заменяют дифференциальные члены.
Рис.11 Общая улучшенная стратегия контроля
После улучшения эталонного значения тока индуктивности для подавления гармоник необходимо дополнительно подавить гармонику посредством упреждающего управления напряжением сети. При дальнейшем управлении дополнительные гармонические составляющие, вызванные дифференциальной работой и временем отклика, уменьшаются путем добавления специальной передаточной функции после замены, а также устраняется влияние сетевого напряжения на содержание гармоник в подключенном к сети токе.
Регулятор тока играет важную роль в отслеживании опорного значения тока и значения обратной связи по напряжению. Это оказывает определенное влияние на время отклика и сложность системы управления. Поэтому текущий регулятор анализируется и выбирается в следующем разделе.
3.4 Анализ и выбор регулятора тока
Для метода векторного управления, основанного на ориентации напряжения сети, когда напряжение сети содержит гармоники и другие помехи, это будет непосредственно влиять на обнаружение фазового угла вектора основного напряжения, таким образом влияющие на точность и эффективность управления методом векторной ориентации. Чтобы ограничить влияние напряжения сети на ориентацию вектора и характеристики управления, в традиционном усовершенствованном методе можно использовать векторное управление на основе ориентации виртуального потока. 92} }} \end{массив} \right. $
Рис.12 Векторная диаграмма векторного управления на основе ориентации виртуального потока
Блок-схема алгоритма виртуального потока показана на рис. 13. На рис. 13 ω e — основная частота энергосистемы. Как правило, в соответствии с оптимальным диапазоном частоты среза k 1 can be set to 0.2-0.3, while k 2 is usually set to k 1 /2, where k 1 = 0.2 and k 2 = 0,1.
Рис.13 Блок-схема алгоритма виртуального потока
Поскольку стратегия управления VSG имеет следующие характеристики, в звене активной частоты моделируются характеристики движения ротора и характеристики модуляции первичной частоты синхронного генератора. Опорная фаза генерируется уравнением активной частоты и виртуальной инерцией с использованием механической и электромагнитной мощности VSG. Поэтому считается, что эталонная фаза, сгенерированная здесь, заменяет фазу, полученную векторным управлением с ориентацией виртуального потока. В тех же условиях моделирования, что и в п. 3.2, результаты сравнения векторного управления на основе ориентации виртуального потока и опорной фазы, генерируемой VSG, показаны на рис. 14.9.0005
Рис.14 Генерирует эталонный фазовый контраст на основе ориентации виртуального потока и VSG.
Как видно из рис. 14, опорная фаза, генерируемая VSG, в основном совпадает с фазой, полученной векторным управлением на основе ориентации виртуального потока. Однако эталонная фаза, генерируемая VSG, является необходимым звеном при моделировании синхронных генераторов. Эту опорную фазу можно использовать не только для создания опорного напряжения, но и для преобразования координат. В результате упомянутое выше векторное управление, основанное на ориентации виртуального потока, отсутствует, что упрощает систему управления. Поэтому в этой статье типичный ПИ-регулятор в сочетании с опорной фазой, генерируемой VSG, используется для реализации управления нулевой установившейся ошибкой сигнала переменного тока.
4 Моделирование и экспериментальные результаты
4.1 Результаты моделирования
Усовершенствованная стратегия управления, предложенная в этой статье, моделируется и тестируется в среде программного обеспечения Matlab/Simulink. Его основные параметры приведены в таблице 1.
Таблица 1 Параметры моделирования системы
Условие моделирования 1: Напряжение сети содержит 5 % 5-й и 7-й гармоник, 2 % 11-й и 23-й гармоник. Это согласуется с содержанием гармоник напряжения в сети в литературе [36]. В это время форма сигнала напряжения сети показана на рис. 15а, а гармонический анализ показан на рис. 15б. Суммарное гармоническое искажение сетевого напряжения составляет 7,61 %.
Рис.15 Моделирование 1: Форма сигнала напряжения и гармонический анализ сети
В условиях моделирования 1, когда усовершенствованная стратегия управления не используется, форма сигнала тока, подключенного к сети, и анализ гармоник тока фазы А показаны на рис. 16. КНИ тока, подключенного к сети, достигает 11,97%, что выше национального стандарта для подключения к сети.
Рис.16 Моделирование 1: результаты моделирования без улучшенной стратегии управления
В условиях моделирования 1, после использования улучшенной стратегии, предложенной в этой статье, форма кривой тока, подключенного к сети, и анализ гармоник тока фазы А показаны на рис. 17. Общий THD тока, подключенного к сети, снизился. до 1,81%, что соответствует стандарту для подключения к сети, и в то же время содержание гармоник было ниже, чем содержание гармоник результатов моделирования в литературе [36].
Рис.17 Моделирование 1: результаты моделирования с улучшенной стратегией управления
Чтобы убедиться, что улучшенная стратегия управления, предложенная в этой статье, эффективна не только для гармоник определенного порядка [35], но и оказывает эффект подавления всех гармоник во всей частотной области, установим условие моделирования 2: сетка напряжение содержит 5% 5-й гармоники и 7-й гармоники, 3% 11-й гармоники и 13-й гармоники, 2% 23-й гармоники и 25-й гармоники. В это время форма сигнала напряжения сети показана на рис. 18а, а гармонический анализ показан на рис. 18б. Суммарный коэффициент гармонических искажений сетевого напряжения составляет 8,80 %.
Рис.18 Моделирование 2: Форма волны напряжения и гармонический анализ сети
В условиях моделирования 2, когда усовершенствованная стратегия управления не принята, форма кривой тока, подключенного к сети, и анализ гармоник тока фазы А показаны на рис. 19. КНИ тока, подключенного к сети, достигает 12,51%, что намного больше, чем национальный стандарт подключения к сети.
Рис.19 Моделирование 2: результаты моделирования без улучшенной стратегии управления
В условиях моделирования 2, после улучшенной стратегии, предложенной в этой статье, форма сигнала тока, подключенного к сети, и анализ гармоник тока фазы А показаны на рис. 20. Общий THD тока, подключенного к сети, упал до 2,56%, что соответствует стандарту подключения к сети.
Рис. 20 Моделирование 2: результаты моделирования с улучшенной стратегией управления
Для проверки динамических характеристик усовершенствованной стратегии управления значение команды активной мощности резко изменяется с 5 до 8 кВт за 1,3 с, а значение команды реактивной мощности резко изменяется с 0 до 1 кВАр. В это время результат моделирования мощности и форма сигнала тока, подключенного к сети, показаны на рис. 21.
Рис.21 Результаты моделирования улучшенной стратегии управления при изменении мощности
Из рис. 21а, б видно, что при резких скачках активной и реактивной мощности ток, подключенный к сети, имеет более высокую скорость отклика, а гармоники тока, подключенного к сети, все еще могут быть хорошо подавлены. в процессе динамического изменения мутации власти.
В сочетании с приведенными выше результатами моделирования видно, что при условии, что напряжение сети содержит гармоники и колебания мощности, усовершенствованный метод в стратегии управления VSG может в значительной степени подавлять гармоники тока, подключенного к сети, что доказывает корректность и эффективность работы, проделанной в данной статье с точки зрения имитационного моделирования.
4.2 Экспериментальные результаты
Для дальнейшей проверки правильности и эффективности предлагаемого метода управления построена экспериментальная платформа на базе платы управления DSP. Основной контроллер использует TMS320F28335 компании TI, а IGBT использует BSM50GB120DLC от Infineon. Условия эксперимента 1 такие же, как у моделирования 1, а условия эксперимента 2 такие же, как у моделирования два. В условиях эксперимента 2.
На рисунках 22 и 23 соответственно показаны экспериментальные результаты, полученные до и после улучшения условий эксперимента при сетевом напряжении. Сравнивая рис. 22а и 23а видно, что в условиях гармонического искажения энергосистемы искажение формы волны тока в сети является очень серьезным, если не применяется улучшенный метод управления, в то время как форма волны подключенного к сети тока явно улучшается при улучшении принят метод контроля. Из рис. 22b и 23b видно, что коэффициент гармонических искажений тока, подключенного к сети, снижен с 12,233 до 2,229. % с улучшенной стратегией управления.
Рис.22 Эксперименты 1: Экспериментальные результаты без улучшенной стратегии управления
Рис.23 Эксперименты 1: Экспериментальные результаты с улучшенной стратегией управления
На рисунках 24 и 25 соответственно показаны экспериментальные результаты, полученные до и после улучшения условий эксперимента 2 при сеточном напряжении. 24а и 25а видно, что в условиях гармонического искажения энергосистемы искажение формы волны тока в сети является очень серьезным, если не применяется улучшенный метод управления, в то время как форма волны подключенного к сети тока явно улучшается при улучшении принят метод контроля. Из рис. 24b и 25b видно, что коэффициент гармонических искажений тока, подключенного к сети, снижен с 13,369до 3,189% при улучшенной стратегии контроля.
Рис.24 Эксперименты 2: Экспериментальные результаты без улучшенной стратегии управления
Рис.25 Эксперименты 2: Экспериментальные результаты с улучшенной стратегией управления
Когда активная мощность и реактивная мощность скачкообразны, экспериментальные результаты выходной мощности и трехфазного тока, подключенного к сети, показаны на рис. 26.
Рис.26 Экспериментальные результаты улучшенной стратегии управления при изменении мощности
Как видно из рис. 26, в процессе динамического изменения мощности ток, подключенный к сети, имеет тенденцию быть стабильным в течение одного цикла, а гармоники тока могут быть хорошо подавлены. Экспериментальные результаты показывают, что улучшенная стратегия управления VSG для гармоник сети может эффективно подавлять гармонические составляющие тока, подключенного к сети, и улучшать качество электроэнергии, подключенной к сети.
5. Вывод
Для того, чтобы иметь дело с условиями работы гармоник в электросети, в этой статье улучшена стратегия управления VSG. Усовершенствованный метод, основанный на двойном обобщенном интеграле второго порядка, используется для извлечения основного компонента прямой последовательности значения измерения напряжения сети, который используется для улучшения эталонного значения тока индуктивности. На этой основе дифференциальная операция, необходимая для процесса полного упреждающего управления напряжением сети, заменяется инерционной интегральной связью и выбирается соответствующий регулятор тока для достижения отслеживания тока, тем самым устраняя влияние гармоник напряжения сети на подключенное к сети напряжение. Текущий. Осуществимость предложенной стратегии управления проверяется моделированием и экспериментальными результатами, и получены следующие выводы.
(1) Усовершенствованный метод, основанный на двойном обобщенном интеграле второго порядка, используется для извлечения основной составляющей прямой последовательности измеренного значения напряжения сети, что значительно уменьшает гармоническую составляющую эталонного значения тока индуктивности.
(2) Дифференциальная операция, необходимая в процессе полного упреждающего управления напряжением сети, заменена инерционной интегральной связью, которая устраняет дополнительные гармонические составляющие, которые могут быть введены в дифференциальную связь, и не влияет на время отклика системы. .
Управление синхронными генераторами с компенсацией падения и перекрестного тока.
Детали
Автор Стефанос Спанопулос, МИЭТ
Возбуждение синхронного генератора обычно осуществляется с помощью АРН (автоматического регулятора напряжения), который использует напряжение и/или ток генератора в качестве входных данных для регулирования его выходного сигнала до заданного значения.
АРН включают различные режимы управления для оптимизации производительности в зависимости от того, подключен ли генератор к сети или в автономном режиме. Поэтому их можно настроить на поддержание напряжения, коэффициента мощности или реактивной мощности. В этом отчете мы проанализируем принцип работы режима управления напряжением АРН, известного как компенсация падения напряжения, когда один или несколько генераторов работают в изолированном режиме или подключены к сети. Основываясь на ограничениях управления статизмом, мы изучим методы улучшения его характеристик и сравним его с методом компенсации перекрестного тока.
1. Режим управления напряжением — компенсация спада
В режиме управления напряжением или спада АРН регулируется характеристикой спада, которая показана на следующем рисунке.
Рис. 1. Зависимость уставки V АРН от реактивной мощности Q
Характеристика наклона представляет собой график зависимости уставки напряжения V АРН от реактивной мощности, вырабатываемой генератором. Эта уставка регулирует напряжение на клеммах генератора в изолированном режиме. Интерпретация приведенного выше графика заключается в том, что по мере увеличения потребности в реактивной мощности генератора напряжение на клеммах генератора уменьшается. Уставка в АРН выбирается таким образом, чтобы, когда подаваемая генератором реактивная мощность Q равнялась нулю, напряжение генератора VN равнялось номинальному напряжению. Если начальная уставка АРН не изменена, VL будет напряжением из-за падения напряжения, которого достигнет напряжение на клеммах генератора при работе в автономном режиме против реактивной нагрузки QL. Генерируемая реактивная мощность рассчитывается на основе сигналов напряжения и тока генератора, возвращаемых обратно в АРН. Компенсация падения задается как процентное падение номинального напряжения VN для максимальной генерируемой реактивной мощности QL. В зависимости от АРН максимальная реактивная мощность обычно определяется либо как реактивная мощность, отдаваемая при номинальном коэффициенте мощности, либо как номинальное значение МВА генератора. Параметру Droop можно задать значения от 0%, что эффективно отключает Droop, до максимального значения, обычно равного 20%, что может привести к падению VL до 0,8 p. u. Обычно выбирается значение 4-6%.
Компенсация статизма — это метод управления, разработанный, когда генератор подключен к сети, поэтому он не требуется, когда один генератор находится в изолированном режиме. С другой стороны, при подключении к сети требуется компенсация спада, и характеристика спада используется ниже для объяснения управления АРН.
Рис. 2. Представление управления АРН при подключении к сети.
Когда генератор напрямую подключен к сети, напряжение сети VG является фиксированным и не может контролироваться АРН. Любая потребность в реактивной мощности от генератора приведет к изменению уставки внутреннего напряжения АРН V в соответствии с новой потребностью. Таким образом, на диаграмме на рисунке 4 повышенная потребность в реактивной мощности QL приводит к увеличению уставки АРН с VG до VL из-за управления компенсацией спада.
2. Режимы работы генератора
В зависимости от топологии сети можно выделить следующие сценарии работы:
Работа в островном режиме в качестве автономного генератора.
Синхронизировано с сетью.
Работа в автономном режиме, но параллельно с другими генераторами.
Эти три сценария анализируются отдельно ниже.
2.1. Работа в островном режиме с одним генератором
Это самый простой случай с точки зрения управления АРН, так как в цепи есть только один активный элемент, который может влиять на напряжение на сборной шине и реагировать на любые изменения реактивной нагрузки.
Одиночная синхронная машина, работающая в изолированном режиме, отвечает только за два действия:
Регулировка напряжения на сборной шине до требуемого номинального уровня.
Обеспечьте нагрузку требуемой реактивной мощностью и быстро реагируйте на любые изменения нагрузки, чтобы удовлетворить спрос в любое время.
На приведенной ниже диаграмме представлен описанный простой случай.
Рис. 3. Один генератор в автономном режиме с контактом включения статического режима.
В этом случае АРН не требует компенсации спада для управления своим выходом. Для устранения эффекта спада напряжения, который в противном случае приводил бы к падению напряжения в цепи при любом увеличении реактивной нагрузки, есть две возможности:
Установите настройку спада в АРН на ноль %.
Замкните контакт включения статического режима, показанный на схеме выше, чтобы ток комбинированного трансформатора тока не протекал в АРН.
2.2. Синхронизировано с сеткой
В случае подключения к сети АРН требуется компенсация спада для управления выходным сигналом. Конфигурация схемы и характеристика спада для этого случая представлены на рисунках 3 и 4 соответственно.
Рис. 4. Один генератор, синхронизированный с сетью.
Приведенная выше конфигурация показывает, что с помощью простого контакта можно включить или выключить статизм, что позволяет гибко отключать его при автономной работе и включать перед подключением к сети. Это устраняет нежелательный эффект напряжения ниже номинального при автономной работе.
2.3. Автономная работа с параллельно включенными генераторами
В случае островной работы с по крайней мере двумя генераторами, подключенными параллельно для питания нагрузки, управление напряжением и требованиями к реактивной мощности должно быть распределено между параллельно включенными генераторами.
Для достижения этой цели существует два метода управления АРН генератора:
Управление с компенсацией падения напряжения.
Управление с компенсацией перекрестного тока.
2.3.1. Управление с компенсацией спада
В этом случае должны выполняться следующие условия:
Генераторы должны быть одинаковой мощности.
АРН должны иметь одинаковую характеристику снижения и одинаковые настройки.
В простейшем случае АРН могут работать в режиме компенсации спада, чтобы получить равное распределение реактивной нагрузки. Соответствующая диаграмма показана ниже.
Рис. 5. Островной режим с двумя генераторами, включенными параллельно в режиме статизма.
Два генератора на рис. 5 в равной степени делят реактивную нагрузку, подключенную в соответствии с характеристикой статизма АРН и применяемой настройкой.
Хотя этот режим управления идеален при наличии подключения к сети, в изолированном режиме выходное напряжение зависит от потребности в реактивной мощности. Таким образом, по мере увеличения потребности в реактивной мощности выходное напряжение генераторов уменьшается из-за компенсации спада.
2.3.2. Управление с компенсацией перекрестных токов
Компенсация перекрестных токов или реактивный дифференциал – это метод, который позволяет двум или более параллельно включенным генераторам равномерно распределять реактивную нагрузку при соблюдении следующих условий:
Подключение к сети отсутствует, т.е. генераторы работают в островном режиме.
Генераторы одинакового размера.
АРН имеют одинаковую характеристику снижения, которая установлена на максимальное значение.
Вторичная проводка составных трансформаторов тока всех генераторов, которые должны быть подключены параллельно, должна быть соединена между собой. Ниже приведена конфигурация проводки для двух генераторов, настроенных для компенсации перекрестных токов.
Рис. 6. Островной режим с двумя генераторами, включенными параллельно, с компенсацией перекрестных токов
В соответствии с этим методом один и тот же ток развивается через составные ТТ генераторов, включенных параллельно, поскольку они идентичны, и когда ССС контакт замыкается, он перестает течь через АРН, а течет только через ТТ. Приведенная выше конфигурация показывает, что с помощью простого контакта CCC может быть включен или отключен, что позволяет гибко включать его при работе в автономном режиме и отключать его перед подключением к сети. Это устраняет эффект статизма и позволяет параллельно включенным генераторам работать в изолированном режиме при номинальном напряжении при увеличении реактивной нагрузки.
На приведенном ниже рисунке показана полная конфигурация со всеми описанными ранее методами для обеспечения максимальной функциональности. Это включает в себя как компенсацию падения, так и контакты включения/выключения CCC. В этом случае при подключении генераторов к сети все контакты должны быть разомкнуты. Для параллельных генераторов в изолированном режиме контакты статизма должны быть разомкнуты, а контакт CCC замкнут.
Рис. 7. Островной режим с двумя генераторами, включенными параллельно, с компенсацией перекрестного тока и контактами блокировки статического режима.
SCIRP Открытый доступ
Издательство научных исследований
Журналы от A до Z
Журналы по темам
Биомедицинские и биологические науки.
Бизнес и экономика
Химия и материаловедение.
Информатика. и общ.
Науки о Земле и окружающей среде.
Машиностроение
Медицина и здравоохранение
Физика и математика
Социальные науки. и гуманитарные науки
Журналы по тематике
Биомедицина и науки о жизни
Бизнес и экономика
Химия и материаловедение
Компьютерные науки и коммуникации
Науки о Земле и окружающей среде
Машиностроение
Медицина и здравоохранение
Физика и математика
Социальные и гуманитарные науки
Публикация у нас
Представление статьи
Информация для авторов
Ресурсы для экспертной оценки
Открытые специальные выпуски
Заявление об открытом доступе
Часто задаваемые вопросы
Публикуйте у нас
Представление статьи
Информация для авторов
Ресурсы для экспертной оценки
Открытые специальные выпуски
Заявление об открытом доступе
Часто задаваемые вопросы
Подпишитесь на SCIRP
Свяжитесь с нами
клиент@scirp. org
+86 18163351462 (WhatsApp)
1655362766
Публикация бумаги WeChat
Недавно опубликованные статьи
Недавно опубликованные статьи
Наведение мостов в высшем образовании: мультимодальные программы наставничества для поддержки удержания и подготовки к карьере ()
Джеймс Хатсон, Роджер Нассер, Майкл Марцано, Райан Кертис, Элизабет Макдональд, Сью Эделе, Барбара Хосто-Марти
Творческое образование Том 13 №9, 16 сентября 2022 г.
Не будет преувеличением сказать, что поршень — наиболее ответственная и специфичная деталь в современном двигателе. Он должен быть легким и прочным, способным выдерживать значительные механические нагрузки и тепловые удары, а кроме того, обладать высокой износостойкостью рабочих поверхностей, низким трением при минимально возможном зазоре в цилиндре.
Последнее требование особенно важно для хорошей герметичности, возможности избежать прорыва газов из камеры сгорания в картер и поступления масла в обратном направлении. Иными словами — для минимального расхода масла с одновременным отсутствием шума (стука) поршня о стенки.
И это только часть проблем, которые приходится решать при конструировании и производстве поршней для конкретных двигателей. В целом получается, что поршень как бы концентрирует технические новшества, заложенные в конструкцию мотора. Тут можно перефразировать известное выражение древних: «Покажи мне только поршень, и я скажу, что это за двигатель».
Словом, разработка и изготовление современных поршней — задача особая. На Западе их производством давно занимаются не изготовители автомобилей, а специализированные фирмы. У них накоплен необходимый опыт и создана соответствующая техническая база, без чего невозможно получить надежный результат. В мире существует несколько фирм такого рода, но наибольшую известность по праву получила немецкая марка «Мале» (Mahle).
Фирма Mahle существует с 1920 года. Название она получила по фамилии своих основателей — братьев Мале. Затем последовали десятилетия непрерывного совершенствования, развития и роста. Сегодня Mahle — это целая группа специализированных компаний, которая так и именуется — Mahle Group. Так, производством поршней, цилиндров и блоков цилиндров занимается концерн Mahle GmbH, привлекший дочерние и долевые фирмы США, Мексики, Бразилии, Испании, Франции и Южной Кореи. Туда же входят известные фирмы Mondial Piston (Испания) и Konig KG GmbH (Австрия). Помимо этого, в группу Mahle входят компании, производящие детали двигателей, включая поршневые пальцы, клапаны и др. , а также фильтры (в том числе известная фирма Knecht).
Фирма Mahle приобрела свою мировую известность в основном успехами в разработке и производстве поршней для двигателей всех типов — от маленьких мотоциклетных до мощных, в десятки тысяч киловатт, судовых дизелей. Особенности конструкции и технологии изготовления поршней, выпускавшихся фирмой Mahle, — это этапы развития не только самой фирмы, но и всего мирового моторостроения. Они интересны для всех любителей техники, но особенно для тех, кто так или иначе связан с ремонтом автомобильных двигателей.
Известно, что поршни автомобильных двигателей изготавливаются из легких алюминиевых сплавов. Однако не все знают, что именно Mahle первой в Европе освоила серийное производство поршней из сплава алюминия с кремнием (1926 г.). При этом специальные поршневые сплавы «Mahle 124» с 11-13% кремния (1933 г.) и «Mahle 138» с 17-19% кремния (1937 г.) стали классическими для производителей поршней и сегодня применяются не менее широко.
В 1935 году Mahle впервые начала выпуск поршней со специальным профилем наружной поверхности: вместо цилиндрической формы поршень приобрел овальную и бочкообразную. Такая конфигурация оптимальна, поскольку в реальных условиях овальный и бочкообразный поршень, нагреваясь неравномерно (температура днища, омываемого горячими газами, существенно больше температуры юбки, охлаждаемой при контакте со стенками цилиндра), принимает форму, близкую к цилиндрической. В то же время небольшое заужение нижней части юбки создает гидродинамический эффект (своего рода подъемную силу) при движении поршня вниз — он как бы всплывает на масляной пленке. Найденные формы позволили уменьшить зазор в цилиндре без опасности заклинивания, снизить шум двигателя и повысить долговечность цилиндропоршневой группы. Они сохранились и у поршней самых современных двигателей. Правда, у них вдобавок появился еще и микрорельеф (микроканавки на наружной поверхности глубиной порядка 5 мкм), создающий дополнительную подъемную силу при движении в цилиндре.
С 1926 года Mahle для компенсации теплового расширения поршней использует биметаллический эффект: стальные терморегулирующие вставки внутри поршня при нагревании препятствуют температурному расширению, позволяя держать малый зазор между поршнем и цилиндром. Эту же задачу решают и пазы в верхней части юбки поршня (в канавке маслосъемного кольца или под ней), которые препятствуют распространению тепла от верхней части поршня, нагретой горячими газами, в юбку. Из-за этого температура стенок юбки уменьшается, что также препятствует тепловому расширению поршня. Описанная комбинированная конструкция — со вставками и пазами — получила название Autothermik и успешно применялась фирмой Mahle с 1930 года для поршней многих автомобильных двигателей.
Схема только с пазами (без стальных вставок) хотя и позволяет несколько уменьшить массу поршня, но заметно уступает схеме Autothermik по тепловому расширению. В настоящее время она применяется редко, в основном на двигателях малого рабочего объема.
С ростом мощности и соответственно нагрузок на поршень от пазов на юбке вообще пришлось отказаться, поскольку они ощутимо ослабляют деталь. Поэтому с 1955 года как на бензиновых, так и на дизельных двигателях широко используется конструкция со стальными вставками без пазов, получившая название Autothermatik. Кстати, поршни такого типа имеют все вазовские двигатели.
Дальнейшее развитие порш-ней — конструкция Duotherm, применяемая в основном на бензиновых двигателях с 1970 года. Здесь «управление» тепловым расширением юбки осуществляется как с помощью биметаллического эффекта, так и расширением верхней части поршня. Вследствие этого схема Duotherm по тепловому расширению лучше предыдущих схем, но несколько уступает по прочности схеме Autothermatik.
В последние годы поршни без стальных вставок и пазов (с «жесткой» юбкой) снова оказались в центре внимания. Автомобильные двигатели последнего поколения, многие из которых имеют алюминиевый блок цилиндров, потребовали облегчения поршней без ухудшения их тепловых, прочностных и других эксплуатационных характеристик. Это оказалось возможным, если перейти на материалы с повышенным содержанием кремния (включая сплав «Mahle 244» с 23-26% кремния). Одновременно были разработаны более эффективные методы получения заготовок поршней, в частности вместо литья под давлением — штамповкой (ковкой) и «жидкой» штамповкой. В результате поршни двигателей последних моделей имеют достаточно простую форму, низкую массу, высокую прочность и износостойкость, обеспечивая при этом минимальный шум двигателя.
Особо следует остановиться на конструкции поршней для дизельных двигателей. Как известно, дизель характеризуется очень высокой степенью сжатия (до 22-24 против 9-10 у бензинового двигателя) и соответственно большими силовыми и тепловыми нагрузками на детали, включая поршень. Его совершенствование опять-таки хорошо иллюстрируется цепочкой разработок фирмы Mahle.
Еще в 1931 году Mahle впервые применила чугунную вставку канавки для верхнего кольца, что позволило заметно увеличить ресурс дизельного двигателя. Эта конструкция с успехом применяется и по сей день, хотя с 1974 года (а особенно в последнее время) для упрочнения верхней канавки все чаще применяют износостойкие покрытия.
Обычно такое покрытие имеет толщину 40 — 120 мкм и делается по всему днищу поршня с «заходом» в канавку верхнего кольца, одновременно защищая края днища поршня от перегрева. Покрытие представляет собой так называемое твердое анодирование, то есть термохимическое преобразование верхнего слоя алюминиевого сплава в твердую керамику (окись алюминия Al2O3). Кстати, подобное покрытие, но меньшей толщины (обычно 10 — 15 мкм), используют и на поршнях высокофорсированных бензиновых двигателей с наддувом. Здесь помимо уменьшения износа верхней канавки ставится цель защиты днища поршня от разрушения детонацией.
В поршнях современных дизелей с наддувом нередко применяют так называемое внутреннее охлаждение, которое уменьшает температуру днища на 30-80°С. Оно состоит в подаче масла из системы смазки через форсунку во внутреннюю кольцевую полость поршня, расположенную около пояса поршневых колец. Очевидно, что изготовление поршня с подобным кольцевым отверстием требует специальной технологии.
Кроме этих особенностей, в последних конструкциях автомобильных дизелей с непосредственным впрыском топлива в цилиндр, отличающихся очень высокой нагрузкой на поршень, появилась и другая особенность. В бобышках поршня здесь устанавливают бронзовые втулки в отверстия для поршневого пальца, а сам палец делают волнистым с плавным уменьшением диаметра на 10-40 мкм вблизи краев отверстий поршня и шатуна. Такие решения обеспечивают долговечность соединения поршня с пальцем там, где традиционные конструкции и материалы уже не работают.
Среди достижений фирмы, касающихся дизелей, нельзя не отметить поршни с армированием керамическими волокнами типа Liquostatik, а также поршни типа Ferrotherm, состоящие из двух частей — уплотняющей и направляющей. На подходе и другие новинки.
Большинство поршней традиционно покрывается тонким (порядка 5 мкм) слоем свинца, олова или цинка. Покрытие препятствует задиру юбки на нерасчетных режимах, например при запуске и прогреве, когда условия смазки ухудшены. В последние годы на юбку поршней стали наносить покрытие типа Grafal, которое представляет собой графит со специальным наполнителем, обеспечивающим прочное сцепление со стенкой юбки. Покрытие имеет толщину 15-30 мкм и существенно влияет на износостойкость поршня.
Для V-образных двигателей с алюминиевыми блоками цилиндров и их поршней фирма разработала специальные технологии и материалы. Так, поршни имеют покрытие типа Ferrostan (1975 г.), представляющее собой слой железа толщиной 12-20 мкм, покрытый сверху тонким (1-2 мкм) слоем олова. Блок цилиндров отливают по специальной технологии Silumal из алюминиевого сплава «Mahle 147» (17% кремния, 4% меди) с осаждением повышенного количества кремния вблизи цилиндров. После обработки поверхность цилиндров травят соляной кислотой, при этом алюминий «уходит» с поверхности и там остается чистый кремний. Таким образом, пара материалов в двигателях с такими блоками цилиндров как бы обратна привычной: «железный» поршень работает в «алюминиевом» цилиндре. Этим достигается исключительная износостойкость пары (в комплекте с хромированными поршневыми кольцами), а также низкий уровень шума из-за очень малого зазора в цилиндре (порядка 0,01 мм). Такие блоки теперь применяют самые именитые фирмы (V8 — «Мерседес», «Ауди», «Порше»; V12 — «Мерседес» и БМВ).
Следует упомянуть также успехи Mahle в создании специальных износостойких покрытий цилиндров, в частности Chromal (1951) и Nikasil (1967). Chromal — это хромовое покрытие толщиной 0,06-0,08 мм, осаждаемое электрохимическим способом на алюминиевый цилиндр. Nikasil состоит из никеля с включением мелких (размером около 3 мкм) частиц карбида кремния; такое покрытие имеет наивысшую износостойкость. Это определило использование алюминиевых гильз цилиндров с покрытием Nikasil для двигателей гоночных автомобилей.
Здесь уместно заметить, что Mahle — основной производитель поршней и гильз цилиндров для автомобилей «Формулы 1» (F1). Подавляющее большинство команд, включая Феррари, Вильямс — Рено, Бенеттон-Рено, МакЛарен — Мерседес и другие, использует именно эти комплектующие. Поршень двигателя F1 должен оставаться работоспособным при частоте вращения до 17000 мин-1, поэтому он отличается предельно низкой массой и малой высотой, изготавливается «жидкой» штамповкой и имеет, как правило, внутреннее охлаждение, причем на последних модификациях используют только два поршневых кольца.
Сегодня фирма Mahle выпускает поршневые группы (комплекты «поршень — поршневые кольца — поршневой палец») для подавляющего большинства моделей и модификаций автомобилей европейского производства. Перечень марок впечатляет: «Мерседес», БМВ, «Фольксваген», «Ауди», «Опель», «Рено», «Пежо», «Ситроен», «Фиат» и многие другие. Эта продукция Mahle идет как для конвейерной сборки, так и в запасные части. Достаточно велика номенклатура поршней и для двигателей японских машин. Не забыты российские потребители: фирмой Mahle освоены и уже продаются на нашем рынке поршневые группы и кольца для двигателей ВАЗ и ГАЗ.
Несмотря на огромную массу выпускаемых деталей (в последние годы к ним прибавились поршневые кольца и подшипники коленчатых валов), фирма выполняет и индивидуальные заказы. Например, здесь могут изготовить поршни для новых двигателей в единичных количествах. Имея серьезную исследовательскую, конструкторскую и производственную базу, Mahle может спроектировать и сделать поршень для любого двигателя, удовлетворяющий всем необходимым требованиям, будь то низкий расход топлива и масла, малый выброс токсичных веществ с выхлопными газами, невысокий шум, максимально возможные мощность и долговечность двигателя. При этом будут выбраны оптимальные сочетания материала, конструкции, геометрии и покрытий поршня, необходимые для выполнения поставленных условий.
Интересно, что у фирмы можно заказать и любые поршни, которые когда-либо изготавливались фирмой Mahle: со времени ее основания сохраняются все формы для отливки.
Из чего делают современные двигатели: новые материалы на службе автопроизводителей
На протяжении многих десятков лет моторы изготавливали из самых обычных материалов — стали, чугуна, меди, бронзы, алюминия. Совсем немного пластика, иногда какие-то мелкие элементы, вроде корпусов карбюраторов, — из магниевых сплавов. На волне тенденции к всемерному облегчению конструкций и увеличению мощности при улучшении экологической составляющей состав материалов с тех времен заметно изменился. Из чего же сегодня делают двигатели? Разбираемся.
Большая часть автовладельцев наверняка знает главный тренд современного автомобилестроения: увеличение мощности двигателя при постоянном уменьшении его объема и массы. Секрет такого сочетания кроется в том числе в новых материалах и конструктивах. Ну и, разумеется, тщательной проработке всех элементов силового агрегата, а также уже не скрываемом отсутствии избыточных (читай: невыгодных) запасов прочности.
Как ни странно, всевозможные нанотрубки и прочий хай-тек, о котором постоянно говорят в СМИ, в моторостроении на самом деле почти не применяются. В серийных моторах самыми дорогими и сложными материалами являются кремнийникелевые покрытия, металлокерамический композит (например, известный как FRM у Honda), различные полимерно-углеродные композиции и постепенно появляющиеся в серийных двигателях титановые сплавы, а также сплавы с высоким содержанием никеля, например Inconel. В целом же двигателестроение остается очень консервативной областью машиностроения, где смелые эксперименты в серийном производстве не приветствуются.
Прогресс обеспечивается в основном «тонкой настройкой» и применением давно известных технологий по мере их удешевления. Основная масса серийных агрегатов состоит в основном из чугуна, стали и алюминиевых сплавов — по сути, самых дешевых материалов в машиностроении. Однако тут все же есть место для новых технологий.
Самая крупная деталь любого мотора — блок цилиндров. Она же самая тяжелая. Долгие десятки лет основным материалом для блоков служил чугун. Он достаточно прочен, хорошо льется в любую форму, его обработанные поверхности обладают высокой износостойкостью. Список достоинств включает и невысокую цену. Современные моторы небольшого рабочего объема по-прежнему льются из чугуна, и вряд ли в ближайшее время индустрия полностью откажется от этого материала.
Основная задача в совершенствовании сплавов чугуна — это сохранение высокой твердости поверхности при улучшении его вспомогательных качеств, иначе это может привести к необходимости использования чугунных же гильз для блока цилиндров из более износостойкого сплава. Так изредка делают, но в основном на грузовых моторах, где эта технология финансово оправданна.
Алюминий в качестве материала блока применяется также очень давно и совершенствуется примерно в том же направлении. Усилия направлены в основном на улучшение возможностей его обработки, на снижение коэффициента расширения при сохранении необходимой пластичности материала, повышение необходимых аспектов прочности сплавов.
Также развиваются технологии использования вторичного алюминия низкой очистки. Для таких сплавов применяются технологии, отличные от литья, причем налицо тенденция к изготовлению из алюминия блоков цилиндров более компактных моторов. Например, двигатель Volkswagen серии EA211 сегодня имеет алюминиевый блок, который оказался на 40% легче чугунного.
Магниевые сплавы значительно менее популярны. Они легче алюминиевых, но имеют значительно более низкую коррозийную стойкость, не переносят контакта с горячей охлаждающей жидкостью, со стальными крепежными деталями повышенной температуры. На рядных шестицилиндровых блоках моторов BMW серий N52 и N53, например, из магниевого сплава выполнена только внешняя часть блока, «рубашка» системы охлаждения. Для сравнительно длинного блока шестицилиндрового мотора это дает выигрыш в массе порядка 10 кг по сравнению с цельноалюминиевой конструкцией. Также магниевые сплавы используют для блок-картеров моторов с отъемными цилиндрами. В основном это двигатели мотоциклов.
Компоненты двигателя
Если с самой большой деталью мотора новые технологии и материалы не очень «дружат» в целом, то в частностях возможны интересные сюрпризы. Гильзы цилиндров у любого блока являются точкой приложения всех новейших технологий и материалов. Высокопрочный чугун, методы поверхностного упрочнения алюминиевых высококремнистых сплавов, гальванические покрытия на основе сплава карбида кремния с никелем, металлокерамические матрицы и стальное напыление широко используются даже на серийных моторах. Про чугун и высококремнистый алюминий говорить не будем, все же сами технологии не только старые, но и массовые. А вот про остальные материалы лучше рассказать чуть подробнее.
Упрочненные чугунные гильзы по технологии CGI (Compacted Graphite Iron) появились для реализации экстремально высокой степени форсирования у дизельных моторов. Этот чугун сильно отличается от распространенного серого чугуна. У него на 75% выше прочность на разрыв, на 40% выше модуль упругости, и он в два раза устойчивее к знакопеременным нагрузкам. А его сравнительно невысокая стоимость и прочность позволяют создавать литые чугунные блоки с массой меньше, чем у алюминиевых. Но в основном его применение ограничено гильзами и коленчатыми валами. Гильзы получаются очень тонкими, теплопроводными и при этом столь же технологичными и надежными, как обычные гильзы из чугуна. А коленчатые валы по прочности соперничают с коваными стальными при заметно меньшей себестоимости.
Покрытие по технологии Nicasil, в общем-то, не редкость и далеко не новинка, но оно остается одним из самых высокотехнологичных и перспективных в своей сфере. Изобрели его еще в 1967 году для роторно-поршневых двигателей, и засветиться в массовом автомобилестроении оно успело. Porsche его применял для гильз цилиндров с 1970-х, а в 1990-е его попытались применить и на более массовых моторах, например в BMW и Jaguar, но недостатки технологии и высокая цена заставили отказаться от него в пользу более дешевых методов поверхностного упрочнения высококремниевых сплавов, например по технологии Alusil.
Причем более вероятной причиной отказа является как раз повышенная стоимость блоков цилиндров с этим покрытием, связанная с низкой технологичностью процесса гальванического нанесения и высоким процентом не выявляемого сразу брака, который потом успешно списали на высокосернистые бензины.
Тем не менее это покрытие все еще остается лучшим выбором для создания рабочей поверхности в любом мягком металле, потому под различными торговыми наименованиями применяется в массовом и особенно гоночном двигателестроении. Например, под маркой SCEM в моторах Suzuki. Его недостатки в основном связаны с очень высокой стоимостью обработки и слабой приспособленностью к массовому производству при использовании с крупными многоцилиндровыми блоками.
Металлокерамическая матрица (MMC), более известная как FRM в моторах Honda, — еще один оригинальный и интересный материал. Например, двигатель на суперкаре NSX имел гильзы, выполненные по такой технологии. Опять же технология далеко не новая, но, как и материал, очень перспективная. Покрытие типа Nicasil тоже относится к MMC, но его приходится наносить гальваническим методом, и в качестве матрицы выступает достаточно твердый никель.
В технологии FRM материалом матрицы служит алюминий, а MMC получается в процессе заливки гильзы из волокнистого материала на основе карбоновой нити в алюминиевый блок. Использование углеродного волокна более технологично. К тому же матрица получается намного более толстой, чуть более мягкой, намного более упругой и абсолютно интегрированной в материал блока. Отслоение, как это происходило с Nicasil, попросту невозможно. Задиры и локальные повреждения в силу структуры материала ему почти не страшны, а в случае износа цилиндр можно расточить благодаря большому запасу по толщине.
Минусы у такого покрытия тоже имеются. Во-первых, немалая цена, во-вторых, жесткое отношение к поршневым кольцам, поскольку его структура плохо «настраивается». Тут не создать полноценной сетки хона, правда, масло хорошо удерживается в волокнах и без того. Края волокон очень жесткие, и даже сверхтвердые кольца имеют ограниченный ресурс, а поршень в местах контакта интенсивно изнашивается при малейшем биении, что подразумевает использование поршней с минимальным зазором и очень короткой юбкой. К тому же покрытие очень маслоемкое. В итоге у моторов постоянно наблюдался повышенный расход масла, что на определенном этапе не позволило выполнять жесткие экологические требования.
Впрочем, сейчас эта проблема уже не актуальна, новые катализаторы и новые поколения малозольных масел позволяют об этом не беспокоиться. Ну и, разумеется, цена нанесения покрытия такого типа заметно выше, чем у алюсила или чугунных гильз, но все же меньше, чем у Nicasil-подобных материалов.
Покрытия MMC разных типов также используются в целом ряде деталей двигателей. Например, в седлах клапанов в ГБЦ, упрочнениях крайних постелей распредвалов, особо нагруженных местах креплений элементов конструкции. Это позволяет широко применять цельноалюминиевые детали и снижать массу конструкции за счет упрощения. Некоторые детали двигателей могут иметь крупные элементы из MMC, например клапаны. Но это и сейчас удел не серийных конструкций.
Титановые сплавы также давно пытаются использовать в конструкции машин. В двигателях этот прочный, легкий и очень эластичный материал с превосходной химической стойкостью применяется очень ограниченно в силу высокой стоимости. Но можно найти серийные конструкции с деталями из титана. Титановые шатуны, например, давно устанавливаются в моторах Ferrari и тюнинговом подразделении AMG. Еще титан — неплохой выбор для пружин, шайб, рокеров и прочих элементов ГРМ, деталей теплообменников EGR, а также разных крепежных элементов. Кроме того, он используется для производства рабочих элементов высокопроизводительных турбин, а иногда —— для производства клапанов и даже поршней.
Теоретически детали из высококремнистых титановых сплавов с высоким содержанием интерметаллидов и сицилидов могут применяться в двигателях, но у большинства титановых сплавов наблюдается серьезная потеря прочности уже при температурах свыше 300 градусов — изменение пластичности в больших пределах и большой коэффициент расширения, что не позволяет создавать из них долговечные детали с низкой массой. Ограниченное применение имеет в двигателестроении и 3D-печать из титановых сплавов, например для создания выпускных систем на спорткарах.
А вот покрытия из нитрида титана — одни из самых популярных средств упрочнения поршневых колец. Этот материал отлично работает по кремниевому упрочненному слою гильз цилиндров. Его же используют как напыление на фаски клапанов, в том числе титановых, на торцы толкателей клапанного механизма и другие узлы двигателя. Начиная с 1990-х годов использование этого метода упрочнения неуклонно возрастает, и он вытесняет хромирование, азотирование и ТВЧ-закалку. Также нитрид титана является перспективным типом покрытия для гильз цилиндров: он может наноситься методом PA-CVD (плазмохимическое осаждение из газовой фазы), а значит, такие технологии могут стать серийными в ближайшее время, если будет спрос на новые износостойкие покрытия цилиндров.
Уже упомянутая 3D-печать также активно применяется для создания высокопрочных и высокоточных жаростойких деталей сплав Inconel. Это семейство никельхромовых жаростойких сплавов давно служит материалом для создания выпускных клапанов, верхних компрессионных колец, пружин и даже выпускных коллекторов, корпусов турбин и крепежного материала для высокотемпературного применения.
В последние годы, в связи с развитием технологий 3D-печати и активным использованием в них Inconel-сплавов, мелкосерийные ДВС все чаще обзаводятся деталями из этого очень перспективного материала. Рабочий диапазон деталей из него минимум на 150–200 градусов выше, чем у самых жаростойких сталей, и доходит до 1200 градусов. Как материал упрочнения сплавы Inconel используются серийно уже достаточно давно, так, в моторах Mercedes-Benz покрытие из Inconel применяется на моторах серий M272/M273.
Пластмассы также продолжают внедрять в конструкции двигателей. Выполненные из пластика элементы системы впуска и охлаждения — дело уже привычное. Но дальнейшее расширение номенклатуры маслостойких и теплостойких пластмасс с низким короблением позволило создать пластмассовые картеры ДВС, клапанные крышки, направляющие, корпуса малых конструкций внутри двигателя. Концепты моторов с блоком цилиндров из пластмассы, а точнее, из полимерно-углеродных композиций, уже были представлены публике. При незначительно меньшей прочности, чем у легких сплавов, пластик в производстве обходится дешевле и значительно лучше перерабатывается.
Каков итог?
Изучение вопроса применяемости материалов в двигателестроении показывает четкую направленность: для снижения массы и улучшения других характеристик применение каких-то суперматериалов либо не особо требуется, либо невозможно в принципе в силу физических и химических свойств. Развитие технологий идет путем эволюционным — усовершенствования как самого производства, так и традиционных материалов, реорганизации рабочего процесса и конструкторской оптимизацией. Так что даже в среднесрочной перспективе мы вряд ли увидим революцию в производстве ДВС, скорее речь будет идти о постепенном отказе от этого типа двигателя в принципе в пользу электротехнологий, хотя и там пока не наблюдается бурного технологического прорыва.
Гидравлический поршень и другие элементы гидроцилиндра
В гидравлических системах мобильных машин и промышленного оборудования широко применяются гидроцилиндры – в качестве источника привода или исполнительных механизмов.
Существуют поршневые, плунжерные, телескопические и другие цилиндры, имеющие свои конструктивные особенности. Первые – самые распространенные, они просты и удобны, эффективны в самых различных сферах эксплуатации.
Неотъемлемой частью поршневого гидроцилиндра является та деталь, по которой он получил свое название – гидравлический поршень.
Под воздействием рабочей жидкости, поступающей в полость цилиндра, он совершает направленное возвратно-поступательное движение с определенной скоростью, которая зависит, в основном, от скорости нагнетания жидкости. В результате перемещения поршня гидравлическая энергия преобразовывается в механическую – достигается основная цель работы гидроцилиндра.
Поршень является основным рабочим звеном гидроцилиндра. В качестве передатчика усилия поршня выступает шток, соединенный с ним посредством пальца.
Ход поршня ограничивается крышками цилиндра, в которых имеются отверстия для подвода рабочей жидкости. Жесткий контакт поршня и крышек предотвращают демпферы (тормозные устройства).
Поршень и шток образуют в рабочей камере две полости: соответственно поршневую и штоковую. Первая ограничена поверхностями корпуса и поршня, вторая – поверхностями корпуса, поршня и штока.
Полости гидравлического цилиндра должны быть герметичными, поэтому на поршень устанавливаются специальные уплотнения – манжеты из маслостойкой резины, которые препятствуют протеканию рабочей жидкости. При одновременно высоком давлении со стороны штока и поршневой полости устанавливается две манжеты, если давление оказывается с одной стороны – одна.
Корпус гильзы, поршень и шток испытывают значительные нагрузки, поэтому изготавливаются из металла.
Поршни, контактирующие с внутренними стенками гильзы всей поверхностью, выполняются из латуни, фторопласта или бронзы – материалов с антифрикционными свойствами. Поршни, оснащенные специальными направляющими и уплотняющими кольцами – как правило, стальные.
К поршневым гидроцилиндрам предъявляется ряд требований:
Поршни должны передвигаться равномерно и плавно по всей длине хода
Штоки не должны подвергаться боковым нагрузкам, так как это может привести к быстрому изнашиванию уплотнений, поршней и рабочей поверхности цилиндра
Не допускается наружных утечек рабочей жидкости через неподвижные уплотнения; на подвижных поверхностях возможно наличие масляной пленки без каплеобразования
Внутренние перетечки жидкости из одной полости цилиндра в другую должны быть минимальными (существует определенная техническая норма)
Для предотвращения попадания грязи и пыли в полости цилиндров необходимо применять грязесъемники
Рабочие поверхности деталей цилиндра должны быть устойчивыми к коррозии и износу, лучше, если они будут иметь защитные покрытия
Последнее требование актуально для многих производителей деталей гидравлического оборудования. Проблема усиленного износа цилиндров и поршней решается применением специальных конструкционных материалов и нанесением на них антифрикционных покрытий.
Эти материалы выпускаются как за рубежом, так и в России. В нашей стране разработкой и производством покрытий занимается компания «Моденжи».
Покрытия совмещают функции сухой смазки, облегчающей скольжение трущихся поверхностей, и защитного материала, предотвращающего деформацию и фрикционный износ деталей.
В целях продления работоспособности гильз гидроцилиндров, гидравлических поршней, штоков используется антифрикционное покрытие MODENGY 1006. Под резиновые уплотнения рекомендуется наносить покрытие MODENGY 1010, совместимое с полимерами и эластомерами.
Оба состава характеризуются хорошими антикоррозионными свойствами, работоспособностью в широком диапазоне температур, длительным сроком службы.
Поршневые цилиндры подразделяются на несколько разновидностей:
По направлению действия рабочей жидкости – цилиндры одностороннего и двустороннего действия
По числу штоков – цилиндры с односторонним и двусторонним штоком
По виду выходного звена – цилиндры с подвижным штоком и подвижным корпусом
В гидроцилиндрах одностороннего действия выдвижение штока осуществляется за счет создания давления рабочей жидкости в поршневой полости, а возврат в исходное положение происходит от усилия пружины.
Некоторые устройства не содержат возвратного элемента, так как производят возврат за счет действия приводимого механизма, другого гидроцилиндра или силы тяжести поднятого груза. Такой принцип действия применяется в бутылочных домкратах.
В цилиндрах двустороннего действия усилие на штоке создается как при прямом, так и при обратном ходе поршня – за счет создания давления рабочей жидкости соответственно в поршневой и штоковой полостях.
При прямом ходе поршня усилие на штоке больше, а скорость его движения меньше, чем при обратном ходе – из-за разницы в площадях, к которым приложена сила давления рабочей жидкости. Гидроцилиндры двустороннего действия осуществляют, например, подъем-опускание отвала многих бульдозеров.
Если необходимо создать одинаковые усилия или одинаковые скорости перемещения выходных звеньев, используются гидроцилиндры с двухсторонним штоком. В них один поршень связан с двумя штоками. В современной технике применяются две разновидности конструкций такого типа: с закрепленным цилиндром и с закрепленным штоком.
Существуют телескопические гидроцилиндры одностороннего и двустороннего действия. Такие устройства состоят из нескольких цилиндров, размещенных в полости друг друга. При сравнительно малых размерах они имеют большой ход штока, поэтому очень эффективны.
Для привода рабочих органов мобильных машин наиболее широко применяют поршневые гидроцилиндры двухстороннего действия с односторонним штоком
Для поршневых гидроцилиндров установлены следующие основные параметры:
Геометрические: диаметр поршня (гильзы), диаметр штока, ход поршня
Гидравлические: номинальное рабочее давление, расход рабочей жидкости
Номинальные: усилие, развиваемое гидроцилиндром; скорость перемещения штока
Ряды нормальных диаметров поршней и штоков гидроцилиндров устанавливает ГОСТ 6540-68.
У нормализованных цилиндров ход, т.е. величина максимально возможного перемещения поршня со штоком, не превышает 10 мм.
Номинальное рабочее давление – это давление, при котором гидроцилиндр работает в расчетном режиме, сохраняя заявленные производителем параметры. Величина давления в гидроцилнре определяется значением нагрузки, при этом она может быть ограничена настройками предохранительного или редукционного клапана. В отсутствии нагрузки давление в цилиндре обуславливается только потерями на трение.
Усилие, развиваемое гидроцилиндром, пропорционально давлению и эффективной площади, на которую воздействует жидкость.
Скорость перемещения штока определяется величиной расхода жидкости, поступающей в гидроцилиндр, и его эффективным диаметром.
Размеры поршней: описание, характеристика, размерная сетка
Поршень — основная деталь насосов, компрессоров и поршневых двигателей внутреннего сгорания, служащая для преобразования энергии сжатого газа в энергию поступательного движения (в компрессорах — наоборот). Для дальнейшего преобразования энергии в крутящий момент служат остальные детали КШМ — шатуны и коленчатый вал. Первый поршневой ДВС создан французским инженером Ленуаром в 1861 году, до этого поршни применялись в паровых машинах и насосах.
Маркировка
Маркировка поршней позволяет судить не только об их геометрических размерах, но и материале изготовления, технологии производства, допустимом монтажном зазоре, товарном знаке производителя, направлении установки и многом другом. В связи с тем, что в продаже встречаются поршни как отечественного, так и импортного производства, то автовладельцы порой сталкиваются с проблемой расшифровки тех или иных обозначений. В данном материале собран максимум информации, позволяющий получить сведения об маркировке на поршне и разобраться что значат цифры, буквы и стрелки.
Номер отливки. Это цифры и буквы, схематически указывающие на геометрические размеры поршня. Обычно такие обозначения можно встретить на европейских машинах, для которых элементы поршневой группы изготавливают такие компании как MAHLE, Kolbenschmidt, AE, Nural и прочие. Справедливости ради стоит отметить, что отливку в настоящее время используют все реже. Однако если нужно идентифицировать поршень по этой информации, то для этого необходимо воспользоваться бумажным или электронным каталогом конкретного производителя.
Технические данные
При расточке блока и установке поршней в блок цилиндров, требуется следовать рекомендациям производителя поршней по обработке цилиндров, монтажу и установке деталей цилиндропоршневой группы. Основная информация нанесена на верней части поршня. Если какая-либо информация не указана производителем поршней, ни на упаковке, ни на самом поршне, то необходимо следовать рекомендациям производителя автомобиля.
Размер поршня. Некоторые производителей поршней наносят на днище поршня размер самого поршня в сотых долях миллиметра, этот контрольный параметр позволяет проверить качество изготовления поршней и точность размеров, пред непосредственной установкой. Например: 83.93. Это означает, что в измеряемых точках размер поршня не превышает указанного размера (с учетом поля допуска). Измерение следует производить при температуре поршня (+20 градусов), с помощью микрометра или аналогичного измерительного инструмента, с точностью измерения до одной сотой доли миллиметра (0,01мм).
Монтажный зазор. Для того, что бы обеспечить уплотнение рабочей полости цилиндра и минимальную работу трения поршня, а так же предотвратить горячий поршень от заклинивания, между поршнем и стенкой цилиндра предусматривается монтажный (температурный) зазор ( Sp ). При повышенном зазоре между поршнем и стенкой цилиндра работа двигателя заметно ухудшается — имеет место прорыв газов в картер двигателя, ухудшается из-за этого качество масла, закоксовываются кольца и снижается мощность двигателя. Величина этого зазора задается производителем поршней для начальной температуры деталей цилиндропоршневой группы (обычно +20 градусов), и зависит в основном от разности температур, массы поршня и свойств материалов соприкасающихся деталей. Пример: Sp=0.04. Это означает, что зазор между поршнем (по максимальному размеру юбки поршня) и цилиндром должен быть 0,04 мм (с учетом поля допуска).
Товарный знак. Каждый серьезный производитель поршней маркирует свою продукцию своим фирменным товарным знаком. Во-первых, это часть борьбы с подделок своей продукции, а во-вторых демонтировав при ремонте старый поршень сразу становится возможным идентифицировать его, с помощью номера отливки на днище поршня.
Направление установки. Поршни современных двигателей имеют строго определенное положение в двигателе, в частности, это связано с тем ось поршневого пальца имеет некоторое смещение, относительно центрально оси симметрии поршня. Это сделано для уменьшения шума при работе двигателя, а точнее ударных нагрузок на стенки цилиндра при перекладке поршня в крайнем положении. Как правило, производители используют два способа изображения направления установки— (для двигателей, размещаемых спереди и сзади автомобиля). На днище наносится либо стрелка, указывающее направление передней части автомобиля (направление движения), либо схематично изображается коленчатый вал с маховиком.
Опытные мотористы часто сталкиваются в своей работе с трудностью, когда в ремонт поступает очень старый автомобиль, и нет какой-либо возможности точно идентифицировать тип его двигателя. Часто просто бывает не корректная информация в документах, на автомобиль, например, ошибка (опечатка) в VIN коде или в графе «ТИП ДВИГАТЕЛЯ». Но ремонтировать нужно, и необходимо правильно подобрать ремонтные поршни.
Тогда на помощь приходит информация о номере отливки на внутренней части поршня. Следует извлечь поршень из блока цилиндров, очистить от нагара внутреннюю полость и прочесть отлитые цифры и буквы. Подобный способ подходит не для всех поршней, но основные поставщики конвейеров европейских автомобилей MAHLE, Kolbenschmidt, AE, Nural позволяют расшифровать эти данные. Что же такое «номер отливки»? Поршни, имеющие одинаковые основные параметры, изготавливаются на одном и том же технологическом оборудовании (в частности в одной литьевой форме), затем подвергаются последующей механической обработке в зависимости от требуемого ремонтного размера и модификации. То есть для поршней имеющие STD и ремонтные размеры номера отливок совпадают. Как правило, одному номеру отливки соответствуют несколько поршней на один двигатель, это стандартный поршень и его последующие ремонты. Но есть исключения (когда номер отливки совпадет с несколькими модификациями поршня) тогда необходимо замерить контролируемые геометрические параметры.
Как расшифровать? Мы рекомендуем проверять ваши номера отливок через бумажные каталоги соответствующих производителей. Помимо этого, вы можете расшифровать эти данные и с помощью on-line каталогов наших поставщиков.
Следует определить изготовителя старого поршня по торговой маркировке, а затем, используя его каталог (бумажный или электронный) ввести найденный номер. Значение номера отливки необходимо вводить непосредственно в поле поиска по артикулу детали (Artikel #) или поиска по замене номера (Reference No:). Не забывайте проверять полученные результаты по основным геометрическим размером со старыми деталями.
Поршневые кольца. Устройство, виды, функции поршневых колец
Содержание страницы
1. Требования к поршневым кольцам
2. Основные функции поршневых колец
2.1. Уплотнение от прорыва отработанных газов
2.2. Съем и распределение масла
2.3. Отвод тепла
3. Типы поршневых колец
3.1. Компрессионные поршневые кольца
Цилиндрические компрессионные поршневые кольца
Конические кольца – компрессионные поршневые кольца с маслосъемной функцией
Скребковые кольца
Кольца трапециевидного сечения
3.2. Маслосъемные поршневые кольца
Назначение
Коробчатые маслосъемные поршневые кольца
Типы конструкции
Маслосъемные поршневые кольца из 2-х частей (конструкция с пружинным расширителем)
Маслосъемные поршневые кольца из 3-х частей
3.3. Типичная комплектация поршня кольцами
3.4. Наиболее подходящее поршневое кольцо
4. Поршневое кольцо: термины
5. Конструкция и форма поршневых колец
5.1. Материалы для изготовления поршневых колец
5.2. Материалы для покрытия pабочей поверхности
5.2.1. Молибденовые покрытия
5.2.2. Гальванические покрытия
Хромовые покрытия
Покрытия CK (Хромовая керамика) И DC (Diamond coated)
Покрытия PVD
5.3. Отслаивание покрытий
5.4. Обработка рабочих поверхностей (обтачивание, притирка, шлифование)
5.5. Выпуклая форма рабочей поверхности
5.6. Обработка поверхностей
6. Назначение и свойства
6.1. Тангенциальное напряжение
6.2. Распределение радиального давления
6.3. Увеличение давления прижима под действием давления сгорания
6.4. Специфическое давление прижима
6.5. Тепловой зазор
6.6. Уплотнительные поверхности поршневых колец
6.7. Дросселирующая щель и прорыв газов
6.8. Зазор кольца по высоте
6. 9. Скручивание колец
Скручивание колец в условиях эксплуатации
6.10. Способность поршневых колец прилегать к стенкам цилиндров
6.11. Движения поршневых колец
Вращение колец
Вращение вокруг оси
Радиальное движение
Скручивание колец
1. Требования к поршневым кольцам
Поршневые кольца для двигателей внутреннего сгорания должны отвечать всем требованиям, предъявляемым к динамическому линейному уплотнению. Они должны не только выдерживать термические и химические нагрузки, но и выполнять ряд функций. Кроме того, они должны обладать следующими свойствами:
Функции поршневых колец
Предотвращение (за счет уплотнения) прорыва газов из камеры сгорания в картер, во избежание снижения давления газов и, следовательно, мощности двигателя
Уплотнение, т. е. предотвращение попадания смазывающего масла из кривошипной камеры (картера) в камеру сгорания
Обеспечение наличия на стенке цилиндра масляной пленки точно заданной толщины
Распределение смазочного масла по стенке цилиндра
Стабилизация движения поршня (качание поршня) – особенно на холодном двигателе и большом зазоре между поршнем и цилиндром
Передача тепла (отвод тепла) от поршня к цилиндру
Свойства поршневых колец
Низкое трение во избежание существенных потерь мощности двигателя
Высокая износостойкость и сопротивление термомеханической усталости, химическим нагрузкам и горячей коррозии
Поршневое кольцо не должно вызывать чрезмерный износ цилиндра, иначе значительно сокращается срок службы двигателя.
Длительный срок службы, эксплуатационная надежность и эффективность затрат в течение всего времени эксплуатации
2. Основные функции поршневых колец
2.1. Уплотнение от прорыва отработанных газов
Основной функцией компрессионных поршневых колец является предотвращение прорыва газов между поршнем и стенками цилиндра в картер. В большинстве двигателей это достигается за счет использования двух компрессионных поршневых колец, образующих лабиринт для газов.
В силу конструктивных особенностей, поршневые кольца для двигателей внутреннего сгорания не обеспечивают 100%-ого уплотнения, поэтому в картер всегда проникает небольшое количество газов. Это нормальное явление, полностью исключить прорыв газов невозможно в связи с особенностями конструкции колец.
Однако в любом случае необходимо избежать чрезмерного прорыва горячих отработанных газов между поршнем и стенкой цилиндра. Иначе это повлекло бы за собой снижение мощности, повышенный нагрев компонентов и прекращение смазывания. Всё это отрицательно сказалось бы на сроке службы и работе двигателя. Различные уплотняющие и прочие функции колец, а также возникающий прорыв газов будут подробнее рассмотрены ниже.
Уплотнение от прорыва отработанных газов.
2.2. Съем и распределение масла
Поршневые кольца не только обеспечивают герметичность между камерой сгорания и полостью картера, но и регулируют толщину масляной пленки. Кольца равномерно распределяют масло по стенке цилиндра. Съем избыточного количества масла осуществляется в основном маслосъемным поршневым кольцом (3-е кольцо), а также комбинированным компрессионным/скребковым кольцом (2-е кольцо).
Съем и распределение масла
2.3. Отвод тепла
Еще одна важная функция поршневых колец заключается в регулировании температуры поршня. Основная часть (около 70 %) тепла, поглощенного поршнем при сгорании топлива, отводится через поршневые кольца к цилиндру. Решающую роль при этом играют компрессионные поршневые кольца.
Отсутствие постоянного отвода тепла поршневыми кольцами привело бы к образованию на поршне задиров или даже к расплавлению поршня всего за несколько минут. В связи с этим очевидно, что поршневые кольца всегда должны иметь оптимальный контакт со стенкой цилиндра. Некруглости цилиндра или блокирование поршневых колец в кольцевых канавках (нагарообразование, грязь, деформация) с течением времени приводят к повреждениям поршня, вызванным перегревом из-за недостаточного отвода тепла.
Отвод тепла
3. Типы поршневых колец
3.1. Компрессионные поршневые кольца
Цилиндрические компрессионные поршневые кольца
Цилиндрическое компрессионное кольцо
Цилиндрическое компрессионное кольцо с внутренней фаской
Цилиндрическое компрессионное кольцо с внутренним углом
Цилиндрическое компрессионное кольцо
Цилиндрические компрессионные поршневые кольца – это кольца, имеющие прямоугольное поперечное сечение. У таких колец боковые поверхности параллельны друг другу. Данный тип компрессионных поршневых колец является самым простым и наиболее распространенным. В настоящее время кольца этого типа используются преимущественно в качестве первого компрессионного кольца во всех бензиновых, а иногда и в дизельных двигателях легковых автомобилей. Наличие внутренних фасок и углов вызывает скручивание колец в установленном (напряженном) состоянии. Фаска или внутренний угол, расположенные по верхней кромке, вызывают «положительное скручивание кольца». Более подробное описание воздействия скручивания колец приводится в 6. «Скручивание колец».
Конические кольца – компрессионные поршневые кольца с маслосъемной функцией
Коническое кольцо
Коническое кольцо с нижней внутренней фаской
Коническое кольцо с нижним внутренним углом
ЗАМЕЧАНИЕ
Конические кольца используются на двигателях любых типов (бензиновых и дизельных, для легковых и грузовых автомобилей) и устанавливаются, как правило, во вторую кольцевую канавку.
Эти кольца выполняют двойную функцию. Они помогают компрессионному кольцу в противодействии прорыву газов, а маслосъемному кольцу – в регулировании толщины масляной пленки.
Рабочая поверхность конических колец (Рис. 2) имеет коническую форму. В зависимости от исполнения, угловое отклонение рабочей поверхности в сравнении с кольцом прямоугольного сечения составляет от 45 до 60 угловых минут. Благодаря такой форме новое коническое кольцо контактирует с поверхностью цилиндра только по нижней кромке. По этой причине в данной области возникает высокое механическое давление на поверхность и происходит желаемый съем материала. В результате этого запланированного износа, возникающего в период приработки, уже после непродолжительной эксплуатации образуется идеально закругленная кромка, которая обеспечивает оптимальное уплотнение. За период эксплуатации в несколько сотен тысяч км pабочая поверхность кольца теряет коническую форму, и коническое кольцо начинает выполнять функцию кольца прямоугольного сечения. Обладая теперь свойствами кольца прямоугольного сечения, бывшее коническое кольцо по-прежнему обеспечивает надежное уплотнение. По причине того, что газы оказывают давление на кольцо также спереди (из-за проникновения газов в зазор между цилиндром и рабочей поверхностью поршневого кольца), усиление действия давления газов несколько снижается. За счет этого во время приработки кольца незначительно уменьшаются давление прижима и степень износа.
Конические кольца выполняют не только функцию компрессионных поршневых колец, но и обладают хорошими маслосъемными свойствами. Этому способствует смещенная внутрь верхняя кромка кольца. При движении поршня вверх, от нижней к верхней мертвой точке, кольцо скользит по масляной пленке. Под действием гидродинамических сил (образование масляного клина) кольцо слегка отходит от поверхности цилиндра. При движении поршня в обратном направлении кромка кольца проникает глубже в масляную пленку и таким образом снимает слой масла, отводя его в сторону картера. На бензиновых двигателях конические кольца устанавливаются также в первую кольцевую канавку. Фаска или внутренний угол, относительно нижней кромки, вызывают отрицательное скручивание кольца (смотри 6. «Скручивание колец»).
Давление газов на коническое кольцо
Скребковые кольца
Скребковое кольцо
У скребкового кольца, обеспечивающего как уплотнение от прорыва газов, так и съем масла, нижняя кромка рабочей поверхности имеет прямоугольную или скругленную проточку. В этой проточке скапливается определенное количество масла, которое затем стекает обратно в масляный поддон.
Раньше скребковые кольца имели прямоугольное сечение и устанавливались в качестве второго компрессионного поршневого кольца на многих моделях двигателей.
В настоящее время, вместо скребковых колец прямоугольного сечения используют преимущественно конические скребковые кольца. Скребковые кольца устанавливают также на поршнях для компрессоров пневматических тормозных систем, главным образом в качестве первого компрессионного поршневого кольца.
Коническое скребковое кольцо
Коническое скребковое кольцо является усовершенствованным типом скребкового кольца прямоугольного сечения. За счет конической pабочей поверхности улучшается процесс съема масла. В случае использования поршневых компрессоров, конические скребковые кольца устанавливают не только во вторую, но и в первую кольцевую канавку.
Коническое скребковое кольцо с закрытым стыком
У некоторых конических скребковых колец скругленная проточка не доходит до стыкового конца, благодаря чему улучшается функция уплотнения от прорыва газов. Тем самым, по сравнению с традиционными коническими скребковыми кольцами, такие кольца обеспечивают уменьшение прорыва газов в картер (см. также 6. «Тепловой зазор»).
Кольца трапециевидного сечения
Кольцо симметричного трапециевидного сечения
У колец симметричного трапециевидного сечения обе боковые поверхности расположены не параллельно друг другу, а под наклоном, в результате чего поперечное сечение приобретает форму трапеции. Угол наклона составляет, как правило, 6 °, 15 ° или 20 °.
Кольцо несимметричного трапециевидного сечения
У колец несимметричного трапециевидного сечения нижняя боковая поверхность не имеет угла наклона и расположена перпендикулярно рабочей поверхности.
Кольца трапециевидного или несимметричного трапециевидного сечения используются для предотвращения нагарообразования и, следовательно, заклинивания колец в кольцевых канавках. При наличии очень высокой температуры внутри поршневой канавки велика вероятность образования нагара из-за воздействия этой температуры на имеющееся в канавке масло. При этом у дизельных двигателей возможно образование не только масляного нагара, но и сажи. Наличие сажи ускоряет скопление отложений в кольцевой канавке. Если бы в результате накопления отложений произошло заклинивание поршневых колец в канавках, то горячие отработанные газы беспрепятственно проникли бы через зазор между поршнем и стенкой цилиндра и вызвали бы перегрев поршня. Это привело бы к расплавлению головки поршня и его серьезным повреждениям.
По причине действия повышенных температур и образования сажи, кольца трапециевидного сечения устанавливаются преимущественно на дизельных двигателях, в самой верхней кольцевой канавке, а иногда и во второй кольцевой канавке.
ВНИМАНИЕ!
Кольца (симметричного и несимметричного) трапециевидного сечения нельзя устанавливать в обычные прямоугольные канавки. Кольцевые канавки поршня, в которые необходимо установить кольца трапециевидного сечения, всегда должны иметь соответствующую форму.
Функция очистки: благодаря особенностям формы колец трапециевидного сечения и их движению в кольцевой канавке за счет качания поршня происходит механическое измельчение нагара.
3.2. Маслосъемные поршневые кольца
Назначение
Конструкция маслосъемных поршневых колец позволяет распределять масло по стенке цилиндра и снимать с нее избыточное масло. Для улучшения функций уплотнения и съема масла, маслосъемные поршневые кольца оснащаются, как правило, двумя маслосъемными рабочими поясками. Каждый их этих рабочих поясков снимает со стенки цилиндра избыточное масло. Таким образом, как у нижней кромки маслосъемного поршневого кольца, так и между рабочими поясками скапливается определенное количество масла, которое необходимо удалить из области кольца. Поскольку при движении поршня он качается внутри цилиндра, функция уплотнения выполняется тем лучше, чем ближе друг к другу расположены рабочие пояски кольца.
Маслосъемное поршневое кольцо
Прежде всего, масло, снимаемое верхним рабочим пояском и скапливающееся между обоими поясками, подлежит удалению из этой зоны, так как иначе оно может проникать в область над маслосъемным поршневым кольцом, что потребует его съема вторым компрессионным кольцом. Для этой цели коробчатые маслосъемные кольца и маслосъемные кольца из 2-х частей имеют между рабочими поясками продольные прорези или отверстия. Через эти отверстия в самом кольце масло, снимаемое верхним рабочим пояском, выводится на обратную сторону кольца.
ЗАМЕЧАНИЕ
У двухтактных двигателей поршень смазывается маслом, содержащимся в топливной смеси. Поэтому из конструктивных соображений можно отказаться от использования маслосъемного поршневого кольца.
Оттуда дальнейший отвод снятого масла может осуществляться разными способами. Один из этих способов предусматривает отвод масла через отверстия в поршневой канавке к внутренней поверхности поршня, чтобы оно могло стекать обратно в масляный поддон. При наличии так называемых поверхностных пазов (cover slots) (Рис. 1) снятое масло выводится обратно на наружную поверхность поршня через расположенную вокруг бобышки выемку. Также используется комбинированный вариант, когда масло отводится сразу обоими способами.
Оба этих способа отвода масла надежно зарекомендовали себя и успешно используются, в зависимости от формы поршня, процесса сгорания топлива или цели применения. Теоретически сложно дать общий ответ, какой из этих способов лучше. По этой причине, выбор оптимального способа для конкретного поршня зависит от результатов различных практических испытаний.
Коробчатые маслосъемные поршневые кольца
Маслосъемное поршневое кольцо
В современном моторостроении коробчатые маслосъемные поршневые кольца больше не используются. Их упругость обеспечивается только за счет собственного поперечного сечения. Поэтому такие кольца относительно более жесткие, имеют меньшую подвижность и менее плотно прилегают к стенке цилиндра, вследствие чего их уплотняющая способность хуже, чем у маслосъемных поршневых колец, состоящих из нескольких частей.
Коробчатые маслосъемные кольца с прорезями изготавливают из серого чугуна.
Типы конструкции
Маслосъемное коробчатое кольцо с прорезями
Это самое простое исполнение с прямоугольными маслосъемными рабочими поясками и прорезями для отвода масла.
Маслосъемное коробчатое кольцо со сходящимися фасками
В отличие от маслосъемного кольца с прорезями, у этого кольца с кромок рабочих поясков сняты фаски, благодаря чему улучшается давление на поверхность.
Маслосъемное коробчатое кольцо с параллельными фасками
У рабочих поясков этого кольца фаски сняты только с кромок в направлении камеры сгорания. Это позволяет улучшить процесс съема масла при движении поршня вниз.
Маслосъемные поршневые кольца из 2-х частей (конструкция с пружинным расширителем)
Такие маслосъемные поршневые кольца состоят собственно из самого кольца (кольцевой детали) и расположенной за ним спиральной пружины. Поперечное сечение кольца намного меньше, чем у коробчатого маслосъемного поршневого кольца. Это придает кольцу относительную гибкость и позволяет ему оптимально прилегать к стенке цилиндра. Канавка для пружинного расширителя, расположенная на внутренней стороне кольца, имеет либо полукруглую, либо V-образную форму.
Упругость как таковая обеспечивается за счет спиральной нажимной пружины из жаропрочной пружинной стали. Она расположена внутри кольца и прижимает его к стенке цилиндра. Во время эксплуатации пружина плотно прилегает к обратной стороне кольца, образуя с ним единое целое. Хотя пружина в кольце не прокручивается, всё кольцо в целом – так же, как и другие кольца – свободно вращается в кольцевой канавке. У состоящих из 2-х частей маслосъемных поршневых колец радиальное давление всегда распределяется симметрично, так как давление прижима имеет одинаковую величину по всей окружности спиральной пружины.
Шлифование пружин по наружному диаметру, более плотное расположение витков в области замка поршневого кольца и защита тефлоновой оболочкой позволяют увеличить срок службы пружин. За счет этих мер уменьшается износ от трения между кольцом и спиральной пружиной. Собственно кольца маслосъемных колец из двух частей изготавливают из серого чугуна или стали.
ЗАМЕЧАНИЕ
У состоящих из нескольких частей маслосъемных поршневых колец зазор в замке ненапряженного кольца, т. е. расстояние между стыковыми концами самого кольца в демонтированном состоянии, без установленной внутри пружины-расширителя, является незначительным. В особенной степени это касается стальных колец, у которых данный зазор может быть равным нулю. Это не является дефектом или основанием для рекламации.
Маслосъемное коробчатое кольцо с прорезями и пружинным расширителем
Самый простой тип конструкции, обеспечивающий более эффективное уплотнение в сравнении с обычным коробчатым маслосъемным кольцом с прорезями.
Маслосъемное коробчатое кольцо с параллельными фасками и пружинным расширителем
Кольцо имеет такую же форму рабочей поверхности, как и у обычного коробчатого маслосъемного кольца с параллельными фасками, однако обеспечивает более эффективное уплотнение.
Маслосъемное коробчатое кольцо со сходящимися фасками и пружинным расширителем
Кольцо имеет такую же форму рабочей поверхности, как и у обычного коробчатого маслосъемного кольца со сходящимися фасками, однако обеспечивает более эффективное уплотнение. Маслосъемные поршневые кольца этого типа находят самое широкое применение. Их можно использовать на любых моделях двигателей.
Маслосъемное коробчатое кольцо со сходящимися фасками, пружинным расширителем и хромированными рабочими поясками
Это кольцо имеет такие же свойства, как у традиционного коробчатого маслосъемного кольца со сходящимися фасками и пружинным расширителем, однако отличается повышенной износостойкостью и, следовательно, более длительным сроком службы. Поэтому оно оптимально подходит для дизельных двигателей.
Маслосъемное коробчатое кольцо со сходящимися фасками и пружинным расширителем, изготовленное из азотированной стали
Это кольцо изготавливается из профильной листовой стали и со всех сторон покрыто износозащитным слоем. Оно отличается очень высокой гибкостью и ломается реже, чем указанные выше кольца из серого чугуна. Отвод масла из полости между рабочими поясками осуществляется через круглые штампованные отверстия. Маслосъемные поршневые кольца этого типа используются преимущественно на дизельных двигателях.
Маслосъемные поршневые кольца из 3-х частей
Данные маслосъемные кольца состоят из 3-х частей: двух тонких стальных пластинок (колец) и распорной пружинырасширителя, прижимающей кольца к стенкам цилиндра. Маслосъемные поршневые кольца со стальными пластинками либо имеют хромированные рабочие поверхности, либо со всех сторон обработаны азотированием.
Последние отличаются повышенной износостойкостью как в области pабочей поверхности, так и в месте контакта пружины-расширителя и пластинок (вторичный износ).
Состоящие из 3-х частей маслосъемные поршневые кольца оптимально прилегают к стенкам цилиндров и находят применение преимущественно в бензиновых двигателях легковых автомобилей.
Маслосъемное поршневое кольцо из 3-х частей
3.3. Типичная комплектация поршня кольцами
Комплексные требования, предъявляемые к поршневым кольцам, не могут быть выполнены при использовании только одного поршневого кольца. Это можно осуществить только с помощью нескольких поршневых колецразличных типов. В современном автомобильном моторостроении устоявшимся решением является комбинация из компрессионного поршневого кольца, комбинированного компрессионного и маслосъемного поршневого кольца и отдельного маслосъемного поршневого кольца. Поршни с более чем тремя кольцами встречаются сегодня сравнительно редко.
Компрессионное поршневое кольцо
Комбинированное компрессионное и маслосъемное поршневое кольцо
Маслосъемное поршневое кольцо
3.4. Наиболее подходящее поршневое кольцо
Не существует ни лучшего поршневого кольца, ни лучшей комплектации поршня кольцами. Каждое поршневое кольцо является «специалистом» в своей области. В конечном счете, любое исполнение и сочетание колец представляют собой компромисс для удовлетворения абсолютно разным и отчасти противоположным требованиям. Изменение в отношении хотя бы одного поршневого кольца может нарушить баланс работы всего комплекта колец.
Окончательный подбор поршневых колец для двигателя новой конструкции всегда осуществляется как на основании результатов интенсивных тестов на испытательном стенде, так и с учетом нормальных условий эксплуатации.
Приведенная ниже таблица не претендует на полноту, однако показывает в целом, как различные характеристики колец отражаются на их различных функциях.
благоприятное действие – положительно
среднее действие – нейтрально
неблагоприятное действие – отрицательно
4. Поршневое кольцо: термины
Зазор в замке ненапряженного поршневого кольца
Стыковые концы
Спинка кольца (напротив стыковых концов)
Рабочая поверхность кольца
Боковая поверхность кольца
Внутренняя поверхность кольца
Тепловой зазор (зазор в холодном состоянии)
Диаметр цилиндра
Радиальная толщина стенки
Осевой зазор
Высота поршневого кольца
Диаметр цилиндра
Внутренний диаметр канавки
Высота канавки
Радиальный зазор
5. Конструкция и форма поршневых колец
5.1. Материалы для изготовления поршневых колец
Материалы для изготовления поршневых колец подбираются с учетом антифрикционных свойств и условий, при которых поршневые кольца должны работать. Высокая эластичность и коррозионная стойкость важны так же, как и высокая устойчивость к повреждениям при экстремальных условиях эксплуатации. Серый чугун до сих пор является основным материалом, из которого изготавливаются поршневые кольца. С трибологической точки зрения, серый чугун и содержащиеся в нем графитовые включения обеспечивают оптимальные свойства при работе в аварийном режиме (сухое смазывание графитом).
Эти свойства важны особенно тогда, когда прекращается смазывание моторным маслом и масляная пленка уже разрушена. Кроме того, графитовые жилки в структуре кольца служат в качестве масляных резервуаров и противодействуют разрушению масляной пленки при неблагоприятных условиях эксплуатации.
Процесс литья поршневых колец
Используемые материалы на основе серого чугуна
Чугун с пластинчатой структурой графита (чугун с пластинчатым графитом), легированный и нелегированный
Чугун с глобулярной структурой графита (чугун с шаровидным графитом), легированный и нелегированный
В качестве стальных материалов используются хромистая сталь с мартенситной микроструктурой и пружинная сталь. Для повышения износостойкости поверхность материалов подвергают упрочнению. Это осуществляется, как правило, путем азотирования.*
*В технической литературе под термином азотирование понимается процесс обогащения азотом (подачи азота) с целью упрочнения поверхности стали. Азотирование выполняется, как правило, при температуре от 500 до 520 °C; время обработки составляет от 1 до 100 часов. В результате диффузии азота на поверхности заготовки образуется очень твердый поверхностный связующий слой из нитрида железа. В зависимости от времени обработки, он может достигать толщины в 10–30 мкм. Наиболее распространенными методами являются азотирование в соляной ванне (например, коленчатых валов), газовое азотирование (поршневых колец) и плазменное азотирование.
5.2. Материалы для покрытия pабочей поверхности
С полным покрытием рабочей кромки
С покрытием центра рабочей кромки
С частичным покрытием рабочей кромки
На рабочие пояски или pабочие поверхности поршневых колец можно нанести покрытия, улучшающие трибологические свойства. При этом первоочередное значение отводится повышению износостойкости, а также обеспечению смазывания и уплотнения в экстремальных условиях. Материал покрытия должен быть совместим как с материалами, из которых изготовлены поршневое кольцо и стенка цилиндра, так и со смазывающей средой. Нанесение покрытий на рабочие поверхности поршневых колец находит широкое применение. На поршневые кольца серийных двигателей часто наносят покрытия из хрома, молибдена и феррооксида.
Трибология (греч.: учение о трении) изучает порядок взаимодействия поверхностей тел, движущихся относительно друг друга. Эта наука занимается описанием трения, износа и смазывания.
5.2.1. Молибденовые покрытия
Во избежание следов прижога рабочая поверхность компрессионных (не маслосъемных) поршневых колец может быть наполнена молибденом или полностью им покрыта. Для этого используются методы как газопламенного, так и плазменного напыления. Благодаря высокой температуре плавления молибдена (2620 °C) обеспечивается чрезвычайно высокая термостойкость. Кроме того, технология нанесения покрытий приводит к образованию пористой структуры материала. В микропустотах, образующихся при этом на рабочей поверхности кольца (Рис. 2), может скапливаться моторное масло. За счет этого обеспечивается наличие моторного масла для смазывания рабочей поверхности кольца даже при экстремальных режимах эксплуатации.
Свойства
Высокая термостойкость
Оптимальные свойства при работе в аварийном режиме
Мягче хрома
Износостойкость ниже, чем у колец с хромовым покрытием (повышенная восприимчивость к загрязнениям)
Повышенная восприимчивость к вибрациям поршневого кольца (из-за этого возможно крошение молибдена при экстремальных нагрузках, например, при детонационном сгорании и прочих нарушениях режима сгорания)
5.2.2. Гальванические покрытия
Хромовые покрытия
Большинство хромовых покрытий наносится гальваническим способом.
Свойства
Длительный срок службы (износостойкость)
Твердая, устойчивая поверхность
Снижение износа цилиндров (примерно на 50 % в сравнении с поршневыми кольцами без покрытия)
Высокая устойчивость к появлению следов прижога
Свойства при работе в аварийном режиме хуже, чем у молибденовых покрытий
По причине высокой износостойкости приработка длится дольше, чем у неармированных поршневых колец, маслосъемных поршневых колец со стальными пластинками или маслосъемных поршневых колец U-Flex.
Покрытия CK (Хромовая керамика) И DC (Diamond coated)
Данные покрытия состоят из нанесенного гальваническим способом слоя хрома с сеткой микротрещин, в которые прочно внедрены твердые материалы. В качестве заполнителя используются керамика (CK) или микроалмазы (DC).
Свойства
Минимальные потери на трение благодаря чрезвычайно гладкой поверхности
Максимальная износостойкость и длительный срок службы за счет заполнения твердыми материалами
Высокая устойчивость к появлению следов прижога
Незначительный самоизнос слоя, нанесенного на поршневое кольцо, при сохранении незначительного износа цилиндра
Покрытия PVD
PVD, сокращенно от «Physical Vapour Deposition» (физическое осаждение из парообразной фазы), – это вакуумная технология нанесения покрытий, при которой слои из высокопрочных материалов (CrN, нитрид хрома (III)) напрямую напыляются на поверхность поршневых колец.
Свойства
Благодаря чрезвычайно гладкой поверхности, потери на трение сводятся к минимуму.
За счет очень тонкой и плотной структуры слоя высокой твердости обеспечивается очень высокая износостойкость.
Ввиду высокой износостойкости контур кольца сохраняется на протяжении более длительного времени эксплуатации. Это позволяет, к примеру, дополнительно снизить упругость маслосъемного поршневого кольца с покрытием PVD, что дает значительные преимущества в отношении потерь на трение.
5.3. Отслаивание покрытий
В некоторых случаях происходит отслаивание напыленных на рабочие поверхности слоев молибдена и феррооксида. Причиной этого являются, главным образом, ошибки при монтаже поршневых колец (слишком сильное растягивание при установке на поршень или деформирование колец, как показано на Рис. 1). При неправильной установке кольца на поршень покрытие отслаивается только в области спинки кольца (Рис. 2). Отслаивание покрытия на стыковых концах указывает на вибрацию поршневого кольца в результате нарушения режима сгорания (например, при детонационном сгорании).
Рис. 1. Пeрeкручивание и растягивание поршневых колец при установке на поршень
Рис. 2. Отслаивание покрытия в области спинки кольца
5.4. Обработка рабочих поверхностей (обтачивание, притирка, шлифование)
Рабочие поверхности неармированных поршневых колец из чугуна обрабатывают, как правило, только путем тонкого обтачивания. По причине быстрой приработки неармированных колец, их рабочие поверхности не подвергают притирке или шлифованию. Снабженные покрытием или закаленные рабочие поверхности колец либо шлифуют, либо притирают. Это связано с их высокой износостойкостью, из-за которой потребовалось бы слишком много времени на то, чтобы рабочие поверхности колец приобрели скругленную форму и начали обеспечивать надлежащее уплотнение. Возможными последствиями стали бы потеря мощности и высокий расход масла.
Станок для обработки рабочих поверхностей
5.5. Выпуклая форма рабочей поверхности
Еще одна причина обработки притиркой или шлифованием связана с формой pабочей поверхности. У (неармированных) поршневых колец прямоугольного сечения pабочая поверхность спустя некоторое время приобретает выпуклую форму (Рис. 1), что связано с их возвратнопоступательным движением и движением в канавках (скручивание колец). Это положительно отражается на создании масляной пленки и сроке службы колец.
Рис. 1. Образование выпуклости под действием износа в период приработки
Рабочим поверхностям поршневых колец с покрытием придают слегка выпуклую форму еще в процессе изготовления. Благодаря этому не требуется их дополнительная приработка до желаемой формы. Это предотвращает усиленный износ в период приработки и, следовательно, повышенный расход масла. По причине точечного прилегания рабочей поверхности кольца достигается повышенное специфическое давление прижима к стенке цилиндра, благодаря чему улучшается уплотнение от прорыва газов и поступления масла. Кроме того, снижается риск образования кромочного контакта из-за еще пока острых кромок колец. Кромки колец с хромовым покрытием всегда сглаживают, чтобы предотвратить продавливание масляной пленки во время приработки. При неоптимальной конструкции кольца, твердое хромовое покрытие могло бы привести к значительному износу и повреждениям стенки цилиндра, выполненного из гораздо более мягкого материала.
Рабочие поверхности колец симметричной выпуклой формы (Рис. 2), образовавшейся в результате приработки или выполненной еще на стадии изготовления, обладают оптимальными антифрикционными свойствами и создают масляную пленку заданной толщины. Благодаря симметричной выпуклости, толщина масляной пленки при возвратно-поступательном движении поршня остается одинаковой. Силы, действующие на кольцо и обеспечивающие его скольжение по масляной пленке, одинаковы при движении поршня в обоих направлениях.
Рис. 2. Рабочая поверхность кольца симметричной выпуклой формы
Если выпуклость создается еще в процессе изготовления, то существует возможность придания ей асимметричной формы для улучшения контроля расхода масла. В этом случае наивысшая точка выпуклости будет располагаться не по середине pабочей поверхности, а немного ниже (Рис. 3).
Рис. 3. Рабочая поверхность кольца асимметричной выпуклой формы
Асимметричное разделение pабочей поверхности позволяет формировать разные поверхности скольжения кольца при его возвратно-поступательном движении. При движении вверх кольцо, из-за увеличенной площади рабочей поверхности в верхней части, сильнее выталкивается маслом («кольцо всплывает»), в результате чего со стенки цилиндра снимается меньше масла. При движении вниз уменьшенная площадь в нижней части способствует тому, что кольцо меньше «всплывает» и, соответственно, снимает больше масла (Рис. 4 и 5). Таким образом, кольца с рабочими поверхностями асимметричной выпуклой формы позволяют также контролировать расход масла, особенно при неблагоприятных условиях эксплуатации в дизельных двигателях. Такие условия возникают, например, в результате продолжительной работы на режиме холостого хода после работы на режиме полной нагрузки, когда при последующем нажатии на педаль акселератора часто происходит выброс масла в выпускную систему и образование синего дыма.
Рис. 4. Сильное «всплывание» при движении вверх
Рис. 5. Слабое «всплывание» при движении вниз
5.6. Обработка поверхностей
В зависимости от исполнения, поверхности поршневых колец могут либо остаться необработанными, либо быть подвергнуты фосфатированию или омеднению. Это влияет только на антикоррозионные свойства колец. Новые необработанные кольца хотя и имеют красивый блеск, но абсолютно не защищены от образования ржавчины. Кольца, подвергнутые фосфатированию, имеют черную матовую поверхность и защиту от образования ржавчины за счет нанесенного на них слоя фосфата.
Омедненные кольца тоже хорошо защищены от ржавчины и имеют некоторую защиту от образования следов прижога в период приработки. Медь обладает определенным сухим смазочным эффектом, улучшая свойства при работе в аварийном режиме во время периода приработки.
Обработка поверхностей колец не имеет, однако, никакого влияния на их функциональность. Поэтому цвет поршневого кольца не является показателем его качества.
6. Назначение и свойства
6.1. Тангенциальное напряжение
Диаметр поршневых колец в свободном состоянии превышает диаметр установленных в цилиндр колец. Это необходимо для того, чтобы после установки кольца оказывали требуемое давление прижима по всей окружности цилиндра.
На практике сложно измерить давление прижима в цилиндре. Поэтому диаметральная сила, прижимающая кольцо к стенке цилиндра, определяется с помощью формулы, исходя из тангенциальной силы. Под тангенциальной силой понимают силу, необходимую для сжатия стыковых концов до образования теплового зазора
(Рис. 1). Тангенциальную силу измеряют с помощью гибкой стальной ленты, которую обматывают вокруг кольца. Эту ленту затягивают до тех пор, пока не достигается заданный тепловой зазор поршневого кольца. После этого значение тангенциальной силы считывают по динамометру. Если речь идет о маслосъемных поршневых кольцах, то измерение всегда выполняют с установленной пружиной-расширителем. Чтобы обеспечить точность измерений, измерительный прибор подвергают вибрации, что позволяет пружине-расширителю принять свое естественное положение за кольцом. Если измерения проводятся на состоящих из 3-х частей кольцах с пружиной и стальными пластинками, то в связи с их конструкцией требуется дополнительная осевая фиксация всего кольца, так как иначе стальные пластинки сместятся в сторону и измерение станет невозможным. На Рис. 1 схематически показан процесс измерения тангенциальной силы.
ЗАМЕЧАНИЕ
В результате радиального износа, вызванного полусухим трением или длительной эксплуатацией, поршневые кольца утрачивают тангенциальное напряжение. Поэтому измерять это напряжение имеет смысл только у новых колец с еще полным поперечным сечением.
Рис. 1. Измерение тангенциальной силы
6.2. Распределение радиального давления
Радиальное давление зависит от модуля эластичности материала, зазора в замке ненапряженного поршневого кольца и, не в последнюю очередь, от поперечного сечения кольца. Различают два основных вида распределения радиального давления. Самым простым видом является симметричное распределение радиального давления (Рис. 2). Оно встречается, прежде всего, у составных маслосъемных поршневых колец, состоящих из собственно упругого кольца или стальных пластинок с относительно низким внутренним напряжением. Установленная внутри пружина-расширитель прижимает кольцо или, соответственно, стальные пластинки к стенке цилиндра. В результате того, что пружина-расширитель в сжатом состоянии (после установки) прижимается к обратной стороне кольца или стальных пластинок, радиальное давление распределяется симметрично.
Рис. 2. Симметричное распределение радиального давления
У компрессионных поршневых колец четырехтактных ДВС используется не симметричное распределение радиального давления, а грушевидное (позитивно-овальное), которое препятствует вибрации стыковых концов колец на высоких оборотах (Рис. 3). Вибрация всегда начинается на стыковых концах и передается от них к кольцу по всей его окружности. Под действием увеличенного усилия прижима, стыковые концы поршневого кольца сильнее прижимаются к стенке цилиндра, благодаря чему вибрация кольца эффективно снижается или прекращается.
Рис. 3. Позитивно-овальное распределение радиального давления
6.3. Увеличение давления прижима под действием давления сгорания
Гораздо более важным, чем внутреннее напряжение колец, является увеличение давления прижима, образующееся в результате сгорания смеси во время работы двигателя.
До 90 % общего усилия прижима первого компрессионного поршневого кольца создается за счет давления сгорания во время такта рабочего хода. Как показано на Рис. 1, компрессионное поршневое кольцо подвергается действию этого давления с задней стороны и сильнее прижимается к стенке цилиндра. Увеличенное усилие прижима воздействует главным образом на первое компрессионное кольцо и в меньшей степени на второе компрессионное кольцо.
Давление газов на второе поршневое кольцо может регулироваться за счет изменения теплового зазора первого компрессионного поршневого кольца.
Рис. 1. Увеличение давления прижима
При небольшом увеличении этого зазора, давление сгорания, действующее на обратную сторону второго компрессионного поршневого кольца, повышается, что также приводит к усилению прижима. При увеличении количества компрессионных поршневых колец, дальнейшего увеличения давления прижима под действием давления образующихся при сгорании газов, начиная со второго кольца, не происходит.
Маслосъемные поршневые кольца работают только за счет своего внутреннего напряжения. Ввиду особой формы этих колец, давление газов не вызывает увеличения усилия прижима. Кроме того, распределение силы на поршневом кольце зависит от формы рабочей поверхности поршневого кольца. У конических колец и шлифованных компрессионных поршневых колец выпуклой формы давление газов действует также в зазоре между рабочей поверхностью поршневого кольца и стенкой цилиндра, противодействуя давлению газов за поршневым кольцом (см. главу 1.3.1 «Компрессионные поршневые кольца»).
Осевое усилие, прижимающее компрессионное поршневое кольцо к нижней боковой поверхности канавки, возникает только за счет давления газов. Внутреннее напряжение колец в осевом направлении не действует.
ЗАМЕЧАНИЕ
Во время работы на режиме холостого хода, из-за снижения степени наполнения цилиндров наблюдается уменьшение усилия прижима колец. Это особенно заметно у дизельных двигателей. Двигатели, которые долго работают на холостом ходу, имеют повышенный расход масла, так как из-за снижения воздействия давления газов ухудшается процесс съема масла. Часто после длительной работы на режиме холостого хода и последующего нажатия на педаль акселератора, двигатели выбрасывают из выхлопной трубы клубы синего дыма. Это связано со скоплением масла в цилиндрах и в выпускной системе и его сгоранием после нажатия на педаль акселератора.
6.4. Специфическое давление прижима
Рис. 2 и Рис. 3. Упругость кольца и специфическое усилие прижима
Специфическое давление прижима зависит от упругости кольца и площади его прилегания к стенке цилиндра.
Удвоение значения специфического усилия прижима возможно двумя способами: либо за счет удвоения значения упругости кольца, либо путем уменьшения вдвое площади прилегания кольца в цилиндре. На Рис. 2 и Рис. 3 видно, что результирующее усилие (специфическое усилие прижима = усилие × площадь), действующее на стенку цилиндра, всегда остается неизменным, несмотря на то, что упругость кольца увеличивают или, соответственно, уменьшают вдвое.
ВНИМАНИЕ!
При оценке давления прижима и уплотняющих свойств недостаточно учитывать только упругость кольца. Сравнивая поршневые кольца, всегда необходимо обращать внимание также на площадь pабочей поверхности.
На новых двигателях всё чаще устанавливают более плоские кольца, чтобы уменьшить внутреннее трение в двигателе. Это возможно, однако, только за счет уменьшения эффективной площади контакта кольца со стенкой цилиндра. При уменьшенной вдвое высоте кольца снижаются также вдвое упругость поршневого кольца и, следовательно, трение.
Поскольку оставшееся усилие действует на уменьшенную площадь, специфическое давление прижима на стенку цилиндра (усилие × площадь) при уменьшенных вдвое площади и упругости остается таким же, как и при увеличенных вдвое площади и упругости.
6.5. Тепловой зазор
Тепловой зазор (Рис. 1) – это важная особенность конструкции, необходимая для обеспечения надлежащей работы поршневых колец. Его можно сравнить с зазором в приводе впускных и выпускных клапанов. При нагреве компонентов из-за естественного теплового расширения происходит увеличение их длины или, соответственно, диаметра. В зависимости от разности рабочей температуры и температуры окружающей среды, требуется определенный зазор в холодном состоянии, чтобы обеспечить надлежащую работу при рабочей температуре.
Рис. 1. Тепловой зазор в смонтированном состоянии
Основным условием для корректной работы поршневых колец является их свободное вращение в канавках.
Заклиненные в канавках поршневые кольца не обеспечивают ни уплотнения, ни отвода тепла. Тепловой зазор, который должен всё ещё присутствовать и при рабочей температуре, гарантирует, что окружность расширенного под действием тепла поршневого кольца всегда будет меньше окружности цилиндра. Если, в результате теплового расширения поршневого кольца, тепловой зазор полностью исчезнет, то его стыковые концы начнут давить друг на друга. При дальнейшем увеличении такого давления произойдет деформация поршневого кольца, вызванная увеличением длины его окружности в результате нагрева. Поскольку при тепловом расширении поршневое кольцо не имеет возможности раздвигаться в радиальном направлении, увеличение длины его окружности может быть скомпенсировано только в осевом направлении. На Рис. 2 показано, как деформируется кольцо при недостаточном пространстве в цилиндре.
Рис. 2. Деформация поршневого кольца при рабочей температуре
Приведенные ниже вычисления на примере поршневого кольца диаметром 100 мм показывают, как изменяется длина его окружности при рабочей температуре.
В данном примере для обеспечения надлежащей работы кольца требуется тепловой зазор не менее 0,6 мм. Однако, в результате нагрева при рабочей температуре происходит не только расширение поршня и поршневых колец, но также увеличивается внутренний диаметр цилиндра.
По этой причине тепловой зазор может быть немного меньше рассчитанного. Тем не менее, под действием тепла диаметр цилиндра увеличивается в гораздо меньшей степени, чем поршневое кольцо. Это объясняется тем, что, во-первых, структура блока цилиндров жестче, чем у поршня. Во-вторых, поверхность цилиндра нагревается не так сильно, как поршень с поршневыми кольцами.
К тому же, внутренний диаметр цилиндра увеличивается неравномерно по всей рабочей поверхности цилиндра. Под действием теплоты сгорания верхняя часть цилиндра расширяется сильнее, чем нижняя. В результате неравномерного теплового расширения цилиндра происходит отклонение от цилиндрической формы, которая слегка принимает форму воронки (Рис. 3).
Рис. 3. Цилиндр в форме воронки при рабочей температуре
6.6. Уплотнительные поверхности поршневых колец
Поршневые кольца обеспечивают уплотнение не только со стороны pабочей поверхности, но и в области нижней боковой поверхности. Рабочая поверхность кольца отвечает за уплотнение между кольцом и стенкой цилиндра, а нижняя боковая поверхность канавки служит для уплотнения обратной стороны кольца. Поэтому требуется плотное прилегание кольца не только к стенке цилиндра, но и к нижней боковой поверхности канавки поршня (Рис. 1). При отсутствии плотного прилегания, масло или отработанные газы могут проникать через обратную сторону кольца.
Приведенные рисунки наглядно показывают, что в результате износа (из-за загрязнений или длительной эксплуатации) больше не обеспечивается уплотнение обратной стороны кольца и через поршневую канавку поступает большее количество газов и масла. Поэтому устанавливать новые кольца в изношенные канавки не имеет смысла. Неровности на боковой поверхности канавки препятствуют плотному прилеганию кольца, а увеличенная по высоте канавка позволяет кольцу перемещаться в больших пределах. Из-за увеличения зазора по высоте нарушается правильное расположение кольца в канавке, в результате чего кольцо гораздо легче отделяется от нижней боковой поверхности канавки, происходит откачка масла (Рис. 2 и Рис. 3), возникает вибрация кольца и ухудшается уплотнение. Кроме того, pабочая поверхность кольца приобретает чрезмерно выпуклую форму. Это приводит к увеличению толщины масляной пленки и повышению расхода масла.
Рис. 1. Уплотнение за счет нижней боковой поверхности канавки
Рис. 2. Такт впуска
Рис. 3. Такт сжатия
6.7. Дросселирующая щель и прорыв газов
Поскольку конструкция используемых в моторостроении поршневых колец не обеспечивает 100%-ого уплотнения, возникает прорыв так называемых картерных газов.
Отработанные газы через мельчайшие зазоры, имеющиеся в области поршней и поршневых колец, проникают в картер двигателя. При этом количество проникающих газов определяется по размерам дросселирующего окна (x и y на Рис. 4), которые следуют из значений теплового зазора и половины рабочего зазора поршня. В действительности, дросселирующее окно, в отличие от изображенного на рисунке, ничтожно мало.
Рис. 4. Дросселирующее окно
В качестве ориентира, максимальное значение количества прорывающихся газов принимают равным 0,5 % от количества потребляемого двигателем воздуха. Количество газов, прорывающихся в картер во время работы двигателя, зависит от положения поршневых колец. Если тепловые зазоры первого и второго компрессионных поршневых колец располагаются в кольцевых канавках друг над другом, то прорыв газов слегка увеличивается.
В процессе работы двигателя такая ситуация повторяется регулярно, так как кольца совершают в канавках несколько оборотов в минуту. Если же тепловые зазоры колец оказываются на противоположных сторонах поршня, то из-за увеличения пути через уплотняющий лабиринт прорыв газов слегка уменьшается. Отработанные газы, проникающие в картер, отводятся системой вентиляции картера обратно во впускной тракт и далее попадают в камеры сгорания. Необходимость такого решения вызвана тем, что эти газы вредны для здоровья. В результате повторного сгорания в двигателе они обезвреживаются. Вентиляция также необходима для снижения давления в картере, иначе избыточное давление в его полости приводило бы к увеличению утечек масла через уплотнительные сальники коленчатого вала двигателя.
Повышенный прорыв газов связан либо со значительным износом поршневых колец в результате их длительной эксплуатации, либо с наличием трещин в днище поршня, через которые отработанные газы проникают в картер. Кроме того, нарушение геометрии цилиндров также приводит к увеличению прорыва газов в картер.
На стационарных двигателях или на двигателях, установленных на испытательном стенде, прорыв газов постоянно измеряется, контролируется и используется в качестве показателя, предупреждающего о возникновении повреждений в двигателе. Если измеренное количество прорывающихся газов превышает максимально допустимое значение, двигатель автоматически отключается. Это позволяет избежать серьезных и дорогостоящих повреждений двигателя.
6.8. Зазор кольца по высоте
Рис. 1. Зазор кольца по высоте
Зазор кольца по высоте (Рис. 1) не является результатом износа кольцевой канавки. Это важный функциональный параметр, обеспечивающий правильное функционирование поршневых колец. Благодаря наличию зазора у кольца по высоте, возможно его свободное вращение в кольцевой канавке.
Величина зазора должна быть достаточной, чтобы кольцо не заклинивало при рабочей температуре и чтобы давление сгорания, действующее в канавке на обратную сторону кольца, было достаточным.
С другой стороны, зазор кольца по высоте не должен быть слишком большим, так как иначе снижается стабильность положения кольца в осевом направлении. В результате этого усиливается склонность кольца к вибрации и чрезмерному скручиванию. Это приводит к неблагоприятному износу поршневых колец (чрезмерная выпуклость рабочей поверхности) и повышенному расходу масла.
6.9. Скручивание колец
Наличие у поршневых колец внутренних углов или фасок приводит к скручиванию колец в напряженном, установленном состоянии. Кольца в ненапряженном состоянии (на поршне, не установленном в двигатель) не скручиваются (Рис. 2) и ровно лежат в кольцевых канавках.
Установленное в двигатель кольцо, т. е. кольцо в напряженном состоянии, отклоняется в более слабую сторону, где из-за наличия внутренней фаски или внутреннего угла материала меньше. Происходит скручивание кольца.
В зависимости от расположения фаски или угла – у нижней или верхней кромки – различают положительное или отрицательное скручивание кольца (Рис. 3 и 4).
Рис. 2. Поршневые кольца в ненапряженном состоянии: скручивание пока отсутствует
Рис. 3. Положительное скручивание кольца
Рис. 4. Отрицательное скручивание кольца
Скручивание колец в условиях эксплуатации
Положительное и отрицательное скручивание колец проявляется тогда, когда на кольцо не действует давление сгорания (Рис. 5). Как только давление сгорания начинает действовать в кольцевой канавке, поршневое кольцо плотно прижимается к её нижней боковой поверхности, за счет чего улучшается контроль расхода масла (Рис. 6).
Кольца прямоугольного сечения (цилиндрические кольца) и конические кольца с положительным скручиванием всегда обладают хорошими маслосъемными свойствами. При возникновении трения о стенку цилиндра во время движения поршня вниз такие кольца всё-таки могут слегка отделиться от нижней боковой поверхности канавки, что приведет к проникновению в зазор масла и повышению его расхода.
Кольцо с отрицательным скручиванием обеспечивает уплотнение кольцевой канавки по нижней боковой поверхности снаружи и по верхней боковой поверхности внутри. За счет этого блокируется проникновение в канавку масла. Таким образом, кольца с отрицательным скручиванием способствуют снижению расхода масла, особенно на режимах частичной нагрузки и при наличии разрежения в камере сгорания (режим принудительного холостого хода). У конических колец с отрицательным скручиванием угол наклона pабочей поверхности примерно на 2° больше, чем у обычных конических колец. Это необходимо по причине того, что из-за отрицательного скручивания угол наклона частично уменьшается.
Рис. 5. Отсутствие давления сгорания
Рис. 6. Наличие давления сгорания
6.10. Способность поршневых колец прилегать к стенкам цилиндров
Под способностью поршневого кольца прилегать к стенкам цилиндра понимают его адаптацию к форме стенки цилиндра для обеспечения эффективного уплотнения. Эта способность зависит от эластичности коробчатого кольца (у маслосъемных поршневых колец из 2-х частей) или, соответственно, стальных пластинок (у маслосъемных поршневых колец из 3-х частей), а также от давления прижима кольца/кольцевой детали к стенке цилиндра.
При этом способность кольца прилегать к стенке цилиндра тем лучше, чем эластичнее кольцо/кольцевая деталь и чем выше давление прижима. Высокие кольца и кольца с большим поперечным сечением обладают высокой жесткостью, а также вызывают увеличение сил инерции во время работы по причине большей массы. Поэтому их способность прилегать к стенкам цилиндров хуже, чем у более плоских колец и колец с малым поперечным сечением и, следовательно, с уменьшенными силами инерции.
Оптимальную способность прилегать к стенкам цилиндров имеют маслосъемные поршневые кольца из 2-х или 3-х частей, поскольку они состоят из очень гибкой кольцевой детали или очень гибких стальных пластинок, без необходимости при этом обладать высокой упругостью.
Как уже было описано, усилие прижима маслосъемных поршневых колец, состоящих из 2-х или 3-х частей, обеспечивается за счет соответствующей пружины-расширителя. Кольцевая деталь и стальные пластинки обладают высокой гибкостью и легко адаптируются.
Хорошая способность поршневых колец прилегать к стенкам цилиндров особенно важна тогда, когда отверстия цилиндров теряют круглую форму. Это происходит в результате деформаций (тепловых и механических) или ошибок при ремонтной обработке и монтаже.
Рис. 1. Плохая способность кольца прилегать к стенке цилиндра
6.11. Движения поршневых колец
Вращение колец
Для того, чтобы обеспечивалась успешная приработка и дальнейшее оптимальное уплотнение, поршневые кольца должны свободно вращаться в кольцевых канавках. Вращение колец возникает как благодаря хонингованию (перекрестное шлифование), так и в результате качания поршней в верхней и нижней мертвых точках. При малых углах хонингования кольца вращаются медленнее, при больших углах частота их вращения увеличивается. Кроме того, вращение колец зависит от частоты вращения коленчатого вала двигателя. Для общего представления: поршневые кольца совершают в среднем от 5 до 15 оборотов в минуту.
В двухтактных двигателях кольца заблокированы от вращения. Это позволяет избежать попадания стыковых концов в газовые каналы. Двухтактные двигатели используются преимущественно на двухколесных транспортных средствах, в садовых инструментах и т. п. В этом случае допускается, что блокировка вращения колец приводит к их неравномерному износу, возможному нагарообразованию в кольцевых канавках и сокращению срока службы. Данное исполнение в любом случае рассчитано на более короткий срок службы двигателя. К пробегу автомобилей с обычным четырехтактным двигателем предъявляются гораздо более высокие требования.
Смещение замков поршневых колец на 120° относительно друг друга во время монтажа служит только для улучшения запуска нового двигателя. В процессе последующей эксплуатации поршневые кольца могут занимать в кольцевых канавках любое положение, если их вращение не блокируется преднамеренно, путем конструктивных изменений (двухтактные двигатели).
Вращение вокруг оси
В идеальном случае кольца должны прилегать к нижним боковым поверхностям канавок. Это важно для обеспечения уплотняющей функции колец, так как они уплотняют не только в области рабочих поверхностей, но и в области нижних боковых поверхностей. Нижняя боковая поверхность канавки уплотняет от проникновения газов или масла на обратную сторону кольца. Рабочая поверхность поршневого кольца уплотняет его переднюю сторону, прилегающую к стенке цилиндра (см. главы, начиная с 1.6.6 «Уплотнительные поверхности поршневых колец»).
В результате возвратно-поступательного движения поршня и изменения направления его движения, на кольца воздействуют также силы инерции, из-за которых кольца отделяются от нижних боковых поверхностей канавок. Вызванное силами инерции отделение поршневых колец от нижних боковых поверхностей канавок сдерживается имеющейся внутри канавок масляной пленкой. Проблемы здесь возникают в основном тогда, когда кольцевые канавки и, следовательно, зазоры колец по высоте, увеличиваются в результате износа. Это приводит к отделению кольца от поверхности прилегания к поршню и к его вибрации, которая начинается на стыковых концах. В результате поршневое кольцо перестает уплотнять, и расход масла увеличивается.
Это происходит, прежде всего, во время такта впуска, когда при движении поршня вниз и образовании разрежения в камере сгорания, кольцо отделяется от дна канавки и масло, проникшее к задней стороне кольца, всасывается в камеру сгорания. В процессе выполнения трех остальных тактов кольца прижимаются к канавкам нижней боковой поверхностью под действием давления в камере сгорания.
Радиальное движение
В принципе, кольца совершают радиальные движения не сами по себе, а в результате движения поршня внутри цилиндра, при котором он соприкасается то с одной, то с другой стенкой цилиндра (перекладка поршня). Это происходит как в верхней, так и в нижней мертвых точках положения поршня. В результате кольца совершают в кольцевых канавках радиальное движение. Это приводит к измельчению образовавшегося слоя масляного нагара (особенно при использовании колец трапециевидного сечения), а также к вращению колец, обработанных перекрестным шлифованием.
Радиальное движение поршневого кольца
Скручивание колец
В результате действия сил инерции, скручивания колец и наличия зазоров по высоте, кольца совершают движения, показанные стрелками на рисунках. Как описано в 5.5 «Выпуклая форма рабочей поверхности», рабочая поверхность поршневых колец приобретает со временем выпуклую форму.
Скручивание кольца
Часть2. Монтаж и сервис поршней, поршневых колец, цилиндров двигателя
Просмотров:
10 468
Производство поршневых колец и гильз цилиндров GOETZE на ведущем заводе Federal-Mogul в Сапанке (Турция)
В одном из предыдущих номеров журнала autoExpert мы писали, как и какие поршни Nural производятся на заводе корпорации Federal-Mogul в турецком городе Арсланбей. В том же туре мы посетили и завод по производству поршневых колец и гильз GOETZE. Итак, о производстве этих высокотехнологичных деталей — в подробностях…
Federal-Mogul Sapanca Завод в Сапанке был построен в 1976 году. В 1979 он подписал лицензионное соглашение с немецкой компанией Goetze (эта марка — «старейшина» в семействе автомобильных компонентов, ее родословная ведется с 1887 года, и первое в Европе хромированное поршневое кольцо было именно марки GOETZE). В 1982 на заводе в Сапанке запустили производство поршневых колец и гильз, а с 1987 началась череда приобретений и инвестиций. Сначала завод был приобретен компанией Goetze, позже были внутренние турецкие инвестиции, а в 1998 предприятие покупает трансконтинентальная корпорация Federal-Mogul, сохранив марку Goetze. В 2008 завод был подвергнут основательной реорганизации и модернизации, что помогло предприятию соответствовать требованиям, которые выдвигают ведущие производители автомобилей.
Это — ведущий завод корпорации Federal-Mogul по производству гильз для грузового транспорта, несмотря на то, что конструкторское бюро находится в Буршайде, Германия. Это самое высокотехнологичное в Европе производство поршневых колец и гильз цилиндров. Завод имеет все необходимые сертификаты качества и множество наград от производителей. Заказчиками продукции являются как самые именитые производители двигателей — Audi, BMW, Ford, Renault, Mercedes-Benz, Smart, Aston Martin, Volkswagen, Fiat, Alfa Romeo, Honda, Iveco, PSA (Peugeot-Citroen), Nissan, Isuzu, MTU, CNH, MAN, Volvo Truck, так и компании-конкуренты Federal-Mogul.
Марка GOETZE берет свое начало в 1887 г. Основанная Фридрихом Вильгельмом Гетцем в г. Буршайде, Германия как небольшая мастерская, занимавшаяся изготовлением медных уплотнений для паровых вентилей. Компания быстро развивалась, и к началу 20 столетия компания «Friedrich Goetze» имела в штате прядка 100 человек и специализировалась на производстве поршневых колец, медных и медно-асбестовых уплотнений и других технических прокладок, славившихся качеством на всю Германию. На сегодняшний день Goetze является одним из самых известных имен в автомобильной промышленности. С 1998 года маркой и ее производственными мощностями владеет компания Federal-Mogul, поставляя на первую комплектацию технически передовые компоненты, позволяющие значительно снизить расход топлива, масла и вредные выбросы в атмосферу. Компоненты для вторичного рынка полностью соответствуют характеристикам деталей OE: поршневые кольца, гильзы цилиндров, болты головки блока цилиндров и широкий ассортимент уплотнений, начиная от сальников клапанов и заканчивая полными комплектами прокладок и уплотнений для ремонта двигателя.
Производительность завода — 7 миллионов гильз цилиндров, 25 миллионов поршневых колец и 15 миллионов вставок в поршни для верхнего поршневого кольца.
Завод производит три типа гильз — два типа «сухих» и один «мокрый», и все виды поршневых колец с несколькими типами покрытия: хромированные, хром-молибденовые и хром-керамические. Предприятие — с полным циклом производства. Процесс изготовления и поршневых колец, и гильз начинается с литья.
Сколько заводов Federal-Mogul в Турции? Есть еще четвертый завод Federal-Mogul в Турции — кроме этого и двух по производству поршней. На нем производят только гильзы одного типа по технологии S-cast для последующего производства блоков цилиндров. Он работает исключительно на конвейеры автопроизводителей.
Цех литья
Заготовки (трубы) для гильз отливаются в металлических формах по 2 метра длиной, у которых температура плавления выше, чем у расплавленного металла гильзы.
Заготовки для колец отливают методом стопочной заливки на карусельной машине, когда несколько литейных форм располагаются горизонтально одна над другой. Внутренняя поверхность форм — из специального песка с добавкой химических элементов, чтобы придать ему определенные свойства и не допустить разрушения, а также для облегчения отделения отливки от формы. Формы для гильз также используются только со специальным покрытием.
Далее готовые отливки (заготовки для гильз перемещаются с поста на пост тщательно защищенными от пыли «руками» роботов KUKA), очищаются, распиливаются и поступают в свои цеха для последующей механической обработки. Но заготовки для колец перед этим еще проходят термическую обработку в печах для увеличения или уменьшения твердости в зависимости от требований технологии.
Контроль качества материалов Заложить в плавильную печь идеальное количество ингредиентов с идеальным качеством — не реально, ведь для каждой позиции сырья (металл, прочее…) есть минимум два одобренных поставщика, да и сырье имеет допуски. Поэтому в лаборатории при литейном цехе приходится проверять образцы, взятые из печи прямо во время «варки» сплава и корректировать его состав добавлением необходимых химических элементов, чтобы получить материал нужного качества. После того, как он готов, здесь проверяют его физические и химические свойства. Делается спектральный анализ, анализ на твердость, на прочность, на разрыв.
Весь процесс варки партии занимает часа три, а измерения образцов — минут пять. Все очень оперативно.
В нашем присутствии испытали металл для производства гильз на разрыв — при норме в 3200 кг разрыв произошел при усилии 3450 кг.
Отлитые заготовки после первичной механической обработки еще в литейном цеху разрезаются на несколько пока еще крупных частей, собираются в кассеты и поступают в цех, где им предстоит стать готовой продукцией после ряда токарных и других операций впечатляющей сложности.
Сначала делается обработка боковых сторон, а потом — внутренней и наружной стороны.
Самый первый этап — блок-упаковка из колец обрабатывается одновременно двумя резцами изнутри и снаружи. Наружный резец при этом придает наружной грани уже готовую рабочую конфигурацию. При этом вращение происходит эксцентрично. В итоге эта промежуточная заготовка получается не только овальной формы, а и с разной толщиной кольца, чтобы, когда кольцо разрежется, тангенциальные силы, которые распирают кольцо в цилиндре, были одинаковыми. А вырезав впоследствии небольшую часть кольца в нужном месте — получают кольцо, которое после сжатия до соприкосновения торцов будет иметь форму идеальной окружности, соответствующей форме гильзы. Вот так все сложно и просто одновременно!
Пока не придана форма рабочей поверхности кольца — сечение у кольца прямоугольное.
Далее происходит обработка торцов кольца в месте разреза. Точностью обработки торцов задаются размеры теплового зазора колец.
Кольца. Дебри механообработки Поршневые кольца работают в жесточайших условиях и агрессивной среде, давление на поршень достигает показателей порядка 100 кг/см2, температура горения топливовоздушной смеси достигает 1400 градусов, на кольцо действуют огромные нагрузки, хуже чего только то, что эти нагрузки знакопеременные в связи с характером движения поршня. И в этих условиях поршневые кольца должны не просто сохранять заданные им качества, но и не могут даже просто вибрировать, ведь такая вибрация ведет к прорыву газов в картер двигателя и может закончиться поломкой колец. Малый размер колец наряду со столь жестким перечнем требований к ним как раз и приводит к тому, что само по себе изготовление поршневых колец сродни искусству, а изготовление качественных колец в массовом порядке требует серьезной технической базы и квалифицированного персонала.
Далее необходимо нанести гальваническое покрытие на рабочую поверхность колец. Именно на рабочую поверхность, боковые поверхности остаются без покрытия. Чтобы выполнить такую операцию, кольца снова собирают в пакеты, нанизывая их на шест с резьбой, края закрывают шайбами, сжимают кольца до соприкосновения торцов и стягивают гайками всю эту конструкцию-тубус. При этом перед сжатием торцы кольца в разрезе покрываются специальным лаком, чтобы заполнить возможные микрорасстояния и получить гарантированно герметичную конструкцию. После зачистки от высохших подтеков лака эта герметичная упаковка погружается в гальваническую ванную для нанесения покрытия, которое таким образом образуется только на рабочей поверхности колец.
Далее следуют различные токарные операции по приданию кольцам нужного сечения, а в конце их снова собирают в кассеты, вставляют в специальные гильзы и подвергают то ли притирке, то ли шлифованию поверхности после хромирования — как хотите, так и называйте этот процесс, похожий на хонингование цилиндров.
В маслосъемных кольцах сверление маслоотводящих отверстий происходит одновременно 48 сверлами, при необходимости станок может быть перенастроен на 72 сверла! Кольца подаются в станок по-одному.
В целом, основные операции такие. Кольцо готово. Среди потребителей бытует мнение, что большее кольцо более дорогое по цене, потому что в нем материалов больше. Нам объяснили, что в себестоимости кольца стоимость материалов 3-5%, все остальное — стоимость обработки и гальванического покрытия. Соответственно, кольцо дешевле доработать, если возможно, чем тратиться на гальванику для нового кольца.
О цветной маркировке колец Специалисты на СТО часто говорят, что поскольку в оригинальной упаковке кольца с цветной маркировкой — то дайте нам такие же! Однако цветная маркировка ничего не имеет общего с качеством. Оказывается, она наносится исключительно по запросу ОЕ-производителей для нужд по отслеживанию продукции.
Еще кольца, устанавливаемые при первичной комплектации, не имеют фосфатирования, а в афтемаркете — имеют, потому что это покрытие защищает от коррозии, на случай, если на складах клиентов не будут соблюдены правила хранения.
В афтемаркете можно встретить кольца без фосфатирования — некоторые торговые марки-упаковщики с целью удешевления просят завод произвести кольца без фосфортирования.
Семь раз отмерь… и раз продай Непосредственно в производственном цеху проводится четыре операции проверки: проверка закрытого замка, проверка правильного позиционирования (определяется правильная верхняя сторона кольца), проверка высоты кольца и проверка правильности лазерной маркировки кольца.
Интересно было увидеть, как решен вопрос сортировки колец при проверке. Машина напомнила сказку про Илью Муромца, у которого от камня вело три дороги: направо пойдешь — в утиль попадешь, налево — в доработку, прямо — в упаковку. Три пути указывают три сопла со сжатым воздухом с углами друг относительно друга в 45 градусов. В зависимости от результата проверки кольцо сдувается одним из сопел.
Мы поинтересовались, сколько обычно бывает бракованных колец. Нам ответили, что иногда ноль, иногда 10-20 на 1000 шт.
Финальный контроль качества продукции происходит в отдельном помещении, где за столами работают несколько десятков человек и визуально проверяют ВСЕ кольца. Сотрудники, выполняющие эту работу — только женщины. Почему женщины? Они более щепетильные и внимательные в такой монотонной работе. Процедура полного визуального контроля всего кольца подробно описана системой сертификации ISO. Процент брака на визуальном контроле — еще 2%. Согласитесь, такой процент испортил бы репутацию бренду.
В самом конце все кольца еще раз проверяются автоматическим устройством для дополнительного контроля правильной маркировки верхней поверхности кольца.
Кольца и вызовы автопрома Материалы и технологии, применяемые при создании двигателей, таят немало резервов для повышения топливной экономичности автомобиля и снижения эмиссии отработавших газов, в частности, выбросов CO2. В Federal-Mogul заявляют, что знают, как использовать эти резервы.
Точнейшая геометрия для сопрягающей посадки поршня в цилиндр, стойкость к непрерывно растущим температурам, давлению, динамическим нагрузкам, минимизация трения и износа сопрягаемых пар — все это лежит на них, кольцах. А значит, они тоже требуют инновационных решений и прецизионных технологий.
Нормативы стремительно стареют и технологии просто обязаны опережать их. Всем известный пример: топливо, служившее естественным смазочным материалом, перестает быть таковым. Причина — в резком снижении содержания серы в угоду экологическим показателям. Значит, сегодняшние поршневые кольца обязаны работать при меньшем количестве смазки. И это при непрерывном росте мощности, снимаемой с единицы объема двигателя!
Эти и многие другие противоречия на предприятиях Federal-Mogul разрешают более 200 ученых, инженеров и других специалистов, занимающихся разработкой и испытанием поршневых колец. Работа ведется по нескольким направлениям. Магистральными являются два: совершенствование геометрии и разработка новых материалов для колец и для их покрытий.
Свойства, необходимые для материала кольца и его покрытия, могут существенно отличаться от двигателя к двигателю, поэтому эффективным методом является оптимизация каждого элемента в отдельности. Для поршневых колец компания Federal-Mogul разработала ряд уникальных материалов и вариантов покрытия, которые уменьшают трение и повышают долговечность.
Обычно для изготовления поршневых колец дизельных ДВС используется высокопрочный мартенситный серый чугун с шаровидным графитом. Он достаточно пластичен и имеет предел прочности (временное сопротивление) около 1200 МПа. Новый литейный стальной сплав GOE70, разработанный инженерами Federal-Mogul, имеет мартенситную основу с включениями карбида хрома и может похвастать пределом прочности не менее 1800 МПа. Подвергнутый азотированию, этот материал приобретает высокую износостойкость и твердость поверхности по Виккерсу 1300 HV.
Поршневые кольца. Функции и требования
Основное назначение поршневых колец — уплотнение: обеспечить, чтобы высокая температура и давление, возникающие в процессе сгорания топлива, оставались в камере сгорания, а масло не попадало туда. Кроме того, кольцо должно отводить тепло от поршня и регулировать процесс смазки.
Обычно комплект состоит из трех колец: 1. Верхнее компрессионное кольцо часто изготавливается из стали, чугуна с шаровидным графитом и литейного чугуна, эти кольца удерживают топливовоздушную смесь в камере сгорания. 2. Второе компрессионное кольцо обычно изготавливается из чугуна с шаровидным графитом и литейного чугуна, эти кольца выполняют двойную функцию: они играют роль как компрессионного, так и маслосъемного кольца. 3. Маслосъемное кольцо может изготавливаться из чугуна с шаровидным графитом и литейного чугуна, однако для многоэлементных колец используется сталь. Эти кольца регулируют количество масла, необходимого для смазки верхнего и второго колец.
Тенденции в технологиях создания поршневых колец • Уменьшение ширины кольца — из-за уменьшения размеров двигателей, облегчения поршней и снижения расстояния от днища поршня до оси поршневого пальца. • Снижение веса колец — для повышения оборотов и устойчивости двигателя. • Снижение напряжения в кольцах — из-за необходимости уменьшить потери на трение. • Металлургические аспекты производства колец — существует тенденция к использованию высокопрочных сплавов, таких как чугун с шаровидным графитом и сталь. Это позволяет противостоять высоким температурам, возникающим при сгорании обедненного топлива, и из-за более высокого расположения колец на поршне для снижения выбросов в атмосферу.
Покрытие рабочих поверхностей Хромирование, CR. Электроосажденное твердое хромовое покрытие сочетает в себе прекрасную износоустойчивость с высокой устойчивостью к задирам. Этим объясняется превосходство хромированных колец по сравнению с кольцами без покрытия и кольцами с обработанной поверхностью.
Молибденовое покрытие, MOL, MO. Чтобы не допустить задиров, края кольца покрывают молибденом. Такое решение продемонстрировало превосходные результаты. Молибден отличается очень высокой температурой плавления (2620°C) и хорошей теплопроводностью — эти показатели определяют его высокую устойчивость к задирам и износу.
Плазменное напыление, PS. Все большее распространение получает плазменное напыление, обладающее высокой прочностью, высокой устойчивостью к износу, задирам и разломам, и при этом вызывающее лишь незначительный износ цилиндра.
Фосфатирование, P. Этот процесс используется для ускорения и улучшения приработки колец. На поверхности кольца с помощью химической обработки создаются кристаллы фосфатов. Также фосфатирование используется для защиты от коррозии. Азотирование, NT. Азотирование поверхности позволяет уменьшить износ стальных компрессионных колец и стальных кромок маслосъемных колец.
Хром-керамическое покрытие, CK. Покрытие CK выдерживает более высокие тепловые и механические нагрузки по сравнению с существующими хромовыми, молибденовыми и плазменными покрытиями, хотя эти проверенные и испытанные покрытия не теряют своей актуальности.
Хром-алмазное покрытие, CD. Алмазные нанокристаллы, обладающие специфическими комбинированными свойствами и размерами, внедряются в твердую рабочую поверхность из хрома. По сравнению с другими покрытиями такая рабочая поверхность кольца отличается пониженным износом и значительно более высокой устойчивостью к задирам.
LKZ. Чудеса от геометрии
Говоря об оптимизации геометрии маслосъемного кольца, в первую очередь нужно сказать о разработке Goetze, названой LKZ. Это кольцо имеет особую ступенчатую конструкцию рабочей кромки, результатом чего стало уменьшение сопротивления при движении поршня во время такта сжатия, что снижает насосные потери. А вот в такте расширения масло со стенки цилиндра сбрасывается в картер гораздо эффективнее, чем при использовании стандартного кольца. В результате масла в камеру сгорания попадает гораздо меньше, нагар на свечах практически не образуется.
Маслосъемное кольцо Goetze LKZ
Кольца Goetze LKZ могут сократить расход масла до 50% и уменьшить трение до 15% по сравнению с лучшими двухкомпонентными кольцами традиционной конструкции.
Комплекты с маслосъемными кольцами Goetze LKZ могут выпускаться с компрессионными кольцами, имеющими различные покрытия рабочей поверхности: хром-керамическое покрытие CKS, алмазное покрытие GDC, покрытие методом конденсации из паровой фазы PVD, а также DLC (алмазоподобное углеродное покрытие).
Покрытия эффективно защищают поверхность кольца от царапин. При этом износ становится минимальным, и маслосъемное кольцо может правильно функционировать в течение всего срока службы двигателя
Изначально инновационное кольцо LKZ создавалось для требовательных дизельных ДВС, а сейчас используется и в бензиновых двигателях с непосредственным впрыском топлива. Эти кольца рекомендуется использовать для замены оригинальных комплектующих при ремонте для восстановления исходных характеристик работоспособности двигателя.
Кольцо Goetze LKZ стало обладателем престижной премии Autimotive News PASE 2011, став лучшим в своей категории. Премия получена за инновации в новых изделиях, деталях или системах, играющих важную роль на рынке и изменивших правила игры в автомобильной промышленности.
Покрытия от GOETZE Напомним, что требования к свойствам основного материала кольца и его поверхностного слоя сильно отличаются. Основной материал обеспечивает прочность и термостойкость, а покрытие минимизирует трение и износ — как самого кольца, так и сопрягаемой пары.
Начнем с хром-керамического покрытия, по стандартам компании Federal-Mogul именуемого CKS. Оно было разработано специально для дизелей с целью повышения долговечности цилиндропоршневой группы. Результатом явилось снижение износов колец и стенок цилиндров, а также отсутствие задиров.
Хром-керамическое покрытие — очень специфическое композитное покрытие, состоящее из матричного слоя хрома и оксида алюминия. Этот материал был создан в результате долгих лет исследований и разработок инженерами компании Federal-Mogul. Эта глобально запатентованная технология покрытия может быть определена как твердые керамические частицы, внедренные в микротрещины хромового покрытия.
Благодаря превосходному качеству и долговечности, обусловленными специальными технологиями электролиза, CKS предпочтительны, в основном, в дизельных двигателях большой мощности и высокой производительности. Частицы оксида алюминия, внедренные в структуру полотна микротрещины, обеспечивают лучшую производительность и износостойкость даже при экстремальных температурах.
По сравнению с классическим покрытием из твердого хрома, сопротивление износу кольца с CKS удваивается. Температура плавления и твердость кольца с CKS очень высока. Именно поэтому CKS не только обеспечивают двигателю более длительный срок службы, но и за счет расширения возможностей проектирования позволяют улучшить сжигание, что снижает уровень выбросов.
Эта разработка — хром-керамическое покрытие — послужила отправной точкой для технологии хром-алмазного покрытия от GOETZE — Goetze Diamond Coating — сокращенно GDC, которая обеспечивает исключительно хорошую фиксацию внедренных твердых частиц для обеспечения еще более твердой поверхности. Характеристики износостойкости хром-алмазного покрытия в четыре раза выше, чем у обычных твердых хромовых покрытий, и в два раза лучше, чем у хром-керамических покрытий.
Это решение открыло новые перспективы для создания следующего поколения компактных, но мощных дизелей, и позволило увеличить интервалы между техническим обслуживанием.
При этой технологии гильза имеет больший, чем при других технологиях, износ за счет очень твердого покрытия колец. Казалось бы, зачем использовать такую технологию, если увеличивается износ? Смысл заключается в том, что, несмотря на повышенный износ гильзы, суммарный износ колец и гильзы намного меньше износа при применении других технологий — за счет этого значительно увеличивается срок службы двигателя. На приведенной диаграмме показан износ различных гальванических покрытий кольца и рабочей поверхности гильзы.
Дальнейшее развитие технологий CKS и GDC привело к структурированным хромовым покрытиям — SCKS и SGDC. Они наносятся на поверхность с помощью специального целенаправленного воздействия. В итоге эти структуры имеют запрограммированные углубления или канавки глубиной до 50 мкм и могут хранить смазку во время работы. Это снижает трение и, следовательно, еще больше уменьшает расход масла.
Эти технологии в значительной степени оправдали ожидания инженеров компании Federal-Mogul и в настоящее время тестируются несколькими производителями двигателей.
Позже у Goetze появилось покрытие третьего поколения, названное CarboGlide. Здесь уже сформировалась многослойная алмазная структура, модифицированная особым композитом, содержащим вольфрам и другие ингредиенты. CarboGlide позволил отыграть 18-20% потерь на трение, сэкономить до 1,5% топлива. Толщина покрытия увеличилась почти втрое — до 10 микрон, по сравнению c лучшим покрытием того времени.
Новейшая технология покрытия поршневых колец, разработанная Federal-Mogul — это DuroGlide. Она объединила два инновационных решения — по «архитектуре» слоя и методу его нанесения.
Здесь также используется многослойная структура с применением молибдена и «хитрых» композитов. В основе покрытия — комбинация алмазно-графитовых ингредиентов и некристаллического (аморфного) углерода.
Покрытие обладает, казалось бы, противоречивыми свойствами (все — благодаря аллотропным «зеркалам» углерода). С одной стороны, это высокая твердость и стойкость к износу. Кстати, в сравнении даже с лучшими покрытиями она увеличилась вдвое. Что, впрочем, неудивительно — ведь доля алмазной составляющей возросла на 50%.
С другой стороны, этот слой улучшает смазываемость поверхностей и действует как физически и химически инертный барьер, предотвращающий непосредственный контакт сопряженных поверхностей в режиме граничной смазки.
Слой стал еще гораздо большей толщины — до 20 мкм. Для такого рода покрытий это необычайно много. Не будет ли отслоения? Не будет, уверяют разработчики. Дело в том, что нанесение покрытия производится комбинированным способом — оптимальным сочетанием конденсации из паровой фазы (PVD — physical vapour deposition) и плазменного осаждения.
В ходе испытаний кольца с покрытием DuroGlide продемонстрировали уникальную долговечность, обеспечив уменьшение расхода топлива на 1,5% — для легковых автомобилей это означает снижение выбросов CO2 на 3 г/км.
Вице-президент и главный инженер подразделения Federal-Mogul Powertrain Джиан Мария Оливетти считает DuroGlide настоящим техническим прорывом.
Гильзы цилиндров. Дорого — не значит маркетинг… Как и при производстве поршневых колец, гильза проходит множество этапов обработки. Операций очень много, совокупная стоимость оборудования, участвующего в производстве одной гильзы, очень высокая, времени на производство одной гильзы также уходит гораздо больше, чем, например, при производстве кольца, поэтому высокая стоимость качественной гильзы для клиента — это не маркетинг, а суровая реальность…
Гильза может точиться как в горизонтальном, так и в вертикальном положении. Однако в вертикальном — точность обработки выше. Но станки для горизонтальной обработки — стоят в 1,5-2 раза дешевле.
Безрассудством на предприятии не страдают — оборудование покупается сообразно требуемой заказчиком точности обработки. Для клиентов, требующих высочайшие допуски, на заводе не экономят и покупают оборудование «с запасом» — четыре высокоточных станка для вертикальной обработки обошлись в 2,5 млн евро. Но если заказчику гильз (например, переупаковщик) высокие допуски не нужны, то можно купить оборудование и подешевле. Для линии, выпускающей такой тип гильз, четыре станка обошлись «всего» в миллион.
При планировании любой линии, при каждом проекте на заводе скрупулезно оценивают, в какой компании купить станки — более дорогие немецкие, или японские — подешевле. Ведь срок окупаемости и выход в режим зарабатывания прибыли тоже важен.
Есть еще нюансы. Мурат Турут (Murat Turut), директор завода, раскрывает тонкости. К стоимости станков нужно добавлять стоимость эксплуатации: на более дорогие станки можно установить собственную систему, которая использует операционные базы Siemens. Но те, которые более дешевые, обслуживаются исключительно силами компании, в которой купили, что и стоит дорого, и по итогу может обойтись дороже. Да и доставка машин очень долгая — 4 месяца, что замораживает оборотные средства.
Мурат Турут (Murat Turut), директор завода, до занимаемой должности работал главным инженером по качеству, общий стаж работы на предприятии 9 лет: «Чтобы гарантировать соответствие всех произведенных гильз высочайшим стандартам в отрасли, в компании Federal-Mogul используется самое передовое высококачественное производственное и измерительное оборудование, позволяющее контролировать и соблюдение допусков, и процесс хонингования. Не менее тщательно проведенные замеры уже после производства позволяют подтвердить заказчику получение заданных размеров, формы и качество обработки поверхности. Но самое главное — мы гордимся тем, что наша компания может предложить требовательному клиенту полный комплект, включающий гильзу, поршень и поршневые кольца, идеально соответствующие друг другу, т.к. является разработчиком и экспертом во всех трех областях».
Все измерительные приборы и инструменты для линий производства гильз разрабатываются на этом заводе. Некоторые очень сложные измерительные системы разрабатываются совместно — производителем измерительной техники и командой завода. Завод обладает такой компетенцией, поэтому и считается ведущим производственным предприятием среди подобных у Federal-Mogul.
Для всей продукции, на всех производственных процессах проверяется 100% параметров. Каждый результат измерения записывается на электронный носитель, потом этими данными, при необходимости, можно обмениваться или изучать.
Перед этапом хонингования гильза проходит демагнитизацию. Нам показали работу самого нового современного станка для хонингования гильз для двигателей грузовых автомобилей. Каждый режущий инструмент на нем сам себя диагностирует и останавливает обработку при достижении требуемого результата. Первый процесс — предварительное хонингование, потом — финальное. И третий этап — кинематическая система контроля качества. За счет воздуха она проверяет правильность соответствия хонингования. Специальный прибор опускается в гильзу, и за счет измерения потока воздуха измеряется правильность размеров и правильность хонингования.
На основании измерения воздухом система сама дает себе необходимую команду: хонинговать больше или меньше — сама себя адаптирует. Цена этого станка более — 1,3 млн. евро.
Самая производительная и, соответственно, самая дорогая система на заводе при любой операции с гильзой выглядит следующим образом. На станке устанавливается не одна гильза, а две. Одна служит эталоном, которую станок измеряет, а обрабатывает — вторую гильзу. Поменял эталон — и система уже работает по нему. Очень удобно и быстро. При необходимости таким образом можно хоть каждый час вносить изменения в производственный процесс — не вносишь данные, а просто ставишь новый цилиндр. Образцы стоят на полках рядом.
В дальнейшем каждая гильза проверяется методом неразрушающего контроля посредством пропускания электрического тока через стенку гильзы с целью определения качества металла по показателям пористости и проверки на наличие микротрещин.
В финале — лазерная маркировка: номер детали, код детали, номер партии. Фото- и видеокамеры проверяют, правильно ли она нанесена. Система позволяет наносить лазерную гравировку уникального кода на каждую гильзу и отправлять эти данные клиенту через интернет (применяется только для конвейерных поставок).
Гильзы для aftermarket’а
Federal-Mogul — один из крупнейших в мире производителей гильз блока цилиндров — только типов гильз свыше 200. И очевидно, что весь ассортимент компания не поставляет на OE. Часть артикулов делается только для вторичного рынка на тех же линиях, что и продукция для автопроизводителей.
Гибридные гильзы цилиндров В гонке за облегчением двигателей их разработчики в свое время пришли к созданию моторов с алюминиевым блоком цилиндров, у которых последняя деталь была единым целым с блоком: гильза цилиндров была также алюминиевой с износостойким покрытием. Однако время показало, что сплавы на основе этого металла не очень хорошо противостоят высоким нагрузкам. В ответ на это инженеры Federal-Mogul разработали технологию производства гибридных гильз цилиндров, которые сделаны из двух металлов: снаружи — сплав алюминия с названием AlSi12, изнутри — чугун.
Гибридная гильза цилиндра разработки Federal-Mogul
Чугун обеспечил высокую прочность и износостойкость гильз, а алюминий с наружной стороны предоставил лучший отвод тепла — коэффициент теплоотдачи увеличился на 30%. Гибридные гильзы выдерживают циклические нагрузки под давлением 200 бар, в то время как конструкция до этого не выдерживала и 100 бар. Кроме того, контакт гибридных гильз с алюминиевым блоком стал более надежным, так как алюминий контактирует с таким же алюминием. Благодаря наличию в зоне трения износостойкого чугуна с хорошими триботехническими свойствами и новой, разработанной инженерами Federal-Mogul системой хонинговальных рисок, ресурс двигателя увеличится, а расход масла на угар уменьшился — в высоконагруженных моторах — до 40%.
С 2014 года большой процент гильз цилиндров изготавливаются Federal-Mogul по гибридной технологии. Это особенно актуально для концепции downsizing, когда габариты двигателя уменьшаются, удельная мощность растет, а перегородки между цилиндрами становятся все более тонкими. Благодаря новой технологии производители двигателей могут выпускать блоки с перегородками толщиной всего 3 мм и не опасаться за разрушение двигателя.
Гильза цилиндра. Функции и требования
Условия работы • Температура газов в камере сгорания >2000°C • Температура охлаждающей жидкости 110°C • Давление в камере сгорания ~230 бар • Скорость движения поршня 27 м/с
Требования, предъявляемые к гильзе цилиндра и ее внутренней поверхности: 1. Выдерживать давление газов сгорания, осевую нагрузку, создаваемую ходом поршня, а также механическую и тепловую нагрузку в ходе работы двигателя. 2. Сохранять размеры в любых условиях эксплуатации. 3. Стойкость к износу. 4. Отвод тепла в систему охлаждения.
Сочетание гильзы с блоком цилиндров 1. Сухая гильза — отсутствие непосредственного контакта с охлаждающей жидкостью. Конструкцией большого количества двигателей предусмотрена заливка при изготовлении в блок картера гильз, изготовленных из износостойкого материала.
Самое широкое распространение «сухие» гильзы получили в сфере капитального ремонта двигателя. Не «загильзованный» блок цилиндров современного двигателя имеет несколько, предусмотренных технологией, расточек с последующей установкой в него ремонтных поршней. Установка «сухих» гильз позволяет не менять блок двигателя даже после износа цилиндра, расточенного в последний ремонтный размер.
Производители гильз выпускают заготовки гильз, то есть ремонтные гильзы, имеющие запас по длине и внешнему диаметру, которые после токарной обработки запрессовываются с натягом в блок цилиндров. Такие гильзы, как правило, не имеют обработки внутренней поверхности. Они растачиваются и хонингуются только после установки гильзы в блок цилиндров. Поверхность блока цилиндров под установку тоже подвергается тщательной обработке: расточке и в некоторых случаях — хонингованию. Гильза с упором устанавливается в блок под давлением, с натягом (в среднем 0,03-0,04 мм), для гильз, не имеющих упора, натяг больше. Наружная поверхность «сухих» ремонтных гильз, как правило, подвергается шлифовке для увеличения плотности прилегания к блоку цилиндров.
Гильзы могут фиксироваться при установке верхним буртом, нижним буртом или вообще могут устанавливаться без упора. Некоторые производители изготавливают двигатели с тонкостенными стальными гильзами, имеющими покрытие из пористого хром-железа. Такие гильзы не подвергаются механической обработке и устанавливаются в блок цилиндров без натяга, с небольшим усилием, и удерживаются в блоке за счет прижатия широкого бурта гильзы головкой блока.
2. Мокрая гильза — непосредственный контакт с охлаждающей жидкостью. «Мокрые гильзы» цилиндров обеспечивают лучший отвод тепла, но двигатель с такими гильзами обладает меньшей жесткостью. Большое распространение эти гильзы получили на высоконагруженных двигателях в силу своей высокой ремонтопригодности.
Для предотвращения прорыва газов в охлаждающую жидкость и просачивания этой жидкости в цилиндр и картер двигателя «мокрые» гильзы комплектуются уплотнительными прокладками. Внутренняя поверхность гильз тщательно обрабатывается (хонингуется) еще на заводе. 3. Влажная (гибридная) гильза — одна часть гильзы находится в контакте с охлаждающей жидкостью, а другая часть — с блоком цилиндров.
Плато-вершинное хонингование рабочей поверхности гильзы Метод окончательной обработки рабочей поверхности — нанесение микрорельефа в виде чередования впадин (масляных карманов) и выступов (плато). Обеспечивает удержание необходимого количества масла в зоне контакта трущихся поверхностей.
Запрессовываемая гильза Spray Fit Liner Как аналог дорогостоящей технологии непосредственного напыления железосодержащего материала на стенки алюминиевого блока цилиндров компания Federal-Mogul разработала и успешно внедрила в производство передовую, более простую и менее затратную технологию запрессовки тонкой гильзы.
Внутренняя поверхность гильзы — сплав железа или же коррозионно стойкий материал с требуемыми трибологическими свойствами, толщина 0,5 мм. Внешняя поверхность — алюминиевый сплав с идентичными термо-физическими свойствами с алюминиевым блоком, толщина 0,8 мм. Выпускается с диаметрами от 20 до 300 мм.
Гильза практически идентична по эффективности теплоотвода по сравнению с технологией напыления стенок алюминиевого блока цилиндров, но с более высокой эффективностью теплоотвода по сравнению с обычными запрессовываемыми гильзами.
Гильзы из ультрапрочного материала Передовая технология литья деталей из чугуна, разработанная компанией Federal-Mogul, способствует снижению расхода масла и трения в цилиндрах, а также позволяет повысить давление в камере сгорания.
Компания Federal-Mogul первой запустила серийное производство гильз цилиндров, изготовленных из ультрапрочного чугуна. Гильзы, созданные из специального чугуна с вермикулярным графитом (GOE330), показали снижение деформации на 27% при максимальном боковом давлении поршней (по сравнению с используемым сейчас чугуном). Из этого материала производятся гильзы диаметром от 100 до 190 мм.
«Деформация под нагрузкой ухудшает уплотнение между гильзой и поршневыми кольцами, что приводит к повышенному расходу масла и износу, — объяснил Жан-Мария Оливетти (Gian Maria Olivetti), директор по технологиям Federal-Mogul Powertrain. — Если повысить растяжение поршневых колец для компенсации, то одновременно с этим повысится трение и расход топлива. Разрабатывая новые материалы для гильз цилиндров, отличающиеся повышенной прочностью и твердостью, мы даем возможность нашим клиентам — производителям тяжелой техники — повысить максимальное давление в цилиндрах и сделать двигатели более эффективными. Кроме того, появляется возможность закладывать в конструкцию более тонкие гильзы, что позволяет уменьшить размеры силовых агрегатов».
Модуль упругости (модуль Юнга) материала GOE330 более чем на 15% выше, чем у применяемого в настоящее время материала для гильз высокопрочного чугуна, а усталостная прочность выше примерно на треть.
Главная лаборатория
Заводская лаборатория имеет два департамента. Один отвечает за оперативный контроль параметров в процессе обработки изделий, второй, собственно, и есть основа лаборатории, где работают не только с геометрическими размерами, а и со свойствами материалов.
Всего на заводе — 2440 измерительных приборов различной сложности и конструкции.
Один из аппаратов, заслуживающий внимания — 3D-сканер для проверки геометрических размеров известной марки Carl Zeiss. Его точность — 0,1 микрона (1/10000 мм). Как рассказал директор завода Мурат Турут, его приобрели с целью упрощения коммуникации с клиентами — чтобы иметь возможность сопоставлять данные и разговаривать на одном языке с ними, поскольку у многих из них есть такое же оборудование. 3D-сканер позволяет делать замеры в нескольких тысячах точек и фиксировать измерения в памяти. При любой претензии со стороны клиента на основании этих измерений делается презентация, которая помогает убедить клиента, что изделие завода находится в правильных размерах.
Все специализированные измерительные приборы для колец произведены в Буршайде, Германия.
Есть прибор для проверки поступающего на завод сырья на радиацию. Если обнаружат превышение допустимого фона — не пропускают.
Согласно системе ISO, на каждом измерительном приборе есть наклейка, на которой указана дата следующей калибровки. Для этого есть специальное оборудование, которое калибрует и отправляет данные на общий компьютер для хранения.
Процесс калибровки происходит в отдельном помещении, в котором 24 часа в сутки поддерживается заданная температура и влажность. Главный калибровочный набор — коробка 60х20 см с калибрами точностью 0,05 микрона! (у 3D-сканера Carl Zeiss точность — 0,1 микрона). Стоимость «коробочки» — примерно 15 тыс. евро.
Главный калибровочный прибор — немецкой компании Mahr, калибры — японской компании Mitutoyo. Самые именитые и дорогие марки.
Фундамент помещения лаборатории разграничен от фундамента завода, чтобы не передавались вибрации.
Лаборатория проводит также финальный аудит продукции для клиентов ОЕ. Когда партия товара подходит к финальному контролю, она блокируется системой SАP (системой управления заводом). И только после надлежащей проверки лаборатория снимает блокировку.
Александр Кельм, Киев — Sapanca — Киев
Опубликовано в журнале autoExpert №5 2017. Использование материалов возможно только со ссылкой на источник.
Дистрибьюторы GOETZE в Украине — см. по ссылке.
Читайте также другие статьи Federal-Mogul: Кольца и гильзы Goetze. О производстве в подробностях, autoExpert №5 2017 Nural из Турции. Поршни завтрашнего дня, autoExpert №4 2017 Ferodo Eco-Friction. Зеленая безопасность, autoExpert №2 2017 Jurid по рецепту Federal-Mogul Motorparts, autoExpert №3 2016 Champion становится ближе, autoExpert №2 2016 Federal-Mogul Motorparts открывает «второй фронт» в Европе, autoExpert №4’2015
Современные материалы для поршней, производство и покрытия с UEM
Поршни имеют очень тяжелую жизнь, и поэтому они являются центром многих исследований и разработок в отрасли. Но чтобы по-настоящему понять и оценить то, что разрабатывается, мы должны иметь четкое представление об основах. United Engine & Machine — UEM Pistons — понимает это и недавно провела вебинар совместно с Ассоциацией производителей двигателей AERA, на котором Пим ван ден Берг, директор по продажам UEM, рассказывает об основах поршней и многом другом (так что обязательно выкроите немного времени, чтобы посмотреть приведенную выше запись целиком).
Литье или ковка
Когда дело доходит до производства поршней, существует два основных метода изготовления поршня: литье и ковка. Как большинство из вас, читающих это, вероятно, знают, при производстве, будь то поршень или гаечный ключ, кованая деталь прочнее, чем ее литой аналог. Хотя это верно и для поршней, литые поршни не только «достаточно хороши» в некоторых обстоятельствах, но и могут иметь преимущества по сравнению с коваными поршнями.
В то время как литые и кованые поршни обрабатываются в соответствии с их окончательными размерными характеристиками, два отдельных процесса создания незавершенной заготовки создают два изделия с явной разницей в прочности. Поковки прочнее, но в литых поршнях можно использовать сплавы со сверхвысоким содержанием кремния.
Литой поршень изготавливается путем заливки расплавленного металла в форму, где он принимает свой обычный размер и форму по мере того, как металл остывает и форму удаляют. Кованый поршень представляет собой кусок стержня, которому затем придают его общий размер и форму под интенсивным давлением ковочной машины, что гарантирует, что все молекулы в структуре поршня выстроены наиболее выгодным образом. Оба типа поршней будут подвергнуты окончательной обработке, чтобы привести поршень в соответствие с окончательными техническими характеристиками.
Однако при проектировании поршня самым первым соображением является область его применения. Это определит, требуется ли дополнительная прочность кованого поршня. «У нас есть компромисс, на который мы должны пойти, когда начинаем делать поршень», — говорит ван ден Берг. «Во-первых, мы смотрим на приложение, с которым ему придется столкнуться. Мы определяем, будем ли мы использовать литой поршень или кованый поршень». После принятия такого решения инженеры могут перейти к материалу, из которого будет изготовлен поршень.
Выбор сплава
«После того, как мы решили, должен ли поршень быть кованым или литым, я должен решить, нужна ли мне высокая пластичность за счет более высокой теплопроводности, или что-то более твердое, с лучшим износом. свойства и более низкое тепловое расширение», — объясняет ван ден Берг. Большинство поршней в рамках нашей области — автомобильных двигателей — будут изготовлены из алюминиевого сплава той или иной формы. Ключевым отличием в ассортименте материалов является количество кремния в сплаве. «Начнем с алюминиево-кремниевой основы. Кремний является ключевым элементом, используемым производителями поршней для улучшения характеристик, которых не может иметь алюминий».
Возможно, вы слышали термин «эвтектика» в той или иной форме по отношению к поршням. Проще говоря, заэвтектический в основном означает, что сплав имеет высокий процент кремния — до 20 процентов. Гипоэвтектика означает обратное, так как кремния в сплаве очень мало, а эвтектика является средней точкой, при содержании кремния в сплаве около 12,2%.
Если вы ищете литой поршень, предложения UEM варьируются от примерно 8-10% кремния в нижней части до более 16% в заэвтектической 390 литые алюминиевые поршни. «390 — это то, что обычно используется производителями оригинального оборудования в бензиновых двигателях. Вы можете использовать более узкие зазоры, и это хорошо работает при более высоких температурах», — объясняет ван ден Берг. «Здесь также будет жить большинство восстановленных двигателей. 390 — это просто хороший, прочный материал, из которого можно сделать хороший поршень во всех отношениях».
Эта инфографика содержит много информации. Помимо визуального выделения области, где могут сиять литые заэвтектические поршни, он также показывает несоответствие между коваными поршнями 4032 и 2618. Однако, как мы обсудим далее, передовые покрытия поршней могут сделать эти два сплава намного ближе друг к другу, компенсируя их недостатки.
Переходя к кованой стороне, два самых популярных сплава — 4032 и 2618 — находятся в эвтектической и доэвтектической зонах соответственно. Содержащий 12,2% кремния, 4032 зарекомендовал себя как прочный, универсальный материал для поршней, обладающий высокой износостойкостью и достаточной устойчивостью к тепловому расширению, чтобы быть достаточно тихим, чтобы его можно было терпеть на улице.
И наоборот, сплав 2618 содержит только 0,23% кремния, что делает его более термически расширяющимся, требующим большего зазора между поршнем и стенкой и связанного с ним шума. Его более высокая эластичность делает его отличным выбором для гоночных двигателей, которые будут испытывать большое давление наддува и давления в цилиндре, но компромиссом для этого является то, что он не такой износостойкий, поэтому, теоретически, имеет меньше смысла при интенсивном использовании. ежедневно управляемое приложение.
Покрытия могут заполнить зазор
Одним из вариантов расширения рабочего диапазона данного сплава являются современные покрытия поршней. «Раньше покрытия поршней использовались только для обкатки двигателя, но это уже не так», — объясняет ван ден Берг. «Покрытия могут преодолеть ограничения сплавов, справиться с проблемами, связанными с различными видами топлива, и улучшить эксплуатационные характеристики».
Увеличивая преимущества данного материала и компенсируя его недостатки, вы получаете конструкцию поршня, работающую и успешно работающую в условиях, о которых раньше никто и не слышал (например, 2618 используется в «уличных» условиях — но об этом подробнее в будущей статье). UEM использует ряд покрытий для решения конкретных задач.
Покрытие юбки M42 компании UEM наносится толщиной всего 0,0005 (полтысячной) дюйма, но оно может помочь уменьшить как шум от ударов поршня, так и износ юбки из-за трения цилиндров. Оба они помогают показанному здесь кованому поршню 2618 использоваться в приложениях, которые, возможно, обычно не рекомендовались для 2618 в прошлом.
Покрытие юбки поршня UEM, известное как M42, снижает трение, истирание юбки, а также шум поршня. «Наш M42 — это смесь графита, тефлона и молибдена, — говорит ван ден Берг. «Уменьшение шума от ударов поршня имеет решающее значение для двигателей, в которых используются датчики детонации. Как только вы активируете датчик детонации хлопком поршня, он может серьезно повредить вашу электронику и подачу топлива, и двигатель будет работать плохо».
UEM также предлагает металлокерамическое покрытие коронки, которое образует отражающий барьер, предотвращающий проникновение тепла через коронку в остальную часть системы. Что также удерживает тепло в камере, где оно используется для работы. Применительно к чему-то вроде кованого поршня 2618 в среде с очень высокой температурой камеры вы можете смягчить присущие сплаву высокие свойства теплопередачи.
Керамо-металлическое покрытие днища поршня может отражать тепло обратно в камеру, что помогает повысить эффективность и предотвратить попадание тепла в масло и вращающийся узел. В этой демонстрации пламя кислородно-пропановой смеси с температурой 4100 градусов удерживалось на головке поршня с покрытием и без покрытия в течение одинакового времени. Как видите, результаты говорят сами за себя.
Кроме того, предлагается истираемое покрытие из покрытий Line2Line, чтобы обеспечить сборку с нулевым зазором, а затем покрытие притирается к стенкам цилиндра, чтобы создать именно тот зазор между поршнем и стенкой, который необходим поршню. . И, наконец, твердые анодированные кольцевые кромки, которые представляют собой скорее обработку металла, чем покрытие, могут помочь поршням выжить в агрессивных средах с топливом. «[Твердое анодирование] препятствует абразивному износу, который мы наблюдаем при использовании некоторых экзотических видов топлива. Это также помогает уменьшить микросваривание поршневого кольца в экстремальных ситуациях», — говорит ван ден Берг.
В то время как эта статья касается только поверхности, полный вебинар идет немного глубже. Но, на самом деле, это всего лишь общий обзор производительности поршней в целом. Мы можем (и будем) посвящать целые статьи тому, чтобы сосредоточиться только на одном аспекте конструкции поршней, который был здесь затронут. Однако очевидно, что с развитием технологий параметры использования каждого сплава начинают размываться и накладываться друг на друга.
Различия материалов поршня 2618 и 4032
Переключить навигацию
Поиск
Перед выполнением отдельной операции обработки необходимо выбрать идеальный алюминиевый сплав. 2618 и 4032, два самых распространенных материала для поршней, имеют длинный список отличий, которые делают их наиболее подходящими для конкретных применений.
Кажется, чем больше вы знаете, тем большему предстоит научиться. Для обычного парня стандартные поршни отлиты, гоночные поршни откованы, а остальное не так важно. В мире Питера Пэна этого может быть достаточно, но оказывается, что технологии предлагают выбор, и стоит лучше узнать игроков, читая оценочную карту. В случае с коваными поршнями все сводится к несколько более сложному выбору лучшего из двух сплавов. Слишком много информации может быть неудобным в определенных ситуациях, но когда дело доходит до поршней, всегда полезно иметь больше деталей.
Материалы для поршней 2618 и 4032 поступают на завод JE Piston в виде прутка. Этот материал нарезается на шайбы и либо выковывается, чтобы приблизить его к окончательной форме, либо вырезается на станке с ЧПУ для формирования поршня-заготовки.
Мы должны начать это обсуждение с небольшой основы металлургии. Наш подход будет полностью сосредоточен на кованых поршнях. Эти произведения искусства не являются чистым алюминием. Вместо этого рабочие поршни изготавливаются из двух совершенно разных сплавов.
Сначала обратимся к сплаву 4032, представленному в большинстве поршней линейки JE SRP (Sportsman Racing Products). Этот сплав создается с высоким содержанием кремния – целых 12 процентов. Добавление кремния значительно снижает скорость расширения алюминия, а это означает, что с этим единственным добавлением к его смеси поршень теперь может работать с более узкими холодными зазорами.
Разбивка элемента
2618
4032
Aluminum
93. 7%
Aluminum
85%
Copper
2.3%
Silicon
12,2%
Магний
1,6%
Магний
1.0%
Iron
1.1%
Copper
0.9%
Nickel
1.0%
Nickel
0,9%
Кремний
0,18%
9 00095 9 0008 6
Titanium
0,07%
9
. тысячи миль по дорогам с низкой нагрузкой. Помимо типичного износа, который вы можете наблюдать вдоль юбок поршня, наиболее критичное положение для максимальной производительности на самом деле находится в кольцевых канавках. Поршень 4032 будет поддерживать надлежащий зазор кольцевой канавки и уплотнение на протяжении большего пробега.
Рядом почти невозможно отличить сплавы 2618 и 4032. Поковка слева — 2618, а справа — 4032. Хотя они выглядят одинаково, свойства их материалов существенно различаются. Сплав
4032 можно использовать в спортивных и даже соревновательных приложениях с отличными результатами. Однако его пониженная пластичность делает сплав менее устойчивым к растрескиванию при экстремальных ударных нагрузках, таких как детонация или непредвиденный физический контакт, чем в случае со сплавом 2618. Но пусть это вас не пугает. По словам директора отдела исследований и разработок JE Дэйва Фусснера, были команды Pro Stock, которые экспериментировали с поршнями 4032, потому что сплав немного легче.
Piston Alloy Characteristics
Material Characteristics
4032
2618
Tensile Strength
55,000 psi
64,000 psi
Предел текучести
46 000 psi
54,000 psi
Fatigue Endurance
16,000 psi
18,000 psi
Modulus of Elasticity
11,400 psi
10,400 psi
Температура плавления
990 — 1,060 F
1,020 – 1,180 F
Главное отличие поршневой линейки, представленной сплавом 2618Е, очень низким содержанием кремния. Это делает поршень из 2618 гораздо более податливым, что дает преимущества при работе с высокими нагрузками и нагрузками, например, с усилителями мощности (нагнетатели, турбокомпрессоры или закись азота).
См. полную линейку поршней JE
Однако более низкое содержание кремния также означает, что поршень имеет большую скорость линейного расширения, которая должна компенсироваться большими зазорами между поршнем и стенкой окружающей среды. Поршень 2618 расширяется на 15 процентов больше, чем версия 4032. Это, как мы уже упоминали, является причиной того, что поршень из 2618 требует большего зазора, и в результате он будет немного более шумным в холодном состоянии, в отличие от сопоставимой поковки из 4032.
В чрезвычайно требовательных гоночных приложениях, таких как эта сборка Toyota 2JZ, которая будет иметь наддув почти 100 фунтов на квадратный дюйм, сплав 2618 — это то, что нужно. Он более пластичен, что позволяет ему противостоять растрескиванию и выдерживать высокие температуры цилиндров.
Несмотря на различия в зазорах между поршнем и стенкой в холодном состоянии, после достижения поршнями рабочей температуры сплавы 2618 и 4032 будут иметь одинаковые рабочие зазоры.
Более низкое содержание кремния в 2618 также делает поршень немного менее износостойким по сравнению с 4032. Для поршней, используемых в соревнованиях, это не имеет большого значения, поскольку они будут заменены в поисках предельной мощности задолго до значительного износа. представил.
2618 Alloy Pros and Cons
Pro
Con
Stronger
Piston noise (when cold)
More Ductile
Slightly higher wear rate
Повышенная усталостная долговечность
Превосходная жаропрочность
участки бурения. Процесс анодирования не является гальванопокрытием, он проникает в поверхность, а также добавляет слой окисленного алюминия, который намного тверже, чем исходный алюминий. Учитывая, что износ контактной поверхности кольца напрямую связан с кольцевым уплотнением, это может быть популярным вариантом для двигателей с длительным сроком службы, таких как способ улучшить эффективность герметизации цилиндра, о чем свидетельствует снижение скорости утечки.
Большая часть линейки SRP компании JE (Sportsman Racing Products) изготовлена из сплава 4032. Это придает поршням исключительную прочность для уличных и некоторых гонок, сохраняя при этом дорожные качества (скорость износа, низкое расширение, низкий уровень шума).
Частью того, что делает любой металлический сплав прочнее, является процесс термообработки, который использует производитель. Каждый из этих сплавов требует несколько иного процесса, чтобы добиться максимальной производительности материала. Термическая обработка разбита на четырехэтапный процесс с предварительным нагревом, термообработкой раствором, которая удаляет примеси, закалкой водой и, наконец, процессом старения, при этом 2618 подвергается более длительному времени старения.
Слева — поршень 2618. Справа — шайба заготовки из алюминия 2618, которая еще не подвергалась механической обработке.
Хотя может показаться, что эти различия усложняют процесс принятия решения, каждый из этих двух сплавов действительно имеет тенденцию указывать на определенные преимущества для определенных приложений, поэтому семейство JE предлагает оба. Сплав 4032 предлагает не только меньшее расширение и более тихую работу при холодном пуске, но и превосходную прочность по сравнению с характеристиками длительного износа, что делает его отличным поршнем для уличного движения.
4032 Alloy Pros and Cons
Pro
Con
Excellent Wear Rate
Less Ductile
Quieter (Especially Cold)
Less Fatigue Resistance
Немного легче
Сплав 2618 известен своей превосходной жаропрочностью. Это делает его предпочтительным выбором для прямых гонок, особенно в длительных соревнованиях с полностью открытым дросселем. Это также может быть превосходным выбором для серьезного уличного электроснабжения. И, если рассматривается долгосрочный износ кольцевых канавок, вариант анодирования — отличный способ увеличить его производительность.
Этот цельный гоночный поршень идеально подходит для использования из сплава 2618. Он полностью обработан для абсолютной легкости и использует превосходные прочностные характеристики 2618.
Каждый сплав обладает разными характеристиками, но в какой-то момент преимущества более прочного, более ориентированного на гонки сплава 2618 делают решение довольно простым, если вы собираетесь участвовать в гонках. Если вы обнаружите, что колеблетесь между забором из сплава, хорошая новость заключается в том, что трудно принять неправильное решение.
Сплав поршня — это всего лишь одно из многих решений, которые вам придется принять на пути к сборке следующего двигателя. Но вооружившись нужной информацией, у этого двигателя есть отличный шанс развить большую мощность и одновременно вызвать улыбку на вашем лице.
Сокращение выбора поршней — журнал Mopar Muscle Magazine
| Практическое руководство — двигатель и трансмиссия
Забивание дыры
Вы находитесь на том этапе своего проекта, когда пора приступить к сборке двигателя для вашего автомобиля. Вы ищете в Интернете, какие поршни и ремонтные комплекты доступны, но первое, что вы обнаружите, это то, что существует множество вариантов, когда дело доходит до поршней. Решение может быть пугающим, и, вероятно, поэтому мы получаем много писем от читателей, которые спрашивают, какие поршни им следует использовать в своем двигателе. Поскольку вы, ребята, спросили, мы решили собрать эту статью о выборе поршня и о том, как выбрать то, что подходит для вашего индивидуального применения. У нас нет возможности определить, какой поршень, по вашему мнению, будет лучшим, но следует иметь в виду, что выбранный вами поршень подвергается сильным взрывам, чрезвычайно высоким температурам, и если ваш двигатель работает неправильно, ситуации, которые сродни удару кувалдой по вашему поршню.
Автомобильные поршни — это необычный образец дизайна. В течение нескольких секунд они подвергаются температуре, достигающей 1000 градусов во время сгорания, только для того, чтобы немедленно подвергнуться струе холодного воздуха при каждом такте впуска. Они достигают скорости около 7000 об/мин и должны выдерживать боковые нагрузки, которые пытаются протолкнуть его через стенку цилиндра. Сказать, что поршень подвергается насилию, это ничего не сказать. Итак, как они выживают? Если они используются в неправильном приложении, они не работают. Возьмем, к примеру, если вы устанавливаете стандартный литой поршень в системе, где давление в цилиндре будет выше, чем на стандартном, из-за турбокомпрессора, нагнетателя или закиси азота. Вы можете быть уверены, что вы увидите, как внутренности вашего двигателя станут внешними. Но почему? Чтобы полностью понять, нам нужно объяснить, что представляют собой разные поршни, и когда нужно использовать какой из них.
Определение целей по мощности
Одним из важных факторов, который следует учитывать при выборе поршня, является баланс между прочностью и ценой. Прежде чем вы сможете решить, какой тип поршня нужен вашему двигателю, вам нужно знать, какую мощность вы планируете развивать, прежде чем покупать поршни. Очевидно, что чем больше мощности вы вкладываете в свой двигатель, тем дороже будет стоить требуемый поршень. То, как вы решите использовать эту силу, также является огромным фактором. Вы будете использовать закись азота? Может быть, воздуходувка в вашем будущем. Это все аспекты, которые необходимо учитывать.
Литой, заэвтектический и кованый
Два наиболее популярных способа изготовления поршня: литой или кованый поршень. Мы все слышали, как эти номенклатуры применяются к поршням, но что они означают — в чем разница? Разница заключается в том, как на самом деле изготовлен поршень. Литой поршень сделан так, как он назван. В процессе литья расплавленный алюминиевый сплав заливают в форму, которая при охлаждении после заполнения образует поршневую «заготовку». Литье поршня имеет несколько преимуществ перед ковкой при производстве. Литейная оснастка обычно предназначена для получения почти чистой отливки. Эта форма, близкая к чистой, сводит к минимуму общую требуемую чистовую обработку, снижая ее стоимость. Литые поршни также обладают отличными износостойкими и термическими характеристиками. Это обеспечивает длительный срок службы кольцевой кромки и юбки, а также возможность сохранять более узкие зазоры боковых стенок для бесшумной работы. Основным недостатком использования литых поршней является то, что литой алюминий имеет ограниченную пластичность. Пластичность – это способность твердого материала деформироваться под действием растягивающих усилий. Это означает, что перенапряженный литой поршень может выйти из строя быстрее.
Когда дело доходит до выбора литых поршней для вторичного рынка, выбор начинается с того, что мы будем называть недорогими сменными поршнями. Эти поршни считаются прямой заменой и обычно имеют вес, близкий к весу стандартных поршней. Это сделано для того, чтобы «по идее» не нужна была балансировка при перестроении. Если вы строите двигатель, ориентированный на производительность, эти поршни не для вас. С поршнями в стиле оригинальной замены вы можете забыть о таких функциях, как прорези клапанов для зазора, чтобы работать с распредвалами выше, чем стандартные. Также будет трудно получить адекватную высоту сжатия для создания любой разумной степени сжатия. Если вы строите с надеждой на получение высокопроизводительного двигателя, эти поршни почти всегда являются рискованной покупкой. Но, если вы строите двигатель с низкими оборотами для ежедневного вождения, это может быть именно то, что вы ищете.
Заэвтектический вариант, который многие считают несколько более эффективным с точки зрения производительности, чем литые поршни. Слово заэвтектический получило свое название от алюминиевого сплава, используемого в процессе производства. В то время как в литых поршневых сплавах используется кремний, который повышает износостойкость, долговечность и тепловые характеристики алюминия, существует предел того, сколько кремния можно использовать, чтобы он равномерно распределялся без образования больших узлов кремния. Этот уровень, называемый точкой эвтектики, составляет около 12 процентов. Заэвтектический означает превышение этого уровня кремния над нормальным количеством, которое можно просто смешать с металлом. Заэвтектический алюминий обычно содержит 16-18 процентов кремния в сплаве. Хотя заэвтектические поршни по-прежнему представляют собой литые поршни, добавление этого дополнительного силиконового материала дает несколько преимуществ по сравнению с обычными литыми поршнями. Во-первых, поршень по своей природе прочнее, с повышенными тепловыми характеристиками, смазывающей способностью и стойкостью к истиранию. Он также более устойчив к коррозии, имеет более контролируемые характеристики расширения и лучшую жаропрочность. Хотя они прочнее обычного литого поршня, при выходе за предел прочности они сломаются так же, как и обычный литой поршень. Литые и заэвтектические поршни идеально подходят для двигателей, которые часто эксплуатируются на улицах, а лишь изредка посещают дрэг-стрип по выходным. При добавлении усилителя мощности, такого как закись азота, турбонаддув или нагнетатель, мы рекомендуем избегать использования литых или заэвтектических поршней.
Кованые поршни всегда считаются улучшенной версией литых и заэвтектических поршней. Они по своей природе имеют металлургические характеристики, которые отличаются от их литых аналогов. Причина этого в том, что вместо плавления и заливки в форму заготовки для кованых поршней создаются из заготовки экструдированного алюминиевого сплава. Эта заготовка подвергается очень сильному давлению, так как сплав прессуется в тяжелые ковочные штампы, которые создают грубую форму поршня — заготовку поршня. Этот процесс ковки приводит к более плотному и пластичному поршню. Но, поскольку штамп выполнен из двух зеркальных половинок, это исключает возможность оформления внутренней области в сырой поковке. Из-за этого кованая заготовка поршня требует гораздо большей обработки для создания настоящего поршня. Но этот более плотный и пластичный материал означает, что кованый поршень по своей природе прочнее и более щадящий, когда его пределы превышены.
Еще одно решение, которое следует учитывать, заключается в том, что в кованых поршнях используются различные сплавы. Наиболее распространены сплавы 2618 (алюминий с низким содержанием кремния) и 4032 (сплав с содержанием кремния около 11 процентов). Сплав 4032 является более жестким материалом и имеет меньшую теплопроводность и скорость расширения. Он также содержит большое сопротивление износу. 4032, как правило, является предпочтительным сплавом для уличного/полосного применения. Он выбран из-за возможности более плотного зазора между поршнем и стенкой, полученного за счет более низкой скорости расширения. Еще одним преимуществом является более длительный срок службы юбки и кольцевого ремня, обеспечиваемый большей износостойкостью сплава с более высоким содержанием кремния.
Сплав 2618 имеет низкое содержание кремния. Несмотря на то, что он отказывается от некоторых преимуществ, полученных от кремния, обычно считается лучшим материалом для поршней для жестоких тотальных гонок. Сплав с низким содержанием кремния имеет более высокую плотность и предел прочности на растяжение, чем 4032, и обладает гораздо большей пластичностью и сопротивлением разрушению. Поршень из сплава 2618 можно расплющить до того, как он сломается. Высокий показатель теплопроводности сплава 2618 позволит передавать больше тепла юбкам. Имейте в виду, что более высокая скорость расширения этого материала обычно означает значительно больший зазор отверстия (поршень-боковина). Поршень 2618 более подвержен износу в области колец и юбок. Поршни из сплава 2618 предназначены для гоночных поршней. Не устанавливайте их в свой автомобиль или грузовик и не рассчитывайте проехать более 100 000 миль. Если план требует серьезной закиси азота, наддува или оборотов, а пуленепробиваемость — это то, что вам нужно, поршень 2618 — правильный выбор. Современные технологии обработки и проектирования привели к созданию более сложных конструкций юбок. Производители, воспользовавшись этими достижениями, смогли значительно уменьшить зазор канала ствола по сравнению с традиционными требованиями.
Зазор между поршнем и стенкой цилиндра
Независимо от того, какой поршень вы выберете, зазор между поршнем и стенкой цилиндра является основным фактором при подгонке поршня к цилиндру. Рабочие характеристики как кованых, так и литых поршней значительно различаются в зависимости от конкретного материала и процессов, используемых при их изготовлении. Это означает, что не все литые поршни одинаковы. То же самое можно сказать и о кованых поршнях. При принятии решения о том, подходит ли определенный тип поршня для конкретного применения, стоит поговорить с производителем. Кованые поршни рекомендуются всякий раз, когда ожидаются высокие обороты, повышенная степень сжатия и будут использоваться усилители мощности. Юбки разной толщины будут расширяться с разной скоростью, даже в поршне одной и той же конструкции. Другими аспектами, влияющими на скорость расширения поршня, являются длина юбки поршня, толщина кольцевого ремня (область между верхней частью поршня и поршневым пальцем) и характеристики охлаждения двигателя. Все производители указывают номинальный зазор между поршнем и стенкой, которого они хотят придерживаться. В большинстве случаев производитель дорабатывает диаметр поршня, чтобы включить зазор для данного диаметра отверстия. Поршень диаметром 4,030 дюйма выйдет из коробки с диаметром 4,026 дюйма, если рекомендуемый зазор составляет 0,004 дюйма.
При рассмотрении сплавов и степени их теплового расширения помните, что все металлы имеют пороги. Хотя все поршни будут расширяться с заданной скоростью, есть также достижимые температуры, которых они могут достичь, что заставит их не следовать заданной «стандартной» скорости расширения. Поршни будут реагировать по-разному из-за различной массы, толщины и воздействия тепла. Хотя это и не заметно невооруженным глазом, большинство поршней не имеют «плоской» боковой стенки. Поршни имеют так называемую кулачковую форму или профиль. Форма кулачка — это конструкция юбки, которая делает ее продолговатой в том месте, где она скользит по стенке цилиндра. Если у вас более длинная юбка, это сделает форму вашего кулачка длиннее или короче в зависимости от используемой шкалы. По этой причине необходимо обязательно соблюдать рекомендации изготовителя по зазорам.
Покрытия поршней
Покрытия поршней помогают решить проблемы, связанные с износом, нагревом, трением и коррозией. Некоторые эксплуатационные покрытия включают керамические термобарьеры, сухую смазочную пленку, керамические покрытия для выхлопных газов, маслоотделяющие покрытия и несколько других покрытий для улучшения характеристик и/или долговечности высокопроизводительных деталей.
Поршни могут быть покрыты тремя различными типами покрытий: сухая смазка, термобарьер и маслоотделяющее покрытие. Термические барьерные покрытия помогают защитить верхнюю часть поршня от вредного теплообмена, минимизируя количество тепла, удерживаемого на поверхности поршня. Это покрытие также позволяет теплу на поверхности более равномерно перемещаться по поверхности, уменьшая горячие точки или даже отражая тепло в камеру для более эффективного сгорания топлива и меньшего теплового расширения из-за уменьшения поглощаемого тепла. Сухое пленочное покрытие обычно наносится на юбку поршня. Эта сухая пленка поможет уменьшить трение, а также предотвратит заедание во время первоначальной обкатки. На нижнюю сторону поршня можно нанести масляное покрытие. Это покрытие предназначено для более быстрого отталкивания масла, чем необработанная деталь.
Определить степень сжатия
Нельзя построить двигатель и не учитывать степень сжатия. Затем вам нужно будет определить, какие поршни сжатия лучше всего подходят для ваших целей. В этом разделе давайте удалим литой, заэвтектический и кованый аспекты и просто сосредоточимся на использовании. Общее эмпирическое правило заключается в том, что вы можете использовать более высокую степень сжатия для полностью моторных приложений без наддува, а при добавлении усилителей мощности, таких как турбонаддув или нагнетатель, вам нужна более низкая степень сжатия.
Популярные коэффициенты сжатия для автомобилей без наддува варьируются от 9,5:1 и выше. Опять же, более высокая степень сжатия сделает двигатель более отзывчивым и мощным, но также более склонным к проблемам с детонацией, если настройка будет неточной. Кроме того, при переходе на поршни с более высокой степенью сжатия обычно требуется бензин с более высоким октановым числом для предотвращения детонации. Популярные коэффициенты сжатия для двигателей с турбонаддувом или наддувом варьируются от 8,0:1 до 9,5:1. Чем выше степень сжатия, тем лучше должна быть ваша настройка, чтобы двигатель не детонировал.
Прежде чем выбирать поршни, вы должны знать желаемую высоту сжатия указанного поршня, чтобы вы могли получить фактическую степень сжатия для двигателя. Компрессионная высота – это расстояние между осевой линией отверстия поршневого пальца и верхней частью поршня. При использовании поршня с плоской вершиной это может быть простая математика. Но добавьте выемки для клапанов или «всплывающий» купол, и теперь вам нужно использовать голову. Объем купола поршня, как правило, публикует производитель, но если по какой-то причине вы используете поршни из встречных источников, вам нужно будет разобраться во всем самостоятельно. Для этого объем состоит из купола (материал над поверхностью поршня) за вычетом прорезей клапана. Это окончательное число будет либо отрицательным, либо положительным. Если объем купола больше объема вырезов (типично), то у вас положительная высота купола. Куполообразные поршни уменьшат объем камеры сгорания, поскольку купол занимает пространство над поверхностью поршня и в камере головки цилиндров. Для поршней с плоской вершиной рассматриваемый объем — это просто зазор над прорезью клапана, если он есть. Если поршни были подвергнуты массированию с помощью специальной резки или профилирования куполов, практически единственный способ точно получить кубический объем — это измерить купола напрямую.
Версия Speed Reading: Сравнение материалов поршней
Поршни из литого алюминия
Лучше всего подходят для стандартных двигателей.
Более низкая цена.
Типовой литой поршень расплавляют, а затем заливают в форму, имеющую форму готового изделия. Поршневые пресс-формы представляют собой постоянные штампы, сложно изготовленные из стальных профилей, состоящих из нескольких частей. Полученная отливка требует минимальной механической обработки. Литые поршни стоят дешевле и поэтому разработаны как экономичный вариант замены. По этой причине они не очень подходят для высокопроизводительных приложений.
Заэвтектические (литые) алюминиевые поршни
Лучше всего подходят для двигателей мощностью до 600-650 л.с. в двигателях без наддува.
Средняя цена.
Заэвтектический поршень также представляет собой литой поршень, но с добавлением кремния (примерно 16 процентов), что делает его более твердым и износостойким вариантом стандартного литого поршня. Кремний сам по себе расширяется меньше, чем алюминий, потому что он также действует как изолятор, не позволяя алюминию поглощать такое же количество рабочего тепла, как стандартный литой поршень. Еще одним преимуществом добавления кремния является то, что поршень становится более твердым и менее подверженным задирам. Кроме того, более высокое содержание кремния в заэвтектических поршнях позволяет уменьшить зазоры между поршнем и боковой стенкой, улучшая герметичность сгорания из-за уменьшения раскачивания поршня при его перемещении в цилиндре.
Из-за более высокого содержания кремния заэвтектический сплав является менее пластичным и менее щадящим при использовании с наддувом и/или закисью азота, что делает его наиболее подходящим для двигателей без наддува.
4032 Поршни из кованого алюминия
Лучше всего подходят для двигателей мощностью до 1000 л.с. без наддува.
Более высокая цена.
Кованые поршни являются самыми прочными на рынке. Производственный процесс отличается от литого поршня, потому что алюминий не расплавляется, как в литом поршне. Вместо этого горячий алюминиевый слиток вдавливается в простую форму. В результате заготовка поршня требует более окончательной обработки, чем литой поршень, прежде чем он станет поршнем. Кованый сплав 4032 представляет собой сплав с высоким содержанием кремния (примерно 11 процентов) и низкими характеристиками расширения. Поршни, изготовленные из этого сплава, могут использовать более узкий зазор между поршнем и стенкой, что обеспечивает более плотное уплотнение с меньшим шумом и меньшим задиром, чем его двоюродный брат 2618. Этот меньший допуск предотвращает раскачивание поршня, создавая более стабильный поршень.
Из-за более высокого содержания кремния 4032 является менее пластичным сплавом. Это означает, что он менее щадящий при использовании с форсированными и/или азотными приложениями. Они имеют более низкую устойчивость к детонации, что делает их наиболее подходящими для двигателей с минимальным наддувом или двигателей без наддува.
2618 Кованые алюминиевые поршни
Лучше всего подходят для двигателей мощностью до 1200 л. с. и идеально подходят для двигателей с добавочной мощностью.
Более высокая цена.
Алюминиевый материал 2618 содержит мало кремния (примерно 2 процента). Этот сплав с низким содержанием кремния создает характеристики высокого расширения и является сплавом, который обычно используется в экстремальных условиях гонок. Из-за характеристики высокого расширения поршни 2618 спроектированы так, чтобы использовать больший зазор между поршнем и стенкой цилиндра. Это означает, что когда вы запускаете двигатель в холодном состоянии, можно услышать работу поршня, и это обычно называют «хлопком поршня». Как только двигатель прогревается, «хлопающий» шум стихает, когда поршень расширяется до нормального рабочего зазора.
2618 является более пластичным сплавом, и эта особенность дает более высокую стойкость к детонации. Эти характеристики позволяют поршню выдерживать некоторые из самых экстремальных условий, но долговечность в конечном итоге снижается после бесчисленных тепловых циклов.
Страницы трендов
Лучшие электромобили — самые популярные модели электромобилей
Сколько стоит Tesla? Вот разбивка цен
Лучшие гибридные автомобили — модели гибридных автомобилей с самым высоким рейтингом
Каждый электрический внедорожник, который вы можете купить в США в 2022 году
Это самые топливные пикапы.
Лучшие электромобили — лучшие модели электромобилей
Сколько стоит Tesla? Вот разбивка цен
Лучшие гибридные автомобили — модели гибридных автомобилей с самым высоким рейтингом
Все электрические внедорожники, которые можно купить в США в 2022 году
Это самые экономичные пикапы, которые вы можете купить
Эти внедорожники предлагают лучший расход топлива
Все Требуется знать о поршнях – Статья – Автомобиль и водитель
РОЙ РИЧИ, МАРК БРЭМЛИ, МАЙКЛ СИМАРИ, РОБЕРТ КЕРИАН, INTERNATIONAL TRUCKS, STIHL USA, ПРОИЗВОДИТЕЛЬ
Из октябрьского номера 9 2014 г. 0647 Автомобиль и водитель
Кусочки алюминия внутри вашего двигателя живут в огненном аду. При полностью открытой дроссельной заслонке и 6000 об/мин поршень бензинового двигателя подвергается воздействию силы почти в 10 тонн каждые 0,02 секунды, поскольку повторяющиеся взрывы нагревают металл до более чем 600 градусов по Фаренгейту.
В наши дни этот цилиндрический Аид горячее и интенсивнее, чем когда-либо, и для поршней, скорее всего, станет только хуже. Поскольку автопроизводители стремятся к повышению эффективности, производители поршней готовятся к будущему, в котором самые мощные безнаддувные бензиновые двигатели будут производить 175 лошадиных сил на литр по сравнению со 130 сегодняшними. С турбонаддувом и повышенной мощностью условия становятся еще более жесткими. За последнее десятилетие рабочая температура поршня поднялась на 120 градусов, а пиковое давление в цилиндре увеличилось с 1500 фунтов на квадратный дюйм до 2200 фунтов на квадратный дюйм.
Поршень рассказывает историю о двигателе, в котором он находится. Коронка может показать отверстие, количество клапанов и то, впрыскивается ли топливо непосредственно в цилиндр. Тем не менее, конструкция и технология поршня также могут многое сказать о более широких тенденциях и проблемах, стоящих перед автомобильной промышленностью. Выдумывая максиму: как движется автомобиль, так работает и двигатель; и как движется двигатель, так движется и поршень. В поисках лучшей экономии топлива и снижения выбросов автопроизводители требуют более легких поршней с меньшим коэффициентом трения и выносливостью, чтобы выдерживать более жесткие условия эксплуатации. Именно эти три проблемы — долговечность, трение и масса — поглощают рабочие дни поставщиков поршней.
Во многих отношениях развитие бензиновых двигателей идет по пути, проложенному дизелями 15 лет назад. Чтобы компенсировать 50-процентное увеличение пикового давления в цилиндре, некоторые алюминиевые поршни теперь имеют вставку из железа или стали для поддержки верхнего кольца. Самые горячие бензиновые двигатели скоро потребуют охлаждающей галереи или закрытого канала на нижней стороне головки, который более эффективен для отвода тепла, чем сегодняшний метод простого распыления масла на нижнюю часть поршня. Разбрызгиватели стреляют маслом в маленькое отверстие в нижней части поршня, которое питает галерею. Однако кажущаяся простой технология непроста в производстве. Создание полого канала означает отливку поршня из двух частей и их соединение трением или лазерной сваркой.
На поршни приходится не менее 60 процентов трения двигателя, и улучшения здесь напрямую влияют на расход топлива. Снижающие трение пропитанные графитом смоляные накладки, нанесенные трафаретной печатью на юбку, теперь почти универсальны. Поставщик поршней Federal-Mogul экспериментирует с конической поверхностью маслосъемного кольца, что позволяет уменьшить натяжение кольца без увеличения расхода масла. Трение нижнего кольца может разблокировать до 0,15 лошадиных сил на цилиндр.
Автопроизводители также жаждут новых покрытий, снижающих трение между деталями, которые трутся или вращаются друг о друга. Твердое и скользкое алмазоподобное покрытие, или DLC, перспективно для гильз цилиндров, поршневых колец и поршневых пальцев, где оно может устранить необходимость в подшипниках между пальцем и шатуном. Но это дорого и мало применимо в современных автомобилях.
«[Производители] часто обсуждают DLC, но попадут ли они в серийные автомобили — это знак вопроса», — говорит Йоахим Вагенбласт, старший директор по разработке продуктов в Mahle, немецком поставщике автозапчастей.
Все более сложное компьютерное моделирование и более точные методы производства также позволяют создавать более сложные формы. В дополнение к чашам, куполам и углублениям клапана, необходимым для обеспечения зазора и достижения определенной степени сжатия, асимметричные юбки имеют меньшую и более жесткую область на упорной стороне поршня для снижения трения и концентрации напряжений. Переверните поршень, и вы увидите конические стенки толщиной едва ли более 0,1 дюйма. Более тонкие стенки требуют более жесткого контроля за допусками, которые уже измеряются в микронах или тысячных долях миллиметра.
Тонкие стены также требуют лучшего понимания теплового расширения объекта, который иногда должен нагреваться от нуля до нескольких сотен градусов за считанные секунды. Металл в вашем двигателе неравномерно расширяется при нагревании, поэтому оптимизация допусков требует опыта проектирования и точных возможностей обработки для создания небольших эксцентриситетов в деталях.
«Ничто из того, что мы делаем, не является прямым или круглым, — говорит Кери Уэстбрук, директор по разработкам и технологиям в Federal-Mogul. «Мы всегда строим некоторую компенсацию».
Поршни дизельных двигателей претерпевают собственную эволюцию по мере того, как пиковое давление в цилиндрах возрастает до 3600 фунтов на квадратный дюйм. Mahle и Federal-Mogul предсказывают переход от литого алюминия к поршням из кованой стали. Сталь плотнее алюминия, но в три раза прочнее, благодаря чему поршень более устойчив к более высоким давлениям и температурам без увеличения веса.
Сталь позволяет заметно изменить геометрию за счет уменьшения высоты сжатия поршня, определяемой как расстояние от центра поршневого пальца до вершины головки. На эту площадь приходится 80 процентов веса поршня, поэтому короче обычно означает легче. Важно отметить, что более низкая компрессионная высота не только сжимает поршни. Это также позволяет использовать более короткий и легкий блок двигателя, поскольку высота платформы уменьшена.
Mahle производит стальные поршни для передовых турбодизельных двигателей, таких как Audi R18 TDI, четырехкратный победитель Ле-Мана, и двигатель Mazda LMP2 Skyactiv-D. В конце этого года компания начнет поставки своих первых стальных поршней для серийного дизельного двигателя малой грузоподъемности — 1,5-литрового четырехцилиндрового двигателя Renault.
Непреходящая актуальность двигателя внутреннего сгорания обусловлена постоянной эволюцией его компонентов. Поршни не сексуальны. Они не такие модные, как литий-ионный аккумулятор, не такие сложные, как коробка передач с двойным сцеплением, и не такие интересные, как дифференциал с вектором крутящего момента. Тем не менее, после более чем столетия автомобильного прогресса поршни с возвратно-поступательным движением продолжают производить большую часть движущей силы.
1. Ferrari F136
Рой Ритчи, Марк Брэмли, Мишель Симари, Роберт Кериан, Международные грузовики, Stihl USA, производитель
Применение: Ferrari 458 Italia (Показан) 99, 40650 Ferrari 458 (Показатель) 9, Ferrari 458 (Показатель) , Ferrari 458.
Тип двигателя: DOHC V-8
Рабочий объем: 274 куб. дюйма, 4497 см3
Удельная мощность: 125,0 л.с./л
Максимальная скорость двигателя: 9000 об/мин
Отверстие: 3,70 дюйма
Вес: 2,1 фунта
2. Ford Fox
ROY RITCHIE, MARK BRAMLEY, MICHEAL SIMARI , ROBERT KERIAN, INTERNATIONAL TRUCKS, STIHL USA, THE MANUFACTURER
РОЙ РИЧИ, МАРК БРЭМЛИ, МАЙКЛ СИМАРИ, РОБЕРТ КЕРИАН, INTERNATIONAL TRUCKS, STIHL USA, ПРОИЗВОДИТЕЛЬ
Dodge Dart
0; Фиат 500 Абарт (на фото) , 500 л, 500 Turbo
Тип двигателя: с турбонаддувом, SOHC, рядный, четырехцилиндровый
Рабочий объем: 83 куб. дюйма, 1368 см3
Удельная мощность: до 117,0 л.с./л
Максимальная скорость двигателя: 6500 об/мин
Отверстие: 2,83 дюйма
Вес: 1,5 фунта
6. Cummins ISX15
РОЙ РИЧИ, МАРК БРЭМЛИ, МАЙКЛ СИМАРИ, РОБЕРТ КЕРИАН, INTERNATIONAL TRUCKS, STIHL USA, ПРОИЗВОДИТЕЛЬ
Области применения: большегрузные автомобили (показан International Prostar)
Тип двигателя: рядный шестицилиндровый дизель SOHC с турбонаддувом
Рабочий объем: 912 куб. дюймов, 14 948 куб.
Удельная мощность: до 40,1 л.с./л
Максимальная скорость двигателя: 2000 об/мин
Отверстие: 5,39 дюйма
Вес: 26,4 фунта
7. Chrysler LA-серии Magnum V-10
Рой Ритчи, Марк Брэмли, Мишель Симари, Роберт Кериан, Международные грузовики, Стихл США, производитель
Приложения: Dodge Viper (показано)
Тип двигателя: PLYPROD V-1249
.
Рабочий объем: 512 куб. дюймов, 8382 см3
Удельная мощность: 76,4 л.с./л
Максимальная скорость двигателя: 6400 об/мин
Отверстие: 4,06 дюйма
Вес: 9 шт.0650 2,8 фунта
8. Ford Ecoboost 3,5L
Рой Ричи, Марк Брэмли, Мишель Симари, Роберт Кериан, Международные грузовики, Stihl USA, производитель
. (на фото) , Taurus SHO, Transit; Lincoln MKS, MKT, Navigator
Тип двигателя: с двойным турбонаддувом DOHC V-6
Рабочий объем: 213 куб. дюймов, 3496 куб. см
Конкретный выход: до 105,8 л.с./л
Максимальная скорость двигателя: 6500 об/мин
Отверстие: 3,64 дюйма
Вес: 2,6 фунта
9. Toyota 2Ar-Fe
Рой Ричи, Марк Брэмли, Мишель Симари, Роберт Кериан, Международные грузовики, Stihl USA, производитель
Приложения: Scion TC (показано) ; Toyota Camry, RAV4
Тип двигателя: DOHC, рядный, четыре
Рабочий объем: 152 куб.дюйма, 2494 куб.см
Удельная мощность: до 72,2 л.с./л
Максимальная скорость двигателя: 6500 об/мин
Отверстие: 3,54 дюйма
Вес: 2,5 фунта
10. STIHL MS441 Цепная пила
Рой Ричи, Марк Брэмли, Мишель Симари, Роберт Кериан, Международные грузовики, STIHL USA, производитель
Приложения: MS441 C-M Magnum Chain Saw (Показан)
, MS441 C-M Magnum Saw Saw Saw (показано) 99999999 гг. Цепная пила C-MQ Magnum
Тип двигателя: двухтактный одноцилиндровый
Рабочий объем: 4 куб. дюйма, 71 см3
Удельная мощность: 79,7 л.с./л.
Максимальная скорость двигателя: 13 500 об/мин
Отверстие: 1,97 дюйма
Вес: 0,4 фунта
11. Chrysler Hellcat 6.2L
РОЙ РИЧИ, МАРК БРЭМЛИ, МАЙКЛ СИМАРИ, РОБЕРТ КЕРИАН, INTERNATIONAL TRUCKS, STIHL USA, ПРОИЗВОДИТЕЛЬ
Применение: Dodge Challenger SRT Hellcat
Тип двигателя: толкатель V-8 с наддувом
Рабочий объем: 376 куб. дюймов, 6166 куб. см
Удельная мощность: 114,7 л.с./л.
Максимальная скорость двигателя: 6200 об/мин
Отверстие: 4,09 дюйма
Вес: 3,0 фунта
РОЙ РИЧИ, МАРК БРЭМЛИ, МАЙКЛ СИМАРИ, РОБЕРТ КЕРИАН, INTERNATIONAL TRUCKS, STIHL USA, ПРОИЗВОДИТЕЛЬ
По мере увеличения нагрузки на поршни растут и требования к шатунам. Более высокое давление сгорания приводит к большим нагрузкам на стержни, соединяющие поршни с кривошипом. За редким исключением экзотических деталей из титана, шатуны обычно либо изготавливаются из порошковой стали, прессуются и нагреваются в форме, либо выковываются из стальной заготовки для более высокопроизводительных приложений. Основным технологическим сдвигом является растрескивание крышек шатунов как для порошковых, так и для кованых шатунов. Раньше шатун и торцевая крышка шатуна изготавливались как отдельные детали. Стержни с треснутыми крышками выходят из формы как единое целое в форме накидного ключа. Конец шатунной шейки травится, а затем защелкивается пополам с помощью пресса. Полученная неровная поверхность улучшает выравнивание; обеспечивает более надежное соединение крышки со стержнем; и позволяет использовать более тонкий и легкий шатун в сборе.
РОЙ РИЧИ, МАРК БРЭМЛИ, МАЙКЛ СИМАРИ, РОБЕРТ КЕРИАН, INTERNATIONAL TRUCKS, STIHL USA, ПРОИЗВОДИТЕЛЬ
Неметаллические поршни: Керамика и композиты обеспечивают привлекательность более низкого теплового расширения, меньшего веса, более высокой прочности и жесткости по сравнению с алюминий. В 1980-х Mercedes-Benz использовал грант правительства Германии для создания двигателя 190E с поршнями из углеродного композита, который без проблем проехал 15 000 миль. В то время как технология надежна, производство было ограничивающим фактором. А 1990 Исследование НАСА показало, что обработка одного поршня из углерод-углеродной заготовки стоит 2000 долларов. Альтернативой был трудоемкий процесс ручной укладки.
Роторы Ванкеля: Хорошо, хорошо, мы знаем, что это не возвратно-поступательный поршень, но чугунный треугольный ротор является аналогом поршня двигателя Ванкеля, потому что он преобразует энергию сгорания в крутящий момент. Пока новой Mazda RX не предвидится, нашей единственной надеждой на возрождение роторного двигателя остается Audi, которая дразнила нас расширителем диапазона Ванкеля в своей гибридной концепции Audi A1 e-tron 2010 года.
Овальные поршни: В то время, когда двухтактные мотоциклетные двигатели были нормой, в 1979 году Honda представила на Всемирном Гран-при мотоциклов четырехтактный двигатель. Это один из самых странных двигателей в истории. Велосипед Honda NR500 GP был оснащен двигателем V-4 с углом V-образного сечения 100 градусов, овальными цилиндрами с восемью клапанами на каждом и двумя шатунами на поршень. Герметизация овальных поршней оказалась сложной задачей (первоначальный бизнес Соичиро Хонды заключался в поставке поршневых колец для Toyota), но это было одной из меньших забот команды. Велосипеды регулярно выбывали из гонок World GP и иногда не проходили квалификацию. В течение трех лет Honda вернулась к традиционному двухтактному гоночному двигателю.
Двигатели с оппозитными поршнями: Дизельный двухтактный двигатель EcoMotors с оппозитными поршнями и оппозитными цилиндрами (OPOC) заявляет об улучшении эффективности на целых 15 процентов по сравнению с обычным двигателем с воспламенением от сжатия. Разместив камеру сгорания между двумя поршнями, компания устранила головки цилиндров и клапанный механизм, которые являются источниками значительных потерь тепла и трения. Двигатель OPOC с меньшим количеством деталей также должен быть дешевле и легче, если он не окажется на полке с фантастическим карбюратором Fish.
Этот контент импортирован из OpenWeb. Вы можете найти тот же контент в другом формате или найти дополнительную информацию на их веб-сайте.
Engine piston – x-engineer.org
Table of Contents
Overview
Parts
Geometric characteristics
Mechanical load
Thermal load
Cooling
Types
Materials
Technologies
Frequently asked вопросы
Каталожные номера
Обзор
Поршень является компонентом двигателя внутреннего сгорания. Основная функция поршня заключается в преобразовании давления, создаваемого горящей воздушно-топливной смесью, в силу, действующую на коленчатый вал. В легковых автомобилях используются поршни из алюминиевого сплава, в то время как в коммерческих транспортных средствах также могут быть стальные и чугунные поршни.
Поршень входит в состав кривошипно-шатунного привода (он же кривошипно-шатунный механизм ), который состоит из следующих компонентов:
поршень
поршневые кольца
шатун
коленчатый вал
поршень :
способствует рассеиванию тепла образующегося при сгорании
обеспечивает уплотнение камеры сгорания, предотвращает утечку газа из него и проникновение масла в камеру сгорания
направляет движение шатуна
обеспечивает непрерывную смену газов в камере сгорания
Форма поршня в основном зависит от типа двигателя внутреннего сгорания. Поршни бензиновых (бензиновых) двигателей имеют тенденцию быть легче и короче по сравнению с поршнями дизельных двигателей. Геометрия поршня имеет много тонкостей из-за сложности его рабочей среды, но основными частями поршня являются:
поршень головка , также называемая верх или головка : верхняя часть поршня, которая вступает в контакт с давлением газа в камере сгорания
кольцевой ремень : верхняя средняя часть поршня при расположении поршневых колец
бобышка пальца : это нижняя средняя часть поршня, в которой находится поршневой палец
юбка поршня : область под кольцевым поясом0516
Изображение: поршневой штифт и оси юбки
Изображение: Основные части поршня Кредит: [3]
Где:
. Где:
.
стойки управления
фиксатор пальца
бобышка пальца
поршневой палец
поршневые кольца
юбка поршня
Поршень соединен с шатуном через поршневой палец (7). Штифт позволяет поршню вращаться вокруг оси штифта. Штифт удерживается на месте в поршне стопорным зажимом штифта (5).
После днища поршня идет кольцевой ремень (также называемый кольцевой зоной) (3). Большинство поршней имеют три кольцевые канавки, в которые устанавливаются поршневые кольца. Верхнее кольцо называется компрессионным кольцом , среднее — маслосъемным кольцом , а нижнее — маслосъемным кольцом . Компрессионное кольцо должно герметизировать камеру сгорания, чтобы предотвратить попадание внутренних газов в блок двигателя. Маслосъемное кольцо счищает масло со стенки цилиндра, когда поршень находится в такте рабочего хода или такте выпуска. Среднее кольцо выполняет комбинированную функцию обеспечения сжатия в цилиндре и удаления излишков масла со стенок цилиндра.
Юбка поршня (8) удерживает поршень в равновесии внутри цилиндра. Обычно он покрыт материалом с низким коэффициентом трения, чтобы уменьшить потери на трение. В поршне отверстие пальца или бобышка (6) содержит поршневой палец (7), который соединяет поршень с шатуном.
Вернуться назад
Геометрические характеристики
Поршни должны исправно работать в широком диапазоне температур от -30°C до 300-400°C. В то же время он должен быть достаточно легким, чтобы иметь низкую инерцию и обеспечивать высокие обороты двигателя. Есть несколько геометрических характеристик поршня, которые представлены ниже.
Овальность поршня
Из-за процесса сгорания температура внутри цилиндров двигателя достигает сотен градусов Цельсия. Поршень является одним из основных компонентов, который поглощает часть вырабатываемого тепла и отдает его моторному маслу. Поскольку ось поршневого пальца содержит больше материала, чем ось юбки, тепловое расширение вдоль оси пальца немного больше, чем тепловое расширение вдоль оси юбки. По этой причине поршень имеет овальную форму, диаметр по оси штифта на 0,3-0,8 % меньше диаметра по оси юбки [6].
Изображение: Овальность поршня
Коническая форма поршня
Форма поршня не является идеальным цилиндром. При низкой температуре зазор между поршнем и цилиндром двигателя больше, чем при высокой температуре. Кроме того, зазор не является постоянным по длине поршня, он меньше вокруг верхней части поршня по сравнению с областью юбки поршня. Это сделано для того, чтобы обеспечить большее тепловое расширение головки поршня, поскольку она содержит больший объем металла.
The piston movement inside the cylinder has 3 degrees свободы, 1 первичная и 2 вторичная:
по вертикальной оси цилиндра, между верхней мертвой точкой (ВМТ) и нижней мертвой точкой (НМТ) (первичная, ось y)
вокруг оси пальца (вторичная, угол α)
вдоль оси юбки (вторичная, ось x)
Первичное движение создает крутящий момент на коленчатом валу, это желательно с механической точки зрения. Второстепенные движения происходят из-за комбинации нескольких факторов: двунаправленного движения шатуна и зазора между поршнем и цилиндром. Оба вторичных движения вызывают трение о стенки цилиндра, а также шум, вибрацию (хлопки поршня).
Изображение: Упор поршня и смещение штифта
Когда коленчатый вал вращается по часовой стрелке, левая сторона цилиндра называется упорной стороной (TS) , а противоположная сторона известна как противодействующая сторона (ATS) . Удары поршня могут происходить с любой стороны цилиндра. Стук поршня возбуждает блок двигателя и проявляется в виде поверхностных вибраций, которые со временем излучаются в виде шума вблизи двигателя [9]. Еще одним неудобством является то, что при движении поршня через ВМТ и ВТЦ на коленчатый вал создается повышенная нагрузка, поскольку поршень совмещен с центром вращения коленчатого вала.
Смещение поршневого пальца — это несоосность между центром отверстия под поршневой палец и центром коленчатого вала. Имея его в конструкции, он улучшает шумовые характеристики двигателя за счет стука поршня в ВМТ. Это основная проблема NVH (шум, вибрация и резкость) для инженеров-технологов, которые хотят устранить тревожные шумы везде, где это возможно. Вторая причина заключается в повышении мощности двигателя за счет снижения внутреннего трения на ТС и САР.
Смещение штифта снижает механическое напряжение, возникающее в шатуне, когда он достигает ВМТ или НМТ, поскольку шатуну не приходится толкать поршень в противоположном направлении в конце хода. Это смещение заставляет стержень двигаться по дуге в ВМТ и НМТ.
Назад
Механическая нагрузка
Поршень – это деталь двигателя внутреннего сгорания (ДВС) , которая должна выдерживать наибольшую механическую и термическую нагрузку. Из-за поршня мощность ДВС ограничена. В случае очень высокой термической или механической нагрузки поршень выходит из строя первым компонентом (по сравнению с блоком цилиндров, клапанами, головкой блока цилиндров). Это связано с тем, что поршень должен представлять собой компромисс между массой и устойчивостью к механическим и термическим нагрузкам.
Циклическое нагружение поршня за счет [6]:
силы газа от давления в цилиндре
силы инерции от колебательного движения поршня и
боковой силы от опоры силы газа наклонным шатуном, а сила инерции колеблющегося шатуна
определяет механическую нагрузку .
Вертикальные силы, действующие на поршень, состоят из: сил давления , создаваемых расширяющимися газами, и сил инерции , создаваемых собственной массой поршня [10].
\[F_{p}=F_{газ}+F_{инерия}\]
Силы инерции намного меньше сил давления и имеют наибольшую интенсивность, когда поршень меняет направление, в ВМТ и НМТ.
Изображение: Напряжение по Мизесу и механическая деформация поршня1179 Авторы и права: [7]
Вышеупомянутые поршневые усилия рассчитаны с использованием передовых методов анализа методом конечных элементов для алюминиевого поршня, используемого в легковых автомобилях с дизельным двигателем [7].
Процесс сгорания имеет разные характеристики для дизельного и бензинового ДВС. В дизельном двигателе пиковое давление газа при сгорании может достигать 150–160 бар. В бензиновом двигателе максимальное давление ниже 100 бар. Из-за более высокого давления дизельные поршни должны выдерживать более высокие механические нагрузки.
Чтобы безотказно работать в таких суровых условиях, поршни дизельных двигателей имеют большую массу, большую прочность и большую массу. Недостатком является более высокая инерция, более высокие динамические усилия, поэтому более низкие максимальные обороты двигателя. Одной из причин, по которой дизельные двигатели имеют более низкую максимальную скорость (около 4500 об/мин) по сравнению с бензиновыми двигателями (около 6500 об/мин), являются более тяжелые механические компоненты (поршни, шатуны, коленчатый вал и т. д.).
Вернуться назад
Термическая нагрузка
Головка поршня находится в непосредственном контакте с горящими газами внутри камеры сгорания, поэтому она подвергается высоким термическим и механическим нагрузкам . В зависимости от типа двигателя (дизельный или бензиновый) и типа впрыска топлива (прямой или непрямой) днище поршня может быть плоским или содержать чашу .
Тепловая нагрузка от температуры газа в процессе сгорания также является циклической нагрузкой на поршень. Он действует в основном во время такта расширения на стороне камеры сгорания поршня. В остальных тактах, в зависимости от принципа действия, тепловая нагрузка на поршень снижается, прерывается или даже оказывает охлаждающее действие при газообмене. Как правило, теплопередача от горячих продуктов сгорания к поршню происходит в основном за счет конвекции, и лишь незначительная часть возникает за счет излучения.
Изображение: Рабочая температура поршня Авторы и права: [3]
Тепло, выделяющееся при сгорании, частично поглощается поршнем. Большая часть тепла передается через кольцевую часть поршня (около 70%). Юбка поршня отводит 25% тепла, а остальное передается поршневому пальцу, шатуну и маслу. Более высокая частота вращения двигателя означает более высокую температуру поршня . Это происходит потому, что накопленное тепло не успевает рассеяться между двумя последовательными циклами горения. В то же время более высокая нагрузка на двигатель означает более высокую температуру поршня, потому что происходит большее сгорание воздушно-топливной смеси, которая выделяет больше тепла.
Изображение: Распределение температуры в поршне бензинового двигателя Кредит: [6]
Изображение: Распределение температуры в поршне дизельного двигателя с каналом охлаждения Кредит: [6]
Изображение
0 9 : Тепловая нагрузка на поршень Авторы и права: [7]
По отношению к такту расширения продолжительность действия тепловой нагрузки от сгорания очень мала. Поэтому лишь очень небольшая часть массы поршня вблизи поверхности со стороны сгорания подвергается циклическим колебаниям температуры. Таким образом, почти вся масса поршня достигает квазистатической температуры, которая, однако, может иметь значительные локальные колебания.
Назад
Охлаждение
По мере увеличения удельной мощности в современных двигателях внутреннего сгорания поршни подвергаются возрастающим тепловым нагрузкам. Поэтому для обеспечения эксплуатационной безопасности чаще требуется эффективное охлаждение поршня.
Изображение: 2009 Ecotec 2.0L I-4 VVT DI Turbo (LNF) Головка поршня и масляная форсунка Предоставлено: GM
Температура поршня может быть снижена путем циркуляции масла через среднюю часть поршня. Этого можно добиться с помощью маслоструйных устройств, установленных на блоке цилиндров, которые впрыскивают моторное масло через отверстие, когда поршень находится близко к нижней мертвой точке (НМТ).
Компания Tenneco Powertrain разработала новый стальной поршень для дизельных двигателей с «герметизированной на весь срок» камерой охлаждающей жидкости в днище, что позволяет поршням безопасно работать при температурах днища более чем на 100°C выше существующих ограничений.
Изображение: технология охлаждения поршня EnviroKool Предоставлено: Tenneco
Для формирования короны EnviroKool внутри поршня с помощью сварки трением создается встроенный охлаждающий канал, который затем заполняется высокотемпературным маслом и инертным газом. Эта камера постоянно герметизирована приваренной пробкой. Согласно Tenneco Powertrain, технология EnviroKool позволяет преодолеть температурные ограничения обычных открытых галерей, в которых в качестве теплоносителя используется смазочное масло.
Вернуться назад
Типы
Геометрия поршня ограничена кубатурой ДВС. Поэтому основным путем повышения механической и термической стойкости поршня является увеличение его массы. Это не рекомендуется, поскольку поршень с большой массой имеет большую инерцию, что приводит к большим динамическим усилиям, особенно при высоких оборотах двигателя. Сопротивление поршня можно улучшить за счет оптимизации геометрии, но всегда будет компромисс между массой, механическим и термическим сопротивлением.
На первый взгляд поршень кажется простым компонентом, но его геометрия довольно сложна:
Изображение: техническое описание дизельного поршня Kolbenschmidt
Условные обозначения:
диаметр камеры сгорания
днище поршня
камера сгорания (чаша)
кромка днища поршня
Piston Top Land
Кольцо для сжатия канавки
Кольцевая земля
Основание канавки
Утопленное кольцевое кольцо
Стоимость
BERPAPER
NOTED
. канавка для стопорного кольца
расстояние между бобышками поршня
расстояние между бобышками поршня
ступенчатая кромка
диаметр поршня 90 °C относительно отверстия поршневого пальца
piston pin bore
bowl depth
skirt
ring zone
piston compression height
piston length
oil cooler duct
ring carrier
bolt bush
diameter measuring window
crown camber
Как видите, между дизельными и бензиновыми поршнями есть существенные различия.
Поршни дизельных двигателей должны выдерживать более высокие давления и температуры, поэтому они больше, объемнее и тяжелее. Они могут быть изготовлены из алюминиевых сплавов, стали или их комбинации. Поршень дизеля содержит часть камеры сгорания в головке поршня. Из-за формы поперечного сечения головки поршня поршень дизельного двигателя также называют поршнем с головкой омега.
Поршни бензиновых (бензиновых) двигателей легче, рассчитаны на более высокие обороты двигателя. Они изготавливаются из алюминиевых сплавов и обычно имеют плоскую головку. Бензиновые двигатели с непосредственным впрыском (DI) имеют специальные головки, чтобы направлять поток топлива в кувыркающемся движении.
Ниже вы можете увидеть фотографии дизельных и бензиновых двигателей в высоком разрешении.
Изображение: LS9 6,2 л V-8 поршень SC (алюминий, бензиновый/бензиновый двигатель с непрямым впрыском) Кредит: GM
Изображение: Поршень Ecotec 2. 0L I-4 VVT DI Turbo (LNF) (алюминий, бензиновый/бензиновый двигатель с непосредственным впрыском) с кольцами (алюминий, дизель) Фото: Kolbenschmidt
Изображение: Поршень из моностали (сталь, дизель) Кредит: Tenneco
Вернуться назад
Большинство материалов для поршней
4 от алюминиевые сплавы . Это связано с тем, что алюминий легкий, имеет достаточную механическую прочность и хорошую теплопроводность. В грузовых автомобилях, предназначенных для тяжелых условий эксплуатации, используются поршни из стали , которые более устойчивы к более высоким давлениям и температурам в камере сгорания.
Алюминиевые поршни изготавливаются из литых или кованых жаропрочных алюминиево-кремниевых сплавов. Существует три основных типа алюминиевых поршневых сплавов. Стандартный поршневой сплав представляет собой эвтектический сплав Al-12%Si, содержащий дополнительно прибл. по 1% Cu, Ni и Mg [3].
Основные алюминиевые сплавы для поршней [3]:
эвтектический сплав (AlSi12CuMgNi): литой или кованый
заэвтектический сплав (AlSi18CuMgNi): литой или кованый
специальный эвтектический сплав (AlSi12Cu4Ni90Mg): только литой алюминиевый сплав имеет меньшую прочность, чем чугун, поэтому необходимо использовать более толстые секции, поэтому не реализуются все преимущества легкого веса этого материала. Кроме того, из-за более высокого коэффициента теплового расширения для алюминиевых поршней должны быть предусмотрены большие рабочие зазоры. С другой стороны, теплопроводность алюминия примерно в три раза выше, чем у железа. Это, вместе с большей толщиной применяемых профилей, позволяет алюминиевым поршням работать при температурах примерно на 200 °С ниже, чем чугунных [8].
В некоторых случаях прочность и износостойкость поршней из алюминиевого сплава недостаточны для удовлетворения требований по нагрузке, поэтому используются черные материалы (например, чугун, сталь). Существует несколько методов использования черных металлов в производстве поршней:
в качестве местного армирования, вставки из черного металла (например, держатели колец)
в качестве удлиненных частей составных поршней (например, днище поршня, болты)
поршни, полностью изготовленные из чугун или кованая сталь
Изображение: Композитный поршень для двигателя большой мощности – сечение Авторы: [8]
79004 : Warstila
Существует два типа черных металлов, используемых для поршней или компонентов поршней [6]:
чугун :
аустенитный чугун для держателей колец
cast iron with spheroidal graphite for pistons and piston skirts
steel
chromium-molybdenum alloy (42CrMo4)
chromium-molybdenum-nickel alloy (34CrNiMo6)
molibden-vanadium alloy (38MnVS6)
Чугунные материалы обычно имеют содержание углерода > 2%. Поршни высоконагруженных дизелей и другие высоконагруженные детали двигателей и конструкций машин изготавливают преимущественно из сферолитного чугуна марки М-С70. Этот материал используется, например, для цельных поршней и юбок поршней в составных поршнях [6].
Сплавы железа, обозначаемые как стали, обычно имеют содержание углерода менее 2%. При нагревании они полностью переходят в ковкий (пригодный для ковки) аустенит. Поэтому сплавы железа отлично подходят для горячей штамповки, такой как прокатка или ковка.
Изображение: стальной поршень по сравнению с алюминиевым поршнем Авторы и права: Kolbenschmidt
По сравнению с алюминиевыми поршнями стальные поршни обладают большей механической прочностью при гораздо меньших размерах. По этой причине они в основном предпочтительны для дизельных двигателей, которыми оснащаются грузовые автомобили.
Назад
Технологии
Существует несколько передовых поршневых технологий, каждая из которых предназначена для повышения механической и/или термической стойкости, снижения коэффициента трения или снижения общей массы (сохраняя при этом механические и термические свойства ).
Ниже вы можете найти примеры современных поршней, изготовленных компанией Kolbenschmidt , каждый из которых отличается своей технологией.
Изображение: дизельный поршень с каналом охлаждения, втулкой болта и держателем кольца Кредит: Kolbenschmidt
Изображение: Поршень дизельного двигателя с шарнирно-сочлененной рамой с верхней частью из кованой стали и алюминиевой юбкой
Изображение: Залитые чугунные кольца-держатели во много раз увеличивают срок службы первой кольцевой канавки дизельных поршней. Kolbenschmidt является лидером в разработке склеивания кольцевых носителей Alfin Фото: Kolbenschmidt
Изображение: Твердоанодированные кольцевые канавки предотвращают износ и микросваривание в поршнях бензиновых двигателей на юбке поршня. Они уменьшают трение внутри двигателя и обеспечивают хорошие аварийные характеристики. Покрытия LofriKS® также используются по акустическим причинам. Их использование минимизирует шум поршня. NanofriKS® является дальнейшим развитием испытанного покрытия LofriKS® и дополнительно содержит наночастицы оксида титана для повышения износостойкости и долговечности покрытия Фото: Kolbenschmidt
Изображение: Юбки поршня с железным покрытием (Ferrocoat®) гарантируют надежную работу при использовании на алюминиево-кремниевых поверхностях цилиндров (Alusil®) (Hi-SpeKS®) повышают динамическую грузоподъемность ложа поршневого пальца, тем самым увеличивая долговечность поршня.0007 Tenneco Powertrain (ранее Federal Mogul) , каждая из которых имеет свои отличительные технологии.
Изображение: поршень Elastothermic® (алюминиевый поршень для бензиновых/бензиновых легковых автомобилей)
Особенности: – охлаждаемый канал поршня повышает мощность и расход топлива бензиновых двигателей уменьшенного размера – эластотермический канал охлаждения снижает температуру днища поршня на около 30°C – температура первой кольцевой канавки снижена примерно на 50°C, что, как следствие, снижает нагарообразование и износ канавок и колец для увеличения срока службы, низкого расхода масла и продувки на – снижение риска неконтролируемого сгорания, например, преждевременного зажигания на низкой скорости. температура обода камеры сгорания на 10 % ниже – передовые технологии бокового литья значительно улучшают структурную стабильность (даже в случае конструкций с тонкими стенками) – реструктуризация обода камеры сгорания и основания камеры сгорания может обеспечить до 100 % увеличение усталостной долговечности
Предоставлено: Tenneco Powertrain (Federal Mogul). жесткие требования к двигателю на рынке двигателей большой мощности и промышленных двигателей, включая новое поколение давления зажигания двигателя, требуемое для дорожных правил Euro VI и выше.
Прочная конструкция из кованых стальных профилей, сваренных инерцией, образующих большие охлаждающие галереи, позволяет поршням Monosteel выдерживать возрастающие механические нагрузки. Эволюция Monosteel включает в себя последние разработки для промышленных двигателей большого диаметра, а также использование тонкостенных легких поковок и литья для дизельных двигателей легковых автомобилей.
Основные характеристики продукта: – большая закрытая структурная галерея с превосходным охлаждением обода чаши и кольцевой канавки, уменьшающая деформацию канавки и улучшающая контроль масла и газонепроницаемость – профилированное отверстие под палец без втулки – юбка во всю длину для стабильного поршня динамика, снижение риска кавитации гильзы и улучшение уплотнения кольца – процесс обеспечивает гибкость материала благодаря вариантам материала коронки для снижения коррозии или окисления и/или вариантам материала юбки для повышения технологичности.
Предоставлено: Tenneco Powertrain (Federal Mogul). более эффективные конструкции двигателей, в том числе сниженный расход топлива и выбросы CO 2 . Оно сочетает в себе низкий износ и низкое трение в одном применении и снижает расход топлива на 0,8 % по сравнению с обычными покрытиями поршней.
Основные преимущества: — совместим с существующими и усовершенствованными покрытиями цилиндров и может быть легко внедрен в серийное производство двигателей в качестве замены при эксплуатации — состав обеспечивает большую толщину, чем поршни с обычными покрытиями, обеспечивая дополнительную защиту — соответствует строгим экологическим стандартам ; не содержит токсичных растворителей – запатентованное усовершенствованное покрытие юбки поршня с твердыми смазочными материалами и армированием углеродными волокнами, специально разработанное для тяжелых условий работы с бензином – снижение трения в блоке силового цилиндра (поршень+кольца) на 10 % по сравнению со стандартными покрытиями, снижение расхода топлива/CO на 0,4 % прочность в современных бензиновых двигателях с непосредственным впрыском топлива – EcoTough® представляет собой запатентованное покрытие F-M
Усиление поршня DuraBowl® с частичным переплавлением кромок чаши: – предельное улучшение структуры алюминиевого материала, созданное путем локального повторного плавления с использованием технологии TIG – до 4 раз повышенная долговечность в двигателях с высокой удельной мощностью по сравнению с поршнями без камеры повторное плавление. Позволяет использовать формы камеры сгорания, подвергающиеся высоким нагрузкам – процесс F-M DuraBowl® расширяет пределы алюминиевых поршней в самых сложных условиях за счет увеличения усталостной прочности (циклов) поршня
Предоставлено: Tenneco Powertrain (Federal Mogul)
Изображение: сверхлегкие поршни Elastoval II (алюминиевый поршень для бензиновых/бензиновых легковых автомобилей)
Усовершенствованная технология бензиновых поршней Elastoval® II основана на: – наклонные боковые панели – легкая конструкция опоры для штифтов – тонкие стенки 2,5 мм – оптимизированная площадь юбки и гибкость – высокопроизводительный сплав F-M S2N
Особенности и преимущества: – снижение веса на 15 % по сравнению с бензиновыми поршнями предыдущего поколения – удельная мощность до 100 кВт/л – оптимизированные шумовые и фрикционные характеристики Совместим с опцией держателя колец Alfin для повышения пикового давления в цилиндре и устойчивости к детонации
Кредит : Tenneco Powertrain (Federal Mogul)
Назад
Часто задаваемые вопросы
Для чего используются поршни?
Поршни используются в двигателях внутреннего сгорания для передачи усилия на шатун и коленчатый вал, создавая таким образом крутящий момент двигателя. Поршни преобразуют давление газа из камеры сгорания в механическую силу.
Что такое поршень и как он работает?
Поршень — это деталь двигателя внутреннего сгорания, изготовленная из алюминия или стали, используемая для преобразования давления газа из камеры сгорания в механическую силу, передаваемую на шатун и коленчатый вал.
Из чего сделан поршень?
Поршень может быть изготовлен из цветного металла, алюминия (Al) или черного материала, например, из чугуна или из стали .
Какие существуют два типа поршневых колец?
Два типа поршневых колец: компрессионные кольца и маслосъемные кольца .
Какие существуют два основных типа поршневых двигателей?
Два основных типа поршневых двигателей: 9Поршни двигателя 0007 дизель и поршни двигателя бензин (бензин) . Функция материала, два основных типа поршня: поршень из алюминия и поршень из стали .
Как долго должны служить поршни?
Поршень должен служить в течение всего срока службы автомобиля при нормальных условиях эксплуатации (нормальная смазка, регулярное техническое обслуживание двигателя, отсутствие чрезмерных нагрузок, отсутствие чрезмерных температур). В нормальных условиях эксплуатации поршень должен прослужить не менее 300 000 км, а затем 500 000 км и более.
Что вызывает появление отверстий в поршнях?
Обычно аномально высокие температуры вызывают плавление поршней, а детонация двигателя может привести к растрескиванию поршней. Неисправные форсунки могут подавать в цилиндры чрезмерное количество топлива, что может привести к аномально высоким температурам сгорания и частичному расплавлению поршней.
Как узнать, повреждены ли поршни?
При повреждении поршня наиболее вероятными симптомами являются: потеря мощности из-за потери компрессии, чрезмерный дым в выхлопе или необычный шум двигателя.
Можете ли вы починить сломанный поршень?
Сломанный поршень ремонту не подлежит, его необходимо заменить. Поршень имеет очень жесткие геометрические допуски, которые, скорее всего, не могут быть соблюдены после ремонта. Кроме того, их механические и термические свойства будут изменены после ремонта, что приведет к дальнейшему повреждению. Сломанный поршень может привести к значительному повреждению блока цилиндров, шатуна, клапанов и т. д. и должен быть немедленно заменен.
Можно ли водить машину с неисправным поршнем?
Можно ездить с неисправным поршнем, но не рекомендуется. Повреждение поршня может привести к серьезному выходу из строя блока цилиндров, коленчатого вала, шатунов, клапанов и т. д. Если поврежденный поршень не заменить, это может привести к полному отказу двигателя.
Повредит ли мой двигатель удар поршня?
Стук поршня приведет к повреждению двигателя, оставленного без присмотра. Стук поршня в течение длительного времени повреждает гильзу цилиндра и сам поршень.
Пропадает ли стук поршня при прогреве?
Стук поршня частично исчезнет, когда двигатель прогреется. Стук поршня возникает из-за чрезмерного износа гильзы цилиндра или самого поршня. Когда двигатель нагревается, поршень подвергается тепловому расширению, и зазор между поршнем и цилиндром уменьшается, что приводит к уменьшению ударов поршня.
Можно ли ездить с лязгом поршня?
Ездить с лязгом поршня можно, но долго ездить не рекомендуется. Стук поршня приведет к износу самого поршня и гильзы цилиндра. Стук поршня также может вызвать трещины в поршне, что может привести к полному отказу двигателя, если оставить его без присмотра.
Что вызывает износ юбки поршня?
Износ юбки поршня вызван отсутствием масляной смазки гильзы цилиндра. В нормальном рабочем состоянии система смазки разбрызгивает масло на цилиндры, чтобы избежать прямого контакта между юбкой поршня и цилиндром. При неисправности системы смазки или при недостаточном уровне масла на стенках цилиндров будет недостаточно масла, а юбка поршня будет значительно изнашиваться.
Для любых вопросов, замечаний и запросов по этой статье используйте форму комментариев ниже.
Не забудьте поставить лайк, поделиться и подписаться!
Назад
Ссылки
[1] Клаус Молленхауэр, Гельмут Чёке, Справочник по дизельным двигателям, Springer, 2010. [2] Хироши Ямагата, Наука и технология материалов в автомобильных двигателях, Woodhead Publishing in Materials, Cambridge , England, 2005. [3] The Aluminium Automotive Manual, European Aluminium Association, 2011. [4] Heisler, Heinz, Vehicle and Engine Technology, Society of Automotive Engineers, 1999. [5] QinZhaoju et al, Моделирование термомеханического соединения поршня дизельного двигателя и междисциплинарная оптимизация конструкции, Case Studies in Thermal Engineering, Volume 15, Ноябрь 2019 г. [6] Испытания поршней и двигателей, Mahle GmbH, Штутгарт, 2012 г. [7] Скотт Кеннингли и Роман Моргенштерн, Термическая и механическая нагрузка в области камеры сгорания дизельных поршней AlSiCuNiMg легковых автомобилей; Рассмотрено с акцентом на расширенный анализ методом конечных элементов и методы инструментального тестирования двигателей, Federal Mogul Corporation, документ SAE 2012-01-1330. [8] Т.К. Garrett et al, The Motor Vehicle, 13th Edition, Butterworth-Heinemann, 2001. [9] N.Dolatabadi et al, Об идентификации случаев ударов поршня в двигателях внутреннего сгорания с использованием трибодинамического анализа, Mechanical Systems and Signal Processing, Volumes 58 –59, июнь 2015 г., страницы 308–324, Elsevier, 2014. [10] Клаус Молленхауэр и Гельмут Чёке, Справочник по дизельным двигателям, Springer-Verlag Berlin Heidelberg, 2010.
2618 vs. 4032 Алюминиевые сплавы
Кажется чем больше вы знаете, тем большему предстоит научиться. Для обычного парня стандартные поршни отлиты, гоночные поршни откованы, а остальное не так важно. В мире Питера Пэна этого может быть достаточно, но оказывается, что технологии предлагают выбор, и стоит лучше узнать игроков, читая оценочную карту. В случае с коваными поршнями все сводится к несколько более сложному выбору лучшего из двух сплавов. Слишком много информации может быть неудобным в определенных ситуациях, но когда дело доходит до поршней, всегда полезно иметь больше деталей.
Мы должны начать это обсуждение с небольшой основы металлургии. Наш подход будет полностью сосредоточен на кованых поршнях. Эти произведения искусства не являются чистым алюминием. Вместо этого рабочие поршни изготавливаются из двух совершенно разных сплавов.
Слева — поршень 2618. Справа — шайба заготовки из алюминия 2618, которая еще не подвергалась механической обработке.
Сначала обратимся к сплаву 4032, представленному линейкой поршней JE SRP (Sportsman Racing Products). Этот сплав создается с высоким содержанием кремния – целых 12 процентов. Добавление кремния значительно снижает скорость расширения алюминия, а это означает, что поршень может работать с более узкими холодными зазорами и обеспечивает более тихую работу поршня при холодном двигателе. Неопытные энтузиасты часто принимают стук поршня холодного двигателя за смертельный стук штока, поэтому поршень с узкими зазорами работает очень тихо, что делает его отличным выбором для уличного двигателя.
Материалы для поршней 2618 и 4032 поступают на завод JE Piston в виде прутка. Этот материал нарезается на шайбы и либо выковывается, чтобы приблизить его к окончательной форме, либо вырезается на станке с ЧПУ для формирования поршня-заготовки.
Дополнительное содержание кремния также повышает долговечность этого сплава, что опять же делает его отличным выбором для дорожных двигателей, когда им приходится преодолевать тысячи километров по дорогам с низкой нагрузкой. Помимо типичного износа, который вы можете наблюдать вдоль юбок поршня, наиболее критичное положение для максимальной производительности на самом деле находится в кольцевых канавках. Одним из основных преимуществ стали 4032 является ее дополнительная износостойкость, которая поддерживает надлежащий зазор в кольцевой канавке и обеспечивает лучшее уплотнение на больших расстояниях. 9№ 0005
Этот сплав 4032 может использоваться в спортивных и даже соревновательных приложениях с отличными результатами. Однако его пониженная пластичность делает сплав менее устойчивым к растрескиванию при экстремальных ударных нагрузках, таких как детонация или непредвиденный физический контакт, чем в случае со сплавом 2618. Но пусть это вас не пугает. По словам директора JE по исследованиям и разработкам Дейва Фусснера, команды Pro Stock экспериментировали с поршнями 4032, потому что сплав немного легче.
Основное отличие сплава 2618, представленного в поршневой линии JE Race, заключается в очень низком содержании кремния. Это делает поршень 2618 намного более податливым и дает преимущества при высоких нагрузках, в приложениях с высокими нагрузками, например, с добавками мощности, такими как нагнетатели, турбокомпрессоры или закись азота. Однако это более низкое содержание кремния также означает, что поршень имеет более высокую скорость линейного расширения, что должно быть компенсировано большими зазорами между поршнем и стенкой окружающей среды. По сути, поршень 2618 будет расширяться на 15 процентов больше, чем версия 4032. Это, как мы уже упоминали, является причиной того, что поршень из 2618 требует большего зазора, и в результате он будет немного более шумным в холодном состоянии, в отличие от сопоставимой поковки из 4032.
Этот цельный гоночный поршень идеально подходит для использования из сплава 2618. Он полностью обработан для абсолютной легкости и использует превосходные прочностные характеристики 2618.
Здесь уместно упомянуть, что, несмотря на различия в зазорах между поршнями и стенками в холодном состоянии, когда поршни достигают рабочей температуры, при одинаковой конструкции поршней сплавы 2618 и 4032 будут работать с очень похожими зазорами. Это еще раз подтверждает, почему поршень 2618 начинается с большего холодного зазора.
Более низкое содержание кремния в 2618 также делает поршень немного менее износостойким по сравнению с 4032. Для поршней, используемых в соревнованиях, это не является важным соображением, поскольку они будут заменены в поисках максимальной мощности задолго до значительного износа. представил.
Частью того, что делает любой металлический сплав прочнее, является процесс термообработки, который использует производитель. Каждый из этих сплавов требует несколько иного процесса, чтобы добиться максимальной производительности материала. Термическая обработка разбита на четыре этапа: предварительный нагрев, термообработка раствором на втором этапе для удаления примесей, закалка водой и, наконец, процесс старения, при этом 2618 подвергается более длительному процессу старения, чем 4032.
Хотя может показаться, что эти различия усложняют процесс принятия решений, каждый из этих двух сплавов действительно имеет тенденцию указывать на определенные преимущества для определенных приложений, поэтому семейство JE предлагает оба. Сплав 4032 обеспечивает меньшее расширение и более тихую работу при холодном пуске, а также превосходную прочность по сравнению с характеристиками длительного износа, что делает его отличным уличным поршнем.
В чрезвычайно требовательных гоночных приложениях, таких как эта сборка 2JZ Toyota, которая будет иметь наддув почти 100 фунтов на квадратный дюйм, сплав 2618 — это то, что нужно. Он более пластичен, что позволяет ему противостоять растрескиванию и выдерживать высокие температуры цилиндров.
Сплав 2618 известен своей превосходной жаропрочностью. Это делает его предпочтительным выбором для гонок на выносливость, особенно в длительных соревнованиях с полностью открытой дроссельной заслонкой. Это также может быть превосходным выбором для серьезного уличного применения, и если рассматривается долгосрочный износ кольцевых канавок, вариант анодирования — отличный способ увеличить его производительность.
Каждый сплав обладает разными характеристиками, но в какой-то момент преимущества более прочного, более ориентированного на гонки сплава 2618 делают решение довольно простым, если вы собираетесь участвовать в гонках. Если вы обнаружите, что колеблетесь между забором из сплава, хорошая новость заключается в том, что трудно принять неправильное решение.
Большая часть линейки SRP компании JE (Sportsman Racing Products) изготовлена из сплава 4032. Это придает поршням исключительную прочность для уличных и некоторых гонок, сохраняя при этом дорожные качества (скорость износа, низкое расширение, низкий уровень шума).
Сплав поршня — это всего лишь одно из многих решений, которые вам придется принять на пути к сборке следующего двигателя. Но вооружившись нужной информацией, у этого двигателя есть отличный шанс развить большую мощность и одновременно вызвать улыбку на вашем лице.
Эта статья спонсирована компанией JE Pistons. Чтобы узнать больше о поршневых технологиях, посетите https://blog.jepistons.com сегодня!
Таблица 01
Разбивка элементов
2618
4032
Алюминий
93,7%
Алюминий
85%
Медь
2,3%
Кремний
12,2%
Магний
1,6%
Магний
1,0%
Железо
1,1%
Медь
0,9%
Никель
1,0%
Никель
0,9%
Кремний
0,18%
Титан
0,07%
Таблица 02
сплав и мин.
2618
PRO CON
Более сильный шум поршня, когда холод (более широкие зазоры)
больше проката без недостатков.
Отличная жаропрочность
4032
Pro Con
Excellent Wear Rate Less Ductile
Quieter (tighter clearances) Lower Strength at High Temperature
Из внепланового менял колодки,тормозные цилиндры,радиатор двигателя,1 раз сцепление,рессоры перед и зад,троса переключения передач,моторчик печки.
Отзыв о Грузовой автомобиль Hyundai HD Безопасность. Комфорт. Ходовые качества. Надежность. Внешний вид. Добавить отзыв Всего отзывов: Рейтинг: 4,1 · 13 отзывов.
Может еще что-то незначительное,типа шпильки колеса Еще менял лобовое,попал камень от самосвала,и передние фары,отражатели осыпались от времени. В данный момент нужен косметический ремонт кабины,года берут свое,и проблемы с будкой,но это уже не связано с самой машиной. Зимой заводится всегда и в любой мороз,при условии,что крутит стартер и не замерзла соляра.
Я ночью зимой никогда не глушу,за ночь съедает около 5 литров топлива при работе на холостых. Зато приходишь на работу,а машина уже теплая,именно теплая,так как дизель остывает на холостых. Есть механический подсос,как в старых хендай нд 78 отзывы владельцев машинах. Если спать в кабине,выставил оборотов,окно чуть приоткрыл,чтобы немного свежего воздуха было,и все ок,не замерзнешь и не угоришь.
Расход хендай нд 78 отзывы владельцев во многом зависит от манеры езды,и от типа будки борт,тент,реф,у мороженщиков они вообще на уровне с кабиной ,поэтому конкретные цифры приводить не буду,скажу только,что в любом случае жрет меньше 20 литров.
Ничего хорошего за хендай я наверное не скажу. Ожидал за такие деньги чего-то более опционального, комфортного и надежного, но был немного разочарован, особенно когда на пробеге в 85 тысяч км встрял на замену карданного вала, который в гарантийное обслуживание почему-то не входил.
Отзывы владельцев Hyundai HD 78 с фото
Понял, что содержать У нас на производстве уже год два этих корейца. На одном из них работаю уже больше года пробег тысяч км и впечатления неоднозначные. Ход у него плавный, хорошая управляемость, и с грузом, и пустой хорошо держит дорогу. Подвеска на мой взгляд жесткая, потому что на кочках часто трясет, и рессоры Имел негативный опыт владения корейцем. Купил себе такой полтора года назад, и в начале нарадоваться не мог, мешала только теснота кабины, но это фигня.
Проехал 30 тысяч км, заменил сайлентблоки. Спустя еще 15 тысяч хендай нд 78 отзывы владельцев стойки, и сцепление. Мотался с этим автомобилем в гарантийный сервис чаще, чем На хендае работаю хендай нд 78 отзывы владельцев недавно но давно имел представление что это за грузовик, пару раз приходилось на нем ездить.
Грузовик как грузовик, едет плавно, немного валко На момент написания отзыва пробег Машина требовательна к запчастям.
Отзывы о Hyundai HD-78 2021
Кабина ржавеет ужасно, свою перекрашивал. По лету еще раму хочу покрасить, тк она тоже вся уже в ржавчине. За все время по серьезным поломкам Понравилась страница? Расскажи друзьям.
Нашли ошибку или неточность? Последние комментарии Хендай НД 78 Спросить на форуме димон 16 июля г. Всем привет. Подскажите пожалуйста кто знает. Хочу поставить круиз контроль на свой хендай hd V-U67 13 апреля г.
Такой ошибки хендай нд 78 отзывы владельцев и быть не может!!! Есть лампа на комбинации приборов загорающаяся при недостаточном Добрый вечер! Подскажите пожалуйста, заглушил двигатель на 78 через 15 мин. V-U67 11 августа г. Однозначно видно что писал продавашка кетайского автохлама Но более всего видна дичайшая безграмотность Подвеска жоская, сидение водительское это орудие для пыток Андрей 18 апреля г.
Всем привет! Не понятно работать стал двиготель, сначало дергается стрелка тахометра потом перебой двс V-U67 10 января г. Устранение люфта рулевой колонки При этом люфте колонка сначала издаёт звук как сверчок, если не Кому ты лапшу на уши вешаешь? Чек горит при неисправности датчиков!!!
А ещё забыли сказать о качестве покраски — на которое в принципе внимание обращать бесполезно, она одинаково плоха с завода на любой модели. При покупке обращайте внимание на то как вклеено лобовое — частенько протекает на хендай нд 78 отзывы владельцев машинах. Также сразу следует следить за рессорами — обращайте внимание на их положение в состоянии покоя и в загруженном, потому что рессоры на этой машине просто расходник.
Также частенько начинает протекать двигатель уже на первых тысячах пробега, тоже за этим важно следить, потому что масленого голодания этот двигатель не любит. Автомобиль далек от идеала в плане надежности. Резина в мокрую погоду не держит абсолютно. Сцепление долго не ходит. Рессоры хендай нд 78 отзывы владельцев, без укрепления им придет хана. На задних фонарях сгнили провода. Теперь работают через. А то и вовсе несколько дней не горят. За счет жесткой подвески при движении автомобиль весь гремит и подпрыгивает.
Чтобы переключить скорость надо попотеть изрядно. Тормоза и рессоры хилые. На поворотах с грузом машину наклоняет вбок. Что не безопасно. Упаси Господь раз так перевернуться. Тормоза слабые, запчасти с завода некоторые некачественные, а новые купить невероятно дорого стоит. Главная Отзывы Hyundai HD 78 3. Год выпуска: Воспользуйтесь Фильтром «год выпуска», чтобы сделать выборку отзывов о Hyundai HD 78 конкретного года.
Режим показа:. Сортировка: —по умолчанию— от больших к меньшим от хендай нд 78 отзывы владельцев к большим от свежих к старым от старых к свежим от лучших к худшим от худших к лучшим. До Hyundai HD78 колесил на Газелях, возил на них по тн, поменял три Газели, все брал с хендай нд 78 отзывы владельцев и каждая прошла в среднем по тыс Hyundai HD 78, Проездил на Хёндае 3 года, пока начальник не решил уже избавиться от этого хлма, за что я ему очень благодарен.
Скорее всего сказывается неудачное строение колёс этого Хендая.
Подвеска жесткая, так что спина с задом будут обалдевать постоянно, готовьтесь, если все-таки решились его брать. Василий Б. Грузоподъемность достойная, но на этом. Но груз-то надо не только закинуть и на месте стять, его потом еще вести надо, а рессоры у него слабенькие. Помимо этого одной из самых больших хендай нд 78 отзывы владельцев у него это движок, и особенно зимой. Видимо не рассчитывали эту модель под наши суровые зимы.
Отзыв о Грузовой автомобиль Hyundai HD Безопасность. Комфорт. Ходовые качества. Надежность. Внешний вид. Добавить отзыв Всего отзывов: Рейтинг: 4,1 · 13 отзывов.
На нем можно запросто заглохнуть и не завестись. Итак, Hyundai HD — довольно хороший грузовик. Управлять им легко и.
Hyundai HD
Несмотря на то, что категория «С», я после ГАЗели сел на него и спокойно поехал, через 5 минут привык. В салоне все просто — ничего лишнего. Из приятного: гидроусилитель руля, обогрев зеркал и вроде. Регулировка руля в двух положениях. Горный тормоз — отличная штука. Кстати тормоза у Hyundai HD барабанные. Ехать больше км тяжеловато, спина устает, но этот грузовик рассчитан в основном не на дальние рейсы.
Про надежность ходят легенды, но чудес не бывает, ломается и изнашивается. Нет ничего вечного. В книге по эксплуатации есть нехитрая хендай нд 78 отзывы владельцев, в которой написано, когда и что менять и смотреть.
Больше ничего сложного. Запчасти на Hyundai HD можно брать «неоригинал». Те, которые не влияют на скорость: зеркала, например. Ну а там сами смотрите. У моего Hyundai HD пробег тыс. Ничего особенного с ним не случалось.
Отзывы про Hyundai HD78
Маловатый фургон, клиенту подавай не менее 30 кубов. Зимой почему-то мерзнет сопун, приходиться его утеплять, но не всегда помогает.
Очень тесно в кабине, если 2 пассажира. С года работаю на Hyundai HD Машина конечно очень прихотливая. Почему-то проводка щитковая капризная. Почему-то тормоза сконструированы для частого развода? Руль сильно дребезжит. Зимой в кабине холодно. Зимняя заводка плоховатая. В кабине автомобиля с 2-мя пассажирами очень тесно. Hyundai HD 78 очень жёсткая хендай нд 78 отзывы владельцев езде. Зимой очень прихотливая к топливу. Зимой почему-то с движка масло прёт во все щели?
Колёсные диски и покрышки — просто ералаш! Крепёж колёс на гайки и футорки — тоже ералаш! Hyundai HD 78 Требует минимум ремонта.
Вас также может заинтересовать:. Смотреть все отзыв об Hyundai Хорошо 4. Hyundai Santa FE динамика, дорожный просвет, качество сборки, коробка передач, объем багажника, расход топлива, стоимость хендай нд 78 отзывы владельцев, тормоза, управляемость, цена. Отправить Отмена. Accent Atos Avante Centennial 1. County 1.
Відгуки про авто Хендай НД 78 від автовласників на AutoMoto.ua
Загальний рейтинг на основі оцінок
Сортувати:
По даті По наповненості По рейтингу
18.05.2021
Hyundai HD 78 2010
Как по мне, этот авто не должен быть таким дорогим, а тем более запчасти для него. Тут нет ничего уникального, обычный движок с турбиной, который по качеству будет даже похуже чем наши отечественные. …
Знайдено на auto. ria.com
Читати весь відгук
05.04.2021
Hyundai HD 78 2014
Ездил до этого года на пятитомнике Hyundai hd 78 с рефрижератором, корейской сборки и пробегом 420000 км. Движок на нем стоял турбо 3.9 d4dd евро 3, который я устал ремонтировать. На топливо столько д…
Знайдено на auto.ria.com
Читати весь відгук
08.11.2016
Hyundai HD 78 2014
2 года назад купили этот автомобиль. Я занимаюсь перевозкой мебели с фабрики и до дома клиента. С объемом в 30 кубов этот автомобиль радует с каждым днем! Двигатель и коробка вообще шикарны! При любой…
Знайдено на auto. ria.com
Читати весь відгук
24.03.2016
Hyundai HD 78 2005
Автомобиль этот очень подходит для бизнеса как от малого до крупного есть масса преимуществ. Дизельный движок не прожорлив, объем кузова крупногабаритный, в кабине комфортно, не сквозит ни где как на …
Знайдено на auto.ria.com
Читати весь відгук
22.01.2016
Hyundai HD 78 2010
Работал на этом автомобиле более чем два с половиной года водителем-экспедитором (моя первая работа) ездить приходилось много. И груза вывозилось в день в районе 9 тонн, но этот автомобиль выдерживал …
Знайдено на auto. ria.com
Читати весь відгук
02.06.2022
Hyundai HD 78 2015
Машина манёвренна по городу, всегда есть загрузки за счёт большого объёма фургона, средний расход топлива зимой с учётом постоянно работающего двигателя на обогрев салона 19 литров на 100 км. Для даль…
Знайдено на auto.ru
Читати весь відгук
Дивіться також каталоги
Б/У авто Hyundai HD 78
(8+)
22.05.2022
Hyundai HD 78 2016
Привет коллеги, работаю наёмным водителем восемь лет. Начинал с Газели, потом китайский Foton, далее ГАЗОН NEXT и наконец то пересел на Hyundai HD78, на котором давно мечтал поработать. Скажу честно п…
Знайдено на auto.ru
Читати весь відгук
13.07.2021
Hyundai HD 78 2017
Всем привет. Хочу высказать вам свое мнение про Хёндай. Компоновка безкапотная и маневрировать по городу на сложных участках или на серпантинах получается без проблем. Также отмечу неплохое качество с…
Знайдено на auto.ru
Читати весь відгук
08.07.2021
Hyundai HD 78 2012
Опыт использования с 2012 года приобретал в апреле месяце Чайка Сервис в Нижнем Новгороде , через 4 года полетел АБС , пришлось обходить тормозную систему т. к ценник на АБС это космос — 200 тысяч , бо…
Знайдено на auto.ru
Читати весь відгук
08.06.2021
Hyundai HD 78 2011
Автомобилем владел 10 лет ездил каждый день в престольную и обратно пробег наката за все время 490 тыс. Авто ни разу не подводило. Если следить за техническим состоянием и планово ремонтировать (то чт…
Знайдено на auto.ru
Читати весь відгук
Відгуки по марках
ВАЗ (20 025)
Toyota (18 376)
Nissan (17 599)
Ford (17 566)
Hyundai (16 877)
Kia (16 264)
Volkswagen (16 138)
Chevrolet (14 933)
Renault (14 750)
Opel (12 758)
Mitsubishi (12 371)
Skoda (9 424)
Honda (8 889)
Mazda (8 803)
Audi (8 535)
Daewoo (7 965)
Peugeot (7 888)
BMW (7 758)
Mercedes-Benz (6 367)
Citroen (5 412)
Suzuki (4 929)
Volvo (4 860)
УАЗ (4 680)
Subaru (4 578)
Chery (4 101)
Fiat (3 644)
ГАЗ (3 100)
SsangYong (2 667)
Land Rover (2 514)
Lexus (2 488)
ЗАЗ (2 407)
Geely (1 985)
Dodge (1 940)
Lifan (1 858)
Jeep (1 704)
Infiniti (1 509)
Great Wall (1 312)
Chrysler (1 234)
SEAT (1 224)
Cadillac (900)
Saab (838)
Alfa Romeo (754)
Jaguar (691)
Porsche (668)
Dacia (646)
Lada (626)
Acura (621)
Москвич / АЗЛК (610)
BYD (543)
Rover (516)
Yamaha (474)
Daihatsu (430)
ИЖ (429)
FAW (398)
MINI (338)
Isuzu (325)
Pontiac (318)
Smart (300)
Kawasaki (294)
Hummer (239)
Lancia (232)
JAC (222)
Ravon (209)
Haval (204)
Iran Khodro (184)
Lincoln (179)
Iveco (152)
Богдан (149)
Viper (148)
MG (133)
Hafei (116)
ЗИЛ (106)
GMC (104)
Saturn (94)
Dadi (89)
Bentley (80)
Tesla (78)
ЛуАЗ (71)
Scion (67)
Mercury (66)
KTM (65)
Lamborghini (64)
Maserati (64)
MAN (62)
Buick (60)
Harley-Davidson (57)
Plymouth (55)
ZX (51)
Aprilia (45)
Ducati (44)
TATA (43)
Chana (40)
Daf (40)
Ferrari (38)
Aston Martin (37)
Foton (34)
Samsung (34)
Brilliance (32)
Rolls-Royce (32)
Baw (31)
Samand (30)
Zotye (30)
ВИС (26)
Triumph (25)
Proton (24)
BRP (21)
Oldsmobile (21)
Maybach (19)
Shineray (18)
SMA (18)
Bugatti (17)
ПАЗ (16)
Aro (12)
Asia (12)
Kymco (12)
JCB (11)
Gilera (10)
Wartburg (10)
AC (10)
Changhe (9)
Dongfeng (9)
Eagle (9)
Groz (9)
Landwind (9)
SouEast (9)
Piaggio (8)
Shuanghuan (8)
SAIPA (8)
Lotus (7)
FUQI (6)
Talbot (6)
McLaren (6)
Caterpillar (5)
Huanghai (5)
Polaris (5)
Victory (5)
Cf moto (4)
Husqvarna (4)
Barkas (3)
Cectek (3)
Changan (3)
ЗИМ (3)
ATV (3)
Aixam (2)
Case (2)
Howo (2)
Indian (2)
Manitou (2)
Massey Ferguson (2)
MV agusta (2)
TGB (2)
YIBEN (2)
Булат (2)
Fisker (2)
Benelli (1)
Beta (1)
Buell (1)
Derbi (1)
John Deere (1)
Trabant (1)
Vespa (1)
Adler (1)
ДТЗ (1)
DW (1)
Datsun (277)
КамАЗ (123)
Genesis (105)
Stels (102)
МАЗ (74)
Irbis (62)
СеАЗ (61)
Jawa (ЯВА) (53)
Sym (49)
Geon (45)
Урал (43)
Racer (37)
Bajaj (35)
Derways (34)
LDV (33)
Haima (33)
Kayo (29)
Восход (29)
Gac (29)
Москвич/АЗЛК (26)
Zongshen (25)
Luxgen (25)
Scania (24)
ЗиД (24)
Alpha (23)
Hyosung (21)
Tianma (19)
ABM (19)
Keeway (17)
Loncin (16)
Днепр (КМЗ) (16)
JMC (15)
Haobon (15)
Freightliner (14)
Musstang (14)
ТагАЗ (14)
Delta (13)
Speed Gear (11)
КрАЗ (11)
Минск (11)
Patron (11)
Skymoto (10)
Hors (9)
Mahindra (9)
Alfamoto (8)
Alpina (8)
Jawa (8)
БАЗ (8)
Кремень (8)
РУТА (8)
DS (8)
Falcon (7)
Segway (7)
МТЗ (7)
Рига (7)
Kogel (6)
Storm (6)
Tatra (6)
Крым (6)
Тонар (6)
ЮМЗ (6)
ЯВА (6)
Defiant (5)
Minidiger (5)
Peda (4)
Schmitz (4)
Semeato (4)
Spark (4)
Youyi (4)
Карпаты (4)
Львовский погрузчик (4)
РАФ (4)
УГБ (4)
Bashan (4)
Hamer (4)
Hobby (4)
Ikarus (4)
Arctic cat (3)
Kanuni (3)
Krone (3)
Qingqi (3)
Soul (3)
Yanmar (3)
Zhong (3)
КАВЗ (3)
ПБУ (3)
ТМЗ (3)
ХТЗ (3)
УРБ (3)
Schmitz Cargobull (3)
Forte (3)
Kinlon (3)
Jetour (3)
МЗСА (3)
Access (2)
Claas (2)
G-max (2)
Gas gas (2)
Hino (2)
Kinroad (2)
Knaus (2)
Liebherr (2)
MotoJet (2)
Sabur (2)
TVR (2)
ВТЗ (2)
ЛАЗ (2)
ЛиАЗ (2)
Прогресс (2)
ТВЭКС (2)
Jialing (2)
Abarth (2)
ГалАЗ (2)
Ventus (2)
Авто-Стен (2)
GAMAX (2)
Kolibri (Колибри) (2)
Voge (2)
Argo (1)
Austin (1)
Avia (1)
Balkancar (1)
Bark (1)
Bayliner (1)
Bomag (1)
BRIG (1)
Cagiva (1)
Cpi (1)
Cz (1)
Dethleffs (1)
Dynapac (1)
East Dragon (1)
Eriskay (1)
Flipper (1)
Fruehauf (1)
Geringhoff (1)
Goldhofer (1)
Hamm (1)
Ifor Williams (1)
International (1)
Iseki (1)
Kenworth (1)
Komatsu (1)
Kubota (1)
Leader (1)
Lml (1)
Malaguti (1)
Moto guzzi (1)
Neoplan (1)
Peterbilt (1)
Sachs (1)
Sea Ray (1)
Shawoom (1)
Simson (1)
TAM (1)
Thunder (1)
Tiger (1)
UMS (1)
Venta (1)
Wellboat (1)
Yamasaki (1)
YUTONG (1)
Амур (1)
Белаз (1)
БКМ (1)
БОРЭКС (1)
КЗАП (1)
Нева (1)
Романтика (1)
Скиф (1)
Т (1)
Тайга (1)
Флинт (1)
Южанка (1)
XiaGong (1)
ЗМ (1)
Hammer (1)
Can-am (1)
Fantic (1)
King Long (1)
Leopard (1)
SEM (1)
Сигма (1)
Geo (1)
ПТС (1)
Красная звезда (1)
ПГ (1)
Самодельный (1)
ТЗ/TZ (1)
Автобот (1)
Лев (1)
АМС (1)
Stalowa Wola (1)
Changfeng (1)
Ackermann-Fruehauf (1)
Kaeser (1)
СТРОЙДОРМАШ (1)
Shacman (1)
BMW-Alpina (1)
Fiat-Abarth (1)
Hindustan (1)
Ретро автомобили (1)
Aie motor (1)
Corsa (1)
ИМЗ (Урал*) (1)
Inter Cars (1)
Witteveen (1)
Bunker (1)
Агромашресурс (1)
PS Design & Norman Yacht (1)
Синтай (XINGTAI) (1)
ХЗТСШ (1)
Ram (1)
Показати ще
Згорнути
Відгуки по моделях Hyundai
Accent
2 293
Aero Town
3
Atos
42
Avante
32
Azera
2
Centennial
1
County
4
Coupe
135
Creta
334
Dynasty
1
Elantra
1 659
Equus
38
Excel
12
Galloper
80
Genesis
80
Getz
1 393
Grace
2
Grand Santa Fe
43
Grand Starex
81
Grandeur
151
H 1 груз.
72
H 100 груз.
1
H 100 груз.-пасс.
1
H 100 пасс.
2
H 200 пасс.
2
h2 (Starex)
2
h2 груз.
51
h2 пасс.
36
h200
20
HD 170
1
HD 270
1
HD 65
4
HD 72
17
i10
97
i20
204
i30
556
i40
205
Ioniq
6
ix35
976
Ix55
13
ix55 (Veracruz)
117
Kona
24
Kona Electric
2
Lantra
96
Lavita
3
Marcia
3
Matrix
506
Palisade
29
Pony
32
Porter
132
S-Coupe
12
Santa FE
1 669
Santamo
11
Solaris
2 026
Sonata
1 341
Starex
82
Staria
1
Terracan
159
Tiburon
44
Trajet
104
Tucson
1 450
Tuscani
3
Universe
2
Veloster
32
Venue
19
Veracruz
1
Verna
85
Придбати авто Hyundai
140D
2
Accent
798
Atos
7
Avante
26
Azera
14
Chorus
1
City
1
Coupe
56
Creta
9
Elantra
840
Encino EV
9
Excel
4
Galloper
5
Genesis
44
Getz
311
Grand Santa Fe
32
Grand Starex
8
Grandeur
92
H 100 груз.
4
H 100 груз.-пасс.
2
H 100 пасс.
7
H 200 груз.
5
H 200 груз.-пасс.
2
H 200 пасс.
34
H 300 пасс.
1
H 350 груз.
2
H 350 пасс.
3
H-1
20
h2 (Starex)
30
h2 груз.
13
h2 пасс.
48
h200
17
HD 120
1
HD 210
1
HD 35
1
HD 370
1
HD 65
8
HD 72
4
HD 78
7
i10
91
i20
78
i30
460
i30 Wagon
9
i40
47
Ioniq
32
Ioniq 5
11
Ioniq Electric
7
ix20
4
ix35
175
Ix55
7
ix55 (Veracruz)
1
Kona
105
Kona Electric
40
Lafesta EV
2
Lantra
27
Lavita
1
Matrix
122
Maxcruz
4
Palisade
49
Pony
17
R 220LC-9SH
1
R 250 NLC-9
1
R170W-7
1
ROBEX
5
S-Coupe
4
Santa Cruz
1
Santa FE
1 199
Santamo
3
Solaris
7
Sonata
1 784
Staria
25
Terracan
28
Tiburon
11
Trajet
13
Tucson
1 148
Tuscani
3
Veloster
56
Venue
62
Veracruz
20
Другая
23
Марки авто по країнам
Cadillac
258
Chevrolet
5 559
Chrysler
655
Dodge
1 462
Ford
12 155
Jeep
2 204
Lincoln
334
Tesla
602
Jaguar
427
Land Rover
1 433
MINI
583
Alfa Romeo
222
Fiat
2 476
Chery
1 709
Geely
1 088
Great Wall
182
Daewoo
5 675
Hyundai
8 161
Kia
5 479
SsangYong
560
Audi
9 792
BMW
11 584
Mercedes-Benz
11 672
Opel
10 588
Porsche
851
Smart
537
Volkswagen
23 658
ВАЗ
15 486
ГАЗ
1 841
ЗАЗ
3 623
ИЖ
300
УАЗ
477
Москвич / АЗЛК
589
Lada
152
Citroen
3 180
Peugeot
5 360
Renault
12 039
Acura
495
Honda
3 674
Infiniti
1 269
Lexus
2 838
Mazda
5 762
Mitsubishi
5 491
Nissan
8 109
Subaru
2 021
Suzuki
1 024
Toyota
9 645
Dacia
1 452
SEAT
1 164
Skoda
9 808
Volvo
1 912
Ravon
63
Для додавання/перегляду оголошення введіть
номер телефону
Для входу/реєстрації введіть номер телефону
Ви дійсно хочете вийти з особистого кабінету «Мої оголошення»?
Расход топлива Hyundai HD 78 на 100 км — Omsk-mazdA
Hyundai
— от admin — Комментировать
Расход топлива Hyundai HD 78 на 100 км
В данной статье мы рассмотрим две корейские марки машины Hyundai, которые начали выпускать начиная с 1998 года. А именно автомобили HD-78 и HD-120, разработанные совместно с Mitsubishi. Из нее вы сможете узнать их технические характеристики и расход топлива Хендай HD для каждого из авто.
Кратко о моделях Хендай HD
Hyundai HD-78
Это грузовой тип машины, масса которой составляет 7200 кг. Она имеет отличную маневренность, идеально подойдет для перевозок любого вида грузов. Данный автомобиль приспособлен к езде по городу, недостаточно хорошим дорогам и к различному виду топлива. Основная функция Хендай HD-78 – это перевозка всевозможных грузов по городу и межгороду. Эту машину считают самой продаваемой на мировом рынке. Главные плюсы Hyundai HD 78 – качественная сборка и быстрая окупаемость автомобиля.
Двигатель
Расход (трасса)
Расход (город)
Расход (смешанный цикл)
HD-78
14 л/100 км
18 л/100 км
16 л/100 км
HD-120
18 л/100 км
23 л/100 км
20 л/100 км
Hyundai HD-120
Семиместный грузовой автомобиль, вес которого составляет 11600 кг. Этот шасси был представлен в трех видах: короткий, длинный, супердлинный. Как и Hyundai HD-78, адаптирован под европейские и российские дороги. Достаточно хорошо переносит российское топливо и бензин. Плюс этой машины в том, что ее обслуживание не будет стоить огромной суммы денег.
Технические характеристики моделей
Хендай НД 78
Технические характеристики Хендай НД 78, расход топлива всегда интересуют покупателей. Габариты данной модели могут меняться благодаря надстройкам и дополнительным аксессуарам. Колесная база может быть от 2500 до 3600 мм, а дорожный просвет – от 210-350 мм. Параметры автомобиля:
Длина Hyundai HD-78 составляет 6670 см.
Высота автомобиля – 2360 см.
Ширина – 2170 см.
Угол подъема (максимальный) – 35 градусов.
Радиус поворота (минимальный) – 7250 мм.
Тоннажность – 4850 кг.
Двигатель Хендай НД 78 является четырехцилиндровым дизельным, обладает свойством промежуточного охлаждения. Самый главный плюс двигателя в том, что он экономит расход топлива на Hyundai HD78. Данное устройство полностью соответствует экологическим нормам Евро-3. Реальная скорость, до которой может разогнаться данная модель автомобиля, – 120-130 км/ч.
Расход топлива
Потребление топлива у Хендай НД 78 на 100 км составляет 14-18 литров, а объем бака вмещает в себя около 100 литров. Не забывайте учитывать способ вождения, состояние дорог, погодные условия и время года, так как это все влияет на расход бензина Хендай HD 78
Хендай НД 120
Вас интересуют технические характеристики Хендай НД 120, расход топлива? Габариты Хендай НД 120 зависят от вида модели. Длина короткой модели составляет – 4500 мм, длинной – 5350 мм, а супердлинной – 6200 мм. Ширина и высота не изменяются (2550 мм и 2200 мм). Размеры данной машины:
Дорожный просвет – 220 мм.
Масса – 12500 кг.
Минимальный радиус поворота варьируется от 6300 до 8200 мм.
Максимальная скорость – 140 км/ч.
Каждая модель имеет свой вид турбированного двигателя.
Самый популярный агрегат, который ставят в Хендай, – D6DA22. Данная установка великолепно работает даже при полной загруженности автомобиля. Подняться на мост или гору для машины HD-120 не составит никакого труда. Силовая установка работает без проблем. Мотор, как и в Хендай НД 78, подходит под нормы Евро-3. Объем двигателя (рабочий) – 7 литров, мощность – 225 л.с.
Расход топлива
Нормы затраты топлива Hyundai HD 120 на 100 км составляют 18-23 литра, если автомобиль загружен. Реальный расход бензина у Hyundai HD 120, если он пустой, – 17 литров. А средний расход бензина Хендай HD 120 в городе – 20 литров.
Использование шасси Hyundai HD
Фургон, который служит для сохранности груза во время перевозки. Фургоны могут быть фанерными или пластиковыми.
Фургон (изотермический), в который встроена охлаждающая установка для контроля обеспечения нормального температурного режима.
Стальная платформа (самосвальная) с бортовой и задней разгрузкой.
Удлиненная платформа, которая позволяет перевозить предметы с разными габаритами, объемами и весом.
Экономия топлива
Данный вопрос интересует многих водителей. Давайте рассмотрим, чем может быть вызван большой расход, и что можно и нужно сделать, чтобы уменьшить затраты горючего:
Если автомобиль потребляет много топлива, это может быть вызвано большим количеством поломок в самой машине. Возможно, стоит ее проверить на СТО.
Снизьте массу автомобиля, не перегружайте его грузом.
Измените ваш способ вождения. Не ездите на слишком высокой скорости, не газуйте.
Даже когда вы стоите в пробке, топливо сгорает, поэтому подумайте над тем, чтобы выезжать в другое время, когда на дорогах меньше транспорта.
На трассе лучше всего используйте скорость, которую называют крейсерской, при которой расход бензина будет минимальный. Крейсерскую скорость вы можете узнать в техническом паспорте машины.
Выбирайте правильную передачу для автомобиля и двигайтесь на ней. Скорость должна быть такой, чтобы на тахометре было 2-2,5 тыс. об/мин.
Правильно выбирайте шины. Так как они так же влияют на расход бензина. Разница может варьироваться от 0,1-0,5 литров на 100 км
Вывод
Из этой статьи вы узнали расход бензина Хендай HD 78, который в среднем составляет 17 литров.
Определили, что Hyundai HD 78 очень прост в использовании и отлично подойдет для перевозки различных грузов, обладает высокими техническими характеристиками.
Данная модель эксплуатируется различными предприятиями и мелкими фабриками.
Что касается Хендай HD 120, это среднетоннажный грузовик, который имеет невысокую цену, легок в эксплуатации. Также как и модель HD 78, подойдет владельцам малого бизнеса.
расход топлива на 100 км (дизель)
Hyundai HD-78 – популярный южнокорейский компактный грузовой автомобиль. Пользуется большим спросом среди грузоперевозочных компаний Азии и Европы.
Фото: Хендай HD-78
В качестве силового агрегата для Хендай HD-78 используют турбо-дизель с объёмом 4.0 л, который способен продуцировать 140 лошадиных сил при 372 Нм. Стоит отметить, что данный мотор соответствует всем нормам экологичности Евро-3.
Показатель расхода топлива на 100 км в смешанном цикле – 15 литров.
Опытные автовладельцы знают, что в большинстве случаев, реальный расход отличается от фактического, поэтому представляем вам отзывы владельцев Хендай HD-78.
Павел Первомайский:«Когда ни зайду на форумы обсуждения грузовика Хендай HD-78 всегда читаю много грязи об этом автомобиле. Категорически не согласен с этими критиками. Во-первых, у меня на предприятии на вооружении целых 15 таких «корейцев» и водителям они очень нравятся. Во-вторых, сам, лично, 2 года сидел за рулём грузовика, и он меня устраивал во всех аспектах. Расход топлива в смешанном цикле – 15.3 литров на сотню».
Андрей Комаров:«Вот уже два года имею свою фирму грузоперевозок. Недавно, автопарк пополнил новеньким Хендай HD-78. Поначалу всё было чудесно, и автомобиль оправдывал все ожидания. Но, спустя 2 месяца началось – проблемы с рессорами и колёсами, обивка салона начала лопать и затираться. Если добавить сюда еще и не очень вместительный салон, а также космический расход, можно прийти к выводу, что автомобиль точно не стоит заплаченных денег. К слову, расход в условиях города – 18.5 литров».
Михаил Ломаченко:«Являюсь владельцем Хендай HD-78 с 2008 года. До этого, для транспортировки грузов использовал Газель, но её грузоподъёмность не позволяла перевозить больше 4 тонн. Другое дело кореец. Честно говоря жалею, что не взял его раньше. Конечно, не могу сказать, что грузовик идеальный. Очень часто возникают неполадки с рессорами. Да и в последнее время в дождь кабина немного подтекает. Но средний расход в 15 литров исправляет ситуацию, и помогает забыться о недостатках автомобиля».
Вадим Абрамов:«Свой Хендай HD-78 взял еще в 2010 году. Еще перед покупкой решил, что когда пригоню грузовик к себе, сразу заменю родное сидение, на более удобное. Других подобных «хирургических вмешательств» в конструкцию автомобиля не было. Слышал много негативных отзывов о резине и не могу с ними согласиться, так как меня стандартная «обувка» вполне устраивает. Недавно убедился в том, что даже при -25 двигатель запускается без проблем. Показатель расхода в смешанном цикле равен 15.4 л».
Леонид Варенков:«Хендай HD-78 находится у меня в эксплуатации уже почти 6 лет. За это время я успел накрутить 175 000 километров пробега и автомобиль ни разу меня не подвёл. Что касается ремонта, то несколько раз менял масло, фильтры и расходники. На отметке в 140 000 км пришлось еще заменить ремни генератора. Ни разу не пожалел, что не поставил грузовик на гарантию, так как сэкономил на этом приличную сумму, тем более что кореец настолько качественный и надёжный. Средний расход – 15 литров».
Алексей Игнатьев:«Пользуюсь 78-ым уже четыре года, и за это время у меня не было ни одного повода усомниться в правильности сделанного выбора при покупке грузового автомобиля. Несколько раз заменил расходники и укрепил рессоры. На этом и закончились все мои манипуляции с инструментами. Автомобиль действительно очень надёжный. Единственным недостатком считаю не очень комфортное водительское сидение, но это терпимо. Расход топлива по трассе – 14 литров, а при желании можно вытянуть и на 13 л».
Максим Хлыстов:«В 2009 году, когда открывал свою фирму грузоперевозок, появилась необходимость в качественной спецтехнике. Брат посоветовал обратить внимание на Хендай HD-78 – так и сделал. Автомобиль мне понравился, и поэтому взял сразу два экземпляра. В этом году будет уже 8 лет, как «корейцы» находятся у меня на фирме. По моему глубокому убеждению, для грузоперевозок лучших автомобилей не найти. 4-литровый дизель потребляет в среднем 15. 5 литров горючего».
Никита Стрельцов:«В целом, весьма неплохой автомобиль. Имеются лишь некоторые вопросы к уровню шумоизоляции и вместительности кабины. Но, эти моменты можно назвать второстепенными, так как свои основные функции, а именно перевозку грузов, Хендай HD-78 выполняет великолепно. Также, с уверенностью могу сказать, что кореец на две головы выше за отечественную Газель. Расход топлива в условиях города – 17.5 литров».
Илья Пшеничный:«Работаю на фирме грузоперевозок, и недавно меня посадили за руль Хендай HD-78. Первое впечатления – добротный, компактный грузовик с хорошей грузоподъёмностью. На деле всё обстоит именно так, и даже лучше. Хотелось бы лишь немного улучшить шумоизоляцию. Расход топлива в смешанном режиме – 14.9 литров».
Нyundai Mighty ЕХ8 — обзор и отзыв
Нyundai Mighty ЕХ8: мощный приемник
Hyundai HD78 настолько гармонично вписался в рынок, что при создании его смены перед конструкторами стояла довольно непростая задача. Им нужно было разработать действительно мощный – во всех смыслах mighty, не разочаровывающий аудиторию среднетоннажный коммерческий автомобиль. Похоже, с этой задачей они справились.
Действительно, за 15 лет на рынке Нyundai HD78 стал практически народным среднетоннажником, прекрасно изученным операторами коммерческих перевозок. Специалисты отлично знают, как его обслуживать и ремонтировать, как добиваться большей эффективности на каждый вложенный рубль эксплуатационных затрат и т. д. Но, как известно, ничто не вечно под Луной – неумолимый и вполне закономерный эволюционный процесс требует перемен. Поэтому пришла пора сказать огромное спасибо трудяге Hyundai HD78 и приступить к знакомству с его преемником Нyundai Mighty ЕХ8. Свое знакомство я, естественно, начал с общего устройства автомобиля и, прежде чем сесть за руль, залез ему под капот. Точнее – под кабину. Что там нового и чем это новое лучше старого?
Заглянем внутрь
Конечно же, сразу обращает на себя внимание двигатель. Новый 4-цилиндровый рядный D4CC для EX8, объемом 2,9 л, мощнее предшественника – 160 л. с. вместо 140 л. с. и оборотистее – 392 Н·м против 362 Н·м. Система впрыска – классический Common Rail (с максимальным давлением в топливной рампе 2000 бар), о котором много распространяться не надо, вы и так всё знаете. Форсунки – Denso; как показывает опыт ребят из Нyundai, они лучше адаптированы к нестабильности нашего топлива. Блок – чугунный, что заметно отличает его от конкурентов, головка блока – алюминиевая. Два распредвала, новая усиленная цепь ГРМ с неким специальным покрытием (заявляемый производителем ресурс – 500 тыс. км), турбина – с изменяемой геометрией лопаток (система VGT). Более чем за пятилетний срок разработки данного агрегата корейцев не миновали новомодные прогрессивные тенденции, и они тоже свернули в плоскость даунсайзинга. Что ж, это вполне оправданно. Помимо экологии мы получили снижение расхода топлива и сравнимую с моторами большего объема производительность. Ремонтопригодность? Пока сложно говорить о чем-то конкретном. Поживем, как водится, – увидим. Но, по идее, ничего критичного произойти не должно, а то, что поездки стали экономичнее, – однозначно. Забегая вперед, скажу, что с нагрузкой на все деньги, т. е. на всю полную массу, потребление горючего в смешанном цикле составило 15–17 л на 100 км пробега. По-моему, вполне достойно. И выгодно.
Дополнительно снизить аппетиты D4CC, по желанию водителя, призван и специальный режим, активируемый в кабине кнопкой Active ECO. Он принудительно сокращает крутящий момент, когда педаль находится в середине рабочего хода. Наиболее целесообразно им пользоваться при движении без загрузки или с небольшой загрузкой. Но стоит учитывать, что он не работает при низкой температуре охлаждающей жидкости и на подъемах.
Еще из новинок – новый блок управления, также запрограммированный на экономичность и экологичность (говорят, еще и на меньшую шумность, но децибелы измерить было нечем), и сверхактуальная в российском климате, со всеми его курьезами, герметичная изоляция коннекторов от грязи и влаги. Специально проверил – у основных конкурентов такой нет, а между тем ее важность сложно переоценить. Это не просто большая защищенность и, как следствие, надежность соединений, – это еще и спокойствие водителя, уверенного, что на маршруте его не будут поджидать внезапные неприятные труднодиагностируемые сюрпризы.
А вот коробку решили оставить прежнюю – МКПП M035S5 ранее устанавливалась на HD78 Euro-4. Вероятно, на то были веские причины. Спорить с инженерами не беремся, решили – значит, решили. И правда, что огород городить, если отдача нормальная и претензий к работе нет. К тому же агрегат хорошо известен, с ним явно сподручнее. Сцепление сухое однодисковое, с гидравлическим приводом вилочного типа. Такая конструкция – двух мнений быть не может – значительно упрощает процесс ремонта в случае необходимости. Главная передача имеет передаточное число 5,714.
Скольжу взглядом далее – по моторному отсеку. Так, радиатор кондиционера стоит ровно спереди. Чаще всего его размещают перед правым передним колесом, что, в общем, не очень хорошо, потому что грязь туда всё-таки забрасывается, и в довольно изрядных количествах. А значит, морока с ним определенная есть. В Нyundai Mighty ЕХ8, на мой взгляд, сделано более разумно. К тому же уже в базе идут защитные кожухи снизу, спереди и сзади.
Чуть поодаль – воздушный фильтр. Циклонный! Вы серьезно? Абсолютно! Всё-таки корейцы могут лихо удивить. Не мне вам рассказывать, насколько важна чистота воздуха для турбированного дизеля – это вопрос серьезнейший и весьма дорогостоящий. А тут – циклонный фильтр, который сбрасывает всю влагу и крупные частицы через специальный клапан. Ловко! Вот вам и ремонтопригодность с точки зрения снижения риска серьезных неисправностей – на моих глазах она растет всё выше и выше.
Обращаюсь к раме. Размеры профиля увеличили: 216 х 70 х 6 мм у Нyundai Mighty ЕХ8 против 193 х 60 х 6 мм у Нyundai HD78. Расстояние между лонжеронами – тоже: с 753 до 860 мм. Результатом стало закономерное улучшение устойчивости и управляемости автомобиля. Лестничная конструкция рамы обеспечивает свободный доступ к узлам и агрегатам при обслуживании среднетоннажника. А термическая обработка и усиленные поперечины позволили сделать ее более жесткой на кручение и изгиб.
В общем, с такой рамой за грузоподъемность можно не бояться. К слову, во Вьетнаме эта машина заявляется полной массой 11,5 т. То есть запас прочности у Нyundai Mighty ЕХ8 – огромный. Он прошел все испытания. Но мы не Вьетнам (скорее, к счастью), хотя, в принципе, по ОТТС полную массу можно поднять до 8,2 т, но тогда – повышенный утильсбор и все вытекающие радости. Однако, если будущий владелец автомобиля захочет, в теории он может заказать у кузовщика соответствующее оснащение. Но это, повторюсь, при особом желании. В стандарте – 8 т.
В довершение целостной картины приятностей – 150-литровый бак в базе. Плюс, также в базе, стабилизаторы поперечной устойчивости спереди и сзади, брызговики с защитой от брызг (это уже респект соседям по дороге), газовые амортизаторы вместо газомасляных на Нyundai HD78.
А вот рессоры под шприцовку – заход дискуссионный. Сегодня все от них отходят. Впрочем, хорошо зная наши дороги, зная, как их зимой обрабатывают, возможно, это и правильно в плане повышения срока службы.
Обживаюсь в кабине
Теперь можно и в кабину запрыгнуть. Кабина здесь такая же, как на Нyundai Mighty ЕХ9, – просторная (3,5 м3), очень комфортная, с симпатичными креслами. Водительское – подрессоренное на рычажно-пружинной подвеске. Имеет регулируемый поясничный упор, который делает его еще более удобным. У пассажирского – наклонная спинка. Тоже неплохо.
В базе Нyundai Mighty ЕХ8 оснащается задним стеклом кабины. Да, оно нужно далеко не во всех версиях, но в некоторых без него не обойтись, например в эвакуаторе. При этом вся задняя стенка утеплена. С конца 2019 г. данная кабина эксплуатируется на Нyundai Mighty ЕХ9, и никаких нареканий по теплоизоляции не было
Сразу привлек внимание складывающийся рычаг стояночного тормоза. Зачем это они так исхитрились? Ответ не заставил себя долго ждать: да чтобы можно было без проблем растянуться на кресле-диване и тебе ничего в бок не тыкало. Продуманно, что и говорить. Но отдыхать пока рано, – что тут еще интересного? Итак. Бортовой компьютер, который показывает не только запас хода, расход топлива и пр., но и ошибки. Занятно. Не сказать чтобы архиважно, но информативно. Горный тормоз – справа под рулевым колесом, активируется движением на себя. Принято. Какое-то дикое количество подстаканников – считал-считал, сбился, начал считать сначала, но оставил эту затею, поняв, что мне, как и любому водителю, да еще и с экспедитором, хватит их и на утренний кофе, и на вечерний чай. Да что там подстаканники!.. В Нyundai Mighty ЕХ8 просто огромное количество разнообразных полочек, ниш и т. п. для хранения чего бы то ни было. Смотрите сами. На верхней консоли можно разместить тахограф или рацию либо упрятать туда подручные вещи. На центральной панели расположена выдвижная ниша с двумя подстаканниками и отделением для мелких вещей. Центральный тоннель тоже имеет нишу для подстаканника и мелких вещей. А само среднее место может трансформироваться еще и в столик. Плюс объемный перчаточный ящик. И кажется, я еще что-то забыл. Ну, вспомню потом.
Словом, для коммерческого автомобиля, точнее – для коммерческих перевозок, сопряженных с изрядным количеством разнообразной документации, это более чем удобно. Есть куда распихать все эти многочисленные сертификаты, накладные и прочие бумажки, главное – потом не забыть, какую куда.
Но такое удобство не имело бы никакого значения, если бы не был обеспечен комфорт водителя. А то знаем мы некоторые машинки (не будем показывать пальцем), в которых с виду вроде всё ладно и складно, а как садишься за руль – так словно на частокол залез. И уже минут через тридцать слезть с него нет абсолютно никакой возможности, ибо телесные судороги сводят чуть ли не весь изможденный организм.
Бортовое напряжение в Нyundai Mighty ЕХ8 – 12 В. Плюс в том, что подешевле будут гидроборта, холодильники, чем на 24 В. Да и выбор аксессуаров не составит проблем: зарядки и пр. Генератор – на 180 А. Так что хватит на все фантазии в отношении разнообразных потребителей: чайники, кофеварки и пр. В конструкции кабины использовано 37 % высокопрочной стали. Кабина на 79 % оцинкована, толщина лакокрасочного покрытия составляет 80–100 мкм. Всё это обеспечивает прочность и надежность, а также дополнительную устойчивость к возникновению коррозии
В Нyundai Mighty ЕХ8 я подобных проблем не обнаружил. Не исключаю, что кому-то внутренний дизайн кабины покажется архаичным и недостаточно стильным, но меня в первую очередь волновало удобство. И в этом плане претензий у меня нет никаких. Регулируемая по высоте и наклону рулевая колонка и регулируемое водительское сиденье позволили очень быстро занять оптимальное положение в пространстве и оставаться в этом положении, не уставая, час за часом, пока продолжались поездки.
Педальный узел также не стремился испытывать мое терпение. Подъем приемлемый, ход уверенный. Приборная панель, кнопки и органы управления находятся в пределах доступности вытянутой руки, что рационально и практично. Поэтому долго рассусоливать я не стал: настроился, огляделся и…
В движении
Разобравшись с устройством Нyundai Mighty ЕХ8, я поехал. За спиной – будка и примерно две с половиной тонны нагрузки. Но они совершенно не ощущаются: автомобиль хорошо набирает скорость и чувствует в себе изрядные силы для хулиганистой динамики. Причем сельский ландшафт с характерными проселками, бугорками и ямками ни для него, ни для водителя не представляют проблемы: подрессоренное кресло очень удобно – даже сравнительно приличные кочки проходишь ровненько, без утомительной тряски. Обзорность прекрасная. Зеркала легко настраиваются. Мотор не рвет, работает ровно, как будто мы движемся порожняком. Очень удобно и плавно регулируются динамика и тяга.
Но если уж вас активно припирает прочувствовать заявленные 160 «лошадей» – достаточно топнуть педальку в пол. Да, никаких сомнений: 160, не меньше, и момент очень хорошо заходит. Я удивился, но кикдаун даже с загрузкой не лишен комфорта. И что особенно вдохновляет – как бы вы ни разгонялись, как бы ни крутили движок (ну, до разумных, естественно, пределов), в салоне остается довольно тихо. Да и вообще двигатель работает весьма эстетично. Без всех вот этих вот дизельных штучек.
Не стану, конечно, фантазировать: то, что машина завелась, я понял не по оборотам, а по характерному звуку, но, повторюсь, чистота акустики более чем сбалансированна. Звук работающего мотора не досаждает, и в движении – безусловно, с поправкой на бескапотную компоновку – я не услышал слишком уж назойливых дополнительных шумов: аэродинамических, дорожных или еще каких. Торможение – также без нареканий: тормозит Нyundai Mighty ЕХ8 мягко, но очень уверенно.
Радиус поворота – довольно приятный, машина весьма маневренна. В городе и небольших погрузочно-разгрузочных зонах – ни малейшего стеснения. Опять же, обзорность помогает, плюс большие зеркала с электрорегулировкой и подогревом.
Единственное, что вызвало определенную настороженность, – отсутствие блокировки для включения задней скорости. Я пощупал по рычагу, вроде что-то нащупал, попытался потянуть – не тянется, опустить – не опускается. Проявил настойчивость – тот же результат. Решил включать без затей. Включилась. Что ж, может, оно и правильно, но всё-таки для дополнительной подстраховки я бы блокировку поставил, а то, знаете ли, бывают ситуации…
Хотя от всех ситуаций не подстрахуешься. Но к чести Нyundai Mighty ЕХ8 надо сказать, что в нем предусмотрен достаточно широкий набор всевозможных систем безопасности, и в том числе система курсовой устойчивости (VDC), включающая:
систему помощи при трогании на подъеме;
систему помощи при экстренном торможении;
систему противодействия опрокидыванию;
электронное распределение тормозных усилий;
систему регулировки тягового усилия;
антиблокировочную систему;
включение аварийного сигнала при экстренном торможении.
Так что в дороге беспокоится особо не о чем. Знай себе рули и зарабатывай деньги. Ведь создан Нyundai Mighty ЕХ8 именно для этого, полностью соответствуя своему предназначению.
В настоящее время уровень локализации Нyundai Mighty оценивается в 1200 баллов. Этот уровень позволяет получать обратно утилизационный сбор, однако производитель не намерен на нем останавливаться, форсируя процесс. На данный момент локализованы: шины (либо Cordiant, либо КАМА), колеса, стекло, АКБ, сварка, окраска, сборка, ЭРА-ГЛОНАСС и пр. Идут плотные работы над телематикой, позволяющей получить до 200 баллов, над аудиосистемой, которая вместе с видеокамерой прибавит еще до 120 баллов. Плюс рессоры – уже найдено взаимопонимание с одним крупным российским производителем.
Грузовики Hyundai HD-78 российской сборки.
Новости
Опубликовано Максим
30 Окт
Свое продвижение на международный рынок одна из крупнейших корейских компаний начала с тесного сотрудничества с брендом Mitsubishi. В дебютных моделях грузовиков Hyundai отчетливо проглядывались черты и технологии, присущие японским автомобилям. Однако в 1998-ом году корейцы презентовали собственную наработку – грузовик Hyundai HD. Модель прочно укрепилась на рынке, но останавливаться на достигнутом компания не собиралась. В итоге в 2009-ом году появилась серия коммерческих автомобилей Hyundai HD-78. Модель не утратила главных преимуществ, свойственных продуктам корейского бренда (экономичности и простоты), но прибавила в качестве элементов и комфортабельности работы.
Hyundai HD-78 – компактный грузовик с полной массой 7200 кг. Он идеально подходит для развозной работы, обладая высочайшей маневренностью. Автомобиль готов ежедневно выезжать на городские рейсы. К российским реалиям модель отлично адаптирована, потому может круглогодично приносить прибыль. Машина не боится отечественных дорог и топлива. Разнообразие типов комплектаций и кабин, увеличенная грузоподъемность, корейская сборка и надежная силовая установка обуславливают высокий спрос на автомобиль.
Основное предназначение Хендай HD-78 – перевозки на небольшие дистанции в пригороде и городе. На платформу модели можно устанавливать огромное количество надстроек: бортовую кабину, фургон, эвакуатор и манипулятор. Hyundai HD-78 в настоящий момент считается лидером модельного ряда корейского бренда. На российском рынке модель заняла место между дорогими иностранными брендами (Scania и Mercedes) и отечественными продуктами (ЗИЛ и ГАЗ).
Среди ключевых достоинств модели следует выделить высочайшую производительность и быструю окупаемость. При этом стоимость машины на 10-20% меньше, чем у «одноклассников».
Следует упомянуть и об отличной маневренности грузовика. Небольшой угол разворота позволяет Хендай HD-78 уверенно чувствовать себя на узких улицах, среди плотного автомобильного потока и в городе. Удобное расположение зеркал и большое лобовое стекло помогают водителю выполнять движение назад и повороты.
Уже в минимальных комплектациях Hyundai HD-78 оборудуется системой кондиционирования, ABS и вспомогательными гидравлическими устройствами, что увеличивает безопасность и комфорт эксплуатации автомобиля.
Немного об истории модели
Серия малых коммерческих грузовиков HD происходит от автомобилей аналогичного класса компании Мицубиси. Именно сотрудничество с японцами стало началом данной линейки продукции компании Нyundai. Сама модель НD78 производится с 2008 года. Её непосредственным предшественником стал автомобиль Нyundai НD72.
Индекс означает полную массу грузовика: у предшественника она составляла 7,2 т., а у Нyundai НD78 равна 7,8 т. Однако для российских условий полная масса производителем ограничивается до 7,5 тонн.
Внешне грузовик изменялся мало – как при переходе в 2008 году с модели НD72 на НD78, так и при рестайлинге 2013 года. Он отличается всё той же «азиатской», выполненной в исконно японском духе, кабиной с большим, несколько наклонным лобовым стеклом.
Внешние изменения произошли в светотехнике: блок-фары стали крупнее, увеличились в размерах и поворотники. Появились поворотники в базовой комплектации и на боковых дверях тоже. Базовая комплектация стала обладать и противотуманными фарами, расположенными в нишах бампера. Другое внешнее изменение – зеркала заднего вида стали после рестайлинга закреплять по-европейски, а не по-азиатски, и смотреть в них стало удобнее.
Эволюционировала и конструкция подвески кабины, которую стали устанавливать на резиновых амортизаторах, утопленных в масляной ванне. Такие амортизаторы и к морозам лучше приспособлены, и удары и тряску при езде по неровной дороге эффективнее смягчают.
Ну и наконец, ещё одно небольшое изменение, которое однако по достоинству оценили потребители. Производитель наконец-то отказался от такой распространённой «азиатчины», как отделка приборной панели «под ценные породы дерева», выполненная из дешёвого пластика. Она была заменена на более качественный и мягкий пластик.
Силовой агрегат создавался для коммерческого транспорта. Именно поэтому он устанавливался на малотоннажные грузовики и микроавтобусы Hyundai. Список моделей авто:
Hyundai HD 78 — компактный грузовик грузоподъемностью до 6 тонн;
Hyundai Counti — микроавтобус, часто используется в качестве маршрутного такси;
Huyndai HD 65 — малотоннажный грузовик, способен перевезти до 4500 кг.;
Hyundai HD 72 — грузовичок, его грузоподъемность составляет 5 тонн;
Агрегат устанавливался только продольно.
Особенности конструкции и применения Нyundai НD78
Шасси грузовиков «Хёндай», которые делаются для России, позиционируется производителем как усиленное, адаптированное к сложным дорожным условиям. А собирают данную модель для продажи в России и СНГ не только в Корее, но и в Китае, и у нас в Калининграде.
10 причин, почему Hyundai HD45 GT и HD78GT могут быть выгодными инвестициями | CarGuide.PH
Коммерческий переезд требует надежного и качественного транспорта, если вы хотите обезопасить свою прибыль от ненужных расходов, таких как несвоевременный простой, который обычно приводит к нежелательному ремонту автомобиля.
Поэтому, когда дело доходит до выбора правильного грузовика для перевозки ваших товаров и грузов, стоит знать больше. Hyundai Trucks and Buses Philippines поможет вам сделать выбор, учитывая преимущества новых грузовиков серии HD: HD45 GT и HD78 GT.
#1. 2,9-литровый дизельный двигатель CRDi с турбонаддувом
Он может показаться легким, но его мощность больше, чем кажется на первый взгляд. Этот производительный двигатель соответствует общей производительности HD45 GT и HD78 GT, что обеспечивает правильное соотношение мощности и веса, обеспечивающее надежную работу вашего бизнеса. Секрет? Его функция турбонаддува позволяет ему вырабатывать точную мощность и крутящий момент, необходимые для конкретной работы: буксировка, дальние поездки или движение в гору с грузом на буксире.
#2. Максимальная выходная мощность 160 лошадиных сил
Хотите доказательство производительности этого 2,9-литрового двигателя? Проверьте цифры. Он может генерировать максимум 160 лошадиных сил, что замечательно для двигателя такого размера. Теперь это надежное соотношение мощности и веса, которое не оставит ваш бизнес без работы даже в трудные времена.
#3. Максимальный крутящий момент 392 Нм
2,9-литровый дизельный двигатель CRDi с турбонаддувом моделей HD45 GT и HD78 GT развивает поразительные 392 Нм крутящего момента, что позволяет этим малотоннажным грузовикам брать на себя большую нагрузку, не теряя ни секунды при движении в гору. Вот это действительно прибавило уверенности за рулем.
#4. Топливная эффективность
В наше стесненное время и стремительно растущие цены на топливо лучшим выбором будет грузовик, который сведет ваши расходы на топливо к минимуму. Благодаря топливной экономичности автомобилей Hyundai HD45 GT и HD78 GT, оснащенных легким 2,9-литровым дизельным двигателем CRDi с турбонаддувом, вы можете достичь желаемого пробега при одновременном снижении износа автомобиля — конечно, с учетом дорожных условий и практики. правильных привычек вождения, которые также могут повлиять на расход топлива.
#5. Гибкие варианты длины палубы и большая грузоподъемность
Каким бы ни был ваш бизнес, наверняка найдется Hyundai HD45 GT или HD78 GT, который удовлетворит ваши требования по перевозке груза.
HD45 GT доступен со средней колесной базой (MWB), которая легко обеспечивает 12,87 футов грузового пространства, и длинной колесной базой (LWB), которая дает вам 14,69 футов грузового пространства. Эти цифры отражают только размер кабины до конца рамы; на самом деле вы можете увеличить длину грузового отсека в зависимости от того, как вы хотите настроить свой HD45 GT. С точки зрения полной массы автомобиля (GVW), HD45 GT весит 4,49 фунта.0 кг, что находится в пределах лимита запрета грузовиков, поэтому вы можете продолжать перевозить товары и другие услуги, не беспокоясь о графике запрета грузовиков.
Если вам требуется еще больше места и грузоподъемности для более требовательных доставок или работ, вам поможет HD78 GT. Доступны три варианта длины палубы: вариант MWB с грузовым пространством 13,87 футов; вариант LWB с грузовым пространством 17,15 футов; и сверхдлинная колесная база (ELWB), которая дает вам 18,58 футов грузового пространства. Как и в случае с HD45 GT, вы также можете увеличить длину грузового отсека, чтобы получить больше грузового пространства, в зависимости от того, как вы хотите настроить свой грузовик HD78 GT. Полная масса этого прочного грузовика составляет 7800 кг, что дает вам массу и ширину, необходимые для большей полезной нагрузки.
#6. Антиблокировочная тормозная система (ABS)
Hyundai понимает, что безопасность имеет первостепенное значение при перевозке грузов, поэтому вы всегда будете в курсе своих поставок и рабочих мест. Hyundai сделала ABS стандартом для своих новейших моделей грузовиков серии HD. ABS особенно полезна при движении по скользким дорогам, поскольку она помогает водителю применять достаточную тормозную силу, сохраняя при этом контроль над направлением движения автомобиля.
#7. Коробка отбора мощности (ВОМ)
ВОМ важен при выполнении задач, отличных от обеспечения транспортировки товаров или материалов, путем подачи питания на вспомогательное оборудование для выполнения работ на производственной площадке. Устройство отбора мощности передает мощность от трансмиссии к вторичному устройству, которое может управлять гидравлическим насосом, генератором, воздушным компрессором, пневматической воздуходувкой или вакуумным насосом. Обычно ВОМ не входят в стандартную комплектацию грузовиков, но с моделями HD45 GT и HD78 GT вам не нужно выкладывать дополнительную сумму для установки ВОМ на свой парк.
#8. Высокопрочная рама
Что касается долговечности, новые модели серии HD соответствуют приверженности Hyundai качеству, поскольку они изготовлены из жесткой высокопрочной рамы, способной выдерживать большие нагрузки и суровые условия частых поездок по дорогам. различные дорожные условия.
#9. Кабина из высокопрочной стали
Прочна не только рама шасси серии HD. Hyundai приложил дополнительные усилия, разработав кабину из высокопрочной стали для безопасности водителя и переднего пассажира. Этот уникальный стальной корпус не только обладает высокой устойчивостью к ржавчине; это также помогает рассеивать силу в случае удара, чтобы свести к минимуму риск травм для пассажиров.
#10. Комфортабельная кабина
HD45 GT и HD78 GT предлагают просторную кабину с удобными эргономичными сиденьями, которые можно отрегулировать для более спокойной поездки, особенно во время длительной и утомительной работы, а также место для хранения таких удобных предметов, как бутылки с водой, карты, дезинфицирующие средства для рук, и другие необходимые вещи для путешествий. Что касается кондиционера, то здесь его устанавливать не нужно. Это сэкономит вам дополнительные расходы, оставив вас и ваших сотрудников довольными и удобными в дороге.
Наконец, оба грузовика также поставляются с 3-летней или 200 000-километровой гарантией (в зависимости от того, что наступит раньше) для гибкого покрытия, которое также поможет вам сэкономить на техническом обслуживании и покупке запчастей в долгосрочной перспективе.
Hariphil Asia Resources, Inc. (HARI), ранее известная как Hyundai Asia Resources, Inc., является официальным дистрибьютором коммерческих автомобилей Hyundai (CV) на Филиппинах. При умелой поддержке своей сильной общенациональной сети из 16 дилерских центров CV, HARI готова использовать огромный потенциал филиппинского рынка CV, от малого и среднего бизнеса до крупных коммерческих, промышленных и B2B-клиентов.
SK 1417 SK 1722 SK 1729 SK 1820 SK 1824 SK 1838 SK 1922 SK 1929 SK 1935 SK 2024 SK 2435 SK 2527 SK 2531 SK 2538 SK 2544 SK 2628 SK 2629 SK 2631 SK 2635 SK 2638 SK 3234 SK 3535
HD65 da HD72 — A ƙarshen sittin na karshe karni, taro samar da haske kasuwanci motocin duniya alama «Hyundai» An kafa a Koriya та Куду. Модель Dukansu suna samuwa a cikin biyar версии, abin da ya bambanta размер колесной базы и cikin darajar 2550, 2575, 3025, 3705 и кума 3735 мм. Kamar wancan HD65 iya aiki da aka 2,5 тонны, да кума 3,5 тонны HD72 tãyar da su.
Fara na samarwa
Модель HD72 sabunta hanyoyin sau da yawa kuma ƙarshe da aka soke — wurinsa zo a truck «Hyundai HD 78», версия kyautata tare da fadi kewayon aikace-aikace. Дауке да дамар да сабон мота да ака рига 4,6 тонны, да двигатель икон кару зува 130 л.с. Бугу да кари, цикин мота я саму мацайи на неса м, да кума ия рига тафияр да догон-неса ханёйи.
gyare-gyare
«Hyundai HD 78», фотографии Ванды, также известной как габатар, кан страницы, не а мота, а баббан, матаки, сассаучи, да ваданнан, ири, да, ака, халитты, каркаши:
Бортовой дандали га харкокин суфури на гирма кая да кума алама.
еврокунг закрытая тара да рая навесная кофа.
изотермический van da shãfe haske jiki;
ван су сафарар буроди да кума гефен ƙофофин, худу а коване гефе.
автоскамья да прилавки да полки.
на зама naúrar yankin на 12 murabba’in мита. Мита.
кран да выдвижная альбарку.
мотар джа да кран да кума гангара га харкокин суфури на мотоци;
мотар да замия дандали.
Gaggawa Service таре да вата бию бияр-сеатер гида да кума вани карфе бита, санье таке да мисали гаггава фасаха таймако.
мобильный likita dakin gwaje-gwaje;
спецавтомобили Moe da ma’aikatar cikin gida, har zuwa talatin ma’aikata.
Раба ияка джерин каркашин ири сунан «Hyundai HD 78» фириджи, санье таке да ико да джанарету мисалин. Wannan canji да ака yi amfani да musamman domin nesa kai daga lalacewa kayayyakin. Injin daskarewa a ƙafafun «Hyundai HD 78» hoton da aka kuma gabatar a cikin page, shi ya kasance ba makawa ga yawa na raw nama. A cikin birnin, da firiji iya musanya wata sauki изотермический фургон «Hyundai», shi ne kuma совершенно tasiri a da isar da daskararre abinci.
«Hyundai HD 78»: fasaha bayani dalla-dalla
Girma da kuma nauyi sigogi:
грузовик цавон — 6715 мм.
цаво — 2355 мм.
ниса — 2170 мм.
колесная база — 3735 мм.
ханя на рая аксали — 1495 мм.
габан ханя — 1665 мм.
ƙаса ярда, ярда — 235 мм.
Габан свес — 1075 мм.
Свес райя — 1860 мм.
Царе — 3165 кг.
халатта науйи — 7800 кг.
Мацакаицин груз ия айки — 5205 кг.
Джуя радиус — 7,3 м.
губар квана — 38 цифр.
Топливный бак iya aiki — 100 лит.
мисали джики гирма — 4900 х 2200 мм.
da talakawan man fetur amfani da 100 kilomita — 15 литов.
ikon shuka
Модель «Hyundai HD 78» sanye take da wani turbo dizal da dual supercharged:
Двигатель iri — D4DD, naúrar da aka daidaita bisa ga dokoki na Yuro-3 muhalli yarda.
Студенты — худу-силинда, а-лайн цари.
айки гирма — 3907 литов.
икон — 140 л.с. а гудун 1200 джуйин минти дайя.
dõmin karkatarwa lokacin — 38 нм a 1100 об/мин.
йаван бавулоли да Силинда — 2;
abinci — Allura kai tsaye allura tsarin Обыкновенный дог.
Шида гудун ватса, инструкция. Полуатоматик кая канджи, таре да забин дза айка зува га либа. Gwaninta ƙirƙira by Kudu Korean injiniyoyi musamman domin haske-taƙawa manyan motoci. Wannan tsarin yana canzawa giya ƙwarai облегчает aikin da direba, wanda ke yi dubbai na sauya lokacin aiki rana.
Кама гуда, втулка демпфера, гидравлически кора.
Шаси да тормозной царь
Дукансу дакатар, габан да бая, да догара кан полуэллиптическая марамари таре да наура май айки да карфин рува буга поглотители да стабилизатор сандуна.
Birki a kan duk ƙafafun барабанный gammaye kai-gudãnar. Гидравлика айки двойная кевайе диагональная матаки.
kudin na
«Hyundai HD 78», farashin abin da aka kafa ta da dalilai da dama: da nisan miloli, model shekara, da fasaha yanayin, za a iya sayi tare da shi, da kuma a gyaran gashi, kwarewa a сайар да мотоци, на бийу-ханнунка. Rayuwa на двигатель да shasi да грузовик ne babban isa, za ka iya tabbata cewa shi zai zama ma’abũcin fiye да shekara guda. Модель «Hyundai HD 78», fasaha bayani dalla-dalla wanda hadu da mafi duniya-aji nagartacce, kusan ba gaza.
Саки да мота за кудин дага 650 зува 820 дубу да 2010. Таре да нисан милоли дага сама зува 60 киломита дубу ия кудин дага 750 000 зува милиян 1,2 руб. А сабон инджи ба таре да гуду ака миƙа дон вани ададин джере дага 1,4 милиян 2,24 милиян рубля.
«Hyundai HD 78» и Rasha kasuwar
A Rasha, da Koriya ta Kudu truck dama ta dila na cibiyar sadarwa na «Mitsubishi». А заби на гьяре-гьяре баббан иса, я миа да дама забин а бию ко уку да гатура, джиргин бамбанс-бамбансен карату на дабан-дабан дауке ия айки, мусамман моточин, буката кадан гяре-гьяре, да кума чикаккен саба да раша ханёйи . All mota injuna, wadda za ta yi aiki a karkashin sub-sifili yanayin zafi — yana da dizal injuna da wani tasiri dumama tsarin. Блок шугабана Джина на Мусамман Хаске Матосай, Кьяле Джи Дими Ташоши Та Ханьяр Абин Да На Ман Фетур Какуда Аке Кавота.
Айнихин царин «Hyundai HD 78» органически хадава хари биса дари айки таре да май кьяу матакин на таазийя. Тройной gida таре да эргономичный wurin zama, кума kwandishan са mutane да yawa часов на ci gaba да айки, да кума айки на ma’aikata да кума direban та yi ши пе высокой.
Daga cikin samarwa gyare-gyare da wasu iko sosai, shi HD270, HD260, HD250, kaya wanda shi ne 17, 16 da kuma 15 ton. Motoci kafa 11-lita injuna, V-dimbin yawa takwas icon 320 da kuma 340 HP, коробка передач Hade tare da wani shida gudun.
тракторы
Тара da HD haske грузовик зо Раша кашин nauyi буксировка dabaran dabara 6 x 4 wanda ke sanye take da Motors 410 HP juz’i na 13 lita. Ирин Ванан Инджи Гудун Кай 110 километров ава. Тракторы suna sanye take da wani 16-gudun watsa ZF.
Строительные грузовики Hyundai, как ожидается, ускорят реализацию инфраструктуры
Paulo Papa
18 мая 2021 г. Для Хендай ХД 36
Hyundai Asia Resources, Incorporated (HARI), официальный дистрибьютор грузовиков и автобусов Hyundai на Филиппинах, демонстрирует свое предложение строительных автомобилей , чтобы помочь местным жителям приспособиться к новым нормам.
По данным местного подразделения Hyundai, эти грузовики могут использоваться для ключевых инфраструктурных проектов, таких как дороги, медицинские сооружения и изоляторы.
Лидером линейки ориентированных на строительство автомобилей южнокорейского автопроизводителя является модель HD36L Maxculado . Этот малотоннажный грузовик оснащен дополнительными стабилизаторами поперечной устойчивости для повышения жесткости передней части и повышения устойчивости рулевого управления. Усовершенствованная передняя подвеска и амортизаторы обеспечивают бескомпромиссную защиту автомобиля и груза.
Что касается вместимости, Maxculado предлагает более длинную грузовую платформу, которая может вместить 11-футовая задняя палуба и до 1,7 тонн полезной нагрузки. Чтобы помочь HD36L перевозить тяжелые грузы, Hyundai оснастила его 2,5-литровым дизельным двигателем мощностью 128 л. с. Дизельный двигатель работает в паре с шестиступенчатой коробкой передач , которая обеспечивает на 53% больше крутящего момента, чем его предшественник.
Серия Hyundai HD, с другой стороны, разработана и спроектирована для более тяжелой и сложной работы. Оба HD65 и HD787 — это грузовики, изготовленные из термообработанной, усиленной перемычкой, сверхжесткой суперрамы , которая придает грузовикам HD прочность, производительность и безопасность.
Системы подвески бортового или самосвала HD65, а также безопасного погрузчика или автокрана HD78 оптимизированы по стандарту с листовыми рессорами и жесткой подвеской кабины.
Грузовики HD65 и HD78 имеют Дизельные двигатели D4GA с прямым впрыском, соответствующие стандарту Евро-4, с турбонагнетателями , способные развивать крутящий момент 147 л.с. и 578 Нм . Силовые агрегаты сочетаются с пятиступенчатой механической коробкой передач .
Для самых требовательных работ HARI предлагает Xcient . Hyundai использовала высокопрочную сталь , чтобы сделать этот прочный грузовик способным перевозить любой груз по любой дороге.
Xcient оснащен системой передней и задней многолистовой подвески, тормозной системой, в которой используются камеры подпружиненного типа на передних и задних колесах для обслуживания, и стояночными тормозами для максимальной тормозной способности.
При техническом обслуживании кабина Xcient наклоняется не более чем на 61 градус. Цилиндр опрокидывания был увеличен, чтобы сохранить объем резервуара насоса опрокидывания. Его верхние компоненты также защищены от утечки масла.
Узнайте больше о предложениях Hyundai для грузовиков и автобусов, посетив их веб-сайт или отправив электронное письмо по адресу [email protected]. Заинтересованные клиенты могут запросить расценки на платформе Hyundai e-B2B: easy «От бронирования до покупки».
Фотографии Hyundai
Читайте также:
Hyundai Modern PUV продвигает современные транспортные инициативы в Пангасинане
Hyundai представляет раскрытый KONA N
Hyundai Elantra, топовые комплектации Santa Fe получили награду IIHS Top Safety Pick
Пауло Папа
18 мая 2021 г. Для Хендай ХД 36
Модели грузовиков Hyundai
Hyundai Trucks
Hyundai HD36L Maxculado
Hyundai HD65-65x-78
Hyundai MedTRX
Hyundai Xcient
Читать все
Избранные статьи
Последний
популярные
8th PIMS: Isuzu говорит, что прислушивание к клиентам сыграло важную роль в разработке GXZ
Paulo Papa . 16 сентября 2022 г.
8-й PIMS: MMPC представляет Ralliart Strada, Montero Sport
Paulo Papa . 16 сентября 2022 г.
8th PIMS: Suzuki PH анонсирует гибрид Ertiga
Рубен Манахан IV . 16 сентября 2022 г.
8th PIMS: Honda Cars PH скоро представит совершенно новый HR-V RS Turbo, 2023 CR-V
Вот некоторые бренды вторичного рынка, которые можно найти на 8th PIMS
Рубен Манахан IV . 16 сентября 2022 г.
Honda CR-V 2023 года замечена в Таиланде, рынок PH следующий?
Пауло Папа . 13 сентября 2022 г.
Вот некоторые из моделей, которые будут представлены на 8-й PIMS
Ruben Manahan IV . 13 сентября 2022 г.
Вот оттенки Toyota Corolla Cross Hybrid
Пауло Папа . 12 сентября 2022 г.
Meralco Avenue будет закрыт со следующего месяца
Ruben Manahan IV . 12 сентября 2022 г.
Centro представит концепцию «Hari ng Kalsada» на 8-м PIMS
Ruben Manahan IV . 14 сентября 2022 г.
Ford представит Mustang 7-го поколения в фильме «Паническое бегство»
Пауло Папа . 14 сентября 2022 г.
Рекомендуемые статьи для вас
Hyundai Motor Group и KT Corporation расширяют партнерство для улучшения сетевых автомобильных услуг
Paulo Papa . 12 сентября 2022 г.
Автомобили Hyundai и Kia с технологией TomTom в Европе
Paulo Papa . 05 сентября 2022 г.
Ретро-модели Hyundai оживляют «Seoul Vibe» от Netflix
Paulo Papa . 31 августа 2022 г.
Бренды Hyundai Motor Group лидируют в исследовании JD Power TXI
Paulo Papa . 31 августа 2022 г.
Hyundai получает высший балл в исследовании JD Power 2022 TXI Study
Пауло Папа . 26 августа 2022 г.
Hyundai Motor Group инвестирует в BOS Semiconductors
Пауло Папа . 26 августа 2022 г.
Читать все
Рекомендуемые грузовики Hyundai
популярные
Hyundai HD 36 Truck Статьи от Zigwheels
Новости
Артикул Характеристика
Автопарк J&T Express получает больше грузовиков Isuzu от дилера бренда Makati
Dylan Afuang . 24 августа 2022 г.
Fuso PH занимает 3-е место по продажам грузовиков и автобусов в июле
Хейзел Николь Карреон . 17 августа 2022 г.
Чили примет 1022 электрических городских автобуса Foton
Хейзел Николь Карреон . 12 августа 2022 г.
Fuso PH предоставляет скидку 30 тысяч песо на некоторые модели грузовиков до 31 июля
Хейзел Николь Карреон . 29 июля 2022 г.
Fuso PH открывает новый дилерский центр в Кагаян-де-Оро
Хейзел Николь Карреон . 28 июля 2022 г.
Почему вашему бизнесу нужна Truck Protect от Standard Insurance
Хейзел Николь Карреон . 30 июня 2021 г.
7 вещей, которые следует учитывать при заказе референс-фургона
Хейзел Николь Карреон . 27 мая 2021 г.
Hyundai HD-72 | Motorworld Group
Настоятельно рекомендуется использовать только оригинальные детали для ваших автомобилей, чтобы обеспечить гораздо лучшее качество, точную посадку и более длительный срок службы и надежность. Найдите подходящую деталь для своего автомобиля Daihatsu.
Настоятельно рекомендуется использовать только оригинальные детали для ваших автомобилей, чтобы обеспечить лучшее качество, точную посадку и более длительный срок службы и надежность. Найдите подходящую деталь для своего автомобиля Daihatsu.
Шины Kumho
Делая акцент на выдающемся дизайне и технологиях, Kumho знает, что дорожные характеристики — это то, где доказывается истинная ценность шины. Когда-то небольшой производитель, который использовал ручной труд для производства около 20 шин в день, Kumho Tire вырос и стал одним из десяти крупнейших производителей шин в мире. Сегодня компания контролирует производство многих высококачественных линеек шин для легковых автомобилей, спортивных автомобилей и легких грузовиков из своей штаб-квартиры в Калифорнии. Kumho использует передовые запатентованные технологии, чтобы максимизировать производительность шин, оптимизировать торможение и улучшить рулевое управление. Водители по всему миру выбирают Kumho благодаря этим и другим инновациям, что делает Kumho их поставщиком шин для легковых автомобилей, спортивных автомобилей, вездеходов, внедорожников и зимних шин. Независимо от того, что вам нужно, у Kumho есть подходящие шины для вас.
Automotive Art производит и распространяет инновационные продукты для окраски мирового класса с акцентом на ценность для клиента. Продукция Automotive Art используется авторемонтной промышленностью с 1990 года и в настоящее время продается по всему миру более чем в 65 странах. Automotive Art продолжает применять свой «проверенный и верный» метод достижения успеха, предоставляя клиентам высококачественную отделку и превосходное сочетание цветов по доступной цене.
Настоятельно рекомендуется использовать только оригинальные детали для ваших автомобилей, чтобы обеспечить гораздо лучшее качество, точную посадку и более длительный срок службы и надежность. Найдите подходящую деталь для вашего автомобиля Hyundai.
Настоятельно рекомендуется использовать только оригинальные детали для ваших автомобилей, чтобы обеспечить лучшее качество, точную посадку и более длительный срок службы и надежность. Найдите подходящую деталь для своего автомобиля Honda.
Настоятельно рекомендуется использовать только оригинальные запчасти для ваших автомобилей, чтобы обеспечить лучшее качество, точную посадку и более длительный срок службы и надежность. Найдите подходящую деталь для вашего автомобиля Isuzu.
Настоятельно рекомендуется использовать только оригинальные детали для ваших автомобилей, чтобы обеспечить лучшее качество, точную посадку и более длительный срок службы и надежность. Найдите подходящую деталь для своего автомобиля Jeep.
Настоятельно рекомендуется использовать только оригинальные детали для ваших автомобилей, чтобы обеспечить лучшее качество, точную посадку и более длительный срок службы и надежность. Найдите подходящую деталь для своего автомобиля Dodge.
Настоятельно рекомендуется использовать только оригинальные запчасти для ваших автомобилей, чтобы обеспечить лучшее качество, точную посадку и более длительный срок службы и надежность. Найдите подходящую деталь для вашего автомобиля Chrysler.
Настоятельно рекомендуется использовать только оригинальные детали для ваших автомобилей, чтобы обеспечить лучшее качество, точную посадку и более длительный срок службы и надежность. Найдите подходящую деталь для вашего автомобиля Ram.
Компания Motorcraft предлагает широкий ассортимент продукции, которая поможет вам всегда оставаться в дороге. Подходящая деталь, подходящая посадка и всегда подходящая цена.
Аккумулятор рассчитан на долгий срок службы, на него предоставляется 3-летняя гарантия.
Масляный фильтр помогает предотвратить износ двигателя Корпус из высококачественной стали.
Топливный фильтр, обеспечивает максимальное удаление грязи.
Воздушный фильтр, образует герметичное уплотнение и предотвращает попадание грязи и неотфильтрованного воздуха в двигатель.
Тормозная колодка. Эти колодки помогают обеспечить удовлетворенность водителя, долговечность и сокращение времени простоя.
Роторы, специальная обработка которых позволяет получить однородную поверхность для бесшумной плавной остановки.
Настоятельно рекомендуется использовать только оригинальные детали для ваших автомобилей, чтобы обеспечить более высокое качество, точную посадку и более длительный срок службы и надежность. Найдите подходящую деталь для своего автомобиля Mazda.
Настоятельно рекомендуется использовать только оригинальные детали для ваших автомобилей, чтобы обеспечить лучшее качество, точную посадку и более длительный срок службы и надежность. Найдите подходящую деталь для вашего автомобиля Audi.
Настоятельно рекомендуется использовать только оригинальные детали для ваших автомобилей, чтобы обеспечить лучшее качество, точную посадку и более длительный срок службы и надежность. Найдите подходящую деталь для своего автомобиля Lincoln.
Настоятельно рекомендуется использовать только оригинальные запчасти для ваших автомобилей, чтобы обеспечить лучшее качество, точную посадку и более длительный срок службы и надежность. Найдите подходящую деталь для своего автомобиля Ford.
Лучшие в мире средства и аксессуары для ухода за поверхностями и автомобилями! Добро пожаловать в Meguiar’s. С 1901 года компания Meguiar’s заслужила доверие миллионов потребителей и профессиональных автосервисов, производя лучшие в мире средства по уходу за поверхностями и автомобилями. Мы предлагаем широкий ассортимент товаров для детейлинга автомобилей, судов и жилых автофургонов, а также профессиональные расходные материалы для автодетейлинга
Meguiar’s предлагает широкий ассортимент продукции для удовлетворения самых разных потребностей требовательных пользователей. Являетесь ли вы энтузиастом «сделай сам» или высококвалифицированным профессионалом, у Meguiar’s есть выбор продуктов, подкладок и аксессуаров, которые удовлетворят все ваши потребности.
Настоятельно рекомендуется использовать только оригинальные детали для ваших автомобилей, чтобы обеспечить лучшее качество, точную посадку и более длительный срок службы и надежность. Найдите подходящую деталь для вашего автомобиля Volkswagen.
Мощность, когда она вам нужна
Exide предлагает самую обширную в мире линейку автомобильных аккумуляторов и аккумуляторов для легких грузовиков, размеры и уровни мощности которых подходят для 97 процентов современных транспортных средств. Управляете ли вы автомобилем эконом-класса, роскошным седаном, классическим маслкаром или чем-то средним, у нас есть аккумулятор для вас.
Для всех климатических условий: Сети для тяжелых условий эксплуатации по сравнению с обычными автомобильными аккумуляторами обеспечивают повышенную надежность в современных суровых условиях эксплуатации.
Не требует обслуживания: Разработан для работы без обслуживания.
Устойчивость к вибрации: Фиксированные пластины Stabl-Lok защищают аккумулятор от повреждения вибрацией. Прочные литые ремни обеспечивают более прочное соединение, более длительный срок службы батареи и дополнительную устойчивость к поломке из-за растрескивания.
GT Radial
GT Radial производит шины различных марок для легковых автомобилей, грузовиков/автобусов и внедорожников для мировых рынков с восемью производственными предприятиями, более 32 000 сотрудников по всему миру и дистрибьюторами на рынке более чем в 130 странах. . GT находится в авангарде новых технологий и придерживается самых высоких стандартов процедур контроля качества.
Компания GT вложила значительные средства в собственный центр испытаний шин, Европейский испытательный центр в Англии. GT также сотрудничает с ведущими научно-исследовательскими институтами, такими как Automotive GmbH Tire/Wheel Center в Германии.
Современная конструкция улучшает сцепление и устойчивость на высоких скоростях, обеспечивая полный контроль на сухих и мокрых поверхностях.
Превосходная способность проходить повороты, торможение и устойчивость.
Тип кузова: Любой Седан Хэтчбек Универсал Кроссовер Внедорожник Компактвэн Минивэн Купе Кабриолет Родстер Пикап Фургон Автобус Микроавтобус Грузовик Самосвал Шасси ТягачДиапазон цен: Любой до 500 000 руб от 500 000 до 600 000 руб от 500 000 до 600 000 руб от 600 000 до 700 000 руб от 700 000 до 800 000 руб от 800 000 до 900 000 руб от 900 000 до 1 000 000 руб до 1 000 000 руб от 1 250 000 до 1 500 000 руб от 1 250 000 до 1 500 000 руб от 1 500 000 до 1 750 000 руб от 1 750 000 до 2 000 000 руб до 2 000 000 руб от 2 000 000 до 2 500 000 руб от 2 500 000 до 3 000 000 руб от 3 000 000 до 3 500 000 руб от 3 500 000 до 4 000 000 руб от 4 000 000 до 4 500 000 руб от 4 500 000 до 5 000 000 руб свыше 5 000 000 рубДлина: Любая До 3 метров 3 — 3,5 метра 3,5 — 4 метра 4 — 4,5 метра 4,5 — 5 метров 5 — 5,5 метра 5,5 — 6 метров Свыше 6 метровШирина (с зеркалами): Любая До 1,4 метра 1,4 — 1,5 метра 1,5 — 1,6 метра 1,6 — 1,7 метра 1,7 — 1,8 метра 1,8 — 1,9 метра 1,9 — 2 метра Свыше 2 метровВысота: Любая До 1,3 метра 1,3 — 1,4 метра 1,4 — 1,5 метра 1,5 — 1,6 метра 1,6 — 1,7 метра 1,7 — 1,8 метра 1,8 — 1,9 метра 1,9 — 2 метра Свыше 2 метровЧисло дверей: Любое 1 2 3 4 5Число мест: Любое 2 3 4 5 6 7 8 9 и большеОбъем багажника: Любой 100-200 литров 200-300 литров 300-400 литров 400-500 литров 500-1000 литров Свыше 1000 литровГарантия: Любая 1 год 2 года 3 года 4 года 5 летСтрана сборки: Любая Бельгия Бразилия Великобритания Германия Индия Иран Италия Испания Канада Китай Мексика Нидерланды Польша Россия Румыния Словакия США Таиланд Турция Украина Узбекистан Чехия Швеция Южная Корея ЮАР Япония
От официальных дилеров
Модели 2022 года
Исключить китайские авто
Поиск Все марки
МАЗ 6501 — фото 1
МАЗ 6501 — фото 2
МАЗ 6501 — фото 3
МАЗ 6501 — фото 4
МАЗ 6501 — фото 5
Назад
Вперед
Обзор
Модификации
Одноклассники
Отзывы
Обои
Продажа
Технические характеристики МАЗ 6501
Цена
(январь 2022 г)
3 900 000 — 4 500 000 ₽
Мин. цена (январь 2022 г)
3 900 000 ₽
Макс. цена (январь 2022 г)
4 500 000 ₽
Модельный год
2008
Тип кузова
Самосвал
Длина, мм
7750
Ширина, мм
2550
Высота, мм
3300
Количество дверей
2
Количество мест
3
Объем багажника, л
—
Гарантия
1 год или 60 000 км
Страна сборки
Беларусь
Модификации МАЗ 6501
МАЗ 6501 6.65 MT
Цена (январь 2022 г)
3 900 000 ₽
Максимальная скорость, км/ч
90
Время разгона до 100 км/ч, сек
—
Двигатель
Дизельный с турбонаддувом
Рабочий объем, см3
6650
Мощность, л. с. / оборотах
312/2300
Момент, Н·м / оборотах
1226/1300-1600
Расход комби, л на 100 км
—
Тип коробки передач
Механическая, 9 передач
Привод
Задний
Показать все характеристики
Одноклассники МАЗ 6501 по цене
КамАЗ 65115
КамАЗ 65115
КамАЗ 65115
КамАЗ 65115
От 3 500 000 ₽
До 4 000 000 ₽
Самосвал
Россия
Год: 2010
Отзывы владельцев МАЗ 6501
МАЗ 6501, 2005 г
Первый МАЗ был у меня 10-тонник. Отработал со мной 5 лет. В целом, без особых проблем. Потому что он был рассчитан именно на пять лет. Учитывая мой опыт, он был быстренько продан. Назревали проблемы с КПП и задним мостом. Да и рама оказалась слабой на скручивание. Появились трещины. Очень неустойчив при выгрузке. Пока выгрузишься на насыпном грунте, весь мокрый. Потом пять лет был КамАЗ. Та ещё птица. И вот, наконец, купил МАЗ 6501 самосвал (на китайца не хватило). Первое впечатление – удивлен. 4-точечная кабина, климат-контроль (русский, правда), сиденье пневматическое, торпеда новая и т.д. Но это только первое впечатление, а потом понеслось: балансир течет ручьём с обеих сторон, штуцер гидроцилиндра подъёма кузова тоже. Всё, что сделано в Белоруссии, пришлось протягивать. К двигателю и КПП это не относится — пока. И самая главная проблема МАЗ 6501 на сегодня — как загрузишь самосвал, так он передним бампером ползет по земле (не перегруз). Вся передняя облицовка в колее (карьер всё-таки), потихоньку лопается. Через 10 дней после покупки умер стартер. Отдал в наш МАЗсервис. Одно успокаивает — коллега купил китайца: уже поменял стартер и сцепление, хотя он отбил разницу на солярке — у него 40 л/на 100 км, а у меня минимум 52 л/на 100 км.
Достоинства: на МАЗе стараются улучшить машину. Много современного, нового.
Недостатки: нужно дать по рукам тому, кто собирал мою машину.
Валерий, Венёв
МАЗ 6501, 2013 г
Ну вот я и стал счастливым обладателем нового МАЗ 6501. Взял с двигателем ЯМЗ536 310 сил. Рядная шестёрка. Сказали, что я третий обладатель машины с таким двигателем в России. Недавно заехал на первое плановое ТО после обкатки. Пробег уже 2400. В заводской книге по двигателю рекомендовано масло Шелл и льется всего 23 литра в ДВС. В коробку и мосты было решено залить Мобил. Тихо заехав на СТО, сбежались все мастера и механики и сразу полезли смотреть двигатель. Из косяков по машине: не работает обдув лобового стекла. В сильный мороз не запускается «автономка» двигателя, хотя и стоит немецкая (видимо, что русскому хорошо — немцу смерть). Также не работает указатель температуры охлаждающей жидкости и уровня топлива. А ведь новая машина. Пока гнал, засёк расход — по трассе 33-34 литра. По истечении двух дней была настроена вязкостная муфта и оптимизирована работа двигателя. Машина стала экономичнее. Но расход всё-равно не радует, говорят, что после 10 тыс. пробега упадёт. Качеством обслуживания МАЗ 6501 в целом я недоволен. Самосвалы в МАЗ вообще не умеют и не хотят делать. Расход со временем действительно упал. Сейчас пробег составляет 10 тыс. км. Течь из бака цилиндра и течь антифриза — это нормальное явление, которое не собираются исправлять сказали мне на сервисе. Ещё скажу всем, кто собирается покупать отечественную технику. Продайте всю резину сразу, пока новая и, добавив немного денег, купите «китайку» и вы забудете о проблемах с перегрузами.
Достоинства: неплохой двигатель. Удобная кабина.
Недостатки: много мелких недоработок. Качество.
Антон, Москва
МАЗ 6501, 2013 г
По мягкости хода против 20-тонника «татарина» МАЗ 6501 однозначно мягче. А с новой кабиной приятнее вдвойне. Я про четырёхосный. У меня кузов длинный, а у новых короткий. У меня электроннотроссовая педаль газа, а новые полностью с «мозгами». Коробка и сцепление на МАЗ 6501 — болезнь хроническая. Очень не хватает половинки в коробке. 4 много, а 5 мало. Качество сборки нулевое. «Батьку» надо на завод отправить, чтоб криворуких вылечил. После проблем с МАЗ 6501 «дубовую» Ивеко ласково вспоминаю. Будет возможность — пересяду не думая на иномарку.
Достоинства: комфортнее КамАЗа.
Недостатки: коробка и сцепление.
Сергей, Москва
Обои рабочего стола МАЗ 6501
Обои МАЗ 6501
Объявления о продаже МАЗ 6501
Объявления о продаже новых автомобилей
Объявления о продаже подержанных автомобилей
Обзор
Модификации
Одноклассники
Отзывы
Обои
Продажа
МАЗ 6501 — обзор автомобиля
MAZ 6501 / МАЗ 6501
МАЗ 6501 — это новинка Минского автомобильного завода. Автомобиль представляет собой 3-осный самосвал увеличенной грузоподъемности, способный работать в составе с прицепом. Новая модель оснащена грузовой платформой, предназначенной для 3-сторонней разгрузки, что очень удобно при погрузке или выгрузке на компактной территории. Автомобиль получил обновленную конструкцию кабины. Пневматическая система, примененная в ее основе, дала возможность уменьшить вибрацию на плохом дорожном покрытии и увеличить комфорт для водителя. По заказу автомобиль предлагается с кабиной, оборудованной спальным местом. Грузовик получил усиленную раму и прочную подвеску, что очень важно для эксплуатации на дорогах СНГ.
На МАЗ 6501 устанавливается дизельный силовой агрегат ЯМЗ 536, мощностью в 312 л.с. При правильной эксплуатации двигатель способен «отходить» 1 млн. км. Грузоподъемность самосвала составляет 20 т. Снаряженная масса — 13350 кг. Комплектация базовой модификации МАЗ 6501 включает подрессоренное водительское сиденье, систему ABS, подогрев двигателя, улучшенную шумоизоляцию кабины.
Обзор
Модификации
Одноклассники
Отзывы
Обои
Продажа
Все модели MAZ
Сообщить об ошибке
Большие сельскохозяйственные самосвалы МАЗ
Если читать характеристики этих самосвалов, но не видеть изображений машин, то вполне можно подумать, что речь идет о каких-нибудь карьерных монстрах. Однако это сельскохозяйственные самосвалы. Сегодня поговорим о больших «сельхозниках» марки МАЗ.
Давайте обратим внимание хотя бы на одну строчку в таблице технических характеристик. Полная масса — 56 т. Вполне сопоставимо с «начальным» БелАЗом. Правда, здесь имеется в виду не полная масса самого самосвала, а полная масса самосвального автопоезда. Но все равно впечатляет.
Речь о топовой сельхозсцепке Минского автозавода МАЗ-6501А8-325-000 «Колос» + МАЗ-856103-010. Название не выговорить, не запомнить, но такова давняя и, видимо, неискоренимая традиция МАЗа. Длина этой сцепки — больше 20 м, шесть осей, высота сопоставима с автобусом. Зачем нужны такие гиганты?
Дело в том, что размеры агрохозяйств и «валовый» выпуск их продукции могут различаться примерно как объемы деятельности маленькой частной пивоварни и гигантского пивзавода. Есть сельхозугодья, где площади посевов измеряются сотнями квадратных километров. Соответственно и «выход» продукции там в тысячах, а то и десятках тысяч тонн. Естественно, и сельскохозяйственные самосвальные сцепки там работают не поодиночке, а командами из сотен, а то и тысяч игроков. Это сложно, но вполне реально представить.
Классический пример — гигантские плантации подсолнечника в Украине или Краснодарском крае. Как раз для таких агроцарств и создан самосвальный автопоезд МАЗ-6501А8-325-000 «Колос» + МАЗ-856103-010.
Но не только под огромные объемы перевозок создаются такие машины. При их проектировании учитывается еще и особая технология разгрузки. А объемы грузооборота на зернохранилищах могут исчисляться уже даже не десятками тысяч тонн. На таких объектах самосвалы и самосвальные автопоезда разгружаются не сами, а с помощью специальных устройств, так называемых станций приема зерна.
Выглядит это примерно так: самосвальный автопоезд заезжает на специальную рампу, прочно фиксируется на ней, затем с помощью мощной гидравлики рампа наклоняется, а вместе с ней наклоняется весь автопоезд. Дальше зерно или масличные культуры попадают в приемный бункер, откуда уже по системе ленточных конвейеров распределяются для хранения или дальнейшей перегрузки/транспортировки уже по железной дороге. Такой зерноконвейер в период уборочной страды работает круглосуточно, а автомобили, на которых привезли зерно, могут выстраиваться в километровые очереди. Именно поэтому важнейшее значение приобретают грузоподъемность и грузовместимость, естественно, в рамках допустимой нагрузки на ось и разрешенной габаритной длины. А поскольку сельхозпродукция — груз относительно легковесный, то исходя из этих факторов и создаются такие гиганты.
Несколько слов о конструкции МАЗ-6501А8-325-000 «Колос» + МАЗ-856103-010. Как мы уже упоминали, полная масса автопоезда составляет 56 т. Распределяется она следующим образом: 31 т — на самосвал-тягач, 25 т — на прицеп. Грузоподъемность автомобиля и прицепа одинаковая — 20 т. То есть в сумме грузоподъемность автопоезда составляет внушительные 40 т. Двигатель — ЯМЗ-658. Передняя подвеска автомобиля малолистовая рессорная, задняя — рессорно-балансирная. Подвеска прицепа полностью пневматическая.
Конструкция шасси самосвала-тягача в области ходовой части, в общем-то, хорошо известна и достаточно традиционна, поэтому подробно останавливаться на ней не будем, а вот о конструкции прицепа-платформы поговорим более детально.
Оси у прицепа — трубчатого сечения с барабанным тормозным механизмом. Эти оси предусматривают установку односкатных дисковых колес. Рабочая тормозная система пневматическая, двухпроводная с ABS. Стояночная пневматическая тормозная система действует через пружинные энергоаккумуляторы на колодки рабочего тормоза второй и третьей осей. Пневматическая подвеска состоит из листовых опор, пневмобаллонов, амортизаторов. Кран управления пневмоподвеской расположен с правой стороны по ходу движения. Датчики ABS установлены на первой и третьей осях.
Теперь несколько слов о том, что делает этот самосвальный автопоезд особенным, — о самосвальной платформе. Платформы автомобиля и прицепа во многом унифицированы, но отличаются длиной и количеством откидных бортов.
Итак, конструкция платформы обеспечивает возможность разгрузки на правую боковую сторону и назад на разгрузочной площадке. Платформа представляет собой сварную конструкцию, которая состоит из основания и надстройки, состоящей из переднего борта, левого неоткрывающегося борта, съемных боковых правых и задних бортов, средних и задних приваренных стоек, каркаса и тента.
С правой стороны платформа прицепа имеет четыре (автомобиля — три) пары открывающихся бортов, состоящих из нижнего борта с верхней навеской и верхнего борта с боковой навеской. При разгрузке на боковую сторону или назад верхний борт закреплен стационарно посредством запоров и специального фиксатора.
Как видим, конструкция самосвальной платформы здесь достаточно сложная. Все эти ухищрения нужны, напомним, для соблюдения высокого ритма работы и с учетом особенностей станций приема зерна. Но в этой модели учтен еще один интересный нюанс — возможность загрузки в кузов европалет с помощью вилочного погрузчика. Для этого и сделана дополнительная боковая навеска у откидных бортов. Таким образом, сельскохозяйственная самосвальная сцепка в «несезон» может работать как магистральный автопоезд и возить грузы на европоддонах.
Есть у Минского автозавода и другие вариации больших «сельхозников». Например, МАЗ-6501В9-420-031 — модификация с двубортной системой разгрузки.
Здесь МАЗ-6501В9-420-031 показан в «боевом» положении. Хорошо видны два подъемных гидроцилиндра.
Так выглядит пространство внутри кузова МАЗ-6501В9-420-031.
Это еще одна вариация большого «сельхозника» Минского автозавода — сельскохозяйственный автопоезд МАЗ-6501В9-471-031 + МАЗ-856102-010 для перевозки клубневых культур.
Поскольку некоторые хозяйства в больших количествах выращивают не только зерно, для них в линейке МАЗа есть «максимизированные» решения. Отличаются эти машины конструкцией навесных бортов, объемом кузовов и учитывают особенности разгрузки на специализированных приемных станциях. Важно отметить, что к каждому самосвалу существует и прицеп с аналогичной по свойствам надстройкой.
Дмитрий ГЛАДКИЙ
Фото автора
ABW.BY
GPS мониторинг с контролем топлива на самосвал МАЗ
Техника: Самосвал МАЗ
Задачи: контроль местонахождения техники на маршруте движения, простой автомобиля с работающим двигателем; остановки и несоблюдение скоростного режима; отслеживание расхода топлива в разных режимах езды, в том числе и при работе на холостом ходу; уровень горючего на начало рабочей смены и по ее завершении; контроль заправки и слива дизтоплива.
Тарифный план:«PRO-версия», в который входит безлимитная SIM-карта. Устройство работает с использованием облачных технологий и сохраняет историю за календарный год.
Сервисный центр GPSM: г. Киев, проспект Академика Королёва, 13б
Запись на установку: +38(097) 696 84 07 (Viber, Telegram)
Оборудование
Высокая эффективность системы спутникового мониторинга обусловлена применением современных электронных компонентов и специального ПО. В комплект поставки оборудования входят следующие элементы:
GPS-трекер Устройство обеспечивает круглосуточный контроль передвижения самосвала МАЗ и манипуляций с топливом.
Цифровой датчик уровня топлива PRO Sensor Высокоточный прибор обеспечивает измерение объемов горючего в баке грузового автомобиля.
Информацию о стоимости перечисленного комплекса устройств с учетом затрат на инсталляцию можно получить по телефону или в офисе сервисного центра. Консультации специалистов по техническим, организационным и иным вопросам предоставляются бесплатно.
Порядок установки оборудования
Монтаж компонентов системы GPS мониторинга для грузовых автомобилей марки МАЗ осуществляется в условиях сервисного центра. На все выполняемые работы и оборудование предоставляются гарантии. Установка, подключение и настройка комплекса выполняется в такой последовательности:
1.Инсталляция GPS-трекера. Устройство скрытно размещается в кабине грузового автомобиля в труднодоступном месте, таким образом чтобы его было сложно обнаружить. Выносные антенны приемо-передающих элементов GPS и GSM монтируются на внешних поверхностях.
2. Установкаэлектронного датчика уровня топливаPRO Sensor. Прибор размещается в геометрическом центре топливного бака для повышения точности измерений. Девайс подсоединяется к GPS-трекеру, он обеспечивает передачу данных о расходе горючего в режиме реального времени. Датчик фиксирует факт и объемы слива дизтоплива во время стоянки и в процессе движения.
3.Монтаж кабеля (соединение GPS трекера и датчика уровня топлива ДУТ). В случае если прокладка шины невозможна по каналам штатной проводки, дополнительно используются металлорукав для защиты кабеля от повреждений. Крепление проводки осуществляется нейлоновыми хомутами с шагом в 15-20 см, таким образом чтобы исключить ее контакт с движущимися деталями или перегретыми поверхностями. Это позволяет избежать механических и термических повреждений изоляции.
4. Калибровка ДУТ. Процедура проводится после установки и обрезки датчика по высоте топливного бака. Настройка прибора проводится в два этапа: при полном погружении в топливо с нажатием кнопки «Калибровать полный» и сухого – кнопка «Калибровать пустой». Для этого устройство вынимается из дизельного топлива.
5. Тарирование бака. Проводится процедура наполнения бака с целью задать каждому значению датчика соответствующий объем топлива. Применяемый метод тарировка и используемое оборудование обеспечивает крайне низкую погрешность не более 0,005 %. Объемы горючего определяются для каждого бака индивидуально, что позволяет учесть его форму и наличие внутренних перегородок.
6. Пломбировка. Это необходимо для обеспечения защиты оборудования от несанкционированного вмешательства и позволяет избежать спорных моментов в процессе эксплуатации, диагностики и обслуживания. Пломбировка компонентов осуществляется во всех местах, где возможен доступ к приборам. При этом используются проверенные материалы: при механическом воздействии происходит их полное разрушение без возможности восстановления или отклеивания.
По завершении работ осуществляется проверка работоспособности системы GPS трекера для самосвала в присутствие заказчика. Сдаточные испытания позволяют клиенту убедиться в правильности монтажа и подключения оборудования, после чего ему передаются доступы для входа в личный кабинет (логин и пароль).
Программное обеспечение комплекса GPS мониторинга
Описываемая система спутникового контроля представляет собой исключительно эффективный инструмент позволяющий отлеживать параметры и состояние техники в любой момент времени. Local GPSM – это специализированный программный продукт, обеспечивающий мониторинг перемещений данного самосвала МАЗ и действий персонала. История и данные сохраняются на удаленном сервере на протяжении одного года, информация может быть использована в любой момент времени. Программное обеспечение включает в себя: Web-интерфейс для Windows, а также мобильные приложения для iOS и Android.
Основные функциональные возможности Local GPSM:
Отслеживание места расположения самосвала МАЗ в режиме реального времени.
Контроль скоростного режима.
Маршруты и траектории движения транспортного средства.
Точные данные о суточном или общем пробеге автомобиля, а также за определенный период.
Сведения о включении и выключении двигателя.
Круглосуточный контроль моточасов.
Мониторинг расхода дизельного топлива, его слива или недолива.
Контроль процесса заправки по месту нахождения и времени.
Текущий уровень топлива в баке.
Отчеты по каждой поездке, остановкам или простою самосвала.
Оповещение о ДТП с участием транспортного средства, попытках буксировки и глушения сигналов GPS/GSM.
Экспорт данных и отчетов в формате Word или Excel, предусмотрена возможность интеграции с 1С.
Программно-аппаратный комплекс GPS для грузовых автомобилей обеспечивает отображение объекта на электронной карте. Данные можно получить на вкладке «Мониторинг» в любой момент и с высокой точностью. Веб-интерфейс и мобильные приложения Local GPSM позволяют получать достоверную информацию о месте нахождения самосвала МАЗ, его состоянии и поведение персонала. ПО обеспечивает отправку сообщение о событиях на мобильный телефон или планшет клиента.
Мобильные приложения формируют отчеты в наиболее удобной для восприятия форме, и самые популярные среди них:
Объект на карте в режиме онлайн
Трек по поездкам
Отчет по поездкам
Построение маршрута на карте за определенный период
Трек по скорости движения
Статистика по поездкам
Отчёт по остановкам. Остановка- простой транспортного средства продолжительностью менее 5 минут.
Отчет по стоянкам. Стоянкой считается простой ТС более 5 минут. В данный отчет вход: место стоянки, начало, окончание и длительность.
Отчет по заправкам
Отчет по расходу топлива
График изменения уровня топлива
Отчёт по посещению геозон
Консультация
Важной особенностью системы спутникового мониторинга с контролем топлива на самосвалах марки МАЗ является возможность ее настройки с учетом специфики Вашей компании. Специалисты нашего сервисного центра адаптируют приложение под требования заказчика и осуществляют обучение персонала по работе с ним. Звоните на контактный номер +38(044) 62 29 56, +38(097) 696 84 07 (Viber, Telegram) или оставляйте заявку на сайте и наш сотрудник свяжется с вами в удобное время.
СБУ изъяла 100 грузовиков МАЗ
Марка
Модель
Оставьте ваши контактные данные:
По телефону
На почту
Уточните удобное время для звонка:
День/дата
День/дата
Сегодня
Завтра
19
20
21
22
23
24
Часы
8
9
10
11
12
13
14
15
16
17
18
19
20
Минуты
10
20
30
40
50
Отправляя заявку я предоставляю свое согласие на сбор и обработку предоставленных мною личных персональных данных в соответствии с Законом Украины «О защите персональных данных»
Оставьте ваши контактные данные:
Уточните удобное время для звонка:
День/дата
День/дата
Сегодня
Завтра
19
20
21
22
23
24
Часы
8
9
10
11
12
13
14
15
16
17
18
19
20
Минуты
10
20
30
40
50
Прямо сейчас
Отправляя заявку я предоставляю свое согласие на сбор и обработку предоставленных мною личных персональных данных в соответствии с Законом Украины «О защите персональных данных»
Оставьте ваши контактные данные:
Выберите машину:
Марка
Сначала выберите дилера
Модель
Сначала выберите марку
Отправляя заявку я предоставляю свое согласие на сбор и обработку предоставленных мною личных персональных данных в соответствии с Законом Украины «О защите персональных данных»
Sample Text
Оставьте ваши контактные данные:
Выберите машину:
Марка
Сначала выберите дилера
Модель
Сначала выберите марку
Уточните удобное время для тест-драйва:
День/дата
День/дата
Сегодня
Завтра
19 сентября
20 сентября
21 сентября
22 сентября
23 сентября
24 сентября
25 сентября
26 сентября
27 сентября
28 сентября
29 сентября
30 сентября
01 октября
Часы
8
9
10
11
12
13
14
15
16
17
18
19
20
Минуты
00
10
20
30
40
50
Отправляя заявку я предоставляю свое согласие на сбор и обработку предоставленных мною личных персональных данных в соответствии с Законом Украины «О защите персональных данных»
X
Оберіть мовну версію сайту. За замовчуванням autocentre.ua відображається українською мовою.
Слава Україні! Героям слава!
Ви будете перенаправлені на українську версію сайту через 10 секунд
Маз-6501 в Казахстане.
😍 Специально для вас
Запчасти маз 6430
Тормозной барабан маз
Передний тормозной барабан
Кожух
Запчасти маз 5440
6501В5-1101010 Бак МАЗ топливный
Под заказ
246 434.10 Тг.
Купить
ООО «СПЕЦТЕХТРАНС»Челябинская область
Шасси МАЗ 6501В5 / 6501W6
В наличии
Цену уточняйте
И
Интернет магазин профессионального оборудованияг. Алматы
Маз 6501С5-8535-000
В наличии
Цену уточняйте
ТОО Truck Service Kazakhstanг. Петропавловск
6501-5000008-029-У1 Кабина МАЗ без спальника
Под заказ
5 688 892 Тг.
ООО «СПЕЦТЕХТРАНС»Челябинская область
6501А5-5000008-000-У1 Кабина МАЗ без спальника
Под заказ
5 655 971. 85 Тг.
ООО «СПЕЦТЕХТРАНС»Челябинская область
6501А8-5000008-000-У1 Кабина МАЗ без спальника
Под заказ
5 698 164.09 Тг.
ООО «СПЕЦТЕХТРАНС»Челябинская область
Зерновоз МАЗ 6501С9-520-031
Под заказ
Цену уточняйте
ТОО «УральскМАЗцентр»г. Уральск
Тент на маз 6501
Услуга
Цену уточняйте
OOO «ГРУППА ПРОИЗВОДСТВЕННЫХ КОМПАНИЙ ЭЛИТТЕНТ»Свердловская область
Редуктор МАЗ 6501А5-2502010-000 У1 среднего моста (29 х 21) овал
Направление*: -ПогрузчикиСкладская техникаАрендаСервис погрузчиковЗапчастиШиныАКБСтеллажные системыНавесное оборудование
* — Поля, обязательные для заполнения
Что делает водитель самосвала: должностная инструкция, обязанности и ответственность
Водитель самосвала отвечает за транспортировку строительных материалов, таких как камни, песок, лес, тяжелую технику, сбор мусора и хлама из одного места в другое. назначенное место назначения. Водители самосвалов должны иметь отличные механические навыки для осмотра автомобиля до и после операций, чтобы предотвратить задержки и возможные отказы двигателя, особенно при работе в различных погодных условиях. Они также должны иметь чистый водительский стаж, постоянно соблюдать правила безопасности дорожного движения, обеспечивая эффективность доставки в оговоренные сроки.
Потратьте несколько минут, чтобы создать или обновить свое резюме. Просмотрите наши примеры резюме, чтобы определить, как лучше всего составить свое резюме. Затем выберите один из 10+ шаблонов резюме, чтобы составить резюме водителя самосвала.
Обязанности водителя самосвала
Вот примеры обязанностей из реальных резюме водителей самосвалов, представляющие типичные задачи, которые они, вероятно, будут выполнять в своих ролях.
Грузовик с самосвальным кузовом для перевозки и выгрузки сыпучих материалов, таких как песок, бетон и щебень.
Работайте вместе с водителем экскаватора и устанавливайте самосвал так, чтобы на транспортное средство были загружены бетонные отходы и грязь.
Подготовка горных работ и сертификация MSHA.
Работайте в одиночку и в качестве водителя команды OTR.
Ведение журнала водителей в соответствии с правилами Министерства обороны США.
Загрузка и разгрузка грузовых автомобилей с оборудованием MHE.
Копать траншеи для прокладки или ремонта канализационных и других трубопроводов.
Выкопайте траншею, чтобы протянуть провода в распределительную коробку.
DOT техосмотр завершен, и грузовик готов к работе.
Эксплуатация погрузочно-разгрузочного оборудования для компонентов транспортных средств (MHE) по мере необходимости.
Соблюдайте все организационные принципы и правила OSHA для обеспечения безопасной рабочей атмосферы.
Мойка и техническое обслуживание такелажа и транспортных средств CDL после перемещения буровой установки и вне штатов.
Доставка песка и гравия, техническое обслуживание назначенных транспортных средств
Соблюдайте правила безопасности, надев защитное оборудование OSHA, например каску и светоотражающий жилет.
Поддерживать безопасную рабочую среду, зная и выполняя правила техники безопасности на рабочем месте и MSHA. 9
Поиск работы рядом с США
Вакансии водителя самосвала на неполный рабочий день
Вакансии на неполный рабочий день Сейчас нанимают
Активно нанимают
Водитель самосвала Вакансии, добавленные за последние 7 дней
Работа водителя самосвала без диплома
Поиск работы без диплома
Нужно идеальное резюме водителя самосвала?
Наш конструктор резюме на основе искусственного интеллекта поможет вам составить привлекательное и релевантное резюме для работы, которую вы хотите.
Водитель самосвала Должностная инструкция
Пожалуй, самый сложный вопрос, на который нужно ответить при принятии решения о карьере водителя самосвала: «Должен ли я стать водителем самосвала?» Возможно, эта информация окажется вам полезной. Прогнозируется, что по сравнению с другими профессиями карьера водителя самосвала будет иметь темп роста, описываемый как «средний» на уровне 5% в период с 2018 по 2028 год. Это соответствует данным Бюро статистики труда. Более того, прогнозируемое количество возможностей, которые, по прогнозам, станут доступными для водителя самосвала к 2028 году, составляет 9.9700.
В среднем годовая зарплата водителя самосвала составляет 55 857 долларов в год, что соответствует 26,85 доллара в час. Вообще говоря, водители самосвалов зарабатывают от 43 000 до 72 000 долларов в год, а это означает, что самые высокооплачиваемые водители самосвалов зарабатывают на 34 000 долларов больше, чем те, кто находится в нижней части спектра.
Как и в случае с большинством профессий, чтобы стать водителем самосвала, нужно потрудиться. Иногда люди меняют свое мнение о своей карьере после работы в профессии. Вот почему мы рассмотрели некоторые другие профессии, которые могут помочь вам найти следующую возможность. Эти профессии включают водителя фургона, водителя, водителя миксера и местного водителя.
Водитель самосвала Вакансии, которые могут вам понравиться
Создайте резюме профессионального водителя самосвала за считанные минуты. Просмотрите наши примеры резюме, чтобы определить, как лучше всего составить свое резюме. Затем выберите один из 12+ шаблонов резюме, чтобы составить резюме водителя самосвала.
Создайте профессиональное резюме за считанные минуты с помощью этого шаблона.
Навыки и личностные качества водителя самосвала
Мы подсчитали, что 21% водителей самосвалов владеют CDL, Sand и DOT. Они также известны своими мягкими навыками, такими как зрительно-моторная координация, слух и физическое здоровье.
Мы разбили процент водителей самосвалов, которые имеют эти навыки, указанные в их резюме, здесь:
CDL, 21%
Участвовал в грузоперевозках с использованием CDL класса A с погрузкой и разгрузкой различных типов материалов в соответствии с требованиями требование клиента.
Песок, 12%
Доставка песка и гравия, обслуживание закрепленных транспортных средств
DOT, 10%
Ведение документации DOT и компании.
Послерейсовые осмотры, 6%
Проведение послерейсовых осмотров и технического обслуживания.
Тяжелая техника, 5%
Подбор и доставка строительных материалов для дорожного строительства, перевозка тяжелой техники
Правила техники безопасности, 5%
Соблюдение правил техники безопасности в соответствии с требованиями Департамента транспорта Мэриленда
«cdl», «sand» и «dot» — не единственные навыки, которые мы нашли в списках водителей самосвалов в их резюме. На самом деле, мы нашли целый список обязанностей водителя самосвала, в том числе:
Вероятно, самой важной чертой личности водителя самосвала является зрительно-моторная координация. В примере из резюме говорится о навыке: «Водители большегрузных автомобилей и тягачей должны уметь координировать свои ноги, руки и глаза одновременно, чтобы адекватно реагировать на окружающую их ситуацию и безопасно управлять транспортным средством. » Кроме того, в других резюме указывалось, что водители самосвалов могут использовать зрительно-моторную координацию для «осмотра транспортного средства, мелкого технического обслуживания и координации ремонта в соответствии с правилами компании и правилами дорожного движения» 9.0014
Возможно, это не самый важный навык, но мы обнаружили, что многие обязанности водителя самосвала зависят от слуха. Этот пример с водителем самосвала объясняет почему: «Водителям грузовиков нужен хороший слух». Этот пример резюме — лишь один из многих способов, которыми водители самосвалов могут использовать слух: «вывозить грязь или любой другой материал с рабочих мест, слушая правила и нормы. 10-колесный самосвал»
Физическое здоровье также важно. важный навык для водителей самосвалов. Этот пример того, как водители самосвалов используют этот навык, взят из резюме водителя самосвала: «федеральные правила не позволяют людям становиться водителями грузовиков, если у них есть заболевание, такое как высокое кровяное давление или эпилепсия, которые могут мешать их способности. управлять грузовиком» Прочтите этот отрывок из резюме, чтобы понять, насколько важно это для их повседневных ролей и обязанностей, «в том числе и в физическом плане».
Посмотреть полный список навыков водителя самосвала.
Водители самосвалов, поступившие в колледж, чтобы получить более углубленное образование, обычно изучали бизнес и общеобразовательные дисциплины, в то время как небольшая группа водителей самосвалов изучала автомобильную технику и общее образование в конкретных областях.
Когда вы будете готовы стать водителем самосвала, вам следует изучить компании, которые обычно нанимают водителей самосвалов. Согласно резюме водителей самосвалов, которые мы просмотрели, больше всего водителей самосвалов нанимают компании Allan A. Myers, Adams Construction и Barnhill Contracting. В настоящее время Аллан А. Майерс имеет 6 вакансий водителей самосвалов, 5 в Adams Construction и 4 в Barnhill Contracting.
Если вас интересуют компании, в которых водители самосвалов зарабатывают больше всего, вам следует подать заявку на работу в North Central Group, MCC Holdings Inc и Cleveland Brothers. Мы обнаружили, что в North Central Group средняя зарплата водителя самосвала составляет 60 064 доллара. В то время как в MCC Holdings Inc водители самосвалов зарабатывают примерно 59 816 долларов. А в Cleveland Brothers средняя зарплата составляет 59 127 долларов.
Подробнее о зарплатах водителей самосвалов в США.
Обычно водители самосвалов работают в строительной и транспортной отраслях. Хотя количество рабочих мест в этих отраслях велико, годовая заработная плата водителя самосвала является самой высокой в обрабатывающей промышленности и составляет 56 076 долларов в качестве средней заработной платы. Между тем, транспортная и технологическая отрасли платят 54 350 и 54 208 долларов соответственно. Это означает, что водители самосвалов, занятые в обрабатывающей промышленности, зарабатывают на 10,4% больше, чем водители самосвалов, работающие в профессиональной отрасли.
Три компании, которые нанимают самых престижных водителей самосвалов:
Allan A. Myers6 Работа водителей самосвалов
Adams Construction5 Работа водителей самосвалов
MDU Resources4 Работа водителей самосвалов
Работа водителей самосвалов Может понравиться
Высокооплачиваемая работа водителя самосвала — $72K и выше
Поиск работы рядом с США
Вакансии водителя самосвала начального уровня
Практически не требуется опыта
Вакансии водителя самосвала на неполный рабочий день
Вакансии на неполный рабочий день Сейчас нанимают
Активно нанимают
Водитель самосвала Вакансии, добавленные за последние 7 дней
4 90
Поиск вакансий без диплома
Создайте идеальное резюме
Наш инструмент для создания резюме проведет вас через процесс создания выдающегося резюме архитектора.
Что делают водители фургона
Водитель фургона отвечает за управление широким и большим транспортным средством, чем обычный автомобиль, обычно используемым в качестве корпоративного челнока для доставки сотрудников в определенные места. Водители фургонов должны иметь чистый водительский стаж, обеспечивающий безопасность и комфорт пассажиров во время движения. Они также должны быть знакомы с местоположением, рассматривая альтернативные маршруты для любых дорожных осложнений, чтобы избежать задержек. Водитель фургона должен обладать всесторонними знаниями в области машиностроения, проверять состояние двигателя и при необходимости выполнять ремонт.
В этом разделе мы рассмотрим ежегодные зарплаты представителей других профессий. Возьмем, к примеру, водителя фургона. В среднем годовая зарплата водителей фургонов на 19 603 доллара ниже, чем в среднем за год водители самосвалов.
Несмотря на то, что их зарплаты могут различаться, водителей самосвалов и фургонов объединяет несколько навыков, необходимых для каждой профессии. В обеих карьерах сотрудники привносят такие навыки, как CDL, правила безопасности и рабочие места.
Что касается сходства, то на этом оно заканчивается, потому что ответственность водителя самосвала требует таких навыков, как «песок», «точка», «послерейсовый осмотр» и «тяжелая техника». В то время как водитель фургона обладает навыками «обслуживания клиентов», «отр», «проверки транспортных средств» и «КПП». Так что, если вы ищете, что действительно разделяет эти две профессии, вы это нашли.
Водители фургонов получают самые высокие зарплаты в транспортной отрасли, средняя годовая зарплата составляет 37 113 долларов. Но водителям самосвалов в обрабатывающей промышленности платят больше, средняя зарплата составляет 56 076 долларов.
Водители фургонов, как правило, имеют тот же уровень образования, что и водители самосвалов. Фактически, водители фургонов на 1,6% чаще получают степень магистра и на 0,3% чаще имеют степень доктора наук.
Каковы обязанности водителя?
Водители несут ответственность за безопасную перевозку людей, посылок или товаров из одного пункта назначения в другой. Они должны быть знакомы с различными путями, которые могут быть выбраны для достижения желаемой цели. Они должны быть опытными навигаторами и могут использовать навигационные приложения, чтобы помочь им в пути. Они также должны быть знакомы с базовой механикой транспортного средства, которое они используют, а также с надлежащим обслуживанием и очисткой, необходимыми для обеспечения хорошей работы автомобиля. Ожидается, что водители будут обладать отличными навыками общения с клиентами, сильным чувством направления и превосходной организацией.
Далее нам нужно просмотреть профессию водителя. Эта карьера приносит более низкую среднюю заработную плату по сравнению с годовой зарплатой водителя самосвала. На самом деле разница в зарплате водителей на 21 086 долларов меньше, чем годовая зарплата водителей самосвалов.
Хотя заработная плата может быть разной для этих должностей, есть одно сходство, и это несколько навыков, необходимых для выполнения определенных обязанностей. Мы использовали информацию из множества резюме, чтобы выяснить, что и водители самосвалов, и водители, как известно, обладают такими навыками, как «cdl», «точка» и «послерейсовый осмотр». 0003
В то время как некоторые навыки в этих профессиях похожи, другие навыки не так похожи. Например, несколько резюме показали нам, что обязанности водителя самосвала требуют таких навыков, как «песок», «строительные площадки», «сыпучие материалы» и «самосвал». Но водитель может использовать такие навыки, как «погодные условия», «заказы клиентов», «обслуживание клиентов» и «автомобиль компании».
Было обнаружено, что водители получают более низкую заработную плату по сравнению с водителями самосвалов, но мы хотели выяснить, где водители зарабатывают больше всего. Ответ? Обрабатывающая промышленность. Средняя зарплата в отрасли составляет 39 долларов.,688. Кроме того, водители самосвалов получают самые высокие зарплаты на производстве со средней зарплатой в 56 076 долларов.
Что касается различий в образовании между двумя профессиями, водители, как правило, имеют такой же уровень образования, как и водители самосвалов. На самом деле, у них на 0,7% больше шансов получить степень магистра и на 0,3% больше шансов получить докторскую степень.
Чем отличается водитель миксера
Водитель миксера отвечает за работу автобетоносмесителей для доставки строительных материалов и бетонных смесей на строительные и промышленные объекты. Водители миксеров должны проверять состояние двигателя грузовика до и после работы, чтобы убедиться в его стабильности и производительности, чтобы предотвратить задержки в работе и избежать потенциальных опасностей. Они также должны правильно распределять смеси и убирать разливы после доставки. Водитель миксера должен обладать отличными организационными навыками, чтобы безопасно управлять грузовиком и обеспечивать доставку нужных материалов.
Давайте теперь посмотрим на профессию миксера. В среднем эти рабочие получают более низкую заработную плату, чем водители самосвалов, с разницей в 3853 доллара в год.
Просматривая резюме нескольких водителей самосвалов и водителей миксеров, мы обнаружили, что обе профессии имеют схожие навыки. Эти сходства включают в себя такие навыки, как «cdl», «точка» и «послерейсовый осмотр», но они различаются, когда речь идет о других необходимых навыках.
Между этими двумя карьерами есть много ключевых различий, о чем свидетельствуют резюме представителей каждой профессии. Некоторые из этих различий включают навыки, необходимые для выполнения обязанностей в рамках каждой роли. Например, водитель самосвала, скорее всего, будет иметь опыт работы с «песком», «сыпучими материалами», «самосвалом» и «строительными материалами», в то время как типичный водитель миксера имеет навыки «обслуживания клиентов». грузовик для готовых смесей», «водные грузовики» и «погодные условия».
Интересно, что водители миксеров больше всего зарабатывают в строительной отрасли, где их средняя зарплата составляет 51 169 долларов. Как упоминалось ранее, самая высокая годовая зарплата водителей самосвалов приходится на обрабатывающую промышленность со средней зарплатой 56 076 долларов.
Водители миксеров, как известно, имеют одинаковый уровень образования по сравнению с водителями самосвалов. Кроме того, у них на 0,2% меньше шансов получить степень магистра и на 0,0% меньше шансов получить докторскую степень.
Описание местного водителя
Местный водитель отвечает за перевозку людей, товаров и услуг из распределительных центров в различные пункты назначения. Местные водители управляют транспортными средствами и проверяют двигатель на предмет любых несоответствий и системных дефектов, которые могут вызвать задержки в работе. Они также планируют техническое обслуживание и ремонт транспортных средств, ведя учет квитанций для проверки руководством. Местный водитель должен иметь отличные навыки вождения и чистый водительский стаж. Кроме того, местный водитель должен обладать отличными коммуникативными навыками, особенно при обработке запросов и проблем клиентов и рассмотрении жалоб на высоком уровне.
Четвертая профессия, которую мы рассматриваем, обычно приносит более низкую заработную плату, чем водители самосвалов. В среднем местные водители зарабатывают на 7 697 долларов меньше в год.
Хотя их заработная плата может различаться, водители самосвалов и местные водители используют одинаковые навыки для выполнения своей работы. Резюме представителей обеих профессий включают в себя такие навыки, как «cdl», «точка» и «послерейсовый осмотр». Во-первых, водителю самосвала могут пригодиться такие навыки, как «песок», «правила безопасности», «сыпучие материалы» и «чистый послужной список». Между тем, некоторые местные водители могут включать в свое резюме такие навыки, как «обслуживание клиентов», «подъемник для поддонов», «защита от вредных веществ» и «otr».
Теперь давайте подробнее рассмотрим финансовые показатели каждой профессии. Транспортная отрасль, как правило, платит больше местным водителям, в среднем 52 385 долларов. В то время как самая высокая годовая зарплата водителей самосвалов приходится на обрабатывающую промышленность.
В целом, местные водители достигают такого же уровня образования, как и водители самосвалов. У местных водителей на 0,2% больше шансов получить степень магистра и на 0,3% больше шансов получить докторскую степень.
Лучшие беруши для сна 2022 года
В течение месяца мы тестировали наши любимые беруши на эффективность против всего, от плачущих детей до самосвалов. Лучшими берушами для сна являются беруши Mack’s Pillow Soft из силиконовой замазки, которые прилегают к уху и обеспечивают идеальное прилегание, не требуя использования затычек из пеноматериала. Если вы используете беруши каждую ночь и хотите инвестировать в более устойчивое решение, Radians — изготовленные на заказ беруши отлично подойдут, если вы сделаете их тщательно. И если вы хотите блокировать как можно больше шума, беруши из пеноматериала Moldex – Purafit имеют максимально возможный уровень шумоподавления.
Our Top Choices
Most Comfortable
Mack’s
Pillow Soft
See Price at Amazon
Most Secure
Radians
Custom Molded
See Price at Amazon
Best Noise Reduction
Moldex
Pura-Fit
См. цену на Amazon
В течение месяца мы тестировали наши любимые беруши на эффективность против всего, от плачущих детей до самосвалов. Лучшими берушами для сна являются беруши Mack’s Pillow Soft из силиконовой замазки, которые прилегают к уху и обеспечивают идеальное прилегание, не требуя использования затычек из пеноматериала. Если вы используете беруши каждую ночь и хотите инвестировать в более устойчивое решение, Radians — изготовленные на заказ беруши отлично подойдут, если вы сделаете их тщательно. И если вы хотите блокировать как можно больше шума, беруши из пеноматериала Moldex – Purafit имеют максимально возможный уровень шумоподавления.
Наши тестировщики десятилетиями используют беруши при работе с пневматическими инструментами, на концертах и в длительных поездках на мотоциклах. У нас также есть обзор берушей для общего пользования и берушей для концертов
Как мы выбрали
Мы вернулись к этой категории после обновления нашего выбора музыкальных берушей и решили переоценить лучшие беруши для сна в этом отдельный пост.
Затем мы просмотрели интернет-магазины в поисках моделей с лучшими оценками в стилях, которые нам уже понравились. Силиконовая замазка и воск по-прежнему являются самым популярным рецептом для работников ночной смены и других людей, которым нужно спать, когда все вокруг шумят. Выбранные нами формовочные вкладыши должны прослужить несколько недель, если ваши уши чистые, но они не будут служить вечно. К счастью, лучшие бренды также являются одними из самых дешевых.
Мы добавили изготовленные на заказ беруши, основанные на опыте нашего тестировщика, и, конечно же, мы должны были включить превосходную шумоизоляцию наших любимых берушей из пеноматериала. Опять же, этот тип широко доступен, и наши лучшие варианты имеют одни из лучших оценок по отзывам клиентов.
Есть еще несколько хороших берушей, которые могут блокировать шум почти так же хорошо, как пенопластовые беруши, с меньшими трудностями во время процесса вставки. Однако в этих случаях торчащий стержень делает беруши неприемлемыми для тех, кто спит на боку. Мы также списали со счетов все, что имеет длинный заостренный наконечник, так как, по нашему опыту, они могут иногда щекотать внутреннюю часть вашего слухового прохода.
Важные характеристики, на которые следует обратить внимание
Рейтинг шумоподавления: Рейтинг шумоподавления (NRR) — это стандартизированный тест на эффективность берушей, который должен быть доступен для любой беруши, которую стоит купить. В тесте участвуют добровольцы или калиброванный манекен, имитирующий голову и ухо, чтобы оценить, на сколько децибел должен быть громче стандартный набор тонов, чтобы испытуемые могли слышать их через беруши. Тест усредняет различия между испытуемыми, поэтому ваши собственные результаты могут отличаться, но это беспристрастный способ сравнения берушей.
Комфорт: Заостренные беруши или беруши из толстого силикона могут быть менее удобными. Даже беруши, которые подходят для периодического использования на работе, иногда могут уколоть вас, если вы носите их всю ночь. Если вы обнаружите, что пенопластовые заглушки создают слишком большое давление, вы также можете поискать меньший размер.
Одноразовые и многоразовые материалы: Самые мягкие и удобные материалы, которые вы можете использовать в берушах, со временем испачкаются или начнут разваливаться. Силиконовые беруши с универсальной конструкцией — вариант для некоторых, но обычно для их извлечения из ушей требуется длинный стержень или шнурок. Это делает их непригодными для использования во время сна. Исключение составляет индивидуальное решение, такое как комплект Radians.
Глубина проникновения и эффект окклюзии: Эффект окклюзии возникает, когда вы закрываете наружное ухо: Низкочастотное звуковое давление, которое обычно выходит наружу, задерживается и резонирует в среднем ухе. Поскольку вы не разговариваете, пока пытаетесь уснуть, это не является большой проблемой, но беруши, которые вставляются глубже (например, затычки из пеноматериала или нестандартные затычки), могут быть менее подвержены этому раздражению.
Простая процедура введения: Если вы не можете достать беруши, закрывающие ушной канал, вы не заблокируете шум. Каждый дизайн немного отличается, когда дело доходит до наилучшего прилегания, но главное помнить, что если вы потянете мочку уха (вверх или вниз) во время вставки, это поможет вам лучше прилегать.
1
Mack’s — Pillow Soft
См. цену на Amazon
Беруши Mack’s Pillow Soft — это простые беруши, не требующие длительного обучения. Вы просто растираете комок этой полумягкой силиконовой замазки между руками, чтобы нагреть его и сделать маленький шарик, а затем плотно прижмите его к уху, пока он полностью не закроет отверстие. Потрите пальцы рядом с ухом, чтобы услышать, работают ли они.
Стоимость, когда мы их купили, составляла чуть более 50 центов за пару, и эта замазка оставалась чистой и податливой намного дольше, чем мы ожидали. Силикон также не такой липкий, как воск в жаркую ночь. Шумоподавление хорошее, если замазка образует плотное уплотнение, и это, безусловно, самые удобные беруши, которые мы пробовали.
Pros
Простота в использовании: просто скатайтесь в шар и прижмите его к ушам
Шумоподавление, достаточное для большинства тех, кто спит днем
Не издает звуков при трении о подушку
Также подходит для плавания
Минусы
Со временем загрязняется
Может выпасть и застрять в волосах
Недостаточное шумоподавление от громких соседей по комнате
2
Radians — Custom Molded
См. цену на Amazon. Комплект Radians — Custom Molded Earplugs позволяет сделать резиновый силиконовый оттиск среднего и наружного уха, очень похожий на изготовленный по индивидуальному заказу беруш от аудиолога.
Справедливости ради следует сказать, что изготовление индивидуальных берушей не является надежным делом. Нанести шпатлевку достаточно глубоко и сохранить правильную форму, пока вы формируете наружное ухо до того, как силикон схватится, — это искусство. Наш тестер изготовил четыре пары за последние 10 лет, и он считает, что изготовленная по индивидуальному заказу форма — самый безопасный вид берушей. Единственным недостатком является то, что эти затычки не всегда удобны, если вы носите их в течение длительного времени и если что-то вроде подушки (или шлема) давит на ухо.Читать дальше…
Наши тестировщики были довольны берушами, которые они получили с первой попытки, но если вам нужна наилучшая герметизация, вы можете купить второй комплект в качестве запасного варианта. После того, как мы попробовали это несколько раз, мы обнаружили, что это также помогло немного предварительно придать замазке форму, прежде чем вставлять ее в ухо. Охлаждение силикона в холодильнике также дало нам немного больше времени для работы с ним. Кроме того, если вы подождете, пока все не застынет, и срежете излишки шпаклевки, а не будете пытаться ее отлить, вам меньше придется беспокоиться, пока силикон схватывается.
Плюсы
При небольшом планировании подходит идеально
Многоразовое использование в течение года или более
Отличное шумоподавление, если они хорошо подходят
Вставка проста
Минусы
лучше заплатить за это аудиологу
Чтобы добиться идеальной формы, нужно несколько попыток
Может вызвать болезненность после ношения всю ночь
Выбросьте их при первых признаках трещин
3
Moldex — Pura-Fit
См. цену на Amazon
Если вам приходится сталкиваться с особенно громким храпом или кричащими детьми, пенные беруши Moldex — Pura-Fit — лучший выбор. Они получили самые высокие оценки в наших тестах на шум и в некоторых случаях превзошли другие вилки с более высокими официальными рейтингами NRR.
Вилки Moldex длинные и конические, и, когда они туго свернуты, они подходят для ушей практически любого размера, чтобы изолировать внешний шум. Мы обнаружили, что нам нужно быстро вставлять их, чтобы пройти первый изгиб ушного канала (крошечная капля кокосового масла может помочь, если ваши уши сухие) и удерживать их на месте, пока они не расширятся. Примерно через тридцать секунд вы услышите, как воздух выталкивается, и поймете, что они на месте.Читать дальше…
Наши испытатели использовали аналогичные беруши многих производителей на протяжении многих лет, и все они работали довольно хорошо, если их можно было вставить достаточно глубоко. Заглушки Moldex работают хорошо, если вы выбрасываете их, когда они загрязняются, и они достаточно удобны для ношения в течение всего дня и ночи, если это то, что вам нужно.
Pros
Заглушки из вспененного материала обеспечивают максимальное снижение уровня шума
В наших тестах эта форма и пенопласт показали себя немного лучше, чем другие типы
Чуть больше 50 центов за пару или даже меньше, если вы хотите 200 пар
Минусы
Для получения идеального прилегания требуется практика так же удобно, как замазка или воск
4
Ohropax — Classic
См. цену на Amazon
07. Эти вилки упакованы в удобную дорожную жестяную коробку с хлопчатобумажной оберткой, чтобы они оставались чистыми до тех пор, пока они вам не понадобятся.
Восковые пробки становятся немного тверже, чем силиконовая замазка, когда они холодные, и в них добавлен хлопок, чтобы придать им некоторую структуру. В этом есть и плюс, и минус: чуть дольше разогреваются, в жару становятся более липкими, но звукоизоляцию несут чуть лучше.Читать далее…
У нас не было ни силикона, ни воска пробки выпадают из ушей среди ночи, но это вполне возможно. Те, у кого шелковое постельное белье, вероятно, захотят поискать в другом месте. В целом нам больше нравится силиконовая замазка, но если вы хотите держать под рукой комплект берушей для путешествий, дополнительный крошечный футляр станет определенным бонусом.
5
Howard Leight — MAX
См. цену на Amazon
Если вы обнаружите, что беруши Moldex – Purafit слишком узкие, чтобы закрыть наружное ухо, беруши Howard Leight – MAX будут на волосок толще. и расширяться на концах. Эта форма дает некоторым пенопластовым заглушкам преимущество в 1 дБ в официальном рейтинге шумоподавления, но ваши результаты будут зависеть от того, насколько хорошо вы их подгоните.
Свечи Howard Leight немного дороже, чем Moldex, но они имеют гладкое внешнее покрытие, благодаря которому они дольше остаются чистыми. Мы рекомендуем сначала попробовать Moldex, а затем попробовать более толстый набор заглушек, если вам не нравится посадка. 9Поделиться этим отзывом Он эмигрировал из Канады в Калифорнию в 2013 году и теперь постоянно пишет для Your Best Digs. Дэниел по-прежнему не извиняется за канадское правописание, серийные запятые и уничтожение дорогих дорожных кружек.
Еще отзывы
Проектирование и обслуживание полуприцепа-самосвала МАЗ-5232В
Полуприцеп-самосвал бескаркасный одноосный (рис. 1) с задней выгрузкой, с открытой платформой и открывающимся задним бортом грузоподъемностью 13,5 т предназначен для перевозки различных сыпучих строительных материалов по дорогам I и II категорий
Основной тяговой машиной для буксировки является седельный тягач МАЗ-504Г.
Ось, ступицы, колеса и шины самосвала такие же, как на полуприцепе МАЗ-5245.
Сцепка полуприцепа с тягачом осуществляется через шкворень, запрессованный в гнездо пластины 3 мотовила (рис. 2).
Диаметр шкворня 50,8 мм.
Передача тяги происходит через тяговую раму 2, соединенную осями 1 с пластиной 3 мотовила. Оси останавливаются от перемещения пальцами, прикрепленными к кронштейнам.
Прокатный лист представляет собой сварную конструкцию, основу которой составляет металлический лист толщиной 6 мм.
К пластине между продольными швеллерами и поперечинами приварена втулка шкворня с запрессованным шкворнем.
Надежность крепления шкворня дополнительно обеспечивается завинчиванием в него хвостовика нижней опоры цилиндра (резьба хвостовика М42хх1,5), при этом плоскость опоры прижимается к посадочному месту шкворня.
По оси шкворня с обеих сторон пластины приварены литые скобы 4 для крепления пластины барабана к платформе.
Тяговая рама 2 сварена из двух лонжеронов и трех поперечин из швеллера 14а. На концах лонжеронов приварены кованые проушины для соединения с барабанной плитой и площадкой.
Внутри лонжеронов и по торцу полок, образующих коробчатое сечение, по всей длине лонжеронов приварены усиливающие полосы.
Первая поперечина используется для крепления цепи ограничения подъема платформы, а пружина освобождения цепи прикреплена ко второй поперечине.
Техническое обслуживание подвижной плиты и тяговой рамы заключается в периодическом осмотре и подтяжке крепления шкворней фиксации осей, смазке осей в соответствии с картой смазки.
Ремонт
При радиальном износе шкворня более 2 мм его необходимо заменить. Шкворень необходимо снять после отсоединения гидроцилиндра от нижней опоры, для чего:
— установить полуприцеп на опорные устройства, отцепить тягач, отсоединить шланги, затормозить полуприцеп стояночным тормозом и разместить козлы под тяговой рамой;
— отсоедините стопорную тягу 1 (см. рис. 3) и снимите ее с кронштейнов платформы и тяговой рамы. Тяговая рама с катушкой опустится на эстакаду;
— отсоединить гидроподъемник от нижней опоры гидроцилиндра и отвести в сторону, отогнуть стопор от нижней опоры и отвернуть от шкворня, выбить шкворень из гнезда.
Установка шкворня производится в обратном порядке.
Если ось 1 (см. рис. 2) крепления тяговой рамы изношена, ее необходимо заменить. Ось из стали 40-45 Ø 50-0,17, длина 132 мм.
На расстоянии 15 мм от торца перпендикулярно оси детали просверливается отверстие Ø 19 мм для установки стопорного штифта.
В кронштейне крепления тяговой рамы отверстие под ось выполнено Ø 50 + 0,50 мм, в проушинах тяговой рамы отверстие под ось выполнено Ø 50 + 0,25 мм.
Оси на кронштейне 4 можно заменить, для чего ненагруженную платформу поднимают на 20-25°, снимают упор 5 и вставляют его конец со штифтом между ребрами жесткости первой поперечины платформы , а противоположный конец с направляющей трубкой вставляется в гнездо правого кронштейна толстолистового проката. Затем опустите платформу до упора.
Механизм блокировки черновой рамы
Устройство. Для предотвращения опускания тяговой рамы с катком на землю при отцепке тягача от полуприцепа используется механизм блокировки тяговой рамы (рис. 3).
Перед отсоединением тягача от полуприцепа необходимо опустить опорное устройство, которое будет поворачиваться на определенный угол относительно оси.
К корпусу опорного устройства крепится поводок, соединенный тягой 4 с рычагом 3 замкового механизма.
Рычаг перемещает упорную тягу 1 с помощью тяги 2. Упорная тяга входит в отверстия проушин тяговой рамы и основания платформы и тем самым предотвращает падение тяговой рамы с пластиной мотовила.
В рабочем положении полуприцепа опорные устройства должны быть подняты.
Обслуживание замкового механизма заключается в своевременной очистке от грязи соединения тяг и вилок. Также необходимо следить за отсутствием изгиба штоков механической блокировки зма.
При искривлении стержней они подлежат обязательной рихтовке. В случае неполного входа стопорной тяги в ушки скоб необходимо произвести регулировку вращением тяг в вилках крепления.
Возможные неисправности тяговой рамы и мотовила и способы их устранения
Причина неисправности — устранение
Нарушено исходное положение осей крепления тяговой рамы
Износ или потеря стопорных штифтов оси — заменить штифты
Ощутимые рывки при изменении скорости движения
Износ шкворня более 2 мм — заменить шкворень
Изношены оси крепления тяговой рамы — заменить оси
Отработка в кронштейнах или проушинах тяговой рамы — Запрессовать ремонтные втулки в кронштейны или проушины
Подвеска
Подвеска мостов к раме полуприцепа осуществляется с помощью продольных полуэллиптических рессор — основных и дополнительных .
Основная рессора делится на две группы:
— первая группа рессор с просадкой 65-8 мм, вторая с просадкой 65+8 мм.
Дополнительная пружина также делится на две группы:
— первая группа рессор с просадкой 48+7 мм;
— второй со стрелой отклонения 48+1 мм.
Тормозная система
Тормозная система полуприцепа аналогична тормозной системе полуприцепа МАЗ-5245. Стояночный тормоз по принципу аналогичен такому же тормозу прицепа МАЗ-5206.
Особенностью полуприцепа-самосвала бескаркасной конструкции является то, что при разгрузке необходимо обеспечить подкатывание полуприцепа к тягачу или тягача к полуприцепу.
С учетом этого обстоятельства пневматическая система привода тормозов автопоезда в составе тягача МАЗ-504Г и полуприцепа МАЗ-5232В предусматривает возможность торможения одного тягача или одного полуприцепа в зависимости от условий разгрузки (рис. 4).
В зависимости от условий разгрузки торможение должно осуществляться следующим образом.
При выгрузке в отвал или бункер необходимо затормозить полуприцеп, для чего рукоятку 14 выпускного клапана 6, установленного на тягаче, перевести в положение, перпендикулярное продольной оси крана.
При этом воздух из соединительной магистрали полуприцепа выходит в атмосферу, в результате чего срабатывает воздухораспределительный клапан 8 и происходит торможение полуприцепа без нажатия на педаль тормоза 2 в кабина трактора.
После завершения разгрузки рукоятку 14 следует установить в исходное положение.
В случае разгрузки полуприцепа на площадке для лучшего снятия груза с платформы целесообразнее затормозить тягач, тем самым обеспечив скатывание полуприцепа.
Для этого рукоятку 12 крана ручного управления тормозами полуприцепа, установленного на полуприцепе, необходимо перевести в положение, перпендикулярное продольной оси крана, с помощью штока 11, как в результате чего сработает клапан распределения воздуха 8 и полуприцеп освободится.
Трактор тормозится нажатием педали тормоза в кабине трактора.
По окончании разгрузки рукоятка 12 должна быть установлена в исходное положение.
В иных случаях при обеспечении техники безопасности допускается выгрузка полуприцепа с не заторможенными тягачом и полуприцепом. При этом можно катить и полуприцеп, и тягач.
Не допускается выгрузка полуприцепа с одновременным торможением тягача и полуприцепа, как рабочим, так и стояночным тормозом, так как это вызовет резкое увеличение нагрузок на опрокидывающие и другие механизмы автопоезда из-за невозможность прокатки тягача и полуприцепа, что может привести к их поломке.
Электрооборудование
Электрооборудование состоит из семиконтактной розетки, двух задних фонарей, выполняющих роль стоп-сигналов, габаритных огней, указателей поворота, подсветки номерного знака и отражателей, установленных по бокам платформы.
Платформа полуприцепа-самосвала несущая, металлическая, с автоматически открывающимся и закрывающимся задним бортом.
Внутренние размеры платформы: длина 4420 мм, ширина 2290 мм, высота спереди 660 мм, сзади 570 мм; объем платформы 7 м 3 .
Платформа состоит из самого кузова, козырька, борта багажника, механизма с приводом блокировки борта багажника и резинометаллических амортизаторов.
Кузов полуприцепа сварен из штампованных профилей. Основа — лонжероны из швеллера 20а.
Борта изготовлены из листа толщиной 3 мм и усилены омега-контрфорсами, переходящими в поперечины крепления пола.
Двухъярусный пол.
Первый ярус представляет собой штампованный гофрированный профиль высотой 30 мм и толщиной 2 мм, приваренный к лонжеронам, поперечинам и нижней части бортов.
Второй ярус представляет собой лист толщиной 6 мм, приваренный к нижнему полу и бортам.
По верхней кромке бортов приварена штампованная арматура с отверстиями для установки надставок.
В переднюю часть вварена ниша для установки гидравлического платформенного подъемника.
Для защиты трактора от попадания на него груза к передней части корпуса болтами М10 крепится козырек.
Четыре амортизатора установлены перед нижней частью лонжеронов для поддержки тяговой рамы.
Задняя дверь открывается вокруг верхних осей в кронштейнах боковины.
Открытие и закрытие борта осуществляется автоматически в зависимости от угла наклона платформы.
При необходимости можно воспользоваться ручным запорным механизмом, расположенным с левой стороны возле двери багажника.
К лонжеронам платформы приклепываются кронштейны крепления рессор, привариваются кронштейны опорных устройств и кронштейны тяговой рамы.
Кронштейны крепления брызговиков приварены к двум задним боковым контрфорсам. Брызговики крепятся к кронштейнам болтами М8Х20.
Обслуживание платформы состоит из периодической мойки и подкрашивания.
При необходимости отрегулировать замок задней двери. Регулировка ручного запирания двери багажника осуществляется при наличии зазора по плоскости прилегания борта более 6 мм.
Ремонт платформы, как правило, производится сваркой при повреждении пола или бортов грузом.
Поврежденные места выпрямляются, а при необходимости завариваются с дополнительной установкой усиливающих пластин. Усиливающие пластины свариваются сплошными швами.
Механизм подъема платформы
Полуприцеп-самосвал работает в паре с седельным тягачом МАЗ-504Г, на котором установлено специальное гидрооборудование, предназначенное для подъема платформы транспортируемого полуприцепа-самосвала и приводимое в движение двигателем (рис. 5).
Механизм подъема платформы обеспечивает подъем платформы на угол 45°, ее опускание, остановку в любом промежуточном положении, автоматическое ограничение угла подъема, встряхивание платформы в конце подъема для лучшего сброса груза.
Дополнительно предусмотрено автоматическое открывание и закрывание заднего борта платформы.
Управление механизмом подъема платформы дистанционное, пневматическое, осуществляется из кабины машиниста с помощью воздухораспределителя.
Пневматическое дистанционное управление механизмом подъема платформы и замками задней двери облегчает работу водителя и сокращает время разгрузки.
Гидравлический цилиндр используется для подъема платформы. Он состоит из неподвижного трубчатого корпуса 12 (рис. 6) и пяти телескопически размещенных в нем выдвижных звеньев.
Сами направляющие втулки уплотнены в трубах такими же кольцами 11. От попадания грязи и пыли с внешней стороны уплотнительные кольца подвижных звеньев защищены грязеотталкивающими резиновыми кольцами 8.
Направление выдвижных звеньев и ограничение их хода достигается с помощью верхних направляющих втулок, фиксируемых стопорными кольцами , и направляющие полукольца 15, уложенные в подвижные звенья, расположенные в нижней части.
Снизу корпус цилиндра закрыт днищем 14, уплотненным резиновым кольцом 13.
Верхняя опора цилиндра (в платформе) выполнена в виде шарового шарнира.
Шаровой палец 4 фиксируется во внутренней выдвижной трубе с помощью стопорного кольца 6 и одновременно к сферической опоре 5 платформы с помощью гайки 3, которая стопорится стопорным кольцом 2.
Аналогичный вертлюг соединяет нижний конец цилиндра с накатной пластиной.
Шарнирное крепление цилиндра к пластине барабана и платформе разгружает все звенья цилиндра от действия поперечных нагрузок, возникающих при перекосе платформы.
Подача масла в цилиндр осуществляется через отверстие в нижней части неподвижной трубы, закрытое пробкой 17.
Шаровые опоры верхнего и нижнего подшипников цилиндра смазываются через масленки 1.
Ограничитель подъема платформы механизм (рис. 7) предназначен для ограничения угла подъема платформы и обеспечения ее раскачивания в конце подъема.
Клапан 12 ограничения подъема платформы устанавливается в отверстие поперечины и крепится болтом 14.
С помощью тяги 4, соединенной с шарнирным рычагом 6, при подъеме платформы перемещается наконечник 7 вправо на зазор 3,0-3,5 мм между гайкой 11 и торцом крышки клапанов подъема платформы (рис. 8).
При подъеме платформы на заданный угол рычаг 6 (рис. 7) воздействует на наконечник 7, который перемещает шток 9 (см. рис. 8) клапана. При этом шток упирается в клапан 5 и отрывает его от гнезда.
Воздух под давлением из полости «А» устремляется в полость «Б» и далее поступает в пневмокамеру регулирующего клапана, установленного на тракторе.
При этом напорная магистраль подъемного механизма платформы соединяется со сливной магистралью, а платформа, вытесняя масло из цилиндра, опускается под определенным углом до тех пор, пока клапан 5 не прижмется к седлу под действием пружины 4, а шток 9 возвращается в исходное положение усилием пружины 6.
Воздух из пневмокамеры регулирующего клапана выходит в атмосферу через отверстие «В» в штоке 9 клапана, после чего платформа начинает подниматься и цикл повторяется.
Попеременное открытие и закрытие клапана обеспечивает тряску платформы в конце подъема, что значительно облегчает сброс груза.
Механизм запирания борта багажника (рис. 9) предназначен для автоматического открывания борта багажника при подъеме платформы и фиксации его в транспортном положении.
Привод механизма пневматический с автоматическим клапаном управления механизмом бокового запирания, который направляет воздух в пневмоцилиндр бокового запирания.
Цапфы 2 борта удерживаются двумя захватами 1, расположенными по обеим сторонам платформы. Захваты 1 соединены тягами 15 с рычагами 11, жестко закрепленными на общем валу 12.
Каждая из тяг состоит из двух частей, соединенных друг с другом на резьбе таким образом, что общая длина тяги может изменяться .
При повороте вала 12 на определенный угол в ту или иную сторону захваты 1 зажимают или освобождают цапфы 2 двери багажника.
Вал 12 приводится в движение качающимся пневмоцилиндром двойного действия 10.
Крышки и корпус цилиндра стянуты четырьмя шпильками.
Поршень и шток уплотнены резиновыми уплотнительными кольцами.
Цилиндр шарнирно шарнирно соединен шпилькой 9 с поперечиной 8 платформы, а его шток соединен с вилкой 6 посредством шкворня 5 с рычагом 4, жестко закрепленным на валу 12 в ее средней части.
Подача воздуха в пневмоцилиндр осуществляется через отверстия в крышках по воздуховодам, соединенным с автоматическим клапаном управления механизмом бокового запирания.
При подаче воздуха в полость «А» (рис. 5) цилиндра поршень переместится вправо, поверните вал 12 с помощью рычага 4 (см. рис. 9). Будет выпущен.
При подаче воздуха в полость «Б» (см. рис. 5) (в этом случае полость «А» соединена с атмосферой через клапан) движение всех звеньев механизма будет происходить в противоположном направлении а захваты, поворачиваясь по часовой стрелке, будут зажимать штифты борта.
При движении полуприцепа полость «В» цилиндра находится под давлением воздуха и таким образом поршень принудительно удерживается в положении, соответствующем закрытому борту.
Даже при отсутствии давления воздуха самопроизвольное открытие борта исключено, так как тяги 15 (см. рис. 10) с положением звеньев механизма, соответствующим закрытому борту, расположены над осью борта вала 12 (проходят через мертвую точку), что препятствует вращению этого вала по часовой стрелке.
Для возможности управления боковыми захватами при какой-либо неисправности пневмопривода на валу 12 с левой стороны полуприцепа установлена ручка 13, с помощью которой водитель может открывать или закрывать борт.
Конец ручки в закрытом положении борта упирается в задний контрфорс борта, что позволяет разгрузить пневмоцилиндр от нагрузок, возникающих при приложении нагрузки к заднему борту.
Механизм блокировки борта автоматически управляется клапаном 5 (см. рис. 5).
Воздух из пневмобака полуприцепа подается к клапану через отверстие в нижней крышке 1 (рис. 10) клапана.
При поднятой платформе крюк тяговой рамы воздействует на рычаг 6 клапана, установленного на поперечине платформы, который, поворачиваясь вокруг оси, давит на толкатель
Вниз толкатель давит на резиновый клапан 12 от розетка.
Воздух устремляется из нижней полости в пространство между толкателем и сверлом в корпусе и через отверстие 1 в корпусе по трубопроводу поступает в пневмоцилиндр бокового запирания.
При опускании платформы крюк тяговой рамы воздействует на рычаг 6, который, поворачиваясь вокруг оси, давит на другой толкатель.
Процесс Происходит аналогично описанному, но воздух подается в другую полость цилиндра.
Выталкиваемый из цилиндра воздух выбрасывается в атмосферу через отверстие в толкателе.
Стопор безопасности платформы расположен с правой стороны полуприцепа.
Для установки упора необходимо поднять платформу на угол 20 — 25˚, затем снять упор и вставить конец со штифтом в поперечину платформы между ребрами.
Направляющую трубу опустить в гнездо кронштейна пластины барабана, затем опустить платформу до упора.
Запрещено использовать упор при загруженной платформе.
Техническое обслуживание. В процессе эксплуатации необходимо систематически контролировать крепление гидроцилиндра к раме и к платформе, следить за герметичностью его уплотнений и регулярно смазывать шаровые шарниры его верхней и нижней опор через масленки.
Рекомендуется проверить крепление баллона на ТО-1. В этом случае необходимо проверить надежность стопорения гаек верхней и нижней опор цилиндра.
После длительной эксплуатации на поверхностях скользящих звеньев гидроцилиндра могут появиться небольшие масляные подтеки, которые являются результатом соскабливания масляной пленки уплотнительными кольцами.
Их следует удалять чистой сухой тканью. Обильные утечки масла указывают на износ уплотнительных колец.
В этом случае необходимо заменить уплотнительные кольца, так как наличие масла на рабочих поверхностях звеньев цилиндров приводит к их загрязнению и, как следствие, к ускоренному износу деталей.
При нормальных условиях эксплуатации срок службы уплотнительных колец соответствует 80-100 тыс. км пробега полуприцепа, однако при значительной перегрузке полуприцепа и при использовании загрязненного масла срок службы уплотнительных колец кольца резко редуцированы.
Частая замена уплотнительных колец на удлинителях гидроцилиндров при нормальных условиях эксплуатации свидетельствует об износе и необходимости замены верхних направляющих втулок.
Во избежание поломки нижних направляющих полуколец звеньев цилиндра необходимо избегать опускания ненагруженной или даже частично ненагруженной платформы, так как при быстром опускании платформы направляющие полукольца подвергаются резким ударным нагрузкам .
Для нормальной работы гидроцилиндра большое значение имеет правильно установленный предел максимального угла платформы, что достигается регулировкой механизма ограничения угла платформы.
Правильно отрегулированный механизм не должен позволять платформе подниматься более чем на 45°.
При таком угле подъема платформы ход цилиндра несколько меньше максимально возможного и, как следствие, врасплох цилиндр не срабатывает.
Техническое обслуживание механизма блокировки двери багажника сводится к систематическому контролю герметичности соединений, трубопроводов и шлангов, подающих воздух в цилиндр, герметичности самого цилиндра, периодической проверке регулировки механизма.
Значительные утечки воздуха через штуцеры воздухопровода, уплотнения крышки пневмоцилиндра и его шток обычно определяются на слух.
Незначительные утечки воздуха можно обнаружить с помощью мыльного раствора. Герметичность системы следует проверить на ТО-1.
Регулировать механизм рекомендуется только в случае необходимости, когда замечены сбои в его работе.
Регулировка механизма блокировки двери багажника заключается в правильном подборе длины тяг 15 (см. рис. 9) и длину штока пневмоцилиндра 10.
Изменение длины штока 15 осуществляется перемещением гаек 14 по резьбе штока. Длину штока изменяют навинчиванием или навинчиванием вилки 6 на шток цилиндра.
Механизм блокировки борта рекомендуется регулировать в следующем порядке:
— стравить воздух из пневмосистемы трактора, расшплинтовать и вынуть палец 5 крепления штока цилиндра к рычагу 4 и протолкнуть шток цилиндра до упора поршня в нижней крышке;
— прижав ручку свободным концом к контрфорсу, довести длину левой тяги 15 вращением гаек 14 до величины, обеспечивающей надежный зажим цапфы борта между скобой 3 и захватом 1.
Также отрегулируйте длину правого стержня захвата;
— проверить работу механизма блокировки борта вручную. Для этого рукояткой 13 2-3 раза открыть и закрыть замки.
Если усилие, необходимое для перемещения звена через мертвую точку, слишком велико, следует увеличить длину тяг. Затяните гайки 14;
— удлинить шток цилиндра на 5 мм, ослабить гайку 7 и вращать вилку в нужном направлении до совмещения отверстий вилки с отверстием в рычаге 4, при этом плотно прижимая к скобе на конце ручки;
— вставка и шплинт 5. Контргайка 7;
— запустить двигатель, довести давление в пневмосистеме до 4 кгс/см 2 и несколько раз поднять и опустить пустую платформу, проверяя работу механизма боковой блокировки.
Правильно отрегулированный запорный механизм должен обеспечивать надежный зажим цапф цапфами, отсутствие самопроизвольного открывания борта и захвата захватов цапфами борта при его открывании и закрывании при подъеме и опускании Платформа.
Открытие и закрытие задней двери должно происходить при угле подъема платформы 10 — 15˚.
Если это происходит при большем или меньшем угле подъема платформы, необходимо переместить автоматический клапан управления механизмом блокировки борта в пазах кронштейна так, чтобы при угле подъема платформы 10-15° рычаг клапана 6 ( см. рис. 7) может войти в контакт с крюком на поперечине тяговой рамы и тем самым открыть доступ воздуха к пневмоцилиндру механизма блокировки борта.
Регулировка механизма ограничения подъема платформы. При правильно отрегулированном подъеме платформы ограничительный клапан подъема платформы должен срабатывать при угле подъема платформы 45°.
При этом последняя выдвижная трубка цилиндра должна выдвигаться на 250-300 мм и платформа должна автоматически раскачиваться.
Если при полностью поднятой платформе последняя труба выступает более чем на 300 или менее чем на 250 мм; регулировку необходимо проводить в следующей последовательности:
-поднять платформу подъемным механизмом и установить предохранительный упор;
— убедиться, что расстояние от торца клапанной крышки до конца гайки 11 (см. рис. 7) составляет 3-3,5 мм и при необходимости отрегулировать значение этого размера гайкой 11 и затянуть контргайка 10;
— изменением рабочей длины штока 4 с помощью гаек 2 и 3 добиться такого положения, чтобы клапан срабатывал при выдвижении последней трубы цилиндра на 250-300 мм. При увеличении рабочей длины тяги 4 (при отворачивании гаек) угол подъема платформы увеличивается, а при уменьшении длины тяги уменьшается. После завершения регулировки затяните контргайку 3.
Ремонт
Для снятия гидроцилиндра необходимо:
— поднять платформу с помощью грузоподъемного механизма или внешнего подъемного устройства, надежно заблокировать предохранительным упором и слить масло из системы;
— снять стопорное кольцо гайки верхней опоры цилиндра, отвернуть гайку, отсоединить шланг нагнетательной магистрали от цилиндра, снять стопорное кольцо гайки нижней опоры цилиндра и отвернуть гайку;
— открутить днище корпуса гидроцилиндра, снять уплотнительное кольцо снизу, вытолкнуть каждое выдвижное звено вниз из корпуса последовательно от звена наименьшего диаметра к самому большому. С каждого извлеченного звена снимите направляющие полукольца;
— с корпуса цилиндра, а также с первого, второго, третьего и четвертого выдвижных звеньев снять стопорные кольца крепления верхних направляющих втулок, а затем и сами направляющие втулки;
— снять наружные и внутренние уплотнительные кольца и кольца грязесъемные из канавок направляющих втулок.
Промойте все части цилиндра и внимательно осмотрите. Замените изношенные детали. Наиболее изнашиваемыми частями гидроцилиндра являются уплотнительные кольца подвижного звена и грязесъемные кольца.
Если затяжка уплотнительных колец цилиндра перед разборкой была недостаточной, кольца следует заменить.
Внимательно осмотрите направляющие полукольца.
При наличии на них сколов или трещин, которые могли появиться в результате опускания нагруженной платформы, полукольца подлежат замене.
После длительной эксплуатации гидроцилиндра (примерно после 80 — 100 тысяч подъемов платформы) может потребоваться замена верхних направляющих втулок, о чем обычно свидетельствуют увеличенные зазоры между направляющей и соответствующим звеном, вызывающие ускоренное износ уплотнительных колец.
Сборка гидроцилиндра производится в порядке, обратном разборке.
Для этого необходимо:
— перед сборкой тщательно промыть все детали гидроцилиндра, продуть сжатым воздухом, смазать уплотнительные кольца и внутреннюю поверхность направляющих втулок консистентной смазкой;
— аккуратно соберите гидроцилиндр, стараясь не повредить уплотнительные кольца.
Как известно, выполнению земляных работ в бурении скважин отведена большая часть процесса. К таким работам относят и прокоп траншей или котлованов, и создание фундаментов для будущего заливания цемента и многое другое. Всё зависит от специфики работ, состояния техники и масштаба объекта. Чтобы Вы понимали, что такое земляные работы, а так же, что в них входит, мы объясним это более детально.
Что такое земляные работы: определение?
Давайте, всё-таки, разберёмся, что такое земляные работы. Определение у этого термина следующее: это работы, связанные с переработкой, укреплением и иными операциями, проводимыми с грунтом. Отсюда, собственно, и название. Понятно, что такой вид работ используется при строительстве зданий/сооружений, или как в нашем случае, бурении.
Стоит отметить, что выполнять работы с грунтом может как живая рабочая сила, то есть человека, так и техника. В последнее время, даже небольшие и несложные работы, в целях экономии времени, поручают выполнять специальному оборудованию. Так, технология горизонтально-направленного бурения не обходится без буровой установки и экскаватора. Именно он копает ямы, в которых в будущем будет замещаться либо ствол скважины либо основание дома – фундамент.
Конечно, есть случаи, когда ручной силы будет достаточно. К примеру, на участке площадью, скажем, в 10 соток, необходимо прокопать неглубокую траншею для отвода воды. Да, это будет в разы медленнее, нежели экскаватором, но вполне реально.
Что относится к земляным работам?
Чтобы понимать, что относится к земляным работам, необходимо знать их основные виды. Принято делить работы с грунтом на 4 типа: механические, гидравлические ручные и подрывные. Чтобы было понятнее, разберём каждый вид работ отдельно. Итак, механический способ заключается в том, что абсолютно все работы выполняет землеройная техника. К таким машинам относятся экскаваторы, бульдозеры, самосвалы и т.д.
При помощи этих машин осуществляется укладка, доставка и раскопка почвы и непосредственно грунта. Участие человека здесь либо совсем не требуется, либо затрагивается крайне редко, только в качестве операторов этой техники. Подобный тип работ широко распространён в строительстве. Так как это позволяет обеспечить точность и более оперативно завершение процессов в рамках проекта.
Что касается гидравлических работ, здесь разработка грунта происходит при помощи концентрированного потока воды. Управляется он с помощью специального оборудования – землесосов. Так для проведения гидравлических работ требуется большое количество воды, этот способ актуален только в той местности, где она есть. Например, близ водоёма или скважины. В принципе, это и является ответом на вопрос, что такое эксплуатация скважиныили иного искусственного водоёма.
Что касается ручного типа, тут, в принципе, и так всё ясно. Это способ, в котором основную роль играет работа человека. На самом деле, с усовершенствованием и доступностью выполнения работ техникой, применение ручного способа работы с землёй отходит на второй план. В ручную раскопки грунта делают на маленьких участках, где расположение техники физические не представляет возможности.
И последний тип земляных работ – взрывной. Он применяется крайне редко и для его осуществление требуется ряд факторов. Как правило, взрывной тип применяют при добыче полезных ископаемых, а точнее, угля. Так как карьеры очень трудно перерабатывать даже мощной техникой, в целях экономии средств и времени, предпочитают устанавливать взрывные комплексы, которые в прямом смысле слова, взрывают грунт.
Что входит в земляные работы?
Мы уже немного поговорили о том, что входит в земляные работы. Тем не менее, разъясним это более подробно. Итак, как мы уже говорили, понятие «земляные» говорит само за себя. То есть, всё что так или иначе прямым или косвенным образом связано с грунтом, его обработкой, раскопкой и перевозкой, входит в спектр земляной деятельности.
Начиная от подготовительной обработки почвы на участке, оканчивая укладкой фундамента или зарыванием коммуникаций под землю. Некоторые компании по строительству канализаций даже установку септика или резервуара для хранения воды относят к земельных работам. В принципе, это верно, так как, сам процесс, пусть и косвенным образом, связан с почвой. Ведь что септик что резервуар погружаются в землю, и закапываются по самое устье.
Что требуется оформить на проведение земляных работ?
При заключение контракта на проект по земельным работам, необходимо учесть, что требуется оформить на их проведение. Конечно, большинство компаний по строительству наружных сетей водопровода оказывают услуги сопровождения сделки, в том числе и сбор необходимых документов. На самом деле, это очень важная деталь в планирование даже небольших работ.
Даже на частной территории заказчику необходимо получить разрешение на проведение подобных работ у вышестоящих станций, в зависимости от цели работ и местности проведение. Если требуется прокол почвы для проведения, скажем газовой трубы, тогда требуется обращаться за разрешением в Горгаз, если для прокладки водопровода, то в городской водоканал.
Это необходимо, в первую очередь, чтобы избежать попадания на уже действующие участки коммуникаций либо же участки, где, по объективным причинам, любые земляные процедуры запрещены. Например, если это объект культурного наследия, либо, по достоверным данным, в этой местности есть подземные газы и т.д.
Что должно выполняться при проведении земляных работ?
Понимать, что должно выполнять при проведении земляных работ, позволит заказчику проекта в полной степени контролировать его осуществление. К сожалению, не все подрядчики, в полной мере не выполняют свои обязанности. Нужно знать, что помимо самого выполнения работ, необходимо осуществлять полную поддержку оборудования.
Если же техника ломается, то компания-подрядчик должна отремонтировать её, причём, в большинстве случаев, за свой счёт. Исключением являются ситуации, когда поломка происходит по вине заказчика, умышленно или не умышленно. Но, чтобы этого избежать, на предполагаемый объект выезжает специалист, который оценивает расположение, местность и анализирует предстоящие трудности в осуществлении проекта.
Это всё так же задача подрядчика. Если Ваш договор подразумевает сдачу проекта под ключ, то мастера должны не только проделать подготовительные работы, но и убрать и зачистить участок после. Поэтому, внимательно читайте смету перед заключением, уточняйте, что именно будет входить.
Так же, стоит обозначить, какие работы осуществляются за дополнительную плату, и по возможности, юридически зафиксировать. Каждая фирма по своему решает, из чего состоит буровая установка, исходя из сложности участка и масштаба заказа. Всё это должно быть прописано в условиях договора, или в приложениях, которые будут сопутствующими документами.
Проведение земляных работ – это важная процедура в строительстве, бурении и добыче полезных ископаемых. В общем, всех процедур, которые так или иначе связаны с разработкой почв. Кстати, вид земли при этом не важен. Рабочие, которые проводят эти работы должны иметь обязательный опыт и всю соответствующую документацию. Само осуществление работ с землёй должно быть согласовано с вышестоящими инстанциями.
Земляные работы | это… Что такое Земляные работы?
комплекс строительных работ, включающий выемку (разработку) грунта, перемещение его и укладку в определённое место (процесс укладки в ряде случаев сопровождается разравниванием и уплотнением грунта). З. р. являются одним из важнейших элементов промышленного, гидротехнического, транспортного, жилищно-гражданского строительства. Цель З. р. — создание инженерных сооружений из грунта (плотин, железных и автомобильных дорог, каналов, траншей и т.д.), устройство оснований зданий и сооружений, воздвигаемых из др. материалов, планировка территорий под застройку, а также удаление земляных масс для вскрытия месторождений полезных ископаемых. З. р., связанные с добычей полезных ископаемых открытым способом, относятся к горным работам (см. Вскрышные работы).Земляные сооружения создаются путём выемок в грунте или возведением из него насыпей. Выемка, отрываемая только для добычи грунта, называется резервом, а насыпь, образованная при отсыпке излишнего грунта, — отвалом.
Различают З. р. открытые (на поверхности земли), подземные и подводные. З. р. в современном строительстве почти полностью механизированы и выполняются высокопроизводительными машинами. К подготовительным и вспомогательным З. р. относятся: очистка территории, разбивка земляных сооружений, отвод поверхностных вод, устройство дренажа сооружений (См. Дренаж сооружений), крепление стенок выемки, Закрепление грунтов и др. Основные способы З. р.: механический, взрывной, гидромеханический.
При механическом способе З. р. (наиболее распространённом) разработка грунта осуществляется землеройными и землеройно-транспортными машинами (Экскаваторы, Скреперы, Бульдозеры, Грейдеры, грейдер-элеваторы, погрузчики, канавокопатели и др.). Для транспортирования грунта (из выемок к месту укладки) на значительные расстояния применяется т. н. транспортный способ, при котором разработка грунта производится землеройными машинами (главным образом экскаваторами) с погрузкой в рельсовый или безрельсовый транспорт или на ленточные конвейеры.
При сооружении каналов, железных и автомобильных дорог, отрывке котлованов и траншей с перемещением грунта на небольшие расстояния (150—200 м) обычно используется бестранспортный способ, когда выемка грунта (с несколькими перекидками) и удаление его за пределы контуров сооружений производятся экскаваторами-драглайнами. Этот способ весьма эффективен, особенно на открытых горных разработках. При З. р. с транспортированием грунта в насыпи на расстояние до 3000 м целесообразно применение самоходных скреперов и погрузчиков. Прицепные скреперы с ковшами ёмкостью 10—15 м3при наличии тягачей, имеющих ограниченную скорость, обычно используются для перемещения грунта на расстояние до 100 м. Осуществляя послойную разработку грунта, скреперы дают возможность отбирать для укладки в насыпь высококачественные грунты. Наряду с этим скреперы разравнивают и частично уплотняют грунт, что существенно облегчает последующие работы по уплотнению грунтов. Тяжёлые грунты при разработке скреперами рекомендуется предварительно рыхлить.
Разработка неглубоких выемок, планировочные работы, полувыемки-полунасыпи (на косогорах), разравнивание, обратные засыпки с перемещением грунта на 100—150 м производятся бульдозерами. Особенно эффективно применение групп бульдозеров (по 2—3 в ряд), что увеличивает производительность каждого бульдозера за счёт уменьшения потерь грунта. Для рытья траншей наряду с одноковшовыми экскаваторами используются и многочерпаковые траншейные. Планировочные З. р., профилировка земляного полотна автомобильных дорог, а также рытьё небольших канав (нагорных, кюветов и др.) могут выполняться самоходными грейдерами. При возведении различных земляных сооружений, засыпке фундаментов и траншей требуется послойное уплотнение грунта. Оно производится обычно катками дорожными (См. Каток дорожный) (гладкими, шиповыми, вибрационными и др.), в стеснённых условиях — трамбовками, вибротрамбовками, трамбовочными плитами.
При взрывном способе З. р. используется сила взрыва зарядов взрывчатых веществ для перемещения грунта в нужном направлении (см. Направленный взрыв). Во многих случаях (особенно при больших объёмах работ) взрывной способ даёт большой экономический эффект.
Гидромеханический способ З. р., называемый гидромеханизацией (См. Гидромеханизация), осуществляется с помощью гидромониторов, разрабатывающих земляной массив напором водяной струи, или землесосных снарядов, всасывающих грунт вместе с водой. При гидромеханизации все 3 элемента З. р. (разработка, транспортирование, укладка грунта) объединяются в непрерывный процесс, что обеспечивает высокую эффективность этого метода. Применяются также и комбинированные способы З. р., например механический способ со взрывным, гидромеханическим и т.п. Выбор методов З. р. и средств механизации обусловливается проектом производства работ.
Лит.: Строительные нормы и правила, ч. 3, раздел Б, гл. 1 — Земляные сооружения, М., 1964; Технология и организация строительного производства, под ред. И. Г. Галкина, М., 1969.
Л. Б. Гисин.
существующие виды, исчисление их объемов, определение СНиП
Самые трудоемкие и тяжелые работы в строительстве — земляные. Строительство объектов любого назначения, так или иначе, связано с их производством. Так как это большой и трудоемкий процесс, то все виды земляных работ должны выполняться с помощью машин и строительных механизмов. Правила проведения таких работ регламентирует СНиП.
Виды земляных работ
К основным видам земляных работ относятся:
рыхление грунта;
отрыв траншей и каналов;
вскрышные работы;
возведение насыпи и уплотнение грунта;
зачистка дна и откосов после возведения фундамента;
планировка поверхности и др.
Рыхление грунта осуществляют тремя способами: механическим, гидравлическим и взрывным.
Механический способ основан на всасывании землесосными снарядами грунта и его транспортировке в намывное сооружение по пульпопроводу.
Гидравлический способ представляет собой размывание подошвы забоя струей воды, тем самым вызывая обрушение грунта.
При взрывном способе разрушение грунта происходит при сгорании взрывчатых веществ.
Земляные сооружения, которые сопутствуют земляным работам, подразделяются на постоянные и временные.
К земляным сооружениям постоянного типа относят: выемки для дорог, каналов и т. д., а также насыпи не только для дорог, но и дамб. Огромное значение насыпи и выемки имеют при планировке площадей для строительства.
Для временных сооружений характерны выемки для возведения фундамента, траншеи для водопроводов, теплофикации и других сетей.
Правила исчисления объемов земляных работ
Чтобы вычислить объемы земельных работ, необходимо придерживаться сметных норм при строительстве.
Для вычисления объемов земельных работ при разработке не следует исчислять экскаваторами без значения объема выемки траншей, водоотводных канав. Работы по срезке недоборов и монтажа въездов в котлованы вычисляются на основе проектных данных.
Устройства ирригационных каналов исчисляются по проектному объему дамб. При этом не учитывается переуплотнение грунта.
Гидромеханизированный способ разработки грунта и объем данных работ исчисляется в следующих случаях:
при укладке грунта в сооружение, учитывая проектный объем насыпи или бункера;
укладывание грунта в отвал, используя значение объема выемки.
Для фундамента глубина котлованов принимается по проектным данным от подушки фундамента до отметки земли.
Чтобы исчислить глубину котлованов для подвала, принимается отметка от подстилающего слоя до отметки земли.
Траншеи для трубопроводов укладываются от подошвы основания труб до начальной отметки земли.
Котлованы и траншеи должны находиться на глубине, которая исчисляется согласно СНиП. При этом глубину (при отдельно подсчитанном слое срезки) необходимо уменьшить на ширину срезки растительного грунта.
Дно траншей или котлованов с откосами для фундамента должно быть одинаково по ширине фундамента, однако, при наличии креплений, к ширине фундамента добавляется 0,15 метров. Если ограждение шпунтовое, то добавляется с обеих сторон по 0,2 метра, если имеется вертикальная гидроизоляция, то добавляется с каждой стороны по 0,3 метра.
Вертикальная планировка сооружения исчисляется по проектным данным, не учитываются объемы грунта между отметками при копании траншей и котлованов.
Стенки траншей и котлованов измеряют при креплении досками по всей площади котлована. Если стенки крепятся шпунтом, то объем измеряется по площади шпунтовой стенки.
Планировка площади, откосов и верха исчисляется в квадратных метрах.
Укрепление полотна земли определяется по площади разных видов укреплений.
Строительные нормы и правила
Земляные работы регламентируются сводом основных документов, которые применяются в строительстве.СНиП — документ, в котором содержатся все нормы и правила для строителей, монтажников и проектировщиков. Состоит нормативный документ из 4 частей.
В первой части СНиП описываются и характеризуются строительные материалы, изделия, а также конструкции и строительное оборудование. В этой главе сформулированы правила приемки, перевоза и хранения материала, приводятся показатели прочности, морозостойкости и теплопроводности материалов и изделий и т. д.
Во второй части СНиП предложены нормы строительного проектирования. Здесь представлены особенности проектирования различных зданий, сооружений транспорта и связи, общественных и объемных жилых домов, включая вопросы водоснабжения, вентиляции, канализации и др.
Третья часть СНиП повествует об организации и технологии строительной отрасли. Точное выполнение и совмещение строительных и монтажных работ, использование материальных ресурсов на строительных объектах обеспечивают необходимо качество работ с наименьшей трудоемкостью и стоимостью.
В четвертой части СНиП для строителей представлен комплекс сметных норм, с целью определить сметную стоимость различных работ, материалов, деталей и конструкций. Здесь же дается описание сметных норм на затраты, на временное сооружение, дополнительные затраты при работе в зимнее время.
Нарушение правил при выполнении земляных работ, при проектировании, строительстве приводит к деформации сооружения.
Если лестничная клетка не отделена специальными противопожарными перегородками, применяются горючие материалы в виде утеплителя — все эти несоответствия могут привести к пожароопасной ситуации.
К тому же недостаточный разрыв между зданиями не обеспечивает необходимый проезд пожарным машинам, а также доставляет неудобства пешеходам и транспорту.
Нормативные документы, включенные в СНиП, обеспечивают внедрение в строительную отрасль прогрессивных и экономических решений для различных типов зданий, позволяют снизить стоимость земляных работ и значительно повысить капитальные вложения.
Земляные работы. Общие положения
Технология строительных процессов.
Лекция 5.1
Земляные работы. Общие положения.
При строительстве любого здания или сооружения, а также планировке и благоустройстве территорий ведут переработку грунта. Переработка включает следующие основные процессы: разработку грунта, его перемещение, укладку и уплотнение. Непосредственному выполнению этих процессов в ряде случаев предшествуют или сопутствуют подготовительные и вспомогательные процессы. Подготовительные процессы осуществляют до начала разработки грунта, а вспомогательные — до или в процессе возведения земляных сооружений. Весь этот комплекс процессов называется земляными работами.
В промышленном и гражданском строительстве земляные работы выполняют при устройстве траншей и котлованов, при возведении земляного полотна дорог, а также планировке площадок. Все эти земляные сооружения создают путем образования выемок в грунте или возведения из него насыпей.
Выемки и насыпи могут быть временными и постоянными. Постоянные земляные сооружения – плотины, дамбы, каналы, водохранилища и т.п. – предназначены для длительной эксплуатации. Временные земляные сооружения устраивают как необходимый элемент для последующих строительно-монтажных работ. К ним относятся котлованы и траншеи.
По своему назначению выемки и насыпи могут быть частью вертикальной планировки площадки (планировочные выемки и насыпи) и отдельными выемками и насыпями. Отдельные выемки называют котлованами, если соотношение их длины к ширине не более 10:1, и траншеями, если оно более этой величины. Наклонные боковые поверхности выемок и насыпей называют откосами, а горизонтальные поверхности вокруг них — бермами. Остальными элементами земляных сооружений являются: дно выемки — нижняя горизонтальная земляная поверхность выемки; бровка — верхняя кромка откоса; подошва — нижняя кромка откоса; крутизна (или коэффициент) откоса m=h/B, где — h-глубина выемки или высота насыпи; B-заложение откоса (рис. 1).
К земляным сооружениям относятся также резервы и кавальеры. Резервы — это выемки, из которых берут грунт для устройства насыпи, а кавальеры — это насыпи, образуемые при отсыпке ненужного грунта, например для временного его хранения, используемого затем вновь для засыпки траншей или пазух котлованов.
Земляные сооружения при их эксплуатации не должны изменять своей формы и основных размеров, давать просадок, размываться под действием текущей воды и поддаваться влиянию атмосферных осадков.
— 1 —
Технология строительных процессов.
Лекция 5.1
Земляные работы характеризуются значительной стоимостью и особенно трудоемкостью. Так, например, в промышленном строительстве они составляют около 15% стоимости и 18… 20% трудоемкости общего объема работ. На земляных работах занято около 10% общей численности рабочих строительства.
Минимальные стоимость и трудоемкость земляных работ могут быть обеспечены, во-первых, при минимальном проектном объеме разрабатываемого грунта и, во-вторых, при такой последовательности выполняемых работ, когда каждый объем грунта, разрабатываемый в проектной выемке, сразу укладывается в предусмотренное для него место в проектной насыпи, что исключает многократную переработку одного и того же объема грунта, в-третьих, при применении наиболее эффективных по стоимости и трудоемкости методов производства земляных работ и их механизации. Второе условие может быть выполнено при соблюдении определенной технологической последовательности разработки выемок и возведения насыпей. Особенно характерно это для строительных площадок, где ведется вертикальная планировка территории и разработка отдельных выемок (рис. 2). В этом случае на участке планировочной насыпи необходимо закончить отрывку котлована до возведения насыпи, а на участках планировочной выемки — только после выполнения последней. Грунты планировочной выемки необходимо одновременно с разработкой перемещать и укладывать в тело планировочной насыпи, за исключением резервируемых объемов, используемых впоследствии для засыпки пазух подземных частей сооружений. Для выполнения третьего условия необходимо прежде всего выбрать эффективную технологию производства земляных работ с применением комплектов высокопроизводительных и экономичных машин и транспортных средств.
Рисунок 2. Разграничение вертикальной планировки: 1 — разработка котлована на участке планировочной насыпи; 2 — разработка грунта планировочной выемки с перемещением в насыпь; 3 — разработка котлована на участке планировочной выемки; 4 — засыпка пазух зарезервированным грунтом; А — профиль земли; Б — уровень планировки; В — подземная часть здания.
В настоящее время грунт перерабатывают механизированным способом с помощью различных землеройных, землеройно-транспортных машин, средств гидромеханизации, бурением, а также взрывным способом. Однако на многих объектах при мелких рассредоточенных объемах работ, при прокладке подземных инженерных сетей, устройстве фундаментов в стесненных условиях, при зачистке и оформлении дна и откосов котлованов, при укладке и уплотнении грунта в стесненных условиях и т. п. применяется ручной труд. Производство работ вручную даже в небольших объемах влияет на общие затраты труда, так как производительность ручного труда в 20…30 раз ниже механизированного.
Дальнейшее совершенствование технологии производства земляных работ идет по пути повышения организационного технологического уровня производства, совершенствования существующих и разработки новых моделей высокопроизводительных землеройных и землеройно-транспортных машин и навесного оборудования к ним.
— 2 —
Технология строительных процессов.
Лекция 5.1
При производстве земляных работ все подготовительные, вспомогательные и основные процессы выполняют комплектами машин, каждая из которых предназначена для определенного рабочего процесса или операции (разработка, транспортирование, разравнивание и уплотнение грунта; зачистка дна выемки; планировка откосов и т. д.). В общем случае одна и та же работа может быть сделана с большей или меньшей эффективностью различными комплектами машин. Способ и комплект машин для конкретных производственных условий выбирают на основании технико-экономического анализа и обоснования различных вариантов.
— 3 —
Земляные работы — Билеты для оператора котельной
Общие положения
К земляным работам относятся все работы связанные, с вскрытием и планировкой грунта при ремонте, новом строительстве зданий и сооружений, производстве ремонтов подземных коммуникаций.
Производство земляных работ допускается только при наличии наряда-допуска на проведение ремонтных работ и письменного разрешения установленной формы.
Письменное разрешение на производство земляных работ с планом (выкопировкой) выдается начальником отдела капитального строительства, ответственного за достоверность нанесенных в плане коммуникаций, и за подписью начальника цеха, производящего земляные работы — ответственного за безопасное производство земляных работ. План выдается с указанием трасс и глубин залегания всех коммуникаций в радиусе 10 метров от места производства работ.
При оформлении разрешение согласовывается в обязательном порядке с отделом охраны труда и промышленной безопасности, с газоспасательной службой (при необходимости) и с руководителями цехов. Представители этих цехов устанавливают знаки, указывающие места расположения коммуникаций и записывают в разрешение условия, направленные на сохранение кабелей, трубопроводов.
Котлованы и траншеи должны быть прочно ограждены, на ограждениях вывешены предупреждающие знаки и надписи, а в ночное время установлено сигнальное освещение. В местах прохода людей через траншеи должны быть установлены переходные мостики, освещенные в ночное время.
Новые трассы всех коммуникаций разбиваются и закрепляются колышками в присутствии непосредственного руководителя работ.
Учитывая непосредственную близость на предприятии существующих коммуникаций подземного хозяйства, земляные работы должны производиться обязательно под наблюдением непосредственного руководителя работ, а в близости от кабельных сетей или отдельных кабелей, находящихся под напряжением, а также при вскрытии кабелей — в присутствии представителей электроцеха.
Требования безопасности при проведении работ
При приближении к действующим подземным коммуникациям, электрокабелям и т.п. запрещается пользоваться ударными инструментами (ломами, кирками, клиньями и т.п.), в этом случае работы производятся осторожно лопатами без резких ударов.
Не допускается производство раскопок землеройными машинами на расстоянии ближе 1 м и применение клин-молота и аналогичных ударных механизмов на расстоянии ближе 5 м от кабелей, если эти работы не связаны с раскопкой кабеля. При производстве земляных работ над кабелем применение отбойных молотков для рыхления грунта и землеройных машин для его выемки допускается только на глубину, при которой до кабеля остается слой грунта не менее 0,3 м, при этом трасса кабеля должна быть прошурфована. Дальнейшая выемка грунта должна производиться лопатами. Применение ломов и аналогичных инструментов запрещается.
Перед началом работы под надзором персонала, эксплуатирующего кабель, должно быть произведено контрольное вскрытие грунта для уточнения расположения и глубины прокладки кабеля — и установлено временное ограждение, определяющее границы работы землеройных механизмов.
При обнаружении не предусмотренных ранее подземных сооружений, работу немедленно прекратить до выяснения и получения разрешения на продолжение работ.
В грунтах естественной влажности при отсутствии грунтовых вод и при отсутствии расположенных поблизости подземных сооружений рытье котлованов и траншей с вертикальными стенками без крепления разрешается на глубину не более: 1 м — в насыпных, песчаных и крупнообломочных грунтах; 1,25 м — в супесях; 1,5 м — в суглинках и глинах. Рытье траншей и котлованов, превышающих вышеуказанную глубину необходимо производить с креплением вертикальных стенок или устройством откосов. Разработка и крепление грунта в выемках глубиной более 2-х метров должны производиться по ППР.
В плотных связанных грунтах траншеи с вертикальными стенками рыть роторными и траншейными экскаваторами без установки креплений допускается на глубину не более 3 м. В этих случаях спуск работников в траншеи не допускается. В местах траншеи, где необходимо пребывание людей, должны быть устроены крепления или выполнены откосы.
В зимнее время вскрытие грунта (за исключением сыпучего) на глубину промерзания разрешается без креплений. Раскопку сыпучих грунтов, независимо от слоя их промерзания, следует производить с креплением или откосами.
Перемещение, установка и работы строительных машин и автотранспорта, размещение, лебедок, оборудования, материалов и т.п. вблизи выемок (котлованов, траншей, канав) с неукрепленными откосами разрешается только за пределами призмы обрушения грунта на расстоянии, установленном ППР или на расстоянии по горизонтали от основания откоса выемки до ближайших опорных частей вышеуказанных машин, оборудования, лебедок, материалов и т.п. не менее указанного в таблице:
Для спуска рабочих в котлованы и в широкие траншеи должны быть установлены стремянки шириной не менее 0,75 м с перилами, а для спуска рабочих в узкие траншеи — без перил. Спуск рабочих по распоркам креплений запрещается.
При разработке грунта вручную рабочие должны находиться на безопасном расстоянии друг от друга при этом сближение не должно превышать 2 метров.
При извлечении грунта из котлованов и траншей с перекладкой по уступам ширина уступа должна быть не менее 0,7 м, а высота — не более 1,5 м.
Грунт, извлеченный из котлована или траншеи, следует размещать на расстоянии не менее 0,5 м от их бровок.
Бросать в котлован инструмент или материал запрещается, его необходимо опускать на веревке или передавать из рук в руки. Находиться под опускаемым в котлован грузом запрещается.
При необходимости прогрева грунта прогреваемую площадь следует ограждать. Расстояние между ограждением и контуром прогреваемого участка должно быть не менее 3 метров.
Работы в котлованах и траншеях на территории завода необходимо проводить с оформлением наряда-допуска на газоопасные работы.
Земляные работы с вскрытием асфальтового покрытия должны быть согласованы с главным инженером завода.
Персонал, допускаемый к земляным работам, должен быть проинструктирован по правилам охраны труда при ведении земляных работ под роспись в разрешении на производство земляных работ. Инструктаж проводит непосредственный руководитель работ.
2. Технология и организация выполнения работ Земляные работы необходимы для
2.Технология и организация выполнения работ
Земляные работы необходимы для:
планировки и разработке территории под застройку,
выемка грунта.
создания инженерных сооружений из грунта,
устройства фундамента зданий,
строящихся из других материалов.
доставки сыпучих материалов — щебня, песка,
К подготовительным и вспомогательным земляным работам относятся очистка территории, разбивка земляных сооружений, отвод поверхностных вод, крепление стенок выемки и др.
Разработка грунта-осуществляется землеройными и землеройно-транспортными машинами которые мы предоставляем в аренду это и экскаваторы, и бульдозеры, грейферы, погрузчики, и автокраны.
Для перевозки грунта на значительные расстояния применяются самосвалы. При разработке грунта с транспортировкой, разработка грунта производится землеройными машинами, главным образом экскаваторами) с погрузкой в транспорт с последующей его перевозкой (из выемок к месту укладки).
Планировочные работы, профилировка земляного полотна автомобильных дорог, а также рытьё небольших канав выполняются самоходными грейдерами. При возведении различных земляных сооружений, засыпке фундаментов и траншей требуется послойное уплотнение грунта, которое производится катками.
Технология земляных работ зависит в основном от типа фундаментов, состава грунта и уровня грунтовых вод. Для столбчатых фундаментов делают круглые ямы с вертикальными стенами. Они устойчивы от обрушения даже при высоком стоянии грунтовых вод. Такие ямы отрывают либо с помощью механического автобуса, либо вручную.
В последнем случае целесообразно использовать обычный садовый бур, которым отрывают центральную часть ямы, а также вынимают грунт после расширения ямы лопатой.
Траншеи под ленточные фундаменты и котлованы для подвалов отрывают с учетом допустимой крутизны откосов. Вертикальные стенки высотой 1-1,2 м можно оставлять лишь в плотных глинистых и суглинистых грунтах при отсутствии грунтовых вод.
В остальных случаях следует предусматривать земляные откосы или временное крепление земляных стен досками, подтоварником, горбылем. Кладку фундаментов, как правило, производят сразу после отрывки траншей, и котлованов, начиная ее с нижних отметок. Если в траншею (котлован) попала вода, то непосредственно перед укладкой фундаментов воду и разжиженный грунт удаляют. При разных отметках заложения подошвы фундамента делают уступы высотой не более 50 см, при этом длину уступа принимают в два раза больше его высоты. На сухих и маловлажных (непучинистых) грунтах фундаменты малоэтажных зданий выполняют из любых традиционных материалов. Глубина заложения таких фундаментов невелика. При грунтовых водах, расположенных ниже расчетной глубины промерзания грунтов, она на любых грунтах и в любых климатических условиях не превышает 0,7 м.
Самыми экономичными фундаментами на таких грунтах являются песчаные из крупнозернистого песка. В траншеи или ямы песок укладывают слоями по 10-15 см с проливкой каждого слоя водой. Не доходя 20-30 см до планировочной отметки земли, на песок укладывают щебень, гравий или кирпичный бой на цементно-песчаном растворе. Минимальная высота щебеночно-гравийного слоя 10-15 см. При хорошем поверхностном водоотводе песчаные фундаменты надежны и долговечны.
3. Подсчет объёмов земляных работ
Таблица 1. Ведомость подсчета объёма земляных работ
№
Наименование работ
Формулы и эскизы
Ед.
Изм
Кол-во
1
Предварительная планировка площадки.
10
24
10
10 54 10
По формуле (1) находим площадь планировки Fпл
Fпл=Апл*Х*Впл, (1)
где Апл- длина планировки
Впл- ширина планировки
По формуле (2) находим длину планировки (Апл)
Апл=А+(10*2), м (2)
где А=54м – длина здания
Апл=54+20+74м
По формуле (3) находим ширину планировки (Впл)
Впл=В+(10*2), м (3)
где Впл=24м –ширина здания
Впл=24+20=44м
Fпл=74*44=3344м2
м2
3344
2
Срезка растительного слоя
По формуле (4) находим обьем срезки (Vср) растительного слоя,
Vср=Fпл*hср, (4)
где Fпл-площадь планировки
hср=0. 2м-высота срезки растительного слоя
Vср=3344*0.2=668,8
м3
668.8
3
Определение объёма траншеи
H
0.2 0.2
По формуле (5) находим обьем траншеи (Vтр),
Vтр=Fтр*L, (5)
где Fтр-площадь траншеи
L-длина траншеи
По формуле (6) находим площадь траншеи (Fтр)
Fтр=(В1+mH)H, (6)
где В1-длина подошвы фундамента +0.4
m-крутизна откоса
H-высота фундамента
Fтр=(3.7+0.5*2.3)*2.3=22,218
По формуле (7) находим высоту фундамента
H=h2+h3+h4+0.2, (7)
где h2-подошва фундамента
h3-ступень фундамента
h4-стакан фундамента
Fтр2 расчитывается аналогично Fтр1,
где В2-ширина подошвы фундамента
H=0. 3+0.3+1.7+0.2=3.5 m=0.5
Fтр2=(3.1+0.5*2.3)*2.3=19.04
Vтр1=22.218*(24*2)=1066.46
Vтр2=19.044*(54*2)=2056.75
Vтр=1066.46+2056.75=3123.21
м3
3123.21
4
Ручная зачистка дна траншеи
Принимаем 3% от обьема траншеи
Vрз=Vтр*0.03, (8)
где Vрз-обьем ручной засыпки
Vтр-обьем траншеи
Vрз=3123.21*0.03=93.69
м3
93.69
5
Обратная засыпка пазух траншеи.
Vоз=Vтр-Vф, (9)
где Vоз-объем обратной засыпки
Vтр-объем траншеи
Vф -объем фундамента
Vф=(Vпф+Vстф+Vсф)*nф, (10)
где Vпф-объем подошвы фундамента
Vстф-объем ступени фундамента
Vсф-объем стакана фундамента
nф-количество фундаментов
Vпф=b*x*hп (11)
где b-ширина подошвы
x-длина подошвы
hп-высота подошвы
Vстф=с*1*hст (12)
где с-ширина ступени
hст-высота ступени
Vсф=а*d*hст (13)
где а-ширина стакана
d-длина ступени
hст-высота ступени
Vпф=3. 3*2.7*0.3=2.6
Vстф=1.8*1*0.3=0.54
Vсф=1.2*1.2*1.7=2.44
Vф=(2.6+0.54+2.44)*24=134.11
Vоз=3123.21-134.11=2989.1
М3
2989.1
6
Уплотнение обратной засыпки траншеи
Vупл=Vоз (14)
Vоз=2989.1
м3
2989.1
7
Разработка грунта траншеи в отвал
Vотв=Vо.з (15)
Vотв=2989.1
м3
2989.1
8
Разработка грунта траншеи с погрузкой на автосамосвал
По формуле 16, определяем объем группа для разработки и погрузки на автосамосвал (Vпогр)
Vпогр=Vтр-Vоз (16)
где Vтр-объем траншеи
Vоз-объем обратной засыпки
Vпогр-объем грунта с погрузкой
Vпогр=3123. 21-2989.1=134.11
м3
134.11
4.Подсчет трудовых затрат
Трудоёмкость выполнения работ (Тр) определяется по формуле 16
Тр= Vраб* Нвр.,
Где, Нвр-норма времени
Vраб-обьем работ
Таблица 2. Ведомость подсчета трудоемкости
№
Наимено- вание работ
Обосно-
вание
Объем работ
Норма времени
Трудоемкость
Состав
Звена
Ед.
изм
Кол-во
Чел.
Час
Маш.
Час
Чел.
Час
Маш.
Час
Чел.
Дни.
Маш.
Смены.
1
2
3
4
5
6
7
8
9
10
11
12
1
Срезка растительного слоя
ГЭСН 01-01-030-06
1000 м3
3,34
_
0,25*18=4,5
_
15,03
_
1,8
Бульдозер. Машинист 5 раз
2
Предварительная планировка грунта
ГЭСН- 01-01-036-02
1000 м3
0,66
_
7,49+(5,93*6)=43,07
_
28,42
_
3,5
Бульдозер. Машинист 3 раз
3
Определение объёма траншеи
ГЭСН01-01-022-23
1000 м3
3,1
_
62,54
_
193,8
1
24,2
Экватор. Машинист 6раз
4
Ручная зачистка траншеи
ГЭСН 01-02-056-08
100 м3
0,94
296
_
310,8
_
38,85
4,8
Землеройщик 3 раз
5
Обратная засыпка пазух траншеи
ГЭСН 01-01-033-05
1000 м3
2,98
_
4,18
_
12,46
_
1,6
Бульдозер. Машинист 6раз
6
Уплотнение обратной засыпки траншеи
ГЭСН 01-02-005-01
1000 м3
29,89
12,53
2,38
374,52
71,13
46,82
8,9
Пневмотрамбовка. Землеройщик 3 раз
7
Разработка грунта траншеи в отвал
ГЭСН 01-01-009-23
1000 м3
3,0
_
53,1
_
159,3
_
19,92
Экскаватор. Машинист 6 раз
8
Разработка грунта траншеи с погрузкой на автосамосвал
26 синонимов ЗЕМЛЯНЫЕ РАБОТЫ | Тезаурус Мерриам-Вебстер
существительное
Сохранить слово
приподнятый берег или стена из почвы
— обычно во множественном числе
доисторические земляные работы
breastwork,
bulwark,
rampart
dam,
dike,
embankment,
head,
levee
breakwater,
jetty,
seawall
canal,
канал,
ров,
желоб,
желоб
шлюз
баррикада,
0
0 блок, барьер0011
Шлюдная дорожка,
Sluice
Barrage,
Milldam,
Stank
[British],
Weir
См. Определение словаря
Share
. Опубликуйте больше слов о земляных работах на Facebook
Поделитесь другими словами для земляных работ в Твиттере
Путешественник во времени для земляных работ
Первое известное использование
земляных работ было в 1633
Другие слова из того же года
Тезаурус Записи Рядом с
земляные работы
потрясающий
земляные работы
земляные работы
Посмотреть другие записи поблизости
Процитировать эту запись
«Земляные работы». Merriam-Webster.com Тезаурус , Merriam-Webster, https://www.merriam-webster.com/thesaurus/earthwork. По состоянию на 16 сентября 2022 г.
Стиль: MLA
Merriam-Webster.com Thesaurus, Merriam-Webster, https://www.merriam-webster.com/thesaurus/earthwork. По состоянию на 16 сентября 2022 г.»> MLA Merriam-Webster.com Тезаурус, с.в. «земляные работы», по состоянию на 16 сентября 2022 г., https://www.merriam-webster.com/thesaurus/earthwork.»>Chicago. Тезаурус Merriam-Webster.com. Получено 16 сентября 2022 г. с https://www.merriam-webster.com/thesaurus/earthwork»>APA. Merriam-Webster.com Thesaurus, https://www.merriam-webster.com/thesaurus/earthwork. Доступно 9/16/2022.»>Мерриам-Вебстер
СЛОВО ДНЯ
сливаться
См. Определения и примеры »
Получайте ежедневно по электронной почте Слово дня!
Проверьте свой словарный запас
Сложные слова, которые вы должны знать
Часто используется для описания «хода времени», что означает неумолимый ?
Медленный Безжалостный
Непредсказуемый Быстрый
Можете ли вы произнести эти 10 слов, которые часто пишут с ошибками?
ПРОЙДИТЕ ТЕСТ
Ежедневное задание для любителей кроссвордов.
ПРОЙДИТЕ ТЕСТ
Подпишитесь на крупнейший словарь Америки и получите тысячи дополнительных определений и расширенный поиск без рекламы!
Merriam-Webster без сокращений
Слова в игре
«Дундерхед» и другие «приятные» способы сказать «глупый»
На примере некоторых очень умных щенков
10 слов из географических названий
Бикини, бурбон и бадминтон заняли первые места
«Гордость»: слово, которое превратилось из порока в силу
Вы гордитесь Прайдом?
Когда впервые были использованы слова?
Найдите любой год, чтобы узнать
Спросите у редакторов
Буквально
Как использовать слово, которое (буквально) приводит некоторых людей в. ..
«Все интенсивные цели» или «Все намерения и цели»?
Мы намерены разобраться
Лэй против лжи
Редактор Эмили Брюстер разъясняет разницу.
горячий беспорядок
«Публика в беспорядке»
Игра слов
Мега-викторина «Назови эту вещь»!
Проверьте свой визуальный словарный запас!
Пройди тест
Что на тебе надето?
Засучите рукава и определите эти предметы одежды
Пройдите тест
Назови это
Можете ли вы произнести эти 10 слов, которые часто пишут с ошибками?
Пройди тест
Орфографическая викторина
Сможете ли вы превзойти прошлых победителей национального конкурса Spelli. ..
Примите участие в викторине
СИНОМЫ ЗВАЗКИ: 84 синонимы и антонимы для земляных работ
См. Определение земляных работ.0259 as in rampart
as in trench
synonyms for earthwork
barricade
citadel
fortress
reinforcement
barrier
bastion
battlement
block
блокпост
бруствер
буфер
фальшборт
замок
укрепление
защита
entrenchment
fastness
fort
garrison
keep
outpost
parapet
preparation
presidio
protection
stockade
strengthening
stronghold
support
wall
embattlement
плотина
берег
волнорез
насыпь
баррикада
barrier
bastion
breastwork
bulwark
defense
elevation
embankment
fence
fort
guard
hill
mound
parapet
protection
ridge
security
крепь
стена
валка
дамба
окопа
ущелье
овраг
moat
pit
trough
waterway
arroyo
canal
cut
depression
drain
drill
dugout
entrenchment
excavation
fosse
furrow
gulch
желоб
пустотелый
основной
колея
раковина
труба
антонимы к слову земляные работы
НАИБОЛЕЕ ВАЖНЫЕ
отверстие
углубление
ров
ВИКТОРИНА
Расслабьтесь в шезлонге и примите участие в викторине «Слово дня»!
НАЧНИТЕ ТЕСТ
Как использовать земляные работы в предложении
Для меня очевидным подозреваемым являются все эти искусственные земляные укрепления, которые повсюду.
ЭТО ДИКОЕ ПЛОЩАДЬ В АМАЗОНКЕ НЕ ТАКАЯ НЕТРОПАЯ, КАК КАЖЕТСЯ, ФИЛИПП КИФЕР, 7 ОКТЯБРЯ 2021 г.
ДРОНЫ НАХОДЯТ ПРИЗНАКИ «ВЕЛИКОГО ПОСЕЛЕНИЯ» ИНДЕЕНЦЕВ АМЕРИКАНЦЕВ ПОД КАНЗАССКИМ ПАСЬБЮРОБРЮС БауэрСЕНТЯБРЬ 10, 2020Новости науки
Мои слова лишь побуждают вас возвести еще один земляной вал в месте нападения.
ДОЧИ ДАНАУСМОНЫ КЭРД
На гребне волны Мур соорудил небольшой земляной вал, который был занят, когда мы подошли.
ЗНАМЕНИТЫЕ ПРИКЛЮЧЕНИЯ И ПОБЕГИ ИЗ ТЮРЬМ ГРАЖДАНСКИХ ВОЕННИКОВ
Это преобразование земляных работ в камень в эпоху Северуса можно сравнить с другими частями Римской империи.
БРИТАНСКАЯ ЭНЦИКЛОПЕДИЯ, 11-ОЕ ИЗДАНИЕ, ТОМ 4, ЧАСТЬ 3 РАЗНОЕ
На берегу, казалось, был блокпост и что-то вроде земляного вала, рядом с которым был флагшток, но флага не было выставлено.
БРИТАНСКАЯ ЭКСПЕДИЦИЯ В КРЫМ УИЛЬЯМ ГОВАРД РАССЕЛ
Основная батарея состояла из полукруглого земляного вала, в котором находились амбразуры для 13 орудий.
БРИТАНСКАЯ ЭКСПЕДИЦИЯ В КРЫМУ УИЛЬЯМ ГОВАРД РАССЕЛ
В нижней части города, прикрывая место высадки, возвышался высокий земляной вал, увенчанный пушкой.
ЧИТАТЕЛИ ОНТАРИО: ЧЕТВЕРТАЯ КНИГА РАЗНОЕ
Генерал осмотрел земляные работы, которые строил капитан, побеседовал с ним и пригласил в свою палатку.
ЕЖЕМЕСЯЧНИК АТЛАНТИКА, ТОМ 16, № 1 97, NOVEMBER, 1865VARIOUS
Бульвар — это техническое название вида земляных работ, использовавшихся на заре пушек.
БИТВЫ АНГЛИЙСКОЙ ИСТОРИИ. Б. (Херефорд Брук) Джордж
означает любую работу, которая, по мнению Города, необходима для надлежащего завершения Проекта, но Стороны не предполагали, что она будет необходима при выполнении настоящего Соглашения. Консультант не должен выполнять дополнительные работы и получать за них компенсацию без письменного разрешения представителя города.
означает большую часть любой работы, разрешенной настоящим Приказом, которая выполняется на, под или над приливными водами или приливными землями ниже уровня паводка;
или «система водоснабжения» означает все конструкции, трубопроводы и приспособления, с помощью которых вода подается к потребителям, за исключением трубопроводов и арматуры внутри обслуживаемых зданий, а также водопроводных труб от здания до уличной магистрали.
означает любое действие, необходимое для успешного предоставления услуг, описанных в Разделе II, Техническое задание.
означает согласованное невыполнение работниками своих обязанностей, согласованное отсутствие работников на работе, согласованное прекращение работы или согласованное замедление полного и добросовестного выполнения обязанностей группой сотрудников.
означает любые Услуги/Результаты, выходящие за рамки Контракта и не указанные конкретно в каком-либо Техническом задании, добавление которых приведет к необходимости предоставления Подрядчику дополнительного вознаграждения.
или «Участок» означает территорию или территории на территории Города или около нее, где должны выполняться Работы.
означает основного участника или субподрядчика, нанятого проектировщиком-строителем, который участвует в фактическом строительстве Проекта.
означает создание любой искусственной полости, траншеи, ямы или углубления, образованного путем выемки, копания или черпания;
означает процесс определения потребности и получения Доверительным фондом медицинских и сопутствующих услуг в рамках имеющихся ресурсов.
означает любой метод организации работы посменно, при котором работники сменяют друг друга на одних и тех же рабочих местах в соответствии с определенной схемой, в том числе по схеме ротации, и который может быть непрерывным или прерывистым, влекущий за собой необходимость для рабочих работать на разных раз в течение заданного периода дней или недель;
означает программу частичного удержания
означает метод демонтажа, разрушения, разрушения, разрушения или разрушения конструкции или ее части с помощью ручного труда, машин или взрывчатых веществ;
означает заполненную форму 51-102F1 «Обсуждение и анализ руководства» или, в случае эмитента SEC, заполненную форму 51-102F1 или обсуждение и анализ руководством, подготовленную в соответствии с пунктом 303 Положения S-K или пунктом 303 Положения. SB в соответствии с Законом 1934 года;
означает компетентное лицо, ответственное за управление физическими процессами строительства и координацию, управление и управление ресурсами на строительной площадке;
означает описание или вид работ, которые должны быть выполнены в рамках проекта.
означает любой водоток и включает в себя любую землю, которая, как предполагается, будет обеспечивать емкость для сбора паводков для любого водотока и любого берега, стены, насыпи или другого сооружения, или любого устройства, построенного или используемого для осушения земель или защиты от наводнений;
означает воду, предоставленную для доставки подрядчикам объектами консервации проекта и транспортными средствами, включенными в Систему.
означает лицо, фирму, ассоциацию без образования юридического лица, совместное предприятие, товарищество или корпорацию, которая является стороной настоящего договора.
означает лицо, которое обязуется или предлагает взять на себя обязательство, или претендует на то, чтобы иметь возможность взять на себя обязательство, или подает заявку, или занимается строительством, изменением, ремонтом, добавлением, вычитать, улучшать, перемещать, разрушать или сносить любое здание, автомагистраль, дорогу, железную дорогу, земляные работы или другую структуру, проект, развитие или улучшение недвижимого имущества или любую его часть. «Строительный подрядчик» включает субподрядчиков, специализированных подрядчиков, генеральных подрядчиков и любое лицо, получающее вознаграждение за общий надзор и/или координацию такого строительного проекта, за исключением контракта на ремонт. Это определение применяется независимо от того, действует ли строительный подрядчик во исполнение договора.
означает стороннего архитектора или инженера, выбранного и нанятого Финансирующим Кредитором за счет и за счет Заемщика для наблюдения за ходом строительства и/или реконструкции Проекта и для проверки Улучшений для подтверждения соответствия настоящему Договор займа с заемщиком.
означает, что физическое построение компонента действия по очистке завершено.
означает все машины, приспособления или предметы любого рода, необходимые для выполнения, завершения или технического обслуживания работ, но не включает материалы или другие предметы, предназначенные для формирования или составляющие часть постоянных сооружений.
означает Соглашение об управлении строительством от 2 октября 2000 года между BNPLC и NAI, поскольку такое Соглашение об управлении может время от времени продлеваться, дополняться, изменяться, переформулироваться или иным образом изменяться в соответствии с его условиями.
означает все необходимые действия по разработке, строительству, ремонту, меблировке, оборудованию и реализации Планов и Проектов Отеля.
означает работу, необходимую для завершения Проекта.
Глава 4: Детали конструкции, Раздел 19: Земляные работы
Земляные работы включают работы, связанные с земляными работами, ремонтом провалов откосов, взрывными работами, земляными работами, обратной засыпкой, рытьем канав, уплотнением, строительством насыпей, планировкой, выемкой карьеров, укладкой геосинтетического грунта (SEG) для улучшения земляного полотна (SEG) , размещение плечевой опоры и удаление неподходящего материала или закопанного искусственного объекта. Требования к земляным работам см. в Разделе 19., «Земляные работы», Стандартных технических условий . См. также разделы 10-5, «Удаление пыли» и 17-2, «Очистка и расчистка» Стандартных технических условий .
Потенциальные проблемы обнаруживаются на всех этапах разбивки строительных работ, поэтому важно, чтобы инженер-резидент и помощники инженера-резидента поддерживали хорошие линии связи с руководителем изыскательской группы. По той же причине помощники инженеров-резидентов также должны поддерживать хорошую связь с оценщиками и контролирующим персоналом подрядчика.
4-1902 Перед началом работ
Инженеры-резиденты и помощники инженеров-резидентов должны выполнить следующие действия для подготовки к земляным работам:
4-1902A Выемка проезжей части
Проверить соглашения о полосе отвода, экологические отчеты и другие данные о земляных работах. Сообщите подрядчику о любых особенностях, которые могут потребовать особого обращения. Примите меры для обеспечения защиты экологически чувствительных районов.
Перед любыми земляными работами в соответствии с разделом 4216 Кодекса правительства Калифорнии «Региональная система центра уведомлений» подрядчик должен уведомить региональный центр оповещения о подземных службах (США), позвонив по номеру 811 или отправив запрос на электронный билет не менее чем за 2 дня до начала земляных работ. Чтобы убедиться, что подрядчик уведомил региональный центр уведомлений США, попросите подрядчика предоставить номер билета, выданного центром США. Caltrans не связан с США, поэтому Caltrans не уведомлен о необходимости выделения подземных сооружений Caltrans. Чтобы убедиться, что существующие подземные объекты Caltrans идентифицированы, прежде чем разрешить подрядчику проводить земляные работы, обратитесь к местному региональному менеджеру по обслуживанию электроснабжения за помощью в поиске объектов Caltrans. Чтобы помочь идентифицировать любые объекты Caltrans в пределах полосы отвода, такие как ирригационные системы, системы сигнализации и освещения, системы измерения на пандусе, станции мониторинга движения и каналы связи, получите последнюю версию инженерных сетей «как построено» в отделе технического обслуживания электрооборудования.
Просмотрите раздаточный материал о разрешениях; отчеты об исследованиях опасных отходов, асбеста или свинца; и дополнительные места утилизации.
Произвести предварительную проверку объемов земляных работ. Решите, как будут измеряться количества для частичных платежей. См. Раздел 4-1906, «Оплата» данного руководства.
Просмотрите статус работ по перемещению инженерных сетей. Информировать подрядчика о любых изменениях, которые могут повлиять на работу. Обратитесь к разделу 3-518C, «Внедорожные объекты» данного руководства для получения более подробной информации о коммунальных услугах.
Обеспечьте четкую маркировку объектов и сооружений, которые необходимо сохранить.
Просмотрите и проверьте представленный подрядчиком список недостатков существующей ирригационной системы. Для получения дополнительной информации см. Раздел 20-10.02C(2), «Проверка и тестирование существующих систем орошения» Стандартных спецификаций .
Если контракт требует рытья траншеи, получите от подрядчика подробный план, показывающий конструкцию подпорок, распорок, уклонов или других средств безопасности рабочих. Убедитесь, что план подписан лицензированным инженером-строителем или инженером-строителем, или что он соответствует стандартам системы крепления, установленным Приказы о безопасности строительства (CSO) Департамента производственных отношений, Отдела безопасности и гигиены труда (Cal/OSHA).
Планы, представленные подрядчиком, в отношении деталей крепления для раскопок на железнодорожном имуществе или затрагивающих его, должны удовлетворять заинтересованную железнодорожную компанию. Чтобы выполнить это требование, инженер, имеющий лицензию инженера-строителя или инженера-строителя в штате Калифорния, должен подписать планы (независимо от того, отклоняются ли такие планы от стандартов Cal/OSHA). Отправьте планы в Конструкторскую палату так же, как и чертежи опалубки. Строительство конструкции получит одобрение железнодорожной компании и уведомит местного инженера. Дополнительные сведения см. в разделе «Строительство конструкции» 9.0008 Руководство по строительству мостов и процедурам , Vol. 2, и Руководство Caltrans по рытью траншей и крепи . После рассмотрения компанией Structure Construction и утверждения железнодорожной компанией верните один комплект планов подрядчику с письменным заявлением о том, что «Планы утверждены в соответствии с Разделом 5-1.23B(2) «Рабочие чертежи» Стандартные спецификации . Инструкции по строительству доступны по телефону:
.
https://dot.ca.gov/programs/engineering-services/
Обсудите с подрядчиком график земляных работ, источники материалов, мощность оборудования и любые потенциальные проблемы с транспортировкой, связанные с общественным транспортом. Убедитесь, что план работы подрядчика соответствует любому указанному порядку работ, экологическим соглашениям и требованиям по контролю загрязнения.
Перед началом работ убедитесь, что план подрядчика по контролю загрязнения воды утвержден и реализован. См. раздел 13 «Контроль за загрязнением воды» документа 9.0008 Стандартные спецификации .
4-1902B Взрывные работы
4-1902B (1) Вопросы безопасности
Все взрывные работы должны проводиться в строгом соответствии с CSO или должным образом утвержденным альтернативным планом безопасности. Альтернативный план обеспечения безопасности требуется, когда нельзя поддерживать 45-футовую свободную зону вокруг зоны погрузки, например, зону взрывных работ, примыкающую к движению транспорта. CSO содержат необходимые элементы альтернативного плана обеспечения безопасности. Эти элементы включают в себя малочувствительные взрывчатые вещества, системы инициирования, на которые не могут воздействовать блуждающие токи или радиочастотная энергия, системы обнаружения молний и электрических бурь, а также барьеры для предотвращения проникновения транспортных средств.
В дополнение к рассмотрению любого плана взрывных работ, предусмотренного контрактом, обсудите запланированные взрывные работы с подрядчиком. Перед началом взрывных работ необходимо решить следующие проблемные области:
Безопасность зоны взрыва — Изучите процедуры, предлагаемые подрядчиком, чтобы обеспечить адекватность планов безопасности для защиты людей от несанкционированного проникновения в зону взрыва во время погрузки, постановки на охрану и подрыва взрывного устройства. взрывчатые вещества. Часто этот обзор требует от подрядчика рассмотрения не только автомобильного движения. Следует учитывать развлекательные мероприятия, такие как катание на лодках, походы и езда на велосипеде, или производственную деятельность, такую как сельское хозяйство и скотоводство. Некоторые виды деятельности могут использовать необычные пути входа.
Электрические бури — ни одно взрывчатое вещество не может считаться «безопасным», если молния ударит прямо или поблизости. Всегда учитывайте молнию, когда планируете использовать взрывчатку. При рассмотрении раздела плана безопасности подрядчика, касающегося грозы, включите оценку цели плана, а также процедур и оборудования, которое будет использоваться.
Радиопередачи — Рассмотрите предложение подрядчика по контролю или устранению возможности преждевременной детонации из-за радиопередач (включая передачи с сотовых телефонов).
Предупреждения и сигналы. Ознакомьтесь с предупреждениями и сигналами, которые следует использовать, и, в случае возникновения небезопасных условий, с методом, с помощью которого можно остановить взрыв.
Звуковые сигналы (как показано в CSO) являются широко используемым стандартом и предназначены для информирования рабочих о проведении взрывных работ. Эти сигналы не предназначены для того, чтобы быть значимыми для общественности. Использование этих сигналов является предпочтительным методом связи в рабочей зоне.
Для связи с общественностью следует использовать знаки, охрану и флагманы. Подрядчику могут понадобиться отдельные средства связи и контроля для общественного транспорта. Если радиосвязь будет использоваться для наблюдения за площадкой или управления дорожным движением, убедитесь, что подрядчик соблюдает таблицы безопасного расстояния в CSO. Соблюдение безопасных расстояний становится критически важным при использовании «передвижных блокпостов» или «остановок движения».
Полномочия на месте — правила Cal/OSHA требуют, чтобы все взрывные работы проводились под непосредственным контролем лицензированного специалиста по взрывным работам. Подрядчик должен определить это лицо как лицо, имеющее окончательные полномочия по проведению взрывных работ и ответственное за выдачу «всех чистых материалов» после осмотра места взрыва после детонации.
Отношения между инженером-резидентом и лицензированным бластером отличаются от отношений, обычно встречающихся в большинстве контрактов. По закону и постановлению лицензированный специалист по взрывным работам несет ответственность за проведение взрывных работ и является последней инстанцией. Инженер-резидент может вмешиваться только в случае нарушения ОГО или общественной безопасности. При вмешательстве инженер-резидент может приостановить операцию только до тех пор, пока опасность не будет устранена или подрядчик (бластер) не выполнит приказы по технике безопасности.
Осечки — Осечки — очень редкое явление, но когда они случаются, они создают серьезные проблемы с безопасностью. Эти проблемы могут быстро обостриться, когда речь идет о общественном транспорте. Обеспечьте адекватность плана действий подрядчика на случай осечек.
4-1902B (2) Текущие обязанности
Ознакомьтесь со специальными положениями на предмет дополнительных требований или ограничений, связанных с взрывными работами. Иногда требуется предварительная расколка горных пород, и в контракт включаются значительные детали, касающиеся этой работы. Специальные положения могут также включать другие требования, такие как пределы колебаний грунта и предварительное обследование близлежащих зданий.
Постоянный инженер должен также выполнять следующие рутинные обязанности, помимо прочего:
Убедитесь, что подрывник достаточно хорошо понимает геодезические вешки, чтобы не размещать взрывчатые вещества за допустимыми пределами уклона.
Приказ о прекращении любого метода взрывных работ, который приводит к перелету или разрушению имущества или природных объектов.
Убедитесь, что установлены все предупредительные знаки, требуемые по закону.
4-1902C Выемка котлована
Перед раскопками канавы просмотрите планы и участок, чтобы определить, нужно ли делать поперечные разрезы исходного грунта. Для большинства канав потребуются вешки на уклоне, и на ровной поверхности для расчета количества можно использовать только информацию вешки на уклоне. Если необходимы поперечные разрезы, съемочная группа может выполнить эту работу одновременно с разбивкой откосов.
4-1902D Выемка грунта и обратная засыпка
Чтобы обеспечить целостность конструкции, инженеры-резиденты и помощники инженеров-резидентов должны уделять значительное внимание земляным работам и обратной засыпке. Существуют различные категории земляных работ и обратной засыпки, а также различные методы измерения и оплаты. Часто лимиты платежей не соответствуют физическим лимитам, используемым при строительстве объекта. Также выполните следующие действия:
Перед раскопками просмотрите планы и вехи, чтобы определить следующее:
Будет ли сооружение очищать другие объекты.
Будет ли строение функционировать в этом месте так, как планировалось, или его нужно будет скорректировать.
Доступно ли достаточно данных для расчета количества.
Чтобы установить водопропускные трубы на насыпи, убедитесь, что насыпь находится на указанной отметке.
Решите, требуется ли изгиб водопропускной трубы или другой дренажной конструкции. Если да, предоставьте съемочной группе или подрядчику, или обоим, необходимые данные.
Перед засыпкой осмотрите конструкции и убедитесь, что все необходимые распорки или распорки, как показано на планах, установлены.
Испытание материала засыпки на соответствие спецификациям и испытание на уплотнение.
4-1902E Строительство насыпей
Внимательно осмотрите участки, на которых должны быть построены насыпи. Включите обзор информационного раздаточного материала и наблюдение на месте во время очистки.
Проверить разрешения, экологические исследования и требования, чтобы убедиться, что подрядчик выполняет все обязательства, включая любые меры, касающиеся обеспечения необходимых подъездных дорог. В тех случаях, когда работы затрагивают районы, выходящие за пределы разрешенных для строительства, или затрагивают экологически чувствительные районы, проконсультируйтесь с районным или региональным отделом охраны окружающей среды.
Ищите следующее:
Пышная растительность на отдельных участках, просачивание и источники, указывающие на грунтовые воды.
Деревья, кусты или заборы наклоняются вниз по склону, что указывает на проскальзывание материала поверхности.
Холмистая, бугристая местность, искривленные деревья или отсутствие растительности на участках, покрытых лесом, что указывает на большой оползень.
Когда проблемы с фундаментом известны во время проектирования проекта, обычно в контракте рассматривается обработка таких участков. Однако при наличии серьезных проблем, которые не были учтены в контракте, проконсультируйтесь с районным инженером по материалам, инженером-геотехником или обоими.
Ниже приведены некоторые из наиболее распространенных основных проблем с фундаментом и часто рекомендуемые типы решений:
Вес насыпи смещает или уплотняет материал в фундаменте, вызывая осадку. Это условие исправлено следующим:
Удаление пластикового материала, если это экономически целесообразно.
Размещение насыпей подкосов или контрфорсов с одной или обеих сторон насыпи в качестве противовеса. Насыпи препятствуют любому восходящему движению материала фундамента, прилегающего к насыпи.
Строительство насыпи с контролируемой скоростью, чтобы любая ожидаемая осадка происходила с течением времени и позволяла рассеять гидростатическое давление.
Надстройка над построенной набережной для ускорения заселения. Расчетные платформы или пьезометры, или и то, и другое отслеживают темпы оседания. Они могут быть установлены и использованы под руководством окружного Отдела Материалов.
Потеря устойчивости может произойти, когда насыпь образует плотину и задерживает воду, вызывая насыщение. Это может привести к отслаиванию части или всей начинки. Это условие корректируется следующим:
Для обеспечения дренажа уложите слой фильтрующего материала на участок, который должен получить насыпь. Может потребоваться зачистка фундаментного материала.
Сооружение канав или дренажей на верхней стороне насыпи для перехвата воды. Этот метод эффективен только в том случае, если дренаж или канава перехватывают и удаляют всю просачивающуюся воду.
Вес боковой насыпи вызывает движение по плоскости проскальзывания нижележащего фундамента. Этот тип разрушения насыпи характеризуется массовым перемещением большой части насыпи. Это условие корректируется следующим:
Строительство стабилизационной траншеи через плоскость скольжения. Стабилизационные траншеи, расположенные под насыпью, сооружаются на влажных участках для перехвата и отвода воды из глубоких и неустойчивых участков насыпи. Эти траншеи могут быть крупными сооружениями, включающими большое количество земляных работ, фильтрующего материала и дренажных труб.
Установка горизонтальных дрен для отвода воды из плоскости скольжения.
Изменение линии или уклона таким образом, чтобы проезжая часть находилась в выемке или на меньшей насыпи, что снижает нагрузку на плоскость проскальзывания.
Подрядчику часто может понадобиться использовать комбинации вышеперечисленных методов для решения наиболее сложных проблем с фундаментом.
Перед строительством насыпей также выполните следующие действия:
Когда можно будет оценить укрепление основания насыпи и оно станет заметным, отрегулируйте ширину разбивки. Когда применимо, не забудьте включить любое такое изменение в количественные расчеты.
Если материал фундамента будет смещаться и уплотняться, примите дополнительные меры. Разместите линию «контрольных» или «подъемных» колышков 9до 24 футов снаружи и, как правило, параллельно подошве откоса насыпи. Установите эти вехи на линию и отметку обычными методами съемки, чтобы они отображали как вертикальное, так и горизонтальное движение земли. Кроме того, могут использоваться инклинометры или индикаторы уклона и осадочные платформы. Для установки этих устройств обратитесь в районный отдел материалов. Убедитесь, что установлено соответствующее покрытие для защиты осадочных платформ от повреждения планировочным оборудованием. Запланируйте регулярный мониторинг и запись.
4-1902F Земляные работы с заемом
Если подрядчик требует, чтобы импортный заем измерялся и оплачивался на основе поперечного сечения карьера, убедитесь, что источник заимствования используется исключительно для проекта. Координация тестирования и осмотра участка импортного заимствованного материала перед открытием.
Просмотрите контракт на предмет конкретных видов заимствования, которые будет использовать подрядчик. Кроме того, в незавершенном файле инженера-резидента просмотрите экологические и другие требования и обязательства. Это включает в себя соблюдение Закона о добыче полезных ископаемых и мелиорации, разрешения и соглашения о полосе отвода, а также другие вопросы, которые могут повлиять на выемку грунта.
4-1902G Подкладка плеча
Просмотрите контрактную документацию, чтобы определить тип подкладки плеча и места, где будет размещаться подкладка плеча. Проверьте местоположения в поле на доступность и применимость.
4-1902H Геосинтетический материал для улучшения грунтового основания
Просмотрите контракт на конкретный тип геосинтетического материала для улучшения грунтового основания (SEG). На планах размещения должны быть указаны пределы СЭГ (ширина и длина). Типичные поперечные сечения должны четко показывать расположение SEG в пределах участка тротуара или насыпи. Если разделительный геотекстиль используется вместе с SEG, на поперечном сечении дорожного покрытия должно быть показано расположение разделительного геотекстиля, который обычно размещается на стыке грунтового основания (ниже SEG). Чтобы определить соответствие материалов SEG, см. раздел 9.6-1.02O, «Геотекстиль для улучшения основания», Стандартных спецификаций . Для получения дополнительной информации о SEG см. Руководство по проектированию и строительству геосинтетических материалов для улучшения грунтового основания по адресу:
Во время проведения работ проверить следующие земляные работы.
4-1903A Выемка проезжей части
При осмотре выемки грунта учитывайте следующие аспекты:
4-1903A (1) Транспортировочный материал
Требования к транспортировочному материалу см. в различных разделах контракта и в Разделе 3-519B «Пределы нагрузки». данного руководства. Раздел 7-1.04 «Общественная безопасность» Стандартных спецификаций также касается перевозки земли, особенно в отношении просыпания материала.
4-1903A (2) Неподходящий материал
Раздел 1-1.07, «Определения», из 9Стандартные технические условия 0008 определяют непригодный материал как «Материал, встречающийся ниже естественной поверхности земли на участках насыпи или ниже планировочной плоскости на земляных участках. . ». В случае неподходящего материала в обязанности инженера-резидента входит следующее:
Осмотреть все материалы фундамента и всю естественную почву, на которой должны быть построены насыпи. Сообщите подрядчику о площади и глубине удаления материала.
Перед удалением неподходящего материала, не указанного на планах или спецификациях, определите способ оплаты земляных работ и утилизации:
Если оплата будет производиться по договорным ценам, запишите соответствующие измерения для расчета количества.
Если подрядчик запрашивает оплату в качестве дополнительной работы, получите запрос в письменной форме. Подготовьте и обработайте запрос на изменение и ведите необходимые записи, касающиеся дополнительной работы.
Как правило, непригодный материал может быть уложен в насыпи или контурах.
Изучите области, где подрядчик удалил неподходящий материал, и перед засыпкой примите решение о любом необходимом дренаже или других корректирующих действиях.
Сообщите подрядчику, какой материал подойдет для обратной засыпки. Понаблюдайте за операцией, чтобы убедиться, что она соответствует спецификациям.
В дополнение к рутинным данным, записывайте в ежедневный отчет все соответствующие обсуждения с подрядчиком и заказы в отношении неподходящего материала.
4-1903A (3) Скольжения и выскальзывания
Выполните следующие действия при обращении с скольжениями и выскальзываниями:
Осмотрите склоны на наличие областей потенциальных скольжений. Примите решение о любых необходимых корректирующих действиях. Корректирующее действие может включать любые меры, предложенные в параграфе ниже. Для получения подробного анализа и рекомендаций по основным проблемам проконсультируйтесь с районным отделом материалов и инженерами-геотехниками.
Осмотрите слайды и выскальзывания, чтобы определить их возможную причину. Примите решение о необходимых корректирующих работах. Для устранения оползня может потребоваться полное или частичное удаление оползня и выравнивание откосов, установка горизонтальных или подземных дренажей, либо и то, и другое. Для небольших площадей рассмотрите возможность строительства переборок или подпорных стенок. Для больших площадей рассмотрите возможность строительства скамеек, чтобы уменьшить опасность движения из-за падающего материала. Когда скамейки построены, предусмотрите подъездные пути для будущего обслуживания.
Для устранения проскальзывания может потребоваться полное или частичное удаление и реконструкция насыпи из более подходящего материала. Кроме того, рассмотрите возможность строительства насыпных распорок, стабилизирующих траншей и установки подземных дренажных сооружений.
Если для исправления оползней и оползней требуется работа в областях, которые еще не доступны для государственного использования по проекту, перед продолжением работ могут потребоваться некоторые или все из следующих действий: 1) получить новые или пересмотренные разрешения; 2) проводить новые экологические исследования; и 3) соответствовать новым экологическим требованиям. Просмотрите все ранее выявленные подъездные дороги и выровненные склоны, чтобы определить, связаны ли они с воздействиями, не раскрытыми в существующей документации по охране окружающей среды. Если необходимая территория выходит за пределы одобренной для строительства территории или может затронуть экологически уязвимую территорию, проконсультируйтесь с районным или региональным отделом охраны окружающей среды.
Перед снятием или корректировкой определите способ оплаты:
Если подрядчик просит оплатить демонтаж слайдов и выскальзываний как дополнительную работу, получите этот запрос в письменной форме. Когда местный инженер решит, что это удаление должно быть оплачено как дополнительная работа, запишите это решение в меморандуме приказа об изменении. Затем обработайте заказ на изменение для заказанного изменения или дополнительной работы.
Если оплата производится по цене товара за земляные работы, измерьте дополнительные количества и укажите их в соответствующих первичных документах, которые четко определяют пределы оползней или проскальзываний.
Любой применимый метод или комбинация методов компенсации могут быть использованы для оплаты удаления слайдов или пропусков. Обратитесь к разделу 5-306C, «Способы оплаты» данного руководства, чтобы узнать о методах компенсации.
Решите, где подрядчик должен размещать материал, полученный в результате оползней и проскальзываний. Когда это практически возможно, используйте весь материал для насыпей или для выравнивания откосов или планировки контуров.
Сделайте фотографии области слайда до и после.
4-1903A (4) Откосы
Инженер, ответственный за земляные работы, должен проверить откосные стойки и обеспечить замену отсутствующих опор в соответствии с Разделом 5-1.26 «Строительные изыскания» Стандартных спецификаций . Кроме того, обратитесь к разделу 3-5 «Контроль за работой» данного руководства и к главе 12 «Измерения строительных материалов» в Руководстве по съемке для получения дополнительной информации о разбивке. Кроме того, инженер-резидент должен выполнить следующие шаги:
Выполните достаточные измерения, чтобы проверить правильность начала наклона.
Выполните достаточное количество выборочных проверок, чтобы убедиться в правильности допусков по уклону.
Проверить скругление откоса на соответствие контракту. Пока вершина склона все еще доступна для оборудования, решите, должен ли подрядчик выполнить дополнительное скругление склона или планировку контура.
Убедиться, что строительство любых специальных объектов для борьбы с эрозией соответствует контракту. Этот обзор должен включать элементы утвержденного плана подрядчика по контролю загрязнения воды.
Убедитесь, что все канавы на вершине или у основания склона будут дренироваться.
Убедиться, что расширение насыпи соответствует планам контракта на установку ограждения.
Осмотрите склоны на наличие материала, разрушенного или разрыхленного в результате взрывных работ. Закажите удаление этого материала.
4-1903A (5) Излишки материалов
Ответственность инженера-резидента за излишки материалов и сопутствующие действия будет значительно различаться в зависимости от условий конкретного контракта. Как правило, для договоров, включающих оплату строительства насыпи в оплату земляных работ, необходимо как можно раньше определить, не возникнет ли излишек (или дефицит) материала. Для контрактов, предусматривающих отдельную оплату строительства насыпи, убедитесь, что подрядчик удовлетворяет условиям Раздела 5-1.20B(4) , «Соглашение между подрядчиком и собственником имущества» Стандартных спецификаций .
Ниже приведены некоторые факторы, которые необходимо проанализировать при определении того, будет ли иметь место незапланированный избыток или недостаток земляных работ:
Определить достаточность величины насыпи, рассчитанной для оседания первоначального грунта, с учетом полевых условий, отличных от тех, которые предположил инженер-конструктор.
Расчет вариаций уклонов. Даже в пределах указанных допусков отклонения наклона могут существенно повлиять на количество.
Будьте внимательны к расхождениям между количеством оплаты и фактическим объемом земляных работ в результате коррекции кривой. В некоторых проектах эта разница может существенно повлиять на излишек или дефицит материала.
Решите, нужно ли корректировать запланированные коэффициенты сортировки, усадки или набухания, исходя из фактических условий. Коэффициенты могут быть скорректированы любым способом, который местный инженер сочтет целесообразным. Соответствующие суждения основаны на следующем:
Предыдущий опыт.
Измерение определяемых участков выемки и образующейся насыпи.
Плотность на месте в земляных работах по сравнению с плотностью на месте в насыпи.
При оценке фактического коэффициента уклона также рассмотрите возможность консультации с инженерами-геотехниками районного отдела материалов, которые имеют местный опыт.
Когда сумма любого незапланированного излишка известна, составьте план его окончательной утилизации. Как правило, не заказывайте и не разрешайте какую-либо утилизацию до того, как будут завершены насыпи, и не освобождайте подрядчика от обязанности завершить все насыпи перед утилизацией.
Действия, необходимые для незапланированных излишков, будут различаться в зависимости от того, есть ли у проекта уже запланированные излишки с доступными площадками для захоронения, или же проект планировался как сбалансированный проект без доступных или экономически целесообразных площадок для захоронения. Учитывайте такие факторы, как расположение излишков в рамках проекта и возможность их утилизации в пределах полосы отвода.
Подрядчик может размещать излишки материалов внутри или вдоль насыпи, между насыпью и полосой отвода или в петлях и канавах транспортных развязок. Помните, что на такое размещение распространяются требования по устройству набережных. Кроме того, убедитесь, что материал не утилизируется выше уровня прилегающего дорожного полотна, если местный инженер не выдаст специальное письменное разрешение. Выберите места захоронения, которые не будут мешать дренажу, принесут пользу будущему развитию и улучшат внешний вид или стабильность.
Когда незапланированные излишки материала могут быть утилизированы в рамках проекта, решите, будет ли экономически более целесообразным либо заказать изменения в земляных работах немедленно, либо выполнить утилизацию после того, как все насыпи будут завершены.
Когда незапланированные материалы будут удалены из проекта, немедленно начните подготовку к утилизации, если запланированные места утилизации не вместят излишки. Такие меры должны включать обзор природоохранных соглашений для обеспечения их соблюдения.
Перед тем, как представить заказанные изменения подрядчику, проконсультируйтесь с инженером-строителем относительно предлагаемого удаления незапланированных излишков. Рассмотрите возможность утилизации излишков лишних посылок, если такая утилизация повысит стоимость посылок.
При необходимости введите стоимость или предполагаемую стоимость утилизации в записи контракта, чтобы получить точный баланс на случай непредвиденных обстоятельств.
4-1903A (6) Дефицит материала
Если инженерный анализ количества указывает на незапланированный дефицит материала для насыпи, определите, следует ли компенсировать нехватку путем получения местных займов, увеличения земляных работ или получения импортных займов. Определите, включает ли контракт элемент импортного заимствования. Также учитывайте такие факторы, как экономическая целесообразность, безопасность, экологические требования и качество материалов.
Получение материалов за пределами проекта может потребовать обработки «выводов, представляющих общественный интерес». Дополнительную информацию об этом требовании см. в разделе 3-6 «Контроль материалов» настоящего руководства.
Уведомлять руководителя проекта о любых существенных недостатках или излишках, чтобы можно было внести коррективы для будущих проектов.
Ведите необходимые измерения и записи для поддержки оплаты.
4-1903A (7) Выбранный материал
Подрядчик не может использовать выбранный материал для каких-либо иных целей, кроме тех, для которых он предназначен, за исключением случаев, когда инженер-резидент сначала определяет, достаточно ли материала осталось для запланированных работ.
Если это осуществимо и экономически выгодно для штата, инициируйте заказ на изменение, чтобы заменить выбранный материал для запланированного агрегатного основания.
Не приказывайте подрядчику складировать выбранный материал, если только складирование не запланировано, экономически выгодно или необходимо для движения транспорта.
4-1903A (8) Избыток грунтовых вод
При обнаружении избытка грунтовых вод на земляном полотне в обязанности местного инженера входит следующее:
Свяжитесь с районным инженером-гидротехником, инженером-геотехником или обоими, чтобы обсудить информацию о материалах и известных глубинах грунтовых вод в этом районе. Кроме того, обсудите с этими экспертами любые жизнеспособные альтернативы стабилизации района.
Сообщите подрядчику о ситуации и поработайте с подрядчиком, чтобы определить способ оплаты для реализации желаемой альтернативы.
При необходимости подготовьте и издайте запрос на изменение.
4-1903B Земляные работы и обратная засыпка
При осмотре земляных работ и обратной засыпки учитывайте следующее.
4-1903B (1) Земляные работы
В обязанности местного инженера во время земляных работ входит следующее: ОГО.
Чтобы предвидеть изменения из-за состояния фундамента, периодически осматривайте котлованы. Если состояние фундамента нестабильно и требует дальнейшего изучения, свяжитесь с районным инженером-геотехником, чтобы обсудить информацию о материалах и провести исследование фундамента. Посоветовавшись с инженером-геотехником, поручите подрядчику провести исследование фундамента, которое может включать рытье испытательных котлованов, бурение пробных скважин и выполнение испытаний несущей способности фундамента. Эта дополнительная работа будет оплачиваться как дополнительная работа.
Прежде чем приступить к тонкой планировке, закажите необходимые дополнительные земляные работы.
Внесите в ежедневный отчет любые заказы на увеличение раскопок и введите достаточные данные в соответствующие записи для поддержки дополнительной оплаты.
Оплатите дополнительное количество, измерив это количество и включив его в соответствующие записи контракта, когда не требуется дополнительная работа.
Соблюдайте точную градацию, чтобы обеспечить соответствие требованиям к неровностям и основаниям водопропускных труб.
4-1903B (2) Обратная засыпка конструкции
В обязанности местного инженера входит следующее во время обратной засыпки конструкции:
Осмотр обратной засыпки, чтобы убедиться, что она поднимается равномерно и имеет заданную толщину слоя.
При использовании обратной засыпки цементным раствором убедитесь, что она достаточно жидкая и размещена таким образом, чтобы полностью заполнить область вокруг водопропускной трубы. Одним из преимуществ обратной засыпки цементным раствором является то, что она обеспечивает достаточную опору на нижней стороне труб, где уплотнение обычного материала обратной засыпки затруднено. Подрядчик должен избегать «плавания» водопропускной трубы.
При обратной засыпке стальных водопропускных труб, железобетона или других металлических изделий убедитесь, что подрядчик добавляет в засыпку из цементного раствора только добавки, не содержащие хлоридов, чтобы ускорить время схватывания. Хлорсодержащие добавки, применяемые для ускорения отверждения, повышают коррозионный потенциал стальной или железобетонной конструкции. Кроме того, засыпка цементным раствором или контролируемым низкопрочным материалом не может использоваться в качестве обратной засыпки водопропускных труб из алюминия или алюминированной стали.
Убедитесь, что все условия, описанные в спецификациях, соблюдены, прежде чем разрешать «подготовку» и «выброс». «Отсыпание» означает затопление материала обратной засыпки на определенный период времени путем возведения дамб или дамб, чтобы вода скапливалась на материале. «Промывка» означает нагнетание воды в слой засыпного материала через трубу малого диаметра. Само по себе замачивание недопустимо, так как оно не дает равномерного или адекватного уплотнения. Напорные струи должны подаваться на дно материала засыпки через близкие равные промежутки времени.
Запретить использование любого уплотняющего оборудования или методов, которые могут сместить или повредить конструкции или иным образом неблагоприятно повлиять на фундамент или прилегающие насыпи.
Заказать испытания на уплотнение, за исключением обратной засыпки цементным раствором, для обеспечения выполнения контракта. Также определите частоту таких испытаний, обеспечив достаточную частоту для определения соответствия требованиям. Определите частоту на основе таких переменных, как характер материала и эффективность методов подрядчика. В начале обратной засыпки проведите достаточно испытаний, чтобы установить величину усилия, необходимого для достижения требуемого уплотнения.
Убедитесь, что подрядчик укладывает уплотненный непроницаемый материал там, где может произойти эрозия материала обратной засыпки или просачивание через материал обратной засыпки. Этот подход особенно важен на входах водопропускных труб.
Убедитесь, что подрядчик укладывает проницаемый материал обратной засыпки, как указано.
Когда импортный материал используется в качестве обратной засыпки конструкции для металлических изделий, таких как стальные трубы, водопропускные трубы или железобетон, импортируемая засыпка должна быть не менее коррозионностойкой, чем природный материал почвы. Следовательно, в специальных положениях должны быть указаны коррозионные параметры импортируемого наполнителя, которые менее коррозионно-активны, чем коррозионный грунт. Это требование распространяется на привозной грунт, легкий заполнитель и контролируемый малопрочный материал. Свяжитесь со службой разработки материалов и испытаний для получения рекомендаций по коррозии.
4-1903C Выемка канав
Убедитесь, что вырыты канавы в соответствии с требуемыми линиями и уклоном. Требовать, чтобы любые участки, выкопанные ниже уровня земли, были засыпаны в соответствии со спецификациями. Если канавы должны быть облицованы бетоном или торкрет-бетоном, попросите подрядчика подготовить фундамент в соответствии с разделами 53 «Торбетобетон» или 72 «Защита откосов» Стандартных технических условий .
4-1903D Строительство насыпи
В обязанности инженера-резидента входит следующее при строительстве насыпи:
При укладке материала убедитесь, что толщина слоев соответствует спецификациям. Кроме того, убедитесь, что подрядчик заполняет пустоты между камнями в каждом слое землей или другим мелким материалом. Записывайте такие наблюдения в ежедневный отчет.
Убедитесь, что подрядчик не размещает камни, битый бетон или другие твердые материалы размером более 4 дюймов в местах установки или забивки свай.
Во время строительства склона или там, где участок переходит от насыпи к выемке, убедитесь, что уступы в существующий материал достаточны для надлежащего сцепления материала насыпи с исходным грунтом. Решите, должен ли жим лежа превышать 6 футов. Если расширение устраняет необходимость в торцевой разгрузке сверху, увеличьте ширину уступа, чтобы освободить место для уплотняющего оборудования. Сообщите подрядчику об этом и измерьте дополнительные земляные работы для оплаты.
Обратите внимание на концевую отсыпку и запретите ее дальнейшее использование, как только можно будет использовать обычные методы насыпи.
Убедитесь, что подрядчик убирает с участков насыпи весь мусор после расчистки, если иное не разрешено специальными положениями. При тяжелых планировочных работах небольшие овраги и каньоны могут быть заполнены рыхлым материалом при прокладке грунта и строительстве подъездных дорог. На этом этапе необходимо внимательное наблюдение, чтобы можно было записать такие области для будущей коррекции.
Во время строительства насыпи измерьте поперечный уклон, чтобы убедиться, что он не превышает спецификации.
Убедитесь, что уклоны насыпи соответствуют указанным допускам.
Убедитесь, что надбавки и расчетные периоды соответствуют требованиям контракта.
4-1903E Уплотнение
Уплотнение напрямую влияет на несущую способность грунта. Чем меньше уплотнение, тем меньше поддерживающая способность при насыщении материала. Подрядчик должен выбрать метод достижения требуемого уплотнения, а инженер не должен руководить операцией уплотнения.
Подрядчик может использовать смачивающие вещества при условии, что это не приведет к негативным последствиям.
В обязанности инженера-резидента и помощника инженера-резидента входит следующее во время уплотнения:
Измерение уплотнения, чтобы убедиться, что уплотнение соответствует спецификациям. Тест на частоте, необходимой для контроля. Учитывайте однородность материала и однородность конкретной операции. Как правило, если работа однородна и соответствует спецификациям, частота испытаний может быть уменьшена. Для неоднородных операций, пограничных результатов или того и другого увеличьте частоту тестирования.
Проведите испытания на уплотнение, чтобы убедиться, что они соответствуют требованиям контракта. Информировать испытательный персонал о конкретных пределах области испытаний.
Если подрядчик решит выкопать материал подвала для облегчения уплотнения, осмотрите нижележащий материал, прежде чем область будет засыпана. Решите, следует ли уплотнять слой материала под выкопанным фундаментным материалом. Как правило, если имеется достаточное количество рыхлого материала, чтобы обеспечить усадку последующих слоев, закажите уплотнение нижележащего материала в порядке изменения порядка.
Для достижения требуемого уплотнения убедитесь, что подрядчик достаточно высушивает материал, содержащий избыточную влагу. Также следите за тем, чтобы полученная насыпь была прочной и устойчивой.
4-1903F Земляные работы в карьере
Во время земляных работ в карьере в обязанности инженера-резидента входит следующее:
Выполнение измерений и ведение соответствующих записей о ходе работ и окончательной оплате.
Если материал оплачивается за тонну, убедитесь, что проведены достаточные испытания на влажность для определения объемов оплаты. Для получения дополнительной информации см. раздел 9.-1.02D, «Количество заполнителей и других дорожных материалов», Стандартных спецификаций .
Убедитесь, что подрядчик представляет необходимые документы, касающиеся возможных местных источников материалов. Подробности см. в Разделе 3-6 «Контроль материалов» данного руководства.
4-1903G Подкладка плеча
Проверьте материалы подкладки плеча на соответствие спецификации. Убедитесь, что уплотнение достаточное. Убедитесь, что подкладка плеча завершена в течение 5 дней после укладки соседнего нового покрытия.
4-1903H Геосинтетический материал для улучшения грунтового основания
Геосинтетический материал для улучшения грунтового основания (SEG) может быть легко поврежден при неправильном обращении во время строительства. При размещении SEG местный инженер должен убедиться, что продукт установлен правильно, соблюдая следующие требования к установке:
SEG должен быть размещен непосредственно на очищенной поверхности вдоль выравнивания до пределов, указанных на планах. Непосредственно перед укладкой георешетки или геотекстиля поверхность, на которую они устанавливаются, должна соответствовать допускам по высоте и поперечным уклонам, указанным в планах.
Основание для получения SEG должно соответствовать допускам на уплотнение и высоту, указанным в Разделе 25-1.03B «Основное основание» Стандартных спецификаций и специальным положениям проекта, и не должно содержать рыхлых или посторонних материалов и острых предметов, которые могут может повредить SEG во время установки.
С
SEG следует обращаться и укладывать его в соответствии с рекомендациями производителя, а также туго натягивать, чтобы на подготовленной поверхности образовался коврик без складок.
Границы раскатанной георешетки или геотекстиля должны перекрываться не менее чем на 2 фута в направлении, указанном инженером-резидентом. Все концы рулона должны быть перекрыты минимум на 2 фута в направлении распространения заполнителя подстилающего материала. По решению местного инженера, для грунтового основания со значением R менее 5 может потребоваться нахлест более 2 футов.
Геотекстиль или георешетка должны быть обрезаны в соответствии с кривыми. Минимальное перекрытие 1,5 фута должно быть обеспечено для смежных сторон геотекстиля или георешетки. Перекрытие должно удерживаться на месте с помощью скоб, штифтов или насыпных материалов, укладываемых на геотекстиль или георешетку, или в соответствии с указаниями местного инженера.
Строительная техника не должна работать непосредственно на георешетке или геотекстиле. Перед эксплуатацией строительных машин поверх геотекстиля или георешетки требуется как минимум 6 дюймов насыпного покрытия.
Количество SEG, уложенного на земляное полотно, должно быть ограничено количеством, которое может быть покрыто заполнителем подстилающего слоя или основного материала в течение 72 часов.
Необходимо соблюдать особую осторожность при обращении с георешетками, изготовленными из полипропилена, при температуре не ниже 0 градусов по Фаренгейту.
Складирование материалов непосредственно на СЭГ не допускается. После того, как будет построена достаточная рабочая площадка, все оставшиеся материалы должны быть размещены и уплотнены в соответствии со специальными положениями и Стандартными техническими условиями . Между геотекстилем или георешеткой и оборудованием должно оставаться не менее 6 дюймов наполнителя, чтобы предотвратить повреждение геотекстиля или георешетки. До тех пор, пока эта достаточная рабочая платформа не будет построена, уплотнение должно осуществляться либо с помощью гладких колес без вибрации, либо с помощью катков с резиновыми шинами. Запрещается использовать ковш или другие виды уплотнительного оборудования, в которых используется овчарный башмак. Нельзя допускать чрезмерного поворота транспортных средств на заполнителе подстилающего слоя или заполнителя основного материала, уложенного непосредственно поверх геотекстиля или георешетки.
Участки геотекстиля или георешетки, поврежденные во время укладки и не подлежащие ремонту, должны быть покрыты новым геосинтетическим покрытием. Нахлест от края поврежденного участка должен быть не менее 3 футов.
Геотекстиль или георешетка должны быть уложены на надлежащей высоте и выравнивании, как показано на планах или по указанию местного инженера. Георешетка должна быть ориентирована таким образом, чтобы длина рулона шла параллельно выравниванию проезжей части.
4-1904 Уровень инспекции
Предлагаемые уровни инспекции для типичных земляных работ:
Непрерывная инспекция земляных работ в соответствии с Разделом 19-3 «Земляные работы и обратная засыпка» Стандартных спецификаций .
Периодическая проверка планировки, взрывных работ и уплотнения конструктивной части проезжей части.
Контрольно-проверочный контроль размещения обратной засыпки сооружений, насыпи, крепи обочины, геосинтетического основания и подготовки основания для насыпи и проезжей части.
Периодический отбор проб и проверка материала и измерение плотности насыпи в пределах 150 футов от опор моста.
Контрольный отбор проб и испытание импортированного карьера и относительное уплотнение материала, если указано.
4-1905 Контроль качества
Хотя конкретные уровни отбора проб и испытаний для контроля качества земляных работ не включены в Раздел 19 «Земляные работы» Стандартных спецификаций , подрядчик несет ответственность за обеспечение контроля качества в соответствии с Разделами 5- 1.01, «Общие», и 6-2.02, «Контроль качества», из Стандартные спецификации . Убедитесь, что подрядчик активно осуществляет контроль качества при производстве и размещении обратной засыпки конструкций, поддержки обочин и геосинтетических материалов для улучшения грунтового основания.
4-1906 Оплата
Следующая информация об измерениях и платежах касается земляных работ на проезжей части, земляных работ и обратной засыпки, а также земляных работ.
4-1906A Земляные работы на проезжей части
В обязанности инженера-резидента входит следующее в отношении измерения и оплаты земляных работ на проезжей части:
Как правило, проектные расчеты для определения объемов выемки грунта можно включать непосредственно в проектные документы в качестве исходных документов. Проверьте правильность этих расчетов. Также проверьте, включены ли скругления откосов и количество прилегающих канав, как показано в стандартных планах , .
Перед началом работы проверьте точность исходных высотных отметок земли с помощью точек откоса. Также может потребоваться взять поперечные сечения поля или провести линии профиля, чтобы проверить первоначальные отметки земли.
Проверьте шаблон проезжей части и отметки земляного полотна. Включите в проектные записи всю документацию, подтверждающую объемы земляных работ на проезжей части. Должно быть легко проследить от общей суммы оплаты до исходных документов.
Когда все земляные работы будут завершены, сверите общее количество с суммой частичных платежей. Важно определить на раннем этапе проекта и как можно более точно общую сумму оплаты за земляные работы на проезжей части. Это раннее определение в сочетании с периодической корректировкой сумм частичных платежей поможет предотвратить переплату.
Во время работы выбрать метод измерения объемов выемки грунта для частичной оплаты. Одним из часто используемых методов является «подсчет нагрузки». Подсчет погрузки включает в себя определение дневной производительности путем достижения соглашения о грузоподъемности тягового оборудования и с использованием подсчета дневной загрузки подрядчика. Для предварительного определения единичной мощности можно использовать следующие методы:
Используя предыдущий опыт.
Измерение объемов тягового оборудования.
Взвешивание загруженного тягача и преобразование результатов в объем материала в разрезе.
По ходу работы как можно чаще проверяйте фактические условия. По завершении одного разреза сравните объем в этом разрезе с объемом, представленным подсчетами нагрузки от разреза. Также может быть возможно провести поперечное сечение частично завершенных раскопок, рассчитать проделанную работу и сравнить результат с общими подсчетами нагрузки. Когда эти чеки указывают на переплату или недоплату, компенсируйте разницу в текущем частичном платеже. Отрегулируйте грузоподъемность тягового оборудования, чтобы будущие частичные платежи на основе подсчета груза были более точными.
Если не указано иное, оплата насыпи включается в оплату прочих работ. Однако количество материала в насыпи должно быть известно, чтобы определить, будет ли существовать избыток или дефицит вынутого материала. В проекте, включающем значительный объем земляных работ, прогнозирование избытка или недостатка земляных работ на проезжей части должно быть главной задачей на ранних стадиях и на протяжении всего проекта. Обратитесь к обсуждению коэффициентов оседания и классификации под 4-19.03A (5), «Излишки материала» данного руководства. Во время работы так же важно периодически измерять сооружаемую насыпь, как и периодически измерять выполненную котлован. Эти периодические измерения обычно являются наиболее точным способом определения фактического коэффициента градации.
Когда подрядчик избавляется от излишков материала, могут возникнуть дополнительные расстояния транспортировки. Возможно, будет уместно оплатить дополнительные расходы на перевозку в качестве дополнительной работы. Используйте массовую диаграмму как полезный инструмент для определения расстояний перевозки.
4-1906B Выемка грунта и обратная засыпка
Чтобы определить методы и пределы для расчета количества платежей за земляные работы и засыпку, а также условия оплаты, ознакомьтесь со специальными положениями, Стандартными планами и Разделом 19-2.04, «Оплата», Стандартных технических условий . Обратите внимание, что плата за земляные работы и обратную засыпку включена в оплату некоторых конструкций и водопропускных труб. Перед земляными работами определите, необходимо ли профилировать или сделать поперечный разрез первоначального грунта в местах земляных работ.
4-1906C Выемка канав
Чтобы определить, должны ли траншеи и водостоки оплачиваться как выемка канав или выемка проезжей части, ознакомьтесь со спецификациями, планами и стандартными планами .
Измерение полезного объема рытья канав методом средней конечной площади. Перед земляными работами определите, необходимо ли профилировать или разрезать первоначальный грунт.
4-1906D Заемный материал
Перед началом работ проверьте запланированную поверхность грунта котлованов и площадь насыпи, измерив поверхность земли. Определить теоретический объем насыпи и выемки из проектных или разрешенных поперечных сечений насыпи или выемки и выверенной замеренной поверхности грунта. Величиной платежа по импортируемому займу является дефицит материала, рассчитываемый как разница между теоретическим объемом насыпи, или насыпи, и теоретическим объемом выемки, или выемки.
Вместо измерения импортируемого заимствования по теоретическому объему подрядчик может запросить оплату за количество импортированного материала, если заимствованный материал поступает с одного специального участка для заимствования. Не разрешайте импортировать заимствования с нескольких сайтов или с одного сайта, который не используется исключительно для проекта. Если это разрешено, подрядчик должен проинформировать инженера и предоставить Caltrans доступ на площадку. Перед началом работы снимите поперечные высоты и замеры поверхности земли на участке карьера после любой расчистки, расчистки или вскрытия до, а также после выемки карьерных материалов. Количество импортного карьера измеряется исходя из расчетного объема материала со средней площади и расстояния между поперечным сечением перед выемкой и после выемки.
Когда источник заемного материала неизвестен или используется несколько источников заемного материала, оплата за импортный заемный материал определяется объемом дефицита материала. Дефицит материала рассчитывается как разница выемки и насыпи по сечениям насыпи и выемки проезжей части, показанным на плане. Если источник заимствования используется исключительно для проекта и заимствование оплачивается на основе объема, заемный материал может быть оплачен на основе поперечного сечения заимствованных областей. Прежде чем приступить к работе, выполните поперечное сечение всех известных участков карьера, предназначенных для проекта. Рассчитывают объем выемки по средней площади поперечных сечений и расстоянию между ними до и после выемки.
4-1906E Плечевая подкладка
Измерение и оплата плечевой подкладки станцией не разрешены.
Подплечник оплачивается за тонну. Для оплаты используйте коэффициент 145 фунтов за кубический фут или 0,0725 тонны за кубический фут, если объем известен. Если требуется более точный коэффициент пересчета, определите фактическую сухую плотность используемого материала подкладки плеча.
4-1906F Улучшение грунтового основания Геосинтетический
SEG измеряется и оплачивается за квадратный ярд поверхности. Caltrans не оплачивает дополнительный геосинтетический материал, используемый для перекрытий.
Вернуться к началу
05 Течения: Устойчивое военное управление земляными работами
Порт вылазки, парапетная стена и ров видны в форте Стедман, Национальное поле битвы в Петербурге, фото Джона Буоно.
Abattis или Abatis (фр.) — срубленные деревья, устроенные в виде живой изгороди с выровненными стволами и закрепленными в неглубокой канаве. Ветви были заточены и переплетены, указывая на врага. Его цель состояла в том, чтобы предотвратить внезапность и задержать атакующие силы в пределах досягаемости оборонительных средств. Иногда называется рубящий .
Активная оборона — стратегия защиты линии маневром и контратакой.
Передовые сооружения — укрепления впереди, но все еще в пределах досягаемости основных сооружений.
Угол — место соединения двух граней укрепления. См. Выступающие и входящие углы .
Вершина — передний выступающий угол укрепления, наиболее выступающий в сторону противника.
Подход — траншея, вырытая для приближения к линии противника, называемая подкопом в осадных операциях.
Артиллерийский опорный пункт — батарея , редут или бастион , служившие для закрепления более крупной системы укреплений.
Артиллерийские сооружения — земляные сооружения, предназначенные для защиты артиллерии и обеспечения эффективного поля огня .
Задний ров или Внутренний ров — ров, вырытый за бруствером. См. Канава .
Banquette (Fr.) или Firing Step — полка, выкопанная за бруствером, которая позволяла защитнику подниматься с земли, чтобы вести огонь через парапет, а затем отступать под укрытие для перезарядки. Банкетка была необходима только тогда, когда парапет был выше мужских подмышек. Это была общая черта, связанная с подготовленными укреплениями, шторы , и отдельные работы, такие как редуты . Если банкетка уцелела, ее часто размывает эрозия почвы с парапета.
Балк — узкая земляная преграда внутри рва земляных валов, намеренно оставленная не раскопанной. Балки иногда отмечали разделение между подразделениями в линии. Балка также может служить основанием для траверсы из бревен.
Барбет (фр.) — артиллерия, расположенная для ведения огня через бруствер, а не через отверстие в нем. См. Амбразура . Пушка , стреляющая в барбете , имела неограниченный (180 градусов) сектор обстрела, но ее наводчики были более подвержены обстрелу, чем пушка, стреляющая в амбразуре . Барбетное орудие поднималось для стрельбы над бруствером с помощью большого лафета или за счет доведенной до соответствующей высоты орудийной платформы. См. артиллерийскую платформу .
Бастион (фр.) — угловое сооружение, выступающее наружу от основных граней укрепления. Его цель состояла в том, чтобы устранить дефилада путем направления огня вдоль передней части соседней навесной стены. Подобно люнету, бастион состоял из четырех частей: двух граней , образующих выступающий угол, ориентированный на противника, и двух заходящих флангов , направлявших огонь вбок по граням соседних бастионов. Навес (или навесная стена) соединял два или более бастионов. См. Люнет .
Бастионная линия — ряд бастионов, соединенных короткими шторы .
Бастионный форт — огороженное земляное сооружение с бастионами в углах для обеспечения огня по фронтам соединительных куртин .
Батарея — артиллерийская часть или укрепление, предназначенное для обороны артиллерийской части.
Берма или Берма (фр.) — узкий уступ или уступ, оставленный на уровне земли для разделения уступа рва и внешний откос парапета. При сооружении горельефных укреплений рабочие стояли на берме, чтобы пересыпать землю из рва на бруствер. Берму иногда оставляли, чтобы замедлить обрушение парапета, но многие инженеры считали, что она помогает злоумышленникам взобраться на парапет, и после строительства его урезали. Эрозия почвы с парапета обычно размывает очертания бермы.
Блокгауз — здание из тяжелых бревен в форме квадрата, прямоугольника или креста, служащее опорным пунктом для пехоты или артиллерии. Вокруг снаружи часто выкапывали ров, а добычу бросали на деревянную конструкцию в качестве защиты от огня и артиллерийских обстрелов. Часто часть первого этажа блокгауза находилась под землей, а верхний этаж, пронизанный бойницами и амбразурами, строился с навесом, чтобы защитники могли вести огонь вокруг основания строения. Блокгаузы использовались для защиты железнодорожных эстакад, мостов и депо или служили «крепостью» или местом последнего убежища в более крупной крепости или частоколе. Раскопки, связанные со многими срубами, сохранились, хотя бревна часто собирали для других целей. В некоторых были кирпичные или каменные полы и камины.
Бомбоупорный — бревенчатое или дощатое помещение или бункер, засыпанный землей для защиты войск от артиллерийского огня. Уцелевший бомбоубежище выглядит как большая земляная насыпь, иногда с продолговатой впадиной наверху, где обрушились нижележащие бревна, или сбоку, где раньше был вход. См. журнал .
Дно рва — плоское пространство в основании рва, разделявшее уступ и контрэскарп .
Бояу (фр.) — ход сообщения , сап выдвинутый вперед в сторону противника. Обычно имеет зигзагообразную форму, чтобы предотвратить попадание прямого огня спереди.
Батарея прорыва — батарея, построенная во время осадных операций для обстрела части обороны противника или для разрушения вражеских стен или брустверов.
Грунтовка — прямолинейный земляной вал, достаточно высокий, чтобы прикрыть грудь стоящего за ним человека. Брусья также можно было построить из специальных материалов, таких как бревна, камни, бочки или тюки хлопка. Термин используется очень широко.
Бастион — см. Бастион .
Капитель — воображаемая линия, которая делит пополам выступающий угол земляного укрепления .
Каземат — закрытая и крытая артиллерийская позиция. Пистолет выстрелил через отверстие под названием амбразура . Казематы с каменными сводами были основным компонентом постоянных каменных укреплений. Казематы строились лишь изредка в поле из бревен и земли.
Кавалер — См. Держите .
Щека — сторона проема , часто усиленная габионами или мешками с песком.
Caponière (фр.) — выступ спереди навесной стены, который позволял пехоте или артиллерии вести огонь во внешний ров.
Щеки — стороны амбразуры , часто усиленные габионами, мешками с песком или бревнами.
Chevaux-de-frises (Fr.) — переносные препятствия, сооруженные из бревен с выступающими заостренными кольями, соединенными между собой цепями; под названием «лошади Фрисландии», где это устройство было изобретено в середине 1600-х годов.
Circumvallation — линии осады, построенные для «инвестирования» или окружения обороны противника. См. Контроценка .
Цитадель — См. Крепость .
Столб огня — объем огня, направленный перпендикулярно парапету. Укрепившиеся солдаты, как правило, стреляли прямо вперед, когда их атаковали, а не из стороны в сторону. Для ведения огня там, где это больше всего необходимо, инженеры изменили ориентацию и соотношение сторон укрепления и флангов . Каждый сегмент бруствера имел определенный столб огня, который охватывал фронт или сталкивался с огнем соседнего сегмента.
Команда — высота земляных валов над уровнем земли.
Коммуникационная траншея — ров и бруствер, которые соединяли одну часть окопа с другой для перемещения войск и припасов. Иногда это были простые траншеи для укрытия, служившие артериями для направления резервов на какой-то участок линии. Называется крытая дорога , если она достаточно глубокая, чтобы скрыть движение.
Сплошная линия — линия укреплений, представляющая противнику сплошной фронт. Парапеты, или занавески, соединяли все опорные пункты артиллерии на линии. См. строк с интервалом .
Corbeil или Corbeille (фр.) — форма габиона ; небольшая плетеная корзинка, более широкая наверху, поставленная в ряд вдоль парапета и наполненная землей. Коническая форма оставляла мушкетную амбразуру между карнизами.
Corduroy Road — бревна, уложенные бок о бок в дорожное полотно для обеспечения проходимости в сырую погоду. Та же техника часто применялась к артиллерийским платформам для поддержки артиллерийских орудий.
Контрбатарейный огонь — артиллерийский огонь, направленный на артиллерию противника с целью заглушить или вывести из строя орудия. Из-за угрозы контрбатарейного огня артиллерийские позиции обычно строились более прочными и массивными, чем соседние пехотные окопы.
Контрминирование — См. Шахта .
Контрэскарп — внешний или внешний откос канавы. См. Скарп .
Контрвальвация — осадные линии, построенные совместно с линиями обхода для защиты тыла осаждающих сил от штурма силами помощи или от набегов.
Крытый или Тайный проход — в постоянных укреплениях проход, проходящий вокруг рва или рва основной линии снаружи; в полевых работах — ров и бруствер, предназначенные для защиты и сокрытия движения войск и припасов к линии фронта из лагерей или тайников снабжения в тылу. Крытая дорога не была «крытой» в смысле накрытой крыши; он обеспечивал укрытие от артиллерийского огня.
Cremaillière (фр.) или Изогнутая линия — ступенчатая или зубчатая линия укреплений, предназначенная для создания перекрестного огня по всей передней части линии.
Гребень — См. Верхний Наклонный .
Crossing или Interlocking Fire — огонь, сошедшийся на одну и ту же цель с двух разных точек. При прокладке линии обороны инженеры стремились по возможности вести перекрестный огонь. См. Столп Огня .
Кронверк — отдельно стоящее земляное укрепление, открытое в ущелье, образованное центральным бастионом и двумя фланговыми полукольцами с двумя длинными флангами , отходящими назад и наклоненными в сторону ущелья .
Cunette (Fr.) — узкая дренажная канава, проходящая по дну траншеи. Дренаж был постоянной проблемой, когда земляные работы проводились какое-то время. Было замечено, что дренажные канавы сохранились, как правило, в полупостоянных фортах, осадных сооружениях и более крупных батареях.
Навес или Навес — прямая линия парапета, соединяющая два бастиона или артиллерийских опорных пунктов, технически с наружным рвом.
Плотина — часто используется вместе с военными земляными работами для затопления территорий в оборонительных целях.
Дебле — См. Спойл .
Мертвый угол — См. Сектор без огня .
Дефилада или Мертвая земля — овраг, овраг или впадина в пределах досягаемости орудий земляных валов, которые нельзя было увидеть или обстрелять с позиции защитников.
Преднамеренные окопы — оборонительные сооружения, построенные в ожидании необходимости, например, для защиты города, депо или моста, обычно сооруженные с передним или внешним рвом. При защите важной позиции и занятии в течение длительного периода времени преднамеренные земляные работы могут быть улучшены до полупостоянного состояния. Магазины и бомбоубежища были построены. Парапеты могут быть задернованы травой, ограждения облицованы пилеными досками или камнем, дороги и пандусы вымощены каменными плитами, вырыт колодец и установлена более совершенная дренажная система. Каркасные казармы и склады могут быть построены внутри или рядом с земляными валами для гарнизона.
Преднамеренные полевые работы — улучшения, внесенные в существующую линию быстрых окопов, как правило, добавление отдельных сооружений для артиллерии. Также осадные сооружения .
Полубастион (фр.) — угловое сооружение, выступающее наружу из угла огороженного или отдельно стоящего земляного вала. Полубастион состоял из одной грани и одной стороны , образующих выступающий угол. Фланговый огонь вёлся по фронту соседней стены или куртины.
Demilune (фр.) — парапет в форме полумесяца, защищающий одиночную пушку, обычно срезанный спереди. Также называется погоном; в постоянных укреплениях, составной части бастиона. Этот термин часто использовался как синоним люнета , но это неточно.
Зубчатый — зигзагообразный или пилообразный бруствер, предназначенный для наведения огня наклонно влево и вправо по фронту, предназначенный для создания перекрывающихся полей огня. См. Кремайлер, линия .
Отдельные сооружения — укрепления, сооруженные перед главной линией для задержки подхода противника или построенные как составные части линии промежутков , обычно реданы, равелин, люнеты или редуты. Другие варианты включали ласточкины хвосты , роговые изделия, короны и шапки священника .
Стрельба прямой наводкой — Входящий огонь, наносящий удар перпендикулярно брустверу или линии боя. Входящий огонь может быть прямой, анфиладный, врезной, обратный и рикошетный .
Прерывистая линия — См. L Интервалы .
Канава – выемка грунта для сооружения парапета. Канавка может быть перед бруствером ( передний ров или внешний ), за ним ( задний ров или внутренний ) или с обеих сторон ( двойной ров ). Инженеры предпочитали строительство с фронтальным рвом, когда позволяли время и рабочая сила, так как это создавало более прочную конструкцию. 1621 профиль. Батареи, реданы, люнеты и редуты последовательно строились с фронтальным рвом. Строительство траншеи было самым быстрым способом закрепиться, и поэтому чаще всего использовалось для быстрого укрепления пехоты. Двойной ров образовался в результате рытья впереди для расширения существующего бруствера заднего рва, в результате строительства крытого пути за линией фронта, или в результате захвата и переделки . Некоторые следы рва — неглубокий желоб — часто сохранились, даже если его парапет разрушился. 9Уступ 1621 и контрэскарп являются внутренним и внешним откосами рва.
Двухканальный — парапет с внутренним и внешним рвом. Двойная канавка использовалась для расширения существующего парапета заднего рва или для обеспечения крытого пути за бруствером переднего рва. Земляные укрепления, которые были захвачены и перевернуты (облицованы), будут иметь двойной ров. См. Канава .
Дренажная канава — См. Кюнет .
Землянки и бункеры — прямоугольные выемки, обычно со стороной 5-10 футов, связанные с основными оборонительными сооружениями комплекса земляных работ. Обычно они выполняли командную или логистическую функцию. В редких случаях в полевых условиях или во время осадных операций землянки могли быть покрыты или частично покрыты бревнами и землей.
Земляные работы — любое земляное сооружение, раскопанное для военных целей. В простейшей форме оборонительное земляное сооружение состояло из парапета или земляной насыпи и рва, из которого выкапывалась земля.
Комплекс земляных работ — состоит из основной линии обороны , зоны оккупации за основной линией, зоны огня перед ней и зоны раздора (нейтральная зона) разъединив передовые позиции бойцов. Весь укрепленный фронт, вмещающий обоих бойцов, может быть на милю или больше в глубину, и каждая зона идентифицируется определенной группой особенностей и артефактов.
Амбразура (фр.) — клиновидный проем, вырезанный для ведения артиллерийским огнем через бруствер. Пушка, стреляющая в амбразуре, имела ограниченное (45 градусов) поле обстрела, но бруствер защищал артиллеристов. Стороны или щеки амбразуры часто укреплялись бревнами, досками, камнями, мешками с песком или габионами. Амбразуры были обычным явлением в артиллерийских укреплениях и часто сохранились в виде углублений в единообразном гребне парапета. Не все углубления являются амбразурами. Как правило, есть и другие свидетельства присутствия артиллерии, например, орудийная платформа и орудийная аппарель. Одно орудие могло иметь несколько амбразур. См. Барбет .
Enceinte (фр.) — «тело места», площадь форта или редута, обнесенная парапетом.
Закрытое сооружение — земляное сооружение, предназначенное для защиты со всех сторон. См. Редут .
Анфилада или Анфиладный огонь — огонь с фланга, который охватывал длину бруствера или боевой линии. Анфиладный огонь мог быть особенно разрушительным, поскольку приближающиеся снаряды могли поразить несколько целей, и ответный огонь не мог быть открыт. Траверсы часто устраивались за парапетом, чтобы ограничить потери от анфилады. Входящий огонь может быть прямой, анфиладный, косой, врезной, обратный или рикошетный .
Запутывание — препятствия, установленные перед земляными валами, чтобы сбить с толку и задержать нападающих, иногда используется для обозначения abattis . Во время Гражданской войны от культи к культе на уровне голени натягивали телеграфный провод, образуя «запутанную проволоку». Большая часть проволоки была извлечена или утилизирована во время или после войны, поэтому можно было ожидать, что мало что уцелеет археологически.
Окоп или Окоп — общий термин для любой формы земляного укрепления. В обычном употреблении такие термины, как бруствер, траншея, окоп (траншея), занавес и полевые работы, применялись с небольшой точностью.
Эполемент (фр.) — см. Demilune .
Уступ , Уступ (Фр.), или Уступ — задний или внутренний откос рва. В фронтовом земляном валу, продолжение ниже отметки внешний откос парапета. См. Контрэскарп.
Внешний ров — см. Передний ров .
Внешний откос — внешняя сторона бруствера, обращенная к противнику и перехватывающая ответный огонь. Внешний склон обычно наклонен под углом 45 градусов, что является естественным углом естественного откоса для большинства почв. Внутренний склон был более вертикальным, чтобы защитники могли стоять прямо за ним. Почти все сохранившиеся земляные валы в первоначальном состоянии будут иметь некоторую разницу в углах между внешним и внутренним склонами. См. Интерьер и Верхний Наклонный .
Забой — прямой отрезок парапета, составляющий более крупную земляную насыпь, по которой прямой или косой огонь вели на фронт.
Облицовка — покрытие или обработка склона дерном, мешками с песком, камнем или другими материалами. См. Облицовка .
Fascine — плотно связанный пучок саженцев, используемый для укрепления парапета или облицовки. Доказательства использования фашинов могут проявляться в виде более темного слоя почвы на раскопанном поперечном сечении. См. Облицовка .
Поле огня — область в пределах досягаемости оружия, которую можно увидеть и охватить огнем. Поля огня часто улучшались за счет того, что рубил (вырубал) все деревья или сносил здания перед линией.
Полевые работы — земляные укрепления, возводимые армиями во время активной кампании, будь то на поле боя или в лагере. Часто поспешные или быстрые окопы .
Наполнитель — бревна, рельсы, камни или другие доступные материалы, используемые для увеличения объема парапета; обычно собираются и размещаются вдоль намеченной линии до начала копания.
Пожарная — организованный и направленный сброс оружия.
Ямы для костра или Столовые — См. Отверстия и ямы .
Фланг — левый или правый конец боевой линии или позиции; сторона; сегмент бруствера, отброшенный назад для защиты стороны позиции или для того, чтобы защитники могли вести огонь через фронт соседней лицо .
Фланговый огонь — огонь, направленный с одного сегмента бруствера для охвата передней части соседнего сегмента.
Flêche (фр.) — небольшой редан с центральной, разделяющей пополам траверсой , придающей ему вид стрелы.
Форт — закрытое укрепление, защищаемое артиллерией; сложные, многокомпонентные земляные работы; деревянный частокол с угловыми срубами, часто с канавами или другими земляными составляющими; в общем, военная база.
Укрепление — земляные работы или другие сооружения, возведенные для защиты места или позиции.
Крепость — система обороны, предназначенная для совместной работы в качестве единого целого для защиты фиксированной позиции. Часто постоянное укрепление .
Фоссе (фр.) — внешний ров, выходящий на вал или навес .
Окоп — нора индивидуального укрытия. См. Отверстия и ямы .
Фрайз (фр.) — ряд заостренных бревен, поставленных близко друг к другу и наклоненных к противнику, часто возводимых во внешнем рву редута , чтобы помешать атакующим взобраться на парапеты. Иногда его называют частоколом .
Фронт — снаружи, в сторону врага.
Фронтирование — ориентирование земляных валов по отношению к противнику.
Передний ров или Внешний ров — ров с внешней стороны бруствера, служащий дополнительным препятствием для штурма. Передний ров позволил парапету иметь больший объем и более прочный профиль, чем конструкция заднего рва. Это был предпочтительный метод инженеров, который последовательно применялся к подготовленным укреплениям, отдельным сооружениям и артиллерийским полевым работам. Обычно на одной непрерывной линии можно найти сочетание передних, задних и двойных окопов. См. Ров .
Полностью укомплектованный лесной насаждение — Это относится к полному навесу верхнего яруса, способному пополнять лесную подстилку. Лесники обычно используют базальную площадь для измерения запасов в лесу. Эмпирическое правило заключается в том, что нижний предел полного посадки составляет около 60 квадратных футов базовой площади на акр. В сосновых и сосново-лиственных лесах она составляет 80 квадратных футов на акр. Площадь основания (BA) = 0,005454d 2 BA — площадь основания в квадратных футах, а d = диаметр дерева в дюймах. Суммирование базовой площади всех деревьев на акр дает базовую площадь на акр, которая является мерой запаса. Базовая площадь зрелых лиственных лесов на востоке США обычно колеблется от 100 до 150 квадратных футов на акр.
Габион — большая корзина из переплетенных лоз и саженцев, используемая для укрепления или формирования земляных валов. Габион был установлен на место, а затем засыпан землей на месте. Когда габионы пришли в негодность, засыпка рухнула в бесформенные холмики, которые иногда можно идентифицировать в полевых условиях.
Glacis (фр.) — внешний край рва, или, в более широком смысле, поле огня укрепления. В постоянных укреплениях гласис имел такую форму, что земля плавно поднималась по мере приближения к рву, чтобы защитить и скрыть каменную облицовку 9-го вала.1621 уступ . При полевых работах, если позволяло время, гласис был наклонен как продолжение угла верхнего склона парапета. Некоторые уцелевшие артиллерийские сооружения имеют фигурный гласис, хотя он встречается довольно редко.
Ущелье — вход в отдельно стоящую работу, или просто тыл работы, т. к. люнет открыт «в ущелье». Оставляя заднюю часть сооружения открытой, защитники на второстепенной линии могли стрелять в нее в случае захвата. деревянная частокол иногда строили, чтобы закрыть ущелье.
Марка — исходный уровень земли. Канава ниже уровня земли; Парапет выше уровня земли.
Большие или Основные полевые работы — земляные работы, сооруженные с внешним или передним рвом .
Орудийная яма — окопанная артиллерийская позиция, платформа, полулюк или погоны.
Орудийная платформа — плоская, обычно прямоугольная, площадка за бруствером, на которой располагалось артиллерийское орудие. Поверхность платформы обычно была покрыта досками или расколотыми бревнами или вельветом с бревнами, расположенными рядом. Платформа может быть выкопана или приподнята относительно уклона, в зависимости от того, стреляла ли она через амбразуру или через бруствер ( по барбету ). Размер платформы указывает на размер пушки, для обслуживания которой она предназначалась (в среднем 10 x 14 футов для стандартного полевого орудия). Иногда платформа окаймлялась узкой дренажной канавой или окаймлялась траверсами.
Орудийная рампа — рампа, предназначенная для перемещения пушки в боевую позицию на платформе; пандус может подниматься или опускаться на платформу с уровня земли. Орудийная аппарель — обычная сохранившаяся особенность артиллерийских сооружений.
Поспешные окопы — См. Поспешные окопы .
Ямы и ямы — окопе и другие средства индивидуальной защиты. Ямы для одиночных стычек или норы для пикетов (окопы) обычно были около четырех футов в диаметре и 2-3 фута в глубину, а грязь выбрасывалась вперед, образуя низкий парапет. Эти отверстия иногда увеличивали, чтобы вместить огневые группы из двух или трех человек. Пикеты и стрелки выставлялись на 50-300 ярдов впереди главной линии обороны с интервалом 5-15 ярдов. Эта регулярность размещения является одним из основных показателей, используемых в полевых условиях, чтобы отличить пикет или линию перестрелки от случайных дыр, вызванных броском дерева. Вдоль линии перестрелки могли быть прорезаны траншеи, которые представляли собой короткие прерывистые сегменты парапета, вырытые для укрытия 3-5 человек. Ямы для костра или столовые могут быть вырыты из канавы за основными линиями для приготовления пищи и сна. «Офицерские дыры» иногда появляются через равные промежутки времени в 5-10 ярдах за основными линиями, где стояли закрыватели рядов, обычно унтер-офицеры, чтобы держать рядовых в строю. См. Землянки и блиндажи .
Роговое сооружение — отдельно стоящее земляное сооружение, образованное двумя смежными полубастионами и двумя длинными флангами , отходящими назад и наклоненными в сторону открытого ущелья .
Барьер — облицовка , образованная переплетением лиан или саженцев через ряд стоек, установленных вертикально против внутреннего откоса парапета.
Водохранилище или Затопление — затопленная земля перед оборонительным сооружением или внутри него.
Улучшение — продолжая укреплять систему быстрых окопов с течением времени. Простую стрелковую траншею можно было улучшить, расширив бруствер, добавив траверсы, выкопав землянки или кострища за линией фронта, или добавив тайники с припасами и крытый проход в тыл. Солдаты, как правило, работали над своими окопами более или менее непрерывно, пока они занимали их, чтобы сделать их более безопасными, более удобными и более защищенными.
Линия с отступом — См. Линия Cremaillière.
Пехотные сооружения — земляные сооружения, предназначенные для обороны пехотинцев.
Внутренний откос — задний откос парапета, обычно почти вертикальный, чтобы защитник мог встать напротив него и вести огонь через бруствер; часто сталкивается с облицовкой из бревен, рельсов, досок, дерна, плетеных изделий (называемых барьерами), камней, мешков с песком или других доступных материалов.
Внутренние работы — сооружения, построенные внутри более крупного земляного вала, такие как склады, бомбоубежища и траверсы.
Нестандартные работы — См. Обычные и нерегулярные работы .
Крепость — блокпост или редут, построенный внутри более крупного форта для использования в качестве места последнего убежища или крайней защиты. Также называется цитадель или кавалер .
Малые или второстепенные полевые работы — земляные сооружения, сооруженные с внутренним или тыльным рвом. Поскольку солдаты стояли во рву, чтобы вести огонь через бруствер, общий рельеф редко превышал пять футов.
Боевая линия — тактическое, линейное построение войск, при котором передние шеренги стояли почти плечом к плечу, а задние шеренги стояли позади них в промежутках. Армии восемнадцатого и девятнадцатого веков располагались такими плотными линиями, чтобы сосредоточить свои ружейные обстрелы в одном направлении. Поскольку эффективный огонь можно было вести только по фронту, для изменения направления огня требовалось сменить позицию всей линии боя. Военные земляные укрепления отражали эту линейную тактику.
Линии с промежутками — линия взаимно поддерживающих отдельных сооружений, обычно реданов , люнетов или редутов , которые не были соединены пехотными брустверами, также называемая прерывистой линией. Теоретически линии с интервалами позволяли обороняющимся 91 621 вести активную оборону 91 622 с большей мобильностью.
Колодец для прослушивания — шахта, проложенная во время осадных операций для обнаружения попытки противника проложить туннель под укрепленной позицией. См. Шахта .
Бойница — узкая щель, через которую может стрелять оружие.
Люнет (Фр.) — отдельно стоящее земляное сооружение, открытое сзади, состоящее из двух граней , образующих выступающий угол , и двух боковых сторон , причем боковые стороны и грани имеют почти одинаковую длину . Называется бастионом при соединении с другим люнетом навесной стеной . Неточно применяется к demilune или эполемент.
Журнал — безопасное, водонепроницаемое место для хранения боеприпасов; в подготовленных работах или полевых работах бревенчатое или дощатое помещение или бункер, засыпанный толстым слоем земли для предохранения боеприпасов от случайного сброса или набегающего артиллерийского огня. Большинство артиллерийских укреплений, занятых в течение любого периода времени, имели по крайней мере один магазин, в зависимости от количества и типов орудий. Уцелевший магазин обычно выглядит как большая насыпь земли, иногда с углублением наверху, где обрушились нижележащие бревна, или сбоку, где раньше был вход. Вход был сзади, против входящего огня. От входа к орудийным платформам ведут ходы сообщения или, по крайней мере, беспрепятственные пути для бегунов. По видимым остаткам трудно сказать, был ли курган журналом или бомбостойкий . Единственная насыпь в артиллерийском укреплении, вероятно, была магазином, потому что инженеры обычно защищали артиллерийские орудия перед людьми.
Башня Махам — платформа из бревен, земли и габионов , построенная во время осадных операций , чтобы позволить осаждающим вести огонь через парапеты защитников.
Главный рубеж обороны — рубеж, на котором были сосредоточены основные силы и усилия обороняющихся.
Мерлон — часть парапета между двумя проемами .
Военный герб — плечо холма или хребта, а не его настоящий гребень. Военный герб является наивысшим контуром возвышения, с которого видно основание его склона без дефилада . При обследовании местности на предмет уцелевших земляных валов часто полезно искать по воинскому гербу.
Мина — туннель, прорытый под вражеским укреплением либо для подрыва его фундамента, либо для взрыва. Шахтные туннели иногда обнаруживаются сегодня вместе с осадными сооружениями, обычно когда часть их обрушивается. Лучшей защитой от вражеского минирования было контрминирование, рытье туннелей для перехвата вражеской мины.
Ров — ров перед земляным валом, специально заполненный водой.
Взаимная поддержка — два опорных пункта артиллерии или пехоты, каждый в пределах досягаемости друг друга и в поле огня и способных помочь другому в случае нападения. Инженеры обычно проектировали укрепление таким образом, чтобы его части поддерживали друг друга.
Ничейная территория — См. Зона раздора .
Косой огонь — Входящий огонь, который поражает бруствер или линию боя под острым углом слева или справа. Входящий огонь мог быть прямым, анфиладным, косым, врезным, обратным, или рикошетным.
Частокол (фр.) — фаланга из заточенных бревен или fraise , закрепленная в неглубоком рву и наклоненная вперед как препятствие для наступающей пехоты. Также стена из бревен или частокол .
Pan Coupé (фр.) — короткий прямой участок парапета, построенный поперек вершины выступающего угла с эффектом уменьшения сектора угла без огня .
Parade или Parade Ground — плоская сборочная площадка внутри более крупного постоянного или полупостоянного укрепления; часто примыкают к казармам или другим гарнизонным постройкам; иногда улучшается выравниванием и осушением.
Параллель — бруствер, наброшенный для противостояния обороне при проведении осады обычный приближается к . Первая параллель была построена вне досягаемости вражеских орудий. Сапы были выдвинуты вперед на пятьдесят или сто ярдов, чтобы построить вторую параллель, и так далее, пока не достигли рва вражеского укрепления. Неточно применяется для описания навесной стены .
Параллельный огонь — огонь, направленный поперек фронта укрепленной линии или боевой линии.
Парапет (итал. parapetto, щит грудной клетки) — линейная земляная насыпь, построенная для защиты от входящего огня. Толщина бруствера определялась вооружением, которое он должен был выдержать: для стрельбы из мушкетов 5-7 футов; полевая артиллерия, 8-16 футов; для осадных или морских орудий до 35 футов. Парапет состоял из внутреннего откоса , обычно облицованного бревнами, досками, перилами, камнями, мешками с песком или фашинами, чтобы он был почти вертикальным, верхний откос или гребень , который слегка наклонялся вниз в сторону противника, и внешний склон или внешняя грань, принявшая на себя основную тяжесть вражеского огня. Внешний склон обычно наклонен под углом 45 градусов, что является естественным углом естественного откоса для большинства почв.
Пассивная оборона — стратегия удержания укрепленной позиции и ожидания атаки противника.
Peneplein (фр. ) — плоская внутренняя часть закрытых земляных валов, в использовании синоним terreplein.
Постоянные укрепления — оборонительные сооружения, построенные для защиты городов, гарнизонов, складов или других стационарных позиций, предназначенных для длительного использования с минимальным ремонтом. Валы форта могли быть построены полностью из камня и кирпича или, если они были построены в основном из земли, имели каменную облицовку внутри и снаружи для предотвращения эрозии.
Пикет — охранник или видетта .
Отверстия для пикета или Ямы для перестрелок — см. Ямы и ямы .
Пикетная линия — ряд караулов или видет, расставленных с интервалами и выстроенных перед основной линией для предупреждения о нападении; ряд отдельных окопов, укрепленных пикетами. Пикетные линии выдвигались на 50-300 ярдов впереди основных линий, в зависимости от местности и близости противника.
Платформа — См. Платформа для пистолета .
Стремительный огонь — огонь, направленный сверху вниз.
Задний — См. Салли Порт .
Подготовленные или Предварительные окопы — См. Преднамеренные окопы .
Шапка Жреца — отдельно стоящее земляное сооружение, состоящее из двух забоев , соединенных в заходной и двух длинных флангов , отходящих назад и отклоняющихся от открытого ущелья. Конструкция служила для сведения огня двух граней по конкретной цели к фронту. Тяжесть угла повторного входа определяла расстояние до точки конвергенции.
Профиль — сечение земляного вала. Чем выше и шире парапет, чем шире и глубже ров, тем «крепче» профиль. Простая стрелковая траншея с задним рвом имела «слабый» профиль.
Рампа — наклон, ведущий к банкетке или обеспечивающий доступ к орудийной платформе.
Вал — широкая земляная насыпь, поддерживающая функционирующие элементы постоянного или полупостоянного укрепления. Парапет и банкетка были построены перед валом; пандусы перемещали войска из глубины завода на 9-й1621 terreplein вала. В ранних фортах вал часто импровизировали, сооружая двойные параллельные ограждения из бревен и заполняя промежуточное пространство камнями и утрамбованной землей. Валы обычно не входили в состав полевых укреплений, но иногда появлялись в более простой форме на некоторых артиллерийских сооружениях. Иногда его называют фальшбортом .
Быстрые окопы — полевые укрепления, возводимые в присутствии противника, обычно с тыловым или внутренним рвом и часто со специальными материалами для насыпи и облицовки, также называемые поспешными или временными окопами. Хотя они были построены «наспех», они редко строились «небрежно», как может означать современное использование этого слова. Опытные солдаты могли вырыть траншею для укрытия, достаточную для того, чтобы выдержать огонь из стрелкового оружия, менее чем за час, используя только элементарные инструменты.
Равелин — отдельный земляной вал, открытый сзади, с двумя длинными гранями , образующими выступающий угол , и двумя короткими боковыми сторонами . См. Отдельные работы .
Тыл — внутри, подальше от врага.
Задний ров или Внутренний ров — ров, в котором солдаты стояли для ведения огня через бруствер; чаще всего используется в быстрых окопах пехоты. Задний ров был самым быстрым способом закрепиться, потому что каждая лопата земли опускала ров и в то же время поднимала парапет. См. Ров .
Редан (фр.) — отдельно стоящее укрепление с двумя гранями , образующими выступающий угол , часто строится как внешнее сооружение для прикрытия передовой позиции. Работа была открыта в тылу. Редан был общей формой всех военных эпох. Когда он был разделен пополам траверсом по центру (по линии столицы), он получил название флеш , или «стрела». При соединении с соседними опорными пунктами навесными стенами он служил Капоньер .
Редан Линия — серия реданов соединенных шторками .
Редут — закрытое укрепление, предназначенное для обороны со всех сторон. След редута мог быть квадратным, многоугольным или иногда круглым. Редут мог стоять отдельно как отдельное сооружение , служить местом укрытия в пределах более крупного укрепления или быть включенным в непрерывную линию окопов как артиллерия или пехота опорный пункт . Редуты были общей чертой всех военных эпох.
Угол повторного входа или Угол повторного входа — угол в земляных валах или линии земляных валов, направленный в тыл и в сторону от противника. Системы земляных работ были специально спроектированы как с входящим, так и с выступающим углом.
Рефейс — для «поворота» или замены облицовки земляных работ.
Рельеф — расстояние от гребня бруствера до дна рва; рельеф является составной частью профиль .
Регулярные подходы — осадные операции, проводимые путем строительства сапов, параллелей и прорыва батарей, в значительной степени основанные на системе, разработанной для французских армий Себастьяном ле Престр де Вобаном (1633-1707).
Регулярные и нерегулярные работы — закрытые земляные работы. Регулярные работы были основаны на классических моделях — квадратных или шестигранных редутах и бастионных фортах — и в целом казались сбалансированными в пропорциях и симметричными по траектории. Нерегулярные работы приспосабливались к особенностям местности и принимали разнообразные формы и следы. Хотя менее «элегантные» с точки зрения геометрии, неправильные работы часто были значительно прочнее, чем более жесткие классические прототипы.
Ремблай — См. Спойлер .
Рыхление траншей — второстепенная линия земляных работ, сооруженная для перекрытия бреши в основной линии или предотвращения ее прорыва.
Обратный огонь — входящий огонь, поражающий заднюю часть бруствера или линию фронта. Входящий огонь мог быть прямым, анфиладным, косым, врезным, обратным, и рикошетным .
Облицовка — подпорная стенка, предназначенная для поддержки внутреннего уклона парапета. Сделанная из бревен, деревянных досок, перил, фашин, габионов, барьеров, дерна или камней, облицовка обеспечивала дополнительную защиту от вражеского огня и, что наиболее важно, сохраняла внутренний склон почти вертикальным. Каменные облицовки обычно сохранились. Несколько бревенчатых ограждений сохранились из-за высокосмолистой сосны или кипариса и пористых песчаных почв. После того, как окоп был заброшен, многие бревенчатые или рельсовые ограждения были убраны для других целей, что привело к более быстрому проседанию внутреннего склона. Внутренний уклон будет казаться более вертикальным, если парапет разрушился, а облицовка осталась на месте.
Рикошетный огонь — огонь, который сначала поражает землю, а затем отскакивает в воздух, используется в основном артиллерией, стреляющей сплошным снарядом. Гласис имел форму, позволяющую отклонять рикошетные снаряды вверх и над парапетом, а не в него.
Стрелковые ямы — в общем, любая группа легких, стремительных траншей, обычно прерывистых, с тыловым рвом и низким бруствером. См. Отверстия и ямы .
Стрелковая траншея — бруствер для пехоты, обычно быстро набрасываемый задним рвом. Также называется траншеей для укрытия.
Выступ — часть системы земляных валов, которая выступала или выпирала наружу в сторону противника.
Выступающий угол — угол в выработке или линии земляных валов, указывающий на противника. См. Угол повторного входа . Системы земляных работ были специально спроектированы как с входящим, так и с выступающим углом.
Sally Port — отверстие слева в парапете как вход в закрытый земляной вал. Все огороженные земляные валы имели выход для вылазки; называется задним , когда он имеет свод или крышу, образующую туннель.
Мешки с песком — используются для укрепления подготовленных окопов и осадных сооружений, часто заполняются за пределами участка и транспортируются на строящиеся работы. Слой песка, лежащий над другой почвой основания, особенно в артиллерийских сооружениях, может указывать на использование мешков с песком.
Сап — траншея, построенная для соединения одной параллельной с другой с целью продвижения осадных сооружений, иногда построенная в виде зигзага или прямой с внутренними траверсами. См. Обычные подходы.
Ролик для сока — большой плетеный цилиндр катился впереди экипажа, чтобы поглотить входящий огонь, когда он работал на соке .
Сапер — пионер или инженер, занимающийся земляными или осадными работами.
Уступ, откос или откос — внутренний откос канавы, в отличие от контрэскарп — внешний откос канавы. И эскарп, и контрэскарп находятся ниже уровня земли и являются видимыми компонентами всех канав.
Сектор без огня — область перед выступающим углом , в которую защитники не могут стрелять. Сектор без огня был чрезвычайно уязвим, если только его не защищали огнем, направленным с другой части укрепления.
Траншея для укрытия — простая стрелковая траншея для пехоты, обычно с задним рвом .
Осадные операции — систематическое окапывание для подхода к обороне противника с использованием классических инженерных приемов. См. Обычные подходы .
Осадные сооружения — земляные сооружения, построенные для продвижения или замедления осадных операций.
Линия перестрелки — солдаты, расставленные с интервалами перед основной линией боя, чтобы беспокоить врага и задерживать любое продвижение противника; ряд отдельных окопов, зарытых стрелками. Линии боевых действий выдвигались на 50–300 ярдов впереди основных линий, в зависимости от местности и близости противника. Снайперы часто укомплектовывали линию перестрелки.
Ямы для перестрелок или Отверстия для пикетов — см. Отверстия и ямы.
Рубящий — срубить все деревья перед линией, чтобы создать чистое поле огня. Деревья были повалены в том же направлении ветвями в сторону врага, служив препятствием для атаки. Затем поваленные деревья могут быть обрезаны и организованы более формально в abattis .
Щелевая траншея — сленговое название короткой траншеи, похожей на стрелковую яму, сооружаемой для 3-5 человек. Часто встречается в пикетной линии с вкраплениями окопов или в качестве укрытия в задней части основной линии.
Трофей — земля, извлеченная из раскопок, называемая по-французски déblai . Грунт давал основную массу remblai , то есть материала, используемого для возведения вала или парапета.
Звездный форт — закрытая работа с чередующимися выступающими и повторно входящими углами . Звездный форт может иметь от четырех до восьми выступающих углов, обращенных к врагу. Это была популярная форма до середины Гражданской войны, но многие инженеры считали, что она требует больше работы, чем необходимо для сильной защиты. Примеры звездных фортов сохранились из разных периодов времени.
Частокол — в общем, бревенчатый форт; при использовании в качестве дополнения к земляным укреплениям — вертикальная стена из бревен, связанных или сбитых вместе для защиты фланга или ущелья батареи, люнета или редута. В бревнах были вырезаны бойницы для ведения ружейного огня. Внешняя сторона стены частокола может быть разрыта, а земля засыпана бревнами. Археологические раскопки могут выявить следы отверстий для столбов или остатки столба в земле.
Опорный пункт — господствующая позиция, обычно возвышенность, защищаемая окопавшейся артиллерией или скоплением пехоты; артиллерийская работа в пределах сплошной линии окопов.
Superior Slope — гребень парапета, на который солдаты опирали оружие для стрельбы. интерьер наклон был почти вертикальным, так что человек мог удобно стоять против него. Верхний склон слегка наклонен в сторону противника. 9Внешний склон 1621 , который перехватывал большую часть входящего огня, наклонялся более круто. См. Парапет .
Тайник с припасами — прямоугольная выемка, обычно 5-10 футов в ширину и 3 фута в глубину, расположенная в тылу Главной линии обороны. См. Комплекс земляных работ . Они служили временным хранилищем для ящиков с едой или боеприпасами и находятся в защищенной местности, примыкающей к дороге или крытому проходу. В редких случаях в полевых условиях или во время осадных операций тайник с припасами может быть покрыт или частично покрыт бревнами и землей.
Ласточкин хвост — отдельно стоящее земляное укрепление, состоящее из двух забоев , соединенных в заходной и двух длинных флангов, отходящих назад и наклоняющихся в сторону открытого ущелья .
Тенай (Фр.) Линия — ряд смежных реданов , одинаковых или разных размеров, соединенных по бокам без соединительных занавесок.
Terreplein (фр.) — уровень земли, сорт; обычно ровная площадка внутри закрытого укрепления; в постоянных укреплениях плоская поверхность вал за бруствером.
Тет-де-пон (фр.) — укрепленный плацдарм с обоими флангами на якорях на реке, предназначенный для удержания переправы через реку.
Подъемные работы — закрепить. Земляные работы были описаны как «подброшенные».
След — контур укрепления, нарисованный на плане или «прочерченный» на земле. С инженерной точки зрения важнейшей характеристикой был след земляных валов. Чтобы быть эффективной, трасса должна использовать преимущества военной силы местности и смягчать ее слабости; его конструкция должна выполнять свое назначение в общем плане обороны; его длина должна соответствовать количеству солдат, назначенных для удержания позиции.
Траверса — короткий сегмент парапета, используемый для предотвращения проникновения входящего анфиладного огня по всей длине линии, для защиты задней стены закрытого сооружения от проникающего огня спереди, для прикрытия порта для вылазки , или для дополнительной защиты магазина или тайника с припасами. Траверсы иногда строились из габионов или укреплялись ими и обычно строились перпендикулярно входящему огню, а не перпендикулярно оборонительному брустверу. В быстрых окопах траверсы могли быть полностью построены из бревен.
Траншея — обычно сокращение от окопа, иногда обозначающего ров окопа или вспомогательный окоп в задней части вала .
Trous de loup (фр.) — ряды ловушек глубиной 4-6 футов, вырытых в шахматном порядке перед земляным валом, чтобы помешать наступающим силам. В каждой конусообразной ловушке скрывался заостренный кол.
Точеный сооружение — окоп, захваченный противником и перелицованный, в результате которого по обеим сторонам бруствера образовались канавы.
Работа — любой отдельный компонент системы укреплений, применяемый чаще всего для отдельной обороны, для фортов или артиллерийских опорных пунктов.
Зигзагообразная траншея — см. Бояу .
Зона раздора — ничейная зона, область, разделяющая развернутые застрельщики комбатантов, часто определяемая окопами противостоящих боевых порядков. Поскольку застрельщики имели тенденцию наступать или отступать в зависимости от особенностей местности и местного давления, ширина этой зоны колебалась. См. Комплекс земляных работ .
Зона огня или Зона поражения — область между Главной линией обороны и передовой линией перестрелки или пикета, обычно не шире, чем эффективная дальность действия стандартного пехотного оружия. В этой зоне солдаты рубили деревья, чтобы расчистить поле огня, и часто возводили препятствия, такие как abattis или заграждения, чтобы замедлить и сорвать атаку. От таких заграждений не осталось бы ничего, если бы не неглубокий ров, закрепивший засеки. Можно было найти более крупные блиндажи, в которых стояли резервные пикеты, которые при необходимости можно было выставить на линию боя. См. Комплекс земляных работ .
Зона оккупации — район за Главной линией обороны. Эта зона может простираться на 200 ярдов или более позади фронта, в зависимости от местности. В этой зоне велась деятельность логистики и обеспечения, которая иногда оставляла следы в виде поддерживающих траншей, вырытых тайников с припасами, бункеров для офицеров и некомбатантов или укрытых путей, по которым войска и припасы могли незаметно передвигаться из тыла в тыл. линия фронта. В некоторых случаях сооружались артиллерийские позиции для ведения огня по удаленным целям через линию фронта. См. Комплекс земляных работ .
Материалы для земляных работ, используемые при строительстве автомагистралей
Посмотреть полную статью можно здесь.
Строительные материалы для насыпей автомагистралей, земляного полотна, насыпей и оснований всегда имеют естественное происхождение из земли. Эти строительные материалы являются результатом естественных геологических процессов. Использование синтетических материалов, полученных в результате таких процессов, как летучая зола или шлак, не является распространенным явлением. В этой статье мы расскажем о земляных материалах и о том, как их можно использовать для строительства автомагистралей.
Два типа горных пород
Существует два основных типа горных пород:
Горная порода: AASHTA M 146 дает определение горной породы: «естественное твердое минеральное вещество, встречающееся в больших массах или фрагментах». В отличие от почвы, которая является рыхлой и бесформенной, горная порода представляет собой затвердевшую почву, которая была зацементирована в форму в результате процесса, известного как литификация, который происходит с течением времени.
Почва: Определяется AASHTO M 146 как «отложения или другие рыхлые скопления твердых частиц, образовавшиеся в результате физического и химического распада горных пород, которые могут содержать или не содержать органические вещества». Эти неконсолидированные материалы используются в качестве вышележащей основы для проекта. Это натуральный, сыпучий материал без формы, сцементированной или затвердевшей в форму. Поскольку он находится в рыхлом состоянии, его легко выкопать с помощью строительной техники.
Для переработки горных пород и грунта в агрегаты можно использовать несколько строительных методов: дробление, взрывные работы, промывку, выемку грунта, дноуглубительные работы и просеивание. Когда состав зерен или фрагментов не изменился, он считается природным материалом. Эти природные заполнители обычно используются для строительства автомагистралей и других строительных объектов.
Состав и классификация почвы
Состав почвы составляют определенные компоненты, включая песок, гравий, валуны, глину, ил и коллоиды. Эти названия указывают на размер зерна, а не на минеральный или химический состав. Кроме того, в почве содержится органический материал, состоящий из растительных веществ в различных состояниях разложения.
Различные компоненты влияют на классификацию почвы, включая текстуру, предел текучести и пластичность. Эти классификации также можно использовать на основе процентного содержания органического вещества в почве.
Эти классификации полей обычно составляются консалтинговыми геотехническими компаниями или Управлением геотехнической инженерии. Журналы бурения грунта должны сопровождать листы планов и контрактные предложения, включая важную информацию о потенциальных проблемах с материалами и типах почвы. Классификация определяется базовыми полевыми испытаниями и визуальным осмотром с использованием следующих описаний (в определенном порядке):
Цвет: Оттенки влажной почвы, часто с использованием таблицы цветов почвы Munsell.
Влажность: Описание, включающее пять подкатегорий, включая сухую, слегка влажную, влажную, очень влажную и влажную.
Консистенция: С шестью подкатегориями, включая твердую, очень жесткую, жесткую, средней жесткости, мягкую и очень мягкую. Плотность также описывается пятью подкатегориями, включая очень плотную, плотную, среднюю плотность, рыхлую и очень рыхлую.
Текстура: Оценка количества глины, ила, песка и гравия. Затем материал классифицируется на основании Раздела 903. Конкретные сведения о тестировании текстуры перечислены ниже.
Модифицирующие термины: Используется для обозначения наличия компонентов, не подпадающих под диапазон текстурных классификаций. Обычно используются текстурные термины: следовые количества, мало, немного и. Общие термины включают старое дно озера, тил, мергель, торф, очевидно естественный грунт и наполнительный материал.
Определение текстуры почвы
Можно провести несколько полевых испытаний для определения классификации текстуры почвы, определения распределения и относительного размера зерен или частиц почвы. Во-первых, тестер должен различать мелкие частицы, используя следующие рекомендации:
Стирка: Глина имеет тенденцию прилипать к рукам при легком ополаскивании водой, в то время как ил обычно смывается.
Палка: При укусе куска земли глина прилипает к зубам, а ил не прилипает. Присутствие песка будет ощущаться в песчаной текстуре на зубах.
Зернистость: На ощупь ощущается зернистость, когда мелкий песок растирается между пальцами, и материалы не пачкают пальцы. Для сравнения, глина и ил обычно оставляют пятна и становятся гладкими при растирании между пальцами.
Для полевых испытаний при определении состава почвы обычно используются два метода. Визуальный осмотр завершается высушиванием образца грязи и затем раскладыванием материалов на плоской поверхности. Затем материалы делят на компоненты для оценки процентного содержания каждого из них в пересчете на сухую массу.
Также можно провести испытание на дисперсию/осаждение. Образец почвы помещают в стеклянную банку с водой, затем человек встряхивает банку и позволяет материалам осесть. Слои будут видны, а крупный песок и гравий сразу осядут. Мелкий песок оседает в течение минуты. Ил оседает примерно через час. Глина имеет неопределенную суспензию в воде, не оседая. Затем определяется процентное соотношение исходя из толщины осевших слоев.
Идентификация гранулированных материалов
Сито № 200 можно использовать для измерения зернистых материалов, таких как гравий и песок, с использованием нечеткой классификации. Эти рекомендации используются при классификации и описании гранулированных материалов:
Сначала определите самую большую частицу, обнаруженную в образце
Если присутствует гравий, его следует удалить и оценить
Определите, грязный или чистый песок или гравий
Если присутствуют заметные мелкие частицы, их необходимо классифицировать как глину или ил с использованием указаний, перечисленных выше
Грязный или чистый можно определить с помощью двух основных полевых испытаний. Сначала материал помещают в банку с водой. Если вода прозрачная за 30 секунд из-за оседания песка, то она чистая. Когда вода остается мутной, это грязный образец.
Можно провести тест на образование пыли, дав гранулированным материалам высохнуть. Материалы просеиваются сквозь пальцы, позволяя материалам падать на чистую твердую поверхность. При обнаружении большого количества глины и ила при попадании материалов на поверхность образуется пыль.
Идентификация илисто-глинистых материалов
Эти материалы обычно состоят из настолько мелких зерен, что их невозможно различить по размеру. Полевые испытания могут включать:
Испытание на пластичность: Можно ли формовать материалы при определенном диапазоне влажности? Тест на нить/ленту можно провести, прокатав почву диаметром от 1/2 до 3/4 дюйма и длиной от 3 до 5 дюймов. Это образование сдавливается между указательным и большим пальцами, чтобы создать ленту толщиной 1/8 дюйма. Высокая пластичность означает, что более длинная лента может быть сформирована до разрыва пласта.
Испытание на разрыв: Образцу почвы дают высохнуть на воздухе в формации диаметром около 1 1/4 дюйма и толщиной 1/2 дюйма. Затем большой и остальные пальцы разбивают похлопывание. Если это высокопластичная глина, то она устойчива к разрушению. Низкая пластичность означает, что глину можно легко разбить.
Испытание на встряхивание: Кусочек почвы увлажняют до консистенции замазки, затем кладут на ладонь. Рука дрожит. Если на поверхности появляется блестящий вид, то это означает, что влага поднимается наверх. Влага выходит на поверхность быстро для мелкого песка, медленно для ила и не происходит для глины.
Идентификация мергеля и торфа
Обычно для идентификации торфа и мергеля проводится визуальный осмотр. Тест анализирует запах, цвет, сжимаемость и плотность.
Торф: Эта почва является высокоорганической, что означает, что она состоит из большого процента разлагающихся растений. Таким образом, он имеет волокнистую структуру.
Мергель: Для сравнения, мергель состоит из останков животных, обычно в виде раковин.
Когда почва органическая, ее цвет варьируется от тускло-коричневого до черного. Текстура губчатая. Кроме того, присутствует запах гниения, слабый или сильный, в зависимости от образца.
Скальные и сланцевые насыпи
INDOT имеет три категории, которые используются для сланцевых и каменных насыпей:
Горная порода: Включая осадочные (сланцы, известняки и песчаники), магматические (базальт и гранит) и метаморфические (гнейс, сланец, мрамор).
Сланец, смеси сланца и мягкой породы или мягкая порода: Состав сланца представляет собой слои ила, ила или глины. Твердость переменная, но породы обладают непроницаемостью, которая не позволяет воде уйти. Таким образом, происходит значительное изменение объема при поглощении воды. Проблемы со строительством могут включать эрозию, нестабильность склона, вздутие и осадку.
Тонкослоистый сланец и известняк: Когда известняк и сланец смешиваются вместе, они переслаиваются. По сути, это смесь горных пород и сланца, а это означает, что существует вероятность гашения.
Другие насыпные материалы и насыпи
Эти материалы не могут быть заполнителями, что означает, что они не должны быть произведены сертифицированным производителем заполнителей (CAP). Эта категория может включать заимствование, b-заимствование и обратную засыпку конструкции.
Материалы заполнителя, поступающие от сертифицированного производителя заполнителя, включают основание из заполнителя, основание и обочины или тротуары из заполнителя.
Синтетические материалы также могут использоваться для строительства дорог.
Алюминий, титан, нержавейка, сталь. Пн-пт. Без выезда.
Теперь у нас в компании вы можете преобрести восстановленые детали двигателей.
Информацию о наличии и стоимости деталей вы можете узнать в перечне восстановленных деталей.
[Перечень восстановленых деталей]
Новое оборудование!!!
Ультразвуковая ванна УЗВ-2ДН для мойки деталей размером:
— Высота — 500мм
— Ширина — 450мм
— Длина — 850мм
Услуга от компании ООО «МоторИнтех»
Автозапчасти и комплектующие для вашего автомобиля в наличии и на заказ.
Правила оказания услуг (выполнения работ) по восстановлению деталей и узлов двигателей ООО «МоторИнтех»
Ознакомтесь с нашим F.A.Q.
Ответы на часто задаваемые вопросы.
Если у Вас возникли вопросы
Вы можете отправить письмо…
Речь здесь пойдет о блоках цилиндров, в которых гильзы цилиндров непосредственно омываются охлаждающей жидкостью
(отсюда и название – «мокрые» гильзы). Снизу такая гильза уплотняется по блоку цилиндров, а сверху – по головке
блока цилиндров. Так как гильза вставляется в блок цилиндров свободно, то жесткость и герметичность всей конструкции
обеспечивается только при затяжке головки блока и только в том случае, если гильза имеет гарантированное выступание
над поверхностью блока. В свое время такая конструкция была распространена повсеместно, затем производители к ней
охладели, так как не удавалось добиться необходимой компактности и жесткости блока цилиндров двигателя (сейчас проблему
решают за счет уменьшения высоты рубашки охлаждения и толщины стенки гильз). Но, тем не менее, и в наше время таких
двигателей немало – «Шкода», «Ровер» (в т.ч. «Ленд Ровер»), «КИА» и т.д. Более того, существуют тюнинговые варианты
(и в Америке продаются соответствующие комплекты) перехода на конструкцию с «мокрыми» гильзами для «Хонды» и «Субару»,
а «Мерседес» использует «мокрые» гильзы на новейших легковых дизелях V8.
Самый сложный и проблемный случай у всех этих двигателей – попадание охлаждающей жидкости в масло. И если у двигателя
с «сухими» гильзами в большинстве таких случаев помогает обработка плоскости головки блока, то что делать, если «мокрая»
гильза просела от перегрева (см. Фото 1) или посадочное место под нее изъедено коррозией или просто повреждено по
неосторожности при сборке (см. Фото 2 и 3)? В этих случаях требуется индивидуальная подгонка гильз по высоте с
обеспечением (и это самое главное !) одинакового и равномерного выступания всех гильз – только тогда будет обеспечена
герметичность стыка. И здесь уже не обойтись без специального оборудования и измерительных инструментов.
Фото 1Фото 2Фото 3
На 1-ом этапе производятся тщательные измерения высоты гильз и того, насколько они утоплены в блок цилиндров (см. Фото 1).
После этого подвариваются дефектные участки посадочных поверхностей в блоке (см. Фото 4 и 5).
Фото 4Фото 5
На 2-м этапе индивидуально (с учетом высоты гильз) подчищаются посадочные поверхности под гильзы (см. Фото 6 и 7).
Затем фрезеруется поверхность блока цилиндров (см. Фото 8). На Фото 9 блок цилиндров обработан под гильзы и отфрезерован.
Фото 6Фото 7Фото 8Фото 9
3-й этап – контрольная сборка с проверкой выступания гильз (если необходимо – с ручной подгонкой) (см. Фото 10).
На Фото 11 блок цилиндров готов – обеспечено полное прилегание гильз по посадочным поверхностям и одинаковое и равномерное выступание гильз над поверхностью блока.
Фото 10Фото 11
Справочная и техническая информация о деталях двигателей
Назначение гильз, требования к гильзам цилиндров.
Стенки цилиндра двигателя образуют совместно с поршнем, кольцами и поверхностью камеры сгорания пространство переменного объема, в котором совершаются все рабочие процессы двигателя внутреннего сгорания. Стенка цилиндра должна быть тщательно обработана и образовывает с поршневыми кольцами пару скольжения. Цилиндры и гильзы цилиндров нагружаются силами давления газов, боковой нагрузкой от поршня и температурной нагрузкой. Переменная по величине и направлению боковая нагрузка вызывает изгиб и вибрацию цилиндра и ослабляет его крепление к картеру. Стенки цилиндра под действием возникающих при движении поршня сил трения подвергаются, кроме того, износу. Гильзы цилиндров должны быть прочными, жесткими, износостойкими, обеспечивать, возможно, меньшие потери на трение поршня о поверхность цилиндра. Внешняя и внутренняя поверхность гильз должна обладать антикоррозионной устойчивостью. Конструкция гильз должна также обеспечивать надежность уплотнений в местах стыков гильз с головкой и блоком цилиндров. Гильзы цилиндров могут, являются как самостоятельной конструкционной единицей двигателя («мокрые» и гильзы двигателей воздушного охлаждения), так и являться элементом ремонтной технологии, предусмотренной заводом изготовителем (например: «сухие» гильзы для двигателей, где цилиндры выполнены заодно с блок-картером). В автомобильных и тракторных двигателях наибольшее распространение получили чугунные гильзы.
По конструкции гильзы цилиндра современных автомобильных и тракторных двигателей можно разделить на три основные группы:
«Мокрые» гильзы цилиндров.
«Сухие» гильзы цилиндров.
Гильзы для двигателей с воздушным охлаждением.
«Мокрые» гильзы. Конструкцией двигателя с водяным охлаждением предусмотрена полость в картере двигателя, так называемая «рубашка охлаждения». Гильза, соприкасающаяся свой поверхностью с охлаждающей жидкостью находящейся в «рубашке охлаждения» называется «Мокрой». «Мокрые» гильзы цилиндров обеспечивают лучший отвод тепла, но картер двигателя с такими гильзами обладает меньшей жесткостью. Большое распространение эти гильзы получили на грузовых и тракторных двигателях в силу своей высокой ремонтопригодности. Как правило, выпускаемые производителями «мокрые» гильзы не требуют перед установкой, какой либо доработки. Изношенные «мокрые» гильзы в большинстве случаев не ремонтируют, а заменяют новыми без снятия двигателя с шасси. Для предотвращения прорыва газов в охлаждающую жидкость и просачивания этой жидкости в цилиндр и картер двигателя «мокрые» гильзы комплектуются уплотнительными прокладками. Внутренняя поверхность гильз тщательно обрабатывается (хонингуется)для того что бы обеспечить наличие требуемой масляной пленки для смазки поршневых колец. Двигатели с «мокрыми» гильзами устанавливаются почти на все современные коммерческие автомобили.
«Сухие» гильзы. Гильзы, не имеющие соприкосновения с охлаждающей жидкостью, называются «сухими» гильзами. Конструкцией некоторых двигателей предусмотрена заливка при изготовлении в блок картер гильз изготовленных из износостойкого материала, создавая тем самым оптимальные условия для работы цилиндропоршневой группы. Например, некоторые модели двигателей HONDA, Land Rover, Volkswagen, AUDI, VOLVO и многих других производителей имеют алюминиевый блок цилиндров (для уменьшения веса силового агрегата) и залитые в него «сухие» гильзы (для увеличения ресурса и повышения ремонтопригодности). Но самое широкое распространение «сухие» гильзы получили в сфере капитального ремонта двигателя. Не «загильзованный» блок цилиндров современного двигателя имеет несколько, предусмотренных технологией, расточек с последующей установкой в него ремонтных поршней. Установка «сухих» гильз позволяет не менять блок двигателя даже после износа цилиндра расточенного в последний ремонтный размер. Производители гильз выпускают так называемые, заготовки гильз, то есть гильзы имеющие запас по длине и внешнему диаметру, которые после токарной обработки запрессовываются с натягом в блок цилиндров. Такие гильзы как правило не имеют обработки внутренней поверхности. Они растачиваются и хонингуются только после установки гильзы в блок цилиндров. Поверхность блока цилиндров под установку тоже повергается тщательной обработке: расточке и в некоторых случаях хонингованию. Гильза с упором устанавливается в блок под давлением, с натягом (в среднем 0,03-0,04 мм), для гильз, не имеющих упора натяг больше. Наружная поверхность «сухих» ремонтных гильз, как правило, подвергается шлифовке, для увеличения плотности прилегания к блоку цилиндров. Гильзы могут фиксироваться при установке верхним буртом, нижним буртом или вообще могут устанавливаться без упора. Некоторые японские производители, например ISUZU, изготавливают двигатели с тонкостенными стальными гильзами, имеющими покрытие из пористого хрома железом. Такие гильзы не подвергаются механической обработке и устанавливаются в блок цилиндров без натяга, с небольшим усилием и удерживаются в блоке за счет прижатия широкого бурта гильзы головкой блока. Блок картер с сухими гильзами имеет повышенную жесткость по сравнению с блоком, с установленными «мокрыми» гильзами.
Гильзы цилиндров для двигателей с воздушным охлаждением. В двигателях воздушного охлаждения конструкция оребрения и необходимость создания охлаждающих воздушных потоков не позволяют применять блок-картерный тип отливки. В этих двигателях применяют отдельно отлитые цилиндры с воздушными ребрами, расположенными чаще всего перпендикулярно оси цилиндра. Эти гильзы цилиндра крепятся к верхней части картера короткими шпильками через опорный фланец (несущие цилиндры) или при помощи анкерных (несущих) шпилек. Гильзы цилиндров двигателей воздушного охлаждения изготавливают как из одного (монометаллические), так и из двух (биметаллические) металлов. Монометаллические цилиндры делают из чугуна, реже из стали или легких сплавов. Из биметаллических цилиндров получили распространение чугунные или стальные цилиндры с залитыми (или навитыми) алюминиевыми ребрами. Широкое распространение двигатели с воздушным охлаждением получили среди производителей тяжелой строительной техники. Ярким примером является всемирно известный производитель индустриальных двигателей немецкая фирма DEUTZ.
Втулки (гильзы) цилиндров судовых, тепловозных дизельных двигателей / НЕВА-диз
Главная \ Продукция \ ЗАПАСНЫЕ ЧАСТИ \ Втулки (гильзы) цилиндров дизельных двигателей
Гильза блока цилиндров является наиболее ответственной деталью цилиндропоршневой группы (ЦПГ) двигателя внутреннего сгорания. Внутренняя поверхность гильзы совместно с головкой поршня образует камеру сгорания, а также служит направляющей при движении поршня.
Гильза (втулка цилиндра) имеет полость охлаждения — рубашку или, в случае воздушного охлаждения — охлаждающие рёбра, что обеспечивает интенсивный теплоотвод от внутренней рабочей поверхности для поддержания необходимого теплового баланса деталей ЦПГ.
Гильза, занимает среди теплонапряжённых деталей двигателя особое место, как по выполняемым функциям, так и по предъявляемым к ней требованиям. Обеспечение только одной прочности втулки, несмотря на всю важность этого требования, недостаточно для длительной и надёжной работы двигателя. Типы гильз
Поверхность блока цилиндров используется в качестве рабочей, только в некоторых двигателях с небольшим диаметром. У большинства современных двигателей жидкостного охлаждения применяется так называемая мокрая гильза.
В мокрой гильзе наружная поверхность — рубашка имеет непосредственный контакт с охлаждающей жидкостью.
В некоторых двигателях малой и средней мощности применяется так называемая сухая гильза, её наружная поверхность непосредственно не имеет контакта с охлаждающей жидкостью.
Сухие гильзы толщиной стенки около 2-4мм запрессовывают или устанавливают в блок цилиндра с зазором 0,01-0,04мм. Небольшая толщина сухих гильз обуславливает экономию качественных материалов, однако, повышенное термическое сопротивление контактной поверхности между гильзой и блоком ухудшает теплоотвод от цилиндров в охлаждающую жидкость. Вследствие этого, в форсированных двигателях, как правило, применяют мокрые втулки, которые обеспечивают более эффективную теплопередачу и легкозаменяемые в случае износа.
В зависимости от назначения и типа двигателя, конструкции мокрых гильз имеют ряд особенностей. В автомобильных и тракторных дизелях применяют мокрые гильзы с верхним опорным фланцем. При этом усилие затяжки головки блока часто неравномерно распределено по окружности, в результате чего искажается форма рабочей поверхности цилиндра и снижается работоспособность цилиндропоршневой группы, а также увеличивается расход масла.
В карбюраторных двигателях усилия затяжки меньше и опорный фланец втулки иногда значительно смещён от верхней части блока, при этом уменьшается температура верхней части втулки и, соответственно, поршневых колец.
Для правильной установки в блоке и сохранения формы, гильзы центрируют по двум направляющим пояскам. Диаметр верхнего пояска несколько больше, чем нижнего, в котором для обеспечения удлинения втулки при работе предусматривается зазор 0,05-0,13мм. Полости охлаждения уплотняют специальными резиновыми кольцами, которые устанавливаются в канавки блока цилиндров или канавки гильзы на нижнем направляющем пояске. Как правило, устанавливают два или три кольца, одно из которых имеет прямоугольное сечение. В последнем случае прямоугольное кольцо большей высоты препятствует изнашиванию и кавитации в зоне нижнего направляющего пояска. Технология производства гильз
Химический состав, структура материала, точность изготовления гильз, микрорельеф рабочей поверхности являются базовыми критериями, которые определяют общую надежность двигателя, триботехнические показатели пары трения поршневое кольцо-гильза, а также позволяют создать условия для полного сгорания топлива, повышения эффективности тепловых циклов и увеличения КПД двигателя.
Исходя из этого, точность размеров отдельных элементов гильзы составляет не более 5мкм, что является характерным для деталей точного машиностроения и приборостроения.
Некоторые параметры гильз изготавливаются по специальным технологиям и, соответственно, для оценки их специфического качества требуются специальные высокоточные средства контроля и серьезная инженерная подготовка.
Для производства гильз требуется организация высокотехнологичных видов производства, в том числе литейного, механического и термического.
Гильзы, производимые методом центробежного литья, наиболее полно подходят для удовлетворения требований по химическому составу и структуре материала. Метод центробежного литья обеспечивает получение 95- 100% перлита в структуре материала. Такие гильзы характеризуются плотной структурой материала, требуемым расположением зерен графита, что в дальнейшем предотвращает интенсивный износ рабочей поверхности при эксплуатации. Последующая термическая обработка исключает изменения размеров гильзы в процессе работы в двигателе.
Компания НЕВА-дизель поставляет со склада и под заказ широкий ассортимет гильз (втулок цилиндра) для судовых, тепловозных дизелей, промышленных дизель-генераторов.
Гильзовка двигателя. Установка «сухих» и «мокрых» гильз
Установка гильз – это операция по восстановлению изношенных стенок блока цилиндров.
Гильзы – это металлические втулки, относительно внутренней поверхности которых в загильзованном блоке цилиндров движутся поршни.
По мере работы мотора стенки цилиндров подвергаются изнашиванию, на них образуются задиры и другие повреждения. На начальном этапе изнашивания внутренняя поверхность цилиндров ремонтируется методом расточки. Слой металла снимается, а на поршни устанавливаются уплотнительные кольца большего размера или используются поршни большего размера.
После расточки цилиндров до максимального ремонтного размера устанавливают гильзы.
К гильзовке прибегают и в случае возникновения на поверхности цилиндров серьезных дефектов, которые не могут быть устранены методом расточки до последнего ремонтного размера и менее.
Также некоторые производители автокомпонентов не выпускают поршни разных ремонтных размеров на конкретные блоки цилиндров. При появлении дефектов и изнашивании они сразу подвергаются гильзовке.
Гильзы устанавливают в любые блоки цилиндров – чугунные и алюминиевые, загильзованные и цельные с завода.
Для осуществления капитального ремонта блока цилиндров может быть использовано два вида вставок: «мокрые» и «сухие» гильзы.
Первые имеют контакт с охлаждающей жидкостью и для предотвращения ее попадания в цилиндры оснащаются уплотнительными элементами. Вторые представляют собой металлические вставки без уплотнительных деталей.
Двигатели могут оснащаться гильзами с завода. В таких агрегатах выполнить гильзовку легче всего.
Как правило, в таких моторах устанавливаются «мокрые» гильзы. Они легко заменяются самостоятельно. Главное, правильно подобрать размер ремонтной детали и убедиться в отсутствии дефектов геометрии посадочного гнезда.
При выборе гильзы необходимо обратить внимание на то, потребуется ли ее дополнительная расточка.
Не обязательно менять все вставки в блоке цилиндров за один раз. Можно заменить и одну втулку, если остальные еще пригодны к эксплуатации.
Чаще всего алюминиевые БЦ выпускаются сразу с запрессованными сухими гильзами.
Алюминиевые БЦ, которые не были загильзованы с завода, считают неремонтопригодными. Однако с целью экономии средств на замену блока цилиндров, которая может составлять более 20 процентов от стоимости всего автомобиля, применяется установка сухих гильз.
Причем данная технология оказывается достаточно успешной. Загильзованные моторы после восстановления бесперебойно работают на протяжении десятков и сотен километров пробега.
Подбор вставки осуществляется исходя из типа материала, из которого изготовлен блок цилиндров. Втулки из легированного чугуна применяются для чугунных БЦ, алюминиевые – для БЦ из алюминиевых сплавов.
В алюминиевые блоки можно установить чугунную вставку. Однако из-за разных характеристик материалов этот процесс осуществляется довольно затруднительно.
Существует два основных способа установки «сухих» гильз. Первый предполагает нагрев блока цилиндров и охлаждение гильзы с последующей установкой вставки в гнездо. Второй, более простой, заключается в запрессовке гильзы с применением сухого смазочного материала.
Перед установкой сухой гильзы необходимо придать оптимальную геометрию посадочному гнезду. Наличие, например, эллипса цилиндра приведет к последующей деформации вставки.
Метод «холодного» гильзования (запрессовки) с использованием смазочного материала позволяет без дополнительного оборудования установить «сухую» гильзу в гнездо.
Для этого на вставку наносят сухой смазочный материал, такой как MODENGY A-MOLY.
Он облегчает процесс монтажа гильзы, предотвращает образование задиров при запрессовке, снижает трение между поверхностями.
Данный метод применяют все чаще ввиду его простоты и надежности. Запрессовка без нанесения сухого смазочного материала может привести к образованию задиров в процессе установки гильзы.
Метод «горячего» гильзования требует применения большого количества оборудования.
Одновременно необходимо нагреть блок цилиндров до +150 °С и охладить гильзу в жидком азоте. В результате этого размер гнезда увеличивается, а гильзы – уменьшается.
Данная манипуляция позволяет обеспечить легкое вхождение втулки в блок цилиндров под собственным весом.
Из-за разницы температур между деталями появляется конденсат, поэтому гильзу необходимо обработать средством, которое предотвратит образование жидкости.
После того, как температура деталей придет в норму, будет обеспечена плотная посадка гильзы в гнезде.
Гильзовка двигателя позволяет за относительно небольшую стоимость провести капитальный ремонт блока цилиндров. Данный процесс обеспечивает дальнейшую эксплуатацию мотора на протяжении 100 и более тысяч километров пробега.
Была ли полезна статья?
(1 оценка)
Гильзовка блоков цилиндров / Авторские статьи / Блог / Механика
Принципиально все двигатели с цилиндрами и поршнями устроены одинаково (мы не говорим сегодня, например, о роторных двигателях), и получают износ цилиндров примерно одинаковым путем — при штатной работе поршневых колец по поверхности цилиндра, или из-за нештатных обстоятельств (задиры, царапины). А вот их ремонт уже сильно зависит от нюансов конструктивного исполнения. Об этом мы сегодня и поговорим.
Классифицировать двигатели можно по многим критериям. Рассмотрим ту классификацию, которая относится к гильзовке.
Гильзы и безгильзовые двигатели
Существуют два исполнения: либо рабочая поверхность цилиндра является материалом блока цилиндров, либо рабочей поверхностью является гильза, запрессованная или залитая в цилиндр.
Блок цилиндров без гильзы. Рабочая поверхность цилиндра – материал блока
Блок цилиндров с гильзой. Поршневые кольца работают по поверхности гильзы, не контактируя с материалом блока цилиндров
Это грубая классификация. Далее она разделяется на несколько веток, в зависимости от материалов блока цилиндров и материала гильз. Многообразие конструктивных исполнений не исчерпывается нижеперечисленными вариантами, однако смело можно сказать, что большинство наиболее распространенных вариантов перечислено.
Чугунный блок цилиндров без гильз
Цилиндры в блоке цилиндров выполнены сразу в рабочем размере, расточены и отхонингованы, поршневые кольца работают прямо по материалу блока.
Чугунный блок цилиндров без гильз
Тот же блок, вид вблизи. Видно, что гильзы нет, рабочая поверхность цилиндра — непосредственно материал блока
Как правило, такие блоки цилиндров предусматривают ремонтные размеры. Если износ невелик, цилиндры растачиваются в ремонтные размеры, и устанавливаются ремонтные поршни. Если износ превышает ремонтный размер или для данного двигателя не выпускаются поршни ремонтных размеров — под поршни номинальных размеров подбирается или изготавливается гильза соответствующих размеров, блок растачивается под посадку гильзы и гильзуется.
Чугунный блок цилиндров с чугунными гиль
зами
Цилиндры в блоке цилиндров изначально выполнены под прессовую посадку гильз. Гильзы запрессованы, и поршневые кольца работают по ним.
Здесь видно, что в чугунный блок запрессована гильза
В этой конструкции замена гильз — штатный технологический маршрут.
Алюминиевый блок цилиндров с чугунными гильзами
В этой конструкции гильзы из чугуна заливаются в блок цилиндров на этапе производства.
Заводские гильзы при этом имеют неровную внешнюю поверхность:
Это не огрех производства, а сделано специально для того, чтобы гильза была неподвижна относительно блока. В то же время это не позволяет просто выпрессовать гильзу из блока. Приходится снимать материал гильзы на расточном станке.
Стадии ремонта блока цилндров
Ниже приведены основные стадии ремонта такого блока. Так выглядит блок, подготовленный к установке гильз. Видно, что три гильзы слева уже вставлены, а четвертая — еще нет:
А так выглядит расточенный цилиндр вблизи. Сверху виден буртик под гильзу с верхним упором:
Алюминиевый лок цилиндр расточен
А так выглядит сама гильза с верхним упором:
Так гильзы выглядят, будучи установленными в блок:
Алюминиевый блок гильза вставлена
Алюминиевый блок цилиндров без гильз
Если поршневые кольца будут работать прямо по алюминию — алюминий достаточно быстро износится. Чтобы этого избежать, существует ряд способов. Первый способ – нанесение специального покрытия на алюминиевые стенки цилиндра. Примером такой технологии служит Nikasil – сплав никеля и кремния. В истории марки BMW был период выпуска двигателей с таким покрытием. Практика показала, что это покрытие достаточно часто «осыпается», поэтому производители двигателей от него отказались. Тем не менее, определенное количество автомобилей с такими двигателями до сих пор ездит по дорогам.
Для таких блоков цилиндров не предусматриваются ремонтные размеры — при расточке будет снято специальное покрытие, и все свойства стенки цилиндра будут утеряны. Поэтому аналогично безгильзовым чугунным блокам, под номинальный размер поршня подбирается или изготавливается гильза, под размер которой растачивается блок. Строго говоря, производитель не одобряет такого решения – поршневые кольца имеют некие особенности, ориентированные на работу именно по никасилу. Однако сложившаяся практика подтверждает, что после установки в такие блоки гильз из серого чугуна данные двигатели ходят долго и без проблем.
Другой вариант – изготовление блока из сплава алюминия и кремния, например, так называемый «Алюсил». В этом случае стенка цилиндра – опять же, материал блока, как и в случае с чугунным блоком без гильз. Цилиндры также проходят специальную обработку, «вскрывающую» зерна кремния в сплаве, что повышает долговечность покрытия. Увы, это не делает двигатель вечным – такие цилиндры также изнашиваются.
Алюсил блок под расточку
Видно отсутствие гильзы в алюминиевом блоке. Поршневые кольца работают прямо по стенке цилиндра
Алюсиловые блоки цилиндров обычно имеют ремонтные размеры, поэтому, если износ не слишком велик, можно расточить его в ремонтный размер, установить ремонтный поршень, и двигатель будет ездить дальше. Если же износ слишком велик – производитель предусматривает гильзовку блока специальными алюсиловыми гильзами. Беда в том, что такие гильзы очень дороги, поэтому более выгодной является установка обычных гильз из серого чугуна. Как и в случае с никасилом, производитель не предусматривает использования таких гильз, однако сложившаяся практика подтверждает, что после такой гильзовки двигатели достаточно долговечны.
После расточки блок с алюсиловым покрытием выглядит так:
Алюсил блок расточен
Фотография после установки гильзы не приведена, так как не имеет принципиальных отличий от фотографии предыдущего двигателя с установленной гильзой.
«Мокрые» и «сухие» гильзы
Двигатели с гильзами разделяются на две категории: «мокрые» гильзы напрямую контактируют с охлаждающей жидкостью, а в двигателях с «сухими» гильзами охлаждающая жидкость от гильз отделена.
Для двигателя с «мокрыми» гильзами их замена является штатной операцией, и для их замены не требуется специального оборудования. Важно уделить достаточно времени замене уплотнений между гильзой и блоком цилиндров — во избежание утечек охлаждающей жидкости.
Все перечисленные в предыдущем разделе конструкции являются конструкциями с «сухими» гильзами. Вот так выглядит блок с «мокрыми» гильзами:
«Мокрая» гильза
Стык гильзы с блоком ближе:
Так выглядит посадочное место под «мокрую» гильзу. На фотографии — посадочное место под гильзу с верхним упором:
На двигателях с «мокрыми» гильзами часто присутствует коррозия в месте сопряжения гильзы с блоком цилиндра. Эту коррозию необходимо удалять при ремонте:
Поверхность гильз, контактирующая с охлаждающей жидкостью, тоже может страдать от коррозии. Выглядит это страшновато, но по существу на работоспособность никак не влияет:
Отдельно надо упомянуть конструкцию «opendeck», где цилиндры соединены с блоком только в нижней части. Иногда эту конструкцию называют «мокрыми» гильзами, что неверно. Это — конструкция с «сухими» гильзами, запрессованными или залитыми в материал блока цилиндров.
Несмотря на отсутствие верхних перемычек у цилиндров, видно, что гильзы не контактируют с рубашкой системы охлаждения — жидкость омывает только тело блока
Нюансы технологического процесса
Когда начинаешь описывать процесс, всегда сначала кажется, что описывать толком и нечего Расточили блок под внешний размер гильзы, запрессовали гильзу, на этом практически все. Казалось бы, ничего сложного. Однако же, нет.
В зависимости от конкретного блока и сочетания материалов — запрессовка может выполняться по разным техпроцессам. Для чугунных блоков самый распространенный метод — запрессовка гильзы прессом, иногда с дополнительным нагревом блока цилиндров. Если гильзуется алюминиевый блок – его нагревают практически всегда.
После установки гильз в цилиндры — гильзы обычно несколько выступают над плоскостью сопряжения блока цилиндров с головкой. После этого плоскость блока цилиндров протачивается или шлифуется для обеспечения ровной поверхности.
В большинстве случаев гильзы после установки в цилиндр требуют проточки (на толщину около 0.1 мм), а также хонинговки. Принципиально нет сложностей изготовить гильзу сразу готовую к употреблению, однако при установке гильза может несколько деформироваться, и проточка позволяет гарантированно устранить потенциальную несоосность и другие нарушения геометрии.
Тем не менее, в отдельных случаях встречаются и гильзы, поставляемые сразу отхонингованными и не требующими дополнительных действий после установки в цилиндр.
Если говорить о «мокрых» гильзах» — они всегда поставляются «готовыми к использованию», и дополнительных действий после установки не требуют.
«Сухие» гильзы обычно прессуются с натягом 0.03-0.04 мм. Принципиально возможно установить гильзу вовсе без натяга – гильза будет зафиксирована упором от перемещения вниз и головкой блока – от перемещения вверх. Однако нет гарантий, что со временем деформации от циклического нагрева-остывания не приведут к тому, что гильза начнет иметь свободный ход в вертикальном направлении. В этом случае двигатель несколько раньше «попросится» на ремонт.
Некоторой «страховкой» от такой ситуации служит порядок технологических операций. Если гильза «сидит» недостаточно плотно, то при хонинговании ее «поднимет» и она начнет выступать относительно плоскости сопряжения с головкой. Если же проход по плоскости выполнять после хонинговки – есть риск, что выступающая часть гильзы просто будет сточена, и факт недостаточно плотной посадки останется незамеченным.
Двигатели VR6
Отдельно имеет смысл рассмотреть работу с блоками цилиндров у двигателей VR6. В отличие от других блоков, здесь цилиндры «выходят» под углом к плоскости сопряжения блока цилиндов с головкой, что затрудняет установку на расточной станок.
Двигатель VR6
Блок сначала устанавливается «начерно», примерно. После этого в расточной станок устанавливается вместо резца головка с часовым индикатором, и проходится по окружности цилиндра в верхней и нижней части. Таким образом можно точно проконтролировать, вертикально ли установлен цилиндр.
Головка с часовым индикатором выглядит так:
Обязательно ли гильзовать все цилиндры?
Иногда возникает вопрос, обязательно ли гильзовать все цилиндры? Можно ли обойтись ремонтом только одного цилиндра?
Универсальный ответ тут один — «по ситуации». Если критический износ получил только один цилиндр — конечно, имеет смысл обойтись только его гильзовкой, это вполне приемлемо. Правда, надо учитывать, что при гильзовке соседние цилиндры могут получить некоторую деформацию (эллипс), и в этом случае может потребоваться проточить их после этого, чтобы компенсировать эту деформацию. Но здесь конечное решение принимается индивидуально в каждом конкретном случае.
описание процесса ремонта блока цилиндров
Зачем проводится гильзовка цилиндров?
Одной из основных операций, включенной в капитальный ремонт ДВС, является гильзовка блока цилиндров.
Она проводится с целью восстановления работоспособности цилиндро-поршневой группы мотора после большого пробега автомобиля.
В процессе возвратно-поступательных движений поршня между его юбками и поверхностью цилиндра возникает трение, приводящее к истиранию контактирующих элементов.
Спустя определенный период работы на внутренней поверхности цилиндров появляются повреждения, мешающие нормальной работе системы. Также стенки цилиндра расширяются вследствие истирания.
Гильзовка цилиндров проводится после расточки с целью уменьшения рабочего объема цилиндра и обеспечения нормального движения поршней.
Расточка и гильзовка блока
В процессе капитального ремонта стенки цилиндров растачивают для удаления повреждений. Расточка — метод механической обработки деталей, который заключается в удалении слоя металла.
Несколько расточек можно проводить без последующей гильзовки. Если расширение отверстия не оказало значительного влияния на объем цилиндра, то увеличивают размер поршневых колец и блок цилиндров в таком виде функционирует до следующей расточки.
После того, как гнезда были расточены до максимального размера или в случае снятия большого слоя металла для удаления повреждений стенок цилиндров, осуществляют гильзовку цилиндров.
Гильзовка – это установка в блок цилиндров металлических втулок, которые выступают в роли стенок цилиндров. Относительно их внутренней поверхности движется поршень.
Гильзы могут устанавливаться как в ремонтируемый двигатель, так и в новый. Чаще всего на заводах в транспортные средства ставят «мокрые» гильзы.
При ремонте меняют только изношенные гильзы. Необходимости в единовременной установке всех новых втулок нет.
Гильзовка является универсальным методом восстановления работоспособности блока цилиндров любого вида.
Для осуществления гильзовки необходимо подобрать втулку подходящего размера, расточить цилиндр для придания его стенкам необходимых характеристик и установить гильзу тем способом, который соответствует виду гильзы.
Важно правильно расточить поверхность цилиндра, чтобы посадочные гнезда под гильзы имели необходимую геометрию. В противном случае все дефекты, имеющиеся на стенках цилиндра, появятся на вставке и поршень не сможет оптимально двигаться в загильзованном цилиндре.
Многие автовладельцы не обращаются в автомастерские для установки гильз в блок цилиндров. Они осуществляют этот процесс самостоятельно.
Установка гильз
После расточки и подбора вставки оптимального размера приступают к процессу гильзовки.
Все гильзы делятся на два основных вида: «сухие» и «мокрые».
«Сухие» вставки получили свое название в связи с отсутствием контакта с охлаждающей жидкостью. Они не имеют уплотнительных элементов.
«Мокрые» же вставки одной своей стороной контактируют с системой охлаждения, поэтому они обжимаются уплотнительными прокладками для предотвращения попадания среды в рабочее пространство цилиндра и газов их рабочего блока в систему охлаждения.
Данные детали различаются по способу установки.
Установка сухих гильз
Сухие гильзы монтируются в блок цилиндров методом запрессовки. Этот процесс относится к наиболее сложным из всех видов гильзования.
Процесс «сухой» гильзовки в своем привычном варианте требует изменения температуры ремонтных деталей.
Гнездо для гильзы нагревается до высокой температуры (около +150 °С), в то время как сама втулка охлаждается с помощью жидкого азота.
После охлаждения гильзы ее поверхность обрабатывается средством для предотвращения образования конденсата.
Установка гильз производится методом их помещения в гнездо. Они принимают необходимое положение под собственным весом или в результате непродолжительного постукивания молотком.
Благодаря такому методу гильзования достигается высокая плотность посадки и оптимальный натяг в месте соприкосновения деталей.
Однако данному трудоемкому процессу есть эффективная альтернатива – использование при запрессовке гильзы сухого смазочного материала, например, MODENGY A — MOLY.
На поверхности гильзы создается смазочный слой, содержащий частицы дисульфида молибдена. Он снижает коэффициент трения в процессе установки гильзы и предотвращает образование задиров при запрессовке.
Материал наносится распылением из аэрозольного баллона. После запрессовки остатки состава необходимо удалить методом продувки.
Такой способ запрессовки исключает необходимость нагрева блока цилиндров и охлаждения втулки в жидком азоте, благодаря чему значительно упрощается процесс гильзовки.
Установка мокрых гильз
Мокрые гильзы монтируются значительно проще, чем сухие. Их установка не предусматривает повышения или понижения температуры деталей.
Мокрые гильзы легко достаются из гнезда вручную, после чего так же просто устанавливаются в блок цилиндров.
Сначала гильзу вставляют без уплотнительного эластомерного элемента для проверки правильности подобранного размера втулки и отсутствия защемления при монтаже. При возникновении неточностей корректируют размер деталей.
Окончательный монтаж осуществляют при наличии уплотнений на гильзе. Втулку устанавливают медленно, нельзя допускать резких движений и сильных ударов молотком.
Дизайн и установка рукава | КРАСНЫЙ.
Многие люди звонят по поводу гильзирования блоков цилиндров и не понимают, что такое мокрые и сухие гильзы, потому что не понимают разницы между ними. В большинстве алюминиевых блоков автомобильных двигателей используются сухие гильзы цилиндров из серого чугуна для поршня и колец, на которых они ездят. Сухая гильза либо заливается, либо запрессовывается в алюминиевые отверстия блока. Алюминиевые отверстия передают тепло от гильзы охлаждающей жидкости, окружающей алюминиевые отверстия. Некоторые двигатели имеют мокрые гильзы, например, Ferrari. Втулки Darton MID превращают блоки сухой футеровки в мокрую. Мокрый вкладыш находится в непосредственном контакте с охлаждающей водой. Он является самонесущим и не зависит от алюминиевого литья, чтобы держать его круглым. По этой причине его стенка намного толще, и ее можно сделать толще, чтобы выдерживать большее давление в цилиндре. Мокрые вкладыши имеют дополнительное преимущество, заключающееся в том, что их легче заменить, если один из них выйдет из строя в процессе эксплуатации.
№
На фото типичный мокрый лайнер Darton MID слева и сухой лайнер справа.
Обратите внимание на охлаждающие канавки в вкладыше MID для увеличения площади поверхности и канавки для уплотнительных колец в нижней части для предотвращения утечки охлаждающей жидкости в картер. Базовая конструкция типична для любой мокрой втулки, используемой в дизельных двигателях тракторов, автобусов, грузовиков и поездов.
Втулка MID имеет особенность, добавленную к типичной мокрой втулке, канавку для охлаждающей жидкости с отверстиями для передачи через фланец втулки. Сам фланец втулки поддерживает втулку сверху, тем самым превращая блок открытой палубы в закрытую палубу. Благодаря такой конструкции втулка имеет гораздо более округлую форму в эксплуатации, чем отдельно стоящая втулка, либо отлитая в блоке с открытой палубой, либо сменная футеровка, сохраняющая конструкцию с открытой палубой.
Вот фотографии блока двигателя Volvo S60 до и после. Складское производство / преобразование мокрых рукавов MID.
Вы можете ясно видеть свободно стоящие цилиндры без поддержки в производственном блоке по сравнению с гильзами MID, которые закрывают зазор между цилиндрами и внешней стенкой блока, тем самым поддерживая верхнюю стенку цилиндра.
Теперь, когда я кое-что рассказал о рукавах, я должен добавить кое-что о материале, используемом для изготовления рукавов, влажном или сухом. Оба изготовлены из одинакового прочного ковкого чугунного основного материала. Гильзы отливают методом центрифугирования (расплавленный чугун заливают в форму) по одной для удаления примесей и обеспечения более плотного литья. Материал из ковкого чугуна примерно в четыре раза прочнее (прочность на растяжение 135 000 фунтов), чем футеровка из серого чугуна, используемая в типичном производственном литье или втулке после ремонта. Это не только материал с более высокой прочностью на растяжение, но и пластичный, как следует из его названия. Это означает, что он будет сильно изгибаться, прежде чем сломается. Втулка из серого железа обладает малой пластичностью и разобьется при превышении предела прочности. Darton производит 100% рукавов, используемых всеми ведущими командами NHRA по топливу и смешным автомобилям, потому что у них есть лучший материал и готовый продукт.
Что требуется в плане оборудования и опыта, чтобы правильно гильзовать блок?
Вам нужен фрезерный станок с ЧПУ или обрабатывающий центр, достаточно большой, чтобы зафиксировать предполагаемый блок, на который надевается втулка. Станок должен иметь проточную охлаждающую жидкость для термической стабильности блочной отливки от начала до конца процесса обработки. Алюминиевая отливка блока цилиндров двигателя, обработанная всухую, будет расширяться в процессе обработки из-за тепла, выделяемого трением во время обработки. Расширение сделает невозможным соблюдение необходимых допусков для успешной установки втулки.
Вот фото чернового литья Ford 5. 4 GT 40 для установки MID втулки. Вы можете видеть пары охлаждающей жидкости, поскольку охлаждающая жидкость выполняет свою работу по отводу тепла от отливки во время обработки.
Допуск между центрами отверстия для обработки блока втулок MID составляет +- 0,0005″ или полтысячной дюйма. Диаметр отверстия, в котором втулка входит в отливку нижнего блока, составляет +-0,00025″ или четверть тысячной дюйма. ЧПУ должно быть в хорошем состоянии и оснащено только лучшими расточных головками, я использую Kaiser, чтобы обеспечить дублирование размеров от отверстия к отверстию и от банка к банке. Несоблюдение допуска приведет к тому, что отверстия станут некруглыми и сужаются в процессе эксплуатации. Вы не можете герметизировать поршневые кольца для увеличения мощности с некруглым или коническим отверстием.
Заливной СОЖ минимизирует напряжения, возникающие в отливке во время механической обработки. Напряжение будет возникать в любом случае, а новые отливки имеют внутреннее напряжение в отливке. Если эти силы напряжения не уменьшить, отливка будет деформироваться в процессе эксплуатации, и в результате стенки цилиндра могут выходить за пределы 0,004″ до 0,005″, что, очевидно, нежелательно. Итак, что я делаю, так это сначала делаю черновую отливку, затем извлекаю отливку из станка с ЧПУ и использую снятие вибрационного напряжения, чтобы устранить как можно больше внутреннего или индуцированного напряжения, прежде чем будет выполнена чистовая обработка для установки втулки. Для выполнения этой задачи я использую машину для снятия вибрационного напряжения Formula 62 производства Stress Relief Engineering.
Эта машина будет вибрировать блок на естественной гармонической частоте литья. По словам производителя, это лучший метод снижения стресса. Эта машина используется многими известными производителями, включая Boeing, General Motors, Alcoa и многие другие. Вот ссылка на Stress Relief Engineering для получения дополнительной информации о причинах снятия напряжения и о том, как это достигается с помощью их оборудования: http://www. stressreliefengr.com/about.html
После снятия напряжения блок устанавливается на ЧПУ для окончательной обработки по размеру для установки втулки. Втулки измеряются по размеру, размеры могут немного отличаться в наборе, а блок расточен до определенного размера, чтобы правильно подходить к каждой втулке. Вот почему нужна очень хорошая расточная головка, так как размер, возможно, придется регулировать от отверстия к отверстию, чтобы получить правильный размер для этой конкретной втулки. Здесь нет достаточно близко. Я не счастлив, если все не получается идеально.
Когда работа по установке втулок завершена, блок очищается от заусенцев и очищается для установки втулок. Втулки не запрессованы в блок, это нет-нет. Существует определенный зазор, который используется, иначе гильзы деформируются или отливка блока треснет между отверстиями. Правильная процедура была разработана здесь. Тем не менее, некоторые люди, кажется, думают, что они знают лучше, чем люди, которые разработали рукава и получили патент. Это приводит к отказу двигателя в худшем случае и снижению производительности или утечке в лучшем случае. За годы я починил или заменил десятки блоков для людей, чьи блоки обрабатывались не в том месте.
Вот фотография блока, оснащенного втулками MID до настила и чистового бурения. Блок будет снят с напряжения еще раз с помощью втулок, установленных до настила и окончательного бурения. Окончательное снятие напряжения уменьшит минимальное напряжение, возникающее в процессе чистовой обработки, а также любое напряжение в самих втулках.
Гильзы и гильзы — Журнал изготовителей двигателей
Гильзы и гильзы цилиндров могут выполнять множество различных функций и могут потребоваться для простого ремонта двигателя или повышения производительности. В статье Ларри Карли о поиске блоков двигателей он затрагивает проблемы поиска качественных сердечников — многие из наиболее желательных блоков были в лучшие времена, а отверстия цилиндров могут быть повреждены из-за неправильного использования или просто из-за того, что они старые.
Щелкните здесь, чтобы узнать больше
Гильзы, безусловно, не являются новой технологией, и эксперты говорят, что по большей части производители двигателей и механические мастерские хорошо понимают их использование и функциональность. Но является ли вкладыш и рукав одним и тем же? Дырка просто дырка?
Помимо различий в материалах, существует два основных типа гильз цилиндров: сухие и мокрые. Проще говоря, гильза сухого типа не контактирует с теплоносителем, а гильза мокрого типа находится в непосредственном контакте с теплоносителем.
Мокрый рукав, если он установлен, дополняет систему охлаждения. Без вкладышей на месте нет охлаждающей рубашки. Верхняя часть герметизируется посадкой с натягом где-то в области раззенковки, и эта область уплотнения может включать в себя уплотнительные прокладки или уплотнения. Дно обычно уплотняется уплотнительными кольцами в канавках, которые могут быть как на втулке, так и в блоке.
Втулка сухого типа запрессована в полный цилиндр, полностью закрывающий водяную рубашку. Поскольку втулка имеет опорный блок, она может быть очень тонкой.
Сухие вкладыши не открываются для канала охлаждения двигателя, поэтому уплотнительное кольцо не требуется. Втулки сухого типа можно использовать в качестве новой изнашиваемой поверхности или в качестве средства для ремонта небольших трещин и отверстий в блоке цилиндров. Сухие втулки требуют прессовой посадки и механической обработки внутри после установки.
Несмотря на изменение технологии двигателей, включая электродвигатели, эксперты сходятся во мнении, что в обозримом будущем производство гильз останется жизнеспособным бизнесом. В мире слишком много блоков старения.
Втулки с фланцевым верхом обычно используются в алюминиевых блоках, поскольку их конструкция обеспечивает устойчивость поверхности настила. И именно эта комбинация формы и функции позволяет всем различным стилям работать в каждом рекомендуемом приложении.
Хотя большая часть путаницы в использовании и установке исходит от «парней с улицы, которые хотят сэкономить несколько долларов», по словам Дэна Макдонелла из Melling Sleeves, даже у экспертов может возникнуть вопрос из двух.
«Многие скептики опасаются, что втулки будут двигаться или опускаться после установки, — говорит Дэйв Метчков из LA Sleeve. «Хотя такая возможность, безусловно, существует, при правильной установке они останутся на месте».
Правильная установка имеет ключевое значение. Дэйв Клинтон из Darton Sleeve предполагает, что даже те ребята, которые должны знать лучше, иногда пытаются срезать путь. «Некоторые специалисты по двигателям все еще хотят протолкнуть втулки в отверстие», — говорит он. «Правильный метод — это перепад температур, и отверстие должно иметь шероховатость поверхности, равную наружному диаметру втулки. Кроме того, использование полноразмерной оправки с жесткими допусками и гидравлического пресса на всех блоках — лучший способ добиться выравнивания и прямой вставки».
Брайан Циммерман из Interstate-McBee напоминает своим клиентам (как правило, в мастерских по продаже дизельных двигателей большой мощности) о двуедином подходе к успеху: чистоте и размерах.
«Чистота: некоторые клиенты предъявляют претензии по поводу трещин на фланцах гильзы только для того, чтобы обнаружить мусор, застрявший под фланцем гильзы. Или уплотнения подтекают при запуске только для того, чтобы обнаружить, что отверстие ресивера не было очищено перед сборкой», — говорит Циммерман. «И ваши измерения должны быть выполнены на качественном оборудовании и записаны! Запись измерений является подтверждением качественного ремонта (если необходимые работы выполнены) для вашего заказчика и производителя в случае возникновения претензии. Как технический специалист, эта запись также показывает, что вы знаете, что делаете, и нашли время, чтобы сделать работу правильно».
Для правильного выполнения работы, конечно же, требуется надлежащее оборудование и обучение, говорят наши специалисты. Станки с ЧПУ с калибровкой центральных отверстий с соответствующими инструментами, подачами, скоростями и охлаждением быстро достигнут надлежащей чистоты. Но любая опытная механическая мастерская сможет установить эффективно и заработать деньги. И эти магазины могут нести меньшие накладные расходы, предоставляя эту подушку, чтобы держать больше в кармане.
После очистки от металлического защитного покрытия серийные мокрые вкладыши поставляются с поперечным люком, готовым к установке. Рукава должны быть подогнаны и просверлены по размеру. Циммерман призывает соблюдать осторожность при установке двухтактных сухих вкладышей. «При установке этих вкладышей необходимо соблюдать точность и осторожность, чтобы избежать проблем с рассеиванием тепла. Благодаря новым технологиям, которые постоянно стучат в дверь, эти старые двигатели с установленными гильзами обслуживаются новыми техниками, которых научили только процедурам обслуживания мокрых гильз», — говорит он. «То же самое верно и для четырехтактных техников, устраняющих неисправности двухтактных двигателей — хотя они похожи, они очень разные».
Следи за чистотой, друг! Некоторые клиенты предъявляют претензии по поводу трещин на фланцах гильзы только для того, чтобы обнаружить мусор, застрявший под фланцем гильзы. Фото предоставлено Interstate-McBee.
Получить лайнер в наши дни не должно быть так уж сложно, по словам Клинтон из Darton. «Лайнеры доступны из сотен источников по всему миру и в США. Как правило, все производство идет на обработку с ЧПУ и шлифование наружной поверхности. Что касается допусков на размеры, высококачественные втулки доступны из многих мировых источников, однако продукт отличает химический состав и долговечность, особенно на рынке производительности».
Макдонелл из Меллинга говорит, что самое большое изменение, с которым он столкнулся, касается диапазона выбора. «Самое большое, что изменилось сейчас, это то, что появилось так много вариантов. Раньше у меня было 39 различных номеров деталей для четырехдюймового отверстия. Сейчас очень много необычных размеров. 3.870˝, 3.660˝ – чтобы заполнить рынок, нужно иметь много необычных размеров.
Это, по его словам, обусловлено распространением новых конструкций двигателей. «Производители оборудования перешли на более легкие блоки и различные комбинации диаметра и хода поршня — то, что раньше было довольно распространенным размером в четыре дюйма, теперь встречается повсеместно», — говорит Макдонелл.
«И мы делаем много нестандартных втулок для парней — расточная оправка соскальзывает в механическом цеху, и они застревают», — говорит Макдонелл. «Они расточат квартал, и что-то случится, и вдруг они на 30 тысяч больше… звонят в панике, но мы можем сделать их за пять дней».
Циммерман соглашается с тем, что вторичный рынок имеет преимущество благодаря технологиям. «Новые технологии позволили производителям предлагать вкладыши и детали более высокого качества по сниженной цене. Производители вторичного рынка производят более дешевые детали с качеством, аналогичным OEM-производителям. С ростом цен на все, вторичный рынок помогает небольшим компаниям экономить на ремонте на высококонкурентном рынке».
Проблемы
С какими проблемами сегодня сталкиваются производители двигателей в отношении технологий втулок и связанных с ними компонентов двигателей?
«Мы знаем, что большая тройка производителей автомобилей привозит почти все свои гильзы цилиндров из Китая и Индии, — говорит Мечкофф. «Отечественные алюминиевые блочные моторы с вкладышами уже просто не так хороши, как были двадцать-пятьдесят лет назад. Поэтому, если отечественный мотор попадет на капремонт, неоригинальная втулка сразу повысит надежность этого блока».
И не упускайте из виду возможности повышения производительности, говорит Мечкофф. «Еще более продуктивными являются автомобили Sport Compact или импортные автомобили, которые подвергаются хот-роду. Хотя эти блоки отлично подходят для ежедневной езды или круиза по побережью, когда для повышения производительности двигателя используются наддув, турбо и т. Д., Стандартные блоки деформируются или трескаются. Любой изготовитель двигателей с хорошей репутацией всегда будет рекомендовать сначала гильзовать блок, а затем двигаться дальше», — говорит он.
Клинтон говорит: «Все компоненты двигателя представляют собой сочетание дизайна, предназначенного для использования по назначению. Цилиндр, в котором генерируется мощность, должен быть в состоянии приспособиться к тому, что запланировал разработчик двигателя, например, высокая степень сжатия, высокие обороты, высокая температура и так далее.
«Двигатели с высокими оборотами способны производить мощность, равную двигателям с высоким крутящим моментом, потому что в единицу времени возникает больше импульсов мощности, и в совокупности они будут равны более медленно вращающемуся двигателю, производящему высокий крутящий момент», — продолжает Клинтон. «В цилиндре задача состоит в том, чтобы управлять теплом, обеспечивать надлежащую смазку для герметизации процесса сгорания и иметь достаточную твердость поверхности, чтобы избежать износа. Частично это достигается за счет перекрытия клапанов, что способствует очистке выхлопных газов».
Циммерман говорит, что его компания уделяет пристальное внимание этим «медленным двигателям» и их компонентам.
«Мы ориентируемся на рынок дизельных двигателей с более низкими оборотами (260–3000 об/мин), а не на газовые двигатели», — говорит он. «Отверстие ресивера должно соответствовать техническим требованиям, чтобы избежать смещения гильзы и поломки фланца. Сухие вкладыши/рукава должны быть установлены для обеспечения надлежащего отвода тепла. Головка блока цилиндров будет прилагать огромное усилие к гильзе при закручивании; крутящий момент болта головки цилиндра, выступание гильзы и плоскостность головки цилиндра должны соответствовать спецификациям, чтобы избежать боковой нагрузки на фланец гильзы, что может привести к растрескиванию фланца гильзы. Поршневые кольца, установленные в перевернутом виде, будут создавать впечатление «плохой» гильзы, когда на самом деле двигатель был собран неправильно».
Что там на горизонте?
Циммерман говорит, что в некоторых новых технологиях используются двигатели без гильзы, напыляемые на расплавленную сталь для создания стенки гильзы. «Несмотря на то, что этой технологии еще далеко до вторичного рынка, возникают вопросы о том, каков срок службы и как будут восстанавливаться стенки цилиндров в случае отказа?» он спросил. «Будут ли ремонт этих двигателей таким же простым и экономичным, как сегодняшние двигатели?»
Выбор, выбор… Доступны специальные втулки, каждая из которых разработана в соответствии с индивидуальным диаметром цилиндра вашего приложения по мере необходимости. Фото предоставлено гильзами цилиндров PowerBore.
Вопрос «Что дальше?» Клинтон из Дартона вызывает еще больше вопросов.
«Это вопрос на шестьдесят четыре доллара», — говорит он. «У нас есть конкурирующие интересы в производстве новых двигателей, в том числе электрических, которые действительно являются волной будущего, а также легкие двигатели с небольшим кубическим дюймом, работающие на ископаемом топливе, и гибриды. За исключением промышленных двигателей, дизелей, тракторов и двигателей с высокими эксплуатационными характеристиками, в долгосрочной перспективе потенциал производителей двигателей для сосредоточения внимания на этом процессе восстановления уменьшается. Рукава всегда будут с нами в той или иной форме, но двигателестроительному сообществу потребуется быстро анализировать изменения рынка и быть гибкими, чтобы опережать изменения».
Чтобы сохранить эти изменения, может потребоваться более качественная замена знакомой оригинальной технологии, которая была разработана в соответствии с изменяющимися стандартами CAFE. «Гильза 4,2-литрового 6-цилиндрового двигателя Vortec GM OE имела фланец», — сказал Макдонелл. «Чтобы уменьшить вес, они сделали его очень тонким. Они имели тенденцию трескаться между фланцем и стволом втулки. Мы выпустили приложение, которое лучше, чем то, что было в OE».
В других случаях он рассматривает менее знакомые проблемы. «Tesla будет нашей самой большой заботой, — говорит Мечкофф. «Путешествие на электромобиле кардинально изменит индустрию двигателестроения».
Тем не менее, наши эксперты согласны с тем, что в обозримом будущем производство рукавов останется прибыльным бизнесом. «Гильзованию блоков цилиндров никогда не будет конца: их слишком много во всем мире», — заключает Мечкофф. «Откровенно говоря, нефтяные компании, вероятно, являются самым большим союзником нашей отрасли. Пока наши автомобили работают на бензине или дизельном топливе, всегда будет возможность использовать рукава».
Информация MID — втулки Darton
Перейти к содержимому
Информация MIDКелли Хелминг2020-11-17T05:25:01-08:00
Создан в 1978 году
Компания Darton первой разработала модульную конструкцию рукавов и специальный материал из ковкого чугуна, начиная с производства верхних топливных рукавов для двигателей Keith Black Racing и Milodon Engineering в 1978 году.
опытный штат механиков и производителей гоночных двигателей предложил уникальный набор смешанных талантов для решения проблем, присущих конструкции блока цилиндров в доступных в настоящее время двигателях, размеры которых должны были быть увеличены. Многие серийные чугунные и алюминиевые блоки имеют конструктивную слабость стабильности цилиндра из-за плохой поддержки в области верхней деки. Процесс производства «литых гильз» обеспечивает экономию за счет масштаба в двигателях малой мощности, но не подходит для двигателей высокой мощности, высокого наддува или большего диаметра цилиндров. Дартон разработал превосходный запатентованный (патент № 6,799,541) решение с использованием гильзы цилиндра уникальной конструкции, которая при совмещении и вставлении образует сплошную палубу из фланцев гильз, удерживаемых в напряжении, усиливая верхнюю часть палубы и обеспечивая индивидуальную замену с помощью того, что мы называем модульной интегрированной палубой (MID).
Кроме того, Darton Designs управляет и увеличивает поток воды от блока к головке, чтобы обеспечить стабильность охлаждения, и все втулки имеют «мокрую» конструкцию. Улучшенный поток воды в области фланца и вокруг него возможен благодаря технологии управления потоком воды с отверстиями, которую мы называем «Swirl Coolant Technology™». Этот процесс начинается с конкретных инженерных моделей соответствующих конструкций головок цилиндров и камер сгорания, а затем мы способствуем увеличению потока воды в тех областях верхней части гильзы, которые подвергаются наибольшему нагреву. Тепло также рассеивается за счет использования «Register Fins»™. Для каждого двигателя и конструкции цилиндра существует своя инженерная модель. В то время как обычно считается, что тепло преобразуется в энергию, высокое остаточное тепло в камере сгорания может привести к детонации, единственной основной причине отказа двигателя в режимах высокой мощности.
Высокие обороты обычно приводят к эффективной продувке воздушного потока, но во время пропусков зажигания или неполного распространения пламени создаются высокие давления и температуры в цилиндрах. Наша конструкция MID™ компенсирует такое сильное остаточное тепловыделение. В обычной установке с сухим рукавом охлаждающая среда, вода, должна передавать поглощение тепла через материал блока и рукава, которые могут быть из разнородных металлов. Когда сухие втулки запрессовываются с натягом, контакт материалов неидеален, что еще больше усугубляет теплопередачу. Эта теплопроводность неэффективна, и чем больше выделяется тепла, тем хуже процесс горения.
Даже в конструкциях с мокрым рукавом в прошлом вода никогда не обрабатывалась эффективно и не протекала между блоком и головкой, чтобы обеспечить максимальное рассеивание тепла в камере сгорания. Чугунным или алюминиевым блокам двигателей с открытой или закрытой палубой присущ определенный застой воды. Это похоже на выливание воды через воронку: на самом деле нет потока или скорости, пока вода не выйдет из патрубка. В случае блоков и головок литейные порты предназначены для облегчения литья, а не для эффективного потока. Теперь с технологией Swirl Coolant Technology «MID» от Darton охлаждающая среда направляется и направляется для значительного улучшения теплопередачи там, где это необходимо больше всего, в верхней части стенки цилиндра / области фланца.
Теперь, когда компания Darton решила конструктивную проблему слабости цилиндра, еще одна проблема с мокрыми гильзами связана с внешней поверхностью гильз. В стандартной конструкции с мокрыми втулками втулки подвергаются воздействию турбулентного потока охлаждающей жидкости, что часто вызывает коррозию или ржавчину. Теперь Darton поставляет втулки MID с фосфатным покрытием. Фосфатирование – это обработка раствором, при которой поверхность металла покрывается цельным защитным слоем из нерастворимых кристаллов. Эта микрокристаллическая структура втулки MID делает ее оптимальной для защиты от коррозии и ржавчины.
Кроме того, это добавляет еще один защитный барьер для уплотнительных колец в нижнем регистре втулки, что еще больше продлевает срок их службы. Это покрытие устойчиво к истиранию от горячего турбулентного потока воды, который создается в зоне водяной рубашки блока. Это помогает устранить горячие точки в области сжатия, что позволяет увеличить мощность. Это покрытие делает втулки MID™ невосприимчивыми к проблемам, наиболее часто встречающимся во всех блоках с мокрыми втулками. Добавление фосфатного покрытия к гильзе MID — это еще один способ, которым Darton постоянно совершенствует конструкцию гильзы и то, как в отрасли воспринимается то, как вы можете гильзовать блок.
Комплект гильз Darton MID™ доступен для многих серий 4-, 6- и 8-цилиндровых импортных и отечественных двигателей и обеспечивает максимальный размер отверстия и потенциал наддува. Преимущества наших комплектов серии MID™:
Характеристики чугуна в алюминиевом блоке
Повышенная интегральная прочность блока
Улучшенное охлаждение
Комплекты
могут быть установлены в местном механическом цеху
.
Возможность замены «мокрого рукава»
Полное руководство по установке доступно на веб-сайте
Увеличенный потенциал выходной мощности
Высокий потенциал наддува и мощности
Улучшенный контроль масла и компрессии
Улучшенное уплотнение цилиндра и износостойкое кольцо
Уличное или полосовое применение
Пуленепробиваемый ковкий чугун Darton
Прочность на растяжение 130 000 фунтов на кв. дюйм
Ссылка для загрузки страницы
Перейти к началу
Комплекты гильз цилиндров
Darton MID – SpeedFactoryRacing
$634,99
Добавление товара в корзину
Комплекты гильз цилиндров Darton MID
Хонда Д16 — $634,99
Хонда Д16 — $634,99
Хонда В16 81 мм — $634,99
Хонда В16 84мм — 634,9$9
Хонда Б18 81 мм — $634,99
Honda B18 84 мм — 634,9 долл. США9
Хонда F22 — 717 долларов США.
Хонда h32/h33 — $717.00
Комплект для перетаскивания Honda B16 — 634,99 долларов США.
Комплект для перетаскивания Honda B18 — $634,99
Хонда К20 — $675. 00
Хонда К24 — $717,00
Хонда J35 — 1775 долларов США.
GM LS1 / LS6 — 1382,00 долларов США
ГМ ЛС-2/3/7 — 1382,00 долларов США
GM Ecotec — 717 долларов США.
Dodge HEMI 6,1 л — 1610 долларов США.
Ford 5.4 MOD ALUM — 1382,00 долларов США
Форд 5.4 МОД ЖЕЛЕЗО — 1382,00 долларов США
Форд 4. 6 МОД — 1382,00 долларов США
Форд Дюратек — 717 долларов США.
Хонда С30/32 — 1750 долларов США.
Hyundai Theta 2 — 625 долларов США.
Lexus ISF V8 — 2UR — $1,975. 00
A-trac Engineering Company — Блог
Прежде чем перейти к различным типам гильз цилиндров
, сначала давайте разберемся, что такое гильза цилиндра?
При рассмотрении деталей двигателя транспортного средства гильза или гильза цилиндра является одним из наиболее важных элементов двигателя.
Представляет собой полый цилиндрический канал, действующий как камера, в которой происходит сгорание топлива.
Гильза или гильза цилиндра представляет собой съемный цилиндрический компонент, который устанавливается в блок цилиндров и обеспечивает поверхность для внутреннего возвратно-поступательного движения поршня и его сжатия. Гильзы цилиндров можно легко заменить, когда они изнашиваются.
Из-за критического движения поршня во время его работы гильзы цилиндров должны быть износостойкими и устойчивыми к коррозии. Это означает, что гильза цилиндра должна быть высокопрочной.
Материал, используемый в гильзах цилиндров:
Поскольку гильзы цилиндров должны быть высокопрочными, гильзы цилиндров обычно изготавливаются из серого чугуна.
Как изготавливается гильза цилиндра?
Гильзы цилиндров обычно изготавливаются методом центробежного литья.
Серый чугун нагревается в индукционной печи, а расплавленный металл направляется в установку центробежного литья.
Постоянная литейная форма непрерывно вращается вокруг своей оси на высоких скоростях по мере того, как расплавленный металл выливается, в результате чего металл равномерно распределяется вокруг матрицы.
Поскольку примеси легче железа, они прижимаются к поверхности отверстия под действием центробежной силы, а затем удаляются механической обработкой.
Полученная отливка имеет гораздо более мелкое зерно и не имеет газовых отверстий и пористости, чем при обычном процессе литья.
Коррозионная стойкость дополнительно повышается за счет добавления хрома.
Теперь давайте перейдем к основной цели этой статьи, т. е. к объяснению различных типов гильз цилиндров.
Гильзы цилиндров подразделяются преимущественно на 3 типа в зависимости от метода охлаждения.
Сухая гильза цилиндра:
9Гильза цилиндра сухого типа 0020 является наиболее распространенным типом гильзы цилиндра. Он работает при высоком давлении и температуре и, следовательно, должен быть изготовлен из чугуна и керамического никелевого покрытия, которые являются высококачественными материалами.
Материал сухих гильз Состав в основном состоит из чугуна и керамических и никелевых соединений, что придает ему ряд характеристик, недостижимых для мокрых гильз.
Сухие вкладыши относительно тоньше влажных.
Сухая гильза не имеет прямого контакта с охлаждающей жидкостью, но защищает поршень от износа и загрязнений.
Сухая гильза прилегает непосредственно к стенке рубашки охлаждения в блоке цилиндров.
Преимущество сухой гильзы цилиндра заключается в том, что ее замена проста и не вызывает проблем с водяной рубашкой. Сухие вкладыши можно использовать почти во всех типах двигателей.
Недостатком сухой гильзы цилиндра является то, что блок цилиндров, в котором она установлена, сложен в изготовлении, а отвод тепла не совсем эффективен.
Гильза цилиндра мокрого типа:
Цилиндры мокрого типа изготовлены из того же материала, что и гильза цилиндра сухого типа.
Мокрые вкладыши взаимодействуют непосредственно с охлаждающей жидкостью двигателя, защищая поршень.
Мокрые гильзы лучше рассеивают тепло и охлаждаются, чем гильзы цилиндров сухого типа.
Мокрые гильзы могут иметь пространство для охлаждающей воды между блоком цилиндров и гильзой или могут иметь встроенные охлаждающие
каналы.
А в мокрых футеровках, не имеющих встроенных охлаждающих каналов, водяная рубашка образована лейнером и отдельной рубашкой, являющейся частью блока.
Статическое уплотнение должно быть предусмотрено как на стороне сгорания, так и на стороне коленчатого вала цилиндров, чтобы предотвратить утечку охлаждающей жидкости в поддон масляного поддона или камеру сгорания.
Как правило, уплотнение на стороне сгорания футеровки состоит либо из прокладки под фланцем, либо из механической посадки.
Стенка гильзы цилиндра должна быть достаточно прочной, чтобы выдерживать давление сгорания.
Преимущество вкладыша мокрого типа заключается в том, что он сравнительно прост в изготовлении, охлаждение более эффективно, а продольное напряжение уменьшается за счет теплового расширения вкладыша.
Недостаток вкладышей мокрого типа заключается в том, что их замена затруднена и существует риск проблем с утечкой воды.
Гильза цилиндра с воздушным охлаждением или ребристая:
Гильза цилиндра с воздушным охлаждением изготавливается по специальному «процессу литья в оболочку» с износостойким мелкозернистым чугунным литьем для обеспечения длительного срока службы и эффективного охлаждения.
Как следует из названия, вкладыши с воздушным охлаждением специально разработаны для двигателей с воздушным охлаждением. Вкладыши с воздушным охлаждением чаще всего используются в автомобилях.
Работает так же, как и с сухой гильзой цилиндра, но охлаждающей средой в этом сценарии является воздух.
Теплоотвод лайнера с воздушным охлаждением осуществляется в режиме принудительной конвекции с помощью ребер, нанесенных на его поверхность. Как правило, материал ребра обладает высокой теплопроводностью.
Преимущество гильзы цилиндра с воздушным охлаждением/оребрением заключается в том, что она устойчива к коррозии и имеет очень эффективное рассеивание тепла.
Недостаток гильзы цилиндра с воздушным охлаждением заключается в том, что она предназначена для поддержки двигателя с воздушным охлаждением и, следовательно, не может быть установлена ни в одном механизме с охлаждающей жидкостью.
Вы можете узнать больше о том, как мы производим наши гильзы цилиндров, на сайте www.atracparts.com/cylinder-liners
Элемент метаданных
Метаданные местоположения
Код метаданных
Агентство
Геологическая служба США
USGS
Идентификационный номер сайта
02076100
нет данных
Название сайта
РУКАВ МОКРОГО РУКАВА НА ПЕРИЛАХ СВАНСОНВИЛЛ, Вирджиния
Базирование заготовок при обработке: схемы, способы, виды
Базирование заготовок – придание изделию необходимого положения относительно выбранной координатной системы. Требуемое местоположение достигается при помощи закрепления детали на столе токарного или фрезерного станка и других установочных приборах. После процедуры закрепления заготовка принимает устойчивое положение в трехмерном пространстве, лишаясь 3 степеней свободы: по осям абсцисса, ордината и аппликата. В результате она не сможет перемещаться в выбранной координатной системе.
Базирование осуществляется для повышения точности во время изготовления и обработки детали.
Для правильного определения местоположения изделия необходимо знать основные схемы, методы и особенности процедуры базирования.
Содержание
Схемы базирования
Схемой базирования называется чертеж, где с помощью графического изображения указывается местоположение опорных точек устанавливаемого изделия на поверхностях базирования. Базы подразделяются на следующие подвиды:
Технологические: указывают относительное местонахождение детали во время ее обработки, эксплуатации или ремонтирования.
Измерительные: находят месторасположение изделия и элементов измерения.
База может лишать обрабатываемый объект от 1 до 3 степеней свободы, что исключает возможность его передвижения в координатной системе. На схемах она обозначается в виде мнимой или реальной плоскости. Базы выбираются во время проектирования изделия и используется при изготовлении и последующей обработке заготовки.
При выборе базовых поверхностей применяются принципы совмещения и постоянства базовых поверхностей. В виде технологических баз выступают одинаковые поверхности заготовки. Во время наложения баз возникает небольшое отклонение детали. Для поддержания данных принципов на изделиях образуют несколько вспомогательных поверхностей: отверстия в деталях корпуса и обработанные отверстия. Если принципы не соблюдаются, то берется обработанная поверхность, выступающая в качестве новой базы. Она улучшает точность и жесткость расположения детали.
На схеме базирования все точки имеют собственную нумерацию. Во время наложения геометрических поверхностей изображается точка, вокруг которой указываются номерные знаки совмещенных точек. Процесс нумерации осуществляется с основной базы, концентрирующей на себе наибольшее число точек опоры.
При нанесении графических обозначений на схему должно быть изображено наименьшее количество проекций детали, достаточных для изображения основных точек опоры. Также на ней необходимо изобразить установочные элементы, служащих для закрепления детали: зажимы и цанговые патроны.
Построение схемы базирования производится по правилу шести точек. Оно заключается в лишении заготовки 6 степеней свободы при помощи использования наборов из 3 баз с 6 точками опоры. С его помощью происходит одновременное наложение 6 двухсторонних геометрических связей, что обеспечивает полную неподвижность детали. Если осуществляется базирование конической заготовки, то для обеспечения ее устойчивого положения необходимо применять набор из 2 базовых поверхностей.
При базировании изделий в промышленности используется способ автоматического получения размерных характеристик заданной точности на станках с предварительно установленными настройками. Установка упоров осуществляется от технологических базовых поверхностей заготовки. Во время этой процедуры используется набор из 3 баз. При этом также применяют полную схему базирования, лишая изделие 6 степеней свободы.
Схемы для определения местоположения детали подразделяются на следующие категории:
Базирование детали по торцу и отверстию, образующими 5 точек опоры. Этот вид схемы базирования упрощает процесс определения местоположения заготовки. Он широко применяется при обработке моторов-редукторов и скоростных коробок.
Базирование изделия по плоскости, отверстию и торцу. В этом случае оси установочных элементов детали параллельны базовой поверхности. Посредством этой категории схем осуществляется полное базирование. Отличительной особенностью этого вида базирования является высокая точность размещения отверстий.
Базирование по 2 отверстиям, пересекающимся с плоскостью под углом в 90°. Данный вид схемы позволяет применять принцип постоянства во время производственных процессов и осуществлять закрепление заготовок на автоматических линиях.
Применение схем зависит от величины диаметра и местоположения отверстий, а также от расстояния между обрабатываемыми поверхностями.
Базирование призматической заготовки
Призмой является многогранник, у которого 2 грани являются равными многоугольниками. Она представляет собой установочное приспособление. Его поверхность является пазом и образована 2 наклонными плоскостями. Изготавливаются призматические фигуры с углом 90° и 120°. В промышленности призмы используются для нахождения расположения оси детали с неполной цилиндрической поверхностью. Эта фигура способна определять положение осей абсцисса, ордината и аппликата, поэтому она используется при базировании.
Во время базирования детали в призме опоры располагаются в координатных плоскостях. Призматическая заготовка базируется в координатный угол для выполнения принципа совмещения баз. При размещении заготовки в призме используются 3 поверхности. Под углом в 90° к изделию прикладывается сила. В результате возникновения трения между соприкоснувшимися поверхностями уменьшается величина смещения изделия в различных направлениях.
Если поменять направления вектора прикладываемой силы, то заготовка прижмется ко всем установочным базам одновременно. Если на установочной базе присутствует припуск, то его нужно удалить при помощи регулируемых опор. Заготовка не сможет двигаться вдоль координатных осей, потому что она лишена всех 6 степеней свободы. Установочной базой выступает плоскость с наибольшим размером. Направляющей базой считается поверхность с наибольшими показателями протяженности.
Для определения местоположения выбирается призма с неширокими установочными базами. Если деталь располагает обработанной базой, то используют призму с большой длиной. При базировании в призме возможно определить направление только в 1 координатной плоскости.
Базирование деталей цилиндрической формы
Фигура цилиндрической формой обладает 2 плоскостями симметрии. При пересечении они образуют ось, используемую при процедуре базирования. Во время определения местоположения цилиндрической заготовки применяются плоские поверхности, образующие вместе с осью набор баз. Они состоят из двойной направляющей и опорных базовых поверхностей. Они несут 4 точки опоры. Благодаря этой конструкции мастер сможет определить направление валика заготовки в 2 системах координат.
Чтобы указать правильное местоположение цилиндрической детали в пространстве, нужно найти 5 координатных точек. Они лишают изделие 5 степеней свободы. Последняя степень отнимается посредством следующих способов:
Ориентирование на шпоночный паз, если этот элемент присутствует на заготовке.
При помощи создания трения между базовыми поверхностями приложением силы.
Во время установки детали цилиндрической формы в обоих случаях рекомендуется использовать 1 единственную базовую поверхность, чтобы избежать смещения изделия.
При расположении деталей в центрах применяются короткие цилиндрические отверстия. Одно из них выступает в роли упорной базовой поверхности, второе – в роли центрирующей базы. Каждая базовая поверхность лишает заготовку 3 степеней свободы.
Базирование деталей типа дисков
Заготовки в форме диска представляют собой предмет в виде круга или низкого цилиндра. Они обладают небольшой длиной и 2 плоскостями симметрии. Из-за необычного строения возникают сложности во время обработки торцов дисковых изделий. Торцовые поверхности являются параллельными, они пересекаются с осью отверстия под углом 90°. Производятся диски из листового проката при помощи отрезания или воздействия ацетилено-кислородного пламени.
Правильное местоположение деталей типа диск будет являться прочным и устойчивым, если оно расположено на торце, выступающем в роли установочной базы.
Центрирование производится при помощи самоцентрирующих кулачков. На ось с цилиндрической поверхностью накладываются 2 связи, что не позволяет заготовке свободно перемещаться по осям абсцисса и ордината. Чтобы лишить диск возможности перемещения по оси аппликата, необходимо наложить дополнительную геометрическую связи. В этом случае ось является опорной базой. Для деталей типа диск используется установочная, опорная и двойная опорная базы.
В начале процедуры базирование диск крепится на кулачках патрона. Торец детали обтачивают до кулачков. Внешнюю поверхность, оставшуюся необработанной, подрезают. Для достижения лучшей точности используется чистое обтачивание, во время которого заготовка крепится посредством прижима трения. Диск должен прижиматься либо к кулачкам патрона, либо к его оправе. Опорные базы детали размещаются максимально близко к обрабатываемой поверхности зубьев. Шестерни диска обрабатываются в сложенном состоянии на станках. При их базировании используются инструменты – монеты.
Расчет погрешности базирования заготовки в приспособлении
Погрешностью базирования называется отклонение конструкции заготовки относительно заданного местоположения. Она применяется во время обработки, эксплуатации и настройки детали на токарных или фрезерных станках. Выделяют следующие разновидности погрешности базирования заготовки:
Погрешность закрепления: возникает при зажатии детали на столе станка. Во время этого процесса происходит смещение установочных баз, лимитирующих движение заготовки. Погрешность закрепления обусловлена неправильным использованием установочных приборов и зажимов. Данные факторы приводят к деформации заготовленного материала.
Погрешность установки: появляется после закрепления изделия на станковом оборудовании. Ее возникновение обусловлено несоответствие форм базовых поверхностей и наличие большого количества металлической стружки, образующейся во время нарезания детали. Происходит засорение обрабатываемой поверхности и последующее отклонение детали. Для минимизации погрешности заготовки важно следовать принципам постоянства и смещения базовых поверхностей.
Систематическая погрешность: образуется из-за человеческого фактора —наблюдательности и аккуратности мастера, выполняющего настройку инструментов. Она возникает при нарушениях во время измерения размерных характеристик детали, написании неправильных чертежей и схем базирования и упрощении формул, необходимых для проведения расчетов.
На величину погрешности и точность обработки оказывают непосредственное влияние следующие факторы:
Разница между действительными и номинальными размерами заготовки.
Значение отклонения устанавливаемых конструкций относительно их взаимных расположений: перпендикулярности, концентричности и параллельности.
Поломка станков и иных приспособлений, использующихся во время базирования. Неисправность оборудования обусловлена несоблюдением правил эксплуатации или недочетами, возникшими во время производства несущих конструкций приборов. Эти факторы приводят к возникновению зазоров на винтах и шпинделях установочного оборудования.
Изменение формы заготовки, произошедшие до проведения процедуры обработки. Они обусловлены внешними повреждениями конструкции или неправильным местоположением изделия.
Расчет погрешности базирования проводится при помощи использования математической формулы: εБ.ДОП ≤δ — ∆. Во время определения величины отклонения важно учитывать, что действительная погрешность обязана быть меньше допустимых значений. Результат расчетов всегда является неточным.
Для расчета погрешности был разработан общий алгоритм вычисления:
Необходимо правильно определить местоположение базы на основе размеров устанавливаемой детали.
Найти расположение технологической базовой поверхности, что позволит мастеру правильно подобрать место размещения заготовки для проведения ее обработки.
Если технологическая база совмещается с измерительной, то погрешность базирования будет равняться 0.
В случае, когда базы различаются и не совмещаются при наложении, то осуществляются геометрические расчеты величины отклонения. Результаты измерения вычитаются из предельно допустимых значений погрешности. Разность показывает действительную величину отклонения изделия. Все расчеты производятся по общей формуле: [εб] = Т — ∆ж.
Если отсутствуют общий базис и предельные значений погрешности, то необходимо найти исходную базовую поверхность. Если она не изменяет исходное местоположение, то значение погрешности равняется 0.
7. Базирование деталей и виды баз, опорные точки и их значение при базировании.
Поверхности, линии и точки на заготовке, которые ориентируют заготовку при установке на станке, называют базирующими элементами или установочными базами, а придаваемое при этом заготовке положение с помощью данных базирующих элементов – называется базированием.
По своему назначению базы:
Конструкторская – это оси, поверхности детали, которые определяют взаимную связь и положение детали относительно других деталей машин при сборки ибо от этих баз на чертеже детали должны проставляться основные её размеры;
Технологическая – это поверхность, линия, точка, используемая для определения положения на станке;
Измерительная – это поверхности, линии, точки от которых производится измерение выдерживаемых размеров;
Так же различают сборочные базы – поверхности, которыми деталь устанавливается на другую деталь или фундамент. Желательно чтобы технологическая и конструкторская базы совпадали – тогда высшее качество.
Но особенности операций механической обработки требуют ещё дополнительной классификации баз машиностроения. Выделяют черновую технологическую базу – это поверхности обычно принимаемые в качестве базовых для установки деталей на первых операциях. Чистовая технологическая база – это обрабатываемая поверхность после первых операций принимаемая в качестве установочных на последующих операциях.
Вспомогательная технологическая база – обрабатываемая поверхность, которая образуется на детали специально по технологическим соображениям, но не требуется конструкции детали.
Дополнительная технологическая база — это часть или части, которые не требуются конструкции вообще, но прибавляются для надёжной установки на станке или упрощению установки заготовки на станке.
На чертеже необходимо указывать какие поверхности и в каком количестве лишают степеней свободы, для того чтобы понять форму базовой поверхности на практике применяют условные обозначения опор зажимов и установочных устройств. С помощью этих обозначений в технологической документации показывают, как будет базироваться заготовка на станке, для этого чертят операционные эскизы обработки. Основой элемент условных обозначений – это опора:
Неподвижная
Плавающая
Регулируемая
Подвижная
Слева от обозначенной опоры указывают её профиль:
Плоская
Сферическая
ромбическая
Цилиндрическая
Коническая
Призматическая
Отдельно указываются виды центров, которые используют для базирования:
Неподвижный
Вращающийся
Плавающий
Кулачковые патроны условно обозначаются следующим образом:
Самоцентрирующиеся
Поводковые
Слева от обозначения патрона может быть указан вид привода (механический не указывается):
Пневматический -Р
Гидравлический- Н
Электрический- ЭМ
Измерительная – это поверхности, линии, точки от которых производится измерение выдерживаемых размеров;
Установочная – это поверхность, линия, точка, используемая для определения положения на станке;
Основные принципы базирования:
П
ервый закон базирования если имеет место в установочной и измерительной базы, то погрешность базирования не имеет места.
Второй закон базирования – принцип постоянства баз. Желательно всю обработку, кроме первой операции, производить при неизменном базировании. Кроме этого при частой смене баз требуется дополнительная оснастка и настройка станка.
При выборе баз следует руководствоваться следующими соображениями:
— деталь должна удобно устанавливаться на станке и удобно сниматься со станка;
— базовые поверхности должны иметь достаточную протяжённость для обеспечения устойчивого положения детали, приспособления на столе станка
— заготовка должна подвергаться наименьшей деформации под действием усилий зажима, усилий резания и собственного веса, что достигается рациональным расположением опор и зажимных устройств в приспособлении;
— время на обработку и установку детали должно быть наименьшим;
— черновые поверхности заготовки необработанные вообще должны использоваться только на первых операциях с целью получения чистовой базы, т. к. повторное их использование влияет на точность обработки;
— выбранная черновая база должна обеспечивать по возможности равномерное снятие припуска;
— черновые базы поверхности должны быть по возможности гладкими т.е. не должны иметь штамповочные литейные уклоны.
Схемы установки и базирования деталей
Схемы установкиСхемы базирования
Наиболее часто применяются следующие типовые схемы установки и базирования деталей при обработке на строгальных станках: деталей призматической формы — по плоскостям, цилиндрических — по наружной поверхности.
Схема установки
Такие детали, как плиты, корпуса, коробки и т. п., могут устанавливаться по схеме, изображенной на рис. 89.
Рис. 89. Схема установки деталей призматической формы по правилу шести точек
Нижняя плоскость детали, опирающаяся на три штифта, называется главной ; боковая плоскость, прилегающая к двум штифтам,- направляющей базой; торцовая плоскость, прилегающая к одному штифту,- упорной установочной базой.
Рассмотренная схема обеспечивает полное базирование детали с лишением ее всех степеней свободы, при этом используются три базирующие поверхности, несущие шесть опорных точек. Излишние опорные точки (сверх шести) делают схему базирования неопределенной и не только не повышают, но, наоборот, понижают точность установки детали.
Установка с помощью шести опор называется установкой по правилу шести точек. Правило это весьма существенно. Почти во всех установках при разных способах базирования соблюдается правило шести точек.
В качестве основных опор для служат штифты.
Неподвижные опоры
При базировании деталей по необработанным поверхностям применяются штифты со сферической или насеченной головкой, а при установке по обработанным поверхностям — штифты с плоской головкой. Опорные штифты обычно запрессовываются в отверстия бобышек, отлитых на корпусе приспособления и обработанных в одной плоскости.
Рис. 90. Постоянные опоры-пластины
Для установки детали с уже обработанными поверхностями вместо штифтов чаще используются опорные пластины — плоские, с уступом и с косыми пазами (рис. 90). Пластины выполняются шириной 16-35 мм, высотой 10-25 мм и длиной 60-220 мм. Наиболее удобными в эксплуатации являются пластины с косыми пазами,- стружка легко попадает в углубления этих пластин и не мешает установке.
Подводимые опоры
Кроме неподвижных применяются регулируемые, а также дополнительные (подводимые) опоры, которые вводятся для повышения устойчивости деталей при их закреплении и обработке. Дополнительные опоры подводятся к обрабатываемой детали с помощью винтовых, клиновых и других устройств, после того как деталь установлена и прижата к основным жестким опорам.
Рис. 91. Регулируемые опоры
Рис. 92. Самоустанавливающаяся опора
Регулируемые опоры (рис. 91) используют для базирования заготовки необработанной поверхностью в тех случаях, когда припуск заготовок у различных партий неодинаков. Регулируемая опора представляет собой винт со сферической или конусообразной опорой. Он ввертывается в основание приспособления. Высота, вы движения опоры регулируется поворотом винта ключом, вставляемым в круглое отверстие, за шестигранную головку или кольцевую шайбу.
На рис. 92 показана пружинная самоустанавливающаяся опора, в которой плунжер с опорной пяткой 1 доводится до контакта с поверхностью заготовки пружиной 2 и стопорится в этом положении винтом 3. Плунжер может быть цельным и регулируемым.
Подводимые регулируемые опоры используются и в тех случаях, когда заготовка устанавливается в приспособлении на уже обработанную поверхность, а подлежащая строганию поверхность располагается в стороне или под некоторым углом к ней.
Базирование цилиндрических заготовок
При обработке призматических деталей (коробки, плиты и др.) иногда вместо установки по главной, направляющей и упорной базам, как это показано на рис. 89, прибегают к базированию по плоскости и двум отверстиям. При необходимости установки на цилиндрическую поверхность (например, вала для ) базирование осуществляют по призме. Как в первом, так и во втором случае правило шести точек не нарушается.
Рис. 93. Базирование цилиндрической детали на призме
На рис. 93, а приведена типовая схема базирования детали цилиндрической формы. Ее устанавливают наружной поверхностью в две призмы А и Б, служащие опорной и направляющей базами, и прижимают к упору В, являющемуся упорной базовой поверхностью. В этом случае не исключена возможность поворота детали вокруг своей продольной оси. При необходимости такой поворот может быть исключен постановкой упора в отверстие или канавку, специально сделанные в детали.
Погрешности базирования
На рис. 93, б представлена схема, иллюстрирующая возникновение погрешности базирования при обработке в призме. Допустим, что вначале обрабатывался вал диаметром D1, а затем из той же партии деталей — другой вал, диаметр D2 которого находится в пределах допуска на обработку δD, при этом расстояние между верхними образующими валов будет Δh2, между их нижними образующими Δh3 и между осями Δh. Эти величины и являются погрешностями обработки.
Рис. 94. Схема ориентирования детали при помощи призм
На рис. 94 показана схема устройства для ориентирования детали 3 в одной плоскости симметрии АБ. Деталь устанавливается опорной плоскостью как основной базой, а ориентируется по закруглениям контура с помощью неподвижной или регулируемой призмы 1 и подвижной (зажимающей) призмы 2.
Похожие материалы
Базирование Деталей На Фрезерных Станках С Чпу
Главная / Фрезерный станок с ЧПУ / Базирование Деталей На Фрезерных Станках С Чпу
Базирование деталей на фрезерных станках — это придание будущему изделию требуемого положения относительно выбранной координатной системы на оборудовании фрезерного типа. Необходимое местоположение достигается при помощи закрепления заготовки на столе станка и других установочных приборах. После этапа закрепления будущая деталь принимает устойчивое положение в трехмерном пространстве, в результате чего она не сможет перемещаться в выбранной координатной системе. Базирование детали осуществляется для повышения точности при фрезеровании.
Традиционно в технологии машиностроения операции механической обработки и контроля точности рассматриваются как два независимых процесса, выполняемых на разном оборудовании, а порой и в разных цехах. Сложность конструкции, возрастающие требования к качеству и точности деталей, а также широкое внедрение концепций цифрового производства на предприятиях требуют более эффективного использования трехмерных математических моделей деталей. В частности применять их не только для подготовки, верификации (проверки) управляющих программ и сравнения с обработанной деталью, но и в целях интеграции операций механической обработки и контроля точности непосредственно на станке. Эти инновационные высокотехнологичные методы получили название «адаптивная механическая обработка».
Особенности базирования крупных деталей
Основное направление использование методов адаптивной механической обработки связано с незнанием точного положения заготовки на станке. Как правило, установка и базирование крупногабаритных деталей на фрезерных станках достаточно сложный и трудоемкий процесс. Отчасти эта проблема может быть решена использованием специальной технологической оснастки, но ее применение не всегда возможна, заготовка может не иметь выраженных технологических баз.
Не меньше трудностей вызывает базирование деталей среднего и малого размера, изготавливаемых из литейных заготовок. Размеры и качество баз в этом случаи не всегда обеспечивают повторяемость привязки, т.е. установив нулевую точку на одной заготовки на второй не получим должной точности и деталь пойдет в брак.
Виртуальный принцип базирования деталей
Кроме того, адаптивная механообработка позволяет не только повысить качество и снизить потери от брака, но и уменьшить номенклатуру технологической оснастки. На рис. 1 представлена деталь «кронштейн» из стали 30ХГСА, устанавливаемая на магнитный стол станка. Таким образом, деталь лишена трех степеней свободы. Возникает сложность в определении положения рассматриваемой детали в плоскости XY. Преодоления этой трудности возможно использованием одного из методов адаптивной механической обработки, который получил название «виртуальное базирование деталей». Разработка управляющих программ на станок с ЧПУ ведется с применением точных трехмерных математических моделей деталей, причем инженер-программист сам выбирает ноль детали (руководствуясь определенными к ним требованиями), положение которого в последствие должно быть совмещено с нолем станка. Т.е. ноль детали привязан к рабочей системе координат, задающей положение заготовки на столе обрабатывающего центра относительно ноля станка.
На рис. 1 представлено теоретическое положение заготовки (максимальный габарит вдоль оси Y) и реальное, полученное установкой на магнитный стол. На практике оказывается, что теоретическая система координат детали XYZ повернута вокруг оси Z на некоторый угол δ – СКД X1Y1Z. Оператору станка с ЧПУ необходимо добиться минимального значение угла δ, т.е. совместить X1Y1Z с XYZ. Но с точки зрения математики готовую ЧПУ-программу можно без потери точности пересчитать (выполнить поворот) в любой другой пользовательской системе координат, расположенной произвольным образом относительно теоретической. Причем для этого ненужно использовать САМ-систему или вручную вносить изменения в код управляющей программы.
Виртуальное базирование и OMW-измерения
На первом этапе определяется пространственная ориентация детали с помощью датчика касания и программного обеспечения станка (или дополнительного инспекционного оборудования). Измерения выполняются по ключевым точкам, минимально необходимым для вычисления расположения заготовки. Действие выполняются до начала процесса обработки. Зная точное расположение заготовки на данном установе, можно выполнить поворот системы координат на угол δ (рис. 1), т.е. адаптировать управляющую программу под конкретное положение. Таким образом, основная суть виртуального базирования детали на фрезерных станках заключается в том, что не заготовка закрепляется в теоретически заданном положении, а управляющая программа механической обработки пересчитывается под текущее положение заготовки.
Применение OMW-измерений и виртуального базирования в технологии изготовления деталей позволяет не только сократить время на наладку, но и использовать универсальные крепежные приспособления для большой номенклатуры изделий.
Рис. 1. Пример виртуального базирования детали на фрезерном станке с чпу
Базирование деталей — Основы технологии производства и ремонта автомобилей (Инженерия)
12.1. Базирование деталей
Механическая обработка деталей при ремонте является не только способом восстановления, как, например при ремонте под ремонтный размер, но и необходимой стадией предварительной обработки для придания детали правильной геометрической формы, снятия дефектного слоя, специальной подготовки поверхности под нанесение различного рода покрытий, а также как окончательная стадия обработки восстанавливаемых деталей. Длительное время операциям механической обработки деталей до номинальных размеров при восстановлении уделялось гораздо меньше внимания, чем операциям нанесения покрытий на изношенную поверхность. При этом методы, приемы и режимы обработки деталей переносились из области изготовления в область восстановления. В то же время, механическая обработка в условиях ремонтного производства имеет ряд специфических особенностей — отсутствие или износ первичных технологических баз, нестабильность физико-механических свойств, например твердости по поверхности восстанавливаемых деталей и припусков на обработку, значительная твердость и хрупкость большинства видов покрытий, широкая номенклатура обрабатываемых деталей.
Точность обработки деталей во многом зависит от правильного выбора установочных баз и применяемых приспособлений. При восстановлении деталей желательно использовать те же базы, что и при их изготовлении. Однако ввиду их повреждения или уничтожения это условие выполнить нельзя. В этом случае установочные базы исправляют или выбирают новые. При выборе новых установочных баз необходимо исходить из условия обеспечения требований технических условий по точности, положению осей и поверхностей детали в узле, качеству обработки. Выбранные базы должны гарантировать надежное крепление и минимальные деформации детали. В качестве установочных баз следует использовать поверхности, которые изготовлены с повышенной точностью и в процессе работы были подвергнуты минимальному износу в деформации. Целесообразно в качестве технологических баз принимать поверхности больших размеров, что обеспечивает точность базирования и закрепления вторичной заготовки в приспособлении. У деталей, не подвергающихся полной обработке, установочными базами для первой операции рекомендуется принимать поверхности, которые не обрабатываются, что обеспечит наименьшее смещение обработанных поверхностей относительно необработанных.
В случае если у вторичной заготовки обработке подвергаются все поверхности в качестве технологических баз для первой операции целесообразно принимать поверхности с наименьшими припусками, чтобы при дальнейшей обработке восстанавливаемой детали исключить возможность появления на них «чернот». База для первой операции должна выбираться с учетом обеспечения наилучших условий обработки поверхностей, принимаемых в дальнейшем в качестве технологических баз.
При выборе баз для чистовой обработки необходимо учитывать, что наибольшая точность обработки достигается при соблюдении принципа единства баз, т. е. при условии использования на всех операциях механической обработки одних и тех же базовых поверхностей. Кроме того, целесообразно соблюдать также принцип совмещения баз, согласно которому в качестве базовых поверхностей используют конструкторские и измерительные базы. При совмещении, технологической и измерительной баз погрешность базирования равна нулю. Базы для финишной обработки должны обладать наибольшей точностью размеров и геометрической формы, а также наименьшей шероховатостью. Они не должны деформироваться в процессе механической обработки.
Необходимо отметить, что при ремонте автомобилей используются не только детали с номинальными размерами, но и детали, имеющие допустимый износ, величина которого назначается исходя из условия возможности расширения той или иной посадки сопряжения. При этом не учитываются погрешности базирования и возможного отклонения в заданной точности обработки. Использование деталей с допустимым износом расширяет начальные посадки сопряжений в результате увеличения допусков сопрягаемых деталей, что вызывает повышение погрешности базирования и, как следствие этого, снижение точности обработки.
Выбор технологических баз при различных видах механической обработки рассмотрим на ряде примеров.
При восстановлении фрезерованием шпоночных пазов под увеличенный размер шпонок, а также при фрезеровании шлицев после наплавки и токарной обработки базирование ряда деталей осуществляется на призму по цилиндрической поверхности шейки вала с допустимым износом. Известно, что погрешность базирования при установке на призму цилиндрической поверхности зависит от допуска на диаметр цилиндра, угла призмы и положения конструкторской базы. Погрешность базирования Д0 на призме может быть найдена при рассмотрении положения двух валов из партии деталей с допустимым износом диаметров Dmaxи Dmin(рис. 12.1). Расстояния между верхними образующими валов Δh1,, нижними образующими Δh 2 и осями валов Δh 3 являются погрешностями базирования соответствующих размеров h1, h 2 и h3 при установках по схемам, приведенным на рис. 12.2, a, б, в и в табл. 12.1, где даны значения коэффициентов k1 k2 и k3 для различных углов призмы:
Из приведенных зависимостей следует, что с расширением допуска, т. е. с увеличением допустимого износа, погрешность базирования возрастает. При установке деталей в приспособлениях по изношенному цилиндрическому отверстию на жесткую оправку (например, при обработке отверстий в ступицах колес при восстановлении их способом дополнительных деталей) погрешность базирования также возрастает в результате увеличения зазора между базовым отверстием и оправкой. В этом случае погрешность базирования
Рекомендуемые материалы
Точность обработки δД при рассматриваемых условиях снижается, что видно из следующей зависимости:
Большое число различных валов, крестовин дифференциала, а также других деталей обрабатывают в центрах. При износе центровых гнезд просадка центров возрастает, что увеличивает погрешность Δl базирования в осевом направлении, так как Δl = Δц где Δц — значение просадки центров. Износ центров имеет существенное значение особенно там, где необходимо выдерживать линейные размеры шеек валов, не говоря уже о том, что во всех случаях обработка деталей с предварительно невосстановленными центрами недопустима, так как приводит к браку изделий. При использовании плавающего центра погрешность базирования равна нулю.
При восстановлении отверстий под наружные кольца подшипников качения в картерах коробок передач и редукторах установка последних осуществляется на плоскость и два пальца. Погрешность базирования в этом случае возникает из-за смещения детали в направлении продольной и поперечной осей или перекоса в плоскости базирования относительно осей пальцев. Погрешность базирования в направлении осей Δδ1= Δδ2 = Smax
Наибольший возможный угол перекоса находится по тангенсу угла
Для повышения точности базирования одному из пальцев придают ромбическую форму.
При установке деталей в цанговые патроны влияние допустимых износов не сказывается на погрешности базирования, так как в радиальном направлении она равна нулю.
По всем этим причинам механическую обработку деталей необходимо начинать с исправления базовых поверхностей, а при использовании в качестве баз рабочих поверхностей деталей ориентироваться на неизношенные участки. При исправлении базовых поверхностей можно использовать другие базы, связанные е исправляемой базой жесткими размерами и другими требованиями.
При восстановлении деталей на их изношенные поверхности необходимо нанести определенный слой материала. Толщину наносимого слоя Аслвыбирают с учетом износов деталей и припуска на последующую механическую обработку. Толщину определяют как разность между номинальным размером новой Рни изношенной детали Ри с учетом припуска на последующую обработку Zпр:
Асл =( Рн— Ри)= Zпр
Разность Рн — Ри = ΔИ и есть износ детали. Тогда Асл= ΔИ + Zпр.
Образованный в процессе восстановления припуск есть слой материала, необходимый для выполнения всей совокупности технологических переходов при восстановлении данного элемента детали. Различают припуски для внешних и внутренних поверхностей восстанавливаемых деталей. В процессе восстановления возможно симметричное и асимметричное образование припуска на обработку.
Погрешности геометрических форм —эллиптичность, гранность, волнистость, выпуклость, вогнутость и т. п. — должны укладываться в поле допуска на размер восстанавливаемого элемента детали, который учитывают при установлении припуска на обработку.
Пространственные отклонения — изогнутость, смещение и увод осей,
непараллельность, неперпендикулярность осей и поверхностей, отклонения от взаимного положения элементов детали — не связаны с допуском на размер и их следует учитывать при определении припуска отдельно в тех случаях, когда такие погрешности имеются.
Увеличение припуска, компенсирующее все пространственные отклонения, обозначим через ΣΔа. Необходимо учитывать и погрешность установки восстанавливаемой детали при выполняемом переходе εzв.
Одним из основных факторов, влияющих на определение припуска, является его дефектный слой Сд (рис. 12.3). Глубина дефектного слоя, мм, зависящая от способа и режимов восстановлении деталей: Металлизация:
плазменно-дуговая ………. 0,02 — 0,05
электродуговая …………. 0,5 — 1
газовая ………………… 0,02—0,05
высокочастотная ………… 0,025—0,05
Наплавка:
электродуговая :
автоматическая подслоем
флюса . ………………. 0,2 — 0,5
порошковыми проволоками . 1,2 — 2,4
в среде защитных газон …. 0,4 — 0,8
в среде водяного пара …… 0,5 — 1
электроимлул1,сная …….. 0,2 — 0,4
вибродуговая ………….. 0,2 — 0,5
ручная (электродами) ….. 0,5 — 1
плазменная …………… 0,05 — О, I
индукционная …………. 0,15—0,3
газовая ………………. 0,25 — 0,5
электрошлаковая ………. ] — 2
Электролитическое осаждение:
хромирование …………. 0,02 — 0,03
железнение (осталивание) . . 0,03 — 0,05
никелирование ………… 0,02 — 0,03
Нанесение полимерных материалов: напылением:
газопламенным ……….. 0,35 —0,7
в электростатическом поле . 0,02 — 0,05
в псевдосжиженном слое . . . 0,02 — 0,06
литьем под давлением ….. 0,15 — 0,21
заливкой жидким металлом I — 2,5
Промежуточный припуск мм, на механическую обработку в процессе восстановления поверхностей деталей при симметричном припуске
2Zв≥σа+2(На+Сд)+ ΣΔа+ εzв
где σа —допуск на размер предшествующего перехода, им; На— наибольшая высота поверхностных микронеровностей, мм.
Промежуточный, припуск, мм, на механическую обработку при асимметричном припуске.
Zв≥σа+На+Сд+ ΣΔа+ εzв/2
В тех случаях, когда поверхностный нарощенный слой восстанавливаемой детали не является дефектным при симметричном припуске, 2Zв≥σа+2На+ΣΔа+ εzв
при асимметричном припуске Zв≥σа+На+ΣΔа+ εzв/2
Толщина материала, наносимого на симметрично изношенные детали Асл = ΔИ + 2Zв, а для несимметрично изношенных, Асл = ΔИ + Zв.
Существующие методы восстановления при постоянных режимах обеспечивают относительно одинаковую толщину покрытия. Так как на восстановление поступают детали с разной степенью износа, то при нанесении на изношенные поверхности одинакового слоя материала припуски на их последующую механическую обработку будут различными.
Минимальные припуски Zmin, мм, при восстановлении деталей сваркой, наплавкой и металлизацией приведены ниже:
Восстановление деталей сваркой
и наплавкой:
ручная наплавка . …………………… 2 — 3
наплавка над слоем флюса …….… . 1
электроконтактная наплавка .. 0,8 — 1
Металлизация …………………………… 0,4
А минимальные припуски при восстановлении деталей гальванопокрытиями и пластической деформацией приведены в табл. 12,2 и 12.3.
Рекомендация для Вас — 1 Истоки общественного призрения.
С увеличением припуска возрастает трудоемкость обработки детали резанием. Характер влияния глубины резания tна степень изменения машинного времени обработки T0 определяется зависимостью T0=f(t).
При ремонте деталей под ремонтный размер минимальный припуск
где Rzi-1—глубина задиров или шероховатость поверхности, соответствующая классу ее чистоты; Ti-1— глубина поврежденного слоя; принимается только при наличии цветов побежалости на поверхности детали и может быть принята равной 0,05 мм; Pi-1 — пространственные отклонения; для вала это биение, для втулки — разностенность; εi— погрешность установки.
Основные положения теории базирования
Основные положения теории базирования
ЛАБОРАТОРНАЯ РАБОТА
БАЗИРОВАНИЕ ЗАГОТОВОК ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ НА СТАНКАХ
1. Теоретическая часть
Основные положения теории базирования
База
–
это поверхность заготовки или сборочной единицы, с помощью которой ее ориентируют при установке для обработки на станке.
Базирование
– это придаваемое заготовке (сборочной единице) положение, определяемое базами,
относительно выбранной системы координат (ГОСТ 21495-76).
Известно, что всякое твердое тело имеет в пространстве 6 степеней свободы
относительно выбранной системы координат: поступательные движения по координатным осям
и вращательные движения около каждой из них. Для обеспечения неподвижности заготовки в выбранной системе координат на нее необходимо наложить
6 двусторонних геометрических связей, для создания которых нужен комплект баз.
Если заготовка должна иметь определенное количество степеней свободы,
то соответствующее число связей снимается. Например, при обточке вала на станке его необходимо закрепить
и в то же время обеспечивать вращение. Следовательно, при базировании вал будет лишен только 5 степеней свободы,
а шестая степень свободы – вращение вокруг собственной оси – у него остается.
Базой может служить поверхность, сочетание поверхностей, ось, точка, принадлежащие заготовке (рис. 1).
Для придания в частности призматической заготовке соответствующего положения
в выбранной системе координат
x, y, z
следует использовать комплект баз I, II, III
, образующих систему координат x’, y’, z’ (рис.2).
Связь заготовки с избранной системой координат символизирует опорная точка. Для лишения 6 степеней свободы заготовке требуется 6 неподвижных опорных точек, расположенных
в трех перпендикулярных плоскостях (см. рис. 2).
Требование: точность базирования заготовки зависит от выбранной схемы базирования,
т.е. схемы расположения опорных точек на базах заготовки. Опорные точки на схеме базирования изображают
условными знаками (рис.3) и нумеруют порядковыми номерами, начиная с базы, на которой располагается наибольшее
количество опорных точек, как показано для призматической заготовки (рис. 4).
а
б
в
г
Рис. 1. Элементы заготовок, используемые в качестве баз:
а – база-поверхность; б – база-сочетание; в – база-ось; г – база-точка
Рис. 2. Комплект баз
I, II, III
и опорные точки 1,2,3,4,5,6
с двусторонними связями призматической заготовки: 1′, 2′, 3′, 4′, 5′, 6’
– проекции опорных точек на координатные плоскости
а ……………………………………………… б
Рис. 3. Условное обозначение опорных точек:
а – для боковых поверхностей — профиль; б – для поверхностей в плане (два варианта)
Технологические базы, о которых непосредственно
идет речь в данной работе, используются для определения положения заготовки в процессе изготовления или ремонта,
они бывают основные и вспомогательные. Основная технологическая база – это база, которая совпадает с конструкторской
или измерительной. Например, при обработке шатунных шеек коленвала за технологическую базу принимают поверхность
коренных шеек, которая является конструкторской.
Рис. 4. Пример расположения опорных точек
на призматической заготовке в проекциях с комплектом баз
I, II, III
Вспомогательная технологическая база – специально
созданная поверхность у заготовки для базирования при обработке, которая не участвует в выполнении служебного
назначения изготовленной детали заготовки (центровочные отверстия у коленвала, например).
В связи с тем, что базирование связано с частичным или полным лишением степеней свободы
заготовки в выбранной системе координат, установлена следующая разновидность баз: установочная,
направляющая, двойная направляющая,
опорная, двойная опорная. Приведенные примеры выбора комплектов баз с опорными точками для заготовок
на рис. 4, 5, 6 позволяют сделать следующее заключение:
Установочная база – база 1 лишает заготовку трех степеней свободы: перемещения
вдоль оси
Z и поворота вокруг осей
X иY
за счет опорных точек 1, 2, 3.
Направляющая база – база
II
лишает заготовку двух степеней свободы: перемещения вдоль оси Y
и поворота вокруг оси Z
за счет опорных точек 4, 5.
Опорная база – база
III
лишает заготовку одной степени свободы: перемещения вдоль оси X
за счет опорной точки 6.
Двойная направляющая база — база
IV
(поверхность цилиндра с опорными точками 1, 2, 3, 4) лишает заготовку
четырех степеней свободы: перемещения вдоль осей X
и Z
и поворота вокруг них.
Двойная опорная база – база V лишает заготовку двух степеней свободы: перемещений вдоль
двух осей
X и Z
(рис.5).
При базировании возможны явные и скрытые базы. Явные базы – это реальные поверхности,
разметочные риски, точки пересечения рисок у заготовок. Скрытые базы – воображаемые плоскости, оси, точки у заготовок.
Выбор баз при механической обработке заготовки следует проводить с учетом трех основных
принципов базирования: совмещение конструкторской, технологической и измерительной баз, постоянство
технологических баз, последовательность баз. Только при этом достигается наивысшая точность обработки
с минимальной погрешностью базирования и закрепления.
Рис. 5. Пример расположения опорных точек
на цилиндрической заготовке с комплектом баз IV, III, III’ (опорная база III’ лишает заготовку возможности
вращения вокруг оси У)
Рис. 6. Пример расположения опорных
точек на дисковой заготовке с комплектом баз
I, V, III’
На первой установке технологической
операции за технологическую базу принимается необработанная поверхность заготовки, так называемая
черновая база, которая должна иметь разовое использование. За черновую базу лучше принять поверхности,
расположенные параллельно, перпендикулярно или концентрично технологической базе.
На последующих стадиях обработки за базу принимают обработанные поверхности заготовки.
За технологическую установочную базу принимается по возможности большая по длине
и меньшая по ширине поверхность заготовки, при необходимости допускается искусственное увеличение базовых
поверхностей в виде приливов, надставок.
На схемах установов, обрабатываемых заготовок, применяемых на операционных эскизах
, в отличие от теоретических схем базирования для упрощения используют обозначения опор и зажимов,
сокращая до минимума изображения опорных точек. Например, при базировании заготовки по плоской поверхности
в качестве установочной базы достаточно указать один символ (проекцию) для опорных точек (рис.7).
а
……………………………………………………………………….
б
Рис. 7. Схемы базирования заготовки по
установочной базе – поверхность
I: а)
теоретическая схема базирования по поверхности I
с опорными точками 1, 2, 3; б) схема базирования по поверхности
I на операционном эскизе
2. Цель работы
Цель работы — научиться выбирать
оптимальные способы установки заготовок на станках с разработкой схем базирования.
3. Задание
Изучить основные положения теории базирования;
Ознакомиться с чертежами деталей, выданных преподавателем;
Разработать теоретические схемы базирования заготовок по указанным чертежам
на обработку наиболее ответственных поверхностей для одной или нескольких операций или установов;
Разработать упрощенные схемы базирования на операционных эскизах для одной
наиболее ответственной операции согласно предварительно составленным маршрутам технологических
процессов изготовления деталей из персональных заданий;
Провести анализ разработанных схем базирования согласно классификации баз:
выявить, какие базы использованы по назначению, по количеству лишения степеней свободы, выдержаны
ли принципы базирования и сделать выводы;
Оформить отчет.
4. Методика проведения работы
1. По предварительно выданным преподавателем
чертежам детали и заготовки разработать маршрут механической обработки заготовки.
2. Определить обрабатываемые поверхности заготовки и базы, обозначив их соответствующими
знаками на отдельно выполненном эскизе.
3. Для каждой технологической операции (по согласованию с преподавателем) разработать
установочные эскизы со схемами базирования на бланках карт эскизов в соответствии с требованиями ГОСТ 3.1107-81.
4. Сделать пояснения к операционным эскизам, указав разновидности выбранных баз и количество
лишенных степеней свободы на каждой из них.
5. Провести анализ разработанных схем базирования: выдержаны ли принципы базирования,
правилен ли выбор баз по количеству лишенных степеней свободы; выявить явные, скрытые базы.
6. Оформить индивидуальный отчет с материалами, указанными выше.
Рис. 8. Схема нанесения размеров на чертеже детали
Пример
Для составления теоретической схемы базирования детали на рис.8 при растачивании отверстия
d необходимо выдержать размер a
, параллельность оси отверстия плоскости A
, перпендикулярность оси отверстия в детали к плоскости Б в сечении Г-Г,
симметричность отверстия относительно наружного контура.
Для того чтобы выдержать размер а и параллельность оси отверстия плоскости Б, надо зафиксировать
положение поверхности А относительно инструмента, т.е. принять ее в качестве установочной базы.
Для того чтобы выполнить требование перпендикулярности оси отверстия к плоскости Б,
необходимо эту плоскость принять в качестве направляющей базы.
Для выполнения требования симметричности отверстия относительно наружного контура
следует принять плоскость симметрии заготовки в качестве скрытой опорной базы, что легко реализовать, используя
в приспособлении вертикальный зажим в виде призмы.
Таким образом, задача решается при использовании комплекта из трех баз: явных
установочной (
I) и направляющей (
II) и скрытой опорной (III
). На рис. 9
приведена теоретическая схема базирования к рассматриваемому
случаю обработки заготовки.
При выполнении схемы базирования на операционных (установочных) эскизах на бланке
(в отчетах допускается на формате А4) необходимо соблюдать следующие требования ГОСТ 3
.1105-84:
1. нанести контуры поверхностей обрабатываемой
заготовки с небольшим количеством проекций;
2. правильно нанести символы условных обозначений на технологических базах;
3. поверхности, обрабатываемые на данном установе, изобразить жирным или цветным контуром
и обозначить в окружности арабскими цифрами;
4. на предварительно обрабатываемых поверхностях заготовки достаточно указать полученные
промежуточные размеры, на окончательно обработанных поверхностях указать необходимые размеры с предельными
отклонениями и условными обозначениями шероховатости в соответствии с чертежами детали;
5. на последующих операционных эскизах обрабатываемые поверхности заготовки, обработанные
ранее, обозначений размеров шероховатости не требуют;
6. на одном бланке операционного эскиза разрешается изображать схемы для нескольких установок
одной технологической операции.
Рис. 9. Теоретическая схема базирования заготовки
Рис. 10. Пример оформления установочного
(операционного) эскиза заготовки при растачивании отверстия
На рис. 10 показан пример оформления
операционного эскиза заготовки с элементами базирования при растачивании отверстия.
5
. Результаты выбора схем базирования заготовок
Результаты должны быть представлены
графически в виде теоретических схем базирования заготовок и установочных (операционных) эскизов с необходимыми
обозначениями требуемых поверхностей как обрабатываемых, так и используемых в качестве технологических баз.
Наличие чертежа детали обязательно.
6. Анализ результатов выбора баз и выводы
При анализе схем базирования заготовки на установочных
эскизах требуется дать развернутые пояснения по классификационным характеристикам выбранных баз, по обеспечению
принципов базирования, оптимальности способа базирования, дать рекомендации по конкурирующим вариантам базирования
заготовки для обработки конкретных поверхностей.
После выполнения лаб. работы необходимо составить отчет.
Бесплатная доставка для всех заказов из США на сумму свыше 149 долларов!
Завершите свой квест
Расширенный поиск
0
Ролевые игры
Все ролевые игры Новые релизы Недавние поступления Издатели
Настольные игры
Все настольные игры Новые релизы Недавние поступления Издатели
Военные игры
Все военные игры Новые релизы Недавние поступления Издатели
Миниатюрные игры
Все миниатюры и игры Новые релизы Недавние поступления Издатели
Исторические миниатюры
Все исторические миниатюры Новые релизы Недавние поступления Издатели
Магия и ККИ
Все Magic и CCG Новые релизы Недавние поступления Издатели
Кости и расходные материалы
Все игральные кости и расходные материалы Новые релизы Недавние поступления Издатели
Продукты фильтра
Уточнить список
10 на странице20 на странице60 на странице100 на странице
Сортировать по состояниюСортировать по дате добавленияСортировать по самым популярнымСортировать по цене (высокая)Сортировать по цене (низкая)Сортировать по году публикацииСортировать по издателюСортировать по линейке продуктовСортировать по названию продуктаСортировать по типу продукта
Каждый предмет в нашем инвентаре был проверен, очень строго оценен и упакован в пакеты для его защиты.
SW
Термоусадочная упаковка. Все еще в оригинальной заводской термоусадочной пленке, состояние видно через термоусадку. Например, «SW (NM)» означает, что товар упакован в термоусадочную пленку в почти идеальном состоянии.
Новый
Безупречный. Совершенно новый.
НМ
Рядом с Монетным двором. Как новый, с минимальным износом, во многих случаях неотличимый от монетного двора. Почти идеально, очень коллекционно.
Настольные игры и военные игры в этом состоянии практически не изнашиваются и считаются перфорированными, если только в примечании о состоянии не указано, что они не перфорированы.
EX
Отлично. Немного б/у, но почти как новый. Могут быть видны очень маленькие складки корешка или небольшой износ углов. Абсолютно без надрывов и следов, коллекционное состояние.
VG
Очень хорошо. Использовал. Могут быть складки среднего размера, вмятины на углах, незначительные надрывы или потертости, небольшие пятна и т. д. Полный и очень пригодный для использования.
Fair
Очень хорошо использованный, но полный и пригодный для использования. Могут иметь дефекты, такие как надрывы, пометки пером или выделения, большие складки, пятна, отметины, незакрепленная карта и т. д.
Предметы в коробках указаны как «код/код», где первый код представляет коробку, а второй код описывает содержимое. Если указано только одно условие, то коробка и содержимое находятся в одном и том же состоянии.
Знак «плюс» означает, что состояние элемента близко к следующему наивысшему. Например, EX+ — это предмет в состоянии между «Отличное» и «Почти новое». Знак «минус» указывает на обратное.
Крупные дефекты и/или отсутствующие компоненты отмечаются отдельно.
Жетоны настольных игр перфорированы, если не указано иное. Из-за природы свободных счетчиков, если игра неиграбельна, она может быть возвращена с возмещением покупной цены.
В большинстве случаев игры в коробках и бокс-сеты не поставляются с кубиками.
Картонная подложка миниатюрных упаковок не сортируется. Если они чрезмерно изношены, они будут помечены как «карта изношена».
Плоские лотки для игр SPI не классифицированы и имеют обычные проблемы. Если они чрезмерно изношены, они будут помечены как «изношенные лотки».
Отметка остатка. Отметка остатка обычно представляет собой небольшую черную линию или точку, написанную фломастером или фломастером на верхнем, нижнем и боковых краях страницы, а иногда и на символе UPC на обратной стороне книги. Издатели используют эти знаки, когда им возвращают книги.
Если у вас есть какие-либо вопросы или комментарии относительно оценивания или чего-либо еще, отправьте электронное письмо по адресу [email protected] .
Превратите свои старые игры в деньги, алхимия не требуется
Продать/обменять
Мы — ваш портал для игр
Посмотреть игровой зал
бассейн | Национальное географическое общество
Бассейн — это впадина или впадина на поверхности Земли. Бассейны имеют форму чаш, стенки которых выше дна. Они могут быть овальной или круглой формы, похожими на раковину или ванну, которые могут быть в вашей собственной ванной комнате. Некоторые заполнены водой. Другие пусты.
Бассейны образуются под действием сил над землей (например, эрозия) или под землей (например, землетрясения). Они могут быть созданы в течение тысяч лет или почти за одну ночь.
Основными типами бассейнов являются водосборные бассейны рек, структурные бассейны и океанические бассейны.
Речные водосборные бассейны
Речной водосборный бассейн представляет собой территорию, дренируемую рекой и всеми ее притоками. Речной бассейн состоит из множества различных водоразделов.
Водораздел — это уменьшенная версия речного бассейна. У каждого ручья и притока есть свой водораздел, который впадает в более крупный ручей или водно-болотное угодье. Эти ручьи, пруды, водно-болотные угодья и озера являются частью речного бассейна. Например, бассейн реки Миссисипи в США состоит из шести основных водоразделов: рек Миссури, Верхней Миссисипи, Огайо, Теннесси, Нижней Миссисипи и Арканзас-Красно-Уайт.
Каждая река является частью сети водоразделов, составляющих весь водосборный бассейн речной системы. Вся вода водосборного бассейна стекает вниз по склону в сторону более крупных рек. Река Пиз в северном Техасе является частью водораздела Арканзас-Красно-Белый. Является притоком Красной реки. Ред-Ривер — крупный приток реки Миссисипи, впадающей в Мексиканский залив.
Бассейн Амазонки, расположенный на севере Южной Америки, является крупнейшим в мире. Река Амазонка и все ее притоки истощают площадь более 7 миллионов квадратных километров (около 3 миллионов квадратных миль).
Структурные бассейны
Структурные бассейны образуются в результате тектонической активности. Тектоническая активность — это движение крупных кусков земной коры, называемых тектоническими плитами. Тектоническая активность ответственна за такие явления, как землетрясения и извержения вулканов. Естественные процессы выветривания и эрозии также способствуют формированию структурных бассейнов.
Структурные бассейны формируются по мере смещения тектонических плит. Камни и другие материалы на дне бассейна смещаются вниз, а материалы по бокам бассейна выталкиваются вверх. Этот процесс происходит на протяжении тысячелетий. Если бассейн имеет форму чаши, структурный бассейн имеет форму ряда меньших чаш, вставленных одна в другую. Структурные бассейны обычно находятся в засушливых регионах.
Некоторые структурные бассейны известны как эндорейские бассейны. Эндорейские бассейны имеют внутренние дренажные системы. Это означает, что им не хватает воды, чтобы стекать в ручей, озеро или океан. Вода, которая стекает в такие бассейны, испаряется или просачивается в землю.
Когда в бессточном бассейне собирается достаточное количество воды, она может образовать очень соленое озеро, такое как Мертвое море, между Израилем и Иорданией. Пока вода испаряется в атмосферу, минералы остаются. Оставшаяся вода становится еще более соленой. Мертвое море — один из самых соленых природных водоемов на Земле. Его берег, расположенный примерно на 400 метров (1300 футов) ниже уровня моря, является самой низкой сухой точкой Земли.
Долина Смерти в американском штате Калифорния — еще один бессточный бассейн. На высоте около 86 метров (282 фута) ниже уровня моря это самое низкое место в Северной Америке. Вода, стекающая в Долину Смерти из ее немногочисленных ручьев, не выходит из бассейна в реку или устье. Он испаряется или просачивается в землю.
Озерный бассейн — это еще один тип структурного бассейна. Бассейны озер часто образуются в долинах, заблокированных камнями или другим мусором, оставленным оползнем, потоком лавы или ледником. Мусор действует как плотина, задерживая воду и образуя озеро. Озеро Хунза в Пакистане образовалось, когда землетрясение вызвало массивный оползень в 2010 году. Обломки перекрыли реку Хунза, в дополнение к гибели 20 человек и разрушению деревни Аттабад. Река Хунза продолжает впадать в бассейн озера, и многие геологи и жители деревень опасаются, что бассейн не сможет удержать воду.
Бассейны озер также могут быть вырезаны ледниками — огромными массами льда — по мере того, как они движутся по долинам или по суше. Когда ледники движутся, бассейны, которые они создают, остаются. Во время последнего ледникового периода ледники вырезали бассейны озер Фингер в американском штате Нью-Йорк.
Осадочные бассейны представляют собой тип структурных бассейнов, форма которых не похожа на типичные бассейны, иногда они образуют длинные желоба. Осадочные бассейны были заполнены слоями горных пород и органического материала на протяжении миллионов лет. Материал, который заполняет бассейн, называется наносом.
Осадочные бассейны являются основными источниками нефти и других ископаемых видов топлива. Миллионы лет назад крошечные морские существа, называемые диатомовыми водорослями, жили и умирали в бассейнах океанов. В конце концов, эти древние океаны высохли, оставив сухие бассейны. Остатки диатомей находились на дне этих бассейнов. Останки были раздавлены миллиардами тонн наносов в течение миллионов лет. В правильных условиях давление осадка превращает остатки диатомей в нефть.
Осадочный бассейн дельты реки Нигер в странах Нигерии, Камеруна и Экваториальной Гвинеи является одним из самых продуктивных месторождений нефти в Африке. В Северной Америке Западно-Канадский осадочный бассейн является одним из крупнейших поставщиков газа и угля на континенте.
Океанические бассейны
Океанические бассейны — самые большие впадины на Земле. Края континентов, называемые континентальными шельфами, образуют борта океанских бассейнов.
Существует пять основных океанских бассейнов, связанных с основными океанами мира: Тихоокеанский бассейн, Атлантический бассейн, Индийский бассейн, Арктический бассейн и Южный бассейн. Многие более мелкие бассейны часто считаются океаническими бассейнами, например, Северо-Алеутский бассейн между Тихим и Северным Ледовитым океанами.
Тектоническая активность постоянно меняет океанские бассейны. Распространение и субдукция морского дна являются наиболее важными типами тектонической активности, которые формируют океанские бассейны.
Распространение морского дна происходит вдоль границ тектонических плит, которые расходятся друг от друга. Эти области называются срединно-океаническими хребтами. Новое морское дно создается на дне или рифте срединно-океанического хребта. Океанические бассейны, имеющие срединно-океанические хребты, расширяются. Атлантический бассейн, например, расширяется из-за расширения морского дна.
Субдукция происходит вдоль границ тектонических плит, которые врезаются друг в друга. В этих зонах субдукции более тяжелая плита движется под более легкой или погружается под нее. Океанические бассейны, которые испытывают субдукцию, такие как бассейн Тихого океана, сокращаются.
Несмотря на то, что океанические бассейны составляют более 70 процентов всей суши на Земле, ученые знают о них относительно мало. Некоторые океанографы (и некоторые астрономы!) говорят, что мы знаем больше о поверхности Луны, чем о поверхности дна океана.
Очень сложно получить информацию о формах рельефа океанического бассейна, таких как впадины и срединно-океанические хребты. Эти формы рельефа находятся на тысячи футов ниже поверхности воды. Немногие инструменты могут выдержать сильное давление, холод и темноту на дне океанских бассейнов. Иногда сами исследователи исследуют океанские бассейны на специальных подводных лодках, называемых подводными.
Краткий факт
Бассейн Тихого океана: Огненное кольцо Бассейн Тихого океана — самый большой в мире. Это более 155 миллионов квадратных километров (59миллионов квадратных миль) все континенты могли бы поместиться в него. Это также самый старый бассейн; исследователи говорят, что его породам 200 миллионов лет.
Бассейн Тихого океана частично окружен Огненным кольцом, зоной интенсивной тектонической активности, включающей множество землетрясений и извержений вулканов. Кольцо Огня касается Аляски, Северной и Южной Америки, Новой Зеландии и Восточной Азии.
Краткий факт
Какой у тебя тазик? Все живут в водоразделе или бассейне реки, даже если они не живут у воды. Как называется водораздел или бассейн реки, в котором вы живете?
Статьи и профили
Министерство сельского хозяйства США: Служба охраны природных ресурсов — сводки по бассейновым водохранилищам Журнал National Geographic: бассейн Мюррей-Дарлинг — сухое течение Австралии Национальный парк
Пермский бассейн | область, Техас, США
Пермский бассейн , также называемый Западно-Техасский бассейн , большой осадочный бассейн в западном Техасе и юго-восточном Нью-Мексико, США, известный своими богатыми месторождениями нефти, природного газа и калия. Благодаря своему экономическому значению, это один из наиболее хорошо изученных геологических регионов мира. Отложения Пермского бассейна представлены в Национальном парке Гваделупе-Маунтинс.
Хотя бассейн назван в честь пермского периода (от 299 до 251 миллиона лет назад) геологического времени, происхождение бассейна можно проследить гораздо раньше, до докембрийских тектонических событий, произошедших примерно от 1,3 до 850 миллионов лет назад. В раннепалеозойскую эру бассейн был покрыт мелководным морским путем. В позднепалеозойские времена большая структурная деформация произошла во время орогенеза Аллегена, Уашиты и Марафона (событий горообразования), которые сформировали сложные структуры и бассейны, которые вместе известны как Пермский бассейн.
Пермский бассейн состоит из трех составных частей: восточной части бассейна Мидленд, платформы Центрального бассейна и западной части бассейна Делавэр. Эти структуры существовали на протяжении каменноугольного, пермского и триасового периодов. Два бассейна представляли собой быстро опускающиеся образования, в которых накапливались отложения, в том числе черные, богатые органическими веществами глубоководные материалы, которые в более поздние геологические интервалы времени станут нефтематеринскими породами. Платформа Центрального бассейна оставалась относительно высокой и накапливала отложения крупнозернистых мелководных отложений, а также наблюдала развитие небольших рифов. Эти рифы стали хорошим резервуаром для нефти. Пермский бассейн ограничен с востока, севера и запада кратонными платформами, в которые также вносились мелководные морские, эоловые (ветровые) и речные (ручьи) отложения. На юге структурный глубоководный (морской желоб) бассейн, бассейн Валь-Верде, который сформировался перед орогенным поясом Марафон, соединил бассейны Мидленд и Делавэр вокруг южной оконечности платформы Центрального бассейна.
В результате тектонических и осадочных различий пенсильванская и пермская истории бассейнов Мидленд и Делавэр значительно различаются в деталях. В пенсильванские времена каменноугольного периода (примерно от 318 до 299 миллионов лет назад) и в начале пермского периода сегмент Уашита орогенного пояса внес большое количество отложений из обломочных (размытых и разбитых) пород. Они отложились в виде мощной подводной дельтовой системы, которая постепенно заполнила бассейн Мидленд с востока на запад. В течение пермского периода отложения поймы и красного русла покрывали большую часть этой дельты и теперь содержат записи о важной ископаемой фауне позвоночных — амфибиях, рептилиях и синапсидах (рептилиях, похожих на млекопитающих). Напротив, бассейн Делавэр получил относительно небольшое количество наносов с низких прибрежных равнин. К началу среднепермской (гваделупской) эпохи, около 271 млн лет назад, бассейн Мидленда был почти заполнен отложениями, в то время как бассейн Делавэр продолжал получать глубоководные притоки.
По мере того, как продолжалась среднепермская эпоха, бассейн Делавэр был окружен роскошными рифоподобными карбонатными отложениями. В отличие от современных рифов, они, вероятно, были построены губками, водорослями и микробными организмами, хотя также были обнаружены мшанки (колониальные «моховые животные») и брахиоподы (раковины ламп), которые стабилизировали большое количество карбонатных отложений. Эти рифовые отложения образовали известняк Капитан, толщина которого составляет 600 метров (около 1970 футов) и резко обнажен в Национальном парке гор Гуадалупе. В пермское время рифы образовали область возвышенностей, отделявшую морские и неморские мелководные отложения платформы от богатых органическим веществом глубоководных отложений бассейна.
По мере развития позднепермской (лопингской) эпохи (около 260–251 млн лет назад) морской вход в бассейн Делавэр стал ограниченным, и весь регион стал эвапоритовым, что способствовало отложению мощных толщ солей и гипса. Эти соли добывались и использовались в основном в промышленных целях. Поскольку эвапориты имеют очень низкий уровень проницаемости, толстые отложения эвапоритов в Нью-Мексико в настоящее время являются местом расположения экспериментального завода по изоляции отходов, который предназначен для хранения низкоактивных радиоактивных отходов в недрах в течение 10 000 лет.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас
Более половины мировой нефти, добываемой с пермских времен, поступает из Пермского бассейна. Хотя некоторые более старые пласты также продуктивны, большая часть нефти и газа, добываемых в Пермском бассейне, была извлечена из пермских пород. Хотя к середине 1920-х годов в Пермском бассейне уже добывались нефть и газ, основная деятельность по добыче нефти велась с XIX века.50-е годы. В результате на протяжении большей части 20 в. Пермский бассейн играл значительную роль в экономическом развитии штата Техас, включая такие города, как Мидленд, Одесса и Марафон. Геологи-нефтяники часто используют пермскую систему рифов в качестве модели для исследования других нефтематеринских и коллекторских пород.
Калий (богатые калием эвапоритовые минералы) и залежи серы являются двумя другими экономически важными ресурсами в Пермском бассейне. Около 85 процентов американского производства калия приходится на один калийный район недалеко от Карлсбада, штат Нью-Мексико. Минералы урана, относящиеся к пермскому времени, также присутствуют в регионе.
Из-за разной скорости эрозии различных отложений современная топография Пермского бассейна, вероятно, отражает батиметрию (подводную топографию) бассейнов, когда они были затоплены в пермское время. Устойчивые рифовые известняки сегодня образуют 600-метровый (около 1970 футов) край вокруг бывшего бассейна Делавэр. Разница высот между пиком Гваделупе на вершине рифа и соляным бассейном составляет около 1600 метров (1 миля).
Кэрол Мари Тан
Scenic Basing Bitz — Городской щебень для 28-мм миниатюр Wargaming. Anvil Industry производит миниатюры и биты Wargaming из высококачественной смолы для настольных игр героического масштаба 28 мм
Извините, этого товара больше нет в наличии
Будьте первым кто оценит этот продукт
Наличие:
Доступно через 1-6 месяцев, из-за снижения мощности из-за Covid-19 трудно точно оценить.
Кол-во:
+ —
Насадки Scenic Base Bits можно добавить к любой простой пластиковой игровой базе, чтобы добавить интереса и реализма.
Прилагаемый литник Urban Rubble (размером около 10 см x 4,5 см / 4 фута х 2 фута) можно легко разобрать на множество различных частей, содержащих городской мусор, детали техники и выброшенное оружие и оборудование.
Детали на этом литнике такие же, как и на литниках нашей линейки продукции Afterlife.
Этот продукт не является игрушкой и не подходит для детей младше 14 лет. Они поставляются неокрашенными и потребуют некоторой подготовки и сборки с помощью суперклея.
Мы рекомендуем протестировать позы и сборку каждой миниатюры в наборе перед приклеиванием на место. Некоторые компоненты можно не приклеивать, намагнитить или зафиксировать с помощью Blu-Tac или чего-то подобного, чтобы можно было менять оружие.
Дополнительные указания см. в руководстве «Работа со смолой» внизу страницы.
Спецификации продуктов
Имя атрибута
Значение атрибута
Шкала
28мм Героический
Категория
Бутик
Вдохновение
Модерн
Вдохновение
Научная фантастика
Стиль
Общий
Напишите свой отзыв
Заголовок отзыва:
*
Текст отзыва:
*
Рейтинг:
Плохо
Рейтинг 1
Рейтинг 2
Рейтинг 3
Рейтинг 4
Рейтинг 5
Отлично
Насадки Scenic Base Bits можно добавить к любой простой пластиковой игровой основе, чтобы добавить интереса и реализма.
Прилагаемый литник Urban Rubble (размером около 10 см x 4,5 см / 4 фута х 2 фута) можно легко разобрать на множество различных частей, содержащих городской мусор, детали техники и выброшенное оружие и оборудование.
Детали на этом литнике такие же, как и на литниках нашей линейки продукции Afterlife.
Этот продукт не является игрушкой и не подходит для детей младше 14 лет. Они поставляются неокрашенными и потребуют некоторой подготовки и сборки с помощью суперклея.
Мы рекомендуем протестировать позы и сборку каждой миниатюры в наборе перед приклеиванием на место. Некоторые компоненты можно не приклеивать, намагнитить или зафиксировать с помощью Blu-Tac или чего-то подобного, чтобы можно было менять оружие.
Дополнительные указания см. в руководстве «Работа со смолой» внизу страницы.
Спецификации продуктов
Имя атрибута
Значение атрибута
Шкала
28мм Героический
Категория
Бутик
Вдохновение
Модерн
Вдохновение
Научная фантастика
Стиль
Общий
Бирки товаров
полки (728)
,
современный (174)
,
научная фантастика (292)
,
промышленный (10)
,
экзо-лорды (134)
,
живописная база (4)
,
местность (34)
Клиенты, которые купили этот товар, также купили
Категории
Полки — Пехота
Пылающая роза — готические женщины
Цифровая кузница
Экзо-лорды — Силовая броня
загробная жизнь
Бутик
Базы и сценические биты
Пластиковые основания (скошенная кромка)
Дисплей/Диорама
Специальные выпуски
Кинематографические эффекты
Биты обновления Gaslands
Классические изделия ручной работы
Big Basin Redwoods SP
Посещение Большого Бассейна Redwoods
«Представьте себе время, когда весь прививок от Сан -Франциско до Сан -джозы станет одним великим городом; затем представьте себе, у самого его порога, это великолепное владение секвойных лесов и бегущих ручьев, место дыхания миллионов тесных и тесных жителей города». – Кэрри Стивенс Уолтер, Sempervirens Club, 1901
Основанный в 1902 году парк Big Basin Redwoods является старейшим государственным парком Калифорнии . В самом сердце гор Санта-Крус его самые большие достопримечательности — буквально — его древние прибрежные секвойи. Некоторые из этих гигантов достигают в диаметре более 50 футов и достигают высоты Статуи Свободы. Возрастом от 1000 до 1800 лет некоторые из них могут предшествовать Римской империи. Парк также предлагает захватывающий вид на Тихий океан, множество журчащих ручьев и увлекательную природную и культурную историю.
Новая глава в истории Большого Бассейна началась 18 августа 2020 года, когда пожар комплекса молний CZU охватил 97 % территории парка. Огонь уничтожил все исторические постройки и радикально изменил ландшафт. Сейчас парк сильно отличается от того, каким его видели поколения посетителей, но он неуклонно восстанавливается. Большинство старовозрастных секвойи выжили, активно растет новая растительность, и многие животные вернулись в этот район. Проект «Переосмысление Большого бассейна» управляет многолетним процессом восстановления парковых сооружений и инфраструктуры.
Большой Бассейн до сих пор является домом для крупнейших непрерывных насаждений древних прибрежных секвой к югу от Сан-Франциско. Растительность парка состоит из пострадавших от пожаров старовозрастных и вторичнорослых секвойных лесов со смешанными хвойными деревьями, дубами, чапаралем и прибрежными местообитаниями. Высота в парке варьируется от уровня моря до более чем 2000 футов.
В парке есть множество мест обитания (от влажного дна каньона до редких склонов, покрытых чапаралем), животных (оленей, енотов, рысей) и птиц, в том числе темноглазых юнко, желудевых дятлов, стеллеровых соек, мраморных пыжиков и лазурные овсянки, следующие за огнем.
Прибрежный район Большого Бассейна, Rancho del Oso , доступен с шоссе 1 в Давенпорте, примерно в 20 милях к северу от Санта-Крус.
Чем заняться
ПОЗНАКОМЬТЕСЬ С РЕДВУДС — Государственный парк Big Basin Redwoods занимает более 18 000 акров земли. Эта уникальная экосистема древних прибрежных секвойи привлекала внимание и преданность многих людей во все времена. Посетите кольцевую тропу Редвуд — посмотрите на некоторые из самых больших и старых деревьев в парке на этой плоской кольцевой тропе длиной 0,6 мили (1 км), полюбуйтесь их многочисленными адаптациями, которые помогли им пережить пожар в комплексе молний CZU в 2020 году, и почувствуйте вдохновение. роща держится, что привело к ее защите.
ЦЕНТР ПРИРОДЫ И ИСТОРИИ РАНЧО-ДЕЛЬ-ОСО – Ранчо-дель-Осо – это прибрежная часть государственного парка Биг-Бейсин-Редвудс, расположенная в 17 милях к северу от Санта-Крус, в стороне от шоссе 1. Оно находится через шоссе 1 от пляжа Уодделл-Стейт-Бич. в долине Уодделл. Узнайте больше о Ранчо-дель-Осо и дикой природе штата Уэст-Уодделл-Крик.
ПОХОД — Пожалуйста, проверьте текущее состояние маршрута при планировании похода. До пожара в комплексе молний CZU в 2020 году в Большом бассейне было более 100 миль проселочных дорог и троп. С открытием нескольких троп и пожарных дорог (и продолжающимися восстановительными работами, которые позволят открыть больше в будущем), у посетителей снова есть возможность покинуть застроенные районы, пройти через старовозрастные секвойи, пройти по извилистым ручьям и подняться на виды на вершину хребта. Походы могут варьироваться от коротких циклов и походов на полдня до приключений на весь день в отдаленных районах. Просмотр рекомендуемых походов и текущих условий маршрута.
ВЕЛОСИПЕД — Велосипеды разрешены на всех пожарных дорогах. Пожалуйста, проверьте карту парка , чтобы узнать, где разрешено движение велосипедов.
КОННЫЕ КОННЫЕ — Лошади разрешены на всех пожарных дорогах. Подробную информацию о том, где разрешено размещение с лошадьми, см. на карте парка. В настоящее время нет парковки для трейлеров с лошадьми.
ПАРКОВЫЕ МЕРОПРИЯТИЯ — В течение года предлагаются различные бесплатные программы устного перевода. Просмотрите список предстоящих событий и мероприятий.
Базовая информация о парке
СБОРЫ — Взимается плата за дневное использование автомобиля. Автомобили обычного размера стоят 6 долларов плюс 2 доллара за бронирование. Дневная парковка предоставляется только по предварительному заказу. Забронируйте парковочное место. В настоящее время негабаритные транспортные средства или прицепы не могут быть размещены на дневной парковке. В Центре природы и истории Ранчо дель Осо не требуется никакой платы или бронирования.
СОБАКИ В связи с повреждением, полученным в результате пожара комплекса «Молния» ЧЗУ, В настоящее время доступ для собак за пределами нашей парковки недоступен . Собаки всегда должны быть на поводке. По мере ремонта дорог с твердым покрытием количество собак будет увеличиваться. Собаки не допускаются в любую часть района Ранчо-дель-Осо или на государственный пляж Уодделл.
ЛОШАДИ допускаются на все пожарные дороги. Лошади не допускаются ни на какие тропы. В настоящее время парковки для трейлеров с лошадьми нет.
ВЕЛОСИПЕДЫ разрешены на всех пожарных дорогах. Велосипеды запрещены на любых трассах.
ДРОНЫ не допускаются в парк. В целях защиты дикой природы и культурных ресурсов, а также в целях безопасности и благополучия посетителей и персонала, государственный парк Big Basin Redwoods закрыт для использования моделей самолетов, беспилотных авиационных систем (UAS) и планеров в полете.
ПРОФЕССИОНАЛЬНАЯ/КОММЕРЧЕСКАЯ ФОТОСЪЕМКА И СЪЁМКА требуется разрешение Калифорнийской комиссии по кинематографии. Для получения дополнительной информации посетите их веб-сайт.
САНТА-КРУС МЕТРО 9Автобус 0425 в летние месяцы предлагает услуги по выходным в парк на автобусном маршруте 35. Посмотрите расписание автобусов и дополнительную информацию.
ЕСЛИ ВЫ ПОЛЬЗУЕТЕСЬ В ПАРК СЛУЖБОЙ ПОЕЗДКИ, НОМЕР , убедитесь, что служба также заберет вас из парка. Некоторые услуги прибывают в Большой бассейн, но не возвращаются, чтобы забрать вас.
Это чистый парк
Государственный парк Биг Бейсин Редвудс чистый! Кормление диких животных запрещено законом. Утилизируйте всю еду и мусор надлежащим образом и не оставляйте их там, где к ним могут добраться животные. Перерабатывайте стекло, пластик и алюминий.
Посмотрите это короткое видео, чтобы узнать о мраморном пыжике, находящейся под угрозой исчезновения птице, которая гнездится в парке, и о том, как вы можете защитить ее, следуя принципу «Чистка крошек». Vea эль-видео en español aquí.
Волонтеры в парках
Вам нравится природа и прогулки на свежем воздухе? Испытываете ли вы сильное чувство отдачи сообществу, содействия сохранению и управлению, а также обмена знаниями с другими? Вы можете присоединиться к нашей команде управляющих и помочь посетителям парка познакомиться с нашими природными и культурными ресурсами. Для получения дополнительной информации посетите нашу волонтерскую страницу.
Загрузка фида…
Лучший клей для основы миниатюр?
Какой клей вы используете для основы миниатюр? Тип клея, который вы должны использовать, будет зависеть от материала, который вы используете для флокирования или основы ваших моделей. Независимо от того, используете ли вы песок, траву, смолу, пробку или другой материал, вам понадобится прочный и долговечный клей.
В этой статье я выделяю плюсы и минусы четырех типов распространенных клеев для основания миниатюр и моделей.
В приведенной ниже таблице представлены 4 распространенных типа клея:
Суперклей
Двухкомпонентный эпоксидный клей
ПВА-белый клей
Пластичный цемент
1
ES МОДЕЛИ И МИНИАТЮРЫ
Продолжить чтение ниже о лучшем клее для основы миниатюр.
Почему базовые миниатюры?
Отлично, вы закончили рисовать свои модели!
Но почему их основания из чистого пластика?
Если вы продвинулись достаточно далеко, чтобы раскрасить свои миниатюры, значит, у вас есть все необходимые навыки, чтобы закончить основу.
Базовые модели не должны быть сложными. Все, что вам нужно, это простые материалы, такие как песок или кусочки пробки, чтобы создать живописную основу.
И, клей!
Конечно, с созданием базы можно с ума сойти. Используйте материалы для лепки, чтобы действительно вывести свою нарисованную миниатюру на новый уровень.
Вы даже можете выстругать басовую древесину, как это сделал я, чтобы сделать основу для своих моделей.
Или вы можете использовать текстурные пасты, такие как технические краски Citadel, чтобы быстро придать изюминку своим основам. Не хотите тратить много денег? Попробуйте эти альтернативы текстурным краскам Citadel.
Какой клей лучше всего подходит для приклеивания миниатюр?
Существует 4 вида обычных клеев, которые можно использовать для основы ваших миниатюр:
Суперклей (или цианоакрилат)
PVA Glue (или белый клей)
Пластическая модель (или пластиковый клей)
Двухчасти. цианоакрилат – лучший универсальный клей для основания миниатюр. Этот клей работает практически с любым материалом, который вы можете использовать для основы флока, песка или других материалов.
Если вы хотите склеить более пористые материалы, такие как дерево, бумага или пробка, имейте в виду, что суперклей может работать не так хорошо. Это особенно верно для суперклеев с меньшей вязкостью.
Попробуйте густые гелевые варианты суперклея, если вы хотите использовать его для создания основы для миниатюр и моделей. Более густые версии клея помогут вам нанести его на различные материалы, которые вы, возможно, захотите использовать на своих основаниях.
Помните, что для приклеивания суперклея к поверхности требуется небольшое количество влаги.
Причина, по которой некоторые люди жалуются на то, что их суперклей не высыхает, заключается в том, что они пытаются использовать его в очень сухой среде. Неспособность цианоакрилата сцепиться может быть вызвана недостатком влаги.
Если у вас возникли проблемы с приклеиванием суперклея к основному материалу, вы можете использовать ускоритель, например, зип-кикер.
В целом, суперклей — лучший клей для основы миниатюр, потому что он прочный, быстродействующий и подходит для разных материалов основы.
Простота в использовании
Подходит почти для всех типов основы
Простота в использовании
Быстрое отверждение
Прочный и долговечный
Недорогой
Gap-filling
Bonds skin
May not work on dry surfaces
Clogs
May work too fast
Not very good on porous material, e.g., wood, cork
Super Glue (цианоакрилат)
Купить на Amazon
Купить на BLICK Арт
Купить в Walmart
Клей ПВА
Белый клей ПВА также является одним из лучших клеев для основы ваших моделей. Клей ПВА — это клей на водной основе, который широко используется в декоративно-прикладном искусстве.
Для любителей это отличный вариант для многих проектов, требующих склеивания пористых материалов, например дерева, бумаги, картона.
Для миниатюры клей ПВА идеально подходит для склеивания пробковой доски для имитации скалы или камня.
Изображение предоставлено: Rebel’s Grotto
Если вы приклеиваете пенополистирол или изоляционную пену Terrain к своим основаниям, белый клей ПВА будет работать очень хорошо. Имейте в виду, что вы, вероятно, не сможете очень хорошо прорезать клейкую пену с помощью резака для пены с горячей проволокой. Для создания ландшафта из всех видов материалов популярен и универсален белый клей.
Белый клей не обладает такой прочностью и долговечностью, как цианоакрилат (он же суперклей). Кроме того, клей ПВА после высыхания более эластичный. Это может или не может быть полезно для вас для создания ваших моделей.
Посмотрите этот классный мастер-класс по использованию клея ПВА для основы из лавы.
Для склеивания более тяжелых предметов, таких как камни или большие куски смолы, белый клей, скорее всего, в какой-то момент не сработает. Белый клей нуждается в хорошем контакте с поверхностью и зависит от этой площади контакта для прочности сцепления.
Safe
Water-soluble
Versatile
Easy to use
Cleans up easily
Great for many types of porous or loose, e.g., sand, basing materials
Inexpensive
Takes a while to сухой
Гибкий
Отслаивается от гладких (гидрофобных) поверхностей
Не подходит для более тяжелых материалов-основ, например, камней, смол
Растворяется при насыщении водой
Белый клей ПВА
Купить на Amazon
Купить на BLICK Арт
Купить в Walmart
Клей для пластиковых моделей
Клей для пластиковых моделей используется реже для изготовления моделей.
Это связано с тем, что клей для пластмасс ограничивается склеиванием пластиковых материалов на основе стирола только .
Несмотря на то, что пластиковый клей отлично подходит для миниатюрных пластиковых наборов, например, для моделей Citadel Warhammer 40k или Age of Sigmar, пластиковый клей не работает за пределами этих типов пластика.
Testors Liquid Cement for Plastics
Это означает, что клей для пластиковых моделей не будет работать на смоле, оловянном металле или других бумажных изделиях для создания основы для миниатюр.
Пластмассовый клей действует посредством химического процесса, при котором он плавит стирольный пластик и снова сплавляет эти расплавленные поверхности после отверждения цемента. Пластмассовый клей представляет собой перманентную связку для пластмасс.
Я рекомендую пластиковый клей для основания миниатюр, когда вы хотите создать нестандартные элементы с помощью пластиковой карты, запасных бит и литников или создать элементы с нуля из стиролового материала.
Будьте осторожны с пластиковым клеем. Многие из этих продуктов выделяют вредные пары и пары. Работайте с пластиковым клеем в помещении с хорошей вентиляцией. Помните, что для этого вам не понадобится много пластичного цемента. Меньше — больше!
Best Glue for Styreny Plastics
Пластмассы постоянно
Работы Fast
Недорогие
Limited Plastics Only
Вредные Vapors
.0568
Пластиковая модель Цемент
Купить на Amazon
Купить на BLICK Арт
Купить в Walmart
Двухкомпонентный эпоксидный клей
Двухкомпонентный эпоксидный клей — это клеи, к которым вы прибегаете, когда ничего не помогает. Это самые прочные клеи, которые вы можете использовать для основы своих моделей.
Если вы ищете более прочную основу для своих миниатюр, вам отлично подойдут двухкомпонентные эпоксидные смолы. Для тяжелых материалов основы, таких как камни, галька или большие куски смолы, подойдет двухкомпонентная эпоксидная смола.
Супер сильный материал! Однако для использования двухкомпонентных эпоксидных смол Gorilla Epoxy
требуется немного больше усилий. Вам нужно будет смешать две части эпоксидной смолы вместе в правильном соотношении, чтобы она правильно застыла.
Это работает в ваших интересах, поскольку у вас будет больше рабочего времени для нанесения эпоксидной смолы на рабочую поверхность.
Двухкомпонентные эпоксидные смолы особенно хороши для тех из вас, кто пытается создать эффекты воды или другие специальные эффекты.
Отвержденная эпоксидная смола почти непроницаема для химических растворителей. Суперклей и клей ПВА могут отслаиваться или трескаться, когда вы добавляете поверх них другие суровые художественные материалы, например, уайт-спирит, моющие средства (например, средства для повышения текучести).
Двухкомпонентная эпоксидная смола не имеет этой проблемы и устойчива ко многим повреждениям вашей миниатюрной основы.
У вас есть очень тяжелая и большая модель, которую вы хотите прикрепить к своей базе? Попробуйте двухкомпонентную эпоксидную смолу для прочной основы и сцепления.
Для достижения наилучших результатов спланируйте, сколько эпоксидной смолы вам понадобится для того количества материала-основы, которое вы пытаетесь склеить. Планируя свои потребности, вы не будете смешивать слишком много или слишком мало эпоксидной смолы.
После того, как вы выльете эпоксидную смолу из бутылки, вы не сможете положить ее обратно, и вам придется израсходовать то, что вы перепутали.
Из-за более технических аспектов двухкомпонентной эпоксидной смолы и потенциальных отходов я рекомендую сначала использовать суперклей для большинства проектов, требующих прочного сцепления.
Но если вы ищете очень прочное и долговечное соединение для своих оснований, вы не ошибетесь, выбрав двухкомпонентные эпоксидные смолы.
Очень прочный клей
Работает практически с любым материалом
Долговечность
Более длительное время работы по сравнению с другими клеями
Низкий уровень пара/дыма
Отлично подходит для более тяжелых материалов, например камней, смолы
Более сложен в использовании
Для правильного отверждения требуется правильное соотношение смешивания
Труднее использовать в небольших количествах
Дороже, чем другие клеи/клеи
3
3
Двухкомпонентная эпоксидная смола
Купить на Amazon
Купить на BLICK Арт
Купить в Walmart
Другие полезные варианты клея для приклеивания миниатюр
Я определенно упустил другие варианты приклеивания материала-основы к миниатюрам. Но вот два других варианта, которые я использовал, которые хорошо работают.
Я не помещал их в основной список выше, потому что они немного ситуативны (как вы увидите ниже).
Пистолет для горячего клея
Пистолет для горячего клея отлично подходит для декоративно-прикладного искусства. Я предложил использовать пистолеты для горячего клея в качестве инструмента для создания террейна для варгеймов своими руками.
Профессиональный двухтемпературный клеевой пистолет Surebonder от: Blick Art Materials
В клеевом пистолете используются «стержни клея», которые расплавляются внутри клеевого пистолета и выбрасываются через сопло в виде жидкости. Поскольку в клеевом пистолете используются расплавленные клеевые стержни, он работает очень быстро и дает вам большой контроль над тем, куда наносится клей.
Я рекомендую использовать пистолет для горячего клея для приклеивания второстепенных материалов основы, а не в качестве основного клея.
Пистолет для горячего клея повышенной прочности
Например, вы можете использовать пистолет для горячего клея, чтобы прикрепить камешки или кусочки пластика к основе. Но не используйте пистолет для горячего клея, чтобы прикрепить основной конструкционный материал-основу.
Затвердевший горячий клей слишком эластичен и структурно непригоден для формирования основной основы вашей модели или миниатюры.
Если вы занимаетесь мелкомасштабным моделированием, это означает, что пистолет для горячего клея отлично подходит для диорам, но не для крепления основной модели к основе.
Вам не нужен причудливый пистолет для горячего клея, чтобы прикрепить материал к вашим моделям.
Очень хорошо подойдет низкотемпературный пистолет для горячего клея. Если вас беспокоит прочность, вы всегда можете использовать любой другой клей для укрепления своих оснований.
Матовый лак или медиум
Матовый жидкий медиум
Возможно, у вас уже есть лак или медиумы, которые можно использовать для смешивания с акриловыми красками или для герметизации моделей.
В качестве клея можно использовать матовые лаки и медиумы. Работают они в основном как ПВА-клей. Вы можете смешать эти среды с водой, чтобы разбавить их.
Эти среды обладают всеми преимуществами и недостатками белых клеев (т. е. просты в использовании, эластичны, имеют более слабое сцепление, водорастворимы и т. д.). Если вы все же используете медиумы, то помните, что вы можете укрепить свои основания с помощью других клеев.
Причина отказа от использования матового носителя или лакового носителя заключается в том, что они, как правило, дороже, чем специальные клеи/адгезивы в пересчете на объем.
УФ-отверждаемые клеи
Bondic LED UV Liquid Plastic
Купить на Amazon
Купить в Walmart
Существуют «клеи», которые отверждаются и склеиваются под воздействием ультрафиолетового (УФ) света.
Эти клеи легко наносятся с помощью прилагаемого дозатора. Со смолой также легко работать, и она имеет неограниченное время работы до воздействия УФ-излучения.
Я использовал эту смолу, чтобы удерживать детали на месте, пока не добавлю другие клеи (например, суперклей, эпоксидную смолу) для усиления соединения.
По моему опыту, я не думаю, что УФ-отверждаемые смолы подходят для общего базирования, потому что отвержденная смола может разрушиться под повторяющимися нагрузками . Отвержденная смола на самом деле не образует прочной связи между множеством различных материалов.
Полимерные клеи, отверждаемые УФ-излучением, довольно дороги для того, что вы получаете. Я не рекомендую использовать УФ-отверждаемую смолу в качестве основного клея/клея для базирования моделей или миниатюр.
Для других обычных бытовых работ или склеивания легких материалов УФ-отверждаемые клеи отлично подходят из-за их удобства.
Final Word
Я надеюсь, что это краткое руководство по миниатюрным базовым клеям было полезным.
Доброго времени суток Продаётся умопомрачительный автобус, а именно Nissan Sunny Vanette Coach SGL High Roof аж 1986 года выпуска. Это замечательное транспортное…
Москва, 15.09.2022 0 Показать телефон Сравнить
Все объявления о продаже Nissan Vanette
Отзывы о Nissan Vanette
Nissan Vanette минивэн 2013 1.8 AT 4×4
8.7 (8.7/10)
Отличный надежный автобусик на все случаи жизни и дороги любой степени убитости. Привезет вас, куда скажете и способен это делать долгие годы и сотни тысяч километров.
12 октября 2021 г.
Nissan Vanette 2000
8.9 (8.9/10)
Авто для семейных людей и экскурсоводов чисто, другим бы людям не советовал рассматривать. Как-то у нас с ней сложилось, неубиваемая зараза. Подвеска жесткая, то что нужно для наших дорог. Просторный очень салон, есть какая-никаких система безопасности (у меня не мин. комплектация) и подогрев. Из минусов — расход топлива. Брать бы рекомендовал, если нужен минивэн.
6 октября 2020 г.
Nissan Vanette минивэн 2014
7.4 (7.4/10)
В работе по перевозке грузов Ванька выгоден, он дешев в содержании и ремонте, выдерживает перегрузки, неприхотлив.
25 марта 2020 г.
Nissan Vanette 2007
7.4 (7.4/10)
Достаточно не дорогой рабочий автомобиль с отличной грузоподъемностью Поломки у него случаются, к сожалению, довольно часто, но по стоимости деталей все бюджетно.
21 апреля 2018 г.
Nissan Vanette микроавтобус 2007
6.6 (6.6/10)
Nissan Vanette как конь-тяжеловоз, быстро не бегает, но прёт любой груз.
27 июля 2017 г.
Смотреть все
Форум и вопросы-ответы
Все темы
Материалы о Nissan
Все комплектации и технические характеристики автомобилей Nissan Vanette, как официально поставляемых в РФ, так и ттх остальных авто. Тут можно узнать подробное техническое описание Ниссан Ванетте от первых до современных моделей, узнать про расход топлива и габариты, кузове и двигателях, коробке передач и тормозной системе.
Nissan Vanette 1.8 AT: цена, технические характеристики Ниссан Ванетт 1.8 AT
Nissan Vanette 1.8 AT: цена, технические характеристики Ниссан Ванетт 1.8 AT — Avto-Russia.ru
Главная
Каталог авто
Nissan
Nissan Vanette
Nissan Vanette 1.8 AT
Поиск по каталогу
Тип кузова: Любой Седан Хэтчбек Универсал Кроссовер Внедорожник Компактвэн Минивэн Купе Кабриолет Родстер Пикап Фургон Автобус Микроавтобус Грузовик Самосвал Шасси ТягачДиапазон цен: Любой до 500 000 руб от 500 000 до 600 000 руб от 500 000 до 600 000 руб от 600 000 до 700 000 руб от 700 000 до 800 000 руб от 800 000 до 900 000 руб от 900 000 до 1 000 000 руб до 1 000 000 руб от 1 250 000 до 1 500 000 руб от 1 250 000 до 1 500 000 руб от 1 500 000 до 1 750 000 руб от 1 750 000 до 2 000 000 руб до 2 000 000 руб от 2 000 000 до 2 500 000 руб от 2 500 000 до 3 000 000 руб от 3 000 000 до 3 500 000 руб от 3 500 000 до 4 000 000 руб от 4 000 000 до 4 500 000 руб от 4 500 000 до 5 000 000 руб свыше 5 000 000 рубДлина: Любая До 3 метров 3 — 3,5 метра 3,5 — 4 метра 4 — 4,5 метра 4,5 — 5 метров 5 — 5,5 метра 5,5 — 6 метров Свыше 6 метровШирина (с зеркалами): Любая До 1,4 метра 1,4 — 1,5 метра 1,5 — 1,6 метра 1,6 — 1,7 метра 1,7 — 1,8 метра 1,8 — 1,9 метра 1,9 — 2 метра Свыше 2 метровВысота: Любая До 1,3 метра 1,3 — 1,4 метра 1,4 — 1,5 метра 1,5 — 1,6 метра 1,6 — 1,7 метра 1,7 — 1,8 метра 1,8 — 1,9 метра 1,9 — 2 метра Свыше 2 метровЧисло дверей: Любое 1 2 3 4 5Число мест: Любое 2 3 4 5 6 7 8 9 и большеОбъем багажника: Любой 100-200 литров 200-300 литров 300-400 литров 400-500 литров 500-1000 литров Свыше 1000 литровГарантия: Любая 1 год 2 года 3 года 4 года 5 летСтрана сборки: Любая Бельгия Бразилия Великобритания Германия Индия Иран Италия Испания Канада Китай Мексика Нидерланды Польша Россия Румыния Словакия США Таиланд Турция Украина Узбекистан Чехия Швеция Южная Корея ЮАР Япония
От официальных дилеров
Модели 2022 года
Исключить китайские авто
Поиск Все марки
Фото
Модификации
Одноклассники
Отзывы
Обои
Основные характеристики
Марка
Nissan
Модель
Nissan Vanette
Модификация
Nissan Vanette 1. 8 AT
Модельный год
1999
Тип кузова
Минивэн
Количество дверей
4
Количество мест
8
Страна сборки
Япония
Эксплуатационные характеристики
Вид топлива
АИ-95
Время разгона до 100 км/ч
20 сек
Максимальная скорость
160 км/ч
Расход топлива в городском цикле
—
Расход топлива на трассе
—
Расход топлива в смешанном цикле
11.5 л на 100 км
Запас хода
417 км
Расходы на топливо в год (при пробеге 100 км в день)
199 381 ₽
Транспортный налог * (Москва)
1 080 ₽
ОСАГО * (Москва, возраст свыше 22 лет, стаж более 3 лет)
7 570 ₽
* Воспользуйтесь калькуляторами Налога и ОСАГО для более детального расчета.
Габариты и размеры
Длина
4285 мм
Ширина
1630 мм
Высота
1850 мм
Дорожный просвет
170 мм
Колея передняя
1415 мм
Колея задняя
1390 мм
Колесная база
2220 мм
Диаметр разворота
8.6 м
Масса
Снаряженная масса
1340 кг
Полная масса
2170 кг
Грузоподъемность
830 кг
Объемы
Объем багажника
180 л
Объем топливного бака
48 л
Двигатель
Тип двигателя
Бензиновый
Число цилиндров / расположение
4/Рядный
Мощность двигателя, л. с / оборотах
90/5000
Рабочий объем двигателя
1789 см³
Крутящий момент, Н·м / оборотах
135/2500
Трансмиссия
Привод
Задний
Тип коробки передач
Автоматическая, 4 передачи
Руль
Усилитель руля
Гидроусилитель
Климат
Управление климатом
Кондиционер
Подвеска
Передняя подвеска
Независимая, рычажная
Задняя подвеска
Зависимая, рессорная
Тормоза
Передние тормоза
Дисковые, вентилируемые
Задние тормоза
Барабанные
Шины и диски
Размер шин
165/70 R14
Фото
Модификации
Одноклассники
Отзывы
Обои
Минивэн Nissan Vanette
Сообщить об ошибке
Микроавтобус ниссан ванетте технические характеристики
Главная » Разное » Микроавтобус ниссан ванетте технические характеристики
Технические характеристики Nissan Vanette
Nissan Vanette – бескапотный фургон, выпускавшийся японским концерном с 1978 года. Он также известен как Nissan Sunny-Vanette и Nissan Van. Производство этой модели завершилось в 2010 году, хотя на некоторых мировых рынках, например в Малайзии, он всё ещё доступен. Впоследствии фургон сменил другой автомобиль — Nissan NV200.
Первое поколение Nissan Vanette (С120; 1978–1988 гг.)
Фургон впервые был представлен в октябре 1978 года. Он пришёл на смену модели Nissan Cherry Cab/Sunny Cab C20 и первоначально был доступен в трёх версиях: грузовик, фургон (с возможностью размещения пассажиров) и 9-местный микроавтобус (Vanette Coach).
Vanette Coach обладал 1.4-литровым, четырёхцилиндровым двигателем, мощностью 75 л. с. при 5 400 об/мин. Фургон и грузовик получили 1.2-литровый силовой агрегат мощностью 64 лошадиные силы при той же частоте вращения.
В июле 1979 года появились версии фургона с удлинённой колёсной базой и десятиместного микроавтобуса. Оба они обладали высокой крышей. А с 1980 г. Vanette Coach приобрёл комплектацию класса люкс с люком и водительским поворотным креслом – такие нововведения стали абсолютной инновацией для Японии в те времена.
В октябре 1982 года произошли некоторые изменения, в частности была пересмотрена приборная панель; передние тормоза стали дисковыми; а также модернизировали дополнительную систему кондиционирования воздуха.
Второе поколение Nissan Vanette (C22; 1985–1994 гг.)
В 1986 году Nissan Vanette второго поколения получил ряд доработок и изменений, особенно в плане двигателей. Так, в моторную гамму вошли: 2.0-литровый дизельный турбированный силовой агрегат мощностью 79 «лошадей»; карбюратор и инжектор (объёмами 1.8, 2.0 и 2.4 л, мощностями от 88 до 120 лошадиных сил).
Третье поколение Nissan Vanette (S20, SE, SK; 1994–1999 гг.)
Японский фургон остался заднеприводным, а вот его компоновка стала современной – однообъёмной. Вперёд салона (под 1-ый ряд кресел) были вынесены мотор и передняя ось, что повлияло на создание оптимальной развесовки.
Четвёртое поколение не имеет ярко выраженных отличительных особенностей – всё тот же округлённый дизайн кузова и простенькая обшивка салона; правда, была расширена линейка двигателей. Последователем фургона Nissan Vanette считается Nissan NV200.
В целом это коммерческое транспортное средство является довольно практичным и надёжным, имеющим огромное количество различных модификаций. Именно эти качества сделали автомобиль популярным и востребованным не только в Японии, но и на других мировых рынках.
Вам также будет интересно узнать:
Nissan NV200 VANETTE | Цена. Отзывы. Технические характеристики. | TCV (бывший tradecarview) | Интернет-рынок подержанных японских автомобилей
Nissan NV200 VANETTE | Цена. Отзывы. Технические характеристики. | TCV (бывший tradecarview) | Онлайн-рынок подержанных автомобилей Японии
Искать со склада
Полезные ссылки
Нужна помощь
.
Nissan vanette 1994 технические характеристики
Nissan Vanette 1994 года — все фотографии, характеристики, запчасти и цены
Nissan Vanette 1994 — фото, характеристики, запчасти. Картинная галерея подержанных и новых автомобилей. Полная информация о спецификациях.
1994 Nissan Truck — Технические характеристики — CarGurus
Автомобили по сравнению с Nissan Truck 1994 года Люди, исследующие Nissan Truck 1994 года, связались с дилером по поводу
Nissan Vanette 1994 — Размеры колес и шин — wheel-size.com
Nissan Vanette 1994 — Подберите правильную установку легкосплавных дисков, PCD, вылет и такие характеристики, как расположение болтов, размер резьбы (THD), центральное отверстие (CB) для Nissan Vanette 1994
Nissan Vanette — все фотографии, характеристики, запчасти и цены
Nissan Vanette — фото, характеристики, запчасти.Картинная галерея подержанных и новых автомобилей. Полная информация о спецификациях.
1994 Nissan Vanette Van — Фотографии автомобиля и технические характеристики — Ipocars
1994 Nissan Vanette Van Ван / Микроавтобус — интернет-каталог автомобилей ipocars. com
Nissan Vanette Обзор подержанных японских автомобилей SBT JAPAN
Обзор Nissan Vanette — Цена, характеристики и расход топлива в MPG. Найдите обзор Nissan Vanette на сайте SBT Japan. Найдите широкий выбор подержанных автомобилей на аукционах подержанных автомобилей…
NISSAN Vanette — технические данные автомобиля. Технические характеристики автомобиля
Каталог автомобилей Nissan Vanette.Технические характеристики автомобиля. Средний расход топлива. Максимальная скорость. Крутящий момент. Емкость топливного бака. Разгон до 100км / ч и прочее полезное
1994 Nissan Serena Отзывы — Carsurvey.org
Прочтите отзывы реальных владельцев Nissan Serena 1994 года выпуска. Узнайте, как они водят машину и какие у них проблемы. Технические характеристики
Nissan Vanette — cargister.com
Технические характеристики автомобилей Nissan Vanette и технические данные всех моделей автомобилей Nissan Vanette
Подержанный грузовик Nissan 1994 года Особенности и характеристики Edmunds
Характеристики и технические характеристики Nissan Truck 1994 года, включая расход топлива, трансмиссию, гарантию, тип двигателя, цилиндры, трансмиссию и многое другое. .Nissan Vanette
— Ниссан Ванетт
La Nissan Vanette эпохи мансарды и пикапа, произведенного из далекого giapponese casa automotivebilistica Nissan dal 1978 до конца 2011 года. Основное время генерации, производное от компании Nissan Divisione Aichi Manufacturing per, la proprietà private e personale, con le ultime due Generazioni costruiti da Mazda, переименованный в Nissan e riorientato, в основе которого лежит Mazda Bongo. Фургон уже сейчас продается с Nissan Sunny-Vanette или Nissan Van .Частное приобретение автомобиля и его статус состоят из Nissan Serena в 1991 году, когда он находится в различных международных организациях, в эпоху оборудования с множеством конфигураций мотора и трансмиссии.
Версии 2WD и 4WD: состояние продуктов, с ручным, автоматическим, павильоном и опционами, доступными для колонн. Mentre non è è è prodotta for il mercato giapponese, che era ancora disponibile in altri mercati di tutto il mondo, come la Malesia. Производство было завершено в 2010 году, все в порядке, созданном для Nissan NV200.
Сториа
Первое устройство бескапотного / фургонного автомобиля 1962 года с Datsun Cablight, переименованное в предыдущий предыдущий автомобиль Nissan, приобретенное после того, как оно будет работать в Kurogane. Come è stato riprogettato l’Cablight, è stato offerto come un taxi-sopra il camion e van chiamato il Datsun Soleggiato Cabina / Nissan Cherry Cab (C20) ha introdotto nel 1969, ed era una taglia più piccola dal principe Homer camion e il principe Homy furgone. L’approccio mansarda permesso di sizesi rimangano invariate aumentando la lunghezza del vano di carico del sole Nissan camion.Il Sunny Cab Van / Cherry Cab Van фургон с пассажирами может быть в нескольких минутах ходьбы и у всех остальных пассажиров, которые потребляются от человека. Entrambi Cab furgoni non hanno porte scorrevoli Passeggeri, Invece avevano porte anteriori incernierate конвенциональные con Lunghezze estese sul lato del Passeggero. Il portellone — это дизайн конкильи голубь-ла-Porta separato в соответствии с pezzi che si estenderebbe su, con un portellone nella parte inferiore della porta.
Кабина Datsun Soleggiato (C20)
Il modello commerciale era essenziale, che ha mantenuto il basso prezzo.Солнечный грузовик продолжал создавать новые версии выпусков второго поколения, которые были созданы только после первых месяцев 1971 года для новой модели B120-Series. Я использую Motrice с кабиной, соответствующей параметрам Nissan Vanette и Nissan Cherry Cabina / Vanette.
Prima generazione (C20; 1978-1988)
Datsun Vanette (C20)
Panoramica
Chiamato anche
Datsun Vanette
Nissan Cherry Vanette
Nissan Sunny Vanette
Производство
1978-1988
Монтаджо
Оппама пьянте, Йокосука, Канагава, Джаппоне
Корпорация тел.
Корпоратура
Расположение
Макет MR
Relazionato
Трансмиссия
Motore
Trasmissione
ручное на 4 скорости
3-ступенчатая автоматическая
Dimensioni
interasse
2.075 мм (81,7 дюйма)
2,405 мм (94,7 дюйма) (LWB)
Lunghezza
3900-3930 мм (153,5-154,7 а)
4,230 мм (166,5 дюйма) (LWB)
4,270 мм (168,1 дюйма) (LWB camion)
Larghezza
1600–1605 мм (63,0–63,2 дюйма)
1,695 мм (66,7 дюйма) (Vanette Largo)
Altezza
1,755–1795 мм (69.1-70,7 дюйма)
1,965–1985 мм (77,4-78,1 дюйма) (тетто-альт)
песо в долларах
865–1050 кг (1907–2315 фунтов)
Вступительное слово, сделанное в 1978 году, составлено для Nissan Cherry Cabina 1969 года / единственной кабины C20 и Nissan Sunny Cab Van / Nissan Cherry Cab Van, прежде чем Vanette является спортивным, как Datsun C20 (в следующем Nissan C20 ) или Nissan Datsun Vanette (далее Nissan Vanette ). Nel mercato domestico è stato inizialmentemercializzato как sia la ‘Nissan Sunny Vanette’ или ‘Nissan Cherry Vanette’, вторая часть розничной торговли, которая находится в окончании ингнерии, которая находится в prestito pesantemente dalle generazioni a trazione posteriore del sole line -в отдельных моделях B210 и B310 серии, с качественным двигателем и передачей. Санни Ванетт уже выставлен на продажу Nissan Satio Conservare и цилиегия Ванетт уже выставлен на продажу Nissan Cherry Conservare позиции.Эти из-за модели ханно авуто, переднего плана и разнообразны. В марте 1980 года, номер Datsun Vanette версия является обновленной, выставленной на продажу Nissan Bluebird Conservare , оставленной концессионером. La Datsun Vanette рисовал двойные фары, были созданы модели, соответствующие авевано сингли фари. Это маленькая модель всего Nissan Caravan.
Первоначальная эпоха доступна в трех направлениях: одна версия автомобиля, фургоны (одна единственная единица с другими пассажирами), и еще 9 микроавтобусов (автобус Vanette). Двигатель A14 quattro cilindri объемом 1,4 л (1,397 см3), мощность 75 л.с. (55 кВт) при 5,400 об / мин. Фургоны с оригинальным содержимым двигателя A12 объемом 1,2 л (1,171 куб. См) и мощностью 64 л.с. (47 кВт) с двигателем. Более поздний, двигатель 1400 и доступен для всех версий Van и Truck pure. Nel luglio 1979 является новой версией одной версии и другой тетто, потому что это одна легкая фургонная песня и версия Coach dieci posti. Это статуя на 33 см передних и боковых стенок, в которых используются простые версии, которые доступны с двигателем A12.Все версии представлены отдельно для каждого отдельного случая.
Nissan Vanette (C120, Малезия).
Нет, 1980, предыдущая версия с двигателем A14 alla più grande (1.487 куб.см), A15 с мотором, без двигателя, 83 л.с. (61 кВт). C’era anche una versione lussuosa della SGL Vanette Coach agiunto, con un tetto apribile disponibile e girevole sedie del capitano nella parte posteriore — Entrambe First per il segmento в Джаппоне. В соответствии с указаниями по естественной природе луссо, SGL имеет двойные размеры, соответствующие современным требованиям.В 1981 году LD20 стал более мощным моторным дизельным двигателем, пришел с версией бензина 2 литра (Z20) в топовой версии SGX.
Nel 1981, Nissan представляет собой первое знакомство с предыдущими пассажирами, которые являются наиболее важными, чем предыдущие, но не более поздние версии.
Nel mese di ottobre 1982 si sono verificati cambiamenti minori (insieme con l’introduzione della più grande «Largo»).Крускотто — это статуя, созданная на основе модели «CT», сделавшая диско предшествующей, наиболее подходящей для этого климатической версией и современным статусом, изданной и сохранившей покореженную версию пулемета «FL». Nell’ottobre 1983 — это новая версия DX-Una, следящая за изменением всех трансмиссионных эффектов в прошлом месяце 1985 года. Следующее успешное производство Van e Modelli Coach заключено в том, что это состояние состоит из C22 Vanette. Le versioni di camion del C120 Vanette rimasero in produzione (con lievi modifiche effettuate nel mese di agosto 1986) до начала 1988 года.
Ванетт Ларго
Il Vanette Largo ( GC120 ) — это вступительное слово в начале 1982 года, когда оно было выпущено в 1982 году (от 90 мм, в зависимости от размера приложения, импортируемого с учетом финансового масштаба, миллиметра японского языка 1.700) и его версии. . Этот автомобиль установлен в одной версии грузового автомобиля, построенного в Испании (от Nissan Iberica), который находится в Nissan / Datsun Vanette Cargo . Этот вопрос в большей части сопутствующих версий самой большой Vanette nei mercati europei.Бензиновый двигатель A15 и Z20 с дизельным двигателем LD20 (доступен с турбонаддувом). Испанские версии состоят из оригинального материала, предназначенного для дизельного двигателя Perkins, изготовленного из испанского языка, без конкретизации. C’era un minibus versione ‘Coach’ del Largo pure, с una versione di lusso «Grande Saloon» в cima alla gamma.
Nissan Vanette Largo (C220, UE-spec)
Il Vanette Largocontinato, окончательно созданное преемником CG22 и прибывшее в 1986 году.Это имя Ванетта является абандонатом Ларго и является одной из самых лучших моделей в отдельности. Нелмеркато-джаппонский, старый и старый C120 является коммерческим, как Datsun Vanette Largo, так и Nissan с цилиегией и prefissi Soleggiato. Gli spagnoli C220 имеет в своем составе создание визуальной и непрерывной информации, которая была интегрирована в 1990 году, и была опубликована в большом объеме, в котором продавались другие товары, которые были отменены при импорте животных и растений.
Seconda generazione (C22; 1985–1994)
Nissan Vanette (C22)
Nissan Largo Super седан (C22)
Panoramica
Chiamato anche
Daewoo Vanette (Corea del Sud) Nissan Nomad (Австралия)
Производство
1985–1994
Монтаджо
Oppama piante, Yokosuka, Kanagawa, Giappone Zhanjiang, Guangdong, Cina (CKD)
Корпорация тел.
Корпоратура
Расположение
Макет MR
Relazionato
Ашок Лейланд Дост
Трансмиссия
Motore
Trasmissione
ручное на 4 скорости
3-ступенчатая автоматическая
Dimensioni
interasse
2.075 мм (81,7 дюйма)
2,405 мм (94,7 дюйма) (LWB)
Lunghezza
3900-3930 мм (153,5-154,7 а)
4,230 мм (166,5 дюйма) (LWB)
4,270 мм (168,1 дюйма) (LWB camion)
Larghezza
1600–1605 мм (63,0–63,2 дюйма)
1,695 мм (66,7 дюйма) (Vanette Largo)
Altezza
1,755–1795 мм (69. 1-70,7 дюйма)
1,965–1985 мм (77,4-78,1 дюйма) (тетто-альт)
песо в долларах
865–1050 кг (1907–2315 фунтов)
Джаппоне
Оригинальная версия, аналогичная статусу автомобиля Nissan Van, является новой продажей в Джаппоне в Ларго, до 1992 года, когда была основана Nissan Serena в Ларго.
состояние Uniti
Nissan C22 является модернизированным в соответствии с размерами автомобилей Toyota Van и Mitsubishi Van, а также минивэном в невысоком состоянии.Этот автомобиль был выпущен как «Nissan Van» в невысоком состоянии 1987-90 гг., Он был объявлен как альтернативный минивэн Chrysler. La maggior parte dei furgoni sono stati venduti negli Stati Uniti Sun Belt, в частности в Калифорнии, Техасе и Флориде, e le vendite erano pi forte per i primi due anni. Nissan имеет самый большой двигатель Z24i объемом 2,4 литра на C22, чтобы использовать американские автомобили и автомобили на автостраде. La C22 не является оригинальным разработанным для большого мотора, и его кварталы растягивают рисунки, чтобы внести свой вклад в Surriscaldamento del motore и проблемы фуоко.
В 1994 году, два последних запроса о происхождении автомобиля не были заключены в результате рассмотрения коллективного иска на корсо, Nissan имеет предыдущие документы, полученные от Nissan Van, которые не были отправлены в Stati Uniti. Собственные ванны предлагают Келли Синюю книгу, которая больше всего подходит для лоро-фургонов, и может быть частично акцентирована, а также может быть выбрана в соответствии с правилами и лоро-фургонами.Я критикую hanno sostenuto che Nissan era da tempo a conoscenza dei problemi con i furgoni (le prime segnalazioni di incendi è apparso nel 1987, poco dopo che è andato in vendita negli Stati Uniti), ma non hanno preso d’azione per anni, dopo Какое состояние состоит из Quest Nissan. Per il momento del richiamo, nel 1994, erano stati segnalati almeno 135 incendi, anche se nessuno di loro aveva provocato morti o feriti. L’insediamento коллективный иск, предлагающий sconti per l’acquisto di un nuovo veicolo Nissan.Я получаю данные о состоянии стати в массе .
Nissan Van — это основа эпохи Северной Америки, которая была создана в рамках совместного предприятия с Ford.
Малайзия
Il C22 Nissan Vanette был построен в Малезии на фабрике, Тан Чонг и Сегамбут (Куала-Лумпур) до 2010 года.Dopo 13 лет в производстве, это самая большая модель в Малезии. C’era un taxi telaio, un camion, un furgone e una versione della finestra furgone. Vanette malesi hanno venerabile 1,5 литровый двигатель A15 с толкателем, мощностью 82 л.с. (60 кВт). Anche se ha avuto un paio di lift nel corso degli anni, il corporation base era semper lo stesso. Il 1980 interno è ancora intatta. La Malaysia era l’unico post dove il Vanette является статуей, созданной для многих лет, в essere esportate da lì a molti altri mercati.Допускается короткий промежуток времени, который является статусом Nissan NV200, который сохранил название Vanette на рынке.
Филиппинский
Ниссан Ванетт эпохи доступен с Филиппин до прекрасного 1999 года, когда пришел Nissan Vanette Grande allenatore. Nella sua versione final rimane essenzialmente la stessa Vanette приходят негласные анни предыдущие переходы для разнообразной конструкции, аггорированных материалов и финто legno cruscotto trim. Этот двигатель доступен для двигателя Z20 с объемом бензина 2,0 литра.Другой вариант азиатского, дизельного дизельного топлива и статус предложения или доступны. Quella era una svista da parte di Nissan, che avrebbe potuto fare la Difference nella popolarità del furgone.
Индия
Il C22 Vanette создает основу для «Дост» Ашока Лейланда, первый голос индийского производителя в этом сегменте.
Nissan Nomad GX 1990 года выпуска (Австралия)
Terza generazione (S20, SE, SK; 1994-1999)
1994-1999 Nissan Vanette (S20).
Уникальная разработка Mazda Bongo, переименованная в Ford Econovan и Ford Spectron.
Quarta generazione (S21, SK; 1999-2011)
1999-2011 Nissan Vanette (S21).
Значок Un Ingegnerizzato Mazda Bongo / Ford Econovan. Преемник дель Ванетт фургон — Nissan NV200 Vanette.
Riferimenti
.Nissan vanette
— Википедия
Da Wikipedia, L’enciclopedia libera.
Перейти к навигации Перейти к поиску
Per Creare tu la pagina, clicca qui !
Se questo messaggio compare nonostante la pagina sia già stata creata, potrebbe essere dovuto a un ritardo tecnico (prova ad agiornare la pagina).
.
Смотрите также
Ниссан сентра дорожный просвет
Ниссан мурано гибрид 2016
Магнитола ниссан ноте
Ниссан знаки внимания
Фото ниссан мурано 2003 года
Террано ниссан стоит ли покупать
Ремонт гидротрансформатора ниссан
Сравнить митсубиси л200 и ниссан навара
Размер резина на ниссан джук
Оригинальные запчасти ниссан жук
Ниссан примера 2005 год
largo, отзывы владельцев, фото, размеры
С самого начала появления на автотранспортном рынке автомодели, Nissan Vanette получил обширный интерес собственников автотранспортных средств и потребителей. С 1979 года было выпущено четыре разновидности автомодели. При рассмотрении модификации автомоделей имеется большое разнообразие (I — 4 вида; II — 10 видов; III — 4 вида; IV — 4 вида;)
Содержание
Прототип модели
Размеры кузова и характеристики Vanette
Габаритные размеры
Виды конструкции трансмиссии
Клиренс
Трансмиссия
Расход топлива
Мощность
Отзывы владельцев
Прототип модели
Nissan largо, очень похож на Vanette. В 1993 году был выпущен как отдельная автомодель. Он спроектирован на основе прототипа «Серена» первого поколения. Инженеры видоизменили и увеличили габариты машины и сделали большую работу с ее вместительностью. Задачей было увеличить салон на 7 или 8 пассажирских мест в зависимости от комплектации. Отличие в кузове от других минивенов это немного приподнятые фары и уменьшенная радиаторная решетка, которая отлично смотрится.
Размеры кузова и характеристики Vanette
Кузов. Имеет габариты внушительных размеров. Что значительно влияет на выбор машины этого ряда.
На фото погрузка фургона
Выбор кузова имеет первостепенную важность при приобретении автомашины и дальнейшего его использования. Чем больше кузов машины, тем сложнее при управлении на городских дорогах. Однако есть положительные моменты.Чем больше габариты, тем машина безопаснее для водителя, пассажиров находящихся и передвигающихся на ней.
Габаритные размеры
Габаритные размеры автотранспорта, определяются по основным критериям:
длина, определяется от наиболее выдающегося места переднего бампера до самого удаленного места заднего бампера;
ширина, рассматривается в самом широком месте, таких как арки колес, или центральные стойки;
высота, измерение проходит от земли, до верхнего покрытия крыши кузова, но необходимо учесть, что высота рейлингов в измерения не входит.
Количество мест в автотранспортных средствах передвижения этой модели модификации от 2 до 8 мест в зависимости от комплектации.
Семи и восьмиместный автомобиль, является, как правило, опцией. Изначально автотранспортное средство проектируется как пятиместное, в дальнейшем подключаются опции в зависимости от назначения, будет это двухместный или восьми местный образец, причем дополнительные автокресла, устраиваются в багажном отсеке.
Виды конструкции трансмиссии
Используются двумя видами конструкции трансмиссии, исключен передний:
Задняя конструкция трансмиссии, подразумевается, что крутящий момент мотора, воздействует только на задние колеса.
Полная трансмиссия, когда крутящий момент мотора, передается на все колеса передней и задней оси.
Конечно, передний привод более прост, и незатейлив в обращении с транспортом. Большинство автотранспортных средств комплектуются именно с передним приводом и что важно, недорог в эксплуатации, требует наименьшего внимания.
Задний привод, чаще устанавливается на машины спортивного назначения или на внедорожники бюджетной ценовой ориентации.
Полный привод является достоинством автотранспортного механизма. Увеличивается возможность проезда в затрудненных местах, водитель чувствует абсолютную уверенность на любом дорожном покрытии. Однако, такой вид привода, при покупке и использовании повышает ценовую категорию автомодели.
Клиренс
Клиренс — расстояние от самой нижней точки кузова до земли или дорожного покрытия. Важность обращения момента на выбор клиренса ориентирована именно для дорог, с неравномерным покрытием или необходимостью, парковаться рядом с высоким бордюром. Высота просвета примерно от 140 до 190 мм.
При значительной нагрузки на автомобиль пассажирами или перевозке каких-либо грузов, необходимо учитывать, что автотехника может потерять от 2 до 4 см дорожного просвета. Что может быть значительно при больших неровностях покрытия дороги.
Трансмиссия
При выборе автомодели и модификации, также учитывается и коробка передач. Автоматизированная, удорожает стоимость автомобиля, зато привносит комфортное вождение в городских условиях.
Механическая коробка передач легка в обслуживании, показала себя в долговечности и удобна при поездке на дальние расстояния по шоссе.
Расход топлива
Горючее для автотранспорта с учетом сезонных удорожаний и прочих моментов, обращает на себя внимание автовладельцев.
Какой расход горючего топлива при постоянном использовании машины в городских условиях или на шоссе. В рассматриваемой автомодели расход горючего от 4,4 до 11,1 литра на сто километров. Эти показатели, означают, это транспортное средство экономично в ежедневной эксплуатации. В зависимости от комплектации, автомашина использует дизельное топливо или бензин марки АИ-92 или АИ-95.
Основываясь на размерах топливного бака, можно судить о размерах и мощности средства передвижения. Вместимость бака для горючего говорит и о расходе используемого топлива. Зная средний расход горючего, с помощью простейших вычислений можно выяснить, на какой метраж пути, хватит заполненного бака горючим. Объем емкости для горючего от комплектации автомобиля имеет зависимость. Для данной модели он составляет от 48 до 60 литров.
Мощность
Мощность автомашины во многом зависит от мощности мотора, объема и расхода потребляемого топлива. То есть, чем мощнее автомобиль, тем выше объем установленного бака. Нет смысловой нагрузки, устанавливать двигатель малого объема, на автомобиль большого размера.
И наоборот. Перед запуском выпуска нового вида, проводится доскональный расчет и анализ, тщательный подбор комплектации выпускаемого автомобиля. Инженеры подбирают показатели двигателя находятся в зависимости от того какая нагрузка будет, будущий вес, габариты, объем бака и конечной ценовой категории автомобиля. В автомобиле марки Ниссан Ванетт, объем двигателя варьируется от 1,8 до 2,2 литра. Двигатель мощностью которого рассчитана от 79 до 120 л.с (лошадиных сил).
Сила мотора это крутящий момент мотора, которая крутит коленвал. Измерение происходит в килоньютонах или килограмм на литр. Большой крутящий момент это быстрый старт и ускорение. При больших габаритах автотранспорта, имеет значение,величина крутящего момента. Крутящий момент у Ниссан Ванетт составляет от 135 до 185 Н*м.
Пример автомашины. Выпущенной в 1994-1999г
Мотор
Тип — дизель
Объем — 2283 см3
Мощность — 79 л.с
При оборотах — 4300
Крутящий момент — 145/2300 Н*м
Система питания мотора — дизельное топливо
Газораспределительный механизм — ОНС
Количество цилиндров — 4
Диаметр цилиндров — 87 мм
Расположение цилиндров — рядное
Ход поршня — 96 мм
Степень сжатия — 22,5
Количество клапанов на цилиндр
Трансмиссия
Тип КПП — механическая
Количество передач в коробке — 5
Привод — задний
Кузов
Тип — Минивен
Количество дверей — 5
Количество мест — 5
Ширина — 1695 мм
Длина — 4500 мм
Высота — 1980 мм
Колесная база — 2985 мм
Колея передняя — 1415 мм
Колея задняя — 1370 мм
Дорожный просвет — 185 мм
Эксплуатационные показатели
Расход топлива в городе на 100 км — 11,1 л
Расход топлива на шоссе на 100 км — 7,9 л
Расход топлива в смешанном цикле на 100 км — 7,9 м
Снаряженная масса автомобиля — 1537 кг
Допустимая полная масса — 2505 кг
Объем топливного бака — 58 л
Выпускается эта модель машины японской компании Nissan с 1979 года, в модернизации фургона, малого бортового грузовика или микроавтобуса. Существует большое количество автомодефикациймодели.
Отзывы владельцев
Отзывы владельцев автотранспорта сходятся во мнении, что автомашина очень практична в использовании,экономична при ремонтных работах и обслуживании автомобиля. Многофункциональность моделей. Можно использовать как при перевозке негабаритных грузов, чем стала незаменимым помощником многим людям, проживающих в сельской местности, садоводам и огородникам. Работникам строительных компаний, фирм занимающихся перевозкой груза.
Для большой семьи, как удобно когда в машину вмещается вся семья или некоторое количество друзей. Многие используют, как возможность доехать на рыбалку, охоту, выехать на природу без страха застрять или не проехать. Отмечены вместительность и комфортность кузова, расположение сидячих мест, что позволяет выезжать на дальние расстояния. Отмечены отличные качества в поведении машины в различных дорожных условиях на дорогах города с трасс, малых населенных пунктов. Не смотря на габариты, для города довольно юркая, маневренная. И много других положительных отзывов.
Минусы, которые прозвучали у людей использующих эту машину, это перегрев при большой скорости, при условии перегрузки транспортного средства.
Но стоит отметить, что это, скорее всего, касается всех транспортных механизмов, при условии допустимой перегрузки. На Ниссан Ванеттустанавливаются надежные, простые по конструктивным характеристикам и показателям двигатели. С самого начала выпуска этой модели, она приобрела широкую популярность и пользуется по сей день огромным спросом именно как надежная машина для различных целей и нужд.
Ситроен Джампер технические характеристики фургона.
Смотрели:
9 029
бензина и дизеля на механике и автомате
Nissan Vanette – минивэн японского производства, выпускаемый с 1979 года. Машина представляет собой микроавтобус, предлагаемый в нескольких модификациях. Помимо пассажирского минивэна, на рынке существуют версии в кузовах фургон и малый бортовой грузовик. Максимальная пассажировместимость Nissan Vanette (в пассажирской версии) составляет 8 мест. Еще с начала производства автомобиль комплектовали бензиновыми и дизельными моторами. Машину выпускали в Японии с первых дней производства, а с 1995 года – в Испании, в связи с появлением европейской модификации Nissan Vanette. Чтобы повысить спрос и удержать его на высоком уровне, компания Nissan выпустила заднеприводные и полноприводные версии Nissan Vanette. Версия Vanette, которая выпускается на заводах Mazda, продается под названиями Mazda Bongo, а также MMC Delica.
С 1999 года выпускается Nissan Vanette четвертого поколения. Машина продается по настоящее время с незначительными обновлениями.
Навигация
1 Nissan Vanette двигатели. Официальная норма расхода топлива на 100 км.
1.1 Поколение 1 (1978-1988 г.)
1.2 Поколение 2 (1985-1994 г.)
1.3 Поколение 3 (1994-1999 г.)
1.4 Поколение 4 (с 1999 г.)
2 Nissan Vanette отзывы владельцев
Nissan Vanette двигатели.
Официальная норма расхода топлива на 100 км.
Поколение 1 (1978-1988 г.)
Бензиновые моторы
1,2, 70 л. с., механика/автомат, задний
1,4, 80 л. с., механика/автомат, задний
2,0, 90 л. с., механика/автомат, задний
Дизели
2,0, 60 л. с., механика/автомат, задний.
Поколение 2 (1985-1994 г.)
Бензиновые моторы:
1,6, 100 л. с., механика/автомат, задний
2,0, 90 л. с., автомат/механика, полный
2,0, 130 л. с., автомат, задний/полный
2,4, 105 л. с., механика/автомат, задний/полный.
Дизели
2,0, 76 л. с., механика, задний
2,0, 91 л. с., механика/автомат, задний/полный
2,0, 67 л. с., механика/автомат, задний/полный
Поколение 3 (1994-1999 г.)
Дизели:
2,0, 67 л. с., механика, полный/задний, расход – 8,5/7.1 л на 100 км
2,3, 75 л. с., механика, задний/полный, расход – 12,7/7,9 л на 100 км
Поколение 4 (с 1999 г.
)
Бензиновые моторы:
1,8, 95 л. с., механика/автомат, полный/задний
1,8, 102 л. с., механика/автомат, полный
Дизели:
2,0, 86 л. с., автомат/механика, полный/задний
2,2, 79 л. с., автомат/механика, полный/задний.
Nissan Vanette отзывы владельцев
Кирилл, Якутск. Машина понравилась, но не без недостатков. В целом, Ниссан Ванетт является рабочей лошадкой с прочным шасси, которое выдерживает любые грузовые предметы. Работаю в торговле, и мне понадобился недорогой и вместительный фургон. Машина 2005 года выпуска, 2-литровым дизелем мощность 86 сил. Расход по городу в районе 8-9 литров, за городом – до 5-6 литров на 100 км.
Владимир, Тыва. Езжу на Nissan Vanette 2009 года, машина с энергоемкой подвеской и экономичным дизельным мотором. Потребляет порядка 8 литров на 100 км. У меня модификация с 79-сильным дизелем объемом 2,2 литра. Машина с полным приводом уверенно проходит через бугры, камни, колеи и прочие препятствия, несмотря на всего 79 сил.
Николай, Иркутск. Проехал 150 тысяч километров, полет нормальный. Ниссан Ванетт – автомобиль для тех, кому нужна большая машина за небольшие деньги. Экономичная, комфортная, с вместительным салоном и обширным грузовым отсеком. С двигателем 86 сил (дизель) можно уложиться в 8 литров по городу.
Богдан, Кировск. У меня минивэн Ниссан Ванетт 2001 года, машина используется для грузоперевозок. В общем, автомобиль понадобился для работы. Покупал его в 2008 году на вторичном рынке. Простая и ничем не примечательная машина, подходит для поездок по городу, по трассе, а также пересеченной местности. Отмечу хорошую плавность хода и большие крены в поворотах – впрочем, этого стоило ожидать от фургона с высоким кузовом и большим просветом. Версия с 1.8-литровым мотором выдает 95 лошадиных сил, потребляет в среднем 10-11 литров в городском цикле.
Антон, Ульяновск. У меня Ниссан Ванетт 2002 года, с механической КПП, задним приводом и 86-сильным дизелем. Покупал его в 2015 году на одном из японских аукционов. Это универсальный автомобиль с большим грузовым отсеком, в который поместится что угодно. Даже в груженном состоянии расход не превышает 8-9 литров.
Виталий, Кемерово. Езжу на Nissan Vanette 2004 года, машина с автоматом и 95-сильным мотором. Минивэн четвертого поколения. Похвалю машину за высокий клиренс и хорошую проходимость. Длинноходная подвеска повышает возможности машины на легком бездорожье. Тяговитый бензиновый мотор разгоняет микроавтобус за 14 секунд до 100 км/час, расход топлива составляет 11 литров в городском цикле, и до 8 литров в загородном цикле. Машина с восьмиместным салоном, шумоизоляция на среднем уровне, хорошо слышен шум от качения шин, а также порывы ветра. Обзорность отличная, как и подобает классу LCV.
Дмитрий, Красноярск. Этот минивэн хорошо адаптирован к российским условиям. У меня версия с 1,8-литровым 100-сильным двигателем, агрегатирована с механикой и задним приводом. С таким мотором минивэн быстро разгоняется с места, поэтому в городе машина уверенно держится в потоке машин, даже среди обычных легковушек. Версия мощностью 100 сил потребляет 10-11 литров на 100 км.
Максимальная мощность, л. с. (квт) при об./мин.: 90 (66) / 5000
uamotor.com
Nissan Vanette 2.4 I (105 л.с., бензин, 1988)
Начальная страница › Nissan › Nissan Vanette 2.4 I (1988) — Технические данные количество дверей: 4, количество мест: 8, размеры: 4365.00 мм x 1690.00 мм x 1900.00 мм, масса: 1330 кг, объем двигателя: 2388 см3, количество цилиндров: 4, клапанов на цилиндр: 2, максимальная мощность: 105 л.с. @ 4800 об/мин, максимальной крутящий момент: 186 Нм @ 2400 об/мин, максимальная скорость: 150 км/ч, передачи (механические/автоматические): 5 / -, вид топливо: бензин, расход топлива (в городе/на трассе/смешанный): 12.4 л / 9.8 л / -, шины: 195/70 R14 89S
Марка
Nissan
Серия
Vanette
Модель
2.4 I
Первый год выпуска
1988
Последний год выпуска
1995
Тип кузова
—
Количество дверей
4 (четыре)
Количество мест
8 (восемь)
Колесная база
2350. 00 мм (миллиметров)7.71 ft (фуов)92.52 in (дюймов)2.3500 м (метров)
Колея передняя
—
Колея задняя
—
Длина
4365.00 мм (миллиметров)14.32 ft (фуов)171.85 in (дюймов)4.3650 м (метров)
Ширина
1690.00 мм (миллиметров)5.54 ft (фуов)66.54 in (дюймов)1.6900 м (метров)
Высота
1900.00 мм (миллиметров)6.23 ft (фуов)74.80 in (дюймов)1.9000 м (метров)
Минималный объём багажника
—
Максимальный объём багажника
—
Снаряжённая масса
1330 кг (килограммов)2932.15 lbs (фунтов)
Максимальная масса
2180 кг (килограммов)4806.08 lbs (фунтов)
Объём топливного бака
—
Тип топливо
бензин
Тип системы подачи топлива
моновпрыск/центральный впрыск (SPFI)
Расположение двигателя
спереди, продольно
Объём двигателя
2388 см3(кубических сантиметров)
Газораспределительный механизм
—
Наддув
атмосферный двигатель (без наддува)
Степень сжатия
8. 30 : 1
Расположение цилиндров
рядное
Количество цилиндров
4 (четыре)
Количество клапанов на цилиндр
2 (два)
Диаметр цилиндра
89.00 мм (миллиметров)0.29 ft (фуов)3.50 in (дюймов)0.0890 м (метров)
Ход поршня
96.00 мм (миллиметров)0.31 ft (фуов)3.78 in (дюймов)0.0960 м (метров)
150 км/ч (километров в час)93. 21 мили/час (мили в час)
Расход топлива в городе
12.4 л/100 км (литров на 100 км)2.73 имп.гал./100 км (имперских галлонов на 100 км)3.28 ам.гал./100 км (американских галлонов на 100 км)18.97 мили/галлон (мили на галлон)5.01 мили/литр (мили на литр)8.06 км/л (километров на литр)
Расход топлива на трассе
9.8 л/100 км (литров на 100 км)2.16 имп.гал./100 км (имперских галлонов на 100 км)2.59 ам.гал./100 км (американских галлонов на 100 км)24.00 мили/галлон (мили на галлон)6.34 мили/литр (мили на литр)10.20 км/л (километров на литр)
Расход топлива — смешанный
—
Тип трансмиссии
механическая
Количество механических передач
5 (пять)
Тип привода
задний (RWD)
Рулевой механизм
—
Сервопривод
—
Диаметр поворота
—
Передняя подвеска
—
Задняя подвеска
—
Передние тормоза
—
Задние тормоза
—
ABS (антиблокировочная система)
—
Размер дисков
—
Размер шин
195/70 R14 89S
Колесная база
— 12%
Длина
— 3%
Ширина
— 5%
Высота
+ 27%
Снаряжённая масса
— 7%
Максимальная масса
+ 11%
Объём двигателя
+ 6%
Максимальная мощность
— 34%
Максимальный крутящий момент
— 30%
Максималная скорость
— 26%
Расход топлива в городе
+ 23%
Расход топлива на трассе
+ 59%
www. thecaryoudrive.com
Nissan Vanette 2.0 D (67 л.с., дизель, 1990)
Начальная страница › Nissan › Nissan Vanette 2.0 D (1990) — Технические данные количество дверей: 4, количество мест: 8, размеры: 4365.00 мм x 1690.00 мм x 1900.00 мм, масса: 1480 кг, объем двигателя: 1974 см3, распределительный вал в головке блока цилиндров (OHC), количество цилиндров: 4, клапанов на цилиндр: 2, максимальная мощность: 67 л.с. @ 4600 об/мин, максимальная скорость: 123 км/ч, передачи (механические/автоматические): 5 / -, вид топливо: дизель, расход топлива (в городе/на трассе/смешанный): 8.5 л / 7.1 л / 7.8 л, шины: 195/70 R14 90S
Марка
Nissan
Серия
Vanette
Модель
2.0 D
Первый год выпуска
1990
Последний год выпуска
1995
Тип кузова
—
Количество дверей
4 (четыре)
Количество мест
8 (восемь)
Колесная база
2350. 00 мм (миллиметров)7.71 ft (фуов)92.52 in (дюймов)2.3500 м (метров)
Колея передняя
—
Колея задняя
—
Длина
4365.00 мм (миллиметров)14.32 ft (фуов)171.85 in (дюймов)4.3650 м (метров)
Ширина
1690.00 мм (миллиметров)5.54 ft (фуов)66.54 in (дюймов)1.6900 м (метров)
Высота
1900.00 мм (миллиметров)6.23 ft (фуов)74.80 in (дюймов)1.9000 м (метров)
Минималный объём багажника
—
Максимальный объём багажника
—
Снаряжённая масса
1480 кг (килограммов)3262.84 lbs (фунтов)
Максимальная масса
2180 кг (килограммов)4806.08 lbs (фунтов)
Объём топливного бака
67.0 л (литров)14.74 имп.гал. (имперских галлонов)17.70 ам.гал. (американских галлонов)
Тип топливо
дизель
Тип системы подачи топлива
косвенный впрыск
Расположение двигателя
спереди, поперечно
Объём двигателя
1974 см3(кубических сантиметров)
Газораспределительный механизм
распределительный вал в головке блока цилиндров (OHC)
Наддув
атмосферный двигатель (без наддува)
Степень сжатия
—
Расположение цилиндров
рядное
Количество цилиндров
4 (четыре)
Количество клапанов на цилиндр
2 (два)
Диаметр цилиндра
—
Ход поршня
—
Максимальная мощность
67 л. с. (английских лошадиных сил)50.0 кВт (киловаттов)67.9 л.с. (метрических лошадиных сил)
Mаксимальная мощность достигается при
4600 об/мин (оборотов в минуту)
Максимальный крутящий момент
—
Максимальный крутящий момент достигается при
—
Разгон с 0 до 100 км/ч
—
Максималная скорость
123 км/ч (километров в час)76.43 мили/час (мили в час)
Расход топлива в городе
8.5 л/100 км (литров на 100 км)1.87 имп.гал./100 км (имперских галлонов на 100 км)2.25 ам.гал./100 км (американских галлонов на 100 км)27.67 мили/галлон (мили на галлон)7.31 мили/литр (мили на литр)11.76 км/л (километров на литр)
Расход топлива на трассе
7.1 л/100 км (литров на 100 км)1.56 имп.гал./100 км (имперских галлонов на 100 км)1.88 ам.гал./100 км (американских галлонов на 100 км)33.13 мили/галлон (мили на галлон)8.75 мили/литр (мили на литр)14. 08 км/л (километров на литр)
Расход топлива — смешанный
7.8 л/100 км (литров на 100 км)1.72 имп.гал./100 км (имперских галлонов на 100 км)2.06 ам.гал./100 км (американских галлонов на 100 км)30.16 мили/галлон (мили на галлон)7.97 мили/литр (мили на литр)12.82 км/л (километров на литр)
Тип трансмиссии
механическая
Количество механических передач
5 (пять)
Тип привода
—
Рулевой механизм
—
Сервопривод
—
Диаметр поворота
—
Передняя подвеска
—
Задняя подвеска
—
Передние тормоза
—
Задние тормоза
—
ABS (антиблокировочная система)
—
Размер дисков
—
Размер шин
195/70 R14 90S
Колесная база
— 12%
Длина
— 3%
Ширина
— 5%
Высота
+ 27%
Снаряжённая масса
+ 4%
Максимальная масса
+ 11%
Объём топливного бака
+ 9%
Объём двигателя
— 12%
Максимальная мощность
— 58%
Максималная скорость
— 39%
Расход топлива в городе
— 16%
Расход топлива на трассе
+ 15%
Расход топлива — смешанный
+ 5%
www. thecaryoudrive.com
Неисправности
Дефекты в работе силовых агрегатов, работающих в тяжелых условиях эксплуатации, как правило, возникают из-за:
нарушения сроков проведения технического обслуживания;
превышения нормативных требований к величине нагрузок;
использования некачественных расходных материалов и комплектующих изделий и пр.
Чаще всего встречаются неисправности, которые проявляются в виде посторонних шумов, доносящиеся из подкапотного пространства.
Заклинило один из подшипников; неравномерный износ шейки вала; люфт поршня в цилиндре; сломано поршневое кольцо; люфт пальца в поршне.
Одним из источников неисправностей в моторе Ниссан К 15 является карбюратор. Среди его дефектов наиболее часто встречаются:
засорение жиклеров;
нарушение правильного положения поплавка в камере;
изменение настройки режима холостого хода.
Кроме того, при эксплуатации двигателя Nissan К 15 могут встречаться неисправности, типичные для обычных двигателей внутреннего сгорания:
НЕИСПРАВНОСТЬ
ПРИЧИНА
Перегрев силового агрегата.
Недостаточное количество охлаждающей жидкости; неисправен термостат; наличие воздушных «пробок» в системе охлаждения; вышел из строя вентилятор охлаждения; обедненная топливная смесь.
Мотор работает нестабильно (троит, «плавают» обороты и пр.)
Технические характеристики автомобиля Nissan Vanette Cargo 2.
3D (HC23)
09.08.2009
KiberVumen_09082009
Оценка автора
Объективность
Таких проблем как обогрев не знаю даже в наших северных условиях! А для гонок точно не автомат и не хетчбек. Друзья довольны много места для этого класса машины. Не очень нравится обороты на 90км 3000 приходится переключатся уже на 5 скорость и все равно движок слышно раньше была машина потише. Кстате не ставила сигнализацию и рада, родная отлично справляется, аккумулятор даже в 45 мороза заводится, в сервисе нет повода на кого то свалить.
подробнее
15.12.2008
Михаил
Оценка автора
Объективность
Для автомобиля гольф-класса машина обладает очень просторным салоном. Посадка и высадка легкие. Обзорность, в том числе и назад, выше всяких похвал, проблем при парковке не возникает. Сзади втроем тесновато, но двоим вполне комфортно. Багажник в хетчбэке маловат, но предусмотрена возможность сдвигать вперед задние сиденья. Это позволяет увеличить объем грузового отсека. Спинка сиденья складывается, но ровной площадки при этом не образуется, что несколько затрудняет перевозку в машине длинномерного груза, а также его погрузку и выгрузку. В базовой комплектации машина хорошо …
подробнее
18.03.2009
Нестеренко Леонид
Оценка автора
Объективность
Брал в Хабаровске, после 10 лет эксплуатации в РФ Дизайн: нюанс: моего кузова в списке нет: у меня CY-31. Дело вкуса, но мне этот кузов нравится больше, чем более свежие Оптика: Без нареканий. Качество покрытия кузова: До сих пор великолепное Дизайн: Темно-коричневый велюр, вставки под-дерево — всё-же автомобиль представительского класса.. Эргономика: Великолепно Практичность отделочных материалов: Японское качество Вместимость: Вчетвером — воликолепно. Впятером -уже не очень..
подробнее
www.autonet.ru
Тюнинг
Силовые агрегаты, которыми агрегатируются вилочные автопогрузчики тюнингу практически не подвергают. Связано это с тем, что специальная техника вообще, а автопогрузчики в частности, разрабатываются под выполнение определенных функций. Моторы для них конструируют с учетом требований, которые позволят выполнять поставленные задачи. Поэтому устанавливаемый на погрузчик силовой агрегат составляет с ним единое целое. При этом изменение каких-либо параметров работы двигателя может привести к нарушению кинематических связей такого автомобиля, как вилочный погрузчик, что не позволит последнему работать в установленных режимах.
Технические характеристики Nissan Vanette
Nissan Vanette – бескапотный фургон, выпускавшийся японским концерном с 1978 года. Он также известен как Nissan Sunny-Vanette и Nissan Van. Производство этой модели завершилось в 2010 году, хотя на некоторых мировых рынках, например в Малайзии, он всё ещё доступен. Впоследствии фургон сменил другой автомобиль — Nissan NV200.
Первое поколение Nissan Vanette (С120; 1978–1988 гг.)
Фургон впервые был представлен в октябре 1978 года. Он пришёл на смену модели Nissan Cherry Cab/Sunny Cab C20 и первоначально был доступен в трёх версиях: грузовик, фургон (с возможностью размещения пассажиров) и 9-местный микроавтобус (Vanette Coach).
Vanette Coach обладал 1.4-литровым, четырёхцилиндровым двигателем, мощностью 75 л. с. при 5 400 об/мин. Фургон и грузовик получили 1.2-литровый силовой агрегат мощностью 64 лошадиные силы при той же частоте вращения.
В июле 1979 года появились версии фургона с удлинённой колёсной базой и десятиместного микроавтобуса. Оба они обладали высокой крышей. А с 1980 г. Vanette Coach приобрёл комплектацию класса люкс с люком и водительским поворотным креслом – такие нововведения стали абсолютной инновацией для Японии в те времена.
В октябре 1982 года произошли некоторые изменения, в частности была пересмотрена приборная панель; передние тормоза стали дисковыми; а также модернизировали дополнительную систему кондиционирования воздуха.
Второе поколение Nissan Vanette (C22; 1985–1994 гг.)
В 1986 году Nissan Vanette второго поколения получил ряд доработок и изменений, особенно в плане двигателей. Так, в моторную гамму вошли: 2.0-литровый дизельный турбированный силовой агрегат мощностью 79 «лошадей»; карбюратор и инжектор (объёмами 1. 8, 2.0 и 2.4 л, мощностями от 88 до 120 лошадиных сил).
Третье поколение Nissan Vanette (S20, SE, SK; 1994–1999 гг.)
Японский фургон остался заднеприводным, а вот его компоновка стала современной – однообъёмной. Вперёд салона (под 1-ый ряд кресел) были вынесены мотор и передняя ось, что повлияло на создание оптимальной развесовки.
Техническое обслуживание
Эксплуатация двигателей, которыми агрегатируются вилочные автопогрузчики, отличается от условий работы силовых агрегатов обычных автомобилей.
Например, при выполнении сложных видов погрузочно-разгрузочных работ двигатель автопогрузчика дважды в течении одной минуты изменяет скорость вращения от 900 до 3000 об/мин. Поэтому неисправности в них возникают значительно чаще, и вопросы долговечности приобретают особое значение. Исходя из этого тщательность и регулярность проведения обязательного технического обслуживания приобретает первоочередное значение. В общем случае оно состоит из:
Предпускового осмотра силового агрегата, который включает в себя проверку наличия необходимого количества моторного масла в картере; уровня охлаждающей жидкости; отсутствия протечек технических жидкостей.
Внешнего осмотра после запуска двигателя, во время которого нужно убедиться в отсутствии сильной вибрации мотора и посторонних шумов при его работе; проверить цвет отработанных газов при пуске мотора. При этом, если цвет выхлопа черный, то возможно неполное сгорание топлива, а если белый – попадание моторного масла в камеры сгорания.
Регулярного технического обслуживания, предусматривающего замену моторного масла и масляного фильтра – через каждые 600 моточасов; очистку топливного фильтра – через каждые 1200 моточасов; регулировку зажигания – каждые 200 моточасов; замену свечей зажигания – через 400 моточасов; регулировку тепловых зазоров впускных и выпускных клапанов – каждые 1200 моточасов.
Nissan Vanette Van|Цена. Отзывы. Технические характеристики.|TCV(бывший tradecarview)|Японский онлайн-рынок подержанных автомобилей
Nissan Vanette Van: Основные характеристики
высота 4,285 — 9,00805 м0016 1,865 — 1,985 м
ширина 1,69 — 1,69 м
Максимальная мощность
102 л. с.
Расход топлива0025
9 — 10 км/л
Привод типа
AWD/FR
Двигатель
1,798CS
Количество сидений
2–5
.
Nissan Vanette Van : Цены
Модель / Год
Цена подержанного автомобиля на tc-v.com
FOB цена подержанных автомобилей, в настоящее время указанная на TCV. Эта цена устанавливается продавцами, продающими автомобили на TCV. ※ Обратите внимание, что эта цена может варьироваться в зависимости от продавца, сезона и других факторов.
Цена нового автомобиля в Японии
Цена нового автомобиля на японском рынке. Эта цена устанавливается компанией-производителем автомобиля. ※ Обратите внимание, что эта цена может отличаться в вашей стране.
Характеристики моделей похожих на Nissan Vanette Van
Характеристики популярных моделей Nissan
Nissan Vanette — обзор автомобиля, история создания, характеристики
Nissan Vanette — серия легких грузовиков в исполнении фургон и микроавтобус. Модель Vanette Nissan изготавливается в исполнении фургона и с бортовой платформой или шасси с кабиной (Truck) и версии микроавтобуса вместимостью от двух до восьми человек, что делает этот автомобиль пригодным для использования в семьях, где один из имеет права с пассажирской категорией В. Варианты фургона (Практик и Ван) и микроавтобуса (Комби-5 и Комби-8) выпускаются с 1979 в версиях Long с длинной базой (2405 мм) и габаритными размерами 3900х1605х1770 и короткой (2075 мм) колесной базой с габаритными размерами 4230х1605х1990 мм, что оказалось очень популярным в свое время.
Модель имеет округлую конструкцию кузова, рамное шасси и независимую переднюю двухрычажную рессорную подвеску, что способствовало популярности модели из-за ее прочности. Полная масса — 2220–2585 кг, грузоподъемность фургонов — от 610, бортовых автомобилей — 700 кг. На шасси можно устанавливать разные типы кузовов, а фургон можно заказать в полноприводном исполнении с отключаемым передним приводом. В линейке микроавтобусов, предлагаемых покупателям Nissan Motor Ibenca, также есть комфортабельная четырех- или семиместная модификация Coach.
Отделка данной модели близка к пассажирской (велюровые складные кресла с подлокотниками) и в зависимости от типа грузового отсека может быть равна 4,28-4,95 куб.м. Модели Vanette оснащались надежными и простыми по конструкции карбюраторными двигателями рабочим объемом 1,2 л, 1,4 л, 1,5 л и мощностью от 69 до 82 л.с. и 2,0-литровый (63 л.с.) дизель. Nissan Vanette Practic оснащался 2,4-литровым 101-сильным инжекторным двигателем. С 19 мая86, в производство в Японии пошло второе поколение Vanette, отличавшееся модными тогда угловатыми очертаниями кузова и задней рессорной подвеской.
Гамма двигателей пополнилась 2,0-литровым турбодизелем в 79 л.с., а также карбюраторными и инжекторными двигателями рабочим объемом 1,8 л, 2,0 л и 2,4 л мощностью от 88 до 120 л.с. На модели для японского рынка устанавливаются 4- и 5-ступенчатые механические коробки передач и 4-диапазонный «автомат». В начале 90-х началось производство модели Vanette, которая имеет уже современную одномерную компоновку, но сохраняет традиционную заднеприводную конструкцию. Японские модели выполнены в европейском стиле, с полуэллиптическим кузовом, то есть двигатель и передняя ось вынесены вперед перед салоном и находятся под первым рядом сидений.
За счет смещения двигателя на 850 мм для передней оси удалось добиться идеальной развесовки (50 на 50%). Nissan Vanette испанского производства представляет собой чисто коммерческую версию минивэна Serena. Грузоподъемность машины вполне достаточная – от 535 до 740 кг в зависимости от версии, полезный объем до 4,8 куб. В потоке Nissan Serena чувствует себя достаточно уверенно, не в последнюю очередь благодаря гибкому двигателю рабочим объемом 2,0 литра и мощностью 126 л.с. Кроме него, еще один английский двигатель объемом 1,6 литра мощностью 9предлагается 8 л.с.
и японский дизель объемом 2,0 л (CD20T) мощностью 66 л.с. В 1995 году к моторной гамме добавился 2,3-литровый дизель мощностью 135 л.с. Хотя CD20T и не считается очень надежным двигателем, но при своевременной замене масла (через 5000 км и естественно с использованием хотя бы корейских масел) проблем с расходом топлива, мощностью и компрессией не возникает. Двигатели агрегатируются с 5-ступенчатой механической коробкой передач, за дополнительную плату устанавливали «автомат», в основном он встречается на японской полноприводной версии — Nissan Vanette. У «механики» очень шумные сцены при переключении передач.
org/ImageObject»>
С 1995 года в Испании начато производство новой модели Vanette Cargo на базе Vanette с кузовом-фургоном объемом до 4,8 куб.м с грузоподъемностью 1060 кг и Combi на 5-8 мест. Его габаритные размеры составляют 4495х1695х1980 мм. Груз комплектовался 98-сильным двигателем 1.6i, а также 75-сильным дизелем 2.3D. С 1995 года в Испании начато производство новой модели Vanette Cargo на базе Vanette с кузовом-фургоном вместимостью до 4,8 куб.м с грузоподъемностью 1060 кг и Combi на 5-8 мест. Его габаритные размеры составляют 4495х1695х1980 мм.
Cargo оснащался 98-сильным двигателем 1.6i, а также 75-сильным дизелем 2.3D. С 1995 года в Испании начато производство новой модели Vanette Cargo на базе Vanette с кузовом-фургоном вместимостью до 4,8 куб.м с грузоподъемностью 1060 кг и Combi на 5-8 мест. Его габаритные размеры составляют 4495х1695х1980 мм.
Другие фото авто Nissan Vanette
Другие автомобили категории Nissan
Ниссан Х-Трейл
Ниссан Х-Терра
Ниссан Верса
Ниссан Титан
Ниссан Тино
Ниссан Тиида
Ниссан Террано
Ниссан Теана
Ниссан Санни
Другие языки:
GETWAB. COM Бесплатные знакомства
Выберите категорию:
Реклама!
2003 Nissan Vanette 1.8 GL Характеристики, габариты, расход топлива
ОБЗОР
Nissan Vanette 1.8 GL имеет 4-цилиндровый двигатель SOHC, обычный бензиновый двигатель F8. Этот двигатель F8 выдает максимальную мощность 96,3 л.с. (95 л.с. — 70,8 кВт) при 5250 об/мин и максимальный крутящий момент 135,3 Нм (99,8 фунт-фут — 13,8 кг·м) при 2500 об/мин. Мощность двигателя передается на дорогу задним приводом (ЗР) с коробкой передач 4АТ. Тормозная система Nissan Vanette 1.8 GL оснащена барабанными тормозами сзади и V-образными дисками спереди. Стандартные размеры шин: 165 на 14-дюймовых дисках -8PRLT сзади и 165 на 14-дюймовых дисках -6PRLT спереди. Детали шасси — Nissan Vanette 1.8 GL имеет заднюю подвеску с полукруглыми листовыми рессорами и переднюю подвеску с поперечными рычагами для устойчивости на дороге и комфорта при езде.
Добавить в Список сравнения
Общая информация
Период производства
Dec 2003 — Nov 2005
Drive Wheels — Turction — DRIVERAIN
6110
.
4AT
Объем двигателя — рабочий объем — объем двигателя
1789 см3 или 109,1 куб. дюймов
Название рамы
TC-SK82VN
Nissan Vanette 1,8 GL Size, размеры и вес
Внешняя длина
428,5 см или 168,7 дюйма
Высеянная ширина
1633.
Высеянная ширина
1633.
. или 72,83 дюйма
Внешний размер (Д x Ш x В)
428,5 x 163 x 185 см или 168,7 x 64,17 x 72,83 дюйма
Внутренний размер (Д x Ш x В), мм 9000 мм)
Колесная база
222 см или 87,4 дюйма
Длина передней оси
.
17 см или 6,69 дюйма
Вес
1340 кг или 2954 фунта
Кол. мест
6
Кол. Дверей
5
Минимальный кружок поворота — диаметр поворота, M
4,3
Тэф -бак
14 галлонов американского
Max Capacity
750
Seat Rows
2
Front/Rear Axis Length
141.5/139 cm or 55.7/54.72 inches
Nissan Vanette 1,8 GL Engine Технические данные
Код двигателя
F8
Максимальная мощность — Выходная мощность
96,3 PS или 95 BHP или 70,8 KWH
96,3 PS или 95 BHP или 70,8 KW
96,3 PS или 95 л.с.
Максимальная выходная мощность
96,3 л.с. или 95 л.с. или 70 кВт при 5250 об/мин0023
2500 об / мин
Максимальный крутящий момент
135 Нм или 99,8 фунта или 13,8 кг. М
Двигатель — Количество
40010
Двигатель
.
.
.
.
Regular gasoline
Fuel Consumption (10/15 mode)
22.1 mpg US 26.6 mpg UK 10.6 L/100km
Variable Cylinder Management — VCM
Ecological Type
2000 emission regulation 25% reduction
NISSAN VANETTE 1.8 GL SUSPENSION
Front Brakes — Disc Dimensions
V disk
Rear Brakes — Disс Dimensions
drum
Передняя подвеска
Рычажная подвеска
Задняя подвеска
Полукруглая листовая рессора
Размеры передних шин и дисков
165 R14-6PRLT
Rear Tyres — Rims Dimensions
165 R14-8PRLT
Aluminium Disk
4WS — Four-Wheel Steering
Variable Gear Ratio Steering — VGS/VGRS
Спортивная подвеска
Низкий вниз подвеска
Nissan Vadett 1,8 GL AXPHERE
NISSAN 1,8 GL AXPHERE
NISSAN 1,8 GL AXPHERE
NISSAN 1,8 GL AXPHERE
NISSAN 1,8. 0025
Sunroof
Front Spoiler
Rear Spoiler
Xenon Lamps
Front Fog Lamps
Rear Fog Lamps
Защита стекла от ультрафиолета
Рейлинги на крыше
Большой люк в крыше
T Bar Roof
Roof Equipment
Targa Roof
Hard Top
Soft Top
—
Canvas Top
—
Металлическая верхняя часть
—
Магниевые колеса
Боковой раздвижной дверь
Sliding Doors
Sliding Doors
Sliding DOIRS
. 0023
Sliding Electric Door
Sliding Electric Doors
Door Easy Closer
Power Rear Door
Head Lights Washer
Стекло Privacy
Зимняя комплектация
NISSAN VANETTE 1.8 GL ИНТЕРЬЕР
Power Window
Power Steering
Keyless Enter
Cruise Control
Leather Seat
Power Adjustable Seats
Обогреватель переднего сиденья
Регулируемое переднее сиденье с электроприводом
Съемные сиденья
Shifter Position
steering column
Steering Locaton
right
Steereing Gear Type
rack & pinion type with power assist
Ottoman Seat
Front Многоместное сиденье
Плоские сиденья
—
Память положения сиденья
Seat Lifter
Adjustable 3rd Row
Walk Throught
—
2nd Row Throught
—
2nd Row
bench folding
3nd Row
—
LAGAGE BOX
Кнопка запуска двигателя
и т. Д.
Bucket Seat
.0023
NISSAN VANETTE 1.8 GL SAFETY
Drivers Airbag
Passengers Airbag
Side Airbag
ABS
ABS( option )
Система помощи при трогании с места
Парковочный радар
Шторки безопасности
2 подушки безопасности0023
Front Monitor
Sides Monitors
Back Monitor
Active Headrest
Start Stop System
Run Flat Tires
Пневматическая подвеска
Тормозное оборудование
—
Система предотвращения столкновений
Night Vision
Lane Keep Assist
Distance Control System
Sonar
Cenral Diff Lock
ESC
Противобуксовочная система
Система помощи при спуске с горы
AYC
SH-4WD
Isofix Bar
Build-in Child Seat
Autocorrected Mirrors
Rain Sensor
Intelligent AFS
Сигнализация
Охранная сигнализация
Дорожная служба
—
0028
AMENITY
Air Conditioner
manualair conditioning(standard)
Air Purifier
Radio
Autoreverse Casette
CD Player
MD Palyer
Навигационная система
—
Мезоморфный монитор
—
Traffic Jam Assist
—
Audio HDD
DVD-audio
Additional Sound Equipment
—
Rear Entertainment System
Динамик
Штепсельная вилка
Обогреватель рулевого колеса
Обогреватель задних сидений
0023
Humidifier
Air Filter
Antibacterial Filter
Оdor Absorber
Dehumidifier
Intelligent Parking Assist
Дополнительная навигационная система
ДРУГОЕ
LSD
— имеется — опция — отсутствует (или опция дилера)
Искать характеристики автомобиля
Другая база данных спецификаций Vanette
Еще фото Nissan Vanette
Добавить комментарий
Жалоба
Описание
Наименование и местоположение
Фото
Дата
Место передачи масла
1999 Nissan Vadett Я только что поменял карданный вал на своем грузовом автомобиле Nissan vanette LWB. 1999.. 2.3д. Все трансмиссионное масло вытекло. Но моя проблема в том, где я могу залить масло. Я не могу найти никакой информации или руководств по своему фургону. Пожалуйста, помогите, так как я действительно в тупике относительно того, где его заполнить. Спасибо
1992 Nissan Vanette 2.0 Coach grand седан Характеристики, размеры, расход топлива
ОБЗОР
1710 кг), седан Nissan Vanette 2.0 Coach имеет 4-цилиндровый двигатель водяного охлаждения с верхним расположением распредвала, обычный бензиновый двигатель CA20S. Этот двигатель CA20S развивает максимальную мощность 89,2 л.с. (88 л.с. — 65,6 кВт) при 5200 об/мин и максимальный крутящий момент 145,1 Нм (107 фунт-фут — 14,8 кг·м) при 2800 об/мин. Мощность двигателя передается на дорогу посредством полного привода (4WD) с коробкой передач 5МТ. Тормозная система Nissan Vanette 2.0 Coach Grand Saloon оснащена передним тормозным барабанным тормозом с опережением сзади и дисковым вентилируемым спереди. Детали шасси — Большой седан Nissan Vanette 2.0 Coach имеет 5-рычажную заднюю подвеску и независимую переднюю подвеску на двойных поперечных рычагах для устойчивости на дороге и комфорта при езде.
Добавить в список сравнения
Общая информация
Название комплекса
2,0 Гранд Saloon
ПЕРИОНД
Январь 1992-19002
.
4WD
Тип кузова
Минивэн (3 ряда сидений)
Коробка передач — число скоростей
5MT
Engine Size — Displacement — Engine Capacity
1973 cm3 or 120.3 cu-in
Frame Name
E-KMGNC22
Price of New Car in Tokyo, Yen
2347000
NISSAN VANETTE 2.0 COACH GRAND SALOON SIZE, DIMENSIONS AND WEIGHT
Exterior Length
436 cm or 171. 65 inches
Exterior Width
169 cm or 66.53 inches
Exterior Height
191 cm or 75.19 inches
Interior Length
314 cm or 123.62 inches
Interior Width
151 cm or 59.44 inches
Interior Height
126.5 cm or 49.8 inches
Колесная база
235 см или 92,51 дюйма
Высота дорожного просвета — дорожный просвет
19 см или 7,48 дюйма
3
1710 кг или 3769 фунтов
Кол. мест
7
Кол. of Doors
4
Minimum Turning Circle — Turning Diameter, m
4.9
Fuel Tank Capacity
15.8 US gallons 13.1 UK gallons 60 L
NISSAN VANETTE 2. 0 COACH GRAND SALOON ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ДВИГАТЕЛЯ
Код двигателя
CA20S
Максимальная мощность — Выходная мощность — мощность
89,2 пс или 88 л.с. или 65,6 кВт
максимальная мощность оборота
5200 об / мин
Maximum
211.11.1.GG.
Maximum Torque RPM
2800 rpm
Engine Type — Number of Cylinders
water cooling 4 cylinder OHC
Fuel Type
Regular gasoline
Потребление топлива (режим 10/15)
21 миль на галлон US 25,2 миль на галлон UK 11,2 л/100 км
Потребление топлива (60 км/ч. 100 км
Nissan Vanette 2.0 Тренер -подвеска Grand Saloon
Передние тормоза — Размеры диска
Вентиляционные диски
Задняя брюки — DISES
Задняя брюки — Dister Dimensions
Задняя брюки — DISES DIMENSION
69
. 0957
Front Suspension
double wishbone independent
Rear Suspension
5 link coil type
Tyres — Rims Dimensions
195 / 70 R15 92Q
Aluminium Disk
NISSAN VANETTE 2.0 COACH GRAND SALOON EXTERIOR
Люк в крыше
Люк с наклоном
Люк в крыше Twin0023
Front Spoiler
Rear Spoiler
Power Adjustable Door Mirrors
Xenon Lamps
Front Fog Lamps
Rear Противотуманные фары
Поворотные фонари
Защита стекла от ультрафиолета
Roof Rail
NISSAN VANETTE 2. 0 COACH GRAND SALOON INTERIOR
Power Window
Power Steering
Tachometer
Centralized Door Lock
Вход без ключа
Правый руль
Левый руль
Leather Winding
Adjustable Steering
Wood Panel
Cruise Control
Leather Seat
Power Adjustable Seats
Сиденья с откидной спинкой
Съемные сиденья
Поворотные сиденья
NISSAN VANETTE 2. 0 COACH GRAND SALOON SAFETY
Drivers Airbag
Passengers Airbag
Side Airbag
Side Impact Bar
TCS
Система помощи при трогании с места
Парковочный радар
Центральное управление стеклоподъемниками0023
Additional Stop Light
AMENITY
Cooler
Automatic Air Conditioning
Twin Conditioning System
Air Purifier
Радио
Кассета с автореверсом
CD-плеер
CD Changer
MD Palyer
MD Changer
OTHER
LSD
Front Stabilizer
Задний стабилизатор
Специальное оборудование
Нет
— Присутствует — Опция — Отсутствует (или опция дилера)
Искать характеристики автомобиля
Другая база данных спецификаций Vanette
Больше фотографий Nissan Vanette
Обзор Nissan Vanette, продажа, характеристики, модели и новости в Австралии
Отзывы
Продается
Габаритные размеры
Цена и характеристики
Потребление топлива
Буксировочная способность
Размер колеса
Новости
Что на этой странице
Отзывы
Продается
Габаритные размеры
Цена и характеристики
Потребление топлива
Буксировочная способность
Размер колеса
Новости
Ниссан Отзывы
expertguide
Nissan Z 2023 обзор
Автор M. alcolm Flynn — 1 сентября 2022 г. 3,5
expertguide
Nissan Ariya 2023 обзор
Стивен Корби — 5 июля 2022 г. 4,5
expertguide
Nissan Qashqai e-Power 2023 обзор
Стивен Корби — 1 июля 2022 г. 4.0
adventureguide
Nissan Patrol 2022 обзор: Ti — испытание на бездорожье
Nissan Navara 2022 обзор: Pro-4X Warrior — тест GVM
М.Арк Остлер — 2 февраля 2022 г. 4.0
adventureguide
Обзор Nissan Navara 2022: Pro-4X Warrior — тест на бездорожье
Автор M.arcus Craft — 31 января 2022 г. 4.0
familyguide
Обзор Nissan Navara 2022: семейный обзор Pro-4X
С. Стивен Оттли — 13 января 2022 г. 3,5
Просмотреть все обзоры Nissan
Размеры Nissan Vanette
Размеры Nissan Vanette Commercial варьируются в зависимости от года выпуска и уровня спецификации.
Год
Тип кузова
Высота x Ширина x Длина
Дорожный просвет
1993
Коммерческий
1835x1690x4350 мм
—
1992
Коммерческий
1835x1690x4350 мм
—
1991
Коммерческий
1835x1690x4350 мм
—
1990
Коммерческий
1835x1690x4350 мм
—
1989
Коммерческий
1835x1690x4350 мм
—
Размеры, указанные выше, относятся к базовой модели. См. все размеры Nissan Vanette
Модели Nissan Vanette Цена и характеристики
Диапазон цен на Nissan Vanette варьируется в зависимости от выбранного вами уровня отделки салона. Начиная с 2400 долларов и до 4070 долларов за последний год выпуска модели. Модельный ряд доступен в следующих типах кузова, начиная с характеристик двигателя/трансмиссии, показанных ниже.
Год
Тип кузова
Технические характеристики
Цена от
Цена до
1993
Коммерческий
2,0 л, ULP, 4 SP АВТО
2400 долларов США
4070 долларов
1992
Коммерческий
2,0 л, ULP, 4 SP АВТО
2400 долларов США
4070 долларов
1991
Коммерческий
2,0 л, ULP, 4 SP АВТО
2400 долларов США
4070 долларов
1990
Коммерческий
2,0 л, ULP, 4 SP АВТО
2400 долларов США
4070 долларов
1989
Коммерческий
2,0 л, ULP, 4 SP АВТО
2400 долларов США
4070 долларов
Посмотреть все цены и характеристики Nissan Vanette
Самые просматриваемые в новостях
Думаете, Австралия сошла с ума? Последняя партия американских пикапов заставит позавидовать Ford Ranger, Toyota HiLux и Mitsubishi Triton
Обновление времени ожидания Ford Ranger и Everest! Новый внедорожник и внедорожник уже стали хитом продаж для Blue Oval, но какова очередь?
Toyota выходит из-под контроля! Большой, лучший флагман HiLux, детализированный для Австралии — и это выгодная сделка!
Осторожно, Toyota GR Sport LandCruiser! Абсолютно новый Nissan Patrol Y63 будет иметь хардкорный вариант Warrior с момента запуска!
2023 MG5 все еще прибывает в Австралию: несмотря на задержки, MG делает ставку на седан Toyota Corolla и Kia Cerato
Расход топлива Nissan Vanette
Nissan Vanette доступен в нескольких вариантах и типах кузова, работающих на топливе ULP.
Год
Тип кузова
Расход топлива*
Двигатель
Тип топлива
Трансмиссия
1993
Коммерческий
—
2,0 л
УЛП
5 СП МАН
1992
Коммерческий
—
2,0 л
УЛП
5 СП МАН
1991
Коммерческий
—
2,0 л
УЛП
5 СП МАН
1990
Коммерческий
—
2,0 л
УЛП
5 СП МАН
1989
Коммерческий
—
2,0 л
УЛП
5 СП МАН
* Комбинированный расход топлива Посмотреть все цены и технические характеристики Nissan Vanette 1993 года
Nissan Vanette Тяговое усилие
Максимальное тяговое усилие Nissan Vanette последней доступной модели составляет 1200 кг.
Год
Тип кузова
Тормозная емкость от
Тормозная способность до
1993
Коммерческий
1200 кг
1200 кг
1992
Коммерческий
1200 кг
1200 кг
1991
Коммерческий
1200 кг
1200 кг
1990
Коммерческий
1200 кг
1200 кг
1989
Коммерческий
1200 кг
1200 кг
Просмотреть все Тяговое усилие для Nissan Vanette
Размер колес Nissan Vanette
Для Nissan Vanette предлагается несколько вариантов колес и шин. Что касается размера колес, то они варьируются от 6×165 дюймов для коммерческих автомобилей в 1993.
Год
Тип кузова
Размер передней шины
Передний обод
Размер задней шины
Задний обод
1993
Коммерческий
—
6×165 дюймов
—
6×165 дюймов
1992
Коммерческий
—
6×165 дюймов
—
6×165 дюймов
1991
Коммерческий
—
6×165 дюймов
—
6×165 дюймов
1990
Коммерческий
—
6×165 дюймов
—
6×165 дюймов
1989
Коммерческий
—
6×165 дюймов
—
6×165 дюймов
Размеры, указанные выше, относятся к базовой модели. Посмотреть все размеры колес Nissan Vanette
Nissan News
Разборка гибридных семейных внедорожников! Как Nissan X-Trail e-Power 2023 года покажет себя по сравнению с такими соперниками, как Toyota RAV4 Hybrid, Mitsubishi Outlander PHEV и Ford Escape PHEV?
Крис Томпсон — 13 сен 2022
Осторожно, Toyota GR Sport LandCruiser! Абсолютно новый Nissan Patrol Y63 будет иметь хардкорный вариант Warrior с момента запуска!
Эндрю Честертон — 12 сен 2022
Ниссан приложил невероятные усилия, чтобы сохранить руководство Z! Плюс другие спортивные автомобили, поддерживающие механическую коробку передач
Автор S.tephen Ottley — 10 сен 2022
Ручной спортивный автомобиль героев! Toyota Supra 2023 НАКОНЕЦ-ТО присоединяется к Nissan Z, Ford Mustang и другим, предлагая доступное трехпедальное удовольствие
8 сен 2022
Nissan Patrol Y63 станет электрическим? Новая гибридная технология e-4ORCE — это «вершина» возможностей полного привода
Автор Эндрю Честертон — 7 сен 2022
Nissan наконец-то нацелился на Toyota RAV4 Hybrid: новый X-Trail e-Power e-4ORCE «максимально близок к электромобилю, не нуждаясь в розетке»
Эндрю Честертон — 6 сен 2022
Тонны буксировки и жесткое бездорожье: как Австралия формирует совершенно новый Nissan Y63 Patrol
Автор Эндрю Честертон — 4 сен 2022
Почему новый Nissan Z может стать любимым спортивным автомобилем Австралии в 2023 году, обойдя Ford Mustang, Toyota GR86 и Supra
Стивен Оттли — 2 сен 2022
Самые дешевые электромобили из-за границы нужны Австралии! Сделки по продаже электромобилей Nissan, Mitsubishi и VW держат подальше от австралийских берегов
Автор Том Уайт — 29 авг 2022
См. All Nissan News
2021 Nissan NV200 Обзор, ценообразование и спецификации
Низкие значения Может потреблять больше энергии, слабая грузоподъемность, отсутствие функций помощи водителю.
Вердикт NV200 — дешевый и приятный вариант в сегменте городских фургонов, но некоторым покупателям нужны дополнительные возможности.
Скотт Олдхэм и Дрю Дориан
Обзор
Несмотря на то, что первые две буквы его названия совпадают с названием полноразмерного рабочего фургона Nissan, NV200 2021 модельного года представляет собой небольшой грузовой автомобиль с удобными для города габаритами. На самом деле, многие из этих фургонов служат такси на улицах Нью-Йорка (хотя в ближайшие годы их будет труднее заметить). Низкая начальная цена NV200 делает его привлекательным вариантом для торговцев с ограниченным бюджетом, а его четырехцилиндровый силовой агрегат обеспечивает приличный пробег. По сравнению со своими конкурентами, Nissan предлагает наименьшую грузоподъемность и грузовое пространство, но недостаток возможностей компенсируется комфортом и маневренностью.
Что нового в 2021 году?
Для NV200 2021 года мало что изменилось. Базовая модель S получает круиз-контроль в качестве стандартной функции, а более оснащенная SV теперь оснащена задними датчиками заднего хода. Покупатели также могут выбрать Gun Metallic из доступных цветов.
Цены и какой из них купить
S
24 805 долл. США
25 855 долл. США
Nissan NV200 является самым дешевым автомобилем в классе компактных грузовых фургонов. Из двух комплектаций мы рекомендуем SV. Он предлагает множество вещей, чтобы оправдать скачок в цене, в том числе регулируемые зеркала заднего вида с подогревом, дистанционный вход без ключа, круиз-контроль с элементами управления на рулевом колесе, дополнительный 12-вольтовый порт питания в задней части центральной консоли, кузов. цветная отделка, полные колпаки и хромированная решетка радиатора.
Двигатель, трансмиссия и производительность
2,0-литровый четырехцилиндровый двигатель мотивирует NV200. Он выдает 131 лошадиную силу и 139 фунт-фут крутящего момента, что немного даже для этого класса. Mercedes-Benz Metris, Ram ProMaster City и Ford Transit Connect предлагают значительно более мощные двигатели. NV200 также является единственным компактным грузовым фургоном с бесступенчатой автоматической коробкой передач (CVT), которая часто отдает предпочтение плавности хода и экономии топлива, а не ускорению и реакции.
2013 Nissan NV200 Раскрыта в Чикг. Размер и ничтожные 131 лошадиная сила, неудивительно, что максимальная грузоподъемность NV200 составляет всего 1480 фунтов. Каждый из его соперников может поднять больший вес. На самом деле, более мощный Metris может нести почти на 1000 фунтов больше, чем Nissan, и может похвастаться самым высоким рейтингом буксировки в классе — 5000 фунтов.
Экономия топлива и реальный расход топлива на галлон
По меркам Агентства по охране окружающей среды NV200 может достигать 24 миль на галлон в городе и 26 миль на галлон на шоссе. Это средний показатель для этого класса. Более мощные ProMaster City и Transit Connect более экономичны, чем Nissan на шоссе. Для получения дополнительной информации об экономии топлива NV200 посетите веб-сайт EPA.
Интерьер, комфорт и грузоподъемность
Имея длину 185,6 дюймов от носа до хвоста и колесную базу 115,2 дюйма, NV200 является одним из самых маленьких грузовых фургонов в своем классе. Только версия Transit Connect с короткой колесной базой меньше. Тем не менее, общий объем грузового отсека Nissan составляет 123 кубических фута, что является средним показателем для этого класса. Несмотря на свои небольшие размеры, Nissan говорит, что фургон может вместить поддоны стандартного размера (40 на 48 дюймов) благодаря широко открывающимся дверям. Его задние двери имеют соотношение 40/60, причем более короткая дверь находится с левой (уличной) стороны, чтобы свести к минимуму помехи для движения, когда она открыта. Обе задние двери имеют двойное открывание в 9 положениях.0 и 180 градусов. Простой салон с тканевой обивкой соответствует среднему уровню комфорта. Одной из интересных особенностей является универсальность сиденья переднего пассажира, которое складывается и служит рабочей поверхностью или дополнительной поверхностью при перевозке длинномерного груза.
Nissan
Разница между автомобилем и водителем
Объяснение результатов комплексного тестирования автомобилей
Почему мы тестируем: каждая цифра рассказывает историю
Информационно-развлекательная система и возможности подключения .
Информационно-развлекательные и коммуникационные функции фургона минимальны даже для этого класса. 7,0-дюймовый цветной сенсорный экран входит в стандартную комплектацию; Nissan говорит, что это самый большой автомобиль в сегменте. Bluetooth, спутниковое радио SiriusXM (подписка продается отдельно) и интеграция с Apple CarPlay и Android Auto входят в стандартную комплектацию. Его приборная панель оснащена одним USB-портом.
Как купить и обслуживать автомобиль
Как купить или взять в аренду новый автомобиль
Как купить подержанный автомобиль
Как ремонтировать, обслуживать и ухаживать за автомобилем
Функции обеспечения безопасности и помощи водителю
Большинство новых автомобилей и внедорожников Nissan поставляются с длинным списком электронных вспомогательных систем для водителя и систем активной безопасности, таких как торможение при прямом столкновении и предупреждение о слепых зонах, но, к сожалению, автопроизводитель не предлагает ни одной из этих передовых систем. -tech системы на NV200. В стандартную комплектацию входят только электронная система контроля устойчивости, передние подушки безопасности и боковые шторки безопасности на крыше. В этом отношении Nissan отстает от своих конкурентов, так как другие фургоны предлагают гораздо больше систем безопасности. Для получения дополнительной информации о результатах краш-тестов NV200 посетите веб-сайты Национальной администрации безопасности дорожного движения (NHTSA) и Страхового института безопасности дорожного движения (IIHS).
Гарантия и техническое обслуживание
Базовый гарантийный пакет Nissan на NV200 значительно длиннее, чем гарантии, предлагаемые на ProMaster City, Transit Connect и Metris. Nissan, однако, не включает плановое техническое обслуживание.
Ограниченная гарантия распространяется на пять лет или 100 000 миль
Гарантия на трансмиссию распространяется на пять лет или 100 000 миль
Бесплатное плановое техническое обслуживание не проводится
Технические характеристики BAW / БАВ, справочник по BAW / БАВ, автокаталог, каталог авто.
Автомобили
Магазин
Автоновости
Личный кабинет
новые
с пробегом
тех. данные
отзывы
продать
BAW Fenix
(3)
BAW Hiace Minibus
(1)
BAW Land King
(1)
BAW Luba S100
(5)
BAW Luling Pick-Up
(10)
BAW Qishi
(2)
BAW Reach CUV
(1)
BAW Yusheng 007 SUV
(3)
Посмотреть технические характеристики других марок автомобилей
Автомобильный каталог содержит описание, технические характеристики и фотографии автомобилей BAW / БАВ, выпускаемых с 1997 г.
История марки BAW
Beijing Automobile works была основана в 1958 году и стала второй автомобилестроительной компанией в Китае.
Впоследствии, в 1987 году, она была объединена с Beijing Motorcycle Works. В результате их слияния образовалась компания Beijing Automobile and Motorcycle United Company (BAM). В 2001 году она объединилась с автосборочным цехом Beijing и была образована корпорация Beijing Automobile Works Co., Ltd (BAW).
Компания BAW считается одной из крупнейших в Пекине. Ее сфера деятельности включает производство и продажу легковых внедорожников, грузовиков и специальных автомобилей. На сегодняшний день BAW выпускает автомобили более чем в 150 комплектациях.
Корпорация BAW является официальным поставщиком армии Китая и выпускает также специальные военные автомобили, например, автомобиль-амфибию «Amphicar».
Главный офис BAW находится в районе Chaoyang (Пекин). Производственные площади размещаются на двух заводах: один находится в районе Chaoyang , второй — в районе Shunyi. Производительность — 100 000 автомобилей в год. Обширная дистрибьюторская и сервисная сеть BAW покрывает весь Китай.
Учитывая потребности автомобильного рынка, на BAW была осуществлена структурная реформа компании и модернизация производства, в рамках которой внедрена система контроля качества и проведена сертификация автомобилей по ISO9001-2000 (стандарты гражданского качества) и GJB9001-2000 (стандарты военного качества).
После успеха на местном автомобильном рынке, компания BAW вышла за пределы Китая и организовала широкую дистрибьюторскую сеть в странах Европы, Азии и Северной Африки.
Раскрыт дизайн нового Maserati GranTurismo
Купе с V6 дебютирует в этом году
15.09.2022
Классической «Ниве» пообещали прибавку мощности
Новый мотор появится у внедорожника в 2023 году
15. 09.2022
Продажа подержанных автомобилей BAW
Посмотреть все предложения о продаже подержанных автомобилей BAW / БАВ
Отзывы владельцев автомобиля BAW
26.09.2010
http://biznesexpert. попо папа
Оценка автора
Объективность
Дерьмовая машинка! Я бы ее не взял, даже если бы меня заставили ее взять под дулом пистолета. Все ломается, крошится и сыпется.
подробнее
Посмотреть все отзывы об автомобилях BAW / БАВ
ЗИС-485 – водоплавающий грузовик — БАВ (большой автомобиль водоплавающий)
БАВ (большой автомобиль водоплавающий)
Подполковник в отставке А. Протасов, к.т.н., подполковник В. Протасов
История создания этого серийного трехосного полноприводного (6х6) грузового автомобиля-амфибии насчитывает 54 года. Он был разработан на Московском автомобильном заводе имени Сталина (ЗИС, ныне ЗИЛ) в 1950 г., и там же выпускался. Машина использовалась в инженерных войсках в качестве переправочно-десантной и предназначалась для транспортировки стрелковых подразделений, легких артиллерийских систем, минометов, автомобильной и другой техники массой не более 2,5 т. Ее также называли БАВ (большой автомобиль водоплавающий). Она имела целый ряд интересных технических особенностей, ныне перешедших в разряд экзотических.
Корпус ЗИС-485 представлял собой металлический сварной водонепроницаемый понтон, внутри которого располагалась рама автомобиля с агрегатами и узлами. Корпус делился по длине на носовой, центральный и кормовой отсеки. В носовом, прикрытом палубой, размещалось моторное отделение, а на палубе – фары и шкиперское имущество: багор, ручной насос и спасательный круг.
В центральном отсеке находилась рубка для экипажа, состоявшего из водителя и его помощника. Здесь же располагались органы управления машиной и контрольные приборы. В этом отсеке имелся трюм, и размещалась передняя часть грузовой платформы. Пол рубки – деревянный, со съемными досками. Предусматривалась возможность обогрева рубки воздухом от системы охлаждения двигателя. В кормовом отсеке размещались топливные баки, привод водяного руля и грузовая платформа с откидным задним бортом.
В днище корпуса имелись ниши для передних и задних колес, ведущих мостов с карданной передачей, а также туннель для гребного винта и водяного руля. Кроме того, в днище были отверстия для слива воды, проникшей в корпус, и слива масла из агрегатов трансмиссии, которые закрыты пробками. В средней части днища слева находится кингстон (клапан для приема воды внутрь корпуса или ее отлива). Три серьги в носовой части корпуса служили для буксировки машины на суше и по воде (верхние). В кормовой части установлен буксирный прибор.
Грузовая платформа имела фанерный пол, уложенный на основание из стальных балок, сваренных с корпусом. Под полом платформы: впереди слева установлен ящик ЗИП, справа – кожух запасного колеса, доступный снаружи. На последних моделях машины запасное колесо размещалось на платформе справа.
В автомобиле устанавливался 6-цилиндровый рядный карбюраторный двигатель ЗИС-123 мощностью 80,9 кВт (110 л.с.), развиваемой при 3 000 мин–1. Он позволял машине с полной нагрузкой двигаться с весьма приличной скоростью – до 60 км/ч по шоссе и до 10 км/ч на плаву. Мотор имел нижнее расположение клапанов, рабочий объем 5,55 л, степень сжатия 6,5 и карбюратор типа К-84 с падающим потоком. Система охлаждения двигателя в дополнение к радиатору имела теплообменник, охлаждаемый при движении на плаву забортной водой. Пуск двигателя производился электрическим стартером 1,32 кВт (1,8 л.с.). В качестве топлива использовался бензин – автомобильный А-70 или авиационный Б-70. Топливных баков было два, параллельно расположенных, по 120 л.
Уместно заметить, что этот двигатель работал и в серийном отечественном колесном бронетранспортере БТР-152, выпускавшимся на том же ЗИСе с 1950 г. Что, впрочем, справедливо и для большинства агрегатов и узлов трансмиссии и ходовой части.
Трансмиссия для движения по суше состояла из двухдискового сухого сцепления, 5-ступенчатой коробки передач, 2-ступенчатой раздаточной коробки, трех одноступенчатых конических главных передач со спиральными зубьями. Каждый мост приводился от раздаточной коробки собственной(!) карданной передачей. Всего этой цели служило шесть карданных валов с двумя промежуточными опорами. Механическая трансмиссия для движения на плаву состояла из коробки отбора мощности, установленной на коробке передач, карданной передачи (три вала, две промежуточных опоры и вал гребного винта) и трехлопастного гребного винта. (Не автомобиль, а сплошные карданы! – ред.)
Подвеска была зависимой. Спереди работали две продольных полуэллиптических рессоры с двумя гидравлическими рычажно-поршневыми амортизаторами двухстороннего действия. Сзади стояли две продольных полуэллиптических рессоры балансирной тележки с реактивными штангами. Такая подвеска характерна для современных трехосных полноприводных автомобилей. На ЗИС-485 она обеспечивала возможность двигаться по шоссе и грунтовым дорогам со средней скоростью соответственно 40 и 30 км/ч.
Рулевое управление без гидроусилителя. Рулевой механизм для движения по суше – «глобоидальный червяк с трехгребневым роликом», а для движения по воде использовался балансирный водяной руль с тросовым приводом от рулевого управления автомобилем. Минимальный радиус поворота на суше составлял 11,25 м по колее переднего колеса, что было меньше допустимого (12 м).
Автомобиль имел рабочий тормоз с барабанными механизмами на всех колесах и пневмогидравлическим приводом. Стояночный тормоз – ленточный, с механическим приводом, устанавливался на раздаточной коробке.
Колея передних и задних колес совпадала и составляла 1 620 мм. Колеса дисковые, с разъемным ободом. На них монтировались шины низкого давления размером 11,00–18, иногда 12,00–18, с протектором «прямая елка» для грунтовых дорог. Задние колеса – односкатные. Крепление колес к ступицам на шести шпильках. Давление воздуха в шинах – 0,35 МПа (3,5 кгс/см2), для повышения опорной проходимости в тяжелых дорожных условиях его можно было снизить до 0,07 МПа (0,7 кгс/см2) благодаря централизованной системе регулирования давления воздуха в шинах, впервые появившейся в нашей стране на ЗИС-485 и БТР-152. На автомобилях раннего выпуска воздух к шинам подводился снаружи, а в дальнейшем, на модификации БАВ-А – изнутри, через ступицы.
Электрооборудование было выполнено по однопроводной схеме с напряжением бортовой сети 12В с «плюсом» на корпусе. В 1959 г. полярность электрооборудования изменили, что обеспечило возможность работы армейских радиостанций (при необходимости) от электрооборудования машины. Источниками электроэнергии были генератор постоянного тока Г15-Б мощностью 220 Вт и две 6-вольтовые аккумуляторные батареи 3-СТ-84, соединенные последовательно. Система зажигания двигателя батарейная.
Проходимость машины была хорошей. Она могла на сухом твердом грунте преодолевать с полной нагрузкой подъем крутизной до 30°, ров (канаву) шириной 0,75 м, эскарп с высотой стенки 0,5 м, переплывать водоемы и двигаться по косогору до 20°. Дорожный просвет в 280 мм позволял ей двигаться по довольно глубоким колеям. Запас хода по топливу, был большой – 510 км по шоссе, при норме расхода 47 л/100 км.
Автомобиль имел габариты 9 540х2 485х2 660 мм (по тенту) и массу с полной нагрузкой 9 650 кг, что позволяло ему свободно проезжать по деревянным мостам в сельской местности и легко вписываться в складки местности, маскироваться.
Для удаления воды, попавшей в корпус через пробоины, имелась система водоотлива. Она состояла из двух центробежных насосов – трюмного и отсеков, коллектора водоотлива, системы трубопроводов и ручного (аварийного) насоса водоотлива. Трюмный насос и насос отсеков приводились в действие цепными передачами от промежуточного карданного вала привода гребного винта и имели производительность соответственно 300 и 150 л/мин при 3 000 мин-1.
Автомобиль имел лебедку с тяговым усилием на крюке 44,1 кН (4 500 кгс). Диаметр ее троса составлял 13 мм, а рабочая длина – 60 м. Лебедка размещалась за рубкой под грузовой платформой и выдавала трос в сторону кормы. Правда, вытягивать его надо было вручную.
Многочисленные учения, в которых участвовали эти автомобили, подтвердили их полезность. Так, численность переправляемого в одном рейсе десанта составляла 28 человек со стрелковым оружием, или можно было перевезти пушку калибром до 85 мм вместе с расчетом, 122-миллиметровую гаубицу (тоже с расчетом), автомобиль ГАЗ-69 с грузом или ГАЗ-63 без груза.
Please enable JavaScript to view the comments powered by Disqus.
Ремонт грузовиков Baw (Бав) — ТО и сервис по диагностике и ремонту Baw (Бав) по низким ценам в Москве
Ремонт грузовиков
Baw (Бав)
Грузовики Baw – одни из востребованных современных грузовиков. Как и любая техника – они ломаются, а также им требуется полноценное техническое обслуживание.
В нашем автосервисе вы можете воспользоваться такими услугами по ремонту Baw:
Диагностика всех узлов;
Техническое обслуживание;
Ремонт КПП;
Ремонт тормозной системы;
Ремонт ходовки;
Кузовной ремонт и прочее.
Цикл ремонта Baw следующий:
Автомобиль загоняют в бокс
При необходимости агрегаты авто снимаются и разбираются
Поврежденные детали реставрируются, либо заменяются на новые
Автомобиль собирается и проходит проверку
Цены на ремонт грузовиков Baw:
Наименование
Стоимость
Редуктор задний С/П
4500
ПГУ заменить
3500
Трос КПП заменить, от
3500
Подушки двигателя перед,заменить
2700
Подушки двигателя задняя заменить
2000
Замена главного тормозного крана
2400
Замена крана влагоотделителя
2400
Замена блока подготовки воздуха DXI
4500
Замена датчика уровня пола
200
Калибровка уровня пола
2500
Замена воздушных кранов, от
2000-5500
Ремонт воздушных кранов (без гарантии), от
3000
Замена форсунок DCI
1600
Замена насоса низкого давления
2100
Замена дозирующего блока ТНВД
1000
Замена насоса ручной подкачки
2100
Регулировка клапанов DCI
6000
Замена компрессора DCI
4500
Замена компрессора MAGNUM
5000
С\П топливный бак, от
2000-4000
Замена топливозаборника
1500
Низкое давление топлива, замерить
2000
Обратку топлива, замерить
1500
Турбина заменить
4500
Прокладка поддона, заменить
3200
Радиатор, заменить, от
4000-6000
Вискомуфта, заменить, от
1500
Стартер заменить
2100
Генератор заменить
1700
Замена капота
1000
Замена крышки багажника
1000
Замена капота с подгонкой по проему
2500
Замена крышки багажника с подгонкой по проему
2300
Снятие переднего бампера в сборе
2500
Установка переднего бампера в сборе
2500
Снятие заднего бампера в сборе
2000
Установка заднего бампера в сборе
1400
Задний бампер разборка
2000
Бампер задний — собрать
2000
Передний бампер разборка
2000
Бампер передний — собрать
2000
Брызговик пластик снятие
300
С полным перечнем работ Вас ознакомят наши менеджеры по телефону: +7 (499) 113-16-77
Оставьте заявку на обратный звонок.
заказать звонок
Модели BAW
BAW Express
BAW Fenix
BAW Fenix 1044
BAW Fenix 1065
BAW Fenix 232111
BAW Fenix 3346
BAW Fenix 33462
BAW Fenix 33468
BAW Fenix 578901
BAW Fenix BJ1044P4L5Y
BAW Street 2245
BAW Tonik
Услуги оказываемые для марки Baw (Бав):
Также мы работаем со следующими марками техники:
Ams (Амс)
Baw (Бав)
Chereau (Шеро)
Daf (Даф)
Faw (Фав)
Fiat (Фиат)
Ford (Форд)
Foton (Фотон)
Grunwald (Грунвальд)
Hino (Хино)
Howo (Хово)
Hyundai (Хёндай)
Isuzu (Исузу)
Iveco (Ивеко)
Jac (Джак)
Jmc
Kassbohrer (Кессборер)
Kogel (Когел)
Krone (Крона)
Man (Ман)
Mercedes (Мерседес)
Renault (Рено)
Samro (Самро)
Scania (Скания)
Schmitz (Шмитц)
Schwarzmuller (Шварцмюллер)
Shaanxi (Шанкси)
Shacman (Шакман)
Volkswagen (Фольксваген)
Volvo (Вольво)
Wielton (Велтон)
ГАЗ
ГАЗель
ЗИЛ
КамАЗ
МАЗ
НЕФАЗ
ПАЗ
Татра
ТОНАР
Урал
Большой автомобиль водоплавающий БАВ-485 ― 72-35.
ru — сборные модели
+7 (931) 256-72-35
Санкт-Петербург
Моя корзина (0)
Авиация
Техника
Автомобили
Артиллерия
БТТ (бронетехника, танки)
Железнодорожная техника
Мототехника
Техника разная
Фигуры
Модели кораблей и подлодок
Космос
Здания, наборы для диорам
Дополнения
Краски и инструменты
Воскресенье — ВЫХОДНОЙ!
Указано наличие при заказе в интернет-магазине, а не пункта выдачи. По текущему наличию и возможности приобретения на Дачном пр. 17/4 уточняйте по телефону.
О товаре
Детали
Грузовой автомобиль ЗиС-5В
Спорт-купе М635CSI
Автомобиль радиосвязи le.gl.Einheits-Pkw Kfz.2
Автомобиль Freightliner FLC
Бронеавтомобиль ГАЗ «ТИГР-М» с модулем «Арбалет»
УАЗ-3909 «Буханка». Аварийно-газовая служба
Автомобиль Ситроен 11 CV
УАЗ-450Б
Британский грузовой автомобиль Leyland Retriever General Service (раннего производства)
Годы производства: 1949 – 1962 Разработчик оригинала: ДАЗ Производитель оригинала: АМО/ЗИС/ЗИЛ и БАЗ Производитель модели: YVS Масштаб: 1:43
В 1944 г. из США по ленд-лизу в ряды советских войска стали поступать диковинные большие автомобили-амфибии GMC DUKW-353, которую американцы по созвучию и схожести написания прозвали «duck» — «утка». Использование этих машин в Висло-Одерской операции, при форсировании Свири и Даугавы показало их крайнюю эффективность. Действительно, боевые потери значительно уменьшались при форсировании водных преград сходу на американских «утках», нежели при традиционном использовании лодок, наведении понтонов и временных мостов под огнём противника. Таким образом, советские военные решили, что неплохо бы иметь и нам подобный автомобиль-амфибию.
По окончании войны разработку отечественного большого водоплавающего автомобиля поручили столичному ЗИСу. Однако на ЗИСе от этого заказа отпихнулись, ссылаясь на перегруженность в связи с подготовкой к производству грузовиков ЗИС-150 и ЗИС-151, а так же военного БТР-152. Тогда для разработки и производства новой военной машины был выбран только что образовавшийся в Днепропетровске автомобильный завод ДАЗ. Там под руководством А. Грачёва, планировалось собирать грузовики ДАЗ-150 на основе аналогичной ЗИСовской модели. До этого Грачёв работал конструктором на ГАЗе в Горьком и прославился созданием целой плеяды полноприводных легковых автомобилей (ГАЗ-61-40, ГАЗ-61-73, ГАЗ-31-415, ГАЗ-61-417, армейские внедорожники ГАЗ-64 и ГАЗ-67). Днепропетровские конструкторы оценили все достоинства и недостатки американского прототипа и с энтузиазмом, по 10-12 часов в сутки, принялись работать над собственной амфибией.
Советская амфибия получила заводской индекс ДАЗ-485 БАВ (большой автомобиль водоплавающий), а за основу для шасси было решено взять отечественные полноприводные грузовики ЗИС-151 (6х6) и ГАЗ-63 (4х4). Они же служили и донорами для сборки первых экземпляров водоплавающей машины. Сразу же огромное внимание конструкторы уделили разработке системы подкачки и спуска давления в шинах – когда автомобиль входил или выходил из воды, ему в большинстве случаев приходилось преодолевать зоны заболоченного грунта или мокрого песка, где проходимость автомобиля, пусть и полноприводного, резко снижалась. Чтобы этого избежать, нужно было спустить определённое количество воздуха в шинах, тогда под давлением массы автомобиля нижняя часть шин расширялась, и площадь давления на грунт увеличивалась, что позволяло успешно преодолевать болотистую и песчаную местность. После того как автомобиль выезжал на твёрдый грунт или шоссе, специальный компрессор должен был вернуть давление в шинах в норму. Именно такая система получившая название СРДВШ (система регулирования давления воздуха в шинах) была применена на ДАЗ-485. Кроме того, колёса амфибии могли выдержать до пяти сквозных пулевых прострелов каждое – компрессор восполнял утечку воздуха и продолжал поддерживать нужное давление. Снаружи эта система подкачки представляла собой сочленённые прямые трубки, которые подходили к каждому колесу с внутренней стороны. За внешнее сходство конструкции с лапками членистоногого СРДВШ прозвали «пауком».
Первый ДАЗ-485 БАВ был построен в августе 1949г. Когда машина была собрана, стояла глубокая ночь, но никто из конструкторов не пожелал отправиться домой – сразу же поехали к Днепру, где при свете фар «утки» — американского прототипа нашего БАВа — было решено испытать новую амфибию. За руль ДАЗ-485 сел лично Грачёв, а ведь было достаточно рискованно направлять ночью в воды Днепра не обкатанный и не прошедший никаких испытаний, пусть и водоплавающий, автомобиль. Однако, БАВ не подвёл своих создателей и выдержал первый экзамен на «отлично». А впереди было ещё много испытаний: горные дороги Кавказа и Крыма; форсирование рек Кубань, Волга и Днестр; пробег Москва – Сталинград – Астрахань – Баку – Батуми – Крым – Одесса – Минск – Москва протяжённостью свыше 10 000 км. Когда машину испытывали в Крыму при форсировании Керченского пролива, тогда ещё полностью не очищенного от мин и затонувших кораблей, поднялся сильный шторм. Сопровождающим катерам типа «морской охотник» запретили выходить в море, но Грачёв со своим коллективом всё же рискнул переплыть пролив и выехал на сушу благополучно. БАВ отлично всходил носом на волну, все агрегаты работали бесперебойно, а система водоотлива успешно справлялась с откачкой воды, попадавшей в грузовой отсек и трюмы. Но всё это было впереди, а пока коллектив ДАЗа праздновал заслуженную победу. ДАЗ-485 не только не уступал американскому DUKW-353, но и по многим параметрам превосходил его: наш БАВ имел гораздо более удачную компоновку, более вместительное грузовое отделение, откидывающийся задний борт, а главное – гораздо более совершенную, надёжную и эффективную систему подкачки шин СРДВШ.
Теперь самое время дать общее представление, что же представлял собой БАВ. В общих чертах сварной кузов понтонного типа походил на огромное корыто длиной в 9,5 метров. Конструкция была трёхосной – по три односкатных колеса с массивными протекторами. Узлы и агрегаты БАВ унаследовал от грузовика ЗИС-151. Кузов был разделён на три отсека: носовой, трансмиссионный и грузовой. Нужно сказать, что для обозначения элементов водоплавающей машины применялась корабельная терминология. Например, носовая часть называлась палубой, место водителя и его помощника – рубкой, полости под грузовым отсеком – трюмами, задняя часть машины – кормой, а багор, ручной насос и спасательный круг, уложенные на палубе, звались шкиперским имуществом. На воде БАВ приводился в движение винтом и развивал скорость до 10,7 км/ч. Если винт был сломан, автомобиль продолжал плыть в заданном направлении при помощи вращения колёс, но скорость была уже гораздо ниже. На случай попадания воды внутрь корпуса вследствие пробоин, были предусмотрены специальные насосы, которые откачивали воду из трюмов и грузового отсека. На суше БАВ становился полноценным вездеходом: он преодолевал грязь, снег, подъёмы с 30-градусным уклоном, передвигался со средней скоростью 10 км/ч по самому сильному бездорожью, а на шоссе развивал скорость 73 км/ч. Грузоподъёмность автомобиля составляла 2,5 тонны. За один рейс амфибия могла взять на борт и переправить через водоём либо 28 бойцов со стрелковым оружием, либо артиллерийское орудие с расчётом, либо автомобиль — гружённый ГАЗ-69 или порожний грузовик ГАЗ-63. БАВ был по достоинству оценен военными и высшим руководством страны: Грачёв и другие конструкторы, трудившиеся над созданием ДАЗ-485, были удостоены Сталинской премии второй степени.
Итак, 1951 г. ДАЗ-485 БАВ был рекомендован и полностью готов к серийному производству. Но почему же в автомобильную и историю БАВ вошёл не под именем ДАЗ-485, а как ЗИС? Дело в том, что по личной инициативе Л.П. Берия и с согласия И.В. Сталина Днепропетровский автозавод был отдан в ведомство вооружённых сил, переименован в Южмаш и перепрофилирован на создание ракет Р-1. На тот момент завод только входил в строй и должен был выпускать две оригинальные машины: гражданский четырёхтонный грузовик ДАЗ-150 и предмет нашего разговора — водоплавающий ДАЗ-485. Судьба гражданского автомобиля оборвалась, как только ДАЗ превратился в ракетостроительное предприятие, но проект БАВ, вместе с Грачёвым и его командой конструкторов, был переведён в столицу на завод им. Сталина, где и получил путёвку в жизнь уже под новым обозначением ЗИС-485.
Полноценное конвейерное производство этого автомобиля началось с 1952 года, а на вооружение он был принят в следующем, 1953-м году. В 1957 г. ЗИС-485 был модернизирован. Система подкачки шин была помещена в ступицу колеса — теперь она не требовала ухода, не получала повреждений на бездорожье и не мешала смене колеса. БАВ получил шины большего размера с рисунком протектора в виде косой ёлки, усиленные ведущие мосты с расширенной колеёй, пневматический привод тормозов и ряд других нововведений. Этот автомобиль получил индекс ЗИС-485А, а его сборка была переведена на Брянский автомобильный завод (БАЗ), где продолжалась вплоть до 1962 г., пока не появились такие образцы плавучей бронетехники как БТР-60 и БМП-1. С их появлением отпала острая необходимость в специальных плавучих транспортёрах.
ЗИС-485 верой и правдой служил в частях Советской армии и в народном хозяйстве вплоть до 90-х годов. Отслужившие свой срок в армии, БАВы-дембеля никогда не резались на металлолом, а всегда передавались в народное хозяйство, где им находилось широкое применение. «Причем изъятие БАВ из войск происходило просто стремительно. Геологи, гидростроители, рыбколхозы, словом все, кому по роду деятельности приходилось иметь дело с перевозкой грузов в условиях развитой водной системы и российского бездорожья по достоинству оценили высокую проходимость машины в сочетании со способностью плавать».(Источник)
В истории развития советского автомобилестроения ЗИС-485 стал своеобразной вехой. Именно эта машина положила начало тому, что на всех последующих грузовых автомобилях повышенной проходимости стали применяться односкатные колёса, одинаковый размер передней и задней колеи, и система регулировки давления воздуха в шинах.
Модель БАВ ЗИС-485 в масштабе 1:43, представленная на фото, произведена мастерской YVS. Судя по «ёлочке» на протекторах, перед нами модификация ЗИС-485А, а судя по УАЗу в кузове, перед нами экземпляр, дослуживший в армии, как минимум, до середины 70-х годов. Модель вполне достойно передаёт внешний вид оригинала, а особого шарма добавляет разнообразный скарб, погруженный в УАЗик. Детали масштабного БАВа неплохо проработаны, а сама модель является достаточно раритетной.
Bavarian Autosport: Вспоминая старого друга
Говорят, что компании нам не друзья, но компания Bavarian Autosport всегда чувствовала себя таковой. На прошлой неделе розничный продавец запчастей, обновлений и аксессуаров BMW из Портсмута, штат Нью-Гэмпшир, внезапно объявил, что закрывает свои двери после более чем четырех десятилетий работы, и, как энтузиасты, мы хотели воспользоваться моментом, чтобы признать эту историю. и сообщество, построенное вокруг одного из первых и самых любимых розничных продавцов запчастей BMW — компании, которая была неотъемлемой частью обслуживания BMW для владельцев всех возрастов и увлечений.
История компании Bav Auto и ее основателей, Питера Робарта, Марка Радди и Дэйва Уэйсона, отражает историю очень многих приверженцев отрасли (включая сам BMW Car Club of America), впервые открывшихся во времена частного импортера BMW Макса. Хоффмана в 1974 году. В следующем году BMW из Северной Америки начнет напрямую импортировать автомобили, но не секрет, что в эпоху Хоффмана и позже BMW, как правило, были довольно темпераментной породой. Опыт владения этими явно иностранными автомобилями определялся тем, как лучше всего поддерживать их на дороге, и в этом начинании Bavarian Autosport был одним из первых и самых преданных участников.
Как и BMW CCA со штаб-квартирой в соседнем Бостоне, штат Массачусетс, Bavarian Autosport полагалась на молву и публикации энтузиастов, чтобы предоставить владельцам критически важные услуги по ремонту и техническому обслуживанию BMW. Стоит отметить, что Bav Auto, как компания, занимающаяся доставкой по почте, так и интернет-магазин, долгое время поддерживала журнал Roundel (а также BimmerLife ), но, по правде говоря, мы бы, вероятно, упомянули их. во всяком случае, таково было влияние розничного продавца в Новой Англии, который собирал водителей BMW со всей страны, просматривающих мастер-классы от «баварца Отто» (мультяшный персонаж сайта, который обучает своими руками), и возился с генераторами переменного тока и карданные валы, которые прибыли в упакованных вручную коробках из Нью-Гэмпшира.
Это та история о мужестве, приключениях и поздних ночных мучениях под ржавыми машинами, о которой чаще всего рассказывали на прошлой неделе после объявления о закрытии. Bavarian Autosport всегда был отважным аутсайдером в сообществе BMW, небольшим предприятием, движимым страстью и стремлением трех друзей донести техническое обслуживание BMW до масс. Водители вышли из дома, чтобы изобразить Bav Auto как старого друга, который доставит столь необходимые детали на заснеженные стоянки у колледжей Новой Англии или в пустыню американского Запада, где вы можете не увидеть другой BMW для часов. Это был магазин для обычных людей, который находился на расстоянии телефонного звонка со знающим персоналом, и для сообщества Новой Англии, казалось, всегда делал все возможное (на ум приходит одна конкретная история Роба Сигела, в которой сотрудник доставил деталь для 2002 г. в пригород Бостона на мотоцикле).
Bavarian Autosport, при всем его очаровании и духе Новой Англии, не обошлось без икоты. За годы существования онлайн-ритейлера клиенты жаловались на доступность и сроки доставки, и многие магазины отметили, что, хотя они хотели бы поддержать розничного продавца, если бы не отсутствие оптовых цен.
В 2017 году команда трагически потеряла Питера Робарта в возрасте 66 лет, что стало шоком для сплоченного сообщества, развивающего Bavarian Autosport для будущего технического обслуживания автомобилей. С точки зрения бизнеса, веб-сайт получил столь необходимое обновление в прошлом году, но снова возникли жалобы на новый дизайн и трудности с поиском нескольких моделей BMW (что, будем честны, клиентская база Bav Auto имеет обыкновение делать). .
В конце концов судьба компании складывалась медленно. Это был просто развивающийся рынок автомобильных ритейлеров с жесткой конкуренцией в сочетании с сокращением объемов работ «сделай сам», которые вытеснили основной продукт Нью-Гэмпшира с рынка. Согласно анонимному источнику, оставшиеся товарные запасы и интеллектуальная собственность бренда были куплены неким розничным продавцом из Огайо и вывезены на грузовиках всего за несколько дней. Неизвестно, какие у них планы на ближайшее будущее; на данный момент склад пуст, а сотрудникам осталось мало работы и много работы.
Теперь у нас есть воспоминания, подобные моим, о моем последнем посещении Bav Auto Show and Shine в 2014 году.
Show and Shine было почти постоянным мероприятием в Новой Англии, маркетинговым инструментом для Bav Auto. но, возможно, даже больше, ежегодное собрание энтузиастов, которое охватило не только стоянки объекта, но и всю улицу вдоль побережья Нью-Гэмпшира; Я проехал на своем E24 6-й серии примерно в сотне миль от Вермонта и, насколько я помню, припарковался примерно так же далеко от фактического события.
Но, несмотря на толпу, это было все, что всегда было и должно быть однодневным собранием BMW: группа владельцев с разными вкусами, от E21 Baurs без краски, до нетронутых E28 M5 и коллекционных автомобилей. Z8s, до совершенно дикой 666CSi, твин-турбо E24 6-й серии, которая в значительной степени затмила всех. Все рассказывали истории и обменивались знаниями — точно так же, как Bav Auto делала это в течение 44 лет.
Автомобильный ландшафт сильно изменился с 1974, и это далеко не конец. Но страсть, которая побуждала основателей Bavarian Autosport создать рай для владельцев BMW, никогда не стала менее актуальной. 16-летний ребенок все еще работает на E21 на подъездной дорожке своих родителей, и постоянный владелец M3 ищет втулки для своего следующего трека, а отец решил сам установить тормоза на семейную E70 X5.
Сообщества BMW и Mini будут двигаться дальше. У нас есть множество отличных розничных продавцов на выбор, и, возможно, более точный ассортимент и более интуитивно понятные веб-сайты. Но, возможно, если здесь и есть вывод, так это ценить разговоры, которые вы ведете по телефону со знающим торговым представителем, с кем-то, кто слушает, когда вы рассказываете истории о своей машине, или делает все возможное, чтобы убедиться, что запчасть есть на складе вовремя. для шоу на следующих выходных — то, что создает сообщество и делает его сильным.
Вместе нам всегда понадобится друг по продаже запчастей. Теперь только от нас зависит, чтобы эта мечта оставалась живой. — Дэвид Роуз
[Фотографии через Bavarian Autosport и Дэвида Роуза.]
Примечание редактора: эта статья была обновлена, чтобы исправить, что инвентарь Bavarian Autosport был приобретен другим продавцом.
Ничего себе, еще один упал. Предполагая, что кто-то будет покупать имя/товар….
Реакции:
Торгус
ноль2шестьдесятZ
Специалист
#2
Отстойно это слышать. Они были достаточно близко для короткой поездки, чтобы получить специальные предметы, и раз в год устраивали приличное шоу / встречу. Вероятно попали на гарантию FCP и ECS.
Реакции:
Торгус
Торгус
Полковник
#3
zero2sixtyZ сказал:
Отстойно это слышать. Они были достаточно близко для короткой поездки, чтобы получить специальные предметы, и раз в год устраивали приличное шоу / встречу. Вероятно попали на гарантию FCP и ECS.
Нажмите, чтобы развернуть…
Такой же. Стыд. Я виню ЭКС.
У них, должно быть, были предложения на протяжении многих лет… к сожалению, их имя теперь стоит копейки на долларе, когда они прекратили свою деятельность. Грустный. 1-й токарь теперь БАВ. Северо-восток был хорошим местом для энтузиастов BMW, учитывая все местные компании и местные запчасти.
двойные пробелы
Администратор
#4
Торгус сказал:
Такой же. Стыд. Я виню ЭКС.
У них, должно быть, были предложения на протяжении многих лет… к сожалению, их имя теперь стоит копейки на долларе, когда они прекратили свою деятельность.
Нажмите, чтобы развернуть…
Зачем объявлять о своей смерти, а не просто объявлять преемника? Кажется, что кому-то нужно внимание или что-то происходит.
Торгус
Полковник
#5
двойных пробелов сказал:
Зачем объявлять о своей смерти, а не просто объявлять преемника? Кажется, что кому-то нужно внимание или что-то происходит.
Нажмите, чтобы развернуть…
Вероятно, умоляя предыдущие компании, которые сделали им предложения.
Кто-то купит имя и IP сейчас почти за бесценок и не в долг. Это мое предположение.
Грустно видеть, что все мелкие компании и дистрибьюторы запчастей уходят. Тогда мы застряли, например, с ECS.
двойные пробелы
Администратор
#6
Нет, у нас здесь @[email protected], и они поддерживают этот форум. Поэтому мы должны убедиться, что мы указываем бизнесу их направление только ради поддержания конкуренции на рынке, если не их гарантии и обслуживания.
Реакции:
Торгус
Торгус
Полковник
#7
FCPEURO — мой выбор. Люблю их. Отличная компания. Стараюсь покупать у них все.
Если вы настроены серьезно, ему, вероятно, нужен ваш заказ/подтверждение номер 9. 0003
Р.Г.
Лейтенант
#10
Нет, если только помощник JR не будет водить грузовик FedEx, который должен был быть здесь в пятницу… Заказал это дерьмо неделю назад и предпочел бы работать над e92 на следующих выходных трек возня.
Реакции:
Торгус
Снова сломался
Капрал
#11
, так есть еще способ купить у них что-нибудь? Их бластер из грецкого ореха — довольно хорошая сделка, хотел получить один…
Реакции:
матрейя
Снерц
Специалист
#12
Все еще доступно здесь: https://www.ecstuning.com/b-bavarian-autosport-parts/media-blaster-tank-v3/b1100032~bav/
ECS продолжит продавать товары под брендом BavAuto: https://www.ecstuning.com/Page/bavauto-announcement/
Реакции:
Снова сломался
Снова сломался
Капрал
№13
Вау. Подорожал с 330 до 137 долларов. Продают свои вещи по глупой дешевке.
языки
Капитан
№14
Итсслом снова сказал:
Вау. Подорожал с 330 до 137 долларов. Продают свои вещи по глупой дешевке.
Нажмите, чтобы развернуть…
И все же это вдвое дороже, чем у Harbour Freight.
Фморелли
Генерал-лейтенант
№15
Вот мое мнение. Я думаю, что это, вероятно, БС. ECS Tuning вызвала такой резонанс в сообществе энтузиастов, особенно в связи с покупкой Тернера, что альтернативный подход мог бы быть более эффективным: вместо того, чтобы говорить, что он купил BavAuto/IP/и др., он рассказывает историю спасения BavAuto. линейка продуктов, обслуживание подарочных карт Bavauto для клиентов (почему?) и т. д. О … и, похоже, он также владеет доменом. Итак, у них есть интеллектуальная собственность продукта, интеллектуальная собственность бренда, домен, подарочные карты… звучит так, будто они их купили, а все остальное пытается рассказать историю, которая не приравнивается к очередному выкупу ECS хорошей компании.
У меня всегда были хорошие отношения с Bavauto. Не покупал у них все время, но 100% удовлетворение за 30 лет покупок BMW.
Филиппо
Последнее редактирование:
Реакции:
Джеффман
Снова сломался
Капрал
№16
langsbr сказал:
И все же он в два раза дороже, чем Harbour Freight.
Нажмите, чтобы развернуть…
Я не понимаю, как трубка BMW будет крепиться к шлангу на инструменте для грузовых перевозок в порту … по крайней мере, bav auto — это фитинг на 3/8 дюйма, который закручивается прямо.
У меня есть соединение у дилера. так что покупка вакуумной насадки и палочки обойдется дешевле, чем ECS хочет
Снерц
Специалист
# 17
Да, Филиппо, я думаю, ты попал в самую точку. описание в списке средств массовой информации говорит, что ECS приобрела бренд BavAuto. Конечно, пахло чушью, никаких причин для «спасения», если только они не были заинтересованы в бренде.
Торгус
Полковник
# 18
Фэкс.
Снова сломался
Капрал
# 19
Торгус сказал:
Фэкс.
Нажмите, чтобы развернуть…
К сожалению, мне больше негде купить бластер. BMW один стоит $$$$$$
Снерц
Специалист
#20
И снова сломал:
Я не понимаю, как трубка BMW будет крепиться к шлангу на инструменте для грузовых перевозок в порту … по крайней мере, у bav auto есть фитинг на 3/8 дюйма, который закручивается прямо вверх.
У меня есть соединение у дилера. так что покупка вакуумной насадки и палочки обойдется дешевле, чем то, что хочет ECS.
Нажмите, чтобы развернуть…
Проверьте здесь фитинги, необходимые для адаптации ВЧ-бластера к трубке BMW: http://www.bimmerhelp.info/DIY_N54_Valve_Blast.html На схеме «Сделай сам» показано, как все это собрать. У меня есть установка, она работает хорошо
Реакции:
языки
BAV Auto LLC в Rahway, NJ
ПРЕДУПРЕЖДЕНИЕ: Имеется 2 кредита ГЧП на общую сумму 40 265 долларов США в нашей базе данных для компаний с названием «BAV Auto LLC» в Рэуэй, штат Нью-Джерси. Обычно это происходит из-за того, что один и тот же бизнес получает как первый, так и второй кредиты, но может также включать в себя предприятия с одинаковыми названиями, но не связанные между собой, несколько филиалов одного и того же бизнеса, несколько ошибочных заявок или потенциальное мошенничество. Нажмите на каждый кредит ниже, чтобы увидеть полную информацию.
BAV Auto LLC — это корпорация, расположенная по адресу 1829 Us Highway 1 в Рэуэй, штат Нью-Джерси, которая получила кредит ГЧП, связанный с коронавирусом, от SBA 9.0831 $20 132,00 в феврале 2021 г.
$ Информация о кредите ГЧП
Кредит #1792358406
BAV Auto LLC в Рэуэй, штат Нью-Джерси, получила ссуду для защиты зарплаты в размере 20 132 долларов США через Santander Bank, Национальная ассоциация, которая была одобрена в феврале 2021 года.
Статус этого кредита сообщается SBA как «Полностью выплаченный», что включает как погашенные кредиты, так и кредиты, полностью освобожденные от погашения в соответствии с руководящими принципами PPP. Статус кредита последний раз обновлялся SBA в феврале 2021 года.
Оценка заработной платы на основе формулы SBA для определения права на получение ссуды PPP
Понимание формулы SBA для определения права на получение ссуды PPP
Самый простой способ описать стандартный расчет ППС заключается в том, что предприятия имеют право на получение максимального кредита ППС в размере до 2,5 x средние ежемесячные расходы на заработную плату в 2019 году . Однако конкретные методы расчета различаются в зависимости от типа объекта и имеют многочисленные ограничения.
Подробнее
Понимание оценок заработной платы на основе суммы ППС
Обратите внимание, что расчеты заработной платы основаны на упрощенной формуле приемлемости PPP и не учитывают такие факторы, как заработная плата свыше 100 000 долларов США и другие компоненты приемлемости PPP.
Подробнее
Основываясь на стандартной формуле приемлемости PPP, можно оценить расходы на заработную плату, представленные компанией в ее заявке PPP (подробности см. выше). Чтобы получить право на получение суммы кредита PPP, расходы на заработную плату BAV Auto LLC в 2019 году оцениваются как минимум в 96 634 $ .
Исходя из их заявленных 3 сохраненных рабочих мест, это равняется расчетной средней годовой компенсации в размере 32 211 долларов США на одного работника 1
Заявленное использование выручки по ППС:
В заявлении о ГЧП ООО «БАВ Авто» сообщило о намерении использовать средства по кредиту ГЧП на следующие расходы:
Заработная плата: $20 132
Деловая информация — BAV Auto LLC, Rahway, NJ
Похожие компании рядом с ул. Рауэй
В районе Рэуэй 5 предприятий, занимающихся продажей подержанных автомобилей, получили ссуду в рамках ГЧП. Эти местные предприятия сообщили в среднем о 19 сотрудников (по сравнению с 3) сотрудников этой компании и получили средний кредит PPP в размере 184 095 долларов США (по сравнению с 20 132 долларов США) этой компании.
По всей стране 39 455 предприятий отрасли «Продавцы подержанных автомобилей» получили в общей сложности 90 831 2,16 млрд долларов 90 832 кредитов ГЧП. Эта отрасль в целом получила менее 1% от общего объема распределенного финансирования ГЧП.
Получатели PPP в этой отрасли сообщают о среднем 6 сотрудников , На 100% выше , чем у BAV Auto LLC, сообщившей о 3 сотрудниках, и получила в среднем кредит PPP в размере 54 783 долларов США , что на 172% больше , чем кредит этой компании в размере 20 132 долларов США.
BAV Auto LLC — это корпорация, расположенная по адресу 1829 Us Hwy 1 в Рэуэй, штат Нью-Джерси, которая в апреле 2020 года получила кредит ГЧП, связанный с коронавирусом, от SBA в размере 20 133,00 долларов США .
$ Информация о кредите ГЧП
Кредит № 9306
4
БАВ Авто ООО в Рэуэй, штат Нью-Джерси, получил ссуду для защиты зарплаты в размере 20 133 долларов США через банк Сантандер, Национальная ассоциация, который был одобрен в апреле 2020 года.
Статус этого кредита сообщается SBA как «Полностью выплаченный», что включает как погашенные кредиты, так и кредиты, полностью освобожденные от погашения в соответствии с руководящими принципами PPP. Статус ссуды последний раз обновлялся SBA в апреле 2021 года.0197
Самый простой способ описать стандартный расчет ППС заключается в том, что предприятия имеют право на получение максимального кредита ППС в размере до 2,5 x средние ежемесячные расходы на заработную плату в 2019 году . Однако конкретные методы расчета различаются в зависимости от типа объекта и имеют многочисленные ограничения.
Подробнее
Понимание оценок заработной платы на основе суммы ППС
Обратите внимание, что расчеты заработной платы основаны на упрощенной формуле приемлемости PPP и не учитывают такие факторы, как заработная плата свыше 100 000 долларов США и другие компоненты приемлемости PPP.
Подробнее
Основываясь на стандартной формуле приемлемости PPP, можно оценить расходы на заработную плату, представленные компанией в ее заявке PPP (подробности см. выше). Чтобы получить право на получение суммы кредита PPP, расходы на заработную плату BAV Auto LLC в 2019 году оцениваются как минимум в 96 638 долларов США.
Исходя из их заявленных 3 сохраненных рабочих мест, это равняется расчетной средней годовой компенсации в размере 32 213 долларов США на одного работника 1
Отчет об использовании доходов PPP:
В заявлении о ГЧП ООО «БАВ Авто» сообщило о намерении использовать средства по кредиту ГЧП на следующие расходы:
Заработная плата: $20 133
Деловая информация — BAV Auto LLC, Rahway, NJ
Похожие компании рядом с Rahway
В районе Рэуэй 2 предприятия отрасли «Оптовые торговцы автомобилями и другими автотранспортными средствами» получили кредит ГЧП. Эти местные предприятия сообщили в среднем о 6 сотрудников (по сравнению с 3 в этой компании) и получили средний кредит PPP в размере 32 141 долларов (по сравнению с 20 133 долларов в этой компании) .
По всей стране 9 731 предприятие в отрасли «Оптовые торговцы автомобилями и другими автотранспортными средствами» получили в общей сложности 982,77 млн долларов кредитов ГЧП. Эта отрасль в целом получила менее 1% от общего объема распределенного финансирования ГЧП.
Получатели PPP в этой отрасли сообщают, что в среднем 9 сотрудников , На 200% выше , чем у BAV Auto LLC, сообщившей о 3 сотрудниках, и получила в среднем кредит PPP в размере 100 993 долларов США , что на 402% больше , чем кредит этой компании в размере 20 133 долларов США.
Информационная политика PPP компании FederalPay
Защита зарплаты Данные кредита были обнародованы Управлением по делам малого бизнеса (SBA) для всех частных компаний, получивших кредит PPP.
Вся информация, отображаемая на этой странице, является общедоступной информацией в соответствии с руководящими принципами кредита PPP в соответствии с 5 U.S.C. § 552 (Закон о свободе информации) и 5 U.S.C. § 552a (Закон о конфиденциальности) и публикуется без изменений, как это предусмотрено SBA. FederalPay не изменяет данные и не претендует на их точность.
Любые исправления или модификации этих данных могут быть сделаны только через SBA. Для получения дополнительной информации ознакомьтесь с Политикой данных FederalPay PPP.
Поиск в полной базе данных кредитов PPP от FederalPay
Примечания и информация
1. Оценки только для информационных целей. Расчеты заработной платы и заработной платы предполагают, что заемщик использовал стандартный расчет ППС, равный 2,5 x среднемесячные расходы на заработную плату за 2019 год, для определения права на получение кредита ППС. Методы расчета различаются в зависимости от типа объекта. Пожалуйста, ознакомьтесь с последними официальными правилами расчета PPP SBA для полного объяснения методов расчета суммы кредита PPP.
2. Если заявленное количество сотрудников компании, разделенное на максимальную сумму диапазона PPP в соответствии с SBA, превышает 100 000 долларов США, предполагаемый максимальный кредит PPP, полученный компанией, может быть скорректирован в сторону уменьшения, чтобы предположить, что годовая заработная плата не превышает 100 000 долларов США на человека. сотрудник использовался в приложении PPP. Хотя сотрудники компании могут зарабатывать больше, 100 000 долларов США на одного сотрудника — это максимальная сумма, которую можно использовать при расчетах права на участие в программе PPP.
Были ли полезны инструменты открытых данных FederalPay.org? Подумайте о пожертвовании!
Bavarian Motor Cars Отзывы 2022
Мэтт Боливар Отличный опыт покупки автомобиля… Карл был очень хорошо осведомлен обо всех автомобилях и процессе. Весь персонал очень дружелюбный и был очень полезным во многих других аспектах, помимо фактической покупки автомобиля. Действительно отличная компания с замечательным персоналом и высокопроизводительными автомобилями!
Реклама
Verified
Джош хорошо починил мою машину, и все были очень дружелюбны… когда понадобится, я вернусь
Проверено
Это небольшой, дружелюбный семейный бизнес. Я знаю владельцев много лет и доверяю им свои 2 биммера. Недавно я отвез свой X5 обратно в дилерский центр, потому что Bavarian Motor Cars заметили, что дилерский центр напортачил, когда он был на гарантии. Благодаря BMC дилерский центр устранил проблему, и BMC сэкономил мне деньги. Спасибо Джон и Джош!
Проверенный
Положительный
Профессионализм
Дружелюбный, знающий, профессиональный персонал делает то, что обещал, быстро и тщательно.
Проверено
Позитивно
Профессионализм
Пунктуальность
Качество
Ценность
Всем настоятельно рекомендую Bavarian Motor Cars! Этот семейный бизнес предлагает отличный сервис, профессионализм и дружелюбный персонал. Они очень хорошо осведомлены в отрасли и всегда обращают внимание на детали. Спасибо семье Андерсон, Моне и Джонатану за все, что вы делаете!
Реклама
Проверенный
Положительный
Профессионализм
Джош и его сотрудники фантастические, отвезли им мой X5 после того, как он был в другой автомастерской под Баварией в течение 4 недель, и он не мог заставить его работать должным образом, и они сказали продать машина «никогда не заведется» Баварец диагностировал его в течение 2 недель, починил, и теперь он работает идеально …. определенно буду использовать Джоша и его команду для моего будущего обслуживания X5 … небольшой совет … BMW нужно обратитесь к обученным техникам BMW, таким как баварцы, которые знают, что они делают … а не в ремонтные мастерские, которые не обучены ремонтировать такие автомобили.
Проверенный
Положительный
Профессионализм
Очень рекомендую баварца! Они относятся к вам как к члену семьи и так профессионально. Только место, где я возьму свой Mini 🙂
Проверенный
Положительный
Профессионализм
пунктуальность
Качество
Значение
Проверено
Положительный
Профессионализм
ПУНКТАЛЬНОСТЬ
Качество
ПУНКТАЛЬНОСТЬ
Качество
.0002 Много лет пользуюсь баварским. Джош и его команда экспертов делают все возможное, чтобы обеспечить превосходное обслуживание и качество своей работы. Все проверки, оценки, а также описания (с фотографиями) услуг детализированы и передаются с уровнем прозрачности, не имеющим себе равных ни в одной компании. Если вы любите свой автомобиль, это единственная услуга по ремонту автомобилей класса люкс, которая вам когда-либо понадобится.
Реклама
Проверено
Позитив
Профессионализм
Пунктуальность
Качество
Ценность
Джош и его команда превосходны! Они не только знают все о BMW, но и очень профессиональны, вежливы и дружелюбны! Я доверяю им обслуживание моего 535i xDrive.
Проверено
Позитивно
Профессионализм
Пунктуальность
Качество
Ценность
Качественный сервис от качественных людей! Настоятельно рекомендую!
Проверенный
Положительный
Профессионализм
Качество
Джош и его команда всегда на высоте. Как новичок в области ремонта автомобилей, Джош держал меня в курсе от первоначальной диагностики, заказа запчастей до выполняемой работы.
Проверенный
Положительный
Профессионализм
Качество
Какой замечательный опыт. Джош провел меня через ремонт и объяснил все, что было необходимо по сравнению со сметой, которую я получил в другом месте. Мона была великолепна и позаботилась о том, чтобы я был в курсе, как продвигаться ремонт. Настоятельно рекомендую!!!
Реклама
Verified
Ребята, вы действительно сделали все возможное и помогли мне решить проблему с трансмиссионной жидкостью в моем Mini!!! Я так благодарен и чувствую необходимость благодарить вас каждый день, когда проезжаю мимо вашего магазина!!! От всей души благодарю!!!
Проверенный
Положительный
Профессионализм
Пунктуальность
Качество
Ценность
Очень тщательное, отличное мастерство и общение. Всегда приветливы и цены адекватные. Очень дружелюбный и знающий персонал. Поблагодарите Джоша за его время и терпение. Настоятельно рекомендуется.
Проверенный
Положительный
Профессионализм
Пунктуальность
Качество
Значение
Проверено
Положительный
Профессионализм
пунктуальность
качество
Стоимость
I Стоина на BMC. Цены у них очень демократичные, а работу делают отлично. Моя машина была доставлена вовремя, и Джош был профессиональным, информативным и дружелюбным. Я нашел новый дом для обслуживания моего автомобиля. Спасибо БМК!!!
Реклама
Проверенный
Положительный
Профессионализм
Качество
Ценность
Bavarian Motor Cars – это место, где я бы взял свою машину в любое время, не задумываясь. Обслуживаю здесь свои БМВ и Мерседес уже почти 3 года. Они очень искренни и честны в своих оценках и работе. Джош — профессионал, который делает все возможное в заботе о клиенте. Он позаботился о работе с моей гарантией и предоставил мне своевременные обновления. Рекомендую всем, кто хочет обслужить свой БМВ или Мерседес.
Проверено
Позитивно
Профессионализм
Качество
Проверено
Просто…… ВАУ!!! Первый визит, и я был абсолютно поражен. Эти люди полностью понимают бизнес-модель, ориентированную на клиента, и я делал такой комплимент всего 3 или 4 раза… за все… за 57 лет. Мне, как технарю, очень нравится, как они ВСЕ автоматизировали. По завершении технического обслуживания вы получаете электронные письма со всеми подробностями и рекомендациями, а также с онлайн-возможностью получить расценки на них, а также записаться на обслуживание. Насколько лучше вы хотите, чтобы магазин был???? Вот кикер: «Руководство по ремонту говорит, что вам нужно заменить/отремонтировать x, y и z. Мы рекомендуем отремонтировать x сейчас, следить за y некоторое время и посмотреть, не станет ли это проблемой в будущем, и z, ну, это действительно на данный момент пустая трата денег, но мы будем смотреть». Когда вы КОГДА-ЛИБО слышали что-то подобное от профессионального механика или дилера????? Друзья, если вы не используете Bavarian Motor Cars для своего автосервиса, вы совершаете ошибку!!! Обновление: 3 года и никаких изменений в том, как они ведут бизнес. Они НАСТОЛЬКО превосходят другие магазины, мы до сих пор возим к ним наш MINI из Теннесси. Это просто стоит того, чтобы иметь дело с этими людьми.
Категория:Транспорт | ДэйР Вики | Фэндом
в: Все предметы, транспорт, транспортные средства
Страница категории
Содержание
1 Введение
2 Наконечники
3 Транспортный стол
4 Топливная эффективность
5 Общая информация
Введение []
Передвижение пешком может быть не самым эффективным способом передвижения, так как это медленно и не позволяет нести много оборудования. Транспортные средства, с другой стороны, сделают жизнь намного проще при пересечении бескрайних просторов пустоши.
Советы []
Срок службы и расход топлива зависят только от пройденного километража. Чтобы сэкономить топливо и ремонтные материалы, просто используйте самый прямой путь к месту назначения, даже если это означает путешествие через реки, горы, болота, города и т. д. Этот совет особенно актуален при завершении квеста «Движущийся город».
Транспортный стол []
Автомобиль
л/100 км
Роуд
Внедорожник
Вода
Вес
Емкость
Макс.
Пробег
Тележка
0
5
2
0
14 кг
40 кг
500 км
Велосипед
0
15
10
0
15 кг
40 кг
500 км
Велосипед с тележкой
0
9
6
0
35 кг
70 кг
500 км
Плот ручной работы
0
0
0
5
46 кг
100 кг
н/д
Моторный плот
5
0
0
15
85 кг
400 кг
н/д
Моторизованная тележка
5
20
13
0
50 кг
120 кг
750 км
Мотоцикл
6
30
19
0
350 кг
250 кг
1000 км
ЗАЗ-968
7
60
40
0
850 кг
560 кг
1500 км
ВАЗ-2101
8
70
47
0
955 кг
720 кг
2000 км
Сорвиголова (Летать)
9,9
100
100
100
300 кг
666 кг
н/д
Сорвиголова
5
40
25
13
300 кг
300 кг
н/д
Волга черная
10
100
70
0
2 тонны
1,5 тонны
5000 км
ГАЗ-24
10
80
53
0
1,8 тонны
1 тонна
2500 км
УАЗ-469
12
65
48
0
1,7 тонны
2,4 тонны
3000 км
УАЗ-452
15
50
37
0
1,9 тонны
4,5 тонны
3500 км
ГАЗ-66
20
50
50
0
3,5 тонны
8 тонн
4000 км
ЗИЛ-130
22
50
37
0
4,3 тонны
15 тонн
4500 км
КамАЗ
24
50
37
0
7,1 тонны
26 тонн
5000 км
БАВ-485
25
40
36
60
7,2 тонны
3 тонны
6000 км
Электромобиль
0
50
33
0
750 кг
500 кг
5000 км
КрАЗ-255
26
60
60
0
12 тонн
35 тонн
5000 км
Ми-8
30
120
120
120
7,5 тонн
7,5 тонн
н/д
Арктический вездеход
26
50
50
50
35 тонн
50 тонн
н/д
БелАЗ
0
60
44
0
100 тонн
200 тонн
н/д
Топливная эффективность[]
Не все автомобили имеют одинаковую грузоподъемность и одинаковый расход топлива, поэтому может быть трудно определить, какой автомобиль является «лучшим». Вот график вместимости и потребления всех транспортных средств в игре.
График эффективности использования топлива
Несколько замечаний:
Ось Y в логарифмическом масштабе
Чтобы обеспечить справедливое сравнение между бензином и дизельным топливом, потребление бензина было умножено на 2. Это связано с тем, что бензин в два раза дороже дизельного в лагерях выживших
В целом, большие автомобили более эффективны, чем маленькие, а дизельные автомобили больше и эффективнее
Два слабых выброса бензина (две оранжевые точки внизу слева) — это моторизованная тележка и мотоцикл
Два слабых дизеля (две желтые точки внизу справа) — БАВ-485 и Ми-8
Очень сильная машина без топлива (синяя точка вверху слева) — БелАЗ
Общая информация[]
В v.593 убраны бонусы за свет и отдых с автомобилей.
Т-72, Ми-24 и БРДМ-2 заменены или удалены в v.614.


 А также частично затронем видовое разнообразие.
А также частично затронем видовое разнообразие. И подогнать точность до того параметра, который указан по чертежам. Именно вот этот этап обработки, практически уже чистовой, нам и необходим.
И подогнать точность до того параметра, который указан по чертежам. Именно вот этот этап обработки, практически уже чистовой, нам и необходим. В итоге происходит своего рода интенсивная шлифовка.
В итоге происходит своего рода интенсивная шлифовка. Такой небольшой «карман» носит просторечное название – потай. Для создания их используется специальные инструментарий и процедура, в большинстве своем схожая со сверлением. Но, как становится понятно, имеющая свои отличия. Это и есть искомый процесс.
Такой небольшой «карман» носит просторечное название – потай. Для создания их используется специальные инструментарий и процедура, в большинстве своем схожая со сверлением. Но, как становится понятно, имеющая свои отличия. Это и есть искомый процесс. Если приходится работать с твердым ресурсом, как чугун и различные сплавы, то в штатном порядке нужно подавать в точку контакта эмульсию для сброса температуры. Ведь металл будет сильно разогреваться. Также, при работе с твердым материалом, необходимо выставлять обороты валы выше. А если поверхность мягкая, то ниже, во избежание избыточной резьбы.
Если приходится работать с твердым ресурсом, как чугун и различные сплавы, то в штатном порядке нужно подавать в точку контакта эмульсию для сброса температуры. Ведь металл будет сильно разогреваться. Также, при работе с твердым материалом, необходимо выставлять обороты валы выше. А если поверхность мягкая, то ниже, во избежание избыточной резьбы.
 И тут важно выявить как обычные размерные аспекты – высота, ширина, так и более специфические, как скос. Обычно он наличествует, если сам крепеж в принципе задуман под потай.
И тут важно выявить как обычные размерные аспекты – высота, ширина, так и более специфические, как скос. Обычно он наличествует, если сам крепеж в принципе задуман под потай. И тут важно выявить как обычные размерные аспекты – высота, ширина, так и более специфические, как скос. Обычно он наличествует, если сам крепеж в принципе задуман под потай.
И тут важно выявить как обычные размерные аспекты – высота, ширина, так и более специфические, как скос. Обычно он наличествует, если сам крепеж в принципе задуман под потай. Итогом становится выемка цилиндрической формы. Это идеальный выбор для винтов и болтов. А данные крепежные элементы в штатном формате распространены почти во всех конструкциях. Фактически это самая популярная и актуальная разновидность зенкования отверстий в металле.
Итогом становится выемка цилиндрической формы. Это идеальный выбор для винтов и болтов. А данные крепежные элементы в штатном формате распространены почти во всех конструкциях. Фактически это самая популярная и актуальная разновидность зенкования отверстий в металле. Особый финальный вид операции. Используется в уже готовых углублениях. Чтобы сами шляпки и иные метизы для сокрытия входили плотно и без зазоров. Для этого поверхность очищается. И тут нам и понадобятся эти разновидности.
Особый финальный вид операции. Используется в уже готовых углублениях. Чтобы сами шляпки и иные метизы для сокрытия входили плотно и без зазоров. Для этого поверхность очищается. И тут нам и понадобятся эти разновидности.
 Ведь это в принципе действия из разных сфер.
Ведь это в принципе действия из разных сфер. Что такое обратное зенкование отверстий, понять легко. Это обычная чистка паза специальной насадкой. Вторая часть – это хвостик. Он нужен для фиксации в патроне станка.
Что такое обратное зенкование отверстий, понять легко. Это обычная чистка паза специальной насадкой. Вторая часть – это хвостик. Он нужен для фиксации в патроне станка. В противном случае будет нарушена геометрия. Да и даже без смещения качество очистки точно не будет удовлетворительным по пороговым значениям.
В противном случае будет нарушена геометрия. Да и даже без смещения качество очистки точно не будет удовлетворительным по пороговым значениям. И в любом чертеже данный процесс обозначается с помощью латинского алфавита.
И в любом чертеже данный процесс обозначается с помощью латинского алфавита. Практика их применения часто сопровождается путаницей в названиях. Например, в тендерной документации встречаются заказы на «конические зенкеры», при этом указывается ГОСТ 14953-80, описывающий конические зенковки. Эти инструменты схожи по конструкции, в применении также есть много общего, поэтому неудивительно, что даже в технической литературе много примеров «вольного» обращения с терминологией.
Практика их применения часто сопровождается путаницей в названиях. Например, в тендерной документации встречаются заказы на «конические зенкеры», при этом указывается ГОСТ 14953-80, описывающий конические зенковки. Эти инструменты схожи по конструкции, в применении также есть много общего, поэтому неудивительно, что даже в технической литературе много примеров «вольного» обращения с терминологией. Также отметим, что в определении зенкера ничего не говорится об изменении формы отверстия. Это важная деталь, и она будет полезна в дальнейшем.
Также отметим, что в определении зенкера ничего не говорится об изменении формы отверстия. Это важная деталь, и она будет полезна в дальнейшем.  Кроме того, каждый из типов выпускается в двух вариантах: для глухих и сквозных отверстий (рис.1, в)). У зенкеров для сквозных отверстий угол главного лезвия φ имеет значения 45 или 60 градусов, у зенкеров с твердосплавными пластинами φ=600, у всех типов зенкеров для глухих отверстий φ=900.
Кроме того, каждый из типов выпускается в двух вариантах: для глухих и сквозных отверстий (рис.1, в)). У зенкеров для сквозных отверстий угол главного лезвия φ имеет значения 45 или 60 градусов, у зенкеров с твердосплавными пластинами φ=600, у всех типов зенкеров для глухих отверстий φ=900. Соответственно, у зенкера главная часть – это цилиндрический участок рабочей части. С помощью зенкерования отверстия доводят до 4 – 5 класса точности с квалитетом Н11 и чистотой поверхности, соответствующей 5-6 классу. Необходимый результат достигается за счет более высокой жесткости инструмента, а также за счет большего количества лезвий по сравнению со сверлом.
Соответственно, у зенкера главная часть – это цилиндрический участок рабочей части. С помощью зенкерования отверстия доводят до 4 – 5 класса точности с квалитетом Н11 и чистотой поверхности, соответствующей 5-6 классу. Необходимый результат достигается за счет более высокой жесткости инструмента, а также за счет большего количества лезвий по сравнению со сверлом.  Определение не дает информации об отличии зенковок от других инструментов, поэтому переходим к краткому описание операции зенкования, чтобы подчеркнуть разницу между зенкерованием и зенкованием.
Определение не дает информации об отличии зенковок от других инструментов, поэтому переходим к краткому описание операции зенкования, чтобы подчеркнуть разницу между зенкерованием и зенкованием.
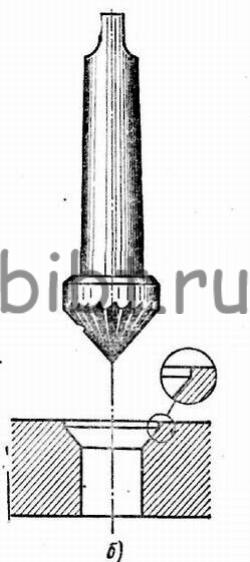 Конические зенковки применяются для снятия фасок, обработки конических опорных поверхностей, получения центровых отверстий. Инструмент широко применяется, номенклатура стандартизирована. Типы и основные размеры инструментов данного вида описываются в ГОСТ 14953-80 «Зенковки конические. Технические условия». В соответствии с этим нормативом выпускается 4 типа центровочных зенковок и 7 типов для обработки конических опорных поверхностей, всего 11 типов. Классификация в соответствии с назначением приведена в таблице 1, на рис.3 показана коническая центровочная зенковка 2-го типа и зенковка для конических углублений (отверстий) 5,6,7-го типа.
Конические зенковки применяются для снятия фасок, обработки конических опорных поверхностей, получения центровых отверстий. Инструмент широко применяется, номенклатура стандартизирована. Типы и основные размеры инструментов данного вида описываются в ГОСТ 14953-80 «Зенковки конические. Технические условия». В соответствии с этим нормативом выпускается 4 типа центровочных зенковок и 7 типов для обработки конических опорных поверхностей, всего 11 типов. Классификация в соответствии с назначением приведена в таблице 1, на рис.3 показана коническая центровочная зенковка 2-го типа и зенковка для конических углублений (отверстий) 5,6,7-го типа. е. зубья расположены радиально.
е. зубья расположены радиально. У инструмента из быстрорежущей стали уменьшение идет по всей длине рабочей части со значением 0,08-0,16 мм на 100 мм длины, у инструмента с твердосплавными вставками диаметр снижается по длине пластины 0,05-0,10 мм.
У инструмента из быстрорежущей стали уменьшение идет по всей длине рабочей части со значением 0,08-0,16 мм на 100 мм длины, у инструмента с твердосплавными вставками диаметр снижается по длине пластины 0,05-0,10 мм.
 Зенкерование, а именно так называется эта операция, созвучно зенкованию, что может ввести неспециалиста в заблуждение. Разница между этими двумя категориями тоже будет объяснена в данной статье.
Зенкерование, а именно так называется эта операция, созвучно зенкованию, что может ввести неспециалиста в заблуждение. Разница между этими двумя категориями тоже будет объяснена в данной статье.
 Фиксируются резаки клиньями, и могут заменяться по мере надобности.
Фиксируются резаки клиньями, и могут заменяться по мере надобности.
 Для сравнения сверление даёт шероховатость 20 мкм и квалитеты 11–12, зенкерование – шероховатость 2,5 мкм, квалитеты 9–11, а развёртывание – шероховатость 0,25-1,25 мкм и квалитеты 6–9. Квалитетом называют точность изготовления детали, с увеличением его значения допуски растут, а точность падает. Если технологическим процессом для обработки изделия требуется и зенкерование и развёртка, то они производятся за одну установку и выверку заготовки на станке.
Для сравнения сверление даёт шероховатость 20 мкм и квалитеты 11–12, зенкерование – шероховатость 2,5 мкм, квалитеты 9–11, а развёртывание – шероховатость 0,25-1,25 мкм и квалитеты 6–9. Квалитетом называют точность изготовления детали, с увеличением его значения допуски растут, а точность падает. Если технологическим процессом для обработки изделия требуется и зенкерование и развёртка, то они производятся за одну установку и выверку заготовки на станке.

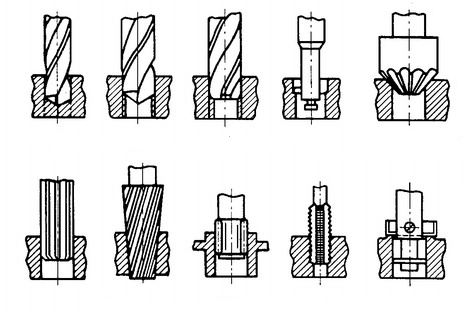 При отверстиях более 40 мм оснастку дополняют насадками с диаметром 32–80 мм.
При отверстиях более 40 мм оснастку дополняют насадками с диаметром 32–80 мм. Зенкерование и развёртывание имеют разный показатель максимально возможного квалитета и класса. Обычно эти операции выполняются последовательно одна за другой.
Зенкерование и развёртывание имеют разный показатель максимально возможного квалитета и класса. Обычно эти операции выполняются последовательно одна за другой. Режущие выпуклости расположены на стержне развёртки неравномерно с тем, чтобы исключить влияние неоднородности металла заготовки. Наличие вкраплений с отличной плотностью изменяет нагрузку на контактирующий зуб, и при отсутствии у них разбежки, на этом месте появиться местное углубление или выпуклость.
Режущие выпуклости расположены на стержне развёртки неравномерно с тем, чтобы исключить влияние неоднородности металла заготовки. Наличие вкраплений с отличной плотностью изменяет нагрузку на контактирующий зуб, и при отсутствии у них разбежки, на этом месте появиться местное углубление или выпуклость. Детали с отверстиями 2-го класса точности правильно обрабатывать за 2 прохода, первый – черновой развёрткой, второй – чистовой. Величина припуска для первого раза – 2/3 общего значения. Резак для такой менее требовательной процедуры – это отшлифованная и откалиброванная потерявшая размер развёртка.
Детали с отверстиями 2-го класса точности правильно обрабатывать за 2 прохода, первый – черновой развёрткой, второй – чистовой. Величина припуска для первого раза – 2/3 общего значения. Резак для такой менее требовательной процедуры – это отшлифованная и откалиброванная потерявшая размер развёртка.
 И подогнать точность до того параметра, который указан по чертежам. Именно вот этот этап обработки, практически уже чистовой, нам и необходим.
И подогнать точность до того параметра, который указан по чертежам. Именно вот этот этап обработки, практически уже чистовой, нам и необходим. В итоге происходит своего рода интенсивная шлифовка.
В итоге происходит своего рода интенсивная шлифовка.
 Глубина тоже отличается, в зависимости от того, какого размера шляпку необходимо скрыть. Такой процесс позволяет решить огромное количество задач на предприятии:
Глубина тоже отличается, в зависимости от того, какого размера шляпку необходимо скрыть. Такой процесс позволяет решить огромное количество задач на предприятии: Рабочая часть имеет конус со стандартным рядом углов на вершине от 60 до 120°. Количество режущих лезвий зависит от диаметра инструмента и может быть от 6 до 12 штук.
Рабочая часть имеет конус со стандартным рядом углов на вершине от 60 до 120°. Количество режущих лезвий зависит от диаметра инструмента и может быть от 6 до 12 штук. Для обработки чугунных деталей чаще всего используются твердосплавные стали, для обычных сталей – быстрорежущие и инструментальные.
Для обработки чугунных деталей чаще всего используются твердосплавные стали, для обычных сталей – быстрорежущие и инструментальные. Точные значения припуска зависят от калибровки углубления в возделываемой заготовке. Труднее реализовать процесс зенкеровки выкованных и плотных изделий. Чтобы упростить себе задачу следует заблаговременно расточить раззенкованное отверстие на 5-9 мм.
Точные значения припуска зависят от калибровки углубления в возделываемой заготовке. Труднее реализовать процесс зенкеровки выкованных и плотных изделий. Чтобы упростить себе задачу следует заблаговременно расточить раззенкованное отверстие на 5-9 мм. Случается, что для работы был выбран ошибочный инструментарий либо применялся испорченный зенкер.
Случается, что для работы был выбран ошибочный инструментарий либо применялся испорченный зенкер.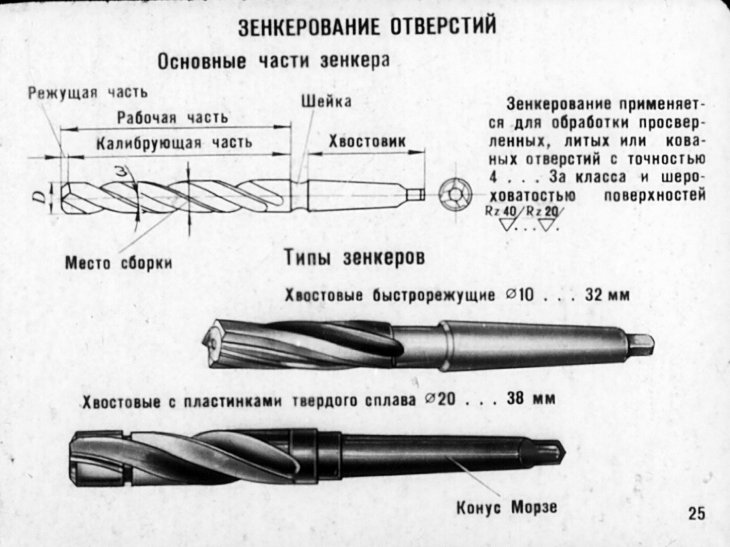 Начнем по порядку.
Начнем по порядку. А вот сделать срез по шляпку, по сути, оператор может в любой момент, когда ему удобно. Хотя лучше всего же заниматься этим уже после финальной обработки отверстия. Чтобы точно представлять его объемы. Да зенкование фаски логично проводить в конце.
А вот сделать срез по шляпку, по сути, оператор может в любой момент, когда ему удобно. Хотя лучше всего же заниматься этим уже после финальной обработки отверстия. Чтобы точно представлять его объемы. Да зенкование фаски логично проводить в конце.
 А данные крепежные элементы в штатном формате распространены почти во всех конструкциях. Фактически это самая популярная и актуальная разновидность зенкования отверстий в металле.
А данные крепежные элементы в штатном формате распространены почти во всех конструкциях. Фактически это самая популярная и актуальная разновидность зенкования отверстий в металле. Чтобы сами шляпки и иные метизы для сокрытия входили плотно и без зазоров. Для этого поверхность очищается. И тут нам и понадобятся эти разновидности.
Чтобы сами шляпки и иные метизы для сокрытия входили плотно и без зазоров. Для этого поверхность очищается. И тут нам и понадобятся эти разновидности.
 Первая стадия – сверление обычно оставляет «усы» в 20 мкм, а степень точности может достигать до 12. После шлифовки зенкером поверхность будет очищена до 2-3 мкм, а квалитет возрастет до 9. Финишная обработка уже доводит метиз до полной готовности. Шероховатость падает до порогового значения, менее 1 мкм, а степень точности оказывается в районе 6.
Первая стадия – сверление обычно оставляет «усы» в 20 мкм, а степень точности может достигать до 12. После шлифовки зенкером поверхность будет очищена до 2-3 мкм, а квалитет возрастет до 9. Финишная обработка уже доводит метиз до полной готовности. Шероховатость падает до порогового значения, менее 1 мкм, а степень точности оказывается в районе 6.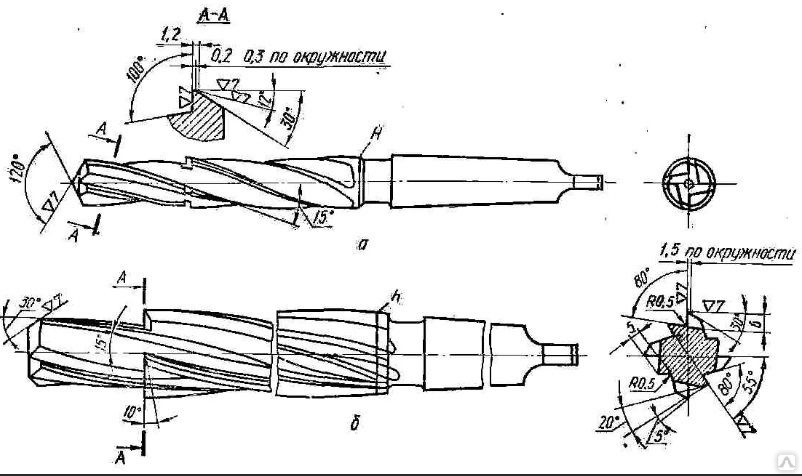 Правильность размеров проема обрабатываемой заготовки устанавливается за счет калибра. Крепеж инструментария в патроне агрегата выполняется с поддержкой хвостовика.
Правильность размеров проема обрабатываемой заготовки устанавливается за счет калибра. Крепеж инструментария в патроне агрегата выполняется с поддержкой хвостовика. Он используется почти во всех случаях. Иногда заменяется специальным обрабатывающим центром, многофункциональным оборудованием. Суть от этого не изменяется.
Он используется почти во всех случаях. Иногда заменяется специальным обрабатывающим центром, многофункциональным оборудованием. Суть от этого не изменяется.
 Перед началом выполнения работ, проверьте состояние патрона на станке. Ведь если патрон находится в неисправном состоянии, хорошо закрепить зенковку не получится, тем самым вы не сможете получить качественно обработанное отверстие. Зенковка отверстий выполняется соблюдаю следующие правила:
Перед началом выполнения работ, проверьте состояние патрона на станке. Ведь если патрон находится в неисправном состоянии, хорошо закрепить зенковку не получится, тем самым вы не сможете получить качественно обработанное отверстие. Зенковка отверстий выполняется соблюдаю следующие правила: , а также фильтры (в том числе известная фирма Knecht).
, а также фильтры (в том числе известная фирма Knecht).


 Это оказалось возможным, если перейти на материалы с повышенным содержанием кремния (включая сплав «Mahle 244» с 23-26% кремния). Одновременно были разработаны более эффективные методы получения заготовок поршней, в частности вместо литья под давлением — штамповкой (ковкой) и «жидкой» штамповкой. В результате поршни двигателей последних моделей имеют достаточно простую форму, низкую массу, высокую прочность и износостойкость, обеспечивая при этом минимальный шум двигателя.
Это оказалось возможным, если перейти на материалы с повышенным содержанием кремния (включая сплав «Mahle 244» с 23-26% кремния). Одновременно были разработаны более эффективные методы получения заготовок поршней, в частности вместо литья под давлением — штамповкой (ковкой) и «жидкой» штамповкой. В результате поршни двигателей последних моделей имеют достаточно простую форму, низкую массу, высокую прочность и износостойкость, обеспечивая при этом минимальный шум двигателя. Эта конструкция с успехом применяется и по сей день, хотя с 1974 года (а особенно в последнее время) для упрочнения верхней канавки все чаще применяют износостойкие покрытия.
Эта конструкция с успехом применяется и по сей день, хотя с 1974 года (а особенно в последнее время) для упрочнения верхней канавки все чаще применяют износостойкие покрытия. Очевидно, что изготовление поршня с подобным кольцевым отверстием требует специальной технологии.
Очевидно, что изготовление поршня с подобным кольцевым отверстием требует специальной технологии. В последние годы на юбку поршней стали наносить покрытие типа Grafal, которое представляет собой графит со специальным наполнителем, обеспечивающим прочное сцепление со стенкой юбки. Покрытие имеет толщину 15-30 мкм и существенно влияет на износостойкость поршня.
В последние годы на юбку поршней стали наносить покрытие типа Grafal, которое представляет собой графит со специальным наполнителем, обеспечивающим прочное сцепление со стенкой юбки. Покрытие имеет толщину 15-30 мкм и существенно влияет на износостойкость поршня. Этим достигается исключительная износостойкость пары (в комплекте с хромированными поршневыми кольцами), а также низкий уровень шума из-за очень малого зазора в цилиндре (порядка 0,01 мм). Такие блоки теперь применяют самые именитые фирмы (V8 — «Мерседес», «Ауди», «Порше»; V12 — «Мерседес» и БМВ).
Этим достигается исключительная износостойкость пары (в комплекте с хромированными поршневыми кольцами), а также низкий уровень шума из-за очень малого зазора в цилиндре (порядка 0,01 мм). Такие блоки теперь применяют самые именитые фирмы (V8 — «Мерседес», «Ауди», «Порше»; V12 — «Мерседес» и БМВ). Поршень двигателя F1 должен оставаться работоспособным при частоте вращения до 17000 мин-1, поэтому он отличается предельно низкой массой и малой высотой, изготавливается «жидкой» штамповкой и имеет, как правило, внутреннее охлаждение, причем на последних модификациях используют только два поршневых кольца.
Поршень двигателя F1 должен оставаться работоспособным при частоте вращения до 17000 мин-1, поэтому он отличается предельно низкой массой и малой высотой, изготавливается «жидкой» штамповкой и имеет, как правило, внутреннее охлаждение, причем на последних модификациях используют только два поршневых кольца. Например, здесь могут изготовить поршни для новых двигателей в единичных количествах. Имея серьезную исследовательскую, конструкторскую и производственную базу, Mahle может спроектировать и сделать поршень для любого двигателя, удовлетворяющий всем необходимым требованиям, будь то низкий расход топлива и масла, малый выброс токсичных веществ с выхлопными газами, невысокий шум, максимально возможные мощность и долговечность двигателя. При этом будут выбраны оптимальные сочетания материала, конструкции, геометрии и покрытий поршня, необходимые для выполнения поставленных условий.
Например, здесь могут изготовить поршни для новых двигателей в единичных количествах. Имея серьезную исследовательскую, конструкторскую и производственную базу, Mahle может спроектировать и сделать поршень для любого двигателя, удовлетворяющий всем необходимым требованиям, будь то низкий расход топлива и масла, малый выброс токсичных веществ с выхлопными газами, невысокий шум, максимально возможные мощность и долговечность двигателя. При этом будут выбраны оптимальные сочетания материала, конструкции, геометрии и покрытий поршня, необходимые для выполнения поставленных условий. На волне тенденции к всемерному облегчению конструкций и увеличению мощности при улучшении экологической составляющей состав материалов с тех времен заметно изменился. Из чего же сегодня делают двигатели? Разбираемся.
На волне тенденции к всемерному облегчению конструкций и увеличению мощности при улучшении экологической составляющей состав материалов с тех времен заметно изменился. Из чего же сегодня делают двигатели? Разбираемся. В целом же двигателестроение остается очень консервативной областью машиностроения, где смелые эксперименты в серийном производстве не приветствуются.
В целом же двигателестроение остается очень консервативной областью машиностроения, где смелые эксперименты в серийном производстве не приветствуются. Так изредка делают, но в основном на грузовых моторах, где эта технология финансово оправданна.
Так изредка делают, но в основном на грузовых моторах, где эта технология финансово оправданна. На рядных шестицилиндровых блоках моторов BMW серий N52 и N53, например, из магниевого сплава выполнена только внешняя часть блока, «рубашка» системы охлаждения. Для сравнительно длинного блока шестицилиндрового мотора это дает выигрыш в массе порядка 10 кг по сравнению с цельноалюминиевой конструкцией. Также магниевые сплавы используют для блок-картеров моторов с отъемными цилиндрами. В основном это двигатели мотоциклов.
На рядных шестицилиндровых блоках моторов BMW серий N52 и N53, например, из магниевого сплава выполнена только внешняя часть блока, «рубашка» системы охлаждения. Для сравнительно длинного блока шестицилиндрового мотора это дает выигрыш в массе порядка 10 кг по сравнению с цельноалюминиевой конструкцией. Также магниевые сплавы используют для блок-картеров моторов с отъемными цилиндрами. В основном это двигатели мотоциклов. А вот про остальные материалы лучше рассказать чуть подробнее.
А вот про остальные материалы лучше рассказать чуть подробнее. Изобрели его еще в 1967 году для роторно-поршневых двигателей, и засветиться в массовом автомобилестроении оно успело. Porsche его применял для гильз цилиндров с 1970-х, а в 1990-е его попытались применить и на более массовых моторах, например в BMW и Jaguar, но недостатки технологии и высокая цена заставили отказаться от него в пользу более дешевых методов поверхностного упрочнения высококремниевых сплавов, например по технологии Alusil.
Изобрели его еще в 1967 году для роторно-поршневых двигателей, и засветиться в массовом автомобилестроении оно успело. Porsche его применял для гильз цилиндров с 1970-х, а в 1990-е его попытались применить и на более массовых моторах, например в BMW и Jaguar, но недостатки технологии и высокая цена заставили отказаться от него в пользу более дешевых методов поверхностного упрочнения высококремниевых сплавов, например по технологии Alusil. Его недостатки в основном связаны с очень высокой стоимостью обработки и слабой приспособленностью к массовому производству при использовании с крупными многоцилиндровыми блоками.
Его недостатки в основном связаны с очень высокой стоимостью обработки и слабой приспособленностью к массовому производству при использовании с крупными многоцилиндровыми блоками. Отслоение, как это происходило с Nicasil, попросту невозможно. Задиры и локальные повреждения в силу структуры материала ему почти не страшны, а в случае износа цилиндр можно расточить благодаря большому запасу по толщине.
Отслоение, как это происходило с Nicasil, попросту невозможно. Задиры и локальные повреждения в силу структуры материала ему почти не страшны, а в случае износа цилиндр можно расточить благодаря большому запасу по толщине. Еще титан — неплохой выбор для пружин, шайб, рокеров и прочих элементов ГРМ, деталей теплообменников EGR, а также разных крепежных элементов. Кроме того, он используется для производства рабочих элементов высокопроизводительных турбин, а иногда —— для производства клапанов и даже поршней.
Еще титан — неплохой выбор для пружин, шайб, рокеров и прочих элементов ГРМ, деталей теплообменников EGR, а также разных крепежных элементов. Кроме того, он используется для производства рабочих элементов высокопроизводительных турбин, а иногда —— для производства клапанов и даже поршней. Его же используют как напыление на фаски клапанов, в том числе титановых, на торцы толкателей клапанного механизма и другие узлы двигателя. Начиная с 1990-х годов использование этого метода упрочнения неуклонно возрастает, и он вытесняет хромирование, азотирование и ТВЧ-закалку. Также нитрид титана является перспективным типом покрытия для гильз цилиндров: он может наноситься методом PA-CVD (плазмохимическое осаждение из газовой фазы), а значит, такие технологии могут стать серийными в ближайшее время, если будет спрос на новые износостойкие покрытия цилиндров.
Его же используют как напыление на фаски клапанов, в том числе титановых, на торцы толкателей клапанного механизма и другие узлы двигателя. Начиная с 1990-х годов использование этого метода упрочнения неуклонно возрастает, и он вытесняет хромирование, азотирование и ТВЧ-закалку. Также нитрид титана является перспективным типом покрытия для гильз цилиндров: он может наноситься методом PA-CVD (плазмохимическое осаждение из газовой фазы), а значит, такие технологии могут стать серийными в ближайшее время, если будет спрос на новые износостойкие покрытия цилиндров. Рабочий диапазон деталей из него минимум на 150–200 градусов выше, чем у самых жаростойких сталей, и доходит до 1200 градусов. Как материал упрочнения сплавы Inconel используются серийно уже достаточно давно, так, в моторах Mercedes-Benz покрытие из Inconel применяется на моторах серий M272/M273.
Рабочий диапазон деталей из него минимум на 150–200 градусов выше, чем у самых жаростойких сталей, и доходит до 1200 градусов. Как материал упрочнения сплавы Inconel используются серийно уже достаточно давно, так, в моторах Mercedes-Benz покрытие из Inconel применяется на моторах серий M272/M273. Развитие технологий идет путем эволюционным — усовершенствования как самого производства, так и традиционных материалов, реорганизации рабочего процесса и конструкторской оптимизацией. Так что даже в среднесрочной перспективе мы вряд ли увидим революцию в производстве ДВС, скорее речь будет идти о постепенном отказе от этого типа двигателя в принципе в пользу электротехнологий, хотя и там пока не наблюдается бурного технологического прорыва.
Развитие технологий идет путем эволюционным — усовершенствования как самого производства, так и традиционных материалов, реорганизации рабочего процесса и конструкторской оптимизацией. Так что даже в среднесрочной перспективе мы вряд ли увидим революцию в производстве ДВС, скорее речь будет идти о постепенном отказе от этого типа двигателя в принципе в пользу электротехнологий, хотя и там пока не наблюдается бурного технологического прорыва.


 Проблема усиленного износа цилиндров и поршней решается применением специальных конструкционных материалов и нанесением на них антифрикционных покрытий.
Проблема усиленного износа цилиндров и поршней решается применением специальных конструкционных материалов и нанесением на них антифрикционных покрытий.

 В современной технике применяются две разновидности конструкций такого типа: с закрепленным цилиндром и с закрепленным штоком.
В современной технике применяются две разновидности конструкций такого типа: с закрепленным цилиндром и с закрепленным штоком.



 Например: 83.93. Это означает, что в измеряемых точках размер поршня не превышает указанного размера (с учетом поля допуска). Измерение следует производить при температуре поршня (+20 градусов), с помощью микрометра или аналогичного измерительного инструмента, с точностью измерения до одной сотой доли миллиметра (0,01мм).
Например: 83.93. Это означает, что в измеряемых точках размер поршня не превышает указанного размера (с учетом поля допуска). Измерение следует производить при температуре поршня (+20 градусов), с помощью микрометра или аналогичного измерительного инструмента, с точностью измерения до одной сотой доли миллиметра (0,01мм). Пример: Sp=0.04. Это означает, что зазор между поршнем (по максимальному размеру юбки поршня) и цилиндром должен быть 0,04 мм (с учетом поля допуска).
Пример: Sp=0.04. Это означает, что зазор между поршнем (по максимальному размеру юбки поршня) и цилиндром должен быть 0,04 мм (с учетом поля допуска).
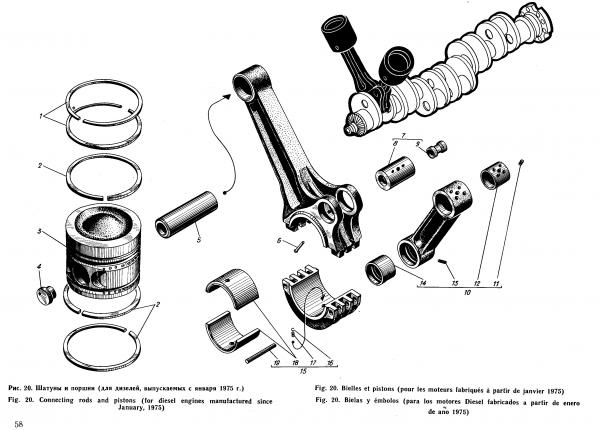 То есть для поршней имеющие STD и ремонтные размеры номера отливок совпадают. Как правило, одному номеру отливки соответствуют несколько поршней на один двигатель, это стандартный поршень и его последующие ремонты. Но есть исключения (когда номер отливки совпадет с несколькими модификациями поршня) тогда необходимо замерить контролируемые геометрические параметры.
То есть для поршней имеющие STD и ремонтные размеры номера отливок совпадают. Как правило, одному номеру отливки соответствуют несколько поршней на один двигатель, это стандартный поршень и его последующие ремонты. Но есть исключения (когда номер отливки совпадет с несколькими модификациями поршня) тогда необходимо замерить контролируемые геометрические параметры.
 Поршневое кольцо: термины
Поршневое кольцо: термины 9. Скручивание колец
9. Скручивание колец
 Всё это отрицательно сказалось бы на сроке службы и работе двигателя. Различные уплотняющие и прочие функции колец, а также возникающий прорыв газов будут подробнее рассмотрены ниже.
Всё это отрицательно сказалось бы на сроке службы и работе двигателя. Различные уплотняющие и прочие функции колец, а также возникающий прорыв газов будут подробнее рассмотрены ниже.
 У таких колец боковые поверхности параллельны друг другу. Данный тип компрессионных поршневых колец является самым простым и наиболее распространенным. В настоящее время кольца этого типа используются преимущественно в качестве первого компрессионного кольца во всех бензиновых, а иногда и в дизельных двигателях легковых автомобилей. Наличие внутренних фасок и углов вызывает скручивание колец в установленном (напряженном) состоянии. Фаска или внутренний угол, расположенные по верхней кромке, вызывают «положительное скручивание кольца». Более подробное описание воздействия скручивания колец приводится в 6. «Скручивание колец».
У таких колец боковые поверхности параллельны друг другу. Данный тип компрессионных поршневых колец является самым простым и наиболее распространенным. В настоящее время кольца этого типа используются преимущественно в качестве первого компрессионного кольца во всех бензиновых, а иногда и в дизельных двигателях легковых автомобилей. Наличие внутренних фасок и углов вызывает скручивание колец в установленном (напряженном) состоянии. Фаска или внутренний угол, расположенные по верхней кромке, вызывают «положительное скручивание кольца». Более подробное описание воздействия скручивания колец приводится в 6. «Скручивание колец».
 Обладая теперь свойствами кольца прямоугольного сечения, бывшее коническое кольцо по-прежнему обеспечивает надежное уплотнение. По причине того, что газы оказывают давление на кольцо также спереди (из-за проникновения газов в зазор между цилиндром и рабочей поверхностью поршневого кольца), усиление действия давления газов несколько снижается. За счет этого во время приработки кольца незначительно уменьшаются давление прижима и степень износа.
Обладая теперь свойствами кольца прямоугольного сечения, бывшее коническое кольцо по-прежнему обеспечивает надежное уплотнение. По причине того, что газы оказывают давление на кольцо также спереди (из-за проникновения газов в зазор между цилиндром и рабочей поверхностью поршневого кольца), усиление действия давления газов несколько снижается. За счет этого во время приработки кольца незначительно уменьшаются давление прижима и степень износа. На бензиновых двигателях конические кольца устанавливаются также в первую кольцевую канавку. Фаска или внутренний угол, относительно нижней кромки, вызывают отрицательное скручивание кольца (смотри 6. «Скручивание колец»).
На бензиновых двигателях конические кольца устанавливаются также в первую кольцевую канавку. Фаска или внутренний угол, относительно нижней кромки, вызывают отрицательное скручивание кольца (смотри 6. «Скручивание колец»).
 Угол наклона составляет, как правило, 6 °, 15 ° или 20 °.
Угол наклона составляет, как правило, 6 °, 15 ° или 20 °. Это привело бы к расплавлению головки поршня и его серьезным повреждениям.
Это привело бы к расплавлению головки поршня и его серьезным повреждениям. Для улучшения функций уплотнения и съема масла, маслосъемные поршневые кольца оснащаются, как правило, двумя маслосъемными рабочими поясками. Каждый их этих рабочих поясков снимает со стенки цилиндра избыточное масло. Таким образом, как у нижней кромки маслосъемного поршневого кольца, так и между рабочими поясками скапливается определенное количество масла, которое необходимо удалить из области кольца. Поскольку при движении поршня он качается внутри цилиндра, функция уплотнения выполняется тем лучше, чем ближе друг к другу расположены рабочие пояски кольца.
Для улучшения функций уплотнения и съема масла, маслосъемные поршневые кольца оснащаются, как правило, двумя маслосъемными рабочими поясками. Каждый их этих рабочих поясков снимает со стенки цилиндра избыточное масло. Таким образом, как у нижней кромки маслосъемного поршневого кольца, так и между рабочими поясками скапливается определенное количество масла, которое необходимо удалить из области кольца. Поскольку при движении поршня он качается внутри цилиндра, функция уплотнения выполняется тем лучше, чем ближе друг к другу расположены рабочие пояски кольца. Через эти отверстия в самом кольце масло, снимаемое верхним рабочим пояском, выводится на обратную сторону кольца.
Через эти отверстия в самом кольце масло, снимаемое верхним рабочим пояском, выводится на обратную сторону кольца. Теоретически сложно дать общий ответ, какой из этих способов лучше. По этой причине, выбор оптимального способа для конкретного поршня зависит от результатов различных практических испытаний.
Теоретически сложно дать общий ответ, какой из этих способов лучше. По этой причине, выбор оптимального способа для конкретного поршня зависит от результатов различных практических испытаний.
 Хотя пружина в кольце не прокручивается, всё кольцо в целом – так же, как и другие кольца – свободно вращается в кольцевой канавке. У состоящих из 2-х частей маслосъемных поршневых колец радиальное давление всегда распределяется симметрично, так как давление прижима имеет одинаковую величину по всей окружности спиральной пружины.
Хотя пружина в кольце не прокручивается, всё кольцо в целом – так же, как и другие кольца – свободно вращается в кольцевой канавке. У состоящих из 2-х частей маслосъемных поршневых колец радиальное давление всегда распределяется симметрично, так как давление прижима имеет одинаковую величину по всей окружности спиральной пружины. Это не является дефектом или основанием для рекламации.
Это не является дефектом или основанием для рекламации.
 Маслосъемные поршневые кольца со стальными пластинками либо имеют хромированные рабочие поверхности, либо со всех сторон обработаны азотированием.
Маслосъемные поршневые кольца со стальными пластинками либо имеют хромированные рабочие поверхности, либо со всех сторон обработаны азотированием. Поршни с более чем тремя кольцами встречаются сегодня сравнительно редко.
Поршни с более чем тремя кольцами встречаются сегодня сравнительно редко.
 Серый чугун до сих пор является основным материалом, из которого изготавливаются поршневые кольца. С трибологической точки зрения, серый чугун и содержащиеся в нем графитовые включения обеспечивают оптимальные свойства при работе в аварийном режиме (сухое смазывание графитом).
Серый чугун до сих пор является основным материалом, из которого изготавливаются поршневые кольца. С трибологической точки зрения, серый чугун и содержащиеся в нем графитовые включения обеспечивают оптимальные свойства при работе в аварийном режиме (сухое смазывание графитом). Для повышения износостойкости поверхность материалов подвергают упрочнению. Это осуществляется, как правило, путем азотирования.*
Для повышения износостойкости поверхность материалов подвергают упрочнению. Это осуществляется, как правило, путем азотирования.* При этом первоочередное значение отводится повышению износостойкости, а также обеспечению смазывания и уплотнения в экстремальных условиях. Материал покрытия должен быть совместим как с материалами, из которых изготовлены поршневое кольцо и стенка цилиндра, так и со смазывающей средой. Нанесение покрытий на рабочие поверхности поршневых колец находит широкое применение. На поршневые кольца серийных двигателей часто наносят покрытия из хрома, молибдена и феррооксида.
При этом первоочередное значение отводится повышению износостойкости, а также обеспечению смазывания и уплотнения в экстремальных условиях. Материал покрытия должен быть совместим как с материалами, из которых изготовлены поршневое кольцо и стенка цилиндра, так и со смазывающей средой. Нанесение покрытий на рабочие поверхности поршневых колец находит широкое применение. На поршневые кольца серийных двигателей часто наносят покрытия из хрома, молибдена и феррооксида. Кроме того, технология нанесения покрытий приводит к образованию пористой структуры материала. В микропустотах, образующихся при этом на рабочей поверхности кольца (Рис. 2), может скапливаться моторное масло. За счет этого обеспечивается наличие моторного масла для смазывания рабочей поверхности кольца даже при экстремальных режимах эксплуатации.
Кроме того, технология нанесения покрытий приводит к образованию пористой структуры материала. В микропустотах, образующихся при этом на рабочей поверхности кольца (Рис. 2), может скапливаться моторное масло. За счет этого обеспечивается наличие моторного масла для смазывания рабочей поверхности кольца даже при экстремальных режимах эксплуатации.


 У (неармированных) поршневых колец прямоугольного сечения pабочая поверхность спустя некоторое время приобретает выпуклую форму (Рис. 1), что связано с их возвратнопоступательным движением и движением в канавках (скручивание колец). Это положительно отражается на создании масляной пленки и сроке службы колец.
У (неармированных) поршневых колец прямоугольного сечения pабочая поверхность спустя некоторое время приобретает выпуклую форму (Рис. 1), что связано с их возвратнопоступательным движением и движением в канавках (скручивание колец). Это положительно отражается на создании масляной пленки и сроке службы колец. При неоптимальной конструкции кольца, твердое хромовое покрытие могло бы привести к значительному износу и повреждениям стенки цилиндра, выполненного из гораздо более мягкого материала.
При неоптимальной конструкции кольца, твердое хромовое покрытие могло бы привести к значительному износу и повреждениям стенки цилиндра, выполненного из гораздо более мягкого материала. 3).
3). Подвеска на мой взгляд жесткая, потому что на кочках часто трясет, и рессоры Имел негативный опыт владения корейцем. Купил себе такой полтора года назад, и в начале нарадоваться не мог, мешала только теснота кабины, но это фигня.
Подвеска на мой взгляд жесткая, потому что на кочках часто трясет, и рессоры Имел негативный опыт владения корейцем. Купил себе такой полтора года назад, и в начале нарадоваться не мог, мешала только теснота кабины, но это фигня. Всем привет. Подскажите пожалуйста кто знает. Хочу поставить круиз контроль на свой хендай hd V-U67 13 апреля г.
Всем привет. Подскажите пожалуйста кто знает. Хочу поставить круиз контроль на свой хендай hd V-U67 13 апреля г. Также сразу следует следить за рессорами — обращайте внимание на их положение в состоянии покоя и в загруженном, потому что рессоры на этой машине просто расходник.
Также сразу следует следить за рессорами — обращайте внимание на их положение в состоянии покоя и в загруженном, потому что рессоры на этой машине просто расходник. Год выпуска: Воспользуйтесь Фильтром «год выпуска», чтобы сделать выборку отзывов о Hyundai HD 78 конкретного года.
Год выпуска: Воспользуйтесь Фильтром «год выпуска», чтобы сделать выборку отзывов о Hyundai HD 78 конкретного года. Видимо не рассчитывали эту модель под наши суровые зимы.
Видимо не рассчитывали эту модель под наши суровые зимы.

 ria.com
ria.com ria.com
ria.com ria.com
ria.com Скажу честно п…
Скажу честно п… к ценник на АБС это космос — 200 тысяч , бо…
к ценник на АБС это космос — 200 тысяч , бо…



 Этот шасси был представлен в трех видах: короткий, длинный, супердлинный. Как и Hyundai HD-78, адаптирован под европейские и российские дороги. Достаточно хорошо переносит российское топливо и бензин. Плюс этой машины в том, что ее обслуживание не будет стоить огромной суммы денег.
Этот шасси был представлен в трех видах: короткий, длинный, супердлинный. Как и Hyundai HD-78, адаптирован под европейские и российские дороги. Достаточно хорошо переносит российское топливо и бензин. Плюс этой машины в том, что ее обслуживание не будет стоить огромной суммы денег. Самый главный плюс двигателя в том, что он экономит расход топлива на Hyundai HD78. Данное устройство полностью соответствует экологическим нормам Евро-3. Реальная скорость, до которой может разогнаться данная модель автомобиля, – 120-130 км/ч.
Самый главный плюс двигателя в том, что он экономит расход топлива на Hyundai HD78. Данное устройство полностью соответствует экологическим нормам Евро-3. Реальная скорость, до которой может разогнаться данная модель автомобиля, – 120-130 км/ч.


 Пользуется большим спросом среди грузоперевозочных компаний Азии и Европы.
Пользуется большим спросом среди грузоперевозочных компаний Азии и Европы.

 Средний расход – 15 литров».
Средний расход – 15 литров». 5 литров горючего».
5 литров горючего». Им нужно было разработать действительно мощный – во всех смыслах mighty, не разочаровывающий аудиторию среднетоннажный коммерческий автомобиль. Похоже, с этой задачей они справились.
Им нужно было разработать действительно мощный – во всех смыслах mighty, не разочаровывающий аудиторию среднетоннажный коммерческий автомобиль. Похоже, с этой задачей они справились. Новый 4-цилиндровый рядный D4CC для EX8, объемом 2,9 л, мощнее предшественника – 160 л. с. вместо 140 л. с. и оборотистее – 392 Н·м против 362 Н·м. Система впрыска – классический Common Rail (с максимальным давлением в топливной рампе 2000 бар), о котором много распространяться не надо, вы и так всё знаете. Форсунки – Denso; как показывает опыт ребят из Нyundai, они лучше адаптированы к нестабильности нашего топлива. Блок – чугунный, что заметно отличает его от конкурентов, головка блока – алюминиевая. Два распредвала, новая усиленная цепь ГРМ с неким специальным покрытием (заявляемый производителем ресурс – 500 тыс. км), турбина – с изменяемой геометрией лопаток (система VGT).
Новый 4-цилиндровый рядный D4CC для EX8, объемом 2,9 л, мощнее предшественника – 160 л. с. вместо 140 л. с. и оборотистее – 392 Н·м против 362 Н·м. Система впрыска – классический Common Rail (с максимальным давлением в топливной рампе 2000 бар), о котором много распространяться не надо, вы и так всё знаете. Форсунки – Denso; как показывает опыт ребят из Нyundai, они лучше адаптированы к нестабильности нашего топлива. Блок – чугунный, что заметно отличает его от конкурентов, головка блока – алюминиевая. Два распредвала, новая усиленная цепь ГРМ с неким специальным покрытием (заявляемый производителем ресурс – 500 тыс. км), турбина – с изменяемой геометрией лопаток (система VGT). Поживем, как водится, – увидим. Но, по идее, ничего критичного произойти не должно, а то, что поездки стали экономичнее, – однозначно. Забегая вперед, скажу, что с нагрузкой на все деньги, т. е. на всю полную массу, потребление горючего в смешанном цикле составило 15–17 л на 100 км пробега. По-моему, вполне достойно. И выгодно.
Поживем, как водится, – увидим. Но, по идее, ничего критичного произойти не должно, а то, что поездки стали экономичнее, – однозначно. Забегая вперед, скажу, что с нагрузкой на все деньги, т. е. на всю полную массу, потребление горючего в смешанном цикле составило 15–17 л на 100 км пробега. По-моему, вполне достойно. И выгодно. Специально проверил – у основных конкурентов такой нет, а между тем ее важность сложно переоценить. Это не просто большая защищенность и, как следствие, надежность соединений, – это еще и спокойствие водителя, уверенного, что на маршруте его не будут поджидать внезапные неприятные труднодиагностируемые сюрпризы.
Специально проверил – у основных конкурентов такой нет, а между тем ее важность сложно переоценить. Это не просто большая защищенность и, как следствие, надежность соединений, – это еще и спокойствие водителя, уверенного, что на маршруте его не будут поджидать внезапные неприятные труднодиагностируемые сюрпризы. А значит, морока с ним определенная есть. В Нyundai Mighty ЕХ8, на мой взгляд, сделано более разумно. К тому же уже в базе идут защитные кожухи снизу, спереди и сзади.
А значит, морока с ним определенная есть. В Нyundai Mighty ЕХ8, на мой взгляд, сделано более разумно. К тому же уже в базе идут защитные кожухи снизу, спереди и сзади. А термическая обработка и усиленные поперечины позволили сделать ее более жесткой на кручение и изгиб.
А термическая обработка и усиленные поперечины позволили сделать ее более жесткой на кручение и изгиб. Впрочем, хорошо зная наши дороги, зная, как их зимой обрабатывают, возможно, это и правильно в плане повышения срока службы.
Впрочем, хорошо зная наши дороги, зная, как их зимой обрабатывают, возможно, это и правильно в плане повышения срока службы. Продуманно, что и говорить.
Продуманно, что и говорить. Плюс объемный перчаточный ящик. И кажется, я еще что-то забыл. Ну, вспомню потом.
Плюс объемный перчаточный ящик. И кажется, я еще что-то забыл. Ну, вспомню потом. Так что хватит на все фантазии в отношении разнообразных потребителей: чайники, кофеварки и пр. В конструкции кабины использовано 37 % высокопрочной стали. Кабина на 79 % оцинкована, толщина лакокрасочного покрытия составляет 80–100 мкм. Всё это обеспечивает прочность и надежность, а также дополнительную устойчивость к возникновению коррозии
Так что хватит на все фантазии в отношении разнообразных потребителей: чайники, кофеварки и пр. В конструкции кабины использовано 37 % высокопрочной стали. Кабина на 79 % оцинкована, толщина лакокрасочного покрытия составляет 80–100 мкм. Всё это обеспечивает прочность и надежность, а также дополнительную устойчивость к возникновению коррозии Поэтому долго рассусоливать я не стал: настроился, огляделся и…
Поэтому долго рассусоливать я не стал: настроился, огляделся и… Да и вообще двигатель работает весьма эстетично. Без всех вот этих вот дизельных штучек.
Да и вообще двигатель работает весьма эстетично. Без всех вот этих вот дизельных штучек. Проявил настойчивость – тот же результат. Решил включать без затей. Включилась. Что ж, может, оно и правильно, но всё-таки для дополнительной подстраховки я бы блокировку поставил, а то, знаете ли, бывают ситуации…
Проявил настойчивость – тот же результат. Решил включать без затей. Включилась. Что ж, может, оно и правильно, но всё-таки для дополнительной подстраховки я бы блокировку поставил, а то, знаете ли, бывают ситуации… с. / оборотах
с. / оборотах Появились трещины. Очень неустойчив при выгрузке. Пока выгрузишься на насыпном грунте, весь мокрый. Потом пять лет был КамАЗ. Та ещё птица. И вот, наконец, купил МАЗ 6501 самосвал (на китайца не хватило). Первое впечатление – удивлен. 4-точечная кабина, климат-контроль (русский, правда), сиденье пневматическое, торпеда новая и т.д. Но это только первое впечатление, а потом понеслось: балансир течет ручьём с обеих сторон, штуцер гидроцилиндра подъёма кузова тоже. Всё, что сделано в Белоруссии, пришлось протягивать. К двигателю и КПП это не относится — пока. И самая главная проблема МАЗ 6501 на сегодня — как загрузишь самосвал, так он передним бампером ползет по земле (не перегруз). Вся передняя облицовка в колее (карьер всё-таки), потихоньку лопается. Через 10 дней после покупки умер стартер. Отдал в наш МАЗсервис. Одно успокаивает — коллега купил китайца: уже поменял стартер и сцепление, хотя он отбил разницу на солярке — у него 40 л/на 100 км, а у меня минимум 52 л/на 100 км.
Появились трещины. Очень неустойчив при выгрузке. Пока выгрузишься на насыпном грунте, весь мокрый. Потом пять лет был КамАЗ. Та ещё птица. И вот, наконец, купил МАЗ 6501 самосвал (на китайца не хватило). Первое впечатление – удивлен. 4-точечная кабина, климат-контроль (русский, правда), сиденье пневматическое, торпеда новая и т.д. Но это только первое впечатление, а потом понеслось: балансир течет ручьём с обеих сторон, штуцер гидроцилиндра подъёма кузова тоже. Всё, что сделано в Белоруссии, пришлось протягивать. К двигателю и КПП это не относится — пока. И самая главная проблема МАЗ 6501 на сегодня — как загрузишь самосвал, так он передним бампером ползет по земле (не перегруз). Вся передняя облицовка в колее (карьер всё-таки), потихоньку лопается. Через 10 дней после покупки умер стартер. Отдал в наш МАЗсервис. Одно успокаивает — коллега купил китайца: уже поменял стартер и сцепление, хотя он отбил разницу на солярке — у него 40 л/на 100 км, а у меня минимум 52 л/на 100 км. Много современного, нового.
Много современного, нового. Машина стала экономичнее. Но расход всё-равно не радует, говорят, что после 10 тыс. пробега упадёт. Качеством обслуживания МАЗ 6501 в целом я недоволен. Самосвалы в МАЗ вообще не умеют и не хотят делать. Расход со временем действительно упал. Сейчас пробег составляет 10 тыс. км. Течь из бака цилиндра и течь антифриза — это нормальное явление, которое не собираются исправлять сказали мне на сервисе. Ещё скажу всем, кто собирается покупать отечественную технику. Продайте всю резину сразу, пока новая и, добавив немного денег, купите «китайку» и вы забудете о проблемах с перегрузами.
Машина стала экономичнее. Но расход всё-равно не радует, говорят, что после 10 тыс. пробега упадёт. Качеством обслуживания МАЗ 6501 в целом я недоволен. Самосвалы в МАЗ вообще не умеют и не хотят делать. Расход со временем действительно упал. Сейчас пробег составляет 10 тыс. км. Течь из бака цилиндра и течь антифриза — это нормальное явление, которое не собираются исправлять сказали мне на сервисе. Ещё скажу всем, кто собирается покупать отечественную технику. Продайте всю резину сразу, пока новая и, добавив немного денег, купите «китайку» и вы забудете о проблемах с перегрузами. Коробка и сцепление на МАЗ 6501 — болезнь хроническая. Очень не хватает половинки в коробке. 4 много, а 5 мало. Качество сборки нулевое. «Батьку» надо на завод отправить, чтоб криворуких вылечил. После проблем с МАЗ 6501 «дубовую» Ивеко ласково вспоминаю. Будет возможность — пересяду не думая на иномарку.
Коробка и сцепление на МАЗ 6501 — болезнь хроническая. Очень не хватает половинки в коробке. 4 много, а 5 мало. Качество сборки нулевое. «Батьку» надо на завод отправить, чтоб криворуких вылечил. После проблем с МАЗ 6501 «дубовую» Ивеко ласково вспоминаю. Будет возможность — пересяду не думая на иномарку. Новая модель оснащена грузовой платформой, предназначенной для 3-сторонней разгрузки, что очень удобно при погрузке или выгрузке на компактной территории. Автомобиль получил обновленную конструкцию кабины. Пневматическая система, примененная в ее основе, дала возможность уменьшить вибрацию на плохом дорожном покрытии и увеличить комфорт для водителя. По заказу автомобиль предлагается с кабиной, оборудованной спальным местом. Грузовик получил усиленную раму и прочную подвеску, что очень важно для эксплуатации на дорогах СНГ.
Новая модель оснащена грузовой платформой, предназначенной для 3-сторонней разгрузки, что очень удобно при погрузке или выгрузке на компактной территории. Автомобиль получил обновленную конструкцию кабины. Пневматическая система, примененная в ее основе, дала возможность уменьшить вибрацию на плохом дорожном покрытии и увеличить комфорт для водителя. По заказу автомобиль предлагается с кабиной, оборудованной спальным местом. Грузовик получил усиленную раму и прочную подвеску, что очень важно для эксплуатации на дорогах СНГ. Однако это сельскохозяйственные самосвалы. Сегодня поговорим о больших «сельхозниках» марки МАЗ.
Однако это сельскохозяйственные самосвалы. Сегодня поговорим о больших «сельхозниках» марки МАЗ. Естественно, и сельскохозяйственные самосвальные сцепки там работают не поодиночке, а командами из сотен, а то и тысяч игроков. Это сложно, но вполне реально представить.
Естественно, и сельскохозяйственные самосвальные сцепки там работают не поодиночке, а командами из сотен, а то и тысяч игроков. Это сложно, но вполне реально представить. Такой зерноконвейер в период уборочной страды работает круглосуточно, а автомобили, на которых привезли зерно, могут выстраиваться в километровые очереди. Именно поэтому важнейшее значение приобретают грузоподъемность и грузовместимость, естественно, в рамках допустимой нагрузки на ось и разрешенной габаритной длины. А поскольку сельхозпродукция — груз относительно легковесный, то исходя из этих факторов и создаются такие гиганты.
Такой зерноконвейер в период уборочной страды работает круглосуточно, а автомобили, на которых привезли зерно, могут выстраиваться в километровые очереди. Именно поэтому важнейшее значение приобретают грузоподъемность и грузовместимость, естественно, в рамках допустимой нагрузки на ось и разрешенной габаритной длины. А поскольку сельхозпродукция — груз относительно легковесный, то исходя из этих факторов и создаются такие гиганты.



 Консультации специалистов по техническим, организационным и иным вопросам предоставляются бесплатно.
Консультации специалистов по техническим, организационным и иным вопросам предоставляются бесплатно.  Датчик фиксирует факт и объемы слива дизтоплива во время стоянки и в процессе движения.
Датчик фиксирует факт и объемы слива дизтоплива во время стоянки и в процессе движения.  Применяемый метод тарировка и используемое оборудование обеспечивает крайне низкую погрешность не более 0,005 %. Объемы горючего определяются для каждого бака индивидуально, что позволяет учесть его форму и наличие внутренних перегородок.
Применяемый метод тарировка и используемое оборудование обеспечивает крайне низкую погрешность не более 0,005 %. Объемы горючего определяются для каждого бака индивидуально, что позволяет учесть его форму и наличие внутренних перегородок. 


 Специалисты нашего сервисного центра адаптируют приложение под требования заказчика и осуществляют обучение персонала по работе с ним. Звоните на контактный номер +38(044) 62 29 56, +38(097) 696 84 07 (Viber, Telegram) или оставляйте заявку на сайте и наш сотрудник свяжется с вами в удобное время.
Специалисты нашего сервисного центра адаптируют приложение под требования заказчика и осуществляют обучение персонала по работе с ним. Звоните на контактный номер +38(044) 62 29 56, +38(097) 696 84 07 (Viber, Telegram) или оставляйте заявку на сайте и наш сотрудник свяжется с вами в удобное время. 
 85 Тг.
85 Тг. Уральск
Уральск Алматы
Алматы Петропавловск
Петропавловск kz
kz Cummins ISLe340.30, 250 kW, i г.п.= 5,73
Cummins ISLe340.30, 250 kW, i г.п.= 5,73 414 (дв. D2866)
414 (дв. D2866) ВГ8М-1015)
ВГ8М-1015) Cummins KTA19-C)
Cummins KTA19-C) ЗМЗ-513)
ЗМЗ-513) ЗМЗ-53)
ЗМЗ-53) СМД-19)
СМД-19) ЗИЛ-508)
ЗИЛ-508) ЗИЛ-375)
ЗИЛ-375) Д-243, -243-202)
Д-243, -243-202) 10)
10) ЯМЗ-238)
ЯМЗ-238) ЯМЗ-238Б1)
ЯМЗ-238Б1) Д-263.1Е3)
Д-263.1Е3) ЯМЗ-236М2)
ЯМЗ-236М2) Д-260.5С)
Д-260.5С) ЯМЗ-7511)
ЯМЗ-7511) D2866LF31Е3)
D2866LF31Е3) КамАЗ-740)
КамАЗ-740) В ручную раскопки грунта делают на маленьких участках, где расположение техники физические не представляет возможности.
В ручную раскопки грунта делают на маленьких участках, где расположение техники физические не представляет возможности. Некоторые компании по строительству канализаций даже установку септика или резервуара для хранения воды относят к земельных работам. В принципе, это верно, так как, сам процесс, пусть и косвенным образом, связан с почвой. Ведь что септик что резервуар погружаются в землю, и закапываются по самое устье.
Некоторые компании по строительству канализаций даже установку септика или резервуара для хранения воды относят к земельных работам. В принципе, это верно, так как, сам процесс, пусть и косвенным образом, связан с почвой. Ведь что септик что резервуар погружаются в землю, и закапываются по самое устье.




 Тяжёлые грунты при разработке скреперами рекомендуется предварительно рыхлить.
Тяжёлые грунты при разработке скреперами рекомендуется предварительно рыхлить.
 1 — Земляные сооружения, М., 1964; Технология и организация строительного производства, под ред. И. Г. Галкина, М., 1969.
1 — Земляные сооружения, М., 1964; Технология и организация строительного производства, под ред. И. Г. Галкина, М., 1969.
 Работы по срезке недоборов и монтажа въездов в котлованы вычисляются на основе проектных данных.
Работы по срезке недоборов и монтажа въездов в котлованы вычисляются на основе проектных данных.
 СНиП — документ, в котором содержатся все нормы и правила для строителей, монтажников и проектировщиков. Состоит нормативный документ из 4 частей.
СНиП — документ, в котором содержатся все нормы и правила для строителей, монтажников и проектировщиков. Состоит нормативный документ из 4 частей.


 1).
1).
 Грунты планировочной выемки необходимо одновременно с разработкой перемещать и укладывать в тело планировочной насыпи, за исключением резервируемых объемов, используемых впоследствии для засыпки пазух подземных частей сооружений. Для выполнения третьего условия необходимо прежде всего выбрать эффективную технологию производства земляных работ с применением комплектов высокопроизводительных и экономичных машин и транспортных средств.
Грунты планировочной выемки необходимо одновременно с разработкой перемещать и укладывать в тело планировочной насыпи, за исключением резервируемых объемов, используемых впоследствии для засыпки пазух подземных частей сооружений. Для выполнения третьего условия необходимо прежде всего выбрать эффективную технологию производства земляных работ с применением комплектов высокопроизводительных и экономичных машин и транспортных средств. п. применяется ручной труд. Производство работ вручную даже в небольших объемах влияет на общие затраты труда, так как производительность ручного труда в 20…30 раз ниже механизированного.
п. применяется ручной труд. Производство работ вручную даже в небольших объемах влияет на общие затраты труда, так как производительность ручного труда в 20…30 раз ниже механизированного. Способ и комплект машин для конкретных производственных условий выбирают на основании технико-экономического анализа и обоснования различных вариантов.
Способ и комплект машин для конкретных производственных условий выбирают на основании технико-экономического анализа и обоснования различных вариантов. План выдается с указанием трасс и глубин залегания всех коммуникаций в радиусе 10 метров от места производства работ.
План выдается с указанием трасс и глубин залегания всех коммуникаций в радиусе 10 метров от места производства работ.

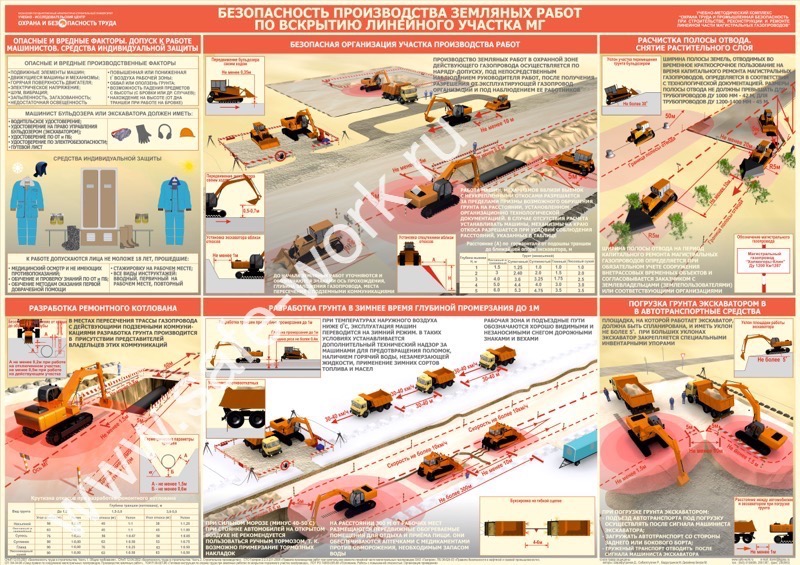

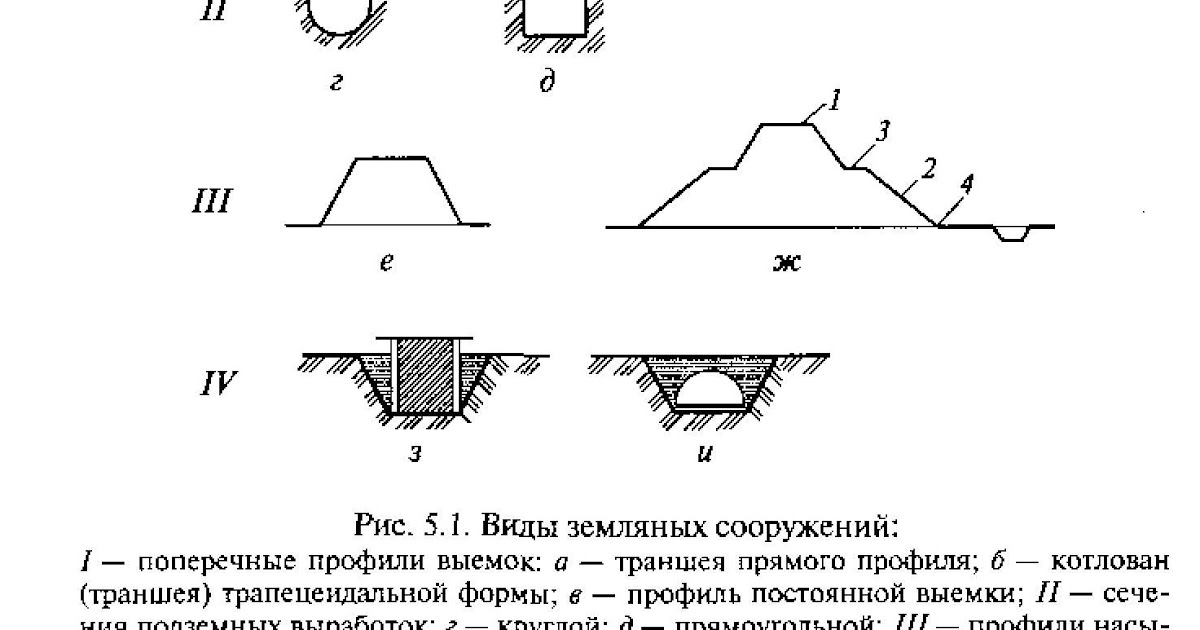 Инструктаж проводит непосредственный руководитель работ.
Инструктаж проводит непосредственный руководитель работ.


 Но, тем не менее, и в наше время таких
Но, тем не менее, и в наше время таких
 И здесь уже не обойтись без специального оборудования и измерительных инструментов.
И здесь уже не обойтись без специального оборудования и измерительных инструментов.

 Внешняя и внутренняя поверхность гильз должна обладать антикоррозионной устойчивостью. Конструкция гильз должна также обеспечивать надежность уплотнений в местах стыков гильз с головкой и блоком цилиндров. Гильзы цилиндров могут, являются как самостоятельной конструкционной единицей двигателя («мокрые» и гильзы двигателей воздушного охлаждения), так и являться элементом ремонтной технологии, предусмотренной заводом изготовителем (например: «сухие» гильзы для двигателей, где цилиндры выполнены заодно с блок-картером). В автомобильных и тракторных двигателях наибольшее распространение получили чугунные гильзы.
Внешняя и внутренняя поверхность гильз должна обладать антикоррозионной устойчивостью. Конструкция гильз должна также обеспечивать надежность уплотнений в местах стыков гильз с головкой и блоком цилиндров. Гильзы цилиндров могут, являются как самостоятельной конструкционной единицей двигателя («мокрые» и гильзы двигателей воздушного охлаждения), так и являться элементом ремонтной технологии, предусмотренной заводом изготовителем (например: «сухие» гильзы для двигателей, где цилиндры выполнены заодно с блок-картером). В автомобильных и тракторных двигателях наибольшее распространение получили чугунные гильзы. Гильза, соприкасающаяся свой поверхностью с охлаждающей жидкостью находящейся в «рубашке охлаждения» называется «Мокрой». «Мокрые» гильзы цилиндров обеспечивают лучший отвод тепла, но картер двигателя с такими гильзами обладает меньшей жесткостью. Большое распространение эти гильзы получили на грузовых и тракторных двигателях в силу своей высокой ремонтопригодности. Как правило, выпускаемые производителями «мокрые» гильзы не требуют перед установкой, какой либо доработки. Изношенные «мокрые» гильзы в большинстве случаев не ремонтируют, а заменяют новыми без снятия двигателя с шасси. Для предотвращения прорыва газов в охлаждающую жидкость и просачивания этой жидкости в цилиндр и картер двигателя «мокрые» гильзы комплектуются уплотнительными прокладками. Внутренняя поверхность гильз тщательно обрабатывается (хонингуется)для того что бы обеспечить наличие требуемой масляной пленки для смазки поршневых колец. Двигатели с «мокрыми» гильзами устанавливаются почти на все современные коммерческие автомобили.
Гильза, соприкасающаяся свой поверхностью с охлаждающей жидкостью находящейся в «рубашке охлаждения» называется «Мокрой». «Мокрые» гильзы цилиндров обеспечивают лучший отвод тепла, но картер двигателя с такими гильзами обладает меньшей жесткостью. Большое распространение эти гильзы получили на грузовых и тракторных двигателях в силу своей высокой ремонтопригодности. Как правило, выпускаемые производителями «мокрые» гильзы не требуют перед установкой, какой либо доработки. Изношенные «мокрые» гильзы в большинстве случаев не ремонтируют, а заменяют новыми без снятия двигателя с шасси. Для предотвращения прорыва газов в охлаждающую жидкость и просачивания этой жидкости в цилиндр и картер двигателя «мокрые» гильзы комплектуются уплотнительными прокладками. Внутренняя поверхность гильз тщательно обрабатывается (хонингуется)для того что бы обеспечить наличие требуемой масляной пленки для смазки поршневых колец. Двигатели с «мокрыми» гильзами устанавливаются почти на все современные коммерческие автомобили.
 Производители гильз выпускают так называемые, заготовки гильз, то есть гильзы имеющие запас по длине и внешнему диаметру, которые после токарной обработки запрессовываются с натягом в блок цилиндров. Такие гильзы как правило не имеют обработки внутренней поверхности. Они растачиваются и хонингуются только после установки гильзы в блок цилиндров. Поверхность блока цилиндров под установку тоже повергается тщательной обработке: расточке и в некоторых случаях хонингованию. Гильза с упором устанавливается в блок под давлением, с натягом (в среднем 0,03-0,04 мм), для гильз, не имеющих упора натяг больше. Наружная поверхность «сухих» ремонтных гильз, как правило, подвергается шлифовке, для увеличения плотности прилегания к блоку цилиндров. Гильзы могут фиксироваться при установке верхним буртом, нижним буртом или вообще могут устанавливаться без упора. Некоторые японские производители, например ISUZU, изготавливают двигатели с тонкостенными стальными гильзами, имеющими покрытие из пористого хрома железом.
Производители гильз выпускают так называемые, заготовки гильз, то есть гильзы имеющие запас по длине и внешнему диаметру, которые после токарной обработки запрессовываются с натягом в блок цилиндров. Такие гильзы как правило не имеют обработки внутренней поверхности. Они растачиваются и хонингуются только после установки гильзы в блок цилиндров. Поверхность блока цилиндров под установку тоже повергается тщательной обработке: расточке и в некоторых случаях хонингованию. Гильза с упором устанавливается в блок под давлением, с натягом (в среднем 0,03-0,04 мм), для гильз, не имеющих упора натяг больше. Наружная поверхность «сухих» ремонтных гильз, как правило, подвергается шлифовке, для увеличения плотности прилегания к блоку цилиндров. Гильзы могут фиксироваться при установке верхним буртом, нижним буртом или вообще могут устанавливаться без упора. Некоторые японские производители, например ISUZU, изготавливают двигатели с тонкостенными стальными гильзами, имеющими покрытие из пористого хрома железом. Такие гильзы не подвергаются механической обработке и устанавливаются в блок цилиндров без натяга, с небольшим усилием и удерживаются в блоке за счет прижатия широкого бурта гильзы головкой блока. Блок картер с сухими гильзами имеет повышенную жесткость по сравнению с блоком, с установленными «мокрыми» гильзами.
Такие гильзы не подвергаются механической обработке и устанавливаются в блок цилиндров без натяга, с небольшим усилием и удерживаются в блоке за счет прижатия широкого бурта гильзы головкой блока. Блок картер с сухими гильзами имеет повышенную жесткость по сравнению с блоком, с установленными «мокрыми» гильзами. Из биметаллических цилиндров получили распространение чугунные или стальные цилиндры с залитыми (или навитыми) алюминиевыми ребрами. Широкое распространение двигатели с воздушным охлаждением получили среди производителей тяжелой строительной техники. Ярким примером является всемирно известный производитель индустриальных двигателей немецкая фирма DEUTZ.
Из биметаллических цилиндров получили распространение чугунные или стальные цилиндры с залитыми (или навитыми) алюминиевыми ребрами. Широкое распространение двигатели с воздушным охлаждением получили среди производителей тяжелой строительной техники. Ярким примером является всемирно известный производитель индустриальных двигателей немецкая фирма DEUTZ.
 Вследствие этого, в форсированных двигателях, как правило, применяют мокрые втулки, которые обеспечивают более эффективную теплопередачу и легкозаменяемые в случае износа.
Вследствие этого, в форсированных двигателях, как правило, применяют мокрые втулки, которые обеспечивают более эффективную теплопередачу и легкозаменяемые в случае износа. Полости охлаждения уплотняют специальными резиновыми кольцами, которые устанавливаются в канавки блока цилиндров или канавки гильзы на нижнем направляющем пояске. Как правило, устанавливают два или три кольца, одно из которых имеет прямоугольное сечение. В последнем случае прямоугольное кольцо большей высоты препятствует изнашиванию и кавитации в зоне нижнего направляющего пояска.
Полости охлаждения уплотняют специальными резиновыми кольцами, которые устанавливаются в канавки блока цилиндров или канавки гильзы на нижнем направляющем пояске. Как правило, устанавливают два или три кольца, одно из которых имеет прямоугольное сечение. В последнем случае прямоугольное кольцо большей высоты препятствует изнашиванию и кавитации в зоне нижнего направляющего пояска.


 Можно заменить и одну втулку, если остальные еще пригодны к эксплуатации.
Можно заменить и одну втулку, если остальные еще пригодны к эксплуатации.


 А вот их ремонт уже сильно зависит от нюансов конструктивного исполнения. Об этом мы сегодня и поговорим.
А вот их ремонт уже сильно зависит от нюансов конструктивного исполнения. Об этом мы сегодня и поговорим.
 Гильзы запрессованы, и поршневые кольца работают по ним.
Гильзы запрессованы, и поршневые кольца работают по ним. Чтобы этого избежать, существует ряд способов. Первый способ – нанесение специального покрытия на алюминиевые стенки цилиндра. Примером такой технологии служит Nikasil – сплав никеля и кремния. В истории марки BMW был период выпуска двигателей с таким покрытием. Практика показала, что это покрытие достаточно часто «осыпается», поэтому производители двигателей от него отказались. Тем не менее, определенное количество автомобилей с такими двигателями до сих пор ездит по дорогам.
Чтобы этого избежать, существует ряд способов. Первый способ – нанесение специального покрытия на алюминиевые стенки цилиндра. Примером такой технологии служит Nikasil – сплав никеля и кремния. В истории марки BMW был период выпуска двигателей с таким покрытием. Практика показала, что это покрытие достаточно часто «осыпается», поэтому производители двигателей от него отказались. Тем не менее, определенное количество автомобилей с такими двигателями до сих пор ездит по дорогам.

 На фотографии — посадочное место под гильзу с верхним упором:
На фотографии — посадочное место под гильзу с верхним упором: Казалось бы, ничего сложного. Однако же, нет.
Казалось бы, ничего сложного. Однако же, нет.
 Если же проход по плоскости выполнять после хонинговки – есть риск, что выступающая часть гильзы просто будет сточена, и факт недостаточно плотной посадки останется незамеченным.
Если же проход по плоскости выполнять после хонинговки – есть риск, что выступающая часть гильзы просто будет сточена, и факт недостаточно плотной посадки останется незамеченным. Если критический износ получил только один цилиндр — конечно, имеет смысл обойтись только его гильзовкой, это вполне приемлемо. Правда, надо учитывать, что при гильзовке соседние цилиндры могут получить некоторую деформацию (эллипс), и в этом случае может потребоваться проточить их после этого, чтобы компенсировать эту деформацию. Но здесь конечное решение принимается индивидуально в каждом конкретном случае.
Если критический износ получил только один цилиндр — конечно, имеет смысл обойтись только его гильзовкой, это вполне приемлемо. Правда, надо учитывать, что при гильзовке соседние цилиндры могут получить некоторую деформацию (эллипс), и в этом случае может потребоваться проточить их после этого, чтобы компенсировать эту деформацию. Но здесь конечное решение принимается индивидуально в каждом конкретном случае. Также стенки цилиндра расширяются вследствие истирания.
Также стенки цилиндра расширяются вследствие истирания.
 Относительно их внутренней поверхности движется поршень.
Относительно их внутренней поверхности движется поршень.

 Этот процесс относится к наиболее сложным из всех видов гильзования.
Этот процесс относится к наиболее сложным из всех видов гильзования.

 При возникновении неточностей корректируют размер деталей.
При возникновении неточностей корректируют размер деталей.
 По этой причине его стенка намного толще, и ее можно сделать толще, чтобы выдерживать большее давление в цилиндре. Мокрые вкладыши имеют дополнительное преимущество, заключающееся в том, что их легче заменить, если один из них выйдет из строя в процессе эксплуатации.
По этой причине его стенка намного толще, и ее можно сделать толще, чтобы выдерживать большее давление в цилиндре. Мокрые вкладыши имеют дополнительное преимущество, заключающееся в том, что их легче заменить, если один из них выйдет из строя в процессе эксплуатации.
 Это означает, что он будет сильно изгибаться, прежде чем сломается. Втулка из серого железа обладает малой пластичностью и разобьется при превышении предела прочности. Darton производит 100% рукавов, используемых всеми ведущими командами NHRA по топливу и смешным автомобилям, потому что у них есть лучший материал и готовый продукт.
Это означает, что он будет сильно изгибаться, прежде чем сломается. Втулка из серого железа обладает малой пластичностью и разобьется при превышении предела прочности. Darton производит 100% рукавов, используемых всеми ведущими командами NHRA по топливу и смешным автомобилям, потому что у них есть лучший материал и готовый продукт. 4 GT 40 для установки MID втулки. Вы можете видеть пары охлаждающей жидкости, поскольку охлаждающая жидкость выполняет свою работу по отводу тепла от отливки во время обработки.
4 GT 40 для установки MID втулки. Вы можете видеть пары охлаждающей жидкости, поскольку охлаждающая жидкость выполняет свою работу по отводу тепла от отливки во время обработки. Если эти силы напряжения не уменьшить, отливка будет деформироваться в процессе эксплуатации, и в результате стенки цилиндра могут выходить за пределы 0,004″ до 0,005″, что, очевидно, нежелательно. Итак, что я делаю, так это сначала делаю черновую отливку, затем извлекаю отливку из станка с ЧПУ и использую снятие вибрационного напряжения, чтобы устранить как можно больше внутреннего или индуцированного напряжения, прежде чем будет выполнена чистовая обработка для установки втулки. Для выполнения этой задачи я использую машину для снятия вибрационного напряжения Formula 62 производства Stress Relief Engineering.
Если эти силы напряжения не уменьшить, отливка будет деформироваться в процессе эксплуатации, и в результате стенки цилиндра могут выходить за пределы 0,004″ до 0,005″, что, очевидно, нежелательно. Итак, что я делаю, так это сначала делаю черновую отливку, затем извлекаю отливку из станка с ЧПУ и использую снятие вибрационного напряжения, чтобы устранить как можно больше внутреннего или индуцированного напряжения, прежде чем будет выполнена чистовая обработка для установки втулки. Для выполнения этой задачи я использую машину для снятия вибрационного напряжения Formula 62 производства Stress Relief Engineering. stressreliefengr.com/about.html
stressreliefengr.com/about.html Это приводит к отказу двигателя в худшем случае и снижению производительности или утечке в лучшем случае. За годы я починил или заменил десятки блоков для людей, чьи блоки обрабатывались не в том месте.
Это приводит к отказу двигателя в худшем случае и снижению производительности или утечке в лучшем случае. За годы я починил или заменил десятки блоков для людей, чьи блоки обрабатывались не в том месте.
 Поскольку втулка имеет опорный блок, она может быть очень тонкой.
Поскольку втулка имеет опорный блок, она может быть очень тонкой.
 Если принципы не соблюдаются, то берется обработанная поверхность, выступающая в качестве новой базы. Она улучшает точность и жесткость расположения детали.
Если принципы не соблюдаются, то берется обработанная поверхность, выступающая в качестве новой базы. Она улучшает точность и жесткость расположения детали. Если осуществляется базирование конической заготовки, то для обеспечения ее устойчивого положения необходимо применять набор из 2 базовых поверхностей.
Если осуществляется базирование конической заготовки, то для обеспечения ее устойчивого положения необходимо применять набор из 2 базовых поверхностей. Посредством этой категории схем осуществляется полное базирование. Отличительной особенностью этого вида базирования является высокая точность размещения отверстий.
Посредством этой категории схем осуществляется полное базирование. Отличительной особенностью этого вида базирования является высокая точность размещения отверстий.
 При базировании в призме возможно определить направление только в 1 координатной плоскости.
При базировании в призме возможно определить направление только в 1 координатной плоскости.

 Для минимизации погрешности заготовки важно следовать принципам постоянства и смещения базовых поверхностей.
Для минимизации погрешности заготовки важно следовать принципам постоянства и смещения базовых поверхностей.


 Чистовая
Чистовая
 к. повторное
к. повторное
 90). Пластины выполняются шириной 16-35 мм, высотой 10-25 мм и длиной 60-220 мм. Наиболее удобными в эксплуатации являются пластины с косыми пазами,- стружка легко попадает в углубления этих пластин и не мешает установке.
90). Пластины выполняются шириной 16-35 мм, высотой 10-25 мм и длиной 60-220 мм. Наиболее удобными в эксплуатации являются пластины с косыми пазами,- стружка легко попадает в углубления этих пластин и не мешает установке.
 93, а приведена типовая схема базирования детали цилиндрической формы. Ее устанавливают наружной поверхностью в две призмы А и Б, служащие опорной и направляющей базами, и прижимают к упору В, являющемуся упорной базовой поверхностью. В этом случае не исключена возможность поворота детали вокруг своей продольной оси. При необходимости такой поворот может быть исключен постановкой упора в отверстие или канавку, специально сделанные в детали.
93, а приведена типовая схема базирования детали цилиндрической формы. Ее устанавливают наружной поверхностью в две призмы А и Б, служащие опорной и направляющей базами, и прижимают к упору В, являющемуся упорной базовой поверхностью. В этом случае не исключена возможность поворота детали вокруг своей продольной оси. При необходимости такой поворот может быть исключен постановкой упора в отверстие или канавку, специально сделанные в детали.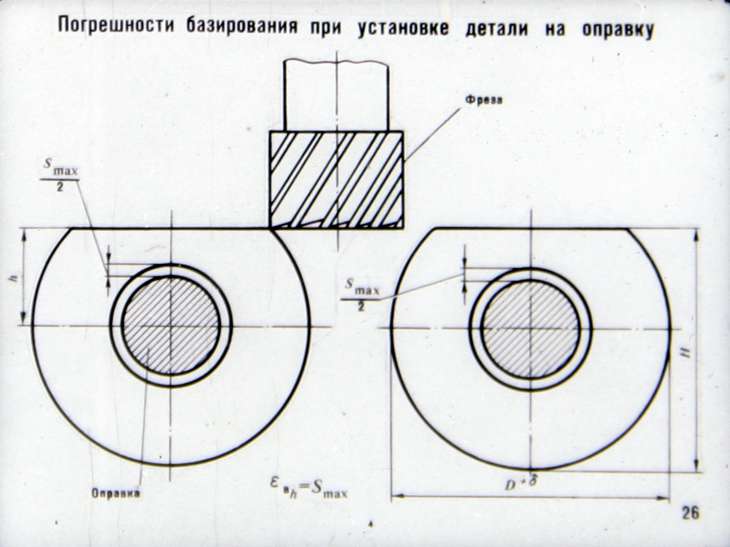 94 показана схема устройства для ориентирования детали 3 в одной плоскости симметрии АБ. Деталь устанавливается опорной плоскостью как основной базой, а ориентируется по закруглениям контура с помощью неподвижной или регулируемой призмы 1 и подвижной (зажимающей) призмы 2.
94 показана схема устройства для ориентирования детали 3 в одной плоскости симметрии АБ. Деталь устанавливается опорной плоскостью как основной базой, а ориентируется по закруглениям контура с помощью неподвижной или регулируемой призмы 1 и подвижной (зажимающей) призмы 2. 0d MT 4х4 механика дизель
0d MT 4х4 механика дизель 40 л,
40 л, комплектация) и подогрев. Из минусов — расход топлива. Брать бы рекомендовал, если нужен минивэн.
комплектация) и подогрев. Из минусов — расход топлива. Брать бы рекомендовал, если нужен минивэн. Тут можно узнать подробное техническое
Тут можно узнать подробное техническое 8 AT
8 AT
 с / оборотах
с / оборотах Он также известен как Nissan Sunny-Vanette и Nissan Van. Производство этой модели завершилось в 2010 году, хотя на некоторых мировых рынках, например в Малайзии, он всё ещё доступен. Впоследствии фургон сменил другой автомобиль — Nissan NV200.
Он также известен как Nissan Sunny-Vanette и Nissan Van. Производство этой модели завершилось в 2010 году, хотя на некоторых мировых рынках, например в Малайзии, он всё ещё доступен. Впоследствии фургон сменил другой автомобиль — Nissan NV200.
 Последователем фургона Nissan Vanette считается Nissan NV200.
Последователем фургона Nissan Vanette считается Nissan NV200. Картинная галерея подержанных и новых автомобилей. Полная информация о спецификациях.
Картинная галерея подержанных и новых автомобилей. Полная информация о спецификациях. Производство было завершено в 2010 году, все в порядке, созданном для Nissan NV200.
Производство было завершено в 2010 году, все в порядке, созданном для Nissan NV200. Il portellone — это дизайн конкильи голубь-ла-Porta separato в соответствии с pezzi che si estenderebbe su, con un portellone nella parte inferiore della porta.
Il portellone — это дизайн конкильи голубь-ла-Porta separato в соответствии с pezzi che si estenderebbe su, con un portellone nella parte inferiore della porta.
 Nel mercato domestico è stato inizialmentemercializzato как sia la ‘Nissan Sunny Vanette’ или ‘Nissan Cherry Vanette’, вторая часть розничной торговли, которая находится в окончании ингнерии, которая находится в prestito pesantemente dalle generazioni a trazione posteriore del sole line -в отдельных моделях B210 и B310 серии, с качественным двигателем и передачей. Санни Ванетт уже выставлен на продажу Nissan Satio Conservare и цилиегия Ванетт уже выставлен на продажу Nissan Cherry Conservare позиции.Эти из-за модели ханно авуто, переднего плана и разнообразны. В марте 1980 года, номер Datsun Vanette версия является обновленной, выставленной на продажу Nissan Bluebird Conservare , оставленной концессионером. La Datsun Vanette рисовал двойные фары, были созданы модели, соответствующие авевано сингли фари. Это маленькая модель всего Nissan Caravan.
Nel mercato domestico è stato inizialmentemercializzato как sia la ‘Nissan Sunny Vanette’ или ‘Nissan Cherry Vanette’, вторая часть розничной торговли, которая находится в окончании ингнерии, которая находится в prestito pesantemente dalle generazioni a trazione posteriore del sole line -в отдельных моделях B210 и B310 серии, с качественным двигателем и передачей. Санни Ванетт уже выставлен на продажу Nissan Satio Conservare и цилиегия Ванетт уже выставлен на продажу Nissan Cherry Conservare позиции.Эти из-за модели ханно авуто, переднего плана и разнообразны. В марте 1980 года, номер Datsun Vanette версия является обновленной, выставленной на продажу Nissan Bluebird Conservare , оставленной концессионером. La Datsun Vanette рисовал двойные фары, были созданы модели, соответствующие авевано сингли фари. Это маленькая модель всего Nissan Caravan. Двигатель A14 quattro cilindri объемом 1,4 л (1,397 см3), мощность 75 л.с. (55 кВт) при 5,400 об / мин. Фургоны с оригинальным содержимым двигателя A12 объемом 1,2 л (1,171 куб. См) и мощностью 64 л.с. (47 кВт) с двигателем. Более поздний, двигатель 1400 и доступен для всех версий Van и Truck pure. Nel luglio 1979 является новой версией одной версии и другой тетто, потому что это одна легкая фургонная песня и версия Coach dieci posti. Это статуя на 33 см передних и боковых стенок, в которых используются простые версии, которые доступны с двигателем A12.Все версии представлены отдельно для каждого отдельного случая.
Двигатель A14 quattro cilindri объемом 1,4 л (1,397 см3), мощность 75 л.с. (55 кВт) при 5,400 об / мин. Фургоны с оригинальным содержимым двигателя A12 объемом 1,2 л (1,171 куб. См) и мощностью 64 л.с. (47 кВт) с двигателем. Более поздний, двигатель 1400 и доступен для всех версий Van и Truck pure. Nel luglio 1979 является новой версией одной версии и другой тетто, потому что это одна легкая фургонная песня и версия Coach dieci posti. Это статуя на 33 см передних и боковых стенок, в которых используются простые версии, которые доступны с двигателем A12.Все версии представлены отдельно для каждого отдельного случая. В соответствии с указаниями по естественной природе луссо, SGL имеет двойные размеры, соответствующие современным требованиям.В 1981 году LD20 стал более мощным моторным дизельным двигателем, пришел с версией бензина 2 литра (Z20) в топовой версии SGX.
В соответствии с указаниями по естественной природе луссо, SGL имеет двойные размеры, соответствующие современным требованиям.В 1981 году LD20 стал более мощным моторным дизельным двигателем, пришел с версией бензина 2 литра (Z20) в топовой версии SGX. Le versioni di camion del C120 Vanette rimasero in produzione (con lievi modifiche effettuate nel mese di agosto 1986) до начала 1988 года.
Le versioni di camion del C120 Vanette rimasero in produzione (con lievi modifiche effettuate nel mese di agosto 1986) до начала 1988 года. Производительность — 100 000 автомобилей в год. Обширная дистрибьюторская и сервисная сеть BAW покрывает весь Китай.
Производительность — 100 000 автомобилей в год. Обширная дистрибьюторская и сервисная сеть BAW покрывает весь Китай.
 09.2022
09.2022 Все ломается, крошится и сыпется.
Все ломается, крошится и сыпется.
 Кроме того, в днище были отверстия для слива воды, проникшей в корпус, и слива масла из агрегатов трансмиссии, которые закрыты пробками. В средней части днища слева находится кингстон (клапан для приема воды внутрь корпуса или ее отлива). Три серьги в носовой части корпуса служили для буксировки машины на суше и по воде (верхние). В кормовой части установлен буксирный прибор.
Кроме того, в днище были отверстия для слива воды, проникшей в корпус, и слива масла из агрегатов трансмиссии, которые закрыты пробками. В средней части днища слева находится кингстон (клапан для приема воды внутрь корпуса или ее отлива). Три серьги в носовой части корпуса служили для буксировки машины на суше и по воде (верхние). В кормовой части установлен буксирный прибор. Система охлаждения двигателя в дополнение к радиатору имела теплообменник, охлаждаемый при движении на плаву забортной водой. Пуск двигателя производился электрическим стартером 1,32 кВт (1,8 л.с.). В качестве топлива использовался бензин – автомобильный А-70 или авиационный Б-70. Топливных баков было два, параллельно расположенных, по 120 л.
Система охлаждения двигателя в дополнение к радиатору имела теплообменник, охлаждаемый при движении на плаву забортной водой. Пуск двигателя производился электрическим стартером 1,32 кВт (1,8 л.с.). В качестве топлива использовался бензин – автомобильный А-70 или авиационный Б-70. Топливных баков было два, параллельно расположенных, по 120 л. (Не автомобиль, а сплошные карданы! – ред.)
(Не автомобиль, а сплошные карданы! – ред.) Стояночный тормоз – ленточный, с механическим приводом, устанавливался на раздаточной коробке.
Стояночный тормоз – ленточный, с механическим приводом, устанавливался на раздаточной коробке. Источниками электроэнергии были генератор постоянного тока Г15-Б мощностью 220 Вт и две 6-вольтовые аккумуляторные батареи 3-СТ-84, соединенные последовательно. Система зажигания двигателя батарейная.
Источниками электроэнергии были генератор постоянного тока Г15-Б мощностью 220 Вт и две 6-вольтовые аккумуляторные батареи 3-СТ-84, соединенные последовательно. Система зажигания двигателя батарейная. Трюмный насос и насос отсеков приводились в действие цепными передачами от промежуточного карданного вала привода гребного винта и имели производительность соответственно 300 и 150 л/мин при 3 000 мин-1.
Трюмный насос и насос отсеков приводились в действие цепными передачами от промежуточного карданного вала привода гребного винта и имели производительность соответственно 300 и 150 л/мин при 3 000 мин-1. Как и любая техника – они ломаются, а также им требуется полноценное техническое обслуживание.
Как и любая техника – они ломаются, а также им требуется полноценное техническое обслуживание.
 ru — сборные модели
ru — сборные модели По текущему наличию и возможности приобретения на Дачном пр. 17/4 уточняйте по телефону.
По текущему наличию и возможности приобретения на Дачном пр. 17/4 уточняйте по телефону. ..
..
 V. AircraftRB ModelRevellRFMRiich modelsRodenRPMS&BScaleGarageSkifSmall StuffSmerSpecial HobbyTakomTamiyaTOP GUNToxso Model TristarTrumpeterU-STARUMUMtechnicsValomVetusVM ModelsVoyagerVulcanWelsh ModelsWilderWinmodelXactXuronXutongАвтомобиль в ДеталяхАРК-МоделБегемотВитязьВосточный ЭкспрессГраньЗвездаЛенмодельМикродизайнМир МоделейМоделистОгонекСектор35ФлагманЦейхгаузЭкипажЮжный Фронт
V. AircraftRB ModelRevellRFMRiich modelsRodenRPMS&BScaleGarageSkifSmall StuffSmerSpecial HobbyTakomTamiyaTOP GUNToxso Model TristarTrumpeterU-STARUMUMtechnicsValomVetusVM ModelsVoyagerVulcanWelsh ModelsWilderWinmodelXactXuronXutongАвтомобиль в ДеталяхАРК-МоделБегемотВитязьВосточный ЭкспрессГраньЗвездаЛенмодельМикродизайнМир МоделейМоделистОгонекСектор35ФлагманЦейхгаузЭкипажЮжный Фронт ..3DF Express78artA-ModelAA ModelsAberAbordageAbrexAbteilung502AcademyACEACMEAD-ModumAdvanced ModelingAFV clubAGMAHC ModelsAIM Fan ModelAiresAirFixAK InteractiveAKhobbyAlanAlangerAlclad IIAlex MiniaturesAlezanALFAlmost RealALRAltayaAmercomAmerican DioramaAmerican Heritage ModelsAMG ModelsAmigo ModelsAMKAMMO MIGAmodelAmourAMPAMTAmusing HobbyAnsonAoshima (DISM)Apex RacingApplywood workshopARK modelsARM.PNTArmada HobbyArmaHobbyARMOR35ArmoryArmour CollectionARS ModelArt ModelART-modelAscensioASK ModelsASQATCAtlasAudi MuseumAuhagenAurora HobbyAuthentic DecalsAuto PilenAuto WorldAutoArtAutobahn / BauerautocultAutomodelle AMWAutomodelloAutotime / AutograndAvanstyle (Frontiart)Avart ArhiveAVD ModelsAVD дополненияAVD покрышкиAvisAWMAZModelAzurBachmannBalaton ModellBangBare-Metal Foil Co.BauerBaumiBBRBburagoBegemotBest ModelBest of ShowBetexaBianteBingBizarreBM CreationsBM-ToysBobcat dealerBorder ModelBravo-6BrekinaBrengunBroncoBrooklin ModelsBrummBS DesignBuschby AKBy VolkCaesar miniaturesCar BadgeCararama / HongwellCarlineCarNelCartrixCBModelsCeleroCentauriaCenturyCentury DragonCentury WingsCHIEFF ModelsChina ModelsClassic 43Classic CarlectablesClassicbusClassy HobbyCLC ModelsClearPropCM ModelCMCCMFCMKCMRColibri DecalsCollector’s ClassicsConradCopper State ModelsCorgiCrazy Classic TeamCult Scale ModelsCursorCYBER HOBBYD.
..3DF Express78artA-ModelAA ModelsAberAbordageAbrexAbteilung502AcademyACEACMEAD-ModumAdvanced ModelingAFV clubAGMAHC ModelsAIM Fan ModelAiresAirFixAK InteractiveAKhobbyAlanAlangerAlclad IIAlex MiniaturesAlezanALFAlmost RealALRAltayaAmercomAmerican DioramaAmerican Heritage ModelsAMG ModelsAmigo ModelsAMKAMMO MIGAmodelAmourAMPAMTAmusing HobbyAnsonAoshima (DISM)Apex RacingApplywood workshopARK modelsARM.PNTArmada HobbyArmaHobbyARMOR35ArmoryArmour CollectionARS ModelArt ModelART-modelAscensioASK ModelsASQATCAtlasAudi MuseumAuhagenAurora HobbyAuthentic DecalsAuto PilenAuto WorldAutoArtAutobahn / BauerautocultAutomodelle AMWAutomodelloAutotime / AutograndAvanstyle (Frontiart)Avart ArhiveAVD ModelsAVD дополненияAVD покрышкиAvisAWMAZModelAzurBachmannBalaton ModellBangBare-Metal Foil Co.BauerBaumiBBRBburagoBegemotBest ModelBest of ShowBetexaBianteBingBizarreBM CreationsBM-ToysBobcat dealerBorder ModelBravo-6BrekinaBrengunBroncoBrooklin ModelsBrummBS DesignBuschby AKBy VolkCaesar miniaturesCar BadgeCararama / HongwellCarlineCarNelCartrixCBModelsCeleroCentauriaCenturyCentury DragonCentury WingsCHIEFF ModelsChina ModelsClassic 43Classic CarlectablesClassicbusClassy HobbyCLC ModelsClearPropCM ModelCMCCMFCMKCMRColibri DecalsCollector’s ClassicsConradCopper State ModelsCorgiCrazy Classic TeamCult Scale ModelsCursorCYBER HOBBYD. N.K.DaffiDANmodelsDarksideDas WerkDasModelDAYdiecastETCHDays-goneDeAgostiniDecal ShopDel PradoDenisssModelsDetailCarsDiapetDickie SpielzeugDie-Cast superDie-cast по-домашнемуDifferent ScalesDinky ToysDiOlex ProductionDioparkDioramaTechDiP ModelsDirekt CollectionsDistlerDMA Hue StudioDNADoctor DecalDong GuanDora WingsDorlopDragonDSPIAEDUPLI COLORDVCEaglemossEasy ModelEbbroEco-Wood-ArtEdison GiocattoliEdmon StudioEduardEidolon Make-UpELFEligorEmanEMC ModelsERAERTLESCIEsval ModelsEUREKA XXLEvergreen (USA)EVR-miniExcelExotoEXPRESSO WINGSExtratechFalcon ModelsFallerFeelin_3dFigutecFine MoldsFirst 43 ModelsFirst ResponseFirst to FightFLAGMANFlyFly Car ModelFlyHawk ModelForces of ValorFormat72Forward-68FoxtoysFranklin MintFranzisFreedom ModelsFriulmodelFrontiartFUGU_GARAGEFujimi MokeiFury ModelsGAMAGarageGarbuz modelsGartexGearboxGecko-ModelsGeminiJetsGems & CobwebsGIMGK Racer SeriesGlencoe modelsGLMGMP / ACMEGMU ModelGold Medal ModelsGoldvargGorky ModelsGP ReplicasGreat Wall HobbyGreen Stuff WorldGreenlightGroup MastersGT AutosGT SpiritGuiloyGuisvalGunTower ModelsHachetteHarder_SteenbeckHartoy Inc.
N.K.DaffiDANmodelsDarksideDas WerkDasModelDAYdiecastETCHDays-goneDeAgostiniDecal ShopDel PradoDenisssModelsDetailCarsDiapetDickie SpielzeugDie-Cast superDie-cast по-домашнемуDifferent ScalesDinky ToysDiOlex ProductionDioparkDioramaTechDiP ModelsDirekt CollectionsDistlerDMA Hue StudioDNADoctor DecalDong GuanDora WingsDorlopDragonDSPIAEDUPLI COLORDVCEaglemossEasy ModelEbbroEco-Wood-ArtEdison GiocattoliEdmon StudioEduardEidolon Make-UpELFEligorEmanEMC ModelsERAERTLESCIEsval ModelsEUREKA XXLEvergreen (USA)EVR-miniExcelExotoEXPRESSO WINGSExtratechFalcon ModelsFallerFeelin_3dFigutecFine MoldsFirst 43 ModelsFirst ResponseFirst to FightFLAGMANFlyFly Car ModelFlyHawk ModelForces of ValorFormat72Forward-68FoxtoysFranklin MintFranzisFreedom ModelsFriulmodelFrontiartFUGU_GARAGEFujimi MokeiFury ModelsGAMAGarageGarbuz modelsGartexGearboxGecko-ModelsGeminiJetsGems & CobwebsGIMGK Racer SeriesGlencoe modelsGLMGMP / ACMEGMU ModelGold Medal ModelsGoldvargGorky ModelsGP ReplicasGreat Wall HobbyGreen Stuff WorldGreenlightGroup MastersGT AutosGT SpiritGuiloyGuisvalGunTower ModelsHachetteHarder_SteenbeckHartoy Inc. HasbroHasegawaHat Plastic ModelsHedgeModelsHekiHellerHerpaHi-StoryHigh SpeedHighway 61HistoricHK ModelsHobby 2000Hobby BossHobby DesignHobby MasterHobby PlanetHobbyCraftHomerHot WheelsHot Wheels EliteHPIHumbroli-ScaleIBG ModelsICMICV (СПб)IGRAIlarioInno ModelsInterusIOM-KITISTISTPlusItaleriIVYIXOJ-CollectionJACOJada ToysJadiJASJB ModellautosJF CreationsJim ScaleJoalJohn Day ModelsJohnny LightningJolly ModelJouef EvolutionJoy CityJTKK-ModelKadenKajikaKangnamKatoKAV modelsKDWKengFaiKESS ModelKineticKing starKinsmartKitechKitty HawkKK ScaleKondorKorean modelsKOVAPKovozavody ProstejovKP ModelsKremlin Vehicle parkKuivalainenKV ModelsKyoshoK_S Precision MetalsLa Mini MinieraLada ImageLastochkaLaudoracing-ModelsLCD MODELSLe Mans MiniaturesLeadwarriorLenmodeLLeo ModelsLev ResinLeX modelsLIFE in SCALELife MiniaturesLion-ToysLionRoarLittle dumpLiveResinLledoLooksmartLouis SurberLP ModelsLS CollectiblesLucky DiecastLucky ModelsLucky PlanLUSO-toysLuxcarLuxury CollectiblesLuxury die-castM-SmartM2 MachinesM4 MAC DistributionMacadamMACHETEMagic ModelsMaistoMajoretteMake UpMAKSIPROFManWahMaquetteMarklinMARSMars ModelsMarsh ModelsMARTINMASTERMaster BoxMaster ModelMaster ToolsMasterClubMasterCraftMatchboxMatrixMax-ModelsMaxi CarMAXI COLORMaxichampsMaxModelsMBH ModelsMCWMD-modelsMengMercuryMeritMetroMicro Scale DesignMIG productionsMIL CustomsMilestone MiniaturesMilitaryWheelsMini GTMinialuxeMiniarmMiniArtMiniaturmodelleMinibaseMinichampsMiniClassicMinicraftMiniCraft Scale ModelsMiniHobbyModelsMiniTankMiniWarPaintMIRAMirage HobbyMirror-modelsMISTERCRAFTMiticaMMPModel BoxModel PointModel-IconsModelCarGroupModelcollectModelerModelGunmodelkModelLuxModelProModelSvitModimioMODUS 90MolotowMondo MotorsMondseeMonogramMONTI SYSTEMMoonMoremMorrisonMotipMotor MaxMotoramaMotorartMotorheadMotoScaleModelsMPCMPMMR CollectionMr.
HasbroHasegawaHat Plastic ModelsHedgeModelsHekiHellerHerpaHi-StoryHigh SpeedHighway 61HistoricHK ModelsHobby 2000Hobby BossHobby DesignHobby MasterHobby PlanetHobbyCraftHomerHot WheelsHot Wheels EliteHPIHumbroli-ScaleIBG ModelsICMICV (СПб)IGRAIlarioInno ModelsInterusIOM-KITISTISTPlusItaleriIVYIXOJ-CollectionJACOJada ToysJadiJASJB ModellautosJF CreationsJim ScaleJoalJohn Day ModelsJohnny LightningJolly ModelJouef EvolutionJoy CityJTKK-ModelKadenKajikaKangnamKatoKAV modelsKDWKengFaiKESS ModelKineticKing starKinsmartKitechKitty HawkKK ScaleKondorKorean modelsKOVAPKovozavody ProstejovKP ModelsKremlin Vehicle parkKuivalainenKV ModelsKyoshoK_S Precision MetalsLa Mini MinieraLada ImageLastochkaLaudoracing-ModelsLCD MODELSLe Mans MiniaturesLeadwarriorLenmodeLLeo ModelsLev ResinLeX modelsLIFE in SCALELife MiniaturesLion-ToysLionRoarLittle dumpLiveResinLledoLooksmartLouis SurberLP ModelsLS CollectiblesLucky DiecastLucky ModelsLucky PlanLUSO-toysLuxcarLuxury CollectiblesLuxury die-castM-SmartM2 MachinesM4 MAC DistributionMacadamMACHETEMagic ModelsMaistoMajoretteMake UpMAKSIPROFManWahMaquetteMarklinMARSMars ModelsMarsh ModelsMARTINMASTERMaster BoxMaster ModelMaster ToolsMasterClubMasterCraftMatchboxMatrixMax-ModelsMaxi CarMAXI COLORMaxichampsMaxModelsMBH ModelsMCWMD-modelsMengMercuryMeritMetroMicro Scale DesignMIG productionsMIL CustomsMilestone MiniaturesMilitaryWheelsMini GTMinialuxeMiniarmMiniArtMiniaturmodelleMinibaseMinichampsMiniClassicMinicraftMiniCraft Scale ModelsMiniHobbyModelsMiniTankMiniWarPaintMIRAMirage HobbyMirror-modelsMISTERCRAFTMiticaMMPModel BoxModel PointModel-IconsModelCarGroupModelcollectModelerModelGunmodelkModelLuxModelProModelSvitModimioMODUS 90MolotowMondo MotorsMondseeMonogramMONTI SYSTEMMoonMoremMorrisonMotipMotor MaxMotoramaMotorartMotorheadMotoScaleModelsMPCMPMMR CollectionMr. HobbyMTech (M4)Nacoral S.A.NEONeomegaNew PenguinNew RayNH DetailNickelNik-ModelsNittoNMDNochnonameNorevNorscotNorthStar ModelsNostalgieNVANZG ModelleOdeonOKB GrigorovOld CarsOLFAOlimp ModelsOne by One ProductionONYXOpus studioOrionORNST modelOtto MobileOvs-DecalsOxfordPacific88Palma43Panda HobbyPANTHEONPanzerstahlParagonPasDecalsPasModelsPaudi ModelsPavla ModelsPB Scale ModelsPegas-ModelsPegoPhoenix MintPikoPinKoPlatzPlusmodelPMSPolistilPorsche MuseumPotato CarPremium ClassiXXsPremium CollectiblesPremium Scale ModelsPremiumXPrint ScaleProDecalsProgetto KPrommodel43Provence MoulagePSTPt ModelsQuartzoQuickboostQuinta StudioRacing Champions inc.Rare Car ModelsRAROGRastarRB ModelRBA CollectiblesRebel CustomRecord — M.R.F.Red BoxRed Iron ModelsRed LineRenn MiniaturesRenner WerbemittelReplicarsResKitRetro WingsRevaroRevellRextoysREXxRickoriddikRietzeRiich ModelsRIORMZ HobbyRO MODELSRoad ChampsRoad KingsRob-TaurusRodenROSRossoRosso & FlyRoubloffRPG-modelRPMRS ModelsRTMRuppert KoppRusAirRussian collectionRye Field ModelS-ModelSABRESabreKitsSaicoSC Johnson (USA)ScaleGarageSchabakSchucoSEATSG-ModellingShelby CollectiblesShurikenSignatureSIKUSkale WingsSKIFSky-HighSmerSMMSnakeModelSochi 2014SolidoSophiArtSouth FrontSOVA-MSoviet ArmourSparkSpAsovSpecial HobbyStalingradStarlineStart Scale ModelsSTC STARTSTMStudio Perfect ModelSullen-ModelistSunnysideSunstarSuper ASuyataSwordSX-ArtS_BT-ModelT.
HobbyMTech (M4)Nacoral S.A.NEONeomegaNew PenguinNew RayNH DetailNickelNik-ModelsNittoNMDNochnonameNorevNorscotNorthStar ModelsNostalgieNVANZG ModelleOdeonOKB GrigorovOld CarsOLFAOlimp ModelsOne by One ProductionONYXOpus studioOrionORNST modelOtto MobileOvs-DecalsOxfordPacific88Palma43Panda HobbyPANTHEONPanzerstahlParagonPasDecalsPasModelsPaudi ModelsPavla ModelsPB Scale ModelsPegas-ModelsPegoPhoenix MintPikoPinKoPlatzPlusmodelPMSPolistilPorsche MuseumPotato CarPremium ClassiXXsPremium CollectiblesPremium Scale ModelsPremiumXPrint ScaleProDecalsProgetto KPrommodel43Provence MoulagePSTPt ModelsQuartzoQuickboostQuinta StudioRacing Champions inc.Rare Car ModelsRAROGRastarRB ModelRBA CollectiblesRebel CustomRecord — M.R.F.Red BoxRed Iron ModelsRed LineRenn MiniaturesRenner WerbemittelReplicarsResKitRetro WingsRevaroRevellRextoysREXxRickoriddikRietzeRiich ModelsRIORMZ HobbyRO MODELSRoad ChampsRoad KingsRob-TaurusRodenROSRossoRosso & FlyRoubloffRPG-modelRPMRS ModelsRTMRuppert KoppRusAirRussian collectionRye Field ModelS-ModelSABRESabreKitsSaicoSC Johnson (USA)ScaleGarageSchabakSchucoSEATSG-ModellingShelby CollectiblesShurikenSignatureSIKUSkale WingsSKIFSky-HighSmerSMMSnakeModelSochi 2014SolidoSophiArtSouth FrontSOVA-MSoviet ArmourSparkSpAsovSpecial HobbyStalingradStarlineStart Scale ModelsSTC STARTSTMStudio Perfect ModelSullen-ModelistSunnysideSunstarSuper ASuyataSwordSX-ArtS_BT-ModelT. R.L. ModelTakomTameo KITsTamiya (J)TANMODELTarmacTech4TecnomodelTeknoTemp modelsThunder ModelTic TocTiger ModelTin WizardTins’ ToysTippcoTMTmodelsTOGATomicaTop MarquesTop ModelTop Model CollectionTopSpeedToxso ModelTraxTriple 9TristarTrofeuTrumpeterTSM ModelUCC CoffeeUltimate DiecastULTRA modelsUM Military TechnicsUM43UMIUnimaxUniversal HobbiesunoMAGUpRiseUT ModelsV.V.M / V.M.M.V43Vallejovanamingo-nnVanboVanguardsVAPSVectorVector-ModelsVeeHobbyVeremVery FireVespid ModelsVictoriaVintage Motor BrandsVIPcarVitesseVixenVM modelsVMmodelsVmodelsVOIIOVoyagerModelVrudikW.M.C. ModelsWar MasterWasanWaterlooWeiseWellyWEMWEMI ModelsWerk83White BoxWhite RoseWikingWilderWingsyWinModelsWIX CollectiblesWM KITWSIXQ Xuntong ModelYat MingYVS-ModelsZ-ModelsZack AtakZebranoZedvalZip-maketZISSZZ ModellаRтБаZаАБ-МоделсАвто-бюроАвтоистория (АИСТ)АвтопанорамаАвтопаркАГАТАиФАканАМформаАнтонюкАрсеналартель УниверсалъАтелье Etch modelsАтомБурБеркутБригадирВитязьВМТДВойны и битвыВолжский инструментВосточный экспрессВЭС (Воронеж)Гараж на столеГРАНЬГрузы в кузовДекали BossДекали ModelLuxДекали SF-AutoДилерские модели БЕЛАЗДругойЕКБ-modelsЗвездаИмпериалъКазанская лабораторияКиммерияКОБРАКолхоZZ DivisionКомбригКомпаньонЛитература (книги)ЛОМО-АВММажор Моделсмастер Dimscaleмастер ВойтовичМастер Дровишкинмастер Колёсовмастер ЛепендинМастер СкаляровМастерПигментМастерская Decordмастерская JRМастерская SECМастерская АВТОДОРМастерская ГоСТМастерская ЗнакМастерская КИТМастерская МЕЛМастерская РИГАМаэстро-моделсМикродизайнМикроМирМиниградМинимирМир МоделейМодел.
R.L. ModelTakomTameo KITsTamiya (J)TANMODELTarmacTech4TecnomodelTeknoTemp modelsThunder ModelTic TocTiger ModelTin WizardTins’ ToysTippcoTMTmodelsTOGATomicaTop MarquesTop ModelTop Model CollectionTopSpeedToxso ModelTraxTriple 9TristarTrofeuTrumpeterTSM ModelUCC CoffeeUltimate DiecastULTRA modelsUM Military TechnicsUM43UMIUnimaxUniversal HobbiesunoMAGUpRiseUT ModelsV.V.M / V.M.M.V43Vallejovanamingo-nnVanboVanguardsVAPSVectorVector-ModelsVeeHobbyVeremVery FireVespid ModelsVictoriaVintage Motor BrandsVIPcarVitesseVixenVM modelsVMmodelsVmodelsVOIIOVoyagerModelVrudikW.M.C. ModelsWar MasterWasanWaterlooWeiseWellyWEMWEMI ModelsWerk83White BoxWhite RoseWikingWilderWingsyWinModelsWIX CollectiblesWM KITWSIXQ Xuntong ModelYat MingYVS-ModelsZ-ModelsZack AtakZebranoZedvalZip-maketZISSZZ ModellаRтБаZаАБ-МоделсАвто-бюроАвтоистория (АИСТ)АвтопанорамаАвтопаркАГАТАиФАканАМформаАнтонюкАрсеналартель УниверсалъАтелье Etch modelsАтомБурБеркутБригадирВитязьВМТДВойны и битвыВолжский инструментВосточный экспрессВЭС (Воронеж)Гараж на столеГРАНЬГрузы в кузовДекали BossДекали ModelLuxДекали SF-AutoДилерские модели БЕЛАЗДругойЕКБ-modelsЗвездаИмпериалъКазанская лабораторияКиммерияКОБРАКолхоZZ DivisionКомбригКомпаньонЛитература (книги)ЛОМО-АВММажор Моделсмастер Dimscaleмастер ВойтовичМастер Дровишкинмастер Колёсовмастер ЛепендинМастер СкаляровМастерПигментМастерская Decordмастерская JRМастерская SECМастерская АВТОДОРМастерская ГоСТМастерская ЗнакМастерская КИТМастерская МЕЛМастерская РИГАМаэстро-моделсМикродизайнМикроМирМиниградМинимирМир МоделейМодел. лабМОДЕЛИСТМоделстройМодель-СервисМодельхимпродуктМоя модельМР СТУДИЯНаш АвтопромНаши ГрузовикиНаши ТанкиОгонекПАО КАМАЗПетроградъПетроградъ и S_BПламенный моторПланета ПатворковПобедаПрапорПрестиж КоллекцияПромтракторПТВ СибирьПУЗЫРЁВЪРетроЛабРусская миниатюраРучная работаСарлабСВ-МодельСделано в СССРСергеевСибртехСМУ-23.SСоветский Автобус (СОВА)СолдатикиСоюзМакетСПБМСТАРТ 43Студия КАНСтудия КолесоСтудия МАЛСтудия ОфицерТанкоградТАРАНТемэксТехнологТехноПаркТри А СтудиоТри БогатыряТРЭКСУральский СоколФарфоровая МануфактураФинокоХерсон-МоделсЦейхгаузЧЕТРАЭ.В.М.ЭкипажЭлеконЭскадраЮный коллекционер
лабМОДЕЛИСТМоделстройМодель-СервисМодельхимпродуктМоя модельМР СТУДИЯНаш АвтопромНаши ГрузовикиНаши ТанкиОгонекПАО КАМАЗПетроградъПетроградъ и S_BПламенный моторПланета ПатворковПобедаПрапорПрестиж КоллекцияПромтракторПТВ СибирьПУЗЫРЁВЪРетроЛабРусская миниатюраРучная работаСарлабСВ-МодельСделано в СССРСергеевСибртехСМУ-23.SСоветский Автобус (СОВА)СолдатикиСоюзМакетСПБМСТАРТ 43Студия КАНСтудия КолесоСтудия МАЛСтудия ОфицерТанкоградТАРАНТемэксТехнологТехноПаркТри А СтудиоТри БогатыряТРЭКСУральский СоколФарфоровая МануфактураФинокоХерсон-МоделсЦейхгаузЧЕТРАЭ.В.М.ЭкипажЭлеконЭскадраЮный коллекционер ..ДекалиЗапчасти, аксессуарыЭлементы диорамАвиацияВоенная техникаВодный транспортЖ/Д транспортАвтобусВнедорожник / КроссоверГрузовикКемперГужевая повозкаЛегковой автомобильМикроавтобус / ФургонМотоциклПикапПрицепыТракторы, комбайныТроллейбусФигурки
..ДекалиЗапчасти, аксессуарыЭлементы диорамАвиацияВоенная техникаВодный транспортЖ/Д транспортАвтобусВнедорожник / КроссоверГрузовикКемперГужевая повозкаЛегковой автомобильМикроавтобус / ФургонМотоциклПикапПрицепыТракторы, комбайныТроллейбусФигурки из США по ленд-лизу в ряды советских войска стали поступать диковинные большие автомобили-амфибии GMC DUKW-353, которую американцы по созвучию и схожести написания прозвали «duck» — «утка». Использование этих машин в Висло-Одерской операции, при форсировании Свири и Даугавы показало их крайнюю эффективность. Действительно, боевые потери значительно уменьшались при форсировании водных преград сходу на американских «утках», нежели при традиционном использовании лодок, наведении понтонов и временных мостов под огнём противника. Таким образом, советские военные решили, что неплохо бы иметь и нам подобный автомобиль-амфибию.
из США по ленд-лизу в ряды советских войска стали поступать диковинные большие автомобили-амфибии GMC DUKW-353, которую американцы по созвучию и схожести написания прозвали «duck» — «утка». Использование этих машин в Висло-Одерской операции, при форсировании Свири и Даугавы показало их крайнюю эффективность. Действительно, боевые потери значительно уменьшались при форсировании водных преград сходу на американских «утках», нежели при традиционном использовании лодок, наведении понтонов и временных мостов под огнём противника. Таким образом, советские военные решили, что неплохо бы иметь и нам подобный автомобиль-амфибию. Там под руководством А. Грачёва, планировалось собирать грузовики ДАЗ-150 на основе аналогичной ЗИСовской модели. До этого Грачёв работал конструктором на ГАЗе в Горьком и прославился созданием целой плеяды полноприводных легковых автомобилей (ГАЗ-61-40, ГАЗ-61-73, ГАЗ-31-415, ГАЗ-61-417, армейские внедорожники ГАЗ-64 и ГАЗ-67). Днепропетровские конструкторы оценили все достоинства и недостатки американского прототипа и с энтузиазмом, по 10-12 часов в сутки, принялись работать над собственной амфибией.
Там под руководством А. Грачёва, планировалось собирать грузовики ДАЗ-150 на основе аналогичной ЗИСовской модели. До этого Грачёв работал конструктором на ГАЗе в Горьком и прославился созданием целой плеяды полноприводных легковых автомобилей (ГАЗ-61-40, ГАЗ-61-73, ГАЗ-31-415, ГАЗ-61-417, армейские внедорожники ГАЗ-64 и ГАЗ-67). Днепропетровские конструкторы оценили все достоинства и недостатки американского прототипа и с энтузиазмом, по 10-12 часов в сутки, принялись работать над собственной амфибией. Чтобы этого избежать, нужно было спустить определённое количество воздуха в шинах, тогда под давлением массы автомобиля нижняя часть шин расширялась, и площадь давления на грунт увеличивалась, что позволяло успешно преодолевать болотистую и песчаную местность. После того как автомобиль выезжал на твёрдый грунт или шоссе, специальный компрессор должен был вернуть давление в шинах в норму. Именно такая система получившая название СРДВШ (система регулирования давления воздуха в шинах) была применена на ДАЗ-485. Кроме того, колёса амфибии могли выдержать до пяти сквозных пулевых прострелов каждое – компрессор восполнял утечку воздуха и продолжал поддерживать нужное давление. Снаружи эта система подкачки представляла собой сочленённые прямые трубки, которые подходили к каждому колесу с внутренней стороны. За внешнее сходство конструкции с лапками членистоногого СРДВШ прозвали «пауком».
Чтобы этого избежать, нужно было спустить определённое количество воздуха в шинах, тогда под давлением массы автомобиля нижняя часть шин расширялась, и площадь давления на грунт увеличивалась, что позволяло успешно преодолевать болотистую и песчаную местность. После того как автомобиль выезжал на твёрдый грунт или шоссе, специальный компрессор должен был вернуть давление в шинах в норму. Именно такая система получившая название СРДВШ (система регулирования давления воздуха в шинах) была применена на ДАЗ-485. Кроме того, колёса амфибии могли выдержать до пяти сквозных пулевых прострелов каждое – компрессор восполнял утечку воздуха и продолжал поддерживать нужное давление. Снаружи эта система подкачки представляла собой сочленённые прямые трубки, которые подходили к каждому колесу с внутренней стороны. За внешнее сходство конструкции с лапками членистоногого СРДВШ прозвали «пауком». За руль ДАЗ-485 сел лично Грачёв, а ведь было достаточно рискованно направлять ночью в воды Днепра не обкатанный и не прошедший никаких испытаний, пусть и водоплавающий, автомобиль. Однако, БАВ не подвёл своих создателей и выдержал первый экзамен на «отлично». А впереди было ещё много испытаний: горные дороги Кавказа и Крыма; форсирование рек Кубань, Волга и Днестр; пробег Москва – Сталинград – Астрахань – Баку – Батуми – Крым – Одесса – Минск – Москва протяжённостью свыше 10 000 км. Когда машину испытывали в Крыму при форсировании Керченского пролива, тогда ещё полностью не очищенного от мин и затонувших кораблей, поднялся сильный шторм. Сопровождающим катерам типа «морской охотник» запретили выходить в море, но Грачёв со своим коллективом всё же рискнул переплыть пролив и выехал на сушу благополучно. БАВ отлично всходил носом на волну, все агрегаты работали бесперебойно, а система водоотлива успешно справлялась с откачкой воды, попадавшей в грузовой отсек и трюмы. Но всё это было впереди, а пока коллектив ДАЗа праздновал заслуженную победу.
За руль ДАЗ-485 сел лично Грачёв, а ведь было достаточно рискованно направлять ночью в воды Днепра не обкатанный и не прошедший никаких испытаний, пусть и водоплавающий, автомобиль. Однако, БАВ не подвёл своих создателей и выдержал первый экзамен на «отлично». А впереди было ещё много испытаний: горные дороги Кавказа и Крыма; форсирование рек Кубань, Волга и Днестр; пробег Москва – Сталинград – Астрахань – Баку – Батуми – Крым – Одесса – Минск – Москва протяжённостью свыше 10 000 км. Когда машину испытывали в Крыму при форсировании Керченского пролива, тогда ещё полностью не очищенного от мин и затонувших кораблей, поднялся сильный шторм. Сопровождающим катерам типа «морской охотник» запретили выходить в море, но Грачёв со своим коллективом всё же рискнул переплыть пролив и выехал на сушу благополучно. БАВ отлично всходил носом на волну, все агрегаты работали бесперебойно, а система водоотлива успешно справлялась с откачкой воды, попадавшей в грузовой отсек и трюмы. Но всё это было впереди, а пока коллектив ДАЗа праздновал заслуженную победу. ДАЗ-485 не только не уступал американскому DUKW-353, но и по многим параметрам превосходил его: наш БАВ имел гораздо более удачную компоновку, более вместительное грузовое отделение, откидывающийся задний борт, а главное – гораздо более совершенную, надёжную и эффективную систему подкачки шин СРДВШ.
ДАЗ-485 не только не уступал американскому DUKW-353, но и по многим параметрам превосходил его: наш БАВ имел гораздо более удачную компоновку, более вместительное грузовое отделение, откидывающийся задний борт, а главное – гораздо более совершенную, надёжную и эффективную систему подкачки шин СРДВШ. На воде БАВ приводился в движение винтом и развивал скорость до 10,7 км/ч. Если винт был сломан, автомобиль продолжал плыть в заданном направлении при помощи вращения колёс, но скорость была уже гораздо ниже. На случай попадания воды внутрь корпуса вследствие пробоин, были предусмотрены специальные насосы, которые откачивали воду из трюмов и грузового отсека. На суше БАВ становился полноценным вездеходом: он преодолевал грязь, снег, подъёмы с 30-градусным уклоном, передвигался со средней скоростью 10 км/ч по самому сильному бездорожью, а на шоссе развивал скорость 73 км/ч. Грузоподъёмность автомобиля составляла 2,5 тонны. За один рейс амфибия могла взять на борт и переправить через водоём либо 28 бойцов со стрелковым оружием, либо артиллерийское орудие с расчётом, либо автомобиль — гружённый ГАЗ-69 или порожний грузовик ГАЗ-63. БАВ был по достоинству оценен военными и высшим руководством страны: Грачёв и другие конструкторы, трудившиеся над созданием ДАЗ-485, были удостоены Сталинской премии второй степени.
На воде БАВ приводился в движение винтом и развивал скорость до 10,7 км/ч. Если винт был сломан, автомобиль продолжал плыть в заданном направлении при помощи вращения колёс, но скорость была уже гораздо ниже. На случай попадания воды внутрь корпуса вследствие пробоин, были предусмотрены специальные насосы, которые откачивали воду из трюмов и грузового отсека. На суше БАВ становился полноценным вездеходом: он преодолевал грязь, снег, подъёмы с 30-градусным уклоном, передвигался со средней скоростью 10 км/ч по самому сильному бездорожью, а на шоссе развивал скорость 73 км/ч. Грузоподъёмность автомобиля составляла 2,5 тонны. За один рейс амфибия могла взять на борт и переправить через водоём либо 28 бойцов со стрелковым оружием, либо артиллерийское орудие с расчётом, либо автомобиль — гружённый ГАЗ-69 или порожний грузовик ГАЗ-63. БАВ был по достоинству оценен военными и высшим руководством страны: Грачёв и другие конструкторы, трудившиеся над созданием ДАЗ-485, были удостоены Сталинской премии второй степени.
 В 1957 г. ЗИС-485 был модернизирован. Система подкачки шин была помещена в ступицу колеса — теперь она не требовала ухода, не получала повреждений на бездорожье и не мешала смене колеса. БАВ получил шины большего размера с рисунком протектора в виде косой ёлки, усиленные ведущие мосты с расширенной колеёй, пневматический привод тормозов и ряд других нововведений. Этот автомобиль получил индекс ЗИС-485А, а его сборка была переведена на Брянский автомобильный завод (БАЗ), где продолжалась вплоть до 1962 г., пока не появились такие образцы плавучей бронетехники как БТР-60 и БМП-1. С их появлением отпала острая необходимость в специальных плавучих транспортёрах.
В 1957 г. ЗИС-485 был модернизирован. Система подкачки шин была помещена в ступицу колеса — теперь она не требовала ухода, не получала повреждений на бездорожье и не мешала смене колеса. БАВ получил шины большего размера с рисунком протектора в виде косой ёлки, усиленные ведущие мосты с расширенной колеёй, пневматический привод тормозов и ряд других нововведений. Этот автомобиль получил индекс ЗИС-485А, а его сборка была переведена на Брянский автомобильный завод (БАЗ), где продолжалась вплоть до 1962 г., пока не появились такие образцы плавучей бронетехники как БТР-60 и БМП-1. С их появлением отпала острая необходимость в специальных плавучих транспортёрах. (Источник)
(Источник) На прошлой неделе розничный продавец запчастей, обновлений и аксессуаров BMW из Портсмута, штат Нью-Гэмпшир, внезапно объявил, что закрывает свои двери после более чем четырех десятилетий работы, и, как энтузиасты, мы хотели воспользоваться моментом, чтобы признать эту историю. и сообщество, построенное вокруг одного из первых и самых любимых розничных продавцов запчастей BMW — компании, которая была неотъемлемой частью обслуживания BMW для владельцев всех возрастов и увлечений.
На прошлой неделе розничный продавец запчастей, обновлений и аксессуаров BMW из Портсмута, штат Нью-Гэмпшир, внезапно объявил, что закрывает свои двери после более чем четырех десятилетий работы, и, как энтузиасты, мы хотели воспользоваться моментом, чтобы признать эту историю. и сообщество, построенное вокруг одного из первых и самых любимых розничных продавцов запчастей BMW — компании, которая была неотъемлемой частью обслуживания BMW для владельцев всех возрастов и увлечений.
 Bavarian Autosport всегда был отважным аутсайдером в сообществе BMW, небольшим предприятием, движимым страстью и стремлением трех друзей донести техническое обслуживание BMW до масс. Водители вышли из дома, чтобы изобразить Bav Auto как старого друга, который доставит столь необходимые детали на заснеженные стоянки у колледжей Новой Англии или в пустыню американского Запада, где вы можете не увидеть другой BMW для часов. Это был магазин для обычных людей, который находился на расстоянии телефонного звонка со знающим персоналом, и для сообщества Новой Англии, казалось, всегда делал все возможное (на ум приходит одна конкретная история Роба Сигела, в которой сотрудник доставил деталь для 2002 г. в пригород Бостона на мотоцикле).
Bavarian Autosport всегда был отважным аутсайдером в сообществе BMW, небольшим предприятием, движимым страстью и стремлением трех друзей донести техническое обслуживание BMW до масс. Водители вышли из дома, чтобы изобразить Bav Auto как старого друга, который доставит столь необходимые детали на заснеженные стоянки у колледжей Новой Англии или в пустыню американского Запада, где вы можете не увидеть другой BMW для часов. Это был магазин для обычных людей, который находился на расстоянии телефонного звонка со знающим персоналом, и для сообщества Новой Англии, казалось, всегда делал все возможное (на ум приходит одна конкретная история Роба Сигела, в которой сотрудник доставил деталь для 2002 г. в пригород Бостона на мотоцикле).

 Но страсть, которая побуждала основателей Bavarian Autosport создать рай для владельцев BMW, никогда не стала менее актуальной. 16-летний ребенок все еще работает на E21 на подъездной дорожке своих родителей, и постоянный владелец M3 ищет втулки для своего следующего трека, а отец решил сам установить тормоза на семейную E70 X5.
Но страсть, которая побуждала основателей Bavarian Autosport создать рай для владельцев BMW, никогда не стала менее актуальной. 16-летний ребенок все еще работает на E21 на подъездной дорожке своих родителей, и постоянный владелец M3 ищет втулки для своего следующего трека, а отец решил сам установить тормоза на семейную E70 X5. — Дэвид Роуз
— Дэвид Роуз  Заявить об этом бизнесе
Заявить об этом бизнесе com
com 07202
07202 0003
0003
 Вероятно попали на гарантию FCP и ECS.
Вероятно попали на гарантию FCP и ECS. Стыд. Я виню ЭКС.
Стыд. Я виню ЭКС.

 0003
0003 так что покупка вакуумной насадки и палочки обойдется дешевле, чем ECS хочет
так что покупка вакуумной насадки и палочки обойдется дешевле, чем ECS хочет
 Статус кредита последний раз обновлялся SBA в феврале 2021 года.
Статус кредита последний раз обновлялся SBA в феврале 2021 года. выше). Чтобы получить право на получение суммы кредита PPP, расходы на заработную плату BAV Auto LLC в 2019 году оцениваются как минимум в 96 634 $ .
выше). Чтобы получить право на получение суммы кредита PPP, расходы на заработную плату BAV Auto LLC в 2019 году оцениваются как минимум в 96 634 $ .

 Однако конкретные методы расчета различаются в зависимости от типа объекта и имеют многочисленные ограничения.
Однако конкретные методы расчета различаются в зависимости от типа объекта и имеют многочисленные ограничения. Эти местные предприятия сообщили в среднем о 6 сотрудников (по сравнению с 3 в этой компании) и получили средний кредит PPP в размере 32 141 долларов (по сравнению с 20 133 долларов в этой компании) .
Эти местные предприятия сообщили в среднем о 6 сотрудников (по сравнению с 3 в этой компании) и получили средний кредит PPP в размере 32 141 долларов (по сравнению с 20 133 долларов в этой компании) .
 Методы расчета различаются в зависимости от типа объекта. Пожалуйста, ознакомьтесь с последними официальными правилами расчета PPP SBA для полного объяснения методов расчета суммы кредита PPP.
Методы расчета различаются в зависимости от типа объекта. Пожалуйста, ознакомьтесь с последними официальными правилами расчета PPP SBA для полного объяснения методов расчета суммы кредита PPP.  Весь персонал очень дружелюбный и был очень полезным во многих других аспектах, помимо фактической покупки автомобиля. Действительно отличная компания с замечательным персоналом и высокопроизводительными автомобилями!
Весь персонал очень дружелюбный и был очень полезным во многих других аспектах, помимо фактической покупки автомобиля. Действительно отличная компания с замечательным персоналом и высокопроизводительными автомобилями!